Embed Size (px)
Citation preview

In: Haus der Technik, Fachveranstaltung „Nutzung der Druckabhängigkeit metallurgischer Reaktionen", Essen, Dez. 1981
Wolf gang Pluschkell Estel Hüttenwerke Dortmund AG
Partialdruckwirkungen bei der Blasstahlerzeugung
In der EWG wurden 1979 rd. 141 Mio t Rohstahl erzeugt; der Antei l des LD-Verfahrens betrug rd . 90 Mio t, der Anteil des OEM- Verfah-rens rd. 10 Mi o t . Mit der Stillegung der SM- Stahlkapa zität dürfte der prozentuale Anteil der pneumatischen Stahl erzeugungsverfahren an der Gesamtproduktion auf 75 % ansteigen .
Für die Blasstahlprozesse stehen als Sauerstoffträger folgende Gase großtechnisch zur Verfügung: Luft, Sauerstoff, Wasserdampf und Kohlendioxid. In dieser Arbeit soll die Wirkung dieser Komponenten auf den Verfahrensablauf und das meta llurgische Ergebnis untersucht werden . Mit zu berücksichtigen sind auch die Nebenwirkungen v on Stickstof f und Wasserstoff. Es wird sich zeigen, daß historische Verfahren noch in den neuesten Verfahrensentwickl ungen nachwirken.
1 . Gleichgewichtslage von Frischreakt ionen
Zwischen Frischgas und Konverterschmelze bestehen weder Gleich-gewichte n och gleichgewichtsnahe Zustände. Demgegenüber kann je-doch das Prozeßgas eine Zusammensetzung aufweisen, die dem mo-mentanen thermodynamischen Zu stand der Metallschmelze recht ge-nau entspricht. Die Annäherung an diesen Grenzzustand wird un-terstüt zt durch hohe Umsetzungsgeschwindigkeit zwischen Frisch-gas und Schmelze, durch intensive Durchmischung der dichten Pha-se und durch Begr enzung des Frischgas-Volumenstromes . Im fo l -genden wird unter d i esen Gesichtspunkten allein die Oxidation des Kohlens toffs näher betrachtet, weil nur diese Reaktion ein Prozeßabgas l i efert .
Bei der Oxidat i on von gelöstem Kohlenstoff mit Sau erstoff ent-stehen die Komponenten CO und co2 n ach
[c.J + "'h.„ lOl..~"' „ tco! J 1'b· =- ~„· (~c'J.~'1/i. ( 1) .., "~
und
[c.. J + ( 2)
Für das Abgas gilt dann:
? -:. .w + '° + '1L> -= ( 1(,. ~ 11,__ +- K ·'f'o ) • (~ c'] + 1°t> ~es r-c0 reol.. n!J'- Oi.. z.. l.. ~
Bei 1 600 °c ist K1 = 1 ,3 . 106 und K2 = 2,9 .109, so daß P ( 1°co+ 'Y->c-or,, ) solange [ %C J > 0 , 001 % erfüllt ist 1). Dasges Abgas besteht also b ei eingestel ltem Gleichgewicht aus CO mit kleinen Anteilen an co2 • Der C02-Gehalt steigt nach
, / „ li<'.~ C P3e.1 - 1°coJJ z. vo! ~ C.O~ ~ - ·-too k:„' [ 0/ocf J · ~e1
(3)

- 2 -
an mit fallendem Kohlenstoffgehalt der Schmel ze und steigendem Gesamtdruck.
Für die Beschreibung der Lösung von Sauerstoff in der sind ebenfalls zwei Teilreaktionen zu berücksichtigen
[c.. J +- (O.] ~ \l.o ! f)co-= K."I. [%~ J· ( % 0]
{eo} + [o] :;± \c.o, \ j 1°~= L<.s · ['0"0] · f>co
Schmelze 2) :
(4)
(5)
Bekannte thermodynamische Daten liefern K4 = 494 und K5 = 0,85 für 1 600 oc. Aus den Gleichungen (4) und ( 5) folgt
?~e.1 [%d ]· [% o] = K'f ('1+-Ks-·C:0/„o]) ( 6 )
Mit steigendem Gesamtdruck steigt das [%c1. [%oJ -Produkt an, die Sauerstofflöslichkeit nimmt zu. Bei kleinen Sauerstoffgehal-ten, d. h. also bei großem Kohlenstoffgehalt, geht Gl . (6) in
[0'6cJ · [°lo 0] : '?'ju. / K't ( 7)
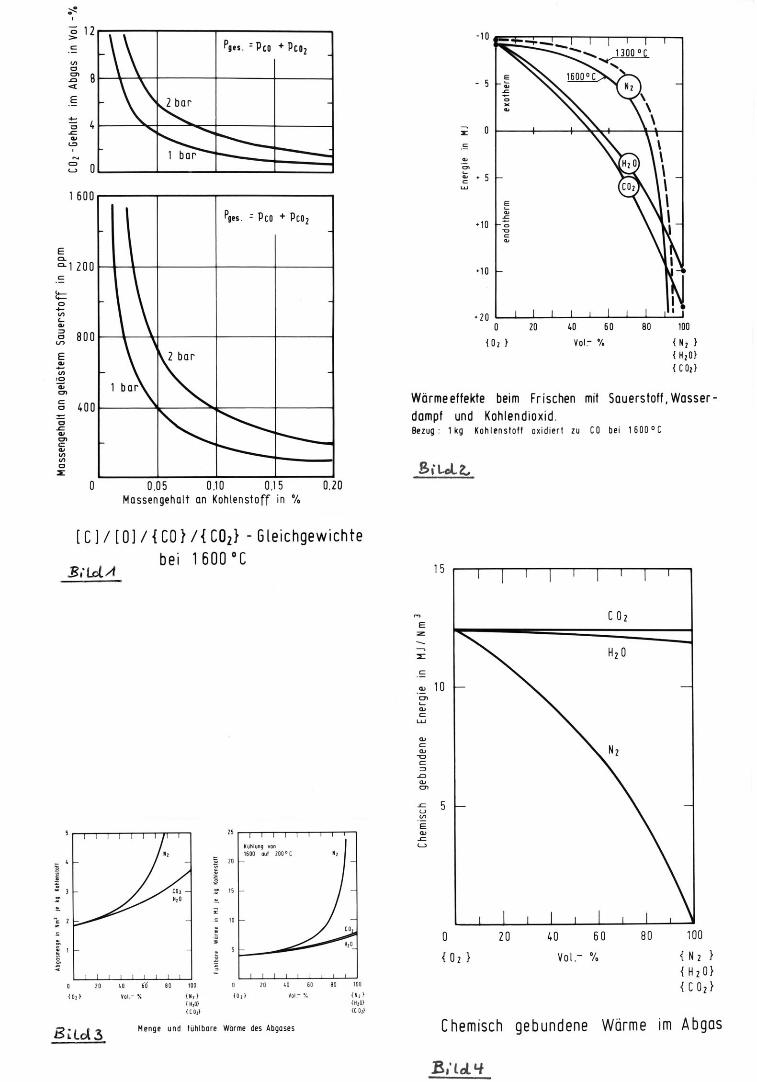
über. Die Beziehung (6) ist als "Vacher- Hamilton"-Gleichgewicht bekannt. Bild 1 zeigt die Ergebnisse von Berechnungen aufgrund der Gleichungen (3) und (6).
