Embed Size (px)
Citation preview

Methodik zur integrierten Grobplanung
von Abläufen und Strukturen mit digitalen Fabrikmodellen
Von der Fakultät für Maschinenwesen der Rheinisch-Westfälischen Technischen Hochschule Aachen
zur Erlangung des akademischen Grades eines Doktors der Ingenieurwissenschaften
genehmigte Dissertation
vorgelegt von Diplom-Ingenieur Karsten Schmidt
aus Göttingen
Berichter: Univ.-Prof. Dr.-Ing. Dipl.-Wirt. Ing. Dr. h.c. mult. Walter Eversheim
Univ.-Prof. Dr.-Ing. Prof. E.h. Dr.-Ing. E.h. Dr. h.c. Engelbert Westkämper
Tag der mündlichen Prüfung:
27.9.2002
Diese Dissertation ist auf den Internetseiten der Hochschulbibliothek online verfügbar.

Vorwort
Die vorliegende Dissertation entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter am Laboratorium für Werkzeugmaschinen und Betriebslehre (WZL) der Rheinisch-Westfälischen Technischen Hochschule Aachen.
Herrn Prof. Walter Eversheim danke ich für die Gelegenheit zur Promotion an seinem Lehrstuhl für Produktionssystematik und für das Vertrauen in meine Arbeit und die großen Entscheidungsfreiräume. Die Möglichkeit, über die Forschung hinaus in heraus-fordernden Projekten Veränderungen in der industriellen Realität zu bewirken, hat diese Zeit sehr wertvoll für meinen beruflichen Weg gemacht.
Herrn Prof. Engelbert Westkämper danke ich für die Übernahme des Korreferats und die eingehende Durchsicht der Arbeit. Der am von ihm geleiteten Fraunhofer Institut für Produktionstechnik und Automatisierung (IPA) entwickelte Fabrikplanungstisch stellt eine pfiffige Plattform für die prototypische Umsetzung meiner Ideen dar.
Bei meiner großen Kollegenschar am WZL und IPT bedanke ich mich für anregende Diskussionen, freundschaftliche Zusammenarbeit, kreatives Chaos, professionelle Projektabwicklung und reichlich fröhliche Feste. Das gilt besonders für meine verschiedenen Bürogenossen Gerd Kubin, Ingo Lipa, Antje Korreck, Thomas Lange-Stalinski, Felipe Werner, Thomas Dorfmüller, Markus Bergholz und – in den Außenposten – Ralf Walker, Frederik Zohm und Markus Klose.
Und besonders – danke, Meike!
Bremen, im Mai 2oo3

Inhaltsverzeichnis I
Inhaltsverzeichnis
Inhaltsverzeichnis I Abbildungsverzeichnis III Abkürzungsverzeichnis VI 1 Einleitung ..........................................................................................................1
1.1 Problemstellung und Zielsetzung ..............................................................3 1.2 Aufbau der Arbeit ......................................................................................5
2 Grundlagen und Forschungsbedarf ...............................................................8 2.1 Grundlegende Zusammenhänge und Begriffe ...........................................8 2.2 Grundlagen und Abgrenzung des Untersuchungsbereichs .....................14
2.2.1 Grobplanung von Abläufen und Strukturen.................................................14 2.2.2 Konzepte einer "Digitalen Fabrik" ...............................................................19
2.3 Relevante Ansätze zur rechnergestützten Integration von Ablauf- und Strukturplanung .............................................................23
2.4 Zwischenfazit ...........................................................................................31 3 Grobkonzeption einer Methodik zur integrierten Grobplanung
von Abläufen und Strukturen mit digitalen Fabrikmodellen ......................32 3.1 Vorgehensweise zur Methodikentwicklung ..............................................32 3.2 Anforderungen an die Methodik ..............................................................33 3.3 Grundlagen der Modellierung ..................................................................35
3.3.1 Allgemeine Modelltheorie............................................................................35 3.3.2 Auswahl einer Modellierungsmethodik .......................................................37
3.4 Grundlagen der Systemtechnik ...............................................................43 3.5 Grundlagen des Vernetzten Denkens ............................................. 44
3.5.1 Vorgehensweise der Methodik....................................................................45 3.5.2 Analyse und Klassifizierung von Wirkzusammenhängen ...........................45
3.6 Ableitung des Grobkonzepts ...................................................................49 3.7 Zwischenfazit ...........................................................................................53
4 Entwicklung eines Referenzmodells für die integrierte Ablauf- und Strukturplanung ........................................................................54 4.1 Modellaufbau ...........................................................................................55
4.1.1 Sichten des Referenzmodells .....................................................................56 4.1.2 Ebenen des Referenzmodells.....................................................................57 4.1.3 Partialmodelle des Referenzmodells .........................................................60
4.2 Entwicklung der Partialmodelle ...............................................................62 4.2.1 Fabrik_Schema...........................................................................................63 4.2.2 Objekt_Schema ..........................................................................................63 4.2.3 Auftrags_Schema .......................................................................................64 4.2.4 Ablauf_Schema...........................................................................................65
Inhaltsverzeichnis II
4.2.5 Ressourcen_Schema................................................................................. 68 4.2.6 Struktur_Schema ....................................................................................... 72 4.2.7 Organisations_Schema.............................................................................. 74
4.3 Verknüpfung der Partialmodelle zum Fabrikmodell ................................. 76 4.4 Zwischenfazit .......................................................................................... 77
5 Ausgestaltung der Methode zur integrierten Grobplanung von Abläufen und Strukturen........................................................................ 79 5.1 Identifikation von Zusammenhängen zwischen Abläufen
und Strukturen ......................................................................................... 80 5.1.1 Beeinflussung der Zielgröße "Zeit" .......................................................... 84 5.1.2 Beeinflussung der Zielgröße "Kosten"..................................................... 85 5.1.3 Beeinflussung der Zielgröße "Qualität".................................................... 86 5.1.4 Beeinflussung der Zielgröße "Fläche" ..................................................... 87
5.2 Operationalisierung der Zusammenhänge .............................................. 88 5.3 Ableitung objektbezogener Planungselemente ....................................... 90
5.3.1 Planung der Bearbeitungsobjekte ........................................................... 94 5.3.2 Planung des Auftragsspektrums.............................................................. 95 5.3.3 Planung der Operationsfolgen................................................................. 96 5.3.4 Planung der Steuerung............................................................................ 97 5.3.5 Planung der Ressourcen ......................................................................... 98 5.3.6 Planung der Kapazitätsgruppen .............................................................. 99 5.3.7 Planung des Layouts ............................................................................... 99 5.3.8 Planung der Aufbauorganisation ........................................................... 101
5.4 Ableitung eines integrierten Planungsprozesses für die Grobplanung mit digitalen Fabrikmodellen....................................... 101 5.4.1 Der Planungszyklus der integrierten Ablauf- und Strukturplanung........ 103 5.4.2 Planungsschritte zur integrierten Gestaltung und Bewertung
von Abläufen und Strukturen ................................................................. 104 5.5 Zwischenfazit ........................................................................................ 107
6 Systementwicklung und Validierung ......................................................... 109 6.1 Implementierung von Modell und Methode in ein EDV-Tool ................. 109
6.1.1 Struktur-Modul "Planungstisch" ............................................................. 111 6.1.2 Ablauf-Modul "Simulationsbaukasten"................................................... 112 6.1.3 Integrations-Modul "indyGO" ................................................................. 114
6.2 Anwendung in einem Fallbeispiel ......................................................... 118 6.3 Anwendungserfahrung und Zwischenfazit ............................................ 123
7 Zusammenfassung und Ausblick .............................................................. 126 8 Literatur......................................................................................................... 130 9 Anhang............................................................................................................ VII
Abbildungsverzeichnis III
Abbildungsverzeichnis
Bild 1-1: Randbedingungen für die Fabrikplanung....................................................1 Bild 1-2: Anforderungen an die Fabrikplanung und Lösungsansatz dieser Arbeit ....3 Bild 1-3: Zielsetzung .................................................................................................4 Bild 1-4: Gliederung der Arbeit in Anlehnung an ULRICH ........................................6 Bild 2-1: Grundbegriffe der Systemtechnik .............................................................10 Bild 2-2: Elemente und Ebenen eines Produktionssystems ...................................11 Bild 2-3: Produktion als Input-/Output-Prozeß ........................................................12 Bild 2-4: Ablauf- und Struktursicht ..........................................................................14 Bild 2-5: Planungsablauf nach KETTNER ..............................................................15 Bild 2-6: Referenzablauf der Fabrikplanung ...........................................................17 Bild 2-7: Konzept der "digitalen Fabrik" ..................................................................20 Bild 2-8: Simulation von Produktionssystemen.......................................................21 Bild 2-9: Rechnerunterstützung für die Planung von Abläufen und Strukturen.......23 Bild 2-10: Prozeß der digitalen Fabrikplanung..........................................................28 Bild 2-11: Abgrenzung und Einordnung der Arbeit ...................................................31 Bild 3-1: Vorgehensweise zur Methodikentwicklung...............................................33 Bild 3-2: Bestimmung der Anforderungen...............................................................34 Bild 3-3: Prozeß der Modellierung ..........................................................................36 Bild 3-4: Klassifizierung von Modellen ....................................................................37 Bild 3-5: Anforderungen an die Modellierungsmethodik .........................................39 Bild 3-6: Auswahl einer Modellierungsmethodik .....................................................42 Bild 3-7: Prinzipien der Systemgestaltung ..............................................................44 Bild 3-8: Vorgehensweise beim Vernetzten Denken...............................................45 Bild 3-9: Beziehungen im Wirknetz.........................................................................46 Bild 3-10: Zeitliche Abhängigkeit im Wirknetz...........................................................47 Bild 3-11: Detaillierung des Wirknetzes ....................................................................48 Bild 3-12: Intensität der Beziehungen.......................................................................48 Bild 3-13: Regelkreis der integrierten Ablauf- und Strukturplanung ..........................50 Bild 3-14: Zusammenhang von Fabrikmodell und Planungsmethode.......................50 Bild 3-15: Grobkonzept zur Anwendung der Methodik .............................................51 Bild 4-1: Relevante Eigenschaften von Referenzmodellen.....................................54 Bild 4-2: Spezifische Anforderungen an das Fabrikmodell .....................................55 Bild 4-3: Aggregationsmechanismen für Ablauf- und Strukturobjekte.....................56 Bild 4-4: Integration von Ablauf- und Strukturplanung im Modell ............................57 Bild 4-5: Ebenen des Referenz-Fabrikmodells .......................................................58
Abbildungsverzeichnis IV
Bild 4-6: Ebenenwechsel durch Dekomposition und Aggregation.......................... 60 Bild 4-7: Objektklassen des Referenzmodells........................................................ 61 Bild 4-8: Partialmodelle des Referenzmodells........................................................ 62 Bild 4-9: Fabrik_Schema........................................................................................ 63 Bild 4-10: Objekt_Schema ....................................................................................... 64 Bild 4-11: Auftrags_Schema .................................................................................... 65 Bild 4-12: Objektklasse Ablauf ................................................................................. 65 Bild 4-13: Ablauf_Schema........................................................................................ 67 Bild 4-14: Einteilung der Betriebsmittel nach VDI 2815............................................ 68 Bild 4-15: Gliederung der Bearbeitungsressourcen ................................................. 69 Bild 4-16: Objektklasse Ressourcen ........................................................................ 70 Bild 4-17: Ressourcen_Schema............................................................................... 71 Bild 4-18: Objektklasse Produktionselement............................................................ 73 Bild 4-19: Struktur_Schema ..................................................................................... 74 Bild 4-20: Organisations_Schema............................................................................ 75 Bild 4-21: Übersicht der Partialmodelle .................................................................... 76 Bild 5-1: Ausgestaltung der Methode ..................................................................... 79 Bild 5-2: Beschreibung der Bearbeitungsaufgabe.................................................. 80 Bild 5-3: Zielgrößen einer Fabrik............................................................................ 81 Bild 5-4: Relevante Beschreibungsgrößen für Bearbeitungsaufgabe und Ziele ..... 82 Bild 5-5: Identifikation grundlegender Wirkzusammenhänge ................................. 84 Bild 5-6: Produktionskennlinien.............................................................................. 85 Bild 5-7: Wirknetz "Zeit" ......................................................................................... 85 Bild 5-8: Wirknetz "Kosten" .................................................................................... 86 Bild 5-9: Wirknetz "Qualität" ................................................................................... 87 Bild 5-10: Wirknetz "Fläche"..................................................................................... 88 Bild 5-11: Operationalisierung der Zusammenhänge zwischen Abläufen und
Strukturen ................................................................................................ 89 Bild 5-12: Integration von Ablauf- und Strukturplanung durch Planungselemente ... 91 Bild 5-13: Integration von Objektattributen und Wirkbeziehungen zu
Planungselementen ................................................................................. 93 Bild 5-14: Planungselemente I/IV............................................................................. 95 Bild 5-15: Planungselemente II/IV............................................................................ 97 Bild 5-16: Planungselemente III/IV........................................................................... 98 Bild 5-17: Planungselemente IV/IV ........................................................................ 100 Bild 5-18: Integration von Ablauf- und Strukturplanung im Planungsprozeß.......... 102 Bild 5-19: Aufbau von SADT-Modellen .................................................................. 103 Bild 5-20: Planungszyklus der integrierten Ablauf- und Strukturplanung ............... 104
Abbildungsverzeichnis V
Bild 5-19: Planungsschritte zur integrierten Gestaltung und Bewertung von Abläufen und Strukturen........................................................................................106
Bild 6-1: Konzept des EDV-Tools "indyGO"..........................................................110 Bild 6-2: Partizipative Layoutplanung mit dem Planungstisch...............................112 Bild 6-3: Ablaufsimulation mit dem Simulationsbaukasten ...................................113 Bild 6-4: Die Datenstruktur des EDV-Tools indyGO .............................................114 Bild 6-5: Umsetzung der Planungselemente in indyGO........................................116 Bild 6-6: Objektklasse Bearbeitungsressourcen ...................................................117 Bild 6-7: Objektklasse Bearbeitungsressourcen: Hierarchisierung .......................118 Bild 6-8: Statische Kapazitätsplanung mit indyGO ...............................................120 Bild 6-9: {A14} Anordnungsplanung am Planungstisch ........................................121 Bild 6-10: Auswertung der Simulationsergebnisse .................................................122 Bild 6-11: Abgesichertes Grobkonzept als Ergebnis im Fallbeispiel .......................123 Bild 6-12: Ergebnisse der Anwendung der Planungsmethodik ...............................124
Abkürzungsverzeichnis VI
Abkürzungsverzeichnis AWK Aachener Werkzeugmaschinen Kolloquium bez. bezüglich Bd. Band bzw. beziehungsweise CAD Computer Aided Design DIN Deutsches Institut für Normung d.h. das heißt EDV Elektronische Datenverarbeitung € Euro et al. et altera etc. et cetera FEM Finite Elemente Methode ggf. gegebenenfalls Hrsg. Herausgeber i. d. R. in der Regel inkl. inklusive IT Informations-Technologie IPA Fraunhofer Institut für Produktionstechnik und Automatisierung Kap. Kapitel Nr. Nummer N. N. nominem nescio o. G. oben genannt PPS Produktionsplanung und -steuerung RWTH Rheinisch-Westfälische Technische Hochschule s. o. siehe oben s. u. siehe unten u. a. unter anderem VDI-Z Zeitschrift des Vereins Deutscher Ingenieure vgl. vergleiche Vol. Volumen VR Virtual Reality VRML Virtual Reality Modelling Language z. B. zum Beispiel z. T. zum Teil
Einleitung 1
"Der beste Weg, die Zukunft vorauszusagen besteht darin, sie zu erfinden."J. Sculley
1 Einleitung
Die dynamischen Abläufe und statischen Strukturen in Fertigung und Montage beeinflussen sich auf vielfältige Weise gegenseitig [EVER00a; KÜHN99; WIEN01]. Die Beherrschung der dadurch entstehenden, hohen Komplexität ist eine zentrale Herausforderung für die Fabrikplanung [AGGT87, S. 42; KETT84, S. 3].
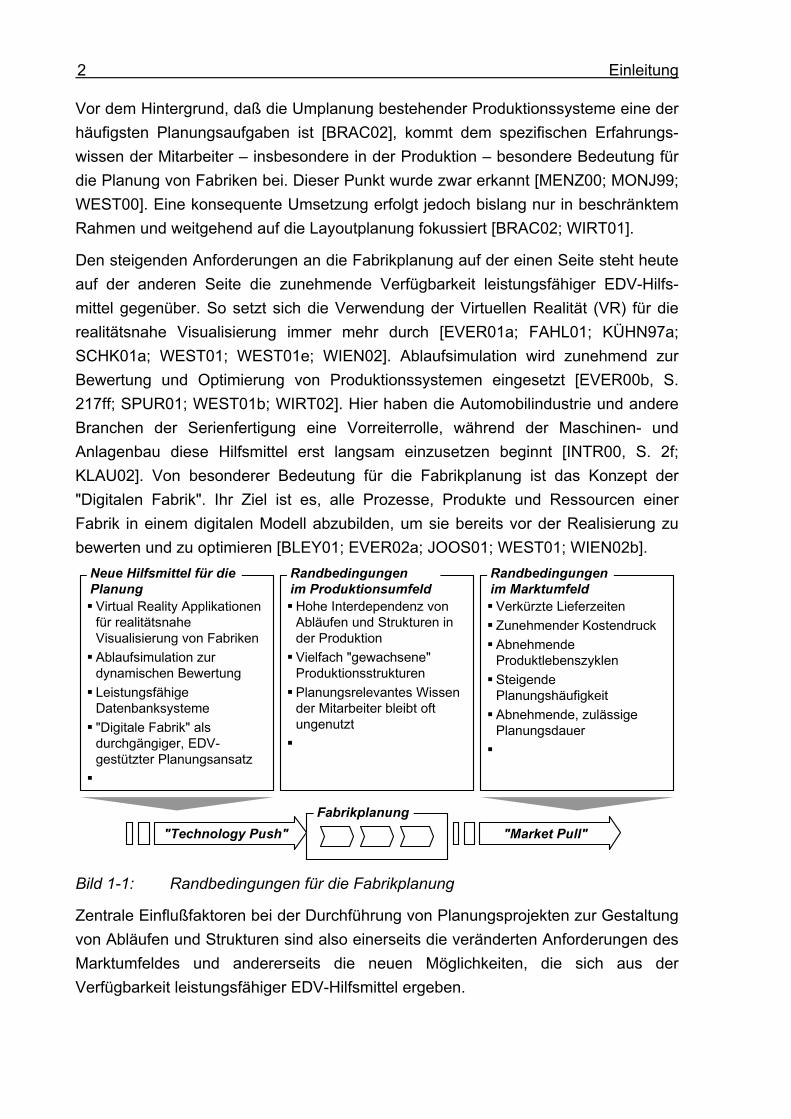
Zunehmende Bedeutung erfährt diese Thematik durch das von wachsender Dynamik geprägte Wettbewerbsumfeld, in dem sich produzierende Unternehmen heute mehr denn je befinden. Aspekte wie die Globalisierung der Absatz- und Beschaffungs-märkte oder die Individualisierung der Nachfrage subsumieren signifikante Veränder-ungen wichtiger Bestimmungsgrößen für die Gestaltung und den Betrieb von Produktionssystemen. Konkrete Ausprägungen dieser Dynamik sind insbesondere eine Verkürzung der vom Kunden geforderten Lieferzeiten, wachsender Kosten-druck, steigende Variantenvielfalt und abnehmende Produktlebenszyklen [BISC99; DELP98; REIN99, S. 20; WEST99a; WIEN01a], Bild 1-1.
Auf diese Herausforderungen müssen die Unternehmen reagieren, um sich am Markt weiterhin erfolgreich behaupten zu können [MILB98; WEST00]. Dabei reicht es nicht mehr aus, die Abläufe anzupassen und die Produktionsstrukturen beizubehalten (vgl. [BREI99, S. 75ff]). Derartige "gewachsene" Strukturen sind häufig nicht mehr wettbewerbsfähig und können insbesondere nur selten den Anforderungen hinsicht-lich kurzfristiger Wandlungsfähigkeit gerecht werden, wie eine Vielzahl von Beispielen zeigt. Nur mit prozeßorientierten Strukturen können Unternehmen lang-fristig am Markt bestehen [EVER97a; EVER96, S. 37ff; KÜHN97a; WILD98, S. 30ff].
Unter Berücksichtigung des Wettbewerbsumfeldes heißt dies in der Konsequenz für produzierende Unternehmen, daß sie ihre Produktionsprozesse und -strukturen immer häufiger und unter größerem Zeitdruck an die veränderten Randbedingungen anpassen müssen [EVER02b; WEST01a, S. 347; WIEN02]. So prognostiziert WESTKÄMPER bis 2005 eine Zunahme der Planungshäufigkeit um 300% bei einer Abnahme der zulässigen Planungsdauer um 75% [WEST97, S. 639]. Das bedeutet eine signifikante Steigerung der Leistungsdichte der Fabrikplanung und unterstreicht den Bedarf an anforderungsgerechten Methoden und Hilfsmitteln zur Unterstützung der Planer (vgl. [EVER01b; WIEN02a]).
Einleitung 2
Vor dem Hintergrund, daß die Umplanung bestehender Produktionssysteme eine der häufigsten Planungsaufgaben ist [BRAC02], kommt dem spezifischen Erfahrungs-wissen der Mitarbeiter – insbesondere in der Produktion – besondere Bedeutung für die Planung von Fabriken bei. Dieser Punkt wurde zwar erkannt [MENZ00; MONJ99; WEST00]. Eine konsequente Umsetzung erfolgt jedoch bislang nur in beschränktem Rahmen und weitgehend auf die Layoutplanung fokussiert [BRAC02; WIRT01].
Den steigenden Anforderungen an die Fabrikplanung auf der einen Seite steht heute auf der anderen Seite die zunehmende Verfügbarkeit leistungsfähiger EDV-Hilfs-mittel gegenüber. So setzt sich die Verwendung der Virtuellen Realität (VR) für die realitätsnahe Visualisierung immer mehr durch [EVER01a; FAHL01; KÜHN97a; SCHK01a; WEST01; WEST01e; WIEN02]. Ablaufsimulation wird zunehmend zur Bewertung und Optimierung von Produktionssystemen eingesetzt [EVER00b, S. 217ff; SPUR01; WEST01b; WIRT02]. Hier haben die Automobilindustrie und andere Branchen der Serienfertigung eine Vorreiterrolle, während der Maschinen- und Anlagenbau diese Hilfsmittel erst langsam einzusetzen beginnt [INTR00, S. 2f; KLAU02]. Von besonderer Bedeutung für die Fabrikplanung ist das Konzept der "Digitalen Fabrik". Ihr Ziel ist es, alle Prozesse, Produkte und Ressourcen einer Fabrik in einem digitalen Modell abzubilden, um sie bereits vor der Realisierung zu bewerten und zu optimieren [BLEY01; EVER02a; JOOS01; WEST01; WIEN02b].
Hohe Interdependenz vonAbläufen und Strukturen inder ProduktionVielfach "gewachsene"ProduktionsstrukturenPlanungsrelevantes Wissender Mitarbeiter bleibt oftungenutzt
Randbedingungenim Produktionsumfeld
Virtual Reality Applikationenfür realitätsnaheVisualisierung von FabrikenAblaufsimulation zurdynamischen BewertungLeistungsfähigeDatenbanksysteme"Digitale Fabrik" alsdurchgängiger, EDV-gestützter Planungsansatz
Neue Hilfsmittel für diePlanung
"Technology Push" "Market Pull"
Verkürzte LieferzeitenZunehmender KostendruckAbnehmendeProduktlebenszyklenSteigendePlanungshäufigkeitAbnehmende, zulässigePlanungsdauer
Randbedingungenim Marktumfeld
Fabrikplanung
Bild 1-1: Randbedingungen für die Fabrikplanung
Zentrale Einflußfaktoren bei der Durchführung von Planungsprojekten zur Gestaltung von Abläufen und Strukturen sind also einerseits die veränderten Anforderungen des Marktumfeldes und andererseits die neuen Möglichkeiten, die sich aus der Verfügbarkeit leistungsfähiger EDV-Hilfsmittel ergeben.
Einleitung 3
1.1 Problemstellung und Zielsetzung
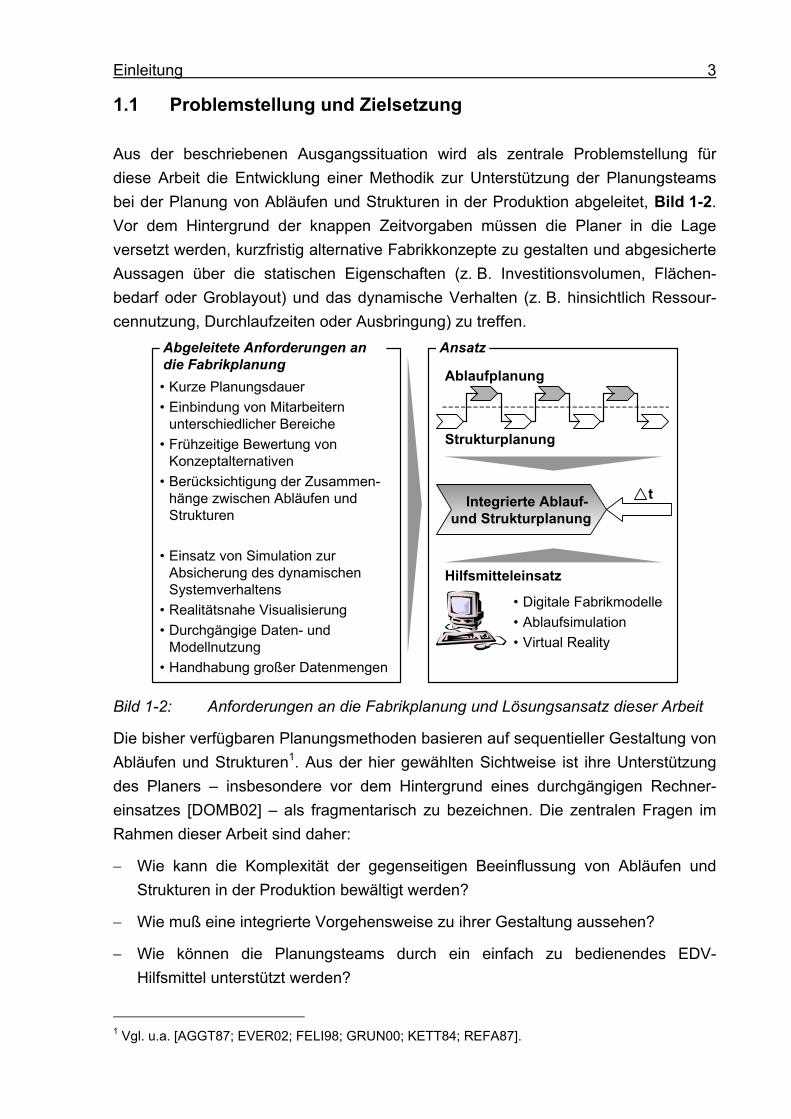
Aus der beschriebenen Ausgangssituation wird als zentrale Problemstellung für diese Arbeit die Entwicklung einer Methodik zur Unterstützung der Planungsteams bei der Planung von Abläufen und Strukturen in der Produktion abgeleitet, Bild 1-2. Vor dem Hintergrund der knappen Zeitvorgaben müssen die Planer in die Lage versetzt werden, kurzfristig alternative Fabrikkonzepte zu gestalten und abgesicherte Aussagen über die statischen Eigenschaften (z. B. Investitionsvolumen, Flächen-bedarf oder Groblayout) und das dynamische Verhalten (z. B. hinsichtlich Ressour-cennutzung, Durchlaufzeiten oder Ausbringung) zu treffen.
• Kurze Planungsdauer• Einbindung von Mitarbeitern
unterschiedlicher Bereiche• Frühzeitige Bewertung von
Konzeptalternativen• Berücksichtigung der Zusammen-
hänge zwischen Abläufen undStrukturen
• Einsatz von Simulation zurAbsicherung des dynamischenSystemverhaltens
• Realitätsnahe Visualisierung• Durchgängige Daten- und
Modellnutzung• Handhabung großer Datenmengen
Abgeleitete Anforderungen andie Fabrikplanung
Ansatz
t Integrierte Ablauf- und Strukturplanung
Ablaufplanung
Strukturplanung
• Digitale Fabrikmodelle• Ablaufsimulation• Virtual Reality
Hilfsmitteleinsatz
Bild 1-2: Anforderungen an die Fabrikplanung und Lösungsansatz dieser Arbeit
Die bisher verfügbaren Planungsmethoden basieren auf sequentieller Gestaltung von Abläufen und Strukturen1. Aus der hier gewählten Sichtweise ist ihre Unterstützung des Planers – insbesondere vor dem Hintergrund eines durchgängigen Rechner-einsatzes [DOMB02] – als fragmentarisch zu bezeichnen. Die zentralen Fragen im Rahmen dieser Arbeit sind daher:
− Wie kann die Komplexität der gegenseitigen Beeinflussung von Abläufen und Strukturen in der Produktion bewältigt werden?
− Wie muß eine integrierte Vorgehensweise zu ihrer Gestaltung aussehen?
− Wie können die Planungsteams durch ein einfach zu bedienendes EDV-Hilfsmittel unterstützt werden?
1 Vgl. u.a. [AGGT87; EVER02; FELI98; GRUN00; KETT84; REFA87].
Einleitung 4
Laut KETTNER werden die wesentlichen Randbedingungen für das Systemverhalten einer Fabrik in der Grobplanungsphase des Fabrikplanungsprozesses festgelegt [KETT84, S. 19]. Mit dem Ziel einer frühzeitigen Entscheidungsunterstützung fokussiert diese Arbeit daher die Grobplanung von Abläufen und Strukturen.
Großer Handlungsbedarf wird dabei in der Einzel- und Kleinserienproduktion gesehen, deren Produktionseinrichtungen eine sehr viel längere Lebensdauer als die auf ihnen gefertigten Produkte haben.
Besonderes Augenmerk soll zudem auf einer interdisziplinären Planung liegen, um auf Basis von Erfahrungen der Mitarbeiter Planungsfehler schon früh erkennen und vermeiden zu können. Hierfür ist eine EDV-Unterstützung für die realitätsnahe Visualisierung und Simulation erforderlich.
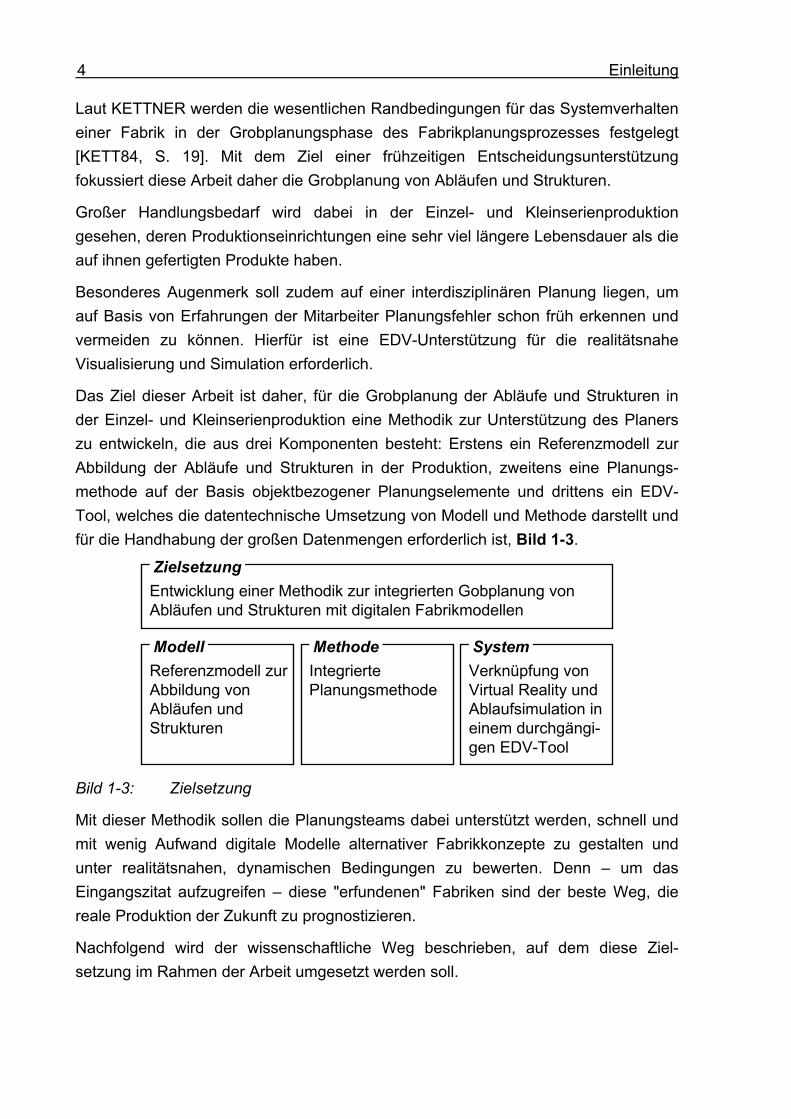
Das Ziel dieser Arbeit ist daher, für die Grobplanung der Abläufe und Strukturen in der Einzel- und Kleinserienproduktion eine Methodik zur Unterstützung des Planers zu entwickeln, die aus drei Komponenten besteht: Erstens ein Referenzmodell zur Abbildung der Abläufe und Strukturen in der Produktion, zweitens eine Planungs-methode auf der Basis objektbezogener Planungselemente und drittens ein EDV-Tool, welches die datentechnische Umsetzung von Modell und Methode darstellt und für die Handhabung der großen Datenmengen erforderlich ist, Bild 1-3.
Entwicklung einer Methodik zur integrierten Gobplanung vonAbläufen und Strukturen mit digitalen Fabrikmodellen
Referenzmodell zurAbbildung vonAbläufen undStrukturen
Zielsetzung
Modell Methode SystemIntegriertePlanungsmethode
Verknüpfung vonVirtual Reality undAblaufsimulation ineinem durchgängi-gen EDV-Tool
Bild 1-3: Zielsetzung
Mit dieser Methodik sollen die Planungsteams dabei unterstützt werden, schnell und mit wenig Aufwand digitale Modelle alternativer Fabrikkonzepte zu gestalten und unter realitätsnahen, dynamischen Bedingungen zu bewerten. Denn – um das Eingangszitat aufzugreifen – diese "erfundenen" Fabriken sind der beste Weg, die reale Produktion der Zukunft zu prognostizieren.
Nachfolgend wird der wissenschaftliche Weg beschrieben, auf dem diese Ziel-setzung im Rahmen der Arbeit umgesetzt werden soll.
Einleitung 5
1.2 Aufbau der Arbeit
Der Zielsetzung entsprechend, stellt die Planung von Abläufen und Strukturen in der Produktion das zentrale Forschungsobjekt dieser Arbeit dar. Für die Unterstützung der Planungsteams im Rahmen der Grobplanung soll eine integrierte Methodik entwickelt werden. Dabei wird versucht, theoretische Ergebnisse der Forschung mit Erkenntnissen der Praxis zu verbinden. Es wird also ein pragmatisches Wissen-schaftsziel verfolgt und die Arbeit kann entsprechend der Klassifizierung von P. ULRICH und W. HILL den angewandten Realwissenschaften, d. h. den Handlungs-wissenschaften zugeordnet werden [ULRI76, S. 305; vgl. ULRH81, S. 10ff].
Zur Lösung des Intersubjektivitätsproblems realwissenschaftlicher Arbeiten trägt eine Klärung des Entdeckungszusammenhangs, des Begründungszusammenhangs und des Verwendungszusammenhangs bei [ULRI76, S. 306]. Der Entdeckungszusam-menhang als gedanklicher und heuristischer Bezugsrahmen für die vorliegende Arbeit ist zum einen durch die Erfahrungen des Autors aus der betrieblichen Praxis von Fabrikplanungsprojekten im Maschinen- und Anlagenbau sowie der Automobil-industrie und zum anderen durch den wissenschaftlichen Diskurs im Umfeld der integrierten Produkt- und Prozeßgestaltung geprägt. Beeinflußt wurde die Arbeit ferner durch ein Denken in Systemen entsprechend den Ansätzen von FORRESTER, DAENZER/ HUBER und GOMEZ/ PROBST [DAEN99; FORR69; GOME95; PROB89]. Der Begründungszusammenhang ist im wesentlichen durch eine Kombination induktiven und deduktiven Vorgehens zu charakterisieren1. Prägend ist dabei ein qualitativer, d. h. problemorientierter und strukturierender Ansatz. Der Verwendungszusammenhang ergibt sich aus der Zielsetzung, eine Methodik für die Unterstützung der Planer von Fabriken zu entwickeln. Diese Gruppe umfaßt in der betrieblichen Praxis neben Planungsexperten auch die Mitarbeiter der betroffenen Bereiche2 sowie die Forschung im Bereich Fabrikplanung.
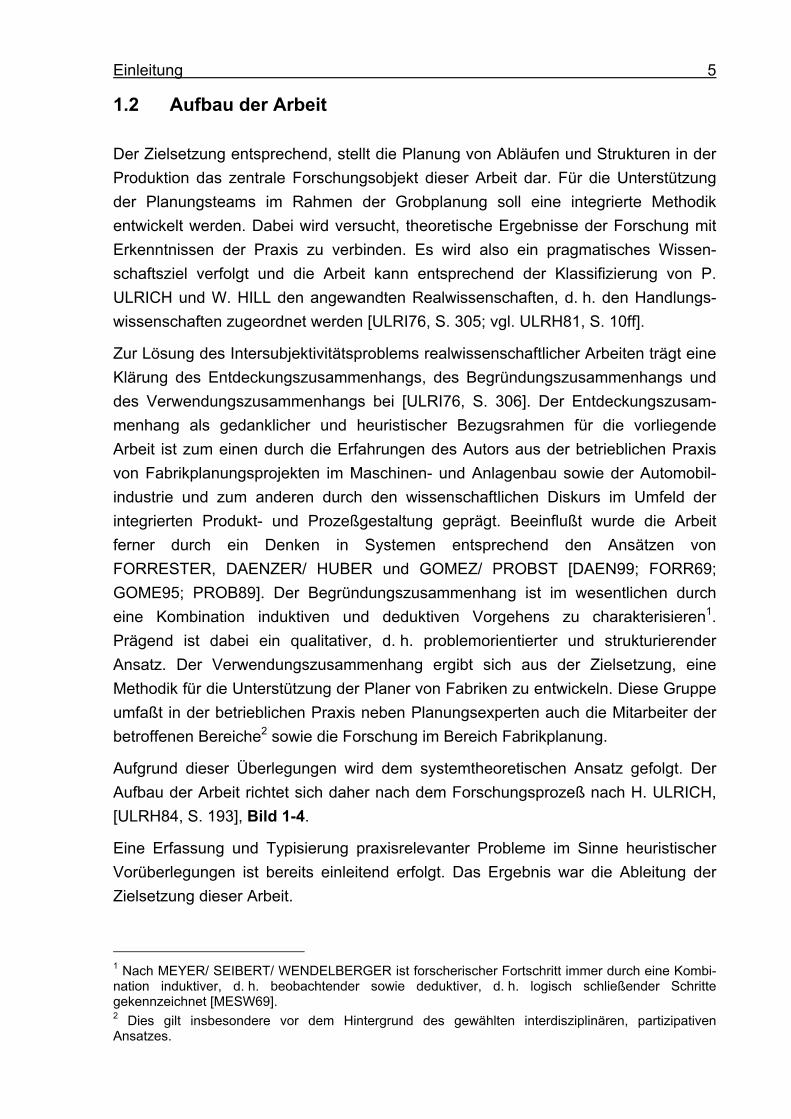
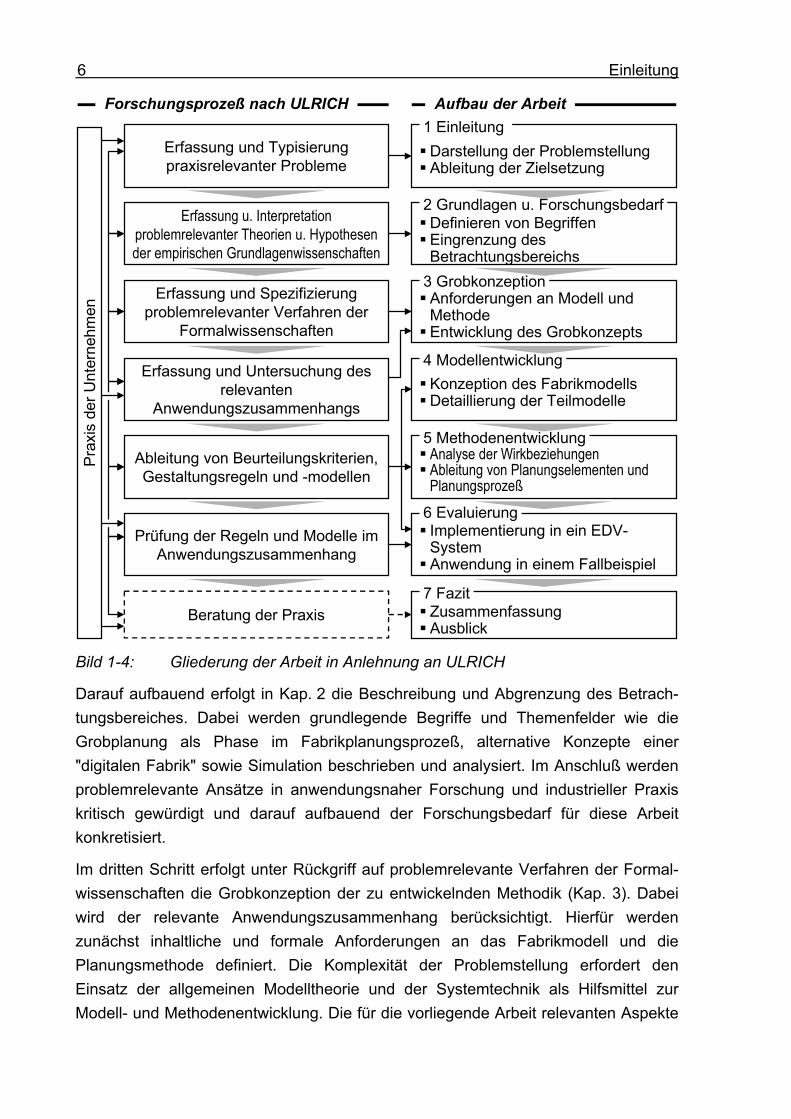
Aufgrund dieser Überlegungen wird dem systemtheoretischen Ansatz gefolgt. Der Aufbau der Arbeit richtet sich daher nach dem Forschungsprozeß nach H. ULRICH, [ULRH84, S. 193], Bild 1-4.
Eine Erfassung und Typisierung praxisrelevanter Probleme im Sinne heuristischer Vorüberlegungen ist bereits einleitend erfolgt. Das Ergebnis war die Ableitung der Zielsetzung dieser Arbeit.
1 Nach MEYER/ SEIBERT/ WENDELBERGER ist forscherischer Fortschritt immer durch eine Kombi-nation induktiver, d. h. beobachtender sowie deduktiver, d. h. logisch schließender Schritte gekennzeichnet [MESW69]. 2 Dies gilt insbesondere vor dem Hintergrund des gewählten interdisziplinären, partizipativen Ansatzes.
Einleitung 6
Erfassung und Spezifizierungproblemrelevanter Verfahren der
Formalwissenschaften
Erfassung und Typisierungpraxisrelevanter Probleme
Erfassung u. Interpretationproblemrelevanter Theorien u. Hypothesender empirischen Grundlagenwissenschaften
2 Grundlagen u. ForschungsbedarfDefinieren von BegriffenEingrenzung desBetrachtungsbereichs
Aufbau der Arbeit
Erfassung und Untersuchung desrelevanten
Anwendungszusammenhangs
Ableitung von Beurteilungskriterien,Gestaltungsregeln und -modellen
Prüfung der Regeln und Modelle imAnwendungszusammenhang
Beratung der Praxis
Konzeption des FabrikmodellsDetaillierung der Teilmodelle
4 Modellentwicklung
5 MethodenentwicklungAnalyse der WirkbeziehungenAbleitung von Planungselementen undPlanungsprozeß
3 GrobkonzeptionAnforderungen an Modell undMethodeEntwicklung des Grobkonzepts
6 EvaluierungImplementierung in ein EDV-SystemAnwendung in einem Fallbeispiel
1 Einleitung Darstellung der ProblemstellungAbleitung der Zielsetzung
7 FazitZusammenfassungAusblick
Forschungsprozeß nach ULRICHPr
axis
der
Unt
erne
hmen
Bild 1-4: Gliederung der Arbeit in Anlehnung an ULRICH
Darauf aufbauend erfolgt in Kap. 2 die Beschreibung und Abgrenzung des Betrach-tungsbereiches. Dabei werden grundlegende Begriffe und Themenfelder wie die Grobplanung als Phase im Fabrikplanungsprozeß, alternative Konzepte einer "digitalen Fabrik" sowie Simulation beschrieben und analysiert. Im Anschluß werden problemrelevante Ansätze in anwendungsnaher Forschung und industrieller Praxis kritisch gewürdigt und darauf aufbauend der Forschungsbedarf für diese Arbeit konkretisiert.
Im dritten Schritt erfolgt unter Rückgriff auf problemrelevante Verfahren der Formal-wissenschaften die Grobkonzeption der zu entwickelnden Methodik (Kap. 3). Dabei wird der relevante Anwendungszusammenhang berücksichtigt. Hierfür werden zunächst inhaltliche und formale Anforderungen an das Fabrikmodell und die Planungsmethode definiert. Die Komplexität der Problemstellung erfordert den Einsatz der allgemeinen Modelltheorie und der Systemtechnik als Hilfsmittel zur Modell- und Methodenentwicklung. Die für die vorliegende Arbeit relevanten Aspekte
Einleitung 7
dieser Hilfsmittel werden im Rahmen der Entwicklung des Grobkonzepts für die Planungsmethodik kurz erläutert.
Der Schritt der Ableitung von Beurteilungskriterien, Gestaltungsregeln und -modellen nach ULRICH erfolgt in drei Kapiteln: Zunächst wird in Kap. 4 entsprechend dem Grobkonzept das Fabrikmodell entwickelt. Dazu werden die Partialmodelle unter Nutzung einer empirischen Datenbasis1 hergeleitet. Die Partialmodelle werden dann in einem Referenz-Fabrikmodell zusammengefaßt.
Darauf aufbauend wird in Kap. 5 die Planungsmethode entwickelt. Es werden zunächst auf Basis des Fabrikmodells und durch Beobachtungen der betrieblichen Praxis die zwischen den Elementen einer Fabrik bestehenden Wirkbeziehungen identifiziert. Diese werden unter Anwendung der Methode des Vernetzten Denkens in einem Wirknetz dargestellt. Das Wirknetz ist im nächsten Schritt zu quantifizieren und zu klassifizieren. Hierfür wird eine Expertenbefragung durchgeführt. Aus dieser Klassifikation lassen sich dann die relevanten, Abläufe und Strukturen integrierenden Planungselemente ableiten. In einem abschließenden Schritt wird auf Basis der Planungselemente der Planungsprozeß konzipiert.
Die dritte Komponente der Planungsmethodik stellt das rechnergestützte Planungs-hilfsmittel dar. Für eine prototypische Umsetzung wird das Fabrikmodell in ein Datenbanksystem implementiert, welches die Integration der Ablaufplanung mittels des Simulationsbaukastens nach INTRA mit der Strukturplanung anhand des Fabrikplanungstisches realisiert (Kap. 6.1).
Mit der Implementierung der Methode in ein EDV-Tool erfolgt bereits eine erste Überprüfung der Regeln und Modelle im Anwendungszusammenhang entsprechend [ULRH84, S. 193]. Darüber hinaus wird in Kap. 6.2 die entwickelte Planungsmethodik in einem Fallbeispiel aus dem Maschinen- und Anlagenbau validiert. Dabei werden die Anwendbarkeit der Methodik gezeigt und die im Fallbeispiel gewonnenen Erfahrungen beschrieben.
Der letzte Schritt des Forschungsprozesses nach ULRICH besteht in der Beratung der Praxis anhand der gewonnenen Erkenntnisse sowie der Iteration gemäß dem aufgedeckten forschungsseitigen Handlungsbedarf und geht damit über den Rahmen dieser Arbeit hinaus. Den beiden Aspekten kann ansatzweise durch die Zusammen-fassung der Erkenntnisse und durch einen Ausblick entsprochen werden.
1 Diese besteht aus den Ergebnissen einer Analyse von 14 Fabrikplanungsprojekten aus verschiedenen Branchen mit dem Ziel der Ableitung detaillierter Ablauf- und Strukturtypologien [SFB361, S. 839f], vgl. Kap. 4.
Grundlagen 8
2 Grundlagen und Forschungsbedarf
Als wesentliche Voraussetzung einer wissenschaftlichen Arbeit ist zunächst ein einheitliches Begriffsverständnis zu schaffen [ULRH84, S. 193]. Daher werden nachfolgend im Kontext dieser Arbeit wichtige Begriffe und Zusammenhänge definiert (Kap. 2.1). Darauf aufbauend werden der Objektbereich der Grobplanung von Fabriken sowie Konzepte Digitaler Fabrikmodelle analysiert. Gleichzeitig wird der Untersuchungsbereich der Arbeit eingegrenzt und erläutert (Kap. 2.2). Anschließend werden für den beschriebenen Betrachtungsbereich relevante Konzepte aus der industriellen Praxis sowie Forschungsansätze vor dem Hintergrund der Arbeit kritisch gewürdigt (Kap. 2.3). Abschließend wird der Forschungsbedarf aus praktischer und theoretischer Sicht abgeleitet (Kap. 2.4).
2.1 Grundlegende Zusammenhänge und Begriffe
Entsprechend der in Kap. 1 formulierten Zielsetzung ist in der vorliegenden Arbeit eine Methodik zur Unterstützung des Fabrikplaners bei der integrierten Grobplanung von Abläufen und Strukturen in der Produktion zu entwickeln. Als wesentliches Hilfsmittel dafür sollen digitale Fabrikmodelle dienen. Um ein einheitliches Problem-verständnis zu gewährleisten, werden im folgenden zunächst die im Rahmen der vorliegenden Arbeit zentralen Begriffe definiert.
Der generelle Kontext aller nachfolgenden Überlegungen ist die Fabrikplanung. In diesem Zusammenhang ist eine Fabrik ein "industrieller Betrieb1, der erwerbs-wirtschaftliche oder gemeinwirtschaftliche Zwecke verfolgt. Der Begriff Fabrik wird insbesondere dann verwendet, wenn der produktionstechnische und produktions-organisatorische Aspekt im Vordergrund steht" [SCHG95, S. 34]. Planung ist nach HAHN die gedankliche Vorwegnahme zukünftigen Geschehens durch systematische Entscheidungsvorbereitung und Entscheidungsfindung im Sinne problemorientierter Alternativensuche, -beurteilung und -auswahl [HAHN96, Sp. 1532; vgl. auch DANG99, S. 5].
Fabrikplanung ist demgemäß "ein Teilgebiet der Unternehmensplanung und hat die optimale Gestaltung und rationelle Verwirklichung von Investitionsvorhaben zum
1 Vgl. zum Begriff des Betriebs bzw. der Unternehmung [SCHI93, S. 15ff].
Grundlagen 9
Gegenstand" [AGGT87, S. 26]. Die Fabrikplanung umfaßt nach WIENDAHL "die Planung und Auslegung industrieller Produktionsstätten sowie die Überwachung der Realisierung bis zum Anlauf der Produktion" [WIEN96, S. 9-1]. Ihre Aufgabe ist nach AGGTELEKY die "Auswahl der Produktionsmittel und die Gestaltung von Fertigungs-stätten" [AGGT87, S. 26]. Dabei ist die Fabrikplanung nach DOLEZALEK/ WARNECKE durch ein systematisches, schrittweises Vorgehen gekennzeichnet [DOLE81, S. 4]. Dieses Vorgehen wird auch als Fabrikplanungsprozeß bezeichnet (vgl. [AGGT87; GRUN00]). Dieser Prozeß läßt sich entsprechend der Aufgaben-schwerpunkte in unterschiedliche Planungsphasen gliedern (vgl. u. a. [AGGT87, S. 31ff; EVER01; FELI98, S. 87ff; GRUN00, S. 59; KETT84, S. 13; REFA87, S. 151ff; EVER01a, S. 837; WIEN96, S. 9-11]). Eine detaillierte Betrachtung des Fabrik-planungsprozesses erfolgt in Kap. 2.2.1.
Zur Beschreibung der Planungsobjekte der Fabrikplanung ist es zweckmäßig, die Fabrik als Produktionssystem im Sinne der Systemtechnik [DAEN99] zu betrachten [WIEN97, S. 9].
Produktion ist nach CORSTEN "die sich in betrieblichen Systemen vollziehende Bildung von Faktorkombinationen im Sinne einer Anwendung technischer oder konzeptioneller Verfahren zur Transformation der dem Betrieb zur Verfügung stehenden originären und derivativen Produktionsfaktoren in absetzbare Leistungen oder derivative Produktionsfaktoren (...)" [CORS96, S. 2, vgl. auch WEBE91, S. 7]. Dabei beinhaltet die Produktion neben den direkt wertschöpfenden Prozessen in Fertigung und Montage auch die produktionsnahen indirekten bzw. unterstützenden Tätigkeiten zur Planung und Steuerung der Produktion [EVER92, Sp. 2058f].
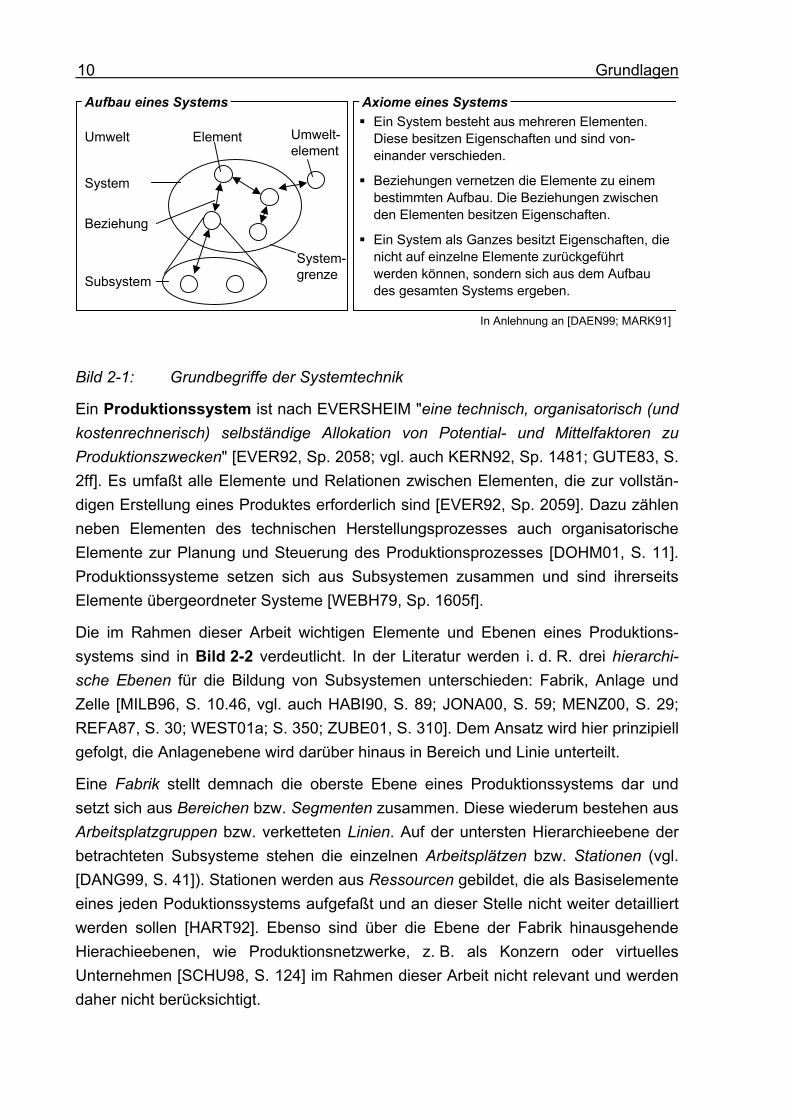
Ein System ist in DIN 19226 allgemein definiert als "eine Anordnung von Gebilden, d. h. Elementen, die aufeinander durch Relationen einwirken und die durch eine Hüllfläche, die Systemgrenze, von ihrer Umgebung abgegrenzt sind" (vgl. [DOHM01, S. 10]). Systeme bestehen demnach aus Elementen, welche die Bausteine des Systems darstellen. Die Elemente können wiederum als Subsysteme aufgefaßt werden, Systeme können also hierarchisch gegliedert sein. Die Elemente werden durch Attribute (Merkmale) beschrieben und sind untereinander durch Relationen (Beziehungen) verknüpft [DAEN99, S. 47ff; PATZ82, S. 181]. Elemente und Relatio-nen bilden ein komplexes Gefüge und weisen eine Ordnung auf, die DAENZER als Struktur eines Systems bezeichnet [DAEN99, S. 6] (zur Definition des Begriffs Struk-tur im Kontext dieser Arbeit s. u.). Die wesentlichen Charakteristika eines Systems sind in Bild 2-1 dargestellt (vgl. [GÜTH01, S. 46; HAUF99, S. 7]).
Über die genannten Aspekte hinaus wird die Systemtechnik als methodenorientierter Ansatz zur Erkenntnisgewinnung bei komplexen Problemen [MARK91] in Kap. 3.4 als Hilfsmittel zur Methodenentwicklung ausführlicher erläutert.
Grundlagen 10
Umwelt
System-grenze
System
Subsystem
Umwelt-element
Element
Beziehung
Axiome eines SystemsEin System besteht aus mehreren Elementen.Diese besitzen Eigenschaften und sind von-einander verschieden.
Beziehungen vernetzen die Elemente zu einembestimmten Aufbau. Die Beziehungen zwischenden Elementen besitzen Eigenschaften.
Ein System als Ganzes besitzt Eigenschaften, dienicht auf einzelne Elemente zurückgeführtwerden können, sondern sich aus dem Aufbaudes gesamten Systems ergeben.
In Anlehnung an [DAEN99; MARK91]
Aufbau eines Systems
Bild 2-1: Grundbegriffe der Systemtechnik
Ein Produktionssystem ist nach EVERSHEIM "eine technisch, organisatorisch (und kostenrechnerisch) selbständige Allokation von Potential- und Mittelfaktoren zu Produktionszwecken" [EVER92, Sp. 2058; vgl. auch KERN92, Sp. 1481; GUTE83, S. 2ff]. Es umfaßt alle Elemente und Relationen zwischen Elementen, die zur vollstän-digen Erstellung eines Produktes erforderlich sind [EVER92, Sp. 2059]. Dazu zählen neben Elementen des technischen Herstellungsprozesses auch organisatorische Elemente zur Planung und Steuerung des Produktionsprozesses [DOHM01, S. 11]. Produktionssysteme setzen sich aus Subsystemen zusammen und sind ihrerseits Elemente übergeordneter Systeme [WEBH79, Sp. 1605f].
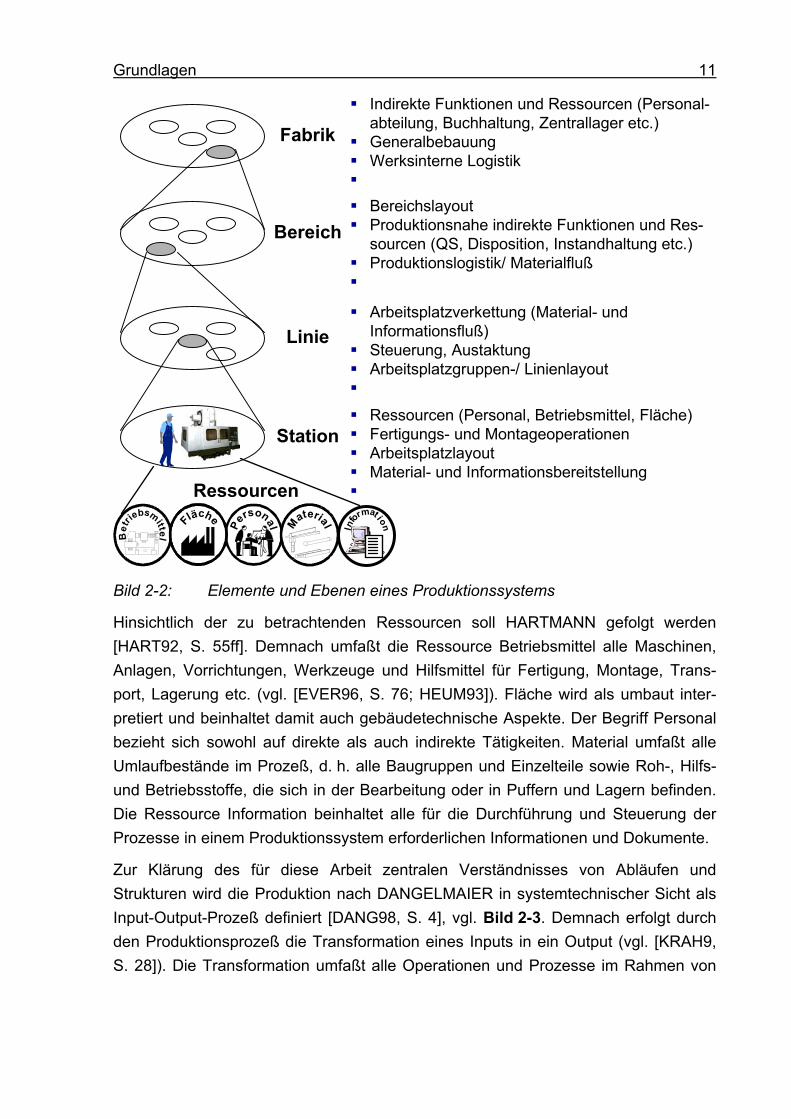
Die im Rahmen dieser Arbeit wichtigen Elemente und Ebenen eines Produktions-systems sind in Bild 2-2 verdeutlicht. In der Literatur werden i. d. R. drei hierarchi-sche Ebenen für die Bildung von Subsystemen unterschieden: Fabrik, Anlage und Zelle [MILB96, S. 10.46, vgl. auch HABI90, S. 89; JONA00, S. 59; MENZ00, S. 29; REFA87, S. 30; WEST01a; S. 350; ZUBE01, S. 310]. Dem Ansatz wird hier prinzipiell gefolgt, die Anlagenebene wird darüber hinaus in Bereich und Linie unterteilt.
Eine Fabrik stellt demnach die oberste Ebene eines Produktionssystems dar und setzt sich aus Bereichen bzw. Segmenten zusammen. Diese wiederum bestehen aus Arbeitsplatzgruppen bzw. verketteten Linien. Auf der untersten Hierarchieebene der betrachteten Subsysteme stehen die einzelnen Arbeitsplätzen bzw. Stationen (vgl. [DANG99, S. 41]). Stationen werden aus Ressourcen gebildet, die als Basiselemente eines jeden Poduktionssystems aufgefaßt und an dieser Stelle nicht weiter detailliert werden sollen [HART92]. Ebenso sind über die Ebene der Fabrik hinausgehende Hierachieebenen, wie Produktionsnetzwerke, z. B. als Konzern oder virtuelles Unternehmen [SCHU98, S. 124] im Rahmen dieser Arbeit nicht relevant und werden daher nicht berücksichtigt.
Grundlagen 11
Fabrik
BereichBereichslayoutProduktionsnahe indirekte Funktionen und Res-sourcen (QS, Disposition, Instandhaltung etc.)Produktionslogistik/ Materialfluß
Indirekte Funktionen und Ressourcen (Personal-abteilung, Buchhaltung, Zentrallager etc.)GeneralbebauungWerksinterne Logistik
LinieArbeitsplatzverkettung (Material- undInformationsfluß)Steuerung, AustaktungArbeitsplatzgruppen-/ Linienlayout
StationRessourcen (Personal, Betriebsmittel, Fläche)Fertigungs- und MontageoperationenArbeitsplatzlayoutMaterial- und Informationsbereitstellung
Ressourcen
Bet
riebsmittel
PersonalFlä
che
M
aterial
i
Informat on
Bild 2-2: Elemente und Ebenen eines Produktionssystems
Hinsichtlich der zu betrachtenden Ressourcen soll HARTMANN gefolgt werden [HART92, S. 55ff]. Demnach umfaßt die Ressource Betriebsmittel alle Maschinen, Anlagen, Vorrichtungen, Werkzeuge und Hilfsmittel für Fertigung, Montage, Trans-port, Lagerung etc. (vgl. [EVER96, S. 76; HEUM93]). Fläche wird als umbaut inter-pretiert und beinhaltet damit auch gebäudetechnische Aspekte. Der Begriff Personal bezieht sich sowohl auf direkte als auch indirekte Tätigkeiten. Material umfaßt alle Umlaufbestände im Prozeß, d. h. alle Baugruppen und Einzelteile sowie Roh-, Hilfs- und Betriebsstoffe, die sich in der Bearbeitung oder in Puffern und Lagern befinden. Die Ressource Information beinhaltet alle für die Durchführung und Steuerung der Prozesse in einem Produktionssystem erforderlichen Informationen und Dokumente.
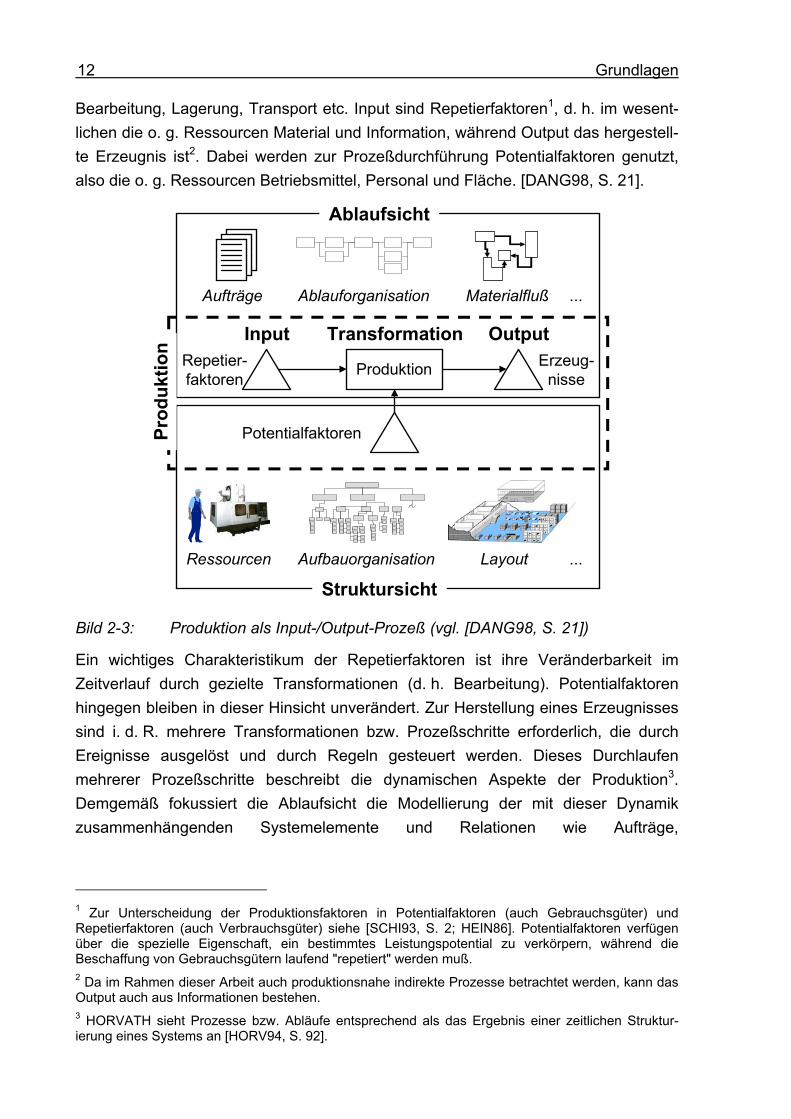
Zur Klärung des für diese Arbeit zentralen Verständnisses von Abläufen und Strukturen wird die Produktion nach DANGELMAIER in systemtechnischer Sicht als Input-Output-Prozeß definiert [DANG98, S. 4], vgl. Bild 2-3. Demnach erfolgt durch den Produktionsprozeß die Transformation eines Inputs in ein Output (vgl. [KRAH9, S. 28]). Die Transformation umfaßt alle Operationen und Prozesse im Rahmen von
Grundlagen 12
Bearbeitung, Lagerung, Transport etc. Input sind Repetierfaktoren1, d. h. im wesent-lichen die o. g. Ressourcen Material und Information, während Output das hergestell-te Erzeugnis ist2. Dabei werden zur Prozeßdurchführung Potentialfaktoren genutzt, also die o. g. Ressourcen Betriebsmittel, Personal und Fläche. [DANG98, S. 21].
Produktion
Input Transformation OutputRepetier-faktoren
Erzeug-nisse
Potentialfaktoren
MaterialflußAufträge Ablauforganisation ...
AufbauorganisationRessourcen Layout ...
Ablaufsicht
Struktursicht
Prod
uktio
n
Bild 2-3: Produktion als Input-/Output-Prozeß (vgl. [DANG98, S. 21])
Ein wichtiges Charakteristikum der Repetierfaktoren ist ihre Veränderbarkeit im Zeitverlauf durch gezielte Transformationen (d. h. Bearbeitung). Potentialfaktoren hingegen bleiben in dieser Hinsicht unverändert. Zur Herstellung eines Erzeugnisses sind i. d. R. mehrere Transformationen bzw. Prozeßschritte erforderlich, die durch Ereignisse ausgelöst und durch Regeln gesteuert werden. Dieses Durchlaufen mehrerer Prozeßschritte beschreibt die dynamischen Aspekte der Produktion3. Demgemäß fokussiert die Ablaufsicht die Modellierung der mit dieser Dynamik zusammenhängenden Systemelemente und Relationen wie Aufträge,
1 Zur Unterscheidung der Produktionsfaktoren in Potentialfaktoren (auch Gebrauchsgüter) und Repetierfaktoren (auch Verbrauchsgüter) siehe [SCHI93, S. 2; HEIN86]. Potentialfaktoren verfügen über die spezielle Eigenschaft, ein bestimmtes Leistungspotential zu verkörpern, während die Beschaffung von Gebrauchsgütern laufend "repetiert" werden muß. 2 Da im Rahmen dieser Arbeit auch produktionsnahe indirekte Prozesse betrachtet werden, kann das Output auch aus Informationen bestehen. 3 HORVATH sieht Prozesse bzw. Abläufe entsprechend als das Ergebnis einer zeitlichen Struktur-ierung eines Systems an [HORV94, S. 92].
Grundlagen 13
Ablauforganisation1 oder – als charakteristische Ausprägung eines Ablaufs – Material- und Informationsfluß2.
Die Potentialfaktoren bleiben in Art, Anzahl und Eigenschaften sowie bez. ihrer Relationen im Zuge der Durchführung der oben beschriebenen Transformationen unverändert. Sie haben diesbezüglich also statischen Charakter3 und werden der Struktursicht zugeordnet. Dabei gilt nach HENN/ KÜHNLE: "Ein Strukturkonzept stellt eine Überlagerung von räumlichen und organisatorischen Strukturen dar" [HENN96, S. 9.59]. Die Struktursicht bezieht sich damit auch auf das Layout und die Aufbauorganisation (vgl. [GRUN00, S. 14; KOSI76, S. 181]).
Zusammenfassend werden Abläufe und Strukturen für diese Arbeit wie folgt definiert:
− Die Abläufe eines Produktionssystems (Produktionsabläufe) beschreiben die dynamischen Systemelemente und Relationen, d. h. die direkt und indirekt wert-schöpfenden Prozesse innerhalb eines Produktionssystems sowie zwischen dem Produktionssystem und seiner Umwelt. In Form von Informations- und Material-fluß werden die einzelnen Systemelemente verknüpft. Die Folge einzelner Ablauf-schritte wird durch Regeln gesteuert, wie sie die Ablauforganisation vorgibt (vgl. DANG97, S. 16; KOSIO76, S. 181]. Die Abläufe umfassen damit die dynami-schen Aspekte des Produktionssystems.
− Die Struktur eines Produktionssystems (Produktionsstruktur) beschreibt die stati-schen Systemelemente (Produktionsbereiche, Betriebsmittel, Personal etc.) sowie die statischen Relationen zwischen ihnen (vgl. [WIEN97, S. 9]). Dabei ist zwischen zwei Arten von Relationen zu unterscheiden: Geometrische Relationen beschreiben die Anordnung der Systemelemente im Raum (Layout) [EVER01; KÜHN96, S. 9.59]. Analog definieren (aufbau-) organisatorische Relationen die organisatorischen Stellen der Systemelemente (Personal) sowie ihre Position in der Aufbauorganisation (Organigramm) [KOSIO76, S. 181; WIEN97, S. 16]. Die Struktur umfaßt damit die statischen Aspekte eines Produktionssystems.
1 FRESE definiert: "Die Kombination einzelner Arbeitsschritte zu komplexen (Geschäfts-) Prozessen (...) sowie die prozeßinterne und -übergreifende Harmonisierung in zeitlicher und räumlicher Hinsicht wird (...) dem Aufgabenbereich der Ablauforganisation zugeordnet. Hierbei herrscht eine 'dynamische' Betrachtungsweise vor" [FRES96, S. 3.2]. 2 Zur Modellierung der Dynamik: "Prozeßmodelle betrachten die Dynamik eines Systems und stellen damit das Verhalten von Systemelementen, d. h. ihr Zusammenwirken und ihre Veränderung im Verlaufe der Zeit in den Vordergrund (...)" [MÜLL97, S. 31]. 3 Dabei wird postuliert, daß die Potentialfaktoren als Elemente eines Produktionssystems im Rahmen eines Planungsprozesses einmalig für einen bestimmten Zeitraum festgelegt werden. Innerhalb dieser Zeit gelten sie als unveränderlich, darüberhinaus ist eine Veränderung im Rahmen eines neuen Planungsprozesses möglich. Dem Ansatz der Wandelbarkeit wird somit nicht widersprochen [WEST01d].
Grundlagen 14
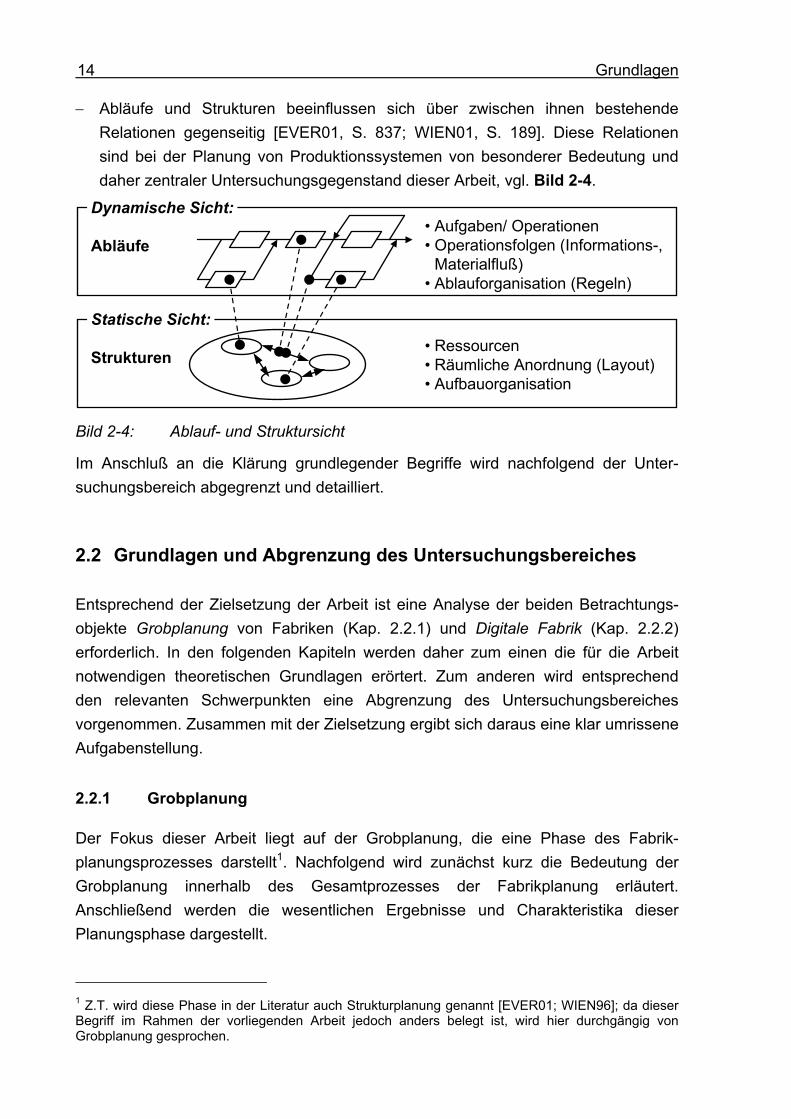
− Abläufe und Strukturen beeinflussen sich über zwischen ihnen bestehende Relationen gegenseitig [EVER01, S. 837; WIEN01, S. 189]. Diese Relationen sind bei der Planung von Produktionssystemen von besonderer Bedeutung und daher zentraler Untersuchungsgegenstand dieser Arbeit, vgl. Bild 2-4.
Dynamische Sicht:
Abläufe
Statische Sicht:
Strukturen
• Aufgaben/ Operationen• Operationsfolgen (Informations-,
Materialfluß)• Ablauforganisation (Regeln)
• Ressourcen• Räumliche Anordnung (Layout)• Aufbauorganisation
Bild 2-4: Ablauf- und Struktursicht
Im Anschluß an die Klärung grundlegender Begriffe wird nachfolgend der Unter-suchungsbereich abgegrenzt und detailliert.
2.2 Grundlagen und Abgrenzung des Untersuchungsbereiches
Entsprechend der Zielsetzung der Arbeit ist eine Analyse der beiden Betrachtungs-objekte Grobplanung von Fabriken (Kap. 2.2.1) und Digitale Fabrik (Kap. 2.2.2) erforderlich. In den folgenden Kapiteln werden daher zum einen die für die Arbeit notwendigen theoretischen Grundlagen erörtert. Zum anderen wird entsprechend den relevanten Schwerpunkten eine Abgrenzung des Untersuchungsbereiches vorgenommen. Zusammen mit der Zielsetzung ergibt sich daraus eine klar umrissene Aufgabenstellung.
2.2.1 Grobplanung
Der Fokus dieser Arbeit liegt auf der Grobplanung, die eine Phase des Fabrik-planungsprozesses darstellt1. Nachfolgend wird zunächst kurz die Bedeutung der Grobplanung innerhalb des Gesamtprozesses der Fabrikplanung erläutert. Anschließend werden die wesentlichen Ergebnisse und Charakteristika dieser Planungsphase dargestellt.
1 Z.T. wird diese Phase in der Literatur auch Strukturplanung genannt [EVER01; WIEN96]; da dieser Begriff im Rahmen der vorliegenden Arbeit jedoch anders belegt ist, wird hier durchgängig von Grobplanung gesprochen.
Grundlagen 15
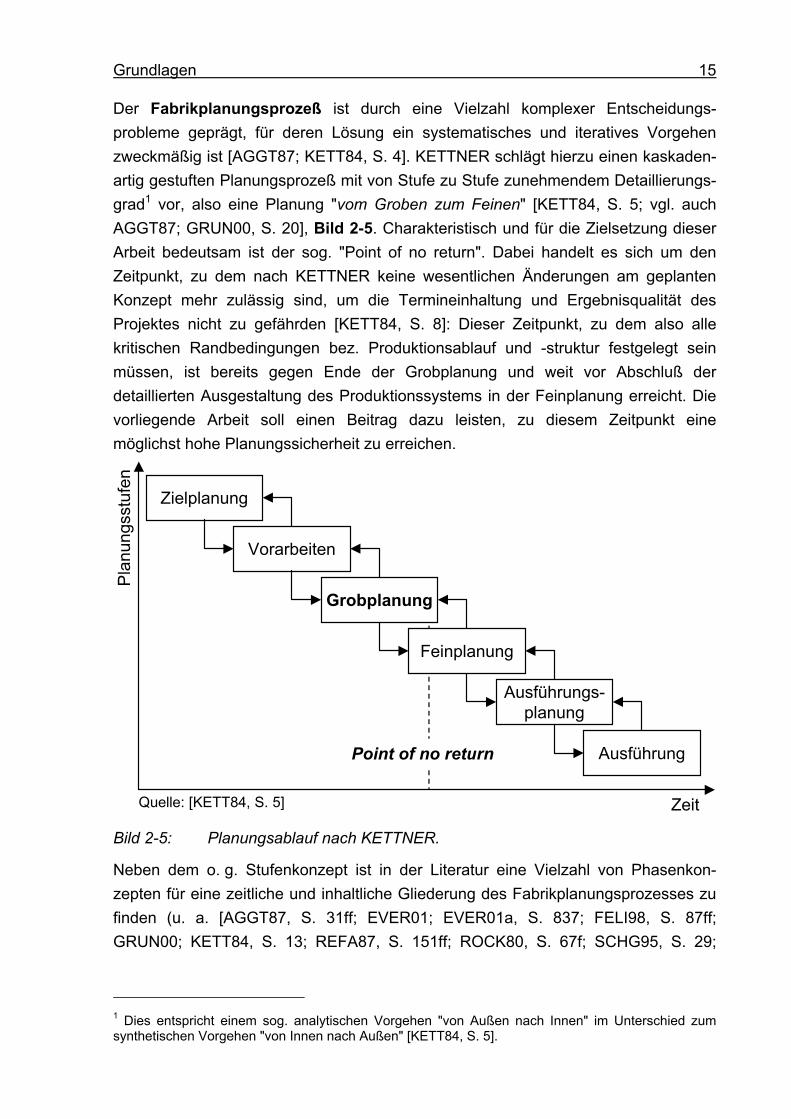
Der Fabrikplanungsprozeß ist durch eine Vielzahl komplexer Entscheidungs-probleme geprägt, für deren Lösung ein systematisches und iteratives Vorgehen zweckmäßig ist [AGGT87; KETT84, S. 4]. KETTNER schlägt hierzu einen kaskaden-artig gestuften Planungsprozeß mit von Stufe zu Stufe zunehmendem Detaillierungs-grad1 vor, also eine Planung "vom Groben zum Feinen" [KETT84, S. 5; vgl. auch AGGT87; GRUN00, S. 20], Bild 2-5. Charakteristisch und für die Zielsetzung dieser Arbeit bedeutsam ist der sog. "Point of no return". Dabei handelt es sich um den Zeitpunkt, zu dem nach KETTNER keine wesentlichen Änderungen am geplanten Konzept mehr zulässig sind, um die Termineinhaltung und Ergebnisqualität des Projektes nicht zu gefährden [KETT84, S. 8]: Dieser Zeitpunkt, zu dem also alle kritischen Randbedingungen bez. Produktionsablauf und -struktur festgelegt sein müssen, ist bereits gegen Ende der Grobplanung und weit vor Abschluß der detaillierten Ausgestaltung des Produktionssystems in der Feinplanung erreicht. Die vorliegende Arbeit soll einen Beitrag dazu leisten, zu diesem Zeitpunkt eine möglichst hohe Planungssicherheit zu erreichen.
