Embed Size (px)
Citation preview

www.plastverarbeiter.de
NEUE TECHNOLOGIEN · KOSTENEFFIZIENZ · ERHÖHTE MARKTCHANCEN 01/16
Gewichtsrekord mit Carbonfasern
TITELTHEMA S. 14
BRANCHENTREFF VDI-Jahrestagung Spritzgießen als Indikator für Trends20
WERKZEUGBAUVorausschauende Wartung hilft Werkzeuge besser auszulasten38
SILIKONADDITIVEProzesshilfsmittel erleichtern die energiesparende Verarbeitung46
Januar 201667. Jahrgang
D 5614 unverb. Preisempfehlung
19,50 Euro
Gewichtsrekord mit Carbonfasern
PV_2016_01__01 Titel.indd 2 18.01.2016 08:40:22

Hüthig GmbH Im Weiher 10 D-69121 Heidelberg
Tel. +49 (0) 6221 489-230Fax +49 (0) 6221 489-481www.huethig.de
Aktuelle Aktuelle Aktuelle
Ausgabe Ausgabe Ausgabe 201620162016
Erscheinungstermin: 14. Juni 2016Anzeigenschlusstermin: 20. Mai 2016
Vorbestellungen und Anzeigenplatzierungen:Tel.: +49 (0) 6221 489-230, -301E-Mail: [email protected]
PV_medplast_210x297.indd 3 24.11.2015 08:53:57PV_2016_01__02_US 2.indd 2 14.01.2016 10:45:09

www.plastverarbeiter.de
Ich freue mich auf Ihre [email protected]
EDITORIAL 3
Unter dem Weihnachtsbaum lagen im letzten Jahr erneut häufig Tablet, Smartphones sowie Wearables, wie zum Beispiel Smartwatches oder Fitnesstracker. In dieser Hinsicht hatte das Jahr 2015 einige spannende Highlights gebracht. Und was kommt 2016? Ein Trend der mittelfristig auch Auswirkung auf die kunststoffverarbeitende Industrie haben
wird, ist das Thema Plastics Electronics, das auch oft unter dem Synonym Polymerelektronik bekannt ist. Auf der erste große Technikmesse des Jahres, der Consumer Electronics Show (CES 2016) in Las Vegas, zeigte der koreanische Elektronikriese LG unter anderem im OLED-Bereich, was er kann – und brachte kurzerhand ein ult-radünnes, rollbares OLED-Display (Organic Light Emitting Diode) zur Mes-se, das sich wie eine Zeitung aufrollen lässt. Solche Touchdisplays auf Polymerbasis sind leichter und robuster als die bisher üblichen harten, glasbasierten berührungsempfindlichen Displays von Tablet und Co. Das preisgünstigere Ausgangsmaterial, der Verzicht auf kritische Rohstoffe wie Blei und die einfache Verarbeitung stehen deshalb bei den Entwicklungsanforderungen ganz oben. Eine neue Materialentwicklung aus dem Fraunhofer-Institut für Silicatfor-schung ISC, Würzburg, bringt die flexible Displaytechnologie ebenso einen großen Schritt voran: Gedruckte Sensoren für eine Folie, die Verformungen spürt. Die großflächige, flexible Folie sendet ihre Verformung direkt und hochauflösend als Steuersignal an einen Rechner weiter. Kombiniert wird sie mit einem Display, sodass Tablets oder Smartphones nicht nur über vir-tuelle Schalter und Buttons bedient werden können, sondern über Verfor-mung und Bewegung der Folie mithilfe von Eingabemustern, die direkt di-gitalisiert und räumlich dargestellt werden können. Dies läutet einen Paradigmenwechsel in der Bedienung von E-Books, Tablets und anderen digitalen Medien ein und wird sicher ein Technik-Highlight für das Jahr 2016 sein. Und vielleicht auch ein Markt der Zukunft für den Kunststoff.
Was bringt das Technikjahr 2016?
Harald Wollstadt, Chefredakteur
Ich freue mich auf Ihre [email protected]
PV_2016_01__03 Editorial.indd 3 15.01.2016 10:59:16

www.plastverarbeiter.de
INHALT4
01 · 2016 · Plastverarbeiter
Produktion / AutomAtion
20 Branchentreff der SpritzgießerDie VDI-Jahrestagung Spritzgießen gilt als Indikator für Trends und Entwicklungen. Darum haben sich auch für die diesjährige Veranstaltung, die vom 16. bis 17. Februar in Ba-den-Baden stattfindet, knapp 200 Teilnehmer angemeldet.
01/16 Vor-Ort-Reportage/Titelstory Im DetailExpertentipp Checkliste ServiceLegende:
Produktion / AutomAtion
32 Effizienz-Potenziale erschließenDie Effizienz-Agentur NRW, eine Initiative des Landes Nordrhein-Westfalen, will ab Januar 2016 mit dem Projekt „Ressourcen-effizienz in der Wertschöpfungskette steigern“ Material- und Energieeffizienz-Potenziale identifizieren.
BrAnche
3 Editorial Was bringt das Technikjahr 2016?14 titElStory
Leichtgewicht dank Carbonfasern
mArkt
6 NachrichtEN12 Plastverarbeiter-trendbarometer
Branchenprognosen für 2016
Produktion / AutomAtion
20 indikator für trends und EntwicklungenBranchentreff für die Spritzgießer
26 Strecken für stabile FolienBlasfolienanlage mit verbessertem Abzugsystem
31 PUrrer leichtbauBranchentag bei Hennecke in St. Augustin
32 analyse von Effizienz-PotenzialenRessourceneffizienz bei Kunststoff- verarbeitern aus Ostwestfalen-Lippe gesucht
34 Netzwerken zu Kernthemen der BrancheAktuelle Forschung auf dem IKV-Kolloquium
23 KUrzBErichtE
Werkzeuge und Formen
38 Wartung hilft Werkzeuge besser auszulasten
Wartung von Werkzeugen für Schokolade- Gießformen
41 KUrzBErichtE
rohstoFFe
42 Variable dämpfung im SportschuhKunststoff-Gleitlager schont Gelenke
44 Power-Flex-technologie für Padel-SchlägerErstes expandiertes thermoplastisches Polyurethan
46 leichter und energiesparend verarbeitenSilikonadditive für die Verarbeitung von Brandschutzmitteln in Sandwichplatten
49 KUrzBErichtE
PV_2016_01__04-05 Inhalt.indd 4 15.01.2016 11:09:27
www.plastverarbeiter.de
Service
58 Wegweiser 59 Markt und Kontakt 66 Veranstaltungen 66 Impressum
Proto Labs ist die weltweit schnellste digitaleQuelle für individuell gefertigte Prototypen und
Produktionsteile in Kleinserien.
Wir geben unser Wissen gern weiter. Zum Beispiel überdie Kunststoffauswahl im Whitepaper „Materialfragen“
Jetzt herunterladen unter go.protolabs.de/PV-Material
Alexandra Laier,Business Development Representative
ADDITIVE FERTIGUNG | CNC-BEARBEITUNG | SPRITZGUSS
Die schnellste digitale Quelle für die Fertigung
Das Rad brauchte ein Jahrtausend.
Ihr Bauteil kann in nur 24 Stunden gefertigt werden.
Die Gebrüder Wright benötigten 7 Jahre.
Tel. 06261 6436947protolabs.de
MaterialfragenDer Materialauswahlprozess
rohStoffe
42 Kunststoff-Gleitlager schont GelenkeStudenten des Karlsruher Instituts für Technologie (KIT) ha-ben einen Sportschuh mit Mikro-Systemtechnik entwickelt. Ziel ist es, günstige Belastungsverhältnisse zu ermöglichen, die sich individuell an den Träger anpassen.
QualitätSSicherung / MeSStechnik
50 3D-Bildverarbeitung prüft Qualität am Fließband
Qualitätssicherung von sicherheitskritischem Automobilteil
53 KurzBerIchte
proDuktentWicklung
54 Schuhe mit perfekter BalanceIndividualisierte Spikeplatten mit 3D-Drucktechnologie
56 KurzBerIchte
Bildquelle titel: canyon
PV_2016_01__04-05 Inhalt.indd 5 15.01.2016 11:09:35

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
MARKT6
Top TenKrauss Maffei wird von Chem-China für 925 Millionen EUR übernommen. Ver-käufer ist der kanadische Investor Onex. Ungeachtet der Übernahme soll die Krauss-Maffei-Gruppe in ihrer bestehen-den Struktur erhalten bleiben. Frank Stieler, CEO der Krauss-Maffei-Gruppe, geht von einem langfristigen Interesse des chinesischen Käufers an dem Spritz-gießmaschinen-Hersteller aus.
Biokunststoffe können biobasiert, bio-logisch abbaubar oder beides sein. Diese Definition umfasst viele Kunst-stoffe wie biobasiertes Polyethylen (nicht biologisch abbaubar), PBAT (bio-logisch abbaubar) oder Polymilchsäure (biobasiert, biologisch abbaubar). Ob die biologische Abbaubarkeit einen Zu-satznutzen darstellt, hängt vom Kunststoffprodukt ab.
Mit Vestakeep 5000 HCM von Evonik lassen sich maßangefertigte PEEK-Dichtungen effizienter produzieren. Mit dem Material steigt beim HCM-Verfahren die Ausbeute und Qualität des Endprodukts. Das Mikrogranulat verringert oder vermeidet Luft in der Heißpressform. Außerdem ist die Schüttdichte höher als bei Standard-PEEK-Pulvern.
1ÜbernahmeChinesisches Staatsunterneh-men kauft Krauss Maffeiwww.plastverarbeiter.de/76635
6Kunststoff-RecyclingBiologische Abbaubarkeit: Verfahren im Vergleichwww.plastverarbeiter.de/65745
3MarktübersichtAktualisierte Marktübersicht Spritzgießmaschinenwww.plastverarbeiter.de/41183
8Aliphatisches Polyketon K.D. Feddersen vertreibt Polyketon aus Koreawww.plastverarbeiter.de/05788
2MarktübersichtFarb- und Additivbatches von 50 Herstellern im Vergleichwww.plastverarbeiter.de/75244
7RohstoffproduktionEvonik baut Anlage für Copolyesterwww.plastverarbeiter.de/66681
4PA für den 3D-Druck Gemeinsame Lösungen für selektives Lasersinternwww.plastverarbeiter.de/63747
9SoftwareBiomasse-Nutzungseffizienz definieren und berechnenwww.plastverarbeiter.de/76756
5IKV-Kolloquium 2016Trendthemen in der Kunststoff verarbeitungwww.plastverarbeiter.de/66479
10HochleistungskunststoffePEEK-Dichtungen effizienter produzierenwww.plastverarbeiter.de/64646
Hier präsentiert der Plastverarbeiter jeden Monat die von den Besuchern des Online-Portals am häufigsten gelesenen Meldungen und Fachartikel.Klicken Sie doch mal rein: www.plastverarbeiter.de
Bildquelle: Krauss Maffei
Bildquelle: European Bioplastics
Bildquelle: Evonik
PV_2016_01__06_News S2.indd 6 12.01.2016 15:49:43
Hüthig GmbH Im Weiher 10 D-69121 Heidelberg
Tel. +49 (0) 6221 489-230Fax +49 (0) 6221 489-481www.huethig.de
ANSCHNALLEN! Sonderteil *Werkstoffinnovationen • Effiziente Fertigung
*Der redaktionelle Sonderteil erscheint exklusiv in der Ausgabe Februar des Fachmagazins PLASTVERARBEITER zum VDI Wissensforum Kunststoffe im Automobilbau
Weitere Informationen/Anzeigenplatzierungen:[email protected]
Bild
er: -
Mis
ha/A
kova
/bei
de fo
tolia
.com
CAR
PV_carplast_210x297.indd 3 24.11.2015 09:04:37PV_2016_01__xx_Anzeigenseite 11 (EIGEN).indd 7 14.01.2016 10:39:30

www.plastverarbeiter.de
MARKT8
01 · 2016 · Plastverarbeiter
Evonik will Dividende erhöhen
Chemieunternehmen Der Vorstand von Evonik hat heute auf Grundlage des vorläufigen Ergebnisses für 2015 beschlossen, für das abgelaufene Geschäftsjahr eine Dividende in Höhe von 1,15 EUR je Aktie anzustreben. Dies entspricht eine Erhöhung von 15 Prozent gegenüber der Dividende im Vorjahr.Unter dem Vorbehalt, dass der Aufsichtsrat dem folgt, soll der Hauptversammlung am 18. Mai 2016 ein entsprechender Dividendenvorschlag unterbreitet werden. Nach einem ersten Überblick über das abgelaufene Geschäftsjahr 2015 ist der Vorstand davon überzeugt, dass das Unternehmen
die für 2015 gesteckten Ziele erreicht hat. Für das abgelaufene Geschäftsjahr erwartet der Vorstand ein bereinigtes EBITDA von etwa 2,4 Milliarden EUR bei einem Umsatz von etwa 13,5 Milliarden EUR.Vorstandsvorsitzender Klaus Engel erklärt dazu: „Es ist schon jetzt klar, dass wir das abgelaufene Geschäftsjahr hervorragend abgeschlossen haben. Daran möchten wir unsere Aktionäre teilhaben lassen.“Mit einer entsprechend erhöhten Ausschüttung setzt Evonik seine Dividendenpolitik fort, die eine Ausschüttungsquote von etwa 40 Prozent des be
reinigten Konzernergebnisses beinhaltet. Zugleich ermögliche der operative Cashflow im abgelaufenen Geschäftsjahr das Erhöhen der Dividende, ohne die Wachstumsziele des Konzerns zu beeinträchtigen, teilte das Unternehmen mit. In den vergangenen sechs Jahren stieg die Dividende jährlich um durchschnittlich 9 Prozent.Evonik veröffentlicht die Geschäftszahlen für 2015 sowie den gemeinsamen Dividendenvorschlag von Vorstand und Aufsichtsrat am 3. März 2016.� n
Infos + Kontaktwww.plastverarbeiter.de/07826
K.D. Feddersen Überseegesellschaft vertreibt Polyketon aus KoreaAliphatisches Polyketon Die K.D. Feddersen Überseegesellschaft, Hamburg, ist mit seinem Geschäftsbereich Polymers & Compounding Technology seit November 2015 offizieller Distributionspartner für Polyketon der korea nischen Hyosung Corporation. Nachdem der Petrochemiekonzern Shell die Produktion von Polyketon (PK), welches unter dem Markennamen Carilon bekannt war, im Jahr 2000 einstellte, wurde es zunächst ruhig um diesen Werkstoff. Viele Verarbeiter, die den Werkstoff damals einsetzten, konnten bis vor Kurzem keine adäquate Alternative finden und deckten sich mit allen noch verfügbaren Restmengen ein. Doch seit einigen Jahren arbeitet das Unternehmen in Südkorea an der Wiederauferstehung dieses Polymers und machte im Jahr 2011 auf einer kleinen Produktionsanlage erste Erfahrungen. Mitte 2015 nahm die Hyosung Corporation eine Anlage mit der Kapazität von 50 kt/Jahr in Ulsan, Korea, in Betrieb. „Wir vertreiben die Rohpolymere in Europa und Lateinamerika in den drei Standardtypen highflow, mediumflow und highimpact“, so Lukas Musial, Bereichsleiter Polymers & Compounding Technology bei der K.D. Feddersen Überseegesellschaft. „Der Fokus liegt eindeutig auf der Extrusionsindustrie mit dem Schwerpunkt Compoundierung“.Aliphatisches Polyketon (PK) hat einige Eigenschaften, die in dieser Kombination kein anderes Polymer aufweist. So ist das Rückstellvermögen des Polymers signifikant höher als das von Polyoxymethylen (POM) und Polyamid 12 (PA 12). Die Steifigkeit des unmodifizierten PK liegt mit
1.500 MPa auf gleichem Niveau wie PA 12, allerdings schmilzt das Terpolymer des PK erst mit einer um 40 °C höheren Temperatur von 220 °C. Die Beständigkeit von PK ist eine der größten Stärken dieses Werkstoffs. So widersteht es leichten Säuren, welche üblicherweise auch langkettige Polyamide wie das PA 12 zersetzen. Auch gegen halogenierte Kohlenwasserstoffe und Aldehyde ist Polyketon beständig. Lediglich sehr starke Säuren und Laugen können die resistente Struktur angreifen. Polyketon verfügt zudem über eine hohe Barrierewirkung gegen viele niedermolekulare Medien wie Sauerstoff oder Kraftstoff. Es hat außerdem gute tribologische Eigenschaften.Neben seinen technischen Eigenschaften ist das Polymer aufgrund seiner chemischen Zusammensetzung klimafreundlich. Als Monomer dient Kohlenmonoxid (CO), welches als Klimakiller gilt. Bei voller Kapazitätsauslastung des Werkes können somit jährlich 25.000 mt Kohlenmonoxide verarbeitet werden. Eine vergleichbare Menge auf natürlichem Wege zu reinigen, würde etwa 3,8 Mio. Kieferbäume benötigen, meldet der Anbieter.� n�
�
Infos + Kontaktwww.plastverarbeiter.de/05788
Resinex nimmt PBT von Sipchem ins PortfolioDistribution Das saudiarabische Unternehmen Saudi International Petrochemical Company (Sipchem) und der europäische Kunststoff und KautschukDistributor Resinex, Zwingenberg, haben eine DistributionsVereinbarung zur gemeinsamen Einführung und Vermarktung von Sipchem RohPBT (Neat Resin) in Europa getroffen. Das Produktportfolio reicht von hochviskosen bis zu superleicht fließenden Typen mit MFRWerten (250 °C/1,6 kg) von 11 bis 200 g/10 min.Mit den Sipchem PBTTypen wendet sich Resinex, ein Rohstoffdistributor unter dem Dach der internationalen RavagoGruppe, hauptsächlich an Compoundeure, Monofilament und Faserhersteller, die aus der Produktreihe den optimalen Typ für ihre Anforderungen wählen können. Der Distributor stärkt damit sein Produktportfolio im Bereich der technischen Kunststoffe und bietet seinen Kunden Möglichkeiten zur Nutzung von Synergieeffekten. Sipchem fertig die PBTProdukte im neu erstellten Werk in AlJubail, Saudi Arabien, mit einer Produktions kapazität von 63.000 Tonnen pro Jahr. Die Produkte werden nach dem Verfahren von Uhde InventaFischer hergestellt, wobei Sipchem auf das Vorprodukt 1,4Butandiol aus eigener Produktion zurückgreift.� n�
Infos + Kontaktwww.plastverarbeiter.de/15223
PV_2016_01__08_News S3.indd 8 14.01.2016 14:27:40

MARKT 9
Heinz-Jürgen Prokop übernimmt VDW-Vorsitz
Verein Deutscher Werkzeugmaschinen-fabriken Dr. Heinz-Jürgen Prokop wurde vom Vorstand des Verein Deutscher Werkzeugmaschi-nenfabriken (VDW) und des Fachverbands Werk-zeugmaschinen und Fertigungssysteme im VDMA in seiner Herbstsitzung einstimmig zum neuen Vorsitzenden gewählt. Prokop tritt damit zum 1. Januar 2016 die Nachfolge von Martin Kapp an, der den Vorsitz satzungsgemäß nach der zweiten Amtszeit, nach insgesamt sechs Jahren niederlegt.Heinz-Jürgen Prokop ist 57 Jahre alt und in der Geschäftsführung der Trumpf Werkzeugmaschinen in Ditzingen für Entwicklung und Einkauf verant-wortlich. Nach Abitur und Studium der Verfahrens-technik sowie anschließender Promotion an der Universität Stuttgart begann er seine berufliche Karriere als Konstruktionsleiter der Trumpf Laser-technik. 1993 ging er für neun Jahre als Ge-schäftsführer zu Krupp Maschinentechnik, Essen. Es folgten weitere berufliche Stationen als Ge-schäftsführer von Fritz Studer in der Schweiz und der Essener Frigoblock Grosskopf. 2011 kehrte er
als Geschäftsführer zu Trumpf zurück. Prokop ist seit 2012 im VDW aktiv, zunächst ausschließlich im Technischen Ausschuss und seit 2015 zusätz-lich im Vorstand.„Ich freue mich über das Vertrauen und auf meine künftigen Aufgaben im VDW“, sagte Prokop nach
seiner Wahl. „Die deutsche Werk-zeugmaschinenindustrie ist auf ei-nem guten Weg. Für den VDW gilt es nun, die Mitgliedsunternehmen auch bei Zukunftsthemen wie Internatio-nalisierung, Energieeffizienz, Nach-wuchssicherung, additive Ferti-gungsverfahren und Industrie 4.0 zu begleiten und den Weg zu ebnen.
Dazu möchte ich einen aktiven Beitrag leisten“, so Prokop weiter.� n
Infos + Kontaktwww.plastverarbeiter.de/49699
• Leichtbaulösungen und anspruchsvolle Oberflächen für Instrumententafeln
• Composite Einsatz in der Karosseriestruktur des BMW 7er
• Berechnung des Crashverhaltens von Kunststoffbauteilen
Top-Themen des Kongresses
• Anforderungen an polymere Werkstoffe und konstruktive Lösungen für SCR Tanksysteme
• Systemintegration am Beispiel des Kunststoff-Ölwannenmoduls im Porsche 911 Carrera
• „One-shot“ Fertigungsverfahren zur Herstellung einer FVK-Metall-Hybridbodenstruktur
Veranstaltung der VDI Wissensforum GmbH | www.kunststoffe-im-auto.de | Telefon +49 211 6214-201 | Fax +49 211 6214-154
Kunststoffe im Automobilbauund Fachausstellung
09. und 10. März 2016, Mannheim
IHR KONGRESSLEITER
Prof. Dr. Rudolf C. Stauber Fraunhofer Project Group Materials Recycling and Resource Strategies IWKS, Alzenau und Hanau
JETZTANMELDEN!www.kunststoffe-im-auto.de
Parallele Konferenz:
Kunststoffe im
Nutzfahrzeug
Internationaler Kongress
Bild
quel
le: V
DW
Dr. Heinz-Jürgen Prokop ist ab dem 1. Januar 2016 Vorsitzender des VDW und des Fachverbands Werk-zeugmaschinen und Fertigungs-systeme im VDMA.
PV_2016_01__09_News S4.indd 9 12.01.2016 15:56:04

www.plastverarbeiter.de
MARKT10
01 · 2016 · Plastverarbeiter
Lanxess erhöht Produktionskapazität von PA- und PBT-Compounds in den USA
Der Umsatz der deutschen Kunststoff- und Gummimaschinenbau-Branche legte im Jahr 2015 um 5 Prozent zu.
TER Plastics Iberica kauft Kunststoffsegment von Proquibasa
Lanxess rechnet mit einem jährlichen Nach-frage plus an Hochleistungskunststoffen sei-tens der Autohersteller von durchschnittlich 7 Prozent in den Jahren 2015 bis 2020. Grund dafür sind maßgeblich die steigende Automo-bilproduktion und der Trend zu verbrauchs-ärmeren Fahrzeugen.
Automobiler Leichtbau Der Spezialchemie-Konzern Lanxess, Köln, nahm eine zweite Produk-tionsstraße für das Compoundieren von Hightech-Kunststoffen in seiner Anlage in Gastonia, USA, in Betrieb. Dafür investierte das Unternehmen rund 15 Millionen US-Dollar. Die Produktionskapazität verdoppelt sich damit auf 40.000 Jahrestonnen.Die Anlage verarbeitet die Basispolymere Polyamid (PA) und Polybutylenterephthalat (PBT) – je nach Kundenwunsch – mit Additiven und Glasfasern zu den Hochleistungskunststoff-Produktlinien Dure-than und Pocan. Diese kommen hauptsächlich in der Automobilindustrie für leichtere Kunststoff-komponenten zum Einsatz, die unter anderem Me-tallteile in Fahrzeugen ersetzen und damit Kraft-
stoffverbrauch und Emissionen verringern. „Mit dieser Investition unterstreichen wir unseren ver-stärkten Fokus auf Hochleistungskunststoffe und damit unsere Strategie, das Geschäft in Marktseg-mente mit höherer Wertschöpfung zu verlagern“, sagte Vorstandsmitglied Hubert Fink.Das Unternehmen plant, in den kommenden Jahren zwischen 50 und 100 Millionen Euro in sein Ge-schäft mit Hochleistungskunststoffen zu investie-ren. Damit will es an der erwarteten weltweit stei-genden Nachfrage nach technischen Kunststoffen in Automobilanwendungen teilhaben. Der Roh-stoffhersteller rechnet mit einem jährlich Nachfra-geplus von durchschnittlich 7 Prozent in den Jah-ren 2015 bis 2020. Gründe dafür sind die steigen-de Automobilproduktion und der Trend zu ver-brauchsärmeren Fahrzeugen. In den USA müssen Automobilhersteller zum Beispiel die Corporate-Average-Fuel-Economy-Vorgaben (CAFE) erfüllen. Diese geben die durchschnittliche Strecke vor, die pro Gallone Kraftstoff zurückgelegt werden muss. Für 2016 liegt die Vorgabe bei 34,1 Meilen pro Gallone (etwa 6,9 l/100 km). Im Jahr 2025 sollen Hersteller mit ihrer Fahrzeugflotte einen durch-schnittlichen Wert von 54,5 Meilen pro Gallone (etwa 4,3 l/100 km) erreichen.� n
Infos + Kontaktwww.plastverarbeiter.de/42973
TER Plastics Iberica übernahm zum 1. Januar 2016 das Kunststoffsegment von Proquibasa.
Bild
quel
le: L
anxe
ss
Bild
quel
le: D
rago
n-Im
ages
– F
otol
ia.c
om
VDMA: Kunststoff- und Gummimaschinenbau legte 2015 um 5 Prozent zu
Maschinenbau „Unsere Branchenprognose vom vergangenen Jahr sagte einen Umsatzzuwachs von 4 Prozent voraus, der schlussendlich mit einem Plus von 5 Prozent sogar noch übertroffen wurde“, stellt Ulrich Reifenhäuser, Vorsitzender des Fach-verbandes Kunststoff- und Gummimaschinen des VDMA, Frankfurt, fest. „Wir gehen aktuell davon aus, dass die Entwicklung im kommenden Jahr auf diesem hohen Niveau bleiben wird.“ Für das lau-fende Jahr erwartet der Fachverband ein Umsatz-volumen von erstmals mehr als 7 Mrd. EUR.Der Auftragseingang von Kunden aus Deutschland zeigte dieses Jahr eine zyklische Gegenbewegung: Im Zeitraum Januar bis Oktober lagen die Inlands-bestellungen um 10 Prozent unter denen des Vor-jahrs. Gleichzeitig legte der Auftragseingang aus dem Ausland um 11 Prozent zu. Die Auträge aus
„Die deutschen Auslandslieferungen haben sich von Januar bis September 2015 positiv entwickelt und liegen um 2,2 Prozent über dem Vorjahres-wert“ sagt Thorsten Kühmann, Geschäftsführer des Fachverbandes. „Die Entwicklung im Export wird dominiert von den Lieferungen in die Länder der EU; besondere Aufnahmefähigkeit für deutsche Kunststoff- und Gummimaschinen zeigten sich dabei die vier größten Märkte Polen, Italien, Groß-britannien und Frankreich.“ Die deutschen Liefe-rungen nach Russland gaben erneut nach. Nord-amerika, Mittel- und Südamerika entwickelten sich dagegen für die deutschen Maschinenherstel-ler positiv.� n
Infos + Kontaktwww.plastverarbeiter.de/36918
Ländern im Euroraum und aus Nicht-Euro-Länder entwickelten sich in diesem Zeitraum mit 12 und 11 Prozent mit ähnlichen Zuwachsraten. Insge-samt nahm der Auftragseingang um 6 Prozent gegenüber dem Vorjahr zu.
Bild
quel
le: A
rchm
en –
Fot
olia
.com
Übernahme TER Plastics Iberica übernahm zum 1. Januar 2016 das Kunststoffsegment von Proqui-basa.Das Kunststoffportfolio von Proquibasa bleibt den-noch nahezu unverändert verfügbar. Mit dieser re-gionalen Expansion bietet TER Plastics sein Portfo-lio an technischen Kunststoffen und Handelsware künftig auch in Spanien und Portugal an. Darüber hinaus verspricht sich das Unternehmen dadurch eine starke Präsenz in Europa und einen Schritt in die Richtung, ein führender, europaweiter Lieferant für technische Polymere zu werden.TER Plastics Iberica ist Teil der TER Plastics Poly-mergroup mit Sitz in Herne.� n
Infos + Kontaktwww.plastverarbeiter.de/48667
PV_2016_01__10_News.indd 10 13.01.2016 09:56:35

Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
MARKT 11
Chinesisches Staatsunternehmen kauft Krauss Maffei
Übernahme Krauss Maffei, München, wird von Chem-China für 925 Millionen EUR übernommen. Verkäufer ist der kanadische Investor Onex. Unge-achtet der Übernahme soll die Krauss-Maffei-Gruppe in ihrer bestehenden Struktur erhalten bleiben. Demnach bleiben die Marken Krauss Maffei, Krauss Maffei Berstorff und Netstal erhal-ten. Die Gruppe wird weiterhin als eine deutsche Gesellschaft mit mitbestimmendem Aufsichtsrat geführt. Frank Stieler, CEO der Krauss-Maffei-Gruppe, geht von einem langfristigen Interesse des chinesischen Käufers aus. Jianxin Ren, Chairman von Chem-China, unterstreicht: „Wir verstärken unser Unternehmen mit einem der weltweit führen-den Maschinenbauer, der über eine 178-Jährige Tradition verfügt. Dabei legen wir großen Wert da-rauf, dass die Krauss-Maffei-Gruppe ihre Identität und Selbstständigkeit behält. Der Käufer ver-spricht sich durch den Erwerb einen Nutzen durch die Management- und Technologiekompetenz und will diese für mehrere Tochterunternehmen einset-
zen, um sich im chinesischen Markt Vorteile zu verschaffen. Stieler erwartet durch den neuen Ei-gentümer Wachstumsimpulse vor allem in Asien. In China könnte das Unternehmen von dem Trend zu höherer Qualität und Nachhaltigkeit profitieren. Es gelten alle bestehenden Tarif- und Standortzu-sagen unverändert. Aktuell beschäftigt das Unter-nehmen weltweit rund 4.500 Mitarbeiter. Es plant für 2016 einen Personalaufbau, insbesondere in Deutschland. Die Arbeitnehmervertreter begrüßen
den Eigentümerwechsel. „Wir sehen in der Transak-tion eine große Chance für die Krauss-Maffei-Gruppe und ihre Mitarbeiter. Wir sind zuversicht-lich, dass durch weiteres Wachstum die bestehen-den Arbeitsplätze in Deutschland und Europa gesi-chert und neue geschaffen werden“, sagt Peter Krahl, Vorsitzender des Betriebsrats der Gruppe.� n
Infos + Kontaktwww.plastverarbeiter.de/76635
Bei der Vertragsun-terzeichnung (v.l.n.r.): Ting Cai, Chairman und CEO von China National Chemical Equipment, Dr. Frank Stieler, CEO der Krauss-Maffei-Grup-pe, und Chen Junwei, CEO von Chem-China
Bild
quel
le: K
raus
s M
affe
i
NachgehaktInterview mit Dr. Frank Stieler, Vorsitzender der Geschäftsführung der Krauss-Maffei-Gruppe
Wie passt das zusammen, ein Chemie-Konzern und Krauss Maffei als klassischer Maschinenbauer? Es gibt Berührungspunkte. Chem-China hat eigene Aktivitä-ten im Maschinenbau, die wir unterstützen. Das Unterneh-men kann für uns Absatzmöglichkeiten eröffnen, die wir bis-her so nicht hatten. Außerdem hat Chem-China großes Inter-esse an der industriellen Entwicklung in China, für die unsere Kunststoffmaschinen und die darauf angelegten Produkte entscheidend sind. Das gilt besonders für unseren Vorsprung im Bereich Leichtbau und Automation.
Was entgegnen Sie Kritikern, die eine Abwanderung von Know-how und Patenten nach China und damit einen Ver-lust für Deutschland befürchten?Der Firmensitz bleibt in München sowie die operative und un-ternehmerische Verantwortung in Europa. Chem-China ver-folgt die Strategie, die Krauss-Maffei-Gruppe zu stärken und sieht die Stärken und den Kern des Unternehmens in der Technologie, der Fertigung und den Mitarbeitern in Europa. Das kann man nicht verlagern.
Worin begründet sich die Erwartung auf ein beschleunigtes Wachstum?Wir werden einen besseren Marktzugang in China bekommen. Zudem steigt die Nachfrage nach Qualität und Nachhaltig-keit. Hier sind bereits heute unsere Premium-Produkte bes-tens geeignet, diese Nachfrage zu bedienen.
Erst kürzlich gingen Meldungen durch die Medien, dass die Wirtschaftslokomotive China deutlich langsamer wird und die Nachfrage von Konsumenten sinkt. Ist da die Er-wartung auf die Automobilproduktion in China tatsäch-lich gerechtfertigt?In Prognosen wird immer noch davon ausgegangen, dass sich die Automobildichte Pkw/Einwohner mehr als verdop-peln wird. Da ist genug Luft, selbst wenn sich das Wirt-schaftswachstum verlangsamt. Hier bieten sich sehr gute Chancen für uns, da wir ein wichtiger Zulieferer im Auto-motive-Premiumbereich sind.
Kann es eine Kooperation von Chem-China von der Roh-stoff-Seite mit der Krauss-Maffei-Gruppe als Maschinen-bauer geben?Natürlich werden wir Chem-China dabei unterstützen, die eignen Chemieprodukte zu optimieren.
In der Meldung wird eine Erhöhung des Personalbestan-des angekündigt. Können Sie dazu eine Zahl nennen und welche Unternehmensbereiche werden davon profitieren?Geplant ist ein weltweiter Aufbau von rund 5 Prozent der Belegschaft im Jahr 2016 von aktuell rund 4.500 Mit- arbeitern. In Deutschland planen wir für 2016 mit einem Zuwachs von bis zu 150 Arbeitsplätzen. Entscheidend hierfür ist die Nachfrage des Kunden. Und diese ist weiterhin sehr gut.
PV_2016_01__11_News_Krauss Maffei mit Kurz-Interview.indd 11 14.01.2016 14:34:55
www.plastverarbeiter.de
MARKT12
01 · 2016 · Plastverarbeiter
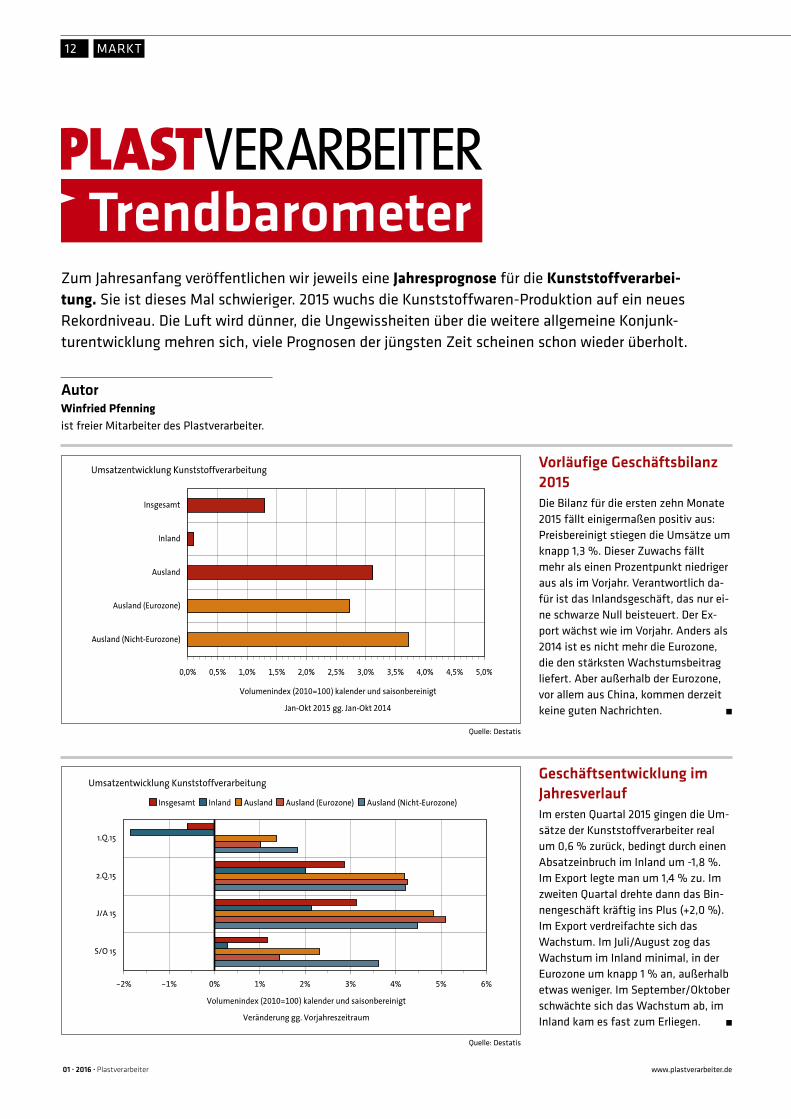
Vorläufige Geschäftsbilanz 2015Die Bilanz für die ersten zehn Monate 2015 fällt einigermaßen positiv aus: Preisbereinigt stiegen die Umsätze um knapp 1,3 %. Dieser Zuwachs fällt mehr als einen Prozentpunkt niedriger aus als im Vorjahr. Verantwortlich da-für ist das Inlandsgeschäft, das nur ei-ne schwarze Null beisteuert. Der Ex-port wächst wie im Vorjahr. Anders als 2014 ist es nicht mehr die Eurozone, die den stärksten Wachstumsbeitrag liefert. Aber außerhalb der Eurozone, vor allem aus China, kommen derzeit keine guten Nachrichten. n
Geschäftsentwicklung im JahresverlaufIm ersten Quartal 2015 gingen die Um-sätze der Kunststoffverarbeiter real um 0,6 % zurück, bedingt durch einen Absatzeinbruch im Inland um -1,8 %. Im Export legte man um 1,4 % zu. Im zweiten Quartal drehte dann das Bin-nengeschäft kräftig ins Plus (+2,0 %). Im Export verdreifachte sich das Wachstum. Im Juli/August zog das Wachstum im Inland minimal, in der Eurozone um knapp 1 % an, außerhalb etwas weniger. Im September/Oktober schwächte sich das Wachstum ab, im Inland kam es fast zum Erliegen. n
Zum Jahresanfang veröffentlichen wir jeweils eine Jahresprognose für die Kunststoffverarbei-tung. Sie ist dieses Mal schwieriger. 2015 wuchs die Kunststoffwaren-Produktion auf ein neues Rekordniveau. Die Luft wird dünner, die Ungewissheiten über die weitere allgemeine Konjunk-turentwicklung mehren sich, viele Prognosen der jüngsten Zeit scheinen schon wieder überholt.
Trendbarometer
Quelle: Destatis
Quelle: Destatis
AutorWinfried Pfenning ist freier Mitarbeiter des Plastverarbeiter.
PV_2016_01__12-13_Markt_Daten.indd 12 13.01.2016 09:35:12
MARKT 13
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
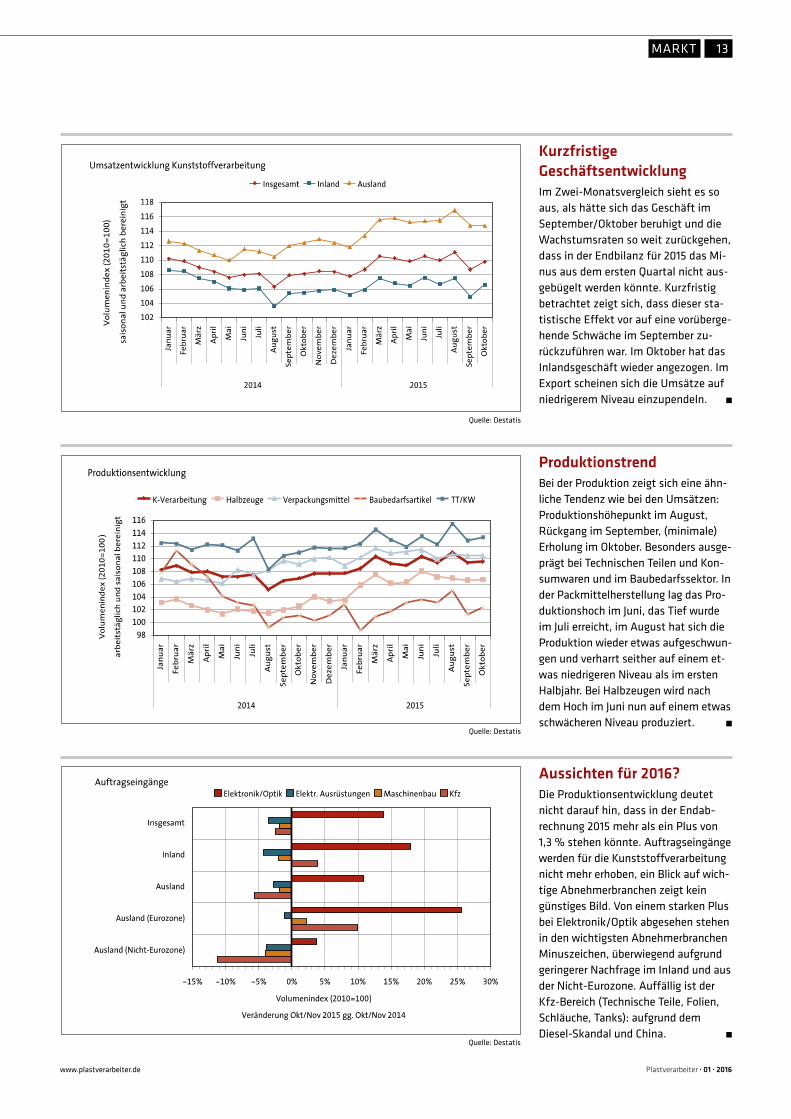
Produktionstrend Bei der Produktion zeigt sich eine ähn-liche Tendenz wie bei den Umsätzen: Produktionshöhepunkt im August, Rückgang im September, (minimale) Erholung im Oktober. Besonders ausge-prägt bei Technischen Teilen und Kon-sumwaren und im Baubedarfssektor. In der Packmittelherstellung lag das Pro-duktionshoch im Juni, das Tief wurde im Juli erreicht, im August hat sich die Produktion wieder etwas aufgeschwun-gen und verharrt seither auf einem et-was niedrigeren Niveau als im ersten Halbjahr. Bei Halbzeugen wird nach dem Hoch im Juni nun auf einem etwas schwächeren Niveau produziert. n
Kurzfristige GeschäftsentwicklungIm Zwei-Monatsvergleich sieht es so aus, als hätte sich das Geschäft im September/Oktober beruhigt und die Wachstumsraten so weit zurückgehen, dass in der Endbilanz für 2015 das Mi-nus aus dem ersten Quartal nicht aus-gebügelt werden könnte. Kurzfristig betrachtet zeigt sich, dass dieser sta-tistische Effekt vor auf eine vorüberge-hende Schwäche im September zu-rückzuführen war. Im Oktober hat das Inlandsgeschäft wieder angezogen. Im Export scheinen sich die Umsätze auf niedrigerem Niveau einzupendeln. n
Aussichten für 2016? Die Produktionsentwicklung deutet nicht darauf hin, dass in der Endab-rechnung 2015 mehr als ein Plus von 1,3 % stehen könnte. Auftragseingänge werden für die Kunststoffverarbeitung nicht mehr erhoben, ein Blick auf wich-tige Abnehmerbranchen zeigt kein günstiges Bild. Von einem starken Plus bei Elektronik/Optik abgesehen stehen in den wichtigsten Abnehmerbranchen Minuszeichen, überwiegend aufgrund geringerer Nachfrage im Inland und aus der Nicht-Eurozone. Auffällig ist der Kfz-Bereich (Technische Teile, Folien, Schläuche, Tanks): aufgrund dem Diesel-Skandal und China. n
Quelle: Destatis
Quelle: Destatis
Quelle: Destatis
PV_2016_01__12-13_Markt_Daten.indd 13 13.01.2016 09:35:13

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
nicht erwähnenswert, das der Rahmen eines solchen Bikes meist ebenso aus faser-verstärktem Kunststoffen ist.
Profisport legt die MesslatteKunststoffe haben natürlich auch in diesem Industrie-zweig vielfältigen Einsatz ge-funden. Und so interessierte es die Redaktion des Plastver-arbeiter wie ein solches Bike überhaupt entsteht. Welche einzelnen Schritte durchläuft ein Produkt, bis es von der Skizze auf Papier wirklich auf der Straße oder auf Trails be-wegt werden kann? Wir sprachen mit Lukas Schuchnigg, Ingenieur und Produkt-Entwickler beim Hersteller Canyon Bicycles (kurz: Canyon), einem deutschen Fahrradhersteller von Rennrädern, Mountainbikes und Triathlonrädern mit Sitz in Koblenz. Er lieferte uns spannende Einblicke in die Abläufe der Entwicklung und Produktion des preisgekrön-ten Triathlonrades Speedmax CF SLX.
Canyon Bicycles wurde im Jahre 1985 als Radsport Ar-nold von Roman Arnold zunächst als Fachhandel für den Radsport gegründet. 1996 erschienen die ersten eigenen Räder unter der Marke Canyon. Es ist nicht unüblich, dass Radsport-Fachhändler eigene Räder im Programm haben.
Carbon-Verarbeitung in der Fahrradherstellung
Leichtgewicht dank Carbonfasern
Die Verwendung von Carbonfasern in der Fahrradindustrie nimmt weiter zu. Nicht nur in den Hightech-Rennrädern der Profisportler wird dieser leichte Werkstoff verwendet. Die Entwicklung und Verarbeitung von Carbonfasern zu hochwertigen Rahmen erfor-dert ein hohes Ingenieurs- und Fertigungs-Know-how. Das Herstellen der Prototypen erleichtern zwar 3D-Drucker, aber den Carbon-Rahmen in Serie zu fertigen ist komple-xer. Neben dem Design für die Flächengestaltung sind die Entwickler bei der Funktions-integration und immer dünneren Wandstärken gefordert, was wiederum die Konstruk-tion der Produktionswerkzeuge verkomplizieren kann und ein Automatisieren des Her-stellprozesses erschwert. Die nur 600 g schweren Rahmen müssen im Anschluss noch eine strenge Qualitätskontrolle mit einem Computertomographie-System durchlaufen.
Die Freude der Deutschen am Radfahren ist ungebremst. Man mag es nicht glauben, aber mittlerweile werden in Deutschland mehr Fahrräder als Autos verkauft. Heute sind 70 Mio. Fahrräder in Deutschland unterwegs. Jeder Fünfte fährt heutzutage tagtäglich mit dem Rad – und das nicht nur in Studentenstädten, sondern auch in Großstädten wie München, Frankfurt und Köln. Der Zweirad-Industrie-Ver-band (ZIV) vermeldete im März 2015, dass der anteilige Umsatz mit Fahrrädern und E-Bikes mit 2,16 Mrd. EUR um 9,6 Prozent im Vergleich zum Vorjahr anstieg. Die Zahl der verkauften Fahrräder und E-Bikes stieg auf 4,1 Mio. Siegfried Neuberger, Geschäftsführer des ZIV, erklärte auf der Fach-messe Eurobike Mitte 2015: „Das Jahr 2014 war ein erfolg-reiches Jahr für die Fahrradbranche. Umso erfreulicher ist es, dass die Industrie ähnlich positiv in das Jahr 2015 ge-startet ist. Gute Marktbedingungen und ein ungebremstes Interesse an dem Produkt Fahrrad stimmen uns zuversicht-lich, dass auch das Jahr 2015 ein gutes für die Branche wird.“ Aber auch das Qualitätsbewusstsein der deutschen Radfahrerinnen und Radfahrer ist gestiegen. Sie geben mehr Geld für höherwertige Produkte im Fachhandel aus. Es wird mehr Geld in den Drahtesel investiert und nicht mehr un-bedingt ins Auto. Denn längst sind Fahrräder nicht mehr nur ein Alltags- sondern ein Hightech-Produkt mit innova-tiven Lösungen wie WLAN-basierende elektrische Schaltun-gen, GPS oder Leichtlauf-Räder aus Carbon. Da ist es fast
TITELSTORY14
PV_2016_01__14-19_Titelstory_Canyon.indd 14 15.01.2016 13:38:16

Bei Arnold wurde jedoch zusätzlich der Direktvertrieb via Internet gewählt. 2001 vollzog das Unternehmen den Schritt vom Fachhändler zum reinen Fahrradhersteller und benannte sich in Canyon Bicycles um. Mit Lutz Scheffer konnte das Unternehmen einen anerkannten Rahmendesi-gner verpflichten. Im Laufe der Jahre engagierten man dann
weitere Szenegrö-ßen. Im Jahr 2006 präsentierte man ein neues Corpo-rate Design, das mehre re Aus -zeichnungen er-hielt (European Design Award für das Corporate De-
sign, iF Industrie Forum Design für das Corporate Design und das Webdesign, für das Corporate Design).
Seit der Gründung war Radsport Arnold im Spitzensport engagiert. Mit dem Triathleten Jürgen Zäck wurde 1985 der erste Sportler unter Vertrag genommen. Aktuell unterstüt-zen die Koblenzer mit dem Canyon Tri-Team unter anderem den Olympia-Sieger von 2008 und Ironman-Hawaii-Sieger (2015) Jan Frodeno, die britische Ironman-Siegerin und vierfache Weltmeisterin Leanda Cave, die Ironman-Sieger Nils Frommhold und Boris Stein. Im Rennradsport setzt das Unternehmen auf Kooperationen mit verschiedenen Teams, unteranderem das russische Pro-Team Katjuscha und das spanische Team Movistar. Das Sponsoring umfasst neben Triathleten und Rennradfahrern auch Mountainbiker.
Der Fahrradhersteller erwirtschaftet seinen Umsatz zu 95 Prozent im Direktvertrieb, der Rest kommt über den Show-
Bildquelle: Canyon
TITELSTORY 15
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
High-Tech vom Feinsten. Beim Tri-athlon spielen Innovationen und technische Errungenschaften eine wichtige Rolle. Das Equipment ent-wickelt sich ständig weiter. Carbon, Membran-Technologie oder Sport-zeitmesser mit Trainingsfunktio-nen, Fahrräder werden immer leichter, Helme immer sicherer und Laufschuhe für die Gelenke immer schonender. Und überall ist Kunst-stoff mit im Spiel.
Web-Tipp
Link zum Radhersteller Link zum CAD-System Link zum FEM-System Short-URL:
www.plastverarbeiter.de/07499
PV_2016_01__14-19_Titelstory_Canyon.indd 15 15.01.2016 13:38:18

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
TITELSTORY16
room des Firmensitzes. Die Wachstumsrate betrug in den letzten Jahren kontinuierlich zwischen 20 bis 40 Prozent. Verschickt werden die Bikes weltweit. Den europäischen Markt hat Canyon bereits erschlossen, in den USA und Asi-en schreitet das Geschäft stetig voran und bereits Ende 2015 wurde auch der Markteintritt in Down Under ange-stoßen. Kunden sind vor allem ambitionierte Hobby- oder Profi-Radfahrer. Auch die Räder der Rheinländer wurden in den letzten Jahren mit zahlreichen Designpreisen ausge-zeichnet. Genau wie das Triathlonrad Speedmax CF SLX von Jan Frodeno, Olympiasieger 2008 in Peking, Ironman-Euro-pameister 2015 in Frankfurt und Weltmeister auf der Halb-distanz 2015 in Zell am See. Im Oktober folgte noch der Weltmeistertitel auf Big Island Hawaii. „Jeden Tag habe ich das Bild vor Augen, wie ich über die Ziellinie in Kona laufe und mich in den kleinen Kreis der Legenden einreihe, die diesen Ironman einmal gewonnen haben.“ Jan Frodeno verwirklichte sich diesen Traum nach 3,86 Kilometer Schwimmen, 180 Kilometer Radfahren und 42,195 Kilome-ter Laufen bei extremer Hitze und nach 8 Stunden 14 Mi-nuten und 40 Sekunden. Der Athlet hat somit Außerge-wöhnliches geleistet und neue Maßstäbe gesetzt, auch dank einer innovativen Radtechnologie mit Carbonrahmen und -komponenten.
Zwei Jahre EntwicklungszeitWenn Canyon ein Produkt entwickelt, dann werden früh die Profis mit eingebunden. So fuhr Frodeno bei der Euro-pameisterschaft 2015 in Frankfurt einen Prototypen. Dieser wurde zwar in einem ersten Produktionswerkzeug herge-stellt, dass sich aber noch in der Optimierungsphase befand. Die Zielsetzung der Koblenzer Fahrradschmiede ist immer innovative und kreative Lösungen auf den Markt zu brin-gen, die sich von anderen Herstellern abheben. Deshalb ist es auch nicht verwunderlich, dass viel Zeit und Geld für
Entwicklungsarbeit ausgeben wird. Das R & D-Team besteht aus Pro-dukt- und Projektmanagement mit insgesamt 10 Personen. Diese ana-lysieren den Markt und definieren, wie das Rad aussehen muss, wie schwer und wie steif es sein muss. Sowie welche Kundenkategorie soll angesprochen werden? Dieses Las-
tenheft mit den ganzen Anforderungen an das neue Projekt erhalten dann die Entwicklungs-Ingenieure als Zielsetzung für das neue Rad-Projekt. Im Bereich Ingenieurswesen sind 15 Entwickler beschäftigt, die an allen Kategorien vom Rennrad, Mountainbike, Triathlon, Fitness sowie Alltags-Bike arbeiten. Einzelne Entwicklungs-Ingenieure sind dann für das Projekt verantwortlich und begleiten es bis zum Serienstart ab.
Ein ganz wichtiger Punkt ist das Industriedesign, denn bei Canyon legt man viel Wert auf das Gestalterische, auf das Visuelle eines Rades. Ähnlich wie in der Automobil-industrie, denn auch dort wäre es undenkbar, dass ein Fahr-zeug entwickelt wird, ohne dass ein Industriedesigner in-volviert ist. Sie definieren, was soll ein Produkt aussagen und bilden dies im Rad ab. Canyon setzt aber auch neben dem eigenem Designteam externe Agenturen ein, wie zum Beispiel Artefakt Industrie Design, Darmstadt. Die Agentur wurde auch für die Speedmax CF Studie mit dem IF Euro-bike Award ausgezeichnet. Externe denken etwas anders, sind nicht so unternehmensorientiert und denken oft etwas kreativer, so Lukas Schuchnigg. „Auch der Umstand, dass wir relativ viele Räder parallel entwickeln, macht den Ein-satz von externen Industriedesignern sinnvoll. Übrigens wurde auch das Rad von Jan Frodeno gemeinsam mit Arte-fakt Industrie Design entworfen.“
Das Industriedesign ist für die Flächengestaltung zustän-dig, also wie das Rad wirkt, das Grafikdesignteam hingegen für die Farben und die Farbgestaltung am Rad. Natürlich erfolgt dies in enger Absprache mit dem Industriedesign. Hier steht im Vordergrund, was man mit dem Rad ausdrü-cken möchte und wie ich diese Aussage mit den Farben verstärken kann. Im Anschluß steht das Surfacedesign an, bei dem die Designer die Sketches mittels der Software Rhi-noceros von McNeel Europa, Barcelona, Spanien, digital umsetzen. Sie erstellen die Außenhülle des Rades anhand
Bild
quel
le: C
anyo
n Das CT-System erstellt aus 1.000 Einzel-aufnahmen eine exakte 3D-Animation des Rahmens oder des Anbauteils und ermöglicht so eine präzise und detaillier-te Prüfung der Materie im Hinblick auf die Struktur und mögliche Material- und Herstellungsfehler.
PV_2016_01__14-19_Titelstory_Canyon.indd 16 15.01.2016 13:38:24

TITELSTORY 17
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
der Sketches-Skizzen. Parallel dazu startet man mit dem Bau von Prototypen. Dabei wird mit 3D-Druckern der komplet-te Rahmen gefertigt und lackiert. So lässt sich schon an einem realen Rahmen die Wirkung des Rad-Konzepts beur-teilen. Beim 3D-Druck nutzt der Koblenzer Radspezialist die Kompetenz des PTZ-Prototypenzentrum Dresden, Dresden, da man nur im Haus nur einen kleinen 3D-Drucker vom Typ Ultimakers hat. „Wenn wir wirklich einen kompletten Rahmen benötigen, lassen wir diesen immer extern ferti-gen,“ kommentiert Schuchnigg. „Es ist ganz wichtig, relativ früh diese Prototypenteile zu haben, damit wir überprüfen können, ob die Montage und Demonta-ge reibungslos funktioniert. Teilweise haben wir, wie hier beim Speedmax, et-wa 100 bis 150 Einzelteile. Deswegen ist 3D-Prototyping auch ganz wichtig für die funktionellen Tests. In dieser Phase werden auch sehr viel Aerodynamik-Tests im Windkanal am Bodensee durchgeführt. Dies ist ein ehemaliger Airbus-Windkanal, der jetzt in privater Hand ist.“ Die Aerodyna-mik-Test kann man sich wie ein Puzzlesystem vorstellen, bei dem die verschiedensten 3D-Prototyping-Komonenten immer wieder neu zusammen gesteckt werden und man dann überprüft, wie verhält sich die Aerodynamik mit zum Beispiel einem breiteren Unterrohr. Oder wie verhält sich die Komponente mit einem anderen Profil oder passt die Dimensionierung der Rohrquerschnitte. Im Anschluss be-ginnt man mit der Entwicklung eines ersten Rahmen-Werk-zeuges. Meist ist dies ein Aluminium-Werkzeug mit vielen Einsätzen, sodass man erste Carbonlagen legen kann.
Parallel dazu kommen das Stücklisten-Management und die technischen Zeichner ins Spiel. Für das Stücklistenma-nagement wurde gerade ein neues ERP-System von SAP SE, Walldorf, installiert. Bereits im Herbst 2013 traf der Radpro-duzent die Entscheidung SAP ERP einzuführen. Davor war
das System MS Navision im Einsatz, womit man jedoch nicht mehr alle Datenthemen umsetzen konnte. Datensilos und Redundanzen erschwerten die tägliche Arbeit. „Can-yon Bicycles ist ein innovationsstarkes Unternehmen, doch die IT war bis dato noch mit dem Dreirad unterwegs“, be-schreibt Schuchnigg den damaligen Zustand. Weil der Ma-nufacturing-Anteil groß ist, entschied man sich bewusst für ein Standard-SAP-System. Hier lassen sich auch unterneh-mensspezifische Prozesse der separaten Logistik- und Mon-tagesteuerungs-Systeme, also Nicht-SAP-Systeme, leicht anbinden. Im Ingenieurswesen und bei den technischen
Zeichnungen kommt das CAD-System Solid Works V2015 von Dassault Systems, München, zum Einsatz, sowohl für das Computer Aided Design als auch für einige FEM-Ana-lysen. Für Aerodynamik-Analysen wird mit Ansys von An-sys Germany, Darmstadt, gearbeitet. „Da Ansys aber nur so gut ist, wie man die Analyse-Bedingungen setzt, muss man sehr viel Praxiswissen einbringen,“ merkt Schuchnigg an. „Und wenn man nicht weiß, wie die Bedingungen sind, kann man das nicht nachbilden. Ich muss wissen, wie ist die Kraftverteilung auf dem Rahmen, wenn man zum Bei-spiel mit einem Mountainbike eine Stufe runter springt? Wo treten dann die Kraftspitzen auf? Erst wenn ich das definiert habe, kann ich mit Aansys die Dimensionierung des Rahmens angehen.“
Interessenvertretungen und Ausschüsse sind wichtigÄhnlich wie in der Automobilindustrie ist es auch für Can-
yon wichtig, in in einigen Komitees und Interessengruppen vertreten zu sein. Neben der WFSGI, die die Rah-menbedingungen generell für den Fahrradsport definiert, und die UCI, dem Dachverband des Radsports, sind dass der Normenausschuss und der Ausschuss für Material. Der Nor-menausschuss ist wichtig, damit die Norm für die Komponenten-Prüfun-
„Wir wollen die Grenzen der Technik verschieben, innovative Produkte entwickeln und immer einen Schritt weitergehen.“Roman Arnold, Geschäftsführer, Canyon Bicycles
Canyon hat gemeinsam mit der Hoch-schule Pforzheim über 50 Prüfmaschi-nen entwickelt, konstruiertund umgesetzt. Diese Maschinenkommen in fünf Prüflaboren zumEinsatz.
Bild
quel
le: C
anyo
n
PV_2016_01__14-19_Titelstory_Canyon.indd 17 15.01.2016 13:38:28

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
TITELSTORY18
gen erfüllt werden. In dieser Norm ist zum Beispiel festge-legt, wie steif und wie schwer die Räder sein müssen. Dann gibt es noch einen Ausschuss für das Material. Dies ist in-sofern für Canyon wichtig, da die Produktion hauptsäch-lich in Asien durchgeführt wird. Das bedeutet, dass die Hersteller meist ihr eigenes Carbon-Material, dass sie oft auch selbst produzieren, verwenden. Um immer einen Überblick über den Stand der Dinge zu haben, also wie man die Materialien einsetzen kann, ist Canyon in diesem Aus-schuss vertreten. „Prinzipiell ist es so, dass wir die Elastizi-täts- und Steifigkeitsmodule der Carbonfaser vorgeben. Aber auch das maximale Gewicht des Rahmens. Und da die Hersteller in Asien mittlerweile so viel Erfahrung haben, können sie anhand der Gewichtsvorgaben und dem Ziel-preis, oft schon einen Materialvorschlag machen. Unsere Produktionsunternehmen haben seit 20 Jahren Erfahrung mit der Materie Carbon und verfügen über sehr viel Ferti-gung-Know-how.“
Werkzeug als gemeinsame EntwicklungsarbeitDas Werkzeug für die Rahmenfertigung ist immer eine ge-meinsame Entwicklung zwischen dem Koblenzer Radspe-
zialisten und dem Rahmen-Hersteller in Asien. Auch weil die Hersteller den kompletten Produktionsprozess im Blick haben. Natürlich sind auch die Ingenieure von Canyon häufig in Asien vor Ort. Die Auswahl des jeweiligen Rah-menhersteller erfolgt durch einen asiatischen Partner.
Da ein solcher Rennrad-Rahmen aus filigranen und fein-strukturierten Teilen besteht, ist eine Automatisierung des Layup-Prozess nicht möglich und wird weitgehend noch von Hand ausgeführt. Automatisiert ist aber mittlerweile der ganze Nachbearbeitungs-Prozess. Das heißt, der Rah-men wird aus der Form genommen und in einer Aufnah-mestation für den Roboter abgelegt. So erfolgt das Trennen der Überschnitte und die Kantenglättung an den Übergän-gen und Löchern automatisiert. Der Layup- bzw. der Aufle-geprozess jedoch wird noch immer per Hand ausgeführt. „Es gibt ein paar Hersteller die teilweise in Europa und auch in Deutschland fertigen lassen, aber auch dort wird aus-schließlich per Hand gearbeitet. Meines Wissens gibt es keinen Hersteller, der dies wirklich vollautomatisch durch-führt,“ schließt Schuchnigg an.
Die Rahmenhersteller verwenden ausschließlich Prepregs welche sie auch selbst herstellen. Das heißt, sie kaufen die Carbonfäden zu und produzieren die Prepreg und impräg-nieren auch das Harz. Nach dem die Rahmenhälften ge-schlossen sind, werden sie unter Druck bei einer bestimm-ten Temperatur ausgehärtet. Etwas spezieller ist es beim Triathlonrad Speedmax, denn dort hat man im Oberrohr-Bereich zum Beispiel einen Werkzeugeinsatz integriert so-wie eine Box für Gels, Powerbars. Eine solche Integration weist ein zu großes Material-Volumen auf, das definitiv mit dem angewendeten Schlauch-Blasverfahren nicht gefertigt werden kann. „Wir verwenden in Bereichen, wo dünne Wandstärken und konstante Wandstärken gefordert sind, einen Kunststoffschlauch, der mit 8 bar aufgeblasen wird. Das heißt, man drückt quasi von innen die Carbonfasern gegen die Werkzeugwand,“ erklärt Schuchnigg. „Ein Weg um große Volumenbereich abdecken zu können, sind Sty-ropor-kerne. Um diese zweiteiligen Formkerne werden dann die Carbonlagen gewickelt. Die Kerne verbleiben dann auch im Werkzeug und werden erst nach dem Aushärten des Rahmens entfernt. Die Aushärte-Temperaturen liegen je nach Heizsystem im Bereich von 120 ° bis 130 °C.“ Die Knotenpunkt-Schnittstellen an Tretlagern, Steuer- und Sat-telrohr sind konstruktiv möglichst klein gestaltet, um Füll-materialien zu vermeiden. Jede Schnittstelle bedeutet auch ein mehr an Gewicht. Denn diese Schnittstellen müssen geklebt werden, wofür man mehr überlappendes Material braucht, damit man die Komponenten auch zusammenfü-gen kann. „Das Gewicht ist natürlich bei einem solchen Bike auch entscheidend. Bei dem neuen Rennrad Ultimate sind wir mittlerweile unter 600 g für den kompletten Rah-men. Und da ist nur noch sehr wenig Luft nach unten,“ sagt Schuchnigg stolz. Pro Tag werden 24 Rahmen pro Form gefertigt. In der RTM-Presse ist die Rahmen-Form etwa 20
Viele Komponenten eines Triathlonbike sind heute aus Kunststoff oder Carbon.
Bild
quel
le: R
edak
tion
Plas
tver
arbe
iter/
HW
PV_2016_01__14-19_Titelstory_Canyon.indd 18 15.01.2016 13:38:35

TITELSTORY 19
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Minuten inklusive der Aushärtung. Das heißt, man kann pro Stunde zwei Rahmen mit einer Form fertigen. Bei durchschnittlichen 12-Stunden-Schichten sind 24 Rahmen also realistisch.
Canyon hat bei jedem Rahmenproduzenten ein Prüfla-bor installiert, damit auch sichergestellt ist, dass die Rah-men die geforderten Standards und Kriterien einhalten. „Wir prüfen auf der einen Seite die Rahmen auf die Steifig-keit, messen also welche Tretlagersteifigkeit gegeben ist oder welche Steuerkopfsteifigkeit. Eine Qualitätssicherung füh-ren wir mit einem CT-Scanner durch. Von der Produktions-überwachung über die Qualitätskontrolle bis hin zur Ent-wicklung von Prototypen – der Einsatz von industriellen Computertomographie-Systemen hat sich bereits vielfach bewährt und etabliert. In der Radindustrie wurden nicht zerstörende Materialprüfungen bis dato zumeist per Ultra-schall oder Endoskopie durchgeführt. Erprobte Verfahren, die jedoch vor allem bei der Prüfung von Carbon keine ausreichenden und zuverlässigen Aussagen liefern können. Durch den Einsatz von Computertomographie bekommt die Prüfung von Aluminium- und Carbonrahmen und An-bauteilen eine neue Dimension.“ Das CT-System erstellt aus circa 1.000 Einzelaufnahmen eine exakte 3D-Animation des Rahmens oder Anbauteils und ermöglicht so eine präzise und detaillierte Prüfung der Materie im Hinblick auf die Struktur und mögliche Material- und Herstellungsfehler. „Die gewonnenen Schnittbilder eröffnen neue Erkenntnis für uns Entwickler und bringen uns einen großen Schritt weiter in den Bereichen Qualitätssicherung und Kunden-service.“ Neben gezielten Prüfungen von erkennbar defek-ten Anbauteilen und Rahmen werden die Carbonteile bei Wareneingang auch stichpunktartig einer Qualitätsprüfung unterzogen. Aus den gewonnenen Ergebnissen werden Standards erarbeitet, anhand derer sich auch Verbesserungs- und Gewichts-Einsparungspotenziale ableiten lassen - und das bei steigender Sicherheit der Produkte. „Alle Rahmen-Hersteller haben mittlerweile einen CT-Scanner um über-prüfen zu können, wo Fasern aufgegangen, Falten oder teilweise Fremdkörper im Rahmen sind. Auch wichtig ist dieser Scanner für das Überprüfen der Rahmen- und Wand-dicken.“ Die Testkriterien basieren auf der ISO- und der DIN-Norm. Darüber hinaus gibt es noch eine gewisse Can-yon-Zusatzprüfung. Die asiatischen Rahmenhersteller las-sen hier auch größtmögliche Sorgfalt walten und sind be-strebt keine Ausschussteile zu produzieren. Denn Ausschuss heißt auch Kosten. So werden die Mitarbeiter explizit für das Legen der Prepregs ausgebildet. Meist beginnen diese mit dem einfachsten Modell und arbeiten sich über die Jahre in der Modellpalette nach oben. Das bedeutet, dass die Superleicht-Modelle nur von ganz erfahrenen Leuten betreut werden.
Spezieller Fokus auf die AnforderungenStelle einem Athleten ein schnelles Bike zur Verfügung und
er wird schnell sein. Stelle einem Athleten das schnellste Komplettsystem zur Verfügung und er wird imstande sein, ein Rennen zu entscheiden. Das war das Entwicklungsziel des neuen Speedmax CF SLX, dem bislang aufwändigsten Entwicklungsprojekt der Koblenzer Radschmiede. Die Ent-wickler haben die Herausforderung angenommen, eines der schnellsten Triathlon-Bikes der Welt, in das schnellste Kom-plettsystem zu transformieren. Der spezielle Fokus auf die Anforderungen der Athleten öffnete die Tür für eine völlig neue Integration der Komponenten. Aber nicht nur die Zu-sammenarbeit mit den besten Athleten der Welt war aus-schlaggebend, um aus einem starken Setup das beste System zu kreieren, auch das Material-Know-how bei der Rahmen-herstellung und der Carbonverarbeitung half die Effizienz beim Fahren zu maximieren. n
AutorDipl.-Ing. Harald Wollstadt ist Chefredakteur Plastverarbeiter. [email protected]
Das Prototypen-Werkzeug für den ersten Rahmen des neuen Speedmax CF SLX mit den weißen Styroporkernen für die großen Volumenbereiche.
Bild
quel
le: R
edak
tion
Plas
tver
arbe
iter/
HW
PV_2016_01__14-19_Titelstory_Canyon.indd 19 15.01.2016 13:38:40

PRODUKTION / AUTOMATION20
Produktionstechnologien im Wandel ist ein Themenblock auf der VDI-Jahrestagung. Ganz wichtig ist dabei auch Antworten zu finden, wie Kleinserien wirtschaftlich gefertigt und Produkte individualisiert werden können.
Branchentreff für die Spritzgießer
Indikator für Trends und Entwicklungen
Die VDI-Jahrestagung Spritzgießen gilt als Indikator für Trends und Ent-wicklungen rund um das Thema. Und so haben sich auch für die diesjährige
Veranstaltung, die vom 16. bis 17. Feb-ruar in Baden-Baden stattfinden wird, bereits knapp 200 Teilnehmer angemeldet. Gegliedert in zwei Sekti-
onen werden in insgesamt 24 Refera-ten die wichtigsten Fragen rund um die Kunststoffverarbeitung beant-wortet.
Im Themenblock „Produktionstechno-logien im Wandel“ geht es darum, den Blick nach vorn zu richten. Wie funk-tioniert Industrie 4.0 in der Branche? Ist Additive Manufacturing ein Hype
oder eine Komplementärtechnologie? Wie können Kleinserien wirtschaftlich gefertigt und Produkte individualisiert werden? Bei der Auseinandersetzung mit diesen Fragestellungen werden die
Referenten einen Blick über den Teller-rand des Spritzgießverfahrens wagen und darstellen, wie Unternehmen von der Kombination mit anderen Verfah-ren profitieren können.
Bild
:que
lle w
ww
.zur
ucke
r.at/
Fa. R
ico
PV_2016_01__20-22_Vorbericht Spritzgießtagung.indd 20 13.01.2016 15:30:31

