Embed Size (px)
Citation preview
Benutzerhandbuch
������ ��� �� ��� �� ����Benutzerhandbuch
p/n 33-D124 Rev BOriginalanleitung
Bitte beziehen Sie sich auf http://infocenter.3dsystems.com/projetmjp2500/user-guide für das aktuellste Benutzerhandbuch.
EinführungBei dem 3D Druckersystem ProJet MJP 2500/2500Plus handelt es sich um einen Multi-Jet-Drucker (MJP). Auf der Grundlage von 3D Computer-Aided-Design(CAD)-Volumenmodellen und mithilfe der 3D Client-Software des Druckersystems erstellt der 3D Drucker mit Solid-Imaging-TechnologiePrototypen aus Kunststoff. Die Teile werden in einer Umgebung für die schnelle Prototypenerstellung (Rapid Prototyping, RP) erstellt. Die wichtigstenKomponenten des Druckers sind die Benutzerober äche, die Druckerkammer einschließlich der Druckermaschine und das Werkstoffzufuhrmodul(MDM), das die Werkstoffe und den Abfallsack enthält.
HHINWEIS: ProJet® MJP 2500 und 2500 Plus unterscheiden sich bezüglich der Werkstoffe, die mit dem Drucker jeweils verwendetwerden können.
VisiJet®-Werkstoffe für ProJet® MJP 2500/2500 Plus
ProJet® MJP 2500 ProJet® MJP 2500 Plus
*VisiJet® M2R-WT
(formstabil, weiß, Allzweck)
*VisiJet® M2R-WT
(formstabil, weiß, Allzweck)
*VisiJet® M2R-BK
(formstabil, schwarz, Allzweck)
*VisiJet® M2R-BK
(formstabil, schwarz, Allzweck)
VisiJet® M2G-DUR
(VisiJet ProFlex, ähnlich PP)
VisiJet® M2G-DUR
(VisiJet ProFlex, ähnlich PP)
K. A. VisiJet® M2R-GRY
(formstabil, grau, hoher Kontrast)
K. A. VisiJet® M2G-CL
(VisiJet Armor, klar, ähnlich ABS)
K. A. *VisiJet® M2R-CL
(formstabil, klar, Allzweck)
�
KK. A. VisiJet® M2-EBK
(Schwarz, Elastomer, sehr exibel)
K. A. VisiJet® M2-ENT
(Naturfarbe, Elastomer, sehr exibel)
* Ersetzt frühere VisiJet®-Werkstoffe (RWT, RCL und RBK).
HHINWEIS: Durch die hochentwickelte chemische Zusammensetzung der Werkstoffe VisiJet® M2G-CL und VisiJet® M2G-DUR kommt es zueiner starken Geruchsentwicklung, wodurch diese Werkstoffe möglicherweise nicht für alle Büroumgebungen geeignet sind. Beachten Siedas Anlagenanforderungshandbuch für weitere Details.
Wichtige Sicherheitsinformationen
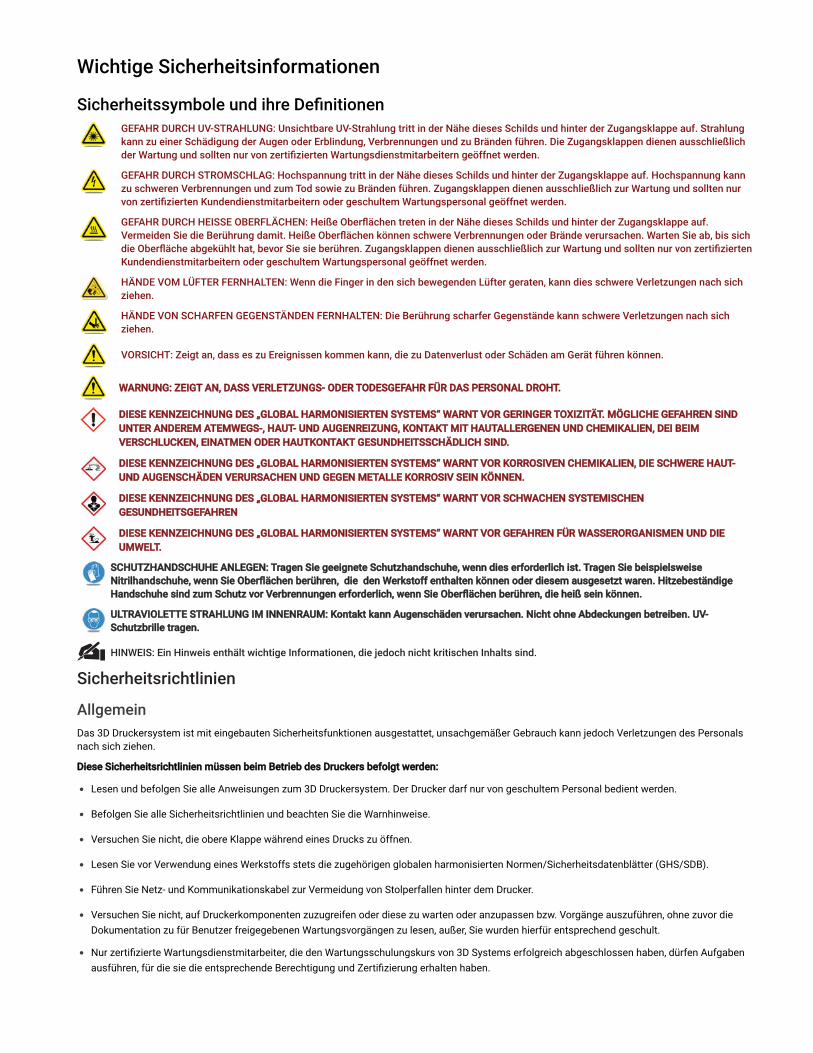
Sicherheitssymbole und ihre De nitionenGEFAHR DURCH UV-STRAHLUNG: Unsichtbare UV-Strahlung tritt in der Nähe dieses Schilds und hinter der Zugangsklappe auf. Strahlungkann zu einer Schädigung der Augen oder Erblindung, Verbrennungen und zu Bränden führen. Die Zugangsklappen dienen ausschließlichder Wartung und sollten nur von zerti zierten Wartungsdienstmitarbeitern geöffnet werden.
GEFAHR DURCH STROMSCHLAG: Hochspannung tritt in der Nähe dieses Schilds und hinter der Zugangsklappe auf. Hochspannung kannzu schweren Verbrennungen und zum Tod sowie zu Bränden führen. Zugangsklappen dienen ausschließlich zur Wartung und sollten nurvon zerti zierten Kundendienstmitarbeitern oder geschultem Wartungspersonal geöffnet werden.
GEFAHR DURCH HEISSE OBERFLÄCHEN: Heiße Ober ächen treten in der Nähe dieses Schilds und hinter der Zugangsklappe auf.Vermeiden Sie die Berührung damit. Heiße Ober ächen können schwere Verbrennungen oder Brände verursachen. Warten Sie ab, bis sichdie Ober äche abgekühlt hat, bevor Sie sie berühren. Zugangsklappen dienen ausschließlich zur Wartung und sollten nur von zerti ziertenKundendienstmitarbeitern oder geschultem Wartungspersonal geöffnet werden.
HÄNDE VOM LÜFTER FERNHALTEN: Wenn die Finger in den sich bewegenden Lüfter geraten, kann dies schwere Verletzungen nach sichziehen.
HÄNDE VON SCHARFEN GEGENSTÄNDEN FERNHALTEN: Die Berührung scharfer Gegenstände kann schwere Verletzungen nach sichziehen.
VORSICHT: Zeigt an, dass es zu Ereignissen kommen kann, die zu Datenverlust oder Schäden am Gerät führen können.
WWARNUNG: ZEIGT AN, DASS VERLETZUNGS- ODER TODESGEFAHR FÜR DAS PERSONAL DROHT.
DIESE KENNZEICHNUNG DES „GLOBAL HARMONISIERTEN SYSTEMS“ WARNT VOR GERINGER TOXIZITÄT. MÖGLICHE GEFAHREN SINDUNTER ANDEREM ATEMWEGS-, HAUT- UND AUGENREIZUNG, KONTAKT MIT HAUTALLERGENEN UND CHEMIKALIEN, DEI BEIMVERSCHLUCKEN, EINATMEN ODER HAUTKONTAKT GESUNDHEITSSCHÄDLICH SIND.
DIESE KENNZEICHNUNG DES „GLOBAL HARMONISIERTEN SYSTEMS“ WARNT VOR KORROSIVEN CHEMIKALIEN, DIE SCHWERE HAUT-UND AUGENSCHÄDEN VERURSACHEN UND GEGEN METALLE KORROSIV SEIN KÖNNEN.
DIESE KENNZEICHNUNG DES „GLOBAL HARMONISIERTEN SYSTEMS“ WARNT VOR SCHWACHEN SYSTEMISCHENGESUNDHEITSGEFAHREN
DIESE KENNZEICHNUNG DES „GLOBAL HARMONISIERTEN SYSTEMS“ WARNT VOR GEFAHREN FÜR WASSERORGANISMEN UND DIEUMWELT.
SCHUTZHANDSCHUHE ANLEGEN: Tragen Sie geeignete Schutzhandschuhe, wenn dies erforderlich ist. Tragen Sie beispielsweise Nitrilhandschuhe, wenn Sie Ober ächen berühren, die den Werkstoff enthalten können oder diesem ausgesetzt waren. HitzebeständigeHandschuhe sind zum Schutz vor Verbrennungen erforderlich, wenn Sie Ober ächen berühren, die heiß sein können.
ULTRAVIOLETTE STRAHLUNG IM INNENRAUM: Kontakt kann Augenschäden verursachen. Nicht ohne Abdeckungen betreiben. UV-Schutzbrille tragen.
HINWEIS: Ein Hinweis enthält wichtige Informationen, die jedoch nicht kritischen Inhalts sind.
Sicherheitsrichtlinien
AllgemeinDas 3D Druckersystem ist mit eingebauten Sicherheitsfunktionen ausgestattet, unsachgemäßer Gebrauch kann jedoch Verletzungen des Personalsnach sich ziehen.
DDiese Sicherheitsrichtlinien müssen beim Betrieb des Druckers befolgt werden:
Lesen und befolgen Sie alle Anweisungen zum 3D Druckersystem. Der Drucker darf nur von geschultem Personal bedient werden.
Befolgen Sie alle Sicherheitsrichtlinien und beachten Sie die Warnhinweise.
Versuchen Sie nicht, die obere Klappe während eines Drucks zu öffnen.
Lesen Sie vor Verwendung eines Werkstoffs stets die zugehörigen globalen harmonisierten Normen/Sicherheitsdatenblätter (GHS/SDB).
Führen Sie Netz- und Kommunikationskabel zur Vermeidung von Stolperfallen hinter dem Drucker.
Versuchen Sie nicht, auf Druckerkomponenten zuzugreifen oder diese zu warten oder anzupassen bzw. Vorgänge auszuführen, ohne zuvor dieDokumentation zu für Benutzer freigegebenen Wartungsvorgängen zu lesen, außer, Sie wurden hierfür entsprechend geschult.
Nur zerti zierte Wartungsdienstmitarbeiter, die den Wartungsschulungskurs von 3D Systems erfolgreich abgeschlossen haben, dürfen Aufgabenausführen, für die sie die entsprechende Berechtigung und Zerti zierung erhalten haben.
Wartungshinweise, die während der Wartung des 3D Druckersystems angezeigt werden, müssen beachtet werden. Wenn auf derBenutzerober äche des 3D Druckersystems eine Fehlermeldung angezeigt wird, lesen Sie die zugehörigen Hinweise im Abschnitt„Fehlerbehebung“ in diesem Handbuch, bevor Sie den Vorgang fortsetzen.
Um Hautreizungen und allergische Reaktionen beim Kontakt mit Abfallmaterial oder ungehärtetem Werkstoff zu vermeiden, müssen alleRichtlinien im folgenden Abschnitt befolgt werden.
Schutzausrüstung/Erste HilfeBefolgen Sie die Anweisungen zu Schutzausrüstung und Erste-Hilfe-Maßnahmen, um die Risiken einer Werkstoffexposition zu verringern. Wenn eineärztliche Behandlung notwendig ist, legen Sie dem behandelnden Arzt die global harmonisierten Normen (GHS) bzw. das Sicherheitsdatenblatt (SDB)des betroffenen Werkstoffs vor.