Zielplanung
Vorarbeiten
Feinplanung
Ausführungs-planung
Ausführung
Grobplanung
Point of no return
Plan
ungs
stuf
en
ZeitQuelle: [KETT84, S. 5]
Bild 2-5: Planungsablauf nach KETTNER.
Neben dem o. g. Stufenkonzept ist in der Literatur eine Vielzahl von Phasenkon-zepten für eine zeitliche und inhaltliche Gliederung des Fabrikplanungsprozesses zu finden (u. a. [AGGT87, S. 31ff; EVER01; EVER01a, S. 837; FELI98, S. 87ff; GRUN00; KETT84, S. 13; REFA87, S. 151ff; ROCK80, S. 67f; SCHG95, S. 29;
1 Dies entspricht einem sog. analytischen Vorgehen "von Außen nach Innen" im Unterschied zum synthetischen Vorgehen "von Innen nach Außen" [KETT84, S. 5].
Grundlagen 16
WIEN96, S. 9ff], vgl. Anhang A1a). Die Konzepte unterscheiden sich zwar in Anzahl, Umfang und Gliederung der einzelnen Phasen. Dennoch lassen sie sich in einer aggregierten Betrachtung unter fünf wesentliche Phasen subsumieren:
In einer Vorbereitungsphase erfolgt zunächst die Klärung der Aufgabenstellung, die Analyse der Ausgangssituation hinsichtlich Produktionsprogramm, Auftrags-spektrum, repräsentativer Teilefamilien, verfügbarer Ressourcen und relevanter Randbedingungen sowie die Zielplanung. Auch die Standortplanung ist bei den meisten Konzepten dieser Phase zuzurechnen (z. B. [EVER01a; FELI98; REFA87]. Sie endet mit der Freigabe der konkreten, zielbezogenen Planungs-arbeiten für ein oder mehrere alternative Fabrikkonzept(e) (vgl. [AGGT87]).
In der anschließenden Phase der Grobplanung erfolgt die Festlegung der relevanten Rahmenbedingungen für die Systemgestaltung. Dies beinhaltet die Definition von Teilsystemen und der wesentlichen Schnittstellen zwischen ihnen, die Festlegung der wichtigsten Prozeßketten und entsprechender Steuerungs-prinzipien, die Vordimensionierung von Kapazitäten (vgl. insb. [WIEN96; GRUN00]) und eine grobe Anordnungsplanung, sowohl in aufbauorganisator-ischer Sicht durch Vorgabe der generellen Organisationsstruktur als auch in geo-metrischer Sicht durch Erstellung von Groblayouts der Produktionsbereiche. Das Ergebnis der Grobplanung sind alternative Grobkonzepte der Fabrik [AGGT87; BARG91; KETT84]. Um die Auswahl einer oder mehrerer in der Feinplanung weiter auszugestaltender Alternativen zu ermöglichen, sind diese Konzepte hinsichtlich monetärer und nicht-monetärer Zielgrößen wie Investitionsaufwand, erwartete Stückkosten, Auslastung, Durchlaufzeit, Flexibilität etc. zu bewerten [AGGT87; KETT84].
In der Feinplanungsphase werden die erarbeiteten Grobkonzept-Varianten detailliert und ausgearbeitet [KETT84]. Standen bei der Grobplanung das Auf-tragsabwicklungsprinzip und die strukturelle Gestaltung der Produktion auf Fabrik- und Bereichsebene im Vordergrund, so liegt der Fokus in der Feinplanung auf der detaillierten Prozeßplanung und der Ausgestaltung der einzelnen Betriebsmittel. Dies umfaßt auch die kapazitive Feinplanung, z. B. hinsichtlich stellenbezogener Personalbedarfe oder der Austaktung von Linien, sowie die Berücksichtigung von Ergonomie und Arbeitsschutz [WIEN97].
Die Ausführungsplanung umfaßt alle Maßnahmen zur Umsetzung der in der Feinplanung erarbeiteten Konzepte. In dieser Phase sind Angebote einzuholen und entsprechende Beschaffungsaufträge zu vergeben und zu verfolgen. Als ein weiterer wichtiger Aspekt ist die Bauplanung zu sehen [AGGT87; FELI94]. Dabei sind die vielfältigen Anforderungen an die Gebäudestruktur und technische
Grundlagen 17
Gebäudeausstattung seitens Materialfluß, Kommunikationsstrukturen, Betriebs-mitteln etc. zu berücksichtigen [WIEN01].
Die Ausführung wird nur von einigen Autoren als eigenständige Phase des Fabrikplanungsprozesses angesehen [EVER01; KETT84; FELI94]. Sie bezieht sich auf die Ausführung von Maßnahmen zur Umsetzung des Plans bis zur Aufnahme des Betriebs.
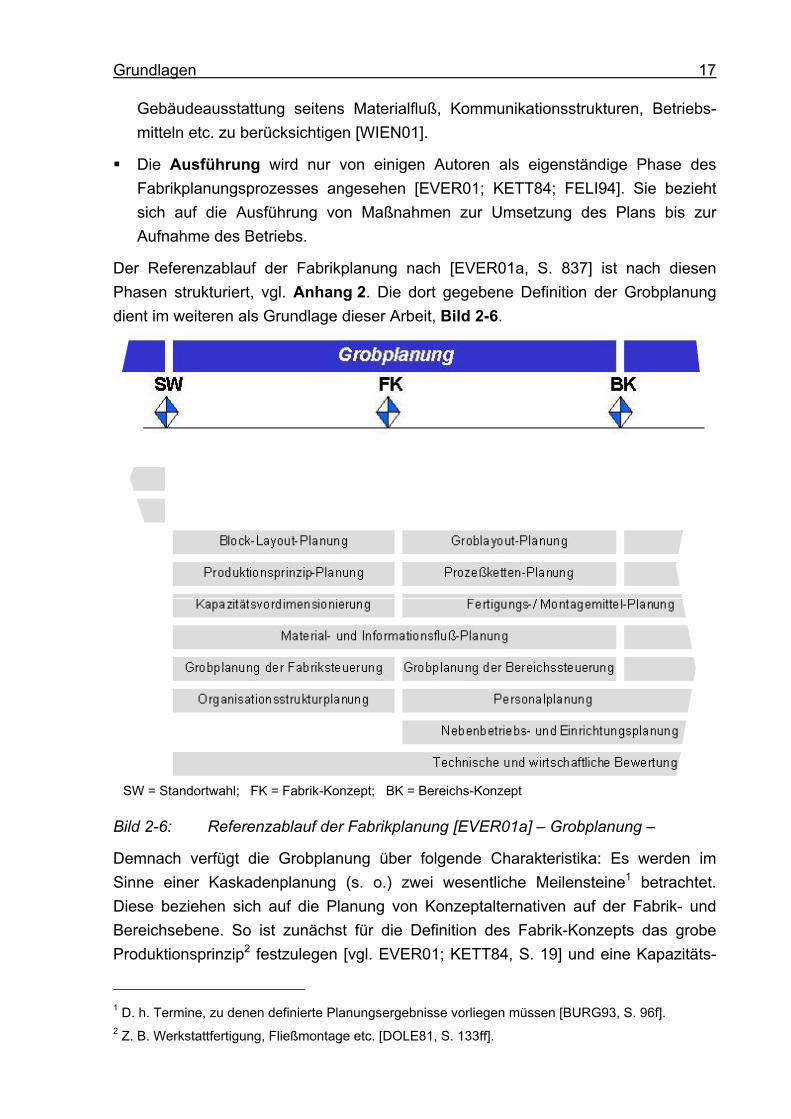
Der Referenzablauf der Fabrikplanung nach [EVER01a, S. 837] ist nach diesen Phasen strukturiert, vgl. Anhang 2. Die dort gegebene Definition der Grobplanung dient im weiteren als Grundlage dieser Arbeit, Bild 2-6.
SW = Standortwahl; FK = Fabrik-Konzept; BK = Bereichs-Konzept
Bild 2-6: Referenzablauf der Fabrikplanung [EVER01a] – Grobplanung –
Demnach verfügt die Grobplanung über folgende Charakteristika: Es werden im Sinne einer Kaskadenplanung (s. o.) zwei wesentliche Meilensteine1 betrachtet. Diese beziehen sich auf die Planung von Konzeptalternativen auf der Fabrik- und Bereichsebene. So ist zunächst für die Definition des Fabrik-Konzepts das grobe Produktionsprinzip2 festzulegen [vgl. EVER01; KETT84, S. 19] und eine Kapazitäts-
1 D. h. Termine, zu denen definierte Planungsergebnisse vorliegen müssen [BURG93, S. 96f]. 2 Z. B. Werkstattfertigung, Fließmontage etc. [DOLE81, S. 133ff].
Grundlagen 18
vordimensionierung bez. der relevanten Technologien und Ressourcen vorzunehmen [GRUN00, S. 31]. Auf dieser Basis können Flächenbedarfe abgeschätzt sowie unter Berücksichtigung des Produktionsprinzips und des Konzepts der Fabriksteuerung1 Logistik-Konzepte und erste Block- bzw. Ideal-Layout-Alternativen entwickelt werden [KETT84, S. 19]. Ferner sind die wesentlichen Organisationsstrukturen bez. Abteilungsbildung festzulegen [WIEN97, S. 233; WILD98, S. 353f].
Die Planungsergebnisse auf der Fabrikebene werden anschließend entsprechend dem analytischen Vorgehen nach KETTNER auf der Bereichsebene ausgestaltet. Dabei wird unter Berücksichtigung der detaillierten Prozeßketten und des Logistik-Konzepts ein materialflußgerechtes Real- bzw. Groblayout erarbeitet [KETT84, S. 19; WIEN96, S. 9.11]. Die Konkretisierung der Ressourcenbedarfe in der Fertigungs- und Montagemittelplanung wird von den Ergebnissen der Steuerungsplanung beein-flußt und hat ihrerseits starke Auswirkungen auf die Personalplanung [WIEN97, S. 233]. Neben den direkt am Produktionsprozeß beteiligten Bereichen sind nun auch die sog. Hilfs- und Nebenbetriebe, wie Härterei, produktionsnahe Büros, Sozialräume etc. zu berücksichtigen. Weiterhin bekommt mit zunehmendem Konkretisierungsgrad der Planungsdaten die planungsbegleitende, technische und wirtschaftliche Bewertung ein steigendes Gewicht [KUHN98; S. 7f].
Die beschriebenen Planungsprozesse sind zwar systematisch strukturiert, beziehen sich dabei aber zumeist undifferenziert sowohl auf Abläufe als auch auf Strukturen. Die Folge ist eine Vielzahl von Planungssequenzen und Iterationen innerhalb der Planungsschritte.
Charakteristisch für die Grobplanungsphase ist die große Vielfalt der Planungs-aufgaben, die ein hohes Maß an Interdisziplinarität, d. h. Beteiligung unterschied-licher Bereiche erfordern [KETT84, S. 4; WIRT01, S. 328; WIEN01, S. 187]. Von zunehmender Bedeutung ist dabei die Nutzung des Wissens der Mitarbeiter aus den direkt produktiven Bereichen [MENZ00; S. 35f; WEST01a, S. 347f]. Als ein geeig-neter Ansatz hierzu kann die sog. partizipative Fabrikplanung dienen. Unter Partizipation ist nach MENZEL die frühzeitige und operative Einbindung der Mitarbeiter in betriebliche Veränderungs- und Gestaltungsprozesse zu verstehen [MENZ00, S. 35f]. Zum Begriff der partizipativen Fabrikplanung vgl. [MENZ00, S. 72ff; SCHK01a, S. 5; WIRT01, S. 330].
Ein weiteres Charakteristikum der Grobplanungsphase ist die häufig unsichere Planungsdatenbasis [WIEN01, S. 187]. So muß infolge verkürzter Produktentsteh-ungszeiten und der Parallelisierung von Planungsprozessen insbesondere zu Beginn des Fabrikplanungsprozesses, d. h. in der Grobplanung, mit unscharfen Daten zu
1 Z. B. zentrale Grobsteuerung und dezentrale Feinsteuerung [LÖDD01, S. 27].
Grundlagen 19
Produkt, Produktionsprogramm und Technologien gearbeitet werden [EVER01]. Weiterhin ändern sich die Planungsdaten in einem dynamischen Umfeld im Laufe der Planung [ZUBE01, S. 308]. Daraus ergibt sich die Herausforderung, im Rahmen der Grobplanung schnell Szenarien alternativer Fabrikkonzepte zu entwickeln, sie zu bewerten und so termingerecht ein den Anforderungen entsprechendes, abgesich-ertes Grobkonzept zu erarbeiten.
2.2.2 Konzepte einer "Digitalen Fabrik"
Zur Unterstützung der Fabrikplanung werden unterschiedliche, rechnergestützten Simulations- und Planungssysteme eingesetzt. Diese zeichnen sich zwar durch steigende Leistungsfähigkeit aus, stellen jedoch häufig noch auf spezifische Planungsaufgaben zugeschnittene Insellösungen dar [BLEY01, S. 214; EVER02a, S. 151; WEST01, S. 12; WEST01b, S. 299; WIRT01, S. 328].
Ein in diesem Zusammenhang wichtiger Ansatz ist die sog. "Digitale Fabrik"1. Unter diesem Begriff wird in der Literatur ein Konzept zur Verknüpfung von Planungs- und Simulationstools aus unterschiedlichen Ebenen und Bereichen der Produktions-gestaltung verstanden [BLEY01, S. 214; FUSC01, S. 54; JOOS01, S. 315ff; OSTE01, S. 24ff; RAUH98, S. 19ff; WEST01, S. 14; WIEN02a, S. 121].
"Ziel einer digitalen Fabrik ist es (...), die Vernetzung zwischen allen Planungsebenen der Fabrikplanung herzustellen. Ergebnis ist ein skalierbares Modell der Fabrik, in dem der Datenaustausch zwischen der Planungsebene der technischen Prozesse, der Ebene der Planung von Strukturen und Abläufen in einzelnen Produktions-systemen und der Ebene der strategischen Planung gesamter Unternehmens- und Zulieferketten ermöglicht wird" [WEST01c, S. 305].
WESTKÄMPER unterscheidet zwischen der digitalen Fabrik und der virtuellen Fabrik. Die digitale Fabrik beschränkt sich auf die Abbildung der Maschinen, Anlagen und Betriebsmittel in digitaler bzw. auch dreidimensionaler Form, während die virtuelle Fabrik ein Abbild des dynamischen Verhaltens der Fabrik mittels mehrskaliger und hierarchischer Simulation darstellt [WEST01, S. 14; WEST01a; S. 351ff; vgl. dazu auch INTR00]. Beide greifen auf eine zentrale, durchgängige Datenbasis zu, wie sie auch von anderen Autoren gefordert wird [AMAN93, S. 44; BLEY01, S. 214; EVER02a, S. 151; FUSC01, S. 54; OSTE01, S. 24ff].
Diese Datenbasis der Digitalen Fabrik muß das Bindeglied zwischen den unter-schiedlichen Planungsebenen und -anwendungen wie Simulation und Virtual Reality
1 Nach SPUR ist Digitalisierung "die Umwandlung realer Systeme in Modelle zur Verarbeitung von Zahlenwerten mit Rechnern" [SPUR01; S. 12].
Grundlagen 20
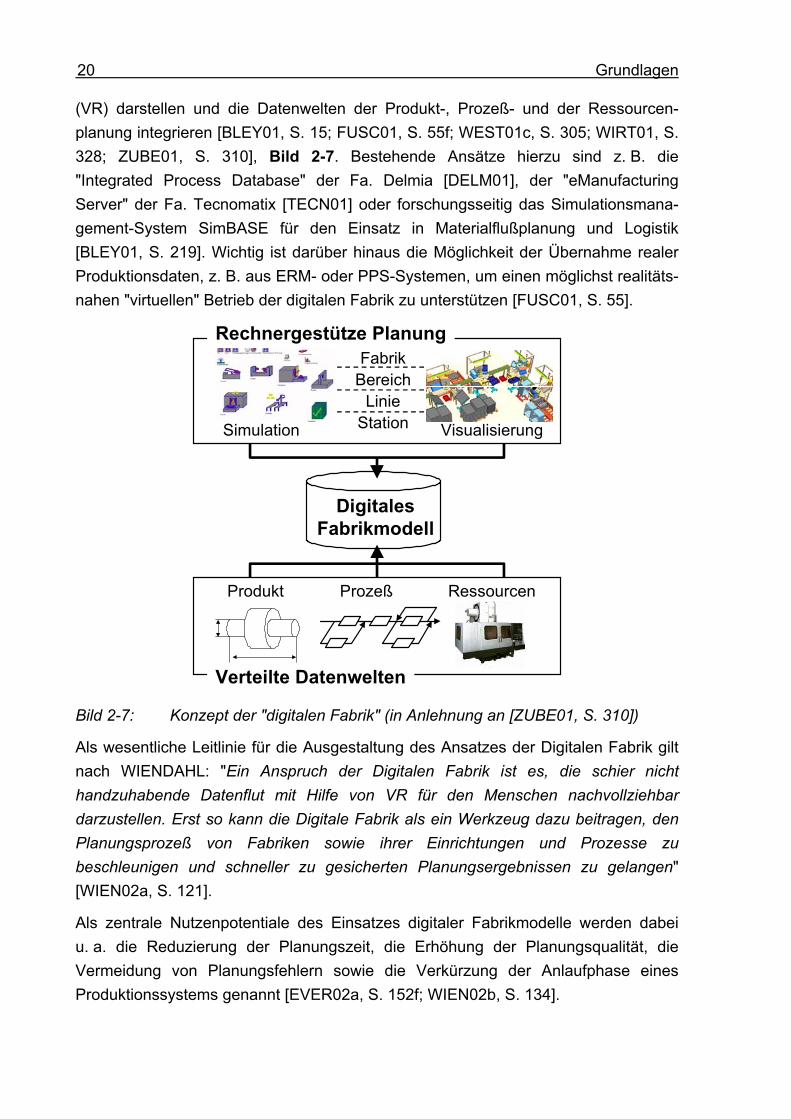
(VR) darstellen und die Datenwelten der Produkt-, Prozeß- und der Ressourcen-planung integrieren [BLEY01, S. 15; FUSC01, S. 55f; WEST01c, S. 305; WIRT01, S. 328; ZUBE01, S. 310], Bild 2-7. Bestehende Ansätze hierzu sind z. B. die "Integrated Process Database" der Fa. Delmia [DELM01], der "eManufacturing Server" der Fa. Tecnomatix [TECN01] oder forschungsseitig das Simulationsmana-gement-System SimBASE für den Einsatz in Materialflußplanung und Logistik [BLEY01, S. 219]. Wichtig ist darüber hinaus die Möglichkeit der Übernahme realer Produktionsdaten, z. B. aus ERM- oder PPS-Systemen, um einen möglichst realitäts-nahen "virtuellen" Betrieb der digitalen Fabrik zu unterstützen [FUSC01, S. 55].
Simulation Visualisierung
RessourcenProzeßProdukt
DigitalesFabrikmodell
FabrikBereich
LinieStation
Verteilte Datenwelten
Rechnergestütze Planung
Bild 2-7: Konzept der "digitalen Fabrik" (in Anlehnung an [ZUBE01, S. 310])
Als wesentliche Leitlinie für die Ausgestaltung des Ansatzes der Digitalen Fabrik gilt nach WIENDAHL: "Ein Anspruch der Digitalen Fabrik ist es, die schier nicht handzuhabende Datenflut mit Hilfe von VR für den Menschen nachvollziehbar darzustellen. Erst so kann die Digitale Fabrik als ein Werkzeug dazu beitragen, den Planungsprozeß von Fabriken sowie ihrer Einrichtungen und Prozesse zu beschleunigen und schneller zu gesicherten Planungsergebnissen zu gelangen" [WIEN02a, S. 121].
Als zentrale Nutzenpotentiale des Einsatzes digitaler Fabrikmodelle werden dabei u. a. die Reduzierung der Planungszeit, die Erhöhung der Planungsqualität, die Vermeidung von Planungsfehlern sowie die Verkürzung der Anlaufphase eines Produktionssystems genannt [EVER02a, S. 152f; WIEN02b, S. 134].
Grundlagen 21
Wesentliche Hilfsmittel zur Realisierung dieser Potentiale sind die Ablaufsimulation und die realitätsnahe Visualisierung mittels Virtual Reality, vgl. Bild 2-7. Diese beiden Hilfsmittel werden im folgenden kurz erläutert.
Ablaufsimulation
Ein leistungsfähiges Hilfsmittel zur Ablaufplanung und -bewertung, dessen Bedeutung und Verbreitung in der Fabrikplanung kontinuierlich zunimmt, ist die Simulation [WEST01b, S. 299; KUHN98, S. 1].
Nach VDI-Richtlinie 3633 ist Simulation "das Nachbilden eines Systems mit seinen dynamischen Prozessen in einem experimentierfähigen Modell, um zu Erkenntnissen zu gelangen, die auf die Wirklichkeit übertragbar sind" [VDI3633]. In dieser Definition wird der enge Bezug zwischen dem zugrundeliegenden Modell und der darauf aufbauenden Simulation deutlich. Die Simulation erlaubt es, verschiedene Gestal-tungsalternativen gegenüberzustellen und zu bewerten [HAUF99, S. 35]. Damit dient die Simulation dazu, Entscheidungen vorzubereiten, wobei die Prognosesicherheit erhöht wird [DETT97; KUHN, S. 4ff]. Simulation wird insbesondere dann durch-geführt, wenn konventionelle Methoden nicht mehr zielführend sind [ZÜLC98].
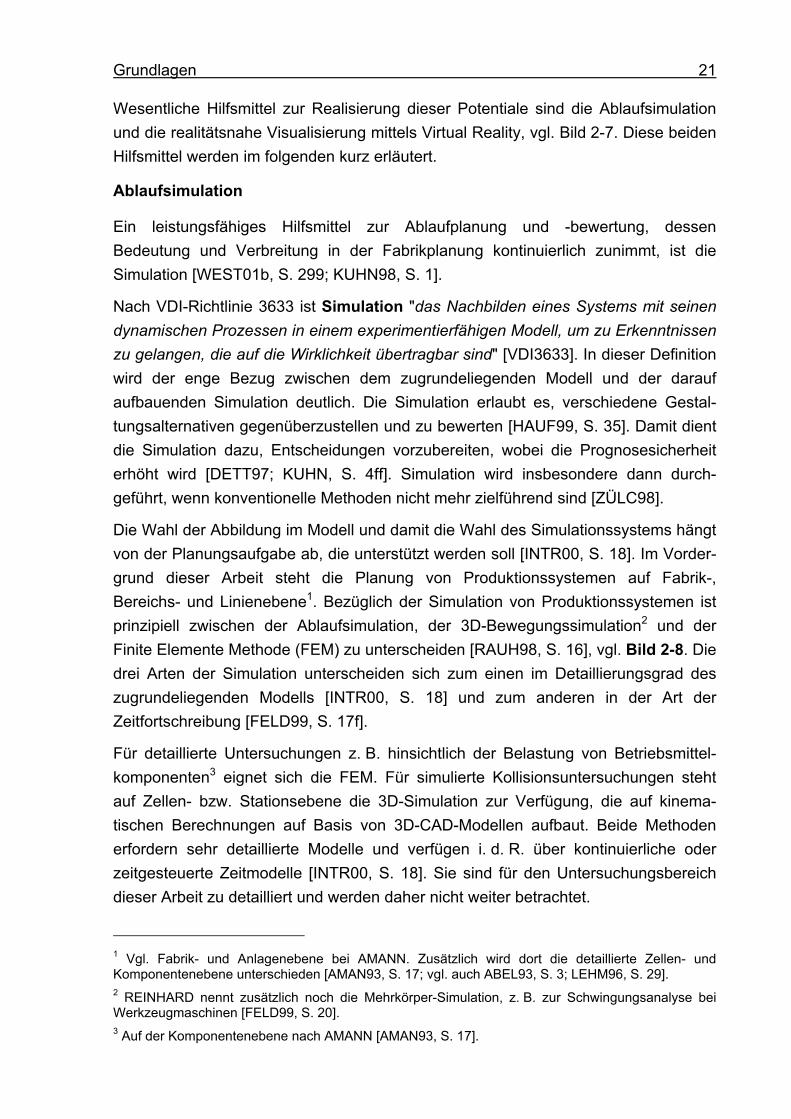
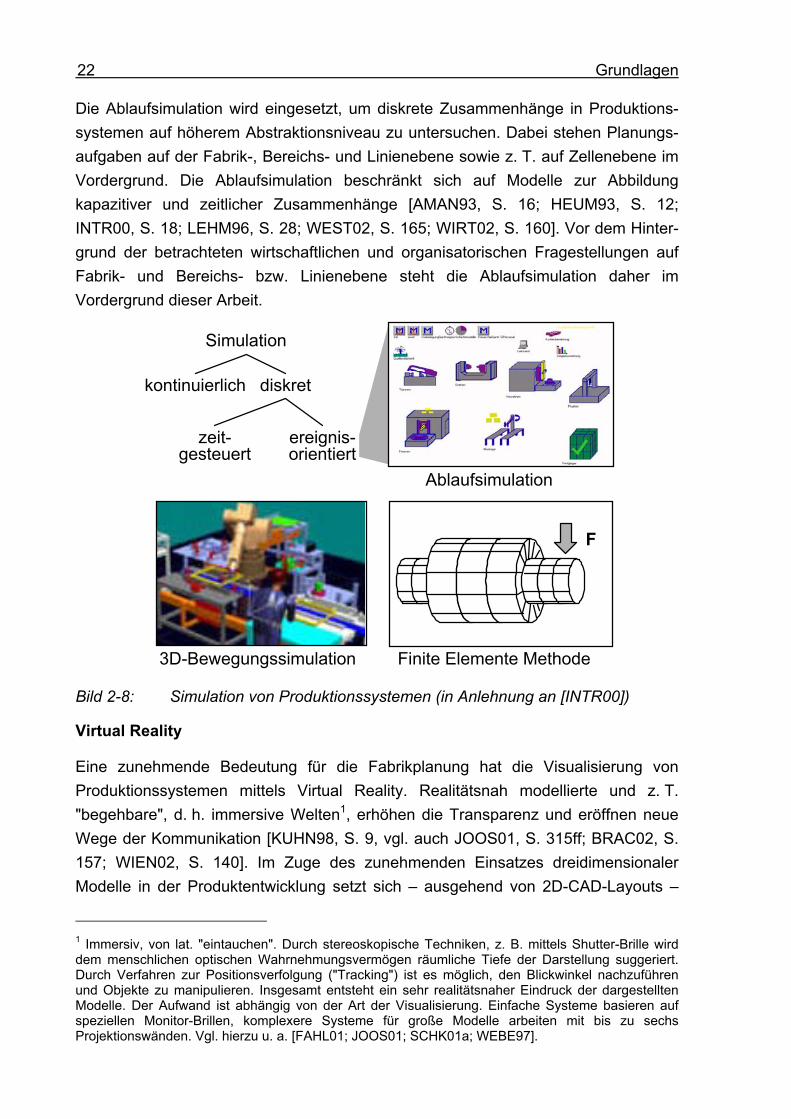
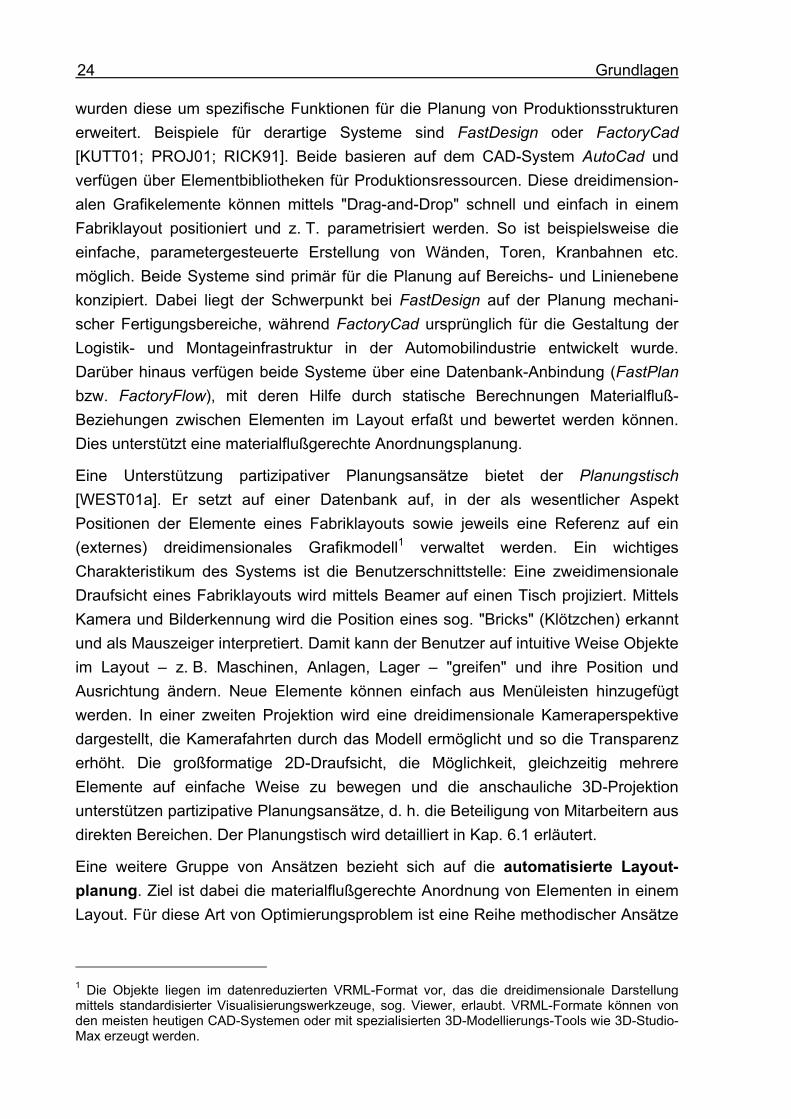
Die Wahl der Abbildung im Modell und damit die Wahl des Simulationssystems hängt von der Planungsaufgabe ab, die unterstützt werden soll [INTR00, S. 18]. Im Vorder-grund dieser Arbeit steht die Planung von Produktionssystemen auf Fabrik-, Bereichs- und Linienebene1. Bezüglich der Simulation von Produktionssystemen ist prinzipiell zwischen der Ablaufsimulation, der 3D-Bewegungssimulation2 und der Finite Elemente Methode (FEM) zu unterscheiden [RAUH98, S. 16], vgl. Bild 2-8. Die drei Arten der Simulation unterscheiden sich zum einen im Detaillierungsgrad des zugrundeliegenden Modells [INTR00, S. 18] und zum anderen in der Art der Zeitfortschreibung [FELD99, S. 17f].
Für detaillierte Untersuchungen z. B. hinsichtlich der Belastung von Betriebsmittel-komponenten3 eignet sich die FEM. Für simulierte Kollisionsuntersuchungen steht auf Zellen- bzw. Stationsebene die 3D-Simulation zur Verfügung, die auf kinema-tischen Berechnungen auf Basis von 3D-CAD-Modellen aufbaut. Beide Methoden erfordern sehr detaillierte Modelle und verfügen i. d. R. über kontinuierliche oder zeitgesteuerte Zeitmodelle [INTR00, S. 18]. Sie sind für den Untersuchungsbereich dieser Arbeit zu detailliert und werden daher nicht weiter betrachtet.
1 Vgl. Fabrik- und Anlagenebene bei AMANN. Zusätzlich wird dort die detaillierte Zellen- und Komponentenebene unterschieden [AMAN93, S. 17; vgl. auch ABEL93, S. 3; LEHM96, S. 29]. 2 REINHARD nennt zusätzlich noch die Mehrkörper-Simulation, z. B. zur Schwingungsanalyse bei Werkzeugmaschinen [FELD99, S. 20]. 3 Auf der Komponentenebene nach AMANN [AMAN93, S. 17].
Grundlagen 22
Die Ablaufsimulation wird eingesetzt, um diskrete Zusammenhänge in Produktions-systemen auf höherem Abstraktionsniveau zu untersuchen. Dabei stehen Planungs-aufgaben auf der Fabrik-, Bereichs- und Linienebene sowie z. T. auf Zellenebene im Vordergrund. Die Ablaufsimulation beschränkt sich auf Modelle zur Abbildung kapazitiver und zeitlicher Zusammenhänge [AMAN93, S. 16; HEUM93, S. 12; INTR00, S. 18; LEHM96, S. 28; WEST02, S. 165; WIRT02, S. 160]. Vor dem Hinter-grund der betrachteten wirtschaftlichen und organisatorischen Fragestellungen auf Fabrik- und Bereichs- bzw. Linienebene steht die Ablaufsimulation daher im Vordergrund dieser Arbeit.
3D-Bewegungssimulation Finite Elemente Methode
Ablaufsimulation
Simulation
kontinuierlich diskret
zeit-gesteuert
ereignis-orientiert
F
Bild 2-8: Simulation von Produktionssystemen (in Anlehnung an [INTR00])
Virtual Reality
Eine zunehmende Bedeutung für die Fabrikplanung hat die Visualisierung von Produktionssystemen mittels Virtual Reality. Realitätsnah modellierte und z. T. "begehbare", d. h. immersive Welten1, erhöhen die Transparenz und eröffnen neue Wege der Kommunikation [KUHN98, S. 9, vgl. auch JOOS01, S. 315ff; BRAC02, S. 157; WIEN02, S. 140]. Im Zuge des zunehmenden Einsatzes dreidimensionaler Modelle in der Produktentwicklung setzt sich – ausgehend von 2D-CAD-Layouts –
1 Immersiv, von lat. "eintauchen". Durch stereoskopische Techniken, z. B. mittels Shutter-Brille wird dem menschlichen optischen Wahrnehmungsvermögen räumliche Tiefe der Darstellung suggeriert. Durch Verfahren zur Positionsverfolgung ("Tracking") ist es möglich, den Blickwinkel nachzuführen und Objekte zu manipulieren. Insgesamt entsteht ein sehr realitätsnaher Eindruck der dargestellten Modelle. Der Aufwand ist abhängig von der Art der Visualisierung. Einfache Systeme basieren auf speziellen Monitor-Brillen, komplexere Systeme für große Modelle arbeiten mit bis zu sechs Projektionswänden. Vgl. hierzu u. a. [FAHL01; JOOS01; SCHK01a; WEBE97].
Grundlagen 23
die 3D-Modellierung auch in der Gestaltung von Produktionssystemen immer mehr durch [EVER02a]. Dies gilt nicht nur für den Einsatz in der Neugestaltung von Produktionssystemen, wenn z. B. vorhandene CAD-Modell von Maschinen und Anlagen zu Fabriken zusammengestellt werden [WIEN01a], sondern auch für die Umgestaltung bestehender Fabriken [WEST01c]. Von großer Bedeutung insb. hinsichtlich des Modellierungsaufwands ist dabei die Wiederverwendung von Objekten, z. B. mittels entsprechender "Baukästen", vgl. u. a. [NEUH01, S. 182].
Die realitätsnahe Darstellung des zu planenden Systems und die einfache, intuitive Manipulation des Modells unterstützen die interdisziplinäre Planung und die Beteiligung von Mitarbeitern aus direkten Bereichen im Rahmen partizipativer Planungsansätze (s. o.) [WIEN02, S. 143].
Im Anschluß an die Klärung der für diese Arbeit wichtigen Begriffe und Zusammen-hänge werden nachfolgend relevante Beiträge im Untersuchungsbereich vorgestellt und der resultierende Handlungsbedarf erläutert.
2.3 Relevante Ansätze zur rechnergestützten Integration von Ablauf- und Strukturplanung
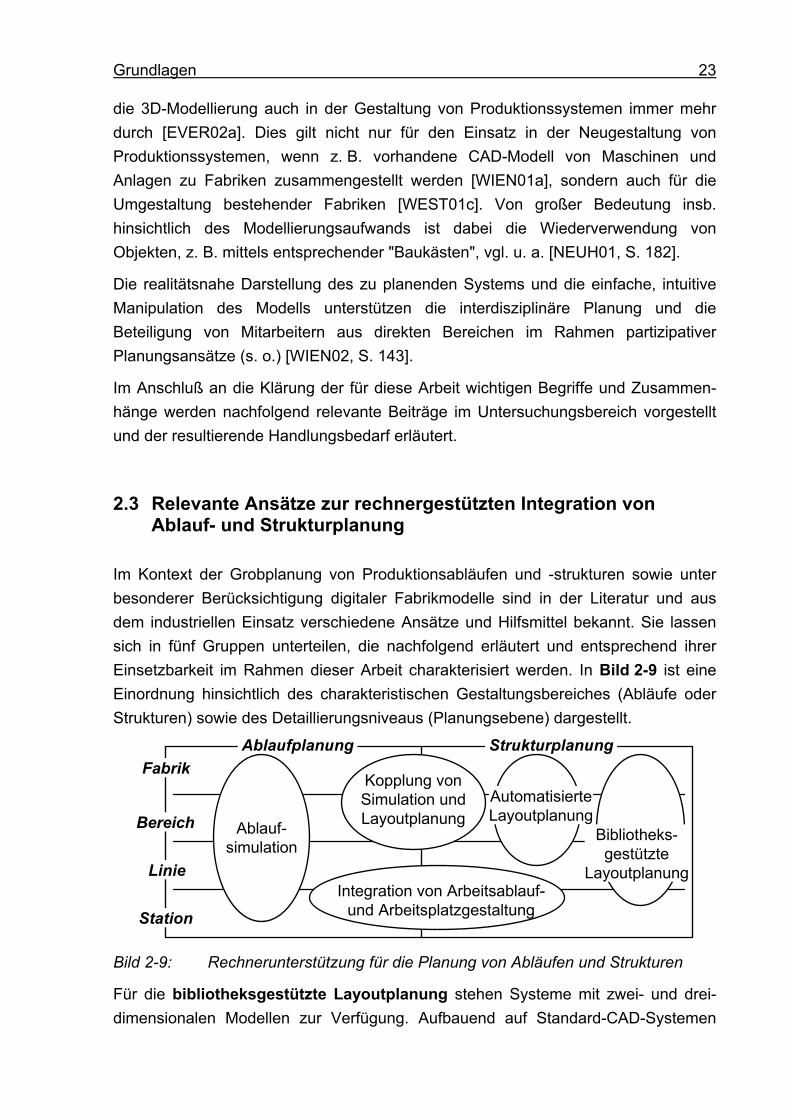
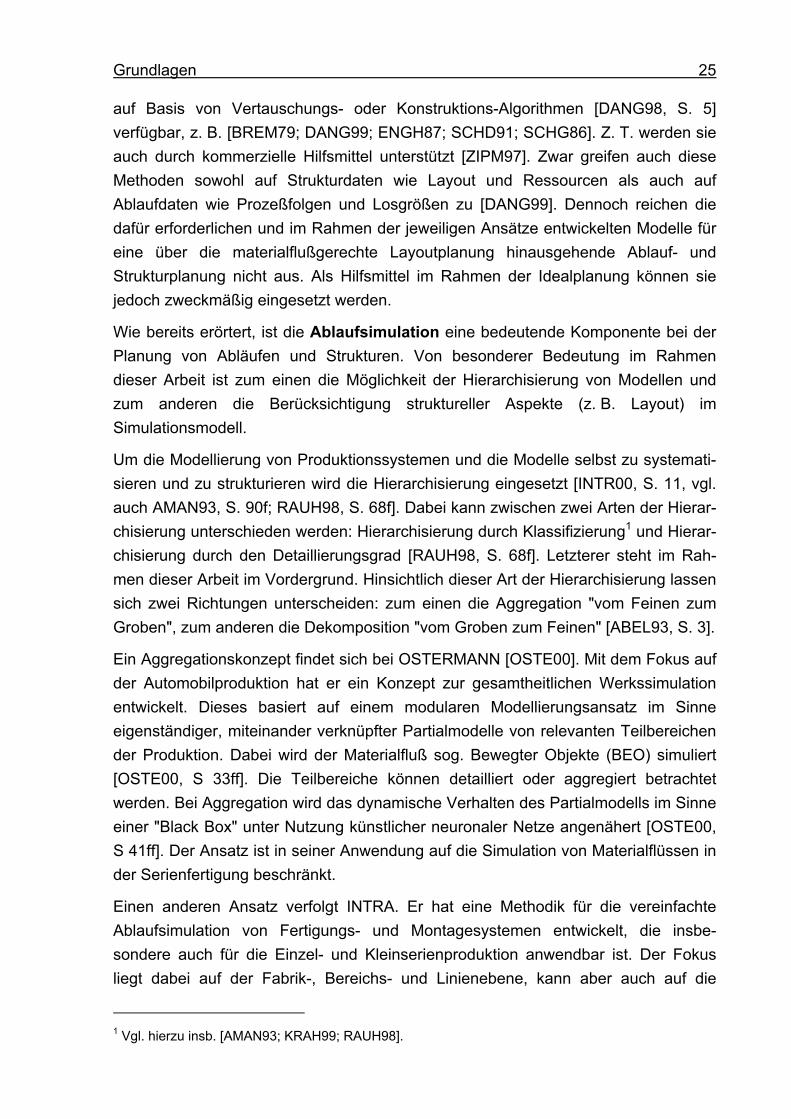
Im Kontext der Grobplanung von Produktionsabläufen und -strukturen sowie unter besonderer Berücksichtigung digitaler Fabrikmodelle sind in der Literatur und aus dem industriellen Einsatz verschiedene Ansätze und Hilfsmittel bekannt. Sie lassen sich in fünf Gruppen unterteilen, die nachfolgend erläutert und entsprechend ihrer Einsetzbarkeit im Rahmen dieser Arbeit charakterisiert werden. In Bild 2-9 ist eine Einordnung hinsichtlich des charakteristischen Gestaltungsbereiches (Abläufe oder Strukturen) sowie des Detaillierungsniveaus (Planungsebene) dargestellt.
Fabrik
Bereich
Linie
Station
Ablaufplanung Strukturplanung
Ablauf-simulation
Integration von Arbeitsablauf-und Arbeitsplatzgestaltung
Kopplung vonSimulation undLayoutplanung
Bibliotheks-gestützte
Layoutplanung
AutomatisierteLayoutplanung
Bild 2-9: Rechnerunterstützung für die Planung von Abläufen und Strukturen
Für die bibliotheksgestützte Layoutplanung stehen Systeme mit zwei- und drei-dimensionalen Modellen zur Verfügung. Aufbauend auf Standard-CAD-Systemen
Grundlagen 24
wurden diese um spezifische Funktionen für die Planung von Produktionsstrukturen erweitert. Beispiele für derartige Systeme sind FastDesign oder FactoryCad [KUTT01; PROJ01; RICK91]. Beide basieren auf dem CAD-System AutoCad und verfügen über Elementbibliotheken für Produktionsressourcen. Diese dreidimension-alen Grafikelemente können mittels "Drag-and-Drop" schnell und einfach in einem Fabriklayout positioniert und z. T. parametrisiert werden. So ist beispielsweise die einfache, parametergesteuerte Erstellung von Wänden, Toren, Kranbahnen etc. möglich. Beide Systeme sind primär für die Planung auf Bereichs- und Linienebene konzipiert. Dabei liegt der Schwerpunkt bei FastDesign auf der Planung mechani-scher Fertigungsbereiche, während FactoryCad ursprünglich für die Gestaltung der Logistik- und Montageinfrastruktur in der Automobilindustrie entwickelt wurde. Darüber hinaus verfügen beide Systeme über eine Datenbank-Anbindung (FastPlan bzw. FactoryFlow), mit deren Hilfe durch statische Berechnungen Materialfluß-Beziehungen zwischen Elementen im Layout erfaßt und bewertet werden können. Dies unterstützt eine materialflußgerechte Anordnungsplanung.
Eine Unterstützung partizipativer Planungsansätze bietet der Planungstisch [WEST01a]. Er setzt auf einer Datenbank auf, in der als wesentlicher Aspekt Positionen der Elemente eines Fabriklayouts sowie jeweils eine Referenz auf ein (externes) dreidimensionales Grafikmodell1 verwaltet werden. Ein wichtiges Charakteristikum des Systems ist die Benutzerschnittstelle: Eine zweidimensionale Draufsicht eines Fabriklayouts wird mittels Beamer auf einen Tisch projiziert. Mittels Kamera und Bilderkennung wird die Position eines sog. "Bricks" (Klötzchen) erkannt und als Mauszeiger interpretiert. Damit kann der Benutzer auf intuitive Weise Objekte im Layout – z. B. Maschinen, Anlagen, Lager – "greifen" und ihre Position und Ausrichtung ändern. Neue Elemente können einfach aus Menüleisten hinzugefügt werden. In einer zweiten Projektion wird eine dreidimensionale Kameraperspektive dargestellt, die Kamerafahrten durch das Modell ermöglicht und so die Transparenz erhöht. Die großformatige 2D-Draufsicht, die Möglichkeit, gleichzeitig mehrere Elemente auf einfache Weise zu bewegen und die anschauliche 3D-Projektion unterstützen partizipative Planungsansätze, d. h. die Beteiligung von Mitarbeitern aus direkten Bereichen. Der Planungstisch wird detailliert in Kap. 6.1 erläutert.
Eine weitere Gruppe von Ansätzen bezieht sich auf die automatisierte Layout-planung. Ziel ist dabei die materialflußgerechte Anordnung von Elementen in einem Layout. Für diese Art von Optimierungsproblem ist eine Reihe methodischer Ansätze
1 Die Objekte liegen im datenreduzierten VRML-Format vor, das die dreidimensionale Darstellung mittels standardisierter Visualisierungswerkzeuge, sog. Viewer, erlaubt. VRML-Formate können von den meisten heutigen CAD-Systemen oder mit spezialisierten 3D-Modellierungs-Tools wie 3D-Studio-Max erzeugt werden.
Grundlagen 25
auf Basis von Vertauschungs- oder Konstruktions-Algorithmen [DANG98, S. 5] verfügbar, z. B. [BREM79; DANG99; ENGH87; SCHD91; SCHG86]. Z. T. werden sie auch durch kommerzielle Hilfsmittel unterstützt [ZIPM97]. Zwar greifen auch diese Methoden sowohl auf Strukturdaten wie Layout und Ressourcen als auch auf Ablaufdaten wie Prozeßfolgen und Losgrößen zu [DANG99]. Dennoch reichen die dafür erforderlichen und im Rahmen der jeweiligen Ansätze entwickelten Modelle für eine über die materialflußgerechte Layoutplanung hinausgehende Ablauf- und Strukturplanung nicht aus. Als Hilfsmittel im Rahmen der Idealplanung können sie jedoch zweckmäßig eingesetzt werden.
Wie bereits erörtert, ist die Ablaufsimulation eine bedeutende Komponente bei der Planung von Abläufen und Strukturen. Von besonderer Bedeutung im Rahmen dieser Arbeit ist zum einen die Möglichkeit der Hierarchisierung von Modellen und zum anderen die Berücksichtigung struktureller Aspekte (z. B. Layout) im Simulationsmodell.
Um die Modellierung von Produktionssystemen und die Modelle selbst zu systemati-sieren und zu strukturieren wird die Hierarchisierung eingesetzt [INTR00, S. 11, vgl. auch AMAN93, S. 90f; RAUH98, S. 68f]. Dabei kann zwischen zwei Arten der Hierar-chisierung unterschieden werden: Hierarchisierung durch Klassifizierung1 und Hierar-chisierung durch den Detaillierungsgrad [RAUH98, S. 68f]. Letzterer steht im Rah-men dieser Arbeit im Vordergrund. Hinsichtlich dieser Art der Hierarchisierung lassen sich zwei Richtungen unterscheiden: zum einen die Aggregation "vom Feinen zum Groben", zum anderen die Dekomposition "vom Groben zum Feinen" [ABEL93, S. 3].
Ein Aggregationskonzept findet sich bei OSTERMANN [OSTE00]. Mit dem Fokus auf der Automobilproduktion hat er ein Konzept zur gesamtheitlichen Werkssimulation entwickelt. Dieses basiert auf einem modularen Modellierungsansatz im Sinne eigenständiger, miteinander verknüpfter Partialmodelle von relevanten Teilbereichen der Produktion. Dabei wird der Materialfluß sog. Bewegter Objekte (BEO) simuliert [OSTE00, S 33ff]. Die Teilbereiche können detailliert oder aggregiert betrachtet werden. Bei Aggregation wird das dynamische Verhalten des Partialmodells im Sinne einer "Black Box" unter Nutzung künstlicher neuronaler Netze angenähert [OSTE00, S 41ff]. Der Ansatz ist in seiner Anwendung auf die Simulation von Materialflüssen in der Serienfertigung beschränkt.
Einen anderen Ansatz verfolgt INTRA. Er hat eine Methodik für die vereinfachte Ablaufsimulation von Fertigungs- und Montagesystemen entwickelt, die insbe-sondere auch für die Einzel- und Kleinserienproduktion anwendbar ist. Der Fokus liegt dabei auf der Fabrik-, Bereichs- und Linienebene, kann aber auch auf die
1 Vgl. hierzu insb. [AMAN93; KRAH99; RAUH98].
Grundlagen 26
Betrachtung von Stationen ausgedehnt werden [INTR00]. Der Ansatz zeichnet sich durch zwei wesentliche Charakteristika aus: Zum einen verfügt er über ein Referenz-modell mit vordefinierten Ressourcenklassen für Bearbeitung, Lager, Transport etc., aus denen in einfacher Weise Simulationsmodelle erstellt werden können [INTR00, S. 57ff]. Zum anderen sind die Bearbeitungselemente hierarchisierbar. D. h., sie können durch Unterordnung weiterer Elemente detailliert werden [INTR00, S. 66f]. Dies ermöglicht die sukzessive Ausgestaltung von Bereichen und Linien im Sinne einer Planung "vom Groben zum Feinen". In iterativen Simulationsexperimenten können die Auswirkungen von Optimierungsmaßnahmen mit Auswertefunktionen bewertet werden [INTR00, S. 90ff].
Die genannten Simulationssysteme unterstützen zwar nur die Planung von Produktionsabläufen, die abgeleiteten Maßnahmen haben jedoch i. d. R. direkte Auswirkungen auf die Produktionsstruktur, z. B. wenn die Anzahl an Ressourcen oder die Größe von Lagern verändert wird. Umgekehrt haben strukturelle Veränderungen Auswirkungen auf die Abläufe, z. B. hinsichtlich Transportzeiten, die vom Layout abhängen [GRUN00, S. 103; LEHM96, S. 68].
Mit dem Ziel, eine materialflußgerechte Layoutplanung zu unterstützen, wurden daher verschiedene Konzepte zur Kopplung von Simulation und Layoutplanung entwickelt [ENGH87; HORN90; LEHM96; MEIE93; SCHD91; ZIPM99]. Diese Systeme basieren i. d. R. auf der Übergabe von Objektpositionen aus einem CAD-Layout als Weginformationen in ein Simulationssystem. Das Simulationsmodell wird dabei entweder separat im Simulationssystem erzeugt [HORN90; MEIE93; SCHD91] oder ebenfalls übergeben. In diesem Fall ist eine erweiterte Datenbasis erforderlich, die neben den Grafikdaten auch die simulationsrelevanten Daten der Objekte, Steuerungsregeln etc. enthält.
LEHMANN stellt einen derartigen Ansatz für die integrierte Materialfluß- und Layoutplanung vor [LEHM96]. Sein Konzept basiert auf der Verknüpfung eines CAD-Systems (AutoCad) mit einem Ablaufsimulationssystem (Witness)1. Das Modell des Produktionssystems wird dabei im CAD-System aufgebaut, das für diese Zwecke um entsprechende Eingabemodule erweitert wurde. Über eine ASCII-Schnittstelle kann sowohl das Modell der Fabrik als auch das Produktionsprogramm bzw. das Auftrags-spektrum übergeben werden [LEHM96, S. 64]. Allerdings ist das Simulationsmodell um weitere Daten zu ergänzen, bevor Simulationsläufe durchgeführt werden können. Die Ergebnisse werden über entsprechende Schnittstellen zur Visualisierung oder Weiterverarbeitung ausgegeben. Das System verfügt demnach nur über ein bedingt durchgängiges Modell. Eine Planung "vom Groben zum Feinen" auf Basis eines
1 Ein sehr ähnlicher Ansatz findet sich auch beim Tool MatFlow [IFPM00].
Grundlagen 27
hierarchischen Ebenenmodells wird nur hinsichtlich des Layouts1 und statischer Berechnungen unterstützt [LEHM96, S. 110], nicht jedoch bez. der Simulation.
Eine detailliertere Betrachtung auf Linien- und Stationsebene verfolgen Konzepte zur Integration von Arbeitsablauf- und Arbeitsplatzgestaltung. Hier sind sowohl Ansätze seitens der Forschung [GEYE97; JONA00; KAIS96] als auch leistungsfähige kommerzielle Systeme [TECN01; DELM01] zu finden. Diese Ansätze verfügen über integrierte Datenbasen, die auch das Produkt detailliert beschreiben (z. B. hinsicht-lich Geometrie, vgl. Kap. 2.2.2). Generell geht der Detaillierungsgrad der Model-lierung weit über die Anforderungen im Rahmen der Grobplanung hinaus, während andererseits die Möglichkeiten einer Hierarchisierung begrenzt sind, insbesondere hinsichtlich einer sukzessiven Detaillierung. Weiterhin liegt der Schwerpunkt aller Ansätze primär in der Auslegung von Stationen und Linien für die Serienmontage. Eine Erweiterung der Funktionalitäten dieser Konzepte ist aufgrund der ihnen zugrunde liegenden geschlossenen, herstellerspezifischen Datenbasen nicht oder nur eingeschränkt möglich [BLEY01, S. 216].
In der Literatur sind nur wenige Ansätze für übergreifende, integrierte Planungsprozesse zu finden, z. B. [BLEY01; FÖRS01; JOOS01; WIRT01]. Die mei-sten anderen Konzepte konzentrieren sich primär auf einzelne Planungsschritte zur Feinplanung von Stationen und Linien, vgl. [FUSC01; KIRC99; SPUR01; WORT01].
WESTKÄMPER schlägt einen Prozeß für die durchgängige, software-unterstützte Planung im Sinne des Ansatzes der digitalen bzw. virtuellen Fabrik vor [WEST01; WEST01a; entsprechend auch JOOS01]. Im Verlauf der Planung wird dabei auf un-terschiedliche Hilfsmittel mit zunehmend detailliertem Fokus zurückgegriffen, vgl. Bild 2-10. Neben einem Simulator für die Materialflußsimulation kommt dabei der Planungstisch für die Layoutplanung zum Einsatz [WEST01a]. Die Virtuelle Realität dient im Planungsverlauf als Integrationsplattform [WEST01, S. 11f; JOOS01, S. 316]. Vor dem Hintergrund des sequentiellen Planungsablaufs erfordert der Ansatz nach WESTKÄMPER ein Modell, das die Mehrfachverwendung von Daten in unterschiedlichen Modellebenen zuläßt und über vordefinierte Bausteine mit definierten Datenschnittstellen verfügt. Hinsichtlich dieser Bausteine werden jedoch keine hierarchisierbaren Ablauf- und Strukturobjekte unterschieden, die für den hier verfolgten integrierten Planungsansatz nutzbar wären.
WIRTH et al. schlagen einen partizipativen, simulationsgestützten Planungsprozeß vor, der auf einem Verbund einzelner Softwaresysteme für spezifische Planungs-funktionen basiert. Diese werden über eine zentrale Datenbank verknüpft [FÖRS01;
1 LEHMANN unterscheidet hier die vier Ebenen Werk, Halle, Bereich und Maschine [LEHM96, S. 61]. Die Hierarchisierung erfolgt durch Bildung von Kapazitätsgruppen.
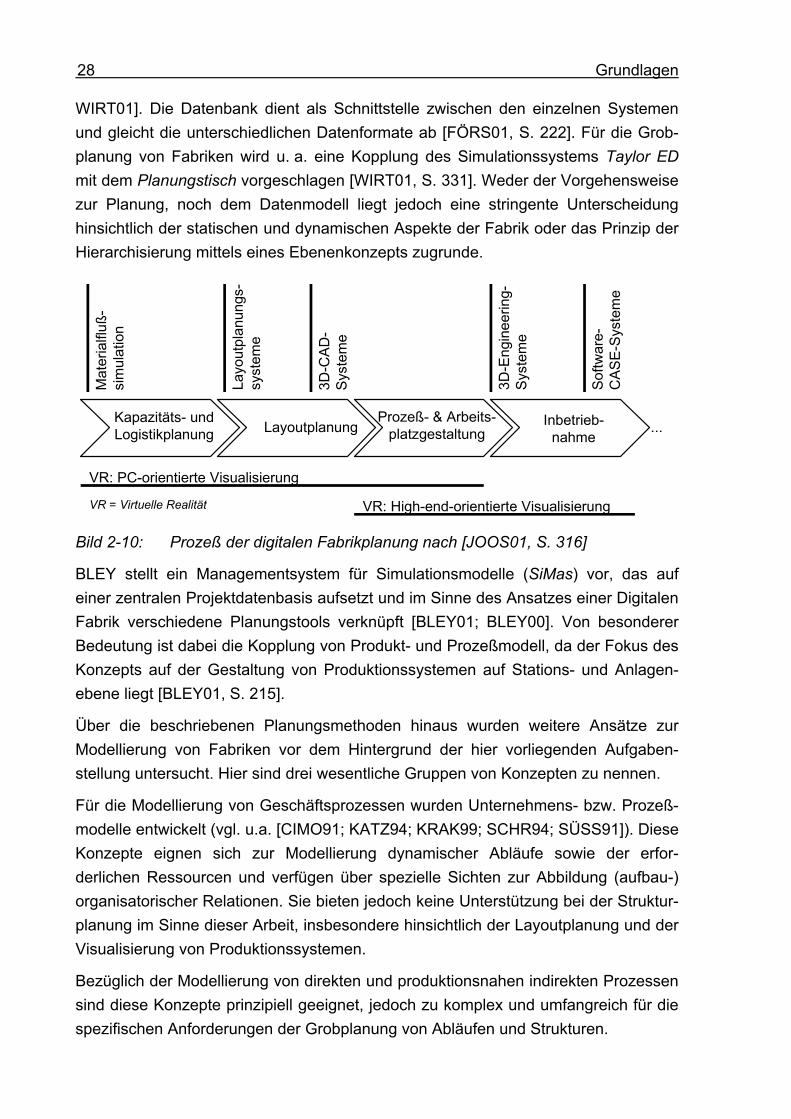
Grundlagen 28
WIRT01]. Die Datenbank dient als Schnittstelle zwischen den einzelnen Systemen und gleicht die unterschiedlichen Datenformate ab [FÖRS01, S. 222]. Für die Grob-planung von Fabriken wird u. a. eine Kopplung des Simulationssystems Taylor ED mit dem Planungstisch vorgeschlagen [WIRT01, S. 331]. Weder der Vorgehensweise zur Planung, noch dem Datenmodell liegt jedoch eine stringente Unterscheidung hinsichtlich der statischen und dynamischen Aspekte der Fabrik oder das Prinzip der Hierarchisierung mittels eines Ebenenkonzepts zugrunde.
Kapazitäts- undLogistikplanung Layoutplanung
Prozeß- & Arbeits-platzgestaltung
Inbetrieb-nahme
Mat
eria
lfluß
-si
mul
atio
n
Layo
utpl
anun
gs-
syst
eme
3D-C
AD-
Syst
eme
3D-E
ngin
eerin
g-Sy
stem
e
Softw
are-
CAS
E-Sy
stem
e
VR: PC-orientierte Visualisierung
VR: High-end-orientierte Visualisierung
...
VR = Virtuelle Realität
Bild 2-10: Prozeß der digitalen Fabrikplanung nach [JOOS01, S. 316]
BLEY stellt ein Managementsystem für Simulationsmodelle (SiMas) vor, das auf einer zentralen Projektdatenbasis aufsetzt und im Sinne des Ansatzes einer Digitalen Fabrik verschiedene Planungstools verknüpft [BLEY01; BLEY00]. Von besonderer Bedeutung ist dabei die Kopplung von Produkt- und Prozeßmodell, da der Fokus des Konzepts auf der Gestaltung von Produktionssystemen auf Stations- und Anlagen-ebene liegt [BLEY01, S. 215].
Über die beschriebenen Planungsmethoden hinaus wurden weitere Ansätze zur Modellierung von Fabriken vor dem Hintergrund der hier vorliegenden Aufgaben-stellung untersucht. Hier sind drei wesentliche Gruppen von Konzepten zu nennen.
Für die Modellierung von Geschäftsprozessen wurden Unternehmens- bzw. Prozeß-modelle entwickelt (vgl. u.a. [CIMO91; KATZ94; KRAK99; SCHR94; SÜSS91]). Diese Konzepte eignen sich zur Modellierung dynamischer Abläufe sowie der erfor-derlichen Ressourcen und verfügen über spezielle Sichten zur Abbildung (aufbau-) organisatorischer Relationen. Sie bieten jedoch keine Unterstützung bei der Struktur-planung im Sinne dieser Arbeit, insbesondere hinsichtlich der Layoutplanung und der Visualisierung von Produktionssystemen.
Bezüglich der Modellierung von direkten und produktionsnahen indirekten Prozessen sind diese Konzepte prinzipiell geeignet, jedoch zu komplex und umfangreich für die spezifischen Anforderungen der Grobplanung von Abläufen und Strukturen.
Grundlagen 29
Eine weitere Gruppe von Ansätzen wurde zur integrierten Produkt- und Prozeß-modellierung in der Produktion entwickelt, u. a. [ABEL93; SFB361; TROM01]. Sie sind in ihrer Betrachtung auf die Stationsebene bzw. die Auslegung einzelner Ressourcen fokussiert und beschränken sich hinsichtlich der Prozesse auf die direkten Bearbeitungsoperationen. Insgesamt haben sie ein für die Anforderungen der Grobplanung zu detailliertes Niveau.
Die dritte wesentliche Gruppe untersuchter Modellierungsansätze ist im Kontext der Fertigungssteuerung zu finden, vgl. [DANG97; TÖNS00; WIEN97a]. Diese Ansätze können einen Beitrag zur Modellierung von Produktionsabläufen leisten, sowohl auf einer aggregierten Modellebene1 als auch auf der detaillierten Stationsebene2. Dabei sind sie jedoch sehr stark auf die Steuerung dediziert beschriebener Fertigungs-prozesse beschränkt und bieten zudem keine ausreichenden Möglichkeiten zur Modellierung von Produktionsstrukturen im Sinne dieser Arbeit.
Eine Übersicht der relevanten Ansätze im Untersuchungsbereich dieser Arbeit ist in Bild 2-11 gezeigt. Die Ansätze werden anhand von fünf Kriteriengruppen charakter-isiert. Der Betrachtungsbereich Fabrik beschreibt den untersuchten Ausschnitt der Realität. Im Vordergrund stehen Abläufe und Strukturen in Fertigung, Montage und Logistik unter besonderer Berücksichtigung der Einzel- und Kleinserienproduktion. Der Betrachtungsbereich Planung bezieht sich auf die unterstützten Planungs-prozesse. Für diese Arbeit sind die Grobplanung sowie die technische und wirtschaft-liche Bewertung von Bedeutung. Vor dem Hintergrund der Entwicklung eines integrierten Planungssystems ist hinsichtlich der Modellierung insb. die Abbildung von Abläufen und Strukturen in einem hierarchischen Modell wichtig. Das Planungs-vorgehen charakterisiert die untersuchten Ansätze hinsichtlich der Unterstützung eines Top-Down-Vorgehens "vom Groben zum Feinen" in einem durchgängigen, rechnergestützten Planungsprozeß. Von zentraler Bedeutung ist ferner das Hilfsmittel, d. h. insb. der Einsatz von Simulation und Virtual Reality. Vor dem Hintergrund der Unterstützung interdisziplinärer Planungsteams ist die einfache Bedienbarkeit relevant.
Die Übersicht bestätigt den Handlungsbedarf dieser Arbeit hinsichtlich der Entwicklung einer Methodik zur integrierten Grobplanung von Abläufen und Strukturen mit digitalen Fabrikmodellen.
1 Vgl. das Trichtermodell nach WIENDAHL [WIEN97a]. 2 Das Werkstattmodell nach TÖNSHOFF unterstützt auch den Zugriff auf aktuelle Betriebsdaten TÖNS00.
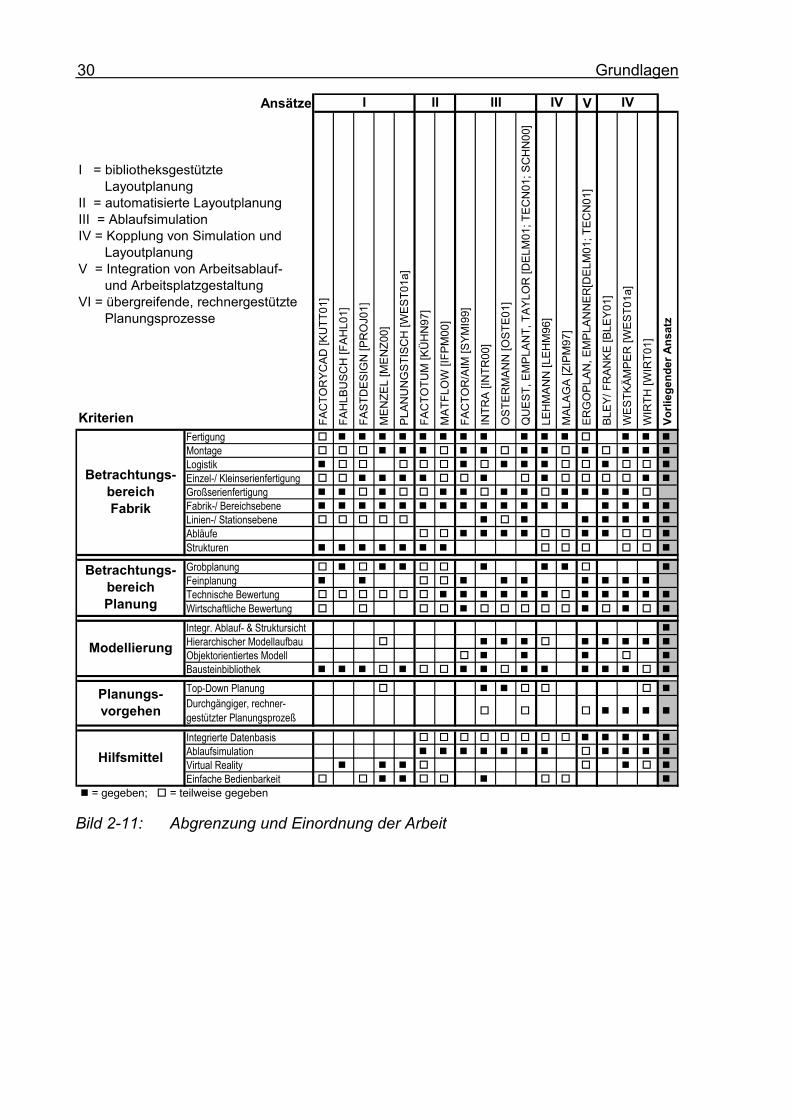
Grundlagen 30
Ansätze V
FAC
TOR
YCAD
[KU
TT01
]
FAH
LBU
SCH
[FAH
L01]
FAS
TDES
IGN
[PR
OJ0
1]
MEN
ZEL
[MEN
Z00]
PLA
NU
NG
STIS
CH
[WES
T01a
]
FAC
TOTU
M [K
ÜH
N97
]
MAT
FLO
W [I
FPM
00]
FAC
TOR
/AIM
[SYM
I99]
INTR
A [IN
TR00
]
OST
ERM
ANN
[OST
E01]
QU
EST,
EM
PLAN
T, T
AYLO
R [D
ELM
01; T
ECN
01; S
CH
N00
]
LEH
MAN
N [L
EHM
96]
MAL
AGA
[ZIP
M97
]
ER
GO
PLAN
, EM
PLAN
NER
[DEL
M01
; TEC
N01
]
BLE
Y/ F
RAN
KE [B
LEY0
1]
WES
TKÄM
PER
[WES
T01a
]
WIR
TH [W
IRT0
1]
Vor
liege
nder
Ans
atz
FertigungMontageLogistikEinzel-/ KleinserienfertigungGroßserienfertigungFabrik-/ BereichsebeneLinien-/ StationsebeneAbläufeStrukturenGrobplanungFeinplanungTechnische BewertungWirtschaftliche BewertungIntegr. Ablauf- & StruktursichtHierarchischer ModellaufbauObjektorientiertes ModellBausteinbibliothekTop-Down PlanungDurchgängiger, rechner-gestützter Planungsprozeß
Integrierte DatenbasisAblaufsimulationVirtual RealityEinfache Bedienbarkeit
= gegeben; = teilweise gegeben
IV
Betrachtungs-bereichFabrik
Modellierung
IV
I = bibliotheksgestützte LayoutplanungII = automatisierte LayoutplanungIII = Ablaufsimulation IV = Kopplung von Simulation und LayoutplanungV = Integration von Arbeitsablauf- und ArbeitsplatzgestaltungVI = übergreifende, rechnergestützte Planungsprozesse
Kriterien
I II III
Betrachtungs-bereich Planung
Planungs-vorgehen
Hilfsmittel
Bild 2-11: Abgrenzung und Einordnung der Arbeit
Grundlagen 31
2.4 Zwischenfazit
Zu Beginn dieses Kapitels wurden für diese Arbeit zentrale Begriffe definiert sowie die Grundlagen der Fabrikplanung und das Konzept der "Digitalen Fabrik" dargestellt und mit der Zielsetzung der vorliegenden Arbeit in Bezug gesetzt. Dadurch konnte zum einen der Untersuchungsbereich der Arbeit abgegrenzt und zum anderen der Forschungsbedarf konkretisiert werden.
Die Grobplanung wurde als die Phase im Fabrikplanungsprozeß herausgearbeitet, in der die prinzipiellen Grobstrukturen und -abläufe einer Fabrik festgelegt werden. Diese definieren die Rahmenbedingungen der nachfolgenden Feinplanung und haben damit einen wesentlichen Einfluß auf die späteren Eigenschaften einer Fabrik. Aus diesem Grund ist die Grobplanung von Abläufen und Strukturen in der Produktion Gegenstand dieser Arbeit.
Einen derzeit in Forschung und Industrie verfolgten Ansatz zur Realisierung einer durchgängig rechnerunterstützten Planung von Produktionssystemen stellt die "Digitale Fabrik" dar. Sie basiert auf dem Einsatz von Virtual Reality und Ablauf-simulation anhand einer gemeinsamen Datenbasis, mit deren Hilfe die daten-technische Integration von Produkt-, Prozeß- und Strukturdaten realisiert wird. Gegenwärtige Ansätze konzentrieren sich dabei im wesentlichen auf die Fein-planung.
Zur weiteren Konkretisierung des Forschungsbedarfs wurden anschließend sowohl forschungsseitige Ansätze als auch kommerzielle Hilfsmittel für die Unterstützung der Grobplanung von Abläufen und Strukturen analysiert. Dabei wurde deutlich, daß keines der verfügbaren Hilfsmittel die Anforderungen einer Unterstützung der integrierten Grobplanung von Abläufen und Strukturen erfüllt. Der Handlungsbedarf dieser Arbeit konnte damit bestätigt und konkretisiert werden.
Ausgehend von der unzureichenden Unterstützung interdisziplinärer Planungsteams durch ein einfach zu bedienendes Tool für die integrierte Ablauf- und Strukturplanung auf Basis von Ablaufsimulation und Virtual Reality kann der Bedarf einer durch-gängigen Planungsmethode und eines integrierten Modells zur Abbildung von Abläufen und Strukturen in der Produktion abgeleitet werden.
Im nächsten Kapitel ist daher ein Grobkonzept für eine Methodik zur integrierten Ablauf- und Strukturplanung mit digitalen Fabrikmodellen zu entwickeln.
Grobkonzeption 32
3 Grobkonzeption einer Methodik zur integrierten Grobplanung von Abläufen und Strukturen mit Digitalen Fabrikmodellen
Aufbauend auf dem zuvor hergeleiteten Forschungsbedarf wird in diesem Kapitel das Grobkonzept einer Methodik zur integrierten Grobplanung von Abläufen und Strukturen mit digitalen Fabrikmodellen entwickelt. Dazu werden zunächst die rele-vanten Anforderungen an die Methodik abgeleitet. Als wesentliche Hilfsmittel für die Lösung der vorliegenden Modellierungsprobleme dienen die allgemeine Modell-theorie und die Systemtechnik, insbesondere in ihrer Ausprägung als Methodik des Vernetzten Denkens. Deren Grundlagen werden daher im folgenden kurz analysiert und vorgestellt. Auf Basis dieser Erkenntnisse erfolgt dann die Entwicklung des Grobkonzepts.
3.1 Vorgehensweise zur Methodikentwicklung
Ziel dieser Arbeit ist die Entwicklung einer Methodik zur integrierten Grobplanung von Abläufen und Strukturen in der Produktion. In Anlehnung an HEYN und LAUFENBERG werden einer Methodik die Komponenten Modell, Methode und Hilfs-mittel zugerechnet [HEYN99, S. 5; LAUF95]. Im Kontext dieser Arbeit sind insbe-sondere rechnergestützte Hilfsmittel von Bedeutung.
In der vorliegenden Arbeit sollen dementsprechend ein Fabrikmodell zur Abbildung von Abläufen und Strukturen und eine darauf aufbauende Planungsmethode entwickelt werden. Die Methode soll prototypisch in ein EDV-Tool implementiert werden, das auf das Fabrikmodell als Datenbasis zugreift, vgl. Bild 3-1.
Zur Sicherstellung einer zielgerichteten Bearbeitung der Aufgabenstellung sind zunächst die wesentlichen inhaltlichen und formalen Anforderungen an die Methodik zu konkretisieren.
Darauf aufbauend wird dann in einem ersten Gestaltungsschritt das Fabrikmodell entwickelt. Hierfür wird zuerst die Struktur des Modells definiert, indem die für die Modellierung der Ablauf- und Strukturobjekte relevanten Partialmodelle festgelegt werden. Innerhalb des so vorgegebenen, modularen Rahmens werden die einzelnen Datenschemata ausgestaltet und die Objekte, ihre Attribute und die erforderlichen Relationen definiert.
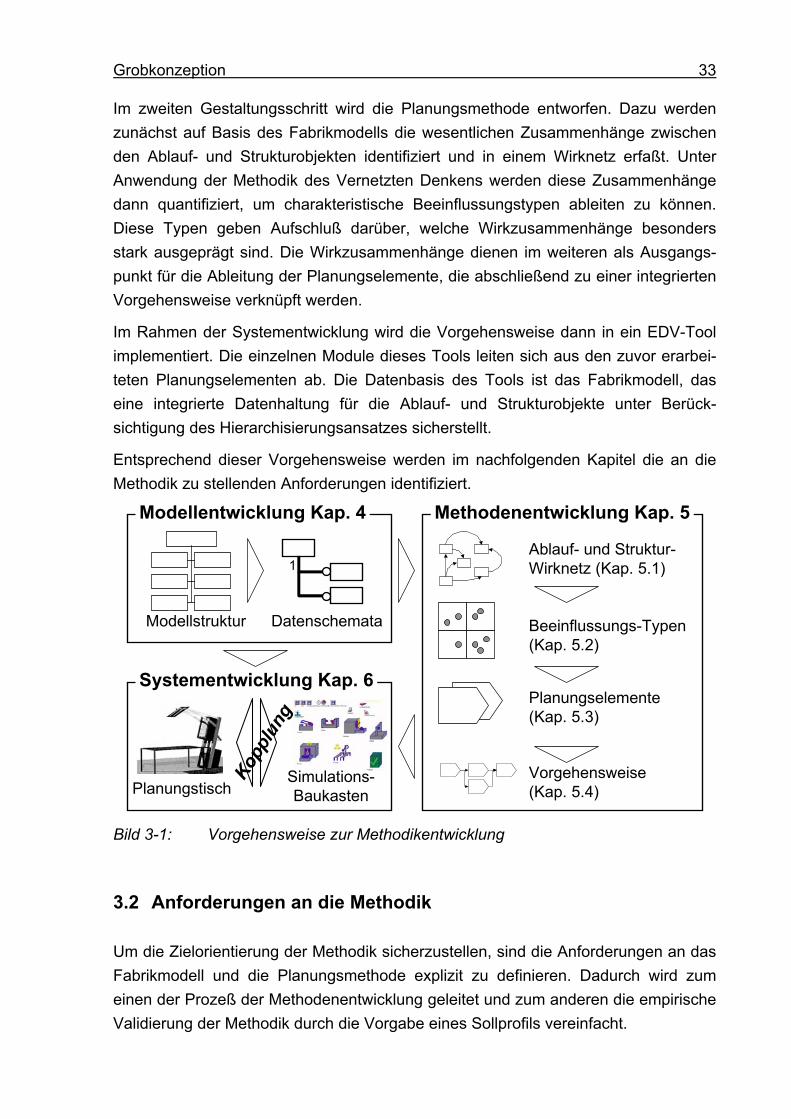
Grobkonzeption 33
Im zweiten Gestaltungsschritt wird die Planungsmethode entworfen. Dazu werden zunächst auf Basis des Fabrikmodells die wesentlichen Zusammenhänge zwischen den Ablauf- und Strukturobjekten identifiziert und in einem Wirknetz erfaßt. Unter Anwendung der Methodik des Vernetzten Denkens werden diese Zusammenhänge dann quantifiziert, um charakteristische Beeinflussungstypen ableiten zu können. Diese Typen geben Aufschluß darüber, welche Wirkzusammenhänge besonders stark ausgeprägt sind. Die Wirkzusammenhänge dienen im weiteren als Ausgangs-punkt für die Ableitung der Planungselemente, die abschließend zu einer integrierten Vorgehensweise verknüpft werden.
Im Rahmen der Systementwicklung wird die Vorgehensweise dann in ein EDV-Tool implementiert. Die einzelnen Module dieses Tools leiten sich aus den zuvor erarbei-teten Planungselementen ab. Die Datenbasis des Tools ist das Fabrikmodell, das eine integrierte Datenhaltung für die Ablauf- und Strukturobjekte unter Berück-sichtigung des Hierarchisierungsansatzes sicherstellt.
Entsprechend dieser Vorgehensweise werden im nachfolgenden Kapitel die an die Methodik zu stellenden Anforderungen identifiziert.
Systementwicklung Kap. 6
Methodenentwicklung Kap. 5
Simulations-Baukasten
Ablauf- und Struktur-Wirknetz (Kap. 5.1)
Beeinflussungs-Typen(Kap. 5.2)
Planungselemente(Kap. 5.3)
Vorgehensweise(Kap. 5.4)Planungstisch
Kopp
lung
Modellentwicklung Kap. 4
1
Modellstruktur Datenschemata
Bild 3-1: Vorgehensweise zur Methodikentwicklung
3.2 Anforderungen an die Methodik
Um die Zielorientierung der Methodik sicherzustellen, sind die Anforderungen an das Fabrikmodell und die Planungsmethode explizit zu definieren. Dadurch wird zum einen der Prozeß der Methodenentwicklung geleitet und zum anderen die empirische Validierung der Methodik durch die Vorgabe eines Sollprofils vereinfacht.
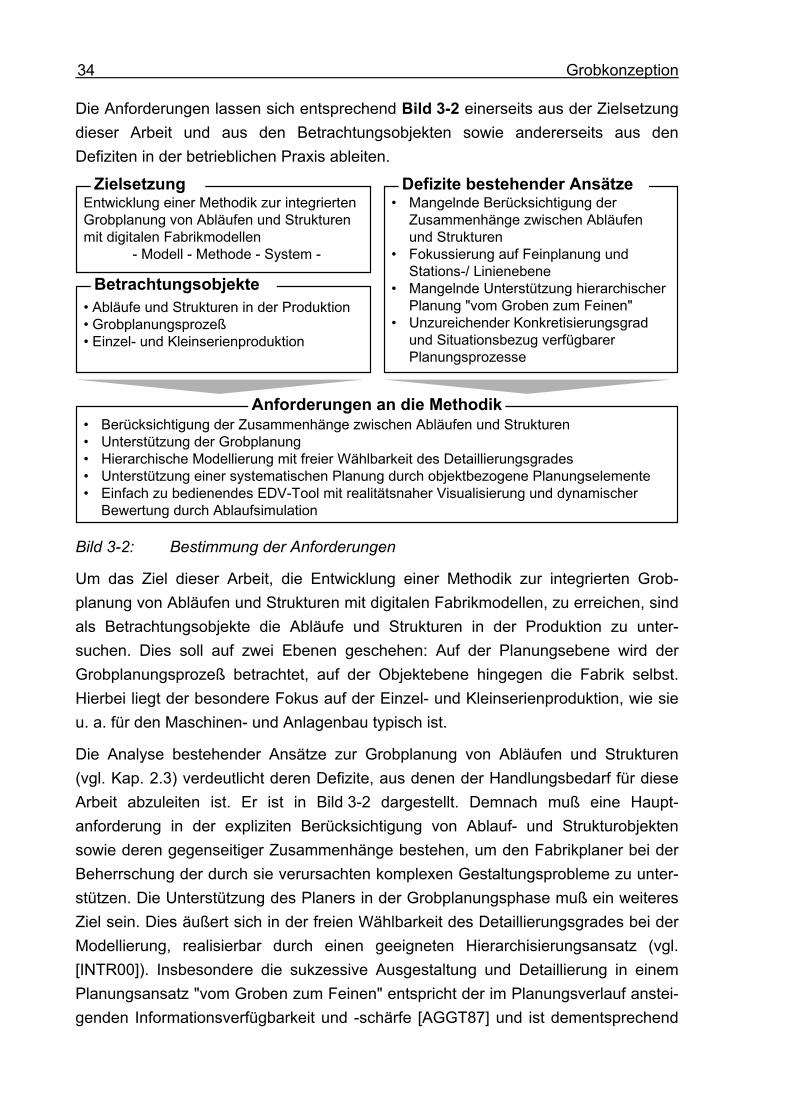
Grobkonzeption 34
Die Anforderungen lassen sich entsprechend Bild 3-2 einerseits aus der Zielsetzung dieser Arbeit und aus den Betrachtungsobjekten sowie andererseits aus den Defiziten in der betrieblichen Praxis ableiten.
