Embed Size (px)
Citation preview

Seite 1 | MAPAL Impulse
Bearbeitung Lenkungs-Spurstangenanbindung, ABS Sensorbohrung und der
Hartreiben von Zahnrädern
Außenreiben von Präzisionsdrehteilen
Informationen, Ideen, Interna
Neue Möglichkeitendurch neue Lösungen
Nr. 45 | Mai 2011
Fräsen von faserver-stärkten Kunststoffen

Seite 2 | MAPAL Impulse
Neue Möglichkeiten durch neue Lösungen
CHEFSACHE
A B S O L U T P R Ä Z I S I O N
19. – 24. September
EMO 2011 | Halle 4, Stand D15
Technologieführerschaftals ständige Herausforderung
Die Krise ist überstanden, es geht auf-wärts. Dies gilt sicher für die meisten Unternehmen, ist aber nur die eine Hälfte der Wahrheit. Die andere Hälfte ist die Tatsache, dass sich solche Krisen auch in Zukunft wiederholen werden, vielleicht öfter und kurzfristiger, hof-fentlich nicht so stark wie 2009, aber sicher spürbar.
Sich darauf vorzubereiten, ist eine der wichtigsten Aufgaben eines jeden Unternehmensführers. Neben der finan-ziell gesicherten Basis sind Qualität und Aktualität der produzierten Produkte die wichtigste Sicherheit für die Zukunft. Dabei ist Qualität viel mehr als die Ein-haltung von Toleranzen. Das heißt vor allem Produkte auf höchstem Standard, also technologisch führend.
Das Bemühen um Technologiefüh-rerschaft ist dabei eine ständige, nie endende Herausforderung. Das Spitzen-produkt von heute kann schon morgen überholt sein von einer neueren Ent-wicklung.
Die Basis vieler Produkte ändert sich in atemberaubendem Tempo. Beispiel Fotografie: Digital statt analog, Smart-Phone statt Kamera.
Bei den Werkzeugen sind es neue Schneidstoffe und Beschichtungen, ebenso die neuen Werkstoffe mit ent-scheidender Wirkung. Alles wird dau-ernd kurzfristig in Frage gestellt. Dies scheint erschwerend für viele Anbieter zu sein. Für uns als intensiv Forschung und Entwicklung betreibendes Unter-nehmen erscheint das eher als Chance. Wenn sich Dinge ändern, müssen neue Antworten gegeben werden, also neue Möglichkeiten durch neue Lösungen.
Wir würden uns freuen, wenn wir Ihnen die Ergebnisse unserer Entwicklungen zeigen oder direkt in Ihrer Fertigung einsetzen könnten, wohl wissend, dass morgen schon etwas wieder Besseres auftauchen kann.
Dr. Dieter Kress
Mehr als 170 Besucher bei den Kundentagen „MAPAL Dialog – neue Leichtbauwerkstoffe“ in Aalen
„Die Bearbeitung von Composites ist völlig anders als das Bearbeiten von Metall“ – unter diesem Motto fanden bei MAPAL die zweiten Kundentage „MAPAL Dialog“ statt. Die Veranstal-tung stand ganz im Zeichen der „neuen Leichtbauwerkstoffe“. Und die Resonanz auf die Einladung war überwältigend: mehr als 170 Kunden und Interessenten konnten an den beiden Tagen begrüßt werden.
Unter der Überschrift „Energieeffizienz, Leichtbau, neue Werkstoffe – zukünftige Herausforderungen an Werkzeugher-steller“ begrüßten Dr. Dieter und Dr. Jochen Kress die zahlreichen Be-sucher zu einer Veranstaltung vollgepackt mit Hinter-grund- und Detailvorträgen, mit praktischen Vorführungen unter Span und einer umfas-senden Haus-ausstellung. Im Mittelpunkt stand die Frage, wie moderne Werkstoffe am pro-duktivsten bearbeitet werden können. Die Werkzeughersteller sind gefordert, sich aktiv einzubringen und prozessfä-hige und wirtschaftliche Bearbeitungs-lösungen zu schaffen.
Zu Beginn referierte Remi Marc Stehle von Carbon Composite Technology
Seite 3 | MAPAL Impulse
Aktuelles
Große Resonanz bei den zweiten „MAPAL Dialog“ Kundentagen
anschaulich über den Aufbau, die Strukturen, die Vielfalt und die Anwendungsbereiche von Faserver-bundwerkstoffen. Die automatisierte Produktion von Composite-Bauteilen stellte anschließend Dr. Christian Boge, Vice President der MAG Composites Europe, dar. Dr. Peter Müller-Hummel, bei MAPAL Senior Manager der Business Unit Aerospace & Composite, veranschaulichte, wie MAPAL in den letzten drei Jahren ein umfassendes Prozessverständnis für die Bearbeitung von Composites und Materialverbundwerkstoffen aufge-baut hat. Gekoppelt mit dem Wissen, der Erfahrung und den modernsten Fertigungskapazitäten in den MAPAL Kompetenzzentren und dem weltwei-ten Netzwerk an Produktionsstätten und Vertriebsmannschaften sieht Müller-Hummel MAPAL so in einer
Position, jedem Kunden das optimale Werkzeug für die neuen Anwendun-gen liefern zu können.
Anschließend waren die Besucher ein-geladen, sich in der MAPAL Hausaus-stellung über die komplette Werkzeug-palette von MAPAL zu informieren. Gleichzeitig fanden Werksführungen statt. Und natürlich waren in der Ver-suchs- und Entwicklungsabteilung alle Maschinen belegt mit Anwendungs-beispielen aus der Welt der neuen Leichtbauwerkstoffe.
Am Nachmittag stellte Frank Dreher, Technischer Berater im Bereich Aero- space & Composite, detailliert die MAPAL Werkzeuglösungen für das Bohren und Fräsen von CFK und Hy-bridmaterialien aus CFK und Metall-werkstoffen vor. Dabei sind die MAPAL Werkzeuge nicht nur im
Bereich der Luftfahrt im Einsatz. Auch die Windkraft, der Schiffsbau und erste Anwendungen in der Automobil-industrie konnten erfolgreich erschlos-sen werden. Heiko Heinisch, verant-wortlich für Vertrieb und Marketing im Kompetenzzentrum Vollhartmetall-Werkzeuge, referierte anschließend über die Bearbeitung von Titan und Titanlegierungen sowie Inconel-Werk-stoffe.
Das Veranstaltungsecho war rundum positiv. Auch die MAPAL Geschäfts-leitung zog ein sehr positives Fazit. „Wir haben unsere Kompetenz in der Bearbeitung der modernen Werkstoffe nachdrücklich unter Beweis stellen können und haben uns damit weiter als kompetenter Partner für derartige Anwendungen gezeigt“, so Dr. Jochen Kress.
MAPAL Gruppe MAPAL Dialog | Neue Leichtbauwerkstoffe Seite 3 Lieferantenauszeichnungen für MAPAL Seite 4 Baden-Württemberg. Wirtschaftsdelegation bei MAPAL do Brasil Seite 5
Produkt Highlights Minimale Schmierung für maximale Performance Seite 6 Herausforderung Tieflochbohren Seite 8
Praxis Report Hartreiben von Zahnrädern mit Vollhartmetall-Reibahlen Seite 9 Fertigbearbeitung eines Benzinpumpengehäuses Seite 10 Außenreiben von Schaltschiebern Seite 12 Fräsen von faserverstärkten Kunststoffen Seite 14
Technologie Komplettbearbeitung GFK-Blattanschluss Seite 16
INHALT

Seite 4 | MAPAL Impulse
ZF-Konzern zeichnet seine besten Lieferanten aus:Award für MAPAL in der Kate-gorie „Innovation“
Seit 2007 zeichnet die ZF Friedrichs-hafen AG ihre leistungsfähigsten Lie-feranten aus. Bei der letzten Vergabe gingen die Preise an vier deutsche und ein italienisches Unternehmen. Sie überzeugten durch höchste Qualität, herausragende Technik, effiziente Lo-gistikprozesse und wettbewerbsfähige Kostenstrukturen.
„Langfristiger Erfolgsfaktor für ZF ist es, die richtigen Partner zu finden und mit diesen strategisch, kreativ, inno-vativ und partnerschaftlich zusammen zu arbeiten“, sagte Hans-Georg Härter, Vorstandsvorsitzender der ZF Fried- richshafen AG. „Gut ist nicht genug – wir wollen die Besten der Guten“, machte er den Stellenwert der Aus-zeichnung klar.
