Embed Size (px)
Citation preview
Inhalt I
Inhalt
Inhalt ......................................................................................................................... I
Abbildungsverzeichnis ................................................................................................ III
Tabellenverzeichnis .................................................................................................... VII
Symbolverzeichnis ..................................................................................................... VIII
Abkürzungsverzeichnis ................................................................................................ X
1 Einleitung ....................................................................................................... 1
1.1 Motivation ........................................................................................................ 1
1.2 Aufgabenstellung............................................................................................. 2
2 Grundlagen .................................................................................................... 3
2.1 Laserstrahleigenschaften ................................................................................ 3
2.1.1 Zeitliche Strahleigenschaften........................................................................... 3
2.1.2 Räumliche Strahleigenschaften ....................................................................... 4
2.2 Laser-Materie-Wechselwirkung ....................................................................... 6
2.3 Ablationsmechanismus von Dünnschichten ..................................................... 8
2.4 Materialbearbeitung mit ns- und fs-Laserpuls ................................................ 11
2.5 Bestimmung der Ablationsschwellfluenz ........................................................ 12
2.6 UV-/Ozon-Vorbehandlung ............................................................................. 14
2.7 Rotationsbeschichtung .................................................................................. 15
3 Experimentelle Voraussetzung .................................................................. 16
3.1 Laseranlagen ................................................................................................ 16
3.1.1 ns-Laser ........................................................................................................ 16
3.1.1.1 KrF-Excimerlaser ........................................................................................... 16
3.1.1.2 Faserlaser Pyroflex 25................................................................................... 17
3.1.2 ps-laser ......................................................................................................... 18
3.1.3 fs-Laser ......................................................................................................... 18
3.2 Analyse- und Messgeräte .............................................................................. 20
3.2.1 Optisches Mikroskop ..................................................................................... 20
3.2.2 Rasterelektronenmikroskop ........................................................................... 20
II Inhalt
3.2.3 Röntgendiffraktometrie .................................................................................. 22
3.2.4 UV-VIS Spektrophotometer ........................................................................... 23
3.3 Verwendete Proben ...................................................................................... 26
4 Ergebnisse und Diskussion ....................................................................... 28
4.1 Herstellung von Perowskit ............................................................................. 28
4.1.1 Einfluss von Rotationsgeschwindigkeit .......................................................... 29
4.1.2 Einfluss von Trockentemperatur .................................................................... 32
4.1.3 XRD-Spektrum .............................................................................................. 33
4.2 Absorptionsspektrum .................................................................................... 34
4.3 Ablationsmechanismen von Perowskit-Dünnschicht...................................... 37
4.3.1 Definition der Schwellfluenz .......................................................................... 37
4.3.2 Bearbeitung mit ns-Excimerlaserstrahlung .................................................... 37
4.3.3 Bearbeitung mit ns-Faserlaserstrahlung ........................................................ 39
4.3.4 Bearbeitung mit ps-Laserstrahlung................................................................ 40
4.3.5 Bearbeitung mit fs-Laserstrahlung................................................................. 44
4.3.6 Ablationsmechanismus ................................................................................. 44
4.3.7 Gaußradius und Schwellfluenz ...................................................................... 45
5 Zusammenfassung ..................................................................................... 49
Literatur ..................................................................................................................... 51
Anlagen ..................................................................................................................... 53
Anlagen, Teil 1 ............................................................................................................ 55
Selbstständigkeitserklärung ...................................................................................... 57
Abbildungsverzeichnis III
Abbildungsverzeichnis
Abb. 1: Gaußscher Pulsverlauf eines Laserpulses ............................................................ 3
Abb. 2: Die räumliche Intensitätsverteilung einer Gaußstrahlung ....................................... 4
Abb. 3: Gaußscher Laserstrahl, der sich in z-Richtung ausbreitet [7] ................................ 5
Abb. 4: Reflexion, Absorption und Transmission beim Auftreten von Laserstrahlung auf
einem Festkörper [9] ......................................................................................................... 6
Abb. 5: Ausgelösten Prozesse durch die Absorption von Laserpulsen und ihre
charakteristische Zeitspanne [11] ...................................................................................... 7
Abb. 6: Laserablationsverfahren (links: Laserbestrahlung von der Vorderseite, rechts:
Laserbestrahlung von der Rückseite) ................................................................................ 8
Abb. 7: Das Model für den Mechanismus direkter Laserablation (𝑙𝑜𝑝𝑡. < 𝑑) ...................... 9
Abb. 8: Das Model für den Mechanismus von Lift-Off ...................................................... 10
Abb. 9: Schematische Darstellung der Laser-Material-Wechselwirkung a) mit
Nanosekundenpulse und b) Femtosekundenpulse ( 𝜏 : die Pulsdauer, 𝜏𝑒 − 𝑝ℎ : die
Energietransferzeit Elektronen-Gitter, WEZ &SEZ: Wärme-und Schockeinflusszone) [17]
........................................................................................................................................ 11
Abb. 10: Die räumliche Fluenzverteilung eines Gaußschen Laserpulses mit der
Maximalfluenz 𝐹0, Schwellfluenz 𝐹𝑡ℎ und dem Strahltaillenradius 𝜔0 [19] ...................... 13
Abb. 11: Bestimmung der Schwellenergie (𝐸𝑡ℎ) und des Strahlradius mit Hilfe der Liu-
Kurve-Methode (Probe: Silizium, Parameter: ps-Laser mit der Wellenlänge von 1064 nm,
der Plusenergie von 4,9 bis 31,3 µJ, Pulsdauer 25 ps, Frequenz 100 kHz) ..................... 13
Abb. 12: Schematische Darstellung der Oberflächenaktivierung mittels UV-Lichts und
Ozon ............................................................................................................................... 14
Abb. 13: Verfahren der Rotationsbeschichtung [21] ......................................................... 15
Abb. 14: Schematischer Aufbau der Laserworkstation im KrF-Excimerlaser.................... 17
IV Abbildungsverzeichnis
Abb. 15: Schematischer Aufbau der Laseranlage von Faserlaser Pyroflex 25 ................ 18
Abb. 16: Schematische Darstellung der Strahlführung des Femtosekundenlasers CPA-
2001 zum Bearbeitungstisch ........................................................................................... 19
Abb. 17: Jenaval Zeiss Mikroskop (1. CCD Kamera, 2. Okular, 3 Objektiv, 4. Objekttisch,
5. Lichtquelle, 6. Fokusfein- und Grobtrieb, 7. Computer und Monitor) ............................ 20
Abb. 18: Schematischer Aufbau eines Rasterelektronenmikroskops [25] ........................ 21
Abb. 19: Wechselwirkungen von Primärelektronen mit der Probe ................................... 21
Abb. 20: Schematische Darstellung der Bragg Reflexion ................................................ 23
Abb. 21: Aufbau eines Einstrahl-Spektrophotometer [30] ................................................ 24
Abb. 22: Aufbau eines Zweistrahl-Spektrophotometer [30] .............................................. 25
Abb. 23: Transmission .................................................................................................... 25
Abb. 24: Kubische Kristallstruktur von Perowskit hat die allgemeine Forme ABX3 [33] ... 26
Abb. 25: Rauigkeit der Oberfläche von Perowskit ........................................................... 27
Abb. 26: LABmaster Glovebox Workstation .................................................................... 28
Abb. 27: Die zweistufige Rotationsbeschichtung [35] ...................................................... 29
Abb. 28: links: Das Bild der hergestellten PbI2-Schicht; rechts: REM-Bild der hergestellten
PbI2-Schicht (Prozessparameter: die Rotationsgeschwindigkeit von 25 rps für 60 s und die
Trockentemperatur von 70°C für 10 Minuten) ................................................................. 30
Abb. 29: REM-Bilder von hergestellten Perowskit auf dem Substrat bei verschiedenen
Rotationsgeschwindigkeiten (Prozessparameter: PbI2-Schicht mit verschiedener
Rotations-geschwindigkeit von a) 33 rps, b) 25 rps, c) 15 rps, d) 10 rps für 60 s und der
Trockentemperatur von 70°C für 10 Minuten; MAI-Schicht mit der
Rotationsgeschwindigkeit von 33 rps für 60 s und der Trockentemperatur von 70°C für 10
Minuten) .......................................................................................................................... 31
Abb. 30: Die Lichtmikroskopie-Aufnahme der hergestellten Perowskit auf dem Substrat
mit den verschiedenen Rotationsgeschwindigkeiten. (Prozessparameter: PbI2-Schicht mit
der Rotationsgeschwindigkeit von 15 rps für 60 s und der Trockentemperatur von 70°C für
Abbildungsverzeichnis V
10 Minuten; MAI-Schicht mit den verschiedenen Rotationsgeschwindigkeiten von a) 50
rps b) 33 rps und c) 25 für 60 s und der Trockentemperatur von 70°C für 10 Minuten) .... 31
Abb. 31: REM-Aufnahmen von hergestelltem Perowskit auf dem Substrat bei
verschiedenen Trockentemperatur (Prozessparameter: PbI2-Schicht mit derselben
Rotationsgeschwindigkeit von 100 rps für 60 s und derselben Trockentemperatur von
70°C für 10 Minuten; MAI-Schicht mit derselben Rotationsgeschwindigkeit von 100 rps für
60 s und verschiedener Trockentemperatur von a) 100°C, b) 150°C, c) 170°C für 10
Minuten) .......................................................................................................................... 32
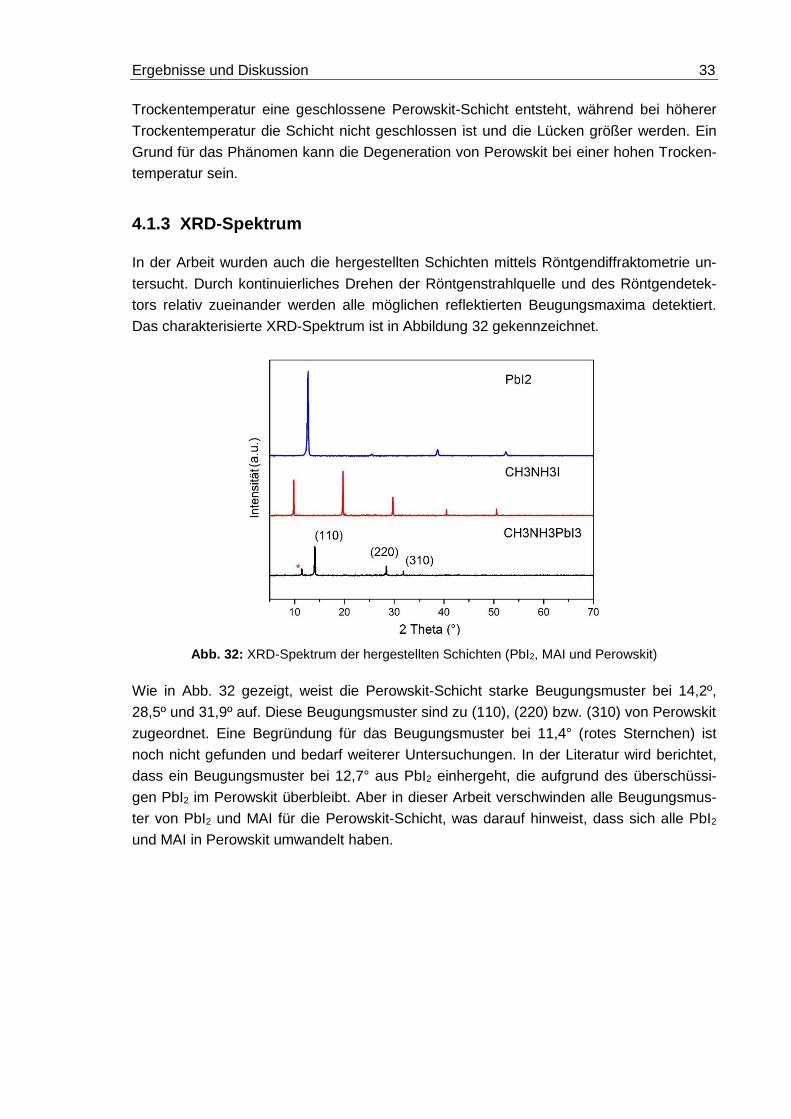
Abb. 32: XRD-Spektrum der hergestellten Schichten (PbI2, MAI und Perowskit) ............. 33
Abb. 33: Das Reflexionsspektrum (links) und das Extinktionsspektrum (rechts) als
Funktion der Wellenlänge für Perowskit/Glas und Glas ................................................... 34
Abb. 34: Die Absorptionskoeffizienten (links) und Absorptionsspektrum (rechts) als
Funktion der Wellenlänge für Perowskit/Gals und Glas ................................................... 35
Abb. 35: links: Definition der Ablations- und Modifikationsschwelle von Perowskit bei der
Bestrahlung von der Schichtseite; rechts: Definition der Delaminations- und
Modifikationsschwelle von Perowskit bei der Bestrahlung von der Substratseite ............. 37
Abb. 36: Direkte Ablation von Perowskit mit ns-Excimerlaserstrahlung (Laserparameter:
𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1 , 𝜏𝑝 = 25 𝑛𝑠 , 𝑓 = 10 𝐻𝑧 , 𝜆 = 248 𝑛𝑚 , 𝐸𝑝 = 3,3 ± 0,1 µ𝐽 , 𝐹 = 0,13 ±
0,01 𝐽/𝑐𝑚² ) .................................................................................................................... 38
Abb. 37: Direkte Ablation von Perowskit mit ns-Excimerlaser (Laserparameter:
𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 3 𝜏𝑝 = 25 𝑛𝑠 , 𝑓 = 10 𝐻𝑧 , 𝜆 = 248 𝑛𝑚 , 𝐸𝑝 = (3,3 ± 0,1) µ𝐽 , 𝐹 = (0,13 ±
0,01) 𝐽/𝑐𝑚² ) ................................................................................................................... 38
Abb. 38: Vorderseiten- (links) und Rückseitenbearbeitung (rechts) mit ns-Laser
(Laserparameter: 𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1 , 𝐸𝑝 = (80 ± 4) µ𝐽 , 𝐹 = (22,6 ± 2) 𝐽/𝑐𝑚² ; 𝜏𝑝 =
300 𝑛𝑠, 𝑓 = 100 𝑘𝐻𝑧, 𝜆 = 1064 𝑛𝑚) ................................................................................. 39
Abb. 39: Vorderseitenbearbeitung mit ps-Laserstrahlung
(Laserparameter: 𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1, 𝜏𝑝 = 10 𝑝𝑠 , 𝑓 = 100 𝑘𝐻𝑧 , links: 𝐸𝑝 = (3,2 ± 0,1) µ𝐽 ,
𝐹 = (3,3 ± 0,3) 𝐽/𝑐𝑚² ; mittel: 𝐸𝑝 = (4,1 ± 0,2) µ𝐽 , 𝐹 = (3,6 ± 0,3) 𝐽/𝑐𝑚² ; rechts: 𝐸𝑝 =
(18,2 ± 1) µ𝐽 , 𝐹 = (3,6 ± 0,3)𝐽/𝑐𝑚²) ................................................................................ 40
VI Abbildungsverzeichnis
Abb. 40: Rückseitenbearbeitung von Perowskit mit ps-Laserstrahlung
(Laserparameter: 𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1, 𝜏𝑝 = 10 𝑝𝑠 , 𝑓 = 100 𝑘𝐻𝑧 , links: 𝐸𝑝 = (3,2 ± 0,1) µ𝐽 ,
𝐹 = (3,3 ± 0,3) 𝐽/𝑐𝑚² ; mittel: 𝐸𝑝 = (4,1 ± 0,2) µ𝐽 , 𝐹 = (3,6 ± 0,3) 𝐽/𝑐𝑚² ; rechts: 𝐸𝑝 =
(18,2 ± 1) µ𝐽 , 𝐹 = (3,6 ± 0,3)𝐽/𝑐𝑚²) ............................................................................... 41
Abb. 41: Die Ablationsstrukturen bei der Rückseitenbearbeitung durch Einzelpuls mit ns-
Faserlaser (300 ns, 1064 nm) und ps-Laser (10 ps, 1064 nm) ........................................ 41
Abb. 42: Die Lichtmikroskopie- und REM-Aufnahmen der Ablations- und
Delaminationsstruktur (Laserparameter: 𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1 , 𝜆 = 532 𝑛𝑚 , 𝜏𝑝 = 10 𝑝𝑠 , 𝑓 =
100 𝑘𝐻𝑧, 𝐸𝑝 = (25,4 ± 1,3) µ𝐽 , 𝐹 = (22,4 ± 2) 𝐽/𝑐𝑚²) .................................................... 42
Abb. 43: Unvollständig Abscheren bei einer Rückseitenbearbeitung durch Einzelpuls mit
der Wellenlänge von 355 nm (𝐸𝑝 = (0,020 ± 0,005) µ𝐽 , 𝐹 = (20 ± 10) 𝑚𝐽/𝑐𝑚²) ............. 43
Abb. 44: Grain-Lift-Off bei der Vorderseitenbearbeitung durch Einzelpuls mit einer
Wellenlänge von 1064 nm (𝐸𝑝 = 0,65 ± 0,03 µ𝐽 , 𝐹 = 128 ± 10 𝑚𝐽/𝑐𝑚²) ......................... 43
Abb. 45: Vorderseiten- (links) und Rückseitenbearbeitung (rechts) mit fs-Laser
(Laserparameter: 𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1 , 𝜏𝑝 = 150 𝑓𝑠 , 𝑓 = 1 𝑘𝐻𝑧 , 𝜆 = 775 𝑛𝑚 , 𝐸𝑝 = (0,12 ±
0,01) µ𝐽, 𝐹 = (15 ± 3) 𝑚𝐽/𝑐𝑚²)........................................................................................ 44
Abb. 46: Ablationsstrukturen bei der Vorderseitenbearbeitung und Delaminationsstruktur
bei der Rückseitenbearbeitung in Abhängigkeit von der Fluenz
(Laserparameter: 𝑃𝑢𝑙𝑠𝑎𝑛𝑧𝑎ℎ𝑙 𝑁 = 1, 𝜆 = 532 𝑛𝑚, 𝜏𝑝 = 10 𝑝𝑠, 𝑓 = 100 𝑘𝐻𝑧) .................. 46
Abb. 47: Liu-Kurve-Methode zur Bestimmung der Ablations- und
Delaminationsschwellfluenz von Perowskit bei verschiedenen Wellenlängen ................. 55
Abb. 48: Liu-Kurve-Methode zur Bestimmung der Modifikationsschwellfluenz bei
verschiedenen Wellenlängen .......................................................................................... 56
Tabellenverzeichnis VII
Tabellenverzeichnis
Tab. 1: Übersicht der technischen Daten von entsprechenden Laserablagen ................. 16
Tab. 2: Schichtdicke von PbI2-Schicht bei verschiedenen Rotationsgeschwindigkeiten ... 30
Tab. 3: Die Absorptionskoeffizienten und die optischen Eindringtiefen von Perowskit für
die verschiedenen Wellenlängen ..................................................................................... 35
Tab. 4: Die Photonenenergie bei den verschiedenen Wellenlängen ................................ 36
Tab. 5: Die Ablationsmechanismen bei der Bearbeitung von Perowskit mit verschiedenen
Lasersystemen ................................................................................................................ 45
Tab. 6: Strahlradius der verschiedenen Lasersysteme .................................................... 45
Tab. 7: Die ermittelten Ablationsschwellfluenz (Vorderseite) und
Delaminationsschwellfluenz (Rückseite) von Perowskit in Abhängigkeit von der
Wellenlänge und der Pulsdauer....................................................................................... 46
Tab. 8: Die ermittelten Modifikationsschwellfluenz und die realen kleinsten Fluenz für die
Modifikation von Perowskit in Abhängigkeit von der Wellenlänge und der Pulsdauer ...... 47
Tab. 9: Schwellintensität für die Modifikation von Perowskit ............................................ 48
VIII Symbolverzeichnis
Symbolverzeichnis
Symbol Erläuterung Einheit
Pmax Maximale Leistung [mW]
tp Pulsdauer [s]
Ep Pulsenergie [J]
Pav Mittlere Leistung [mW]
f Frequenz [kHz]
Imax Maximale Intensität [W/cm²]
ω Strahlradius [µm]
ω0 Taillenradius [µm]
Θ0 Fernfelddivergenzwinkel [rad]
SPP Strahlparameterprodukt
M² Beugungsmaßzahl
TEM Transversale Moden
ZR Rayleigh-Länge [µm]
n(t) Zeitabhängige Elektronendichte [cm-3]
αk k-Photone-Absorptionskoeffizienten [cm-1]
k Anzahl der gelichzeitig absorbierten Photonen
I0 Intensität des einfallenden Lichts [W/cm²]
IA Intensität des absorbierten Lichts [W/cm²]
IR Intensität des reflektierten Lichts [W/cm²]
IT Intensität des transmittierten Lichts [W/cm²]
F Fluenz [J/cm²]
F0 Maximale Fluenz [J/cm²]
Fth Schwellfluenz [J/cm²]
Symbolverzeichnis IX
Eth Schwellpulsenergie [J]
D Schichtdicke [nm]
xps Konzentration der Lösung [Mol/L]
vk Kinematische Viskosität [Pa*s]
β Rotationsgeschwindigkeit [rps]
λ Wellenlänge [nm]
d Netzebenenabstand [nm]
θ Einfallswinkel des Primärstrahls [rad]
n Beugungsordnung
α Absorptionskoeffizient [cm-1]
E Extinktion
κ Wärmeleitfähigkeit W/(m*K)
X Abkürzungsverzeichnis
Abkürzungsverzeichnis
Laser Light Amplification by Stimulated Emission of Radiation
SHG Second Harmonic Generation
THG Third Harmonic Generation
ns Nanosekunde
ps Pikosekunde
fs Femtosekunde
PV Photovoltaik
UV Ultraviolett
VIS Visible
NIR Nahes Infrarot
KrF Kryptondifluorid
Ti:Saphir Titan-dotierter Saphirkristall
CPA Chirped Pulse Amplification
CCD Charge Coupled Device
REM Rasterelektronenmikroskop
SE Sekundärelektronen
BSE Rückstreuelektronen
XRD X-Ray Diffraction
Einleitung 1
1 Einleitung
Der Begriff „Laser“ steht die als Abkürzung für Light Amplification by Stimulated Emission
of Radiation [1]. Der erste funktionierende Laser wurde im Jahre 1960 von Theodore
Maiman entwickelt. In der heutigen Zeit, nur etwas mehr als 50 Jahre später, ist der La-
ser ein unverzichtbares Werkzeug in Forschung und Industrie, insbesondere in der Mate-
rialbearbeitung, Messtechnik, Medizin, Informations- und Kommunikationstechnik [2].
Im Laufe der Zeit haben sich für zahlreiche Anwendungsbereiche die verschiedenen La-
sersysteme etabliert. Diese Lasersysteme haben unterschiedliche Eigenschaften, welche
sich hauptsächlich durch Wellenlänge und Pulsdauer unterscheiden. Mit Techniken der
Frequenzumsetzung, wie z.B. Frequenzverdopplung (SHG, second harmonic generation),
oder Frequenzverdreifachung (THG, third harmonic generation), kann heute ein breites
Spektrum von Wellenlängen zwischen 10 nm und 1 mm erzeugt werden [2]. Durch die
Anpassung der Pulsdauer sind Laser zusätzlich in Milli-, Nano-, Piko- und Femtosekun-
den-Laser aufteilbar. Im Bereich von Piko- bis Femtosekunde werden Laser als Ultrakurz-
pulslaser bezeichnet. Gegenüber Lasern mit einer längeren Pulsdauer haben diese den
Vorteil, dass die Pulsenergie äußerst präzise steuerbar ist, wodurch es nur zu einer mini-
malen Wärmeeinflusszone während der Bearbeitungen kommt. Mit dem so erzielten „kal-
ten“ Materialabtrag kann eine höhere Genauigkeit und Präzision, also ein besser lokali-
sierter Materialabtrag, erzielt werden [3]. Mit ausreichend hohen Intensitäten treten bei der
Wechselwirkung von Laserstrahlung und Materie nichtlineare Effekte auf, welche die Ma-
terialbearbeitung von transparenten Werkstoffen, wie z.B. Glas, ermöglichen. Die Vorteile
von Ultrakurzpulslasern realisieren eine Vielzahl von Möglichkeiten in Forschung und In-
dustrie.
1.1 Motivation
Solarenergie ist zurzeit von großer Bedeutung in Bezug auf erneuerbare Energien und
spielt auch in der Zukunft für unser Leben und in der Industrie eine große Rolle. Das Son-
nenlicht kann durch eine Solarzelle direkt in elektrische Energie umgewandelt werden.
Diese Umwandlung ermöglicht einen photoelektrischen Effekt, wie z.B. bei Silizium. Auf-
grund der Wirkungsgrade, Material- sowie Produktionskosten sind Solarzellen nur wenig
verbreitet.
Die Perowskit-Solarzellentechnik ist die neuste Technologie der Photovoltaik (PV), welche
zur Dünnschicht-PV mit aktiven Schichtdicken von wenigen hundert Nanometern gehören
[4]. In den letzten Jahren durchlebte die Perowskit-Solarzelle eine rasche Zunahme der
Energieumwandlungseffizienz und steigerte sich hinsichtlich des Wirkungsgrads von unter
2 Einleitung
4% im Jahr 2010 auf einen Rekordwirkungsgrad von 22% im Jahr 2016 [5]. Wegen des
geringen Materialverbrauchs und der einfacheren Herstellungsprozesse gegenüber tradi-
tioneller Silizium-Solarzellen, verspricht die Perowskit-Solarzelle äußerst niedrige Materi-
al- und Produktionskosten für großflächige Anwendungen.
Um die über den photoelektrischen Effekt gewonnene Energie für den Verbraucher nutz-
bar zu machen, werden die einzelnen Solarzellen zu Modulen verschaltet, wobei eine
präzise und zuverlässige Strukturierung der Dünnschichten erforderlich ist [6]. Zum Ver-
gleich mit den konventionellen Methoden (Photolithographie, Ätzen mit Ätzpaste oder An-
forderung an Öffnungsprozess) ist das Laserstrukturieren eine ideale Technik für präzise,
schnelle und zuverlässige selektive Entfernung verschiedener Schichten.
Hybrid-Polymer-Materialien sind nur wenig erforschte Materialien in Bezug auf die An-
wendungen bei Solarzellen. Zurzeit ist die Lasermaterialbearbeitung von Hybrid-Polymer-
Material nur teilweise untersucht. Daher ist es sinnvoll, die Laser-Materie-Wechselwirkung
bei der Bestrahlung von Hybrid-Polymer-Materialien zur Erzielung der Dünnschichtstruktu-
rierung und Oberflächenmodifikation zu untersuchen.
1.2 Aufgabenstellung
In dieser Arbeit wurde die Laser-Materie-Wechselwirkung von Perowskit unter der Nut-
zung von verschiedenen Lasersystemen untersucht. Zum Ersten wurde die Herstellung
der Perowskit-Dünnschicht auf einem Glassubstrat mittels der zweistufigen Rotationsbe-
schichtung untersucht. Dazu wurden die die Einflüsse von Prozessparameter bei der Be-
schichtung auf die Qualität der hergestellten Perowskit-Dünnschichten erläutert. Zunächst
wurde Perowskit-Dünnschicht auf dem Glassubstrat und auch das Glassubstrat mittels
eines UV-VIS-Spektrophotometers charakterisiert. Weiterhin wurden die Untersuchungen
zum Abtragen von Perowskit mit verschiedenen Lasersystemen von der Vorderseite
(Schichtseite) und der Rückseite (Substratseite) durchgeführt. Zum Schluss wurden die
Ablationsmechanismen in Abhängigkeit von Wellenlänge und Pulsdauer bestimmt. Mittels
der Liu-Kurve-Methode wurde die entsprechende Ablationsschwellfluenz von Perowskit
bei verschiedenen Lasersystemen ermittelt.
Grundlagen 3
2 Grundlagen
2.1 Laserstrahleigenschaften
Die Eigenschaften der Laserstrahlung werden durch zeitliche und räumliche Merkmale
charakterisiert, d.h. das Ausbreitungsverhalten der Strahlung, das Kohärenzverhalten, die
Strahlqualität und die Polarisation [1]. Durch die verschiedenen Strahlparameter, z.B.
Wellenlänge, Leistung, Energie, Intensität oder die einzelnen Pulsparameter, werden die
physikalischen Größen der elektromagnetischen Strahlung gekennzeichnet.
2.1.1 Zeitliche Strahleigenschaften
Die zeitlichen Eigenschaften von Laserstrahlung sind durch die Polarisation, die Pulswie-
derholfrequenz und die Pulshalbwertsbreite (auch als Pulsdauer bezeichnet) charakteri-
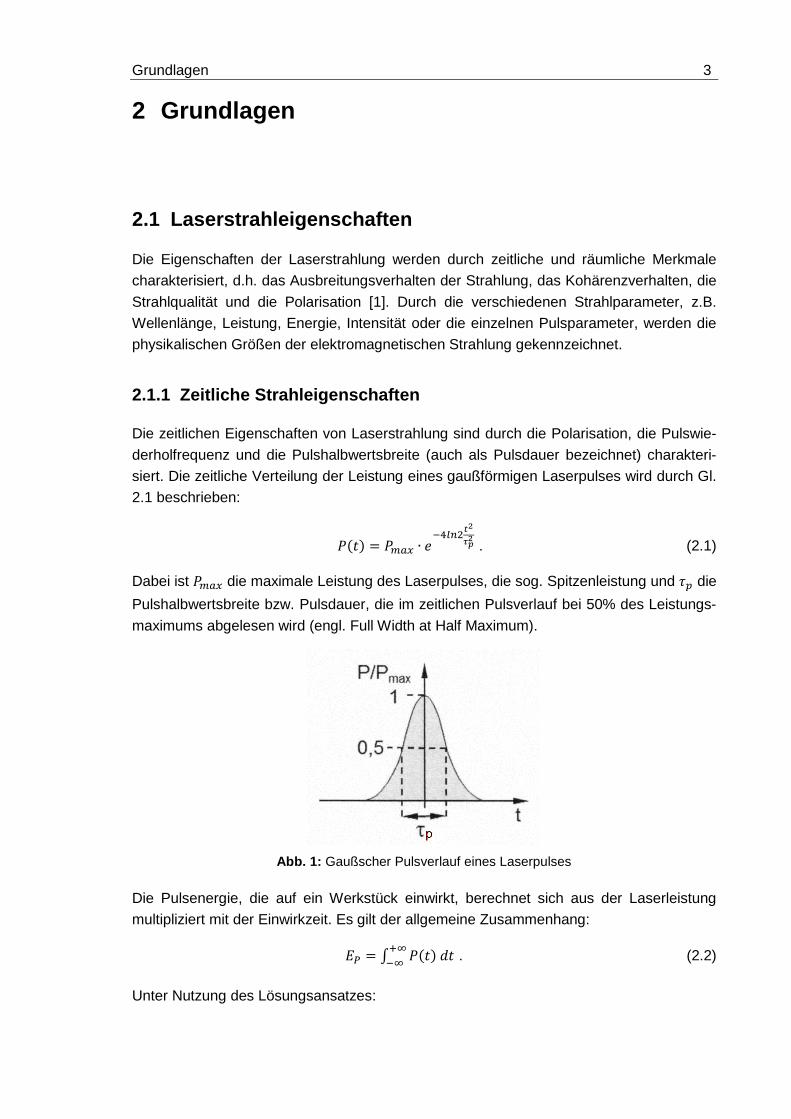
siert. Die zeitliche Verteilung der Leistung eines gaußförmigen Laserpulses wird durch Gl.
2.1 beschrieben:
𝑃(𝑡) = 𝑃𝑚𝑎𝑥 ∙ 𝑒−4𝑙𝑛2
𝑡2
𝜏𝑝2 . (2.1)
Dabei ist 𝑃𝑚𝑎𝑥 die maximale Leistung des Laserpulses, die sog. Spitzenleistung und 𝜏𝑝 die
Pulshalbwertsbreite bzw. Pulsdauer, die im zeitlichen Pulsverlauf bei 50% des Leistungs-
maximums abgelesen wird (engl. Full Width at Half Maximum).