Betrachtungsobjekte• Abläufe und Strukturen in der Produktion• Grobplanungsprozeß• Einzel- und Kleinserienproduktion
ZielsetzungEntwicklung einer Methodik zur integriertenGrobplanung von Abläufen und Strukturenmit digitalen Fabrikmodellen
- Modell - Methode - System -
Defizite bestehender Ansätze• Mangelnde Berücksichtigung der
Zusammenhänge zwischen Abläufenund Strukturen
• Fokussierung auf Feinplanung undStations-/ Linienebene
• Mangelnde Unterstützung hierarchischerPlanung "vom Groben zum Feinen"
• Unzureichender Konkretisierungsgradund Situationsbezug verfügbarerPlanungsprozesse
Anforderungen an die Methodik• Berücksichtigung der Zusammenhänge zwischen Abläufen und Strukturen• Unterstützung der Grobplanung• Hierarchische Modellierung mit freier Wählbarkeit des Detaillierungsgrades• Unterstützung einer systematischen Planung durch objektbezogene Planungselemente• Einfach zu bedienendes EDV-Tool mit realitätsnaher Visualisierung und dynamischer
Bewertung durch Ablaufsimulation
Bild 3-2: Bestimmung der Anforderungen
Um das Ziel dieser Arbeit, die Entwicklung einer Methodik zur integrierten Grob-planung von Abläufen und Strukturen mit digitalen Fabrikmodellen, zu erreichen, sind als Betrachtungsobjekte die Abläufe und Strukturen in der Produktion zu unter-suchen. Dies soll auf zwei Ebenen geschehen: Auf der Planungsebene wird der Grobplanungsprozeß betrachtet, auf der Objektebene hingegen die Fabrik selbst. Hierbei liegt der besondere Fokus auf der Einzel- und Kleinserienproduktion, wie sie u. a. für den Maschinen- und Anlagenbau typisch ist.
Die Analyse bestehender Ansätze zur Grobplanung von Abläufen und Strukturen (vgl. Kap. 2.3) verdeutlicht deren Defizite, aus denen der Handlungsbedarf für diese Arbeit abzuleiten ist. Er ist in Bild 3-2 dargestellt. Demnach muß eine Haupt-anforderung in der expliziten Berücksichtigung von Ablauf- und Strukturobjekten sowie deren gegenseitiger Zusammenhänge bestehen, um den Fabrikplaner bei der Beherrschung der durch sie verursachten komplexen Gestaltungsprobleme zu unter-stützen. Die Unterstützung des Planers in der Grobplanungsphase muß ein weiteres Ziel sein. Dies äußert sich in der freien Wählbarkeit des Detaillierungsgrades bei der Modellierung, realisierbar durch einen geeigneten Hierarchisierungsansatz (vgl. [INTR00]). Insbesondere die sukzessive Ausgestaltung und Detaillierung in einem Planungsansatz "vom Groben zum Feinen" entspricht der im Planungsverlauf anstei-genden Informationsverfügbarkeit und -schärfe [AGGT87] und ist dementsprechend
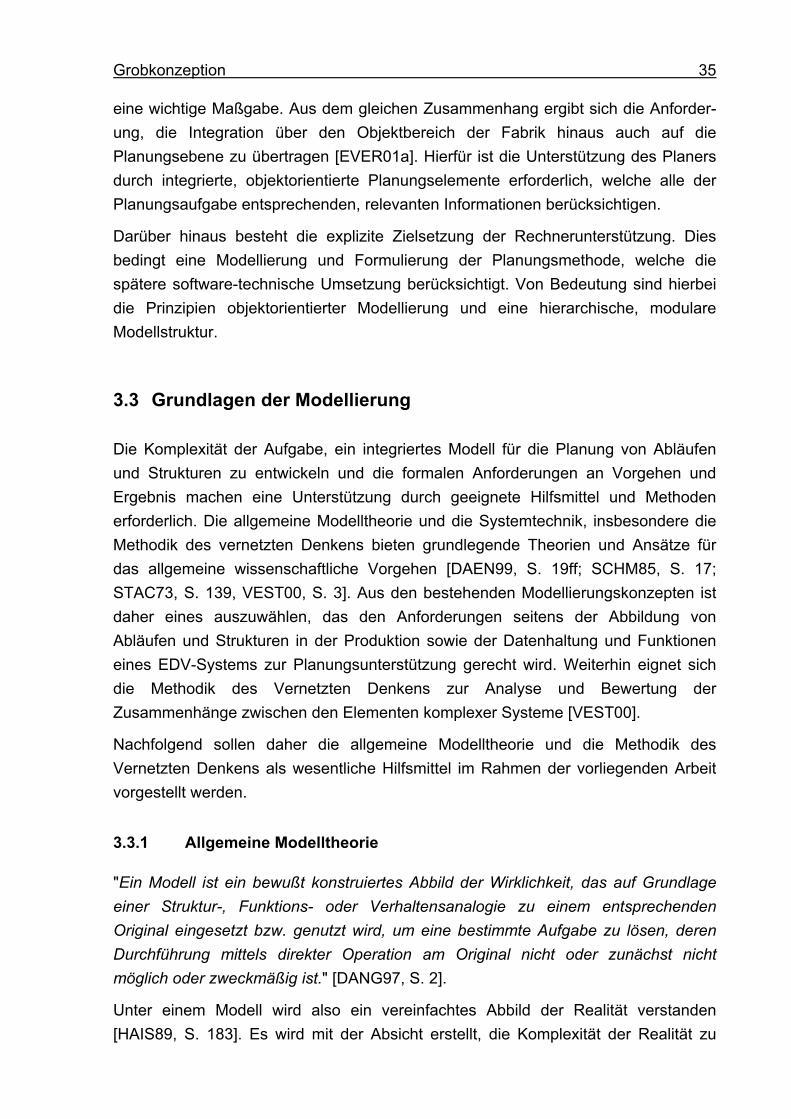
Grobkonzeption 35
eine wichtige Maßgabe. Aus dem gleichen Zusammenhang ergibt sich die Anforder-ung, die Integration über den Objektbereich der Fabrik hinaus auch auf die Planungsebene zu übertragen [EVER01a]. Hierfür ist die Unterstützung des Planers durch integrierte, objektorientierte Planungselemente erforderlich, welche alle der Planungsaufgabe entsprechenden, relevanten Informationen berücksichtigen.
Darüber hinaus besteht die explizite Zielsetzung der Rechnerunterstützung. Dies bedingt eine Modellierung und Formulierung der Planungsmethode, welche die spätere software-technische Umsetzung berücksichtigt. Von Bedeutung sind hierbei die Prinzipien objektorientierter Modellierung und eine hierarchische, modulare Modellstruktur.
3.3 Grundlagen der Modellierung
Die Komplexität der Aufgabe, ein integriertes Modell für die Planung von Abläufen und Strukturen zu entwickeln und die formalen Anforderungen an Vorgehen und Ergebnis machen eine Unterstützung durch geeignete Hilfsmittel und Methoden erforderlich. Die allgemeine Modelltheorie und die Systemtechnik, insbesondere die Methodik des vernetzten Denkens bieten grundlegende Theorien und Ansätze für das allgemeine wissenschaftliche Vorgehen [DAEN99, S. 19ff; SCHM85, S. 17; STAC73, S. 139, VEST00, S. 3]. Aus den bestehenden Modellierungskonzepten ist daher eines auszuwählen, das den Anforderungen seitens der Abbildung von Abläufen und Strukturen in der Produktion sowie der Datenhaltung und Funktionen eines EDV-Systems zur Planungsunterstützung gerecht wird. Weiterhin eignet sich die Methodik des Vernetzten Denkens zur Analyse und Bewertung der Zusammenhänge zwischen den Elementen komplexer Systeme [VEST00].
Nachfolgend sollen daher die allgemeine Modelltheorie und die Methodik des Vernetzten Denkens als wesentliche Hilfsmittel im Rahmen der vorliegenden Arbeit vorgestellt werden.
3.3.1 Allgemeine Modelltheorie
"Ein Modell ist ein bewußt konstruiertes Abbild der Wirklichkeit, das auf Grundlage einer Struktur-, Funktions- oder Verhaltensanalogie zu einem entsprechenden Original eingesetzt bzw. genutzt wird, um eine bestimmte Aufgabe zu lösen, deren Durchführung mittels direkter Operation am Original nicht oder zunächst nicht möglich oder zweckmäßig ist." [DANG97, S. 2].
Unter einem Modell wird also ein vereinfachtes Abbild der Realität verstanden [HAIS89, S. 183]. Es wird mit der Absicht erstellt, die Komplexität der Realität zu
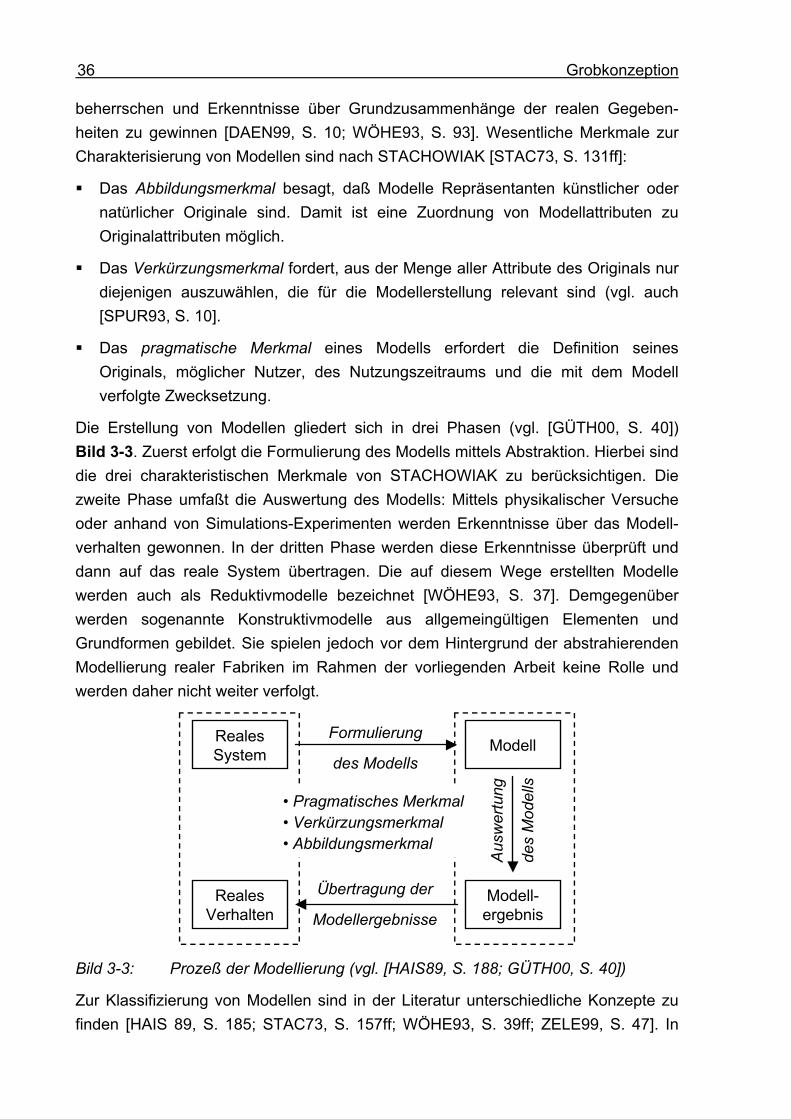
Grobkonzeption 36
beherrschen und Erkenntnisse über Grundzusammenhänge der realen Gegeben-heiten zu gewinnen [DAEN99, S. 10; WÖHE93, S. 93]. Wesentliche Merkmale zur Charakterisierung von Modellen sind nach STACHOWIAK [STAC73, S. 131ff]:
Das Abbildungsmerkmal besagt, daß Modelle Repräsentanten künstlicher oder natürlicher Originale sind. Damit ist eine Zuordnung von Modellattributen zu Originalattributen möglich.
Das Verkürzungsmerkmal fordert, aus der Menge aller Attribute des Originals nur diejenigen auszuwählen, die für die Modellerstellung relevant sind (vgl. auch [SPUR93, S. 10].
Das pragmatische Merkmal eines Modells erfordert die Definition seines Originals, möglicher Nutzer, des Nutzungszeitraums und die mit dem Modell verfolgte Zwecksetzung.
Die Erstellung von Modellen gliedert sich in drei Phasen (vgl. [GÜTH00, S. 40]) Bild 3-3. Zuerst erfolgt die Formulierung des Modells mittels Abstraktion. Hierbei sind die drei charakteristischen Merkmale von STACHOWIAK zu berücksichtigen. Die zweite Phase umfaßt die Auswertung des Modells: Mittels physikalischer Versuche oder anhand von Simulations-Experimenten werden Erkenntnisse über das Modell-verhalten gewonnen. In der dritten Phase werden diese Erkenntnisse überprüft und dann auf das reale System übertragen. Die auf diesem Wege erstellten Modelle werden auch als Reduktivmodelle bezeichnet [WÖHE93, S. 37]. Demgegenüber werden sogenannte Konstruktivmodelle aus allgemeingültigen Elementen und Grundformen gebildet. Sie spielen jedoch vor dem Hintergrund der abstrahierenden Modellierung realer Fabriken im Rahmen der vorliegenden Arbeit keine Rolle und werden daher nicht weiter verfolgt.
Formulierung
des Modells
RealesSystem Modell
RealesVerhalten
Modell-ergebnis
Übertragung der
Modellergebnisse
Ausw
ertu
ng
des
Mod
ells
• Pragmatisches Merkmal• Verkürzungsmerkmal• Abbildungsmerkmal
Bild 3-3: Prozeß der Modellierung (vgl. [HAIS89, S. 188; GÜTH00, S. 40])
Zur Klassifizierung von Modellen sind in der Literatur unterschiedliche Konzepte zu finden [HAIS 89, S. 185; STAC73, S. 157ff; WÖHE93, S. 39ff; ZELE99, S. 47]. In
Grobkonzeption 37
dieser Arbeit wird auf die Unterteilung nach ZELEWSKI zurückgegriffen, da dort die für die vorliegende Arbeit relevanten sprachlichen Modelle differenziert dargestellt werden.
Wie in Bild 3-4 gezeigt, wird zwischen Beschreibungs- und Analysemodellen unterschieden. Ein Modell wird als Beschreibungsmodell klassifiziert, wenn es ausschließlich zur Abbildung empirischer Erscheinungen dient. [WÖHE93, S. 40]. Wird das Modell dagegen für Auswertungen eingesetzt, ist es den Analysemodellen zuzurechnen. Diese lassen sich weitergehend in Erklärungs-, Entscheidungs- und Prognosemodelle unterscheiden. Hier wird i. d. R. von einer Menge unabhängiger Variablen auf eine Menge abhängiger Variablen geschlossen [REIS99, S. 234]. Dabei werden in Erklärungsmodellen Hypothesen über Ursache-Wirkungs-Bezieh-ungen aufgestellt [PFOH97, S. 52].
Modell
sprachlich physikalisch
implizit explizit
Beschreibungs-modelle
Entscheidungs-modelle
Prognose-modelle
Analyse-modelle
Erklärungs-modelle
Bild 3-4: Klassifizierung von Modellen (vgl. [ZELE99, S. 47])
Mit Hilfe von Entscheidungsmodellen (bisweilen auch als Gestaltungsmodelle bezeichnet) soll die Auswahl einer optimalen Handlungsalternative unterstützt werden [ULRI76, S. 349]. Prognosemodelle dienen der Ermittlung zukünftiger Konse-quenzen, die durch im Modell abgebildete Annahmen hervorgerufen werden. Im Rahmen der vorliegenden Arbeit sind zunächst Erklärungsmodelle von Bedeutung. Diese bilden im weiteren die Grundlage zur Ableitung von Ansätzen für Entscheidungs- bzw. Gestaltungsmodelle.
3.3.2 Auswahl einer Modellierungsmethodik
Um eine systematische Modellbildung zu gewährleisten und zudem die Entwicklung des geforderten EDV-Prototyps zu erleichtern, ist die Modellierung methodisch zu unterstützen. Dazu bieten sich verschiedene Modellierungsmethoden an. Zu den in der Praxis verbreitetsten Methoden zählen (vgl. [KÖNI93, S. 884; SCHE94, S. 17ff].):
Grobkonzeption 38
Entity-Relationship-Modellierung (ERM),
Object-Modelling-Technique (OMT)
Nijssen Information Analysis Method (NIAM),
Object Modelling Technique,
EXPRESS bzw. EXPRESS-G,
IDEF1-X,
Object Oriented System Analysis (OOSA),
Programme Statement Language (PSL) sowie
Unified Modelling Language (UML).
Für die Auswahl der im Rahmen der vorliegenden Arbeit anzuwenden Modellierungs-methode sind zunächst die relevanten Anforderungen zu bestimmen. Im Anschluß ist zur Auswahl einer Methode eine Bewertung hinsichtlich der Erfüllung dieser Anforderungen vorzunehmen.
Anforderungen an die Modellierungsmethodik
Der Hauptzweck der Modellierung besteht in der strukturierten Repräsentation der Informationen zu den Produktionsabläufen und Strukturen. Weiterhin soll die nach-folgende Implementierung des Integrationsmodells in einen EDV-Prototyp vorbereitet werden. Entsprechend dem pragmatischen Merkmal nach STACHOWIAK ist diese Zielsetzung die Grundlage für die Ableitung der Anforderungen an die Modellierungs-methodik [STAC73, S. 132f].
Der erste Schritt der Modellgestaltung besteht in der Abstraktion der Realität und der Auswahl bzw. Definition geeigneter Objekte zur Modellkonstruktion [HAIS89, S. 189; POMB93, S. 48]. Objekte sind "Mitglieder", d. h. Instanzen einer Klasse, wobei die Klasse für eine Kollektion von Objekten deren Attribute, Verhalten und Beziehungen definiert (s. u.) [BALZ99, S. 21]. Für die vorliegende Arbeit ergibt sich die Anforderung der Darstellung von Objekten Bild 3-5. Im Anwendungskontext stellen die Objekte die einzelnen Ablauf- und Strukturobjekte dar, z. B. Aufträge, Maschinen, Produktionsbereiche oder Personal (vgl. Kap. 4.2).
Zur Beschreibung der Objekte bedient sich die Modelltheorie sogenannter Attribute. Dieser Begriff wird so weit gefaßt, daß Attribute sowohl den Zustand der Objekte als auch die sie erzeugenden Funktionen charakterisieren [STAC73, S. 134f]. Eine wesentliche Anforderung an das zu entwickelnde Modell ist seine Übertragbarkeit auf unterschiedliche Produktionssysteme. Dies wird mit Hilfe der Beschreibung der Elemente der Produktionssysteme durch ihre Eigenschaften unterstützt, da sich unterschiedliche Modellanwendungen in Veränderungen bestimmter Attribute der
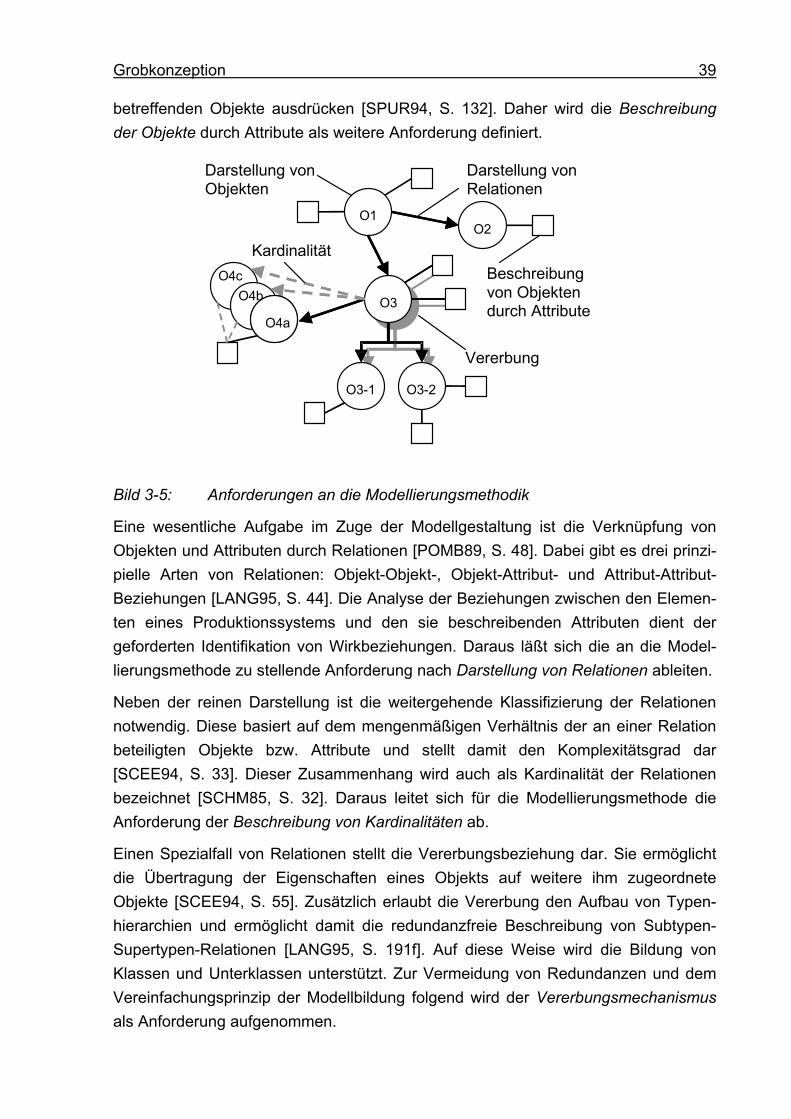
Grobkonzeption 39
betreffenden Objekte ausdrücken [SPUR94, S. 132]. Daher wird die Beschreibung der Objekte durch Attribute als weitere Anforderung definiert.
O4c
O1O2
O3O4b
O4aO4a
O3-1 O3-2
Beschreibungvon Objektendurch Attribute
Darstellung vonRelationen
Kardinalität
Vererbung
Darstellung vonObjekten
Bild 3-5: Anforderungen an die Modellierungsmethodik
Eine wesentliche Aufgabe im Zuge der Modellgestaltung ist die Verknüpfung von Objekten und Attributen durch Relationen [POMB89, S. 48]. Dabei gibt es drei prinzi-pielle Arten von Relationen: Objekt-Objekt-, Objekt-Attribut- und Attribut-Attribut-Beziehungen [LANG95, S. 44]. Die Analyse der Beziehungen zwischen den Elemen-ten eines Produktionssystems und den sie beschreibenden Attributen dient der geforderten Identifikation von Wirkbeziehungen. Daraus läßt sich die an die Model-lierungsmethode zu stellende Anforderung nach Darstellung von Relationen ableiten.
Neben der reinen Darstellung ist die weitergehende Klassifizierung der Relationen notwendig. Diese basiert auf dem mengenmäßigen Verhältnis der an einer Relation beteiligten Objekte bzw. Attribute und stellt damit den Komplexitätsgrad dar [SCEE94, S. 33]. Dieser Zusammenhang wird auch als Kardinalität der Relationen bezeichnet [SCHM85, S. 32]. Daraus leitet sich für die Modellierungsmethode die Anforderung der Beschreibung von Kardinalitäten ab.
Einen Spezialfall von Relationen stellt die Vererbungsbeziehung dar. Sie ermöglicht die Übertragung der Eigenschaften eines Objekts auf weitere ihm zugeordnete Objekte [SCEE94, S. 55]. Zusätzlich erlaubt die Vererbung den Aufbau von Typen-hierarchien und ermöglicht damit die redundanzfreie Beschreibung von Subtypen-Supertypen-Relationen [LANG95, S. 191f]. Auf diese Weise wird die Bildung von Klassen und Unterklassen unterstützt. Zur Vermeidung von Redundanzen und dem Vereinfachungsprinzip der Modellbildung folgend wird der Vererbungsmechanismus als Anforderung aufgenommen.
Grobkonzeption 40
Im Anschluß an die Herleitung der relevanten Anforderungen erfolgt nachfolgend die Auswahl der im Rahmen der vorliegenden Arbeit zu verwendenden Methode.
Alternative Modellierungsmethoden und Methodenauswahl
Die im Rahmen der hier betrachteten Modellierungsaufgaben prinzipiell einsetzbaren und in Kap. 3.3.2 aufgeführten Modellierungsmethoden sind werden nachfolgend zunächst kurz vorgestellt (vgl. dazu u.a. [GÜTH01, S. 41ff]).
Die Entity-Relationship-Modellierung (ERM) wurde als Ansatz einer Daten-modellierung für unterschiedliche Datenbanken entwickelt [CHEN76, S. 10]. Die Methode dient sowohl der Analyse der notwendigen Informationsflüsse als auch deren Spezifizierung und dem Entwurf von Datenbanken zur Abbildung der analy-sierten Informationsflüsse [ERKE88, S. 33]. Die ERM wurde aufbauend auf den Arbeiten von CHEN in verschiedenen Arbeiten abgewandelt und ergänzt (vgl. z.B. [LOOS92, S. 20ff]), jedoch stellt sie immer noch ein bedeutendes Modellierungs-instrument im Bereich der Entwicklung betrieblicher Informationssysteme dar [HETT95, S. 4]. Die Methodik basiert auf einer Beschreibung des Betrachtungs-bereiches durch Entitäten und Relationen zwischen diesen. Zur Abbildung zusätz-licher Informationen über Entitäten und Relationen werden Attribute verwendet [SCEE94, S. 32]. Ein wesentlicher Kritikpunkt an der ERM besteht in der unüber-sichtlichen und schwer interpretierbaren Darstellung bei größeren Datenmodellen [JAES93, S. 451]. Weiterhin können keine Vererbungen abgebildet werden [LANG95, S. 348], was vor dem Hintergrund der vorliegenden Arbeit von besonderer Bedeutung ist.
Zur Analyse der natürlichen Sprachen entwickelte NIJSSEN die Nijssen Information Analysis Method (NIAM) [NIJS89, S. ix]. Heutige Anwendungen konzentrieren sich auf die Systemplanung und -implementierung [MERT94, S. 128]. Bei NIAM handelt es sich um eine graphische Modellierungsmethode, die Entitäten und Relationen verwendet. Attribute, wie beispielsweise bei ERM vorhanden, sind nicht vorgesehen und können nur aufwendig mit Hilfe von Relationen beschrieben werden [SCEE94, S. 32]. Sie sind zudem auf ein Attribut je Entität begrenzt [MERT94]. Ein wesentlicher Vorteil von NIAM besteht in der Darstellung von Inter-Relationship-Constraints, mit denen zusätzliche Informationen über die Relationen abgebildet werden können [LAEN93, S. 248f]. Eine graphische Notation erfolgt in NIAM-Diagrammen und wird durch eine definierte Notation unterstützt [LOOS92, S. 33].
Die Object-Modelling-Technique (OMT) wurde von RUMBAUGH mit dem Ziel ent-wickelt, Klassen bei der objektorientierten Programmierung zu modellieren [KRZE93, S. 19]. Darauf aufbauende Erweiterungen ermöglichen die Erstellung funktionaler und generischer Modelle [SCHE94, S. 22]. Die OMT umfaßt die Grundelemente
Grobkonzeption 41
Klassen, Beziehungen und Attribute. Mit Hilfe der Beziehungen lassen sich durch Generalisierung Vererbungsmechanismen abbilden [LANG95, S. 364]. Einschrän-kungen ergeben sich bei der Darstellung von Kardinalitäten sowie bei der Verwendung von Attributen [SCEE94, S. 55f]. Als Attribute sind lediglich Daten, nicht jedoch Entitäten zu gelassen. Zur graphischen Repräsentation von OMT-Modellen dienen Objektdiagramme [RUMB91, S. 17].
EXPRESS wurde als Beschreibungs- und Datendefinitionssprache gemeinsam mit der Normung der Schnittstelle Standard for the Exchange of Product Model Data (STEP) entwickelt [EVER94, S. 26]. Dabei war das Ziel, eine systemneutrale Methode zur Beschreibung von Produktdaten entlang des gesamten Produktlebens-zyklus bereitzustellen [ISO10303-11, S. xiii]. Die entsprechende, genormte graphi-sche Repräsentation EXPRESS-G ermöglicht eine übersichtliche Darstellung und erleichtert die Modellinterpretation [SCHE94, S. 245f]. Aufgrund der guten Möglich-keiten zur Datendefinition wird EXPRESS-G neben der ursprünglichen Anwendung in der Produktentwicklung heute vermehrt zur Systemplanung eingesetzt. Das zentrale Element der Informationsmodellierung in EXPRESS ist die Entity [MÜLL97, S. 51]. Die Beschreibung der Entities erfolgt über Attribute und Relationen. Dabei können im Unterschied zur ERM die Attribute sowohl aus vordefinierten einfachen Datentypen als auch aus eigenen Entitäten bestehen. Zur Vermeidung von Redundanzen ist ein Vererbungsmechanismus in Form von Sub-Supertyp-Beziehungen vorgesehen [ISO10313-11, S. 181f]. Damit ist die Abbildbarkeit von Klassen gewährleistet.
Die Modellierungsmethode IDEF1-X wurde Ende der 70er Jahre für die Luftfahrt-Industrie entwickelt, mit dem Ziel, die Produktivität durch den systematischen Einsatz von Computer Aided Manufacturing (CAM) Technologien zu erhöhen. Die Methode Integrated Computer Aided Manufacturing Program Definition (IDEF) besteht aus drei Teilen: dem Funktionsmodell IDEF0, das die Modellierungsmethoden enthält, dem Informationsmodell IDEF1und dem dynamischen Modell IDEF2 [DOUM84, S. 211]. Für die betrachtete Problemstellung ist IDEF1-X von besonderer Bedeutung. Es handelt sich hierbei um eine Weiterentwicklung von IDEF1. Vergleichbar mit der ERM verfügt IDEF1-X über die Elemente Entity, Attribut und Beziehung. Vererbungen lassen sich mittels Subtyp-Supertyp-Beziehungen darstellen [SCHE94, S. 29]. Eine Zuordnung von Kardinalitäten ist allerdings nicht möglich, da Attribute nur über 1:1-Relationen mit Entitäten verknüpft werden können.
Für die Modellierung von Informationen wurde die Object Oriented System Analysis (OOSA) entwickelt [SHLA96, S. 6ff]. Wie bei den meisten der bislang vorgestellten Modellierungsmethoden werden bei OOSA Entitäten, Relationen und Attribute als Grundelemente verwendet [MOKW96, S. 310]. Vererbungsmechanismen können dargestellt werden. Einschränkungen bestehen bei der Beschreibung von Kardinali-
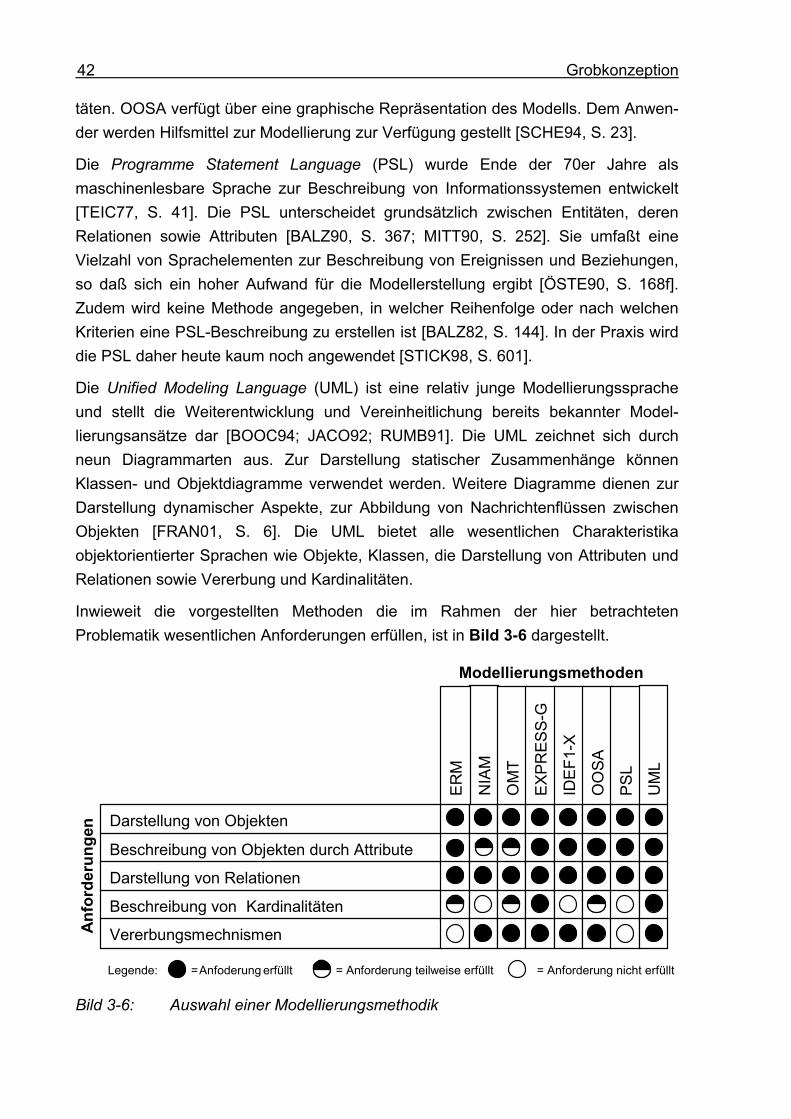
Grobkonzeption 42
täten. OOSA verfügt über eine graphische Repräsentation des Modells. Dem Anwen-der werden Hilfsmittel zur Modellierung zur Verfügung gestellt [SCHE94, S. 23].
Die Programme Statement Language (PSL) wurde Ende der 70er Jahre als maschinenlesbare Sprache zur Beschreibung von Informationssystemen entwickelt [TEIC77, S. 41]. Die PSL unterscheidet grundsätzlich zwischen Entitäten, deren Relationen sowie Attributen [BALZ90, S. 367; MITT90, S. 252]. Sie umfaßt eine Vielzahl von Sprachelementen zur Beschreibung von Ereignissen und Beziehungen, so daß sich ein hoher Aufwand für die Modellerstellung ergibt [ÖSTE90, S. 168f]. Zudem wird keine Methode angegeben, in welcher Reihenfolge oder nach welchen Kriterien eine PSL-Beschreibung zu erstellen ist [BALZ82, S. 144]. In der Praxis wird die PSL daher heute kaum noch angewendet [STICK98, S. 601].
Die Unified Modeling Language (UML) ist eine relativ junge Modellierungssprache und stellt die Weiterentwicklung und Vereinheitlichung bereits bekannter Model-lierungsansätze dar [BOOC94; JACO92; RUMB91]. Die UML zeichnet sich durch neun Diagrammarten aus. Zur Darstellung statischer Zusammenhänge können Klassen- und Objektdiagramme verwendet werden. Weitere Diagramme dienen zur Darstellung dynamischer Aspekte, zur Abbildung von Nachrichtenflüssen zwischen Objekten [FRAN01, S. 6]. Die UML bietet alle wesentlichen Charakteristika objektorientierter Sprachen wie Objekte, Klassen, die Darstellung von Attributen und Relationen sowie Vererbung und Kardinalitäten.
Inwieweit die vorgestellten Methoden die im Rahmen der hier betrachteten Problematik wesentlichen Anforderungen erfüllen, ist in Bild 3-6 dargestellt.
Legende: = Anfoderung erfüllt = Anforderung teilweise erfüllt = Anforderung nicht erfüllt
NIA
M
OM
T
EXPR
ESS-
G
IDEF
1-X
OO
SA
PSL
UM
L
ERM
Darstellung von Objekten
Beschreibung von Objekten durch Attribute
Darstellung von Relationen
Beschreibung von Kardinalitäten
VererbungsmechnismenAnfo
rder
unge
n
Modellierungsmethoden
Bild 3-6: Auswahl einer Modellierungsmethodik
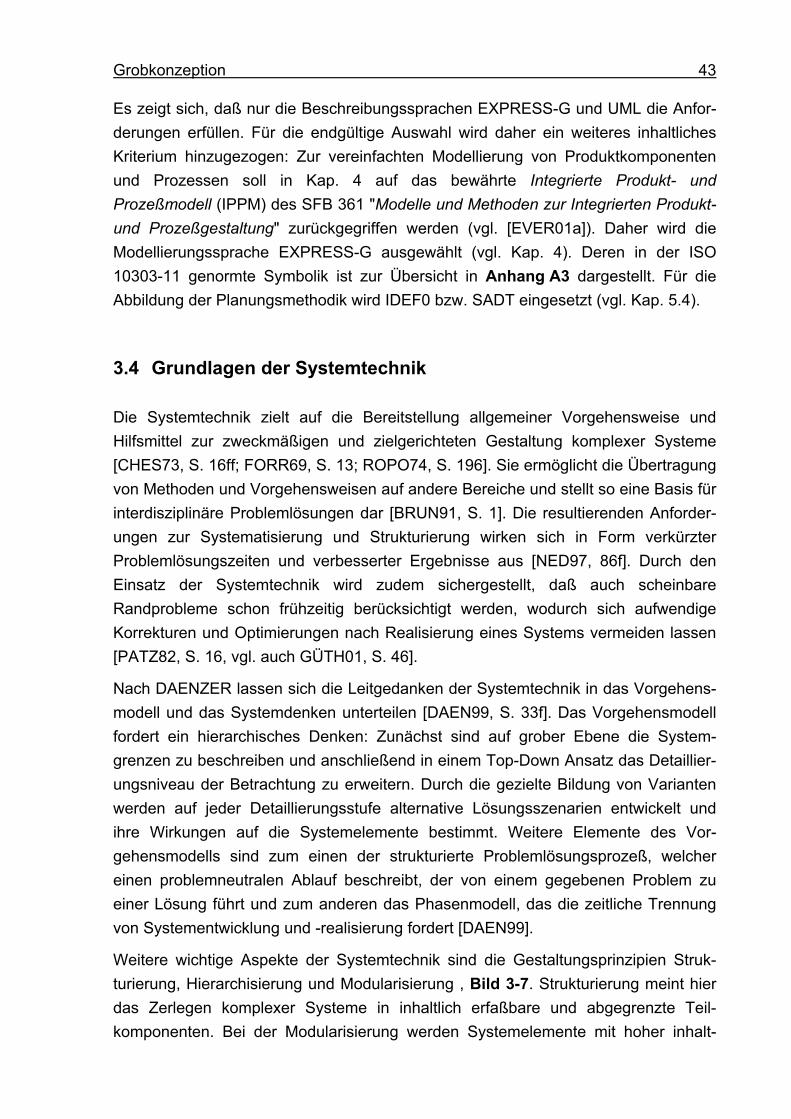
Grobkonzeption 43
Es zeigt sich, daß nur die Beschreibungssprachen EXPRESS-G und UML die Anfor-derungen erfüllen. Für die endgültige Auswahl wird daher ein weiteres inhaltliches Kriterium hinzugezogen: Zur vereinfachten Modellierung von Produktkomponenten und Prozessen soll in Kap. 4 auf das bewährte Integrierte Produkt- und Prozeßmodell (IPPM) des SFB 361 "Modelle und Methoden zur Integrierten Produkt- und Prozeßgestaltung" zurückgegriffen werden (vgl. [EVER01a]). Daher wird die Modellierungssprache EXPRESS-G ausgewählt (vgl. Kap. 4). Deren in der ISO 10303-11 genormte Symbolik ist zur Übersicht in Anhang A3 dargestellt. Für die Abbildung der Planungsmethodik wird IDEF0 bzw. SADT eingesetzt (vgl. Kap. 5.4).
3.4 Grundlagen der Systemtechnik
Die Systemtechnik zielt auf die Bereitstellung allgemeiner Vorgehensweise und Hilfsmittel zur zweckmäßigen und zielgerichteten Gestaltung komplexer Systeme [CHES73, S. 16ff; FORR69, S. 13; ROPO74, S. 196]. Sie ermöglicht die Übertragung von Methoden und Vorgehensweisen auf andere Bereiche und stellt so eine Basis für interdisziplinäre Problemlösungen dar [BRUN91, S. 1]. Die resultierenden Anforder-ungen zur Systematisierung und Strukturierung wirken sich in Form verkürzter Problemlösungszeiten und verbesserter Ergebnisse aus [NED97, 86f]. Durch den Einsatz der Systemtechnik wird zudem sichergestellt, daß auch scheinbare Randprobleme schon frühzeitig berücksichtigt werden, wodurch sich aufwendige Korrekturen und Optimierungen nach Realisierung eines Systems vermeiden lassen [PATZ82, S. 16, vgl. auch GÜTH01, S. 46].
Nach DAENZER lassen sich die Leitgedanken der Systemtechnik in das Vorgehens-modell und das Systemdenken unterteilen [DAEN99, S. 33f]. Das Vorgehensmodell fordert ein hierarchisches Denken: Zunächst sind auf grober Ebene die System-grenzen zu beschreiben und anschließend in einem Top-Down Ansatz das Detaillier-ungsniveau der Betrachtung zu erweitern. Durch die gezielte Bildung von Varianten werden auf jeder Detaillierungsstufe alternative Lösungsszenarien entwickelt und ihre Wirkungen auf die Systemelemente bestimmt. Weitere Elemente des Vor-gehensmodells sind zum einen der strukturierte Problemlösungsprozeß, welcher einen problemneutralen Ablauf beschreibt, der von einem gegebenen Problem zu einer Lösung führt und zum anderen das Phasenmodell, das die zeitliche Trennung von Systementwicklung und -realisierung fordert [DAEN99].
Weitere wichtige Aspekte der Systemtechnik sind die Gestaltungsprinzipien Struk-turierung, Hierarchisierung und Modularisierung , Bild 3-7. Strukturierung meint hier das Zerlegen komplexer Systeme in inhaltlich erfaßbare und abgegrenzte Teil-komponenten. Bei der Modularisierung werden Systemelemente mit hoher inhalt-
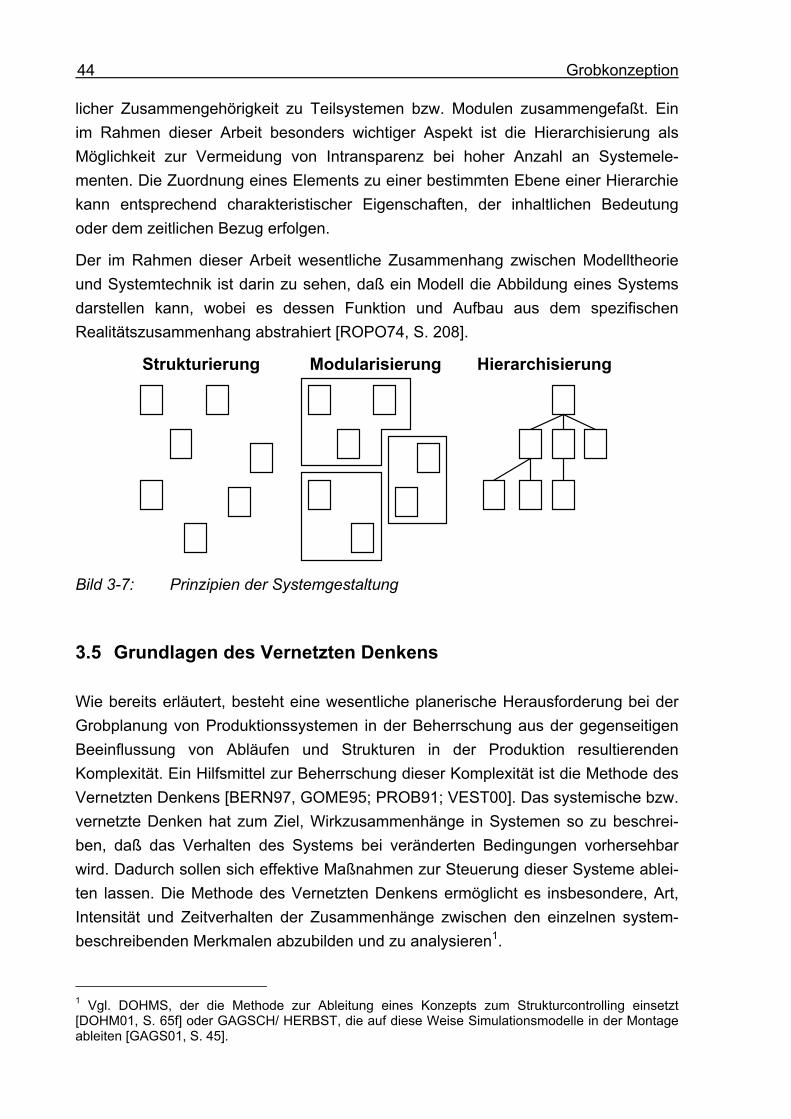
Grobkonzeption 44
licher Zusammengehörigkeit zu Teilsystemen bzw. Modulen zusammengefaßt. Ein im Rahmen dieser Arbeit besonders wichtiger Aspekt ist die Hierarchisierung als Möglichkeit zur Vermeidung von Intransparenz bei hoher Anzahl an Systemele-menten. Die Zuordnung eines Elements zu einer bestimmten Ebene einer Hierarchie kann entsprechend charakteristischer Eigenschaften, der inhaltlichen Bedeutung oder dem zeitlichen Bezug erfolgen.
Der im Rahmen dieser Arbeit wesentliche Zusammenhang zwischen Modelltheorie und Systemtechnik ist darin zu sehen, daß ein Modell die Abbildung eines Systems darstellen kann, wobei es dessen Funktion und Aufbau aus dem spezifischen Realitätszusammenhang abstrahiert [ROPO74, S. 208].
Strukturierung Modularisierung Hierarchisierung
Bild 3-7: Prinzipien der Systemgestaltung
3.5 Grundlagen des Vernetzten Denkens
Wie bereits erläutert, besteht eine wesentliche planerische Herausforderung bei der Grobplanung von Produktionssystemen in der Beherrschung aus der gegenseitigen Beeinflussung von Abläufen und Strukturen in der Produktion resultierenden Komplexität. Ein Hilfsmittel zur Beherrschung dieser Komplexität ist die Methode des Vernetzten Denkens [BERN97, GOME95; PROB91; VEST00]. Das systemische bzw. vernetzte Denken hat zum Ziel, Wirkzusammenhänge in Systemen so zu beschrei-ben, daß das Verhalten des Systems bei veränderten Bedingungen vorhersehbar wird. Dadurch sollen sich effektive Maßnahmen zur Steuerung dieser Systeme ablei-ten lassen. Die Methode des Vernetzten Denkens ermöglicht es insbesondere, Art, Intensität und Zeitverhalten der Zusammenhänge zwischen den einzelnen system-beschreibenden Merkmalen abzubilden und zu analysieren1.
1 Vgl. DOHMS, der die Methode zur Ableitung eines Konzepts zum Strukturcontrolling einsetzt [DOHM01, S. 65f] oder GAGSCH/ HERBST, die auf diese Weise Simulationsmodelle in der Montage ableiten [GAGS01, S. 45].
Grobkonzeption 45
Die Methode soll im Rahmen dieser Arbeit eingesetzt werden und wird daher nachfolgend kurz erläutert.
3.5.1 Vorgehensweise der Methode
Die Vorgehensweise der Methode des Vernetzten Denkens ist in Bild 3-8 dargestellt. In einem ersten Schritt sind die Ziele zu bestimmen und die Problemsituation zu modellieren. Aufbauend auf dem Modell erfolgt danach die Analyse der Wirkungs-verläufe, d.h. die Abbildung und Charakterisierung der Ursache-Wirkungs-Bezieh-ungen zwischen den Elementen des Systems. Daran schließt sich die Erfassung und Interpretation der Veränderungsmöglichkeiten der Situation an, es erfolgt also eine Analyse der aktiven Einflußnahme bzw. der passiven Beeinflußbarkeit. Nach der Abklärung der Lenkungsmöglichkeiten, d.h. der Eingrenzung potentieller Ansatz- und Veränderungsmöglichkeiten, können dann gezielt Strategien und Maßnahmen geplant und im abschließenden Schritt der Realisierung umgesetzt werden.
Bestimmen der Zieleund Modellieren der
Problemsituation
Analysieren derWirkungsverläufe
Erfassen und Interpre-tieren der Veränderungs-
möglichkeiten
Abklären derLenkungsmöglichkeiten
Planen von Strategienund Maßnahmen
Verwirklichen derProblemlösung
Bild 3-8: Vorgehensweise beim Vernetzten Denken nach [PROB91, S. 8]
Die im Rahmen der vorliegenden Arbeit wesentlichen Schritte der beschriebenen Methodik sind die Modellierung der Problemsituation, die Analyse der Wirkzusam-menhänge und die daran anschließende Identifikation von Einflußnahme und Beein-flußbarkeit. Sie werden im nachfolgenden Kapitel detailliert erläutert.
3.5.2 Analyse und Klassifizierung von Wirkzusammenhängen
Die Analyse der Wirkzusammenhänge in komplexen Systemen basiert auf dem Aufbau sog. Wirknetze. Mit ihnen lassen sich im Sinne der Systemtechnik (vgl. u.a.
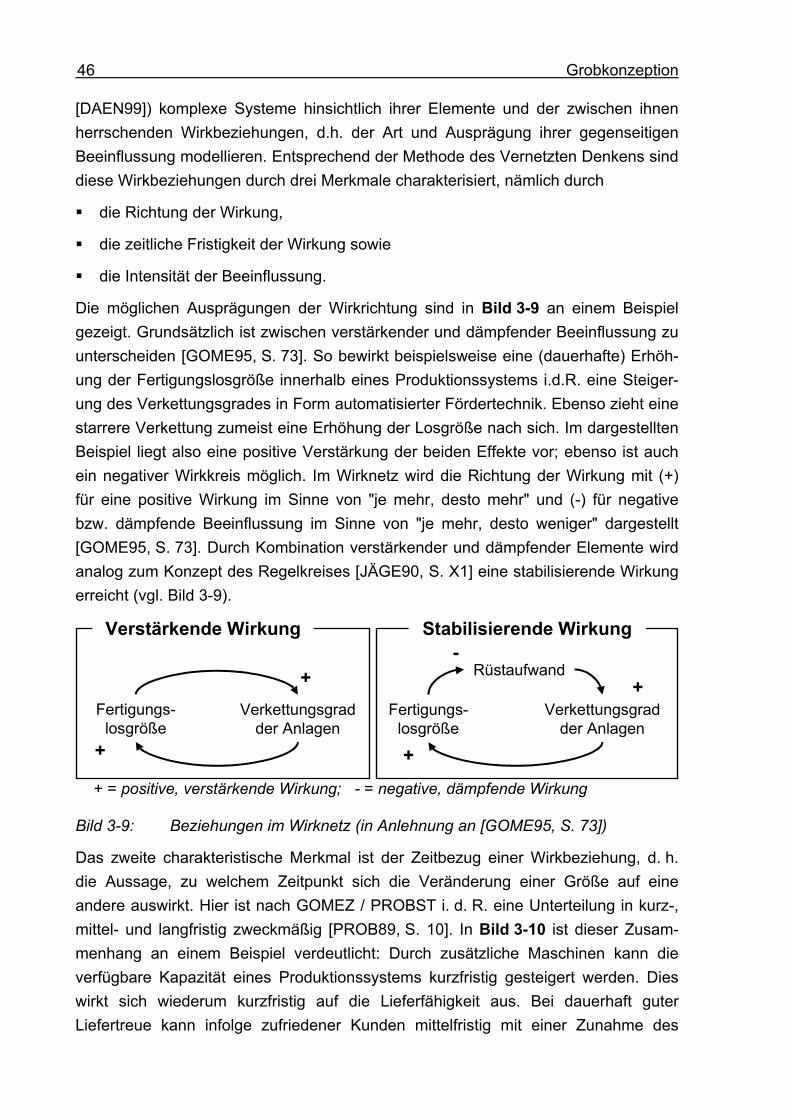
Grobkonzeption 46
[DAEN99]) komplexe Systeme hinsichtlich ihrer Elemente und der zwischen ihnen herrschenden Wirkbeziehungen, d.h. der Art und Ausprägung ihrer gegenseitigen Beeinflussung modellieren. Entsprechend der Methode des Vernetzten Denkens sind diese Wirkbeziehungen durch drei Merkmale charakterisiert, nämlich durch
die Richtung der Wirkung,
die zeitliche Fristigkeit der Wirkung sowie
die Intensität der Beeinflussung.
Die möglichen Ausprägungen der Wirkrichtung sind in Bild 3-9 an einem Beispiel gezeigt. Grundsätzlich ist zwischen verstärkender und dämpfender Beeinflussung zu unterscheiden [GOME95, S. 73]. So bewirkt beispielsweise eine (dauerhafte) Erhöh-ung der Fertigungslosgröße innerhalb eines Produktionssystems i.d.R. eine Steiger-ung des Verkettungsgrades in Form automatisierter Fördertechnik. Ebenso zieht eine starrere Verkettung zumeist eine Erhöhung der Losgröße nach sich. Im dargestellten Beispiel liegt also eine positive Verstärkung der beiden Effekte vor; ebenso ist auch ein negativer Wirkkreis möglich. Im Wirknetz wird die Richtung der Wirkung mit (+) für eine positive Wirkung im Sinne von "je mehr, desto mehr" und (-) für negative bzw. dämpfende Beeinflussung im Sinne von "je mehr, desto weniger" dargestellt [GOME95, S. 73]. Durch Kombination verstärkender und dämpfender Elemente wird analog zum Konzept des Regelkreises [JÄGE90, S. X1] eine stabilisierende Wirkung erreicht (vgl. Bild 3-9).
+
+
Fertigungs-losgröße
Verkettungsgradder Anlagen
+
+
-Verstärkende Wirkung Stabilisierende Wirkung
+ = positive, verstärkende Wirkung; - = negative, dämpfende Wirkung
Fertigungs-losgröße
Verkettungsgradder Anlagen
Rüstaufwand
Bild 3-9: Beziehungen im Wirknetz (in Anlehnung an [GOME95, S. 73])
Das zweite charakteristische Merkmal ist der Zeitbezug einer Wirkbeziehung, d. h. die Aussage, zu welchem Zeitpunkt sich die Veränderung einer Größe auf eine andere auswirkt. Hier ist nach GOMEZ / PROBST i. d. R. eine Unterteilung in kurz-, mittel- und langfristig zweckmäßig [PROB89, S. 10]. In Bild 3-10 ist dieser Zusam-menhang an einem Beispiel verdeutlicht: Durch zusätzliche Maschinen kann die verfügbare Kapazität eines Produktionssystems kurzfristig gesteigert werden. Dies wirkt sich wiederum kurzfristig auf die Lieferfähigkeit aus. Bei dauerhaft guter Liefertreue kann infolge zufriedener Kunden mittelfristig mit einer Zunahme des
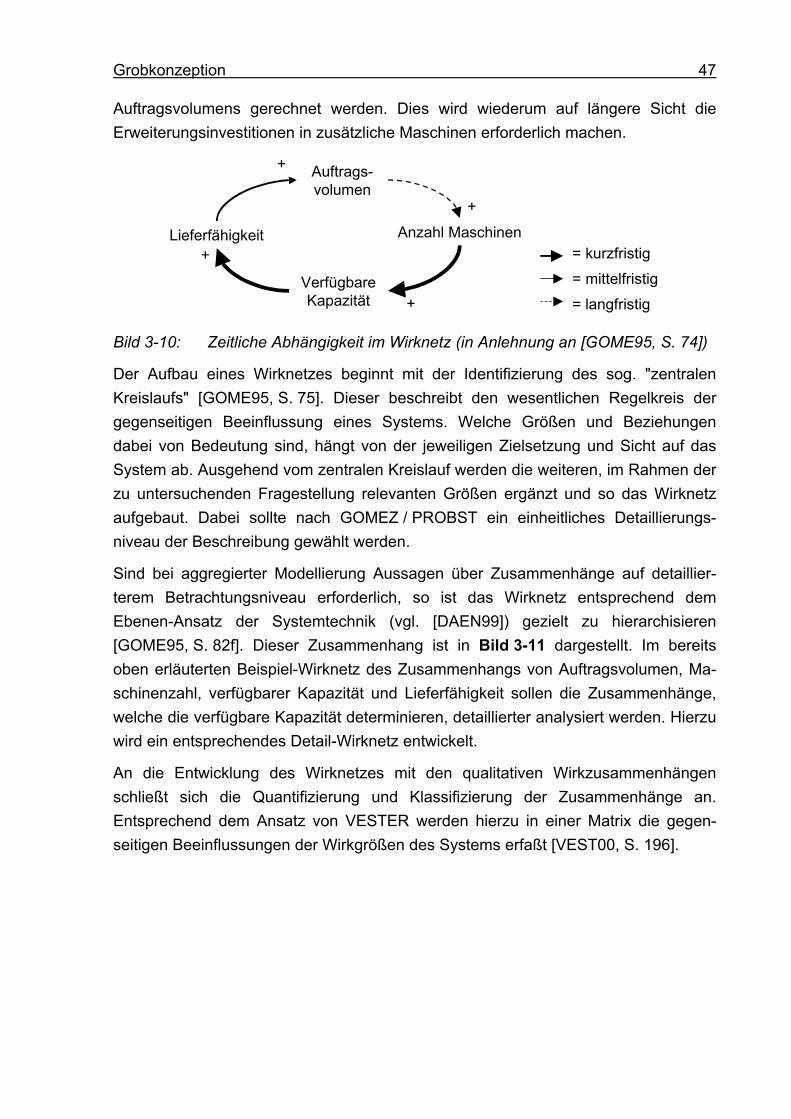
Grobkonzeption 47
Auftragsvolumens gerechnet werden. Dies wird wiederum auf längere Sicht die Erweiterungsinvestitionen in zusätzliche Maschinen erforderlich machen.
Lieferfähigkeit Anzahl Maschinen+
-VerfügbareKapazität +
Auftrags-volumen
+
+ = kurzfristig= mittelfristig= langfristig
Bild 3-10: Zeitliche Abhängigkeit im Wirknetz (in Anlehnung an [GOME95, S. 74])
Der Aufbau eines Wirknetzes beginnt mit der Identifizierung des sog. "zentralen Kreislaufs" [GOME95, S. 75]. Dieser beschreibt den wesentlichen Regelkreis der gegenseitigen Beeinflussung eines Systems. Welche Größen und Beziehungen dabei von Bedeutung sind, hängt von der jeweiligen Zielsetzung und Sicht auf das System ab. Ausgehend vom zentralen Kreislauf werden die weiteren, im Rahmen der zu untersuchenden Fragestellung relevanten Größen ergänzt und so das Wirknetz aufgebaut. Dabei sollte nach GOMEZ / PROBST ein einheitliches Detaillierungs-niveau der Beschreibung gewählt werden.
Sind bei aggregierter Modellierung Aussagen über Zusammenhänge auf detaillier-terem Betrachtungsniveau erforderlich, so ist das Wirknetz entsprechend dem Ebenen-Ansatz der Systemtechnik (vgl. [DAEN99]) gezielt zu hierarchisieren [GOME95, S. 82f]. Dieser Zusammenhang ist in Bild 3-11 dargestellt. Im bereits oben erläuterten Beispiel-Wirknetz des Zusammenhangs von Auftragsvolumen, Ma-schinenzahl, verfügbarer Kapazität und Lieferfähigkeit sollen die Zusammenhänge, welche die verfügbare Kapazität determinieren, detaillierter analysiert werden. Hierzu wird ein entsprechendes Detail-Wirknetz entwickelt.
An die Entwicklung des Wirknetzes mit den qualitativen Wirkzusammenhängen schließt sich die Quantifizierung und Klassifizierung der Zusammenhänge an. Entsprechend dem Ansatz von VESTER werden hierzu in einer Matrix die gegen-seitigen Beeinflussungen der Wirkgrößen des Systems erfaßt [VEST00, S. 196].
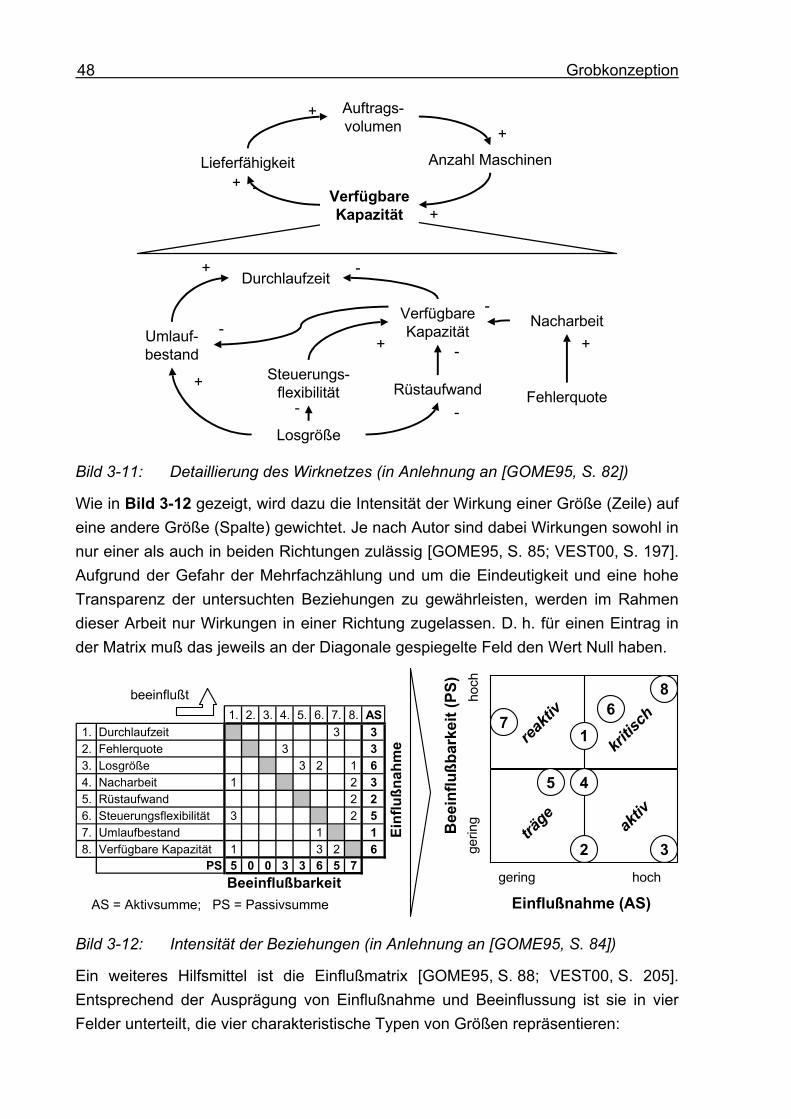
Grobkonzeption 48
Lieferfähigkeit Anzahl Maschinen+
- VerfügbareKapazität +
Auftrags-volumen
+
+
VerfügbareKapazität
Steuerungs-flexibilität
Nacharbeit
FehlerquoteRüstaufwand
Losgröße
Umlauf-bestand
Durchlaufzeit
+
+
+
+
-
-
-
--
-
Bild 3-11: Detaillierung des Wirknetzes (in Anlehnung an [GOME95, S. 82])
Wie in Bild 3-12 gezeigt, wird dazu die Intensität der Wirkung einer Größe (Zeile) auf eine andere Größe (Spalte) gewichtet. Je nach Autor sind dabei Wirkungen sowohl in nur einer als auch in beiden Richtungen zulässig [GOME95, S. 85; VEST00, S. 197]. Aufgrund der Gefahr der Mehrfachzählung und um die Eindeutigkeit und eine hohe Transparenz der untersuchten Beziehungen zu gewährleisten, werden im Rahmen dieser Arbeit nur Wirkungen in einer Richtung zugelassen. D. h. für einen Eintrag in der Matrix muß das jeweils an der Diagonale gespiegelte Feld den Wert Null haben.
1. 2. 3. 4. 5. 6. 7. 8. AS1. Durchlaufzeit 3 32. Fehlerquote 3 33. Losgröße 3 2 1 64. Nacharbeit 1 2 35. Rüstaufwand 2 26. Steuerungsflexibilität 3 2 57. Umlaufbestand 1 18. Verfügbare Kapazität 1 3 2 6
PS 5 0 0 3 3 6 5 7Beeinflußbarkeit
Einf
lußn
ahm
e
AS = Aktivsumme; PS = Passivsumme
Bee
influ
ßbar
keit
(PS)
gering hoch
gerin
gho
ch
Einflußnahme (AS)
1
2 3
45
67
8
aktiv
reakti
v
träge
kritis
chbeeinflußt
Bild 3-12: Intensität der Beziehungen (in Anlehnung an [GOME95, S. 84])
Ein weiteres Hilfsmittel ist die Einflußmatrix [GOME95, S. 88; VEST00, S. 205]. Entsprechend der Ausprägung von Einflußnahme und Beeinflussung ist sie in vier Felder unterteilt, die vier charakteristische Typen von Größen repräsentieren:
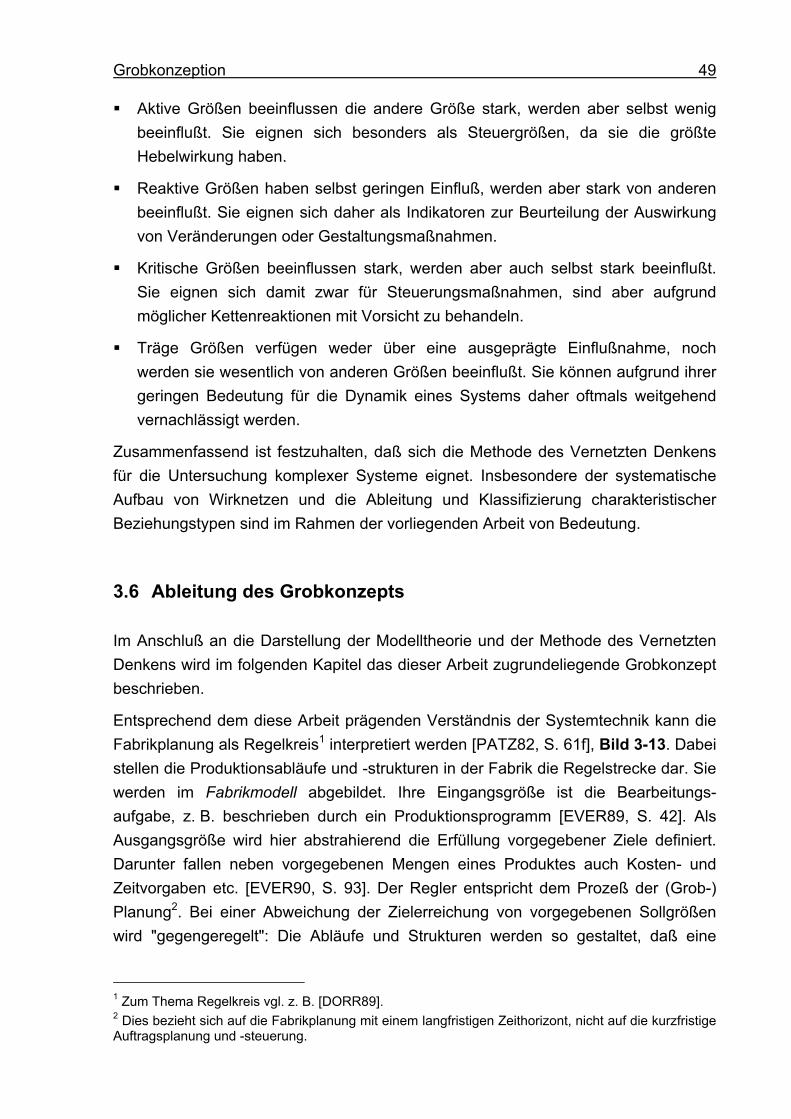
Grobkonzeption 49
Aktive Größen beeinflussen die andere Größe stark, werden aber selbst wenig beeinflußt. Sie eignen sich besonders als Steuergrößen, da sie die größte Hebelwirkung haben.
Reaktive Größen haben selbst geringen Einfluß, werden aber stark von anderen beeinflußt. Sie eignen sich daher als Indikatoren zur Beurteilung der Auswirkung von Veränderungen oder Gestaltungsmaßnahmen.
Kritische Größen beeinflussen stark, werden aber auch selbst stark beeinflußt. Sie eignen sich damit zwar für Steuerungsmaßnahmen, sind aber aufgrund möglicher Kettenreaktionen mit Vorsicht zu behandeln.
Träge Größen verfügen weder über eine ausgeprägte Einflußnahme, noch werden sie wesentlich von anderen Größen beeinflußt. Sie können aufgrund ihrer geringen Bedeutung für die Dynamik eines Systems daher oftmals weitgehend vernachlässigt werden.
Zusammenfassend ist festzuhalten, daß sich die Methode des Vernetzten Denkens für die Untersuchung komplexer Systeme eignet. Insbesondere der systematische Aufbau von Wirknetzen und die Ableitung und Klassifizierung charakteristischer Beziehungstypen sind im Rahmen der vorliegenden Arbeit von Bedeutung.
3.6 Ableitung des Grobkonzepts
Im Anschluß an die Darstellung der Modelltheorie und der Methode des Vernetzten Denkens wird im folgenden Kapitel das dieser Arbeit zugrundeliegende Grobkonzept beschrieben.
Entsprechend dem diese Arbeit prägenden Verständnis der Systemtechnik kann die Fabrikplanung als Regelkreis1 interpretiert werden [PATZ82, S. 61f], Bild 3-13. Dabei stellen die Produktionsabläufe und -strukturen in der Fabrik die Regelstrecke dar. Sie werden im Fabrikmodell abgebildet. Ihre Eingangsgröße ist die Bearbeitungs-aufgabe, z. B. beschrieben durch ein Produktionsprogramm [EVER89, S. 42]. Als Ausgangsgröße wird hier abstrahierend die Erfüllung vorgegebener Ziele definiert. Darunter fallen neben vorgegebenen Mengen eines Produktes auch Kosten- und Zeitvorgaben etc. [EVER90, S. 93]. Der Regler entspricht dem Prozeß der (Grob-) Planung2. Bei einer Abweichung der Zielerreichung von vorgegebenen Sollgrößen wird "gegengeregelt": Die Abläufe und Strukturen werden so gestaltet, daß eine
1 Zum Thema Regelkreis vgl. z. B. [DORR89]. 2 Dies bezieht sich auf die Fabrikplanung mit einem langfristigen Zeithorizont, nicht auf die kurzfristige Auftragsplanung und -steuerung.
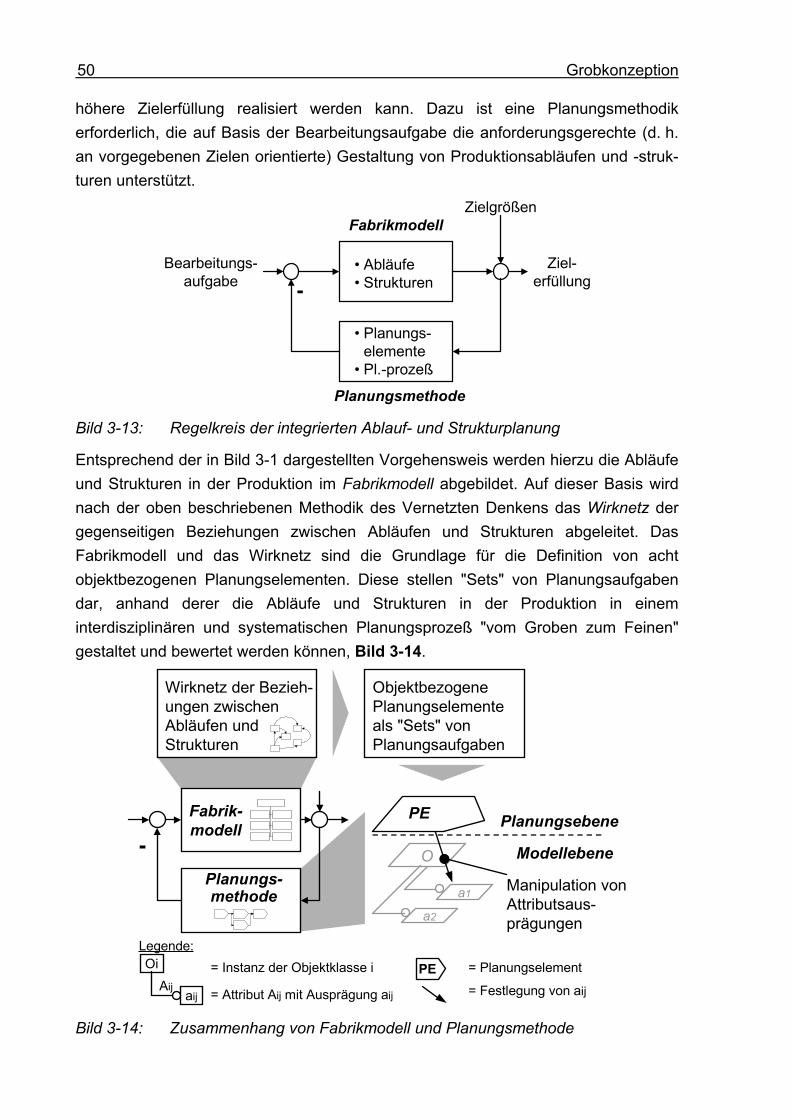
Grobkonzeption 50
höhere Zielerfüllung realisiert werden kann. Dazu ist eine Planungsmethodik erforderlich, die auf Basis der Bearbeitungsaufgabe die anforderungsgerechte (d. h. an vorgegebenen Zielen orientierte) Gestaltung von Produktionsabläufen und -struk-turen unterstützt.
• Abläufe• Strukturen
Ziel-erfüllung
Bearbeitungs-aufgabe
Fabrikmodell
Planungsmethode
-
Zielgrößen
• Planungs-elemente
• Pl.-prozeß
Bild 3-13: Regelkreis der integrierten Ablauf- und Strukturplanung
Entsprechend der in Bild 3-1 dargestellten Vorgehensweis werden hierzu die Abläufe und Strukturen in der Produktion im Fabrikmodell abgebildet. Auf dieser Basis wird nach der oben beschriebenen Methodik des Vernetzten Denkens das Wirknetz der gegenseitigen Beziehungen zwischen Abläufen und Strukturen abgeleitet. Das Fabrikmodell und das Wirknetz sind die Grundlage für die Definition von acht objektbezogenen Planungselementen. Diese stellen "Sets" von Planungsaufgaben dar, anhand derer die Abläufe und Strukturen in der Produktion in einem interdisziplinären und systematischen Planungsprozeß "vom Groben zum Feinen" gestaltet und bewertet werden können, Bild 3-14.
Wirknetz der Bezieh-ungen zwischenAbläufen undStrukturen
ObjektbezogenePlanungselementeals "Sets" vonPlanungsaufgaben
Fabrik-modell
Planungs-methode
-
a1
a2
O
PE
Manipulation vonAttributsaus-prägungen
Planungsebene
Modellebene
aij
Oi = Instanz der Objektklasse i
= Attribut Aij mit Ausprägung aij
Legende:
AijPE = Planungselement
= Festlegung von aij
Bild 3-14: Zusammenhang von Fabrikmodell und Planungsmethode
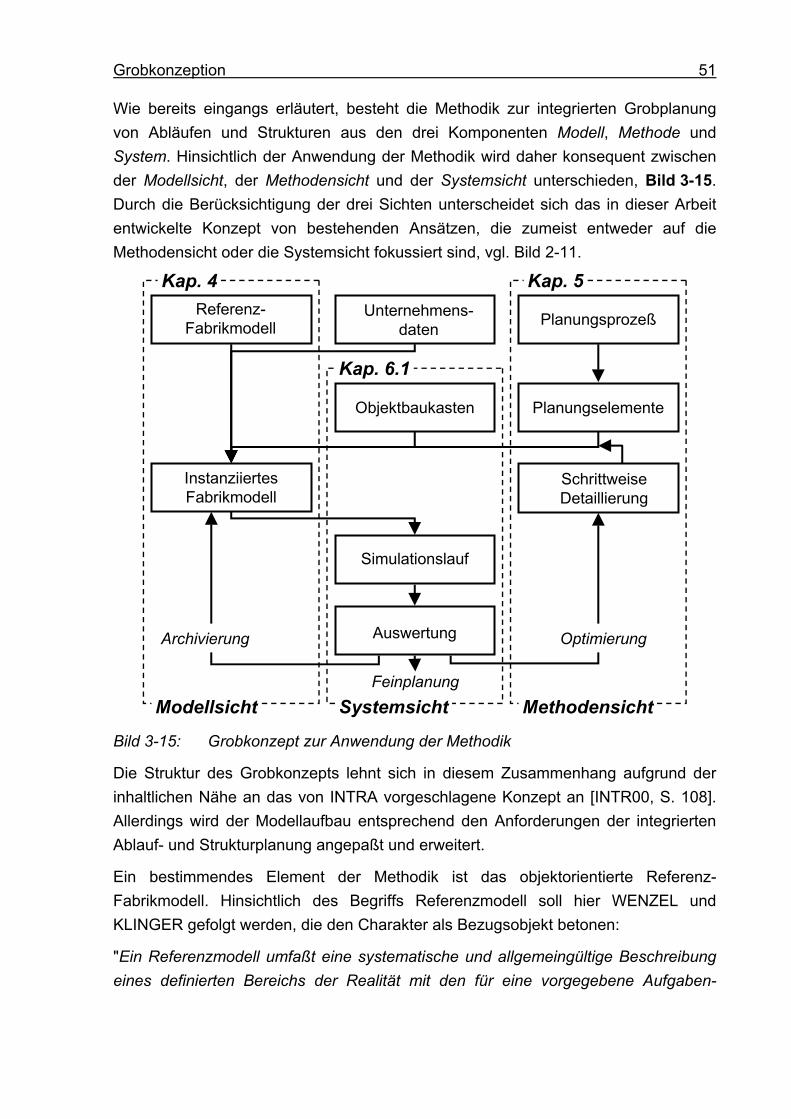
Grobkonzeption 51
Wie bereits eingangs erläutert, besteht die Methodik zur integrierten Grobplanung von Abläufen und Strukturen aus den drei Komponenten Modell, Methode und System. Hinsichtlich der Anwendung der Methodik wird daher konsequent zwischen der Modellsicht, der Methodensicht und der Systemsicht unterschieden, Bild 3-15. Durch die Berücksichtigung der drei Sichten unterscheidet sich das in dieser Arbeit entwickelte Konzept von bestehenden Ansätzen, die zumeist entweder auf die Methodensicht oder die Systemsicht fokussiert sind, vgl. Bild 2-11.
Feinplanung
Referenz-Fabrikmodell
Unternehmens-daten
Objektbaukasten Planungselemente
Simulationslauf
Auswertung
SchrittweiseDetaillierung
OptimierungArchivierung
Methodensicht
InstanziiertesFabrikmodell
SystemsichtModellsicht
Planungsprozeß
Kap. 6.1
Kap. 4 Kap. 5
Bild 3-15: Grobkonzept zur Anwendung der Methodik
Die Struktur des Grobkonzepts lehnt sich in diesem Zusammenhang aufgrund der inhaltlichen Nähe an das von INTRA vorgeschlagene Konzept an [INTR00, S. 108]. Allerdings wird der Modellaufbau entsprechend den Anforderungen der integrierten Ablauf- und Strukturplanung angepaßt und erweitert.
Ein bestimmendes Element der Methodik ist das objektorientierte Referenz-Fabrikmodell. Hinsichtlich des Begriffs Referenzmodell soll hier WENZEL und KLINGER gefolgt werden, die den Charakter als Bezugsobjekt betonen:
"Ein Referenzmodell umfaßt eine systematische und allgemeingültige Beschreibung eines definierten Bereichs der Realität mit den für eine vorgegebene Aufgaben-
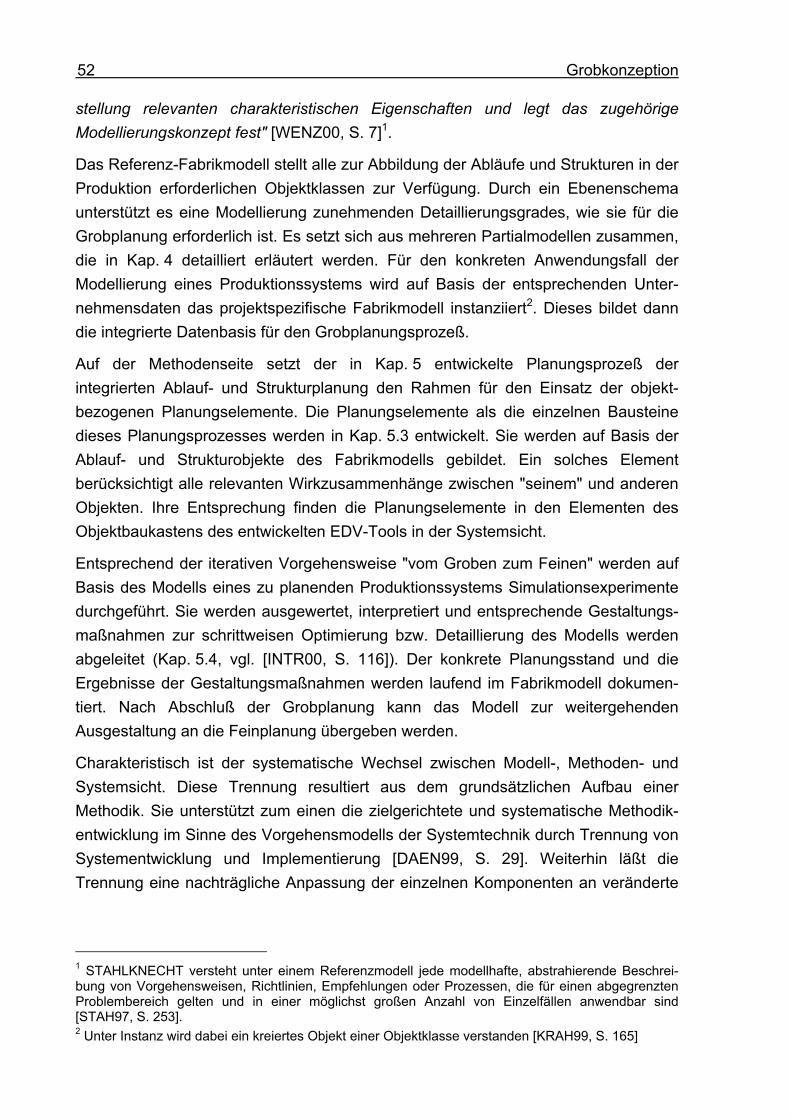
Grobkonzeption 52
stellung relevanten charakteristischen Eigenschaften und legt das zugehörige Modellierungskonzept fest" [WENZ00, S. 7]1.
Das Referenz-Fabrikmodell stellt alle zur Abbildung der Abläufe und Strukturen in der Produktion erforderlichen Objektklassen zur Verfügung. Durch ein Ebenenschema unterstützt es eine Modellierung zunehmenden Detaillierungsgrades, wie sie für die Grobplanung erforderlich ist. Es setzt sich aus mehreren Partialmodellen zusammen, die in Kap. 4 detailliert erläutert werden. Für den konkreten Anwendungsfall der Modellierung eines Produktionssystems wird auf Basis der entsprechenden Unter-nehmensdaten das projektspezifische Fabrikmodell instanziiert2. Dieses bildet dann die integrierte Datenbasis für den Grobplanungsprozeß.
