Embed Size (px)
Citation preview
� Scania CV AB 2002, Sweden
1 713 25206:01-50
Ausgabe 1 deGelenkwellen und Stützlager, N-Busse
Arbeitsbeschreibung

2
Inhalt
Inhalt
Arbeitsbeschreibung Allgemeines.............................................................. 3Gelenkwelle erneuern............................................... 4Gelenkwelle und Zwischengelenkwelle mit Stützlager erneuern................................................... 6
� Scania CV AB 2002, Sweden 06:01-50
Allgemeines
Arbeitsbeschreibung
AllgemeinesDie Gelenkwelle von N-Bussen verfügt am Getriebe und an der Hinterachse über einen Antriebsflansch. Die Befestigung erfolgt mit Durchsteckschrauben und Muttern. Die Kraftübertragung erfolgt über eine Kerbverzahnung an den Antriebsflanschen.
Bei N-Bussen mit kurzem Hecküberhang beträgt der Durchmesser der Gelenkwelle 100 mm. Die Gelenkwelle verfügt über einen Schmiernippel für das Schiebegelenk.
Bei N-Bussen mit langem Hecküberhang beträgt der Durchmesser der Gelenkwelle 120 mm. Die Gelenkwelle verfügt nicht über einen Schmiernippel für das Schiebegelenk.
N-Busse mit Gelenkwelle und Zwischengelenkwelle
Einige N-Busse mit langem Hecküberhang verfügen neben der Gelenkwelle mit Schiebegelenk auch über eine Zwischengelenkwelle mit Stützlager.
Die Gelenkwelle hat einen Durchmesser von 120 mm und verfügt nicht über einen Schmiernippel für das Schiebegelenk.
Die Zwischengelenkwelle hat einen Durchmesser von 120 mm und verfügt über einen Schmiernippel für das Stützlager.
06:01-50 � Scania CV AB
Kreuzgelenke
Die Kreuzgelenke aller Gelenkwellen und Zwischengelenkwellen bei N-Bussen verfügen über Schmiernippel.
2002, Sweden 3
4
Gelenkwelle erneuern
Gelenkwelle erneuern
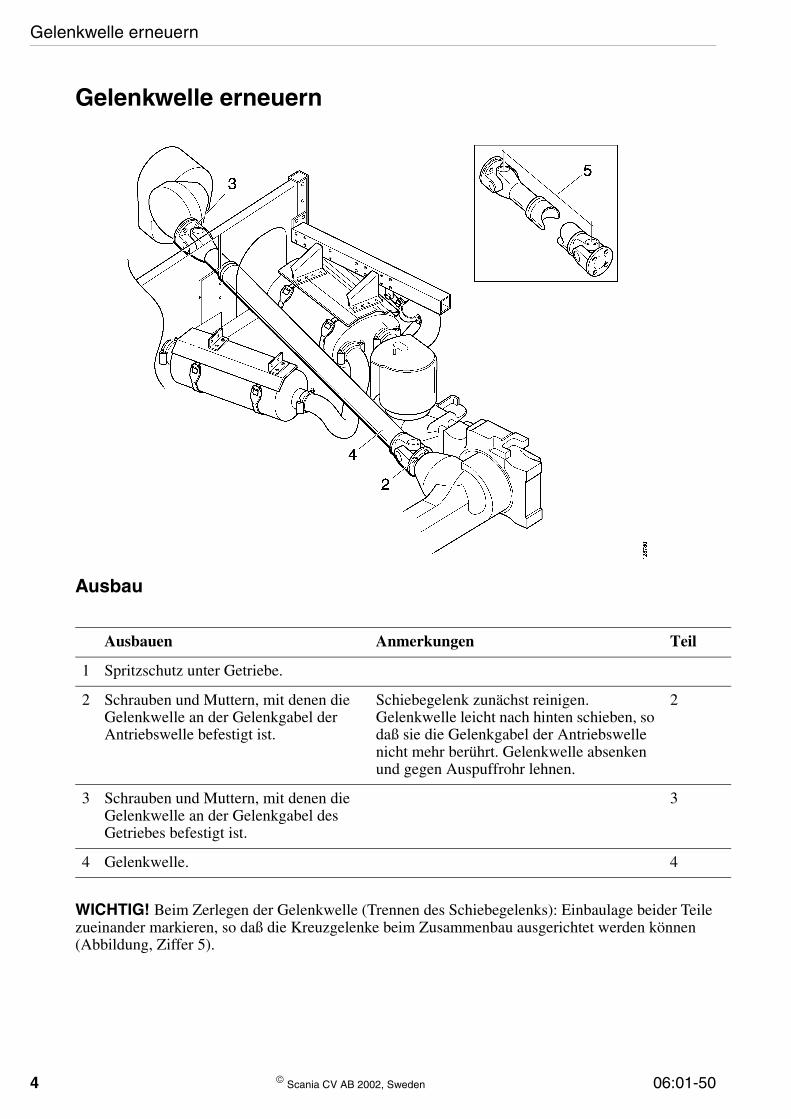
Ausbau
WICHTIG! Beim Zerlegen der Gelenkwelle (Trennen des Schiebegelenks): Einbaulage beider Teile zueinander markieren, so daß die Kreuzgelenke beim Zusammenbau ausgerichtet werden können (Abbildung, Ziffer 5).
Ausbauen Anmerkungen Teil
1 Spritzschutz unter Getriebe.
2 Schrauben und Muttern, mit denen die Gelenkwelle an der Gelenkgabel der Antriebswelle befestigt ist.
Schiebegelenk zunächst reinigen. Gelenkwelle leicht nach hinten schieben, so daß sie die Gelenkgabel der Antriebswelle nicht mehr berührt. Gelenkwelle absenken und gegen Auspuffrohr lehnen.
2
3 Schrauben und Muttern, mit denen die Gelenkwelle an der Gelenkgabel des Getriebes befestigt ist.
3
4 Gelenkwelle. 4
� Scania CV AB 2002, Sweden 06:01-50
Gelenkwelle erneuern
Einbau
Spezifikationen
Bauteile in umgekehrter Reihenfolge einbauen. Dabei folgendes beachten:
• Kreuzgelenke der Gelenkwelle korrekt ausrichten (siehe Abbildung, Ziffer 5).
• Gelenkwelle mit schmalerem Abschnitt (Verzahnung) zur Gelenkgabel des Getriebes weisend einbauen.
Anzugsdrehmoment
M12 Schrauben für Gelenkgabel 120 Nm
06:01-50 � Scania CV AB 2002, Sweden 5
6
Gelenkwelle und Zwischengelenkwelle erneuern
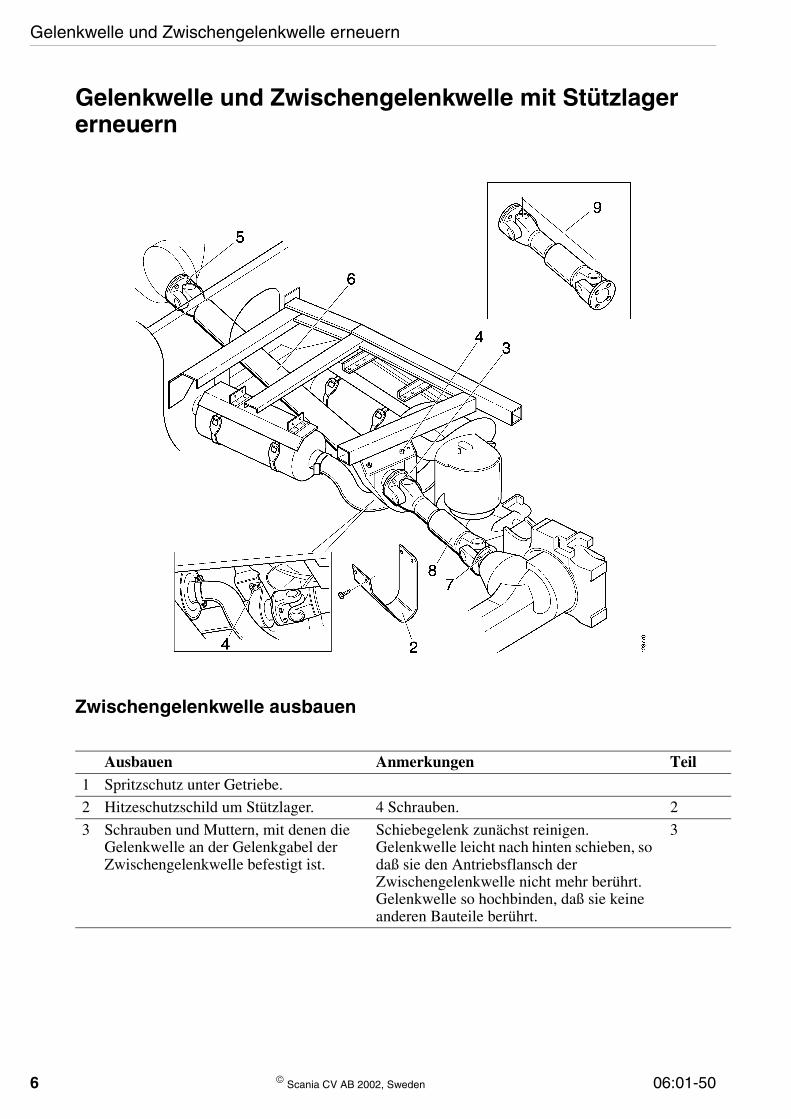
Gelenkwelle und Zwischengelenkwelle mit Stützlager erneuern
Zwischengelenkwelle ausbauen
Ausbauen Anmerkungen Teil1 Spritzschutz unter Getriebe.
2 Hitzeschutzschild um Stützlager. 4 Schrauben. 2
3 Schrauben und Muttern, mit denen die Gelenkwelle an der Gelenkgabel der Zwischengelenkwelle befestigt ist.
Schiebegelenk zunächst reinigen. Gelenkwelle leicht nach hinten schieben, so daß sie den Antriebsflansch der Zwischengelenkwelle nicht mehr berührt. Gelenkwelle so hochbinden, daß sie keine anderen Bauteile berührt.
3
� Scania CV AB 2002, Sweden 06:01-50
Gelenkwelle und Zwischengelenkwelle erneuern
Gelenkwelle ausbauen
WICHTIG! Beim Zerlegen der Gelenkwelle (Trennen des Schiebegelenks): Einbaulage beider Teile zueinander markieren, so daß die Kreuzgelenke beim Zusammenbau ausgerichtet werden können (Abbildung, Ziffer 9).
4 Schrauben, mit denen das Stützlager am Fahrgestell befestigt ist.
Zwischengelenkwelle absenken und gegen Auspuffrohr lehnen.
4
5 Schrauben und Muttern, mit denen die Zwischengelenkwelle an der Gelenkgabel des Getriebes befestigt ist.
5
6 Zwischengelenkwelle. 6
Ausbauen Anmerkungen Teil
1 Schrauben und Muttern, mit denen die Gelenkwelle an der Gelenkgabel der Antriebswelle befestigt ist.
Schiebegelenk zunächst reinigen. 7
2 Hitzeschutzschild um Stützlager. 4 Schrauben. 2
3 Schrauben und Muttern, mit denen die Gelenkwelle an der Gelenkgabel der Zwischengelenkwelle befestigt ist.
3
4 Gelenkwelle. Gelenkwelle leicht nach hinten schieben, so daß sie die Antriebsflansche nicht mehr berührt.
8
Ausbauen Anmerkungen Teil
06:01-50 � Scania CV AB 2002, Sweden 7
8
Gelenkwelle und Zwischengelenkwelle erneuern
Einbau
Spezifikationen
Bauteile in umgekehrter Reihenfolge einbauen. Dabei folgendes beachten:
• Gelenkwellen so einbauen, daß die Kreuzgelenke von Gelenkwelle und Zwischengelenkwelle miteinander ausgerichtet sind.
Zwischengelenkwelle
• Zunächst Schrauben festziehen, mit denen die Zwischengelenkwelle an der Gelenkgabel des Getriebes befestigt ist. Anschließend die Schrauben für das Stützlager festziehen.
Gelenkwelle
• Kreuzgelenke der Gelenkwelle korrekt ausrichten (siehe Abbildung, Ziffer 9).
• Gelenkwelle mit schmalerem Abschnitt (Verzahnung) zum Stützlager weisend einbauen.
Anzugsdrehmoment
M12 Schrauben für Gelenkgabel 120 Nm
M14 Schrauben für Stützlager 112 Nm
M8 Schrauben für Hitzeschutzschild 20 Nm
� Scania CV AB 2002, Sweden 06:01-50
� Scania CV AB 2000, Sweden1 712 590
06:01-02Ausgabe 1 de
Wartungsfreie Gelenkwelle
2 � Scania CV AB 2000, Sweden 06:01-02
Allgemeine Informationen
Bei Arbeiten an Lagern und Gleitflächen von wartungsfreien Gelenkwellen muß auf äußerste Sauberkeit geachtet werden.
Verschmutzungen beeinträchtigen die Lebensdauer der Lager.
WICHTIG! Kreuzgelenke, Stützlager und Schiebestücke keinesfalls mit Hochdruckreinigern reinigen. Dadurch kann Wasser durch die Dichtungen eindringen und Beschädigungen verursachen.
Dieses Heft enthält Informationen zu den Unterschieden zwischen wartungsfreien Gelenkwellen und herkömmlichen Gelenkwellen.
Eine vollständige Arbeitsbeschreibung ist im Werkstatt-Handbuch, Gruppe 6 enthalten.
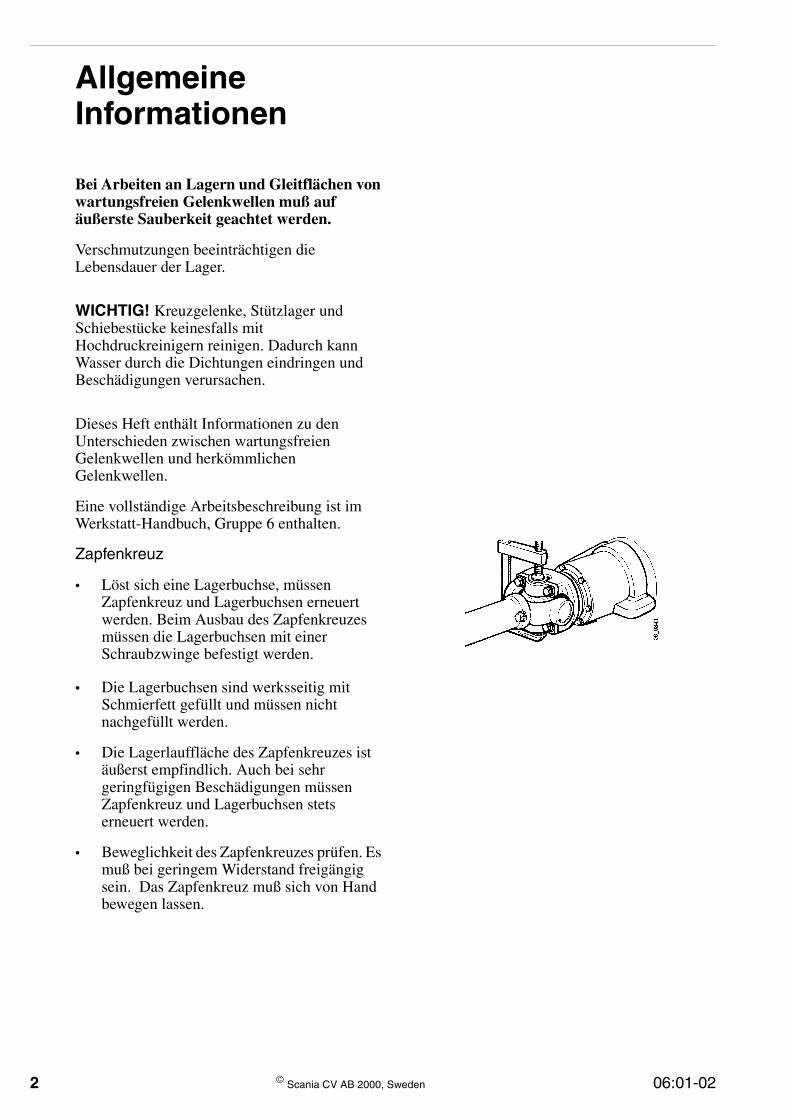
Zapfenkreuz
• Löst sich eine Lagerbuchse, müssen Zapfenkreuz und Lagerbuchsen erneuert werden. Beim Ausbau des Zapfenkreuzes müssen die Lagerbuchsen mit einer Schraubzwinge befestigt werden.
• Die Lagerbuchsen sind werksseitig mit Schmierfett gefüllt und müssen nicht nachgefüllt werden.
• Die Lagerlauffläche des Zapfenkreuzes ist äußerst empfindlich. Auch bei sehr geringfügigen Beschädigungen müssen Zapfenkreuz und Lagerbuchsen stets erneuert werden.
• Beweglichkeit des Zapfenkreuzes prüfen. Es muß bei geringem Widerstand freigängig sein. Das Zapfenkreuz muß sich von Hand bewegen lassen.
06:01-02 � Scania CV AB 2000, Sweden 3
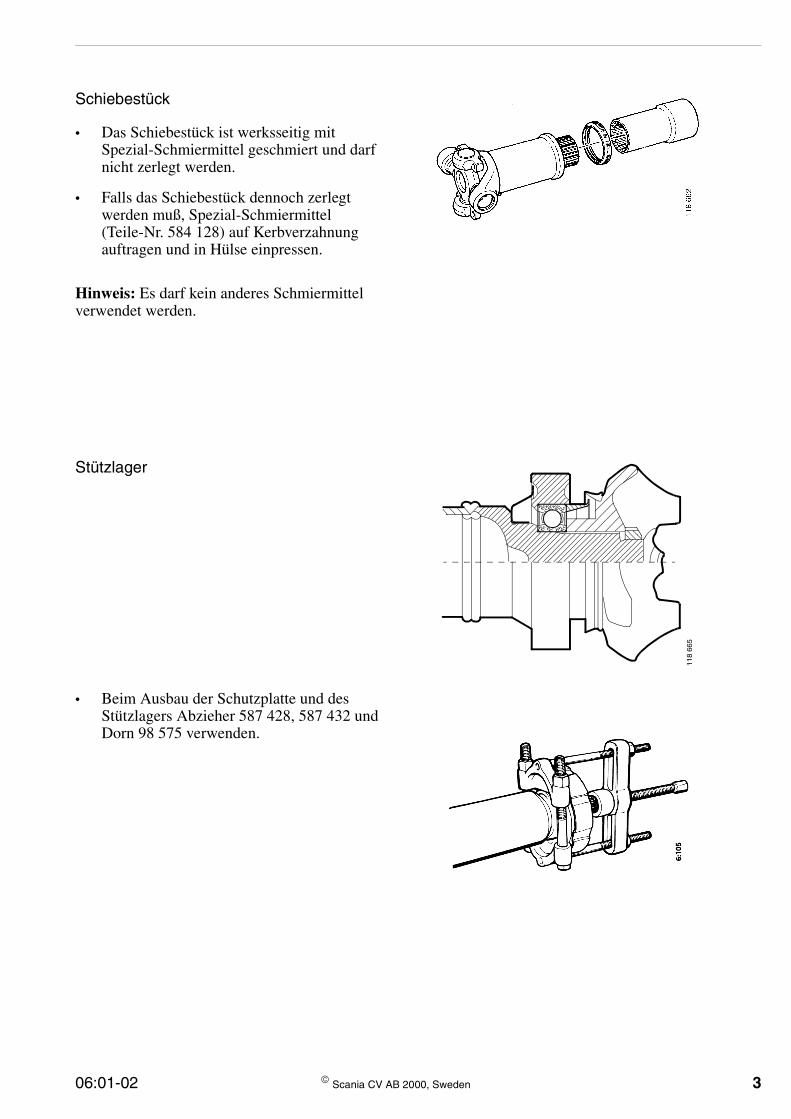
Schiebestück
• Das Schiebestück ist werksseitig mit Spezial-Schmiermittel geschmiert und darf nicht zerlegt werden.
• Falls das Schiebestück dennoch zerlegt werden muß, Spezial-Schmiermittel (Teile-Nr. 584 128) auf Kerbverzahnung auftragen und in Hülse einpressen.
Hinweis: Es darf kein anderes Schmiermittel verwendet werden.
Stützlager
118
665
• Beim Ausbau der Schutzplatte und des Stützlagers Abzieher 587 428, 587 432 und Dorn 98 575 verwenden.
4 � Scania CV AB 2000, Sweden 06:01-02
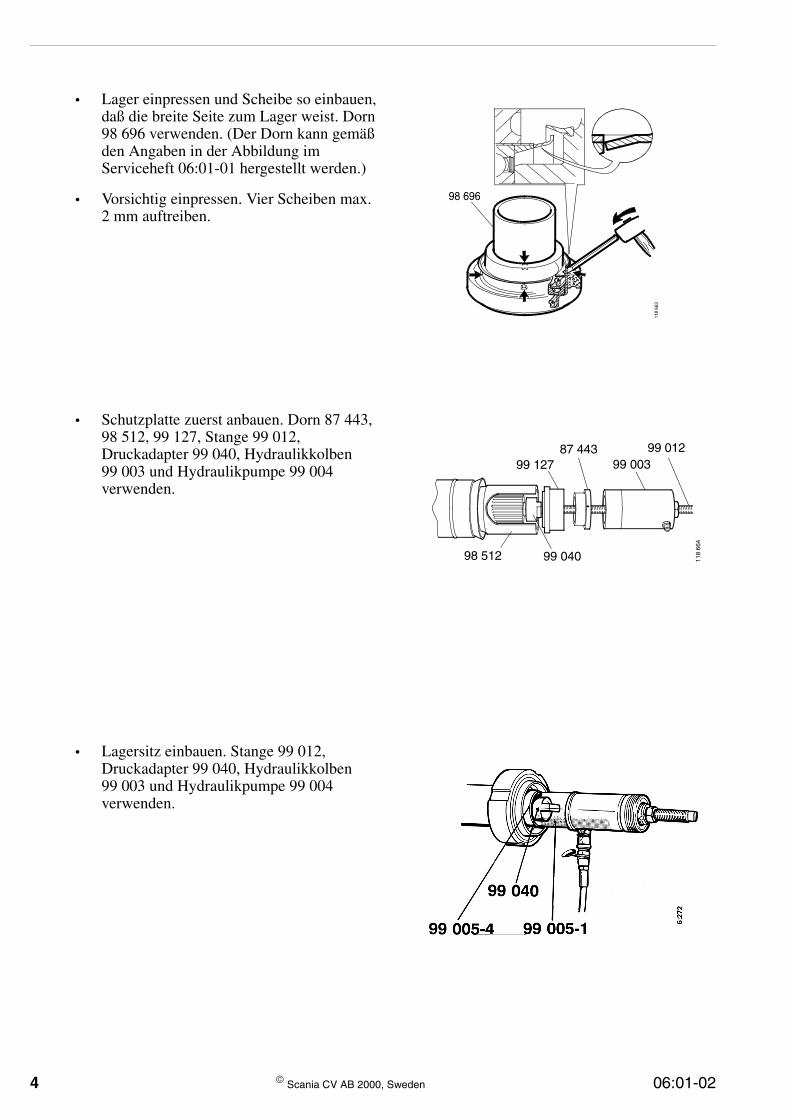
• Lager einpressen und Scheibe so einbauen, daß die breite Seite zum Lager weist. Dorn 98 696 verwenden. (Der Dorn kann gemäß den Angaben in der Abbildung im Serviceheft 06:01-01 hergestellt werden.)
• Vorsichtig einpressen. Vier Scheiben max. 2 mm auftreiben.
118
663
98 696
• Schutzplatte zuerst anbauen. Dorn 87 443, 98 512, 99 127, Stange 99 012, Druckadapter 99 040, Hydraulikkolben 99 003 und Hydraulikpumpe 99 004 verwenden.
99 01299 00399 127
118
664
87 443
99 04098 512
• Lagersitz einbauen. Stange 99 012, Druckadapter 99 040, Hydraulikkolben 99 003 und Hydraulikpumpe 99 004 verwenden.
© Scania CV AB 1995-10
06:01-01deAusgabe 1
Kardan- und Zwischenwellen
Funktions- und Arbeitsbeschreibung
1 586 267
Inhalt
2 © Scania CV AB 1995 06:01-01 de
Funktionsbeschreibung Arbeitsweise des Kreuzgelenks ..................... 3
Ausgleich mit Gelenken ................................ 5
Messen der Kreuzgelenkwinkel ..................... 6
Vereinfachte Berechnung derUngleichförmigkeit desKardanwellensystems .................................... 8
Auswertung .................................................. 10
Beschreibung desKardanwellensystems .................................. 12
Fehlersuche Vibrationen im Kardanwellensystem .......... 13
Arbeitsbeschreibung KardanwellenEinleitung ................................................ 25Ausbau, P300-P520 ................................. 26Ausbau, P600 .......................................... 27Zerlegen, P300-P600 ............................... 28Zusammenbau, P300-P600 ..................... 28Einbau, P300-P500 .................................. 29Einbau, P600 ........................................... 31Einbau zwischen denHinterachsen, P420 P520 ........................ 33
KardanzwischenwelleAusbau .................................................... 35Zerlegen .................................................. 36Zusammenbau ......................................... 38Einbau ..................................................... 40
KreuzgelenkZerlegen, P300-P400 ............................... 42Zerlegen, P500-P600 ............................... 42Zusammenbau,sämtliche Gelenktypen ............................ 43
Kontrolle der Kardan- undZwischenwelle ............................................. 45
Kürzen von Kardanwellen,P300-P600 Serie .......................................... 47
Daten P300-P600 Serie .......................................... 52
Spezialwerkzeug .......................................... 53
Trigonometrische Tabelle ...................................................................... 55
Inhalt
06:01-01 de © Scania CV AB 1995 3
Funktionsbeschreibung
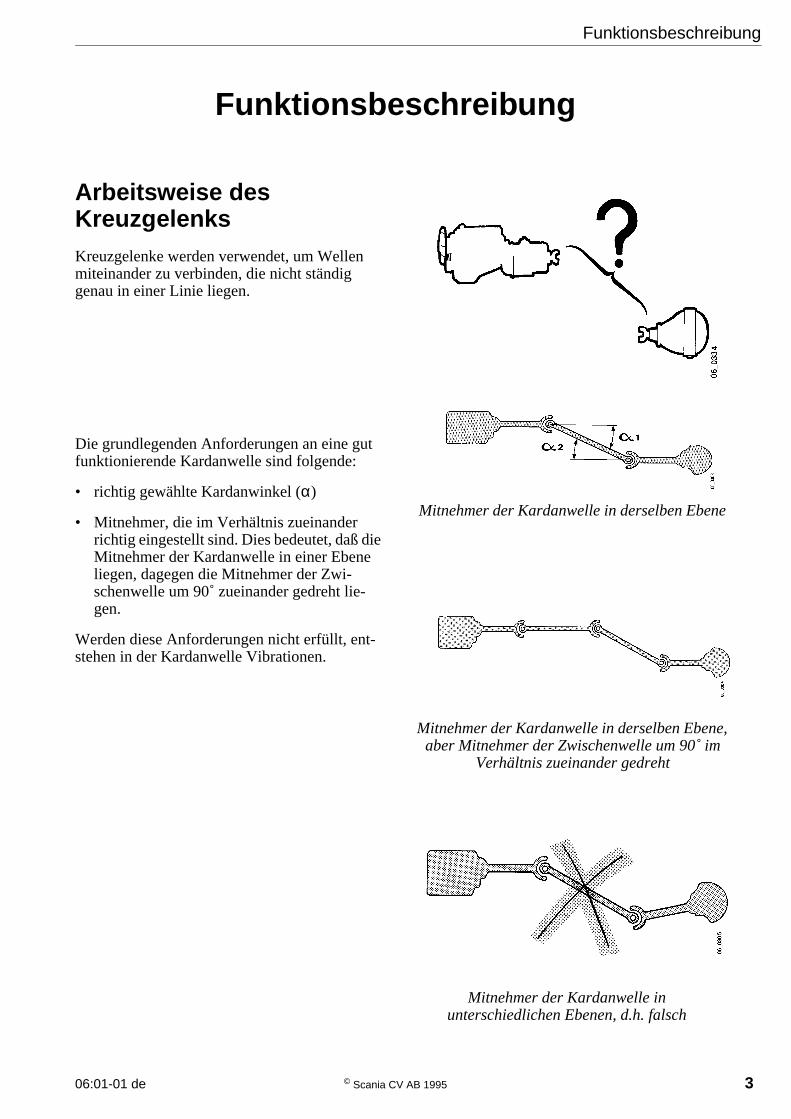
Arbeitsweise desKreuzgelenksKreuzgelenke werden verwendet, um Wellenmiteinander zu verbinden, die nicht ständiggenau in einer Linie liegen.
