Embed Size (px)
Citation preview


8
Die Frage nach dem Aufbau derMaterie ist uralt. Schon der
griechische Philosoph Demokritos(ca. 460 bis 380 v. Chr.) postulierte,die Materie sei zusammengesetzt auseinzelnen, unteilbaren (griechisch:atomos) kleinen Teilchen, den Ato-men. Mehr als 2000 Jahre späteridentifizierte der englische ChemikerJohn Dalton (1766 bis 1844) diese
mit den chemischen Elementen. Soerfolgreich diese Hypothese alsGrundlage der modernen Chemiewar, so blieb doch die schon im Al-tertum aufgeworfene Frage offen,warum die Atome nicht weiter teil-bar sein sollten, da sie doch Ausdeh-nung und Masse zu besitzen schie-nen. Die weitere Forschung führteEnde des neunzehnten bis Anfang
des zwanzigsten Jahrhunderts dannzur Entdeckung elementarerer Teil-chen (Elektron, Proton, Neutron)und zur Erklärung des Atomaufbausin der Quantentheorie.
Stellvertretend für diese Ent-wicklung seien die Physiker NielsBohr (1885 bis 1962) und WernerHeisenberg (1901 bis 1976) genannt.Die Frage nach der weiteren Teilbar-
Materie und MaterialSpuren einer unterschätzten Technologie
Von Günter Schmid
9ESSENER UNIKATE 13/2000
keit der Elementarteilchen hat sichübrigens erst in jüngster Zeit gelöst.Mit der Quantentheorie (und ihrenVerfeinerungen) ist damit aber nunseit über siebzig Jahren eine Theorievorhanden, die den Aufbau der Ma-terie auf atomarer Ebene im Prinziprestlos beschreibt.
Materie ist sozusagen der Stoff,aus dem die Welt aufgebaut ist, die
chemischen Elemente und ihre Ver-bindungen. Im Unterschied dazuwerden als Materialien Stoffe be-zeichnet, die wir zu unserem Nutzenverwenden. Dies können natürlicheMaterialien wie Holz, Metalle oderSteine sein, aber auch vom Menschenhergestellte wie Kunststoffe, Kera-miken, Legierungen u. a. Aus Materiebesteht demnach alles, Materialien
dienen der Anwendung, werden be-arbeitet und erfüllen Funktionen.
Sie bestimmen maßgeblich dieQualität unseres Lebens. Techni-scher Fortschritt ist ohne die steteEntwicklung neuer Materialien nichtdenkbar. Fortschritte in der Medizinhängen davon ebenso ab wie moder-ne Verkehrs- und Kommunikations-mittel. Dies wird den meisten Men-
Fot
o: T
CL
/ B
avar
ia

schen im allgemeinen kaum bewusst.Die Dinge sind einfach plötzlich da,sind nützlich, angenehm und dienenden verschiedensten Zielen undZwecken. Im Folgenden soll ver-sucht werden, die Bedeutung derMaterialwissenschaften anhand eini-ger besonders relevanter Beispiele zuverdeutlichen.
Beschäftigt mit der Niederschriftdieses Beitrages sitzt der Autor in ei-nem modernen Verkehrsflugzeugauf dem Weg in die USA. Ein Blickin die Umgebung genügt, um zahl-reiche Beispiele für die aufgestellteBehauptung zu entdecken: Hoch-wertige Kunststoffe, leicht, trotzdemvon höchster Stabilität und von aus-reichender Flexibilität, um die Tor-sionen eines Flugzeuges während ei-nes Fluges ohne Beschädigungen zuüberstehen, bilden die Innenwändeder Kabine. Noch größere An-sprüche werden an die nur wenigeMillimeter (!) dicke Außenhaut aus
höchstbelastbaren Aluminiumlegie-rungen gestellt. Diese Belastungensind jedoch noch gering gegenüberder Materialbeanspruchung in denTriebwerken. Temperaturen über1000 °C stellen allerhöchste An-sprüche an die verwendeten Materia-lien. So ist beispielsweise die Verbes-serung der Wärmedämmschichtenauf den Turbinenblättern eine stetigeHerausforderung an die Material-wissenschaften. Je besser die Wär-medämmung ist, desto effektiver istder Energieumsatz und um so weni-ger Brennstoff wird verbraucht.
Über die Bordanlage meldet sichder Kapitän aus dem Cockpit: Der-zeitige und vor allem künftige Flug-technik ist ohne perfekte Kommuni-kation nicht denkbar. Werden der-zeit Flugzeuge noch durch Boden-stationen geleitet, so wird dies einesTages über Satelliten geschehen, wiedas für Kraftfahrzeuge ja bereits rea-lisiert wird. Was dies mit Materialien
zu tun hat? Die gesamte Raumfahrt-technologie basiert auf neuen Mate-rialien. Raketen und andere Raum-fahrzeuge sind mit hochtemperatur-beständigen Außenverkleidungenversehen, die eigens zu diesemZweck entwickelt werden mussten.Satelliten, ohne die übrigens auchunsere geradezu explodierende„Handy-Welt“ nicht möglich wäre,bestehen aus modernsten, meist spe-ziell entwickelten Materialien.
Um die Bedeutung der Material-wissenschaften noch deutlicher zumachen, brauchen wir uns aber ei-gentlich gar nicht in die Atmosphäreoder Stratosphäre zu begeben. Esgibt ausreichend „irdische“ Beispie-le, die unseren Alltag vielleicht nochviel nachhaltiger prägen als Flugzeu-ge oder Satelliten – obgleich letztereeigentlich auch bereits zum Alltagzählen, denn wer möchte noch aufden Satellitenempfang seines Fern-sehgerätes verzichten?
10 11ESSENER UNIKATE 13/2000
Damit sind wir bei einem unse-rer unverzichtbarsten Geräte imHaus: Wer weiß schon wie das bun-te Bild auf dem Bildschirm entsteht?Man muss es nicht wissen, um es zugenießen. Trotzdem, der Bildschirmist ein High-Tech-Instrument, dasauf der raffinierten Kombinationverschiedener Materialien beruht,deren Zusammenwirken erst dasfarbige Bild entstehen lässt. In ab-sehbarer Zeit wird es Flachbild-schirme für Haushalte geben; fürspezielle Zwecke sind sie schon ver-fügbar. Diese benutzen wieder völ-lig andere Materialien, sogenannteFlüssigkristalle, welche die Äther-wellen in farbige Bilder umsetzen.Das Ende dieser Entwicklung istnicht absehbar.
Auch die Fortschritte in der Me-dizin beruhen, bei allem Respekt vorden originären Leistungen dieserDisziplin, häufig nicht auf spezifischmedizinischen Erkenntnissen, son-
dern sind den Materialwissenschaftenzu verdanken. Besonders sichtbarwird dies etwa auf dem Gebiet derImplantate, aus verschiedenstenGründen in den Körper eingebrachteFremdkörper, die dort entwederfunktionale (Herzschrittmacher)oder konstruktive Aufgaben (künst-liche Gelenke) übernehmen. DieFortschritte bei Herzschrittmachernsind nicht nur an deren zunehmenderLebensdauer und Zuverlässigkeit,sondern auch an Ausmaß und Ge-wicht zu sehen. Sie waren vor nichtallzu langer Zeit noch wesentlichgrößer und schwerer als heute – eineEntwicklung, die ausschließlich aufdie gezielte Verwendung neuer Mate-rialien zurückzuführen ist.
Ein besonderes Problem bei allenImplantaten besteht in der Wechsel-wirkung ihrer Oberflächen mit demKörpergewebe. Sehr häufig kommtes zu Abstoßungsreaktionen oderauch zur Zerstörung des Implantates
durch eindringende Gewebestruktu-ren. Aus gutem Grunde verschiebtman deshalb das Einsetzen künstli-cher Hüftgelenke bis zu einem ent-sprechenden Alter des Patienten, dadie derzeitig verfügbaren Materialiennur etwa 15 Jahre lang halten. Diesliegt nicht etwa an mangelnder me-chanischer Stabilität, sondern viel-mehr an dem Verschleiß der Ober-flächen wegen des ununterbroche-nen „Kampfes“ zwischen Materialund Gewebe. Überhaupt: Ober-flächen von Materialien spielen einezunehmend wichtige Rolle für dasVerständnis der Wechselwirkungzwischen Material und Umgebung.Die chemischen und physikalischenEigenschaften von Oberflächen sindprinzipiell andere als diejenigen in-nerhalb des betreffenden Materials.Das liegt im wesentlichen daran, dassAtome auf Oberflächen chemischeBindungen nur zu unten oder seit-lich befindlichen Nachbaratomen

ausbilden können. Ein im Innereneines Festkörpers, etwa eines Me-talls, befindliches Atom hat Nach-baratome in allen Richtungen. Ato-me an Oberflächen sind deshalb vielreaktiver als solche im Inneren.
Diese Tatsache macht man sichzunutze, indem man Materialien so-weit verkleinert, dass der Anteil derOberflächenatome einen wesentli-chen, manchmal einen Großteil derAtome eines ganzen Teilchens aus-macht. Katalysatoren, auch die inunserem Automobil, enthalten kleins-te Metallteilchen, welche durch ihrebesondere Reaktivität zur chemi-schen Umwandlung von giftigenSpurengasen fähig sind. Soll der An-teil der Oberflächenatome gleichgroß oder sogar größer werden alsdie Zahl der inneren Atome, so mussman allerdings in den Nanometerbe-reich (1 Nanometer [nm] = 1 milli-onstel Meter, 10-9 m) gehen. Nebendem Katalysator gibt es aber noch
andere eindrucksvolle Beispielevon Materialien, die sich durch ihre„Nanostruktur“ auszeichnen.
In jahrelanger Grundlagenfor-schung hat sich beispielsweise derBiologe W. Barthlott an der Univer-sität Bonn mit der „Selbstreinigung“von Pflanzen, insbesondere derLotusblume, beschäftigt. Derengroße Blätter sind stets sauber, weilihre Oberfläche eine ganz bestimmteStruktur aufweist, deren Merkmalnanometergroße Noppen sind, dieeine Benetzung durch Wasser ver-hindern. Jeder auftreffende Wasser-tropfen perlt sofort ab und nimmtdabei Staubteilchen und andereVerunreinigungen mit sich fort. Aufdiese Weise hält diese Pflanze – undvermutlich nicht nur sie – ihre Blatt-oberflächen sauber, so dass dielebensnotwendigen Gasaustausch-reaktionen nicht behindert werden.Aus dieser Erkenntnis ist ein markt-fähiges Produkt entstanden: Eine
Anstrichfarbe, die sich durch Regen-wasser ständig selbst reinigt. Ihr sindTeilchen zugesetzt, die eine lotus-blattähnliche Oberflächenstrukturerzeugen und damit die „Hydropho-bierung“, jene wasserabstoßendeWirkung, erzeugen. Man kann sichdie weitere Entwicklung gut vorstel-len: Es wird sich selbst säuberndeoder wenigstens leicht zu reinigendeAutos, Glasscheiben, überhaupt jeg-liche Art von vor Schmutz zu schüt-zenden Oberflächen geben.
Schon im Altertum konnte manmittels fein verteilten Goldes roteGläser erzeugen (Rubinglas). Nochheute benutzt man Goldnanoteilchenzu diesem Zweck. Warum aber sindnanometergroße Goldteilchen rotund nicht golden? Bei der Einwir-kung weißen Lichts werden die Elekt-ronen auf der Oberfläche der Teil-chen zu einer charakteristischen kol-lektiven Schwingung angeregt („Plas-monenresonanz“). Die Wellenlänge
12 13ESSENER UNIKATE 13/2000
dieser elektronischen Schwingungliegt etwa zwischen 500 und 700 nm,also vom roten bis hin zum blauenBereich des sichtbaren Lichts. DieseWellenlänge ist „teilchengrößenab-hängig“, mit zunehmender Teilchen-größe wird also die Plasmonenreso-nanz in Richtung „Blau“ verschoben.Die aus Rubingläsern bekannte Pur-purfarbe liegt bei etwa 530 nm.
Nanoteilchen von Halbleiter-materialien zeigen ebenfalls einegrößenabhängige Farbe. Dies hateine andere physikalische Ursache:Massive Halbleiter besitzen eine sieauszeichnende sogenannte „Band-lücke“ zwischen dem „Valenzband“und dem „Leitfähigkeitsband“ derElektronen. Je nach Abstand dieserbeiden Bänder ist die Energie zurBeförderung von Elektronen in dasLeitfähigkeitsband unterschiedlich.Wird sie zu groß, wird aus demHalbleiter ein Nichtleiter, existiertsie gar nicht, haben wir es in diesem
Fall mit einem Leiter, einem Metallzu tun.
Ein massiver Halbleiter besitzteine charakteristische Bandlücke.Diese ändert sich jedoch, wenn dieTeilchen im Nanometerbereich lie-gen, und zwar wird die Bandlückeum so größer, je kleiner das Teilchenist. Deshalb kann ein und derselbeStoff völlig unterschiedliche optischeEigenschaften aufweisen. Ein schö-nes Beispiel für dieses Phänomen istdie teilchengrößenabhängige Farbevon Cadmiumphosphidteilchen, dievon Weiß über alle Schattierungenvon Gelb und Rot bis zu Schwarzreicht. Wie gesagt, chemisch sind alleTeilchen gleich, nur ihre Größe vari-iert. Natürlich ist es naheliegend,diese phänomenale Eigenschaftpraktisch zu nutzen.
Ein weiteres Beispiel: Nanome-terdimensioniertes Wasser gefriertnicht bei 0 °C, sondern wesentlichtiefer. Deshalb bersten im Winter
unsere Stein- und Betonbauwerkenicht, obwohl sie von Wasser enthal-tenden Nanoporen durchzogen sind.Dieses Wasser bleibt – glücklicher-weise – flüssig und sprengt nicht alsEis seine Umgebung. Flüssige Was-serschichten gibt es auch auf Eis undSchnee, sie erlauben uns das Ski- undSchlittschuhlaufen.
Mit dieser Reihe von Beispielenist die große Breite der nanowissen-schaftlichen, teilweise der bereits na-notechnologisch zu nennenden Phä-nomene nur ansatzweise angespro-chen. Man geht zu Recht davon aus,dass die kommenden Jahrzehntenachhaltig durch die Fortschritte inder Nanowissenschaft geprägt seinwerden, und zwar von der nichtmehr verschmutzenden Fassade biszum intelligenten Computer. DieTrends dieser und anderer material-wissenschaftlicher Entwicklungenneben der Nanowissenschaft sindheute bereits sichtbar.

14 15ESSENER UNIKATE 13/2000
Stellen sie sich folgende Aufgabevor: Sie stehen an einem Strand,
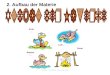
dem eine kleine Insel vorgelagert ist.Vom offenen Meer laufen Wellen inRichtung Land und treffen auf dieInsel, bevor sie weiter in Richtungdes Strands laufen. Während in Be-reichen, bei denen nichts vorgelagertist, die Wellen parallel zum Strandeintreffen, wird um die Insel herumein komplizierteres Wellenbild auf-treten (Abb. 1). Eine der üblichenMikroskopie entsprechende Aufgabeist nun, aus diesem Wellenbild dieForm der Insel zu ermitteln.
Im Falle der Optik wird dieseAufgabe von einem geeigneten Ob-jektiv übernommen, das ein Abbilddes Objekts erzeugt, das dem Wel-lenfeld ausgesetzt ist (Abb. 2).
Im täglichen Leben wird der Wel-lencharakter des Lichts nicht offen-bar. Geht man jedoch bei der opti-schen Mikroskopie zu immer kleine-ren Dimensionen, so ergibt sich eineGrenze für die erreichbare Auflö-sung, die ungefähr der Wellenlängedes verwendeten Lichts entspricht.Sichtbares Licht umfasst die Wellen-längen von 0,4 bis 0,7 µm (1 µm =
Atomare und molekulare Strukturen sind zwar schon lange eineempirische Gewissheit, doch sehen konnte man sie nicht. Erst zu Beginn
der 80er Jahre gelang es zwei Wissenschaftlern mit Hilfe eines als„Rastertunnelmikroskopie“ bezeichneten Verfahrens, Atome auf der
Oberfläche verschiedener Materialien sichtbar zu machen.
Einblick in die MaterieDie Möglichkeiten der Rastersondenmikroskopie
Von Rolf Möller
Rol
f Möl
ler.
Fot
o: T
ilo K
arl

1/1.000 mm). Interessiert man sichfür die Anordnung einzelner Atomeoder Moleküle, reicht dies bei wei-tem nicht aus, denn bei einem Fest-körper sind die Abstände der Atomeuntereinander mehr als 1000-malkleiner.
Es ist naheliegend, dieses Prob-lem durch die Verwendung vonwesentlich kürzeren Wellenlängenzu lösen – etwa durch die Anwen-dung von Röntgenstrahlen, alsoelektromagnetischen Wellen mit ei-ner entsprechend kleineren Wellen-länge. Dies ist allerdings schwierig,da Linsen und andere optische Ele-mente für Röntgenstrahlung nursehr schwer und nicht mit der not-wendigen Präzision herzustellensind. Eine andere Möglichkeit be-steht darin, auf Materiewellen1 aus-zuweichen, etwa durch die Verwen-
dung von Elektronenstrahlen. Diesist die Grundlage der Elektronenmik-roskopie, die mit großem Erfolg bishinunter in atomare Dimensioneneingesetzt werden kann.
Sowohl die Röntgen- wie auchdie Elektronenmikroskopie habenjedoch einen weiteren Nachteil:Durch die zur Abbildung verwende-te Strahlung wird das Objekt, dasbeobachtet wird, gleichzeitig verän-dert. Dieser Nachteil tritt bei eineranderen Technik nicht auf: derRastersondenmikroskopie. Die mitdieser Technik erreichbaren hohenBildauflösungen kommen allerdingsauf eine andere Art und Weise zu-stande.
Führt man sich noch einmal dasBild der Insel vor Augen, so lässtsich auch diese Technik leicht veran-schaulichen: Im Prinzip haben wir
versucht, die Form der Insel aus ei-ner Entfernung, die groß gegenüberder Wellenlänge ist, zu rekonstru-ieren. In diesem „Fernfeld“ sind alleDetails verwischt, die deutlich klei-ner als die Wellenlänge sind. Die Si-tuation ändert sich jedoch in der un-mittelbaren Nähe der Insel. In derNähe des Ufers findet man im Wel-lenbild des Wassers Strukturen, diewesentlich kleiner als die Wellen-länge der auf dem freien Meer auf-tretenden Wasserwellen sein können.Aus diesem „Nahfeld“ kann dieForm der Insel mit einer Auflösungrekonstruiert werden, die nichtdurch die Länge der Meereswellenbegrenzt ist. Voraussetzung ist, dassder eingesetzte Detektor, die „Son-de“, sich in einem sehr geringen Ab-stand von dem zu untersuchendenObjekt befindet.
16
(1) Die Wellen des offenen Meeres werden durch die Insel gestört. Die Vorgehensweise der konventionellen Mikroskopie entspricht dem Versuch,aus dem gestörten Wellenbild die Form der Insel zu bestimmen. Grafik (2): V. Knipp, N. Weigend
Um das Wellenbild Punkt fürPunkt in unmittelbarer Nähe desObjekts zu erfassen, muss eine sol-che Sonde so bewegt werden, dasssie der Kontur des Objekts in gerin-gem Abstand folgt. Will man bei-spielsweise die Struktur der Ober-fläche bestimmen, so wird man mitdieser Methode die zu untersuchen-de Fläche Linie für Linie abrastern –wie bei der Aufnahme und Wieder-gabe mit einem Fernsehgerät. Diegemessenen Daten können dann mitHilfe eines Rechners dargestellt wer-den.
Aufgrund dieser Methode nenntman Geräte, die nach diesem Prinziparbeiten, „Rastersondenmikroskop“.Diese Geräte verwenden verschiedeneTechniken, die sich durch die Artder Wechselwirkung zwischen derlokalen Sonde und dem „Nahfeld“
des Objekts unterscheiden. Hier sol-len im Wesentlichen die Rastertun-nelmikroskopie und die Rasterkraft-mikroskopie dargestellt werden.
Rastertunnelmikroskopie
Die Entwicklung der Rastersonden-mikroskopie begann vor etwa 20Jahren [1]: 1981 gelang es demSchweizer Heinrich Rohrer und demDeutschen Gerd Binnig in den Zür-cher IBM Research Laboratorieserstmalig, mit Hilfe des von ihnenentwickelten Rastertunnelmikro-skops (Scanning Tunneling Micro-scope, STM) Atome auf der Ober-fläche verschiedener Materialiensichtbar zu machen. Bei dieser Me-thode wird für die Kontrolle der Po-sition der Sonde über der zu unter-suchenden Oberfläche eine Wechsel-
wirkung ausgenutzt, die auf diequantenmechanische Natur der Ma-terie zurückgeht. Diese wird für dieElektronen eines Festkörpers wich-tig, sobald man Dimensionen be-trachtet, die kleiner als ein Nano-meter (nm = ein millionstel Meter,10 –9 m oder der zehntausendste Teileines Millimeters) sind.2
Bei so kleinen Abmessungen darfman sich ein Elektron nicht mehr alsein lokalisiertes Teilchen, als eineKugel etwa, vorstellen, sondern mankann nur noch eine Wahrscheinlich-keit angeben, dieses Teilchen an ei-nem Ort zu finden. Die Elektronenliegen in bestimmten Zuständen vor,die durch die Verteilung dieserWahrscheinlichkeit charakterisiertwerden können. Darüber hinaussind Sie durch die elektrostatischeWechselwirkung mit den positiven
17ESSENER UNIKATE 13/2000
(2) Der Strahlengang eines optischen Mikroskops: Die von Objektiv und Okular gebrochenen Lichtwellen lassen ein Abbild des untersuchtenObjekts entstehen, das für das Auge an einem anderen Platz als tatsächlich zu stehen scheint.

Atomkernen an den Festkörper ge-bunden. Um diese Elektronen vondem Festkörper zu entfernen, musspotentielle Energie aufgebracht wer-den. Gemäß den Gesetzen der klassi-schen Physik entspricht dies einer„Potenzialbarriere“, die nur über-wunden werden kann, wenn dieTeilchen eine Energie aufweisen, diehöher als diese Barriere ist.
Ausgehend von der Quantenme-chanik ergibt sich jedoch eine gewis-se Wahrscheinlichkeit, in und hinterder Barriere Elektronen finden zukönnen. Bringt man eine „Sonde“ inForm eines anderen Festkörpers indiesen Bereich, so lässt sich die (ge-ringe) Wahrscheinlichkeit, Elektro-nen auch jenseits der Barriere zu fin-den, am Auftreten von elektrischemStrom beobachten, der fließt, wennman eine elektrische Spannung zwi-schen den beiden Festkörpern anlegt(die elektrische Leitfähigkeit derFestkörper natürlich vorausgesetzt).Die Situation für zwei Metallober-flächen ist in der Abbildung (3) dar-gestellt. Die Elektronen der beidenFestkörper „befinden“ sich in jeweilseinem „See“, der bis zu einer genaudefinierten Höhe gefüllt ist. Wirdeine elektrische Spannung zwischenden beiden angelegt, so ergibt sichdaraus ein Höhenunterschied. Ver-ringert man den Abstand zwischenden beiden Seen bis auf weniger als1 nm, so können Elektronen vondem oberen See zu dem niedrigerenSee fließen, so als ob es einen Tunneldurch die Barriere gäbe. Man nenntdiesen Effekt daher auch „Tunnel-effekt“. Aufgrund der durch denTunnel fließenden Elektronen steigtdann der Strom exponentiell an: EineÄnderung von 0,1 nm bewirkt eineÄnderung des Stroms um den Fak-tor 10.
Betrachtet man nun die Geomet-rie der beiden Metalloberflächen,zwischen denen der Tunneleffektstattfindet – also einer „Tunnelspit-ze“ vor einer Oberfläche – so wirddeutlich, dass ein Tunnelstrom nurdurch die vordersten Atome fließenkann, da Atome, die um einem Wert
18
Nach Verringerung des Abstands:
Nach Anlegen einer Spannung:
(3) Der Tunneleffekt: Die Elektronen der beiden Festkörper befinden sich in jeweilseinem „See“. Wird eine elektrische Spannung zwischen ihnen angelegt, so ergibt sich ein„Höhenunterschied“. Verringert man den Abstand zwischen den beiden Seen, passierendie Elektronen die Barriere wie durch einen Tunnel.
(4) Die Methode der Rastertunnelmikroskopie: Das Erfassen des Objekts entsprichtdem systematischen Abtasten einer Oberfläche mit einem Finger.
Gra
fik
(2):
V. K
nipp
von etwa 0,1 nm zurückliegen, nichtmehr signifikant zu dem Strom bei-tragen. Infolgedessen bleibt der Tun-nelstrom auf einen kleinen Bereichbeschränkt, der nur einige wenigeAtome der Probenoberfläche um-fasst. Trotz der makroskopischenDimension der Tunnelspitze erhältman daher durch die Messung desTunnelstroms eine sehr feine („loka-lisierte“) Sonde, die einen in die Lageversetzt, das Nahfeld der elektroni-schen Wellen zu vermessen, die vonder Probenoberfläche ausgehen [2].
In Abbildung (4) ist der prinzipi-elle Aufbau eines Rastertunnelmik-roskops dargestellt. Die Tunnel-spitze wird an einem Scanner befes-tigt, der in der Lage ist, mit hoherPräzision Bewegungen in allen dreiRaumrichtungen auszuführen. Einensolchen Scanner kann man beispiels-weise mit Hilfe von drei Piezo-kristallen aufbauen, deren Länge sichüber die angelegte elektrische Span-nung verändern lässt. Dieser Piezo-Effekt bewirkt zwar nur Variationenvon weniger als eine Promille; bei ei-ner Größe der Piezokristalle von ei-nem bis zwei Zentimetern ergibt diesaber einen Hub von bis zu einemtausendstel Millimeter – was fürUntersuchungen der Probe inatomaren Dimensionen mehr alsausreichend ist.
Die Funktionsweise eines sol-chen Mikroskops beruht nun prinzi-piell darauf, dass zwischen der Probeund der Tunnelspitze eine elektri-sche Spannung angelegt und derresultierende Tunnelstrom mit einemempfindlichen Vorverstärker gemes-sen wird. Die wichtigste Betriebs-weise eines Rastertunnelmikroskopsist der sogenannte „constant currentmode“, bei dem der Abstand zwi-schen der Tunnelspitze und derProbe so eingestellt wird, dass derTunnelstrom während der Raster-bewegung der Tunnelspitze konstantgehalten wird. Dazu wird der gemes-sene Strom mit einen „Sollwert“ ver-glichen. Ist der beobachtete Stromgrößer, so wird über eine elektroni-sche Regeleinheit die Spannung an
19ESSENER UNIKATE 13/2000
(5b) Rastertunnel-mikroskop,
Aufsicht.
(5a) EinRastertunnel-
mikroskop für denEinsatz im
Ultrahochvakuum,Ansicht.
Fot
os (2
): R
. Möl
ler/
Uni
vers
ität
Ess
en
1 cm
1 cm

dem für den Abstand verantwortli-chen Piezokristall so verändert, dassder Tunnelstrom abnimmt und um-gekehrt. Die an den Piezokristallangelegte Spannung ist näherungs-weise proportional zur Ausdehnung,so dass diese elektrische Spannungdirekt ein Maß für die Position derTunnelspitze in z-Richtung, senk-recht zur Probenoberfläche, ergibt.Mit Hilfe eines Rechners kann mandiese Spannung für jeden durch diex- und y-Koordinaten bestimmtenPunkt aufnehmen und die Flächedarstellen, auf der der Tunnelstromkonstant ist.
Die sich so ergebenden Bilderwirken wie eine geometrische Struk-tur und scheinen ein Abbild derOberfläche zu sein. Man muss sichjedoch bewusst machen, dass derTunneleffekt durch die beteiligtenelektronischen Zustände bestimmtwird, so dass eine solches Tunnelbildnicht etwa die Postion der Atomker-ne, sondern die elektronische Struktur(möglicherweise zusätzlich modifi-ziert durch die Anwesenheit derSpitze) wiedergibt. Diese hängt un-ter anderem von der Energie derElektronen ab. Ändert man dieTunnelspannung, so ändert sich dieEnergie der beteiligten elektroni-schen Zustände, und das Tunnelbildfällt für eine gleichbleibende Ober-fläche anders aus.
Die technische Realisierung einesRastertunnelmikroskops kann abhän-gig von der Anwendung sehr starkvariieren. Die Abbildungen (5a) und(5b) zeigen ein Rastertunnelmikros-kop für den Einsatz im Ultrahoch-vakuum, bei einem Druck kleiner als10–10 mbar (1000 mbar entsprechendem Atmosphärendruck). Solche ex-tremen Vakuumbedingungen sindnotwendig, wenn man verhindernwill, dass eine frisch präparierte Ober-fläche durch Atome oder Moleküledes umgebenden Gases während derMesszeit belegt wird. Der Aufbauwird äußerlich im wesentlichen durchdie Mechanik bestimmt, mit der derAbstand zwischen der Tunnelspitzeund der Probe so voreingestellt wer-
20
(7) Ein vergrößerterAusschnitt dieser Ober-fläche. Die Atome liegenin einer hexagonalenStruktur. Der Abstandder Atome voneinanderbeträgt 0,24 nm, derHöhenunterschiedzwischen „Tälern“ und„Bergen“ 0,01 nm.
(8) Oberfläche einesSiliziumkristalls (Si-(111)-7x7): DurchUmordnung der Atomean der Oberfläche (Re-konstruktion) entstehteine kompliziertegeometrische Struktur.
(6) Oberfläche einesSilberkristalls. Dieerkennbaren Stufenentsprechen Atomlagen.
Fot
os (3
): R
. Möl
ler/
Uni
vers
ität
Ess
en
den kann, dass durch die elektrischeSteuerung des Scanners die Tunnel-spitze in den Bereich des elektroni-schen Tunneleffekts gebracht werdenkann. Weiterhin ist es wichtig,mechanische Schwingungen zudämpfen, da sonst der Abstand zwi-schen Spitze und Probe nicht mit dernotwendigen Präzision kontrolliertwerden kann. Bei dem im Bild ge-zeigten Aufbau können sowohlProbe wie Tunnelspitze mit einemgeeigneten Manipulator im Vakuumausgetauscht werden.
Als erstes Beispiel für die An-wendung der Rastertunnelmikrosko-pie ist in Abbildung (6) eine Silber-oberfläche zu erkennen. Der gesamteBereich gehört zu einem einzigenKristall, das Bild zeigt einen Über-blick über einen größeren Bereich.Es sind deutlich einzelne Stufen zuerkennen, die die Höhe einer Atom-lage haben.3 Die Atome der Ober-fläche liegen in der dichtmöglichstenKugelpackung für eine Ebene, näm-lich in einer hexagonalen Struktur.Dies wird im nächsten Bild (Abb. 7)deutlich, das einen kleinen Aus-schnitt derselben Oberfläche zeigt.Obwohl sie nur einen Abstand von0,24 nm voneinander haben, sindeinzelne Atome zu erkennen. Dabeibewegt sich die Tunnelspitze beimAbtasten der „Täler“ und „Berge“ inder „Atomlandschaft“ nur um etwa0,01 nm.
Die gezeigte Silberprobe hat einevergleichsweise einfache Struktur,weil die Atome an dieser Oberflächedie gleiche Anordnung wie im Inne-ren des Kristalls aufweisen. Bei an-deren Materialien ordnen sich dieAtome an der Oberfläche anders alsim Inneren der Probe an, um dieenergetisch günstigste Anordnungeinzunehmen. Eine solche Umord-nung nennt man auch „Rekonstruk-tion“. Ein komplexes Beispiel hier-für ist Silizium4, wie es in Abbildung(8) zu sehen ist.
Aufgrund von Beugungsexperi-menten ist es bekannt, dass bei ge-eigneter Präparation eine „Rekon-struktion“ vorliegt. Die genaue An-
21ESSENER UNIKATE 13/2000
(9) SchematischeDarstellung derUmordnung auf derSiliziumoberfläche:Ein Siliziumatom hatvier freie Bindungen.An der Oberflächeordnet sich über dreibenachbarten Atomenjeweils ein weiteresan. Auch diese Atomebilden Dreiergruppenund damit eine zweiteLage. Eine weitereLage ist nun nichtmehr möglich, da nundie Abstände zwi-schen den verbleiben-den freien Bindungenzu groß sind.
(10) Anordnung vonKupfer-Phthalocyanin-Molekülen auf einerSilberoberfläche.Zwischen zweiDomänen rotiert einMolekül (Pfeil).
Mik
rosk
opie
: R. M
ölle
r/U
nive
rsit
ät E
ssen

ordnung der Atome konnte jedocherst mit der Rastertunnelmikrosko-pie bestimmt werden [3]. Ein isolier-tes Siliziumatom weist vier freie Bin-dungen auf. Würden die Atome inder Anordnung bleiben, die sie imInnern des Festkörpers haben, sohätte jedes Atom an der Oberflächeeine freie Bindung. Energetisch we-sentlich günstiger ist jedoch folgendeKonstellation: An der Oberflächeordnet sich über drei benachbartenAtomen mit insgesamt drei freienBindungen jeweils ein weiteres an, sodass sich gesättigte Bindungen aus-bilden. Für jedes dieser Zusatzatomeverbleibt allerdings immer noch einefreie Bindung. So kann sich auf je-weils drei dieser Atome noch eineweitere Lage von Atomen gruppie-ren – was die Anzahl der freien Bin-dungen nochmals auf ein Drittel re-duziert. Eine weitere Reduzierungauf die gleiche Art ist nun nichtmehr möglich, da die Abstände zwi-schen den verbleibenden freien Bin-dungen zu groß geworden sind. Die„Rekonstruktion“ weist damit zweizusätzliche Lagen von Atomen auf.In Abbildung (9) ist eine schemati-sche Darstellung der Anordnung zusehen. In der Rastertunnelmikro-skopaufnahme sind nur die oberstenAtome zu erkennen. Es sind jeweilszwölf, in einer Raute angeordneteAtome – eine Form, die sich, abgese-hen von Defekten, über den gesam-ten Bereich der Oberfläche wieder-holt. Vergleicht man die Größe derEinheitszelle der „unrekonstruier-ten“ Fläche, die man zwei Lagen tie-fer findet, mit dieser Raute, so ergibtsich, dass letztere in den Richtungender Kanten jeweils siebenmal längerist. Man spricht daher von einer„7x7-Rekonstruktion“ der Siliziu-moberfläche.
Die Rastertunnelmikroskopie er-möglicht es nicht nur, die Anord-nung von Atomen an einer Ober-fläche sichtbar zu machen. Die Me-thode kann jedoch auch für größereStrukturen eingesetzt werden. Ab-bildung (10) zeigt eine Schicht desorganischen Moleküls Kupfer-
22
(12) Zusammenhang zwischenpotenzieller Energie und Kraft bei der
Wechselwirkung zwischen zwei Atomen.
(11) Rasterkraftmikroskopie: Der reflek-tierte Strahl wird entsprechend der
Verbiegung abgelenkt.
Gra
fik
(2):
V. K
nipp
Phthalocyanin auf einer Silber-(111)-Oberfläche [3], die ohne Bedeckungschon in den Abbildungen (6) und(7) dargestellt wurde.
Die Moleküle haben ungefähr dieStruktur eines vierblättrigen Klee-blatts mit einem Durchmesser von1,2 nm. Der Messung kann man ent-nehmen, dass sich die Moleküle flachauf die Oberfläche legen und versu-chen, eine möglichst dichte Anord-nung einzunehmen. Da es hierfürverschiedene Möglichkeiten gibt, bil-den sie unterschiedliche Bereiche,sogenannte „Domänen“, aus. In demgezeigten Bild stoßen zwei solcherDomänen aufeinander, und es erge-ben sich Zwischenräume, in denensich die Moleküle (bei Raumtempe-ratur) bewegen können. Das mitdem Pfeil markierte Molekül scheintzu rotieren. Da diese Bewegung sehrviel schneller als die Scanbewegungdes Rastertunnelmikroskops ist, ver-wischt das Bild, und das Molekül er-scheint rund.
Rasterkraftmikroskopie
So imposant die Ergebnisse der Ras-tertunnelmikroskopie auch sind –die Methode hat einen entscheiden-den Nachteil: Die zu untersuchen-den Proben müssen elektrisch lei-tend sein. Dies kann man umgehen,in dem man eine andere Wechselwir-kung zwischen der Nadel und derOberfläche für den Betrieb einesRastersondenmikroskops verwendet.
Das Prinzip der Rasterkraftmik-roskopie zeigt Abbildung (11). Diefür diese Methode der Rastersonden-mikroskopie verwendete Wechsel-wirkung ist die Kraft zwischen derspitzenförmigen Sonde und der zuuntersuchenden Oberfläche [4]. Diesscheint zunächst recht einfach zusein, die Situation ist jedoch im Ver-gleich zur Rastertunnelmikroskopieviel schwieriger: Die wirkendenKräfte setzen sich nämlich aus vielenAnteilen zusammen. Langreichwei-tige Wechselwirkungen, etwa elektro-statischer Art, erstrecken sich überDimensionen, die viele tausend
23ESSENER UNIKATE 13/2000
(13) Kochsalz (NaCl) auf einerKupferoberfläche. Im Kristallitensind die Atome quadratisch(kubisch) angeordnet.
(14) Anwendung in Biologie undMedizin: Rasterkraftmikroskopie-Aufnahme von menschlichenChromosomen.
Fot
os (o
ben)
: Sur
face
Sie
nce
[5],
(unt
en):
Tha
llham
mer
et a
l. [6
]

Atome umfassen. Daher ist einegenauere Berechnung dieser Kräftesehr aufwendig und setzt einegenaue Kenntnis der Geometrie vo-raus.
Für hochauflösende Abbildun-gen mit der Rasterkraftmikroskopiewerden die kurzreichweitigen Wech-selwirkungen zwischen den vorders-ten Atomen der Sonde und denAtomen der Probenoberfläche in un-mittelbarer Nähe benutzt. Um dieSituation etwas zu veranschaulichen,sind in Abbildung (12) die potenzielleEnergie und die Kraft für die Wech-selwirkung zwischen zwei Atomenschematisch dargestellt. Der detail-lierte Verlauf hängt von der Wahlder Atome ab. Dies ist für die fol-genden Betrachtungen jedoch nichtwichtig. Bei größerer Entfernung er-gibt sich meist eine Anziehungskraft,die bei kleinem Abstand von einerstark zunehmenden, abstoßendenKraft überlagert wird. Bei einem Ab-stand, der der Gleichgewichtslage ei-nes entsprechenden zweiatomigenMoleküls entspricht, ist die resultie-rende Kraft Null. Die starke Varia-tion der abstoßenden Kraft ist ver-gleichbar mit der des Tunnelstromsin der Rastertunnelmikroskopie. Da-her ergibt sich auch eine vergleich-bare Auflösung.
Betrachtet man die Kräfte zwi-schen Atomen in verschiedenen che-mischen Verbindungen, so kann manin etwa abschätzen, wie groß dieKräfte zwischen den vordersten Ato-men der Sonde und den Atomen derProbenoberfläche maximal sein dür-fen, wenn man eine Modifikation derProbenoberfläche ausschließen will.5
Obwohl diese Kräfte sehr kleinsind, kann man sie mit einer sehreinfachen Anordnung messen. Wieman in Abbildung (11) sehen kann,wird dazu die als Sonde verwendeteSpitze an einem Ende eines sehr klei-nen Balkens aufgebracht, der am an-deren Ende befestigt ist. Wirkt nuneine Kraft auf die Spitze, so bewirktdies eine Verbiegung des Balkens,die man mit verschiedenen Metho-den nachweisen kann.
24
(15) Thermo-Rastertunnelmikroskopie:Gemessen wird die Spannung, die sich
durch die Temperaturdifferenz zwischender Tunnelspitze und der Probe ergibt.
(16) Konventionelles Thermoelement.
Gra
fik
(2):
V. K
nipp
, N. W
eige
nd
Mit einer solchen Anordnungkönnen sehr kleine Kräfte gemessenwerden, wenn der Balken hinrei-chend miniaturisiert wird. Mit Ver-fahren der Halbleitertechnologiekönnen diese mit großer Präzisionaus Silizium, Siliziumnitrid oderÄhnlichem hergestellt werden.Typisch ist eine Abmessung von0,1 mm Länge, eine Breite von0,01 mm und eine Dicke von etwa0,001 mm. Die zu messenden Ver-biegungen liegen dann im Nanome-terbereich oder etwas darunter.6 Sol-che Verbiegungen lassen sich aufverschiedene Arten messen, die zweigegenwärtig wichtigsten sollen imFolgenden vorgestellt werden.
Die erste Methode verwendet ei-nen Laserstrahl, etwa aus einer Laser-diode, der auf das freie Ende des Bal-kens fokussiert ist. Der reflektierteStrahl wird entsprechend der Verbie-gung abgelenkt. Mit Hilfe eines posi-tionsempfindlichen Detektors, einersegmentierten Photodiode, erhältman ein entsprechendes elektrischesSignal. Die erzielbare Auflösungliegt im Bereich von 1/100 nm fürdie Bewegung des Balkens.
Ähnlich wie bei der Rastertun-nelmikroskopie kann das Gerät sobetrieben werden, dass während derRasterbewegung eine konstanteWechselwirkung vorliegt, also einekonstante Kraft zwischen der Sondeund der Probe herrscht. Bei einemRasterkraftmikroskop sind aller-dings noch andere Betriebsartenwichtig: Zum einen ist es möglich,die Position der Sonde senkrecht zurOberfläche während der Rasterbe-wegung nicht zu korrigieren, und dieVariation der Kraft als Funktion derseitlichen Position aufzunehmen.Hierbei kann die Scanbewegung sehrschnell erfolgen.
Die zweite Methode basiert da-rauf, den Balken zu Schwingungen inder Eigenfrequenz anzuregen. Gehtman in diesem Fall mit der Sonde andie Probe heran, so ergibt sich durchdie Wechselwirkung mit der Probeschon bei größeren Abständen eineVerstimmung der Resonanzfrequenz,
25ESSENER UNIKATE 13/2000
(17) Einkristalline Gold-oberfläche, mit einemBruchteil einer kom-
pletten Lage von Silber-atomen bedeckt. Im
oberen Bild ist lediglichdie Oberflächenstruktur
zu erkennen. Die Posi-tionen der Silberatome
werden in der Aufnahmemit dem Thermo-
Rastertunnelmikroskopsichtbar (unten): Siebilden nicht nur die
Inseln auf der oberstenTerrasse, sondern liegenauch an der Stufenkante.
(18) Siliziumoberfläche.Die obere, topografische
Aufnahme zeigt einekreisförmige Anordnungder Atome. Im Thermo-spannungsbild unten las-
sen Atome, die in derTopografie die gleicheHöhe aufweisen, ver-
schiedene Thermospan-nungen erkennen.
Fot
os (4
): R
. Möl
ler/
Uni
vers
ität
Ess
en. F
olge
nde
Seit
en (4
): IB
M A
lmad
en R
esea
rch
Cen
ter

26
(19) Aufbau einer Anordnung von 48 Eisenatomen auf einer Kupferoberfläche. Die zunächst auf der Oberfläche verteiltenEisenatome wurden mit der Spitze des Rastertunnelmikroskops „zusammengesucht“ und in eine Kreisform gebracht. DasExperiment wurde unter Ultrahochvakuumbedingungen und bei einer Temperatur nahe dem absoluten Nullpunktdurchgeführt. Im letzten Bild sind im Inneren des Kreises deutlich Materiewellen erkennbar.
27ESSENER UNIKATE 13/2000

die sehr genau gemessen werden kann.Damit kann im Bereich der attrakti-ven Kräfte im sogenannten „non-contact-mode“ gearbeitet werden.
Als Beispiel für die Anwendungder Rasterkraftmikroskopie zeigtAbbildung (13) eine hauchdünneSchicht von Kochsalz (NaCl) aufeiner Kupferoberfläche. Klar ist diequadratische Anordnung der Atomein dem Kristalliten zu erkennen [5].
Bei Anwendungen der Raster-sondenmikroskopie an Luft oder inwässriger Umgebung hat sich dieRasterkraftmikroskopie als wesent-lich unproblematischer als die Raster-tunnelmikroskopie erwiesen undwird daher beispielsweise in der Bio-logie bevorzugt eingesetzt. Aus die-sem Bereich zeigt Abbildung (14) einBild menschlicher Chromosomen;die Größe der abbgebildeten Flächebeträgt 6 x 6 µm [6].
Andere und erweiterteRastersondenverfahren
Mittlerweile ist eine Vielzahl von Ras-tersondenmikroskopen entwickeltworden, deren schematischer Aufbauden dargestellten Geräten weitge-hend gleicht. Die Geräte unterschei-den sich lediglich durch die Art derWechselwirkung zwischen Spitzeund Probe.
Mit der Technik der Rasterson-denmikroskopie lassen sich – nebender Ermittlung der Oberflächen-struktur – allerdings noch andereUntersuchungen durchführen. Beider Rastertunnelmikroskopie bei-spielsweise kann der Tunnelstrom alsFunktion der angelegten äußerenSpannung gemessen werden. DieseArt der Messung bezeichnet man alsTunnelspektroskopie. Man erhält da-durch Information über die elektro-nischen Zustände, die an dem quan-tenmechanischen Tunnelprozess be-teiligt sind. Dabei bleibt die hohe räum-liche Auflösung der Rastertunnelmik-roskopie erhalten, die Messungenkönnen also an genau definiertenStellen über einzelnen Atomen oderMolekülen durchgeführt werden.
Eine Variante der Tunnelspektro-skopie, die in unserer Arbeitsgruppeintensiv betrieben wird, ist in Abbil-dung (15) dargestellt. Bei dieser Ther-mo-Rastertunnelmikroskopie wirddurch Wärme oder Kälte eine Tem-peraturdifferenz zwischen der Spitzeund der Probe erzeugt; gemessenwird die Spannung, die sich aufgrundder Temperaturdifferenz ergibt [7].Die Anordnung kann mit einem kon-ventionellen Thermoelement vergli-chen werden, bei dem, wie in Abbil-dung (16) gezeigt, zwei verschiedeneMetalle in Kontakt gebracht werdenund die Verbindungsstelle relativ zuden anderen Anschlüssen geheiztoder gekühlt wird. Man beobachtetdann in der Regel eine Thermospan-nung, die proportional zur Tempera-turdifferenz ist – mit einem für diebei Probe und Spitze verwendetenMaterialien charakteristischen Pro-portionalitätsfaktor. Bei der Raster-tunnelmikroskopie zeigt sich einähnliches Verhalten. Auch hier ergibtsich ohne einen äußeren Strom eineelektrische Spannung, die näherungs-weise proportional zu der Tempera-turdifferenz ist. In diesem Fall hängtder Proportionalitätsfaktor von derPosition der Spitze über der Probe ab.Ist die Probe aus verschiedenen che-mischen Elementen zusammenge-setzt, so ergibt sich ein Kontrast zwi-schen den verschiedenen Materialien.Auf diese Weise können mit derThermo-Rastertunnelmikroskopienicht nur die Oberflächenstruktur,sondern simultan auch die Verteilungverschiedener chemischer Elementeanalysiert werden.
Als Beispiel für einen Material-kontrast zeigt Abbildung (16) dieMessung an einer einkristallinen Gold-oberfläche7, die zusätzlich zu einemDrittel mit einer atomaren Lage vonSilberatomen bedeckt wurde. Imoberen Bild ist die Oberflächenstruk-tur, die Topografie, wiedergegeben.An dieser Aufnahme ist nicht ohneweitere Voraussetzungen zu erken-nen, an welcher Stelle die Silberatomezu finden sind. Dies wird jedochmöglich, wenn man das simultan auf-
genommene Thermospannungssignalbetrachtet. Aus vorangegangenenMessungen an homogenen Silber-und Goldproben ist bekannt, dassSilber bei der Thermo-Rastertunnel-mikroskopie eine deutlich negativereThermospannung als Gold aufweist8
– in entsprechenden Aufnahmen sinddie Bereiche in der Regel dunkler alsdie Umgebung eingefärbt. In demThermospannungsbild kann man soerkennen, dass die Inseln auf derobersten Terasse durch Silberatomegebildet werden. Weiterhin sieht manaber auch, dass eine größere Mengevon Silber sich an einer Stufenkanteangelagert hat. Da sich in der Höhekein Unterschied zwischen denSilber- und den Goldatomen zeigt,kann man dies nur in dem Bild derThermospannung erkennen.
Die räumliche Auflösung dieserMethode ist vergleichbar mit der derRastertunnelmikroskopie. Als Bei-spiel hierfür ist in der Abbildung (18)die Messung an der schon oben ge-zeigten 7x7-rekonstruierten Silizium-oberfläche9 dargestellt. Im oberenBild ist wiederum die Anordnungder Atome in der obersten Lage zuerkennen. Die Struktur dieser Ober-fläche zeigt markante Eckpunkte, umdie die Atome ungefähr kreisförmigangeordnet sind. Die inneren Kreiseweisen sechs, die äußeren überlap-penden zwölf Atome auf. In demThermospannungsbild zeigt sich einSignal für jedes einzelne Atom. Da-bei lassen Atome, die in der Topo-grafie die gleiche Höhe aufweisen,verschiedene Thermospannungen er-kennen: Die der inneren Kreise zei-gen eine deutlich positivere Ther-mospannung als die der äußerenKreise. Dies ist ein Hinweis aufUnterschiede der beteiligten elektro-nischen Zustände; eine genauereAnalyse steht gegenwärtig noch aus.
Manipulation
Ein Rastersondenmikroskop ermög-licht es durch die Nähe der Sondezur Oberfläche auch, Oberflächen zumodifizieren. Normalerweise ist man
28
bemüht, die Wechselwirkung derSonde mit der Probenoberfläche ge-ring zu halten, damit die Abbildungdie Probe nicht beeinträchtigt wird.Man kann jedoch durch Erhöhungdes Stroms bei der Rastertunnelmik-roskopie – oder der Kraft bei der Ra-sterkraftmikroskopie – einzelne Ato-me oder Moleküle vorübergehend andie Sonde binden und über die Ober-fläche schieben oder ziehen. Je nachKombination von Probenoberflächeund zu manipulierenden Teilchenkonnten verschiedene Mechanismenidentifiziert werden.
Abbildung (19) zeigt, wie einekreisförmige Anordung von 48Eisenatomen sukzessive auf einerKupferoberfläche10 aufgebaut wird[8]. Dabei wurden die zunächst statis-tisch auf der Oberfläche verteiltenEisenatome mit der Spitze des Ras-tertunnelmikroskops „zusammenge-sucht“. Dieses Experiment wurdeunter Ultrahochvakuumbedingun-gen und bei einer sehr tiefen Tempe-ratur von –269 °C durchgeführt, dadie Oberfläche sonst sofort mit an-deren Atomen bedeckt würde unddie einzelnen Eisenatome sich auchohne Wechselwirkung mit der Sondeständig bewegen würden.
Manipulationen wie diese sindnicht nur „Spielerei“. Sie können da-zu verwendet werden, physikalischeExperimente in kleinsten Dimensio-nen durchzuführen. Dies ist vongroßem Interesse, da man auf dieseWeise etwa Vorhersagen der Quan-tenmechanik direkt überprüfen kann.So kann man bei dem gezeigten Bei-spiel im Innern des Rings aus Eisen-atomen eine konzentrische Wellen-struktur erkennen. Dies ist eine Ma-teriewelle von Elektronen mit einerbestimmten Energie, die sich genauentsprechend der Vorhersage für einekreisförmige Begrenzung ausbildet.
Summary
In scanning probe microscopy a verylocalized probe is scanned across theinvestigated surface at an extremely
small distance. The latter can be con-trolled using the appropriate inter-action between probe and sample.Hence the probe follows the con-tours of the sample. For conductingmaterials the tunneling current maybe used which occurs if a bias voltageis applied and if the distance is in theorder of atomic dimensions. Simi-larly the force between the probeand the sample may provide theinteraction if the sample is insulating.
Since the probe penetrates thenear-field of the sample, the resolu-tion is not limited by the wavelengthas in conventional spectroscopy. Formany surfaces the arrangement ofthe atoms can be resolved.
Scanning probe microscopy maynot only be used under ultra-high-vacuum conditions to investigateideal surfaces, but it can also be ap-plied in air or in liquids.
In addition to the surface struc-ture information about other localproperties like the electronic struc-ture, local elasticity etc. at a givenposition may be obtained. Further-more the probe may be used as atool for the controlled modificationof the surface, e.g. to move individ-ual atoms or molecules.
Der Autor:
Rolf Möller studierte Physik an der Univer-sität Freiburg/Br. und in Grenoble/Frank-reich. Nach einem Forschungsaufenthalt amSRI International (Stanford Research Institute),Menlo Park /USA, und seiner Promotion beiProf. Dr. G. Gerber spezialisierte er sich ab1986 auf die Oberflächenphysik. Als Post-Doc-Fellow war Möller ein Jahr in der Gruppeum Dr. H. Rohrer im IBM-Forschungslaborin Rüschlikon/Schweiz tätig. Anschließendübernahm er für drei Jahre eine Assistenten-stelle an der Universität München (Prof. Dr.T. Hänsch), wo er eine Arbeitsgruppe zur Ra-stertunnelmikroskopie aufbaute, und gingdann als Assistent an die Fakultät für Physikder Universität Konstanz (Prof. Dr. K. Drans-feld, Prof. Dr. P. Leiderer). Hier habilitiertesich Möller im Juli 1991 für die FachrichtungExperimentalphysik. Von 1994 bis 1997 war erals C3-Professor für Experimentalphysik am4. Physikalischen Institut der UniversitätStuttgart tätig; 1997 nahm er den Ruf auf dieC4-Professur für Experimentalphysik an dieUniversität GH Essen an.
29ESSENER UNIKATE 13/2000
Möllers Forschungsschwerpunkte liegen imBereich der Oberflächenphysik. Hier interes-sieren ihn heterogene Metalloberflächen sowiedie Adsorption organischer Moleküle. Nebenkonventionellen Untersuchungsmethodenwerden in Essen verstärkt neue Techniken(Verwendung von Rauschen und Ther-mospannung in der Rastertunnelmikroskopie,gepulste Lasersysteme) eingesetzt. Ein hierentwickeltes Konzept für ein Rastersonden-mikroskop ist zum Patent angemeldet.1992 wurde Rolf Möller von der DeutschenForschungsgemeinschaft ein Heisenberg-Sti-pendium verliehen; 1993 erhielt er den Akade-miepreis für Physik der Göttinger Akademieder Wissenschaften.
Anmerkungen:
1) Experimente zu Anfang des Jahrhundertshaben gezeigt, dass Teilchen wie z. B. Proto-nen, Neutronen oder Elektronen Wellencha-rakter haben, wobei die Wellenlänge von derMasse und der Geschwindigkeit abhängt. DieErklärung hierfür wurde durch die Quanten-mechanik gegeben.2) Heinrich Rohrer und Gerd Binnig wurden1986 aufgrund der bahnbrechenden Erfolgedes von ihnen entwickelten Verfahrens mitdem Nobelpreis für Physik ausgezeichnet –zusammen mit dem Deutschen Ernst Ruska,dem Erfinder des Elektronenmikroskops.3) In der Orientierung handelt es sich um eineAg-(111)-Oberfläche.4) Hierbei handelt es sich um eine Si-(111)-7x7-Oberfläche.5) Abhängig vom Material der Probe liegt dieseKraft ungefähr zwischen 10–10 und 10–8 N.6) Die Federkonstanten liegen im Bereichvon 0,01 bis 1 N/m.7) Die Oberfläche ist (111)-orientiert.8) Die Differenz beträgt etwa 200 µV^=0,0002 V.9) Die Oberfläche ist (111)-orientiert.10) Es handelt sich um eine einkristallineKupfer-(111)-Oberfläche.
Literatur:
[1] G. Binnig, H. Rohrer (1982): Helv. Phys.Acta 55, 726 [2] J. Tersoff, D. R. Hamann (1985): Phys.Rev. B 31, 627 (detaillierte Behandlung derTheorie der Rastertunnelmikroskopie)[3] D. Hoffmann, A. Rettenberger, C. Baur,K. Läuger, J. Y. Grand, R. Möller (1995):Appl. Phys. Lett. 67, 1217[4] G. Binnig, C. F. Quate, Ch. Gerber (1986):Phys. Rev. Lett. 56, 930[5] R. Bennewitz, V. Barwich, M. Bammerlin,C. Loppacher, M. Guggisberg, A. Baratoff,E. Meyer, H.-J. Güntherodt (1999): SurfaceScience 438, 289 [6] S. Thalhammer, R. W. Stark, S. Müller,J. Wienberg, W. M. Heckl (1997): Journal ofStructural Biology, 119, 232 [7] R. Möller (1998): Thermovoltages in STM.In: Scanning Tunneling Microscopy IV –Analytical STM, Ed. R. WiesendangerSpringer-Verlag[8] D. M. Eigler, E. K. Schweizer (1991):Nature 344, 524