Abb. 1: Gaußscher Pulsverlauf eines Laserpulses
Die Pulsenergie, die auf ein Werkstück einwirkt, berechnet sich aus der Laserleistung
multipliziert mit der Einwirkzeit. Es gilt der allgemeine Zusammenhang:
𝐸𝑃 = ∫ 𝑃(𝑡) 𝑑𝑡+∞
−∞ . (2.2)
Unter Nutzung des Lösungsansatzes:
4 Grundlagen
∫ 𝑒−𝑎𝑥2𝑑𝑥
+∞
−∞= √
𝜋
𝑎 (2.3)
erhält man den Zusammenhang zwischen der Pulsenergie 𝐸𝑃 und der Spitzenleistung
𝑃𝑚𝑎𝑥:
𝐸𝑃 = 𝑃𝑚𝑎𝑥 ∙ √𝜋
4∙𝑙𝑛2∙ 𝜏𝑝 = 1,064 ∙ 𝑃𝑚𝑎𝑥 ∙ 𝜏𝑝 ≈ 𝑃𝑚𝑎𝑥 ∙ 𝜏𝑝. (2.4)
Die mittlere Pulsleistung 𝑃𝑎𝑣 ist die über eine große Zeit im Vergleich zur Pulsbreite gemit-
telte Leistung. Sie wird durch den Zusammenhang zwischen der Pulsenergie 𝐸𝑃 und der
Pulsfrequenz 𝑓 bestimmt und ergibt sich aus:
𝑃𝑎𝑣 = 𝐸𝑝 ∙ 𝑓. (2.5)
2.1.2 Räumliche Strahleigenschaften
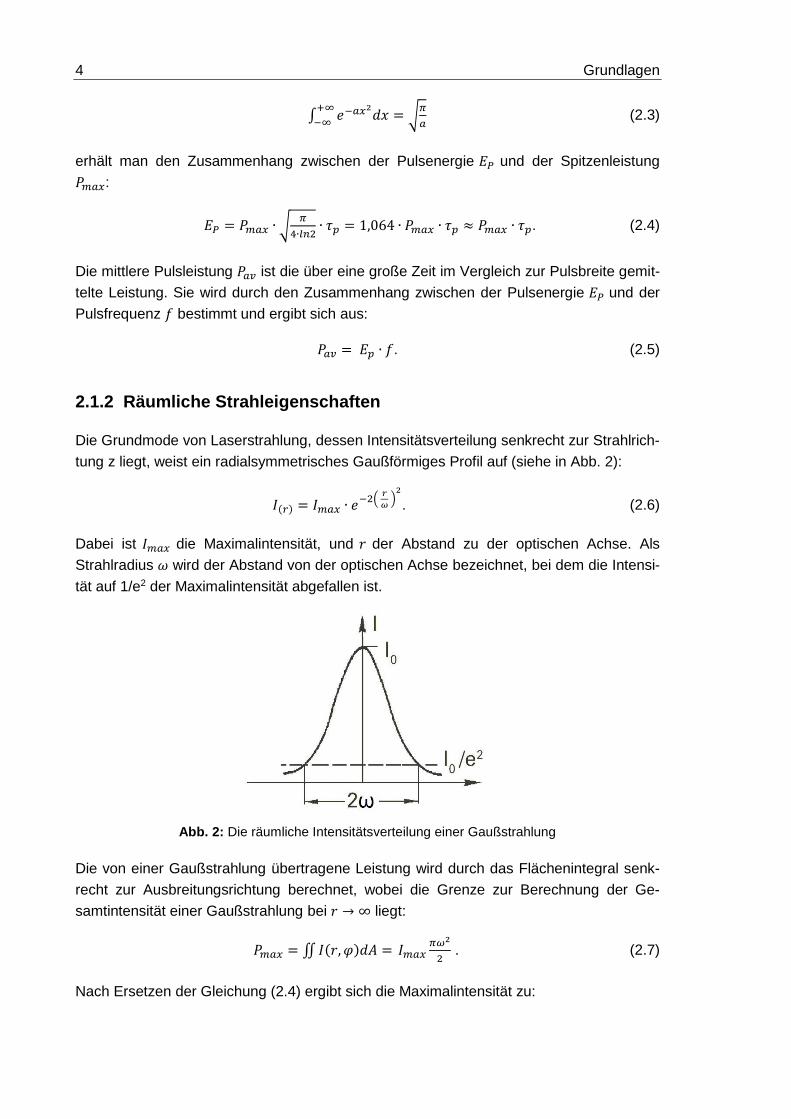
Die Grundmode von Laserstrahlung, dessen Intensitätsverteilung senkrecht zur Strahlrich-
tung z liegt, weist ein radialsymmetrisches Gaußförmiges Profil auf (siehe in Abb. 2):
𝐼(𝑟) = 𝐼𝑚𝑎𝑥 ∙ 𝑒−2(
𝑟
𝜔 )
2
. (2.6)
Dabei ist 𝐼𝑚𝑎𝑥 die Maximalintensität, und 𝑟 der Abstand zu der optischen Achse. Als
Strahlradius 𝜔 wird der Abstand von der optischen Achse bezeichnet, bei dem die Intensi-
tät auf 1/e2 der Maximalintensität abgefallen ist.
Abb. 2: Die räumliche Intensitätsverteilung einer Gaußstrahlung
Die von einer Gaußstrahlung übertragene Leistung wird durch das Flächenintegral senk-
recht zur Ausbreitungsrichtung berechnet, wobei die Grenze zur Berechnung der Ge-
samtintensität einer Gaußstrahlung bei 𝑟 → ∞ liegt:
𝑃𝑚𝑎𝑥 = ∬ 𝐼(𝑟, 𝜑)𝑑𝐴 = 𝐼𝑚𝑎𝑥𝜋𝜔2
2 . (2.7)
Nach Ersetzen der Gleichung (2.4) ergibt sich die Maximalintensität zu:
Grundlagen 5
𝐼𝑚𝑎𝑥 =2𝑃𝑚𝑎𝑥
𝜋𝜔2 ≈2𝐸𝑝
𝜏𝑝𝜋𝜔2 . (2.8)
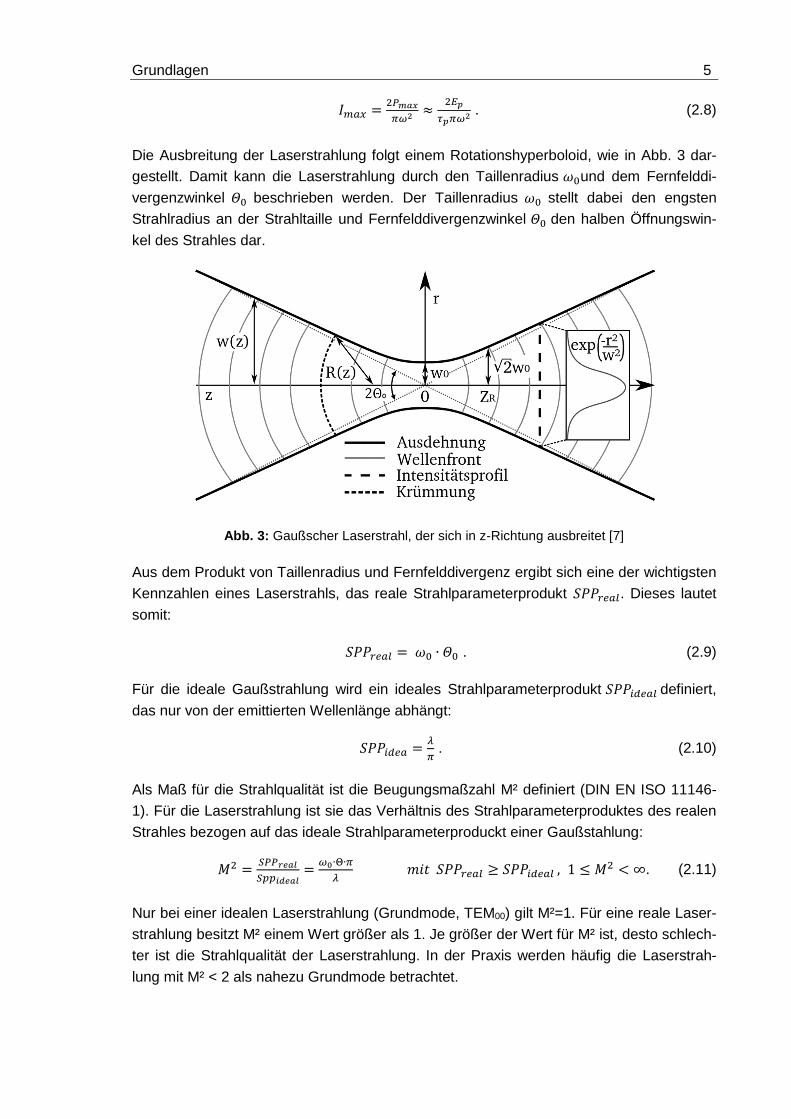
Die Ausbreitung der Laserstrahlung folgt einem Rotationshyperboloid, wie in Abb. 3 dar-
gestellt. Damit kann die Laserstrahlung durch den Taillenradius 𝜔0und dem Fernfelddi-
vergenzwinkel 𝛩0 beschrieben werden. Der Taillenradius 𝜔0 stellt dabei den engsten
Strahlradius an der Strahltaille und Fernfelddivergenzwinkel 𝛩0 den halben Öffnungswin-
kel des Strahles dar.
Abb. 3: Gaußscher Laserstrahl, der sich in z-Richtung ausbreitet [7]
Aus dem Produkt von Taillenradius und Fernfelddivergenz ergibt sich eine der wichtigsten
Kennzahlen eines Laserstrahls, das reale Strahlparameterprodukt 𝑆𝑃𝑃𝑟𝑒𝑎𝑙. Dieses lautet
somit:
𝑆𝑃𝑃𝑟𝑒𝑎𝑙 = 𝜔0 ∙ 𝛩0 . (2.9)
Für die ideale Gaußstrahlung wird ein ideales Strahlparameterprodukt 𝑆𝑃𝑃𝑖𝑑𝑒𝑎𝑙 definiert,
das nur von der emittierten Wellenlänge abhängt:
𝑆𝑃𝑃𝑖𝑑𝑒𝑎 =𝜆
𝜋 . (2.10)
Als Maß für die Strahlqualität ist die Beugungsmaßzahl M² definiert (DIN EN ISO 11146-
1). Für die Laserstrahlung ist sie das Verhältnis des Strahlparameterproduktes des realen
Strahles bezogen auf das ideale Strahlparameterproduckt einer Gaußstahlung:
𝑀2 =𝑆𝑃𝑃𝑟𝑒𝑎𝑙
𝑆𝑝𝑝𝑖𝑑𝑒𝑎𝑙=
𝜔0∙Θ∙𝜋
𝜆 𝑚𝑖𝑡 𝑆𝑃𝑃𝑟𝑒𝑎𝑙 ≥ 𝑆𝑃𝑃𝑖𝑑𝑒𝑎𝑙 , 1 ≤ 𝑀2 < ∞. (2.11)
Nur bei einer idealen Laserstrahlung (Grundmode, TEM00) gilt M²=1. Für eine reale Laser-
strahlung besitzt M² einem Wert größer als 1. Je größer der Wert für M² ist, desto schlech-
ter ist die Strahlqualität der Laserstrahlung. In der Praxis werden häufig die Laserstrah-
lung mit M² < 2 als nahezu Grundmode betrachtet.
6 Grundlagen
Als Rayleigh-Länge 𝑧𝑅 wird die Entfernung von der Strahltaille bezeichnet, bei der sich die
Strahlquerschnittsfläche verdoppelt bzw. der Strahlradius um Faktor Wurzel 2 ausgeweitet
hat. Bei der Ausbreitung von einem Gaußschen Strahlbündel wird zwischen Nah- und
Fernfeld unterschieden. Im Nahfeld, d.h. in der Umgebung der Strahltaille, ähnelt die La-
serstrahlung einer ebenen Welle. Im Fernfeld, also weiter entfernt von der Strahltaille
(𝑧/𝑧𝑅 ≫ 1), lässt sich die Laserstrahlung in guter Näherung mit einer sphärischen Welle
beschreiben. Damit ergibt sich:
𝑧𝑅 =𝜔0
𝑡𝑎𝑛𝛩0≈
𝜔0
𝛩0 . (2.12)
Der Strahlradius einer Laserstrahlung im Grundmode vergrößert sich mit dem Abstand 𝑧
von der Strahltaille und kann durch folgende Gleichung beschrieben werden:
𝜔(𝑧) = 𝜔0 ∙ √1 + (𝑧
𝑧𝑅)² . (2.13)
Im Fernfeld 𝑧/𝑧𝑅 ≫ 1 nähert sich die Gleichung zu:
𝜔(𝑧) = 𝜔0 ∙𝑧
𝑧𝑅= 𝛩0 ∙ 𝑧 . (2.14)
2.2 Laser-Materie-Wechselwirkung
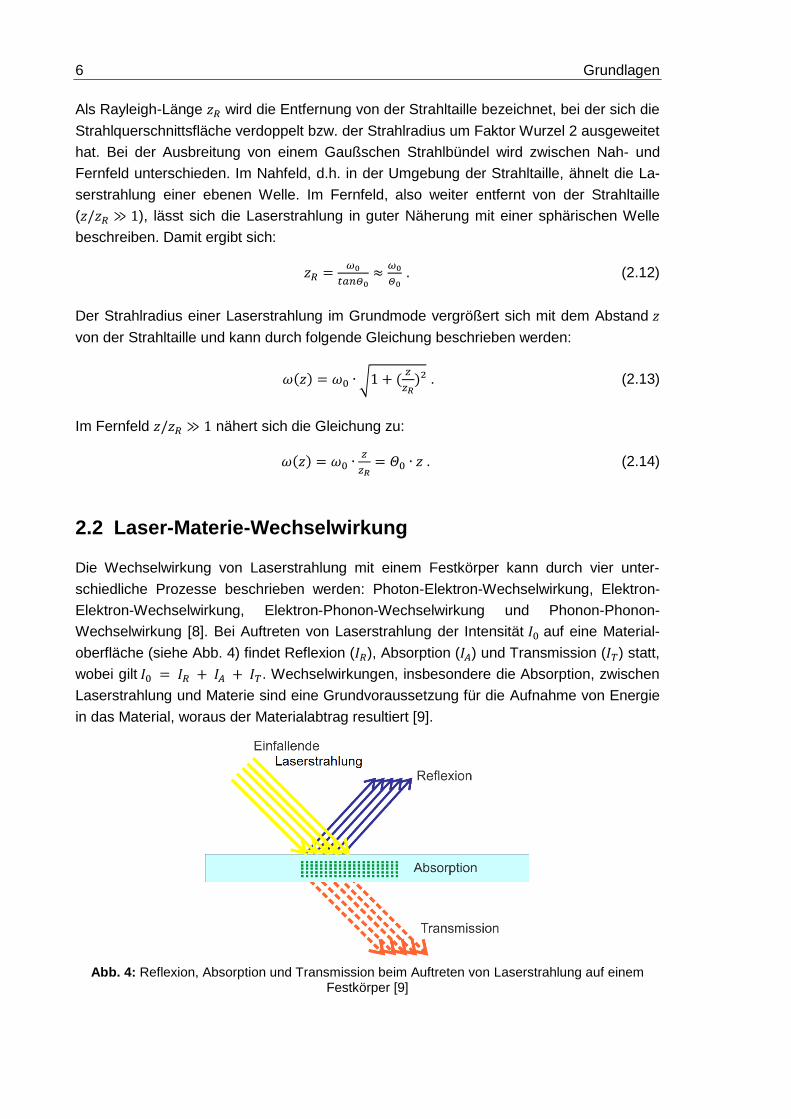
Die Wechselwirkung von Laserstrahlung mit einem Festkörper kann durch vier unter-
schiedliche Prozesse beschrieben werden: Photon-Elektron-Wechselwirkung, Elektron-
Elektron-Wechselwirkung, Elektron-Phonon-Wechselwirkung und Phonon-Phonon-
Wechselwirkung [8]. Bei Auftreten von Laserstrahlung der Intensität 𝐼0 auf eine Material-
oberfläche (siehe Abb. 4) findet Reflexion (𝐼𝑅), Absorption (𝐼𝐴) und Transmission (𝐼𝑇) statt,
wobei gilt 𝐼0 = 𝐼𝑅 + 𝐼𝐴 + 𝐼𝑇. Wechselwirkungen, insbesondere die Absorption, zwischen
Laserstrahlung und Materie sind eine Grundvoraussetzung für die Aufnahme von Energie
in das Material, woraus der Materialabtrag resultiert [9].
Abb. 4: Reflexion, Absorption und Transmission beim Auftreten von Laserstrahlung auf einem Festkörper [9]
Grundlagen 7
Das Grundprinzip der Absorption ist die Anregung niederenergetischer Elektronen in ei-
nen höherenergetischen Zustand. Das elektronmagnetische Feld der Laserstrahlung
überträgt zunächst die optische Energie an die Elektronen [10]. Die Wechselwirkungszeit
zwischen Elektronen liegt im Femto- bis Pikosekundenbereich. Überschreitet die absor-
bierte Energie der Elektronen die Ionisierungsenergie wird ein freies Elektron erzeugt.
Dieses freie Elektron kann durch Emission von Strahlung mit Ionen rekombinieren oder
strahlungslos durch Bildung von Defekten seine Energie vollständig abgeben [8]. Die
freien Elektronen können nun die Energie von anderen Photonen über Einphotonenab-
sorption aufnehmen und werden beschleunigt [10]. Durch die Elektron-Elektron-Stöße
wird die Energie der freien Elektronen an anderen Elektronen im Valenzband (Dielektri-
kum) oder Leitungsbad (Metalle) übertragen, wodurch neue freie Elektronen erzeugt wer-
den. Die thermalisierten Elektronen wechselwirken mit dem Phononensystem des Fest-
körpers. Bei Elektron-Phonon-Wechselwirkung wird die kinetische Energie der Elektronen
an das Phononensystem in die thermische Energie umgewandelt. Die Wechselwirkungs-
zeiten zwischen Elektronen und Phononensystem sind abhängig von den atomaren Bin-
dungszuständen und finden im Pikosekunden- bis Nanosekundenbereich statt. Das ange-
regte Phononensystem thermalisiert im Nanosekunden- bis hin zum Mikrosekundenbe-
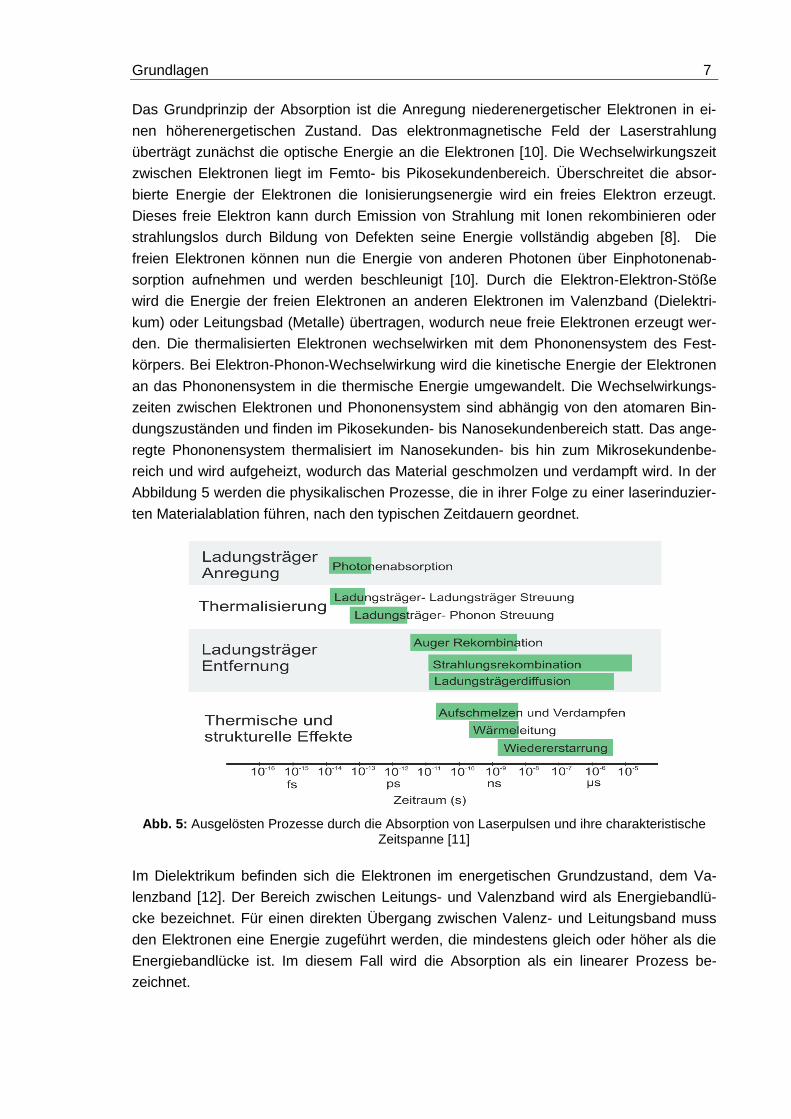
reich und wird aufgeheizt, wodurch das Material geschmolzen und verdampft wird. In der
Abbildung 5 werden die physikalischen Prozesse, die in ihrer Folge zu einer laserinduzier-
ten Materialablation führen, nach den typischen Zeitdauern geordnet.
Abb. 5: Ausgelösten Prozesse durch die Absorption von Laserpulsen und ihre charakteristische Zeitspanne [11]
Im Dielektrikum befinden sich die Elektronen im energetischen Grundzustand, dem Va-
lenzband [12]. Der Bereich zwischen Leitungs- und Valenzband wird als Energiebandlü-
cke bezeichnet. Für einen direkten Übergang zwischen Valenz- und Leitungsband muss
den Elektronen eine Energie zugeführt werden, die mindestens gleich oder höher als die
Energiebandlücke ist. Im diesem Fall wird die Absorption als ein linearer Prozess be-
zeichnet.
8 Grundlagen
Ein anderer Prozess, mit dem Elektronen aus dem Valenzband indirekt in das Leitungs-
band gelangen können, ist die Multiphotonenabsorption, die auch als nichtlineare Absorp-
tion bezeichnet wird. Bei der Multiphotonenabsorption werden mehrere Photonen, die
Energie kleiner als Energiebandlücke ist, absorbiert, so dass die insgesamt aufgenomme-
ne Energie ausreicht, um die Energiebandlücke zu überwinden. Die Wahrscheinlichkeit
des nichtlinearen Prozesses ist abhängig von der Intensität der Laserstrahlung, d.h. je
höher die Intensität der Laserstrahlung und des Werkstoffes, desto größer Wahrschein-
lichkeit der Multiphotonenabsorption. Die Rate der durch die Multiphotonenabsorption
erzeugten Leitungsbandelektronendichte wird durch
(𝛿𝑛(𝑡)
𝛿𝑡)
𝑀𝑃=
𝛼𝑘
𝑘∙𝐸𝑝ℎ∙ 𝐼𝑘(𝑡) [13] (2.15)
beschrieben. Dabei beschreibt der Term 𝑛(𝑡) die Dichte der Leitungsbandelektronen in
Abhängigkeit von der Zeit, der Wert des Koeffizienten 𝑘 die Anzahl der gleichzeitig absor-
bierten Photonen, der Faktor 𝛼𝑘 bezeichnet den 𝑘 -Multiphotonen-Absorptions-
koeffizienten, 𝐸𝑝ℎ die Photonenenergie und 𝐼(𝑡) die Intensität der einfallenden Laserstrah-
lung.
2.3 Ablationsmechanismus von Dünnschichten
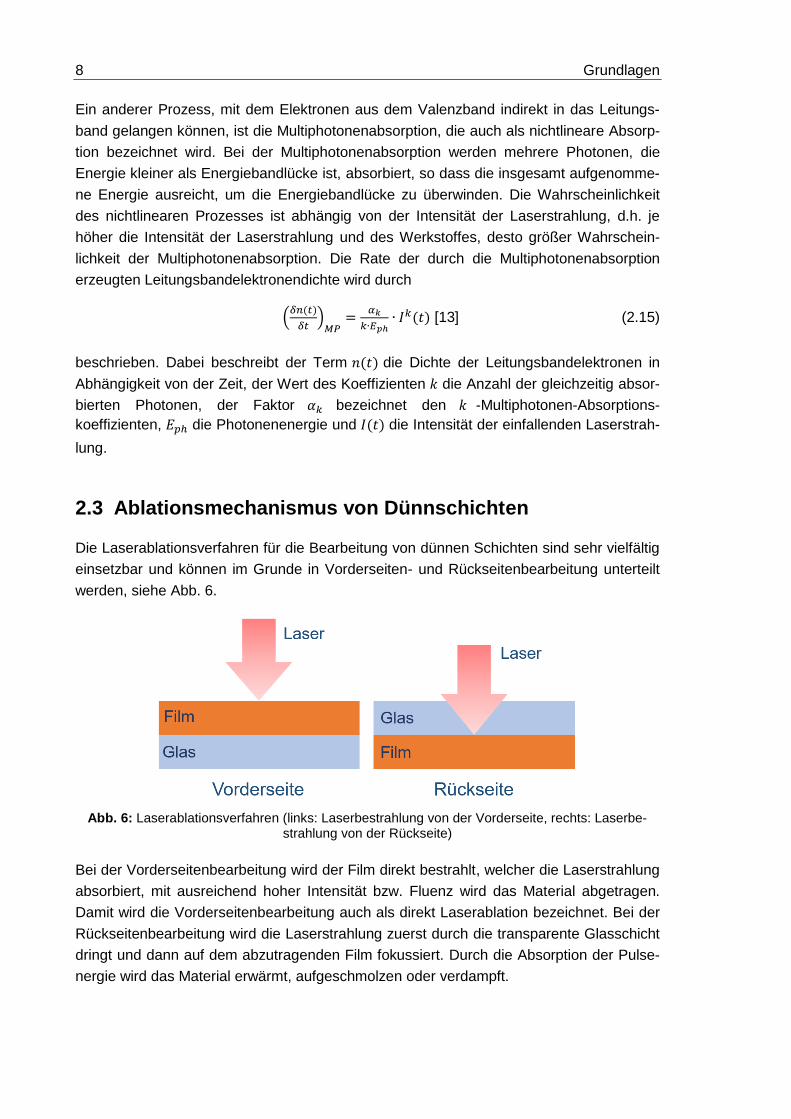
Die Laserablationsverfahren für die Bearbeitung von dünnen Schichten sind sehr vielfältig
einsetzbar und können im Grunde in Vorderseiten- und Rückseitenbearbeitung unterteilt
werden, siehe Abb. 6.
Abb. 6: Laserablationsverfahren (links: Laserbestrahlung von der Vorderseite, rechts: Laserbe-strahlung von der Rückseite)
Bei der Vorderseitenbearbeitung wird der Film direkt bestrahlt, welcher die Laserstrahlung
absorbiert, mit ausreichend hoher Intensität bzw. Fluenz wird das Material abgetragen.
Damit wird die Vorderseitenbearbeitung auch als direkt Laserablation bezeichnet. Bei der
Rückseitenbearbeitung wird die Laserstrahlung zuerst durch die transparente Glasschicht
dringt und dann auf dem abzutragenden Film fokussiert. Durch die Absorption der Pulse-
nergie wird das Material erwärmt, aufgeschmolzen oder verdampft.
Grundlagen 9
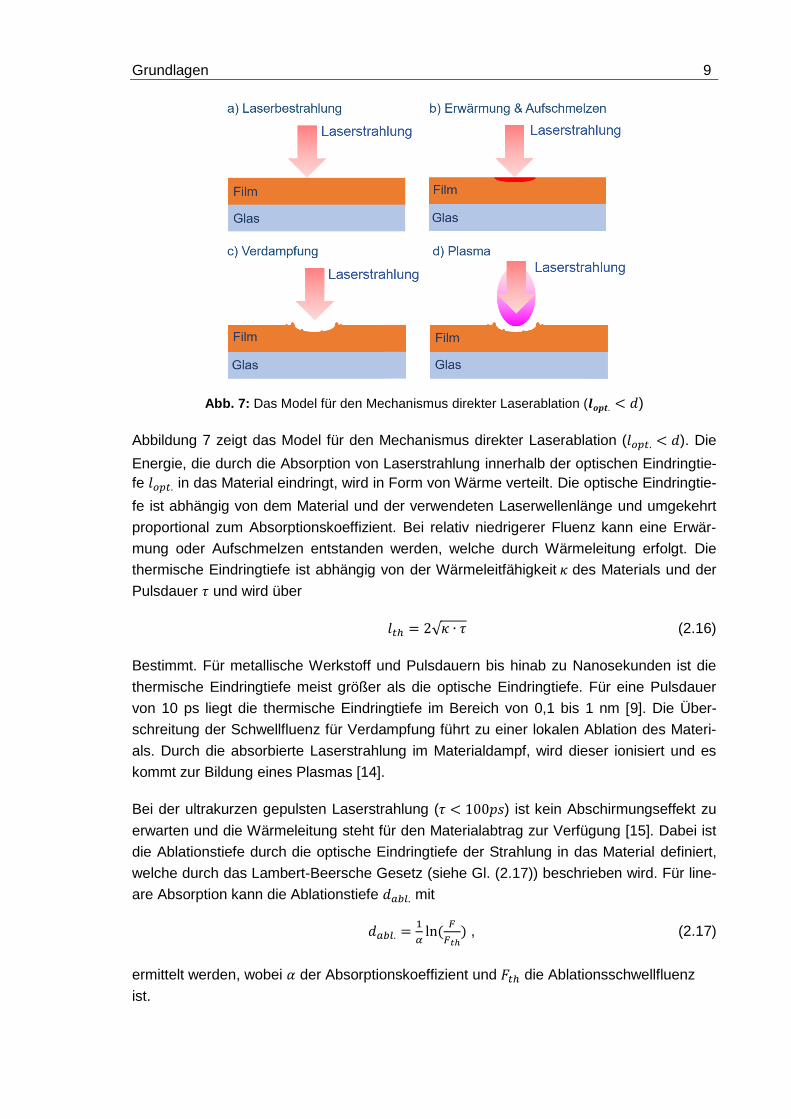
Abb. 7: Das Model für den Mechanismus direkter Laserablation (𝒍𝒐𝒑𝒕. < 𝑑)
Abbildung 7 zeigt das Model für den Mechanismus direkter Laserablation (𝑙𝑜𝑝𝑡. < 𝑑). Die
Energie, die durch die Absorption von Laserstrahlung innerhalb der optischen Eindringtie-
fe 𝑙𝑜𝑝𝑡. in das Material eindringt, wird in Form von Wärme verteilt. Die optische Eindringtie-
fe ist abhängig von dem Material und der verwendeten Laserwellenlänge und umgekehrt
proportional zum Absorptionskoeffizient. Bei relativ niedrigerer Fluenz kann eine Erwär-
mung oder Aufschmelzen entstanden werden, welche durch Wärmeleitung erfolgt. Die
thermische Eindringtiefe ist abhängig von der Wärmeleitfähigkeit 𝜅 des Materials und der
Pulsdauer 𝜏 und wird über
𝑙𝑡ℎ = 2√𝜅 ∙ 𝜏 (2.16)
Bestimmt. Für metallische Werkstoff und Pulsdauern bis hinab zu Nanosekunden ist die
thermische Eindringtiefe meist größer als die optische Eindringtiefe. Für eine Pulsdauer
von 10 ps liegt die thermische Eindringtiefe im Bereich von 0,1 bis 1 nm [9]. Die Über-
schreitung der Schwellfluenz für Verdampfung führt zu einer lokalen Ablation des Materi-
als. Durch die absorbierte Laserstrahlung im Materialdampf, wird dieser ionisiert und es
kommt zur Bildung eines Plasmas [14].
Bei der ultrakurzen gepulsten Laserstrahlung (𝜏 < 100𝑝𝑠) ist kein Abschirmungseffekt zu
erwarten und die Wärmeleitung steht für den Materialabtrag zur Verfügung [15]. Dabei ist
die Ablationstiefe durch die optische Eindringtiefe der Strahlung in das Material definiert,
welche durch das Lambert-Beersche Gesetz (siehe Gl. (2.17)) beschrieben wird. Für line-
are Absorption kann die Ablationstiefe 𝑑𝑎𝑏𝑙. mit
𝑑𝑎𝑏𝑙. =1
𝛼ln (
𝐹
𝐹𝑡ℎ) , (2.17)
ermittelt werden, wobei 𝛼 der Absorptionskoeffizient und 𝐹𝑡ℎ die Ablationsschwellfluenz
ist.
10 Grundlagen
Bei der direkten Laserablation muss die gesamte Schichtdicke aufgeheizt oder verdampft
werden, um den gewünschten Ablationsvolumen abzutragen. Damit ist ein hoher Ener-
gieeintrag pro Volumen für die direkte Laserablation notwendig.
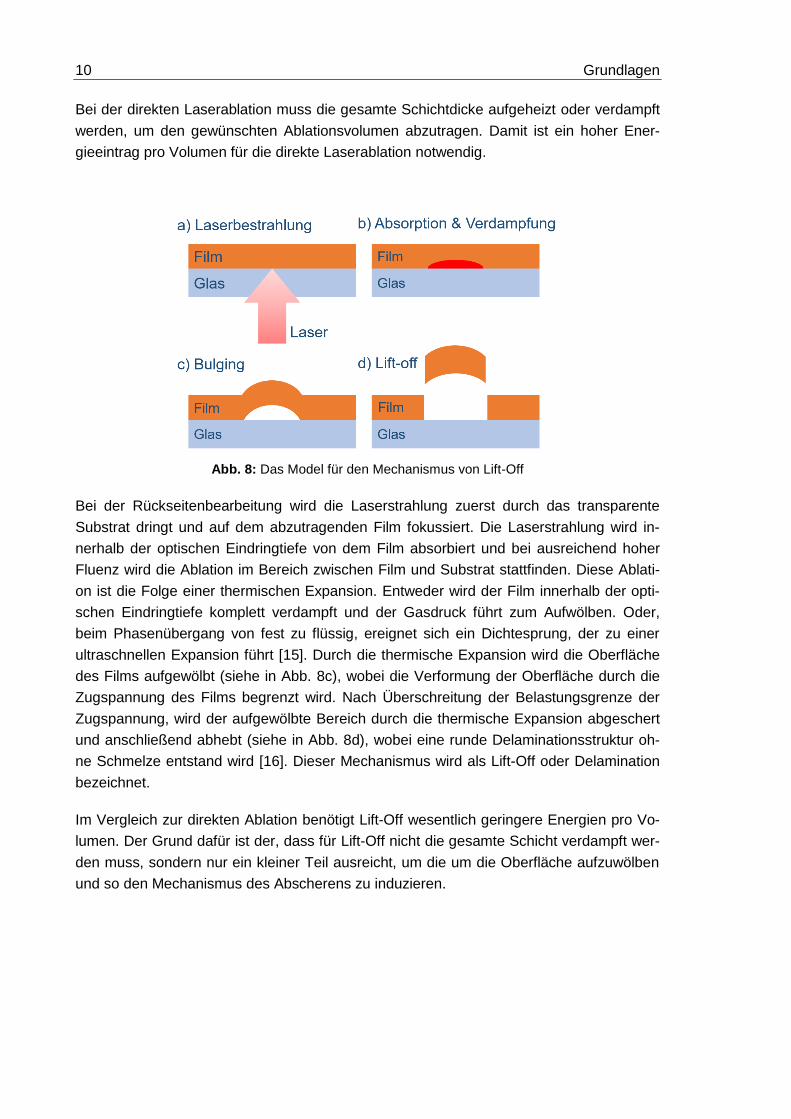
Abb. 8: Das Model für den Mechanismus von Lift-Off
Bei der Rückseitenbearbeitung wird die Laserstrahlung zuerst durch das transparente
Substrat dringt und auf dem abzutragenden Film fokussiert. Die Laserstrahlung wird in-
nerhalb der optischen Eindringtiefe von dem Film absorbiert und bei ausreichend hoher
Fluenz wird die Ablation im Bereich zwischen Film und Substrat stattfinden. Diese Ablati-
on ist die Folge einer thermischen Expansion. Entweder wird der Film innerhalb der opti-
schen Eindringtiefe komplett verdampft und der Gasdruck führt zum Aufwölben. Oder,
beim Phasenübergang von fest zu flüssig, ereignet sich ein Dichtesprung, der zu einer
ultraschnellen Expansion führt [15]. Durch die thermische Expansion wird die Oberfläche
des Films aufgewölbt (siehe in Abb. 8c), wobei die Verformung der Oberfläche durch die
Zugspannung des Films begrenzt wird. Nach Überschreitung der Belastungsgrenze der
Zugspannung, wird der aufgewölbte Bereich durch die thermische Expansion abgeschert
und anschließend abhebt (siehe in Abb. 8d), wobei eine runde Delaminationsstruktur oh-
ne Schmelze entstand wird [16]. Dieser Mechanismus wird als Lift-Off oder Delamination
bezeichnet.