Die grundlegenden Anforderungen an eine gutfunktionierende Kardanwelle sind folgende:
• richtig gewählte Kardanwinkel (α)
• Mitnehmer, die im Verhältnis zueinanderrichtig eingestellt sind. Dies bedeutet, daß dieMitnehmer der Kardanwelle in einer Ebeneliegen, dagegen die Mitnehmer der Zwi-schenwelle um 90˚ zueinander gedreht lie-gen.
Werden diese Anforderungen nicht erfüllt, ent-stehen in der Kardanwelle Vibrationen.
Funktionsbeschreibung
Mitnehmer der Kardanwelle in derselben Ebene
Mitnehmer der Kardanwelle in derselben Ebene,aber Mitnehmer der Zwischenwelle um 90˚ im
Verhältnis zueinander gedreht
Mitnehmer der Kardanwelle inunterschiedlichen Ebenen, d.h. falsch
Funktionsbeschreibung
4 © Scania CV AB 1995 06:01-01 de
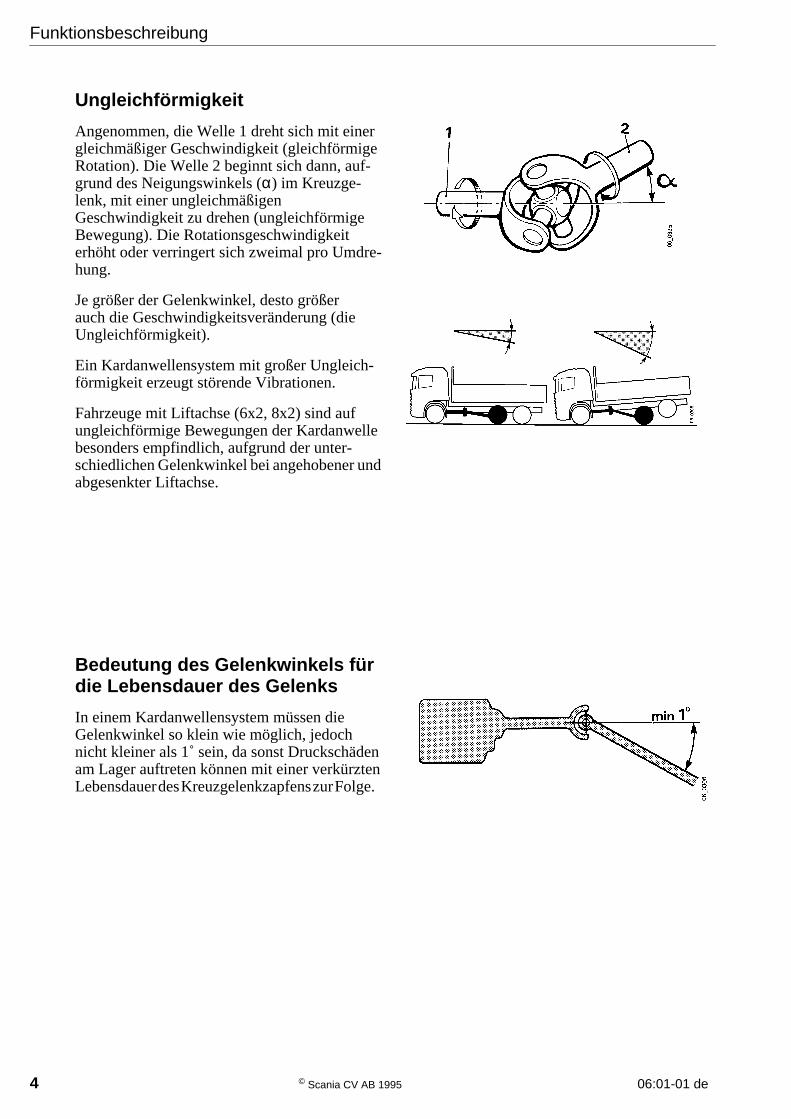
Ungleichförmigkeit
Angenommen, die Welle 1 dreht sich mit einergleichmäßiger Geschwindigkeit (gleichförmigeRotation). Die Welle 2 beginnt sich dann, auf-grund des Neigungswinkels (α) im Kreuzge-lenk, mit einer ungleichmäßigenGeschwindigkeit zu drehen (ungleichförmigeBewegung). Die Rotationsgeschwindigkeiterhöht oder verringert sich zweimal pro Umdre-hung.
Je größer der Gelenkwinkel, desto größerauch die Geschwindigkeitsveränderung (dieUngleichförmigkeit).
Ein Kardanwellensystem mit großer Ungleich-förmigkeit erzeugt störende Vibrationen.
Fahrzeuge mit Liftachse (6x2, 8x2) sind aufungleichförmige Bewegungen der Kardanwellebesonders empfindlich, aufgrund der unter-schiedlichen Gelenkwinkel bei angehobener undabgesenkter Liftachse.
Bedeutung des Gelenkwinkels fürdie Lebensdauer des Gelenks
In einem Kardanwellensystem müssen dieGelenkwinkel so klein wie möglich, jedochnicht kleiner als 1˚ sein, da sonst Druckschädenam Lager auftreten können mit einer verkürztenLebensdauer des Kreuzgelenkzapfens zur Folge.
06:01-01 de © Scania CV AB 1995 5
Funktionsbeschreibung
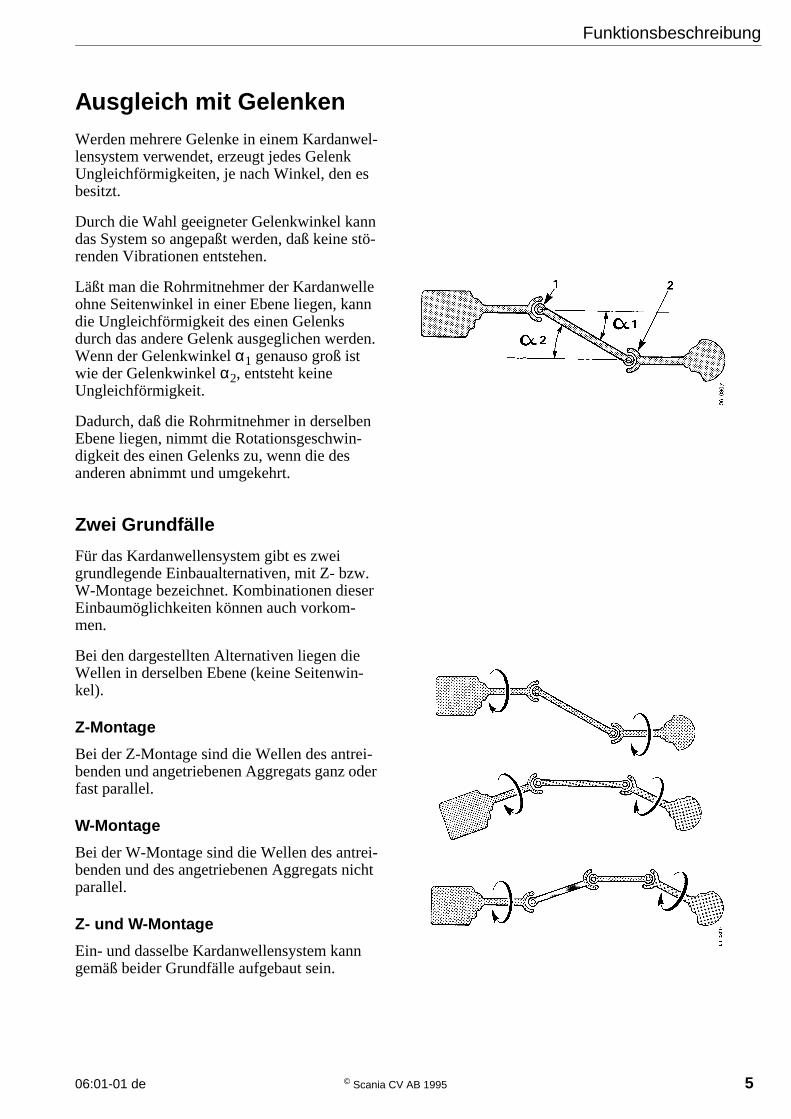
Ausgleich mit GelenkenWerden mehrere Gelenke in einem Kardanwel-lensystem verwendet, erzeugt jedes GelenkUngleichförmigkeiten, je nach Winkel, den esbesitzt.
Durch die Wahl geeigneter Gelenkwinkel kanndas System so angepaßt werden, daß keine stö-renden Vibrationen entstehen.
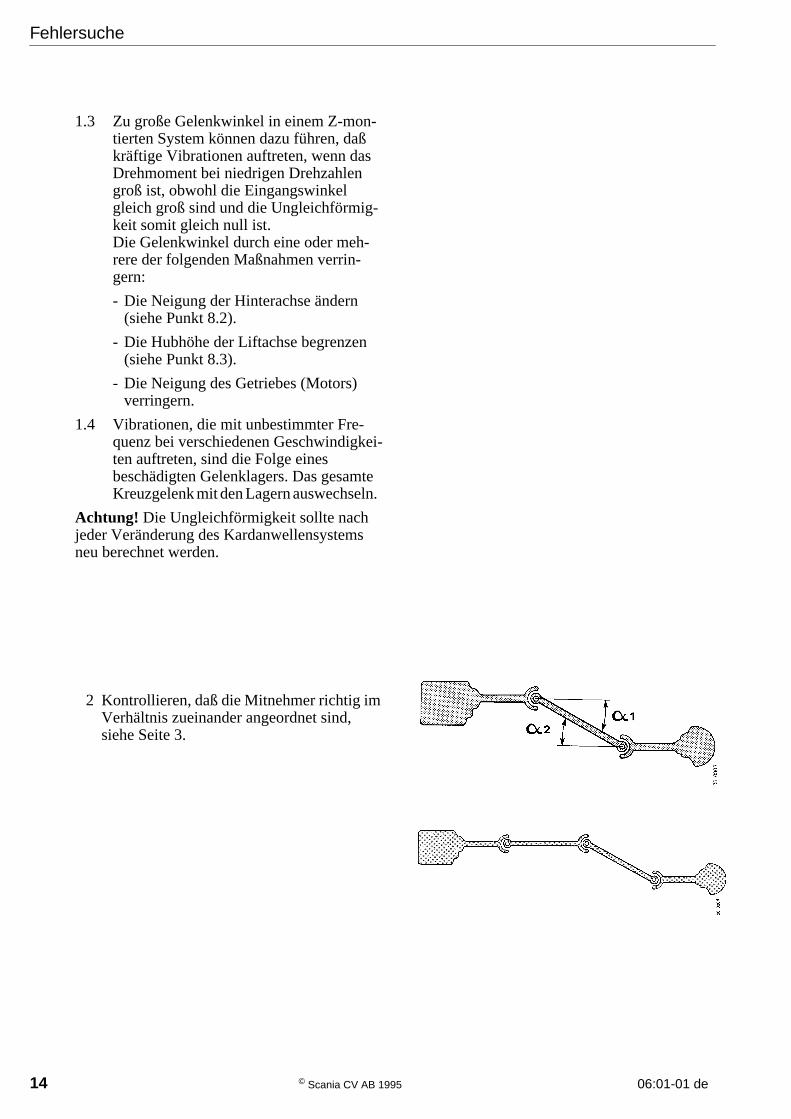
Läßt man die Rohrmitnehmer der Kardanwelleohne Seitenwinkel in einer Ebene liegen, kanndie Ungleichförmigkeit des einen Gelenksdurch das andere Gelenk ausgeglichen werden.Wenn der Gelenkwinkelα1 genauso groß istwie der Gelenkwinkelα2, entsteht keineUngleichförmigkeit.
Dadurch, daß die Rohrmitnehmer in derselbenEbene liegen, nimmt die Rotationsgeschwin-digkeit des einen Gelenks zu, wenn die desanderen abnimmt und umgekehrt.
Zwei Grundfälle
Für das Kardanwellensystem gibt es zweigrundlegende Einbaualternativen, mit Z- bzw.W-Montage bezeichnet. Kombinationen dieserEinbaumöglichkeiten können auch vorkom-men.
Bei den dargestellten Alternativen liegen dieWellen in derselben Ebene (keine Seitenwin-kel).
Z-Montage
Bei der Z-Montage sind die Wellen des antrei-benden und angetriebenen Aggregats ganz oderfast parallel.
W-Montage
Bei der W-Montage sind die Wellen des antrei-benden und des angetriebenen Aggregats nichtparallel.
Z- und W-Montage
Ein- und dasselbe Kardanwellensystem kanngemäß beider Grundfälle aufgebaut sein.
Funktionsbeschreibung
6 © Scania CV AB 1995 06:01-01 de
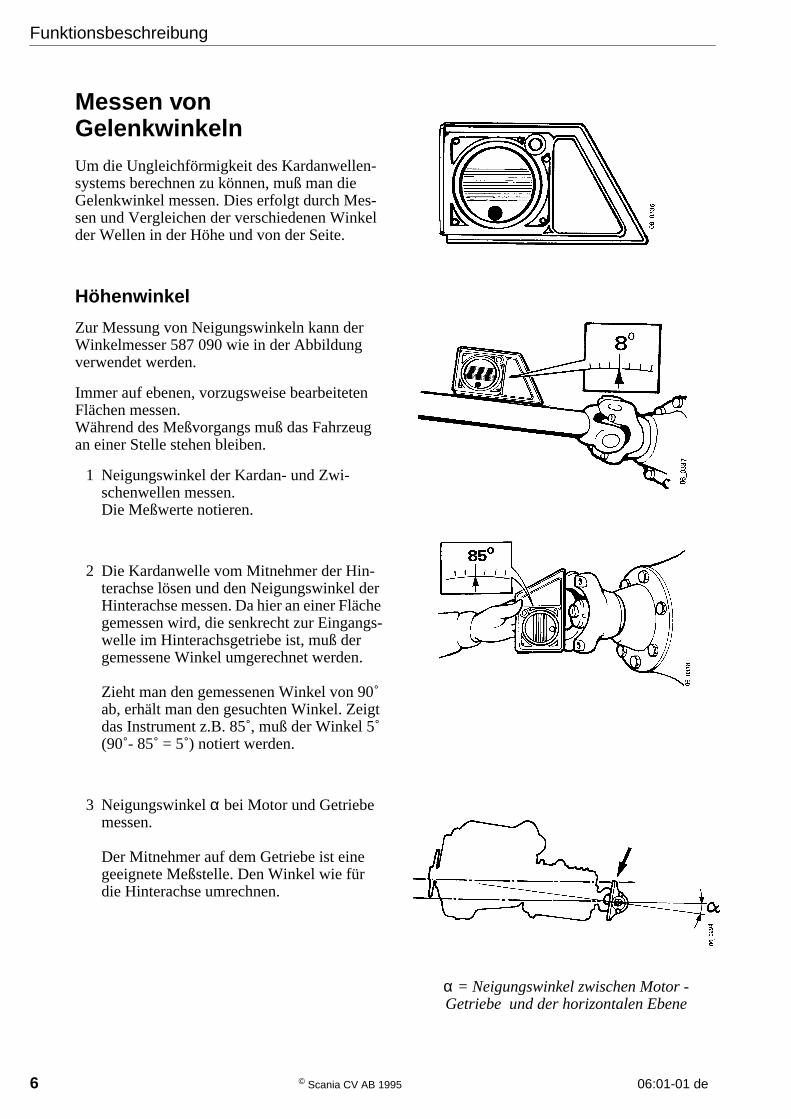
Messen vonGelenkwinkelnUm die Ungleichförmigkeit des Kardanwellen-systems berechnen zu können, muß man dieGelenkwinkel messen. Dies erfolgt durch Mes-sen und Vergleichen der verschiedenen Winkelder Wellen in der Höhe und von der Seite.
α = Neigungswinkel zwischen Motor -Getriebe und der horizontalen Ebene
Höhenwinkel
Zur Messung von Neigungswinkeln kann derWinkelmesser 587 090 wie in der Abbildungverwendet werden.
Immer auf ebenen, vorzugsweise bearbeitetenFlächen messen.Während des Meßvorgangs muß das Fahrzeugan einer Stelle stehen bleiben.
1 Neigungswinkel der Kardan- und Zwi-schenwellen messen.Die Meßwerte notieren.
2 Die Kardanwelle vom Mitnehmer der Hin-terachse lösen und den Neigungswinkel derHinterachse messen. Da hier an einer Flächegemessen wird, die senkrecht zur Eingangs-welle im Hinterachsgetriebe ist, muß dergemessene Winkel umgerechnet werden.
Zieht man den gemessenen Winkel von 90˚ab, erhält man den gesuchten Winkel. Zeigtdas Instrument z.B. 85˚, muß der Winkel 5˚(90˚- 85˚ = 5˚) notiert werden.
3 Neigungswinkelα bei Motor und Getriebemessen.
Der Mitnehmer auf dem Getriebe ist einegeeignete Meßstelle. Den Winkel wie fürdie Hinterachse umrechnen.
06:01-01 de © Scania CV AB 1995 7
Funktionsbeschreibung
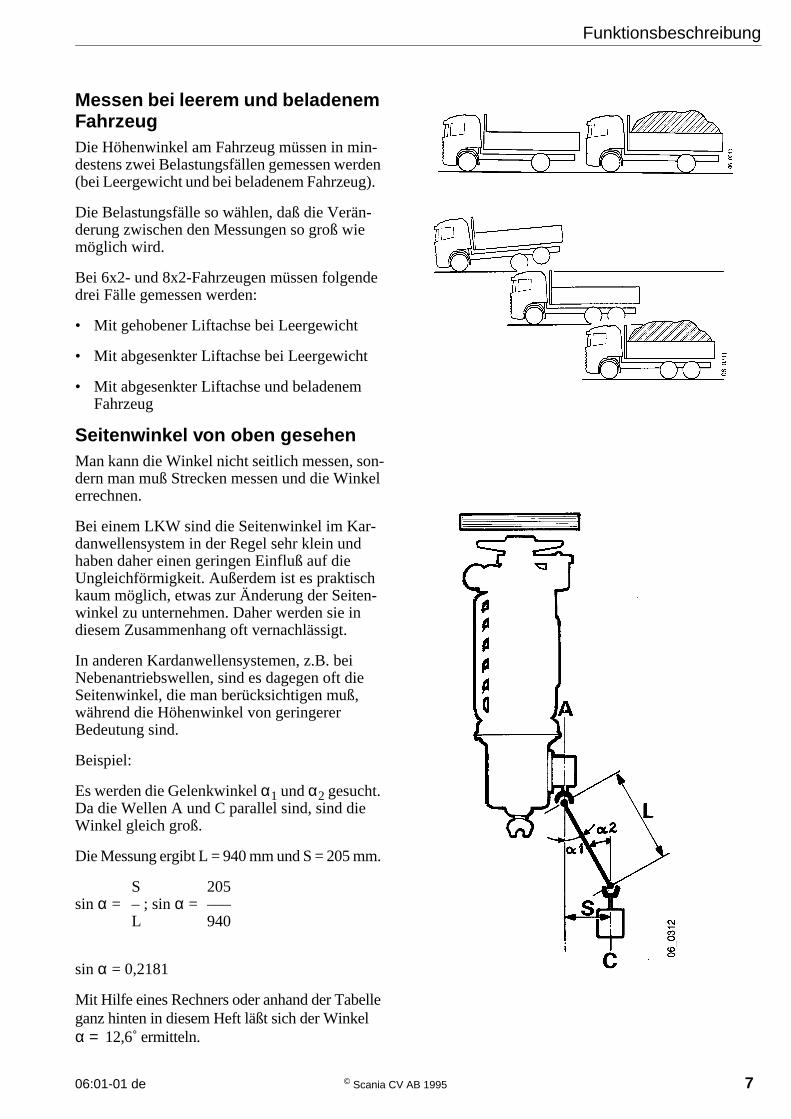
Messen bei leerem und beladenemFahrzeugDie Höhenwinkel am Fahrzeug müssen in min-destens zwei Belastungsfällen gemessen werden(bei Leergewicht und bei beladenem Fahrzeug).
Die Belastungsfälle so wählen, daß die Verän-derung zwischen den Messungen so groß wiemöglich wird.
Bei 6x2- und 8x2-Fahrzeugen müssen folgendedrei Fälle gemessen werden:
• Mit gehobener Liftachse bei Leergewicht
• Mit abgesenkter Liftachse bei Leergewicht
• Mit abgesenkter Liftachse und beladenemFahrzeug
Seitenwinkel von oben gesehenMan kann die Winkel nicht seitlich messen, son-dern man muß Strecken messen und die Winkelerrechnen.
Bei einem LKW sind die Seitenwinkel im Kar-danwellensystem in der Regel sehr klein undhaben daher einen geringen Einfluß auf dieUngleichförmigkeit. Außerdem ist es praktischkaum möglich, etwas zur Änderung der Seiten-winkel zu unternehmen. Daher werden sie indiesem Zusammenhang oft vernachlässigt.
In anderen Kardanwellensystemen, z.B. beiNebenantriebswellen, sind es dagegen oft dieSeitenwinkel, die man berücksichtigen muß,während die Höhenwinkel von geringererBedeutung sind.
Beispiel:
Es werden die Gelenkwinkelα1 und α2 gesucht.Da die Wellen A und C parallel sind, sind dieWinkel gleich groß.
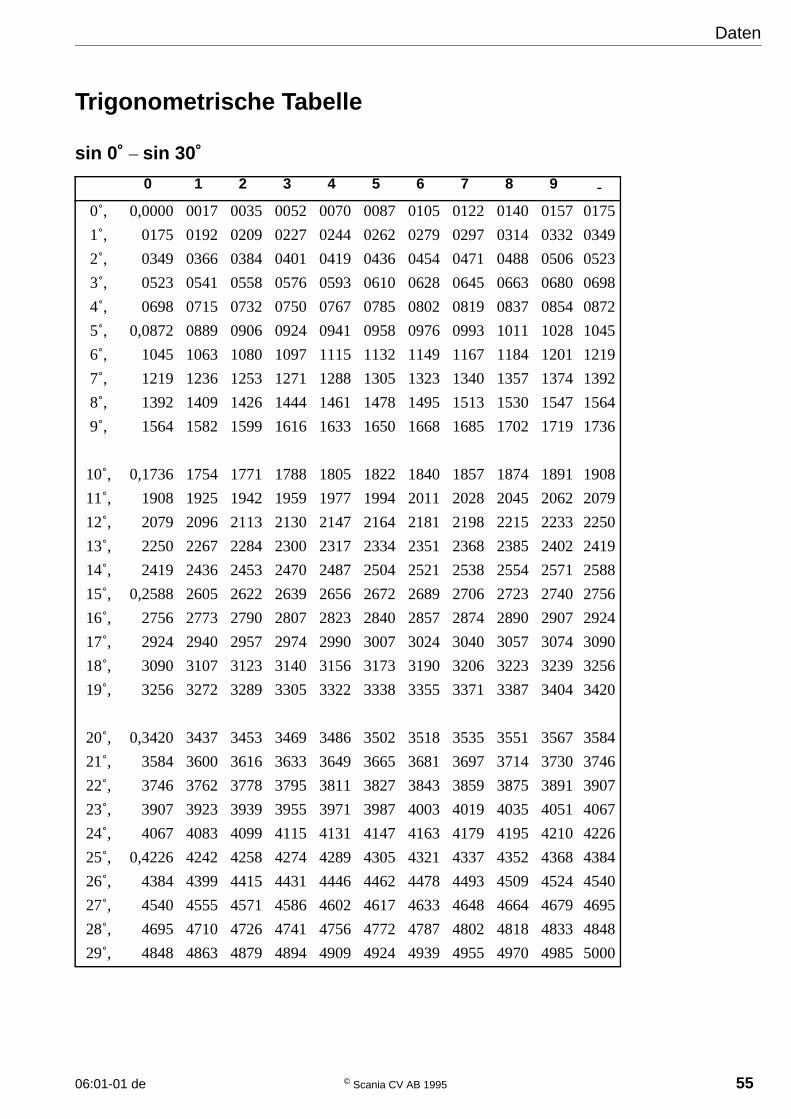
Die Messung ergibt L = 940 mm und S = 205 mm.
S 205sin α = – ; sinα = –––
L 940
sin α = 0,2181
Mit Hilfe eines Rechners oder anhand der Tabelleganz hinten in diesem Heft läßt sich der Winkelα = 12,6˚ ermitteln.
Funktionsbeschreibung
8 © Scania CV AB 1995 06:01-01 de
Vereinfachte Berechnungder Ungleichförmigkeit desKardanwellensystemsVollständige Berechnungen der Ungleichför-migkeit sind sehr kompliziert. Daher gehen wiran dieser Stelle nicht darauf ein, sondern ver-weisen diesbezüglich auf die Fachliteratur. Wirbeschreiben dagegen eine vereinfachte Berech-nungsart, um ein Maß der Ungleichförmigkeit,ohne Einheit, zu berechnen. Es ist zu beachten,daß die Ungleichförmigkeit des Kardanwellen-systems Ungleichförmigkeiten bezeichnet, diein der Komponente vor dem ersten oder nachdem letzten Gelenk auftreten.
Die Berechnungsmethode kann bei Z- und W-montierten Kardanwellensystemen angewendetwerden, wenn die Höhenwinkel deutlich größersind als die Seitenwinkel.
Wenn sämtliche Winkel kleiner als 3˚ sind, tre-ten selten Probleme mit der Ungleichförmigkeitauf. Solche Systeme brauchen daher kaumjustiert werden.
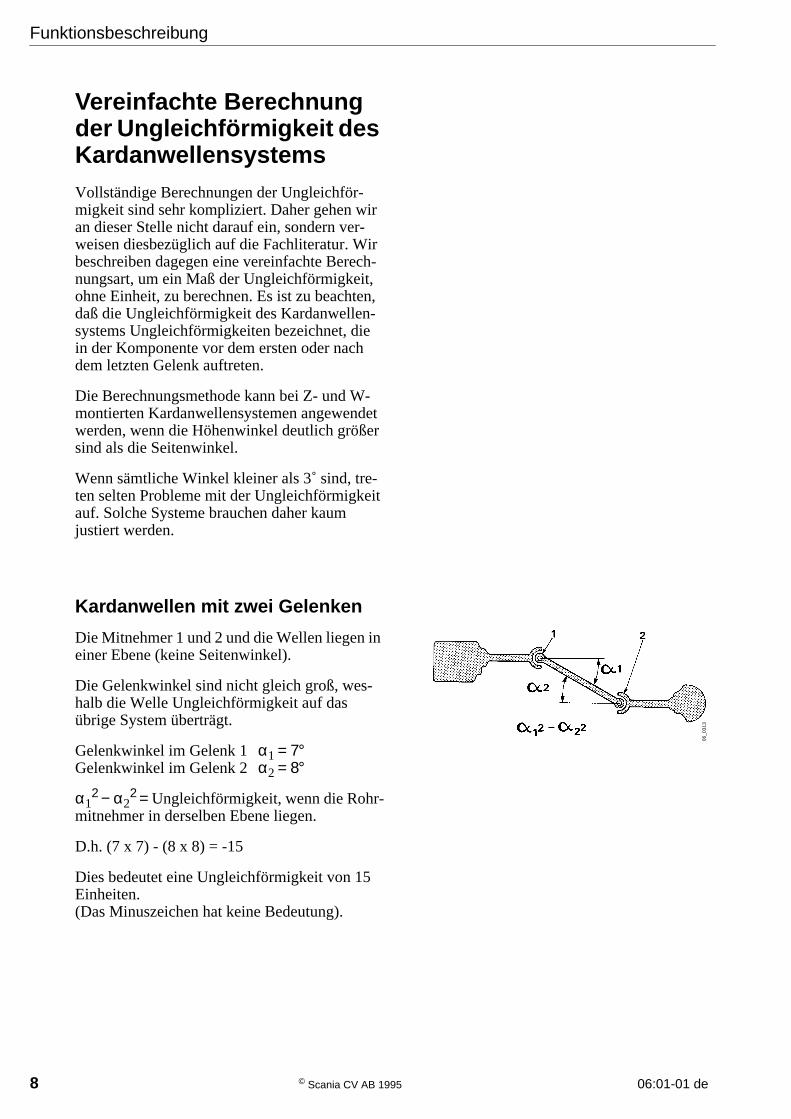
Kardanwellen mit zwei Gelenken
Die Mitnehmer 1 und 2 und die Wellen liegen ineiner Ebene (keine Seitenwinkel).
Die Gelenkwinkel sind nicht gleich groß, wes-halb die Welle Ungleichförmigkeit auf dasübrige System überträgt.
Gelenkwinkel im Gelenk 1α1 = 7°Gelenkwinkel im Gelenk 2α2 = 8°
α12 − α2
2 = Ungleichförmigkeit, wenn die Rohr-mitnehmer in derselben Ebene liegen.
D.h. (7 x 7) - (8 x 8) = -15
Dies bedeutet eine Ungleichförmigkeit von 15Einheiten.(Das Minuszeichen hat keine Bedeutung).
