Embed Size (px)
Citation preview
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
O F F E R No. 1201100
Hamburg, 18 July 2012
SPECIAL SALE for prompt descision
Wir bieten Ihnen – vorbehaltlich endgültiger Bestätigung wie folgt an: We offer you - subject to our final confirmation the following:
M A N S A B since 1969
M. Schnittka e.K.
Germanenweg 20 D-22455 Hamburg
Telefon (0049-40) 551 53 65 Telefax (0049-40) 555 42 86 @mail: [email protected]
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
1x NEW Complete Baby Diapers Production Made in Italy – Worldwide best technology
1x NEUE Komplette Baby Windeln Produktionsanlage SECTION 1 – TECHNICAL DESCRIPTION Performances.
Design speed - pieces/min 350 pcs/min
Production speed – metres/min Max 150 mt/min
Diapers output per minute 300-350 pieces/min (depending on
size)
Efficiency >85%
Waste <3%
Product sizes (included) Mini, Midi, Maxi, Junior
Diapers structure and shape According to Purchaser specification, to be defined at time of order confirmation and therefore within the following dimensions: Max length: 600 mm Min length : 350 mm Max width : 400 mm Min width : 220 mm PRODUCT DESCRIPTION
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
1. Core : pulp core mixed sap 2. Backsheet : poly back sheet or pre-laminated textile back sheet 3. Frontal Tape : standard or Hook & Loop preglued 4. Elastics : Lycra or natural rubber 5. Nonwoven Topsheet 6. Tape: standard or Hook &Loop 7. Acquisition Layer 8. Leg gathers with glue : with 1 or 2 elastics Lycra
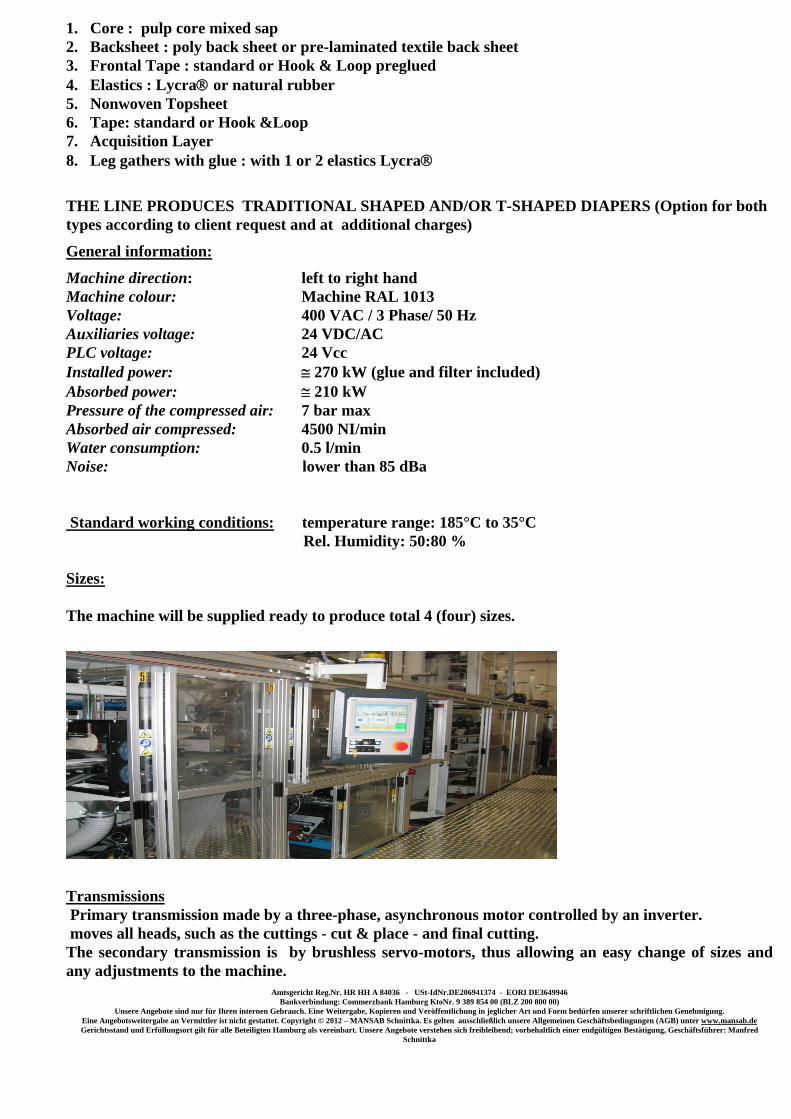
THE LINE PRODUCES TRADITIONAL SHAPED AND/OR T-SHAPED DIAPERS (Option for both types according to client request and at additional charges)
General information:
Machine direction: left to right hand Machine colour: Machine RAL 1013 Voltage: 400 VAC / 3 Phase/ 50 Hz Auxiliaries voltage: 24 VDC/AC PLC voltage: 24 Vcc Installed power: 270 kW (glue and filter included) Absorbed power: 210 kW Pressure of the compressed air: 7 bar max Absorbed air compressed: 4500 NI/min Water consumption: 0.5 l/min Noise: lower than 85 dBa Standard working conditions: temperature range: 185°C to 35°C
Rel. Humidity: 50:80 % Sizes: The machine will be supplied ready to produce total 4 (four) sizes.
