-
Metallpulver und Strangguss- stäbe
Member of Swiss Steel Group
-
02
Inhalt
04 Sonderwerkstoffe
05 AllesauseinerHand:
Metallurgisches,fertigungstechnischesundschweißtechnischesKnow-how
Pulververdüsung
Stranggießen
06 ZusammenstellungvonMetallpulvern
07
LieferbareKorngrößenvonMetallpulvernundmöglicheBeschichtungsverfahren
07 VerwendungvonMetallpulvern
10 ZusammenstellungvonStranggussstäben
10 VerwendungvonStranggussstäben
11 LieferbareAbmessungenvonStranggussstäben
12
TypischeEigenschaftenvonPulverbeschichtungenundAuftragschweißungen
12 RichtwertefürdieSchweißguthärtebeiRaumtemperaturund
fürdieWarmhärtevonreinemSchweißgut
14 PhysikalischeEigenschaften
Wärmeausdehnung
SpezifischesGewicht,SchmelzintervallundWärmeleitfähigkeit
03
15
EigenschaftenvonBeschichtungenmitMetallpulvernundStranggussstäben
derDeutschenEdelstahlwerke
16 KorrosionsverhaltenvonMetallpulvernundStranggussstäben
derDeutschenEdelstahlwerke
17
AnwendungvonMetallpulvernundStranggussstäbenderDeutschenEdelstahlwerke
18 PraktischeHinweisezumAuftragschweißenvonHartlegierungen
19 AuftragschweißenundthermischesSpritzen
Metallpulver-Beschichtungsverfahren
Plasmapulverauftragschweißen(PTA)
Flammspritzschweißen
Flammspritzen
Plasma-undHochgeschwindigkeitflammspritzen(HVOF)
24 AuftragschweißverfahrenmitStranggussstäben
Gasschweißen
WIG-Schweißen
26 Qualitätssicherung
27 Weltweit
27 Vertriebsnetz
-
04
Die Deutsche Edelstahlwerke GmbH, ein führendes
Unternehmen in der Herstellung von Edelstahl-Lang-
produkten erzeugt und verarbeitet an den Standorten
Witten, Siegen, Krefeld, Hagen und Hattingen mit rund
4000 Mitarbeitern etwa eine Million Tonnen Edelstahl
pro Jahr. Im Bereich Sonderwerkstoffe werden ver-
schleißfeste pulvermetallurgisch erzeugte Werkstoffe
(Ferro-Titanit) und Dentallegierungen hergestellt.
Zusätzlich erzeugt der Bereich Sonderwerkstoffe
Hartlegierungen
in Form von gasverdüsten Metallpulvern und Stranggussstäben.
05
Sonder- werkstoffe Pulververdüsung
EinwichtigesAnwendungsgebietderSchweiß-
technikistdasAuftragschweißen,umz.B.einer
WerkstückoberflächeeinebesondereVerschleiß-
und/oderKorrosionsbeständigkeitzuverleihen.
DieDeutschenEdelstahlwerkebieteneine
breitePalettegasverdüsterMetallpulverund
StranggussstäbeaufCo-,Ni-undFe-Basisan,
diefürdasAuftragschweißenbzw.dasther-
mischeSpritzenbestensgeeignetsind.Diese
ProduktewerdennachmodernstenMethoden
imeigenenHausegefertigtundgreifenzurück
aufmehrals160JahremetallurgischeEr-
fahrunginderStahl-Erzeugung.
ZurPulvererzeugungwerdenRohstoffeund
EinsatzmaterialenineinemInduktionsofenver-
flüssigtundderVerdüsungsanlagezugeführt.
DieeigentlicheVerdüsungerfolgtineinemge-
schlossenenBehälter,indemeinGießstrahl
AllesauseinerHand:Metallurgisches,fertigungstechnischesundschweißtechnischesKnow-how
mitHilfeeinesInertgasesunterhohemDruck
zerstäubtwird.AlsVerdüsungsgaswirdStick-
stoffverwendet.BeidiesersogenanntenGas-
verdüsungistdieErstarrungsgeschwindigkeit
sogering,dassdiebeiderVerdüsunggebildeten
TropfensichwährendderFallzeitimBehälter
zuKugelneinformenkönnen.DiekugeligeKorn-
formgarantiertausgezeichnetesFließverhalten
unddamitguteDosierbarkeitdesPulvers.
DasAbscheidendesPulverserfolgtebenfalls
unterInertgas.Dadurchistgewährleistet,dass
dasPulverohneschädlicheOberflächenoxida-
tionabkühlt.NiedrigeGesamt-Sauerstoffgehalte
unsererMetallpulversinddasResultat.
VordemEinsatzdesPulversalsPlasmaschweiß-,
Spritz-oderSinterpulveristeinAbsiebenauf
diegeforderteKornfraktionnötig.Diesge-
schiehtaufmodernenSieb-und/oderWind-
sichteranlagen.