PRODUKTION / AUTOMATION 21
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
REM-Aufnahme eines mit einer Schlichte umhüllten Faserbün-dels, welches bei der Direktcompoundie-rung verwendet wird.
Die parallel stattfindende Sektion widmet sich der Fertigung von Bautei-len mit neuen, passgenauen und kun-denorientierten Funktionen. Anwen-dungsbeispiele aus der Display-Tech-nik, der Optoelektronik, der Mecha-tronik und dem Verpackungsbereich zeigen auf, welche Fortschritte mit Hilfe von optimierter Werkzeugtech-nik und Prozessführung bereits heute erzielt werden können.
Einen Blick hinter die Kulissen wer-den unter anderem Mitsubishi Engi-neering, Yanfeng/Johnson Controls, PPS Dietle, Hermle Maschinenbau oder Krauss Maffei Technologies mit ihren Praxisvorträgen vermitteln. Da-bei geht es sowohl um die Fertigung funktionaler Bauteile als auch um die wirtschaftliche Herstellung von Klein-serien. So wird beispielsweise Dr.-Ing. Jochen Ackermann, Vice President, Innovation & Business Development Acrylic Polymers bei der Evonik Per-formance Materials in Darmstadt,
Trends in Displaytechnik und Opto-elektronik darstellen. Dabei stehen die Anforderungen an optische Polymere und das Spritzgießen von Lichtleitplat-ten im Fokus, ebenso die Erzeugung von kratz- und chemikalienbeständi-gen Touchoberflächen und die Ent-spiegelung durch Mikrostrukturen.
Integration des Compoundier-schritts in den Spritzgieß- prozessFortschritte in der Spritzgieß-Direkt-compoundierung und die produktspe-zifische Materialentwicklung im Spritzgießprozess werden im Mittel-punkt des Vortrages von Prof. Dr.-Ing. Elmar Moritzer vom Lehrstuhl für Kunststofftechnik an der Universität Paderborn stehen. „Die Generierung
neuer Kunststoffrezepturen ist auf-wendig und teuer. Daher kommt eine Entwicklung produktspezifischer Re-zepturen für den Anwender in der Re-gel nicht infrage“, weiß Moritzer. Die Integration des Compoundierschritts in den Spritzgießprozess führe daher zu einer wesentlichen Steigerung der Effizienz des Entwicklungsprozesses einer Polymerrezeptur und ermöglicht somit eine produktspezifische Ent-wicklung neuer Materialien. „Nur so können neben den rein geometrischen und funktionalen Aspekten eines Pro-duktes, auch die materialspezifischen Eigenschaften optimal abgebildet wer-den“, unterstreicht er das Anwen-dungspotenzial.
Um die Güte dieser innovativen Re-zepturentwicklung beurteilen zu kön-nen, wurde in Untersuchungen die konventionelle Vorgehensweise –
Compoundierung auf der Doppel-schnecke mit anschließender Spritz-gießverarbeitung: DSE und SGP – mit einer Direktcompoundierung auf der Spritzgießmaschine (DC im SGP) ver-glichen. Hierzu wurden entsprechende Rezepturen faserverstärkter Thermo-plaste (PP) vergleichsweise auf der Spritzgießmaschine direktcompoun-diert sowie auf der Doppelschnecke compoundiert und anschließend spritzgegossen. An den so erzeugten Probekörpern wurden verschiedene Kenngrößen wie mechanische Eigen-schaften oder Faserlängenverteilungen ermittelt. Dabei wurde der Einfluss verschiedener Matrixmaterialviskosi-täten sowie unterschiedlicher Faserge-halte und variierender Additivzugaben analysiert.
„Die Ergebnisse zeigen, dass die me-chanischen Eigenschaften der direkt-
Web-Tipp Link zur Tagung in Baden Ba-den
Short-URL: www.plastverarbeiter.de/56393
Prof. Dr.-Ing. Elmar Moritzer vom Lehrstuhl für Kunststofftechnik der Uni Paderborn.
Dr. Thomas Walther von Arburg ist Leiter des Spezialtages, der am 18. Februar stattfindet.
Bild
quel
le: A
rbur
g
Bild
quel
le: U
nive
rsitä
t Pad
erbo
rn
Bild
quel
le: U
nive
rsitä
t Pad
erbo
rn
PV_2016_01__20-22_Vorbericht Spritzgießtagung.indd 21 13.01.2016 15:30:39

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PRODUKTION / AUTOMATION22
compoundierten Probekörper durch-weg über den Eigenschaften der Pro-bekörper des auf der Doppelschnecke compoundierten Materials liegen. Grund für die besseren mechanischen Eigenschaften der direktcompoundier-ten Probekörper ist insbesondere der größere Anteil an Fasern, die im Be-reich der überkritischen Faserlänge liegen“, fasst Moritzer die Ergebnisse zusammen. Mit Blick auf die industri-ellen Anwendungen sagt er: „Das Ver-fahren kann sein volles Potenzial vor allem bei technischen Bauteilen mit hohen Anforderungen an die mecha-nischen Eigenschaften entfalten. Auf-grund des anhaltenden Trends zum Leichtbau und der damit verbundenen Materialsubstitution von klassischen Materialien, wie Aluminium und Stahl durch Hochleistungskunststoffe, wer-den die Anwendungsgebiete immer vielfältiger.“ Durch den Einsatz der Direktcompoundierung könne das Material optimal auf das zu fertigende Bauteil angepasst und abgestimmt werden. Hierdurch lassen sich Kosten aufgrund einer möglichen Material-überdimensionierung sparen, sowie die Anschaffungs- und Lagerkosten vieler unterschiedlicher Polymere ver-ringern.
Spezialtag vermittelt Detailwissen zum Spritzgießen von Silikonelastomeren
Ob als Verbindungselement im Auto-mobil oder als Sauger auf der Babyfla-sche – das Anwendungsspektrum für Spritzgießteile aus Flüssigsilikon (LSR) oder Festsilikon (HTV) ist vielfältig. Die Verarbeitung dieser Materialklasse stellt jedoch hohe Anforderungen an die Anlagen- und Werkzeugtechnik sowie an die Prozessführung. Der Spe-zialtag „Spritzgießen von Silikonelas-tomeren“, der unmittelbar nach der 2-tägigen Spritzgießtagung am 18. Fe-bruar stattfindet und separat besucht werden kann, vermittelt hierzu detail-liertes Wissen.
Dr. Thomas Walther, Leiter Anwen-dungstechnik bei der Arburg in Loß-burg ist Leiter dieses Spezialtages. Das Engagement von Arburg auf der Bran-chenveranstaltung ist ihm wichtig. „Die „VDI-Jahrestagung Spritzgießen“ ist ein fester Branchen-Treffpunkt. Hier kommen hochkarätige Experten und Entscheider aus Industrie und For-schung zusammen, um sich über In-novationen zu informieren, Wissen auszutauschen und neue Projektpart-ner zu finden. Arburg ist mit über 35
Jahren Erfahrung ein Pionier in der Verarbeitung von Flüssigsilikonen (LSR). Deshalb bringen wir beim Spe-zialtag gern unser Know-how zu die-sem Spritzgießverfahren ein“, so Wal-ther.
Dass sich die umfangreiche Ausein-andersetzung mit dem Thema lohnt, steht für den Experten fest: „Hervorra-gende Materialeigenschaften und gute Verarbeitungsmöglichkeiten machen LSR zu einem interessanten Werkstoff für Anwendungen mit hohen Anfor-derungen zum Beispiel an Temperatu-ren oder den medizinischen Einsatz. Ob Regensensoren oder Steckverbin-der im Automobil, optische Pulsmes-sung oder Trinksauger – das Anwen-dungsspektrum für Spritzteile aus Flüs-sigsilikon ist sehr vielfältig. Und der Branchenkenner gibt schon einmal einen Ausblick, was die Teilnehmer des Spezialtages erwartet: „Beim Spezi-altag wird Arburg die Maschinentech-nik näher beleuchten. Weitere führen-de Hersteller decken die Bereiche Ma-terial, Werkzeug und Peripherie ab. Außerdem wird ein Verarbeiter praxis-nah von seinen Erfahrungen berich-ten. Unter dem Strich können die Teil-nehmer wertvolle Impulse mit nach Hause nehmen und sich detailliert über Trends und technische Innovati-onen in der LSR-Verarbeitung infor-mieren.“
Ob Überblicksvortrag, Spezialtag oder begleitende Fachausstellung – für die Teilnehmer wird es auch in diesem Jahr jede Menge Input geben. Immer-hin seit 1974 ist die Spritzgießtagung eine feste Größe für die Branche.� n
Kontakt VDI Wissensforum, Düsseldorf, [email protected]
AutorinAnnedore Bose-Munde ist Fachredakteurin für Wirtschaft und Technik aus [email protected]
Eine elektrischen Zwei-Komponenten-Spritzguss-Maschine auf der mit einem 32+32-fach-Werk-zeug je 0,09 gr leichte Silikon/Silikon-Tasten für das Pkw-Interieur gefertigt werden.
Bild
quel
le: A
rbur
g
PV_2016_01__20-22_Vorbericht Spritzgießtagung.indd 22 13.01.2016 15:30:41

Co- und Post-Co-Extrusion erhöht Funk-tionalität von Kunststoff-Formteilen
Extrusion Für das Herstellen von Hart-Hart- und Hart-Weich-Material-verbunden setzt SLS, Dahn, die Co- und Post-Co-Extrusionstechnik ein. Dadurch ist das Unternehmen in der Lage, wirtschaftlich einbaufertige Kunststoff-Formteile zu fertigen, die aufgrund ihrer Werkstoff-Kombinati-onen mehrere Funktionen überneh-men können. Die Vorteile für den Kunden: Weniger Einzelteile und ein geringerer Montageaufwand. Die Co-Extrusion wird für die Herstellung von unlösbaren Hart-Hart- und Hart-
Weich-Verbundteilen aus artgleichen Werkstoffen eingesetzt. Stehen öko-logische Aspekte bei der Herstellung eines Kunststoffteils im Vordergrund, wird die Co-Extrusion auch für die Fertigung von Profilen mit Innenle-ben aus recycelten Kunststoffen und optisch makelloser Außenhaut aus neuem Kunststoffgranulat genutzt. In der Post-Co-Extrusion lassen sich Hart-Weich-Kombinationen aus un-terschiedlichen Werkstoffen umset-zen, bei denen sich die beiden Kom-ponenten wieder trennen lassen. Dieses Verfahren gewinnt immer dann an Bedeutung, wenn Bauteile mit lösbaren Verbindungen gefragt sind.� n�
Infos + Kontaktwww.plastverarbeiter.de/82111
Hohe Flexibilität mit geringer Anzahl an Varianten
Leuchten Die modulare Signalsäu-lenfamilie Kombisign 40 von Werma, Rietheim-Weilheim, lässt sich ein-fach, schnell, flexibel und kosten-günstig zusammenstellen. Die Sig-nalsäule hat einen Durchmesser von 40 mm und bis zu fünf Signalstufen. Durch ihre starke Helligkeit sind die Signale auch unter schwierigen Be-dingungen sichtbar. Grund für die überdurchschnittliche Wahrneh-mung ist die 360°-Abstrahlung der Omniview-Kalotte. Die Außenriffe-lung ermöglicht ein blickwinkel-
unabhängiges Leuchtbild und ver-meidet tote Winkel. Die optischen Elemente Twinlight und Twinflash vereinen jeweils zwei Leuchtbilder in einer Artikelnummer. Dabei kann der Anwender bei ersterem zwischen ei-nem LED-Dauerlicht und einem -Blinklicht entscheiden. Mehr Auf-merksamkeit erreicht die Flash-Vari-ante: Neben einem LED-Blitzlicht lässt sich alternativ die LED-EVS-Funktion per Dip-Schalter ansteuern. Durch das zufällige Flackerlicht stellt sich kein Gewöhnungseffekt ein und das Gehirn kann sich dem Reiz nicht entziehen.� n�
Infos + Kontaktwww.plastverarbeiter.de/32073
Bildquelle: Werma
NÄHE HAUPTBAHNHOF IN WEIMAR
MISTRESSVIOLET
HONEYBEEGOLD
VDI MANNHEIMBESUCHEN SIE UNS AUF DER
9. - 10.03.2016
STAND 56
COLORED VISIONSIN PLASTICS
WWW.GRAFE.COM
GRAFFITI
MASTERBATCHES WORLDWIDE
Bildquelle: SLS
PRODUKTION / AUTOMATION 23
PV_2016_01__23_Produkte_PT 4.indd 23 15.01.2016 11:02:58

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PRODUKTION / AUTOMATION24
Automatisiertes Produktionsverfahren für FVK-Hockeyschläger
FVK-Verarbeitung Munich Com-posites, Ottobrunn, fertigt seit 2015 Feldhockey-Schläger aus carbonfa-serverstärktem Kunststoff (CFK) in Serie an seinem Ottobrunner Stand-ort. Bisher wurden fast alle Hockey-schläger aufgrund der niedrigen Lohnkosten in Asien mithilfe der Pre-pregtechnologie weitestgehend in Handarbeit hergestellt. Mit der Pro-duktionstechnologie des Unterneh-mens, einer Weiterentwicklung des Flechtens, können solche Schläger nun auch in Ländern mit hohen Löh-nen hergestellt werden. Der Vorteil des Herstellungsprozesses ist, dass die Bauteile weitestgehend automa-
tisiert hergestellt werden. Roboter ziehen dabei einen Kern durch eine Flechtmaschine. Die anschließende Injektion der Carbonfasern mit Ep-oxydharz zu einem Composite-Bauteil erfolgt ebenso vollautomatisch. Ein weiterer Kostenvorteil ist dabei die fast verschnittfreie Fertigung. Wäh-rend bei anderen Technologien bis zu 40 Prozent der Fasern als Verschnitt entsorgt werden müssen, kommt man hier mit auf 5 Prozent. � n
�
Infos + Kontaktwww.plastverarbeiter.de/15388
Kunststoff-Folien-Recycling
Recycling Der Plastkompaktor von Herbold Meckesheim, Meckesheim wird bei Post-Consumer-Anwen-dungen oft einer Wasch/Trennanlage nachgeschaltet, da man beispiels-weise in großen Chargen mischen und homogenisieren kann. Das ag-glomerierte Material ist rieselfähig und weist ein hohes Schüttgewicht auf. Auch die Abtrennung von Rest-feuchten erledigt der Agglomerier-prozess mit.� n
Infos + Kontaktwww.plastverarbeiter.de/57496
Tauchteile mit ge-narbter Oberfläche
Tauchteile Die Möllerwerke, Biele-feld, bieten Formteile und Faltenbäl-ge an, die im Tauchverfahren entste-hen. Die vollautomatisierte Tauch-anlage liefert Artikel in hoher, repro-duzierbarer Qualität. Neu sind Tauchteile mit genarbter Oberfläche. Die Oberfläche in lederartiger Struk-tur ist für Tauchteile laut dem Unter-nehmen einzigartig. Dabei betragen die Formkosten nur den Bruchteil ei-ner Spritzgussform.� n
Infos + Kontaktwww.plastverarbeiter.de/87574
Bildquelle: Munich Composites
Bildquelle: MöllerwerkeBildquelle: Herbold Meckesheim
Potenzialfreie Vorbehandlung elektronischer Bauteile
Plasmabehandlung Atmosphä-rendruckplasma gilt als effizientes und umweltfreundliches Verfahren, um Kunst- und Verbundstoffe vorzu-behandeln. Aus den Openair-Plasma-Anwendungsmöglichkeiten hatte Plasmatreat, Steinhagen, für die letztjährige Fakuma drei Bereiche ausgewählt: die Plasmabehandlung von Elektronik, carbonfaserverstärk-tem Kunststoff und EPDM-Profilen. Gemeinsam mit seinem Standgast, dem Klebstoffhersteller Henkel, de-
monstrierte das Unternehmen in ei-ner Live-Vorführung das Herstellen von plasmabehandelten USB-Sticks: vom Elektronikrohling über dessen Plasmareinigung bis hin zum Nieder-druck-Verguss mit einem Hochleis-tungs-Schmelzklebstoff und an-schließendem Funktionstest. Die für derartige Elektronikanwendungen entwickelten Rotationsdüsen arbei-ten nachweislich mit praktisch Null Volt Spannungseintrag zum Bauteil. Doch das Plasma kann noch mehr: Damit sich das USB-Bauteil leichter aus seiner Spritzgussform lösen lässt, wird das Werkzeug zuvor mit PT-Release, einer Plasma-Nano-trennschicht, versehen.� n
Infos + Kontakt www.plastverarbeiter.de/17235
Automatisierte CO2-Lasercutter für KunststoffeLaserschneiden Für die Acrylbear-beitung bietet die Lasertechnologie von Eurolaser, Lüneburg, Vorteile gegenüber herkömmlichen Verfahren. Konventionelle Verfahren wie Sägen oder Fräsen verursachen Abfall in Form von Acryl-Spänen, verursachen zusätzlichen Aufwand beim Polieren oder Flammen und es gibt deutliche Einschränkungen bei filigranen In-nenkonturen. Bei der kontaktfreien Bearbeitung mit dem Laserstrahl hingegen schmilzt das Acryl. Nach der Wiedererstarrung der Schnitt-kante ergeben sich die gewünschten klaren und glatten Konturen, die kei-ner weiteren Nachbearbeitung bedür-fen. Auch Kunststofffolien lassen sich mit der Lasertechnologie zu-schneiden. Hier spielen vor allem die Automobilindustrie, Frontblenden für Haushaltsgeräte und Tastaturfolien
eine wichtige Rolle. Zudem entwi-ckelt sich der Textilmarkt stark. Zu-führsysteme ermöglichen die vollau-tomatische Bearbeitung der Textilien, direkt von der Rolle. Abwickeln, Schneiden, Aufwickeln und soft-waregesteuerte Optimierung sind mittlerweile Standard.� n�
�
Infos + Kontaktwww.plastverarbeiter.de/96936
Bildquelle: Plasmatreat
Bildquelle: Eurolaser
PV_2016_01__24_Produkte_PT 1.indd 24 13.01.2016 10:01:25

PRODUKTION / AUTOMATION 25
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Robotertechnologie ermöglicht präzise Wiege-, Misch- und Dosierergebnisse
Dosiertechnik Für kleinere Anwen-dungsgebiete im Bereich der Wiege-, Misch- und Dosieraufgaben hat Op-denhoff, Hennef, kürzlich einen Ro-boterarm in seine Technologie inte-griert. Dieser wurde speziell für Schüttgutanwendungen ausgestat-tet, wie sie beispielsweise in der chemischen Industrie vorkommen. Der Roboter kann anhand eines zuvor ausgewählten Rezeptes genaue Do-sierungen vornehmen und das Schüttgut in die entsprechende Wie-gevorrichtung füllen. Dabei erkennt
die integrierte Steuerungstechnik unmittelbar, sobald die exakte Men-ge erreicht ist und beendet den Füll-prozess. Je nach Branche kommt es vor, dass toxische Stoffe verarbeitet werden. In solchen Fällen kann der Roboterarm übernehmen und die Mitarbeiter vor Gefahren schützen. Als ein weiterer Vorteil erweist sich die Mobilität des Gerätes, denn der Roboterarm befindet sich auf einem Rollgestell, wodurch er flexibel ein-setzbar ist. Je nach Einsatz ist aber auch eine feste Montage möglich. Zudem sorgt eine automatische Kol-lisionserkennung dafür, dass der Roboter bei physischem Kontakt so-fort stehen bleibt.� n
Infos + Kontaktwww.plastverarbeiter.de/90045
Fehlerfrei kennzeichnen
Kennzeichnung Das Kamerasys-tem IMP von Foba, Selmsdorf, kom-biniert Laserbeschriftung und Vali-dierung in einem dreistufigen Pro-zess: Prüfung vor der Laserkenn-zeichnung, Laserkennzeichnung, Prüfung nach der Laserkennzeich-nung, beispielsweise beim Rück-lesen eines 2D-Codes direkt im Be-schriftungsgerät. Das bildgebende Verfahren ermöglicht fehlerfreies Kennzeichnen. n
Infos + Kontaktwww.plastverarbeiter.de/80054
Individualität bei Greifern
Greifer Sieben verschiedene Ausfüh-rungen liefert AGS, Bergisch Glad-bach, für die Greifarme für Saug-greifer Winkelelemente. Beide Syste-me sind für den Greiferbaukasten der Precigrip-Serie des Unternehmens geeignet. In der Praxis reduziert die Anwendungsvielfalt der Kopfsysteme den Lagerbestand. Durch die Auswahl im Produkt angebot lässt sich das System flexibel einsetzen.� n
Infos + Kontaktwww.plastverarbeiter.de/42720
Bildquelle: Opdenhoff Bildquelle: AGSBildquelle: Foba
Spanende Bearbeitung mit Robotern
Mehr-Achs-Roboter Auf einer Fachmesse zeigte Robot-Machining, Seligenstadt, erstmals ein flexibles Robotersystem zur vielseitigen Bear-beitung von CFK-/GFK-Bauteilen. Die mit einem Kuka-Industrieroboter KR 10 Agilus ausgestattete Roboter-zelle demonstrierte die 3D-Bearbei-tung von Freiformflächen. Schlüssel-fertige Roboteranlagen bieten im Leichtbau neue Möglichkeiten der spanenden Bearbeitung und sind so-
mit flexible und kostengünstige Al-ternativen zu herkömmlichen Bear-beitungszentren mit CNC-Technolo-gie. Durch die Verwendung des 6-Achs-Roboters können vor allem Fräsbearbeitungen von faserver-stärkten Kunststoffteilen durchge-führt werden, die komplexe Formen oder mehrere schwer zugängliche Seiten aufweisen. Es sind sowohl Werkzeug- als auch Werkstückge-führte Applikationen realisierbar. Da-bei kann die Bearbeitungszelle ent-weder manuell bestückt oder inte-griert in einer automatischen Linie eingesetzt werden. Das ausgestellte Roboter-Bearbeitungszentrum de-monstrierte den Außen- und Innenbe-schnitt eines CFK-Bauteils von einem Rennwagen.� n
Infos + Kontaktwww.plastverarbeiter.de/42958
Bildquelle: Robot-Machining
Geringes Achsengewicht
Handlinggeräte Die neuen X-Line-Handlinggeräte von Wemo, Värnamo, Schweden, besitzen ein geringeres Achsengewicht, das schnellere und energiesparende Bewegungen mög-lich macht. Die Linearroboter bauen auf der Architektur der X-Achse auf und ermöglichen kompaktere Ein-satzmöglichkeiten für unterschiedli-che Anwendungen.� n
Infos + Kontakt www.plastverarbeiter.de/93791
Bildquelle: Wemo
Siebwechsel im laufenden BetriebGranulierer Die 2014 von Lotte Chemical, Redcar, Großbritannien, in Betrieb genommene Granulat-Anla-ge beinhaltet drei Granulier-/Kristal-lisiereinheiten auf der Basis des BKG-Crystallcut-Verfahrens von Nordson, Münster, das Energie spart, indem es die Wärme des ge-schmolzenen Polymers für die Kris-tallisation nutzt. Ein weiterer Be-standteil der Installation ist ein Poly-Siebwechsler, dessen Schnellwech-selfunktion Siebwechsel bei laufendem Betrieb ermöglicht. n
Infos + Kontaktwww.plastverarbeiter.de/30930
PV_2016_01__25_Produkte_PT 2.indd 25 18.01.2016 10:29:44

www.plastverarbeiter.de
PRODUKTION / AUTOMATION26
Wird von HDPE auf Biopolymer umgestellt, muss auf einen schmalen Spalt der Düse geachtet werden.
Blasfolienanlage mit verbessertem Abzugsystem
Strecken für stabile FolienAnfang Dezember wurde vor 300 Fachbesuchern eine neue Blasfolien-anlage auf der ersten Hausmesse des Unternehmens präsentiert. Sie zeich-net sich durch eine besondere Flexibi-lität und ein spezielles Schnecken-
design aus und kann daher Standard-PE ebenso wie Biopolymer verarbei-ten. Durch die höhere Abzugsgeschwindigkeit wird die Folie zusätzlich verstreckt, was ihr eine verbesserte Zugfestigkeit verleiht.
Die 1.600 mm breite und bis 5 µm dünne Folie verlässt mit maximal 300 m/min die Anlage, deren Extru-der einen Durchsatz bis 300 kg/h ver-arbeitet.
Die Entwicklung der neuen Blasfolien-anlage Ultra Flat Plus war für Polyrema, ein Unternehmen der Reifenhäuser-Gruppe, ein so besonderer Anlass, dass man sich entschloss, das erste Open-House der Unternehmensgeschichte auszurichten. Etwa 150 Fachbesucher folgten Anfang Dezember der Einla-dung nach Troisdorf. Das Unterneh-men baut Mono Blasfolienanlagen bis zu einer Breite von 3.400 mm und Co-extrusion Blasfolienanlagen unterhalb von 1.600 mm Nennbreite. Normaler-weise werden die Anlagen erst beim Anwender komplett aufgebaut, die folgende Inbetriebnahme zusammen mit den Folienherstellern dauert dann in der Regel etwa vier bis fünf Wochen. Während der Hausmesse jedoch lief die neue Anlage – an Tag eins mit HDPE und am zweiten Tag mit Biopolymer – im Dauerbetrieb. Die produzierten Folien sind 1.600 mm breit, 5 bis 200 µm dünn und werden auf einem 80-mm-Extruder mit einem Durchsatz von 300 kg/h hergestellt. Die Folienge-schwindigkeit beträgt dabei bis 300 m/min.
In seinem Eingangsvortrag betonte Ulrich Reifenhäuser, Geschäftsführer der Reifenhäuser-Gruppe die gute Marktsituation. Von 1950 bis 2014 stieg die weltweite Kunststoffprodukti-on von 1,5 Mio. t auf 317 Mio. t pro Jahr. Insgesamt werden etwa 82,6 Mio. t Folien pro Jahr hergestellt – im Ver-gleich zu 55,6 Mio. t noch im Jahr
PV_2016_01__26-27_Hausmesse Polyrema.indd 26 13.01.2016 14:59:33

PRODUKTION / AUTOMATION 27
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
HDPE wird auf der Blasfolienanlage zu einer verstreckten Folie verarbeitet, die eine ver-besserte Zugfestigkeit aufweist.
Die Extruderschnecke hat eine Innenkühlung, um die Schmelzetemperatur niedrig zu halten.
2009. Diese Zahlen seien, so Reifen-häuser, ein deutliches Signal dafür, dass die Blasfolien-Extrusion einen Markt bedient, der sich weiterhin po-sitiv entwickelt. Auch der Verbrauch an Biopolymeren sei in diesem Anwen-dungsbereich steigend: aus 0,5 Mio. t in 2013 wurden 1,4 Mio. t in 2014. Die prognostizierten Mengen für 2019 und 2023 sind mit 6,0 Mio. t und 9,5 Mio. t noch deutlich höher. Deshalb, so Rei-fenhäuser, habe man die Anlage nicht nur auf HDPE und LDPE ausgelegt, sondern es können auch Biopolymere verarbeitet werden.
Im Gespräch mit dem Plastverarbei-ter betonte er, dass die besondere Her-ausforderung der neuen Anlage das Engineering des Abzugs war: „Auf das Erreichte bin ich deshalb besonders stolz, weil ich selbst es nicht für mög-lich gehalten hätte.“ Durch die stärke-re Folienverstreckung, die durch eine schnellere Abzugsgeschwindigkeit er-
reicht wird, resultiert eine deutlich ver-besserte Zugfestigkeit der dünneren Folie.
Optimiertes AbzugssystemDie Besonderheiten des Abzugssystems verbessern nicht nur die Folienquali-tät, sondern auch ihre mechanischen Eigenschaften in Maschinenrichtung. Aussackungen und Wellenbildungen werden vermieden, denn diese führen beim Zerschneiden der Folie zu unter-schiedlichen Längen. Für die Gleich-mäßigkeit sorgen Temperierwalzen mit individuellen Antrieben. Da die Walzen einzeln angesteuert werden, sind so bis zu 30 Prozent Folienstre-ckung möglich. Durch das neue Ab-zugsystem werden aber auch andere qualitative Parameter positiv beein-flusst. So ist die Wölbung je nach Fo-
lienart merklich reduziert, die Folie lässt sich besser bedrucken und einfa-cher laminieren.
Marcel Perrevort, Vertriebsleiter bei Polyrema, hob in seinem Vortrag die Merkmale Flexibilität und das Schne-cken-Design des Extruders hervor. Die Anlage ist mit einem Evolution Ultra Range Universal Extruder ausgestattet, dessen besonderes Schneckendesign niedrige Schmelzetemperaturen er-laubt. Neben den verschiedenen PE-Typen können auch EVA, PETG, COC, EVOH, PA6, CoPP, PP, CoPA, PIB sowie Biopolymere verarbeitet werden. Mit speziellen Heiz- und Kühlringen kann die Temperatur auf 20 °C bis 250 °C in der Beschickungszone dem Polymer angepasst werden. Für Biopolymere selbst ist die Schnecke mit einer Innen-kühlung versehen, damit die empfind-lichen Stoffe nicht zu hohen Tempera-turen ausgesetzt werden, die Schmelze aber dennoch homogen bleibt.
Die 180-mm-Düse der vorgestellten Blasfolienanlage - eine Filmstar 2-Schicht-Düse - verarbeitet bis 300 kg Schmelze pro Stunde. Sie wurde für HDPE und Biopolymer ausgelegt. Der zweischichtige Aufbau und das Düsen-design sorgen dabei für verbesserte Ge-brauchseigenschaften, ein besseres
Überlappen der Molekülketten in der Folie, einen niedrigeren Verarbeitungs-druck sowie glattere und gleichmäßi-gere Oberflächen. Um Biopolymere so zu verarbeiten, dass die Folienqualität mit der von konventionellen Polyme-ren vergleichbar ist, müssen einige Pa-rameter beachtet werden. Schmelze-temperatur und Scherkräfte sollten niedrig bleiben, um das Zersetzen des Materials zu vermeiden. Wegen des niedrigen Drucks sollte der Düsenspalt schmaler gewählt werden und der Was-sergehalt des Rohstoffs ist im Auge zu behalten. Die gezeigte Anlage war mit der Hochgeschwindigkeits-Wickelanla-ge FSA-HSP 1600 kombiniert. Diese ist auf die Parameter der Blasfolienanlage exakt abgestimmt. Ein Flachbett-Wick-ler wickelt die Folie in der 3-Uhr-Posi-tion entlang einer Kontaktwalze auf. Aus den besonderen Anforderungen eines Zugbandherstellers für Müllsäcke – ressourceneffiziente Herstellung einer dünnen Folie mit hoher Zugfestigkeit – ist so eine vielseitig einsetzbare Blas-folienanlage entstanden. � n
Bild
quel
le: a
lle R
edak
tion
Plas
tver
arbe
iter/
ck
AutorChristine Koblmillerist Redakteurin des [email protected]
Web-Tipp Video vom Live-Betrieb der Anlage
Short-URL: www.plastverarbeiter.de/39732
PV_2016_01__26-27_Hausmesse Polyrema.indd 27 13.01.2016 14:59:49

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PRODUKTION / AUTOMATION28
Stellt bedarfsgerecht Kälte bereit
Kältetechnik Die Kälteanlagen der Ecopro-Serie von L & R, Sundern-Hachen, stellen Kälte bedarfs-gerecht bereit. Einen wesentlichen Beitrag zur Energieeinsparung leisten die drehzahlgeregelten, halbhermetischen Bitzer-Schraubenverdichter. Sie lassen sich stufenlos regeln im Leistungsbereich von 16 bis 100 Prozent und verbrauchen daher insbesondere im Teillastbetrieb deutlich Energie. Die Kühlung der integrierten Umrichter erfolgt über
das Kältemittel. Die Pumpen der Kälteanlagen sind ebenfalls drehzahlgeregelt und mit den neuen Sup-reme-Antrieben von KSB ausgerüstet. Die Kombina-tion von Synchron-Reluktanzmotoren und Frequenz-umrichtern ermöglicht vor allem im Teillastbetrieb hohe Energieeinsparungen. Auch bei den Wärme-tauschern und Kondensatoren nutzen die Anlagen effizienzsteigernde Technik. Die energetisch opti-mierten Wärmetauscher sind für den Betrieb mit
dem Kältemittel R-143a ausgelegt. Die Konden-satoren nutzen die aus der mobilen Klimatechnik bekannte Microox-/Microchannel-Technologie mit Vollaluminium-Bauweise und kleinen Kanaldurch-messern. Sie ermöglichen gute Wärmeübergänge und hohe Wirkungsgrade. Die Ventilatoren werden von energiesparenden, drehzahlgeregelten EC-Mo-toren angetrieben und liefern nur die Luftmenge, die auch benötigt wird. Beim Expansionsventil, das für das Einspritzen des Kältemittels in den Rohr-bündel- oder Plattenverdampfer verantwortlich ist, setzt das Unternehmen auf elektronische Expansi-onsventile von Siemens, die mit einer Proportional-steuerung und einer Schrittmotorsteuerung ausge-stattet sind, die den Durchfluss beziehungsweise die Überhitzung kontinuierlich an den Bedarf an-passen und so wesentlich genauer regeln. Reali-siert wird das Energieeinsparpotenzial erst durch das regelungstechnische Einbinden aller Kompo-nenten in die Gesamtsteuerung der Anlage. � n
Infos + Kontaktwww.plastverarbeiter.de/55594
Die Kälteanlage verbraucht weniger Energie als herkömmliche Anlagen.
Bild
quel
le: L
& R
Materialbeschickung optimiertSchneidmühlen Um die Durchsatzleistung der bestehenden Schneidmühlen-Baureihen im Be-reich der Aufbereitung loser, nicht verpresster Abfälle zu steigern, hat das Unternehmen Neue Herbold, Sinsheim-Reihen, durch eine Zwangszu-führung mittels Förderschnecken die gezielte Ma-terialbeschickung von Schneidmühlen technisch optimiert. Nach Aufgabe des Materials in den Einlauftrichter mittels Förderband folgt die Zu-führung in den Mahlraum nicht mehr ausschließ-lich durch die Schwerkraft. Vielmehr wird das Material durch eine oder mehrere vertikal ange-ordnete Schneckenwellen in die Mahlkammer transportiert. Je nach Mühlengröße, welche durch den jeweiligen Leistungsbedarf ermittelt wird, variiert die Anzahl der Schnecken, die Rotations-geschwindigkeit der Wellen oder deren Antriebs-leistung. Eine lastabhängige Steuerung sowie per Frequenzumformer gesteuerte Förderschnecken verhindern ein Blockieren des Rotors infolge eines Materialstaus und ermöglichen gleichzeitig eine
entsprechend dem Material optimalen Durchsatz. Die verschleißgeschützte Ausführung der Förder-schneckenwellen verringert zudem der Abrieb. Hieraus ergeben sich folgende Vorteile: Die Be-schickungsmethode ist besonders für PET-Fla-schen geeignet, jedoch sind auch Kunststofffla-schen jeglicher Art, Kanisterware, leichte Verpa-ckungsmaterialien aus der Nahrungsmittelindus-trie sowie sämtliche dünnwandigen Hohlkörper potenzielle Eintragsmaterialien. Die im Einlauf-trichter montierten Schneckenwellen bewirken ei-ne kontinuierliche Materialzuführung des Rotors und verhindern gleichzeitig ein Ausweichen des Materials. Die konstante Beschickung mit Ein-tragsmaterial nutzt die Rotorleistung optimal aus. Hervorgerufen durch die stetige Zerkleinerung des Materials kann der Einlauftrichter fortlaufend und in großen Mengen beschickt werden. Gegenüber einer herkömmlichen Schneidmühle ist ein Mate-rialstau im Trichter wesentlich weniger wahr-scheinlich. Die kontrollierte Materialzuführung
des Rotors generiert einen gleichmäßigen, ruhi-gen Rotorlauf und reduziert damit Schallspitzen, die aufgrund von Überfütterung in Standard-maschinen gelegentlich auftreten. Gleichzeitig verhindert die konstante Materialzufuhr uner-wünschte Stromspitzen während des Maschinen-betriebs. Die Leistungsfähigkeit des Systems tes-tete die Firma Wellmann, Verdun, Frankreich. Das Recyclingunternehmen mit Fokus auf der Verarbei-tung von PET-Flaschen hat seit längerem mehrere baugleiche Schneidmühlen der Marke im Einsatz. Für den Test wurde eine der Maschinen mit der neuen Zwangsbeschickung ausgerüstet. Während der Pilotphase stieg der Durchsatz zeitweise um 25 Prozent. Langfristig entspricht dies einer Durchsatzerhöhung von ca. 20 Prozent. Die Strom-aufnahme der Schneidmühle wurde dabei deutlich vergleichmäßigt. n
Infos + Kontakt www.plastverarbeiter.de/38124
PV_2016_01__28_Produkte_PT 5.indd 28 13.01.2016 13:44:57