Tragen Sie beim Umgang mit Teilewerkstoffen oder Abfallmaterial stets Handschuhe aus 100 % Nitril sowie Laborkittel. Latexhandschuhesind nicht chemikalienfest und werden daher nicht empfohlen.
Tragen Sie eine Schutzbrille mit Seitenschutz, um Ihre Augen zu schützen, wenn ein Leck oder ein Entweichen ungehärteten Teilewerkstoffsauftritt.
Aufgrund der eingebauten Steuerungstechnik des 3D Druckersystems ist während des Normalbetriebs kein Atemschutz notwendig. Eine vonder US-Gesundheitsbehörde NIOSH (oder entsprechend) freigegebene Staubmaske wird beim Trockensandstrahlen ausgehärteterWerkstoffteile empfohlen.
Tragen Sie stets einen Armschutz oder einen Laborkittel, wenn Sie sich in der Nähe der Werkstoffe aufhalten. Hautkontakt mit denWerkstoffen kann zu allergischen Reaktionen und Hautverletzungen führen.
Gesundheitsrisiken/Reizstoffe
RReizstoffe
Alle Chemikalien können sich gesundheitsschädigend auswirken, wenn sie mit dem Körper in Berührung kommen oder in diesen eindringen.
Ungehärteter Werkstoff ist ein Allergen und kann bei Hautkontakt allergische Reaktionen auslösen. Tragen Sie beim Umgang mit Werkstoffen
stets Nitrilhandschuhe. Weitere Informationen nden Sie unter dem Punkt „Persönliche Schutzausrüstung“. Lassen Sie ungehärteten
Werkstoff nicht mit der Haut in Berührung kommen, um allergische Reaktionen zu vermeiden. Die GHS/SDB enthalten genaue Angaben zum
Allergisierungspotenzial.
Waschen Sie Ihre Haut sofort mit kaltem Wasser und Seife ab, wenn sie mit ungehärtetem Werkstoff in Berührung gekommen ist.
Einatmen/Verschlucken
Bei normaler Bedienung ist eine Inhalation sehr unwahrscheinlich.
Verschlucken – Ungehärteter Teilewerkstoff wirkt im Körper toxisch, wenn er verschluckt wird.
Da ungehärteter Werkstoff im Körper toxisch wirkt, wenn er verschluckt wird, darf er nicht an Stellen gelagert werden, an denen Lebensmittel
und Getränke aufbewahrt, zubereitet oder verzehrt werden. Waschen Sie sich nach dem Umgang mit den Werkstoffen mit Seife und kaltem
Wasser sorgfältig die Hände, bevor Sie Lebensmittel verzehren oder zubereiten.
Handhabung fertiger Teile
Fertige (ausgehärtete) Teile können auf die gleiche Weise wie herkömmliche Kunststoffprodukte bearbeitet bzw. entsorgt werden. VisiJet®-
Teile sind nicht recyclingfähig. VisiJet®-Werkstoffe sind nicht als medizinische Implantate oder für den Einsatz im Zusammenhang mit
Lebensmitteln und Getränken vorgesehen und dürfen hierfür nicht verwendet werden.
Einschränkung der Gefährdung – Das 3D Druckersystem verfügt über eine Reihe integrierter Steuerungen, die eine Gefährdung des Bedieners
verhindern sollen. Diese Steuerungen nicht ändern oder abschalten.
Hautkontakt
Ungehärteter Teilewerkstoff ist ein Allergen und kann bei Kontakt mit der Haut allergische Reaktionen auslösen. Tragen Sie beim Umgang mit
Teilewerkstoff oder Abfallmaterial stets Handschuhe aus 100 100 Nitril sowie Laborkittel.
Sollte es zu einer Berührung von Haut und ungehärtetem Teilewerkstoff kommen, waschen Sie die betroffenen Stellen gründlich mit Seife und
kaltem Wasser ab und legen Sie kontaminierte Kleidung und Schuhe umgehend ab. Verwenden Sie zum Waschen der Hände kein warmes
Wasser und keine Lösungsmittel, dies führt zu einer Aufnahme über die Haut. Suchen Sie bei gereizter Haut einen Arzt auf. Lassen Sie
kontaminierte Kleidung chemisch reinigen und entsorgen Sie kontaminierte Schuhe und Lederprodukte gemäß den geltenden Bestimmungen.
Augenkontakt
Tragen Sie eine Sicherheitsbrille mit Seitenschutz, um ein unbeabsichtigtes Spritzen in die Augen zu vermeiden. Wenn Werkstoff in die Augen
gelangt, müssen diese umgehend 15 Minuten lang mit reichlich Wasser ausgespült werden. Außerdem müssen Sonnenlicht, uoreszierendes
Licht und andere UV-Lichtquellen vermieden werden. Es ist umgehend ein Arzt aufzusuchen. Augenspüleinrichtungen und ein Erste-Hilfe-
Koffer sollten stets in der Nähe des 3D Druckersystems bereitstehen.
KKontaktlinsen
Das Tragen von Kontaktlinsen wird beim Umgang mit üssigen Werkstoffen nicht empfohlen. Wenn Kontaktlinsen getragen werden und
Werkstoff in die Augen spritzt, müssen die Augen umgehend mit Wasser ausgespült werden. Überprüfen Sie, ob die Kontaktlinse durch das
Ausspülen aus dem Auge/den Augen entfernt wurde. Schützen Sie die Augen vor Sonnenlicht und suchen Sie umgehend einen Arzt auf.
Entsorgen Sie Kontaktlinsen, die mit üssigem Werkstoff in Kontakt geraten.
Einatmen von Dämpfen
Bei normaler Bedienung ist Einatmung sehr unwahrscheinlich. Achten Sie bei der Verwendung von Werkstoffen stets auf einen ausreichend
belüfteten Arbeitsbereich und vermeiden Sie das Einatmen von Dämpfen. Bringen Sie die betroffene Person bei Einatmung an die frische Luft.
Nehmen Sie ggf. eine künstliche Beatmung oder Herz-Lungen-Wiederbelebung (HLW) vor. Fällt das Atmen schwer, geben Sie der geschädigten
Person Sauerstoff. Suchen Sie umgehend einen Arzt auf.
Verschlucken
Ungehärteter Teilewerkstoff wirkt im Körper toxisch, wenn er verschluckt wird. Suchen Sie umgehend einen Arzt auf.
Hygieneverfahren
Da ungehärteter Werkstoff im Körper toxisch wirkt, wenn er verschluckt wird, muss er von Orten, an denen Lebensmittel und Getränke gelagert,
vorbereitet oder konsumiert werden, ferngehalten werden. Waschen Sie sich nach dem Umgang mit Werkstoffen vor Mahlzeiten, Pausen, dem
Rauchen, Auftragen von Kosmetikprodukten, Benutzen der Toilette und nach Feierabend mit Seife und kaltem Wasser die Hände.
Mitarbeiter müssen auf die Notwendigkeit hingewiesen werden, die Kontaktober ächen umgehend zu reinigen und abzuspülen, um weitere
Verschmutzung zu vermeiden. Stellen Sie sicher, dass ein angemessener Waschplatz mit Zugang zu Seife, Wasser und Einweg-
Papierhandtüchern vorhanden ist.
Mit Teilewerkstoff kontaminiertes Werkzeug muss vor der erneuten Verwendung gereinigt werden. Zur Reinigung von Geräten und Werkzeug
werden normalerweise Lösungsmittel wie denaturierter oder Isopropylalkohol (IPA) benötigt. Waschen Sie das Werkzeug anschließend mit
Seife und Wasser ab, um Restspuren von überschüssigem Teilewerkstoff oder Lösungsmittel zu entfernen.
Handhabung von Werkstoffen und SicherheitVor der Verwendung des ProJet® MJP 2500 und 2500 Plus sollten Benutzer sich der möglichen Gefahren des Kontakts mit ungehärtetemTeilewerkstoff, zu dem es z. B. beim Entfernen des Werkstoff-Abfallsacks oder beim Umgang mit Werkstoffpatronen kommen kann, bewusst sein.
Notfall (GHS/SDB)Chemtrec USA (800) 424-9300; aus Europa +1-703-527-3887
Informationen zu einzelnen Werkstoffen nden Sie in den globalen harmonisierten Normen/Sicherheitsdatenblättern (GHS/SDB) des jeweiligenWerkstoffs. Nähere Informationen hierzu sowie zu verwandten Themen nden Sie auf der Werkstoff-Website von 3D Systems unterhttp://www.3dsystems.com/support/materials/msds.
VerpackungsprüfungDie Werkstoffpatronen sind in Versandkartons verpackt. Untersuchen Sie die Außenseiten des Kartons bei Erhalt der Teilewerksto ieferung aufAnzeichen einer physischen Beschädigung oder Leckage. Wenn Sie eine Leckage bemerken, öffnen Sie den Karton NICHT und wenden Sie sich andie Hotline des technischen Supports von 3D Systems.

VisiJet®-Teilewerkstoff (ProJet® 2500 & ProJet® 2500Plus )
VisiJet® ME SUP-Wachsstützenmaterial
Lagerzeit 2 Jahre 5 Jahre
Lagerbedingungen Kühle, trockene Umgebung mit ausreichender Belüftung
Temperaturbereich 16 °C bis 27 °C
Maximale Lagertemperatur 35 °C
Umgebungsbedingungen Keine direkte Sonneneinstrahlung, Hitze, Flamme oder UV-Energie. Halten Sie die Werkstoffe vonHitze ab 110 °C sowie von Flammen, Funken oder sonstigen Feuerquellen fern.
NeuzulassungsdatumPrüfen Sie vor der Verwendung stets das Neuzulassungsdatum („Recerti cation Date“). Wenn die Patrone ihr Neuzulassungsdatum erreicht hat,können Ihnen von 3D Systems zerti zierte Partner oder der technische Support von 3D Systems bei Fragen zum Werkstoff, für deneine Neuzulassung erforderlich ist, behil ich sein.
Trägerstoff (weiß) muss auf der linken Seite des Werkstofffachs eingesetzt werden. Teilewerkstoffpatronen (schwarz) müssen auf der rechten Seitedes Werkstofffachs eingesetzt werden. Untersuchen Sie die Patronen auf Anzeichen von Beschädigungen oder Lecks, bevor Sie sie in das 3DDruckersystem einsetzen. Setzen Sie keine Patronen mit Beschädigungen oder Lecks ein. Werkstoffpatronen gemäß geltender Vorschriftenentsorgen.
Aufbewahrung angebrochener WerkstoffpatronenAngebrochene Patronen dürfen nicht auf die Seite gelegt werden. Dies würde zum Austritt von Werkstoff durch die Entlüftungs- und Anti-Verstopfungsklappe führen. Dies führt zur Beschädigung der Werkstoffpatrone, wenn diese zu einem späteren Zeitpunkt erneut verwendetwird. Stellen Sie eine einzulagernde angebrochene Werkstoffpatrone aufrecht in eine ProJet® MJP 2500 Patronenhalterung und setzen Sie dieEntlüftungsklappe fest auf.
Werksto agerungWerkstoffe müssen in ihren Originalbehältern und gemäß den Richtlinien gelagert werden, die den dem Werkstoff beigefügten GHS/SDB zuentnehmen sind. Schützen Sie den Werkstoff vor Sonnenlicht und Umgebungslicht.
Vermischen Sie Werkstoffe unter keinen Umständen miteinander.
EntsorgungDie Entsorgung von vollständig gehärteten Teilen unterliegt weltweit keiner uns bekannten Vorschrift. VisiJet®-Werkstoff-Patronen können mit demgewöhnlichen Büromüll entsorgt werden.
TTrägerstoffeFür Trägerstoffe gibt es keine uns bekannten gesetzlichen Bestimmungen. Diese können mit dem gewöhnlichen Büroabfall entsorgt werden.
Gehärteter TeilewerkstoffFertige (ausgehärtete) Teile können auf die gleiche Weise wie herkömmliche Plastikprodukte bearbeitet bzw. entsorgt werden. VisiJet-Teile könnennicht recycelt werden. VisiJet-Werkstoffe sind nicht zur Verwendung als medizinische Implantate oder zur Bearbeitung von Lebensmitteln oderGetränken vorgesehen und dürfen nicht als solche verwendet werden.