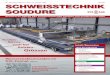
Raster-Elektronen-MikroskopischeAufnahme(REM)vongasverdüstenkugeligenMetall-pulverkörnern
-
06 07
Legierungs- RichtanalysedesPulversinGew.-%Qualität typ C Si Cr
Mo Ni W Fe B Sonstige
Legierungs- RichtanalysedesPulversinGew.-%Qualität typ C Si Cr
Mo Ni W Co B Sonstige
Legierungs- RichtanalysedesPulversinGew.-%Qualität typ C Si Cr
Mo Ni W Co B Sonstige
Legierungs- RichtanalysedesPulversinGew.-%Qualität typ C Si Cr
Mo Co W Fe B Sonstige
Legierungs- RichtanalysedesPulversinGew.-%Qualität typ C Si Cr
Mo Ni W Fe B Sonstige
CelsitV-P Alloy6 1,1 28,0 4,5
CelsitSN-P Alloy12 1,4 30,0 8,5
CelsitN-P Alloy1 2,4 31,0 13,0
Celsit21-P Alloy21 0,25 28,0 5,0 2,8
CelsitFN-P AlloyF-mod. 1,6 1,0 28,0 22,0 13,0 1,0
CelsitF-P AlloyF 1,8 26,0 23,0 12,5 1,0
CN20Co50-P Alloy25
-
08 09
Legierungs- BeschichtungsverfahrenQualität typ PTA FSS FSW LÖT
PS/HVOF
Niborit20-P • • • •
Niborit4-P Alloy40 • • • •
Niborit45-P Alloy45 • • • •
Niborit5-P Alloy50 • • • •
SZW5029 Alloy56 • • • •
Niborit6-P Alloy60 • • • •
Niborit7-P AlloyM16C • • • •
NiboritAl0,8-P •
NiboritAl1-P •
Niborit234-P Alloy234 • •
Niborit237-P Alloy237 • •
SZW5050 Ni105 •
SZW5052 Ni102 •
HTL6-P Ni106 •
HTL7-P Ni107 •
NibasitAl5-P NiAl95-5 •
NibasitC-276-P AlloyC-276 • •
Nibasit625-P AlloyIN625 • •
NibasitT7-P AlloyT700 • •
NiCr70Nb-P Nicro82 • •
NibasitP60-P Ni60 •
Nickel-Basis
Legierungs- BeschichtungsverfahrenQualität typ PTA FSS FSW FSK
PS/HVOF
Legierungs- BeschichtungsverfahrenQualität typ PTA FSS FSW FSK
PS/HVOF
KW10-P 1.4009 • • •
KW40-P • • •
KWA-P 1.4015 • • •
SKWAM-P 1.4115 • • •
AS4-P/LC Alloy316L • •
A7CN-P 1.4370 • •
AntinitDUR300-P •
EVT50S-P Everit50S •
Ledurit40-P • •
SEO-P • •
Ledurit64CA-P •
SZW5033 AlloyE6 •
FesitV-P TS-1 •
FesitSN-P TS-2 •
FesitN-P TS-3 •
SuperDURWC-P WSC-Ni/60-40 •
SuperDURW6Ni-P WSC-Ni/40-60 • •
Eisen-Basis
GemischtePulver
BeschichtungsverfahrenPTA:Plasmapulverauftragschweißen,FSS:Flammspritzschweißen,FSW:Flammspritzen(warm),FSK:Flammspritzen(kalt),PS/HVOF:Plasmaspritzen/Hochgeschwindigkeitflammspritzen,LÖT:PulverzurErzeugungvonHochtemperatur-Lötpasten
VerwendungvonMetallpulvern
StranggießenDerBereichSonderwerkstoffeverfügt
überzweimoderneingerichtetehorizontale
StranggießanlagenzurHerstellungvon
Hartlegierungsstäben.
ZurErzeugungvonStäbenwerdengeeignete
RohstoffeinInduktionsöfenverflüssigtund
anschließendineinenGießofenumgefüllt.Um
eineoptimaleSchweißbarkeitderQualitäten
zuerreichen,wirddieSchmelzewährenddes
StranggießprozessesmitSchutzgasgespült.
DieStäbewerdengerichtetunddannaufdie
vomKundengewünschteLängegetrennt.Auf
WunschwirddieStaboberflächegeschliffen.
DieseAnlagenwerdenauchfürdieErzeugung
vonDentallegierungenverwendet.
-
10 11
Legierungs- Auftragschweißen VerwendungalsQualität typ Gas WIG
Kernstäbe
Legierungs- Auftragschweißen VerwendungalsQualität typ Gas WIG
Kernstäbe
Legierungs- Auftragschweißen VerwendungalsQualität typ Gas WIG
Kernstäbe
CelsitV Alloy6 • • •
CelsitSN Alloy12 • • •
CelsitN Alloy1 • • •
Celsit20 Alloy20 • • •
Celsit21 Alloy21 • •
CelsitF AlloyF • •
SZW6002 Alloy4H • •
SZW6014 Alloy12AWS • • •
SZW6043 AlloyT-400 •
NibasitT-7 AlloyT-700 •
SZW36 Ni60 •
Niborit4 Alloy40 • •
SZW6026 Alloy60-Weich • •
SZW6024 Alloy60-Hart • •
SZW6037 Alloy50 • •
AntinitDUR300 •
EVT50S Everit50S • •
SEO • •
Fe-CNB(***)
FesitV-P TS-1 •
FesitSN-P TS-2 •
FesitN-P TS-3 •
Kobalt-Basis
Nickel-Basis
Eisen-Basis
VerwendungvonStranggussstäben
BemerkungAuftragschweißen: Gas:
Gasschweißen(Autogenschweißen)/O
WIG: Wolframinertgasschweißen/WKernstäbe:
VerwendungbeiumhülltenStabelektroden***:
VerwendungfürSchleudergiessen(z.B.Kunststoffindustrie)
StabdurchmesserinmmQualität Ø 3,0/3,2 Ø 4,0 Ø 5,0 Ø 6,0/6,4 Ø
8,0
StabdurchmesserinmmQualität Ø 3,0/3,2 Ø 4,0 Ø 5,0 Ø 6,0/6,4 Ø
8,0
StabdurchmesserinmmQualität Ø 3,0/3,2 Ø 4,0 Ø 5,0 Ø 6,0/6,4 Ø
8,0
CelsitV • • • • •
CelsitSN • • • • •
CelsitN • • • • •
Celsit20 • • • •
Celsit21 • • • • •
CelsitF • • • • •
SZW6002 • •
SZW6014 • • • • •
SZW6043 •
NibasitT-7 •
SZW36 •
Niborit4 • • • •
SZW6026 • • •
SZW6024 • • •
SZW6037 • • •
AntinitDUR300 • • •
SEO • • • •
FesitV • • • • •
FesitSN • • • • •
FesitN • • • • •
Kobalt-Basis
Nickel-Basis
Eisen-Basis
LieferbareAbmessungenvonStranggussstäben
StablängenStäbeinStandardausführungsindgerichtetundindenLängenvon350,400,450,500,1.000und2.000mmlieferbar.WeitereLängensindaufAnfragelieferbar.
StaboberflächeStäbeinStandardausführunghabeneinestranggegosseneblankeOberfläche.StäbesindaufAnfrageingeschliffenerAusführunglieferbar.