Im Vergleich zur direkten Ablation benötigt Lift-Off wesentlich geringere Energien pro Vo-
lumen. Der Grund dafür ist der, dass für Lift-Off nicht die gesamte Schicht verdampft wer-
den muss, sondern nur ein kleiner Teil ausreicht, um die um die Oberfläche aufzuwölben
und so den Mechanismus des Abscherens zu induzieren.
Grundlagen 11
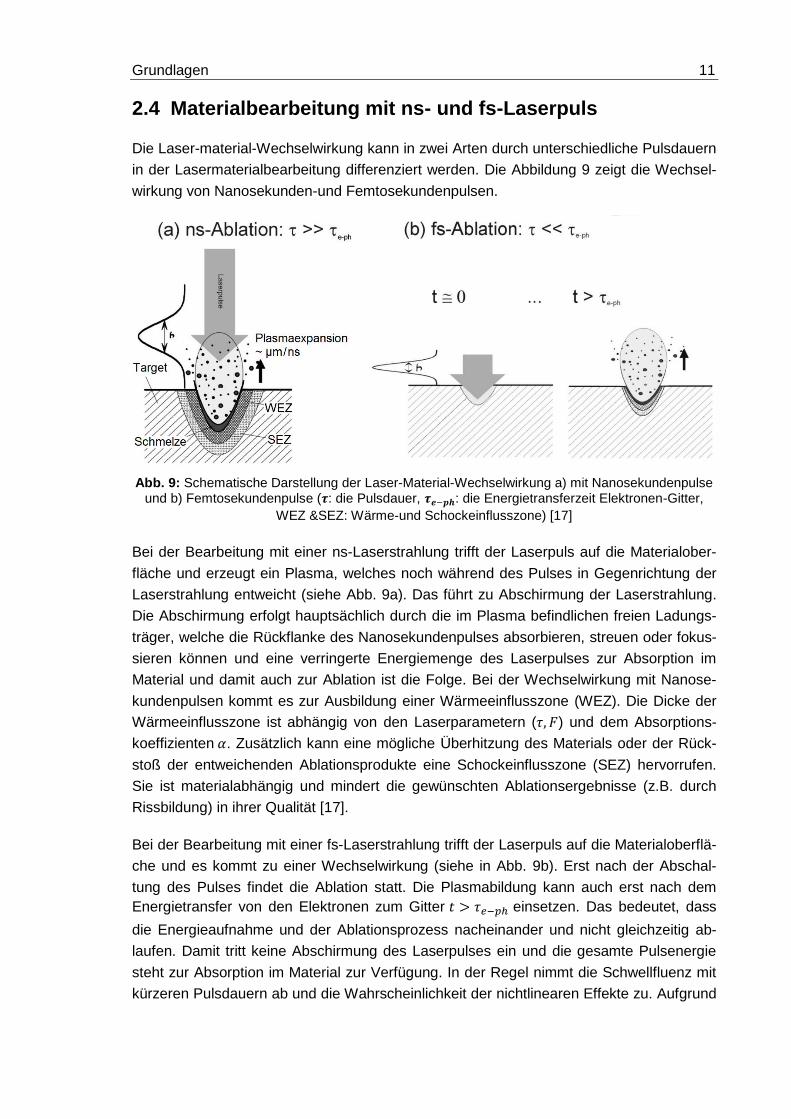
2.4 Materialbearbeitung mit ns- und fs-Laserpuls
Die Laser-material-Wechselwirkung kann in zwei Arten durch unterschiedliche Pulsdauern
in der Lasermaterialbearbeitung differenziert werden. Die Abbildung 9 zeigt die Wechsel-
wirkung von Nanosekunden-und Femtosekundenpulsen.
Abb. 9: Schematische Darstellung der Laser-Material-Wechselwirkung a) mit Nanosekundenpulse und b) Femtosekundenpulse (𝝉: die Pulsdauer, 𝝉𝒆−𝒑𝒉: die Energietransferzeit Elektronen-Gitter,
WEZ &SEZ: Wärme-und Schockeinflusszone) [17]
Bei der Bearbeitung mit einer ns-Laserstrahlung trifft der Laserpuls auf die Materialober-
fläche und erzeugt ein Plasma, welches noch während des Pulses in Gegenrichtung der
Laserstrahlung entweicht (siehe Abb. 9a). Das führt zu Abschirmung der Laserstrahlung.
Die Abschirmung erfolgt hauptsächlich durch die im Plasma befindlichen freien Ladungs-
träger, welche die Rückflanke des Nanosekundenpulses absorbieren, streuen oder fokus-
sieren können und eine verringerte Energiemenge des Laserpulses zur Absorption im
Material und damit auch zur Ablation ist die Folge. Bei der Wechselwirkung mit Nanose-
kundenpulsen kommt es zur Ausbildung einer Wärmeeinflusszone (WEZ). Die Dicke der
Wärmeeinflusszone ist abhängig von den Laserparametern (𝜏, 𝐹) und dem Absorptions-
koeffizienten 𝛼. Zusätzlich kann eine mögliche Überhitzung des Materials oder der Rück-
stoß der entweichenden Ablationsprodukte eine Schockeinflusszone (SEZ) hervorrufen.
Sie ist materialabhängig und mindert die gewünschten Ablationsergebnisse (z.B. durch
Rissbildung) in ihrer Qualität [17].
Bei der Bearbeitung mit einer fs-Laserstrahlung trifft der Laserpuls auf die Materialoberflä-
che und es kommt zu einer Wechselwirkung (siehe in Abb. 9b). Erst nach der Abschal-
tung des Pulses findet die Ablation statt. Die Plasmabildung kann auch erst nach dem
Energietransfer von den Elektronen zum Gitter 𝑡 > 𝜏𝑒−𝑝ℎ einsetzen. Das bedeutet, dass
die Energieaufnahme und der Ablationsprozess nacheinander und nicht gleichzeitig ab-
laufen. Damit tritt keine Abschirmung des Laserpulses ein und die gesamte Pulsenergie
steht zur Absorption im Material zur Verfügung. In der Regel nimmt die Schwellfluenz mit
kürzeren Pulsdauern ab und die Wahrscheinlichkeit der nichtlinearen Effekte zu. Aufgrund
12 Grundlagen
der schnellen Energiedeponierung kann die Energie bei den ultrakurzen Pulsen stärker
lokalisiert in das Materialvolumen eingebracht werden. Damit führt diese Bearbeitung zu
deutlich präzisere Strukturen und geringeren Wärmeeinflusszonen. Weiterhin werden
auch die mechanisch geschädigten Bereiche reduziert.
2.5 Bestimmung der Ablationsschwellfluenz
In der Lasermaterialbearbeitung wird die Fluenz als die auftreffende Energie pro wirkende
Fläche definiert, die von den Fokussierbedingungen und dem Strahlprofil abhängt und nur
indirekt ermittelt werden kann. Für den gaußförmigen Laserpuls lässt sich der Zusam-
menhang zwischen Pulsenergie und Fluenz wie folgt darstellen [18]:
𝐸𝑝 = ∫ ∫ 𝐹(𝑟, 𝜑)𝑑𝐴∞
𝑟=0
2𝜋
𝜑=0 . (2.18)
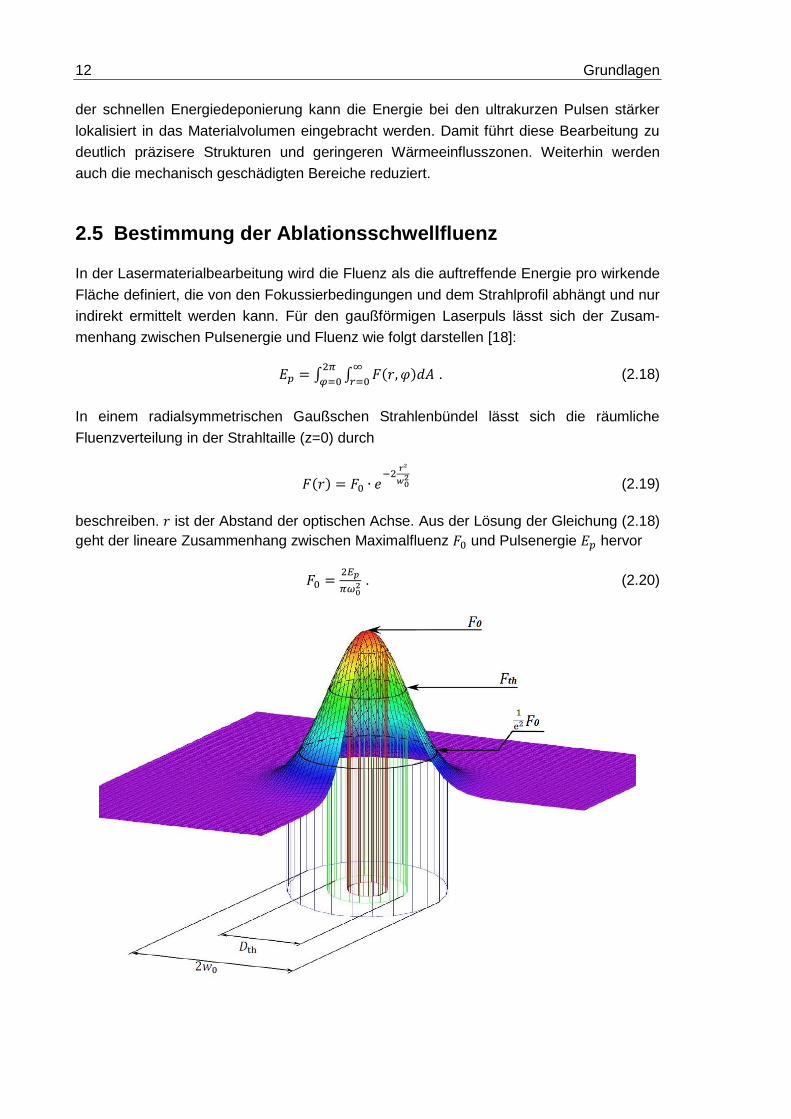
In einem radialsymmetrischen Gaußschen Strahlenbündel lässt sich die räumliche
Fluenzverteilung in der Strahltaille (z=0) durch
𝐹(𝑟) = 𝐹0 ∙ 𝑒−2
𝑟²
𝑤02 (2.19)
beschreiben. 𝑟 ist der Abstand der optischen Achse. Aus der Lösung der Gleichung (2.18)
geht der lineare Zusammenhang zwischen Maximalfluenz 𝐹0 und Pulsenergie 𝐸𝑝 hervor
𝐹0 =2𝐸𝑝
𝜋𝜔02 . (2.20)
Grundlagen 13
Abb. 10: Die räumliche Fluenzverteilung eines Gaußschen Laserpulses mit der Maximalfluenz 𝑭𝟎,
Schwellfluenz 𝑭𝒕𝒉 und dem Strahltaillenradius 𝝎𝟎 [19]
Durch die Fluenz kann die Wechselwirkung von Laserstrahlung mit Materie charakterisiert
werden. Oberhalb der Schwellfluenz findet die Laserablation auf der Materialoberfläche
statt. Zur Bestimmung der Schwellfluenz wird die Liu-Kurve-Methode [19] genutzt, wobei
die quadrierten Ablationsdurchmesser gegenüber dem natürlichen Logarithmus der Pul-
senergie bzw. Fluenz aufgetragen werden. Diese Methode gilt jedoch nur für Gaußförmi-
ge Laserpulse.
Durch Ersetzung von 𝐹(𝑟𝑡ℎ) mit 𝐹𝑡ℎ in Gleichung (2.19) und nach weitere Auflösung ergibt
sich
𝐷2 = 2𝑤02 ln(𝐹0) − 2𝑤0
2 ln(𝐹𝑡ℎ). (2.21)
Mit den Regressionsparametern 𝑚 = 2𝑤862 und 𝑛 = −𝑚 ∙ ln(𝐹𝑡ℎ) resultiert:
𝐷2 = 𝑚 ln(𝐻0) − 𝑛. (2.22)
Über den Regressionsparametern werden die Schwellfluenz und der Strahlradius durch:
𝐹𝑡ℎ = 𝑒−𝑛
𝑚 und (2.23)
𝑤0 = √𝑚
2 (2.24)
ermittelt. Aufgrund des linearen Zusammenhangs zwischen Pulsenergie und Fluenz gilt
die Gleichung (2.21) auch für die Pulsenergie:
𝐸𝑡ℎ = 𝑒−𝑛
𝑚 (2.25)
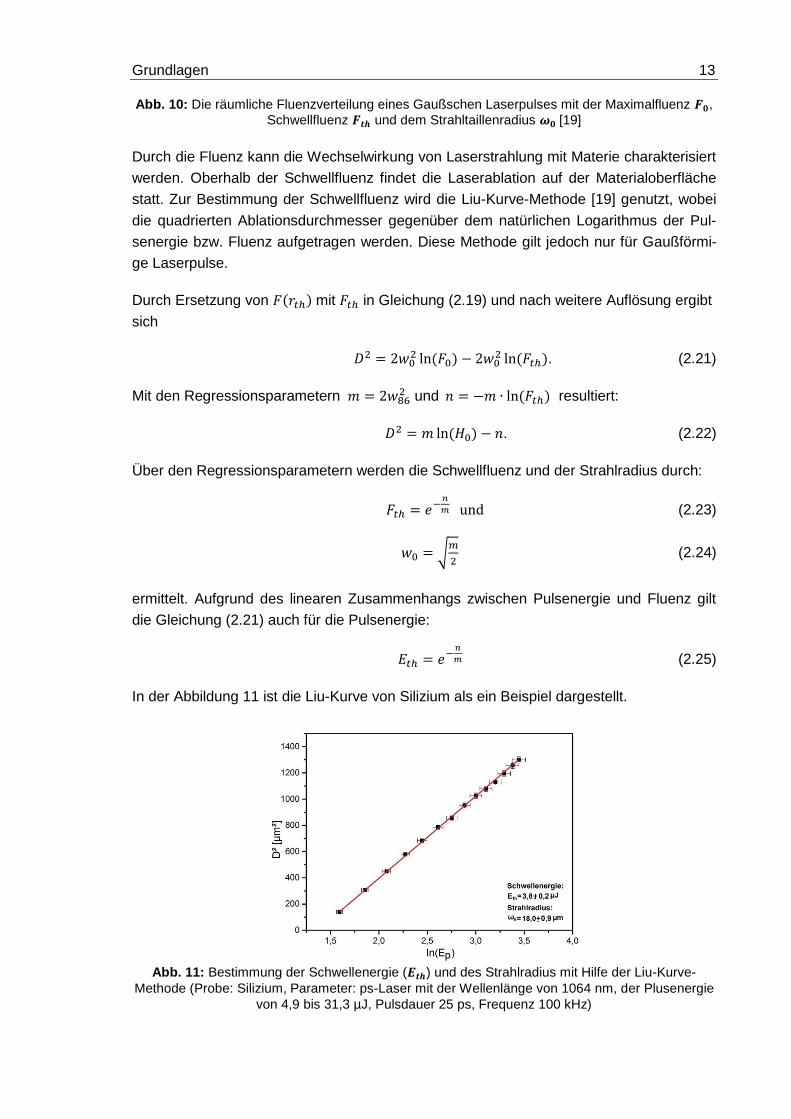
In der Abbildung 11 ist die Liu-Kurve von Silizium als ein Beispiel dargestellt.
Abb. 11: Bestimmung der Schwellenergie (𝑬𝒕𝒉) und des Strahlradius mit Hilfe der Liu-Kurve-
Methode (Probe: Silizium, Parameter: ps-Laser mit der Wellenlänge von 1064 nm, der Plusenergie
von 4,9 bis 31,3 µJ, Pulsdauer 25 ps, Frequenz 100 kHz)
14 Grundlagen
2.6 UV-/Ozon-Vorbehandlung
Vor der Beschichtung der Glasoberfläche ist in vielen Fällen eine Vorbehandlung notwen-
dig, um eine gute Benetzbarkeit oder Haftung zu erzielen. Als Alternative zu klassischen
physikalischen Verfahren bietet sich eine Oberflächenaktivierung mittels UV-Licht und
Ozon an, die zu verbesserten Haftungseigenschaften führt.
Der Wellenlängenbereich von UV-C-Photonen liegt zwischen 200 bis 280 nm. Aufgrund
der hohen Photonenenergie können die chemischen Bindungen in dem molekularen
Netzwerk von Glasoberflächen aufgebrochen werden. Die geöffneten Bindungsstellen
sind bestrebt, schnellstmöglich wieder einen chemisch stabilen Zustand zu erreichen. Als
Reaktionspartner dienen hier der Sauerstoff aus der Atmosphäre und Ozon, der durch die
UV-Strahlung aus dem Umgebungssauerstoff gebildet wird. Die offenen Bindungen rea-
gieren mit Sauerstoff und Ozon und es entstehen neue Bindungen an der Glasoberfläche.
Dadurch erhalten die Oberflächen einen höheren polaren Charakter, was sich sowohl auf
den Kontaktwinkel als auch auf die Oberflächenenergie auswirkt [20].
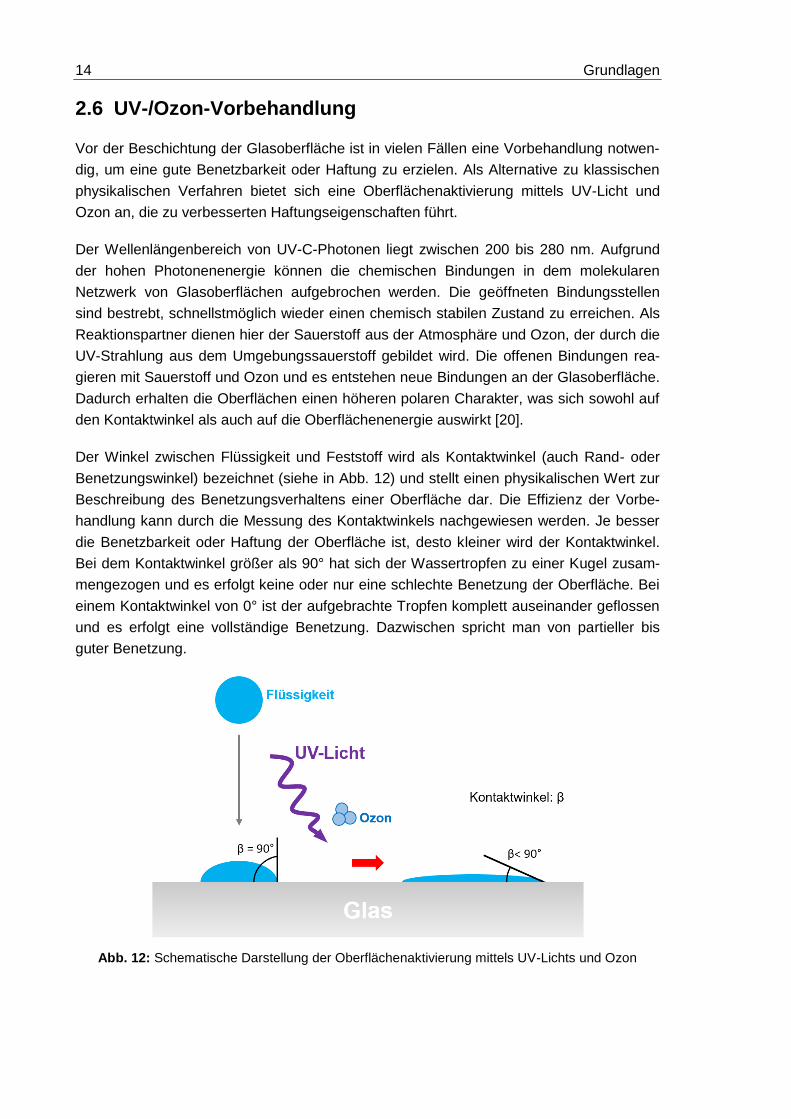
Der Winkel zwischen Flüssigkeit und Feststoff wird als Kontaktwinkel (auch Rand- oder
Benetzungswinkel) bezeichnet (siehe in Abb. 12) und stellt einen physikalischen Wert zur
Beschreibung des Benetzungsverhaltens einer Oberfläche dar. Die Effizienz der Vorbe-
handlung kann durch die Messung des Kontaktwinkels nachgewiesen werden. Je besser
die Benetzbarkeit oder Haftung der Oberfläche ist, desto kleiner wird der Kontaktwinkel.
Bei dem Kontaktwinkel größer als 90° hat sich der Wassertropfen zu einer Kugel zusam-
mengezogen und es erfolgt keine oder nur eine schlechte Benetzung der Oberfläche. Bei
einem Kontaktwinkel von 0° ist der aufgebrachte Tropfen komplett auseinander geflossen
und es erfolgt eine vollständige Benetzung. Dazwischen spricht man von partieller bis
guter Benetzung.
Abb. 12: Schematische Darstellung der Oberflächenaktivierung mittels UV-Lichts und Ozon
Grundlagen 15
2.7 Rotationsbeschichtung
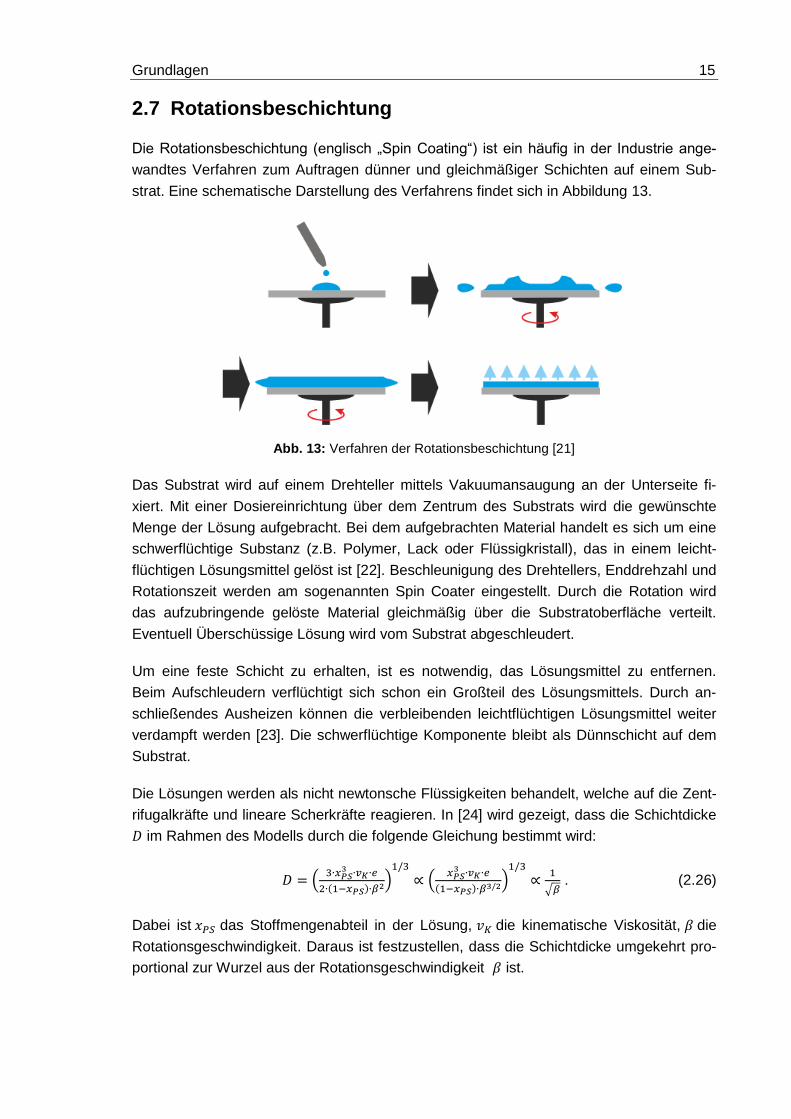
Die Rotationsbeschichtung (englisch „Spin Coating“) ist ein häufig in der Industrie ange-
wandtes Verfahren zum Auftragen dünner und gleichmäßiger Schichten auf einem Sub-
strat. Eine schematische Darstellung des Verfahrens findet sich in Abbildung 13.
Abb. 13: Verfahren der Rotationsbeschichtung [21]
Das Substrat wird auf einem Drehteller mittels Vakuumansaugung an der Unterseite fi-
xiert. Mit einer Dosiereinrichtung über dem Zentrum des Substrats wird die gewünschte
Menge der Lösung aufgebracht. Bei dem aufgebrachten Material handelt es sich um eine
schwerflüchtige Substanz (z.B. Polymer, Lack oder Flüssigkristall), das in einem leicht-
flüchtigen Lösungsmittel gelöst ist [22]. Beschleunigung des Drehtellers, Enddrehzahl und
Rotationszeit werden am sogenannten Spin Coater eingestellt. Durch die Rotation wird
das aufzubringende gelöste Material gleichmäßig über die Substratoberfläche verteilt.
Eventuell Überschüssige Lösung wird vom Substrat abgeschleudert.
Um eine feste Schicht zu erhalten, ist es notwendig, das Lösungsmittel zu entfernen.
Beim Aufschleudern verflüchtigt sich schon ein Großteil des Lösungsmittels. Durch an-
schließendes Ausheizen können die verbleibenden leichtflüchtigen Lösungsmittel weiter
verdampft werden [23]. Die schwerflüchtige Komponente bleibt als Dünnschicht auf dem
Substrat.
Die Lösungen werden als nicht newtonsche Flüssigkeiten behandelt, welche auf die Zent-
rifugalkräfte und lineare Scherkräfte reagieren. In [24] wird gezeigt, dass die Schichtdicke
𝐷 im Rahmen des Modells durch die folgende Gleichung bestimmt wird:
𝐷 = (3∙𝑥𝑃𝑆
3 ∙𝑣𝐾∙𝑒
2∙(1−𝑥𝑃𝑆)∙𝛽2)1/3
∝ (𝑥𝑃𝑆
3 ∙𝑣𝐾∙𝑒
(1−𝑥𝑃𝑆)∙𝛽3/2)1/3
∝1
√𝛽 . (2.26)
Dabei ist 𝑥𝑃𝑆 das Stoffmengenabteil in der Lösung, 𝑣𝐾 die kinematische Viskosität, 𝛽 die
Rotationsgeschwindigkeit. Daraus ist festzustellen, dass die Schichtdicke umgekehrt pro-
portional zur Wurzel aus der Rotationsgeschwindigkeit 𝛽 ist.
16 Experimentelle Voraussetzung
3 Experimentelle Voraussetzung
3.1 Laseranlagen
Für die Untersuchungen wurden vier verschiedene Lasersysteme verwendet. Die Wellen-
länge der Laserquellen sind im UV- (ultravioletten) bis NIR- (nahes Infrarot) Bereich und
die Pulsdauer ist im ns- bis fs-Bereich. Die technischen Daten sind in Tabelle 1 aufgelis-
tet.
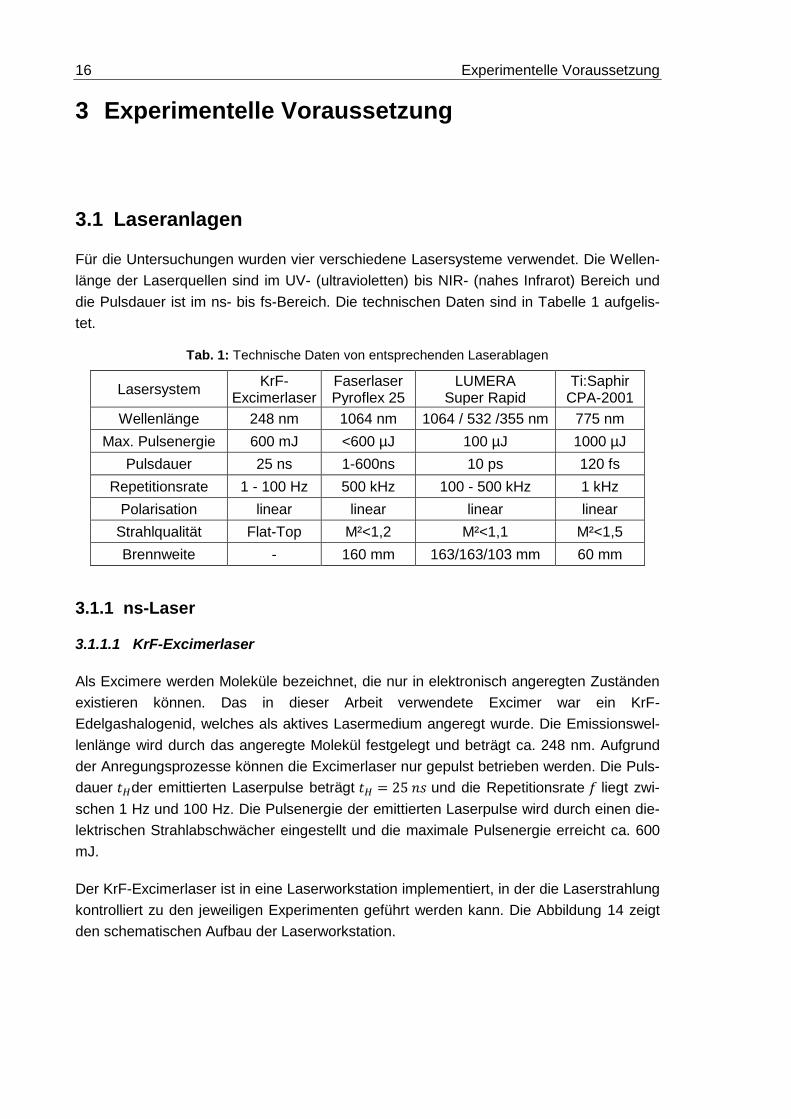
Tab. 1: Technische Daten von entsprechenden Laserablagen
Lasersystem KrF-
Excimerlaser Faserlaser Pyroflex 25
LUMERA Super Rapid
Ti:Saphir CPA-2001
Wellenlänge 248 nm 1064 nm 1064 / 532 /355 nm 775 nm
Max. Pulsenergie 600 mJ <600 µJ 100 µJ 1000 µJ
Pulsdauer 25 ns 1-600ns 10 ps 120 fs
Repetitionsrate 1 - 100 Hz 500 kHz 100 - 500 kHz 1 kHz
Polarisation linear linear linear linear
Strahlqualität Flat-Top M²<1,2 M²<1,1 M²<1,5
Brennweite - 160 mm 163/163/103 mm 60 mm
3.1.1 ns-Laser
3.1.1.1 KrF-Excimerlaser
Als Excimere werden Moleküle bezeichnet, die nur in elektronisch angeregten Zuständen
existieren können. Das in dieser Arbeit verwendete Excimer war ein KrF-
Edelgashalogenid, welches als aktives Lasermedium angeregt wurde. Die Emissionswel-
lenlänge wird durch das angeregte Molekül festgelegt und beträgt ca. 248 nm. Aufgrund
der Anregungsprozesse können die Excimerlaser nur gepulst betrieben werden. Die Puls-
dauer 𝑡𝐻der emittierten Laserpulse beträgt 𝑡𝐻 = 25 𝑛𝑠 und die Repetitionsrate 𝑓 liegt zwi-
schen 1 Hz und 100 Hz. Die Pulsenergie der emittierten Laserpulse wird durch einen die-
lektrischen Strahlabschwächer eingestellt und die maximale Pulsenergie erreicht ca. 600
mJ.
Der KrF-Excimerlaser ist in eine Laserworkstation implementiert, in der die Laserstrahlung
kontrolliert zu den jeweiligen Experimenten geführt werden kann. Die Abbildung 14 zeigt
den schematischen Aufbau der Laserworkstation.