Ungehärteter Teilewerkstoff und -abfallUngehärtete Teilewerkstoffe werden gemäß den jeweils geltenden Vorschriften entsorgt – an manchen Orten als Gefahrstoff: Dafür müssenbesondere Verpackungs-, Transport- und Entsorgungsmaßnahmen ergriffen werden. Bei der Entsorgung von teilweise ungehärtetem oder gänzlichungehärtetem Teilewerkstoff müssen alle vor Ort geltenden gesetzlichen Vorschriften eingehalten werden. Dies trifft auf Teilewerkstoff-Patronen(leer oder voll) und Abfallpfannen zu. Alle Mittel, die zur Reinigung ungehärteter Teilewerkstoffe verwendet wurden, sind als ungehärteterTeilewertstoff zu entsorgen.
Entsorgen Sie Ihre ungehärteten Teile und Abfallmaterialien gemäß den Bestimmungen Ihrer örtlichen Umweltaufsichtsbehörde. Sollten Sie Hilfebenötigen, wenden Sie sich an zerti zierte Partner von 3D Systems oder den technischen Support von 3D Systems.
Kontaktieren Sie die örtlichen Entsorgungsunternehmen, um die Entsorgungsbedingungen für Ihren Standort in Erfahrung zu bringen. (Bei Ihrerörtlichen Behörde sollte eine Liste von in Frage kommenden Entsorgungsunternehmen zu beziehen sein.) Sie müssen dem Entsorgungsunternehmeneine Kopie der GHS/SDB (Global harmonisiertes System zur Einstufung und Kennzeichnung von Chemikalien/Sicherheitsdatenblätter) derTeilewerkstoffe sowie ggf. weitere Formulare aus dem Anhang Ihres VisiJet® Material Handling Guide, wie das Abfall-Pro l-Arbeitsblatt, zurVerfügung stellen. Es wird ein Bericht ausgearbeitet, der Entsorgungsbedingungen sowie ein Angebot für regelmäßige Abfallsammlungen enthält.Wenn Sie Hilfe bei der Suche nach einem Entsorgungsunternehmen oder beim Ausfüllen eines Abfallentsorgungsformulars benötigen, wenden Siesich an Ihren zerti zierten 3D Systems-Vertriebspartner vor Ort oder den Technischen Support von 3D Systems.
3D Systems übernimmt keine Haftung oder Verantwortung für die ordnungsgemäße Entsorgung von ungehärtetem Teilewerkstoff. Die alleinigeVerantwortung für die ordnungsgemäße Entsorgung ungehärteten Teilewerkstoffs trägt der Benutzer.
Verschüttete WerkstoffeEs ist ÄUSSERST UNWAHRSCHEINLICH, dass Werkstoffe verschüttet werden. Dies sollte bei Normalbetrieb des 3D Druckersystems nicht auftreten.Ein Leck ist ein Zeichen für eine ernstzunehmende Störung des 3D Druckersystems.
Am wichtigsten ist es, die Benutzer vor versehentlichem Kontakt mit dem Werkstoff zu schützen. Verschütteter Trägerstoff kann ohneSchutzausrüstung beseitigt und als Büromüll entsorgt werden. Ungehärteter Teilewerkstoff muss mit Nitrilhandschuhen und weiterer persönlicherSchutzausrüstung bearbeitet werden, um direkten Kontakt mit ungehärtetem Teilewerkstoff zu vermeiden. Wenn Sie sich nicht sicher sind, umwelchen Werkstoff es sich handelt, gehen Sie stets von ungehärtetem Teilematerial aus und bearbeiten Sie es entsprechend – mit der empfohlenenpersönlichen Schutzausrüstung.
Entfernen Sie verschütteten Werkstoff sofort, entsorgen Sie Werkstoffabfälle und nehmen Sie alle Werkstoffrückstände gemäß den in Ihrer Regiongeltenden Vorschriften rückstandsfrei auf. Verwenden Sie das 3D Druckersystem nicht weiter. Setzen Sie sich mit dem Technischen Support von 3DSystems in Verbindung, um einen Wartungstermin zu vereinbaren, an dem die Leckstelle aus ndig gemacht und repariert werden kann.
Kleinere Mengen verschütteten ungehärteten bzw. üssigen Teilewerkstoffs können mit Wegwerfhandtüchern, Einwegputzlappen undabsorbierenden Stoffen wie Sägemehl, Ton, Kieselgur oder Aktivkohle beseitigt werden. Wenn verschütteter Werkstoff heiß ( üssig) ist, sollten Sieihn vor dem Aufwischen abkühlen lassen. Reinigen Sie die Fläche nach dem Aufwischen des verschütteten Werkstoffs mit denaturiertem oderIsopropylalkohol und anschließend gründlich mit Seifenlauge.
Vorsicht: Sägemehl, Ton, Kieselgur und Aktivkohle dürfen nicht in den Drucker gegeben werden, da das Gerät dadurch beschädigt wird.
Bauen Sie den 3D Drucker möglichst nicht über Teppichböden auf; falls nicht anders möglich, verwenden Sie Trennvorrichtungen, um eineBeschädigung des Teppichbodens durch Verschüttungen zu vermeiden.
Informieren Sie beteiligte Dienstleister über den verschütteten Werkstoff und stellen Sie ihnen vor Kontakt mit den Werkstoffen die entsprechendenGHS/SDB sowie weiteres Informationsmaterial zur Verfügung. Informieren Sie diese Personen auch über die Entsorgungsbedingungen fürTeilewerkstoffe und Reinigungsprodukte, wenn es sich bei dem verschütteten Werkstoff um (ungehärteten) Teilewerkstoff handelt.
Ein mit Teilewerkstoff kontaminiertes Werkzeug muss vor der erneuten Verwendung gereinigt werden. Zur Reinigung von Geräten und Werkzeugenwerden normalerweise Lösungsmittel wie denaturierter oder Isopropylalkohol (IPA) benötigt. Waschen Sie das Werkzeug anschließend mit Seife undWasser ab, um Restspuren von überschüssigem Teilewerkstoff oder Lösungsmittel zu entfernen. Wenden Sie sich zu Informationen überordnungsgemäße Bearbeitung von zur Reinigung verwendeten Lösungsmitteln an den Hersteller des Lösungsmittels.
Einige Reinigungslösungsmittel wie denaturierter Alkohol und Isopropylalkohol sind sehr leicht ent ammbar. Lesen und befolgen Sie dieSicherheitsvorkehrungen und Verwendungsempfehlungen des Lösungsmittelherstellers, bevor Sie Lösungsmittel zum Reinigen und Entfernenungehärteten Teilewerkstoffs einsetzen.
BrandgefahrenObwohl das US-Verkehrsministerium VisiJet®-Werkstoffe nicht als „Brandgefahr“ einstuft, werden diese aufgrund ihrer Flammpunkte als„ent ammbar“ klassi ziert. Werkstoffbehälter können reißen, wenn sie extremer Hitze ausgesetzt sind. Verwenden Sie von der NFPA (National FireProtection Association) zugelassene Kohlenstoffdioxid-, Pulver- oder Schaumfeuerlöscher der Klasse B.
Funktionen der ProJet MJP 2500-DruckerbaureiheIn diesem Abschnitt werden die verschiedenen Funktionen Ihres ProJet MJP® 2500 Professional-Druckers beschrieben.
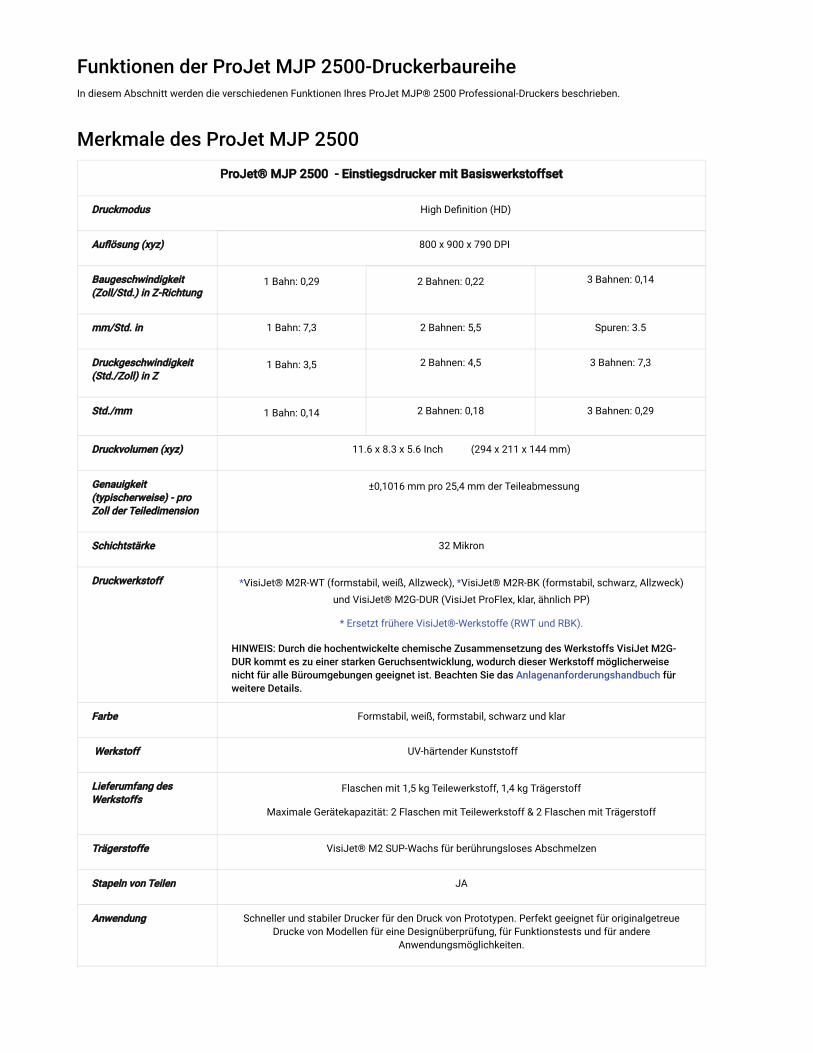
Merkmale des ProJet MJP 2500PProJet® MJP 2500 - Einstiegsdrucker mit Basiswerkstoffset
Druckmodus High De nition (HD)
Au ösung (xyz) 800 x 900 x 790 DPI
Baugeschwindigkeit(Zoll/Std.) in Z-Richtung
1 Bahn: 0,29 2 Bahnen: 0,22 3 Bahnen: 0,14
mm/Std. in 1 Bahn: 7,3 2 Bahnen: 5,5 Spuren: 3.5
Druckgeschwindigkeit(Std./Zoll) in Z
1 Bahn: 3,5 2 Bahnen: 4,5 3 Bahnen: 7,3
Std./mm 1 Bahn: 0,14 2 Bahnen: 0,18 3 Bahnen: 0,29
Druckvolumen (xyz) 11.6 x 8.3 x 5.6 Inch (294 x 211 x 144 mm)
Genauigkeit(typischerweise) - proZoll der Teiledimension
±0,1016 mm pro 25,4 mm der Teileabmessung
Schichtstärke 32 Mikron
Druckwerkstoff *VisiJet® M2R-WT (formstabil, weiß, Allzweck), *VisiJet® M2R-BK (formstabil, schwarz, Allzweck)und VisiJet® M2G-DUR (VisiJet ProFlex, klar, ähnlich PP)
* Ersetzt frühere VisiJet®-Werkstoffe (RWT und RBK).
HINWEIS: Durch die hochentwickelte chemische Zusammensetzung des Werkstoffs VisiJet M2G-DUR kommt es zu einer starken Geruchsentwicklung, wodurch dieser Werkstoff möglicherweisenicht für alle Büroumgebungen geeignet ist. Beachten Sie das Anlagenanforderungshandbuch fürweitere Details.