Legierungs- RichtanalysedesStabesinGew.-%Qualität typ C Si Cr Mo
Ni W Fe B Sonstige
Legierungs- RichtanalysedesStabesinGew.-%Qualität typ C Si Cr Mo
Co W Fe B Sonstige
CelsitV Alloy6 1,1 1,3 27,0 1,0 4,5 1,0
CelsitSN Alloy12 1,8 1,3 29,0 1,0 8,5 1,0
CelsitN Alloy1 2,4 1,1 32,0 1,0 13,0 1,0
Celsit20 Alloy20 2,2 32,0 1,0 16,5 1,0
Celsit21 Alloy21 0,25 0,5 28,0 5,0 2,8 1,0
CelsitF AlloyF 1,6 1,2 26,5 23,0 12,5 1,0
SZW6002 Alloy4H 1,7 0,8 32,0 0,5 11,0 1,0
SZW6014 Alloy12AWS 1,45 1,2 29,0 0,5 8,5 1,0
SZW6043 AlloyT-400 0,08 2,4 8,5 27,5 1,5 1,5
NibasitT-7 AlloyT-700 0,04 2,9 15,0 32,0 0,5 0,5
SZW36 Ni60 0,8 3,6 16,0 17,0
Niborit4 0,3 3,5 7,5 3,0 1,5
SZW6026 Alloy60-Weich 0,7 2,0 14,5 4,5 3,2
SZW6024 Alloy60-Hart 0,75 2,0 14,5 4,0 3,8
SZW6037 Alloy50 0,6 3,5 11,5 3,7 1,9
Kobalt-Basis
Nickel-Basis
ZusammenstellungvonStranggussstäben
Legierungs- RichtanalysedesStabesinGew.-%Qualität typ C Si Cr Mo
Ni W Co B Sonstige
AntinitDUR300 0,08 5,5 21,5 7,8
-
12 13
HRCQualität beiRT
HRCQualität beiRT
WarmhärteinHV10bei20°C 100°C 200°C 300°C 400°C 500°C 600°C 700°C
800°C 900°C
WarmhärteinHV10bei20°C 100°C 200°C 300°C 400°C 500°C 600°C 700°C
800°C 900°C
KW40-P 44-55
KWA-P 20-40
SKWAM-P 30-55
AS4-P 170HB
AS4-P/LC 170HB
A7CN-P 170HB
AntinitDUR300,...-P 30
EVT50S 48
Ledurit40-P 43
SEO,...-P 57
Ledurit64CA-P > 60
FesitV-P 38
FesitSN-P 45
FesitN-P 51
SuperDURWC-P > 60
SuperDURW6Ni-P > 60
NibasitT-7 47
Niborit20-P 42
Niborit4-P 40
Niborit45-P 45
Niborit5-P 50
SZW5029 55
Niborit6-P 60
Niborit7-P 62
NiboritAl0,8-P 34
NiboritAl1-P 32
Niborit234-P 33
Niborit237-P 34
NibasitAl5-P Haft- grund
NibasitT7-P 47
NiCr70Nb-P 170HB
SZW36 250HV
SZW6026 54
SZW6024 58
420 381 351 326 278
650 650 650 526 428 435 335 238 222 141
400 388 377 366 344 285 222 120
540 515 471 447 420 380 280 138
740 674 657 626 580 502 368 170
Eisen-Basis
Nickel-Basis
RichtwertefürdieSchweißguthärtebeiRaumtemperaturundfürdieWarmhärtevonreinemSchweißgut
BemerkungDieangegebenenHärtewertegeltenfürdenLegierungstypunabhängigvonderProduktformbzw.denBeschichtungsverfahren.
HRCQualität beiRT
WarmhärteinHV10bei20°C 100°C 200°C 300°C 400°C 500°C 600°C 700°C
800°C 900°C
CelsitV,...V-P 41
CelsitSN,...SN-P 48
CelsitN,...N-P 53
Celsit20 56
Celsit21,...21-P 32
CelsitFN-P 43
CelsitF,...F-P 45
CN20Co50-P 230HB
CelsitT4-P 55
Coborit45-P 45
Coborit50-P 50
Coborit60-P 60
SZW6002 53
SZW6014 46
SZW6043 54
410 394 344 330 322 311 272 197 180 152
485 447 412 401 388 368 357 333 285 230
626 605 571 523 487 451 445 386 304 263
325 291 271 254 239 222 201 186 166 150
446 442 400 355 333 315 304 295 271 228
447 447 428 409 390 361 295 238 271
760 740 700 650 580 500 420 225
Kobalt-Basis
RichtwertefürdieSchweißguthärtebeiRaumtemperaturundfürdieWarmhärtevonreinemSchweißgut
Werkstück-Beschichtungs-und Schichtdicke Aufmischung
erwärmungbeim VerzugnachdemAuftragschweißverfahren (mm) (%)
Beschichten Beschichten
Plasmaschweißen(PTA) 2,0–6,0mm 5–20% hochaberörtlich
hochproLage
Flammspritzschweißen bis2,0mm <5% mittel mittel
Flammspritzen(Warm) 0,5–2,0mm 0% hoch gering
Flammspritzen(Kalt) 0,5–2,0mm 0% sehrgering keinVerzug
Plasma-undHVOF-Spritzen bis0,8mm 0% sehrgering keinVerzug
Gasschweißen 1,5–5,0mm <5% sehrhoch hochproLage
WIG-Schweißen 1,5–5,0mm 10–30% hochaberörtlich hochproLage
TypischeEigenschaftenvonPulverbeschichtungenundAuftragschweißungen
-
14 15
Schlag- Inter- Temperatur-
Adhäsiver Abrasiver bean- Korrosion kristalline Hitze- Hoch-
wechsel- Mag-
Qualität Verschleiß Verschleiß spruchung *) Korrosion beständig
warmfest beständig netisch
CelsitV,...V-P • • • • • • •
CelsitSN,...SN-P • • • • • •
CelsitN,...N-P • • • •
Celsit20 • • • •
Celsit21,...21-P • • • • • • •
CelsitFN-P • • • • • •
CelsitF,...F-P • • • • • •
CN20Co50-P • • • • • • •
Coborit45-P • • • •
Coborit50-P • • • •
Coborit60-P • • • •
SZW6002 • • • • • •
SZW6014 • • • • • •
SZW6043 • • • • • • • •
NibasitT-7 • • • • • • • •
Niborit20-P • • • • •
Niborit4-P • • • • •
Niborit45-P • • • •
Niborit5-P • • • • •
SZW5029 • • • •
Niborit6-P • • • •
Niborit7-P • • •
NibasitAl5-P • •
NiCr70Nb-P • • • • • •
NibasitP60-P • • • • •
SZW36 • • • • •
SZW6026 • • • •
SZW6024 • • • •
SZW6037 • • • • •
KW40-P • • • • • •
KWA-P • • • • •
SKWAM-P • • • • •
AS4-P • •
AS4-P/LC • • •
A7CN-P • • •
AntinitDUR300,...-P • • • • • • •
Ledurit40-P • • • • • • •
SEO,...-P • • • • •
SZW5013 • • • • • •
SZW5033 • • • • • •
SuperDURWC-P • •
SuperDURW6Ni-P • •
EigenschaftenvonBeschichtungenmitMetallpulvernundStranggussstäbenderDeutschenEdelstahlwerke
•= beständig/ja*)
DieKorrosionsbeständigkeithängtimWesentlichenvonMediumundTemperaturab(sieheTabelleSeite16).