Experimentelle Voraussetzung 17
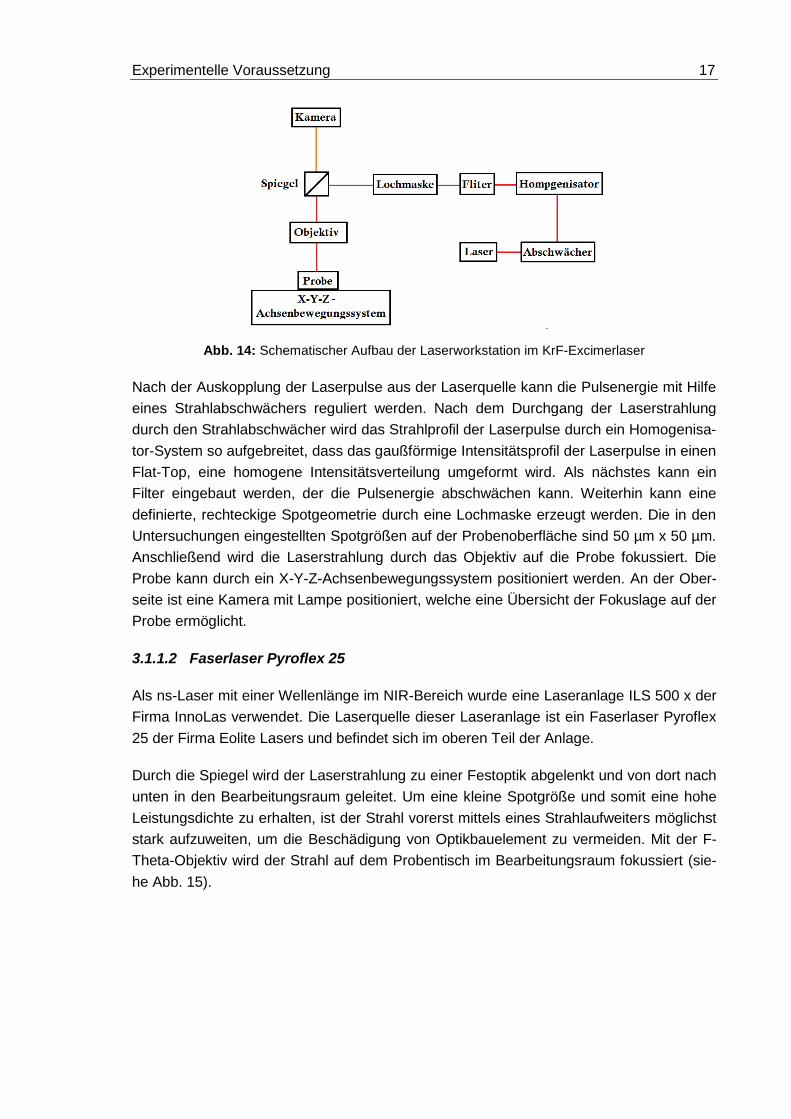
Abb. 14: Schematischer Aufbau der Laserworkstation im KrF-Excimerlaser
Nach der Auskopplung der Laserpulse aus der Laserquelle kann die Pulsenergie mit Hilfe
eines Strahlabschwächers reguliert werden. Nach dem Durchgang der Laserstrahlung
durch den Strahlabschwächer wird das Strahlprofil der Laserpulse durch ein Homogenisa-
tor-System so aufgebreitet, dass das gaußförmige Intensitätsprofil der Laserpulse in einen
Flat-Top, eine homogene Intensitätsverteilung umgeformt wird. Als nächstes kann ein
Filter eingebaut werden, der die Pulsenergie abschwächen kann. Weiterhin kann eine
definierte, rechteckige Spotgeometrie durch eine Lochmaske erzeugt werden. Die in den
Untersuchungen eingestellten Spotgrößen auf der Probenoberfläche sind 50 µm x 50 µm.
Anschließend wird die Laserstrahlung durch das Objektiv auf die Probe fokussiert. Die
Probe kann durch ein X-Y-Z-Achsenbewegungssystem positioniert werden. An der Ober-
seite ist eine Kamera mit Lampe positioniert, welche eine Übersicht der Fokuslage auf der
Probe ermöglicht.
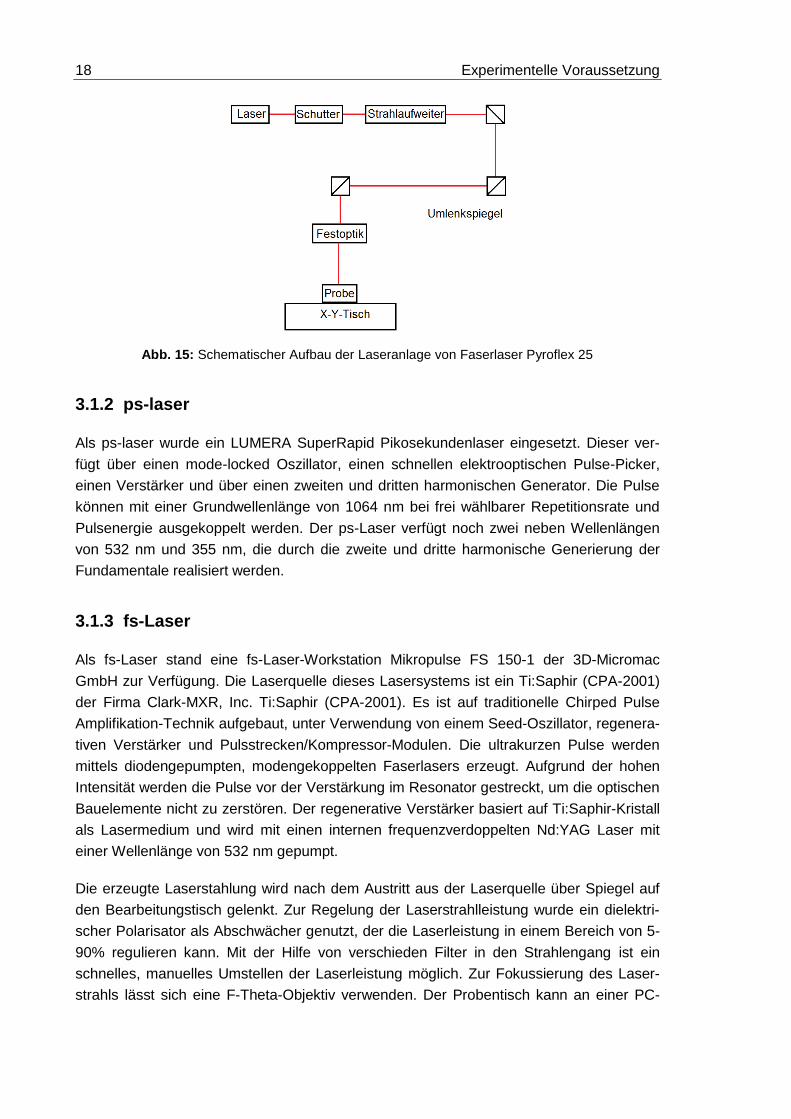
3.1.1.2 Faserlaser Pyroflex 25
Als ns-Laser mit einer Wellenlänge im NIR-Bereich wurde eine Laseranlage ILS 500 x der
Firma InnoLas verwendet. Die Laserquelle dieser Laseranlage ist ein Faserlaser Pyroflex
25 der Firma Eolite Lasers und befindet sich im oberen Teil der Anlage.
Durch die Spiegel wird der Laserstrahlung zu einer Festoptik abgelenkt und von dort nach
unten in den Bearbeitungsraum geleitet. Um eine kleine Spotgröße und somit eine hohe
Leistungsdichte zu erhalten, ist der Strahl vorerst mittels eines Strahlaufweiters möglichst
stark aufzuweiten, um die Beschädigung von Optikbauelement zu vermeiden. Mit der F-
Theta-Objektiv wird der Strahl auf dem Probentisch im Bearbeitungsraum fokussiert (sie-
he Abb. 15).
18 Experimentelle Voraussetzung
Abb. 15: Schematischer Aufbau der Laseranlage von Faserlaser Pyroflex 25
3.1.2 ps-laser
Als ps-laser wurde ein LUMERA SuperRapid Pikosekundenlaser eingesetzt. Dieser ver-
fügt über einen mode-locked Oszillator, einen schnellen elektrooptischen Pulse-Picker,
einen Verstärker und über einen zweiten und dritten harmonischen Generator. Die Pulse
können mit einer Grundwellenlänge von 1064 nm bei frei wählbarer Repetitionsrate und
Pulsenergie ausgekoppelt werden. Der ps-Laser verfügt noch zwei neben Wellenlängen
von 532 nm und 355 nm, die durch die zweite und dritte harmonische Generierung der
Fundamentale realisiert werden.
3.1.3 fs-Laser
Als fs-Laser stand eine fs-Laser-Workstation Mikropulse FS 150-1 der 3D-Micromac
GmbH zur Verfügung. Die Laserquelle dieses Lasersystems ist ein Ti:Saphir (CPA-2001)
der Firma Clark-MXR, Inc. Ti:Saphir (CPA-2001). Es ist auf traditionelle Chirped Pulse
Amplifikation-Technik aufgebaut, unter Verwendung von einem Seed-Oszillator, regenera-
tiven Verstärker und Pulsstrecken/Kompressor-Modulen. Die ultrakurzen Pulse werden
mittels diodengepumpten, modengekoppelten Faserlasers erzeugt. Aufgrund der hohen
Intensität werden die Pulse vor der Verstärkung im Resonator gestreckt, um die optischen
Bauelemente nicht zu zerstören. Der regenerative Verstärker basiert auf Ti:Saphir-Kristall
als Lasermedium und wird mit einen internen frequenzverdoppelten Nd:YAG Laser mit
einer Wellenlänge von 532 nm gepumpt.
Die erzeugte Laserstahlung wird nach dem Austritt aus der Laserquelle über Spiegel auf
den Bearbeitungstisch gelenkt. Zur Regelung der Laserstrahlleistung wurde ein dielektri-
scher Polarisator als Abschwächer genutzt, der die Laserleistung in einem Bereich von 5-
90% regulieren kann. Mit der Hilfe von verschieden Filter in den Strahlengang ist ein
schnelles, manuelles Umstellen der Laserleistung möglich. Zur Fokussierung des Laser-
strahls lässt sich eine F-Theta-Objektiv verwenden. Der Probentisch kann an einer PC-
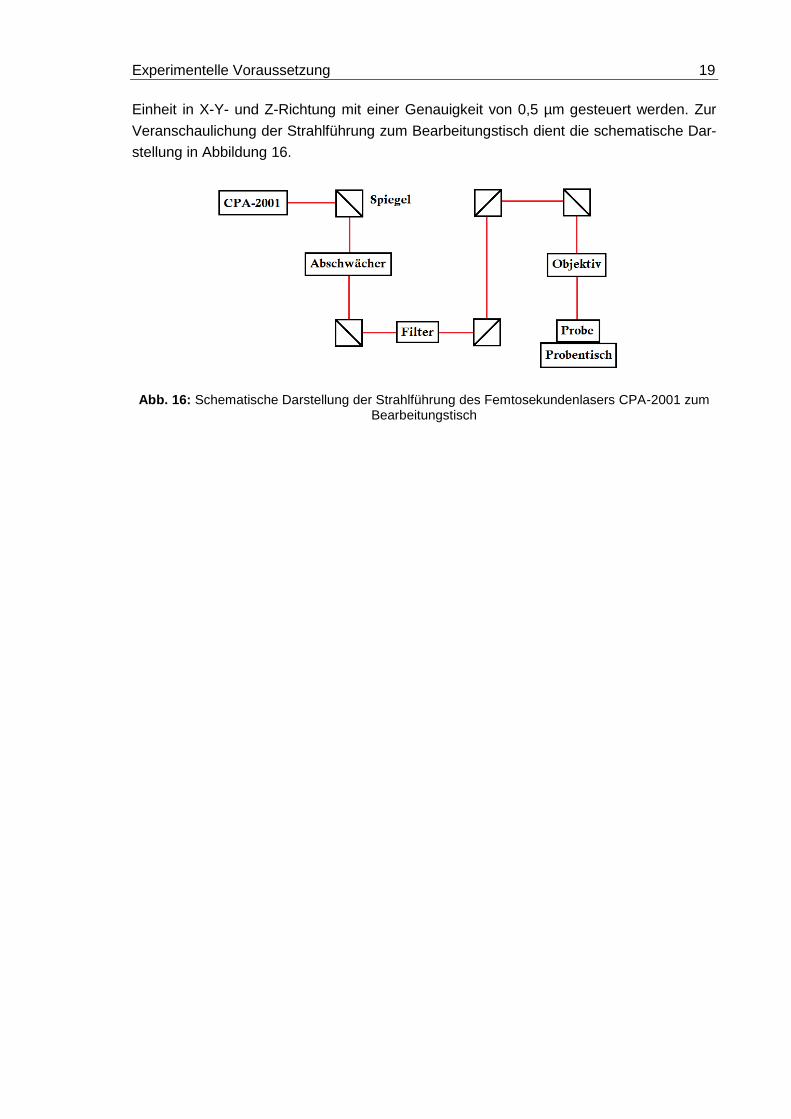
Experimentelle Voraussetzung 19
Einheit in X-Y- und Z-Richtung mit einer Genauigkeit von 0,5 µm gesteuert werden. Zur
Veranschaulichung der Strahlführung zum Bearbeitungstisch dient die schematische Dar-
stellung in Abbildung 16.
Abb. 16: Schematische Darstellung der Strahlführung des Femtosekundenlasers CPA-2001 zum Bearbeitungstisch
20 Experimentelle Voraussetzung
3.2 Analyse- und Messgeräte
3.2.1 Optisches Mikroskop
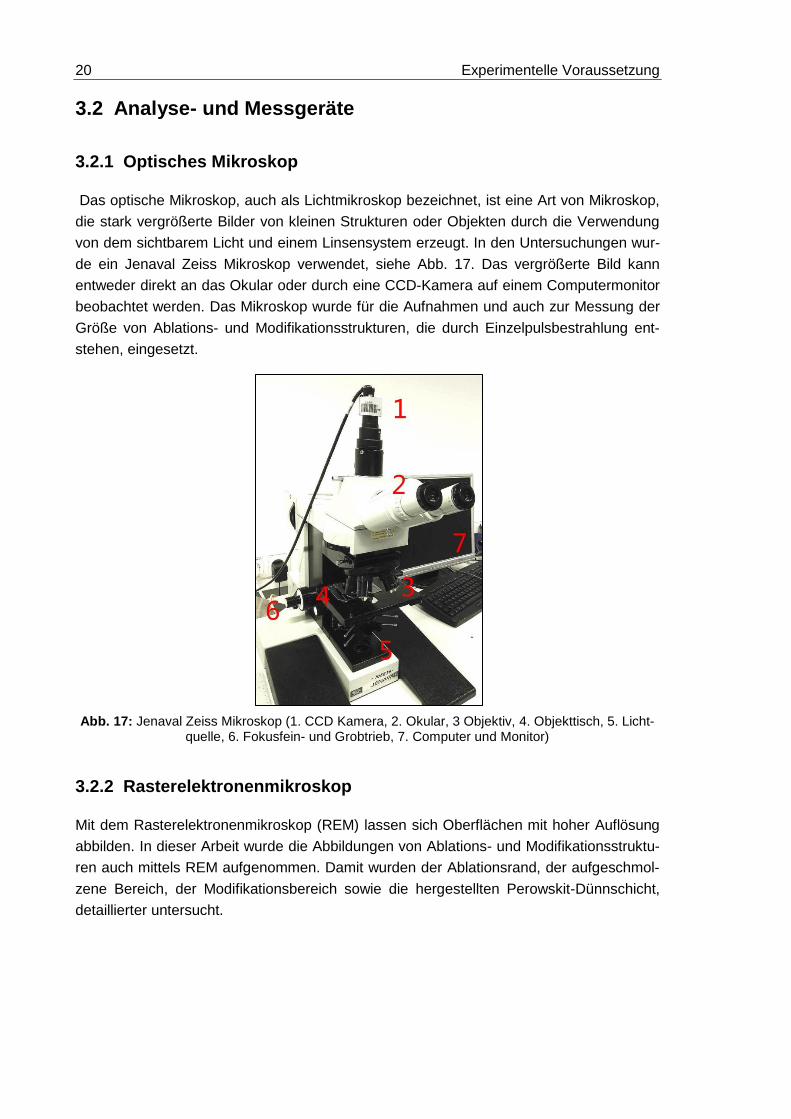
Das optische Mikroskop, auch als Lichtmikroskop bezeichnet, ist eine Art von Mikroskop,
die stark vergrößerte Bilder von kleinen Strukturen oder Objekten durch die Verwendung
von dem sichtbarem Licht und einem Linsensystem erzeugt. In den Untersuchungen wur-
de ein Jenaval Zeiss Mikroskop verwendet, siehe Abb. 17. Das vergrößerte Bild kann
entweder direkt an das Okular oder durch eine CCD-Kamera auf einem Computermonitor
beobachtet werden. Das Mikroskop wurde für die Aufnahmen und auch zur Messung der
Größe von Ablations- und Modifikationsstrukturen, die durch Einzelpulsbestrahlung ent-
stehen, eingesetzt.
Abb. 17: Jenaval Zeiss Mikroskop (1. CCD Kamera, 2. Okular, 3 Objektiv, 4. Objekttisch, 5. Licht-quelle, 6. Fokusfein- und Grobtrieb, 7. Computer und Monitor)
3.2.2 Rasterelektronenmikroskop
Mit dem Rasterelektronenmikroskop (REM) lassen sich Oberflächen mit hoher Auflösung
abbilden. In dieser Arbeit wurde die Abbildungen von Ablations- und Modifikationsstruktu-
ren auch mittels REM aufgenommen. Damit wurden der Ablationsrand, der aufgeschmol-
zene Bereich, der Modifikationsbereich sowie die hergestellten Perowskit-Dünnschicht,
detaillierter untersucht.
Experimentelle Voraussetzung 21
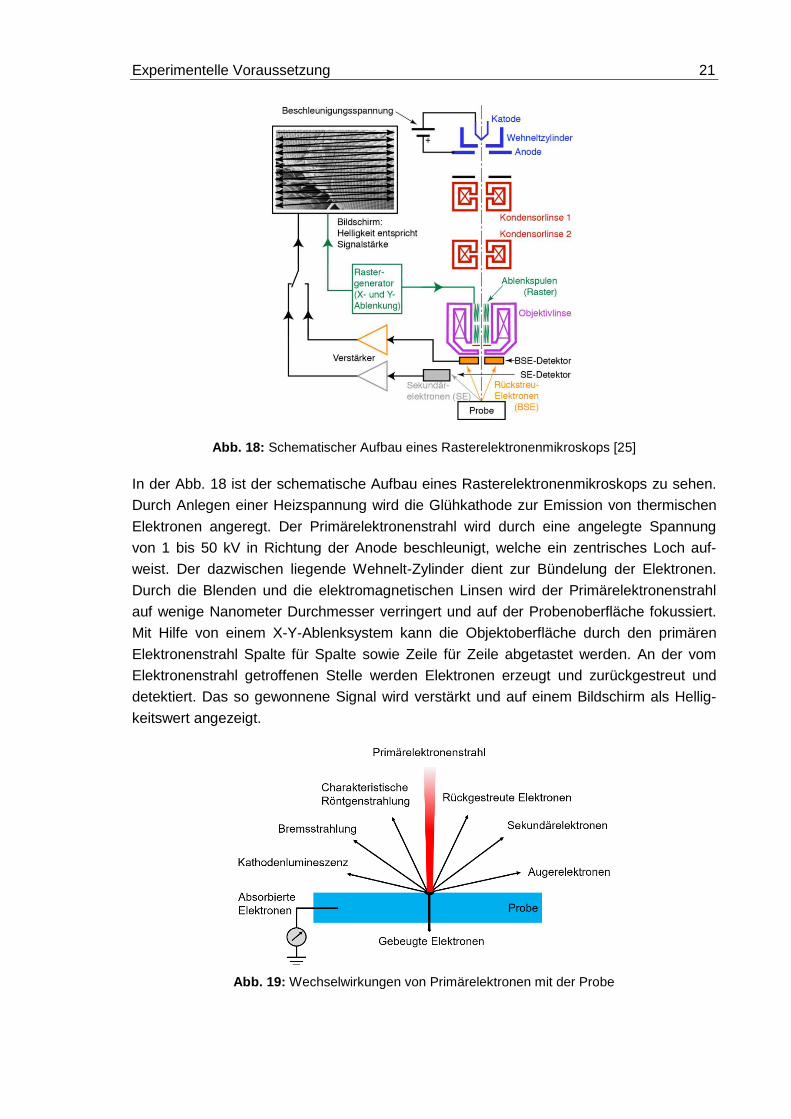
Abb. 18: Schematischer Aufbau eines Rasterelektronenmikroskops [25]
In der Abb. 18 ist der schematische Aufbau eines Rasterelektronenmikroskops zu sehen.
Durch Anlegen einer Heizspannung wird die Glühkathode zur Emission von thermischen
Elektronen angeregt. Der Primärelektronenstrahl wird durch eine angelegte Spannung
von 1 bis 50 kV in Richtung der Anode beschleunigt, welche ein zentrisches Loch auf-
weist. Der dazwischen liegende Wehnelt-Zylinder dient zur Bündelung der Elektronen.
Durch die Blenden und die elektromagnetischen Linsen wird der Primärelektronenstrahl
auf wenige Nanometer Durchmesser verringert und auf der Probenoberfläche fokussiert.
Mit Hilfe von einem X-Y-Ablenksystem kann die Objektoberfläche durch den primären
Elektronenstrahl Spalte für Spalte sowie Zeile für Zeile abgetastet werden. An der vom
Elektronenstrahl getroffenen Stelle werden Elektronen erzeugt und zurückgestreut und
detektiert. Das so gewonnene Signal wird verstärkt und auf einem Bildschirm als Hellig-
keitswert angezeigt.
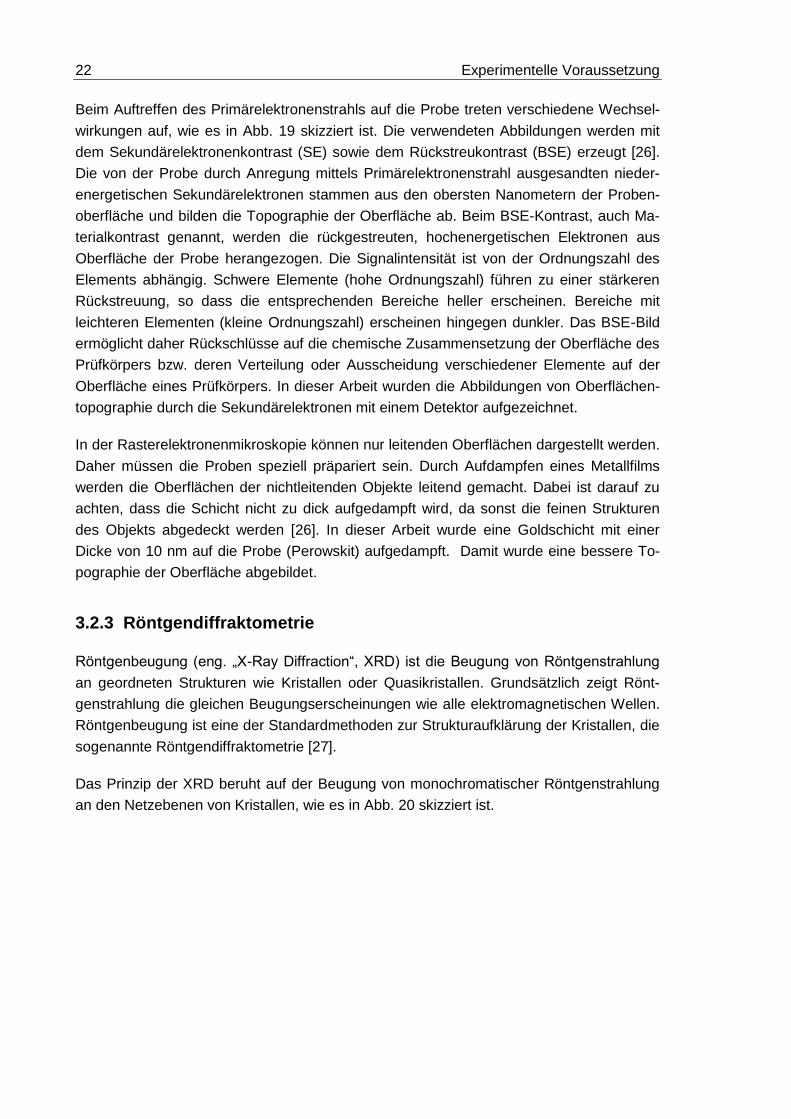
Abb. 19: Wechselwirkungen von Primärelektronen mit der Probe
22 Experimentelle Voraussetzung
Beim Auftreffen des Primärelektronenstrahls auf die Probe treten verschiedene Wechsel-
wirkungen auf, wie es in Abb. 19 skizziert ist. Die verwendeten Abbildungen werden mit
dem Sekundärelektronenkontrast (SE) sowie dem Rückstreukontrast (BSE) erzeugt [26].
Die von der Probe durch Anregung mittels Primärelektronenstrahl ausgesandten nieder-
energetischen Sekundärelektronen stammen aus den obersten Nanometern der Proben-
oberfläche und bilden die Topographie der Oberfläche ab. Beim BSE-Kontrast, auch Ma-
terialkontrast genannt, werden die rückgestreuten, hochenergetischen Elektronen aus
Oberfläche der Probe herangezogen. Die Signalintensität ist von der Ordnungszahl des
Elements abhängig. Schwere Elemente (hohe Ordnungszahl) führen zu einer stärkeren
Rückstreuung, so dass die entsprechenden Bereiche heller erscheinen. Bereiche mit
leichteren Elementen (kleine Ordnungszahl) erscheinen hingegen dunkler. Das BSE-Bild
ermöglicht daher Rückschlüsse auf die chemische Zusammensetzung der Oberfläche des
Prüfkörpers bzw. deren Verteilung oder Ausscheidung verschiedener Elemente auf der
Oberfläche eines Prüfkörpers. In dieser Arbeit wurden die Abbildungen von Oberflächen-
topographie durch die Sekundärelektronen mit einem Detektor aufgezeichnet.
In der Rasterelektronenmikroskopie können nur leitenden Oberflächen dargestellt werden.
Daher müssen die Proben speziell präpariert sein. Durch Aufdampfen eines Metallfilms
werden die Oberflächen der nichtleitenden Objekte leitend gemacht. Dabei ist darauf zu
achten, dass die Schicht nicht zu dick aufgedampft wird, da sonst die feinen Strukturen
des Objekts abgedeckt werden [26]. In dieser Arbeit wurde eine Goldschicht mit einer
Dicke von 10 nm auf die Probe (Perowskit) aufgedampft. Damit wurde eine bessere To-
pographie der Oberfläche abgebildet.
3.2.3 Röntgendiffraktometrie
Röntgenbeugung (eng. „X-Ray Diffraction“, XRD) ist die Beugung von Röntgenstrahlung
an geordneten Strukturen wie Kristallen oder Quasikristallen. Grundsätzlich zeigt Rönt-
genstrahlung die gleichen Beugungserscheinungen wie alle elektromagnetischen Wellen.
Röntgenbeugung ist eine der Standardmethoden zur Strukturaufklärung der Kristallen, die
sogenannte Röntgendiffraktometrie [27].
Das Prinzip der XRD beruht auf der Beugung von monochromatischer Röntgenstrahlung
an den Netzebenen von Kristallen, wie es in Abb. 20 skizziert ist.
Experimentelle Voraussetzung 23
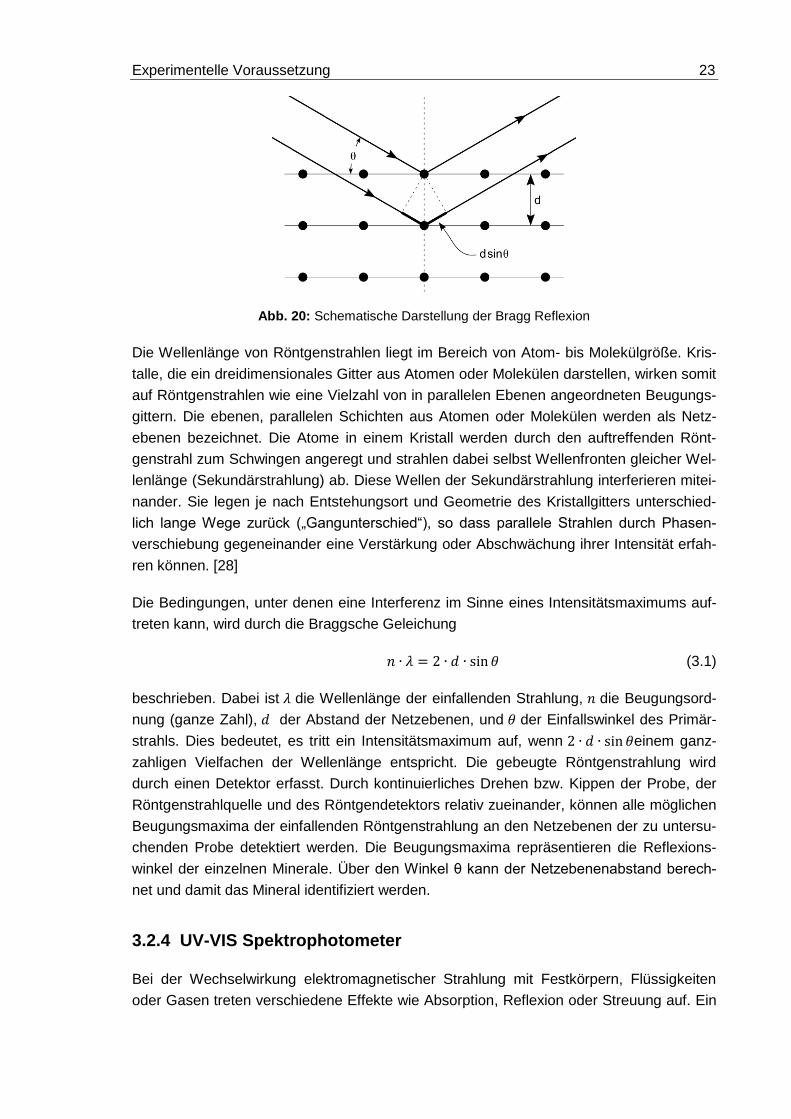
Abb. 20: Schematische Darstellung der Bragg Reflexion
Die Wellenlänge von Röntgenstrahlen liegt im Bereich von Atom- bis Molekülgröße. Kris-
talle, die ein dreidimensionales Gitter aus Atomen oder Molekülen darstellen, wirken somit
auf Röntgenstrahlen wie eine Vielzahl von in parallelen Ebenen angeordneten Beugungs-
gittern. Die ebenen, parallelen Schichten aus Atomen oder Molekülen werden als Netz-
ebenen bezeichnet. Die Atome in einem Kristall werden durch den auftreffenden Rönt-
genstrahl zum Schwingen angeregt und strahlen dabei selbst Wellenfronten gleicher Wel-
lenlänge (Sekundärstrahlung) ab. Diese Wellen der Sekundärstrahlung interferieren mitei-
nander. Sie legen je nach Entstehungsort und Geometrie des Kristallgitters unterschied-
lich lange Wege zurück („Gangunterschied“), so dass parallele Strahlen durch Phasen-
verschiebung gegeneinander eine Verstärkung oder Abschwächung ihrer Intensität erfah-
ren können. [28]
Die Bedingungen, unter denen eine Interferenz im Sinne eines Intensitätsmaximums auf-
treten kann, wird durch die Braggsche Geleichung
𝑛 ∙ 𝜆 = 2 ∙ 𝑑 ∙ sin 𝜃 (3.1)
beschrieben. Dabei ist 𝜆 die Wellenlänge der einfallenden Strahlung, 𝑛 die Beugungsord-
nung (ganze Zahl), 𝑑 der Abstand der Netzebenen, und 𝜃 der Einfallswinkel des Primär-
strahls. Dies bedeutet, es tritt ein Intensitätsmaximum auf, wenn 2 ∙ 𝑑 ∙ sin 𝜃einem ganz-
zahligen Vielfachen der Wellenlänge entspricht. Die gebeugte Röntgenstrahlung wird
durch einen Detektor erfasst. Durch kontinuierliches Drehen bzw. Kippen der Probe, der
Röntgenstrahlquelle und des Röntgendetektors relativ zueinander, können alle möglichen
Beugungsmaxima der einfallenden Röntgenstrahlung an den Netzebenen der zu untersu-
chenden Probe detektiert werden. Die Beugungsmaxima repräsentieren die Reflexions-
winkel der einzelnen Minerale. Über den Winkel θ kann der Netzebenenabstand berech-
net und damit das Mineral identifiziert werden.
3.2.4 UV-VIS Spektrophotometer
Bei der Wechselwirkung elektromagnetischer Strahlung mit Festkörpern, Flüssigkeiten
oder Gasen treten verschiedene Effekte wie Absorption, Reflexion oder Streuung auf. Ein
24 Experimentelle Voraussetzung
Spektrophotometer beruht auf Absorption und ist ein Gerät zur Messung von Transmissi-
on oder Reflexion der elektromagnetischen Strahlung im ultravioletten und sichtbaren
Bereich einer Probe [29].
Ein Spektrophotometer besteht aus den folgenden Komponenten:
• eine Lichtquelle zur Erzeugung breitbandiger elektromagnetischer Strahlung
• ein Monochromator, welches die breitbandige Strahlung in die einzelnen Wellen-
langen auffächert
• ein Proberaum
• ein Detektor zur Messung der transmittierten Strahlung
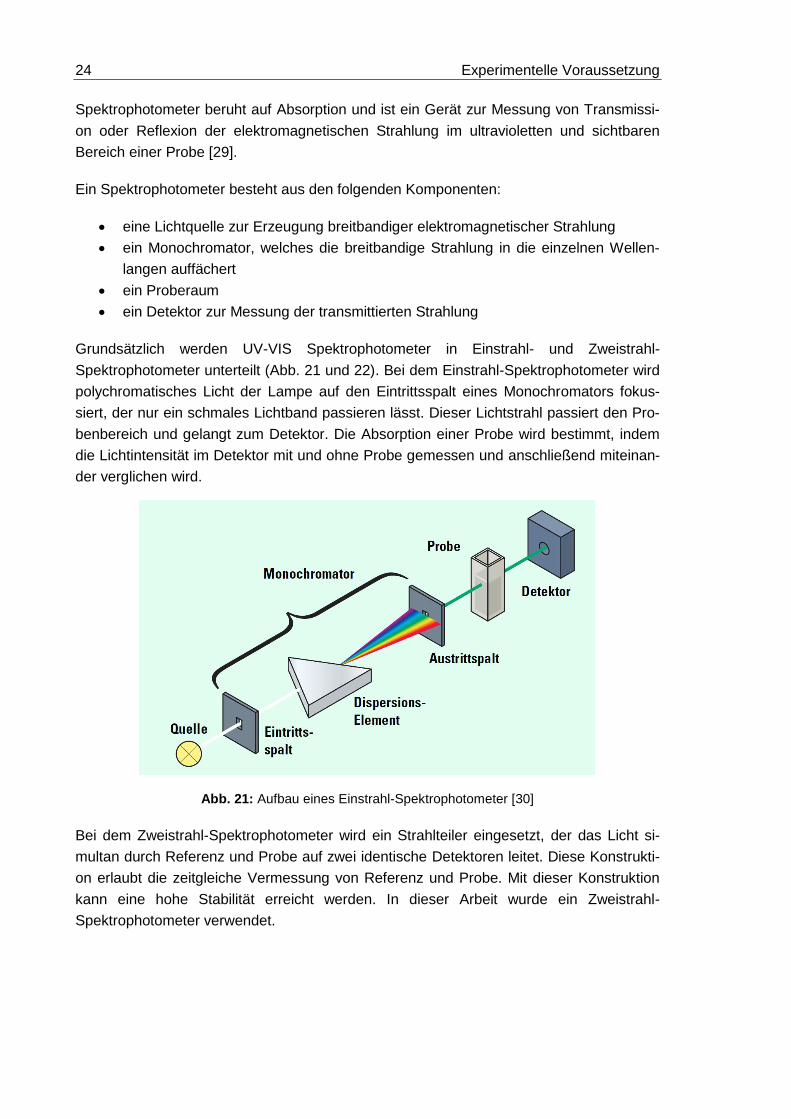
Grundsätzlich werden UV-VIS Spektrophotometer in Einstrahl- und Zweistrahl-
Spektrophotometer unterteilt (Abb. 21 und 22). Bei dem Einstrahl-Spektrophotometer wird
polychromatisches Licht der Lampe auf den Eintrittsspalt eines Monochromators fokus-
siert, der nur ein schmales Lichtband passieren lässt. Dieser Lichtstrahl passiert den Pro-
benbereich und gelangt zum Detektor. Die Absorption einer Probe wird bestimmt, indem
die Lichtintensität im Detektor mit und ohne Probe gemessen und anschließend miteinan-
der verglichen wird.