Farbe Formstabil, weiß, formstabil, schwarz und klar
Werkstoff UV-härtender Kunststoff
Lieferumfang desWerkstoffs
Flaschen mit 1,5 kg Teilewerkstoff, 1,4 kg Trägerstoff
Maximale Gerätekapazität: 2 Flaschen mit Teilewerkstoff & 2 Flaschen mit Trägerstoff
Trägerstoffe VisiJet® M2 SUP-Wachs für berührungsloses Abschmelzen
Stapeln von Teilen JA
Anwendung Schneller und stabiler Drucker für den Druck von Prototypen. Perfekt geeignet für originalgetreueDrucke von Modellen für eine Designüberprüfung, für Funktionstests und für andere
Anwendungsmöglichkeiten.
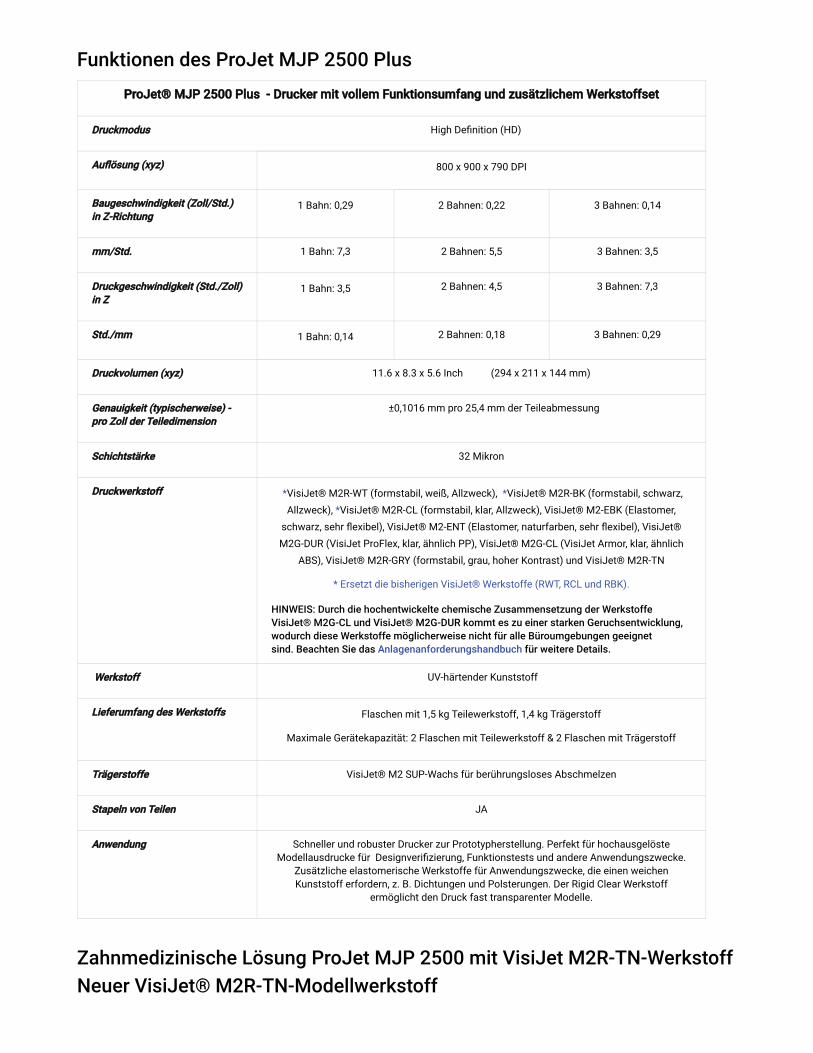
Funktionen des ProJet MJP 2500 PlusPProJet® MJP 2500 Plus - Drucker mit vollem Funktionsumfang und zusätzlichem Werkstoffset
Druckmodus High De nition (HD)
Au ösung (xyz) 800 x 900 x 790 DPI
Baugeschwindigkeit (Zoll/Std.)in Z-Richtung
1 Bahn: 0,29 2 Bahnen: 0,22 3 Bahnen: 0,14
mm/Std. 1 Bahn: 7,3 2 Bahnen: 5,5 3 Bahnen: 3,5
Druckgeschwindigkeit (Std./Zoll)in Z
1 Bahn: 3,5 2 Bahnen: 4,5 3 Bahnen: 7,3
Std./mm 1 Bahn: 0,14 2 Bahnen: 0,18 3 Bahnen: 0,29
Druckvolumen (xyz) 11.6 x 8.3 x 5.6 Inch (294 x 211 x 144 mm)
Genauigkeit (typischerweise) -pro Zoll der Teiledimension
±0,1016 mm pro 25,4 mm der Teileabmessung
Schichtstärke 32 Mikron
Druckwerkstoff *VisiJet® M2R-WT (formstabil, weiß, Allzweck), *VisiJet® M2R-BK (formstabil, schwarz,Allzweck), *VisiJet® M2R-CL (formstabil, klar, Allzweck), VisiJet® M2-EBK (Elastomer,
schwarz, sehr exibel), VisiJet® M2-ENT (Elastomer, naturfarben, sehr exibel), VisiJet®M2G-DUR (VisiJet ProFlex, klar, ähnlich PP), VisiJet® M2G-CL (VisiJet Armor, klar, ähnlich
ABS), VisiJet® M2R-GRY (formstabil, grau, hoher Kontrast) und VisiJet® M2R-TN
* Ersetzt die bisherigen VisiJet® Werkstoffe (RWT, RCL und RBK).
HINWEIS: Durch die hochentwickelte chemische Zusammensetzung der WerkstoffeVisiJet® M2G-CL und VisiJet® M2G-DUR kommt es zu einer starken Geruchsentwicklung,wodurch diese Werkstoffe möglicherweise nicht für alle Büroumgebungen geeignetsind. Beachten Sie das Anlagenanforderungshandbuch für weitere Details.
Werkstoff UV-härtender Kunststoff
Lieferumfang des Werkstoffs Flaschen mit 1,5 kg Teilewerkstoff, 1,4 kg Trägerstoff
Maximale Gerätekapazität: 2 Flaschen mit Teilewerkstoff & 2 Flaschen mit Trägerstoff
Trägerstoffe VisiJet® M2 SUP-Wachs für berührungsloses Abschmelzen
Stapeln von Teilen JA
Anwendung Schneller und robuster Drucker zur Prototypherstellung. Perfekt für hochausgelösteModellausdrucke für Designveri zierung, Funktionstests und andere Anwendungszwecke.
Zusätzliche elastomerische Werkstoffe für Anwendungszwecke, die einen weichenKunststoff erfordern, z. B. Dichtungen und Polsterungen. Der Rigid Clear Werkstoff
ermöglicht den Druck fast transparenter Modelle.
Zahnmedizinische Lösung ProJet MJP 2500 mit VisiJet M2R-TN-WerkstoffNeuer VisiJet® M2R-TN-Modellwerkstoff
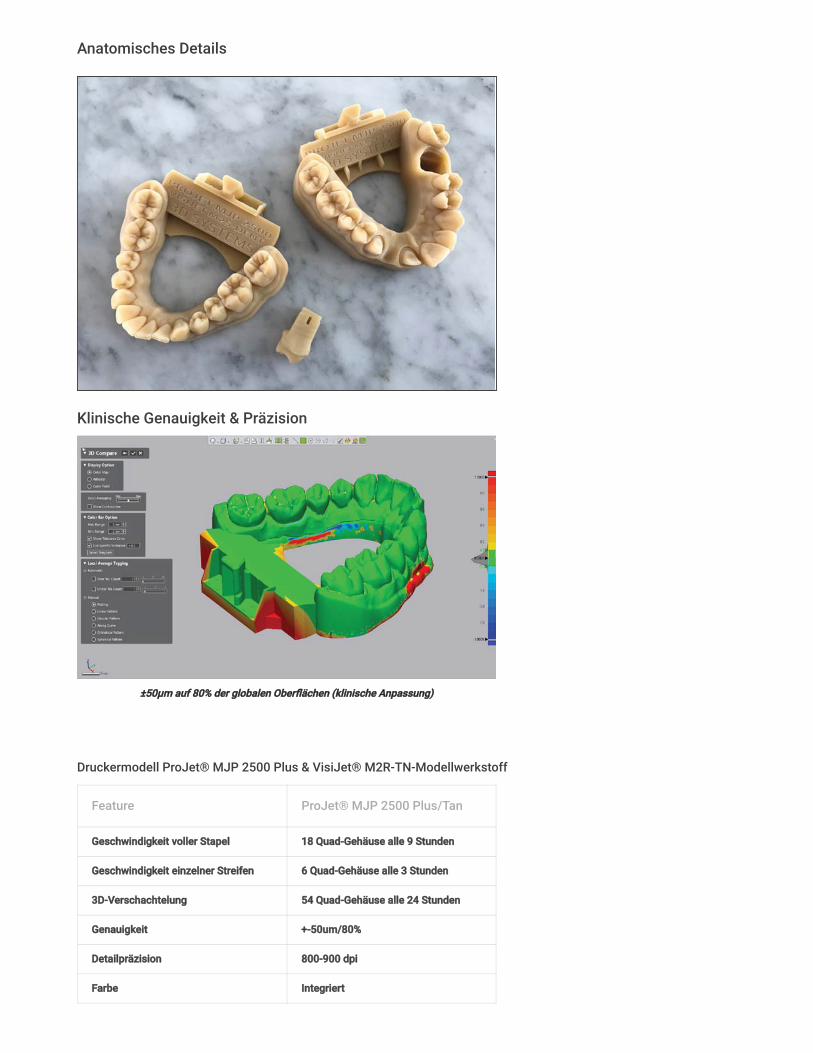
Anatomisches Details
Klinische Genauigkeit & Präzision
±50μm auf 80% der globalen Ober ächen (klinische Anpassung)
Druckermodell ProJet® MJP 2500 Plus & VisiJet® M2R-TN-Modellwerkstoff
Feature ProJet® MJP 2500 Plus/Tan
Geschwindigkeit voller Stapel 18 Quad-Gehäuse alle 9 Stunden
Geschwindigkeit einzelner Streifen 6 Quad-Gehäuse alle 3 Stunden
3D-Verschachtelung 54 Quad-Gehäuse alle 24 Stunden
Genauigkeit +-50um/80%
Detailpräzision 800-900 dpi
Farbe Integriert
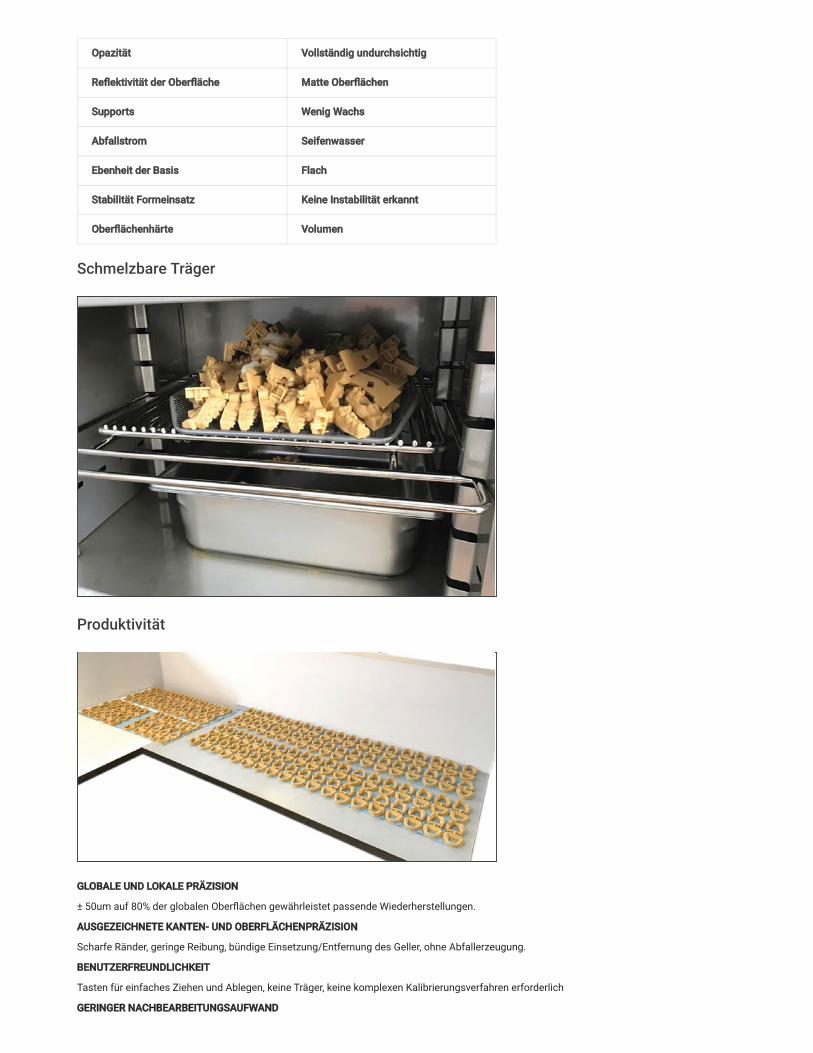
Opazität Vollständig undurchsichtig
Re ektivität der Ober äche Matte Ober ächen
Supports Wenig Wachs
Abfallstrom Seifenwasser
Ebenheit der Basis Flach
Stabilität Formeinsatz Keine Instabilität erkannt
Ober ächenhärte Volumen
Schmelzbare Träger
Produktivität
GLOBALE UND LOKALE PRÄZISION
± 50um auf 80% der globalen Ober ächen gewährleistet passende Wiederherstellungen.