06_0
313
06:01-01 de © Scania CV AB 1995 9
Funktionsbeschreibung
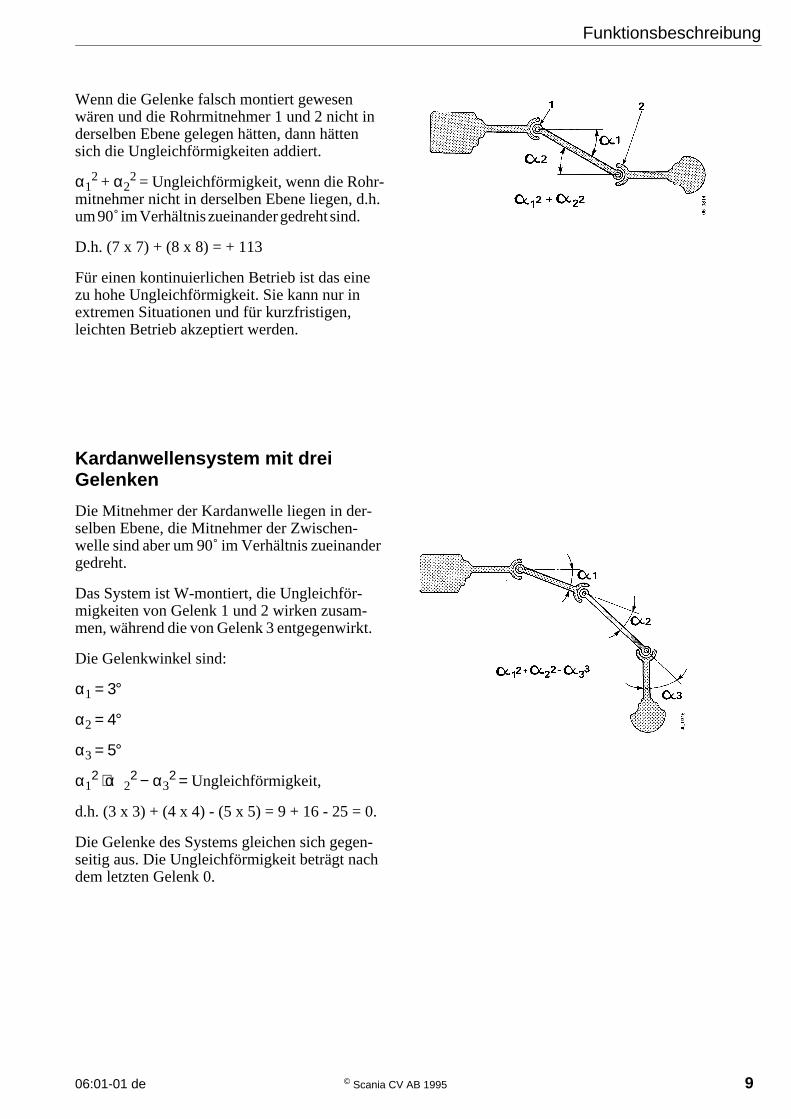
Wenn die Gelenke falsch montiert gewesenwären und die Rohrmitnehmer 1 und 2 nicht inderselben Ebene gelegen hätten, dann hättensich die Ungleichförmigkeiten addiert.
α12 + α2
2 = Ungleichförmigkeit, wenn die Rohr-mitnehmer nicht in derselben Ebene liegen, d.h.um 90˚ im Verhältnis zueinander gedreht sind.
D.h. (7 x 7) + (8 x 8) = + 113
Für einen kontinuierlichen Betrieb ist das einezu hohe Ungleichförmigkeit. Sie kann nur inextremen Situationen und für kurzfristigen,leichten Betrieb akzeptiert werden.
Kardanwellensystem mit dreiGelenken
Die Mitnehmer der Kardanwelle liegen in der-selben Ebene, die Mitnehmer der Zwischen-welle sind aber um 90˚ im Verhältnis zueinandergedreht.
Das System ist W-montiert, die Ungleichför-migkeiten von Gelenk 1 und 2 wirken zusam-men, während die von Gelenk 3 entgegenwirkt.
Die Gelenkwinkel sind:
α1 = 3°
α2 = 4°
α3 = 5°
α12 + α2
2 − α32 = Ungleichförmigkeit,
d.h. (3 x 3) + (4 x 4) - (5 x 5) = 9 + 16 - 25 = 0.
Die Gelenke des Systems gleichen sich gegen-seitig aus. Die Ungleichförmigkeit beträgt nachdem letzten Gelenk 0.
Funktionsbeschreibung
10 © Scania CV AB 1995 06:01-01 de
Auswertung
Bewegliche Systeme
In manchen Krdanwellensystemen muß maneinen gewissen Grad an Ungleichförmigkeitakzeptieren. Dies gilt besonders bei Fahrzeugen,bei denen die Winkel sich in Abhängigkeit vonder Federungsbewegung und aufgrund von Ver-drehung der Hinterachse beim Bremsen undBeschleunigen verändern.
Feste Systeme
Bei Kardanwellensystemen zwischen Aggrega-ten, die beide fest eingebaut sind, muß dieUngleichförmigkeit auf einen konstanten Wertverringert werden, der natürlich möglichst 0betragen sollte.
Akzeptable Ungleichförmigkeit
Welcher Grad an Ungleichförmigkeit akzepta-bel ist, ist natürlich von vielen Faktoren abhän-gig. In der Praxis sind Möglichkeiten, dieUngleichförmigkeit zu verringern, oft einge-schränkt.
Was die Kardanwellen bei einem LKW anbe-trifft, kann es einen verhältnismäßig großenUnterschied in der Ungleichförmigkeit bei lee-rem bzw. vollbeladenem Fahrzeug geben. DasKardanwellensystem ist in der Regel so konstru-iert, daß die Ungleichförmigkeit bei maximalerLast am geringsten ist. Bei dieser Belastung hältsich die Ungleichförmigkeit des Systems inner-halb des Intervalls von 0 - 25 Einheiten.
Für unbeladene Fahrzeuge kann der Wert höherund die Abweichung zwischen unterschiedli-chen Modellen und Radständen größer sein.
06:01-01 de © Scania CV AB 1995 11
Funktionsbeschreibung
Wenn man die Vibrationen aufgrund vonUngleichförmigkeit bei leerem Fahrzeug verrin-gern möchte, muß man in der Regel eine Ver-schlechterung bei Nutzlast in Kauf nehmen.
Wenn die Gelenkwinkel des Kardanwellensy-stems groß sind, können Ungleichförmigkeits-störungen auftreten, obwohl die Ungleich-förmigkeit des System in der Nähe von 0 liegt.
Die verhältnismäßig großen Geschwindigkeits-veränderungen der Kardanwelle, die durchgroße Gelenkwinkel entstehen, führen oft zuSchwingungen am Fahrzeug. Diese Problemekönnen entweder durch Verringern der Gelenk-winkel oder durch eine leichtere Kardanwellebehoben werden.
Konsequenzen derUngleichförmigkeit
Normal kann man davon ausgehen, daß dieFestigkeit der Kraftübertragung in einem Fahr-zeug nicht nennenswert beeinflußt wird, solange die Ungleichförmigkeit 25 Einheiten nichtübersteigt. Eine Ungleichförmigkeit über 25Einheiten kann dagegen zu Vibrationen, Geräu-schen und in manchen Fällen zu verschlechter-tem Komfort führen.
In manchen Fällen können nicht nur Ungleich-förmigkeiten, sondern auch Eigenschwingungendes Kardanwellensystems zu Vibrationsproble-men führen. Siehe hierzu die Beschreibung imAbschnitt über die Fehlersuche.
Funktionsbeschreibung
12 © Scania CV AB 1995 06:01-01 de
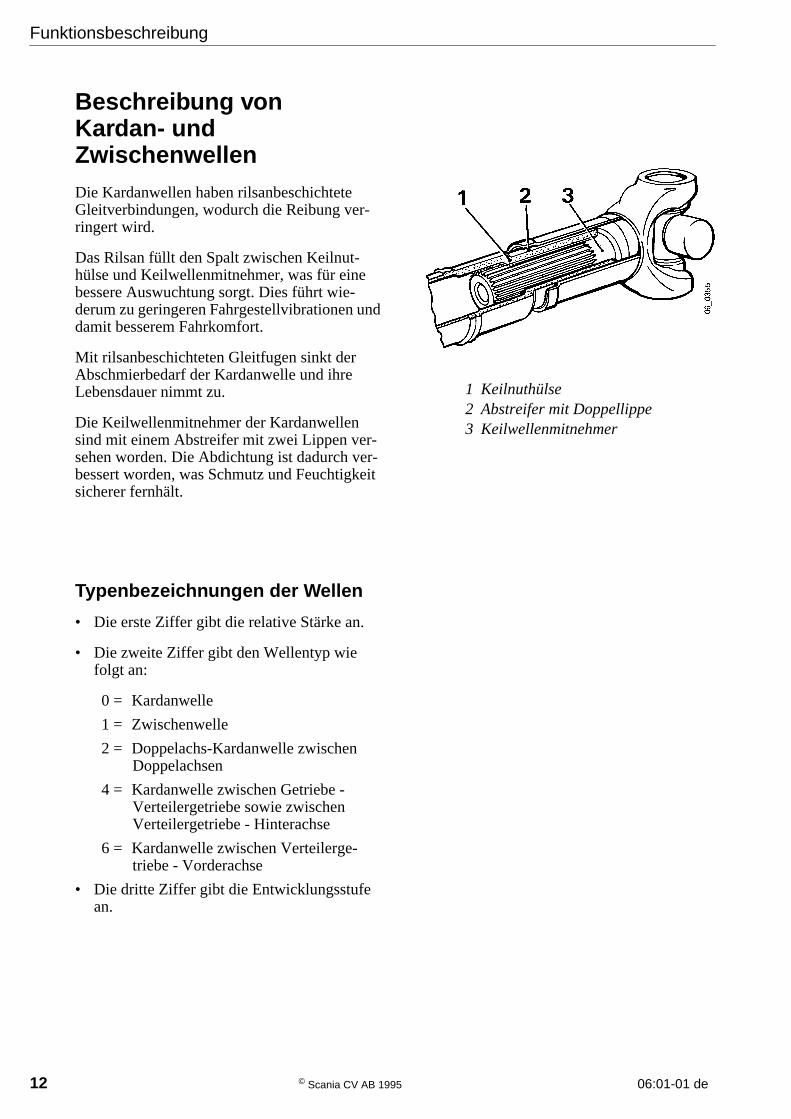
Beschreibung vonKardan- undZwischenwellenDie Kardanwellen haben rilsanbeschichteteGleitverbindungen, wodurch die Reibung ver-ringert wird.
Das Rilsan füllt den Spalt zwischen Keilnut-hülse und Keilwellenmitnehmer, was für einebessere Auswuchtung sorgt. Dies führt wie-derum zu geringeren Fahrgestellvibrationen unddamit besserem Fahrkomfort.
Mit rilsanbeschichteten Gleitfugen sinkt derAbschmierbedarf der Kardanwelle und ihreLebensdauer nimmt zu.
Die Keilwellenmitnehmer der Kardanwellensind mit einem Abstreifer mit zwei Lippen ver-sehen worden. Die Abdichtung ist dadurch ver-bessert worden, was Schmutz und Feuchtigkeitsicherer fernhält.
1 Keilnuthülse2 Abstreifer mit Doppellippe3 Keilwellenmitnehmer
Typenbezeichnungen der Wellen
• Die erste Ziffer gibt die relative Stärke an.
• Die zweite Ziffer gibt den Wellentyp wiefolgt an:
0 = Kardanwelle
1 = Zwischenwelle
2 = Doppelachs-Kardanwelle zwischenDoppelachsen
4 = Kardanwelle zwischen Getriebe -Verteilergetriebe sowie zwischenVerteilergetriebe - Hinterachse
6 = Kardanwelle zwischen Verteilerge-triebe - Vorderachse
• Die dritte Ziffer gibt die Entwicklungsstufean.
06:01-01 de © Scania CV AB 1995 13
Fehlersuche
Vibrationen imKardanwellensystemGeräusche und Vibrationen in einem Fahrzeugkönnen mehrere Ursachen haben. Der ersteSchritt bei einer Störungssuche besteht darin,herauszufinden, welcher Teil des FahrzeugsAnlaß für die Vibrationen ist - Motor, Kupp-lung, Getriebe, Hinterachsgetriebe oder Kar-danwelle.
Wird als Vibrationsquelle das Kardanwellensy-stem festgestellt, empfiehlt sich eine Fehlersu-che gemäß der Beschreibung unten.
1 Das Fahrzeug vollbeladen und leer mitangehobener bzw. abgesenkter Liftachsefahren. Motordrehzahl und Geschwindig-keit notieren, bei der die Vibrationen auf-treten.
Nachstehende Maßnahmen sollten durch-geführt werden, nachdem die Punkte 2-5kontrolliert wurden.
1.1 Wenn das Vibrationsgeräusch bei stei-gender Drehzahl zunimmt und eventuellinnerhalb eines Geschwindigkeits- oderDrehzahlbereiches (Resonanz) stärkerwird, liegt eine Unwucht in der Kardan-/Zwischenwelle vor.Die Kardan-/Zwischenwelle auswuchten,wie es die Daten für die maximal zuläs-sige dynamische Unwucht vorschreiben.Betreffend der Drehschwingungsreso-nanz in Kardanwellensystem, siehe wei-ter unter Punkt 10.
1.2 Treten Vibrationen bei relativ hohenGeschwindigkeiten auf und nimmt ihreStärke bei steigender Geschwindigkeitzu, liegt eine Ungleichförmigkeit imKardanwellensystem vor, mit mehr als25 Einheiten. Typisch für Ungleichför-migkeitsstörungen ist, daß sie bei nichtbelastetem Motor am deutlichsten sind.Die Ungleichförmigkeit berechnen. DasProblem wie folgt feststellen und behe-ben:
Fehlersuche
1.2.1 Zu große(r) Winkel in einem System mitzwei Gelenken.Den/die Winkel durch eine oder mehrereder folgenden Maßnahmen verringern:- Die Neigung der Hinterachse ändern
(siehe Punkt 8.2).- Die Hubhöhe der Liftachse begrenzen
(siehe Punkt 8.3).- Die Neigung des Getriebes (Motors)
verringern.1.2.2 Zu große(r) Winkel in einem Kardanwel-
lensystem mit Zwischenwelle. Den/dieWinkel durch eine oder mehrere der fol-genden Maßnahmen verringern:- Die Neigung der Hinterachse ändern
(siehe Punkt 8.2).- Die Hubhöhe der Liftachse begrenzen
(siehe Punkt 8.3).- Die Neigung des Getriebes (Motors)
verringern.- Stützlager versetzen (siehe Punkt 8.1).
1.2.3 Wenn ein Z-System mit verschiedenenGelenkwinkeln eine zu große Ungleich-förmigkeit aufweist, wird das System soverändert, daß die Gelenkwinkel gleichgroß sind. Dies wird durch die Durchfüh-rung der unter Punkt 1.2.1 oben beschrie-benen Maßnahmen erreicht.
1.2.4 Die Mitnehmer besitzen nicht die rich-tige Orientierung im Verhältnis zueinan-der. Den/die Mitnehmer wie auf Seite 3beschrieben drehen.
1.2.5. Wenn die Vibrationen beim Anhebenbzw. Absenken der Liftachse ihren Cha-rakter verändern, ist die Ungleichförmig-keit als Folge zu großer Gelenkwinkel/Winkel im Kardanwellensystem zugroß. Die Gelenkwinkel durch dieDurchführung der unter Punkt 1.2.1beschriebenen Maßnahmen verringern.
1.2.6 Wenn die Vibrationen bei leeren bzw.vollbeladenem Fahrzeug ihren Charakterverändern, ist die Ungleichförmigkeitals Folge zu großer Gelenkwinkel/Win-kel im Kardanwellensystem zu groß. DieGelenkwinkel durch die Durchführungder unter Punkt 1.2.1 beschriebenenMaßnahmen verringern.
Fehlersuche
14 © Scania CV AB 1995 06:01-01 de
1.3 Zu große Gelenkwinkel in einem Z-mon-tierten System können dazu führen, daßkräftige Vibrationen auftreten, wenn dasDrehmoment bei niedrigen Drehzahlengroß ist, obwohl die Eingangswinkelgleich groß sind und die Ungleichförmig-keit somit gleich null ist.Die Gelenkwinkel durch eine oder meh-rere der folgenden Maßnahmen verrin-gern:
- Die Neigung der Hinterachse ändern(siehe Punkt 8.2).
- Die Hubhöhe der Liftachse begrenzen(siehe Punkt 8.3).
- Die Neigung des Getriebes (Motors)verringern.
1.4 Vibrationen, die mit unbestimmter Fre-quenz bei verschiedenen Geschwindigkei-ten auftreten, sind die Folge einesbeschädigten Gelenklagers. Das gesamteKreuzgelenk mit den Lagern auswechseln.
Achtung! Die Ungleichförmigkeit sollte nachjeder Veränderung des Kardanwellensystemsneu berechnet werden.
2 Kontrollieren, daß die Mitnehmer richtig imVerhältnis zueinander angeordnet sind,siehe Seite 3.
06:01-01 de © Scania CV AB 1995 15
Fehlersuche
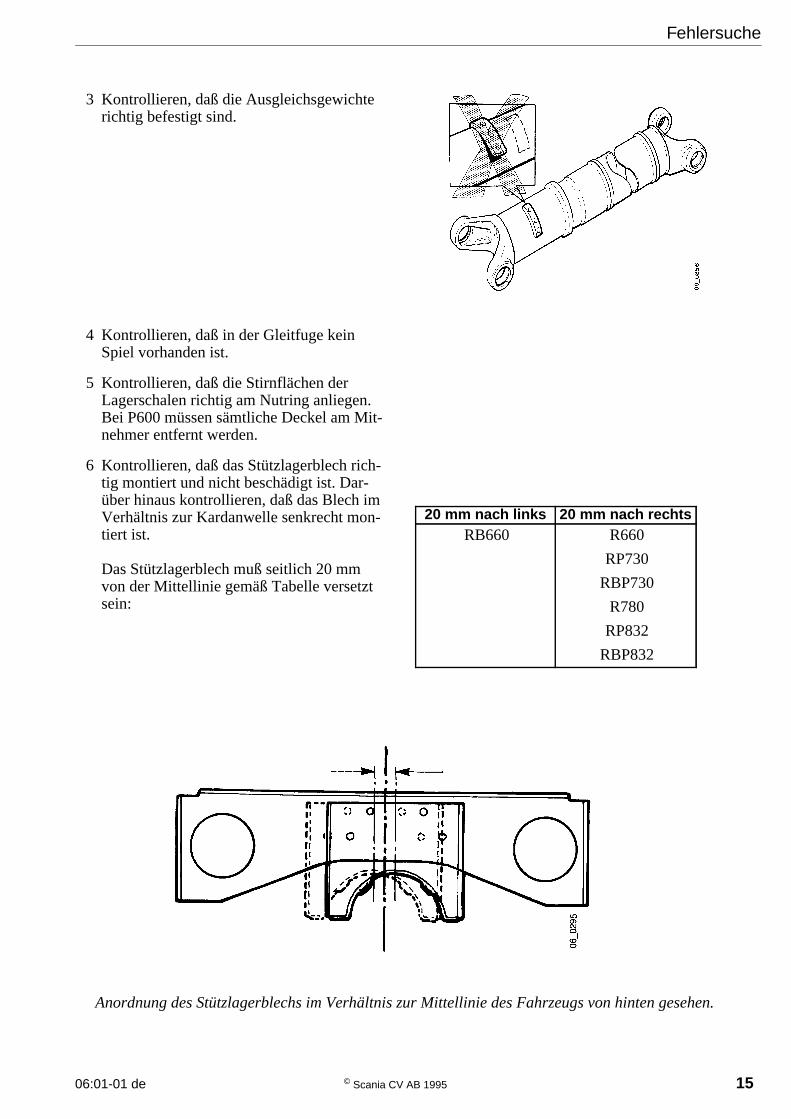
3 Kontrollieren, daß die Ausgleichsgewichterichtig befestigt sind.
20 mm nach links 20 mm nach rechtsRB660 R660
RP730
RBP730
R780
RP832
RBP832
Anordnung des Stützlagerblechs im Verhältnis zur Mittellinie des Fahrzeugs von hinten gesehen.
4 Kontrollieren, daß in der Gleitfuge keinSpiel vorhanden ist.
5 Kontrollieren, daß die Stirnflächen derLagerschalen richtig am Nutring anliegen.Bei P600 müssen sämtliche Deckel am Mit-nehmer entfernt werden.
6 Kontrollieren, daß das Stützlagerblech rich-tig montiert und nicht beschädigt ist. Dar-über hinaus kontrollieren, daß das Blech imVerhältnis zur Kardanwelle senkrecht mon-tiert ist.
Das Stützlagerblech muß seitlich 20 mmvon der Mittellinie gemäß Tabelle versetztsein:
Fehlersuche
16 © Scania CV AB 1995 06:01-01 de
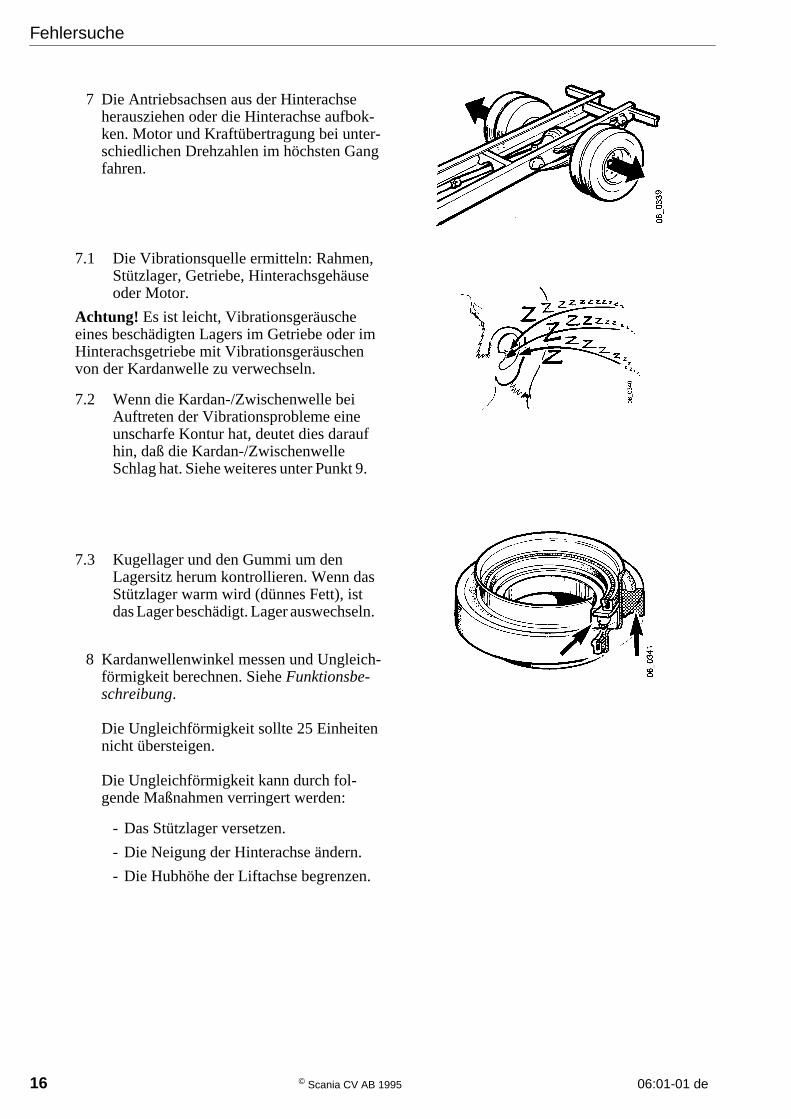
7 Die Antriebsachsen aus der Hinterachseherausziehen oder die Hinterachse aufbok-ken. Motor und Kraftübertragung bei unter-schiedlichen Drehzahlen im höchsten Gangfahren.
7.1 Die Vibrationsquelle ermitteln: Rahmen,Stützlager, Getriebe, Hinterachsgehäuseoder Motor.
Achtung! Es ist leicht, Vibrationsgeräuscheeines beschädigten Lagers im Getriebe oder imHinterachsgetriebe mit Vibrationsgeräuschenvon der Kardanwelle zu verwechseln.
7.2 Wenn die Kardan-/Zwischenwelle beiAuftreten der Vibrationsprobleme eineunscharfe Kontur hat, deutet dies daraufhin, daß die Kardan-/ZwischenwelleSchlag hat. Siehe weiteres unter Punkt 9.
7.3 Kugellager und den Gummi um denLagersitz herum kontrollieren. Wenn dasStützlager warm wird (dünnes Fett), istdas Lager beschädigt. Lager auswechseln.
8 Kardanwellenwinkel messen und Ungleich-förmigkeit berechnen. SieheFunktionsbe-schreibung.
Die Ungleichförmigkeit sollte 25 Einheitennicht übersteigen.
Die Ungleichförmigkeit kann durch fol-gende Maßnahmen verringert werden:
- Das Stützlager versetzen.
- Die Neigung der Hinterachse ändern.
- Die Hubhöhe der Liftachse begrenzen.
06:01-01 de © Scania CV AB 1995 17
Fehlersuche
8.1 Versetzen von Stützlagern
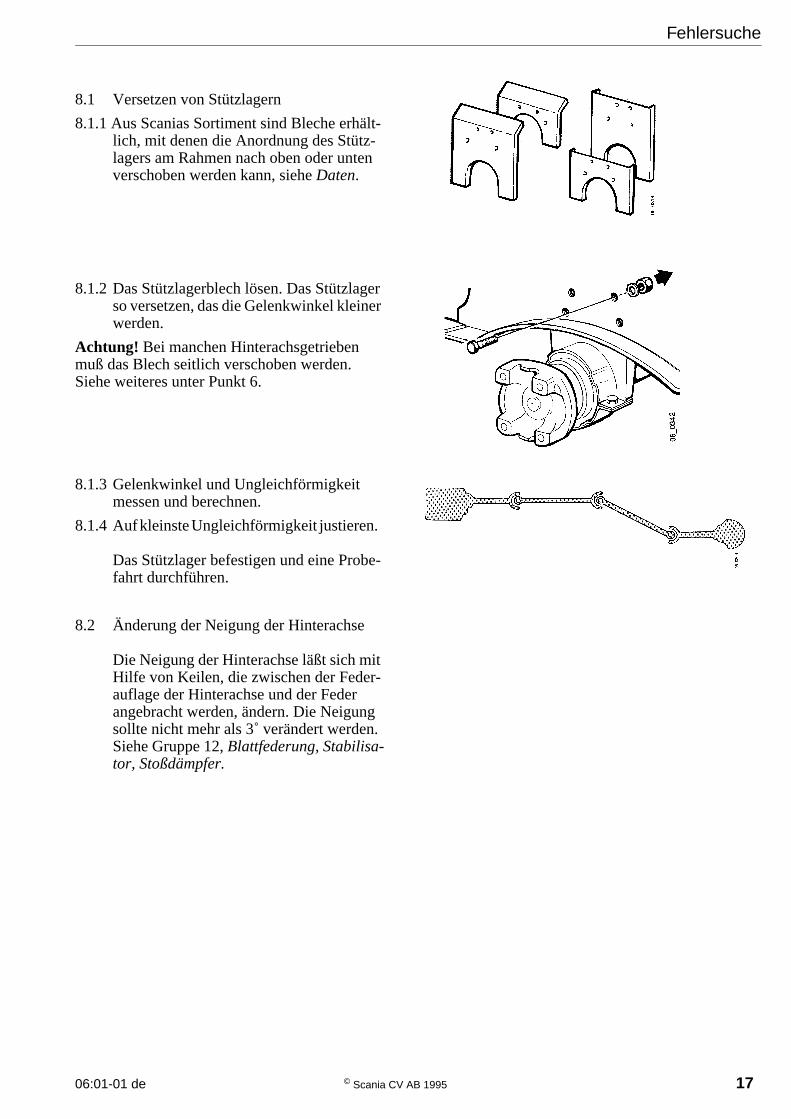
8.1.1 Aus Scanias Sortiment sind Bleche erhält-lich, mit denen die Anordnung des Stütz-lagers am Rahmen nach oben oder untenverschoben werden kann, sieheDaten.
8.1.2 Das Stützlagerblech lösen. Das Stützlagerso versetzen, das die Gelenkwinkel kleinerwerden.
Achtung! Bei manchen Hinterachsgetriebenmuß das Blech seitlich verschoben werden.Siehe weiteres unter Punkt 6.
8.1.3 Gelenkwinkel und Ungleichförmigkeitmessen und berechnen.
8.1.4 Auf kleinste Ungleichförmigkeit justieren.
Das Stützlager befestigen und eine Probe-fahrt durchführen.
8.2 Änderung der Neigung der Hinterachse
Die Neigung der Hinterachse läßt sich mitHilfe von Keilen, die zwischen der Feder-auflage der Hinterachse und der Federangebracht werden, ändern. Die Neigungsollte nicht mehr als 3˚ verändert werden.Siehe Gruppe 12,Blattfederung, Stabilisa-tor, Stoßdämpfer.