30
Gün
ter
Schm
id. F
oto:
Tilo
Kar
l
Mit Namen wie Gold, Eisen,Diamant oder Wasser verbin-
det wohl jeder Mensch ähnliche Bil-der: Gold steht für geldkonstantenWert, besonders aber für wertvollenSchmuck aus glänzendem, gelbemMetall. Mit Eisen verbinden wir denWerkstoff, aus dem Autos oder Ei-senbahnschienen gemacht sind.Auch sein magnetisches Verhalten istuns bewusst. Beim Wort Diamantdenken wir natürlich an funkelndeteure Brillanten, deren Lichtbre-chungsvermögen sie so faszinierendmacht. Wasser ist für uns alle daslebensnotwendige Nass, das unserenDurst stillt, in dem wir aber auchschwimmen und auf dem wir segelnkönnen. Wasser kennen wir auch imfesten Zustand: in Form von Schneeund Eis. Goldglanz, Magnetismus,das Funkeln im Licht und das „Nass“des Wassers, alle diese Eigenschaftensind jedoch an den makroskopischenZustand, an die Ansammlung prak-tisch unendlich vieler Atome oderMoleküle, gebunden. Denn: Ein ein-
zelnes Goldatom ist nicht gelb, eineinzelnes Eisenatom nicht magne-tisch, ein Kohlenstoffatom, der Bau-stein des Diamants, reflektiert keinLicht, und ein Wassermolekül hatweder etwas mit einer Flüssigkeitnoch mit Eis oder Schnee gemeinsam.Somit sind wir bereits bei einer ent-scheidenen Frage angelangt: Wie vie-le Gold-, Eisen-, Kohlenstoffatomeund Wassermoleküle sind erforder-lich, damit der „Stoff“ Gold, Eisen,Diamant oder Wasser entsteht? Aufdiese Frage gibt es keine einfacheAntwort. Vielmehr bedurfte es jahr-zehntelanger Forschung, um wenigs-tens Teilantworten zu erhalten.
Eine weitere Frage dürfte denLeser aber wohl ebenso beschäfti-gen: Was hat dieses sehr akademischanmutende Problem eigentlich mitneuen Materialien zu tun? Auchhierzu sollen die nachfolgendenAusführungen wenigstens Teilant-worten geben. Die Behandlung desersten Fragenkomplexes ist erforder-lich, um später das materialwissen-
schaftliche Problem, das damit ver-bunden ist, zu begreifen. Deshalbwidmen wir uns zunächst der Fragenach der „kleinsten Menge“ einesStoffes.
Von oben nach unten oderumgekehrt?
Um die Frage der kleinsten Mengeeines Stoffes beantworten zu kön-nen, muss man sich experimentell„herantasten“. Wir wollen uns imfolgenden vorzugsweise nur mit ei-ner Stoffart befassen, nämlich mitMetallen, da diese für die notwendi-gen chemischen und physikalischenExperimente besonders geeignetsind. Insbesonders sind dies die so-genannten Edelmetalle wie Gold,Platin, Palladium und andere. Es giltalso, Metallteilchen der Größe zu su-chen, in der gerade noch oder geradenicht mehr typische metallische Ei-genschaften nachzuweisen sind.
Selbstverständlich werden wir esmit sehr kleinen Teilchen zu tun ha-
Nanoteilchen haben bereits in vielen praktischen Anwendungsfelderndie Leistungspalette von Materialien erheblich erweitert:
Fassadenfarben können sich mit Hilfe des „Lotusblumeneffekts“selbstreinigen, in Katalysatoren erlauben sie eine zielgenaue Filterung und
Verbrennung von Restgasen. Sie können jedoch noch viel mehr: Mit Hilfe ihrer elektronischen Eigenschaften dürften sich in naher
Zukunft molekülgroße Schalter – und damit eine völlig neueComputertechnologie – verwirklichen lassen.
Die Revolution der WinzlingeNeue Materialien und Technologien durch ultimative Verkleinerung
Von Günter Schmid
31ESSENER UNIKATE 13/2000

ben. Prinzipiell gibt es zwei Mög-lichkeiten, die erforderliche Teil-chengröße zu bestimmen: DurchVerkleinerung größerer Teile oderdurch den schrittweisen Aufbau auseinzelnen Atomen. Von groß nachklein wird als Top-down-Verfahrenbezeichnet. Der umgekehrte Wegheißt Bottom-up. Top-down-Me-thoden sind etabliert und werdenerfolgreich in der Halbleitertech-nologie eingesetzt. Insbesonderesind es lithographische Prozesse, aufdenen Top-down-Verfahren beru-hen. Bekanntestes Beispiel ist dieRoutineherstellung von Computer-chips, auf deren SiliziumoberflächenStrukturen in der Größenordnungvon 0,25 Mikrometern (µm) herge-stellt werden (1 µm = 10–6 oder einmillionstel Meter). Im Laborexperi-ment sind auch noch kleinere Struk-turen bis zu 0,05 µm hergestellt wor-den. Sind dies bereits die Größen,nach denen wir fragen?
Bei weitem nicht! Wir müssen inden tausendmal kleineren Nanome-terbereich (nm) vorstoßen, wenn wiran diese ominöse Grenze stoßenwollen, wo ein bestimmter Stoff sei-ne Eigenschaften zu verlieren beginnt(1 nm = 10–9m = ein millionstel Milli-meter). Dieser Bereich ist – nach al-lem was wir derzeit absehen können– durch noch so ausgefeilte Verklei-nerungstechniken nur schwer odergar nicht zu erreichen.
Eine Kontrolle über einzelneAtome bietet damit nur der Bottom-up-Weg. Es gilt also, einzelne Metall-atome zusammenzufügen, bis wir zueiner Teilchengröße gelangen, in dernunmehr erstmals Andeutungen me-tallischen Verhaltens nachgewiesenwerden können.
Wie stellt man das praktisch an?Auch hierzu bieten sich wiederumzwei mögliche Wege an: Durch Ver-dampfen von Metallen können imHochvakuum Metallatome erzeugtwerden, die auf ihrem Weg durcheine Kammer mit anderen Atomenzusammenstoßen und so Aggregatebilden, die man als „Cluster“ bezeich-net. Die Kunst besteht darin, Cluster
Au55(PPh3)12Cl6
Pt309phen*36O30
Pd561phen36O200
Pd1415phen60O~1100
Pd2057phen86O~1600
32
(1) LigandgeschützteMetallcluster ausden EdelmetallenGold, Palladium,Platin und Rhodium.
Gra
fik
(2):
G. S
chm
id/A
ndré
Yue
n
33ESSENER UNIKATE 13/2000
(2) Ein im Kristallgitter von Metallatomen existierendes„Elektronengas“ ermöglicht es, dass negative Ladungensich unabhängig von den Atomkernen in alle Raumrich-tungen bewegen können.

möglichst gleicher Atomzahl zu er-zeugen. Dies gelingt nur mit aufwen-digen apparativen Tricks. Auf die-sem Weg lassen sich auch nur ganzkleine Clustermengen erzeugen, diemeist noch in der Gasphase unter-sucht werden müssen, da sie, fallsman sie sammeln würde, untereinan-der chemische Bindungen eingehenund somit ihre individuellen Eigen-schaften verlieren würden. Die Un-tersuchungsmethoden für gasförmigeTeilchen sind außerdem beschränkt.
Wir sind in Essen einen anderenWeg der Bottom-up-Strategie gegan-gen: Positiv geladene Metallatome(Kationen), die sich in Form vonMetallsalzen und Metallkomplexenfinden, lassen sich mit geeignetenElektronendonatoren (Reduktions-mitteln) in neutrale Atome über-führen. Dies geschieht vorzugsweisein einer Lösung: Einzelne Atomeschwimmen so lange in der Lösung,bis sie auf ihresgleichen treffen und
so, je nach Konzentration der Lö-sung langsamer oder schnellerCluster bilden. Würde man diesesWachstum ungehindert fortschreitenlassen, würden sich schließlich me-tallische Niederschläge bilden. BeimVersilbern von Glasoberflächen –etwa zur Herstellung von Spiegeln –macht man sich dies schon seit lan-gem zunutze. Will man jedochCluster in einer bestimmten Größeisolieren, so gilt es, das Wachstumzum geeigneten Zeitpunkt zu stop-pen. Dieses ist möglich durch dasZuführen von sogenannten Ligand-molekülen. Dies sind Verbindun-gen, die mit den Oberflächenatomenvon Clustern bereitwillig chemischeBindungen eingehen und so dasWeiterwachsen der Metallteilchenverhindern. Diese Ligandmolekülehaben außerdem den Vorteil, dass siedie von ihnen eingeschlossenen Clus-ter in Lösung halten, aus der siedann durch übliche chemische
Verfahren isoliert werden können.Auf diesem Weg ist es uns in den
vergangenen 15 Jahren gelungen,eine Reihe von ligandgeschütztenMetallclustern in einer Größe von1 bis 30 nm zu präparieren, wobei imwesentlichen die Edelmetalle Gold,Palladium, Platin und RhodiumVerwendung fanden (vgl. Abb. 1).Der Weg von unten nach oben hatsich bewährt.
Die erhaltenen Cluster besitzensehr definierte Größen, wenngleichmit zunehmender Größe die genaueAnzahl der Atome nicht mehr be-stimmbar ist. Für die uns interessie-renden Fragen spielt das jedoch kei-ne entscheidende Rolle. Der folgen-de Abschnitt beschäftigt sich nun-mehr mit der Frage nach der „inne-ren Beschaffenheit“ dieser Cluster inAbhängigkeit von ihrer Größe. Umdie elektronischen Vorgänge innanometergroßen Metallteilchen zuverstehen, müssen wir uns zu-
34
(3) Das „Elektron im Kasten“: Die Breite des Kastens entspricht – dreidimensional gedacht – dem Durchmesser des Atoms. Im elektronischenGrundzustand passt eine elektronische Halbwelle (unten) in den Kasten, dann eine ganze Welle (oben). Diese elektronischen Energiezustände(Orbitale) entsprechen den Aufenthaltsorten der Elektronen im Atom.
Pot
enti
elle
Ene
rgie
Dimension
Grafik (2): G. Schmid/A. Yuen/G. Liermann
nächst etwas mit dem Elementarteil-chen Elektron beschäftigen.
Das eingesperrte Elektron
Das Elektron, Einheit der elektri-schen Ladung, hat eine mit unseremVerstand kaum begreifliche Eigen-schaft: Es kann Teilchen und elekt-romagnetische Welle gleichzeitigsein. Diese phänomenale Dualitäthat der italienische Physiker deBroglie durch die einfache Formel
zum Ausdruck gebracht. Ò ist dabeidie Wellenlänge des Elektrons, undin m˜ steckt der Impuls, also eineTeilcheneigenschaft mit der Masse mund der Geschwindigkeit ˜. h ist dassogenannte Plancksche Wirkungs-quantum, eine Naturkonstante, dieuns an dieser Stelle nicht weiter zukümmern braucht.
Zu erkennen ist: Wellenlängeund Masse des Elektrons stehen ineinem umgekehrt proportionalenVerhältnis zueinander. Für die Be-trachtung der elektronischen Eigen-schaften von Metallclustern hilft unsnur die Beschreibung des Elektronsals Welle, wobei die Wellenlänge alsMaß für seinen Energiezustandsteht. Die etwas komplizierteren Zu-sammenhänge lassen sich mit demBild eines „Elektrons im Kasten“ er-läutern (Abb. 3): Die Breite des Ka-stens entspricht dem Durchmesserdes Atoms. In Wirklichkeit habenwir uns die Zustände natürlich drei-dimensional vorzustellen. Im soge-nannten Grundzustand passt eineelektronische Halbwelle in den Kas-ten, dann eine ganze Welle, usw.Dies sind elektronische Energiezu-stände, die den dem Chemiker wohl-vertrauten Orbitalen, den Aufent-haltsorten der Elektronen im Atom,entsprechen.
Was haben diese Dinge mit un-seren Clustern zu tun? Die charak-teristischen Merkmale eines Metallssind in den besonderen Bindungs-verhältnissen begründet, die etwafür den Metallglanz oder die elekt-rische Leitfähigkeit verantwortlichsind. Metallatome geben nämlichTeile ihrer Elektronen an ein imKristallgitter existierendes „Elektro-nengas“ ab, sind also selbst positivgeladen, während die entsprechen-den negativen Ladungen nicht mehran die Atomkerne gebunden sind,sondern sich im Atomverband inalle Raumrichtungen bewegenkönnen (Abb. 2). Beim Transportvon Elektronen in einem Metall,beispielsweise beim Anlegen einerSpannung, bewegen sich die Elekt-ronenwellen mit Lichtgeschwindig-keit und der sogenannten de-Bro-glie-Wellenlänge Ò durch den metal-lischen Körper. Diese de-Broglie-Wellenlänge entspricht nicht mehr
l �h
mn
35ESSENER UNIKATE 13/2000
3 D 2 D 1 D 0 D
(4) Der gedankliche Weg zum Quantenpunkt: Aus einem Stück Metal (3D) wird eine nur wenige Atome dicke Schicht herausgeschnitten (2D). DerBulkzustand ist damit aufgehoben, eine „Quantenmulde“ ist entstanden. Einen „Quantendraht“ erhält man durch die Verkürzung um eine weitereDimensionen (1D). In einem „nulldimensionalen Quantenpunkt“ sind die verbliebenen Elektronen schließlich völlig „eingesperrt“ (0D).

der Welle des Elektrons im einzel-nen Atom, sondern ist größer. Stel-len wir uns nun ein quaderförmigesStückchen Metall vor, wie es in Ab-bildung (4) zu sehen ist, aus dem ei-ne nur wenige Atome dicke Schichtherausgeschnitten wird: Die vorherin drei Dimensionen beweglichenElektronenwellen können sich jetztnur noch zweidimensional fort-pflanzen. Der Bulkzustand1, der Zu-stand, in dem die Stoffe ihre „natür-lichen“ Eigenschaften besitzen, istaufgehoben (Abb. 4, 2D). Manspricht in diesem Fall von einerQuantenmulde, was damit zutun hat, dass in einer solch dünnenSchicht eine „Quantelung“ der Ener-giezustände eingetreten ist. Dies be-deutet andererseits, dass die klassi-schen physikalischen Gesetze durchquantenmechanische Regeln ersetztwerden müssen. Noch dramatischerwird die Situation, wenn wir aus derQuantenmulde einen Quanten-
draht machen, in dem sich die Elek-tronen nur noch eindimensional be-wegen können (Abb. 4, 1D). Schnei-den wir von dem Draht ein Stückab, das so lang wie der Draht dickist, haben wir einen nulldimensiona-len Quantenpunkt erzeugt, in demdie restlichen Elektronen völligeingesperrt sind (Abb. 4, 0D).
Das Ende dieses gedanklichenVerkleinerungsexperiments ist einTeilchen, dessen Durchmesser nurnoch Ò/2 beträgt. Besteht der Punktaus noch weniger Atomen, könnendie Elektronen sich nur noch lokali-siert an oder zwischen Atomrümp-fen aufhalten, nicht mehr jedochdelokalisiert über das ganze Teil-chen verteilt sein. Damit haben wiraber auch die prinzipielle Antwortauf die Frage, wie klein ein Metall-teilchen werden darf, um noch alsMetall bezeichnet werden zu kön-nen: Sein Durchmesser muss in derGrößenordnung von Ò/2 der de-
Broglie-Wellenlänge liegen. Prak-tisch sind jedoch auch Teilchen, dieein Vielfaches von Ò an Größe ha-ben, diesem Grenzbereich zuzuord-nen.
Wir können also festhalten, dassMetallteilchen mit Durchmessernvon d = Ò/2 oder einigen Vielfachendavon als Quantenpunkte mit ganzbesonderem elektronischen Verhal-ten anzusehen sind. Im Grunde ge-nommen wiederholt sich an dieserStelle das Prinzip des Elektrons imKasten in einem anderen Maßstab.Die Wellenzustände im Atom wer-den nun zu solchen im Teilchen:Cluster in diesem Größenbereichverhalten sich wie riesige künstlicheAtome! Noch wissen wir allerdingsnicht, wie viele Atome noch zusam-men sein müssen, um im Bereich derde-Broglie-Wellenlänge zu liegen.Die Forschung der letzten Jahre gibtuns aber eine ziemlich befriedigendeAnwort.
36
(5) Ein Elektron „schaltet“: Die Strom-Spannungs-Charakteristik eines 17-nm-Pd-Clusters. Bei Normaltemperarur (295 K) ist eine lineareohmsche Strom-Spannungs-Beziehung zu erkennen; der Cluster verhält sich metallisch. Bei extremer Kälte (4,2 K / –269 °C) dagegen signalisiertdie „Coulomb-Blockade“ (Stufe) den Schaltvorgang eines einzigen Elektrons. Grafik (2): G. Schmid/A. Yuen/G. Liermann
Die Prognose
Es würde den Rahmen dieses Auf-satzes bei weitem sprengen, solltenalle wichtigen experimentellen Be-funde erläutert werden, die zumAuffinden der ultimativ kleinstenMetallteilchen beigetragen haben.Ein Experiment allein kann nämlichdiesen Befund gar nicht eindeutigleisten. Möglichst viele Methodenmüssen angewandt und die Ergeb-nisse zusammengeführt werden. Wirwollen uns daher auf eine einzigeUntersuchungsmethode an zweirecht unterschiedlich großen Clus-tern beschränken. Diese ist aller-dings eine der wichtigsten und ein-deutigsten Methoden. Es handeltsich um die Erstellung von Strom-Spannungs-Charakteristiken einzel-ner Cluster.
Welch ein Unterfangen, wennman sich die Größenordnung in Er-innerung ruft: Wir untersuchen ein
einzelnes Teilchen von der Größe ei-nes millionstel Millimeters. Mittelsder Strom-Spannungs-Charakteri-stik wird der Strom in einem Teil-chen mit zu - bzw. abnehmender an-gelegter Spannung verfolgt. Bei ei-nem massiven metallischen Leitergehorchen diese Größen dem be-kannten ohmschen Gesetz – es gibteine lineare Beziehung zwischen derSpannung V und dem Strom I. ImFalle von größenabhängigem, quan-tisiertem Verhalten (vgl. Abb. 4)muss diese Linearität jedoch unter-brochen sein, das ohmsche Gesetzgilt nicht mehr. Um nun ein einzel-nes Teilchen tatsächlich untersuchenzu können, müssen wir es von ande-ren isolieren und zum Zweck derCharakterisierung in eine geeigneteMessanordnung bringen. Dies istuns kürzlich in Zusammenarbeit mitCees Dekker von der UniversitätDelft, Niederlande, gelungen. In eineLösung aus 17 nm großen Palladi-
umclustern, die aus den oben ausge-führten Gründen mit einer Ligand-hülle versehen waren, wurden zweiäußerst spitze Platinelektroden miteinem Abstand von wenig mehr alsdem Clusterdurchmesser gebracht.Durch Anlegen einer elektrischenSpannung an die beiden Platinspit-zen wird in der Lösung eine elektri-sches Feld erzeugt, in welchem sichdie Cluster bewegen. Das Feld istzwischen den beiden Spitzen aufGrund des geringen Abstands amgrößten, so dass dort, mit einer Por-tion Glück, ein einzelner Palladi-umcluster fixiert werden konnte. InAbbildung (8) ist das Ergebnis ineiner rasterelektronenmikroskopi-schen Aufnahme zu sehen. Man er-kennt sehr gut den kugelförmigenCluster zwischen den beiden Elekt-roden.
Mit Hilfe solcher Anordnungenlässt sich nun die erwähnte Strom-Spannungs-Charakteristik bestim-
37ESSENER UNIKATE 13/2000
(6) Ein in Essen durchgeführtes Experiment mit einem Cluster aus nur 55 Atomen und 1,4 nm Durchmesser. Die Coulomb-Blockade tritt bereitsbei Raumtemperatur auf, weil die Kapazität sehr viel kleiner und damit die elektrostatische Energie sehr groß gehalten wurde. So kann die Tempe-ratur bis auf normale Raumtemperatur erhöht werden, ohne den Schaltvorgang zu stören.

men. Sie gibt darüber Auskunft, obdas 17 nm große Teilchen noch einMetall oder bereits ein Quanten-punkt ist.
Die Antwort der Natur ist wie-der einmal zweideutig: Metall beiRaumtemperatur, Quantenpunktbei sehr tiefer Temperatur! Warumdies? Der Grund liegt in der folgen-den Beziehung, in welcher die Be-dingungen enthalten sind, unter de-nen der Übergang einzelner Elekt-ronen zwischen zwei Elektrodenmöglich ist, also kein Bulk- sondernein größenabhängiges, elektroni-sches Verhalten vorliegt:
Diese Beziehung sagt aus, dass dieelektrostatische Energie Eel einesElektrons sehr groß gegenüber des-sen thermischer Energie Eth seinmuss, wenn gezielte Übergänge ein-zelner Elektronen nicht durch deren
unkontrollierte thermische Bewe-gung überdeckt werden sollen. ImNenner des Bruchs steht die Kapa-zität C, die ihrerseits proportionalvon der Elektrodenfläche, hier alsovon der Teilchengröße abhängt: Jekleiner das zu untersuchende Teil-chen, desto kleiner wird C und des-to größer wird Eel sein. Soll derÜbertritt eines einzelnen Elektronsauf das Clusterteilchen bei prakti-kabler Temperatur, also sagen wirRaumtemperatur, stattfinden, mussC eine Größenordnung von 10–19
Farad (Einheit der Kapazität) haben.Dies kann nur erreicht werden,wenn das zu untersuchende Metall-teilchen etwa die Größe von 1 nmbesitzt. Ist es dagegen deutlichgrößer, muss zur Realisierung derKonditionen die Temperatur T ent-sprechend niedrig sein. In Abbil-dung (5) ist die Strom-Spannungs-Charakteristik des 17-nm-Pd-Clus-ters dargestellt.
Sie zeigt klar, dass bei 295 Kelvin(K, ≈ 22 °C) eine lineare, also ohm-sche Strom-Spannungs-Beziehungvorliegt, der Cluster sich also metal-lisch verhält. Bei 4.2 K (≈ –269 °C,also in extremer Kälte) dagegen be-obachtet man eine Stufe, die soge-nannte Coulomb-Blockade, die an-zeigt, dass der Strom mit steigenderSpannung nicht gleichmäßig ansteigt,sondern dass ein Schaltvorgang miteinem einzigen Elektron stattfindet,was einem denkbar kleinsten „elek-trischen Schalter“ entspricht.
Das analoge Experiment ist nunkürzlich mit einem Metallteilchenvon einem Zehntel dieses Durch-messers gelungen, nämlich mit ei-nem Cluster aus nur noch 55 Ato-men und 1,4 nm Durchmesser. DasErgebnis ist in Abbildung (6) ge-zeigt. Die Coulomb-Blockade trittnunmehr bereits bei Raumtempera-tur auf, weil nun in der obigen For-mel die Kapazität C sehr viel kleiner
Eel �e2
2C ��kT � Eth
38
(7) Ligandengeschützte Au55-Cluster. Die Abbildung rechts zeigt einen 50 x 60 nm großen Ausschnitt einer mit organisierten Clustern bedecktenOberfläche. Diese Fläche entspricht etwa 0,000000003 mm2. Auf dem derzeit kleinsten verfügbaren Transistor von 200 nm Kantenlänge auf einemSiliziumchip (Abbildung links) hätten über 8.000 dieser Cluster Platz.
39ESSENER UNIKATE 13/2000
(8) Ein einzeln isoliertes Clusterteilchen (Palladium), rasterelektronenmikroskopische Aufnahme. Zwischen den beiden Elektroden ist der kugel-förmige Cluster zu erkennen. Die Aufnahme entstand in Zusammenarbeit mit Cees Dekker von der Universität Delft, Niederlande.
und damit die elektrostatische Ener-gie sehr groß geworden ist. Somitkann T bis auf Raumtemperatur an-steigen, ohne dass die Einelektro-nenübertragung gestört wird.
Diese ultimative Verkleinerungeines elektrischen Schalters, der miteinem einzigen Elektron schaltet, istdurchaus revolutionär, bedenkt man,dass ein Schaltvorgang im Transistoreines modernen Chips noch mithunderttausenden von Elektronenerfolgt, ganz zu schweigen von ei-nem Schalter herkömmlicher Art,bei dem Milliarden von Elektronenbewegt werden. Transistoren auf derBasis einzelner Elektronen arbeitenum Größenordnungen schneller, er-zeugen keine Wärme und sind derInbegriff an Präzision.
Quantenpunkte als Materialien
Bei aller Begeisterung über die aufre-genden Eigenschaften unserer nano-
metergroßen Winzlinge müssen wirbezüglich ihres Einsatzes doch ver-suchen, auf dem Boden zu bleiben,denn zuvor gibt es noch große Hin-dernisse zu überwinden. Diese sindvielfältiger Natur. Tatsache ist, dassein „Nanomaterial“, etwa in Formeines Pulvers, an sich noch keinenWert besitzt. Erst durch den Einsatzeinzelner Cluster als Quantenpunktein elektronischen Apparaturen wer-den ihre besonderen Eigenschaftennutzbar. Es ist sinnvoll, sich an die-ser Stelle der Überlegungen an dasnicht mehr wegzudenkende Halblei-terelement Silizium und seine Ent-wicklung zu erinnern. Seinen heuti-gen Wert hat es erst erhalten, als mangelernt hat, es in höchster Reinheitherzustellen und seine Oberfläche sozu strukturieren, dass es als Compu-terchip zum Einsatz gebracht wer-den kann. Ein Stück Silizium imWert von einer Mark erhält durch ei-ne intelligente Strukturierung einen
Produktwert von etwa 2.000 DM.Soll aus der Mikrowelt heutigerChips künftig eine nanotechnolo-gisch basierte Generation neuartigerComputer entstehen, müssen wirlernen, drei-, zwei- oder auch eindi-mensional geordnete Clusterstruktu-ren zu schaffen. Denkbar ist dieManipulation einzelner Cluster miteiner „Nanopinzette“. Derartigesist schon gelungen, indem man alsWerkzeug die Spitze eines Raster-tunnelmikroskops verwendet hat2.Diese trägt im Idealfall an ihrem En-de nur ein einzelnes Atom. Damitkönnen nicht nur die relativ großenCluster sondern sogar einzelne Ato-me manipuliert werden. Allerdingsist dieses Geschäft sehr mühseligund eignet sich wohl nicht, um rou-tinemäßig Clusterstrukturen zu er-zeugen. Deshalb wird gegenwärtigweltweit versucht, insbesondere zwei-dimensional geordnete Clusterstruk-turen durch chemisch initiierte
Grafik (2): G. Schmid/A. Yuen/G. Liermann

Selbstordnungsprozesse zu erzeugen.Es ist jedoch sehr schwierig, so-
genannte Monolagen, also Anord-nungen von nur einer einzigen Clus-terschicht, zu erhalten. Ferner ist fürspätere Einsätze in der Nanoelektro-nik erforderlich, die Teilchen in ei-nem bestimmten Abstand zu platzie-ren, damit bei der Übertragung vonLadung (Information) auf einen Clus-ter diese nicht von selbst auf die an-deren übertragen wird. Trotzdemmuss zwischen den QuantenpunktenInformationsaustausch möglich sein,aber eben nur „auf Befehl“. Dies sindgewaltige Herausforderungen, derenLösung noch einige Zeit in Anspruchnehmen dürfte.
Ein Durchbruch bezüglich derHerstellung geordneter Quanten-punkte (Cluster) auf einer Ober-fläche ist vor kurzem in Essen gelun-gen. Nach jahrelangen Versuchenkonnten erstmals durch Ligandengeschützte Au55-Cluster in „Reihund Glied“ auf einer speziell präpa-rierten Oberfläche fixiert werden.Abbildung (7, rechts) zeigt einenAusschnitt dieser Oberfläche, beste-hend aus ca. 750 organisierten Clus-tern. Die wirkliche Fläche, die diese750 Quantenpunkte einnehmen, be-trägt etwa 0,000000003 mm2. Ver-gleicht man dies mit der Struktur-breite auf dem derzeit modernstenChip von 64 Mbit, so benötigte die-ser zur Erreichung der gleichen An-zahl von Transistoren eine etwa100.000-mal größere Fläche. Andersausgedrückt: Auf dem derzeit kleins-ten verfügbaren Transistor von200 nm Kantenlänge hätte der ge-zeigte Ausschnitt der clusterbelegtenOberfläche etwa elfmal Platz (Abb.7, links) – was einer Transistorenzahlvon über 8000 entspräche!
Wir haben vor kurzem auch zei-gen können, dass dreidimensionalarrangierte Metallcluster, die unter-schiedlich weit voneinander entferntsind, unter abstandsabhängiger Ener-giezufuhr elektronisch miteinanderkommunizieren können. Dazu ha-ben wir 1.4 nm Goldcluster (Au55)durch unterschiedlich dicke Schutz-
hüllen oder durch stäbchenförmigeMoleküle, sogenannte Spacer oderAbstandshalter, in stark gepresstenTabletten auf definierte, aber vonFall zu Fall unterschiedliche Abstän-de gebracht. In der Tat benötigt manmit zunehmendem Abstand immerhöhere Aktivierungsenergien, umElektronen zwischen den Clusternzu bewegen.
Die Reduktion der Dimensio-nalität erhöht gleichermaßen dieSchwierigkeiten bei der Erzeugungvon Nanostrukturen. Die Natur ten-diert sozusagen selbst zur Ausbil-dung dreidimensionaler Anordnun-gen, wie von der Bildung von Kris-tallen bekannt ist. Monolagen vonMolekülen oder anderen Bausteinenfinden sich in der Natur praktischnicht. Andererseits wird die Unter-suchung und Nutzung elektroni-scher Vorgänge um so einfacher, jeniedriger die Dimensionalität ist.Auch dies erklärt die derzeitigenBemühungen zur Erzeugung zwei-dimensionaler Monolagen oder von„Quantendrähten“, also eindimen-sional angeordneten Nanopartikeln.
Ausblick
Der Siegeszug nanostrukturierterMaterialien ist unaufhaltsam. Umdies zu behaupten, braucht man kei-ne prophetischen Gaben. Allein be-reits die Tatsache, dass Materie imNanometerbereich im Vergleich zutradiertem Bulkmaterial anderes undaufregend Neues kann, macht dieseVorhersage leicht. Die Frage, diesich zu Recht stellt, ist vielmehr:Wann können wir unter welchemAufwand mit welchen Ergebnissenrechnen?
Nun, dies hängt von der Qua-lität des Neuen ab. Nanoteilchen inFassadenfarben und auf Keramik-oberflächen gibt es bereits. Nano-metalle sind auch bewährte Kataly-satoren. Die Beispiele einsatzberei-ter Technologien ließen sich fortset-zen. Nanomaterialien können je-doch viel mehr als nur Schmutz ab-weisen oder Restgase im Auspuff
verbrennen. Wollen wir aber ihrewichtigste Eigenschaft, ihre beson-dere Elektronik, nutzen, bedarf esnoch großer Anstrengungen. Zwarzeichnen sich immer konkretereAnwendungsfelder ab, doch stehenmeist noch viele Jahre und Jahr-zehnte an Entwicklungsarbeit voruns. Nehmen wir das Beispiel künf-tiger Computergenerationen, auf dieim letzten Abschnitt hingewiesenwurde. Die Vergleiche heutiger undkünftig möglicher Dimensionen,Rechengeschwindigkeiten und Spei-cherkapazitäten beeindrucken.Doch bedarf es nicht nur weiterertechnischer Entwicklungen, die ei-gentlich immer gelöst werden kön-nen, wenn ausreichend Zeit und Ar-beit investiert werden. Die Nutzungvon einem bis zwei Nanometerngroßen Quantenpunkten als Transis-toren künftiger Chips harrt vielmehrnoch der Lösung ganz prinzipiellerProbleme, beispielsweise der allesentscheidenden Frage, wie derartkleine Strukturen zu adressierensind. Mechanische Kontaktierungen,wie heute üblich, kommen wohlnicht in Betracht. Man braucht dazuLeiterbahnen gleicher Stärke, wasderzeit nicht machbar erscheint. Einberührungsloses Adressieren einzel-ner Punkte bedarf aber der Ent-wicklung neuer physikalischer Me-thoden. Sollte dieses Problem aller-dings gelöst werden, stehen gewal-tige Möglichkeiten zur Verfügung.Derzeit geht man davon aus, dassdie Anzahl der Schaltelemente aufeinem Chip sich etwa alle ein biszwei Jahre verdoppelt. Der Über-gang vom Mikro- zum Nanochipwürde dagegen Steigerungen in Ge-schwindigkeit und Kapazität in mil-lionenfacher Höhe bedeuten.
Es lohnt sich also, den Nano-winzlingen auf der Spur zu bleiben.Aus Essen kommt dazu ein chemi-scher Zugang. Vielleicht werden wirvon anderen Techniken überholt,wer weiß. Erst im wissenschaftlich-technologischen Wettstreit wird diebeste Lösung gefunden. Deshalbmüssen wir mitmachen.
40
Summary
The properties of matter are deter-mined by the collective interactionof many of the correspondingbuilding blocks. This holds for themagnetism of metals, for the colourof dyes and even for melting points.The fundamental question is: howmany of the building blocks – atoms,ions, molecules – are necessary toexhibit the typical properties of amacroscopic material? This articletries to introduce into the world ofnanosized metal particles.
We know from our research,lasting for about two decades, thatmetal particles in the size range of afew nanometers (1 nm = 10-9 m) arebeginning to loose the characteristicproperties of the bulk. They nolonger follow the classical physicallaws, but are subject of quantummechanical rules, as atoms do. Theelectrons, responsible for the typicalmetallic properties, change theirbehaviour if the size of the particle isin the same regime like the electronicwavelength. Among different princi-ple methods to prepare such smallcluster particles we developed chemi-cal routes ending up in variable parti-cle sizes of ca 1-20 nm. We foundthat gold clusters consisting of only55 atoms electronically represent theborderline between bulk and mol-ecule and consequently can act asso-called quantum dots, i. e. they nolonger follow the Ohm laws, butshow a quantized current-voltagebehaviour even at room temperature.
This is the condition to use themas structure unit in future nanoelec-tronic devices. One single transistorof an actual modern computer couldbe substituted by ca 8,000 of thesequantum dots. The correspondencebetween them would not longer bebased on the transport of ten thou-sands of electrons, but only on asingle one! This is the ultimate minia-turization of transistors and switches.Before realizing that dream we haveto learn how to organize these quan-
tum dots on a surface. Presently wedevelop chemical methods to solvethis difficult problem. First resultsare very promising and probablyopen the door for the use of metalnanoparticles in future nanoelec-tronics.
41ESSENER UNIKATE 13/2000
Der Autor:
Günter Schmid studierte an der UniversitätMünchen Chemie und promovierte dort 1965zum Dr. rer. nat. 1966 wechselte er an dieUniversität Marburg, um dort seine Habilita-tion zum Thema Bor-Stickstoff-Verbindungenals Komplexliganden anzufertigen, die er 1969abschloss. Bis 1971 war er dort als Privatdo-zent, anschließend als Wissenschaftlicher Ratund Professor tätig. 1975/76 leitete er denMarburger Fachbereich Chemie als Dekan.1977 nahm Schmid einen Ruf auf den Lehr-stuhl für Anorganische Chemie an der Uni-versität Essen an. Auch dort bekleidete er1987/88 das Amt des Dekans des Fachbe-reichs Chemie; von 1988–1992 wirkte er alsProrektor für Forschung und Wissenschaftli-chen Nachwuchs im Rektorat der UniversitätEssen. 1982 war der Autor als Gastprofessoran der University of California, Los Angeles,tätig. Seit vier Jahren ist Schmid Fachgutachter derDeutschen Forschungsgemeinschaft für dasFach Anorganische Chemie; seit zwei Jahrenbetreut er als Editor-in-Chief das EuropeanJournal of Inorganic Chemistry. Seit 1998 lei-tet er den von ihm initiierten DFG-Schwer-punkt Halbleiter- und Metallcluster als Bau-steine für organisierte Strukturen. GünterSchmid hat über 250 Originalpublikationenverfasst, von denen in den letzten zehn Jahrendie meisten dem Problem der Synthese undUntersuchung von Metallnanopartikeln ge-widmet waren. Derzeit steht die Nutzung sol-cher Teilchen als Quantenpunkte für künftigenanoelektronische Anordnungen im Vorder-grund seines Interesses.
Anmerkungen:
1) Man bezeichnet den Zustand eines Stoffesals Bulkzustand, wenn seine typischenEigenschaften zum Tragen kommen, alsoetwa der Schmelz- und Siedepunkt, die Farbe,die Struktur usw. Im Nanometerbereich istdies nicht mehr der Fall, weshalb man vongrößenabhängigen Eigenschaften spricht. Daselektronische Verhalten im Nichtbulkzustandbeschreiben die Gesetze der Quantenmecha-nik, wie übrigens auch das Verhalten imAtom.2) Vgl. den Beitrag von Rolf Möller in dieserAusgabe.
Literatur:
– Averin, D. V., Korotkov, A. N., Likharev,K. K. (1991): Theory of single-electron charg-ing of quantum wells and dots. Phys. Rev. B44: 6199–6211– Bezryadin, A., Dekker, C., Schmid, G.(1997): Electrostatic trapping of single con-ducting nanoparticles between nanoelec-trodes. Appl. Phys. Lett. 71: 1273–1275– Chi, L. F., Rakers, S., Hartig, M., Fuchs, H.,Schmid, G. (1998): Preparation and Charac-terization of Langmuir-Monolayers and Lang-muir-Blodgett Films of Nanosized Au55-Clusters. Thin Solid Films 327–329: 520523– de Jongh, J. (1994): in Physics and Chem-istry of Metal Cluster Compounds. ModelSystems for Small Metal Particles. Series onPhysics and Chemistry of Material with low-dimensional Structures (Hrsg.: J. de Jongh),Reidel Dordrecht– Korotkov, A. N., Chem, R. H., Likharev,K. K. (1995): Possible performance of capaci-tively coupled single-electron transistors indigital circuits. J. Appl. Phys. 78: 2520–2530– Motte, L., Billoudet, F., Pileni, M. P. (1995):Self Assembled Monolayer of NanosizedParticles Differing by their Sizes. J. Phys.Chem. 99: 16425–16429– Mulder, F. M., Stegink, T. A., Thiel, R. C.,de Jongh, L. J., Schmid, G. (1994): Metallicbehavior in a giant Pt309 cluster as revealedby 197Au Mössbauer spectroscopy. Nature367: 716–718– Schmid, G. (Hrsg. G. Schmid, 1994): MetalRich Large Clusters with P and N Ligands.In: Clusters and Colloids – From Theory toApplications, VCH, Weinheim– Schmid, G., Chi, L. F. (1998): Metal Clus-ters and Colloids. Adv. Mater.10: 515–526– Schmid, G. (1998): The Role of Big MetalClusters in Nanoscience. J. Chem. Soc.Dalton Trans.: 1077–1082– Schmid, G., Bäumle, M., Beyer, N. (2000):Geordnete zweidimensionale Monolagen vonAu55-Clustern. Angew. Chem. 112: 187–189;Angew. Chem. Inter. Ed. Engl. 39: 182–184– Schön, G., Simon, U. (1995): A FascinatingNew Field in Colloid Science: Small LigandStabilized Metall Clusters and Possible Appli-cations in Microelectronics. Coll. Polym. Sci.273: 101; Schön, G., Simon, U. (1995): Coll.Polym. Sci. 273: 202– Volokitin, Y., Sinzig, J., de Jongh, L. J.,Schmid, G., Moiseev, I. I. (1996): Quantum-size effects in the thermodynamic propertiesof metallic nanoparticles. Nature 384:621–623.– Wang, Z. L., Harfenist, A., Vezmar, I.,Whetten, R. L., Bentley, J., Evans, N. D.,Alexander, K. B. (1998): Superlattices of Self-Assembled Tetrahedral Ag Nanocrystals.Adv. Mater. 10: 808–812– Wang, Z. L. (1998): Structural Analysis ofSelf-Assembling Nanocrystal Superlattices.Adv. Mater. 10: 13–30– Whetten, R. L., Khoury, J. T., Alvarez,M. M., Murthy, S., Vezmar, I., Wang, Z. L.,Stephens, P. W., Cleveland, C. L., Luedtke,W. D., Landman, U. (1996): NanocrystalGold Molecules. Adv. Mater. 8: 428–433