Bei der Übergabe des Awards an Dr. Dieter Kress und Dr. Jochen Kress, fand Hans-Georg Härter sehr persönliche Worte. Er erinnerte sich, dass er Dr. Dieter Kress schon vor
35 Jahren bei der ZF Passau begegnet war. Damals gab es eine schwierige Bearbeitungsaufgabe, die durch Dr. Dieter Kress mit der damals noch sehr neuen einstellbaren Einschneiden- Reibahle von MAPAL verblüffend gut gelöst wurde.
Anschließend stellte Dr. Jochen Kress das Familienunternehmen, seine Pro-dukte und die Aktivitäten der MAPAL Gruppe vor. „Innovationen entstehen bei uns in erster Linie im Dialog mit unseren Kunden. Dabei stellen wir uns täglich den Herausforderungen, die Produktion unserer Kunden beim Bearbeiten kubischer Teile in der Industrie immer wieder mit neuen Werkzeugen schneller, kostengünstiger und prozesssicher zu gestalten. Dass diese Grundhaltung des Unternehmens von der Gründung an, von der ZF heute mit dieser hohen Auszeichnung belohnt wird, freut uns alle ganz besonders“.
Die Verleihung der „ZF Supplier Awards“ fand im Rahmen des Ma-
terials Management Meetings statt. Führungskräfte der Materialwirtschaft trafen sich dazu in Friedrichshafen, um Einkaufs- und Logistikthemen zu diskutieren. Die Preisträger wur-den im Vorfeld von ZF-Juroren aus den Bereichen Einkauf, Logistik und Qualität über ein standardisiertes Auswahlverfahren ermittelt. Die fünf ausgezeichneten Unternehmen können sich jetzt mit der Auszeichnung „Top-Lieferant der europäischen ZF-Werke“ schmücken.
MAPAL ist „Preferred Supplier der Bosch-Gruppe“
Im März 2011 wurde MAPAL von der Bosch-Gruppe der Status der Preferred Supplier im Bereich Tools verliehen, die höchste Stufe in der Bosch Liefe-rantenpyramide. Mit dieser Auszeich-nung bescheinigt Bosch MAPAL eine
Supplier Awards für leistungsfähige und starke Partner
A B S O L U T P R Ä Z I S I O N
Zwei begehrte Auszeichnungen honorieren
die langjährige, enge und gewinnbringende Partnerschaft
v.l.n.r.: Reinhild Höfler, Matthias Dister und Felicia Som-merfeld (Bosch Feuerbach) bei der Übergabe der Urkunde an Dr. Dieter Kress.
Hans-Georg Härter, Vorstandsvorsitzender der ZF Friedrichshafen bei der Übergabe des Awards an Dr. Dieter Kress und Dr. Jochen Kress.

Seite 5 | MAPAL ImpulseSeite 5 | MAPAL Impulse
Informationen aus der MAPAL Gruppe– Baden-Württembergische Wirtschaftsdelegation zu Besuch bei MAPAL Tochter in Brasilien– Der ZF-Konzern und die Bosch-Gruppe zeichnen MAPAL aus
Energieeffizienz
überdurchschnittlich kompetente und leistungsfähige Zusammenarbeit. MAPAL wird damit für künftige Pro-jekte als bevorzugter Partner einge-stuft. Einkaufsleiter Matthias Dister, Reinhild Höfler und Felicia Sommer-feld von Bosch Feuerbach überreich-ten am 25. März in Aalen die Urkunde an Dr. Dieter Kress und dankten für die in der Vergangenheit erbrachten Leistungen und die Kooperationsbe-reitschaft. Besuch von Staatssekretär Richard Drautz mit Wirtschafts-delegation Baden-Württemberg bei MAPAL do Brasil in Ibirité
Baden-Württembergs Wirtschafts-staatssekretär Richard Drautz reiste vom 14. bis 23. Februar 2011 an der Spitze einer 32-köpfigen Wirtschafts-delegation in den Wachstumsmarkt
Brasilien. Drautz zeigte sich in einem Interview mit der Schwäbischen Post vom 18.02.2011 erfreut über das große Interesse baden-württembergischer Mittelständler an dieser Reise: „Die vielen Anmeldungen spiegeln die Chancen wider, die der brasilianische Markt gerade auch für mittelständi-sche Unternehmen bietet.“ Ziel der Reise ist es, neue Wirtschaftskontakte zwischen baden-württembergischen Mittelständlern und brasilianischen Firmen anzubahnen sowie die bishe-rige wirtschaftliche Zusammenarbeit zu vertiefen. Am 15. Februar war die Gruppe aus Unternehmern, Politikern und Beamten zu Gast bei MAPAL do Brasil in Ibirité, eine Autostunde von Belo Horizonte entfernt. Dort wur-den sie von Geschäftsführer Sidney Pimenta Paiva empfangen und durch die Produktion geführt.
MAPAL hat 1997 die brasilianische Niederlassung mit angeschlossener Fertigung eingerichtet. Was mit vier Mitarbeitern begann, ist heute eine der größten und wichtigsten Auslandsnie-derlassungen von MAPAL mit rund 120 Beschäftigten in Vertrieb, Ferti-gung, Verwaltung und Lager.
Es folgte ein Treffen beim Industrie-verband Minas Gerais, bei dem Paiva die erfolgreiche Kooperation von MA-PAL mit dem brasilianischen Partner-unternehmen leitet, ehe sich die Teil-nehmer auf einer Kooperations- und Kontaktbörse informieren konnten. Als Geschenke für seine brasilianischen Gesprächspartner hat Drautz Fußbälle in den Landesfarben im Gepäck: „Wir zeigen damit unseren Gesprächspart-nern, dass wir Baden-Württemberger immer am Ball bleiben“, sagte Drautz vor der Abreise.
Staatssekretär Richard Drautz (stehend rechts) bedankt sich bei Sidney Paiva (links) für die Präsentation über MAPAL do Brasil.
Richard Drautz und Sidney Pimenta Paiva vor dem Firmensitz MAPAL do Brasil in Ibirité.
Seite 6 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
Minimale Schmierung für maximale Performance
MAPAL MMS-Technologie legt Bearbeitungsprozesse trocken
Die konventionelle Zerspanung mit Kühlschmierstoffen (KSS) ist trotz fortschrittlicher Entwicklungen mit erheblichem Aufwand, Gesundheits- und Umweltrisiken sowie hohen Kosten verbunden. Kostentreiber sind neben den Beschaffungs- und Entsor-gungskosten zusätzliche Ausgaben für Behälter, Pumpen (Energie), Leitungen, Filter sowie beispielsweise die Perso-nalkosten für Überwachung, Pflege und Reinigung. Je nach Fertigungsart liegt dieser Aufwand bei 8 – 16 % der Gesamtproduktionskosten (siehe Gra-fik). Eine besonders geeignete Alterna-tive dazu bietet die Minimalmengen-schmierung (MMS). Dabei werden nur geringste Mengen an Schmierstoff im
Bereich von ca. 5 – 50 ml pro Prozess-stunde je nach Werkzeug und Bearbei-tungsfall freigesetzt.
Die Rahmenbedingungen müssen stimmen
Um einen sicheren Bearbeitungspro-zess auf die Minimalmengenschmie-rung umstellen zu können, müssen jedoch klar definierte Rahmenbe-dingungen berücksichtigt werden. Wesentliche Aufgaben wie Schmie-ren, Wärme- und Späneabtransport müssen zuverlässig erledigt werden. Das richtige Zusammenspiel von Werkstück, Maschine, Werkzeug und Schmierung muss zunächst gewähr-leistet sein, um das feine Gemisch aus Luft und Schmierstoff direkt auf den Wirkungsbereich zwischen Werkstück und Schneide in bedarfsgerechter Menge aufbringen zu können.
Nicht jeder Bearbeitungsprozess ist automatisch für MMS geeignet. Die Span- und Wärmeabfuhr muss gesi-chert sein und die Kühlfunktion darf nicht im Vordergrund stehen. So kann beispielsweise beim Bearbeiten von Titan oder hochlegierten Stählen auf-grund der hohen Temperaturentwick-lung oftmals nicht auf ausreichend Kühlung mittels KSS verzichtet wer-den. Neue Entwicklungen im Bereich der Werkzeuge und Schneidstoffe sowie der Minimalmengen-Schmier-systeme führten jedoch dazu, dass die MMS-Technologie in den letzten Jahren wesentlich effizienter und für einen weitaus breiteren Anwendungs-bereich genutzt werden kann.
MAPAL war von Anfang an ein Vor-reiter bei der Entwicklung von Präzi-sionswerkzeugen für die Trocken- und MMS-Bearbeitung und kann heute für jedes Werkzeugkonzept im Produkt-portfolio geeignete MMS-Lösungen anbieten.