Auf der Methodenseite setzt der in Kap. 5 entwickelte Planungsprozeß der integrierten Ablauf- und Strukturplanung den Rahmen für den Einsatz der objekt-bezogenen Planungselemente. Die Planungselemente als die einzelnen Bausteine dieses Planungsprozesses werden in Kap. 5.3 entwickelt. Sie werden auf Basis der Ablauf- und Strukturobjekte des Fabrikmodells gebildet. Ein solches Element berücksichtigt alle relevanten Wirkzusammenhänge zwischen "seinem" und anderen Objekten. Ihre Entsprechung finden die Planungselemente in den Elementen des Objektbaukastens des entwickelten EDV-Tools in der Systemsicht.
Entsprechend der iterativen Vorgehensweise "vom Groben zum Feinen" werden auf Basis des Modells eines zu planenden Produktionssystems Simulationsexperimente durchgeführt. Sie werden ausgewertet, interpretiert und entsprechende Gestaltungs-maßnahmen zur schrittweisen Optimierung bzw. Detaillierung des Modells werden abgeleitet (Kap. 5.4, vgl. [INTR00, S. 116]). Der konkrete Planungsstand und die Ergebnisse der Gestaltungsmaßnahmen werden laufend im Fabrikmodell dokumen-tiert. Nach Abschluß der Grobplanung kann das Modell zur weitergehenden Ausgestaltung an die Feinplanung übergeben werden.
Charakteristisch ist der systematische Wechsel zwischen Modell-, Methoden- und Systemsicht. Diese Trennung resultiert aus dem grundsätzlichen Aufbau einer Methodik. Sie unterstützt zum einen die zielgerichtete und systematische Methodik-entwicklung im Sinne des Vorgehensmodells der Systemtechnik durch Trennung von Systementwicklung und Implementierung [DAEN99, S. 29]. Weiterhin läßt die Trennung eine nachträgliche Anpassung der einzelnen Komponenten an veränderte
1 STAHLKNECHT versteht unter einem Referenzmodell jede modellhafte, abstrahierende Beschrei-bung von Vorgehensweisen, Richtlinien, Empfehlungen oder Prozessen, die für einen abgegrenzten Problembereich gelten und in einer möglichst großen Anzahl von Einzelfällen anwendbar sind [STAH97, S. 253]. 2 Unter Instanz wird dabei ein kreiertes Objekt einer Objektklasse verstanden [KRAH99, S. 165]
Grobkonzeption 53
Randbedingungen zu. Für den Anwender der Methodik hat die Systemsicht die Funktion der Integration von Modell und Methode.
Neben dieser Integration auf Systemebene liegen der Methodik zur integriert Ablauf- und Strukturplanung drei weitere Integrationsstufen zugrunde: Auf der Objektebene, d. h. hinsichtlich der im Fabrikmodell abgebildeten Ablauf- und Strukturobjekte, erfolgt eine Integration über die Attribute und Relationen. Auf der Planungsebene wird die Integration durch die objektbezogenen Planungselemente auf die Wirkzu-sammenhänge zwischen Abläufen und Strukturen erweitert. Die vierte Integrations-stufe stellt der integrierte Planungsprozeß als systematische Verknüpfung der einzelnen Planungselemente für die Grobplanung von Fabriken dar.
3.7 Zwischenfazit
Entsprechend dem in dieser Arbeit verwendeten Verständnis einer Methodik wurde eine Vorgehensweise zur Methodikentwicklung vorgestellt, die zunächst die Entwicklung eines Modells und darauf aufbauend die Ableitung einer Planungs-methode vorsieht. Diese soll abschließend in ein EDV-System implementiert werden.
Basierend auf den in Kap. 2 identifizierten Defiziten bestehender Konzepte im Kontext der integrierten Grobplanung von Abläufen und Strukturen und dem damit aufgezeigten Handlungsbedarf wurden die Anforderungen an die zu entwickelnde Methodik abgeleitet.
Um die Komplexität der Problemstellung zu beherrschen, wurden die allgemeine Modelltheorie, die Systemtechnik und das Vernetzte Denken als geeignete wissen-schaftliche Ansätze für die Methodikentwicklung ausgewählt und ihre Grundlagen vorgestellt. Unter ihrer Anwendung wurde im Anschluß das Grobkonzept der Planungsmethodik abgeleitet. Seine Basis bildet das Fabrikmodell zur Abbildung der Abläufe und Strukturen in der Produktion. In methodischer Sicht dienen objekt-bezogene Planungselemente dazu, die relevanten Wirkzusammenhänge gezielt zu berücksichtigen und einem systematischen Planungsvorgehen zugänglich zu machen. Unterstützt wird der Planer dabei durch ein EDV-Hilfsmittel, welches auf diesen Planungselementen aufsetzt und das Fabrikmodell als integrierte Datenbasis nutzt.
Das entwickelte Grobkonzept stellt den Rahmen für die nachfolgende systematische Ausgestaltung von Modell und Methode unter Berücksichtigung der eingangs formulierten Anforderungen dar. Im nächsten Schritt ist hierfür das Fabrikmodell der integrierten Ablauf- und Strukturplanung zu konzipieren und auszugestalten.
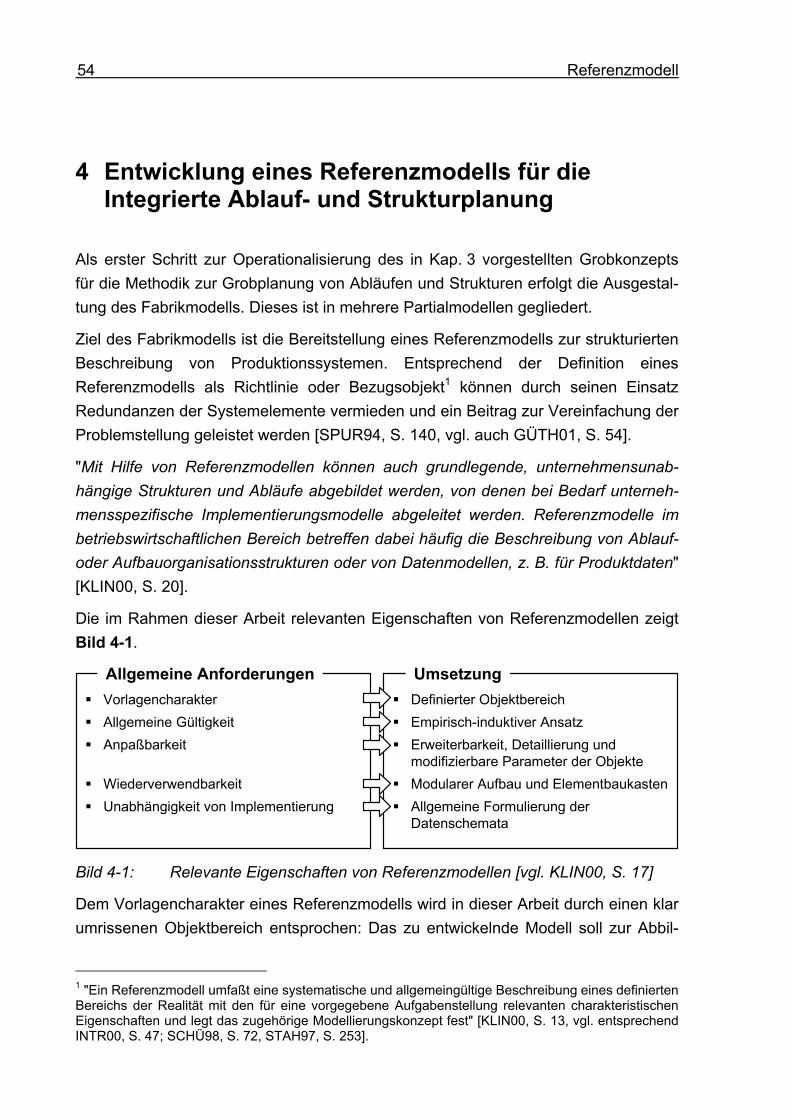
Referenzmodell 54
4 Entwicklung eines Referenzmodells für die Integrierte Ablauf- und Strukturplanung
Als erster Schritt zur Operationalisierung des in Kap. 3 vorgestellten Grobkonzepts für die Methodik zur Grobplanung von Abläufen und Strukturen erfolgt die Ausgestal-tung des Fabrikmodells. Dieses ist in mehrere Partialmodellen gegliedert.
Ziel des Fabrikmodells ist die Bereitstellung eines Referenzmodells zur strukturierten Beschreibung von Produktionssystemen. Entsprechend der Definition eines Referenzmodells als Richtlinie oder Bezugsobjekt1 können durch seinen Einsatz Redundanzen der Systemelemente vermieden und ein Beitrag zur Vereinfachung der Problemstellung geleistet werden [SPUR94, S. 140, vgl. auch GÜTH01, S. 54].
"Mit Hilfe von Referenzmodellen können auch grundlegende, unternehmensunab-hängige Strukturen und Abläufe abgebildet werden, von denen bei Bedarf unterneh-mensspezifische Implementierungsmodelle abgeleitet werden. Referenzmodelle im betriebswirtschaftlichen Bereich betreffen dabei häufig die Beschreibung von Ablauf- oder Aufbauorganisationsstrukturen oder von Datenmodellen, z. B. für Produktdaten" [KLIN00, S. 20].
Die im Rahmen dieser Arbeit relevanten Eigenschaften von Referenzmodellen zeigt Bild 4-1.
VorlagencharakterAllgemeine GültigkeitAnpaßbarkeit
WiederverwendbarkeitUnabhängigkeit von Implementierung
Definierter ObjektbereichEmpirisch-induktiver AnsatzErweiterbarkeit, Detaillierung undmodifizierbare Parameter der ObjekteModularer Aufbau und ElementbaukastenAllgemeine Formulierung derDatenschemata
Allgemeine Anforderungen Umsetzung
Bild 4-1: Relevante Eigenschaften von Referenzmodellen [vgl. KLIN00, S. 17]
Dem Vorlagencharakter eines Referenzmodells wird in dieser Arbeit durch einen klar umrissenen Objektbereich entsprochen: Das zu entwickelnde Modell soll zur Abbil-
1 "Ein Referenzmodell umfaßt eine systematische und allgemeingültige Beschreibung eines definierten Bereichs der Realität mit den für eine vorgegebene Aufgabenstellung relevanten charakteristischen Eigenschaften und legt das zugehörige Modellierungskonzept fest" [KLIN00, S. 13, vgl. entsprechend INTR00, S. 47; SCHÜ98, S. 72, STAH97, S. 253].
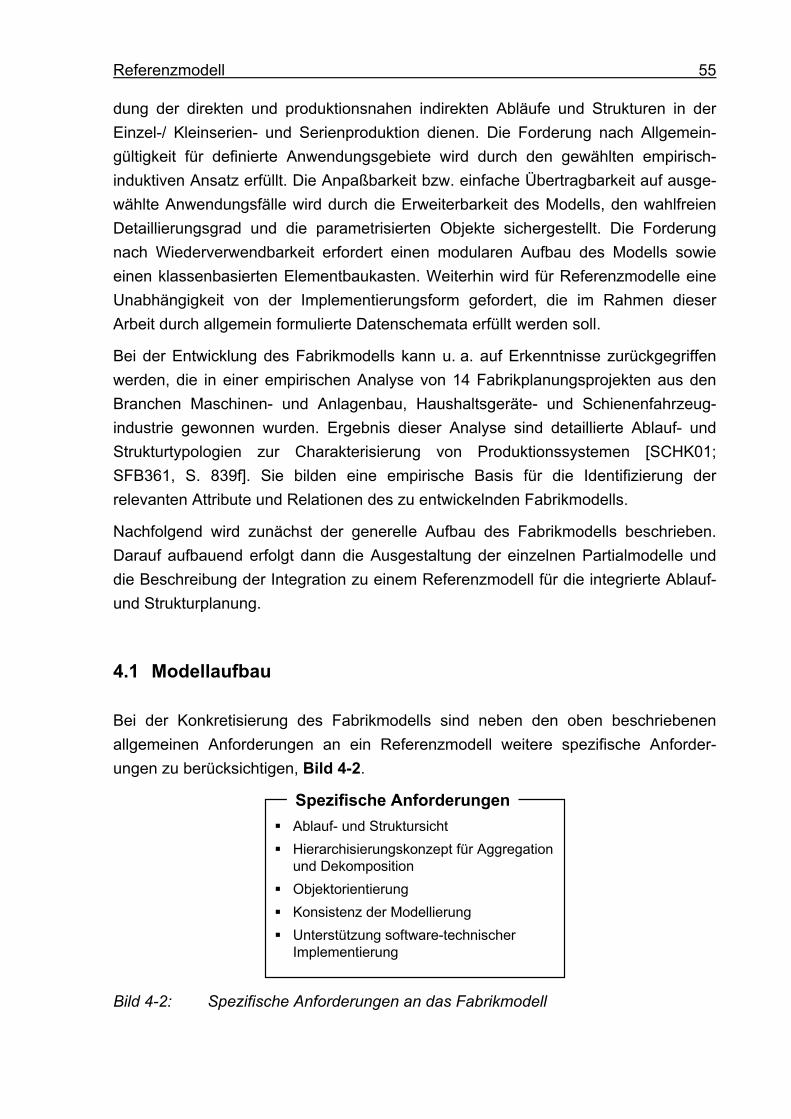
Referenzmodell 55
dung der direkten und produktionsnahen indirekten Abläufe und Strukturen in der Einzel-/ Kleinserien- und Serienproduktion dienen. Die Forderung nach Allgemein-gültigkeit für definierte Anwendungsgebiete wird durch den gewählten empirisch-induktiven Ansatz erfüllt. Die Anpaßbarkeit bzw. einfache Übertragbarkeit auf ausge-wählte Anwendungsfälle wird durch die Erweiterbarkeit des Modells, den wahlfreien Detaillierungsgrad und die parametrisierten Objekte sichergestellt. Die Forderung nach Wiederverwendbarkeit erfordert einen modularen Aufbau des Modells sowie einen klassenbasierten Elementbaukasten. Weiterhin wird für Referenzmodelle eine Unabhängigkeit von der Implementierungsform gefordert, die im Rahmen dieser Arbeit durch allgemein formulierte Datenschemata erfüllt werden soll.
Bei der Entwicklung des Fabrikmodells kann u. a. auf Erkenntnisse zurückgegriffen werden, die in einer empirischen Analyse von 14 Fabrikplanungsprojekten aus den Branchen Maschinen- und Anlagenbau, Haushaltsgeräte- und Schienenfahrzeug-industrie gewonnen wurden. Ergebnis dieser Analyse sind detaillierte Ablauf- und Strukturtypologien zur Charakterisierung von Produktionssystemen [SCHK01; SFB361, S. 839f]. Sie bilden eine empirische Basis für die Identifizierung der relevanten Attribute und Relationen des zu entwickelnden Fabrikmodells.
Nachfolgend wird zunächst der generelle Aufbau des Fabrikmodells beschrieben. Darauf aufbauend erfolgt dann die Ausgestaltung der einzelnen Partialmodelle und die Beschreibung der Integration zu einem Referenzmodell für die integrierte Ablauf- und Strukturplanung.
4.1 Modellaufbau
Bei der Konkretisierung des Fabrikmodells sind neben den oben beschriebenen allgemeinen Anforderungen an ein Referenzmodell weitere spezifische Anforder-ungen zu berücksichtigen, Bild 4-2.
Ablauf- und StruktursichtHierarchisierungskonzept für Aggregationund DekompositionObjektorientierungKonsistenz der ModellierungUnterstützung software-technischerImplementierung
Spezifische Anforderungen
Bild 4-2: Spezifische Anforderungen an das Fabrikmodell
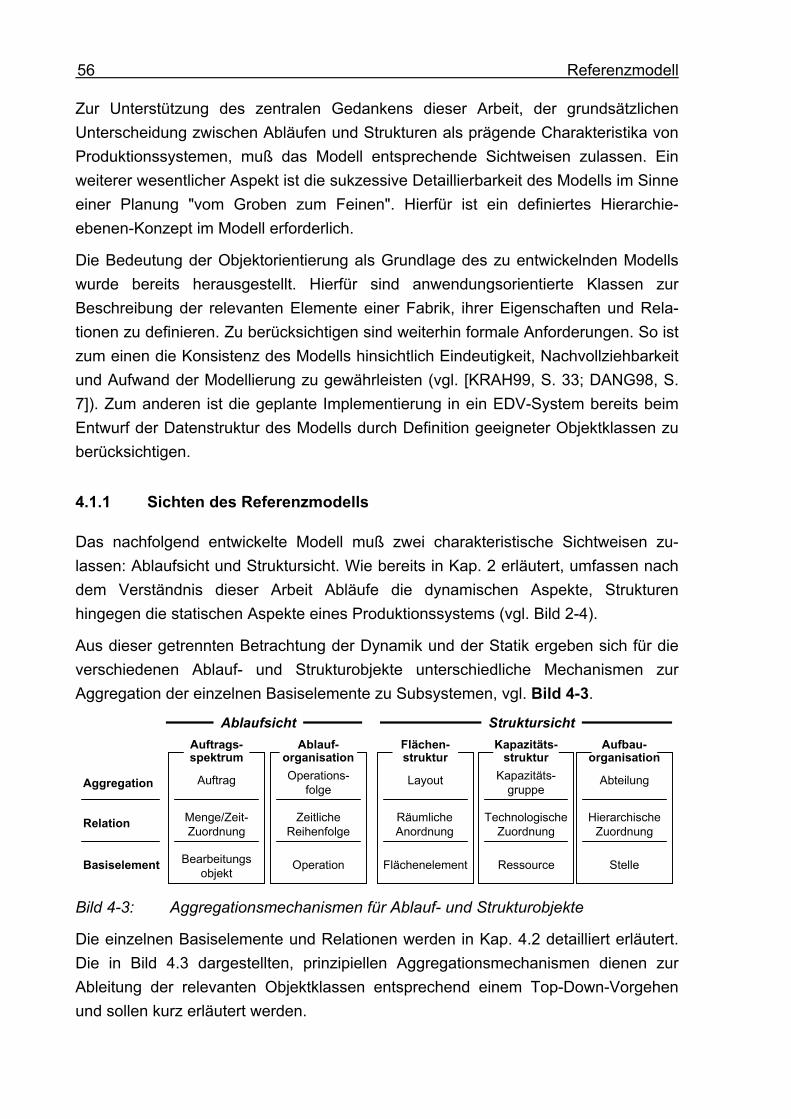
Referenzmodell 56
Zur Unterstützung des zentralen Gedankens dieser Arbeit, der grundsätzlichen Unterscheidung zwischen Abläufen und Strukturen als prägende Charakteristika von Produktionssystemen, muß das Modell entsprechende Sichtweisen zulassen. Ein weiterer wesentlicher Aspekt ist die sukzessive Detaillierbarkeit des Modells im Sinne einer Planung "vom Groben zum Feinen". Hierfür ist ein definiertes Hierarchie-ebenen-Konzept im Modell erforderlich.
Die Bedeutung der Objektorientierung als Grundlage des zu entwickelnden Modells wurde bereits herausgestellt. Hierfür sind anwendungsorientierte Klassen zur Beschreibung der relevanten Elemente einer Fabrik, ihrer Eigenschaften und Rela-tionen zu definieren. Zu berücksichtigen sind weiterhin formale Anforderungen. So ist zum einen die Konsistenz des Modells hinsichtlich Eindeutigkeit, Nachvollziehbarkeit und Aufwand der Modellierung zu gewährleisten (vgl. [KRAH99, S. 33; DANG98, S. 7]). Zum anderen ist die geplante Implementierung in ein EDV-System bereits beim Entwurf der Datenstruktur des Modells durch Definition geeigneter Objektklassen zu berücksichtigen.
4.1.1 Sichten des Referenzmodells
Das nachfolgend entwickelte Modell muß zwei charakteristische Sichtweisen zu-lassen: Ablaufsicht und Struktursicht. Wie bereits in Kap. 2 erläutert, umfassen nach dem Verständnis dieser Arbeit Abläufe die dynamischen Aspekte, Strukturen hingegen die statischen Aspekte eines Produktionssystems (vgl. Bild 2-4).
Aus dieser getrennten Betrachtung der Dynamik und der Statik ergeben sich für die verschiedenen Ablauf- und Strukturobjekte unterschiedliche Mechanismen zur Aggregation der einzelnen Basiselemente zu Subsystemen, vgl. Bild 4-3.
Auftrag
Menge/Zeit-Zuordnung
Bearbeitungsobjekt
Auftrags-spektrum
Aggregation
Relation
Basiselement
Struktursicht
Layout
RäumlicheAnordnung
Flächenelement
Kapazitäts-gruppe
TechnologischeZuordnung
Ressource
Abteilung
HierarchischeZuordnung
Stelle
Ablaufsicht
Operations-folge
ZeitlicheReihenfolge
Operation
Ablauf-organisation
Aufbau-organisation
Kapazitäts-struktur
Flächen-struktur
Bild 4-3: Aggregationsmechanismen für Ablauf- und Strukturobjekte
Die einzelnen Basiselemente und Relationen werden in Kap. 4.2 detailliert erläutert. Die in Bild 4.3 dargestellten, prinzipiellen Aggregationsmechanismen dienen zur Ableitung der relevanten Objektklassen entsprechend einem Top-Down-Vorgehen und sollen kurz erläutert werden.
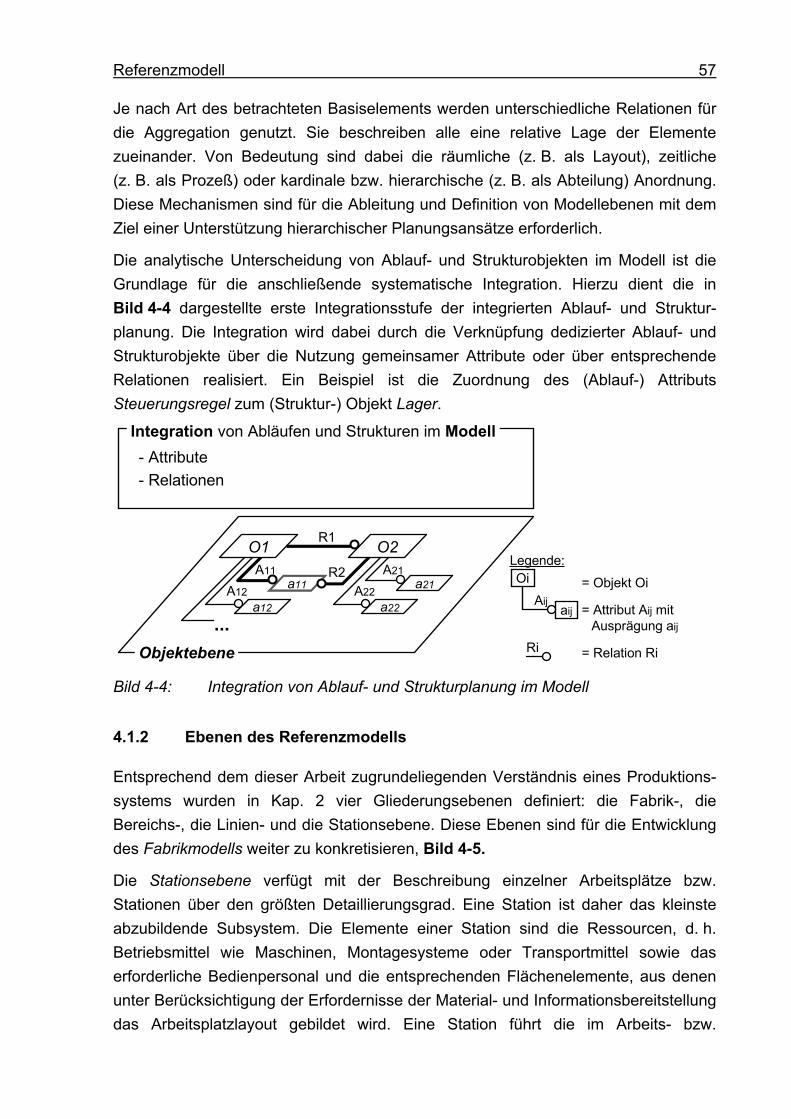
Referenzmodell 57
Je nach Art des betrachteten Basiselements werden unterschiedliche Relationen für die Aggregation genutzt. Sie beschreiben alle eine relative Lage der Elemente zueinander. Von Bedeutung sind dabei die räumliche (z. B. als Layout), zeitliche (z. B. als Prozeß) oder kardinale bzw. hierarchische (z. B. als Abteilung) Anordnung. Diese Mechanismen sind für die Ableitung und Definition von Modellebenen mit dem Ziel einer Unterstützung hierarchischer Planungsansätze erforderlich.
Die analytische Unterscheidung von Ablauf- und Strukturobjekten im Modell ist die Grundlage für die anschließende systematische Integration. Hierzu dient die in Bild 4-4 dargestellte erste Integrationsstufe der integrierten Ablauf- und Struktur-planung. Die Integration wird dabei durch die Verknüpfung dedizierter Ablauf- und Strukturobjekte über die Nutzung gemeinsamer Attribute oder über entsprechende Relationen realisiert. Ein Beispiel ist die Zuordnung des (Ablauf-) Attributs Steuerungsregel zum (Struktur-) Objekt Lager.
aij
a11
a12
...
O1
Oi = Objekt Oi
= Attribut Aij mitAusprägung aij
= Relation Ri
Legende:
Objektebene
R1
A11
A12a21
a22
A21
A22
O2
Aij
Ri
R2
- Attribute- Relationen
Integration von Abläufen und Strukturen im Modell
Bild 4-4: Integration von Ablauf- und Strukturplanung im Modell
4.1.2 Ebenen des Referenzmodells
Entsprechend dem dieser Arbeit zugrundeliegenden Verständnis eines Produktions-systems wurden in Kap. 2 vier Gliederungsebenen definiert: die Fabrik-, die Bereichs-, die Linien- und die Stationsebene. Diese Ebenen sind für die Entwicklung des Fabrikmodells weiter zu konkretisieren, Bild 4-5.
Die Stationsebene verfügt mit der Beschreibung einzelner Arbeitsplätze bzw. Stationen über den größten Detaillierungsgrad. Eine Station ist daher das kleinste abzubildende Subsystem. Die Elemente einer Station sind die Ressourcen, d. h. Betriebsmittel wie Maschinen, Montagesysteme oder Transportmittel sowie das erforderliche Bedienpersonal und die entsprechenden Flächenelemente, aus denen unter Berücksichtigung der Erfordernisse der Material- und Informationsbereitstellung das Arbeitsplatzlayout gebildet wird. Eine Station führt die im Arbeits- bzw.
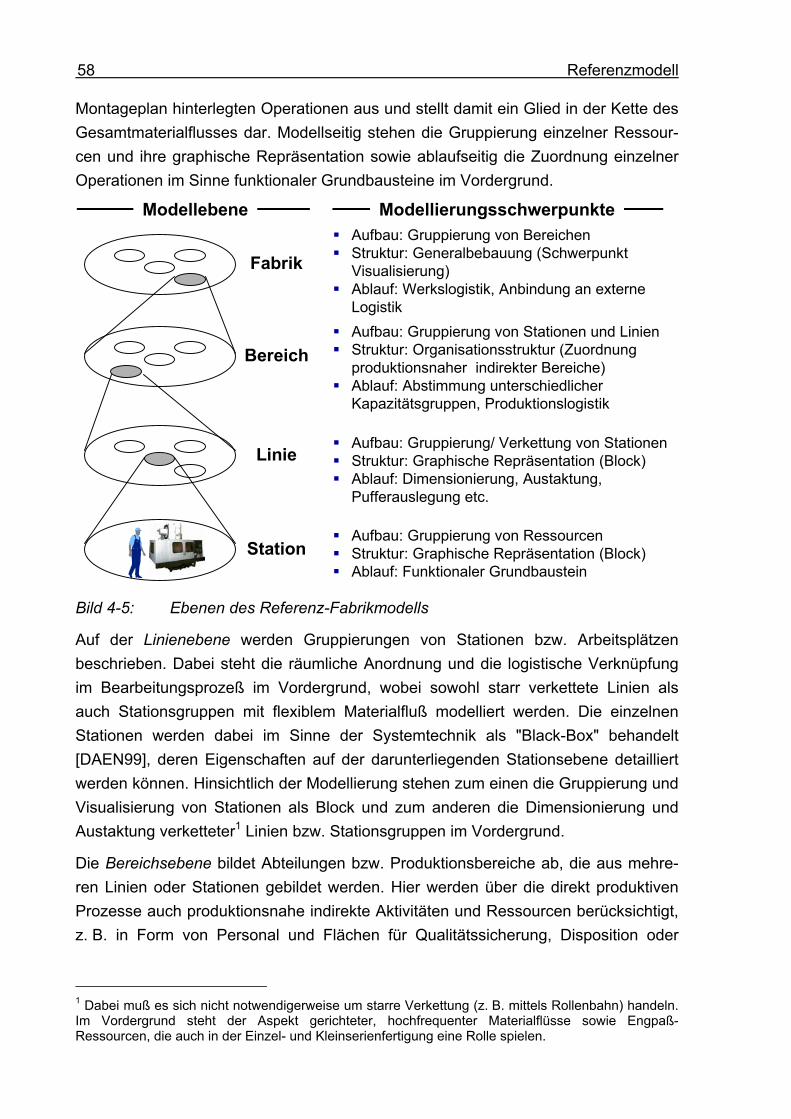
Referenzmodell 58
Montageplan hinterlegten Operationen aus und stellt damit ein Glied in der Kette des Gesamtmaterialflusses dar. Modellseitig stehen die Gruppierung einzelner Ressour-cen und ihre graphische Repräsentation sowie ablaufseitig die Zuordnung einzelner Operationen im Sinne funktionaler Grundbausteine im Vordergrund.
Fabrik
BereichAufbau: Gruppierung von Stationen und LinienStruktur: Organisationsstruktur (Zuordnungproduktionsnaher indirekter Bereiche)Ablauf: Abstimmung unterschiedlicherKapazitätsgruppen, Produktionslogistik
Aufbau: Gruppierung von BereichenStruktur: Generalbebauung (SchwerpunktVisualisierung)Ablauf: Werkslogistik, Anbindung an externeLogistik
LinieAufbau: Gruppierung/ Verkettung von StationenStruktur: Graphische Repräsentation (Block)Ablauf: Dimensionierung, Austaktung,Pufferauslegung etc.
StationAufbau: Gruppierung von RessourcenStruktur: Graphische Repräsentation (Block)Ablauf: Funktionaler Grundbaustein
Modellebene Modellierungsschwerpunkte
Bild 4-5: Ebenen des Referenz-Fabrikmodells
Auf der Linienebene werden Gruppierungen von Stationen bzw. Arbeitsplätzen beschrieben. Dabei steht die räumliche Anordnung und die logistische Verknüpfung im Bearbeitungsprozeß im Vordergrund, wobei sowohl starr verkettete Linien als auch Stationsgruppen mit flexiblem Materialfluß modelliert werden. Die einzelnen Stationen werden dabei im Sinne der Systemtechnik als "Black-Box" behandelt [DAEN99], deren Eigenschaften auf der darunterliegenden Stationsebene detailliert werden können. Hinsichtlich der Modellierung stehen zum einen die Gruppierung und Visualisierung von Stationen als Block und zum anderen die Dimensionierung und Austaktung verketteter1 Linien bzw. Stationsgruppen im Vordergrund.
Die Bereichsebene bildet Abteilungen bzw. Produktionsbereiche ab, die aus mehre-ren Linien oder Stationen gebildet werden. Hier werden über die direkt produktiven Prozesse auch produktionsnahe indirekte Aktivitäten und Ressourcen berücksichtigt, z. B. in Form von Personal und Flächen für Qualitätssicherung, Disposition oder
1 Dabei muß es sich nicht notwendigerweise um starre Verkettung (z. B. mittels Rollenbahn) handeln. Im Vordergrund steht der Aspekt gerichteter, hochfrequenter Materialflüsse sowie Engpaß-Ressourcen, die auch in der Einzel- und Kleinserienfertigung eine Rolle spielen.
Referenzmodell 59
Instandhaltung. Dieser Aspekt bekommt insbesondere bei der Gestaltung integrier-ter, segmentierter Produktionsbereiche eine große Bedeutung [EVER96; WILD98].
Mit dem Ziel einer verbesserten Transparenz des Modells und vor dem Hintergrund der Ableitung definierter Planungselemente1 ist eine detaillierte Trennung zwischen der Betrachtung materialflußtechnischer Verknüpfung einzelner Stationen innerhalb von Linien bzw. Stationsgruppen und der Zuordnung indirekter Funktionen zu einer oder mehreren Linie(n) erforderlich. Die Linienebene beschreibt primär die technische Verknüpfung und Steuerung im Sinne einer Austaktung innerhalb einer Gruppe von Stationen, während die Bereichsebene sich auf das unmittelbare Umfeld bezieht. Damit wird die Bereichsebene insbesondere für die Planung von Produktionssystemen mit ablauforientierten Strukturen im Sinne von Segmenten bei Integration produktionsnaher indirekter Bereich in die Produktion wichtig [EVER00a; NEDE98; WIL98]. Modellseitig liegt der Fokus dementsprechend auf der Repräsentation (aufbau-) organisatorischer Elemente und Relationen. Hinsichtlich der Abläufe hat die Modellierung der Produktionslogistik verstärktes Gewicht.
Die oberste Ebene des Fabrikmodells ist die Fabrikebene. Hier stellen die Bereiche und Abteilungen in der Produktion sowie darüber hinaus indirekte Bereiche (Personalabteilung, Rechnungswesen, Zentrallager etc.) die betrachteten System-elemente dar. Zu gestaltende Relationen sind dabei die Generalbebauung bzw. das Werkslayout, der werksinterne Materialfluß sowie die Schnittstellen zur externen Logistik. Die Modellierung zielt auf Werksebene zum einen auf die Visualisierung von Generalbebauung und Gebäudestruktur und zum anderen auf die Abbildung der Werkslogistik ab.
Das beschriebene Ebenenkonzept ist eine Voraussetzung für den hier verfolgten Hierarchisierungsansatz. Dabei soll der von KRAH vorgeschlagene Ansatz der problemorientierten Hierarchisierung aufgegriffen werden [KRAH99, S. 61]. Dieser ermöglicht eine partielle Detaillierung ausgewählter Modellausschnitte unter Beibe-haltung eines höheren Aggregationsniveaus des übrigen Modells, beispielsweise zur gezielten Ausgestaltung einer Engpaß-Linie bei der Fabrikplanung2. Der Ansatz hat sich bereits im Rahmen der Ablaufsimulation bewährt [INTR00] und soll hier auf die integrierte Ablauf- und Strukturplanung übertragen werden.
Die Hierarchisierung erfolgt entweder durch Dekomposition eines Modells bzw. Modellausschnitts von einer höheren auf eine detailliertere Ebene oder umgekehrt
1 Vgl. dazu später Kap. 5. 2 Dieser Ansatz vereint die Vorteile der strikten Top-Down-Vorgehensweisen aus Software-Engineer-ing und Wirtschaftsinformatik mit denen der Hierarchisierung des Gesamtmodells, nämlich eindeutige Beschreibung und Zuordnung zu den übergeordneten Bereichen auf der einen und hohe Transparenz bez. der Elemente und Beziehungen auf der Detailebene auf der anderen Seite [KRAH99, S. 66].
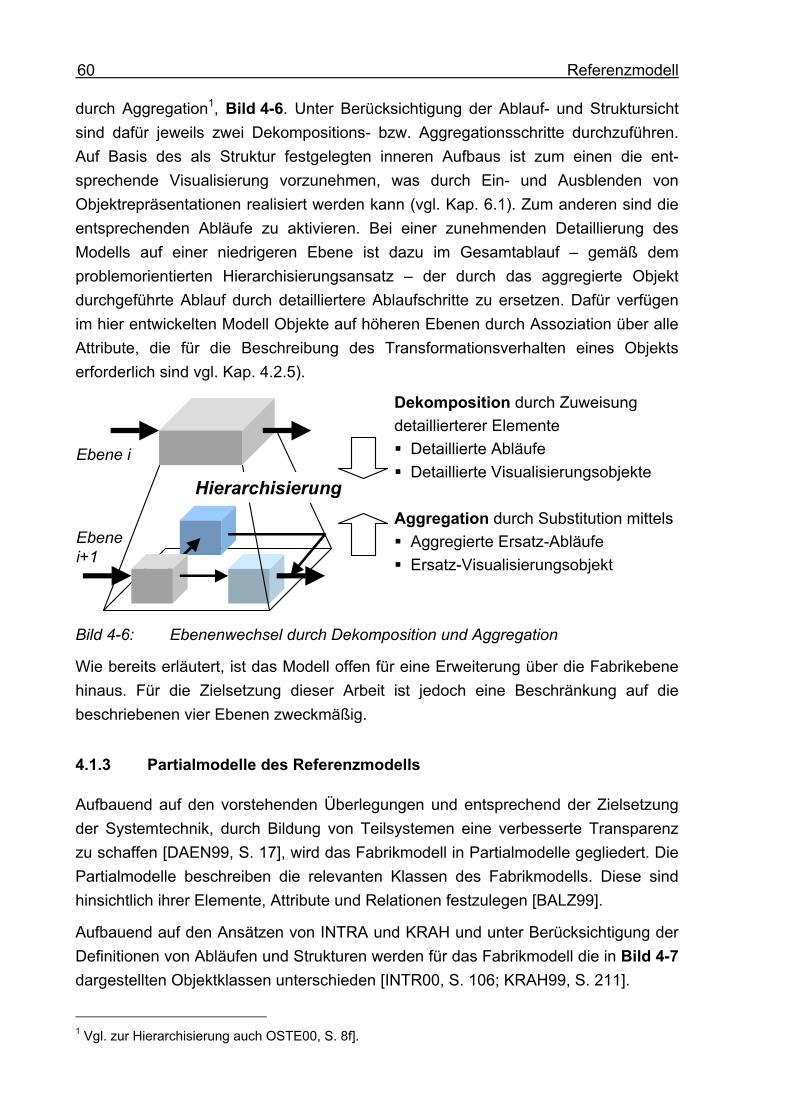
Referenzmodell 60
durch Aggregation1, Bild 4-6. Unter Berücksichtigung der Ablauf- und Struktursicht sind dafür jeweils zwei Dekompositions- bzw. Aggregationsschritte durchzuführen. Auf Basis des als Struktur festgelegten inneren Aufbaus ist zum einen die ent-sprechende Visualisierung vorzunehmen, was durch Ein- und Ausblenden von Objektrepräsentationen realisiert werden kann (vgl. Kap. 6.1). Zum anderen sind die entsprechenden Abläufe zu aktivieren. Bei einer zunehmenden Detaillierung des Modells auf einer niedrigeren Ebene ist dazu im Gesamtablauf – gemäß dem problemorientierten Hierarchisierungsansatz – der durch das aggregierte Objekt durchgeführte Ablauf durch detailliertere Ablaufschritte zu ersetzen. Dafür verfügen im hier entwickelten Modell Objekte auf höheren Ebenen durch Assoziation über alle Attribute, die für die Beschreibung des Transformationsverhalten eines Objekts erforderlich sind vgl. Kap. 4.2.5).
Dekomposition durch Zuweisungdetaillierterer Elemente Detaillierte Abläufe Detaillierte Visualisierungsobjekte
Aggregation durch Substitution mittels Aggregierte Ersatz-Abläufe Ersatz-Visualisierungsobjekt
Hierarchisierung
Ebenei+1
Ebene i
Bild 4-6: Ebenenwechsel durch Dekomposition und Aggregation
Wie bereits erläutert, ist das Modell offen für eine Erweiterung über die Fabrikebene hinaus. Für die Zielsetzung dieser Arbeit ist jedoch eine Beschränkung auf die beschriebenen vier Ebenen zweckmäßig.
4.1.3 Partialmodelle des Referenzmodells
Aufbauend auf den vorstehenden Überlegungen und entsprechend der Zielsetzung der Systemtechnik, durch Bildung von Teilsystemen eine verbesserte Transparenz zu schaffen [DAEN99, S. 17], wird das Fabrikmodell in Partialmodelle gegliedert. Die Partialmodelle beschreiben die relevanten Klassen des Fabrikmodells. Diese sind hinsichtlich ihrer Elemente, Attribute und Relationen festzulegen [BALZ99].
Aufbauend auf den Ansätzen von INTRA und KRAH und unter Berücksichtigung der Definitionen von Abläufen und Strukturen werden für das Fabrikmodell die in Bild 4-7 dargestellten Objektklassen unterschieden [INTR00, S. 106; KRAH99, S. 211].
1 Vgl. zur Hierarchisierung auch OSTE00, S. 8f].
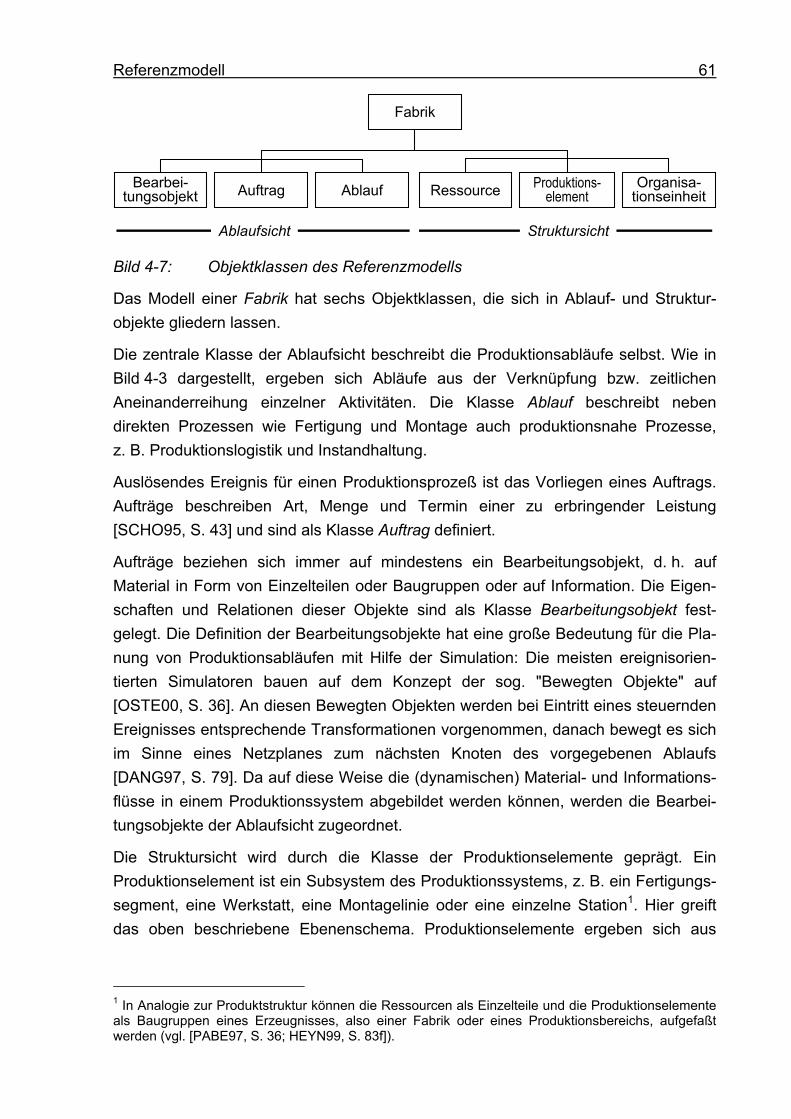
Referenzmodell 61
Fabrik
Bearbei-tungsobjekt Auftrag Ressource Produktions-
elementOrganisa-
tionseinheitAblauf
Ablaufsicht Struktursicht
Bild 4-7: Objektklassen des Referenzmodells
Das Modell einer Fabrik hat sechs Objektklassen, die sich in Ablauf- und Struktur-objekte gliedern lassen.
Die zentrale Klasse der Ablaufsicht beschreibt die Produktionsabläufe selbst. Wie in Bild 4-3 dargestellt, ergeben sich Abläufe aus der Verknüpfung bzw. zeitlichen Aneinanderreihung einzelner Aktivitäten. Die Klasse Ablauf beschreibt neben direkten Prozessen wie Fertigung und Montage auch produktionsnahe Prozesse, z. B. Produktionslogistik und Instandhaltung.
Auslösendes Ereignis für einen Produktionsprozeß ist das Vorliegen eines Auftrags. Aufträge beschreiben Art, Menge und Termin einer zu erbringender Leistung [SCHO95, S. 43] und sind als Klasse Auftrag definiert.
Aufträge beziehen sich immer auf mindestens ein Bearbeitungsobjekt, d. h. auf Material in Form von Einzelteilen oder Baugruppen oder auf Information. Die Eigen-schaften und Relationen dieser Objekte sind als Klasse Bearbeitungsobjekt fest-gelegt. Die Definition der Bearbeitungsobjekte hat eine große Bedeutung für die Pla-nung von Produktionsabläufen mit Hilfe der Simulation: Die meisten ereignisorien-tierten Simulatoren bauen auf dem Konzept der sog. "Bewegten Objekte" auf [OSTE00, S. 36]. An diesen Bewegten Objekten werden bei Eintritt eines steuernden Ereignisses entsprechende Transformationen vorgenommen, danach bewegt es sich im Sinne eines Netzplanes zum nächsten Knoten des vorgegebenen Ablaufs [DANG97, S. 79]. Da auf diese Weise die (dynamischen) Material- und Informations-flüsse in einem Produktionssystem abgebildet werden können, werden die Bearbei-tungsobjekte der Ablaufsicht zugeordnet.
Die Struktursicht wird durch die Klasse der Produktionselemente geprägt. Ein Produktionselement ist ein Subsystem des Produktionssystems, z. B. ein Fertigungs-segment, eine Werkstatt, eine Montagelinie oder eine einzelne Station1. Hier greift das oben beschriebene Ebenenschema. Produktionselemente ergeben sich aus
1 In Analogie zur Produktstruktur können die Ressourcen als Einzelteile und die Produktionselemente als Baugruppen eines Erzeugnisses, also einer Fabrik oder eines Produktionsbereichs, aufgefaßt werden (vgl. [PABE97, S. 36; HEYN99, S. 83f]).
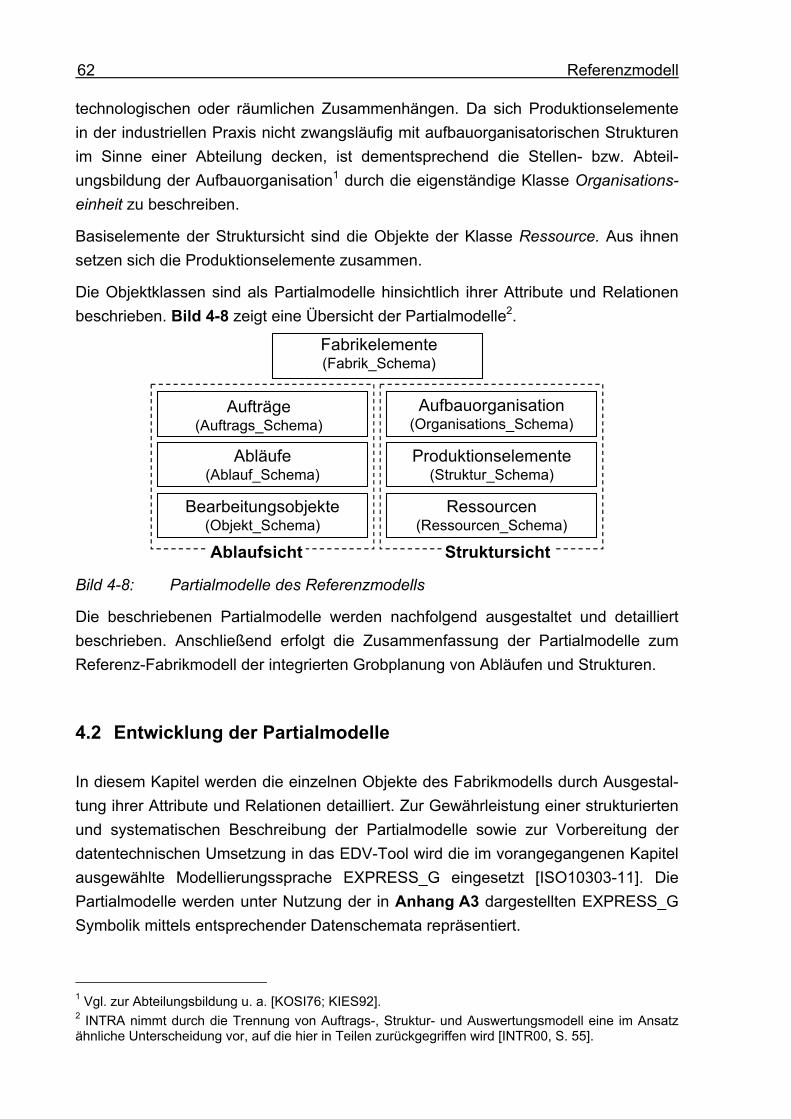
Referenzmodell 62
technologischen oder räumlichen Zusammenhängen. Da sich Produktionselemente in der industriellen Praxis nicht zwangsläufig mit aufbauorganisatorischen Strukturen im Sinne einer Abteilung decken, ist dementsprechend die Stellen- bzw. Abteil-ungsbildung der Aufbauorganisation1 durch die eigenständige Klasse Organisations-einheit zu beschreiben.
Basiselemente der Struktursicht sind die Objekte der Klasse Ressource. Aus ihnen setzen sich die Produktionselemente zusammen.
Die Objektklassen sind als Partialmodelle hinsichtlich ihrer Attribute und Relationen beschrieben. Bild 4-8 zeigt eine Übersicht der Partialmodelle2.
Abläufe(Ablauf_Schema)
Produktionselemente(Struktur_Schema)
Aufbauorganisation(Organisations_Schema)
Ressourcen(Ressourcen_Schema)
Ablaufsicht Struktursicht
Fabrikelemente(Fabrik_Schema)
Aufträge(Auftrags_Schema)
Bearbeitungsobjekte(Objekt_Schema)
Bild 4-8: Partialmodelle des Referenzmodells
Die beschriebenen Partialmodelle werden nachfolgend ausgestaltet und detailliert beschrieben. Anschließend erfolgt die Zusammenfassung der Partialmodelle zum Referenz-Fabrikmodell der integrierten Grobplanung von Abläufen und Strukturen.
4.2 Entwicklung der Partialmodelle
In diesem Kapitel werden die einzelnen Objekte des Fabrikmodells durch Ausgestal-tung ihrer Attribute und Relationen detailliert. Zur Gewährleistung einer strukturierten und systematischen Beschreibung der Partialmodelle sowie zur Vorbereitung der datentechnischen Umsetzung in das EDV-Tool wird die im vorangegangenen Kapitel ausgewählte Modellierungssprache EXPRESS_G eingesetzt [ISO10303-11]. Die Partialmodelle werden unter Nutzung der in Anhang A3 dargestellten EXPRESS_G Symbolik mittels entsprechender Datenschemata repräsentiert.
1 Vgl. zur Abteilungsbildung u. a. [KOSI76; KIES92]. 2 INTRA nimmt durch die Trennung von Auftrags-, Struktur- und Auswertungsmodell eine im Ansatz ähnliche Unterscheidung vor, auf die hier in Teilen zurückgegriffen wird [INTR00, S. 55].
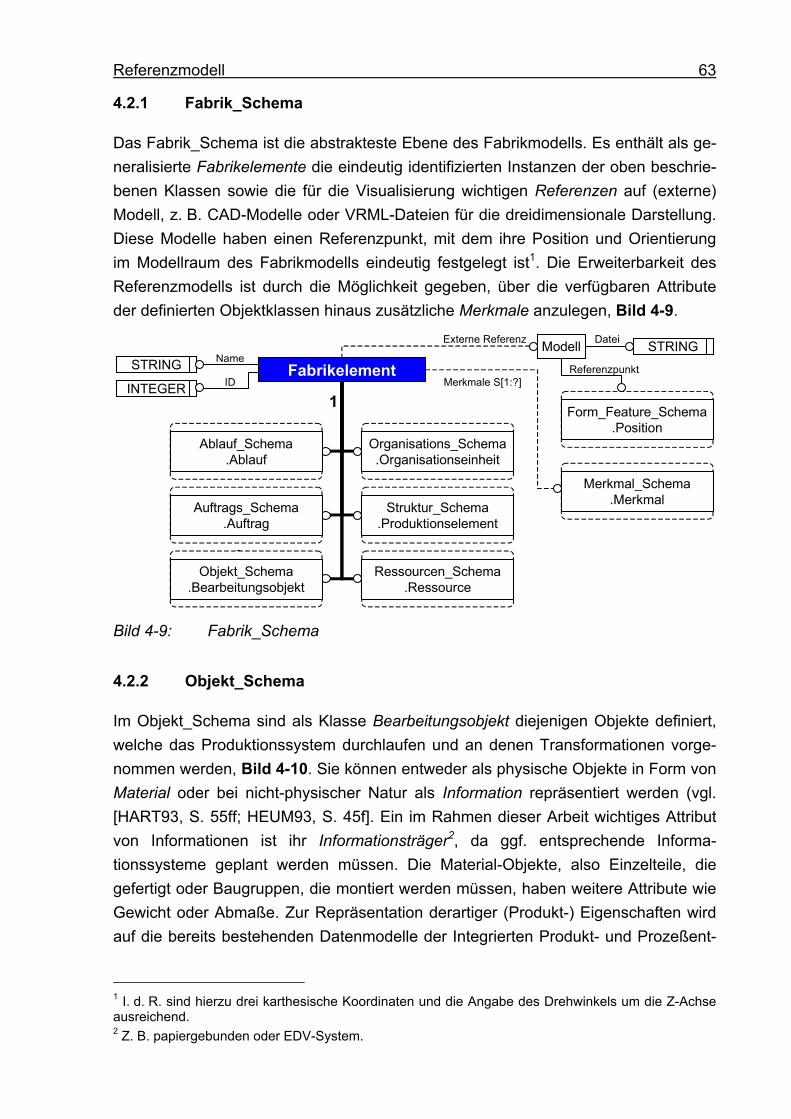
Referenzmodell 63
4.2.1 Fabrik_Schema
Das Fabrik_Schema ist die abstrakteste Ebene des Fabrikmodells. Es enthält als ge-neralisierte Fabrikelemente die eindeutig identifizierten Instanzen der oben beschrie-benen Klassen sowie die für die Visualisierung wichtigen Referenzen auf (externe) Modell, z. B. CAD-Modelle oder VRML-Dateien für die dreidimensionale Darstellung. Diese Modelle haben einen Referenzpunkt, mit dem ihre Position und Orientierung im Modellraum des Fabrikmodells eindeutig festgelegt ist1. Die Erweiterbarkeit des Referenzmodells ist durch die Möglichkeit gegeben, über die verfügbaren Attribute der definierten Objektklassen hinaus zusätzliche Merkmale anzulegen, Bild 4-9.
Name
IDSTRING
INTEGERFabrikelement
1Form_Feature_Schema
.PositionOrganisations_Schema.Organisationseinheit
Struktur_Schema.Produktionselement
Ressourcen_Schema.Ressource
Ablauf_Schema.Ablauf
Auftrags_Schema.Auftrag
Objekt_Schema.Bearbeitungsobjekt
ModellReferenzpunkt
Externe Referenz Datei STRING
Merkmal_Schema.Merkmal
Merkmale S[1:?]
Bild 4-9: Fabrik_Schema
4.2.2 Objekt_Schema
Im Objekt_Schema sind als Klasse Bearbeitungsobjekt diejenigen Objekte definiert, welche das Produktionssystem durchlaufen und an denen Transformationen vorge-nommen werden, Bild 4-10. Sie können entweder als physische Objekte in Form von Material oder bei nicht-physischer Natur als Information repräsentiert werden (vgl. [HART93, S. 55ff; HEUM93, S. 45f]. Ein im Rahmen dieser Arbeit wichtiges Attribut von Informationen ist ihr Informationsträger2, da ggf. entsprechende Informa-tionssysteme geplant werden müssen. Die Material-Objekte, also Einzelteile, die gefertigt oder Baugruppen, die montiert werden müssen, haben weitere Attribute wie Gewicht oder Abmaße. Zur Repräsentation derartiger (Produkt-) Eigenschaften wird auf die bereits bestehenden Datenmodelle der Integrierten Produkt- und Prozeßent-
1 I. d. R. sind hierzu drei karthesische Koordinaten und die Angabe des Drehwinkels um die Z-Achse ausreichend. 2 Z. B. papiergebunden oder EDV-System.
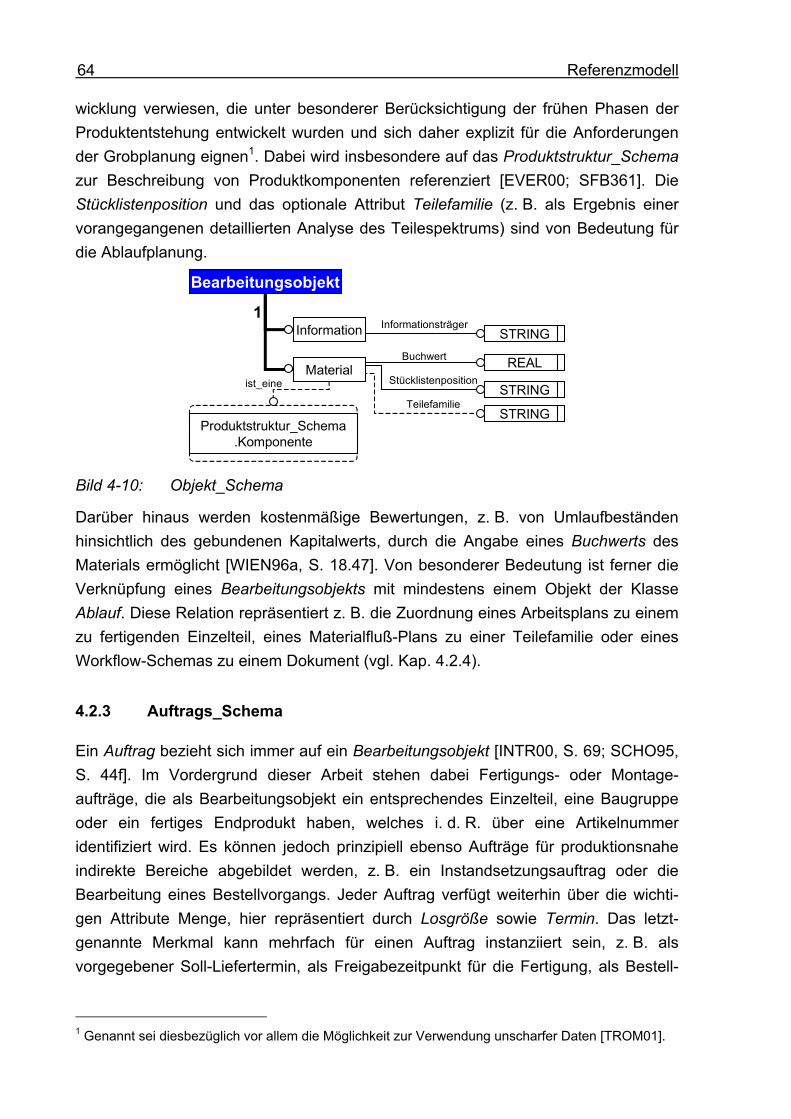
Referenzmodell 64
wicklung verwiesen, die unter besonderer Berücksichtigung der frühen Phasen der Produktentstehung entwickelt wurden und sich daher explizit für die Anforderungen der Grobplanung eignen1. Dabei wird insbesondere auf das Produktstruktur_Schema zur Beschreibung von Produktkomponenten referenziert [EVER00; SFB361]. Die Stücklistenposition und das optionale Attribut Teilefamilie (z. B. als Ergebnis einer vorangegangenen detaillierten Analyse des Teilespektrums) sind von Bedeutung für die Ablaufplanung.
InformationsträgerSTRING
Buchwert REAL
Produktstruktur_Schema.Komponente
Bearbeitungsobjekt
Material
Information1
STRING
STRING
Stücklistenposition
Teilefamilie
ist_eine
Bild 4-10: Objekt_Schema
Darüber hinaus werden kostenmäßige Bewertungen, z. B. von Umlaufbeständen hinsichtlich des gebundenen Kapitalwerts, durch die Angabe eines Buchwerts des Materials ermöglicht [WIEN96a, S. 18.47]. Von besonderer Bedeutung ist ferner die Verknüpfung eines Bearbeitungsobjekts mit mindestens einem Objekt der Klasse Ablauf. Diese Relation repräsentiert z. B. die Zuordnung eines Arbeitsplans zu einem zu fertigenden Einzelteil, eines Materialfluß-Plans zu einer Teilefamilie oder eines Workflow-Schemas zu einem Dokument (vgl. Kap. 4.2.4).
4.2.3 Auftrags_Schema
Ein Auftrag bezieht sich immer auf ein Bearbeitungsobjekt [INTR00, S. 69; SCHO95, S. 44f]. Im Vordergrund dieser Arbeit stehen dabei Fertigungs- oder Montage-aufträge, die als Bearbeitungsobjekt ein entsprechendes Einzelteil, eine Baugruppe oder ein fertiges Endprodukt haben, welches i. d. R. über eine Artikelnummer identifiziert wird. Es können jedoch prinzipiell ebenso Aufträge für produktionsnahe indirekte Bereiche abgebildet werden, z. B. ein Instandsetzungsauftrag oder die Bearbeitung eines Bestellvorgangs. Jeder Auftrag verfügt weiterhin über die wichti-gen Attribute Menge, hier repräsentiert durch Losgröße sowie Termin. Das letzt-genannte Merkmal kann mehrfach für einen Auftrag instanziiert sein, z. B. als vorgegebener Soll-Liefertermin, als Freigabezeitpunkt für die Fertigung, als Bestell-
1 Genannt sei diesbezüglich vor allem die Möglichkeit zur Verwendung unscharfer Daten [TROM01].
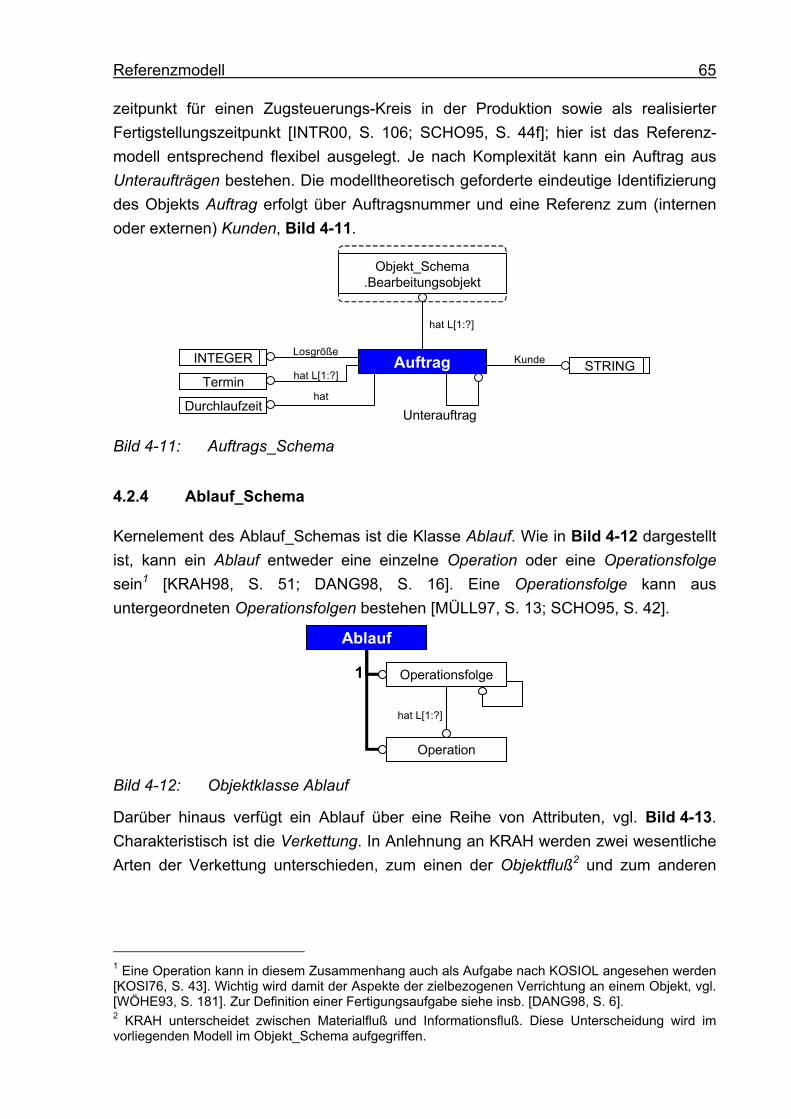
Referenzmodell 65
zeitpunkt für einen Zugsteuerungs-Kreis in der Produktion sowie als realisierter Fertigstellungszeitpunkt [INTR00, S. 106; SCHO95, S. 44f]; hier ist das Referenz-modell entsprechend flexibel ausgelegt. Je nach Komplexität kann ein Auftrag aus Unteraufträgen bestehen. Die modelltheoretisch geforderte eindeutige Identifizierung des Objekts Auftrag erfolgt über Auftragsnummer und eine Referenz zum (internen oder externen) Kunden, Bild 4-11.
Kunde
hat L[1:?]
STRING
Objekt_Schema.Bearbeitungsobjekt
LosgrößeINTEGERhat L[1:?]Termin
Auftrag
UnterauftragDurchlaufzeit
hat
Bild 4-11: Auftrags_Schema
4.2.4 Ablauf_Schema
Kernelement des Ablauf_Schemas ist die Klasse Ablauf. Wie in Bild 4-12 dargestellt ist, kann ein Ablauf entweder eine einzelne Operation oder eine Operationsfolge sein1 [KRAH98, S. 51; DANG98, S. 16]. Eine Operationsfolge kann aus untergeordneten Operationsfolgen bestehen [MÜLL97, S. 13; SCHO95, S. 42].
Operationsfolge
Operation
hat L[1:?]
1
Ablauf
Bild 4-12: Objektklasse Ablauf
Darüber hinaus verfügt ein Ablauf über eine Reihe von Attributen, vgl. Bild 4-13. Charakteristisch ist die Verkettung. In Anlehnung an KRAH werden zwei wesentliche Arten der Verkettung unterschieden, zum einen der Objektfluß2 und zum anderen
1 Eine Operation kann in diesem Zusammenhang auch als Aufgabe nach KOSIOL angesehen werden [KOSI76, S. 43]. Wichtig wird damit der Aspekte der zielbezogenen Verrichtung an einem Objekt, vgl. [WÖHE93, S. 181]. Zur Definition einer Fertigungsaufgabe siehe insb. [DANG98, S. 6]. 2 KRAH unterscheidet zwischen Materialfluß und Informationsfluß. Diese Unterscheidung wird im vorliegenden Modell im Objekt_Schema aufgegriffen.
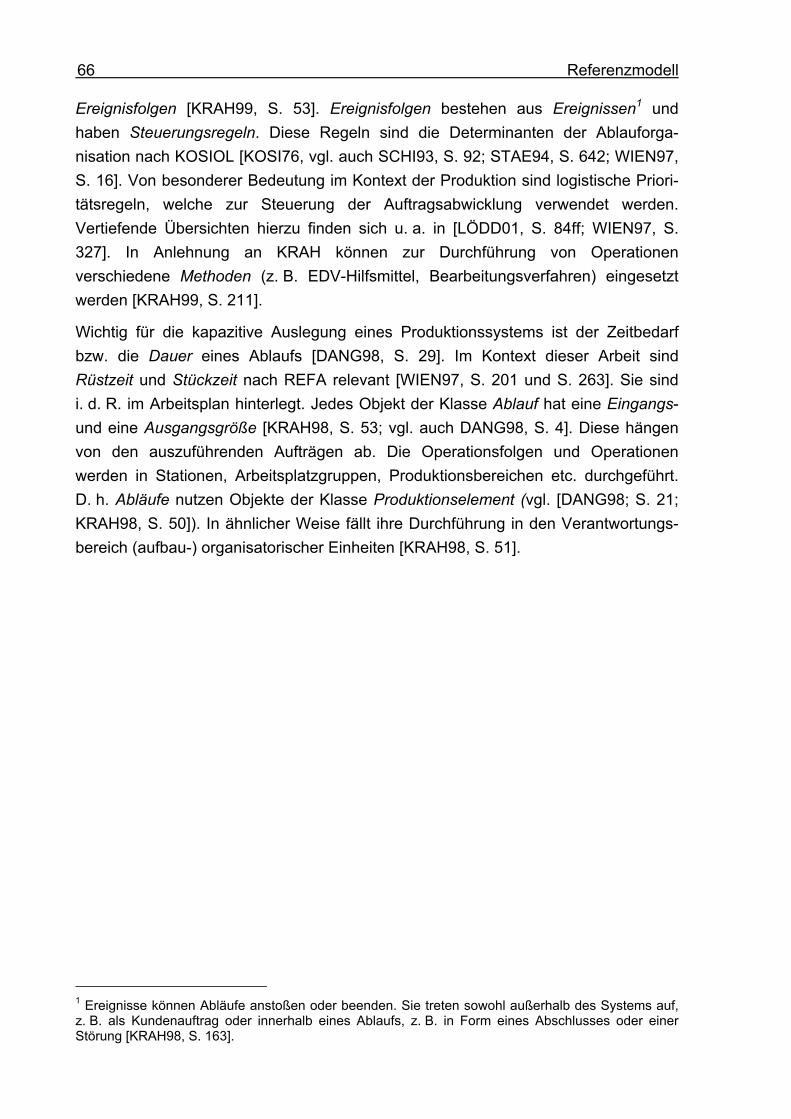
Referenzmodell 66
Ereignisfolgen [KRAH99, S. 53]. Ereignisfolgen bestehen aus Ereignissen1 und haben Steuerungsregeln. Diese Regeln sind die Determinanten der Ablauforga-nisation nach KOSIOL [KOSI76, vgl. auch SCHI93, S. 92; STAE94, S. 642; WIEN97, S. 16]. Von besonderer Bedeutung im Kontext der Produktion sind logistische Priori-tätsregeln, welche zur Steuerung der Auftragsabwicklung verwendet werden. Vertiefende Übersichten hierzu finden sich u. a. in [LÖDD01, S. 84ff; WIEN97, S. 327]. In Anlehnung an KRAH können zur Durchführung von Operationen verschiedene Methoden (z. B. EDV-Hilfsmittel, Bearbeitungsverfahren) eingesetzt werden [KRAH99, S. 211].
Wichtig für die kapazitive Auslegung eines Produktionssystems ist der Zeitbedarf bzw. die Dauer eines Ablaufs [DANG98, S. 29]. Im Kontext dieser Arbeit sind Rüstzeit und Stückzeit nach REFA relevant [WIEN97, S. 201 und S. 263]. Sie sind i. d. R. im Arbeitsplan hinterlegt. Jedes Objekt der Klasse Ablauf hat eine Eingangs- und eine Ausgangsgröße [KRAH98, S. 53; vgl. auch DANG98, S. 4]. Diese hängen von den auszuführenden Aufträgen ab. Die Operationsfolgen und Operationen werden in Stationen, Arbeitsplatzgruppen, Produktionsbereichen etc. durchgeführt. D. h. Abläufe nutzen Objekte der Klasse Produktionselement (vgl. [DANG98; S. 21; KRAH98, S. 50]). In ähnlicher Weise fällt ihre Durchführung in den Verantwortungs-bereich (aufbau-) organisatorischer Einheiten [KRAH98, S. 51].
1 Ereignisse können Abläufe anstoßen oder beenden. Sie treten sowohl außerhalb des Systems auf, z. B. als Kundenauftrag oder innerhalb eines Ablaufs, z. B. in Form eines Abschlusses oder einer Störung [KRAH98, S. 163].
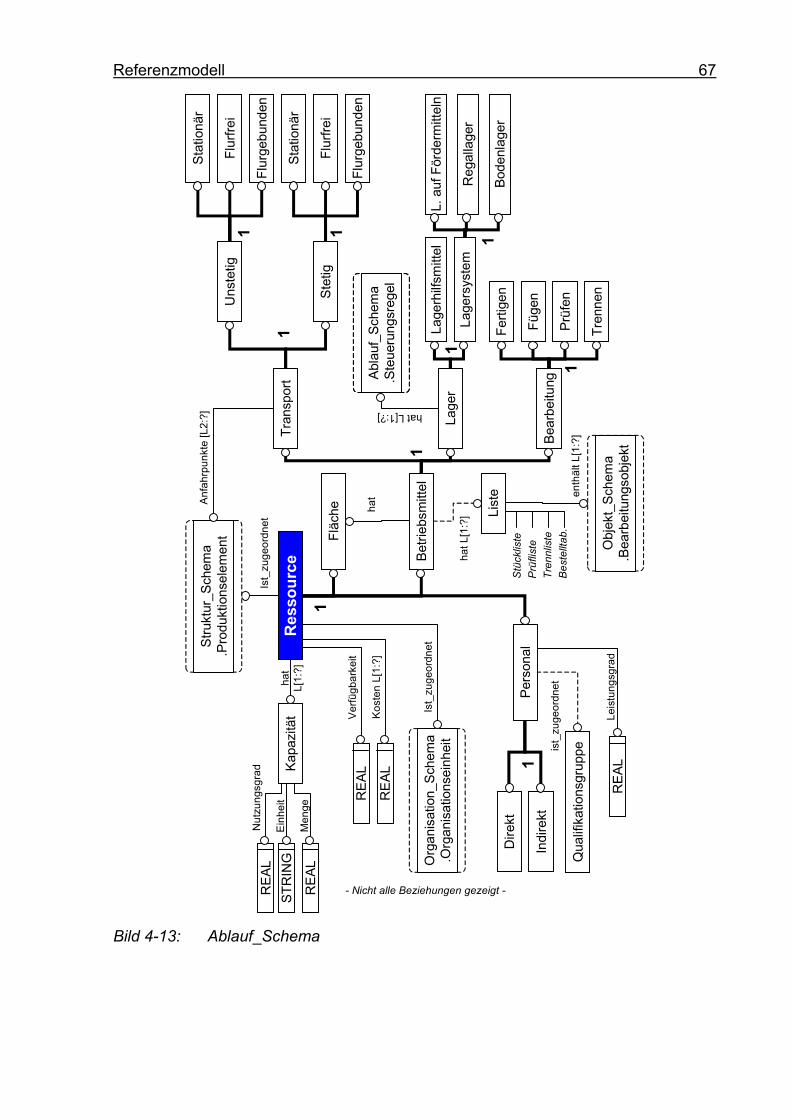
Referenzmodell 67
Stü
cklis
teP
rüfli
ste
Tren
nlis
teB
este
lltab
.
Einh
eit
Men
geST
RIN
G
REA
L
Ist_
zuge
ordn
et
Stru
ktur
_Sch
ema
.Pro
dukt
ions
elem
ent
Kapa
zitä
tha
tL[
1:?]
Verfü
gbar
keit
REA
LKo
sten
L[1
:?]
REA
L
Betri
ebsm
ittel
1
Org
anis
atio
n_Sc
hem
a.O
rgan
isat
ions
einh
eit
Ist_
zuge
ordn
et
Dire
kt
Indi
rekt
1
Fläc
he hat
Qua
lifik
atio
nsgr
uppe
hat L[1:?]
Abla
uf_S
chem
a.S
teue
rung
sreg
el
Bear
beitu
ng
Lage
r
Tran
spor
t
1
Tren
nen
Prüf
en
Füge
n
Ferti
gen
1
Lage
rsys
tem
Lage
rhilf
smitt
el
Bode
nlag
er
Reg
alla
ger
L. a
uf F
örde
rmitt
eln
1
1
Stet
ig
1
Uns
tetig
Flur
gebu
nden
Flur
frei
Stat
ionä
r
1
Flur
gebu
nden
Flur
frei
Stat
ionä
r
1
Obj
ekt_
Sche
ma
.Bea
rbei
tung
sobj
ekt
Anfa
hrpu
nkte
[L2:
?]
- Nicht alle Beziehungen gezeigt -REA
LN
utzu
ngsg
rad
Leis
tung
sgra
dR
EAL
ist_
zuge
ordn
etPers
onal
List
e
hat L
[1:?
]
enth
ält L
[1:?
]
Res
sour
ce
Bild 4-13: Ablauf_Schema
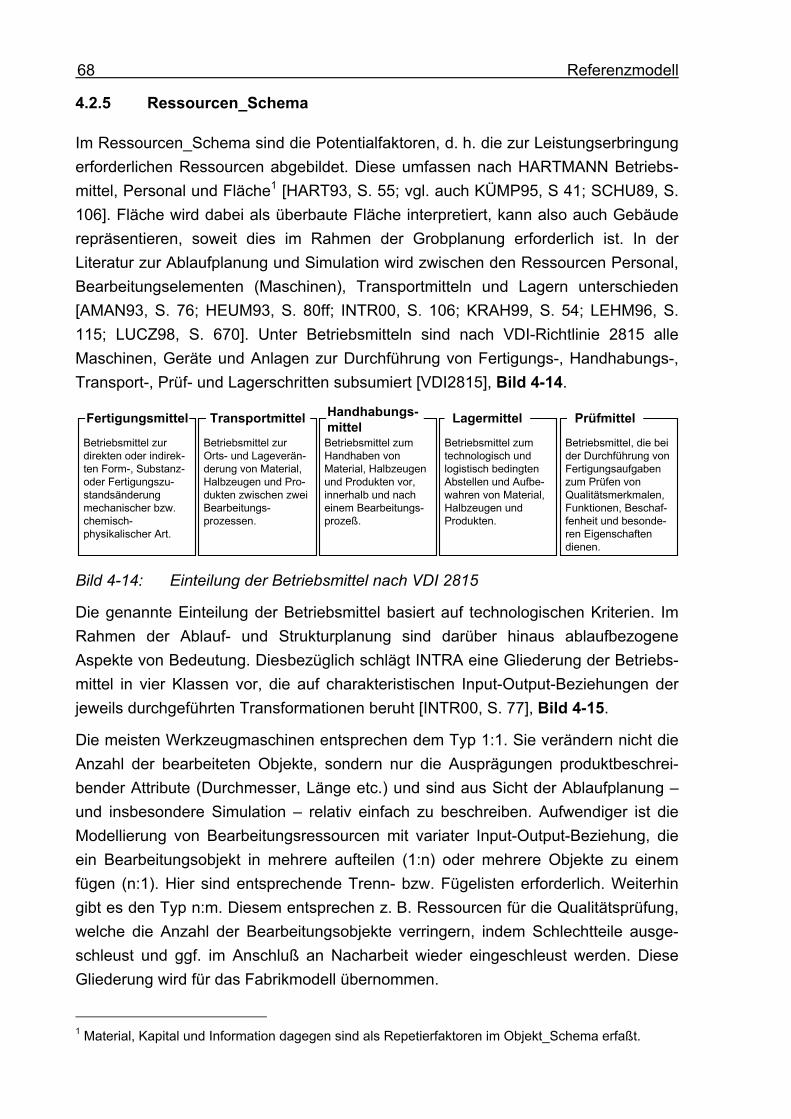
Referenzmodell 68
4.2.5 Ressourcen_Schema
Im Ressourcen_Schema sind die Potentialfaktoren, d. h. die zur Leistungserbringung erforderlichen Ressourcen abgebildet. Diese umfassen nach HARTMANN Betriebs-mittel, Personal und Fläche1 [HART93, S. 55; vgl. auch KÜMP95, S 41; SCHU89, S. 106]. Fläche wird dabei als überbaute Fläche interpretiert, kann also auch Gebäude repräsentieren, soweit dies im Rahmen der Grobplanung erforderlich ist. In der Literatur zur Ablaufplanung und Simulation wird zwischen den Ressourcen Personal, Bearbeitungselementen (Maschinen), Transportmitteln und Lagern unterschieden [AMAN93, S. 76; HEUM93, S. 80ff; INTR00, S. 106; KRAH99, S. 54; LEHM96, S. 115; LUCZ98, S. 670]. Unter Betriebsmitteln sind nach VDI-Richtlinie 2815 alle Maschinen, Geräte und Anlagen zur Durchführung von Fertigungs-, Handhabungs-, Transport-, Prüf- und Lagerschritten subsumiert [VDI2815], Bild 4-14.
Betriebsmittel zurdirekten oder indirek-ten Form-, Substanz-oder Fertigungszu-standsänderungmechanischer bzw.chemisch-physikalischer Art.
Fertigungsmittel Transportmittel Handhabungs-mittel Lagermittel Prüfmittel
Betriebsmittel zurOrts- und Lageverän-derung von Material,Halbzeugen und Pro-dukten zwischen zweiBearbeitungs-prozessen.
Betriebsmittel zumHandhaben vonMaterial, Halbzeugenund Produkten vor,innerhalb und nacheinem Bearbeitungs-prozeß.
Betriebsmittel zumtechnologisch undlogistisch bedingtenAbstellen und Aufbe-wahren von Material,Halbzeugen undProdukten.
Betriebsmittel, die beider Durchführung vonFertigungsaufgabenzum Prüfen vonQualitätsmerkmalen,Funktionen, Beschaf-fenheit und besonde-ren Eigenschaftendienen.
Bild 4-14: Einteilung der Betriebsmittel nach VDI 2815
Die genannte Einteilung der Betriebsmittel basiert auf technologischen Kriterien. Im Rahmen der Ablauf- und Strukturplanung sind darüber hinaus ablaufbezogene Aspekte von Bedeutung. Diesbezüglich schlägt INTRA eine Gliederung der Betriebs-mittel in vier Klassen vor, die auf charakteristischen Input-Output-Beziehungen der jeweils durchgeführten Transformationen beruht [INTR00, S. 77], Bild 4-15.
Die meisten Werkzeugmaschinen entsprechen dem Typ 1:1. Sie verändern nicht die Anzahl der bearbeiteten Objekte, sondern nur die Ausprägungen produktbeschrei-bender Attribute (Durchmesser, Länge etc.) und sind aus Sicht der Ablaufplanung – und insbesondere Simulation – relativ einfach zu beschreiben. Aufwendiger ist die Modellierung von Bearbeitungsressourcen mit variater Input-Output-Beziehung, die ein Bearbeitungsobjekt in mehrere aufteilen (1:n) oder mehrere Objekte zu einem fügen (n:1). Hier sind entsprechende Trenn- bzw. Fügelisten erforderlich. Weiterhin gibt es den Typ n:m. Diesem entsprechen z. B. Ressourcen für die Qualitätsprüfung, welche die Anzahl der Bearbeitungsobjekte verringern, indem Schlechtteile ausge-schleust und ggf. im Anschluß an Nacharbeit wieder eingeschleust werden. Diese Gliederung wird für das Fabrikmodell übernommen.