Bei Verwendung von co2 als Frischgas lau tet die Oxidationsreak-tion ~ l
[c..J + \eo,~ ~ z, \eo J- t°c~ ={K'1fKi..rC:% c) · 1°co~ c8 )
Im Gleichgewichtsfall weist das Abgas dieselbe Zusammensetzung wie beim Frischen mit Sauerstoff auf; seine Menge ist jedoch doppelt so groß. Bei Umsetzung von gelöstem Kohlenstoff mit Was-serdampf nach
[c.J + lt-11 . .0! -4 • tc.oj + \.l~t.J j 'l°c~ = 1°~= Kg · [o~C] ·1°~~0 (9)
besteht das Abgas je zur Hälfte aus CO und H2 . Die Sauerstoff-gehalte der Schmelze sind nur halb so groß wie beim Frischen mit 02 oder C02 unter identischen Bedingungen . Bei 1 600 oc ist K9 = 137.
2 . Energieumsatz
Die pneumatischen Stahlerzeugungsverfahren sind autotherme Pro-zesse . Als Folge der heute üblichen Roheisensorten mit niedri-gen Gehalten an Phosphor und Silizium liefert die Oxidati on des Kohlenstoffs knapp 70 % des Wärmehaushalts der Sauerstoffverfah-ren. Bezogen auf die Oxidation von 1 kg gelöstem Kohlenstoff zu CO berechnet man für den zugehörigen Energieumsatz das in Bild 2 dargestellte Diagramm . Es führt zu folgenden Schlußfolgerungen :
- Bei der Oxidation von 1 kg gelöstem Kohlenstoff mit reinem Sauer-stoff zu CO entsteht ein Wärmeüberschuß von 9,4 MJ . Die Sauer-stoffverfahren sind deshalb durch einen hohen Schrottsatz ge-
- 3 -
kennzeichnet. Bei0 einem Produktionsprogramm mit Absticht empe-raturen um 1 600 C gelten etwa folgende Richtwerte: LD-Ver-fahren 310, OEM-Verfahren 270 kg Schrott je t Rohstahl.
- Die Oxidation zu co2 würde einen Wärmeüberschuß von 30,3 MJ je kg Kohlenstoff liefern. Um diese hohe Energiereserve zu nutzen, zielen neue Verfahrensentwicklungen darauf ab, den C02-Gehalt im Abgas zu erhöhen (Abschnitt 5).
- Aufschlußreich ist die Einordnung des Windfrischverfahrens: Während bei 1 300 °c noch ein deutlicher Wärmeüberschuß vor-handen ist, trägt die Kohlenstoffoxidation bei 1 600 oc nicht mehr zur Temperaturerhöhung bei. Wärmelieferant sind in die-sem Prozeßstadium die Oxidation des Phosphors und die Ver-schlackung von Eisen.
- Die Frischmittel H20 und C02 bewirken wegen der endothermen Spaltungsreaktion eine starke Kühlung der Schmelze . Der Wärme-haushalt ist ausgeglichen bei 43 % 02/57 % H20 und bei 50 % 02/ 50 % C02. Die in den fünfziger Jahren mit 02/H20-oder 02/C02-Frischgas betriebenen Thomaskonverter wurden deshalb mit Misch-verhältnissen im Bereich von 1:1 bis 1,2:1 gefahren 3,4).
Die Abgasmenge i st nach Bild 3 bei Einsatz von Sauerstoff /Inert-gas- Gemischen am größten, bei Verwendung von reinem Sauerstoff am kleinsten. Die sensible Wärme des Abgases wird nach heutigem Stand der Technik zum Teil in Abhitzekesseln genutzt, der Rest wird vor der Entstaubungsanlage durch Verdampfung eingedüsten Wassers abgebaut. Von besonderer3Bedeutung für die nachfolgenden Ausführungen ist die in einem Nm Abgas chemisch gebundene Ener-gie. Nach Bild 4 beträgt dieser Wert beim Frischen mit 02/H20/co2 ziemlich e inheitlich rd. 12,5 MJ Nm-3. Die heute noch übliche Ab-fackelung des Konverterabgases stellt eine Energieverschwendung dar, die jedoch häufig durch fehlende Einsatzmöglichkeiten von OG-Gas erzwungen wird.