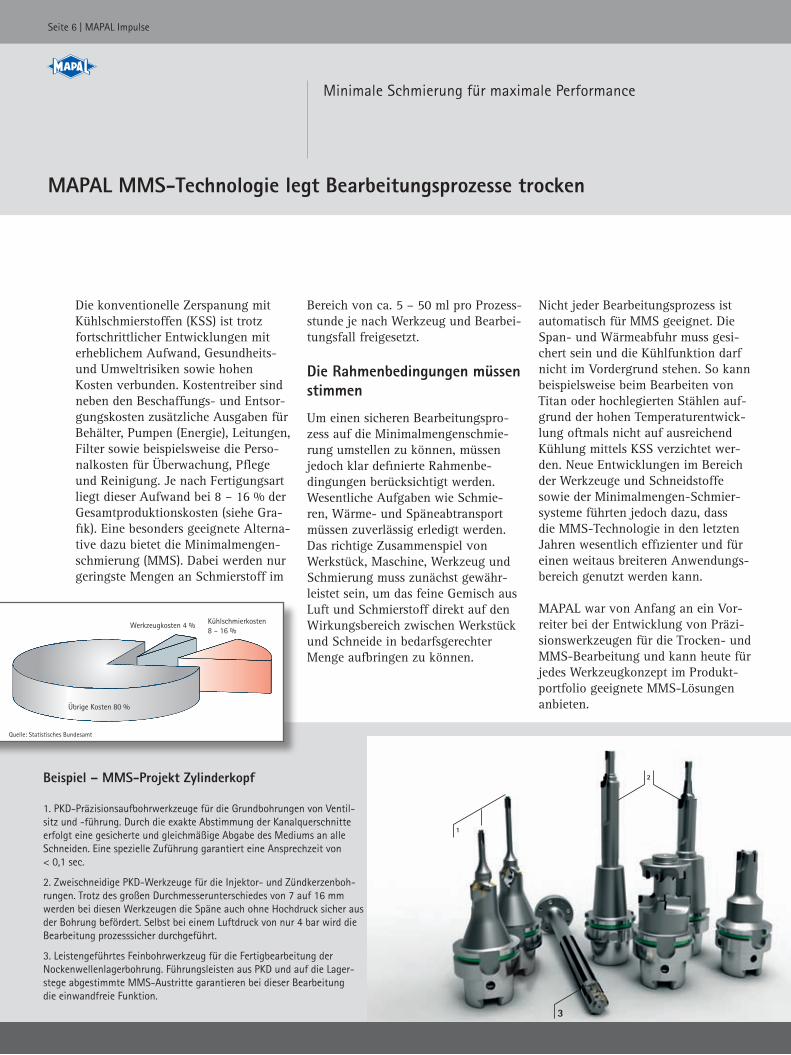
Beispiel – MMS-Projekt Zylinderkopf
1. PKD-Präzisionsaufbohrwerkzeuge für die Grundbohrungen von Ventil-sitz und -führung. Durch die exakte Abstimmung der Kanalquerschnitte erfolgt eine gesicherte und gleichmäßige Abgabe des Mediums an alle Schneiden. Eine spezielle Zuführung garantiert eine Ansprechzeit von < 0,1 sec.
2. Zweischneidige PKD-Werkzeuge für die Injektor- und Zündkerzenboh-rungen. Trotz des großen Durchmesserunterschiedes von 7 auf 16 mm werden bei diesen Werkzeugen die Späne auch ohne Hochdruck sicher aus der Bohrung befördert. Selbst bei einem Luftdruck von nur 4 bar wird die Bearbeitung prozesssicher durchgeführt.
3. Leistengeführtes Feinbohrwerkzeug für die Fertigbearbeitung der Nockenwellenlagerbohrung. Führungsleisten aus PKD und auf die Lager-stege abgestimmte MMS-Austritte garantieren bei dieser Bearbeitung die einwandfreie Funktion.
Übrige Kosten 80 %
Kühlschmierkosten 8 – 16 %
Werkzeugkosten 4 %
Quelle: Statistisches Bundesamt
3
2
1
Seite 7 | MAPAL Impulse
Kundennutzen
– MMS für alle Zerspanungsverfahren und Werkstoffe – Komplettes Spannzeugeprogramm für Ein- und Zweikanalzuführungen– Vorführung und Musterbearbeitung bei MAPAL
MAPAL Kompetenz – MMS Bearbeitung
Vor allem in der Großserienfertigung insbesondere in der Automobilindu-strie nimmt der Anteil an MMS-Pro-jekten bei MAPAL beständig zu.
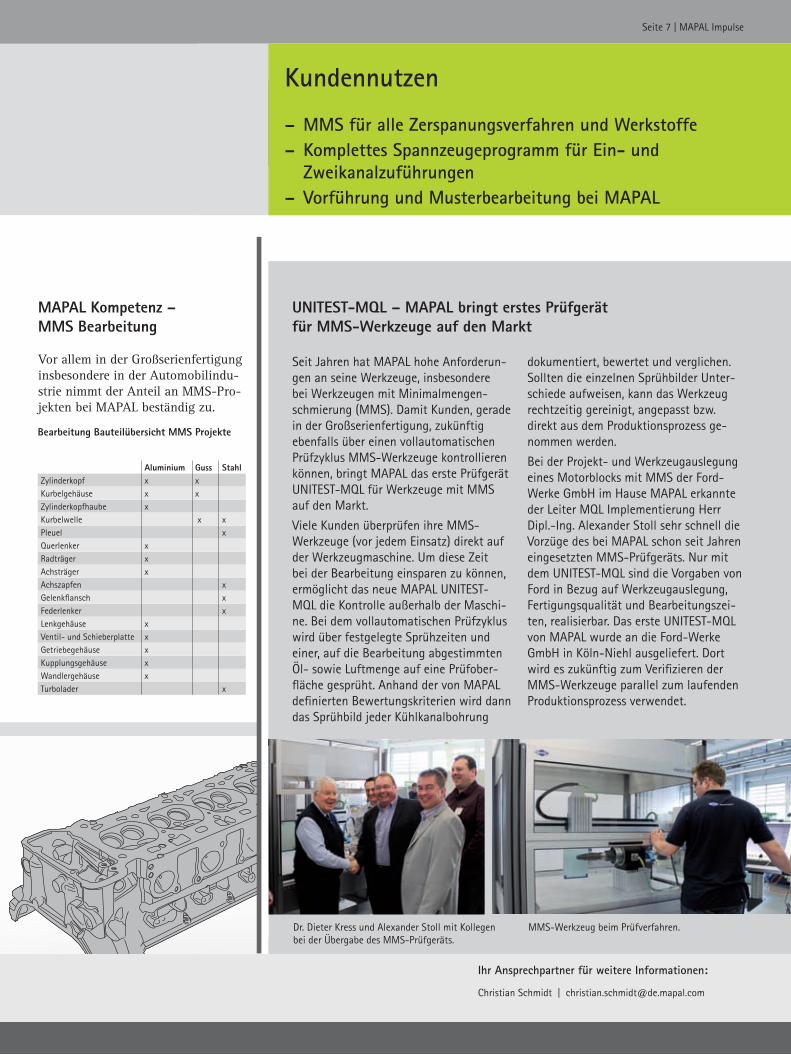
Seit Jahren hat MAPAL hohe Anforderun-gen an seine Werkzeuge, insbesondere bei Werkzeugen mit Minimalmengen-schmierung (MMS). Damit Kunden, gerade in der Großserienfertigung, zukünftig ebenfalls über einen vollautomatischen Prüfzyklus MMS-Werkzeuge kontrollieren können, bringt MAPAL das erste Prüfgerät UNITEST-MQL für Werkzeuge mit MMS auf den Markt.
Viele Kunden überprüfen ihre MMS-Werkzeuge (vor jedem Einsatz) direkt auf der Werkzeugmaschine. Um diese Zeit bei der Bearbeitung einsparen zu können, ermöglicht das neue MAPAL UNITEST-MQL die Kontrolle außerhalb der Maschi-ne. Bei dem vollautomatischen Prüfzyklus wird über festgelegte Sprühzeiten und einer, auf die Bearbeitung abgestimmten Öl- sowie Luftmenge auf eine Prüfober-fläche gesprüht. Anhand der von MAPAL definierten Bewertungskriterien wird dann das Sprühbild jeder Kühlkanalbohrung
dokumentiert, bewertet und verglichen. Sollten die einzelnen Sprühbilder Unter-schiede aufweisen, kann das Werkzeug rechtzeitig gereinigt, angepasst bzw. direkt aus dem Produktionsprozess ge-nommen werden.