Abb. 21: Aufbau eines Einstrahl-Spektrophotometer [30]
Bei dem Zweistrahl-Spektrophotometer wird ein Strahlteiler eingesetzt, der das Licht si-
multan durch Referenz und Probe auf zwei identische Detektoren leitet. Diese Konstrukti-
on erlaubt die zeitgleiche Vermessung von Referenz und Probe. Mit dieser Konstruktion
kann eine hohe Stabilität erreicht werden. In dieser Arbeit wurde ein Zweistrahl-
Spektrophotometer verwendet.
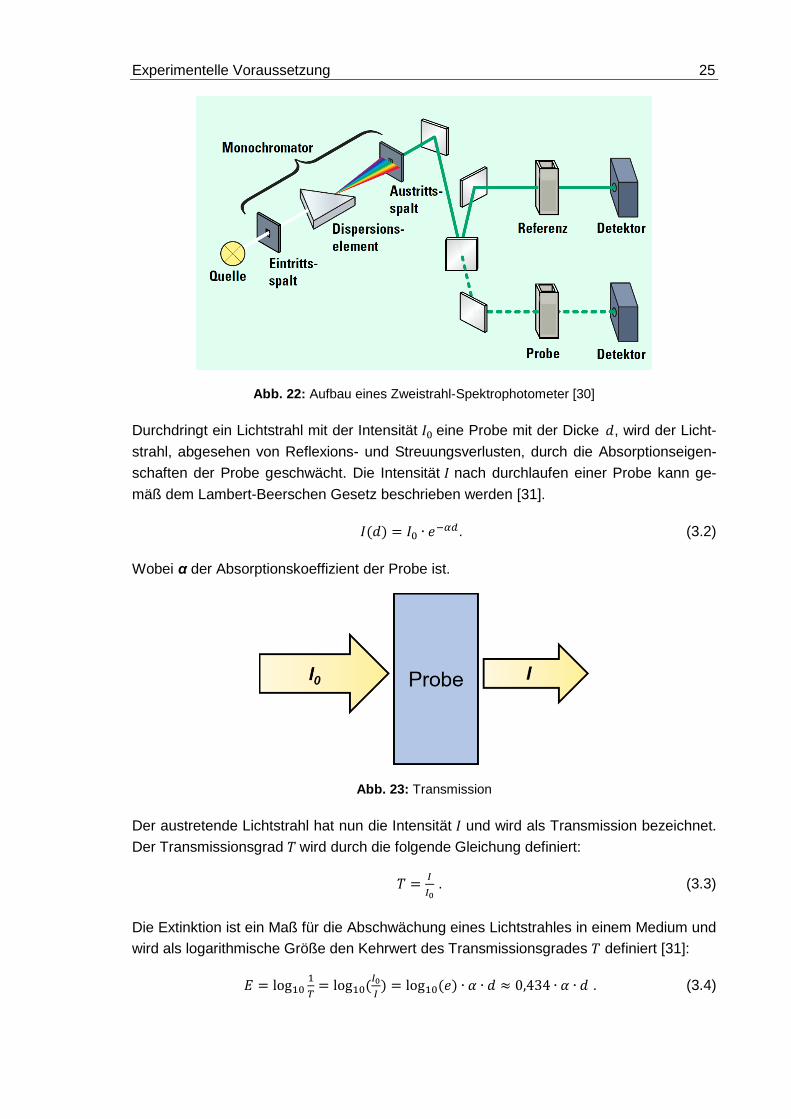
Experimentelle Voraussetzung 25
Abb. 22: Aufbau eines Zweistrahl-Spektrophotometer [30]
Durchdringt ein Lichtstrahl mit der Intensität 𝐼0 eine Probe mit der Dicke 𝑑, wird der Licht-
strahl, abgesehen von Reflexions- und Streuungsverlusten, durch die Absorptionseigen-
schaften der Probe geschwächt. Die Intensität 𝐼 nach durchlaufen einer Probe kann ge-
mäß dem Lambert-Beerschen Gesetz beschrieben werden [31].
𝐼(𝑑) = 𝐼0 ∙ 𝑒−𝛼𝑑. (3.2)
Wobei α der Absorptionskoeffizient der Probe ist.
Abb. 23: Transmission
Der austretende Lichtstrahl hat nun die Intensität 𝐼 und wird als Transmission bezeichnet.
Der Transmissionsgrad 𝑇 wird durch die folgende Gleichung definiert:
𝑇 =𝐼
𝐼0 . (3.3)
Die Extinktion ist ein Maß für die Abschwächung eines Lichtstrahles in einem Medium und
wird als logarithmische Größe den Kehrwert des Transmissionsgrades 𝑇 definiert [31]:
𝐸 = log101
𝑇= log10(
𝐼0
𝐼) = log10(𝑒) ∙ 𝛼 ∙ 𝑑 ≈ 0,434 ∙ 𝛼 ∙ 𝑑 . (3.4)
26 Experimentelle Voraussetzung
In der Optik wird die Extinktion häufiger als Transmissionsgrad verwendet, wobei der Zu-
sammenhang zwischen Extinktion, Absorptionskoeffizienten und der Schichtdicke linear
ist. Der Absorptionskoeffizient ist stark abhängig von der Wellenlänge. Je größer der α-
Wert für eine Wellenlänge, umso stärker wird diese Wellenlänge absorbiert. Aber die Ab-
sorption ist nicht gleich die Extinktion, sondern wird wie folgt definiert:
𝐴 = 1 − 𝑇 − 𝑅, (3.5)
wobei der Streuungsverlust vernachlässigt wird.
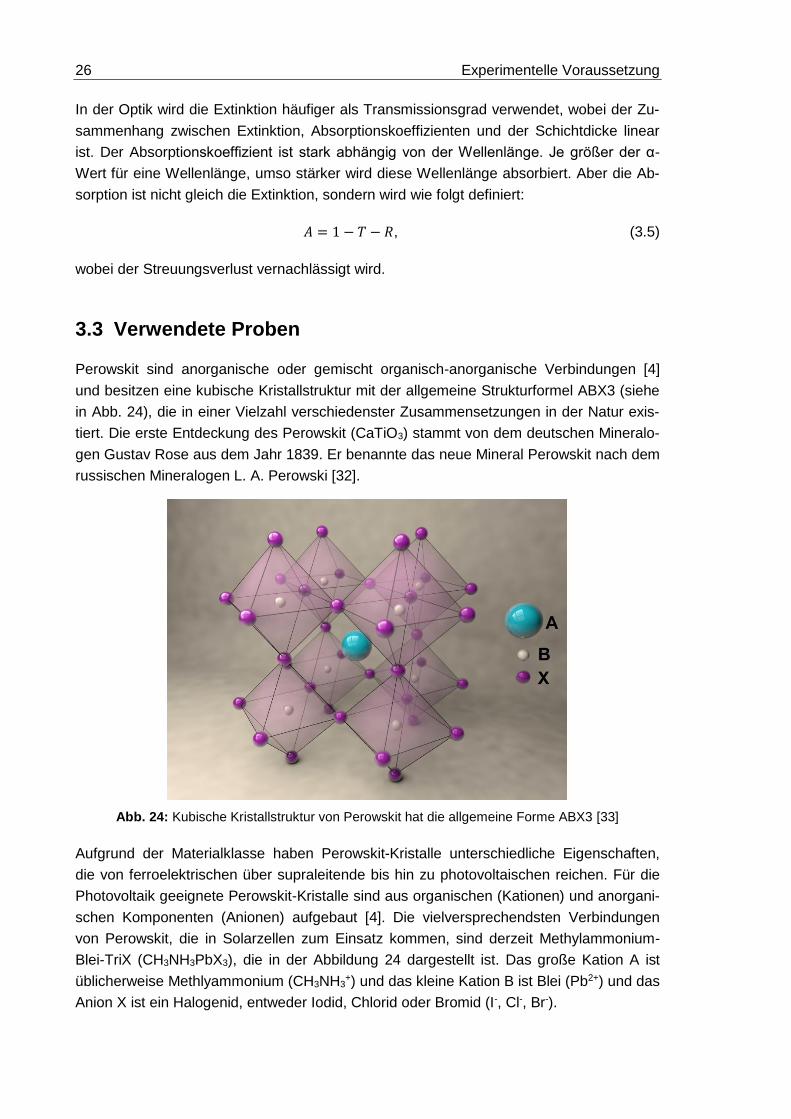
3.3 Verwendete Proben
Perowskit sind anorganische oder gemischt organisch-anorganische Verbindungen [4]
und besitzen eine kubische Kristallstruktur mit der allgemeine Strukturformel ABX3 (siehe
in Abb. 24), die in einer Vielzahl verschiedenster Zusammensetzungen in der Natur exis-
tiert. Die erste Entdeckung des Perowskit (CaTiO3) stammt von dem deutschen Mineralo-
gen Gustav Rose aus dem Jahr 1839. Er benannte das neue Mineral Perowskit nach dem
russischen Mineralogen L. A. Perowski [32].
Abb. 24: Kubische Kristallstruktur von Perowskit hat die allgemeine Forme ABX3 [33]
Aufgrund der Materialklasse haben Perowskit-Kristalle unterschiedliche Eigenschaften,
die von ferroelektrischen über supraleitende bis hin zu photovoltaischen reichen. Für die
Photovoltaik geeignete Perowskit-Kristalle sind aus organischen (Kationen) und anorgani-
schen Komponenten (Anionen) aufgebaut [4]. Die vielversprechendsten Verbindungen
von Perowskit, die in Solarzellen zum Einsatz kommen, sind derzeit Methylammonium-
Blei-TriX (CH3NH3PbX3), die in der Abbildung 24 dargestellt ist. Das große Kation A ist
üblicherweise Methlyammonium (CH3NH3+) und das kleine Kation B ist Blei (Pb2+) und das
Anion X ist ein Halogenid, entweder Iodid, Chlorid oder Bromid (I-, Cl-, Br-).
Experimentelle Voraussetzung 27
Die in den Untersuchungen verwendeten Proben waren Perowskit-Dünnschicht
(CH3NH3PbI3) auf einem Glassubstrat der Firma EMPA. Die Proben wurden in zwei
Schritte hergestellt. Zuerst wurde PbI2 bei einem Basisdruck unter 1*10-7 mbar durch
thermisches Verdampfen auf Glas beschichtet. Danach wurde PbI2-Schicht durch die Ro-
tationsbeschichtung von CH3NH3I-Lösung (50 mg / ml in 2-Propanol) bei einer Rotations-
geschwindigkeit von 2500 U/m für 45 s in CH3NH3PbI3 (MAPbI3) umgewandelt. Die so
hergestellten Perowskit-Dünnschichten wurden bei einer Temperatur von 50°C auf einer
Kochplatte für 2h in einer Glovebox getrocknet. Die Schichtdicke der Proben betrug ca.
140 nm.
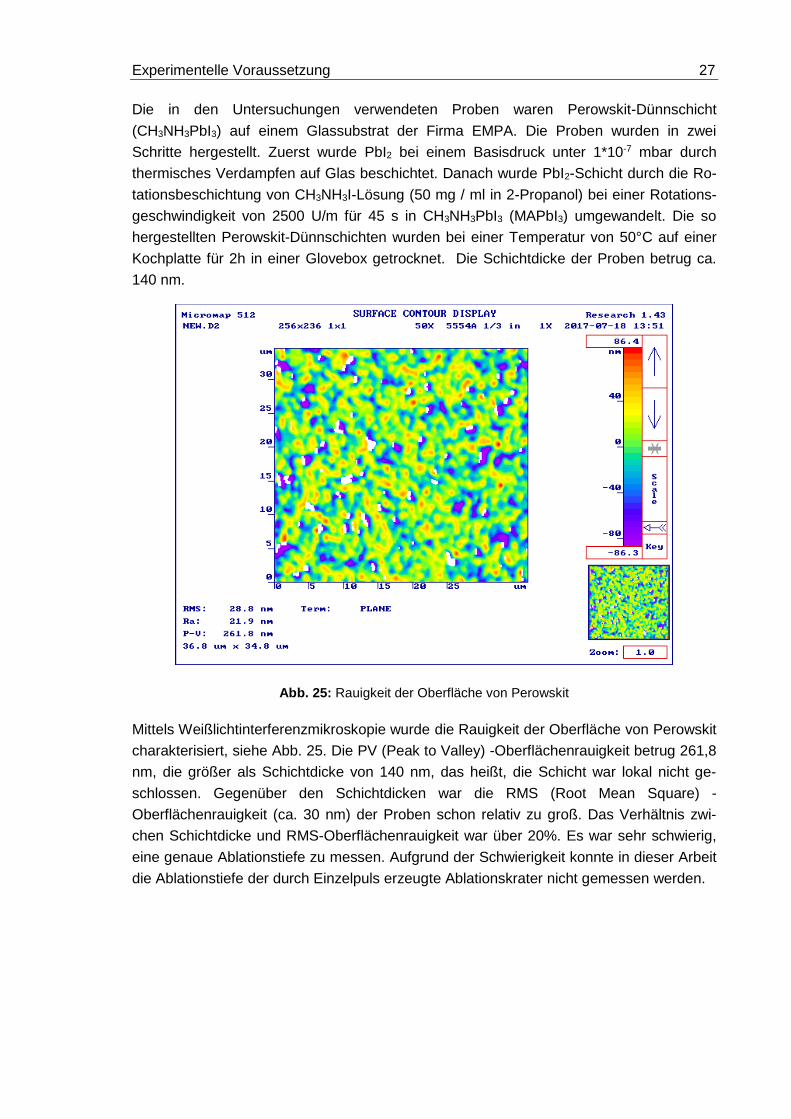
Abb. 25: Rauigkeit der Oberfläche von Perowskit
Mittels Weißlichtinterferenzmikroskopie wurde die Rauigkeit der Oberfläche von Perowskit
charakterisiert, siehe Abb. 25. Die PV (Peak to Valley) -Oberflächenrauigkeit betrug 261,8
nm, die größer als Schichtdicke von 140 nm, das heißt, die Schicht war lokal nicht ge-
schlossen. Gegenüber den Schichtdicken war die RMS (Root Mean Square) -
Oberflächenrauigkeit (ca. 30 nm) der Proben schon relativ zu groß. Das Verhältnis zwi-
chen Schichtdicke und RMS-Oberflächenrauigkeit war über 20%. Es war sehr schwierig,
eine genaue Ablationstiefe zu messen. Aufgrund der Schwierigkeit konnte in dieser Arbeit
die Ablationstiefe der durch Einzelpuls erzeugte Ablationskrater nicht gemessen werden.
28 Ergebnisse und Diskussion
4 Ergebnisse und Diskussion
4.1 Herstellung von Perowskit
In diesem Kapitel werden die Untersuchungen zur Herstellung von Perowskit mit ver-
schiedenen Prozessparametern anhand der Literatur vorgestellt und näher erläutert.
Als Substrat wurde ein Objektträger für die Lichtmikroskopie mit der Größe von 76*26 mm
verwendet. Zunächst wurde der Objektträger in drei Stücke geschnitten, wobei jedes
Stück eine Größe von ca. 25*26 mm hatte. Das Substrat wurde mit Lösungsmittel
(CH3CH2OH) für das Polymer gereinigt und danach mittels Stickstoff mit Hochdruck ge-
trocknet. Vor der Beschichtung von Perowskit wurden die Oberflächen vom Substrat mit-
tels UV-Licht/Ozon einseitig ca. drei Minuten aktiviert. Die Wellenlänge des verwendeten
UV-Licht war 220 nm und die Konzentration des Umgebungssauerstoffs war 0,25%.
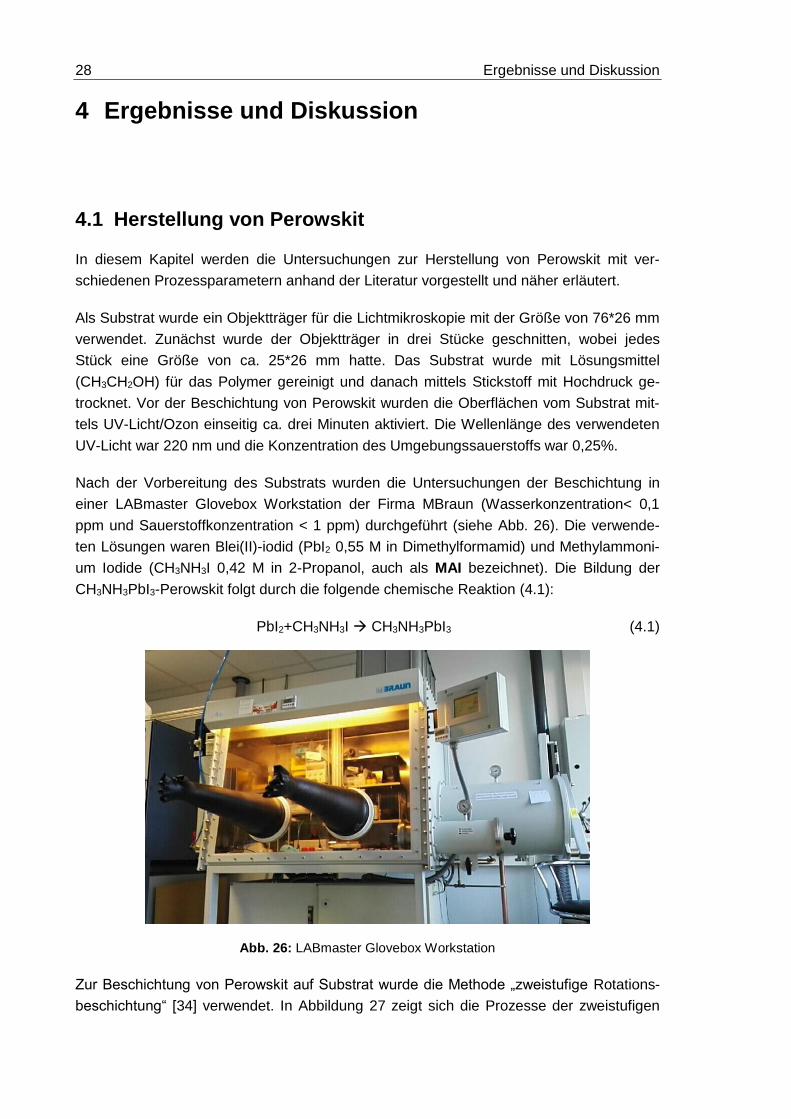
Nach der Vorbereitung des Substrats wurden die Untersuchungen der Beschichtung in
einer LABmaster Glovebox Workstation der Firma MBraun (Wasserkonzentration< 0,1
ppm und Sauerstoffkonzentration < 1 ppm) durchgeführt (siehe Abb. 26). Die verwende-
ten Lösungen waren Blei(II)-iodid (PbI2 0,55 M in Dimethylformamid) und Methylammoni-
um Iodide (CH3NH3I 0,42 M in 2-Propanol, auch als MAI bezeichnet). Die Bildung der
CH3NH3PbI3-Perowskit folgt durch die folgende chemische Reaktion (4.1):
PbI2+CH3NH3I CH3NH3PbI3 (4.1)
Abb. 26: LABmaster Glovebox Workstation
Zur Beschichtung von Perowskit auf Substrat wurde die Methode „zweistufige Rotations-
beschichtung“ [34] verwendet. In Abbildung 27 zeigt sich die Prozesse der zweistufigen
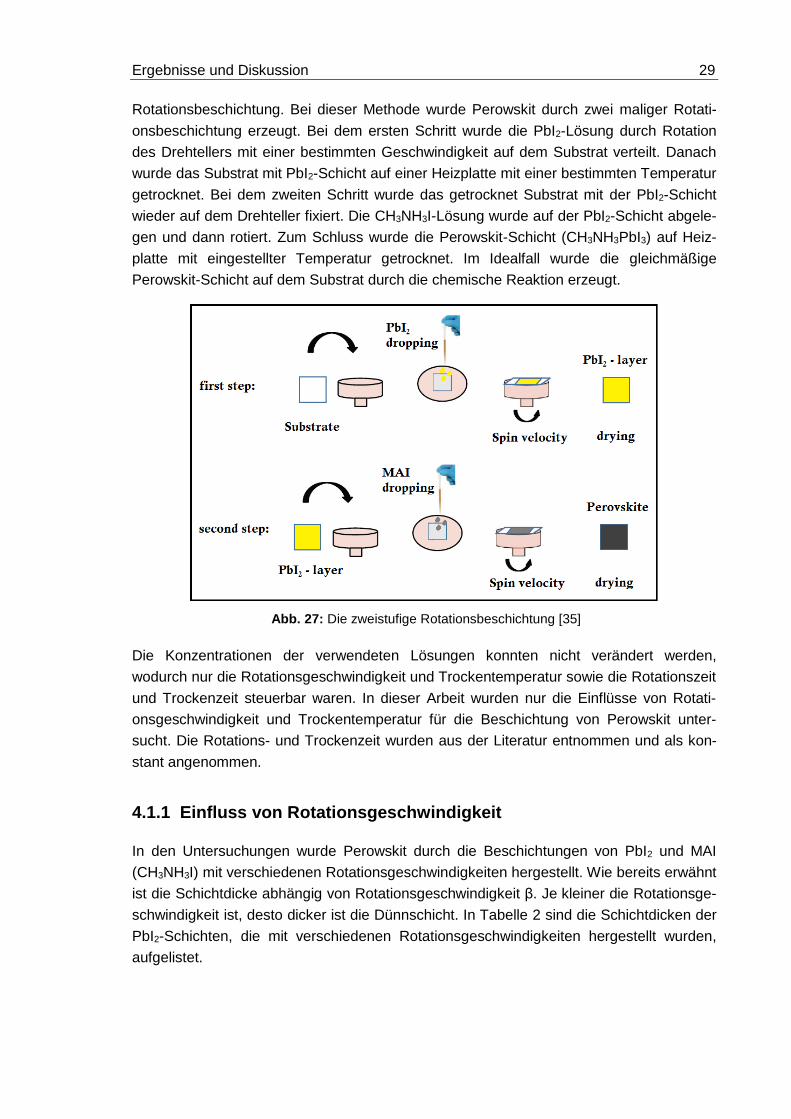
Ergebnisse und Diskussion 29
Rotationsbeschichtung. Bei dieser Methode wurde Perowskit durch zwei maliger Rotati-
onsbeschichtung erzeugt. Bei dem ersten Schritt wurde die PbI2-Lösung durch Rotation
des Drehtellers mit einer bestimmten Geschwindigkeit auf dem Substrat verteilt. Danach
wurde das Substrat mit PbI2-Schicht auf einer Heizplatte mit einer bestimmten Temperatur
getrocknet. Bei dem zweiten Schritt wurde das getrocknet Substrat mit der PbI2-Schicht
wieder auf dem Drehteller fixiert. Die CH3NH3I-Lösung wurde auf der PbI2-Schicht abgele-
gen und dann rotiert. Zum Schluss wurde die Perowskit-Schicht (CH3NH3PbI3) auf Heiz-
platte mit eingestellter Temperatur getrocknet. Im Idealfall wurde die gleichmäßige
Perowskit-Schicht auf dem Substrat durch die chemische Reaktion erzeugt.
Abb. 27: Die zweistufige Rotationsbeschichtung [35]
Die Konzentrationen der verwendeten Lösungen konnten nicht verändert werden,
wodurch nur die Rotationsgeschwindigkeit und Trockentemperatur sowie die Rotationszeit
und Trockenzeit steuerbar waren. In dieser Arbeit wurden nur die Einflüsse von Rotati-
onsgeschwindigkeit und Trockentemperatur für die Beschichtung von Perowskit unter-
sucht. Die Rotations- und Trockenzeit wurden aus der Literatur entnommen und als kon-
stant angenommen.
4.1.1 Einfluss von Rotationsgeschwindigkeit
In den Untersuchungen wurde Perowskit durch die Beschichtungen von PbI2 und MAI
(CH3NH3I) mit verschiedenen Rotationsgeschwindigkeiten hergestellt. Wie bereits erwähnt
ist die Schichtdicke abhängig von Rotationsgeschwindigkeit β. Je kleiner die Rotationsge-
schwindigkeit ist, desto dicker ist die Dünnschicht. In Tabelle 2 sind die Schichtdicken der
PbI2-Schichten, die mit verschiedenen Rotationsgeschwindigkeiten hergestellt wurden,
aufgelistet.
30 Ergebnisse und Diskussion
Tab. 2: Schichtdicke von PbI2-Schicht bei verschiedenen Rotationsgeschwindigkeiten
Rotationsgeschwindigkeit [rps] Schichtdicke [nm]
100 56
25 105
10 154
*[rps]: Umdrehung pro Sekunde
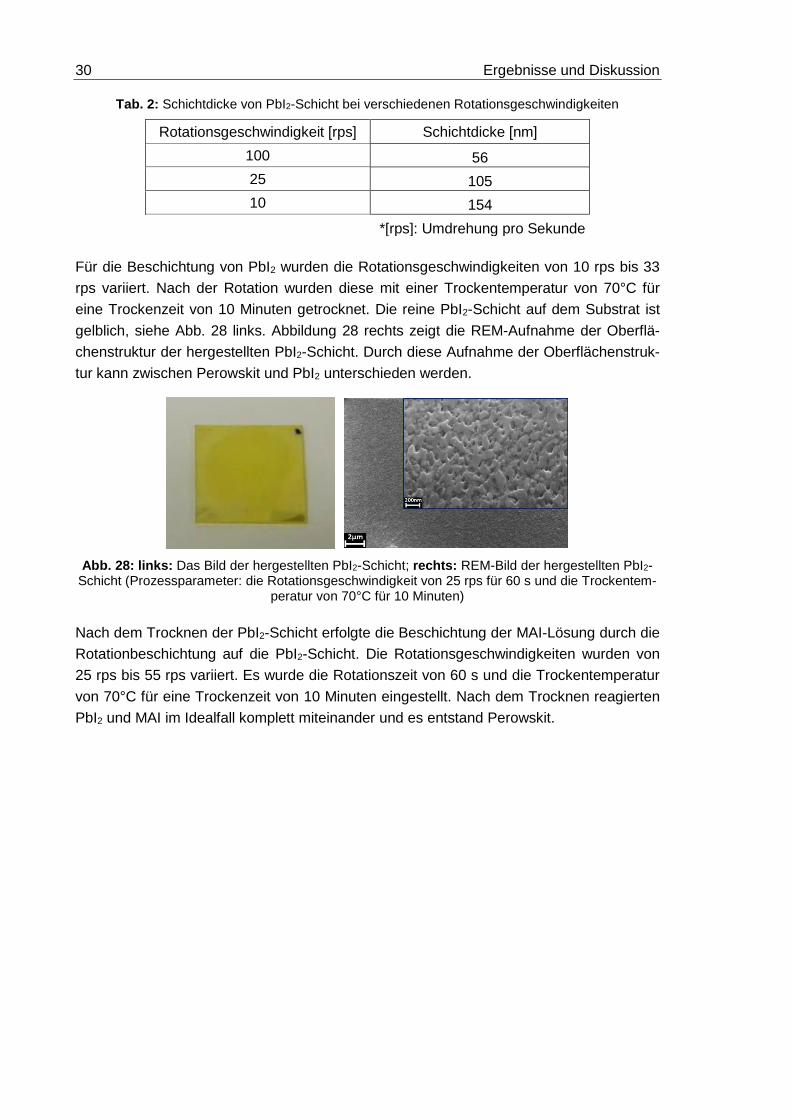
Für die Beschichtung von PbI2 wurden die Rotationsgeschwindigkeiten von 10 rps bis 33
rps variiert. Nach der Rotation wurden diese mit einer Trockentemperatur von 70°C für
eine Trockenzeit von 10 Minuten getrocknet. Die reine PbI2-Schicht auf dem Substrat ist
gelblich, siehe Abb. 28 links. Abbildung 28 rechts zeigt die REM-Aufnahme der Oberflä-
chenstruktur der hergestellten PbI2-Schicht. Durch diese Aufnahme der Oberflächenstruk-
tur kann zwischen Perowskit und PbI2 unterschieden werden.
Abb. 28: links: Das Bild der hergestellten PbI2-Schicht; rechts: REM-Bild der hergestellten PbI2-Schicht (Prozessparameter: die Rotationsgeschwindigkeit von 25 rps für 60 s und die Trockentem-
peratur von 70°C für 10 Minuten)
Nach dem Trocknen der PbI2-Schicht erfolgte die Beschichtung der MAI-Lösung durch die
Rotationbeschichtung auf die PbI2-Schicht. Die Rotationsgeschwindigkeiten wurden von
25 rps bis 55 rps variiert. Es wurde die Rotationszeit von 60 s und die Trockentemperatur
von 70°C für eine Trockenzeit von 10 Minuten eingestellt. Nach dem Trocknen reagierten
PbI2 und MAI im Idealfall komplett miteinander und es entstand Perowskit.
Ergebnisse und Diskussion 31
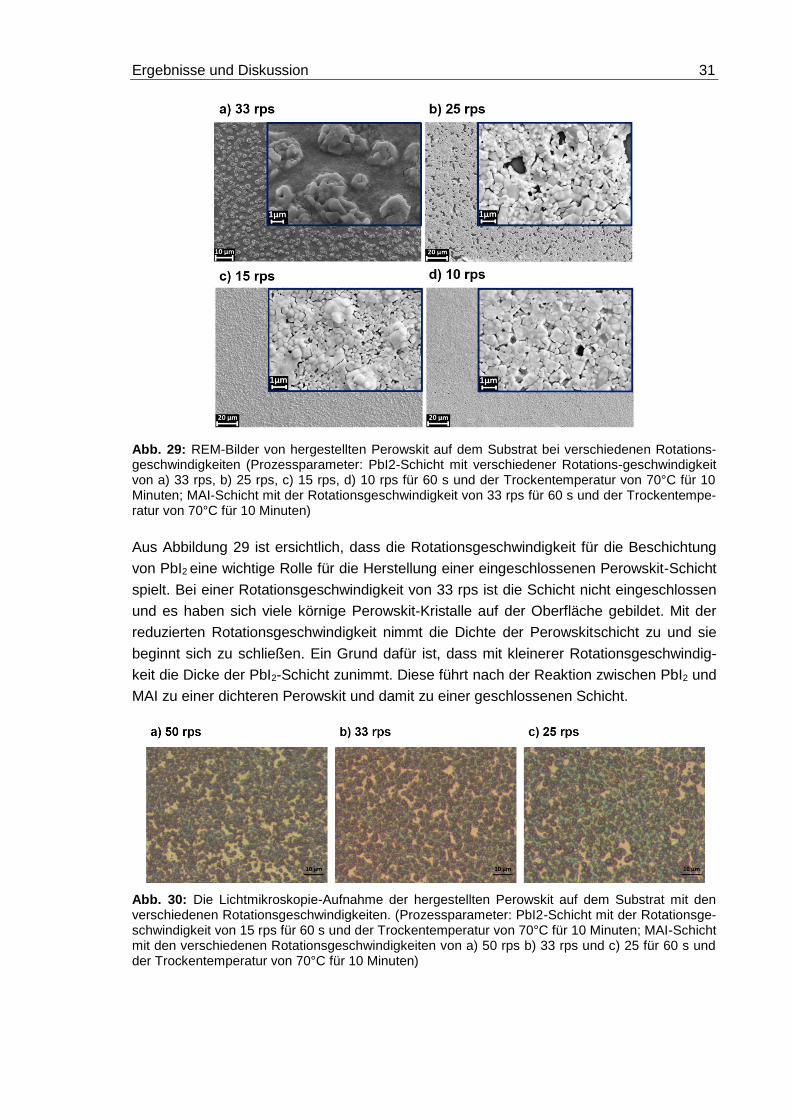
Abb. 29: REM-Bilder von hergestellten Perowskit auf dem Substrat bei verschiedenen Rotations-geschwindigkeiten (Prozessparameter: PbI2-Schicht mit verschiedener Rotations-geschwindigkeit von a) 33 rps, b) 25 rps, c) 15 rps, d) 10 rps für 60 s und der Trockentemperatur von 70°C für 10 Minuten; MAI-Schicht mit der Rotationsgeschwindigkeit von 33 rps für 60 s und der Trockentempe-ratur von 70°C für 10 Minuten)
Aus Abbildung 29 ist ersichtlich, dass die Rotationsgeschwindigkeit für die Beschichtung
von PbI2 eine wichtige Rolle für die Herstellung einer eingeschlossenen Perowskit-Schicht
spielt. Bei einer Rotationsgeschwindigkeit von 33 rps ist die Schicht nicht eingeschlossen
und es haben sich viele körnige Perowskit-Kristalle auf der Oberfläche gebildet. Mit der
reduzierten Rotationsgeschwindigkeit nimmt die Dichte der Perowskitschicht zu und sie
beginnt sich zu schließen. Ein Grund dafür ist, dass mit kleinerer Rotationsgeschwindig-
keit die Dicke der PbI2-Schicht zunimmt. Diese führt nach der Reaktion zwischen PbI2 und
MAI zu einer dichteren Perowskit und damit zu einer geschlossenen Schicht.