3. Anmerkungen zur Leistungsgrenze der pneumatischen Stahl-erzeugungsverfahren
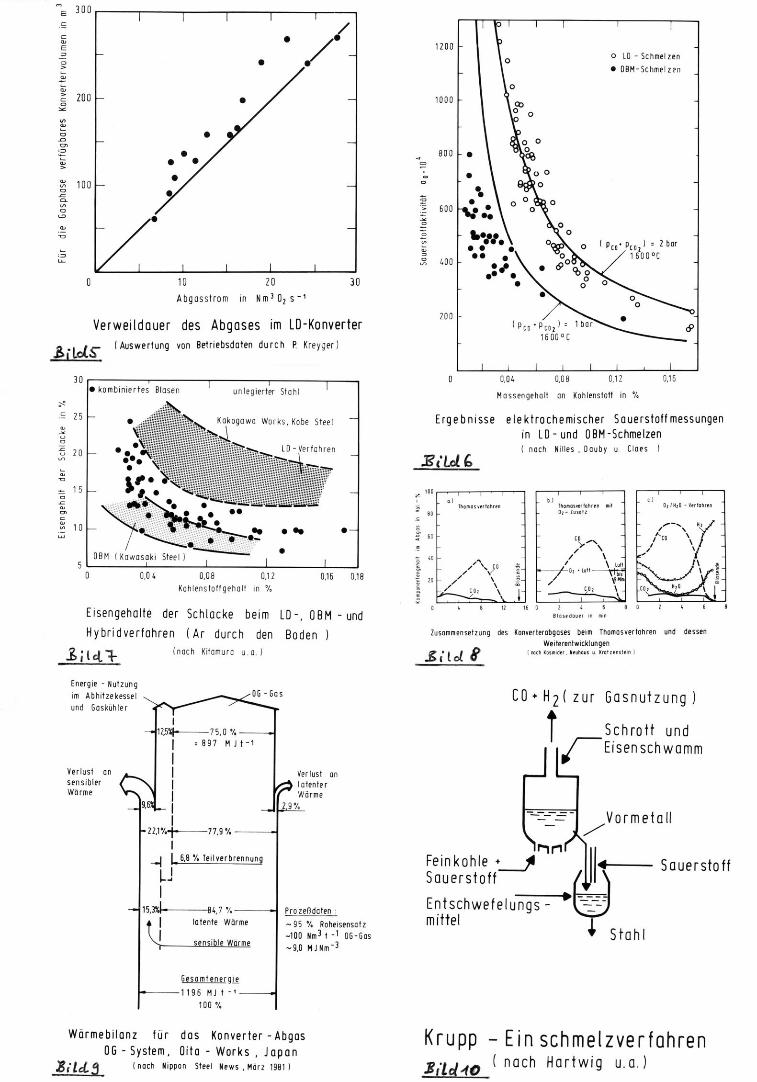
Laboruntersuchungen von Breuer5) und Goto 6 ) haben ergeben, daß kohlenstoffhaltige Schmelzen ein nahezu unbegrenztes Schluckver-mögen für Sauerstoff besitzen. Die betriebstechnische Erfahrung zeigt denn auch, daß die Prozeßdauer der pneumatischen Frisch-verfahren dem Sauerstoffdurchsatz umgekehrt ~roportional ist. Beim LD-Verfahren ist die Grenze dadurch gezogen, daß die schäumende Schlacke aus dem Konverter läuft. Eine Auswertung von LD-Konve~ter-Baudaten führte zu dem in Bild 5 wiedergegebenen Ergebnis ·1) . Bezogen auf den Betriebszustand beträgt die kürzest mögliche Ver-weildauer des Abgases im Konverter rd. 1,2 Sekunden; bei größerem Gasdurchsatz setzt Uberschäumen ein. Das maximal mögliche Sauer-stoffangebot beim LD-Verfahren ist infolgedessen durch die Faust-formel gegeben
• L VK. - V.rt: - ~c"-l v1
(11w..:!.o,_ s. ~~)= ( 10)
(VK : Konvertervolumen, VSt: Schmelzenvolumen, VSchl : Schlacken-
- 4 -
volumen, jeweils in m3). Im Anlagenbau ist di e Tendenz3zu beob-achten, das spezifische Konvertervolumen von rd. 0 , 8 m t - 1 auf rd. 1,0 m3t-1 zu erhöhen. Entwicklungen in Japan haben zum Ziel, den Konverter mit möglichst geringer Schlackenmen ge als reinen Entkohlungsreaktor zu betreiben 8) . Beide Maßnahmen ermögl ichen größer e Sauerstoffdurchsätze und erhöhen damit die Produktions-leistung.
Beim OEM-Verfahren ist ein größerer Sauerstoffdurchsatz mögl i ch als beim LD-Verfahren. Die Ursache scheint darin zu l iegen, daß beim Durchblasverfahren Schaumsehlacken nur gegen Prozeßende auf-treten und eine unkontrollierte CO-Entwicklung in der blasen-durchströmten Schmelze kaum eintreten kann. Der höchste Sauer-stoffdurchsatz wurde beim 02/H20-Verfahren mit 8 Nm3t-1min-1 i n einem 60 t-Thomaskonverter erreicht 3).
Be i sehr kurzen Blasezeiten können andere geschwindigkeitsbegren-zende Faktoren wirksam werden: Schrott auflösung , Schlackenbildung, Abhitzekesselbelastung. Weiter ist zu berücksichtigen, daß die Produktionsleistung wesentl ich auch von den Nebenzeiten abhängt, so daß das Transportproblem in die Betrachtungen mit einbezogen werden muß. Mit reinen Schmelzleistungen bis zu 1 000 t h-1 ge-hören die pneumatischen Stahlerzeugungsverfahren zu den leistungs-fähigsten ex othermen Reaktoren der Chemie-Technik.
4. Au sgewählte Prozeßergebnisse des LD- und OEM-Verfahrens im Vergleich
Beim LD-Verfahren liefert der Aufblasfreistrahl Sauerstoff direkt an die Schmelze oder indirekt über die eisenoxidreiche Schlacke. Die Aufteilung des Sauerstoffstromes auf die beiden Wege ist in Grenzen steuerbar ("hartes" und "weiches" Aufblasen) . Beim OBM-Verfahren dagegen wird Sauerstoff nur unmitte l bar aus der Strahl-strömung auf die Schmelze übertragen. Die OEM-Schla cken sind über lange Prozeßzeiten trocken, ihr Eisengehalt bei vergleichbaren Prozeßstadien wesent lich geringer. Im Anschluß an die Gleichge-wichtsberechnungen von Abschnitt 1 ze igt Bild 6 Meßwerte f ür die Kohlenstoff/Sauerstoff-Kopplung in der Schmelze 9) ; Beim LD-Ver-fahren sind die Sauerstoffgehalte mehr als doppelt so groß wie beim OEM-Verfahren; die Endkohlenstoffgehalte s i nd im OEM-Kon-verter kleiner als im LD-Konverter . Bei der Beurteilung der Meß-ergebnisse ist zu berücksichtigen, daß der OEM- Konverter in Lie-gezeit en mit Inertgas gespült wird unter Abbau von Kohlenstoff und Sauerstoff. Das höhere Oxidationspotential beim LD-Verfahren macht sich außerdem bemerkbar in kleineren Mangan-Endgehalten. Bei Injektion von Feinkalk durch die Bodendüsen l iefert das OBM-Verfahren kleinere Phosphor-Endwerte als das LD-Verfahren. Im Verglei ch zum OEM-Verfahren weist das LD-Verfahr en deutliche Nachteile in den Prozeßergebnissen auf: geringeres Ausbringen, größerer Verbrauch an Desoxidationsmitteln, längere Prozeßdauer, höherer Staubanfal l. Als Vorteile für das LD-Verfahren sind an-zuführen : etwas größerer Schrottsatz, geringere Probleme mit Wasserstoff.
