Embed Size (px)
DESCRIPTION
Kundenmagazin der Firma Kaltenbach mit Neuigkeiten aus dem Bereich Bandsägen und Kreissägen, Vorstellung von Referenzkunden
Citation preview

1
KALTENBACH If Steel is Your Deal!
Stahlbau/StahlhandelProfil-/BlechbearbeitungStahl/Aluminium
Sägen / Bohren / Brennen / Ausklinken / Stanzen / Scheren / StrahlenKonservieren / Software / Service / Engineering / Komplettlösungen
KA
LTE
NB
AC
H G
mbH
+ C
o. K
G, G
erm
any
125 Jahre KALTENBACH 1887 - 2012
KundenstimmenModerne Lösungen für den Einsatz von Band- u. Kreissägen
Goldbeck Automatische Blechbearbeitung
Schöne Architektur Sägegroßauftrag für Fa. Vorndran
www.kaltenbach.comAusgabe 1 – 2012
KALTENBACHAus Lörrach in die Welt
1887 - 2012 125 Jahre KALTENBACH

2
EditorialValentin Kaltenbach
CEO der KALTENBACH-Gruppe
InhaltSeite 3 125 Jahre Kaltenbach
Seite 4 und 5 KKS 463 bei Fa. AtotechMSK 471 bei Fa. Schickling Visbek
Seite 6 und 7 KBS 761/1051Interview mit Jörg Tetling
Seite 8 und 9 Neue Strahlanlage bei Bresser Metaal in Holland
Seite 10 und 11Goldbeck: Automatische Blechbearbeitung
Seite 12 und 13 Neue KBS 1051 löst Kreissäge bei der Firma Siag ab
Seite 14 und 15 Außergewöhnliche ArchitekturGroßer Auftrag für Fa. Vorndran
Seite 16 - Messen 2011- Glückliche Gewinner- Kontakt-Adressen / Impressum
Beilage: 125 Jahre KALTENBACH.Aus Lörrach in die Welt
www.kaltenbach.com
Sehr geehrte Geschäftsfreunde,
als mein Urgroßvater Julius Kaltenbach im Jahre 1887 in Haagen seine kleine Schlosserei eröffnete, konnte er noch nicht ahnen, dass daraus ein Unternehmen entstehen würde, welches Produkte in die ganze Welt liefert.
Der Blick über 125 Jahre KALTENBACH gibt uns die Gelegenheit, die gegenwärtige Situation mit der anhaltenden Euro- und Staatsschulden-krise in einen größeren Rahmen einzuordnen und das Unternehmen in einer Zeit des wirtschaftlichen Umbruchs gezielt neu auszurichten. Die traditionellen Industrieländer sind dabei, ihre angestammte wirtschaft-liche Dominanz zu verlieren. Immer mehr sogenannte Schwellenländer erleben eine kaum vorstellbare wirtschaftliche Entwicklung und finden zunehmend Anschluss an den Weltmarkt. Diese Umwälzungen haben auch Auswirkungen auf KALTENBACH. So erleben wir beispielsweise den Aufschwung in Südamerika, Russland und Indien aus nächster Nähe: Ein Drittel unseres Umsatzes entfällt mitt-lerweile auf diese Regionen.
Das 125-jährige Firmenjubiläum ist aber auch ein Anlass, einmal zurück-zublicken. Über alle vier Generationen hinweg hat das Familienunterneh-men viele Veränderungen erlebt. Dabei gab es abrupte Änderungen – wie die von der Glasbläserei zum Maschinenbauunternehmen – und es gab graduelle Anpassungen wie die der letzten 20 Jahre, vom reinen Maschi-nenbauer zum Systemlieferanten.
Wir wollen den wirtschaftlichen Strukturwandel auch zukünftig aktiv mit-gestalten. Unsere Erfahrungen und unsere Stärken, die in 125 Jahren ge-wachsen sind, geben mir die Zuversicht, dass wir mit unseren Geschäfts-freunden in aller Welt weiterhin erfolgreich zusammenarbeiten werden.
Mit den besten GrüßenKALTENBACH GmbH + Co. KG
IhrValentin Kaltenbach

3
KALTENBACHAus Lörrach in die Welt
1887 - 2012 125 Jahre KALTENBACH
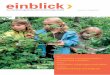
Für die Entwicklung des Unter-nehmens von der Schlosserei zur heutigen Kaltenbach-Gruppe steht im Jubiläumsjahr symbolisch der sogenannte KALTENBACH-Rolli. Er wurde in der kargen Nachkriegs-zeit zum wichtigsten Transportmit-tel in der Region und symbolisiert gleichzeitig den Aufbruch: Aus Lörrach in die Welt.
Im Jahr 1887 eröffnete Julius Kaltenbach eine kleine Schlosserei. Wie er und seine Nachfahren daraus ein Unternehmen von Weltruf geschaffen haben, wird im Jubiläumsjahr 2012 beleuchtet.
„KALTENBACH. Aus Lörrach in die Welt“
ist der Titel eines im April erscheinenden Buches und ebenso einer großen Ausstellung im Lörracher Museum am Burg-hof – ein virtueller Rundgang durch die Ausstellung prä-sentieren wir ab April auf www.kaltenbach.com.
Betriebsrundgang
Von Anfang April bis Mitte Juli öffnet KALTENBACH jeden Freitag für interessierte Gäste aus nah und fern seine Betriebshallen.
Die Termine und Anmelde-möglichkeiten für die Füh-rungen durch die Produktion veröffentlichen wir in Kürze auf unserer Homepage.
Die Stadt Lörrach – Hauptsitz der KALTENBACH-Gruppe – widmet dem Jubiläum von KALTENBACH hohe Aufmerksamkeit. KALTENBACH ist ein wichtiger Arbeitgeber, 280 Menschen arbeiten hier am Stammsitz. Lörrach schätzt KALTENBACH darüber hinaus für außergewöhnliches Engage-ment. Hier haben Unternehmer über vier Generationen hinweg gezeigt, wie soziales Leben einer Stadt mitgestaltet und Menschen in Notzeiten beige-standen werden kann. Deshalb gibt es im Jubiläumsjahr 2012 von Werk-zeugmaschinen und Expansion zu erzählen, aber genauso von der Dieter Kaltenbach-Stiftung und dem Zentrum für Spielen und Gestalten. Und auch von einem einfachen Handwagen, der in karger Nachkriegszeit zum wich-tigsten Transportmittel der Region wurde: der KALTENBACH-Rolli, zu se-hen auf der beigefügten Klappkarte zum 125 jährigen Jubiläum.
Das Buch aus der Reihe „Lörracher Hefte“ stellt in
Band 15 auf 76 Seiten die Ent-wicklung des Unternehmens vor.
Unter [email protected] kann gegen eine Schutzgebühr
von 10 Euro das Buch bestellt werden.