Transmissions Primary transmission made by a three-phase, asynchronous motor controlled by an inverter. moves all heads, such as the cuttings - cut & place - and final cutting. The secondary transmission is by brushless servo-motors, thus allowing an easy change of sizes and any adjustments to the machine.
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
Electrical features. Main panel with cooling system , motors, fans, control boxes, driving panel for the operator. Control system The machine is controlled by a programmable controller (PLC) installed in the electric cabinet. The automation programs are organised following a modular structure including a standard main core and a series of modules to perform the different process functions according to the specific line configuration PLC TYPE: SIEMENS S7
Control panel with the man-machine interface program (HMI) whereby the operator receives all the diagnostic information relevant to any technical or functional anomalies and the production data (pieces produced, pieces rejected, etc…) totalled by the system.
The HMI allows also to define all operating parameters and the recipes for the different product sizes. Moreover, the operator can control the production process by synchronising the applications on the diaper and adjusting the speed of motors.
HMI TYPE: Siemens, coloured touch panel
SECTION 2 - BASIC MACHINE DESCRIPTION
A. CORE FORMING
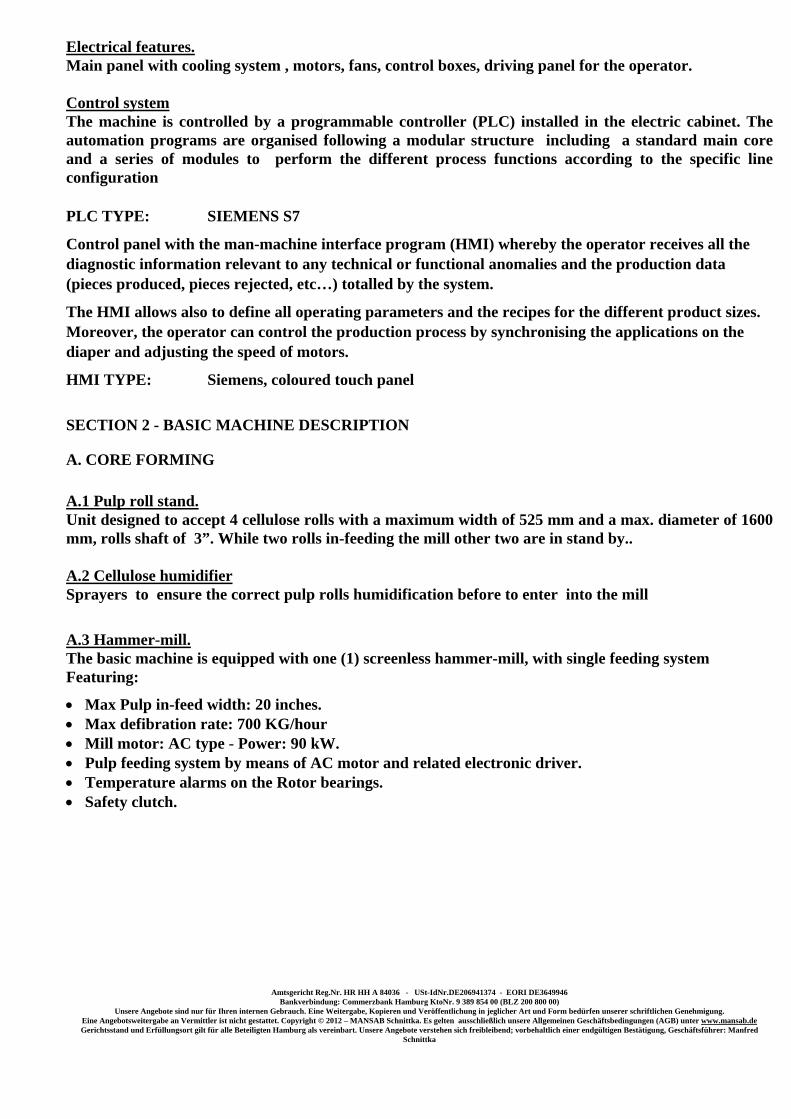
A.1 Pulp roll stand. Unit designed to accept 4 cellulose rolls with a maximum width of 525 mm and a max. diameter of 1600 mm, rolls shaft of 3”. While two rolls in-feeding the mill other two are in stand by.. A.2 Cellulose humidifier Sprayers to ensure the correct pulp rolls humidification before to enter into the mill
A.3 Hammer-mill. The basic machine is equipped with one (1) screenless hammer-mill, with single feeding system Featuring:
Max Pulp in-feed width: 20 inches. Max defibration rate: 700 KG/hour Mill motor: AC type - Power: 90 kW. Pulp feeding system by means of AC motor and related electronic driver. Temperature alarms on the Rotor bearings. Safety clutch.