5. Entwicklung der Hybridverfahren
Das ungünstige Abschneiden des LD-Verfahrens in den metallurgi-schen Ergebnissen i st im wesentlichen auf die unzureichende Durch-
- 5 -
mischung der Metallschmelze zurückzuführen. Seit etwa 1975 wer-den Versuche in technischem Maßstab durchgeführt, um durch zu-sätzliche Injektion von Rührgas durch Bodenspülsteine oder Bo-dendüsen die Metallurgie des LD-Verfahrens zu verbessern. Einen Überblick über die zahlreichen Varianten der Hybridverfahren soll Tafel 1 vermitteln 10). (Anmerkung: das KMS- und das LD-CD-Verfahren s ind keine Hybridverfahren). Die eingestellten Bo-dengasströme sind sehr unterschiedlich; als Mittelwer t kann 0,1 Nm~t-1min-1 angegeben werden, als Maximalwert 0,8 Nm3t-1min-1. Die Bodenspültechnik hat in der Tat zu Ergebnissen geführt, die denen des OEM-Verfahrens vergleichbar sind, wie aus Bild 7 am Beisp iel der Eisengehalte in der Schlacke hervorgeht 'I 'I). Die Spülgasinjektion bewirkt darüber hinaus einen ruhigeren Blas-verlauf, so daß der Sauerstoffdurchsatz auf 6 Nm3t-1min-1 ohne Auswurfge f ahr erhöht werden kann 12).
6. Konverterabgas, Konvertergasnutzung, Schrottsatzerhöhung
Die Zusammensetzung des Abgases beim Thomasverfahren und seinen Abwandlungen geht a~s Bild 8 hervor 13). Mit der Entwicklung des 02/H20-Verfahrens 3J war zwischenzeitlich ein großer Fortschritt erreicht worden: Minimale Blasdauer , energiereiches Abgas, ge-ringe Staubentwicklung, niedrigste Stickstoffgehalte i n der Schmel-ze. Sieger im Wettbewerb wurde jedoch das LD-Verfahren wegen sei-ner wesentl ich größeren Energiestromdichte im Konverter selbst (s. Abschnitt 2). Beim LD-Verfahren ist der C02-Gehalt im Abgas in allen Prozeßstadien größer als beim OEM-Verfahren; hierin liegt die Ursache für den größeren Schrottsatz beim Sauerstoff-aufblas-Verfahren.
Zur weitgehend verbrennungslosen Sammlung und Nutzung des ener-giereichen Konverterabgases wurde in Japan und in Europa Anfang der 60er Jahre das OG-System entwickelt (Oxygen converter ßaS recovery process) 14,15). Bild 9 zeigt di~ Wärmebilanz für das OG-System des Oita Stahlwerks in Japan 16). Es handelt sich da-bei um den letzten Stand der Technik mit nahezu optimalen Kenn-werten. In der BRD w1rden erst 1982 OG-~B~teme in Betrieb ge-nommen (Rheinhausen 7J und Völklingen J).
Ein wichtiges Ziel der gegenwärtigen Verfahrensentwicklung be-steht in der Erhöhung des Schrottsatzes . Als Möglichkeiten sind in Betracht zu ziehen: Einsatz fossiler Zusatzbrennstoffe, Nach-verbrennung von CO zu C02 im Konverter, Vorwärmung des Einsatz-schrotte~. Eine vollständige Nachverbrennung ist im Oberhausen-Rotor 19) und eine teilweise Nachverbrennung i m Kaldo- Rotor 20) gelungen . Bei diesen Verfahren liegt der leistungsbegrenzende Prozeßschritt in der Wärmeleitfähigkeit der Feuerfestzustellung. Entwicklungen bei der Maxhütte haben ergeben, daß der Schrott-satz im OEM-Konverter von 250 auf 450 kg je t Rohst ahl erhöht werden kann durch folgende Maßnahmen: Einblasen von 37 kg Kohlen-stoff je t durch den Boden, Erhöhung des Sauerstoffangebots um 42 Nm3je t, rd . 40 % des Gesamtsauersto~~bedarfes durch Hutdüsen zur Nachverbrennung des Konvertergases J. Bei Betrieb eines 60 t - OBM-Konverters als Gaserzeuger konnten im Großversuch 18 t Kohle h-1 vergast und 45 000 Nm3h-1 Abgas erzeugt werden 22). Unter dem Verfahrensaspekt "Gaserzeuger" kann die Zumischung von H2o oder co2 zur Temperaturregelung interessant werden. Entwick-
- 6 -
l ungsarbeiten bei Krupp führten zu dem in Bild 10 wiede r gege-benen Verfahrensschema eines kombinierten Einschmelz- und Ver-gasungsreaktors 23) .