84 Stränge und 5 t/h Durchsatz prozesssicher handhabenCompoundieren Coperion, Stutt-gart, hat eine automatische Strang-zuführungseinheit entwickelt, wie sie bei Compoundieranlagen für das Granulieren sehr hoher Durchsätze benötigt wird. Abgestimmt auf die beiden großen Stranggranulatoren des Unternehmens, SP 500 HD und SP 700 HD, ist die Zuführung eben-falls in zwei Baugrößen verfügbar: als ASC 500 für Durchsätze von 3,5 t/h und als ASC 700 für 5 t/h. Die Zuführeinheit leitet die extrudierten Stränge über eine wasserüberspülte Rutsche und ein nachfolgendes För-derband automatisch in das Ein-zugswerk des Granulators. Ein eben-falls automatischer Anfahrbetrieb erleichtert den Anfahrvorgang, even-
tuelle Betriebsstörungen durch Strangabriss bei schwierigen Materi-alien werden durch selbsttätiges Ein-fädeln der Stränge vermieden. Die Stranggranulierung ist im Vergleich zu anderen Techniken produktscho-nend, da sie mit geringen Drücken arbeitet. Um hohe Durchsätze zu er-möglichen, wurde der Spritzkopf SK92 entwickelt. Durch die homogene Temperierung treten die Stränge auch bei hohen Durchsatzraten über die gesamte Breite der Lochleiste gleichmäßig aus. Der Spritzkopf ver-fügt über eine optimale Fließgeomet-rie und eine hohe Wärmeübertra-gung. Durch die Modularität der An-lage lässt sich die Strangzuführung mit wenig Aufwand an die jeweilige
Verarbeitungsaufgabe anpassen. Ist beispielsweise materialbedingt eine intensive Kühlung notwendig, können die Stränge auf dem nachfolgenden perforierten Transportband mit kal-tem Wasser nachgekühlt werden. Im Transportband frei positionierbare Saugstationen befreien mit einem Luftstrom die Stränge vom anhaften-den Wasserfilm. Eine Strangtrock-nung im letzten Förderbandabschnitt sorgt dafür, dass das Material beim Einzug in den Granulator eine geringe Restfeuchte hat.� n�
Infos + Kontaktwww.plastverarbeiter.de/58473
Für staubarmes Mahlgut
Zerkleinerer Die Schneidmühlen-baureihe Class Cut von Nuga, Bal-gach, Schweiz, eignet sich zum Zer-kleinern von Kunststoffen und Hohl-körpern mit einem Durchsatz von 300 bis 800 kg/h. Sie besitzt einen 4-Stern-Rotor mit drei Statormessern Mit der V-förmigen Anordnung wird das Mahlgut staubarm im Scheren-schnitt zerteilt.� n
Infos + Kontakt www.plastverarbeiter.de/54189
Bild
quel
le: N
uga
PRODUKTION / AUTOMATION 29
www.plastverarbeiter.de Plastverarbeiter · 01 · 2016
THE NEW WAY OF DOSINGWD-SYSTEMWD-SYSTEMWD-SYSTEMfor your material handling
+49 (0)[email protected]
@
SERVICE
T S C H R I T T E R G m b H , I n d u s t r i e s t r. 2 - 4 , 9 7 9 0 4 D o r f p r o z e l t e n / G e r m a n y
Leichte Bedienung im Fokus
Dosiergeräte Die SCF-Dosiersyste-me für Mucell von Trexel, Siegen, lassen sich einfach bedienen. Auf einer Maschine mit mehreren Techno-logie-Kombinationen zeigte das Un-ternehmen das Equipment zum phy-sikalischen Schäumen mit Mucell auf der Fakuma 2015. Die Bedienung des Dosiergerätes ist in die CC300-Ma-schinensteuerung einer DUO 3550/650 Combi integriert und mit
nur zwei einzugebenden Parametern kinderleicht. Das Gerät vom Typ T-200 ist in diesem Fall zusätzlich mit einem eigenen Touch-Bildschirm ausgerüstet, der ebenso einfach zu bedienen ist und einen flexiblen Ein-satz des Dosiergerätes ermöglicht. Über eine intelligente Schnittstelle werden die Eingabewerte zwischen Maschine und SCF-System ausge-tauscht und können zentral in der Maschinensteuerung erfasst, archi-viert und mit Toleranzgrenzen belegt werden. Die Regelung in der T-Serie sichert hohe Dosiergenauigkeiten über lange Produktionszeiträume in hoher Präzision und ist somit ideal für die Serienproduktion anspruchs-voller Formteile.� n
Infos + Kontakt www.plastverarbeiter.de/36340
Bild
quel
le: T
rexe
l
PV_2016_01__29_Produkte_PT 6.indd 29 13.01.2016 13:55:42

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PRODUKTION / AUTOMATION30
Rezykliertes Mahlgut für dickwandige Materialien
Recycling Erema, Ansfelden, Öster-reich, stellt sein Highlight des Jahres im Kunststoffrecycling-Bereich vor: Regrindpro, ist eine Technologie, um Mahlgut zu recyceln. Damit hat das Unternehmen ein Anlagensystem entwickelt, das auf dickwandige Ma-terialien abgestimmt ist. Durch ein schonendes Aufbereiten und hochef-fizientes Filtern ermöglicht das Sys-tem das Recyceln von Mahlgut in anwendungsoptimierte Sekundärroh-stoffe. Des Weiteren präsentiert das
Unternehmen erstmals einen Upcyc-ling-Service für Recycling und Com-pounding mit Corema. Vor rund drei Jahren kam die Produktlinie auf den Markt, die die Vorteile von Recycling und Compounding in einem Prozess-schritt kombiniert. Sie ermöglicht es, exakt spezifizierte Rohmaterialien auf Basis von Rezyklaten zu produ-zieren. Das Interesse an dieser Tech-nologie ist seit der Markteinführung derartig gestiegen, dass Anwendern seit Herbst 2015 ein Upcycling-Ser-vice angeboten wird. � n�
�
�
Infos + Kontaktwww.plastverarbeiter.de/96243
Präzise einziehen, geräuscharm zermahlen
Mühlen Getecha, Aschaffenburg, hat ein Dreh-moment-geregeltes Einzugssystem entwickelt. Es arbeitet mit zwei Walzen und ist abgestimmt auf jene Rotoschneider-Randstreifenmühlen, die in der
Folien- und Plattenextrusion mit wechselnder Ge-schwindigkeit Randstreifen verschiedener Dicken über zwei unabhängige Einzüge verarbeiten. Als bewährtes System setzte das Unternehmen dafür zuvor eine Bügelsteuerung mit Tänzerarm ein. Das Tempo des Randstreifeneinzugs wurde mit der Li-niengeschwindigkeit der Folienproduktion synchro-nisiert und eine übermäßige Zugbelastung der Randstreifen vermieden. Da aber die Randstrei-fenmühlen oft direkt in der Produktion stehen, wo eine optimale Raumausnutzung zählt, wurde ein platzsparendes Einzugssystem entwickelt, das die Bügelsteuerung überflüssig macht. Damit lässt sich die Zugkraft nun über eine Drehmomentrege-lung einstellen. Des Weiteren hat das Unterneh-men eine neue Generation der Baureihe RS 45000 im Portfolio. Diese Zentralmühlen sind ausgelegt für mittlere Stundendurchsätze von 700 bis
1.200 kg und sind aufgrund einer nach oben ver-setzten und ins Gehäuse integrierten Antriebs-einheit kompakt. Ihre Konstruktion ist stabil, ener-gieeffizient und modern designt. Als Vertreter die-ser Trichtermühlen-Generation war auf der Faku-ma erstmals eine RS 45090 mit schallgedämmtem Mahlgehäuse zu sehen. Sie arbeitet mit einem Drei-Messer-Rotor und zwei Statormessern sowie einem elektrohy-draulischen Öffnungsmechanis-mus, bei dem Hydraulikzylinder das Öffnen von Trichter und Siebschwinge übernehmen. Die Zent-ralmühle ist zudem wartungsfreundlich. � n�
�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/99694
Bildquelle: Erema
Neues Unternehmen startet mit Sortierdienstleistungen für KunststoffeSortierung Trotz sorgfältiger Verar-beitungsprozesse in der Kunststoff-produktion kommt es immer wieder zu Granulat-Verunreinigungen. Das neu gegründete Unternehmen Sort-co, Hamburg, bietet als Dienstleister das Sichten, Entstauben, Sortieren und Metallseparieren von Kunststoff-granulaten und granulatförmigen Rohstoffen an. „In den 20 Jahren, in denen ich im Vertrieb von Sortier-maschinen für Pellets und Kunst-stoffgranulate tätig bin, habe ich von zahlreichen Anwendern erfahren, dass ein großer Bedarf an einer Lohnsortierung für Kunststoffgranu-late besteht“, so Lars Ruttmann, Managing Partner des Unterneh-mens. Mit einem hohen Durchsatz bietet der Dienstleister einen schnel-len Service für kleine und größere Chargen an. Eine optische Sortierung
ab 60 μm sowie eine zweistufige In-spektion sorgen für nahezu 100 Pro-zent reines Granulat. Das Leistungs-spektrum umfasst das Sichten und Entstauben von Staub und Engels-haar und das Trennen von Grob- und Feinkorn. Außerdem entfernt das Un-ternehmen Black-Specks, Spots, Oxi-dationen, Vergrauungen und Vergil-bungen sowie Fremdmaterialien, Anhaftungen und Düsenreißer. Zu-dem wird das Entfernen von Granulat mit metallischen Einschlüssen ange-boten. n�
�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/52170
Bild
quel
le: G
etec
ha Trichtermühle mit schallgedämmtem Mahlgehäuse
PV_2016_01__30_Produkte_PT 3.indd 30 14.01.2016 11:53:46

PRODUKTION / AUTOMATION 31
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
PURer LeichtbauAm 31.11.2015 fand zum zwölften Mal der Branchentag des Vereins Kunststoffland NRW statt. Diesmal war der Gastgeber Hennecke in St. Augustin, ein Hersteller von Maschinen und Geräten für die PUR-Verarbeitung. Manche der Vorträge bezogen sich auch auf diese Sparte. Weitere Themen waren der Fachkräftemangel sowie der Leichtbau.
Bild
quel
le: H
enne
cke
Rund 130 Teilnehmer kamen nach St. Augustin in das Techcenter von Hennecke. Von dort aus startete zu-nächst die Werksführung, bei der sich die Besucher einen praktischen Ein-druck davon verschaffen konnten, wie ein PUR-Dosiergerät oder eine PUR-Schaumanlage entsteht, ob kontinuier-lich oder diskontinuierlich. Daran schloss sich mit den Vorträgen der theo retische Teil der Veranstaltung an.
Nach der Eröffnung durch Rolf Trippler, Geschäftsführer Vertrieb von Hennecke, und der Begrüßung durch den Vorsitzenden des Vereins Kunst-stoffland NRW, Hartwig Meier, haupt-beruflich bei Lanxess, Köln, tätig, be-gann der Vortrag von Dr. Wilhelm Schäffer. Er ist Staatssekretär im Minis-terium für Arbeit, Integration und So-ziales von Nordrhein-Westfalen (NRW) und sprach über den Fachkräfteman-gel. Er argumentierte, dass der soge-nannte demografische Wandel aus zwei Gründen nicht mehr der Haupt-grund für den Fachkräftemangel sei: Der Zuzug von Flüchtlingen bringe seiner Meinung nach viele junge, po-
tenzielle Auszubildende nach Deutsch-land und zudem entlaste die Industrie 4.0 die Unternehmen, da sie die Pro-duktivität der vorhandenen Arbeits-kräfte erhöhe.
Dennoch sieht er Handlungsbedarf dahingehend, dass die Schüler mög-lichst früh eventuelle fachliche Schwä-
chen ausgleichen und so schneller aus-bildungsbereit sind. Zudem sollten sie einfacher mit den Unternehmen in Kontakt kommen. Dazu startete das Land NRW eine Initiative, die frühe freiwillige Leistungstests sowie Praktika einschließt. Im Grunde soll es unter anderem dadurch gelingen, die techni-sche Dimension der Industrie 4.0 auf arbeitspolitische Prozesse zu spiegeln:
Mit den Unternehmen und unterein-ander vernetzte Arbeitnehmer, zum Wohle von Wirtschaft und Gesell-schaft.
Leichtbau mit und ohne PURAnschließend referierte Prof. Dr. Chris-tian Hopmann, Leiter des Instituts für Kunststoffverarbeitung (IKV) an der RWTH Aachen, über die Herausforde-rungen und Chancen der Kunststoff-verarbeitung vor dem Hintergrund des Leichtbaus. Um diese Herausforderun-gen zu meistern, biete NRW eine opti-male Ausgangslage mit den vielen Un-ternehmen der Branche sowie dem IKV und den Fraunhofer Instituten. „Wir haben hier in NRW die(!) Werk-stoffkompetenz“, sagt Hopmann. Er meint damit auch die Stahlindustrie, ohne die es zum Beispiel im automo-bilen Leichtbau nicht geht. Laut Hop-mann ermöglichen Materialverbünde die größten Erfolge – zumindest wenn die Kosten und die Produktivität be-rücksichtigt werden.
Dieser Meinung ist auch Jens Wini-arz, Vertriebsleiter bei Hennecke. Er zeigte an den Beispielen einer Tür so-wie einer Motorhaube, wie sich durch den Einsatz von PUR Metall und damit Gewicht einsparen lässt, ohne die Sta-bilität des Bauteils einzuschränken.� n
Kontakt Hennecke, St. Augustin [email protected]
Kunststoffland NRW, Düsseldorf Tel.: 0211 210940-0
AutorDavid Löhist Redakteur des [email protected]
Web-Tipp Produktbericht: Mit Poly-urethan-Sprühauftrag deutlich Gewicht einsparen
Short-URL: www.plastverarbeiter.de/97665
Dr. Wilhelm Schäffer ist Staatssekretär im Ministerium für Arbeit, Integration und Soziales von Nordrhein-Westfalen und sprach über den Fachkräftemangel in der Industrie.
PV_2016_01__30_Nachbericht Kunststoffland NRW_Hennecke.indd 31 13.01.2016 10:18:13
PRODUKTION / AUTOMATION32
In dem Projekt für Unternehmen in Ostwestfalen-Lippe sollen Einsparpotenziale identifiziert und die Zusammenar-beit entlang der Wertschöpfungskette gestärkt werden.
Ressourceneffizienz bei Kunststoffverarbeitern aus Ostwestfalen-Lippe gesucht
Analyse von Effizienz- Potenzialen
Die Effizienz-Agentur NRW, das Kom-petenzzentrum für Ressourceneffizi-enz des Landes Nordrhein-Westfalen, will ab Januar 2016 mit dem Projekt „Ressourceneffizienz in der Wert-schöpfungskette steigern“ Material-
und Energieeffizienz-Potenziale bei der Herstellung von Kunststoffpro-dukten identifizieren und gemeinsam mit Unternehmen aus Ostwestfalen-Lippe konkrete Verbesserungsmaß-nahmen erarbeiten. Das kostenfreie
Projekt wird unterstützt von dem Branchennetzwerk Kunststoffe in OWL e.V. Interessierte Unternehmen können sich jetzt anmelden.
Bild
quel
le: C
olou
rbox
.de
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PV_2016_01__32-33_Effizienzagentur_1.5 Seiten.indd 32 13.01.2016 09:47:55

PRODUKTION / AUTOMATION 33
Maßnahmen, welche die Ressour-ceneffizienz steigern, helfen produzie-renden Unternehmen, ihre Wettbe-werbsfähigkeit zu stärken und gleich-zeitig die Umwelt zu entlasten. Gerade in der Kunststoff verarbeitenden In-dustrie bestehen große Material- und Energie-Einsparpotenziale entlang der Wertschöpfungskette – beispielsweise in den Bereichen Kunststoffgranulate, Verpackung, Wasser oder Hilfs- und Betriebsstoffe. „Wie diese Potenziale konkret im Zusammenspiel der betei-ligten Gewerke gehoben werden kön-nen, wollen wir im Rahmen des Pro-jekts erarbeiten“, so Gabriele Paßgang, Beraterin vom Regionalbüro Bielefeld der Effizienz-Agentur NRW.
Das Projekt startet mit einem Auf-taktworkshop am 26. Januar in Pader-born. Hier werden gemeinsam mit den beteiligten Betrieben die Probleme
und Herausforderungen, die bei der Kunststoff-Fertigung über die Unter-nehmensgrenzen hinaus entstehen, identifiziert und priorisiert. Außerdem sollen sich bei diesem Auftakt jeweils drei Unternehmen finden, die dann über einen längeren Zeitraum (circa ein halbes Jahr) miteinander arbeiten und Verbesserungen in der Wertschöp-fungskette anstoßen oder sogar schon umsetzen werden. Die Teilnahme ist für die Unternehmen kostenfrei. Die Betriebe erhalten je Dreiergruppe eine individuelle Beratung von maximal zehn Beratertagen.
Im Zentrum des Projekts steht die systematische Analyse von Material- und Energieeffizienz-Potenzialen mit dem Blick über die eigenen Unterneh-mensgrenzen hinaus. „Wir wollen ge-meinsam mit Unternehmen Lösungen erarbeiten, um die Produktionskosten zu senken, die Produktqualität zu stei-
gern und die Kommunikation mit Lie-feranten und Kunden zu verbessern“, sagt Heike Wulf vom EFA-Regionalbü-ro Bielefeld, die das Projekt gemein-sam mit Gabriele Paßgang begleitet.
Die erzielten Ergebnisse aus dem Projekt sollen als belastbare und be-gründete Beispiele für die Optimie-rung der Prozesse entlang der Wert-schöpfungskette Kunststoffproduktion veröffentlicht werden. „Ein besonde-rer Aspekt wird auf dem Know-how-Transfer aus und in die Hochschulen liegen“, sagt Paßgang. Hierzu wird ei-ne intensive Zusammenarbeit mit der Fachhochschule Bielefeld Fachbereich Kunststofftechnik und der Hochschule OWL Fachbereich Logistik angestrebt. Ein Ziel ist es, aus den Ergebnissen ein weiteres Lehrmodul für die Lernfabrik für Industrial Engineering der Hoch-schule Ostwestfalen-Lippe zu erarbei-ten und zukünftig anzubieten.
Für Mittelständer in OWLAngesprochen sind kleine mittlere Un-ternehmen, die entlang der Wert-schöpfungskette an der Herstellung von Kunststoffprodukten beteiligt sind. Hierzu zählen neben den klassi-schen kunststoffverarbeitenden Betrie-ben auch Unternehmen, die Maschi-nen- und Anlagen bzw. Werkzeuge für die Kunststoffproduktion entwickeln und herstellen. „In der Lieferkette sprechen wir auch Lieferanten von Kunststoffgranulat und weitere Betrie-be an, die z.B. eine Oberflächenverede-lung als Dienstleistung anbieten“, so Gabriele Paßgang.
Die Region Ostwestfalen-Lippe – kurz OWL – ist eine der führenden Kunststoffregionen in Deutschland. Über 500 kunststofftechnische Unter-nehmen und 400 weitere Betriebe, die im Maschinen- und Anlagenbau tätig sind, haben hier ihren Sitz.
„Ostwestfalen-Lippe zeichnet sich weiterhin durch eine rege Netzwerkar-beit aus“, erklärt die Beraterin Paß-gang. Die bestehenden aktiven Netz-werkkontakte zu der IHK Ostwestfa-len-Lippe zu Bielefeld, der IHK Lippe zu Detmold, dem Branchennetzwerk Kunststoffe in OWL e.V. und den Wirt-schaftsförderungen der Kreise und Kommunen seien die Voraussetzung für eine erfolgreiche Projektentwick-lung, so Paßgang.
Kontakt zum ProjektDie Auftaktveranstaltung findet im Januar 2016 in der Volksbank Pader-born-Höxter-Detmold in Paderborn statt. Unternehmen, die an einer Pro-jekt-Teilnahme interessiert sind, kön-nen sich an die Effizienz-Agentur NRW wenden, Gabriele Paßgang und Heike Wulf, Tel. 0521/2997399, [email protected]. n
AutorThomas Splettleitet die Öffentlichkeitsarbeit der Effizienz-Agentur NRW in Duisburg.
Kontakt Effizienz-Agentur NRW, Duisburg [email protected]
Web-Tipp Link zur Effizienz-Agentur NRW
Link zur Veranstaltung Short-URL:
www.plastverarbeiter.de/94480
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Veranstaltungs-Tipp5. Forum Ressourceneffizienz in BielefeldAm 22. Februar 2016 wird die Effizienz-Agentur NRW gemeinsam mit der IHK Ostwestfalen zu Bielefeld und der IHK Lippe zu Detmold das 5. Forum Res-sourceneffizienz in Bielefeld veranstalten. Schwerpunktthema des Forums sind die Wertschöpfungsketten. Im Anschluss an den Impulsvortrag von Um-weltminister Johannes Remmel wird Prof. Dr. Volling, Inhaber des Lehrstuhls für Produktion und Logistik an der Fakultät für Wirtschaftswissenschaften der Fernuniversität in Hagen, zunächst als Referent das Thema „Wertschöpfungs-ketten“ betrachten. Was ist eine Wertschöpfungskette und wie funktioniert sie? Welche Potenziale für mehr Ressourceneffizienz stecken darin?
PV_2016_01__32-33_Effizienzagentur_1.5 Seiten.indd 33 13.01.2016 09:47:56

PRODUKTION / AUTOMATION34
Aktuelle Forschung auf dem IKV-Kolloquium
Netzwerken zu Kernthemen der Branche
PRODUKTION / AUTOMATION34
Das Institut für Kunststoffverarbei-tung (IKV) in Industrie und Handwerk an der RWTH Aachen lädt zum 28. In-ternationalen Kolloquium Kunst-stofftechnik nach Aachen ein. Zu
dem zweijährlich stattfindenden Event erwartet das IKV am 24. und 25. Februar 2016 wieder rund 800 Fachleute aus der Kunststoffbranche weltweit. Im Jahr 2014 vereinte das
Kolloquium Teilnehmer aus mehr als 300 Unternehmen und 15 Nationen. Aufgrund des internationalen Charak-ters werden alle Vorträge simultan ins Englische übersetzt.
„Nachwuchs, Netzwerk, Innovatio-nen“ ist das Leitmotiv des IKV-Kollo-quiums. Aktuelle Branchenthemen wie additive Fertigung, Industrie 4.0 und Leichtbau werden in fünf Plenarvorträ-gen aufgegriffen. Die wissenschaftli-chen Mitarbeiterinnen und Mitarbeiter des IKV an der RWTH Aachen, Aachen, referieren in 36 Vorträgen über ihre
aktuellen Forschungsprojekte. 18 Key-notevorträge von renommierten Ex-perten aus der Indus trie nehmen eine Positionierung der Forschungsergeb-nisse vor.
Als einer der Referenten vor dem Plenum spricht Dr. Jochen Kopp, BMW, München, beispielsweise über
kunststoffbasierte Leichtbaupotenziale im Automobilbau. Dr. Heinz Neubert, Siemens, München, wird zur additiven Fertigung von Kunststoffteilen in einer digitalisierten Industrie einiges zu sa-gen haben und Günter Hofmann, Werkzeugbau Siegfried Hofmann, Lich-tenfels, betrachtet die additive Ferti-gung im Werkzeugbau. Im Anschluss an die Plenarvorträge wird Prof. Dr. Christian Hopmann, Institutsleiter des IKV, das Kolloquium mit einem Vor-trag über Industrie 4.0 und Strategien für die Kunststofftechnik eröffnen. Da-rüber hinaus beleuchtet er das Thema additive Fertigung aus Sicht der For-schung.
Blick hinter die KulissenUnter dem Programmpunkt „IKV 360 °“ öffnet das Institut am Nachmit-tag des ersten Veranstaltungstages sei-ne Pforten für die Teilnehmer des Kolloquiums und präsentiert seine For-schung live in den IKV-Technika und
-Laboren. Die Wissenschaftler stehen an den laufenden Anlagen für Gesprä-che zur Verfügung. Die Vorträge am zweiten Kolloquiumstag sind darauf ausgerichtet, die praktischen Eindrü-cke der Vorführungen zu vertiefen.
Die begleitende Fachausstellung im Foyer des Eurogress Aachen ist ein fes-ter Bestandteil des Kolloquiums. Sie bietet Ausstellern die Möglichkeit, Lö-sungen für die Kunststoffbranche zu präsentieren und mit Industriepart-nern ins Gespräch zu kommen. Erwar-tet werden etwa 50 Aussteller.
Forschung mit PraxisbezugSeit mehr als 60 Jahren sorgt das IKV auch auf seinem Kolloquium für die Kommunikation und den Transfer von Innovationen in die Kunststoffbran-che. Die Fachvorträge spiegeln dabei die Bandbreite der Forschung des Ins-tituts wider. Diese thematisieren inno-vative Verfahrenstechniken des Spritz-gießens und der Extrusion, die Kaut-
Web-Tipp IKV-Kolloquium Short-URL: www.plastverarbeiter.de/93620
50 Unternehmen werden zur begleitenden Ausstellung erwartet.
Bild
quel
le: I
KV
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PV_2016_01__34-37_IKV-Kolloqium Vorbericht + PBs Aussteller.indd 34 18.01.2016 11:40:10

Technologie für Hybrid-TanksystemeEinfach und datensicher
Veranstaltung im Detail18 Sessions
Spritzgießen von Strukturschäu-men und Präzisionsoptiken
Schädigungsverhalten von faser-verstärkten Kunststoffen
Neue Ansätze in der Kautschuk-verarbeitung
Integrierte und individualisierte Produktion von FVK-Bauteilen
Verbesserte Werkstoffprüfung dy-namisch belasteter Thermoplaste
Permeationsbarriere simulieren und verbessern
Präzision aus der Schmelze – Be-herrschung der Erstarrung im Spritzgießen
Werkzeugtechnik und Schnecken-beschichtung in der Extrusion
Neue Verarbeitungstechnologien für faserverstärkte Polyurethane
Gesteigertes Prozessverständnis
bei der LFT-Verarbeitung Morphologiebasierte Vorhersage inhomogener Werkstoffeigen-schaften
Herstellung mikroskaliger und mikrostrukturierter Produkte
Prozessbedingte Bauteileigen-schaften integrativ simulieren
Qualität in der Fertigung und Reparatur von FVK-Bauteilen
Neue Wege bei der Produktent-wicklung für spritzgegossene Elastomere
Kombinationstechnologien für Kunststoff/Metall-Hybridbauteile
Alterung von Kunststoffen – mo-dellieren und beschleunigt prüfen
Systematische Entwicklung hoch-gefüllter Compounds
schukverarbeitung, Werkstofftechnik und Formteilauslegung sowie die Ver-arbeitung der faserverstärkten Kunst-stoffe. Es ist vor allem die Bandbreite der Themen auf dem gesamten Gebiet der kunststoffverarbeitenden Techno-logien, die als Forschungsprojekte prä-sentiert werden, welche das Kolloqui-um von anderen Veranstaltungsforma-ten unterscheidet. Die Keynote- und Plenarvorträge von namhaften Refe-renten bereichern das Programm durch ihren Praxisbezug und die Nähe zur industriellen Anwendung.
Ein weiterer Programmpunkt ist die Verleihung des Georg-Menges-Preises, gestiftet vom VDMA, Frankfurt, Plas-ticseurope, Frankfurt, und der IKV-Fördervereinigung. Er wird 2016 zum zehnten Mal vergeben. Ausgezeichnet wird eine Persönlichkeit der Kunst-stoffbranche, die sich um die Zusam-menarbeit von Wirtschaft und Wissen-schaft verdient gemacht hat.
Fernwartung Durch Funkrouter an der Elastomerspritzgießmaschine hat Desma, Fridingen, die Fernwar-tung auf seinen Produkten stark vereinfacht. Der Fernzugriff durch einen Experten auf die Steuerung der Maschine beim Verarbeiter ist eine gerne genutzte Dienstleistung des Unternehmens. Allerdings kam der Fernzugriff in der Vergangenheit häufig durch die komplexe IT-Situa-tion und Sicherheitsbedenken beim Kunden ins Straucheln. Dank der Neuentwicklung wird nun auf die Maschine über den Mobilfunkrouter
Remos zugegriffen, der an der Steue-rung angeschlossen die Verbindung direkt zum Servicezentrum des Ma-schinenherstellers aufbaut. So kann ungeachtet der IT-Situation des Ver-arbeiters an sich trotzdem schnell geholfen werden, und auch die Da-tensicherheit bleibt gewahrt. Die Ver-bindung wird nur bei Bedarf aufge-baut und beruht auf einer 256 bit starken SSL-Ende-zu-Ende-Ver-schlüsselung.� n
Infos + Kontaktwww.plastverarbeiter.de/54560
Bildquelle: Desma
Blasformen Die Einführung von Hybridfahrzeugen, speziell von Plug-in-Hybrid-Fahrzeugen, erfordert neue Technologien für Kraftstofftanks. Im elektrischen Fahrbetrieb wird der Tank verschlossen, was zu deutlich höheren Tankinnendrücken führt. Die Tanks werden daher auf Differenz-drücke im Bereich von 150 bis 350 mbar ausgelegt . Bisher wurde die Drucksteifigkeit durch schwere metallische Konstruktionen sicher-gestellt. Kautex, Bonn, realisierte nun weltweit erstmals eine Voll-
kunststofflösung, die 2015 in Serie gehen konnte. Konsequenter Leicht-bau, werkstoffgerechtes Design und der Einsatz eines neuen Halbscha-len-Blasformprozesses (NGFS) er-möglichten eine Gewichtsreduktion von über 30 Prozent. Das Unterneh-men zeigt neben anderen Exponaten auf dem IKV Kolloquium die Tanks des aktuellen VW Passat GTE und Volvo XC 90.� n
Infos + Kontaktwww.plastverarbeiter.de/01360
Bild
quel
le: K
aute
x
Innenstruktur des Volvo XC 90 Kraftstofftanks
PRODUKTION / AUTOMATION 35
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Die Verbindung wird nur bei Bedarf aufgebaut und ist verschlüsselt.
PV_2016_01__34-37_IKV-Kolloqium Vorbericht + PBs Aussteller.indd 35 18.01.2016 11:40:13

Optik zum Austauschen
Laserschweißen Die Lösungen von Leister, Kaegiswil, Schweiz, für das Laserschweißen von Kunststof-fen ermöglichen neue Fertigungsme-thoden im Automobilbau, in der Me-dizintechnik, Sensorik und Mikrosys-temtechnik sowie für technische Tex-tilien. Zu jedem dieser Schweiß - verfahren wird eine spezielle Optik benötigt, die durch das Unternehmen konstruiert und gefertigt wird. Hierfür wurde ein Optik Konzept entwickelt, das einerseits nur optische Kompo-nenten verwendet und andererseits Elektronik zur Prozesskontrolle ent-hält. Das Konzept besteht aus zwei Basisvarianten AT und BT, die mit
formgebenden Optikmodulen erwei-tert werden können. BT-Optiken (Ba-se Technology) bestehen nur aus op-tischen Komponenten, während AT-Optiken zusätzlich elektronische Komponenten zur Prozesskontrolle integriert haben. Die Anschlüsse der Basisvarianten für die formgebenden Optikmodule sind identisch und so-mit beliebig austauschbar. Ob Spot, Ring, Linie oder komplexe Strukturen kann durch einfaches Austauschen des Optikmoduls erreicht werden.� n
Infos + Kontaktwww.plastverarbeiter.de/92922
Mehr fördern mit weniger Energie
Zahnradpumpe Mit der Genera-tion 6 der Zahnradpumpe Extrex stellt Maag, Oberglatt, Schweiz, eine effiziente Pumpengeneration vor. Ihr stark verbesserter volumetrischer Wirkungsgrad ermöglicht einen Be-trieb mit kleineren Drehzahlen, nied-rigeren Scherraten und Temperatu-ren und folglich auch engerer Ver-weilzeitverteilung. Dies wirkt sich positiv auf die Förderrate, die Poly-merqualität und die Lebensdauer der
Pumpe aus. Gleichzeitig wird der Energieverbrauch um 10 Prozent und mehr gesenkt. Die Zahnradpumpen der neuen Generation weisen einen geringeren Platzbedarf auf, auf-grund des verbesserten Druckauf-bauverhaltens können in der Produk-tionslinie feinere Filter eingesetzt werden.� n
Infos + Kontaktwww.plastverarbeiter.de/03179
Erweiterbar für weitere Messungen
Prüfgerät Mit dem Mflow Schmelz-index-Prüfgerät von Zwick Roell, Ulm, kann in der Grundausführung die Schmelze-Massefließrate (MFR) bestimmt werden.
Es ist modular aufgebaut und der Einsatz des Kolbenwegaufnehmers erweitert die Prüfgeräte für die Be-stimmung der Schmelze-Volumen-fließrate (MVR) sowie für die auto-matische, kennfeldabhängige Para-metrierung. Diese Schmelzindex-Prüfgeräte werden typischerweise in der Qualitätssicherung und in der Wareneingangskontolle eingesetzt. Die automatische, kennfeldabhängi-ge Parametrierung kann, abhängig vom aktuell geprüften Material, die Prüfparameter so setzen, dass Mess-fehler automatisch minimiert wer-den.� n
Infos + Kontaktwww.plastverarbeiter.de/30300
Bild
quel
le: L
eist
er
Austauschbare Optiken sorgen für Flexibilität beim Laserschweißen.
Bild
quel
le: M
aag
Zahnradpumpe für die Elastomerverarbeitung
Wärmeleitende PA für LEDs
Polyamid-Compounds Für die LED-Lichttechnik entwickelt Lanxess verstärkte PA 6-Compounds, die un-ter dem Markennamen Durethan er-hältlich sind. Sie sollen die Wärme effizient leiten und dabei elektrisch isolieren. Ihre Wärmeleitfähigkeiten liegen zwischen 0,8 und 3 W/mK. Ei-ne mögliche Anwendung sind Gehäu-seteile und Kühlkörper, die die ent-stehende Wärme wirksam abführen, sodass Helligkeit und Lebensdauer
der LEDs nicht abfallen. In Entwick-lung sind zum Beispiel hochverstärk-te weiße und lichtreflektierende so-wie halogenfrei flammgeschützte Materialvarianten. Mithilfe seines Berechnungs-Know-hows kann das Unternehmen die LED-Komponenten in puncto Wärmeabführung kunst-stoffgerecht auslegen.� n
Infos + Kontaktwww.plastverarbeiter.de/10168
Bild
quel
le: L
anxe
ss
Wärmeleitfähige Polyamide für LEDs
Bild
quel
le: Z
wic
k R
oell
Prüfgerät für den Schmelzindex
PRODUKTION / AUTOMATION36
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PV_2016_01__34-37_IKV-Kolloqium Vorbericht + PBs Aussteller.indd 36 18.01.2016 11:40:18
Optimierungspotenzial erkennen
Simulations-Software Sigma Engineering, Aachen, stellt auf dem IKV-Kolloquium die aktuelle Version der Sigmasoft-Virtual-Molding-Technologie vor. Version 5.1 ermög-licht das gleichzeitige Betrachten der Strömungseffekte in Schmelze und Temperiermedium. So lassen sich die lokale, von der Strömungs-geschwindigkeit abhängende Kühl-leistung und schlecht temperierte Bereiche beurteilen. Infolgedessen bewertet der Anwender den Prozess
in nur einer Simulation ganzheitlich und deckt Optimierungspotenziale auf. Weitere Neuerungen der aktuel-len Version umfassen neben einer neuen Benutzeroberfläche auch neue Materialmodelle für die Vorhersage der Degradation von Elastomeren und der Partikelseparation im Pul-verspritzguss.� n
Infos + Kontaktwww.plastverarbeiter.de/19530
Servoantrieb für mehr Präzision
Nadelverschluss-System HRS-flow, San Polo di Piave, Italien, ein Geschäftsbereich der italienischen Inglass Gruppe, designt und produ-ziert Heißkanalsysteme für alle In-dustriebereiche mit Schwerpunkt Automobil. Die große Bandbreite an Lösungen wird ergänzt durch einen umfassenden technischen Service. Neu ist das Flexflow-System, ein servoangetriebenes Nadelver-schluss-System, bei dem die indivi-
duelle Ansteuerung jeder einzelnen Nadel ein sehr präzises Öffnen und Schließen der Kanäle ermöglicht. Dadurch wird die Oberflächenquali-tät deutlich verbessert, Drucklinien und Fließmarkierung werden elimi-niert, Schließkraft und Bauteile-gewicht reduziert.� n�
Infos + Kontaktwww.plastverarbeiter.de/51161
Bild
quel
le: H
RS
Flow
Das Nadelverschlusssystem ermöglicht es, jede Nadel einzeln anzusteuern.Bi
ldqu
elle
: Sig
ma
Engi
neer
ing
Parallele Strömungsberechnung von Polymer und Temperiermedium
www.plastverarbeiter.de
Komplettlösung für maximale Effizienz
www.staubli.com
Mit dem modularen Stäubli Multikupplungssystem lassen sich sämtliche Kreisläufe gleichzeitig verbinden und trennen:
Pneumatik Flüssigkeiten Gase Hydraulik Elektrik
schnell. sicher. effizient.
Fakuma 2015 Halle A1 Stand 1217
PV_2016_01__34-37_IKV-Kolloqium Vorbericht + PBs Aussteller.indd 37 18.01.2016 11:40:23