4
Vollautomatisch, schnell und sparsam – diese Eigenschaf-ten zeichnen die Universal-Gehrungskreissäge KKS 463 NA aus, die KALTENBACH 2011 neu auf den Markt gebracht hat. Die erste dieser neuen Sägen kaufte die Firma Atotech für ihren Unternehmensstandort im fränkischen Feucht. Atotech gehört zum Mineralölkonzern Total und ist auf Rein-raumtechnik und Galvanikanlagen spezialisiert.
„Bis vor einem knappen Jahr hatten wir eine alte KKS 401 NA 600 in Betrieb. Diese hatte aber nach 20 Jahren ausgedient. Als Ersatz wollten wir eine moderne Säge, die schnell, leistungsstark und vor allem vollau-tomatisiert arbeitet“, erklärt Armin Paulus, Produktionsleiter Mechanik und Vertikaltechnik.
„Mit der KKS 463 NA haben wir die perfekte Maschine gefunden, die die große Zahl an unterschiedlichen Ein-zelstücken aus Edelstahl oder Titan, die wir für die Produktion benötigen, problemlos und mit hoher Geschwin-digkeit sägt.“ Für Tempo sorgen der
Hoher Automatisierungsgrad
Die erste KKS 463 NA im Praxistest
optimierte Nachschubautomat sowie die flexible Vorschubgeschwindigkeit des Sägeblattes.
Die neue Säge läuft seit Mai 2011 bei Atotech, meistens im Zweischichtbe-trieb, 16 Stunden am Tag. Je nach geforderter Stückzahl arbeitet sie voll- oder teilautomatisch. „Das funkti-oniert wunderbar. Wir haben an der Maschine einen Automatisierungsgrad von rund 70 Prozent erreicht“, berich-tet Armin Paulus. Zwei Kollegen ha-ben das Bedienen der Maschine und der Software während einer Schulung bei KALTENBACH in Lörrach in kur-zer Zeit gelernt.
„Das erworbene Know-how umzuset-zen war danach kein Problem. Die Eingabemaske für die PC-Steuerung ist sehr über-sichtlich und intuitiv zu bedienen.“ Die KKS 463 NA wird direkt in der Sägerei programmiert. Mehrmals täglich befüllen die Mitarbeiter das automatische Stangenmagazin der Maschine. Die Säge schneidet die verschiedenen Aufträge anschließend selbständig. Die fertigen Teile werden dann nur noch abgenommen und weggefahren.
Nach Eingabe der Abschnittlängen errechnet die Software der Geh-rungskreissäge automatisch die Staboptimierung. Da zudem die Spannbacken des Nachschubauto-maten (NA) sowie die Abschnittgrei-fer separat über eine jeweils eigene Kugelrollspindel gesteuert werden, reduziert sich die Länge der Reststü-cke auf ein Minimum.
Neben Automatisierungsgrad und Geschwindigkeit ist das für Armin Paulus ein deutlicher Vorteil der KKS 463 NA: „Angesichts der hohen Preise für unsere Rohstoffe sind wir natürlich froh, dass wir den Verschnitt so verringern konnten.“ Ein weiteres Plus: Die Maschine kann bis zu drei Schnitte gleichzeitig an Stabanfang und -ende ausführen – das ist auf dem Markt einmalig. Die anfallenden Zwickel werden automatisch entsorgt.
Die KKS 463 NATechnische Daten:• Vollautomatische Universal-Kreissäge für Materialien bis Ø 153 mm
• Standard-Sägeblatt: 460 mm Durchmesser
• Durchgehender, einteiliger Maschinenkasten in geschweißter Ausführung
• Autom. Gehrungsverstellung +/- 60 Grad
• Automatische Verarbeitung von Flach-, Winkel- und Massivmaterial, Rohren und Sonderprofilen
• Mehrfachfront- und -heckschnitte
• Hohe Schnittqualität durch Werkstück- spannung beidseitig des Sägeblatts
• Automatische Berechnung der Schnitt- geschwindigkeit und des optimalen Vorschubs
• Kurze Schnitt- und Taktzeiten durch elektronische Schnitthöheneinstellung und Eilrücklauf des Sägeblattes
• Minimale Reststücklängen durch spezielle Greiferausführung
• Automatische Abschnittsortierung
• Einfach Bedienung und Programmierung über Touch-Screen