Bei der Projekt- und Werkzeugauslegung eines Motorblocks mit MMS der Ford-Werke GmbH im Hause MAPAL erkannte der Leiter MQL Implementierung Herr Dipl.-Ing. Alexander Stoll sehr schnell die Vorzüge des bei MAPAL schon seit Jahren eingesetzten MMS-Prüfgeräts. Nur mit dem UNITEST-MQL sind die Vorgaben von Ford in Bezug auf Werkzeugauslegung, Fertigungsqualität und Bearbeitungszei-ten, realisierbar. Das erste UNITEST-MQL von MAPAL wurde an die Ford-Werke GmbH in Köln-Niehl ausgeliefert. Dort wird es zukünftig zum Verifizieren der MMS-Werkzeuge parallel zum laufenden Produktionsprozess verwendet.
UNITEST-MQL – MAPAL bringt erstes Prüfgerät für MMS-Werkzeuge auf den Markt
Bearbeitung Bauteilübersicht MMS Projekte
Aluminium Guss StahlZylinderkopf x xKurbelgehäuse x x Zylinderkopfhaube x Kurbelwelle x xPleuel xQuerlenker x Radträger x Achsträger x Achszapfen xGelenkflansch xFederlenker xLenkgehäuse x Ventil- und Schieberplatte x Getriebegehäuse x Kupplungsgehäuse x Wandlergehäuse x Turbolader x
Ihr Ansprechpartner für weitere Informationen:
Christian Schmidt | [email protected]
Dr. Dieter Kress und Alexander Stoll mit Kollegen bei der Übergabe des MMS-Prüfgeräts.
MMS-Werkzeug beim Prüfverfahren.
Seite 8 | MAPAL Impulse
Beim BeaA B S O L U T P R Ä Z I S I O N Kundennutzen
– Kleine Späne und reduzierte Vorschubkräfte– Optimaler Spänetransport– Prozesssicher für Bohrungen bis 30xD
In modernen Zerspanungsprozessen, insbesondere in der Massenfertigung, ist die Verbesserung der Produktivität und Qualität eine stetige Aufgabe bei der Entwicklung neuartiger Werkzeug-konzepte. Dabei stellt die Bearbeitung tiefer Bohrungen eine besondere He-rausforderung dar und erfordert spe-ziell angepasste Werkzeuglösungen, die auch bei ungünstigen L/D-Verhält-nissen eine hohe Leistungsfähigkeit garantieren.
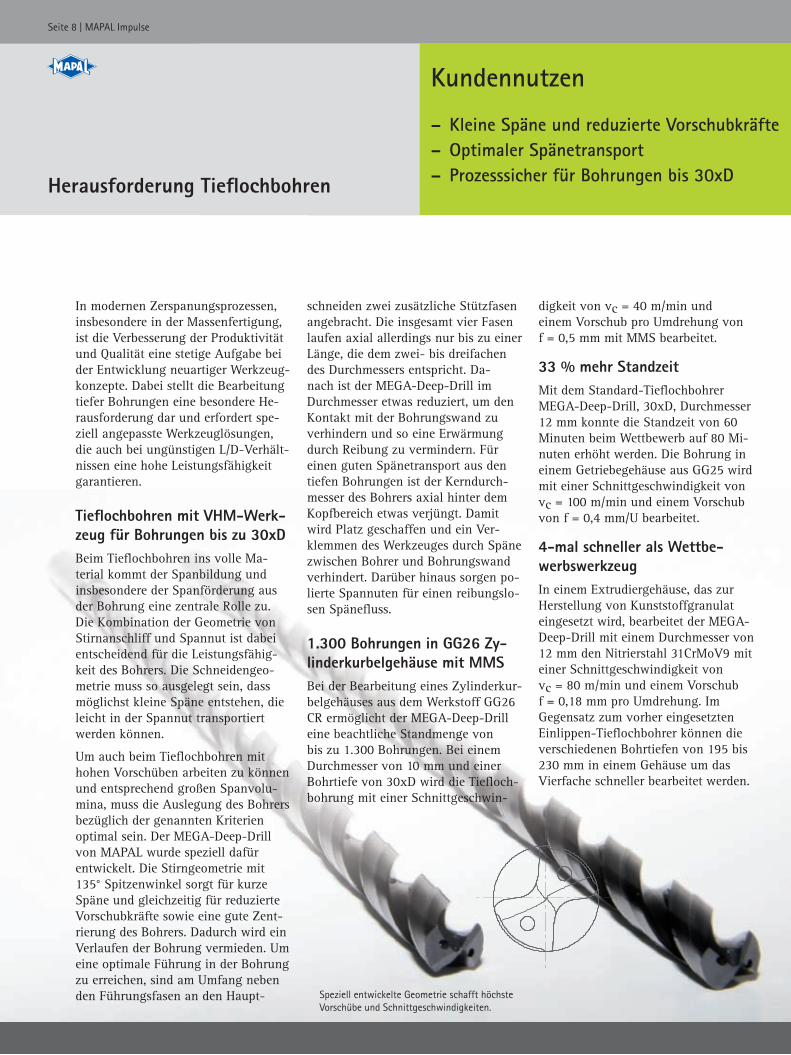
Tieflochbohren mit VHM-Werk-zeug für Bohrungen bis zu 30xDBeim Tieflochbohren ins volle Ma-terial kommt der Spanbildung und insbesondere der Spanförderung aus der Bohrung eine zentrale Rolle zu. Die Kombination der Geometrie von Stirnanschliff und Spannut ist dabei entscheidend für die Leistungsfähig-keit des Bohrers. Die Schneidengeo-metrie muss so ausgelegt sein, dass möglichst kleine Späne entstehen, die leicht in der Spannut transportiert werden können.
Um auch beim Tieflochbohren mit hohen Vorschüben arbeiten zu können und entsprechend großen Spanvolu-mina, muss die Auslegung des Bohrers bezüglich der genannten Kriterien optimal sein. Der MEGA-Deep-Drill von MAPAL wurde speziell dafür entwickelt. Die Stirngeometrie mit 135° Spitzenwinkel sorgt für kurze Späne und gleichzeitig für reduzierte Vorschubkräfte sowie eine gute Zent-rierung des Bohrers. Dadurch wird ein Verlaufen der Bohrung vermieden. Um eine optimale Führung in der Bohrung zu erreichen, sind am Umfang neben den Führungsfasen an den Haupt-
schneiden zwei zusätzliche Stützfasen angebracht. Die insgesamt vier Fasen laufen axial allerdings nur bis zu einer Länge, die dem zwei- bis dreifachen des Durchmessers entspricht. Da-nach ist der MEGA-Deep-Drill im Durchmesser etwas reduziert, um den Kontakt mit der Bohrungswand zu verhindern und so eine Erwärmung durch Reibung zu vermindern. Für einen guten Spänetransport aus den tiefen Bohrungen ist der Kerndurch-messer des Bohrers axial hinter dem Kopfbereich etwas verjüngt. Damit wird Platz geschaffen und ein Ver-klemmen des Werkzeuges durch Späne zwischen Bohrer und Bohrungswand verhindert. Darüber hinaus sorgen po-lierte Spannuten für einen reibungslo-sen Spänefluss.
1.300 Bohrungen in GG26 Zy-linderkurbelgehäuse mit MMSBei der Bearbeitung eines Zylinderkur-belgehäuses aus dem Werkstoff GG26 CR ermöglicht der MEGA-Deep-Drill eine beachtliche Standmenge von bis zu 1.300 Bohrungen. Bei einem Durchmesser von 10 mm und einer Bohrtiefe von 30xD wird die Tiefloch-bohrung mit einer Schnittgeschwin-
digkeit von vc = 40 m/min und einem Vorschub pro Umdrehung von f = 0,5 mm mit MMS bearbeitet.
33 % mehr StandzeitMit dem Standard-Tieflochbohrer MEGA-Deep-Drill, 30xD, Durchmesser 12 mm konnte die Standzeit von 60 Minuten beim Wettbewerb auf 80 Mi-nuten erhöht werden. Die Bohrung in einem Getriebegehäuse aus GG25 wird mit einer Schnittgeschwindigkeit von vc = 100 m/min und einem Vorschub von f = 0,4 mm/U bearbeitet.
4-mal schneller als Wettbe-werbswerkzeugIn einem Extrudiergehäuse, das zur Herstellung von Kunststoffgranulat eingesetzt wird, bearbeitet der MEGA-Deep-Drill mit einem Durchmesser von 12 mm den Nitrierstahl 31CrMoV9 mit einer Schnittgeschwindigkeit von vc = 80 m/min und einem Vorschub f = 0,18 mm pro Umdrehung. Im Gegensatz zum vorher eingesetzten Einlippen-Tieflochbohrer können die verschiedenen Bohrtiefen von 195 bis 230 mm in einem Gehäuse um das Vierfache schneller bearbeitet werden.