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
WERKZEUGE UND FORMEN38
Solche Kunststoff-Formen, wie sie bei Schokoladen-Her-stellern zum Einsatz kommen, werden in vergleichsweise geringen Losgrößen von üblicherweise 1.500 bis 2.000 Stück hergestellt.
Wartung von Werkzeugen für Schokolade-Gießformen
Wartung hilft Werkzeuge besser auszulasten
Vorausschauende Wartung (predictive maintenance) verlängert die Lebensdauer von Produktionsanlagen und Komponenten, unterstützt den zuverlässigen Betrieb, erhöht die Produktivität und die Wirtschaftlich-keit. Dies gilt vor allem für die Werk-
zeuge in den Maschinen. Sie sind in der Regel besonders verschleißbehaftet und beeinflussen die Produk-tionskosten erheblich. Aus diesen Gründen optimiert das schweizerische Unternehmen Max Riner mittels In-dustrial-RFID-Technologie den Ein
satz seiner Spritzgießwerkzeuge. Das autarke System lässt sich installieren, ohne in die Steuerung der Maschinen einzugreifen, und ermöglicht eine zustandsbasierte Instandhaltung.
Bild
quel
le: M
ax R
iner
PV_2016_01__38-40_Balluff.indd 38 13.01.2016 10:25:23

Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Verschleiß beitragen. Ebenso wichtig ist die Anzahl der Werkzeugwechsel, beispielsweise für die Pflege von Kupp-lungen. „Die Anzahl der Werkzeug-wechsel ist allerdings auch ein Faktor, der bei manueller Datenerfassung nicht unbedingt zu einer besseren Übersichtlichkeit beiträgt“, erzählt Urs Truttmann von Max Riner aus Rup-perswil. Der Leiter Engineering des Schweizer Unternehmens spricht hier einen der Hauptgründe an, weshalb er Mold-ID einsetzt.
Bei häufigen Werkzeugwech-seln den Überblick behaltenMax Riner stellt seit mehr als 60 Jah-ren Schokolade-Gießformen für die industrielle Schokoladen-Fertigung her. Eine Exklusivität, die Rilon-For-men, sind weltweit bekannt für ihre Qualität und Haltbarkeit. Solche Kunststoff-Formen, wie sie bei Schoko-laden-Herstellern in deren Produk-tionslinien zum Einsatz kommen, wer-den in vergleichsweise geringen Los-größen von üblicherweise 1.500 bis 2.000 Stück hergestellt. Aus diesem Grund sind die Spritzgießwerkzeuge, die die Schokolade-Gießformen her-stellen, modular aufgebaut. Die Basis bilden Stammformen mit austausch-baren Einsätzen. Daraus resultieren kurze und häufige Werkzeug-Wechsel-zyklen, die vermuten lassen, dass es zu eher weniger Störfällen kommt: „Zu-
mal die Werkzeuge bei jedem Wechsel einer genau vorgege-benen und umfangreichen Wartung unterzogen werden“, wie Truttmann betont. Bestimm-te Dinge erfordern jedoch einen höheren Wartungsaufwand, zum
Beispiel das Auswechseln von Schläuchen, Leitungen oder An-
schlusskomponenten sowie das Schmieren von mechanischen Kom-ponenten, wofür die Stammform de-montiert werden muss. Deshalb ist es besonders wichtig, den Überblick zu behalten, wie oft eine Stammform be-reits im Einsatz war. „Mit Mold-ID können wir dies verfolgen und doku-mentieren“, ergänzt Truttmann.
Werkzeug-Überwachung einzeln nachrüstenMold-ID ermöglicht es, den Einsatz von Spritzgießwerkzeugen zurückzu-verfolgen, und erhöht deren Auslas-tung. Eine Kernkomponente des Sys-tems sind RFID-Datenträger an den Werkzeugen. Hierfür bietet der Her-steller aus der Datenträger-Familie BIS M unterschiedliche Ausführungen, beispielsweise in Hinblick auf Spei-cherkapazitäten, Antennenformen und Einbauarten. Dadurch lässt sich das System an Umgebungsbedingun-
Die zentrale Werkzeug-Überwachungseinheit mit Industrie-PC und Software besteht aus einem separaten Schaltschrank.
WERKZEUGE UND FORMEN 39
Bildquelle
: Ballu
ff
Das Werkzeug-Überwachungssystem wird mittels robustem Standardsteckverbinder mit dem Werkzeug verbunden.
Bild
quel
le: B
allu
ff
Spritzgießwerkzeuge sind meist sehr komplex und teuer. Da sie Verschleiß und Verschmutzung unterliegen, müssen Anwender sie regelmäßig pflegen, reinigen und warten. Dabei hängt die Fre-quenz der Inspektionen oft von Erfahrungswerten der einzelnen Mitarbeiter oder von handschrift-lichen Aufzeichnungen in Werkzeug-büchern, Werkzeugkladden oder ange-hängten Zetteln ab. Disketten, USB-Sticks und dergleichen mit Datenban-ken oder Excel-Tabellen zeichnen hier bereits fortschrittlichere Betriebe aus. Unabhängig davon zeigt die Praxis, dass manuelle Aufzeichnungen oft fehlerbehaftet sind und letztlich zu unregelmäßigen Handlungen führen. So werden Inspektionen und Wartun-gen häufig erst dann durchgeführt, wenn die produzierten Teile nicht mehr die geforderten Qualitätsstan-dards erfüllen oder das Werkzeug sei-nen Dienst komplett quittiert. „Nach unseren Erfahrungen in der Branche sind rund 20 Prozent der Werkzeuge, die aus dem Lager in Maschinen ein-
gewechselt werden, nicht ausreichend einsatzbereit“, ergänzt Manfred Münzl, Industry Manager bei Balluff, Neuhausen.
Die teuerste Instandhaltung ist in der Regel eine Reparatur nach einem eingetretenen Schaden, mit der damit verbundenen ungeplanten Stillstands-zeit. Da sich viele Probleme jedoch wiederholen, lassen sie sich anhand von Erfahrungswerten abschätzen – vorausgesetzt sie wurden dokumen-tiert. Die Schusszahl ist dabei eine we-sentliche Messgröße. Wobei allerdings zu berücksichtigen ist, dass die Leer-schüsse beim Einfahren ebenfalls zum
Web-Tipp Fachartikel: Wartungsarbeiten planen statt Maschinen reparieren
Short-URL: www.plastverarbeiter.de/85650
PV_2016_01__38-40_Balluff.indd 39 13.01.2016 10:25:31

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
WERKZEUGE UND FORMEN40
gen anpassen. Die BIS-M-Datenträger arbeiten mit einer Frequenz von 13,56 MHz, ermöglichen eine hohe Datenübertragungsrate und einen Schreib-/Leseabstand bis 60 mm. Er-gänzend wird an der Maschine ein Schusszähler in Form eines induktiven oder optischen Sensors angebracht. Dieser erfasst die tatsächlichen mecha-nischen Schusszahlen.
Zur Kommunikation mit dem Da-tenträger des Werkzeugs in der Ma-schine wird eine RFID-Schreib-/Lese-einheit montiert. Die zentrale Mold-ID-Einheit mit Industrie-PC und Soft-ware besteht aus einem separaten Schaltschrank. Sie beinhaltet ein Gate-way zum Firmennetz sowie den An-schluss für eine Smartlight-Signal-leuchte, welche für den Maschinenbe-diener gut sichtbar positioniert ist und diesen über den Status des Werkzeuges
informiert. Alle Systemkomponenten werden über Steckverbinder an der Mold-ID-Einheit eingesteckt. Das schließt ein falsches Anschließen oder Verdrahten aus. So ist Mold-ID ein autarkes System, das sich in allen Ma-schinen einzeln nachrüsten lässt: Un-abhängig vom Hersteller, Alter oder Standort der Anlage und ohne in die Maschinensteuerung einzugreifen.
Über die RFID-Datenträger sind die aufgezeichneten Produktionszyklen sowie alle weiteren relevanten Daten einschließlich einer eindeutigen Werk-zeugkennung unverwechselbar mit dem jeweiligen Werkzeug verbunden. Zum Auslesen der Daten können An-wender mobile Endgeräte, wahlweise ein Handheld von Balluff oder ein An-droid Smartphone mit Near Field Communication (NFC) und der ent-sprechenden App von Balluff verwen-
den. Auch das Unternehmen Max Ri-ner nutzt die bereitgestellte App, um auf die Werkzeugdaten zuzugreifen. Truttmann schätzt an dieser Lösung, dass sich die Funktionen jeweils durch Passwörter einzeln schützen lassen.
Eine weitere Zugriffsvariante auf das System bietet eine Webservice-Schnitt-stelle. Sie ermöglicht das Einbinden in übergeordnete Systeme, wie MES, ERP und so weiter, per TCP/IP oder WLAN. Damit lassen sich alle Werkzeugdaten im Firmennetzwerk nutzen. Auf diese Weise greift der Anwender über einen Webbrowser weltweit auf das System zurück, inklusive der in den Maschi-nen eingesetzten Werkzeuge.
Ein weiteres wesentliches Feature ist die Visualisierung des Werkzeug-zustands und der auf das Werkzeug abgestimmten Inspektionsintervalle. Diese erfolgt über eine Smartlight Sig-nalleuchte an den Maschinen. Hierfür lassen sich Grenzwerte für die Anzahl der Schüsse bis zur nächsten Wartung sowie für die Anzahl der Schüsse defi-nieren, ab der gewarnt werden soll.
„Das Schöne an Mold-ID ist die Ein-fachheit“, konstatiert Truttmann: „In-nerhalb von nicht einmal drei Stun-den ist ein System in einer Maschine eingebaut, wobei das System unabhän-gig von anderen Systemen ist. Ein Vor-teil, den wir besonders schätzen, zu-mal wir Maschinen unterschiedlicher Hersteller und Generationen in Betrieb haben.“� n
Kontakt Balluff, Neuhausen [email protected]
Das Werkzeug-Überwachungssystem ermöglicht es, den Einsatz von Spritzgießwerkzeugen zu-rückzuverfolgen, und erhöht die Auslastung der Werkzeuge. Eine Kernkomponente des Systems sind RFID-Datenträger an den Werkzeugen.
Bild
quel
le: B
allu
ff
AutorJohn Großpietsch ist freier Fachredakteur aus Zell am Hamersbach.
„Nach unseren Erfahrungen in der Branche sind rund 20 Prozent der Werkzeuge, die aus dem Lager in Maschinen eingewechselt werden, nicht ausreichend einsatzbereit.“Manfred Münzl, Industry Manager bei Balluff
PV_2016_01__38-40_Balluff.indd 40 13.01.2016 10:25:37

Sichere Nadel- verschlussdüse
Nadelverschlussdüsen Die Ma-schinendüse Fox ist eine Entwicklung von PSG, Mannheim. Sie verhindert das Austreten von Schmelze und da-mit Materialverlust beim Spritzgie-ßen. Zudem wird die Angussbuchse nicht verschmutzt und die Möglich-keit, den Staudruck zu kontrollieren, erhöht die Prozessstabilität. n
Infos + Kontaktwww.plastverarbeiter.de/83659
Kollisionssicher ab der ersten SekundeNC-Bearbeitung Auf der Airtec in München präsentiert Spring Techno-logies, Paris, Frankreich, mit NCSIMUL-Machine eine realistische, intelligente und leistungsstarke CNC-Simulation, zusammen mit der Erweiterung NCSIMUL-Composites für das Simulieren von Verbundwerk-stoffen. Im Fokus steht auch das Modul Optitool für das Optimieren von Werkzeugbewegungen außerhalb des Materials. Mit der All-in-One-CNC-Programmierlösung können NC-Maschinen herstellerneutral pro-grammiert, überprüft und ab der ersten Sekunde zu 100 Prozent kolli-sionssicher eingesetzt werden. n�
�
Infos + Kontaktwww.plastverarbeiter.de/87125
Bildquelle: PSG
Mit Umschalteinheit einfach variotherm temperierenTemperiergeräte Die variotherme Alter-native zur herkömmli-chen Temperierung wird beim Spritzgießen vor allem für eine hö-here Teilequalität und gleichzeitig kürzerer Zykluszeit eingesetzt. Durch hohe Tempera-turen beim Einspritzen und kalte Temperatu-ren während der Kühlphase lassen sich Bindenähte verhindern, auch feinste Strukturen konturtreu abfor-men, eine hohe Oberflächengüte er-reichen sowie Einfall-stellen reduzie-ren. Die Umschalt einheit Vario-5 von HB-Therm, St. Gallen, Schweiz, bildet zusammen mit zwei Temperiergeräten eine variotherme Anlage nach dem Fluid-Fluid-Verfahren. Sie verbindet
abwechselnd das hei-ße und das kalte Gerät mit dem gleichen Tem-perierkreis. Bei geeig-neter Anordnung der Temperierkanäle las-sen sich auch beste-hende Werkzeuge ein-setzen. Durch die Ver-wendung von zwei Standard-Temperier-geräten lassen sich
bei dieser Lösung nicht nur bei der Anlagenbeschaffung Kosten sparen, sie bietet darüber hinaus den Vorteil, dass die Geräte flexibel für andere Temperieraufgaben eingesetzt wer-den können. � n
Infos + Kontaktwww.plastverarbeiter.de/25593
Regler für Nadelverschluss- und TemperaturregelungWerkzeugtemperierung, Na-delverschlussdüse Die Regler der Serie Altanium von Husky, Bolton, Kanada, basieren auf einer Soft-wareplattform, welche eine bessere Integration mit anderen Produkten des Unternehmens ermöglicht. Diese Plattform bildet die Grundlage für eine gesamtheitliche Werkzeugsteu-erung mit servogeregelten Werkzeug-bewegungen und Kernzügen, zusätz-lich zu der Nadelverschluss- und Temperaturregelung in einem Gerät. Zu den neuen Technologien gehört die Servoregelung, die mit drei linea-ren und einer rotierenden Servoachse ausgestattet ist, sowie eine Wärme-regelung mit integrierten Reglerkar-ten der H-Serie für alle Regler der Serie. Die Karten verfügen über ein gutes Regelverhalten sowie Funk-tionen für zusätzliche Diagnose-
möglichkeiten. Zusätzlich bietet der Hersteller die Nadelverschlusstech-nologie Ultra Helix an. Diese Düsen ermöglichen es, Teile direkt anzu-spritzen, mit einem Anschnitt, der einem sauberen Auswerferabdruck gleicht.� n�
�
�
�
�
�
�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/37730
WERKZEUGE UND FORMEN 41
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Bildquelle: HB-Therm
Neue Standardelemente für FormenNormalien Die Verschluss-, Um-lenk- und Kühlmittelleitelemente von Wema, Lüdenscheid, mit integrier-ten gewindelosen Verschlussstopfen, werden von Anwendern inzwischen als Arbeitszeit-sparende Normteile verwendet. Jetzt wird auch bei höhe-ren Reinigungsdrücken eine dauer-hafte Endlage größerer Umlenkstop-fen möglich: Mit einem Werkzeug können in der Bohrungstiefe Einsti-che für den beim Einbau expandie-renden Metall-O-Ring als Endlagen-Arretierung der Elemente einge-bracht werden. Das erhöht die Funk-tionssicherheit der Produktionsmittel. Zudem liefert das Unternehmen ab sofort alle Führungs- und Zentrier-elemente der Z-Serie seines Partners Progressive, bei Berücksichtigung bestimmter Bedingungen, mit le-benslanger Laufgarantie. Auf der
Fakuma wurden alle Entwicklungen der Fertigung an industriellen Heiz-elementen gezeigt, inklusive ener-giesparender Klappensysteme für die konvektiv erzeugten Wärmever-luste und die Isowema-Zylinderiso-lierungen, hier mit besonderer Blick-richtung auf die Extrusion.� n�
Infos + Kontaktwww.plastverarbeiter.de/40605
Bildquelle: Wema
PV_2016_01__41_Produkte_WF 1.indd 41 13.01.2016 15:36:06

Die Federung in der Ferse kann härter oder weicher eingestellt werden und somit die Dämpfung regulieren.
Kunststoff-Gleitlager schont Gelenke
Variable Dämpfung im Sportschuh
So gesund Sport auch sein mag – ein großes Thema für sportlich begeister-te Athleten ist die Gelenkbelastung, die sich beispielsweise bei laufinten-siven Sportarten negativ auf Knie und Knöchel auswirken kann. Studenten
des Karlsruher Instituts für Technolo-gie (KIT) haben jetzt einen Sport-schuh mit Mikro-Systemtechnik aus-gestattet. Ziel ist es, günstige Belas-tungsverhältnisse zu ermöglichen, die sich individuell an den Träger anpas-
sen. Dazu wurde im Rahmen des Joint-Watch-R-Projekts ein Kunst-stoff-Gleitlager in die Sohle einge-baut, über das der Läufer die Dämp-fung im Schuh dem Bodenverhältnis per Smartphone-App anpassen kann.
ROHSTOFFE42
Moderne Sportschuhe müssen immer höheren Anforderungen der Anwen-der genügen, egal, ob im Profi- oder Freizeitbereich. Denn neben Verarbei-tung, Design und Image spielt die rich-tige Dämpfung in Hinblick auf Ge-lenkschonung eine große Rolle. Sechs
Studenten des Karlsruher Instituts für Technologie (KIT) haben sich der Pro-blematik angenommen. Das Ziel: Ei-nen Laufschuh mit variabler Dämp-fung für angemessene Belastung zu entwickeln, der sich nach Körperge-wicht und Trainingszustand des Trä-
gers sowie nach den Bodenverhält-nissen ausrichtet. Insbesondere am-bitionierte Jogger, mit mehreren Schuhpaaren für Feld-, Wald- und Betonböden, werden einen solchen Allrounder begrüßen. Die jungen Ingenieure (Thilo Richter, Julian
Bild
quel
le:
Join
t-W
atch
-R
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PV_2016_01__42-43_Igus.indd 42 13.01.2016 09:28:37

Das Gleitlager mit 3 mm Durchmesser sorgt dafür, dass das Schneckenrad in Position bleibt.
Die Jungingenieure von Joint-Watch-R wurden im Rahmen des young-engineers-support unterstützt. V.l.n.r.: Thilo Richter, Malte Haas, Julian Wolf und Markus Mann.
Wolf, Markus Mann, Lennard Sielaff, Nora Reichelt und Philipp Nicklas) ha-ben unter dem Projektnamen Joint-Watch-R ein Dämpf-System entwi-ckelt, das durch Sensoren die einwir-kenden Kräfte misst und ein Bewe-gungsprofil der Füße erstellt. Daraufhin kann die Federung in der Ferse über eine eigene Smartphone-App entspre-chend härter oder weicher eingestellt werden. Auch können hierüber die Daten und Einstellungen ausgewertet werden.
In der Apparatur ist ein Kunststoff-Gleitlager von Igus verbaut. Dieses schmier- und wartungsfreie Lager aus dem Werkstoff Iglidur G mit nur 3 mm Durchmesser sorgt hier dafür, dass das Schneckenrad, welches ein Zahnrad antreibt, in Position bleibt. Durch Ro-tation des Zahnrads wird die Vorspan-nung des Polymer-Dämpferelements und somit die Dämpfungscharakteris-tik des Laufschuhs reguliert. Das Lager verlangt keine Wartungen an der La-gerstelle. „Es gibt keine kleinere und genauso effektive Lagerung – wir brauchten einen hohen Wirkungs-grad, also eine möglichst geringe Rei-bung, damit der kleine Motor genug Leistung übertragen kann“, erklärt
Julian Wolf, einer der Projektverant-wortlichen. Projekte wie dieses unter-stützt der Lagerspezialist im Rahmen seiner Initiative Yes, dem Young-Engi-neers-Support.
Auszeichnung für clevere Dämpfungs-LösungDie Ergebnisse des Projektes von Joint-Watch-R haben der Studentengruppe gleich zwei Erfolge eingebracht. In Wettbewerben mit anderen Studen-ten-Teams ging es um die technische
Verbesserung eines Alltagsgegenstan-des durch Mikrosystemtechnik. Den deutschen Cosima-Wettbewerb konn-ten die sechs Jungingenieure 2014 mit ihrem variabel gedämpften Sport-schuh für sich entscheiden. Dadurch qualifizierte sich das Team im nachfol-
genden Jahr für den internationalen I-Can-Wettbewerb in Alaska. Mit Platz 2 – also dem Vizeweltmeister-Titel – konnte auch hier ein gutes Ergebnis erreicht werden. Für diesen Wettbe-werb haben die Tüftler auch den kom-pletten Aufbau der variablen Dämp-fung überarbeitet. Wo zuvor noch eine Variante aus Aluminium verwendet wurde, konnte durch den Einsatz eines Kunststoffgehäuses eine Menge Ge-wicht im Schuh eingespart werden.
Wie das Projekt weitergehen kann, muss langfristig geplant werden: „Um den Schuh in Serie zu produzieren, sind noch etwa weitere drei Jahre Fein-tuning und Entwicklung notwendig. Insbesondere bei Größe und Gewicht des Systems sehen wir noch großes Potenzial zur Weiterentwicklung“, meint Julian Wolf. Vorher wollen al-lerdings alle Teilnehmer ihr Studium erfolgreich abschließen.� n
ROHSTOFFE 43
Web-Tipp Link zu Projekt Joint-Watch-R Short-URL:
www.plastverarbeiter.de/34539
Kontakt Igus, Köln [email protected]
Über eine eigens entwickelte Smartphone-App kann die Dämpfung im Schuh gemessen und verändert werden.
Bild
quel
le: I
gus
Bild
quel
le: I
gus
Bild
quel
le: I
gus
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
PV_2016_01__42-43_Igus.indd 43 13.01.2016 09:28:43

ROHSTOFFE44
Erstes expandiertes thermoplastisches Polyurethan
Power-Flex-Technologie für Padel-Schläger
Die Entwicklungszusammenarbeit zwischen einem Sportartikel-Herstel-ler und einem Werkstoffanbieter führte zu einer neuen Schläger-Tech-nologie, die eine Leistungssteigerung für die Spieler verspricht. Die soge-nannte Power-Flex-Technologie be-
ruht auf der Verwendung des weltweit ersten expandierten thermoplasti-schen Polyurethans (E-TPU) im Schlägerkern. Die elastischen Eigen-schaften und die außergewöhnliche Belastbarkeit des Materials bieten für die Spielbarkeit und Haltbarkeit des
Schlägers verschiedene Vorteile. Die besonderen Materialeigenschaften liefern eine explosive Schlagkraft und geben dem Ball mehr Geschwindig-keit. Zugleich ist das Material extrem strapazierfähig und temperaturbe-ständig.
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
Padel ist ein neuer, sehr dynamischer Racket-Sport und kann als eine Kom-bination der Sportarten Tennis und Squash bezeichnet werden. Obwohl Padel noch eine junge Sportart ist, ist sie eine der am schnellsten wachsen-den Sportarten weltweit. 1965 in Me-xiko entwickelt, wurde das moderne Spiel 1974 in Europa im südspani-schen Marbella eingeführt. Es wird ausschließlich im Doppel gespielt.
Als Spielgeräte dienen Bälle, die von Tennisbällen optisch nicht zu unter-scheiden sind. Lediglich der Innen-druck ist etwas geringer, um ein zu hohes Abspringen des Balles zu ver-meiden. Für Einsteiger sind Tennisbäl-le jedoch bestens geeignet.Der Schläger ist im Vergleich zu einem Tennis- oder Squash-Schläger nicht mit Saiten bespannt, sondern besitzt eine solide Schlagfläche. Diese verfügt über einen Kern aus einem elastischen Schaumstoff-Gummi-Gemisch, wel-ches mit einer Kunststoffschicht über-zogen ist. Zur Verringerung von Ge-wicht und Luftwiderstand sind Löcher in den Schlagflächen erlaubt. Der Schlägergriff hat eine maximale Länge von 20 cm. Am Ende des Griffes ist
PV_2016_01__44-45_BASF - Dunlop Padel-Schläger.indd 44 13.01.2016 09:12:07

ROHSTOFFE 45
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
eine Schlaufe befestigt. Diese muss aus Sicherheitsgründen während des Spie-lens um das Handgelenk gelegt wer-den. Das padelartige Aussehen ver-dankt der Sportart auch ihren Namen.
Maßgeschneiderte KunststoffeDie bekannte Sportmarke Dunlop ist Marktführer bei den Padel-Schlägern in Spanien. Die Dunlop Slazenger Group, mit deutscher Niederlassung in Hanau, hat über 100 Jahre Erfahrung in der Entwicklung, Produktion und Vermarktung von Hochleistungs-Aus-rüstung für eine Vielzahl an Sportar-ten. International bekannt als Herstel-ler von Sportschlägern und -bällen sticht Dunlop in den Bereichen Tennis und Squash hervor. Durch mehr als 20 Jahren Erfahrung auf dem Padel-Markt erweitert Dunlop mit neuen geometri-sche Strukturen, Technologien und Materialien ständig die Grenzen der Produktleistungen.
Zusammen mit Bereich Perfor-mance Materials von BASF, Ludwigs-hafen, entwickelte man nun eine neue Technologie, die eine Leistungssteige-rung bei diesen Schlägern ermöglichte. Der Bereich Performance Materials bündelt das gesamte werkstoffliche
Know-how der BASF für maßgeschnei-derte Kunststoffe. Eingeteilt ist er in vier großen Branchen Transportwesen, Bauwirtschaft, industrielle Anwen-dungen und Konsumgüter. Die soge-nannte Power-Flex-Technologie be-ruht auf der Verwendung eines von BASF entwickelten Materials namens Infinergy. Das weltweit erste expan-dierte thermoplastische Polyurethan (E-TPU) wird im Kern des Schlägers eingesetzt. Die elastischen Fähigkeiten und die außergewöhnliche Belastbar-
keit des Materials bieten für die Spiel-barkeit und Haltbarkeit des Schlägers verschiedene Vorteile. Infinergy ist elastisch wie Gummi aber leicht dehn-bar. Diese Eigenschaften liefert eine explosive Schlagkraft und verleiht dem Ball mehr Geschwindigkeit. Zu-gleich ist das Material extrem strapa-zierfähig und temperaturbeständig. Der Schläger behält dadurch länger seinen optimalen Zustand und ermög-licht ausgezeichnete Leistungen unter allen Wetterbedingungen, von - 20 ºC bis über + 40 °C.
Nach fast zwei Jahren Entwick-lungsarbeit der beiden Unternehmen und zahlreichen Tests durch Spieler und Trainer, darunter der aktuelle Weltmeister Juani Mieres, werden die ersten Schläger als Teil der 2016er-Kollektion vorgestellt. „Die Technolo-gie Power-Flex stellt bei der Perfor-mance des Padel-Schlägers einen Schritt nach vorne dar“, so Richard Jackson, Head of Marketing für Dun-lop Padel. „Wir sind begeistert von der
Entwicklung dieser Technologie, die unser E-TPU verwendet. Die Partner-schaft mit Dunlop ermöglicht es uns, unser Know-how und unsere Fach-kenntnisse in einen neuen Anwen-dungsbereich einzubringen“, sagt An-dy Postlethwaite, Leiter der Geschäfts-einheit Performance Materials Asia Pacific der BASF. Der neue Schläger mit Hybrid-Kopfform in Übergröße, einem großen Sweet Spot und dem Aero-frame, ein aerodynamisches Rahmen-profil, lässt schnellere Reaktionen bei Abwehr- und höhere Schwungge-schwindigkeit bei Angriffsschlägen zu. In den Rahmen eingefügte Vibro Pods mit Siliziumsockeln im Schlagbereich, absorbieren Vibrationen und bieten mehr Haltekomfort. Für mehr Stabili-tät und bessere Kontrolle sorgt in der Schlägerbasis Carbon. � n
Bild
quel
le: a
lle D
unlo
p
Kontakt BASF, Ludwigshafen, [email protected]
Web-Tipp Link zum Schlägerhersteller Link zum expandierten thermo-plastischen PU
Short-URL:www.plastverarbeiter.de/68704
Die Power Flex-Technologie beruht auf der Anwen-dung eines expan-dierten thermo-plastischen Poly-urethans (E-TPU) im Kern des Padel-Schlägers.
PV_2016_01__44-45_BASF - Dunlop Padel-Schläger.indd 45 13.01.2016 09:12:08

Pelletiertes Silikonadditiv mit einem Silikongehalt von 70 Prozent.
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
ROHSTOFFE46
Silikonadditive für die Verarbeitung von Brandschutzmitteln in Sandwichplatten
Leichter und energie- sparend verarbeiten
Aluminium-Verbundplatten zur Ver-kleidung von Fassaden bestehen im Kern aus Kunststoff. Dadurch werden Wärmebrücken zuverlässig vermie-den. Aus Brandschutzgründen müs-sen die Polyolefine – in vielen Fällen
Polyethylen – mit flammhemmenden Füllstoffen wie etwa Aluminium- oder Magnesiumhydroxid versetzt werden. Solche Mischungen sind schwer und nur mit hohem Energieeinsatz zu ver-arbeiten. Abhilfe schaffen spezielle
Prozesshilfsmittel. Sie können die Fließfähigkeit verbessern und uner-wünschte Ablagerungen bei der Extru-sion verhindern.
PV_2016_01__46-48_Wacker_Prozesshilfsmittel.indd 46 12.01.2016 15:45:27

Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
ROHSTOFFE 47
auf diese Weise die Verarbeitung von Thermoplasten. Neben organischen Additiven gewinnen silikonhaltige Hilfsmittel immer mehr an Bedeu-tung[2]. Silikonadditive reduzieren Rei-bungseffekte und verbessern die Fließ-fähigkeit der Polymerschmelze[3]. Dar-über hinaus verringern sie den Rei-bungswert von Kunststoffoberflächen und beeinflussen so auch deren Qua-lität positiv. Gegenüber organischen Additiven besitzen Silikonadditive ei-ne sehr niedrige Oberflächenenergie und eine hohe Aktivität an Phasen-grenzflächen. Sie sind thermisch sehr beständig und kälteflexibel.
Herkömmliche Silikonadditive ha-ben allerdings Nachteile. Niedrigvisko-se Silikonöle etwa tendieren dazu, aus dem Kunststoff zu migrieren. Das kann eine Nachbearbeitung erforder-lich machen und das Bedrucken, La-ckieren oder Verschweißen erschwe-ren. Eine Lösung für dieses Problem bieten unvernetzte ultrahochmoleku-lare lineare Polydimethylsiloxane, auch „Silicone-Gums“[4] genannt. Sie migrieren kaum noch aus dem Kunst-stoff. Allerdings lassen sie sich mit dem Thermoplast weniger gut mi-schen und die Einarbeitung ist verhält-nismäßig aufwändig. Aus diesem Grund werden Silicone-Gum-Master-
Es ist ein schwer auflösbarer Wider-spruch: Sicherheit zählt zu den Grund-bedürfnissen des Menschen. Doch von dem, was für Sicherheit sorgt, wollen wir in der Regel wenig bis nichts mer-ken. Sicherheit soll gegeben sein, im Idealfall unsichtbar. Beispiel Brand-schutz: Feuerlöscher, Rauchmelder und Sprinkleranlagen sorgen einerseits für ein Sicherheitsgefühl, wenn wir sie sehen. Andererseits rufen sie die Erin-nerung an mögliche Gefahren wach. Die gefühlte Sicherheit ist eine ambi-valente Angelegenheit. Brandschutz ist nicht die einzige Forderung, die beim Hochbau erfüllt werden muss. Energetische, gestalterische und wirt-schaftliche Aspekte müssen miteinan-der in Einklang gebracht werden. Im modernen Hochbau haben sich unter anderem Aluminium-Verbundplatten für die Fassadengestaltung etabliert. Ihre Vorteile liegen auf der Hand: Sie lassen sich leicht transportieren und verarbeiten, durch entsprechende Au-ßenbeschichtungen können sie nahe-zu beliebig gestaltet werden. Außer-dem trotzen sie widrigen Wetterbedin-gungen und tragen durch eine Isolier-schicht zum Wärmeschutz bei.
Doch gerade hier stellt sich eine be-sondere Herausforderung: Damit die Aluminiumplatten nicht als Kältebrü-cke fungieren und zur Auskühlung des Gebäudes beitragen, wird zur Isolie-rung sandwichartig eine Kunststoff-schicht zwischen zwei Aluminium-schichten eingebracht. Sie trennt die beiden Außenplatten thermisch von-einander. Typischerweise kommt hier Polyethylen zum Einsatz, das jedoch brennbar ist.
Damit sich die Brandschutz-Eigen-schaften der Kunststoffplatte nicht verschlechtern, werden flammhem-
Web-Tipp Brandschutz Wissen: Arten des Brandschutzes
Short-URL: www.plastverarbeiter.de/49844
mende Füllstoffe wie Aluminium- und Magnesiumhydroxid eingearbeitet. Deren Anteil kann bis zu 70 Prozent betragen[1]. Als Zusatzstoffe für solche thermoplastischen Compounds, die außer in Alu-Verbundplatten auch in Kabelummantelungen zum Einsatz kommen, dienen außerdem Materiali-en wie Kalk und Talkum, aber auch komplexe organische Verbindungen.
Bessere MaterialeigenschaftenDerart hoch gefüllte Kunststoffe besit-zen eine schlechte Fließfähigkeit und sind folglich schwer zu verarbeiten. Der Verarbeiter muss höhere Drücke aufwenden, um das Compound – hier Polyethylen und Aluminiumhydroxid – im Extruder zu mischen und heraus-zudrücken. Dadurch schnellt nicht nur der Stromverbrauch der Maschine in die Höhe. Vielmehr steigt auch die thermische Belastung der Mischung so stark, dass sich ein Teil des Alumini-umhydroxids zersetzt. Zudem kommt es am Extruderkopf zur sogenannten Bartbildung: Am Rand der Düse setzt sich unkontrolliert Material ab.
Solche Schwierigkeiten lassen sich durch Zugabe von Prozesshilfsmitteln lösen. Sie verbessern die Verarbei-tungseigenschaften des Materials, ver-mindern die Reibung und erleichtern
Der Kern von Verbundplatten aus Alumini-um besteht aus einem thermoplastischen Kunststoff wie Polyethylen oder Polypropy-len, der mit flammhemmenden Füllstoffen wie Aluminium oder Magnesiumhydroxid versetzt ist. In solchen hochgefüllten Com-pounds vereinfacht ein Silikonadditiv be-reits ab Anteilen von einem Prozent die Verarbeitung. Bei einer Zugabe von ein bis drei Prozent verbessern sich außerdem die Oberflächeneigenschaften und die Brand-schutzwirkung.
PV_2016_01__46-48_Wacker_Prozesshilfsmittel.indd 47 12.01.2016 15:45:30

