Embed Size (px)
Citation preview

Grunow
Optimierung von BestGckungsprozessen in der Elektronikmontage
GABLER EDITION WISSENSCHAFT Produktion und Logistik Herausgegeben von Professor Dr. Wolfgang Domschke, Technische Universitat Darmstadt, Professor Dr. Andreas Drexl, Universitat Kiel, Professor Dr. Bernhard Fleischmann, Universitat Augsburg, Professor Dr. Hans-Otto Gunther, Technische Universitat Berlin, Professor Dr. Christoph Haehling von Lanzenauer, Freie Universitat Berlin, Professor Dr. Karllnderfurth, Universitat Magdeburg, Professor Dr. Klaus Neumann, Universitat Karlsruhe, Professor Dr. Christoph SchneeweiB, Universitat Mannheim, Professor Dr. Hartmut Stadtler, Technische Universitat Darmstadt, Professor Dr. Horst Tempelmeier, Universitat zu K61n, Professor Dr. Gerhard Wascher, Universitat Halle-Wittenberg
Kontakt: Professor Dr. Hans-Otto Gunther, Technische Universitat Berlin, FG BWL - Produktionsmanagement, Wilmersdorfer Str. 148, 10585 Berlin
Diese Reihe dient der Veroffentlichung neuer Forschungsergebnisse auf den Gebieten der Produktion und Logistik. Aufgenommen werden vor allem herausragende quantitativ orientierte Dissertationen und Habilitationsschriften. Die Publikationen vermitteln innovative BeitrCige zur Losung praktischer Anwendungsprobleme der Produktion und Logistik unter Einsatz quantitativer Methoden und moderner Informationstechnologie.
Martin Grunow
Optimierung von Bestuckungsprozessen in der E lektron i kmontage
Mit einem Geleitwort von Prof. Dr. Hans-Otto Gunther
Deutscher U niversitiits-Verlag
Die Deutsche Bibliothek - CIP-Einheitsaufnahme
Grunow, Martin: Optimierung von Besruckungsprozessen in der Elektronikmontage / Martin Grunow. Mit einem Geleitw. von Hans-Otto Gunther. - Wiesboden : Dt. Univ.-Verl. ; Wiesbaden : Gabler, 2000 (Gabler Edition Wissenschaft : Produktion und Logistik) lug I. : Berlin, Techn. Univ., Diss., 1999
D 83
Aile Rechte vorbehalten
© Betriebswirtschaftlicher Verlag Dr. Th. Gabler GmbH, Wiesbaden, und Deutscher Universili:its-Verlag, Wiesbaden GmbH, 2000
lektorat: Brigitte Siegel/Viola Leuschner
Der Gabler Verlag und der Deutsche Universitats-Verlag sind Unternehmen der Fachverlagsgruppe BertelsmannSpringer.
Dos Werk einschliel3lich oller seiner Teile ist urheberrechtlich geschutzt. Jede Verwertung aul3erhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne lustimmung des Verlag~~ unzulassig und strafbar. Dos gilt insbesondere fur Vervielfaltigungen, Ubersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
http://www.gabler.de http://www.duv.de
Hochste inhaltliche und technische Qualili:it unserer Produkte ist unser liel. Bei der Produktion und Verbreitung unserer Bucher wollen wir die Umwelt schonen. Dieses Buch ist deshalb auf saurefreiem und chlorfrei gebleichtem Papier gedruckt. Die Einschweil3folie besteht aus Polyethylen und damit aus organischen Grundstoffen, die weder bei der Herstellung noch bei der Verbrennung Schadstoffe freisetzen.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt ouch ohne besondere Kennzeichnung nicht zu der Annahme, doss solche Nomen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten waren und daher von jedermann benutzt werden durften. ISBN-13: 978-3-8244-7111-9 e-ISBN-13: 978-3-322-89138-9 001: 10.1007/978-3-322-89138-9
v
Geleitwort
In vielen industriellen Produktionssystemen bleiben Leistungsreserven ungenutzt, weil
technischer Innovation Vorrang eingeraumt wird vor betriebswirtschaftlicher Innovation.
Dies lliJ3t sich besonders deutlich am Beispiel der Bestiickung von Leiterplatten mit elek
tronischen Bauelementen beobachten. Wiihrend die technische Leistungsfiihigkeit von
Bestiickungsautomaten ins scheinbar UnermeBliche ansteigt - Bestiickungsleistungen von
30 Bauelementen pro Sekunde werden heute miihelos erreicht - hat sich bei den eingesetz
ten Planungsverfahren und Steuerungsalgorithmen in den letzten Jahren kein nennenswerter
Fortschritt vollzogen. Konkret hat dies zur Folge, daB die von den Maschinenherstellern
angegebenen Leistungsdaten im praktischen Einsatz deutlich unterschritten werden. Dies
liegt vor allem daran, daB bei der imrner komplexer werdenden Kinematik der Bestiik
kungsautomaten anspruchsvolle Steuerungsalgorithmen benotigt werden, mit deren Ent
wicklung industrielle Anwender iiberfordert sind.