Wärmeausdehnungin10-6m/m°CbeidenTemperaturen(°C)Qualität 20-100
20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900
Spez.Gewicht Schmelzintervall WärmeleitfähigkeitQualität g/cm3
°C °F W/mK
CelsitV,...V-P 11,9 13,5 14,0 14,4 14,7 15,3 15,8 16,0 16,1
CelsitSN,...SN-P 11,3 12,5 12,9 13,3 13,7 14,2 15,0 15,1
15,3
CelsitN,...N-P 11,1 11,6 12,3 12,8 13,0 13,3 14,0 14,4 14,6
Celsit21,...21-P 11,3 12,3 13,0 13,6 14,0 14,3 14,9 15,2
15,5
CelsitF,...F-P 11,5 12,6 13,0 13,2 13,5 13,9 14,5 14,9 15,4
Coborit45-P 9,7 10,8 11,9 12,3 12,8 13,4 13,8 14,1
Coborit60-P 11,5 13,6 14,2 14,9 15,2 15,5 15,9 16,7
Niborit4-P 11,4 12,7 12,9 13,3 13,5 13,9 14,5 14,9 15,4
Niborit5-P 11,4 12,1 12,2 12,5 12,7 12,9 13,4 13,8 14,2
Niborit6-P 11,0 11,6 12,0 12,3 12,5 12,8 13,1 13,5 14,0
KW40-P 10,5 11,0 11,0 11,5 12,0
KWA-P 10,0 10,0 10,5 10,5 11,0
SKWAM-P 10,5 11,0 11,0 12,0
AS4-P 16,5 17,5 17,5 18,5 18,5
A7CN-P 18,0
AntinitDUR300,...-P 15,7
SEO,...-P 11,3 12,5 13,1 13,3 13,5 13,6 14,4 14,5 14,5
CelsitV,...V-P 8,30 1240-1340 2265-2445 15,0
CelsitSN,...SN-P 8,40 1220-1310 2228-2390 15,0
CelsitN,...N-P 8,70 1230-1290 2245-2355 15,0
Celsit21,...21-P 8,35 1360-1405 2480-2560
CelsitF,...F-P 8,40 1230-1290 2245-2355
CN20Co50-P 9,15 1345-1395 2455-2545 10,5
Coborit45-P 8,30 1080-1150 1975-2100
Coborit50-P 8,30 1040-1120 1905-2050
Coborit60-P 8,40 1005-1210 1840-2210
Niborit4-P 8,20 1000-1150 1830-2100
Niborit45-P 8,20 990-1130 1815-2065
Niborit5-P 8,10 980-1070 1795-1960
Niborit6-P 7,90 960-1030 1760-1885
KW40-P 7,70 30,0
KWA-P 7,70 1476-1501 2690-2735 25,0
SKWAM-P 7,70 1435-1470 2615-2680 25,0
AS4-P 7,80 1412-1441 2575-2625 15,0
A7CN-P 7,90 15,0
AntinitDUR300,...-P 7,80 1360-1390 2480-2535
SEO,...-P 7,50 1230-1325 2245-2415
Wärmeausdehnung
SpezifischesGewicht,SchmelzintervallundWärmeleitfähigkeit
PhysikalischeEigenschaften
-
16 17
TeilezumAuftragschweißenBranche bzw.Beschichten
Metallpulverbzw.Stranggussqualitäten
Automobil/Fahrzeuge Motorenventile,Sitze
CelsitFN-P,CelsitF-P,CelsitV-P,CelsitSN-P,SZW5013,SZW5033,CelsitF
Schiffbau Motorenventile,Sitze
CelsitV-P,CelsitSN-P,NibasitP60-P,CelsitV,CelsitSN,NibasitT-7,SZW36,SZW6002,SZW6024,SZW6026,SZW6043
Glas Pegel,Matrizen,
Niborit4-P,NiboritAl0,8-P,NiboritAl1-P,Preßformen,Mündungen
Niborit234-P,Niborit237-P
Kraftwerke Ventile,Spindeln,Buchsen,
CelsitV-P,CelsitSN-P,Celsit21-P,CelsitV,Kegel,diverseVerschleißteile
CelsitSN,Celsit21,AntinitDUR300-P,KWA-P,
SKWAM-P
Kunststoff Extruderschnecken,Buchsen
CelsitV-P,CelsitSN-P,CelsitN-P,Niborit5-P,CelsitV,CelsitSN,CelsitN
Pumpen,Armaturen Sitz-undFührungsflächen,Kegel,
CelsitV-P,CelsitSN-P,Celsit21-P,KWA-P,Spindeln,diverseVerschleißteile
SKWAM-P,CelsitV,CelsitSN,Celsit21
Holz,Papier Motorsägeschienen,
CelsitV-P,CelsitSN-P,CelsitN-P,Niborit5-P,Schneidleisten,Schneidmesser,
Niborit6-P,CelsitV,CelsitSN,CelsitNRührkörper
Stahl-undMetall- Transportrollen,Führungsrollen,
CelsitV-P,CelsitSN-P,CelsitN-P,Celsit21-P,verarbeitung
Warmscheren,Rost, SEO-P,Niborit6-P,Coborit60-P,CelsitV,
Walzwerkwalzen CelsitSN,CelsitN,Celsit21,SEO
Landwirtschaft Flugschar,Schneidscheiben,
SEO-P,Niborit5-P,Niborit6-P,Erdaufreißer
SuperDURW-6Ni-P,SuperDURWC-P,
SEO,SZW6024
Zement,Bergbau, Hochdruckstempel,
Niborit6-P,SEO-P,SuperDURWC-P,Steine,Erde
Förderschnecken,Baggerzähne, SuperDUR6Ni-P,SEO,SZW6024
Messerschneiden,Brecherbacken,Mahlkörper,Verschleißplatten
Chemie Buchsen,Sitzflächen,Rotorwellen,
AS4-P/LC-P,Celsit21-P,CelsitV-P,Celsit21,Lauf-undDichtflächen
CelsitV
Puffermaterial RißbildungbeidenHartauftrag-
CN20Co50-P,Celsit21-P,NiCr70Nb-P,A7CN-P,schweißungendurchPuffern
Celsit21reduzieren
Haftgrund Haftgrundzum NibasitAl5-PthermischenSpritzen
AnwendungvonMetallpulvernundStranggussstäbenderDeutschenEdelstahlwerke
