Embed Size (px)
Citation preview
Hochschule für Technik und Wirtschaft Dresden University of Applied Sciences
Fakultät Maschinenbau / Verfahrenstechnik Studiengang Produktionstechnik
Friedrich-List-Platz 1 D-01069 Dresden
EXAPT -
Übungsanleitung
CNC Technik I Praktikum
Angefertigt von:
Graf, Marcel
Angefertigt am: 21.06.2013
Studiengang: 10/053/01
Exapt - Übungsanleitung Seite II
CNC-Technik I Praktikum
Inhaltsverzeichnis
1. Frästeil 1 ............................................................................................. 1
1.1. Zeichnung......................................................................................................... 1
1.2. Vorgehensweise ............................................................................................... 2
1.2.1. EXAPTplus CAD-Daten ....................................................................... 2
1.2.1.1. Allgemeines und Voreinstellungen .................................................... 2
1.2.1.2. Werkstücknullpunkt festlegen ........................................................... 4
1.2.2. EXAPTplus Interaktiv ........................................................................... 5
1.2.2.1. Allgemeines und Voreinstellungen .................................................... 5
1.2.2.2. Abfolge und Bearbeitung .................................................................. 8
1.3. Zusammenfassung ......................................................................................... 17
2. Drehteil 2 ........................................................................................... 18
2.1. Zeichnung....................................................................................................... 18
2.2. Zusammenfassung ......................................................................................... 19
3. Drehteil 13 ......................................................................................... 20
3.1. Zeichnung....................................................................................................... 20
3.2. Vorgehensweise ............................................................................................. 21
3.2.1. EXAPTplus CAD-Daten ............................................................................ 21
3.2.1.1. Allgemeines und Voreinstellungen ..................................................... 21
3.2.1.2. Werkstücknullpunkt festlegen ............................................................ 23
3.2.2. EXAPTplus Interaktiv ............................................................................... 24
3.2.2.1. Allgemeines und Voreinstellungen ..................................................... 24
3.2.2.2. Abfolge und Bearbeitung.................................................................... 26
3.3. Zusammenfassung ........................................................................................ 46
4. Datenblätter ......................................................................................... 47
EXAPT - Übungsanleitung Seite 1 von 49
CNC-Technik I Praktikum
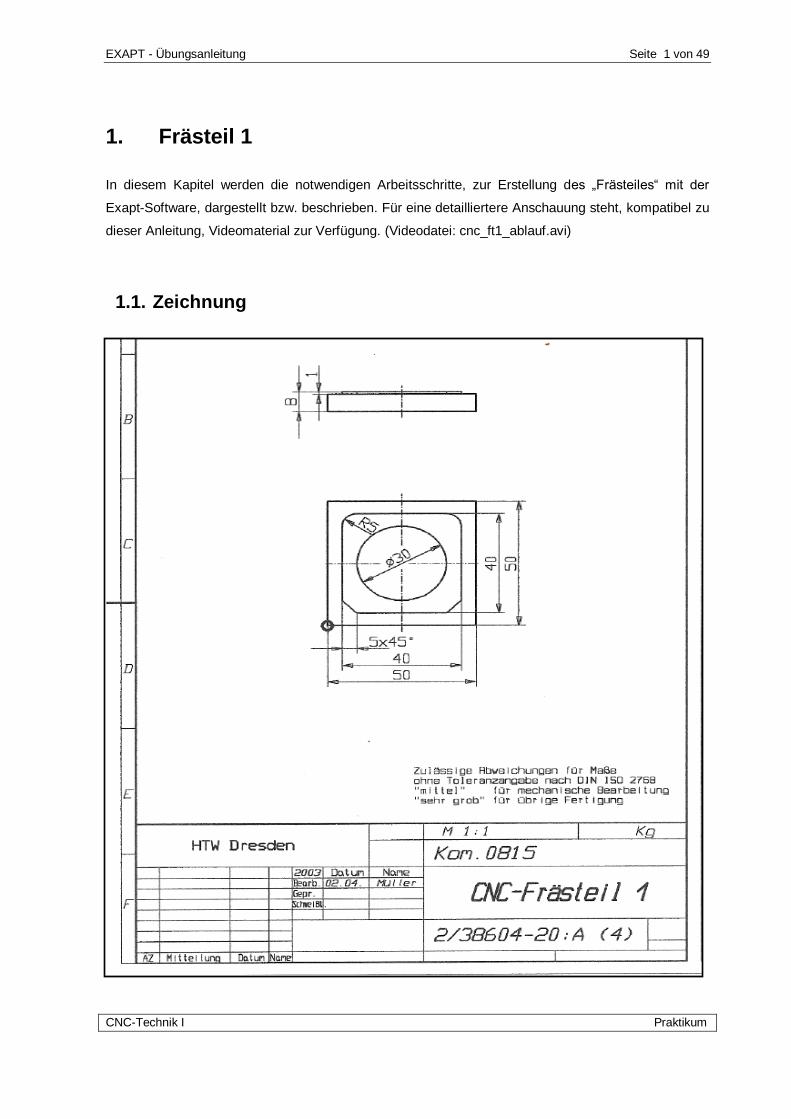
1. Frästeil 1
In diesem Kapitel werden die notwendigen Arbeitsschritte, zur Erstellung des „Frästeiles“ mit der
Exapt-Software, dargestellt bzw. beschrieben. Für eine detailliertere Anschauung steht, kompatibel zu
dieser Anleitung, Videomaterial zur Verfügung. (Videodatei: cnc_ft1_ablauf.avi)
1.1. Zeichnung
EXAPT - Übungsanleitung Seite 2 von 49
CNC-Technik I Praktikum
1.2. Vorgehensweise
1.2.1. EXAPTplus CAD-Daten
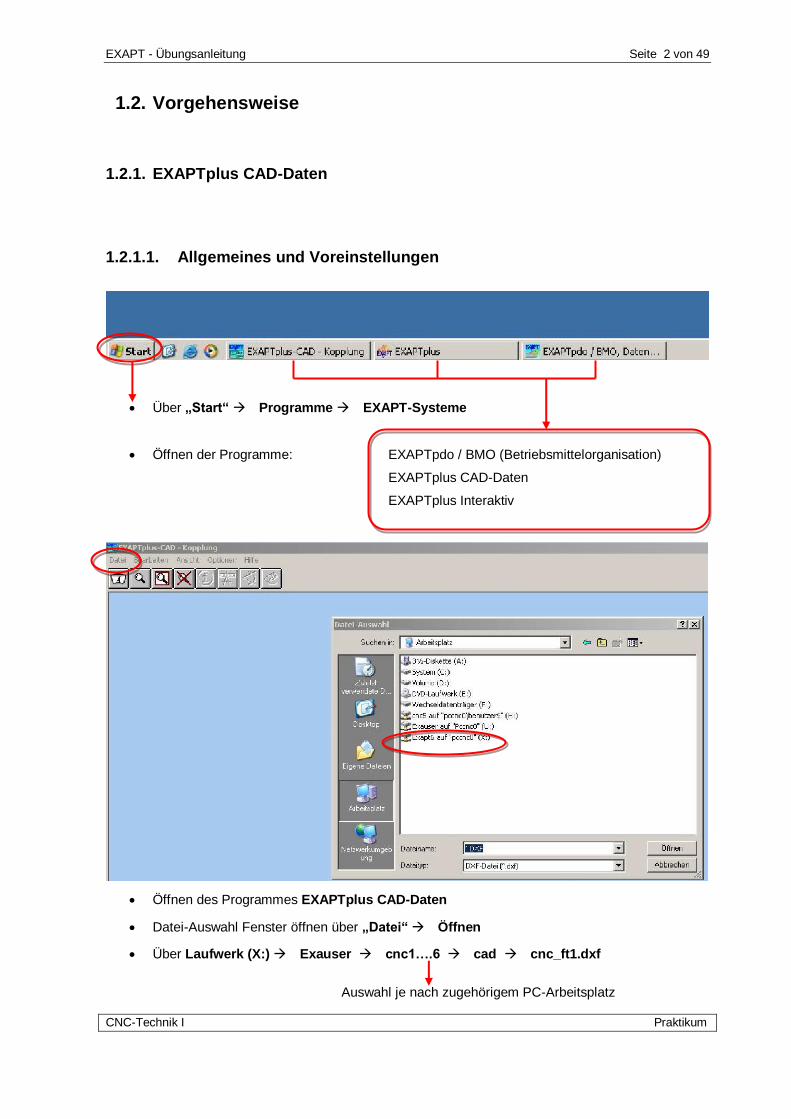
1.2.1.1. Allgemeines und Voreinstellungen
Über „Start“ Programme EXAPT-Systeme
Öffnen der Programme: EXAPTpdo / BMO (Betriebsmittelorganisation)
EXAPTplus CAD-Daten
EXAPTplus Interaktiv
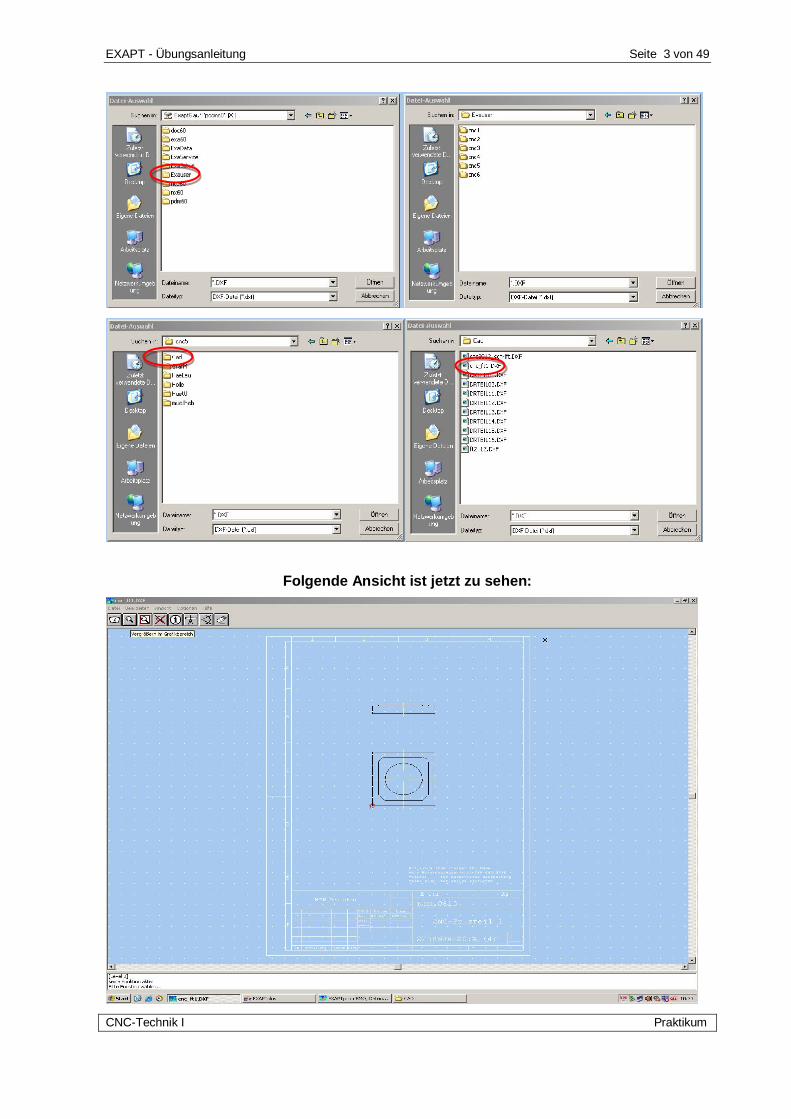
Öffnen des Programmes EXAPTplus CAD-Daten
Datei-Auswahl Fenster öffnen über „Datei“ Öffnen
Über Laufwerk (X:) Exauser cnc1….6 cad cnc_ft1.dxf
Auswahl je nach zugehörigem PC-Arbeitsplatz
EXAPT - Übungsanleitung Seite 3 von 49
CNC-Technik I Praktikum
Folgende Ansicht ist jetzt zu sehen:
EXAPT - Übungsanleitung Seite 4 von 49
CNC-Technik I Praktikum
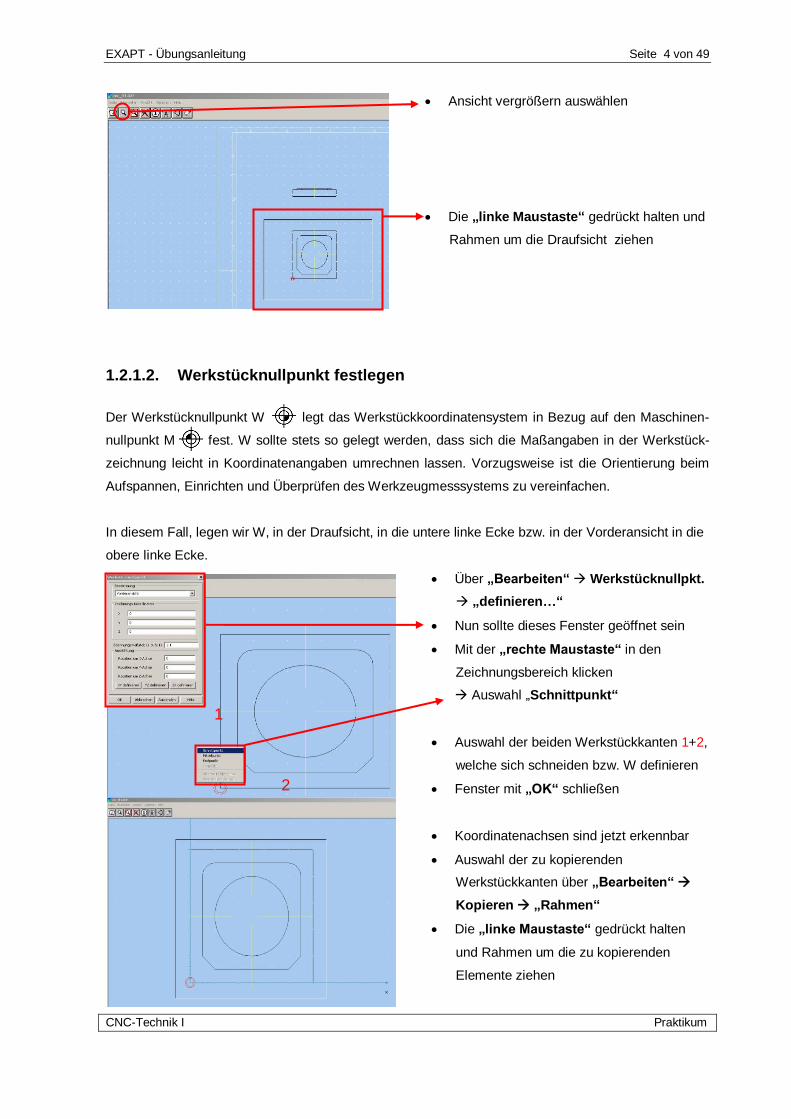
Ansicht vergrößern auswählen
Die „linke Maustaste“ gedrückt halten und
Rahmen um die Draufsicht ziehen
1.2.1.2. Werkstücknullpunkt festlegen
Der Werkstücknullpunkt W legt das Werkstückkoordinatensystem in Bezug auf den Maschinen-
nullpunkt M fest. W sollte stets so gelegt werden, dass sich die Maßangaben in der Werkstück-
zeichnung leicht in Koordinatenangaben umrechnen lassen. Vorzugsweise ist die Orientierung beim
Aufspannen, Einrichten und Überprüfen des Werkzeugmesssystems zu vereinfachen.
In diesem Fall, legen wir W, in der Draufsicht, in die untere linke Ecke bzw. in der Vorderansicht in die
obere linke Ecke.
Über „Bearbeiten“ Werkstücknullpkt.
„definieren…“
Nun sollte dieses Fenster geöffnet sein
Mit der „rechte Maustaste“ in den
Zeichnungsbereich klicken
Auswahl „Schnittpunkt“
Auswahl der beiden Werkstückkanten 1+2,
welche sich schneiden bzw. W definieren
Fenster mit „OK“ schließen
Koordinatenachsen sind jetzt erkennbar
Auswahl der zu kopierenden
Werkstückkanten über „Bearbeiten“
Kopieren „Rahmen“
Die „linke Maustaste“ gedrückt halten
und Rahmen um die zu kopierenden
Elemente ziehen
1
21
EXAPT - Übungsanleitung Seite 5 von 49
CNC-Technik I Praktikum
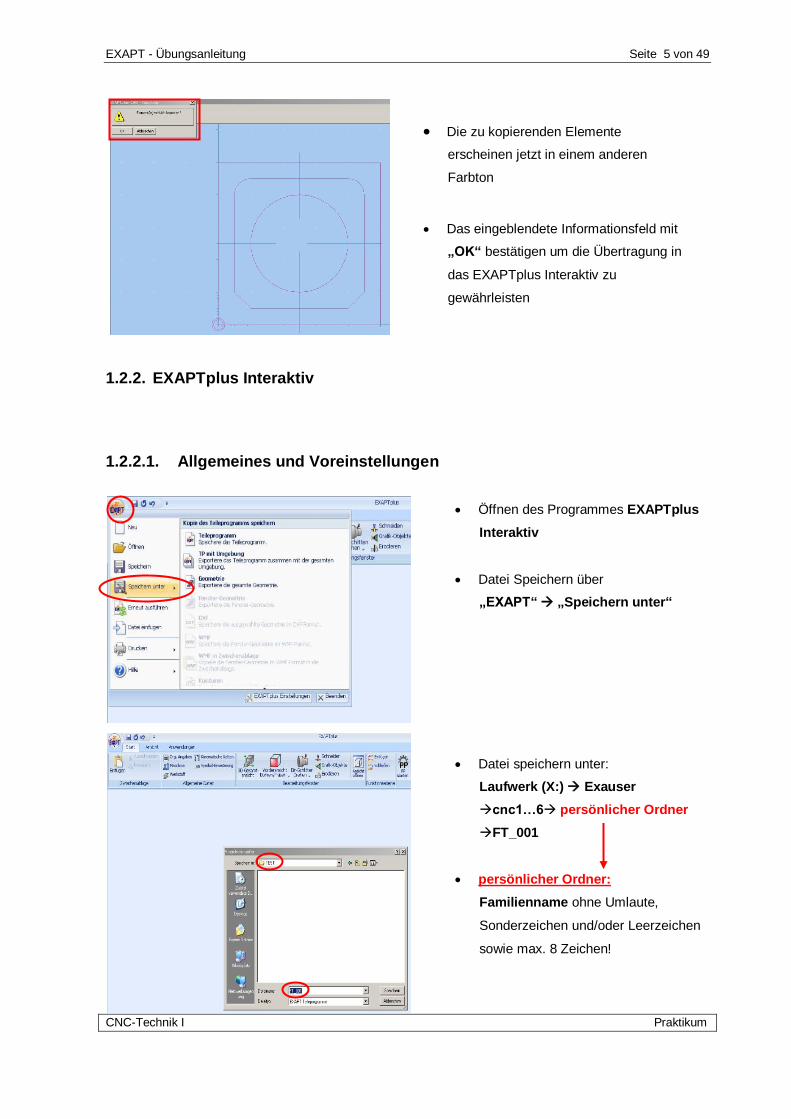
Die zu kopierenden Elemente
erscheinen jetzt in einem anderen
Farbton
Das eingeblendete Informationsfeld mit
„OK“ bestätigen um die Übertragung in
das EXAPTplus Interaktiv zu
gewährleisten
1.2.2. EXAPTplus Interaktiv
1.2.2.1. Allgemeines und Voreinstellungen
Öffnen des Programmes EXAPTplus
Interaktiv
Datei Speichern über
„EXAPT“ „Speichern unter“
Datei speichern unter:
Laufwerk (X:) Exauser
cnc1…6 persönlicher Ordner
FT_001
persönlicher Ordner:
Familienname ohne Umlaute,
Sonderzeichen und/oder Leerzeichen
sowie max. 8 Zeichen!
EXAPT - Übungsanleitung Seite 6 von 49
CNC-Technik I Praktikum
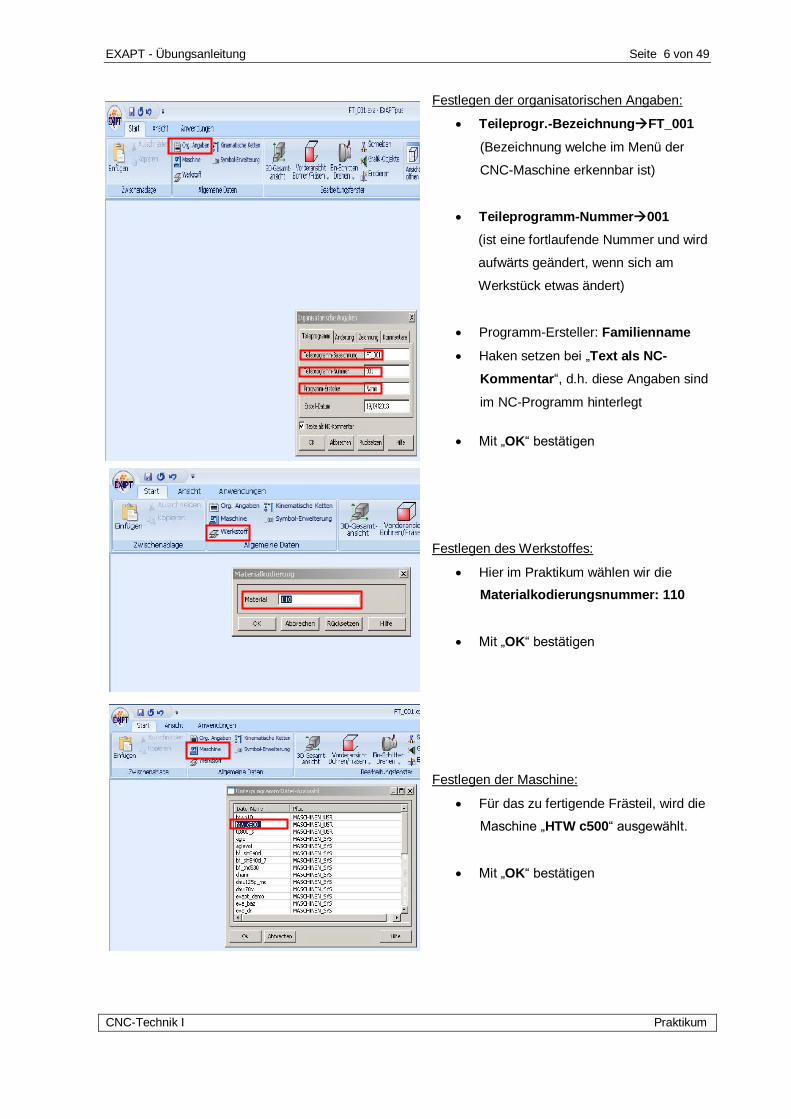
Festlegen der organisatorischen Angaben:
Teileprogr.-BezeichnungFT_001
(Bezeichnung welche im Menü der
CNC-Maschine erkennbar ist)
Teileprogramm-Nummer001
(ist eine fortlaufende Nummer und wird
aufwärts geändert, wenn sich am
Werkstück etwas ändert)
Programm-Ersteller: Familienname
Haken setzen bei „Text als NC-
Kommentar“, d.h. diese Angaben sind
im NC-Programm hinterlegt
Mit „OK“ bestätigen
Festlegen des Werkstoffes:
Hier im Praktikum wählen wir die
Materialkodierungsnummer: 110
Mit „OK“ bestätigen
Festlegen der Maschine:
Für das zu fertigende Frästeil, wird die
Maschine „HTW c500“ ausgewählt.
Mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 7 von 49
CNC-Technik I Praktikum
Folgende Ansicht ist jetzt zu sehen:
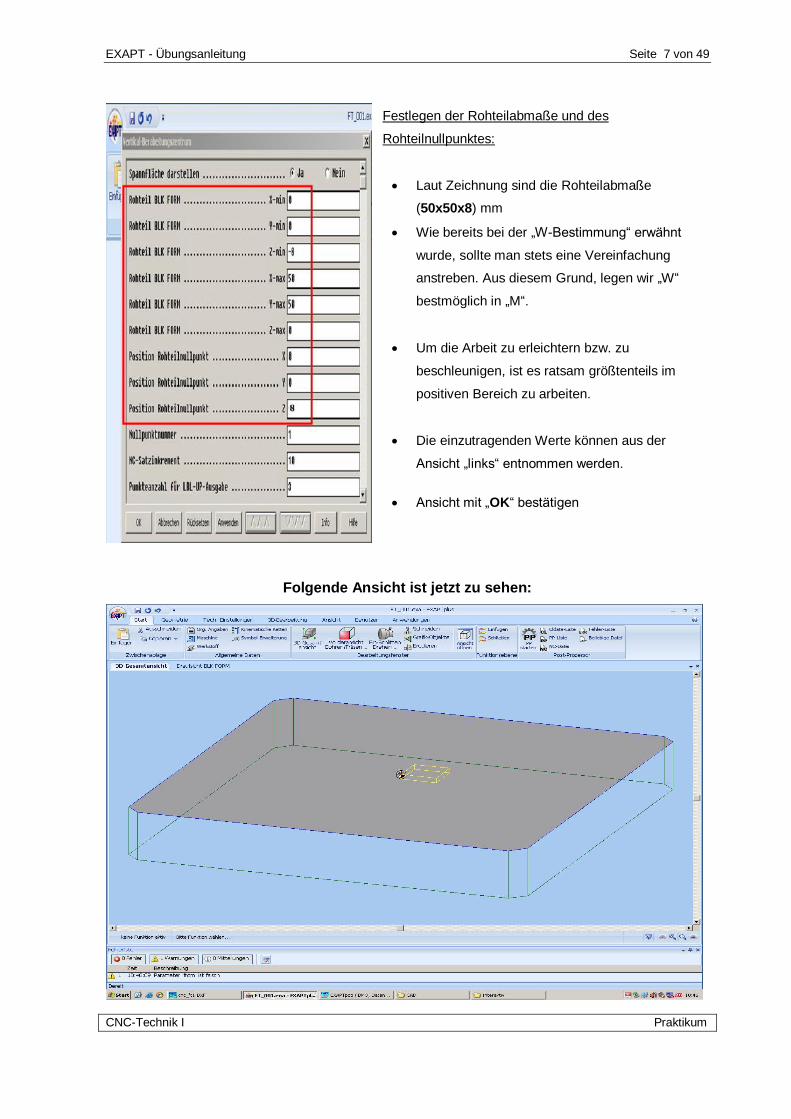
Festlegen der Rohteilabmaße und des
Rohteilnullpunktes:
Laut Zeichnung sind die Rohteilabmaße
(50x50x8) mm
Wie bereits bei der „W-Bestimmung“ erwähnt
wurde, sollte man stets eine Vereinfachung
anstreben. Aus diesem Grund, legen wir „W“
bestmöglich in „M“.
Um die Arbeit zu erleichtern bzw. zu
beschleunigen, ist es ratsam größtenteils im
positiven Bereich zu arbeiten.
Die einzutragenden Werte können aus der
Ansicht „links“ entnommen werden.
Ansicht mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 8 von 49
CNC-Technik I Praktikum
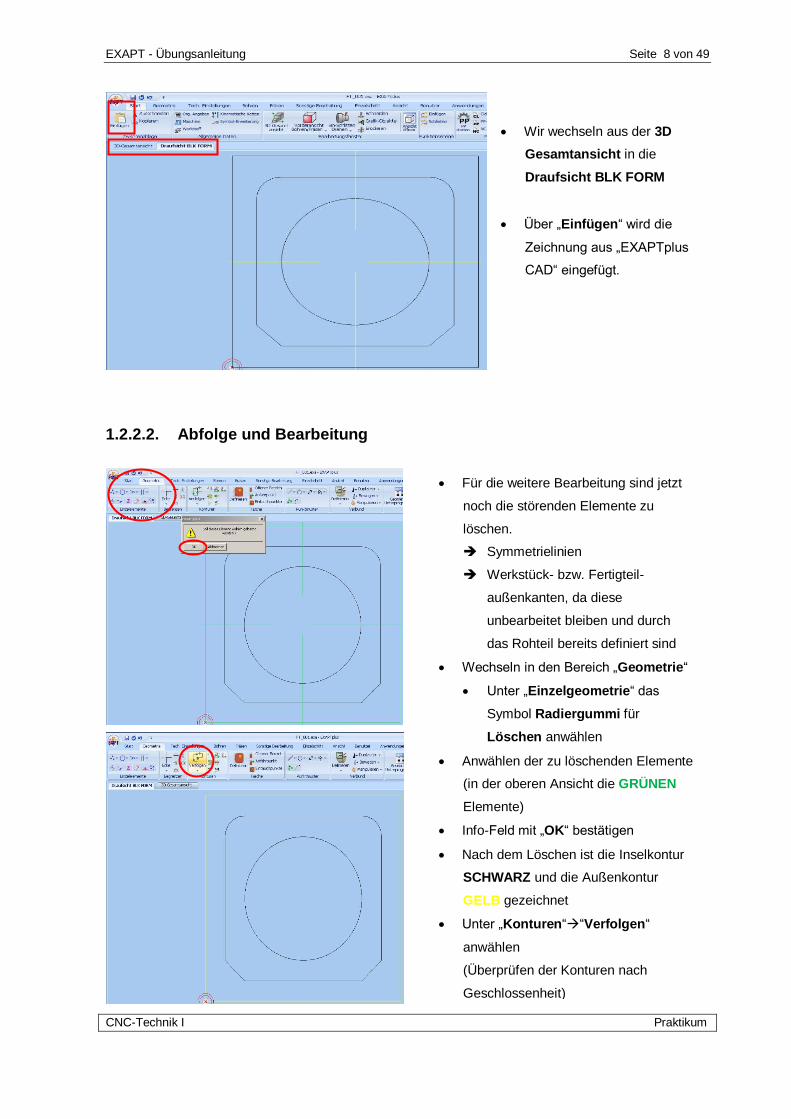
1.2.2.2. Abfolge und Bearbeitung
Wir wechseln aus der 3D
Gesamtansicht in die
Draufsicht BLK FORM
Über „Einfügen“ wird die
Zeichnung aus „EXAPTplus
CAD“ eingefügt.
Für die weitere Bearbeitung sind jetzt
noch die störenden Elemente zu
löschen.
Symmetrielinien
Werkstück- bzw. Fertigteil-
außenkanten, da diese
unbearbeitet bleiben und durch
das Rohteil bereits definiert sind
Wechseln in den Bereich „Geometrie“
Unter „Einzelgeometrie“ das
Symbol Radiergummi für
Löschen anwählen
Anwählen der zu löschenden Elemente
(in der oberen Ansicht die GRÜNEN
Elemente)
Info-Feld mit „OK“ bestätigen
Nach dem Löschen ist die Inselkontur
SCHWARZ und die Außenkontur
GELB gezeichnet
Unter „Konturen““Verfolgen“
anwählen
(Überprüfen der Konturen nach
Geschlossenheit)
EXAPT - Übungsanleitung Seite 9 von 49
CNC-Technik I Praktikum
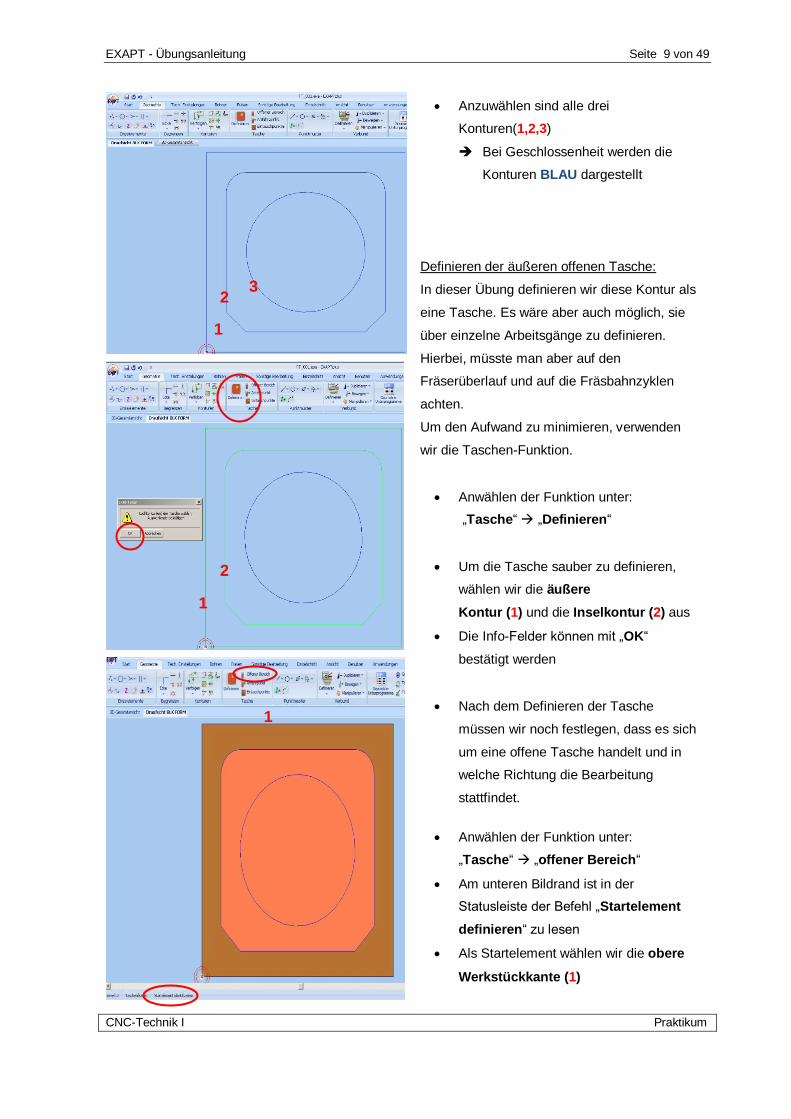
Anzuwählen sind alle drei
Konturen(1,2,3)
Bei Geschlossenheit werden die
Konturen BLAU dargestellt
Definieren der äußeren offenen Tasche:
In dieser Übung definieren wir diese Kontur als
eine Tasche. Es wäre aber auch möglich, sie
über einzelne Arbeitsgänge zu definieren.
Hierbei, müsste man aber auf den
Fräserüberlauf und auf die Fräsbahnzyklen
achten.
Um den Aufwand zu minimieren, verwenden
wir die Taschen-Funktion.
Anwählen der Funktion unter:
„Tasche“ „Definieren“
Um die Tasche sauber zu definieren,
wählen wir die äußere
Kontur (1) und die Inselkontur (2) aus
Die Info-Felder können mit „OK“
bestätigt werden
Nach dem Definieren der Tasche
müssen wir noch festlegen, dass es sich
um eine offene Tasche handelt und in
welche Richtung die Bearbeitung
stattfindet.
Anwählen der Funktion unter:
„Tasche“ „offener Bereich“
Am unteren Bildrand ist in der
Statusleiste der Befehl „Startelement
definieren“ zu lesen
Als Startelement wählen wir die obere
Werkstückkante (1)
3
1
22
1
22
1
EXAPT - Übungsanleitung Seite 10 von 49
CNC-Technik I Praktikum
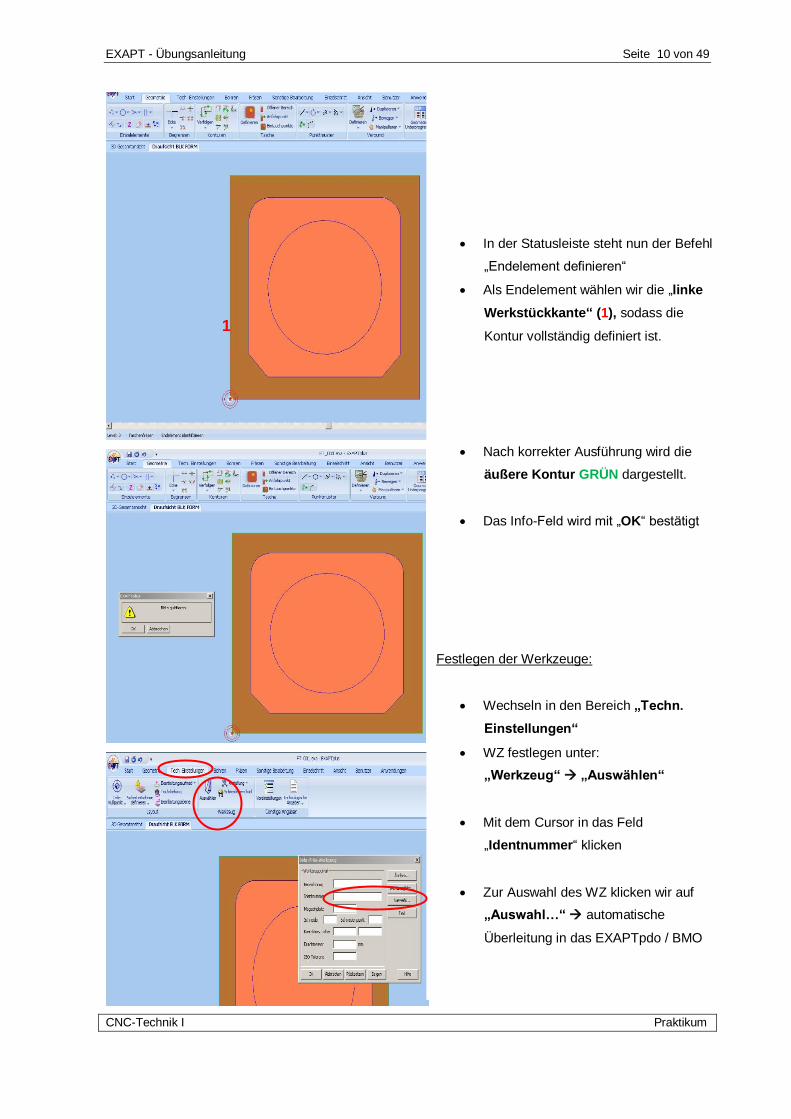
In der Statusleiste steht nun der Befehl
„Endelement definieren“
Als Endelement wählen wir die „linke
Werkstückkante“ (1), sodass die
Kontur vollständig definiert ist.
Nach korrekter Ausführung wird die
äußere Kontur GRÜN dargestellt.
Das Info-Feld wird mit „OK“ bestätigt
Festlegen der Werkzeuge:
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Mit dem Cursor in das Feld
„Identnummer“ klicken
Zur Auswahl des WZ klicken wir auf
„Auswahl…“ automatische
Überleitung in das EXAPTpdo / BMO
1
EXAPT - Übungsanleitung Seite 11 von 49
CNC-Technik I Praktikum
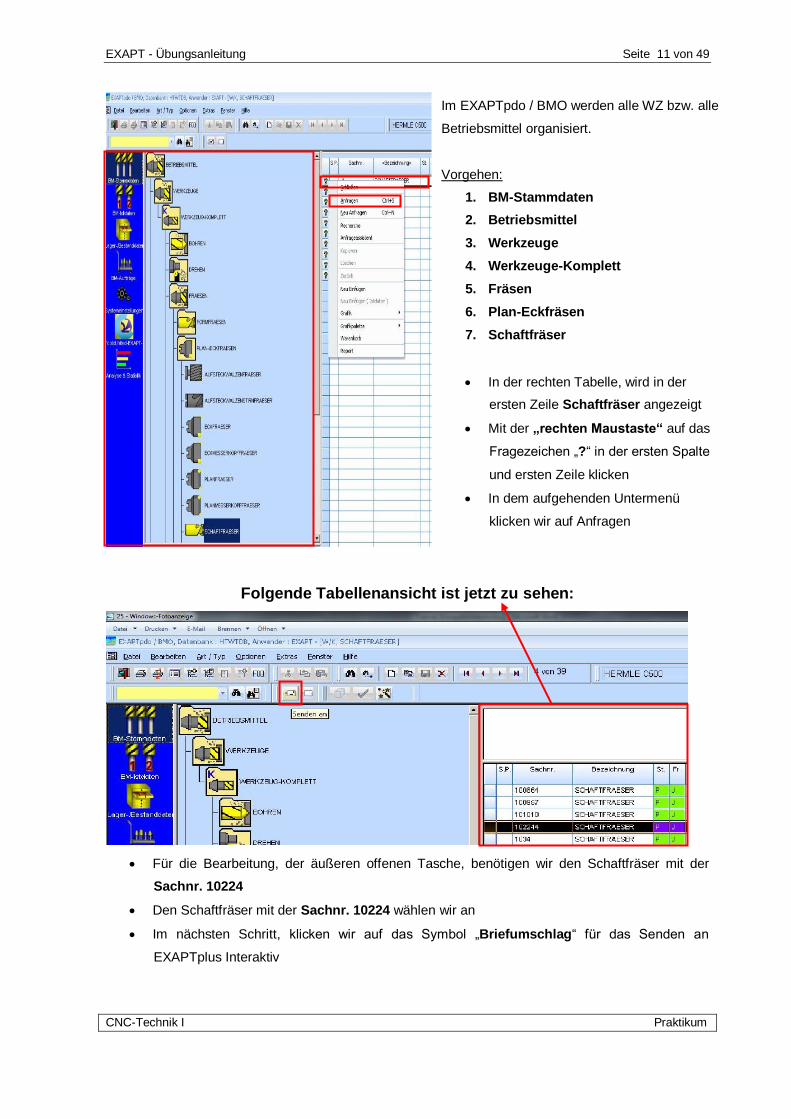
Folgende Tabellenansicht ist jetzt zu sehen:
Für die Bearbeitung, der äußeren offenen Tasche, benötigen wir den Schaftfräser mit der
Sachnr. 10224
Den Schaftfräser mit der Sachnr. 10224 wählen wir an
Im nächsten Schritt, klicken wir auf das Symbol „Briefumschlag“ für das Senden an
EXAPTplus Interaktiv
Im EXAPTpdo / BMO werden alle WZ bzw. alle
Betriebsmittel organisiert.