Leiterplatten und elektronische Steuerungen finden sich heute in beinahe allen technischen
Geraten. Insofern stellt die Elektronikmontage einen bedeutenden und zudem stark wach
senden Industriezweig dar. Aufgrund der komplexen Technologie und des hohen Automati
sierungsgrades miissen industrielle Bestiicker erhebliche Investitionsausgaben fUr die
Einrichtung der erforderlichen Montagesysteme tiitigen. Daher haben in der Leiterplatten
montage selbst geringfiigige Leistungsverbesserungen der Bestiickungsautomaten erheb
liche Auswirkungen auf die Wirtschaftlichkeit des gesamten Produktionssystems. Diese
Problemstellung, wirtschaftliche Verbesserungen von Bestiickungsautomaten durch "intel
ligente" Planungs- und Steuerungsverfahren zu erzielen, steht im Mittelpunkt der Arbeit
von Herrn Grunow.
Wie nicht anders zu erwarten, lassen sich angesichts der Komplexitiit der zu losenden
Planungs- und Steuerungsprobleme mit Hilfe gebrauchlicher Standardoptimierungsverfah
ren keine brauchbaren, geschweige denn optimale Losungen erzielen. Daher entwickelt
Herr Grunow am Beispiel des in der Industrie am weitesten verbreiteten Autornatentyps
(des sog. Chip Shooter) eigenstiindige, u.a. auf graphentheoretischen Uberlegungen beru
hende Ansatze. Hierbei ist simultan iiber die Belegung des Bauelementemagazins des
Bestiickungsautomaten und die Reihenfolge der einzelnen Bestiickungsoperationen bzw.
die Wegefiihrung des Bestiickungskopfes zu entscheiden, wobei verschiedene, technisch
bedingte Restriktionen, insbesondere die komplexen Bewegungsablaufe und kinematischen
Besonderheiten moderner Bestiickungsautomaten, zu beachten sind. Die besondere prakti
sche Relevanz gewinnt die Arbeit aus der Beriicksichtigung technologischer Spezifika, wie
z.B. unterschiedlicher Breiten der Zufiihreinrichtungen oder unterschiedlicher Taktzeiten
VI Geleitwort
der Bauelemente. Insofem leistet die Arbeit innovative, deutlich tiber den gegenwiirtigen
Stand der intemationalen Forschung hinausgehende und fUr die industrielle Anwendung
hochinteressante Beitrage.
Die Gtite der von Herm Grunow entwickelten Methodologie wird durch umfangreiche
numerische Studien nachgewiesen. Dabei zeigt sich im Vergleich zu industriellen Refe
renzlosungen eine deutliche Oberlegenheit sowohl hinsichtlich des resultierenden
Leistungsverhaltens der Besttickungsautomaten als auch der anfallenden Rechenzeiten. DaB
die erzielten Losungen tatsachlich in der Niihe des (unbekannten) Optimums liegen,
verdeutlicht der Vergleich mit theoretisch ermitteiten Grenzwerten. Bei allen Versuchs
reihen wurde von realitatsnahen Anwendungsszenarien ausgegangen. Daher ist abzusehen,
daB die von Herm Grunow entwickelten Steuerungsalgorithmen zu einem erheblichen
Produktivitatsgewinn in der industriellen Anwendung fiihren werden.
Bisher haben sich sowohl Ingenieurwissenschaftler als auch Operations Researcher und
Produktionswirtschaftler intensiv mit den Planungs- und Steuerungsproblemen der Elektro
nikmontage auseinander gesetzt. Ergebnis ist ein auBerst reichhaltiges intemationales Lite
raturangebot. Aus der Sicht der industriellen Praxis sind die verwertbaren Erkenntnisse
jedoch begrenzt, da vielfach von unrealistischen Priimissen und veralteter Besruckungs
technologie ausgegangen oder die Betrachtung auf spezielle Teilprobleme eingeengt wird.
Andererseits bleibt das kommerzielle, auf Anwendungen in der Elektronikindustrie ausge
richtete Softwareangebot vielfach noch deutlich hinter dem erreichten wissenschaftlichen
Entwicklungsstand zuriick. Insofem ist die von Herm Grunow vorgeiegte Arbeit fUr indu
strielle Anwender und Softwareentwickler gleichermaBen lesenswert wie fUr einschlagig
orientierte Wissenschaftler. Ich wiinsche der Arbeit daher eine weite Verbreitung und eine
interessierte Leserschaft.
Prof. Dr. H.O. Giinther
VII
Vorwort
Forschung im Bereich der Betriebswirtschaft muB einen Beitrag zur Losung realer
Probleme lief em. Dabei kann sie sich den komplexen Produktionsprozessen modemer
Fertigungsverfahren nicht verschlieBen. Das Verstiindnis der technologischen Rahmen
bedingungen ist vielmehr Voraussetzung fUr die Identifikation der in der Produktion rele
vanten F orschungsgegenstiinde.
FUr die Elektronikmontage, ein Industriezweig mit volkswirtschaftlich immer stiirkerem
Gewicht, wird in dieser Arbeit beispielhaft gezeigt, welchen Nutzen ein betriebswirtschaft
lich fundiertes Vorgehen stiften kann, wenn es die Realitiit industrieller Produktion reflek
tiert und sich nicht auf Behandlung akademisch-theoretischer Fragen zuriickzieht. So
verstanden erlaubt betriebswirtschaftliche Methodik tatsachlich die im Sinne einer Hinwen
dung zur Managementlehre geforderte Herleitung konkreter, normativer Aussagen.