1 Material, Kapital und Information dagegen sind als Repetierfaktoren im Objekt_Schema erfaßt.
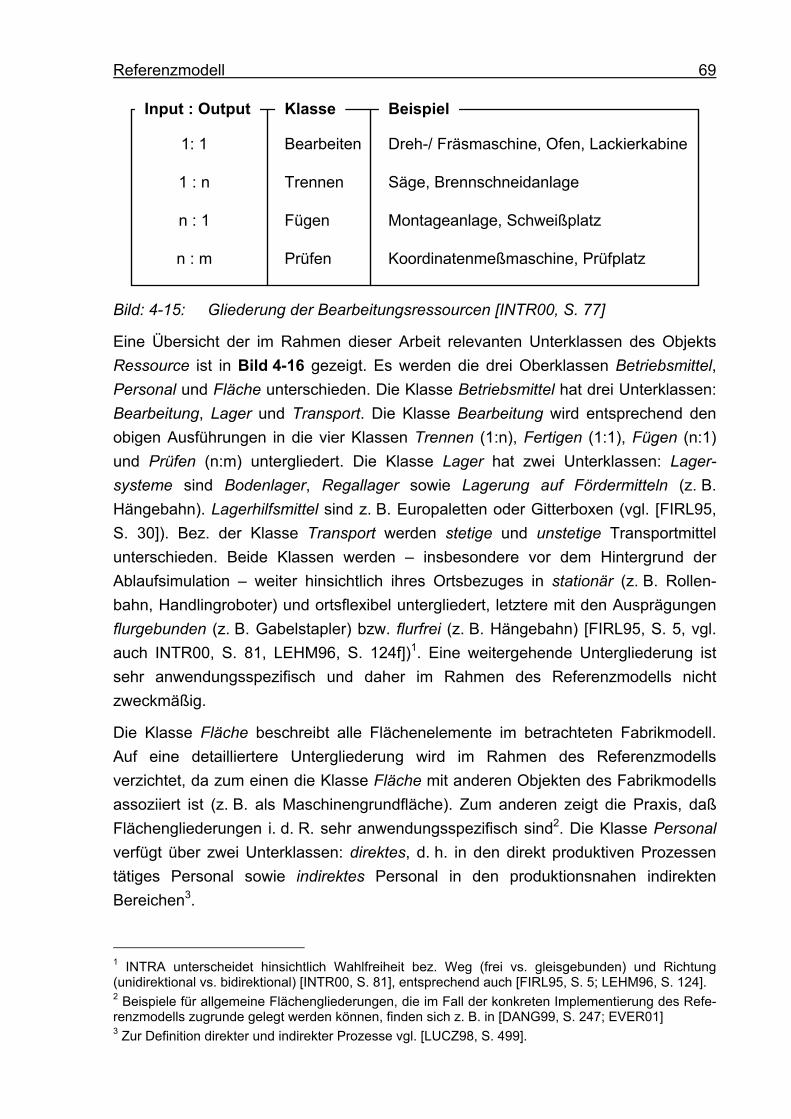
Referenzmodell 69
Input : Output Klasse Beispiel
1: 1
1 : n
n : 1
n : m
Bearbeiten
Trennen
Fügen
Prüfen
Dreh-/ Fräsmaschine, Ofen, Lackierkabine
Säge, Brennschneidanlage
Montageanlage, Schweißplatz
Koordinatenmeßmaschine, Prüfplatz
Bild: 4-15: Gliederung der Bearbeitungsressourcen [INTR00, S. 77]
Eine Übersicht der im Rahmen dieser Arbeit relevanten Unterklassen des Objekts Ressource ist in Bild 4-16 gezeigt. Es werden die drei Oberklassen Betriebsmittel, Personal und Fläche unterschieden. Die Klasse Betriebsmittel hat drei Unterklassen: Bearbeitung, Lager und Transport. Die Klasse Bearbeitung wird entsprechend den obigen Ausführungen in die vier Klassen Trennen (1:n), Fertigen (1:1), Fügen (n:1) und Prüfen (n:m) untergliedert. Die Klasse Lager hat zwei Unterklassen: Lager-systeme sind Bodenlager, Regallager sowie Lagerung auf Fördermitteln (z. B. Hängebahn). Lagerhilfsmittel sind z. B. Europaletten oder Gitterboxen (vgl. [FIRL95, S. 30]). Bez. der Klasse Transport werden stetige und unstetige Transportmittel unterschieden. Beide Klassen werden – insbesondere vor dem Hintergrund der Ablaufsimulation – weiter hinsichtlich ihres Ortsbezuges in stationär (z. B. Rollen-bahn, Handlingroboter) und ortsflexibel untergliedert, letztere mit den Ausprägungen flurgebunden (z. B. Gabelstapler) bzw. flurfrei (z. B. Hängebahn) [FIRL95, S. 5, vgl. auch INTR00, S. 81, LEHM96, S. 124f])1. Eine weitergehende Untergliederung ist sehr anwendungsspezifisch und daher im Rahmen des Referenzmodells nicht zweckmäßig.
Die Klasse Fläche beschreibt alle Flächenelemente im betrachteten Fabrikmodell. Auf eine detailliertere Untergliederung wird im Rahmen des Referenzmodells verzichtet, da zum einen die Klasse Fläche mit anderen Objekten des Fabrikmodells assoziiert ist (z. B. als Maschinengrundfläche). Zum anderen zeigt die Praxis, daß Flächengliederungen i. d. R. sehr anwendungsspezifisch sind2. Die Klasse Personal verfügt über zwei Unterklassen: direktes, d. h. in den direkt produktiven Prozessen tätiges Personal sowie indirektes Personal in den produktionsnahen indirekten Bereichen3.
1 INTRA unterscheidet hinsichtlich Wahlfreiheit bez. Weg (frei vs. gleisgebunden) und Richtung (unidirektional vs. bidirektional) [INTR00, S. 81], entsprechend auch [FIRL95, S. 5; LEHM96, S. 124]. 2 Beispiele für allgemeine Flächengliederungen, die im Fall der konkreten Implementierung des Refe-renzmodells zugrunde gelegt werden können, finden sich z. B. in [DANG99, S. 247; EVER01] 3 Zur Definition direkter und indirekter Prozesse vgl. [LUCZ98, S. 499].
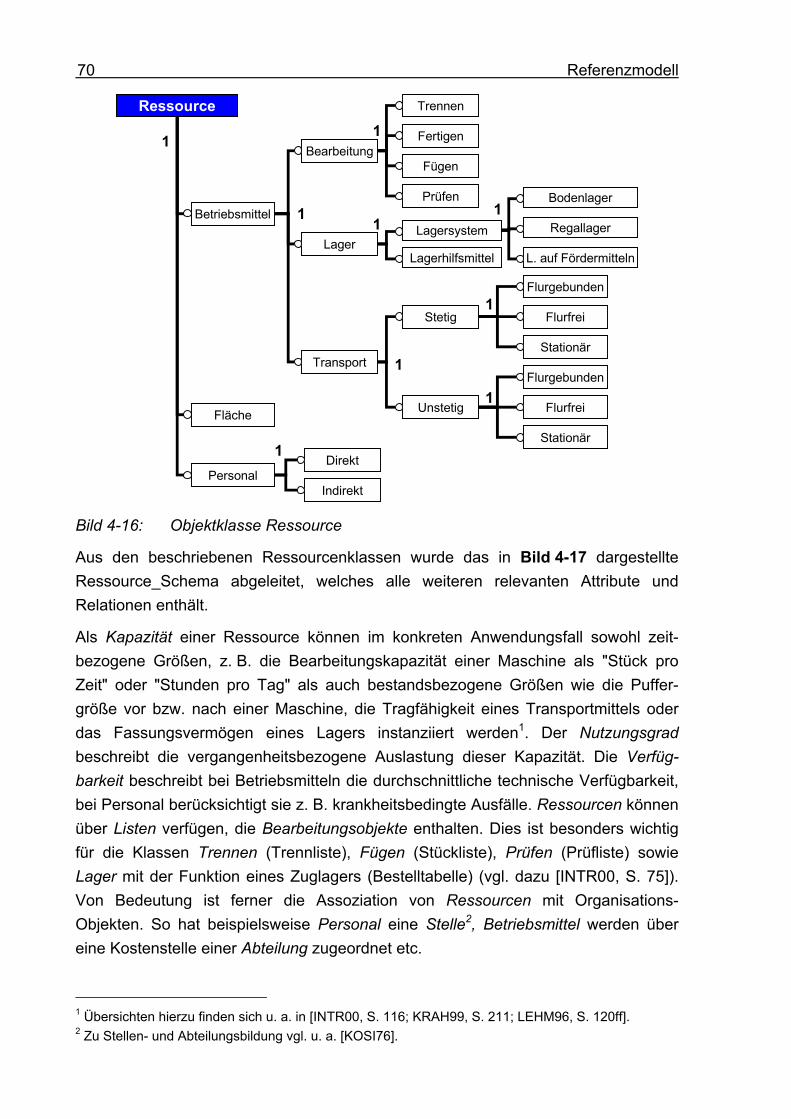
Referenzmodell 70
Ressource
Betriebsmittel
1Bearbeitung
Lager
Transport
1
Trennen
Fertigen
Fügen
Prüfen
1
Lagersystem
Lagerhilfsmittel
Bodenlager
Regallager
L. auf Fördermitteln
11
Stetig
Unstetig
1
PersonalDirekt
Indirekt
1
Fläche
Flurgebunden
Flurfrei
Stationär
Flurgebunden
Flurfrei
Stationär
1
1
Bild 4-16: Objektklasse Ressource
Aus den beschriebenen Ressourcenklassen wurde das in Bild 4-17 dargestellte Ressource_Schema abgeleitet, welches alle weiteren relevanten Attribute und Relationen enthält.
Als Kapazität einer Ressource können im konkreten Anwendungsfall sowohl zeit-bezogene Größen, z. B. die Bearbeitungskapazität einer Maschine als "Stück pro Zeit" oder "Stunden pro Tag" als auch bestandsbezogene Größen wie die Puffer-größe vor bzw. nach einer Maschine, die Tragfähigkeit eines Transportmittels oder das Fassungsvermögen eines Lagers instanziiert werden1. Der Nutzungsgrad beschreibt die vergangenheitsbezogene Auslastung dieser Kapazität. Die Verfüg-barkeit beschreibt bei Betriebsmitteln die durchschnittliche technische Verfügbarkeit, bei Personal berücksichtigt sie z. B. krankheitsbedingte Ausfälle. Ressourcen können über Listen verfügen, die Bearbeitungsobjekte enthalten. Dies ist besonders wichtig für die Klassen Trennen (Trennliste), Fügen (Stückliste), Prüfen (Prüfliste) sowie Lager mit der Funktion eines Zuglagers (Bestelltabelle) (vgl. dazu [INTR00, S. 75]). Von Bedeutung ist ferner die Assoziation von Ressourcen mit Organisations-Objekten. So hat beispielsweise Personal eine Stelle2, Betriebsmittel werden über eine Kostenstelle einer Abteilung zugeordnet etc.
1 Übersichten hierzu finden sich u. a. in [INTR00, S. 116; KRAH99, S. 211; LEHM96, S. 120ff]. 2 Zu Stellen- und Abteilungsbildung vgl. u. a. [KOSI76].
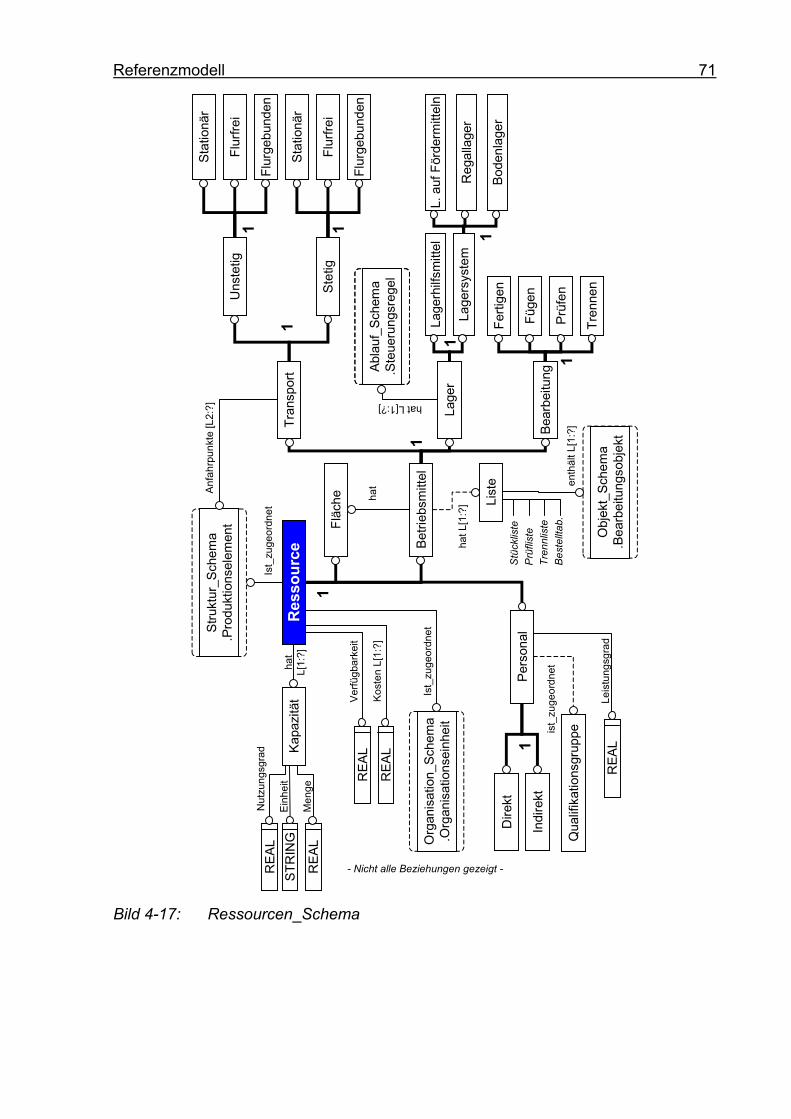
Referenzmodell 71
Stü
cklis
teP
rüfli
ste
Tren
nlis
teBe
stel
ltab.
Einh
eit
Men
geST
RIN
G
REA
L
Ist_
zuge
ordn
et
Stru
ktur
_Sch
ema
.Pro
dukt
ions
elem
ent
Kapa
zitä
tha
tL[
1:?]
Verfü
gbar
keit
REA
LKo
sten
L[1
:?]
REA
L
Betri
ebsm
ittel
1
Org
anis
atio
n_Sc
hem
a.O
rgan
isat
ions
einh
eit
Ist_
zuge
ordn
et
Dire
kt
Indi
rekt
1
Fläc
he hat
Qua
lifik
atio
nsgr
uppe
hat L[1:?]
Abla
uf_S
chem
a.S
teue
rung
sreg
el
Bear
beitu
ng
Lage
r
Tran
spor
t
1
Tren
nen
Prüf
en
Füge
n
Ferti
gen
1
Lage
rsys
tem
Lage
rhilf
smitt
el
Bode
nlag
er
Reg
alla
ger
L. a
uf F
örde
rmitt
eln
1
1
Stet
ig
1
Uns
tetig
Flur
gebu
nden
Flur
frei
Stat
ionä
r
1
Flur
gebu
nden
Flur
frei
Stat
ionä
r
1
Obj
ekt_
Sche
ma
.Bea
rbei
tung
sobj
ekt
Anfa
hrpu
nkte
[L2:
?]
- Nicht alle Beziehungen gezeigt -REA
LN
utzu
ngsg
rad
Leis
tung
sgra
dR
EAL
ist_
zuge
ordn
etPers
onal
List
e
hat L
[1:?
]
enth
ält L
[1:?
]
Res
sour
ce
Bild 4-17: Ressourcen_Schema
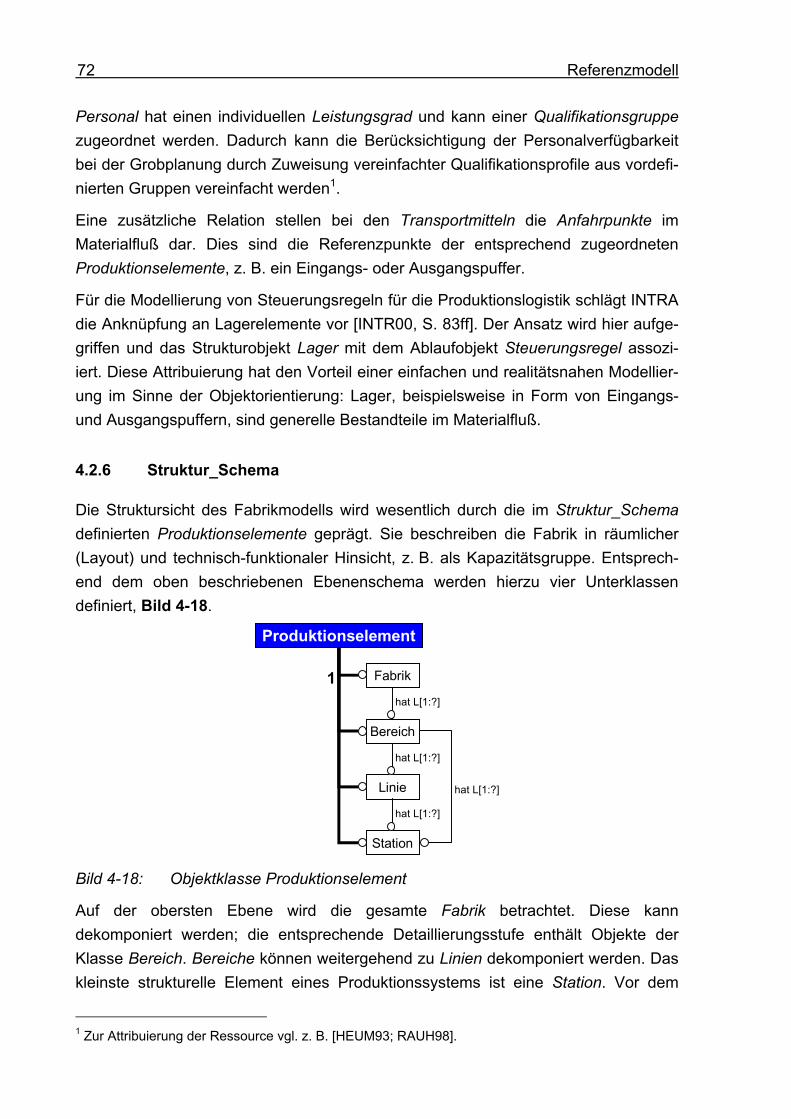
Referenzmodell 72
Personal hat einen individuellen Leistungsgrad und kann einer Qualifikationsgruppe zugeordnet werden. Dadurch kann die Berücksichtigung der Personalverfügbarkeit bei der Grobplanung durch Zuweisung vereinfachter Qualifikationsprofile aus vordefi-nierten Gruppen vereinfacht werden1.
Eine zusätzliche Relation stellen bei den Transportmitteln die Anfahrpunkte im Materialfluß dar. Dies sind die Referenzpunkte der entsprechend zugeordneten Produktionselemente, z. B. ein Eingangs- oder Ausgangspuffer.
Für die Modellierung von Steuerungsregeln für die Produktionslogistik schlägt INTRA die Anknüpfung an Lagerelemente vor [INTR00, S. 83ff]. Der Ansatz wird hier aufge-griffen und das Strukturobjekt Lager mit dem Ablaufobjekt Steuerungsregel assozi-iert. Diese Attribuierung hat den Vorteil einer einfachen und realitätsnahen Modellier-ung im Sinne der Objektorientierung: Lager, beispielsweise in Form von Eingangs- und Ausgangspuffern, sind generelle Bestandteile im Materialfluß.
4.2.6 Struktur_Schema
Die Struktursicht des Fabrikmodells wird wesentlich durch die im Struktur_Schema definierten Produktionselemente geprägt. Sie beschreiben die Fabrik in räumlicher (Layout) und technisch-funktionaler Hinsicht, z. B. als Kapazitätsgruppe. Entsprech-end dem oben beschriebenen Ebenenschema werden hierzu vier Unterklassen definiert, Bild 4-18.
Produktionselement
Fabrik
Bereich
Linie
hat L[1:?]
hat L[1:?]
1
Station
hat L[1:?]
hat L[1:?]
Bild 4-18: Objektklasse Produktionselement
Auf der obersten Ebene wird die gesamte Fabrik betrachtet. Diese kann dekomponiert werden; die entsprechende Detaillierungsstufe enthält Objekte der Klasse Bereich. Bereiche können weitergehend zu Linien dekomponiert werden. Das kleinste strukturelle Element eines Produktionssystems ist eine Station. Vor dem
1 Zur Attribuierung der Ressource vgl. z. B. [HEUM93; RAUH98].
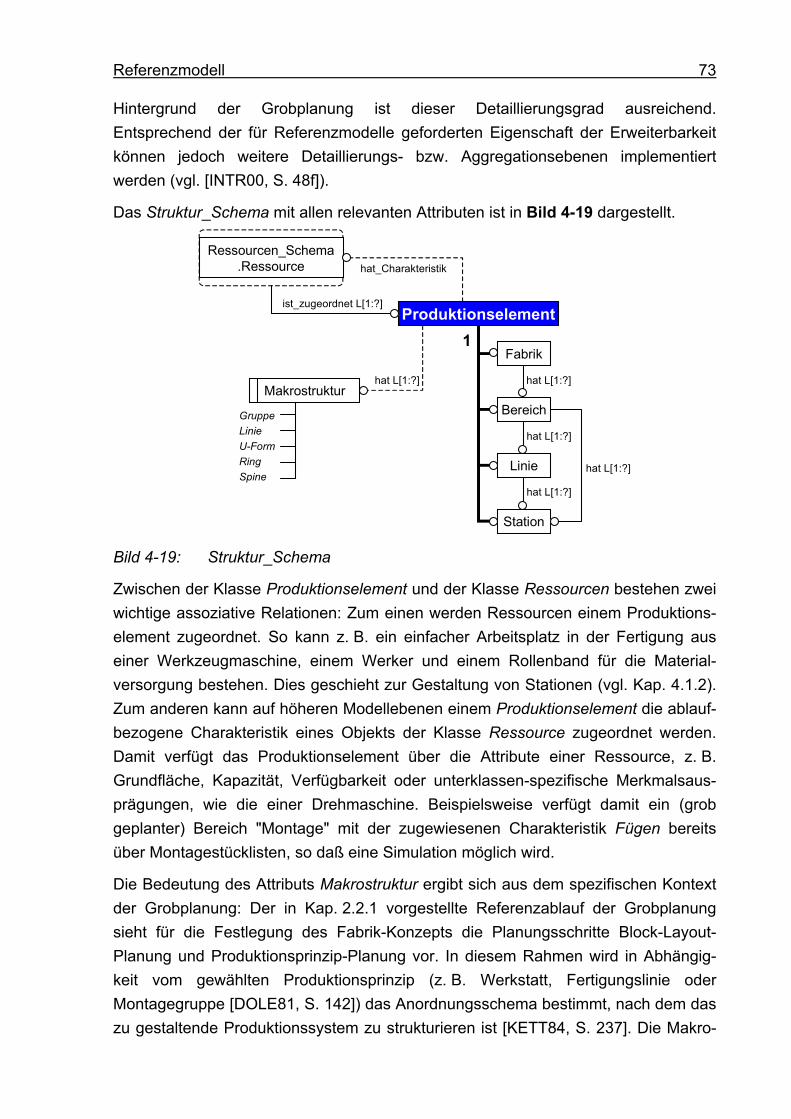
Referenzmodell 73
Hintergrund der Grobplanung ist dieser Detaillierungsgrad ausreichend. Entsprechend der für Referenzmodelle geforderten Eigenschaft der Erweiterbarkeit können jedoch weitere Detaillierungs- bzw. Aggregationsebenen implementiert werden (vgl. [INTR00, S. 48f]).
Das Struktur_Schema mit allen relevanten Attributen ist in Bild 4-19 dargestellt.
Produktionselement
Ressourcen_Schema.Ressource
Fabrik
Bereich
Linie
hat L[1:?]
hat L[1:?]
1
Station
hat L[1:?]
ist_zugeordnet L[1:?]
Makrostruktur
GruppeLinieU-FormRingSpine
hat L[1:?]
hat_Charakteristik
hat L[1:?]
Bild 4-19: Struktur_Schema
Zwischen der Klasse Produktionselement und der Klasse Ressourcen bestehen zwei wichtige assoziative Relationen: Zum einen werden Ressourcen einem Produktions-element zugeordnet. So kann z. B. ein einfacher Arbeitsplatz in der Fertigung aus einer Werkzeugmaschine, einem Werker und einem Rollenband für die Material-versorgung bestehen. Dies geschieht zur Gestaltung von Stationen (vgl. Kap. 4.1.2). Zum anderen kann auf höheren Modellebenen einem Produktionselement die ablauf-bezogene Charakteristik eines Objekts der Klasse Ressource zugeordnet werden. Damit verfügt das Produktionselement über die Attribute einer Ressource, z. B. Grundfläche, Kapazität, Verfügbarkeit oder unterklassen-spezifische Merkmalsaus-prägungen, wie die einer Drehmaschine. Beispielsweise verfügt damit ein (grob geplanter) Bereich "Montage" mit der zugewiesenen Charakteristik Fügen bereits über Montagestücklisten, so daß eine Simulation möglich wird.
Die Bedeutung des Attributs Makrostruktur ergibt sich aus dem spezifischen Kontext der Grobplanung: Der in Kap. 2.2.1 vorgestellte Referenzablauf der Grobplanung sieht für die Festlegung des Fabrik-Konzepts die Planungsschritte Block-Layout-Planung und Produktionsprinzip-Planung vor. In diesem Rahmen wird in Abhängig-keit vom gewählten Produktionsprinzip (z. B. Werkstatt, Fertigungslinie oder Montagegruppe [DOLE81, S. 142]) das Anordnungsschema bestimmt, nach dem das zu gestaltende Produktionssystem zu strukturieren ist [KETT84, S. 237]. Die Makro-
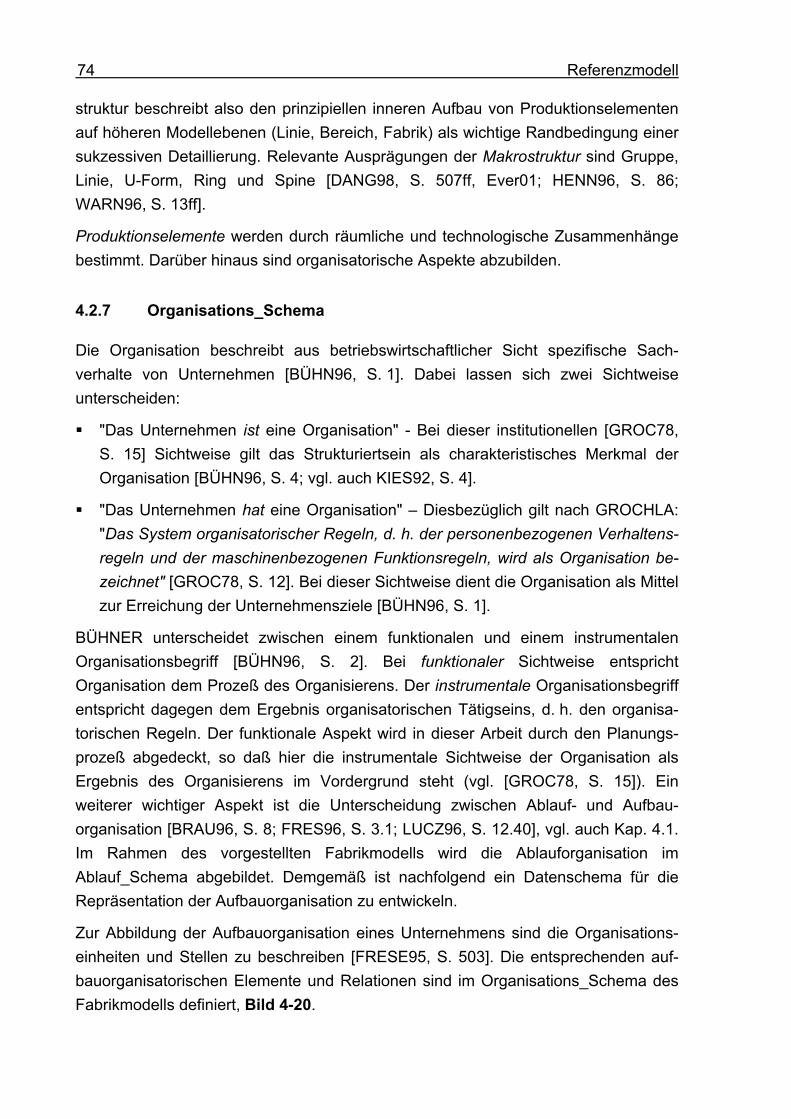
Referenzmodell 74
struktur beschreibt also den prinzipiellen inneren Aufbau von Produktionselementen auf höheren Modellebenen (Linie, Bereich, Fabrik) als wichtige Randbedingung einer sukzessiven Detaillierung. Relevante Ausprägungen der Makrostruktur sind Gruppe, Linie, U-Form, Ring und Spine [DANG98, S. 507ff, Ever01; HENN96, S. 86; WARN96, S. 13ff].
Produktionselemente werden durch räumliche und technologische Zusammenhänge bestimmt. Darüber hinaus sind organisatorische Aspekte abzubilden.
4.2.7 Organisations_Schema
Die Organisation beschreibt aus betriebswirtschaftlicher Sicht spezifische Sach-verhalte von Unternehmen [BÜHN96, S. 1]. Dabei lassen sich zwei Sichtweise unterscheiden:
"Das Unternehmen ist eine Organisation" - Bei dieser institutionellen [GROC78, S. 15] Sichtweise gilt das Strukturiertsein als charakteristisches Merkmal der Organisation [BÜHN96, S. 4; vgl. auch KIES92, S. 4].
"Das Unternehmen hat eine Organisation" – Diesbezüglich gilt nach GROCHLA: "Das System organisatorischer Regeln, d. h. der personenbezogenen Verhaltens-regeln und der maschinenbezogenen Funktionsregeln, wird als Organisation be-zeichnet" [GROC78, S. 12]. Bei dieser Sichtweise dient die Organisation als Mittel zur Erreichung der Unternehmensziele [BÜHN96, S. 1].
BÜHNER unterscheidet zwischen einem funktionalen und einem instrumentalen Organisationsbegriff [BÜHN96, S. 2]. Bei funktionaler Sichtweise entspricht Organisation dem Prozeß des Organisierens. Der instrumentale Organisationsbegriff entspricht dagegen dem Ergebnis organisatorischen Tätigseins, d. h. den organisa-torischen Regeln. Der funktionale Aspekt wird in dieser Arbeit durch den Planungs-prozeß abgedeckt, so daß hier die instrumentale Sichtweise der Organisation als Ergebnis des Organisierens im Vordergrund steht (vgl. [GROC78, S. 15]). Ein weiterer wichtiger Aspekt ist die Unterscheidung zwischen Ablauf- und Aufbau-organisation [BRAU96, S. 8; FRES96, S. 3.1; LUCZ96, S. 12.40], vgl. auch Kap. 4.1. Im Rahmen des vorgestellten Fabrikmodells wird die Ablauforganisation im Ablauf_Schema abgebildet. Demgemäß ist nachfolgend ein Datenschema für die Repräsentation der Aufbauorganisation zu entwickeln.
Zur Abbildung der Aufbauorganisation eines Unternehmens sind die Organisations-einheiten und Stellen zu beschreiben [FRESE95, S. 503]. Die entsprechenden auf-bauorganisatorischen Elemente und Relationen sind im Organisations_Schema des Fabrikmodells definiert, Bild 4-20.
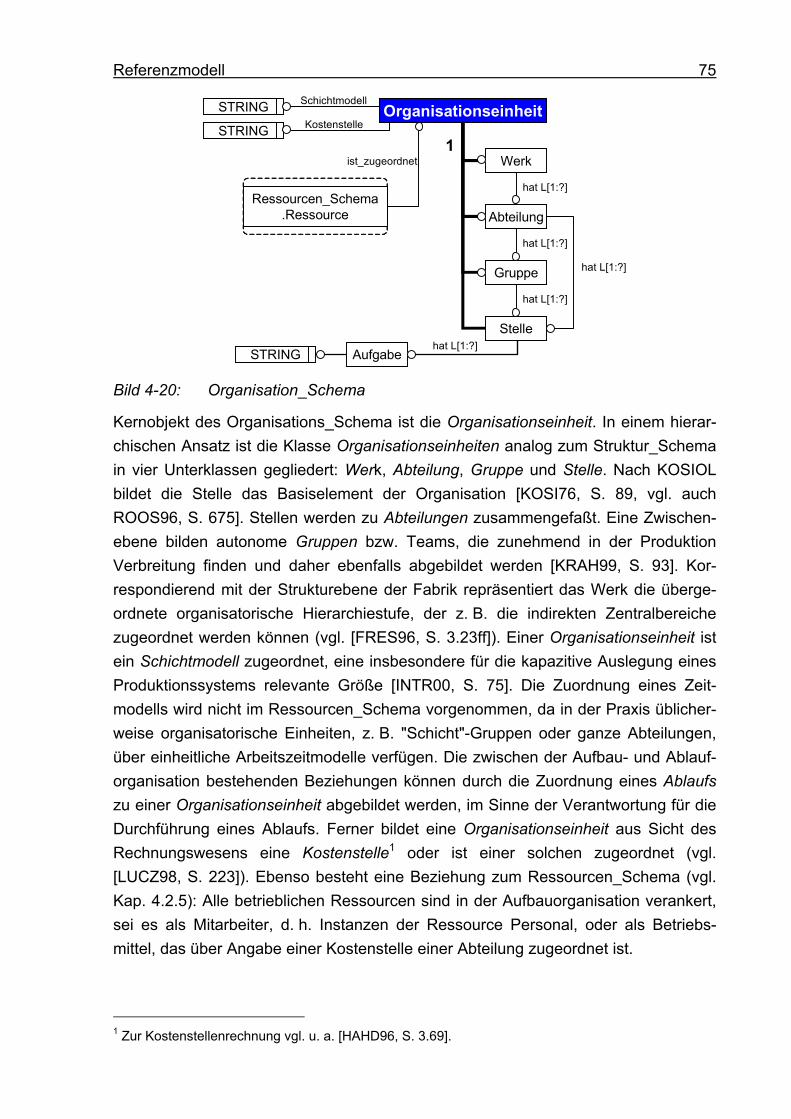
Referenzmodell 75
STRING
STRING
Schichtmodell
Kostenstelle
Werk
Abteilung
Gruppe
hat L[1:?]
hat L[1:?]
1
Stelle
hat L[1:?]
hat L[1:?]
Ressourcen_Schema.Ressource
ist_zugeordnet
Organisationseinheit
AufgabeSTRINGhat L[1:?]
Bild 4-20: Organisation_Schema
Kernobjekt des Organisations_Schema ist die Organisationseinheit. In einem hierar-chischen Ansatz ist die Klasse Organisationseinheiten analog zum Struktur_Schema in vier Unterklassen gegliedert: Werk, Abteilung, Gruppe und Stelle. Nach KOSIOL bildet die Stelle das Basiselement der Organisation [KOSI76, S. 89, vgl. auch ROOS96, S. 675]. Stellen werden zu Abteilungen zusammengefaßt. Eine Zwischen-ebene bilden autonome Gruppen bzw. Teams, die zunehmend in der Produktion Verbreitung finden und daher ebenfalls abgebildet werden [KRAH99, S. 93]. Kor-respondierend mit der Strukturebene der Fabrik repräsentiert das Werk die überge-ordnete organisatorische Hierarchiestufe, der z. B. die indirekten Zentralbereiche zugeordnet werden können (vgl. [FRES96, S. 3.23ff]). Einer Organisationseinheit ist ein Schichtmodell zugeordnet, eine insbesondere für die kapazitive Auslegung eines Produktionssystems relevante Größe [INTR00, S. 75]. Die Zuordnung eines Zeit-modells wird nicht im Ressourcen_Schema vorgenommen, da in der Praxis üblicher-weise organisatorische Einheiten, z. B. "Schicht"-Gruppen oder ganze Abteilungen, über einheitliche Arbeitszeitmodelle verfügen. Die zwischen der Aufbau- und Ablauf-organisation bestehenden Beziehungen können durch die Zuordnung eines Ablaufs zu einer Organisationseinheit abgebildet werden, im Sinne der Verantwortung für die Durchführung eines Ablaufs. Ferner bildet eine Organisationseinheit aus Sicht des Rechnungswesens eine Kostenstelle1 oder ist einer solchen zugeordnet (vgl. [LUCZ98, S. 223]). Ebenso besteht eine Beziehung zum Ressourcen_Schema (vgl. Kap. 4.2.5): Alle betrieblichen Ressourcen sind in der Aufbauorganisation verankert, sei es als Mitarbeiter, d. h. Instanzen der Ressource Personal, oder als Betriebs-mittel, das über Angabe einer Kostenstelle einer Abteilung zugeordnet ist.
1 Zur Kostenstellenrechnung vgl. u. a. [HAHD96, S. 3.69].
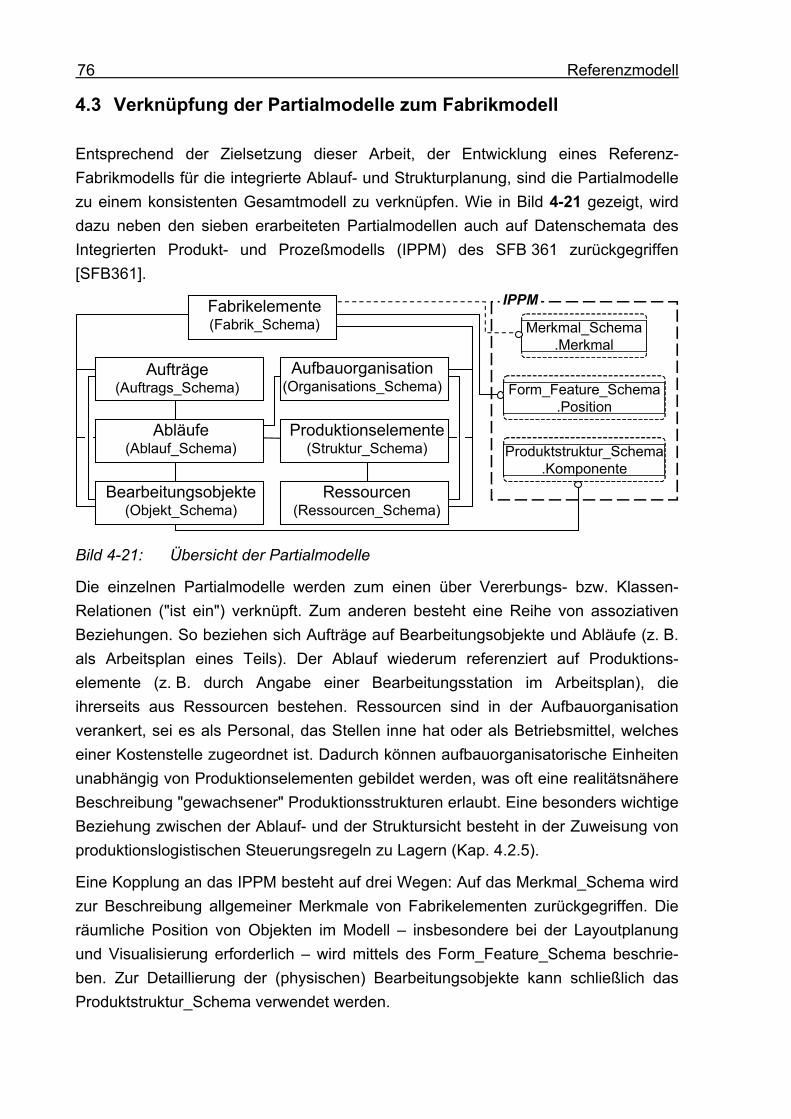
Referenzmodell 76
4.3 Verknüpfung der Partialmodelle zum Fabrikmodell
Entsprechend der Zielsetzung dieser Arbeit, der Entwicklung eines Referenz- Fabrikmodells für die integrierte Ablauf- und Strukturplanung, sind die Partialmodelle zu einem konsistenten Gesamtmodell zu verknüpfen. Wie in Bild 4-21 gezeigt, wird dazu neben den sieben erarbeiteten Partialmodellen auch auf Datenschemata des Integrierten Produkt- und Prozeßmodells (IPPM) des SFB 361 zurückgegriffen [SFB361].
Abläufe(Ablauf_Schema)
Produktionselemente(Struktur_Schema)
Aufbauorganisation(Organisations_Schema)
Ressourcen(Ressourcen_Schema)
Fabrikelemente(Fabrik_Schema)
Aufträge(Auftrags_Schema)
Bearbeitungsobjekte(Objekt_Schema)
Merkmal_Schema.Merkmal
Form_Feature_Schema.Position
Produktstruktur_Schema.Komponente
IPPM
Bild 4-21: Übersicht der Partialmodelle
Die einzelnen Partialmodelle werden zum einen über Vererbungs- bzw. Klassen-Relationen ("ist ein") verknüpft. Zum anderen besteht eine Reihe von assoziativen Beziehungen. So beziehen sich Aufträge auf Bearbeitungsobjekte und Abläufe (z. B. als Arbeitsplan eines Teils). Der Ablauf wiederum referenziert auf Produktions-elemente (z. B. durch Angabe einer Bearbeitungsstation im Arbeitsplan), die ihrerseits aus Ressourcen bestehen. Ressourcen sind in der Aufbauorganisation verankert, sei es als Personal, das Stellen inne hat oder als Betriebsmittel, welches einer Kostenstelle zugeordnet ist. Dadurch können aufbauorganisatorische Einheiten unabhängig von Produktionselementen gebildet werden, was oft eine realitätsnähere Beschreibung "gewachsener" Produktionsstrukturen erlaubt. Eine besonders wichtige Beziehung zwischen der Ablauf- und der Struktursicht besteht in der Zuweisung von produktionslogistischen Steuerungsregeln zu Lagern (Kap. 4.2.5).
Eine Kopplung an das IPPM besteht auf drei Wegen: Auf das Merkmal_Schema wird zur Beschreibung allgemeiner Merkmale von Fabrikelementen zurückgegriffen. Die räumliche Position von Objekten im Modell – insbesondere bei der Layoutplanung und Visualisierung erforderlich – wird mittels des Form_Feature_Schema beschrie-ben. Zur Detaillierung der (physischen) Bearbeitungsobjekte kann schließlich das Produktstruktur_Schema verwendet werden.
Referenzmodell 77
4.4 Zwischenfazit
Aufbauend auf dem in Kap. 3 entwickelten Grobkonzept wurden die Partialmodelle des Fabrikmodells für die integrierte Grobplanung von Abläufen und Strukturen detailliert. Dabei wurde die in Kap. 3.3.2 ausgewählte Modellierungssprache EXPRESS-G zur Sicherstellung einer strukturierten und systematischen Beschrei-bung der Teilmodelle sowie zur Vorbereitung der prototypischen Implementierung in ein EDV-Tool eingesetzt.
Das Fabrikmodell wird zum einen durch den hierarchischen Aufbau geprägt: Es verfügt über vier definierte Ebenen für die Modellierung von Produktionssystemen. Diese Ebenen bilden die Basis und den prinzipiellen Ansatz des in dieser Arbeit verfolgten hierarchischen Planungsansatzes. Zum anderen basiert es auf der expliziten Trennung von Ablauf- und Struktursicht. Diese Trennung repräsentiert einen wissenschaftlichen Analyseschritt, auf dem aufbauend in einem integrierenden Syntheseschritt die Planungsmethode entwickelt werden kann. Dies spiegelt auch die Struktur des Fabrikmodells wider. Es besteht aus dem übergeordneten Fabrik_Schema sowie jeweils drei Partialmodellen auf der Ablauf- und der Strukturseite.
Bezüglich der Ablaufsicht beschreibt das Objekt_Schema die Bearbeitungsobjekte, an denen im modellierten Produktionssystem Transformationen vorgenommen werden, also Informationen oder Material. Das Auftrags_Schema beschreibt die Produktionsaufträge bez. der instanziierten Bearbeitungsobjekte. Die Abläufe schließlich bilden den Weg der Aufträge durch das Produktionssystem ab. Das Ablauf_Schema stellt demgemäß die Ablauforganisation dar.
Die Struktursicht basiert auf der Modellierung von Ressourcen als Basiselemente einer Fabrik im Ressourcen_Schema. Ressourcen bilden zum einen die Stationen, also die unterste Ebene der Produktionselemente, die im Struktur_Schema abge-bildet sind. Zum anderen sind sie Organisationseinheiten der Aufbauorganisation zugeordnet. Die im Rahmen der Dimensionierung und Layoutplanung relevanten Planungsobjekte – die Produktionselemente - sind im Struktur_Schema definiert. Die aufbauorganisatorischen Aspekte wie Stellen- und Abteilungsbildung hingegen sind im Organisations_Schema hinterlegt.
Die Partialmodelle wurden unter Rückgriff auf Datenschemata des im SFB 361 entwickelten Integrierten Produkt- und Prozeßmodells (IPPM) zu einem erweiter-baren Gesamtmodell verknüpft.
Mit dem Fabrikmodell können alle im Rahmen dieser Arbeit relevanten Abläufe und Strukturen in der Produktion abgebildet werden. Mit seinem Klassenschema und der Realisierung der ersten Integrationsstufe auf Modellebene bildet es die zentrale
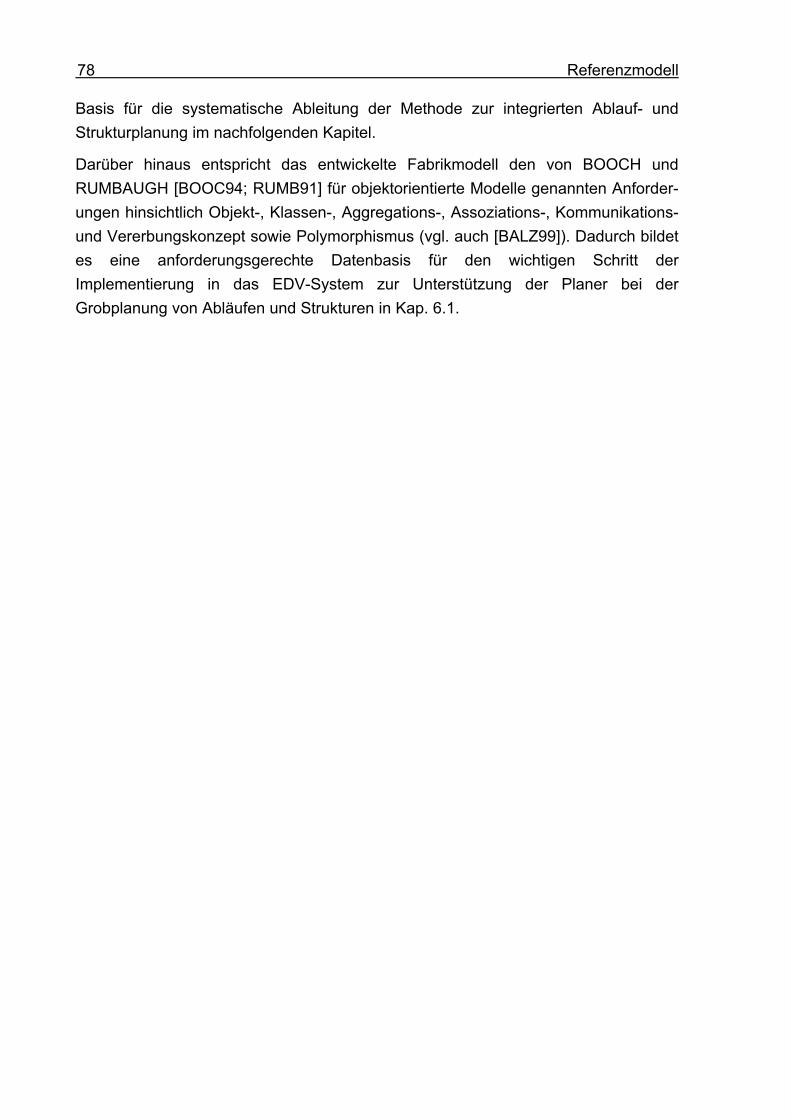
Referenzmodell 78
Basis für die systematische Ableitung der Methode zur integrierten Ablauf- und Strukturplanung im nachfolgenden Kapitel.
Darüber hinaus entspricht das entwickelte Fabrikmodell den von BOOCH und RUMBAUGH [BOOC94; RUMB91] für objektorientierte Modelle genannten Anforder-ungen hinsichtlich Objekt-, Klassen-, Aggregations-, Assoziations-, Kommunikations- und Vererbungskonzept sowie Polymorphismus (vgl. auch [BALZ99]). Dadurch bildet es eine anforderungsgerechte Datenbasis für den wichtigen Schritt der Implementierung in das EDV-System zur Unterstützung der Planer bei der Grobplanung von Abläufen und Strukturen in Kap. 6.1.
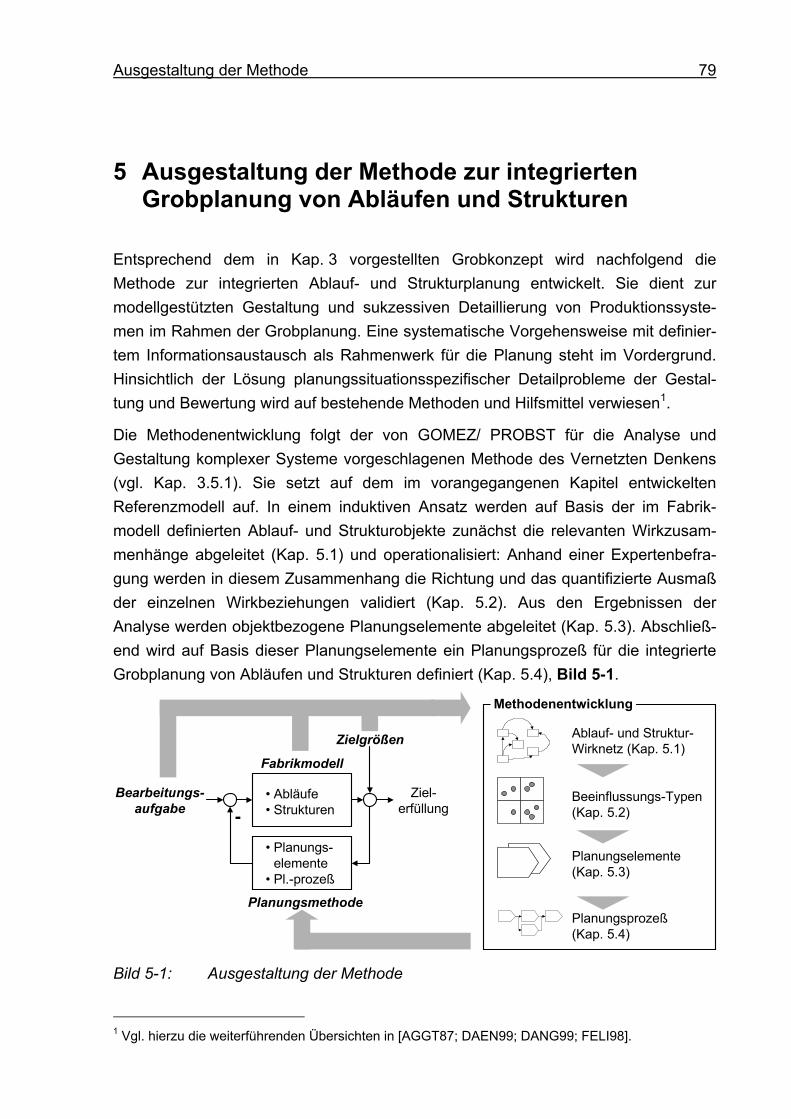
Ausgestaltung der Methode 79
5 Ausgestaltung der Methode zur integrierten Grobplanung von Abläufen und Strukturen
Entsprechend dem in Kap. 3 vorgestellten Grobkonzept wird nachfolgend die Methode zur integrierten Ablauf- und Strukturplanung entwickelt. Sie dient zur modellgestützten Gestaltung und sukzessiven Detaillierung von Produktionssyste-men im Rahmen der Grobplanung. Eine systematische Vorgehensweise mit definier-tem Informationsaustausch als Rahmenwerk für die Planung steht im Vordergrund. Hinsichtlich der Lösung planungssituationsspezifischer Detailprobleme der Gestal-tung und Bewertung wird auf bestehende Methoden und Hilfsmittel verwiesen1.
Die Methodenentwicklung folgt der von GOMEZ/ PROBST für die Analyse und Gestaltung komplexer Systeme vorgeschlagenen Methode des Vernetzten Denkens (vgl. Kap. 3.5.1). Sie setzt auf dem im vorangegangenen Kapitel entwickelten Referenzmodell auf. In einem induktiven Ansatz werden auf Basis der im Fabrik-modell definierten Ablauf- und Strukturobjekte zunächst die relevanten Wirkzusam-menhänge abgeleitet (Kap. 5.1) und operationalisiert: Anhand einer Expertenbefra-gung werden in diesem Zusammenhang die Richtung und das quantifizierte Ausmaß der einzelnen Wirkbeziehungen validiert (Kap. 5.2). Aus den Ergebnissen der Analyse werden objektbezogene Planungselemente abgeleitet (Kap. 5.3). Abschließ-end wird auf Basis dieser Planungselemente ein Planungsprozeß für die integrierte Grobplanung von Abläufen und Strukturen definiert (Kap. 5.4), Bild 5-1.
• Abläufe• Strukturen
Ziel-erfüllung
Bearbeitungs-aufgabe
Fabrikmodell
Planungsmethode
-
Zielgrößen
• Planungs-elemente
• Pl.-prozeß
Methodenentwicklung
Ablauf- und Struktur-Wirknetz (Kap. 5.1)
Beeinflussungs-Typen(Kap. 5.2)
Planungselemente(Kap. 5.3)
Planungsprozeß(Kap. 5.4)
Bild 5-1: Ausgestaltung der Methode
1 Vgl. hierzu die weiterführenden Übersichten in [AGGT87; DAEN99; DANG99; FELI98].
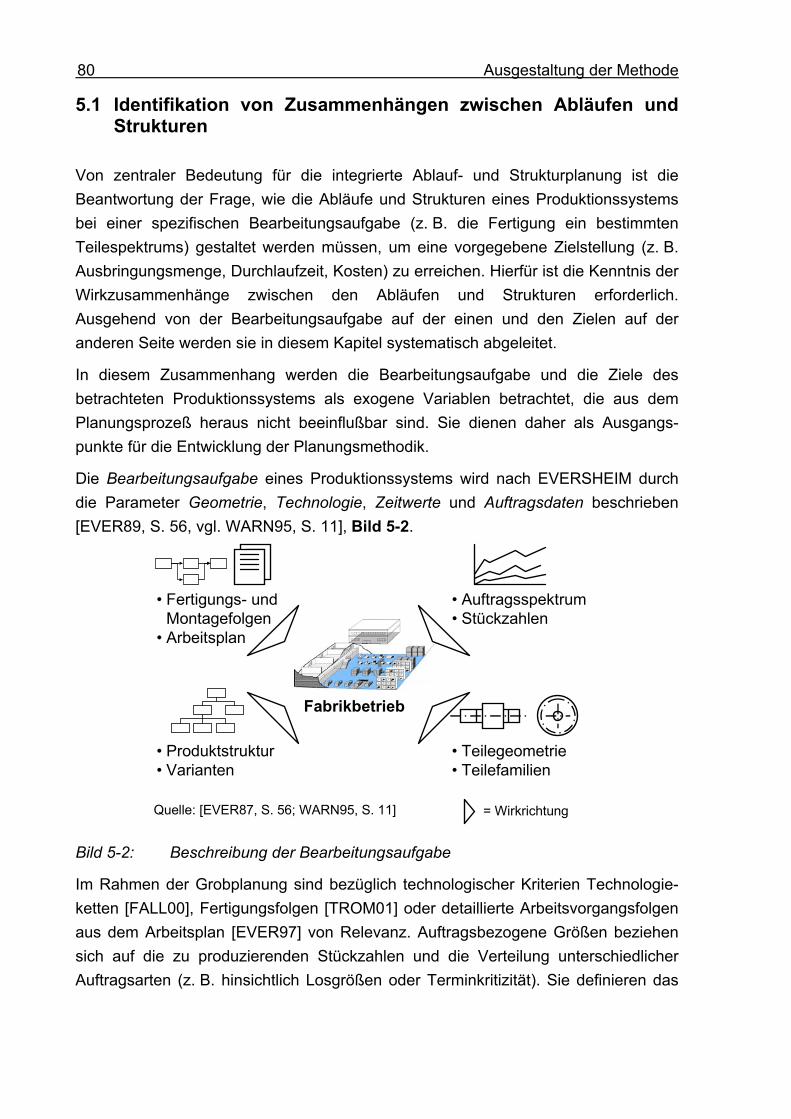
Ausgestaltung der Methode 80
5.1 Identifikation von Zusammenhängen zwischen Abläufen und Strukturen
Von zentraler Bedeutung für die integrierte Ablauf- und Strukturplanung ist die Beantwortung der Frage, wie die Abläufe und Strukturen eines Produktionssystems bei einer spezifischen Bearbeitungsaufgabe (z. B. die Fertigung ein bestimmten Teilespektrums) gestaltet werden müssen, um eine vorgegebene Zielstellung (z. B. Ausbringungsmenge, Durchlaufzeit, Kosten) zu erreichen. Hierfür ist die Kenntnis der Wirkzusammenhänge zwischen den Abläufen und Strukturen erforderlich. Ausgehend von der Bearbeitungsaufgabe auf der einen und den Zielen auf der anderen Seite werden sie in diesem Kapitel systematisch abgeleitet.
In diesem Zusammenhang werden die Bearbeitungsaufgabe und die Ziele des betrachteten Produktionssystems als exogene Variablen betrachtet, die aus dem Planungsprozeß heraus nicht beeinflußbar sind. Sie dienen daher als Ausgangs-punkte für die Entwicklung der Planungsmethodik.
Die Bearbeitungsaufgabe eines Produktionssystems wird nach EVERSHEIM durch die Parameter Geometrie, Technologie, Zeitwerte und Auftragsdaten beschrieben [EVER89, S. 56, vgl. WARN95, S. 11], Bild 5-2.
• Fertigungs- undMontagefolgen
• Arbeitsplan
• Auftragsspektrum• Stückzahlen
• Produktstruktur• Varianten
• Teilegeometrie• Teilefamilien
Quelle: [EVER87, S. 56; WARN95, S. 11]
Fabrikbetrieb
= Wirkrichtung
Bild 5-2: Beschreibung der Bearbeitungsaufgabe
Im Rahmen der Grobplanung sind bezüglich technologischer Kriterien Technologie-ketten [FALL00], Fertigungsfolgen [TROM01] oder detaillierte Arbeitsvorgangsfolgen aus dem Arbeitsplan [EVER97] von Relevanz. Auftragsbezogene Größen beziehen sich auf die zu produzierenden Stückzahlen und die Verteilung unterschiedlicher Auftragsarten (z. B. hinsichtlich Losgrößen oder Terminkritizität). Sie definieren das
Ausgestaltung der Methode 81
Auftragsspektrum. Geometrische Aspekte werden durch das herzustellende Teile-spektrum und die darauf basierenden Teilefamilien1 berücksichtigt. Darüber hinaus sind die Produktstruktur (insb. hinsichtlich Montage) und die Varianten der Produkte bei der Planung zu berücksichtigen [EVER02, S. 4.1].
Bei der Ausführung der Bearbeitungsaufgabe muß eine Fabrik als komplexes techni-sches System einer Vielzahl von Zielen entsprechen [WIEN97, S. 1f]. Die im Kontext der Entwicklung einer Methode zur integrierten Grobplanung von Abläufen und Strukturen relevanten Ziele sind in Bild 5-3 dargestellt. Sie beziehen sich auf die Größen Zeit, Kosten, Qualität und Fläche [BARG91, S. 2; EVER96, S. 27ff; KETT84, S. 3; KIRC96, S. 967; LUCZ98, S. 276; MÄRZ01, S. 4; SAUE96, S. 17; SCHO95, S. 83].
Zeit Kosten
Qualität Fläche
• Durchlaufzeit• Bearbeitungszeit• Rüstzeit• Hochlaufzeit•
• Stückkosten• Investitionsbedarf• Kapitalbindung• Rüstkosten•
• Fehlerrate• Nacharbeit• Ausschuß•
• Flächenbedarf• Nutzungsflexibilität• Flächenreserve•
Fabrikbetrieb
Quelle: [EVER90, S. 3; KETT84, S. 18] = Wirkrichtung
Bild 5-3: Zielgrößen einer Fabrik
Die Zielgröße Zeit beschreibt sowohl die erzielbaren Durchlauf- und Lieferzeiten [LUCZ98, S. 276] als auch die Flexibilität eines Produktionssystems hinsichtlich der Anpassungsgeschwindigkeit an veränderte Randbedingungen [BEHR85, S. 253; HOPF89, S. 40]. Kosten beziehen sich auf monetär bewertbare Aufwände wie Stück-kosten, Kapitalbindungskosten durch Bestände und Investitionen [EVER90, S. 96] sowie die Kosten für die Anpassung des Produktionssystems im Sinne von Flexibilität [CHRY96, S. 583]. Qualität beschreibt in Produktionssicht im wesentlichen die Fehlerfreiheit der Produkte sowie die Erfüllung von Anforderungen seitens Qualitätsmanagementsystemen [WIEN97, S. 358ff]. Darüber hinaus ist explizit die
1 Zur Definition und Bildung von Teilefamilien vgl. u. a. [DEUS98; MITR60].
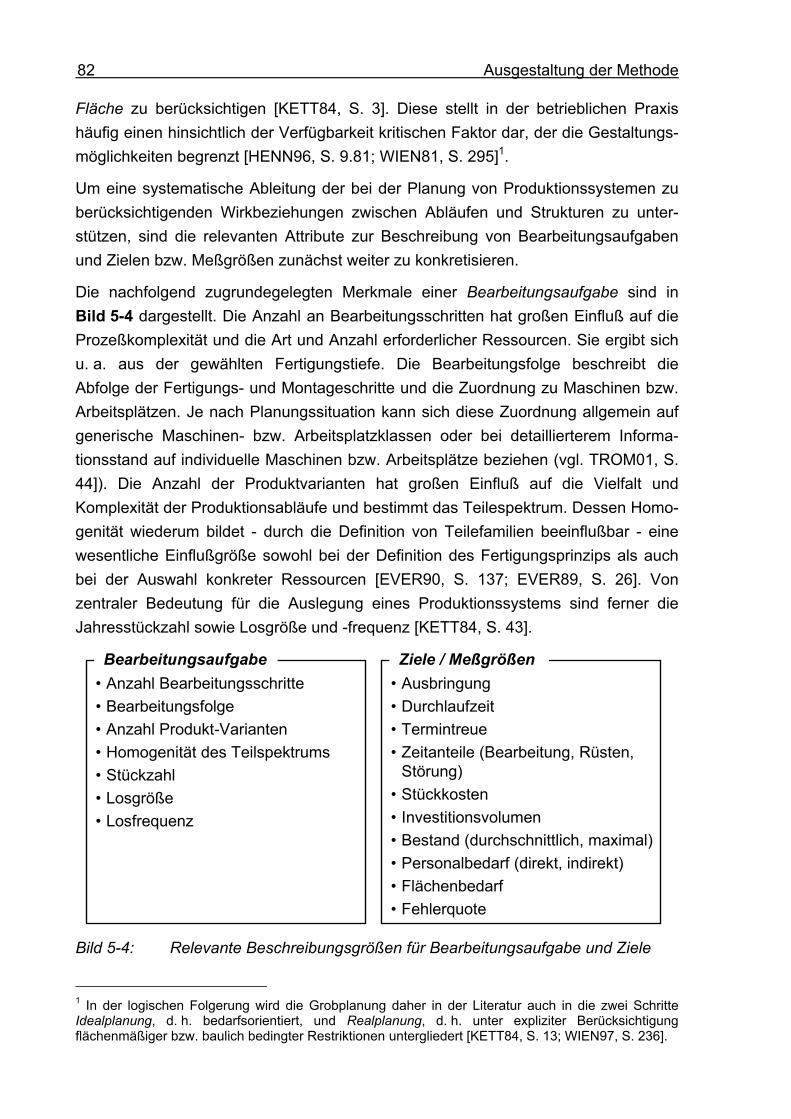
Ausgestaltung der Methode 82
Fläche zu berücksichtigen [KETT84, S. 3]. Diese stellt in der betrieblichen Praxis häufig einen hinsichtlich der Verfügbarkeit kritischen Faktor dar, der die Gestaltungs-möglichkeiten begrenzt [HENN96, S. 9.81; WIEN81, S. 295]1.
Um eine systematische Ableitung der bei der Planung von Produktionssystemen zu berücksichtigenden Wirkbeziehungen zwischen Abläufen und Strukturen zu unter-stützen, sind die relevanten Attribute zur Beschreibung von Bearbeitungsaufgaben und Zielen bzw. Meßgrößen zunächst weiter zu konkretisieren.
Die nachfolgend zugrundegelegten Merkmale einer Bearbeitungsaufgabe sind in Bild 5-4 dargestellt. Die Anzahl an Bearbeitungsschritten hat großen Einfluß auf die Prozeßkomplexität und die Art und Anzahl erforderlicher Ressourcen. Sie ergibt sich u. a. aus der gewählten Fertigungstiefe. Die Bearbeitungsfolge beschreibt die Abfolge der Fertigungs- und Montageschritte und die Zuordnung zu Maschinen bzw. Arbeitsplätzen. Je nach Planungssituation kann sich diese Zuordnung allgemein auf generische Maschinen- bzw. Arbeitsplatzklassen oder bei detaillierterem Informa-tionsstand auf individuelle Maschinen bzw. Arbeitsplätze beziehen (vgl. TROM01, S. 44]). Die Anzahl der Produktvarianten hat großen Einfluß auf die Vielfalt und Komplexität der Produktionsabläufe und bestimmt das Teilespektrum. Dessen Homo-genität wiederum bildet - durch die Definition von Teilefamilien beeinflußbar - eine wesentliche Einflußgröße sowohl bei der Definition des Fertigungsprinzips als auch bei der Auswahl konkreter Ressourcen [EVER90, S. 137; EVER89, S. 26]. Von zentraler Bedeutung für die Auslegung eines Produktionssystems sind ferner die Jahresstückzahl sowie Losgröße und -frequenz [KETT84, S. 43].
• Anzahl Bearbeitungsschritte• Bearbeitungsfolge• Anzahl Produkt-Varianten• Homogenität des Teilspektrums• Stückzahl• Losgröße• Losfrequenz
Bearbeitungsaufgabe• Ausbringung• Durchlaufzeit• Termintreue• Zeitanteile (Bearbeitung, Rüsten,
Störung)• Stückkosten• Investitionsvolumen• Bestand (durchschnittlich, maximal)• Personalbedarf (direkt, indirekt)• Flächenbedarf• Fehlerquote
Ziele / Meßgrößen
Bild 5-4: Relevante Beschreibungsgrößen für Bearbeitungsaufgabe und Ziele
1 In der logischen Folgerung wird die Grobplanung daher in der Literatur auch in die zwei Schritte Idealplanung, d. h. bedarfsorientiert, und Realplanung, d. h. unter expliziter Berücksichtigung flächenmäßiger bzw. baulich bedingter Restriktionen untergliedert [KETT84, S. 13; WIEN97, S. 236].
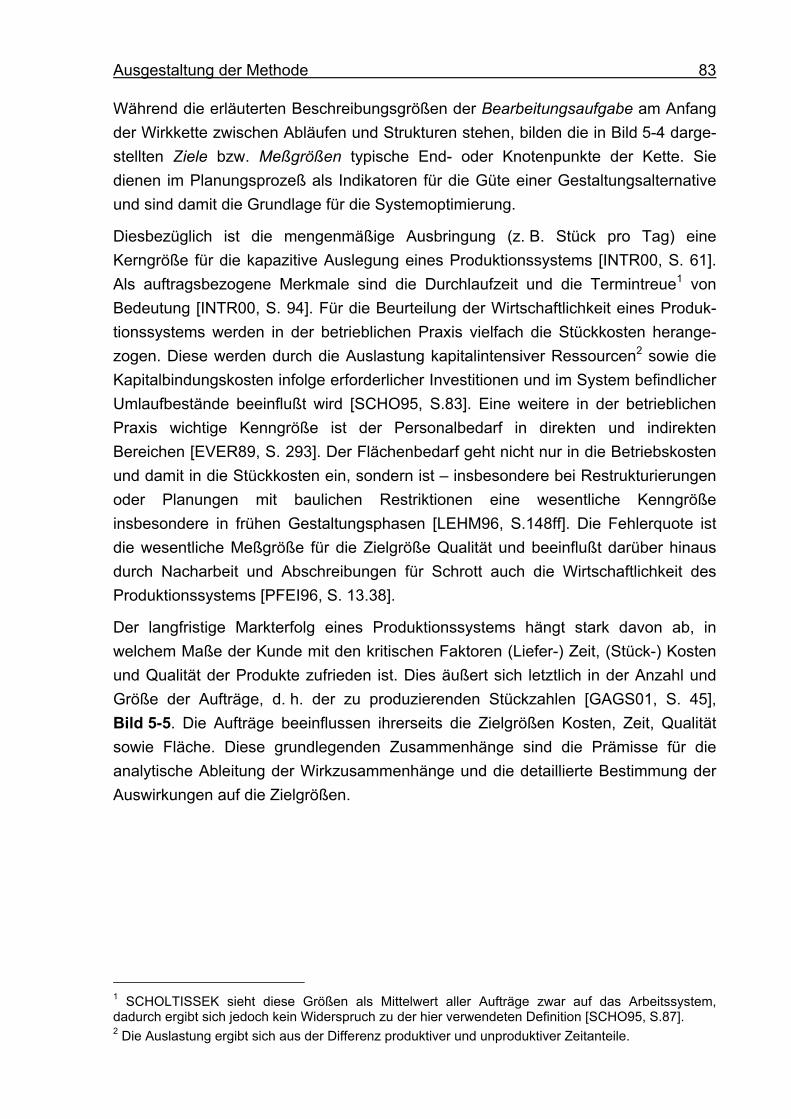
Ausgestaltung der Methode 83
Während die erläuterten Beschreibungsgrößen der Bearbeitungsaufgabe am Anfang der Wirkkette zwischen Abläufen und Strukturen stehen, bilden die in Bild 5-4 darge-stellten Ziele bzw. Meßgrößen typische End- oder Knotenpunkte der Kette. Sie dienen im Planungsprozeß als Indikatoren für die Güte einer Gestaltungsalternative und sind damit die Grundlage für die Systemoptimierung.
Diesbezüglich ist die mengenmäßige Ausbringung (z. B. Stück pro Tag) eine Kerngröße für die kapazitive Auslegung eines Produktionssystems [INTR00, S. 61]. Als auftragsbezogene Merkmale sind die Durchlaufzeit und die Termintreue1 von Bedeutung [INTR00, S. 94]. Für die Beurteilung der Wirtschaftlichkeit eines Produk-tionssystems werden in der betrieblichen Praxis vielfach die Stückkosten herange-zogen. Diese werden durch die Auslastung kapitalintensiver Ressourcen2 sowie die Kapitalbindungskosten infolge erforderlicher Investitionen und im System befindlicher Umlaufbestände beeinflußt wird [SCHO95, S.83]. Eine weitere in der betrieblichen Praxis wichtige Kenngröße ist der Personalbedarf in direkten und indirekten Bereichen [EVER89, S. 293]. Der Flächenbedarf geht nicht nur in die Betriebskosten und damit in die Stückkosten ein, sondern ist – insbesondere bei Restrukturierungen oder Planungen mit baulichen Restriktionen eine wesentliche Kenngröße insbesondere in frühen Gestaltungsphasen [LEHM96, S.148ff]. Die Fehlerquote ist die wesentliche Meßgröße für die Zielgröße Qualität und beeinflußt darüber hinaus durch Nacharbeit und Abschreibungen für Schrott auch die Wirtschaftlichkeit des Produktionssystems [PFEI96, S. 13.38].
Der langfristige Markterfolg eines Produktionssystems hängt stark davon ab, in welchem Maße der Kunde mit den kritischen Faktoren (Liefer-) Zeit, (Stück-) Kosten und Qualität der Produkte zufrieden ist. Dies äußert sich letztlich in der Anzahl und Größe der Aufträge, d. h. der zu produzierenden Stückzahlen [GAGS01, S. 45], Bild 5-5. Die Aufträge beeinflussen ihrerseits die Zielgrößen Kosten, Zeit, Qualität sowie Fläche. Diese grundlegenden Zusammenhänge sind die Prämisse für die analytische Ableitung der Wirkzusammenhänge und die detaillierte Bestimmung der Auswirkungen auf die Zielgrößen.
1 SCHOLTISSEK sieht diese Größen als Mittelwert aller Aufträge zwar auf das Arbeitssystem, dadurch ergibt sich jedoch kein Widerspruch zu der hier verwendeten Definition [SCHO95, S.87]. 2 Die Auslastung ergibt sich aus der Differenz produktiver und unproduktiver Zeitanteile.
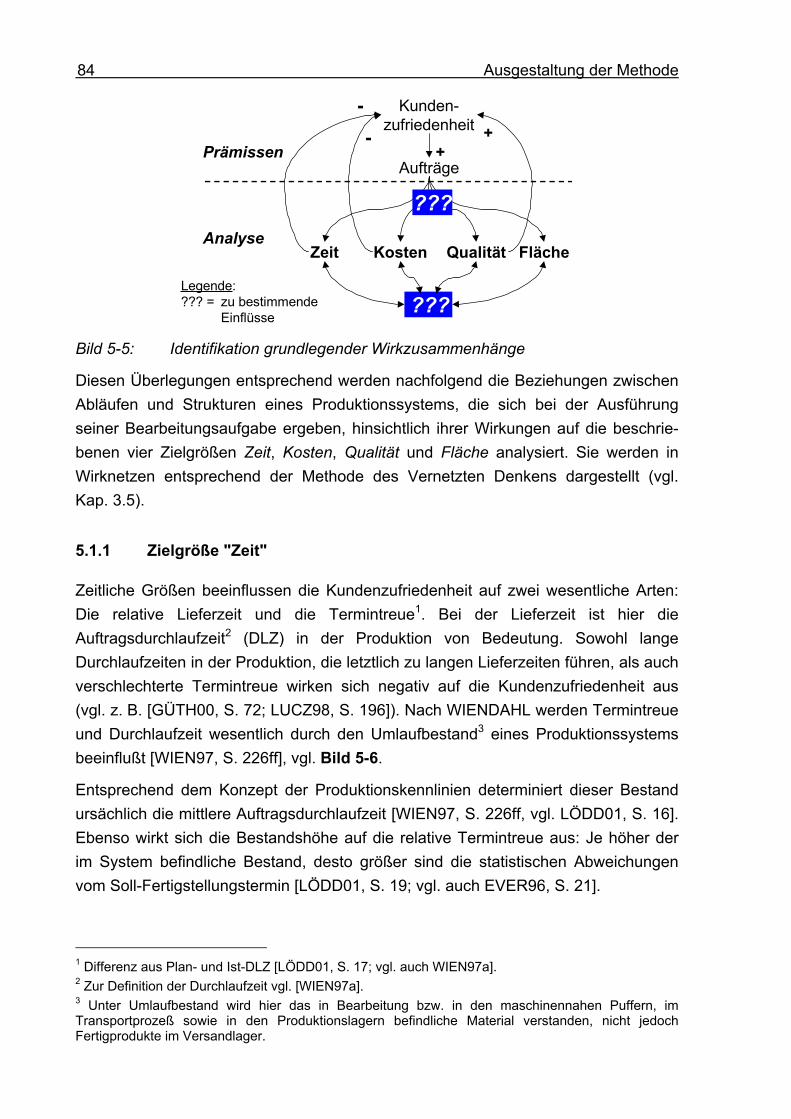
Ausgestaltung der Methode 84
+Kunden-
zufriedenheit
Aufträge
-
KostenZeit Fläche
+
Analyse
Prämissen
Qualität
???
-
???Legende:??? = zu bestimmende
Einflüsse
Bild 5-5: Identifikation grundlegender Wirkzusammenhänge
Diesen Überlegungen entsprechend werden nachfolgend die Beziehungen zwischen Abläufen und Strukturen eines Produktionssystems, die sich bei der Ausführung seiner Bearbeitungsaufgabe ergeben, hinsichtlich ihrer Wirkungen auf die beschrie-benen vier Zielgrößen Zeit, Kosten, Qualität und Fläche analysiert. Sie werden in Wirknetzen entsprechend der Methode des Vernetzten Denkens dargestellt (vgl. Kap. 3.5).
5.1.1 Zielgröße "Zeit"
Zeitliche Größen beeinflussen die Kundenzufriedenheit auf zwei wesentliche Arten: Die relative Lieferzeit und die Termintreue1. Bei der Lieferzeit ist hier die Auftragsdurchlaufzeit2 (DLZ) in der Produktion von Bedeutung. Sowohl lange Durchlaufzeiten in der Produktion, die letztlich zu langen Lieferzeiten führen, als auch verschlechterte Termintreue wirken sich negativ auf die Kundenzufriedenheit aus (vgl. z. B. [GÜTH00, S. 72; LUCZ98, S. 196]). Nach WIENDAHL werden Termintreue und Durchlaufzeit wesentlich durch den Umlaufbestand3 eines Produktionssystems beeinflußt [WIEN97, S. 226ff], vgl. Bild 5-6.
Entsprechend dem Konzept der Produktionskennlinien determiniert dieser Bestand ursächlich die mittlere Auftragsdurchlaufzeit [WIEN97, S. 226ff, vgl. LÖDD01, S. 16]. Ebenso wirkt sich die Bestandshöhe auf die relative Termintreue aus: Je höher der im System befindliche Bestand, desto größer sind die statistischen Abweichungen vom Soll-Fertigstellungstermin [LÖDD01, S. 19; vgl. auch EVER96, S. 21].
1 Differenz aus Plan- und Ist-DLZ [LÖDD01, S. 17; vgl. auch WIEN97a]. 2 Zur Definition der Durchlaufzeit vgl. [WIEN97a]. 3 Unter Umlaufbestand wird hier das in Bearbeitung bzw. in den maschinennahen Puffern, im Transportprozeß sowie in den Produktionslagern befindliche Material verstanden, nicht jedoch Fertigprodukte im Versandlager.
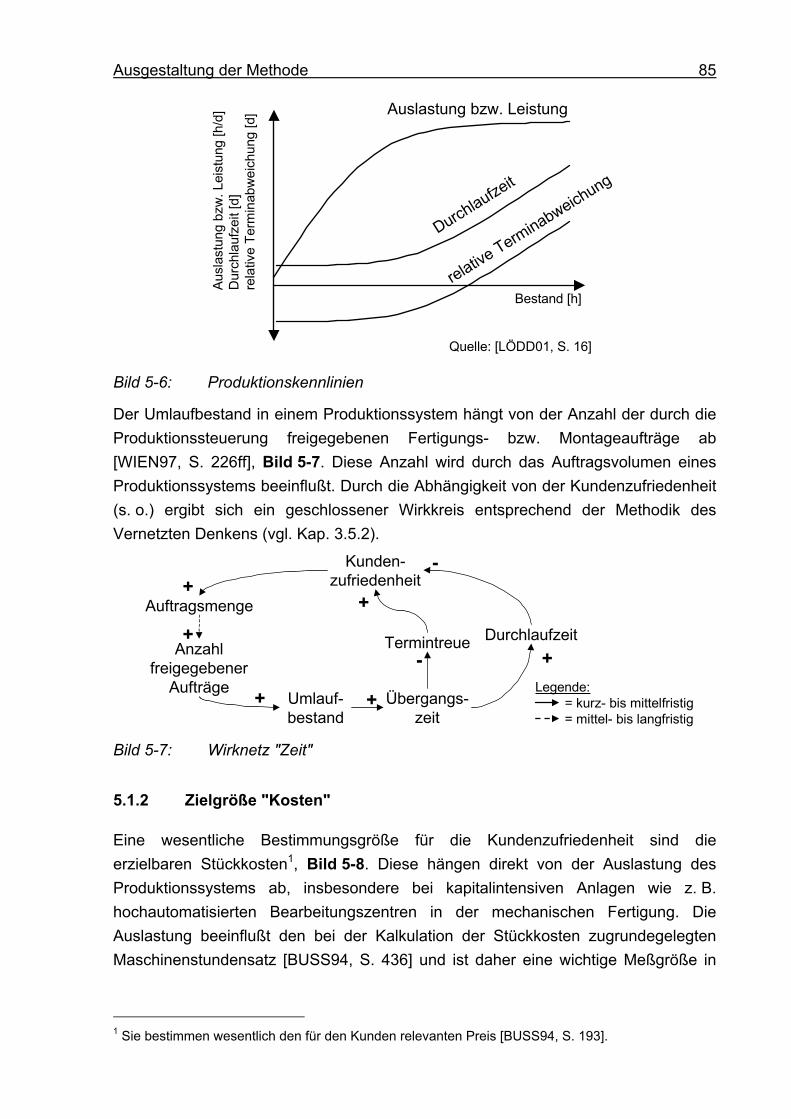
Ausgestaltung der Methode 85
Auslastung bzw. Leistung
Durchlaufzeit
relative Terminabweichung
Bestand [h]
Ausl
astu
ng b
zw. L
eist
ung
[h/d
]D
urch
lauf
zeit
[d]
rela
tive
Term
inab
wei
chun
g [d
]
Quelle: [LÖDD01, S. 16]
Bild 5-6: Produktionskennlinien
Der Umlaufbestand in einem Produktionssystem hängt von der Anzahl der durch die Produktionssteuerung freigegebenen Fertigungs- bzw. Montageaufträge ab [WIEN97, S. 226ff], Bild 5-7. Diese Anzahl wird durch das Auftragsvolumen eines Produktionssystems beeinflußt. Durch die Abhängigkeit von der Kundenzufriedenheit (s. o.) ergibt sich ein geschlossener Wirkkreis entsprechend der Methodik des Vernetzten Denkens (vgl. Kap. 3.5.2).