Konzen-Korrions- tration Tempe-medium Gew.-% ratur°C Celsit21
CelsitV CelsitSN CelsitN Niborit4 Niborit6
Phosphor- 10 RT 1 1 2säure 85 RT 1 1 2H3PO4 10 65 1 1 4
Salpeter- 10 RT 1 1 1 4 4säure 70 RT 1 1 1 4 4HNO3 10 65 1 2 1 1
4 4
Schwefel- 10 RT 1 1 1 1 3 2säure 90 RT 1 2 1 1 4 4H2SO4 10 65 1
4 4 1 4 4
Salzsäure 5 RT 1 3 3 1 2HCL 37 RT 2 4 4 3-4
10 ST 4 4 4
Essig- 20 RT 1 1 1säure 90 RT 1 1 1CH3COOH 30 ST 1 1 1 1 4 4
Flußsäure 6 RT 4 4 2HF 40 ST 4
Chrom- 10 RT 1 1 1säure 10 ST 4 4 4
Natron- 10 RT 1 1 1lauge 40 RT 1 1NaOH 5 ST 1 1
Kupfer- 2 RT 1 1chlorid 10 RT 1 1CuCl2Eisen- 2 RT 1 1
1chloridFeCl3Ammoni- 10 1 1umnitratNH4NO3
Straußtest 1 1 3 1 2
KorrosionsverhaltenvonMetallpulvernundStranggussstäbenderDeutschenEdelstahlwerke
BemerkungRT:RaumtemperaturST:Siedetemperatur
Abtragungsraten1=<1 g/m2Tag2=1-10 g/m2Tag3=11-25
g/m2Tag4=>25 g/m2Tag
-
Wolfram-Nadel
Plasmagas:Ar/Ar+H2
Kupfer-Anode
Pilotlichtbogen
Hauptlichtbogen
Grundwerkstoff
Ar Ar
Wasser
Wasser
Pulver+Pulvergas
Schutzgas
Schweißnaht
StromquellePilotlicht-bogen
StromquelleHauptlicht-bogen
18 19
mechanischeDosiereinrichtungundeinPulver-
fördergas.InderRegelwirdArgonverwendet.
DiePulverkörnerkönnensowohlfestalsauch
geschmolzenindasSchmelzbadgelangen.
DiesistabhängigvonderGröße,Formund
MengederKörner,vondenwärmephysikalischen
EigenschaftendesPulversunddesPlasmas
sowievonderAufenthaltsdauerderPulverkörner
imPlasma.DasPlasmaauftragschweißenmit
MetallpulverngewinntindenletztenJahren
immermehranBedeutung.DiesesVerfahren
ermöglichteinAuftragenvonhochschmelzenden
Pulverlegierungen,dieinStab-oderDrahtform
oftnichtoderschwerherstellbarsind.DieVor-
teiledesPlasmapulverauftragschweißensbe-
stehenunteranderemindergenauenEinstell-
möglichkeitvonEinbrandtiefeundAuftragdicke
(Aufmischung)undinderhohenEnergiedichte
desPlasmalichtbogens.Aufgrundderkonti-
nuierlichenPulverzuführungwerdenAuftrag-
schweißungenvonhöchsterGleichmäßigkeit
undPorensicherheiterreicht,sodassgerade
Metallpulver-Beschichtungsverfahren
Plasmapulverauftragschweißen(PTA)
BeidiesemVerfahrenhandeltessichumein
Plasmaschweißprozessmitkontinuierlicher
Pulverzuführung.DiePulverzuführungkann
sowohlseparatalsauchdirektüberdenBren-
nererfolgen.DerLichtbogenbrenntzwischen
WolframelektrodeundWerkstück.Erwirdmit
HilfeeinesPilotlichtbogenszwischenWolfram-
elektrodeundKupferdüse(Anode)gezündet
undgleichzeitigstabilisiert.Hauptlichtbogen
undPilotlichtbogenwerdenunabhängigvonein-
andervoneinereigenenStromquelleversorgt.
DieWolfram-ElektrodewirdmitArgonalsZen-
trumgasumhüllt.ImLichtbogenwirddasArgon
ionisiertundbildetsoeinenPlasmastrahlhoher
Energiedichte.Thermischeundmagnetische
EffekteunterstützendiesenVorgang.
MitHilfederäußerenDüsewirdArgon-Schutz-
gaszugeführt.DiesesSchutzgasschütztdas
SchmelzbadvorSauerstoffzutritt.DiePulver-
zufuhrindenLichtbogenerfolgtübereine
SchematischeDarstellungeinesPlasmapulver-Auftragschweiß-brenners
AuftragschweißenundthermischesSpritzen
Probleme Ursachen Gegenmaßnahmen
Bindefehler Schweißparameter OptimierungderSchweißparameter
Flankenfehler Flankenzusteil,keinRadius
WannenlagemitFlankenwinkelvon30-45°,Radiusdrehen(R1-3)
Maßhaltung GrundwerkstoffinFertigmaß
Kantenaufbau(z.B.Kupferbacken),angeliefertoderwenigAufmaß
artgleicherSZW-Aufbau,PufferungbeiGrundwerkstoff
Schrumpfungoder HoheSchweißspannungen,
Schweißvorrichtung,möglichstwenigeLagenzahl,Verzug
hoheSchweiß-undZwischen-
niedrigeSchweiß-undZwischenlagentemperatur
lagentemperatur,mehrLagenzahl (wennkeineRisse)
Rissbildung SehrharterSchweißzusatz,Grund-
Pufferung,GrundwerkstoffmitniedrigemC-Gehalt,werkstoffmithohemC-Gehalt,
AnpassungderWärmeausdehnungen,hoheSchweiß-
niedrigeSchweiß-undZwischen-
undZwischenlagentemperatur,geringereLagenzahl,lagentemperatur,mehrLagenzahl.