Fehlersuche
18 © Scania CV AB 1995 06:01-01 de
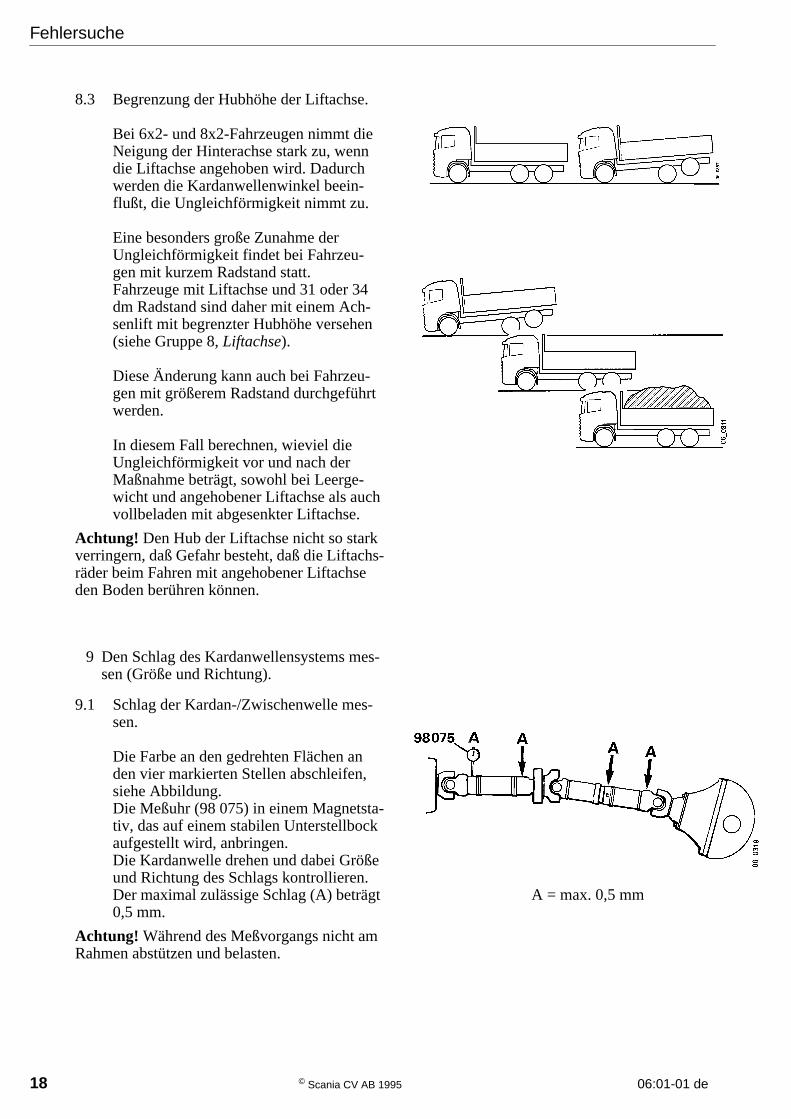
8.3 Begrenzung der Hubhöhe der Liftachse.
Bei 6x2- und 8x2-Fahrzeugen nimmt dieNeigung der Hinterachse stark zu, wenndie Liftachse angehoben wird. Dadurchwerden die Kardanwellenwinkel beein-flußt, die Ungleichförmigkeit nimmt zu.
Eine besonders große Zunahme derUngleichförmigkeit findet bei Fahrzeu-gen mit kurzem Radstand statt.Fahrzeuge mit Liftachse und 31 oder 34dm Radstand sind daher mit einem Ach-senlift mit begrenzter Hubhöhe versehen(siehe Gruppe 8,Liftachse).
Diese Änderung kann auch bei Fahrzeu-gen mit größerem Radstand durchgeführtwerden.
In diesem Fall berechnen, wieviel dieUngleichförmigkeit vor und nach derMaßnahme beträgt, sowohl bei Leerge-wicht und angehobener Liftachse als auchvollbeladen mit abgesenkter Liftachse.
Achtung! Den Hub der Liftachse nicht so starkverringern, daß Gefahr besteht, daß die Liftachs-räder beim Fahren mit angehobener Liftachseden Boden berühren können.
A = max. 0,5 mm
9 Den Schlag des Kardanwellensystems mes-sen (Größe und Richtung).
9.1 Schlag der Kardan-/Zwischenwelle mes-sen.
Die Farbe an den gedrehten Flächen anden vier markierten Stellen abschleifen,siehe Abbildung.Die Meßuhr (98 075) in einem Magnetsta-tiv, das auf einem stabilen Unterstellbockaufgestellt wird, anbringen.Die Kardanwelle drehen und dabei Größeund Richtung des Schlags kontrollieren.Der maximal zulässige Schlag (A) beträgt0,5 mm.
Achtung! Während des Meßvorgangs nicht amRahmen abstützen und belasten.
06:01-01 de © Scania CV AB 1995 19
Fehlersuche
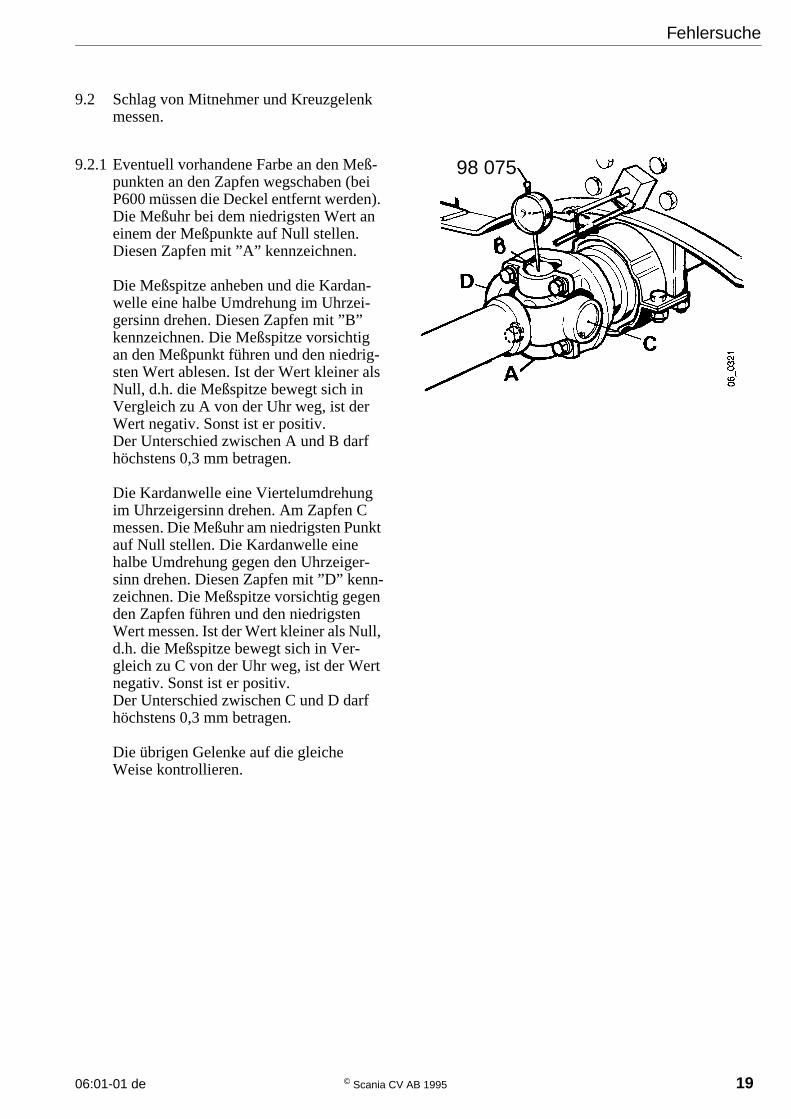
9.2 Schlag von Mitnehmer und Kreuzgelenkmessen.
9.2.1 Eventuell vorhandene Farbe an den Meß-punkten an den Zapfen wegschaben (beiP600 müssen die Deckel entfernt werden).Die Meßuhr bei dem niedrigsten Wert aneinem der Meßpunkte auf Null stellen.Diesen Zapfen mit ”A” kennzeichnen.
Die Meßspitze anheben und die Kardan-welle eine halbe Umdrehung im Uhrzei-gersinn drehen. Diesen Zapfen mit ”B”kennzeichnen. Die Meßspitze vorsichtigan den Meßpunkt führen und den niedrig-sten Wert ablesen. Ist der Wert kleiner alsNull, d.h. die Meßspitze bewegt sich inVergleich zu A von der Uhr weg, ist derWert negativ. Sonst ist er positiv.Der Unterschied zwischen A und B darfhöchstens 0,3 mm betragen.
Die Kardanwelle eine Viertelumdrehungim Uhrzeigersinn drehen. Am Zapfen Cmessen. Die Meßuhr am niedrigsten Punktauf Null stellen. Die Kardanwelle einehalbe Umdrehung gegen den Uhrzeiger-sinn drehen. Diesen Zapfen mit ”D” kenn-zeichnen. Die Meßspitze vorsichtig gegenden Zapfen führen und den niedrigstenWert messen. Ist der Wert kleiner als Null,d.h. die Meßspitze bewegt sich in Ver-gleich zu C von der Uhr weg, ist der Wertnegativ. Sonst ist er positiv.Der Unterschied zwischen C und D darfhöchstens 0,3 mm betragen.
Die übrigen Gelenke auf die gleicheWeise kontrollieren.
98 075
Fehlersuche
20 © Scania CV AB 1995 06:01-01 de
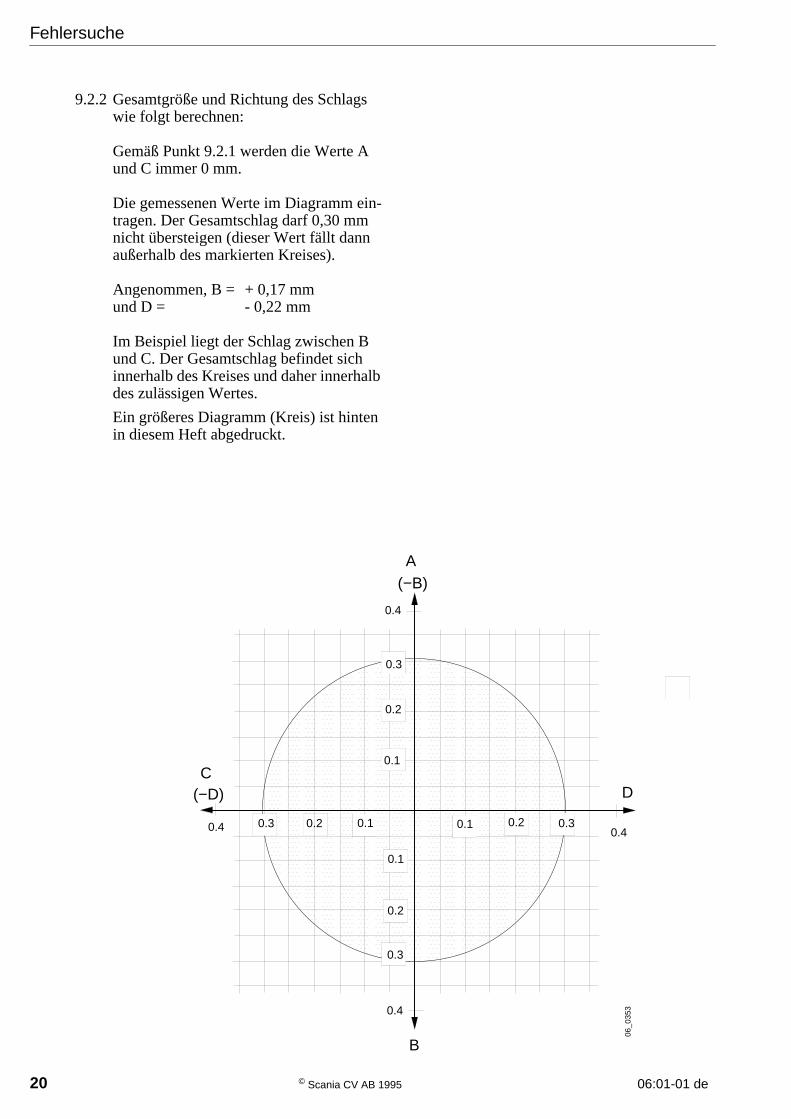
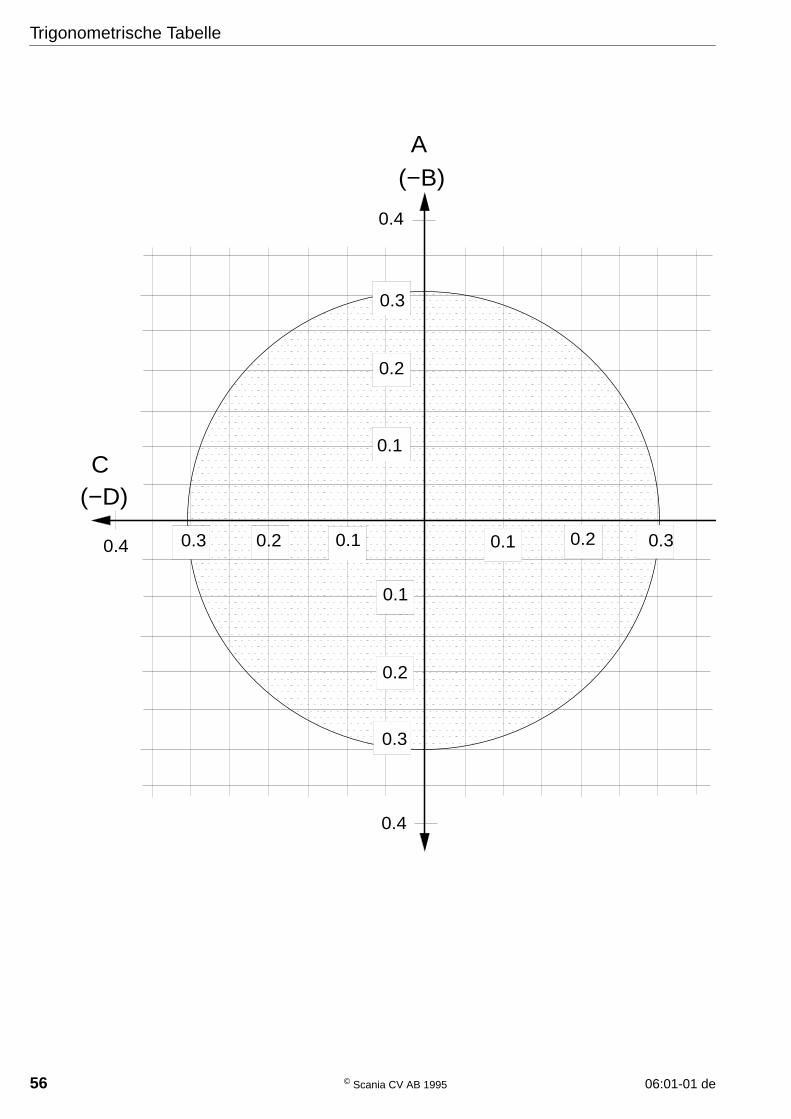
9.2.2 Gesamtgröße und Richtung des Schlagswie folgt berechnen:
Gemäß Punkt 9.2.1 werden die Werte Aund C immer 0 mm.
Die gemessenen Werte im Diagramm ein-tragen. Der Gesamtschlag darf 0,30 mmnicht übersteigen (dieser Wert fällt dannaußerhalb des markierten Kreises).
Angenommen, B = + 0,17 mmund D = - 0,22 mm
Im Beispiel liegt der Schlag zwischen Bund C. Der Gesamtschlag befindet sichinnerhalb des Kreises und daher innerhalbdes zulässigen Wertes.
Ein größeres Diagramm (Kreis) ist hintenin diesem Heft abgedruckt.
0.4
0.4
0.4
0.4
0.3
0.2
0.3 0.3
0.2
0.2 0.2
0.3
0.1
0.1 0.1
0.1
A(−B)
D
B
C(−D)
06_0
353
0.2
06:01-01 de © Scania CV AB 1995 21
Fehlersuche
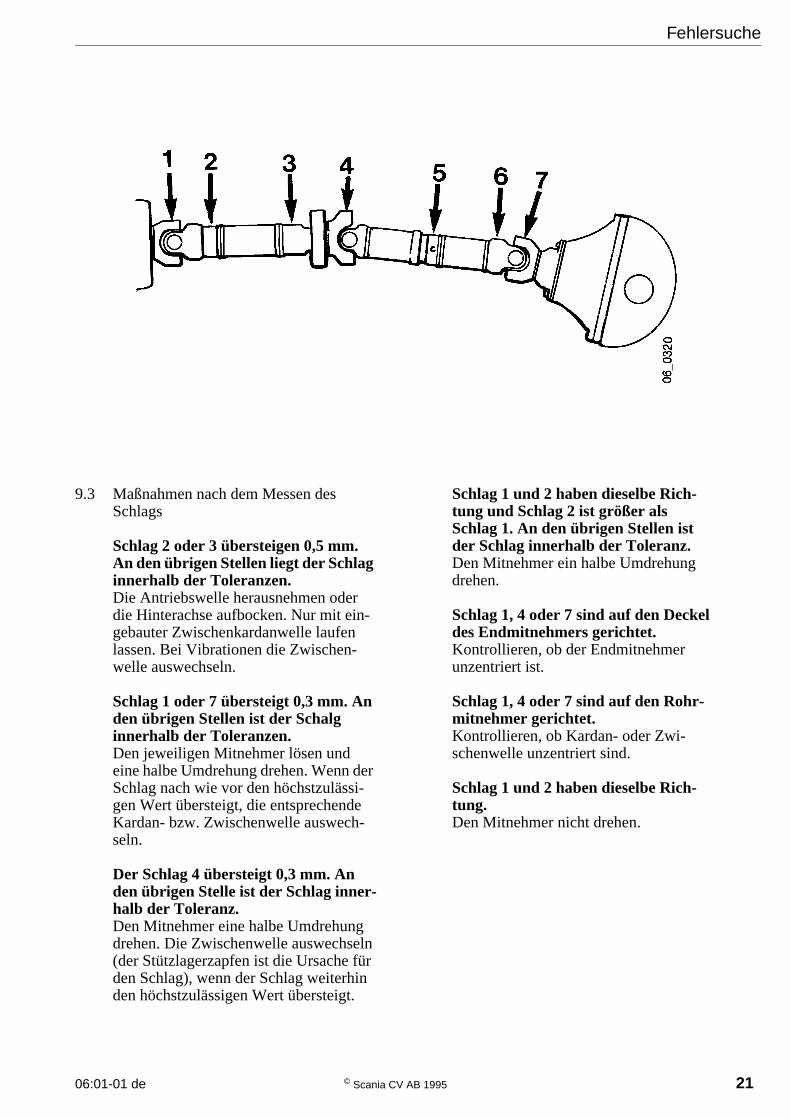
9.3 Maßnahmen nach dem Messen desSchlags
Schlag 2 oder 3 übersteigen 0,5 mm.An den übrigen Stellen liegt der Schlaginnerhalb der Toleranzen.Die Antriebswelle herausnehmen oderdie Hinterachse aufbocken. Nur mit ein-gebauter Zwischenkardanwelle laufenlassen. Bei Vibrationen die Zwischen-welle auswechseln.
Schlag 1 oder 7 übersteigt 0,3 mm. Anden übrigen Stellen ist der Schalginnerhalb der Toleranzen.Den jeweiligen Mitnehmer lösen undeine halbe Umdrehung drehen. Wenn derSchlag nach wie vor den höchstzulässi-gen Wert übersteigt, die entsprechendeKardan- bzw. Zwischenwelle auswech-seln.
Der Schlag 4 übersteigt 0,3 mm. Anden übrigen Stelle ist der Schlag inner-halb der Toleranz.Den Mitnehmer eine halbe Umdrehungdrehen. Die Zwischenwelle auswechseln(der Stützlagerzapfen ist die Ursache fürden Schlag), wenn der Schlag weiterhinden höchstzulässigen Wert übersteigt.
Schlag 1 und 2 haben dieselbe Rich-tung und Schlag 2 ist größer alsSchlag 1. An den übrigen Stellen istder Schlag innerhalb der Toleranz.Den Mitnehmer ein halbe Umdrehungdrehen.
Schlag 1, 4 oder 7 sind auf den Deckeldes Endmitnehmers gerichtet.Kontrollieren, ob der Endmitnehmerunzentriert ist.
Schlag 1, 4 oder 7 sind auf den Rohr-mitnehmer gerichtet.Kontrollieren, ob Kardan- oder Zwi-schenwelle unzentriert sind.
Schlag 1 und 2 haben dieselbe Rich-tung.Den Mitnehmer nicht drehen.

Fehlersuche
22 © Scania CV AB 1995 06:01-01 de
10 Drehschwingungsresonanz im Kardanwel-lensystem.
Drehschwingungsresonanzen im Kardan-wellensystem können Störungen hervorru-fen, die als Vibrationen oder Geräusche imFahrerhaus innerhalb kleiner Geschwin-digkeits- oder Drehzahlbereiche auftreten.Die Frequenz der Vibrationen liegt imBereich zwischen 80 und 200 Hz, je nachMasse und Steifigkeit.
Resonanz kann auftreten, wenn die Reso-nanzfrequenz des Kardanwellensystemsoder ein vielfaches dieser mit folgendemübereinstimmt:
- Eingriffsfrequenz des Kegelritzels.
- Eine Eingriffsfrequenz im Getriebe.
- Doppelte Kardanwellengeschwindig-keit (Kreuzgelenkfrequenz).
- Zündfrequenz des Motors.
Geschwindigkeitsabhängige ResonanzWenn die Vibrationen durch Kardanwel-lenrsonanz bei einer bestimmtenGeschwindigkeit auftreten, unabhängigdavon, welcher Gang eingelegt ist, stam-men die Störimpulse in der Regel von denZahnradeingriffen im Hinterachsgetriebe.
Motordrehzahlabhängige ResonanzWenn die Vibrationen anstatt dessen beiungefähr derselben Motordrehzahl imhöchsten oder zweithöchsten Gang auftre-ten, ist die Impulsquelle mit großer Wahr-scheinlichkeit die Zündfrequenz desMotors.
Einwirkung durch Belastung desMotorsDrehschwingungsresonanz kann sowohlbeim Anziehen als auch beim Abbremsendes Motors auftreten.Die Resonanz und dadurch verursachteVibrationen verschwinden jedoch, wenndie Gasbetätigung so geregelt wird, daßder Motor weder anzieht noch abbremst.Dies beruht darauf, daß die Zahnräder derGänge konstanten Eingriff haben müssen,damit die Resonanz auftritt. Wenn dieZahnräder völlig unbelastet sind, läßt derEingriff aufgrund des immer vorhandenSpiels zwischen den Zahnrädern kurzfri-stig nach.
06:01-01 de © Scania CV AB 1995 23
Arbeitsbeschreibung
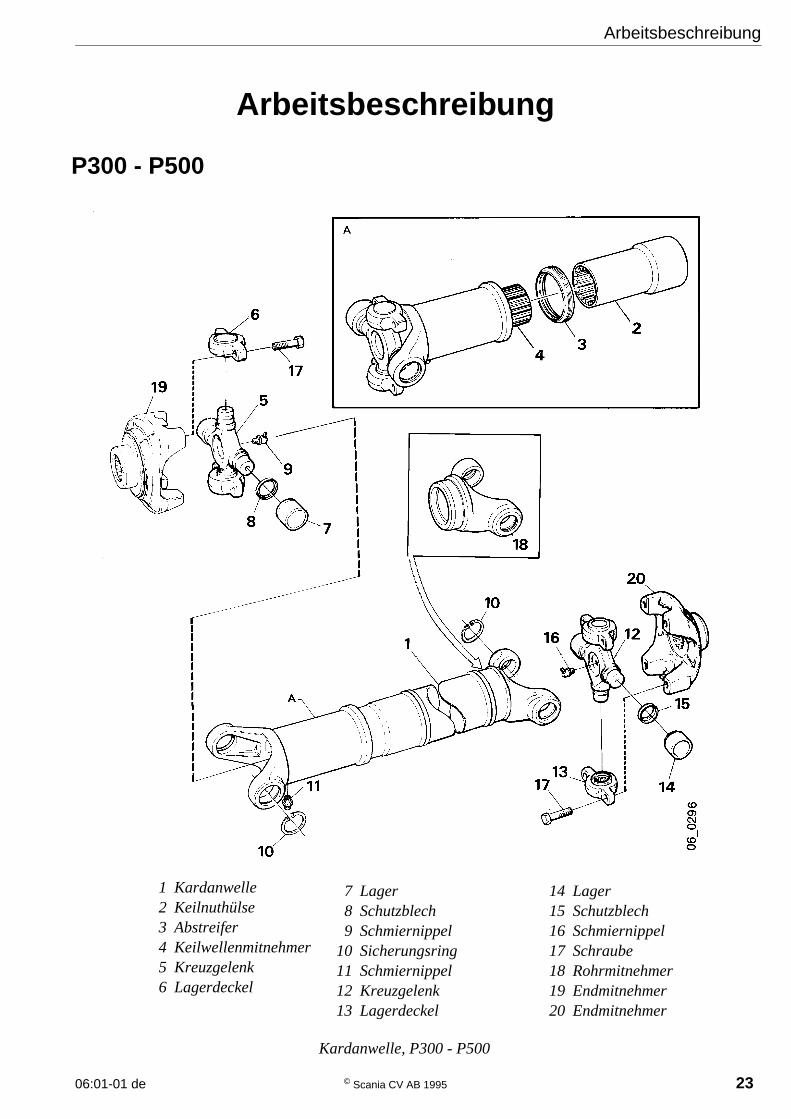
P300 - P500
Arbeitsbeschreibung
1 Kardanwelle2 Keilnuthülse3 Abstreifer4 Keilwellenmitnehmer5 Kreuzgelenk6 Lagerdeckel
7 Lager8 Schutzblech9 Schmiernippel
10 Sicherungsring11 Schmiernippel12 Kreuzgelenk13 Lagerdeckel
14 Lager15 Schutzblech16 Schmiernippel17 Schraube18 Rohrmitnehmer19 Endmitnehmer20 Endmitnehmer
Kardanwelle, P300 - P500
Arbeitsbeschreibung
24 © Scania CV AB 1995 06:01-01 de
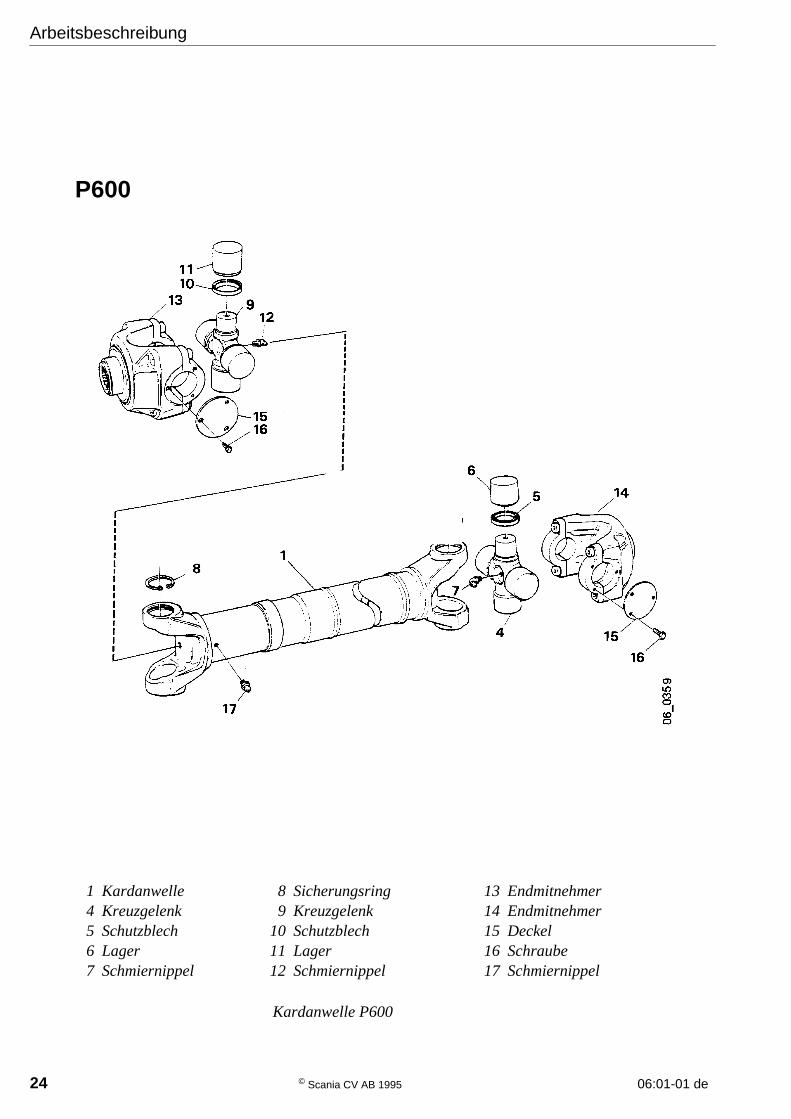
P600
1 Kardanwelle4 Kreuzgelenk5 Schutzblech6 Lager7 Schmiernippel
8 Sicherungsring9 Kreuzgelenk
10 Schutzblech11 Lager12 Schmiernippel
13 Endmitnehmer14 Endmitnehmer15 Deckel16 Schraube17 Schmiernippel
Kardanwelle P600
06:01-01 de © Scania CV AB 1995 25
Kardanwellen
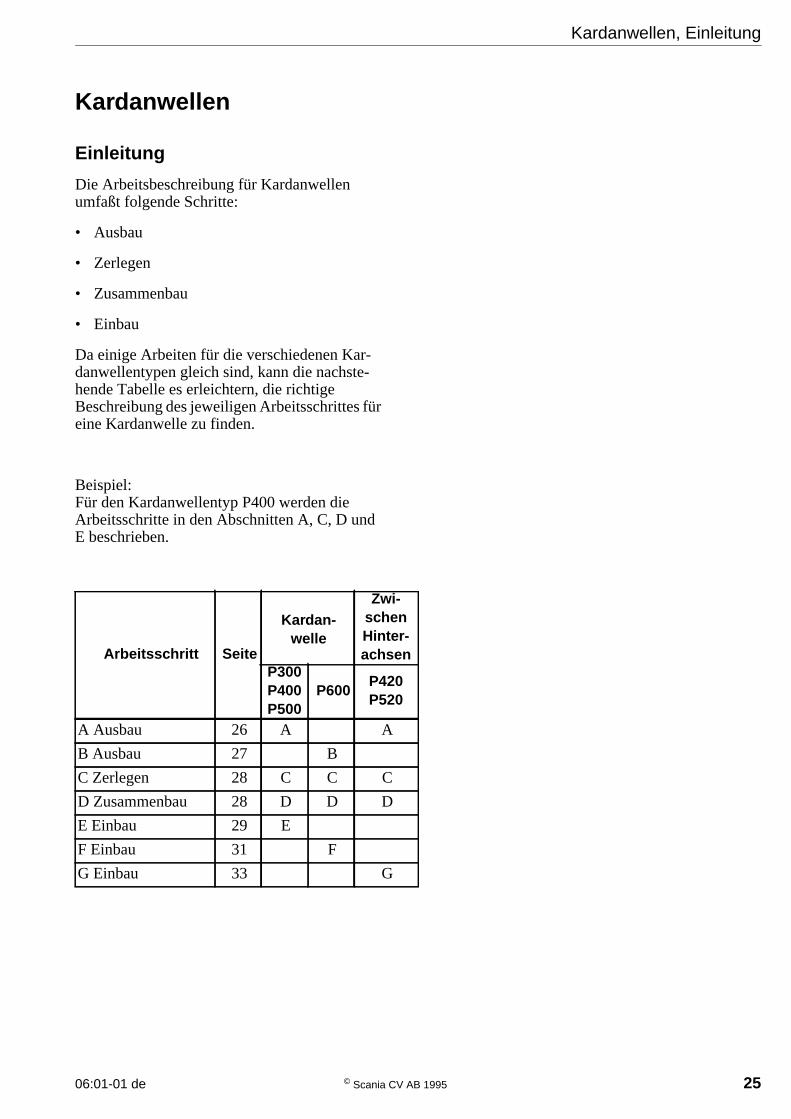
Einleitung
Die Arbeitsbeschreibung für Kardanwellenumfaßt folgende Schritte:
• Ausbau
• Zerlegen
• Zusammenbau
• Einbau
Da einige Arbeiten für die verschiedenen Kar-danwellentypen gleich sind, kann die nachste-hende Tabelle es erleichtern, die richtigeBeschreibung des jeweiligen Arbeitsschrittes füreine Kardanwelle zu finden.