Abb. 30: Die Lichtmikroskopie-Aufnahme der hergestellten Perowskit auf dem Substrat mit den verschiedenen Rotationsgeschwindigkeiten. (Prozessparameter: PbI2-Schicht mit der Rotationsge-schwindigkeit von 15 rps für 60 s und der Trockentemperatur von 70°C für 10 Minuten; MAI-Schicht mit den verschiedenen Rotationsgeschwindigkeiten von a) 50 rps b) 33 rps und c) 25 für 60 s und der Trockentemperatur von 70°C für 10 Minuten)
32 Ergebnisse und Diskussion
Abbildung 30 zeigt die optischen Aufnahmen der Perowskitschichten, die mit verschiede-
nen Rotationsgeschwindigkeiten (MAI) hergestellt wurden. Es ist erkennbar, dass die
Schichten nicht geschlossen und auch viele körnige Kristalle auf der Oberfläche entstan-
den sind. Zwischen den Rotationsgeschwindigkeiten gibt es keine nennenswerten Unter-
schiede. Somit ist festzustellen, dass die Oberflächenqualität der Perowskit hauptsächlich
durch die Dicke der PbI2-Schicht bestimmt wird. Die MAI-Schicht spielt daher nur eine
zweitrangige Rolle. Falls die Dicke der PbI2-Schicht zu dünn ist, wachsen die durch die
Reaktion von PbI2 und MAI erzeugten Perowskit-Kristalle nur sporadisch und erzeugen
damit viele auseinanderliegende körnige Kristallstrukturen. Falls die Dicke der PbI2-
Schicht dick genug ist, verbinden sich alle erzeugten Perowskit-Kristalle und es entsteht
eine relativ geschlossene Perowskit-Schicht.
Jedoch kann die MAI-Schicht nicht dicker als die PbI2-Schicht sein, bzw. die Rotationsge-
schwindigkeit für Beschichtung von MAI muss größer als für Beschichtung von PbI2 sein.
Ansonsten entstehen unerwünschte MAI-Kristalle auf der Oberfläche des Perowskit nach
der kompletten Reaktion mit PbI2.
4.1.2 Einfluss von Trockentemperatur
In diesem Kapitel wird der Einfluss von der Trockentemperatur bei der Beschichtung von
MAI auf die Herstellung von Perowskit erläutert. Für beide Beschichtungen wurde die Ro-
tationsgeschwindigkeit auf 100 rps und die Rotationszeit auf 60 s eingestellt. Die Trocken-
temperatur für die PbI2-Schicht wurde auf 70°C mit einer Trockenzeit von 10 Minuten fest-
gesetzt. Die Trockentemperaturen für die MAI-Schicht wurden auf 100°C, 150°C, 170°C
mit einer Trockenzeit von 10 Minuten variiert. Diese Prozessparameter wurden aus der
Literatur [36] entnommen. Der Grund dafür ist, die Konzentration von PbI2- und MAI-
Lösung in [36] sind ähnlich wie in dieser Arbeit und in [36] wird eine gute geschlossene
Perowskit-Schicht hergestellt.
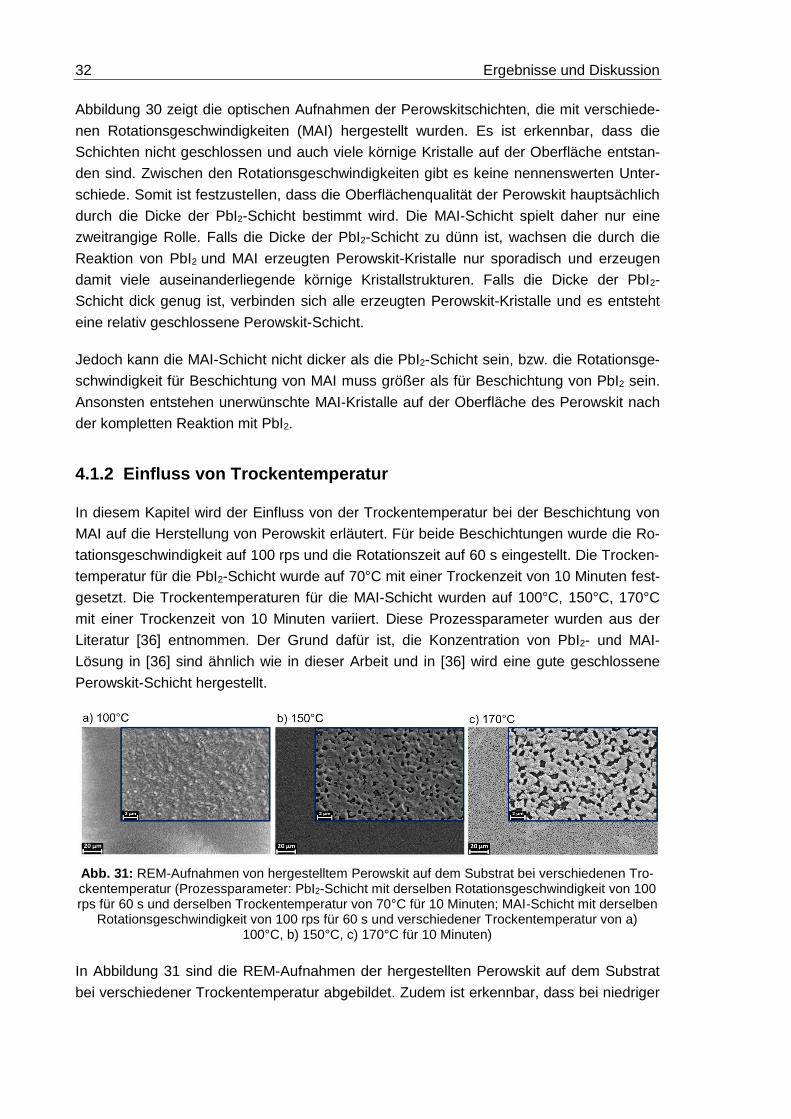
Abb. 31: REM-Aufnahmen von hergestelltem Perowskit auf dem Substrat bei verschiedenen Tro-ckentemperatur (Prozessparameter: PbI2-Schicht mit derselben Rotationsgeschwindigkeit von 100 rps für 60 s und derselben Trockentemperatur von 70°C für 10 Minuten; MAI-Schicht mit derselben
Rotationsgeschwindigkeit von 100 rps für 60 s und verschiedener Trockentemperatur von a) 100°C, b) 150°C, c) 170°C für 10 Minuten)
In Abbildung 31 sind die REM-Aufnahmen der hergestellten Perowskit auf dem Substrat
bei verschiedener Trockentemperatur abgebildet. Zudem ist erkennbar, dass bei niedriger
Ergebnisse und Diskussion 33
Trockentemperatur eine geschlossene Perowskit-Schicht entsteht, während bei höherer
Trockentemperatur die Schicht nicht geschlossen ist und die Lücken größer werden. Ein
Grund für das Phänomen kann die Degeneration von Perowskit bei einer hohen Trocken-
temperatur sein.
4.1.3 XRD-Spektrum
In der Arbeit wurden auch die hergestellten Schichten mittels Röntgendiffraktometrie un-
tersucht. Durch kontinuierliches Drehen der Röntgenstrahlquelle und des Röntgendetek-
tors relativ zueinander werden alle möglichen reflektierten Beugungsmaxima detektiert.
Das charakterisierte XRD-Spektrum ist in Abbildung 32 gekennzeichnet.
Abb. 32: XRD-Spektrum der hergestellten Schichten (PbI2, MAI und Perowskit)
Wie in Abb. 32 gezeigt, weist die Perowskit-Schicht starke Beugungsmuster bei 14,2º,
28,5º und 31,9º auf. Diese Beugungsmuster sind zu (110), (220) bzw. (310) von Perowskit
zugeordnet. Eine Begründung für das Beugungsmuster bei 11,4° (rotes Sternchen) ist
noch nicht gefunden und bedarf weiterer Untersuchungen. In der Literatur wird berichtet,
dass ein Beugungsmuster bei 12,7° aus PbI2 einhergeht, die aufgrund des überschüssi-
gen PbI2 im Perowskit überbleibt. Aber in dieser Arbeit verschwinden alle Beugungsmus-
ter von PbI2 und MAI für die Perowskit-Schicht, was darauf hinweist, dass sich alle PbI2
und MAI in Perowskit umwandelt haben.
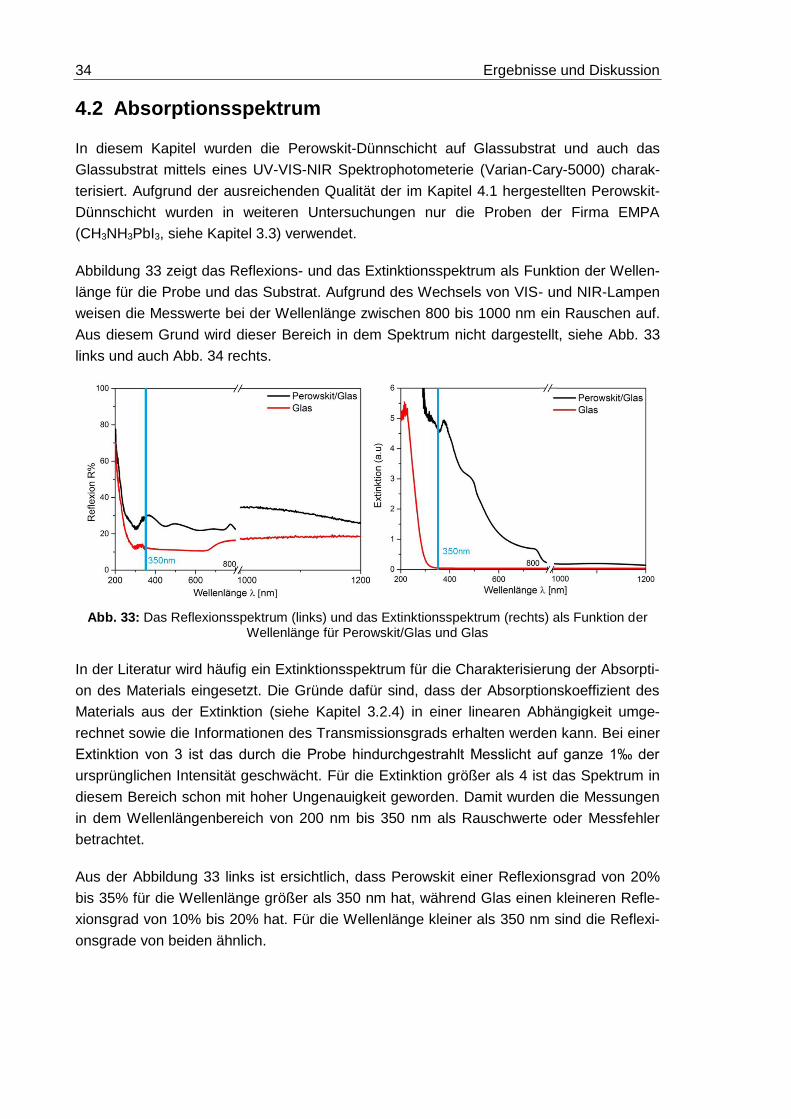
34 Ergebnisse und Diskussion
4.2 Absorptionsspektrum
In diesem Kapitel wurden die Perowskit-Dünnschicht auf Glassubstrat und auch das
Glassubstrat mittels eines UV-VIS-NIR Spektrophotometerie (Varian-Cary-5000) charak-
terisiert. Aufgrund der ausreichenden Qualität der im Kapitel 4.1 hergestellten Perowskit-
Dünnschicht wurden in weiteren Untersuchungen nur die Proben der Firma EMPA
(CH3NH3PbI3, siehe Kapitel 3.3) verwendet.
Abbildung 33 zeigt das Reflexions- und das Extinktionsspektrum als Funktion der Wellen-
länge für die Probe und das Substrat. Aufgrund des Wechsels von VIS- und NIR-Lampen
weisen die Messwerte bei der Wellenlänge zwischen 800 bis 1000 nm ein Rauschen auf.
Aus diesem Grund wird dieser Bereich in dem Spektrum nicht dargestellt, siehe Abb. 33
links und auch Abb. 34 rechts.
Abb. 33: Das Reflexionsspektrum (links) und das Extinktionsspektrum (rechts) als Funktion der Wellenlänge für Perowskit/Glas und Glas
In der Literatur wird häufig ein Extinktionsspektrum für die Charakterisierung der Absorpti-
on des Materials eingesetzt. Die Gründe dafür sind, dass der Absorptionskoeffizient des
Materials aus der Extinktion (siehe Kapitel 3.2.4) in einer linearen Abhängigkeit umge-
rechnet sowie die Informationen des Transmissionsgrads erhalten werden kann. Bei einer
Extinktion von 3 ist das durch die Probe hindurchgestrahlt Messlicht auf ganze 1‰ der
ursprünglichen Intensität geschwächt. Für die Extinktion größer als 4 ist das Spektrum in
diesem Bereich schon mit hoher Ungenauigkeit geworden. Damit wurden die Messungen
in dem Wellenlängenbereich von 200 nm bis 350 nm als Rauschwerte oder Messfehler
betrachtet.
Aus der Abbildung 33 links ist ersichtlich, dass Perowskit einer Reflexionsgrad von 20%
bis 35% für die Wellenlänge größer als 350 nm hat, während Glas einen kleineren Refle-
xionsgrad von 10% bis 20% hat. Für die Wellenlänge kleiner als 350 nm sind die Reflexi-
onsgrade von beiden ähnlich.
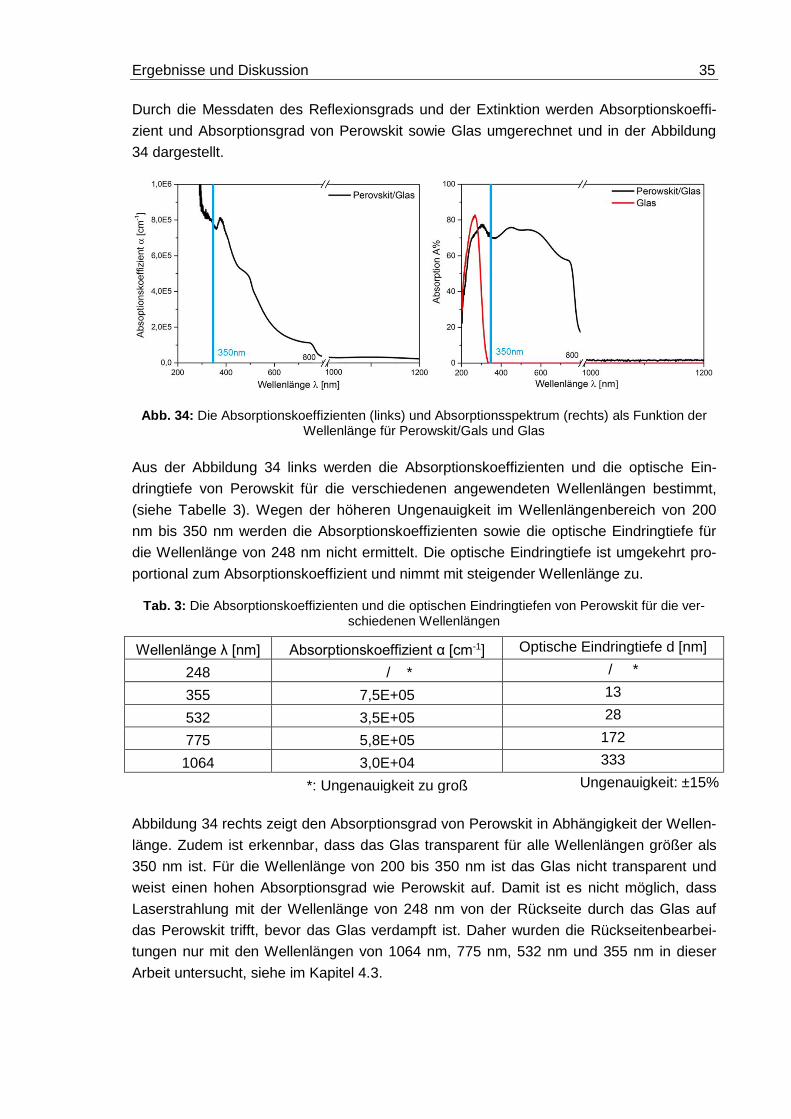
Ergebnisse und Diskussion 35
Durch die Messdaten des Reflexionsgrads und der Extinktion werden Absorptionskoeffi-
zient und Absorptionsgrad von Perowskit sowie Glas umgerechnet und in der Abbildung
34 dargestellt.
Abb. 34: Die Absorptionskoeffizienten (links) und Absorptionsspektrum (rechts) als Funktion der Wellenlänge für Perowskit/Gals und Glas
Aus der Abbildung 34 links werden die Absorptionskoeffizienten und die optische Ein-
dringtiefe von Perowskit für die verschiedenen angewendeten Wellenlängen bestimmt,
(siehe Tabelle 3). Wegen der höheren Ungenauigkeit im Wellenlängenbereich von 200
nm bis 350 nm werden die Absorptionskoeffizienten sowie die optische Eindringtiefe für
die Wellenlänge von 248 nm nicht ermittelt. Die optische Eindringtiefe ist umgekehrt pro-
portional zum Absorptionskoeffizient und nimmt mit steigender Wellenlänge zu.
Tab. 3: Die Absorptionskoeffizienten und die optischen Eindringtiefen von Perowskit für die ver-schiedenen Wellenlängen
Wellenlänge λ [nm] Absorptionskoeffizient α [cm-1] Optische Eindringtiefe d [nm]
248 / * / *
355 7,5E+05 13
532 3,5E+05 28
775 5,8E+05 172
1064 3,0E+04 333
*: Ungenauigkeit zu groß Ungenauigkeit: ±15%
Abbildung 34 rechts zeigt den Absorptionsgrad von Perowskit in Abhängigkeit der Wellen-
länge. Zudem ist erkennbar, dass das Glas transparent für alle Wellenlängen größer als
350 nm ist. Für die Wellenlänge von 200 bis 350 nm ist das Glas nicht transparent und
weist einen hohen Absorptionsgrad wie Perowskit auf. Damit ist es nicht möglich, dass
Laserstrahlung mit der Wellenlänge von 248 nm von der Rückseite durch das Glas auf
das Perowskit trifft, bevor das Glas verdampft ist. Daher wurden die Rückseitenbearbei-
tungen nur mit den Wellenlängen von 1064 nm, 775 nm, 532 nm und 355 nm in dieser
Arbeit untersucht, siehe im Kapitel 4.3.
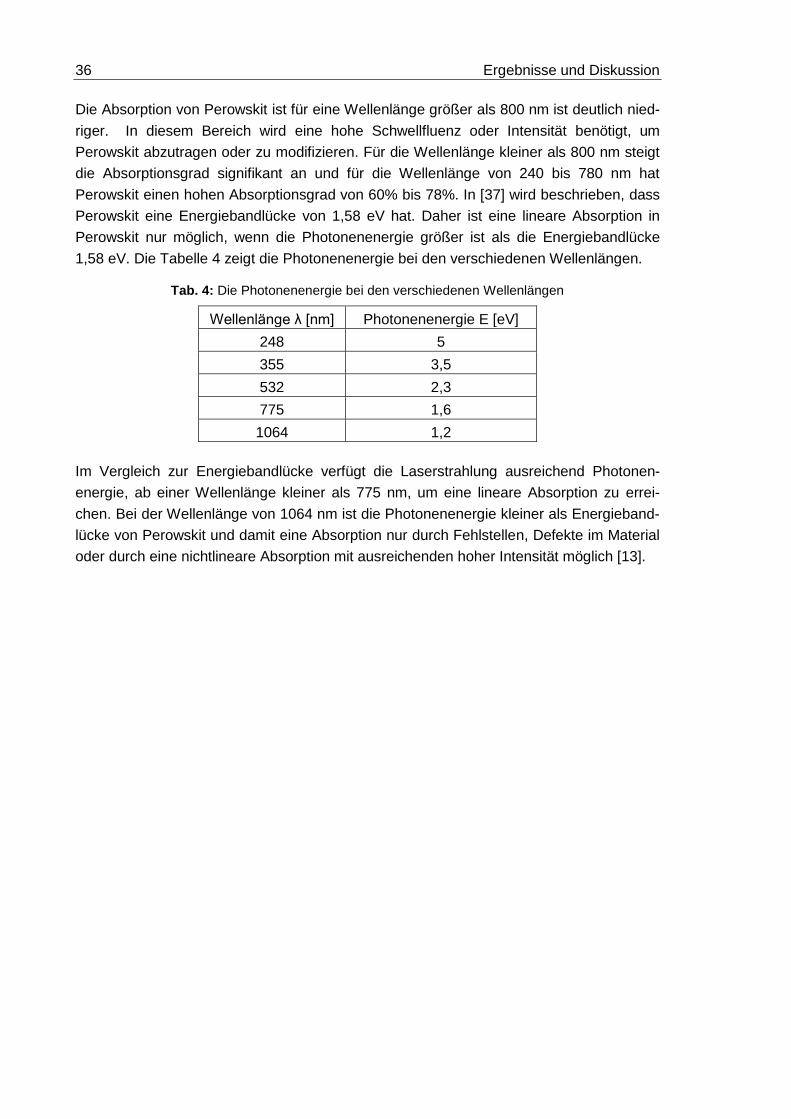
36 Ergebnisse und Diskussion
Die Absorption von Perowskit ist für eine Wellenlänge größer als 800 nm ist deutlich nied-
riger. In diesem Bereich wird eine hohe Schwellfluenz oder Intensität benötigt, um
Perowskit abzutragen oder zu modifizieren. Für die Wellenlänge kleiner als 800 nm steigt
die Absorptionsgrad signifikant an und für die Wellenlänge von 240 bis 780 nm hat
Perowskit einen hohen Absorptionsgrad von 60% bis 78%. In [37] wird beschrieben, dass
Perowskit eine Energiebandlücke von 1,58 eV hat. Daher ist eine lineare Absorption in
Perowskit nur möglich, wenn die Photonenenergie größer ist als die Energiebandlücke
1,58 eV. Die Tabelle 4 zeigt die Photonenenergie bei den verschiedenen Wellenlängen.
Tab. 4: Die Photonenenergie bei den verschiedenen Wellenlängen
Wellenlänge λ [nm] Photonenenergie E [eV]
248 5
355 3,5
532 2,3
775 1,6
1064 1,2
Im Vergleich zur Energiebandlücke verfügt die Laserstrahlung ausreichend Photonen-
energie, ab einer Wellenlänge kleiner als 775 nm, um eine lineare Absorption zu errei-
chen. Bei der Wellenlänge von 1064 nm ist die Photonenenergie kleiner als Energieband-
lücke von Perowskit und damit eine Absorption nur durch Fehlstellen, Defekte im Material
oder durch eine nichtlineare Absorption mit ausreichenden hoher Intensität möglich [13].
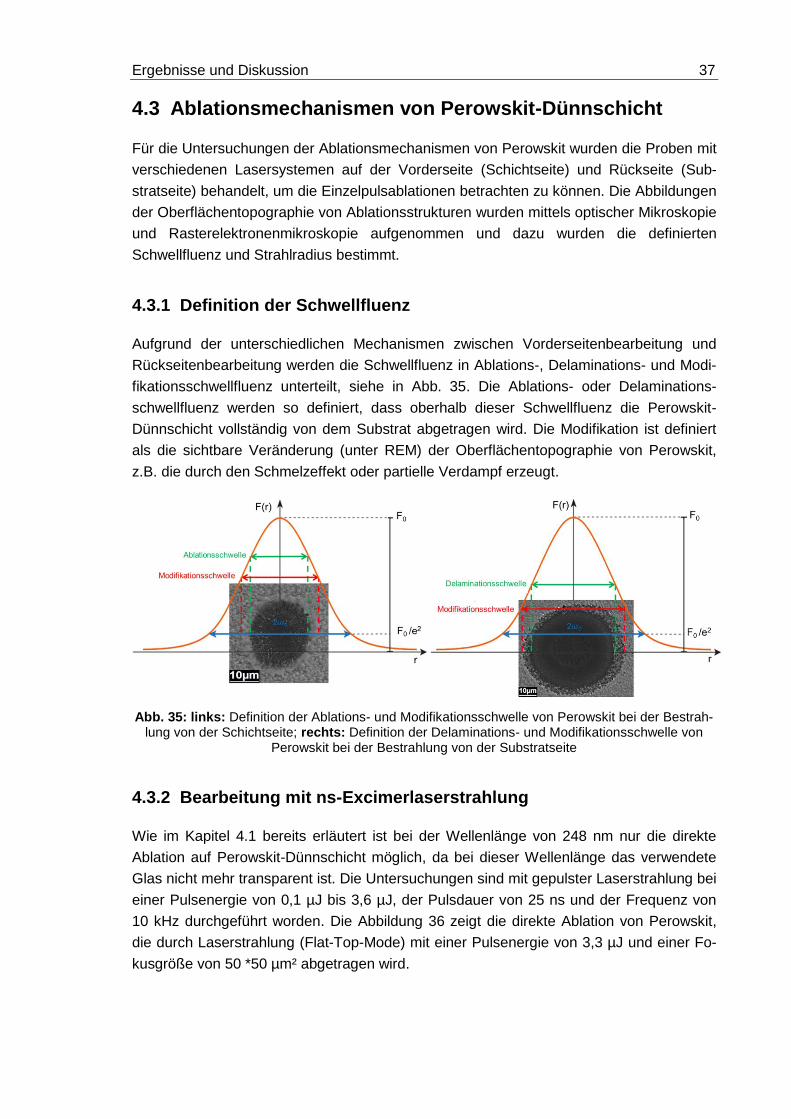
Ergebnisse und Diskussion 37
4.3 Ablationsmechanismen von Perowskit-Dünnschicht
Für die Untersuchungen der Ablationsmechanismen von Perowskit wurden die Proben mit
verschiedenen Lasersystemen auf der Vorderseite (Schichtseite) und Rückseite (Sub-
stratseite) behandelt, um die Einzelpulsablationen betrachten zu können. Die Abbildungen
der Oberflächentopographie von Ablationsstrukturen wurden mittels optischer Mikroskopie
und Rasterelektronenmikroskopie aufgenommen und dazu wurden die definierten
Schwellfluenz und Strahlradius bestimmt.
4.3.1 Definition der Schwellfluenz
Aufgrund der unterschiedlichen Mechanismen zwischen Vorderseitenbearbeitung und
Rückseitenbearbeitung werden die Schwellfluenz in Ablations-, Delaminations- und Modi-
fikationsschwellfluenz unterteilt, siehe in Abb. 35. Die Ablations- oder Delaminations-
schwellfluenz werden so definiert, dass oberhalb dieser Schwellfluenz die Perowskit-
Dünnschicht vollständig von dem Substrat abgetragen wird. Die Modifikation ist definiert
als die sichtbare Veränderung (unter REM) der Oberflächentopographie von Perowskit,
z.B. die durch den Schmelzeffekt oder partielle Verdampf erzeugt.
Abb. 35: links: Definition der Ablations- und Modifikationsschwelle von Perowskit bei der Bestrah-lung von der Schichtseite; rechts: Definition der Delaminations- und Modifikationsschwelle von
Perowskit bei der Bestrahlung von der Substratseite
4.3.2 Bearbeitung mit ns-Excimerlaserstrahlung
Wie im Kapitel 4.1 bereits erläutert ist bei der Wellenlänge von 248 nm nur die direkte
Ablation auf Perowskit-Dünnschicht möglich, da bei dieser Wellenlänge das verwendete
Glas nicht mehr transparent ist. Die Untersuchungen sind mit gepulster Laserstrahlung bei
einer Pulsenergie von 0,1 µJ bis 3,6 µJ, der Pulsdauer von 25 ns und der Frequenz von
10 kHz durchgeführt worden. Die Abbildung 36 zeigt die direkte Ablation von Perowskit,
die durch Laserstrahlung (Flat-Top-Mode) mit einer Pulsenergie von 3,3 µJ und einer Fo-
kusgröße von 50 *50 µm² abgetragen wird.
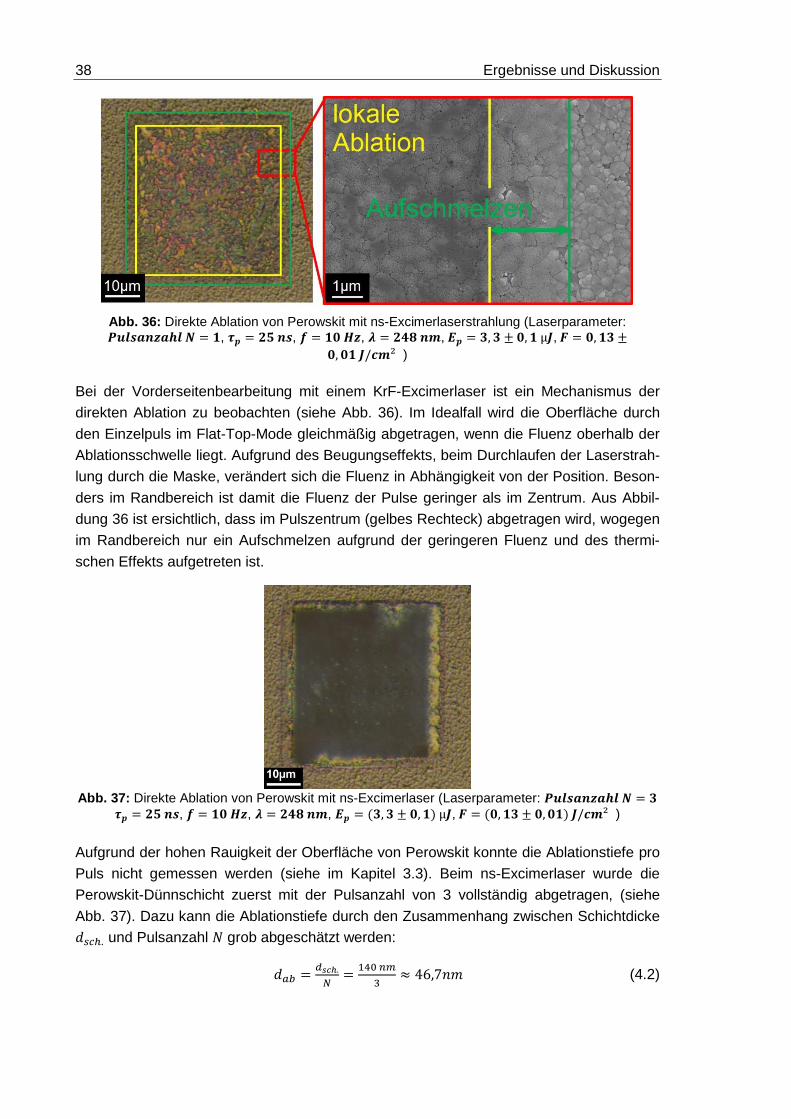
38 Ergebnisse und Diskussion
Abb. 36: Direkte Ablation von Perowskit mit ns-Excimerlaserstrahlung (Laserparameter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏, 𝝉𝒑 = 𝟐𝟓 𝒏𝒔, 𝒇 = 𝟏𝟎 𝑯𝒛, 𝝀 = 𝟐𝟒𝟖 𝒏𝒎, 𝑬𝒑 = 𝟑, 𝟑 ± 𝟎, 𝟏 µ𝑱, 𝑭 = 𝟎, 𝟏𝟑 ±
𝟎, 𝟎𝟏 𝑱/𝒄𝒎² )
Bei der Vorderseitenbearbeitung mit einem KrF-Excimerlaser ist ein Mechanismus der
direkten Ablation zu beobachten (siehe Abb. 36). Im Idealfall wird die Oberfläche durch
den Einzelpuls im Flat-Top-Mode gleichmäßig abgetragen, wenn die Fluenz oberhalb der
Ablationsschwelle liegt. Aufgrund des Beugungseffekts, beim Durchlaufen der Laserstrah-
lung durch die Maske, verändert sich die Fluenz in Abhängigkeit von der Position. Beson-
ders im Randbereich ist damit die Fluenz der Pulse geringer als im Zentrum. Aus Abbil-
dung 36 ist ersichtlich, dass im Pulszentrum (gelbes Rechteck) abgetragen wird, wogegen
im Randbereich nur ein Aufschmelzen aufgrund der geringeren Fluenz und des thermi-
schen Effekts aufgetreten ist.
Abb. 37: Direkte Ablation von Perowskit mit ns-Excimerlaser (Laserparameter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟑
𝝉𝒑 = 𝟐𝟓 𝒏𝒔, 𝒇 = 𝟏𝟎 𝑯𝒛, 𝝀 = 𝟐𝟒𝟖 𝒏𝒎, 𝑬𝒑 = (𝟑, 𝟑 ± 𝟎, 𝟏) µ𝑱, 𝑭 = (𝟎, 𝟏𝟑 ± 𝟎, 𝟎𝟏) 𝑱/𝒄𝒎² )
Aufgrund der hohen Rauigkeit der Oberfläche von Perowskit konnte die Ablationstiefe pro
Puls nicht gemessen werden (siehe im Kapitel 3.3). Beim ns-Excimerlaser wurde die
Perowskit-Dünnschicht zuerst mit der Pulsanzahl von 3 vollständig abgetragen, (siehe
Abb. 37). Dazu kann die Ablationstiefe durch den Zusammenhang zwischen Schichtdicke
𝑑𝑠𝑐ℎ. und Pulsanzahl 𝑁 grob abgeschätzt werden:
𝑑𝑎𝑏 =𝑑𝑠𝑐ℎ.