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
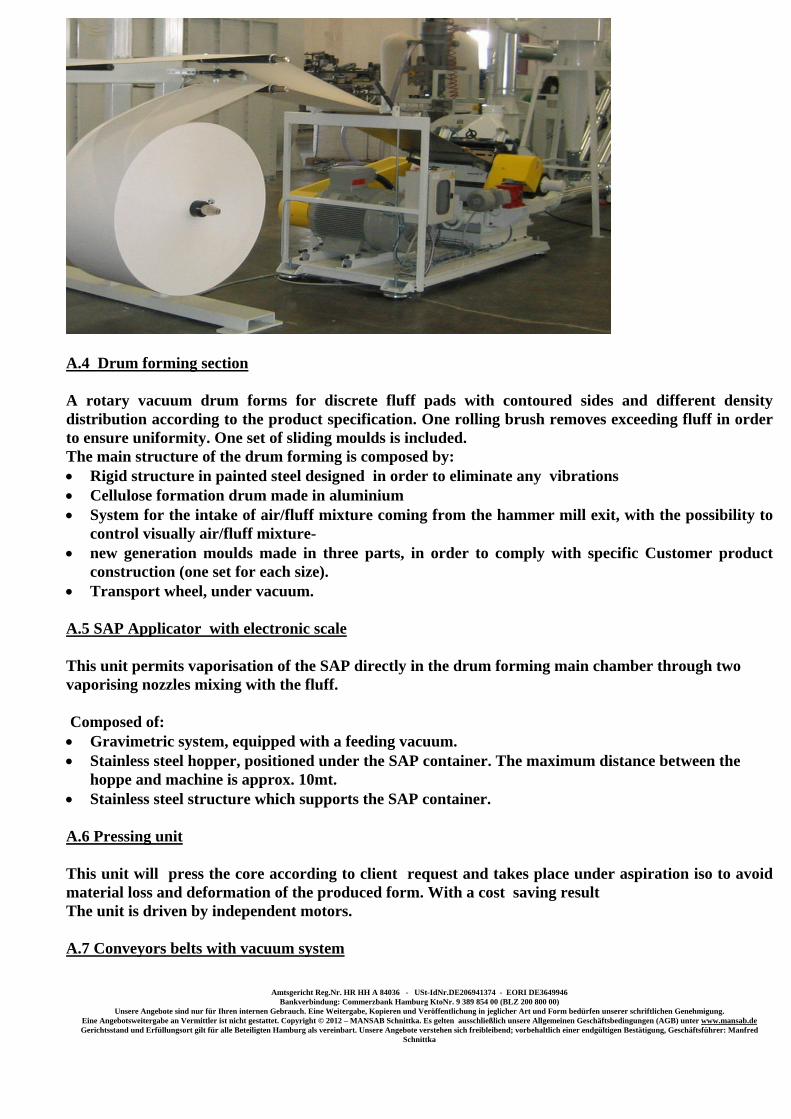
A.4 Drum forming section A rotary vacuum drum forms for discrete fluff pads with contoured sides and different density distribution according to the product specification. One rolling brush removes exceeding fluff in order to ensure uniformity. One set of sliding moulds is included. The main structure of the drum forming is composed by: Rigid structure in painted steel designed in order to eliminate any vibrations Cellulose formation drum made in aluminium System for the intake of air/fluff mixture coming from the hammer mill exit, with the possibility to
control visually air/fluff mixture- new generation moulds made in three parts, in order to comply with specific Customer product
construction (one set for each size). Transport wheel, under vacuum. A.5 SAP Applicator with electronic scale This unit permits vaporisation of the SAP directly in the drum forming main chamber through two vaporising nozzles mixing with the fluff. Composed of: Gravimetric system, equipped with a feeding vacuum. Stainless steel hopper, positioned under the SAP container. The maximum distance between the
hoppe and machine is approx. 10mt. Stainless steel structure which supports the SAP container. A.6 Pressing unit This unit will press the core according to client request and takes place under aspiration iso to avoid material loss and deformation of the produced form. With a cost saving result The unit is driven by independent motors. A.7 Conveyors belts with vacuum system
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
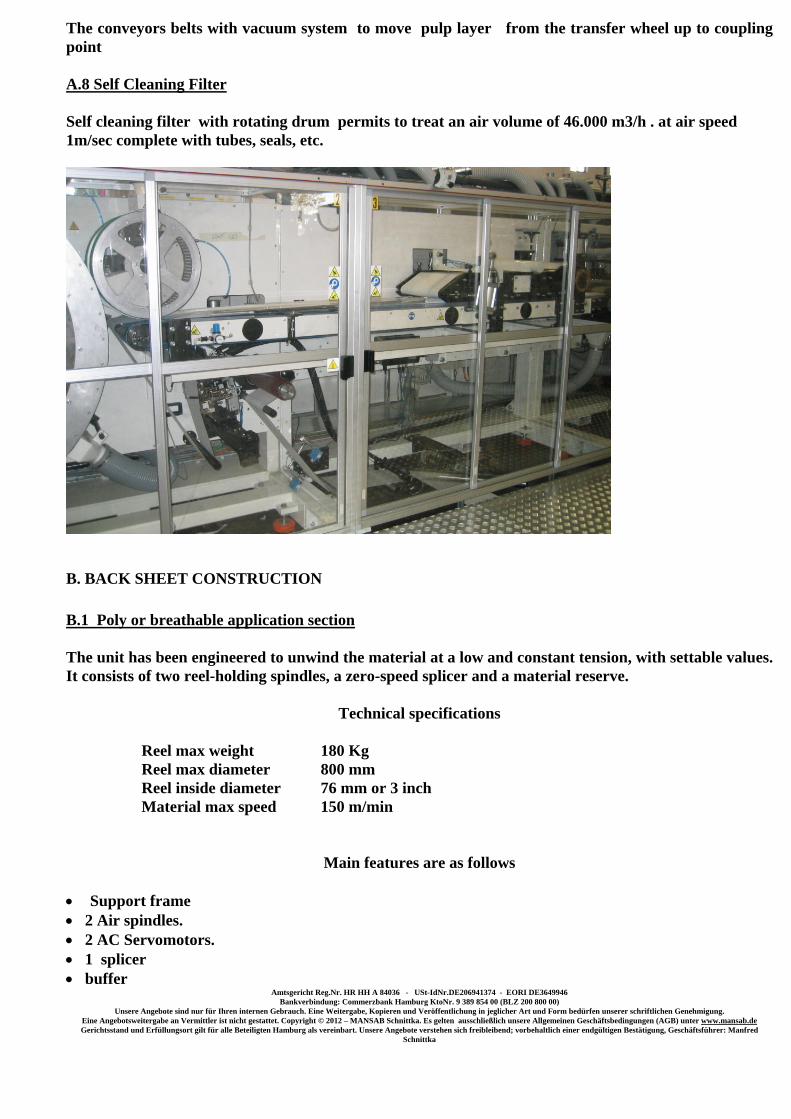
The conveyors belts with vacuum system to move pulp layer from the transfer wheel up to coupling point A.8 Self Cleaning Filter Self cleaning filter with rotating drum permits to treat an air volume of 46.000 m3/h . at air speed 1m/sec complete with tubes, seals, etc.