geeignetesSchweißverfahren
Heißrissbildung ÜberhitzungvonSchmelzbad,
Überhitzungvermeiden,niedrigeSchweiß- hoheSchweiß-undZwischen-
undZwischenlagentemperatur,keineanalytischen
lagentemperatur,analytische
Verunreinigungen,keineunerwünschtenSpuren-Verunreinigungen,unerwünschte
elementeSpurenelemente
Porenbildung ÜberhitzungvonSchmelzbad,
KeineÜberhitzungvonSchmelzbad,keineanalytischeVerunreinigungen,
analytischenVerunreinigungen,keineunerwünschtenunerwünschteSpurenelemente,
Spurenelemente,optimaleFlammeneinstellung,Flammeneinstellung,Reaktionen
keineReaktionenzurGasbildungzurGasbildung
Oxidhaut-/ ZunderhaltigeGrundwerkstoff-
MetallischblankeGrundwerkstoffoberfläche,Schlackenbildung
oberfläche,Oxid-undSchlacken-
keineOxid-oderSchlackenbildnerinder
bildnerinderAnalyse(z.B.Al,Ti),
chemischenZusammensetzung,mehrSchutzgasSchutzgasnichtausreichend
PraktischeHinweisebeimAuftragschweißenvonHartlegierungen
FürweitereInformationenbzw.BeratungenstehtIhnenunserTechnikteamzurVerfügung.
-
Spritzdüse
Flamme
Beschichtung
Grundwerkstoff
Azetylen-Sauerstoff-Gemisch
Pulverbehälter
EinstellungSauerstoff EinstellungAzetylen
Azetylen
Sauerstoff
Spritzpulver
HebelfürPulverzufuhr
anschließend
Kaltverfahren
Warmverfahren
nurPulverspritzen
Pulverspritzen Spritzschichteinschmelzen(Sintern)
20 21
SchematischeDarstellungdesFlammspritz-schweißens
desBauteilsauftretenkönnen.Beidiesem
Kaltspritzverfahren,beidemdieVerzugsgefahr
desWerkstückessehrgeringist,könnennahe-
zualleinderIndustriegebräuchlichenMetall-
pulverlegierungenaufgespritztwerden.
BeidemWarmverfahrenwerdendieaufgetra-
genenmetallischenSpritzschichtennachträglich
beiTemperaturenvon1.000bis1.200°Ceinge-
sintert.DieNachbehandlungkannentweder
mitHilfevonBrennern,mitÖfenoderdurchIn-
duktionerfolgen.FürdieseVerfahrensvarianten
werdennurnochsogenannteselbstfließende
LegierungenausNickelbasisundKobaltbasis
eingesetzt,beidenendieLegierungsanteile
BorundSiliziumdasSchmelzverbindeneinleiten.
DurchdiesenEinschmelzvorgangwerden
dichteSpritzschichtenerzeugtunderhalten
hinsichtlichHomogenität,HaftungundOber-
flächenrauheitweitausverbesserteEigen-
schaften.EinsatzgebietedieserPulver-Flamm-
spritzverfahrenliegenu.a.inderChemischen
Industrie,inderGlas-,Kunststoff-undElektro-
industriesowieimMaschinen-,Pumpen-und
Kompressorbau.
SchematischeDarstellungdesFlammspritzens
Rost,FettundÖlsorgfältigzureinigen.Das
AufrauendermetallischreinenOberflächesollte
durchStrahlenoderRaudrehenerfolgen,um
eineguteVerklammerungmitderSpritzschicht
zuermöglichen.DerSpritzvorgangsollteun-
mittelbarnachderOberflächen-Vorbereitung
erfolgen.DiesesVerfahrenistzumAuftragen
dünnerSchichten,kleinerFlächenundKanten
invielenPositionengutgeeignet.Oftwirdes
auchinReparaturfällenangewendet.
AlsGrundwerkstoffekönnenniedrig-bishoch-
legierterostfreieStähle,Stahlguss,Temperguss
undGusseisenmitLamellen-undKugelgraphit
verwendetwerden.FürdiesesVerfahrenstehen
Metallpulver-QualitätenaufNi-BasismitCr-Si-
B-AnteilenundgemischtePulverqualitätenzur
Verfügung.
Flammspritzen
DasPulver-FlammspritzenisteinBeschich-
tungsverfahren,beidemdasSpritzpulvermit
HilfeeinerBrenngas-Sauerstoff-Flammeauf-
geschmolzenundaufdieOberflächedesWerk-
stückesgespritztwird.BeidiesemVerfahren
liegteineFlammtemperaturvonetwa3.100°C
zugrunde.DiePulverpartikelerreichenjenach
Teilchengröße,SpritzabstandundBetriebsdaten
derSpritzpistoleeineGeschwindigkeitbiszu
250m/s.WährenddesFlammendurchgangs
solltendiePulverteilcheninaufgeschmolzenem
und/oderteigigemZustandvorliegen.
DasPulver-Flammspritzenlässtsichinzwei
Verfahrensvarianteneinteilen:
Pulver-Flammspritzenohnethermische
Nachbehandlung(Kaltverfahren)
Pulver-Flammspritzenmitnachfolgendem
Einschmelzen(Warmverfahren)
BeimFlammspritzenistvordereigentlichen
HaftgrundvorbereitungdieOberflächedes
WerkstücksvonRost,FettundÖlsorgfältig
zureinigen.DasAufrauendermetallischreinen
OberflächesolltedurchStrahlenoderRau-
drehenerfolgen,umeineguteVerklamme-
rungmitderSpritzschichtzuermöglichen.
DerSpritzvorgangsollteunmittelbarnach
derOberflächenvorbereitungerfolgen.Beim
KaltverfahrenwirdeineWerkstücktemperatur
vonbiszu300°Cnichtüberschritten,sodass
keineVeränderungeninderGefügestruktur
fürdieSerienproduktioneinhoherAutomati-
sierungsgradmöglichist.Eingesetztwerden
MetallpulverderDeutschenEdelstahlwerkefür
PanzerungenvonLauf-undDichtflächenan
Gas-,Wasser-,Dampf-undSäurearmaturen,
weiterhininderVentilfertigungfürFahrzeug-
undSchiffmotorensowiefürhochbeanspruchte
undverschleißfestePanzerungenanWarm-
arbeits-,Mahl-,Rühr-,Förder-undBohrwerk-
zeugen.BeimPlasmapulverauftragschweißen
sinddieVorwärm-undZwischenlagentempe-
raturenjenachGrundwerkstoff,Abmessung
undLagenzahlfestzulegen.