AUSGEZEICHNETE KANTEN- UND OBERFLÄCHENPRÄZISION
Scharfe Ränder, geringe Reibung, bündige Einsetzung/Entfernung des Geller, ohne Abfallerzeugung.
BENUTZERFREUNDLICHKEIT
Tasten für einfaches Ziehen und Ablegen, keine Träger, keine komplexen Kalibrierungsverfahren erforderlich
GERINGER NACHBEARBEITUNGSAUFWAND

Schmelzbare Wachsträgerstrukturen = schnelle Reinigung von großen Modellmengen
FFLEXIBLE ARBEITSABLÄUFE
Einzelne Bahn, schnelle Stapel am Tag und/oder hochvolumige Stapel auf voller Plattform über Nacht = Tempo der Arbeitsabläufe.
HOCHENTWICKELTER WERKSTOFF
Branchenweit anerkannte braune Farbe mit hervorragendem oberen und unteren Verschluss, Kontakt und Spritzanpassungen.
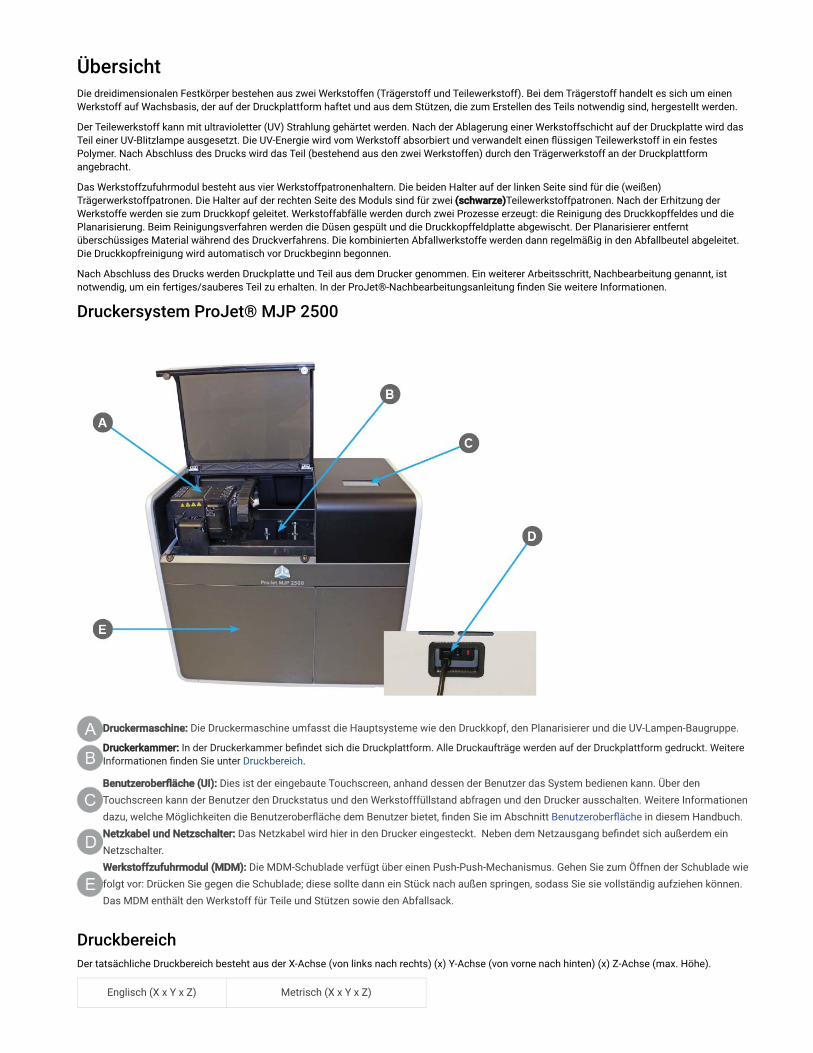
ÜbersichtDie dreidimensionalen Festkörper bestehen aus zwei Werkstoffen (Trägerstoff und Teilewerkstoff). Bei dem Trägerstoff handelt es sich um einenWerkstoff auf Wachsbasis, der auf der Druckplattform haftet und aus dem Stützen, die zum Erstellen des Teils notwendig sind, hergestellt werden.
Der Teilewerkstoff kann mit ultravioletter (UV) Strahlung gehärtet werden. Nach der Ablagerung einer Werkstoffschicht auf der Druckplatte wird dasTeil einer UV-Blitzlampe ausgesetzt. Die UV-Energie wird vom Werkstoff absorbiert und verwandelt einen üssigen Teilewerkstoff in ein festesPolymer. Nach Abschluss des Drucks wird das Teil (bestehend aus den zwei Werkstoffen) durch den Trägerwerkstoff an der Druckplattformangebracht.
Das Werkstoffzufuhrmodul besteht aus vier Werkstoffpatronenhaltern. Die beiden Halter auf der linken Seite sind für die (weißen)Trägerwerkstoffpatronen. Die Halter auf der rechten Seite des Moduls sind für zwei ((schwarze)Teilewerkstoffpatronen. Nach der Erhitzung derWerkstoffe werden sie zum Druckkopf geleitet. Werkstoffabfälle werden durch zwei Prozesse erzeugt: die Reinigung des Druckkopffeldes und diePlanarisierung. Beim Reinigungsverfahren werden die Düsen gespült und die Druckkopffeldplatte abgewischt. Der Planarisierer entferntüberschüssiges Material während des Druckverfahrens. Die kombinierten Abfallwerkstoffe werden dann regelmäßig in den Abfallbeutel abgeleitet.Die Druckkopfreinigung wird automatisch vor Druckbeginn begonnen.
Nach Abschluss des Drucks werden Druckplatte und Teil aus dem Drucker genommen. Ein weiterer Arbeitsschritt, Nachbearbeitung genannt, istnotwendig, um ein fertiges/sauberes Teil zu erhalten. In der ProJet®-Nachbearbeitungsanleitung nden Sie weitere Informationen.
Druckersystem ProJet® MJP 2500
Druckermaschine: Die Druckermaschine umfasst die Hauptsysteme wie den Druckkopf, den Planarisierer und die UV-Lampen-Baugruppe.
Druckerkammer: In der Druckerkammer be ndet sich die Druckplattform. Alle Druckaufträge werden auf der Druckplattform gedruckt. WeitereInformationen nden Sie unter Druckbereich.
Benutzerober äche (UI): Dies ist der eingebaute Touchscreen, anhand dessen der Benutzer das System bedienen kann. Über denTouchscreen kann der Benutzer den Druckstatus und den Werkstofffüllstand abfragen und den Drucker ausschalten. Weitere Informationendazu, welche Möglichkeiten die Benutzerober äche dem Benutzer bietet, nden Sie im Abschnitt Benutzerober äche in diesem Handbuch.Netzkabel und Netzschalter: Das Netzkabel wird hier in den Drucker eingesteckt. Neben dem Netzausgang be ndet sich außerdem einNetzschalter.Werkstoffzufuhrmodul (MDM): Die MDM-Schublade verfügt über einen Push-Push-Mechanismus. Gehen Sie zum Öffnen der Schublade wiefolgt vor: Drücken Sie gegen die Schublade; diese sollte dann ein Stück nach außen springen, sodass Sie sie vollständig aufziehen können.Das MDM enthält den Werkstoff für Teile und Stützen sowie den Abfallsack.
DruckbereichDer tatsächliche Druckbereich besteht aus der X-Achse (von links nach rechts) (x) Y-Achse (von vorne nach hinten) (x) Z-Achse (max. Höhe).
Englisch (X x Y x Z) Metrisch (X x Y x Z)
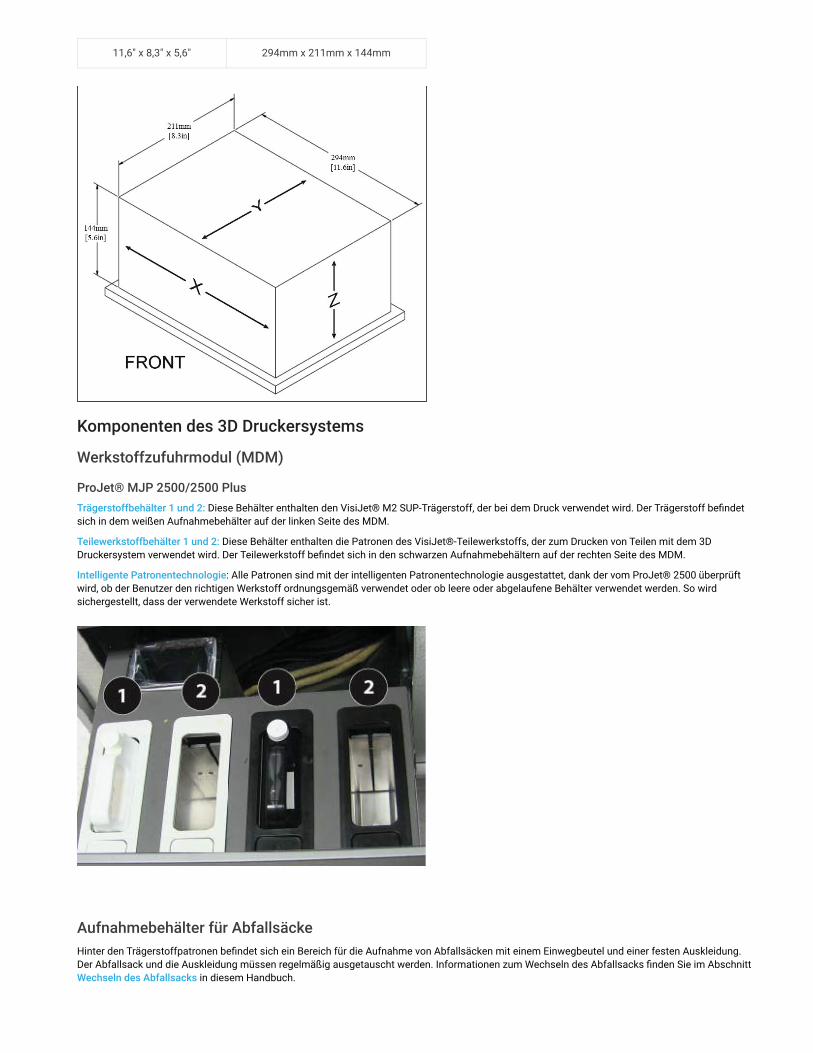
11,6" x 8,3" x 5,6" 294mm x 211mm x 144mm
Komponenten des 3D Druckersystems
Werkstoffzufuhrmodul (MDM)
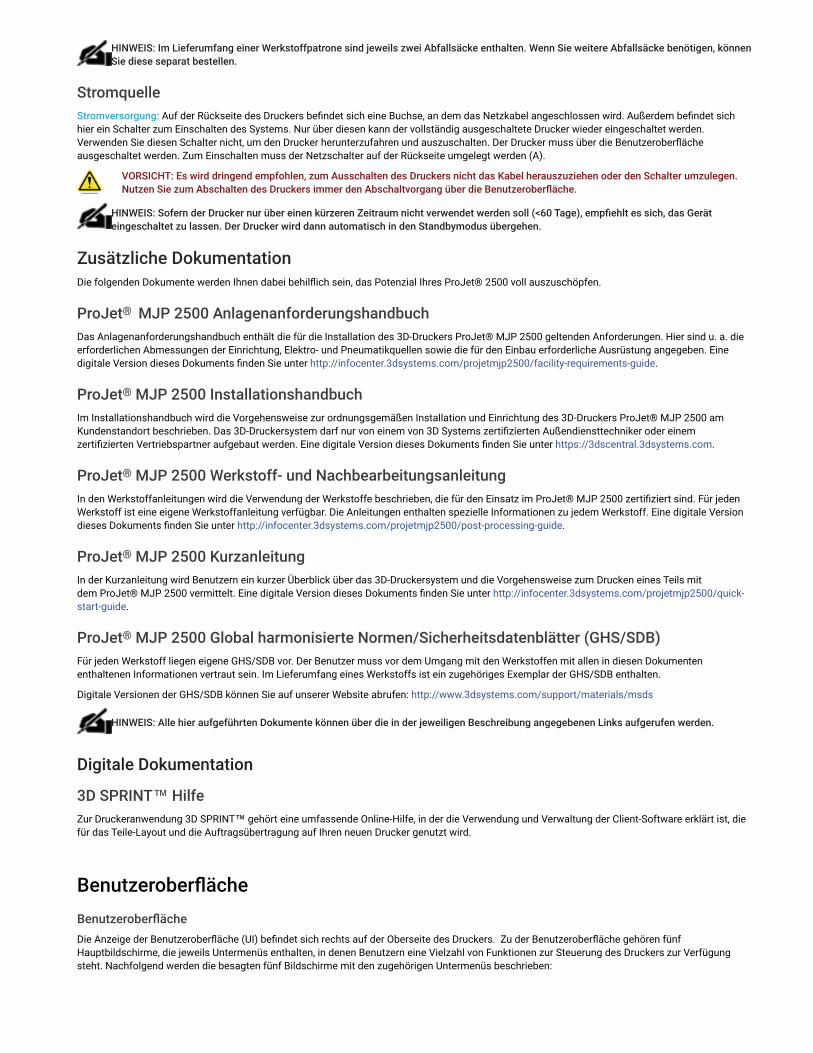
ProJet® MJP 2500/2500 PlusTrägerstoffbehälter 1 und 2: Diese Behälter enthalten den VisiJet® M2 SUP-Trägerstoff, der bei dem Druck verwendet wird. Der Trägerstoff be ndetsich in dem weißen Aufnahmebehälter auf der linken Seite des MDM.