B. BACK SHEET CONSTRUCTION
B.1 Poly or breathable application section The unit has been engineered to unwind the material at a low and constant tension, with settable values. It consists of two reel-holding spindles, a zero-speed splicer and a material reserve.
Technical specifications
Reel max weight 180 Kg Reel max diameter 800 mm Reel inside diameter 76 mm or 3 inch Material max speed 150 m/min
Main features are as follows Support frame 2 Air spindles. 2 AC Servomotors. 1 splicer buffer
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
Automatic guideline system Material detector B.2 Frontal Tape applicator (pre-glued hook and loop material) The unit is designed to apply the frontal tape material on the diaper. It consists of an unwinder unit for the raw material and the cut and place applicator . Reels unwind stand (two reels location) Feeding roll Vacuum roll (anvil) Knife roll Transfer vacuum roll Counter roll. Gear phaser Supports and frames. B.3 Lycra leg elastic applicator without stopping the machine 1 (one) unwinder for elastics with reels, furnished with 12 spindles (6 in operation and 6 stand by), so to change the reels without stopping the machine in production. The elastic threads are conveyed by two pairs of rolls ( one siliconed), one on the lower part and the other on the upper one. The rolls are controlled by an inverter. The unwinder of Lycra is located off-line (90°)
B.4 Leg elastics pressing and sealing A roll press and seals the elastics area. B.5 Pulling system
Unit consisting of an upper roll in silicon rubber and two lower steel rolls. B.6 Hot melt application A. POLY: Continuous coating. B. ELASTICS: Intermittent spray. C. TOP SHEET CONSTRUCTION
C.1 Non Woven applicator section The unit has been engineered to unwind the material at a low and constant tension, with settable values. It consists of two reel-holding spindles, a zero-speed splicer and a material reserve.
