Embed Size (px)
Citation preview
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 1
Fertigungstechnik I
06.01. Einführung 13.01. Oberflächenvorbehandlung - Zusammenfassung / Einführung - Verschleiß - Reinigung
20.01. Härten/Nitrieren
27.01. chemische Verfahren/Galvanik
03.02. Ausblick
Vorlesungsplan FT I / Oberflächen- und Schichttechnik
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 2
Oberflächentechnik
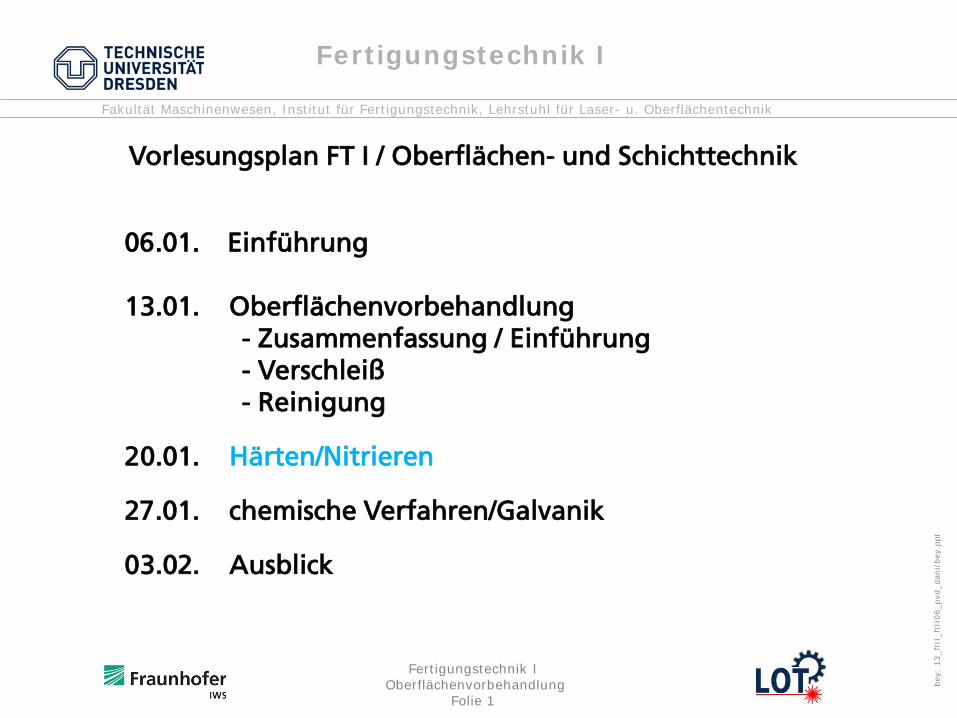
Reinigen Abtragen
Trennen
Verfahrensfolge
Verfestigen durch
Umformen
Thermo- mechan.
Behandeln
Wärme- behandeln
Stoffeigen- schaften ändern
Beschichten aus dem flüssigen Zustand
Beschichten aus d. gas-
od. dampff. Zustand
Beschichten aus d. breiig- pastenförm.
Zustand
Beschichten
Spanen mit geometr.
unbestimmt. Schneide
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 3
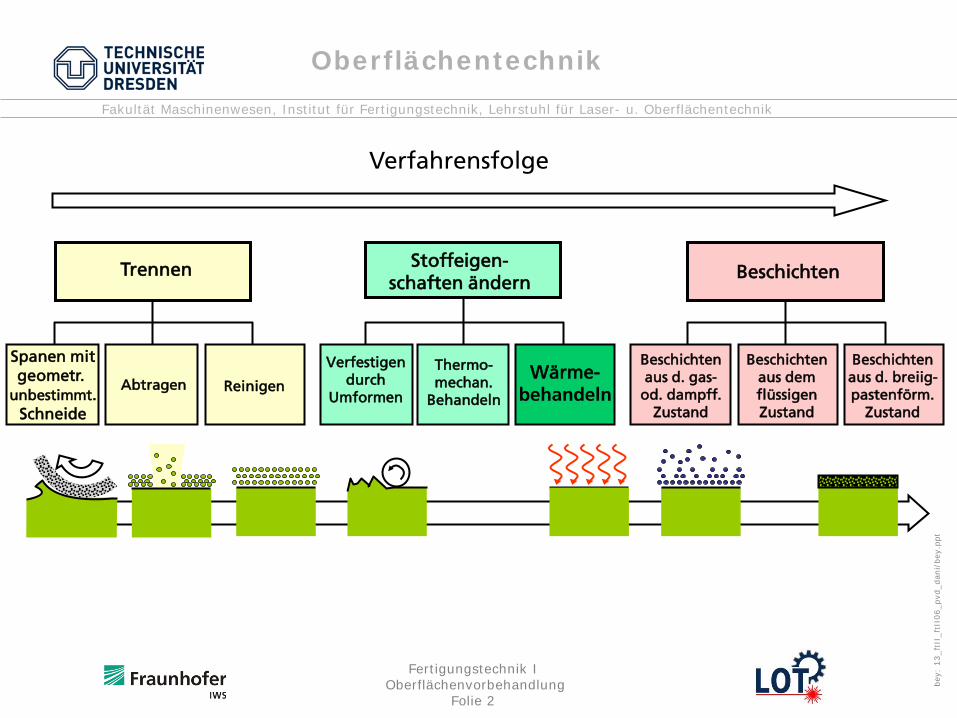
Härten Mechanismen
Härtemechanismen Umwandlungshärtung Erzeugung harten Gefüges durch Wärmebehandlung Ausscheidungshärtung Zulegieren von Elementen, die zum Ausscheiden von metastabilen Phasen in fein verteilter Form führen Kaltverfestigung Erhöhung der Versetzungsdichte durch plastische Verformung unterhalb der Rekristallisationstemperatur Kornfeinung Erzeugung eines feineren, kleineren Korns im Gefüge durch geeignete Wärmebehandlung Mischkristallverfestigung Zulegieren von Elementen, die zum Einbau von Zwischengitter- oder Substitutionsatomen führen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 4
Härten Verfahren
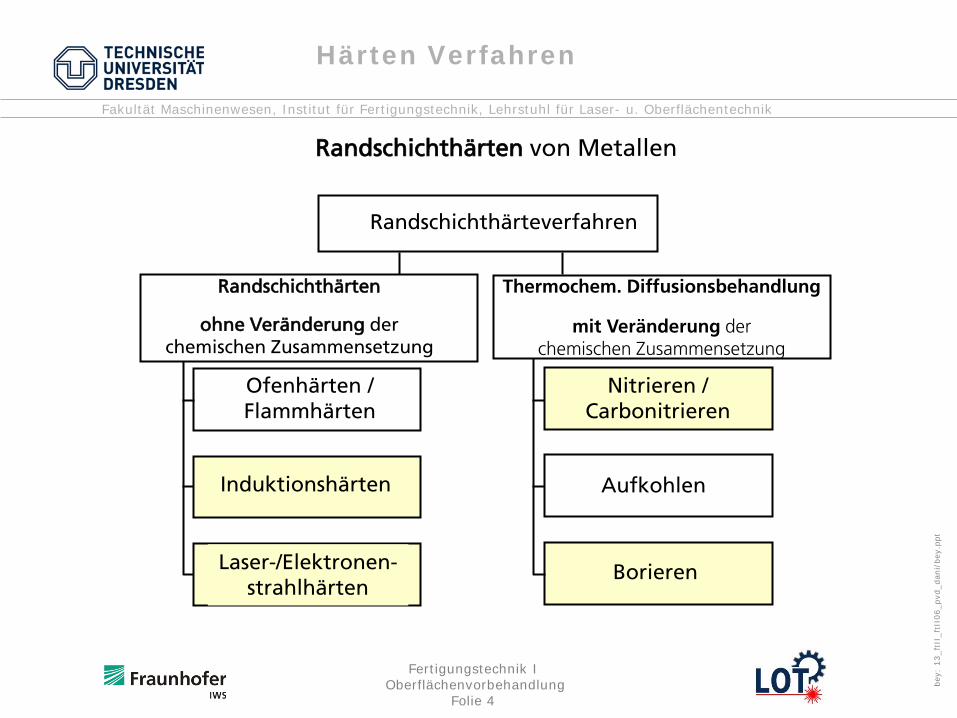
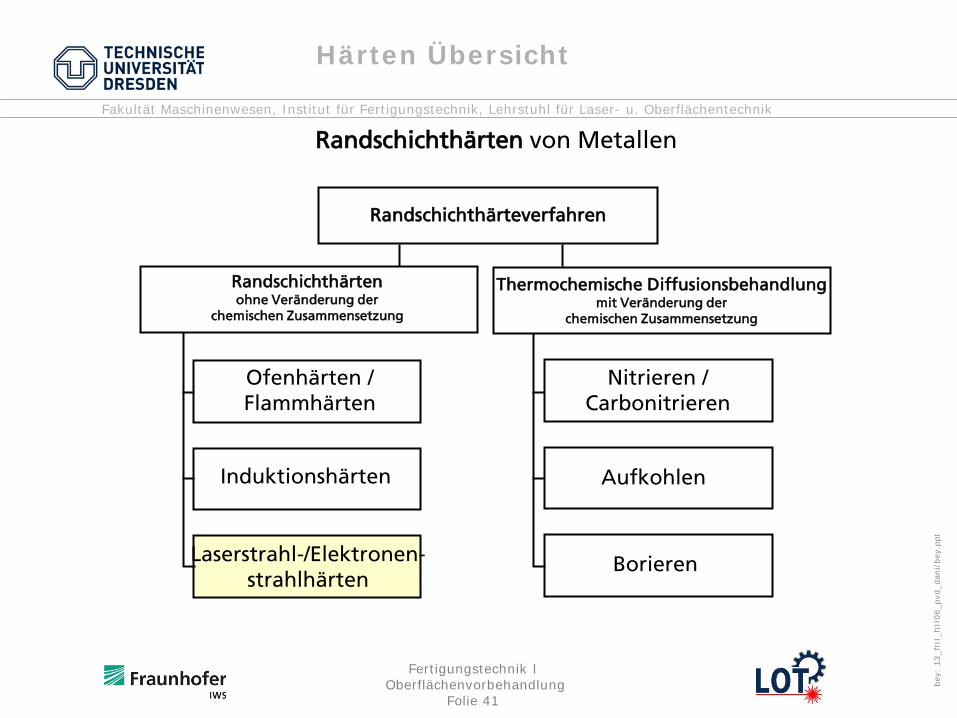
Randschichthärten von Metallen
Randschichthärteverfahren
Borieren
Aufkohlen
Nitrieren / Carbonitrieren
Randschichthärten
ohne Veränderung der chemischen Zusammensetzung
Laser-/Elektronen- strahlhärten
Induktionshärten
Ofenhärten / Flammhärten
Thermochem. Diffusionsbehandlung
mit Veränderung der chemischen Zusammensetzung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 5
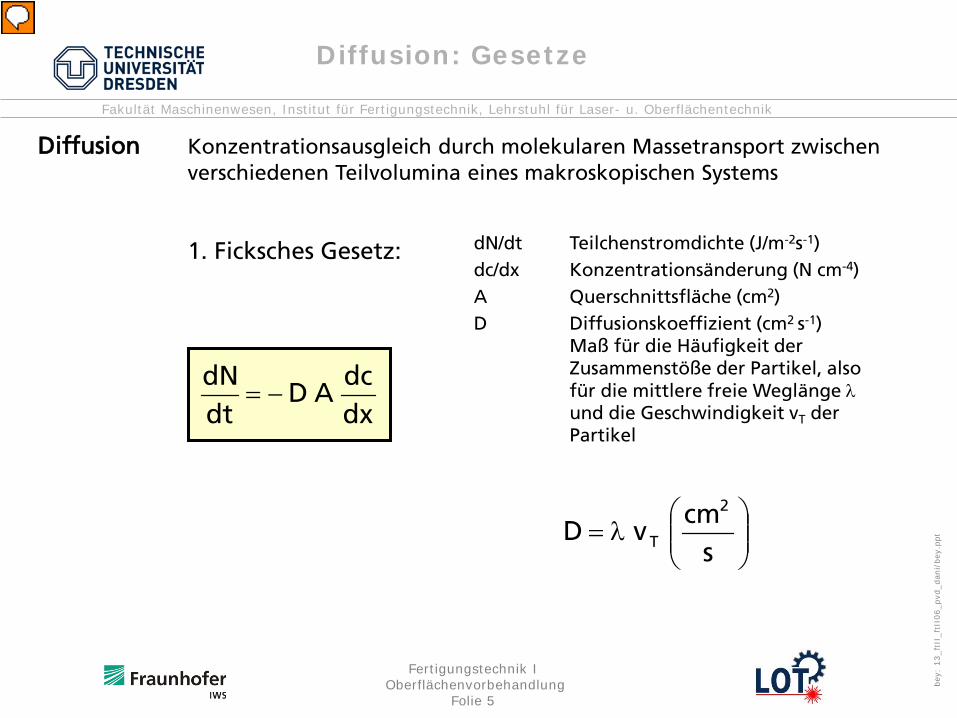
Diffusion Konzentrationsausgleich durch molekularen Massetransport zwischen verschiedenen Teilvolumina eines makroskopischen Systems 1. Ficksches Gesetz:
dxdc
ADdtdN
−=
dN/dt Teilchenstromdichte (J/m-2s-1)
dc/dx Konzentrationsänderung (N cm-4) A Querschnittsfläche (cm2) D Diffusionskoeffizient (cm2 s-1) Maß für die Häufigkeit der Zusammenstöße der Partikel, also für die mittlere freie Weglänge λ und die Geschwindigkeit vT der Partikel
λ=
scm
vD2
T
Diffusion: Gesetze
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 6
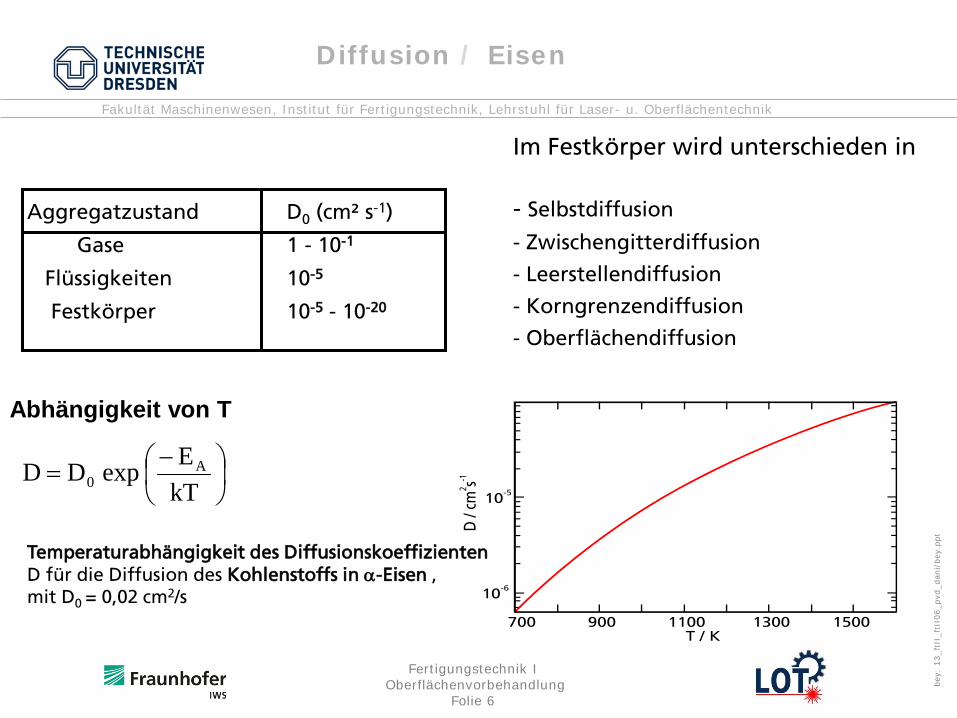
Temperaturabhängigkeit des Diffusionskoeffizienten D für die Diffusion des Kohlenstoffs in α-Eisen , mit D0 = 0,02 cm2/s
−
=kTEexpDD A
0
Diffusion / Eisen
Aggregatzustand D0 (cm² s-1)
Gase 1 - 10-1
Flüssigkeiten 10-5
Festkörper 10-5 - 10-20
Im Festkörper wird unterschieden in - Selbstdiffusion
- Zwischengitterdiffusion
- Leerstellendiffusion
- Korngrenzendiffusion
- Oberflächendiffusion
Abhängigkeit von T