Speziell entwickelte Geometrie schafft höchste Vorschübe und Schnittgeschwindigkeiten.
Herausforderung Tieflochbohren

Seite 9 | MAPAL Impulse
Kundennutzen
– Erheblich gesenkte Ausschussquote– Mehr Prozesssicherheit bei Hartbearbeitung kleiner Bohrungen– Reduzierte Werkzeugkosten
Kundennutzen
– Kleine Späne und reduzierte Vorschubkräfte– Optimaler Spänetransport– Prozesssicher für Bohrungen bis 30xD
Seit über 80 Jahren steht das Famili-enunternehmen KRESS-elektrik GmbH & Co. KG für innovative Elektro-werkzeuge, die höchsten Profian-sprüchen gerecht werden. Der in der dritten Generation inhabergeführte Mittelständler entwickelt und produ-ziert ausschließlich in Deutschland und der Schweiz, um höchste Quali-tätsstandards einzuhalten. Gleichwohl werden die Elektrowerkzeuge über ein Vertriebsnetz aus Niederlassungen und Vertretungen weltweit in 60 Ländern an zufriedene Kunden geliefert.
Hohe Fertigungstiefe für hoch-wertige Komponenten
KRESS-elektrik hat eine hohe Fer-tigungstiefe und produziert einen Großteil der Bauteile innerhalb der Unternehmensgruppe. So kann die Qualität der verschiedenen Teile hoch gehalten und auf Probleme schnell reagiert werden. Für die spanende Feinbearbeitung von Bohrungen ver-traut KRESS-elektrik auf das Know-how von MAPAL. So konnte in enger Zusammenarbeit zum Beispiel die Prozesssicherheit für das Hartreiben der Zentralbohrung an Zahnrädern deutlich verbessert werden.
Hartreiben eines Zahnrades für Bohrhämmer
Die Zentralbohrung ø8H7 eines schräg-verzahnten Zahnrades aus 16MnCr5, wurde bisher mit CBN-Schneiden aus-gedreht. Das auf 60 - 63 HRC einsatz-gehärtete Teil ist auf die Vorgelege-welle eines Bohrhammers aufgepresst, die wiederum das Schlagwerk und die Bohrspindel antreibt. Der Prozess des
Ausdrehens war allerdings aufgrund des kleinen Durch-messers nicht sta-bil, die Standzeiten waren schlecht und es kam zu Quali-tätsproblemen. Die Nacharbeits- bzw. Ausschussquote lag mit 8 – 10 % viel zu hoch und der Maschinenbediener musste ständig nachstellen, um über-haupt eine vernünftige Menge Gutteile zu produzieren.
Als alternatives Verfahren bietet sich für die Feinbearbeitung gehärteter Bohrungen mit relativ kleinen Durch-messern immer das Reiben mit Mehr-schneiden-Reibahlen an. Die Vorteile gegenüber dem Ausdrehen liegen darin, dass sich diese Werkzeuge selbst in der Bohrung führen und mit höheren Vorschub-geschwindigkeiten gefahren werden können. Neu kamen deshalb MAPAL Vollhartme-tall-Reibahlen zum Einsatz mit einer speziellen Beschichtung für die Hartbearbeitung. Die Schnittdaten liegen bei vc = 25 m/min und f = 0,2 mm, wobei die Bohrung zunächst pilotiert wird, um die Position zu halten. Die beschichtete Vollhartmetall-Reibahle ist ohne Pendel-halter fest eingespannt und erreicht eine Standzeit von 3.700 Bohrungen mit einer Ausschussquote weit unter 1 %.
Bei der KRESS-elektrik GmbH & Co. KG ist man mit diesen Ergebnissen sehr zufrieden, insbesondere mit der Prozesssicherheit. Es werden jährlich ca. 80.000 Zahnräder mit verschie-denen Durchmessern produziert, die inzwischen alle mit MAPAL VHM-Reibahlen bearbeitet werden.
v.l.n.r.: Peter Werner (Technischer Berater MAPAL), Volker Kloz (Leiter Mechanische Fertigung Fa. Kress), Timo Schäfer (stellv. Leiter Mechanische Fertigung Product Engineering Fa. Kress) sowie Vinco Vodanovic (Facharbeiter Mech. Fertigung Fa. Kress).
Ihr Ansprechpartner für weitere Informationen:
Michael Neumann | [email protected]
MAPAL VHM-Reibahlen bringenverbesserte Prozesssicherheit
Seite 10 | MAPAL Impulse
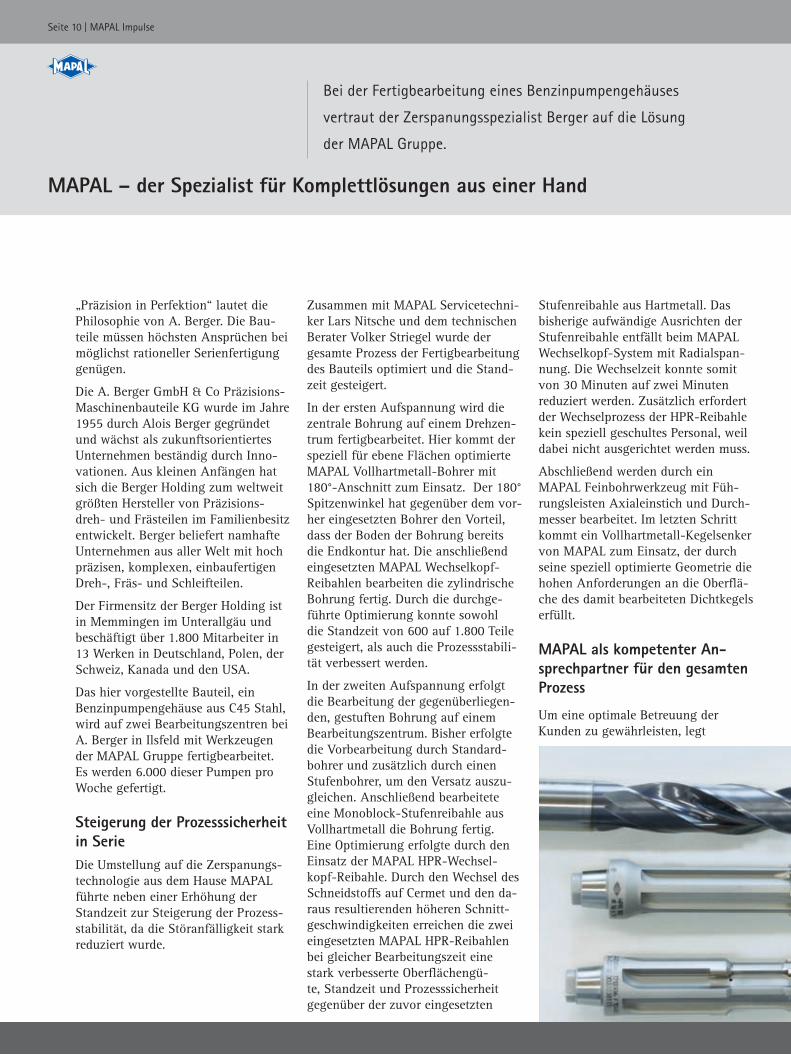
Bei der Fertigbearbeitung eines Benzinpumpengehäuses
vertraut der Zerspanungsspezialist Berger auf die Lösung
der MAPAL Gruppe.
A B S O L U T P R Ä Z I S I O N
MAPAL – der Spezialist für Komplettlösungen aus einer Hand
„Präzision in Perfektion“ lautet die Philosophie von A. Berger. Die Bau-teile müssen höchsten Ansprüchen bei möglichst rationeller Serienfertigung genügen.
Die A. Berger GmbH & Co Präzisions-Maschinenbauteile KG wurde im Jahre 1955 durch Alois Berger gegründet und wächst als zukunftsorientiertes Unternehmen beständig durch Inno-vationen. Aus kleinen Anfängen hat sich die Berger Holding zum weltweit größten Hersteller von Präzisions-dreh- und Frästeilen im Familienbesitz entwickelt. Berger beliefert namhafte Unternehmen aus aller Welt mit hoch präzisen, komplexen, einbaufertigen Dreh-, Fräs- und Schleifteilen.
Der Firmensitz der Berger Holding ist in Memmingen im Unterallgäu und beschäftigt über 1.800 Mitarbeiter in 13 Werken in Deutschland, Polen, der Schweiz, Kanada und den USA.
Das hier vorgestellte Bauteil, ein Benzinpumpengehäuse aus C45 Stahl, wird auf zwei Bearbeitungszentren bei A. Berger in Ilsfeld mit Werkzeugen der MAPAL Gruppe fertigbearbeitet. Es werden 6.000 dieser Pumpen pro Woche gefertigt.