Technical specifications
Reel max weight 180 Kg Reel max diameter 800 mm Reel inside diameter 76 mm or 3 inch
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
Material max speed 150 m/min
Main features are as follows Support frame 2 Air spindles. 2 AC Servomotors. 1 splicer buffer Automatic guideline system Material presence detector C.2 Hot melt application A. Non Woven: Continuous coating.
C.3 Acquisition Layer Applicator
The acquisition layer device apply a narrow non woven or any raw material strip onto the top sheet. The module consists of an unwind raw material section, cut and place of the acquisition layer and complete hot melt equipment.
Unwinding section
Unit composed with an unwinding section with of two acquisition layers unwinding shafts one running while the other one is in stand-by. Automatic guiding system installed. Automatic splice. Support frame N.2 Air spindles. Max reel OD: 800 mm Max reel width: 190 mm Max reel weight : 180kg Core reel diameter: 3” N.2 AC motors (one for each spindle) N.2 drivers Pneumatic system. Automatic splice device. Web buffer. N.1 web guiding system.
Acquisition layer applicator cut & place device
Cut & place system for the in-phase application of Acquisition layer consisting of: nr.1 support frame; nr.1 pulling unit; nr.1 cutting roll; nr.1 vacuum roll; nr.1 beating group; nr.1 vacuum pump;
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
transmission parts;
C.4 Standing Leg Gathers Applicator
Complete unit, to apply two elasticized leg cuffs on the Nonwoven. The unit consists of and unwinding section, cutting device to split the raw material in two narrow strips and the applicator unit which applies them to the top sheet.
Unwinding section device:
Unit composed with an unwinding section with of two non woven unwinding shafts one running while the other one is in stand-by. Automatic guiding system installed. Automatic splice “zero speed” type.
Support frame N.2 Air spindles. Max reel OD: 800 mm Max reel width: 370 mm Max reel weight : 180kg Core reel diameter: 3” N.2 AC motors (one for each spindle) N.2 drivers Pneumatic system. Automatic splice device. Web buffer. N.1 web guiding system.
Applicator section:
Longitudinal rotary knife in order to slit the non-woven band into two separate bands. Elastic guiding and stretching device for Spooled elastic material. Two automatic guiding systems installed before the gluing of the elastic and the folding of the cuff
edge. Folding system in order to fold the cuff edge over the elastic thread. Transmission parts. Electronic controls.
D. DIAPER ASSEMBLY AND FINISHING
In this section the back sheet, the cores and the top sheet are assembled together in order to produce a continuous web of diapers. D.1 Tape application system A rotating unit vacuum wheel type cuts the tape and applies it on the diaper edge. The system can handle both tapes available on the market, i.e. traditional adhesive one as well as hook & loop. Perfect position of tape tabs on the product by motorized phasator One tape unwind stand (positioned 90° off line) holds four rolls of, two for each side, one operating and one in stand-by: Reel outside diameter: 650 mm max. Reel inside diameter: 76.2 mm (3 inches). Max tape roll width: 75 mm.
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
A tape tab folding unit folds the two tape tabs by means of two folding plates. Two rubber rolls press the folded tapes. D.2 Polythene or breathable contouring die unit The module cuts the exceeding polythene and non-woven material along the anatomic middle area of the diaper. The material In excess is sucked and conveyed into a container. The rotary die cutting operation is synchronised by mean of a motorised phasator assuring a perfect alignment with the shape configuration of the diaper; the cutting load can be set by a pneumatic system.
The unit is equipped with: N.1 complete stand with gears. N.1 rotary die cutter (K190 or equivalent). N.1 anvil roll. Pneumatic system. N.1 motorised phasator N.1 container for cut material. N.1 fan with large tubes for suction of the poly left over. Automatic oil lubrication system.
D.3 Longitudinal folding The diaper, once shaped, goes through a longitudinal folding unit. The diaper web is then folded on both sides by means of a rotating folding wheel, combined with two fixed sticks. D.4 Final cut unit A final cutting by automatically lubricated rotary knife A motorised phasator allows adjustment of the position of the dies, with respect to the longitudinal shape configuration. A mechanical safety clutch is installed on this station. D.5 Ejection system for defective products Two belts, one on top of the other, are located immediately after the final cut unit to guide properly the diaper to the folding units. A culling gate placed after the two belts allows the rejection of any faulty diapers .and connected to PLC which automatically ejects the defective products. D.6 Bi or Tri folding The folding station includes a series of belts, specially configured, that drive the products to two sets of folding rotating cams, individually controlled by motorised phasers. Finally, two belts equipped with a series of rolls and pressed by a pneumatic system, fix the folded diaper and feeds it out to the stacker. This section is designed in order to either bi-fold or tri-fold the diaper according to the product specifications. D.7 Hot Melt System
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
The machine is equipped with a hot melt systems suitable to laminate raw materials in order to obtain a diaper as for the Customer’s specifications. All of the guns support will be extraible. The system is composed as follows: Hot melt hopper, Backsheet/Topsheet/Elastics equipped with pumps, temperature controls and heated hoses One hot melt slot die coating head for the Backsheet One hot melt slot die coating head for the Topsheet One hot melt spray head for the Elastics One hot melt equipment for Acquisition Layer (spray)
Glue system for Leg-Gathers:
Continuous gluing of the leg cuffs for fixation to the web. Intermittent gluing of the leg cuffs for fixation at the ends of the diaper. Intermittent gluing of elastics.