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 7
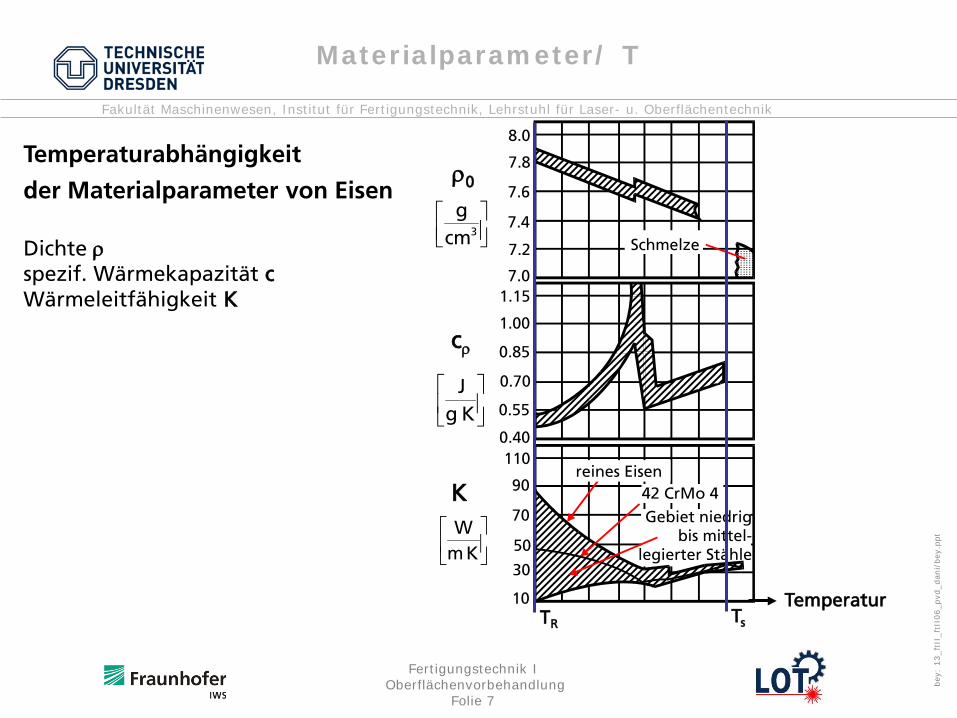
Temperaturabhängigkeit
der Materialparameter von Eisen Dichte ρ spezif. Wärmekapazität c Wärmeleitfähigkeit K
cρ
ρ0
K
gcm3
Jg K
Wm K
Temperatur Ts TR
Materialparameter/ T
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 8
Härten Einordnung T-t
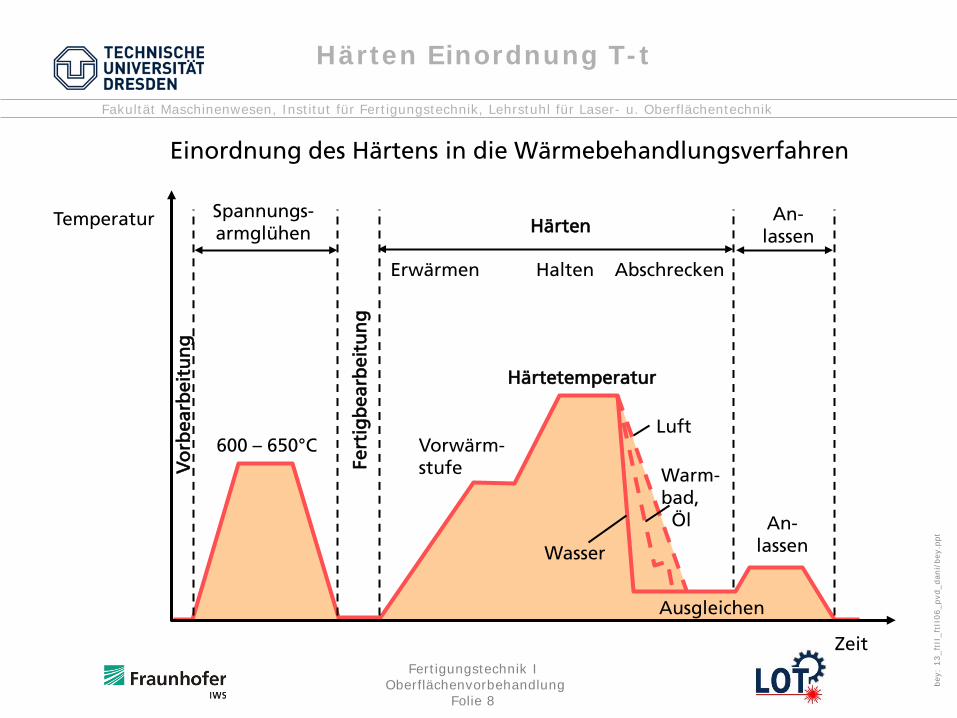
Einordnung des Härtens in die Wärmebehandlungsverfahren
Temperatur
Zeit
Vo
rbea
rbei
tun
g
Fert
igb
earb
eitu
ng
Spannungs- armglühen
600 – 650°C
Härten
Erwärmen Halten Abschrecken
Härtetemperatur
Vorwärm- stufe
Luft
Warm- bad, Öl
Wasser
An- lassen
An- lassen
Ausgleichen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 9
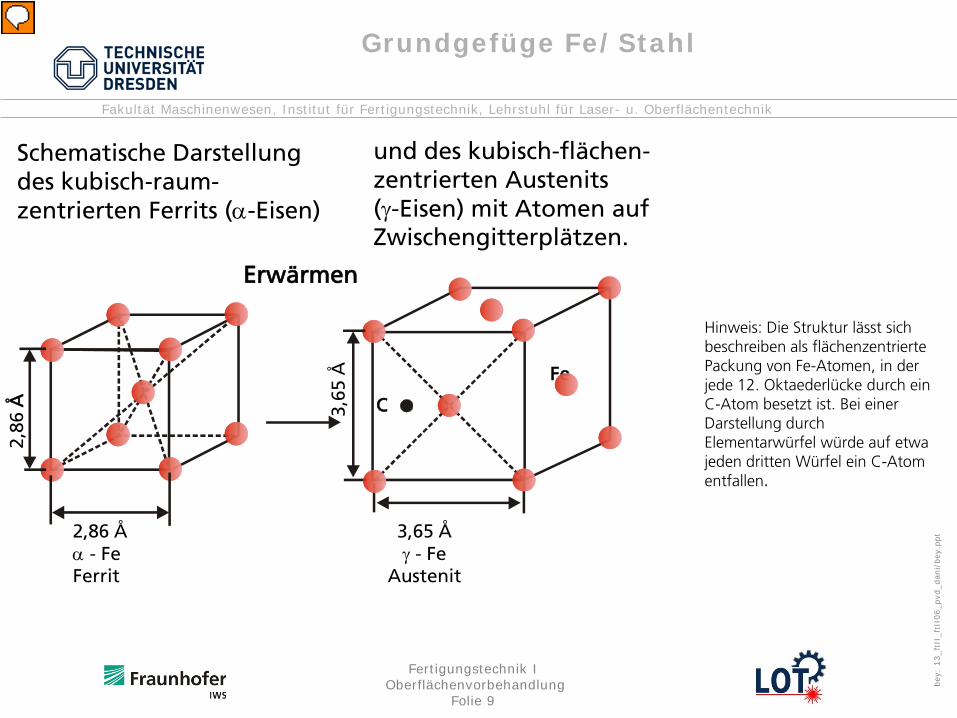
Schematische Darstellung des kubisch-raum-zentrierten Ferrits (α-Eisen)
und des kubisch-flächen-zentrierten Austenits (γ-Eisen) mit Atomen auf Zwischengitterplätzen.
2,86
Å
3,65
Å
C
Fe
2,86 Å α - Fe Ferrit
Erwärmen
3,65 Å γ - Fe
Austenit
Grundgefüge Fe/Stahl
Hinweis: Die Struktur lässt sich beschreiben als flächenzentrierte Packung von Fe-Atomen, in der jede 12. Oktaederlücke durch ein C-Atom besetzt ist. Bei einer Darstellung durch Elementarwürfel würde auf etwa jeden dritten Würfel ein C-Atom entfallen.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 10
Gefügeumwandlung
Abkühlung: a) langsam: Ferrit kann nur 0,02%C lösen, C aus Austenit scheidet sich als Fe3C aus (weit verteilte Atome müssen sich sammeln können)
Mischkristall aus Ferrit und Fe3C = Perlit
Erwärmung: Umwandlung krz --> kfz mit größerem Gitter, in frei werdenden Platz diffundiert C-Atom - bis zu 2%
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 11
3,65 Å γ - Fe
Austenit
3,65
Å
C Fe
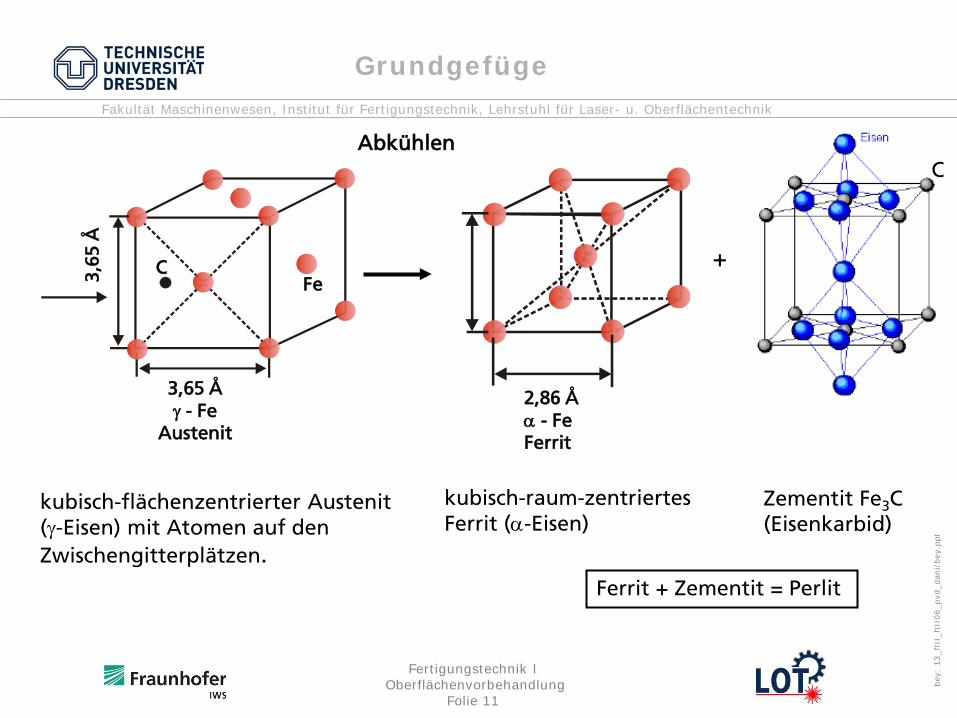
kubisch-flächenzentrierter Austenit (γ-Eisen) mit Atomen auf den Zwischengitterplätzen.
kubisch-raum-zentriertes Ferrit (α-Eisen)
2,86 Å α - Fe Ferrit
+
C
Zementit Fe3C (Eisenkarbid)
Abkühlen
Ferrit + Zementit = Perlit
Grundgefüge
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 12
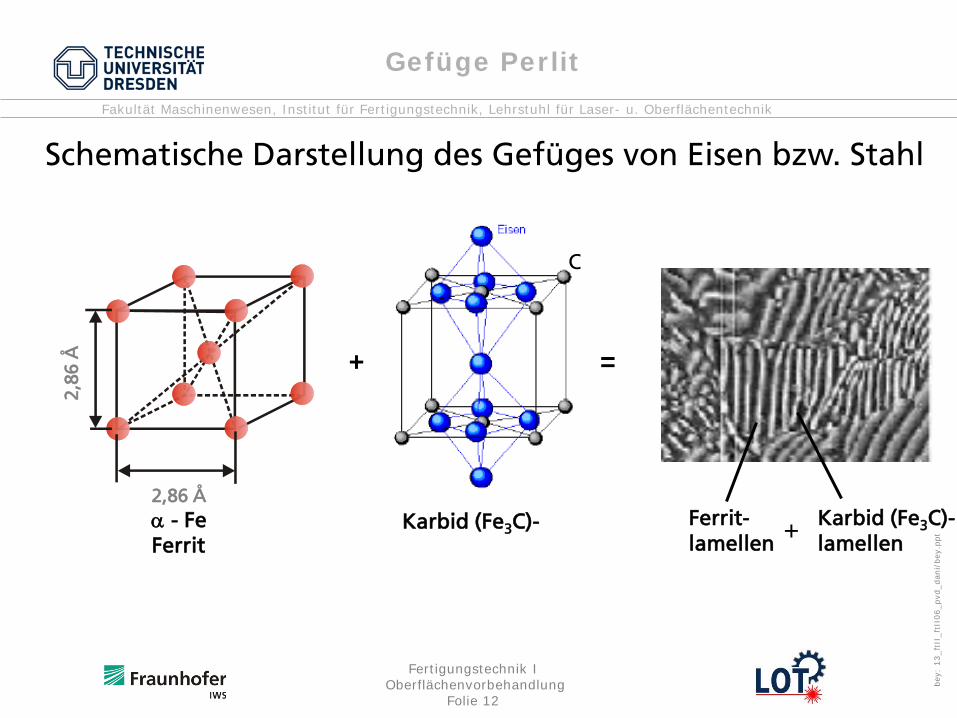
2,86 Å α - Fe Ferrit
2,86
Å
Schematische Darstellung des Gefüges von Eisen bzw. Stahl
Ferrit- lamellen
Karbid (Fe3C)- lamellen
Gefüge Perlit
+ =
+
C
Karbid (Fe3C)-
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 13
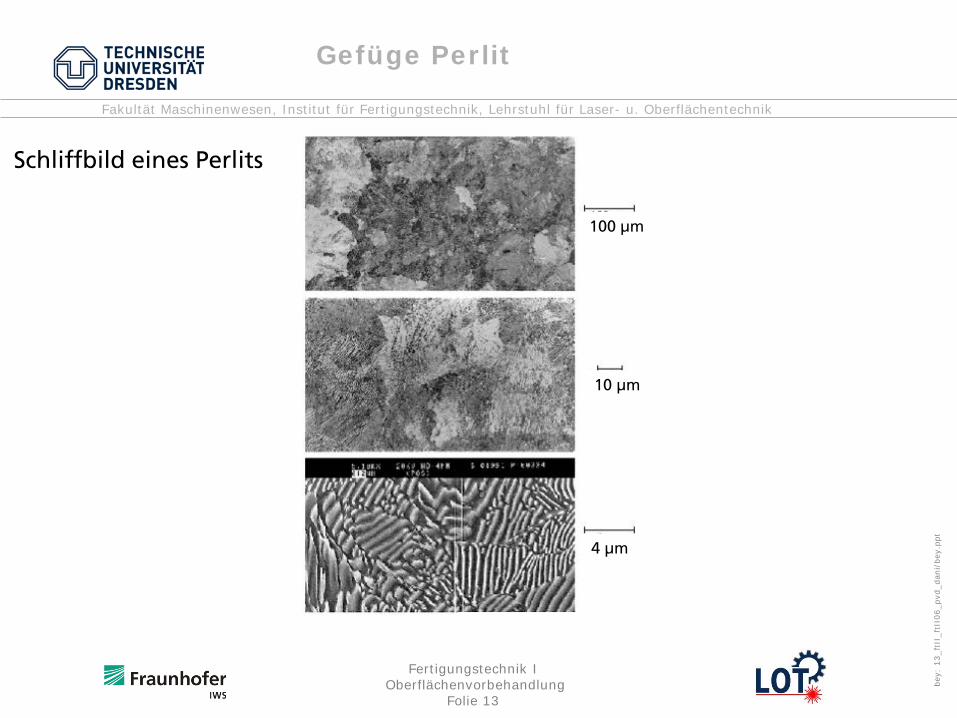
Schliffbild eines Perlits
4 µm
10 µm
100 µm
Gefüge Perlit
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 14
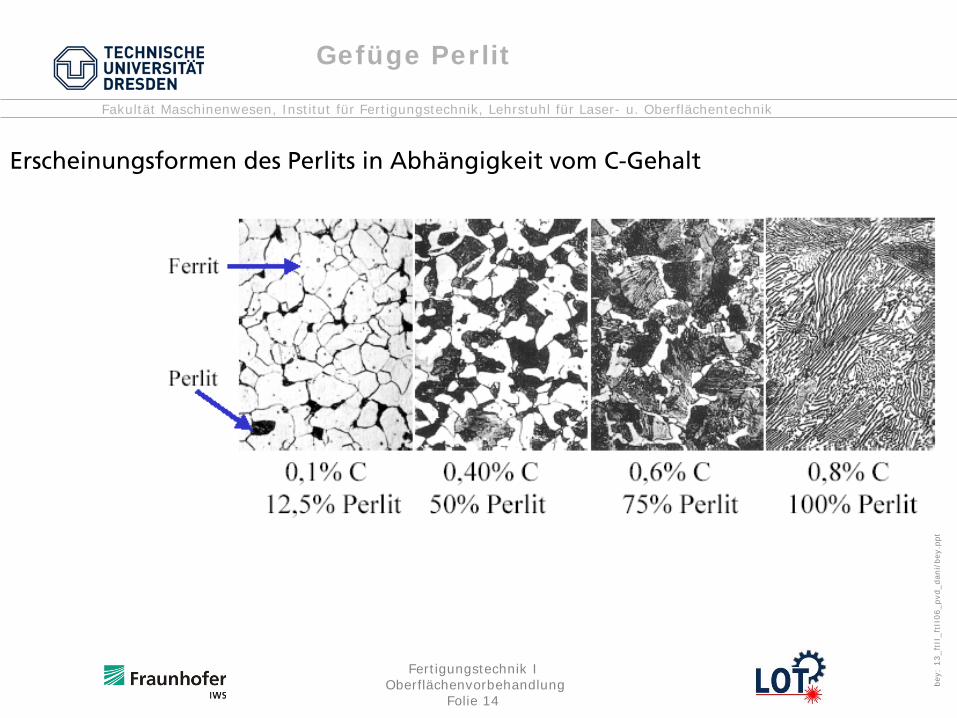
Gefüge Perlit
Erscheinungsformen des Perlits in Abhängigkeit vom C-Gehalt
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 16
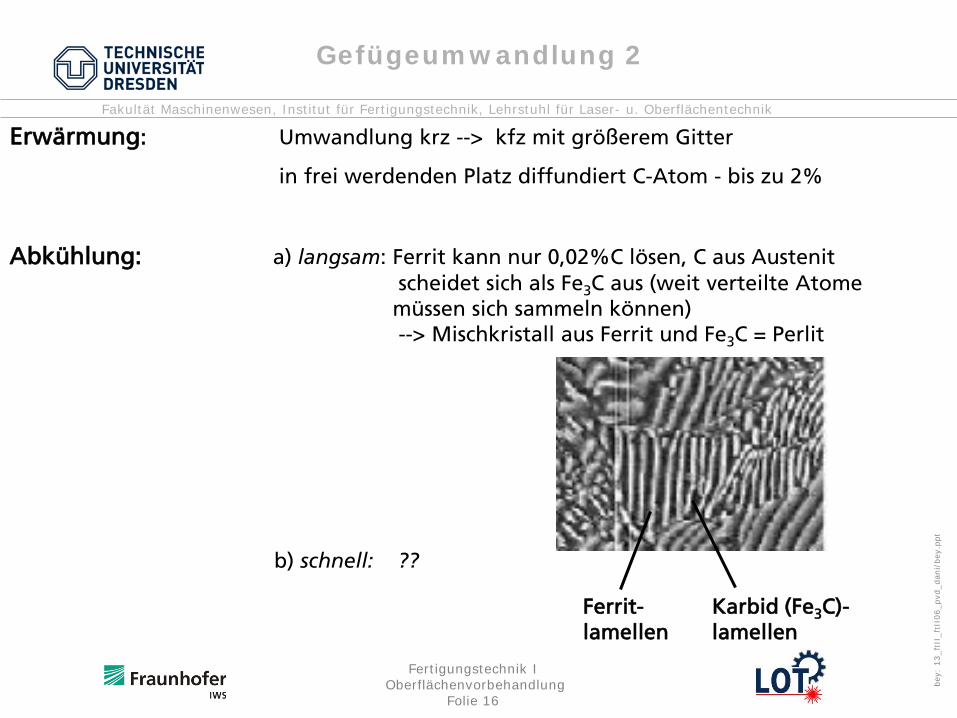
Gefügeumwandlung 2
Erwärmung: Umwandlung krz --> kfz mit größerem Gitter
in frei werdenden Platz diffundiert C-Atom - bis zu 2%
Abkühlung: a) langsam: Ferrit kann nur 0,02%C lösen, C aus Austenit scheidet sich als Fe3C aus (weit verteilte Atome müssen sich sammeln können) --> Mischkristall aus Ferrit und Fe3C = Perlit
b) schnell: ??