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
ROHSTOFFE48
batches eingesetzt. Ein thermoplasti-sches Polymer, das mit dem zu modi-fizierenden Thermoplast kompatibel ist, wird als Träger eingesetzt und zu festem Granulat verarbeitet. Doch auch solche Masterbatches haben ihre Tücken, denn jeder Thermoplast erfor-dert einen spezifischen Träger. Ein Compoundierer muss folglich für je-des Polymer, das er aufbereiten will, eine eigene, speziell auf den Thermo-plast abgestimmte Additiv-Formulie-rung vorhalten: ein Masterbatch für Polyethylen, eines für Polypropylen, ein drittes für Polyamid usw.
Ein Additiv für alle ThermoplasteGenioplast Pellet S ermöglicht die Ver-arbeitung mit unterschiedlichsten Thermoplasten. Das in Pelletform vor-liegende und daher leicht zu verarbei-tende Additiv kann zur Compoundie-rung sämtlicher Thermoplaste und thermoplastischer Elastomere verwen-det werden. Der Wirkstoffgehalt be-trägt etwa 70 Gewichts-Prozent und liegt damit deutlich höher als in her-kömmlichen Masterbatches. Der Wirk-stoff ist auf eine pyrogene Kieselsäure aufgezogen, die exakt auf das Silicone-Gum abgestimmt ist. Beide Kompo-nenten werden durch physikalische Wechselwirkungen zusammengehal-ten. Da die pyrogene Kieselsäure mit
sämtlichen Thermoplasten verträglich ist, ist auch das Additiv mit sämtlichen Thermoplasten und thermoplasti-schen Elastomeren kompatibel[5]. Das Prozesshilfsmittel ist damit als Univer-sallösung einsetzbar. Das Silikonaddi-tiv lässt sich mit geringem Aufwand in die unterschiedlichsten thermoplasti-schen Compounds einarbeiten. Es wird durch Zugabe zum Grundkunst-stoff in einen Doppelschnecken-Extru-der oder in einen Co-Kneter verarbei-tet und kann anschließend extrudiert werden.
In hochgefüllten Compounds mit flammhemmender Wirkung vereinfa-chen die Pellets bereits ab Anteilen von einem Prozent die Verarbeitung. Bei einer Zugabe von ein bis drei Pro-zent verbessern sich zudem die Ober-flächeneigenschaften und die Brand-schutzwirkung entsprechender Kunst-stoffe. Umfangreiche Tests belegen, dass Compounds aus Polyethylen oder Polypropylen, die nicht nur mit flammhemmenden Füllstoffen, son-dern auch mit dem silkonbasierten Additiv gemischt wurden, im Brand-fall deutlich weniger Wärme freiset-zen. Der Brand wird nicht zusätzlich angefeuert und die gefährliche Rauch-bildung reduziert.
Die Cone-Kalorimetrie, eine wichti-ge Methode für die Untersuchung des Brandverhaltens, zeigt, dass das Addi-
tiv die Wärmefreisetzung beim Ver-brennen eines Compounds verzögert, also über einen längeren Zeitraum streckt. Es senkt nicht nur den Spitzen-wert der Wärmeentwicklung, sondern auch die gesamte Wärmeabgabe. Der Zusatzstoff führt außerdem zu einer deutlich geringeren Rauchentwick-lung. Der Grund hierfür liegt in der kompakteren und weniger spröden Asche. Sie setzt sich als Kruste auf dem brennenden Material ab. Der Bran-drückstand behindert so den Sauer-stofftransport und den Wärmedurch-gang, was einer schnellen Ausbreitung bei einem Brand entgegenwirkt.
Stärkere Brandschutz-Wirkung Genioplast Pellet S verstärkt damit die Wirkung von flammhemmenden Füll-stoffen wie Aluminiumtrihydroxid[1]. Deshalb, und auch wegen seiner er-leichterten Verarbeitbarkeit, bietet es sich als Additiv für hochgefüllte Kunststoffe an, die die Auswirkungen von Bränden bremsen sollen.� n
Literatur [1] Geck, M., und Pohmer, K.: Effizient und vielseitig. Kunststoffe, Heft 9, 2014, 178 – 182; [2] Tomanek, A.: Silicone & Technik, Han-ser, München 1990, S. 94 – 96; [3] Upgrade Your Perfomance with Genio-plast Pellet S, Firmenschrift der Wacker Chemie AG, München 2012; [4] Noll, W.: Chemie und Technologie der Silicone. 2. Aufl., Verlag Chemie, Wein-heim 1968, S. 214 – 237; [5] Gandert, E.: Glatt gespart. Plastverar-beiter Heft 11, 2013, S. 42 – 44
AutorDr. Klaus Pohmerleitet bei der Wacker Chemie das Global Business Development des Bereichs Per-formance Silicones und ist für die weltwei-te Vermarktung von Silikonadditiven ver-antwortlich.
Bild
quel
le: a
lle W
acke
r Che
mie
Laborgebäude des Konzerns am Produktionsstandort Burghausen. Die Fassade des neuen Gebäudeflügels (rechts) ist mit Aluminiumverbundplatten verkleidet.
Kontakt Wacker Chemie, München [email protected]
PV_2016_01__46-48_Wacker_Prozesshilfsmittel.indd 48 12.01.2016 15:45:36

ROHSTOFFE 49
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Schließt Lücke zwischen CMYK und SonderfarbenFarben Pantone, Carlstadt, USA, präsentiert den neuen Pantone Plus Series Extended Gamut Coated Gui-de. Mit sieben statt vier Skalenfar-ben können Unternehmen die Origi-nalsonderfarbe des Pantone-Mat-ching-Systems einfacher nachdru-cken. Entwickelt wurde der Farbfächer zusammen mit Esko, ei-nem Anbieter von Drucklösungen und Verpackungssoftware. Der Farb-fächer definiert die originalen Far-ben neben den vier üblichen Druck-farben CMYK auch in OGV. Dadurch lässt sich beim Druck ein breiteres Farbspektrum erzielen. Die sieben ISO-konformen Farben ermöglicht es Unternehmen, die Sonderfarben zu 90 Prozent zu reproduzieren. Das spielt vor allem für Unternehmen aus der Verpackungsindustrie eine wich-tige Rolle. Sie setzen pro Auftrag
immer mehr Farben ein, gleichzeitig steigt die Nachfrage nach kleineren Auflagen, kürzerer Produktionsdauer und höherer Druckqualität. Beim Einsatz von Sonderfarben kann dies zeitaufwändig und kostspielig wer-den. Also entscheiden sich Unter-nehmen zunehmend für den Sieben-farbendruck. Bei der Entwicklung des Farbfächers wurde die Equinox-Software von Esko genutzt, um die PMS-Sonderfarben in den erweiter-ten 7C-Farbraum zu übersetzen.� n�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/44450
Für hohe ästhetische Ansprüche
Naturfaserverstärkte Kunst-stoffe Elix Polymers, Tarragona, Spanien, hat eine neue Generation naturfaserverstärkter ABS-Kunst-stoffe entwickelt. Die Elix-ECO-ABS-NF-Thermoplast-Anwendung eignet sich für Spritzgießverfahren sowie Extrusionsverfahren und verleiht den Spritzgießteilen ein besonderes Aus-sehen. Die Marktpotenziale liegen unter anderem in der Automobil- und Möbelbranche. Das Material lässt sich ohne Maschinenumrüstung ver-arbeiten. Zu den Vorteilen zählen ei-
ne hohe Steifigkeit, Hitzebeständig-keit, geringe Schrumpfungsraten, niedrige Emissionen und Gewichts-verringerung im Vergleich zu glasfa-serverstärktem ABS. Das Material hat eine Dichte von 1,12 g·cm−3 im Vergleich zu 1,15 g·cm−3 bei ABS-GF. Es wurde für die 3D-Drucktechnik getestet und lieferte gute Ergebnis-se, was sowohl die Verarbeitbarkeit als auch die Ästhetik angeht. Die Entwicklung des naturfaserverstärk-ten ABS‘ erfolgte mit Zuschüssen des EWR und Norwegens. Es war das erste Mal, dass ein europäischer ABS-Hersteller europäische Zu-schüsse für ein Projekt zur Erfor-schung neuer nachhaltiger Verbund-werkstoffe kam.� n
Infos + Kontaktwww.plastverarbeiter.de/54831
Leicht und antistatisch – mehr Komfort im Sicherheitsschuh
TPU Das expandierte thermoplastische Polyure-than von BASF, Ludwigshafen, kommt nun erst-mals in Sicherheitsschuhen zum Einsatz. Der ge-schlossenzellige, elastische Partikelschaumstoff verfügt über eine geringe Dichte, hohe Elastizität, hohe Abriebbeständigkeit, Zugfestigkeit und eine hohe Dauerbelastbarkeit in einem Temperatur-
fenster – bis -20 °C – sowie eine gute Chemikalienbestän-digkeit. Die beson-dere Materialeigen-schaft von Infinergy ist allerdings seine Rückstellkraft: Bei der Prüfung der Rückprall-Elastizität nach ISO 8307 be-ziehungsweise nach DIN 53512 zeigt sich, dass das Mate-
rial eine Rücksprunghöhe von über 55 Prozent er-reicht. Es liegt somit deutlich über vergleichbaren Schaumstoffen wie EPP mit 30 Prozent, EVA mit 37 Prozent oder EPE mit 50 Prozent. Mit Elastopan Light Safe bietet das Unternehmen ein System mit niedriger Dichte an. Es ist ein wassergetriebenes Polyurethan und hoch antistatisch. Dabei sind
Zwischensohlen aus diesem neuen Material bis zu 40 Prozent leichter als Standard PU-Systeme für Zwischensohlen in Sicherheitsschuhen. Es kann in Kombination mit TPU- oder Gummi-Außensohlen zu einer Dual-Density-Sohle verarbeitet werden, die dem ISO-Standard EN20344:2011 entsprechen. Das Material setzt dabei keine spezielle Produk-tionstechnologie voraus, sondern lässt sich in standardmäßigen Gieß- und Direktansohlungsma-schinen verarbeiten. Speziell für sehr tiefe Außen-temperaturen existiert die PU-System-Familie Elastopan Extreme Frost. Im Gegensatz zu Stan-dard-Systemen zeigen Sohlen aus diesem Material bei -45 °C eine Biegefestigkeit von mehr als 50.000 Zyklen im Canadian-Ross-Flex-Test und mehr als 8.000 Zyklen bei Russian-Gost-Bedin-gungen.� n�
Infos + Kontaktwww.plastverarbeiter.de/28046
Polyurethane sorgen für mehr Komfort in Sicherheitsschuhen.
Bild
quel
le: E
lix
Bildquelle: BASF
Naturfaserverstärktes ABS für besondere Ansprüche.
PV_2016_01__49_Produkte_RZ 1.indd 49 13.01.2016 12:30:03
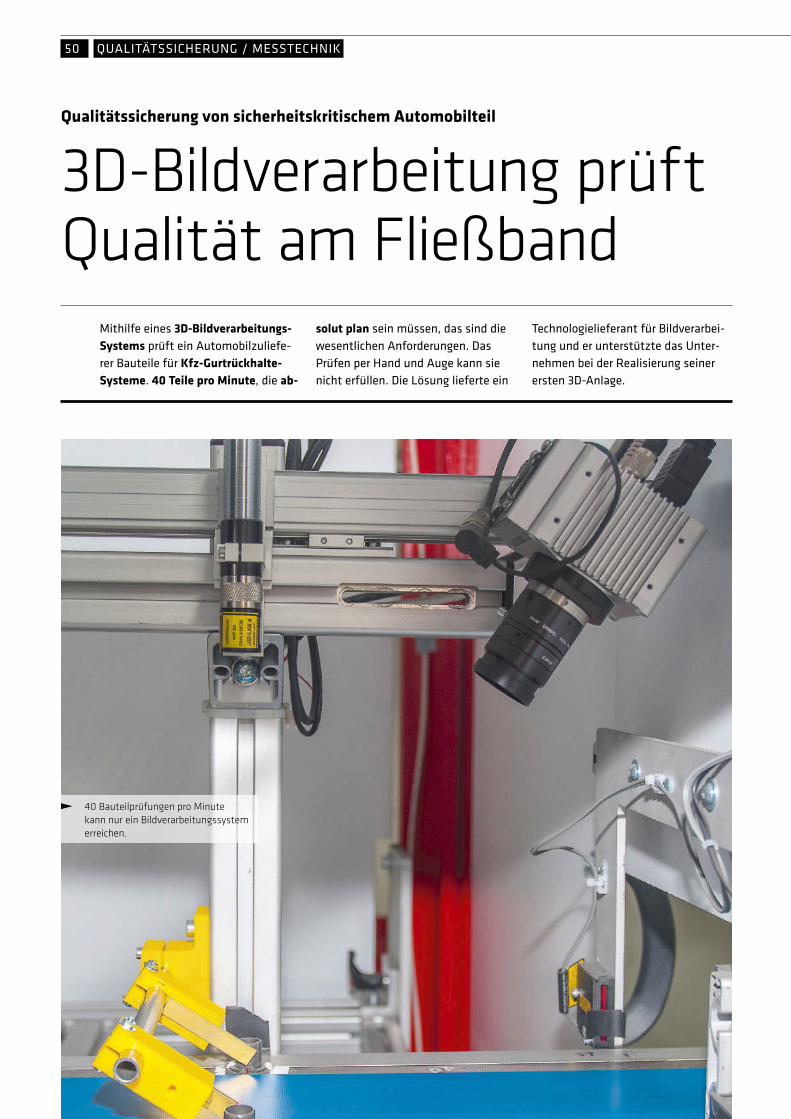
QUALITÄTSSICHERUNG / MESSTECHNIK 50
40 Bauteilprüfungen pro Minute kann nur ein Bildverarbeitungssystem erreichen.
Qualitätssicherung von sicherheitskritischem Automobilteil
3D-Bildverarbeitung prüft Qualität am Fließband
Mithilfe eines 3D-Bildverarbeitungs-Systems prüft ein Automobilzuliefe-rer Bauteile für Kfz-Gurtrückhalte-Systeme. 40 Teile pro Minute, die ab-
solut plan sein müssen, das sind die wesentlichen Anforderungen. Das Prüfen per Hand und Auge kann sie nicht erfüllen. Die Lösung lieferte ein
Technologielieferant für Bildverarbei-tung und er unterstützte das Unter-nehmen bei der Realisierung seiner ersten 3D-Anlage.
PV_2016_01__50-52 Stemmer Imaging NEU (Januar oder Carplast).indd 50 13.01.2016 10:38:54

Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
QUALITÄTSSICHERUNG / MESSTECHNIK 51
Auf den ersten Blick lässt sich die Funktion des unscheinbaren weißen Kunststoffteils nicht erkennen, das die Inspektionsanlagen des Automobilzulieferers Lutz aus dem schwäbischen Alfdorf prüft und sortiert. Es führt jedoch als Teil eines GurtrückhalteSystems in Kraftfahrzeugen eine wichtige und im Ernstfall lebensrettende Aufgabe aus. „Die Grundflächen dieser Kunststoffelemente des Sicherheitsgurts müssen absolut plan sein, um ihre Funktion korrekt erfüllen zu können“, erklärt Geschäftsführer Günther Lutz eine wesentliche Anforderung an die Prüfung des Bauteils. „Darüber hinaus muss hundertprozentig sichergestellt sein, dass die Teile keine Risse oder Grate aufweisen“, ergänzt Michael Müller, der als technischer Experte für den Aufbau der Prüfanlage verantwortlich war.
Manuell ließen sich die Kunststoffteile nur schwer kontrollieren. Und bei einer Durchlaufgeschwindigkeit von 40 Teilen pro Minute war schnell klar: Diese Aufgabe kann nur ein leistungsfähiges Bildverarbeitungssystem lösen. Die Randbedingungen für das Entwickeln der Inspektionsanlage waren dabei alles andere als einfach. Denn zum
einen gehören Planaritätsprüfungen zu den anspruchsvolleren Tests für die Bildverarbeitung, und zum anderen streute der weiße Kunststoff das Licht erheblich, was das Auswerten der Bilder erschwerte.
„Wir hatten uns bereits einige 2DBildverarbeitungsansätze sowie kompakte, intelligente 3DSysteme angesehen und diese getestet, konnten das Problem damit aber nicht lösen“, erin
nert sich Müller an die Fehlschläge. „Eine Lösung fand sich dann erst, als wir uns für die Prüfung der Teile an die 3DBildverarbeitung auf Triangulationsbasis heranwagten. Auf diesem Feld hatten weder ich noch andere Kollegen hier im Unternehmen bisher Erfahrungen gesammelt, doch mit der Unterstützung von Stemmer Imaging, Puchheim, konnten wir dann letztendlich doch schnell ein passendes System entwickeln.“
3D-Bilder mit 2D-Werkzeugen auswertenDas System, das Lutz im Endausbau realisiert hat, um die Kunststoffteile zu prüfen, besteht aus einem linienförmigen Laser des Herstellers ZLaser, Freiburg, der die Bauteile anstrahlt, die über ein Transportband durch die Prüfmaschine fahren. Eine 3DKamera von Automation Technology, Bad Oldesloe, ist mit einem Winkelversatz zur Laserlinie über dem Band montiert und nimmt die Laserprofile nach dem Triangulationsprinzip auf. Common Vision Blox, die Bildverarbeitungs Bibliothek von Stemmer Imaging, ist an dieser Bildakquisition beteiligt und stellt den Treiber für den Einzug der 3DBilder zur Verfügung.
Diese Aufnahmen kalibriert die 3DBildverarbeitungsSoftware 3D Express von Aqsense, Girona, Spanien, metrisch und überführt sie in 3DPunktewolken. Daraufhin berechnet die Software die Bauteilebene und projiziert
Web-Tipp Produktbericht: Härteprüfung in der laufenden Produktion
Produktbericht: 3D-Inspek-tionssoftware vereinfacht Erst-bemusterung
Short-URL: www.plastverarbeiter.de/77308
Die Grundflächen dieser Kunststoff-elemente des Sicherheitsgurts müssen absolut plan sein, um ihre Funktion zu erfüllen.
das 3DBild in ein 2DGrauwertbild. Dieses enthält weiterhin die metrisch kalibrierten Koordinaten des Prüfobjekts, lässt sich aber im nächsten Schritt mit 2DWerkzeugen auswerten. Eine Grauwertstufe entspricht dabei einer Höhe von wenigen µm.
Das Auswerten der auf diese Weise umgerechneten Bilder erfolgt mit der BildverarbeitungsSoftware Sherlock von Teledyne Dalsa, Waterloo, Kanada, die Müller lobt: „Wenn ein Unternehmen wie unseres Maschinenbauprojekte umsetzt, ist die Kombination aus 3D Express und Sherlock die optimale Plattform. Die beiden aufeinander abgestimmten Werkzeuge lassen sich flexibel einsetzen und ermöglichen das Umrechnen von verschiedenen Datenstrukturen sowie ein einfaches Kalibrieren.“ Den Prüfablauf für die Inspektion der SicherheitsgurtElemente mit Sherlock hat Müller selbst erstellt und ist seitdem von dieser Technik überzeugt: „Mich interessiert 3DBildverarbeitung sehr und ich möchte sie künftig gerne auch in anderen Maschinen einsetzen, wo es technisch Sinn macht.“
Im beschriebenen System laufen die Teile zunächst auf dem Transportband weiter durch die Maschine und werden am Ende der Förderstrecke ausgeblasen. Je nach Beurteilung des BildverarbeitungsSystems landen sie dort in Behältern für Gut oder Schlechtteile, für die sich im System eine maximale Stückzahl eingeben lässt. Sobald die
PV_2016_01__50-52 Stemmer Imaging NEU (Januar oder Carplast).indd 51 13.01.2016 10:39:00

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
QUALITÄTSSICHERUNG / MESSTECHNIK52
maximale Füllmenge eines Behälters erreicht ist, stoppt die Maschine und zeigt dem Anlagenbediener an, dass ein Kistenwechsel erforderlich ist.
„Wir sind mit dieser Anlage bisher komplett reklamationsfrei, das heißt, alle Teile, die wir als gut erkannt ha-ben, waren auch tatsächlich in Ord-nung“, freut sich Geschäftsführer Lutz über das Ergebnis der Entwicklung. Bei bisher rund 6 Millionen geprüften Tei-len hat er einige Erfahrung mit dem System gesammelt.
Schnelle Realisierung der AnlageSehr zufrieden äußern sich Lutz und Müller über die Zusammenarbeit mit
Stemmer Imaging. „Besonders positiv empfand ich die schnelle Realisierung des Bildverarbeitungsteils der Anlage. An die für unsere Anwendung optima-len Komponenten haben wir uns nach der ersten Kontaktaufnahme in Form einer Machbarkeitsstudie im Labor he-rangetastet und so die finale Kombina-tion zusammengestellt“, beschreibt Müller die Entwicklungsphase. Hilf-reich war dabei nach seinen Worten die Unterstützung in Bezug auf die 3D-Bildverarbeitung, die für Müller ja Neu-land war. „Zwischen der Bestellung der ausgewählten Bildverarbeitungskom-ponenten und dem Start des Serien-betriebs lagen drei Monate – das hat meine Erwartungen übertroffen“, so
Müller. Möglich wurde die schnelle Re-alisierung auch dadurch, dass mit 3D Express und Sherlock eine aufeinander abgestimmte Kombination zweier Soft-warelösungen mit grafischer Benutzer-oberfläche zur Verfügung stand. Damit ließ sich das Aufnehmen der 3D-Bilder und deren metrische Kalibrierung so-wie die eigentliche Bildauswertung einfach konfigurieren, ohne dass Pro-grammierkenntnisse notwendig gewe-sen wären. Das eröffnete einen leich-ten und schnellen Zugang zu Lösun-gen, die ohne 3D-Bildverarbeitung nicht möglich gewesen wären.Die gewonnene Zeit investierte der Ab-teilungsleiter in die Optimierung der Anlage beim Prüfen anderer Objekte. „Als Lohnsortierer steht unser Unter-nehmen vor der besonderen Heraus-forderung, dass die Maschinen schnell auf neue oder bereits zu einem frühe-ren Zeitpunkt gelaufene Prüfobjekte eingestellt werden müssen“, erläutert Müller. Ein wichtiges Ziel sei dabei die Reproduzierbarkeit: „Die Ergebnisse müssen auch dann noch stimmen, wenn die Maschine zwischenzeitlich für eine andere Prüfaufgabe umgerüs-tet und im Einsatz war.“
Müller hat bereits Ideen für die Wei-terentwicklung dieser und anderer An-lagen: „Wir planen, das System noch zu erweitern und zum Beispiel mehre-re Ausgänge für verschiedene Gutteile einzubauen. Damit könnten wir dann ähnliche Produkte feiner sortieren.“ Durch weitere Optimierungen will Müller außerdem die Geschwindigkeit der Anlage auf 60 Teile pro Minute er-höhen und das Umstellen auf andere Prüfobjekte beschleunigen.� n
AutorPeter Stiefenhöfer ist Leiter Marketing & Öffentlichkeitsar-beit bei Stemmer Imaging in Puchheim.
Kontakt Stemmer Imaging, Puchheim [email protected]
Ein linienförmiger Laser strahlt die Bauteile an, die über ein Transportband durch die Prüfmaschi-ne fahren. Eine 3D-Kamera nutzt diese Laserlinie, um mithilfe des Triangulationsprinzips das Bauteil zu vermessen.
Michael Müller von der Firma Lutz (links) und Dr. Tobias Henzler von Stemmer Imaging besprechen die Auswertung eines Bauteils.
Bild
er: a
lle S
tem
mer
Imag
ing
PV_2016_01__50-52 Stemmer Imaging NEU (Januar oder Carplast).indd 52 13.01.2016 10:39:04

QUALITÄTSSICHERUNG / MESSTECHNIK 53
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Härteprüfung in der laufenden Produktion
Härteprüfgerät Um effizientere Regelkreise zwischen Qualitätskon-trolle und beispielsweise Einstellun-gen der Produktionsanlagen zu errei-chen, streben Hersteller eine 100-Prozent-Kontrolle während der Produktion an. Dies gilt auch für die Härteprüfung an Elastomeren und ähnlichen Materialien. Hier kann durch den zeitlichen Versatz zwi-schen der Offline-Prüfung im Labor und der Inline-Prüfung in der laufen-
den Fertigung ein beträchtlicher Schaden entstehen. Nun gibt es eine Option für das Härteprüfgerät Digi Test II von Bareiss, Oberdischingen, mit der das Gerät nachgerüstet wer-den kann. Sie heißt DTE II DI/O und ermöglicht Härteprüfungen aller Ver-fahren in automatisierte Abläufe zu integrieren. Mit einer einfachen elekt-rischen Ansteuerung lassen sich Mes-sungen steuern und der Status des Geräts abfragen. Es stehen jeweils acht Ein- und Ausgänge zur Verfü-gung. Standardmäßig sind zwei Ein-gänge für Start und Stopp sowie ein Ausgang mit Busy belegt. Für weiterte Einsatzmöglichkeiten und eine kom-fortablere Bedienung lassen sich wei-tere Funktionen nachrüsten.� n
Infos + Kontaktwww.plastverarbeiter.de/77281
Farberfassung mit der Datenbrille
Farbfinder Die Colorcatcher Glass-ware von Techkon, Königstein, macht aus der Google-Glass-Datenbrille ein leistungsfähiges Farberfassungs-gerät. Absolute Lab- und RGB-Farb-werte sowie die nächstliegenden Farbtöne des RAL-Classic-Farbfä-chers werden im Display der futuris-tischen Brille eingeblendet.� n
Infos + Kontaktwww.plastverarbeiter.de/35937
Für die Inspektion von Blasfolien
Smart-Kamera Futec, Takamatsu, Japan, hat eine Smartkamera für die Oberflächeninspektion im Bereich der Blasfolienextrusion entwickelt. Die Kamera Maxeye.Film ST ist zum einen einfach zu implementieren und zu bedienen und zum anderen liefert sie hohe Auflösungen, ist robust und schnell. Das Gerät erreicht 30.000 Scans pro Sekunde und eine Auflö-sung von 0,055 mm. Erhältlich sind zwei Kameratypen, die entweder mit 4.000 oder 8.000 Pixeln arbeiten.� n
Infos + Kontaktwww.plastverarbeiter.de/63457
Robotergestützte Inspektion von transparenten, spiegelnden und schwarzen Objekten
Infrarot-Scanner Der 3D-Infrarot-Scanner R3D-scan von Aimess, Burg, ist in einer robotergeführ-ten Variante erhältlich. Damit lässt sich der Scan-ner in die Fertigungslinie integrieren, um Form, Lage und Position von Objekten im Produktionstakt zu prüfen. Der Scanner wurde entwickelt, um Objek-ten mit transparenten, schwarzen oder spiegelnden Oberflächen zu prüfen. Derartige Objekte lassen
sich mit den konven-tionell zur Qualitäts-sicherung eingesetz-ten Streifenprojek-tionssystemen nur dann erfassen, wenn die Oberfläche zuvor mit Hilfsmitteln wie Anti-Glare-Spray be-handelt und mit Po-sitioniermarken ver-sehen wurde. Diese zeitaufwendige Vor-
gehensweise eignet sich jedoch nicht für die 100-prozentige Kontrolle in der Großserienferti-gung. Um die Vorbehandlung des Messobjekts zu vermeiden, greift der Scanner auf ein Messverfah-ren zurück: Im Gegensatz zu herkömmlichen Strei-fenprojektionssystemen analysiert er nicht die Re-flexion, sondern die vom Messobjekt absorbierte Energie, die in Wärme umgewandelt wird. Diese
weist das System mithilfe eines Infrarotdetektors nach. Ein konkretes Beispiel aus der Automobil-fertigung ist das Integrieren der Scheinwerfer in das Frontend-Modul – ein kritischer Schritt im Fertigungsprozess. Die Scheinwerfer müssen in der komplexen Montageeinheit exakt positioniert wer-den. Die Position der montierten Scheinwerfer an den Anlagepunkten des Blechteils kann inline je-doch nicht ausreichend überprüft werden. Bislang war kein optisches Messsystem in der Lage, die durchsichtigen Frontscheinwerfer im Fertigungs-takt flächenhaft zu digitalisieren. Mit dem 3D-Scanner lassen sich die montierten Scheinwerfer nun inline automatisiert messen. Das auf einen Messroboter montierte System scannt die einge-bauten Scheinwerfer und prüft ihre Position im Fahrzeugkoordinatensystem. Das Messergebnis liegt innerhalb von 60 Sekunden vor.� n
Infos + Kontaktwww.plastverarbeiter.de/03744
Der Scanner wurde zur Inspektion von Ob-jekten mit transparenten, schwarzen oder spiegelnden Oberflächen entwickelt.
Bild
quel
le: A
imes
Bildquelle: Futec
Bildquelle: Techkon
Bild
quel
le: B
arei
ss
PV_2016_01__53_Produkte_QM 1.indd 53 14.01.2016 11:47:26

PRODUKTENTWICKLUNG54
Maßgeschneidert und komfortabel: additiv gefertigte Spikeplatte auf einem Track Spike-schuh.
Individualisierte Spikeplatten mit 3D-Drucktechnologie
Schuhe mit perfekter Balance
Für Topläufer ist die Passform, Stei-figkeit und das Design eines Schuhs entscheidend. Spikeplatten auf Sprintschuhen unterscheiden sich je nach Länge des Rennens und den Vor-lieben des Sportlers deutlich. Norma-lerweise benötigt jede Platte mehrere
Spritzgussformen unterschiedlicher Größe, was teuer ist. Vor diesem Hin-tergrund ist ein amerikanischer Lauf-schuh-Hersteller zu einer designorien-tierten Herstellung von maßgefertig-ten, 3D-gedruckten Spikeplatten für Laufschuhe übergegangen. Somit las-
sen sich Designs ohne die beim Spritzguss erforderlichen kontinuier-lichen Kapitalinvestitionen aktuali-sieren. Zudem konnte das Gewicht im Vergleich zu den konventionell gefer-tigten Versionen um fünf Prozent reduziert werden.
Kein Läufer ist wie der andere, das gilt vor allen Dingen für Athleten im Pro-fisport: Wie sie mit dem Fuß auftreten, die Einwärtsdrehung ihres Fußes, ihr Abbremsen und Antritt sind allesamt einzigartig. Im Vergleich hierzu unter-scheiden sich die meisten Laufschuh-modelle eher wenig voneinander. Eine Individualisierung der Laufschuhe kann Sportlern folglich dabei helfen, auf der Bahn schneller zu laufen – das gilt insbesondere für die Spikeplatte, die unter dem Schuh angebracht ist und für mehr Traktion sorgt. Ein Ver-
fechter dieses Trends ist New Balance.New Balance Athletic Shoe, besser be-kannt als New Balance, wurde 1908 in Boston, USA, gegründet und macht mittlerweile einen Umsatz von über 2 Mrd. US-Dollar.
Nun ist das Unternehmen zu einer designorientierten Herstellung von maßgefertigten, 3D-gedruckten Spike-platten für Laufschuhe übergegangen. Diese fertigt man für die Topathleten anhand von individueller Biomecha-nik und persönlichen Angaben. Das
Sports Research Lab des Unterneh-mens setzt einen unternehmenseige-nen Prozess ein, um die Simulations-daten der Läufer des New Balance-Teams zu erfassen. Die Informationen werden mithilfe von hochentwickel-ten Algorithmen in ein optimiertes Design übersetzt und können dann mit der Technologie von EOS, Krailing, gefertigt werden.
Die Spikeplatten von Schuhen für die Laufbahn haben im Allgemeinen drei Eigenschaften, die sich aber je nach Länge des Rennens und den Vor-
lieben des Sportlers deutlich unter-scheiden können: Passform, Steifigkeit und Design der Platte – all diese Fak-toren wirken sich auf den Komfort und die Leistung des Läufers aus. Nor-malerweise benötigt jede Platte meh-rere Spritzgussformen unterschiedli-cher Größe. Jede von ihnen ist teuer und dient der Herstellung tausender baugleicher Platten, bevor sie aus der Produktion geht oder durch eine neue Form ersetzt wird. Dementsprechend war Schuhhersteller auf der Suche
Web-Tipp Link zum Sportschuh-Hersteller Link zum eingesetzten Kunst-stoff Laser-Sinter-System
Short-URL: www.plastverarbeiter.de/63350
01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
Effektive und bequeme Spikeplatten sorgen für eine bessere Traktion und weniger Druck auf der Außenseite des FußesKim Conley, US-amerikanische Olympiateilnehmerin
PV_2016_01__54-55_EOS.indd 54 14.01.2016 11:09:13

PRODUKTENTWICKLUNG 55
nach einem optimierten Prozess – und fand ihn in der Technologie von EOS, Krailing.
Bevor die Spikeplatten entworfen oder additiv gefertigt werden können, sammelt das Sport Research Lab die biomechanischen Daten jedes Läufers. Dafür sind eine Kraftmessplatte, Sen-soren im Schuh und ein System zur Erfassung von Bewegungen nötig. Die-ses Motion-Capture-System hilft da-bei, die Verbindung des Fußes zur Kraftmessplatte zu bestimmen. So ent-steht eine dreidimensionale Nachbil-dung der Krafteinwirkung jedes
Schritts. Die Sensoren im Schuh zei-gen separate Druckinformationen
während des Schrittablaufs. Sie geben so Aufschluss darüber,
wie der Fuß des Läufers mit dem Schuh interagiert.
„Wir stellen eine Verbin-dung zwischen diesen Druckwerten und den ent-sprechenden Kräften her. Auf diese Weise können wir die Kräfte für jeden Bereich des Fußes genau lokalisieren“, erklärt Sean Murphy, Senior Manager für Innovation und Tech-nik bei New Balance. „Ein
Beispiel ist der Zehenbe-reich: Wenn hier ein hoher
Druck herrscht, entspricht dies im Allgemeinen einer Kraft, die in Richtung Ferse drückt, um Schubkraft nach vorne zu er-zeugen. Wir nutzen eine Mo-
dellierungssoftware, um diese Daten zu verarbeiten. So
lässt sich die Position der Traktionselemente der Spikeplatten verteilen. Dadurch können wir die Ausrichtung der Ele-mente berechnen, ihre Größe anpassen und die Präferenzen des Läufers in das Design aufneh-
men.“ Anschließend be-reinigt ein Designer die
CAD-Daten, die für den Entwurf des endgültigen Produkts erforderlich sind. Dabei passt er die Modelloberflä-chen an, um Platz für die ganze Spike-platte zu schaffen. Sobald die endgül-tige Geometrie abgestimmt wurde, werden die CAD-Dateien in STL-Datei-en konvertiert und auf das Fertigungs-system – eine EOSINT P 395 – geladen, um das Produkt Schicht für Schicht im Additiven Fertigungsverfahren herzu-stellen. Das Kunststoff Laser-Sinter-System EOSINT P 395 mit dem Laser-typ: CO
2, 50 W, ist ein produktives System zur Verarbeitung von Thermo-plasten. Das System generiert voll funktionsfähige Kunststoffbauteile, die im Rahmen von Produktentwick-lungen, im Serienprodukt oder als Er-satzteile Verwendung finden. Die Bau-teile werden ohne Stützkonstruktion gefertigt. Mit einer Bauhöhe von ma-ximal 620 mm können auch größere Kunststoffkomponenten ohne zusätz-lichen Fügeprozess aufgebaut werden. Das nutzbare Bauvolumen beträgt 340 mm x 340 mm x 620 mm. Der modu-lare Aufbau des Systems ermöglicht eine hohe Flexibilität hinsichtlich Funktionsumfang und Budget. Der Nachfolger der EOSINT P 395 ist die die EOS P 396.
New Balance hat hierfür mit Advan-ced Laser Materials (ALM), einem Teil der EOS-Gruppe, ein eigenes Nylonge-misch entwickelt. Die Spikeplatten werden aus dem Nylonpulver unter Verwendung von speziellen Prozesspa-
rametern gebaut. „Für dieses Projekt haben wir ALM mit ins Boot geholt, weil sie Erfahrung bei der Entwicklung des Materials haben, das wir verwen-den wollten“, erklärt Murphy. „Wir haben bereits mit ihnen an einem Prototypen-Projekt gearbeitet und die Vielzahl der Materialien wie auch das Know-how, das sie bieten, machen sie zu einem perfekten Partner.“
„Mithilfe der Additiven Fertigung können wir unsere individuellen Spikeplatten nach Bedarf produzieren. Zudem können wir unseren Prozess unmittelbar anpassen, um verschiede-ne Größen und Breiten zu berücksich-tigen. Außerdem lassen sich Designs ohne die beim Spritzguss erforderli-chen kontinuierlichen Kapitalinvesti-tionen aktualisieren“, erklärt Katheri-ne Petrecca, Business Manager im New Balance Studio Innovation. „Durch die Aufnahme der additiv gefertigten Spikeplatte in unser Programm kön-nen wir darüber hinaus das Gewicht im Vergleich zu den konventionell ge-fertigten Versionen um fünf Prozent reduzieren.“� n
AutorMartin Rudlof ist bei EOS Electro Optical Systems in Krailling tätig. [email protected]
Kontakt EOS, Krailing, [email protected]
Jack Bolas vom New Balance-Team läuft auf der Teststrecke des Sports Research Labs.
Bild
qelle
: alle
New
Bal
ance
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
PV_2016_01__54-55_EOS.indd 55 14.01.2016 11:09:20