5
Vom Edelgrill bis zur vollautomatischen Tier-futteranlage, von der Medizintechnik bis zum Recyclingcontainer – Schickling Maschinen-bau fertigt Komponenten und Baugruppen für die unterschiedlichsten Branchen. Täglich verarbeitet das Familienunternehmen im nie-dersächsischen Visbek mehr als 40 Tonnen
Für große Stückzahlen in kurzer Zeit:
MSK 471 NA bei Schickling
Schnell, präzise und flexibel
Stahl. Um den verschiedenen Anwen-dungen auf höchstem Niveau gerecht zu werden, werden modernste Produktions-technik und ein vielseitiger Maschinenpark eingesetzt. Eine der neuesten Errungen-schaften ist die Hochleistungskreissäge MSK 471 NA von KALTENBACH.
Grund für die Anschaffung der neuen Maschine vor gut einem halben Jahr waren steigende Auftragszahlen. Die Entscheidung zugunsten der MSK 471 NA wurde vor allem aufgrund der hohen Schnittgeschwindigkeit ge-troffen. „Die Taktzeiten sind enorm“, erklärt Produktionsleiter Werner Themann, „wo wir früher mit der Bandsäge drei Tage für einen Auftrag gebraucht hätten, sind wir jetzt in sechs Stunden fertig.“ Die neue voll-automatische Kreissäge ist auf große Stückzahlen ausgelegt, und genau damit hat sie bei Schickling täglich zu tun. „Schnelle Serien preisgünstig zu schneiden war unser Ziel. Das haben wir erreicht.“ Auch die Präzision der geschnittenen Teile hat sich deutlich verbessert. Dafür sorgen Elemente wie die Line-arführung sowie die Kugelrollspindel mit Servoantrieb. Obwohl die Präzisi-on nicht vorrangiges Kriterium für die Auswahl war, freut sich Werner The-mann natürlich über die Optimierung. Als weitere Vorzüge nennt der Pro-duktionsleiter den vollautomatischen
Betrieb und das Bundmagazin zur Materialvorlagerung. „Damit sparen wir viel Zeit und können die Mitarbei-ter effizienter einsetzen.“
„Wir setzen bei Schickling seit jeher auf Innovation und nutzen stets die neuesten Technologien“, betont Wer-ner Themann. „Die Entscheidung für die MSK 471 NA hat uns darin wieder einmal bestärkt. Die Maschine hält, was sie verspricht und hat unsere Pro-duktionsleistung erheblich gesteigert.“
Mit der MSK 471 NA werden bei Schickling Vollmetall geschnitten, hauptsächlich Rohre und Wellen mit einem Durchmesser von 15 bis 150 mm und einer maximalen Abschnitt-länge von 1000 mm. Die Teile finden beispielsweise im Fahrzeugbau, in der Möbelindustrie und bei der Fertigung von Landmaschinen Ver-wendung. Um eine möglichst hohe Schnittgeschwindigkeit zu erreichen, kommen in erster Linie Hartmetall-Sägeblätter zum Einsatz. Mit mini-malen Rüstzeiten kann jedoch auf HSS-Sägeblätter gewechselt werden, was die Verwendung der MSK 471 NA besonders flexibel macht. Die möglichen Schnittgeschwindigkeiten liegen zwischen 8 und 150 m/min, die frequenzgeregelte Motorleistung beträgt 19 kW.
Die H. Schickling Maschinen-bau GmbH wurde 1989 in Vis-bek als Familienbetrieb gegrün-det und beschäftigt heute mehr als 200 Mitarbeiter. Innovation, modernste Produktionstechni-ken und Wirtschaftlichkeit kenn-zeichnen den Spezialisten für Blechbearbeitung und Zerspa-nungstechnik. 2009 wurde Her-mann Schickling als Unterneh-mer des Jahres im Oldenburger Münsterland ausgezeichnet.

6
Mit dem Einsatz eines servogeregelten Vorschubsystems über Kugelrollspindel und der Erhöhung der Schnittge-schwindigkeit in Verbindung mit dem automatischen Neigungsverstellsystem (AFC) hat die Bandsäge KBS 1051 das Schneiden von Profilträgern revolutioniert. Neben ihrem Rekordtempo gehören ihre große Laufruhe und zuverlässig reproduzierbare Vorschubwerte zu ihren Stärken. Die weltweit einzigartige Maschine hat jetzt eine kleine Schwester bekommen, die KBS 761. Zugleich gibt es ein weiteres innovatives Highlight, mit dem die beiden Hochleistungssägen noch mehr Leistung bringen: Die neue V-Tract-Sägetischanhebung schließt ein Einklemmen des Sägebandes während des Sägeschnittes praktisch aus. Über den Familienzuwachs und die neuen Technologien sprachen wir mit Vertriebsleiter Jörg Tetling.
V-Tract ... If steel is your Deal!
Innovationen und Nachwuchs für die schnellste Bandsäge der Welt
KBS 761Die optimale Lösung, wenn es um einem Arbeitsbereich von bis zu maximal 750 mm geht: Die KBS 761 verfügt über alle Stärken der KBS 1051. Sie ist das maßgeschneiderte Spitzenmodell für den mittelständi-schen Stahlbau und -handel.
Technische Daten• Arbeitsbereich 750 × 500 mm • Vertikalsäge in stabiler Doppelsäulenausführung
• AFC-Anpassung (Auto Feed Control) der Sägebandneigung an wechselnde Profilquerschnitte• Elektromechanischer Vorschub mit Kugelrollspindel und Servo- motor• Selbsteinstellende Profilspannung inklusive Querschnittvermessung• Maschinenbedienung über modernes Stahlbau-Software- Paket PROFICUT

7
Wie wurde die Einführung der KBS 1051 im Markt aufgenommen?Die Resonanz war überwältigend. Wir haben bei vie-len unserer Kunden geradezu begeisterte Reaktionen erlebt. Sie haben einen Gewinn an Effizienz erfahren, den sie sich zuvor gar nicht vorstellen konnten. Die Maschine ist von Anfang an ein echter Verkaufsschla-ger. Der einzige Hinderungsgrund für einen Kauf war bei manchen Betrieben der zu große Arbeitsbereich. Die KBS 1051 ist für Träger bis 1030 mm ausgelegt, aber nicht alle Kunden brauchen diese Dimension.
Jörg Tetling, Vertriebsleiter Deshalb gibt es jetzt die kleine Schwester, die KBS 761?
So ist es! Sie verfügt über dieselbe Technologie wie die KBS 1051, ist aber eine Nummer kleiner und entsprechend preisgünstiger. Sie kann Profile bis 750 mm bearbeiten, was für sehr viele mittelständische Betriebe im Stahlbau und -handel völlig ausreicht. Selbstverständlich ist sie auch kombinierbar zum Beispiel mit der Profilträger-Bohrmaschine KDM 615. Wir haben jetzt also eine passende Lösung für ein wichtiges Marktsegment. Für beide Maschinen haben wir mit V-Tract außerdem noch eine sehr interessante Neuerung zu bieten.
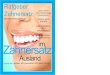
Was bedeutet „V-Tract“?Dahinter verbirgt sich die hydraulische Anhebung des Sägetisches um wenige Millimeter über das Rollenbahn-Niveau. Durch das Anheben öffnet sich während des Sägens der Schnittkanal geringfügig, er wird quasi V-förmig. Somit wird ein Einklemmen des Sägebandes praktisch ausgeschlossen.
Warum wird diese Öffnung des Schnittkanals gebraucht?Große Doppel-T-Träger sind durch den Warmwalz-prozess im Material oft spannungsbehaftet. Beim Sägevorgang kann es dadurch zu einer Verformung im Material innerhalb des Bereichs der Schnittstelle kommen, die dann das Sägeband im Schnittkanal einklemmt. Das wiederum kann zum Produktionsstill-stand und hohen Werkzeugkosten führen.
Vielen Dank!
KBS 1051 auf Messe in Tschechien prämiertIm Oktober 2011 wurden im Zuge der Internatio-nalen Maschinenbaumesse in Brno, Tschechien, die inovativsten Exponate gesucht. Auf dieser Messe präsentierten sich 1600 Unternehmen aus 23 Ländern mit insgesamt 6000 Exponaten. Acht Exponate wurden in einer feierlichen Zeremonie in der Anwesenheit des Staatspräsidenten Václav Klaus und des Ministerpräsidenten Petr Nečas prämiert, darunter die KBS 1051, die schnellste Band-säge der Welt. Die Preisverleihung fand große Reso-nanz in den Tageszeitungen und Fachmagazinen.
Neu für KBS 1051 und KBS 761
Petr Kužela, CEO der Kaltenbach-Tochter in Tschechien auf dem Weg zur Preisverleihung
Sägetischanhebung
V-TractDer Sägetisch wird beim Sägevorgang hydraulisch um wenige Millimeter über das Rollenbahn-Niveau angehoben. Beim Anheben öffnet sich der Schnittkanal.
Unschlagbare Argumente der neuen Innovation „V-Tract“ von KALTENBACH:• Mehr Platz für das Sägeband• Verhindert das Einklemmen• Reduziert die Werkzeugkosten• Erhöht die Verfügbarkeit der Sägeanlage