42
Die Bedeutung der Dünnschichttechnologie lässt sich vor allem amErfolg einer ihrer Produktklassen illustrieren: den laseroptischen
Datenträgern Audio-CD und CD-ROM. Dem Markterfolg ging einestürmische technische Entwicklung voraus, in der die Ingenieur-
wissenschaft ein neues Verhältnis zu Werkstoffen entwickelte:Gewünschte Materialeigenschaften, bisher in erster Linie als ein
Ergebnis chemischer Prozesse betrachtet, liessen sich nun mit Hilfeder Physik über die Mikrostruktur des Materials realisieren.
CharakterrollenWerkstoffeigenschaften durch Materialstruktur
Von Volker Buck und Horst Ehrich
Immer häufiger fordert die sichrasch wandelnde Technologie
nicht nur Werkstoffe mit spezifi-schen Eigenschaften, sondern auchmit spezifischen Eigenschaftskombi-nationen. So kann die Oberfläche ei-nes Werkstückes gezielt modifiziertwerden: Man versieht sie mit einersehr dünnen Materialschicht. Häufigsind schon Schichtdicken im Mikro-meter-(µm-)Bereich oder sogar da-runter ausreichend, um einem Grund-werkstoff ein völlig neues Ober-flächenverhalten zu verleihen.
Solche Techniken werden unterdem Begriff Dünnschichttechnologiezusammengefasst. Das historisch be-kannteste Beispiel ist die Herstellungeines Spiegels: Auf das Grundmate-rial aus Glas oder Kunststoff wirdeine dünne Metallschicht von etwa0,1 µm aufgetragen, die der Ober-fläche völlig neue optische Eigen-schaften verleiht. Die Herstellung istzudem einfach – gegenüber der Her-
stellung eines Spiegels aus massivemMetall. Aber nicht nur Spiegel, son-dern auch Entspiegelungen sind in-zwischen von praktischem Interesse.
Entdeckt wurden diese Material-eigenschaften 1934 in Göttingen,wo ein Doktorand bei der Untersu-chung optischer Eigenschaften spe-zieller Schichten feststellte, dass dieTransparenz des beschichteten Sub-strats besser war als die des unbe-schichteten [1]. Es wird kolportiert,er habe die Messung mehrfach wie-derholt, bevor er das zunächst un-verständliche Ergebnis seinem Dok-torvater R. W. Pohl – einem dergroßen Pioniere der Festkörper-physik – berichtet hat. Die Deutungdieses Effekts als Interferenz führtejedoch schließlich zu einem Durch-bruch in der Optik: Viellinsige Ob-jektive etwa wären ohne Entspiege-lung nicht realisierbar.
Produkte der Dünnschichttech-nologie begegnen uns täglich, ohne V
olke
r B
uck.
Fot
o: T
ilo K
arl
43ESSENER UNIKATE 13/2000

dass die meisten von uns dies aucherkennen. Wie umfassend inzwi-schen die Dünnschichttechnologiein unseren Alltag eingezogen ist,zeigt eine Reihe von ausgewähltenProduktbeispielen in Abbildung (1).Der Grund für den Erfolg derDünnschichttechnologie ist ein-leuchtend: Bei jedem Produkt erge-ben sich aus der Funktion heraus inder Regel mehrere – bisweilen kom-plementär erscheinende – Anforde-rungen an die verwendeten Materia-lien. Werkzeuge sollen beispielswei-se sowohl hart als auch zäh sein – esgibt aber keinen Werkstoff der alssolcher diese Bedingung erfüllt. Beigenauerer Betrachtung der Anforde-rungen kann sich jedoch beispiels-weise ergeben, dass nur das Volu-men zäh und nur die Oberflächehart sein müssen. Dieses ist offen-sichtlich durch Beschichtung eineszähen Grundwerkstoffs mit einerharten Deckschicht zu erreichen.Solche unterschiedlichen Anforde-rungen an Volumen- und Ober-flächeneigenschaften findet manhäufig, es ist dann Aufgabe derDünnschichttechnologie, einem vor-gegebenen Volumenmaterial durcheine Oberflächenschicht bessereoder sogar neue Eigenschaften zuverleihen. Die in Abbildung (1) ge-zeigten Produkte vermitteln einenEindruck über den umfassendenEinsatzbereich der Dünnschicht-technologie. Dieser erfasst praktisch
alle Industriezweige von der Optiküber die Datenträger- und Ver-packungsindustrie bis zum Maschi-nenbau.
In der industriellen Praxis sinddie von chemischen Prozessen aus-gehenden Beschichtungsverfahrenam stärksten verbreitet. Am bekann-testen sind das Lackieren oder diegalvanische Beschichtungstechnik,bei der die Oberflächenbeschichtungin galvanischen Bädern mittels einerelektrochemischen Reaktion aufge-bracht wird. Eine bekannte Anwen-dung der Galvanotechnik ist dieVerchromung von Werkstücken ausStahl, um eine Korrosion diesesMetalls zu verhindern und diesemgleichzeitig ein dekoratives Aus-sehen zu verleihen. Sowohl bezüg-lich der Grund- wie der Schicht-materialien sind dieser Technik je-doch enge Grenzen gesetzt.
In den letzten Jahren haben sichzur Aufbringung dünner Schichtenauf Oberflächen zunehmend die so-genannten PVD- (Physical VaporDeposition) und CVD-Verfahren(Chemical Vapor Deposition) durch-gesetzt. Dies sind Verfahren, beidenen die Oberflächenbeschichtungdurch Kondensation von Material-dämpfen auf Oberflächen erfolgt.Trotz ihres relativ großen appara-tiven Aufwandes beginnen dieseTechniken, etablierte Verfahren wiedie Galvanotechnik zu verdrängen.Die Gründe hierfür liegen einmal in
der Vielfältigkeit der bei PVD-Pro-zessen kombinierbaren Grund- undOberflächenmaterialien, der prak-tisch keine Grenzen gesetzt sind.Zum anderen sind insbesondere diePVD-Prozesse umweltverträglich,erfordern also im Gegensatz zurGalvanotechnik keine nachgeschal-teten Entsorgungsprozesse. Geradeletztere haben die Galvanotechnik soverteuert, dass auch unter wirtschaft-lichen Gesichtpunkten ein Ersatz derGalvanotechnik durch PVD- bzw.CVD-Verfahren interessant wurde.
Die PVD- und CVD-Verfahrensind im Begriff, die gesamte Ober-flächentechnik zu revolutionieren.Ständig werden neue Verfahren ent-wickelt oder bestehende im Hinblickauf neue Anwendungsbereiche wei-ter ausgebaut. Ein Ende dieser rapi-den technischen Entwicklung istnicht in Sicht.
Ein äußerst interessanter Aspektdieser Verfahren besteht darin, neueMaterialien mit bisher unbekanntenEigenschaften zu erzeugen. Als Be-schichtungsmaterial können dieseMaterialien den Werkstücken völligneue Eigenschaften verleihen. Da-rüber hinaus ist es aber auch möglich,diese neuen Werkstoffe als eigenstän-diges Material zu nutzen. Insbeson-dere auch unter diesem Gesichts-punkt ist die Dünnschichttechnolo-gie heute ein fester Bestandteil desgroßen und vielschichtigen BereichsMaterialwissenschaften.
44
(1) Dünnschichtprodukte (v.l.n.r.): Datenträger (CD, MO-Cartridge, Festplatten), Verspiegelungen und Entspiegelungen (Glühlampe, Scheinwerfer-Brillen, Wärmeschutzverglasungen), Halbleiterbauelemente (Chips, LCD-Displays, Sensoren, Kondensatoren), biokompatible Schichten für medizi-
Die moderne Beschichtungstech-nik kann daher als Schlüsseltechnolo-gie bezeichnet werden, deren Beherr-schung für die Konkurrenzfähigkeiteines Industrielandes von ausschlag-gebender Bedeutung ist.
PVD-Verfahren: Aufdampfen
Das klassische PVD-Verfahren istdie Aufdampftechnik, deren Wir-kungsweise schematisch in Abbil-dung (2) dargestellt ist: Das zu be-schichtende Werkstück (Substrat, c)und das aufzubringende Schichtma-terial (b) befinden sich in einer Va-kuumkammer, in der ein Vakuumvon typischerweise kleiner als10–4 mbar (dies ist ein Zehnmillion-stel des Atmosphärendrucks) auf-rechterhalten wird. Das Schichtma-terial befindet sich in einem beheiz-baren Tiegel aus hochschmelzendemMaterial (a). Dieser Tiegel wird aufeine so hohe Temperatur gebracht,dass das darin befindliche Schicht-material (b) verdampft, hierzu sindoft Temperaturen von weit über1.000 °C notwendig. Dieser Teil derAnordnung wird als Verdampfungs-quelle bezeichnet.
Das verdampfende Material brei-tet sich im Vakuumbehälter aus undkondensiert auf der Oberfläche deszu beschichtenden Werkstücks (c).Das Vakuum ermöglicht dabei eineungestörte Ausbreitung des Damp-fes zum Substrat und verhindert
gleichzeitig eine chemische Reaktiondes Dampfes und der Materialschmelzemit der Luft.
Abbildung (2) verdeutlicht je-doch auch einen generellen Nachteilvieler PVD-Verfahren: Wegen dergeradlinigen Ausbreitung des Damp-fes von der Dampfquelle zum Sub-strat wird nur die der Quelle zuge-wandte Oberfläche beschichtet.Nicht senkrecht zur Quelle angeord-nete Oberflächen werden entspre-chend ihrer Neigung dünner be-schichtet. Zur Gewährleistung einerallseitigen gleichmäßigen Beschich-tung müssen beliebig geformte Kör-per während des Beschichtungsvor-gangs rotierend bewegt werden. Sehrschwierig oder sogar unmöglich istdie Beschichtung bestimmter Geomet-rien wie etwa von Durchbohrungen.
Diese klassische Aufdampftech-nik hat den weiteren Nachteil, dassdie Energie der auf der Substratober-fläche kondensierenden Dampfteil-chen gering ist und nur in engenGrenzen beeinflusst werden kann.Die Energie wird durch die Ober-flächentemperatur der Material-schmelze, durch (energierverzehren-de) Zusammenstöße der Dampfteil-chen mit dem Restgas im Vakuumsowie durch die Substrattemperaturbestimmt. Die geringe Energie derkondensierenden Teilchen ist dafürverantwortlich, dass so hergestellteSchichten häufig schlecht haften undeine poröse Struktur aufweisen.
Die Energie der kondensieren-den Teilchen lässt sich drastisch er-höhen, wenn die Kondensation derTeilchen nicht aus der Dampfphasesondern aus dem Plasmazustanderfolgt. Die hohe Energie der dieBeschichtung formenden Teilchenwirkt sich dabei vorteilhaft auf dieSchichteigenschaften aus.
Plasmagestütze PVD-Verfahren
Als Plasma bezeichnet man Materiein einem extrem hoch erhitzen Zu-stand, wobei genügend viele Atomedes Gases in Elektronen und Ionenaufgespalten sind, damit es elektrischleitfähig wird.
Die Erforschung der Eigenschaf-ten dieses Zustandes der Materie hatsich die Plasmaphysik zum Ziel ge-setzt. Plasmen werden heute für eineVielzahl von Anwendungen einge-setzt, diese Aktivitäten werden unterdem Begriff Plasmatechnologie zu-sammengefasst.
Ein wesentlicher Anwendungs-bereich ist dabei die Oberflächen-und Dünnschichttechnologie. Für dieErforschung der Schichtbildungs-Mechanismen bei der Kondensationvon Teilchen aus dem Plasmazustandsind plasmaphysikalische Vorgängeebenso von Bedeutung wie Vorgängean Oberflächen und die Struktur vonFestkörpern. Das komplexe Zusam-menspiel dieser Vorgänge bei derSchichtbildung berührt damit meh-
45ESSENER UNIKATE 13/2000
reflektoren, Sonnenschutzverglasungen), Verschleißschutzschichten (Bohrer, Fräser), Entspiegelungen und Sonnenschutzfilter (Fotoobjektive,nische Anwendungen (Gelenkprothesen, Gefäßstützen für Arterien). Fotos (6): Volker Buck

rere physikalische Disziplinen, waseine Kooperation von Experten aufden Einzelgebieten notwendigmacht. An der Universität Essen be-stehen in dieser Hinsicht ideale Ko-operationsmöglichkeiten: In der AGDünnschichttechnologie arbeitenWissenschaftler aus der Plasmaphy-sik, der Oberflächenphysik und derFestkörperphysik; darüber hinausbesteht eine wissenschaftliche Ko-operation mit dem Essener Institutfür Laser- und Plasmaphysik, in demForschergruppen aus der Plasma-physik und der Oberflächenphysikeng zusammenarbeiten.
Allgemein ist bekannt, dass sich– gegenüber der reinen Aufdampf-technik – aus dem Plasmazustandaufgebrachte Beschichtungen durchfolgende Vorteile auszeichnen [2]:• verbesserte Haftung der Schichtenauf dem Substrat,• kompakte, nicht poröse Schicht-struktur,• reaktive Beschichtungen durchchemische Plasmaprozesse.
Im zuletzt genannten Fall wirddie hohe chemische Reaktionsfähig-keit von Plasmen ausgenutzt, indemdas verdampfte Material mit einemchemisch reaktiven Gas gemischt
wird. Dann entstehen Beschichtun-gen aus einer chemischen Verbin-dung zwischen verdampftem Materialund dem reaktiven Prozessgas.
Es existiert eine große Anzahlvon plasmagestützten PVD-Verfah-ren zur Beschichtung von Ober-flächen [3]. Im Prinzip besteht dieAufgabe einer Verfahrensentwick-lung darin, den Materialdampf inden Plasmazustand zu überführen.Zu den gängigsten plasmagestütztenPVD-Verfahren zählen• Ionenplattieren,• Kathodenzerstäubung (Sputtern)• Lichtbogenverdampfung
Abbildung (3) zeigt schematischdie Wirkungsweise einer Ionenplat-tieranlage. In einer Vakuumkammerbefindet sich ein Substrat, das als ne-gativer Pol (Kathode, c) einer Gas-entladung geschaltet ist. Die (nichtdargestellte) Wandung der Vakuum-kammer ist die positive Elektrode(Anode). Das in einem Tiegel (a) ver-dampfte Material (b) wird durch die-se Entladung in den Plasmazustand
überführt. Zur Aufrechterhaltung desPlasmas (g) muss ständig ein geringerGasdruck (Brenngas) in der Vakuum-kammer aufrechterhalten werden,typischerweise 10–3 bis 10–1 mbar. Indiesem Plasma „tanken“ die Material-teilchen (b) Energie, bevor sie aufdem Substrat (c) kondensieren. Die-ser „Tankvorgang“ ist besonderseffektiv, wenn möglichst viele Teil-chen ionisiert werde, da im Plasmaionisierte Atome (d) in der Regel einepositive Ladung besitzen und dieseIonen dann auf das negativ geladeneSubstrat hin beschleunigt werden.
Der Methode der Kathodenzer-stäubung (Sputtern, siehe Abbildung4) liegt ein anderes Prinzip zugrun-de: Hierbei kann an der Kathode an-gelagertes Material durch das Ionen-bombardement einer Gasentladungzerstäubt werden, wenn die auftref-fenden Ionen genügend Energie mit-bringen, um aus der Kathode Atomeherauszuschlagen. Voraussetzunghierfür ist, dass die Ionen durch einegenügend hohe Spannung beschleu-
46
(2) Schematische Darstellung eines Vakuumaufdampfprozesses: Tiegelaus hochschmelzendem Material (a), verdampfendes Beschichtungs-material (b), Substrate (zu beschichtender Werkstoff, c). Die Vorrich-tung befindet sich in einer nicht dargestellten Vakuumkammer.
(3) Ionenplattieranlage: Tiegel aus hochschmelzendem Material (a),verdampfendes Beschichtungsmaterial (b), Substrate, Kathode (c), imPlasma (g) erzeugte Ionen (d), Elektronen (e) und angeregte, lichtemit-tierende Atome (f). Die Vakuumkammer ist nicht dargestellt.
Gra
fik
(4):
Gun
ter
Lie
rman
n
nigt werden. Daher arbeitet ein Sput-terprozess stets mit Entladungen, dieeine hohe Brennspannung aufweisen.Die an der Kathode zerstäubtenAtome können für Beschichtungs-zwecke genutzt werden. WesentlicheVorteile dieser Methode sind, dass• keine hocherhitzte Schmelze fürdie Materialdampferzeugung not-wendig ist und• Materialdampf- und Plasmaerzeu-gung gleichzeitig in einer Entladungerfolgen.
Ein Nachteil dieses Verfahrens ist,dass die Energie der schichtbildendenTeilchen durch Stöße mit dem Brenn-gas (Thermalisierung) eher kleinerwird als beim Aufdampfen. Sie lässtsich jedoch verhindern, wenn manden Druck um eine Größenordnungreduziert. Um dann noch ein Plasmaaufrechterhalten zu können, werdenMagnete hinter der Kathode ange-ordnet (Magnetron-Sputtern).
Wie beim Sputtern entsteht auchbeim Lichtbogenverdampfen gleich-zeitig mit der Materialverdampfung
ein Plasma. Im Gegensatz zum Sput-tern werden Lichtbögen mit niedri-gen Brennspannungen und hohenStromstärken betrieben. Hierdurchbedingt erfolgt die Materialdampf-erzeugung nicht durch Zerstäubung,sondern durch Erhitzung des Elekt-rodenmaterials.
In der auf Lichtbogenverdamp-fung beruhenden Dünnschicht-technologie (Arc-Technologie) unter-scheidet man grob zwischen Licht-bögen mit verdampfender Kathodeund verdampfender Anode. Im all-gemeinen sind bei Lichtbogenver-fahren sowohl die Verdampfungsge-schwindigkeit als auch der Anteil derIonen im Dampf (Ionisationsgrad)recht hoch, wodurch bei diesen Ver-fahren die günstigen Eigenschaftendes Plasmas besonders effizient ge-nutzt werden können.
Abbildung (5) zeigt einen Licht-bogenverdampfer mit verdampfen-der Anode. In einer Vakuumkammerist ein wassergekühlter Tiegel alsAnode eines Lichtbogens (a) ange-
ordnet. Als Kathode dient eine elek-trisch geheizte Glühwendel (g). Daszum Betrieb des Lichtbogens not-wendige Brenngas (e) wird entspre-chend den Pfeilen ständig zugeführtund abgepumpt. Die Kathode ist mitdem eigentlichen Beschichtungsraumdurch eine kleine Öffnung verbun-den. Die an dieser Öffnung durchden Gasfluss erzeugte Druckdiffe-renz zwischen Kathoden- und Auf-dampfraum führt zur Ausbildung ei-nes Plasmastrahls (f), der auf die Tie-gelanode gelenkt wird und dort dieMaterialverdampfung herbeiführt.Der Materialdampf (b) wird in die-sem Plasmastrahl ionisiert.
Dieser Lichtbogenverdampferwurde von der Balzers AG ent-wickelt und wird überwiegend zurreaktiven Erzeugung von Hartstoff-schichten eingesetzt. Werden bei-spielsweise ein Argon-Stickstoff-Ge-misch als Brenngas und Titan alsVerdampfungsmaterial verwendet,so bildet sich auf den Substratober-flächen eine Titannitridschicht(TiN). Diese Schichten werden alsharte Verschleißschutzschichten ein-gesetzt.
Das vorgenannte Verfahrenbenötigt zur Aufrechterhaltung des
47ESSENER UNIKATE 13/2000
(4) Kathodenzerstäubung (Sputtern) ohne Vakuumkammer. Die Kathode (a) ist gleichzeitig dasVerdampfungsmaterial (b). Ein Magnet hinter der Kathode (Nordpol: N, Südpol: S) erlaubteinen Betrieb bei niedrigen Drücken. Das Bombardement mit ionisierten Teilchen (d) aus demPlasma (e) zerstäubt (sputtert) das Kathodenmaterial, die Atome beschichten das Substrat (c).
(5) Balzers Lichtbogenbeschichtungsanlage:Anodentiegel (a) mit Verdampfungsmaterial(b), Substrate (c), Ionen (d), Gasfluss (e), Plas-mastrahl (f), Glühkathode (g).

Prozesses ein Brenngas, das vorteil-haft für reaktive Beschichtungen ge-nutzt werden kann. Für viele An-wendungen ist die Anwesenheit einesBrenngases jedoch nachteilig, da die-ses in die Schicht eingebaut wird undso zu unerwünschten Eigenschaftenwie etwa „Versprödung“ führenkann. Daneben bewirkt ein Brenngasstets eine zusätzliche Temperatur-belastung der Substrate. Dies kann invielen Anwendungen – wie bei derBeschichtung von wärmeempfind-lichen Kunststoffen – nicht toleriertwerden.
Beschichtungsverfahren, welchedie eben genannten Nachteile ver-meiden, basieren auf der Anwen-dung sogenannter Vakuumlicht-bögen. Dieser Entladungstypbenötigt im Gegensatz zum allgemeinbekannten Lichtbogen kein Brenn-gas zur Aufrechterhaltung der Ent-ladung. Vielmehr wird in Vakuum-lichtbögen das Brenngas vollständigdurch Materialdampf ersetzt, derwährend des Betriebs an den Elekt-roden erzeugt wird. Dieser Material-dampf macht aber nicht nur dasBrenngas überflüssig, sondern kannauch gleichzeitig für Beschichtungs-zwecke genutzt werden.
Abbildung (6) zeigt das Prinzipeiner Lichtbogenbeschichtungsanla-ge mit kathodischem Vakuumlicht-bogen, also mit einem Vakuumlicht-bogen mit verdampfender Kathode.Als Dampfquelle dient eine gekühlteKathode (a), die von einem ringför-migen Anodenblech (f) umgeben ist.Die sich während der Entladung aufder Kathodenoberfläche bildendensogenannten Kathodenflecken – diessind schnell bewegliche, hell leuch-tende Stromkonzentrationen auf derKathodenoberfläche – führen zustarken lokalen Überhitzungen undzu einer stürmischen Verdampfungdes Kathodenmaterials. Mit Hilfevon Magnetfeldspulen (g) wird derBewegungsbereich der Kathoden-flecke auf der Kathodenoberflächekontrolliert und begrenzt.
Das in den Kathodenflecken ent-stehende hochionisierte Metall-dampfplasma beschichtet die Sub-strate (c). Wird an diese (elektrischleitfähigen) Substrate noch einenegative Spannung angelegt (Bias-
Spannung), so werden die (positi-ven) Ionen (d) zum Substrat hin be-schleunigt. Diese Bias-Spannungkann bei allen plasmagestützten Ver-fahren zur Verbesserung der Schicht-eigenschaften eingesetzt werden.
Ein großer Nachteil des kathodi-schen Vakuumbogens ist die Entste-hung von geschmolzenen Tröpfchenin den Kathodenflecken. DieseTröpfchen mit typischerweise 0,1 bis10 µm Durchmesser – auch Dropletsgenannt – werden während des stür-mischen Verdampfungsprozessesaus den Kathodenflecken herausge-schleudert und in die Schichten ein-gebaut.1 In der Entwicklungsarbeitder letzten Jahre wurden große An-strengungen unternommen, dasAuftreten der Droplets zu verhin-dern – in der Literatur sind inzwi-schen viele Lösungswege zu finden[4], die aber bisher nur in wenigenFällen zur Anwendung kamen.
Den eben beschriebenen Nach-teil des Einbaus von Droplets in dieBeschichtung vermeidet jedoch der
48
(6) Lichtbogenbeschichtungsanlage mit Kaltkathode: Die Kathoden-scheibe (a) ist gleichzeitig das Verdampfungsmaterial (b), Substrate (c),Ionen (d), Gasfluss (e) Anodenblech (f), Magnetfeldspulen zur Fixie-rung der Kathodenflecke auf der Kathodenscheibe (g).
(7) Anodischer Vakuumbogen ohne Vakuumkammer und Substrate:Anodentiegel (a) mit Verdampfungsmaterial (b), Kathode mit Katho-denflecken (c), Plasmawolke (d), ionisiertes Verdampfungsmaterial, Ma-terialdampfwolke (e), Schutzschirm (f), Substrat (g).
Gra
fik
(3):
Gun
ter
Lie
rman
n
anodische Vakuumlichtbogen [5].Das Prinzip dieses Lichtbogenswurde im Jahre 1985 in unsererArbeitsgruppe entdeckt und wirdseitdem für den Einsatz in vielenspeziellen Aufgabenbereichen wei-terentwickelt.
Die Wirkungsweise des anodi-schen Vakuumlichtbogens geht ausAbbildung (7) hervor. Die in einem(nicht dargestellten) Vakuumgefäßangeordneten Elektroden bestehenaus einer massiven, gut gekühltenKathode (c) und einer Anode, dieals Tiegel (a) ausgebildet ist. In die-sem Tiegel befindet sich das zu ver-dampfende Material (b). Auf dervon einem Schutzschirm (f) umge-benen Kathode entstehen währenddes Lichtbogenbetriebs die schonoben erwähnten Kathodenflecken.Von diesen Kathodenflecken gehtein Plasmastrom (d) aus, bestehendaus energiereichen Ionen des Katho-denmaterials (�) und Elektronen(�). Im Gegensatz zum oben er-wähnten kathodischen Vakuumbo-
gen wird dieser Plasmastrom nichtzur Beschichtung verwendet, son-dern trifft auf die Anode (a). Unterder Einwirkung des Plasmastromswird die Anode so stark aufgeheizt,dass das Material im hochschmel-zenden Anodentiegel verdampft.Von der Anode selbst werden keineDroplets emittiert. Die sich dabeiüber dem Anodentiegel ausbildendeMaterialdampfwolke (b, e) trittebenfalls mit dem von der Kathodeabströmenden Plasma (d) in Wechsel-wirkung und wird dabei in den Plas-mazustand überführt.
Dieses Plasma dient einmal,neben dem kathodischen Plasma-strom, als Brenngas zur Aufrecht-erhaltung der Lichtbogenentladung.Zum anderen strömt aus der Plasma-wolke (e) hochionisierter Material-dampf in das umgebende Vakuumund kondensiert auf geeignet ange-ordneten Substratoberflächen (g).Der die Kathode umgebendeSchutzschild (f) verhindert, dassDroplets aus der Kathode auf das
Substrat gelangen. Direkt zur Ano-de gelangende Droplets werden dortvollständig verdampft. Für einenLangzeitbetrieb kann das ver-brauchte Verdampfungsmaterial derAnode wieder zugeführt werden,etwa in Form eines ständig nach-geführten Drahtes.
PlasmagestützteCVD-Verfahren (PACVD)
Es ist schon lange bekannt, dassMetalle aus geeigneten gasförmigenVerbindungen an heißen Drähtenabgeschieden werden können; dieswurde bereits von Ludwig Mond2
im Jahre 1890 für Nickel oder vonIrving Langmuir3 im Jahre 1915 fürWolfram beschrieben. Auch Schich-ten aus Titan, Zirkonium, Hafniumund Thorium wurden von Anton E.van Arkel und J. H. de Boer 1924 imPhilips Laboratorium so hergestellt.Diese Prozesse haben bei der Ent-wicklung von Glühlampen einegroße Rolle gespielt, insbesondereführte die Möglichkeit, aus gasförmi-gen Metalljodiden bei hoher Tempe-ratur das Metall als Festkörper wie-der abscheiden zu können zur Ent-wicklung der Halogenlampe. A. vanArkel ist darüber hinaus auch dieAbscheidung von Zirkonnitrid, Ti-tannitrid und Titancarbid gelungen.
Eine andere Anwendung dieserSubstanzen ergab sich aufgrund ihrerenormen Härte. Schon 1927 galt dasvon der Firma Krupp entwickelteHartmetall WIDIA (wie Diamant)als ein Durchbruch bei der Herstel-lung von Werkzeugmaterial. Endeder 60er Jahre konnte der EssenerKonzern seine führende Position indiesem Bereich weiter ausbauen:Erstmals wurden Hartmetallwerk-zeuge kommerziell mit Titancarbid(1969) und Titannitrid (1971) be-schichtet. Die Lebensdauer (Stand-zeit) von Schneidewerkzeugen – wieBohrern, Fräsern usw. – ließ sichdurch diese Beschichtung drastischerhöhen. Inzwischen wurde die Her-stellungstechnik von anderen Werk-zeugherstellern übernommen und
49ESSENER UNIKATE 13/2000
(8) Prinzip eines CVD-Reaktors. Die zu beschichtenden Werkstücke (Proben) werden auf etwa1.000 °C erhitzt und einem Reaktionsgasgemisch, das durch den Reaktor geleitet wird, aus-gesetzt. Infolge chemischer Prozesse entsteht auf den heißen Oberflächen der Werkstücke diegewünschte Beschichtung.

bildet heute einen eigenständigenWirtschaftszweig. Ein anderes Bei-spiel – aus der Halbleitertechnologie– ist die Abscheidung von Isolier-schichten in den Kondensatoren vonHalbleiterspeichern (DRAM).
CVD-Beschichtungsanlagen sindrelativ einfach aufgebaut (Abb. 8).Die Substrate befinden sich in einergeheizten Kammer, in die die Reak-tionsprodukte in gasförmiger Ver-bindung eingeleitet werden. An denheißen Oberflächen der Substratefinden chemische Zersetzungen undReaktionen der Reaktivgase statt, sodass sich auf der Substratoberflächedie gewünschte Beschichtung ausbil-det. CVD-Prozesse erlauben einehomogene Beschichtung auch geo-metrisch komplizierter Formen, dasich das Material überall auf demheißen Substrat abscheidet, wennnur der Nachtransport des im Gasgebundenen Beschichtungsmaterialsdurch Strömung oder Diffusion ge-währleistet ist. Darüber hinaus istdiese Form der Beschichtung auchkostengünstig, da große Beschich-tungsvolumina zur Verfügung ste-hen und damit große Chargen mög-lich sind. Allerdings kann diesesVerfahren nur eingesetzt werden,wenn der Grundwerkstoff gegen dieeingesetzten Chemikalien resistentund bei den hohen Abscheidetempe-raturen beständig ist.
Will man diese Nachteile vermei-den, so muss man die zur chemi-schen Aktivierung von Volumen-bzw. Oberflächenreaktionen not-wendige Energie nicht auf thermi-scher Basis zuführen, sondern elek-trisch, indem man das Gasgemisch inden Plasmazustand überführt. DieseMethode ist die Plasma-AssistedChemical Vapor Deposition(PACVD). Ein sehr aktuelles Bei-spiel für die Anwendung vonPACVD-Verfahren ist die Herstel-lung von Diamantschichten, deshärtesten Materials überhaupt, fürWerkzeugbeschichtungen.
Noch im Laborstadium ist dieLaser Assisted Chemical Vapor De-position (LACVD). Die Möglichkei-
ten dieser Methode lassen sich an-hand der Herstellung einer freitra-genden Metallstruktur (einem „Eif-felturm“, Abb. 9) demonstrieren [6].Dieses Verfahren ermöglicht die lo-kale Abscheidung von Materialien,wobei ein fein fokussierter Laser-strahl eine spezifische chemischeVerbindung lokal zersetzt, so dassmittels dieses Laserschreibverfahrenskleinste Strukturen direkt erzeugtwerden können. Zukünftige Anwen-dungen dieser Technik sind etwa Re-paraturen an hochwertigen integrier-ten Schaltkreisen – das Verfahren er-möglicht es, unterbrochene Leiter-bahnen neu „zu schreiben“.
Die ursprünglich klare Trennungzwischen physikalischen PVD- undchemischen CVD-Verfahren wirdbei diesen modernen Methodenpraktisch aufgehoben, da gleichzeitigphysikalische und chemische Pro-zesse stattfinden.
Schichtwachstum
Zur Herstellung kleiner Strukturenwie dünnen Schichten und Nanopar-tikeln gibt es prinzipiell zwei Mög-lichkeiten: Man lässt diese Struktu-ren aus dem Zusammenbau einzelnerAtome gezielt wachsen oder manverkleinert einen Körper solange, bisdie gewünschte Struktur entsteht(zum Prinzip des Bottom-up oderTop-down vgl. auch Beitrag vonGünter Schmid in diesem Heft).Auch bei der Herstellung von dün-nen Schichten stehen die beidenMöglichkeiten zur Verfügung. EinBeispiel hierfür ist der gezielte Ab-trag zunächst homogener dünnerSchichten zur Erzeugung vonMikrostrukturen – ein Verfahren,ohne das die Mikroelektronik un-denkbar wäre.
Wie bereits ausgeführt, bestehtdie vorherrschende Methode zur Er-zeugung dünner Schichten darin,diese durch einen Wachstumsprozessaus einzelnen Atomen aufzubauen.Dabei werden die Eigenschaften derfertigen Schicht durch die physika-lisch-chemischen Parameter dieses
Aufbauprozesses entscheidend ge-prägt. Es ist das erklärte Ziel der ge-genwärtigen Grundlagenforschung,die Mechanismen von Schichtwachs-tumsprozessen aufzuklären – letzt-lich, um den Wachstumsprozess vonSchichten so steuern zu können, dasssie die jeweils gewünschten Eigen-schaften erhalten. Ein wirklichesVerständnis der Schichtbildungsme-chanismen böte die Möglichkeit, vonder bisherigen Trial-and-error-Pra-xis zur bewußten Konstruktion vonSchichten mit definierten Eigen-schaften zu kommen. Gelänge dies,wäre es auch möglich, einen Herstel-lungsprozess für gewünschte Schicht-eigenschaften „maßzuschneidern“.
Die Schichtbildung auf der Sub-stratoberfläche unter Einwirkungder auftreffenden Teilchenströme er-folgt generell in folgenden Schritten:• Belegung der Oberfläche mit ein-zelnen Atomen,• Bewegung dieser Atome auf derOberfläche an bevorzugte Plätze,• Zusammenschluss von Atomen zuAtomgruppen (Keimen) an diesenPlätzen,• Wachsen dieser Keime,• Zusammenwachsen dieser Keimezu einer geschlossenen Schicht,• Wachstum der geschlossenenSchicht.
Dieses Schichtwachstum veran-schaulicht Abbildung (10), als Bei-spiel für Schichtbildung ist hier dassogenannte Volmer-Weber-Wachs-tum dargestellt, bei dem die Schicht-bildung über das Zusammenwachsenvon Inseln erfolgt. Eine zweite Mög-lichkeit des Schichtwachstums ist dasLagenwachstum, bei dem die Schichtparallel zur Substratoberfläche inAtomlagen wächst, also schon ineinem frühen Stadium keine Inselnmehr bildet. Welches Wachstums-verhalten sich einstellt, hängt vonder „Benetzbarkeit“ des Substratsab: Wenn die Atome des Schicht-materials untereinander stärkereAnziehungskräfte aufweisen als dieKräfte zwischen Substratatomen undSchichtatomen, neigen die konden-sierenden Atome zu Inselbildung, im
50
umgekehrten Fall entsteht Lagen-wachstum. Im allgemeinen fördernplasmagestützte Verfahren die Aus-bildung einer geschlossenen Schichtin einem frühen Stadium des Schicht-wachstums, verhindern also die Bil-dung erhabener Inseln, die erst spätzusammenwachsen. Hierdurch wirddie Ausbildung einer rauhen Ober-fläche vermieden.
Als Beispiele für den Einflussder Teilchenstromparameter auf dieSchichtstruktur zeigt Abbildung(11) die Ergebnisse einer von K.-H.Müller durchgeführten Computer-
simulation [7]. Die drei Grafikenzeigen die Unterschiede zwischeneiner Schichtbildung mit nieder-energetischen Teilchen (reine Auf-dampftechnik), (a) für energiereicheTeilchenströme (b) und für den Fall,dass die energiereichen Teilchennicht senkrecht wie in (a) und (b),sondern unter einem schrägen Win-kel auf die Substratoberfläche tref-fen (c). In den ersten beiden Fällenwird der Sachverhalt bestätigt, dassenergiearme Teilchenströme zueiner porösen, energiereiche Teil-chenströme zu einer kompaktenSchichtstruktur führen. Beim schrä-
gen Auftreffen der Teilchen (c) sor-gen sogenannte Abschattungseffektezu einer ebensolchen Säulenstruk-tur, da die schräg auftreffendenTeilchen, sobald sich erhabene Kei-me gebildet haben, nicht mehr inden Schatten dieser Keime gelangenkönnen und daher hinter diesenKeimen Lücken entstehen.
Für Anwendungen in der mag-netischen Speichertechnik sind vorallem Schichten der zuletzt be-schriebenen Struktur interessant, dajede einzelne Säule unterschiedlichmagnetisiert werden kann und die
Lücken eine gegenseitige Beeinflus-sung der magnetisierten Säulen ver-hindern. Solche säulenartigen Mikro-strukturen ermöglichen eine hoheDichte magnetisch gespeicherter In-formationen. Andererseits entstehtmit diesen Mikrostrukturen eineOberfläche, die äußerst korrosions-anfällig ist – ein Korrosionsangrifferfolgt vor allem über Lücken in derOberfläche. Schon an diesen spezifi-schen Eigenschaften ist erkennbar,wie variabel mittels der PVD-Tech-nik Schichtanforderungen realisiertund dem Verwendungszweck ange-passt werden können.
In den letzten Jahren haben dieBemühungen zugenommen, dieVielzahl der experimentellen Ergeb-nisse zu ordnen und zu einem Ge-samtbild zusammenzufassen. Einesehr plausible Vorstellung hat H.Windischmann 1992 formuliert [8],Abbildung (12) erläutert sie. DieseVorstellung geht davon aus, dassMikrostruktur und innere Schicht-spannung voneinander abhängen:Poröse Schichten haben das Bestre-ben, diese innere Porosität zu besei-tigen, die Schicht hat das Bestrebensich zusammenzuziehen. Da sie je-doch mit dem Substrat fest verbun-den ist, kann die Schicht den innerenKräften nicht folgen, und es entstehtinnerhalb der Schicht eine Zugspan-nung. Bei sehr kompakten Schichtensind die Atome hingegen so dicht ge-packt, dass sie einen größeren Ab-
stand voneinander anstreben. DieseSchichten zeigen eine sogenannteDruckspannung und haben somit dasBestreben, sich auszudehnen. Auchdies wird durch den festen Verbundmit dem Substrat verhindert. Mankann nun alle bekannten Beobach-tungen zusammenfassen, wenn mandie innere Spannung einer Schicht inAbhängigkeit von dem sogenannten(physikalisch abstrakten) normiertenImpuls der ankommenden Teilchenaufträgt. Dieser Impuls ist ein Maßfür die Stärke des Bombardementsder einströmenden Teilchen auf diewachsende Schicht und erfasst in
51ESSENER UNIKATE 13/2000
(9) Am Max-Planck-Institut
in Göttingen mittels Laser-CVD
erzeugte dreidimensionale Metall-
struktur. Der hier abgebildete
streichholzgroße „Eiffelturm“ ent-
stand durch lokale Zersetzung einer
aluminiumorganischen Verbindung
auf einem Kunststoffsub-
strat, das an-
schließend
Fot
o: O
. Leh
man
n, M
. Stu
ke

geeigneter Weise deren wichtigstephysikalische Größen.
In Abbildung (12) erkennt mandrei Bereiche, die infolge der Her-stellungsbedingungen die Mikro-struktur eines Materials bestimmen: • Einen Bereich mit kleinem Impuls.In diesem Bereich entstehen poröseSchichten mit Zugspannung, wiedies etwa von der Aufdampftechnikher bekannt ist.• Im Bereich mit mittlerem Impulstritt ein plötzlicher Übergang vonZug- auf Druckspannung auf. Diesbedeutet, dass bei wachsendem Im-puls plötzlich kompakte, nicht po-röse Schichten entstehen können.• Im Bereich des hohen Impulsesnimmt die Druckspannung wiederab. Dies ist Folge eines heftigenBombardements, das auch Bereicheder tieferliegenden fertigen Schichtbeeinflusst. Dies bewirkt, dass dieAtome sich dort in eine wenigerdruckspannungsreiche Anordnungumordnen können.
Ein Material gleicher chemischerZusammensetzung kann in diesendrei Bereichen herstellungsbedingtvöllig unterschiedliche Eigenschaftenaufweisen. Viele optische, mechani-
sche und auch chemische Eigenschaf-ten hängen damit allein von der Mik-rostruktur des Materials ab. Damitdürfte deutlich geworden sein, dassplasmagestützte Verfahren durch dieVariation der Parameter der schicht-bildenden Teilchenströme die Mög-lichkeit eröffnen, neue Werkstoffemit bisher unbekannten Eigenschaf-ten zu erzeugen. Es geht also hierbeinicht um neue chemische Verbindun-gen, die neuen Eigenschaften desWerkstoffs werden allein durch diephysikalischen Parameter des Mate-rials bestimmt. Einmal entwickelt,sind diese Materialien im Prinzipauch in größeren Dicken und Men-gen als eigenständiger Werkstoff her-stellbar. Vorreiter solcher Entwick-lungen war aber in vielen Fällen dieDünnschichttechnologie, da diesezunächst einmal die Herstellbarkeitsolcher Materialien in kleinsten Men-gen zu realisieren sucht.
Modellbildung desBeschichtungsprozesses
Entscheidendes Kriterium zur Beur-teilung der Schichtqualität bleibtaber letztlich die für die spezifische
Anwendung erforderliche Funkti-onseigenschaft. Um diese zu errei-chen, wird bei industriellen Anwen-dungen zumeist nur über trial anderror versucht, diese makroskopi-schen Eigenschaften miteinander zukorrelieren.
Auf diese Weise sind auch dieheute industriell in der Dünn-schichttechnologie eingesetzten Ver-fahren im weitesten Sinne „empi-risch“ entwickelt worden. Entspre-chend fehlt in weiten Bereichen eingrundlegendes physikalisches Ver-ständnis der komplexen Abläufe beider Schichtentstehung. Zur Opti-
52
Grafik (4): Gunter Liermann
mierung der gebräuchlichen Verfah-ren ist es unbedingt erforderlich, einphysikalisches Verständnis von denSchichtbildungsmechanismen zugewinnen. Hier liegt ein großer Auf-gabenbereich für die universitäreGrundlagenforschung, an der sichauch unsere Arbeitsgruppe Dünn-schichttechnologie an der UniversitätEssen beteiligt.
Die Vielfalt der zu berücksichti-genden Parameter wird anhand vonAbbildung (13) deutlich, in der dieeinzelnen Einflussgrößen in einemFlussdiagramm geordnet dargestelltsind [9]. Auf atomarer Skala be-
trachtet ergeben sich die Eigenschaf-ten einer Schicht aus den Eigen-schaften der Substratoberfläche ei-nerseits und den Flüssen der daraufkondensierenden Teilchen anderer-seits. Das Problem ist, dass die imDiagramm aufgeführten mikrosko-pischen Parameter in der Regelnicht bekannt sind, sondern nurmakroskopisch zugängliche Eigen-schaften. Dies sind etwa das Sub-stratmaterial und dessen Ober-flächenvorbehandlung sowie Pro-zessparameter wie Strom, Spannungdes Plasmagenerators oder Ver-dampfers. Für die Optimierung derVerfahren ist jedoch ein tieferesVerständnis der ablaufenden physi-kalischen Prozesse unerlässlich. DieAufgabe besteht darin, den Beitragjeder der in Abbildung (13) aufge-führten Einflussgrößen zum Be-schichtungsergebnis aufzuklären.
Zur Herstellung von Beschich-tungen mit vorbestimmten Eigen-schaften ist es somit von entschei-dender Bedeutung, die physikali-schen Parameter der auf die Sub-stratoberfläche treffenden Teilchen-ströme zu kennen und zu kontrol-lieren. Im einzelnen müssen zurCharakterisierung eines Beschich-tungsprozesses zumindest folgendeParameter bekannt sein: • die Beschichtungsrate, die Anzahlder insgesamt ankommenden neutra-len und ionisierten Atome pro cm2
und Sekunde (Gesamtteilchenfluss)• das Verhältnis zwischen Ionen-fluss und Gesamtteilchenfluss
• die Energie der ankommendenTeilchen und• die Schichtdicke nach Beendigungdes BeschichtungsprozessesNeben diesen Parametern, die durchden Beschichtungsprozess bestimmtwerden, sind noch Eigenschaftendes Substrats zu berücksichtigen wie• Substratmaterial,• Zustand der Substratoberfläche und• Substrattemperatur.
Bereits diese vereinfachte Auf-stellung macht deutlich, dass eineVielzahl von Parametern zu beach-ten ist, die in ihrem Zusammenspielein äußerst komplexes, schwierig zubeherrschendes System bilden. Zu-dem treten oft sogenannte versteckteParameter auf, dies sind nicht be-kannte Einflussgrößen, deren Rele-vanz oft erst nach langwierigenVersuchsreihen erkannt wird – etwaspezifische Verunreinigungen desProzessgases.
Es ist die Aufgabe einer physika-lischen Modellbildung, das Zusam-menspiel aller Parameter richtig zuordnen und zu beschreiben. Da ge-rade in der letzten Zeit sowohl inder Plasmaanalytik als auch in derOberflächen- bzw. Schichtanalytikgroße Fortschritte erzielt wurden,stehen heute eine Reihe von Mess-methoden zur Verfügung, die einesolche Vorgehensweise als aussichts-reich erscheinen lassen. In Essen ar-beiten daher die örtlich Forschungs-gruppen für Oberflächenphysik undPlasmaphysik eng mit der AGDünnschichttechnologie zusammen.
53ESSENER UNIKATE 13/2000
(11) Ausbildung von Schicht-strukturen bei reinem Aufdamp-
fen (a), plasmagestützter Be-
schichtung (b) und plasmagestütz-
ter Beschichtung unter schrägem
(10) Darstellung des Schichtwachstums. Die Schichtbildung beginnt links und durchläuft die Phasen von der Deposition einzel-

Analyse der Teilchenflüsse
Es ist wichtig, möglichst viele Para-meter direkt während der Schichtbil-dung (in situ) zu erfassen, um Zusam-menhänge zwischen den Herstel-lungsparametern und den Schicht-eigenschaften zu erkennen. EineSchwierigkeit dieser in In-situ-Diag-nostik ist, dass die Diagnostik-elemente ebenfalls beschichtet wer-den. Im Labor kann diese Schwierig-keit leicht durch häufiges Ersetzenoder Reinigen dieser Elemente um-gangen werden. Diese Methode istallerdings in einem industriellen, aufWirtschaftlichkeit ausgerichtetenProzess nicht anwendbar, da dies • häufige Stillstandzeiten der Anlage,• hochqualifiziertes und damit teuresPersonal und• eine teure Ausrüstung einschließ-lich Folgekosten erfordert.
Wie schon erwähnt werden indus-trielle Prozesse zumeist nur überohnehin bekannte „äußere“ Para-meter wie Spannungen, Ströme undRestgas- oder Prozessgasdruck ge-steuert und kontrolliert. Es fehltnoch an robusten, industriell einsetz-baren In-situ-Prozesskontrollen; dies
gilt insbesondere für die Diagnostikder auf das Substrat treffenden Teil-chenströme.
Den günstigen Einfluss einerplasmagestützten Abscheidung beider Schichtbildung in atomarenGrößenverhältnissen zeigt Abbil-dung (14). Zu erkennen sind die Vor-gänge beim Schichtwachstum für denFall des reinen Dampfes (a) und fürden Fall, dass eine plasmagestützteBeschichtung vorliegt (b).
Im erstgenannten Fall sind die aufdie Substratoberfläche treffendenenergiearmen Atome nicht in derLage, auf der Oberfläche adsorbierteFremdatome herauszuschlagen undsich auf der Oberfläche zu bewegen,um den jeweils „besten“ Platz zu er-reichen. Die Folge ist ein lockeres,poröses Schichtwachstum unter Ein-bau von Fremdatomen aus dem Rest-gas. Außerdem verhindert die geringeEnergie der ankommenden Atomeeine feste Verankerung der Schichtauf dem Substrat. Im Fall (b) hinge-gen kann der energiereiche Teilchen-strom alle Fremdatome während derSchichtbildung beseitigen und dieSchicht fest mit dem Substrat verbin-den. Die von den Beschichtungsato-
men mitgebrachte Energie führt zueiner großen Beweglichkeit der obers-ten Atomlage auf der wachsendenSchicht. Hierdurch werden dieseAtome an Stellen mit möglichstgroßer Bindung zur bereits gewach-senen Schicht gebracht, dies sind inder Regel Positionen mit möglichstvielen Nachbarn. Die Folge ist einekompakte, fest haftende Schicht. Ob-wohl dieses Bild nur grob vereinfa-chend die wirklichen Verhältnisse be-schreibt, kann es bereits viele Eigen-schaften von Beschichtungen er-klären. Abbildung (15) zeigt als Bei-spiel einen vergrößerten Ausschnittaus der Oberflächen einer 2 µmdicken Aluminiumbeschichtung aufGlas. Die Schicht (a) wurde mittelsreiner Aufdampftechnik hergestellt,Schicht (b) mittels plasmagestützterBeschichtungstechnik unter Verwen-dung eines anodischen Vakuum-lichtbogens. Im Fall (a) ist deutlicheine rauhe Oberfläche zu erkennen,die erkennbare Struktur deutet auf ei-nen wenig kompakten Schichtaufbauhin. Im Fall (b) hingegen bildet sicheine kompakte Schichtstruktur mitebener Oberfläche. Beide Schichtenunterscheiden sich drastisch in den
54
optischen Eigenschaften: Währenddie Oberfläche (a) nur noch diffus re-flektiert und bei Betrachtung milchigerscheint ist die Oberfläche (b) einSpiegel mit guter optischer Qualität.Dieses Beispiel demonstriert, dass beigleicher chemischer Zusammenset-zung der Beschichtung völlig unter-schiedliche Eigenschaften erzeugtwerden können, wenn die Mikro-struktur des Schichtmaterials infolgeunterschiedlicher Herstellungsbedin-gungen verändert wird.
Charakterisierung vonOberflächen und Schichten
Die Schichtanalytik ist eng mit derOberflächenphysik verbunden, da
die Oberfläche letztlich nur einedünne Schicht von der Ausdehnungeiner Atomlage ist. Die Charakteri-sierung von Schichten und Ober-flächen ist wegen des apparativenAufwandes und der erforderlichenSpezialkenntnisse ein eigenständigesGebiet, in dem eine fast unüber-schaubare Vielfalt von Verfahrenexistiert. Eine ausführliche Abhand-lung der heute für die Schichtcha-rakterisierung verfügbaren Analyse-methoden ist im Rahmen dieses Bei-trags zwar nicht möglich, die nach-folgende kurze Zusammenstellungsollte aber doch einen Eindrucküber die Komplexität dieses Gebie-tes vermitteln können.
Für die Untersuchung vonOberflächen eigenen sich besondersmikroskopische Methoden; mit derRastertunnelmikroskopie stehenAuflösungen bis in den atomarenBereich hinein zur Verfügung (vgl.hierzu den Beitrag von Rolf Möllerin dieser Ausgabe). In der Dünn-schichttechnologie ist insbesonderedie Gestalt (Morphologie) der Ober-fläche von Bedeutung, da sie Funk-tionseigenschaften für technischeAnwendungen (z. B. Optik undReibung) beeinflusst.
Die chemische Analyse erfolgt mitTeilchenstrahlen (Elektronen undIonen) oder elektromagnetischenWellen wie Röntgenstrahlung undLaserlicht. Diese verursachen bei derWechselwirkung mit den Schichtato-men eine chemisch spezifische „Ant-wort“, die entsprechend nachgewie-sen wird. Eine „Antwort“ kann etwadarin bestehen, dass die Schicht oderOberfläche entsprechend ihrer che-
mischen Zusammensetzung Elektro-nen spezifischer Energie oder Strah-lung charakteristischer Wellenlängeaussendet. Diese Methoden erlaubenauch Aussagen über die Art der che-mischen Bindungen.
Die Mikrostruktur kann über dieBeeinflussung von Elektronenstrah-len (Elektroneninterferenzen) oderRöntgenstrahlung (Röntgendiffrak-tometrie) analysiert werden. In bei-den Fällen macht man sich zunutze,dass die Teilchen- oder Wellenstrah-lung durch Wechselwirkung mit derKristallstruktur der Schicht in cha-rakteristischer Weise beeinflusst wirdund damit Aussagen über Atomab-stände und Regelmäßigkeit der Git-terstruktur erlaubt.
Bei den Methoden zur Bestim-mung der mechanischen Eigenschaf-ten von Schichten gibt es zunächstdie Möglichkeit, über die Messungvon Schallgeschwindigkeiten zu Er-gebnissen zu kommen. Hierzu wirdüber einen kurzen, intensiven Laser-impuls an einer Stelle der Schichteine Schallwelle erzeugt, die sich miteiner durch die elastischen Eigen-schaften der Schicht vorgegebenenGeschwindigkeit in dieser ausbreitet(surface acoustic waves). Eine andereMethode basiert auf der Messungvon inneren Schichtspannungen:Hierzu werden plangeschliffeneSubstrate mit der zu untersuchendenSchicht versehen. Die Durchbiegungdieser Substrate als Folge der inne-ren Schichtspannung wird dann mitoptischen Methoden bestimmt.
Zur Bestimmung der optischenEigenschaften von transparentenSchichten wird die Ellipsometrie ein-
55ESSENER UNIKATE 13/2000
(12, links) Innere Schichtspan-
nung und Kompaktheit der Schich-
ten als Folge des Bombardements
durch ankommende Schichtatome.
(14, rechts) Stark vereinfachte
Darstellung der auf atomarer Ebe-
ne ablaufenden Vorgänge bei ein-
Quelle: H. Windischmann [6], Grafik: Gunter Liermann

gesetzt, diese eignet sich vorzugs-weise auch für die In-situ-Diagnostikvon wachsenden Schichten. DieseMethode macht sich zunutze, dassschräg einfallendes Licht von derOberseite oder der Unterseite derwachsenden Schicht in spezifischerWeise reflektiert wird. Die Analyseder Reflektion liefert Aussagen überSchichtdicke und optische Eigenschaf-ten wie etwa Brechungsindices.
Eine der wichtigsten Schichtei-genschaften überhaupt ist die Haf-tung der Schicht zum Substrat. ZurBestimmung dieser Eigenschaft wer-den bei dickeren Schichten Abzugs-tests verwendet, wobei die Schichtunter einem bestimmten Winkel vomSubstrat gezogen wird. Die Messungder Haftung von dünnen Schichtenist allerdings ein großes Problem.Bisher wurde im allgemeinen der so-genannte tape test eingesetzt, bei demversucht wird, die Schicht mittels ei-nes Klebebandes vom Substrat zuziehen. Diese Methode erlaubt je-doch nur die Aussage, ob die Schichtsich so vom Substrat herunterziehenlässt oder nicht. In unserer Arbeits-gruppe wurde für vergleichbare Fälle
eine neue Methode entwickelt, beider die Schicht einer Ultraschallbe-handlung in einer Flüssigkeit (Kavi-tation) ausgesetzt wird [10]. Die Zeitbis zum Ablösen der Schicht gibt da-bei Auskunft über die Haftung derSchicht am Substrat.
Spezielle Schicht-Substrat-Systeme
Die Kombinationsmöglichkeitenvon Schicht- und Substratmaterialienbei den PVD-Verfahren sind prak-tisch unbegrenzt. Für die praktischeNutzung sind jedoch nur wenigeSchicht-Substrat-Kombinationenwirklich interessant.
Ein Hauptanwendungsgebiet derplasmagestützten PVD-Verfahren isteinmal die Mikroelektronik. In die-sem Bereich ist bereits ein eigenstän-diges Spezialgebiet der Dünnschicht-technik entstanden. Die gegenwär-tige Bedeutung dieses Gebietes wirddeutlich wenn man bedenkt, dass einintegrierter Schaltkreis in der Her-stellung mehrmals plasmagestütztePVD- und CVD-Prozesse durch-läuft. Mit anderen Worten: Ohneplasmagestützte PVD- und CVD-
Technik wäre die heutige Mikroelekt-ronik nicht denkbar.
Andere Anwendungsbereichesind die Optik, insbesondere dieHerstellung von Oberflächenspiegelnund Entspiegelungsschichten aufGlas und Kunststoff sowie der Ma-schinen- und Werkzeugbau, wo be-sonders Hartstoffschichten auf Stahlund Hartmetall zum Verschleiß-schutz eingesetzt werden, undschließlich ist die Metallisierung vonKunststoffen ein bedeutender Wirt-schaftsfaktor.
Stellvertretend für viele dieserEinsatzbereiche werden im folgen-den zwei wichtige Anwendungennäher beschrieben, deren physikali-sche Grundlagen seit mehreren Jah-ren in unserer Arbeitsgruppe unter-sucht werden, nämlich die Beschich-tung von Polymeren und die Her-stellung von harten und superhartenSchichten, insbesondere Diamant-schichten.
Beschichtung von Polymeren
Bei der Beschichtung von Polymer-oberflächen sind Verfahren der Me-
56
(15) Elektronenmikroskopische Aufnahme der Oberfläche einer 2 µm dicken Aluminiumschicht. Der Maßstab ist zwischen den Bildern in µm an-gegeben. Die mittels Aufdampftechnik hergestellte Schicht (a, links) zeigt eine grobe kristalline Struktur mit rauer Oberfläche, die mittels Arc-Technologie aufgebrachte Schicht (b, rechts) ist viel glatter und kompakter.
Fotos (2): Horst Ehrich
1 µm
tallisierung der bedeutendste An-wendungsbereich. Metallschichtenauf Kunststoffen haben zum Ziel,diesen zusätzliche, dem Ausgangs-material nicht innewohnende Eigen-schaften zu verleihen, und zwar:• Metallglanz und Lichtreflexionsver-mögen, also optische Eigenschaften;• elektrische Leitfähigkeit und• Barriereeigenschaften gegen Gas-und Dampfdurchlässigkeit.
Optische Eigenschaften sindzunächst erwünscht, um Kunststoff-gegenständen ein dekoratives Ausse-hen zu verleihen. Insbesondere aberspielen Licht reflektierende Metall-schichten aus Aluminium eine Rollebei der Herstellung von optischenDatenspeichern – Audio-CDs undCD-ROMs – und bei der Verspiege-lung von Reflektoren für Auto-scheinwerfer.
Die elektrische Leitfähigkeit istvon großer Bedeutung in der Elekt-rotechnik und Elektronik, da Ge-häuse für diesen Bereich überwie-gend aus Kunststoffen gefertigt wer-den, diese aber für elektromagneti-sche Störstrahlung durchlässig sind.Reine Kunststoffgehäuse lassen in
den Geräten produzierte Störstrah-lungen nach außen dringen, ebensokönnen von außen eindringendeStörungen das reibungslose Funktio-nieren der Elektronik beeinträchti-gen. Für elektronische Geräte isteine Abschirmung zudem gesetzlichvorgeschrieben, was sich durch eineMetallisierung der Gehäuseinnen-wandung von einigen MikrometernDicke erreichen lässt.
Barriereeigenschaften schließlichsind von Bedeutung bei der Verpa-ckung von Lebensmitteln. In Kunst-stoffbehältern und Folien verpackteLebensmittel sind nur sehr begrenztlagerfähig. Der Grund hierfür ist,dass Kunststoffe für Gase undDämpfe relativ gut durchlässig sind.Dies führt dazu, dass zwischen denverpackten Lebensmitteln und derUmgebung ein Austausch gasförmi-ger Substanzen stattfindet (Permea-tion), so dass Lebensmittel austrock-nen, an Geschmack verlieren oderdurch eindringenden Wasserdampffeucht werden können. Diese gerin-ge Barrierewirkung gegen Gas- undDampfpermeation kann drastischverbessert werden, wenn die Kunst-
stoffe mit einer dünnen Barriere-schicht versehen werde. Hierfürwerden heute überwiegend etwa40 nm dicke Metallschichten aus Al-uminium eingesetzt. Die wirtschaft-liche Bedeutung von Aluminium-barriereschichten auf Verpackungs-folien lässt sich daran ermessen, dassim Jahr 1994 bereits weltweit Ver-packungsfolien mit einer Fläche vonüber 10.000 Quadratkilometern –etwa einem Viertel der Fläche derSchweiz – mit Aluminium beschich-tet wurden.
Bei der Metallisierung von Kunst-stoffen wird heute überwiegend dasAufdampfen von Aluminium (sieheAbb. 2) eingesetzt. In einigen An-wendungen – etwa bei der Metalli-sierung von Reflektoren für Auto-scheinwerfer – wird die Aufdampf-technik mit einer Lackiertechnikkombiniert, indem zunächst dieKunststoffoberfläche mittels einesSpannlackes optische Qualität erhält.Diese Lackschicht dient auch gleich-zeitig als Haftvermittler für dienachfolgend aufgedampfte Alumi-niumschicht. Diese wiederum wirdgegen Korrosion geschützt durcheine folgende Lackschicht oderdurch einen Polymerfilm, der nacheinem CVD-Verfahren (Plasmapoly-merisation) aufgebracht wird.
Neben dem Aufdampfen wirdheute das Sputtern (siehe Abb. 4) vorallem für die Metallisierung vonCompact Discs eingesetzt. Diesesind nur einseitig mit Aluminiumbelegt und können wegen ihrer fla-chen Bauform kontinuierlich überSchleusensysteme dem Beschich-tungsprozess zugeführt werden.In der modernen CD-Fabrikationwerden die CDs vollautomatisch im4-Sekunden-Takt gefertigt, wasbedeutet, dass die Metallisierungeiner CD auch höchstens vierSekunden dauern darf.
Es lässt sich im Laborversuchleicht nachweisen, dass mittels plas-magestützter PVD-Technik aufKunststoffe aufgebrachte Alumi-niumschichten eine deutlich bessereQualität aufweisen. Dies macht sich
57ESSENER UNIKATE 13/2000
Kühlwalze
Verdampfungs-quelle
Abwickler
Aufwickler
Grafik: Vera Knipp
(16) Schema einer Bandbeschichtungsanlage (Rollcoater) zur Beschichtung von Folienbahnen. Dieganze Vorrichtung ist in einer (nicht dargestellten) Vakuumkammer angeordnet.