1m Wissen urn die Komplexitiit sowohl der Produktionstechnologie wie auch der Methodik
habe ich mich besonders urn Pragnanz und Klarheit in der Darstellung bemiiht. Kenntnisse
der Technologie der Elektronikmontage und anspruchsvolles methodisches Vorwissen
werden nicht vorausgesetzt.
Diese Arbeit ist im Rahmen meiner Tatigkeit als wissenschaftlicher Mitarbeiter an der
Technischen Universitiit Berlin entstanden. Mein erster Dank gilt meinem Doktorvater
Herrn Prof. Dr. Hans-Otto GUnther. Es ist ihm gelungen, am Lehrstuhl eine stimulierende
Arbeitsurngebung zu schaff en, die zur Entstehung wie zur Gestaltung der Arbeit wesentlich
beigetragen hat. Auf seine freundliche fachliche UnterstUtzung konnte ich immer ziihlen.
Dank schulde ich auch Herr Prof. Dr. Eckart Zwicker fUr sein bereitwilliges Engagement
als Berichter und Herrn Prof. Dr. Axel von Werder fUr die Ubemahme des Vorsitz des
Promotionsausschusses.
Ferdinand Blamer, Mario Lochmann und Axel Schrecker, die zur selben Zeit wie ich am
Fachgebiet als wissenschaftliche Mitarbeiter beschaftigt waren, betrachteten es als selbst
verstiindliche Kollegen- und Freundespflicht, sich jederzeit fUr fachliche Diskussionen zur
Verfiigung zu stellen. Auch die Projektrnitarbeiter Andreas Fohrenbach und Jun-Der Leu
haben wesentlich zu dem produktiven Arbeitsklima beigetragen. 1m privaten Bereich haben
mir vor allem Susanne und meine Familie wertvolle UnterstUtzung geleistet.
Martin Grunow
IX
Gliederung
Abbildungsverzeichnis XIII
Tabellenverzeichnis XIX
1. Einleitung 1
2. Tecbnologiscbe Grundlagen 7
2.1 EntstehungsprozeB e1ektronischer Baugruppen 7
2.1.1 Uberblick 7
2.1.2 Entwurf elektronischer Baugruppen 8
2.1.3 Herstellung der Leiterplatten 9
2.1.4 Baue1emente 10
2.1.5 Montage 12 2.1.5.1 Uberblick 12 2.1.5.2 Bereitstellungs- und Zufiihrkonzepte 13 2.1.5.3 Fugeverfahren 16
2.2 Struktur und Organisation der Produktionsprozesse 19
2.2.1 Klassifikation von Baugruppen und Produktionsprozessen 19
2.2.2 Produktionsplanungssysteme in der Praxis der Elektronikmontage 20
3. Tecbnologie der Automaten 23
3.1 Halbautomaten 23
3.2 Vollautomaten 24
3.2.1 Automaten mit sequenzspezifischer Bauelementezufiihrung 24
3.2.2 Automaten mit eigener Bauelementesequenzierung 24 3.2.2.1 Uberblick 24 3.2.2.2 Notation und Annahmen 26 3.2.2.3 Kinematikkategorie 1 /2/0 29 3.2.2.4 Kinematikkategorie 2 [2/0 32 3.2.2.5 Kinematikkategorie 2 [2] 1 35
3.2.2.6 Kinematikkategorie 0/3/0 53
X Gliederung
4. Planung und Steuerung von Bestiickungsprozessen 59
4.1 Einordnung der Planungsprobleme 59
4.1.1 Planungsebenen des Produktionsmanagements 59
4.1.2 Programm- und prozeBbezogene Entscheidungshierarchie in der Elektronikmontage 59 4.1.2.1 Uberblick 59 4.1.2.2 Strategische und taktische Entscheidungen 61
4.1.2.3 Operative Entscheidungen 63 4.1.2.4 Dispositive Entscheidungen 65
4.1.2.5 Entscheidungen auf der Steuerungsebene 67
4.2 Riisttaktiken fiir den Betrieb automatisierter Montagesysteme 68
4.2.1 Planungsgegenstand 68
4.2.2 Riistprozesse 69 4.2.2.1 Ursachen 69 4.2.2.2 Zusammenhang zwischen Bestiick- und Riistzeit 70
4.2.3 Klassifikation der Riisttaktiken 74 4.2.3.1 Uberblick 74 4.2.3.2 Single Setup-Taktiken 74 4.2.3.3 Multiple Setup-Taktiken 76
4.2.4 Produktionsumgebung und Riisttaktiken 77
4.3 Planungs- und Steuerungsprobleme im Rahmen einer Unique Setup-Taktik 79
4.3.1 Gegenstand und Bedeutung der Unique Setup-Taktik 79
4.3.2 EinfluB der Bestiickungstechnologie auf die Planungsprobleme 81
4.3.3 Verwandte Planungsprobleme des Produktionsmanagements in anderen Fertigungsumgebungen 83
4.4 Planungs- und Steuerungsverfahren fUr die Unique Setup-Taktik 84