Teilewerkstoffbehälter 1 und 2: Diese Behälter enthalten die Patronen des VisiJet®-Teilewerkstoffs, der zum Drucken von Teilen mit dem 3DDruckersystem verwendet wird. Der Teilewerkstoff be ndet sich in den schwarzen Aufnahmebehältern auf der rechten Seite des MDM.
Intelligente Patronentechnologie: Alle Patronen sind mit der intelligenten Patronentechnologie ausgestattet, dank der vom ProJet® 2500 überprüftwird, ob der Benutzer den richtigen Werkstoff ordnungsgemäß verwendet oder ob leere oder abgelaufene Behälter verwendet werden. So wirdsichergestellt, dass der verwendete Werkstoff sicher ist.
Aufnahmebehälter für AbfallsäckeHinter den Trägerstoffpatronen be ndet sich ein Bereich für die Aufnahme von Abfallsäcken mit einem Einwegbeutel und einer festen Auskleidung.Der Abfallsack und die Auskleidung müssen regelmäßig ausgetauscht werden. Informationen zum Wechseln des Abfallsacks nden Sie im AbschnittWechseln des Abfallsacks in diesem Handbuch.
HINWEIS: Im Lieferumfang einer Werkstoffpatrone sind jeweils zwei Abfallsäcke enthalten. Wenn Sie weitere Abfallsäcke benötigen, könnenSie diese separat bestellen.
StromquelleStromversorgung: Auf der Rückseite des Druckers be ndet sich eine Buchse, an dem das Netzkabel angeschlossen wird. Außerdem be ndet sichhier ein Schalter zum Einschalten des Systems. Nur über diesen kann der vollständig ausgeschaltete Drucker wieder eingeschaltet werden.Verwenden Sie diesen Schalter nicht, um den Drucker herunterzufahren und auszuschalten. Der Drucker muss über die Benutzerober ächeausgeschaltet werden. Zum Einschalten muss der Netzschalter auf der Rückseite umgelegt werden (A).
VORSICHT: Es wird dringend empfohlen, zum Ausschalten des Druckers nicht das Kabel herauszuziehen oder den Schalter umzulegen.Nutzen Sie zum Abschalten des Druckers immer den Abschaltvorgang über die Benutzerober äche.
HINWEIS: Sofern der Drucker nur über einen kürzeren Zeitraum nicht verwendet werden soll (<60 Tage), emp ehlt es sich, das Geräteingeschaltet zu lassen. Der Drucker wird dann automatisch in den Standbymodus übergehen.
Zusätzliche DokumentationDie folgenden Dokumente werden Ihnen dabei behil ich sein, das Potenzial Ihres ProJet® 2500 voll auszuschöpfen.
ProJet MJP 2500 AnlagenanforderungshandbuchDas Anlagenanforderungshandbuch enthält die für die Installation des 3D-Druckers ProJet® MJP 2500 geltenden Anforderungen. Hier sind u. a. dieerforderlichen Abmessungen der Einrichtung, Elektro- und Pneumatikquellen sowie die für den Einbau erforderliche Ausrüstung angegeben. Einedigitale Version dieses Dokuments nden Sie unter http://infocenter.3dsystems.com/projetmjp2500/facility-requirements-guide.
ProJet MJP 2500 InstallationshandbuchIm Installationshandbuch wird die Vorgehensweise zur ordnungsgemäßen Installation und Einrichtung des 3D-Druckers ProJet® MJP 2500 amKundenstandort beschrieben. Das 3D-Druckersystem darf nur von einem von 3D Systems zerti zierten Außendiensttechniker oder einemzerti zierten Vertriebspartner aufgebaut werden. Eine digitale Version dieses Dokuments nden Sie unter https://3dscentral.3dsystems.com.
ProJet MJP 2500 Werkstoff- und NachbearbeitungsanleitungIn den Werkstoffanleitungen wird die Verwendung der Werkstoffe beschrieben, die für den Einsatz im ProJet® MJP 2500 zerti ziert sind. Für jedenWerkstoff ist eine eigene Werkstoffanleitung verfügbar. Die Anleitungen enthalten spezielle Informationen zu jedem Werkstoff. Eine digitale Versiondieses Dokuments nden Sie unter http://infocenter.3dsystems.com/projetmjp2500/post-processing-guide.
ProJet MJP 2500 KurzanleitungIn der Kurzanleitung wird Benutzern ein kurzer Überblick über das 3D-Druckersystem und die Vorgehensweise zum Drucken eines Teils mitdem ProJet® MJP 2500 vermittelt. Eine digitale Version dieses Dokuments nden Sie unter http://infocenter.3dsystems.com/projetmjp2500/quick-start-guide.
ProJet MJP 2500 Global harmonisierte Normen/Sicherheitsdatenblätter (GHS/SDB)Für jeden Werkstoff liegen eigene GHS/SDB vor. Der Benutzer muss vor dem Umgang mit den Werkstoffen mit allen in diesen Dokumentenenthaltenen Informationen vertraut sein. Im Lieferumfang eines Werkstoffs ist ein zugehöriges Exemplar der GHS/SDB enthalten.
Digitale Versionen der GHS/SDB können Sie auf unserer Website abrufen: http://www.3dsystems.com/support/materials/msds
HINWEIS: Alle hier aufgeführten Dokumente können über die in der jeweiligen Beschreibung angegebenen Links aufgerufen werden.
Digitale Dokumentation
3D SPRINT™ HilfeZur Druckeranwendung 3D SPRINT™ gehört eine umfassende Online-Hilfe, in der die Verwendung und Verwaltung der Client-Software erklärt ist, diefür das Teile-Layout und die Auftragsübertragung auf Ihren neuen Drucker genutzt wird.
Benutzerober ächeBenutzerober ächeDie Anzeige der Benutzerober äche (UI) be ndet sich rechts auf der Oberseite des Druckers. Zu der Benutzerober äche gehören fünfHauptbildschirme, die jeweils Untermenüs enthalten, in denen Benutzern eine Vielzahl von Funktionen zur Steuerung des Druckers zur Verfügungsteht. Nachfolgend werden die besagten fünf Bildschirme mit den zugehörigen Untermenüs beschrieben:
®
®
®
®
®
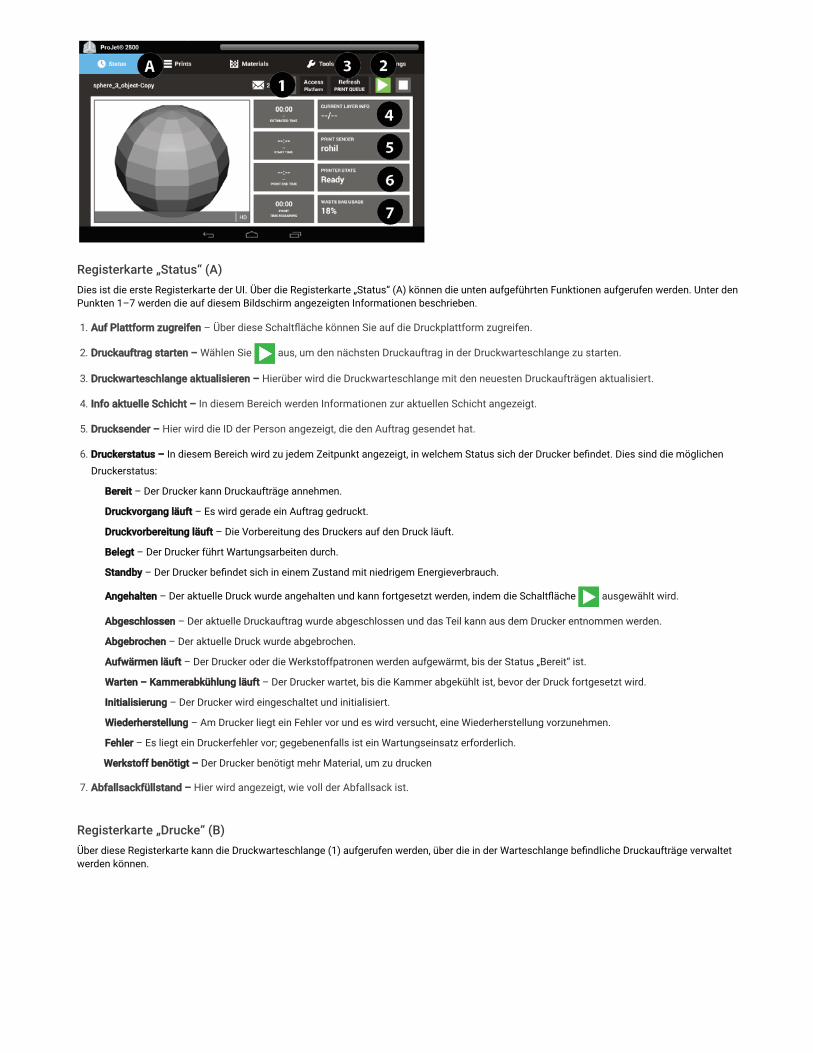
Registerkarte „Status“ (A)Dies ist die erste Registerkarte der UI. Über die Registerkarte „Status“ (A) können die unten aufgeführten Funktionen aufgerufen werden. Unter denPunkten 1–7 werden die auf diesem Bildschirm angezeigten Informationen beschrieben.
1. AAuf Plattform zugreifen – Über diese Schalt äche können Sie auf die Druckplattform zugreifen.
2. Druckauftrag starten – Wählen Sie aus, um den nächsten Druckauftrag in der Druckwarteschlange zu starten.
3. Druckwarteschlange aktualisieren – Hierüber wird die Druckwarteschlange mit den neuesten Druckaufträgen aktualisiert.
4. Info aktuelle Schicht – In diesem Bereich werden Informationen zur aktuellen Schicht angezeigt.
5. Drucksender – Hier wird die ID der Person angezeigt, die den Auftrag gesendet hat.
6. Druckerstatus – In diesem Bereich wird zu jedem Zeitpunkt angezeigt, in welchem Status sich der Drucker be ndet. Dies sind die möglichenDruckerstatus:
Bereit – Der Drucker kann Druckaufträge annehmen.