8
Um welchen Produktionsschritt ging es bei diesem Projekt?Die Anlage soll die Teile aus Blech-material herstellen, die anschließend an die Stahlbauteile verschweißt werden. Es geht also um das Aus-brennen und Bohren von Fuß- und Kopfplatten, Verstärkungsblechen, Rippen und ähnlichem. Für diese Schritte hatten wir zuvor Acetylen-Brennschneide- und HSS-Bohrma-
Voll integriert
Platten-Brennbohranlage mit Roboterhandling für Goldbeck entwickelt
Bauen mit System, schnell, wirtschaftlich, schlüsselfer-tig – in diesen Worten ist zusammengefasst, mit welchem Anspruch die Bielefelder Unternehmensgruppe Goldbeck arbeitet. Die Basis für ihren Erfolg und das dynamische Wachstum der vergangenen Jahre sind nicht zuletzt die systematisierten Bauteile aus der eigenen Fertigung. Hier gelten höchste Maßstäbe für Qualität, Geschwindigkeit und Wirtschaftlichkeit. Mit der neuen vollautomatisierten Platten-Brennbohranlage mit Roboterhandling hat Goldbeck weiter an Fertigungstiefe und Effizienz zugelegt. Die Anlage wurde von KALTENBACH entwickelt und montiert. Wie die Zusammenarbeit zustande- und was dabei herauskam, erläutert Werkleiter Fabian Metz im Gespräch.
schinen eingesetzt oder die Teile zugekauft. Was wollten Sie mit der neuen Anlage erreichen?Zunächst sollte die Bearbeitung schneller werden, wozu Plasma-schneider und Hartmetallbohrer in der neuen Anlage wesentlich bei-tragen. Das übergeordnete Ziel war aber, den Produktionsschritt in den
Gesamtprozess intelligent zu inte-grieren und mit einem modernen Fertigungsansatz eine Komplettbear-beitung zu erreichen. Was verstehen Sie unter Komplett-bearbeitung?Wir nennen die „Montage“ der Stahl-bauteile in unserem Werk „Zusam-menbau“. Wir wollten erreichen, dass an einem Zusammenbau-Arbeitsplatz keine Zeit mehr für das Sortieren von Teilen aufgewendet werden muss. Alle Teile, die zusammengefügt wer-den, sollten bereits kommissioniert dort ankommen, so dass der Zusam-menbau sich ganz auf seine eigentli-che Aufgabe konzentrieren kann. Das heißt, es ging Ihnen gleichzei-tig um Bearbeitungstechnik und Fertigungslogistik?Genau. Wir wollten den Aufwand bei der Handhabung der Teile minimieren und den Wertstrom verbessern. Wir haben also überlegt, welche ingeni-eurtechnischen Schritte uns hier zu mehr Effizienz und höherem Wert-schöpfungsanteil verhelfen könnten.