4.4.1 Halbautomatische Bestiickung 84
4.4.2 Automatische Besruckung von vorsequenzierten Bauelementen
4.4.3 Automatische Besruckung auf Automaten mit eigener Bauelementesequenzierung
4.4.3.1 Automaten der Kinematikkategorie 2 [ 2 ] 1
87
88 89
4.4.3.2 Automaten der Kinematikkategorie 0/3/0 102
4.4.4 Planungsansiitze fiir andere Kinematikkategorien 108 4.4.4.1 Automaten mit einem Freiheitsgrad des Transfersystems 108 4.4.4.2 Automaten mit zwei Freiheitsgraden des Transfersystems 108 4.4.4.3 Automaten mit drei Freiheitsgraden des Transfersystems 110
Gliederung XI
4.4.5 Ubergreifende Planungsansatze fUr mehrere Kinematikkategorien 115
4.4.6 Uberblick der Planungsverfahren 119
5. Entwicklungvon Unique Setup-Verfahren 123
5.1 Problembeschreibung 123
5.2 Mathematische Modellierung 125
5.2.1 Annahrnen 125
5.2.2 Notation 127
5.2.3 Grundmodell 128
5.2.4 Modellmodifikation bei mehreren Zufiihreinrichtungen fUr einen Bauelementtyp 130
5.2.5 Modellmodifikation bei unterschiedlichen Breiten der Zufiihreinrichtungen 131
5.2.6 Modellmodifikation bei grofierer Anzahl von Besruckungskopfen 132
5.2.7 Bewertung der Modellierung 133
5.3 Heuristiken basierend auf graphentheoretischer Datenaggregation 134
5.3.1 Verfahren fUr PCBs mit taktzeitklassenidentischen Bauelementen 134 5.3.1.1 Uberblick 134 5.3.1.2 Ausgangsmagazinbe1egung 135 5.3.1.3 Operationsreihenfolge 161 5.3.1.4 Neuriistung und Baue1ementaufnahme 176
5.3.2 Erweitertes Verfahren fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 181 5.3.2.1 Uberblick 181 5.3.2.2 Ausgangsmagazinbelegung 182 5.3.2.3 Operationsreihenfolge
5.4 Heuristik basierend aufnumerischem Suchverfahren
5.4.1 Uberblick
5.4.2 Ablauf des numerischen Suchverfahrens
6. Numerische Untersuchungen der Unique Setup-Verfahren
6.1 Experimenteller Rahmen
6.1.1 Aufbau der Untersuchungen 6.1.1.1 Versuchsaufbau 6.1.1.2 Analyse der numerischen Ergebnisse
192
195
195
197
201
201
201 201 204
XII G liederung
6.1.2 Technische Parameter des Automaten 207
6.1.3 PCB-Daten und industrielle Praxislosungen 208 6.1.3.1 PCBs mit Bauelementen identischer Taktzeitklasse 208
6.1.3.2 PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 209
6.1.4 Parametrisierung und Implementierung der Verfahren 211
6.1.4.1 Parametrisierung der graphenbasierten Verfahren 211
6.1.4.2 Abkiihlungsschema des Simulated Annealing 211
6.1.4.3 Implementierung der Verfahren 214
6.2 Rechenergebnisse und Vergleich zur industriellen Praxislosung 214
6.2.1 PCBs mit Bauelementen identischer Taktzeitklasse 214
6.2.1.1 Graphenbasierte Verfahren 214 6.2.1.2 Numerisches Suchverfahren 220 6.2.1.3 Beispielhafte Veranschaulichung und Interpretation der
Ergebnisse 224
6.2.2 PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 229
6.2.2.1 Graphenbasierte Verfahren 229 6.2.2.2 Numerisches Suchverfahren 250
6.3 Weiterf'iihrende Ergebnisanalyse 257
6.3.1 PCBs mit Bauelementen identischer Taktzeitklasse 257 6.3.1.1 EinfluB der kinematischen Basismodule 257 6.3.1.2 Vergleich mit dem Verfahren von Bard et al. 259 6.3.1.3 Vergleichende Obersicht der Verfahren 260 6.3.1.4 Vergleich mit unteren Schranken 265
6.3.2 PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 269 6.3.2.1 EinfluB der Heterogenitiit der Taktzeitklassen und der Breiten der
Zufiihreinrichtungen 269
6.3.2.2 Vergleich mit sukzessiver Planung nach Taktzeitklassen 276
6.3.2.3 Vergleichende Obersicht der Verfahren 279
6.3.2.4 Vergleich mit unteren Schranken 283
6.4 Zusammenfassende Bewertung der Verfahren 286
7. Zusammenfassung 291
Literaturverzeichnis 297
XIII
Abbildungsverzeichnis
Abb.2.1: Entstehungsproze/3 elektronischer Baugruppen im Oberblick 7