Druckvorgang läuft – Es wird gerade ein Auftrag gedruckt.
Druckvorbereitung läuft – Die Vorbereitung des Druckers auf den Druck läuft.
Belegt – Der Drucker führt Wartungsarbeiten durch.
Standby – Der Drucker be ndet sich in einem Zustand mit niedrigem Energieverbrauch.
Angehalten – Der aktuelle Druck wurde angehalten und kann fortgesetzt werden, indem die Schalt äche ausgewählt wird.
Abgeschlossen – Der aktuelle Druckauftrag wurde abgeschlossen und das Teil kann aus dem Drucker entnommen werden.
Abgebrochen – Der aktuelle Druck wurde abgebrochen.
Aufwärmen läuft – Der Drucker oder die Werkstoffpatronen werden aufgewärmt, bis der Status „Bereit“ ist.
Warten – Kammerabkühlung läuft – Der Drucker wartet, bis die Kammer abgekühlt ist, bevor der Druck fortgesetzt wird.
Initialisierung – Der Drucker wird eingeschaltet und initialisiert.
Wiederherstellung – Am Drucker liegt ein Fehler vor und es wird versucht, eine Wiederherstellung vorzunehmen.
Fehler – Es liegt ein Druckerfehler vor; gegebenenfalls ist ein Wartungseinsatz erforderlich.
Werkstoff benötigt – Der Drucker benötigt mehr Material, um zu drucken
7. Abfallsackfüllstand – Hier wird angezeigt, wie voll der Abfallsack ist.
Registerkarte „Drucke“ (B)Über diese Registerkarte kann die Druckwarteschlange (1) aufgerufen werden, über die in der Warteschlange be ndliche Druckaufträge verwaltetwerden können.
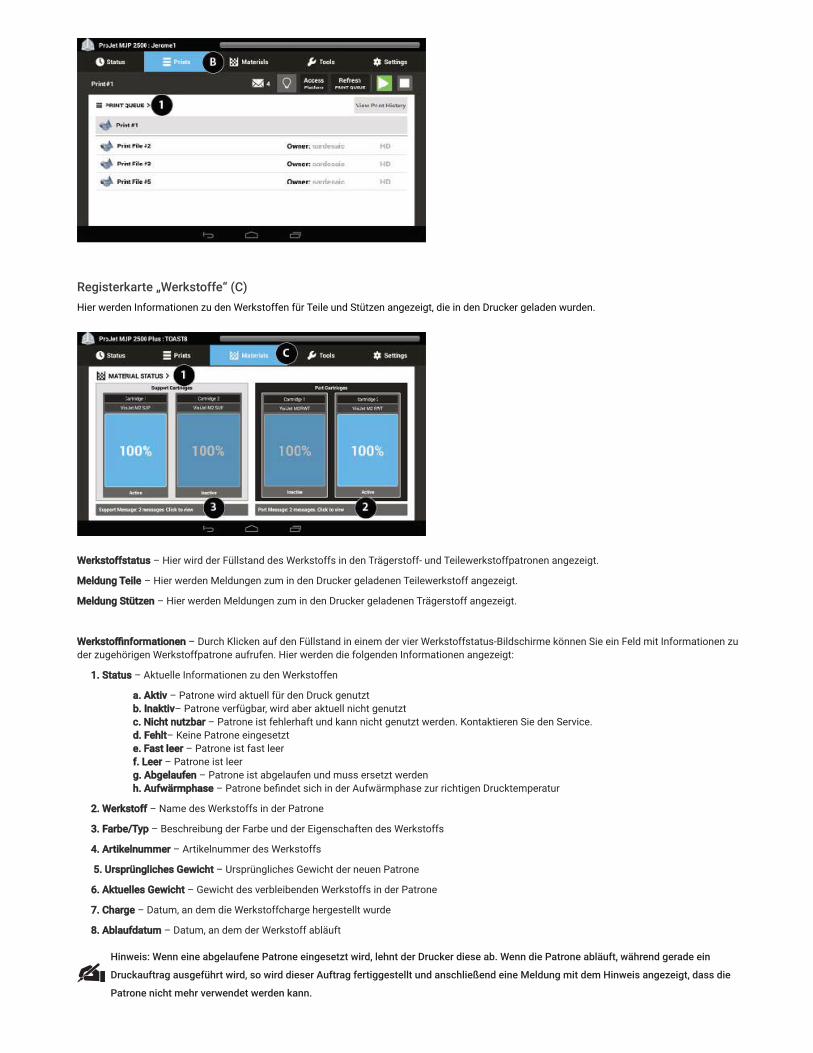
Registerkarte „Werkstoffe“ (C)Hier werden Informationen zu den Werkstoffen für Teile und Stützen angezeigt, die in den Drucker geladen wurden.
WWerkstoffstatus – Hier wird der Füllstand des Werkstoffs in den Trägerstoff- und Teilewerkstoffpatronen angezeigt.
Meldung Teile – Hier werden Meldungen zum in den Drucker geladenen Teilewerkstoff angezeigt.
Meldung Stützen – Hier werden Meldungen zum in den Drucker geladenen Trägerstoff angezeigt.
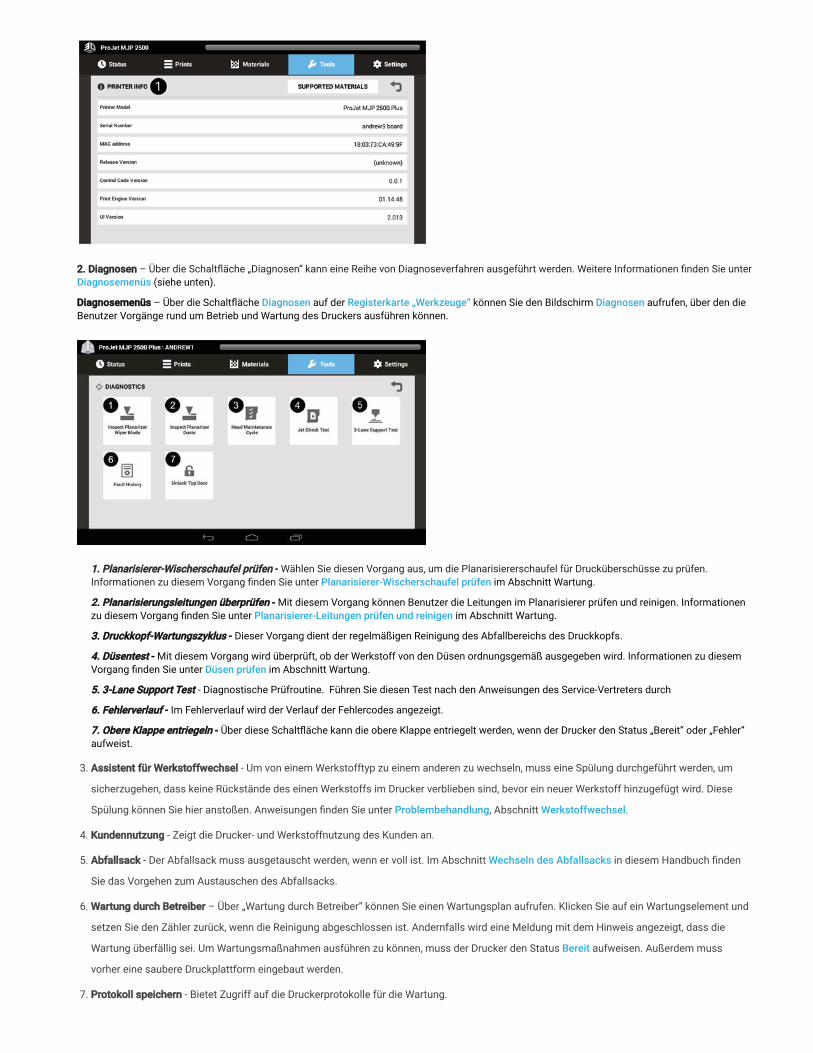
Werksto nformationen – Durch Klicken auf den Füllstand in einem der vier Werkstoffstatus-Bildschirme können Sie ein Feld mit Informationen zuder zugehörigen Werkstoffpatrone aufrufen. Hier werden die folgenden Informationen angezeigt:
1. Status – Aktuelle Informationen zu den Werkstoffen
a. Aktiv – Patrone wird aktuell für den Druck genutzt b. Inaktiv– Patrone verfügbar, wird aber aktuell nicht genutzt c. Nicht nutzbar – Patrone ist fehlerhaft und kann nicht genutzt werden. Kontaktieren Sie den Service. d. Fehlt– Keine Patrone eingesetzt e. Fast leer – Patrone ist fast leer f. Leer – Patrone ist leer g. Abgelaufen – Patrone ist abgelaufen und muss ersetzt werden h. Aufwärmphase – Patrone be ndet sich in der Aufwärmphase zur richtigen Drucktemperatur
2. Werkstoff – Name des Werkstoffs in der Patrone
3. Farbe/Typ – Beschreibung der Farbe und der Eigenschaften des Werkstoffs
4. Artikelnummer – Artikelnummer des Werkstoffs
5. Ursprüngliches Gewicht – Ursprüngliches Gewicht der neuen Patrone
6. Aktuelles Gewicht – Gewicht des verbleibenden Werkstoffs in der Patrone
7. Charge – Datum, an dem die Werkstoffcharge hergestellt wurde
8. Ablaufdatum – Datum, an dem der Werkstoff abläuft
Hinweis: Wenn eine abgelaufene Patrone eingesetzt wird, lehnt der Drucker diese ab. Wenn die Patrone abläuft, während gerade ein
Druckauftrag ausgeführt wird, so wird dieser Auftrag fertiggestellt und anschließend eine Meldung mit dem Hinweis angezeigt, dass die
Patrone nicht mehr verwendet werden kann.