9
Dabei wurde schnell klar, dass wir eine vollautomatisierte Anlage mit Roboteranbindung brauchen. Auf dem Markt gab es solche Anlagen bereits für dünne Bleche, aber noch nicht für Stärken bis 30 Millimeter. Wir haben also nach einem Partner gesucht, der diesen Technologie-transfer übernimmt. Es gab nicht vie-le, die sich da heranwagen wollten. Warum haben Sie sich für KAL-TENBACH entschieden?Dafür gab es eine Reihe von Grün-den. Zunächst stimmte schon mal die Chemie – ein mittelständisches, inhabergeführtes, technikgetriebenes Familienunternehmen ist ein Partner, der zu uns passt. Die Randbedin-gungen und Anforderungen an die Anlage haben wir dann in einem gemeinsamen Prozeß systematisch klären und abstimmen können. Dass Valentin Kaltenbach sich persönlich eingeschaltet hat, war aufgrund der Größe des Entwicklungsprojektes notwendig und für uns auch ein klares Zeichen für den Stellenwert, den KALTENBACH diesem Projekt beimaß. Seit vergangenem September ist die Anlage in Betrieb, im Dezember fand die Endabnahme statt. Wie lautet Ihr Fazit?Unsere Erwartungen wurden voll er-füllt. Der Stückzähler zeigte im Janu-ar mehr als 65.000 produzierte Teile an, wir können also mit einer Leis-tung von mindestens 200.000 Teilen im Jahr rechnen. Wir haben einen großen Effizienzsprung gemacht, weil
der Zusammenbau die fertig kommis-sionierten Paletten für die einzelnen Arbeitsplätze erhält und kein manuel-ler Zwischenschritt mehr nötig ist. Die unterschiedlichen Positionen liegen getrennt und sortiert auf der Palet-te, die Teilenummern zeigen nach oben und werden sofort erkannt. Die Facharbeiter können ihr Know-how intensiver einsetzen, weil der Suchaufwand reduziert wird. Zugleich können die Maschinenbediener die Anlage nutzen, ohne zu Softwarespe-zialisten werden zu müssen. Sie sind also mit der Bedienungs-freundlichkeit zufrieden?Ja. Sie gehörte von Anfang an zu den wichtigten Anforderungen. Wir wollten eine robuste Anlage mit einer stabi-len Software, und beides haben wir bekommen. Auch die Verfügbarkeit ist sehr gut, so wie wir es gefordert hatten. Für alle Fälle ist die Anlage außerdem so konzipiert, dass sie auch ohne den Roboter laufen kann. Bei einem Roboterausfall würden die Teile automatisch in den Sammel-behälter abgekippt. Wir könnten mit geringem Personaleinsatz weiterma-chen und sehr flexibel bleiben. Wie hat sich die Roboterabsortie-rung bewährt?Sie ist die Voraussetzung für den mannarmen Betrieb. Im Laufe des Projektes haben wir den Ansatz weiterentwickelt und können jetzt nicht nur die fertigen Teile palettieren, sondern über mehrere Aufträge mit unterschiedlichen Blechstärken hin-weg Kommissionen für die Schweiß-
arbeitsplätze zusammenstellen. Das verbessert die Verschachtelung und trägt so zur Verschnittminimierung bei. Wie aufwendig ist die Programmie-rung der Anlage? Sie ist sehr einfach, da die Roboter- und Maschinenebene getrennt sind und man immer parallel zum Betrieb auf beide zugreifen kann. Die Daten werden als DSTV-NC-Daten aus unserem System zur Verfügung ge-stellt und automatisch abgearbeitet. Das ist der Normalfall, daher ist die Programmierzeit sehr gering. Für die abschließende Wirtschaftlichkeitsprü-fung, die demnächst ansteht, gehe ich von einem sehr guten Ergebnis für die neue Anlage aus.
Die Goldbeck GmbH wurde in Bielefeld 1969 als klassisches Stahlbauunternehmen gegrün-det. Sie zählt heute in Europa als mittelständische, inhaber-geführte Unternehmensgruppe zu den treibenden Kräften im gewerblichen und kommunalen Hochbau. Schwerpunkt ihres Leistungs-spektrums ist das Konzipieren, Bauen und Betreuen von Bü-rogebäuden, Hallen und Park-häusern. Im Geschäftsjahr 2010/11 hat sie einen Jahresumsatz von rund 1,1 Milliarden Euro erwirt-schaftet. Sie beschäftigt 3.000 Mitarbeiter in vier Werken (Bielefeld, Hamm, Plauen, Kutna Hora/Tschechien), zwei Systemzentren (Bielefeld, Mannheim) und 38 Nieder- lassungen in Deutschland und dem europäischen Ausland.

10
Im vergangenen Jahr hatte die bestehende Lackieranlage ausge-dient und musste ersetzt werden. Die vorgeschaltete Gietart-Strahlanlage, Baujahr 1994, arbeitete zwar noch einwandfrei, doch Geschäftsführer Daan Bressers, der das Unterneh-men zusammen mit seinem Cousin Valentijn Bressers leitet, entschied sich für eine gründliche Erneuerung:Beide Anlagen wurden in einem Ar-beitsgang ausgetauscht. Fundament und Rollenbahnen für die Zu- und Abfuhr konnten bleiben; die neuen Maschinen ließen sich perfekt aufei-nander abstimmen. Seit Mitte 2011 sind die Strahlanla-ge Marathon A 2506 und die Kon-servierungsanlage KPC 2504 von KALTENBACH SPS (früher Gietart) in Betrieb. Eine neue Bandsäge, die KBS 1051 von KALTENBACH, er-gänzt die Prozesskette und sorgt für besonders schnelle Durchlaufzeiten.
Breites Spektrum, hohe Effizienz
Strahlanlage Marathon A 2506 stärkt Service-prozess von Bressers MetaalProduktion und Serviceprozess unter ei-nem Dach, verbunden mit reibungsloser Logistik und schneller Lieferung – mit die-sen Stärken hat Bressers Metaal B.V. seine starke Marktposition aufgebaut. Auf einer Fläche von 70.000 Quadratmetern wird im niederländischen Tilburg eine breite Pro-duktpalette aus Stahlprofilen, Blechen, Rohren und Drahtwaren vorgehalten und bearbeitet. Vollautomatisierte Transportan-lagen unterstützen die rasche und genaue Fertigung. Zu den Serviceleistungen ge-hören neben dem Sägen und Biegen auch das Strahlen, Lackieren und Verzinken der Teile. Bressers Metaal setzt dafür moderns-te Anlagen ein, wie zum Beispiel eine neue Strahl- und Konservierungsstrecke von KALTENBACH.
„Die Montage der neuen Anlagen verlief dank der gründlichen Planung des Lieferanten völlig reibungslos“, berichtet Daan Bressers. „Die Pro-duktion lief bis zum Vortag durch und sofort nach Abschluss des Aufbaus wieder an.“
Bei der Gelegenheit wurde auch die elektrische Bedienung der umfang-reichen Transportanlagen moder-nisiert. Um die Energiekosten zu senken hat man hier von Normalan-steuerung auf Frequenzansteue-rung umgestellt. Geschäftsführer Daan Bressers legt großen Wert auf modernste Technologie, um sei-ne Kunden schnell und mit bester Qualität bedienen zu können: „Mit der jetzigen Strahlanlage erreichen wir einen deutlich höheren Durchsatz und können eine breitere Materialpa-lette bearbeiten. Die alte Maschine hatte mit dünnen Blechen Schwierig-
keiten. Die neue hat auch in diesem Segment keine Probleme mehr“, erklärt er. Ein weiterer großer Vorteil der Marathon A 2506 ist ihr sparsamer Umgang mit dem Strahlmittel. Die fast vollständige Rückgewinnung des Strahlgutes schont Ressourcen und Umwelt. Mittels mehrstufiger Kaska-den-Luftreinigung werden Staub und Zunder gründlich entfernt, der hohe Wirkungsgrad beim Strahlen bleibt so über lange Zeit erhalten. Daan Bressers freut sich außerdem dar-über, dass das Strahlmittel präziser dosiert werden kann als früher. Mit ihrem Dreifachgehäuse ist die Anlage extrem verschleißfest. Außen sorgt Konstruktionsstahl für eine hohe Stabilität; die Manganstahl-Innenauskleidung ist mit der Hülle verbolzt und kann bei Bedarf schnell und einfach ausgewechselt werden. Drei Zugänge stehen für Inspektion