Abb. 2.2: Baufonnen bedrahteter Bauelemente 10
Abb. 2.3: Abmessungen von Bauelementen 11
Abb. 2.4: Zufi1hreinrichtung 14
Abb. 2.5: Magazin 15
Abb. 2.6: ProzeJ3schritte bei der Bestiickung von Typ 2 Klasse C PCBs 20
Abb.3.1: Halbautomat 23
Abb. 3.2: Netzplanausschnitt der Bestiickung durch einen Automaten der Kinema-tikkategorie 1/2/0 31
Abb. 3.3: Netzplanausschnitt der Bestiickung durch einen Automaten der Kinema-tikkategorie 2 [ 2 1 0 34
Abb. 3.4: Netzplanausschnitt der Bestiickung durch einen Automaten der Kinema-tikkategorie 2 [ 2 ] I 37
Abb. 3.5: Netzplanausschnitt der Bestiickung durch einen Automaten der Kinema-tikkategorie 2 [ 2 ] 1 mit dominanten Tischbewegungen 40
Abb. 3.6: Netzplanausschnitt der Bestiickung durch einen Automaten der Kinema-tikkategorie 2 [ 2 ] 1 mit dominanten Magazinbewegungen 41
Abb.3.7: Netzplanausschnitt der Bestiickung durch einen Automaten der Kinema-tikkategorie 2 [ 2 ] 1 mit dominanten Bewegungen des Transfersystems 43
Abb. 3.8: Arbeitsweise eines Chip Shooters 45
Abb. 3.9: Netzplanausschnitt der Bestiickung durch einen Chip Shooter 46
Abb. 3.10: Revolverkopf eines Chip Shooters mit h = 8 Bestiickungskopfen 47
Abb.3.11: Nachfolgerspezifische Puiferzeiten der Vorgiinge und jeweils relevante Vorrangbeziehungen 50
Abb.3.12: Arbeitsprinzip der Philips FCM 16 und der Fuji FQP-132E 56
Abb. 3.13: Netzplanausschnitt der Bestilckung durch einen Automaten der Kinema-tikkategorie 0 1 3 1 0 57
Abb.4.1: Abhiingigkeit der Bestilck- und ROstzeiten von der Anzahl umgerOsteter Zufi1hreinrichtungen 70
Abb. 4.2: Abhiingigkeit des Zielkonflikts zwischen Rftstzeit- und Bestiickzeitminimierung bei der Planung von Automaten mit herkommlichem Magazin in unterschiedlichen AuflagegraJ3en 71
XIV Abbildungsverzeichnis
Abb. 4.3: Zielkonflikt zwischen Riistzeit- und Bestiickzeitminimierung bei der Planung von Automaten mit Wechselschlitten in Abhlingigkeit der Anzahl der Auftragsgruppen 72
Abb. 4.4: Zielkonflikt zwischen Riistzeit- und Bestiickzeitminimierung bei der Planung von Automaten mit Wechselschlitten in Abhlingigkeit der Auflagen-hahe 73
Abb. 4.5: Klassifikation der Riisttaktiken 75
Abb. 4.6: Eignung der Riisttaktiken in Abhlingigkeit der Produktionsumgebung 78
Abb.4.7: Auftreten der Planungsprobleme im Rahmen einer Unique Setup-Taktik in Abhlingigkeit von der Bestiickungstechnologie 81
Abb.5.1: Black Box-Modell der Unique Setup Verfahren 123
Abb. 5.2: Entscheidungsfelder des Unique Setup 125
Abb. 5.3: Ablauf des graphenbasierten Verfahrens zum Unique Setup 135
Abb.5.4: Vermeidung der Bildung von Kurzzyklen 138
Abb. 5.5: Algorithmus von Kruskal 142
Abb.5.6: Beispiel zum Algorithmus von Kruskal 143
Abb.5.7: Problernrepriisentation durch minimal spannenden Baum
Abb. 5.8: Gewichtung der Kanten
Abb.5.9: Beispiel fUr Abgrenzung der Mengen Epq(h)
Abb. 5.10: Beispiel zur Bestimmung von a pq (0)
Abb.5.11: Greedyverfahren zur Anordnung der Bauelemente
Abb.5.12: Beispiel fUr das Greedyverfahren zur Anordnung der Bauelemente ange-
145
147
148
150
155
lehnt an PCB BCF-A 157
Abb.5.13: Zweiertauschverfahren zur Verbesserung der Ausgangsmagazinbelegung 159
Abb.5.14: Verfahren zur Bestimmung der Ausgangsmagazinbelegung im Oberblick 160
Abb.5.15: Beispiel einer Eulerschen VergraBerung eines Graphen 164
Abb.5.16: Beispiel einer optimalen Eulerschen VergraBerung eines Graphen 164
Abb.5.17: Verfahren zur Ermittlung einer geschlossenen Eulerschen Linie 167
Abb. 5.18: Beispiel zur Konstruktion einer geschlossenen Eulerschen Linie 168
Abb.5.19: Konvertierendes Verfahren zur Bestimmung der Ausgangsbestiicksequenz im Oberblick 170