Vorgehen:
1. BM-Stammdaten
2. Betriebsmittel
3. Werkzeuge
4. Werkzeuge-Komplett
5. Fräsen
6. Plan-Eckfräsen
7. Schaftfräser
In der rechten Tabelle, wird in der
ersten Zeile Schaftfräser angezeigt
Mit der „rechten Maustaste“ auf das
Fragezeichen „?“ in der ersten Spalte
und ersten Zeile klicken
In dem aufgehenden Untermenü
klicken wir auf Anfragen
EXAPT - Übungsanleitung Seite 12 von 49
CNC-Technik I Praktikum
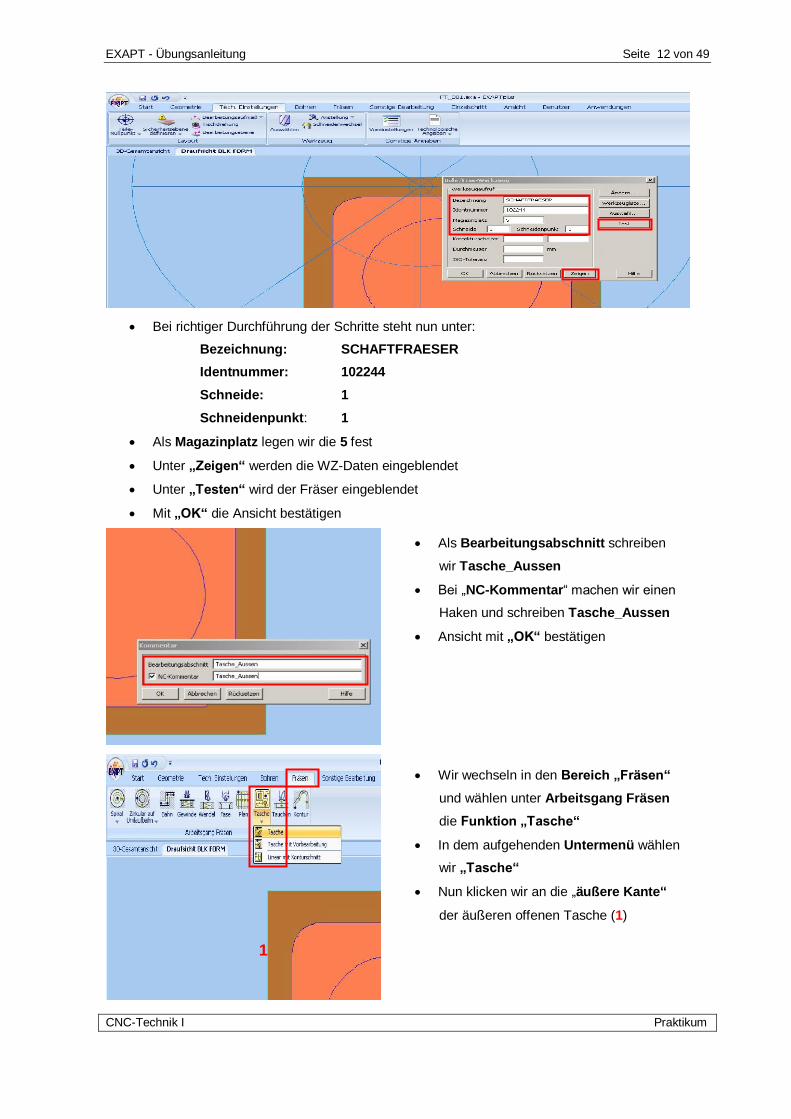
Bei richtiger Durchführung der Schritte steht nun unter:
Bezeichnung: SCHAFTFRAESER
Identnummer: 102244
Schneide: 1
Schneidenpunkt: 1
Als Magazinplatz legen wir die 5 fest
Unter „Zeigen“ werden die WZ-Daten eingeblendet
Unter „Testen“ wird der Fräser eingeblendet
Mit „OK“ die Ansicht bestätigen
Als Bearbeitungsabschnitt schreiben
wir Tasche_Aussen
Bei „NC-Kommentar“ machen wir einen
Haken und schreiben Tasche_Aussen
Ansicht mit „OK“ bestätigen
Wir wechseln in den Bereich „Fräsen“
und wählen unter Arbeitsgang Fräsen
die Funktion „Tasche“
In dem aufgehenden Untermenü wählen
wir „Tasche“
Nun klicken wir an die „äußere Kante“
der äußeren offenen Tasche (1)
1
EXAPT - Übungsanleitung Seite 13 von 49
CNC-Technik I Praktikum
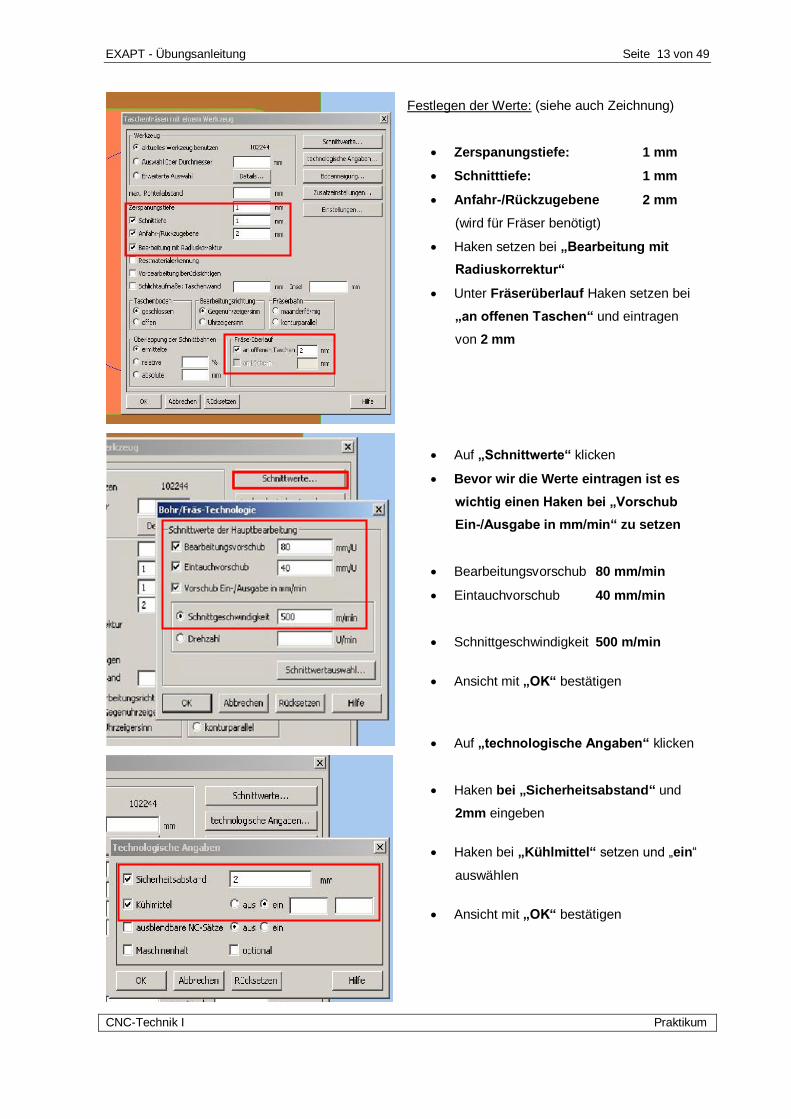
Festlegen der Werte: (siehe auch Zeichnung)
Zerspanungstiefe: 1 mm
Schnitttiefe: 1 mm
Anfahr-/Rückzugebene 2 mm
(wird für Fräser benötigt)
Haken setzen bei „Bearbeitung mit
Radiuskorrektur“
Unter Fräserüberlauf Haken setzen bei
„an offenen Taschen“ und eintragen
von 2 mm
Auf „Schnittwerte“ klicken
Bevor wir die Werte eintragen ist es
wichtig einen Haken bei „Vorschub
Ein-/Ausgabe in mm/min“ zu setzen
Bearbeitungsvorschub 80 mm/min
Eintauchvorschub 40 mm/min
Schnittgeschwindigkeit 500 m/min
Ansicht mit „OK“ bestätigen
Auf „technologische Angaben“ klicken
Haken bei „Sicherheitsabstand“ und
2mm eingeben
Haken bei „Kühlmittel“ setzen und „ein“
auswählen
Ansicht mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 14 von 49
CNC-Technik I Praktikum
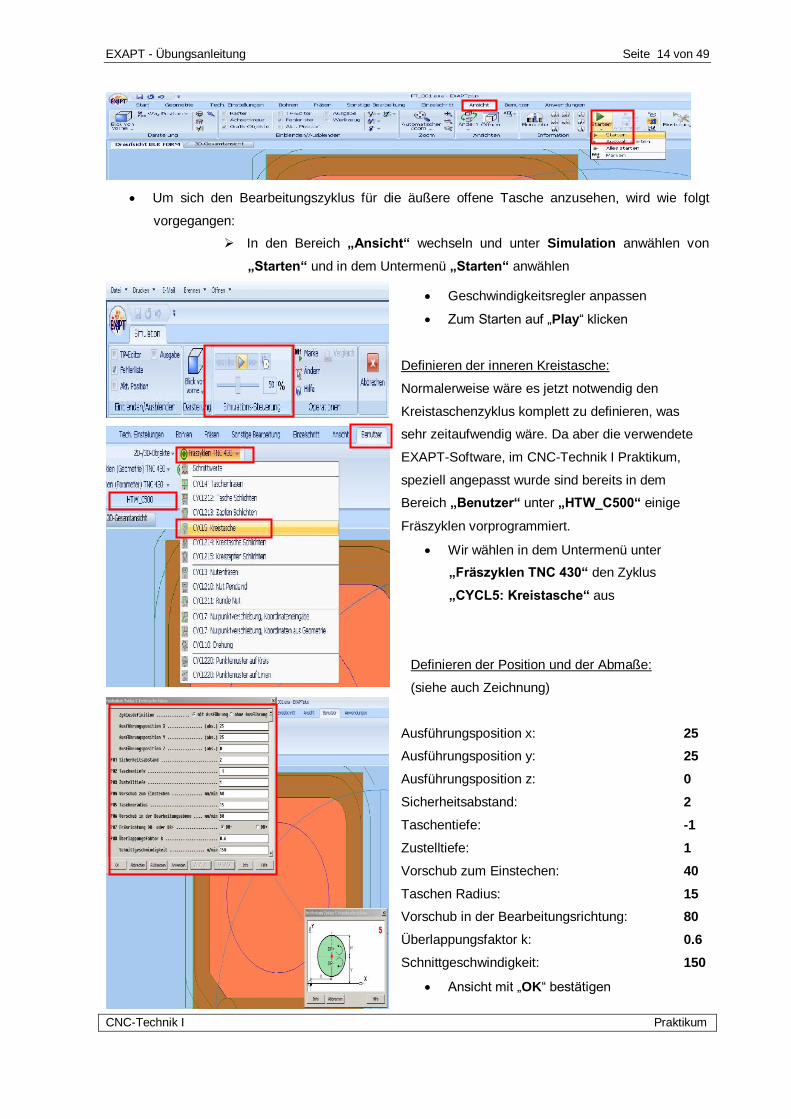
Um sich den Bearbeitungszyklus für die äußere offene Tasche anzusehen, wird wie folgt
vorgegangen:
In den Bereich „Ansicht“ wechseln und unter Simulation anwählen von
„Starten“ und in dem Untermenü „Starten“ anwählen
Geschwindigkeitsregler anpassen
Zum Starten auf „Play“ klicken
Definieren der inneren Kreistasche:
Normalerweise wäre es jetzt notwendig den
Kreistaschenzyklus komplett zu definieren, was
sehr zeitaufwendig wäre. Da aber die verwendete
EXAPT-Software, im CNC-Technik I Praktikum,
speziell angepasst wurde sind bereits in dem
Bereich „Benutzer“ unter „HTW_C500“ einige
Fräszyklen vorprogrammiert.
Wir wählen in dem Untermenü unter
„Fräszyklen TNC 430“ den Zyklus
„CYCL5: Kreistasche“ aus
Definieren der Position und der Abmaße:
(siehe auch Zeichnung)
Ausführungsposition x: 25
Ausführungsposition y: 25
Ausführungsposition z: 0
Sicherheitsabstand: 2
Taschentiefe: -1
Zustelltiefe: 1
Vorschub zum Einstechen: 40
Taschen Radius: 15
Vorschub in der Bearbeitungsrichtung: 80
Überlappungsfaktor k: 0.6
Schnittgeschwindigkeit: 150
Ansicht mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 15 von 49
CNC-Technik I Praktikum
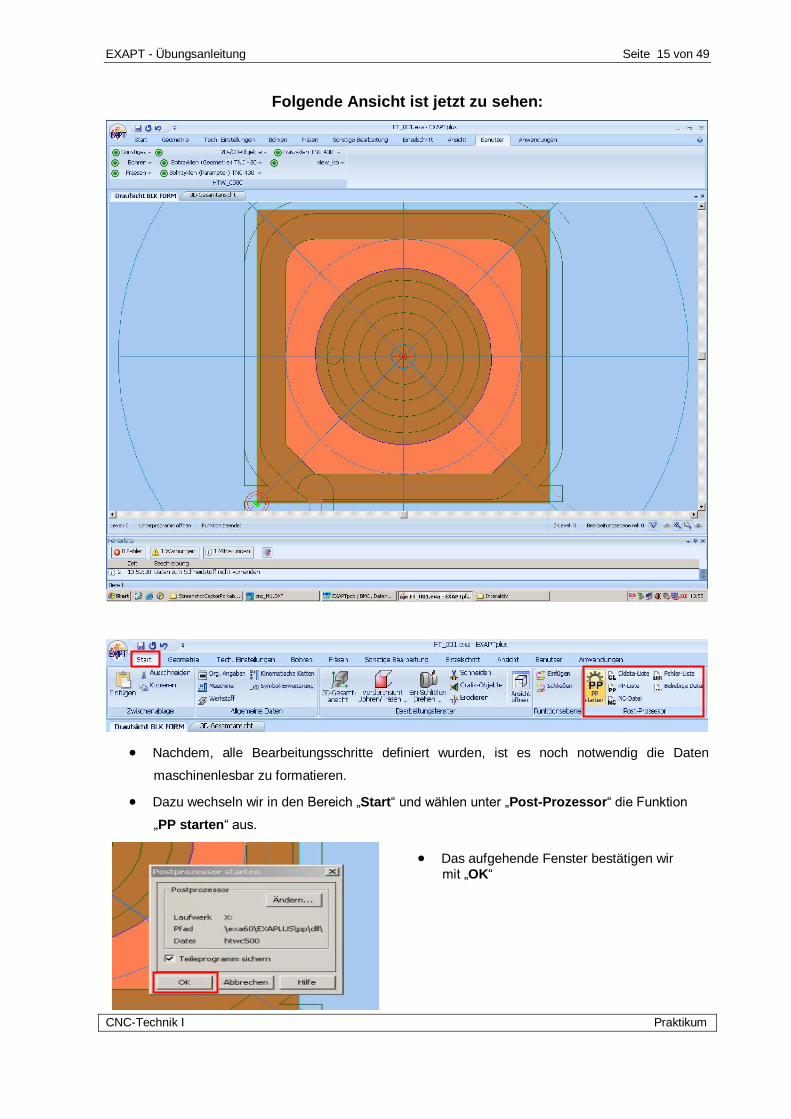
Folgende Ansicht ist jetzt zu sehen:
Nachdem, alle Bearbeitungsschritte definiert wurden, ist es noch notwendig die Daten
maschinenlesbar zu formatieren.
Dazu wechseln wir in den Bereich „Start“ und wählen unter „Post-Prozessor“ die Funktion
„PP starten“ aus.
Das aufgehende Fenster bestätigen wir
mit „OK“
EXAPT - Übungsanleitung Seite 16 von 49
CNC-Technik I Praktikum
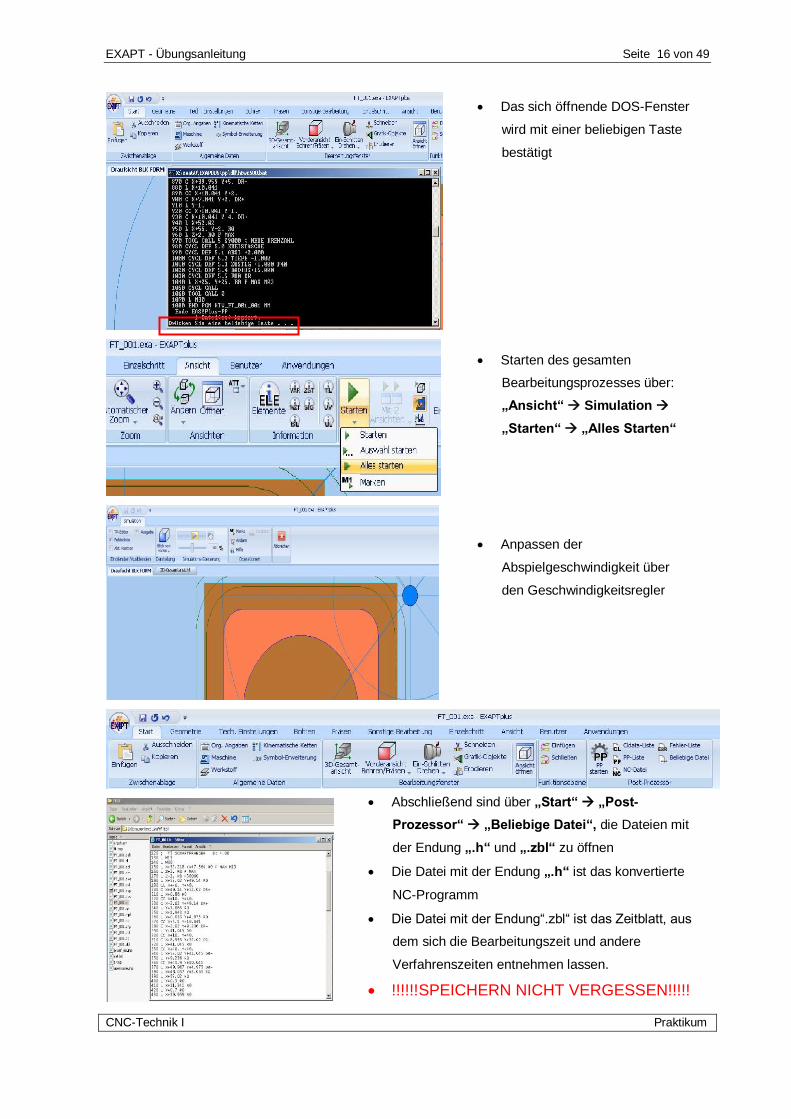
Das sich öffnende DOS-Fenster
wird mit einer beliebigen Taste
bestätigt
Starten des gesamten
Bearbeitungsprozesses über:
„Ansicht“ Simulation
„Starten“ „Alles Starten“
Anpassen der
Abspielgeschwindigkeit über
den Geschwindigkeitsregler
Abschließend sind über „Start“ „Post-
Prozessor“ „Beliebige Datei“, die Dateien mit
der Endung „.h“ und „.zbl“ zu öffnen
Die Datei mit der Endung „.h“ ist das konvertierte
NC-Programm
Die Datei mit der Endung“.zbl“ ist das Zeitblatt, aus
dem sich die Bearbeitungszeit und andere
Verfahrenszeiten entnehmen lassen.
!!!!!!SPEICHERN NICHT VERGESSEN!!!!!
EXAPT - Übungsanleitung Seite 17 von 49
CNC-Technik I Praktikum
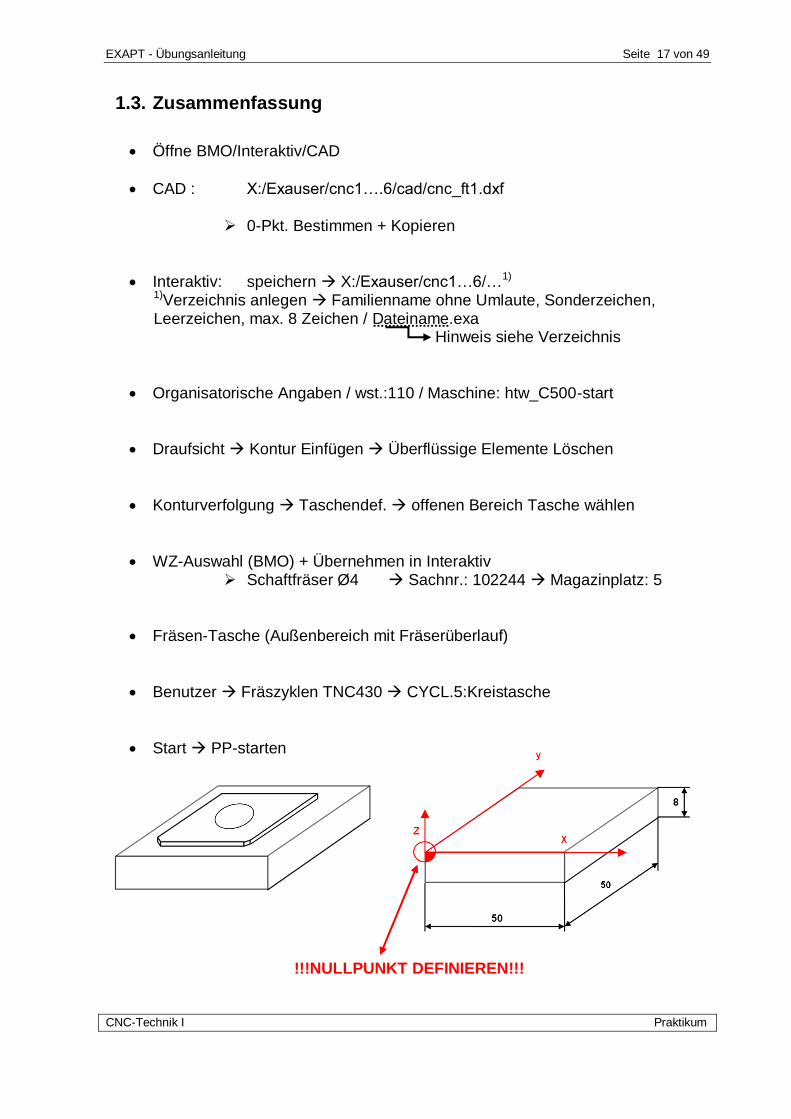
1.3. Zusammenfassung
Öffne BMO/Interaktiv/CAD
CAD : X:/Exauser/cnc1….6/cad/cnc_ft1.dxf
0-Pkt. Bestimmen + Kopieren
Interaktiv: speichern X:/Exauser/cnc1…6/…1) 1)Verzeichnis anlegen Familienname ohne Umlaute, Sonderzeichen, Leerzeichen, max. 8 Zeichen / Dateiname.exa
Hinweis siehe Verzeichnis
Organisatorische Angaben / wst.:110 / Maschine: htw_C500-start
Draufsicht Kontur Einfügen Überflüssige Elemente Löschen
Konturverfolgung Taschendef. offenen Bereich Tasche wählen
WZ-Auswahl (BMO) + Übernehmen in Interaktiv Schaftfräser Ø4 Sachnr.: 102244 Magazinplatz: 5
Fräsen-Tasche (Außenbereich mit Fräserüberlauf)
Benutzer Fräszyklen TNC430 CYCL.5:Kreistasche
Start PP-starten
!!!NULLPUNKT DEFINIEREN!!!