Ferrit- lamellen
Karbid (Fe3C)- lamellen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 17
Gefügeumwandlung 2
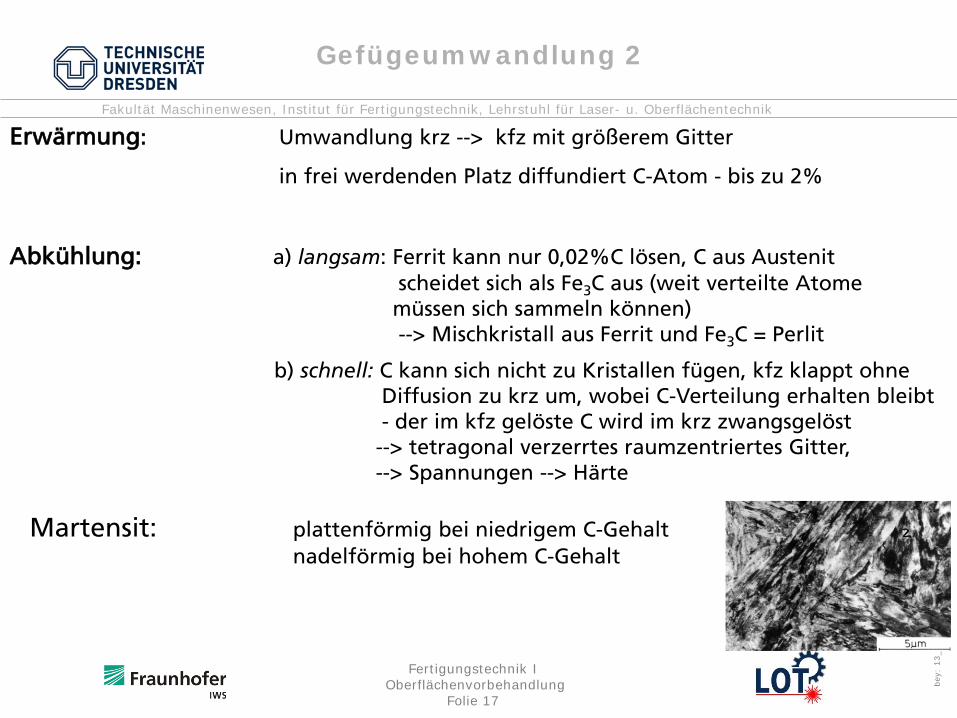
Erwärmung: Umwandlung krz --> kfz mit größerem Gitter
in frei werdenden Platz diffundiert C-Atom - bis zu 2%
Abkühlung: a) langsam: Ferrit kann nur 0,02%C lösen, C aus Austenit scheidet sich als Fe3C aus (weit verteilte Atome müssen sich sammeln können) --> Mischkristall aus Ferrit und Fe3C = Perlit
b) schnell: C kann sich nicht zu Kristallen fügen, kfz klappt ohne Diffusion zu krz um, wobei C-Verteilung erhalten bleibt - der im kfz gelöste C wird im krz zwangsgelöst --> tetragonal verzerrtes raumzentriertes Gitter, --> Spannungen --> Härte
Martensit: plattenförmig bei niedrigem C-Gehalt nadelförmig bei hohem C-Gehalt
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 18
3,65 Å γ - Fe
Austenit
3,65
Å
C Fe
Erwärmen
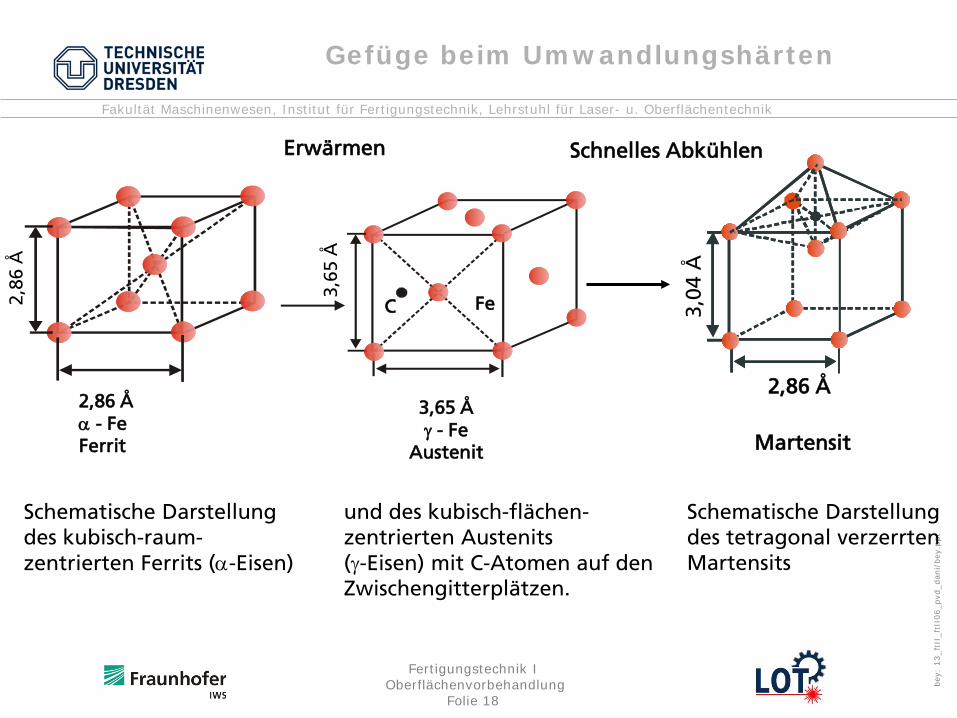
Schematische Darstellung des kubisch-raum-zentrierten Ferrits (α-Eisen)
2,86 Å α - Fe Ferrit
2,86
Å
und des kubisch-flächen-zentrierten Austenits (γ-Eisen) mit C-Atomen auf den Zwischengitterplätzen.
Schnelles Abkühlen
Martensit
2,86 Å
3,04
Å
Schematische Darstellung des tetragonal verzerrten Martensits
Gefüge beim Umwandlungshärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 19
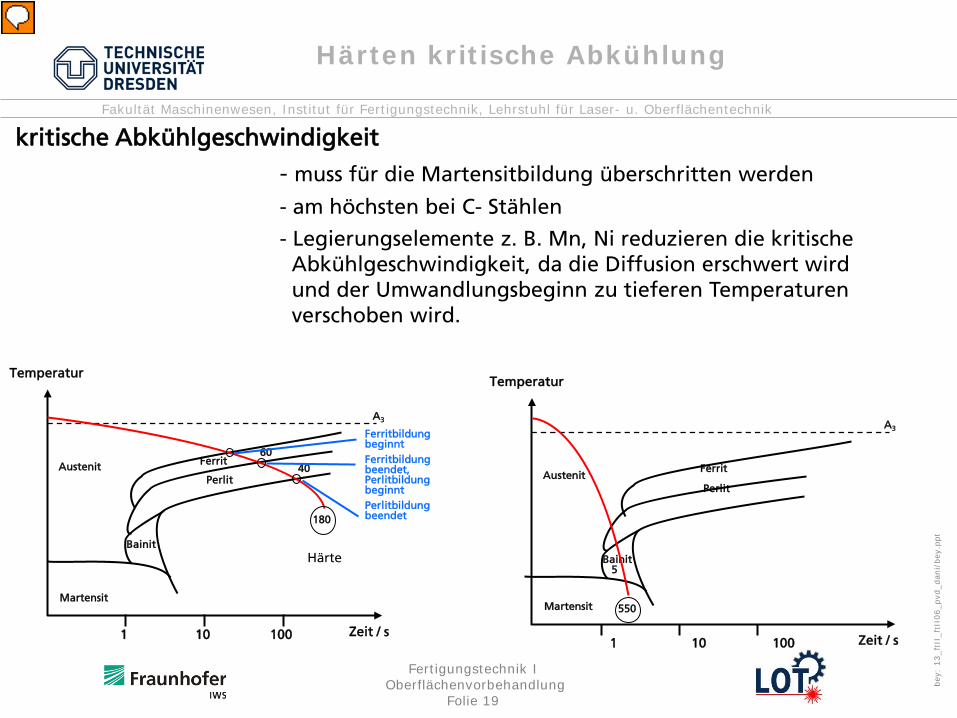
kritische Abkühlgeschwindigkeit
- muss für die Martensitbildung überschritten werden
- am höchsten bei C- Stählen
- Legierungselemente z. B. Mn, Ni reduzieren die kritische Abkühlgeschwindigkeit, da die Diffusion erschwert wird und der Umwandlungsbeginn zu tieferen Temperaturen verschoben wird.
Härten kritische Abkühlung
Martensit
Austenit
Bainit
Perlit
Ferrit
Temperatur
Zeit / s 1 10 100
180
40
60
Ferritbildung beginnt Ferritbildung beendet, Perlitbildung beginnt Perlitbildung beendet
A3
Bainit 5
550 Martensit
Austenit Perlit
Ferrit
Temperatur
Zeit / s 1 10 100
A3
Härte
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 20
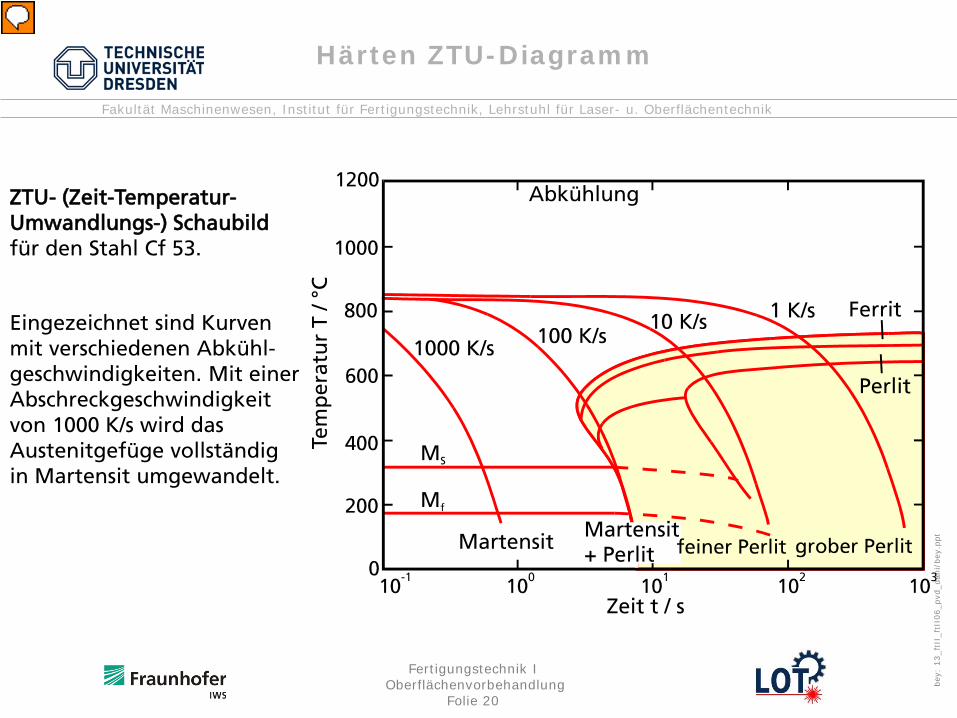
ZTU- (Zeit-Temperatur-Umwandlungs-) Schaubild für den Stahl Cf 53.
Eingezeichnet sind Kurven mit verschiedenen Abkühl-geschwindigkeiten. Mit einer Abschreckgeschwindigkeit von 1000 K/s wird das Austenitgefüge vollständig in Martensit umgewandelt.