Abb. 5.20: Konvexe Hiillen auf dem PCB 171
Abb.5.21: Closest-Insertion-Verfahren zur Ermittlung der Starttour 172
Abb.5.22: Convex-Hull-Insertion-Verfahren zur Ermittlung der Ausgangsbestiick-sequenz 173
Abbildungsverzeichnis xv
Abb. 5.23: 2-opt Verfahren zur Verbesserung der Besrucksequenz 175
Abb. 5.24: Verfahren zur Bestimrnung der Magazinbelegung und Bauelementauf-nrunne 177
Abb. 5.25: Beispiel fUr das Verfahren zur Bestimrnung der Mehrfachaufrilstung und Bauelementaufnahme 179
Abb. 5.26: Gewichtung der Kanten
Abb. 5.27: Effizienzgrenze mit extremal effizienten Llisungen des Problems
182
MC-MST 185
Abb. 5.28: Verfahren zur Bestimrnung der extremal effizienten Biiume 189
Abb. 5.29: Beispiel zur Bestimrnung der extremal effizienten Losungen des MC-MST Problems 191
Abb. 5.30: Erweiterte Hierarchie konvexer Htillen auf dem PCB 193
Abb.5.31: Veriinderungen der Rotationszeit des Revolverkopfes durch Einfiigen eines Bauelements in die Besrucksequenz 194
Abb. 5.32: Numerisches Suchverfahren 198
Abb. 5.33: Variation der Magazinbe1egung
Abb.5.34: Variation der Besrucksequenz
Abb.6.1: Uberblick der numerischen Versuche
Abb. 6.2: Aufbau der Analyse der numerischen Versuche
Abb.6.3: Abldihlungsschema am Beispiel des PCB BCF-A
Abb.6.4: Rechenzeiten des graphenbasierten Verfahrens mit hierarchischer Sequenzbildung mit und ohne modifizierte Verbesserung fUr PCBs mit
199
200
203
205
213
taktzeitklassenidentischen Bauelementen 216
Abb. 6.5: Vergleich der Ergebnisse der graphenbasierten Verfahren mit den Losun-gen der industriellen Praxis fUr PCBs mit taktzeitklassenidentischen Bau-elementen 218
Abb. 6.6: Vergleich der Ergebnisse des graphenbasierten Verfahrens mit hierarchischer Sequenzbildung mit den Losungen der industriellen Praxis fUr PCBs mit taktzeitklassenidentischen Bauelementen in Abhiingigkeit von der Anzahl der Bauelementtypen 219
Abb.6.7: Besruckzeit in Abhiingigkeit yom Fortschritt des Algorithmus am Beispiel des PCB BCF-A bei k_max = 100 220
Abb. 6.8: Abhiingigkeit der autoadaptiv bestimrnten Starttemperatur von Eigen-schaften der PCBs 222
Abb. 6.9: Vergleich der Ergebnisse des numerischen Suchverfahrens mit den Losungen der industriellen Praxis fUr PCBs mit taktzeitidentischen Bauelementen 224
XVI Abbildungsverzeichnis
Abb.6.10: Verfahrweg des Tisches am Beispiel der mit dem numerischen Suchverfahren (k _max = 100) bestimmten Losung fUr das PCB BCF -A 225
Abb.6.11: Verfahrweg des Magazins am Beispiel der mit dem numerischen Suchverfahren (k_max = 100) bestimmten Losung fUr das PCB BCF-A 226
Abb.6.12: Verfahrweg des Tisches am Beispiel der mit dem numerischen Suchverfahren (k_max = 100) bestimmten Losung fUr das PCB BCF-K 227
Abb.6.13: Verfahrweg des Magazins am Beispiel der mit dem numerischen Suchverfahren (k_max = 100) bestimmten Losung fUr das PCB BCF-K 228
Abb.6.14: Effizienzgrenze am Beispiel des PCBs H 229
Abb. 6.15: Anzahl der bestimmten Losungen 232
Abb.6.16: Rechenzeiten des graphenbasierten Verfahrens mit hierarchischer Sequenzbildung mit und ohne Modifikation des Verbesserungsverfahrens 235
Abb.6.17: Normierte Ordnungsziffer des besten Baums 238
Abb.6.18: Vergleich der Ergebnisse der graphenbasierten Verfahren mit den Losun-gen der industriellen Praxis fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 243
Abb.6.19: Verfahrweg des Tisches am Beispiel der industriellen PraxislOsung fUr das PCB G 246
Abb.6.20: Verfahrweg des Tisches am Beispiel der mit graphenbasierten Verfahren und hierarchischer Sequenzbildung bestimmten Losung fUr das PCB G 246
Abb.6.21: Verfahrweg des Magazins nach der industriellen Praxislosung fUr das PCB G 247