Beispiel:Für den Kardanwellentyp P400 werden dieArbeitsschritte in den Abschnitten A, C, D undE beschrieben.
Arbeitsschritt Seite
Kardan-welle
Zwi-schenHinter-achsen
P300P400P500
P600P420P520
A Ausbau 26 A A
B Ausbau 27 B
C Zerlegen 28 C C C
D Zusammenbau 28 D D D
E Einbau 29 E
F Einbau 31 F
G Einbau 33 G
Kardanwellen, Einleitung
26 © Scania CV AB 1995 06:01-01 de
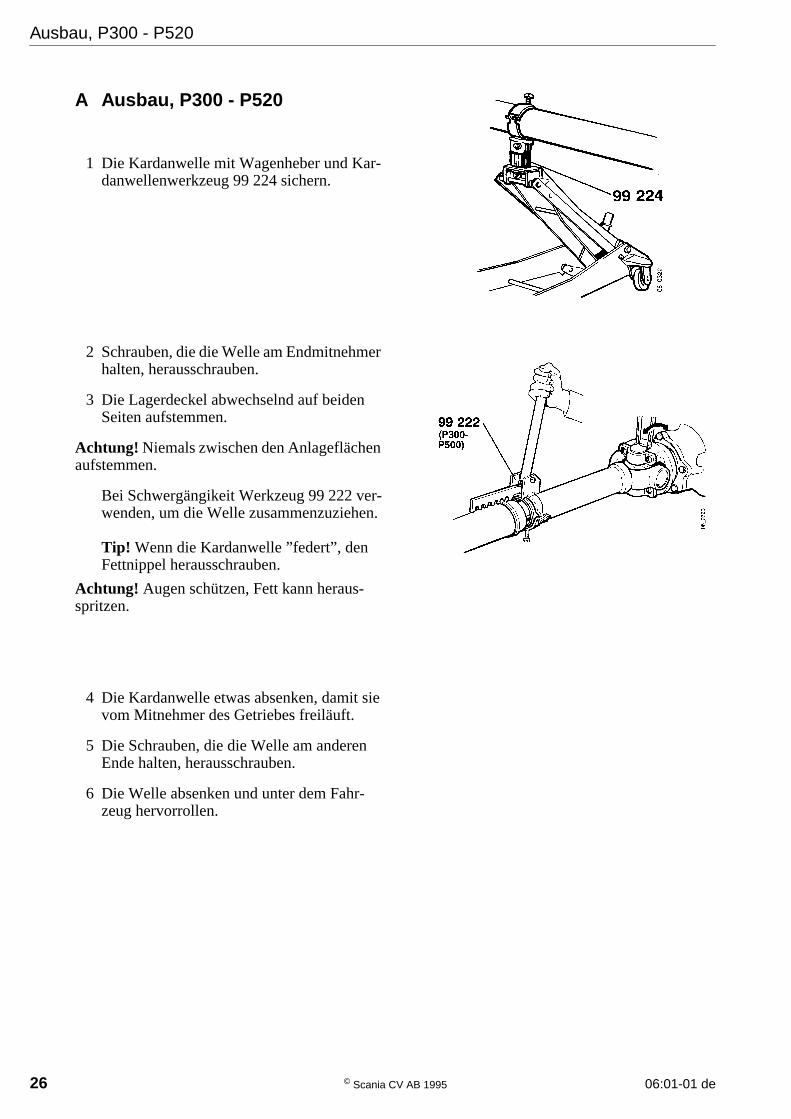
A Ausbau, P300 - P520
1 Die Kardanwelle mit Wagenheber und Kar-danwellenwerkzeug 99 224 sichern.
Ausbau, P300 - P520
2 Schrauben, die die Welle am Endmitnehmerhalten, herausschrauben.
3 Die Lagerdeckel abwechselnd auf beidenSeiten aufstemmen.
Achtung! Niemals zwischen den Anlageflächenaufstemmen.
Bei Schwergängikeit Werkzeug 99 222 ver-wenden, um die Welle zusammenzuziehen.
Tip! Wenn die Kardanwelle ”federt”, denFettnippel herausschrauben.
Achtung! Augen schützen, Fett kann heraus-spritzen.
4 Die Kardanwelle etwas absenken, damit sievom Mitnehmer des Getriebes freiläuft.
5 Die Schrauben, die die Welle am anderenEnde halten, herausschrauben.
6 Die Welle absenken und unter dem Fahr-zeug hervorrollen.
06:01-01 de © Scania CV AB 1995 27
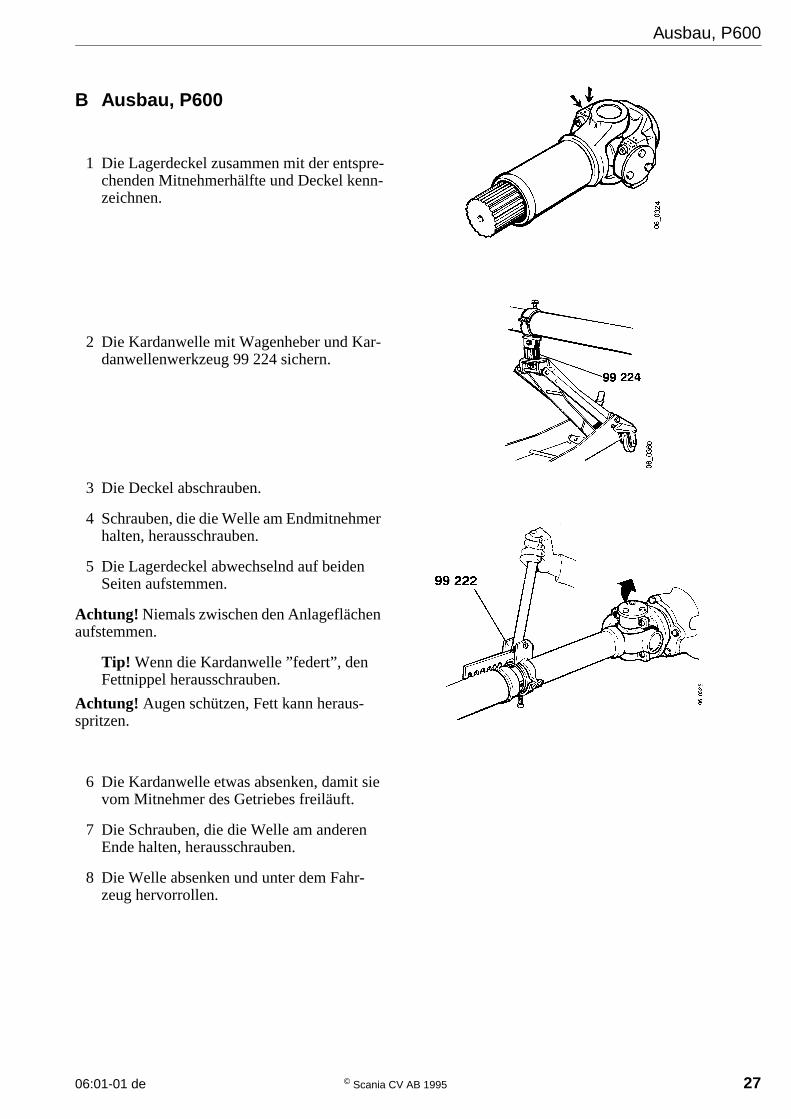
B Ausbau, P600
1 Die Lagerdeckel zusammen mit der entspre-chenden Mitnehmerhälfte und Deckel kenn-zeichnen.
Ausbau, P600
2 Die Kardanwelle mit Wagenheber und Kar-danwellenwerkzeug 99 224 sichern.
3 Die Deckel abschrauben.
4 Schrauben, die die Welle am Endmitnehmerhalten, herausschrauben.
5 Die Lagerdeckel abwechselnd auf beidenSeiten aufstemmen.
Achtung! Niemals zwischen den Anlageflächenaufstemmen.
Tip! Wenn die Kardanwelle ”federt”, denFettnippel herausschrauben.
Achtung! Augen schützen, Fett kann heraus-spritzen.
6 Die Kardanwelle etwas absenken, damit sievom Mitnehmer des Getriebes freiläuft.
7 Die Schrauben, die die Welle am anderenEnde halten, herausschrauben.
8 Die Welle absenken und unter dem Fahr-zeug hervorrollen.
28 © Scania CV AB 1995 06:01-01 de
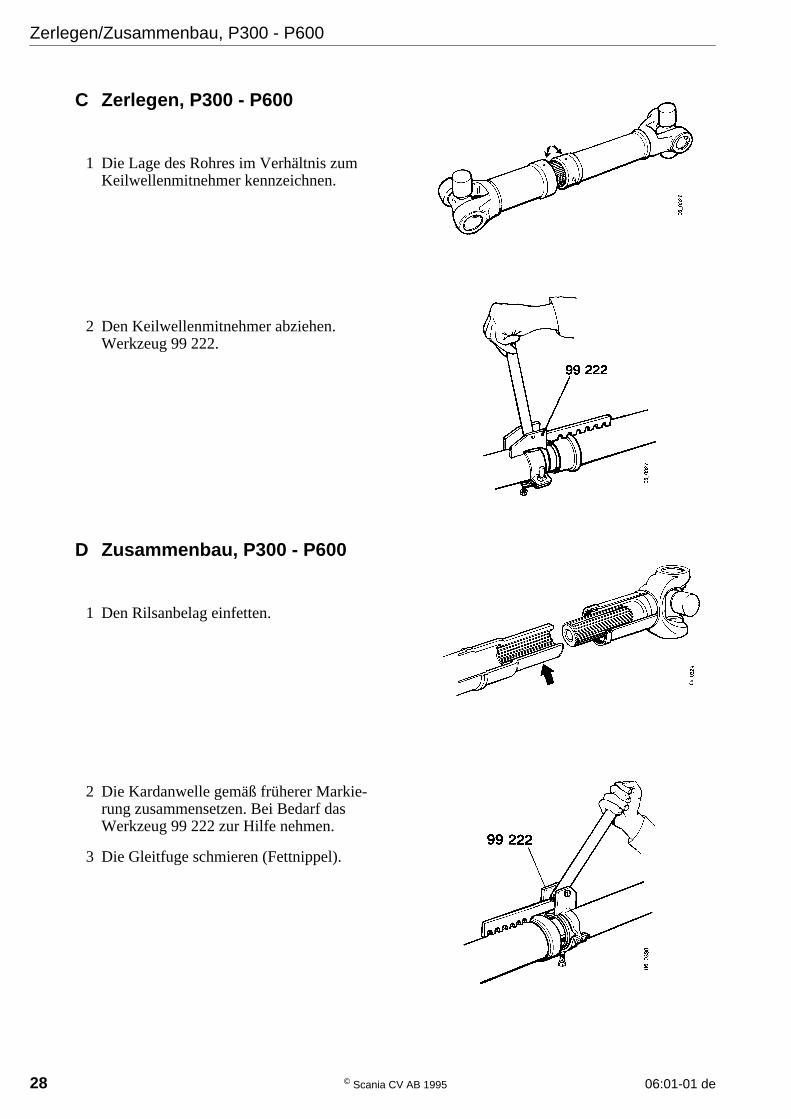
C Zerlegen, P300 - P600
1 Die Lage des Rohres im Verhältnis zumKeilwellenmitnehmer kennzeichnen.
Zerlegen/Zusammenbau, P300 - P600
2 Den Keilwellenmitnehmer abziehen.Werkzeug 99 222.
D Zusammenbau, P300 - P600
1 Den Rilsanbelag einfetten.
2 Die Kardanwelle gemäß früherer Markie-rung zusammensetzen. Bei Bedarf dasWerkzeug 99 222 zur Hilfe nehmen.
3 Die Gleitfuge schmieren (Fettnippel).
06:01-01 de © Scania CV AB 1995 29
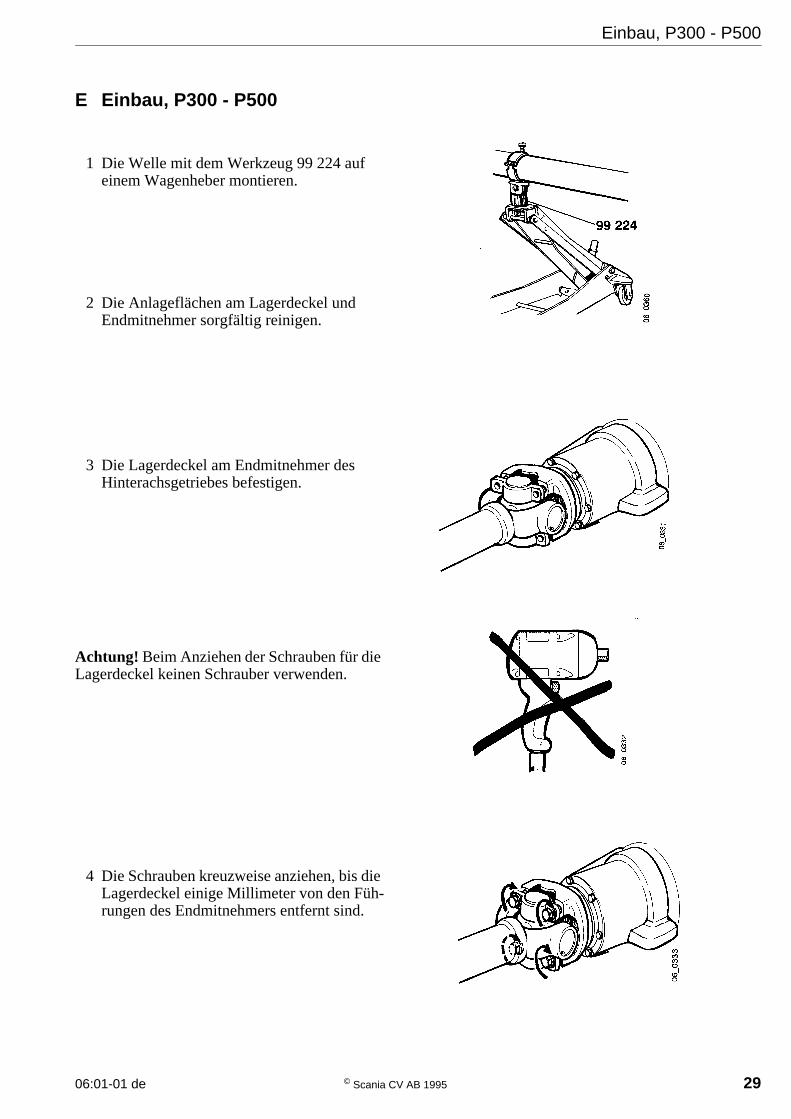
E Einbau, P300 - P500
1 Die Welle mit dem Werkzeug 99 224 aufeinem Wagenheber montieren.
2 Die Anlageflächen am Lagerdeckel undEndmitnehmer sorgfältig reinigen.
Einbau, P300 - P500
4 Die Schrauben kreuzweise anziehen, bis dieLagerdeckel einige Millimeter von den Füh-rungen des Endmitnehmers entfernt sind.
Achtung! Beim Anziehen der Schrauben für dieLagerdeckel keinen Schrauber verwenden.
3 Die Lagerdeckel am Endmitnehmer desHinterachsgetriebes befestigen.
30 © Scania CV AB 1995 06:01-01 de
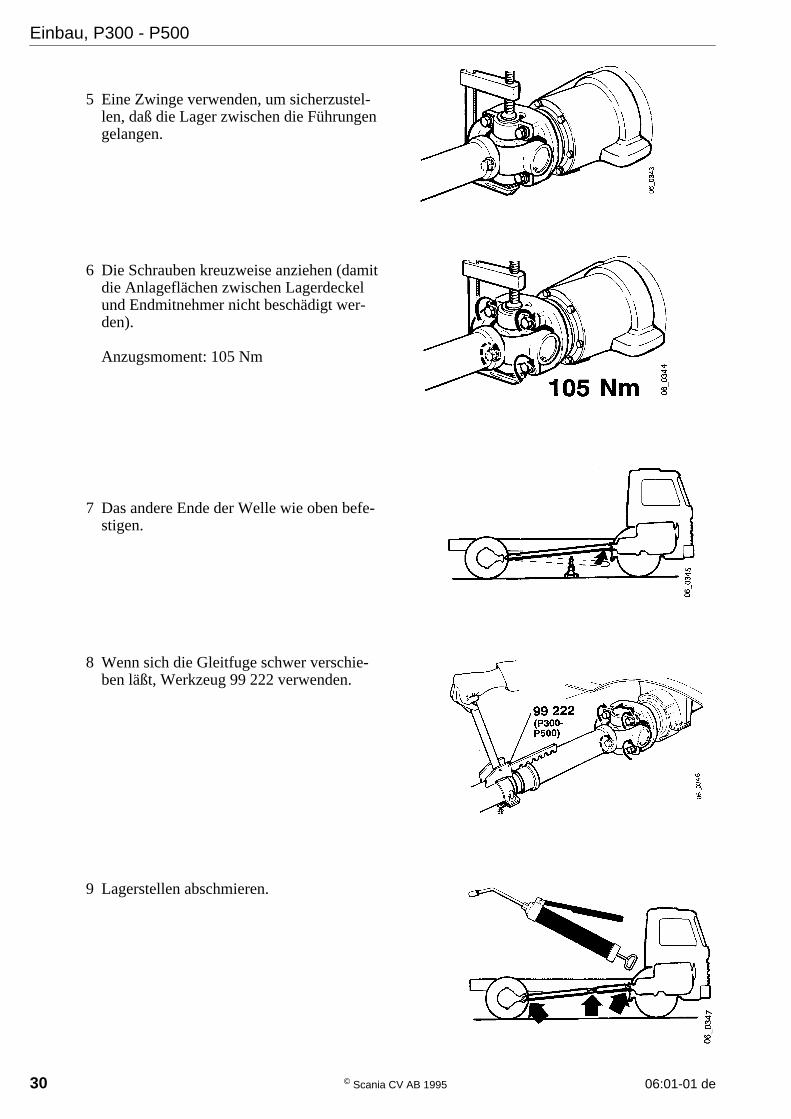
5 Eine Zwinge verwenden, um sicherzustel-len, daß die Lager zwischen die Führungengelangen.
Einbau, P300 - P500
9 Lagerstellen abschmieren.
8 Wenn sich die Gleitfuge schwer verschie-ben läßt, Werkzeug 99 222 verwenden.
7 Das andere Ende der Welle wie oben befe-stigen.
6 Die Schrauben kreuzweise anziehen (damitdie Anlageflächen zwischen Lagerdeckelund Endmitnehmer nicht beschädigt wer-den).
Anzugsmoment: 105 Nm
06:01-01 de © Scania CV AB 1995 31
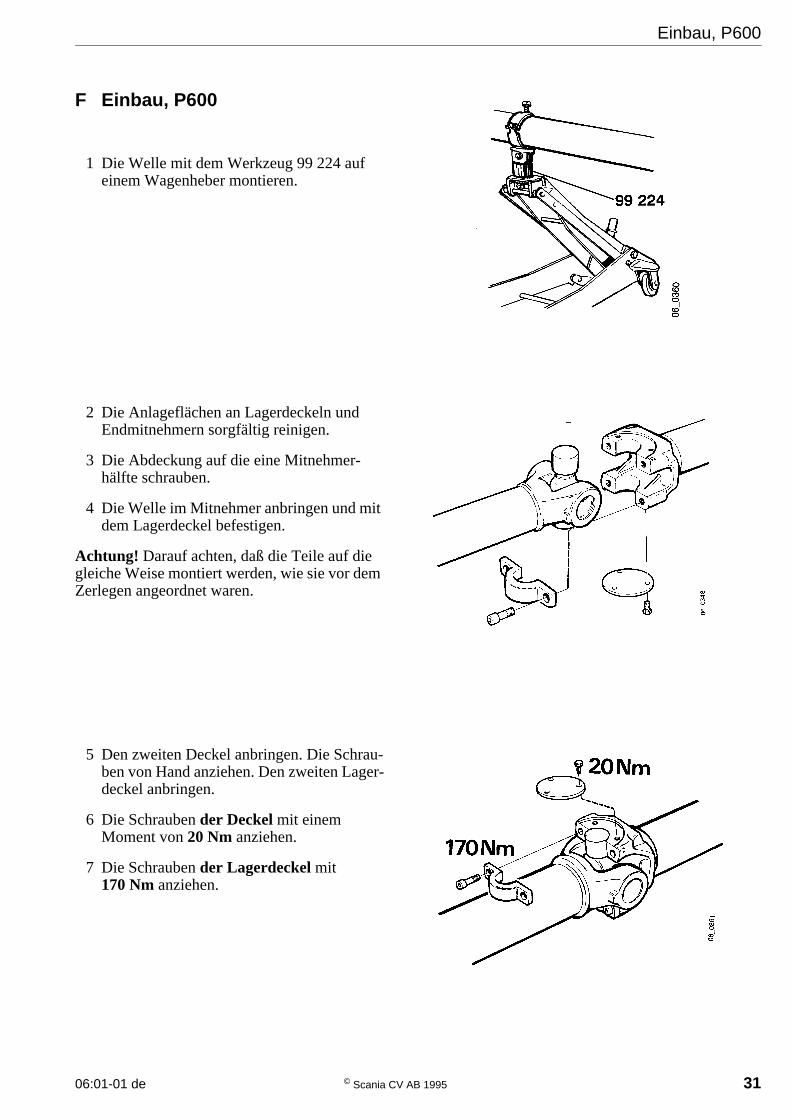
F Einbau, P600
1 Die Welle mit dem Werkzeug 99 224 aufeinem Wagenheber montieren.
Einbau, P600
2 Die Anlageflächen an Lagerdeckeln undEndmitnehmern sorgfältig reinigen.
3 Die Abdeckung auf die eine Mitnehmer-hälfte schrauben.
4 Die Welle im Mitnehmer anbringen und mitdem Lagerdeckel befestigen.
Achtung! Darauf achten, daß die Teile auf diegleiche Weise montiert werden, wie sie vor demZerlegen angeordnet waren.
