Embed Size (px)
Citation preview

www.mn-coil.de
Profitieren Sie von den Vorteilen des High-speed-Cutting von MN Coil Servicecenter, nachgewiesen durch die Forschungsge-sellschaft Umformtechnik Stuttgart:
• 20% höhere Restumformbarkeit an der Platinenkante im Vgl. zum Laserschnitt• bis zu 5% Materialeinsparung• höhere Prozesssicherheit• geringere Simulationszeit
20%HÖHERE REST-
UMFORMBARKEIT
Kantenrissstudie der FGU Stuttgart
DIABOLO-Test - Kantenzustände
Coil Servicecenter GmbH
2D-Platinen aus Aluminium in Präzision
Coil Servicecenter GmbH
Beste Umformergebnisse durch HSC-Schneiden
Blechdicke 0,5 bis 5,0 mm
Längsteilen FormschnittQuerteilen
Länge 150 - 8.000 mm
Breite bis 2.050 mm
Länge 500 - 8.000 mm
Schritt 1
Breite > 100 mm x 6
Länge bis 4.000 mm
Breite bis 2.000 mm
Schritt 2 Schritt 3
MN Coil Servicecenter ist eines der modernsten Coilcenter in Europa. Als Spezialist für 2D-Platinen aus Aluminium in Präzision ist MN Coil Servicecenter Ihr Partner für: • Serien, bei denen eine Anschaffung von Schneid- werkzeugen unwirtschaftlich ist• Serienanläufe, bei denen über den Einsatz von Schneidwerkzeugen noch nicht entschieden wurde• Umarbeitungen für Sonderfahrzeuge und -modelle• Ersatzteilbedarfe• die Überbrückung von Lieferengpässen• Exklusiv- und Kleinstserien
Die MN Coil Servicecenter GmbHist zertifiziert nach • IATF 16949 sowie • DIN EN ISO 9001:2015
MN Coil Servicecenter GmbHIndustrieweg 34 I D-23730 NeustadtTel.: +49 (0)4561 5179-0 E-Mail: [email protected]
TÜV NORD CERTGmbH
IAT
F 16949/ISO 9
001
www.mn-coil.de
Laser CO2, Leistung: 6 kW, Schneidgas: Stickstoff
WasserstrahlSystemdruck: 4000 bar
HSC-Fräsverfahren von MN CoilFräser Ø: 6 mm
Schere WZG neu Schneidspalt: 0,06 mm, Schneidkantenverrun-dung: keine
Schere WZG alt Schneidspalt: 0,06 mm, Schneidkantenverrun-dung: 300 µm
DIABOLO-Test - Versuchsaufbau
Optisches Messsystem
StempelStempel
VersuchsprobeVersuchsprobe Blechhalter
MatrizeMatrize
Versuchsanzahl gesamt: 200
100 mm

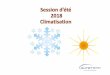
1. Das HSC-Verfahren erzielte bei allen untersuchten
Legierungen die besten Resultate im DIABOLO-Test.
2. Die durch das HSC-Verfahren hergestellten
Schnittkanten haben durchschnittlich eine ca. 20%
höhere Restumformbarkeit im Vergleich zu den
lasergeschnittenen Proben.
0,0000,1000,2000,3000,4000,5000,6000,7000,800
Laser Wasserstrahl HSC WZG neu WZG altmax
. Hau
ptfo
rmän
deru
ngsg
rad
[log.
]
Mit AutoForm R7 wurden drei verschiedene Bauteil-geometrien simulativ untersucht: Türinnenteil, Radhaus und B-Säule. Die Werkstoffdaten in der Simulationssoftware wurden um die experimentell ermittelten Messwerte ergänzt. Ermittelt wurde so das Edge Crack Kriterium. Üblicherweise werden Bauteile mit einem Kriterium von 0,8, d.h. 20% Prozesssicherheit ausgelegt. Ab einem Wert von ≥ 1 würden Risse an den Bauteilen auftreten.
1. HSC-gefräste Kanten führen zu höherer Umform-
barkeit und höherer Prozesssicherheit, wodurch
weder Methodenoptimierungen noch Bauteilände-
rungen wie beim Scherschneiden nötig sind.
Türinnenteil mit EntlastungslochEdge Crack WZG alt: 0,932Edge Crack HSC: 0,546
2. Aus HSC-Platinen geformte Bauteile können mit
härteren Sicken und höherer Blechhaltekraft
hergestellt werden. Schergeschnittene Bauteile
hingegen benötigen weichere Sicken und einen
größeren Einzug, wodurch der Materialverbrauch
steigt.
Sicken B-SäuleEdge Crack WZG alt: 1,065Edge Crack HSC: 0,624
3. HSC-gefräste Kanten führen wie am Beispiel
Radhaus mit Entlastungsloch zu einer Materialein-
sparung von bis zu 5%, da beim Umformen mehr
Material von innen heraus fließen kann.
Radhaus mit Entlastungsloch Edge Crack WZG alt: 1,374Edge Crack HSC: 0,755
DIABOLO-Test& Simulative Untersuchung Simulative Untersuchung
Versuchsergebnisse
Simulative Untersuchung
Versuchsergebnisse
5182 1,15 mm
6016 1,70 mm
5182 1,15 mm
www.mn-coil.de
Coil Servicecenter GmbH
2D-Platinen aus Aluminium - ein wachsender Markt
Der Werkstoff Aluminium hat sich in den letzten Jahren
zu einem der wichtigsten Leichtbaumaterialien im
Automotive-Sektor entwickelt und lässt den Bedarf an
Formplatinen kontinuierlich steigen. Gleichzeitig
steigen die Ansprüche an die Platinenqualität.
Zur Bestimmung der Qualität von Formplatinen, welche mit dem HSC-Verfahren von MN Coil Servicecenter hergestellt werden, wurde 2019 von der Forschungsge-sellschaft Umformtechnik Stuttgart (FGU) eine Kanten-rissstudie durchgeführt. Das Herstellungsverfahren der Schnittkanten bzw. die Schnittkantenbeschaffenheit und -eigenschaften beeinflussen die Restumformbar-keit der Blechkante. Durch Kaltverfestigungen in Folge des Scherschneidens wird die Umformbarkeit von Blechwerkstoffen herabgesetzt. Die Rissempfindlich-keit von Kanten, insbesondere bei hoch- und höherfes-ten Leichtbaublechwerkstoffen, steigt dadurch an. In praktischen Versuchen (DIABOLO-Test) und simulativen Betrachtungen (AutoForm R7) wurde das HSC-Verfahren von MN Coil den konventionellen Herstellungsverfahren gegenübergestellt. Die Testergebnisse sprechen für
sich.
Mittels DIABOLO-Test wurden die Proben (4 Legierun-gen, 5 Schneidverfahren) bis zum Auftreten eines Kantenrisses umgeformt und die maximal ertragbare Hauptformänderung vor Versagensbeginn bestimmt.
DIABOLO-Test
Legierung und Materialstärke:
5182 1,15 mm
6016 1,70 mm
5182 1,75 mm
AL6 1,10 mm