01 · 2016 · Plastverarbeiter www.plastverarbeiter.de
PRODUKTENTWICKLUNG56
Gedruckte Elektronik Sie sind dünn, leicht, flexibel, lassen sich kostengünstig und ohne großen Energieaufwand herstellen: gedruckte Mikroelektro-nik-Bauteile aus Kunststoff. Im Rahmen eines in-ternationalen Kooperationsprojekts gelang es Phy-sikern der TU München, München jetzt erstmals, die Entstehung der hauchdünnen polymeren Elektroden während des Druckprozesses live zu beobachten
und die elektrischen Eigenschaften der gedruckten Filme zu verbessern. Vor wenigen Monaten gelang es Forschern vom Lawrence Berkeley National Labo-ratory in Kalifornien erstmals die Vernetzung der Polymermoleküle in der aktiven Schicht einer orga-nischen Solarzelle während des Druckens zu verfol-gen. Zusammen mit den Kollegen aus Kalifornien nutzte das Münchner Forschungsteam diese Tech-nik, um die Eigenschaften der Polymer-Elektronik zu verbessern. Für ihre Untersuchung verwendeten sie Röntgenstrahlung, die am Synchrotron in Berkeley erzeugt wird. Das Röntgenlicht wird auf die frisch gedruckte Kunststoffschicht geleitet und dort ge-streut. Die Veränderung des Streumusters ermög-licht die Bestimmung der Anordnung und Orientie-rung der Moleküle beim Aushärten der gedruckten Filme. Mit der Arbeit konnte erstmals gezeigt wer-den, dass schon kleine Veränderungen der physika-lisch-chemischen Prozessbedingungen Aufbau und
Eigenschaften der Schicht erheblich beeinflussen. Die Zugabe von Lösungsmitteln mit hohem Siede-punkt führt beispielsweise dazu, dass sich die Kunststoffkomponenten leichter entmischen. Dies hat zur Folge, dass die leitfähigen Moleküle besser kristallisieren. Der Abstand zwischen den Molekülen nimmt ab und die Leitfähigkeit steigt. Stabilität und Leitfähigkeit lassen sich auf diese Weise so weit steigern, dass sich das Material nicht nur als Blockierschicht, sondern sogar als transparenter, elektrischer Kontakt einsetzen lässt. Damit ließen sich die spröden Indium-Zinn-Oxid-Schichten erset-zen. Im Ergebnis hieße das, dass alle Schichten nach dem gleichen Verfahren hergestellt werden könnten. Damit dies eines Tages möglich wird, wollen die TUM-Forscher das Elektrodenmaterial weiter untersuchen und optimieren.� n
Infos + Kontaktwww.plastverarbeiter.de/12013
Konstruieren für die additive Fertigung optimiertSoftware, 3D-Druck PTC, Mün-chen, und Stratasys, Rehovot, Israel arbeiten künftig zusammen, um ei-nen nahtlosen Arbeitsprozess zwi-schen der Konstruktionssoftware PTC Creo und den Stratasy-3D-Drucklösungen zu schaffen. Die ge-meinsame Vision der beiden Unter-nehmen ist es, Mitarbeitern aus Konstruktion und Fertigung einen einfacheren Zugang zur additiven Fertigung zu ermöglichen und die Vorteile dieser Technologie voll aus-zuschöpfen. Dazu gehören geometri-sche Freiheiten und Teilefunktionali-tät, eine wirtschaftlichere Fertigung kleinerer Stückzahlen und nach Be-darf, die Herstellung kundenspezifi-scher Produkte und vieles mehr. Die beiden Unternehmen haben längst erste Schritte zur Verwirklichung die-ser Vision gesetzt. In der Software,
die bereits auf dem Markt ist, steht ein nahtloser Workflow von der Kons-truktion bis zum 3D-Druck zur Verfü-gung. Dieser neue, integrierte Work-flow optimiert die Nutzung von 3D-Drucken, da die Anwender gezielt ihre Spezifikation auf den 3D-Druck ausrichten, die Dateien vorbereiten und die Druckoptimierung sowie die Druckausführung direkt in der Soft-ware-Umgebung für die Drucklösun-gen konzipiert sind.� n�
�
�
�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/26397
Flexibel drucken mit Weichkunststoff-Filament
Filamente Filamente, mit denen sich auf 3D-Druckern elastische Werkstücke fertigen lassen, eröffnen ganz neue Möglichkeiten im 3D-Druck. Mit dem neuen Material TPU 93, das German Reprap, Feldkir-chen, als Filament für 3D-Drucker in sein Programm aufgenommen hat, lassen sich Prototypen beispielsweise von Profilen, Griffen oder Dichtungen schnell und kostengünstig anferti-gen. Bei dem Werkstoff handelt es sich um TPU, das beispielsweise für Kabelummantelungen oder als Be-
schichtung für haptisch angenehme Oberflächen an Fahrzeuginnenaus-stattungen eingesetzt wird. Das Ma-terial ist weich, beständig gegen UV und Ozon, wetter- und abriebfest. Das Filament besitzt eine sehr hohe Flexibilität: Bei Messungen nach DIN EN ISO 527 erreicht das Material eine Bruchdehnung von 500 Prozent, die Shorehärte beträgt 93. Dabei ist es beständiger gegen Öle und Fette als TPE und elastischer als Weich-PLA. Das Material empfiehlt sich mit einer hohen Resistenz gegen Mikroorganis-men für den Einsatz in der Medizin-technik. Es wurde an die Verarbei-tung in 3D-Druckern optimiert und bietet gute Fließeigenschaften sowie eine leichte Filamentförderung.� n
Infos + Kontaktwww.plastverarbeiter.de/88766
Optimiertes Druckverfahren für maßgeschneiderte Organische Elektronik
Die „Organische Elektronik“ gilt als vielver-sprechender Zukunftsmarkt.
Bildquelle: German Reprap
Bildquelle: Christoph Hohmann / Nanosystems Initiative Munich
PV_2016_01__56_Produkte_PE 1.indd 56 13.01.2016 10:21:49

PRODUKTENTWICKLUNG 57
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
Neues Assistenzwerkzeug für SimulationsanwenderEntwicklungssoftware Mit der Software Simassist von Simplan, Maintal, können Simulationsdaten nicht nur verwaltet werden, sondern der Anwender kann sie auf vielfältige Weise auswerten, optimieren und in eine Projektdokumentation überfüh-ren. Durch die modulare Struktur können – aufbauend auf einem Ba-sismodul – die verschiedenen Modu-le frei gewählt und somit den indivi-duellen Anforderungen angepasst werden. Den modularen und flexiblen Charakter unterstreicht die Möglich-keit einer Entwicklerlizenz. So kön-nen Anwender eigene, auf ihre Be-dürfnisse ausgerichtete Plugins entwickeln und sind selbst an der Entstehung einer Software für Simu-lationsanwender beteiligt. Das be-reits eingeführte Produkt Simview wird als eigenständiges Plugin im
Modul 2view in die Software inte-griert. „Damit haben wir ein Werk-zeug geschaffen, das uns und allen Simulationsanwendern eine wertvol-le Unterstützung in der Abwicklung von Simulationsprojekten bietet. Durch schnelle Analysen und eine durchgängige Transparenz innerhalb eines Simulationsprojektes ist ein Effizienzgewinn messbar“, so Ste-phan Stauber, Niederlassungsleiter in Regensburg.� n�
�
�
�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/13246
Sonderteile einfach mal schnell drucken lassen3D-Drucker Igus, Köln, hat einen neuen Service entwickelt: den 3D-Druck-Copyshop. Kunden informie-ren das Unternehmen über ihre An-forderungen für ihr Bauteil und senden die 3D-Daten einfach per E-Mail oder Upload. Die Teile werden anschließend schnell und unkompli-ziert aus schmierfreien und abrieb-festen Iglidur-Kunststoffen ge-druckt.� n�
�
�
�
�
�
�
Infos + Kontaktwww.plastverarbeiter.de/76763
Analyse von flexib-len LeitungenSimulationssoftware LMS Samtech Tea Pipe von Siemens PLM, Plano, ist ein neues Softwarepaket für die nicht lineare mechanische Simulationsanalyse von Kabeln, Rohr- und Schlauchleitungen. Die Entwicklung flexibler Leitungen ist für Ingenieure besonders schwierig. Durch den rechnergestützten Ent-wicklungsprozess der Software kön-nen Probleme mit Befestigungen, Kollisionen, Ovalisierung, Verformen und Verbiegen der Kabel simuliert werden, bevor teure Prototypen ge-baut werden. Um Ermüdungsphäno-menen vorzubeugen, müssen in der Kabelstruktur auch Torsionsschwing-ungen begrenzt werden.� n�
Infos + Kontaktwww.plastverarbeiter.de/45341
Handarbeit in der Konstruktion entfällt
CAD-Software CAD-Daten im Unternehmen für die weitere Nutzung per Hand zu bearbeiten, kostet Zeit und ist fehleranfällig. Um Baugruppen für die Konstruktion automatisch zu vereinfachen oder sie für Kundenprojekte als vereinfachtes 3D-Modell darzustellen, setzt B&B–MAF heute die CAD-Soft-ware Asfalis von Camtex, Suhl, ein und profitiert von der Zeitersparnis bei der Vereinfachung von Baugruppen für Verpackungsmaschinen. Die Soft-ware kann nicht nur 3D-CAD-Konstruktionsdaten
automatisch konvertieren und Geometrien verein-fachen, sondern sie prüft diese und ermittelt Än-derungen oder Kollisionen. Für die fertigen Maschi-nen werden beim Anwender eine Vielzahl an Ein-zelteilen verbaut. Benötigt werden jeweils ein 3D-Layout und eine 2D-Ableitung für Aufstellpläne. Es wird detailliert konstruiert, jedes Normteil wird eingebaut, jede Fase, jede Verrundung und jede Bohrung wird eingezeichnet. Um in 3D-/2D-Lay-outs flüssig arbeiten zu können, ist es erforderlich,
vereinfachte Konfigurationen von Teilen und Bau-gruppen zu erstellen. Bisher wurde für jede Bau-gruppe per Hand eine separate Konfiguration er-stellt, in der Teile unterdrückt und vereinfacht wurden, die anschließend im Maschinenlayout nicht benötigt werden. Das kann mehrere Stunden dauern. Aufgrund der Software können nun uner-wünschte Elemente wie Nuten in Aluminiumprofi-len und Teile automatisiert aus Baugruppen ent-fernt werden. Das Ergebnis: Baugruppen mit einer wesentlich geringeren Anzahl an Kanten, die an-schließend im Layout dargestellt werden müssen. Die Vereinfachung läuft voll automatisiert im Hin-tergrund ab und stupide Handarbeit entfällt ganz. Die Software verfügt über diverse CAD-Schnittstel-len, unter anderem zu Catia, NX, I-Deas, Creo, Pro/Engineer, Inventor, Mechanical Desktop, Solid-works, Creo Elements/Direct, Parasolid, Acis, Iges, Step und JT.� n�
Infos + Kontaktwww.plastverarbeiter.de/21744
Die Software vereinfacht die Konstruktion der Verpackungs- maschinen.
Bild
quel
le: C
amte
x
PV_2016_01__57_Produkte_PE 2.indd 57 13.01.2016 10:30:34
www.plastverarbeiter.de
WEGWEISER58
01 · 2016 · Plastverarbeiter
Unternehmen/Inserenten
AGS, Bergisch Gladbach 25
Aimess, Burg 53
Ansys Germany, Darmstadt 14
Aqsense, Girona, Spanien 50
Arburg, Loßburg 20
Artefakt Industrie Design,
Darmstadt 14
Automation Technology,
Bad Oldesloe 50
Balluff, Neuhausen 38
Bareiss, Oberdischingen 53
BASF, Ludwigshafen 44, 49
BMW, München 34
Camtex, Suhl 57
Coperion, Stuttgart 29
Desma, Fridingen 35
Effizienz-Agentur NRW,
Duisburg 32
Elix Polymers, Tarragona,
Spanien 49
EOS, Krailing 54
Erema, Ansfelden, Österreich 30
Eurolaser, Lüneburg 24
Evonik Performance Materials,
Darmstadt 20
Ewikon, Frankenberg 3
Foba, Selmsdorf 25
Futec, Takamatsu, Japan 53
German Reprap, Feldkirchen 56
Getecha, Aschaffenburg 30
Grafe, Blankenhain 23
HB-Therm, St. Gallen, Schweiz 41
Hennecke, St. Augustin 31
Herbold Meckesheim,
Meckesheim 24
Hermle Maschinenbau 20
HRSflow, San Polo di Piave,
Italien 37
Husky, Bolton, Kanada 41
Igus, Köln 57
IKV an der RWTH Aachen,
Aachen 34
Institut für Kunststoffverarbeitung
(IKV), Aachen 31, 66
K. D. Feddersen, Hamburg 8
Kautex, Bonn 35
Krauss Maffei, München 11
Krauss Maffei Technologies,
München 20
Krupp Maschinentechnik, Essen 9
Kunststoffland NRW,
Düsseldorf 31
L & R, Sundern-Hachen 28
Lanxess, Köln 10, 31, 36
Leister, Kaegiswil, Schweiz 36
Lotte Chemical, Redcar,
Großbritannien 25
Maag, Oberglatt, Schweiz 36
Max Riner, Rupperswil 38
Mc Neel Europa, Barcelona,
Spanien 14
Messe Düsseldorf, Düsseldorf 66
Mitsubishi Engineering,
Düsseldorf 20
Möllerwerke, Bielefeld 24
Munich Composites,
Ottobrunn 24
Neue Herbold,
Sinsheim-Reihen 28
Nordson, Münster 25
Nuga, Balgach, Schweiz 29
Opdenhoff, Hennef 25
Pantone, Carlstadt, USA 49
Plasmatreat, Steinhagen 24
Plastics Europe, Frankfurt 34
PLM, Plano 57
Polyrema, Troisdorf 26
PPS Dietle, Haiterbach 20
Proto Labs, Shropshire, Großbritannien 5
PSG, Mannheim 41
PTC, München 56
PTZ-Prototypenzentrum Dresden,
Dresden 14
Resinex, Zwingenberg 8
Robot-Machining,
Seligenstadt 25
Siemens, München 34
Sigma Engineering, Aachen 37
Simplan, Maintal 57
SKZ – KFE, Würzburg 66
SLS, Dahn 23
Sortco, Hamburg 30
Spring Technologies, Paris,
Frankreich 41
Stäubli Tec-Systems Connectors, Bayreuth 37
Stemmer Imaging, Puchheim 50
Stratasys, Rehovot 56
Techkon, Königstein 53
Teledyne Dalsa, Waterloo,
Kanada 50
TER Plastics Polymergroup,
Herne 10
Trexel, Siegen 29
Trumpf Werkzeugmaschinen,
Ditzingen 9
Tschritter, Dorfprozelten 29
TU München, München 56
VDI Wissensforum, Düsseldorf 9, 20, 66
VDMA, Frankfurt 10, 34
Wacker Chemie, München 48
Wellmann, Verdun, Frankreich 28
Wema, Lüdenscheid 41
Wemo, Värnamo, Schweden 25
Werkzeugbau Siegfried Hofmann,
Lichtenfels 34
Werma, Rietheim-Weilheim 23
Yanfeng/Johnson Controls,
Shanghai, China 20
Z-Laser, Freiburg 50
Zwick Roell, Ulm 36
JETZT ANFORDERN:Tel.: +49 (0) 8191 125-777E-Mail: [email protected]/Jahr: € 214,12
Hüthig GmbHIm Weiher 10D-69121 Heidelberg
Tel. +49 (0) 6221 489-0Fax +49 (0) 6221 489-279www.huethig.de
Oder schnell über Ihr MobiltelefonQR-Code scannen.
Bild
: low
tech
24/f
otol
ia.co
m
reportagen, detaillierte Marktübersichten, Produkt-
Das volle Programm eines Jahres sichern: Technologietrends, recherchierte Anwender-
innovationen, Expertenstatements – kompakt in
Sonderpublikation MedPLAST12 Ausgaben PLASTVERARBEITER plus
pv_abo_1_3_quer_178x83.indd 1 15.01.2015 13:02:17
PV_2016_01__58_Wegweiser.indd 58 18.01.2016 11:43:56

MARKT & KONTAKT 59
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
MARKT & KONTAKT 59
Markt und Kontakt
Roh- und HilfsstoffeKunststoffverarbeitung, DienstleistungKunststoff- und KautschukprodukteMaschinen, Werkzeuge, ZubehörMess- und Prüftechnik, QualitätssicherungBetriebstechnikRecyclingPPS/SoftwareDienstleistung/Institute
11
ROH- UND HILFSSTOFFE
COMPOUNDS
COMPTEK GmbH Compounds & Farbbatch Heinrich-Hertz-Str. 15, D-65582 Diez Tel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50 www.comptek.de, [email protected]
ELASTOMERE, THERMOPLASTISCHE
Müller Kunststoffe GmbH D-96215 Lichtenfels • Max-Planck-Straße 3 Tel.: 0 95 71/94 894-0, Fax: 0 95 71/94 894-90 Mail: [email protected]
Nordmann, Rassmann GmbH Kajen 2, 20459 Hamburg Tel. 0 40/36 87-0, Fax 0 40/36 87-2 49 Internet: http://www.nrc.de
FARBEN FÜR KUNST-STOFFE
G. E. HABICH’S SÖHNE GmbH & Co. KG Farbenfabriken 34359 Reinhardshagen Tel.: 0 55 44/7 91-0, Fax: 0 55 44/82 38 e-mail: [email protected]
NOVOSYSTEMS Farben und Additive GmbH Winsener Landstrasse 124 D-21217 Seevetal Tel. 0 41 05/14 58-0, Fax 0 41 05/14 58-22 [email protected] / www.novosystems.de
FARBKONZENTRATE (BATCHES)
COLORANT GmbH Fluorkunststoff-Technologie Justus-Staudt-Straße 1 D-65555 Limburg-Offheim Tel. 0 64 31/98 99-0, Telefax 0 64 31/98 99-30
Markt und Kontakt
Roh- und HilfsstoffeKunststoffverarbeitung, DienstleistungKunststoff- und KautschukprodukteMaschinen, Werkzeuge, ZubehörMess- und Prüftechnik, QualitätssicherungBetriebstechnikRecyclingPPS/SoftwareDienstleistung/Institute
Color Service GmbH & Co. KG Offenbacher Landstr. 107–109 63512 Hainburg Tel. 0 61 82/95 40, Fax 0 61 82/9 54-1 11 e-Mail: [email protected] www.color-service.de
COMPTEK GmbH Compounds & Farbbatch Heinrich-Hertz-Str. 15, D-65582 Diez Tel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50 www.comptek.de, [email protected]
DEIFEL GmbH & Co. KG, 97408 Schweinfurt Postf. 40 66, T. 0 97 21/17 74-0, Fax /17 74-44 http://www.deifel-masterbatch.de eMail: [email protected]
G. E. HABICH’S SÖHNE GmbH & Co. KG Farbenfabriken 34359 Reinhardshagen Tel.: 0 55 44/7 91-0, Fax: 0 55 44/82 38 e-mail: [email protected]
FARB- UND ADDITIVKONZENTRATE
Macomass Verkaufs AG 63739 Aschaffenburg Tel. 0 60 21/35 06-0, Fax 35 06-33 E-Mail: [email protected]
FARBPASTEN UND FLÜSSIGFARBEN
Arichemie GmbH Postfach 120, 65814 Eppstein Tel. 0 61 98/59 12-0, www.arichemie.com
G. E. HABICH’S SÖHNE GmbH & Co. KG Farbenfabriken 34359 Reinhardshagen Tel.: 0 55 44/7 91-0, Fax: 0 55 44/82 38 e-mail: [email protected]
NOVOSYSTEMS Farben und Additive GmbH Winsener Landstrasse 124 D-21217 Seevetal Tel. 0 41 05/14 58-0, Fax 0 41 05/14 58-22 [email protected] / www.novosystems.de
FLAMMHEMMENDE MITTEL
MARTINSWERK GmbH 50127 Bergheim Telefon (0 22 71) 9 02-0
MASTERBATCHES
COMPTEK GmbH Compounds & Farbbatch Heinrich-Hertz-Str. 15, D-65582 Diez Tel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50 www.comptek.de, [email protected]
POLYAMIDE
EMS-Chemie (Deutschland) GmbH, 64823 Groß-Umstadt Tel. 0 60 78/7 83-0, Fax 0 60 78/7 83-4 16+1 90 welcome@de. emsgrivory.com
Nordmann, Rassmann GmbH Kajen 2, 20459 Hamburg Tel. 0 40/36 87-0, Fax 0 40/36 87-2 49 Internet: http://www.nrc.de
PRÜFTINTEN FÜR OBERFLÄCHENSPANNUNG
arcotest GmbH Postfach 1142 Rotweg 25 71297 Mönsheim Tel. 0 70 44/90 22 70, Fax 0 70 44/90 22 69 e-mail: [email protected]
PVC-GRANULATE
Müller Kunststoffe GmbH D-96215 Lichtenfels • Max-Planck-Straße 3 Tel.: 0 95 71/94 894-0, Fax: 0 95 71/94 894-90 Mail: [email protected]
REINIGUNGSGRANULAT
Nordmann, Rassmann GmbH Kajen 2, 20459 Hamburg Tel. 0 40/36 87-0, Fax 0 40/36 87-2 49 Internet: http://www.nrc.de
TRENNMITTEL
E. und P. Würtz GmbH & Co. KG 55411 Bingen, Industriegebiet Tel.: (0 67 21) 96 90-0, Fax: (0 67 21) 96 90 40 email: [email protected] www.wuertz.com
KUNSTSTOFF- VERARBEITUNG, DIENSTLEISTUNG
ANWENDUNGSTECHNIK
Friedhelm Begemann Ingenieurbüro für Anwendungs- technik Kunststoffspritzguss Mobil: +49 175 7248137 Internet: www.fbegemann.de
Chem-Trend (Deutschland) GmbHGanghoferstr. 47 I 82216 MaisachT. +49 8142 417 0 I [email protected]
Chem-Trend (Deutschland) GmbHGanghoferstr. 47 I 82216 MaisachT. +49 8142 417 0 I [email protected]
PV_2016_01__59-64_Markt-und-Kontakt.indd 59 18.01.2016 13:16:07
www.plastverarbeiter.de
MARKT & KONTAKT60
01 · 2016 · Plastverarbeiter
2
COMPOUNDIEREN
COMPTEK GmbH Compounds & Farbbatch Heinrich-Hertz-Str. 15, D-65582 Diez Tel. 0 64 32/6 45 60, Fax 0 64 32/64 56 50 www.comptek.de, [email protected]
PolyComp GmbH Robert-Koch-Str. 25, D-22851 Norderstedt Tel.: 0 40-5 29 53-0, Fax 0 40-5 29 53-2 22 e-mail: [email protected]
CORONA-ANLAGEN
Media Service Grulms 67071 Ludwigshafen Tel. 0621/637690-0, Fax 0621/637690-1 www.grulms.de, [email protected]
GALVANISIERUNG
Franz Kistenberger GmbH & Co. KG Kunststoff-Galvanisierung Am weiten Weg 11, 97762 Hammelburg Tel. 0 97 32/27 57, Fax /64 19
GRAVUREN
Hohenloher Formstruktur Max-Eyth-Str. 2, 74629 Pfedelbach Tel. 0 79 41/91 73-0, Fax 0 79 41/91 73-20
LOHNSCHÄUMEN
Richter Kunststoffverarbeitung e. K. Wolfsbuch 13, 97993 Creglingen Tel.: 07939/9906132, E-Mail: [email protected] Intertnet: www.richter-kunststoff.de
LOHNVERMAHLUNGEN
JRS Prozesstechnik GmbH & Co. KG Werk Calenberg D-30982 Pattensen, Calenberger Mühle 1 Tel.: +49-(0)50 69-94 07-0, Fax: 94 07-29
SPRITZGUSSTEILE
Werner Herr GmbH, 79285 Ebringen Eig. Werkzeugbau Tel. 0 76 64/9 71 30
TECHNISCHE KUNSTSTOFFE
Freie Kapazitäten für vorh. Werkzeuge oder neue Projekte. 1K – 3K Spritzgießverfahren bis 1300 t. METAK GmbH & Co. KG 06451-587-0 www.metak.de
TECHNISCHE SPRITZGUSSTEILE
Kunststofftechnik Kury Tel.: 07682/909053, Fax: 07682/909054 E-Mail: [email protected]
Erwin Schiff GmbH, 77963 Schwanau Tel. 0 78 24/26 23, Fax: 0 78 24/21 92 E-Mail: [email protected]
TIEFZIEHEN UND VAKUUMFORMUNGKlaus Kunststofftechnik GmbH 87700 Memmingen, Tel. 0 83 31/8 20 80
VORBEHANDLUNGS- ANLAGENARCOTEC GmbH Corona-, Plasma-, Flamm-Anlagen Rotweg 24, D-71297 Mönsheim Tel. 0 70 44/92 12-0, Fax 0 70 44/92 12 -12 www.arcotec.com, e-mail: [email protected]
KUNSTSTOFF- UND KAUTSCHUKPRODUKTE
BEUTEL- UND SACK-VERSCHLÜSSE
Württembergische Allplastik GmbH Johannes-Kepler-Str. 12 D-71083 Herrenberg Telefon 0 70 32/9 36 80 Telefax 0 70 32/93 68 98 E-Mail: [email protected] Internet: www.blitzbinder.de
DICHTUNGEN
Sonderhoff Services GmbH. Mathias-Brüggen Str. 126-128, 50289 Köln Tel.: +49 221 956526-0, Fax: +49 221 956526-39 e-mail: [email protected]
EXTRUSIONSPROFILE
moreplast GmbH 67681 Sembach Tel. 06303/922-10, Fax: -66 [email protected], www.moreplast.de
POLYETHYLENSCHÄUME
www.isowa.dePlastv-30x41mm-2015_PRINT
PROFILE
HakaGerodur AG CH-9201 GOSSAU SG Tel. +41/(0)71 3 88 94 94, Fax 71 3 88 94 80 www.hakagerodur.ch
PUR-DICHTUNGPlastv-30x41mm-2015_PRINT
PUR-FORMTEILE
Friedmann-Formteile 77656 Offenburg Tel. 07 81/9 69 34-0, Fax: -99 E-Mail: [email protected] Internet: www.friedmann-formteile.de PUR-IHS-KOMPAKT, RIM, RRIM, HS-RIM
SAUGNÄPFE
VAKUPLASTIC Kunststoff GmbH & Co. KG Rudower Straße 68b D-12529 Schönefeld Tel.: 0 33 79/20 31 31, Fax 0 33 79/20 31 39
SCHLÄUCHE
Novoplast Schlauchtechnik GmbH, 38820 Halberstadt, Tel. 0 39 41/6 86 90, Fax 68 69 40
Pioflex Kunststoff in Form GmbH 79211 Denzlingen, Tel. 0 76 66/9 31 50 www.pioflex.de, [email protected]
SPRITZGUSSTEILE
Driess Kunststofferzeugnisse Erfweiler Straße 2 66994 Dahn-Reichenbach Tel. 0 63 91/50 67, Fax 0 63 91/17 70 e-mail: [email protected] Eigener Werkzeugbau
Eugen Helm GmbH, 98693 Manebach Tel. 03677/202782, Fax 03677/61974 Teile bis 350 g, Eigener Werkzeugbau
Reiher GmbH, 38116 Braunschweig Saarbrückener Straße 254, Tel. 05 31/5 20 81, Fax 05 31/50 79 29 [email protected]
TECHNISCHE SPRITZGUSSTEILE
Borscheid+Wenig GmbH 86420 Diedorf, Tel. 0 82 38/30 03-0 www.borscheid-wenig.com
Eugen Helm GmbH, 98693 Manebach Tel. 0 36 77 / 20 27 82, Fax 0 36 77 / 6 19 74 Teile bis 350 g, Eigener Werkzeugbau
Klaus Kunststofftechnik GmbH 87700 Memmingen, Tel. 0 83 31/8 20 80
Wenesit AG Postf. 14 04 07, 42825 Remscheid Tel. 0 21 91/86 69+86 60, Fax 8 35 79
TIEFZIEHTEILE
Klaus Kunststofftechnik GmbH 87700 Memmingen, Tel. 0 83 31/8 20 80
ZELLKAUTSCHUK
www.isowa.de
Plastv-30x41mm-2015_PRINT
• Spezialist in der Produktion von Kunststoffteilen
• Herstellung von Produkten aus den Materialien: PA, PA66, POM, PS, ABS, PE, PP u.a.
Plastbud Sp. z o.o., 68-205 Zary, Polenul. Szklarska 16, • Tel. +48 728 833 008Mobil +48 660 441 056 • Fax +48 68 374 05 09Internet: www.plastbudzary.pl
Plastv-30x41mm-2015_PRINT
www.isowa.de
PV_2016_01__59-64_Markt-und-Kontakt.indd 60 18.01.2016 13:16:08