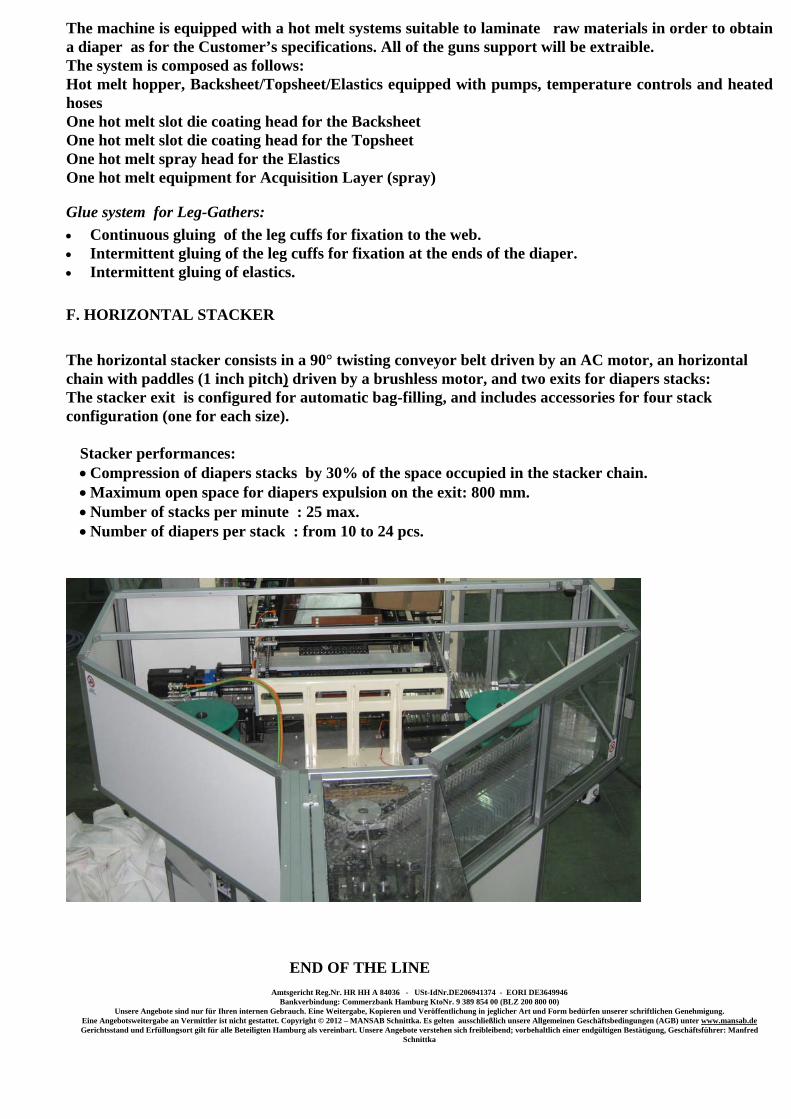
F. HORIZONTAL STACKER
The horizontal stacker consists in a 90° twisting conveyor belt driven by an AC motor, an horizontal chain with paddles (1 inch pitch) driven by a brushless motor, and two exits for diapers stacks: The stacker exit is configured for automatic bag-filling, and includes accessories for four stack configuration (one for each size).
Stacker performances: Compression of diapers stacks by 30% of the space occupied in the stacker chain. Maximum open space for diapers expulsion on the exit: 800 mm. Number of stacks per minute : 25 max. Number of diapers per stack : from 10 to 24 pcs.