durch bessere Schichthaftung (aufHaftvermittler kann in vielen Fällenganz verzichtet werden), ein erhöh-tes optisches Reflexionsvermögensowie – infolge des kompaktenSchichtaufbaus – erhöhte Korrosions-beständigkeit, bessere Barriereeigen-schaften und stärkere mechanischerBelastbarkeit bemerkbar.
Trotz dieser Vorzüge konntendie plasmagestützten PVD-Verfahrendie konventionellen Aufdampftech-niken bisher nur in Ausnahmefällen,etwa bei der Metallisierung von CDs,verdrängen. Die Gründe dafür sindpraktischer Art: Die geforderten Ei-genschaften der spezifischen Metall-beschichtung lassen sich häufig be-reits mit reinen Aufdampfprozessenerreichen. Bei Metallen kommen diedargestellten Vorteile der Mikrostruk-tureinstellung durch plasmagestützteVerfahren kaum zur Geltung.
Plasmaverfahren sind hier nurvon Interesse, wenn die Schichthaf-tung zum Substrat beim Aufdampf-verfahren nicht ausreicht. So konntegezeigt werden, dass mittels Arc-Technologie Kunststoffe extremhaftfest mit Metallen wie Kupfer be-schichtet werden können. Vorausset-zung ist, die auf das Substrat treffen-den Teilchen so zu beschleunigen,dass sich der gewünschte haftfesteVerbund aus Kunststoff und Metallausbildet [11]. Diese Möglichkeit bie-ten nur plasmagestützte Verfahren,bei denen die ionisierten Atome, wiebereits dargestellt, mit Hilfe einerBiasspannung auf die erforderlicheGeschwindigkeit gebracht werden.
Kunststoffe werden in der Regeldeshalb eingesetzt, weil sie ein relativpreisgünstiges und leicht zu verar-beitendes Material sind. Entspre-chend preisgünstig sind daher auchKunststoffprodukte. Eine Ober-flächenveredelung von Kunststoffenmuss sich daher an dem Gesamtwertdes Produkts orientieren.
Plasmagestützte Verfahren erfor-dern gegenüber der Aufdampftech-nik einen größeren apparativen Auf-wand, der die Wirtschaftlichkeit die-ser Prozesse ungünstig beeinflusst.
Alle bisherigen Anwendungen derArc-Technologie verwenden Ferti-gungsanlagen im Labormaßstab. Bei-spiele hierfür sind die in den Abbil-dungen (5) und (6) im Schema darge-stellten Anlagen zur Beschichtungvon Maschinenbauteilen und Werk-zeugen. Eine solche Fertigung istwirtschaftlich nur sinnvoll, wenn mitder Beschichtung auch eine hoheWertschöpfung erreicht werdenkann. Dies bedeutet, dass in der Re-gel die plasmagestützte Metallisie-rung von Kunststoffen wirtschaftlichnicht im Labormaßstab durchführ-bar ist, sondern eine kostengünstigeMassenproduktion erfordert.
Eine Ausnahme ist die oben er-wähnte Metallisierung von CDs mit-tels Sputtertechnik. Diese Beschich-tungsanlagen haben zwar nur Labor-dimensionen, die scheibenförmigeGeometrie der CDs ermöglicht je-doch ein schnelles Ein- und Aus-schleusen in die Beschichtungskam-mer, so dass bereits hier eine kosten-günstige Massenproduktion möglichwird. Allerdings ist auch in diesemFall die Möglichkeit, die Sputter-technik in einen kontinuierlichenFertigungsprozess integrieren zukönnen, entscheidend für ihren Ein-satz – nicht der (geringe) Qualitäts-vorteil gegenüber der reinen Auf-dampftechnik.
Eine der großen Herausforde-rungen bei der Verbesserung derplasmagestützten PVD-Technologieist es daher, durch geeignete Verfah-rensentwicklung eine kostengünstigeMassenproduktion zu ermöglichen.Eine der Grundvoraussetzungenhierfür ist, dass große Materialmengenverdampft und auf die Substratober-fläche aufgebracht werden können.Aus diesem Grund ist der in unsererArbeitsgruppe entwickelte, in Abbil-dung (7) gezeigte anodische Vakuum-lichtbogen für diese Aufgabe von be-sonderem Interesse.
In Zusammenarbeit mit der Fir-ma ROWO Coating GmbH in Her-bolzheim wurde zum erstenmal derVersuch unternommen, diese Arc-Technologie im großtechnischen
Maßstab einzusetzen. Entwicklungs-ziel war es, eine konventionelle Auf-dampfanlage für die Aluminisierungvon Verpackungsfolien, einen soge-nannten Rollcoater, auf diese Tech-nik umzurüsten, um Schichten mitverbesserten Barriereeigenschaftenzu erhalten.
Abbildung (16) zeigt ein Schemader so entstandenen Anlage. Die zubeschichtende Kunststofffolie wirdals Rolle in die (nicht dargestellte)Vakuumkammer eingelegt und übereinen Wickelmechanismus mit einerAufnahmerolle verbunden. BeimBetrieb der Anlage wickelt sich dieFolie im Vakuum von der vollen zurleeren Rolle, der Wickelmechanis-mus ist so ausgelegt, dass die Folieimmer faltenfrei mit Hilfe einerKühltrommel über die Beschich-tungseinrichtung geführt wird. Inder konventionellen Ausführung be-steht diese Bedampfungseinrichtungaus 16 in einer Reihe angeordnetenTiegeln, aus denen Aluminium ver-dampft wird. Verbrauchtes Materialwird dabei über einen Drahtvor-schub ersetzt. Die Verdampferein-richtung dieser Anlage wurde durch16 in Aluminiumdampf brennendeLichtbogenquellen ersetzt.
Eine Vorstellung über die Größesolcher Anlagen vermitteln folgendeDaten: Bedampft wird vorzugsweiseeine 12 µm dicke Folie aus Polyester.Diese wird als Rolle in den Rollcoat-er eingesetzt, die Rollenbreite be-trägt 2 m, die Folienlänge bis zu 40km, eine Folienrolle wiegt dann etwa1.000 kg. Die Beschichtungszeit füreine Folienseite mit etwa 40 nm Alu-minium beträgt zwischen 45 bis 60Minuten; dies bedeutet, dass die Fo-lie mit einer Geschwindigkeit vonmehr als 40 km/h über die Bedamp-fungseinrichtung geführt wird. NachBeendigung des Beschichtungspro-zesses befinden sich mehr als achtKilogramm Beschichtungsmaterialauf der Folienrolle. Da der gesamteProzess einschließlich der Folien-wicklung im Vakuum abläuft, hat diegesamte Anlage die Dimension einesmittleren Lastwagens.
58
Die Beschichtungsergebnisse zeig-ten, dass die Arc-Technologie zu deut-lich verbesserten Barrierewerten führt.So zeigen unbeschichtete Folien gegen-über Wasserdampf eine Permeationvon 20 g pro Quadratmeter und Tag,während konventionell beschichteteein Gramm und mittels Arc-Techno-logie beschichtete Folien 0,25 Gramm
pro Quadratmeter und Tag ergaben.Der Nachteil dieser Technologie
ist jedoch, dass die Schichten wegendes höheren technischen Aufwandesmit den durch Aufdampftechnikhergestellten Beschichtungen wirt-schaftlich nicht konkurrieren kön-nen. Das Aufdampfen von Alumini-um auf einen Quadratmeter Ver-
packungsfolie wird zur Zeit zueinem Preis von etwa 0,01 DM an-geboten. Ein solcher Preis ist nurmöglich bei Ausschöpfung allerEinsparpotentiale und unter Verzichtauf höchsterreichbare Qualität. DieAnwendung der Arc-Technologie istdaher nur für solche Produkte sinn-voll, bei denen eine hohe Qualität
der Beschichtung für die Funktiondes Produkts entscheidend ist.
Zufällig ergab es sich während derInbetriebnahme des mit Arc-Techno-logie ausgerüsteten Rollcoaters, dassdie Verhüllung des Berliner Reichs-tags durch Jeanne-Claude und Chris-to in eine konkrete Phase gelangte.Auf der Suche nach einem geeigneten
Verhüllungsmaterial entschieden sichdie Christos für ein grobes Gewebeaus Polypropylen, das auf der Außen-seite metallisch glänzend beschichtetsein sollte. Die Firma ROWO Coat-ing konnte mit den mittels Arc-Tech-nik beschichteten Mustern Christound Jeanne-Claude davon überzeu-gen, dass diese Technik die glän-
zendsten und korrosionsbeständigs-ten Aluminiumbeschichtungen lie-fert. Insgesamt wurden dann über100.000 m2 des Gewebes in Rollen zu1,60 m Breite und 500 m Längemetallisiert – eine Pioniertat auf demBeschichtungssektor, verbunden mitdem ersten großtechnischen Einsatzder Arc-Technologie.
59ESSENER UNIKATE 13/2000
Christo andJeanne-Claude:Wrapped Reichs-
tag, Berlin1971–95.© Christo,
Pho-

Die Beschichtung von Kunst-stoffen mit nichtmetallischen Mate-rialien spielt heute noch eine unter-geordnete Rolle. Bisherige Anwen-dungen beschränken sich auf diekratzfeste Beschichtung von Brillen-gläsern mit harten und transparen-ten Schichten (wie Quarz, SiO2).Weiterhin gibt es Entwicklungen,transparente Barriereschichten ausAluminiumoxid (Al2O3) oder Quarzherzustellen. Barriereschichten ausdiesen Materialien können mittelsreiner Aufdampftechnik nicht her-gestellt werden, da hierbei nurSchichten mit poröser und brüchi-ger Struktur entstehen. Zur Erzeu-gung dieser Schichten mit gutenFunktionseigenschaften ist daher die
Anwendung eines plasmagestütztenVerfahrens zwingend erforderlich.Diese Verfahren bieten gleich zweiwesentliche Vorteile: • Die Schichten können reaktiv herge-stellt werden. Es wird beispielsweiseAluminium (Al) oder Silizium (Si)verdampft, in einer reaktiven Sauer-stoffatmosphäre entsteht dann dasentsprechende Oxid als Beschich-tung. Die Verdampfung der reinenMaterialien ist hierbei einfacher alsdie der entsprechenden Oxide.• Die plasmagestützte Beschichtungerzeugt bei richtig eingestellten Pa-rametern einen kompakten Schicht-aufbau mit guter mechanischer Sta-bilität und Elastizität. Gerade dieseEigenschaften sind für Barriere-schichten auf flexiblen Verpackungs-
materialien von entscheidender Be-deutung.
Die Erzeugung transparenterflexibler Barriereschichten ist heuteGegenstand intensiver Forschungund Entwicklung. Anders als bei denreinen Metallschichten kommt denplasmagestützten Verfahren hier eineSchlüsselstellung zu. Zur Zeit wirdintensiv daran gearbeitet, die richti-gen Parameter zur Erreichung dieserEigenschaften aufzufinden undgleichzeitig die Verfahrensentwick-lung so zu gestalten, dass eine Über-tragung in einen großtechnischenMaßstab möglich ist.
Harte und superharte Schichten
Eine der erfolgreichsten Anwendun-gen der plasmagestützten PVD- undCVD-Technik ist die Erzeugung vonharten Schichten. Diese Schichtenbestehen aus reaktiv hergestelltenVerbindungen, überwiegend werdenheute Verbindungen des Titans wieTitannitrid (TiN), Titancarbid (TiC)oder Titanaluminiumnitrid (TiAlN)eingesetzt. Die Herstellung dieserSchichten mittels Arc-Technologieerfolgt in Anlagen, die beispielhaftbereits anhand der Abbildungen (5)und (6) beschrieben wurden. Dieseharten und reibungsarmen Schichten
erfüllen in Kombination mit einemzähen Grundwerkstoff fast optimaldie an Schneid- und Umformwerk-zeuge gestellten Anforderungen hin-sichtlich ihres Verschleißverhaltens.Hartstoffbeschichtung wird heutekommerziell unter starkem Wett-bewerbsdruck betrieben, so dass dieEntwicklung wirtschaftlichererProzesse im Vordergrund der Be-mühungen steht.
Die Grundlagenforschung hatsich inzwischen mehr der Erzeu-gung superharter Schichten zuge-wandt. Zu diesen Materialiengehören neben Diamant das kubi-
sche Bornitrid und die Kohlenstoff-Stickstoff-Verbindung C3N4. DieExistenz des letztgenannten Mate-rials wird theoretisch postuliert,seine Herstellung ist allerdings bis-her nicht gelungen.
Das stärkste Interesse gilt heuteder Erzeugung von Diamantschich-ten. Diamant zeichnet sich durch ei-ne Reihe von herausragenden Mate-rialeigenschaften aus: Er ist der här-teste Werkstoff überhaupt, reibungs-arm, übertrifft die Wärmeleitfähig-keit des Kupfers um das Fünffacheund zeigt auch interessante Eigen-schaften für elektronische und opti-sche Anwendungen. Diese breite
60
(17) Heißdrahtverfahren zur Erzeu-gung von Diamantschichten. Das Roh-gasgemisch wird an einem elektrischgeheizten Draht zersetzt. Auf dem et-wa 800 °C heißen Substrat konden-siert zunächst Kohlenstoff in allen Mo-difikationen. Atomarer Wasserstoffzersetzt dann alle Kohlenstoffmodifi-kationen bis auf die Diamantbeschich-tung, die auf dem Substrat verbleibt.
Palette an überlegenen Eigenschaftenmacht Diamant zu einem idealenWerkstoff für viele Anwendungsbe-reiche. Auch die Erzeugung dünnerDiamantschichten ist ein Forschungs-schwerpunkt unserer Arbeitsgruppeund soll deshalb näher beleuchtetwerden.
Der Einsatz von Diamant – bei-spielsweise in Bohrkronen zur Erd-ölexploration – ist schon lange be-kannt. Auf Grund dieser industriel-len Bedeutung wurden vor rund 50Jahren in vielen IndustrieländernForschungsprogramme zur Erzeu-gung künstlicher Diamanten aufge-
legt, die unabhängig voneinander1953 in Schweden und 1955 in denUSA zum Erfolg führten. Bei diesenVerfahren wird Diamant aus Graphitunter extremen Bedingungen er-zeugt, nämlich bei Temperaturen um1.400 °C und bei Drücken, die etwadem 60.000fachen Atmosphären-druck entsprechen. Inzwischen wer-den nach diesem Verfahren jährlichweltweit mehr als 80 Tonnen Indust-riediamanten erzeugt. Diese sind je-doch – bedingt durch die hohenDrücke – nur 0,1 bis einen Millime-ter groß und müssen mit einem ge-eigneten Binder zu größeren Werk-stücken geformt werden. Es gab da-
her seitdem immer wieder Bemühun-gen, Diamanten in einem Prozessherzustellen, der ohne derart hoheDrücke auskommt.
Der Durchbruch auf diesem Ge-biet gelang im Jahre 1981 einerGruppe um B. V. Derjaguin in Mos-kau [12]. Die Grundidee dabei ist,dass einerseits die Moleküle einesgasförmigen Kohlenwasserstoffs ander Oberfläche eines heißen Sub-strats gespalten werden. Dabei bil-den sich Diamant, aber auch andereKohlenstoffmodifikationen wie Gra-phit auf dieser Oberfläche. Bekannt-lich unterscheiden sich Diamant und
andere Kohlenstoffmodifikationenwie Graphit nur durch die Art derchemischen Bindung der Kohlen-stoffatome untereinander. Anderer-seits lassen sich durch Zugabe vonatomarem Wasserstoff alle chemi-schen Bindungen der Kohlenstoff-atome untereinander wieder auf-lösen, und es bilden sich wieder gas-förmige Kohlenwasserstoffe; dieDiamantbindung widersteht aller-dings diesem chemischen Angriffweitaus besser als die Graphitbin-dung, so dass reiner Diamant übrigbleibt. Derjaguin und seine Mitar-beiter erzeugten dabei sowohl denatomaren Wasserstoff wie den Koh-
lenstoff durch thermische Zerset-zung eines Prozessgases an einemheißen Draht. Das Prinzip eines sol-chen Heißdrahtverfahrens ist in Ab-bildung (17) dargestellt.
Moderne Varianten dieser Me-thode sind die plasmagestützten Ver-fahren. Bei diesen wird anstelle der inAbbildung (17) dargestellten Zerset-zung des Rohgasgemisches an einemheißen Draht dessen Zersetzungdurch ein Plasma bewirkt. Die heuti-gen Verfahren unterscheiden sich ins-besondere durch die Art der Plasmae-rzeugung; am weitesten verbreitet istdie Plasmaerzeugung in Mikro-wellenentladungen. In unserer Ar-beitsgruppe wird ein in einer Wasser-stoff-Kohlenwasserstoff-Atmosphäre
brennender Lichtbogen benutzt [13].Es ist heute Stand der Technik,
polykristalline Diamanten mit 20Zentimetern Durchmesser und einemMillimeter Dicke – dies entspricht1.400 Karat – herzustellen. AufGrund verbesserter Prozessführungist dabei der Preis von mehr als 1.000US-Dollar pro Karat im Jahre 1988auf etwa zwei US-Dollar pro Karatim Jahre 1998 gefallen. Diese Zahlenbelegen eindrucksvoll die im letztenJahrzehnt geleistete Forschungs- undEntwicklungsarbeit.
Wie harte Titannitridschichtenwerden inzwischen auch superharteDiamantschichten kommerziell fürden Verschleißschutz von Werkzeu-gen eingesetzt. Dabei war die großeSchwierigkeit zu überwinden, dass
61ESSENER UNIKATE 13/2000
(18) Bachmann-Diagramm zur Herstel-lung von Diamanten durch einen CVD-Prozess. Die Eckpunkte des Dreiecks be-zeichnen jeweils die hundertprozentigeKonzentration der eingezeichneten Ele-mente Kohlenstoff (C), Wasserstoff (H)und Sauerstoff (O). Jeder Punkt im In-nern des Dreiecks definiert eine genaueZusammensetzung des Prozess-gasgemisches aus diesen drei Elementenund ist über dessen prozentuale Zusam-mensetzung erreichbar. Für die Abschei-dung von Diamanten muß der Prozessim Innern des hellen, mit „Diamanten-wachstum“ (diamond domain) bezeich-neten Bereichs lokalisiert sein. Unterhalbdes Bereiches entsteht überhaupt keineBeschichtung, oberhalb diese Bereiches
Grafik (2): Gunter Liermann

Bestandteile des Grundmaterials –wie Eisen bei Stählen oder Nickelund Kobalt bei Hartmetallen – dieEntstehung von Graphit katalytischbegünstigen. Eine direkte Diamant-abscheidung auf Werkzeugen ist da-her nicht möglich. Internationalwurden verschiedene Problemlösun-gen gefunden, die für Werkzeugeextrem wichtige Haftung der Schich-ten sicherzustellen. Unsere Arbeits-gruppe konnte in Kooperation mitder WIDIA GmbH und dem KruppEntwicklungszentrum eine Lösungentwickeln [14], bei der sich zwi-schen dem Grundwerkstoff und derDiamantschicht eine Zwischen-schicht aus amorphem Kohlenstoffbefindet.
Verwendet man Siliziumplatten(sogenannte Wafer) als Substrat, soist durch Auflösen dieser Platten inFlusssäure nach der Diamantab-scheidung die Herstellung freiste-hender Diamantscheiben möglich.Diese dienen dann beispielsweise alsFenster für Hochleistungslaser. Eineweiterer Anwendungsbereich ist dieMikroelektronik, hier werden kleineDiamantplättchen zur Wärmeabfuhrin Hochleistungshalbleiterbauele-menten wie Laserdioden eingesetzt.Konzepte, die die Halbleitereigen-schaften von Diamanten in Elektro-den und Sensoren nutzen, stehen ge-rade an der Schwelle der industriel-len Anwendung. Diese Halbleiter-eigenschaften der Diamanten sindebenfalls für die Entwicklung einerHochleistungshochtemperaturelekt-
62
2 µm
(19) Elektronenmikroskopische Auf-
nahmen der Oberflächen von abge-
schiedenen Diamantschichten. Das
Prozessgas besteht aus Wasserstoff
mit 0,5 % Methan (oben), 4 % Met-
han (mitte) sowie 3,5 % Methan mit
einer Stickstoffverunreinigung von
0,1 % (unten) bei sonst konstanten
Abscheideparametern. Die Zusam-
mensetzung des Prozessgases be-
einflußt die Wachstumsgeschwindig-
keiten der verschiedenen Kristallori-
Fotos (3): Volker Buck/Universität Essen
ronik interessant. Solche Bauteilehaben allerdings die Forschungs-laboratorien bisher noch nicht ver-lassen.
Die Anforderungen an die che-mische Natur der an der Diamant-bildung beteiligten Atome hat P. K.Bachmann 1991 (und in modifizier-ter Form 1995) [15] durch Ordnenvon experimentellen Ergebnissen ineinem übersichtlichen Diagrammdarstellen können, dieses ist in Ab-bildung (18) wiedergegeben. DasDreieck symbolisiert die chemischeZusammensetzung des Prozessgases,wobei den Ecken jeweils eine100%ige Konzentration von Was-serstoff, Kohlenstoff oder Sauerstoffentspricht. Jede chemische Kompo-sition des Prozessgases aus diesendrei Elementen entspricht einem be-stimmten Ort innerhalb dieses Drei-ecks. Dieser Ort kann durch dieWahl bestimmter Prozessgase undderen prozentuale Zusammenset-zung experimentell erreicht werden.Durch die Ordnung der empirischenDaten konnte Bachmann nun zeigen,dass die Diamantabscheidung nur ineinem eng begrenzten Bereich inner-halb dieses Dreiecks erfolgt (dia-mond domain). Unterhalb dieses Be-reichs findet überhaupt keine Ab-scheidung statt, oberhalb dieses Be-reichs entstehen andere Kohlenstoff-modifikationen wie Graphit.
Dieses Diagramm gibt aber nurAufschluss darüber, wie die chemi-sche Zusammensetzung des Prozess-gases sein muss, damit überhaupteine Diamantbildung stattfindet.Die genaue chemische Zusammen-setzung im Zusammenspiel mit Spu-ren von Verunreinigungen und denphysikalischen Abscheideparame-tern beeinflussen in bisher nichtgeklärter Weise die Wachstums-geschwindigkeiten verschiedenerkristallographischer Orientierungen.So bilden sich unterschiedliche Kris-tallformen, je nachdem, an welchemOrt innerhalb des Diamond-domain-Bereichs man sich befindet oder obnoch kleine Verunreinigungen imProzessgas vorhanden sind [16]. Die
elektronenmikroskopischen Aufnah-men der Oberflächenmorphologievon abgeschiedenen Diamantschich-ten in Abbildung (19) zeigen deut-lich, wie sich die Morphologie derSchichten von der rauhen, „dreiecki-gen“ Oberflächenstruktur (111–Tex-tur) im oberen Bild (19a) mit wach-sendem Methangehalt im Prozessgaszu einer glatten „plattenförmigen“Oberflächenstruktur (100–Textur)im mittleren Bild (19b) verändert.Durch Spuren von Stickstoff wirddieser Effekt noch deutlich verstärkt(Bild unten, 19c), eine solche Verun-reinigung kann leicht durch unbe-merkte Lecks in Vakuumapparatu-ren entstehen.
Generell ist die Abscheidung vonDiamant mit wirtschaftlich sinnvol-len Abscheidegeschwindikeiten nurbei Substrattemperaturen von etwa800 °C möglich. An einer schnelle-ren Abscheidung bei niedrigererSubstrattemperatur und an der Her-stellung großer Einkristalle wirdweltweit gearbeitet, bisher allerdingsnoch ohne Erfolg.
Wie auch bei der Dünnschicht-technologie insgesamt konnte daswissenschaftliche Verständnis derstürmischen empirisch-technischenEntwicklung bei der Erzeugung vonDiamantschichten nicht folgen, auchsind die industriell eingesetzten Pro-zesse zumeist über Trial-and-error-Verfahren erarbeitet worden. DieEntwicklungen zielen von Beginn anauf marktfähige Produkte. Dabei istes zunächst relativ gleichgültig, obdie physikalisch-chemischen Hinter-gründe verstanden wurden; Aktivitä-ten in diese Richtung gelten oft als„sinnlose“ Investition.
Natürlich ist nicht zu bestreiten:Grundlagenforschung kostet Geld.Und dies sind Kosten, die vor allemkleine und mittelständische Unter-nehmen nicht erübrigen können.Doch über die zielbewusste Suchenach neuen Lösungen auf der Basisdes naturwissenschaftlichen Ver-ständnisses lassen sich sicherlich vie-le industrielle Verfahren optimieren– oder auch ganz neue Lösungs-
ansätze finden. Beide Wege könnensich auch wirtschaftlich rechnen, wiedie Geschichte der Herstellung vonDiamant als Werkstoff zeigt. AlsPartner für die Optimierung undNeuentwicklung von Verfahren bil-den die Universitäten jedenfalls einoftmals unterschätztes Potential.
Schlussbemerkungen
Der vorstehende Beitrag beschreibtnur einige wenige Bereiche des sichrasant entwickelnden Gebietes derDünnschichttechnologie. Wir habenuns im Wesentlichen auf solche The-men beschränkt, die uns aus unsererForschungstätigkeit vertraut sindund die sich – im Sinne dieserUNIKATE-Ausgabe – mit material-wissenschaftlichen Aspekten befas-sen, insbesondere mit Verfahren zurHerstellung neuer Materialien. Vieleinteressante Forschungsgebietekonnten nicht einmal erwähnt wer-den. Welche Breite der Arbeits-bereich der Dünnschichttechnologieerreicht hat, mag man am besten da-ran ermessen, dass selbst Forschungs-aktivitäten an der Universiät Essenim Rahmen dieses Beitrags keine Er-wähnung mehr finden konnten. Soseien zumindest an dieser Stelle aufdie Aktivitäten von Dieter Mergelauf dem Gebiet der magnetischenSpeicherschichten und der oxidi-schen Schichten hingewiesen sowieauf die theoretische Arbeitsgruppeum Joachim Krug, in der Modellezur Keimbildung und zum Wachs-tum von Schichten behandelt werden(vgl. hierzu den Beitrag von JoachimKrug in den ESSENER UNIKA-TEN 114).
Summary
To achieve the desired properties ofa workpiece, it is sufficient in manycases to coat its surface with a thinfilm of a specific material. This tech-nology is called “thin film technol-ogy”. In the past years many methodsto produce thin films on surfaces
63ESSENER UNIKATE 13/2000

have been developed which use plas-ma assisted physical (PVD) or chem-ical (CVD) vapor deposition in avacuum ambient. This article de-scribes the main processes used forplasma assisted CVD- and PVD-deposition, important applicationslike vacuum-metallisation of plasticsand deposition of diamond films,and common methods to character-ize the physical and functionalfeatures of thin films. Emphasis isdirected to the physical processesinvolved in the generation of thinfilms: Evaporation of material,plasma generation of evaporatedmaterials and condensation of ma-terial-vapor on surfaces. Variationof physical parameters involved inthese processes may change thephysical structure of these filmsdramatically. A main parameterwhich affects the film structure is theenergy of the particles bombardingthe growing film. A proper controlof this quantity enables the “tailor-ing” of desired film properties. Bychanging solely the physical struc-ture of a material due to condensa-tion conditions from the vaporphase, new and so far unknown ma-terial properties can be achievedwhich are different from (and some-times superior to) the known prop-erties of the respective bulk materialwith the same chemical composition.
64
1997 bis 2000 Prorektor für Struktur und Pla-nung der Essener Universität.Horst Ehrich studierte Physik an der Univer-sität Kiel (Schwerpunkt Plasmaphysik), wo erauch 1969 diplomierte und 1972 promovierte.Von 1972 bis 1979 arbeitete er als Assistentam Institut für Experimentalphysik der Uni-versität Kiel; 1975/76 ging er für ein For-schungsprojekt an das National Institute ofScience and Technology (NIST) in Washing-ton, USA, wo er sich mit optischer Plasma-diagnostik beschäftigte. Seit 1979 ist EhrichWissenschaftlicher Angestellter am Fachbe-reich Physik der Universität Essen. Seit 1985liegt der Schwerpunkt seiner Arbeit auf derAnwendung von Plasmen bei der Vergütungund Beschichtung von Oberflächen.
Anmerkungen:
1) Größe und Anzahl der Droplets sind ab-hängig vom Kathodenmaterial, eine Beschich-tung kann bis zu 80% aus erstarrten Dropletsbestehen. Diese Eigenschaft des KathodischenVakuumlichtbogens beschränkt dessen An-wendungsbereich entweder auf sublimierendeKathodenmaterialien (wie Ti, Cr) oder aufAnwendungen, bei denen diese Droplets inden Schichten toleriert werden können.Hauptanwendungsgebiet des kathodischenVakuumlichtbogenverdampfers ist daher dieErzeugung von Hartstoffschichten, wobeidem Verdampfungsprozess das für eine reak-tive Beschichtung notwendige Reaktivgas zu-geführt wird (e in Abbildung 6). Damit wirdein wichtiges Anwendungspotential dieserMethode jedoch nicht genutzt, nämlich dieErzeugung von Schichten ohne Prozessgas.2) Ludwig Mond gründete 1873 in Englanddie bedeutende Soda-Fabrik Brunner, Mondand Co.3) Irving Langmuir beschäftigte sich bereitszu Beginn des letzten Jahrhunderts mit demZusammenhang von Beschichtungen undelektrischen Entladung im Hochvakuum. FürGeneral Electric entwickelte er die gasgefüllteGlühbirne. 1932 erhielt er den Nobelpreis fürChemie.4) Joachim Krug: Wer hat, dem wird gegeben.Strukturbildung durch Wachstumsprozesse.In: ESSENER UNIKATE 11 – Unordnungund Selbstähnlichkeit, S. 30. Essen 1999.
Literatur:
[1] G. Bauer: Annalen d. Physik. 5. Folge, 19,4, p. 434, 1934[2] S. M. Rossnagel, J. J. Cuomo, and W. D.Wetstwood (Ed.): Plasma Based Processing.Park Ridge, NJ, Noyes, 1989[3] A. Rutscher, H. Deutsch: Plasmatechnikund Anwendungen. Carl Hauser Verlag, 1984[4] D. M. Sanders, D. B. Boercker,S. Fallabella: IEEE Transactions on PlasmaScience. Vol. 18, No. 6, p. 883, 1990[5] H. Ehrich: J. Vac. Sci. Technol. A, Vol. 6,No. 1, p. 134, 1988[6] O. Lehmann, M. Stuke: Appl. Phys. A 53,343, 1991[7] K.-H. Müller: Journ. Appl. Phys. 62,p. 1796, 1987
Die Autoren:
Volker Buck studierte von 1964 bis 1970 Phy-sik in Göttingen und München. 1974 promo-vierte er in Göttingen auf dem Gebiet derSupraleitung dünner Schichten (Prof. Dr. Dr.h. c. Rudolf Hilsch, Prof. Dr. Gunther v.Minnigerode). 1980 ging Buck an das Institutfür Technische Physik der DFVLR in Stutt-gart (Plasmaphysik, Prof. Dr. Theo Peters)und beschäftigte sich dort mit Plasmabe-schichtungen für die Raumfahrt. Nach derBerufung an die Essener Universität 1985baute er dort die Arbeitsgruppe Dünnschicht-technologie auf, die sich überwiegend – wieauch bereits seine Habilitationsschrift – mitder Modellbildung bei der Erzeugung dünnerSchichten beschäftigt. Volker Buck war von1990 bis 1992 Dekan und von 1992 bis 1994Prodekan des Fachbereichs Physik sowie von
[8] H. Windischmann: Critical Review inSolid State and Material Sciences 17 (6),p. 547, 1992[9] V. Buck: Surf. Coat. Technol. 57, p. 163,1993[10] J. Schuhmann, E. John, V. Buck, in: H.Dimigen, W. Paatsch (Hrsg.): Oberflächen-technik / Werkstoffwoche 1998. Band IX,Symposium 11, S. 141. Wiley-VCH, Wein-heim 1999[11] H. Ehrich, B. Hasse, M. Mausbach, K. G.Müller: IEEE Transactions on Plasma Science.Vol. 18, No. 6, p. 895, 1990[12] B. V. Spitsyn, L. L.Bouillov, B. V. Derja-guin: J. Cryst. Growth 52, p. 219, 1981[13] V. Böhm, V. Buck, M. Liesenfeld, T.Naubert, J. Zeng: Diamond Relat. Mater. 4,p. 33, 1994[14] F. Deuerler, R. Tabersky, V. Buck: Euro-päische Patentschrift EP 95 929 000.8[15] P. K. Bachmann: Diamond Relat. Mater.4, p. 821, 1995[16] R. Locher, C. Wild, N. Herres, D. Behr,P. Koidl: Appl. Phys. Lett. 65, p. 34, 1994
65ESSENER UNIKATE 13/2000
Hor
st E
hric
h. F
oto:
Tilo
Kar
l

66
Im Jahr 1756 führte der schwedi-sche Mineraloge Baron Axel F.
Cronstedt die Bezeichnung Zeolithfür eine bestimmte Sorte Mineralein, welches die erstaunliche Ei-genschaft hatte, zu brodeln, wennman es nur stark genug erhitzt. Sowar nichts natürlicher, als diese Mi-neralien als „siedende Steine“ (grie-chisch zein: „sieden“ und lithos:„Stein“) zu bezeichnen. Seither wur-den etwa 40 weitere natürliche Zeo-lithe entdeckt.
Zeolithe sind hochporöse Fest-körper mit Hohlräumen undKanälen, in die unter Normalbedin-gungen Wasser eingelagert ist, wel-ches bei hohen Temperaturen ver-dampft und auf diese Weise das vonCronstedt beobachtete Sieden oderBrodeln bewirkt. Dieser Vorganggeschieht ohne Veränderung derKristallstruktur und ist somit rever-sibel. Dies bedeutet, dass Wasser,wie auch andere Verbindungen, dieklein genug sind, um durch die Po-
ren und Kanäle zu passen, ins Inneredes Zeolithen gelangen können. DieGröße der Poren und Kanäle liegtim Bereich der Molekülgröße, alsoim Bereich von etwa einem Nano-meter (nm, = ein Millionstel Milli-meter), weshalb die verschiedenenZeolithe auch unter dem Oberbe-griff nanoporöse Festkörper zusam-mengefasst werden.
Mit der systematischen Untersu-chung von Einlagerungsprozessenins Innere der nanoporösen Fest-körper, die in der Fachsprache alsreversible Adsorption molekularerSpezies bezeichnet wird, beginnt dieErfolgsgeschichte der Zeolithe. Wiespäter noch gezeigt wird, wurdenfür Zeolithe auf der Grundlage die-ser Eigenschaften ertragreiche An-wendungsfelder im Bereich derStofftrennung und in der Katalyseerschlossen. Der Chemiker Sir JohnMeuring Thomas hat dies trefflichformuliert, indem er sagte, dass „inden winzigen Gängen und Hohlräu-
men (der Zeolithe) ein Geschenk angroße Teile der chemischen Indust-rie“ steckt.
Es ist nicht verwunderlich, dassseit Anfang dieses JahrhundertsChemiker, inspiriert durch die un-gewöhnlichen Eigenschaften derZeolithe, versucht haben, die Struk-turen natürlicher Zeolithe im Laborzu reproduzieren. Als Folge vielererfolgreicher Synthesearbeiten sinddaher heute neben den natürlichenFormen mehr als 100 weitere Zeo-lith- und zeolithverwandte Struktu-ren aus Laborsynthesen bekannt. Imfolgenden Abschnitt soll es daherzunächst um die Synthese, dieStruktur und die Eigenschaften derZeolithe gehen.
Wie entstehenKristalle mit Löchern?
Die meisten Zeolithe lassen sichdurch sogenannte Hydrothermalsyn-thesen herstellen. Wie der Begriff be-
Die Entdeckung von Zeolithen, von „siedenden Steinen“, hat eine ungewöhnlicheEigenschaft von festen Stoffen zutage gebracht: Unsere Vorstellung von einem Kristall
oder von einem Mineral als dichtem Festkörper mit eng aneinander gepackten Atomen,Ionen oder Molekülen gilt offenbar nicht immer. Zudem warten die Zeolithe mit ihrenHohlräumen und Kanälen im Nanometerbereich mit erstaunlichen Eigenschaften auf.
Innere WerteZeolithe: nanoporöse Materialien für vielfältige Anwendungsfelder
Von Ulrich Simon
67ESSENER UNIKATE 13/2000
Ulr
ich
Sim
on. F
oto:
Tilo
Kar
l

sagt, sind diese Reaktionen in wäss-riger Lösung (hydro) bei erhöhtenTemperaturen oberhalb von 100 °C(thermal). Damit werden diejenigenBedingungen nachempfunden, unterdenen sich viele der natürlichen Zeo-lithe gebildet haben. Diese sind zu-meist durch hydrothermale Um-wandlung vulkanischer Gläser oderaus tuffhaltigen Ablagerungen ent-standen. Bei der Herstellung im La-bor geht man von Verbindungen wie
Wasserglas oder Kieselsol (SiO2-Quelle), sowie von hydratisiertenAluminiumhydroxiden oder Alumi-naten (Al2O3-Quelle) aus, die mitstarken Basen, den Alkalimetallhyd-roxiden NaOH oder KOH, unterhydrothermalen Bedingungen, mit-unter in geschlossenen Gefäßen (so-genannten Autoklaven) unter Druckzur Reaktion gebracht werden. Da-bei kann die Synthesezeit zwischenwenigen Minuten und mehrerenMonaten liegen. Einigen der Synthe-sen werden Schablonenmoleküle(Template) wie Tetraalkylammonium-ionen, zugesetzt. Durch ihren volu-minösen Aufbau nehmen sie Einflussauf die Struktur und Porengröße, in-dem sich der Zeolith um sie herumaufbaut. Diesem Syntheseprinzipfolgend lassen sich mit entsprechen-den Reagenzien auch eine Reihezeolithverwandter nanoporöserFestkörper wie Alumophosphate,
Silicoalumophosphate oder Metallo-phosphate herstellen.
Die Gerüststruktur der Zeolitheentsteht durch die Eckenverknüp-fung von Tetraederbausteinen, diewiederum durch die vierfache Koor-dination von Aluminium durch Sau-erstoff (AlO4-Tetraeder) und Silizi-um durch Sauerstoff (SiO4-Tetra-eder) entstehen. Diese Tetraeder-bausteine bezeichnet man auch alsprimäre Baueinheiten, deren Ver-
knüpfung zur Bildung von sekun-dären Baueinheiten führt. Dabei be-stimmt die spezifische Art der Ver-knüpfung die unterschiedlichen Zeo-lithstrukturen mit ihrer charakteris-tischen Porosität. Dieses Aufbau-prinzip ist am Beispiel ZSM-5 in Ab-bildung (1) erläutert.
Dabei sagt eine empirische Regel,die sogenannte Loewensteinsche Re-gel, dass zwei Aluminiumatome nie-mals über ein gemeinsames Sauer-stoffatom gebunden sein können.Dies bedeutet, dass ein und derselbeZeolith je nach Synthesebedingun-gen unterschiedliche Si-Al-Verhält-nisse (das kleinste ganzzahlige Ver-hältnis von Siliziumatomen zu Alu-miniumatomen im Gitter wird alsModul bezeichnet) besitzen kann,was in bestimmten Grenzen gezieltsteuerbar ist. Da Aluminium nurüber drei Valenzelektronen verfügt,Silizium hingegen über vier, trägt je-
des Aluminium-Sauerstoff-Tetraederim Gitter eine negative Ladung,während die SiO4-Tetraeder elekt-risch neutral sind. Diese negativeGitterladung wird durch Kationenaus dem Reaktionsgemisch kompen-siert. Dieses sind in der Regel Natri-umionen oder auch die als Templateeingesetzten Tetraalkylammonium-ionen. Neben den strukturellenGegebenheiten bedingen diese Ka-tionen, die beweglich und damit aus-
tauschbar sind, die besonderen che-mischen Eigenschaften der Zeolithe,worauf später noch eingegangenwerden soll.
Die gebräuchlichen Bezeichnun-gen der Zeolithe wirken auf den er-sten Blick sehr uneinheitlich. Dortfinden sich Namen wie Zeolith A,ZSM-5 oder RUB-10. Diese Na-mensgebung geht auf die Praxis ihrerEntdecker zurück, einem neuenZeolithen einen selbstgewählten Na-men zuzuweisen. Nicht selten findensich in den Namen Kürzel oderAkronyme für die Forschungsstätte,an der die Verbindung erstmals her-gestellt oder identifiziert wurde. Sosteht ZSM-5 für Zeolite Socony Mo-bil Nr. 5 und weist diese Verbindungder Mobil Oil Corporation zu; Zeo-lith A steht für Linde Typ A undsteht für das Ergebnis der Zeolith-synthesearbeiten der Linde AG.Beim Namen RUB-10 schließlich ist
68
(1) Schematische Darstellung des Aufbaus eines Zeolithen am Beispiel von ZSM-5. Ausgehend vom Reaktionsgemisch, in dem sich die primärenBaueinheiten bilden, entstehen zunächst sog. 5–1 Ringe. Mit dieser fünfgliedrigen sekundären Baueinheit gehört der ZSM-5 zur Gruppe der Penta-sile. Acht dieser Einheiten sind zu einem Polyeder aus Fünfringen vernetzt, die wiederum kantenverknüpfte Ketten bilden. Die Ketten werden un-tereinander durch vier-, fünf- oder sechsgliedrige Ringe verbunden, wodurch schließlich das offene Netzwerk des Zeolithen entsteht. Folglich be-sitzt ein ZSM-5-Kristall ein dreidimensionales Porensystem mit einem mittleren Porendurchmesser von 0.55 nm.
die Zuordnung zur Ruhr-UniversitätBochum etwas anschaulicher.
Von Seiten der IUPAC (Interna-tional Union of Pure and AppliedChemistry), deren Aufgabe es unteranderem ist, chemische Nomenkla-turen, Symbole und Konstanten fest-zulegen, und der IZA (InternationalZeolite Association) wurde vor eini-ger Zeit eine Nomenklatur für Zeo-lithe festgelegt, die den Strukturtypeindeutig charakterisiert. Trotz die-
ser vereinfachenden Systematik wer-den jedoch häufig die bisher ge-brauchten Namen weiterverwendet.
Klassische Anwendungsfelder:Waschmittel
Eine charakteristische Eigenschaftder Zeolithe ist die Fähigkeit zumIonenaustausch. Mit dieser Möglich-keit eröffnete sich ein technischerEinsatzbereich, von dem nahezu je-der Haushalt in den Industrieländernprofitiert. Bekanntermaßen machenCalzium- und MagnesiumionenWasser hart und verhindern auf die-se Weise das Schäumen von Seifen-laugen und setzen somit derenWaschkraft herab. Um dem ent-gegenzuwirken, wurden den Wasch-mitteln früher sogenannte Calzium-fänger, wie Natriumbipolyphosphatzugesetzt, die zwar die Waschkrafterhöhten, aber aufgrund des zuneh-menden Verbrauchs von Waschmit-teln in den 60er und 70er Jahren zueiner Zuhnahme von Nährstoffen
und einem schädigenden Pflanzen-wachstum in Oberflächengewässerngeführt haben. Dieses Problem ließsich durch den Einsatz von Zeo-lithen als Ionenaustauscher lösen.Nachdem umfangreiche Untersu-chungen zum Umweltverhalten derZeolithe in Abwässern bis hin zuderen Sedimentationsverhalten inden Weltmeeren einen großtech-nischen Einsatz als unbedenklicherscheinen ließen, hat Zeolith A das
Polyphosphat in Wasch- und Reini-gungsmitteln ersetzt.
Beim Waschvorgang dringt Cal-zium- oder magnesiumhaltiges Was-ser in die Hohlräume der Zeolithe.Dabei werden die Natriumionen imInnern des Zeolithen durch diehöhergeladenen Erdalkaliionen er-setzt und damit freigesetzt. Dadurchkommt es zur Abreicherung vonCalzium oder Magnesium im Was-ser, was die Waschkraft des Wasch-mittels erhöht. Der calziumreicheZeolith wird mit dem Waschwasserausgetragen und ist als Sediment imAbwasser unschädlich. Allein fürdiesen Zweck werden weltweit eini-ge hunderttausend Tonnen ZeolithA hergestellt. Auf die gleiche Weiselassen sich auch Ammoniumionen(NH4
+-Ionen) aus düngemittelbe-lasteten Abwässern entfernen. Diesgeschieht mit natürlichem Chinop-tilolith. Ebenso bedeutsam ist derEinsatz von natürlichem Mordenitals Ionenaustauscher für die Gewin-nung radioaktiver Isotope, wie
137Cs+ und 90Sr2+ aus nuklearenAbfällen. So konnte das mit diesenIsotopen belastete Kühlwasser desUnglücksreaktors von Three MilesIsland bei Harrisburg auf dieseWeise aufgearbeitet werden.
Zeolithe als Adsorbentien oder Molekularsiebe
Eine weitere bedeutende Eigenschaftder Zeolithe ist die Fähigkeit, kleine-
re Moleküle aufzunehmen und dieseaus einem Stoffgemisch zu entfernen.Das erschloss deren Einsatzgebiet alssogenannte Adsorbentien oder Mo-lekularsiebe. So finden vollständigentwässerte Zeolithe als Adsorbenszum Abfangen von Luftfeuchtigkeit,Lösemittel- und Flüssigkeitsdämp-fen, in Zwischenräumen von Mehr-scheibenverbundglas oder bei derTrocknung von Kältemitteln inKühlkreisläufen oder in Bremssys-temen Verwendung.
Deutlicher wird der Einfluss derPorenstruktur bei der Verwendungvon Zeolithen als Molekularsieb, et-wa bei der Verbesserung der Benzin-qualität durch selektive Adsorptionunverzweigter Kohlenwasserstoffe.Benzin wird technisch aus Rohöldurch einen aufwendigen Destilla-tionsprozess, die sogenannte fraktio-nierte Destillation, gewonnen. Dabeierhält man ein Gemisch aus Kohlen-wasserstoffen, welches zwar an-nähernd gleich große Moleküle mitähnlichem Siedepunkte enthält, die
69ESSENER UNIKATE 13/2000
(2) Strukturbilder von Sodalith, Zeolith A und Faujasit.
Gra
fik
(2):
G. L
ierm
ann

