Embed Size (px)
Citation preview

INA-Sonderdruck aus „Werkstatt und Betrieb“Heft Nr. 9, September 2001Carl Hanser Verlag München
Parallel-Kinematik:Zur Serie gereift
Dipl.-Ing. (FH) Frank Dürschmied

2
Parallel-Kinematik: Zur Serie gereiftDipl.-Ing. (FH) Frank Dürschmied
Neue Technologien haben es nichtgerade leicht. Zunächst ist immerviel Enthusiasmus vorhanden: Man ist von Anfang an dabei, freutsich auf große Umsätze und hat die vage Hoffnung, anstehendeProbleme – einen Großteil davonhat man schon im Hinterkopf –irgendwie aus dem Weg zuräumen. Dann aber stellt sich einegewisse Stagnation ein.Bei den Parallel-Kinematiken-Maschinen (PKM) war dies wohlähnlich. Die Idee versprach viel.Schon setzte man an, 100 Jahrekonventioneller Werkzeug-maschinengeschichte im Zeitrafferzu überspringen.
Die ersten Prototypen standenbereits 1997 auf der EMO, zwei Jahrespäter wurden 16 verschiedeneExponate zu diesem Thema aus-gestellt und in der EMO-Ausgabe von„Werkstatt und Betrieb“ erschien einArtikel von INA über eine Produkt-reihe, die speziell für PKM entwickeltwurde. Was fehlte, waren die„echten“ Serienmaschinen – Werk-zeugmaschinen mit hohem Nutzenfür den Endkunden in großen Stück-zahlen, um die PKM auch wirtschaft-lich interessanter zu machen.Zur diesjährigen EMO wird sichdieses Bild wandeln, wir werdendie ersten wirklich serienreifenWerkzeugmaschinen zu sehenbekommen.
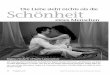
Groß – Stark – SchnellEiner der Vorreiter im Einsatz von PKM istdie Firma EADS, besser bekannt unterdem Namen DASA. Im AugsburgerDASA-Werk wurde im März 2000 „Eco-speed“, der erste von DS-Technologiehergestellte Tripod für die Serien-produktion in Betrieb genommen. Beiden Vorgaben der EADS im Hinblick aufDynamik, 5-Achs-Bearbeitung mitSpindelschwenk-Winkeln bis zu +/–40°sowie auf deutliche Erhöhung derGesamtproduktivität erreichten die in derVergangenheit eingesetzten, konventio-nellen Konzepte ihre Grenzen. Die technologische Antwort der FirmaDS-Technologie ist ein Tripod, dermodularer Baustein einer komplettenFertigungszelle ist und mit konventionellerTechnik kombiniert wird. Dabei werdenganz gezielt die Vorteile der PKM-Tech-nologie genutzt und gleichzeitig derenkonzeptbedingte Nachteile umgangen.Das Tripod-Konzept basiert auf einerKonstruktion mit starren „Streben“ undangetriebenen „Fußpunkten“, die überkonventionelle Technik, d.h. Kugelroll-spindelantriebe verfahren werden. Bei derAuswahl der spezifischen Komponentenfür PKM wie Gelenke und Schwingen-lagerungen kommt INA als Partner vonDS-Technologie ins Spiel. So nehmenbeispielsweise Kardangelenke mit einerSteifigkeit von 500 N/mm eine Schlüssel-rolle im Bereich der Arbeitsplattform ein.
Bild 1 Tripod-Parallel-Kinematic Esospeed von DS-Technologie, Werkzeugmaschine für dieLuftfahrtindustrie.