Härten ZTU-Diagramm
Abkühlung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 21
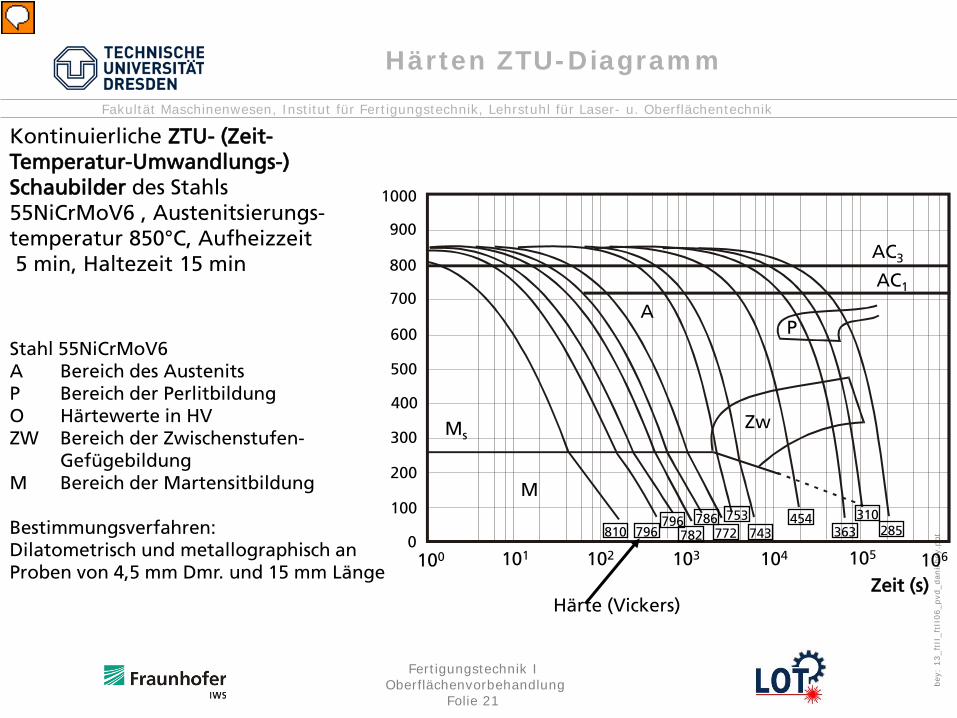
Kontinuierliche ZTU- (Zeit-Temperatur-Umwandlungs-) Schaubilder des Stahls 55NiCrMoV6 , Austenitsierungs-temperatur 850°C, Aufheizzeit 5 min, Haltezeit 15 min
Stahl 55NiCrMoV6 A Bereich des Austenits P Bereich der Perlitbildung O Härtewerte in HV ZW Bereich der Zwischenstufen- Gefügebildung M Bereich der Martensitbildung Bestimmungsverfahren: Dilatometrisch und metallographisch an Proben von 4,5 mm Dmr. und 15 mm Länge
900
1000
800
700
600
500
400
300
200
100
0 100 101 102 103 104 105 106
810 796 796
782 786
772 753
743 454
363 310
285
M
Ms Zw
P A
AC3
AC1
Zeit (s) Härte (Vickers)
Härten ZTU-Diagramm
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 22
Abschrecken und Entspannen Abschreckmedium je nach Werkstoff: - Wasser - Aquatenside - Abschrecköle - Druckluft Abschreckeinrichtung Brausen: - Lochbrausen - Schlitzbrausen Bad: - Wasserbad - Ölbad
Entspannen erzeugter Martensit verursacht durch größeres Volumen Maßänderungen innere Spannungen Härteverzug
Anlassen zur Entspannung ohne Härteminderung Werkstück weniger schlagempfindlich, Rissgefahr sinkt - im Ofen oder aus der Restwärme
Anlasstemperatur: abhängig von zu erreichender Oberflächenhärte Beispiel: Vergütungsstahl 42 CrMo 4 - für 58 HRC 180oC - für 50 HRC 360oC
Härten Abkühlung
von oben nach unten sinkende Wirkung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 23
Härten Einordnung T-t
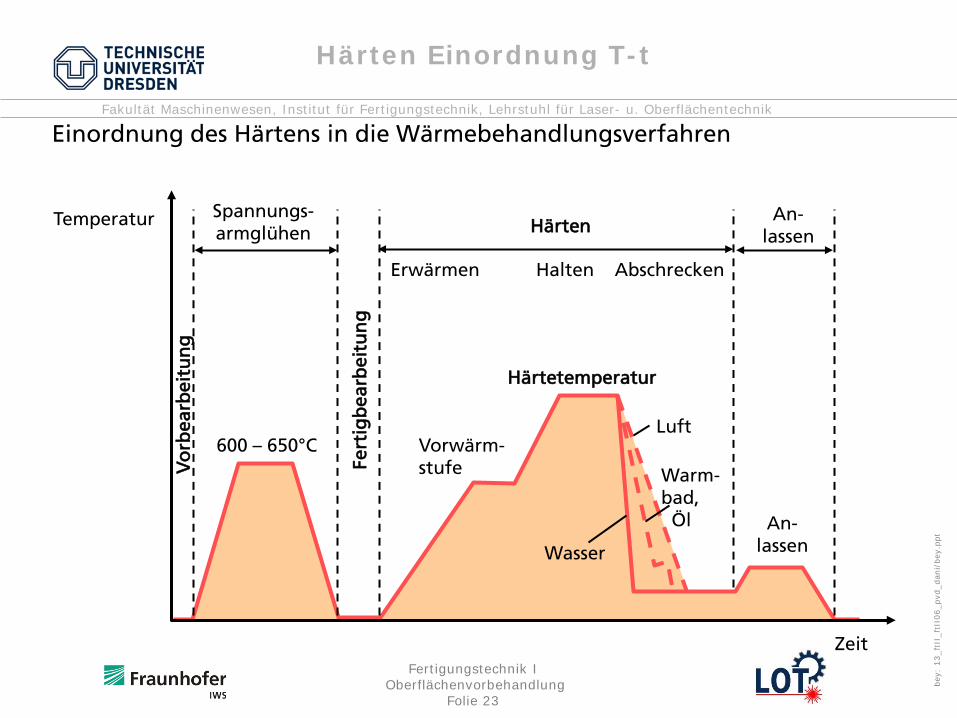
Einordnung des Härtens in die Wärmebehandlungsverfahren
Temperatur
Zeit
Vo
rbea
rbei
tun
g
Fert
igb
earb
eitu
ng
Spannungs- armglühen
600 – 650°C
Härten
Erwärmen Halten Abschrecken
Härtetemperatur
Vorwärm- stufe
Luft
Warm- bad, Öl
Wasser
An- lassen
An- lassen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 24
Härten Übersicht
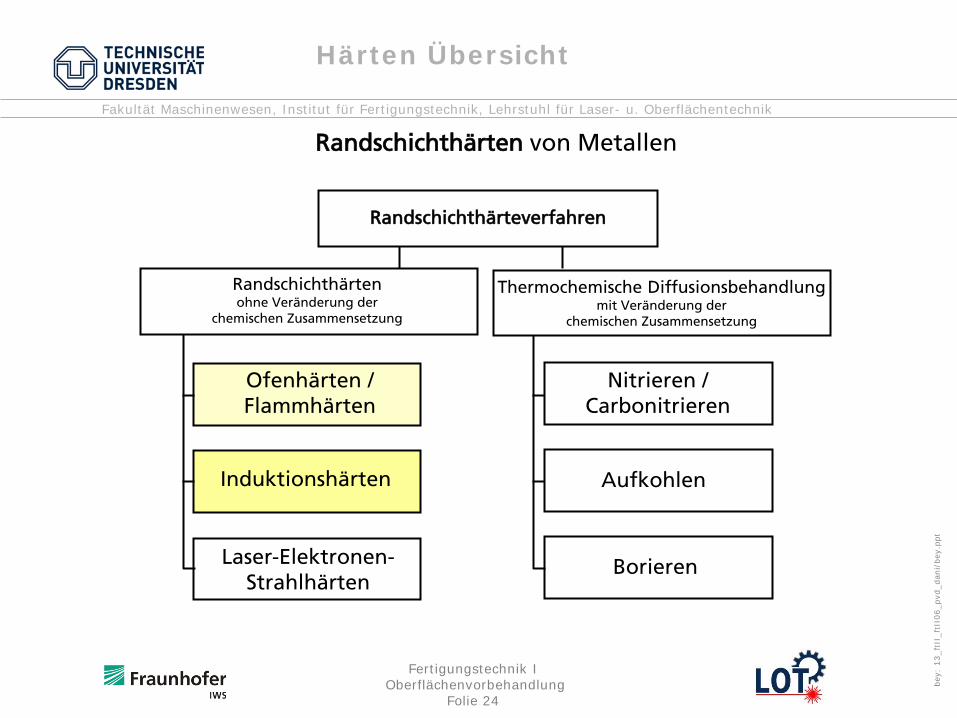
Randschichthärten von Metallen
Randschichthärteverfahren
Borieren
Aufkohlen
Nitrieren / Carbonitrieren
Randschichthärten ohne Veränderung der
chemischen Zusammensetzung
Laser-Elektronen- Strahlhärten
Induktionshärten
Ofenhärten / Flammhärten
Thermochemische Diffusionsbehandlung mit Veränderung der
chemischen Zusammensetzung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 25
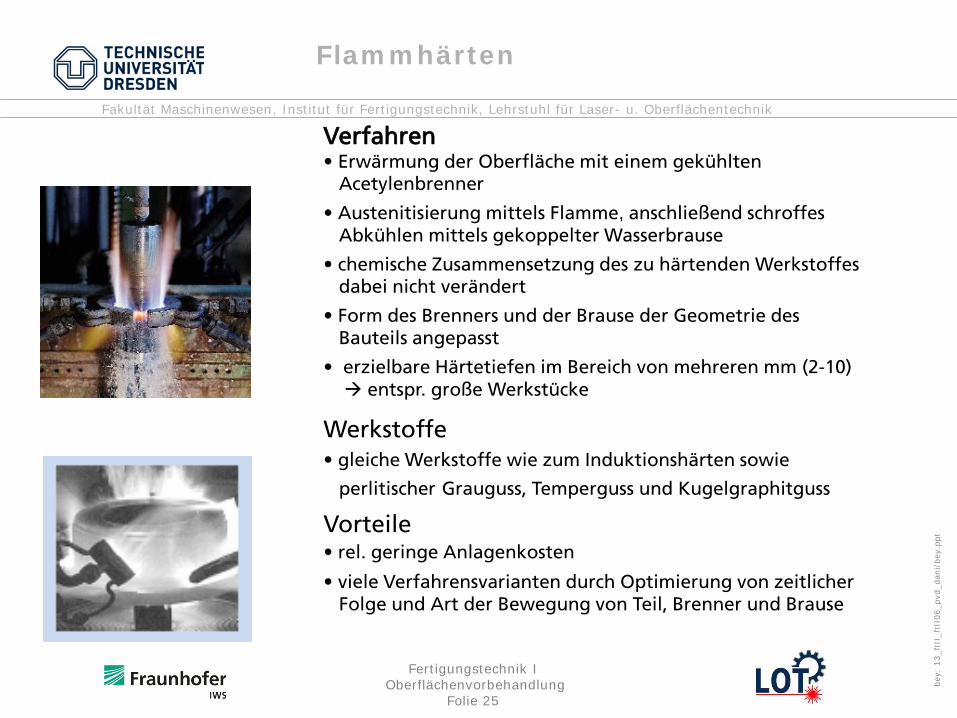
Flammhärten
Verfahren • Erwärmung der Oberfläche mit einem gekühlten Acetylenbrenner
• Austenitisierung mittels Flamme, anschließend schroffes Abkühlen mittels gekoppelter Wasserbrause
• chemische Zusammensetzung des zu härtenden Werkstoffes dabei nicht verändert
• Form des Brenners und der Brause der Geometrie des Bauteils angepasst
• erzielbare Härtetiefen im Bereich von mehreren mm (2-10) entspr. große Werkstücke
Werkstoffe • gleiche Werkstoffe wie zum Induktionshärten sowie
perlitischer Grauguss, Temperguss und Kugelgraphitguss
Vorteile • rel. geringe Anlagenkosten • viele Verfahrensvarianten durch Optimierung von zeitlicher Folge und Art der Bewegung von Teil, Brenner und Brause
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 27
Induktionshärten/ Prinzip
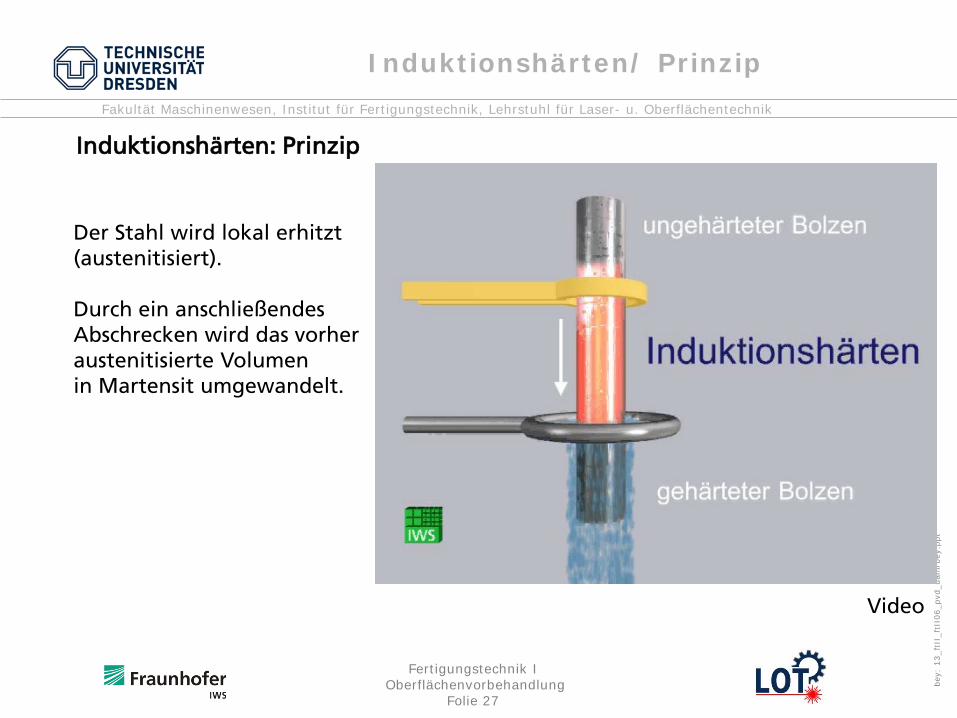
Der Stahl wird lokal erhitzt (austenitisiert). Durch ein anschließendes Abschrecken wird das vorher austenitisierte Volumen in Martensit umgewandelt.
Induktionshärten: Prinzip
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 28
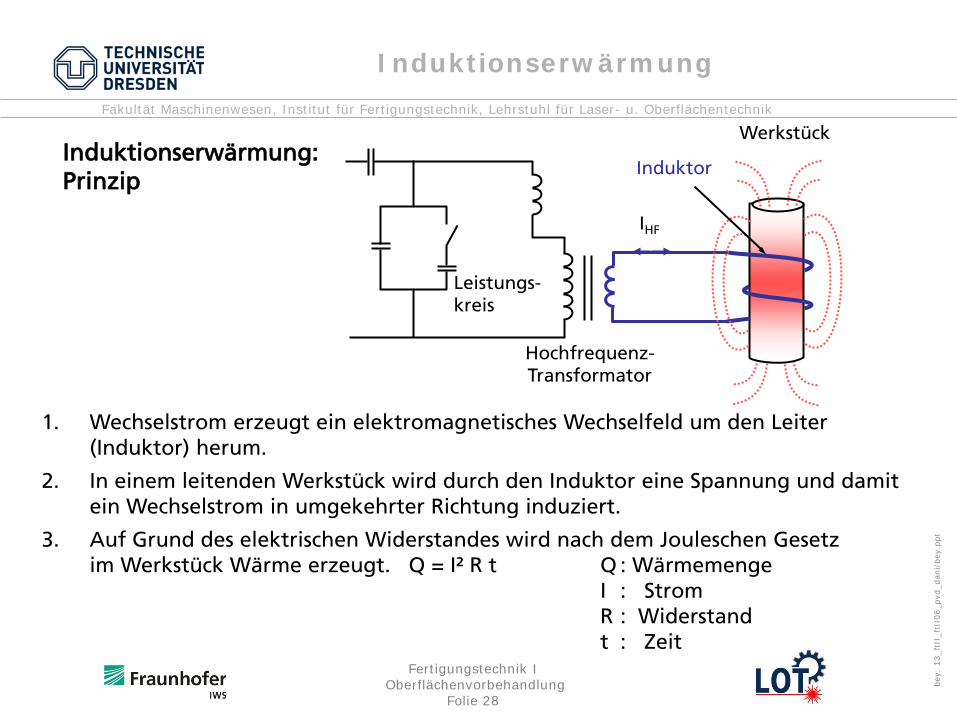
Induktionserwärmung: Prinzip
Induktionserwärmung
Leistungs- kreis
Hochfrequenz- Transformator
Werkstück
Induktor
IHF
1. Wechselstrom erzeugt ein elektromagnetisches Wechselfeld um den Leiter (Induktor) herum.
2. In einem leitenden Werkstück wird durch den Induktor eine Spannung und damit ein Wechselstrom in umgekehrter Richtung induziert.