aber unterschiedlich geformt sind.Die Moleküle können als kettenför-mige und als ringförmige Strukturenvorliegen, die sich trotz ihrer glei-chen Größe und ähnlicher physika-lischer Eigenschaften beim Verbren-nen sehr unterschiedlich verhalten.Lineare Moleküle, Kohlenwasser-stoffe mit unverzweigten Ketten,verbrennen explosionsartig und er-zeugen das „Klopfen“ beim Betriebeines Verbrennungsmotors. Dieser
Prozess wirkt einer gleichmäßigenBewegung des Kolbens im Zylinderentgegen und stört somit den gleich-mäßigen Lauf des Motors. Für dieQualität des Benzins ist daher die„Klopffestigkeit“ ausschlaggebend.Um einen Treibstoff hoher Güteherzustellen, müssen also ausschließ-lich die linearen unverzweigten Koh-lenwasserstoffmoleküle, die dieQualität des Benzins herabsetzen,adsorbiert werden. Dies erlaubt ohnegroßen technischen Aufwand dieVerwendung von Zeolith A, diesmalin der Calziumform, der hier alsMolekularsieb bereits seit den 50erJahren zum Einsatz kommt.
Diese Art der Stofftrennung, beidenen der Zeolith als Molekularsiebagiert, wird auch bei der selektivenAufnahme von Alkohol (Ethanol) inder Herstellung von alkoholfreiemBier verwendet. Es ließen sich nochviele weitere Beispiele dieser Artnennen.
Zeolithe als Katalysatoren
Von ebenfalls großer technischer Be-deutung ist der Einsatz von Zeolithenals Katalysatoren. Katalysatoren sindim allgemeinen Stoffe, die den Ab-lauf einer chemischen Reaktion be-günstigen, ohne jedoch selbst bei derReaktion verbraucht zu werden. Dasbekannteste Beispiel für einen Kata-lysator ist der Kraftfahrzeug- oderauch Abgaskatalysator. Dieser hat
die Aufgabe, Kohlenmonoxid, un-verbrannte Kohlenwasserstoffe so-wie Stickoxide abzubauen und somitdas Abgas von diesen giftigen Kom-ponenten weitestgehend zu befreien.
Zeolithkatalysatoren hingegenübernehmen eine andere Funktion,als sogenannte saure Katalysatorensind sie im Bereich der Erölverarbei-tung von Bedeutung.
Zeolithe können in chemischenReaktionen wie Säuren wirken, siebesitzen dabei jedoch die Besonder-heit, dass ihre sauren Eigenschaften,die durch den Austausch der Alkali-metallionen durch Protonen hervor-gebracht werden, ausschließlich imInnern der Hohlräume zum Tragenkommen. Demnach sind Zeolithe inder Protonenform sogenannte Fest-körpersäuren, deren Säurestärkeetwa der von hundertprozentigerSchwefelsäure entspricht.
Schwefelsäure in einer solchenStärke ist in der Lage, Edelmetalle
wie Silber oder Quecksilber aufzulö-sen. Solche flüssigen sauren Kataly-satoren haben bei einer Vielzahl vonindustriellen Prozessen einen festenPlatz, obwohl sie mit einer Reihevon Nachteilen behaftet sind: Eshandelt sich zumeist um ätzende undsehr giftige Fluide. Nicht zuletzt ausdiesem Grunde ist man kontinuier-lich auf der Suche nach neuen Mate-rialien, die aktiver, leichter zu hand-haben und umweltfreundlicher sind.
Die sauren Zeolithe sind hier einevielversprechende Alternative. Siesind gefahrlos zu handhaben, da sichihre sauren Eigenschaften nur im In-nern entfalten, und sie sind durcheinfache Arbeitsschritte wieder vomReaktionsgemisch abzutrennen. Da-mit kann grundsätzlich jede durchSäuren katalysierte Reaktion in Zeo-lithen ablaufen, vorausgesetzt, dassalle an der Reaktion beteiligten Mo-leküle, die sogenannten Reaktanden,klein genug sind, um sich in den Po-ren und Kanälen der Zeolithe mitausreichend hoher Geschwindigkeitbewegen zu können. Dabei wirddeutlich, dass die geometrische Struk-tur des Hohlraum- und Kanalgefügesfür den Weg einer chemischen Reak-tion, die durch den Zeolithen kataly-siert werden soll, maßgeblich ist. Diesbezeichnet man als formselektive Ka-talyse – ein Vorgang, der anhand vondrei Beispielen auf Seite 72 gesonderterläutert wird (vgl. Kastentext).
70
(3a) Funktionsweise eines Abgaskatalysators. Ein Kraftfahrzeugkatalysator besteht in der Regel aus einem keramischen Wabenkörper, dem soge-nannten Monolith, auf dessen Oberfläche eine extrem dünne Edelmetallschicht aus Platin oder Rhodium aufgebracht ist. Dies ist die katalytischwirksame Schicht. Der Katalysator hat die Aufgabe, Stickstoffoxide (NOx), Kohlenwasserstoffe (HC) und Kohlenmonoxid (CO) abzubauen.
Ionenleitung in Zeolithen
In den 60er und 70er Jahren wurdenzahlreiche Untersuchungen zur Be-weglichkeit der austauschbaren Ka-tionen in den kommerziell verfügba-ren Zeolithen X, Y und A durchge-führt. Dabei interessierte man sichvorwiegend für die Ionenleitfähig-keit der dehydratisierten Zeolitheund deren Eignung als Elektrolytefür neuartige Feststoffbatterien oder
Brennstoffzellen. DurchschlagendeErfolge blieben allerdings aus, sodass man Ende der 70er Jahrezunächst das Interesse an einer tech-nischen Nutzung der Ionenleitungverlor. Dies mag erklären, warum imAnschluss an diese Arbeiten überJahre keine nennenswerten Fort-schritte im Bezug auf die Analysevon Struktur- und Eigenschaftsbe-ziehungen mittels elektrischer Mess-verfahren erzielt worden sind. Eineweitergehende Verfeinerung sowieeine Anwendung der dabei ent-wickelten Modellvorstellungen aufdie Analyse von Problemen in derWirt-Gast-Chemie von Zeolithen,bei der es um die Ausnutzung vonGrößeneffekten, wie sie auch imAufsatz von G. Schmid in diesemHeft beschrieben werden und wo-rauf auch in diesem Aufsatz späternoch eingegangen werden soll, wur-den allgemein als zu komplex und zuschwierig eingestuft.
Es waren diese Einschätzungen,die seinerzeit unser Interesse an derProblematik geweckt haben. Es bliebnämlich insbesondere die Frage of-fen, in wieweit die an den kationen-haltigen Zeolithen gewonnenenErkenntnisse auf dehydratisierteProtonenformzeolithe übertragbarsind. Diese Fragestellung ist insofernvon grundlegender Bedeutung, da sieden Zugang zu einem möglichen Zu-sammenhang zwischen Protonen-
beweglichkeit und Azidität oder kata-lytischer Aktivität liefern könnte.
Bislang gab es nur eine experi-mentelle Untersuchungsmethode,die Kernresonanzspektroskopie(1H-MAS-NMR-Spektroskopie),welche zwar lokale Protonenbe-weglichkeit und deren charakteristi-sche Anregungsenergien erfassenkann, nicht jedoch, wie später nochgezeigt wird, Platzwechselvorgängezwischen benachbarten Säurezentren(translatorische Bewegungen). Diesunterstreicht den Bedarf an einer ge-eigneten neuen Untersuchungsme-thode. Hierzu leistet seit kürzesterZeit die Impedanzspektroskopie (IS),eine Wechselstrommessmethode, diewir in diesem Problemkreis ein-setzen, einen wichtigen Beitrag.Angewandt über einen weiten Fre-quenz- und Temperaturbereich(10 mHz bis 10 MHz bzw. –268 °Cbis 700 °C), konnten wir mit der ISdie lokale und die translatorische Be-
weglichkeit von Ladungsträgern alsauch deren charakteristische Anre-gungsenergien erfassen. Dabei zeigtesich, dass Protonen, entgegen denursprünglichen Erwartungen, durch-aus durch das Zeolithgitter wandernkönnen. Bisher galt als sicher, dassdie Protonen dafür viel zu fest an dasZeolithgitter gebunden sind (erwar-tete Deprotonierungsenergie > 13eV). Unsere Messungen haben dem-gegenüber gezeigt, dass die Protonen
bereits bei Temperaturen oberhalbvon 300 °C sehr beweglich werden.Dieses experimentelle Resultat ließsich mit einem vergleichsweise einfa-chen physikalischen Modell be-schreiben, der klassischen Hopping-Transport-Theorie.
Nach dieser Theorie befindensich die Protonen auf bevorzugtenPositionen an den Säurezentren, diessind sozusagen ihre Lieblingsplätze,und diese Plätze verlassen sie nur,wenn die thermische Schwingungdes Zeolithgitters sie so stark anregtund „aus der Ruhe bringt“, dass siesich von ihrer Gleichgewichtspositi-on entfernen, um eine neue Positionzu suchen. Da aber alle möglichenneuen Positionen für die Protonenebenfalls der thermischen Schwin-gung unterliegen, eilt das Protonumher und ist auf diese Weise be-weglich geworden.
Aus diesem Resultat ergab sichein interessanter Ansatzpunkt für
71ESSENER UNIKATE 13/2000
(3b) Am Beispiel von CO sei die Funktionsweise erläutert: CO wird zunächst nicht dissoziativ an der Platinoberfläche adsorbiert. Sauerstoff wirdebenfalls adsorbiert, zunächst molekular, dann atomar unter Spaltung der Sauerstoff-Sauerstoff-Doppelbindung. Adsorbiertes CO und O-Atomereagieren dann zum Kohlendioxid, was aufgrund der geringen Bindungsenergie zur Oberfläche direkt desorbiert.
Gra
fik
(2):
G. L
ierm
ann

72
Reaktanden-Formselektivität
Bei der Reaktanden-Formselektivität erfolgt einAusschluss voluminöser, sperriger Moleküle ausdem katalytisch aktiven Innern des Katalysators,die Form und Größe der Reaktanden entscheidetalso darüber, ob eine chemische Reaktion imZeolith stattfinden kann. Folglich findet einechemische Umsetzung nur mit kleinen Molekü-len statt, die ohne Schwierigkeit ins Innere derZeolithe gelangen können. Ein typisches Beispielsind die sogenannten Crack-Reaktionen in derErdölverarbeitung, bei der aus einem Kohlen-wasserstoffgemisch aus verzweigten und unver-zweigten Molekülen nur die linearen, unver-zweigten Spezies zur Spaltung in kleinere Bruch-stücke zur Reaktion gebracht werden.
Produkt-Formselektivität
Werden zwei oder mehrere Moleküle im Hohl-raum eines Zeolithen zur Reaktion gebracht, be-steht das Reaktionsprodukt in der Regel aus Mo-lekülen gleicher Zusammensetzung – allerdingsmit unterschiedlicher Struktur (sogenannten Iso-meren). Kann aufgrund seiner Größe und Formnur eines dieser Isomere das Porensystem wiederverlassen, so wird dieses bevorzugt gebildet. EinBeispiel dafür ist die sauer katalysierte Ethylie-rung von Toluol, bei der von den möglichen Pro-dukten, die sich bilden können, nämlich ortho-,meta- und para-Ethyltoluol, nur das para-Isomergebildet wird, da es das Porensystem ungehin-dert verlassen kann und so den Reaktionsraumfür weitere Umsetzungen frei macht.
Übergangszustand-Formselektivität
In Fall der Übergangszustand-Formselektivitäterfolgt die Bevorzugung einer bestimmtenReaktion durch die räumliche Begrenzung desReaktionsraumes, die verhindert, dass sich einvoluminöser Übergangszustand bildet. Dies lässtsich sehr anschaulich anhand der Reaktion vonmeta-Xylol erläutern. Ohne räumliche Begren-zung des Reaktionsraumes reagiert meta-Xylolüber einen raumerfüllenden Überganszustand zuToluol und Trimethylbenzol. Ist der Reaktions-raum begrenzt, kann sich der Übergangszustandnicht ausbilden, und es erfolgt eine intramole-kulare Reaktion anstelle einer intermolekularenReaktion, nämlich die Isomerisierung zu para-Xylol.
Reaktanden-Formselektivität
Übergangszustand-Formselektivität
neue Anwendungsmöglichkeiten imBereich den chemischen Sensorik,den wir seit einiger Zeit gemeinsammit Forschergruppen aus der Auto-mobilindustrie verfolgen. Um dieseArbeiten in den Zusammenhang deraktuellen Forschung zu stellen, sollim folgenden Abschnitt zunächstkurz auf die Entwicklung bei derAnwendung von Zeolithen im Be-reich der Sensorik eingegangen wer-den.
Sensorik
Die ersten experimentellen Arbeiten,die sich mit der Eignung von Zeo-lithen zum Aufbau chemischer Sen-soren beschäftigten, wurden Anfangder 90er Jahre durchgeführt. Dabeiwurde die sensorische Empfindlich-keit der Natriumformen von ZeolithY, Mordenit und ZSM-5 gegenüberButan in sauerstoffarmen Abgasenmit Hilfe der Impedanzspektrosko-pie untersucht.
Konkret wurde die Änderungder ionischen Leitfähigkeit der Zeo-lithe unter verschiedenen Gasen ge-messen. Dabei wurde bei verschiede-nen Temperaturen im Bereich von100 bis 400 °C je ein Impedanzspekt-rum von 10 Hz bis 1 MHz aufge-nommen und daraus die Änderungdes Gesamtwiderstandes und derKapazität bestimmt. Unter Butanzeigte sich eine deutliche Wider-standszunahme. Dieser Effekt ist be-
sonders ausgeprägt, wenn anstelleder reinen Natriumform ein mitgringen Mengen Platin beladenerZeolith eingesetzt wird.
Die erste Deutung dieses experi-mentellen Befundes nahm an, dassdas Eindringen der Butanmoleküleins Innere des Zeolithen die Beweg-lichkeit der Natriumionen beein-flusst. Die höhere Empfindlichkeitder platindotierten Zeolithe sei da-rauf zurückzuführen, dass die kata-
lytische Umsetzung der Kohlenwas-serstoffe eine größere Verweilzeitbewirkt und sich damit der Einflussder Gasmoleküle auf die Kationen-bewegung erhöht.
Bei dem hier beschriebenen Bei-spiel beruht der Sensoreffekt schein-bar allein auf einer geometrischenWechselwirkung zwischen den be-weglichen Kationen (in diesem Fallden Natriumionen) und den ins In-nere des Zeolithen eingedrungenenGasmolekülen. Dies schließt zwarim Hinblick auf die Selektivität ei-nes Sensors die Formselektivitätoder die geometrische Selektivitätdes Zeolithgerüstes, wie schon zu-vor bei den katalytischen Eigen-schaften beschrieben, mit ein, indemnur kleine Moleküle ins Innere ge-langen können, während große Mo-leküle ausgeschlossen werden. Aufder anderen Seite wird hier eindurchaus wichtiges Potential derZeolithe verschenkt, nämlich die
chemisch selektive Wechselwirkungzwischen den zu detektierendenGasmolekülen und dem Zeolithgit-ter.
Hier beschreiten wir mit derVerwendung dehydratisierter Proto-nenform-Zeolithe ein neuen Weg.Deren elektrische Eigenschaften sinddurch die Beweglichkeit und die ent-sprechenden Anregungsenergien derProtonen charakterisiert, die durcheine Wechselwirkung mit kleinen
basischen Gasmolekülen, wie Am-moniak (NH3), gezielt beeinflussbarsind.
In umfangreichen Untersuchun-gen von H-Form-Zeolithen konntenwir zeigen, dass ein direkter Zusam-menhang zwischen der Aktivierungs-energie für die Protonenbeweglich-keit und dem Si-Al-Verhältnisbesteht. Dabei beschreibt die Akti-vierungsenergie diejenige Energie-barriere, die ein Proton überwindenmuss, um durch thermische An-regung, wie zuvor beschrieben, vonseiner Ausgangsposition zu einerbenachbarten Position zu gelangen.Nachdem wir den Zusammenhangzwischen Si-Al-Verhältnis entschlüs-selt hatten, ließen sich die schonfrüher von uns und auch von ande-ren Forschergruppen gemachtenBeobachtungen erklären, dass einigeH-Form-Zeolithe in einer Ammo-niakatmosphäre eine deutliche Er-höhung der Leitfähigkeit zeigen.
73ESSENER UNIKATE 13/2000
(4) Reaktionsschema. Möglichkeiten zur Herstellung von Metall- oder Halbleiterclustern im Innern eines Zeolithen. Durch Ionenaustausch in Lö-sung oder in einer Schmelze werden zunächst die Natriumionen des Zeolithen (Na+) durch Übergangsmetallionen (M+) ersetzt. Durch weitereUmsetzung mit reduzierenden Agentien wie Wasserstoff oder Alkalimetalldämpfen, durch thermische Autoreduktion, durch Umsetzung mitSchwefelwasserstoff bzw. Selenwasserstoff (H2S bzw. H2Se) oder durch Dehydratation erfolgt die Bildung der Cluster.
Gra
fik
(2):
G. L
ierm
ann

Andersherum formuliert bedeutetdies, dass sich die Leitfähigkeitdehydratisierter H-Form-Zeolithedurch die Begasung mit Ammoniaksteuern lässt. Dabei ist der Effekt derLeitfähigkeitsänderung durch Am-moniak nur auf einen bestimmtenModulbereich begrenzt. Zeolithe mitkleinem Si-Al-Verhältnis (<15) undZeolithe mit großem Si-Al-Verhält-nis (>50) zeigen in ihren elektrischenEigenschaften nur sehr geringe Emp-findlichkeit auf NH3. Dies demonst-riert das Potential dieser Materialienund der von uns verwendeten Un-tersuchungsmethode für Anwendun-gen in der chemischen Sensorik,etwa zur Detektion von NH3 inKfz- oder Kraftwerksabgasen, undes zeigt neuen Forschungsbedarf beider systematischen Analyse desWechselspiels von strukturellen Ge-gebenheiten, insbesondere dem Si-Al-Verhältnis und der Ammoniakemp-findlichkeit für die Vielzahl der z. Zt.bekannten Zeolithe. Die technischeBedeutung dieses Forschungsgebie-tes liegt auf der Hand: Eine neue Ei-genschaft, die Eignung als Sensorma-terial, eines gut charakterisierten undin großen Mengen verfügbaren tech-nischen Materials ist nun entschlüs-selt und lässt sich unmittelbar intechnische Funktionen umsetzen.
Matrizen für Nanopartikel
Die Beladung oder Dotierung vonZeolithen mit Metallnanopartikelnist ein schon seit vielen Jahren ge-bräuchliches Verfahren zur Herstel-lung bifunktioneller Katalysatoren.Deren katalytische Aktivität beruhtdabei zum einen auf der Redoxakti-vität des eingelagerten Metalls (inder Regel Übergangsmetalle wie Pla-tin oder Nickel, vgl. Abb. 3a/3b),zum anderen auf der Fähigkeit, inder zuvor beschriebenen Weise alssaurer Katalysator zu wirken. DieBildung und die Eigenschaften sol-cher Katalysatoren sind mittlerweileverhältnismäßig gut verstanden,wenn auch im Detail noch viele Fra-gen offen sind.
Seit einiger Zeit sucht man nachneuen Anwendungsfeldern für dieseMaterialien. Dabei gilt das Interesseder Ausnutzung von Größeneffek-ten, die durch die Einlagerung vonHalbleiter- oder Metallnanoparti-keln ins Innere der Zeolithhohl-räume zutage treten (vgl. dazu denBeitrag von Günter Schmid in die-sem Heft). Dabei beherbergt derZeolith oder eine verwandte nano-poröse Struktur mit seinem definier-
ten Hohlraum- und Kanalsystemnanoskalige (also nanometergroße)oder molekulare Gastverbindungen,weshalb solche Verbindungen auchals nanostrukturierte Wirt-Gast-Sys-teme bezeichnet werden. In diesemZusammenhang ist die Untersuchungder elektrischen und optischenEigenschaften von Metall- oderHalbleiterclustern und von leitfähi-gen Polymeren, die als „molekulareDrähte“ in nanoporöse Wirtsstruk-turen eingelagert sind, von besonde-rem Interesse.
Die Bedeutung dieser neuenMaterialien liegt in der prinzipiellen
Möglichkeit, im Innern der Wirts-struktur ein-, zwei- oder dreidi-mensionale Überstrukturen identi-scher Cluster oder dichte Bündelunabhängiger molekularer Leiter zuschaffen, was in anderen porösenStrukturen, wie porösen Gläsernoder Polymeren, aufgrund der darinfehlenden Ordnung nicht möglichist. Solche Strukturen könnten fürdie zukünftige Nanoelektronik vonenormer Bedeutung sein. Wie theo-
retische Arbeiten bereits gezeigt ha-ben, lassen sich ungewöhnlicheelektrische Transporteigenschaftensowie eine extrem hohe Leiterbah-nen- und Speicherdichte erwarten,die mit Schaltungen, die auf kon-ventionellem Wege hergestellt wer-den, nicht erzielt werden können.
Darüber hinaus sind die Clusterin der offenporigen Zeolithstruktursehr gut zugänglich für Gase (Son-denmoleküle wie CO), was, wie be-reits gezeigt, für den möglichenEinsatz in der Sensorik von Bedeu-tung ist. Auf die Synthesemöglich-keiten und die Eigenschaften soll im
74
(5) Elektronenmikroskopische Abbildung von K;Se zur Verdeutlichung der nanoporösen Struktur.F
oto:
U. S
imon
75ESSENER UNIKATE 13/2000
folgenden näher eingegangen wer-den.
Synthese und Eigenschaften
Wie man Metall- oder Halbleiterclus-ter im Innern einer Zeolithstrukturaus Metallen wie Platin, Palladium,Silber oder Nickel oder aus Halblei-tern wie Zink-, Cadmium- oderBleisulfide und -selenide sowieZink-, Cadmium- und Zinnoxidherstellt, ist bereits seit einigen Jah-ren bekannt. Dabei nutzt man dieIonenaustauschfähigkeit des Zeo-lithen – ähnlich wie bei ihrem Ein-satz in Waschmitteln –, indem dieursprünglichen Natriumionen durchIonen der oben genannten Metalleausgetauscht werden. Durch eineanschließende chemische Reaktion(Reduktion mit Wasserstoff bzw.mit Alkalimetalldämpfen oder durchUmsetzung mit Schwefelwasserstoffoder Selenwasserstoff) werden dieIonen zu Metall- oder Halbleiterclus-tern umgewandelt.
Obgleich die optischen Eigen-schaften von Halbleiterclustern inZeolithen sehr intensiv untersuchtwurden, gibt es bislang kaum Infor-mation über die elektrischen Eigen-schaften solcher Systeme. Interessan-te Ergebnisse lassen sich hierbei er-warten, wenn die Beladung der Mat-rix so hoch ist, dass die Cluster inelektronische Wechselwirkung mit-einander treten können, also zu er-warten ist, dass Ladungen (Elektro-nen) zwischen den Clustern hin undher springen. Diese Wechselwirkungzwischen Clustern muss sich nichtzwingend über das gesamte Volu-men eines Zeolithkristalls erstrecken(man spricht hierbei vom Erreichender sogenannten Perkolationsgren-ze), sondern kann auch in Erschei-nung treten, wenn die Cluster be-stimmte Vorzugspositionen einneh-men, wenn sie nicht gleichmäßigdicht über das Volumen der Probeverteilt sind. Dies ist etwa dann derFall, wenn Cluster aufgrund ther-misch bedingter Bewegung auf dieKristalloberfläche wandern.
(6) Cetineitstruktur entlang der kristallographischen c-Achse (links) und in der a � b-Ebene(rechts). Die eingezeichneten Röhren dienen nur zur Verdeutlichung der Kanalstruktur. Cetineitesind durch die allgemeine Formel A6[Sb12O18][SbX3]2A(6-mx-y)H2OAx[Dm+(OH)m].y, mitA = Na+, K+ (Rb+), X = S2-, Se2-, Dm+ = Na+, Sb3+, Rb+, = Leerstelle im (H2O, OH)-Teilgitterbeschrieben. Grafik: U. Simon/N. Weigend

In diesem Bereich hat die Impe-danzspektroskopie einen neuen Ein-blick in die Materialeigenschaft sol-cher Komposite eröffnet. An einemBeispiel (zeolith-y-stabilisierte Zinn-dioxid-[SnO2-]Cluster) konnten wirzeigen, wie mit Hilfe dieser Methodedie Anwesenheit der Cluster in derionenleitenden Zeolithmatrix nach-gewiesen und deren elektronischeWechselwirkung in Form des schonzuvor beschriebenen Austauschs vonLadungen durch hin und her sprin-gende Elektronen von den Beiträgender Matrix separiert werden kann.Zeolithproben mit hohem Bela-dungsgrad zeigen neben der ioni-schen Leitfähigkeit der Zeolithmat-rix einen mit steigendem Beladungs-grad deutlicher werdenden Ladungs-transportprozess zwischen benach-barten SnO2-Clustern, der sichdurch Variation der Umgebungs-bedingungen gezielt beeinflussenlässt. Dabei haben wir beobachtet,dass reduzierende Umgebungsbedin-gungen (Wasserstoffatmosphäre) zueiner Leitfähigkeitsabnahme, oxidie-rende Umgebungsbedingungen (Sau-erstoffatmosphäre) wieder zu einerLeitfähigkeitszunahme führen, wasdie Einsatzmöglichkeit dieses Mate-rials in der Sensorik aufzeigt.
Neue Materialien
Alle anorganischen nanoporösenkristallinen Festkörper, die in nen-nenswertem Umfang technische Be-deutung gewonnen haben, sind Zeo-lithe oder zeolithverwandte Struktu-ren. Ihre Gerüststruktur lässt sichdamit ausnahmslos auf Tetraeder-bauelemente zurückführen. Da dieseStrukturen im wesentlichen ausSiliziumoxid in Verbindung mitAluminium oder anderen tetra-edrisch durch Sauerstoff koordinier-ten Metallatomen bestehen, ist dasGitter selbst ein elektrischer Isola-tor. Dies bedeutet, dass Zeolithenicht über bewegliche Elektronenverfügen, wie es etwa bei Metallenoder bei Halbleitern der Fall ist, dieelektrischen Strom transportieren
können. Ihre elektrische Leitfähig-keit beruht ausschließlich, wie schonbeschrieben, auf der Beweglichkeitder austauschbaren Kationen.
Daneben sind eine Reihe unter-schiedlicher Feststoffverbindungenmit zeolithähnlicher Gerüststrukturbekannt, die aus nichttetraedrischenBaueinheiten mit typischen Halblei-terelementen wie Selen, Arsen, Bis-mut oder Antimon aufgebaut sind.Zu diesen Verbindungen liegen zwarStrukturdaten vor, über ihre physi-kalischen Eigenschaften ist jedochnoch wenig bekannt. Das liegt inerster Linie an der geringen chemi-schen Stabilität dieser Verbindungenund der Tatsache, dass diese Mate-rialien nicht als größere einzelneKristalle, sondern als feinkristallinesPulver vorliegen, was insbesonderedie Untersuchung der elektrischenEigenschaften erschwert oder mitun-ter auch unmöglich macht.
Seit kürzerer Zeit ist die Syn-these von Verbindungen dieser Sub-stanzklasse bekannt, die eine zeo-lithähnliche Kanalstruktur besitzen.Diese Verbindung ist mit einemnatürlichen Mineral verwandt, dassim Jahre 1987 20 Kilometer südwest-lich von Siena in der Toskana gefun-den wurde. Nach der Erzmine Cetinebenannt, trägt es den Namen Cetineit.Bei allen Cetineiten liegt ein parallelangeordnetes eindimensionales Anti-monoxid-Röhrensystem der Zusam-mensetzung Sb12O18 vor, welchesaus SbO3-Pyramiden besteht, dieüber gemeinsame Sauerstoffatomemit je drei anderen SbO3-Gruppenverknüpft sind und einen lichtenDurchmesser von ca. 0,7 nm aufwei-sen. Zwischen den Röhren, die elekt-risch neutral sind, befinden sich von-einander isolierte Antimonsulfid-oder Antimonselenid-Pyramiden,die durch ionogene Wechselwirkun-gen mit den Kationen, welche die In-nenwand der Röhren „auskleiden“,den strukturellen Zusammenhalt be-wirken. Im Experiment waren vonvier unterschiedlichen Phasen gutausgebildete Einkristalle zugänglich,die direkt nach der Synthese für die
elektrischen und optischen Untersu-chungen verwendet werden können.Damit konnten wir erstmals diephotohalbleitenden Eigenschafteneiner nanoporösen Kristallstrukturnachweisen.
Der Zugang zu dieser Substanz-klasse hat viele interessante Anwen-dungsaspekte in die Diskussion umneuartige Eigenschaften von Nano-materialien gebracht. Neben den na-heliegenden Anwendungsfeldern inder Sensorik oder der Katalyse, diebereits durch die strukturverwand-ten Zeolithe etabliert sind, avancie-ren die Cetineite zur Zeit zu interes-santen Studienobjekten für die Un-tersuchung ungewöhnlicher elektri-scher Transportphänomene.
So bildet der zweidimensionaleperiodische Aufbau der Röhren-struktur in der a × b-Ebene eine so-genannte Quantum-Antidot-Über-struktur. Dieser zunächst wenig an-schauliche Begriff lässt sich mit ei-nem Blick auf die Cluster, die ihrer-seits auch als Quantum Dots oderauch als Quantenpunkte bezeichnetwerden, verdeutlichen: Während dieElektronen in den Clustern mit derisolierenden Ligand- oder Schutz-hülle, den Quantenpunkten, „gefan-gen“ sind, ist die Situation in denCetineiten gerade umgekehrt. Hierbefinden sich die Elektronen außer-halb des Röhrensystems in denRöhrenzwischenräumen und siekönnen nicht ins Röhreninnere, wasdementsprechend als Antidot be-zeichnet wird. In solchen Antidot-Strukturen werden diese „ausge-sperrten“ Elektronen an den Röhren-wandungen reflektiert, ähnlich wieKugeln in einem Flipperautomaten.Durch Anlegen eines Magnetfeldesparallel zu den Röhren können dieElektronen auf Kreisbahnen ange-regt werden, wodurch sich der elek-trische Widerstand senkrecht zumRöhrensystem erhöht. Anhand die-ses für die Grundlagenforschungsehr interessanten Magnetowider-standes lassen sich je nach Struktur-größe klassische Transportphänome-ne (Zyklotronresonanz und Komen-
76
surabilitätseffekte) sowie – bei sehrkleinen Strukturen mit einer Periodi-zität unterhalb der Fermiwellenlänge– Quanteneffekte durch Interferenzphasenkohärenter Elektronen(Aharonov-Bohm-Effekt) beobach-ten bzw. erwarten. Die Cetineite er-füllen insbesondere die geometri-schen Voraussetzungen für das Ent-stehen solcher Quanteneffekte, wo-bei noch unklar ist, ob die Beweg-lichkeit der Elektronen in der a × b-Ebene eine entsprechende Anregungerlaubt. Dies sollen Untersuchungenin naher Zukunft zeigen.
Die Periodizität der Kanalstruk-tur lässt noch eine weitere Besonder-heit erwarten. Ganz analog zurelektronischen Struktur von Fest-körpern, die durch die periodischeFolge von Atomen oder Molekülenbestimmt ist, bewirkt die periodischeFolge von Röhren in einer halb-leitenden Matrix eine photonischeBandstruktur. Unterscheiden sichdie Dielektrizitätskonstanten derMatrix und die des eingelagerten Di-elektrikums, des Hohlraums in denRöhren, hinreichend voneinander,und ist die optische Absorption desMaterials nicht zu groß, kommt eszur Streuung der Photonen an derPhasengrenze der Dielektrika. Diesist derselbe Vorgang, wie er fürElektronen in einem periodischenPotential von Atomen geschieht,und er führt zur Ausbildung derphotonischen Bandstruktur, die jenach Strukturparametern auch eineBandlücke aufweisen kann. DiePeriodizität der Cetineite im Nano-meterbereich lässt eine photonischeBandlücke im Wellenlängenbereichder Röntgenstrahlung erwarten, wasfür Anwendungen im Bereich derRöntgenoptik von Bedeutung seinkönnte. Die Verfügbarkeit eines sol-chen Materials ist etwa bei der Her-stellung von Röntgenoptiken oder-filtern von großer Bedeutung. Da-bei ist zunächst noch offen, ob inden Cetineiten die Ausbildung derBandstruktur durch die Streuung dertransmittierenden Röntgenstrahlungan den Kernschalen der Gitteratome
verhindert wird. Diese Fragestellungist ebenfalls Gegenstand aktuellerForschungsarbeiten, deren Ergebnis-sen wir gespannt entgegensehen.
Summary
Zeolites are strongly bounded openframework alumo-silicates, whereinpores or channels of nanometer lat-eral extension are formed. Thosepores are accessible for various guestmolecules, making these materialsimportant for many applications, e.g.in catalysis, water treatment andseparation processes. Due to theirchemical composition these nano-porous solids have wide electronicband gaps, making this materialsoptically transparent as well aselectrical insulators. Besides somezeolites are ionic conductors and theconductivity of them can be affecteddue to selective interaction with gasmolecules, which enter the zeoliteinteriour. This effect has been usedto realized highly selective sensormaterials. Due to structural comple-mentarity zeolites have been recog-nized to be suitable host compoundsto stabilize nanoscaled objects likemetal- or semiconductor clusters. Byinclusion of nanoscaled guests insidethe defined void spaces of the matrix,new nanocomposites can be ob-tained with tuneable optical, mag-netic or electrical properties. As avery new class of materials nano-porous semiconductors promisemany new and interesting physicalproperties, which are expected to be-come relevant in sensing and micro-or optoelectronic applications.
77ESSENER UNIKATE 13/2000
Der Autor:
Ulrich Simon studierte Chemie an der Uni-versität Essen und schloss sein Studium 1990mit einer Diplomarbeit über Aufschmelzpro-zesse in intermetallischen Phasen ab. 1992promovierte er mit einer Dissertation zumThema Untersuchung der elektronischenQuanteneigenschaften stabilisierter Metallclus-
ter mittels Impedanzspektroskopie bei GünterSchön. Für diese Arbeit wurde er mit demPreis des Rektorats der Universität GH Essenfür herausragende wissenschaftliche Leistun-gen und mit dem Gottschalk-Diederich-Baedeker-Preis ausgezeichnet. Im Jahr 1999habilitierte er sich mit einer Arbeit überLadungstransportphänomene in nanoporösenFestkörpern und wurde im selben Jahr zumHochschuldozenten ernannt. 2000 erhielt ereinen Ruf auf einen Lehrstuhl für Anorgani-sche Chemie und Elektrochemie an dieRWTH Aachen. Von 1995 bis 1998 warSimon als Koordinator des BMBF-VorhabensMetall- und Metallchalkogenidcluster als Bau-steine für Quantengeräte tätig. Seine derzeiti-gen Arbeitsschwerpunkte liegen im Bereichneuartiger Werkstoffe für sensorische undmikroelektronische Anwendungen.
Literatur:
– H.-J. Schwenn, M. Wark, G. Schulz-Ekloff,H. Wiggers, U. Simon (1997): Electrical andOptical Properties of Zeolite Y SupportedSnO2 Nanoparticles. Colloid Polym. Sci., 275,91–95– U. Simon, F. Schüth, S. Schunk, X. Wang,F. Liebau (1997): K3Sb(III)
7O9Se3*3H2O:Das erste kristalline nanoporöse Material mitphotohalbleitender Wirtstruktur. Angew.Chem., 109, No. 10, 1138, Angew. Chem. Int.Ed. Engl., 36, No. 10, 1117– U. Simon, U. Flesch, W. Maunz, R. Müllerand C. Plog (1998): The Effect of NH3 on theIonic Conductivity of Zeolites Na-Beta andH-Beta. Microporous and MesoporousMaterials, 21, 111–116– F. Starrost, E. E. Krasowskii, W. Schattke,J. Jockel, U. Simon, X. Wang, F. Liebau(1998): Electronic Structure of a Novel Classof Nanoporous Materials. Phys. Rev. Lett.,80(15), 3313– U. Simon, U. Flesch (1999): Cation-CationInteraction in Zeolite X and Y Studied byModulus Spectroscopy. J. Porous Mater., 6(1),33– M. E. Franke, U. Simon (1999): ProtonMobility in H-ZSM5 Studied by ImpedanceSpectroscopy. Solid State Ionics, 118, 311– F. Schüth (1995): Nanoporöse Kristalle alsvielseitige Wirtsmatrices. Chemie in unsererZeit , 29(1), 42– J. M. Thomas: Festkörpersäuren als Kataly-satoren. Spektrum der Wissenschaft, Digest:Moderne Chemie– G. T. Kerr (1989): Synthetische Zeolithe.Kristalle mit Löchern nach Maß. Spektrumder Wissenschaft, 94

78
Die ständige Veränderung der Al-tersstruktur zugunsten eines
höheren Durchschnittsalters in derBevölkerung wird in den kommen-den Jahren zu einem vermehrten Be-darf an Gewebe- und Organersatzführen. Da bei der Versorgung mitmenschlichen Geweben (Allotrans-plantaten) und besonders bei dennichtpaarigen Organen voraussicht-lich immer größere Engpässe auftre-ten werden, wird man in stärkeremMaße auf Biomaterialien zur Herstel-lung entsprechender Ersatzorgane
oder Implantate zurückgreifen müs-sen. Im Einklang mit solchen Pro-gnosen hat die Implantologie in denletzten Jahren ein immer größeresGewicht in der Medizin erhalten: Inder Bundesrepublik werden jährlichüber 120.000 metallische Großimplan-tate (etwa künstliche Großgelenke)im orthopädischen Bereich einge-setzt. Nach einer schwedischen Stu-die [1] über Hüftarthroplastikenkommt es im Verlauf von zehn Jah-ren nach Implantation bei etwa siebenProzent zum Implantatversagen mit
Bereits 1993 haben sich an der Universität Essen siebenInstitute und Kliniken zur „Arbeitsgemeinschaft Biomaterialienund Gewebeverträglichkeit“ zusammengeschlossen. Inzwischen
ist ihre Zahl auf 14 angewachsen, für die Zukunft ist dieGründung eines „Zentrums für Biomaterialien“ anvisiert.
Ziel des weit verzweigten interdisziplinären Unternehmens:Verbesserung und Neuentwicklung von Materialien zur
Herstellung von Ersatzorganen und Implantaten.
Verträglichkeitgroß geschrieben
Neue Wege zur Bioverträglichkeit von Materialiendurch gezielte Oberflächenmodifikation
Von Herbert P. Jennissen
Her
bert
P. J
enni
ssen
. Fot
o: T
ilo K
arl
79ESSENER UNIKATE 13/2000

anschließender Revision. Trotz solchgroßer Erfolge und einer Ausweitungdes Einsatzes am Menschen muss manjedoch bei kritischer Betrachtung fest-stellen, dass, von wenigen Ausnahmenabgesehen, es in den letzten 20 Jahrenkaum Fortschritte in den Standzeitenbisheriger Implantate gibt. Eher sind,im Gegenteil, in einigen Bereichenrückläufige Entwicklungen zu erken-nen. In den USA, dem weltweit größ-ten Hersteller von Biomaterialien,werden immer mehr Werkstoffe ausdem Verkehr gezogen [2], da dasHerstellungsrisiko unberechenbargroß geworden ist. Regressansprücheehemaliger Patienten in astronomi-schen Höhen haben bereits zu Kon-kursen geführt. Auch die BASF undHöchst haben ihre Biomaterialpro-duktion in den USA eingestellt.
Es bleibt abzuwarten, ob dortdas neue Biomaterialgesetz zu einer
Trendwende führen wird. Die Ent-wicklung in den USA hat jedoch imnicht betroffenen Europa zu einemAufschwung auf dem Gebiet derHerstellung und Entwicklung vonBiomaterialien geführt. Bei alledemist das Rätsel der Bioverträglichkeitvon Fremdmaterialien bis heutenicht gelöst; es stellt sich also weiter-hin die Frage: Quo vadis, Implan-tologie? Wohin geht die heutigeImplantatwissenschaft oder vielmehrdie Biomaterialforschung, die dieGrundlage für die Herstellung vonImplantaten bildet?
In diesem Artikel wird zunächstein kurzer Überblick über die in derMedizin eingesetzten Biowerkstoffegegeben, um dann auf dem Gebietder metallischen Implantate neueWege aufzuweisen, die eine Verbes-serung der Einheilungs- und Stand-zeiten bei Patienten versprechen.
Biomaterialien
Biowerkstoffe sind unbelebte Mate-rialien, die – zum Zwecke einerWechselwirkung mit biologischenSystemen – zur Herstellung vonGeräten in der Medizin verwendetwerden [3]. Interessant an dieser so-genannten Konsensusdefinition istdie Tatsache, dass ein Biomaterialnicht vom Material, sondern von derIntention einer Wechselwirkung mitdem Organismus her definiert wird.Es ist daher jeder bekannte Werk-stoff theoretisch einsatzfähig, wobeinicht – wie vielfach angenommenwird – reaktionsträge Materialiengefordert werden, sondern eineWechselwirkung mit dem „biologi-schen System“ Mensch durchaus er-wünscht ist. Das in der obigen Defi-nition genannte „Gerät“ soll dabeials Implantat verloren gegangeneKörperfunktionen strukturell undfunktionell ersetzen.
Biomaterialien lassen sich ent-sprechend in Hart- und Weichmate-rialien einteilen. Hartmaterialienwerden vor allem zum Ersatz vonKnochen und Zähnen verwendet.Für Weichmaterialien gibt es anderevielfältige Einsatzmöglichkeiten, dievon therapeutischen Kleinmateriali-en (Katheter, Blutbeutel, Schlauch-systeme) bis zu Geräten zur Organ-unterstützung (extrakorporalerKreislauf, Kunstniere) und zum par-tiellen oder totalen Organersatz(künstliche Herzklappen, Gefäßpro-thesen, Kunstherz, bioartifiziellenOrganen) reichen.
Materialkundlich lassen sich heu-te vier Hauptklassen von Werkstof-fen unterscheiden: metallische, kera-mische, polymerchemische und alsneuer Werkstoff der letzten Jahrebiomolekulare Materialien, wobeiletztere in der Regel bio- oder gen-technisch hergestellt werden (vgl.Abb. 1). Unter den Metallen, derenFestigkeit auf einer metallischen Bin-dung beruht, kommen vor allem Ti-tan, Titanbasislegierungen und Ko-baltbasislegierungen zum Einsatz.Darüber hinaus spielen auch rost-
80
Metallische Werkstoffe
Keramische Werkstoffe
Polymer-chemische
Werkstoffe
Bio-molekulareWerkstoffe
Verbunde
(1) Die grundsätzlichen Werkstoffklassen und ihre Verbunde.
freie Stähle eine wichtige Rolle. Ke-ramiken (siehe [4, 5]) bestehen che-misch aus einem oder mehreren me-tallischen und nichtmetallischen Ele-menten (etwa Aluminium und Sauer-stoff). Sie werden durch starke ioni-sche (heteropolare) Bindungen zuaußerordentlich festen, chemisch be-ständigen, meist kristallinen Werk-stoffen. Häufig werden auch be-stimmte Silikate – wie Gläser – zudieser Gruppe gezählt. Der größteNachteil der Keramiken und Gläserist ihre Sprödigkeit. Auf der anderenSeite weisen bestimmte Keramiken(beispielsweise Tricalciumphosphate)eine hohe Resorptionsneigung aufund werden gerne als resorbierbareMaterialien bei Knochendefektenoder als Temporärimplantate einge-setzt.
Polymere, die eine große Vielfaltaufweisen, werden ebenfalls häufig,vor allem im Herz-Kreislauf-System
(Polyurethane, Polyterephthalate,Silikone) eingesetzt. Ferner findetman sie im Zusammenwirken mitmetallischen Knochenimplantaten(hochmol. Polyethylen bei Hüftpfan-nen) oder als Klebstoffe (Po-lyacrylatkleber). In jüngster Zeitwerden Polymere der Milchsäure(Polylactid) und der Glycolsäure(Polyglycolide) sowie deren Copoly-merisate erfolgreich als bioresorbier-bare Implantate eingesetzt.
Biomolekulare Werkstoffe [6] imengeren Sinne sind solche, die bio-technisch und/oder gentechnischhergestellt werden und durchausauch als Bulkmaterialien denkbarsind. Da es sich hierbei um Materia-lien biologischer Herkunft handelt,wird der Begriff etwas weiter gefasst,so dass alle Materialien und Mo-leküle biologischer Herkunft nochdazugezählt werden.
Verbundwerkstoffe stellen eineheterogene Struktur zweier odermehrerer fest verbundener homo-gener Materialien (Materialphasen)dar, wobei neue charakteristischeEigenschaften auftreten, die jedesMaterial für sich oder in einfacherMischung mit einem anderen nichtaufweist. Das beste Beispiel einessolchen Verbundes (eines Faserver-bunds) ist der Knochen, der aus ei-ner keramischen Phase (CalciumHydroxylapatit) in einer Polymer-phase (Kollagenfasermatrix) be-steht, wobei Zellen, Blut und Blut-gefäße noch hinzukommen. DieNachahmung eines solchen Ver-bundwerkstoffes hat sich als außer-ordentlich schwierig gestaltet, sodass heute aus pragmatischen Grün-den vorwiegend Verbunde andererArt (sogenannte Werkstoffverbun-de) im Vordergrund stehen.
81ESSENER UNIKATE 13/2000
Werkstoffklassenund Verbunde
im Dienste der MedizinMetallische Werkstoffe:
• metall. Bindung• kristalline Struktur
• gut leitend• plastisch
• Korrosion
Keramische Werkstoffe:
• heteropolare Bindungen• kristallin/amorph• schlecht leitend
• spröde• beständig
Polymerchemische Werkstoffe:
• kovalente undnichtkovalente Bindungen
• amorph/teilkristallin• schlecht leitend
• plastisch• Biodegradation
Biomolekulare Werkstoffe:
• kovalente undnichtkovalente Bindungen
• überwieg. amorph• schlecht leitend
• plastisch• Biodegradation
Gesamt-Organismus
Gewebe
Einzelzellen
AdsorbierteProteinschicht
Biomaterial
Signalstoffe
Signalstoffe
Signalstoffe
(2) Hierarchie der Biomaterial-Gewebe-Interaktion.

Biokompatibilität
Unter Biokompatibilität verstehtman die Fähigkeit eines Materials, ineiner spezifischen Anwendung beiangemessener Wirtsreaktion eine be-stimmte Funktion auszuüben [3].Auch hier wird wiederum nicht einpassives Verhalten des Implantates,sondern spezifische biologischeFunktionen und Reaktionen im undmit dem Organismus erwartet. Dasgroße Problem ist, dass die idealebiokompatible Oberfläche eines Im-plantates bis heute biochemischnicht definiert ist. Wir wissen weder,wie eine bioverträgliche Oberflächeaussehen soll, noch wie sie herzustel-len ist. Entscheidend für die Gewe-beverträglichkeit eines Implantatessind Struktur– und Oberflächen-kompatibilität. Die Oberflächen-kompatibilität entscheidet darüber,wie die erste Reaktion zwischenFremdoberfläche und Organismus –die Proteinadsorption – abläuft. Vonder Zusammensetzung der ersten
Proteinschicht hängt es ab, ob Ge-webszellen, Entzündungszellen oderBakterien an der Grenzfläche er-scheinen und – statt eines gewebe-verträglichen Funktionierens – eszur Dysfunktion künstlicher Herz-klappen, zur Lockerung einer Hart-prothese oder zur Thrombosierungeines Bypasses kommt.
Analysiert man die Biomaterial-Gewebe-Interaktion, so findet maneine zeitliche und räumliche Ab-folge von Prozessen, die sich hierar-chisch ordnen lassen (Abb. 2). Alserste biologische Reaktion findetinnerhalb von Sekunden die Ad-sorption von Proteinen statt [7–9].Bereits hier fällt die Vorentschei-dung zur Verträglichkeit oder zurUnverträglichkeit. Die adsorptiveBindung der Proteine an der Ober-fläche kann mit niedriger Affinität„reversibel“ oder mit hoher Affi-nität „irreversibel“ erfolgen. DieBindungsreaktion kann ferner un-spezifisch oder spezifisch ablaufen.Auf allen heutigen Implantaten er-
folgt die Proteinadsorption unspezi-fisch und in der Regel mit hoher Af-finität, so dass viele der Proteine ihrenative Struktur sowie Funktiondurch die hohen Oberflächenkräfte,und damit ihre spezifische Wir-kungsweise verlieren. Daraus scheintsich zu ergeben, dass eine unspezifi-sche adsorbierende Oberfläche stetsdie Ausbildung der gleichen unspe-zifischen Proteinschicht zur Folgehätte, die ihrerseits eine gleiche un-spezifische zelluläre Gewebereaktionnach sich zieht. Wäre diese Kausal-kette richtig, so müssten alle Implan-tate dieselbe unspezifische Gewebe-reaktion in Form einer Entzündungs-reaktion hervorrufen.
Diese Meinung wird in der Tatauch von Ratner vertreten [10].Doch sie steht im Gegensatz zu derThese von Lausma et al. [11], die be-sagt, dass verschiedene Biomaterial-oberflächen unterschiedliche Gewe-bereaktionen hervorrufen können.Die tiefere Ursache für diese Kon-troverse liegt darin, dass der Schluss,ein unspezifischer Adsorptions-mechanismus bewirke immer aucheine gleichartige unspezifische Ad-sorption von Proteinen, erstens fürBiomaterialien unbewiesen ist undzweitens durch den Einsatz vonTrennmethoden mit unspezifischemBindungsmechanismus (etwa Ionen-austauschchromatographie), wie siezur Trennung und Reinigung vonProteinen in der analytischen Bio-chemie verwendet werden, widerlegtwerden kann. So können unter-schiedliche Biomaterialoberflächenvöllig verschiedene Proteine adsor-bieren, auf Grund der auf den jewei-ligen Oberflächen befindlichen ver-schiedenen unspezifischen Bindungs-stellen.
Hinzu kommt, dass es bei jederImplantation zur Verletzung des je-weiligen Gewebes kommt, wobeiProteine aus diesen Geweben freige-setzt werden, die auf der Implantat-oberfläche adsorbiert werden können.Demnach ist es sehr unwahrschein-lich, dass die Proteinzusammenset-zung in der adsorbierten Protein-
82
(3) Nichtexpandierter (links) und expandierter Koronarstent (rechts) auf Millimeter-papier. Der rechte der beiden Titanstents wurde mit dem neuen Chromschwefelsäure-verfahren oberflächenveredelt (siehe auch Abbildung 6c und 6d).
schicht für alle Gewebe und Bioma-terialien identisch ist und zu nur ei-nem Typus einer entzündlichen Ge-webereaktion führt. Anderseits zei-gen die Erfolge der Implantologie,dass die richtige „unspezifische Pro-teinschicht“ auf einer Implantat-oberfläche, selbst wenn sie durchZufall gefunden wurde, durchaus zueiner langfristigen Einheilung, ja zurIntegration des „Fremdkörpers“führen kann.
Wie schon angedeutet, folgen aufdie adsorbierte Proteinschicht nundie Zellen. Die adsorbierten Proteinewerden entweder selbst durch Kon-formationsänderungen zu Signalstof-fen auf der Oberfläche, oder es wer-den Proteinfragmente, beispielsweisedurch Proteolyse, an der Oberflächefreigesetzt. Handelt es sich um eineunspezifisch wirkende Protein-schicht, kann zunächst eine Entzün-dungsreaktion folgen, die eine Viel-zahl von Zellen wie Makrophagen,Granulozyten, Immunozyten undschließlich auch Gewebezellen
(Fibroblasten, -zyten, Osteoblasten, -zyten) umfassen können, die etwaüber Integrine an den adsorbiertenProteinen der Materialoberfläche ad-härieren. In dieser Phase kann es zurSynthese von Selektinen, Zytokinen,morphogenetischen Proteinen undWachstumsfaktoren kommen, diesezerniert werden und ihrerseits zurAnlockung von Gewebezellpräkur-soren führen. Schließlich ist eine ent-scheidende Vorbedingung für die In-tegration des Implantates die Adhä-sion der Zellen des Zielgewebes(z. B. Knochen) am Implantat [12].Bei all diesen Prozessen spielen wei-terhin Gewebshormone und echteHormone eine entscheidende Rolle.Im Falle einer Biokompatibilitätkommt es zur gewünschten Integra-tion in den Gesamtorganismus ander Spitze der Pyramide, und wir er-halten ein Permanentimplantat.
Um vom Zufallsprinzip und derUnberechenbarkeit unspezifischerOberflächen wegzukommen, wen-det man sich heute der Herstellung
spezifischer Oberflächen zu. Dabeikommt man zu der Feststellung,dass das eigentliche Problem der un-spezifischen Proteinadsorption vorallem in der großen Zahl verschiede-ner Proteine in der adsorbiertenSchicht zu sehen ist, so dass ein Ein-zelprotein – sei es noch so wirksam– nicht mehr in seiner Funktionzum Tragen kommt. Gelingt es ei-nem, aus der mehr oder weniger un-spezifischen Proteinschicht eine ein-heitliche Schicht mit spezifischerWirkungsweise herzustellen, dannsind die Chancen groß, dass bei derImplantation eine spezifische ent-zündungsarme Gewebereaktionstattfindet und eine schnellere sowievollkommenere Integration des Im-plantates erfolgt. Ziel ist es daher,eine Oberfläche herzustellen, aufder nur ein oder wenige ausgesuchteProteine mit gezielter Wirkungswei-se gebunden sind, damit eine Len-kung der Gewebereaktion in Rich-tung Selektivität und Spezifitätmöglich wird.
83ESSENER UNIKATE 13/2000
Tabelle 1: Edelmetallcharakter und Biokompatibilität
Element Reaktion Standard Biokompatibilität, MechanismusElektroden- Korrosionsfestigkeitpotential, V
Pt Pt2+ + 2 e– + 1.60 ++++ inert
Au Au3+ + 3 e– + 1.50 +++(+) inert
H2O O2 + 4 e– + 4 H+ + 1.23
Hg Hg2+ + 2e– + 0.85 +++ (Amalgam) inert
Ag Ag+ + e– + 0.81 +++ inert (Oxidschicht)
Cu Cu2+ + 2e– + 0.35
H2 2 H+ + 2e– 0.00
Ni Ni2+ + 2e– - 0.25
Co Co2+ + 2e– - 0.28 +++ (Legierungen) Oxidschicht (Passivierung)
Fe Fe2+ + 2e– - 0.44 +++ (Legierungen, Stähle) Oxidschicht (Passivierung)
Cr Cr3+ + 3e– - 0.74
Ti Ti2+ + 2e– - 1.63 +++(+) Oxidschicht (Passivierung)
Al Al3+ + 3e– - 1.66
Je positiver das Standard Elektrodenpotential ist, desto größer ist die Affinität für Elektronen und desto edler ist das Metall. Wie die Tabellezeigt, ist auch Wasser eine „edle“ Verbindung. Das Standard Elektrodenpotential für Wasserstoff ist definitionsgemäß Null.