𝑁=
140 𝑛𝑚
3≈ 46,7𝑛𝑚 (4.2)

Ergebnisse und Diskussion 39
4.3.3 Bearbeitung mit ns-Faserlaserstrahlung
Bei der Bearbeitung mit Faserlaserstrahlung wurde Perowskit mit dem einzelnen Puls von
der Vorderseite oder der Rückseite untersucht. Für diese Untersuchungen wurde jeweils
mit der Pulsenergie von 10 µJ bis 100 µJ, der Pulsdauer von 300 ns und der Frequenz
von 100 kHz gearbeitet. Die verwendete Laserstrahlung war ein Gaußstrahl mit einem
Strahlradius von 15 µm. Abbildung 38 zeigt die Ablationsstrukturen von Perowskit bei der
Vorderseiten- oder Rückseitenbearbeitung mit einer gleichen Fluenz von (22,6±2) J/cm².
Abb. 38: Vorderseiten- (links) und Rückseitenbearbeitung (rechts) mit ns-Laser (Laserparameter:
𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏, 𝑬𝒑 = (𝟖𝟎 ± 𝟒) µ𝑱, 𝑭 = (𝟐𝟐, 𝟔 ± 𝟐) 𝑱/𝒄𝒎²; 𝝉𝒑 = 𝟑𝟎𝟎 𝒏𝒔, 𝒇 = 𝟏𝟎𝟎 𝒌𝑯𝒛, 𝝀 =
𝟏𝟎𝟔𝟒 𝒏𝒎)
Bei der Vorderseiten- sowie Rückseitenbearbeitung wurde die Ablation als Hauptmecha-
nismus betrachtet. Die Ablationsstruktur ist durch die Gaußsche Intensitätsverteilung cha-
rakterisiert. Es wurde Perowskit im Ablationszentrum mit hoher Intensität verdampft und
außerhalb des Ablationszentrums zum größten Teil aufgeschmolzen und teilweise abge-
tragen.
Neben der Ablation wurde ein weiteres Phänomen bei Vorder- und Rückseitenbearbei-
tung beobachtet. Außerhalb der Ablationszone bzw. der Schmelzzone wurde einzelne
Perowskit-Kristallkörner angehoben, wobei die Fluenz niedriger als die Schmelzschwelle
war. Dieses Phänomen wird Grain-Lift-Off genannt. Ein Grund für die Entstehung vom
Grain-Lift-Off könnte die schwächere Verbindung von kleinen gegenüber den großen
Kornkristallen sein. Damit wird der kleine Kornkristall durch niedrige Fluenz abgehoben.
Der Vergleich der Ablationsstrukturen von der Vorder- und Rückseite weist für die abge-
hobenen Strukturen nur wenige Differenzen auf. Der sichtbare Unterschied ist nur eine
größere Schmelzzone, die durch die Defokussierung aufgrund der Strahlführung durch
Glas beeinflusst. Dieses Phänomen kann durch das Verhältnis von der thermischen Ein-
dringtiefe(Diffusionslänge) und der Schichtdicke erklärt werden. Für metallische Werkstof-
fe und Pulsdauern im Bereich von einigen Nanosekunden ist die thermische Eindringtiefe
meist größer als die optische Eindringtiefe. Tabelle 3 zeigt, dass die optische Eindringtiefe
von Laserstrahlung der Wellenläng von 1064 nm viel größer als die Schichtdicke ist. Das
bedeutet, dass bei einer Schichtdicke unterhalb der thermischen Eindringtiefe die Wech-
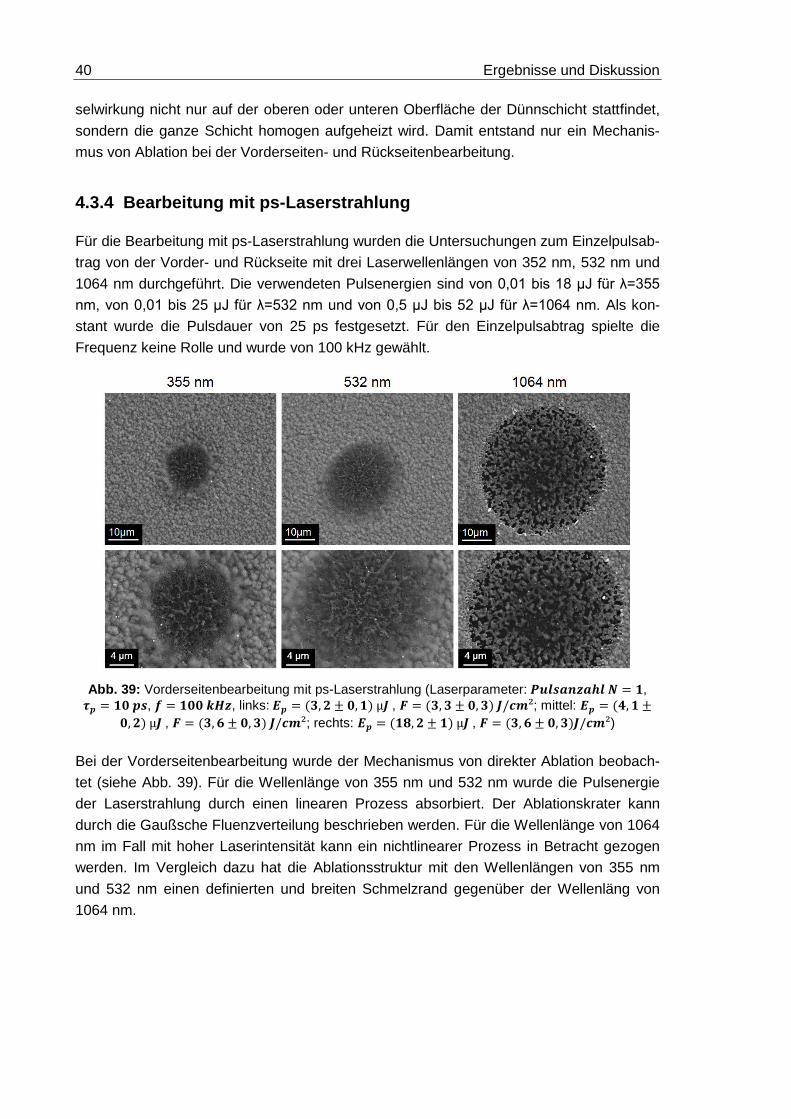
40 Ergebnisse und Diskussion
selwirkung nicht nur auf der oberen oder unteren Oberfläche der Dünnschicht stattfindet,
sondern die ganze Schicht homogen aufgeheizt wird. Damit entstand nur ein Mechanis-
mus von Ablation bei der Vorderseiten- und Rückseitenbearbeitung.
4.3.4 Bearbeitung mit ps-Laserstrahlung
Für die Bearbeitung mit ps-Laserstrahlung wurden die Untersuchungen zum Einzelpulsab-
trag von der Vorder- und Rückseite mit drei Laserwellenlängen von 352 nm, 532 nm und
1064 nm durchgeführt. Die verwendeten Pulsenergien sind von 0,01 bis 18 µJ für λ=355
nm, von 0,01 bis 25 µJ für λ=532 nm und von 0,5 µJ bis 52 µJ für λ=1064 nm. Als kon-
stant wurde die Pulsdauer von 25 ps festgesetzt. Für den Einzelpulsabtrag spielte die
Frequenz keine Rolle und wurde von 100 kHz gewählt.
Abb. 39: Vorderseitenbearbeitung mit ps-Laserstrahlung (Laserparameter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏,
𝝉𝒑 = 𝟏𝟎 𝒑𝒔, 𝒇 = 𝟏𝟎𝟎 𝒌𝑯𝒛, links: 𝑬𝒑 = (𝟑, 𝟐 ± 𝟎, 𝟏) µ𝑱 , 𝑭 = (𝟑, 𝟑 ± 𝟎, 𝟑) 𝑱/𝒄𝒎²; mittel: 𝑬𝒑 = (𝟒, 𝟏 ±
𝟎, 𝟐) µ𝑱 , 𝑭 = (𝟑, 𝟔 ± 𝟎, 𝟑) 𝑱/𝒄𝒎²; rechts: 𝑬𝒑 = (𝟏𝟖, 𝟐 ± 𝟏) µ𝑱 , 𝑭 = (𝟑, 𝟔 ± 𝟎, 𝟑)𝑱/𝒄𝒎²)
Bei der Vorderseitenbearbeitung wurde der Mechanismus von direkter Ablation beobach-
tet (siehe Abb. 39). Für die Wellenlänge von 355 nm und 532 nm wurde die Pulsenergie
der Laserstrahlung durch einen linearen Prozess absorbiert. Der Ablationskrater kann
durch die Gaußsche Fluenzverteilung beschrieben werden. Für die Wellenlänge von 1064
nm im Fall mit hoher Laserintensität kann ein nichtlinearer Prozess in Betracht gezogen
werden. Im Vergleich dazu hat die Ablationsstruktur mit den Wellenlängen von 355 nm
und 532 nm einen definierten und breiten Schmelzrand gegenüber der Wellenläng von
1064 nm.
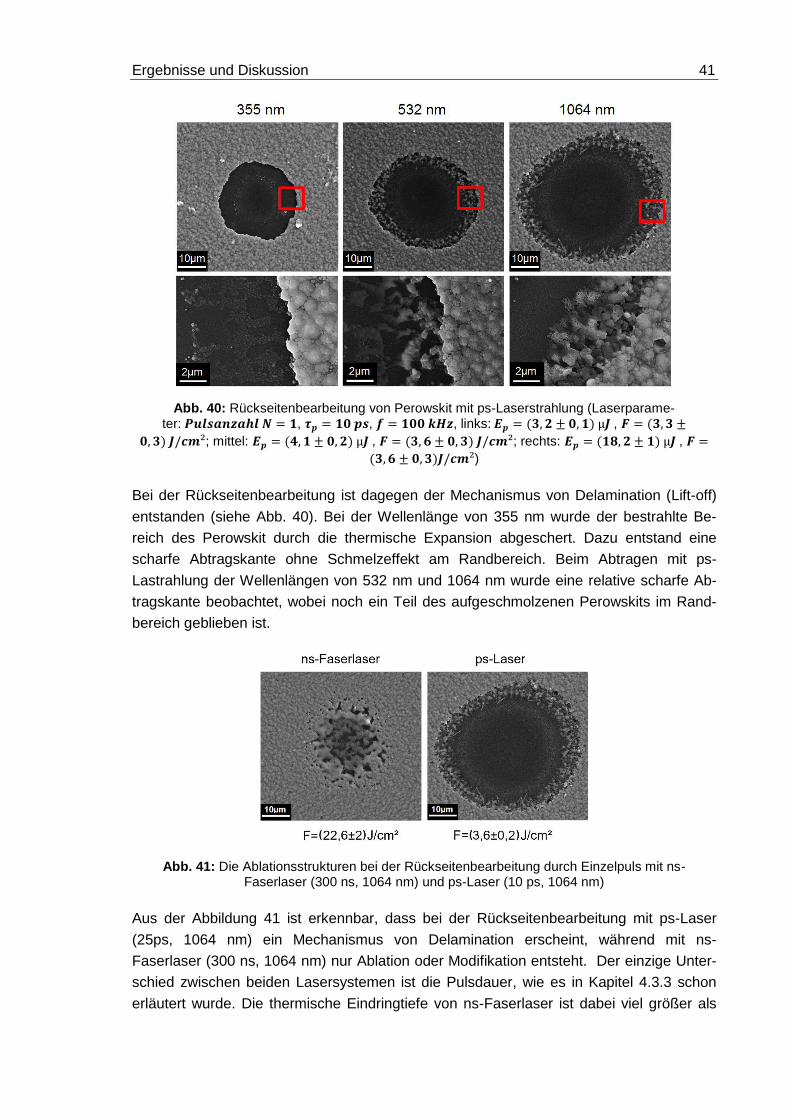
Ergebnisse und Diskussion 41
Abb. 40: Rückseitenbearbeitung von Perowskit mit ps-Laserstrahlung (Laserparame-ter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏, 𝝉𝒑 = 𝟏𝟎 𝒑𝒔, 𝒇 = 𝟏𝟎𝟎 𝒌𝑯𝒛, links: 𝑬𝒑 = (𝟑, 𝟐 ± 𝟎, 𝟏) µ𝑱 , 𝑭 = (𝟑, 𝟑 ±
𝟎, 𝟑) 𝑱/𝒄𝒎²; mittel: 𝑬𝒑 = (𝟒, 𝟏 ± 𝟎, 𝟐) µ𝑱 , 𝑭 = (𝟑, 𝟔 ± 𝟎, 𝟑) 𝑱/𝒄𝒎²; rechts: 𝑬𝒑 = (𝟏𝟖, 𝟐 ± 𝟏) µ𝑱 , 𝑭 =
(𝟑, 𝟔 ± 𝟎, 𝟑)𝑱/𝒄𝒎²)
Bei der Rückseitenbearbeitung ist dagegen der Mechanismus von Delamination (Lift-off)
entstanden (siehe Abb. 40). Bei der Wellenlänge von 355 nm wurde der bestrahlte Be-
reich des Perowskit durch die thermische Expansion abgeschert. Dazu entstand eine
scharfe Abtragskante ohne Schmelzeffekt am Randbereich. Beim Abtragen mit ps-
Lastrahlung der Wellenlängen von 532 nm und 1064 nm wurde eine relative scharfe Ab-
tragskante beobachtet, wobei noch ein Teil des aufgeschmolzenen Perowskits im Rand-
bereich geblieben ist.
Abb. 41: Die Ablationsstrukturen bei der Rückseitenbearbeitung durch Einzelpuls mit ns-Faserlaser (300 ns, 1064 nm) und ps-Laser (10 ps, 1064 nm)
Aus der Abbildung 41 ist erkennbar, dass bei der Rückseitenbearbeitung mit ps-Laser
(25ps, 1064 nm) ein Mechanismus von Delamination erscheint, während mit ns-
Faserlaser (300 ns, 1064 nm) nur Ablation oder Modifikation entsteht. Der einzige Unter-
schied zwischen beiden Lasersystemen ist die Pulsdauer, wie es in Kapitel 4.3.3 schon
erläutert wurde. Die thermische Eindringtiefe von ns-Faserlaser ist dabei viel größer als
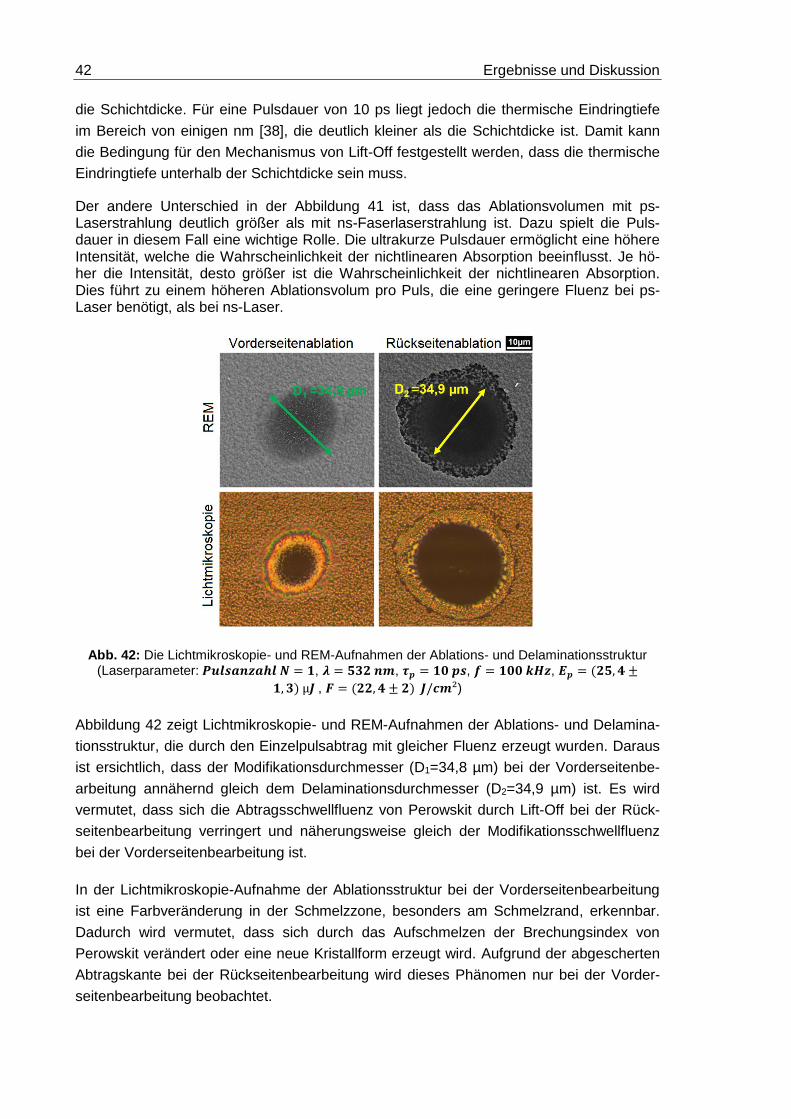
42 Ergebnisse und Diskussion
die Schichtdicke. Für eine Pulsdauer von 10 ps liegt jedoch die thermische Eindringtiefe
im Bereich von einigen nm [38], die deutlich kleiner als die Schichtdicke ist. Damit kann
die Bedingung für den Mechanismus von Lift-Off festgestellt werden, dass die thermische
Eindringtiefe unterhalb der Schichtdicke sein muss.
Der andere Unterschied in der Abbildung 41 ist, dass das Ablationsvolumen mit ps-Laserstrahlung deutlich größer als mit ns-Faserlaserstrahlung ist. Dazu spielt die Puls-dauer in diesem Fall eine wichtige Rolle. Die ultrakurze Pulsdauer ermöglicht eine höhere Intensität, welche die Wahrscheinlichkeit der nichtlinearen Absorption beeinflusst. Je hö-her die Intensität, desto größer ist die Wahrscheinlichkeit der nichtlinearen Absorption. Dies führt zu einem höheren Ablationsvolum pro Puls, die eine geringere Fluenz bei ps-Laser benötigt, als bei ns-Laser.
Abb. 42: Die Lichtmikroskopie- und REM-Aufnahmen der Ablations- und Delaminationsstruktur (Laserparameter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏, 𝝀 = 𝟓𝟑𝟐 𝒏𝒎, 𝝉𝒑 = 𝟏𝟎 𝒑𝒔, 𝒇 = 𝟏𝟎𝟎 𝒌𝑯𝒛, 𝑬𝒑 = (𝟐𝟓, 𝟒 ±
𝟏, 𝟑) µ𝑱 , 𝑭 = (𝟐𝟐, 𝟒 ± 𝟐) 𝑱/𝒄𝒎²)
Abbildung 42 zeigt Lichtmikroskopie- und REM-Aufnahmen der Ablations- und Delamina-
tionsstruktur, die durch den Einzelpulsabtrag mit gleicher Fluenz erzeugt wurden. Daraus
ist ersichtlich, dass der Modifikationsdurchmesser (D1=34,8 µm) bei der Vorderseitenbe-
arbeitung annähernd gleich dem Delaminationsdurchmesser (D2=34,9 µm) ist. Es wird
vermutet, dass sich die Abtragsschwellfluenz von Perowskit durch Lift-Off bei der Rück-
seitenbearbeitung verringert und näherungsweise gleich der Modifikationsschwellfluenz
bei der Vorderseitenbearbeitung ist.
In der Lichtmikroskopie-Aufnahme der Ablationsstruktur bei der Vorderseitenbearbeitung
ist eine Farbveränderung in der Schmelzzone, besonders am Schmelzrand, erkennbar.
Dadurch wird vermutet, dass sich durch das Aufschmelzen der Brechungsindex von
Perowskit verändert oder eine neue Kristallform erzeugt wird. Aufgrund der abgescherten
Abtragskante bei der Rückseitenbearbeitung wird dieses Phänomen nur bei der Vorder-
seitenbearbeitung beobachtet.
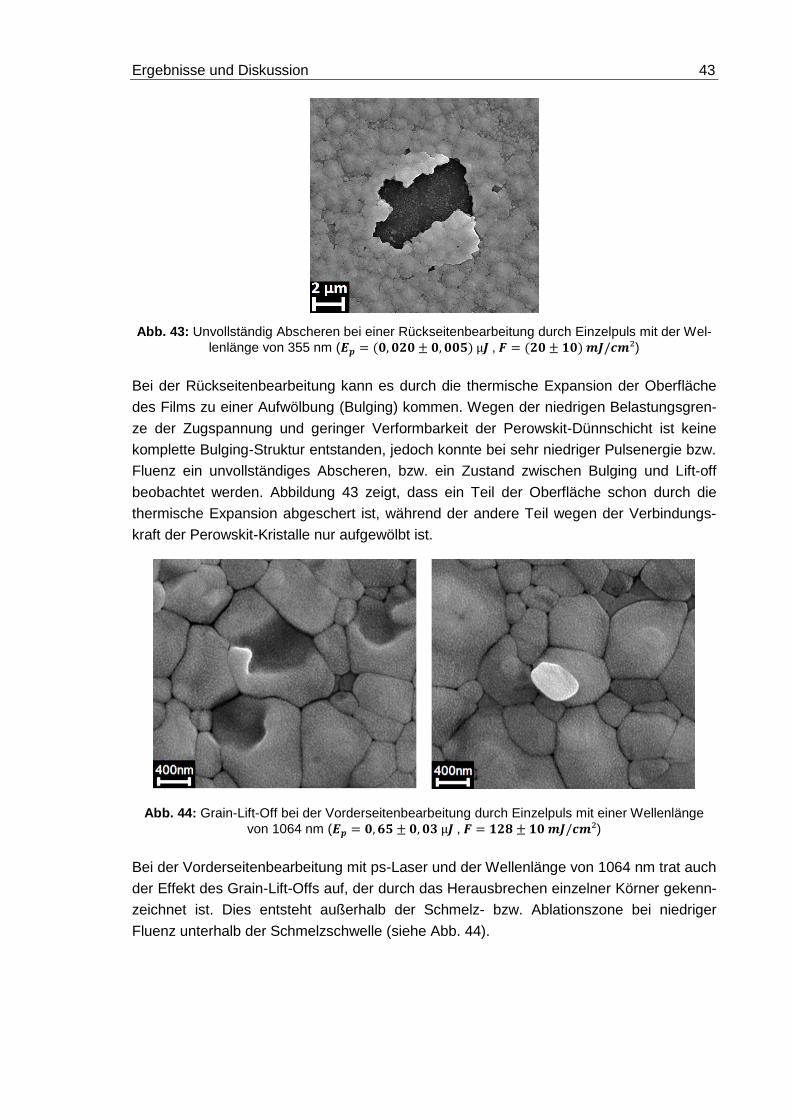
Ergebnisse und Diskussion 43
Abb. 43: Unvollständig Abscheren bei einer Rückseitenbearbeitung durch Einzelpuls mit der Wel-
lenlänge von 355 nm (𝑬𝒑 = (𝟎, 𝟎𝟐𝟎 ± 𝟎, 𝟎𝟎𝟓) µ𝑱 , 𝑭 = (𝟐𝟎 ± 𝟏𝟎) 𝒎𝑱/𝒄𝒎²)
Bei der Rückseitenbearbeitung kann es durch die thermische Expansion der Oberfläche
des Films zu einer Aufwölbung (Bulging) kommen. Wegen der niedrigen Belastungsgren-
ze der Zugspannung und geringer Verformbarkeit der Perowskit-Dünnschicht ist keine
komplette Bulging-Struktur entstanden, jedoch konnte bei sehr niedriger Pulsenergie bzw.
Fluenz ein unvollständiges Abscheren, bzw. ein Zustand zwischen Bulging und Lift-off
beobachtet werden. Abbildung 43 zeigt, dass ein Teil der Oberfläche schon durch die
thermische Expansion abgeschert ist, während der andere Teil wegen der Verbindungs-
kraft der Perowskit-Kristalle nur aufgewölbt ist.
Abb. 44: Grain-Lift-Off bei der Vorderseitenbearbeitung durch Einzelpuls mit einer Wellenlänge
von 1064 nm (𝑬𝒑 = 𝟎, 𝟔𝟓 ± 𝟎, 𝟎𝟑 µ𝑱 , 𝑭 = 𝟏𝟐𝟖 ± 𝟏𝟎 𝒎𝑱/𝒄𝒎²)
Bei der Vorderseitenbearbeitung mit ps-Laser und der Wellenlänge von 1064 nm trat auch
der Effekt des Grain-Lift-Offs auf, der durch das Herausbrechen einzelner Körner gekenn-
zeichnet ist. Dies entsteht außerhalb der Schmelz- bzw. Ablationszone bei niedriger
Fluenz unterhalb der Schmelzschwelle (siehe Abb. 44).
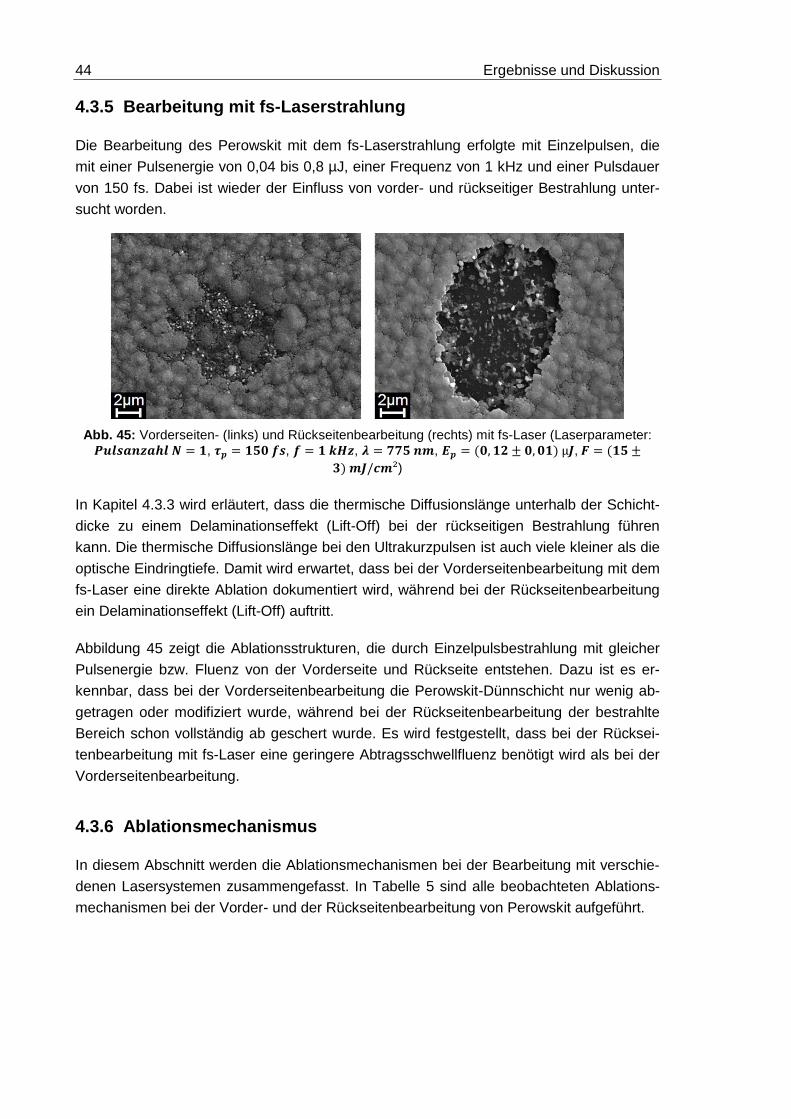
44 Ergebnisse und Diskussion
4.3.5 Bearbeitung mit fs-Laserstrahlung
Die Bearbeitung des Perowskit mit dem fs-Laserstrahlung erfolgte mit Einzelpulsen, die
mit einer Pulsenergie von 0,04 bis 0,8 µJ, einer Frequenz von 1 kHz und einer Pulsdauer
von 150 fs. Dabei ist wieder der Einfluss von vorder- und rückseitiger Bestrahlung unter-
sucht worden.
Abb. 45: Vorderseiten- (links) und Rückseitenbearbeitung (rechts) mit fs-Laser (Laserparameter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏, 𝝉𝒑 = 𝟏𝟓𝟎 𝒇𝒔, 𝒇 = 𝟏 𝒌𝑯𝒛, 𝝀 = 𝟕𝟕𝟓 𝒏𝒎, 𝑬𝒑 = (𝟎, 𝟏𝟐 ± 𝟎, 𝟎𝟏) µ𝑱, 𝑭 = (𝟏𝟓 ±
𝟑) 𝒎𝑱/𝒄𝒎²)
In Kapitel 4.3.3 wird erläutert, dass die thermische Diffusionslänge unterhalb der Schicht-
dicke zu einem Delaminationseffekt (Lift-Off) bei der rückseitigen Bestrahlung führen
kann. Die thermische Diffusionslänge bei den Ultrakurzpulsen ist auch viele kleiner als die
optische Eindringtiefe. Damit wird erwartet, dass bei der Vorderseitenbearbeitung mit dem
fs-Laser eine direkte Ablation dokumentiert wird, während bei der Rückseitenbearbeitung
ein Delaminationseffekt (Lift-Off) auftritt.
Abbildung 45 zeigt die Ablationsstrukturen, die durch Einzelpulsbestrahlung mit gleicher
Pulsenergie bzw. Fluenz von der Vorderseite und Rückseite entstehen. Dazu ist es er-
kennbar, dass bei der Vorderseitenbearbeitung die Perowskit-Dünnschicht nur wenig ab-
getragen oder modifiziert wurde, während bei der Rückseitenbearbeitung der bestrahlte
Bereich schon vollständig ab geschert wurde. Es wird festgestellt, dass bei der Rücksei-
tenbearbeitung mit fs-Laser eine geringere Abtragsschwellfluenz benötigt wird als bei der
Vorderseitenbearbeitung.
4.3.6 Ablationsmechanismus
In diesem Abschnitt werden die Ablationsmechanismen bei der Bearbeitung mit verschie-
denen Lasersystemen zusammengefasst. In Tabelle 5 sind alle beobachteten Ablations-
mechanismen bei der Vorder- und der Rückseitenbearbeitung von Perowskit aufgeführt.
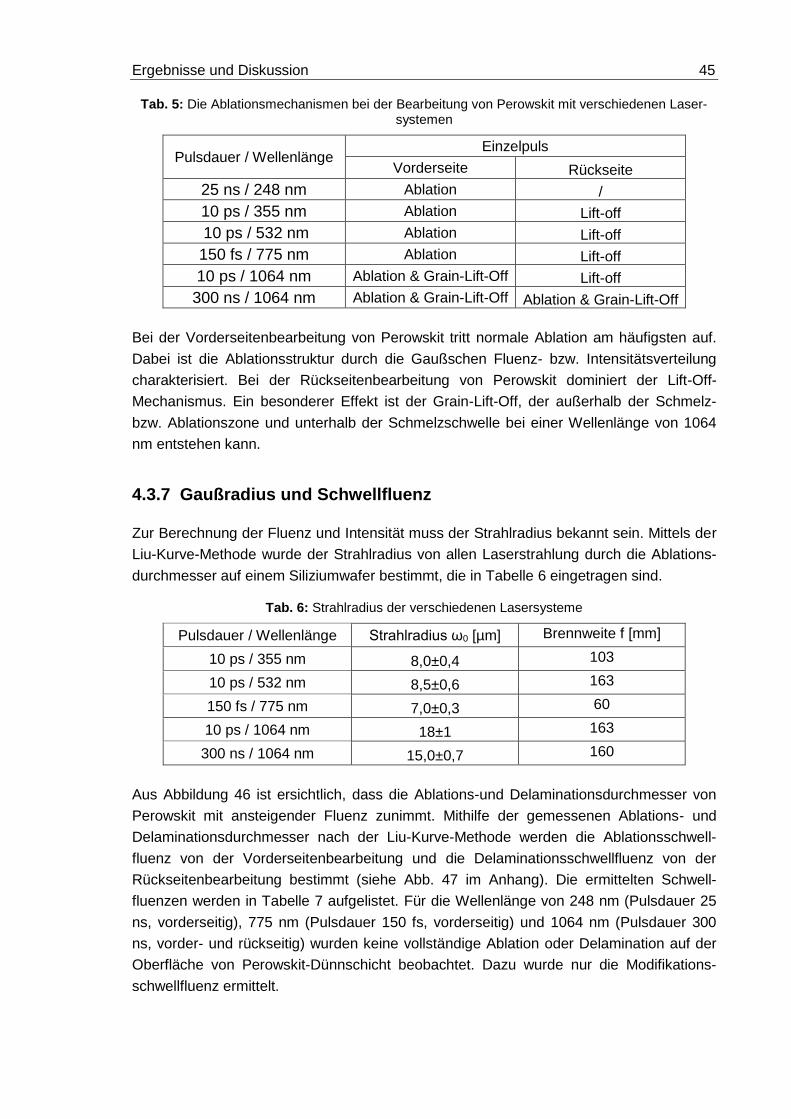
Ergebnisse und Diskussion 45
Tab. 5: Die Ablationsmechanismen bei der Bearbeitung von Perowskit mit verschiedenen Laser-systemen
Pulsdauer / Wellenlänge Einzelpuls
Vorderseite Rückseite
25 ns / 248 nm Ablation /
10 ps / 355 nm Ablation Lift-off
10 ps / 532 nm Ablation Lift-off
150 fs / 775 nm Ablation Lift-off
10 ps / 1064 nm Ablation & Grain-Lift-Off Lift-off
300 ns / 1064 nm Ablation & Grain-Lift-Off Ablation & Grain-Lift-Off
Bei der Vorderseitenbearbeitung von Perowskit tritt normale Ablation am häufigsten auf.
Dabei ist die Ablationsstruktur durch die Gaußschen Fluenz- bzw. Intensitätsverteilung
charakterisiert. Bei der Rückseitenbearbeitung von Perowskit dominiert der Lift-Off-
Mechanismus. Ein besonderer Effekt ist der Grain-Lift-Off, der außerhalb der Schmelz-
bzw. Ablationszone und unterhalb der Schmelzschwelle bei einer Wellenlänge von 1064
nm entstehen kann.
4.3.7 Gaußradius und Schwellfluenz
Zur Berechnung der Fluenz und Intensität muss der Strahlradius bekannt sein. Mittels der
Liu-Kurve-Methode wurde der Strahlradius von allen Laserstrahlung durch die Ablations-
durchmesser auf einem Siliziumwafer bestimmt, die in Tabelle 6 eingetragen sind.