7. AOD-Verf ahren
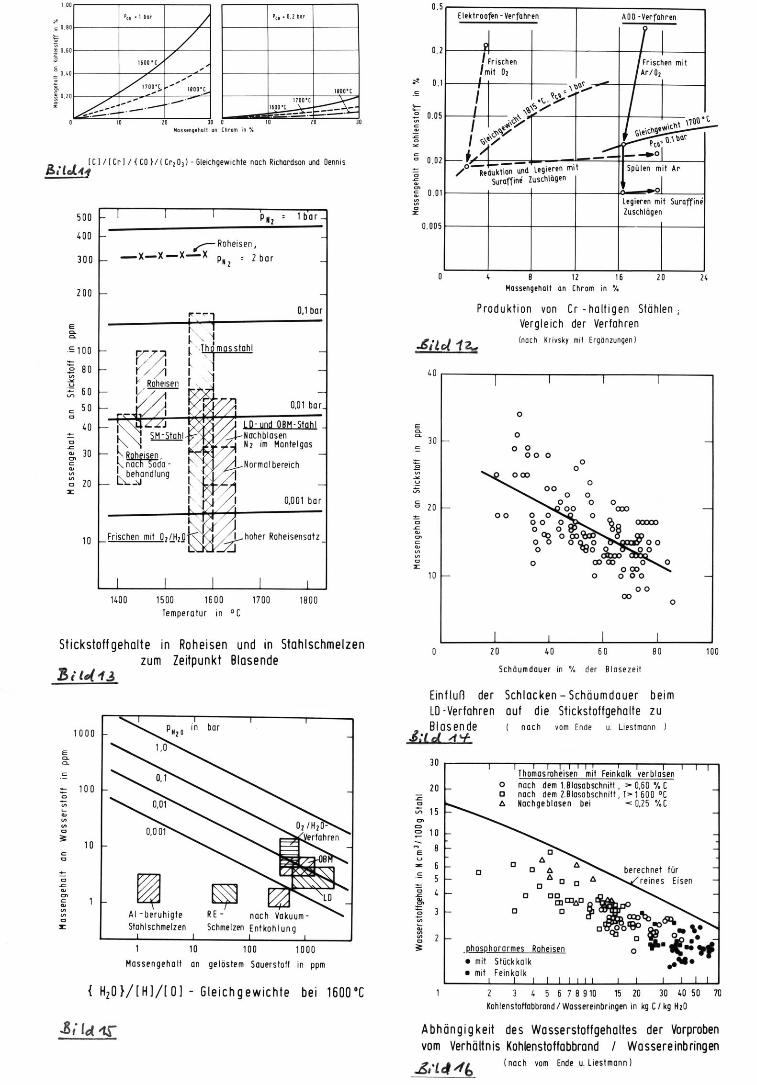
Bei der Erschmelzung von St ählen mit hohen Chromgehalten be-steht das metallurgische Problem darin , e i ne we i tgehende Chrom-Verschlackung in der Frischphase bei Zielgehalten von weniger a ls 0 ,03 % Kohlenstoff zu vermeiden. Nach Gleichgewichtsunter-suchungen von Richardson und Dennis 24) ist dieses Ziel entweder durch e ine Schmelzenführung bei extrem hoher Temperatur oder durch e ine Herabsetzung des CO-Partialdruckes im Abgas zu er-reichen . In Bild 11 sind die Gleichgewichtszustände der Reakt i on
(11)
dargestellt . Mit der Nebenbedingung aCr 0 = 1 erhält man "'l Z../3 2 3
Q.c.: K.,.1 . Ol.Cr . 1°co ' ( 12) wonach der Kohlenstoffgehalt linear vom CO-Partialdruck ab-hängt.
Auf dieser Grundlage h aben die beiden Firmen Union Carbide und Joslyn Stai nless Steel das zweistufige AOD- Verfahren entwickelt (Argon oxygen decarburizat ion). Danach wird die in Elektrolicht-bogen-Öfen vorgeschmolzene Cr/Ni-Legierung in einem Konverter mit Bodendüsen durch Injektion von 02/Ar-Gemischen abnehmenden Sauerstoffgehaltes auf Kohlenstoffgelialte um 0 , 03 % gefrischt. Durch Spülen allein mit Argon werden Kohlenstoffgehalte um 0,01 % erreicht; außerdem tritt eine weitgehende Entschwefelung ein. Hier sind Zielvorstel lungen bei der Entwicklung der Hybrid-Ver-f ahren vorweg genommenj Bild 12 zeigt einen Vergleich Lichtbogen-ofen-/AOD-Verfahren c) • 1972 wurde der erste AOD-~onverter in der BRD in Bochum bei Krupp in Betrieb genommen 26) . Zur Zeit wird das Verfahren weiterentwickelt unter Ausnutzung des metall-urgischen Spielraumes in der Vorfrischphase (> 0 ,3 % C): Auf-blasen vo~ Sauerstoff mit einer LD-Lanze 27), Zugabe von Ni O-Sinter 27J, Ersatz von Ar gon durch Stickstoff 28). Die letzte Entwicklung führt zum Thomas-Verfahren zurück. Die Zumischung von Stickstoff zum Frischgas wird allerdings begren~~)durch die hohe St i ckstofflöslichkeit chromhaltiger Schmelzen .
8 . Stickstoff und Wasserstoff
Stickstoff verursacht die Alterungsversprödung von Stahl . Mi t der Ablösung des Thomasverfahrens durch das LD- und OEM- Verfah-ren schien das Problem gelöst. Für die Einstellung von Stick-stoffgehalten unter 30 ppm im Endprodukt sind jedoch auch heute noch aufwendige Maßnahmen beim Abstich und beim Vergi eßen not-wendig.
Die Lösung von Stickstoff in Eisenschmelzen folgt dem Sievert'schen Quadratwurzelgesetz:
- 7 -
) [%tJ] = ( '13)
Für gefrischte Stahlschmelzen ist der Aktivitätskoeffizient fN nahe gleich eins, für Roheisen rd. 2, für chromhaltige Schmel-zen dagegen wesentlich kleiner als eins 29). Die Gleichgewichts-lage der obigen Umsetzung ist in Bild '13 in Abhängigkeit vom Partialdruck und von der Temperatur dargestel lt. Der Tempera-tureinfluß i st entgegen üblicher Einschätzung vernachlässigbar gering. Der Stickstoffgehalt im Blassauerstoff liegt heute unter 0, '1 %, so daß als Bezugslinie für die prozeßtechnischen Ergeb-nisse die Gleichgewichtslinie für 0,00'1 bar herangezogen werden kann. Niedrigst e Stickstoffgehalte sind beim LD-Verfahren durch weitgehenden Ersatz von Kühlschrott durch Erz zu erreichen . Da-bei scheint die Schäumdauer der Schlacke einen wesentlichen Ei~fluß auf das Ergebnis auszuüben , wie aus Bild '14 hervorgeht 30J . Jedes Nachblasen führt zu e inem Anstieg im Stickstoffgehalt. Beim OEM-Verfahren muß das Mantelgas frei von Stickstoff sein, um dem LD-Verfahren vergleichbar niedrige Werte zu erzielen . Andererseits können Stahlschmelzen durch Zumischen von Stick-stoff zum Blassauerstoff ge zielt aufgestickt werden.