Flammspritzschweißen
DasFlammspritzschweißenisteinOberflächen-
beschichtungsverfahren,beidemdasMetall-
pulveralsZusatzwerkstoffdurcheinenBrenner
auskurzerEntfernungaufdenGrundwerkstoff
aufgesprühtundgleichzeitigeingeschmolzen
wird.DadurchgibteszwischenderSpritzschicht
unddemGrundwerkstoffeinedemSchweißen
vergleichbareSchmelzverbindung.Beidiesem
VerfahrenistvordereigentlichenHaftgrundvor-
bereitungdieOberflächedesWerkstücksvon
-
Kühlwasser
Stromquelle
PlasmagasAr+H2Ar+He
Kühlwasser
Kathode Anode
Plasmagas
Plasmagas
Pulver
Pulverinjektor Spritzschicht
Spritzstrahl
Grundwerkstoff
Plasmaflamme
Spritzschicht
Spritzstrahl
Grundwerkstoff
Expansionsdüse
Kühlwasser
Brenngas(Stützflamme)Sauerstoff
Mischkammer
Brenngas(Hauptflamme)
Pulvereintritt+ Treibgas
22 23
Plasma-undHochgeschwindigkeit-
flammspritzen(HVOF)
DasPlasmaspritzengehörtzudensoge-
nanntenLichtbogenspritzverfahren.Ineinem
PlasmabrennerwirdeinelektrischerLichtbogen
zwischeneinerzentrischangeordnetenwasser-
gekühltenWolframkathodeundeinerebenfalls
wassergekühltendüsenförmigenKupferanode
durchHochfrequenzgezündet.IndenLicht-
bogenwerdendannGasewieArgon,Helium,
StickstoffoderWasserstoffoderMischungen
dieserGaseunterhohemDruckeingeleitet.
DiezugeführtenGasewerdenimLichtbogen
zumPlasmaionisiertunderreichendabei
Temperaturenbis30.000°C.
DieseheißePlasmaströmungverlässtmit
hoherGeschwindigkeit(etwa1.000m/s)als
hellleuchtenderPlasmastrahldieBrennerdüse.
DasSpritzpulverwirdmitHilfeeinesFörder-
gasesinnerhalboderaußerhalbdesBrenners
dosiertdemPlasmagasstromzugeführt.Im
PlasmastrahlwirddasSpritzpulveraufhohe
Geschwindigkeitbeschleunigt(etwa400m/s),
dortaufgeschmolzenundaufdieWerkstück-
oberflächegeschleudert.BeimAuftretenauf
dievorbehandelteOberflächebildensichdie
flüssigoderteigiggewordenenPulverteilchen
zuflachenLamellenausunderstarrensofort.
DerenergiereichePlasmastromunddiehohe
AufprallgeschwindigkeitderPulverpartikel
aufdieWerkstückoberflächeergebendichte,
festhaftendeundqualitativhochwertigeSpritz-
schichten,dielamellenartigaufgebautsind.
SchematischeDarstellungdesPlasmaspritzens
SchematischeDarstellungdesHochgeschwindig-keitsflammspritzens(HVOF)
DasHochgeschwindigkeitflammspritzen(HVOF)
zeichnetsichgegenüberdemherkömmlichen
FlammspritzendurchdiehoheStrömungsge-
schwindigkeitderFlammeaus,dieoberhalbder
Schallgeschwindigkeitliegt.EineHVOF-Anlage
bestehtauseinerSpritzpistole,Steuereinheit,
GasversorgungundeinemPulverförderer.Die
SpritzpistoleistHauptbestandteilderAnlage.
SiebestehtauseinerGasmischkammer,einem
VerbrennungsraumundderExpansionsdüse.
DasSpritzpulverwirdübereinDosiersystemmit
FördergaszentrischdurchdieBrennkammer
derHVOF-Flammezugeführt,dieauseinem
BrenngasundSauerstoffgemischinderwasser-
gekühltenPistolegebildetwird.InderExpan-
sionsdüsewerdendiePulverpartikelweiter
beschleunigtunderhitzt.Genauwiebeim
Plasmaspritzenwerdenhieraufgrundder
hohenAufprallgeschwindigkeitderPulver-
partikelundderenergiereichenFlammequa-
litativhochwertigeSpritzschichtenerreicht.
BeidemPlasma-undHVOF-Spritzenistvorder
eigentlichenHaftgrundvorbereitungdieOber-
flächedesWerkstücksvonRost,FettundÖl
sorgfältigzureinigen.DasAufrauendermetal-
lischreinenOberflächesolltedurchStrahlen
erfolgen,umeineguteVerklammerungmit
derSpritzschichtzuermöglichen.DerSpritz-
vorgangsollteunmittelbarnachderOberflächen-
vorbereitungerfolgen.DieHauptanwendungs-
gebietedesPlasma-undHVOF-Spritzens
sindSchutzschichten,diegegenVerschleiß,
Korrosion,Erosion,HitzeundAbrasionsowie
WärmeisolationinderChemie-,Textil-,Papier-
undAutomobilindustriesowieimGasturbinen-,
Flugtriebwerks-,Ofen-,Pumpen-undReaktoren-
bauVerwendungfinden.
-
Celsite(Co-Cr-W-C-Legierungen)
Niborite(Ni-Cr-Si-B-Legierungen)
1
3
1
2
24 25
WIG-Schweißen
BeimWIG-SchweißentrittwegendesArgon-
schutzeskeinAbbrandanKohlenstoffoder
andererLegierungselementeauf.DieZu-
sammensetzungdesSchweißgutesergibt
sichdaherausderZusammensetzungder
verwendetenLegierungundderAufmischung
mitdemGrundwerkstoff.UmdieAufmischung
mitdemGrundwerkstoffmöglichstkleinzu
halten,empfiehltsich,dieSpitzederWolfram-
Elektrodekegelstumpfförmigundnicht,wie
üblich,spitzanzuschleifen.Damitvermeidet
maneinenstarkkonzentriertenLichtbogen,
dereinegrößereAufschmelzungdesGrund-
werkstoffesbewirktunddamiteinehöhere
VermischungmitdemZusatzwerkstoffergibt.