Wie könnte man eine solche spe-zifische Proteinschicht an der Ober-fläche herstellen? Folgende Grund-sätze müssen befolgt werden: DieOberfläche muss so beschaffen sein,dass die unspezifische Protein-adsorption minimiert und ein für dasGewebe spezifisches Protein an derOberfläche fixiert wird. Eine solcheFixierung könnte nichtkovalentoder kovalent erfolgen. Da bisherMethoden einer spezifischen Ad-sorption von Proteinen an Biomate-rialoberflächen so gut wie nicht exis-tent sind, bietet sich die kovalentespezifische Kopplung von Proteinenan. Die Synthese einer gewebespezi-fischen Implantatoberfläche würdealso zwei Grundschritte beinhalten: • Herstellung einer Oberfläche mitminimaler unspezifischer Protein-adsorption und• Belegung der Oberfläche mit ei-nem oder mehreren gewebespezifi-schen Proteinen möglichst in ihrernativen Konformation.
Metallische Implantate
Zu den Biomaterialien mit den ge-ringsten Regressansprüchen gehörendie metallischen Implantate, etwaGroßimplantate wie künstliche Hüft-oder Kniegelenke. Hier gehörenStandzeiten von zehn Jahren für93–95 Prozent der Patienten zumklinischen Alltag. Doch erlaubenauch diese langen Standzeiten esnicht, von der bisherigen unteren Al-tersgrenze von 55 Jahren für einesolche Operation abzurücken. Insge-samt konnten diese ermutigendenZahlen auch nur dann erhalten wer-den, wenn es sich um „bewegungsar-me“ Patienten handelt. An Sport miteiner künstlichen Hüfte oder einemkünstlichen Kniegelenk bei gleich-zeitiger langer Standzeit ist nicht zudenken. So gilt auch hier, dass sichtrotz der positiven Ergebnisse keinegroßen Fortschritte in den letzten 20Jahren ergeben haben. Sollen also dieheutigen Standzeiten verlängert, dieAltersgrenze erniedrigt werden, dieBewegungsaktivität der Patienten
gesteigert werden dürfen, dann müs-sen grundsätzlich neue Wege in derHerstellung der Implantate beschrit-ten werden.
Ähnlich liegen die Verhältnissebei den kleinsten Vertretern metalli-scher Implantate außerhalb der Zahn-heilkunde, nämlich den sogenanntenBlutgefäßstützen oder „Stents“. Die-se kleinen, ein bis zwei Zentimetergroßen, zum Teil selbstexpandieren-
den, scherengitterartigen Röhrchenaus Edelstahl (Abb. 3) werden in ar-teriosklerotisch verengte Blutgefäße– etwa des Herzens – nach vorsichti-ger Aufdehnung eingebracht, um dasgeweitete Gefäß offenzuhalten. Eskommt jedoch in 20 Prozent der Fäl-le zu einer Restenose, also zu einererneuten Verengung des Blutgefäßeswegen des Fremdkörperreizes. Auchhier muss also die Herstellung derOberfläche neu überdacht werden.
Ein vielversprechender Weg zurLösung der gesamten Probleme lässtsich mit dem neuen Begriff Biologi-sierung von Oberflächen beschrei-ben. Der Biologisierung von Ober-flächen liegt die Idee zugrunde, vorder Implantation auf dem Implantateine künstliche Oberfläche zu schaf-fen, die der Biologie des Zielgewebesspezifisch angepasst ist und dazuführt, dass eine schnellere und voll-
ständigere Integration des Implanta-tes erfolgen kann. Doch zunächst zuder Frage, warum bestimmte metal-lische Implantate überhaupt eine sogute Biokompatibilität zeigen. Liegtes am „edlen“ Charakter des jeweili-gen Metalls?
Auf Grund ihrer Reaktionsarmutwäre es zu erwarten, dass die Edel-metalle wie Platin, Gold und Silbereine gute Gewebeverträglichkeit zei-gen. Das ist auch tatsächlich der Fall.
84
(4) Dreidimensionale Struktur des BMP-7. Die zwei identischen Polypeptidketten (139Aminosäuren) sind als dunkle (links) und helle (rechts) Bereiche zu erkennen. Gesondert be-zeichnet sind die Cysteine der Cysteinknoten und die intermolekulare Disulfidbrücke (Cys103, siehe [13]).
Wenn wir uns die chemischenEigenschaften der Metalle anschauen(siehe Tabelle 1), dann finden wirganz oben in der Liste die Edelme-talle, angeführt von Platin. Der alsedel bezeichnete Charakter des Me-talls lässt sich gut mit dem Standard-Elektrodenpotential korrelieren, dasbei Platin mit der höchsten Verträg-lichkeit (+1.6 V) und bei Gold(+1.5 V) beträgt.
Wir können Patienten jedochkeine Platin- oder Goldhüften ein-bauen. Vielmehr verwendet manheute häufig Titan, rein oder in Le-gierung, oder aber rostfreie Stähle.In unserer Liste ist das Titan mit ei-nem Potential von (–1.63 V) einesder reaktivsten Metalle in der Liste.Danach müsste es eigentlich sehrschlecht verträglich sein.
So paradox es klingt: Es ist diegroße Reaktivität des Titans, die es
so verträglich macht. Auf der Ober-fläche reagiert Titan innerhalb vonSekunden mit dem Luftsauerstoffund umgibt sich mit einer sogenann-ten chemisch inerten (reaktionsar-men) Titandioxidschicht. Bei rost-freien Stählen (etwa 316L) sorgt vorallem der hohe Chromgehalt (18–20Prozent) für die rasche Ausbildungeiner schützenden, wenig reaktivenChrom-(III)-Oxid-Schicht.
Die Biologisierung vonImplantatoberflächen
Die chemische Inertheit allein machtjedoch noch kein gutes Biomaterialaus. Biologisch sind die Oberflächennämlich gar nicht inert. In biologi-schen Flüssigkeiten reagieren dieseOberflächen stark mit Proteinen un-ter Ausbildung einer Proteinschicht.Diese Proteinschicht „passiviert“ dieOberfläche, macht sie zuweilen bio-
logisch inert oder reaktionsträge –und manchmal zufälligerweise bio-kompatibel. Doch damit will mansich verständlicherweise nicht mehrbegnügen. Ein echter Fortschritt aufdem Gebiet der Biomaterialien wärenur dann erzielt, wenn die „zufällige“Trial-and-error-Methode durch einerational-zielgerichtete und auf wis-senschaftlichen Erkenntnissen beru-hende Methode der Biologisierungvon Oberflächen ersetzt würde.
Das bedeutet die gezielte Her-stellung einer definierten Protein-schicht auf der Oberfläche. Die spe-zifische Immobilisierung von Bio-molekülen auf festen Oberflächenwurde mit der Affinitätschromato-graphie Anfang der 70er Jahre zurzielgerichteten Reinigung und Isolie-rung von Proteinen eingeführt. Da-mals dachte man noch nicht an Bio-materialoberflächen. Erst zehn Jahrespäter, um 1982, begann man mit derImmobilisierung gerinnungshemmen-der Substanzen wie Heparin auf Kunst-stoffimplantaten aus Polyurethan,die für den Einsatz als künstlicheBlutgefäße im Blutkreislauf gedachtwaren. Doch die Blutgerinnung ander Oberfläche konnte nicht besei-tigt, sondern nur verzögert werden.Trotz vielfältiger Ansätze zur Her-stellung heparinbeschichteter künst-licher Blutgefäße ist es bis heutenicht gelungen, antithrombogenePolymeroberflächen mit langenStandzeiten herzustellen.
Im Gegensatz zu solchen Kunst-stoffimplantatmaterialien wurde erstin jüngster Zeit mit der Oberflächen-modifikation von Metall- und Kera-mikimplantaten begonnen. Danebenwurden, begünstigt durch die Ent-wicklungen in der Gentechnologie,auch Konzepte mit gänzlich andererZielsetzung entwickelt: Durch dieMöglichkeit, zelluläre Signalstoffeund Wachstumsfaktoren, die in derRegel nur in Spuren vorkommendePolypeptide sind, gentechnisch inbeliebigen Mengen herzustellen,kann man heute Oberflächen schaf-fen, die zum gezielten Wachstumeines Gewebes auf der Oberfläche
85ESSENER UNIKATE 13/2000
Tabelle 2: Biologische Funktionen von BMP-2
Ursprungszelle Ausgelöste Funktion Literatur
Osteoblasten Knochenneubildung, [15, 20]Knochen alkal. Phosphatase
Chondrogenese
Chondrozyten Collagen X, [21]; [22]Knorpel alkal. Phosphatase,
Reparaturknorpel
Myoblasten Ektopische Osteoinduktion, [23]Quergestr. Muskulatur keine Chondrogenese
Fibroblasten (Bänder) Bildung von Chondrozyten [24]
Glatte Muskulatur Proliferationshemmung [25](vaskulär)

eines Implantates führen. Hierzuwird in das komplexe Geschehen derWachstums- und Differenzierungs-vorgänge von Zellen eingegriffen,um den Einheilungsvorgang gezieltzu beschleunigen und die Annahmedes „Fremdkörpers“ dauerhaft zubewirken. Damit liegt diesem Kon-zept die Idee zugrunde, über eineFixierung von gewebespezifischenSignalstoffen an der Implantatober-fläche zu einer schnelleren und voll-ständigeren Integration des Implan-tats zu kommen.
Als erstes Protein zur kovalentenImmobilisierung auf metallischenOberflächen wurde in Essen einhochspezifisches Signalprotein, dasbone morphogenetic protein 2 (BMP-2), ausgewählt. Da Signalstoffe dieserArt in vivo nur in 10–8–10–10 MKonzentrationen vorkommen und
daher nicht in ausreichenden Men-gen aus tierischen Geweben herge-stellt werden können, stellt die Ver-fügbarkeit solcher Proteine eingroßes Problem dar. Für die Gewin-nung der ersten Mikrogramm BMP-2 musste etwa eine Tonne Rinder-knochen aufgearbeitet werden. Da-her wurden in jüngster Zeit Verfah-ren entwickelt, nach denen BMP-2gentechnisch in dem Bakterium E.coli hergestellt werden kann.
Abbildung (4) zeigt die drei-dimensionale Struktur des nativenBMP-7. Das BMP-7 besitzt zwareine etwas andere biologische Funk-tion, ist dem homologen BMP-2 je-doch strukturell sehr ähnlich. Gut zuerkennen sind die Tertiärstrukturaus zwei identischen Polypeptidket-ten, der Cysteinknoten in jeder Ket-te und die intermolekulare Disulfid-
brücke, die die beiden Ketten kova-lent miteinander verknüpft.
BMPs regulieren drei Schlüssel-reaktionen bei der Osteogenese [14]:Chemotaxis, Mitose und Differen-zierung von Knochengewebszellen.Inzwischen unterscheidet man 13solcher Isoproteine, BMP-1 bisBMP-13 [15, 16]. Bis auf das BMP-1gehören die BMPs der Transfor-ming-Growth-Factor-Beta-Superfa-milie (TGF-ß) an, für die spezifischeRezeptoren nachgewiesen wurden.Beim BMP-2 erfolgt die Signaltrans-duktion an der Wirkzelle über dieRezeptoren Typ 1 und Typ 2(Ser/Thr Kinasen) durch eine soge-nannte heteromere Komplexbildung[17], gefolgt von einer Phosphory-lierungskaskade [18]. Der humaneTyp-II-Rezeptor bindet aber nichtnur BMP-2 und BMP-4, sondern
86
(5) Stimulierung der Synthesevon alkalischer Phosphatase inder OsteoblastenzelllinieMC3T3-E1 durch selbstherge-stelltes angereichertes rhBMP-2. Rekombinantes humanesBMP-2 (rhBMP-2) wurde in E.coli exprimiert, renaturiert undangereichert. EntsprechendeMengen rhBMP-2 (● ) undKontrollpräparat (❍ , Kontroll-stamm) wurden drei Tage mitder konfluenten Knochenzell-linie (MC3T3-E1) inkubiert.Anschließend wurde die Akti-vität der alkalischen Phospha-tase in den Zellen gemessen.Gleichzeitig wurde das Zell-protein (▲) bestimmt, das sichnach BMP-Behandlung nichtveränderte (was gegen Zellyseund Wachstum spricht). Deralkalische Phosphatasetest wur-de mit o-Nitrophenylphosphatdurchgeführt. Protein wurdenach Bradford bestimmt. ImEinklang mit anderen Experi-menten liegt die Halbsätti-gungskonstante bei ca. 2 µg/ ml.Der gezeigte BMP-2-Nachweiserfolgte durch M. Wiemannund D. Bingmann, Institut fürPhysiologie, Universität Essen.Siehe auch [28, 29].
auch BMP-7, was auf eine Wirkkon-vergenz dieser Signalproteine auf derEbene der Rezeptoren hinweist.Darüber hinaus kann die Syntheseweiterer BMPs (etwa BMP-3, BMP-4)durch BMP-2 induziert werden [19].Biologisch hat sich gezeigt, dass dieWirkung der BMPs nicht, wie ur-sprünglich gedacht, auf den Kno-chen beschränkt ist. Typische Bei-spiele für das breite Wirkungsspek-trum von BMP-2 als Morphogensind in Tabelle (2) zusammengefasst.
Wie erfolgreiche Versuche anRatten, Hunden, Kaninchen undAffen gezeigt haben, liegt keine Spe-ziesspezifität für BMPs vor, so dassvor dem Einsatz im Menschen eineErprobung im Tierversuch möglichist. BMP-2 ist bisher erfolgreich beiDefektheilungen eingesetzt worden.Überraschenderweise hat BMP, das
mit Gelatine in einen Titanschwammeingeschwämmt wurde, keinen be-sonderen Effekt auf die Knochen-neubildung auf der Titanoberflächegezeigt [26]. Daraus wurde gefolgert,dass eine einfache Beimengung vonBMP-2 zu einem Metallimplantatwenig Aussicht auf Erfolg verspricht.Vielmehr scheint es notwendig, dassdas BMP-2 an der Oberfläche fixiertwerden muss, damit es den Wirkortnicht durch Diffusion oder Abbau-prozesse verlassen kann.
In Essen ist es als drittem Stand-ort gelungen, rekombinantes huma-nes BMP-2 (=rhBMP-2) präparativin E. coli herzustellen [27]. In derreinsten Fraktion konnte bisher einReinheitsgrad von 80 bis 90 Prozenterreicht werden. Das Hauptproblemist jedoch nicht die technische Her-stellung des Proteins in E. coli, son-
dern vielmehr die Montage der bei-den Polypeptidketten in der korrek-ten Faltung und die Verknüpfungzum biologisch aktiven Protein, alsodie korrekte Dimerisierung gefolgtvon der fehlerfreien Ausbildung undkovalenten Verbindung der Cystein-knoten beider Ketten mit insgesamtsieben Disulfidbrücken. Die Ausbeutean biologisch aktivem rhBMP-2(Reinheitsgrad etwa 90 Prozent) liegtzur Zeit bei 30–40 Milligramm proLiter E. coli Kultur [27]. Zum spezi-fischen Nachweis der biologischenAktivität des auf diese Weise herge-stellten rhBMP-2 wurden Versuchemit Knochenzelllinien durchgeführt[28, 29]. Die Dosis-Wirkungs-Bezie-hung in Abbildung (5) demonstriert,dass das gentechnologisch hergestell-te Essener rhBMP-2 eine hohe bio-logische Aktivität aufweist.
87ESSENER UNIKATE 13/2000
(6) Chemische Oberflächenbehandlung von Titanplättchen durch Oxidation in Chromschwefelsäure. Titan mechanisch poliert: (a) Kontrolle,(b) chromschwefelsäureveredelt. Titan elektropoliert: (c) Kontrolle, (d) chromschwefelsäureveredelt. Edelstahl (316L) elektropoliert: (e) Kon-trolle, (f) chromschwefelsäureveredelt. Durch die Chromschwefelsäure entsteht eine neue Oxidschicht, die weniger als 200 nm dick ist. DieWeiterentwicklung erfolgt in Kooperation mit der Firma G.B. Implantate, Essen, Prof. Dr. Alfons Fischer (Werkstofftechnik), Prof. Dr.Volker Buck (Physik) und Prof. Dr. Andreas Wucher (Physik). Siehe auch [27, 29–31].
(7) Bewegung eines Tropfens auf einer Oberfläche (a) unter Gleichgewichtsbedingungen auf einer glatten idealen Oberfläche mit einem Kon-taktwinkel θG und (b) unter Bedingungen eines Nichtgleichgewichtes auf einer realen Oberfläche mit zwei verschiedenen Kontaktwinkeln, demVorrückwinkel θV und dem Rückzugswinkel θR (nach [32]).

Insgesamt haben die bisherigenUntersuchungen der Verbundfor-schung in Essen und Bochum erge-ben [28, 29], dass rhBMP-2 dasWachstum der Zellen stimuliert undzu einer Veränderung des Spektrumsder Proteinbiosynthese führt. Wei-terhin hat sich ergeben, dass die Kno-chenzelllinie MC3T3-El (Abb. 5)über die induzierte alkalische Kno-chenphosphatase und intrazelluläreCalciumkonzentrationen als zellulä-rer Indikator für den Nachweis derWirksamkeit von BMP in freier wiein gebundener Form dienen kann[36]. Damit sind wichtige Vo-raussetzungen für die Bewertungvon BMP-Beschichtungen von Im-plantaten geschaffen.
Immobilisierung von rhBMP-2 auf Titanoberflächen
Da Vorversuche zur Kopplung vonProteinen an Metallpulver und po-
88
(8) Dynamische Kon-taktwinkelmessungenvon Titanplättchen(15 x 10 x 1 mm) mitunterschiedlicherOberflächenbeschaf-fenheit; (a) ungerei-nigt, θV = 76.2, θR =18.2, Hysterese: groß;(b) gereinigt (Aceton,Kochen in fünf Pro-zent HNO3), θV =36.5, θR = 21.1, Hys-terese: klein; (c)säureoxidiert, θV =18.0, θR = 18.0, Hys-terese: keine. ∆F:Kraftdifferenz; θ:Kontaktwinkel; Ein-tauchtiefe in Millime-tern. Der Kontakt-winkel wurde nachder Wilhelmy-Plate-Methode bestimmt.Dargestellt sind dievom Computer auf-gezeichneten Hyste-resekurven mit be-rechneten Kontakt-winkeln. Siehe auch[27, 30–31].
lierte Metallplättchen nur zu niedri-gen Proteinbelegungen führten, wur-de nach einer Methode gesucht, aufder Titanoberfläche chemisch einekünstliche Titandioxidschicht aufzu-bringen, die über eine größere An-zahl an Hydroxylgruppen für weite-re Modifikationsreaktionen verfügtals die ursprüngliche Oberfläche.Dies gelang durch die Entwicklungeines neuen nichtelektrochemischenVerfahrens zur Oberflächenverede-lung von Titan in Chromschwefel-säure [27, 30, 31], wobei u. a. dienatürliche Oxidschicht mindestenszehnfach verdickt wird. Mit dieserMethode lassen sich Titandioxidschich-ten in einer Dicke von hundert Nano-metern (Abb. 6 b, d, f) bis zu mehrerenMikrometern herstellen.
Wie sind nun Informationenüber die Oberfläche und die Güteder erzielten Schichten in einfacherWeise erhalten? Eine sehr einfacheMethode basiert auf dem Verhalten
eines bewegten reinen Wassertrop-fens auf einer solchen Oberfläche:Bei Bewegung des Tropfens auf ei-ner idealen glatten Oberfläche erhältman unter Gleichgewichtsbedingun-gen einen einzigen Kontaktwinkel(vgl. Abb. 7a). In Wirklichkeit erhältman jedoch in der Regel auf realenOberflächen wegen der Oberflächen-rauigkeit und der Oberflächenad-häsion eine Verformung des Trop-fens – und somit zwei verschiedeneKontaktwinkel: einen Vorrückwin-kel θV und einen RückzugswinkelθR (Abb. 7b). Je größer die Diffe-renz dieser Winkel ist, desto mehrklaffen die Kraftdifferenzkurven(Abb. 8) auseinander (Hysterese)und desto unidealer ist in der Regeldie Oberfläche. Die Bestimmungdieser dynamischen Kontaktwinkel(Wilhelmy-Platten-Methode) auf ei-ner Oberfläche erlaubt daher ersteAussagen über die Eigenschaftenund Güte derselben [27].
Ungereinigte Titanplättchen sindhydrophob und weisen einen großenVorrückwinkel (θV) von etwa 76°auf, unter Erzeugung einer stark aus-geprägten Kontaktwinkelhysterese(Abb. 8a). Die Reinigung in Acetonund fünf Prozent HNO3 führt zu ei-ner hydrophileren Oberfläche, wassich in einer Senkung des Vorrück-winkels auf 37° und einer Reduktionder Hysterese ausdrückt (Abb. 8b).Die von uns entwickelte Oxidationder Titanoberfläche mit Chrom-schwefelsäure reduziert den Kon-taktwinkel jedoch noch weiter aufetwa 18° und bringt die Hystereseganz zum Verschwinden (Abb. 8c),was auf eine sehr homogene Ober-fläche hinweist. Durch die künstli-che Oxidation erzeugen wir somiteine hydrophile einheitliche Ober-fläche auf den Titanplättchen, dieoptimal für eine chemische Modi-fikation und damit für eine Bio-logisierung geeignet ist.
89ESSENER UNIKATE 13/2000
Tabelle 3: Vergleich von kovalentund nichtkovalent immobilisierten Proteinen auf Titanplättchen
Immobilisiertes kovalente Kopplung Adsorption aufPeptid/Protein auf Titanplättchen Titanplättchen
µg/cm2 µg/cm2
125I-Ubiquitinnichtoxidiertes Titan 0.070 0.800säureoxidiertes Titan 0.400 0.950(1.0 mg/ml)
125I-rhBMP-2säureoxidiertes Titan 0.067 0.380(0.3 mg/ml)
GRGDSPC-Heptapeptide 0.023 –(Wintermantel et al., 1998 [32])
Glucoseoxidase* (Nickelgitter) 0.016* –(Weetall et al., 1970 [33])
*Glucoseoxidase wurde auf einem Nickelgitter, nicht auf Titanplättchen gebunden. Beim Vergleichder Kopplungswerte von Ubiquitin und rhBMP-2 sind die unterschiedlichen Konzentrationen imInkubationsansatz zu berücksichtigen. Siehe auch [27, 29–31].

Die Ergebnisse einer Versuchs-reihe zur kovalenten Kopplung desModellproteins Ubiquitin an künst-lich oxidierten und nichtoxidiertenTitanoberflächen sind in Tabelle (3)aufgeführt. Als kovalent gebundenwird die Menge immobilisierten Pro-teins definiert, die nicht mit einer Lö-sung von einem Prozent SDS (Nat-riumdodecylsulfat) in 0.1 M NaOHentfernbar ist (= NaOH/ SDS-Waschung). Tabelle (3) ist zu entneh-men, dass auf den oxidierten undnichtoxidierten Plättchen etwa gleichgroße Mengen von Ubiquitin adsor-biert werden können (0.8–1.0 µg/cm2).Obwohl nach der Waschung mitNaOH/SDS der „irreversibel“ ad-sorbierte Anteil von Ubiquitin (sieheKontrollen in Tabelle 3) deutlich zu-genommen hat, liegt der netto kova-lent gebundene Anteil an Ubiquitinauf den oxidierten Plättchen drei- bisfünffach höher als auf den nicht-oxidierten.
Insgesamt konnte durch unsereOptimierungsmethoden der kova-lent gebundene Anteil drei- bis fünf-undzwanzigfach gegenüber den Li-teraturwerten von Weetall et al. [33]gesteigert werden. Werden auf einerTitanplättchenoberfläche ca. 0.2–0.3µg Ubiquitin pro cm2 kovalent ge-bunden, lässt sich berechnen, dass ei-ne Zelle mit einem Durchmesser vonetwa 10 µm eine Titanfläche bedeckt,die etwa 106–107 solcher immobili-sierter Moleküle enthält, so dass einejuxtakrine Stimulation [37] einer sol-chen Zelle theoretisch möglich ist.Zur Herstellung chemotaktischer[38] Oberflächen soll eine limitierteFreisetzung des immobilisierten Bio-moleküls durch instabile kovalenteBindungen oder durch adsorptiveImmobilisierungsmechanismen er-möglicht werden [27].
In Tabelle (3) sind die bisher er-zielten Ergebnisse bei der Immobili-sierung der beiden Proteine Ubiquitin
und rhBMP-2 auf Metallplättchenzusammengefasst und mit Wertenaus der Literatur verglichen. Man er-kennt, dass auf säureoxidiertenTitanplättchen etwa fünfmal mehrdes Modellproteins 125I-Ubiquitinkovalent gekoppelt werden kann alsauf unbehandelten Plättchen. Wegender geringen Mengen an verfügba-rem 125I-rhBMP wurde eine gerin-gere Proteinkonzentration (1/3) imKopplungsansatz eingesetzt und so-mit auch kovalent an der Oberflächegekoppelt. Immerhin liegt dieserWert noch drei- bis vierfach über de-nen, die in der Literatur für einHeptapeptid und das Enzym Glucose-oxidase beschrieben sind. Nimmtman diese Daten zur Orientierung,geht aus Tabelle (5) hervor, dass dievon uns mit Ubiquitin und rhBMP-2erzielten kovalenten Kopplungser-gebnisse deutlich höher als die Er-gebnisse anderer Gruppen liegen.Besonders auffällig sind jedoch die
90
Klinische Forschung
Grundlagenforschung
Angewandte Forschung
ExplantatanalyseBedarfsanalyse
Ziele
OptimierterNeuer Verbund
optimiertesneues design
In-vitro-Testungin-vivo-Testung
(9) Fächerübergreifende Optimierungszyklen für neue Verbunde und Designs.
Klinische Forschungund Theoretische Medizin
Innere MedizinUnfallchirurgie
OrthopädieHals-Nasen-
Ohren-HeilkundeImmunologieMikrobiologie
Grundlagenforschung
ChemiePhysik
BiochemiePhysiologie
Angewandte Forschung –Ingenieurwissenschaften
KunststofftechnikWerkstofftechnik
(Metalle)
91ESSENER UNIKATE 13/2000
großen Mengen dieser Proteine, dienichtkovalent, also adsorptiv gebun-den werden können. Hier eröffnetsich die Möglichkeit, auf einfacheArt und Weise größere Mengen anbiologisch aktiven Molekülen alschemotaktisches Depot bei der Im-plantation mit dem Implantat in dasGewebe einzubringen. Erste Ver-suchsergebnisse zeigen, dass adsor-biertes BMP-2 biologisch aktiv ist[36]. Weitere Möglichkeiten zumEinsatz dieser Technik ergeben sichaus Möglichkeiten einer spezifischenAdsorption von Signalproteinen aufOberflächen [35].
Die Zukunft derBiomaterialforschung in Essen
Die Lösung der vielfältigen Aufga-ben bei der Entwicklung einer neuenGeneration von Biomaterialien mitbiologisierten Oberflächen ist inner-halb einer einzigen Arbeitsgruppeoder in einem einzigen Institut nichtmöglich. Daher haben sich 1993 eineReihe von Instituten und Klinikenzu Gunsten einer fakultätsübergrei-fenden interdisziplinären Forschungin der Arbeitsgemeinschaft Biomate-rialien und Gewebeverträglichkeitan der Universität Essen zusammen-geschlossen. Ein hochaktuelles Ver-bundforschungsprojekt dieser Grup-pe Entwicklung von enossalen Im-plantaten mit Bioaktiver Oberflächewurde vom Land NRW in den letz-ten Jahren gefördert und hat zu ei-nem entscheidenden Aufschwung inder Biomaterialforschung in Essengeführt [27-31, 36, 39]. Ein weiteresZukunftsprojekt, für dessen Ver-wirklichung eine konzertierte Unter-stützung durch Universität, Politikund Wirtschaft vonnöten ist, wäredie Gründung eines Zentrums fürBiomaterialien in Essen. Ziel wäredie Durchführung einer biomaterial-relevanten grundlagen- und anwen-dungsorientierten medizinischenForschung im Zusammenwirken vonIndustrie und Universität. Ein Ge-samtkonzept für die Entwicklungder Biomaterialforschung an einem
einmaligen Standort im Ruhrgebietwie der Universität Essen ist sche-matisch in Abbildung (9) dargestellt.Wünschenswert wäre beispielsweiseein enges Zusammenwirken der ta-bellarisch aufgeführten Fachgebieteund Institutionen mit Industriepart-nern, die mit ihren Mitteln nicht nurdie Entwicklung eigener Produkte ineinem hochwertigen wissenschaftli-chen Umfeld vorantreiben, sonderndabei auch die Forschungsaktivitätender beteiligten Institute maßgeblichunterstützen.
In diesem Konzept geht der„Forschungsfluss“ von den Klinikenaus, die auf Grund der Explantatana-lyse eine weitergehende Bedarfsana-lyse zusammen mit Industriepartnerndurchführen und Ziele festlegen. Inden Grundlagenfächern und theoreti-schen Fächern der MedizinischenFakultät, den Fächern der natur-wissenschaftlichen Fakultäten undder ingenieurwissenschaftlichenFakultät wird ein Konzept zur Opti-mierung der Oberfläche (z. B. neu-artige Biologisierung) und der Bulk-phase (neue Materialien oder Designs)unter Mitwirkung der Industriepart-ner erarbeitet und durchgeführt. Vordem erneuten Eingang in die Klini-ken erfolgt ein In-vitro- und In-vivo-Testen außerhalb des Menschen.Grundlage ist hier die bereits darge-stellte Biomaterial-Gewebe-Pyramide(Abb. 2), so dass zunächst eineCharakterisierung von Bulk undOberfläche physikalisch-chemischnach entsprechenden Richtlinien an-gestrebt wird. Dann wird die Ober-fläche in Bezug auf die Proteinad-sorption und Gewebekulturverträg-lichkeit unter Einschluss immunolo-gischer und pathophysiologischerKriterien optimiert. Darauf bauenTierversuche auf, in denen bereitsbestimmte Designs geprüft werdenkönnen. Schließlich entsteht aus dementwickelten Implantat ein neues In-dustrieprodukt, das nach klinischerPrüfung und einem Zulassungsver-fahren wieder endgültig Eingang indie Klinik zur Patientenversorgungfindet.
Summary
A biocompatible implant is expectedto display a structural and a surfacecompatibility. Of these two the sur-face compatibility is of decisive im-portance, since the first reactionbetween the organism and the im-plant takes place on the surface levelin the form of protein adsorption(Fig. 2). Solutions to this basic reac-tion of biocompatibility have in thepast been left mainly to trial anderror. Today it is essential to designthe surface in such a way that a se-lective and specific interaction withthe target tissue is possible with aminimal inflammatory reaction.Therefore we have developed aconcept and methodology for thebiocoating of implantable metalssuch as titanium and medicinalstainless steel with morphogens orgrowth factors such as the bonemorphogenetic proteins (Fig. 4).Surfaces of this type may function aschemotactic as well as juxtacrineinterfaces in stimulating tissuegrowth and implant integration.
Flat plates of titanium and stain-less steel (size 0.8 x 10 x 15 mm)were employed as model materials.The natural surface of the metal wasenhanced by a novel procedure withchromosulfuric acid (Fig. 6) whichincreases the surface area and themetal oxide film thickness. Themodel protein ubiquitin and humanbone morpho-genetic protein 2 (rh-BMP-2) were immobilized on thesenovel metal surfaces (Fig. 6, Table 3).The biological activity of rh-BMP-2was tested with the osteoblast-likeMC3T3-E1 cell line by measuringthe induction of endogenous alkalinephosphatase (Fig. 5).
Characteristically the treatmentof metal surfaces with chromosulfuricacid produced very hydrophilic sur-faces (contact angles: ≤ 18°; Fig. 8).On such specifically oxidized titani-um surfaces the net amount of cova-lently immobilized 125I-ubiquitinwas 0.3–0.5 µg/cm2. Coupling of

125I-rhBMP-2 (co = 0.3 mg/ml) tooxidized titanium-plates led to a netcovalent immobilization of 0.06–0.10 µg/cm2 forming a basis for thebiocoating of bone implants. Theamount of protein immobilized tostainless steel was similar to titani-um. Biologically active immobilizedrh-BMP-2 has been obtained on themetal surfaces. The novel implantmaterials are being developed andtested in a multidisciplinary effortinvolving many institutes and clinics(Fig. 9) for possible future humanuse.
92
Danksagung:
Wir danken dem Ministerium für Schule undWeiterbildung, Wissenschaft und Forschungdes Landes Nordrhein-Westfalen für die För-derung des Gemeinschaftsprojektes Entwick-lung von enossalen Implantaten mit bioakti-ver Oberfläche, die die hier dargestellten Er-gebnisse erst ermöglicht hat.
Der Autor:
Herbert P. Jennissen studierte von 1963 bis1970 Medizin in Köln und Freiburg. Nachdem deutschen Staatsexamen folgten das ame-rikanische Staatsexamen (ECFMG), dieMedizinalassistentenzeit und 1971 die Appro-bation. 1970 promovierte Jennissen am Frei-burger Institut für Biochemie über die Induk-tion und Repression der Serin Dehydratasesowie der chemischen Carcinogenese in derRattenleber. Anschließend setzte er ab 1972 seine bioche-mischen Arbeiten als Wissenschaftlicher Assis-tent am Physiologisch-Chemischen Institutder Universität Würzburg (Prof. Dr. E.Helmreich) in der Arbeitsgruppe von Prof.Dr. L. Heilmeyer fort. 1974 wechselte er alsWissenschaftlicher Assistent an das Institutfür Physiologische Chemie der Ruhr-Univer-sität Bochum (Prof. Dr. L. Heilmeyer) mitden Forschungsschwerpunkten Regulationund Struktur der Phosphorylase Kinase, Pro-teinturnover und Mechanismen der biospezifi-schen und hydrophobe Affinitätschromatogra-phie. Hier habilitierte sich Jennissen 1977 fürdas Fach Physiologische Chemie über dieBedeutung alkyl-substituierter Agarosegelefür präparative, analytische und theoretischeProbleme in der Biochemie. Danach arbeiteteer zunächst als Privatdozent am Institut fürPhysiologische Chemie der UniversitätBochum, bevor er 1981 zum außerplanmäßigenProfessor ernannt wurde. 1982 folgte erzunächst der Berufung auf eine Professur fürPhysiologische Chemie am Institut für Phy-
siologie, Physiologische Chemie und Ernäh-rungsphysiologie an der Universität Mün-chen, bevor er 1989 mit dem Ruf auf die Uni-versitätsprofessur für Physiologische Chemiean das Institut für Physiologische Chemie derMedizinischen Fakultät der Universität Essenwechselte und hier Leiter der Arbeitsgruppefür Biochemische Endokrinologie wurde. Von1989 bis 1992 war Jennissen Komm. Direktordes Instituts für Physiologische Chemie. SeineArbeitschwerpunkte sind: Konjugation vonUbiquitin und Calmodulin, ATP-abhängigeProteolyse (Proteasom), Spektrokopische On-Line-Verfahren zur Messung der Protein-adsorption an Grenzflächen und Biomaterialien,gentechnische Herstellung von Signalproteinenund hormonähnlichen Mediatormolekülensowie die Biologisierung von Implantaten.
Literatur:
[1] Malchau, H., Herberts, P., Ahnfelt, L.(1993): Prognosis of Total Hip Replacementin Sweden. Follow-up of 92.675 Operationsperformed 1978–1990. Acta Orthop Scand 64,497–506[2] McMillin, C. (1999): Crisis Backgroundand the Withdrawal of Biomaterials. Bio-material Forum 21, 5[3] Williams, D. F. (1986): Definitions in Bio-materials. Proceedings of a Consensus Confe-rence of the European Society for Biomateri-als, Chester England, March 3–5, 1986, Else-vier Science Publishers, Amsterdam, NewYork [4] Fleck, C., Eifler, D., Ondracek, G., andWatts, J. F. (1993): A Critical Evaluation ofSpecimen Preparation Methods for Opticaland Electron Microscopy of Bone. In: Pro-gress Report on Biomaterials Scient. Ser. Int.Bureau Vol. 16, (Krawczynski J. and Ondra-cek G., eds.) pp. 18–81, Zentralbibliothek,Forschungszentrum Jülich[5] Williams, D. F. (1996): Staying Calm Un-der Pressure: The Secrets of Bioceramics. Me-dical Device Technology March, pp. 8–12[6] Report by the Committee on Industry &Technology (COMAT) and the Federal Co-ordinating Council for Science, Engineering& Technology (FCCSET), (1993): AdvancedMaterials and Processing: The Federal Pro-gram in Materials Science and Technology.National Institute of Standards and Technolo-gy, Gaithersburg, MD, pp. 1–64[7] Andrade, J. D. (1985): Principles of Pro-tein Adsorption, in: Surface and InterfacialAspects of Biomedical Polymers, Vol. 2,Protein Adsorption , (Andrade J. D., ed.)pp. 1–80[8] Jennissen, H. P. (1988): General Aspects ofProtein Adsorption. Makromol Chem,Macromol Symp 17, 111–134[9] Hlady, V., Buijs J. and Jennissen H. P.(1999): Methods for Studying Protein Ad-sorption. Methods Enzymol. 309, 402–429[10] Ratner, B. (1999): Vortrag XIIth AachenColloquium on Biomaterials, Feb. 1999,RWTH Aachen[11] Kasemo, B., Lausmaa, J. (1991), in: The
Bone – Biomaterial Interface. The Biomateri-al-Tissue Interface and its Analogues in Sur-face Science and Technology (Davies J. E.,ed.) University of Toronto Press, Toronto,Buffalo, London, pp. 19–32[12] Eisenbarth, E., Meyle, J., Nachtigall, W.,and Breme, J. (1996): Influence of the SurfaceStructure of Titanium Materials on theAdhesion of Fibroblasts. Biomaterials 17,1399–1403[13] Griffith D. L., Keck P.C., Sampath T. K.,Rueger D. C., Carlson W. D. (1996): Three-dimensional Structure of Recombinant Hu-man Osteogenic Protein 1: Structural Para-digm for the Transforming Growth FactorBeta Superfamily. Proc. Natl. Acad. Sci. USA93, 878–883.[14] Reddi, A. H. (1995): Bone Morphogene-tic Proteins, Bone Marrow Stromal Cells andMesenchymal Stem Cells. Maureen OwenRevisited. Clin Orthop Apr (313), 115–119[15] Reddi, A. H., and Cunningham, N. S.(1993): Initiation and Promotion of Bone Dif-ferentiation by Bone Morphogenetic Proteins.J Bone Miner Res 8 Suppl 2, S499–S502[16] Inada, M., Katagiri, T., Akiyama, S., Na-mika, M., Komika, M., Yanaguchi, A., Kamoi,K., Rosen, V., and Suda, T. (1996): Bone Mor-phogenetic Protein-12 and -13 Inhibit Termi-nal Differentiation of Myoblasts but do notInduce their Differentiation into Osteoblasts.Biochem Biophys Res Commun 222, 317–322[17] Liu, F., Ventura, F., Doody, J., and Mas-sague, J. (1995): Human Type II Receptor forBone Morphogenetic Proteins (BMPs): Ex-tension of the Two Kinase Receptor Model tothe BMPs. Mol Cell Biol 15, 3479–3486[18] Yamamoto, N., Akiyama, S., Katagiri, T.,Namiki, M., Kurokawa, T., and Suda, T.(1995): Smad1 and Smad5 Act Downstream ofIntracellular Signalings of BMP-2 that Inhi-bits Myogenic Differentiation and InducesOsteoblast Differentiation in C2C12 Myo-blasts. Biochem Biophys Res Commun 238,574–580[19] Chen, D., Harris, Ma, Rossini, G., Dun-stan, C. R., Dallas, S. L., Feng, J. Q., Mundi,G. R., and Harris, S. E. (1997): Bone Morpho-genetic Protein 2 (BMP-2) enhances BMP-3,BMP-4 and Bone Cell Differentiation MarkerGene Expression during Induction of Minera-lized Bone Matrix Formation in Cultures ofFetal Rat Calvarial Osteoblasts. Calcif TissueInt 60, 283–290[20] Zegzula, H. D., Buck, D. C., Brekke, J.,Woynez, J. M., and Hollinger, J. O. (1997):Bone Formation with the Use of rhBMP-2(Recombinant Human Bone MorphogeneticProtein-2). J Bone and Joint Surg 79A,1778–1790[21] Sellers, R. S., Peluso, D., and Morris, E. A.(1997): The Effect of Recombinant HumanBone Morphogenetic Protein-2 (rhBMP-2) onthe Healing of Full-Thickness Defects in Arti-cular Cartilage. J Bone and Joint Surg 79A,1452–1463[22] Leboy, P. S., Sullivan, T. A., Nooreyaz-dan, M., and Venezian, R. A. (1997): RapidChondrocyte Maturation by Serum-free Cul-ture with BMP-2 and Ascorbic Acid. J CellBiochem 66, 394–403[23] Kusumoto, K., Bessho, K., Fujimura, K.,Akioka, J., Ogawa, Z., and Iiyuka, T. (1997):
93ESSENER UNIKATE 13/2000
Comparison of Ectopic Osteoinduction invivo bz Recombinant Human BMP-2 andRecombinant Xenopus BMP-4/7 Hetero-dimer. Biochem Biophys Res commun 239,575–579[24] Hoshi, K., Amizuka, N., Sakou, T.,Kurokawa, T., and Ozawa, H. (1997): Fibro-blastes of Spinal Ligaments pathologicallydifferentiate into Chondrocytes induced byRecobinant Human Bone MorphogeneticProtein-2: Morphological Examinations forOssification of Spinal Ligaments. Bone 21,155–162[25] Nakaoka, T., Gonda, K., Ogita, T.,Otawara-Hamamoto, Y., Okabe, F., Kira, Y.,Harii, K., Mizayono, K., Takuwa, Y., andFujita, T. (1997): Inhibition of Rat VascularSmooth Muscle Proliferation in vitro and invivo by Bone Morphogenetic Protein-2. JClin Invest 100, 2824–2832[26] Kawai, T., Mieki, A., Ohno, Y., Umemura,M., Kataoka, H., Kurita, S., Koie, M., Jinde,T., Hasegawa, J., and Urist, M. R. (1993):Osteoinductive Composites of bone Morpho-genetic Protein and Pure Titanium. Clin Or-thop May (290), 296–305[27] Jennissen, H. P., Zumbrink, T., Chatzini-kolaidou, M. and Steppuhn, J. (1999): Biocoat-ing of Implants with Mediator Molecules:Surface Enhancement of Metals by Pre-treatment with Chromosulfuric Acid.Materialwiss. Werkstofftech., 30, 838–845[28] Schirrmacher, K., Müller, K. M., Bing-mann, D. (1999): Expression of Cellular Pro-teins in BMP-2 Stimulated Osteoblast-likeCells in Culture. Pflügers Arch., Eur. J. Phy-siol. 437, R187[29] Wiemann, M., Zumbrink, T., Jennissen,H. P., Brauer, H., Fischer, A., Bingmann, D.(1999): BMP-2 Stimulation of Osteoblast-likeMC3T3-E1 Cells Grown on Modified MetalSurfaces. Pflügers Arch. Eur. J. Physiol. 437,R106[30] Jennissen, H. P. (1999): PCT PatentWO9926674A2, Verfahren zur Immobilisie-rung von Mediatormolekülen auf anorgani-schen und metallischen Implantatmaterialien;Prioritätsdatum 24. Nov. 1997, pp. 1–29 (+ 5Figs.), Europäisches Patentamt, München[31] Jennissen, H. P., Zumbrink , T. (1999):Protein Immobilization on Metal ImplantSurfaces with Potential for Biocoating withBMPs. FASEB J. 13, A 427[32] Chattoraj, D. K., Birdi, K. S. (1984): Ad-sorption and the Gibbs Surface Excess p. 250,Plenum Press New York, London[33] Xiao, S. J., Textor, M., Sigrist, H.,Schenk, V. Bruinink, A., Wintermantel, E.,Spencer, N. D. (1998): Functionalization ofTitanium Surfaces: Covalent Attachment ofCell-Adhesive Biomolecules, Abstr. Com-mun. Poster 16, Abstract Vol. of the XIthAachen Colloquium on Biomaterials, Feb.12–13, 1998, RWTH Aachen [34] Weetall, H. H., and Hersh, L. S. (1970):Preparation and Characterization of GlucoseOxidase Covalently Linked to Nickel Oxide.Biochim Biophys Acta 206, 54–60.[35] Shi, H., Tsai, W. B., Garrison, M. D.,Ferrari, S., Ratner, B. D. (1999): Template-imprinted nanostructured surfaces of proteinrecognition, Nature 398, 593–597[36] Wiemann, M., Schmitz, I., Jennissen,
H. P., Bingmann, D. (2000): An Assay forBioactive Bone Morphogenetic ProteinImmobilized on Metal Surfaces. PflügersArchiv. Eur. J. Physiol., im Druck[37] Anklesaria, P., Teixido, J., Laiho, M.,Pierce, J. H., Greenberger, J. S., Massague, J.(1990): Cell-Cell Adhesion Mediated byBinding of Membrane-Anchored Transfor-ming Growth Factor Alpha to EpidermalGrowth Factor Receptors Promotes Cell Pro-liferation. Proc Nati Acad Sci USA 87,3289–3293 [38] Wissler, J. H., Stecher, V. J., Sorkin. E.(1972): Biochemistry and Biology of a Leuco-tactic Binary Serum Peptide System Relatedto Anaphylatoxin. Int Arch Allergy Appl Im-munol 42, 722–747