11
und Wartung der Strahlanlage zur Verfügung. „Auch kleinere Ersatzteile lassen sich jetzt leichter austau-schen“, erzählt der Geschäftsführer, „und insgesamt ist die Wirtschaftlich-keit deutlich höher. Mit ihren sechs starken Turbinen bietet die Maschine viel mehr Kapazität bei gleichblei-bender Qualität des Endproduktes.“ Der Gesamtprozess hat auch dank der neuen Konservierungsanlage KPC 2504 an Tempo und Effizienz gewonnen, wie Daan Bressers weiter erläutert. Während der Automatisierungsgrad an allen Punkten gestiegen ist, sind Materialverbrauch und Zeitaufwand deutlich gesunken. Eine individu-ell einstellbare Positionierung der acht Farbpistolen, die automatische Anpassung des Spritzhubes an die Vorschubgeschwindigkeit und eine optimierte Luftstromführung sparen Lack und Emissionen.
Dank Kettenförderung hat das Material nur minimalen Kontakt mit der Maschine, und die Rundumla-ckierung kann in einem Arbeitsgang erfolgen. Neben den Durchlaufzeiten ist auch der Reinigungs- und War-tungsaufwand deutlich niedriger. Wände und Decke der Trockenspritz-kabine sind zur einfachen Reinigung mit Antihaftfolie ausgekleidet, der Boden ist mit einer auswechselbaren Folie vor Verschmutzung geschützt. Ebenfalls gesunken ist der Energie-verbrauch für den Trockenprozess, da der Nachtrockner durch ein Rohrsystem mit dem Vorwärmofen verbunden ist und die dort erwärmte Luft nutzt.
Die neue Konservierungslinie ent-spricht damit voll einem der wichtigs-ten Grundsätze von Bressers Metaal: „Strahlen und Konservieren – perfekt und umweltbewusst.“
Das Familienunternehmen Bressers Metaal B.V. im nie-derländischen Tilburg kann auf eine hundertzwanzigjährige Ge-schichte zurückblicken. Zu sei-nen Stärken gehört seit jeher der Einsatz modernster Bearbei-tungstechnologie. 1966 wurde hier die erste vollautomatische Konservierungsanlage in den Niederlanden installiert, seit 1995 werden computergesteuerte Ma-schinen eingesetzt. Heute gehört Bressers Metaal zu den größten unabhängigen Unternehmen sei-ner Art in den Benelux-Ländern.
Daan Bressers, Geschäftsführer

12
Die alte Kreissäge war in die Jahre gekommen. Sie nochmal gründlich zu überholen, hätte sich nicht mehr gelohnt, eine neue Maschine sollte her. Eigentlich stand die Schnittech-nik gar nicht zur Debatte – nach aller Erfahrung kam auch für die Neuanschaffung nur eine Kreissäge in Frage. Denn bisher war sie als einzige in der Lage, auch bei großen Profi-len eine stabile Schnittleistung zu gewährleisten. Doch beim detaillierten Vergleich der Maschinen ergab sich, dass es inzwischen sehr wohl eine Alternative gibt: Die „schnellste Bandsäge der Welt“ kann nicht nur beim Tempo locker mit-halten, sie bietet gegenüber der schweren Kreissäge sogar eine ganze Reihe von Vorteilen. Die Metallbauer von SIAG Stahlbau Ruhland ließen sich nach anfänglicher Skepsis schnell überzeugen. Heute sind sie mit ihrer Entscheidung für die KBS 1051 mehr als zufrieden.
Die flexible Alternative
Bandsäge KBS 1051 auch bei großen Profilen hocheffizient
SIAG Ruhland ist ein klassisches Stahlbauunternehmen, dessen Leistungsspektrum von der Rohrbrü-cke bis zum Kraftwerksbau reicht. Die große Bandbreite der Projekte bringt es mit sich, dass täglich Profile zwischen 50 und 1000 mm im stän-digen Wechsel bearbeitet werden müssen. Für die großen Profile hatte sich die vorhandene Kreissäge gut bewährt, doch bei den kleinen hatte sie sich nicht unbedingt als die ideale Maschine erwiesen: Je nach Werk-stückdimension waren Sägeblätter mit unterschiedlicher Zahnteilung nötig. Um sie zu tauschen wurden zwei Männer mit einem Kran benöti-ge, und es konnte bis zu 20 Minuten dauern. Wenn für einen Auftrag viele verschiedene Profile bearbeitet wer-den mussten, kamen so Nebenzeiten