3. Auf Grund des elektrischen Widerstandes wird nach dem Jouleschen Gesetz im Werkstück Wärme erzeugt. Q = I² R t Q : Wärmemenge I : Strom R : Widerstand t : Zeit
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 29
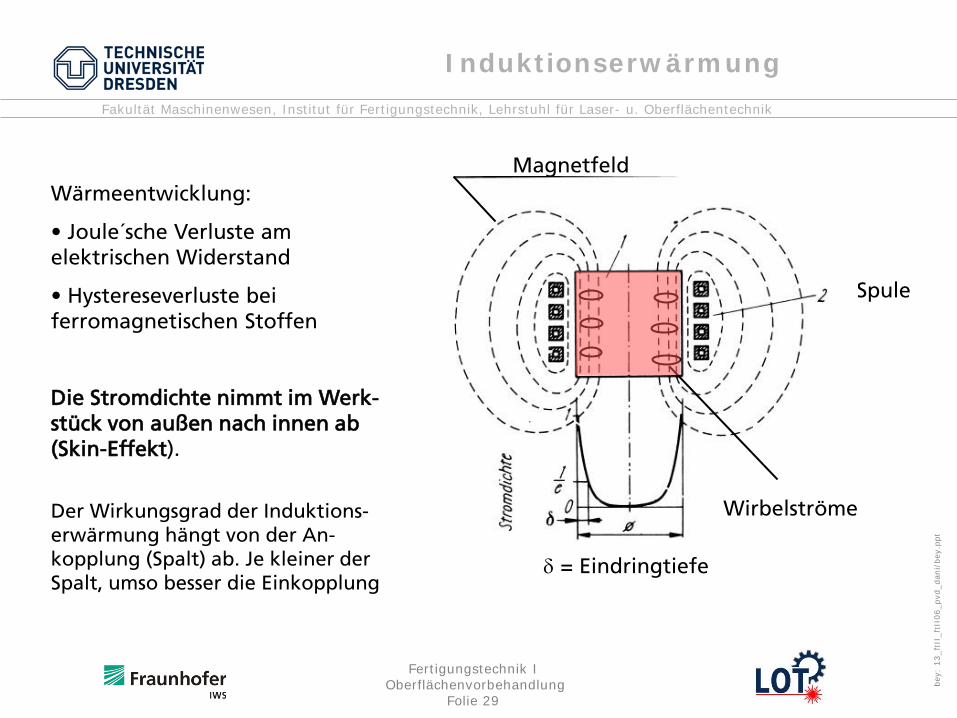
Induktionserwärmung
Wärmeentwicklung:
• Joule´sche Verluste am elektrischen Widerstand
• Hystereseverluste bei ferromagnetischen Stoffen
Die Stromdichte nimmt im Werk-stück von außen nach innen ab (Skin-Effekt).
Spule
Magnetfeld
Wirbelströme
δ = Eindringtiefe
Der Wirkungsgrad der Induktions-erwärmung hängt von der An-kopplung (Spalt) ab. Je kleiner der Spalt, umso besser die Einkopplung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 30
Induktionserwärmung
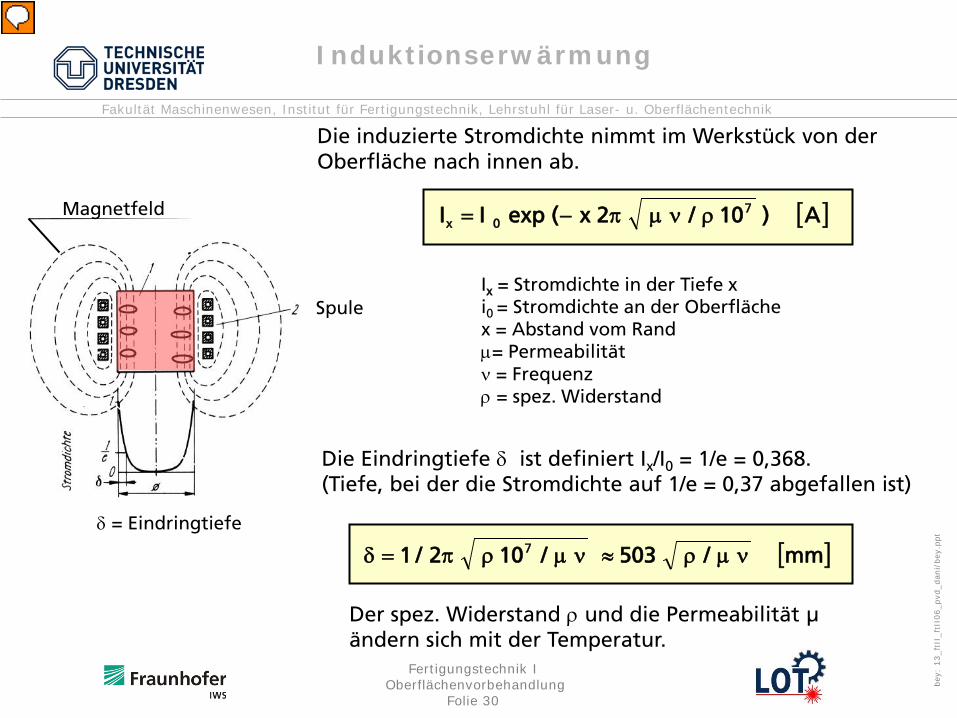
Ix = Stromdichte in der Tiefe x i0 = Stromdichte an der Oberfläche x = Abstand vom Rand µ= Permeabilität ν = Frequenz ρ = spez. Widerstand
Die induzierte Stromdichte nimmt im Werkstück von der Oberfläche nach innen ab.
[ ]A)10/2x(expII 70x ρνµπ−=Magnetfeld
δ = Eindringtiefe
Spule
Die Eindringtiefe δ ist definiert Ix/I0 = 1/e = 0,368. (Tiefe, bei der die Stromdichte auf 1/e = 0,37 abgefallen ist)
[ ]mm/503/102/1 7 νµρ≈νµρπ=δ
Der spez. Widerstand ρ und die Permeabilität µ ändern sich mit der Temperatur.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 31
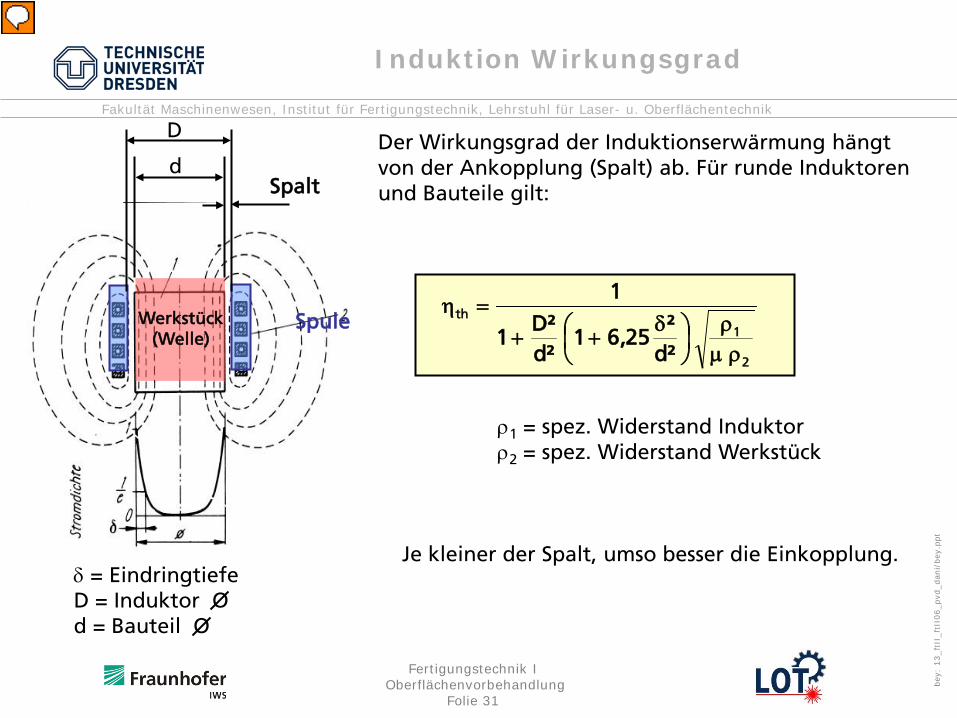
δ = Eindringtiefe D = Induktor O d = Bauteil O
D
Spalt
Spule Werkstück (Welle)
d Der Wirkungsgrad der Induktionserwärmung hängt von der Ankopplung (Spalt) ab. Für runde Induktoren und Bauteile gilt:
2
1th
²d²
25,61²d²D
1
1
ρµρ
δ
++=η
ρ1 = spez. Widerstand Induktor ρ2 = spez. Widerstand Werkstück
Je kleiner der Spalt, umso besser die Einkopplung.
Induktion Wirkungsgrad
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 32
Induktionshärten/Frequenz
Eindringtiefe = f(Frequenz)
• Betriebsfrequenz der Induktionsanlage abhängig von erforderlicher Stromeindringtiefe
• Bereich der anwendbaren Frequenzen Netzfrequenz (50 Hz) bis Kurzwellenbereich (3 MHz) Teilbereiche • Niederfrequenz 50 Hz - 500 Hz • Mittelfrequenz 500 Hz - 50 kHz • Hochfrequenz 50 kHz - 3 MHz
Bei Stahl gilt:
Mittelfrequenz (3 bis 10 kHz): δ = 8 bis 5 mm
Hochfrequenz (400 bis 2500 kHz): δ = 1 bis 0,4 mm
Hochfrequenzimpuls (27 MHz): δ = ca. 0,1 mm
Der Mikrowellenbereich 13 MHz bis 27 MHz weist in der Regel hohe Übertragungsverluste auf und ist sehr justierempfindlich. Die Mikrowellen werden auf Grund ihrer geringen Eindringtiefe als Oberflächenwärmequellen bei sehr dünnen Bauteilen eingesetzt.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 33
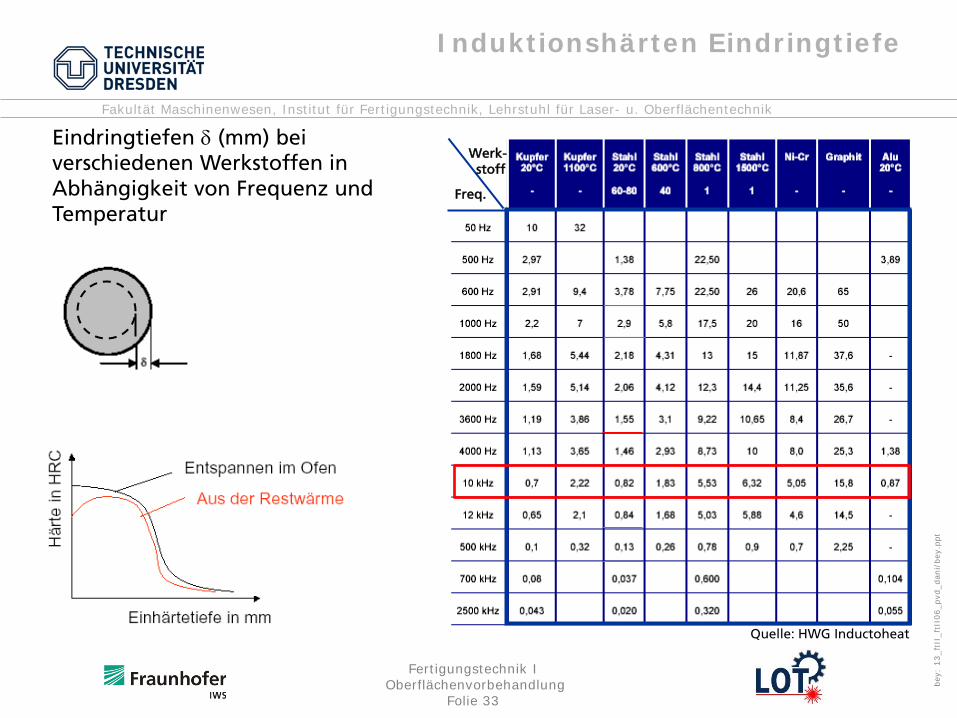
Induktionshärten Eindringtiefe
Quelle: HWG Inductoheat
Werk- stoff
Freq.
Eindringtiefen δ (mm) bei verschiedenen Werkstoffen in Abhängigkeit von Frequenz und Temperatur
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 34
D
Spalt 1
Spule
d Spalt 2
Stro
md
ich
te
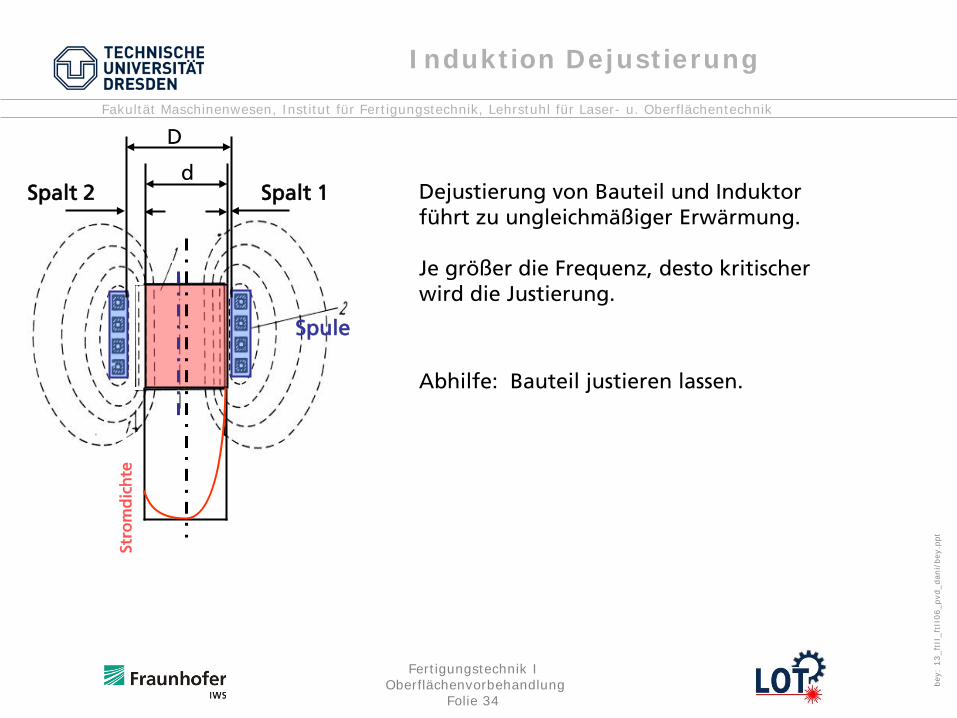
Dejustierung von Bauteil und Induktor führt zu ungleichmäßiger Erwärmung. Je größer die Frequenz, desto kritischer wird die Justierung.
Abhilfe: Bauteil justieren lassen.
Induktion Dejustierung

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 35
Induktionshärten/Induktoren
Induktoren
Ringinduktoren Flächeninduktoren
Quelle: hwg-Inductoheat.de
Die Größe und Form der Induktorspule sowie der Leistungs-umsatz werden immer dem Erwärmungsgut und der Technologie angepasst.