94
Alf
ons
Fis
cher
. Fot
o: T
ilo K
arl
Herz-Kreislauf-Erkrankungenstehen an erster Stelle der To-
desursachen nicht nur in der Bun-desrepublik Deutschland, sondernauch in Europa und in den Vereinig-ten Staaten, weit vor Krebserkran-kungen und anderen Leiden. Ursa-che ist eine Gefäßerkrankung, diesich in einer Verfettung, Verhärtung,Verkalkung und insgesamt der Ver-engung der Gefäße (Stenose) manife-stiert. In den letzten 30 Jahren wur-den erhebliche Fortschritte in derBehandlung dieser Erkrankung er-zielt, ermöglicht durch ebenso großeVerbesserungen in der Diagnostik.
So führte die Entwicklung derKoronarographie, einer Technik zurDarstellung von Herzkranzgefäßen,durch F. Mason Sones in Cleveland1959 zur aorto-koronaren Bypass-operation durch Rene G. Favaloro1967, bei der Engstellen in Herz-kranzgefäßen durch Umgehungs-kreisläufe überbrückt werden. Bahn-brechend für die Kardiologie war1977 die Einführung der Aufweitungsolcher Einengungen in den Herz-kranzgefäßen mittels dünnwandiger
Ballons (perkutane transluminalekoronare Angioplastie, PTCA) durchden Deutschen Andreas Grüntzig,der die Methode ursprünglich inHeidelberg entwickeln wollte, dortaber keine Unterstützung fand undnach Zürich wechselte. Besondersder schwedische Herzchirurg ÅkeSenning, der 1958 den ersten, vonRune Elmqvist entwickelten Schritt-macher im Karolinska-Krankenhausin Stockholm implantiert hatte, för-derte den jungen Wissenschaftler, der1977 als 38-jähriger Arzt die erste An-wendung bei einem 38-jährigen Pati-enten vornahm. Grüntzig war über-zeugt, dass sich die Ballondilatationzu einem Standardverfahren in derBehandlung der koronaren Herzer-krankung entwickeln würde. Abererst in Atlanta, USA, wurden ihm dieVoraussetzungen geboten, die für dieweitere Entwicklung der Methodenotwendig waren. Leider verstarb er1985 bei einem Flugzeugabsturz –auf dem Weg zu einem Patienten.
Inzwischen werden in Deutsch-land im Jahr mehr als 140.000 undweltweit mehr als eine Million Pati-
enten mit dieser Methode behandelt.Die Entwicklung der letzten Jahrehat dazu geführt, dass heute von denmittels Herzkatheter untersuchtenPatienten wesentlich mehr mit derBallondilatation als mit einer Bypass-operation behandelt werden.
Dieser Fortschritt ist nur mög-lich gewesen, weil die wesentlichenEinschränkungen der katheterbasier-ten Technik – Akutkomplikationenund die Wiedereinengung (Resteno-sen) – überwunden werden konnten.Die Akutkomplikationen bei einerBallondilatation werden in der Regeldurch induzierte Gefäßeinrisse (plas-tische Verformung) und die Bildungvon Gerinnseln (Thromben) hervor-gerufen. In solchen Fällen kann eineNotfall-Bypassoperation notwendigwerden, um die Situation zu beherr-schen. Daher setzten zunächst nurwenige Zentren – solche, die übereine entsprechende Einrichtung ver-fügten – die Methode ein. So wurdedie Ballondilatation zwar bereits1978 in Aachen durch Jürgen Meyerund Sven Effert unter Mitwirkungvon Raimund Erbel eingeführt, aber
Die Fortschritte der Medizin werden häufig mit der Entwicklung vonImpfstoffen und Antibiotika in Verbindung gebracht. Unbeachtet bleibtdabei zumeist, dass viele Leistungen der modernen Medizin erst durch dieBiomaterialforschung möglich wurden. Ohne die Entwicklung vonrostfreien Stählen gäbe es keine künstlichen Gelenke wie etwaHüftendoprothesen und keine Knochenplatten oder Abdeckungen für dieNeuro- und Kieferchirurgie. Dies gilt auch für ein vergleichsweise neuesFeld der Biomaterialforschung: Der Entwicklung und Verbesserung vonkoronaren Gefäßstützen, sogenannten „Stents“.
Flexible UnterstützungMetallische Biowerkstoffe für koronare Stents
Von Raimund Erbel und Alfons Fischer
95ESSENER UNIKATE 13/2000

beispielsweise in München erstknapp fünf Jahre später, 1982, über-nommen.
Die Einführung von neuenDraht- und Ballonsystemen (1983–1985) verbesserte die Technik so-weit, dass auch kardiologische Ab-teilungen ohne kardiochirurgischeZentren die Methode einzusetztenbegannen. So wurde es beispielswei-se mit dem von Raimund Erbel inMainz mit Ingenieuren der FirmaSchneider entwickelten Perfusions-ballon möglich, die Durchblutungder Gefäße während ihrer Aufwei-tung mit dem Ballon zu erhalten,und zwar durch einen Hohlraum,der das Blut durch den Ballon leitete(doppelläufiges Lumen). Nahezu un-verändert blieb aber das Problem be-stehen, dass bei ein bis zwei Prozentder Patienten eine notfallmäßige By-passoperation (mit einer Infarktratevon 40 bis 60 Prozent) notwendigwurde. Auch trat in 30 bis 40 Pro-zent der Fälle eine Wiedereinengungder Gefäße auf.
Erst die Einführung der korona-ren Gefäßstützen (Stents) brachte1986 den gewünschten Durchbruch.Zunächst aber mussten weitere Hin-dernisse beseitigt werden, da die Im-plantation von metallischen Stentszu einer akuten und/oder subakutenThrombose mit Ausbildung akuterHerzinfarkte führen kann. Hierbrachten erst die Änderung der Me-dikation mit besserer Hemmung derBlutplättchenaggregation sowie dieEinführung der Stentimplantationmittels Hochdruckdilatation (bis 25bar) den gewünschten Erfolg. Wur-den zu Beginn der Stententwicklungnur bei fünf bis zehn Prozent derPatienten Gefäßstützen implantiert,erhöhte sich die Zahl bis 1999 auf 60bis 80 Prozent – niemand baut jaauch einen Stollen, ohne ihn abzu-stützen (Abb. 1, 2).
Auf dem Boden der bisherigenDatenlage ist die Stentimplantationin Kombination mit der Ballondila-tation der alleinigen Ballondilatationbei folgenden Situationen überlegen,da die Komplikations- und Wieder-
verengungsrate (Restenoserate)signifikant gesenkt wird:• Herzkranzgefäßeinengungen• Einengungen von Bypässen (nachaorto-koronarer Bypassoperation)• Wiedereinengungen (Restenosen)nach Ballondilatation• Akute Gefäßverschlüsse beimHerzinfarkt in Kombination mit ei-ner Blockade der Blutplättchen-aggregation.Es entstehen auch heute noch bei 15bis 30 Prozent der Patienten Wieder-einengungen, die auch durch eineultraschallgestützte und -gesteuerteStentimplantation nicht verhindert
werden können. Neue Hoffnungenwerden auf die Strahlentherapie ge-setzt, entweder durch lokale Be-strahlungen mittels Ballonkatheteroder entsprechend aktivierter Stents.
Im Vergleich zur aorto-korona-ren Bypassoperation schneidet dieBallondilatation nicht nur bei Ein-,sondern auch bei Mehrgefäßerkran-kungen so gut ab, dass sich sowohlin Bezug auf die Überlebensrate alsauch auf die Infarktrate kein Unter-schied zeigt. Eine Ausnahme bildenPatienten mit Zuckererkrankungen(Diabetes mellitus). Weitere Fort-schritte in der Stenttherapie dürftenbeim gegenwärtigen Stand der Ent-
wicklung vor allem durch interdis-ziplinäre Kooperationen in derGrundlagenforschung der BereicheWerkstoffkunde, Biomedizin undKlinik zu erreichen sein – was dieserBeitrag exemplarisch für den For-schungsstandort Essen darzustellenversucht.
Biowerkstoffe
Grundsätzlich unterscheidet man beiWerkstoffen aufgrund der inter-atomaren Bindungskräfte zwischenMetallen (metallische Bindung, elekt-risch leitend), Keramik (kovalente,ionische Bindung, nicht- oder halb-leitend), Polymere (in den Molekül-ketten kovalente, ionische Bindung,zwischen den Molekülketten Van-der-Waals-Bindung, elektrisch lei-tend bis nichtleitend). Daraus erge-ben sich die jeweiligen Fertigungs-(Gießbarkeit, Umformbarkeit, usw.)und Gebrauchseigenschaften.
Im Zusammenhang mit korona-ren Stents sind neben den mechani-schen Eigenschaften der Werkstoffeinsbesondere deren Biokompatibi-lität von Interesse. Die Kriterien fürBiokompatibilität sind dabei sehrmannigfaltig und abhängig von derjeweiligen Verwendung zu wählen,so dass hier nur auf eins der wich-tigsten, auf die Korrosion (Abtragdurch chemische Reaktion mit demUmgebungsmedium) in wässrigenMedien eingegangen werden soll.
Alle elektrisch leitenden Werk-stoffe zeigen abhängig von ihrer Po-sition in der elektrochemischenSpannungsreihe (edel-unedel) einemehr oder weniger ausgeprägte Nei-gung zu Korrosion. Besonders be-ständig sind jedoch die Werkstoffe,die im positiven Bereich der Span-nungsreihe liegen (Kupfer, Quecksil-ber, Gold und Silber), oder im nega-tiven Bereich, wenn sie eine dichte,festhaftende und damit nicht- oderschlecht leitende keramische Deck-schicht bilden (unter anderemChrom, Aluminium und Titan).
Wegen der günstigen Kombina-tion ihrer mechanischen Eigenschaf-
96
(1) „Stents im Bergbau“: Abstützung einesStollens im Bergbau. RAG-Denkmal in Essen.
Fot
o: R
AG
/Ten
berg
en
97ESSENER UNIKATE 13/2000
Rai
mun
d E
rbel
. Fot
o: T
ilo K
arl

ten – Festigkeit und Zähigkeit – sindMetalle grundsätzlich sehr gut fürImplantate geeignet, wenn sie nichtkorrodieren oder die Menge an aus-tretenden Metallionen keine ungüns-tige physiologische Reaktion hervor-ruft. Aus diesem Grund werden heu-te koronare Stents fast ausschließlichaus Metallen gefertigt.
Die Eigenschaften, die bereitge-stellt werden müssen, liegen je nachStenttyp• in der Fähigkeit zur elastischenund/oder plastischen Verformungbei der Implantation (geringe Biege-steifigkeit) und Dilatation, • in einer ausreichenden mechani-
schen Festigkeit zur Stützung desGefäßes nach Dilatation (Kaltverfes-tigung) sowie • einer ausreichenden Dauerfestig-keit, damit es durch den pulsieren-den Blutstrom nicht später zu Ermü-dungsrissen oder -brüchen innerhalbder Stentstruktur kommt.
Neben dem teilweisen Verlustder mechanischen Stabilität derGesamtstruktur kann es besondersdurch Ermüdungsanrisse zur Schwin-gungsrisskorrosion kommen, bei dergroße Mengen von Metallionen ausdem Riss austreten, die eine toxischeWirkung auf das umliegende Gewebe
haben. Zusätzlich können die Throm-bozyten durch die örtlich hohe Kor-rosionsstromdichte aktiviert werden.
Die anderen chemischen unddamit die biologischen Eigenschaf-ten werden dagegen ausschließlichvon der Oberfläche der Stentsbestimmt. Neben dem Kriteriumder Biokompatibilität, das in derRegel durch eine biologischweitestgehend passive Oberflächeerreicht wird, können Oberflächendurch Randschichtbeeinflussungoder Beschichtungen auch somodifiziert werden, dass sie biolo-gisch aktiv sind. Aus diesem Grundfindet man heute auf einer Reihe
von metallischen Stents Beschich-tungen aus Metall (Gold, Platin),Polymeren (u. a. Phosphorylcholin,Polylactid, Cellulose, Polyurethan,Silikon), Keramik (amorphes Silizi-umkarbid, diamantähnlicher Koh-lenstoff) oder deren Verbunde unter-einander oder mit anderen organi-schen Substanzen (wie Fibrin,Heparin, Rheopro, Hirudin), diepassiv oder aktiv die Biologie imumliegenden Organismus beein-flussen. Besonders die organischen,polymeren Beschichtungen sindvon großem Interesse, da sie zumTeil abbaubar sind und dabei auch
eingelagerte Medikamente kontinu-ierlich freisetzen können.
Geschichte der metallischen Biowerkstoffe
Metallische Implantate sind heute inder Medizin nicht mehr wegzuden-ken. Erste Versuche mit Gold, Silberund Platin sind bereits ab dem 16.Jahrhundert überliefert; in der mo-dernen Medizin beginnt der Fort-schritt mit den ersten ExperimentenSir Joseph Listers im Zusammenhangder Entwicklung aseptischer Opera-tionstechniken in den 60er Jahrendes 19. Jahrhunderts [1, 2]. Diefrühen Versuche mit metallischenImplantaten beschränken sich dabeihauptsächlich auf die Fixation vonBrüchen. So setzte etwa Hansmann1886 nickelüberzogenen Platten ausStahl ein. Der eigentliche Durch-bruch aber wurde erst in den folgen-den 40 Jahren erreicht, nachdem un-terschiedliche Metalle und Legierun-gen – die Edelmetalle Gold, Silberund Platin sowie hochkohlenstoff-haltiger Stahl, Aluminium, Messingund Kupfer – getestet worden wa-ren. Keiner dieser Werkstoffe erwiessich als uneingeschränkt einsetzbar,und schon frühe Tierversuche zeig-ten, dass jeder zu unterschiedlichenKomplikationen führen konnte.
Erste Versuche mit Gefäßstützenwerden von Alexis Carrel, dem imJahr 1912 den Nobelpreis für Medi-zin verliehen wurde, berichtet [30].Da zu dieser Zeit kein metallischerBiowerkstoff in der gewünschtenForm kleiner, dünnwandiger Röhr-chen mit ausreichender mechani-scher Stabilität verfügbar waren,setzte er mit Paraffin beschichteteRöhrchen aus Glas ein. 52 Jahrenach Carrell nahm Charles T. Dotterdie Idee auf und verwendete 1964 ei-ne elastische endovaskuläre Kunst-stoffschiene [4]. Die Versuche warennicht sehr erfolgreich, da das Im-plantat wanderte und es zu Throm-bosen kam. Erst 19 Jahre später, imJahr 1983 zeigen seine [5] undAndrew Craggs [6] Tierversuche mit
98
(2) Das Prinzip der Stentimplantation.
99ESSENER UNIKATE 13/2000
Fot
os (2
): [1
7]
Spiraldrahtfedern aus Chrom-Nickel-Stahl bzw. Nickel-Titan,einem aus der Luft- und Raumfahrtstammenden Werkstoff mit Form-gedächtniseigenschaften, aussichts-reichere Ergebnisse. Seit etwa dieserZeit werden Gefäßstützen dieser Artmit dem Begriff „Stent“ bezeichnet,wenngleich nicht ganz klar ist, werdiese Bezeichnung zuerst verwendethat und worauf sie zurückgeht.Wahrscheinlich wurden diese Gefäß-stützen nach dem schottischenZahnarzt Charles Thomas Stent(1807–1895) benannt, der ein Systementwickelte, das ähnlich einemGerüst röhrenförmige Strukturenstützte.
Zu ähnlichen Erkenntnissen wieDotter und Craggs kamen nur einJahr bzw. zwei Jahre später DierkMass [7] mit einem Spiralstent ausStahl und Kenneth C. Wright [8] miteinem z-förmig gefalteten selbstex-pandierenden Stahlstent (Abb. 3).Mit der Entwicklung der Ballondila-tation (PTCA) lag es auf der Hand,dass man derartig aufgeweitete Ge-fäße nachträglich mit einem Stentabstützen kann oder den Ballongleichzeitig zur Aufweitung einesStents nutzen kann. So wurde dieStentimplantation mit einem ballon-expandierbaren Maschenstent schonim Jahr 1985 von Julio Palmaz ent-wickelt. Er verwendete dabei einenStent, der aus Stahldraht gewickeltund an den Kreuzungspunkten zu-sammengelötet wurde [9]. Zu dieserZeit neuartige Fertigungstechnikenwie das Feinschneiden von Blech mitFunkenerosion oder Laserstrahlsetzten die Entwickler dann bald indie Lage, die gewünschten Struktu-ren (Maschen und Stege) aus vorhergefertigten Metallröhrchen zu schnei-den. Neben den aus Draht gewickel-ten selbst- (Hervé Rousseau [10])oder ballonexpandierbaren (GaryRoubin [11]) Stents wurde so parallelder erste Röhrchenstent von RichardSchatz [12] (Abb. 4) entwickelt undin Tierversuchen getestet.
Im Jahr 1986 schließlich wurdenerstmals koronare Stents von Jaques
(3a) SelbstexpandierenderStent aus Chrom-Nickel-
Stahl. Zur Implantation wirdder Stent mit einem Teflon-schlauch verriegelt. Stent im
verriegelten Zustand.
(3b) SelbstexpandierenderStent aus Chrom-Nickel-
Stahl: entriegelter Stent [7].

Puel [13] in Frankreich und UlrichSigwart [14] in der Schweiz implan-tiert. Schon kurze Zeit später folgtenGary Roubin in den USA sowieRichard Schatz in Brasilien [15]. Dererste Stent in Deutschland und welt-weit der erste Palmaz-Schatz-Stentwurde 1988 von Raimund Erbel [16]implantiert. Was seinerzeit eine me-dizinische Sensation war, ist nachanfänglichen Rückschlägen in derZeit bis 1992 heute nach nur zwölfJahren eine Selbstverständlichkeit.
Einteilung der koronaren Stents aus Metall
Grundsätzlich unterscheidet manzwischen selbstexpandierenden undballonexpandierbaren Stents, die fürunterschiedliche Einsatzfälle ange-wendet werden [17].• Selbstexpandierende Stents: DieSelbstexpansion wird bei diesenStents ausschließlich durch die elasti-sche Rückstellung eines vorher zu-sammengedrückten und verriegeltenStents bewerkstelligt. Dies bedeutet,dass der Stent so konstruiert seinmuss, dass der Werkstoff im elasti-schen Bereich eine ausreichende Ver-formung zulässt. Da aber unter einerZug- oder Biegebeanspruchung derelastische Bereich abhängig vomElastizitätsmodul des Werkstoffssehr klein ist (Abb. 5), sind in Bezugauf die Stentstruktur einige Grenzengesetzt. Konstruktiv lässt sich diesdurch das Nachempfinden einerSchraubenfeder lösen, da die Strebennur einer Torsionsbeanspruchungunterliegen und geringe Dehnungenzu einer großen Änderung derStruktur führen (Abb. 6). Aufgrundder Beschränkung auf den elasti-schen Bereich zeigen derartige Stentsaber eine geringere Stabilität in Um-fangrichtung. Darüber hinaus wirddas ganze Stentsystem bei der Im-plantation steifer, da der Verriege-lungsmechanismus mit eingeführtwerden muss. Dies kann besondersbei stark verdrehten oder gebogenenGefäßen zu Problemen führen. Diefrühen Versuche von Charles Dotter,
100
NiTi (Austenit)
316L-Stahl, kaltverfestigt
NiTi (Martensit)
316L-Stahl, lösungsgeglüht
Rein-Titan
1200
1000
800
600
400
200
0
100 20 30 40 50 60
Dehnung in %
Span
nung
in N
/mm
2
(4) Prototyp eines ballonexpandierenden Stents aus Chrom-Nickel-Stahl von Pal-maz [11].
(5) Spannungs-Dehnungs-Kurven von Chrom-Nickel-Stahl (lösungsgegl., kaltver-festigt), cp-Titan und Nickel-Titan (austenitisch, martensitisch).
(6) Früher Prototyp eines selbstexpandierenden Stents aus Chrom-Nickel-Stahl [17].
Fotos (2): [17]
Grafik: Brauer/Weigend
ESSENER UNIKATE 13/2000 101
8
Bereich I
Durchmesser in der Mitte des Stents in Millimetern
Dru
ck im
Bal
lon
in b
ar
6
4
2
0
1,5 2,0 2,5 3,0 3,5 4,00
Bereich III Bereich IV VII
Bereich I
Bereich III
Bereich IV
(7) Druckdilatationskurve von vormontierten Röhrchenstents aus Chrom-Nickel-Stahl und Dokumentation der entsprechendenStentexpansion. Die einzelnen Phasen entsprechen den Bereichen in der Grafik. Fotos (5): A. Fischer, Grafik: Yuen/Weigend
Bereich II Bereich V

die Formgedächtniseigenschaftenvon Nickel-Titan für eine Selbstex-pansion [4] zu nutzen, scheiterten ander Unhandlichkeit des Gesamtsys-tems. Neuere Entwicklungen versu-chen daher den besonders ausge-prägten sogenannten pseudo-elasti-schen Bereich von Nickel-Titan zunutzen, was zusätzlich zu einerhöheren Belastbarkeit in Umfangs-richtung führt.• Ballonexpandierbare Stents: Beider Ballonexpansion werden dieStentwerkstoffe im Bereich vonKnoten und Bögen plastisch ver-formt. An sogenannten Druckdilata-tionskurven lässt sich erkennen, dassman die Aufweitung in fünf Bereicheaufteilen kann (Abb. 7): Der Ballonentfaltet sich zunächst nahezu druck-los unter Ausbildung einer Kno-chenform (Bereich I). In Bereich IIbehindert der Stent die weitere Ent-faltung des Ballons, und der Innen-druck steigt an, ohne dass sich derStent aufweitet. Beim sogenanntenPlateaudruck springt der Stent ohnezusätzliche Druckerhöhung fast bisauf seinen Nenndurchmesser auf(Bereich III). Die Höhe diesesDrucks ist von Design, Werkstoffund Oberflächengestalt des Stentssowie der Reibung zwischen Stentund Ballon abhängig. Im Bereich IVwird der Ballon zusammen mit demnunmehr lokal kaltverfestigten Stentweiter aufgedehnt. Der Anteil an derplastischen Verformung im Stent istin diesem Bereich sehr klein. Dies istan der elastischen Rückstellung (Re-coil) nach Entlastung des Ballons(Bereich V) zu erkennen, die nahezudie gleiche Steigung aufweist. Dergesamte Vorgang führt wegen derdamit verbundenen Kaltverfestigungder Metalle zu Gefäßstützen, diehöhere radiale Kräfte aufnehmenkönnen als die klassischen selbstex-pandierenden Stents. Darüber hinaussind den konstruktiven Möglichkei-ten in Bezug auf die Struktur nahezukeine Grenzen gesetzt, solange eineAufweitung möglich ist und die plas-tischen Verformungen bestimmteWerte nicht überschreiten. Aufgrund
102
(8) Selbstexpandierender Maschenstent auseiner Cobalt-Chrom-Molybdän-Legierungmit Platin-Beschichtung (Magic Wallstent)[17].
(9) Ballonexpandierbarer Spiralstent ausflachgewalztem Chrom-Nickel-Stahl(GRII-Stent) [17].
(10) Ballonexpandierter Röhrchenstent ausChrom-Nickel-Stahl (Jostent flex) [17].
dieser Vorteile sind heute die meis-ten marktgängigen Stents ballon-expandierbar.
In Bezug auf die Struktur unddie Fertigungsfolge kann man fünfGruppen von Stents unterscheiden,wobei diese Vereinbarung noch kei-nen allgemeingültigen Status hat,aber vielfach angewendet wird.• Maschenstent (engl.: mesh stent):Diese Stents werden aus gewalztemund/oder gezogenem Draht ge-wickelt. Ihre Oberfläche wird ent-weder beim Drahtziehen oder in ei-ner nachfolgenden chemischen Be-handlung in der gewünschten Weisebehandelt. Die hohe Streckgrenzeder Drähte durch die Kaltverfesti-gung beim Ziehen sorgt für einengroßen elastischen Bereich, so dasssich diese besonders für selbstexpan-dierende Stents eignen (Abb. 8).• Spiralstent (engl.: coil stent): Spiral-stents werden ebenfalls aus gewalz-tem und gezogenem Draht herge-stellt. Die Stentstruktur wird durchnachfolgendes Wickeln oderStricken erreicht. Spiralstents wer-den mit einem Ballon expandiert(Abb. 9).• Röhrchenstent (engl.: tubular stentoder slotted-tube stent): Diese Stentswerden durch Funkenerosion oderLaserstrahlschneiden aus einem vor-her gezogenen dünnwandigen undnahtlosen Rohr geschnitten. Auf-grund der vielfältig veränderbarenStrukturen, die fertigungstechnischnur durch eine Umprogrammierungder Schneidapparatur eingestelltwerden können, wird dieses Herstel-lungsverfahren sehr häufig einge-setzt. Da zum Schneidevorgang derWerkstoff aufgeschmolzen werdenmuss, findet eine massive thermischeBeeinflussung der wichtigen chemi-schen und mechanischen Eigenschaf-ten statt. Um eine entsprechendefunktionsgerechte Oberfläche zu er-halten, ist daher nach dem Schneideneine aufwendige Nachbehandlungdurch Wärme und elektrolytischemPolieren notwendig. Röhrchenstentskönnen abhängig von Struktur undWerkstoff sowohl ballon- als auch
103ESSENER UNIKATE 13/2000
(11) Ballonexpandierbarer Ringstent ausChrom-Nickel-Stahl mit zum Teil ver-schweißten Brücken (Mikro Stent II) [17].
(12) Ballonexpandierbarer Multidesign-stent. Die Struktur wird aus einem Chrom-Nickel-Stahlblech ausgeschnitten, gebogenund längsnahtgeschweißt (NIR Stent) [17].
(13) Ballonexpandierter und mechanischüber Rasten verriegelter Multidesignstentaus Chrom-Nickel-Stahl (Navius ZRI) [17].
Fot
os (6
): [1
7]

selbstexpandierend sein (Abb. 10).• Ringstent (engl.: ring stent odercorrugated ring stent): Ringstents be-stehen aus unterschiedlich geformtenDrahtringen aus gezogenem Draht,die in verschiedenen Anordnungenzusammen gelötet oder geschweißtwerden können. Ringstents sind bal-lonexpandierbar (Abb. 11).• Multidesign Stents: In dieser Grup-pe werden ballonexpandierbareStents zusammengefasst, die entwe-der auf Grund ihrer Struktur oderauf Grund ihrer Fertigungsfolgenicht in die bisher genannten Grup-pen hineinpassen. So ist der NIR-Stent durch seine Struktur eigentlichder Gruppe der Röhrchenstents zu-zuordnen. Er wird aber nicht aus ei-nem Röhrchen geschnitten, sondernaus einem Dünnblech. Dieses wirddanach zu einem Rohr geformt undmit einem Laser längsnahtgeschweißt(Abb. 12). Der Navius Stent wirdebenfalls aus einem Blech gefertigt,erhält aber seine außerordentlichhohe Stabilität gegenüber Radial-kräften nicht nur aus der Festigkeitdes Werkstoffs, sondern durch einenkonstruktiv vorgesehenen Ver-hakungsmechanismus (Abb. 13).
Darüber hinaus gibt es innerhalbder angeführten Gruppen Stents, dienicht über der gesamten Länge eineperiodisch wiederkehrende Strukturaufweisen. Diese sind speziell fürAnwendungen im Koronarbereichkonstruiert, etwa um die Durchläs-sigkeit von Seitenästen zu erhalten.Auch für die Verwendung im Ein-mündungsbereich von Gefäßen undfür die Behandlung von Aussackun-gen und Einrissen in den Gefäßwän-den sind spezielle Stents entwickeltworden.
Chrom-Nickel-Stahl
Obwohl schon seit 1821 die günstigeWirkung von Chrom auf die Korro-sionsbeständigkeit von Stählen be-kannt war, gelang erst durch die Ar-beiten von Phillip Monnartz [18] zuBeginn dieses Jahrhunderts derNachweis der Einsatzfähigkeit von
ausgewählten Chrom- und Nickel-gehalten zur Erzeugung von Stählenmit hoher Korrosionsbeständigkeitund ausreichender Festigkeit undZähigkeit. Patentiert wurden dieseStähle nach dem Abschmelzen derVersuchsschmelzen V2A mit 6 bis 25Prozent Chrom, 0,5 bis 20 ProzentNickel und bis zu einem ProzentKohlenstoff und V4A mit 15 bis 40Prozent Chrom, 4 bis 20 ProzentNickel und bis zu einem ProzentKohlenstoff von Clemens Pasel[19, 20] von der Firma Krupp in Es-sen im Jahr 1912. Die erste Lieferungvon rostfreiem Stahl führte aber zueiner Reklamation in Höhe von 1,5Mio. RM, da die Sensibilität dieserStähle für interkristalline Korrosionnach dem Schweißen zu dieser Zeitnoch nicht bekannt war (eine falschangewandte Schweißtechnik im Be-reich der Schweißnähte kann trotzder generellen Rostfreiheit des Mate-rials zu korrosionsabhängigen Mate-rialbrüchen führen). Durch eine ent-sprechende Wärmeführung konnteman dieses Problem aber umgehen,so dass dem Einsatz dieser Stählenichts mehr im Wege stand.
In die Medizin wurden Stähledieser Gruppe mit einem Anteil von18 Prozent Chrom und 8 ProzentNickel im Jahr 1926 eingeführt.Trotz der begrenzten Korrosionsbe-ständigkeit wurden diese nach deramerikanischen Norm in der Medi-zin als 304-Stähle bezeichnetenWerkstoffe wegen ihrer guten Verar-beitbarkeit, ausreichenden Festigkeitund guten Zähigkeit eingesetzt, bisim Jahr 1947 die korrosionsbeständi-geren molybdänhaltigen Güten (AI-SI 316) eingeführt wurden. Um dieAnfälligkeit für interkristalline Kor-rosion (Chromverarmung in derNähe der Korngrenzen durchChromkarbidausscheidung auf denKorngrenzen [21]) zu senken, wurdeschon in den ersten Jahren der An-wendung der Anteil des Kohlen-stoffs auf unter 0,8 Prozent abge-senkt. Zusätzlich wurden niob- undtitanlegierte Güten entwickelt [22]und eingesetzt. Aufgrund ihrer ge-
genüber nickelfreien ferritischenChromstählen besseren Korrosions-beständigkeit und Zähigkeit werdenheute ausschließlich die kubisch-flächenzentrierten austenitischenChrom-Nickel-Stähle (AISI Reihe304, 316, 317) als Werkstoffe für Im-plantate eingesetzt.
Aufgrund ihrer guten Ferti-gungs- (Blech-, Draht-, Rohrumfor-mung, Laserschneiden, Funkenero-dieren) und Gebrauchseigenschaften(Festigkeit, Zähigkeit, Korrosionsbe-ständigkeit) sind heute bei weitemdie meisten der in Europa erhältli-chen Stents aus austenitischenChrom-Nickel-Stählen gefertigt.Nach einer neueren Aufstellung vonMichael Kutryk und Patrick Serruys[17] gab es Ende des Jahres 1998 53verschiedene Stents, von denen 46aus Chrom-Nickel-Stahl gefertigtwaren. Beispielhaft sei auf die Abbil-dungen (3), (4) sowie (9) bis (12) ver-wiesen. Obwohl nahezu wöchentlichneue Stentsysteme vorgestellt wer-den, wird sich dieses Verhältnis nichtzuletzt wegen der günstigen Legie-rungs- und Herstellkosten vonChrom-Nickel-Stählen in naher Zu-kunft kaum ändern.
Chrom-Nickel-Stähle haben ab-hängig von der chemischen Zusam-mensetzung, die von den ElementenKohlenstoff, Chrom, Nickel, Mo-lybdän und ggf. Stickstoff bestimmtwird, und der Fertigung (gegossen,geschmiedet, lösungsgeglüht, kalt-verfestigt) Zugfestigkeiten zwischen280 und 1.240 MPa bei Bruchdeh-nungen von 12 bis 65 Prozent. DieDauerfestigkeiten bewegen sich zwi-schen 140 und 420 MPa, währendder E-Modul, das Maß der Elasti-zität, nahezu unabhängig von derchemischen Zusammensetzung undder Herstellung um 210 GPa liegt.Chrom-Nickel-Stähle bieten dieMöglichkeit, über verschiedene Her-stellungsverfahren und -abfolgen so-wohl weiche Strukturen (lösungsge-glühte, lasergeschnittenen Röhren)für ballonexpandierbare Stents alsauch kaltverfestigte, hochfeste Dräh-te für selbstexpandierende Maschen-
104
stents aus demselben Werkstoff her-zustellen. Die Korrosionsbeständig-keit im lösungsgeglühten Zustandkann durch das Durchbruchspoten-tial in einer körperähnlichen Flüssig-keit, die chemische aggressive Halo-genidionen wie Cl– enthält (bei-spielsweise Hanks Lösung) beschrie-ben werden. Dies gibt Aufschlussüber die Stabilität der Oxidschicht,die sich bei unedlen Werkstoffen inwässriger Lösung auf den Ober-flächen ausbildet und eine Metallauf-lösung behindert. Je höher diesesDurchbruchspotential (UD
KCl) ist,desto stabiler ist diese Oxidschichtgegenüber dem Angriff von Halo-genidionen, die sich in Fehlstelleneinlagern und die Oxidschichtschwächen. Für den austenitischenChrom-Nickel-Stahl X2CrNi-Mo18 12, auf dem sich eine Cr2O3-Schicht bildet, liegt UD
KCl bei 0,2 bis0,3 V [2], kann aber durch Zusätzevon Molybdän und Stickstoff, die imMischkristall gelöst bleiben, erhöhtwerden.
Nichteisenmetalle:Cobaltlegierungen
Cobalt (Co) ist als Metall bereits seit1735 bekannt [1]. Aufgrund der he-xagonalen Gitterstruktur ist es aberschlechter umformbar als Chrom-Nickel-Stähle und hat eine geringereDehn- und Verformbarkeit. Aus die-sem Grund wurde es erst zwischen1907 und 1913 mit den Arbeiten vonElwood Haynes in Form von ge-brauchsfähigen Legierungen einge-setzt [23, 24]. Die kubisch-flächen-zentrierten Cobalt-Chrom-Legie-rungen waren besser umformbar alsreines Cobalt und zeichneten sichdurch eine hohe Festigkeit und eineausgeprägte Kaltverfestigung aus.Darüber hinaus verbessert Chromdie Korrosionsbeständigkeit. Auf-grund der sternähnlichen Farbe die-ser Legierungen bei Tageslicht wur-den sie von Anfang an als Stellite be-zeichnet.
Trotz der schon in den 20er Jah-ren nachgewiesenen guten Korrosi-
onsbeständigkeit von Cobaltbasisle-gierungen wurden sie bis in die 30erJahre hinein nicht weiterentwickeltund zunächst nur auf Grund ihrerausgezeichneten Korrosionsbestän-digkeit im Apparatebau verwendet.Wegen der im Vergleich mit Chrom-Nickel-Stählen schlechteren Ver-formbarkeit und Verarbeitbarkeitwurde man erst nach einer erfolg-reichen Anwendung im Bereich derZahnmedizin im Jahre 1937 auf dieseLegierungen aufmerksam und setztesie nun auch für andere Implantateein. In den Jahren 1933 bis 1938wurde [25-27] eine weitere spezielleCobalt-Chrom-Legierung für denta-le Anwendung entwickelt, die Vital-lium genannt wurde und das teurereGold in der Zahnmedizin nach undnach ersetzte. 1937 wurde gezeigt,dass diese Werkstoffe ebenfalls fürdie Fixierung von Brüchen verwen-det werden können [28, 29].
Heute werden in der Medizin einReihe von verschieden Cobaltbasis-legierungen eingesetzt. Beispielhaftseien hier die häufig eingesetztenWerkstoffe Vitallium und Protasul10genannt. CoCr30Mo5 (Vitallium)oder CoNi35Cr21Mo10Fe (Prota-sul10) haben abhängig von Herstel-lung und Wärmebehandlung eineZugfestigkeit 900 MPa bzw.900–1.920 MPa, wobei Bruchdeh-nungen zwischen 1 bis 2 Prozentbzw. 70 bis 11 Prozent erreicht wer-den. Der Elastizitätsmodul ist gleichdem von Stahl mit 210 GPa, wobeidie Dauerfestigkeit je nach Herstel-lung (gegossen, geschmiedet, gesin-tert) und Wärmebehandlung zwi-schen 190 und 900 MPa und damitdeutlich höher als bei Chrom-Nickel-Stahl liegt. In wässriger Lösungbildet sich auf den Oberflächen eineChromoxidschicht ähnlich der aufChrom-Nickel-Stählen, die aber inHanks Lösung mit einem Durch-bruchspotential UD
KCl um 0,42 Vunter Cl-Ionen Angriff chemischstabiler ist.
Vergleicht man diese Eigenschaf-ten der Cobalt-Chrom-Legierungenmit denen der Chrom-Nickel-Stähle,
haben neben der geringfügig besse-ren chemischen Beständigkeit dieCobaltbasislegierungen nur denVorteil einer stärkeren Kaltverfor-mung und damit Dauerfestigkeit.Die anderen mechanischen Eigen-schaften sind, abgesehen von der ge-ringeren Verformbarkeit, denen derChrom-Nickel-Stähle vergleichbar.Bedenkt man die deutlich höherenFertigungs- und Legierungskosten,so zeichnet sich etwa geschmiedetesVitallium nur durch seine Nickelar-mut und die höhere Festigkeit durchKaltverformung aus. Besonderesletzteres ermöglicht bei gleicherElastizität wie Stahl sie aufweist (E-Modul) eine Erweiterung des elasti-schen Verformungsbereichs, was inerster Linie für selbstexpandierendeStents wichtig ist. Dies mag mit einGrund sein, weshalb die neue Gene-ration der selbstexpandierendenMaschenstents aus einer Cobalt-basislegierung gefertigt wird (Abb. 8).Zur besseren Kontrastbildung imRöntgengerät sind die Drähte diesesStents zusätzlich mit einer Platin-beschichtung versehen.
Nichteisenmetalle: Tantal
Tantal (Ta) wurde 1802 in Schwedenund Finnland entdeckt [30]. Als ersteVerarbeitungsform gelang 1824 dieHerstellung von Draht aus reinemMetall. Hieraus ergab sich etwa 80Jahre später, im Jahr 1905, die ersteindustrielle Anwendung als Glüh-lampenfaden. Das Tantal löste dabeiOsmium (Os) ab und wurde späterdurch das kostengünstigere Wolframersetzt. Die ersten Anwendungen inder Medizin findet man als Drähteund Stifte für Knochennägel oder inForm von Blechen für Schädelver-schlussplatten vor allen Dingen inden USA [2, 30].
Die mechanischen Zugfestigkeitvon Tantal bewegt sich je nach Her-stellung zwischen 200 und 400 MPabei einer Bruchdehnung von 20 bis40 Prozent. Die Elastizität (E-Mo-dul) ist mit 190 GPa kleiner als dervon Stahl und Cobalt. Die chemische
105ESSENER UNIKATE 13/2000

Eigenschaften von Tantal sind denendes Edelmetalls Platin ähnlich, dasich auf der Oberfläche eine dichteOxidschicht der Struktur Ta2O5 bil-det. Neben der besonders guten che-mischen Beständigkeit ist Tantal auf-grund seiner hohen Dichte von16,65 g/cm3 (Eisen/Fe: 7,85 g/cm3,Cobalt/Co: 8,8 g/cm3) als Stent-werkstoff interessant, da dies zu ei-nem ausgeprägten Kontrast imRöntgenbild führt. Damit sind Tan-talstents nicht nur während der Im-plantation gut zu sehen und damitzu positionieren, sondern auch beiNachuntersuchungen kann die Lageder Stents röntgenographisch sehrgut bestimmt werden. Die Darstel-lung des Lumens ist dagegen ver-schlechtert. Heute wird Tantal fürballonexpandierbare Spiral- undRöhrchenstents (Abb. 14) eingesetzt.
Nichteisenmetalle: Titan und Titanlegierungen
Titan (Ti) wurde im Jahr 1791 inCornwall, England, entdeckt, abererst 134 Jahre später, 1925, inHolland zu marktgängigen Produk-ten verarbeitet [1] – und auch dieszunächst nur in kleinen Laborchar-gen. Dies lag an der hohen Affinitätzu Sauerstoff, die eine Erschmelzungunter Schutzgasatmosphäre oder imVakuum erforderlich macht. Darü-ber hinaus ist die Gitterstruktur vonTitan hexagonal, so dass es schwierigumzuformen ist. Die industrielleVerarbeitung in größeren Chargenwurde in den 30er Jahren insbeson-dere für die militärische Luftfahrtentwickelt. Erst 1948 war Titan inden USA auf dem Markt erhältlich.Anfang der 50er Jahre gelang dannder endgültige Durchbruch mit derTitanlegierung TiAl6V4, die eben-falls für die Luftfahrt entwickeltwurde und sich durch ein geringesspezifisches Gewicht bei einer hohenFestigkeit auszeichnete.
Als Reintitan oder Commercially-Pure(cp-)Titan wurde dieser Werk-stoff für die Medizin im Jahr 1940 inTierversuchen mit anderen Biowerk-
stoffen vergleichend getestet. Hierbeiergab sich nicht nur, dass Titan sogut war, wie die anderen zu dieserZeit verfügbaren metallischen Bio-werkstoffe (Chrom-Nickel-Stahl,Cobalt-Chrom-Molybdän-Legierun-gen), sondern sogar noch etwas bes-ser [31]. Insbesondere der Wunschnach einem Biowerkstoff, der so bio-kompatibel wie die Cobalt-Chrom-Molybdän-Legierungen ist, aber diemechanischen und physikalischenEigenschaften von Chrom-Nickel-Stählen aufweist, ließ in der FolgeTitan als einen hervorragenden Werk-stoff für medizinische Anwendungenerscheinen.
Reintitan lässt sich über eineMischkristallverfestigung mit Legie-rungselementen wie Sauerstoff (O)und Eisen (Fe) zu verschiedenen, inGrades angegebenen Werkstoffen mitZugfestigkeiten zwischen 220 und800 MPa und Bruchdehnungen von40 bis 5 Prozent herstellen. Dabeikann zum einen die Festigkeit nacheinem Umformprozess durch Kalt-verfestigung bis zu 1000 MPa errei-chen, zum anderen kann durch einefeine Korngröße die Verformbarkeitbei 220 MPa auf nahezu 70 Prozentgesteigert werden. Die Elastizität (E-Modul) ist mit 110 GPa deutlich klei-ner als der der anderen Biowerkstof-fe, so dass die notwendige Steifigkeitder Implantate konstruktiv eingestelltwerden muss. Die Legierung TiAl6V4hat abhängig von der Wärmebehand-lung eine Zugfestigkeit zwischen 850und 1120 MPa bei einer Bruchdeh-nung zwischen 9 bis 15 Prozent. DieDauerfestigkeit von cp-Titan kannüber die verschiedenen Möglichkei-ten der Mischkristall-, Feinkorn- undKaltverfestigung zwischen 200 und400 MPa liegen, bei TiAl6V4 sindaber auch Werte bis 690 MPa erreich-bar. Das Durchbruchspotential inHanks Lösung liegt bei TiAl6V4 bei2,0 V und für cp-Titan bei 2,4 V undzeigt damit die besondere chemischeStabilität der dichten und festhaften-den Oxidschicht vom Typ TiO2, diesich an Luft oder in wässrigen, oxi-dierenden Medien auf der Oberfläche
bildet. Aufgrund der geringen Dichtevon 4,9 kg/dm3 sind Titanimplantateröntgenographisch schlechter sicht-bar als die der anderen metallischenBiowerkstoffe, so dass bei den sehrdünnwandigen Strukturen, die Stentsauszeichnen, Markierungen am Im-plantat oder am Katheter erforderlichsind.
Obwohl schon im Jahr 1996 aufTitan als möglichen Stentwerkstoffhingewiesen wurde, war der Werk-stoff aufgrund der mit der Fertigungverbundenen hohen Kosten nichtkonkurrenzfähig. Erst auf Initiativevon Raimund Erbel wurden im Jahr1997 erste Prototypen gefertigt undgetestet [32, 33]. Aufgrund der me-chanischen Eigenschaften, die beigleicher Streckgrenze wie Chrom-Nickel-Stähle durch eine geringereVerfestigungsfähigkeit von cp-Titangekennzeichnet ist, sind Titanstentsauch im vormontierten Zustand beieinem besonders niedrigen Druckdilatierbar (Abb. 15). Erstaunlicher-weise zeigt der Titanstent trotz desgeringeren Elastizitätsmoduls nachder Aufdehnung keine größere elas-tische Rückstellung des Außen-durchmessers (Recoil) als Stents ausChrom-Nickel-Stahl. Dies zeigt,dass das Recoilverhalten in ersterLinie von der Struktur des Stents ab-hängig ist und erst in zweiter Linievom verwendeten Werkstoff.
Nichteisenmetalle: Nickel-Titan
Die Superelastizität bzw. Formge-dächtniseigenschaften von Nickel-Titan-Werkstoffen, die zu etwa glei-chen Teilen aus Nickel und Titan be-stehen, machen sie für medizinischeAnwendungen sehr interessant [1,34-39]. Im Gegensatz zu den ande-ren Metallen, deren Verformungs-verhalten sich in einen elastischen(reversible Verformung) und einenplastischen (irreversible Verfor-mung) Bereich einteilen lässt, führtder sogenannte „mechanische Memo-ryeffekt“ zu einer sehr hohenscheinbar elastischen Dehnbarkeit(Super- oder Pseudoelastizität), die
106
auf einer spannungsinduzierten mar-tensitischen Umwandlung des aus-tenitischen Grundzustandes beruht(Abb. 5). Die elastische Verformbar-keit dieser Materialien ist daher umetwa eine Größenordnung höher, alsdie von Stählen. Beim Entlasten kehrtder Werkstoff in seine Ursprungs-form zurück. Dieser Vorgang ist,wie auch die durch eine Tempera-turänderung herbeigeführte ther-misch induzierte Umwandlung, mit
einer Hysterese verknüpft. Diesessuperelastische Materialverhaltenwird bereits in zahlreichen kommer-ziellen Produkten, insbesondere inBrillengestellen und Antennen fürMobiltelefone eingesetzt.
In der Medizintechnik werdenorthodontische Drähte und Füh-rungsdrähte aus diesem Materialhergestellt. Dabei haben sich alsStandards die binären Nickel-Titan-Legierungen mit ihren mechanischen
Kennwerten von Zugfestigkeiten bisüber 2000 MPa und Bruchdehnun-gen bis über 60 Prozent ausgezeich-net. Diese Eigenschaften resultierenoffenbar aus der sehr hohen Bin-dungsenergie der intermetallischenPhase Nickeltitan, die eine sehr festeVerbindung innerhalb des Kristall-gitters bewirkt. Durch die besonde-ren elastischen Eigenschaften lässtsich eine Dauerfestigkeit im klassi-schen Sinn nicht angeben, doch wer-
den zum Teil Werte von 400 MPagenannt. Durch die geringe Dichtevon 6,4 kg/dm3 ist die Röntgensicht-barkeit schlechter als bei Chrom-Nickel-Stahl oder Cobalt-Chrom-Molybdän-Legierungen. Die Oxid-schicht von Typ TiO2, die sich imAufbau etwas von der auf cp-Titanunterscheidet, führt in Hanks Lö-sung zu einem Durchbruchspotentialzwischen 0,6 und 0,8 V [40-42]. Da-mit ist die chemische Stabilität deut-
lich besser als bei Chrom-Nickel-Stählen aber nicht so gut wie bei cp-Titan oder TiAl6V4.
Meistens werden binäre Nickel-Titan-Legierungen im Zusammen-setzungsbereich zwischen 49 und 51at-Prozent Nickel eingesetzt. Ternä-re Legierungen kommen in Sonder-fällen zur Anwendung. So werdenmit geringen Mengen Chrom dotier-te Legierungen eingesetzt, wodurchdie Steifigkeit des Bauteils, etwa
eines Führungsdrahtes, erhöht wer-den kann. Die Anwendung dermartensitischen Phase in medizin-technischen Implantaten war bislangdie Ausnahme. Der Grund hierfürist die wesentlich geringere Festig-keit gegenüber dem Austenit und diestarke Verformbarkeit. Dennochgibt es vereinzelt Implantate, die zu-mindest im martensitischen Zustandeingeführt und durch Umspülen mitmindestens 40 °C warmen Fluiden
107ESSENER UNIKATE 13/2000
cp–Ti, Grade 2NiTi
8
Durchmesser in der Mitte des Stents in Millimetern
Dru
ck im
Bal
lon
in b
ar
6
4
2
0
1,5 2,0 2,5 3,0 3,5 4,00
10
(14) Druckdilatationskurven von vormontierten Röhrchenstents aus cp-Titan und Nickeltitan.

erhitzt werden und dabei den ther-mischen Memoryeffekt zeigen.
Abgesehen von den ersten Ver-suchen von Charles Dotter undAndrew Cragg [5, 6] aus dem Jahre1983, der aufgrund der schlechtenHandhabungseigenschaften des Sys-tems, das den thermischen Memory-effekt nutzt, nicht zur Markteinfüh-rung führte, gibt es wenig veröffent-lichte Arbeiten zu Nickel-Titan-Stents. Beim „Stenten“ von gesun-den Arterien von Hunden (iliacusund femoralis) konnte gezeigt wer-den, dass es zu keinem Verschlussoder zur Inflammation kommt [43].Die Stents sind nach sechs Monatenmit einer Intima aus vaskulärenEndothelzellen überwuchert, wobeisich die Schichtdicke zwischen 180und 250 µm bis zu 18 Monaten nichtweiter verändert. Auch bei einer per-oral endotrachealen Implantation inKaninchen konnte mit Nickel-Titan-Stents im Zeitraum bis zu 286 Tagenein gute Epithelialisierung festge-stellt werden [44]. Bei Schäferhun-den wurden Nickel-Titan-Stents imKontakt mit Schleimhaut, Muskelnund periurethalem Gewebe vonSchäferhunden ebenfalls bis zu 18Monaten getestet [45]. Trotz guterBiokompatibilität ohne Fremd-körperreaktionen und Korrosionser-scheinungen konnte aber keine voll-ständige Epithelialisierung festge-stellt werden.
Heute sind martensitischeNickel-Titan-Röhrchenstents erhält-lich, die als ballonexpandierbareStents (Abb. 16) die hohe mechani-sche Festigkeit, oder im austeniti-schen Zustand als selbstexpandieren-de Stents (Abb. 17), die besonderenelastischen Eigenschaften diesesWerkstoffs nutzen.
Edelmetalle und ihre Legierungen
Edelmetalle sind der Menschheitam längsten bekannt, da sie in derNatur in Reinform vorkommen undnicht über chemische und thermischeProzesse hergestellt werden müssen.So werden Gold (Au) schon seit
6000 v. Chr. und Silber (Ag) seit4000 v. Chr. als Schmuck oder alsZahlungsmittel genutzt. BeideMetalle zeichnen sich durch einehohe chemische Beständigkeit gegenLuftsauerstoff, Luftfeuchtigkeit undschwefelige Gase aus und liegen inder elektrochemischen Spannungs-reihe im positiven Bereich.
Heute gelten neben Gold, Silberund Platin (Pt) auch noch die Ele-mente Ruthenium (Ru), Rhenium(Re), Palladium (Pd), Osmium (Os)und Iridium (Ir) als Edelmetalle. Dasie in Reinform nur eine geringeFestigkeit haben, sind besonders Sil-ber, Gold und Platin durch ihre Git-terstruktur leicht umformbar. Durchdiese Kombination von mechani-schen und chemischen Eigenschaftenwurde Gold schon früh auch für me-dizinische Zwecke eingesetzt. Petro-nius behandelte schon 1565 eineGaumenspalte mit einer Goldplatte.Im 17. Jahrhundert verwendetenHieronymus und Fabricius Gold-drähte für Wundnähte. 1829 gelangder Nachweis der Biokompatibilitätvon Platin und der toxischen Wir-kung von Blei; 1860 setzte Sir JosephLister erstmals Silberdraht zur Fixa-tion von gebrochenen Kniescheibenein [2]. Aufgrund des Preises undder geringen Festigkeit wird heute –abgesehen vom Einsatz als Beschich-tung auf anderen Metallen lediglicheine Platin-Iridium-Legierung alsGrundwerkstoff für koronare Stentsverwendet.
Platin-Iridium
Platin wurde zunächst als Legie-rungselement von Edelmetallen inaltägyptischen Behältern aus dem7. Jahrhundert v. Chr. gefunden, dieaus Gold- und Silberteilen gefertigtwaren [46], danach auch in Gegen-ständen des von den Spaniern ge-raubten Goldschatzes der Azteken.Bedeutung erlangte Platin jedocherst nach der Entdeckung von Pla-tin-Nuggets in den Flüssen der da-maligen spanischen Provinz Neu-granada in Südamerika (heute Ko-
lumbien). Um 1810 gelang die Reini-gung von Platin durch eine nassche-mische Raffination. Nach der tech-nologischen Lösung der Gewinnungvon reinem Platin folgten die erstenAnwendungen in der Elektrotech-nik, der Dentaltechnik sowie im Be-reich von Schmuck und Münzen.
Heute wird Platin – neben seinerVerwendung in der Schmuckherstel-lung – auch für elektronische Schalt-kreise (Leiterbahnen, Kondensato-ren), in der Sensortechnik (Thermo-elemente, Lambasonde), im Appara-tebau (Lebensmittelchemie, Labora-toriumstechnik, Glasindustrie), inder Medizintechnik (Dentalimplan-tate aus Au77Pt10Pd3Ag1), in derChemie (Katalysatoren) und im Au-tomobilbau (Pkw-Katalysatoren)eingesetzt.
Die Verarbeitung des weichenMetalls ist durch Umformung mög-lich, was zu einer Kaltverfestigungführt. Zusätzlich kann man durchLegierungselemente die Festigkeitsteigern. Dabei müssen sich die Le-gierungselemente aber auf die ande-ren Edelmetalle oder die Metalle be-schränken, die in der elektrochemi-schen Spannungsreihe im positivenBereich liegen, da sich ansonsten diechemische Beständigkeit der Legie-rung verschlechtert. Aus diesemGrund wurden Legierungen wiePt95Cu5 und Pt96Pd4 oder fürhöherfeste Anwendungen Pt90Ir10entwickelt [47]. Die Zugfestigkeitliegt je nach Umformgrad zwischen380 und 620 MPa. Aufgrund der ho-hen Dichte von 21,41 g/cm3 habenPlatinlegierungen eine gute Sichtbar-keit im Röntgengerät. Wegen ihrerguten Umformbarkeit werden Pla-tinlegierungen auch vielfach inDrahtform hergestellt und weiter-verarbeitet.
Nicht zuletzt wegen seiner gu-ten Fertigungs- und Gebrauchsei-genschaften als Biowerkstoff undseines hohen Kontrastes im Rönt-genbild findet man heute auch einenballonexpandierbaren Spiralstent,der aus Pt90Ir10 hergestellt wird(Abb. 18).
108 109ESSENER UNIKATE 13/2000
(15) Ballonexpandierter Röhrchen-stent aus Tantal (Tensum Stent)
[17].
(16) Ballonexpandierter Röhrchen-stent aus martensitischem Nickel-
Titan (Paragon Stent).
(17) Selbstexpandierender Röhr-chenstent aus austenitischem
Nickeltitan (Jomed Self X) [17].
(18) Ballonexpandierter Spiralstentaus Platiniridium (PtIr10, Angio-
stent) [17].
Fotos (16, 17): A. Fischer/Universität Essen; (15, 18): [17]