Abb.6.22: Verfahrweg des Magazins nach dem graphenbasierten Verfahren mit hierarchischer Sequenzbildung fUr das PCB G 247
Abb. 6.23: Rotationen des Revolverkopfes am Beispiel der industriellen Praxislosung fUr das PCB G 249
Abb. 6.24: Rotationen des Revolverkopfes am Beispiel der mit graphenbasierten Verfahren und hierarchischer Sequenzbildung bestimmten Losung fUr das PCB G 249
Abb.6.25: Vergleich der Ergebnisse der Simulated Annealing Heuristik bei unterschiedlicher Parametrisierung mit den Losungen der industriellen Praxis fUr PCBs mit Baue1ementen unterschiedlicher Taktzeitklassen 252
Abb. 6.26: Bestiicksequenz der Losung des numerischen Suchverfahrens mit k max = 100 fUr das PCB G 253
Abb.6.27: Bestiicksequenz der Losung des numerischen Suchverfahrens mit k max = 1000 fUr das PCB G 253
Abb.6.28: Verfahrweg des Magazins der Losung des numerischen Suchverfahrens mit k _ max = 100 fUr das PCB G 255
Abbildungsverzeichnis XVII
Abb.6.29: Verfahrweg des Magazins der Losung des numerischen Suchverfahrens mit k _max = 1000 fUr das PCB G 255
Abb. 6.30: Rotationen des Revolverkopfes am Beispiel der Losung des numerischen Suchverfahrens mit k_max = 100 fUr das PCB G 256
Abb.6.31: Rotationen des Revolverkopfes am Beispiel der Losung des numerischen Suchverfahrens mit k _max = 1000 fUr das PCB G 256
Abb.6.32: Vergleich der Ergebnisse des graphenbasiert / hierarchischen Verfahrens mit und ohne dominantem kinematischem Basismodul 258
Abb.6.33: Vergleich der Ergebnisse des graphenbasierten Verfahrens mit hierarchischer Sequenzbildung mit den von Bard et al. gefundenen Losungen fUr PCBs mit Bauelementen identischer Taktzeitklasse 260
Abb.6.34: Vergleich der Verfahren fUr PCBs mit Bauelementen identischer Taktzeit-klasse 261
Abb. 6.35: Abweichung der Losungen des numerischen Suchverfahrens von der besten Losung in Abhangigkeit von der Anzahl der Bauelemente 263
Abb. 6.36: Abstand zur unteren Schranke fUr PCBs mit Bauelementen identischer Taktzeitklassen 268
Abb.6.37: Aggregierter Abstand der Verfahren zur unteren Schranke fUr PCBs mit Bauelementen identischer Taktzeitklassen 269
Abb.6.38: ErhOhung der Besruckzeiten bei Vemachlassigung unterschiedlicher'Takt-zeitklassen 271
Abb. 6.39: Abhangigkeit der ErhOhung der Bestiickzeiten von dem ,Anteil der Bau-elemente in der hochsten Taktzeitklasse 272
Abb.6.40: Rotationen des Revolverkopfes bei Vemachlassigung der Taktzeitklassen am Beispiel des PCB G 274
Abb.6.41: Vergleich der sukzessiven Planung nach Taktzeitklassen und der industriellen Praxislosung mit dem graphenbasierten Verfahren mit hier-archischer Sequenzbildung 278
Abb.6.42: Vergleich der Verfahren fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklasse 280
XIX
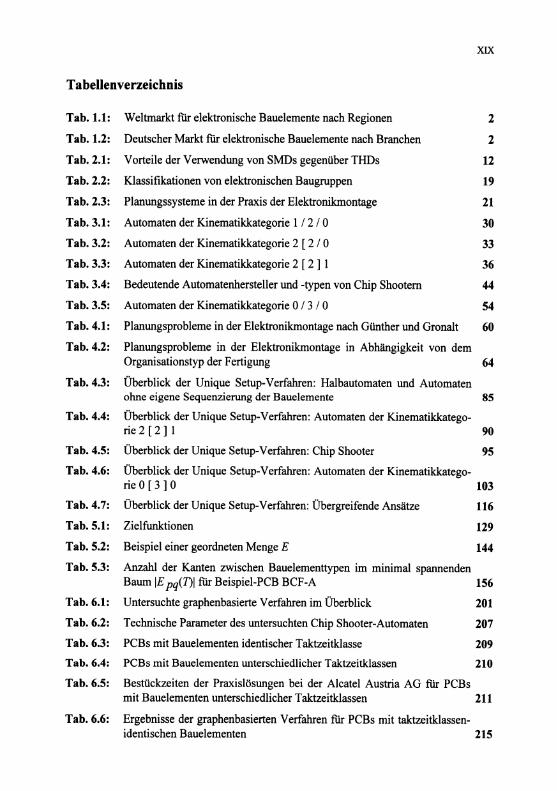
Tabellenverzeichnis
Tab. 1.1: We1tmarkt fUr e1ektronische Bauelemente nach Regionen 2
Tab. 1.2: Deutscher Markt fUr elektronische Bauelemente nach Branchen 2
Tab. 2.1: Vorteile der Verwendung von SMDs gegeniiber THDs 12
Tab. 2.2: Klassifikationen von elektronischen Baugruppen 19
Tab. 2.3: Planungssysteme in der Praxis der Elektronikmontage 21
Tab. 3.1: Automaten der Kinematikkategorie 1 /2/0 30
Tab. 3.2: Automaten der Kinematikkategorie 2 [ 2 / 0 33
Tab. 3.3: Automaten der Kinematikkategorie 2 [ 2 1 1 36
Tab. 3.4: Bedeutende Automatenhersteller und -typen von Chip Shootem 44
Tab. 3.5: Automaten der Kinematikkategorie 0 / 3 / 0 54
Tab. 4.1: Planungsprobleme in der Elektronikmontage nach GUnther und Gronalt 60
Tab. 4.2: Planungsprobleme in der Elektronikmontage in Abhangigkeit von dem Organisationstyp der Fertigung 64