Steigerung der Prozesssicherheit in SerieDie Umstellung auf die Zerspanungs-technologie aus dem Hause MAPAL führte neben einer Erhöhung der Standzeit zur Steigerung der Prozess-stabilität, da die Störanfälligkeit stark reduziert wurde.
Zusammen mit MAPAL Servicetechni-ker Lars Nitsche und dem technischen Berater Volker Striegel wurde der gesamte Prozess der Fertigbearbeitung des Bauteils optimiert und die Stand-zeit gesteigert.
In der ersten Aufspannung wird die zentrale Bohrung auf einem Drehzen-trum fertigbearbeitet. Hier kommt der speziell für ebene Flächen optimierte MAPAL Vollhartmetall-Bohrer mit 180°-Anschnitt zum Einsatz. Der 180° Spitzenwinkel hat gegenüber dem vor-her eingesetzten Bohrer den Vorteil, dass der Boden der Bohrung bereits die Endkontur hat. Die anschließend eingesetzten MAPAL Wechselkopf-Reibahlen bearbeiten die zylindrische Bohrung fertig. Durch die durchge-führte Optimierung konnte sowohl die Standzeit von 600 auf 1.800 Teile gesteigert, als auch die Prozessstabili-tät verbessert werden.
In der zweiten Aufspannung erfolgt die Bearbeitung der gegenüberliegen-den, gestuften Bohrung auf einem Bearbeitungszentrum. Bisher erfolgte die Vorbearbeitung durch Standard-bohrer und zusätzlich durch einen Stufenbohrer, um den Versatz auszu-gleichen. Anschließend bearbeitete eine Monoblock-Stufenreibahle aus Vollhartmetall die Bohrung fertig. Eine Optimierung erfolgte durch den Einsatz der MAPAL HPR-Wechsel-kopf-Reibahle. Durch den Wechsel des Schneidstoffs auf Cermet und den da-raus resultierenden höheren Schnitt-geschwindigkeiten erreichen die zwei eingesetzten MAPAL HPR-Reibahlen bei gleicher Bearbeitungszeit eine stark verbesserte Oberflächengü-te, Standzeit und Prozesssicherheit gegenüber der zuvor eingesetzten
Stufenreibahle aus Hartmetall. Das bisherige aufwändige Ausrichten der Stufenreibahle entfällt beim MAPAL Wechselkopf-System mit Radialspan-nung. Die Wechselzeit konnte somit von 30 Minuten auf zwei Minuten reduziert werden. Zusätzlich erfordert der Wechselprozess der HPR-Reibahle kein speziell geschultes Personal, weil dabei nicht ausgerichtet werden muss.
Abschließend werden durch einMAPAL Feinbohrwerkzeug mit Füh-rungsleisten Axialeinstich und Durch-messer bearbeitet. Im letzten Schritt kommt ein Vollhartmetall-Kegelsenker von MAPAL zum Einsatz, der durch seine speziell optimierte Geometrie die hohen Anforderungen an die Oberflä-che des damit bearbeiteten Dichtkegels erfüllt.
MAPAL als kompetenter An-sprechpartner für den gesamten Prozess
Um eine optimale Betreuung der Kunden zu gewährleisten, legt

Seite 11 | MAPAL Impulse
Kundennutzen
– Erhöhung der Standzeit von 600 auf 1.800 Teile – Erhöhung der Prozesssicherheit durch Prozessoptimierung– Ein Ansprechpartner für den gesamten ProzessMAPAL – der Spezialist für Komplettlösungen aus einer Hand
MAPAL sehr großen Wert auf Kunden-service durch kompetente Mitarbeiter im Außen- und Innendienst. Individuelle Kundenanforderungen für komplette Lösungen mit Standard- und Sonder-werkzeugen, können durch Erfahrung und Prozess-Know-how erfüllt werden. Durch die Lösung der Bearbeitungsauf-gabe mit Werkzeugen aus der MAPAL Gruppe konnten bei A. Berger die Zahl der Lieferanten und Ansprechpartner reduziert und die Logistik sowie der Ser-vice verbessert werden. Die Optimierung
des kompletten Prozesses der Fertig-bearbeitung durch MAPAL ermöglicht A. Berger bei gesteigerter Produktivität, Prozesssicherheit und Wirtschaftlichkeit ein Höchstmaß an Qualität zu gewähr-leisten.
Im Bild von links: Volker Striegel (Technischer Berater MAPAL), Heiko Schmälzle (Teamleiter Ilsfeld) und Armin Wirth (Betriebsleitung) bei der Firma A. Berger in Ilsfeld.
Bild rechts unten: Revolver mitMAPAL HPR-Wechselkopf-Reibahlen.
Bearbeitung der gegenüberliegenden, gestuften Bohrung auf einem Bearbei-tungszentrum.
Fertigbearbeitung der zentralen Bohrung auf einem Drehzentrum.
Auswahl an MAPAL Werkzeugen für die Fertigbearbeitung.
Seite 12 | MAPAL Impulse
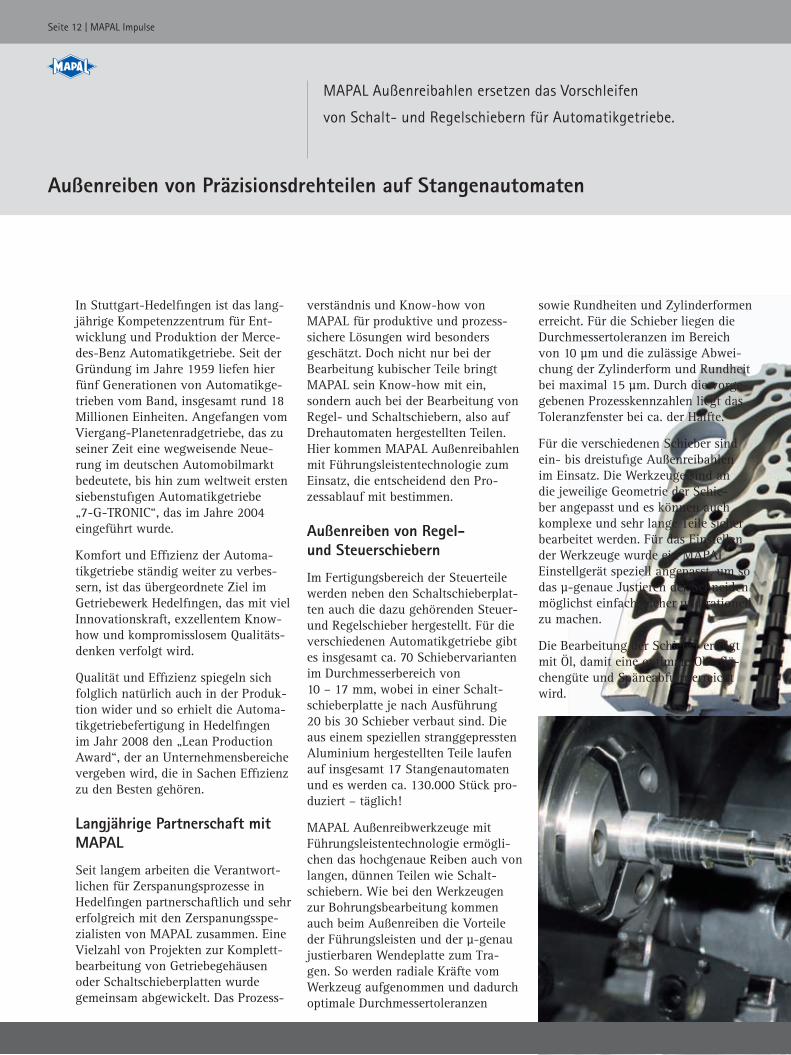
MAPAL Außenreibahlen ersetzen das Vorschleifen
von Schalt- und Regelschiebern für Automatikgetriebe.
A B S O L U T P R Ä Z I S I O N
Außenreiben von Präzisionsdrehteilen auf Stangenautomaten
In Stuttgart-Hedelfingen ist das lang-jährige Kompetenzzentrum für Ent-wicklung und Produktion der Merce-des-Benz Automatikgetriebe. Seit der Gründung im Jahre 1959 liefen hier fünf Generationen von Automatikge-trieben vom Band, insgesamt rund 18 Millionen Einheiten. Angefangen vom Viergang-Planetenradgetriebe, das zu seiner Zeit eine wegweisende Neue-rung im deutschen Automobilmarkt bedeutete, bis hin zum weltweit ersten siebenstufigen Automatikgetriebe „7-G-TRONIC“, das im Jahre 2004 eingeführt wurde.