Tab. 6: Strahlradius der verschiedenen Lasersysteme
Pulsdauer / Wellenlänge Strahlradius ω0 [µm] Brennweite f [mm]
10 ps / 355 nm 8,0±0,4 103
10 ps / 532 nm 8,5±0,6 163
150 fs / 775 nm 7,0±0,3 60
10 ps / 1064 nm 18±1 163
300 ns / 1064 nm 15,0±0,7 160
Aus Abbildung 46 ist ersichtlich, dass die Ablations-und Delaminationsdurchmesser von
Perowskit mit ansteigender Fluenz zunimmt. Mithilfe der gemessenen Ablations- und
Delaminationsdurchmesser nach der Liu-Kurve-Methode werden die Ablationsschwell-
fluenz von der Vorderseitenbearbeitung und die Delaminationsschwellfluenz von der
Rückseitenbearbeitung bestimmt (siehe Abb. 47 im Anhang). Die ermittelten Schwell-
fluenzen werden in Tabelle 7 aufgelistet. Für die Wellenlänge von 248 nm (Pulsdauer 25
ns, vorderseitig), 775 nm (Pulsdauer 150 fs, vorderseitig) und 1064 nm (Pulsdauer 300
ns, vorder- und rückseitig) wurden keine vollständige Ablation oder Delamination auf der
Oberfläche von Perowskit-Dünnschicht beobachtet. Dazu wurde nur die Modifikations-
schwellfluenz ermittelt.
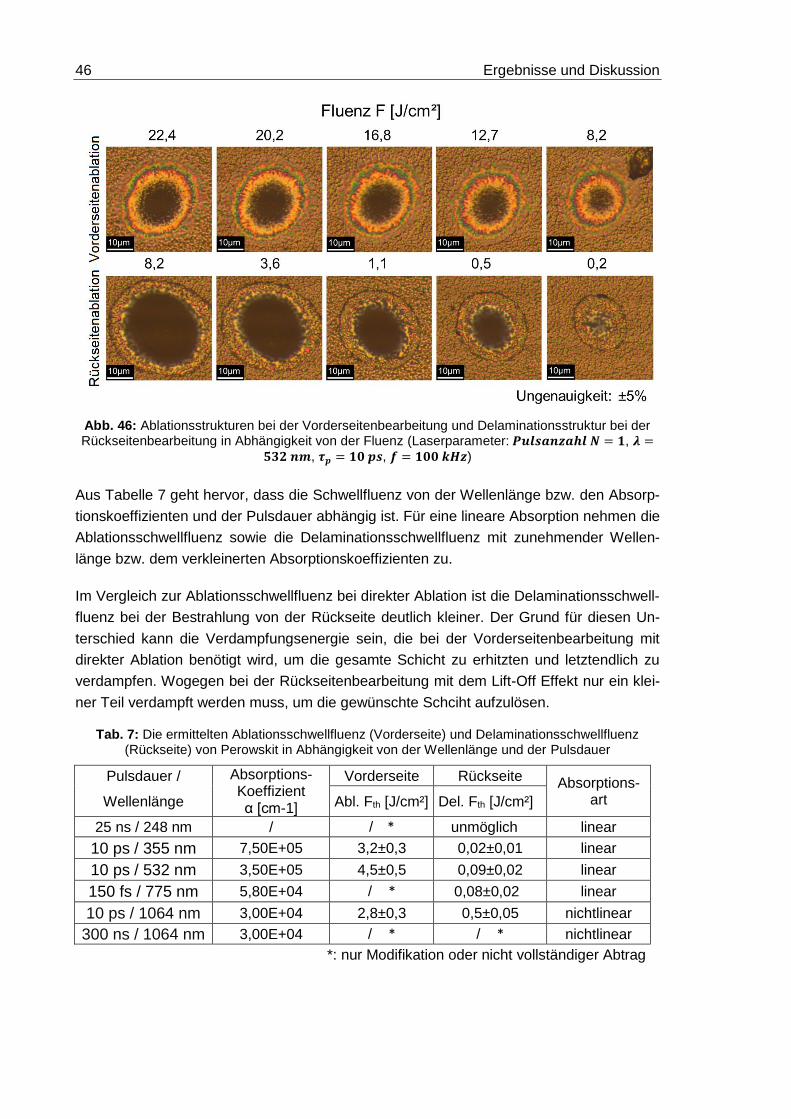
46 Ergebnisse und Diskussion
Abb. 46: Ablationsstrukturen bei der Vorderseitenbearbeitung und Delaminationsstruktur bei der Rückseitenbearbeitung in Abhängigkeit von der Fluenz (Laserparameter: 𝑷𝒖𝒍𝒔𝒂𝒏𝒛𝒂𝒉𝒍 𝑵 = 𝟏, 𝝀 =
𝟓𝟑𝟐 𝒏𝒎, 𝝉𝒑 = 𝟏𝟎 𝒑𝒔, 𝒇 = 𝟏𝟎𝟎 𝒌𝑯𝒛)
Aus Tabelle 7 geht hervor, dass die Schwellfluenz von der Wellenlänge bzw. den Absorp-
tionskoeffizienten und der Pulsdauer abhängig ist. Für eine lineare Absorption nehmen die
Ablationsschwellfluenz sowie die Delaminationsschwellfluenz mit zunehmender Wellen-
länge bzw. dem verkleinerten Absorptionskoeffizienten zu.
Im Vergleich zur Ablationsschwellfluenz bei direkter Ablation ist die Delaminationsschwell-
fluenz bei der Bestrahlung von der Rückseite deutlich kleiner. Der Grund für diesen Un-
terschied kann die Verdampfungsenergie sein, die bei der Vorderseitenbearbeitung mit
direkter Ablation benötigt wird, um die gesamte Schicht zu erhitzten und letztendlich zu
verdampfen. Wogegen bei der Rückseitenbearbeitung mit dem Lift-Off Effekt nur ein klei-
ner Teil verdampft werden muss, um die gewünschte Schciht aufzulösen.
Tab. 7: Die ermittelten Ablationsschwellfluenz (Vorderseite) und Delaminationsschwellfluenz (Rückseite) von Perowskit in Abhängigkeit von der Wellenlänge und der Pulsdauer
Pulsdauer / Absorptions-Koeffizient α [cm-1]
Vorderseite Rückseite Absorptions-art Wellenlänge Abl. Fth [J/cm²] Del. Fth [J/cm²]
25 ns / 248 nm / / * unmöglich linear
10 ps / 355 nm 7,50E+05 3,2±0,3 0,02±0,01 linear
10 ps / 532 nm 3,50E+05 4,5±0,5 0,09±0,02 linear
150 fs / 775 nm 5,80E+04 / * 0,08±0,02 linear
10 ps / 1064 nm 3,00E+04 2,8±0,3 0,5±0,05 nichtlinear
300 ns / 1064 nm 3,00E+04 / * / * nichtlinear
*: nur Modifikation oder nicht vollständiger Abtrag
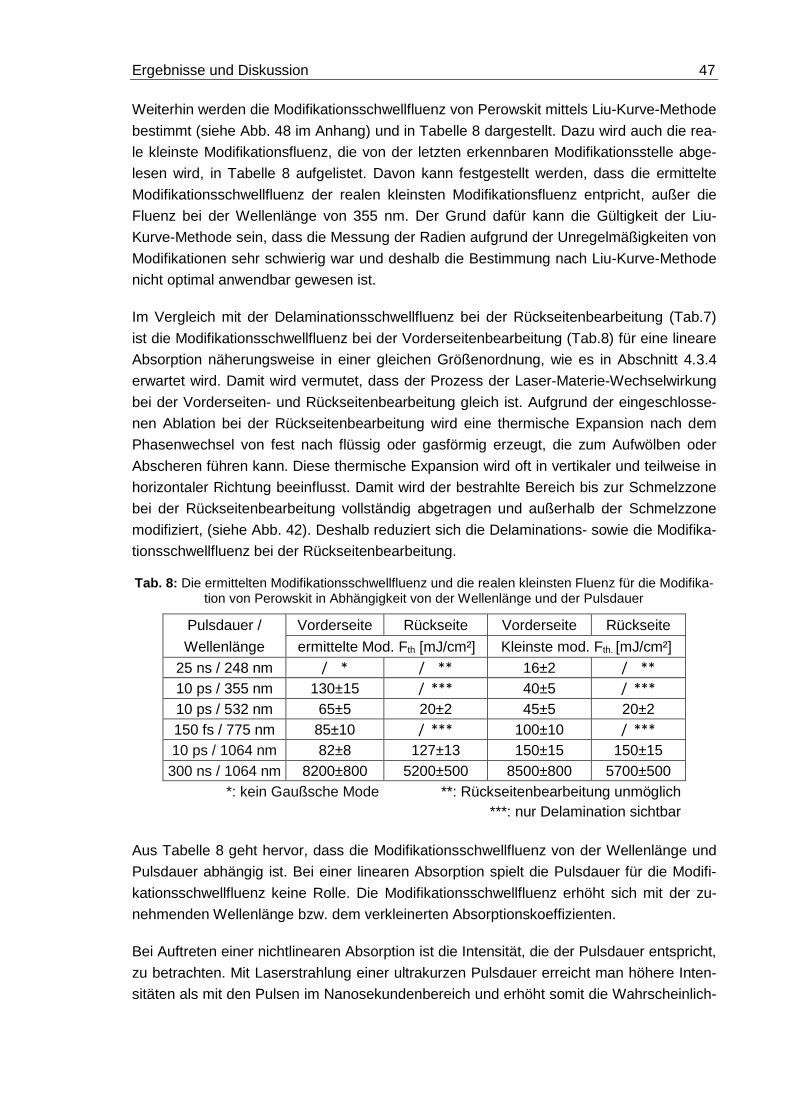
Ergebnisse und Diskussion 47
Weiterhin werden die Modifikationsschwellfluenz von Perowskit mittels Liu-Kurve-Methode
bestimmt (siehe Abb. 48 im Anhang) und in Tabelle 8 dargestellt. Dazu wird auch die rea-
le kleinste Modifikationsfluenz, die von der letzten erkennbaren Modifikationsstelle abge-
lesen wird, in Tabelle 8 aufgelistet. Davon kann festgestellt werden, dass die ermittelte
Modifikationsschwellfluenz der realen kleinsten Modifikationsfluenz entpricht, außer die
Fluenz bei der Wellenlänge von 355 nm. Der Grund dafür kann die Gültigkeit der Liu-
Kurve-Methode sein, dass die Messung der Radien aufgrund der Unregelmäßigkeiten von
Modifikationen sehr schwierig war und deshalb die Bestimmung nach Liu-Kurve-Methode
nicht optimal anwendbar gewesen ist.
Im Vergleich mit der Delaminationsschwellfluenz bei der Rückseitenbearbeitung (Tab.7)
ist die Modifikationsschwellfluenz bei der Vorderseitenbearbeitung (Tab.8) für eine lineare
Absorption näherungsweise in einer gleichen Größenordnung, wie es in Abschnitt 4.3.4
erwartet wird. Damit wird vermutet, dass der Prozess der Laser-Materie-Wechselwirkung
bei der Vorderseiten- und Rückseitenbearbeitung gleich ist. Aufgrund der eingeschlosse-
nen Ablation bei der Rückseitenbearbeitung wird eine thermische Expansion nach dem
Phasenwechsel von fest nach flüssig oder gasförmig erzeugt, die zum Aufwölben oder
Abscheren führen kann. Diese thermische Expansion wird oft in vertikaler und teilweise in
horizontaler Richtung beeinflusst. Damit wird der bestrahlte Bereich bis zur Schmelzzone
bei der Rückseitenbearbeitung vollständig abgetragen und außerhalb der Schmelzzone
modifiziert, (siehe Abb. 42). Deshalb reduziert sich die Delaminations- sowie die Modifika-
tionsschwellfluenz bei der Rückseitenbearbeitung.
Tab. 8: Die ermittelten Modifikationsschwellfluenz und die realen kleinsten Fluenz für die Modifika-tion von Perowskit in Abhängigkeit von der Wellenlänge und der Pulsdauer
Pulsdauer / Vorderseite Rückseite Vorderseite Rückseite
Wellenlänge ermittelte Mod. Fth [mJ/cm²] Kleinste mod. Fth. [mJ/cm²]
25 ns / 248 nm / * / ** 16±2 / **
10 ps / 355 nm 130±15 / *** 40±5 / ***
10 ps / 532 nm 65±5 20±2 45±5 20±2
150 fs / 775 nm 85±10 / *** 100±10 / ***
10 ps / 1064 nm 82±8 127±13 150±15 150±15
300 ns / 1064 nm 8200±800 5200±500 8500±800 5700±500
*: kein Gaußsche Mode **: Rückseitenbearbeitung unmöglich
***: nur Delamination sichtbar
Aus Tabelle 8 geht hervor, dass die Modifikationsschwellfluenz von der Wellenlänge und
Pulsdauer abhängig ist. Bei einer linearen Absorption spielt die Pulsdauer für die Modifi-
kationsschwellfluenz keine Rolle. Die Modifikationsschwellfluenz erhöht sich mit der zu-
nehmenden Wellenlänge bzw. dem verkleinerten Absorptionskoeffizienten.
Bei Auftreten einer nichtlinearen Absorption ist die Intensität, die der Pulsdauer entspricht,
zu betrachten. Mit Laserstrahlung einer ultrakurzen Pulsdauer erreicht man höhere Inten-
sitäten als mit den Pulsen im Nanosekundenbereich und erhöht somit die Wahrscheinlich-
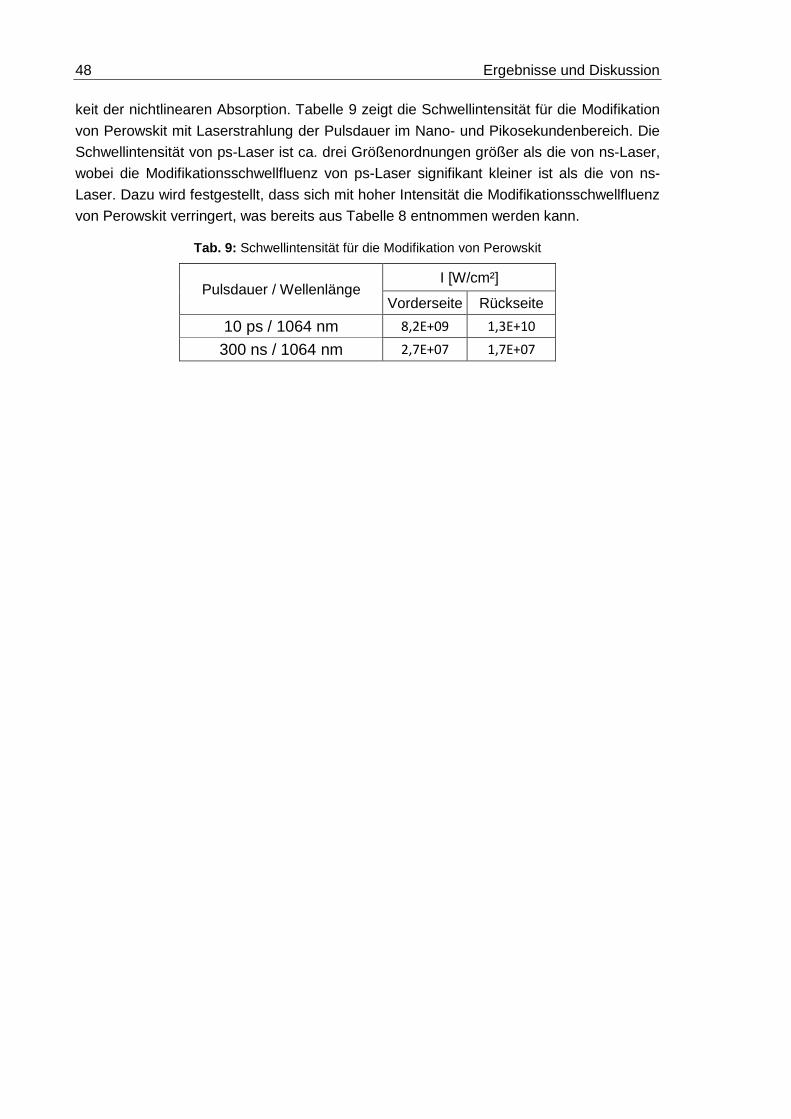
48 Ergebnisse und Diskussion
keit der nichtlinearen Absorption. Tabelle 9 zeigt die Schwellintensität für die Modifikation
von Perowskit mit Laserstrahlung der Pulsdauer im Nano- und Pikosekundenbereich. Die
Schwellintensität von ps-Laser ist ca. drei Größenordnungen größer als die von ns-Laser,
wobei die Modifikationsschwellfluenz von ps-Laser signifikant kleiner ist als die von ns-
Laser. Dazu wird festgestellt, dass sich mit hoher Intensität die Modifikationsschwellfluenz
von Perowskit verringert, was bereits aus Tabelle 8 entnommen werden kann.
Tab. 9: Schwellintensität für die Modifikation von Perowskit
Pulsdauer / Wellenlänge I [W/cm²]
Vorderseite Rückseite
10 ps / 1064 nm 8,2E+09 1,3E+10
300 ns / 1064 nm 2,7E+07 1,7E+07
Zusammenfassung 49
5 Zusammenfassung
In dieser Arbeit wurde die Laser-Materie-Wechselwirkung von Perowskit in Abhängigkeit
von der Wellenlänge und Pulsdauer untersucht.
Mittels zweistufiger Rotationsbeschichtung wurde die Perowskit-Dünnschicht auf Glas-
substrat mit verschiedenen Rotationsgeschwindigkeiten und Trockentemperaturen herge-
stellt. Dazu wurden die Einflüsse von der Rotationsgeschwindigkeit und der Trockentem-
peratur auf die Schichtdichte von Perowskit untersucht. Die Dicke von Perowskit-
Dünnschichten ist abhängig von der Rotationsgeschwindigkeit. Im Falle einer niedrigeren
Rotationsgeschwindigkeit wird eine dickere und relativ dichtere Perowskit-Dünnschicht
erzeugt. Für die Perowskit-Dünnschicht muss man eine höhere Trockentemperatur ver-
meiden, das sie zur Degeneration von Perowskit führen konnte. Die hergestellten
Perowskit-Dünnschichten waren nur lokal eingeschlossen und die Qualität der Schicht ist
nicht ausreichend für die Anwendung von Herstellung der Solarzelle. Dazu werden noch
weitere Untersuchungen für die Herstellung von Perowskit-Dünnschichten benötigt.
Durch die optische Charakterisierung von Perowskit mittels UV-VIS-Spektrophotometerie
wurden der Reflexionsgrad, die Extinktion sowie die Absorptionskoeffizienten und der
Absorptionsgrad von Perowskit in Abhängigkeit von der Wellenlänge bestimmt. Die
Perowskit-Dünnschicht hat einen hohen Absorptionsgrad von 60% bis 78% für die Wellen-
länge des Lichts im UV- und VIS-Bereich (240nm bis 780 nm). Dank diesem Vorteil ist
das Material Perowskit für die Anwendung von Solarzelle geeignet.
Durch die Untersuchungen der Vorderseiten- und Rückseitenbearbeitung von Perowskit
wurden zwei Hauptablationsmechanismen von direkter Ablation und Lift-Off beobachtet.
Für die Vorderseitenbearbeitung dominierte die direkte Ablation, während für die Rücksei-
tenbearbeitung der Lift-Off-Mechanismus dominierte. Vergleicht man die Ablations-
schwellfluenz von der direkten Ablation mit der Delaminationsschwellfluenz vom Lift-Off,
ist ersichtlich, dass zum Lift-off der Schicht eine geringere Fluenz benötigt wird, als zur
Ablation.
Außer der Bestrahlungsverfahren ist die Schwellfluenz abhängig von der Wellenlänge und
der Pulsdauer. Für eine lineare Absorption nimmt die Ablationsschwellfluenz von
Perowskit mit zunehmender Wellenlänge zu. Die Pulsdauer bestimmt über die Art der
Anregung. Mit ultrakurzem Laserpuls ist es möglich, die Laserstrahlung mit hoher Intensi-
tät durch einen nichtlinearen Prozess zu absorbieren, z.B. durch Multiphotonenabsorption.
Dazu wird eine geringere Ablationsschwellfluenz von Perowskit mit den ultrakurzen La-
serpulsen als die mit kurzer Pulsdauer im Nanosekundenbereich benötigt.
50 Zusammenfassung
Es konnte nachgewiesen werden, dass keine Unterschiede von Vorderseiten- und Rück-
seitenbearbeitung zu erkennen sind, wenn die thermische Eindringtiefe größer als die
Schichtdicke ist. Dieser Effekt kann dadurch erklärt werden, dass die Schicht homogen
aufgeheizt und weiter verdampft wird. Da die thermische Eindringtiefe unterhalb der
Schichtdicke liegt, kann der Mechanismus von Lift-Off daraus bei der Rückseitenbearbei-
tung entstehen.
In dieser Arbeit wurden die Untersuchungen zum Abtragen von Perowskit mit mehreren
Pulsanzahlen nicht durchgeführt. In den meisten Fälle wurde die Perowskit-Dünnschicht
nur mit einem Einzelpuls von ns-Faserlaser, ps-Laser und fs-Laser schon vollständig ab-
getragen. Aufgrund der hohen Rauigkeit auf der Oberfläche von Perowskit konnte die
Ablationstiefe, die kleiner als Schichtdicke war, nicht gemessen werden.
Literatur 51
Literatur
[1] J. Bliedtner: „Lasermaterialbearbeitung: Grundlagen-Verfahren-Anwendungen -
Bespiele“, Fachbuchverlag Leipzig, 2013
[2] J. Eichler: „Laser: Bauformen, Strahlführung, Anwendungen“, Springer, 2006
[3] B. Schöps: „Untersuchung des Abtrags dünner Metallschichten mit ultrakurzen La-
serpulsen“, PhD, Bochum, 2014
[4] V. Dyakonov: „Perowskit-Halbleiter erobern die (Dünnschicht-)Photovoltaik“, ZAE
Bayern, 2016
[5] „National Renewable Energy Laboratory”, Solar Cell Efficiency Chart, 2016
[6] S. Wilking: “Die Solarzelle-Technische Realisierung und gesellschaftliche Rele-
vanz”, Universität Konstanz, 2005
[7] de.wikipedia.org/wiki/Gauß-Strahl, verfügbar am 16.08.2017
[8] A. Horn: „Zeitaufgelöste Analyse der Wechselwirkung von ultrakurz gepulster La-
serstrahlung mit Dielektrika“, German PhD Thesis, Rheinisch-Westfälische Tech-
nische Hochschule Aachen, 2003
[9] M. Weikert: „Oberflächen mit ultrakurzen Laserpulsen“, Herbert Utz Verlag, Wis-
senschaft München, ISBN 3-8316-0573-4, 2005
[10] U. Löschner: „Machining of Transparent Materials with Short Pulse and Ultrashort
Pulse Laser Sources “, Proceedings of the Fifth International WLT-Conference on
Lasers in Manufacturing 2009, Munich, June 2009
[11] S. K. Sundaram: “Inducing and probing non-thermal transitions in semiconductors
using femtosecond laserpulses”, In: Nature Materials 1 (2002), Nr. 4, S. 217 – 224
[12] W. Demtröder: „Experimentalphysik 2“, Berlin Heidelberg New York: Sprin-
ger.Verlag, 1999
[13] M. Ehrhardt: „Laserinduziertes Rückseitenätzen transparenter Materialien mit ult-
rakurzen Pulsen“, Technische Fachhochschule Wildau, 2005
[14] S. Xiao: „Ablation of Thin Films by Ultrashort Laser Pulses”, Physics Procedia 39
(2012) 594 – 602, Bochum, 2012
[15] L.S. Nobile: „Untersuchung des laserablationsverhalten bei der Bearbeitung von
dünnen Metallschichten mit Ultrakurzpulslasern“, Bachelorarbeit, Laserzentrum
Hochschule München, 2014
[16] G. Heise: „Laser lift off initiaed by direct induced ablation of different metal thin
films with ultra-short Laser pulses “, J. Phys. D: Appl. Phys. 45(2012) 315303,
München, 2012
[17] P. Rudolph: „Physikalische Chemie der Laser-material-Wechselwirkung mit Ba-Al-
Borosilikatglas, AlN, SiC, SiC-TiC-TiB2“, Freie Universität Berlin, 2001
[18] P. Engelhart: „Lasermaterialbearbeitung als Schlüsseltechnologie zum Herstellen
rückseitenkontaktierter Silicium Solarzellen“, PhD, Gottfried Wilhelm-Leibniz-
Universität Hannover, 2007
52 Literatur
[19] J. Kleiner: „Lasermaterialbearbeitung, Praktikumsanleitung für den Lehrversuch“,
Hochschule München, 2010
[20] A. Roth-Fölsch: „Aktivierung durch UV /Ozon: Eine Frage des Kontaktwinkels“,
Kunststoffe 12.2011
[21] Wikipedia, Rotationsbeschichtung, de.wikipedia.org/wiki/Rotationsbeschichtung,
verfügbar am 16.08.2017
[22] Rotationsbeschichtung, Praktikum Skriptversion, Universität Münster, 2008
[23] V. Drach: „Physik Organischer Halbleiter: Opto- und Mikroelektronik, Photovoltak,
Sensorik“, Julius-Maximilians-Universität Würzburg, 2011
[24] D. Meyerhofer: „Characteristics of Resist Films Produced by Spinning. Journal of
Applied Physics”, 1978. 49(7): p. 3993-3997.
[25] T. Ludwig: „Rasterelektronenmikroskop“, Universität Heidelberg
[26] L. Reimer: „Rasterelektronenmikroskopie“, Springer Verlag, 1977
[27] L. Spieß et al.: „Moderne Röntgenbeugung“, B. G. Teubner Verlag. Wiesbaden,
2005
[28] L. Schwabe: „Röntgendiffraktometrie“, Freie Universität Berlin, 2009
[29] T. Lehmann: „UV/VIS-Spektroskopie“, Freie Universität berlin 1997-2009
[30] T. Owen: „Grundlagen der modernen UV-Vis-Spektroskopie“, Agilent Technologies,
2000
[31] C. Merten: „Physikalsiche Grundlagen der Spektroskopie“, Universität Bremen,
2004
[32] Wikipedia, Perowskit, „de.wikipedia.org/wiki/Perowskit“, verfügbar am 16.08.2017
[33] D-CHAB News, Allrounder Nanopartikel: Perowskit in der nächsten Generation So-
larzellen, Röntgendetektoren, LEDs und Laser, 17.12.2015
[34] T. Song: “Perowskit solar cells: film formation and properties”, Joumal of Materials
Chemistry A, DIO: 10.1039/C4TA05246C, 2015
[35] B.Cohen, Parameters influencing the depositon of methyammonium lead halide
iodide in hole conductor free perovskie-based solar cells, insitute of Chemistry, Is-
rael, 2014
[36] S. Park: “Efficient planar heterojunction perovskite solar cells fabricated via roller-
coating”, Solar Energy Materials & Sloar Cells 155 (2016) 14-19
[37] Z.Lin: “Interface studies of the planar heterojunction perovskite solar cells”, Solar
Energy Materials & Solar Cells 157 (2016) 783-790
[38] M. Weikert: „Oberflächenstrukturieren mit ultrakurzen Laserpulsen, Herbert Utz
Verlag GmbH“, München 2006
Anlagen 53
Anlagen
Teil 1 …………………………………………………………………………………… A-I

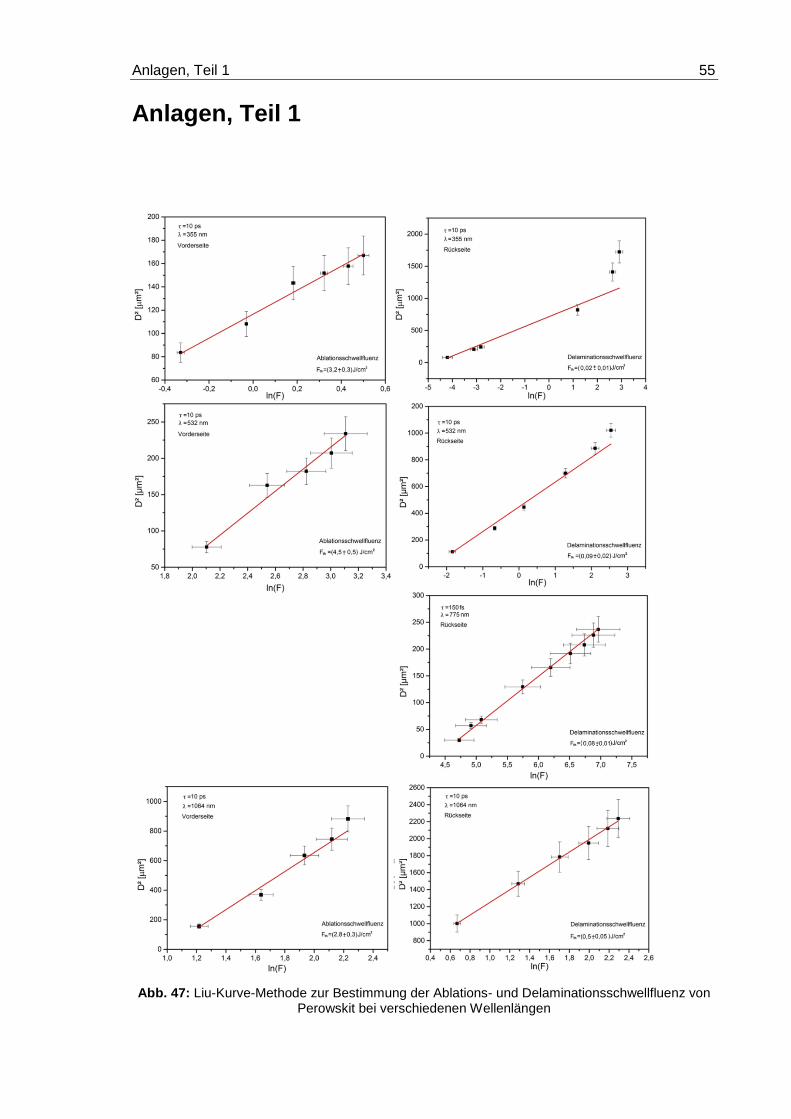
Anlagen, Teil 1 55
Anlagen, Teil 1
Abb. 47: Liu-Kurve-Methode zur Bestimmung der Ablations- und Delaminationsschwellfluenz von Perowskit bei verschiedenen Wellenlängen
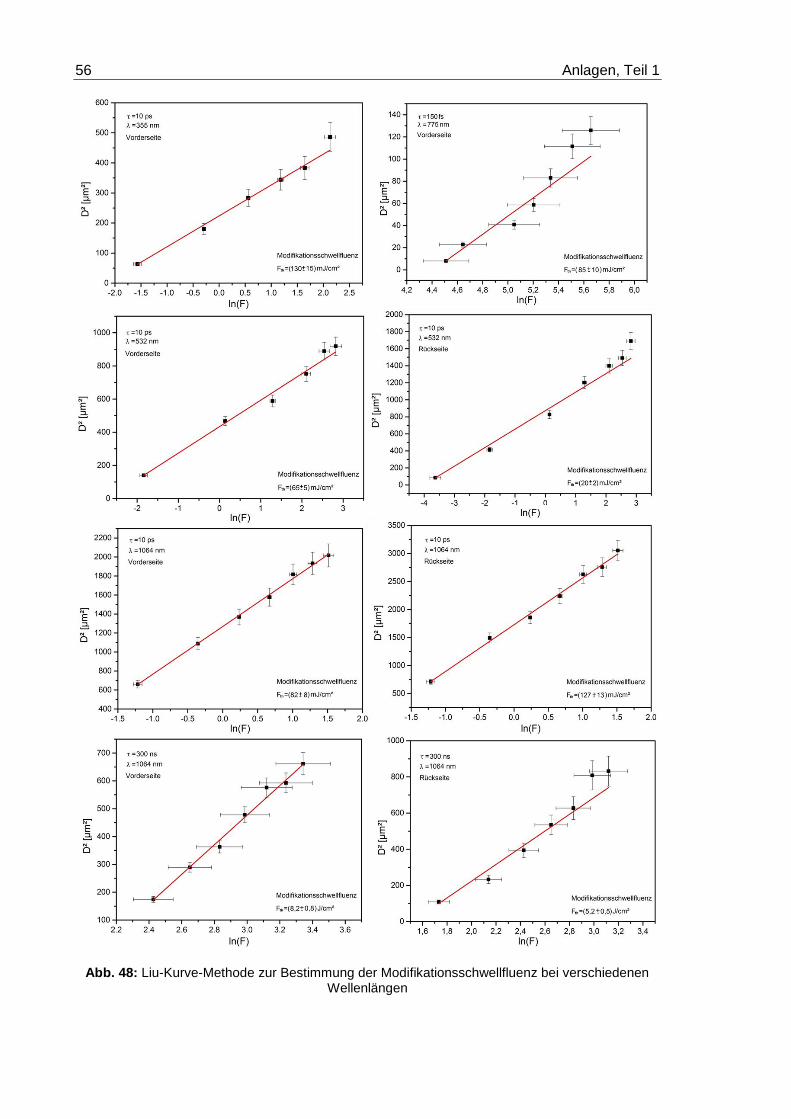
56 Anlagen, Teil 1
Abb. 48: Liu-Kurve-Methode zur Bestimmung der Modifikationsschwellfluenz bei verschiedenen Wellenlängen
Selbstständigkeitserklärung
Selbstständigkeitserklärung
Hiermit erkläre ich, dass ich die vorliegende Arbeit selbstständig und nur unter Verwen-
dung der angegebenen Literatur und Hilfsmittel angefertigt habe.
Stellen, die wörtlich oder sinngemäß aus Quellen entnommen wurden, sind als solche
kenntlich gemacht.
Diese Arbeit wurde in gleicher oder ähnlicher Form noch keiner anderen Prüfungsbehörde
vorgelegt.
Mittweida, den 31.08.2017
Xinyuan Ye





