Material: Elektrolytkupfer
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 36
Induktionshärten Vor- und Nachteile
Vorteile - gleichmäßiges Aufheizen der zu härtenden Stellen
- kurze Erwärmungszeiten geringe Zunderbildung
keine Grobkornbildung
- kaum Nacharbeit nötig; geringer Verzug
- sichere Beherrschung der Wärmezufuhr, Temp.einhaltung
- partielle Härtung auch bei schwierigsten Formen
- einfach in Fertigungslinie integrierbar, Automatisierung
- geringer Platzbedarf, einfache Bedienung, betriebssicher
- nicht umwelt- oder gesundheitsschädigend
Nachteile - hohe Anschaffungskosten erfordern sehr gute Auslastung
- verschiedene Induktoren für einzelne Verfahren
- zw. Kern und Randschicht vergüteter Stähle mitunter
Weichzone
- große Einrichtkosten bei häufig wechselnden Werkstücken
- Mithärten von Querschnittsübergängen teilweise schwierig
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 37
Induktionshärten/Werkstoffe
Vergütungsstähle:
• Hauptanteil der eingesetzten Werkstoffe z.B. 42CrMo4
• Erwärmung auf 900-950°C ( im Austenitgebiet )
Mikrolegierte Stähle: 38MnSiVS 6, 38MnS 6
• Entspannen aus der Restwärme, aber anderer Härteverlauf:
Stahlguss: GS-Ck 45
Kugelgraphitguss: GGG 70, GGG 80
• Erwärmung unter 900°C
• manchmal Angabe des Perlitanteils ( mind. 75% )
, 34CrNiMo 6
Werkstoffe zum Induktionshärten
Baustähle:
• Einsatz nur in größeren Bauteilen mit weniger genauem Härteverlauf z.B. bei gezogenen Halbzeugen Randentkohlung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 39
Härten Induktionshärten/ Einsatz
Einsatz des • Ofen- und Flammhärten werden durch das Induktions- Induktionshärtens härten ergänzt
• zusätzliches Härteverfahren, Einsatz nur bei technischem und ökonomischem Vorteil
• vorteilhafter, je kleiner zu härtende Oberfläche im Vergleich zur Gesamtoberfläche
Einsatzbeispiele - an Kurbelwellen → Umlauf-Standhärten
- an Zahnrädern → Standhärtung
- an Nockenwellen → Standhärtung, Umfangsvorschubhärten
- Maschinenführungen → Flächeninduktionshärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 41
Härten Übersicht
Randschichthärten von Metallen
Randschichthärteverfahren
Borieren
Aufkohlen
Nitrieren / Carbonitrieren
Randschichthärten ohne Veränderung der
chemischen Zusammensetzung
Laserstrahl-/Elektronen- strahlhärten
Induktionshärten
Ofenhärten / Flammhärten
Thermochemische Diffusionsbehandlung mit Veränderung der
chemischen Zusammensetzung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 42
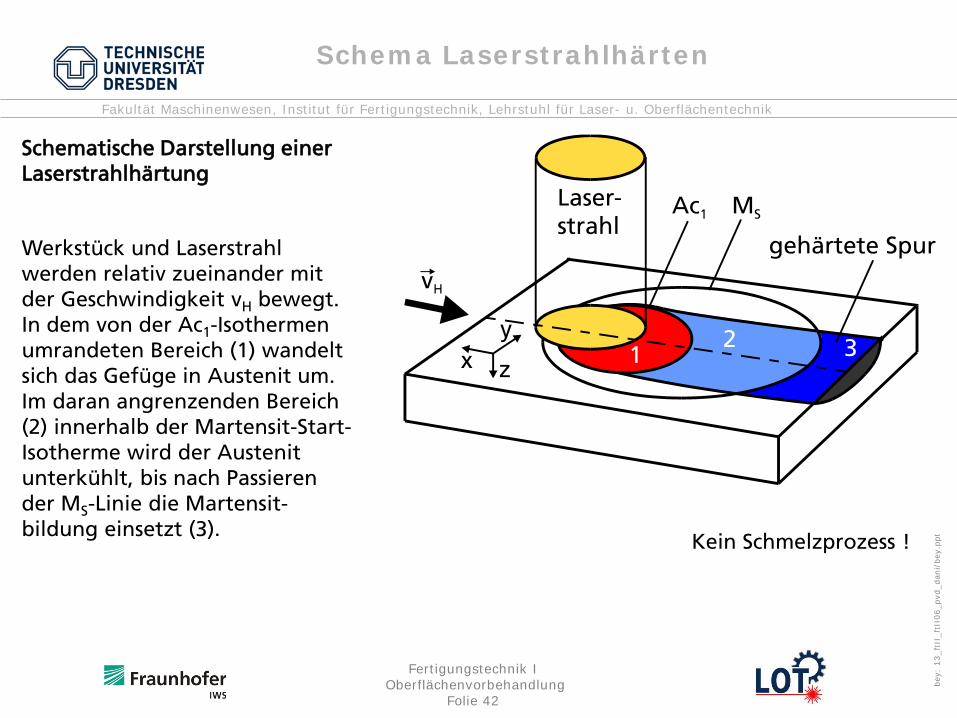
Schematische Darstellung einer Laserstrahlhärtung
Werkstück und Laserstrahl werden relativ zueinander mit der Geschwindigkeit vH bewegt. In dem von der Ac1-Isothermen umrandeten Bereich (1) wandelt sich das Gefüge in Austenit um. Im daran angrenzenden Bereich (2) innerhalb der Martensit-Start-Isotherme wird der Austenit unterkühlt, bis nach Passieren der MS-Linie die Martensit-bildung einsetzt (3).
Schema Laserstrahlhärten
Kein Schmelzprozess !
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 43
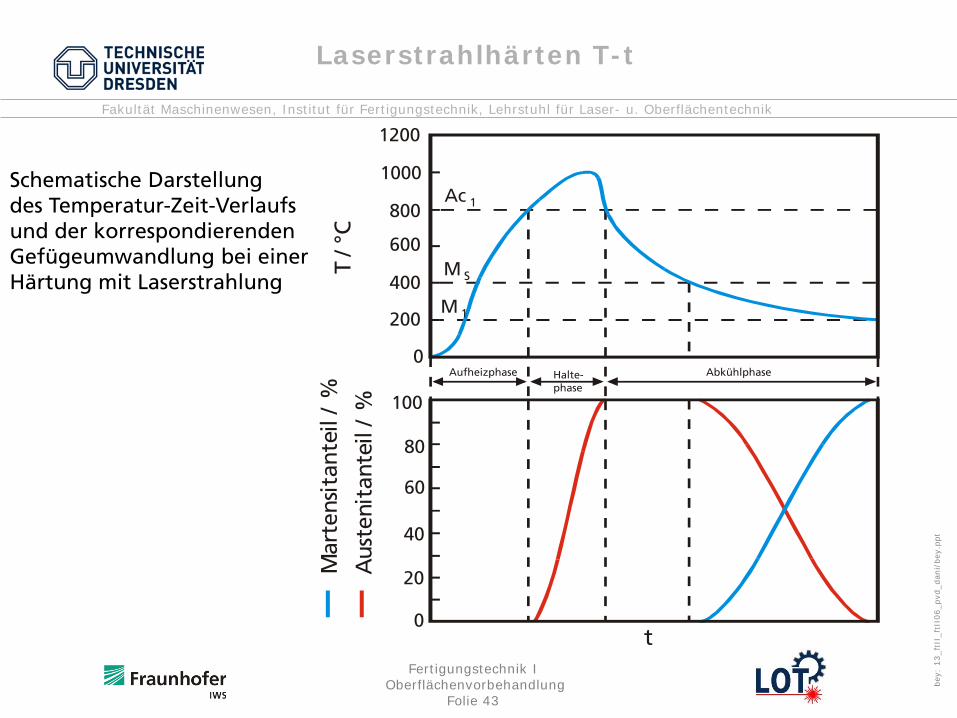
Laserstrahlhärten T-t
Schematische Darstellung des Temperatur-Zeit-Verlaufs und der korrespondierenden Gefügeumwandlung bei einer Härtung mit Laserstrahlung
Aufheizphase Abkühlphase Halte- phase
Ac 1
M S
M 1
t
T / °
C
1200
1000
800
600
400
200
0
100
80
60
40
0
20 M a r
t e n
s i t a
n t e
i l /
%
A u s t
e n i t
a n t e
i l /
%
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 44
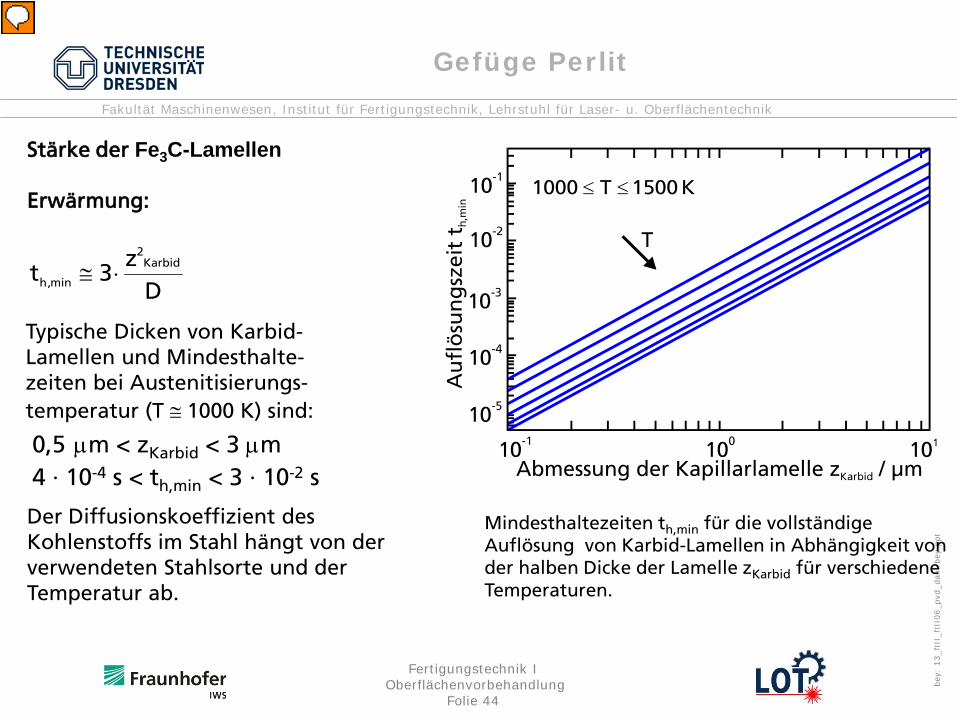
Mindesthaltezeiten th,min für die vollständige Auflösung von Karbid-Lamellen in Abhängigkeit von der halben Dicke der Lamelle zKarbid für verschiedene Temperaturen.
tz
Dh
Karbid
,min ≅ ⋅32
0,5 µm < zKarbid < 3 µm 4 · 10-4 s < th,min < 3 · 10-2 s
Typische Dicken von Karbid-Lamellen und Mindesthalte-zeiten bei Austenitisierungs-temperatur (T ≅ 1000 K) sind:
Der Diffusionskoeffizient des Kohlenstoffs im Stahl hängt von der verwendeten Stahlsorte und der Temperatur ab.
Stärke der Fe3C-Lamellen Erwärmung:
Gefüge Perlit

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 45
Laserstrahlhärten
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 46
Verfahrensmerkmale - noch höhere Erwärmungsgeschwindigkeit als beim Induktionshärten
- Tiefe der Härtezone abhängig von:
Strahlleistung, Leistungsdichte, Wellenlänge des Laserlichts, Vorschubgeschwindigkeit = technologische Parameter
- typische Einhärtetiefen: 0,3-2 mm
- Flächen durch paralleles Abfahren von Bahnen gehärtet
- Selbstabschreckung – keine zusätzliche Kühlung nötig
- genau lokalisierbar und präzise steuerbar; automatisierbar
- hohe Anlagenkosten (CO2-Laser, Hochleistungs-Diodenlaser)