EXAPT - Übungsanleitung Seite 18 von 49
CNC-Technik I Praktikum
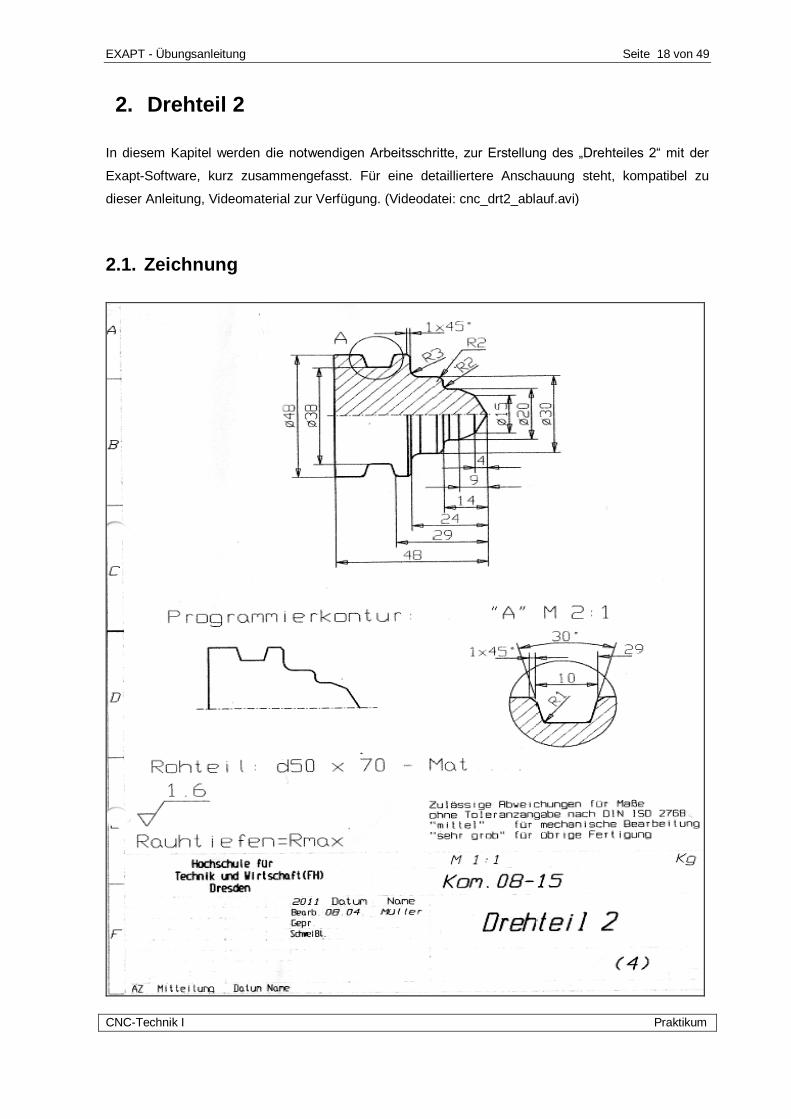
2. Drehteil 2
In diesem Kapitel werden die notwendigen Arbeitsschritte, zur Erstellung des „Drehteiles 2“ mit der
Exapt-Software, kurz zusammengefasst. Für eine detailliertere Anschauung steht, kompatibel zu
dieser Anleitung, Videomaterial zur Verfügung. (Videodatei: cnc_drt2_ablauf.avi)
2.1. Zeichnung
EXAPT - Übungsanleitung Seite 19 von 49
CNC-Technik I Praktikum
2.2. Zusammenfassung
Öffne BMO/Interaktiv/CAD
CAD : X:/Exauser/cnc1….6/cad/DRTEIL02.dxf
0-Pkt. Bestimmen + Kopieren
Interaktiv: speichern X:/Exauser/cnc1…6/“Eigenes Verzeichnis“/DRT02
Organisatorische Angaben / wst.:110 / Maschine: htw_10
Ecke + Konturel. Ergänzen, Kontur verfolgen
Fertigteil definieren, Rohteil - Sägeteil definieren, Normale Außenspannung
WZ-Auswahl (BMO) + Übernehmen in Interaktiv Schrupp-DM Sachnr.: 200000 Magazinplatz: 3 Schlicht-DM Sachnr.: 200001 Magazinplatz: 4 Einstech-DM Sachnr.: 200004 Magazinplatz: 5 Abstech-DM Sachnr.: 200004 Magazinplatz: 5
Bearbeitungen: Schruppen „Benutzer“ L96 Schlichten „Benutzer“ L96 Einstechen „Drehen“ Stechbearbeitung-Schlichten Abstechen „Benutzer“ f_anf._dr. abstechen
Start PP-starten Dateien mit der Endung “nc“ und „022“ sind das notwendige CNC-Programm
EXAPT - Übungsanleitung Seite 20 von 49
CNC-Technik I Praktikum
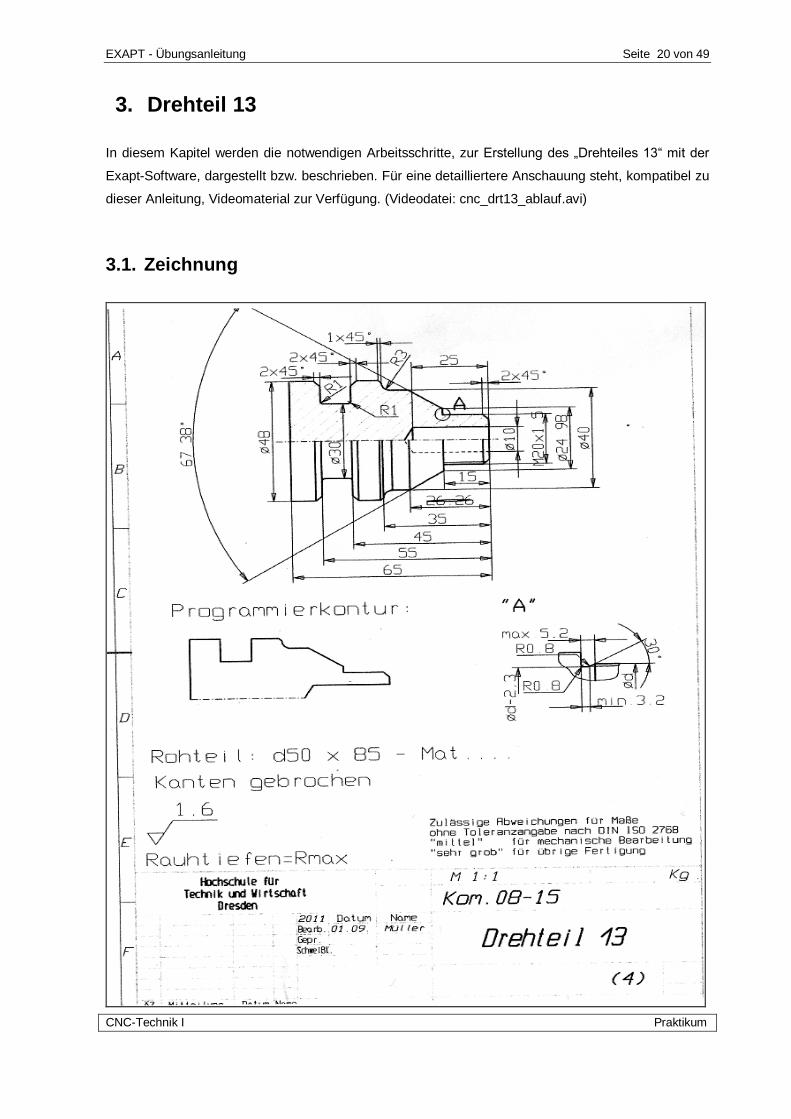
3. Drehteil 13
In diesem Kapitel werden die notwendigen Arbeitsschritte, zur Erstellung des „Drehteiles 13“ mit der
Exapt-Software, dargestellt bzw. beschrieben. Für eine detailliertere Anschauung steht, kompatibel zu
dieser Anleitung, Videomaterial zur Verfügung. (Videodatei: cnc_drt13_ablauf.avi)
3.1. Zeichnung
EXAPT - Übungsanleitung Seite 21 von 49
CNC-Technik I Praktikum
3.2. Vorgehensweise
3.2.1. EXAPTplus CAD-Daten
3.2.1.1. Allgemeines und Voreinstellungen
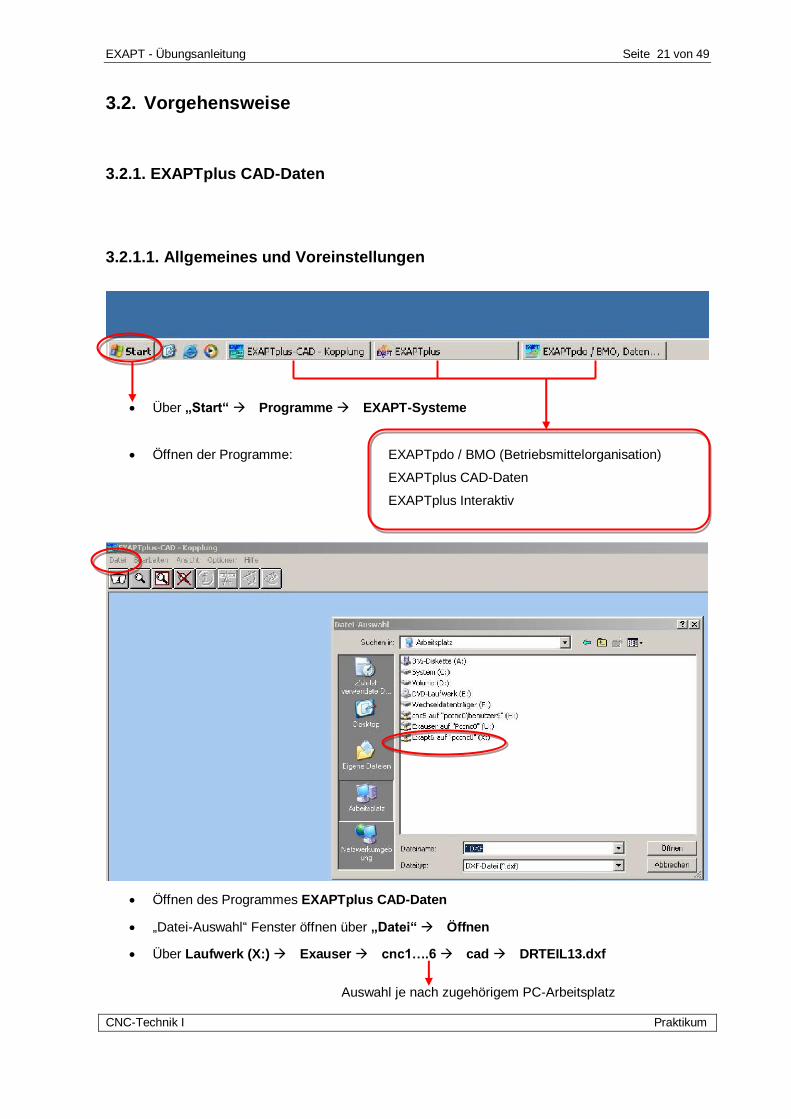
Über „Start“ Programme EXAPT-Systeme
Öffnen der Programme: EXAPTpdo / BMO (Betriebsmittelorganisation)
EXAPTplus CAD-Daten
EXAPTplus Interaktiv
Öffnen des Programmes EXAPTplus CAD-Daten
„Datei-Auswahl“ Fenster öffnen über „Datei“ Öffnen
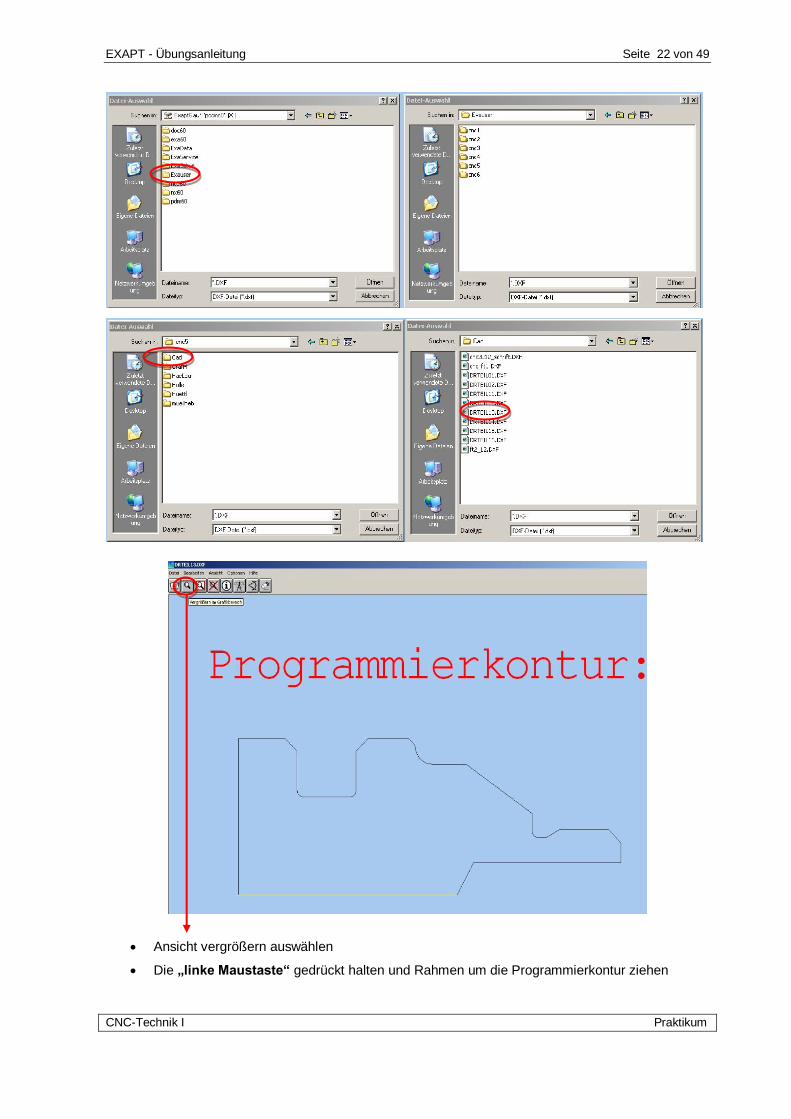
Über Laufwerk (X:) Exauser cnc1….6 cad DRTEIL13.dxf
Auswahl je nach zugehörigem PC-Arbeitsplatz
EXAPT - Übungsanleitung Seite 22 von 49
CNC-Technik I Praktikum
Ansicht vergrößern auswählen
Die „linke Maustaste“ gedrückt halten und Rahmen um die Programmierkontur ziehen
EXAPT - Übungsanleitung Seite 23 von 49
CNC-Technik I Praktikum
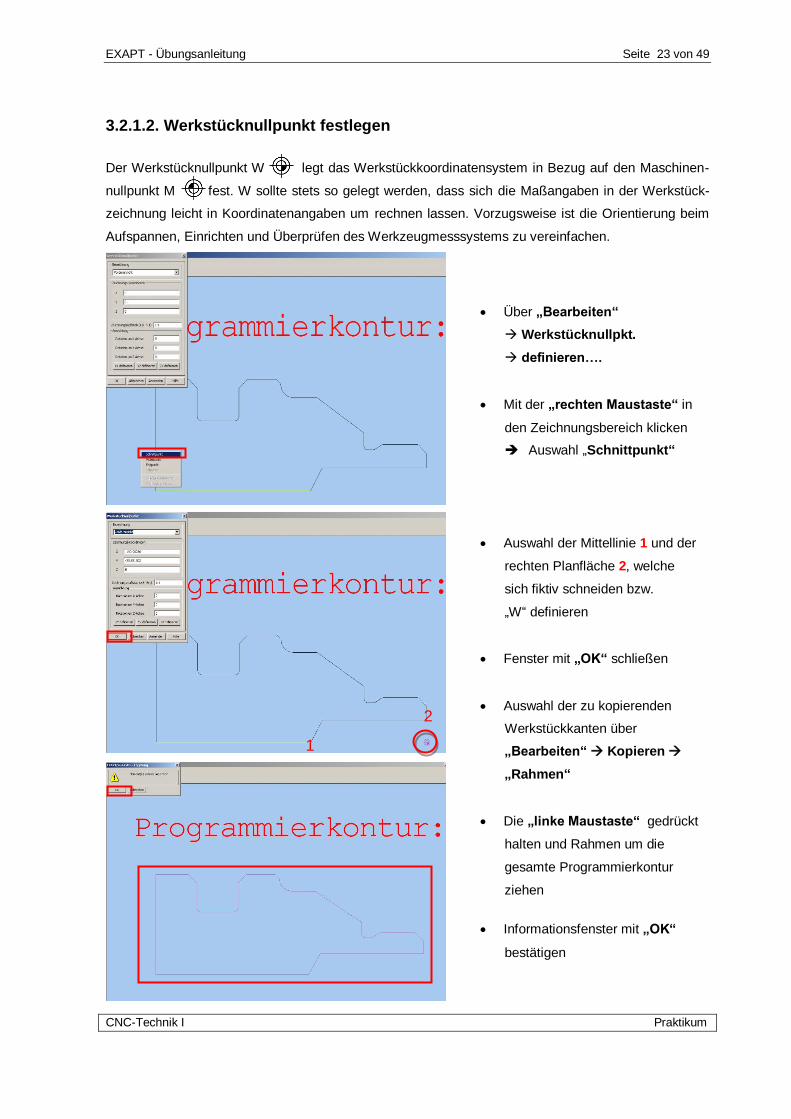
3.2.1.2. Werkstücknullpunkt festlegen
Der Werkstücknullpunkt W legt das Werkstückkoordinatensystem in Bezug auf den Maschinen-
nullpunkt M fest. W sollte stets so gelegt werden, dass sich die Maßangaben in der Werkstück-
zeichnung leicht in Koordinatenangaben um rechnen lassen. Vorzugsweise ist die Orientierung beim
Aufspannen, Einrichten und Überprüfen des Werkzeugmesssystems zu vereinfachen.
Über „Bearbeiten“
Werkstücknullpkt.
definieren….
Mit der „rechten Maustaste“ in
den Zeichnungsbereich klicken
Auswahl „Schnittpunkt“
Auswahl der Mittellinie 1 und der
rechten Planfläche 2, welche
sich fiktiv schneiden bzw.
„W“ definieren
Fenster mit „OK“ schließen
Auswahl der zu kopierenden
Werkstückkanten über
„Bearbeiten“ Kopieren
„Rahmen“
Die „linke Maustaste“ gedrückt
halten und Rahmen um die
gesamte Programmierkontur
ziehen
Informationsfenster mit „OK“
bestätigen
2
1
EXAPT - Übungsanleitung Seite 24 von 49
CNC-Technik I Praktikum
3.2.2. EXAPTplus Interaktiv
3.2.2.1. Allgemeines und Voreinstellungen
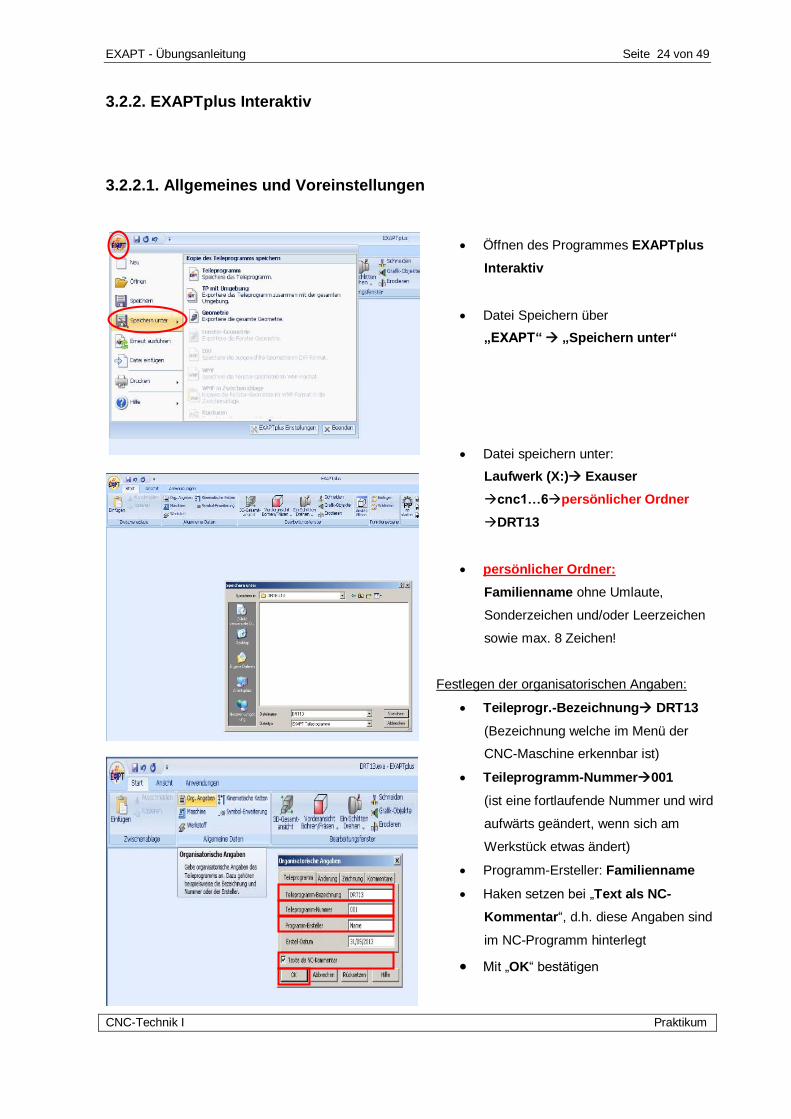
Öffnen des Programmes EXAPTplus
Interaktiv
Datei Speichern über
„EXAPT“ „Speichern unter“
Datei speichern unter:
Laufwerk (X:) Exauser
cnc1…6persönlicher Ordner
DRT13
persönlicher Ordner:
Familienname ohne Umlaute,
Sonderzeichen und/oder Leerzeichen
sowie max. 8 Zeichen!