END OF THE LINE
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
OPTION 1
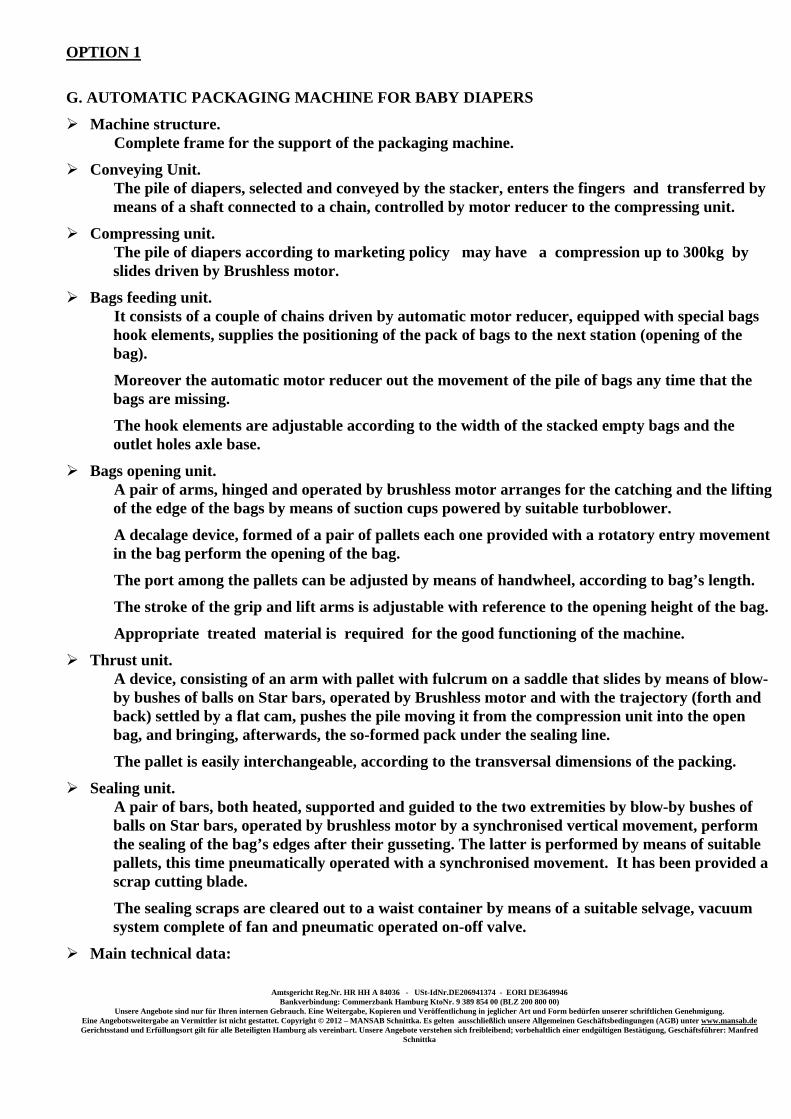
G. AUTOMATIC PACKAGING MACHINE FOR BABY DIAPERS
Machine structure. Complete frame for the support of the packaging machine.
Conveying Unit. The pile of diapers, selected and conveyed by the stacker, enters the fingers and transferred by means of a shaft connected to a chain, controlled by motor reducer to the compressing unit.
Compressing unit. The pile of diapers according to marketing policy may have a compression up to 300kg by slides driven by Brushless motor.
Bags feeding unit. It consists of a couple of chains driven by automatic motor reducer, equipped with special bags hook elements, supplies the positioning of the pack of bags to the next station (opening of the bag).
Moreover the automatic motor reducer out the movement of the pile of bags any time that the bags are missing.
The hook elements are adjustable according to the width of the stacked empty bags and the outlet holes axle base.
Bags opening unit. A pair of arms, hinged and operated by brushless motor arranges for the catching and the lifting of the edge of the bags by means of suction cups powered by suitable turboblower.
A decalage device, formed of a pair of pallets each one provided with a rotatory entry movement in the bag perform the opening of the bag.
The port among the pallets can be adjusted by means of handwheel, according to bag’s length.
The stroke of the grip and lift arms is adjustable with reference to the opening height of the bag.
Appropriate treated material is required for the good functioning of the machine.
Thrust unit. A device, consisting of an arm with pallet with fulcrum on a saddle that slides by means of blow-by bushes of balls on Star bars, operated by Brushless motor and with the trajectory (forth and back) settled by a flat cam, pushes the pile moving it from the compression unit into the open bag, and bringing, afterwards, the so-formed pack under the sealing line.
The pallet is easily interchangeable, according to the transversal dimensions of the packing.
Sealing unit. A pair of bars, both heated, supported and guided to the two extremities by blow-by bushes of balls on Star bars, operated by brushless motor by a synchronised vertical movement, perform the sealing of the bag’s edges after their gusseting. The latter is performed by means of suitable pallets, this time pneumatically operated with a synchronised movement. It has been provided a scrap cutting blade.
The sealing scraps are cleared out to a waist container by means of a suitable selvage, vacuum system complete of fan and pneumatic operated on-off valve.
Main technical data:
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
Complete electric control box with harness to the packaging machine and all the necessary connections to the production line.
P.L.C. Siemens S7. Safety guard designed in compliance with the latest European safety rules. CE certification. Electric voltage: 380 V 50 Hz Controls: 24 V cc Compressed air supply: min. 6 bar. Power installed: 15 Kw Pneumatic components first quality brand. Performances: up to 25 cycles/min.