- werkstoffabhängig: Auftragen einer Absorptionsschicht
Laserstrahlhärten Verfahren
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 47
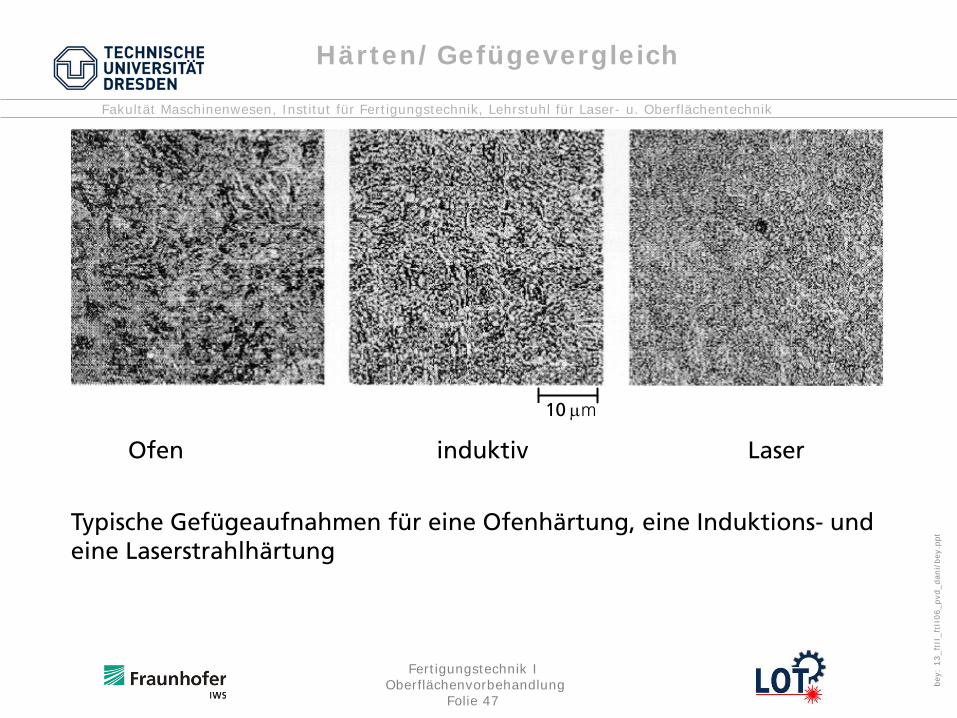
Ofen induktiv Laser
10 µm
Typische Gefügeaufnahmen für eine Ofenhärtung, eine Induktions- und eine Laserstrahlhärtung
Härten/Gefügevergleich
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 48
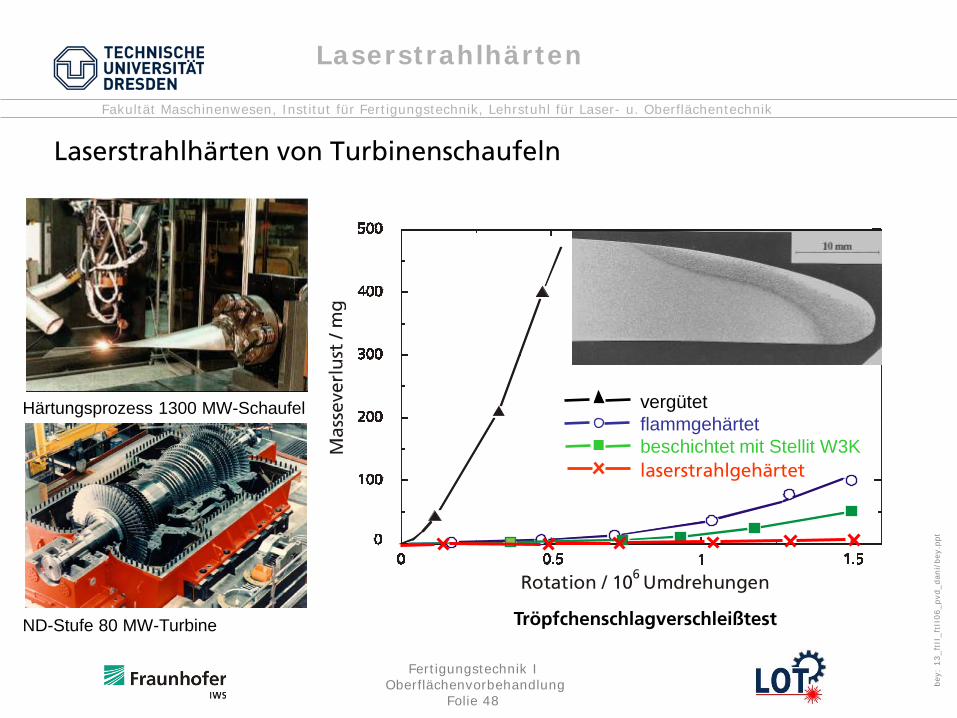
Rotation / 10 Umdrehungen6
Tröpfchenschlagverschleißtest
vergütet flammgehärtet beschichtet mit Stellit W3K
ND-Stufe 80 MW-Turbine
Härtungsprozess 1300 MW-Schaufel
laserstrahlgehärtet
Laserstrahlhärten
Laserstrahlhärten von Turbinenschaufeln
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 49
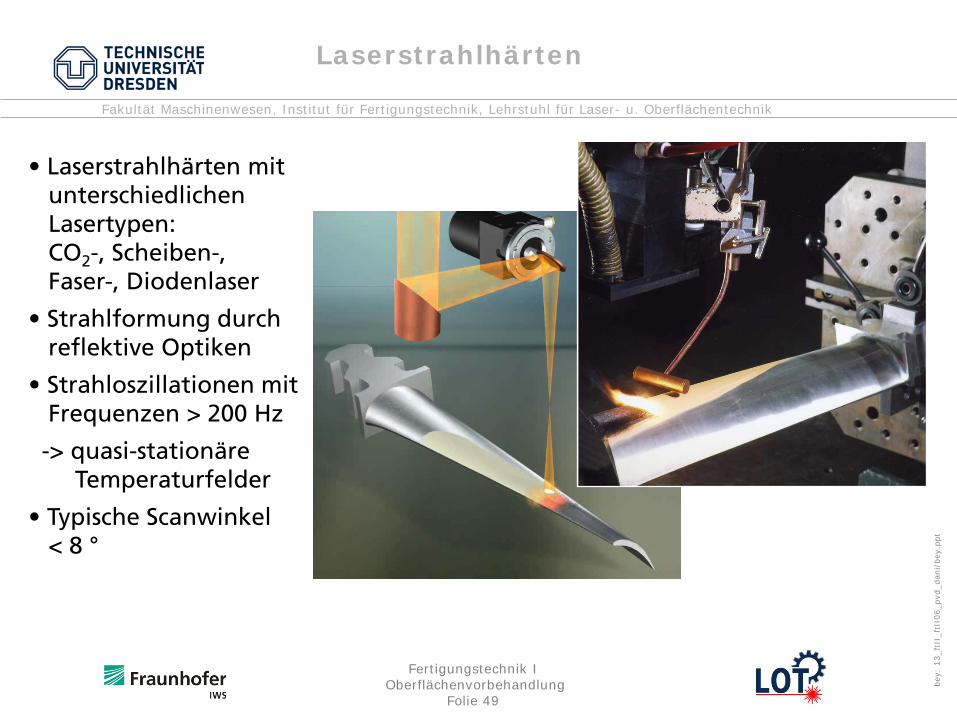
• Laserstrahlhärten mit unterschiedlichen Lasertypen: CO2-, Scheiben-, Faser-, Diodenlaser
• Strahlformung durch reflektive Optiken
• Strahloszillationen mit Frequenzen > 200 Hz
-> quasi-stationäre Temperaturfelder
• Typische Scanwinkel < 8 °
Laserstrahlhärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 50
Leitfaden Turbine: Laserhärten
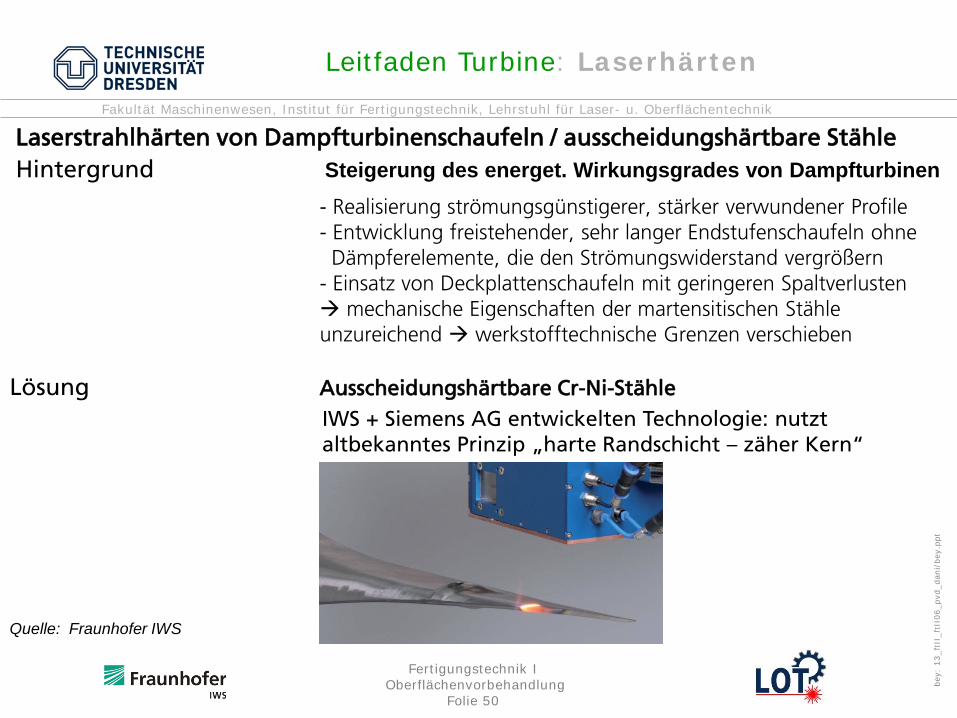
- Realisierung strömungsgünstigerer, stärker verwundener Profile - Entwicklung freistehender, sehr langer Endstufenschaufeln ohne Dämpferelemente, die den Strömungswiderstand vergrößern - Einsatz von Deckplattenschaufeln mit geringeren Spaltverlusten mechanische Eigenschaften der martensitischen Stähle unzureichend werkstofftechnische Grenzen verschieben Lösung Ausscheidungshärtbare Cr-Ni-Stähle
Laserstrahlhärten von Dampfturbinenschaufeln / ausscheidungshärtbare Stähle Hintergrund Steigerung des energet. Wirkungsgrades von Dampfturbinen
IWS + Siemens AG entwickelten Technologie: nutzt altbekanntes Prinzip „harte Randschicht – zäher Kern“
Quelle: Fraunhofer IWS
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 51
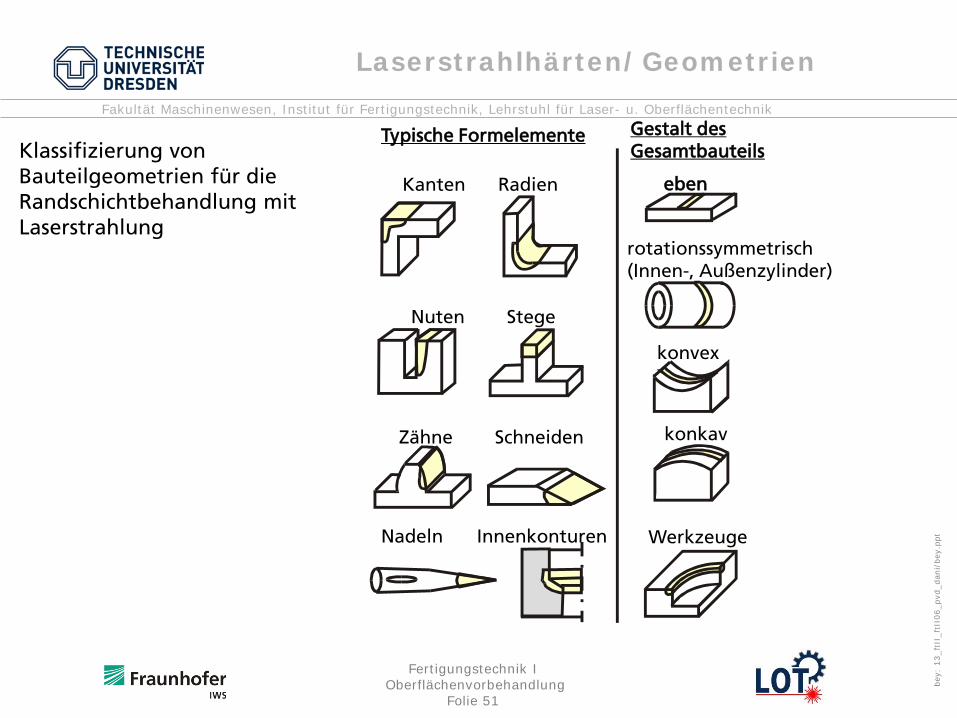
Klassifizierung von Bauteilgeometrien für die Randschichtbehandlung mit Laserstrahlung
Typische Formelemente Gestalt des Gesamtbauteils
eben
rotationssymmetrisch (Innen-, Außenzylinder)
konvex
konkav
Werkzeuge
Kanten Radien
Nuten Stege
Zähne Schneiden
Nadeln Innenkonturen
Laserstrahlhärten/Geometrien
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 52
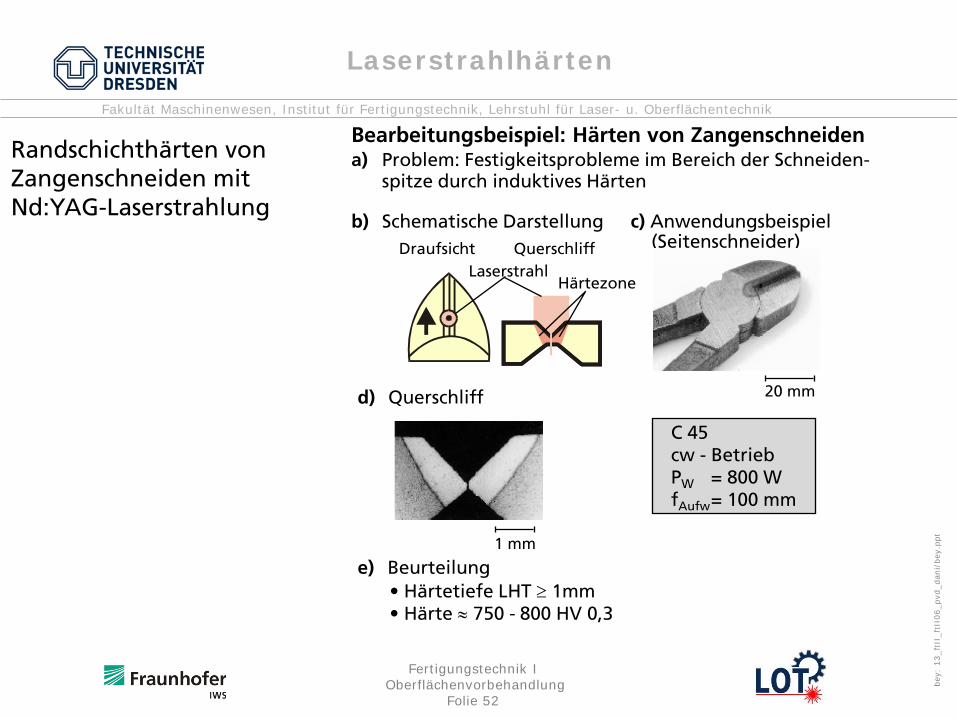
Randschichthärten von Zangenschneiden mit Nd:YAG-Laserstrahlung
Bearbeitungsbeispiel: Härten von Zangenschneiden a) Problem: Festigkeitsprobleme im Bereich der Schneiden- spitze durch induktives Härten b) Schematische Darstellung c) Anwendungsbeispiel (Seitenschneider)
d) Querschliff
e) Beurteilung • Härtetiefe LHT ≥ 1mm • Härte ≈ 750 - 800 HV 0,3
C 45 cw - Betrieb PW = 800 W fAufw = 100 mm
Laserstrahl Härtezone
Draufsicht Querschliff
1 mm
20 mm
Laserstrahlhärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 53
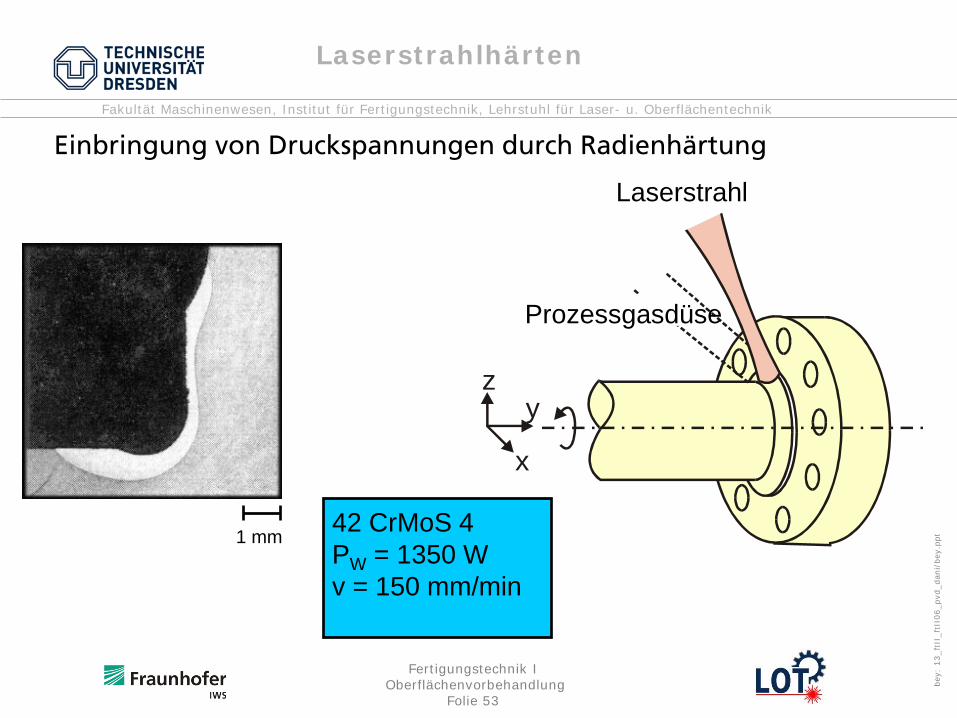
Einbringung von Druckspannungen durch Radienhärtung
42 CrMoS 4 PW = 1350 W v = 150 mm/min
x
yz
Prozessgasdüse
Laserstrahl
1 mm
Laserstrahlhärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 54
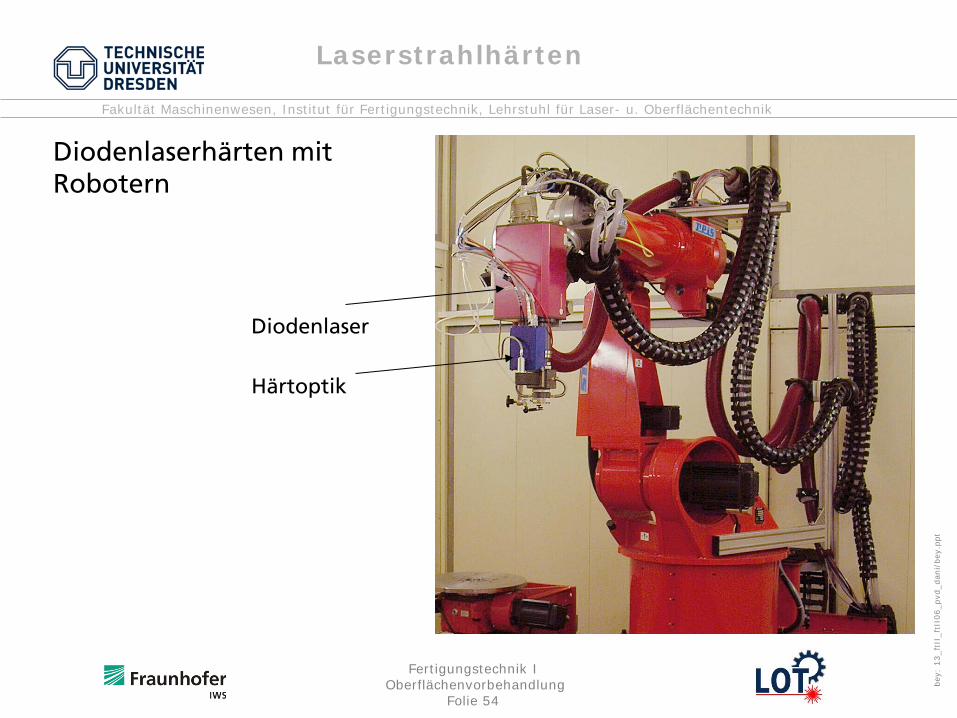
Laserstrahlhärten
Diodenlaserhärten mit Robotern
Diodenlaser
Härtoptik

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 55
Integrierte Wärmebehandlung
• Drehfräsmaschine
• 2.2 kW Diodenlaser an Werkzeugrevolver
• Härten integriert in Dreh- und Drehfräsprozesse
• Ablauf: Drehen -> Härten -> Hartbearbeitung ohne Ausspannen des Teiles => hohe Präzision => schnellere Bearbeitung
Laserstrahlhärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 56
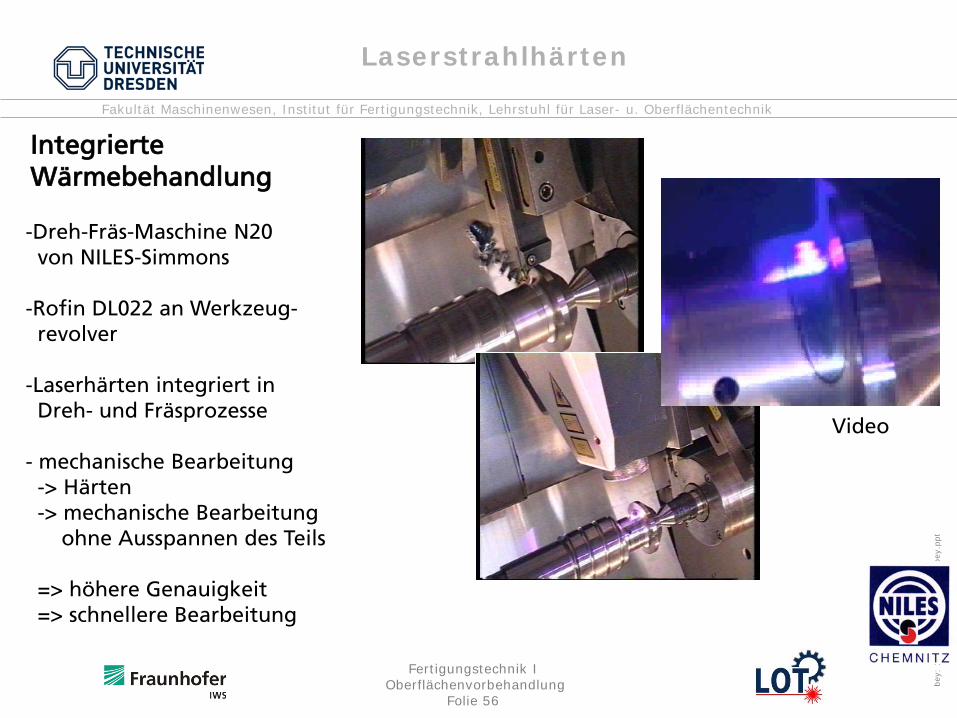
Integrierte Wärmebehandlung
Video
Laserstrahlhärten
-Dreh-Fräs-Maschine N20 von NILES-Simmons
-Rofin DL022 an Werkzeug- revolver
-Laserhärten integriert in Dreh- und Fräsprozesse
- mechanische Bearbeitung -> Härten -> mechanische Bearbeitung ohne Ausspannen des Teils => höhere Genauigkeit => schnellere Bearbeitung

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 57
Automatisiertes Laserhärten GEOPT : Programm zur Parameterermittlung LompocPro: Postprocessor zur Bahnsteuerung PrOFeT: Temperaturregelung
Laserstrahlhärten

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 58
Laserstrahlhärten
Systemintegriertes Laserhärten
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 59
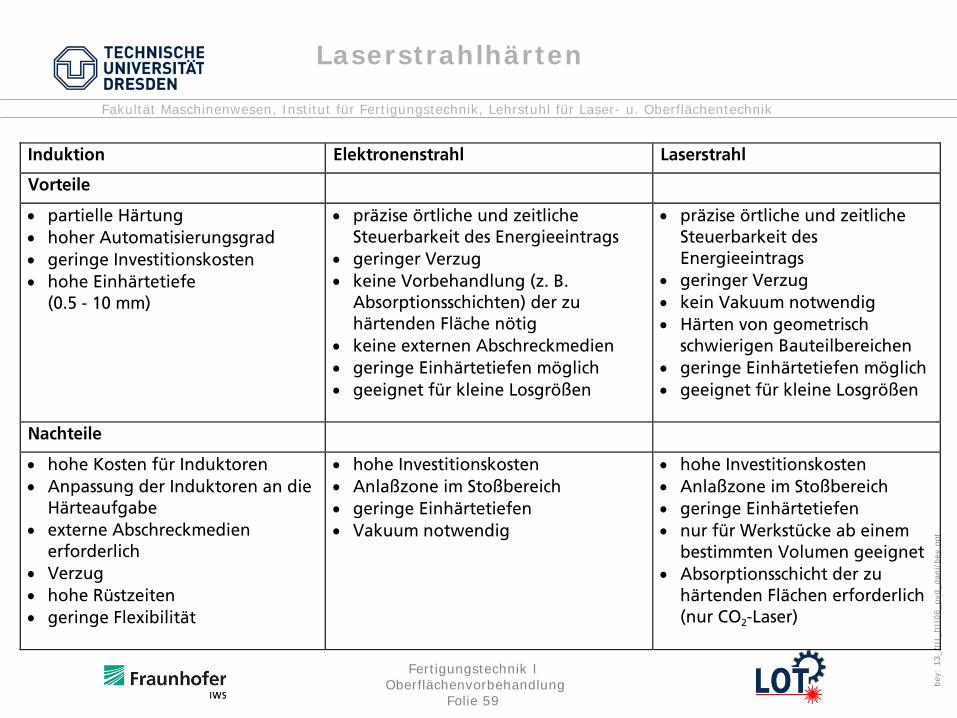
Induktion Elektronenstrahl Laserstrahl
Vorteile
• partielle Härtung • hoher Automatisierungsgrad • geringe Investitionskosten • hohe Einhärtetiefe
(0.5 - 10 mm)
• präzise örtliche und zeitliche Steuerbarkeit des Energieeintrags
• geringer Verzug • keine Vorbehandlung (z. B.