Komfort und Effizienz der Automa-tikgetriebe ständig weiter zu verbes-sern, ist das übergeordnete Ziel im Getriebewerk Hedelfingen, das mit viel Innovationskraft, exzellentem Know-how und kompromisslosem Qualitäts-denken verfolgt wird.
Qualität und Effizienz spiegeln sich folglich natürlich auch in der Produk-tion wider und so erhielt die Automa-tikgetriebefertigung in Hedelfingen im Jahr 2008 den „Lean Production Award“, der an Unternehmensbereiche vergeben wird, die in Sachen Effizienz zu den Besten gehören.
Langjährige Partnerschaft mit MAPAL
Seit langem arbeiten die Verantwort-lichen für Zerspanungsprozesse in Hedelfingen partnerschaftlich und sehr erfolgreich mit den Zerspanungsspe-zialisten von MAPAL zusammen. Eine Vielzahl von Projekten zur Komplett-bearbeitung von Getriebegehäusen oder Schaltschieberplatten wurde gemeinsam abgewickelt. Das Prozess-
verständnis und Know-how von MAPAL für produktive und prozess-sichere Lösungen wird besonders geschätzt. Doch nicht nur bei der Bearbeitung kubischer Teile bringt MAPAL sein Know-how mit ein, sondern auch bei der Bearbeitung von Regel- und Schaltschiebern, also auf Drehautomaten hergestellten Teilen. Hier kommen MAPAL Außenreibahlen mit Führungsleistentechnologie zum Einsatz, die entscheidend den Pro-zessablauf mit bestimmen.
Außenreiben von Regel- und Steuerschiebern
Im Fertigungsbereich der Steuerteile werden neben den Schaltschieberplat-ten auch die dazu gehörenden Steuer- und Regelschieber hergestellt. Für die verschiedenen Automatikgetriebe gibt es insgesamt ca. 70 Schiebervarianten im Durchmesserbereich von 10 – 17 mm, wobei in einer Schalt-schieberplatte je nach Ausführung 20 bis 30 Schieber verbaut sind. Die aus einem speziellen stranggepressten Aluminium hergestellten Teile laufen auf insgesamt 17 Stangenautomaten und es werden ca. 130.000 Stück pro-duziert – täglich!
MAPAL Außenreibwerkzeuge mit Führungsleistentechnologie ermögli-chen das hochgenaue Reiben auch von langen, dünnen Teilen wie Schalt-schiebern. Wie bei den Werkzeugen zur Bohrungsbearbeitung kommen auch beim Außenreiben die Vorteile der Führungsleisten und der µ-genau justierbaren Wendeplatte zum Tra-gen. So werden radiale Kräfte vom Werkzeug aufgenommen und dadurch optimale Durchmessertoleranzen
sowie Rundheiten und Zylinderformen erreicht. Für die Schieber liegen die Durchmessertoleranzen im Bereich von 10 µm und die zulässige Abwei-chung der Zylinderform und Rundheit bei maximal 15 µm. Durch die vorge-gebenen Prozesskennzahlen liegt das Toleranzfenster bei ca. der Hälfte.
Für die verschiedenen Schieber sind ein- bis dreistufige Außenreibahlen im Einsatz. Die Werkzeuge sind an die jeweilige Geometrie der Schie-ber angepasst und es können auch komplexe und sehr lange Teile sicher bearbeitet werden. Für das Einstellen der Werkzeuge wurde ein MAPAL Einstellgerät speziell angepasst, um so das µ-genaue Justieren der Schneiden möglichst einfach, sicher und rationell zu machen.
Die Bearbeitung der Schieber erfolgt mit Öl, damit eine optimale Oberflä-chengüte und Späneabfuhr erreicht wird.

Seite 13 | MAPAL Impulse
Kundennutzen
– Vorschleifprozess komplett substituiert– Verkürzte Prozesszeiten und reduzierter Maschineninvest– Niedrige Stückkosten und hohe Produktivität
MAPAL Außenreibahlen ersetzen das Vorschleifen
von Schalt- und Regelschiebern für Automatikgetriebe.
Außenreiben von Präzisionsdrehteilen auf Stangenautomaten
Die Schnittwerte liegen bei f = 0,2 mm und vc = 180 m/min und es werden mit den PKD-bestückten Reibschnei-den Standmengen von 50.000 Teilen und mehr erreicht.
Enorme Kostenersparnis durch Außenreiben
Durch das Außenreiben ist die Herstel-lung der Schieber besonders rationell und kostengünstig. Das Vorschleifen des Außendurchmessers vor dem Anodisieren wird substituiert, so dass
der Gesamtprozess nur noch drei Bearbeitungsschritte umfasst: Drehen inklusive Außenreiben – Galvanisieren – Fertigschleifen. Ohne das Außenrei-ben müsste der Schleifmaschinenpark doppelt so groß sein und vor allem
entfallen die Rüst-, Bearbeitungs- und Liegezeiten für eine zusätzliche Schleifoperation komplett. Das Resul-tat – niedrige Stückkosten und hohe Produktivität.
Ihr Ansprechpartner für weitere Informationen:
Alfred Haas | [email protected]
Mehr als 70 verschiedene Schiebervarianten werden mit MAPAL Außenreibahlen hoch produktiv bearbeitet.
Ulrich Frassen und Wolfgang Pau, beide Schicht-führer bei Daimler Hedelfingen, zusammen mit Udo Pfisterer (Bildmitte), Technischer Berater, MAPAL.

Seite 14 | MAPAL Impulse
Fräsen von faserverstärkten KunststoffenA B S O L U T P R Ä Z I S I O N
Der OptiMill-Composite-Speed setzt neue Maßstäbe
Beim Fräsen von kohlefaserverstärkten Kunststoffen wird die Bauteilqualität in erster Linie durch eine makellose Oberfläche und erstklassige Kanten bestimmt. K.O.-Kriterien sind vor allem Faserausrisse (Delamination), Faserüberstände, das heißt nicht vollständig abgeschnittene Fasern, sowie verbranntes Harz. Letzteres wird häufig nicht erkannt bzw. falsch gedeutet bei der Beurteilung einer besonders auffällig glänzenden Ober-fläche. Schruppen und anschließendes Schlichten führen dann meist auch nicht zum gewünschten Erfolg, wenn das eingesetzte Werkzeug die Perfor-mance nicht bringt.
MAPAL hat für diese Anwendungen ein Fräswerkzeug entwickelt, wel-ches das Bearbeiten in nur einem Schnitt ermöglicht und dadurch die Bearbeitungszeit deutlich reduziert, bei gleichzeitiger Erfüllung höchster Qualitätsansprüche.
Bei der GKN Aerospace GmbH in München stellte der neue Hochleis-tungs-Fräser OptiMill-Composite-Speed seine Leistungsfähigkeit in der Praxis unter Beweis. Der GKN Stand-ort in München beschäftigt ca. 350 Mitarbeiter und ist Teil des weltweit
operierenden Unternehmensbereiches GKN Aerospace. Spezialisiert auf die Entwicklung und Fertigung von Hochleistungs-Kunststoffstrukturen für zivile und militärische Luftfahrt, sowie für spezielle industrielle Anwen-dungen, wird an der hochmodernen Produktionsstätte die vollständige Produktpalette zur Kunststofffertigung basierend auf wettbewerbsfähigen, automatisierten Prozessen angeboten.
CFK-Strukturbauteile im Seiten-leitwerk des Airbus A380 stel-len hohe Anforderungen an die Zerspanungswerkzeuge
GKN ist ständig bestrebt, den Zerspa-nungsprozess, insbesondere an den CFK-Strukturbauteilen des Seitenleit-werks am Airbus A380, zu verbessern.Besonders beim Besäumen der CFK-Strukturbauteile sah der verant-wortliche Fertigungsmeister Andreas Pilz bei GKN München hohes Optimierungspotenzial. Die CFK-Teile mit einseitig auflami-nierter Glaslage und einer Dicke von 6 mm wurden bislang mit zwei Wettbewerbswerkzeugen auf einer Zimmermann Portalfräsma-schine Typ FZ32 besäumt.
Zwei identische Vielzahnfräser, sogenannte „Router“ mit Durchmes-ser 8 mm wurden nacheinander zum Schruppen und Schlichten der Bauteile eingesetzt, um die Qualitätsanforde-rungen zu erreichen. Dennoch war zum Teil aufwändiges Nacharbeiten notwendig, da die auflaminierten Glaslagen nicht sauber durchtrennt wurden. Delamination am Rand-bereich und Faserausbrüche an der Schnittkante waren weitere uner-wünschte Ergebnisse des bestehenden Fertigungsprozesses.