13
zusammen, die durchaus zu Buche schlugen. Da aber auch fast immer ganz schwere Träger darunter sind, war die Kreissäge bisher die beste verfügbare Universalmaschine. Den Anstoß, über eine Alternative nachzudenken, gab eine Vorführung bei KALTENBACH. „Es gab damals Befürchtungen, dass die Schnitte einer Bandsäge nicht winklig genug ausfallen, aber die wurden bei der Vorführung der KBS 1051 gründlich ausgeräumt“, erinnert sich Winfried Jenke. Er ist bei SIAG Stahlbau Ruhland für Projektentwicklung und Investitionen zuständig. Nach der Demonstration in Lörrach ging es an den detaillierten Leistungsvergleich der in Frage kommenden Band- und Kreissägen. „Wir wollten mit einer neuen Maschine auch den Mate-rialfluss optimieren und vor allem schneller werden.“Schon bei der Schnittgeschwindigkeit lag die Bandsäge deutlich vorn, was sich auch im täglichen Betrieb bestä-tigt hat: „Für einen 600er Stahlträger hat unsere alte Kreissäge 20 Minuten gebraucht. Die KBS 1051 sägt ihn mit einem Hartmetallband in anderthalb
Minuten“, freut sich Winfried Jenke. „Im Durchschnitt sparen wir 40 bis 50 Prozent der Bearbeitungszeit. Das zwingt uns jetzt geradezu, auch die Folgeprozesse zu beschleunigen.“Die Bandsäge bringt einen weiteren wesentlichen Zeitvorteil. Zum einen kann man mit ihr kleine bis große Profile mit einer Zahnteilung sägen, das Werkzeug muss also seltener ge-wechselt werden. Zum anderen ist der Wechsel, wenn er doch nötig wird, viel einfacher. Er kann von einem Mann ohne Kran ausgeführt werden und dauert nur etwa zehn Minuten. In der Regel werden bei SIAG Stahlbau Ruhland HSS-Sägebänder verwendet. „Bei Profilen über 500 mm in größerer Stückzahl setzen wir Hartmetallbänder ein“, erklärt Win-fried Jenke. „Gegenüber der Kreis-säge haben wir beim Material und den Nebenkosten Einsparungen von mindestens 50 Prozent erreicht.“Nach anderthalb Jahren Betrieb fällt seine Bilanz der Neuanschaffung eindeutig positiv aus. Von einer An-passung am Späneräumer abgese-hen gab es in der ganzen Zeit keine Reparaturen. Die Kosten-Nutzen-
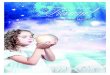
Bis zur Einführung der Bandsäge KBS 1051 war die HDM-Kreissäge die schnellste Säge für den schweren Stahlbau. Sie ist eine ideale Maschine für diesen Bereich. Wenn es gleichzeitig um große Profile und große Stückzahlen geht, überzeugt sie durch enorme Robustheit und kurze Schnitt-zeiten. Sie ist nach wie vor unschlagbar für Profile ab 600 mm.Seit ihrer Markteinführung macht aber die KBS 1051/761 – die schnellste Bandsäge der Welt – der HDM große Kon-kurrenz: Mit einem Hartmetallband schafft sie auch bei gro-ßen Profilen ebenso kurze Schnittzeiten. Bei der Flexibilität sowie den Investitions- und Nebenkosten hat sie klare Vor-teile. Erstmals kann mit ihr eine Bandsäge als Standardma-schine auch für den schweren Stahlbau dienen. Ob eine
Kreis- oder Bandsäge?
HDM und KBS 1051/761 im Vergleich
HDM 1432KBS 1051
Kreis- oder eine Bandsäge die optimale Lösung bietet, ist jetzt eine Frage der genauen Abwägung, bei der Stück-zahlen und Profilgrößen eine wichtige Rolle spielen.
Die Stärken der KBS 1051/761
• Höhere Schnittleistung schon mit HSS-Band• Höchste Schnittleistung mit HM-Band• Geringere Nebenkosten und Nebenzeiten• Geringere Anschaffungskosten• Geringere Werkzeugkosten• Höhere Flexibilität bei wechselnden Profilgrößen• Größeres Materialspektrum
Effizienz der Maschine hat die bereits hohen Erwartungen sogar übertrof-fen. „Dazu kommt eine sehr gute Zusammenarbeit – der Außendienst von KALTENBACH ist immer zur Stelle, wenn er gebraucht wird. Wir bekommen kompetente technische Unterstützung, und wenn Ersatzteile benötigt werden, haben wir sie in kürzester Zeit.“
Die SIAG Stahlbau Ruhland GmbH & Co. KG blickt auf eine 90-jährige Stahlbautradi-tion zurück. Unter dem Namen „Eisenbau Manig“ wurde das Unternehmen 1921 in Ruhland in der Niederlausitz gegründet. 1949 wurde es zum „Volksei-genen Betrieb“, der dann 1996 privatisiert wurde. Zeitweise Teil eines Stahlbaukonzerns, ist das Unternehmen seit dem vergan-genen Jahr wieder eigenständig. Es hat sich am traditionellen Standort in Ruhland auf Stahl-hochbau spezialisiert und fertigt leichte bis mittelschwere Stahl-konstruktionen.

14
Am Stadtrand von Heilbronn lenkt seit einigen Monaten der Neubau eines extra- vaganten Bürogebäudes mit dem Namen QBIG die Blicke der Vorbeifahrenden auf sich. Dort steht ein riesiger Quader mit Glasfassade, rundum eingefasst von einem, ebenfalls quaderförmigen, unregelmäßigen Netz aus leuchtend weiß gestrichenen Stahlprofilen – 37 Meter lang, 32 Meter breit und 21 Meter hoch.
Starke Fassade
Stahlkonstruktion aus 1144 Einzelteilen

15
Die ebenso beeindruckende wie aufwendige Konstruktion hat die Firma Vorndran Me-tallbau aus dem fränkischen Kleinwenkheim installiert. Die insgesamt 1144 einzel-nen Stahlteile wurden auf ei-ner Bandsäge von KALTEN-BACH zurechtgeschnitten, der KBS 750 DG NA.
„Dieser Auftrag war natürlich eine außergewöhnliche Herausforderung für uns“, erzählt Juniorchef Tiemo Vorndran. „So etwas hatten wir zuvor noch nicht gemacht. Aber wir sind mit viel Spaß an die Umsetzung gegan-gen.“ Das Design des Stahlnetzes stammt aus der Arbeitsgemeinschaft von Riemer Planung und Lucie Holz-igel in Heilbronn, die die Pläne für das gesamte Bürogebäude entwickelt hat. Für die Konstruktion war Vorn-dran Metallbau zuständig.
Der Zuschnitt der Einzelteile für das Stahlnetz ist der größte Auftrag, den die KBS 750 DG NA der Firma Vorn-dran seit ihrer Anschaffung im Jahr 2006 meistern musste. 1144 Stücke aus Stahlbauhohlprofil der Maße 400 x 200 x 6 mm in un-terschiedlichen Winkeln von stumpf bis spitz wurden zwischen Mai und Juli 2011 zugesägt. Das sind 2,7 laufende Kilometer Rechteckrohr mit einem Gesamtgewicht von rund 150 Tonnen. „Insbesondere wegen ihrer
komfortablen Schnittwinkeleinstellung war die KBS 750 DG NA für diesen Auftrag die ideale Maschine“, erklärt Tiemo Vorndran.
Um die Rechteckrohre nach dem Zuschneiden unkompliziert und sicher zur Baustelle transportieren zu können, durften die einzelnen Stücke eine Elementgröße von maximal 15 mal 3 Metern nicht überschreiten. Die längsten Einzelteile, die gesägt wur-den, sind daher 15 Meter lang – die kürzesten haben eine Länge von nur 10 Zentimetern.
Die einzelnen Elemente wurden an den Knotenpunkten zusammenge-
schweißt und mit einem Handloch auf der Rückseite verschraubt, damit die Nähte von außen nicht zu sehen sind. Um sicherzugehen, dass bei der Montage auf der Baustelle alles exakt zusammenpasst, baute das Team von Vorndran die einzelnen Abschnit-te des Stahlnetzes jeweils in einer Art Generalprobe bereits in der Werkhal-le in Kleinwenkheim auf.
Im April sollen die ersten Büros in dem Gebäude bezogen werden. Bis dahin sind noch einige Rest- arbeiten zu erledigen. Doch auch ohne diese ist am Stadtrand von Heil-bronn eine neue Sehenswürdigkeit entstanden.