3
Die eingesetzten Gelenke sind Sonder-lösungen für DS-Technologie, die jedochauf den entsprechenden Standard-komponenten aufbauen. Im Gegensatzzu der üblichen Auffassung von PKM,nach der ausschließlich Zug- undDruckkräfte übertragen werden, liegenbei derartigen Tripodkinematiken auchBiegebeanspruchungen im Gelenkkopfvor. Dementsprechend wurden dieKreuzgelenke auf diese Belastungen hinoptimiert. Auch bei den für die konven-tionelle Vorschubachse benötigtenKomponenten wie Führungen undVorschubspindellagerungen verlässt mansich auf die INA-Präzision. Unter dem Strich konnte durch das neueKonzept eine deutliche Leistungssteige-rung erreicht werden. Mit dem Tripodsind Vorschubgeschwindigkeiten bis zu50 m/min sowie Beschleunigungen bis zu1 g in den Linearachsen möglich. Dabeiwerden in der Minute bis zu 7.000 cm3
Aluminium zerspant, was etwa 20 kgdieses Metalls entspricht. Gleichzeitigverkürzen sich die Produktionszeiten um30 bis 50 % [1]. Wie bereits erwähnt, handelt es sich beider „Ecospeed“ um eine Hybridkinematik,das Tripodmodul ist nicht allein für dieBewegungen entlang der Achsen imRaum verantwortlich. Zur Erreichunggroßer Arbeitsräume, z.B. für das Fräsenvon Frames, ist der Tripodkopf mit zweikonventionellen Achsen verknüpft. Der Tripod kann auf Grund dieser Anord-nung zum Bearbeitungsraum hinbewegtwerden. Das sonst oft ungünstige
Verhältnis von Maschinengröße zuArbeitsraum bei reinen PKM wurde durchdiese Konfiguration deutlich verbessert.Auch im Hinblick auf die Genauigkeit hatDS-Technologie mit seinem Bearbei-tungskopf die Lücke zu konventionellenMaschinen in diesem Anwendungs-bereich geschlossen. So lassen sich mitder Ecospeed Wabenstrukturen mitWandstärken von unter einem Millimeterzuverlässig herstellen.
Auf neuen WegenWer kennt sie nicht, die dynamischenArbeitszentren von Heckert Werkzeug-maschinen, allen voran die CWK 400 D,die als eine der Schnellsten ihrer Klassegilt. Nun möchte man noch ein Stückweiter gehen und verkündet mit demTripod SKM 400 „das Ende der Massen-bewegung“. Ziel ist es, bei gleichemBearbeitungsraum vergleichbareGenauigkeit und mehr Dynamik zuerreichen, wobei die Kosten deutlichgesenkt werden sollen. Das Konzept ist ein Tripod mit Achs-modulen in um 120° versetzter Anord-nung sowie einer doppelten Koppel-schwinge. Für die 5-Achs-Bearbeitungwird dann ein Rundtisch ergänzt. Damitist die Maschine vor allem in Bezug aufdie Anwendungsgebiete sehr flexibel.Egal ob 5-Achs-Beabeitung im Formen-bau, Palettenwechsler oder Einbindung ineine Fertigungsstraße als 3-Achs-Maschine – die SKM 400 ist gerüstet [2].Gänzlich neue Wege ging Heckertzusammen mit INA bei der Erarbeitung
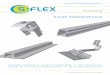
eines Antriebskonzeptes. Weder dieschon fast klassische Teleskopstrebenoch starre Streben mit Linearmodulenkamen zum Einsatz, sondern Achs-module mit Mutternlagerung und Direkt-antrieb. Die Idee war es, möglichst dasgesamte Gewicht des Antriebsstrangesum die Schwenkachse der kardanischenAufhängungen herum zu platzieren. Das Massenträgheitsmoment um dieAufhängungsachse ist bei der gewähltenAnordnung stark minimiert, dies ermög-licht hohe Ruckwerte ohne störendeQuerschwingungen. Dazu trägt auch diehohe Eigenfrequenz der Spindel bei, diedurch das Mutternlagerungskonzepteinen erheblich größeren Durchmesseraufweist als z. B. in Teleskopstreben.Damit kann die SKM 400 im Gegensatzzu vielen PKM-Prototypen auch ihrganzes Potenzial in Bezug auf Dynamikausschöpfen und erreicht extrem schnelldie maximalen Beschleunigungswerte.Darüber hinaus werden Spindel undMotor gekühlt, um thermische Einflüssezu minimieren.Ein wichtiger Aspekt ist, daß Heckert fürdie SKM 400 von INA mit Komplett-systemen beliefert wird, d.h. es entstehtkein Aufwand für die Montage vonAntrieben, Mess-Systemen usw.Konzeptbedingt entfällt auch die teilweiseaufwendige Bearbeitung von Führungs-laufbahnen sowie das Ausrichten vonFührungen. Damit können die Montage-zeiten für die Maschinen in der Serien-fertigung deutlich gesenkt werden. Lang-fristig sollen ca. 10 % Kosten eingespartwerden [2].