Kunden-zufriedenheit
Auftragsmenge
Anzahlfreigegebener
AufträgeUmlauf-bestand
DurchlaufzeitTermintreue
Legende:= kurz- bis mittelfristig= mittel- bis langfristig
++
+
+
+
-
-
Übergangs-zeit
+
Bild 5-7: Wirknetz "Zeit"
5.1.2 Zielgröße "Kosten"
Eine wesentliche Bestimmungsgröße für die Kundenzufriedenheit sind die erzielbaren Stückkosten1, Bild 5-8. Diese hängen direkt von der Auslastung des Produktionssystems ab, insbesondere bei kapitalintensiven Anlagen wie z. B. hochautomatisierten Bearbeitungszentren in der mechanischen Fertigung. Die Auslastung beeinflußt den bei der Kalkulation der Stückkosten zugrundegelegten Maschinenstundensatz [BUSS94, S. 436] und ist daher eine wichtige Meßgröße in
1 Sie bestimmen wesentlich den für den Kunden relevanten Preis [BUSS94, S. 193].
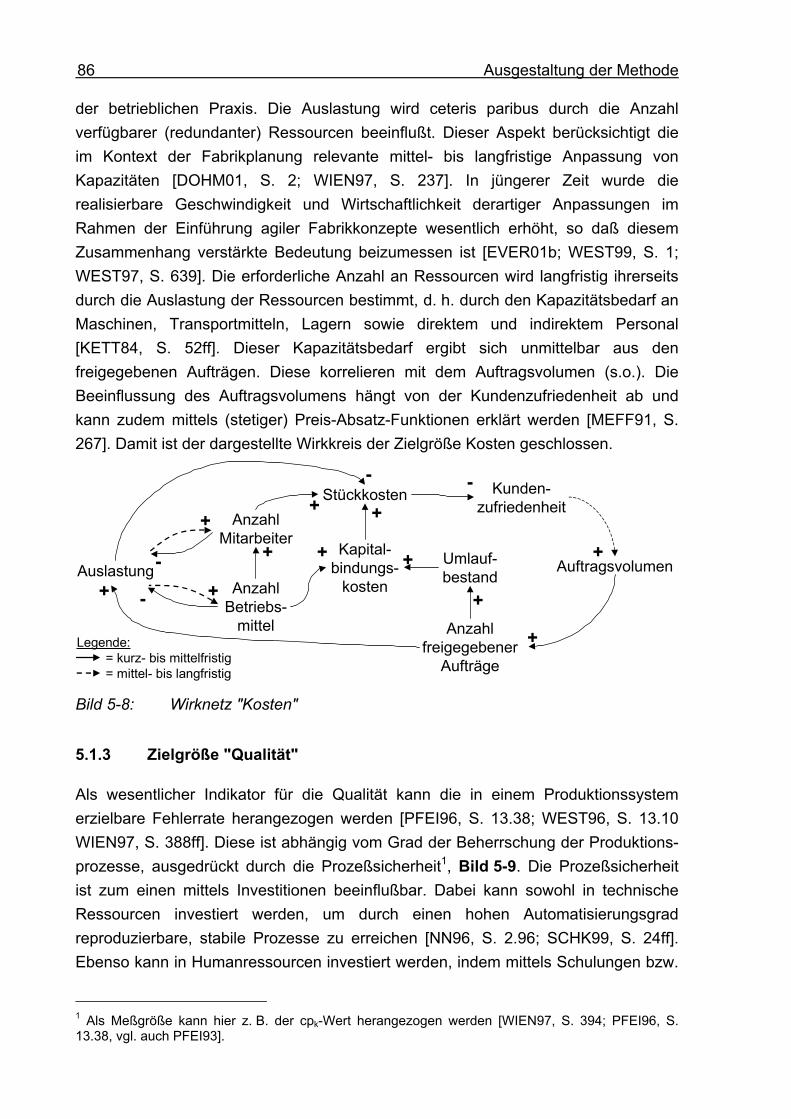
Ausgestaltung der Methode 86
der betrieblichen Praxis. Die Auslastung wird ceteris paribus durch die Anzahl verfügbarer (redundanter) Ressourcen beeinflußt. Dieser Aspekt berücksichtigt die im Kontext der Fabrikplanung relevante mittel- bis langfristige Anpassung von Kapazitäten [DOHM01, S. 2; WIEN97, S. 237]. In jüngerer Zeit wurde die realisierbare Geschwindigkeit und Wirtschaftlichkeit derartiger Anpassungen im Rahmen der Einführung agiler Fabrikkonzepte wesentlich erhöht, so daß diesem Zusammenhang verstärkte Bedeutung beizumessen ist [EVER01b; WEST99, S. 1; WEST97, S. 639]. Die erforderliche Anzahl an Ressourcen wird langfristig ihrerseits durch die Auslastung der Ressourcen bestimmt, d. h. durch den Kapazitätsbedarf an Maschinen, Transportmitteln, Lagern sowie direktem und indirektem Personal [KETT84, S. 52ff]. Dieser Kapazitätsbedarf ergibt sich unmittelbar aus den freigegebenen Aufträgen. Diese korrelieren mit dem Auftragsvolumen (s.o.). Die Beeinflussung des Auftragsvolumens hängt von der Kundenzufriedenheit ab und kann zudem mittels (stetiger) Preis-Absatz-Funktionen erklärt werden [MEFF91, S. 267]. Damit ist der dargestellte Wirkkreis der Zielgröße Kosten geschlossen.
Kunden-zufriedenheit
Auftragsvolumen
Anzahlfreigegebener
Aufträge
Stückkosten
AuslastungAnzahl
Betriebs-mittel
Umlauf-bestand
+
--
+
+++Kapital-
bindungs-kosten
+
-
+ AnzahlMitarbeiter
+
+
-
Legende:= kurz- bis mittelfristig= mittel- bis langfristig
+ +
Bild 5-8: Wirknetz "Kosten"
5.1.3 Zielgröße "Qualität"
Als wesentlicher Indikator für die Qualität kann die in einem Produktionssystem erzielbare Fehlerrate herangezogen werden [PFEI96, S. 13.38; WEST96, S. 13.10 WIEN97, S. 388ff]. Diese ist abhängig vom Grad der Beherrschung der Produktions-prozesse, ausgedrückt durch die Prozeßsicherheit1, Bild 5-9. Die Prozeßsicherheit ist zum einen mittels Investitionen beeinflußbar. Dabei kann sowohl in technische Ressourcen investiert werden, um durch einen hohen Automatisierungsgrad reproduzierbare, stabile Prozesse zu erreichen [NN96, S. 2.96; SCHK99, S. 24ff]. Ebenso kann in Humanressourcen investiert werden, indem mittels Schulungen bzw.
1 Als Meßgröße kann hier z. B. der cpk-Wert herangezogen werden [WIEN97, S. 394; PFEI96, S. 13.38, vgl. auch PFEI93].
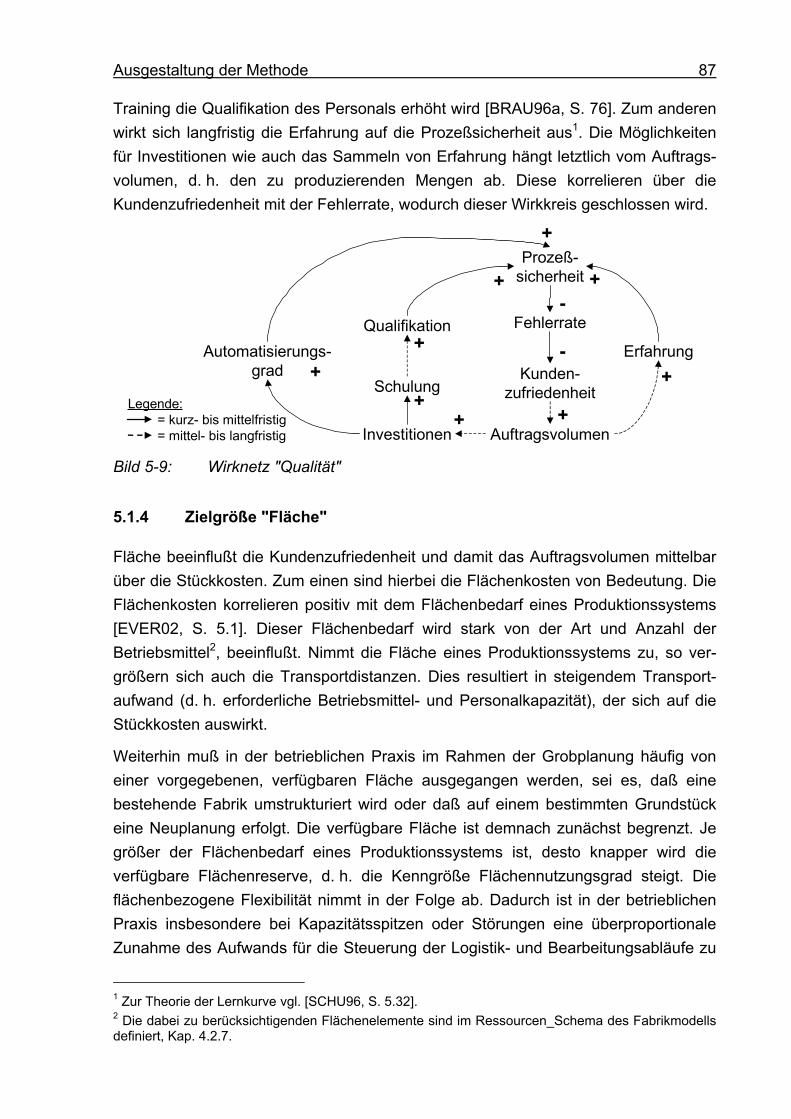
Ausgestaltung der Methode 87
Training die Qualifikation des Personals erhöht wird [BRAU96a, S. 76]. Zum anderen wirkt sich langfristig die Erfahrung auf die Prozeßsicherheit aus1. Die Möglichkeiten für Investitionen wie auch das Sammeln von Erfahrung hängt letztlich vom Auftrags-volumen, d. h. den zu produzierenden Mengen ab. Diese korrelieren über die Kundenzufriedenheit mit der Fehlerrate, wodurch dieser Wirkkreis geschlossen wird.
Kunden-zufriedenheit
Auftragsvolumen
Erfahrung
Prozeß-sicherheit
Fehlerrate
Investitionen
Automatisierungs-grad
Schulung
Qualifikation-
+
-
+
+
+
+
++
++
Legende:= kurz- bis mittelfristig= mittel- bis langfristig
Bild 5-9: Wirknetz "Qualität"
5.1.4 Zielgröße "Fläche"
Fläche beeinflußt die Kundenzufriedenheit und damit das Auftragsvolumen mittelbar über die Stückkosten. Zum einen sind hierbei die Flächenkosten von Bedeutung. Die Flächenkosten korrelieren positiv mit dem Flächenbedarf eines Produktionssystems [EVER02, S. 5.1]. Dieser Flächenbedarf wird stark von der Art und Anzahl der Betriebsmittel2, beeinflußt. Nimmt die Fläche eines Produktionssystems zu, so ver-größern sich auch die Transportdistanzen. Dies resultiert in steigendem Transport-aufwand (d. h. erforderliche Betriebsmittel- und Personalkapazität), der sich auf die Stückkosten auswirkt.
Weiterhin muß in der betrieblichen Praxis im Rahmen der Grobplanung häufig von einer vorgegebenen, verfügbaren Fläche ausgegangen werden, sei es, daß eine bestehende Fabrik umstrukturiert wird oder daß auf einem bestimmten Grundstück eine Neuplanung erfolgt. Die verfügbare Fläche ist demnach zunächst begrenzt. Je größer der Flächenbedarf eines Produktionssystems ist, desto knapper wird die verfügbare Flächenreserve, d. h. die Kenngröße Flächennutzungsgrad steigt. Die flächenbezogene Flexibilität nimmt in der Folge ab. Dadurch ist in der betrieblichen Praxis insbesondere bei Kapazitätsspitzen oder Störungen eine überproportionale Zunahme des Aufwands für die Steuerung der Logistik- und Bearbeitungsabläufe zu
1 Zur Theorie der Lernkurve vgl. [SCHU96, S. 5.32]. 2 Die dabei zu berücksichtigenden Flächenelemente sind im Ressourcen_Schema des Fabrikmodells definiert, Kap. 4.2.7.
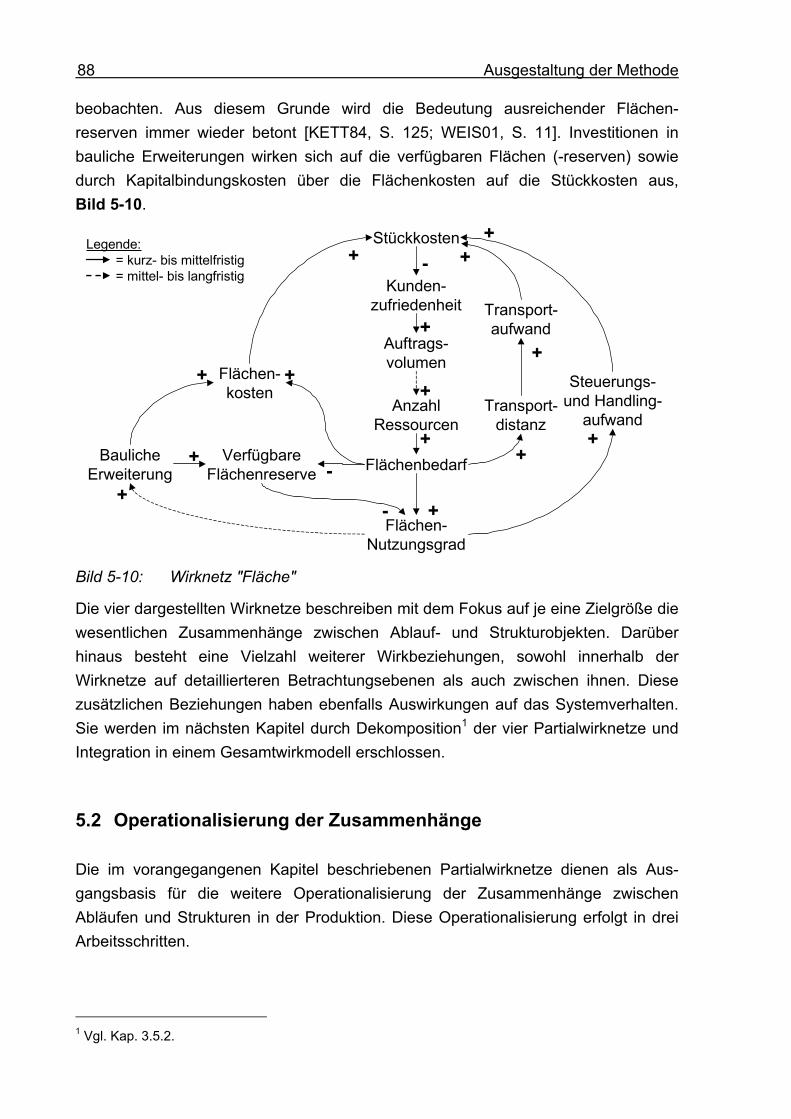
Ausgestaltung der Methode 88
beobachten. Aus diesem Grunde wird die Bedeutung ausreichender Flächen-reserven immer wieder betont [KETT84, S. 125; WEIS01, S. 11]. Investitionen in bauliche Erweiterungen wirken sich auf die verfügbaren Flächen (-reserven) sowie durch Kapitalbindungskosten über die Flächenkosten auf die Stückkosten aus, Bild 5-10.
Auftrags-volumen
AnzahlRessourcen
Flächenbedarf
Flächen-Nutzungsgrad
VerfügbareFlächenreserve
Steuerungs-und Handling-
aufwand
Transport-aufwand
Transport-distanz
Flächen-kosten
Stückkosten
Kunden-zufriedenheit
+
+
+
-
+++
+
+
+
-
+
BaulicheErweiterung
+
+-
+
+
Legende:= kurz- bis mittelfristig= mittel- bis langfristig
Bild 5-10: Wirknetz "Fläche"
Die vier dargestellten Wirknetze beschreiben mit dem Fokus auf je eine Zielgröße die wesentlichen Zusammenhänge zwischen Ablauf- und Strukturobjekten. Darüber hinaus besteht eine Vielzahl weiterer Wirkbeziehungen, sowohl innerhalb der Wirknetze auf detaillierteren Betrachtungsebenen als auch zwischen ihnen. Diese zusätzlichen Beziehungen haben ebenfalls Auswirkungen auf das Systemverhalten. Sie werden im nächsten Kapitel durch Dekomposition1 der vier Partialwirknetze und Integration in einem Gesamtwirkmodell erschlossen.
5.2 Operationalisierung der Zusammenhänge
Die im vorangegangenen Kapitel beschriebenen Partialwirknetze dienen als Aus-gangsbasis für die weitere Operationalisierung der Zusammenhänge zwischen Abläufen und Strukturen in der Produktion. Diese Operationalisierung erfolgt in drei Arbeitsschritten.
1 Vgl. Kap. 3.5.2.
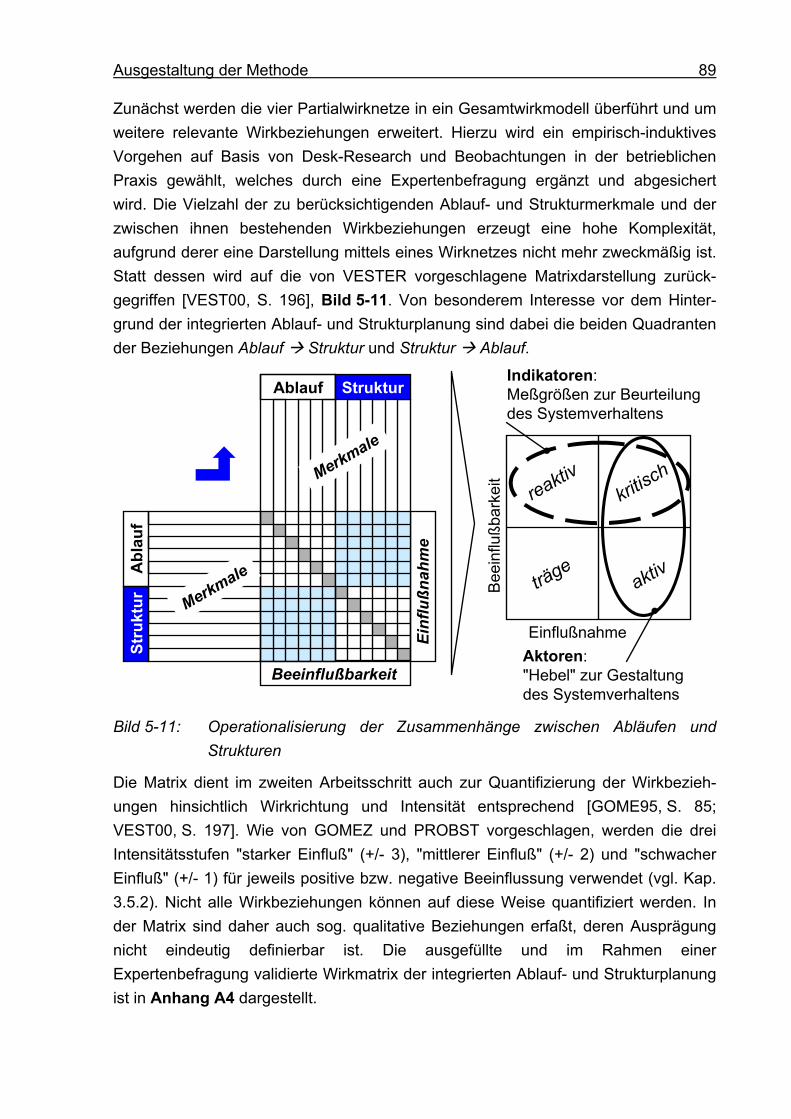
Ausgestaltung der Methode 89
Zunächst werden die vier Partialwirknetze in ein Gesamtwirkmodell überführt und um weitere relevante Wirkbeziehungen erweitert. Hierzu wird ein empirisch-induktives Vorgehen auf Basis von Desk-Research und Beobachtungen in der betrieblichen Praxis gewählt, welches durch eine Expertenbefragung ergänzt und abgesichert wird. Die Vielzahl der zu berücksichtigenden Ablauf- und Strukturmerkmale und der zwischen ihnen bestehenden Wirkbeziehungen erzeugt eine hohe Komplexität, aufgrund derer eine Darstellung mittels eines Wirknetzes nicht mehr zweckmäßig ist. Statt dessen wird auf die von VESTER vorgeschlagene Matrixdarstellung zurück-gegriffen [VEST00, S. 196], Bild 5-11. Von besonderem Interesse vor dem Hinter-grund der integrierten Ablauf- und Strukturplanung sind dabei die beiden Quadranten der Beziehungen Ablauf Struktur und Struktur Ablauf.
Beeinflußbarkeit
Ei
nflu
ßnah
me
Merkmale
Merkmale
Abl
auf
Stru
ktur
Ablauf Struktur
Beei
nflu
ßbar
keit
Einflußnahme
trägeaktiv
reaktivkritis
ch
Indikatoren:Meßgrößen zur Beurteilungdes Systemverhaltens
Aktoren:"Hebel" zur Gestaltungdes Systemverhaltens
Bild 5-11: Operationalisierung der Zusammenhänge zwischen Abläufen und Strukturen
Die Matrix dient im zweiten Arbeitsschritt auch zur Quantifizierung der Wirkbezieh-ungen hinsichtlich Wirkrichtung und Intensität entsprechend [GOME95, S. 85; VEST00, S. 197]. Wie von GOMEZ und PROBST vorgeschlagen, werden die drei Intensitätsstufen "starker Einfluß" (+/- 3), "mittlerer Einfluß" (+/- 2) und "schwacher Einfluß" (+/- 1) für jeweils positive bzw. negative Beeinflussung verwendet (vgl. Kap. 3.5.2). Nicht alle Wirkbeziehungen können auf diese Weise quantifiziert werden. In der Matrix sind daher auch sog. qualitative Beziehungen erfaßt, deren Ausprägung nicht eindeutig definierbar ist. Die ausgefüllte und im Rahmen einer Expertenbefragung validierte Wirkmatrix der integrierten Ablauf- und Strukturplanung ist in Anhang A4 dargestellt.
Ausgestaltung der Methode 90
Im dritten Schritt zur Operationalisierung der Wirkbeziehungen zwischen Abläufen und Strukturen in der Produktion erfolgt die Klassifizierung hinsichtlich Einflußnahme und Beeinflußbarkeit. Der Grad der aktiven Einflußnahme eines Merkmals auf andere Merkmale ergibt sich als Zeilensumme, die passive Beeinflußbarkeit hingegen als Spaltensumme der im vorangegangenen Schritt aufgestellten Wirk-matrix. Mittels Einordnung der so gewichteten Wirkbeziehungen zwischen Abläufen und Strukturen in die von GOMEZ und PROBST vorgeschlagene Einflußmatrix können sog. kritische, aktive, reaktive und träge Einflußfaktoren identifiziert werden [GOME95, S. 88]. Als Trennwerte werden hier die arithmetischen Durchschnittswerte der Ausprägungen von Einflußnahme bzw. Beeinflußbarkeit zugrundegelegt. Im vorliegenden Fall ergibt sich dabei eine annähernde Gleichverteilung der Merkmale in den vier Quadranten, Anhang A5. Aufgrund der größeren Bedeutung für das Systemverhalten konzentrieren sich die weiteren Untersuchungen zunächst auf die reaktiven, aktiven und kritischen Einflußgrößen.
Die auf diese Weise quantifizierten, klassifizierten und priorisierten Einflußfaktoren sind eine zentrale Eingangsgröße für die nachfolgende Ableitung objektbezogener Planungselemente.
5.3 Ableitung objektbezogener Planungselemente
Das in Kap. 3 vorgestellte Konzept der integrierten Ablauf- und Strukturplanung basiert auf objektbezogen Planungselementen, welche in Form funktionaler Grund-bausteine die Planungsaufgaben des zu entwickelnden Grobplanungsprozesses beinhalten. Das Ziel bei der Gestaltung der Planungselemente ist, die Integration von Ablauf- und Strukturplanung, die auf der Objektebene bereits durch das Fabrikmodell unterstützt wird, auch auf der Planungsebene zu realisieren.
Für die Beantwortung der Frage, wie die Planungselemente zu strukturieren und auszugestalten sind, bietet die klassische Aufgabenanalyse und -synthese nach KOSIOL (Verrichtung, Objekt, Stelle) einen allgemeinen formalen Rahmen [KOSI87]. Insbesondere die Definition einer Aufgabe als (zielgerichtete) Verrichtung an einem Objekt gilt auch im Rahmen dieser Arbeit für die modellgestützte, integrierte Ablauf- und Strukturplanung: Objekt einer Planungsaufgabe ist demgemäß das im Fabrik-modell abgebildete Ablauf- bzw. Strukturobjekt. Durch die Planungsverrichtungen werden Objekte instanziiert bzw. die Ausprägungen ihrer Attribute festgelegt oder bewertet1, Bild 5-12. Der Aspekt der Stellenbildung (Synthese) kann auf die
1 Vgl. [HEYN99; S. 83] und Anhang A1a.
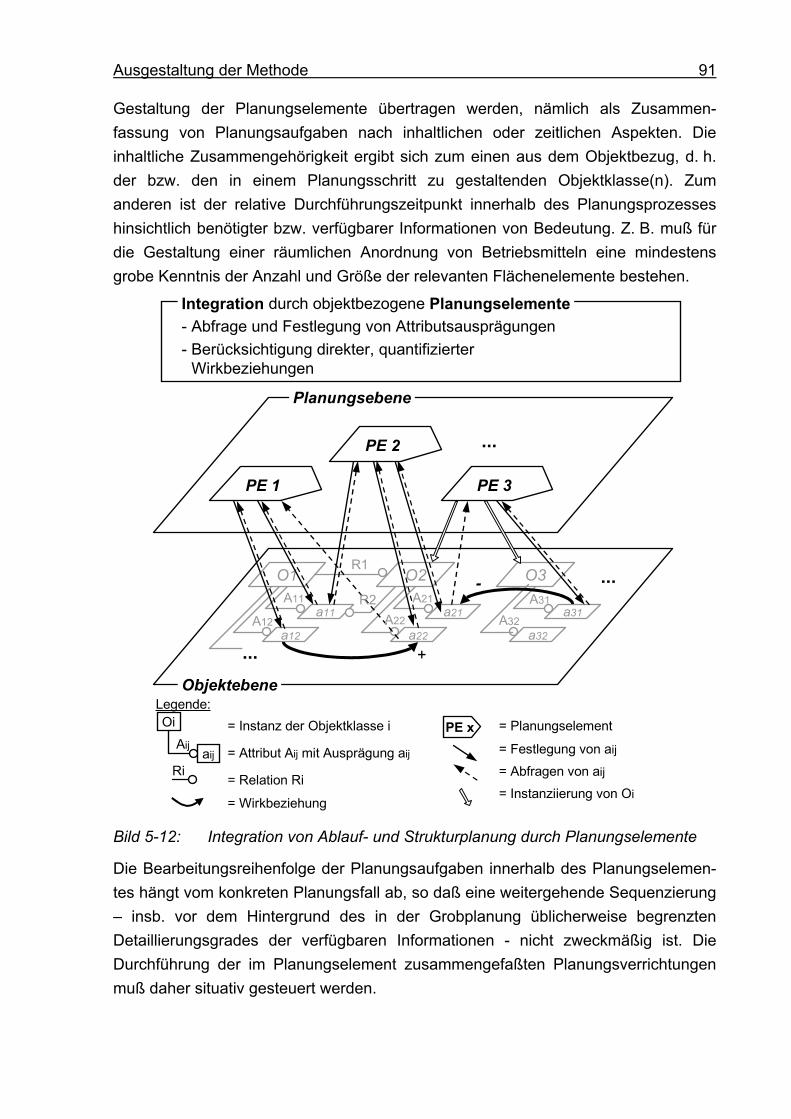
Ausgestaltung der Methode 91
Gestaltung der Planungselemente übertragen werden, nämlich als Zusammen-fassung von Planungsaufgaben nach inhaltlichen oder zeitlichen Aspekten. Die inhaltliche Zusammengehörigkeit ergibt sich zum einen aus dem Objektbezug, d. h. der bzw. den in einem Planungsschritt zu gestaltenden Objektklasse(n). Zum anderen ist der relative Durchführungszeitpunkt innerhalb des Planungsprozesses hinsichtlich benötigter bzw. verfügbarer Informationen von Bedeutung. Z. B. muß für die Gestaltung einer räumlichen Anordnung von Betriebsmitteln eine mindestens grobe Kenntnis der Anzahl und Größe der relevanten Flächenelemente bestehen.
Objektebene
a11
a12
O1
a21
a22
O2
a31
a32
O3
PE 1
Planungsebene
PE 2
aij
Oi = Instanz der Objektklasse i
= Attribut Aij mit Ausprägung aij
= Relation Ri
= Wirkbeziehung
Legende:
Aij
Ri
PE x
+
-R1
A11
A12
A21
A22
...
A31
A32
...R2
PE 3
...
- Abfrage und Festlegung von Attributsausprägungen- Berücksichtigung direkter, quantifizierter
Wirkbeziehungen
= Planungselement
= Festlegung von aij
= Abfragen von aij = Instanziierung von Oi
Integration durch objektbezogene Planungselemente
Bild 5-12: Integration von Ablauf- und Strukturplanung durch Planungselemente
Die Bearbeitungsreihenfolge der Planungsaufgaben innerhalb des Planungselemen-tes hängt vom konkreten Planungsfall ab, so daß eine weitergehende Sequenzierung – insb. vor dem Hintergrund des in der Grobplanung üblicherweise begrenzten Detaillierungsgrades der verfügbaren Informationen - nicht zweckmäßig ist. Die Durchführung der im Planungselement zusammengefaßten Planungsverrichtungen muß daher situativ gesteuert werden.
Ausgestaltung der Methode 92
Hinsichtlich dieser Festlegung der Bezugsobjekte für die Planungselemente gibt die Vorgehensweise zur Strukturplanung1 nach EVERSHEIM einen fabrikplanungs-spezifischen Rahmen und nutzbare, konkrete Ansatzpunkte vor [EVER02] (vgl. Kap. 2). Die Vorgehensweise basiert auf den fünf2 Planungsschritten Fertigungsmittel-planung, Lager- und Transportplanung, Personalplanung sowie Flächen- und Gebäudeplanung, die sequentiell3 durchlaufen werden. Die objektbezogene Zusammenfassung von Planungsaufgaben hat sich in der Praxis bewährt, da auf diese Weise die Varianz und damit die Komplexität der Planungsaufgaben reduziert und die Bündelung von Planungskompetenzen unterstützt werden [FELI98, S. 24]. Analog wird dieser Ansatz - die an den in der Produktion eingesetzten Ressourcen orientierte Zusammenfassung von Planungsaufgaben - daher auf die Gestaltung von Planungselementen für die integrierte Ablauf- und Strukturplanung übertragen.
Die Eingangsgrößen für die Gestaltung der Planungselemente sind zum einen das Fabrikmodell der integrierten Ablauf- und Strukturplanung und zum anderen die Wirkmatrix mit den bei der Planung zu berücksichtigenden Wirkbeziehungen zwischen Abläufen und Strukturen, Bild 5-13.
Entsprechend dem dieser Arbeit zugrundegelegten systemtechnischen Ansatz erfolgt die Ableitung der Planungselemente in einem analytischen Top-Down-Vorgehen in drei Schritten. Im ersten Schritt werden in Adaption des Ansatzes nach EVERSHEIM und auf Basis der im Fabrikmodell abgebildeten Aggregationsmechanismen der Objektklassen (vgl. Kap. 4.1.1) "Kandidaten" für Planungselemente abgeleitet. Dabei ergeben sich fünf vorläufige Elemente für die Planung von:
− direkten und indirekten Operationsfolgen (d. h. die Planung der Ablauf-organisation),
− Auftragsspektrum,
− Layout bzw. der Flächenstruktur im Sinne einer Anordnung der Flächenelemente,
− Kapazitätsstruktur (d. h. Anzahl der Ressourcen, Kapazitätsgruppen etc.) sowie
− Aufbauorganisation durch Stellen- und Abteilungsbildung.
1 In der Definition nach [EVER00] bezieht sich der Begriff sowohl auf Abläufe als auch auf Strukturen, vgl. Kap. 2. 2 Die diesen Schritten vorangestellte Ziel- und Standortplanung sowie die nachfolgende Ausführungs-planung sind hier nicht von Belang. 3 Aus dem sequentiellen Vorgehen ohne besondere Berücksichtigung der Wechselwirkungen zwischen Abläufen und Strukturen resultiert auch bei diesem Ansatz die hohe Anzahl an Iterationsschleifen und damit die eingangs beschriebene Problematik langer Planungsdauern, hoher Komplexität etc., vgl. Kap. 2.
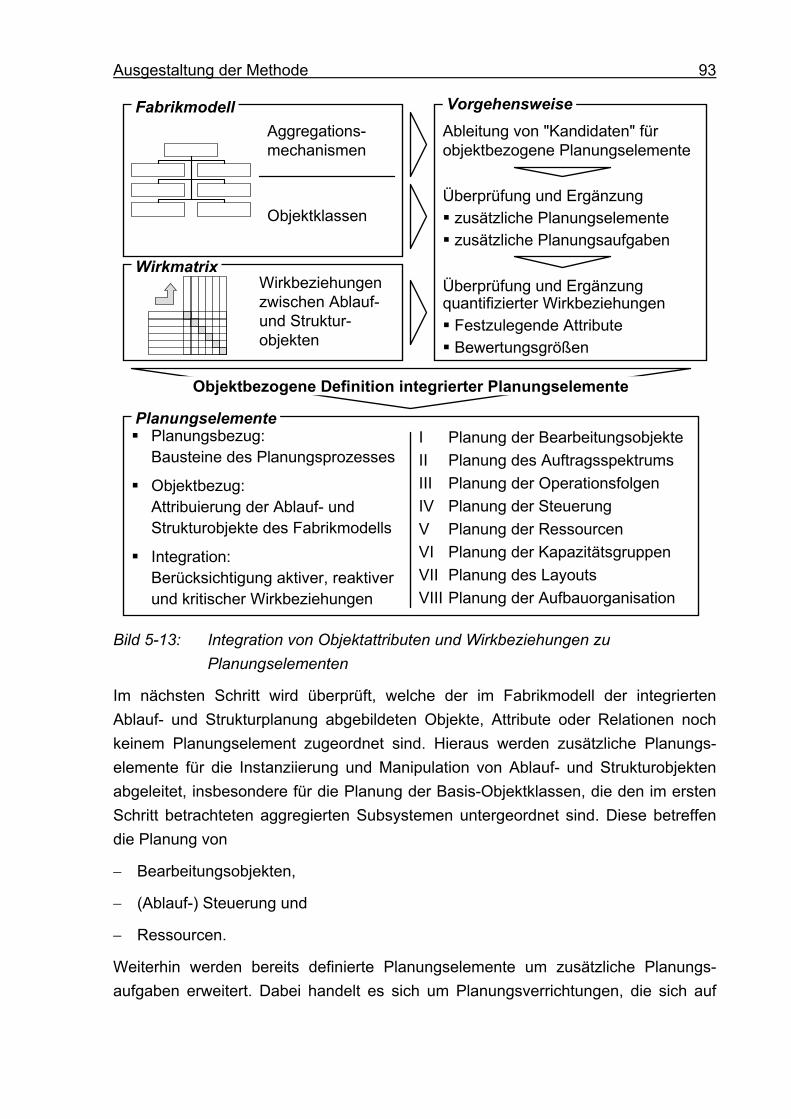
Ausgestaltung der Methode 93
Planungsbezug:Bausteine des Planungsprozesses
Objektbezug:Attribuierung der Ablauf- undStrukturobjekte des Fabrikmodells
Integration:Berücksichtigung aktiver, reaktiverund kritischer Wirkbeziehungen
Wirkbeziehungenzwischen Ablauf-und Struktur-objekten
I Planung der BearbeitungsobjekteII Planung des AuftragsspektrumsIII Planung der OperationsfolgenIV Planung der SteuerungV Planung der RessourcenVI Planung der KapazitätsgruppenVII Planung des LayoutsVIII Planung der Aufbauorganisation
Planungselemente
Wirkmatrix
Objektbezogene Definition integrierter Planungselemente
Ableitung von "Kandidaten" fürobjektbezogene Planungselemente
Vorgehensweise
Überprüfung und Ergänzung zusätzliche Planungselemente zusätzliche Planungsaufgaben
Überprüfung und Ergänzungquantifizierter Wirkbeziehungen Festzulegende Attribute Bewertungsgrößen
Objektklassen
FabrikmodellAggregations-mechanismen
Bild 5-13: Integration von Objektattributen und Wirkbeziehungen zu Planungselementen
Im nächsten Schritt wird überprüft, welche der im Fabrikmodell der integrierten Ablauf- und Strukturplanung abgebildeten Objekte, Attribute oder Relationen noch keinem Planungselement zugeordnet sind. Hieraus werden zusätzliche Planungs-elemente für die Instanziierung und Manipulation von Ablauf- und Strukturobjekten abgeleitet, insbesondere für die Planung der Basis-Objektklassen, die den im ersten Schritt betrachteten aggregierten Subsystemen untergeordnet sind. Diese betreffen die Planung von
− Bearbeitungsobjekten,
− (Ablauf-) Steuerung und
− Ressourcen.
Weiterhin werden bereits definierte Planungselemente um zusätzliche Planungs-aufgaben erweitert. Dabei handelt es sich um Planungsverrichtungen, die sich auf
Ausgestaltung der Methode 94
klassenübergreifende Attribute und Relationen beziehen, z. B. die Festlegung von Steuerungsregeln als Attribute sowohl von Lagern als auch von Abläufen.
Im dritten Schritt sind mit dem Ziel einer integrierten Planung von Abläufen und Strukturen die in der Wirkmatrix abgebildeten quantifizierten Beziehungen zwischen den Objekten bzw. den aus ihnen gebildeten Objektgruppen zu berücksichtigen. Hierzu werden die sich aus den Wirkbeziehungen ergebenden Planungsverrich-tungen zur Festlegung und Abfrage bzw. Bewertung von Attributsausprägungen identifiziert und einem der bereits definierten Planungselemente zugeordnet. Das Ergebnis sind die in Bild 5-13 aufgeführten acht objektbezogenen Planungselemente.
Bezüglich der Planungselemente liegt im Rahmen dieser Arbeit der Schwerpunkt darauf, den Planer durch integrierte "Aufgabenpakete" als Basis für eine systema-tische Vorgehensweise und transparente, anforderungsgerechte Informationsflüsse zu unterstützen. Die entwickelten Planungselemente bilden daher einen Rahmen für die Anwendung bestehender, problemspezifischer Gestaltungsmethoden und Algorithmen. Auf die Vielzahl der für die Lösung der unterschiedlichen Probleme im Rahmen der Fabrikplanung verfügbaren Methoden kann hier nicht eingegangen werden; diesbezüglich wird auf die einschlägige Literatur verwiesen (z. B. [AGGT87; FELI98]).
Die Planungselemente der integrierten Ablauf- und Strukturplanung werden nach-folgend erläutert.
5.3.1 Planung der Bearbeitungsobjekte
Für die Instanziierung der einzelnen Bearbeitungsobjekte, also den Objekten der Klassen Material und Information ist das Planungselement I erforderlich. Es dient zur Festlegung der in Bild 5-14 dargestellten Attribute. Von besonderer Bedeutung ist die Stücklistenposition, die im Fall einer Montagestückliste die Montagefolge bestimmt und sich dadurch auf die Ablaufplanung und ggf. auf die Layoutplanung auswirkt [KETT84, S. 332]. Als wesentliche Größe für die Ermittlung von Kapital-bindungskosten über den Bestandswerte ist ferner der Buchwert des Materials anzugeben.
Das Planungselement wird zu Beginn einer Planung genutzt, um das zu bearbeiten-de Produkt-, Teile- bzw. Informationsspektrum (bei indirekten Prozessen) zu definieren. Im Verlauf der Planung dient es zur sukzessiven Detaillierung.
Die wesentlichen Eingangsinformationen für dieses Planungselement können z. B. Arbeits-, Montage- oder Workflowplänen, PPS-Stammdaten oder Zeichnungen ent-nommen werden. Insbesondere bei umfangreichen Teilespektren sollte diesbezüg-
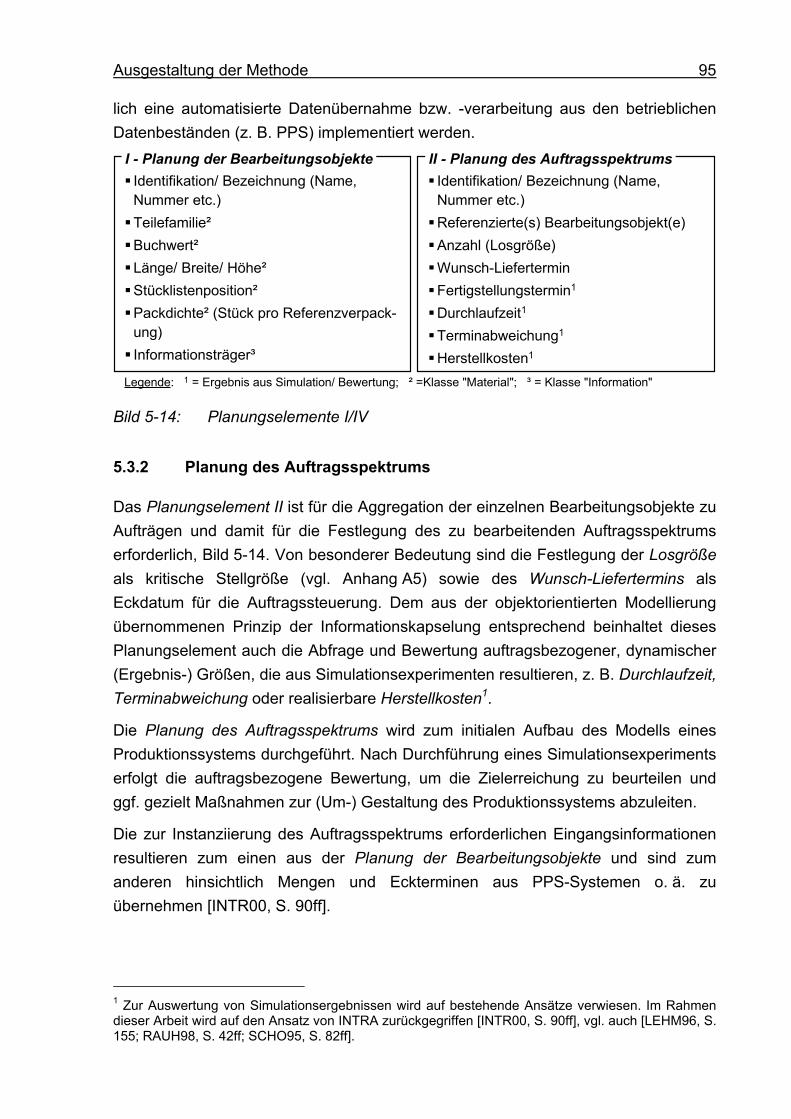
Ausgestaltung der Methode 95
lich eine automatisierte Datenübernahme bzw. -verarbeitung aus den betrieblichen Datenbeständen (z. B. PPS) implementiert werden.
Identifikation/ Bezeichnung (Name,Nummer etc.)Teilefamilie²Buchwert²Länge/ Breite/ Höhe²Stücklistenposition²Packdichte² (Stück pro Referenzverpack-ung)Informationsträger³
I - Planung der BearbeitungsobjekteIdentifikation/ Bezeichnung (Name,Nummer etc.)Referenzierte(s) Bearbeitungsobjekt(e)Anzahl (Losgröße)Wunsch-LieferterminFertigstellungstermin1
Durchlaufzeit1
Terminabweichung1
Herstellkosten1
II - Planung des Auftragsspektrums
Legende: 1 = Ergebnis aus Simulation/ Bewertung; ² =Klasse "Material"; ³ = Klasse "Information"
Bild 5-14: Planungselemente I/IV
5.3.2 Planung des Auftragsspektrums
Das Planungselement II ist für die Aggregation der einzelnen Bearbeitungsobjekte zu Aufträgen und damit für die Festlegung des zu bearbeitenden Auftragsspektrums erforderlich, Bild 5-14. Von besonderer Bedeutung sind die Festlegung der Losgröße als kritische Stellgröße (vgl. Anhang A5) sowie des Wunsch-Liefertermins als Eckdatum für die Auftragssteuerung. Dem aus der objektorientierten Modellierung übernommenen Prinzip der Informationskapselung entsprechend beinhaltet dieses Planungselement auch die Abfrage und Bewertung auftragsbezogener, dynamischer (Ergebnis-) Größen, die aus Simulationsexperimenten resultieren, z. B. Durchlaufzeit, Terminabweichung oder realisierbare Herstellkosten1.
Die Planung des Auftragsspektrums wird zum initialen Aufbau des Modells eines Produktionssystems durchgeführt. Nach Durchführung eines Simulationsexperiments erfolgt die auftragsbezogene Bewertung, um die Zielerreichung zu beurteilen und ggf. gezielt Maßnahmen zur (Um-) Gestaltung des Produktionssystems abzuleiten.
Die zur Instanziierung des Auftragsspektrums erforderlichen Eingangsinformationen resultieren zum einen aus der Planung der Bearbeitungsobjekte und sind zum anderen hinsichtlich Mengen und Eckterminen aus PPS-Systemen o. ä. zu übernehmen [INTR00, S. 90ff].
1 Zur Auswertung von Simulationsergebnissen wird auf bestehende Ansätze verwiesen. Im Rahmen dieser Arbeit wird auf den Ansatz von INTRA zurückgegriffen [INTR00, S. 90ff], vgl. auch [LEHM96, S. 155; RAUH98, S. 42ff; SCHO95, S. 82ff].
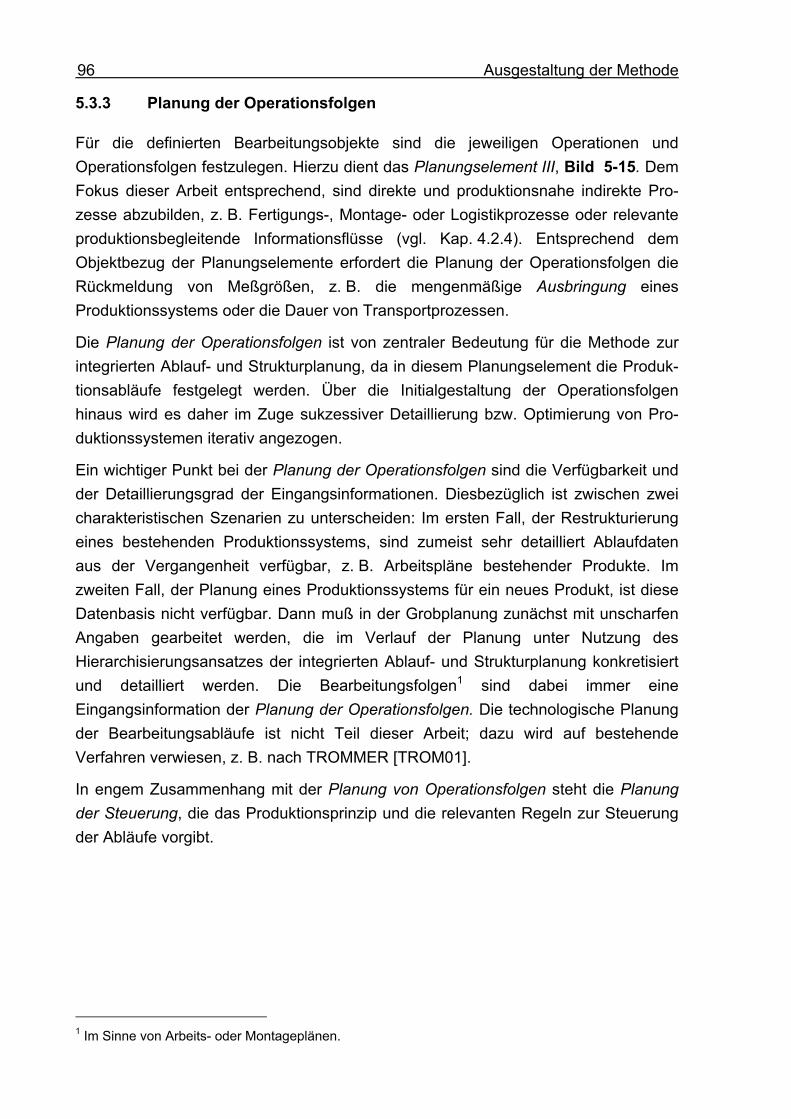
Ausgestaltung der Methode 96
5.3.3 Planung der Operationsfolgen
Für die definierten Bearbeitungsobjekte sind die jeweiligen Operationen und Operationsfolgen festzulegen. Hierzu dient das Planungselement III, Bild 5-15. Dem Fokus dieser Arbeit entsprechend, sind direkte und produktionsnahe indirekte Pro-zesse abzubilden, z. B. Fertigungs-, Montage- oder Logistikprozesse oder relevante produktionsbegleitende Informationsflüsse (vgl. Kap. 4.2.4). Entsprechend dem Objektbezug der Planungselemente erfordert die Planung der Operationsfolgen die Rückmeldung von Meßgrößen, z. B. die mengenmäßige Ausbringung eines Produktionssystems oder die Dauer von Transportprozessen.
Die Planung der Operationsfolgen ist von zentraler Bedeutung für die Methode zur integrierten Ablauf- und Strukturplanung, da in diesem Planungselement die Produk-tionsabläufe festgelegt werden. Über die Initialgestaltung der Operationsfolgen hinaus wird es daher im Zuge sukzessiver Detaillierung bzw. Optimierung von Pro-duktionssystemen iterativ angezogen.
Ein wichtiger Punkt bei der Planung der Operationsfolgen sind die Verfügbarkeit und der Detaillierungsgrad der Eingangsinformationen. Diesbezüglich ist zwischen zwei charakteristischen Szenarien zu unterscheiden: Im ersten Fall, der Restrukturierung eines bestehenden Produktionssystems, sind zumeist sehr detailliert Ablaufdaten aus der Vergangenheit verfügbar, z. B. Arbeitspläne bestehender Produkte. Im zweiten Fall, der Planung eines Produktionssystems für ein neues Produkt, ist diese Datenbasis nicht verfügbar. Dann muß in der Grobplanung zunächst mit unscharfen Angaben gearbeitet werden, die im Verlauf der Planung unter Nutzung des Hierarchisierungsansatzes der integrierten Ablauf- und Strukturplanung konkretisiert und detailliert werden. Die Bearbeitungsfolgen1 sind dabei immer eine Eingangsinformation der Planung der Operationsfolgen. Die technologische Planung der Bearbeitungsabläufe ist nicht Teil dieser Arbeit; dazu wird auf bestehende Verfahren verwiesen, z. B. nach TROMMER [TROM01].
In engem Zusammenhang mit der Planung von Operationsfolgen steht die Planung der Steuerung, die das Produktionsprinzip und die relevanten Regeln zur Steuerung der Abläufe vorgibt.
1 Im Sinne von Arbeits- oder Montageplänen.
Ausgestaltung der Methode 97
Identifikation/ Bezeichnung (Name,Nummer etc.)Referenziertes Bearbeitungsobjekt- Eingangsobjekt- AusgangsobjektOperation:- Identifikation/ Bezeichnung (Name, Nummer etc.)- Referenziertes Produktionselement- Dauer (Bearbeiten, Rüsten etc.)Reihenfolge (z. B. Arbeitsgang-Nr.)Ausbringung1
Transportdauer1
III - Planung der OperationsfolgenSteuerungsprinzip- Zug-Druck Entkopplungspunkt (referenziertes Lager)- Bestell-/ Freigaberegeln (z.B. Bestandshöhe)Kanban-Kreise- Quelle/ Senke (referenzierte Objekte)- Anzahl KartenAuftragssteuerung- Reihenfolge/ Warteschlange- FreigabetermineLogistische Kenngrößen- Ressourcenauslastung²- Auftrags-Durchlaufzeiten²- Ausbringung²
IV - Planung der Steuerung
Legende: 1 = Ergebnis aus Simulation/ Bewertung² = als Referenz zu den entsprechenden Planungselementen
Bild 5-15: Planungselemente II/IV
5.3.4 Planung der Steuerung
Ein zentrales Stellglied für die Produktionslogistik ist die Planung des Steuerungs-prinzips und der Regeln der Auftragssteuerung [WIEN97, S. 329]. Im Rahmen der integrierten Ablauf- und Strukturplanung werden die mit der Steuerung zusammenhängenden Planungsaufgaben zu einem Planungselement zusammen-gefaßt, Bild 5-15. Eine Besonderheit dieses Planungselements ist sein Objektbezug. Die Implementierung der Steuerungsregeln und der Kanban-Kreise erfolgt im Fabrikmodell durch entsprechende Attribuierung der Objektklasse Lager, welche über die Steuerungsregel eine Relation zur Steuerungsregel der Objektklasse Ablauf hat (vgl. Kap. 4.2.4).
Für die Ermittlung der Steuerungsregeln sind Informationen zu logistischen Kenn-größen wie Ressourcenauslastung, Durchlaufzeit und Systemleistung bzw. Ausbring-ung erforderlich (vgl. u. a. [LÖDD01], die als Ergebnisse der Simulationsexperimente aus anderen Planungselementen übernommen werden.
Wie die Analyse der Wirkbeziehungen zwischen Abläufen und Strukturen in Kap. 5.2 gezeigt hat, hat die Steuerung vielfältige Einflüsse auf die Abläufe und Strukturen in der Produktion. Daher ist die Planung der Steuerung zentraler Bestandteil der iterativen Planungszyklen der integrierten Ablauf- und Strukturplanung.
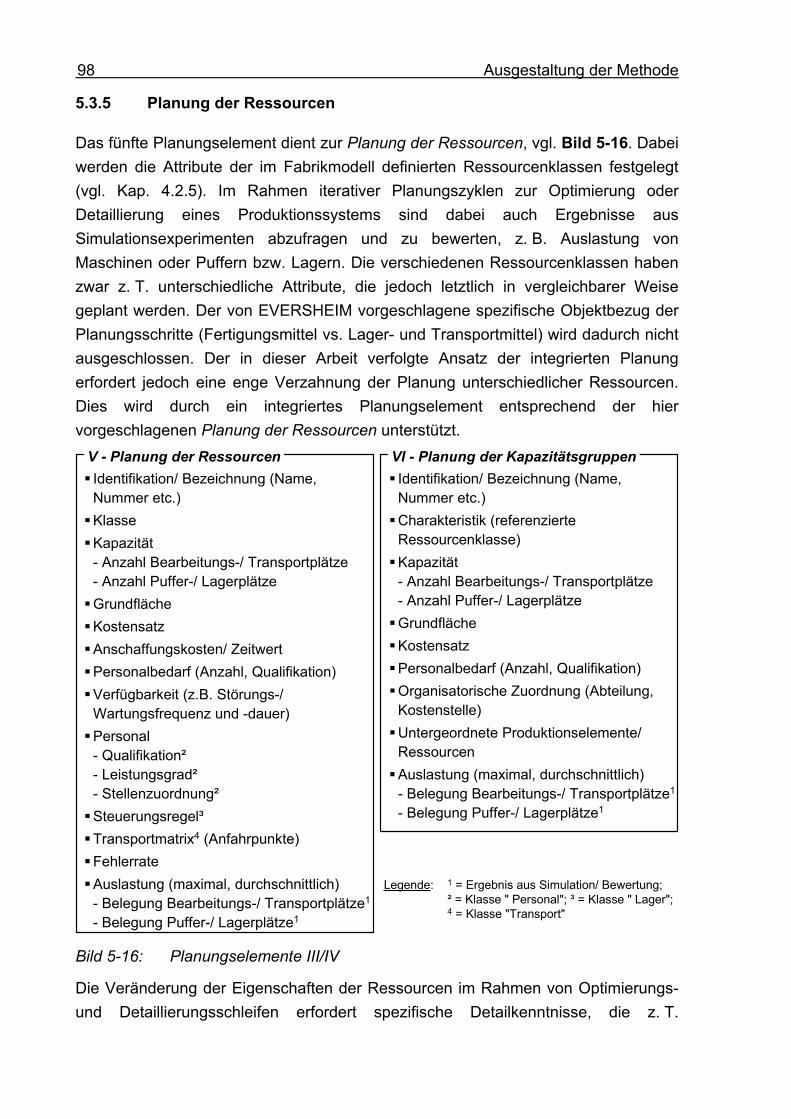
Ausgestaltung der Methode 98
5.3.5 Planung der Ressourcen
Das fünfte Planungselement dient zur Planung der Ressourcen, vgl. Bild 5-16. Dabei werden die Attribute der im Fabrikmodell definierten Ressourcenklassen festgelegt (vgl. Kap. 4.2.5). Im Rahmen iterativer Planungszyklen zur Optimierung oder Detaillierung eines Produktionssystems sind dabei auch Ergebnisse aus Simulationsexperimenten abzufragen und zu bewerten, z. B. Auslastung von Maschinen oder Puffern bzw. Lagern. Die verschiedenen Ressourcenklassen haben zwar z. T. unterschiedliche Attribute, die jedoch letztlich in vergleichbarer Weise geplant werden. Der von EVERSHEIM vorgeschlagene spezifische Objektbezug der Planungsschritte (Fertigungsmittel vs. Lager- und Transportmittel) wird dadurch nicht ausgeschlossen. Der in dieser Arbeit verfolgte Ansatz der integrierten Planung erfordert jedoch eine enge Verzahnung der Planung unterschiedlicher Ressourcen. Dies wird durch ein integriertes Planungselement entsprechend der hier vorgeschlagenen Planung der Ressourcen unterstützt.
Identifikation/ Bezeichnung (Name,Nummer etc.)KlasseKapazität- Anzahl Bearbeitungs-/ Transportplätze- Anzahl Puffer-/ LagerplätzeGrundflächeKostensatzAnschaffungskosten/ ZeitwertPersonalbedarf (Anzahl, Qualifikation)Verfügbarkeit (z.B. Störungs-/Wartungsfrequenz und -dauer)Personal- Qualifikation²- Leistungsgrad²- Stellenzuordnung²Steuerungsregel³Transportmatrix4 (Anfahrpunkte)FehlerrateAuslastung (maximal, durchschnittlich)- Belegung Bearbeitungs-/ Transportplätze1
- Belegung Puffer-/ Lagerplätze1
V - Planung der RessourcenIdentifikation/ Bezeichnung (Name,Nummer etc.)Charakteristik (referenzierteRessourcenklasse)Kapazität- Anzahl Bearbeitungs-/ Transportplätze- Anzahl Puffer-/ LagerplätzeGrundflächeKostensatzPersonalbedarf (Anzahl, Qualifikation)Organisatorische Zuordnung (Abteilung,Kostenstelle)Untergeordnete Produktionselemente/RessourcenAuslastung (maximal, durchschnittlich)- Belegung Bearbeitungs-/ Transportplätze1
- Belegung Puffer-/ Lagerplätze1
VI - Planung der Kapazitätsgruppen
Legende: 1 = Ergebnis aus Simulation/ Bewertung;² = Klasse " Personal"; ³ = Klasse " Lager";4 = Klasse "Transport"
Bild 5-16: Planungselemente III/IV
Die Veränderung der Eigenschaften der Ressourcen im Rahmen von Optimierungs- und Detaillierungsschleifen erfordert spezifische Detailkenntnisse, die z. T.
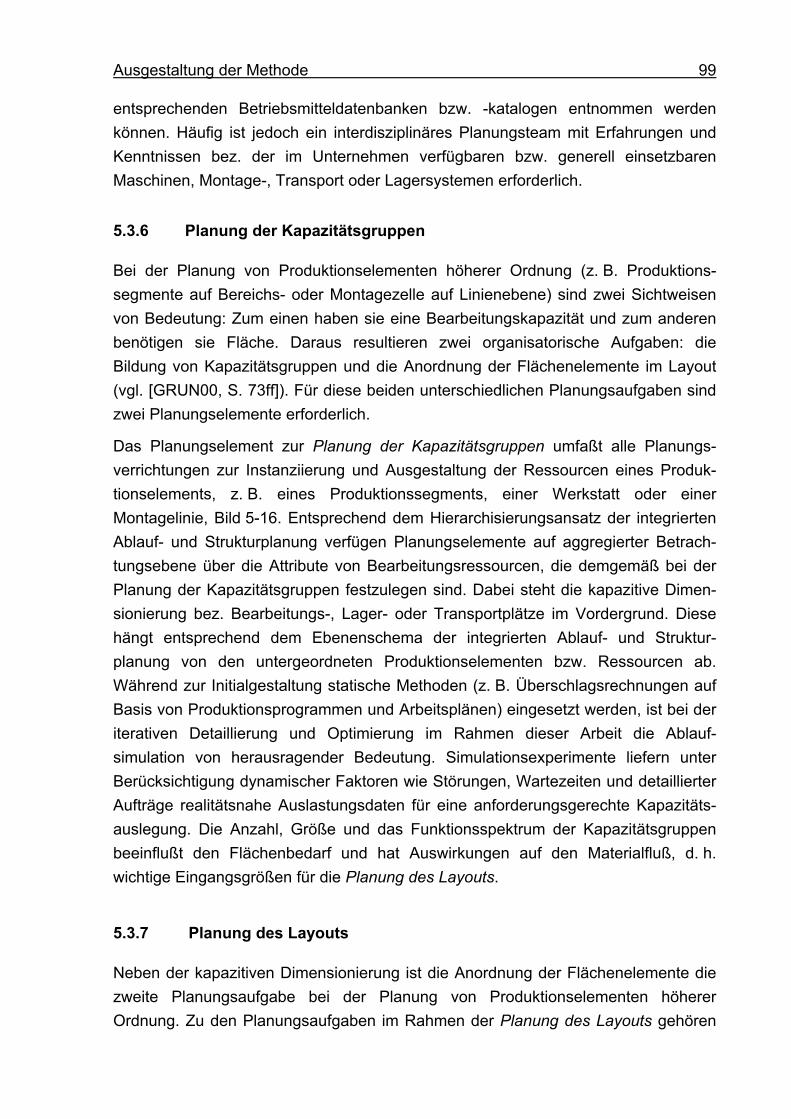
Ausgestaltung der Methode 99
entsprechenden Betriebsmitteldatenbanken bzw. -katalogen entnommen werden können. Häufig ist jedoch ein interdisziplinäres Planungsteam mit Erfahrungen und Kenntnissen bez. der im Unternehmen verfügbaren bzw. generell einsetzbaren Maschinen, Montage-, Transport oder Lagersystemen erforderlich.
5.3.6 Planung der Kapazitätsgruppen
Bei der Planung von Produktionselementen höherer Ordnung (z. B. Produktions-segmente auf Bereichs- oder Montagezelle auf Linienebene) sind zwei Sichtweisen von Bedeutung: Zum einen haben sie eine Bearbeitungskapazität und zum anderen benötigen sie Fläche. Daraus resultieren zwei organisatorische Aufgaben: die Bildung von Kapazitätsgruppen und die Anordnung der Flächenelemente im Layout (vgl. [GRUN00, S. 73ff]). Für diese beiden unterschiedlichen Planungsaufgaben sind zwei Planungselemente erforderlich.
Das Planungselement zur Planung der Kapazitätsgruppen umfaßt alle Planungs-verrichtungen zur Instanziierung und Ausgestaltung der Ressourcen eines Produk-tionselements, z. B. eines Produktionssegments, einer Werkstatt oder einer Montagelinie, Bild 5-16. Entsprechend dem Hierarchisierungsansatz der integrierten Ablauf- und Strukturplanung verfügen Planungselemente auf aggregierter Betrach-tungsebene über die Attribute von Bearbeitungsressourcen, die demgemäß bei der Planung der Kapazitätsgruppen festzulegen sind. Dabei steht die kapazitive Dimen-sionierung bez. Bearbeitungs-, Lager- oder Transportplätze im Vordergrund. Diese hängt entsprechend dem Ebenenschema der integrierten Ablauf- und Struktur-planung von den untergeordneten Produktionselementen bzw. Ressourcen ab. Während zur Initialgestaltung statische Methoden (z. B. Überschlagsrechnungen auf Basis von Produktionsprogrammen und Arbeitsplänen) eingesetzt werden, ist bei der iterativen Detaillierung und Optimierung im Rahmen dieser Arbeit die Ablauf-simulation von herausragender Bedeutung. Simulationsexperimente liefern unter Berücksichtigung dynamischer Faktoren wie Störungen, Wartezeiten und detaillierter Aufträge realitätsnahe Auslastungsdaten für eine anforderungsgerechte Kapazitäts-auslegung. Die Anzahl, Größe und das Funktionsspektrum der Kapazitätsgruppen beeinflußt den Flächenbedarf und hat Auswirkungen auf den Materialfluß, d. h. wichtige Eingangsgrößen für die Planung des Layouts.
5.3.7 Planung des Layouts
Neben der kapazitiven Dimensionierung ist die Anordnung der Flächenelemente die zweite Planungsaufgabe bei der Planung von Produktionselementen höherer Ordnung. Zu den Planungsaufgaben im Rahmen der Planung des Layouts gehören
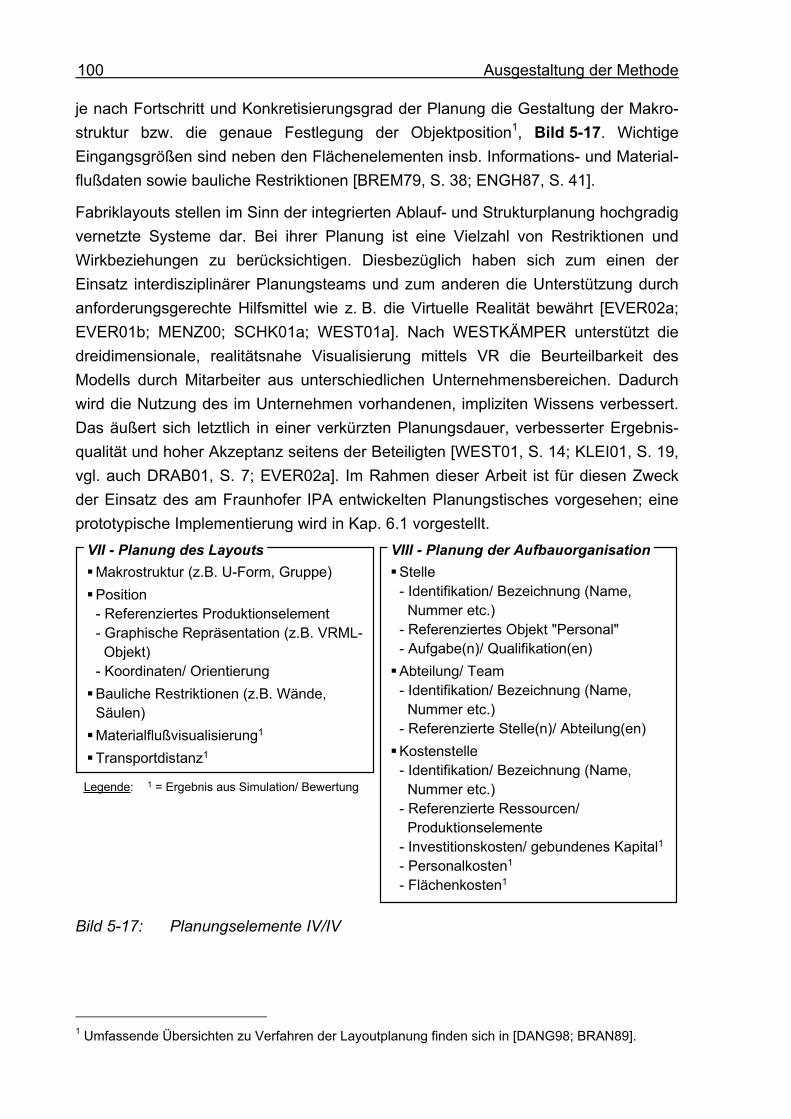
Ausgestaltung der Methode 100
je nach Fortschritt und Konkretisierungsgrad der Planung die Gestaltung der Makro-struktur bzw. die genaue Festlegung der Objektposition1, Bild 5-17. Wichtige Eingangsgrößen sind neben den Flächenelementen insb. Informations- und Material-flußdaten sowie bauliche Restriktionen [BREM79, S. 38; ENGH87, S. 41].
Fabriklayouts stellen im Sinn der integrierten Ablauf- und Strukturplanung hochgradig vernetzte Systeme dar. Bei ihrer Planung ist eine Vielzahl von Restriktionen und Wirkbeziehungen zu berücksichtigen. Diesbezüglich haben sich zum einen der Einsatz interdisziplinärer Planungsteams und zum anderen die Unterstützung durch anforderungsgerechte Hilfsmittel wie z. B. die Virtuelle Realität bewährt [EVER02a; EVER01b; MENZ00; SCHK01a; WEST01a]. Nach WESTKÄMPER unterstützt die dreidimensionale, realitätsnahe Visualisierung mittels VR die Beurteilbarkeit des Modells durch Mitarbeiter aus unterschiedlichen Unternehmensbereichen. Dadurch wird die Nutzung des im Unternehmen vorhandenen, impliziten Wissens verbessert. Das äußert sich letztlich in einer verkürzten Planungsdauer, verbesserter Ergebnis-qualität und hoher Akzeptanz seitens der Beteiligten [WEST01, S. 14; KLEI01, S. 19, vgl. auch DRAB01, S. 7; EVER02a]. Im Rahmen dieser Arbeit ist für diesen Zweck der Einsatz des am Fraunhofer IPA entwickelten Planungstisches vorgesehen; eine prototypische Implementierung wird in Kap. 6.1 vorgestellt.
Makrostruktur (z.B. U-Form, Gruppe)Position- Referenziertes Produktionselement- Graphische Repräsentation (z.B. VRML- Objekt)- Koordinaten/ OrientierungBauliche Restriktionen (z.B. Wände,Säulen)Materialflußvisualisierung1
Transportdistanz1
VII - Planung des LayoutsStelle- Identifikation/ Bezeichnung (Name, Nummer etc.)- Referenziertes Objekt "Personal"- Aufgabe(n)/ Qualifikation(en)Abteilung/ Team- Identifikation/ Bezeichnung (Name, Nummer etc.)- Referenzierte Stelle(n)/ Abteilung(en)Kostenstelle- Identifikation/ Bezeichnung (Name, Nummer etc.)- Referenzierte Ressourcen/ Produktionselemente- Investitionskosten/ gebundenes Kapital1- Personalkosten1
- Flächenkosten1
VIII - Planung der Aufbauorganisation
Legende: 1 = Ergebnis aus Simulation/ Bewertung
Bild 5-17: Planungselemente IV/IV
1 Umfassende Übersichten zu Verfahren der Layoutplanung finden sich in [DANG98; BRAN89].
Ausgestaltung der Methode 101
5.3.7 Planung der Aufbauorganisation
Der Planung der Aufbauorganisation sind alle Aufgaben zur Festlegung der Stellen, Abteilungen und Kostenstellen zugeordnet, Bild 5-17. Der Gestaltung prozeß-orientierter Organisationsstrukturen wie z. B. Produktionssegmenten, autonomen Gruppen oder Fraktalen kommt heute verstärkte Bedeutung bei [EVER96; WARN92; WILD98]. Ein besonderer Erfolgsfaktor dabei ist die räumliche Integration der direkt produktiven und der produktionsnahen indirekten Arbeitsbereiche [EVER97a; KÜHN97a]. Dies unterstützt auf der einen Seite eine Integration von Abläufen und Strukturen auf der Objektebene (vgl. [EVER98, S. 674]), führt auf der anderen Seite jedoch u. U. zur Vorhaltung redundanter Ressourcen1. Die Planung der Aufbauorganisation steht daher in engem Zusammenhang mit der Kapazitäts-dimensionierung und der Layoutplanung.
Die im geplanten Produktionssystem anfallenden Personalkosten, Kabitalbindungs-kosten für Betriebsmittel und Flächenkosten werden entsprechend der organisa-torischen Zuordnung der jeweiligen Kostenstellen zugerechnet und stehen auf diesem Wege als Eingangsgröße für die Optimierung und Detaillierung des Modells zur Verfügung (vgl. [EVER97a]).
Im Anschluß an die Ausgestaltung der einzelnen Planungselemente im Sinne objekt-bezogener Bausteine wird nachfolgend der auf diesen Bausteinen basierende Planungsprozeß der integrierten Ablauf- und Strukturplanung entwickelt.
5.4 Ableitung eines integrierten Planungsprozesses für die Grobplanung mit digitalen Fabrikmodellen
Das Ziel einer Integration der Planung von Abläufen und Strukturen im Grob-planungsprozeß ist es, die systematische Detaillierung eines modellierten Produk-tionssystems und die zielorientierte Generierung von Alternativen zu unterstützen. Dabei sollen die Vorteile interdisziplinärer und partizipativer Planungsansätze genutzt werden, Bild 5-18.
Die Integration von Ablauf- und Strukturplanung wurde zunächst auf der Objektebene durch das Fabrikmodell realisiert und dann durch die Definition objektbezogener Planungselemente auf die Planungsebene übertragen. Die dritte Integrationsstufe stellt die Integration im Planungsprozeß dar. Diese wird nachfolgend entwickelt.
1 Vgl. entsprechend die Wirkmatrix im Anhang.
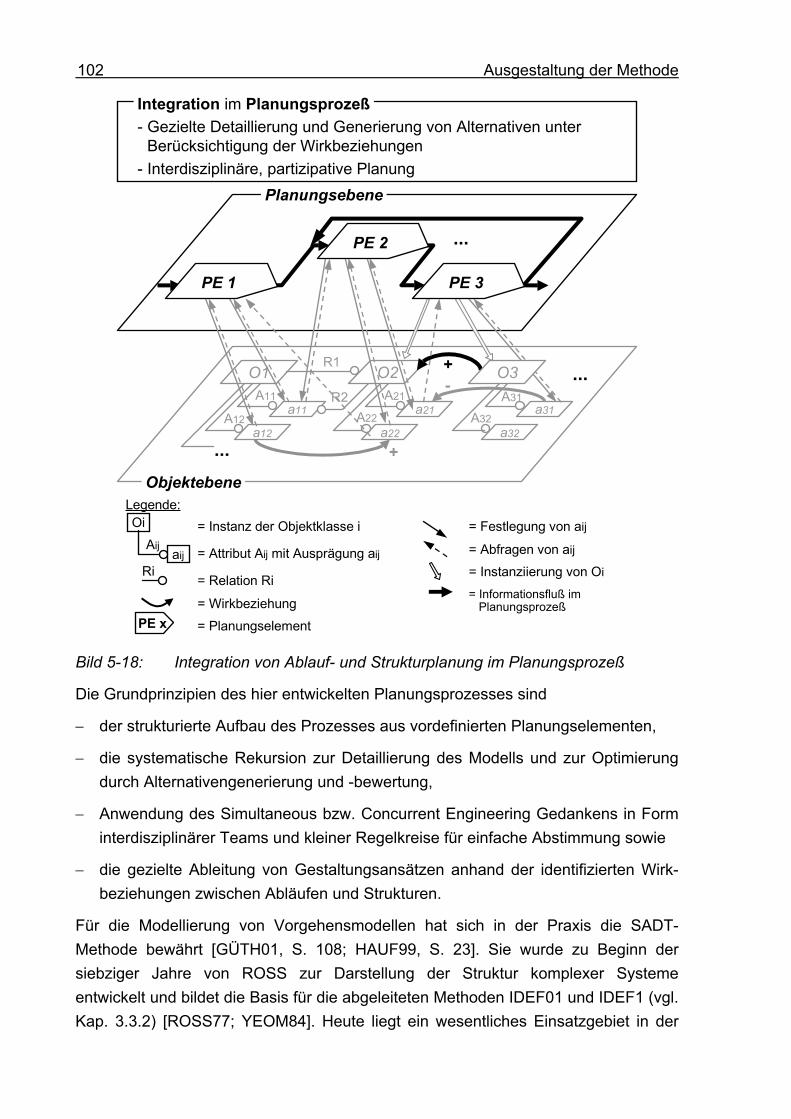
Ausgestaltung der Methode 102
Objektebene
a11
a12
O1R1
A11
A12a21
a22
A21
A22
O2
...
a31
a32
A31
A32
...
+
+
Planungsebene
R2
...
O3-
- Gezielte Detaillierung und Generierung von Alternativen unterBerücksichtigung der Wirkbeziehungen
- Interdisziplinäre, partizipative Planung
Integration im Planungsprozeß
aij
Oi = Instanz der Objektklasse i
= Attribut Aij mit Ausprägung aij
= Relation Ri
= Wirkbeziehung= Planungselement
Legende:
Aij
Ri
PE x
= Festlegung von aij
= Abfragen von aij
= Instanziierung von Oi
= Informationsfluß im Planungsprozeß
PE 1 PE 3
PE 2
Bild 5-18: Integration von Ablauf- und Strukturplanung im Planungsprozeß
Die Grundprinzipien des hier entwickelten Planungsprozesses sind
− der strukturierte Aufbau des Prozesses aus vordefinierten Planungselementen,
− die systematische Rekursion zur Detaillierung des Modells und zur Optimierung durch Alternativengenerierung und -bewertung,
− Anwendung des Simultaneous bzw. Concurrent Engineering Gedankens in Form interdisziplinärer Teams und kleiner Regelkreise für einfache Abstimmung sowie
− die gezielte Ableitung von Gestaltungsansätzen anhand der identifizierten Wirk-beziehungen zwischen Abläufen und Strukturen.
Für die Modellierung von Vorgehensmodellen hat sich in der Praxis die SADT-Methode bewährt [GÜTH01, S. 108; HAUF99, S. 23]. Sie wurde zu Beginn der siebziger Jahre von ROSS zur Darstellung der Struktur komplexer Systeme entwickelt und bildet die Basis für die abgeleiteten Methoden IDEF01 und IDEF1 (vgl. Kap. 3.3.2) [ROSS77; YEOM84]. Heute liegt ein wesentliches Einsatzgebiet in der
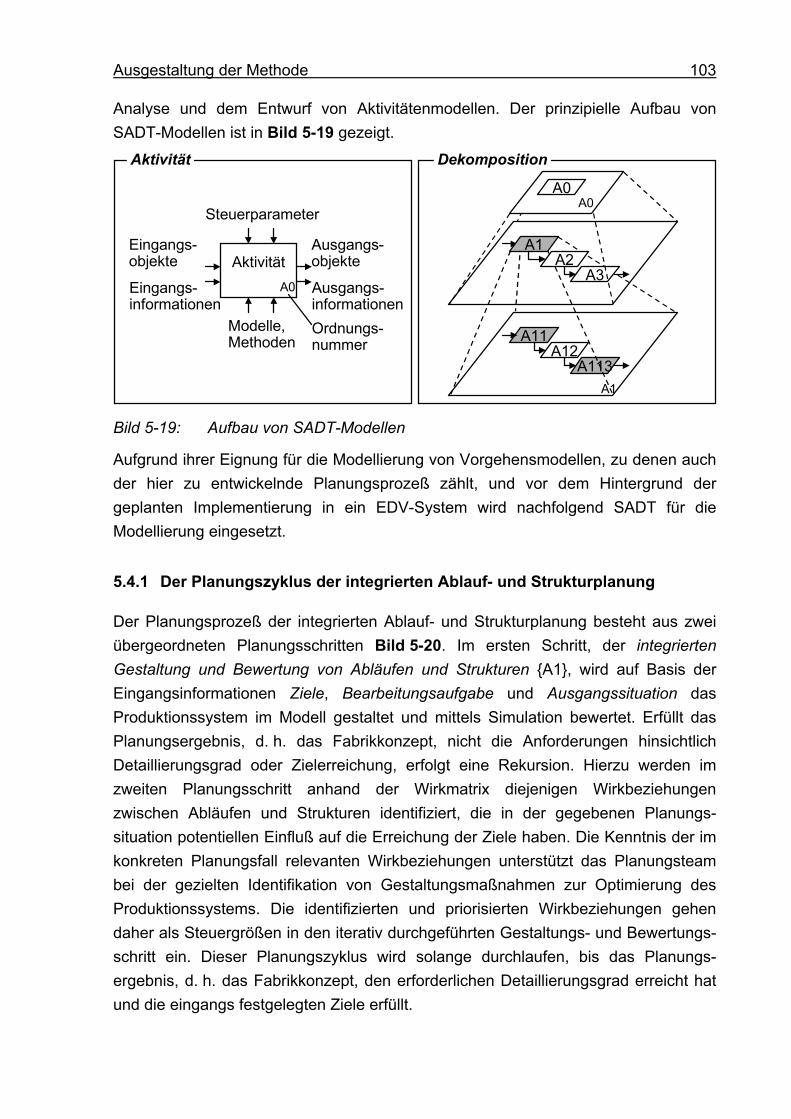
Ausgestaltung der Methode 103
Analyse und dem Entwurf von Aktivitätenmodellen. Der prinzipielle Aufbau von SADT-Modellen ist in Bild 5-19 gezeigt.
Aktivität
Modelle,Methoden
A0
Steuerparameter
Eingangs-objekte
Eingangs-informationen
Ausgangs-objekte
Ausgangs-informationenOrdnungs-nummer
A0A0
A1
A3
A11A12
A113
A1A2
Aktivität Dekomposition
Bild 5-19: Aufbau von SADT-Modellen
Aufgrund ihrer Eignung für die Modellierung von Vorgehensmodellen, zu denen auch der hier zu entwickelnde Planungsprozeß zählt, und vor dem Hintergrund der geplanten Implementierung in ein EDV-System wird nachfolgend SADT für die Modellierung eingesetzt.
5.4.1 Der Planungszyklus der integrierten Ablauf- und Strukturplanung
Der Planungsprozeß der integrierten Ablauf- und Strukturplanung besteht aus zwei übergeordneten Planungsschritten Bild 5-20. Im ersten Schritt, der integrierten Gestaltung und Bewertung von Abläufen und Strukturen {A1}, wird auf Basis der Eingangsinformationen Ziele, Bearbeitungsaufgabe und Ausgangssituation das Produktionssystem im Modell gestaltet und mittels Simulation bewertet. Erfüllt das Planungsergebnis, d. h. das Fabrikkonzept, nicht die Anforderungen hinsichtlich Detaillierungsgrad oder Zielerreichung, erfolgt eine Rekursion. Hierzu werden im zweiten Planungsschritt anhand der Wirkmatrix diejenigen Wirkbeziehungen zwischen Abläufen und Strukturen identifiziert, die in der gegebenen Planungs-situation potentiellen Einfluß auf die Erreichung der Ziele haben. Die Kenntnis der im konkreten Planungsfall relevanten Wirkbeziehungen unterstützt das Planungsteam bei der gezielten Identifikation von Gestaltungsmaßnahmen zur Optimierung des Produktionssystems. Die identifizierten und priorisierten Wirkbeziehungen gehen daher als Steuergrößen in den iterativ durchgeführten Gestaltungs- und Bewertungs-schritt ein. Dieser Planungszyklus wird solange durchlaufen, bis das Planungs-ergebnis, d. h. das Fabrikkonzept, den erforderlichen Detaillierungsgrad erreicht hat und die eingangs festgelegten Ziele erfüllt.