Esistsozuverfahren,dassderLichtbogen
aufdasflüssigeSchweißbadgerichtetwird
Gasschweißen
DasGasschweißverfahrenwirdmitderAzetylen-
Sauerstoff-Flammedurchgeführt.Diechemi-
scheZusammensetzungdesSchweißgutes
unddamitdieEigenschaftenderAuftragung
ergebensichausderZusammensetzungdes
SchweißstabesundderVermischungmit
demGrundwerkstoff.BeimGasschweißen
wirdderGrundwerkstoffwegendesniedrigen
SchmelzpunktesderHartlegierungennicht
aufgeschmolzen,sondernnurbiszumAn-
schwitzenerhitzt.DaheristdieAufmischung
mitdemGrundwerkstoffvernachlässigbarklein.
Esistüblich,Hartlegierungenmitreduzierender
Flamme,alsomitGasüberschusszuschweißen,
weilbeineutralerFlammeneinstellungeine
dichteOxidschichtaufdemSchmelzbadent-
stehenwürde,diedasSchweißenbehindert.
BeireduzierenderGasflammeneinstellungsetzt
sichdieFlammeausdreiZonenzusammen,
demFlammenkern,derFlammenfederund
demAußenmantelderFlamme.Mitsteigen-
demGasüberschusskannKohlenstoffindas
flüssigeSchweißbadgelangen.DieserKohlen-
stoffkannzueinerstarkenAufkohlungundzur
EntstehungderPorenimSchweißgutführen.
DieAufkohlungdesSchmelzbadeskannauch
eineErhöhungderHärteverursachen.Um
AufkohlungundPorenbildungzureduzieren
oderzuverhindern,werdendieHartlegierungen
aufCo-BasismiteinerFlammeneinstellung
3:1-Verhältnis(FlammenfederzuFlammenkern)
unddieHartlegierungenaufNi-Basis(Ni-Cr-Si-
B-Legierungen)miteinerFlammeneinstellung
2:1-Verhältnisaufgeschweißt.
AuftragschweißverfahrenmitStranggussstäben
FlammeneinstellungbeimGasschweißen
undnichtaufdenGrundwerkstoff,damiteine
geringereAufmischungerreichtwird.Beiden
UntersuchungenüberdenMechanismusder
Porenbildungzeigtesich,dassdieHauptursache
auchbeimWIG-SchweißenimSauerstoffgehalt
liegt.DasSchutzgas(Argon)verhindert,dass
beimSchweißenLuftsauerstoffinsSchmelzbad
gelangt.ZeigtsichdennocheinePorenbildung,
somussdieseimZusammenhangmiteiner
Oxidschicht(Zunder)desGrundwerkstoffesund/
odermiteinerOxidationdesSchweißstabes
gesehenwerden.Deshalbisteswichtig,den
Grundwerkstoffausreichendzusäubernund
andererseitsdenSchweißstabnichtzufrühaus
derSchutzgasatmosphäreherauszunehmen.
DerGrundwerkstoffkann–wiebeimGas-
schweißen–vordemAuftragenderHart-
legierungsschichtgepuffertwerden.
-
26 27
Qualitätsmanagement-system–DINENISO9001:2008
Qualitätsmanagement-system–ISO/TS16949:2009–Krefeld
Laborakkreditierung–DINENISO/IEC17025:2005
Schweiss-zusatzherstellergem.KTA1408- KerntechnischeAnlagen-
Umweltmanagement-system–DINENISO14001:2004
Qualitätssicherung
UnsereMetallpulverundStranggussstäbeunter-
liegeneinerumfassendenQualitätskontrolle.
ZurBestimmungderchemischenZusammen-
setzungstehteinmitmodernstenAnalysen-
gerätenausgerüstetesLaborzurVerfügung.
GerätezurDurchführungvonSiebanalysen
sowieMessungenderFließgeschwindigkeit,
Schüttdichte,Härteundmechanisch-technolo-
gischenEigenschaftengehörenzurStandard-
ausrüstungunsererPrüflabore.
AlleProdukteerfüllendienotwendigen
EigenschaftenundVoraussetzungenals
Mindeststandard.
NebenzahlreichenKundenzulassungensind
dieDeutschenEdelstahlwerkevonunab-
hängigenStellenzertifiziertundzugelassen.
Weltweit
DieDeutscheEdelstahlwerkeGmbHistein
UnternehmenderinderganzenWelt
agierenden Swiss Steel Group.Die
Vertriebsgesellschaftensindinallenwichtigen
Regionenvertreten.DieeinzigartigeUnter-
nehmenskultur,dasKonzeptmitseinendrei
SäulenProduktion,VerarbeitungundDistri-
butionqualifiziertunsalsLösungsanbieter
undTechnologietreiber,vorallemaberalsein
zuverlässigerundqualitätsbewussterPartner
fürunsereKunden,weltweit.
Vertriebsnetz
AlsAnbietervonSpeziallösungen,Know-how
undServicefürdieStahlindustrie,wollenwir
ständigweiterexpandierenundunsereglobale
Positionstärken.Die Swiss Steel Group
DistributionsichertunsdieNähezuunseren
Kunden–überallinderWelt.
BittezögernSienicht,unserkompetentes
Vertriebs-undTechnikteamanzusprechen.
FürweitereInformationenoderHilfestellungen:
[email protected]
-
DEUTSCHEEDELSTAHLWERKEGMBH
Oberschlesienstr.1647807KrefeldTel.+49(0)21513633–2051Fax+49(0)21513633–[email protected]
AllgemeinerHinweis(Haftung)
AngabenüberdieBeschaffenheitoderVerwendbarkeitvonMaterialienbzw.Erzeugnissendienen
derBeschreibung.ZusageninBezugaufdasVorhandenseinbestimmterEigenschaftenoder
einenbestimmtenVerwendungszweckbedürfenstetsbesondererschriftlicherVereinbarung.
Druckfehler,IrrtümerundÄnderungenvorbehalten.
























![BertrandRussell · 6 3 POLITISCHESUNDGESELLSCHAFTLICHESENGAGEMENT menschlichenNatur“[23]bezeichnete. MitachtzigJahrenmachteRusselljedochnocheineEr-fahrung](https://img.pdfslide.org/doc/110x75/5c4564b893f3c34c5f81916d/bertrandrussell-6-3-politischesundgesellschaftlichesengagement-menschlichennatur23bezeichnete.jpg)