Festlegen der organisatorischen Angaben:
Teileprogr.-Bezeichnung DRT13
(Bezeichnung welche im Menü der
CNC-Maschine erkennbar ist)
Teileprogramm-Nummer001
(ist eine fortlaufende Nummer und wird
aufwärts geändert, wenn sich am
Werkstück etwas ändert)
Programm-Ersteller: Familienname
Haken setzen bei „Text als NC-
Kommentar“, d.h. diese Angaben sind
im NC-Programm hinterlegt
Mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 25 von 49
CNC-Technik I Praktikum
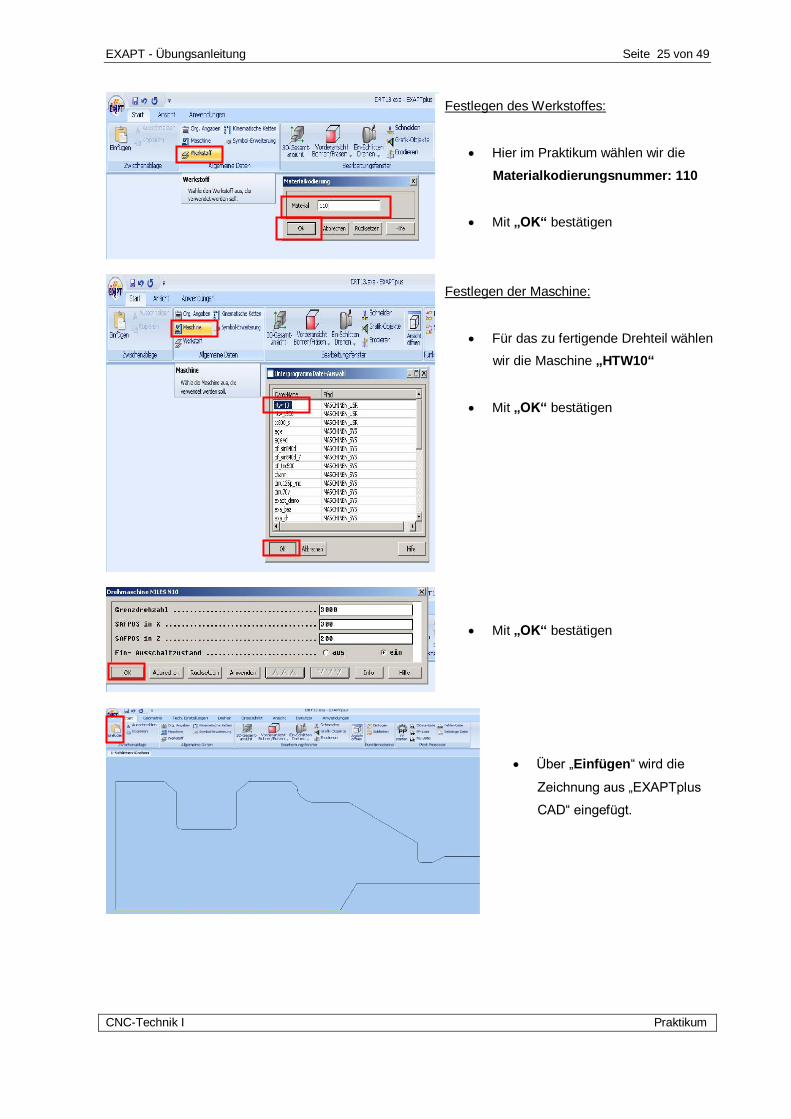
Festlegen des Werkstoffes:
Hier im Praktikum wählen wir die
Materialkodierungsnummer: 110
Mit „OK“ bestätigen
Festlegen der Maschine:
Für das zu fertigende Drehteil wählen
wir die Maschine „HTW10“
Mit „OK“ bestätigen
Mit „OK“ bestätigen
Über „Einfügen“ wird die
Zeichnung aus „EXAPTplus
CAD“ eingefügt.
EXAPT - Übungsanleitung Seite 26 von 49
CNC-Technik I Praktikum
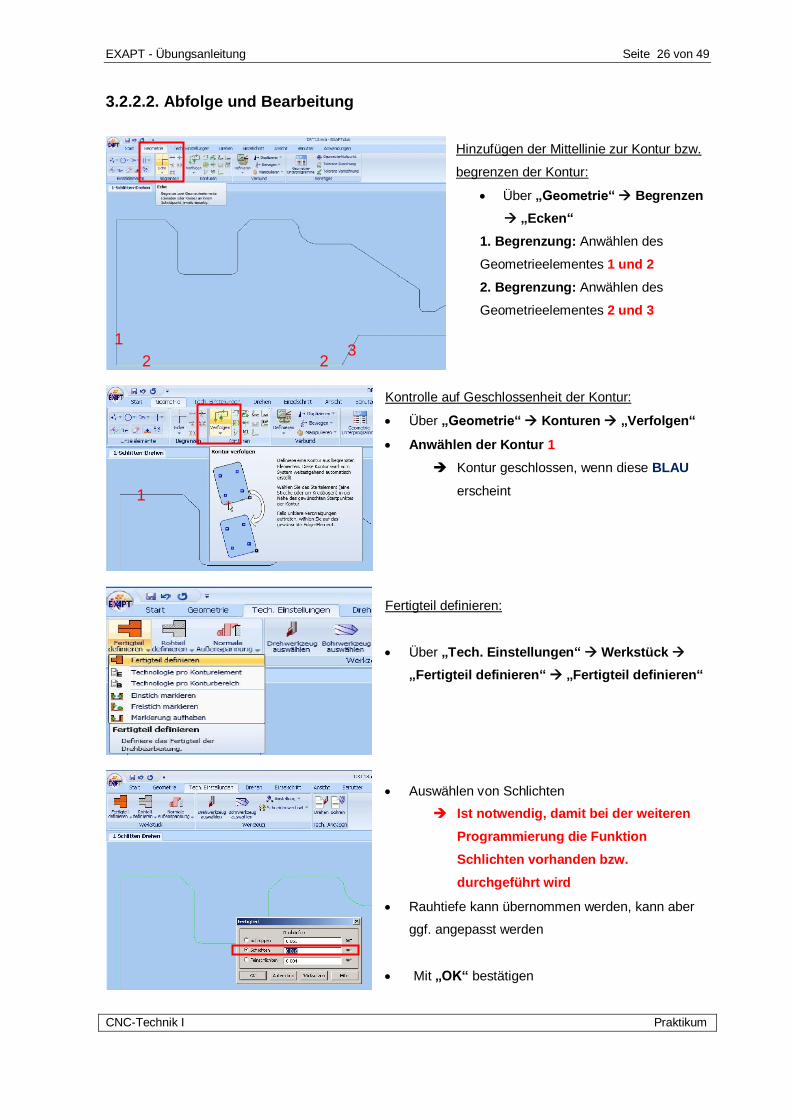
3.2.2.2. Abfolge und Bearbeitung
Hinzufügen der Mittellinie zur Kontur bzw.
begrenzen der Kontur:
Über „Geometrie“ Begrenzen
„Ecken“
1. Begrenzung: Anwählen des
Geometrieelementes 1 und 2
2. Begrenzung: Anwählen des
Geometrieelementes 2 und 3
2 2
1 3
Kontrolle auf Geschlossenheit der Kontur:
Über „Geometrie“ Konturen „Verfolgen“
Anwählen der Kontur 1
Kontur geschlossen, wenn diese BLAU
erscheint
Fertigteil definieren:
Über „Tech. Einstellungen“ Werkstück
„Fertigteil definieren“ „Fertigteil definieren“
Auswählen von Schlichten
Ist notwendig, damit bei der weiteren
Programmierung die Funktion
Schlichten vorhanden bzw.
durchgeführt wird
Rauhtiefe kann übernommen werden, kann aber
ggf. angepasst werden
Mit „OK“ bestätigen
1
EXAPT - Übungsanleitung Seite 27 von 49
CNC-Technik I Praktikum
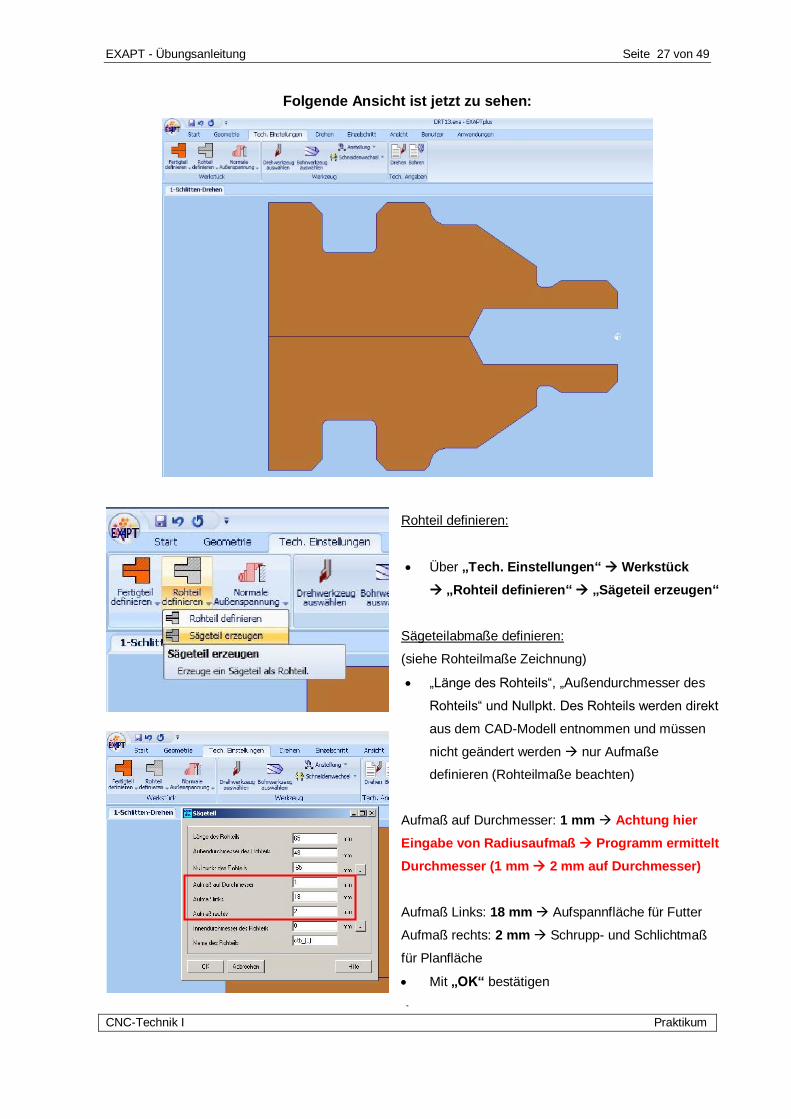
Folgende Ansicht ist jetzt zu sehen:
:
Rohteil definieren:
Über „Tech. Einstellungen“ Werkstück
„Rohteil definieren“ „Sägeteil erzeugen“
Sägeteilabmaße definieren:
(siehe Rohteilmaße Zeichnung)
„Länge des Rohteils“, „Außendurchmesser des
Rohteils“ und Nullpkt. Des Rohteils werden direkt
aus dem CAD-Modell entnommen und müssen
nicht geändert werden nur Aufmaße
definieren (Rohteilmaße beachten)
Aufmaß auf Durchmesser: 1 mm Achtung hier
Eingabe von Radiusaufmaß Programm ermittelt
Durchmesser (1 mm 2 mm auf Durchmesser)
Aufmaß Links: 18 mm Aufspannfläche für Futter
Aufmaß rechts: 2 mm Schrupp- und Schlichtmaß
für Planfläche
Mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 28 von 49
CNC-Technik I Praktikum
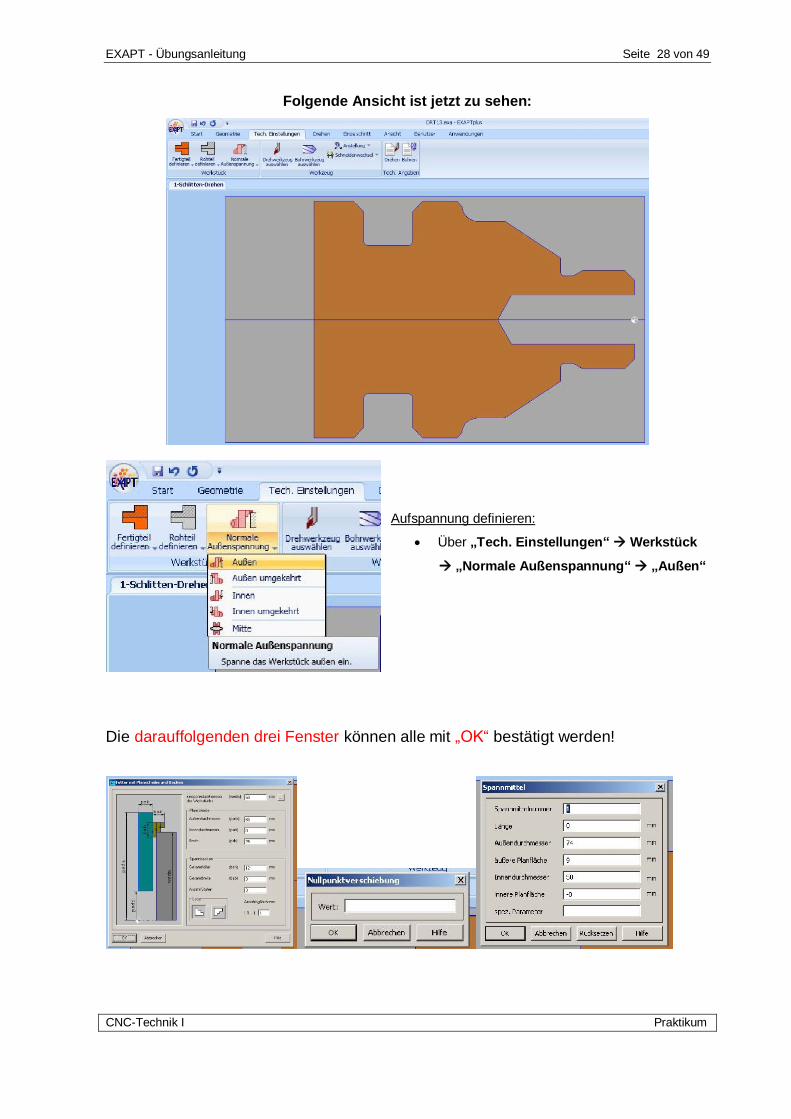
Folgende Ansicht ist jetzt zu sehen:
Die darauffolgenden drei Fenster können alle mit „OK“ bestätigt werden!
Aufspannung definieren:
Über „Tech. Einstellungen“ Werkstück
„Normale Außenspannung“ „Außen“
EXAPT - Übungsanleitung Seite 29 von 49
CNC-Technik I Praktikum
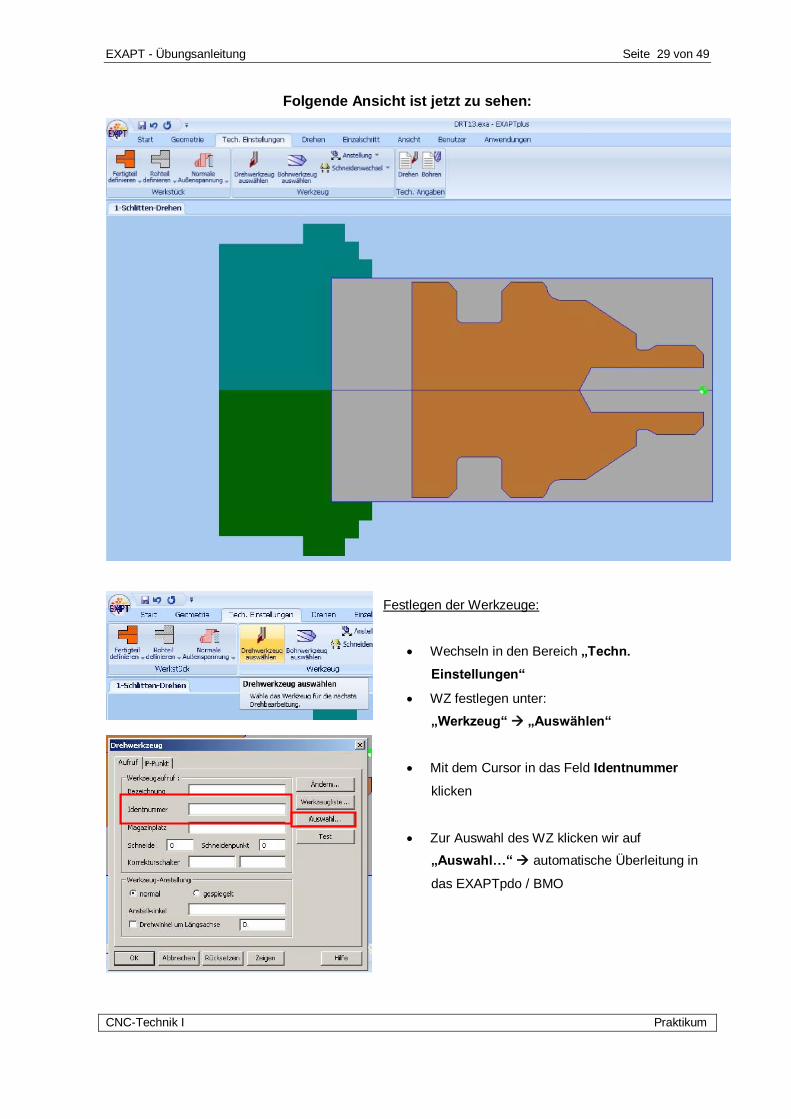
Folgende Ansicht ist jetzt zu sehen:
Festlegen der Werkzeuge:
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Mit dem Cursor in das Feld Identnummer
klicken
Zur Auswahl des WZ klicken wir auf
„Auswahl…“ automatische Überleitung in
das EXAPTpdo / BMO
EXAPT - Übungsanleitung Seite 30 von 49
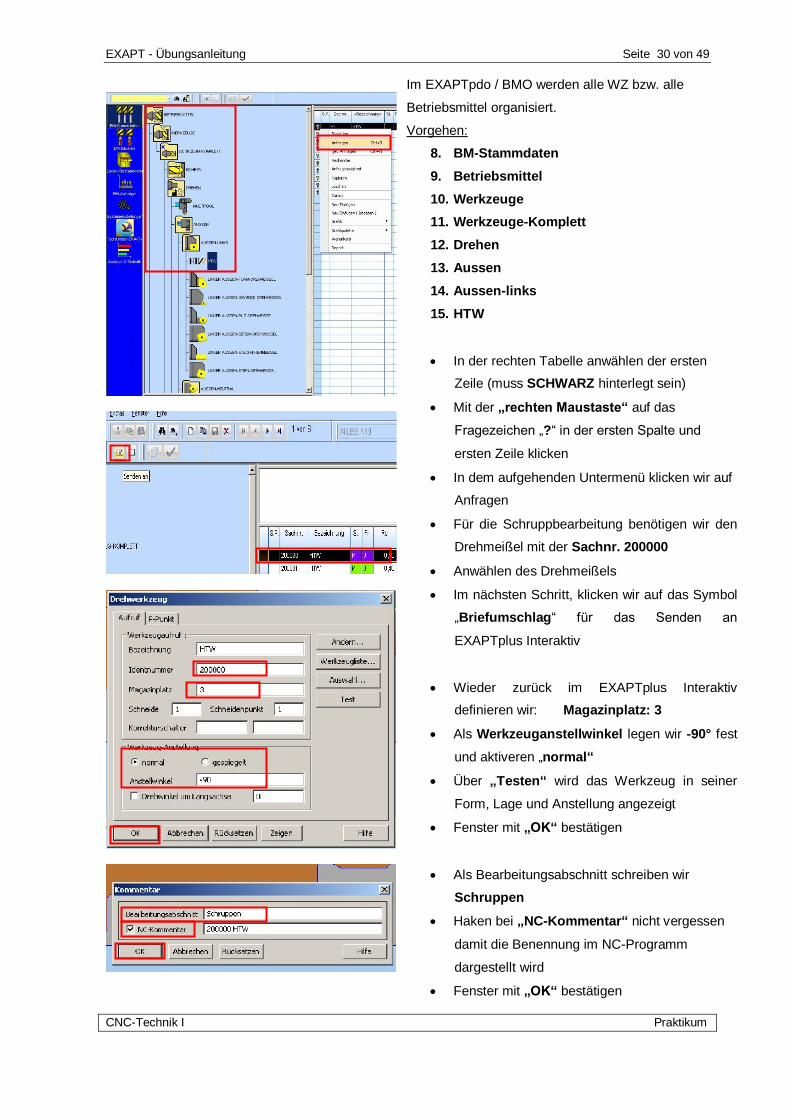
CNC-Technik I Praktikum
Im EXAPTpdo / BMO werden alle WZ bzw. alle
Betriebsmittel organisiert.