Bild 2 Hochdynamische Vorschubeinheit für PKM

Zur Zeit interessieren sich mehrere Pilot-anwender für diese Maschine und werdendie SKM 400 einsetzen. Natürlich sind inder Anlaufphase die Stückzahlen nochniedrig, was auch für den Zulieferer ausKostensicht nicht einfach ist. Andererseitsist für INA auch der Gedanke an einenEinstieg als Systemlieferant sehr wichtig.
Präzision steht ganz obenDas Thema Genauigkeit hat derzeit in derPKM-Entwicklung eine Schlüsselrolle. In Bezug auf die Eilgang-Geschwindig-keiten, die Beschleunigung und den Ruckkann man bereits mit einer Hand vollpositiver Argumente für die PKM argu-mentieren. Die Kritiker jedoch vergleichen
gern die Genauigkeiten einer PKM mit derkonventioneller Bearbeitungszentren. Grundlegend bestimmend für die Genau-igkeit einer PKM sind zum einen derAbgleich des mathematischen Modellsmit der Maschinengeometrie, also dasKalibrieren, zum anderen die Einfluss-größen im Betrieb, welche die Maschi-nengeometrie verändern, also thermischeEinflüsse, Verformungen, Schwingungenusw. Dabei bleibt zu unterscheiden, obes sich um einen Tripod oder Hexapodhandelt. Vereinfacht dargestellt, ist beimHexapod die Maschinenherstellungs-genauigkeit keine Einflussgröße imHinblick auf die zu erreichende Bearbei-tungsgenauigkeit. Allein die Ermittlungder tatsächlichen Geometrie durch dieKalibrierung ist entscheidend. Bei Tripo-den hingegen spielt systembedingt auchdie Maschinenherstellgenauigkeit eineentscheidende Rolle.Das Thema Kalibrierung ist auch einSchwerpunkt im Landesprojekt „Innova-tive Werkzeugmaschine mit Stabgelenk-kinematik“, das vom baden-württember-gischen Wirtschaftsministeriumzusammen mit den Partnern aus derWerkzeugmaschinen- und Zuliefer-industrie gefördert wird. Das vom ZFS (Zentrum für Fertigungs-technik Stuttgart) entwickelte Kalibrier-verfahren ermöglicht es erstmals, dieGenauigkeit eines Hexapoden alleindurch Kalibrierung entscheidend zusteigern. Besonders hervorzuheben istdabei, dass sich die Genauigkeit aufeinen praxisnahen Arbeitsraum bezieht.