Wasserstoff ist die Ursache für die Bildung von Flockenrissen bei der Abkühlung von Gußstücken und Halbzeug großer Abmessungen auf Temperaturen unter rd. 250 °c . Als grobe Faustregeln für Wasserstoffobergrenzen gelten maximal 2 ppm für schwere Profile und maximal '1 ppm für große Gußstücke. Als Wasserstoffquellen sind zu berücksichtigen: Feuchte und Hydratwasser von Erz und Kalk, Wasser- und Wasserstoffgehalt von Legierungsstoffen, ins-besondere Ferromangan und Kohlenstoff . Die hohen Wasserstoffge-halte in OEM- Schmelzen sind auf d i e Verwendung von Methan und Propan als Mantelgas zurückzuführen; der Übergang auf C02 als Düsenkühlmittel würde eine wesentliche Verbesserung des Verfah-rens darstellen.
Die Wasserstofflöslichkeit von Stahlschmelzen wird von ihrem Ge-halt an gelöstem Sauerstoff bestimmt:
:l.. [tt] + [o J „ Jt ~ \.\z.. 0 \ j 1°Hi..O.., K„" · ~~· J 0 · [0loH] ~ [0~0] ( '14)
Die Ergebnisse von Gleichgewichtsberechnungen sind in Bild '15 eingetragen. Die Absenkung des Wasserstoffgehaltes in einem Vakuum- Verfahren ist am wirksamsten bei der Entkohlung unbe-ruhigter Stahlschmelzen . Beruhigte Stahlschmelzen neigen beim Vergi eßen zur Wasserstoffaufnahme infolge des großen Abstandes vom thermodynamischen Gleichgewicht . Unter~~chungen über die Wasserstoffbewegung beim Aufblasverfahren ? J . führten zu dem Ergebnis von Bild '16. Das Verhältni s Kohlenstoffabbrand zu Wassere inbringen entspricht einer fiktiven Größe für den Kehr-wert des wirksamen Wasserdampfpartialdruckes . Bei m LD- Verfahren s ind Wasserstoffendwerte unter 2 ppm bei Beachtung der aufge-zeigten Einflußgrößen errei chbar.
Schrifttum
1) Die Daten für die thermodynamischen Berechnungen wurden dem Tafelwerk von J. F. Elliott, M. Gleiser u . V. Ramakrishna ent-nommen: Thermochemistry for Steelmaking, Reading 1963.
2) Nilles,P.: Steel & Coal 184 (1962), S . 763/68 . 3) Neuhaus, H., H. Kosmider u. P.E . Hardt:
Stahl u. Eisen 81 (1961), S. 1381/88. 4) Mayer, K., H. Knüppel u. H.J. Därmann:
Stahl u. Eisen 72 (1952) S . 1409/18. 5) Breuer, G., G. Trömel u. H.-J. Engell:
Archiv Eisenhüttenwes. 39 (1968) S. 553/57. 6) Goto, K., M. Kawakami u . M. Someno:
Trans . Met . Soc. AIME 245 (1969) S. 293/301 . 7) Kreyger, P . J.: Stahl u . Eisen 96 (1976) S. 957/60 . 8) Emi, T. : Stahl u. Eisen 100 (1980) S. 998/1011 . 9) Nilles,P.,P. Dauby u. J . Claes:
CRM-Rep. 197 (1978) S . 60/72. 10) Lange, K. W.: Stahl u . Eisen 101 (1981) S. 90/96 . 11) Kitamura M., T. Soezima, S. Ito, H. Matsui u. T. Hayashi:
Trans . Iron Steel Inst . Jap . 21 (1981) s . B 67 . 12) Denier, G., J.-C . Grosjean, M. LeMaire , F. Schleimer,
R. Henrion u. F . Goedert: Iron & Steelmaker 7 (1980),Nr. 8 , S . 5/11 . 13) Kosmider, H., H. Neuhaus u. H. Kratzenstein:
Stahl u. Eisen 74 (1954) S . 1045/54. 14) Tanaka, I, T. Kubota , Y. Jyano u. K. Ijichi:
Steelmaking Proc . 60 (1977) S. 67/86. 15) Berthet, A. u . G. Forestier: Steelmaking Proc. 60 (1 977)8. 109/18. 16) Nippon Steel News, März 1981 . 17) Pöttgen, H. G. u. H. Strohschein : Stahl u. Eisen 101 (1981)S.57/64 . 18) Rosenstock, H. G., F. Regnitter u. H. Küppersbusch:
Eisenhüttentag 1981. 19) Graef, W., W. Dick u. L. von Bogdandy: J . Metals 9 (1957)S.1435/39 20) Kalling, B. u . F. Johansson: Stahl u. Eisen 77 (1957) S . 1308/15 .
u. s. 1885/87 . 21) v . Bogdandy,, L., K. Brotzmann, H.-G. Faßbinder,
E. Fritz u. F. Höfer: Eisenhüttentag 1981. 22) Brotzmann, K.: Stahl u. Eisen 100 (1980) S. 543. 23) Hartwig, J., D. Neuschütz, D. Radke u . H. F. Seelig:
Stahl u. Eisen 100 (1980) S. 535/43. 24) Richardson , F. D. u. W. E. Dennis~ J. Iron Steel Inst.
175 (1953) s. 257/63 u. s. 264/66 . 25) Krivsky, W.A.: Met . Trans. 4 (197 3) S. 1439/47 . 26) Gorges , H., H. Graf, H. Lutz, P.-G. Oberhäuser u. H. Mülders
Stahl u. Eisen 96 (1976) S. 1251/58. 27) Gorges H., W. Pulvermacher, W. Rubens u. H.-A. Dierstein :
Stahl u. Eisen 99 (1979) S. 1310/12 u. S . 1312/14. 28) Behrens, K. F ., E. Köhler u. K.-D. Unger:
Stahl u . Eisen 99 (1979) S. 1~?2/10 . t h 29) Fuwa, T., S . Ban- Ya u. F . Ish11: Proc. 7 Int. Conf . Phys .Chem.