Vorgehen:
8. BM-Stammdaten
9. Betriebsmittel
10. Werkzeuge
11. Werkzeuge-Komplett
12. Drehen
13. Aussen
14. Aussen-links
15. HTW
In der rechten Tabelle anwählen der ersten
Zeile (muss SCHWARZ hinterlegt sein)
Mit der „rechten Maustaste“ auf das
Fragezeichen „?“ in der ersten Spalte und
ersten Zeile klicken
In dem aufgehenden Untermenü klicken wir auf
Anfragen
Für die Schruppbearbeitung benötigen wir den
Drehmeißel mit der Sachnr. 200000
Anwählen des Drehmeißels
Im nächsten Schritt, klicken wir auf das Symbol
„Briefumschlag“ für das Senden an
EXAPTplus Interaktiv
Wieder zurück im EXAPTplus Interaktiv
definieren wir: Magazinplatz: 3
Als Werkzeuganstellwinkel legen wir -90° fest
und aktiveren „normal“
Über „Testen“ wird das Werkzeug in seiner
Form, Lage und Anstellung angezeigt
Fenster mit „OK“ bestätigen
Als Bearbeitungsabschnitt schreiben wir
Schruppen
Haken bei „NC-Kommentar“ nicht vergessen
damit die Benennung im NC-Programm
dargestellt wird
Fenster mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 31 von 49
CNC-Technik I Praktikum
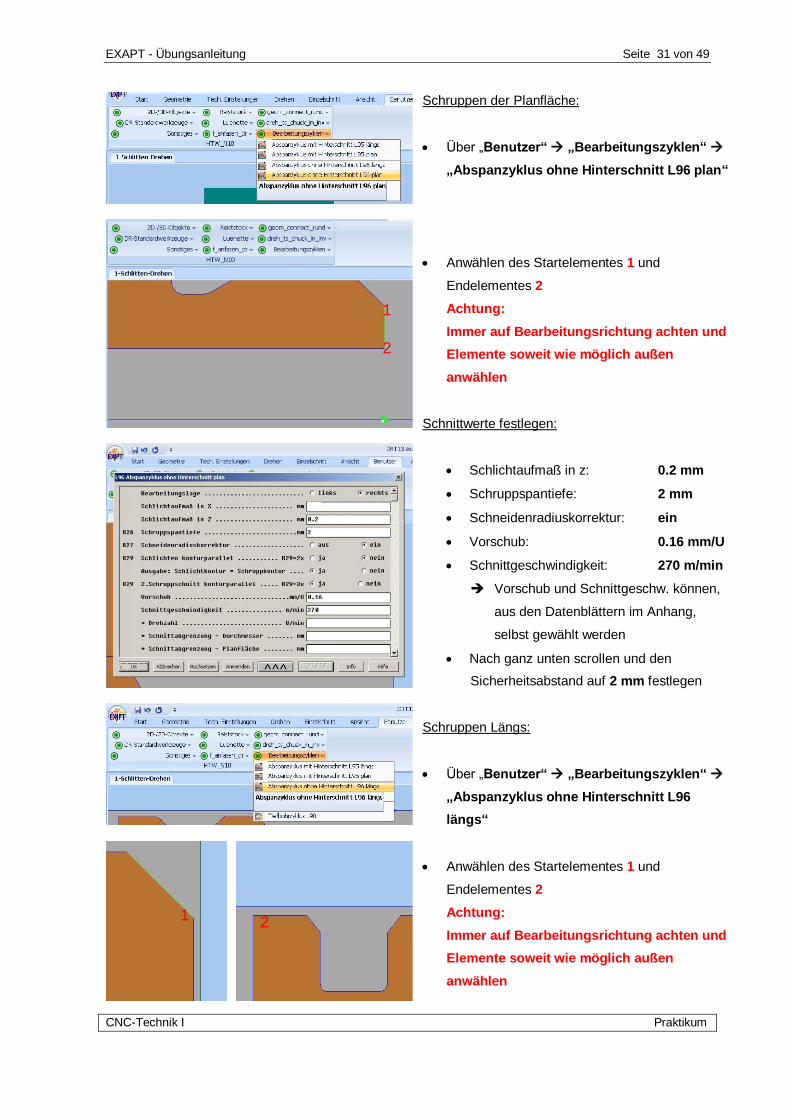
Schruppen der Planfläche:
Über „Benutzer“ „Bearbeitungszyklen“
„Abspanzyklus ohne Hinterschnitt L96 plan“
Anwählen des Startelementes 1 und
Endelementes 2
Achtung:
Immer auf Bearbeitungsrichtung achten und
Elemente soweit wie möglich außen
anwählen
Schnittwerte festlegen:
Schlichtaufmaß in z: 0.2 mm
Schruppspantiefe: 2 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.16 mm/U
Schnittgeschwindigkeit: 270 m/min
Vorschub und Schnittgeschw. können,
aus den Datenblättern im Anhang,
selbst gewählt werden
Nach ganz unten scrollen und den
Sicherheitsabstand auf 2 mm festlegen
Schruppen Längs:
Über „Benutzer“ „Bearbeitungszyklen“
„Abspanzyklus ohne Hinterschnitt L96
längs“
Anwählen des Startelementes 1 und
Endelementes 2
Achtung:
Immer auf Bearbeitungsrichtung achten und
Elemente soweit wie möglich außen
anwählen
2
1
1 2
EXAPT - Übungsanleitung Seite 32 von 49
CNC-Technik I Praktikum
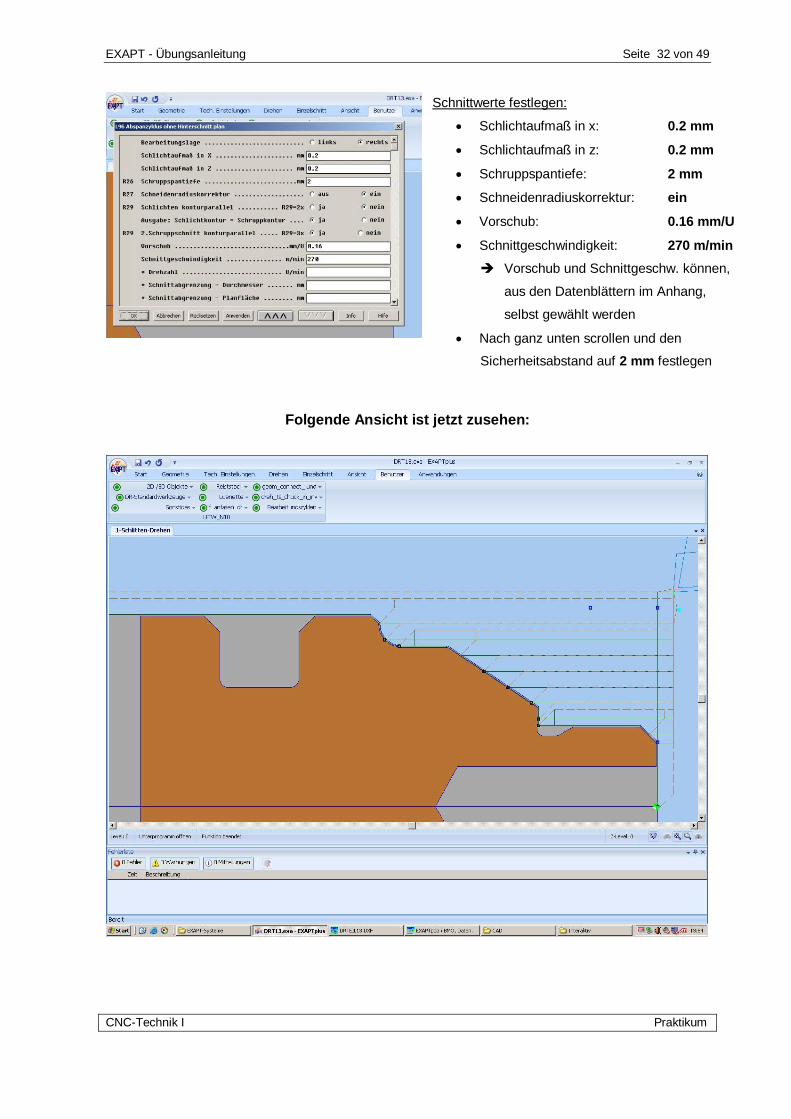
Folgende Ansicht ist jetzt zusehen:
Schnittwerte festlegen:
Schlichtaufmaß in x: 0.2 mm
Schlichtaufmaß in z: 0.2 mm
Schruppspantiefe: 2 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.16 mm/U
Schnittgeschwindigkeit: 270 m/min
Vorschub und Schnittgeschw. können,
aus den Datenblättern im Anhang,
selbst gewählt werden
Nach ganz unten scrollen und den
Sicherheitsabstand auf 2 mm festlegen
EXAPT - Übungsanleitung Seite 33 von 49
CNC-Technik I Praktikum
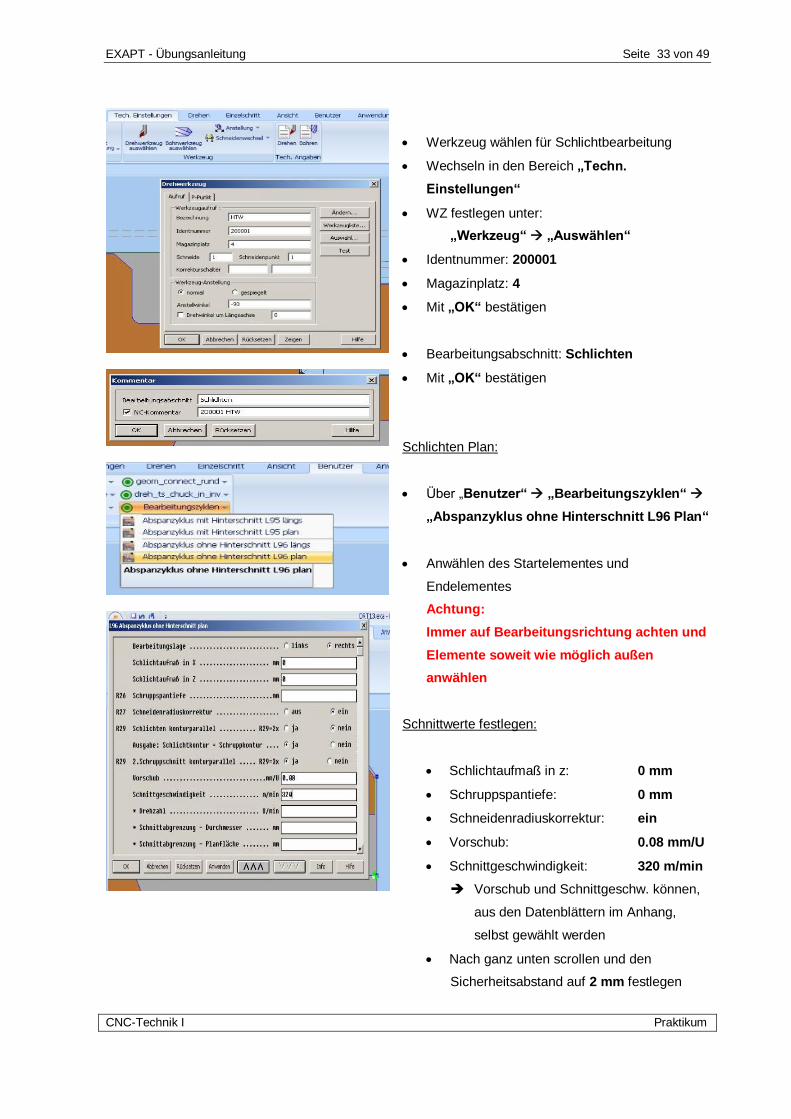
Werkzeug wählen für Schlichtbearbeitung
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Identnummer: 200001
Magazinplatz: 4
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Schlichten
Mit „OK“ bestätigen
Schlichten Plan:
Über „Benutzer“ „Bearbeitungszyklen“
„Abspanzyklus ohne Hinterschnitt L96 Plan“
Anwählen des Startelementes und
Endelementes
Achtung:
Immer auf Bearbeitungsrichtung achten und
Elemente soweit wie möglich außen
anwählen
Schnittwerte festlegen:
Schlichtaufmaß in z: 0 mm
Schruppspantiefe: 0 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.08 mm/U
Schnittgeschwindigkeit: 320 m/min
Vorschub und Schnittgeschw. können,
aus den Datenblättern im Anhang,
selbst gewählt werden
Nach ganz unten scrollen und den
Sicherheitsabstand auf 2 mm festlegen
EXAPT - Übungsanleitung Seite 34 von 49
CNC-Technik I Praktikum
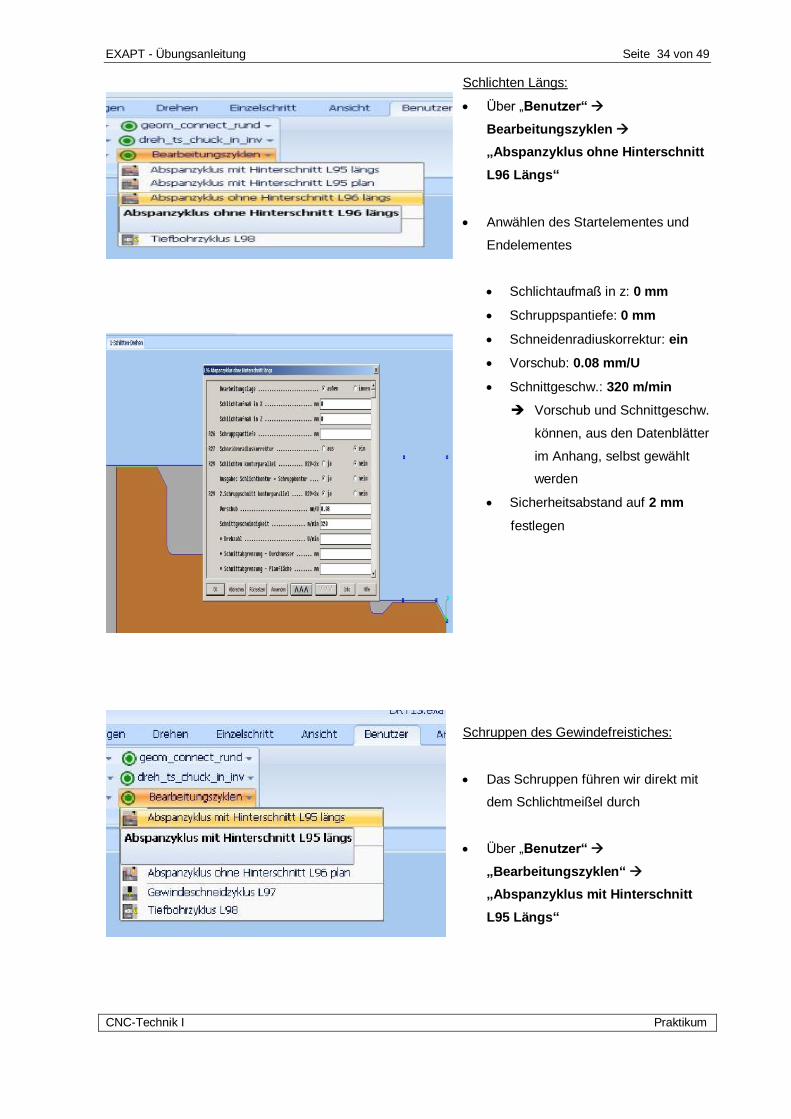
Schlichten Längs:
Über „Benutzer“
Bearbeitungszyklen
„Abspanzyklus ohne Hinterschnitt
L96 Längs“
Anwählen des Startelementes und
Endelementes
Schlichtaufmaß in z: 0 mm
Schruppspantiefe: 0 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.08 mm/U
Schnittgeschw.: 320 m/min
Vorschub und Schnittgeschw.
können, aus den Datenblätter
im Anhang, selbst gewählt
werden
Sicherheitsabstand auf 2 mm
festlegen
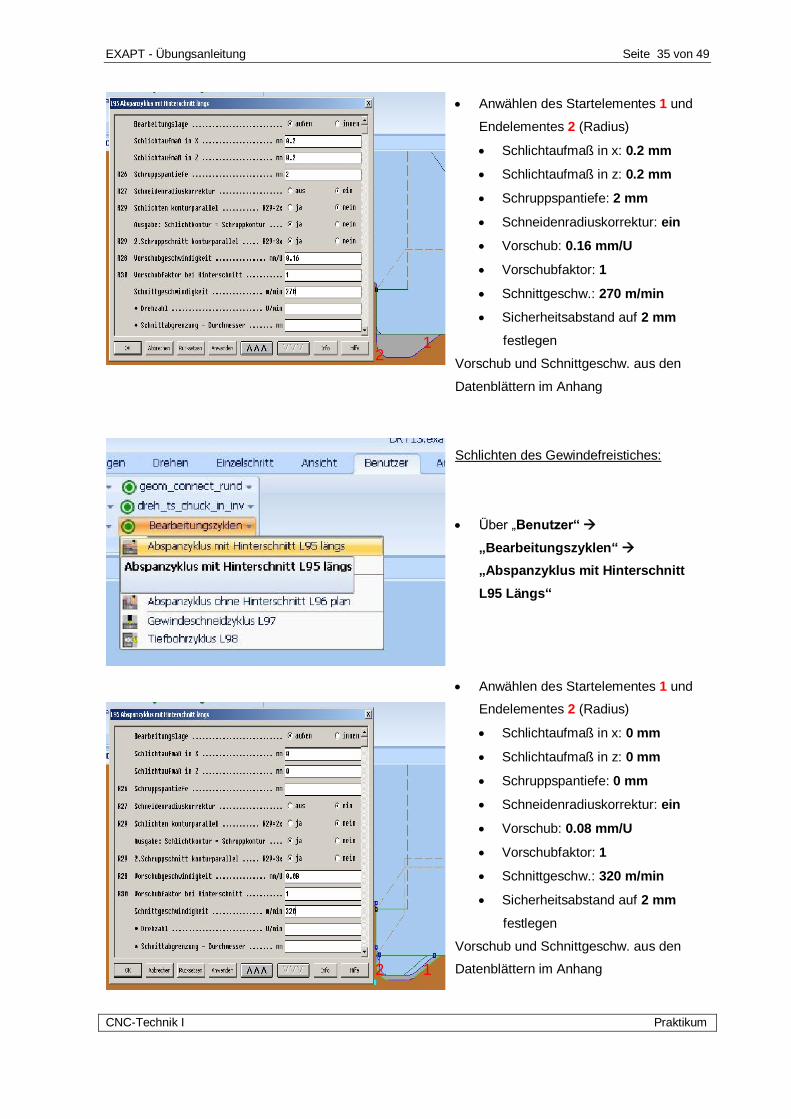
Schruppen des Gewindefreistiches:
Das Schruppen führen wir direkt mit
dem Schlichtmeißel durch
Über „Benutzer“
„Bearbeitungszyklen“
„Abspanzyklus mit Hinterschnitt
L95 Längs“
EXAPT - Übungsanleitung Seite 35 von 49
CNC-Technik I Praktikum
1 2
Anwählen des Startelementes 1 und
Endelementes 2 (Radius)
Schlichtaufmaß in x: 0.2 mm
Schlichtaufmaß in z: 0.2 mm
Schruppspantiefe: 2 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.16 mm/U
Vorschubfaktor: 1
Schnittgeschw.: 270 m/min
Sicherheitsabstand auf 2 mm
festlegen
Vorschub und Schnittgeschw. aus den
Datenblättern im Anhang
Schlichten des Gewindefreistiches:
Über „Benutzer“
„Bearbeitungszyklen“