16
Messetermine 2012
ImpressumHerausgeber: KALTENBACH GmbH + Co. KG, Postfach 1740 • 79507 Lörrach, GermanyRedaktion: Ursel Kiefer Druck: Uehlin, Druck- und Papierhaus GmbH, Schopfheim, GermanyAuflage: 32.000
Deutschland Vertriebsbüros Deutschland
KALTENBACH GmbH + Co. KGP.O. Box 1740D-79507 Lörrach, GermanyPhone: +49 (0) 7621 175-0Fax: +49 (0) 7621 [email protected]
www.kaltenbach.com
Heilbronn: Franz N. StreitPhone: +49 (0) 71 32-1 82 89Freiburg: Jürgen StehlinPhone: +49 (0) 76 43-3 33 97 33München: Gregor SchwarzhuberPhone: +49 (0) 84 31-50 77 41Hildesheim: Jan MöschlerPhone: +49 (0) 50 69-80 69 90Gera: Volker GühnePhone: +49 (0) 365-7 10 67 55Bochum: Franz-Josef GiesPhone: +49 (0) 234-43 49 01Sprockhövel: Hansgeorg WodauschPhone: +49 (0) 23 39-30 73
TochterfirmenGROSSBRITANNIEN / IRLANDKaltenbach Ltd. [email protected] EAST Kaltenbach Middle East FZC [email protected]ÖSTERREICH, UNGARN, KROATIEN, BOSNIEN-HERZEGOVINA, KOSOVO, MONTENEGRO, MAZEDONIEN, ALBANIEN, SERBIEN, SLOWENIENKaltenbach Ges.m.b.H. [email protected], MAGHREBKaltenbach [email protected] / BALTIC STATESKaltenbach GmbH & Co. KG / Olli [email protected], BELGIEN, LUXEMBURG Kaltenbach Tools B.V. [email protected] / LIECHTENSTEINKaltenbach Schweiz [email protected] REPUBLIK, SLOWAKISCHE REPUBLIK Kaltenbach s.r.o. [email protected] Kaltenbach Asia PTE Ltd. [email protected]
ProduktionsstandorteKALTENBACH GmbH + Co. KG, [email protected] Shotblast and Painting Systems B.V., Niederlande (vormals Gietart)[email protected] S.A.R.L., [email protected]
VertretungenSPANIEN, PORTUGAL, MITTEL-/SÜDAMERIKA I.P. Ingenieria de Produccion, S.L. [email protected], Zypern G. & I. Pangakis [email protected] Servizi Lame di A. Marchesini [email protected] IRLAND Gillen Machine Tools [email protected] Meidell A/S [email protected] Intercut Sverige AB [email protected]ÄNEMARK V. Loewener A/S [email protected]ÄNIEN, BULGARIEN Straaltechniek Minex Int. S.R.L. [email protected] PHU Effect [email protected] Ben Adiri & Cohen Machinery Ltd. [email protected] TÜRKEI Memak Makina Sanayi ve Dis Tic. Ltd. Sti. [email protected]ÜD AFRIKA First Cut (Pty) Ltd. [email protected] Daido Kogyo Kaisha Ltd. [email protected], NEUSEELAND ProTUBE Asia Pty Ltd. [email protected] Ionization Engineers Pvt. Ltd. [email protected], KANADAStructural Machinery Solutions [email protected]@gmail.com CHINA, MALAySIA, SINGAPUR• Kuteck Ltd. [email protected]• Melaju Jaya Corporation Sdn. Bhd. [email protected]
Messe Land Ort DatumExhibition Country City DateINDUSTRIE Frankreich Paris 26.-30.03.2012Expomin Chile Santiago 09.-13.04.2012MACH England Birmingham 16.-20.04.2012BIAM Kroatien Zagreb 17.-21.04.2012Nistra SK Tschechien 05.2012Fabtec/Expoweld Mexiko Mexiko DF 02.-04.05.2012Industriautomation Ungarn Budapest 15.-18.05.2012Mecànica Brasilien Sao Paulo 22.-26.05.2012BIEHM Spanien Bilbao 28.05.-02.06.12Metallooobrabotka Russland Moskau 28.05.-01.06.12MACH-TOOL Polen Posen 29.05.-01.06.12Construmetal Brasilien Sao Paulo 14.-16.08.2012MSV Tschechien Brünn 17.-21.09.2012AMB Deutschland Stuttgart 18.-22.09.2012Den Tekniska Messen Norwegen Oslo 25.-28.09.2012Expomin Peru Lima 12.-14.09.2012Expo Metallica Kolumbien Bogota 01.-05.10.2012Stahlbautag Bouwen Holland 10.2012Intertool-VIENNATEC Österreich Wien 09.-12.10.2012Tekniska Mässan Schweden Stockholm 23.-26.10.2012Euro-Blech Deutschland Hannover 23.-27.10.2012Metavak Holland Gorinchem 08.-10.11.2012Prodex Schweiz Basel 20.-24.11.2012