Iron and Steelmaking, Versailles 1978, S. 186/93 . 30) vom Ende, H. u . W.D. Liestmann: Stahl u. Eisen 86(1966)S .1189/1205 . 31) vom Ende, H. u. W. D. Liestmann: Stahl u. Eisen 85 (1965)S . 117/24.
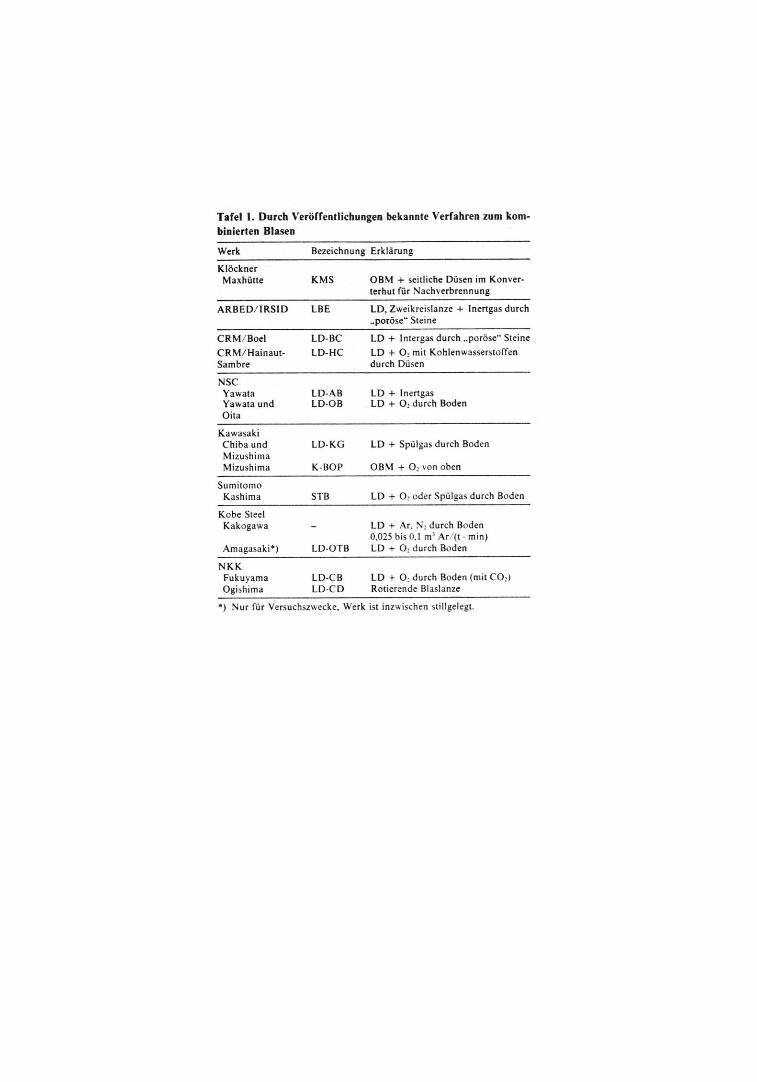
Tafel l. Durch Veröffentlichungen bekannte Verfahren zum kom-binierten Blasen
Werk
Klöckner Maxhüue
ARBED/ IRSID
CRM/ Boel CRM/ Hainaut-Sambre
NSC Yawata Yawata und Oita
Kawasaki Chiba und Mizushima Mizushima
Sumitomo Kashima
Kobe Steel Kakogawa
Amagasaki*)
NKK Fukuyama Ogishima
Bezeichnung Erklärung
KMS
LBE
LD-BC LD-HC
LD-AB LD-OB
LD-KG
K-BOP
STB
LD-OTB
LD-C B LD-C D
OBM + seitliche Düsen im Konver-terhut für Nachverbrennung
LD, Zweikreislanze + lnertgas durch _poröse'' Steine
LD + lntergas durch „poröse" Steine LD + 0 : mit Kohlenwasserstoffen durch Düsen
LD + lncrtgas LD + O, durch Boden
LD + Spülgas durch Boden
OBM + 0 1 von oben
LD + 0 : oder Spülgas durch Boden
LD + Ar. N: durch Boden 0.025 bis 0.1 m' Ar/ (t · min) LD + O, durch Boden
LD + O, durch Boden (mit CO:) Rotierende Blaslanze
*) Nur für Versuchszwecke, Werk ist inz"' ischen stillgelegt.
;;-! ' 0 > 12 c:
V'I 0 Cl 8 .c < E
!::: 4 c .c "' c..:> ' -= 0
1 600
E 0.. 0..1 20 0 c:
l!:: 0 +-V'I <...
"'
P1u . =P,0 + 'P co2
Pges. = 'P eo + 'Pco 2
~ 800 t----1r-__,,+-~~~+-~~~+-~~_____.j V>
c .c "' Cl c: "' V'I V'I 0 X
0 0.05 0.10 0.15 0.20 Massengehalt an Kohlenstoff in %
[ Cl I [ Ol I { CO 1 I { C02} - Gleichgewichte bei 1600 °c
25
1(1,1hlung von 1600 „ 1 ZOO'C
20
15
10
20 40 60 80 100 Vol- "4
BLLct 3 Menge und fühlbare Warme des Abgases
-10
- 5
2: .:
"' "' "' • 5 c:
+ 10
•10
{ 01 } zo 40 60
Vol:- '/, 80 100
{ N 1 }
{ HzO} { c 02 l
Wä rme effekte beim Frischen mit Sauerstoff, Wasser-dampf und Koh len dioxid . Bezug : 1 kg Kohlenstoff oxidier t zu CO bei 1600 ° C
c 0 2 E :z:
:::i:::
c:
QJ 10 Cl ..... QJ c:
LLI
QJ c: QJ
'O c :::>
..c QJ Cl
.c 5 u .~ E QJ .c L..>
0 20 40 60 80 100
{ 0 2 } Vol.- % { N 2 } { H 2 0} { c 0 2}
Chemisch gebundene Wärme im Abgas
B,' ld. Lf
E 300 .:: c: "' E
0 > •
• // "' > c: 0
"" zoo
::: 100 0 .c 0.. V> 0
<.!)