„Abspanzyklus mit Hinterschnitt
L95 Längs“
Anwählen des Startelementes 1 und
Endelementes 2 (Radius)
Schlichtaufmaß in x: 0 mm
Schlichtaufmaß in z: 0 mm
Schruppspantiefe: 0 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.08 mm/U
Vorschubfaktor: 1
Schnittgeschw.: 320 m/min
Sicherheitsabstand auf 2 mm
festlegen
Vorschub und Schnittgeschw. aus den
Datenblättern im Anhang
1 2
EXAPT - Übungsanleitung Seite 36 von 49
CNC-Technik I Praktikum
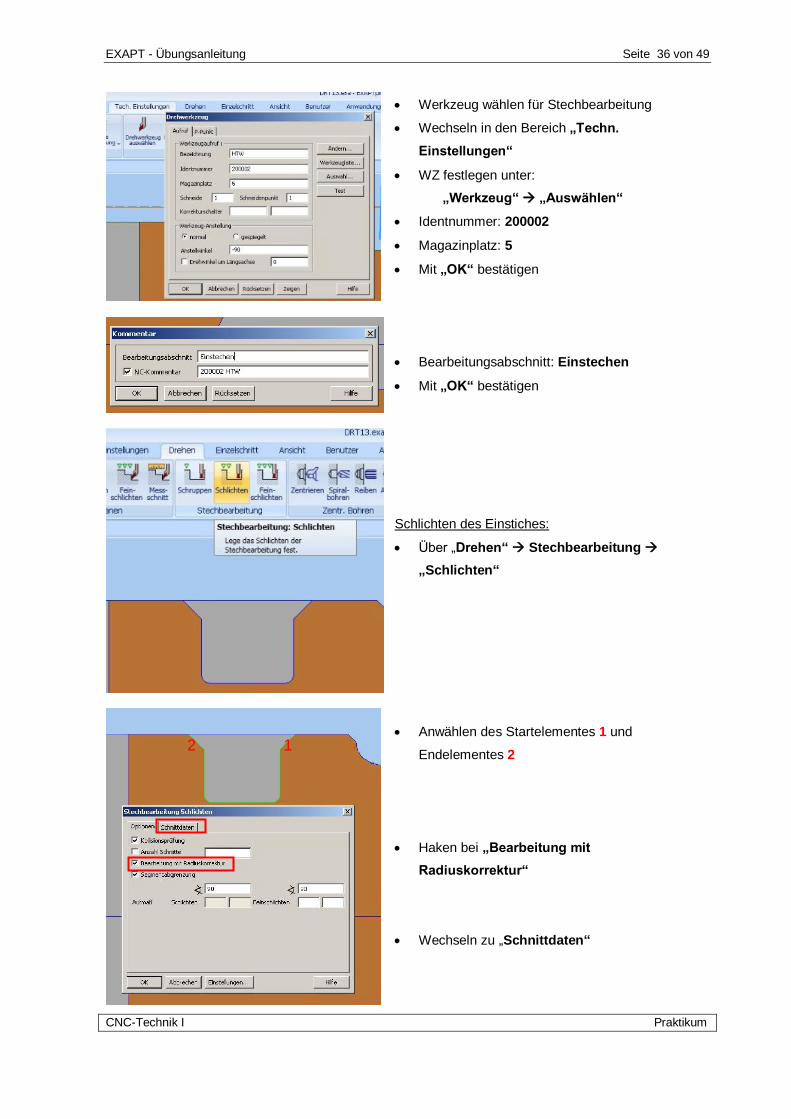
Werkzeug wählen für Stechbearbeitung
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Identnummer: 200002
Magazinplatz: 5
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Einstechen
Mit „OK“ bestätigen
Schlichten des Einstiches:
Über „Drehen“ Stechbearbeitung
„Schlichten“
Anwählen des Startelementes 1 und
Endelementes 2
Haken bei „Bearbeitung mit
Radiuskorrektur“
Wechseln zu „Schnittdaten“
2 1
EXAPT - Übungsanleitung Seite 37 von 49
CNC-Technik I Praktikum
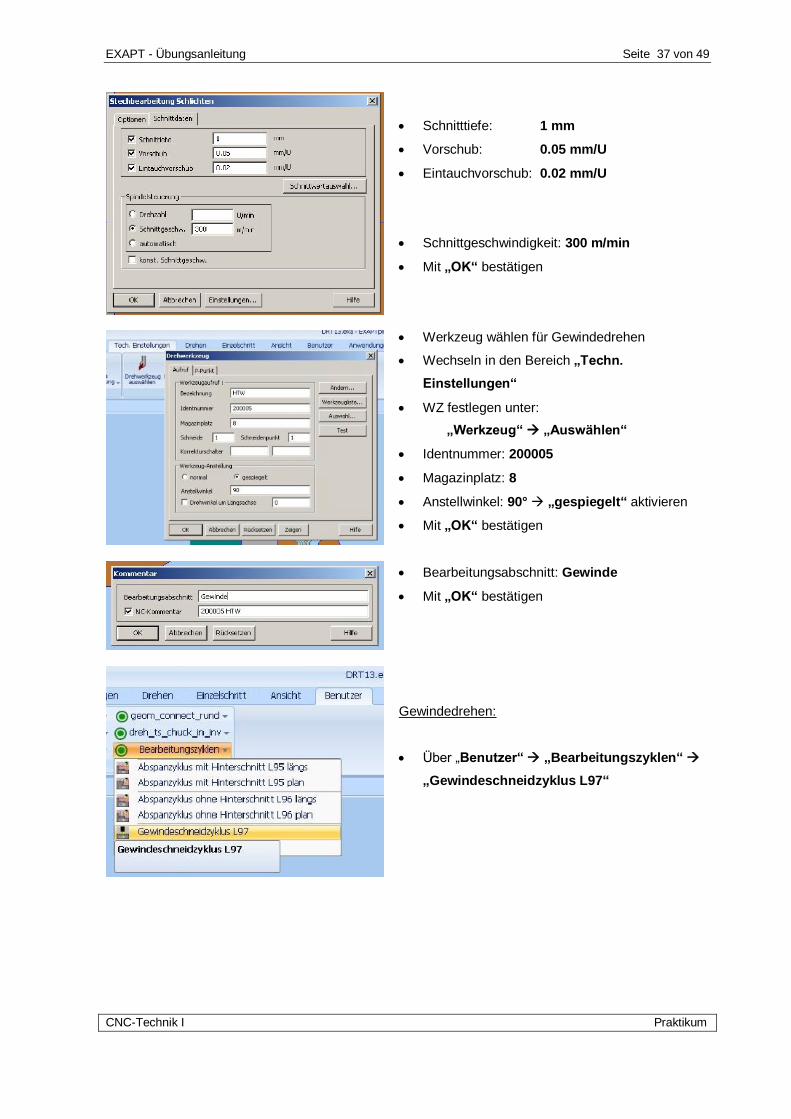
Schnitttiefe: 1 mm
Vorschub: 0.05 mm/U
Eintauchvorschub: 0.02 mm/U
Schnittgeschwindigkeit: 300 m/min
Mit „OK“ bestätigen
Werkzeug wählen für Gewindedrehen
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Identnummer: 200005
Magazinplatz: 8
Anstellwinkel: 90° „gespiegelt“ aktivieren
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Gewinde
Mit „OK“ bestätigen
Gewindedrehen:
Über „Benutzer“ „Bearbeitungszyklen“
„Gewindeschneidzyklus L97“
EXAPT - Übungsanleitung Seite 38 von 49
CNC-Technik I Praktikum
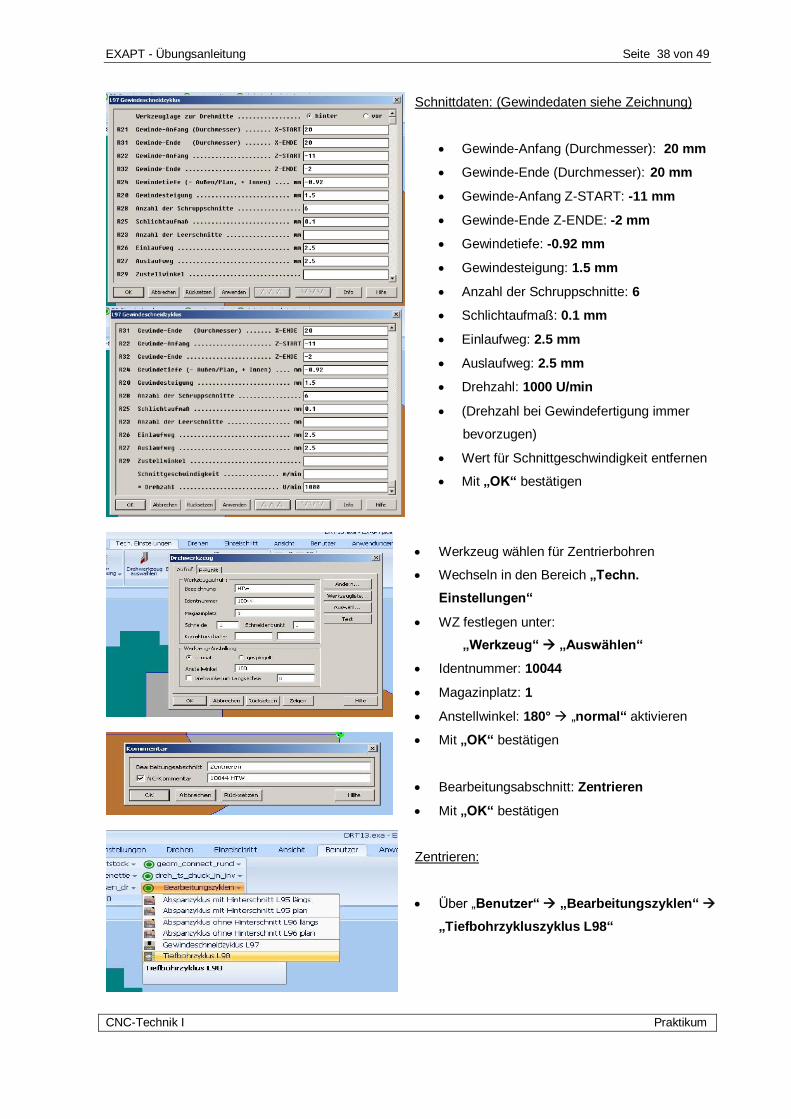
Schnittdaten: (Gewindedaten siehe Zeichnung)
Gewinde-Anfang (Durchmesser): 20 mm
Gewinde-Ende (Durchmesser): 20 mm
Gewinde-Anfang Z-START: -11 mm
Gewinde-Ende Z-ENDE: -2 mm
Gewindetiefe: -0.92 mm
Gewindesteigung: 1.5 mm
Anzahl der Schruppschnitte: 6
Schlichtaufmaß: 0.1 mm
Einlaufweg: 2.5 mm
Auslaufweg: 2.5 mm
Drehzahl: 1000 U/min
(Drehzahl bei Gewindefertigung immer
bevorzugen)
Wert für Schnittgeschwindigkeit entfernen
Mit „OK“ bestätigen
Werkzeug wählen für Zentrierbohren
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Identnummer: 10044
Magazinplatz: 1
Anstellwinkel: 180° „normal“ aktivieren
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Zentrieren
Mit „OK“ bestätigen
Zentrieren:
Über „Benutzer“ „Bearbeitungszyklen“
„Tiefbohrzykluszyklus L98“
EXAPT - Übungsanleitung Seite 39 von 49
CNC-Technik I Praktikum
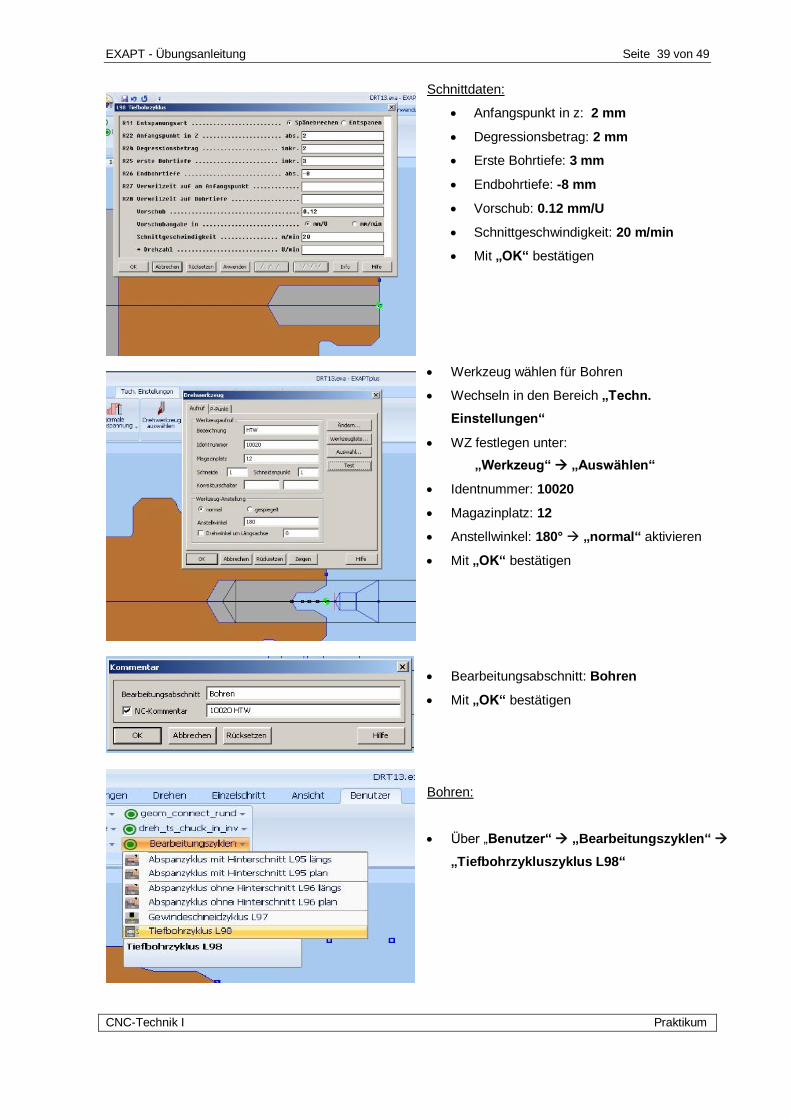
Schnittdaten:
Anfangspunkt in z: 2 mm
Degressionsbetrag: 2 mm
Erste Bohrtiefe: 3 mm
Endbohrtiefe: -8 mm
Vorschub: 0.12 mm/U
Schnittgeschwindigkeit: 20 m/min
Mit „OK“ bestätigen
Werkzeug wählen für Bohren
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Identnummer: 10020
Magazinplatz: 12
Anstellwinkel: 180° „normal“ aktivieren
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Bohren
Mit „OK“ bestätigen
Bohren:
Über „Benutzer“ „Bearbeitungszyklen“
„Tiefbohrzykluszyklus L98“
EXAPT - Übungsanleitung Seite 40 von 49
CNC-Technik I Praktikum
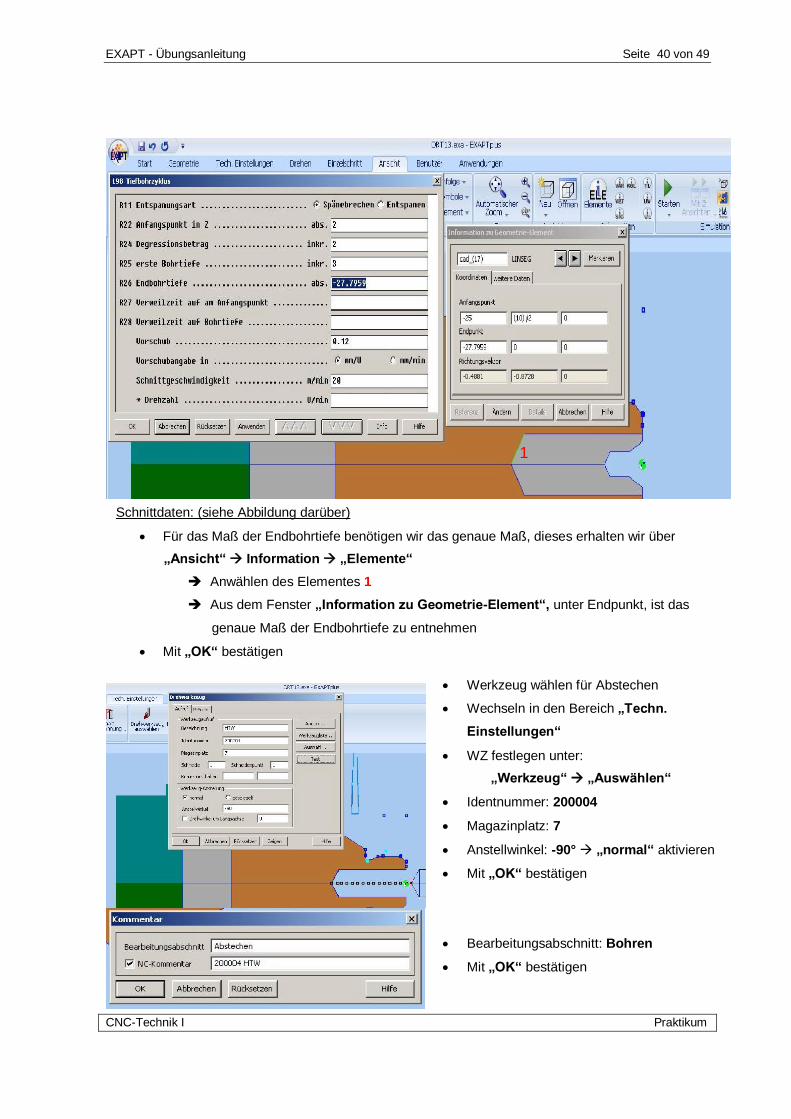
Schnittdaten: (siehe Abbildung darüber)
Für das Maß der Endbohrtiefe benötigen wir das genaue Maß, dieses erhalten wir über
„Ansicht“ Information „Elemente“
Anwählen des Elementes 1
Aus dem Fenster „Information zu Geometrie-Element“, unter Endpunkt, ist das
genaue Maß der Endbohrtiefe zu entnehmen
Mit „OK“ bestätigen
1
Werkzeug wählen für Abstechen
Wechseln in den Bereich „Techn.
Einstellungen“
WZ festlegen unter:
„Werkzeug“ „Auswählen“
Identnummer: 200004
Magazinplatz: 7
Anstellwinkel: -90° „normal“ aktivieren
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Bohren
Mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 41 von 49
CNC-Technik I Praktikum
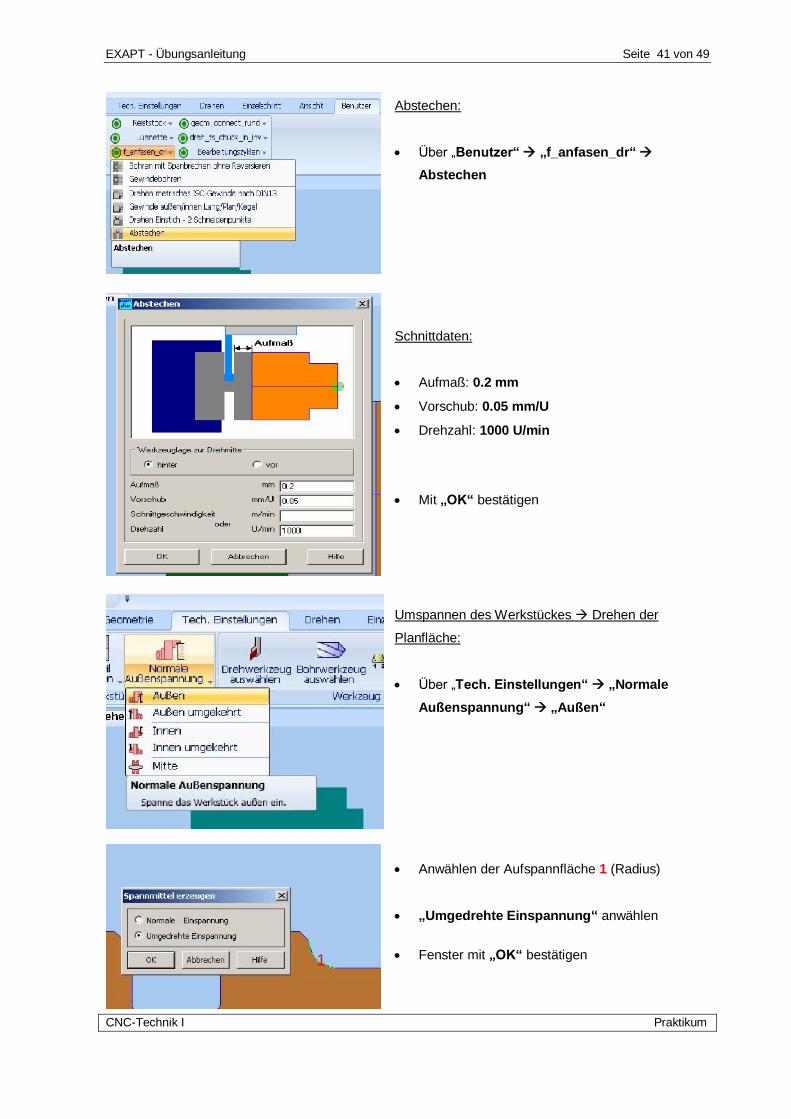
Abstechen:
Über „Benutzer“ „f_anfasen_dr“
Abstechen
Schnittdaten:
Aufmaß: 0.2 mm
Vorschub: 0.05 mm/U
Drehzahl: 1000 U/min
Mit „OK“ bestätigen
Umspannen des Werkstückes Drehen der
Planfläche:
Über „Tech. Einstellungen“ „Normale
Außenspannung“ „Außen“
Anwählen der Aufspannfläche 1 (Radius)
„Umgedrehte Einspannung“ anwählen
Fenster mit „OK“ bestätigen
1
EXAPT - Übungsanleitung Seite 42 von 49
CNC-Technik I Praktikum
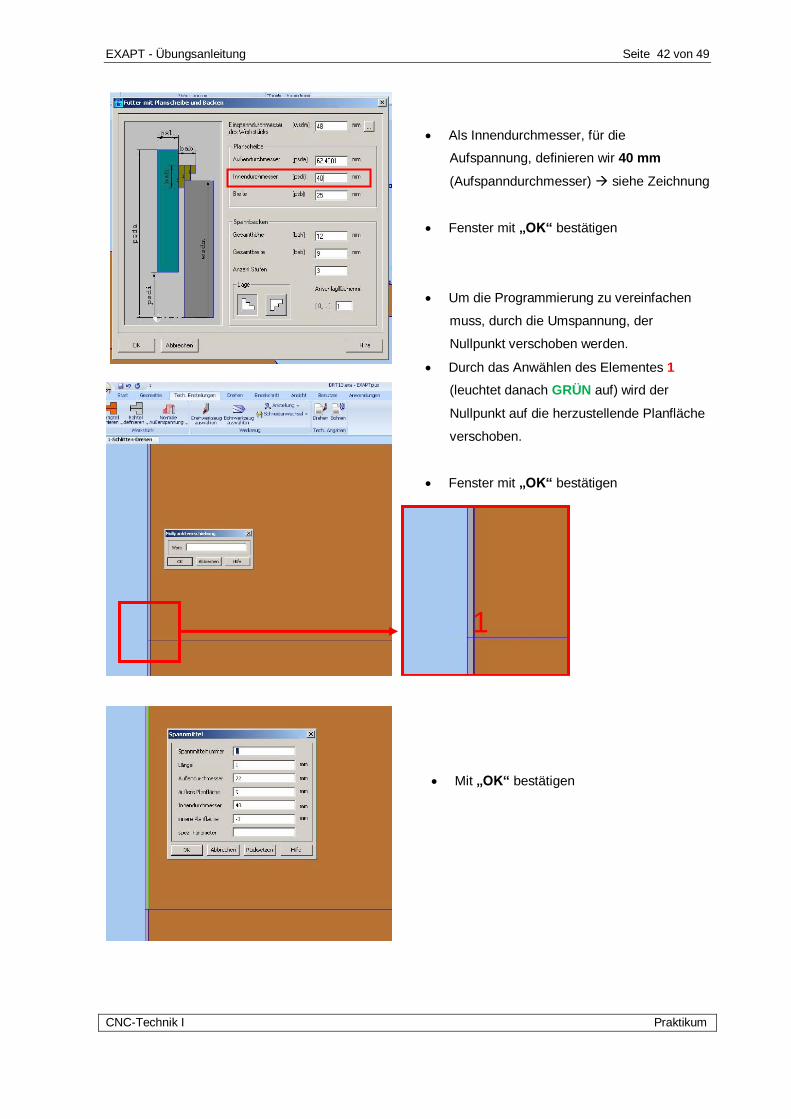
Als Innendurchmesser, für die
Aufspannung, definieren wir 40 mm
(Aufspanndurchmesser) siehe Zeichnung
Fenster mit „OK“ bestätigen
Um die Programmierung zu vereinfachen
muss, durch die Umspannung, der
Nullpunkt verschoben werden.
Durch das Anwählen des Elementes 1
(leuchtet danach GRÜN auf) wird der
Nullpunkt auf die herzustellende Planfläche
verschoben.