5 Den zweiten Deckel anbringen. Die Schrau-ben von Hand anziehen. Den zweiten Lager-deckel anbringen.
6 Die Schraubender Deckel mit einemMoment von20 Nm anziehen.
7 Die Schraubender Lagerdeckel mit170 Nm anziehen.
32 © Scania CV AB 1995 06:01-01 de
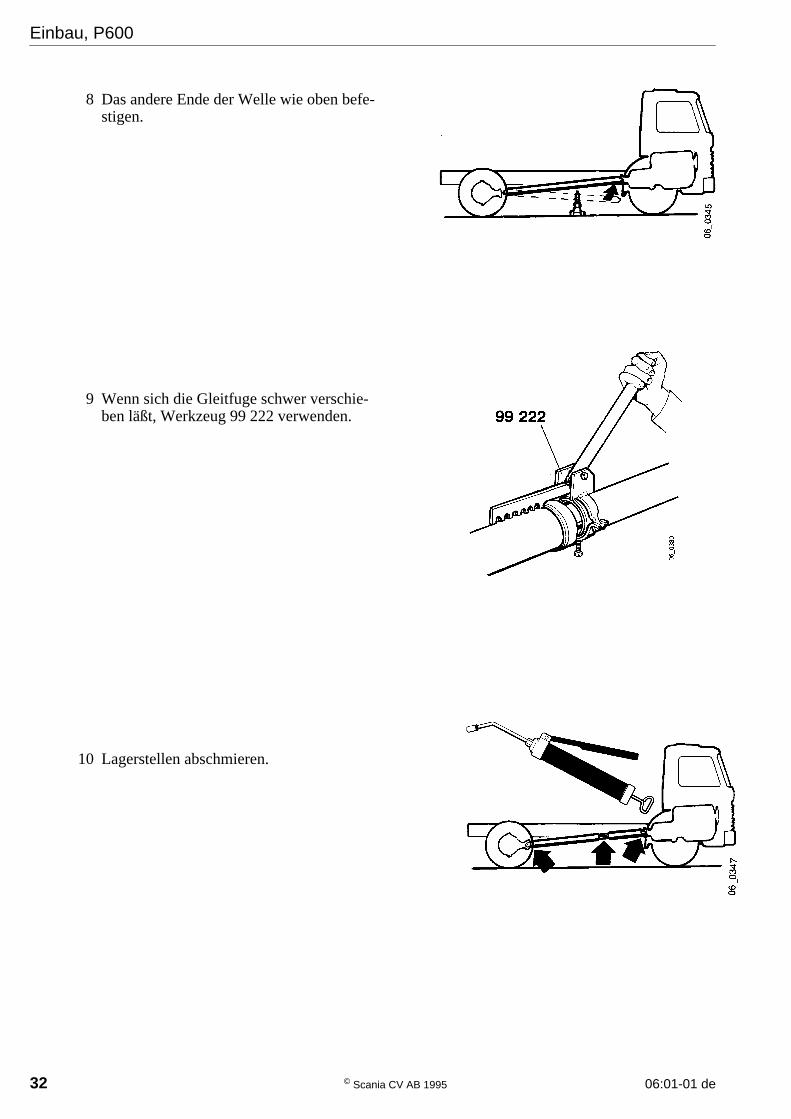
8 Das andere Ende der Welle wie oben befe-stigen.
Einbau, P600
9 Wenn sich die Gleitfuge schwer verschie-ben läßt, Werkzeug 99 222 verwenden.
10 Lagerstellen abschmieren.
06:01-01 de © Scania CV AB 1995 33
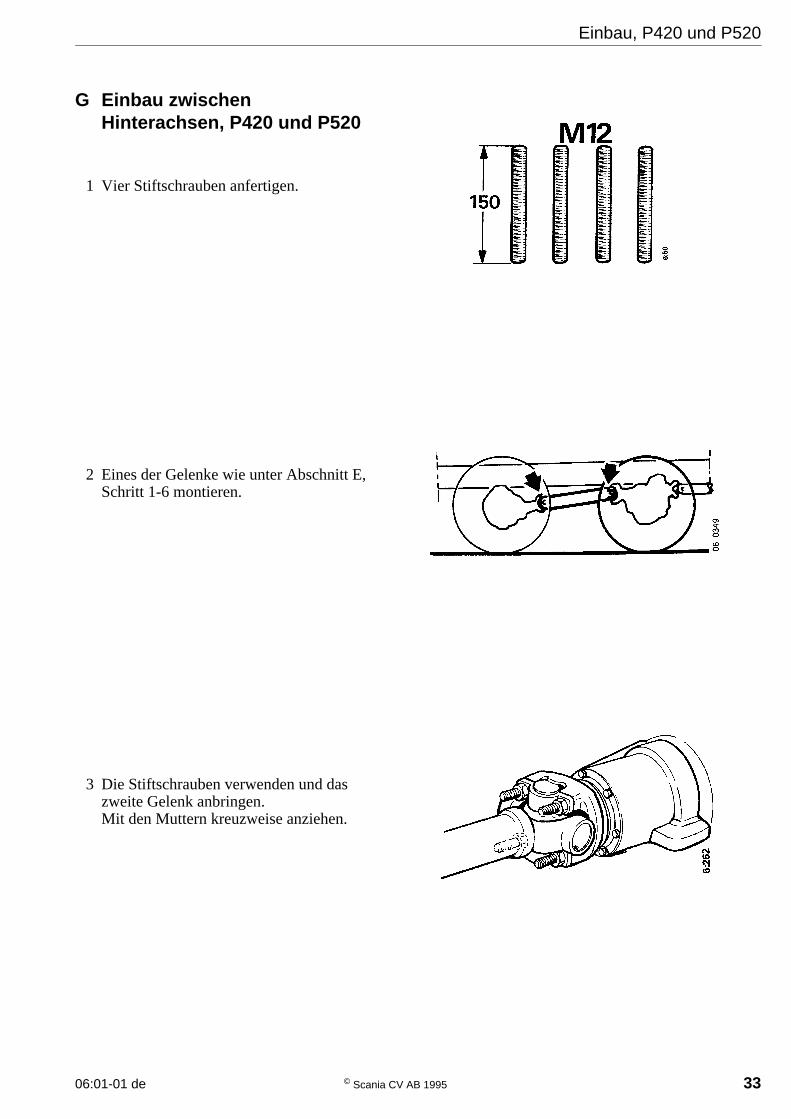
G Einbau zwischenHinterachsen, P420 und P520
1 Vier Stiftschrauben anfertigen.
Einbau, P420 und P520
2 Eines der Gelenke wie unter Abschnitt E,Schritt 1-6 montieren.
3 Die Stiftschrauben verwenden und daszweite Gelenk anbringen.Mit den Muttern kreuzweise anziehen.
34 © Scania CV AB 1995 06:01-01 de
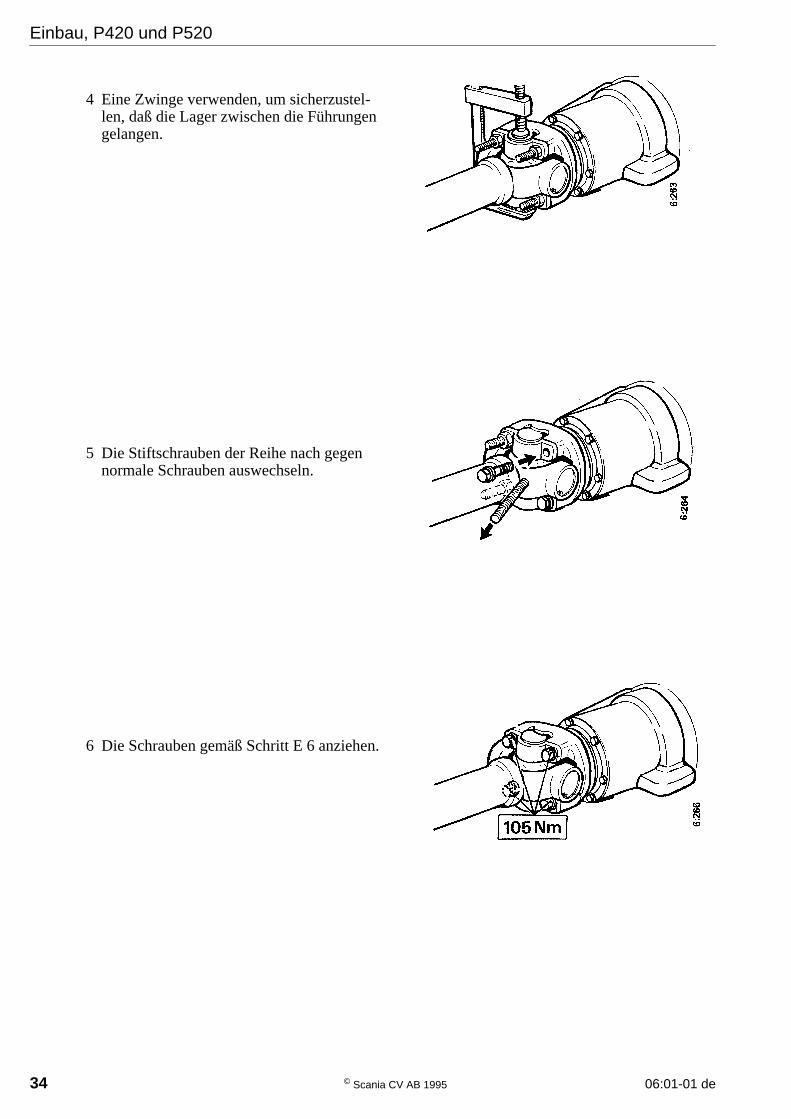
4 Eine Zwinge verwenden, um sicherzustel-len, daß die Lager zwischen die Führungengelangen.
Einbau, P420 und P520
5 Die Stiftschrauben der Reihe nach gegennormale Schrauben auswechseln.
6 Die Schrauben gemäß Schritt E 6 anziehen.
06:01-01 de © Scania CV AB 1995 35
Kardanzwischenwelle
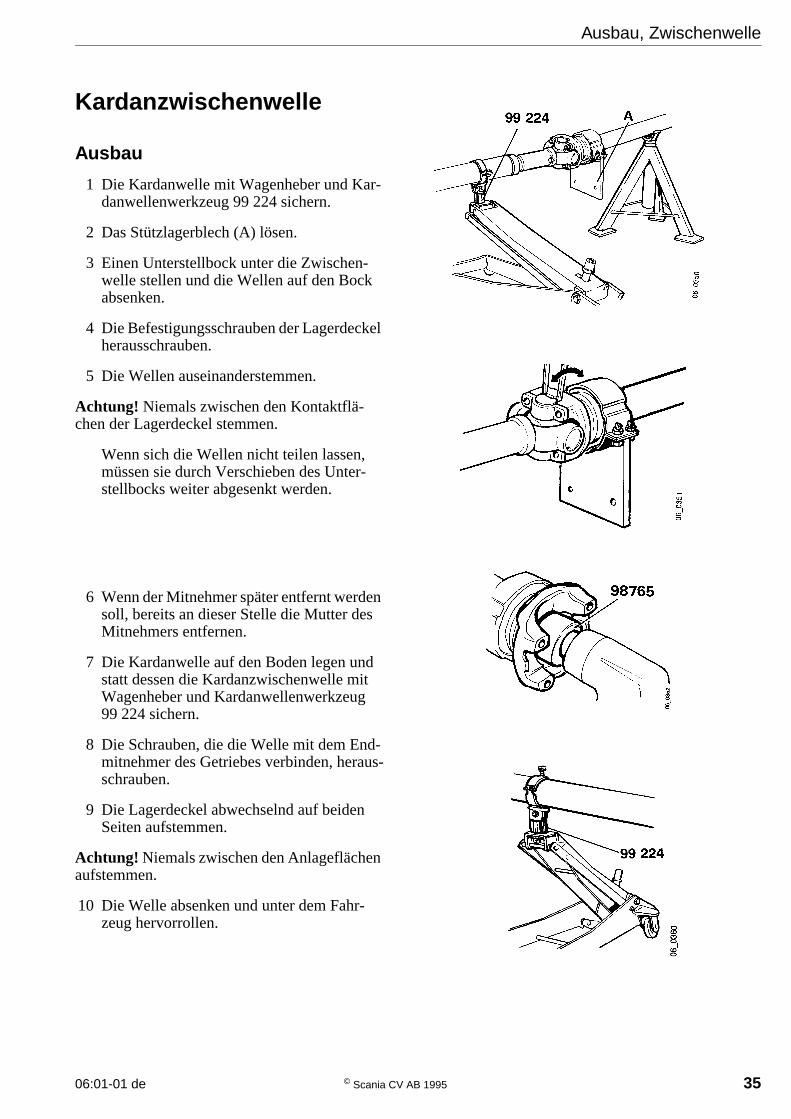
Ausbau
1 Die Kardanwelle mit Wagenheber und Kar-danwellenwerkzeug 99 224 sichern.
2 Das Stützlagerblech (A) lösen.
3 Einen Unterstellbock unter die Zwischen-welle stellen und die Wellen auf den Bockabsenken.
4 Die Befestigungsschrauben der Lagerdeckelherausschrauben.
5 Die Wellen auseinanderstemmen.
Achtung! Niemals zwischen den Kontaktflä-chen der Lagerdeckel stemmen.
Wenn sich die Wellen nicht teilen lassen,müssen sie durch Verschieben des Unter-stellbocks weiter abgesenkt werden.
Ausbau, Zwischenwelle
6 Wenn der Mitnehmer später entfernt werdensoll, bereits an dieser Stelle die Mutter desMitnehmers entfernen.
7 Die Kardanwelle auf den Boden legen undstatt dessen die Kardanzwischenwelle mitWagenheber und Kardanwellenwerkzeug99 224 sichern.
8 Die Schrauben, die die Welle mit dem End-mitnehmer des Getriebes verbinden, heraus-schrauben.
9 Die Lagerdeckel abwechselnd auf beidenSeiten aufstemmen.
Achtung! Niemals zwischen den Anlageflächenaufstemmen.
10 Die Welle absenken und unter dem Fahr-zeug hervorrollen.
36 © Scania CV AB 1995 06:01-01 de
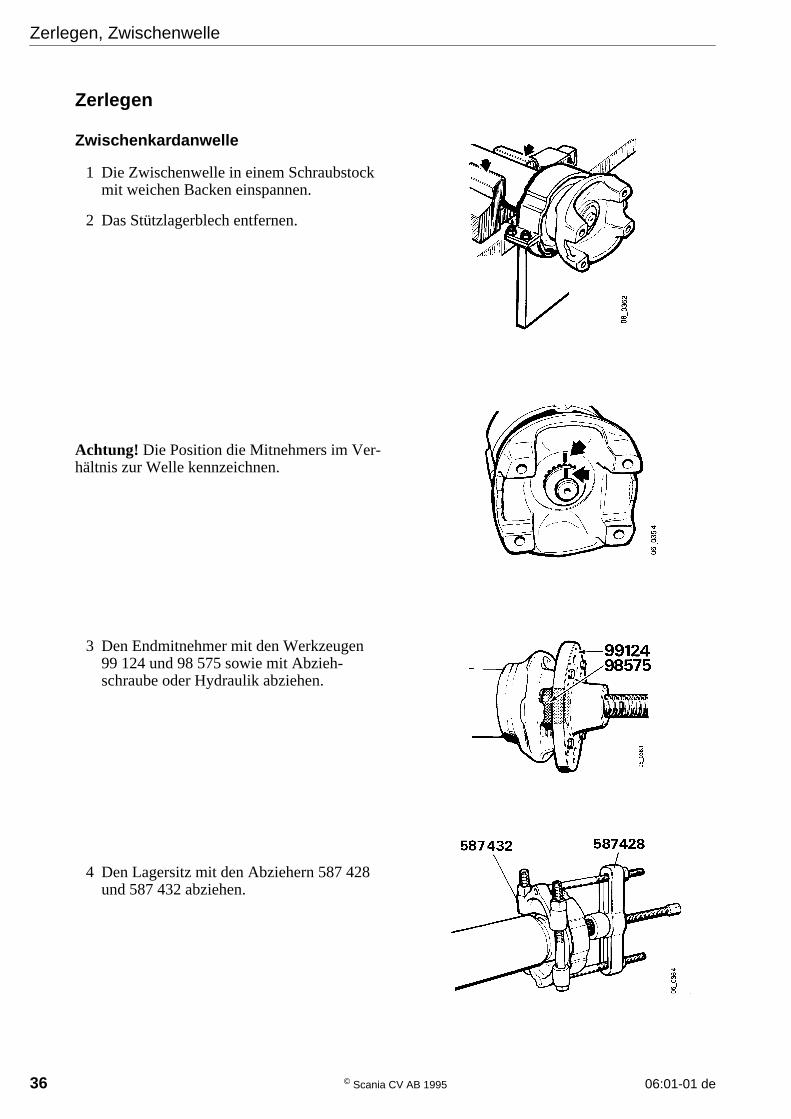
Zerlegen
Zwischenkardanwelle
1 Die Zwischenwelle in einem Schraubstockmit weichen Backen einspannen.
2 Das Stützlagerblech entfernen.
Zerlegen, Zwischenwelle
Achtung! Die Position die Mitnehmers im Ver-hältnis zur Welle kennzeichnen.
3 Den Endmitnehmer mit den Werkzeugen99 124 und 98 575 sowie mit Abzieh-schraube oder Hydraulik abziehen.
4 Den Lagersitz mit den Abziehern 587 428und 587 432 abziehen.
06:01-01 de © Scania CV AB 1995 37
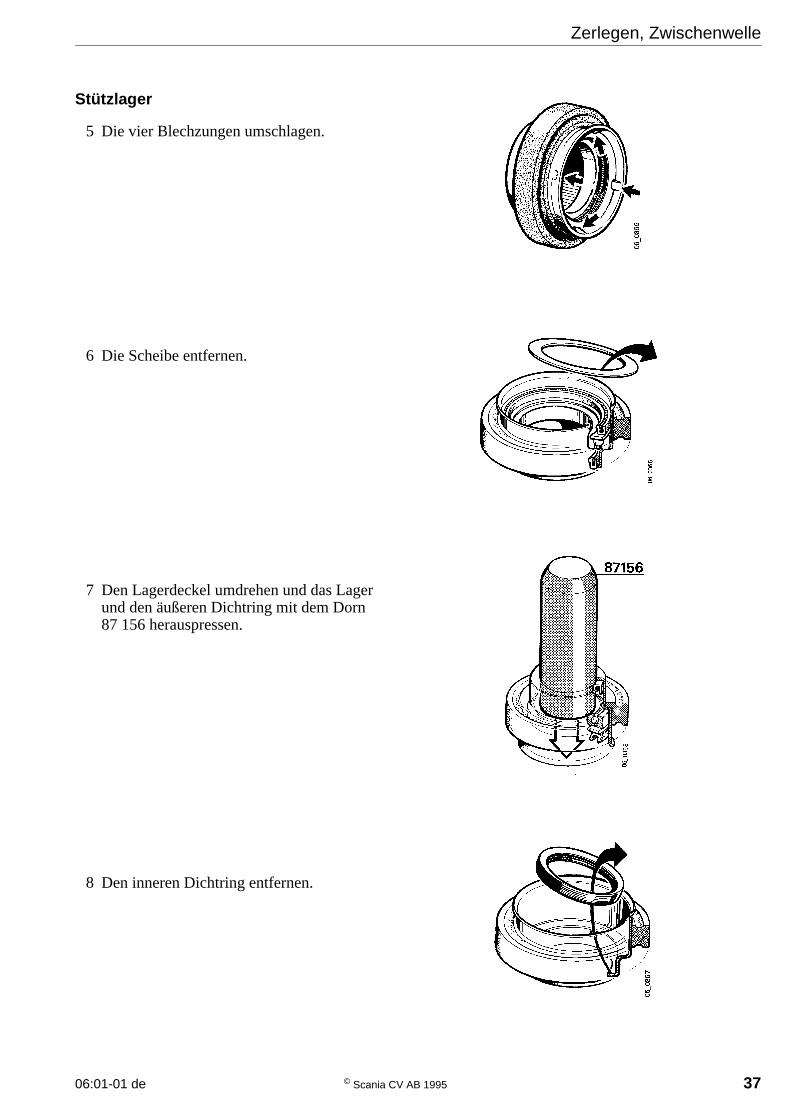
Stützlager
5 Die vier Blechzungen umschlagen.
Zerlegen, Zwischenwelle
6 Die Scheibe entfernen.
7 Den Lagerdeckel umdrehen und das Lagerund den äußeren Dichtring mit dem Dorn87 156 herauspressen.
8 Den inneren Dichtring entfernen.
38 © Scania CV AB 1995 06:01-01 de
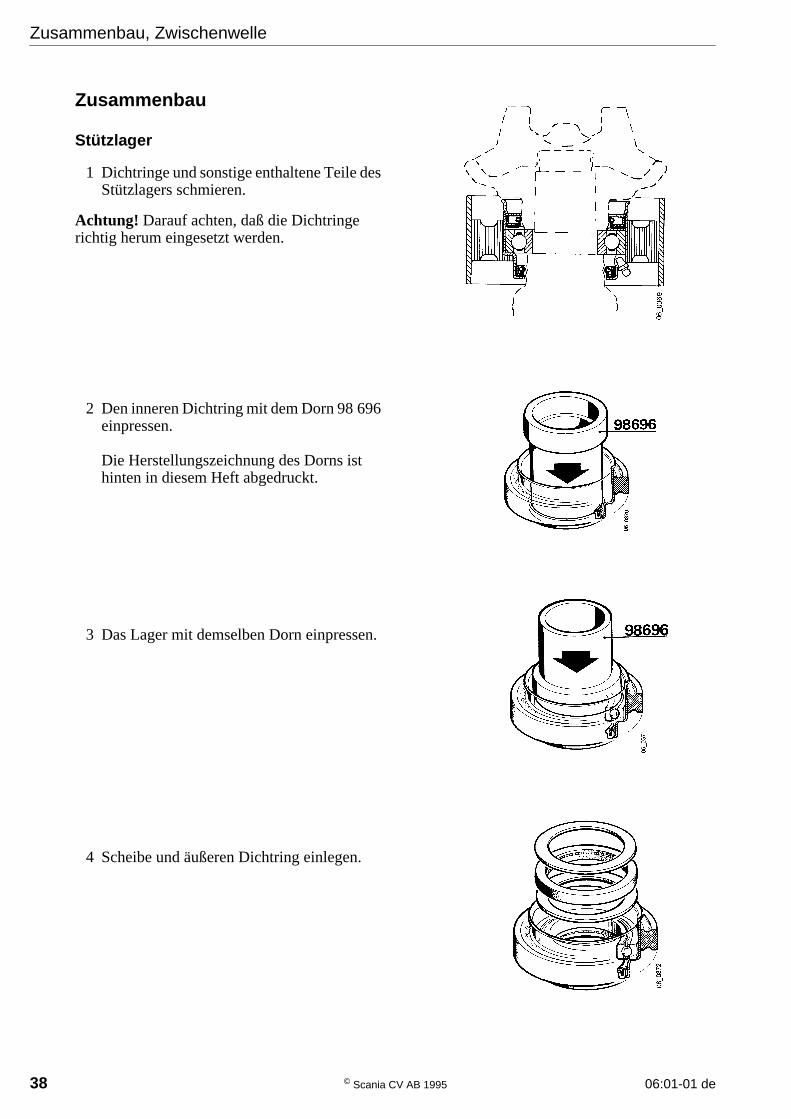
Zusammenbau
Stützlager
1 Dichtringe und sonstige enthaltene Teile desStützlagers schmieren.
Achtung! Darauf achten, daß die Dichtringerichtig herum eingesetzt werden.
Zusammenbau, Zwischenwelle
2 Den inneren Dichtring mit dem Dorn 98 696einpressen.
Die Herstellungszeichnung des Dorns isthinten in diesem Heft abgedruckt.
3 Das Lager mit demselben Dorn einpressen.
4 Scheibe und äußeren Dichtring einlegen.
06:01-01 de © Scania CV AB 1995 39
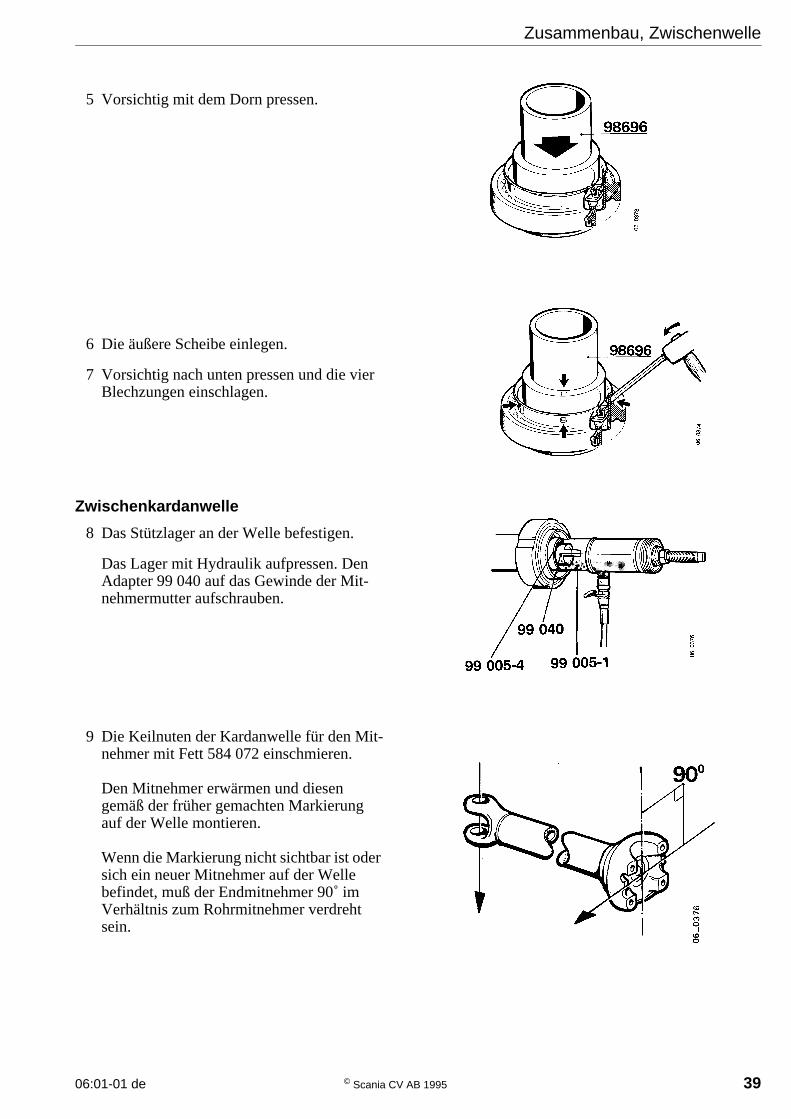
5 Vorsichtig mit dem Dorn pressen.
Zusammenbau, Zwischenwelle
9 Die Keilnuten der Kardanwelle für den Mit-nehmer mit Fett 584 072 einschmieren.
Den Mitnehmer erwärmen und diesengemäß der früher gemachten Markierungauf der Welle montieren.
Wenn die Markierung nicht sichtbar ist odersich ein neuer Mitnehmer auf der Wellebefindet, muß der Endmitnehmer 90˚ imVerhältnis zum Rohrmitnehmer verdrehtsein.
Zwischenkardanwelle
8 Das Stützlager an der Welle befestigen.
Das Lager mit Hydraulik aufpressen. DenAdapter 99 040 auf das Gewinde der Mit-nehmermutter aufschrauben.
6 Die äußere Scheibe einlegen.
7 Vorsichtig nach unten pressen und die vierBlechzungen einschlagen.
40 © Scania CV AB 1995 06:01-01 de
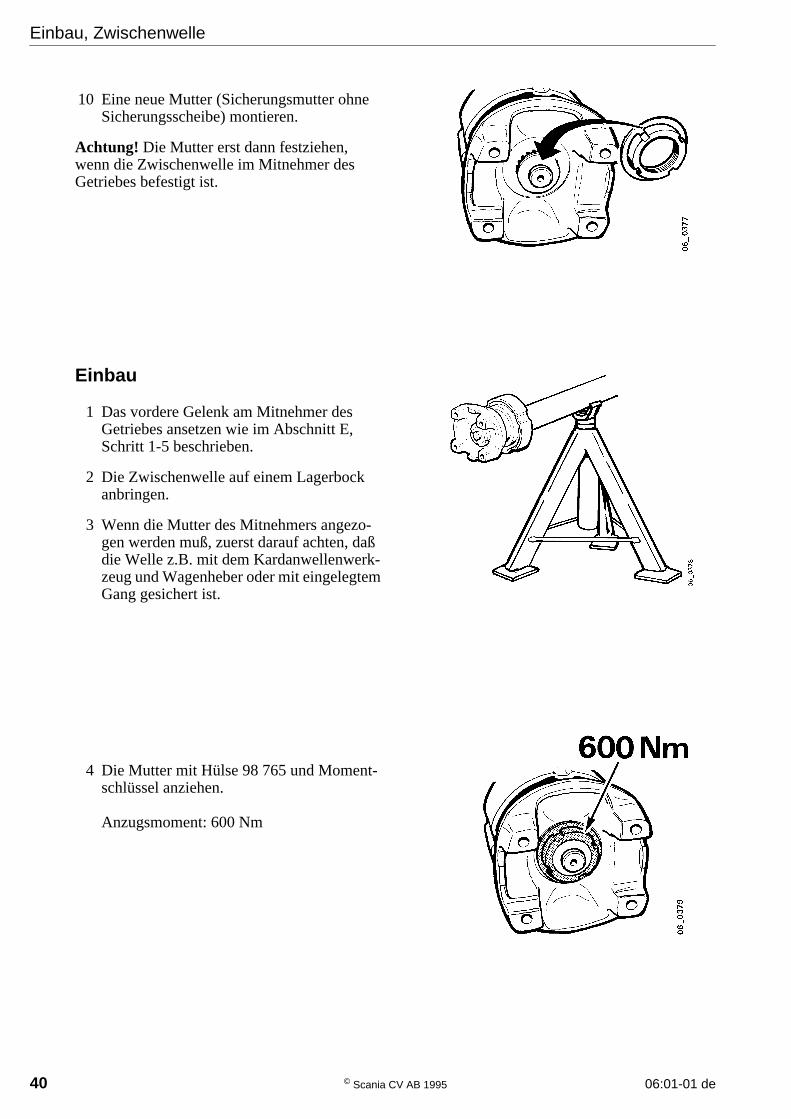
10 Eine neue Mutter (Sicherungsmutter ohneSicherungsscheibe) montieren.
Achtung! Die Mutter erst dann festziehen,wenn die Zwischenwelle im Mitnehmer desGetriebes befestigt ist.
Einbau, Zwischenwelle
Einbau
1 Das vordere Gelenk am Mitnehmer desGetriebes ansetzen wie im Abschnitt E,Schritt 1-5 beschrieben.
2 Die Zwischenwelle auf einem Lagerbockanbringen.
3 Wenn die Mutter des Mitnehmers angezo-gen werden muß, zuerst darauf achten, daßdie Welle z.B. mit dem Kardanwellenwerk-zeug und Wagenheber oder mit eingelegtemGang gesichert ist.