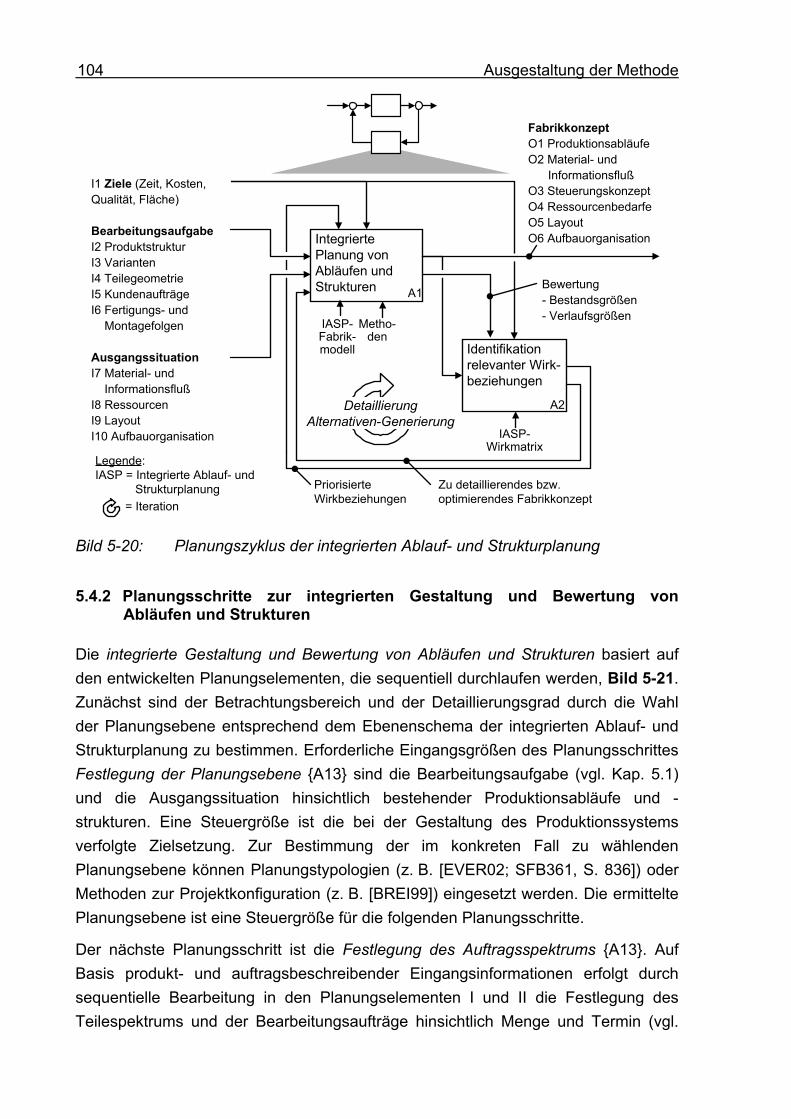
Ausgestaltung der Methode 104
IntegriertePlanung vonAbläufen undStrukturen
Identifikationrelevanter Wirk-beziehungen
I1 Ziele (Zeit, Kosten,Qualität, Fläche)
BearbeitungsaufgabeI2 ProduktstrukturI3 VariantenI4 TeilegeometrieI5 KundenaufträgeI6 Fertigungs- und Montagefolgen
AusgangssituationI7 Material- und InformationsflußI8 RessourcenI9 LayoutI10 Aufbauorganisation
FabrikkonzeptO1 ProduktionsabläufeO2 Material- und InformationsflußO3 SteuerungskonzeptO4 RessourcenbedarfeO5 LayoutO6 Aufbauorganisation
IASP-Wirkmatrix
IASP-Fabrik-modell
Metho-den
A1
Zu detaillierendes bzw.optimierendes Fabrikkonzept
PriorisierteWirkbeziehungen
DetaillierungAlternativen-Generierung
Bewertung- Bestandsgrößen- Verlaufsgrößen
A2
Legende:IASP = Integrierte Ablauf- und Strukturplanung = Iteration
Bild 5-20: Planungszyklus der integrierten Ablauf- und Strukturplanung
5.4.2 Planungsschritte zur integrierten Gestaltung und Bewertung von Abläufen und Strukturen
Die integrierte Gestaltung und Bewertung von Abläufen und Strukturen basiert auf den entwickelten Planungselementen, die sequentiell durchlaufen werden, Bild 5-21. Zunächst sind der Betrachtungsbereich und der Detaillierungsgrad durch die Wahl der Planungsebene entsprechend dem Ebenenschema der integrierten Ablauf- und Strukturplanung zu bestimmen. Erforderliche Eingangsgrößen des Planungsschrittes Festlegung der Planungsebene {A13} sind die Bearbeitungsaufgabe (vgl. Kap. 5.1) und die Ausgangssituation hinsichtlich bestehender Produktionsabläufe und -strukturen. Eine Steuergröße ist die bei der Gestaltung des Produktionssystems verfolgte Zielsetzung. Zur Bestimmung der im konkreten Fall zu wählenden Planungsebene können Planungstypologien (z. B. [EVER02; SFB361, S. 836]) oder Methoden zur Projektkonfiguration (z. B. [BREI99]) eingesetzt werden. Die ermittelte Planungsebene ist eine Steuergröße für die folgenden Planungsschritte.
Der nächste Planungsschritt ist die Festlegung des Auftragsspektrums {A13}. Auf Basis produkt- und auftragsbeschreibender Eingangsinformationen erfolgt durch sequentielle Bearbeitung in den Planungselementen I und II die Festlegung des Teilespektrums und der Bearbeitungsaufträge hinsichtlich Menge und Termin (vgl.
Ausgestaltung der Methode 105
Kap. 5.3.1 und 5.3.2). Diese Informationen werden in der nachfolgenden Dimen-sionierung der Kapazitäten benötigt.
Die Kernaufgaben der Gestaltung von Abläufen und Strukturen im Modell des Produktionssystems erfolgt in den beiden Planungsschritten integrierte Kapazitäts-planung {A13} und integrierte Anordnungsplanung {A14}1. Wie bereits gezeigt wurde, sind diese beiden Planungsschritte durch eine besonders hohe Anzahl zu berück-sichtigender Wirkzusammenhänge zwischen Abläufen und Strukturen gekenn-zeichnet (vgl. Kap. 5.3). Daraus erwachsen spezifische Anforderungen an den Planungsprozeß, z. B. hinsichtlich des erforderlichen Kompetenzspektrums der Planer, der Häufigkeit und Intensität der Abstimmung und der Nutzung von Erfahrungswissen [KETT84, S. 4; WIRT01, S. 328; WIEN01, S. 187]. Für die anforderungsgerechte Gestaltung des Planungsprozesses können an dieser Stelle wesentliche Erfolgsfaktoren des Simultaneous bzw. Concurrent Engineering2 in der Produkt- und Prozeßgestaltung aufgegriffen und auf die integrierte Ablauf- und Strukturplanung übertragen werden [EVER95, S. 137ff]. Hierzu zählen die Bildung interdisziplinärer Planungsteams unter Beteiligung von Fertigungs- und Montageplanern, Logistikern, Layoutplanern etc. sowie die Realisierung kleiner, schneller Regelkreise der Planung durch die gezielte Bereitstellung der Planungsinformationen und die Unterstützung partizipativer Planungsansätze durch geeignete Hilfsmittel [EVER95, S. 102ff; MENZ00, S. 35f; RALL01, S. 99; WEST01a, S. 347f].
Im Rahmen der integrierten Kapazitätsplanung {A13} werden die Eingangsinforma-tionen bez. Auftragsspektrum, Fertigungs- und Montagefolgen sowie Informationen zu bestehenden Abläufen und Ressourcen genutzt und das Fabrikkonzept aus kapa-zitiver Sicht geplant. Dazu ist die Durchführung von Planungsaufgaben der Planungselemente III, IV, V, VI und VIII in der oben beschriebenen, integrierten Vor-gehensweise erforderlich (vgl. Kap. 5.3). Ergebnis ist ein vorläufiges Fabrikkonzept, welches Produktionsabläufe, Steuerungsregeln und die Art und Anzahl der Produk-tionselemente und Ressourcen beschreibt.
Diese Informationen werden in der integrierten Anordnungsplanung {A14} für die Gestaltung von Layout und Materialfluß sowie zur Anpassung von Ressourcen, Ablaufsteuerung und Aufbauorganisation an strukturelle Randbedingungen benötigt. Die Basis hierfür bilden die Planungselemente V, VI, VII und VIII. Wie bereits erläutert, ist dabei der Einsatz von Virtual Reality vorgesehen.
1 Damit wird dem von GRUNDIG vorgeschlagenen Ansatz gefolgt, der im Rahmen der Grobplanung zunächst eine Dimensionierung der Einzelelemente und darauf aufbauend eine Strukturierung des Gesamtsystems vorsieht [GRUN00, S. 65ff], vgl. Kap. 5.3.6. 2 Zu SE-/ CE-Konzepten vgl. z. B. [EVER95].
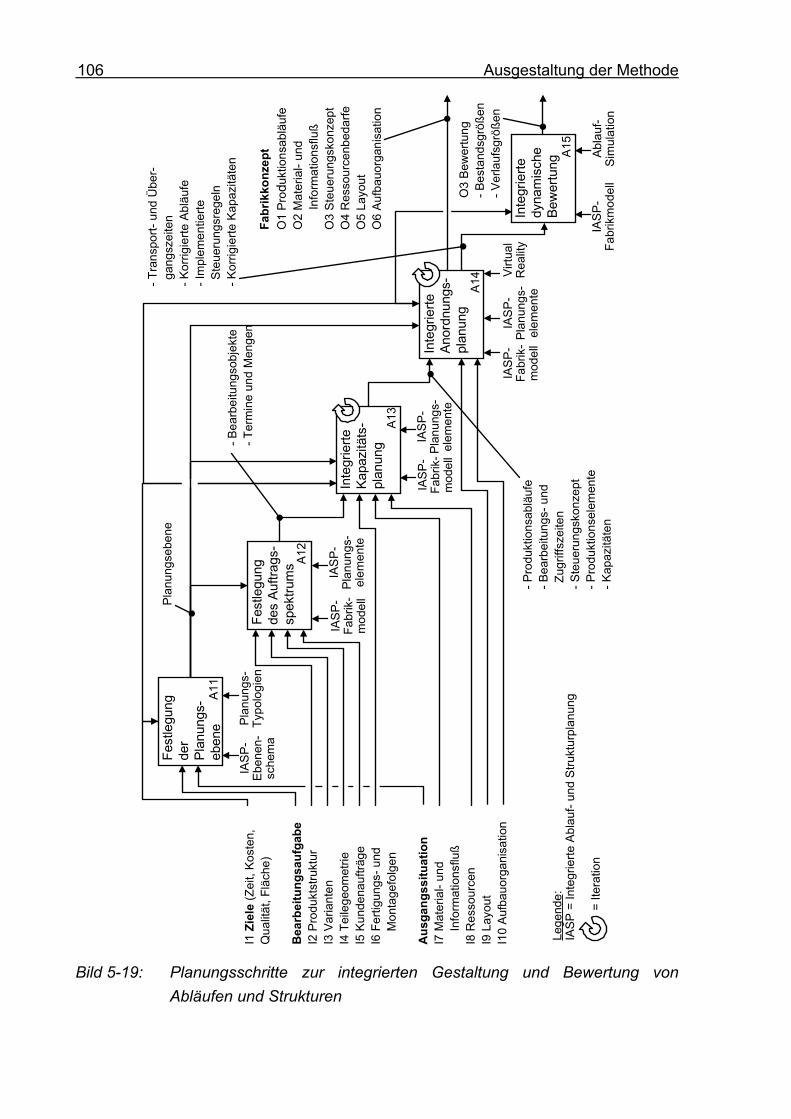
Ausgestaltung der Methode 106
Inte
grie
rteKa
pazi
täts
-pl
anun
g
Inte
grie
rtedy
nam
isch
eBe
wer
tung
Fest
legu
ngde
s Au
ftrag
s-sp
ektru
ms
Fest
legu
ngde
rPl
anun
gs-
eben
eA1
1
A12
- Bea
rbei
tung
sobj
ekte
- Ter
min
e un
d M
enge
nI1
Zie
le (Z
eit,
Kost
en,
Qua
lität
, Flä
che)
Bea
rbei
tung
sauf
gabe
I2 P
rodu
ktst
rukt
urI3
Var
iant
enI4
Tei
lege
omet
rieI5
Kun
dena
ufträ
geI6
Fer
tigun
gs- u
nd
Mon
tage
folg
en
Aus
gang
ssitu
atio
nI7
Mat
eria
l- un
d
Info
rmat
ions
fluß
I8 R
esso
urce
nI9
Lay
out
I10
Aufb
auor
gani
satio
n
A15
A13
IASP
-Fa
brik
mod
ell
Abla
uf-
Sim
ulat
ion
IASP
-Eb
enen
-sc
hem
a
IASP
-Fa
brik
-m
odel
l
IASP
-Fa
brik
-m
odel
lIn
tegr
ierte
Anor
dnun
gs-
plan
ung
A14 Vi
rtual
Rea
lity
- Pro
dukt
ions
ablä
ufe
- Bea
rbei
tung
s- u
nd Z
ugrif
fsze
iten
- Ste
ueru
ngsk
onze
pt- P
rodu
ktio
nsel
emen
te- K
apaz
itäte
n
O3
Bew
ertu
ng- B
esta
ndsg
röße
n- V
erla
ufsg
röße
n
Plan
ungs
eben
e
Lege
nde:
IASP
= In
tegr
ierte
Abl
auf-
und
Stru
ktur
plan
ung
=
Itera
tion
IASP
-Fa
brik
-m
odel
l
Plan
ungs
-Ty
polo
gien
Fabr
ikko
nzep
tO
1 Pr
o duk
tions
ablä
ufe
O2
Mat
eria
l- un
d
In
form
atio
nsflu
ßO
3 St
euer
ungs
konz
ept
O4
Res
sour
cenb
edar
fe
O5
Layo
utO
6 Au
fbau
orga
nisa
tion
IASP
-Pl
anun
gs-
elem
ente
IASP
-Pl
anun
gs-
elem
ente
IASP
-Pl
anun
gs-
elem
ente
- Tra
nspo
rt- u
nd Ü
ber-
gan
gsze
iten
- Kor
rigie
rte A
bläu
fe- I
mpl
emen
tierte
Ste
ueru
ngsr
egel
n- K
orrig
ierte
Kap
azitä
ten
Bild 5-19: Planungsschritte zur integrierten Gestaltung und Bewertung von Abläufen und Strukturen
Ausgestaltung der Methode 107
An die Gestaltung des Fabrikkonzepts schließt sich als fester Bestandteil der Methodik die dynamische Evaluierung mittels Ablaufsimulation an. Durch konsequente Integration der Simulation in den Grobplanungsprozeß unterscheidet sich das in dieser Arbeit entwickelte Konzept von bestehenden Ansätzen zur Grob-planung von Fabriken. Der Simulator greift auf das in den vorangegangenen Planungsschritten im Fabrikmodell abgebildete Modell des Produktionssystems zu und simuliert die Bearbeitung des Auftragsspektrums. Die Ergebnisse der Simulationsexperimente fließen über die entsprechenden Planungselemente wieder in den Planungsprozeß ein.
Das Ergebnis der Anwendung des beschriebenen Planungsablaufs der integrierten Ablauf- und Strukturplanung ist ein bewertetes Fabrikkonzept. Durch den Vergleich vorgegebener Zielgrößen mit den ermittelten Bestandsgrößen (z. B. Kapitalbindung durch Maschinen, Personalkosten oder Flächenbedarf) und Verlaufsgrößen (z. B. Umlaufbestand oder Ressourcenauslastung) kann die Entscheidung gefällt werden, ob eine Iteration der Planung zur Optimierung des Fabrikkonzepts erforderlich ist oder ob die Grobplanung abgeschlossen ist und das Ergebnis an die Feinplanung übergeben werden kann.
5.5 Zwischenfazit
Auf dem in Kap. 3 entwickelten Grobkonzept und dem in Kap. 4 erarbeiteten Fabrik-modell aufbauend wurde die Methode zur integrierten Ablauf- und Strukturplanung ausgestaltet.
Hierzu wurde zunächst unter Anwendung der Methode des Vernetzten Denkens nach GOMEZ und PROBST aus dem Fabrikmodell ein Wirkmodell für die Darstellung der gegenseitigen Beeinflussung von Abläufen und Strukturen abgeleitet. Die Wirkbeziehungen wurden in Form einer Wirkmatrix nach VESTER operationalisiert, durch Experten validiert sowie hinsichtlich Einflußnahme und Beeinflußbarkeit klassifiziert und priorisiert. Die quantifizierte Wirkmatrix unterstützt die systematische Ableitung von Gestaltungsmaßnahmen und stellt ein wesentliches Zwischenergebnis dieser Arbeit dar.
Weiterhin wurden auf Basis des Fabrikmodells und unter Berücksichtigung der Wirkbeziehungen die Planungsaufgaben im Rahmen der Grobplanung von Fabriken zu objektbezogenen Planungselementen zusammengefaßt, die eine interdisziplinäre Planung unterstützen. Durch diesen neuen Ansatz wurde die Integration von Ablauf- und Strukturplanung von der Objektebene auf die Planungsebene übertragen.

Ausgestaltung der Methode 108
Im nächsten Schritt wurde anhand der Planungselemente der Planungsprozeß der integrierten Ablauf- und Strukturplanung definiert. Er basiert auf einer systema-tischen, iterativen Vorgehensweise mit definierten Ein- und Ausgangsinformationen. Der Planungsprozeß ist geprägt durch sukzessive Detaillierung und vereinfachte Optimierung mittels systematischer Ableitung von Gestaltungsmaßnahmen anhand der Wirkmatrix. Dieser Aspekt stellt die dritte Integrationsstufe der integrierten Ablauf- und Strukturplanung dar.
Mit dem Ziel der Entwicklung einer integrierten Planungsmethodik stellt sich nunmehr die Frage, wie die modell- und methodenseitig realisierte Integration auch system-seitig umzusetzen ist.
Diese vierte Integrationsstufe soll im nächsten Kapitel mittels der datentechnischen Integration von bestehenden Hilfsmitteln zur Ablauf- und Strukturplanung realisiert werden. Dabei werden die entwickelte Planungsmethode und das zuvor dargestellte Fabrikmodell prototypisch in ein EDV-System zur Unterstützung der integrierten Ablauf- und Strukturplanung implementiert.
Systementwicklung und Validierung 109
6 Systementwicklung und Validierung
In den vorangegangenen Kapiteln wurden ein Referenzmodell zur Abbildung von Abläufen und Strukturen in der Produktion sowie die Methode zur integrierten Grobplanung entwickelt. Entsprechend dem Forschungsdesign dieser Arbeit soll nachfolgend eine Validierung der erarbeiteten Ergebnisse erfolgen. Diese Validierung gliedert sich in zwei Schritte.
Zuerst wird die Methode unter Nutzung des Referenzmodells prototypisch in ein EDV-Tool als dritter und noch fehlender Teil der Methodik zur integrierten Ablauf- und Strukturplanung implementiert. Dadurch soll der Nachweis der formalen Einsetzbarkeit von Modell und Methode geleistet werden.
Im zweiten Schritt erfolgt der exemplarische Einsatz des Tools im Rahmen eines konkreten Fallbeispiels aus der industriellen Praxis. Damit soll die inhaltliche Einsetz-barkeit im Sinne einer Unterstützung der Fabrikplaner bei der Grobplanung von Abläufen und Strukturen in der Produktion nachgewiesen werden. Das Kapitel schließt mit einer Zusammenfassung der Anwendungserfahrung und einem Zwischenfazit.
6.1 Implementierung von Modell und Methode in das EDV-Tool "indyGO"
Auf Basis des Fabrikmodells und der Planungsmethode wird das modulare EDV-Tool indyGO zur integrierten und dynamischen Gestaltung und Optimierung von Abläufen und Strukturen in der Produktion entwickelt, Bild 6-1. Es besteht aus dem Struktur-, Ablauf- und dem Integrations-Modul. Die Funktionsspektren der drei Module ergän-zen sich komplementär. Soweit wie möglich wird bei der Realisierung der Module auf bestehende und in der Planungspraxis bewährte Systeme zurückgegriffen.
Das Struktur-Modul dient zur interaktiven Gestaltung des Layouts. Aufgrund der großen Bedeutung einer interdisziplinären und partizipativen Arbeitsweise in diesem Planungsschritt wird hierfür der Planungstisch des Fraunhofer IPA ausgewählt (Kap. 6.1.1). Im Ablauf-Modul werden die im Rahmen der integrierten Ablauf- und Strukturplanung erforderlichen Simulationsfunktionalitäten realisiert. Hierfür wird der am WZL entwickelte Simulationsbaukasten eingesetzt (Kap. 6.1.2). Das Kernelement stellt das Integrations-Modul dar. Es enthält die Datenbasis mit allen relevanten
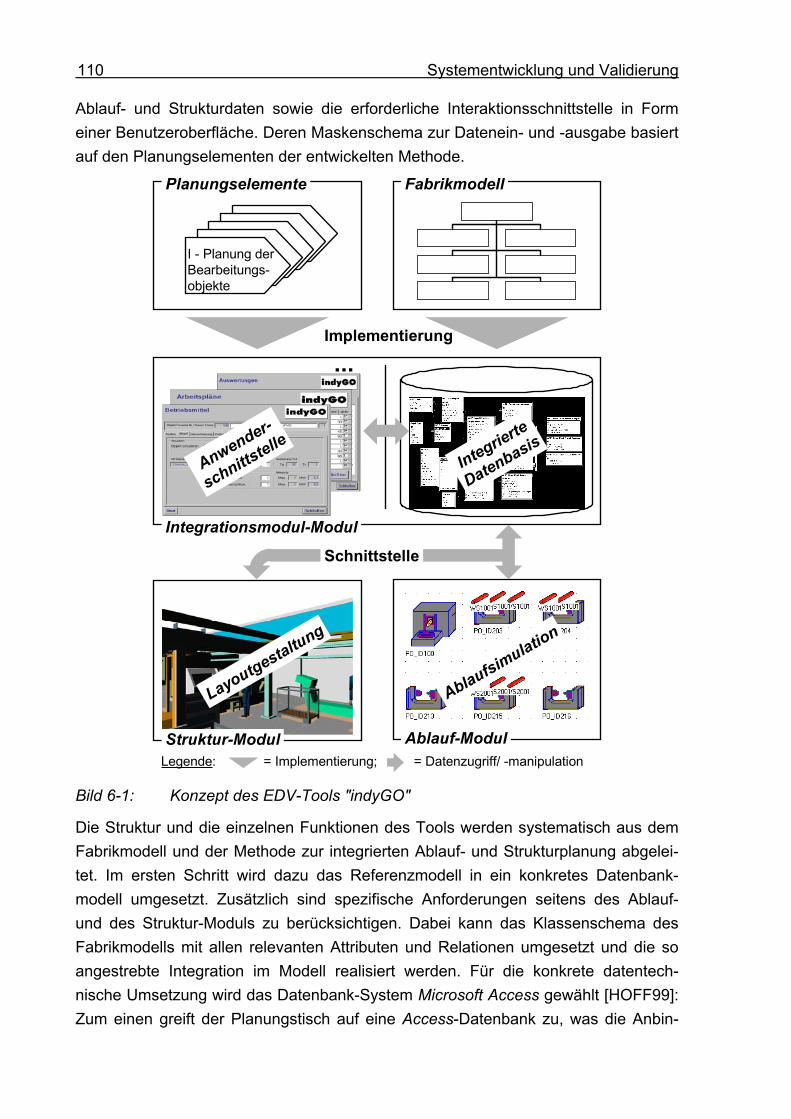
Systementwicklung und Validierung 110
Ablauf- und Strukturdaten sowie die erforderliche Interaktionsschnittstelle in Form einer Benutzeroberfläche. Deren Maskenschema zur Datenein- und -ausgabe basiert auf den Planungselementen der entwickelten Methode.
Legende: = Implementierung; = Datenzugriff/ -manipulation
FabrikmodellPlanungselemente
...
Struktur-Modul Ablauf-Modul
Integrierte
DatenbasisAnwender-
schnittstelle
Layoutgestaltung
Integrationsmodul-Modul
I - Planung derBearbeitungs-objekte
Implementierung
Schnittstelle
Ablaufsimulation
Bild 6-1: Konzept des EDV-Tools "indyGO"
Die Struktur und die einzelnen Funktionen des Tools werden systematisch aus dem Fabrikmodell und der Methode zur integrierten Ablauf- und Strukturplanung abgelei-tet. Im ersten Schritt wird dazu das Referenzmodell in ein konkretes Datenbank-modell umgesetzt. Zusätzlich sind spezifische Anforderungen seitens des Ablauf- und des Struktur-Moduls zu berücksichtigen. Dabei kann das Klassenschema des Fabrikmodells mit allen relevanten Attributen und Relationen umgesetzt und die so angestrebte Integration im Modell realisiert werden. Für die konkrete datentech-nische Umsetzung wird das Datenbank-System Microsoft Access gewählt [HOFF99]: Zum einen greift der Planungstisch auf eine Access-Datenbank zu, was die Anbin-
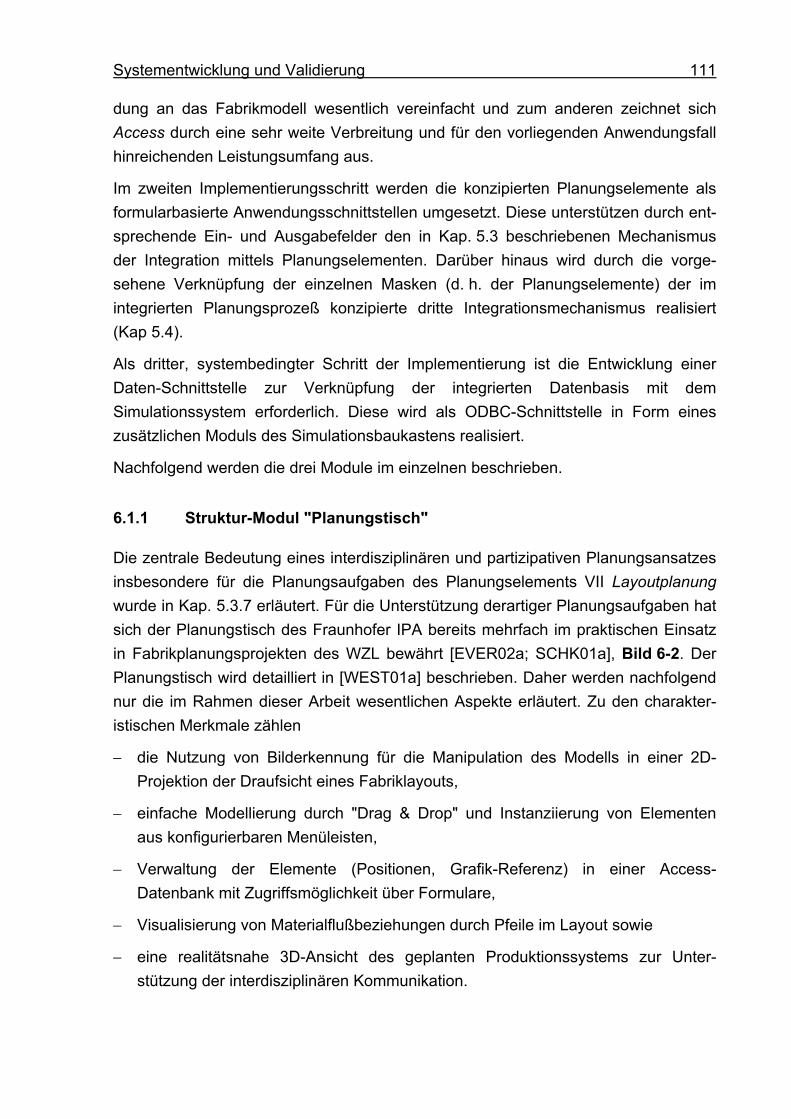
Systementwicklung und Validierung 111
dung an das Fabrikmodell wesentlich vereinfacht und zum anderen zeichnet sich Access durch eine sehr weite Verbreitung und für den vorliegenden Anwendungsfall hinreichenden Leistungsumfang aus.
Im zweiten Implementierungsschritt werden die konzipierten Planungselemente als formularbasierte Anwendungsschnittstellen umgesetzt. Diese unterstützen durch ent-sprechende Ein- und Ausgabefelder den in Kap. 5.3 beschriebenen Mechanismus der Integration mittels Planungselementen. Darüber hinaus wird durch die vorge-sehene Verknüpfung der einzelnen Masken (d. h. der Planungselemente) der im integrierten Planungsprozeß konzipierte dritte Integrationsmechanismus realisiert (Kap 5.4).
Als dritter, systembedingter Schritt der Implementierung ist die Entwicklung einer Daten-Schnittstelle zur Verknüpfung der integrierten Datenbasis mit dem Simulationssystem erforderlich. Diese wird als ODBC-Schnittstelle in Form eines zusätzlichen Moduls des Simulationsbaukastens realisiert.
Nachfolgend werden die drei Module im einzelnen beschrieben.
6.1.1 Struktur-Modul "Planungstisch"
Die zentrale Bedeutung eines interdisziplinären und partizipativen Planungsansatzes insbesondere für die Planungsaufgaben des Planungselements VII Layoutplanung wurde in Kap. 5.3.7 erläutert. Für die Unterstützung derartiger Planungsaufgaben hat sich der Planungstisch des Fraunhofer IPA bereits mehrfach im praktischen Einsatz in Fabrikplanungsprojekten des WZL bewährt [EVER02a; SCHK01a], Bild 6-2. Der Planungstisch wird detailliert in [WEST01a] beschrieben. Daher werden nachfolgend nur die im Rahmen dieser Arbeit wesentlichen Aspekte erläutert. Zu den charakter-istischen Merkmale zählen
− die Nutzung von Bilderkennung für die Manipulation des Modells in einer 2D-Projektion der Draufsicht eines Fabriklayouts,
− einfache Modellierung durch "Drag & Drop" und Instanziierung von Elementen aus konfigurierbaren Menüleisten,
− Verwaltung der Elemente (Positionen, Grafik-Referenz) in einer Access-Datenbank mit Zugriffsmöglichkeit über Formulare,
− Visualisierung von Materialflußbeziehungen durch Pfeile im Layout sowie
− eine realitätsnahe 3D-Ansicht des geplanten Produktionssystems zur Unter-stützung der interdisziplinären Kommunikation.
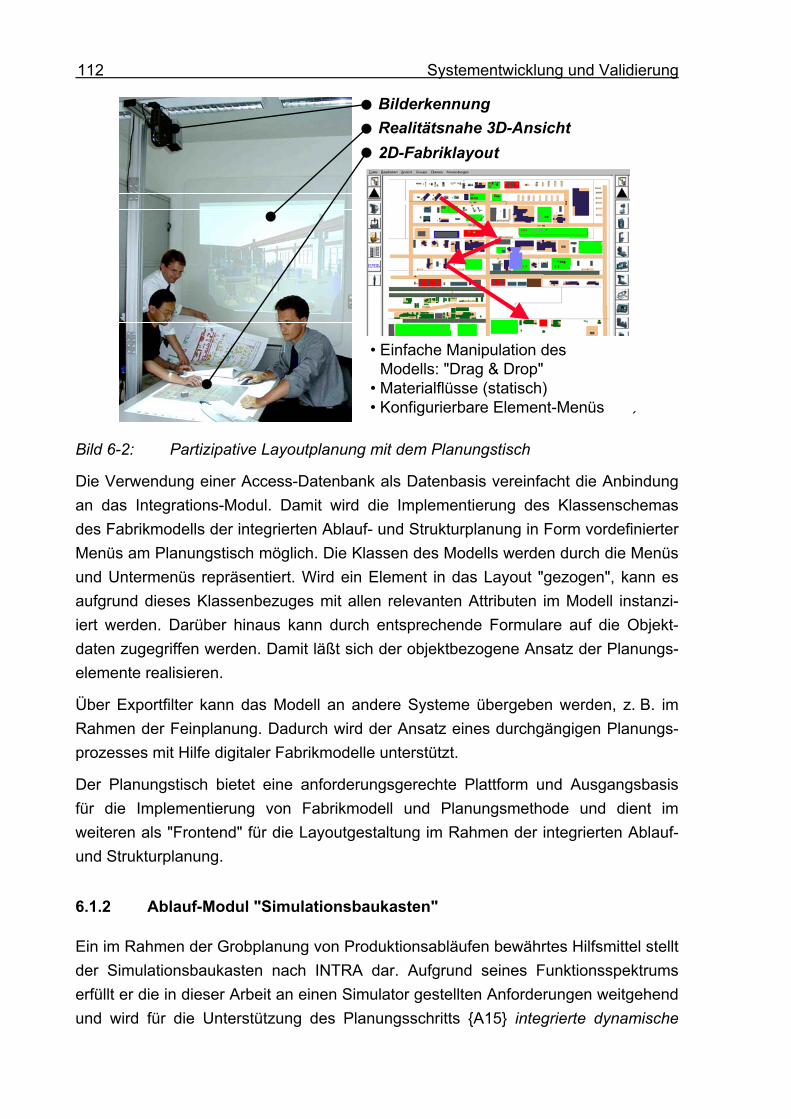
Systementwicklung und Validierung 112
Realitätsnahe 3D-Ansicht2D-Fabriklayout
Bilderkennung
• Einfache Manipulation desModells: "Drag & Drop"
• Materialflüsse (statisch)• Konfigurierbare Element-Menüs ´
Bild 6-2: Partizipative Layoutplanung mit dem Planungstisch
Die Verwendung einer Access-Datenbank als Datenbasis vereinfacht die Anbindung an das Integrations-Modul. Damit wird die Implementierung des Klassenschemas des Fabrikmodells der integrierten Ablauf- und Strukturplanung in Form vordefinierter Menüs am Planungstisch möglich. Die Klassen des Modells werden durch die Menüs und Untermenüs repräsentiert. Wird ein Element in das Layout "gezogen", kann es aufgrund dieses Klassenbezuges mit allen relevanten Attributen im Modell instanzi-iert werden. Darüber hinaus kann durch entsprechende Formulare auf die Objekt-daten zugegriffen werden. Damit läßt sich der objektbezogene Ansatz der Planungs-elemente realisieren.
Über Exportfilter kann das Modell an andere Systeme übergeben werden, z. B. im Rahmen der Feinplanung. Dadurch wird der Ansatz eines durchgängigen Planungs-prozesses mit Hilfe digitaler Fabrikmodelle unterstützt.
Der Planungstisch bietet eine anforderungsgerechte Plattform und Ausgangsbasis für die Implementierung von Fabrikmodell und Planungsmethode und dient im weiteren als "Frontend" für die Layoutgestaltung im Rahmen der integrierten Ablauf- und Strukturplanung.
6.1.2 Ablauf-Modul "Simulationsbaukasten"
Ein im Rahmen der Grobplanung von Produktionsabläufen bewährtes Hilfsmittel stellt der Simulationsbaukasten nach INTRA dar. Aufgrund seines Funktionsspektrums erfüllt er die in dieser Arbeit an einen Simulator gestellten Anforderungen weitgehend und wird für die Unterstützung des Planungsschritts {A15} integrierte dynamische
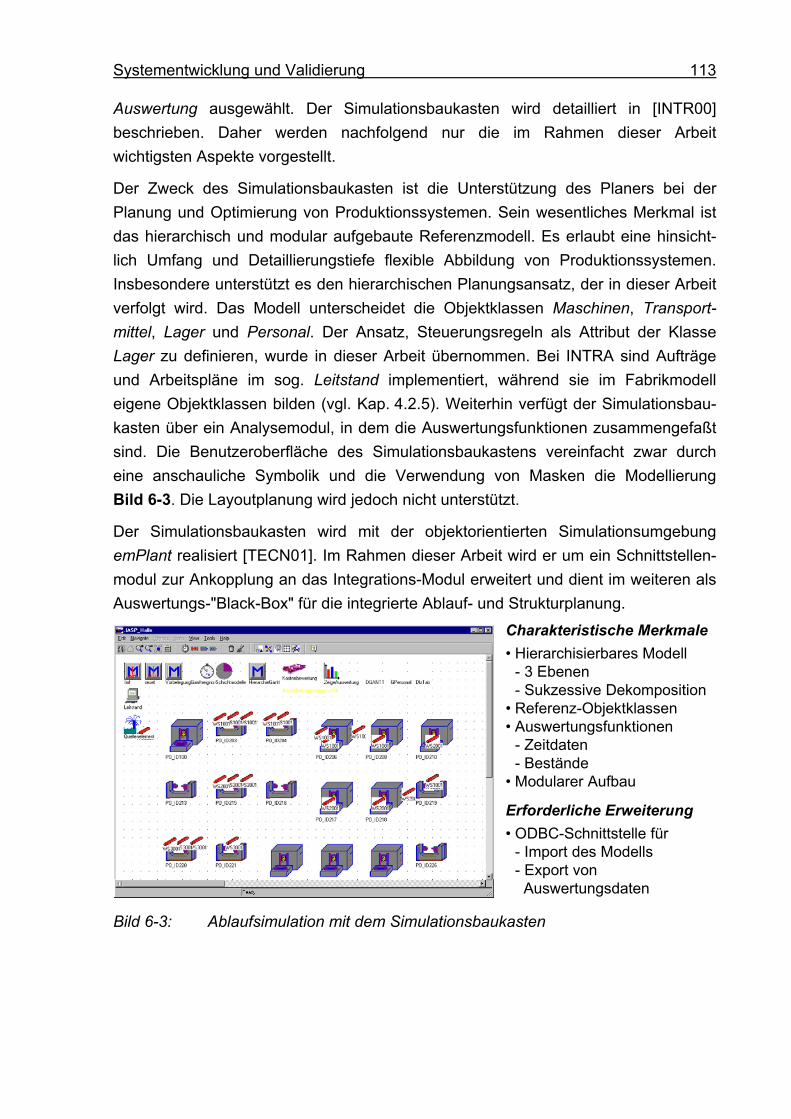
Systementwicklung und Validierung 113
Auswertung ausgewählt. Der Simulationsbaukasten wird detailliert in [INTR00] beschrieben. Daher werden nachfolgend nur die im Rahmen dieser Arbeit wichtigsten Aspekte vorgestellt.
Der Zweck des Simulationsbaukasten ist die Unterstützung des Planers bei der Planung und Optimierung von Produktionssystemen. Sein wesentliches Merkmal ist das hierarchisch und modular aufgebaute Referenzmodell. Es erlaubt eine hinsicht-lich Umfang und Detaillierungstiefe flexible Abbildung von Produktionssystemen. Insbesondere unterstützt es den hierarchischen Planungsansatz, der in dieser Arbeit verfolgt wird. Das Modell unterscheidet die Objektklassen Maschinen, Transport-mittel, Lager und Personal. Der Ansatz, Steuerungsregeln als Attribut der Klasse Lager zu definieren, wurde in dieser Arbeit übernommen. Bei INTRA sind Aufträge und Arbeitspläne im sog. Leitstand implementiert, während sie im Fabrikmodell eigene Objektklassen bilden (vgl. Kap. 4.2.5). Weiterhin verfügt der Simulationsbau-kasten über ein Analysemodul, in dem die Auswertungsfunktionen zusammengefaßt sind. Die Benutzeroberfläche des Simulationsbaukastens vereinfacht zwar durch eine anschauliche Symbolik und die Verwendung von Masken die Modellierung Bild 6-3. Die Layoutplanung wird jedoch nicht unterstützt.
Der Simulationsbaukasten wird mit der objektorientierten Simulationsumgebung emPlant realisiert [TECN01]. Im Rahmen dieser Arbeit wird er um ein Schnittstellen-modul zur Ankopplung an das Integrations-Modul erweitert und dient im weiteren als Auswertungs-"Black-Box" für die integrierte Ablauf- und Strukturplanung.
• Hierarchisierbares Modell- 3 Ebenen- Sukzessive Dekomposition
• Referenz-Objektklassen• Auswertungsfunktionen
- Zeitdaten- Bestände
• Modularer Aufbau
Charakteristische Merkmale
• ODBC-Schnittstelle für- Import des Modells- Export von Auswertungsdaten
Erforderliche Erweiterung
Bild 6-3: Ablaufsimulation mit dem Simulationsbaukasten
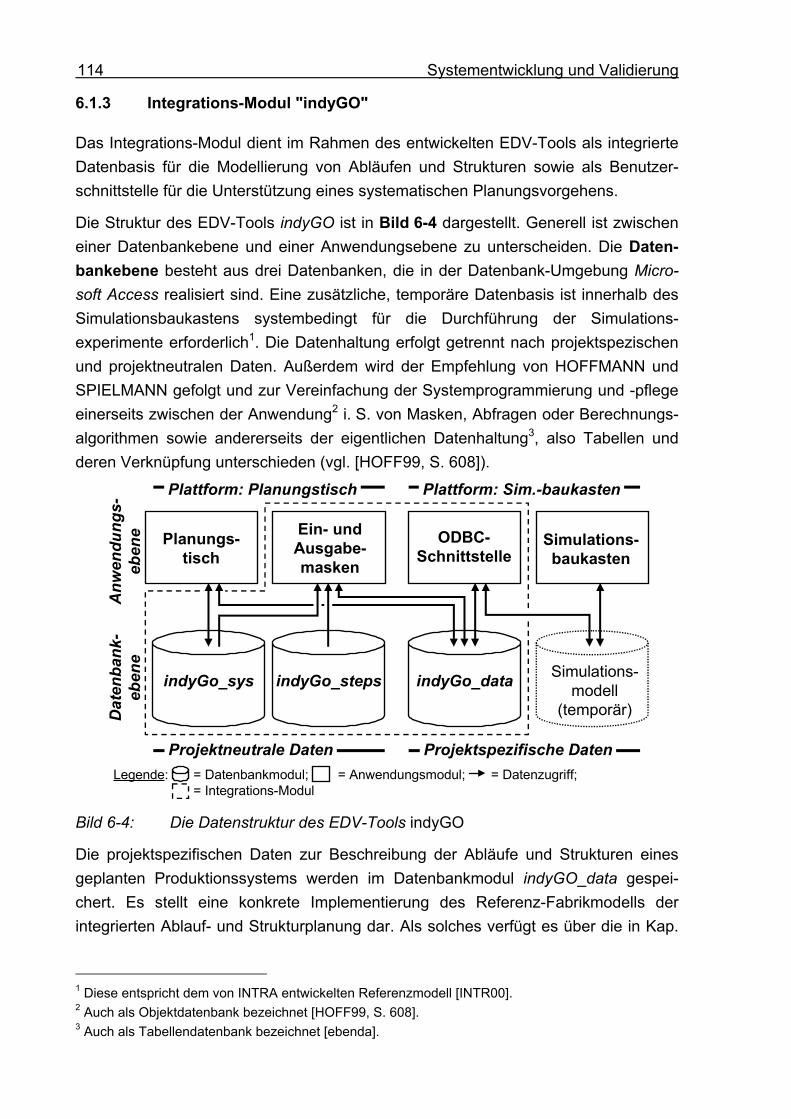
Systementwicklung und Validierung 114
6.1.3 Integrations-Modul "indyGO"
Das Integrations-Modul dient im Rahmen des entwickelten EDV-Tools als integrierte Datenbasis für die Modellierung von Abläufen und Strukturen sowie als Benutzer-schnittstelle für die Unterstützung eines systematischen Planungsvorgehens.
Die Struktur des EDV-Tools indyGO ist in Bild 6-4 dargestellt. Generell ist zwischen einer Datenbankebene und einer Anwendungsebene zu unterscheiden. Die Daten-bankebene besteht aus drei Datenbanken, die in der Datenbank-Umgebung Micro-soft Access realisiert sind. Eine zusätzliche, temporäre Datenbasis ist innerhalb des Simulationsbaukastens systembedingt für die Durchführung der Simulations-experimente erforderlich1. Die Datenhaltung erfolgt getrennt nach projektspezischen und projektneutralen Daten. Außerdem wird der Empfehlung von HOFFMANN und SPIELMANN gefolgt und zur Vereinfachung der Systemprogrammierung und -pflege einerseits zwischen der Anwendung2 i. S. von Masken, Abfragen oder Berechnungs-algorithmen sowie andererseits der eigentlichen Datenhaltung3, also Tabellen und deren Verknüpfung unterschieden (vgl. [HOFF99, S. 608]).
indyGo_steps indyGo_dataindyGo_sys Simulations-modell
(temporär)
Planungs-tisch
ODBC-Schnittstelle
Ein- undAusgabe-masken
Simulations-baukasten
Projektneutrale Daten Projektspezifische Daten
Anw
endu
ngs-
eben
eD
aten
bank
-eb
ene
Plattform: Planungstisch Plattform: Sim.-baukasten
Legende: = Datenbankmodul; = Anwendungsmodul; = Datenzugriff;= Integrations-Modul
Bild 6-4: Die Datenstruktur des EDV-Tools indyGO
Die projektspezifischen Daten zur Beschreibung der Abläufe und Strukturen eines geplanten Produktionssystems werden im Datenbankmodul indyGO_data gespei-chert. Es stellt eine konkrete Implementierung des Referenz-Fabrikmodells der integrierten Ablauf- und Strukturplanung dar. Als solches verfügt es über die in Kap.
1 Diese entspricht dem von INTRA entwickelten Referenzmodell [INTR00]. 2 Auch als Objektdatenbank bezeichnet [HOFF99, S. 608]. 3 Auch als Tabellendatenbank bezeichnet [ebenda].
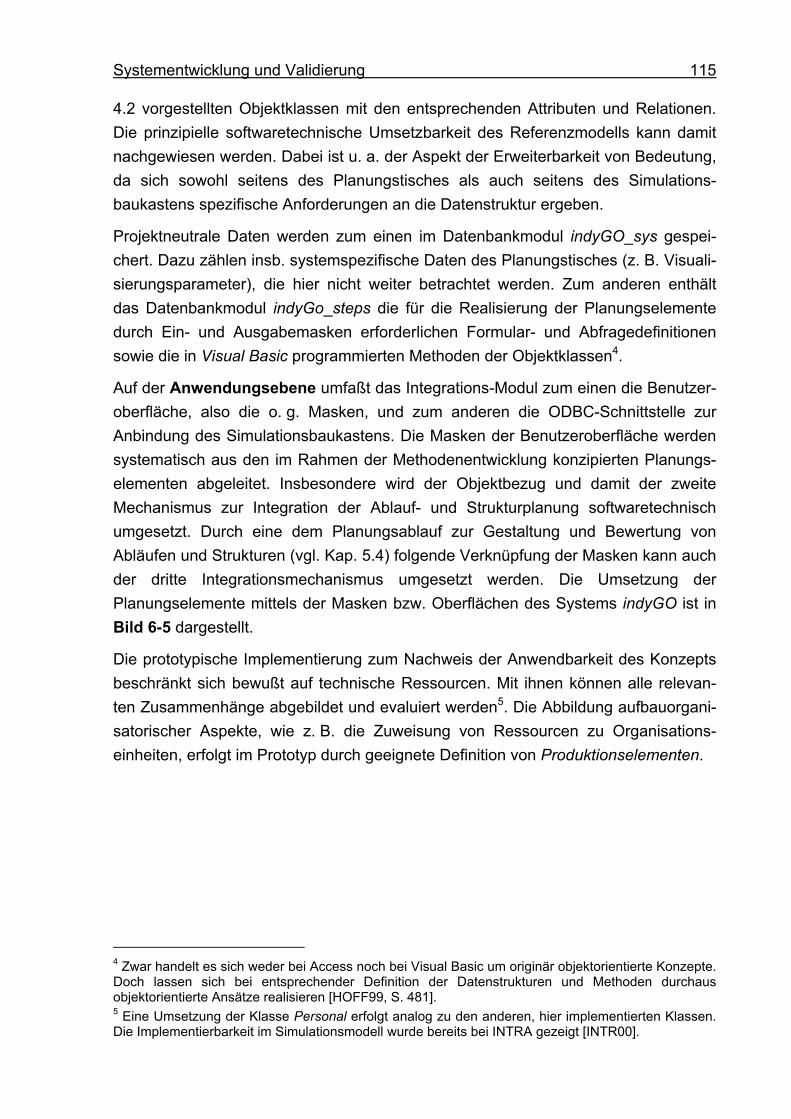
Systementwicklung und Validierung 115
4.2 vorgestellten Objektklassen mit den entsprechenden Attributen und Relationen. Die prinzipielle softwaretechnische Umsetzbarkeit des Referenzmodells kann damit nachgewiesen werden. Dabei ist u. a. der Aspekt der Erweiterbarkeit von Bedeutung, da sich sowohl seitens des Planungstisches als auch seitens des Simulations-baukastens spezifische Anforderungen an die Datenstruktur ergeben.
Projektneutrale Daten werden zum einen im Datenbankmodul indyGO_sys gespei-chert. Dazu zählen insb. systemspezifische Daten des Planungstisches (z. B. Visuali-sierungsparameter), die hier nicht weiter betrachtet werden. Zum anderen enthält das Datenbankmodul indyGo_steps die für die Realisierung der Planungselemente durch Ein- und Ausgabemasken erforderlichen Formular- und Abfragedefinitionen sowie die in Visual Basic programmierten Methoden der Objektklassen4.
Auf der Anwendungsebene umfaßt das Integrations-Modul zum einen die Benutzer-oberfläche, also die o. g. Masken, und zum anderen die ODBC-Schnittstelle zur Anbindung des Simulationsbaukastens. Die Masken der Benutzeroberfläche werden systematisch aus den im Rahmen der Methodenentwicklung konzipierten Planungs-elementen abgeleitet. Insbesondere wird der Objektbezug und damit der zweite Mechanismus zur Integration der Ablauf- und Strukturplanung softwaretechnisch umgesetzt. Durch eine dem Planungsablauf zur Gestaltung und Bewertung von Abläufen und Strukturen (vgl. Kap. 5.4) folgende Verknüpfung der Masken kann auch der dritte Integrationsmechanismus umgesetzt werden. Die Umsetzung der Planungselemente mittels der Masken bzw. Oberflächen des Systems indyGO ist in Bild 6-5 dargestellt.
Die prototypische Implementierung zum Nachweis der Anwendbarkeit des Konzepts beschränkt sich bewußt auf technische Ressourcen. Mit ihnen können alle relevan-ten Zusammenhänge abgebildet und evaluiert werden5. Die Abbildung aufbauorgani-satorischer Aspekte, wie z. B. die Zuweisung von Ressourcen zu Organisations-einheiten, erfolgt im Prototyp durch geeignete Definition von Produktionselementen.
4 Zwar handelt es sich weder bei Access noch bei Visual Basic um originär objektorientierte Konzepte. Doch lassen sich bei entsprechender Definition der Datenstrukturen und Methoden durchaus objektorientierte Ansätze realisieren [HOFF99, S. 481]. 5 Eine Umsetzung der Klasse Personal erfolgt analog zu den anderen, hier implementierten Klassen. Die Implementierbarkeit im Simulationsmodell wurde bereits bei INTRA gezeigt [INTR00].
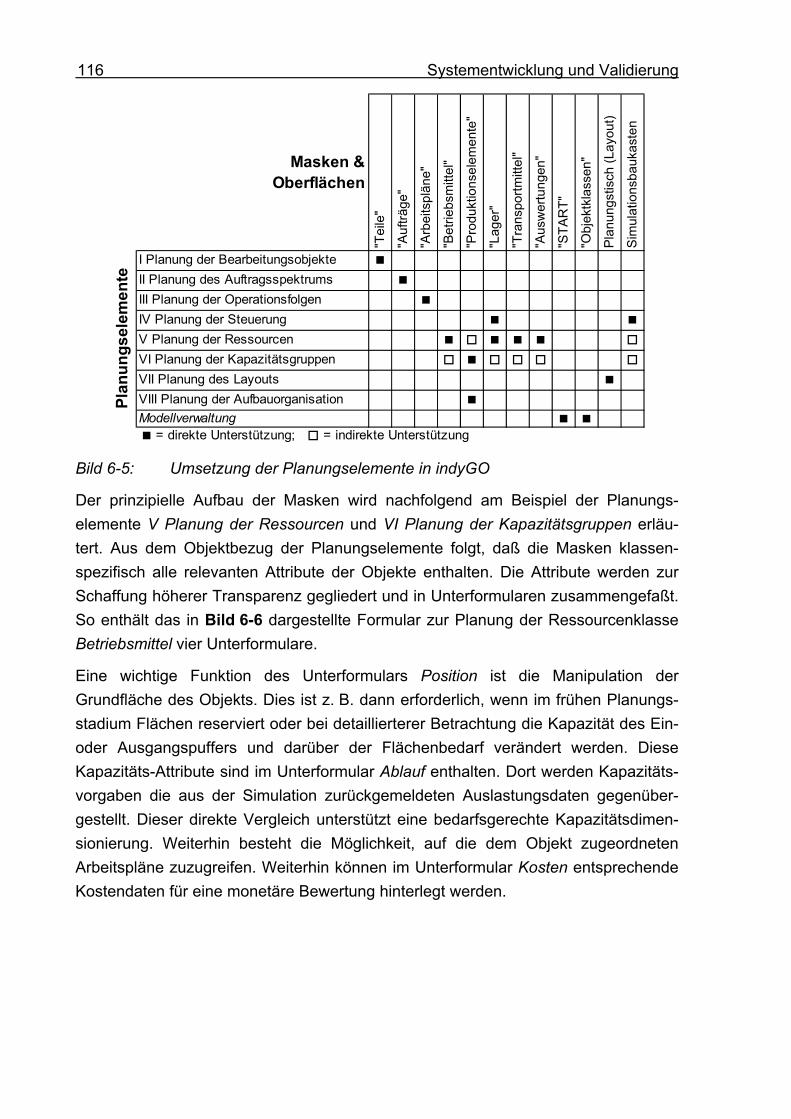
Systementwicklung und Validierung 116
Masken & Oberflächen
"Tei
le"
"Auf
träge
"
"Arb
eits
plän
e"
"Bet
riebs
mitt
el"
"Pro
dukt
ions
elem
ente
"
"Lag
er"
"Tra
nspo
rtmitt
el"
"Aus
wer
tung
en"
"STA
RT"
"Obj
ektk
lass
en"
Plan
ungs
tisch
(Lay
out)
Sim
ulat
ions
bauk
aste
n
I Planung der BearbeitungsobjekteII Planung des AuftragsspektrumsIII Planung der OperationsfolgenIV Planung der SteuerungV Planung der RessourcenVI Planung der KapazitätsgruppenVII Planung des LayoutsVIII Planung der AufbauorganisationModellverwaltung
= direkte Unterstützung; = indirekte Unterstützung
Plan
ungs
elem
ente
Bild 6-5: Umsetzung der Planungselemente in indyGO
Der prinzipielle Aufbau der Masken wird nachfolgend am Beispiel der Planungs-elemente V Planung der Ressourcen und VI Planung der Kapazitätsgruppen erläu-tert. Aus dem Objektbezug der Planungselemente folgt, daß die Masken klassen-spezifisch alle relevanten Attribute der Objekte enthalten. Die Attribute werden zur Schaffung höherer Transparenz gegliedert und in Unterformularen zusammengefaßt. So enthält das in Bild 6-6 dargestellte Formular zur Planung der Ressourcenklasse Betriebsmittel vier Unterformulare.
Eine wichtige Funktion des Unterformulars Position ist die Manipulation der Grundfläche des Objekts. Dies ist z. B. dann erforderlich, wenn im frühen Planungs-stadium Flächen reserviert oder bei detaillierterer Betrachtung die Kapazität des Ein- oder Ausgangspuffers und darüber der Flächenbedarf verändert werden. Diese Kapazitäts-Attribute sind im Unterformular Ablauf enthalten. Dort werden Kapazitäts-vorgaben die aus der Simulation zurückgemeldeten Auslastungsdaten gegenüber-gestellt. Dieser direkte Vergleich unterstützt eine bedarfsgerechte Kapazitätsdimen-sionierung. Weiterhin besteht die Möglichkeit, auf die dem Objekt zugeordneten Arbeitspläne zuzugreifen. Weiterhin können im Unterformular Kosten entsprechende Kostendaten für eine monetäre Bewertung hinterlegt werden.
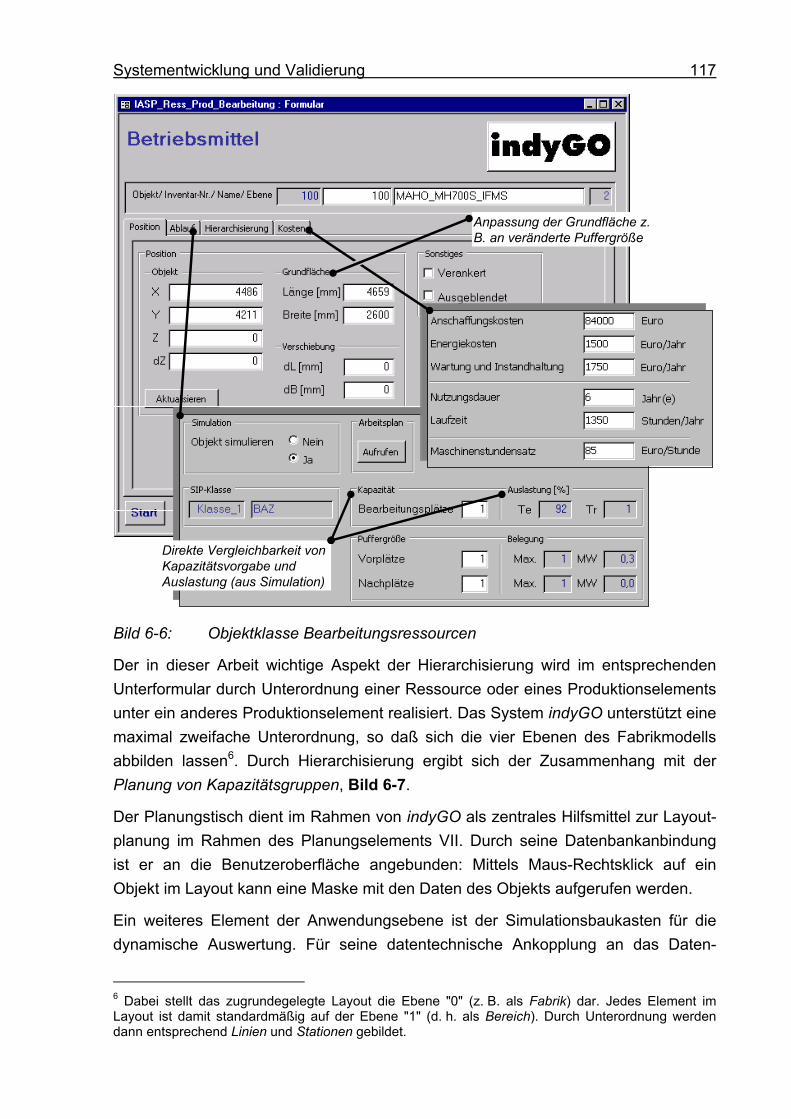
Systementwicklung und Validierung 117
Direkte Vergleichbarkeit vonKapazitätsvorgabe undAuslastung (aus Simulation)
Anpassung der Grundfläche z.B. an veränderte Puffergröße
Bild 6-6: Objektklasse Bearbeitungsressourcen
Der in dieser Arbeit wichtige Aspekt der Hierarchisierung wird im entsprechenden Unterformular durch Unterordnung einer Ressource oder eines Produktionselements unter ein anderes Produktionselement realisiert. Das System indyGO unterstützt eine maximal zweifache Unterordnung, so daß sich die vier Ebenen des Fabrikmodells abbilden lassen6. Durch Hierarchisierung ergibt sich der Zusammenhang mit der Planung von Kapazitätsgruppen, Bild 6-7.
Der Planungstisch dient im Rahmen von indyGO als zentrales Hilfsmittel zur Layout-planung im Rahmen des Planungselements VII. Durch seine Datenbankanbindung ist er an die Benutzeroberfläche angebunden: Mittels Maus-Rechtsklick auf ein Objekt im Layout kann eine Maske mit den Daten des Objekts aufgerufen werden.
Ein weiteres Element der Anwendungsebene ist der Simulationsbaukasten für die dynamische Auswertung. Für seine datentechnische Ankopplung an das Daten-
6 Dabei stellt das zugrundegelegte Layout die Ebene "0" (z. B. als Fabrik) dar. Jedes Element im Layout ist damit standardmäßig auf der Ebene "1" (d. h. als Bereich). Durch Unterordnung werden dann entsprechend Linien und Stationen gebildet.
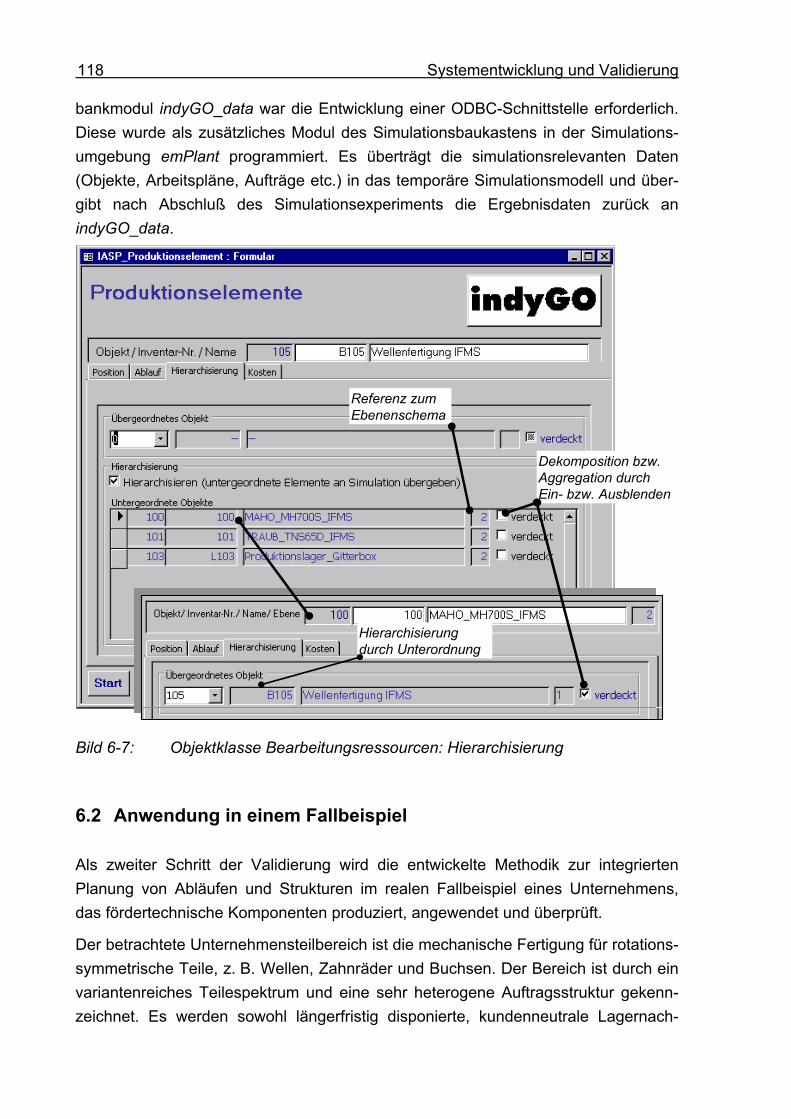
Systementwicklung und Validierung 118
bankmodul indyGO_data war die Entwicklung einer ODBC-Schnittstelle erforderlich. Diese wurde als zusätzliches Modul des Simulationsbaukastens in der Simulations-umgebung emPlant programmiert. Es überträgt die simulationsrelevanten Daten (Objekte, Arbeitspläne, Aufträge etc.) in das temporäre Simulationsmodell und über-gibt nach Abschluß des Simulationsexperiments die Ergebnisdaten zurück an indyGO_data.
Hierarchisierungdurch Unterordnung
Dekomposition bzw.Aggregation durchEin- bzw. Ausblenden
Referenz zumEbenenschema
Bild 6-7: Objektklasse Bearbeitungsressourcen: Hierarchisierung
6.2 Anwendung in einem Fallbeispiel
Als zweiter Schritt der Validierung wird die entwickelte Methodik zur integrierten Planung von Abläufen und Strukturen im realen Fallbeispiel eines Unternehmens, das fördertechnische Komponenten produziert, angewendet und überprüft.
Der betrachtete Unternehmensteilbereich ist die mechanische Fertigung für rotations-symmetrische Teile, z. B. Wellen, Zahnräder und Buchsen. Der Bereich ist durch ein variantenreiches Teilespektrum und eine sehr heterogene Auftragsstruktur gekenn-zeichnet. Es werden sowohl längerfristig disponierte, kundenneutrale Lagernach-
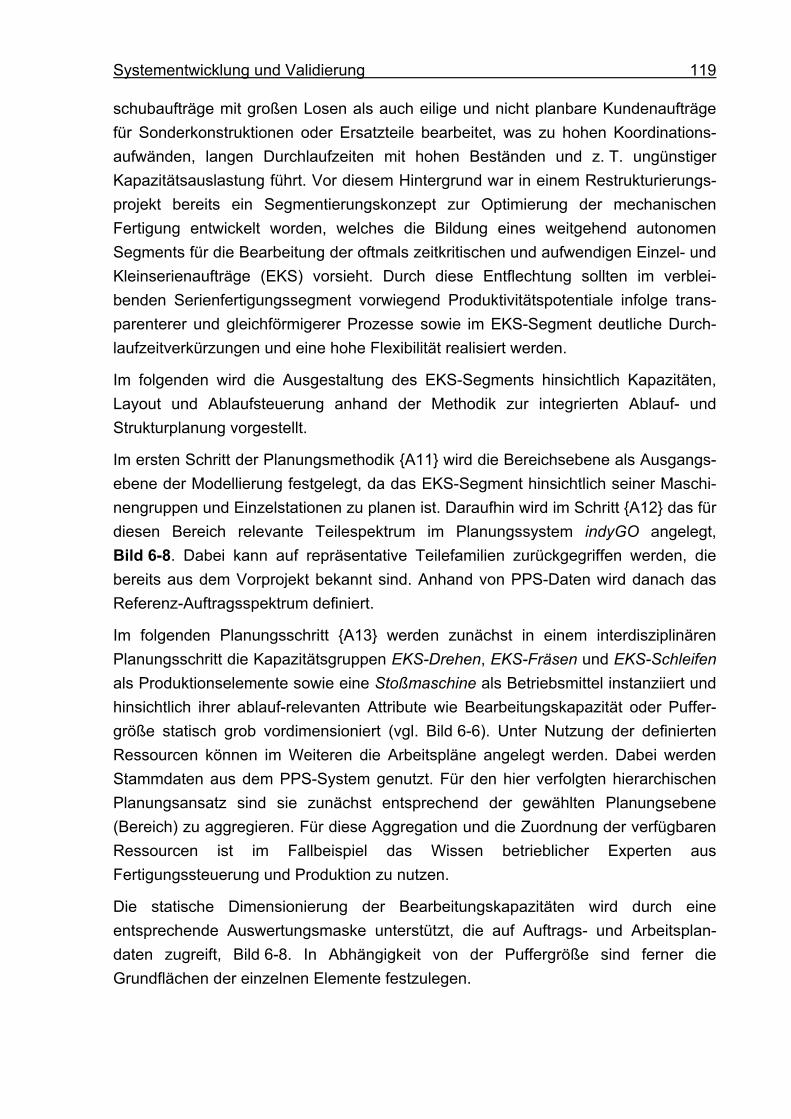
Systementwicklung und Validierung 119
schubaufträge mit großen Losen als auch eilige und nicht planbare Kundenaufträge für Sonderkonstruktionen oder Ersatzteile bearbeitet, was zu hohen Koordinations-aufwänden, langen Durchlaufzeiten mit hohen Beständen und z. T. ungünstiger Kapazitätsauslastung führt. Vor diesem Hintergrund war in einem Restrukturierungs-projekt bereits ein Segmentierungskonzept zur Optimierung der mechanischen Fertigung entwickelt worden, welches die Bildung eines weitgehend autonomen Segments für die Bearbeitung der oftmals zeitkritischen und aufwendigen Einzel- und Kleinserienaufträge (EKS) vorsieht. Durch diese Entflechtung sollten im verblei-benden Serienfertigungssegment vorwiegend Produktivitätspotentiale infolge trans-parenterer und gleichförmigerer Prozesse sowie im EKS-Segment deutliche Durch-laufzeitverkürzungen und eine hohe Flexibilität realisiert werden.
Im folgenden wird die Ausgestaltung des EKS-Segments hinsichtlich Kapazitäten, Layout und Ablaufsteuerung anhand der Methodik zur integrierten Ablauf- und Strukturplanung vorgestellt.
Im ersten Schritt der Planungsmethodik {A11} wird die Bereichsebene als Ausgangs-ebene der Modellierung festgelegt, da das EKS-Segment hinsichtlich seiner Maschi-nengruppen und Einzelstationen zu planen ist. Daraufhin wird im Schritt {A12} das für diesen Bereich relevante Teilespektrum im Planungssystem indyGO angelegt, Bild 6-8. Dabei kann auf repräsentative Teilefamilien zurückgegriffen werden, die bereits aus dem Vorprojekt bekannt sind. Anhand von PPS-Daten wird danach das Referenz-Auftragsspektrum definiert.
Im folgenden Planungsschritt {A13} werden zunächst in einem interdisziplinären Planungsschritt die Kapazitätsgruppen EKS-Drehen, EKS-Fräsen und EKS-Schleifen als Produktionselemente sowie eine Stoßmaschine als Betriebsmittel instanziiert und hinsichtlich ihrer ablauf-relevanten Attribute wie Bearbeitungskapazität oder Puffer-größe statisch grob vordimensioniert (vgl. Bild 6-6). Unter Nutzung der definierten Ressourcen können im Weiteren die Arbeitspläne angelegt werden. Dabei werden Stammdaten aus dem PPS-System genutzt. Für den hier verfolgten hierarchischen Planungsansatz sind sie zunächst entsprechend der gewählten Planungsebene (Bereich) zu aggregieren. Für diese Aggregation und die Zuordnung der verfügbaren Ressourcen ist im Fallbeispiel das Wissen betrieblicher Experten aus Fertigungssteuerung und Produktion zu nutzen.
Die statische Dimensionierung der Bearbeitungskapazitäten wird durch eine entsprechende Auswertungsmaske unterstützt, die auf Auftrags- und Arbeitsplan-daten zugreift, Bild 6-8. In Abhängigkeit von der Puffergröße sind ferner die Grundflächen der einzelnen Elemente festzulegen.
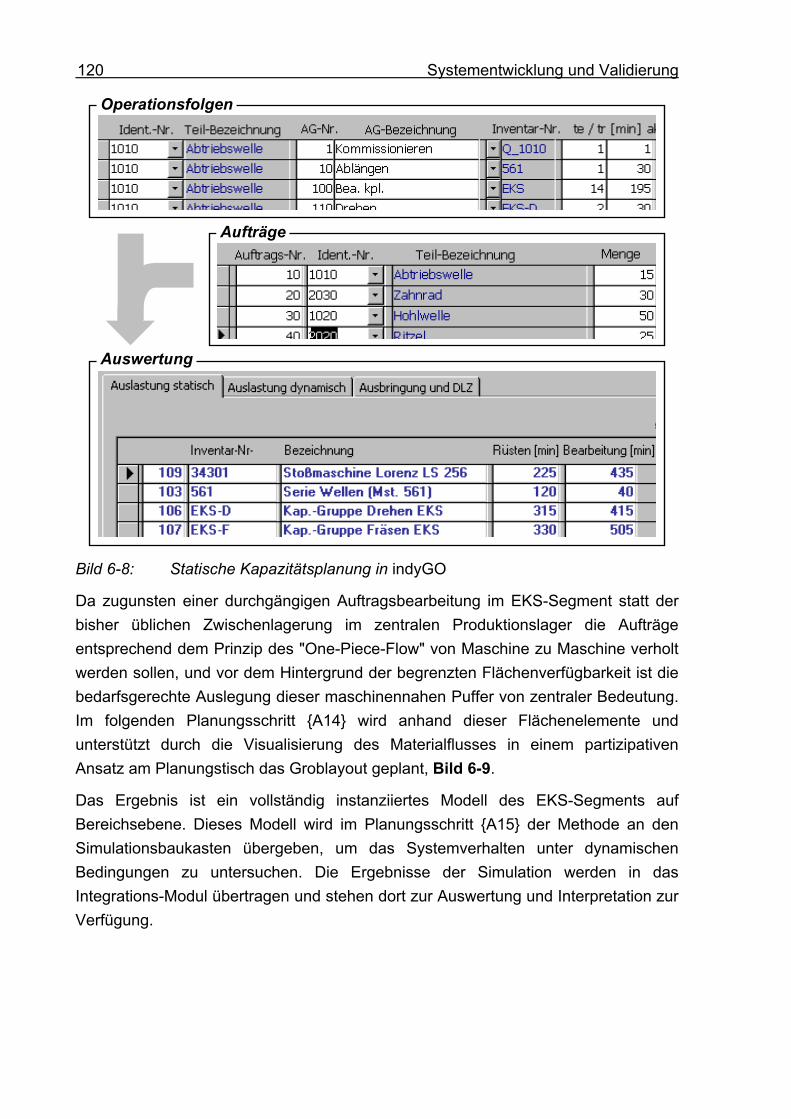
Systementwicklung und Validierung 120
Auswertung
Aufträge
Operationsfolgen
Bild 6-8: Statische Kapazitätsplanung in indyGO
Da zugunsten einer durchgängigen Auftragsbearbeitung im EKS-Segment statt der bisher üblichen Zwischenlagerung im zentralen Produktionslager die Aufträge entsprechend dem Prinzip des "One-Piece-Flow" von Maschine zu Maschine verholt werden sollen, und vor dem Hintergrund der begrenzten Flächenverfügbarkeit ist die bedarfsgerechte Auslegung dieser maschinennahen Puffer von zentraler Bedeutung. Im folgenden Planungsschritt {A14} wird anhand dieser Flächenelemente und unterstützt durch die Visualisierung des Materialflusses in einem partizipativen Ansatz am Planungstisch das Groblayout geplant, Bild 6-9.
Das Ergebnis ist ein vollständig instanziiertes Modell des EKS-Segments auf Bereichsebene. Dieses Modell wird im Planungsschritt {A15} der Methode an den Simulationsbaukasten übergeben, um das Systemverhalten unter dynamischen Bedingungen zu untersuchen. Die Ergebnisse der Simulation werden in das Integrations-Modul übertragen und stehen dort zur Auswertung und Interpretation zur Verfügung.
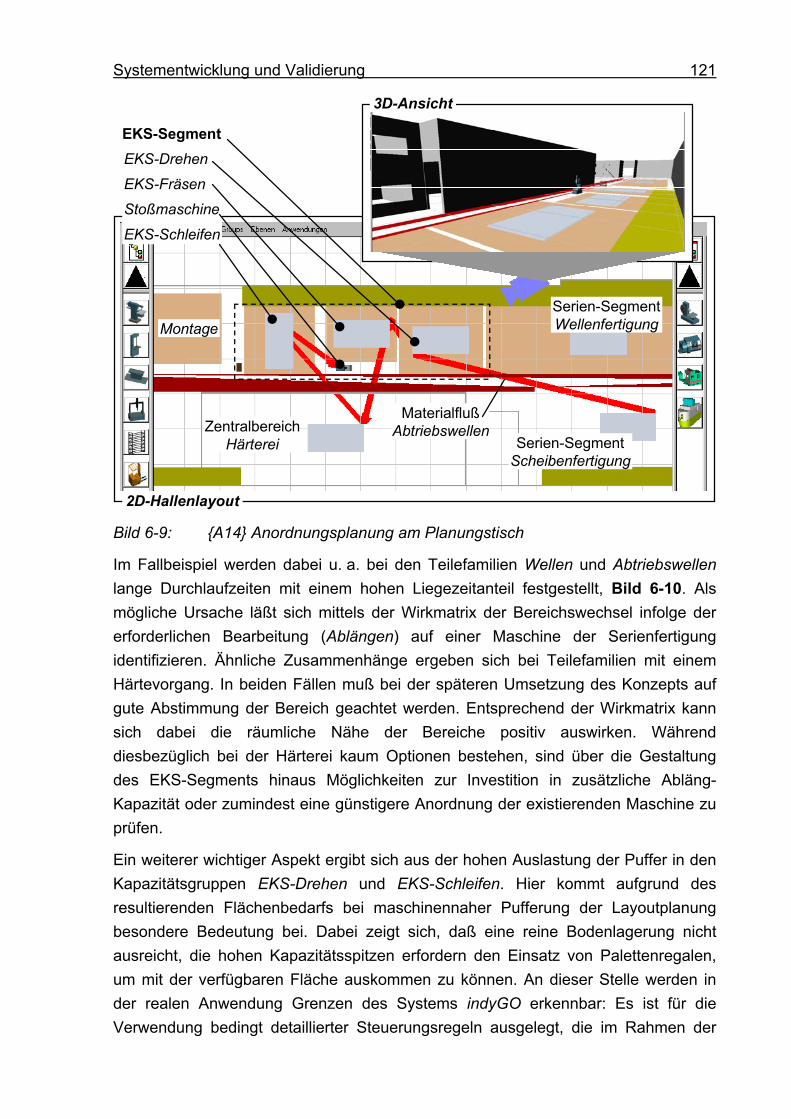
Systementwicklung und Validierung 121
EKS-DrehenEKS-FräsenStoßmaschineEKS-Schleifen
Serien-SegmentWellenfertigung
Serien-SegmentScheibenfertigung
Montage
ZentralbereichHärterei
EKS-Segment
MaterialflußAbtriebswellen
3D-Ansicht
2D-Hallenlayout
Bild 6-9: {A14} Anordnungsplanung am Planungstisch
Im Fallbeispiel werden dabei u. a. bei den Teilefamilien Wellen und Abtriebswellen lange Durchlaufzeiten mit einem hohen Liegezeitanteil festgestellt, Bild 6-10. Als mögliche Ursache läßt sich mittels der Wirkmatrix der Bereichswechsel infolge der erforderlichen Bearbeitung (Ablängen) auf einer Maschine der Serienfertigung identifizieren. Ähnliche Zusammenhänge ergeben sich bei Teilefamilien mit einem Härtevorgang. In beiden Fällen muß bei der späteren Umsetzung des Konzepts auf gute Abstimmung der Bereich geachtet werden. Entsprechend der Wirkmatrix kann sich dabei die räumliche Nähe der Bereiche positiv auswirken. Während diesbezüglich bei der Härterei kaum Optionen bestehen, sind über die Gestaltung des EKS-Segments hinaus Möglichkeiten zur Investition in zusätzliche Abläng-Kapazität oder zumindest eine günstigere Anordnung der existierenden Maschine zu prüfen.
Ein weiterer wichtiger Aspekt ergibt sich aus der hohen Auslastung der Puffer in den Kapazitätsgruppen EKS-Drehen und EKS-Schleifen. Hier kommt aufgrund des resultierenden Flächenbedarfs bei maschinennaher Pufferung der Layoutplanung besondere Bedeutung bei. Dabei zeigt sich, daß eine reine Bodenlagerung nicht ausreicht, die hohen Kapazitätsspitzen erfordern den Einsatz von Palettenregalen, um mit der verfügbaren Fläche auskommen zu können. An dieser Stelle werden in der realen Anwendung Grenzen des Systems indyGO erkennbar: Es ist für die Verwendung bedingt detaillierter Steuerungsregeln ausgelegt, die im Rahmen der
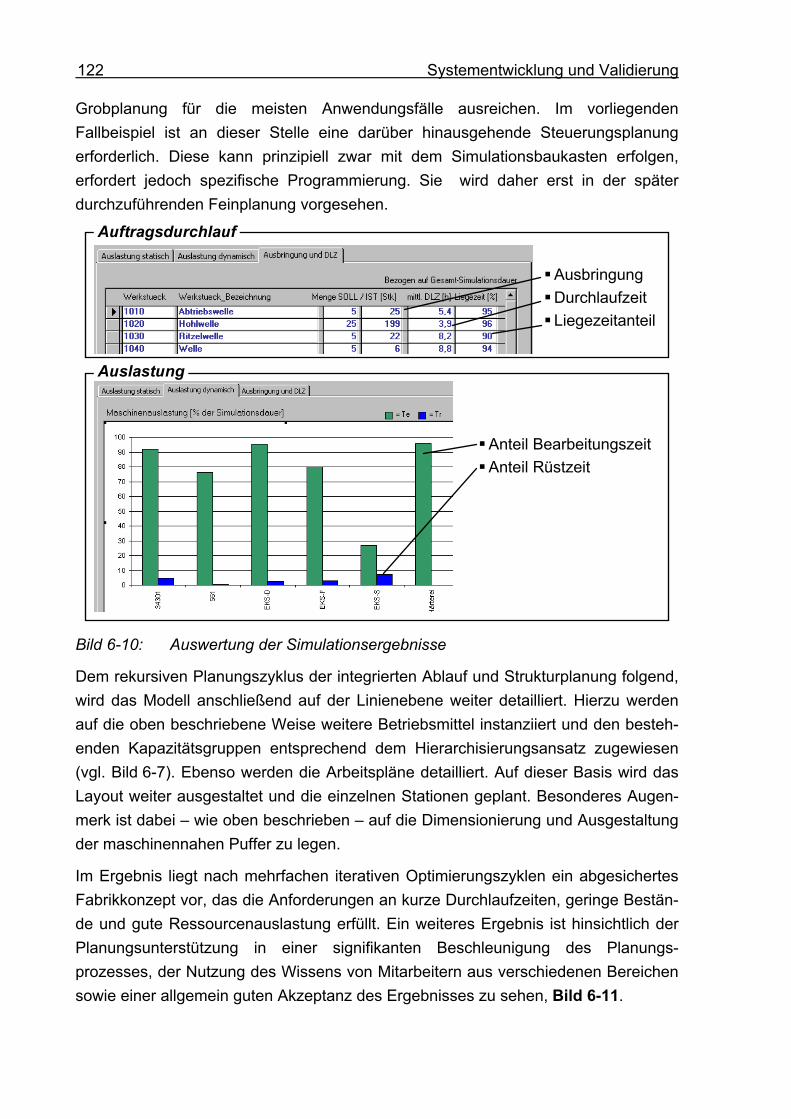
Systementwicklung und Validierung 122
Grobplanung für die meisten Anwendungsfälle ausreichen. Im vorliegenden Fallbeispiel ist an dieser Stelle eine darüber hinausgehende Steuerungsplanung erforderlich. Diese kann prinzipiell zwar mit dem Simulationsbaukasten erfolgen, erfordert jedoch spezifische Programmierung. Sie wird daher erst in der später durchzuführenden Feinplanung vorgesehen.