Fenster mit „OK“ bestätigen
1
Mit „OK“ bestätigen
EXAPT - Übungsanleitung Seite 43 von 49
CNC-Technik I Praktikum
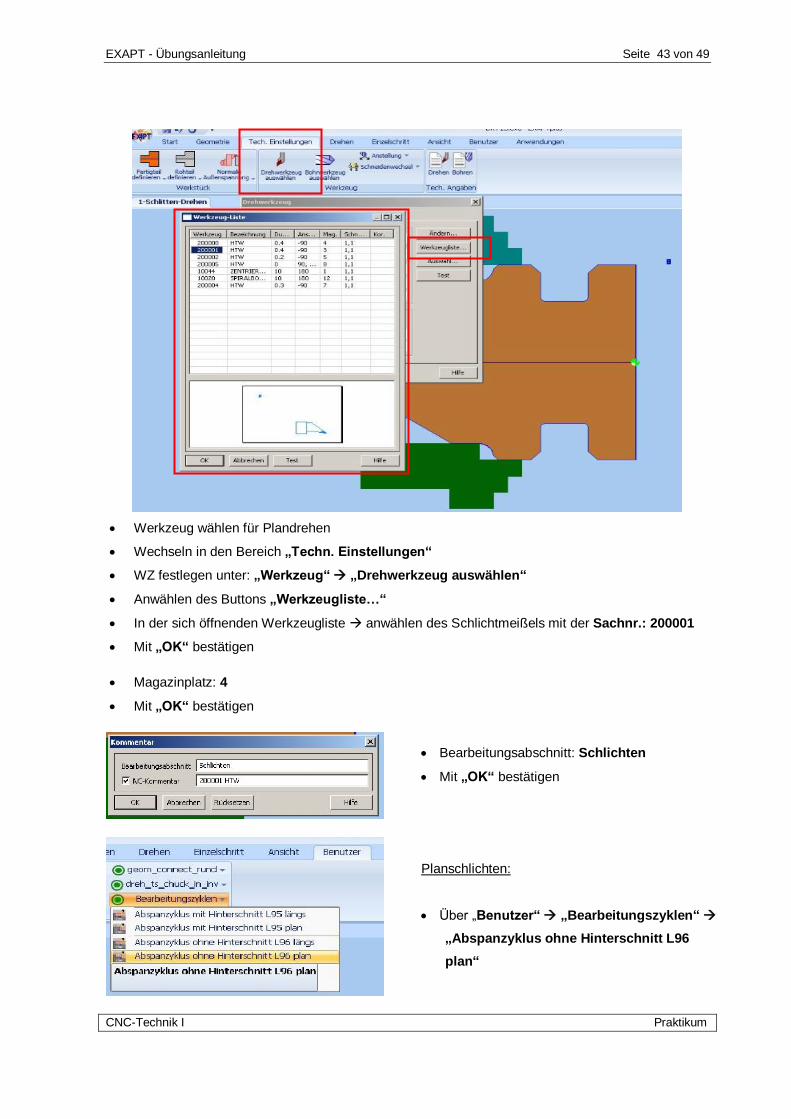
Werkzeug wählen für Plandrehen
Wechseln in den Bereich „Techn. Einstellungen“
WZ festlegen unter: „Werkzeug“ „Drehwerkzeug auswählen“
Anwählen des Buttons „Werkzeugliste…“
In der sich öffnenden Werkzeugliste anwählen des Schlichtmeißels mit der Sachnr.: 200001
Mit „OK“ bestätigen
Magazinplatz: 4
Mit „OK“ bestätigen
Bearbeitungsabschnitt: Schlichten
Mit „OK“ bestätigen
Planschlichten:
Über „Benutzer“ „Bearbeitungszyklen“
„Abspanzyklus ohne Hinterschnitt L96
plan“
EXAPT - Übungsanleitung Seite 44 von 49
CNC-Technik I Praktikum
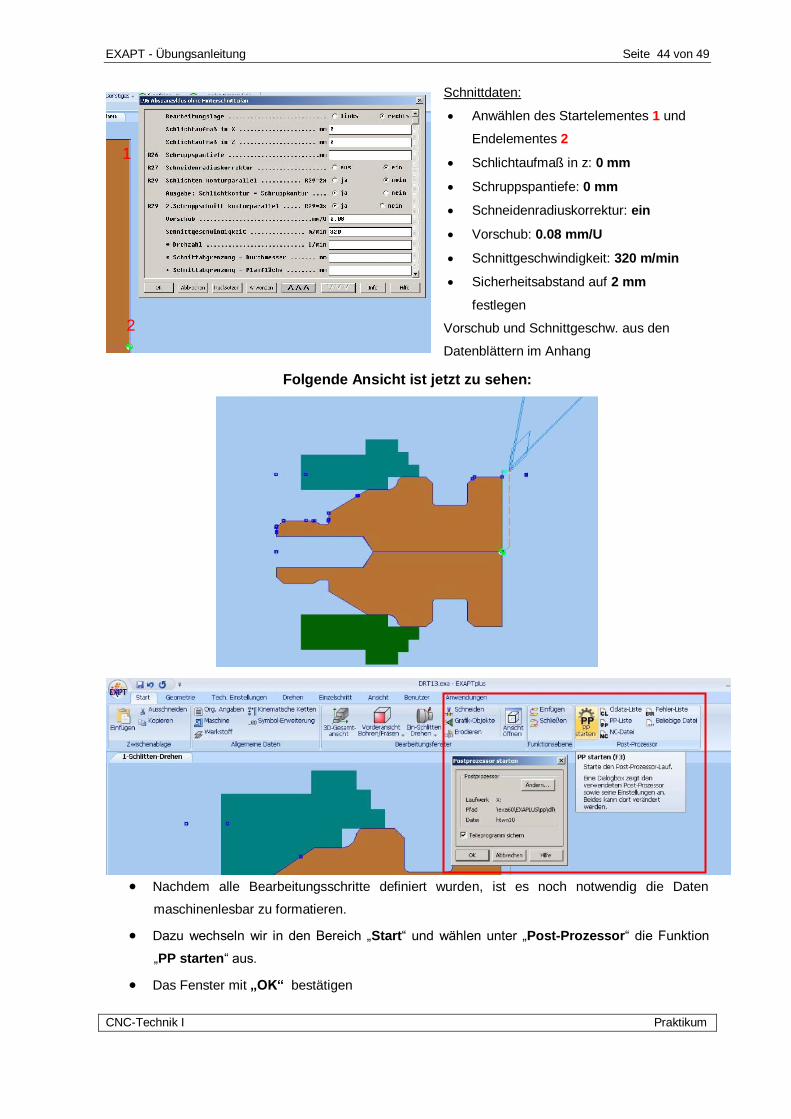
Folgende Ansicht ist jetzt zu sehen:
Nachdem alle Bearbeitungsschritte definiert wurden, ist es noch notwendig die Daten
maschinenlesbar zu formatieren.
Dazu wechseln wir in den Bereich „Start“ und wählen unter „Post-Prozessor“ die Funktion
„PP starten“ aus.
Das Fenster mit „OK“ bestätigen
Schnittdaten:
Anwählen des Startelementes 1 und
Endelementes 2
Schlichtaufmaß in z: 0 mm
Schruppspantiefe: 0 mm
Schneidenradiuskorrektur: ein
Vorschub: 0.08 mm/U
Schnittgeschwindigkeit: 320 m/min
Sicherheitsabstand auf 2 mm
festlegen
Vorschub und Schnittgeschw. aus den
Datenblättern im Anhang
Mit „OK“ bestätigen
1
2
EXAPT - Übungsanleitung Seite 45 von 49
CNC-Technik I Praktikum
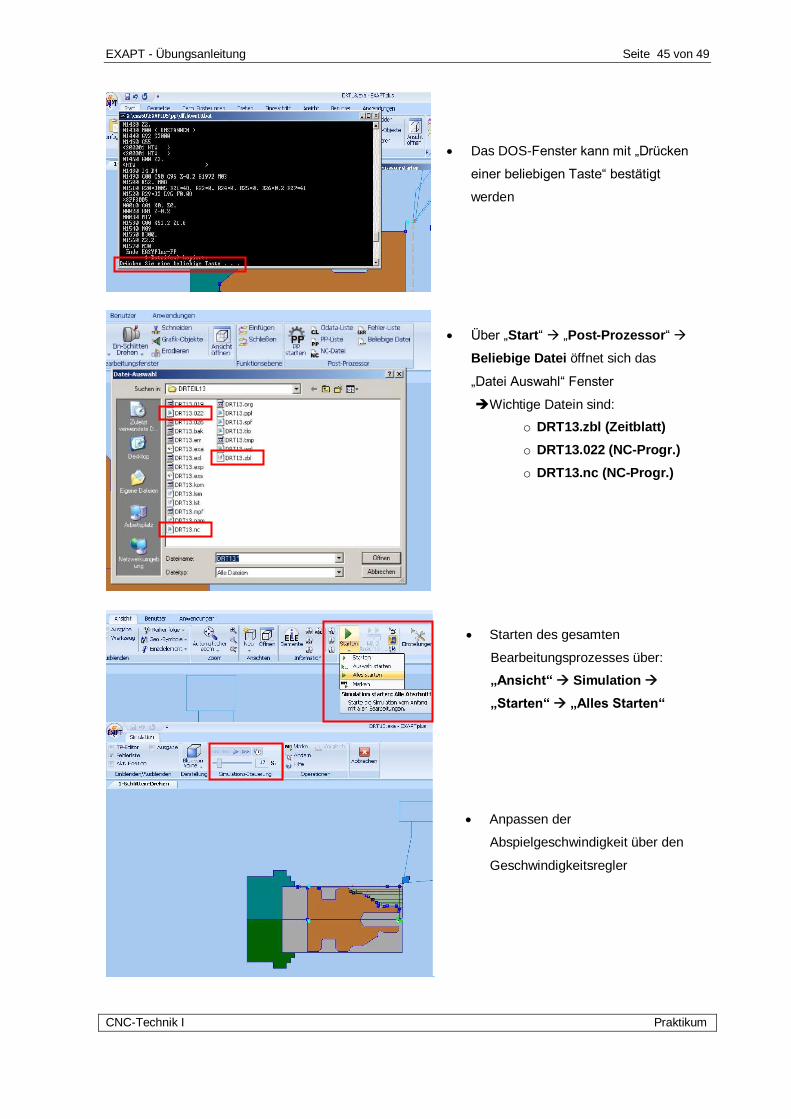
Das DOS-Fenster kann mit „Drücken
einer beliebigen Taste“ bestätigt
werden
Über „Start“ „Post-Prozessor“
Beliebige Datei öffnet sich das
„Datei Auswahl“ Fenster
Wichtige Datein sind:
o DRT13.zbl (Zeitblatt)
o DRT13.022 (NC-Progr.)
o DRT13.nc (NC-Progr.)
Starten des gesamten
Bearbeitungsprozesses über:
„Ansicht“ Simulation
„Starten“ „Alles Starten“
Anpassen der
Abspielgeschwindigkeit über den
Geschwindigkeitsregler
EXAPT - Übungsanleitung Seite 46 von 49
CNC-Technik I Praktikum
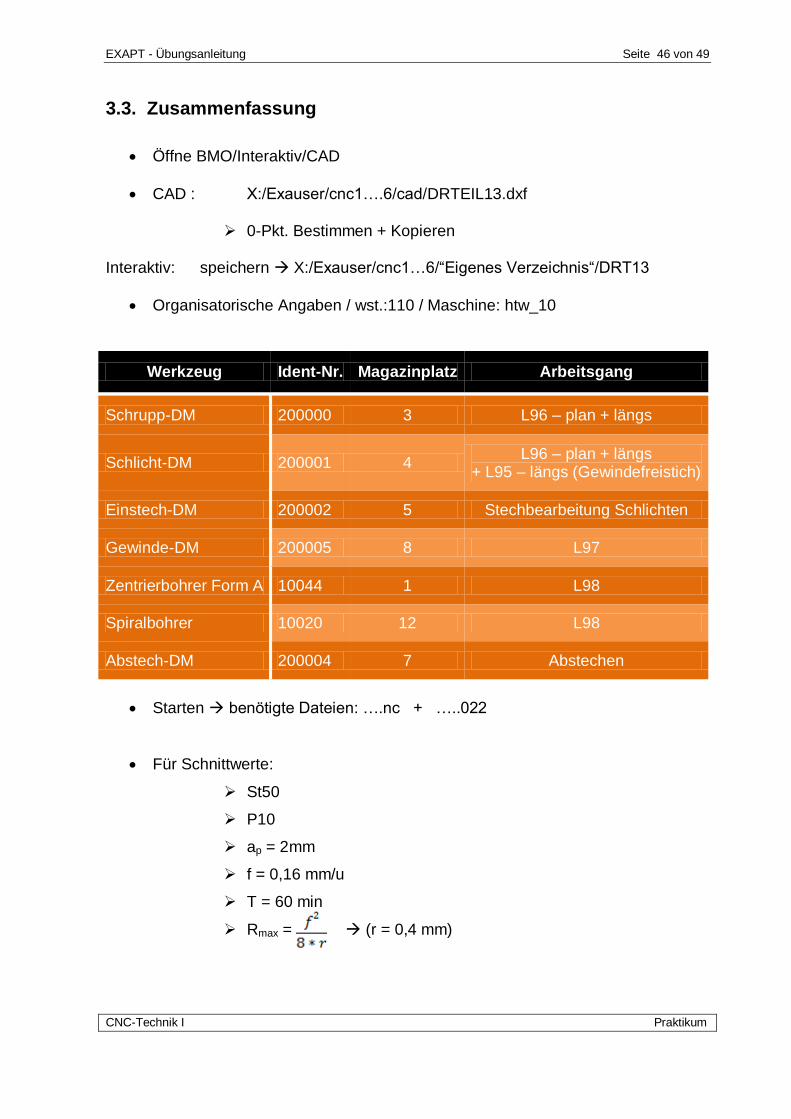
3.3. Zusammenfassung
Öffne BMO/Interaktiv/CAD
CAD : X:/Exauser/cnc1….6/cad/DRTEIL13.dxf
0-Pkt. Bestimmen + Kopieren Interaktiv: speichern X:/Exauser/cnc1…6/“Eigenes Verzeichnis“/DRT13
Organisatorische Angaben / wst.:110 / Maschine: htw_10
Werkzeug Ident-Nr. Magazinplatz Arbeitsgang
Schrupp-DM 200000 3 L96 – plan + längs
Schlicht-DM 200001 4 L96 – plan + längs
+ L95 – längs (Gewindefreistich)
Einstech-DM 200002 5 Stechbearbeitung Schlichten
Gewinde-DM 200005 8 L97
Zentrierbohrer Form A 10044 1 L98
Spiralbohrer 10020 12 L98
Abstech-DM 200004 7 Abstechen
Starten benötigte Dateien: ….nc + …..022
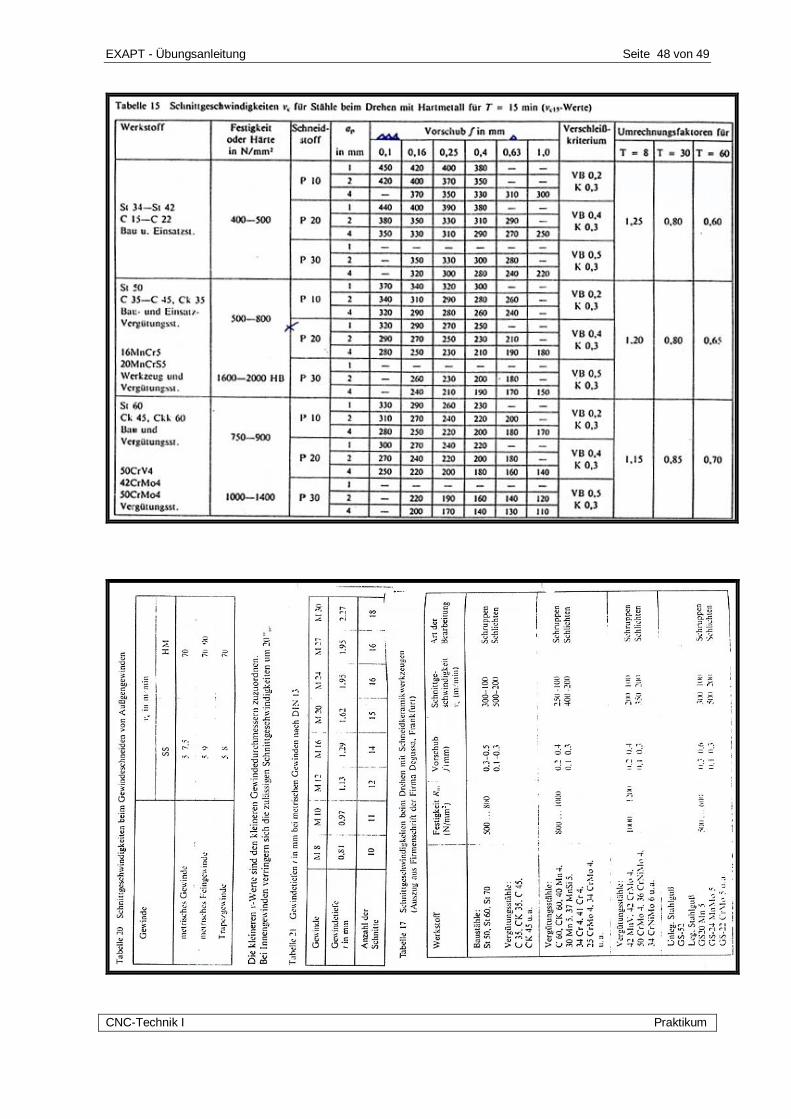
Für Schnittwerte:
St50
P10
ap = 2mm
f = 0,16 mm/u
T = 60 min
Rmax = (r = 0,4 mm)
EXAPT - Übungsanleitung Seite 47 von 49
CNC-Technik I Praktikum
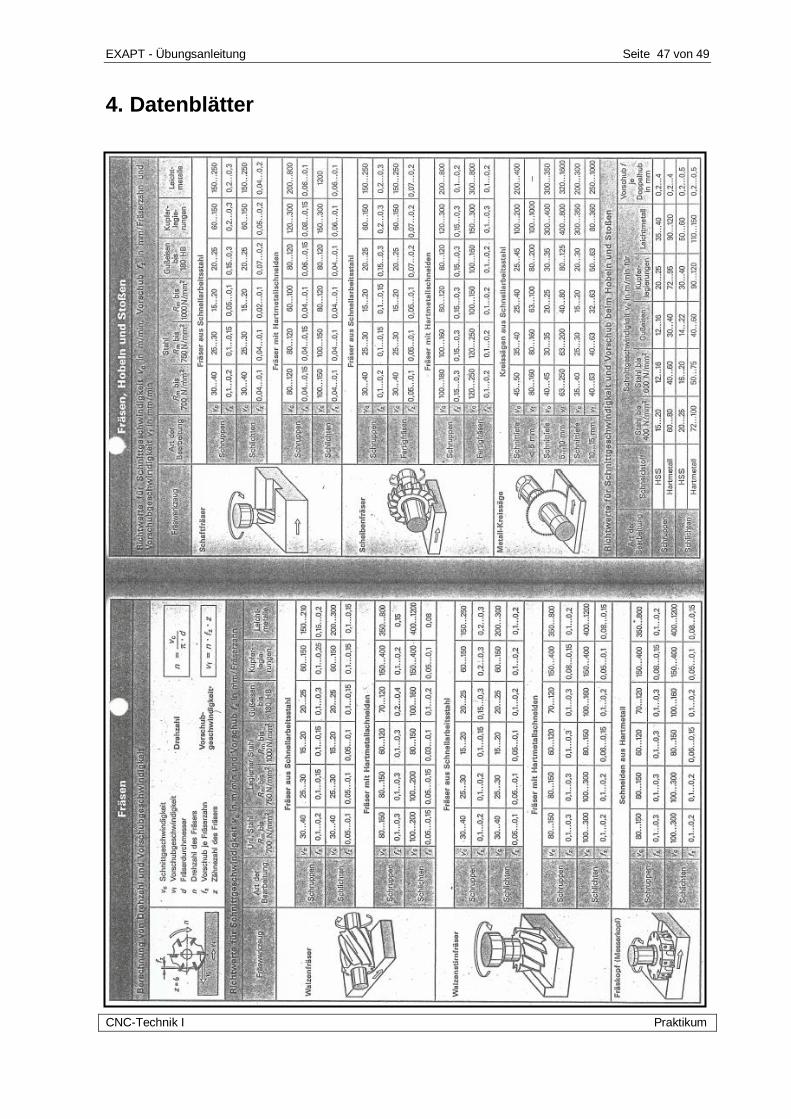
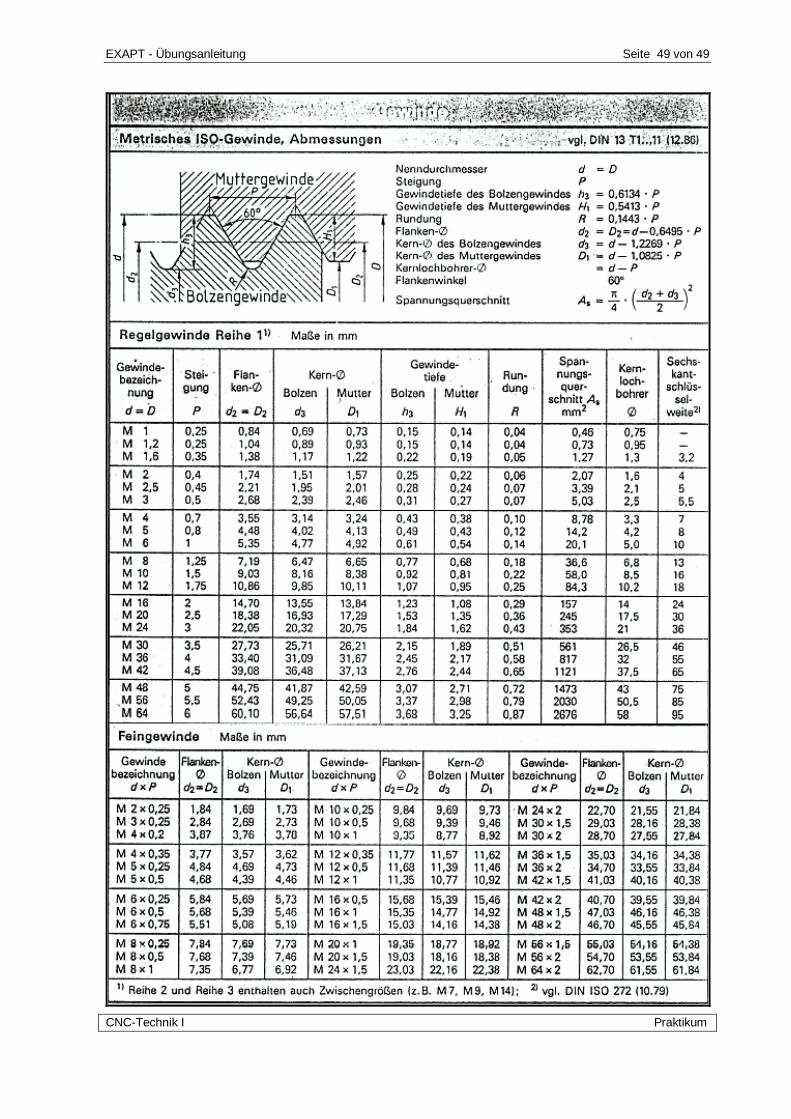
4. Datenblätter
EXAPT - Übungsanleitung Seite 48 von 49
CNC-Technik I Praktikum
EXAPT - Übungsanleitung Seite 49 von 49
CNC-Technik I Praktikum

![HTW – Beispiel 1: Holztafelwand mit zwei Platten pro ... · Referenzbeispiele zu den Programmen der FRILO Software GmbH Stand 28.07.2015 HTW – Beispiel 1 [DIN EN 1995:2013] Seite](https://img.pdfslide.org/doc/110x75/5e64d9f56fc8da093a6df2c4/htw-a-beispiel-1-holztafelwand-mit-zwei-platten-pro-referenzbeispiele-zu.jpg)
![HTW – Beispiel 1: Holztafelwand mit zwei Platten pro ... · PDF fileReferenzbeispiele zu den Programmen der FRILO Software GmbH Stand 28.07.2015 HTW – Beispiel 1 [DIN EN 1995:2013]](https://img.pdfslide.org/doc/110x75/5a73e1197f8b9aea3e8b871d/htw-beispiel-1-holztafelwand-mit-zwei-platten-pro-referenzbeispiele.jpg)


