MARKT & KONTAKT 61
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
3
MASCHINEN, WERKZEUGE, ZUBEHÖR
ABSAUG- UND FILTERTECHNIK
Höcker Polytechnik GmbH Borgloher Straße 1, D-49176 Hilter Tel. 0 54 09/4 05-0, Fax 4 05-5 55 [email protected]; www.polytechnik.de
SCHUKO Heinz Schulte-Südhoff GmbH&Co. KG Mackstr. 18, 88348 Bad Saulgau Tel. 0 75 81/48 71-0, Fax -81 www.schuko.com, [email protected]
AUSWERFERKUPPLUNG
G. Hütter-Kunststofftechnik Postfach 2129, D-88111 Lindau Tel. 0 83 82/2 36 61, Fax /2 30 34 [email protected]
AUSWERFERSTIFTE
Gerhard Stoll GmbH & Co. KG, 75172 Pforzheim Tel. 0 72 31/16 80-0, Fax 0 72 31/16 80-80 www.stoll-pforzheim.de
BEISTELLEXTRUDER
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
DIE OBERFLÄCHE ZUR OPTIMALEN ENTFORMUNG
Topocrom GmbH Hardtring 29, D-78333 Stockach Telefon 0049 7771 93 630 www.topocrom.com, [email protected]
DOSIERANLAGEN
ProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
DOSIERPUMPEN FÜR FLÜSSIGFARBEN
NOVOSYSTEMS Farben und Additive GmbH Winsener Landstrasse 124 D-21217 Seevetal Tel. 0 41 05/14 58-0, Fax 0 41 05/14 58-22 [email protected] / www.novosystems.de
EINFÄRB- UND MISCHGERÄTE
ProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
ELEKTRISCHE HEIZEINRICHTUNGEN
ERGE-Elektrowärmetechnik Franz Messer GmbH, 91218 Schnaittach Postf. 40, Tel. 0 91 53/9 21-0 Fax 0 91 53/9 21-1 17 od. 1 24 www.erge-elektrowaermetechnik.de
Schniewindt GmbH & Co. KG D-58805 Neuenrade, Postfach 1360 Tel.: 0 23 92-6 92-0, Fax: 0 23 92/6 92-11 Email: [email protected] Internet: http://www.schniewindt.de
WEMA GmbH Kalver Str. 28, 58515 Lüdenscheid Tel. 02351 / 9395-0, Fax 02351 / 9395-33 www.wema.de; [email protected]
ELEKTRISCHE HEIZPATRONEN
ERGE Elektrowärmetechnik Franz Messer GmbH, 91218 Schnaittach Postf. 40, Tel. 0 91 53/9 21-0 Fax 0 91 53/9 21-1 17 od. 1 24 www.erge-elektrowaermetechnik.de
ELEKTROMAGNETISCHE SCHWEISSMASCHINEN
KVT Bielefeld GmbH www.kvt-bielefeld.de
EXTRUDERENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/89 12 20, Fax: /8 91 22-99
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
EXTRUDERFOLGE- EINRICHTUNGEN
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
FLACHFOLIENANLAGEN
ENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/89 12 20, Fax: /8 91 22-99
FOLIENSCHWEISS-MASCHINEN
Heinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
FÖRDERANLAGEN
ProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
GEWINDEBUCHSEN / EINSÄTZE / INSERTS
Gerhard Stoll GmbH & Co. KG, 75172 Pforzheim Tel.: 0 72 31/16 80-0, Fax 0 72 31/16 80-80 www.stoll-pforzheim.de
GEBRAUCHTMASCHINEN
Heinz Schirmacher GmbH Internet: http://www.schirmacher-hf.de
GRANULIERANLAGEN
REDUCTION ENGINEERING GMBH Scheer Pelletizing Systems Siemensstraße 32, 70825 Korntal-Münchingen Tel. +49(0)715091990 [email protected]; www.re-scheer.com
HARTMETALLWERK-ZEUGE ZUM FRÄSEN VON KUNSTSTOFFEN
Rudolf Wendling Raffineriestraße 113 93333 Neustadt / Do Tel. 0 94 45 / 99 13 92, Fax 0 94 45 / 99 13 94 www.rudolfwendling.de [email protected]
HEIZ- UND ABKANTMASCHINEN
WIDOS W. Dommer Söhne GmbH Einsteinstr. 5, 71254 Ditzingen Tel.: +49 71 52/99 39-0, Fax: -40 [email protected] / www.widos.de
HEIZELEMENT- SCHWEISSMASCHINEN
bielomatik Leuze GmbH + Co. KG Tel. 0 70 25/12-0, Fax 12-213 E-Mail: [email protected] Internet: http://www.bielomatik.com
FRIMO Technology GmbH Plastic Joining D-22525 Hamburg Tel.: +49 (0) 40 5470967-0 [email protected]
KVT Bielefeld GmbH www.kvt-bielefeld.de
Eugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
SONOTRONIC Nagel GmbHBecker-Göring-Str. 17-25 ▪ 76307 KarlsbadTel.: +49 72 48 91 66-0 ▪ Fax: -144 ▪ www.sonotronic.de
WIDOS W. Dommer Söhne GmbH Einsteinstr. 5, 71254 Ditzingen Tel.: +49 71 52/99 39-0, Fax: -40 [email protected] / www.widos.de
HEIZPLATTEN UND KÜHLPLATTEN FÜR MASCHINEN UND ANLAGEN
ELKOM Heizplatten- und Kühlplattentechnik Oberbecksener Str.80, 32547 Bad Oeynhausen Tel.: +49 (0) 5731 7782-0, FAX: -12 www.elkom.de / [email protected]
HF-GENERATOREN
Heinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
HF-SCHWEISSMASCHINEN
KIEFEL GmbH 83395 Freilassing, Industriestr. 17–19 Tel. 0 86 54/78-0, www.kiefel.de
Heinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
IMPULSSCHWEISS- GERÄTE
Heinz Schirmacher GmbH Otto-Hahn-Str. 7, 22946 Trittau Tel. 0 41 54/86 16-0, Fax 0 41 54/30 18 Internet: http://www.schirmacher-hf.de
INFRAROTSCHWEISS- MASCHINEN
FRIMO Technology GmbH Plastic Joining D-22525 Hamburg Tel.: +49 (0) 40 5470967-0 [email protected]
IONISATIONSSYSTEME
HAUG GmbH & Co KG, Pf. 20 03 33, 70752 L.-Echterdingen, Tel. 07 11/94 98-0, Fax 07 11/94 98-2 98
KALANDER, KALANDERNACHFOLGER
ENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/89 12 20, Fax: /8 91 22-99
PV_2016_01__59-64_Markt-und-Kontakt.indd 61 18.01.2016 13:16:09

www.plastverarbeiter.de
MARKT & KONTAKT62
01 · 2016 · Plastverarbeiter
4
KÄLTETECHNIK
L&R Kältetechnik GmbH & Co KGHachener Str. 90a • 59846 SundernTel.: 02935 / 96614-0 • Fax: [email protected] • www.lr-kaelte.de
C
M
Y
CM
MY
CY
CMY
K
Bezugsquelle_LR_2012.pdf 1 20.09.2012 13:33:05
KÜHLGERÄTE UND -ANLAGEN
KELVIPLAST GmbH & Co. KG Sandweg 14, 63589 Linsengericht (Gro) Tel. 0 60 51/96 65-0, Fax 96 65-65 [email protected], www.kelviplast.de
KKT chillers Industriestraße 3, 95359 Kasendorf Tel. +49(0) 9228 9977 0, Fax 149 [email protected] www.kkt-chillers.com
ONI-Wärmetrafo GmbH Niederhabbach 17 D-51789 Lindlar Tel. 0 22 66/47 48-0, Fax 0 22 66/39 27 [email protected], www.oni.de
RIEDEL Kältetechnik, KKW GmbH 95326 Kulmbach, Am Goldenen Feld 18 Tel. 0 92 21/70 95 55, Fax 0 92 21/70 95 49 [email protected], www.riedel-kkw.de
Weinreich GmbH, 58479 Lüdenscheid Tel. 0 23 51-92 92 92, FAX 92 92 50 E-mail: [email protected] Internet: www.weinreich.de
KÜHLWASSER-BATTERIEN0-500 + 0-2000 l/h/je Kreis. A. Liedgens & Sohn GmbH 57635 Weyerbusch Tel. 0 26 86/2 15
KUNSTSTOFF- SCHWEISS GERÄTEEugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
LABOREXTRUDERENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/8 91 22-0, Fax: /8 91 22-99
EXTRUDEX Kunststoffmaschinen GmbH Postfach 12 20, D-75402 Mühlacker Tel. 0 70 41/96 25-0, Fax 96 25-22
LABTECH ENGINEERING EUROPE Tel.: 0151 5151 05 13 www.labtechengineering.com [email protected]
LABOR-PRESSEN
LABTECH ENGINEERING EUROPE Tel.: 0151 5151 05 13 www.labtechengineering.com [email protected]
SERVITEC GmbH, 14641 Wustermark www.servitecberlin.de
Wickert Maschinenbau GmbH Wollmersheimer Höhe 2, 76829 Landau Tel.: 0 63 41/93 43-0, Fax: 0 63 41/93 43-30 Internet: www.wickert-presstech.de E-Mail: [email protected]
LABORWALZWERKE
LABTECH ENGINEERING EUROPE Tel.: 0151 5151 05 13 www.labtechengineering.com [email protected]
SERVITEC GmbH, 14641 Wustermark www.servitecberlin.de
LASERSCHWEISS- ANLAGEN
bielomatik Leuze GmbH + Co. KG Tel. 0 70 25/12-0, Fax 12-213 E-Mail: [email protected] Internet: http://www.bielomatik.com
LPKF WeldingQuipment GmbH Alfred-Nobel-Str. 55-57, 90765 Fürth Tel.: 0911-669859-0 http://www.lpkf-laserwelding.com
LASERSCHWEISS- MASCHINEN
KVT Bielefeld GmbH www.kvt-bielefeld.de
NORMALIEN FÜR FORMENBAU
HASCO Hasenclever GmbH+CoKG Römerweg 4 · 58513 Lüdenscheid Tel.: 0 23 51/9 57-0, Fax: 0 23 51/9 57-2 37 www.hasco.com · [email protected]
Meusburger Georg GmbH & Co KG Kesselstr. 42, 6960 Wolfurt, Austria Tel.: 0043 (0) 55 74/67 06-0, Fax: -11 www.meusburger.com, [email protected]
STRACK NORMA GMBH Königsberger Str. 11 58511 Lüdenscheid Tel. (0 23 51) 87 01-0, Fax (0 23 51) 87 01-100
PLASMAVORBEHANDLUNG
Diener electronic GmbH & Co. KG Nagolder Str. 61, 72224 Ebhausen Tel.: 0 74 58 / 99 931-0, Fax:0 74 58 / 99 931-50 [email protected], www.plasma.de
PRESSEN, HYDRAULISCHE
Wickert Maschinenbau GmbH Wollmersheimer Höhe 2, 76829 Landau Tel.: 0 63 41/93 43-0, Fax: 0 63 41/93 43-30 Internet: www.wickert-presstech.de E-Mail: [email protected]
QUERSCHNEIDE- MASCHINEN
Emmendinger Maschinenbau GmbH D-79312 Emmendingen, Am Elzdamm 32 Tel.: 0 76 41/92 42-0, Fax: 0 76 41/92 42-70 e-mail: [email protected]
REIBSCHWEISS- VORRICHTUNGENKVT Bielefeld GmbH www.kvt-bielefeld.de
SÄGEANLAGEN
Eugen Riexinger GmbH & Co. KG Egartenring 2, D-75378 Bad Liebenzell Tel. +49 (0) 70 52 - 9 30 90-0, Fax -33 [email protected], www.riex.de
WIDOS W. Dommer Söhne GmbH Einsteinstr. 5, 71254 Ditzingen Tel.: +49 71 52/99 39-0, Fax: -40 [email protected] / www.widos.de
SCHLAUCHKUPPLUNGEN + ROHRBOGEN
DRUCKFLEX-KUCHENBROD GMBH 63834 Sulzbach, Karolinenstr. 3 Tel. 0 60 28/97 47-0, Fax 0 60 28/97 47 47 [email protected]
SCHMELZEPUMPEN
eprotec extrusion technology AG pumpwerkstr. 23, CH-8105 regensdorf fon: +41/43 388 90 90, fax: +41/43 388 90 99 www.eprotec.ch, [email protected]
SCHNECKEN U. ZYLINDER
Arenz GmbH Plastifizier- und Verschleißtechnik Neuherstellung und Regenerierung Heidestr. 5, 53340 Meckenheim Tel.: (0 22 25) 9 99-0, Fax: 9 99-2 50 www.arenz-gmbh.de
Bernex Bimetall AGIndustriestrasse 211, CH-4600 OltenTel. +41 (0) 62 287 87 87, Fax. +41 (0) 62 287 87 90e-mail: [email protected]: www.bernexgroup.com
Bernex:Layout 1 01.03.2010 9:05 Uhr Seite 1
Boyke Wear Technology GmbH Gerberstraße 11a, D-51789 Lindlar Tel.: 02266/4 63 47-0, Fax: 02266/4 63 47-29 www.bwt-gmbh.com, [email protected]
SCHNEIDMÜHLEN
AMIS Maschinen-Vertriebs GmbH Im Rohrbusch 15 · 74939 Zuzenhausen Tel.: 06226/7890-0, Fax: 06226/7890-222 www.amis-gmbh.de
Dreher Maschinenbau GmbH & Co. KG Zieglerstraße 17 · 52078 Aachen Tel.: +49 241-515 63-0, Fax: +49 241-52 60 06 [email protected] Internet: www.dreher-aachen.de
Am Gemeindegraben 13, 63741 Aschaffenburg Tel. +49-6021-8400-0, Fax +49-6021-8400-35 [email protected], www.getecha.de
Hellweg Maschinenbau Vennstr. 10, 52159 Roetgen Tel.: 0 24 71/42 54, Fax: 0 24 71/16 30 www.hellweg-maschinenbau.de
Rapid Granulier-Systeme GmbH & Co. KG Bruchweg 3, 63801 Kleinostheim Tel. 0 60 27/46 65-0, Fax 46 65 17 E-mail: [email protected] Internet: www.rapidgranulator.de
TRIA GmbH Siemensring 25, 47877 Willich Tel. 0 21 54 / 94 39-0, Fax 0 21 54 / 94 39 19 [email protected], www.triaplastics.de
Wanner-Technik GmbH Alte Heerstr. 5, 97877 Wertheim Tel.: 0 93 42/3 08 80, Fax: 0 93 42/3 08 83 www.wanner-technik.de
ZERMA GmbH Im Rohrbusch 15, 74939 Zuzenhausen Tel.: 06226/7890-0, Fax: 06226/7890-222 www.zerma.de
PV_2016_01__59-64_Markt-und-Kontakt.indd 62 18.01.2016 13:16:10

MARKT & KONTAKT 63
Plastverarbeiter · 01 · 2016www.plastverarbeiter.de
5
SONOTRODEN
SPRITZGIESS- WERKZEUGE
TAMPONDRUCK-MASCHINEN
Media Service Grulms 67071 Ludwigshafen Tel. 06 21/63 76 90-0, Fax 06 21/63 76 90-1 www.grulms.de, [email protected]
TEMPERIERGERÄTE
HTT GmbH, D-32051 Herford Tel. 0 52 21/3 85-0, www.htt.de
KELVIPLAST GmbH & Co. KG Sandweg 14, 63589 Linsengericht (Gro) Tel. 0 60 51/96 65-0, Fax 96 65-65 [email protected], www.kelviplast.de
ONI-Wärmetrafo GmbH Niederhabbach 17 D-51789 Lindlar Tel. 0 22 66/47 48-0, Fax 0 22 66/39 27 [email protected], www.oni.de
Weinreich GmbH, 58479 Lüdenscheid Tel. 0 23 51-92 92 92, FAX 92 92 50 E-mail: [email protected] Internet: www.weinreich.de
THERMOFORM- MASCHINEN
FRIMO Freilassing GmbH Liegnitzer Straße 5 D-83395 Freilassing Tel.: +49 (0) 8654 4985-0 [email protected]
GN THERMOFORMING EQUIPMENT Chester, Nova Scotia, Canada Tel.: ++1/9 02-2 75-35 71 Fax: ++1/9 02-2 75-31 00 E-Mail: [email protected] – www.gncanada.com GN Europe: Jihlava, Czech Republic Tel.: 4 20-56-7 31-30 78 Fax: 4 20-56-7 31-30 79 E-Mail: [email protected] Contact: Mr. Marek Nikiforov
ILLIG Maschinenbau GmbH & Co. KG 74081 Heilbronn, Tel. 0 71 31/5 05-0, FAX 0 71 31/5 05-3 03, email: [email protected] http://www.illig.de
KIEFEL GmbH 83395 Freilassing, Industriestr.17-19 Tel. 08654/78-0, www.kiefel.de
TROCKENSCHRÄNKEHORO Dr. Hofmann GmbH (Ultra-) Trocken-/Wärmeschränke und Sonderbauten 73760 Ostfildern, Rudolf-Dieselstr. 8 Tel.: 07 11-3 41 10 59, Fax 3 48 27 08
TROCKNER
TROCKNUNGSANLAGENProTec Polymer Processing GmbH Stubenwald-Allee 9, 64625 Bensheim Tel. +49 6251 77061-0 [email protected] www.sp-protec.com
ULTRASCHALL-SCHWEISSMASCHINEN
FRIMO Technology GmbH Plastic Joining D-22525 Hamburg Tel.: +49 (0) 40 5470967-0 [email protected]
Herrmann Ultraschalltechnik
GmbH & Co. KG · 76307 Karlsbad
Tel: +49 7248 79-0 · [email protected] www.herrmannultraschall.com
KVT Bielefeld GmbH www.kvt-bielefeld.de
Weber Ultrasonics Weld & Cut GmbH Im Hinteracker 9, D-76307 Karlsbad Tel./Fax: +49 7248 935647 -0 /-99 www.wuwc.de, [email protected]
VEREDELUNG
LKS Kronenberger GmbH Metallveredelung Friedrich-Ebert-Str. 1-5 63500 Seligenstadt Tel.: 0 61 82/8 01-0 Fax: 0 61 82/8 01-300 Hartchrom, Präz.-Rundschleifen Spiegelhochglanz, Reparatur u. Aufarbeitung
VERSCHLUSSDÜSEN
VIBRATIONS-SCHWEISSMASCHINEN
bielomatik Leuze GmbH + Co. Tel. 0 70 25/12-0, Fax 12-213 E-Mail: [email protected] Internet: http://www.bielomatik.com
KVT Bielefeld GmbH www.kvt-bielefeld.de
WÄRMEBEHANDLUNG
HORO Dr. Hofmann GmbH siehe Trockenschränke
WÄRMESCHUTZPLATTEN
Brandenburger-Isoliertechnik GmbH & Co KG Postfach 11 64+11 65, D-76801 Landau/Pfalz Tel. 0 63 41/51 04-0, Fax 0 63 41/51 04-155 E-mail: [email protected] Internet: www.brandenburger.de
DOTHERM Isolierwerkstoffe GmbH & Co. KG Heßlingsweg 65-67, 44309 Dortmund Tel.: 02 31-92 50 00-0, Fax: 02 31-92 50 00-80 E-Mail: [email protected], Web: www.dotherm.de
ISOCOS GmbH + Co. KG Große Ahlmühle 31, 76865 Rohrbach Tel.: 0 63 49-9 39 41-0, Fax: 0 63 49-9 39 41-101 [email protected], www.isocos.com
TMW-GmbH, Isoliertechnik Postfach 11 27 76873 Offenbach/Queich Tel. 0 63 48/82 55
WALZEN: HERSTEL-LUNG UND REPARATUR
LEONHARD BREITENBACH GMBH Postfach 11 11 52, D-57081 Siegen Tel. 02 71/37 58-0, Fax 02 71/37 58-2 90 E-mail: [email protected] Internet: www.breitenbach.de
DRINK & SCHLÖSSERS WALZENTECHNIK 47839 Krefeld-Hüls, Mühlenweg 21-37 Tel. 0 21 51/7 46 69-0, Fax 0 21 51/7 46 69-10 Internet: http://www.ds-walzen.de e-mail: [email protected]
ENTEX Rust & Mitschke GmbH Heinrichstr. 67, 44805 Bochum Tel.: 02 34/8 91 22-0, Fax: /8 91 22-99
HÄHL GmbH Eutinger Str. 29, 75249 Kieselbronn, Tel. +49-7231-9523-0, Fax +49-7231-9523-190 e-mail: [email protected] Internet: http://www.haehl.com
WASSERSTRAHL-SCHNEIDEN
ZAHNRADPUMPEN
eprotec extrusion technology AG pumpwerkstr. 23, CH-8105 regensdorf fon: +41/43 388 90 90, fax: +41/43 388 90 99 www.eprotec.ch, [email protected]
SONOTRONIC Nagel GmbHBecker-Göring-Str. 17-25 ▪ 76307 KarlsbadTel.: +49 72 48 91 66-0 ▪ Fax: -144 ▪ www.sonotronic.de
TELSONIC AGIndustriestrasse 6b9552 Bronschhofen Schweiz
Tel. +41 71 913 98 88, Fax: [email protected] www.telsonic.com
TELSONIC AGIndustriestrasse 6b9552 Bronschhofen Schweiz
Tel. +41 71 913 98 88, Fax: [email protected] www.telsonic.com
Konrad HäuplerWerkzeug- und Formenbau GmbH & Co. KGLübener Straße 24 • 90471 NünbergTel.: ++49 (0) 911 80 30 97FAX: ++49 (0) 911 8 93 87 03www.haeupler.de • [email protected]
RINCO ULTRASONICS AG8590 Romanshorn / [email protected]
Ultrasonic technology groUp
Ihr Spezialist und Partner für innovative und leistungs- starke Lösungen.
Ultraschall-sondermaschinenUltraschall-systemeUltraschall-Komponenten
Ms spaichingen gmbh Karlstr. 8-20, 78549 Spaichingen
www.ms-spaichingen.de
Fördern – Trocknen – Dosieren
www.simar-int.com
www.isowa.de
PV_2016_01__59-64_Markt-und-Kontakt.indd 63 18.01.2016 13:16:11
www.plastverarbeiter.de
MARKT & KONTAKT64
01 · 2016 · Plastverarbeiter
6
ZERKLEINERUNGS-MASCHINEN
TRIA GmbH Siemensring 25, 47877 Willich Tel. 0 21 54 / 94 39-0, Fax 0 21 54 / 94 39 19 [email protected], www.triaplastics.de
MESS- UND PRÜFTECHNIK, QUALITÄTSSICHERUNG
ERSTBEMUSTERUNGSoftware und Dienstleistung: Camesma GmbH, 74074 Heilbronn Tel. 0 71 31/5 82 01-14, Fax -15
INDUSTRIEFOR-SCHUNG, MATERIALPRÜFUNGSKZ Süddt. Kunststoff-Zentrum Frankf. Str. 15–17, 97082 Würzburg Tel. 09 31/4 10 40, Fax 09 31/41 04-1 77
PRÜFMASCHINEN UND -GERÄTEE. Karg, 82152 Krailling Tel. 0 89/7 55 20 13, FAX 0 89/75 21 33
RESTFEUCHTE-MESS-GERÄTE FÜR KUNST-STOFFGRANULATEwww.aboni.de; [email protected] Tel. 0700/22664-366, Fax 0700/22664-329
Brabender Messtechnik GmbH & Co. KG Tel.: 02 03/9 98 19-0, Fax 02 03/9 98 19-22
SCHMELZINDEX-PRÜFGERÄTEE. Karg, 82152 Krailling Tel. 0 89/7 55 20 13, FAX 0 89/75 21 33
VISKOSITÄTSMESSGERÄTELAUDA Dr. R. Wobser GmbH Postfach 1251, 97922 Lauda-Königshofen Tel. 0 93 43 / 5 03-1 28, Fax -222 ww.lauda.de, [email protected]
ZERSTÖRUNGSFREIE WERKSTOFFPRÜFUNGHelling GmbH Spökerdamm 2, 25436 Heidgraben Tel. 04122/922-0, Fax 04122/922-201 [email protected], www.hellinggmbh.de
RECYCLING
PMMA-RECYCLING Kunststoff- und Farben-Gesellschaft mbH An der Flurscheide 7 ; 64584 Biebesheim Tel.06258/80060 www.kfg-biebesheim.de
RECYCLINGANLAGENSikoplast Maschinenbau Heinrich Koch GmbH Aulgasse 176, 53721 Siegburg Tel. 0 22 41/17 45-0, [email protected]
ZERKLEINERUNGS- ANLAGENSCHUKO Heinz Schulte-Südhoff GmbH&Co. KG Mackstr. 18, 88348 Bad Saulgau Tel. 0 75 81/48 71-0, Fax -81 www.schuko.com, [email protected]
Weima Maschinenbau GmbH Bustadt 6-10 D-74360 Ilsfeld Tel. 0 70 62/95 70-0, Fax 0 70 62/95 70-90 [email protected] www.weima.com
PPS/SOFTWARE
BDE-SYSTEM, LEITSTANDProSeS BDE GmbH, 75179 Pforzheim Telefon: 0 72 31/1 47 37-31, Fax: -49 www.proses.de BDE/MDE/Leitstand/MES/CAQ
PPS-/ERP-SYSTEMESage bäurer GmbH Josefstraße 10, D-78166 Donaueschingen Tel. +49 771 89652-0, Fax +49 771 89652-4200 [email protected], www.sage.de/mittelstand Sage WINCARAT. Die ERP-Lösung für die Kunststoffindustrie.
SOFTAG AG Kapf 638, CH-9405 Wienacht Tel. +41 (0) 71 898 80 30, www.softag.ch PPS-Lösungen SOFTadmin: für den Werkzeug- und Formenbau für die Kunststoff verarbeitende Industrie
DIENSTLEISTUNGEN, INSTITUTE
ENERGIEBERATUNG/ -OPTIMIERUNGONI-Wärmetrafo GmbH Niederhabbach 17 D-51789 Lindlar Tel. 0 22 66/47 48-0, Fax 0 22 66/39 27 [email protected], www.oni.de
ENTGRATUNGENActive GmbH, 64711 Erbach www.active-entgratung.de Tel. 0 60 62 / 91 27 30 Fax 0 60 62 / 91 34 10
NORDRHEIN-WESTFALENKunststoff-Institut K.I.M.W. GmbH Karolinenstr. 8, 58507 Lüdenscheid Tel. 0 23 51/1 06 41 91, Fax 0 23 51/1 06 41 90
PRÜFUNG VON WERK- STOFFEN UND BAUTEILENEDAG Polymerservice Tel. +49 661 6000 802 [email protected] www.edag.com Akkreditiert nach ISO 17025
ZERTIFIZIERUNGENSKZ-Cert GmbH Zertifizierungen Frankfurter Str. 15; 97082 Würzburg Tel.: 09 31/41 04-3 10; Fax -3 20 Internet: www.skz.de
Hüthig GmbHIm Weiher 10D-69121 Heidelberg
Tel. +49 (0) 6221 489-0Fax +49 (0) 6221 489-279www.huethig.de
E i n s c h n E c k E n E x t r u d E rWir machen komplexe Sachverhalte regelmäßig transparent. Zuverlässig und mit höchster redaktio-neller Qualität. Deshalb sind die Fachzeitschriften und Online-Portale von Hüthig in vielen Bereichen von Wirtschaft und Industrie absolut unverzichtbar für Fach- und Führungskräfte.
hue_image_woerter_blau_178x62mm.indd 1 17.12.2013 18:04:34
PV_2016_01__59-64_Markt-und-Kontakt.indd 64 18.01.2016 13:16:12
Wie kommen Ihre Produkte und Dienstleistungen jeden Monat ins Bezugsquellenverzeichnis und zusätzlich ins Internet?
Hauptgruppe ankreuzen
Untergruppe, Stichwort angeben (mehrere Einträge möglich)
Tragen Sie Ihren Text ein. Denken Sie bitte auch an Ihre Online-Anschrift:
q Roh- und Hilfsstoffeo Kunststoffverarbeitung,
Dienstleistungo Kunststoff- und
Kautschukprodukte
o Maschinen, Werkzeuge, Zubehör
o Mess- und Prüftechnik,Qualitätssicherung
o Betriebstechnik
o Recyclingo PPS/Softwareo Dienstleistungen, Institute
(je Zeile ca. 30 Buchstaben inkl. Zwischenräume. Preis pro mm Höhe s/w € 3,00, 4-c € 4,50, Mindesthöhe: 10 mm, 4 Zeilen + MwSt). Der Auftrag erstreckt sich auf mind. 12 aufeinanderfolgende Eintragungen, danach läuft er bis auf Widerruf. Kündigungen mit 6-wöchiger Frist möglich.
MArkT & kOnTAkT kUnSTSTOffMArkT
Ort/Datum Firmenstempel/Unterschrift
1. Zeile
2. Zeile
3. Zeile
4. Zeile
5. Zeile
Ihre freiwilligen Angaben werden zusammen mit den für die Vertragsabwicklung erforderlichen Daten von uns und den Unternehmen der Süddeutscher Verlag Mediengruppe, unseren Dienstleister sowie anderen ausgewählten Unternehmen verarbeitet und genutzt, um Sie über Produkte und Dienstleistungen zu informieren. Wenn Sie dies nicht mehr wünschen, schreiben Sie bitte an: Hüthig GmbH, PLASTVErArBEITEr, D-69121 Heidelberg, Im Weiher 10, fax 06221/489-481, E-Mail: [email protected]
...und ab ins fax oder in die Post:
PLASTVErArBEITEr, AnzeigenabteilungPostfach 10 28 69, D-69018 Heidelberg
fax-nummer+49 (0) 6221 489-481
rückfragen:Tel. +49 (0) 6221 489-301
Kombinieren Sie Print und Online! Als Bezugsquellen-inserent erhalten Sie auf Wunsch einen zusätzlichen kostengünstigen „Plus-Eintrag” unter www.plastverarbeiter.de! Was heißt „Plus-Eintrag”? In der hinterlegten Datenbank unseres Online-Portals können Sie Ihre Firmenadresse plus Tel.- und Fax-Nr. plus Link zu Ihrer Homepage plus Logo und plus Freitext zum Produktprogramm hinterlegen. Preis: Als Bezugs-quellen-Inserent zahlen Sie nur 50 € pro Jahr.
o Ja, wir möchten auch den Plus-Eintrag
PV_MuK_210x297.indd 1 25.10.2012 11:51:49PV_2016_01__XX_Einkaufsführer Anzeige.indd 65 04.01.2016 08:57:30
www.plastverarbeiter.de
SERVICE66
01 · 2016 · Plastverarbeiter
VeranstaltungenTermine unter www.plastverarbeiter.de
16.02. – 17.02.2016 Baden-Baden
Tagung: VDI-Jahrestagung Spritzgießen
VDI Wissensforum, Düsseldorf, Tel. 0211 6214-201, [email protected]
23.02. – 27.02.2016 Düsseldorf
Messe: METAV
Messe Düsseldorf, Düsseldorf, Tel. 0211 4560-01, [email protected]
24.02. – 24.02.2015 Würzburg
Seminar: EPS-Partikelschaum - Nachhaltige Qualitätssicherung
SKZ – KFE, Würzburg, Tel. 0931 4104-164, [email protected]
24.02. – 25.02.2016 Aachen
Kolloquium: 28. Int. Kunststofftechnisches Kolloquium des IKV
Institut für Kunststoffverarbeitung (IKV) in Industrie und Handwerk an der Rheinisch-Westfälischen Technischen Hochschule Aachen, Aachen, Tel. 0241 80-96631, [email protected]
Inhaber und Beteiligungsverhältnisse(Entsprechend der Bekanntgabepflicht nach dem Gesetz über die Presse vom 03. Okt. 1949): Alleingesellschafter: Süddeutscher Verlag Hüthig Fachinformationen GmbH, München (100%).
REDAKTIONDipl.-Ing. Harald Wollstadt (Chefredakteur) (hw), v.i.S.d.P., Tel.: 06221 489-347, Fax: 06221 489-481, E-Mail: [email protected]. (FH) Christine Koblmiller (ck), Tel.: DW -287, E-Mail: [email protected]. Etwina Gandert (eg), Tel.: DW -246, E-Mail: [email protected] Löh, M.A. (dl), Tel.: DW -377, E-Mail: [email protected] Hartung (Assistenz), Tel.: DW -349 E-Mail: [email protected]ändige freie Mitarbeiter:Prof. Dr.-Ing. Werner Hoffmanns, Brunnenstr. 82, 40764 Langenfeld, Tel.: 02173 148-271, Fax: 02173 148-272, E-Mail: [email protected]. Winfried Pfenning, Wingertstr. 51, 68199 Mannheim, Tel.: 0621 8280-593, Fax: 0621 8280-594, E-Mail: [email protected]. Oliver Lange, Hammer Dorfstr. 61, 40221 Düsseldorf, Tel.: 0211 1583651, E-Mail: [email protected]
www.plastverarbeiter.de 67. Jahrgang, ISSN 0032–1338
Amtsgericht Mannheim HRB 703044
IHRE KONTAKTE: Abonnement- und Leserservice: Telefon: 08191 125-777, Fax: -799 Redaktion: Telefon: 06221 489-349, Fax: -481 Anzeigen: Telefon: 06221 489-301, Fax: -481 E-Mail: [email protected]
Impressum
DATENSCHUTZ Ihre Angaben werden von uns für die Vertragsabwicklung und für interne Marktforschung gespeichert, verarbeitet und genutzt und um von uns und per Post von unseren Kooperationspartnern über Produkte und Dienstleistungen informiert zu werden. Wenn Sie dies nicht mehr wünschen können Sie dem jederzeit mit Wirkung für die Zukunft unter [email protected] widersprechen.
Angeschlossen der Informationsgemeinschaft zur Feststellung der Verbreitung von Werbeträgern (IVW), Printed in Germany
Abonnement- und Leserservice:Hüthig GmbH, Leserservice, 86894 Landsberg Tel.: 08191 125-777, Fax: -799 E-Mail: [email protected] Ausgaben jährlich VERLAGHüthig GmbH, Im Weiher 10, 69121 Heidelberg, www.huethig.deGeschäftsführung:Fabian MüllerVerlagsleitung:Rainer SimonProduktmanager Online:Philip Fischer Leitung Herstellung:Horst AlthammerArt Director:Jürgen ClausLayout:Brigitte WaldnerDruck:westermann druck GmbH, Georg-Westermann-Allee 66, 38104 Braunschweig
Nachdruckrechte einzuräumen. Die Wiedergabe von Gebrauchsna-men, Handelsnamen, Warenbezeichnungen und dergleichen in dieser Zeitschrift berechtigt auch ohne besondere Kennzeichnung nicht zur Annahme, dass solche Namen im Sinne des Warenzeichen- und Markenschutzgesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen. Mit Namen oder Zeichen des Verfassers gekennzeichnete Beiträge stellen nicht unbedingt die Meinung der Redaktion dar. Es gelten die allgemeinen Geschäftsbedingungen für Autorenbeiträge.
AUSLANDSVERTRETUNGENBelgien, Frankreich: Agence Eychenne, Carolyn Eychenne, 27 chemin des Sablons de la Montagne, F-78160 Marly-le-Roi Tel.: +33 139 581401, Fax: +33 971705241, E-Mail: [email protected]änemark, Finnland, Niederlande, Norwegen, Schweden, Österreich, Spanien, Portugal, Tschechien, Slowakei, Ungarn, USA, Kanada:Publimedia GmbH, Peter Wokurka, Leondingerstraße 27, A-4020 Linz, Tel.: +43 70 668876, Fax: +43 70 612783, E-Mail: [email protected]ßbritannien: Richard H. Thompson Ltd., 38 Addison Avenue, GB-London W11 4QP, Tel.: +44 20 76021065, Fax: +44 20 76022198, E-Mail: [email protected], Schweiz, Liechtenstein: interpress, Katja Hammelbeck, Bahnhofstr. 20A, Postfach, CH-8272 Ermatingen, Tel.: +41 71 6637785, Fax: +41 71 6637789, E-Mail: [email protected]
ANZEIGENAnzeigenleitung:Ludger Aulich, Tel.: 06221 489-230, Fax: 06221 489-481, E-Mail: [email protected]:Klaus-Dieter Block, Tel.: DW -301, E-Mail: [email protected]:Christel Edinger, Tel.: DW -228, E-Mail: [email protected]:Ulrike Ruf, Tel.: DW -379, E-Mail: [email protected]:Christin Hartung, E-Mail: [email protected] gilt Anzeigenpreisliste Nr. 54 vom 01.10.2015
© CopyrightHüthig GmbH 2016, Heidelberg. Eine Haftung für die Richtigkeit der Veröffentlichung kann trotz sorgfältiger Prüfung durch die Redaktion, vom Verleger und Herausgeber nicht übernommen werden. Die Zeitschriften, alle in ihr enthaltenen Beiträge und Abbildungen, sind urheberrechtlich geschützt. Jede Verwertung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Bearbeitung in elektronischen Systemen. Mit der Annahme des Manuskripts und seiner Veröffentlichung in dieser Zeitschrift geht das umfassende, ausschließliche, räumlich, zeitlich und inhaltlich unbeschränkte Nutzungsrecht auf den Verlag über. Dies umfasst insbesondere das Printmediarecht zur Veröffentlichung in Printmedien aller Art sowie entsprechender Vervielfältigung und Verbreitung, das Recht zur Bearbeitung, Umgestaltung und Übersetzung, das Recht zur Nutzung für eigene Werbezwecke, das Recht zur elektronischen/digitalen Verwertung, z.B. Einspeicherung und Bearbeitung in elektronischen Systemen, zur Veröffentlichung in Datennetzen sowie Datenträger jedweder Art, wie z. B. die Darstellung im Rahmen von Internet- und Online-Dienstleistungen, CD-ROM, CD und DVD und der Datenbanknutzung und das Recht, die vorgenannten Nutzungsrechte auf Dritte zu übertragen, d.h.
VERTRIEBVertriebsleitung: Hermann WeixlerAbonnement:http://www.plastverarbeiter.de/kontakt/abo Bezugspreis Jahresabonnement: Inland € 186,00 (zzgl. € 15,00 Versand & MwSt. = € 215,51) Ausland € 186,00 (zzgl. € 30,00 Versand & MwSt. = € 231,56)Einzelverkaufspreis € 19,50 (inkl. MwSt. & zzgl. VersandDer Studentenrabatt beträgt 35 %. Kündigungsfrist: jederzeit mit einer Frist von 4 Wochen zum Monatsende.Kündigungsfrist: jederzeit mit einer Frist von 4 Wochen zum Monatsende
PV_2016_01__66_ Veranstaltungen_Impressum.indd 66 13.01.2016 15:17:39

Hüthig GmbH Im Weiher 10 D-69121 Heidelberg
Tel. +49 (0) 6221 489-0Fax +49 (0) 6221 489-481www.huethig.de
Schnelle Orientierung und Informationsmaximierung für Ihr Tages-geschäft. Branchen-Highlight: Marktübersichten mit dynamischer Suchfunktion (Channel wird thematisch ständig erweitert). www.plastverarbeiter.de: Das Portal für den Kunststoffverarbeiter
Weitere Informationen: +49 (0) 6221 489-230 oder -301
Neue Inhalte Neues Design
Webbasierte Marktübersichten Optimierte Nutzbarkeit
www.plastverarbeiter.deNeue Navigationsleiste
Neues Trendbarometer
Neue Channels Neue Werbeflächen
Noch mehr Zugriffe
PV_online_210x297_RZ.indd 3 01.12.2014 17:29:56PV_2016_01__xx_Anzeigenseite 10 (EIGEN).indd 3 14.01.2016 10:36:04

Hüthig GmbH Im Weiher 10 D-69121 Heidelberg
Tel. +49 (0) 6221 489-230Fax +49 (0) 6221 489-481www.huethig.de
Impulsgeber für Messe-Besucher und inhaltliche Fokussierung auf das Branchenereignis K 2016. Der PLAST MESSEGUIDE erscheint mit Blick auf das internationale Messepublikum in zwei Ausgaben: Deutsch und Englisch.
Weitere Informationen/Anzeigenplatzierungen:[email protected]
Mit großem Mit großem Mit großem Vertriebsradius:Vertriebsradius:Vertriebsradius:Messe, Hotels,Messe, Hotels,Messe, Hotels,
Verarbeiter-Verarbeiter-Verarbeiter-betriebebetriebebetriebebetriebebetriebebetriebe
PV_K_guide_210x297.indd 3 24.11.2015 08:56:39PV_2016_01__XX_US 4.indd 4 14.01.2016 10:42:59





