AusbringungDurchlaufzeitLiegezeitanteil
Anteil BearbeitungszeitAnteil Rüstzeit
Auftragsdurchlauf
Auslastung
Bild 6-10: Auswertung der Simulationsergebnisse
Dem rekursiven Planungszyklus der integrierten Ablauf und Strukturplanung folgend, wird das Modell anschließend auf der Linienebene weiter detailliert. Hierzu werden auf die oben beschriebene Weise weitere Betriebsmittel instanziiert und den besteh-enden Kapazitätsgruppen entsprechend dem Hierarchisierungsansatz zugewiesen (vgl. Bild 6-7). Ebenso werden die Arbeitspläne detailliert. Auf dieser Basis wird das Layout weiter ausgestaltet und die einzelnen Stationen geplant. Besonderes Augen-merk ist dabei – wie oben beschrieben – auf die Dimensionierung und Ausgestaltung der maschinennahen Puffer zu legen.
Im Ergebnis liegt nach mehrfachen iterativen Optimierungszyklen ein abgesichertes Fabrikkonzept vor, das die Anforderungen an kurze Durchlaufzeiten, geringe Bestän-de und gute Ressourcenauslastung erfüllt. Ein weiteres Ergebnis ist hinsichtlich der Planungsunterstützung in einer signifikanten Beschleunigung des Planungs-prozesses, der Nutzung des Wissens von Mitarbeitern aus verschiedenen Bereichen sowie einer allgemein guten Akzeptanz des Ergebnisses zu sehen, Bild 6-11.

Systementwicklung und Validierung 123
Durchlaufzeit: < 1 Tag für ca. 75% der AufträgeKosten:- Bestandskosten ca. 40% gesenkt- Hohe Personalauslastung infolge durchgängiger ProzesseQualität:- Stabile Prozesse und Transparenz durch räumliche NäheFläche- Optimierung der Flächennutzung
Bild 6-11: Abgesichertes Grobkonzept als Ergebnis im Fallbeispiel
Im Rahmen des Fallbeispiels konnte damit nachgewisen werden, daß die Planungs-methode zur integrierten Ablauf- und Strukturplanung und das EDV-Tool indyGO eine zweckmäßige Unterstützung für die Grobplanung von Produktionssystemen darstellen.
6.3 Anwendungserfahrung und Zwischenfazit
Gemäß dem Forschungsdesign dieser Arbeit wurde im vorangegangen Kapitel eine Validierung des entwickelten Fabrikmodells und der Methode zur integrierten Ablauf- und Strukturplanung vorgenommen. Die Validierung erfolgte in zwei Schritten.
Im ersten Schritt wurde die zu entwickelnden Planungsmethodik über das Fabrikmodell und die Planungsmethode hinaus um die dritte Komponente vervollständigt: das EDV-Tool indyGO zur integrierten und dynamischen Gestaltung und Optimierung.
Für die Realisierung von indyGO wurde zum einen das in Kap. 4 entwickelte Fabrik-modell als integrierte Datenbasis für Abläufe und Strukturen in das Integrations-Modul implementiert und dadurch der Integrationsmechanismus auf Modellebene umgesetzt. Für die datentechnische Umsetzung erwies sich dabei die objekt-orientierte Struktur des Fabrikmodells als sehr hilfreich. Zum anderen wurden die in Kap. 5.3 entwickelten Planungselemente in Form von Ein- und Ausgabemasken umgesetzt und so der zweite Integrationsmechanismus realisiert. Über diese Benutzerschnittstelle erfolgt die Manipulation der im Fabrikmodell abgebildeten Ablauf- und Strukturobjekte. Die Verknüpfung der Masken und Module im Sinne einer Benutzerführung konnte direkt aus dem in Kap. 5.4 entwickelten Planungs-prozeß abgeleitet werden. Auf diese Weise wurde der Integrationsmechanismus auf Prozeßebene umgesetzt. Das EDV-Tool indyGO selbst entspricht durch die
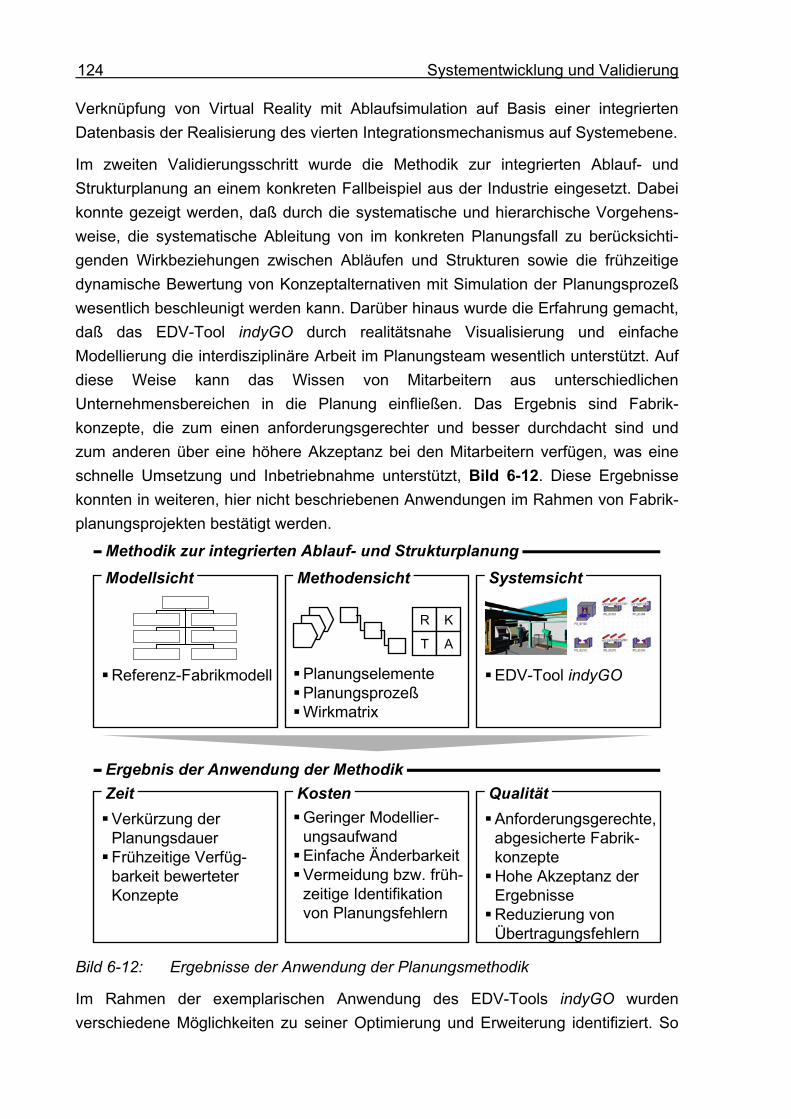
Systementwicklung und Validierung 124
Verknüpfung von Virtual Reality mit Ablaufsimulation auf Basis einer integrierten Datenbasis der Realisierung des vierten Integrationsmechanismus auf Systemebene.
Im zweiten Validierungsschritt wurde die Methodik zur integrierten Ablauf- und Strukturplanung an einem konkreten Fallbeispiel aus der Industrie eingesetzt. Dabei konnte gezeigt werden, daß durch die systematische und hierarchische Vorgehens-weise, die systematische Ableitung von im konkreten Planungsfall zu berücksichti-genden Wirkbeziehungen zwischen Abläufen und Strukturen sowie die frühzeitige dynamische Bewertung von Konzeptalternativen mit Simulation der Planungsprozeß wesentlich beschleunigt werden kann. Darüber hinaus wurde die Erfahrung gemacht, daß das EDV-Tool indyGO durch realitätsnahe Visualisierung und einfache Modellierung die interdisziplinäre Arbeit im Planungsteam wesentlich unterstützt. Auf diese Weise kann das Wissen von Mitarbeitern aus unterschiedlichen Unternehmensbereichen in die Planung einfließen. Das Ergebnis sind Fabrik-konzepte, die zum einen anforderungsgerechter und besser durchdacht sind und zum anderen über eine höhere Akzeptanz bei den Mitarbeitern verfügen, was eine schnelle Umsetzung und Inbetriebnahme unterstützt, Bild 6-12. Diese Ergebnisse konnten in weiteren, hier nicht beschriebenen Anwendungen im Rahmen von Fabrik-planungsprojekten bestätigt werden.
Modellsicht Methodensicht
PlanungselementePlanungsprozeßWirkmatrix
R K
T A
Systemsicht
Referenz-Fabrikmodell EDV-Tool indyGO
Zeit KostenGeringer Modellier-ungsaufwandEinfache ÄnderbarkeitVermeidung bzw. früh-zeitige Identifikationvon Planungsfehlern
QualitätVerkürzung derPlanungsdauerFrühzeitige Verfüg-barkeit bewerteterKonzepte
Anforderungsgerechte,abgesicherte Fabrik-konzepteHohe Akzeptanz derErgebnisseReduzierung vonÜbertragungsfehlern
Methodik zur integrierten Ablauf- und Strukturplanung
Ergebnis der Anwendung der Methodik
Bild 6-12: Ergebnisse der Anwendung der Planungsmethodik
Im Rahmen der exemplarischen Anwendung des EDV-Tools indyGO wurden verschiedene Möglichkeiten zu seiner Optimierung und Erweiterung identifiziert. So

Systementwicklung und Validierung 125
ist im Modell die weitere Ausgestaltung der Ressourcenklassen denkbar. Hinsichtlich des Planungstisches erscheint bezüglich des Hierarchisierungsansatzes eine Erwei-terung der Gruppierungsfunktion und der Möglichkeit, Objekte ein- und auszublenden zweckmäßig. Darüber hinaus sollte geprüft werden, inwieweit eine Animation der bislang statisch visualisierten Materialflüsse im Layout den Planungsprozeß zusätzlich unterstützen kann. Bezüglich der Ankopplung des Simulationsbaukastens wurden Optimierungspotentiale bez. Art und Ausprägung der zu übergebenden Steuerungsregeln aufgedeckt.
Zusammenfassung und Ausblick 126
7 Zusammenfassung und Ausblick
Eine zentrale Herausforderung für die Fabrikplanung stellt die Bewältigung der Komplexität der Produktionsabläufe und -strukturen und ihrer gegenseitigen Beein-flussungen dar. Eine wesentliche Verschärfung dieses Problemfeldes ergibt sich aus den Auswirkungen des von hoher Dynamik geprägten Wettbewerbsumfeldes, in dem sich produzierende Unternehmen heute mehr denn je befinden. Veränderungen wie die Verkürzung der vom Kunden geforderten Lieferzeiten, zunehmender Kosten-druck, steigende Variantenvielfalt und abnehmende Produktlebenszyklen stellen Her-ausforderungen dar, auf die die Unternehmen reagieren müssen, um sich am Markt weiterhin erfolgreich behaupten zu können.
In diesem Umfeld, das von der Forderung nach Wandlungsfähigkeit geprägt ist, kommt der Fabrikplanung eine zentrale Rolle bei. Vor dem Hintergrund zunehmender Planungshäufigkeit und verschärfter Zeitvorgaben bieten bestehende Methoden zwar fragmentarische Unterstützung zur Planung von Produktionsabläufen und -strukturen. Ein durchgängiger Ansatz zur systematischen Grobplanung von Abläufen und Strukturen unter durchgängiger Nutzung rechnergestützter Hilfsmittel wie Simulation und Virtual Reality ist jedoch derzeit nicht verfügbar. Dies gilt insbesondere für die Phase der Grobplanung, in der die wesentlichen Randbeding-ungen zukünftiger Fabriken festgelegt werden. Hierfür müssen die Planer in die Lage versetzt werden, schnell alternative Fabrikkonzepte zu gestalten und abgesicherte Aussagen über die statischen Eigenschaften (z. B. Investitionsvolumen, Flächen-bedarf oder Groblayout) und das dynamische Verhalten (z. B. hinsichtlich Ressour-cennutzung, Durchlaufzeiten oder Ausbringung) zu treffen. Eine Bewältigung dieser Aufgaben ist ohne anforderungsgerechte Rechnerunterstützung kaum möglich.
Aus diesem Grund war es das Ziel dieser Arbeit, eine Methodik zur integrierten Grob-planung von Abläufen und Strukturen mit digitalen Fabrikmodellen zu entwickeln.
Zur Erreichung dieses Ziels wurden zunächst die Objektbereiche Fabrikplanung und Digitale Fabrik abgegrenzt. Die in dem damit definierten Untersuchungsgebiet rele-vanten Forschungsansätze und Konzepte der betrieblichen Praxis wurden erläutert. Im Hinblick auf die eingangs formulierte Zielsetzung wurden als wesentliche Defizite u. a. eine einseitige Fokussierung auf entweder Ablauf- oder Strukturplanung, eine mangelnde Unterstützung hierarchischer Planungsansätze sowie eine schwer-punktmäßige Betrachtung der Feinplanung identifiziert. Diese Defizite belegen den
Zusammenfassung und Ausblick 127
Forschungsbedarf der Arbeit und dienten als Grundlage für die Formulierung der Anforderungen an die Planungsmethodik.
Basierend auf diesen Anforderungen sowie unter Nutzung von Modelltheorie und Systemtechnik wurde ein Grobkonzept für die Methodik zur integrierten Ablauf- und Strukturplanung entwickelt, welches aus drei Komponenten besteht:
− ein Referenzmodell zur integrierten Modellierung von Abläufen und Strukturen in der Produktion,
− eine Planungsmethode auf der Basis objektbezogener Planungselemente und
− ein EDV-Tool, welches die datentechnische Umsetzung von Modell und Methode darstellt und Virtual Reality für die realitätsnahe Visualisierung mit Ablauf-simulation verknüpft.
Prägend für die nachfolgende Ausgestaltung der Methodik war die konsequente Verfolgung des Ansatzes einer Integration von Ablauf- und Strukturplanung. Aus-gehend von den Beziehungen zwischen Abläufen und Strukturen auf der Objekt-ebene wurde die Integration auf die Planungsebene übertragen und vom Modell über die Planungsmethode bis zur Implementierung in das EDV-Tool in vier definierten Schritten konsequent umgesetzt.
Ein erstes Ergebnis war das objektorientierte Fabrikmodell. Dieses wurde als Referenzmodell zur Abbildung der Abläufe und Strukturen in der Produktion entwickelt. Hierfür standen empirische Daten aus einer Analyse von Fabrikplanungs-projekten zur Verfügung. Zu den charakteristischen Merkmalen des Fabrikmodells zählen zum einen die Unterscheidung von Ablauf- und Struktursicht. Dieser analytische Schritt war die Ausgangsbasis für die anschließende systematische Integration. Zum anderen unterstützte es durch ein Ebenenkonzept den in dieser Arbeit verfolgten hierarchischen Planungsansatz. Das Fabrikmodell bildet die Grundlage für die konkrete Modellierung von Produktionssystemen im Rahmen der integrierten Ablauf- und Strukturplanung und wurde dementsprechend in das EDV-Tool implementiert. Weiterhin war es eine zentrale Eingangsgröße für die Entwick-lung der Planungsmethode.
Die Methode zur integrierten Ablauf- und Strukturplanung wurde auf Basis des Fabrikmodells und unter Anwendung der Methode des Vernetzten Denkens nach GOMEZ/ PROBST entwickelt. Dazu wurde zunächst eine Wirkmatrix mit 63 analysierten Wirkbeziehungen zwischen Abläufen und Strukturen aufgebaut und im Rahmen einer Expertenbefragung validiert und quantifiziert. Die Wirkmatrix stellt ein weiteres Ergebnis der Arbeit dar. Mit ihrer Hilfe kann der Planer zielgerichtet Maß-nahmen zur Gestaltung und Optimierung eines Produktionssystems ableiten. Im Rahmen der Methodenentwicklung wurden die Wirkbeziehungen jedoch zunächst
Zusammenfassung und Ausblick 128
nach dem Ansatz von VESTER in kritische, aktive, reaktive und träge klassifiziert. Die kritischen sowie die aktiven und reaktiven Wirkbeziehungen wurden im weiteren als die Stellgrößen bzw. Indikatoren mit dem größten Einfluß auf das Verhalten eines Produktionssystems interpretiert und daher priorisiert. Sie bildeten die Grundlage für die Ableitung der Planungselemente. Es wurden acht objektbezogene Planungselemente identifiziert, welche die Grundbausteine der Methode darstellen. Sie entsprechen jeweils Sets von Planungsaufgaben, die nach inhaltlichen (im Sinne des jeweils manipulierten Objekts) oder zeitlichen (im Sinne eines Phasenbezugs) Kriterien sowie entsprechend den priorisierten Wirkbeziehungen zusammengefaßt wurden. Sie bilden die zweite Integrationsstufe. Die Planungselemente wurden zum durchgängigen Planungsprozeß der integrierten Ablauf- und Strukturplanung verknüpft. Diese Verknüpfung stellt die dritte Integrationsstufe dar. Entsprechend der Systemtechnik folgt der Planungsprozeß einer hierarchischen Vorgehensweise "vom Groben zum Feinen" und nutzt systematische Rekursionen zur Detaillierung und Veränderung des Modells. Zudem beinhaltet er den konsequenten Einsatz von Ablaufsimulation zur dynamischen Bewertung und Virtual Reality zur realitätsnahen Visualisierung.
Auf Basis des Fabrikmodells und der integrierten Planungsmethode wurde das EDV-System indyGO zur integrierten und dynamischen Gestaltung und Optimierung als dritte Komponente der Methodik zur integrierte Ablauf- und Strukturplanung entwickelt. Als vierte Integrationsstufe wurde dafür das Fabrikmodell in eine Daten-bank implementiert. Die Planungselemente bilden in Form von Ein- und Ausgabe-masken die Benutzerschnittstellen. Sie sind entsprechend der Reihenfolge im Plan-ungsprozeß verknüpft. Von besonderer Bedeutung ist die Anbindung des Planungs-tisches des Fraunhofer IPA als Frontend für die Layoutplanung und des am WZL entwickelten Simulationsbaukastens für die dynamische Bewertung. Auf diese Weise unterstützt indyGO die schnelle und aufwandsarme Gestaltung und Bewertung alternativer Fabrikszenarien in einem interdisziplinären und systematischen Ansatz.
In einem industriellen Fallbeispiel wurde die Methodik zur integrierten Ablauf- und Strukturplanung hinsichtlich Anwendbarkeit und Konsistenz überprüft. Es zeigte sich, daß das Modell des zu gestaltenden Produktionsbereiches schnell und mit geringem Aufwand erstellt und in Simulationsexperimenten bewertet werden konnte. Auf Basis der Simulationsergebnisse und unter Nutzung der Wirkmatrix konnten zielgerichtet Gestaltungsmaßnahmen abgeleitet werden. Von besonderer Bedeutung für den Planungserfolg erwies sich die realitätsnahe Visualisierung, die eine interdisziplinäre Planung unterstützte. Im Ergebnis lag zu einem sehr frühen Zeitpunkt ein abgesichertes Fabrikkonzept vor, das zum einen deutliche Potentiale zur Durchlaufzeitreduzierung aufwies und zum anderen die vorgegebenen Flächen-restriktionen berücksichtigte.

Zusammenfassung und Ausblick 129
Mit der in dieser Arbeit entwickelten Methodik zur integrierten Grobplanung von Abläufen und Strukturen und insbesondere durch den Einsatz des EDV-Tools indyGO werden die Fabrikplaner dabei unterstützt, schnell und mit geringem Auf-wand alternative Fabrikkonzepte zu gestalten und Aussagen über ihr dynamisches Verhalten zu treffen. Damit leistet diese Arbeit einen Beitrag dazu, die aus der gegenseitigen Beeinflussung von Abläufen und Strukturen resultierende Komplexität zu bewältigen und die für die Unternehmen in Zukunft immer bedeutendere Wandlungsfähigkeit seitens der Fabrikplanung zu realisieren.
Als Ausblick ist zum einen die Möglichkeiten zu nennen, das EDV-System indyGO in seinem Funktionsumfang zu ergänzen, z. B. durch weitere Ausgestaltung seiner Objektklassen, durch Erweiterung der an den Simulationsbaukasten zu über-gebender Steuerungskonzepte oder durch Animation von Materialflüssen am Planungstisch. Zum anderen besteht der Handlungsbedarf, den hier vorgestellten Ansatz zur Grobplanung von Abläufen und Strukturen durch Einbezug der Feinplanung zu einem durchgängigen Gesamtkonzept einer digitalen Fabrikplanung weiterzuentwickeln.
Literatur 130
8 Literatur
[ABEL93] Abels, S.: Modellierung und Optimierung von Montageanlagen in einem integrierten Simulationssystem. München: Hanser, 1993
[AGGT87] Aggteleky, B.: Fabrikplanung – Werksentwicklung und Betriebsrationalisierung, Bd. 1: Grundlagen., Zielplanung, Vorarbeiten, 2. Aufl. München: Hanser, 1987
[AMAN93] Amann, W.: Eine Simulationsumgebung für Planung und Betrieb von Produktionssystemen. Diss. Uni München, 1993
[BALZ82] Balzert, H.: Die Entwicklung von Software Systemen – Prinzipien, Methoden, Sprachen, Werkzeuge. Mannheim: Wissenschaftsverlag, 1982
[BALZ99] Balzert, H.: Lehrbuch der Objektmodellierung – Analyse und Entwurf. Heidelberg: Spektrum, 1999
[BARG91] Barg, A.: Aufbau eines Informationsmodells für die Neustrukturierung der Produktion. Diss. RWTH Aachen, 1991
[BEHR85] Behrbohm, P.: Flexibilität in der industriellen Produktion: Grundüberlegungen zur Systematisierung und Gestaltung der produktionswirtschaftlichen Flexibilität. Frankfurt a. M.: Lang, 1985
[BERN97] Berninghaus, H.; v. Bogdandy, C.: Management komplexer Zusammenhänge durch systemisches Denken. In: Industrie Management 13 (1997) 6, S. 55-59
[BISC99] Bischoff, J.: Innovationen im Planungsprozeß – Partizipative Fabrikplanung. In: 2. Deutsche Fachkonferenz für Fabrikplanung, Konferenzbericht. Stuttgart, 26./27.10.1999
[BLEY01] Bley, H.; Franke, C.: Integration von Produkt- und Produktionsmodell mit Hilfe der Digitalen Fabrik. wt Werkstattstechnik 91 (2001) H. 4, S. 214-220
[BOOC94] Booch, G.: Object-oriented Analysis and Design with applications. Redwood/ CA.: Benjamin Cummings, 1994
[BRAC02] Bracht, U.; Masurat, T.: Die vergessenen Fabriken. In: wt Werkstattstechnik 92 (2002) H. 4, S. 154-158
[BRAN89] Brandt, H.-P.: Rechnergestützte Layoutplanung von Industriebetrieben; Diss. Uni Dortmund, 1989
[BRAU96] Braun, J.: Aufgaben und Ziele der Organisationsgestaltung. In: Bullinger, H.-J.; Warnecke, H. J. (Hrsg.): Neue Organisationsformen im Unternehmen. Berlin: Springer, 1996
Literatur 131
[BRAU96a] Braun, J.: Dimensionen der Organisationsgestaltung. In: Bullinger, H.-J.; Warnecke, H. J. (Hrsg.): Neue Organisationsformen im Unternehmen. Berlin: Springer, 1996
[BREI99] Breit, S.: Methodik zur umsetzungsorientierten Gestaltung von Umstrukturierungsprojekten in der Produktion. Diss. RWTH Aachen, 1999
[BREM79] Bremer, J.-G.: Die Layoutplanung in der Fabrikplanung. München: Florentz, 1979
[BRUN91] Bruns, M.: Systemtechnik, Ingenieurwissenschaftliche Methodik zur interdisziplinären Systementwicklung. Berlin: Springer, 1991
[BÜHN96] Bühner, R.: Betriebswirtschaftliche Organisationslehre, 8. Aufl. München: Oldenbourg, 1996
[BURG93] Burghardt, M.: Projektmanagement. 2. Aufl., Berlin: Siemens, 1993
[BUSS94] Busse von Colbe, W.: Lexikon des Rechnungswesens, 3. Aufl. München: Oldenbourg, 1994
[CIMO91] ESPRIT Consortium AMICE: CIMOSA: Open System Architecture for CIM. Berlin: Springer, 1991
[CORS96] Corsten, H.: Produktionswirtschaft, 6. Aufl. München: Oldenbourg, 1996
[CHEN76] Chen, P. P.-S.: The Entity Relationship Model – Towards a unified view of data. In: ACM Transactions on Database Systems. Vol. 1. No. 1, S. 9-36, 1976
[CHES73] Chesnut, H.: Methoden der Systementwicklung. München: Hanser, 1973
[CHRY96] Chryssolouris, G.: Flexibility and its Measurement. In: Annals of the CIRP, Vol. 45/2/1996, S. 581-587
[DAEN99] Daenzer, W.F./ Huber, F. (Hrsg.): Systems Engineering – Methodik und Praxis. 10. Aufl. Zürich: Verlag Industrielle Organisation, 1999
[DANG99] Dangelmeyer, W.: Fertigungsplanung. Berlin: Springer, 1999
[DANG98] Dangelmeyer, W.: Layout- und Materialflußoptimierung. In: Seminar Optimierungspotentiale im Transport- und Lagerwesen, VDI-Bildungswerk, 26.-27.11.1998, Stuttgart
[DANG97] Dangelmeyer, W.; Warnecke, H.-J.: Fertigungslenkung. Berlin: Springer, 1997
[DELM01] Delmia Homepage: www.delmia.com, online 28.12.01
[DELP98] N. N.: DELPHI-Studie 1998 "Studie zur globalen Entwicklung von Wissenschaft und Technik – Zusammenfassung der Ergebnisse". Stuttgart: Fraunhofer ISI, 1998
[DEUS98] Deuse, J.: Fertigungsfamilienbildung mit feature-basierten P d ktd t d ll Di RWTH A h 1998
Literatur 132
Produktdatenmodellen. Diss. RWTH Aachen, 1998
[DETT97] Dettmer, U.; Vedder, J.; Laurig, W.: Simulation in der Planung gruppenorientierter Fertigungsstrukturen. FB/IE 46 (1997) 3
[DOHM01] Dohms, R.: Methodik zur Bewertung und Gestaltung wandlungsfähiger, dezentraler Produktionsstrukturen. Diss. RWTH Aachen, 2001
[DOLE81] Dolezalek, C. M.; Warnecke, H. J.: Planung von Fabrikanlagen, 2. Aufl. Berlin: Springer, 1981
[DORR89] Dorrscheidt, F.; Latzel, W.: Grundlagen der Regelungstechnik. Stuttgart: Teubner, 1989
[DOUM84] Doumeingts, G.: Methodology to Design Computer Integrated Manufacturing and Control of Manufacturing Units. In: Rembold, U.; Dillmann, R. (Hrsg.): Methods and Tools for Computer Integrated Manufacturing. Berlin: Springer, 1984
[DRAB01] Drabow, G.: Transferlinien virtuell planen. In: phi 2/2001, S. 6-7
[ENGH87] Enghardt, W.: Groblayout-Entwicklung und -bewertung als Baustein der rechnerintegrierten Fabrikplanung. Diss., Uni Hannover, 1987
[ERKE88] Erkes, K. F.: Gesamtheitliche Planung flexibler Fertigungssysteme mit Hilfe von Referenzmodellen. Diss. RWTH Aachen, 1988
[EVER02] Fabrikplanung. Vorlesungsumdruck, Aachen: Eigendruck des WZL, 2002
[EVER02a] Eversheim, W.; Schmidt, K.; Weber, P.: Virtualität in der Wert-schöpfungskette. In: wt Werkstattstechnik 92 (2002) H. 4, S. 149-153
[EVER02b] Eversheim, W.; Lange-Stalinksi, T.; Redelstab, P.: Wandlungsfähigkeit durch mobile Fabriken. In: wt Werkstattstechnik 92 (2002) H. 4, S. 169-170
[EVER01a] Eversheim, W.; Schmidt, K.: Integrierte Ablauf- und Strukturplanung. In: Arbeits- und Ergebnisbericht 1999-2001 des SFB 361 "Modelle und Methoden zur integrierten Produkt- und Prozeßgestaltung", S. 830-845. RWTH Aachen, 2001
[EVER01b] Eversheim, W.: Die Einmalaufgabe mausert sich zum Dauerprozeß. Industrieanzeiger 40/2001, S. 76
[EVER00] Eversheim, W.; Gräßler, R.; Westekemper, M.: Enhancing Competitiveness by an Integrated Product and Process Model. TMCE 2000, 3rd international Symposium, 18.-21. April 2000, Delft
[EVER00a] Eversheim, W.; Minolla, T.; Schmidt, K.; Walker, R.; Christian, S.: Materialflußorientierte Neustrukturierung der Radsatzinstandhaltung – Integrierte Abläufe und Strukturen stellen Flexibilität sicher. VDI-Z (2000) 9/10, S. 64-66. Düsseldorf: VDI
[EVER00b] Eversheim, W.; Intra, C.; Sesterhenn, M.: Simulationsgestützte Optimierung des Produktionsprozesses. In: Mertins, K.; Rabe, M.
Literatur 133
(Hrsg.): The new Simulation in Production and Logistics. 9. ASIM Fachtagung "Simulation in Produktion und Logistik", Berlin: IPK, 2000
[EVER99] Eversheim, W.; Patow, C. v.; Lange-Stalinski, T.; Bastin, A.: Ganzheitliche Neugestaltung der Werkzeugmaschinenmontage. VDI-Z 141 (1999), Nr. 9/10, S. 43-45
[EVER98] Eversheim, W.; Breit, S.; Schmidt, K.: Integrierte Ablauf- und Strukturplanung. In: Arbeits- und Ergebnisbericht 1996-19981 des SFB 361 "Modelle und Methoden zur integrierten Produkt- und Prozeßgestaltung", S. 674ff. RWTH Aachen, 1998
[EVER97] Eversheim, W.: Organisation in der Produktionstechnik, Bd. 3: Arbeitsplanung. Düsseldorf: VDI, 1997
[EVER97a] Eversheim, W.; Kubin. G.; Munz, M.; Pelzer, W.; Schweitzer, G.: Ganzheitliche Unternehmensreorganisation. VDI-Z (1997) 7/8, S. 18-25. Düsseldorf: VDI
[EVER96] Eversheim, W. (Hrsg.): Prozeßorientierte Unternehmensorganisation. Berlin: Springer, 1996
[EVER96a] Eversheim, W.; Eblenkamp, M.: Planung von Produktionssystemen. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[EVER95] Eversheim, W. (Hrsg.); Bochtler, W.; Laufenberg, L.: Simultaneous Engineering. Berlin: Springer, 1995.
[EVER94] Eversheim, W.; Müller, G.; Katzy B. R.: NC-Verfahrenskette. Berlin: Beuth, 1994
[EVER92] Eversheim, W.: Flexible Produktionssysteme. In: Frese, E. (Hrsg.): Handwörterbuch der Organisation. Stuttgart: Poeschel, Sp. 2058ff, 1992
[EVER89] Eversheim, W.: Organisation in der Produktionstechnik, Bd. 4: Fertigung und Montage. Düsseldorf: VDI, 1989
[EVER90] Eversheim, W.: Organisation in der Produktionstechnik, Bd. 1: Grundlagen. Düsseldorf: VDI, 1990
[FAHL01] Fahlbusch, M.: Einführung und erste Einsätze von Virtual-Reality-Systemen in der Fabrikplanung. Diss, TU Clausthal, 2001
[FALL00] Fallböhmer, M.: Generieren alternativer Technologieketten in frühen Phasen der Produktentwicklung. Diss. RWTH Aachen, 2000
[FELD99] Feldmann, K.; Reinhard, G. (Hrsg.): Simulationsbasierte Planungssysteme für Organisation und Produktion. Berlin: Springer, 1999
[FELI98] Felix, H.: Unternehmens- und Fabrikplanung – Planungsprozesse, Leistungen und Beziehungen. München: Hanser, 1998
[FIRL95] N. N.: Industrielle Logistik. Aachen: Forschungsinstitut für Rationalisierung, 1995
Literatur 134
[FORR69] Forrester, J. W.: Industrial Dynamics, 6. Aufl. Cambridge (MA): M.I.T. Press, 1969
[FRAN01] Frank, U.; Prasse, M.: Zur Standardisierung objektorientierter Modellierungssprachen: Eine kritische Betrachtung des State of the Art am Beispiel der Unified Modelig Language. Uni Koblenz. Lindau, 2001
[FRES96] Frese, E.: Organisationsstrukturen und Managementsysteme. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[FUSC01] Fusch, T.; Kress, M.: Strategien und Nutzen der Virtuellen Produktion. Maschinenmarkt 42/2001, S. 54-58
[GAGS01] Gagsch, B.; Herbst, C.: Ausrichtung der Montage auf den Markt mit Hilfe der Simulation. In: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E.: Montageplanung – effizient und marktgerecht. Berlin: Springer, 2001
[GEYE97] Flexibles Planungssystem zur Berücksichtigung ergonomischer Aspekte bei der Produkt- und Arbeitssystemgestaltung. Diss. TU München, 1997
[GOME95] Gomez, P.; Probst, G.: Die Praxis des ganzheitlichen Problemlösens. Bern: Haupt, 1995
[GROC78] Grochla, E.: Einführung in die Organisationstheorie. Stuttgart: Poeschel, 1978
[GRUN00] Grundig, C.-G.: Fabrikplanung. München: Hanser, 2000
[GÜTH01] Güthenke, G.: Center-Konzeption für produzierende Unternehmen. Diss. RWTH Aachen, 2000
[GUTE83] Gutenberg, E.: Grundlagen der Betriebswirtschaftslehre, Bd. 1.: Die Produktion. 24. Aufl. Berlin: Springer, 1983
[HABI90] Habich, M.: Handlungssynchronisation autonomer, dezentraler Dispositionszentren in flexiblen Fertigungsstrukturen. Diss. Ruhr-Uni Bochum, 1990
[HAHD96] Planungs- und Kontrollsysteme. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[HAHN96] Hahn, D.: Strategische Fertigungsplanung. In: Kern, W.; Schröder, H.-H.; Weber, J. (Hrsg.): Handwörterbuch der Fertigungswirtschaft. 2. Aufl. Stuttgart: Schäffer-Poeschel, 1996
[HAIS89] Haist, F.; Fromm, H.: Qualität im Unternehmen: Prinzipien, Methoden, Techniken. München: Hanser Verlag, 1989
[HART93] Hartmann, M.: Entwicklung eines Kostenmodells für die Montage. Diss. RWTH Aachen, 1993
[HAUF99] Haufe, A.: Konfiguration von Arbeitsplanungssystemen. Diss. RWTH Aachen, 1999
Literatur 135
[HEIN86] Heinen, E.: Handelsbilanzen. Wiesbaden, 1986
[HENN96] Henn, H.; Kühnle, G.: Strukturplanung. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[HETT95] Hettler, R.: Entity-Relationship-Datenmodellierung in axiomatischen Spezifikationssprachen. Diss. TU München, 1995
[HEUM93] Heumann, D.: Objektorientierte Simulation teilautonomer Fertigungsstrukturen – Ein Beitrag zur Modellierung von Produktionssystemen. Diss. RU Bochum, 1993
[HEYN99] Heyn, M.: Methodik zur Schittstellenorientierten Gestaltung von Entwicklungskooperationen. Diss. RWTH Aachen, 1999
[HOFF99] Hoffmann: Access 2000 - Programmierbuch. Düsseldorf, Sybex, 1999
[HOPF89] Hopfmann, L.: Flexibilität im Produktionsbereich. In: Schriften zur Unternehmensplanung, Bd. 12. Frankfurt a. M.: Lang, 1989
[HORN90] Horn, V.; Hein, J.: Komplexe Produktionssysteme planen. ZwF CIM 85 (1990) 6, S. 300-304
[HORV94] Horvath, P.: Controlling, 5. Aufl. München: Vahlen, 1994
[IFPM00] MatFlow – Produktbeschreibung. IFP: München, 2000
[INTR00] Intra, C.: Effiziente Produktionsplanung durch eine vereinfachte Ablaufsimulation. Diss. RWTH Aachen, 2000
[ISO10303-11]
N. N.: Industrial automation systems and integration – Product data representation and exchange – part 11: The EXPRESS language reference manual. ISO 1303-11, 1994
[JÄGE90] Jäger, B.: Regelungstechnik. In: Beitz, W.; Küttner, K.-H.: Dubbel – Taschenbuch für den Maschinenbau. 17. Aufl. Berlin: Springer, 1990
[JACO92] Jacobson, I. et al.: Object-Oriented Software Engineering. A Use Case Driven Approach. Reading/ MA: Addison Wesley, 1992
[JAES93] Jaeschke, P.; Oberweis, A.; Stucky, W.: Extending ER Model Clustering by Relationship Clustering. In: Elsmari, R. A.; Kouramajian, V.; Thalheim, B. (Hrsg.): Entity Relationship Approach – ER'93. Berlin: Springer, 1993
[JONA00] Jonas, C.: Konzept einer durchgängigen, rechnergestützten Planung von Montageanlagen. Diss. TU München, 2000
[JOOS01] Joosten, H.; Mersinger, M.; Runde, C.; Stallkamp, J.: Integrieren mit Virtueller Realität. wt Werkstattstechnik 91 (2001) H. 6, S. 315-319
[KAIS96] Kaiser, J.: Vernetztes Gestalten von Produkt und Produktionsprozeß mit Prozeßmodellen. Diss. TU München, 1996
[KATZ94] Katzy, B.: Unternehmensplanung in produzierenden Unternehmen. Diss. RWTH Aachen, 1994
Literatur 136
[KERN79] Kern, W.: Handwörterbuch der Produktionswirtschaft. Stuttgart: Poeschel 1979
[KETT84] Kettner, H. u.a.: Leitfaden der systematischen Fabrikplanung. München: Hanser, 1984
[KIRC99] Kirch, W.: Digitale Fabrik gewinnt an Kontur. WB Werkstatt und Betrieb, Jahrg. 132 (1999) 2, S. 24-26
[KIES92] Kieser, A.; Kubicek, H.: Organisation. Berlin: de Gruyter, 1992
[KIRC96] Kirchhoff, M.: Betriebliche Navigationssysteme. In: Bullinger, H.-J.; Warnecke, H. J.: Neue Organisationsformen im Unternehmen. Berlin: Springer, 1996
[KLAU02] Klauke, A.; Schreiber, W.; Weißner, R.: Zukunftsorientierte Fabrikstrukturen in der Automobilindustrie. wt Werkstattstechnik 92 (2002) H. 4, S. 144-148
[KLEI01] Klein, P. K.: Leanfield Rüsselsheim – Neue Wege der Fabrikplanung. In: 3 Deutsche Fachkonferenz Fabrikplanung, 3./4.4.01, Stuttgart
[KLIN00] Klinger, A.; Wenzel, S.: Referenzmodelle – Begriffsbestimmung und Klassifikation. In: Wenzel, S. (Hrsg.): Referenzmodelle für die Simulation in Produktion und Logistik. Erlangen: SCS, 2000
[KÖNI93] König, W.; Wolf, S.: Objektorientierte Software-Entwicklung – Anforderungen an das Informationsmanagement. In: Scheer, A.-W. (Hrsg.): Handbuch Informationsmanagement. Wiesbaden: Gabler, 1993
[KOSI76] Kosiol, E.: Organisation der Unternehmung. Wiesbaden: Gabler, 1976
[KRAH99] Krah, O.: Prozeßmodell zur Unterstützung umfassender Veränderungsprojekte. Diss. RWTH Aachen, 1999
[KRZE93] Krzepinski, A.: Ein Beitrag zur methodischen Modellierung betrieblicher Informationsverarbeitungsprozesse. Diss. Uni Karlsruhe, 1993
[KÜHN99] Kühnle, H.: Simultane Fabrikgestaltung - Modellsysteme visualisieren. In: wt Werkstattstechnik 90 (2000), H.3, S. 13-17
[KÜHN97] Kühnle, H.; Fietz, R.; Schmidt, C.: Ein bewährtes Tool zur computerunterstützten Produktionssystemplanung – FACTOTUM. Technica 13/14/97
[KÜHN97a] Kühnle, H.: Fabrik im Wandel. VDI-Z (1997) 7/8, S. 32-35. Düsseldorf: VDI
[KÜMP95] Kümper, R.: Ein Kostenmodell zur verursachungsgerechten Vorkalkulation in den Phasen der Produktentstehung. Diss. RWTH Aachen, 1995
[KUHN98] Kuhn, A.; Rabe, M. (Hrsg.): Simulation in Produktion und Logistik. Berlin: Springer, 1998
Literatur 137
[KUTT01] FactoryCad und FactoryFlow. Fa. Kuttig, Köln, 2001
[LAEN93] Laender, A. H. F.; Flynn, D. J.: A semantic comparison of the modelling capabilities of the ER and NIAM models. In: Elsmari, R. A.; Kouramajian, V.; Thalheim, B. (Hrsg.): Entity Relationship Approach – ER'93. Berlin: Springer, 1993
[LANG95] Lang, S. M.; Lockemann, P. C.: Datenbankeinsatz. Berlin: Springer, 1995
[LAUF95] Laufenberg, L.: Methodik zur integrierten Projektgestaltung für die situative Umsetzung des Simultaneous Engineering. Diss. RWTH Aachen, 1995
[LEHM96] Lehmann, H.: Integrierte Materialfluß- und Layoutplanung durch Kopplung von CAD- und Ablaufsimulationssystemen. Diss. TU München, 1996
[LÖDD01] Lödding, H.: Dezentrale bestandsorientierte Fertigungsregelung. Diss., Uni Hannover, 2001
[LOOS92] Loos, P.: Datenstrukturierung in der Fertigung. München: Oldenbourg, 1992
[LUCZ98] Luczak, H.; Eversheim, W. (Hrsg.); Schotten, M.: Produktionsplanung und Steuerung. Berlin: Springer, 1998
[LUCZ96] Luczak, H.: Arbeitsgestaltung, Arbeitsorganisation, Arbeitspersonen. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[MÄRZ001] März, L.; Langsdorff, P. v.: Flexibilität und Marktorientierung in der Montage. In: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E.: Montageplanung – effizient und marktgerecht. Berlin: Springer, 2001
[MARK91] Marks, S.: Gemeinsame Gestaltung von Technik und Organisation in soziotechnischen kybernetischen Systemen. Düsseldorf: VDI-Verlag, 1991
[MEFF91] Meffert, H.: Marketing, Grundlagen der Absatzpolitik, 7. Aufl. Wiesbaden: Gabler, 1991
[MEIE93] Meier, K.-J.: Auslastung contra Durchlaufzeit. ZwF CIM 88 (1993) 2, S. 60-63
[MENZ00] Menzel, W.: Partizipative Fabrikplanung – Grundlagen und Anwendung. Fortschritts-Bericht VDI, Reihe 2 Nr. 546. Düsseldorf: VDI, 2000
[MERT94] Mertins, K.; Süssenguth, W.; Jochem, R.: Modellierungsmethoden für rechnerintegrierte Produktionsprozesse. München: Hanser, 1994
[MESW69] Meyer, A.; Seibert, G.; Wendelberger, E. (HRSG.): Enzyklopädie 2000 – Das moderne Farblexikon in Folgen. Stuttgart: Wissen, 1969
[MILB98] Milberg, J.: Agilität – die neue Herausforderung. In: Automobil-P d kti J i 1998 S 40 43
Literatur 138
Produktion, Juni 1998, S. 40-43
[MILB96] Milberg, J.; Reinhard, J.; Schraft, E.; Tönshoff, K.: Planung von Produktionssystemen. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[MITR60] Mitrofanow, S. P.: Wissenschaftliche Grundlagen der Gruppentechnologie. Berlin: VEB Verlag Technik, 1960
[MOKW96] Mok, W. Y.; Embley, D.: Transforming conceptual models to object-oriented database designs. In: Thalheim, B. (Hrsg.): Conceptual Modelling. Berlin: Springer, 1996
[MONJ99] Monjé, M.: Dezentrale Planung von Fabrikstrukturen - Ein partizipativer Ansatz zur Gestaltung von Produktionssystemen. Diss. Ruhr-Uni Bochum, 1999
[MÜLL97] Müller, W.: Metamodellierung als Instrument der Verknüpfung von Unternehmensmodellen. Diss. TU Berlin, 1997
[NEDE97] Nedeß, C.: Organisation des Produktionsprozesses. Stuttgart: Teubner, 1997
[NEUH01] Neuhaus, R.-F.: Fabrikplanung mit Elektronischen Katalogen. wt werkstattstechnik 91 (2001) H. 4, S. 182-183
[NIJS89] Nijssen, G. M.; Halpin, T. A.: Conceptual Scheme and Relational Database Design: A fact oriented approach. New York: Prentice Hall, 1989
[NN96] N. N. (Autorenkollektiv): Optimierungspotential Fertigungsmeßtechnik – Aspekte im Produktionsumfeld. In: Eversheim, W.; Klocke, W.; Pfeifer, T.; Weck, M. (Hrsg.): Wettbewerbsfaktor Produktionstechnik. Düsseldorf, VDI, 1996
[ÖSTE90] Österle, H.: Entwurfssprachen. In: Mertens, P. (Hrsg.): Lexikon der Wirtschaftsinformatik, 2. Aufl. Berlin: Springer, 1990
[OSTE00] Ostermann, D.: Neue Ansätze zur gesamtheitlichen Fabriksimulation. Diss. Uni Clausthal, 2000
[PABE97] Pahl, G.; Beitz, W.: Konstruktionslehre. 4. Aufl., Berlin: Springer, 1997
[PATZ82] Patzak, G.: Systemtechnik – Planung komplexer innovativer Systeme. Berlin: Springer, 1982
[PFEI96] Pfeifer, T.: Methoden und Werkzeuge des Qualitätsmanagements. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[PFEI93] Pfeifer, T.: Qualitätsmanagement – Strategien, Methoden, Techniken. München: Hanser, 1993
[PFOH97] Pfohl, H.-C.; Stölzle, W.: Planung und Kontrolle – Konzeption, Gestaltung, Implementierung. 2. Aufl. München: Vahlen, 1997
Literatur 139
[POMB93] Pomberger, G.; Blaschek, G.: Software Engineering, Prototyping und objektorientierte Software Entwicklung. München: Hanser, 1993
[PROB91] Probst, G. J. B.; Gomez, P.: Vernetztes Denken – ganzheitliches Führen in der Praxis. Wiesbaden: Gabler, 1991
[PROB89] Probst, G. J. B.; Gomez, P.: Vernetztes Denken – Unternehmen ganzheitlich führen. Wiesbaden: Gabler, 1989
[PROJ01] Fastdesign und Fastplan – Handbuch. Fa. Projectteam, Dortmund, 2001
[RALL01] Rally, P. J.: Montagesystemgestaltung am Beispiel der Montageinsel – Von der Idee zum Layout. In: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E.: Montageplanung – effizient und marktgerecht. Berlin: Springer, 2001
[RAUH98] Rauh, E.: Methodische Einbindung der Simulation in die betrieblichen Planungs- und Entscheidungsabläufe. Diss. FAPS TU Erlangen-Nürnberg, 1998
[REFA87] REFA: Planung und Gestaltung komplexer Produktionssysteme. München, Hanser 1987
[REIN99] Reinhart, G. et. al.: Wandel – Bedrohung oder Chance? Sollen Unternehmen Turbulenzen vermeiden oder beherrschen? In: IO-Management 5/1999, S. 20-24
[REIS99] Reiß, M.: Führung. In: Corsten, H.; Reiß, M. (Hrsg.): Betriebswirtschaftslehre. 3. Aufl. München: Oldenbourg, 1999
[RICK91] Rickert, M.: Produktionsstruktur optimal planen. Industrie Anzeiger 53/54, 1991, S. 66-67
[ROCK80] Rockstroh, W.: Die technologische Betriebsprojektierung Band 1. Grundlagen und Methoden der Projektierung. 2. Auflage, Berlin: VEB Verlag Technik, 1980
[ROOS96] Roos, A.: Verfahren und Werkzeuge zur Modellierung von Geschäftsprozessen. In: Bullinger, H.-J.; Warnecke, H. J.: Neue Organisationsformen im Unternehmen. Berlin: Springer, 1996
[ROPO74] Ropohl, G.: Systemtechnik als umfassende Anwendung kybernetischen Denkens. In: Händle, F.; Jensen, S. (Hrsg.): Systemtheorie und Systemtechnik. München: Nymphenburger Verlagshandlung, 1974
[ROSS77] Ross, D. T.: Structureds Analysis (SA) A Language for Communication Ideas. In: IEEE Transaction on Software Engineering, 3 (1977) Nr. 1, S. 16-34
[RUMB91] Rumbaugh, J.; Blaha, M.; Prmerlani, W.; Eddy, F.; Lorensen, W.: Object-Oriented Modelling and Design, Englewood Cliffs: Prentice Hall, 1991
Literatur 140
[SAUE96] Sauer, O.: Produktionsstrukturierung auf Basis strategischer Eigenfertigungskomponenten. Diss. TU Berlin, 1996
[SCEE94] Scheer, A.-W.: Wirtschaftsinformatik: Referenzmodelle für industrielle Geschäftsprozesse. 5. Aufl. Berlin: Springer, 1994
[SCHD91] Schulze-Dieckhoff, M.: Integriertes System zur ablauforientierten Fabrikplanung. München: Hanser, 1991
[SCHE94] Schenck, D.; Wilson, P.: Information Modeling the EXPRESS Way. New York: Oxford University Press, 1994
[SCHG95] Schmigalla, H.: Fabrikplanung – Begriffe und Zusammenhänge. München: Hanser, 1995
[SCHG86] Schmigalla, H.: Methoden zur optimalen Maschinenanordnung. Berlin: VEB Verlag Technik, 1968
[SCHI93] Schierenbeck, H.: Grundzüge der Betriebswirtschaftslehre. 11. Aufl. München: Oldenbourg, 1993
[SCHK01] Schmidt; K.: Integrierte Ablauf- und Strukturplanung. Beitrag zum Vortragskolloquium des SFB 361, 15.2.2001 in Aachen. Aachen: Eigendruck WZL, 2001
[SCHK01a] Schmidt, K.; Weber, P.: Virtualität – Vom Produkt zur Produktion. Tools 3/2001, Aachen: Eigendruck WZL/IPT, S. 4-5
[SCHK99] Schmidt, K.; Zohm, F.: Flexible Fertigung (Jahresübersicht 1999). In: VDI-Z 141 (1999) 9/10, S. 24-30.
[SCHM85] Schmidt, B.: Systemanalyse und Modellaufbau – Grundlagen der Simulationstechnik. Berlin: Springer, 1985
[SCHN00] Schindele, S.; David, T.: Prozeßmodelle zur Simulation und Online-Visualisierung. Industrie Management 16 (2000) 3, 83-85
[SCHO95] Scholtissek, P.: Simulationsprüfstand für Logistikkonzepte der Produktion. Diss. Uni Hannover, 1995
[SCHR94] Scheer, A.-W.: Wirtschaftsinformatik – Referenzmodelle für industrielle Geschäftsprozesse. Berlin: Springer, 1994
[SCHU98] Schuh G.; Müller S.; Levering V.: Agilität durch Virtuelle Fabriken. ZWF 93, 1998, S. 124-126
[SCHU96] Schuh, G.: Positionierung des Produktionsmanagements. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[SCHU89] Schuh, G.: Gestaltung und Bewertung von Produktvarianten. Diss. RWTH Aachen, 1989
[SCHÜ98] Schütte, R.: Grundsätze ordnungsgemäßer Referenzmodellierung – Konstruktion konfigurations- und anpassungsorientierter Modelle. Diss. Uni Münster, 1998
Literatur 141
[SFB361] SFB 361: Arbeits- und Ergebnisbericht 1999-2001 des SFB 361 "Modelle und Methoden zur integrierten Produkt- und Prozeßgestaltung", S. 830-845. RWTH Aachen, 2001
[SHLA96] Shlaer, S.; Mellor, S. J.: Objektorientierte Systemanalyse; München: Hanser, 1996
[SPUR93] Spur, G.; Mertins, K.; Jochem, R.: Integrierte Unternehmensmodellierung. Berlin: Beuth, 1993
[SPUR01] Spur, G.: Ganzheitlicher Ansatz zur virtuellen Produktionsplanung. zwf 96 (2001) 1-2, S. 11-16
[SÜSS91] Süssenguth, W.: Methoden zur Einführung rechnerintegrierter Produktionsprozesse. Diss. TU Berlin, 1991
[STAC73] Stachowiak, H.: Allgemeine Modelltheorie. Wien: Springer, 1973
[STAE94] Staehle, W.: Management. München: Vahlen, 1994
[STAH97] Stahlknecht, P.: Einführung in die Wirtschaftsinformatik. 8. Aufl., Berlin: Springer, 1997
[STICK98] Stickel, E.; Groffman, H.-D.; Rau, K.-H.: Gabler Wirtschaftsinformatik Lexikon, Band 1, 2. Wiesbaden: Gabler, 1998
[SYMI99] Symix Systems GmbH: Produktbeschreibung FACTOR/AIM. Dortmund, 1999
[TECN01] Tecnomatix Homepage: www.tecnomatix.com, online 28.12.01
[TEIC77] Teichroew, D.; Hershey, E. A.: PSL/ PSA – a computer aides technique for structured documentation and analysis of information processing systems modelling, in: IEEE Software Engineering, Heft 3, 1977, S. 41-48
[TROM01] Trommer, G.: Methodik zur konstruktionsbegleitenden Generierung und Bewertung alternativer Fertigungsfolgen. Diss. RWTH Aachen, 2001
[ULRI88] Ulrich, H.; Probst, G.: Anleitung zum ganzheitlichen Denken und Handeln. Bern, 1988
[ULHI76] Ulrich, P.; Hill, W.: Wissenschaftstheoretische Grundlagen der Betriebswirtschaftslehre (Teil I). In: Wirtschaftswissenschaftliches Studium. 5. Jg., Heft 7, 1976, S. 304-309
[ULHI76a] Ulrich, P.; Hill, W.: Wissenschaftstheoretische Grundlagen der Betriebswirtschaftslehre (Teil II). In: Wirtschaftswissenschaftliches Studium. 5. Jg., Heft 8, 1976, S. 345-350
[ULRH84] Ulrich, H.: Management. Hrsg. von Dyllick, T.; Probst, G. Bern: Haupt, 1984
[ULRH81] Ulrich, H.: Die Betriebswirtschaftslehre als anwendungsorientierte Sozialwissenschaft. In: Geist, M. N.; Köhler, R.: Die Führung des Betriebs. Stuttgart: Poeschel, 1981
Literatur 142
[VDI2815] VDI (Hrsg.): VDI-Richtlinie 2815, Blatt 5: Betriebsmittel. Düsseldorf: VDI, 1978
[VDI3633] VDI (Hrsg.): VDI-Richtlinie 3633, Blatt 1: Simulation von Logistik-, Materialfluß- und Logistiksystemen, Grundlagen. Düsseldorf: VDI, 1993
[VEST00] Vester, F.: Die Kunst vernetzt zu denken. Stuttgart: DVA, 2000
[WARN92] Warnecke, H.-J.; Hüser, M.: Die fraktale Fabrik: Revolution der Unternehmenskultur. Berlin: Springer, 1992
[WEBE91] Weber, W.: Einführung in die Betriebswirtschaftslehre. Wiesbaden: Gabler 1991
[WEBH79] Weber, H.-J.: Produktionstechnik und –verfahren. In: Kern, W. (Hrsg.): Handwörterbuch der Produktion. Stuttgart: Poeschel, 1979, Sp. 1605-1606
[WEBJ97] Weber, J.: Ein Ansatz zur Bewertung von Entwicklungsergebnissen in virtuellen Szenarien. Diss., Uni Karlsruhe, 1997
[WEIS01] Weißner, R.: Zukunftsorientierte Fabrikstrukturen. In: 3 Deutsche Fachkonferenz Fabrikplanung, 3./4.4.01, Stuttgart
[WENZ93] Wenzel, S.; Klinger, A.: Referenzmodelle – Bestimmung und Klassifikation. In: Referenzmodelle für die Simulation in Produktion und Logistik. SCS Publishing House, 2000
[WEST02] Westkämper, E.; Sihn, W.; Graupner, T.-D.; Richter, H.: Simulations-basierte Konfiguration und Animation von Produktionssystemen via Internet. wt Werkstattstechnik 92 (2002) H. 4, S. 164-166
[WEST01] Westkämper, E.: Die Zukunft der Fabrik ist digital und virtuell. In: technologie & management 5-6/2001, S. 11-14
[WEST01a] Westkämper, E.; Briel, R. v.: Continous Improvement and Participative Factory Planning by Computer Systems. Annals of the CIRP Vol. 50/ 1/2001, S. 347-352
[WEST01b] Westkämper, E.: Computereinsatz in der Planung der Fertigung. wt Werkstattstechnik 91 (2001) H. 6, S. 299-300
[WEST01c] Westkämper, E.; Bischoff, J.; Briel, R. v.; Dürr, M.: Fabrikdigitalisierung. wt Werkstattstechnik 91 (2001) H. 6, S. 304-307
[WEST01d] Westkämper, E.: Leistungsplanung wandlungsfähiger Fabriken. Konferenzbericht 3. Deutsche Fachkonferenz Fabrikplanung, 3./4.4.2001, Stuttgart
[WEST01e] Westkämper, E.; Mersinger, M.; Stallkamp, J.; Klumpp, B.: Einsatz von Virtual Reality für industrienahe Applikationen. In: wt Werkstattstechnik 91 (2001) H. 4, S. 211-213
[WEST00] Westkämper, E.: Kontinuierliche und partizipative Fabrikplanung. In: wt Werkstattstechnik 90 (2000) H. 3, S. 92-95
Literatur 143
[WEST99] Westkämper, E.: Zukunftsweisende Fabrikstrukturen. In: wt Werkstattstechnik 89 (1999) H. 1/2, S. 1
[WEST99a] Westkämper, E.: Wandlungsfähigkeit von Unternehmen. In: wt Werkstattstechnik 89 (1999) H. 4, S. 131-140
[WEST97] Westkämper, E.; Briel, R. v.; März, L.: Planung in dynamischen Produktionssystemen – Wandlungsfähigkeit als Wettbewerbsvorteil. In: ZWF 92 (1997) 12, S. 639-642
[WEST96] Westkämper, E.: Strategisches Qualitätsmanagement. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[WIEN02] Wiendahl, H.-P.; Fiebig, C,; Heger, C. L.; Worbs, J.: Freiflug durch die Fabrik. In: wt Werkstattstechnik 92 (2002) H. 4, S. 139-143
[WIEN02a] Wiendahl, H.-P.: Auf dem Weg zur "Digitalen Fabrik". In: wt Werkstattstechnik 92 (2002) H. 4, S. 1
[WIEN02b] Wiendahl, H.-P.; Hernandéz, R.: Fbarikplanung im Blickpunkt. In: wt Werkstattstechnik 92 (2002) H. 4, S. 133-138
[WIEN01] Wiendahl, H.-P./ Reichhardt, J./ Hernández, R.: Kooperative Fabrikplanung – Wandlungsfähigkeit durch zielorientierte Integration von Prozeß- und Bauplanung. In: wt Werkstattstechnik 91 (2001) H. 4, S. 186-191
[WIEN01a] Wiendahl, H.-P.: Fabriken – Standorte in Netzwerken. In: wt Werkstattstechnik 91 (2001) H. 4, S. 179
[WIEN98] Wiendahl, H.-P./ Scheffczyk, H.: Wandlungsfähige Fabrikstrukturen. In: Werkstattstechnik 88, 4/98, S. 171-175
[WIEN97] Wiendahl, H.-P.: Betriebsorganisation für Ingenieure, 4.Aufl. München: Hanser, 1997
[WIEN97a] Wiendahl, H.-P.: Fertigungsregelung. Logistische Beherrschung von Fertigungsabläufen auf Basis des Trichtermodells. München: Hanser, 1997
[WIEN96] Wiendahl, H.-P.: Grundlagen der Fabrikplanung. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[WIEN96a] Wiendahl, H.-P.: Modelle und Systeme des Produktionscontrolling. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin: Springer, 1996
[WIEN96b] Wiendahl, H.-P.: Wandel in der Fabrikplanung. In: ZWF 91 (1996) 1-2, S. 26-29
[WIEN81] Wiendahl, H.-P.: Produkt- und Produktionsflexibilität. In: wt Zeitschift für industrielle Fertigung, 71 (1981); S. 293-296
[WILD98] Wildemann, H.: Die modulare Fabrik - Kundennahe Produktion durch F ti ti Mü h TCW 1998
Literatur 144
Fertigungssegmentierung.München: TCW, 1998
[WIRT02] Wirth, S.; Gäse, T.; Günther, U.; Hubrig, M.: Mit Simulation dimensionieren und visualisieren. wt Werkstattstechnik 92 (2002) H. 4, S. 159163
[WIRT01] Wirth, S.; Gäse, T.; Günther, U.: Partizipative, simulationsgestützte Layoutplanung. wt Werkstattstechnik 91 (2001) H. 4, S. 328-332
[WÖHE93] Wöhe, G.: Einführung in die allgemeine Betriebswirtschaftslehre. München: Vahlen, 1993
[WORT01] Wortmann, D.: Traum-Fabriken. ZWF Jahrg. 96 (2001) 6. S. 342-344
[YEOM84] Yeoman, P. H.: Improving Quality and Productivity in Systems Development. In: Using the IDEF Methodologies. Crowthorne: MicroMatch, 1984
[ZELE99] Zelewski, S.: Grundlagen. In: Corsten, H.; Reiß, M. (Hrsg.): Betriebswirtschaftslehre. 3. Aufl. München: Oldenbourg, 1999
[ZIPM97] ZIP Ingenieurbüro: Produktkatalog Planungssystem MALAGA. München: 1997
[ZUBE01] Zuber, E.; Kress, M.; Wagner, W.: Virtuelle Produktion – Partner der digitalen Produktentwicklung. wt werkstattstechnik 91 (2001) H. 6, S. 308-314
[ZÜLC98] Zülch, G.; Müller, R.; Schiller, E. F.: Simulationsunterstützte Planung von Montagesystemen. FB/IE 47 (1998) 4
Anhang VII
9 Anhang
A1 Verzeichnis der unveröffentlichten Diplomarbeiten
A2 Referenzablauf der Fabrikplanung
A3 EXPRESS-G Symbolik
A4 Wirkmatrix der integrierten Ablauf- und Strukturplanung
A5 Operationalisierung der Wirkbeziehungen
Anhang VIII
A1 Verzeichnis der unveröffentlichten Diplomarbeiten, die zu dieser Arbeit beigetragen haben
a) Bergholz, M.: Entwicklung einer Methode zum Aufbau von Referenzprozessen in der Fabrikplanung, Diplomarbeit RWTH Aachen, 2000
b) Klose, M.: Verknüpfung von Ablaufsimulation und Strukturplanung zur Unterstützung der Grobplanung von Fabriken, Diplomarbeit RWTH Aachen, 2001
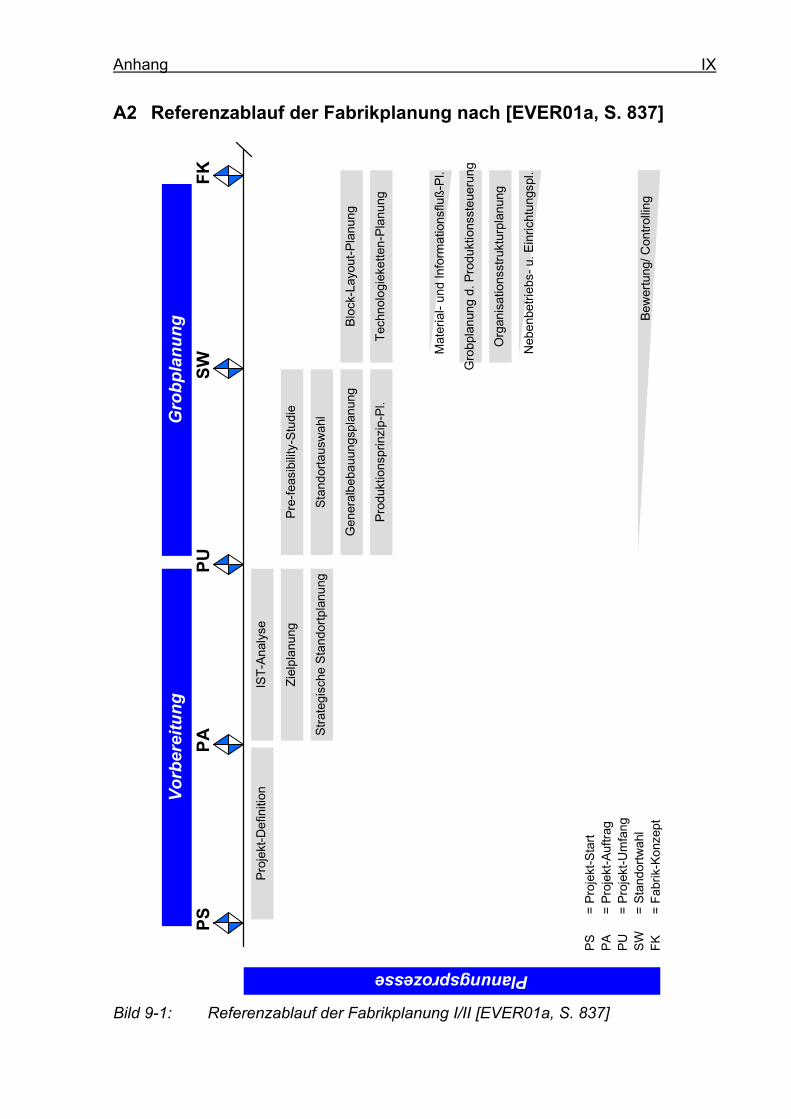
Anhang IX
A2 Referenzablauf der Fabrikplanung nach [EVER01a, S. 837]
Stan
dorta
usw
ahl
PASW
FKVo
rber
eitu
ngG
robp
lanu
ng
IST-
Anal
yse
Ziel
plan
ung
Pre-
feas
ibilit
y-St
udie
Planungsprozesse
Mat
eria
l- un
d In
form
atio
nsflu
ß-Pl
.
PS
Proj
ekt-D
efin
ition
PU
Neb
enbe
trieb
s- u
. Ein
richt
ungs
pl.
Stra
tegi
sche
Sta
ndor
tpla
nung
Gen
eral
beba
uung
spla
nung
Bloc
k-La
yout
-Pla
nung
Prod
uktio
nspr
inzi
p-Pl
.Te
chno
logi
eket
ten-
Plan
ung
Gro
bpla
nung
d. P
rodu
ktio
nsst
euer
ung
Org
anis
atio
nsst
rukt
urpl
anun
g
Bew
ertu
ng/ C
ontro
lling
PS=
Proj
ekt-S
tart
PA=
Proj
ekt-A
uftra
gPU
= Pr
ojek
t-Um
fang
SW=
Stan
dortw
ahl
FK=
Fabr
ik-K
onze
pt
Bild 9-1: Referenzablauf der Fabrikplanung I/II [EVER01a, S. 837]
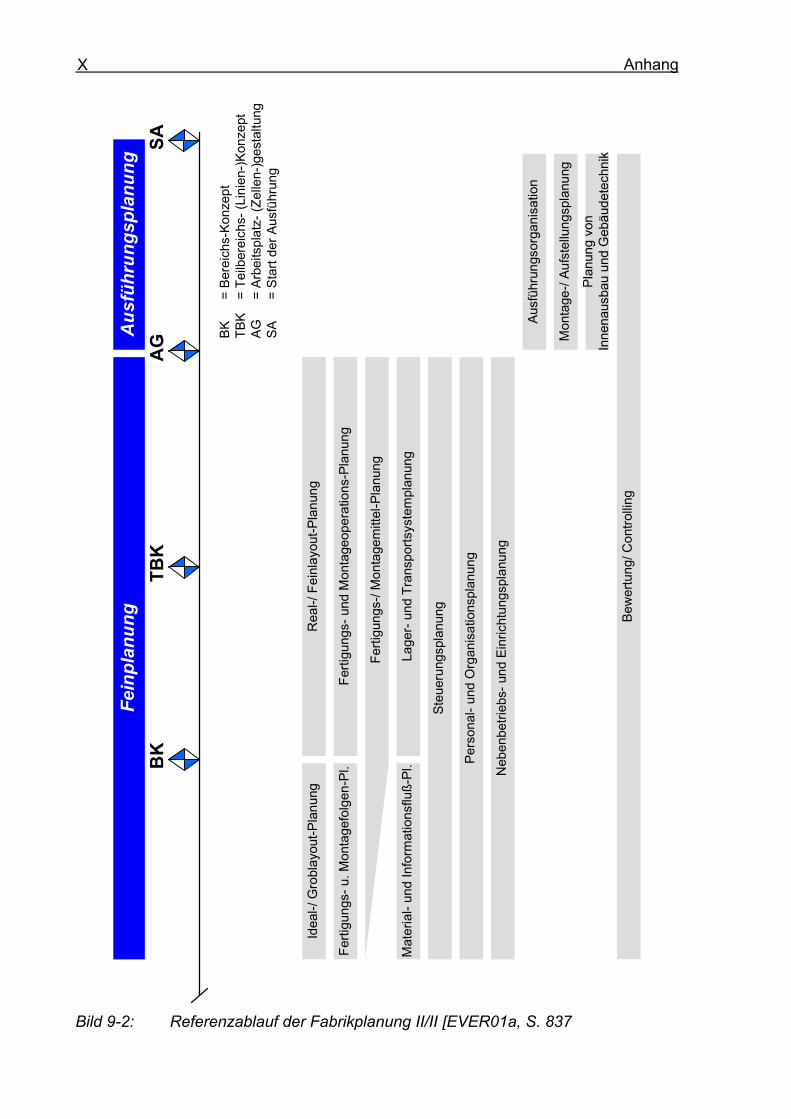
Anhang X
TBK
AG
SA
Neb
enbe
trieb
s- u
nd E
inric
htun
gspl
anun
g
Lage
r- un
d Tr
ansp
orts
yste
mpl
anun
g
Steu
erun
gspl
anun
g
Fein
plan
ung
Aus
führ
ungs
plan
ung
Mon
tage
-/ Au
fste
llung
spla
nung
Plan
ung
von
Inne
naus
bau
und
Geb
äude
tech
nik
BK=
Bere
ichs
-Kon
zept
TBK
= Te
ilber
eich
s- (L
inie
n-)K
onze
ptAG
= Ar
beits
plat
z- (Z
elle
n-)g
esta
ltung
SA=
Star
t der
Aus
führ
ung
Ferti
gung
s- u
nd M
onta
geop
erat
ions
-Pla
nung
BK
Idea
l-/ G
robl
ayou
t-Pla
nung
Mat
eria
l- un
d In
form
atio
nsflu
ß-Pl
. Pers
onal
- und
Org
anis
atio
nspl
anun
g
Ferti
gung
s- u
. Mon
tage
folg
en-P
l.
Rea
l-/ F
einl
ayou
t-Pla
nung
Ferti
gung
s-/ M
onta
gem
ittel
-Pla
nung
Ausf
ühru
ngso
rgan
isat
ion
Bew
ertu
ng/ C
ontro
lling
Bild 9-2: Referenzablauf der Fabrikplanung II/II [EVER01a, S. 837
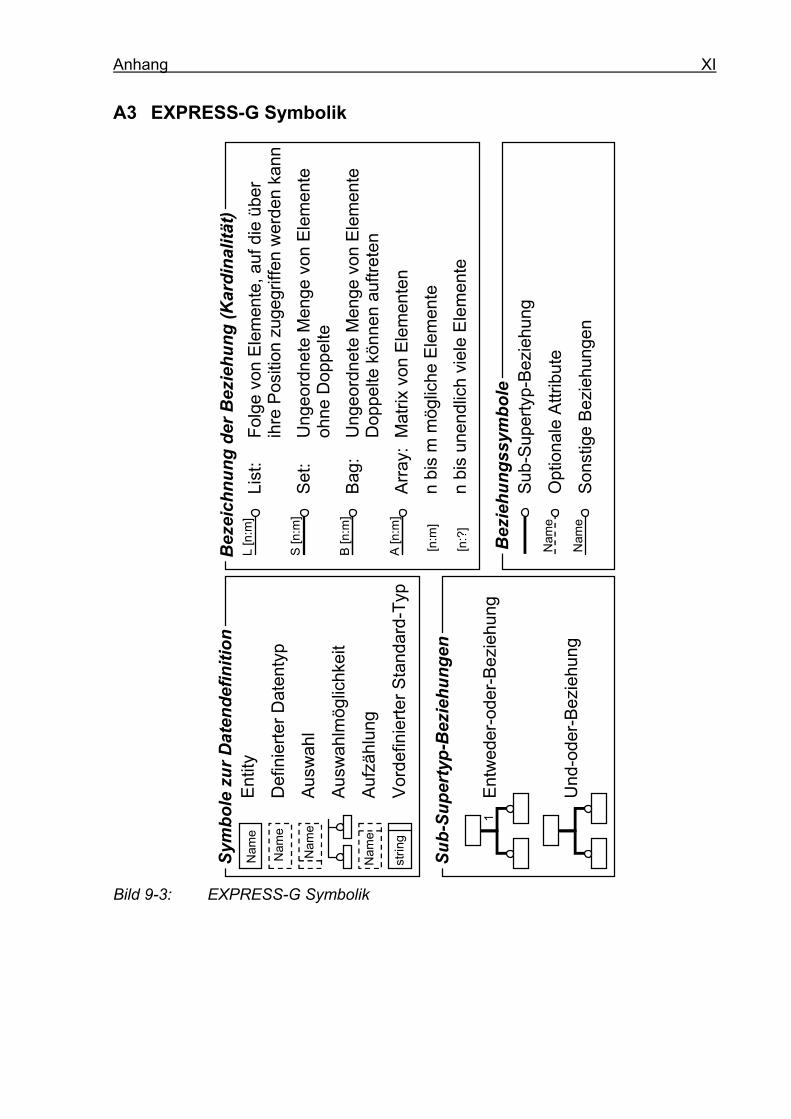
Anhang XI
A3 EXPRESS-G Symbolik
Entit
y
Def
inie
rter D
aten
typ
Ausw
ahl
Ausw
ahlm
öglic
hkei
t
Aufz
ählu
ng
Vord
efin
ierte
r Sta
ndar
d-Ty
p
Nam
e
Nam
e
Nam
e
Nam
e
strin
g
Sub-
Supe
rtyp-
Bezi
ehun
g
Opt
iona
le A
ttrib
ute
Sons
tige
Bezi
ehun
gen
Nam
e
Nam
e
List
:Fo
lge
von
Elem
ente
, auf
die
übe
rih
re P
ositi
on z
ugeg
riffe
n w
erde
n ka
nnSe
t:U
ngeo
rdne
te M
enge
von
Ele
men
teoh
ne D
oppe
lteBa
g:U
ngeo
rdne
te M
enge
von
Ele
men
teD
oppe
lte k
önne
n au
ftret
enAr
ray:
Mat
rix v
on E
lem
ente
nn
bis
m m
öglic
he E
lem
ente
n bi
s un
endl
ich
viel
e El
emen
te
L [n
:m]
S [n
:m]
B [n
:m]
A [n
:m]
[n:m
]
[n:?
]
1En
twed
er-o
der-B
ezie
hung
Und
-ode
r-Bez
iehu
ng
Sym
bole
zur
Dat
ende
finiti
on
Bez
iehu
ngss
ymbo
le
Bez
eich
nung
der
Bez
iehu
ng (K
ardi
nalit
ät)
Sub-
Supe
rtyp
-Bez
iehu
ngen
Bild 9-3: EXPRESS-G Symbolik
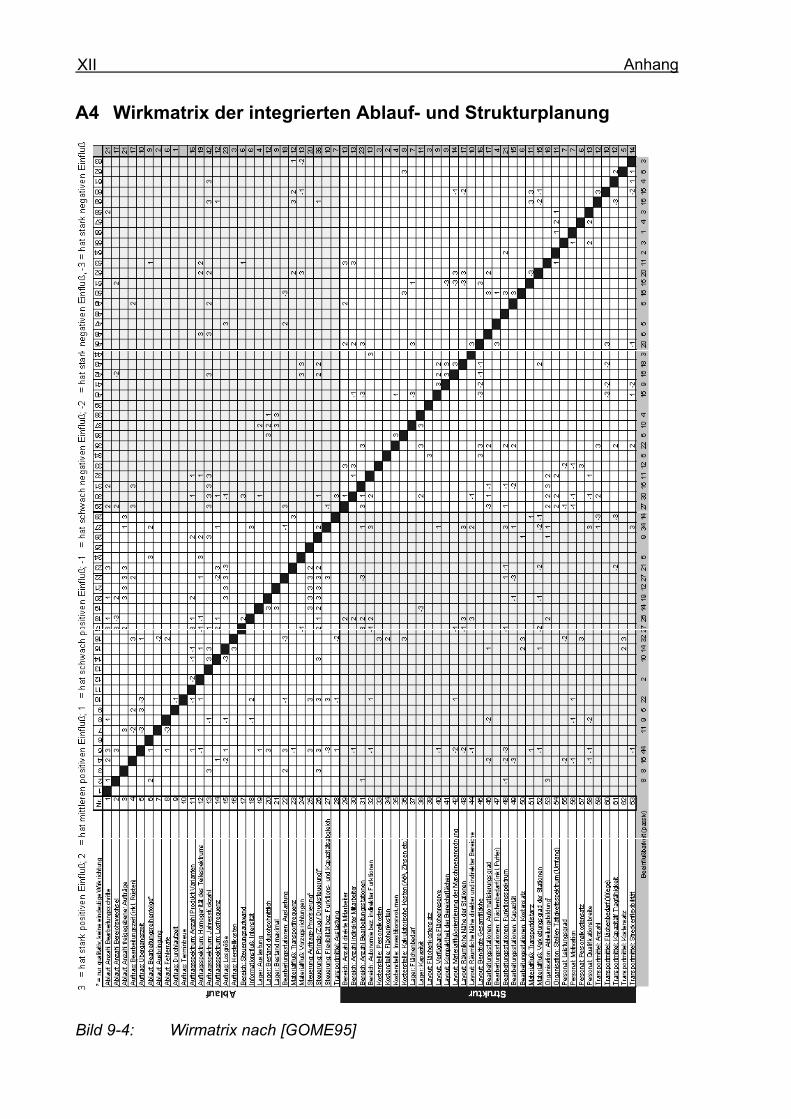
Anhang XII
A4 Wirkmatrix der integrierten Ablauf- und Strukturplanung
Bild 9-4: Wirmatrix nach [GOME95]
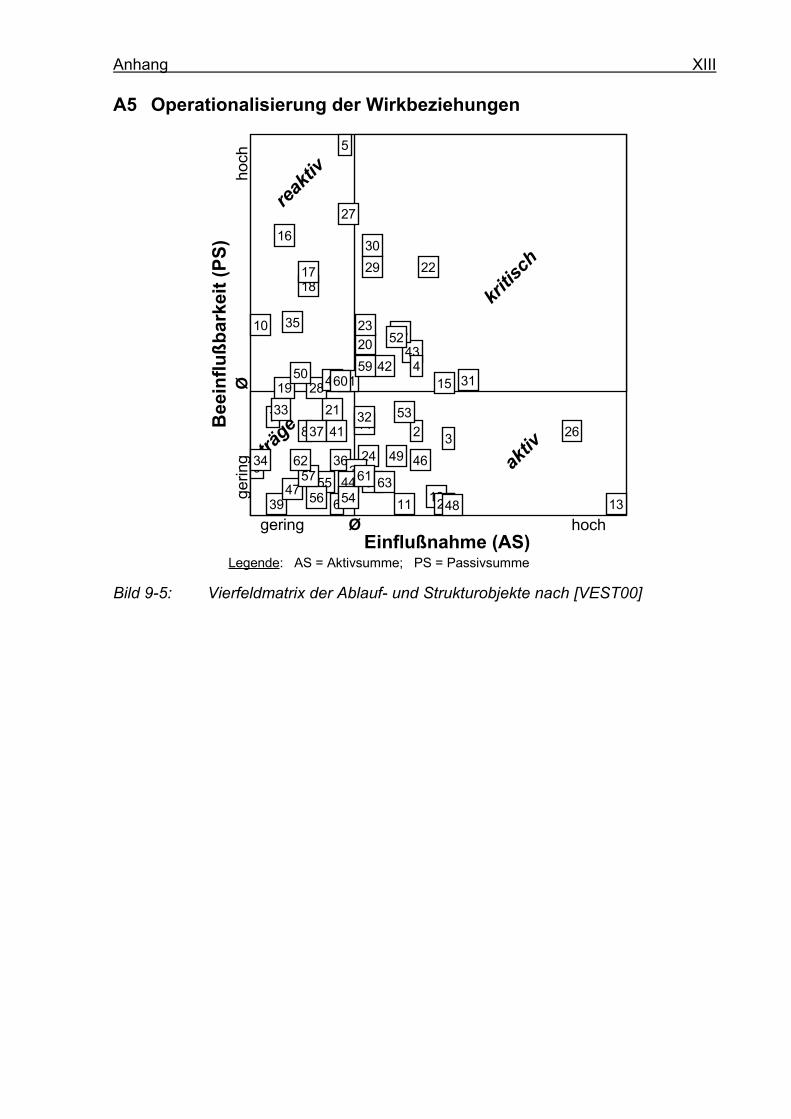
Anhang XIII
A5 Operationalisierung der Wirkbeziehungen
Bee
influ
ßbar
keit
(PS)
gering hoch
gerin
gho
ch
Einflußnahme (AS)Legende: AS = Aktivsumme; PS = Passivsumme
aktiv
reakti
v
träge
kritis
ch
2
223029
31
43
1
3
5
4
6
87
9
12
10
13
15
14
16
1817
19
11
20
21
23
25
24
26
28
27
3233
35
34 3638
37
39
4042
41
4446
4847
49
50 51
53
555456
5857
5960
6261 63
4552
Ø
Ø
Bild 9-5: Vierfeldmatrix der Ablauf- und Strukturobjekte nach [VEST00]
Lebenslauf von
Dipl.-Ing. Karsten Schmidt
Geboren 7.1.1970 in Göttingen
1976 – 1980 Grundschule in Göttingen und Paderborn
1980 - 1989 Reismann Gymnasium Paderborn
29.4.1989 Abitur
6/1989 – 8/1990 Wehrdienst
10/1990 – 9/1993 Universität Hannover: Grundstudium Maschinenbau und Wirtschaftswissenschaften
27.2.1993 Universität Hannover: Vordiplom Maschinenbau
10/1993 – 9/1997 RWTH Aachen: Hauptstudium Maschinenbau (Fachrichtung Fertigungstechnik) und Grundstudium BWL
11.9.1997 RWTH Aachen: Diplom Maschinenbau
10/1993 – 9/1997 Studentische Hilfskraft am WZL der RWTH Aachen, Lehrstuhl für Produktionssystematik, Prof. W. Eversheim
9/1997 – 4/2002 Wissenschaftlicher Mitarbeiter am WZL der RWTH Aachen, Lehrstuhl für Produktionssystematik, Prof. W. Eversheim
27.9.2002 Promotionsprüfung
seit 1.10.2002 DaimlerChrysler AG, Werk Bremen





