Reduzierung der reinen Fräszeit um 60 %
Der enge Dialog zwischen den Ver-antwortlichen bei GKN und den zuständigen MAPAL Außendienstmitar-
ALT NEUVergleich Vielzahnfräser und OptiMill-Composite-Speed
n 2 identische Vielzahnfräsern Arbeitsweise 1 x Schruppen / 1 x Schlichtenn Drehzahl 8.000 U/minn Vorschub 700 mm/minn Standzeit 1 Bauteil nBearbeitungszeit: 31,5 Stunden
n 1 OptiMill-Composite-Speed n Arbeitsweise 1 Schnitt (Schruppen und Schlichten)n Drehzahl 14.000 U/minn Vorschub 2.000 mm/minn Standzeit 1 BauteilnBearbeitungszeit: 18,4 Stunden
uReduzierung der Bearbeitungszeit um 42 %
Fräskontur amStrukturbauteil aus CFK.

Seite 15 | MAPAL Impulse
Kundennutzen
– Minimierung der Durchlaufzeiten– Reduzierung von Nacharbeit– Keine Delamination am Randbereich– Auflaminierte Glaslagen werden sauber durchtrennt
Fräsen von faserverstärkten Kunststoffen
Bild rechts: Andreas Pilz (Mitte, Fertigungsmeis-ter GKN Aerospace) zusammen mit Frank Dreher (links im Bild, technischer Berater MAPAL) und Thomas Weihrich (technischer Berater MAPAL).
Ihr Ansprechpartner für weitere Informationen:
Frank Dreher | [email protected]
Der OptiMill-Composite-Speed (links) ersetzt zwei identische Vielzahnfräser.
beitern Thomas Weihrich und Frank Dreher führte zu einer bemerkens-werten Prozessoptimierung, sowohl hinsichtlich der Minimierung der Durchlaufzeiten als auch der Verbesse-rung des Bearbeitungsergebnisses. Mit dem Vollhartmetall-Fräser OptiMill-Composite-Speed hat MAPAL ein besonders leistungsfähiges Werkzeug im Portfolio. Speziell auf die Zerspa-nungsanforderungen an faserverstärk-ten Kunststoffen hin entwickelt ist er gewöhnlichen Vielzahlfräsern weit überlegen. Wie die Wettbewerbsfräser besäumt der OptiMill mit Durchmes-ser 8 mm im Vollschnitt, jedoch mit dreifacher Vorschubgeschwindigkeit (siehe Vergleichstabelle Schnittdaten). Die spezielle Verzahnungsgeometrie des OptiMill-Composite-Speed mit
ihren acht Schneiden vollzieht die Schrupp- und Schlichtbearbeitung in einem Arbeitsgang. Dadurch können bei GKN erhebliche Zeiteinsparungen von bis zu 60 % realisiert werden. Im Detail konnte die Bearbeitungszeit von 31,5 h auf 18,4 h (pro Flugzeug) reduziert werden.
Weiterhin wurden Nacharbeiten auf ein Minimum reduziert, und es gibt nur wenige bis keine Faserausbrüche an den Schnittkanten. Die auflami-nierten Glaslagen werden nun sauber durchtrennt. Inzwischen setzt GKN den OptiMill-Composite-Speed bei weiteren CFK-Strukturbauteilen ein und erzielt dabei vergleichbare Ergeb-nisse auf höchstem Niveau.
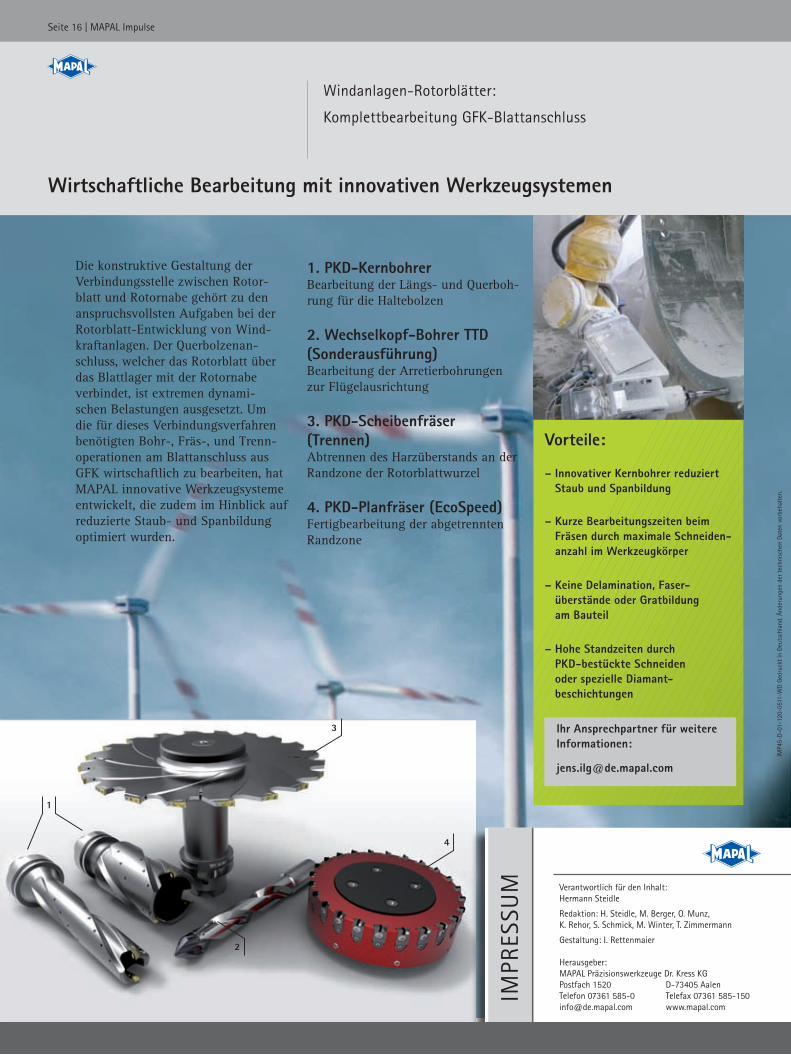
Die konstruktive Gestaltung der Verbindungsstelle zwischen Rotor-blatt und Rotornabe gehört zu den anspruchsvollsten Aufgaben bei der Rotorblatt-Entwicklung von Wind-kraftanlagen. Der Querbolzenan-schluss, welcher das Rotorblatt über das Blattlager mit der Rotornabe verbindet, ist extremen dynami-schen Belastungen ausgesetzt. Um die für dieses Verbindungsverfahren benötigten Bohr-, Fräs-, und Trenn-operationen am Blattanschluss aus GFK wirtschaftlich zu bearbeiten, hat MAPAL innovative Werkzeugsysteme entwickelt, die zudem im Hinblick auf reduzierte Staub- und Spanbildung optimiert wurden.
1. PKD-KernbohrerBearbeitung der Längs- und Querboh-rung für die Haltebolzen
2. Wechselkopf-Bohrer TTD (Sonderausführung)Bearbeitung der Arretierbohrungen zur Flügelausrichtung
3. PKD-Scheibenfräser (Trennen)Abtrennen des Harzüberstands an der Randzone der Rotorblattwurzel
4. PKD-Planfräser (EcoSpeed)Fertigbearbeitung der abgetrennten Randzone
IMP4
5-D-
01-1
20-0
511-
WD
Ged
ruck
t in
Deu
tsch
land
. Änd
erun
gen
der t
echn
isch
en D
aten
vor
beha
lten.
Windanlagen-Rotorblätter:
Komplettbearbeitung GFK-Blattanschluss
A B S O L U T P R Ä Z I S I O N
Wirtschaftliche Bearbeitung mit innovativen Werkzeugsystemen
Seite 16 | MAPAL Impulse
2
3
4
1
Verantwortlich für den Inhalt:Hermann Steidle
Redaktion: H. Steidle, M. Berger, O. Munz,K. Rehor, S. Schmick, M. Winter, T. Zimmermann
Gestaltung: I. Rettenmaier
Herausgeber:MAPAL Präzisionswerkzeuge Dr. Kress KGPostfach 1520 D-73405 AalenTelefon 07361 585-0 Telefax 07361 [email protected] www.mapal.com
Vorteile:
– Innovativer Kernbohrer reduziert Staub und Spanbildung
– Kurze Bearbeitungszeiten beim Fräsen durch maximale Schneiden-anzahl im Werkzeugkörper
– Keine Delamination, Faser- überstände oder Gratbildung am Bauteil
– Hohe Standzeiten durch PKD-bestückte Schneiden oder spezielle Diamant- beschichtungen
Ihr Ansprechpartner für weitere Informationen: [email protected]
IMPR
ESSU
M





