Biomedizinische Perspektiven
Die weitere Suche nach Materialien,mit denen die derzeit verwendetenWerkstoffe für den Bau von korona-ren Stents ersetzt werden könnten,ist trotz aller erreichten Erfolge not-wendig, da Stahl nicht der idealeWerkstoff ist. Grundsätzlich wäre eswünschenswert, einen Stent zu erhal-ten, der nur für kurze Zeit das Gefäßnach der Aufweitung abstützt. NachAusheilung wäre ein resorbierbaresMaterial von großem Vorteil, dadamit eine dauerhafter Verbleib imKörper vermieden würde.
Die Verwendung der bisher ver-wendeten Stähle bringt auch mit sich,dass eine mögliche Nickelallergieausgelöst werden kann, was eineüberschießende Entzündungsreakti-on des Gefäßgewebes zur Folge hät-te. Nicht auszuschließen ist, dass einTeil der Wiedereinengungsproblema-tik auf eine entsprechende, bishernicht erkannte Nickelallergie zurück-zuführen ist. Derzeit werden solchePatienten daran erkannt, dass eineUnverträglichkeit von Metallarm-bändern und Ohrringen vorliegt.Nickelfreie Stähle oder die Verwen-dung anderer Metalle wäre eineLösung. Dies würde aber Allergie-tests bei den Patienten voraussetzen.
Nur mit Hilfe der hochauflösen-den Computertomographie (CT)und der Elektronenstrahltomo-graphie (EBT) können Koronar-gefäßstützen ohne Herzkatheter, dasheißt: ohne Eingriff, dargestellt wer-den. Wünschenswert wäre zudem,wenn ohne erneute Strahlenbelastungmittels Magnetresonanztomographie(MRT) Koronargefäßstützen ohneArtefakte sichtbar gemacht werdenkönnten. Dazu ist die Entwicklunggeeigneter Stents notwendig, die ausMaterialien hergestellt werden, dieeine Bildgebung mittels MR erlau-ben.
Eine besondere Zukunftsper-spektive bilden sogenannte Smart-Stents, die Sensoren enthalten, umkörpereigene Signale wie Tempera-tur, Druck, Durchfluss und Sauer-
stoffpartialdruck übertragen zu kön-nen. Selbst Stents, die als Antennedienen, sind bereits vorgeschlagenworden. Zudem wäre die Erfassungvon strömungsdynamischen Größenvon erheblichem Gewinn für die Pa-tientenbeobachtung nach einer Im-plantation.
Summary
In western industrial countries coro-nary heart disease is the most com-mon reason for death. In Germanyabout 200.000 people have a heartattack every year. Since the intro-duction of the balloon angioplastyby means of the PTCA-technique(PTCA = percutaneous transluminalcoronary angioplasty) in 1977 theera of the minimal invasive cardiol-ogy methods began and have wonincreased significance over the pastyears. Since 1986 a metallic tubularscaffold (stent) is implanted after orduring a PTCA treatment in order toprevent the vessel wall from collaps-ing. There have been about 900.000coronary operations in 1995 allaround the world. Since 1994 theamount of stent implantation is per-manently growing and today over50% of all balloon dilatations arestent dilatations at the same time.They are more effective in the thera-py of coronary stenosis than balloonangioplasty alone or conventionalbypass operation. Nevertheless thesuccess of stent implantation islimited by restenosis, which occursin 10–48% depending on the stent’sdesign. In the early years of stentingthrombosis was the main problem.Today this can be treated by medi-cation. The detailed event of reste-nosis and the main reasons still re-main unknown. Thus, the workinggroup for coronary stents at theUniversity of Essen, which bringstogether 22 institutes from 4 facul-ties, focuses research projects withinthis field in order to understand andpush back restenosis.
110
Danksagung:
Die Autoren bedanken sich bei Prof. Dr.-Ing.Michael Pohl, Institut für Werkstoffe, Lehr-gebiet Werkstoffprüfung, Ruhr-UniversitätBochum, und Dr.-Ing. Mathias Mertmann,Memory Metalle, Nordwalde, für die Unter-stützung bei der Beschaffung der Literatur.Dipl.-Ing. Holger Brauer, Essen, schulden wirDank für die Unterstützung bei der Bildbe-schaffung und -bearbeitung.
Die Autoren:
Raimund Erbel studierte Medizin in Köln undDüsseldorf und promovierte 1974 über die„Determinanten des intramyokardialenDruckes“. Danach war er WissenschaftlicherAssistent am DFG-Sonderforschungsbereich30 an der I. Medizinischen Klinik B der Uni-versität Düsseldorf (Prof. Dr. F. Loogen),1975 ging er an die Innere Abteilung des Bun-deswehrzentralkrankenhauses Koblenz und1977 an die Abteilung Innere Medizin I derRWTH Aachen (Prof. Dr. S. Effert). NachAbschluss seiner Facharztausbildung 1981(Innere Medizin, 1982 Teilgebietsbezeichnung„Kardiologie“) habilitierte er sich in Aachenunter Prof. Effert über das Thema „Funkti-onsdiagnostik des linken Ventrikels mittelszweidimensionaler Echokardiographie“ undwechselte zur II. Medizinischen Klinik undPoliklinik der Universität Mainz, wo er 1983zunächst zum C2-Professor auf Zeit, 1987dann zum Universitätsprofessor ernannt wur-de. Im selben Jahr wurde Erbel als Fellow indas American College of Cardiology und1988 in die European Society of Cardiologyaufgenommen; 1992 war er Contract Profes-sor der Universität in Modena, Italien. 1993folgte Raimund Erbel dem Ruf an die Univer-sität Essen, wo er seitdem als Direktor dieAbteilung für Kardiologie leitet.1994 wurde Erbel Fellow of the AmericanHeart Association Clinical Council. Seit 1999leitet er – bereits zum zweiten Mal nach derZeit von 1995 bis 1996 – als Geschäftsführen-der Direktor das Zentrum für Innere Medizinan der Universität Essen. Nachdem Erbel be-reits 1994 vom American Biographical Insti-tute zum „Man of the Year 1994“ gewähltwurde, erhielt er 1999 die Auszeichnung„European Cardiologist“ der EuropäischenGesellschaft für Kardiologie.Alfons Fischer studierte ab 1974 Maschinen-bau mit der Vertiefungsrichtung Werkstoff-technik an der Ruhr Universität Bochum(Prof. Dr.-Ing. E. Hornbogen) und schlosssein Studium 1980 mit dem Diplom ab. Da-nach arbeitete er als Wissenschaftlicher Mitar-beiter/Assistent am Institut für Werkstoffe,Lehrstuhl Werkstofftechnik (Prof. Dr.-Ing.H. Berns). Dort promovierte 1984 er über dasThema „Hartlegierungen auf Fe-Cr-C-B-Ba-sis für die Auftragschweißung“ zum Dr.-Ing.und habilitierte sich 1992 mit dem Thema„Einfluss der Temperatur auf das tribologi-sche Verhalten metallischer Werkstoffe“ fürdas Fach Werkstofftechnik. Von 1992 bis1996 war Fischer als Leitender Angestellterbei der NUTECH GmbH in Neumünstertätig, zunächst als Stellvertretender Leiter des
Analytik- und Prüfzentrums und als Leiterder Forschung und Entwicklung in der laser-gestützten Fertigung, schließlich als Leiter desQualitätswesens. 1996 folgte Fischer dem Rufauf die Professur für das Fachgebiet Werk-stofftechnik im Fachbereich Maschinenwesenan die Universität Essen.
Literatur:
[1] D. F. Williams: Biocompatibility of Clini-cal Implant Materials. Vol. I, CRC Press,Boca Raton, Fla. USA, (1981) S. 9–13[2] E. Wintermantel, S. W. Ha: BiokompatibleWerkstoffe und Bauweisen. 2. Auflage Sprin-ger-Verlag, Berlin (1998) S. 181[3] A. Carrel: Results of the Permanent Intu-bation of the Thoratic Aorta. Surg. Gyn.Obst., 15 (1912) S. 245–248[4] C. T. Dotter, M. P. Jukins: TransluminalTreatment of Arteriosclerotic Obstruction.Circulation, 30 (1964) S. 654–570[5] C. T. Dotter, P. A. C. Buschmann, M. K.McKinney, J. Rösch: Transluminal expand-able Nitinol Coil Stent Grafting: PreliminaryReport. Radiology, 147 (1983) S. 259–260 [6] A. Cragg, G. Lund, J. Rysavy, F. Castene-da, W. Casteneda-Zuniga, K. Amplatz: Non-surgical Placement of arterial Endoprotheses:A new technique using Nitinol wire. Radiolo-gy, 147 (1983) S. 261–263[7] D. Maas, C. L. Zollikofer, F. Largiader,A. Senning: Radiological Follow-Up ofTransluminal inserted Vascular Endoprothe-ses: An experimental Study using expandingSpirals. Radiology, 152 (1984) S. 659–663[8] K. C. Wright, S. Walace, C. Charnsanga-vej, C. H. Carrasco, C. Gianturco: Percuta-neous Endovascular Stents: An ExperimentalEvaluation. Radiology, 156 (1985) S. 69–72[9] J. C. Palmaz, R. R. Sibbit, S. R. Reuter,F. O. Tio, W. J. Rice: Expandable IntraluminalGraft: A Preliminary Study. Radiology, 156(1985) S. 73–77[10] R. A. Schatz, J. C. Palmaz, F. O. Tio,F. Garcia, O. Garcia, S. R. Reuter: Balloon-Expandable Intracoronary Stents in the AdultDog. Circulation, 76 (1987) S. 450–457[11] H. Rousseau, J. Puel, F. Joffre et al.: Self-Expanding Endovascular Prothesis: AnExperimental Study. Radiology, 164 (1987)S. 709–714[12] G. S. Roubin, K. A. Robinson, S. B. KingIII., et al.: Early and Late Results of Intra-coronary Arterial Stenting after CoronaryAngioplasty in Dogs. Circulation, 76 (1987)S. 891–897[13] J. Puel, F. Joffree, H. Rousseau, B. Guer-monprez, B. Lancelin, M. C. Morice, Endo-protheses Coronariennes Auto-Expansivesdans le Prevention des Restenoses après An-gioplastie Transluminale. Arch. Mal. Cœur.,8 (1987) S. 1311–1312[14] U. Sigwart, J. Puel, V. Mirkovitch,F. Joffree, L. Kappenberger: InstravascularStents to prevent Occlusion and Restenosisafter Transluminal Angioplasty. N. Engl. J.Med., 316 (1987) S. 701–706[15] R. Schatz: Persönliche Mitteilung (1999)[16] R. Erbel, R. Schatz, U. Dietz, U. Nix-dorff, M. Haude, S. Aichinger, T. Pop,J. Meyer: Ballondilatation und koronare
Gefäßstützenmplantation. Angioplastie-Valvuloplastie. Z. Kardiol., 78 (1989) S. 71–77[17] M. J. B. Kutryk, P. W. Serruys: CoronaryStenting. Current Perspectives. Martin DunitzLtd., London, UK (1999)[18] P. Monnartz: Beitrag zum Studium derEisenchromlegierungen unter besondererBerücksichtigung der Säurebeständigkeit.Metallurgie, 8 (1911) S. 161–170 und 193–201[19] C. Pasel: Herstellung von Gegenständen,die hohe Widerstandskraft gegen Korrosionerfordern, nebst thermischem Behandlungs-verfahren. Patentschrift Nr. 304126 (1912)[20] C. Pasel: Herstellung von Gegenständen,die hohe Widerstandskraft gegen den Angriffdurch Säuren und hohe Festigkeit erfordern,nebst thermischem Behandlungsverfahren.Patentschrift Nr. 304159 (1912)[21] H. Strauß, H. Schottky, J. Hinnüber: DieCarbidausscheidung beim Glühen von nicht-rostendem unmagnetischen Chromnickel-stahl. Z. anorg. allg. Chemie, 188 (1930)S. 309–321 [22] E. Houdremont: Linien in der Entwick-lung legierter Stähle. Stahl und Eisen, 39(1939) S. 1–8, 33–39[23] E. Haynes: Alloys of Cobalt with Cr andother Metals. Trans. Am. Inst. Metall. Pet.Eng., 44 (1913) S. 573[24] E. Haynes: Alloys of Cobalt with otherMetals. J. Ind. Eng. Chem., 5 (1913) S. 189[25] C. H. Prange: US-Patent 1909008 (1933)[26] C. H. Prange: US-Patent 1958446 (1934)[27] C. H. Prange: US-Patent 2135600 (1938)[28] N. N. Smith-Peterson: Arthroplasty ofthe hip: a New Method. J. Bone. Jt. Surg., 21(1939) S. 269[29] C. S. Venable, W. G. Stuck: The InternalFixation of Fracture, Charles C. Thomas,Springfield, Ill. (1947)[30] R. Kieffer, H. Braun: Vanadin-Niob-Tantal. Die Metallurgie der reinen Metalleund ihrer Legierungen. Springer-Verlag,Berlin (1963) S. 10–11[31] R. T. Bothe, K. E. Beaton, H. A. Daven-port: Reaction on Bone to Multiple MetallicImplants. Surg. Gynecol. Obstet., 71, (1940)S. 598[32] S. Möhlenkamp, H. Pump, J. Ge, R. Sei-bel, R. Erbel: Ein neuer Ti-Stent: In-vitro-Charakteristika in der Elektronenstrahl-Tomographie. Z. Kardiol., 86 (1997) S. 3[33] H. Brauer, J. Stolpmann, H. Hallmann,R. Erbel, A. Fischer: Measurement and Nu-merical Simulation of the Dilatation Behav-iour of Coronary Stents. (Proc. Conf) H. Jen-nissen, M. Haude, A. Fischer (Hrg.) 1. Symp.Biomaterialien und Gewebeverträglichkeit.Oktober 1998, Universität Essen, s.a. Material-wissenschaft und Werkstofftechnik (1999),demnächst[34] K. Enami, S. Nenno, Y. Minato: ShapeMemory Effect associated the MartensiticTransformation in Type 304 Stainless Steels.Scr. Metall., 5 (1971) S. 663[35] W. J. Buehler, F. E. Wang: A Summary ofRecent Research in the Nitinol Alloys andtheir Potential Applications in Ocean Engi-neering. Ocean Eng. 1, (1968) S. 105[36] A. G. Rozner, R. J. Wasilewski: TensileProperties of NiAl and NiTi. J. Inst. Met., 99(1966) S. 169[37] C. M. Jackson, H. J. Wagner, R. J. Wasi-
lewski: 55-Nitinol – The Alloy with a Me-mory: Its Physical Metallurgy, Properties andApplications. NASA Report SP-5110, Was-hington D.C., USA (1972)[38] D. Treppmann, E. Hornbogen, D. Wur-zel: The Effect of Combined Recrystallizationand Precipitation Processes on the Functionaland Structural Properties in NiTi Alloys. Jor-nal de Physique IV, Coll. C8, Band 5 (1995),S. 569–574[39] T. Honma: TiNi Based Shape MemoryAlloys. H. Funakubo (Ed.): Shape MemoryAlloys. New York, Gordon and BreachScience Publishers (1987) S. 61–115[40] R. S. Dutta, K. Mandangopal, H. S.Gadiyar, S. Bannerjee: Biocompatibility ofNiTi Shape Memory Alloys. Britisch Corr. J.,Vol.28, No. 3 (1993) S. 217–221 [41] S. Trigwell, G. Selvaduray: Effects of Sur-face Finish on the Corrosion of NiTi Alloyfor Biomedical Applications. (Proc. Conf.)2nd. Int. Conf. On Shape Memory and Super-elastic Technologies. SMST-97, Pacific Grove,California, USA (1997) S. 383–388[42] C. Trepanier, M. Tabrizian, L. H. Yahia,L. Bilodeau, D. L. Piron: Improvement of theCorrosion Resistance of NiTi Stents by Sur-face Treatment. (Proc. Conf.) Materials forSmart Systems II, Boston, MA, USA, 2.–5. 12.1996, Mat. Res. Soc. Symp., Vol. 459 (1997) S.363–368[43] G. Jingling, L. Zho, B. Yajun, Y. Xing-dong, W. Keqin, P. Kuoying, Y. Sangchao:Experimental Study of TiNi Shape MemoryAlloy Intravascular Stent in Dogs and Post-operative Oberservation in 18 Months. (Proc.Conf.) Int. Symp. Shape Memory Materials,SMM-94, 25.–28. 9. 1994, Beijing, China,(1994) S. 626–630[44] K. Rauber, Ch. Franke, W. S. Rau, S. S.Alt, G. Bensmann: Peroral einführbare endo-tracheale Stützgerüste aus der Memory-Legie-rung NiTi – Tierexperimentelle Studie. Fort-schr. Röntgenstr. 152 (1990) 6, S. 698–701[45] D. Latal., J. Mraz, P. Zerhau, M. Susani,M. Marberger: Nitinol Urethal Stents: LongTerm Results in Dogs. Urol. Res. 22 (1994)S. 295–300[46] D. McDonald, L. B. Hunt: A History ofPlatinum and its Allied Metals. Johnson Mat-they, Hatton Garden, London, UK (1982)S. 1–11[47] N. N.: Edelmetalle – Gewinnung, Verar-beitung, Anwendung. Fonds der chemischenIndustrie, Frankfurt (1989) S. 5–7
111ESSENER UNIKATE 13/2000

112
Dieser Beitrag ist aus der Sichtdes Ingenieurs geschrieben.
Wir gestalten unsere materielle Um-welt. In meinem Berufsfeld, demMaschinenbau, gestalten wir dieWelt der industriellen Produktion,der Produktionstechniken, aber auchdie der hier erzeugten Produkte.
Erfolgreiches Handeln von Inge-nieuren misst sich am Erfolg desProduktes. Nicht immer zu unsererFreude wird dieser Erfolg grund-sätzlich am Maßstab des wirtschaft-lich erfolgreichen Produktes ermit-telt.
Zahlreich sind die Beispiele desOverengineering, der technisch zuaufwendigen Gestaltung eines Pro-duktes, dem dann der kommerzielleErfolg versagt bleibt. Oder in einfa-chen Worten, so wie ich es gerneversuche, meinen Studenten zu er-klären: „Eine Möglichkeit für einrostfreies Auto, wäre die Verwen-dung von Goldblechen. Allein, werkönnte das bezahlen?“
Es ist offensichtlich, dass der In-genieur stets das Optimum zwischenAufwand und Nutzen suchen muss.Deshalb ist ja auch die wichtigste
Bei der überwiegenden Anzahl der Industrieprodukteentfällt ein großer Teil der Herstellungskosten auf das
Material. Ein werkstoffgerechtes Design – die werkstoff-und verarbeitungsgerechte Konstruktion der Bauteile – ist
deshalb häufig auch der Schlüssel zum wirtschaftlichenErfolg eines Produkts.
Vom Material zumProdukt
Der Prozess der WerkstoffoptimierungVon Ernst Schmachtenberg
Ern
st S
chm
acht
enbe
rg. F
oto:
Tilo
Kar
l
113ESSENER UNIKATE 13/2000

Kennzahl in den Ingenieurwissen-schaften der Wirkungsgrad, das Ver-hältnis des Nutzens eines Systemsbezogen auf den in das System ein-gebrachten Aufwand. Im heute glo-balen Wettbewerb der Märkte undProdukte erfolgen die Optimie-rungsschritte in immer schnellerenInnovationszyklen. Dabei verfolgenwir die Strategie, durch Optimierungder Werkstoffe, Konstruktion undFertigung bestehende Funktionalitätkostengünstiger herzustellen undzugleich neue Funktionalität in dasProdukt zu integrieren.
Hieraus leitet sich auch unser In-teresse an der Materialwissenschaftab. Materialien die wir zur Produk-tion verwenden, bezeichnen wir alsWerkstoffe. In der Produktion ent-stehen aus diesen WerkstoffenWerkstücke (als Synonym auch:Bauteile), und schließlich in der Zu-sammensetzung verschiedenerWerkstücke das Produkt, etwa einBügeleisen (... das heute vor allemaus Kunststoff und Aluminium be-steht. Brauchen wir auch mehr Ord-nung in unserer Sprache?) Material-wissenschaft und Werkstofftechniksind sozusagen die Begriffsgegenpolefür das in diesem Heft betrachteteGebiet, jeweils aus der Blickrichtungdes Naturwissenschaftlers und desIngenieurs. So unterschiedlich dieBegriffe, so unterschiedlich ist auchdie Forschungskultur der hier enga-gierten Disziplinen: • Für den naturwissenschaftlich ori-entierten Materialwissenschaftlerstehen die Erkenntnisse über dieEigenschaften von Materialien imVordergrund. Hier werden die Mo-delle und Gesetze zur Erklärung desAufbaus der Materie entwickelt. Ichnenne dies gerne die „Ideologie derMaterialien“. • Für den werkstofftechnisch orien-tierten Ingenieur steht die Anwen-dung und damit der konstruktiveUmgang mit den Eigenschaften vonWerkstoffen im Vordergrund. Wirwenden die Modelle und Gesetzeder Materialwissenschaften an, umaus Materialien Produkte zu formen.
„Materialpragmatiker“ wäre wohlein passender Begriff.
Wo liegt der Reiz der Werkstoff-technik, was hat dies noch mit Wis-senschaft zu tun? Und wie ergebensich die Wechselwirkungen zwi-schen Materialwissenschaft undWerkstofftechnik?
Lassen Sie mich zunächst eineLanze brechen für die Ingenieurwis-senschaft. Dazu möchte ich die Fra-ge erörtern, wo ingenieurmäßigesHandeln, also die zweckorientierteVorgehensweise, zu einem optimier-ten Produkt zu gelangen und wis-senschaftliches Arbeiten, also diesystematisierte Vorgehensweise,durch Modellbildung und Experi-ment zum Verstehen der Wirkungs-zusammenhänge des betrachtetenSystems zu kommen, verknüpft sind.
Wie könnte die Vorgehensweiseeines erfolgreichen Produktentwick-lers sein? Nun, er könnte voller In-tuition und Kreativität stecken. Erhätte dann plötzlich eine Eingabe,würde mit den Fingern schnippenund schon entstünden vor seinemgeistigen Auge die Pläne und Kon-struktionszeichnungen für ein neuesProdukt. Ich denke, diese Vorstel-lung dürfte noch nicht einmal füreine schlechte amerikanische Film-komödie taugen.
Tatsächlich ist heute die Kom-plexität des Produktes so umfassend– man denke hier nur an die verwen-deten Herstellungstechniken undWerkstoffe –, dass im industriellenProzess der Produktentwicklungeine Vielzahl von Spezialisten in einEntwicklungsteam zu integrierensind. Damit wird die Frage der In-teraktion zwischen Spezialisten undEntwicklungsteams, die hierzu er-forderliche Festlegung der Ziele undTermine, die Bereitstellung der er-forderlichen Ressourcen und dieVerfolgung der Zielerreichung nebender kreativen Einzelleistung der Be-teiligten zu wesentlichen Elementeneiner erfolgreichen Produktentwick-lung.
In den frühen Phasen der Pro-duktentwicklung, noch lange bevor
das erste Bauteil gefertigt wird, willman die Eigenschaften des Produk-tes vorhersagen. Durch Modell-bildung und Simulation werden dietheoretischen Grundlagen einer sol-chen Prognose gelegt. Experimenteam Prototypen oder schließlich auchan ersten Serienbauteilen dienen derÜberprüfung der prognostiziertenEigenschaften und dem Nachweisder Prozessfähigkeit für die gewähl-ten Produktionsprozesse.
Mein Aachener Kollege Michaeliwählt hier als Beispiel gerne dasAntiblockiersystem eines modernenKraftfahrzeugs. Millionenfach pro-duziert, möglicherweise zehn Jahrebei Wind und Wetter im Einsatz,ohne je in einen Bremsvorgang ein-greifen zu brauchen, muss es doch inder entscheidenden Millisekunderichtig reagieren, um eine plötzlicheintretende, kritische Fahrsituationzu meistern. Als Verbraucher neh-men wir dies in Anspruch, ja wirwürden den Hersteller verklagen,wenn das System versagen würde.Aber machen wir uns klar was diesfür die Dauerhaftigkeit der verwen-deten Bauteile und Steuerungsele-mente, deren reproduzierbar defi-nierte Herstellbarkeit und Zuverläs-sigkeit im Betrieb bedeutet?
Modell und Experiment sind diewesentlichen Methoden zur Über-prüfung und Realisierung solcherZiele. Nicht der Glaube hilft, son-dern das rationale Vorgehen desWissenschaftlers, der die Zulässig-keit einer vereinfachenden Modell-annahme abschätzen kann oder mitkritischem Blick die Anordnung undErgebnisse eines Experiments prüft.Allerdings muss er auch im Team einSystem mit dezentraler Intelligenzbeherrschen, um letztendlich zu ei-nem erfolgreichen Produkt zu gelan-gen.
Vor diesem Hintergrund lässtsich auch gut unsere Rolle als Kunst-stofftechniker erläutern: Wir sindSpezialisten für die WerkstoffgruppeKunststoff, das Konstruieren mit die-sen Werkstoffen und deren Verar-beitung zu Serienprodukten. Der
114
Materialwissenschaftler, im Bereichder Polymere oft der Naturwissen-schaftler aus der makromolekularenChemie oder der Polymerphysik,entwickelt neue Materialien. Dazugreift er auch unsere Wünsche nachneuer oder verbesserter Funktiona-lität auf. Im Gegenzug ist es unsereAufgabe, diese Materialien als Werk-stoffe für neue Produkte zu verwen-den. Diesen Prozess möchte ichnachfolgend an Beispielen der Ent-wicklung von Bauteilen aus Kunst-stoffen aufzeigen.
Die Entwicklungvon Bauteilen aus Kunststoffen
Im Mittelpunkt der Betrachtungsteht das Produkt mit seiner Funk-tion. Komplexe Produkte, wie etwaFlugzeuge, Fahrzeuge oder Compu-ter sind aus zahlreichen Bauteilenzusammengesetzt, die jeweils vielfäl-tige Teilfunktionen erfüllen. Inderen Zusammenwirken schließlichfunktioniert das System in der vor-
gesehenen Weise. Die einzelnenBauteile erfüllen unterschiedlichsteFunktionen: Speichern (zum BeispielEnergie oder Information), Leitenoder Isolieren (etwa Kräfte, Bewe-gungen, Wärme, Elektrizität, Flüs-sigkeiten oder Schall), Verbindenusw. Jeder Funktion entsprechen be-stimmte Werkstoffeigenschaften, soeignen sich Kunststoffe gut zum Iso-lieren von Wärme und Elektrizität,aber schlecht zum Leiten von Kräf-ten. Die Auswahl geeigneter oder dieEntwicklung neuer Werkstoffe folgtdamit den geforderten Bauteileigen-schaften in der Anwendung.
Dies allein jedoch reicht nichtzur Klärung, warum welcher Werk-stoff in welchem Bauteil sinnvolleingesetzt werden kann. Nehmenwir ein spektakuläres Bauteil ausKunststoff, die Compact Disc, dieheute millionenfach zur Speicherungvon Musik- und Dateninformationhergestellt wird (Abb. 1). DasGrundprinzip ist das der Speiche-rung von Information durch die
lokalen optischen Eigenschaften desDatenträgers. Bei der konventionel-len CD wird dies durch die gezieltePrägung der Oberfläche mit soge-nannten Pits, kleinen, wenige Nano-meter großen Erhebungen erreicht.Um diese Information zu lesen,muss ein Laser durch das Speicher-medium hindurchstrahlen, der Strahlwird an der rückseitigen Oberflächefokussiert und reflektiert.
Die digitale Information, das Jaoder Nein, ergibt sich aus der Lauf-zeit des Lasers – je nach Vorhanden-sein der Erhöhung, des Pits, längeroder kürzer. Kleinere Verunreini-gungen an der Oberfläche sind nichtstörend, da der nanometergenaueLesevorgang des fokussierten Lasersan der inneren Oberfläche der Scheibestattfindet.
Von der optischen Funktion desSystems aus betrachtet würde jedertransparente Werkstoff, also etwaauch Glas, geeignet sein. Um dieletztendlich getroffene Werkstoff-auswahl für diese Anwendung zu
115ESSENER UNIKATE 13/2000
(1) Prinzip der Informationsspeicherung auf einer Compact Disc. Grafik: MAKROLON/M. Löcker

verstehen, muss man jedoch auchden Fertigungsprozess betrachten.
Ein sehr produktives Verfahrenzur Herstellung von Bauteilen in derKunststofftechnik ist das Spritz-gießen. Eine Spritzgießmaschine be-steht aus einer Plastifiziereinheit, dieKunststoffschmelze erzeugt und un-ter hohem Druck in eine Form, dasWerkzeug, einspritzt, und einer hy-draulischen Presse, der sogenanntenSchließeinheit, in die das Werkzeugeingebaut wird (Abb. 2).
Kunststoffe mit ihren, im Ver-gleich zu vielen anderen Werkstoffenniedrigen Schmelztemperaturenkönnen in diesen Maschinen mithöchster Präzision in Formteile ver-wandelt werden. Eine Nachbearbei-tung zum Erreichen einer bestimm-ten Oberflächenkontur kann in denmeisten Fällen entfallen. Das beimSpritzgießen erforderliche hochprä-zise Stahlwerkzeug arbeitet prak-tisch verschleißfrei, so kann aus einermit hohem Aufwand einmalig herge-stellten Form millionenfach ein Teilgefertigt werden. Damit wird klar,warum nicht Glas, sondern eintransparenter Kunststoff für die Fer-tigung von Compact Discs ausge-wählt wurde.
Aber es gibt sehr viele Kunst-stoffe, allein bei den in der Schmelzeverarbeitbaren Thermoplasten wer-den über 10.000 verschiedene Han-delsprodukte angeboten. Warum al-so kann dieses Produkt nur aus ei-nem sogenannten niedrigmolekula-ren Polycarbonat hergestellt werden?
Wir erinnern uns: Beim Spritz-gießen der Thermoplaste wird unterhohem Druck Schmelze in eineForm eingespritzt. Damit die Infor-mation auf die CD gelangt, enthältdie Oberfläche der Form die ent-sprechende Gravur. Nur wenn dieSchmelze genügend dünnflüssig ist –wir sprechen hier von einer niedrig-viskosen Formmasse – kann über-haupt die Oberfläche genügend ge-nau abgeformt werden.
Schließlich sind weitere Kunst-griffe bei der Herstellung erforder-lich: In der kalten Form erstarrt der
Werkstoff. Dabei zieht sich er sichzusammen. Die Folge wäre die Zer-störung der Oberflächengravur. Alsomuss bei der Fertigung der Ein-spritzdruck soweit erhöht werden,dass sich die Form gegen den Druckder hydraulischen Schließeinheit ge-ringfügig öffnet. Bei der Erstarrungdrücken dann die Werkzeughälftengegen den Werkstoff, die Kontrak-tion findet nur in Dickenrichtung,nicht aber in Umfangsrichtung derCompact Disc statt. Diese Ferti-gungsweise, das Spritzprägen erfor-dert wiederum definierte Erstarrungs-eigenschaften des Werkstoffes.
Schließlich bewirkt das Fließender Schmelze im Werkzeug eineAusrichtung der fadenförmigenMakromoleküle, der Werkstoff wirdorientiert. Dieses Phänomen trittgrundsätzlich bei der Verarbeitungvon Kunststoffen auf und verändertdie Eigenschaften des Werkstoffesnachhaltig. So beeinflusst die Orien-tierung nicht nur die Festigkeit desWerkstoffes sondern auch die opti-sche Doppelbrechung. Dies wieder-um bewirkt unterschiedliche Lauf-zeiten des abtastenden Laserlichtes,die Information würde bei unter-schiedlichen Orientierungszustän-den auf der Compact Disc nichtmehr fehlerfrei lesbar sein.
Also muss durch geeignete Pro-zessführung beim Spritzgießen, aberauch durch die entsprechende chemi-sche Zusammensetzung des Makro-moleküls erreicht werden, dass diedurch Fließprozesse bei der Ferti-gung eingebrachte Ausrichtung derMakromoleküle wieder in „Unord-nung“ gebracht wird – im TerminusTechnicus ausgedrückt: die Orientie-rung muss relaxieren. Der Zustandgleichmäßiger Unordnung stellt sichdurch die Wärmebewegung derMolekülsegmente und das natürlicheStreben nach dem Zustand größterUnordnung dann ein, wenn durchhohe Temperaturen in der Schmelzediese Wärmebewegung erzeugt wirdund der Schmelzzustand ausreichendlange erhalten bleibt. Auch sindkurzkettige Moleküle schneller
wieder ungeordnet als langkettige.Somit sind hitzestabile, kurzkettigePolymere erforderlich. Der mit derKurzkettigkeit einhergehende Ver-lust an mechanischer Zähigkeit kannbei dieser Anwendung toleriert wer-den. Das Ergebnis all dieser Über-legungen: das zur Herstellung vonCompact Discs erforderliche Poly-carbonat wird für diese Anwendungmaßgeschneidert hergestellt. Fassenwir zusammen: • Nicht nur die Werkstoffeigen-schaften beim Gebrauch des Pro-duktes, sondern auch die Werkstoff-eigenschaften im Fertigungsprozesssind von großer Wichtigkeit. • Erst durch die Betrachtung derWechselwirkungen von Werkstoff,Produkteigenschaft und Fertigungs-verfahren entsteht das neue Produkt.• Häufig wird für das neue Produktein neuer Werkstoff maßgeschneidert.
Neue Polymerwerkstoffe
Ziel der Werkstoffforschung ist es,polymere Werkstoffe mit neuen Ei-genschaften zu entwickeln. Funktio-nale Polymere mit besonderen opti-schen, magnetischen oder elektri-schen Eigenschaften sind Grundlageneuer Technologien – wie etwa derwiederbeschreibbaren Datenträgeroder der Polymermembranbrennstoff-zelle. Faserverbundkunststoffe errei-chen bei geringem Gewicht extremeFestigkeiten oder Steifigkeiten.
Wirtschaftlich und für die Zu-nahme der Kunststoffarten bedeut-samer ist jedoch das Feld der opti-mierten Synthese bereits bekannterMonomere zu verbesserten Polyme-ren. Wie keine andere Werkstoff-gruppe sind nämlich die Polymer-werkstoffe geeignet, durch gezielteEingriffe in den molekularen Aufbauin ihren Eigenschaften modifiziertzu werden. Um diesen Zusammen-hang verständlich machen zu kön-nen, muss ich ein wenig auf den Auf-bau eines Makromoleküls eingehen.
Polymermoleküle sind lange Ket-tenmoleküle, die aus Einzelsegmen-ten, den Monomerbausteinen gebil-
116 117ESSENER UNIKATE 13/2000
det werden. Die Eigenschaften desWerkstoffes werden sowohl von denBindungskräften entlang der Kette,wie auch von den Wechselwirkun-gen zwischen den Ketten bestimmt.Lassen Sie uns bei den Makromo-lekülen verschiedene Bauformen un-terscheiden:
Ist das Momomere symmetrisch –als Analogie möge man sich als Glie-der einer Kette gleichgroße Kreisrin-ge vorstellen –, so können sich den-noch die hieraus hergestellten Kettenin ihrer Kettenlänge und Kettenver-zweigung unterscheiden. Der Poly-merwerkstoff wird dann in seinenEigenschaften durch die Kennzahlenmittlere Kettenlänge, statistischeVerteilung der verschiedenen Ket-tenlängen sowie Art und Anzahl derVerzweigungen bestimmt.
Ist das Monomere asymmetrisch– als Analogie mögen hier Ketten-glieder etwa in Form einer Acht miteinem großen und einem kleinenRing dienen –, so ist die Einbaulageder einzelnen Glieder in eine Kette
von Bedeutung. Denkbar sind unter-schiedlichste Asymmetrien bei derVerbindung der Kettenglieder, etwain der Kombination von vorne anvorne, vorne an hinten und dies re-gelmäßig oder zufällig. Sind die Ket-tenglieder darüber hinaus nicht ent-lang ihrer Verbindungsachse rota-tionssymmetrisch, so ist eine regel-mäßige, eine wechselseitige oder einestatistische Anordnung der Seiten-gruppe möglich (Taktizität). Eineregelmäßige Anordnung erhöht etwadie Fähigkeit zur Kristallisation,hieraus abgeleitet entsteht eine höhe-re Steifigkeit des Werkstoffes.
Gebräuchlich sind etwa 30 unter-schiedliche Monomerbausteine, hier-aus leiten sich auch die Namen derPolymere ab. Werden nun zwei un-terschiedliche Monomerbausteine ineine Kette zusammen eingebaut, sosprechen wir von Copolymeren. Jenach Bedarf sind die Monomerbau-steine statistisch, alternierend oder inlängeren Blöcken in der Polymer-kette angeordnet. Teilweise werden
sie auch als Seitenketten des Typs Ban die Grundkette des Typs A an-gehängt (Pfropfcopolymere).
Nun, wenn dies noch nicht rei-chen sollte, um die Vielfalt der Poly-merwerkstoffe zu erklären, so mögeman bitte bedenken, dass durch dieWahl von sogenannten Zuschlagstof-fen (Treibmittel für Schaumstoffe,Flammschutzmittel, Verstärkungsfa-sern, Stabilisatoren, Pigmente, Ver-arbeitungshilfsmittel, Weichmacherusw.) zusätzliche Gestaltungsspiel-räume bestehen, um zu Polymerenzu gelangen, die für die jeweiligeAnwendung maßgeschneidert sind.
Zusammengenommen nenne ichdies den Werkzeugkasten dermakromolekularen Chemiker. Mei-ne Einschätzung ist, dass wir nochüber viele Jahre mit immer wiederneuen Werkstoffen aus diesemWerkzeugkasten rechnen können.Dabei ist das oben genannte Beispielder Compact Disc ein typischer Fallfür die Entwicklung eines maßge-schneiderten Werkstoffs.
(2) Spritzgießmaschine. Foto: ARBURG GmbH + Co

Ein Beispiel für das Entwick-lungspotential selbst einfacher Mas-senkunststoffe liefert das Polyethy-len (Abb. 3). Stets fußt der Polymer-werkstoff auf dem gleichen Mono-merbaustein, dem Ethylen. Zunächstwurde Polyethylen (PE) in einerStruktur mit langen, verzweigtenSeitenketten polymerisiert. Basie-rend auf der Entwicklung der Kata-lysatoren gelang 1953 dem Deut-schen Karl Ziegler und dem ItalienerGiulio Natta die Herstellung höher-fester Polyethylene mit wenigenkurzen Seitenketten. Durch Ein-führung der Metallkomplexkatalysa-toren konnten ab etwa 1977 Poly-ethylentypen gezielter im Sinne derKettenlänge und Unterschiedlichkeitder Kettenlänge (Molmassebereich,Molmasseverteilung) synthetisiertwerden, wie etwa die im Vergleichzu herkömmlichem PE-LD (Low-density polyethylene) besondersspannungsrissbeständigen linearenPE-LLD (Linear low-density poly-ethylene). Die neueste Entwicklungbei den Metallocenkatalysatorenführte zu den Cyclo-Olefin-Copoly-
meren (COC), einem amorphen,transparenten und hoch wärmeform-beständigen Thermoplasten, derebenfalls aus dem Monomer Ethylenhergestellt wird.
Ein besonders entwicklungsfähi-ges Produkt ist das Polypropylen, dasdurch die verbesserten Methoden derPolymerisation in seiner Leistungs-fähigkeit deutlich gesteigert werdenkonnte und daher heute bereits oft alsSubstitutionswerkstoff für teureretechnische Polymere wie etwa dasPolyamid eingesetzt wird. Zahlreicheneue Anwendungen etwa in der In-nenauskleidung von Kraftfahrzeugen,als Gehäusewerkstoff für Elektronik-geräte oder im Heißwasserbereich be-zeugen das hohe Wachstumspotentialdieses Werkstoffes.
Werkstoffgerechtes Konstruierenerschließt neue Anwendungen
Aus dem Vorhergesagten wird deut-lich, dass dem Ingenieur die Rollezukommt, neue Materialien alsWerkstoffe in die Serienproduktioneinzuführen. Dabei muss er durch
entsprechende Verarbeitungstechni-ken oder Konstruktionsweisen denBesonderheiten des jeweiligenWerkstoffes gerecht werden.
Herausragende Beachtung beimKonstruieren mit Kunststoffenkommt der Merkmalsausprägungausgezeichnete Formbarkeit vonKunststoffbauteilen zu. Einmal indie Form des Spritzgießwerkzeugeseingebracht, kann jedes Formdetailohne zusätzlichen Aufwand vieltau-sendfach neu gegossen und so kos-tengünstig reproduziert werden.Daher versuchen wir beim Konstru-ieren möglichst viele Funktionen inein Bauteil zu integrieren. TypischeBeispiele sind Gehäuse von Elektro-geräten: Schnapphaken und Füge-flächen zur Verbindung der Gehäuse-hälften, Lagerelemente für Schalterund Einbauteile, Kabeldurchführun-gen, Farbe, Narbung der Oberflächeund Beschriftung – dies alles sind ty-pische Konstruktionsmerkmale einessolchen Bauteils.
Hohe Produktivität erreicht mandurch kurze Zykluszeiten beimSpritzgießen. Maßgeblichen Einfluss
118
1939 1953 1977 1995
PE-LD
PE-HD
PE-LLD
hoheFestigkeit
hoheSpannungsriss-beständigkeit
hoheWärmeform-beständigkeit
COC
Hochdruck-verfahren
(ICI)
Niederdruck-verfahren(Ziegler)
Metallkomplex-Hochleistungs-katalysatoren
Metallocen-katalysatoren
(3) Entwicklung des Polyethylens.
Grafik: Schmachtenberg/IK2
119ESSENER UNIKATE 13/2000
(4) Ausgangsgeo-metrie eines Pum-pengehäuses.
( 5 ) Berechnungder Spannungen inder Geometrie.
(6)Optimierte Bau-teilgestalt.
Computergrafik (3): Schmachtenberg/IK2

auf diese Zykluszeit nimmt der Er-starrungsvorgang der Schmelze. Jedünnwandiger das Produkt ist, umso kürzer werden die Zykluszeiten.Also muss der Entwickler möglichstdünnwandige Formteilgestalt anstre-ben, was jedoch in der Regel zuniedriger Festigkeit (Widerstand ge-gen Rissbildung) und Steifigkeit(Widerstand gegen Verformung) desBauteils führt. Durch stark gewölbteOberflächen und verrippte Struktu-ren gelingt jedoch häufig der Kom-promiss zwischen geringer Wand-dicke und hoher Bauteilfestigkeit.Aber: Wie und mit welchen Werk-zeugen sind solche Optimierungs-aufgaben zu lösen?
Wir nutzen die aus der Mechanikabgeleitete Methode der Finiten Ele-mente: Das Bauteil wird zunächst inseiner Geometrie als dreidimensiona-les Modell entworfen. Hierzu nutzenwir die rechnergestützte Zeichnungs-erstellung, sogenannte 3-D-Model-lierer. Beispielhaft sei dies an einemPumpengehäuse gezeigt (Abb. 4).Maßgeblich für die Gestaltung diesesGehäuses in der Entwurfsphase wa-ren zunächst die Innenkonturen imBereich des strömenden Mediums,die den hydraulischen Wirkungsgradder Pumpe nachhaltig beeinflussensowie die Anschlusssituation im Be-reich des Motorantriebs und der Lei-tungen. Weder Fertigungs- nochWerkstoffaspekte fanden bis zu die-sem Zeitpunkt Berücksichtigung.
Zur Betrachtung des Verhaltensdes Bauteils unter dem wirkendenInnendruck und den Dichtungskräf-ten müssen wir ein mechanischesModell des Bauteils entwickeln. Da-zu wird das Bauteil in kleine Ele-mente, die sogenannten finiten Ele-mente zerlegt. In jedem dieser Ele-mente kann lokal die Wechselwir-kung zwischen den auf das Elementwirkenden Kräften und den hierausresultierenden Verformungen durchvergleichsweise einfache mechani-sche Gleichungen hergestellt wer-den. In der Übertragung der Wir-kung in den einzelnen Elementen aufdie gesamte Struktur gelingt die Be-
schreibung des Bauteilverhaltens un-ter Betriebsbedingungen.
Das Ergebnis einer solchen Simu-lationsrechnung zeigt beispielhaftAbbildung (5). Die Beanspruchungdes Werkstoffes wird durch die ört-lich auftretenden Spannungen er-kennbar, denen in der Ergebnisdar-stellung unterschiedliche Farbschat-tierungen zugeordnet werden. Esfällt auf, dass die einzelnen Bereichesehr stark unterschiedlichen Bean-spruchungen unterliegen. Überspitztgesagt kann man folgern, dass derWerkstoff in manchen Bereichenkaum, in anderen wiederum zu sehrbeansprucht wird.
Auf diese Weise können wirBauteilversuche am Bildschirmdurchführen, an Bauteilen, die nur inder virtuellen Welt des Rechners exis-tieren. Hier lassen sich konstruktiveMängel erkennen und noch einfachund ohne großen Aufwand beheben.Wird der Mangel erst später bemerkt,so sind kostspielige Änderungen anden Produktionswerkzeugen odernoch gravierendere Rückrufaktionenvon bereits ausgelieferten Produktenerforderlich.
Durch Änderung der Gestaltungin mehreren Iterationsschleifen wer-den die Schwachstellen eliminiert.Ich möchte dies hier nicht ausführli-cher erläutern, denn dazu benötigeich in der Regel eine gesamte Vor-lesungsreihe. Hier muss es ausrei-chen, das Ergebnis der Vorgehens-weise darzustellen (Abb. 6): DurchVerrippungen und Änderungen imFlanschbereich wird das Bauteil ver-steift, die Änderung der Dichtungs-situation verringert die auf das Bau-teil einwirkenden Kräfte. Zugleichentfallen Hinterschnitte, um so eineinfacheres Werkzeugkonzept beimSpritzgießen umsetzen zu können.
Die bisher angestellten Überle-gungen zeigen: Entwickler müssenbei der Gestaltung von Bauteilen ausKunststoffen werkstoff- und verar-beitungsgerecht konstruieren. Durchdie systematische Anwendung vonSimulationssoftware lassen sich heu-te in frühen Entwicklungsstadien
Bauteilverhalten und übrigens auchdie Herstellbarkeit im Spritzgussver-fahren abschätzen. Dabei ist es aucheine wichtige Aufgabe der Werk-stofftechnik, durch Modellierung derWerkstoffeigenschaften in Material-gesetze und durch experimentelleErmittlung der beschreibendenKennzahlen zu diesen Materialgeset-zen das Entwickeln neuer Produkteaus neuen Materialien mit den hierbeschriebenen Methoden überhaupterst zu ermöglichen.
Der Weg zu neuen Lösungen
Vor diesem Hintergrund sind nungut die treibenden Kräfte beim Sub-stitutionswettlauf der Werkstoffe zuerkennen. Nehmen wir als Beispielden Automobilbau.
Die Suche nach kostengünstigenFertigungsprozessen löst den Substi-tutionsvorgang aus. Kunststoffe mitihrer guten Verarbeitbarkeit erlau-ben niedrige Fertigungskosten. Dochdie im Vergleich zu Metallen be-scheidenen mechanischen Eigen-schaften haben jedoch zunächst denEinsatz dieser Werkstoffgruppe alsfragwürdig erscheinen lassen. So warder starke Einfluss der Temperaturauf Festigkeit und Steifigkeit vonKunststoffbauteilen stets ein Grund,Kunststoffbauteile im Bereich desMotors für ungeeignet zu betrach-ten. Schließlich ist es in den letztenJahren durch die Entwicklung hitze-stabilisierter Polymere und einer ge-eigneten Bauteilgestaltung dennochgelungen, Ansaugrohre, Thermostat-gehäuse, Kühlerwasserkästen, Öl-wannen und Zylinderkopfhauben inKunststoff zu realisieren. Damitließen sich gleichzeitig Fertigungs-kosten reduzieren und Gebrauchs-nutzen erhöhen, etwa in Form vongeringerem Bauteilgewicht. Und dieshalf vielleicht auch, den Benzinver-brauch zu reduzieren.
Wie eingangs gesagt: Die Ent-wicklung unserer Profession hat unssowohl zu „Materialpragmatikern“wie auch zu „Teamstrategen“ wer-den lassen. Als solche schauen wir
120
nicht nur nach vorne, sondern auchgerne an der „Entwicklungskette“entlang zurück, zu den Materialwis-senschaftlern. Inzwischen pflegenwir den Austausch und sitzen häufi-ger zusammen, denn nur so habenwir die Entwicklung neuer Werk-stoffe vollständig im Blick und kön-nen uns in unseren Kompetenzenstützen. Man weiß halt, wie derKaffee schmeckt.
Summary
This paper describes the connectionof material science to engineering ofnew products. Starting with an anal-ysis of different perspectives a mate-rial scientist on the one hand (formedby his education as physician orchemist), and the product engineeron the other (guided by his aim forapplication) would come to have.
The engineer learns the handlingof materials from processes of prod-uct engineering. It will be shown onthe example of plastic materials, thatthe development of new materials isnot only driven by the new require-ments on properties of application.Specially the demanded propertiesfor the processing deliver a greatstimulus here. If one wishes to makeprognoses on usability, the modell-ing of material properties is a keyelement of an engineer’s handle ofmaterial.
Der Autor:
Ernst Schmachtenberg studierte Maschinen-bau in Aachen. Von 1981 bis 1987 arbeitete eram Aachener Institut für Kunststoffverarbei-tung (IKV), zunächst als wissenschaftlicherMitarbeiter in dem Arbeitsgebiet Werkstoff-kunde der Kunststoffe, später als Leiter derAbteilung Formteilauslegung/ Werkstoffkun-de/Faserverbundwerkstoffe. 1985 promovier-te er dort mit dem Thema „Die mechanischenEigenschaften nichtlinear viskoelastischerWerkstoffe“. 1988 ging er als Abteilungsleiterfür Forschung und Entwicklung zum Süd-deutschen Kunststoff-Zentrum nach Würz-burg, wo er 1989 auch Leiter der dortigenamtlich anerkannten Prüfanstalt und Mitglied
der Institutsleitung wurde; 1990 wechselte erzur Bayer AG, Leverkusen, in den Geschäfts-bereich Kunststoffe. Dort übernahm erzunächst die Leitung der Gruppe verfahrens-technische Entwicklung Spritzguss, 1991 wur-de er Abteilungsleiter „Konstruktion, Form-teilprüfung, CAE“. 1993 wurde er auf dieProfessur für Kunststofftechnik in Essen be-rufen. Zeitgleich mit seiner Berufung wurdeer zum Geschäftsführer der IKM GmbH, ei-nem Tochterunternehmen des RWTÜV, be-stellt. Diese Einrichtung dient seitdem demintensiven Technologietransfer zwischen derProfessur für Kunststofftechnik und der In-dustrie. Von Oktober 1996 bis zum März 2000 hatteSchmachtenberg zusätzlich das Amt des Pro-rektors für Personal und Finanzen inne. SeineArbeitsschwerpunkte in Forschung und Lehresind die Produktentwicklung in der Kunst-stofftechnik, die Werkstoffkunde der Kunst-stoffe, das Konstruieren mit Kunststoffen unddie Bereiche Kunststoffverarbeitung undFaserverbundwerkstoffe.
121ESSENER UNIKATE 13/2000