4
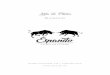
Bild 3 Schwingenlagerung für PKM Esospeed
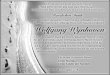
Bild 4 Störgrößen mit Wechselwirkung aufdie Kalibrierung
Bild 5 SKM 400 Dynamisches Bearbeitungszentrum in Parallelkinematik für die Bearbeitunggehäuseförmiger Werkstücke aus Leichtmetall und Stahl Bild: Heckert Werkzeugmaschinen

So konnte die im Projekt definierte gefor-derte Genauigkeit von weniger als 10 µmauf einem 300 mm-Kreis erreicht werdenund damit auch die Praxistauglichkeiteiner solchen Kinematik bezüglichGenauigkeit und Kalibrierung nach-gewiesen werden [3].Der Einfluss der Störgrößen Verformungund Temperatur ließe sich eigentlich ambesten durch ein direktes Messen amToolcenterpoint (TCP) erfassen, jedochgibt es bis jetzt für diese Anwendung nochkeine Mess-Systeme bzw. Mess-Strategien. INA als Komponentenherstellerhatte daher die Idee, ein integriertes Mess-System für Teleskopstreben zu entwickeln,das den Achsabstand der Schwenk-achsen zwischen Gestell und Plattform imBetrieb ermittelt. Geometrische Verände-rungen durch thermische Einflüsse undVerformungen können somit kompensiertwerden, was zu einer deutlichen Steige-rung der Genauigkeit führt. Prinzipiell istdiese Idee nicht neu, das Vermessendurch die Strebenachse wurde auch beieinigen Prototypen schon realisiert, z.B. mittels Laservermessung. INA suchtjedoch eine praxisnahe Lösung unterEinsatz herkömmlicher Längenmess-Systeme. Erste Studien, die zusammenmit dem Partner Heidenhain durchgeführtwurden, werden auf der EMO 2001 vorge-stellt. Gemeinsam mit der RWTH Aachenwird im Rahmen des EU-ProjektesMach 21 eine Erprobung stattfinden, mitdem Ziel, bis Anfang 2002 ein serienreifesProdukt auf den Markt zu bringen.
AusblickNeben der Heckert SKM 400D und derEcospeed von DS-Technologie gibt essicher auch noch andere aussichtsreicheMaschinenkonstruktionen, wie z.B dieIndex V100. Auch manche Konzeptstudie– wie die an der Universität in Hannoverentwickelte mobile Reparatureinheit – hatdas Potenzial zur Industrieanwendung.Diese Beispiele zeigen, dass der Schrittweg vom Forschungsobjekt hin zumProdukt erfolgt ist, und vor allem diegroßen Industriekunden und Automobil-hersteller einen Nutzen in dieser Techno-logie sehen.Im Rahmen der EMO 2001 werdenweitere serienreife PKM ausgestellt, beidenen INA maßgeblich an der Entwick-lung beteiligt sein wird. Ebenso werdenneue Komponenten für diese Anwendun-gen präsentiert. Der Trend geht eindeutigzur Hybridkinematik, sei es als Tripod-konfiguration oder als ebene PKM,gekoppelt mit konventionellen Achsen.Dieser Trend beeinflusst nach Ansichtdes Autors insbesondere das Verhältnisvon Maschinenvolumen zu Arbeitsraumpositiv – ein sicherlich wichtiger Aspektfür den Großserienanwender. Offensicht-lich findet dieses Konzept auch bei denEndkunden mehr Akzeptanz als der zurZeit doch noch recht „exotische“Hexapod. Gerade diese Akzeptanz istjedoch entscheidend für die weitereEntwicklung und vor allem auch dieVerbreitung der Parallelkinematiken.
Autor:Dipl.-Ing. (FH) Frank Dürschmied istAnwendungsingenieur im Branchen-management Produktionsmaschinen und Systeme bei der INA WälzlagerSchaeffler oHG in Herzogenaurach.
5
Bild 6 Kreisformtest (Quelle: ZFS)a vor der Kalibrierung b nach der Kalibrierung
Literaturverzeichnis:[1] Lilla A. (DS-Technologie)
Volles Tempo in der Black Boxmaschine + werkzeug 06/2000
[2] Schoppe E. (Heckert WZM)Bearbeitungszentrum der besonderen Art.
[3] Heisel U. / Hestermann J.O. /Böhler H. / Pliesch N.Verfahren der Positionsmessung undKalibrierung bei PKMTagungsunterlagen FTK 09/2000

Sac
h-N
r. 0
10-6
71-4
71/P
KS
D-D
090
12 ●●
·Prin
ted
in G
erm
any
INA Wälzlager Schaeffler oHG
91072 HerzogenaurachTelefon (0 91 32) 82-0Telefax (0 91 32) 82-49 [email protected]