Absorptionsschichten) der zu härtenden Fläche nötig
• keine externen Abschreckmedien • geringe Einhärtetiefen möglich • geeignet für kleine Losgrößen
• präzise örtliche und zeitliche Steuerbarkeit des Energieeintrags
• geringer Verzug • kein Vakuum notwendig • Härten von geometrisch
schwierigen Bauteilbereichen • geringe Einhärtetiefen möglich • geeignet für kleine Losgrößen
Nachteile
• hohe Kosten für Induktoren • Anpassung der Induktoren an die
Härteaufgabe • externe Abschreckmedien
erforderlich • Verzug • hohe Rüstzeiten • geringe Flexibilität
• hohe Investitionskosten • Anlaßzone im Stoßbereich • geringe Einhärtetiefen • Vakuum notwendig
• hohe Investitionskosten • Anlaßzone im Stoßbereich • geringe Einhärtetiefen • nur für Werkstücke ab einem
bestimmten Volumen geeignet • Absorptionsschicht der zu
härtenden Flächen erforderlich (nur CO2-Laser)
Laserstrahlhärten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 60
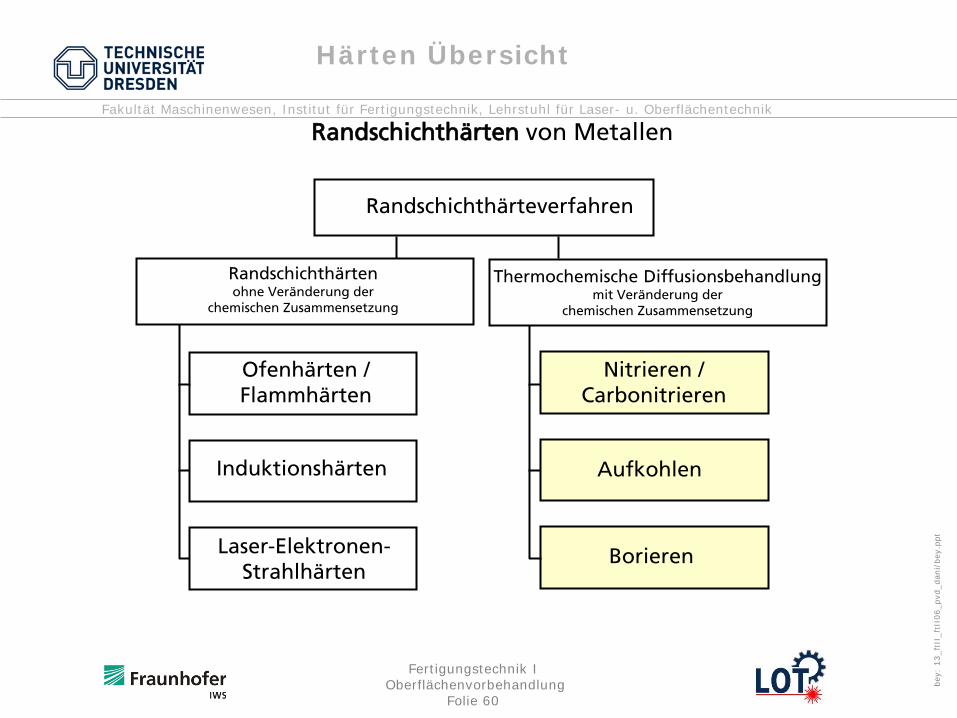
Randschichthärten von Metallen
Randschichthärteverfahren
Borieren
Aufkohlen
Nitrieren / Carbonitrieren
Randschichthärten ohne Veränderung der
chemischen Zusammensetzung
Laser-Elektronen- Strahlhärten
Induktionshärten
Ofenhärten / Flammhärten
Thermochemische Diffusionsbehandlung mit Veränderung der
chemischen Zusammensetzung
Härten Übersicht
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 61
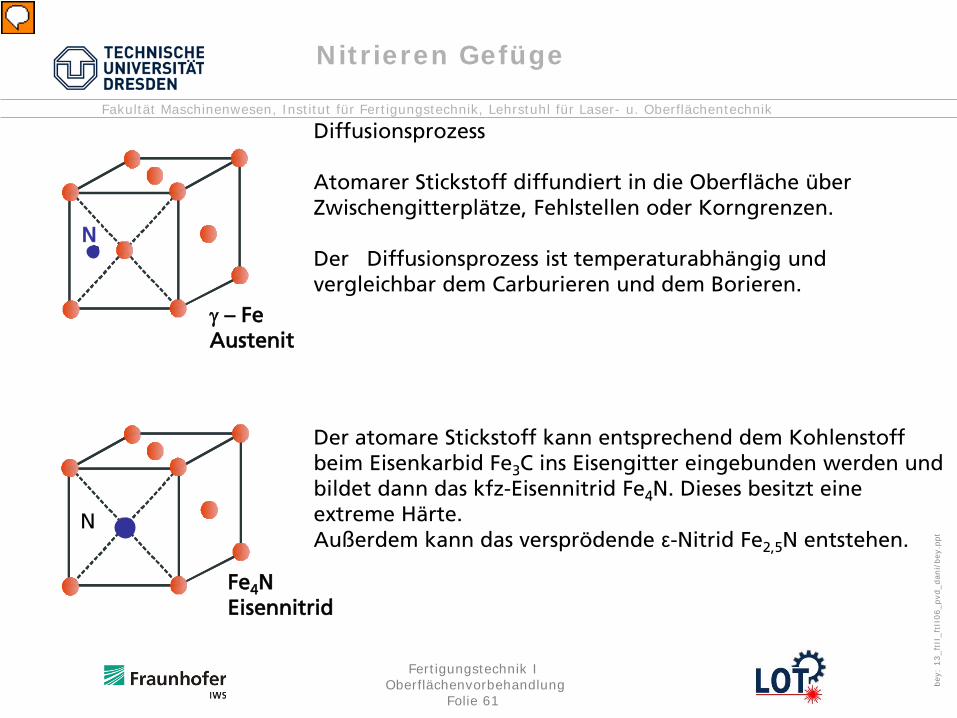
Diffusionsprozess Atomarer Stickstoff diffundiert in die Oberfläche über Zwischengitterplätze, Fehlstellen oder Korngrenzen. Der Diffusionsprozess ist temperaturabhängig und vergleichbar dem Carburieren und dem Borieren. Der atomare Stickstoff kann entsprechend dem Kohlenstoff beim Eisenkarbid Fe3C ins Eisengitter eingebunden werden und bildet dann das kfz-Eisennitrid Fe4N. Dieses besitzt eine extreme Härte. Außerdem kann das versprödende ε-Nitrid Fe2,5N entstehen.
γ – Fe Austenit
N
Fe4N Eisennitrid
N
Nitrieren Gefüge
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 62
- Nitriergut in eine Vakuumkammer bei 10 bis 1000 Pa (0,1 bis 10 mbar)
- in einer aus NH3, CH4 und N2 bestehenden Gasmischung über 0,5 bis 20 Stunden
- Behälterwandung zur Anode, das Werkstück zur Kathode geschaltet und Gleichspannung von 300 bis 700 V angelegt
- im entstehenden Plasma chemische Reaktion wie beim Gasnitrieren, jedoch:
- entstehende Temperatur zwischen 350 und 600 °C - Chemische Reaktion: 2 NH3 = 3 H2 + 2 N N + e- = N+
Plasmanitrieren
Plasmanitrieren Prinzip
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 63
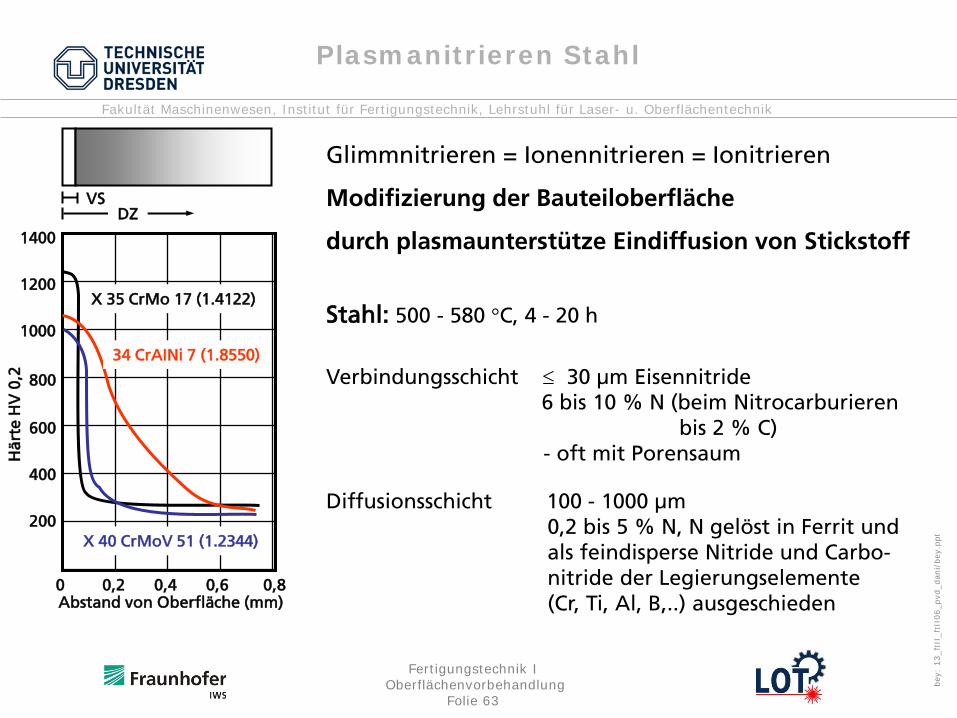
Glimmnitrieren = Ionennitrieren = Ionitrieren
Modifizierung der Bauteiloberfläche
durch plasmaunterstütze Eindiffusion von Stickstoff
Stahl: 500 - 580 °C, 4 - 20 h
Verbindungsschicht ≤ 30 µm Eisennitride 6 bis 10 % N (beim Nitrocarburieren bis 2 % C) - oft mit Porensaum Diffusionsschicht 100 - 1000 µm 0,2 bis 5 % N, N gelöst in Ferrit und als feindisperse Nitride und Carbo- nitride der Legierungselemente (Cr, Ti, Al, B,..) ausgeschieden
0 0,2 0,4 0,6 0,8 Abstand von Oberfläche (mm)
200
400
600
800
1000
1200
1400
Här
te H
V 0
,2
X 35 CrMo 17 (1.4122)
34 CrAINi 7 (1.8550)
X 40 CrMoV 51 (1.2344)
VS DZ
Plasmanitrieren Stahl

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 64
Haubenofen- anlage
METAPLAS IONON
alternativ: Schachtofen
Plasmanitrieren

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 65
Bauteile in einer gepulsten DC-Glimmentladung Druck: 600 Pa Spannung: 500 V Puls/Pulspause: 100/200 µs/µs Gasgemisch N2/H2: 80/20 Man kann deutlich den eng anliegenden Glimmsaum erkennen, der die gleichmäßige, konturgetreue Behandlung der Bauteile gewährleistet. Anomale Glimmentladung: die gesamte Kathode ist vom Glimmsaum bedeckt.
Bauteile beim Plasmanitrieren
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 66
Plasmanitrieren Werkstoffe
• Stähle: im Prinzip alle Stähle nitrierbar mit steigendem Gehalt nitridbildender Legierungselemente nimmt erreichbare
Randhärte durch Bildung von Sondernitriden zu da dann weniger Stickstoff für die Diffusion zur Verfügung steht, nimmt die Nht ab. mit bestimmten Verfahrensparametern (niedrige Temperatur) auch Austenite ohne
Verlust der Korrosionsbeständigkeit nitrierbar
• Aluminiumlegierungen: Stickstoff unlöslich in Al, daher nur Bildung einer bis zu 15 µm dicken VS aus AlN,
keine DZ, Nitrieren nur möglich nach Absputtern der dichten Oxidschicht, dadurch aber große Rauheitszunahme +
besseres Verfahren: PI3
• Titan und Ti-Legierungen: Bildung einer VS aus TiN, Ti2N (und Ti2AlN), Dicke 3 µm bis 5 µm bei 900 °C Diffusionszone: Nht maximal 60 µm bei 900 °C (TiN Diffusionsbarriere für
Stickstoff) • Kobaltbasislegierungen, Spritzschichten, Chromschichten

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 67
Plasmanitrierte Bauteile
Plasmanitrieren Beispiele

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
bey:
13_
ftII
_ftI
I06_
pvd_
dani
/bey
.ppt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 68