4 Die Mutter mit Hülse 98 765 und Moment-schlüssel anziehen.
Anzugsmoment: 600 Nm
06:01-01 de © Scania CV AB 1995 41
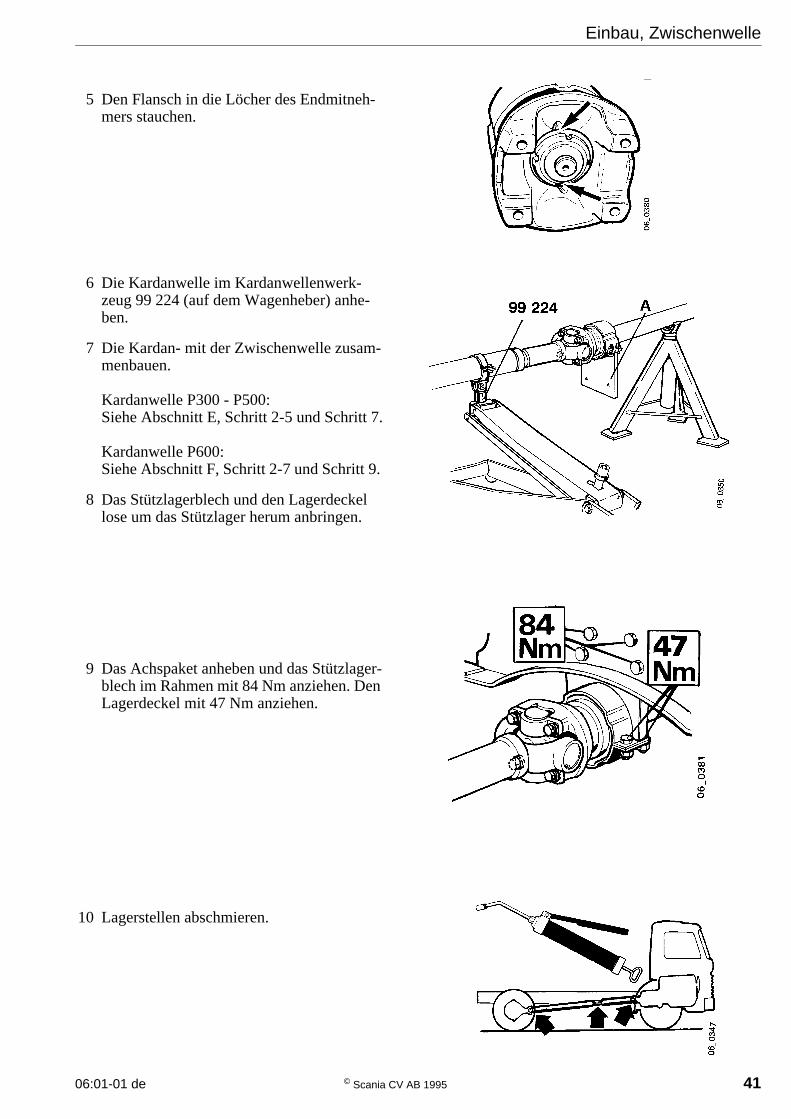
5 Den Flansch in die Löcher des Endmitneh-mers stauchen.
Einbau, Zwischenwelle
6 Die Kardanwelle im Kardanwellenwerk-zeug 99 224 (auf dem Wagenheber) anhe-ben.
7 Die Kardan- mit der Zwischenwelle zusam-menbauen.
Kardanwelle P300 - P500:Siehe Abschnitt E, Schritt 2-5 und Schritt 7.
Kardanwelle P600:Siehe Abschnitt F, Schritt 2-7 und Schritt 9.
8 Das Stützlagerblech und den Lagerdeckellose um das Stützlager herum anbringen.
9 Das Achspaket anheben und das Stützlager-blech im Rahmen mit 84 Nm anziehen. DenLagerdeckel mit 47 Nm anziehen.
10 Lagerstellen abschmieren.
42 © Scania CV AB 1995 06:01-01 de
Kreuzgelenk
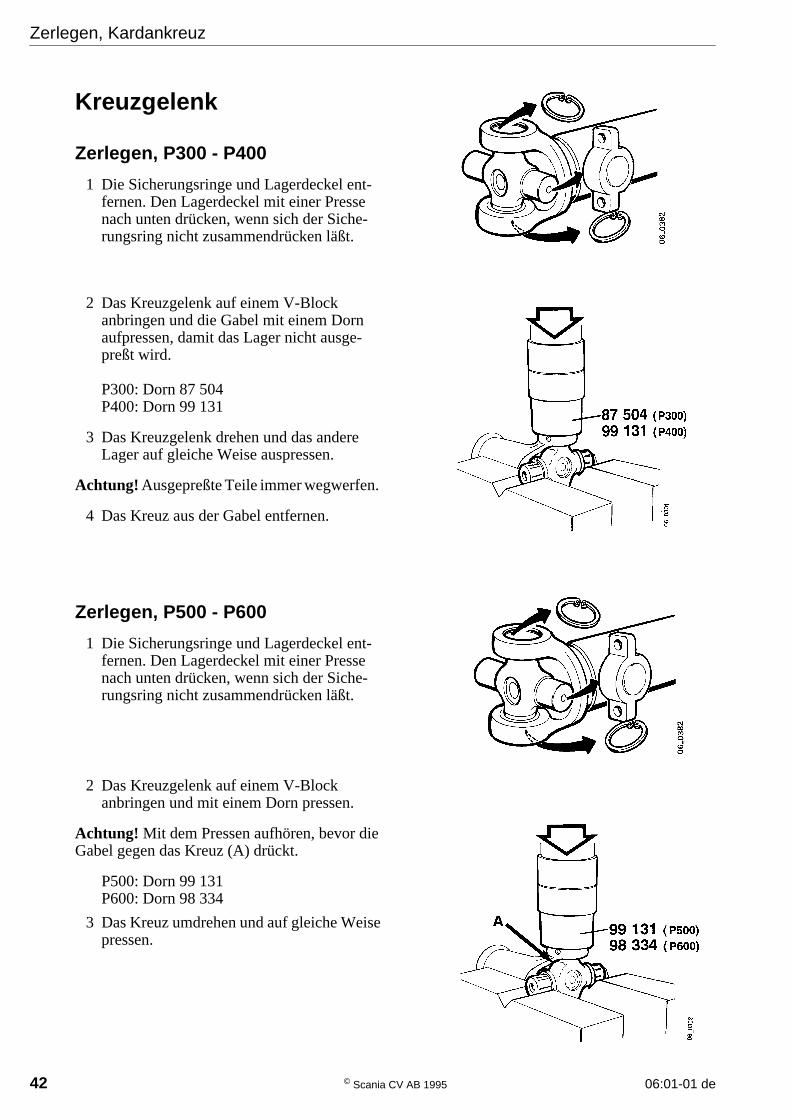
Zerlegen, P300 - P400
1 Die Sicherungsringe und Lagerdeckel ent-fernen. Den Lagerdeckel mit einer Pressenach unten drücken, wenn sich der Siche-rungsring nicht zusammendrücken läßt.
Zerlegen, Kardankreuz
2 Das Kreuzgelenk auf einem V-Blockanbringen und die Gabel mit einem Dornaufpressen, damit das Lager nicht ausge-preßt wird.
P300: Dorn 87 504P400: Dorn 99 131
3 Das Kreuzgelenk drehen und das andereLager auf gleiche Weise auspressen.
Achtung! Ausgepreßte Teile immer wegwerfen.
4 Das Kreuz aus der Gabel entfernen.
Zerlegen, P500 - P600
1 Die Sicherungsringe und Lagerdeckel ent-fernen. Den Lagerdeckel mit einer Pressenach unten drücken, wenn sich der Siche-rungsring nicht zusammendrücken läßt.
2 Das Kreuzgelenk auf einem V-Blockanbringen und mit einem Dorn pressen.
Achtung! Mit dem Pressen aufhören, bevor dieGabel gegen das Kreuz (A) drückt.
P500: Dorn 99 131P600: Dorn 98 334
3 Das Kreuz umdrehen und auf gleiche Weisepressen.
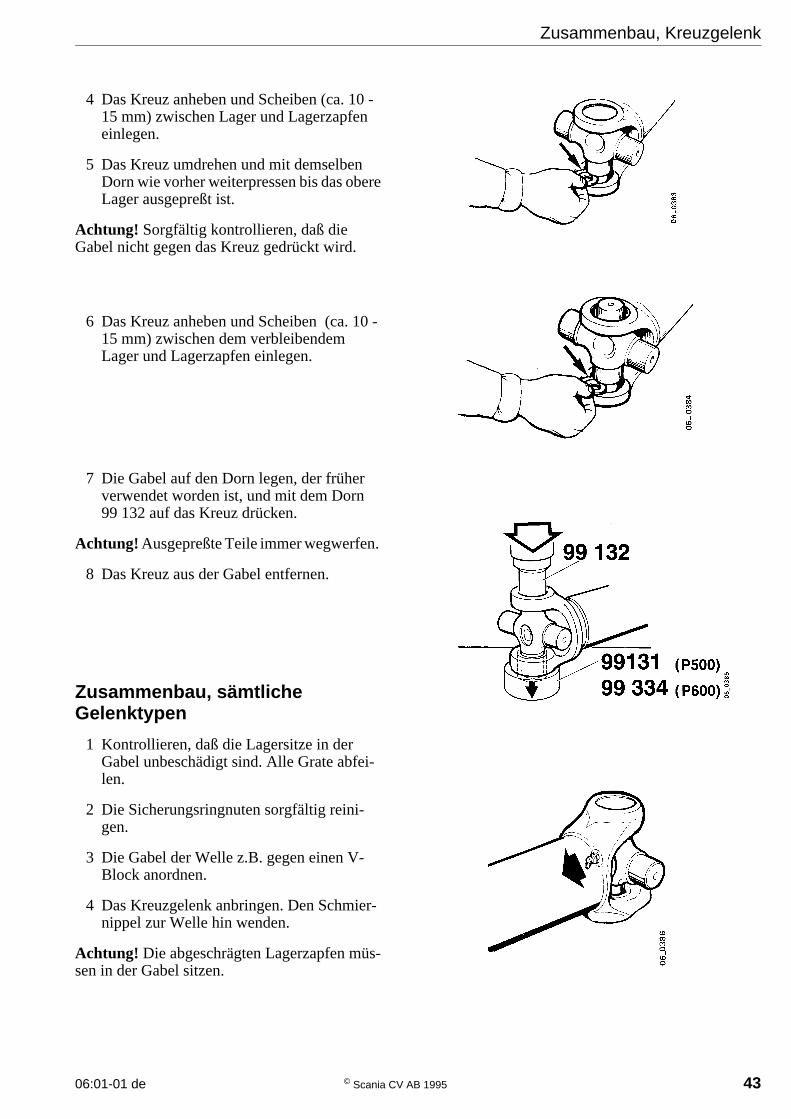
06:01-01 de © Scania CV AB 1995 43
4 Das Kreuz anheben und Scheiben (ca. 10 -15 mm) zwischen Lager und Lagerzapfeneinlegen.
5 Das Kreuz umdrehen und mit demselbenDorn wie vorher weiterpressen bis das obereLager ausgepreßt ist.
Achtung! Sorgfältig kontrollieren, daß dieGabel nicht gegen das Kreuz gedrückt wird.
Zusammenbau, Kreuzgelenk
6 Das Kreuz anheben und Scheiben (ca. 10 -15 mm) zwischen dem verbleibendemLager und Lagerzapfen einlegen.
7 Die Gabel auf den Dorn legen, der früherverwendet worden ist, und mit dem Dorn99 132 auf das Kreuz drücken.
Achtung! Ausgepreßte Teile immer wegwerfen.
8 Das Kreuz aus der Gabel entfernen.
Zusammenbau, sämtlicheGelenktypen
1 Kontrollieren, daß die Lagersitze in derGabel unbeschädigt sind. Alle Grate abfei-len.
2 Die Sicherungsringnuten sorgfältig reini-gen.
3 Die Gabel der Welle z.B. gegen einen V-Block anordnen.
4 Das Kreuzgelenk anbringen. Den Schmier-nippel zur Welle hin wenden.
Achtung! Die abgeschrägten Lagerzapfen müs-sen in der Gabel sitzen.
44 © Scania CV AB 1995 06:01-01 de
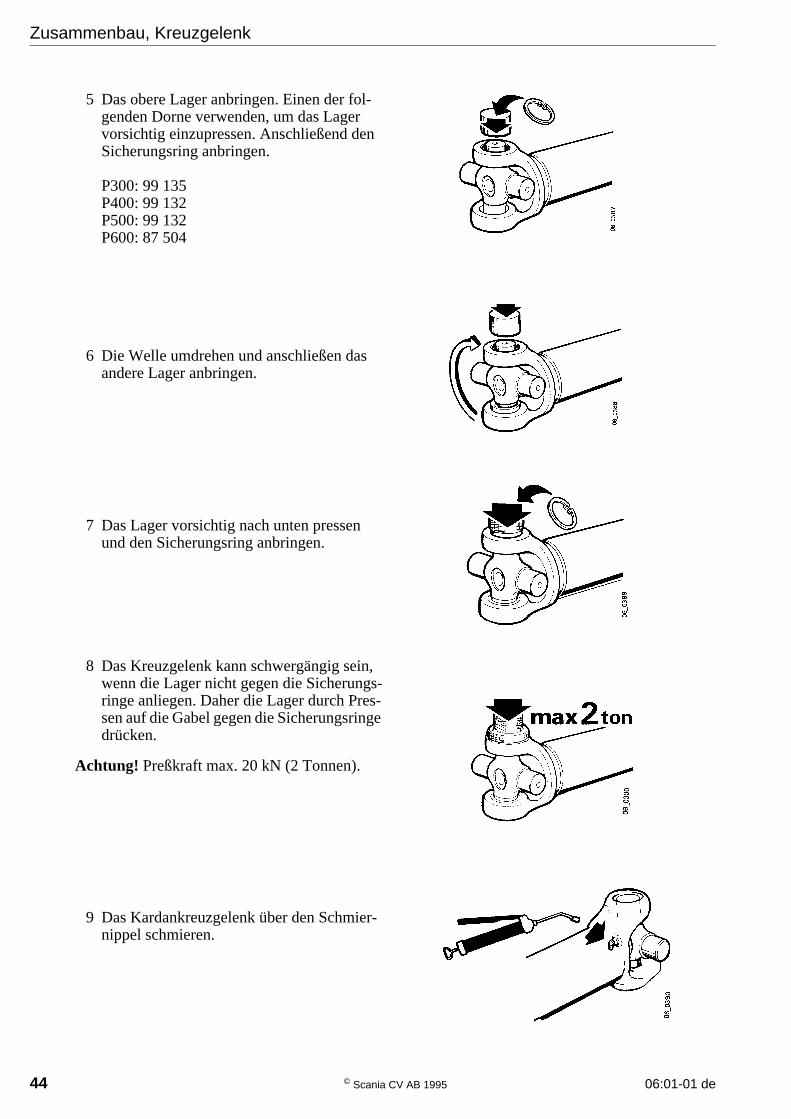
5 Das obere Lager anbringen. Einen der fol-genden Dorne verwenden, um das Lagervorsichtig einzupressen. Anschließend denSicherungsring anbringen.
P300: 99 135P400: 99 132P500: 99 132P600: 87 504
Zusammenbau, Kreuzgelenk
6 Die Welle umdrehen und anschließen dasandere Lager anbringen.
7 Das Lager vorsichtig nach unten pressenund den Sicherungsring anbringen.
8 Das Kreuzgelenk kann schwergängig sein,wenn die Lager nicht gegen die Sicherungs-ringe anliegen. Daher die Lager durch Pres-sen auf die Gabel gegen die Sicherungsringedrücken.
Achtung! Preßkraft max. 20 kN (2 Tonnen).
9 Das Kardankreuzgelenk über den Schmier-nippel schmieren.
06:01-01 de © Scania CV AB 1995 45
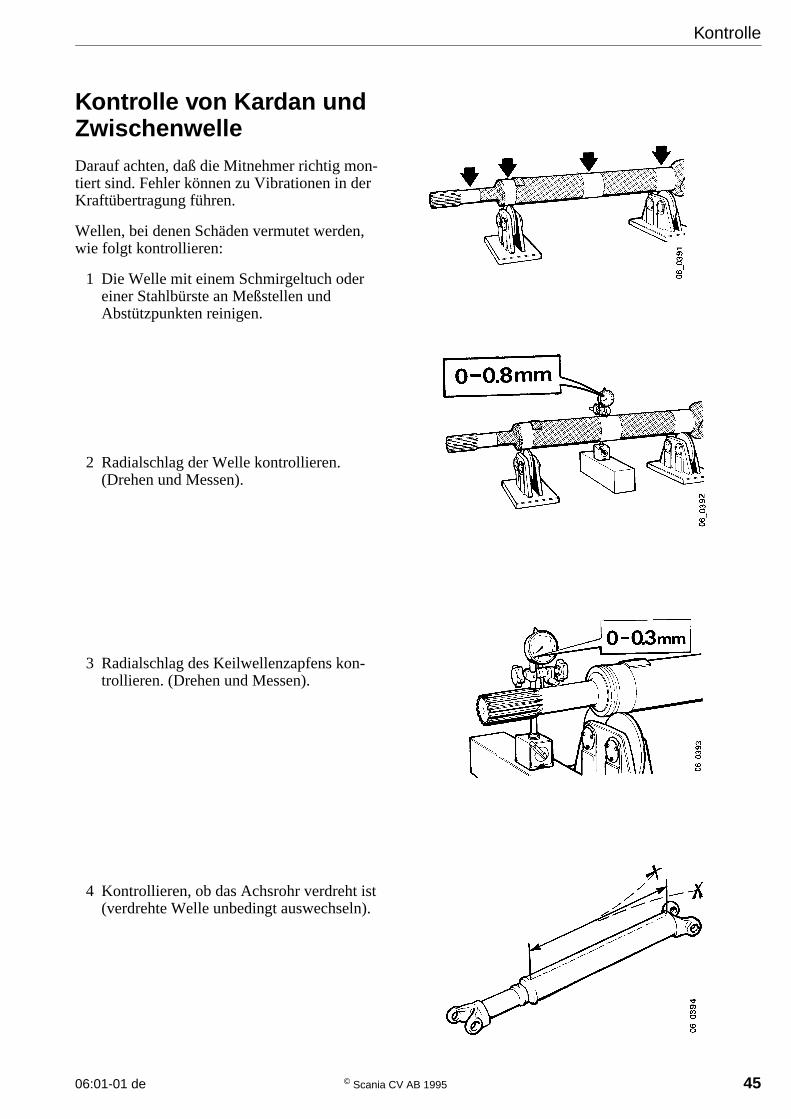
Kontrolle von Kardan undZwischenwelleDarauf achten, daß die Mitnehmer richtig mon-tiert sind. Fehler können zu Vibrationen in derKraftübertragung führen.
Wellen, bei denen Schäden vermutet werden,wie folgt kontrollieren:
1 Die Welle mit einem Schmirgeltuch odereiner Stahlbürste an Meßstellen undAbstützpunkten reinigen.
Kontrolle
2 Radialschlag der Welle kontrollieren.(Drehen und Messen).
3 Radialschlag des Keilwellenzapfens kon-trollieren. (Drehen und Messen).
4 Kontrollieren, ob das Achsrohr verdreht ist(verdrehte Welle unbedingt auswechseln).
46 © Scania CV AB 1995 06:01-01 de
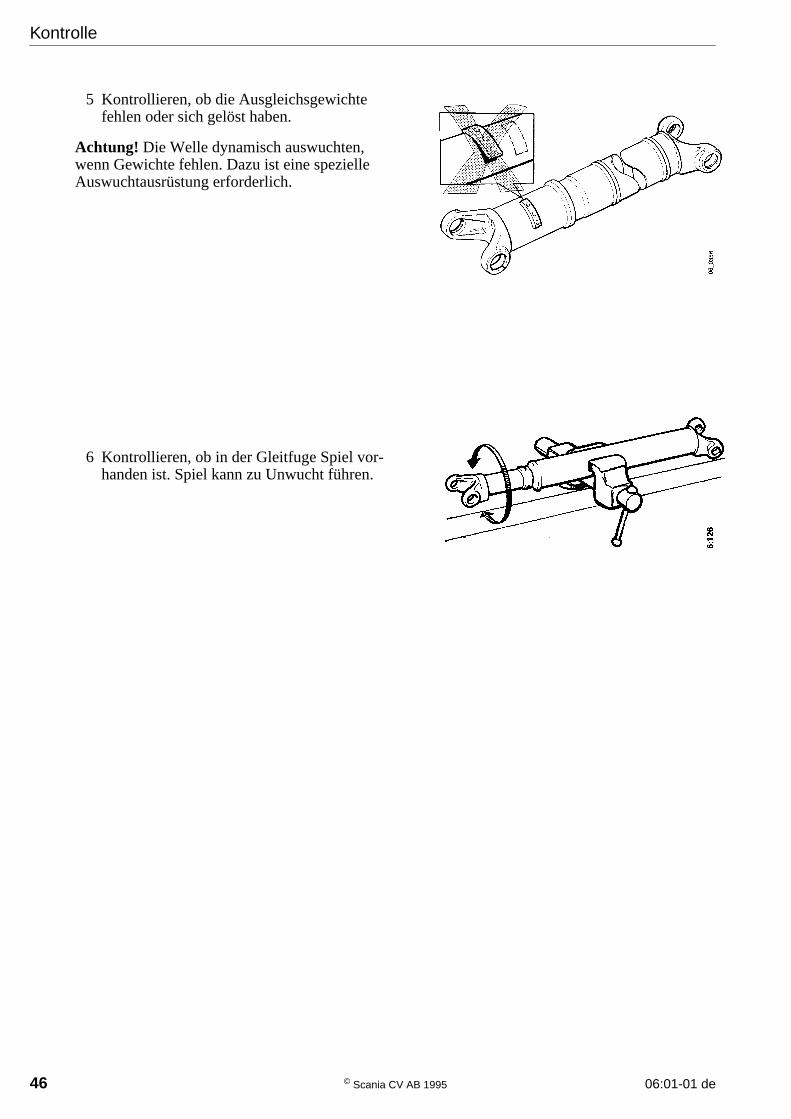
5 Kontrollieren, ob die Ausgleichsgewichtefehlen oder sich gelöst haben.
Achtung! Die Welle dynamisch auswuchten,wenn Gewichte fehlen. Dazu ist eine spezielleAuswuchtausrüstung erforderlich.
Kontrolle
6 Kontrollieren, ob in der Gleitfuge Spiel vor-handen ist. Spiel kann zu Unwucht führen.
06:01-01 de © Scania CV AB 1995 47
Kürzen von Kardanwellen P300,P400, P500 und P600
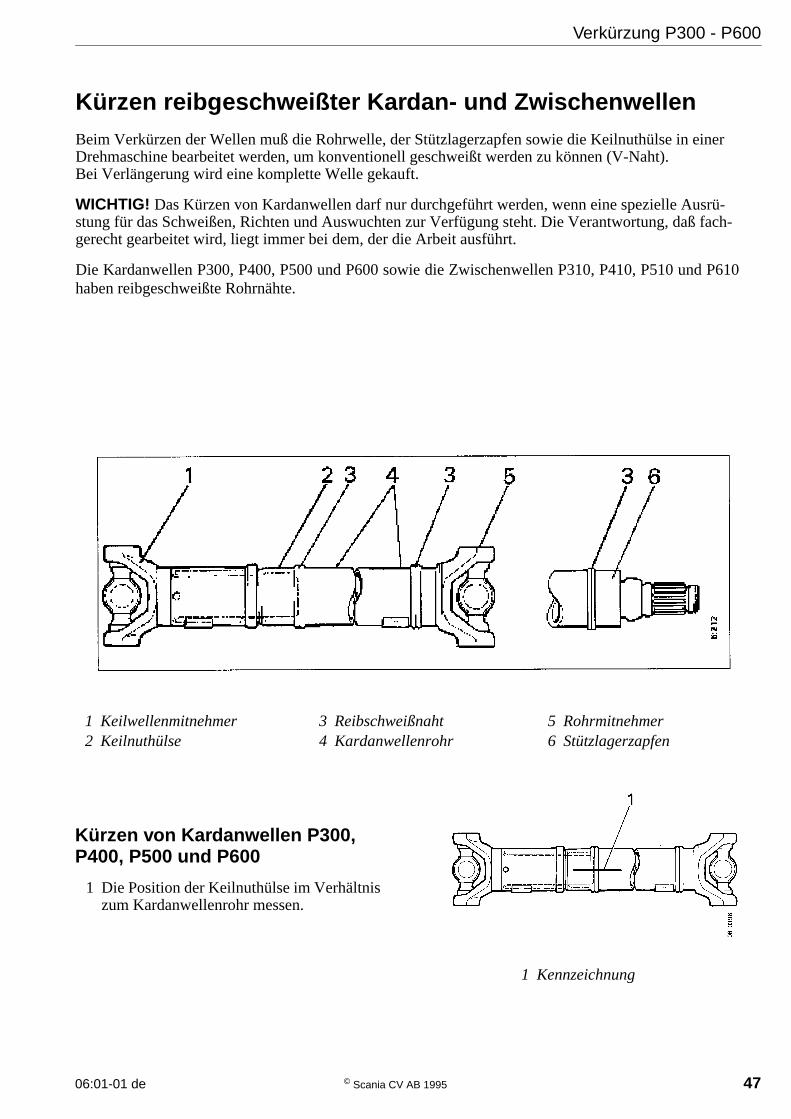
1 Die Position der Keilnuthülse im Verhältniszum Kardanwellenrohr messen.
Verkürzung P300 - P600
1 Kennzeichnung
Kürzen reibgeschweißter Kardan- und ZwischenwellenBeim Verkürzen der Wellen muß die Rohrwelle, der Stützlagerzapfen sowie die Keilnuthülse in einerDrehmaschine bearbeitet werden, um konventionell geschweißt werden zu können (V-Naht).Bei Verlängerung wird eine komplette Welle gekauft.
WICHTIG! Das Kürzen von Kardanwellen darf nur durchgeführt werden, wenn eine spezielle Ausrü-stung für das Schweißen, Richten und Auswuchten zur Verfügung steht. Die Verantwortung, daß fach-gerecht gearbeitet wird, liegt immer bei dem, der die Arbeit ausführt.
Die Kardanwellen P300, P400, P500 und P600 sowie die Zwischenwellen P310, P410, P510 und P610haben reibgeschweißte Rohrnähte.