SECTION 3 - MACHINE ACCEPTANCE TESTS
Release for Shipment (RFS) test
The machine will be tested in Italy at the presence of a Purchaser’ s representative whose signature is legally binding. At the end of the test the Purchaser’ s representative will sign an acceptance certificate which authorize also the machine shipment.
The RFS test will be performed according to the enclosed validation parameters:
TEST DURATION
(h)
SELECTED
SIZE
TEST SPEED
PPM
MINIMUM
EFFICIENCY
MAXI MAXIMUM
WASTE
2 Midi 300 pcs/min or 150m/min
85% 3%
The quality of the product shall have to be in compliance with product specifications as per Section 4 (Product Specifications)
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
The raw materials necessary for the test of the machine will be supplied by the Purchaser, at his own cost.
SECTION 4 – PRODUCT SPECIFICATIONS Nr. 4 (four) sizes will be manufactured on the machine. Documents such as :
product drawings, Product’s specification, Raw materials specification, Count/bag;
Shall be defined, confirmed, signed for approval within 4 weeks from the date of contract signature. Any delay in the execution of this procedures will affect the project schedule accordingly. SECTION 5 – PROJECT SCHEDULE Machine ready for RFS test within 24 weeks from contract coming into force. The contract will come into force solely and exclusively upon the full accomplishment of the following points: 1) advance payment received, 2) final product’s specification signed for approval, 3) final raw materials specification signed for approval, 4) machine lay-out signed for approval SECTION 6 - PRICE Pos. Item Price Euro 1. Machine model MB300 as described at point 1. of “Technical
section”. Installation and start-up at Purchaser’s plant Machine MB300, Ex-works, installation and commissioning
included. 2. Automatic Packaging Machine Preis / Price: auf Anfrage / on request. The above prices are for goods delivered EXW Italy (INCOTERMS conditions, 2000) packing excluded and unloaded.
Installation & commissioning The labour cost for our technicians for the installation is included in the above price. The Vendor keeps the right to decide the number of technicians to be sent to Purchaser plant for installation.
Technicians daily working time: approx. 8-10 h/day.
The Purchaser commits Itself to entirely support the technical team during the installation, by making all his personnel available to follow our technicians directions and/or help with labour, in order to make the installation the quickest possible. Air tickets, all ground transportation, hotel, meals and other living expenses will be at Purchaser’s charge. The Purchaser will provide pre-paid tickets to Vendor.
Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
Warranty
18 months (and/or 2000 working hours) from machine installation completion, MANSAB will replace free of charge parts being defective provided the client returns within 30 days from the communication of defect the material to MANSAB at his cost. For assistance of seller's staff will be charged by daily rate of EURO 450.00 per person per day. Parts incorporated in the machine and subject to normal wear and tear are not covered by the present warranty. Terms of payment:
By irrevocable, confirmed L/C in favour of MANSAB and payable as follows:
40%: As Down Payment at order signature 50%: After Machine Acceptance Test and signature by client’s legal representative of Performance Certificate at manufacturer’s plant, before loading 10%: 60 days invoice date or signature of acceptance certificate signed by client representative After machine installation, whatever applies first SECTION 7 - DOCUMENTATION The following documentation will be supplied: Standard Shipping Documents:
- Commercial Invoice - Delivery Note - Packing List
Technical Documentation : One set of the following books:
- Layout drawings: complete line, aerobic, transmission, safety guards - Pneumatic and electrical diagrams and lists of electrical components (on paper or on CD-ROM
as per requested) - Technical booklets and manuals of the commercial equipment installed on the line - Spare parts identification supporting document on CD-ROM(assembly drawings with P/N lists) - Instruction manuals on use and maintenance of the line and its groups on CD-ROM - Change over instruction manuals on CD-ROM
For Extra EC countries : All the above documentation will be in English language Additional copies and/or documentation in different languages can be supplied upon request and invoiced separately. Offer Validity: 30 days from date of issue Mit freundlichen Grüßen / With best regards MANSAB

Amtsgericht Reg.Nr. HR HH A 84036 - USt-IdNr.DE206941374 - EORI DE3649946 Bankverbindung: Commerzbank Hamburg KtoNr. 9 389 854 00 (BLZ 200 800 00)
Unsere Angebote sind nur für Ihren internen Gebrauch. Eine Weitergabe, Kopieren und Veröffentlichung in jeglicher Art und Form bedürfen unserer schriftlichen Genehmigung. Eine Angebotsweitergabe an Vermittler ist nicht gestattet. Copyright © 2012 – MANSAB Schnittka. Es gelten ausschließlich unsere Allgemeinen Geschäftsbedingungen (AGB) unter www.mansab.de Gerichtsstand und Erfüllungsort gilt für alle Beteiligten Hamburg als vereinbart. Unsere Angebote verstehen sich freibleibend; vorbehaltlich einer endgültigen Bestätigung, Geschäftsführer: Manfred
Schnittka
M.Schnittka