Tab. 4.3: Uberblick der Unique Setup-Verfahren: Halbautomaten und Automaten ohne eigene Sequenzierung der Bauelemente 85
Tab. 4.4: Uberblick der Unique Setup-Verfahren: Automaten der Kinematikkatego-rie 2 [2] 1 90
Tab. 4.5: Uberblick der Unique Setup-Verfahren: Chip Shooter 95
Tab. 4.6: Uberblick der Unique Setup-Verfahren: Automaten der Kinematikkatego-rie 0 [ 3 1 0 103
Tab. 4.7: Uberblick der Unique Setup-Verfahren: Ubergreifende Ansiitze
Tab. 5.1: Zielfunktionen
Tab. 5.2: Beispiel einer geordneten Menge E
Tab. 5.3: Anzahl der Kanten zwischen Bauelementtypen im minimal spannenden
116
129
144
Baum IE pq(1)1 fUr Beispiel-PCB BCF-A 156
Tab. 6.1: Untersuchte graphenbasierte Verfahren im Uberblick 201
Tab. 6.2: Technische Parameter des untersuchten Chip Shooter-Automaten 207
Tab. 6.3: PCBs mit Bauelementen identischer Taktzeitklasse 209
Tab. 6.4: PCBs mit Baue1ementen unterschiedlicher Taktzeitklassen 210
Tab. 6.5: Besruckzeiten der PraxislOsungen bei der Alcatel Austria AG fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 211
Tab. 6.6: Ergebnisse der graphenbasierten Verfahren fUr PCBs mit taktzeitklassen-identischen Bauelementen 215
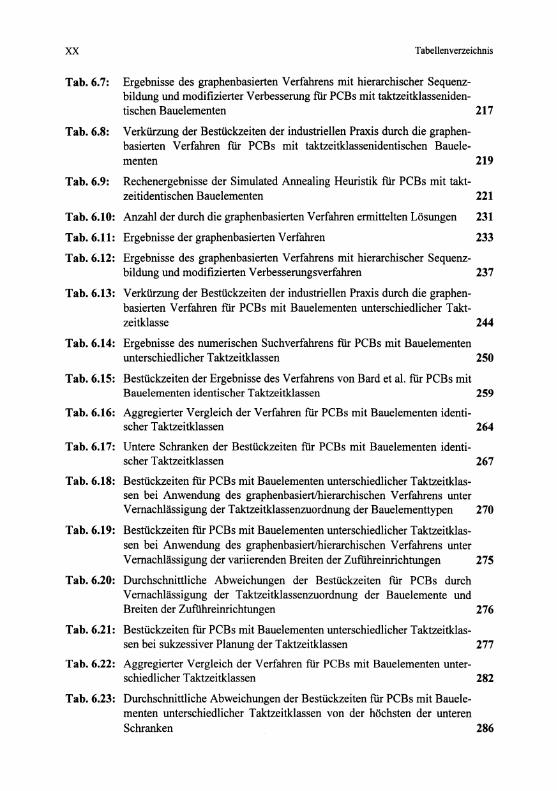
xx Tabellenverzeichnis
Tab. 6.7: Ergebnisse des graphenbasierten Verfahrens mit hierarchischer Sequenzbildung und modifizierter Verbesserung fUr PCBs mit taktzeitklasseniden-tischen Bauelementen 217
Tab. 6.8: Verkiirzung der Bestuckzeiten der industriellen Praxis durch die graphenbasierten Verfahren fUr PCBs mit taktzeitklassenidentischen Bauele-menten 219
Tab. 6.9: Rechenergebnisse der Simulated Annealing Heuristik fUr PCBs mit takt-zeitidentischen Bauelementen 221
Tab. 6.10: Anzahl der durch die graphenbasierten Verfahren ermittelten Losungen 231
Tab. 6.11: Ergebnisse der graphenbasierten Verfahren 233
Tab. 6.12: Ergebnisse des graphenbasierten Verfahrens mit hierarchischer Sequenz-bildung und modifizierten Verbesserungsverfahren 237
Tab. 6.13: Verkiirzung der Bestuckzeiten der industriellen Praxis durch die graphenbasierten Verfahren fur PCBs mit Bauelementen unterschiedlicher Takt-zeitklasse 244
Tab. 6.14: Ergebnisse des numerischen Suchverfahrens fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklassen 250
Tab. 6.15: Bestuckzeiten der Ergebnisse des Verfahrens von Bard et al. fUr PCBs mit Bauelementen identischer Taktzeitklassen 259
Tab. 6.16: Aggregierter Vergleich der Verfahren fUr PCBs mit Bauelementen identi-scher Taktzeitklassen 264
Tab. 6.17: Untere Schranken der Bestuckzeiten fUr PCBs mit Bauelementen identi-scher Taktzeitklassen 267
Tab. 6.18: Besruckzeiten fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklas-sen bei Anwendung des graphenbasiertlhierarchischen Verfahrens unter Vernachlassigung der Taktzeitklassenzuordnung der Bauelementtypen 270
Tab. 6.19: Bestuckzeiten fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklas-sen bei Anwendung des graphenbasiertlhierarchischen Verfahrens unter Vernachlassigung der variierenden Breiten der Zufiihreinrichtungen 275
Tab. 6.20: Durchschnittliche Abweichungen der Bestuckzeiten fUr PCBs durch Vernachlassigung der Taktzeitklassenzuordnung der Bauelemente und Breiten der Zufuhreinrichtungen 276
Tab. 6.21: Besruckzeiten fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklas-sen bei sukzessiver Planung der Taktzeitklassen 277
Tab. 6.22: Aggregierter Vergleich der Verfahren fur PCBs mit Bauelementen unter-schiedlicher Taktzeitklassen 282
Tab. 6.23: Durchschnittliche Abweichungen der Bestuckzeiten fUr PCBs mit Bauelementen unterschiedlicher Taktzeitklassen von der hochsten der unteren Schranken 286