1 Keilwellenmitnehmer2 Keilnuthülse
3 Reibschweißnaht4 Kardanwellenrohr
5 Rohrmitnehmer6 Stützlagerzapfen
48 © Scania CV AB 1995 06:01-01 de
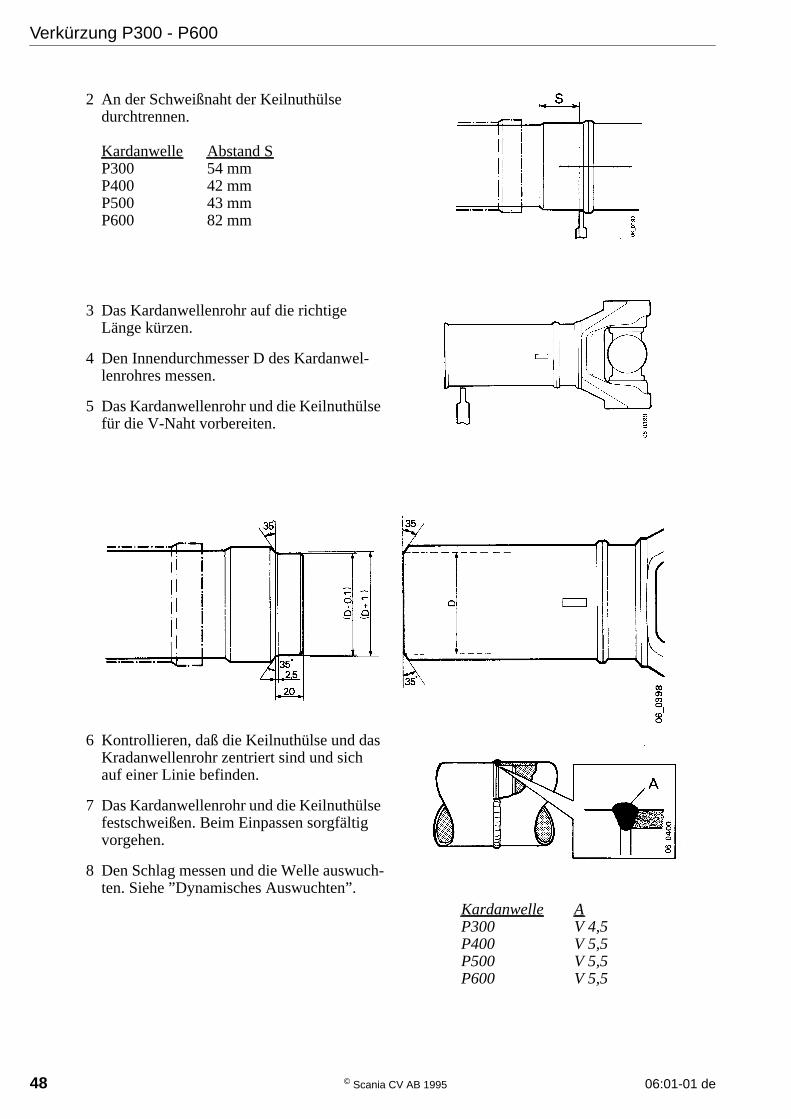
2 An der Schweißnaht der Keilnuthülsedurchtrennen.
Kardanwelle Abstand SP300 54 mmP400 42 mmP500 43 mmP600 82 mm
Verkürzung P300 - P600
Kardanwelle AP300 V 4,5P400 V 5,5P500 V 5,5P600 V 5,5
3 Das Kardanwellenrohr auf die richtigeLänge kürzen.
4 Den Innendurchmesser D des Kardanwel-lenrohres messen.
5 Das Kardanwellenrohr und die Keilnuthülsefür die V-Naht vorbereiten.
6 Kontrollieren, daß die Keilnuthülse und dasKradanwellenrohr zentriert sind und sichauf einer Linie befinden.
7 Das Kardanwellenrohr und die Keilnuthülsefestschweißen. Beim Einpassen sorgfältigvorgehen.
8 Den Schlag messen und die Welle auswuch-ten. Siehe ”Dynamisches Auswuchten”.
06:01-01 de © Scania CV AB 1995 49
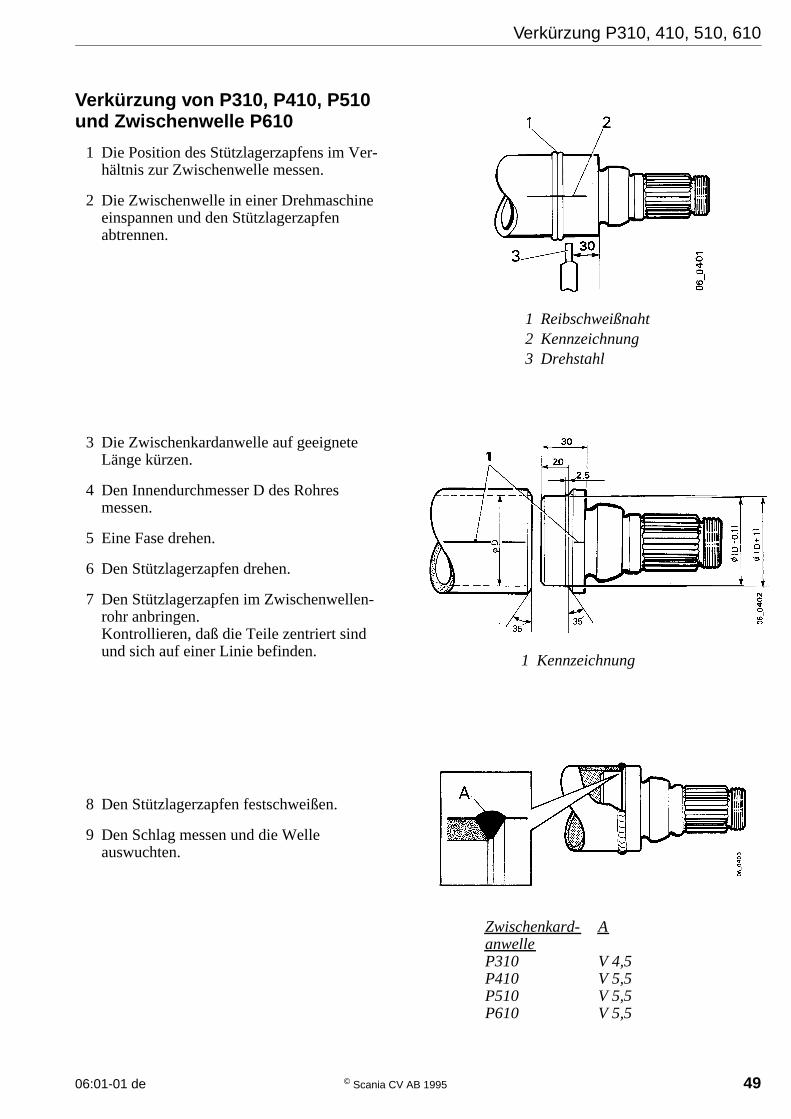
Verkürzung von P310, P410, P510und Zwischenwelle P610
1 Die Position des Stützlagerzapfens im Ver-hältnis zur Zwischenwelle messen.
2 Die Zwischenwelle in einer Drehmaschineeinspannen und den Stützlagerzapfenabtrennen.
Verkürzung P310, 410, 510, 610
1 Reibschweißnaht2 Kennzeichnung3 Drehstahl
Zwischenkard- AanwelleP310 V 4,5P410 V 5,5P510 V 5,5P610 V 5,5
1 Kennzeichnung
3 Die Zwischenkardanwelle auf geeigneteLänge kürzen.
4 Den Innendurchmesser D des Rohresmessen.
5 Eine Fase drehen.
6 Den Stützlagerzapfen drehen.
7 Den Stützlagerzapfen im Zwischenwellen-rohr anbringen.Kontrollieren, daß die Teile zentriert sindund sich auf einer Linie befinden.
8 Den Stützlagerzapfen festschweißen.
9 Den Schlag messen und die Welleauswuchten.
50 © Scania CV AB 1995 06:01-01 de
Messen des Schlags
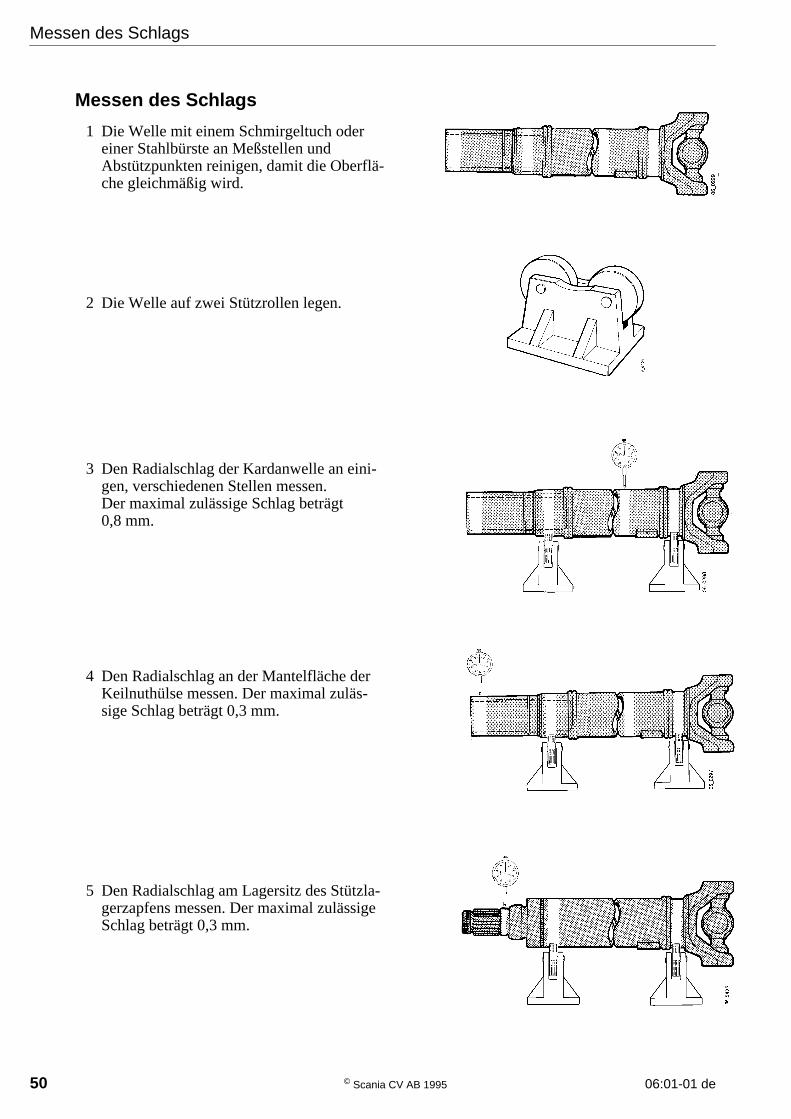
1 Die Welle mit einem Schmirgeltuch odereiner Stahlbürste an Meßstellen undAbstützpunkten reinigen, damit die Oberflä-che gleichmäßig wird.
Messen des Schlags
2 Die Welle auf zwei Stützrollen legen.
3 Den Radialschlag der Kardanwelle an eini-gen, verschiedenen Stellen messen.Der maximal zulässige Schlag beträgt0,8 mm.
4 Den Radialschlag an der Mantelfläche derKeilnuthülse messen. Der maximal zuläs-sige Schlag beträgt 0,3 mm.
5 Den Radialschlag am Lagersitz des Stützla-gerzapfens messen. Der maximal zulässigeSchlag beträgt 0,3 mm.
06:01-01 de © Scania CV AB 1995 51
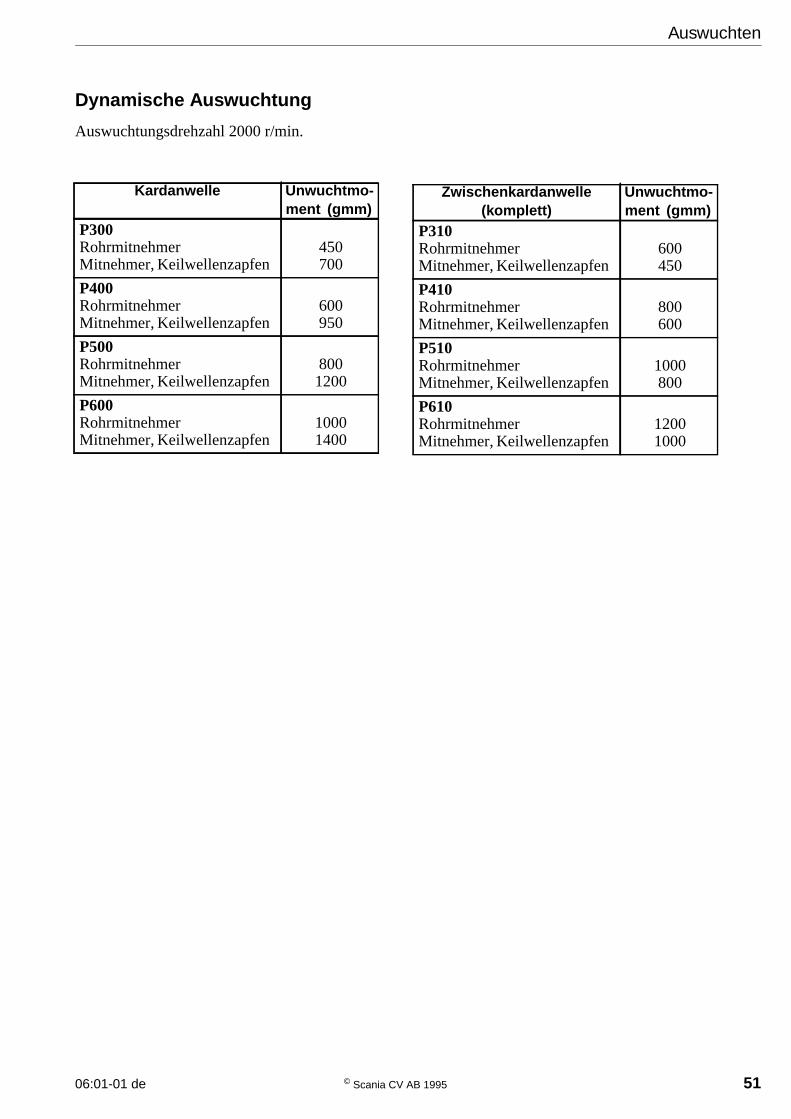
Dynamische Auswuchtung
Auswuchtungsdrehzahl 2000 r/min.
Auswuchten
Kardanwelle Unwuchtmo-ment (gmm)
P300RohrmitnehmerMitnehmer, Keilwellenzapfen
450700
P400RohrmitnehmerMitnehmer, Keilwellenzapfen
600950
P500RohrmitnehmerMitnehmer, Keilwellenzapfen
8001200
P600RohrmitnehmerMitnehmer, Keilwellenzapfen
10001400
Zwischenkardanwelle(komplett)
Unwuchtmo-ment (gmm)
P310RohrmitnehmerMitnehmer, Keilwellenzapfen
600450
P410RohrmitnehmerMitnehmer, Keilwellenzapfen
800600
P510RohrmitnehmerMitnehmer, Keilwellenzapfen
1000800
P610RohrmitnehmerMitnehmer, Keilwellenzapfen
12001000
Daten
52 © Scania CV AB 1995 06:01-01 de
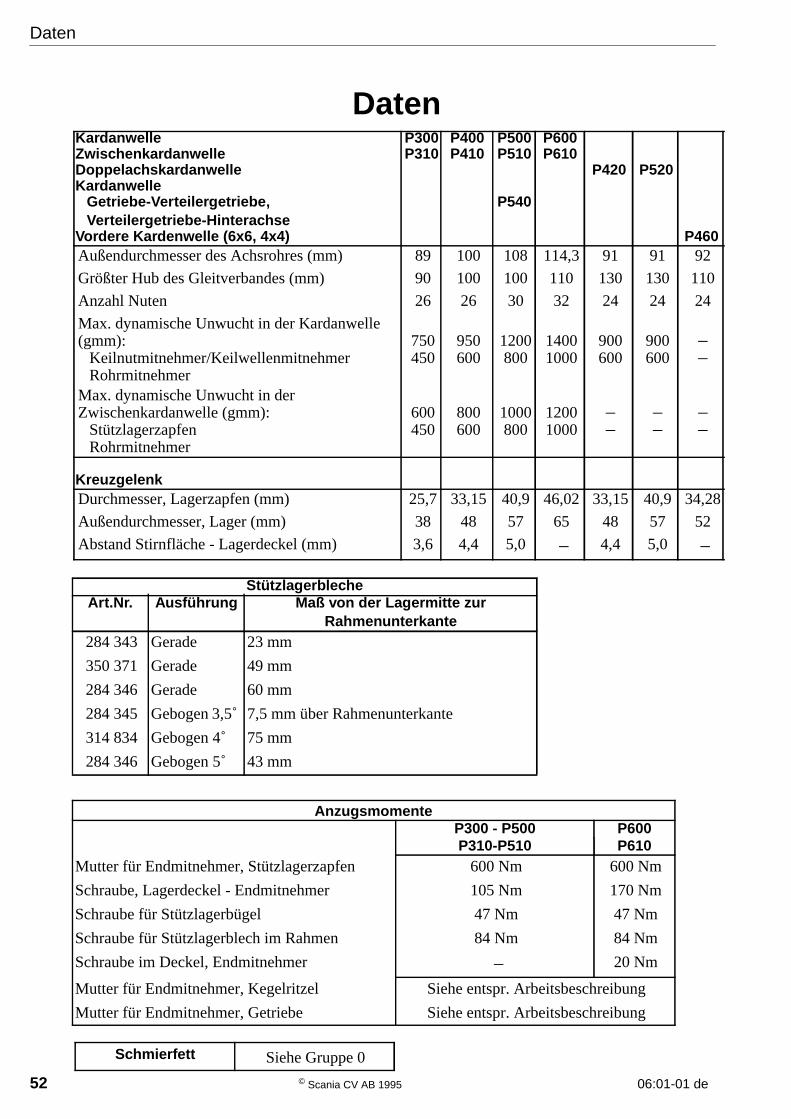
DatenKardanwelle P300 P400 P500 P600Zwischenkardanwelle P310 P410 P510 P610Doppelachskardanwelle P420 P520Kardanwelle
Getriebe-Verteilergetriebe,Verteilergetriebe-Hinterachse
P540
Vordere Kardenwelle (6x6, 4x4) P460Außendurchmesser des Achsrohres (mm) 89 100 108 114,3 91 91 92
Größter Hub des Gleitverbandes (mm) 90 100 100 110 130 130 110
Anzahl Nuten 26 26 30 32 24 24 24
Max. dynamische Unwucht in der Kardanwelle(gmm):
Keilnutmitnehmer/KeilwellenmitnehmerRohrmitnehmer
750450
950600
1200800
14001000
900600
900600
––
Max. dynamische Unwucht in derZwischenkardanwelle (gmm):
StützlagerzapfenRohrmitnehmer
600450
800600
1000800
12001000
––
––
––
KreuzgelenkDurchmesser, Lagerzapfen (mm) 25,7 33,15 40,9 46,02 33,15 40,9 34,28
Außendurchmesser, Lager (mm) 38 48 57 65 48 57 52
Abstand Stirnfläche - Lagerdeckel (mm) 3,6 4,4 5,0 – 4,4 5,0 –
StützlagerblecheArt.Nr. Ausführung Maß von der Lagermitte zur
Rahmenunterkante284 343 Gerade 23 mm
350 371 Gerade 49 mm
284 346 Gerade 60 mm
284 345 Gebogen 3,5˚ 7,5 mm über Rahmenunterkante
314 834 Gebogen 4˚ 75 mm
284 346 Gebogen 5˚ 43 mm
AnzugsmomenteP300 - P500 P600P310-P510 P610
Mutter für Endmitnehmer, Stützlagerzapfen 600 Nm 600 Nm
Schraube, Lagerdeckel - Endmitnehmer 105 Nm 170 Nm
Schraube für Stützlagerbügel 47 Nm 47 Nm
Schraube für Stützlagerblech im Rahmen 84 Nm 84 Nm
Schraube im Deckel, Endmitnehmer – 20 Nm
Mutter für Endmitnehmer, Kegelritzel Siehe entspr. Arbeitsbeschreibung
Mutter für Endmitnehmer, Getriebe Siehe entspr. Arbeitsbeschreibung
Schmierfett Siehe Gruppe 0
06:01-01 de © Scania CV AB 1995 53
Daten
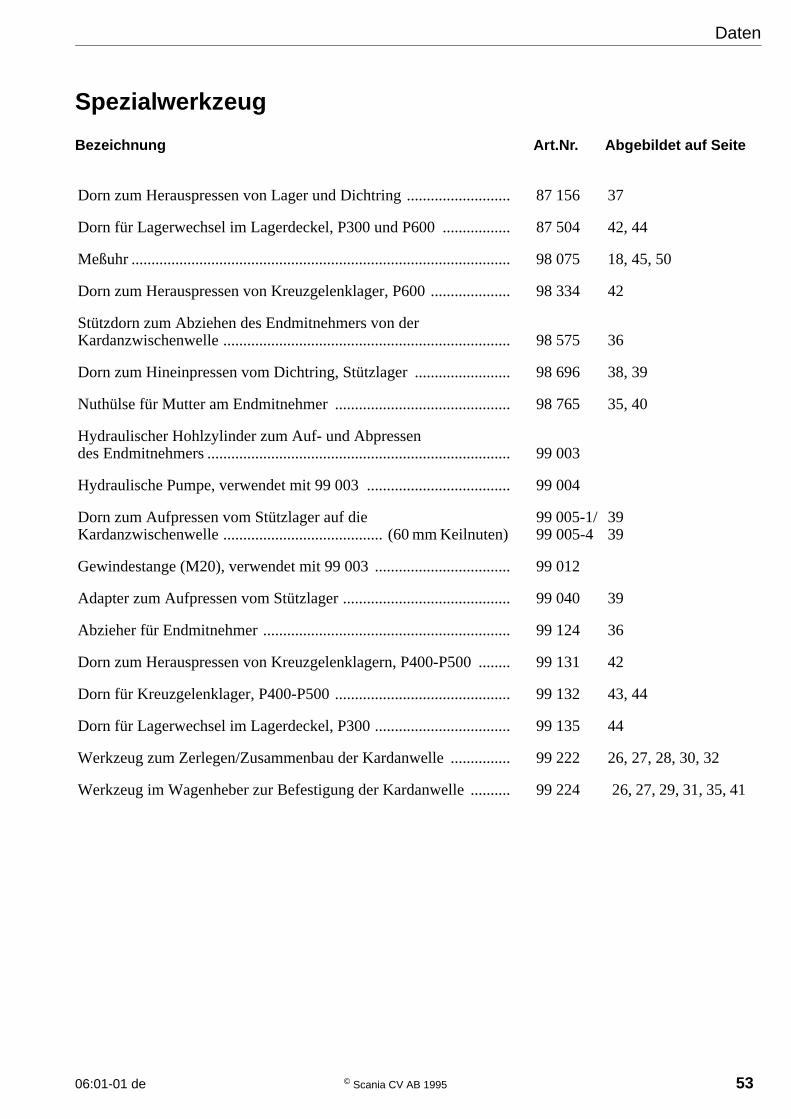
Spezialwerkzeug
Bezeichnung Art.Nr. Abgebildet auf Seite
Dorn zum Herauspressen von Lager und Dichtring .......................... 87 156 37
Dorn für Lagerwechsel im Lagerdeckel, P300 und P600 ................. 87 504 42, 44
Meßuhr ............................................................................................... 98 075 18, 45, 50
Dorn zum Herauspressen von Kreuzgelenklager, P600 .................... 98 334 42
Stützdorn zum Abziehen des Endmitnehmers von derKardanzwischenwelle ........................................................................ 98 575 36
Dorn zum Hineinpressen vom Dichtring, Stützlager ........................ 98 696 38, 39
Nuthülse für Mutter am Endmitnehmer ............................................ 98 765 35, 40
Hydraulischer Hohlzylinder zum Auf- und Abpressendes Endmitnehmers ............................................................................ 99 003
Hydraulische Pumpe, verwendet mit 99 003 .................................... 99 004
Dorn zum Aufpressen vom Stützlager auf dieKardanzwischenwelle ........................................ (60 mm Keilnuten)
99 005-1/99 005-4
3939
Gewindestange (M20), verwendet mit 99 003 .................................. 99 012
Adapter zum Aufpressen vom Stützlager .......................................... 99 040 39
Abzieher für Endmitnehmer .............................................................. 99 124 36
Dorn zum Herauspressen von Kreuzgelenklagern, P400-P500 ........ 99 131 42
Dorn für Kreuzgelenklager, P400-P500 ............................................ 99 132 43, 44
Dorn für Lagerwechsel im Lagerdeckel, P300 .................................. 99 135 44
Werkzeug zum Zerlegen/Zusammenbau der Kardanwelle ............... 99 222 26, 27, 28, 30, 32
Werkzeug im Wagenheber zur Befestigung der Kardanwelle .......... 99 224 26, 27, 29, 31, 35, 41
Daten
54 © Scania CV AB 1995 06:01-01 de
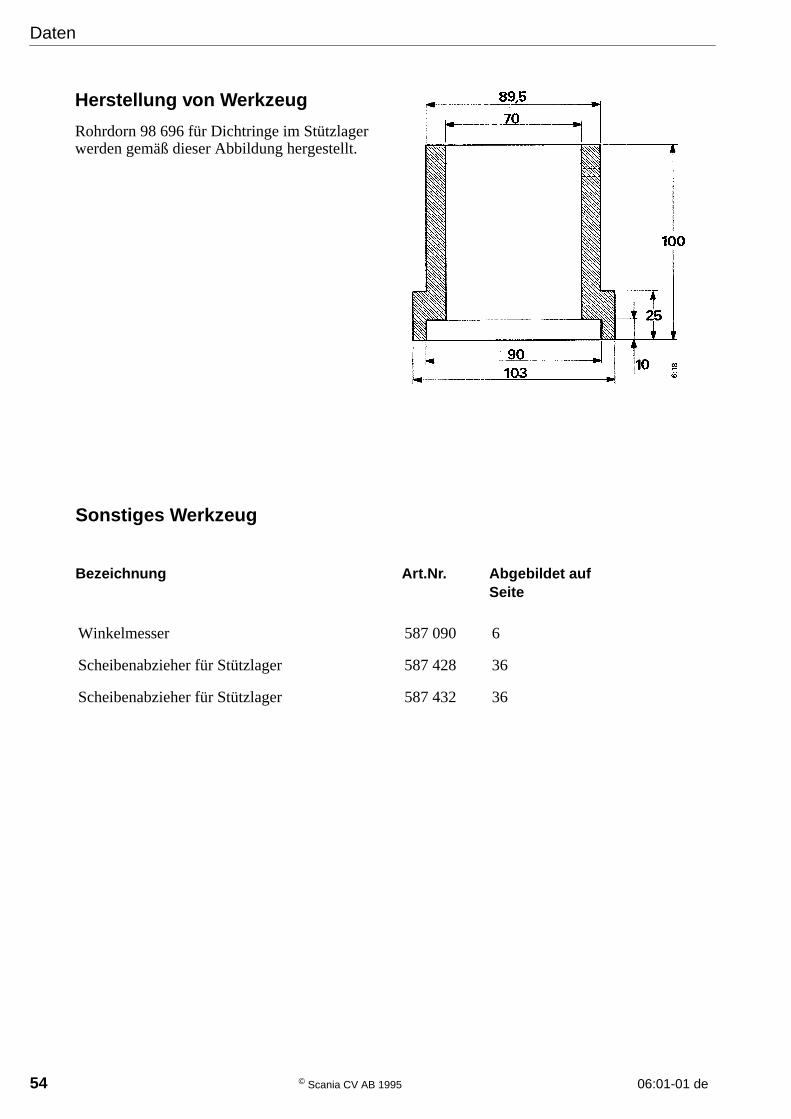
Herstellung von Werkzeug
Rohrdorn 98 696 für Dichtringe im Stützlagerwerden gemäß dieser Abbildung hergestellt.
Sonstiges Werkzeug
Bezeichnung Art.Nr. Abgebildet aufSeite
Winkelmesser 587 090 6
Scheibenabzieher für Stützlager 587 428 36
Scheibenabzieher für Stützlager 587 432 36
06:01-01 de © Scania CV AB 1995 55
Daten
Trigonometrische Tabelle
sin 0˚ – sin 30˚
0 1 2 3 4 5 6 7 8 9 -
0˚, 0,0000 0017 0035 0052 0070 0087 0105 0122 0140 0157 0175
1˚, 0175 0192 0209 0227 0244 0262 0279 0297 0314 0332 0349
2˚, 0349 0366 0384 0401 0419 0436 0454 0471 0488 0506 0523
3˚, 0523 0541 0558 0576 0593 0610 0628 0645 0663 0680 0698
4˚, 0698 0715 0732 0750 0767 0785 0802 0819 0837 0854 0872
5˚, 0,0872 0889 0906 0924 0941 0958 0976 0993 1011 1028 1045
6˚, 1045 1063 1080 1097 1115 1132 1149 1167 1184 1201 1219
7˚, 1219 1236 1253 1271 1288 1305 1323 1340 1357 1374 1392
8˚, 1392 1409 1426 1444 1461 1478 1495 1513 1530 1547 1564
9˚, 1564 1582 1599 1616 1633 1650 1668 1685 1702 1719 1736
10˚, 0,1736 1754 1771 1788 1805 1822 1840 1857 1874 1891 1908
11˚, 1908 1925 1942 1959 1977 1994 2011 2028 2045 2062 2079
12˚, 2079 2096 2113 2130 2147 2164 2181 2198 2215 2233 2250
13˚, 2250 2267 2284 2300 2317 2334 2351 2368 2385 2402 2419
14˚, 2419 2436 2453 2470 2487 2504 2521 2538 2554 2571 2588
15˚, 0,2588 2605 2622 2639 2656 2672 2689 2706 2723 2740 2756
16˚, 2756 2773 2790 2807 2823 2840 2857 2874 2890 2907 2924
17˚, 2924 2940 2957 2974 2990 3007 3024 3040 3057 3074 3090
18˚, 3090 3107 3123 3140 3156 3173 3190 3206 3223 3239 3256
19˚, 3256 3272 3289 3305 3322 3338 3355 3371 3387 3404 3420
20˚, 0,3420 3437 3453 3469 3486 3502 3518 3535 3551 3567 3584
21˚, 3584 3600 3616 3633 3649 3665 3681 3697 3714 3730 3746
22˚, 3746 3762 3778 3795 3811 3827 3843 3859 3875 3891 3907
23˚, 3907 3923 3939 3955 3971 3987 4003 4019 4035 4051 4067
24˚, 4067 4083 4099 4115 4131 4147 4163 4179 4195 4210 4226
25˚, 0,4226 4242 4258 4274 4289 4305 4321 4337 4352 4368 4384
26˚, 4384 4399 4415 4431 4446 4462 4478 4493 4509 4524 4540
27˚, 4540 4555 4571 4586 4602 4617 4633 4648 4664 4679 4695
28˚, 4695 4710 4726 4741 4756 4772 4787 4802 4818 4833 4848
29˚, 4848 4863 4879 4894 4909 4924 4939 4955 4970 4985 5000
Trigonometrische Tabelle
56 © Scania CV AB 1995 06:01-01 de
0.4
0.4
0.4
0.3
0.2
0.3 0.3
0.2
0.2 0.2
0.3
0.1
0.1 0.1
0.1
A(−B)
C(−D)
0.2




![LOOKBOOK - Thalhofer-Gruppe LookBook ipadversion[1].pdf · lookbook Ihr Thalhofer-Gruppe Händler: Farb- und Strukturabweichungen sind durch die drucktechnische Wiedergabe möglich](https://img.pdfslide.org/doc/110x75/5e1dd38e99b6890675628a7d/lookbook-thalhofer-lookbook-ipadversion1pdf-lookbook-ihr-thalhofer-gruppe.jpg)
