0
•
10 zo 30
Verweildauer des Abgases im LD-Konverter
= 25
"' -" .... 0
~ 20
1 5 0
"' "' °' ~ "' 10 "'
5 0
1 Auswertung von Belriebsdoten durch P. Kreyger )
• kombiniertes Blasen un legierter Stahl
•
0.0 4 o.oa 0.12 0,16 0,18 Kohlensto ffgehalt in '/,
Eisengehalte der Schlacke beim LD -. OB M - und Hybridverfahren (Ar durch den Boden )
_b j l cl ":f- (nach Kitamuro u. a. )
Energie - Nutzung 1m Abhitzekessel und Gaskuhler
Verlust an sensibler Wä rme
1 11..5~75,0%
1 '897 HJt- 1
1 1 1 1 1 1
22,1'/,+--77.9 '/, - - -1
-1 1. 6.8 '!. Teil verbrennung
u 1
1s,J%1..--. ---84, 1 '!.---1 latente Wärme
1 i le w· rme
Gesam t energ~ --- - 1196 HJ t-<
100 '!.
Verlust an lotenler Wärme
2 9%
Pro zendaten - 9 5 '!. Roheisenso t z - 100 Nm3 t - 1 06-Gos -9.0 H J Nm - 3
Wärme bilanz für das Konverter -Abgas OG - System , Dito - Work s. Japan
Bi lJ. j (noch Nippon Steel News , Hörz 1981 J
1200 o LO - Schmelzen • 08H- Sc hmel zen
1000
800
"" ·;; 600 -" 0
0
"' "' "' ~ 400
0.04 0.08 0.12 0.16
H assengeholt an Kohlenstott in '!.
Erge bn isse elektrochemischer Sa uerstoffmessungen in LD- und OBH- Schmelzen ( noch Nilles . Oauby u Clo es J
,, " 1110111os •trlollrtn l llo•H'ttf lOPHtn "''
" Or · hsotr
10
„ lr · lult
10 / "'
12 16 0 • 0 l l•HCI DUH 1• •1n
cl Ozl M10·Vrrlollrtn
~ ' / 'to \ .... -... r·
/ \
f\ 1
Zusommtnstlzung d•s Konverterobgoses btom Thomasverfahren und dessen Wtolerentwocklungen
t mcll •n•1cltr . h uMvs 111 l rtt 1tn1tt 1n 1
CO• H 2 (zur Gasnutzung ) r Sc hrott und ;--Eisenschwamm
,.., ,., Feinkohle •___j Sauerstoff
Ent schwefelungs -mittel
Sauerstoff
Stahl
Krupp Ein schmelzvertohren Bi'Lrl-'fO ( nach Hartwig u. a. )
Mo utngtholl on Chrom in ·~
1800"(
11oo·c~ 1600'( ~ --- ---~--~,._ - ·
10 10 JO
0 • 1 1C1 I 1Cr1 I { CO} I ( Cr2 011 - Gle1chgew1chte nach Richardsan und Dennis ~· lCA.<f-t
500
400
300
200
E c. c.
.: 100
1 80
60 V>
<: 50 c
40 = c "" 30 „ °' <: „ V> V>
20 c ::c
10
~Roheisen ,
-x-x-x-X p12
, 2 bar
1400 1500 16 00
0,1 bar
0,01 bar
LD-yod OBH·Stoh l '.'.'.J-Nachbloseo
N 2 im Hantelgos
Normal bereich
0,001 bar
1700 1800 Tempere tur in ° C
Stickstoffgehalte in Roheisen und in Stahlschmelzen zum Zeitpunkt Biesende
1000 in bar
E c. c. <:
= 100 c V> „ "' "' c 3:
10 <: 0
=
~ 0
"" ~ „ °' <: „ "' Al ·beruhigte RE -"' c ::c Stohlschmetzen
10 100 1000 Hossengeholt an gelöstem Sauerstoff in ppm
{ HzO}/ [HJ /[0 ) - Gleichgewichte bei 1 soo ·c
0.5 Elektrooftn • Verfohron AOO -Verf ahren
0.2 / Frischen / mit 02
"' 0. t > \ \\~:... c
•\. ·~ ::;: "''" / 0.05 ,, V> I ,..,~ c
· ~'<:'-"'°!-" = I 0 „,~'/ ~
c ~ 0 0.02 /oRtduki]; 7o'd Legie_ren mil Spü ltn mit Ar
0 = Suraffino Zuschlagen "' c 0.01 ~
~ Legieren mit Suraffine 0
"' 0.005
E c. c.
30 = ~ -" u ;;; § 20 = c -;; "" <: ~ "' 0 :0::
10
Zuschlägen
12 16 20 Mass•ngeholt an Chrom in '/.
Prod uktion von Cr - he iligen Stöhlen , Vergle ich der Verfah ren (noch Krivsky mit Ergänzungen 1
0
0
0 0 00 0
0
00 00
0
zo 40 60 80
Schöum dauer in 'I. der Bl asezeit
Einfluß der LO -Verfahren
! Blasende ~.· c d .;f '+
Schl acken - Schäumdouer beim auf die Stickstoffgeholle zu
nach vom Ende u. Liestmonn 1
20 :;: ~
15 V>
°' C) C) 10 ;:; 8 E
u
<:
0
~ ~ ~ "' 0
3:
lhomosroheisen mit Feinkalk verblasen o nach dem 1.Blasabschnitt • > 0,60 '/, C o nach dem 2.Blasabschnitt, l> 1 600 °c t::i. Nachgeblasen bei < 0,25 '1.C
c 0
0
0
.P~P.horarmes Roheisen • mit Stück kalk • mit Feinka lk
Eisen
24
100
5 6 7 8 9 10 15 20 30 40 50 70 Kohlenstoffabbrand I Wassereinbringen in kg CI kg HzO
Abhängigkeit des Wasserstoffgehaltes der Vorproben vom Verhältn is Kohlenstoffabbrand / Wassereinb ringen
(nach vom Ende u. Liestmann )