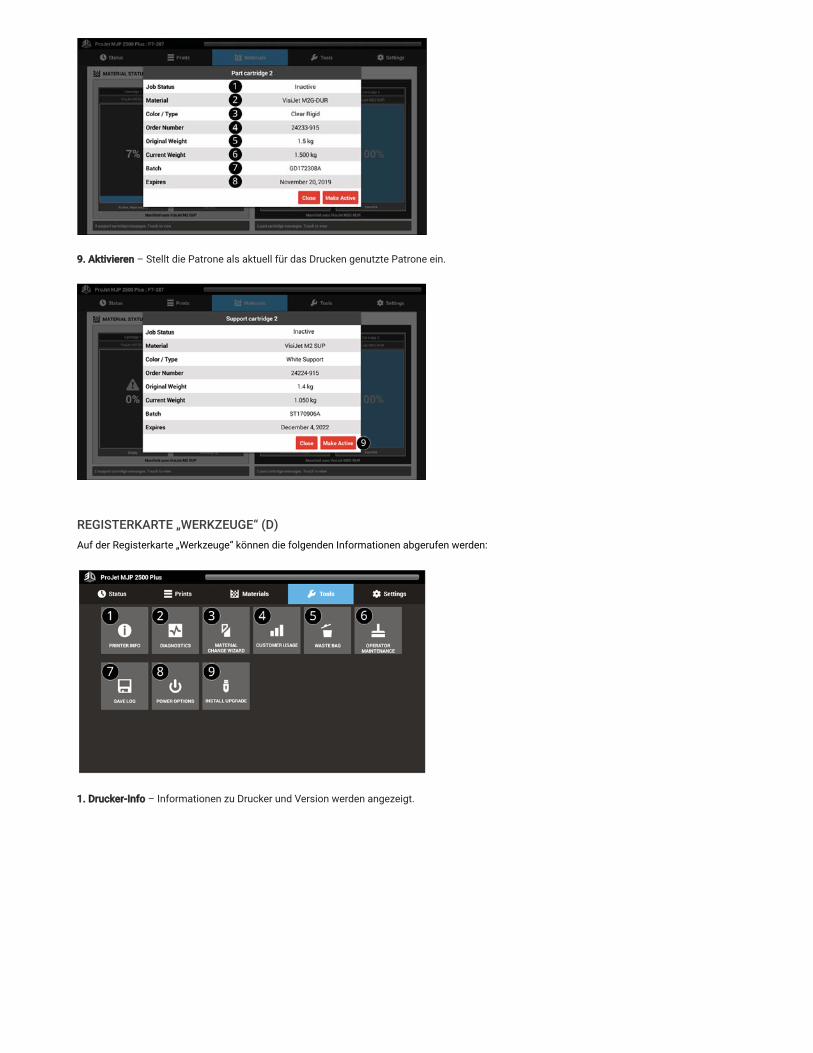
99. Aktivieren – Stellt die Patrone als aktuell für das Drucken genutzte Patrone ein.
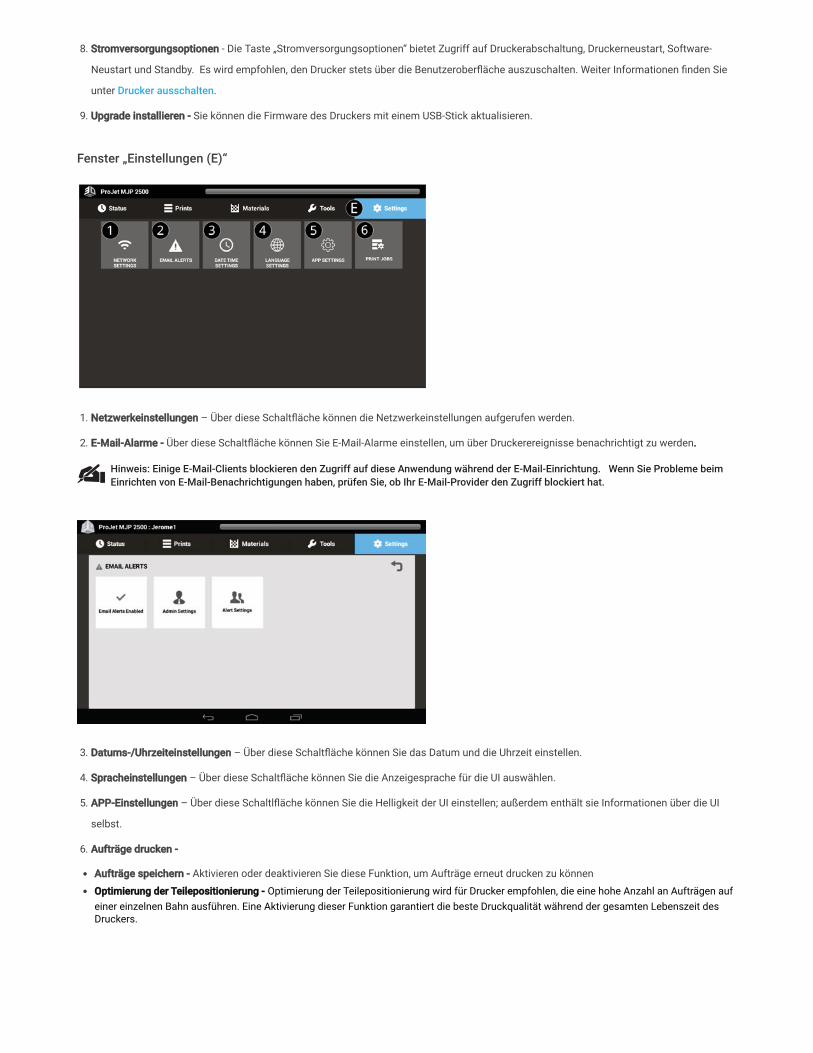
REGISTERKARTE „WERKZEUGE“ (D)Auf der Registerkarte „Werkzeuge“ können die folgenden Informationen abgerufen werden:
1. Drucker-Info – Informationen zu Drucker und Version werden angezeigt.
22. Diagnosen – Über die Schalt äche „Diagnosen“ kann eine Reihe von Diagnoseverfahren ausgeführt werden. Weitere Informationen nden Sie unterDiagnosemenüs (siehe unten).
Diagnosemenüs – Über die Schalt äche Diagnosen auf der Registerkarte „Werkzeuge“ können Sie den Bildschirm Diagnosen aufrufen, über den dieBenutzer Vorgänge rund um Betrieb und Wartung des Druckers ausführen können.
1. Planarisierer-Wischerschaufel prüfen - Wählen Sie diesen Vorgang aus, um die Planarisiererschaufel für Drucküberschüsse zu prüfen.Informationen zu diesem Vorgang nden Sie unter Planarisierer-Wischerschaufel prüfen im Abschnitt Wartung.
2. Planarisierungsleitungen überprüfen - Mit diesem Vorgang können Benutzer die Leitungen im Planarisierer prüfen und reinigen. Informationenzu diesem Vorgang nden Sie unter Planarisierer-Leitungen prüfen und reinigen im Abschnitt Wartung.
3. Druckkopf-Wartungszyklus - Dieser Vorgang dient der regelmäßigen Reinigung des Abfallbereichs des Druckkopfs.
4. Düsentest - Mit diesem Vorgang wird überprüft, ob der Werkstoff von den Düsen ordnungsgemäß ausgegeben wird. Informationen zu diesemVorgang nden Sie unter Düsen prüfen im Abschnitt Wartung.
5. 3-Lane Support Test - Diagnostische Prüfroutine. Führen Sie diesen Test nach den Anweisungen des Service-Vertreters durch
6. Fehlerverlauf - Im Fehlerverlauf wird der Verlauf der Fehlercodes angezeigt.
7. Obere Klappe entriegeln - Über diese Schalt äche kann die obere Klappe entriegelt werden, wenn der Drucker den Status „Bereit“ oder „Fehler“aufweist.
3. Assistent für Werkstoffwechsel - Um von einem Werkstofftyp zu einem anderen zu wechseln, muss eine Spülung durchgeführt werden, um
sicherzugehen, dass keine Rückstände des einen Werkstoffs im Drucker verblieben sind, bevor ein neuer Werkstoff hinzugefügt wird. Diese
Spülung können Sie hier anstoßen. Anweisungen nden Sie unter Problembehandlung, Abschnitt Werkstoffwechsel.
4. Kundennutzung - Zeigt die Drucker- und Werkstoffnutzung des Kunden an.
5. Abfallsack - Der Abfallsack muss ausgetauscht werden, wenn er voll ist. Im Abschnitt Wechseln des Abfallsacks in diesem Handbuch nden
Sie das Vorgehen zum Austauschen des Abfallsacks.
6. Wartung durch Betreiber – Über „Wartung durch Betreiber“ können Sie einen Wartungsplan aufrufen. Klicken Sie auf ein Wartungselement und
setzen Sie den Zähler zurück, wenn die Reinigung abgeschlossen ist. Andernfalls wird eine Meldung mit dem Hinweis angezeigt, dass die
Wartung überfällig sei. Um Wartungsmaßnahmen ausführen zu können, muss der Drucker den Status Bereit aufweisen. Außerdem muss
vorher eine saubere Druckplattform eingebaut werden.
7. Protokoll speichern - Bietet Zugriff auf die Druckerprotokolle für die Wartung.
8. SStromversorgungsoptionen - Die Taste „Stromversorgungsoptionen“ bietet Zugriff auf Druckerabschaltung, Druckerneustart, Software-
Neustart und Standby. Es wird empfohlen, den Drucker stets über die Benutzerober äche auszuschalten. Weiter Informationen nden Sie
unter Drucker ausschalten.
9. Upgrade installieren - Sie können die Firmware des Druckers mit einem USB-Stick aktualisieren.
Fenster „Einstellungen (E)“
1. Netzwerkeinstellungen – Über diese Schalt äche können die Netzwerkeinstellungen aufgerufen werden.
2. E-Mail-Alarme - Über diese Schalt äche können Sie E-Mail-Alarme einstellen, um über Druckerereignisse benachrichtigt zu werden.
Hinweis: Einige E-Mail-Clients blockieren den Zugriff auf diese Anwendung während der E-Mail-Einrichtung. Wenn Sie Probleme beimEinrichten von E-Mail-Benachrichtigungen haben, prüfen Sie, ob Ihr E-Mail-Provider den Zugriff blockiert hat.
3. DDatums-/Uhrzeiteinstellungen – Über diese Schalt äche können Sie das Datum und die Uhrzeit einstellen.
4. Spracheinstellungen – Über diese Schalt äche können Sie die Anzeigesprache für die UI auswählen.
5. APP-Einstellungen – Über diese Schaltl äche können Sie die Helligkeit der UI einstellen; außerdem enthält sie Informationen über die UI
selbst.
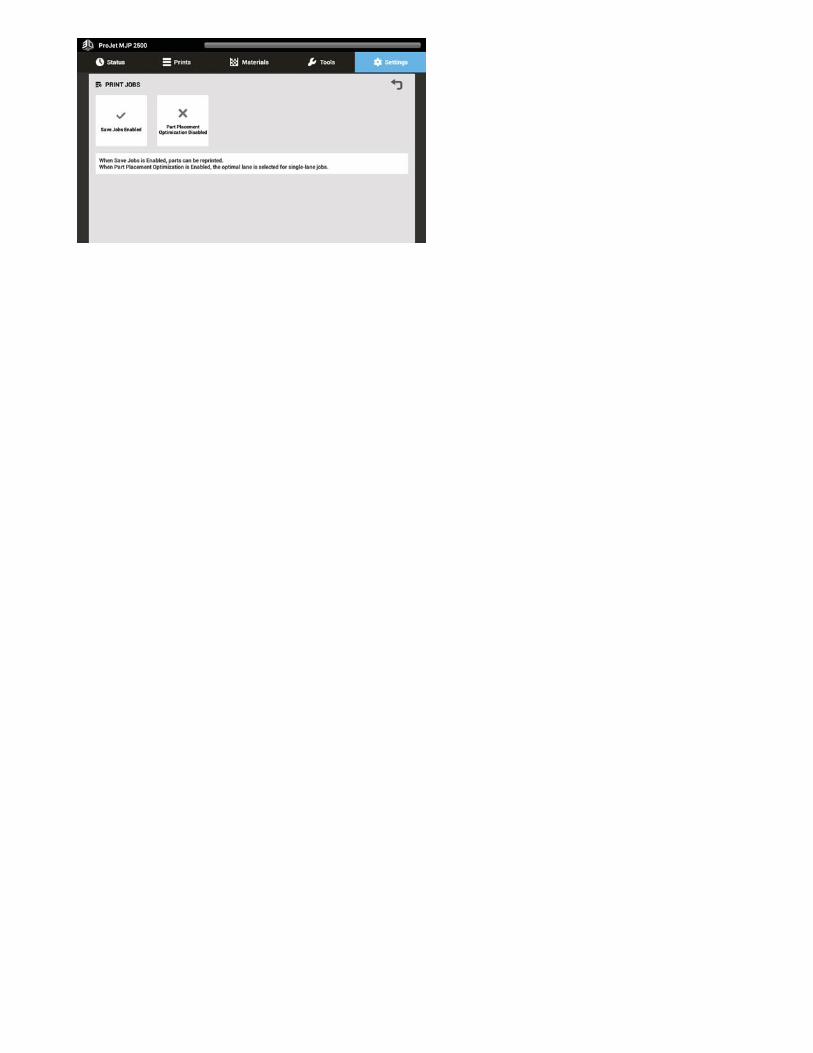
6. Aufträge drucken -
Aufträge speichern - Aktivieren oder deaktivieren Sie diese Funktion, um Aufträge erneut drucken zu können
Optimierung der Teilepositionierung - Optimierung der Teilepositionierung wird für Drucker empfohlen, die eine hohe Anzahl an Aufträgen aufeiner einzelnen Bahn ausführen. Eine Aktivierung dieser Funktion garantiert die beste Druckqualität während der gesamten Lebenszeit desDruckers.
Druckereinstellungen
Einschalten des DruckersBenutzen Sie den Schalter auf der Rückseite des Druckers, um das Gerät einzuschalten. Nach dem Einschalten desDruckers sollte er eingeschaltet bleiben, es sei denn, Sie benötigen ihn für längere Zeit (>60 Tage) nicht.Die Benutzerober äche wird eingeschaltet. Es kann ein bis zwei Minuten dauern, bis die Bildschirmanzeige sichtbar wird. Sobald dieBenutzerober äche gestartet wurde, wird das 3D Systems-Logo angezeigt. Anschließend wird die Statusanzeige sichtbar.
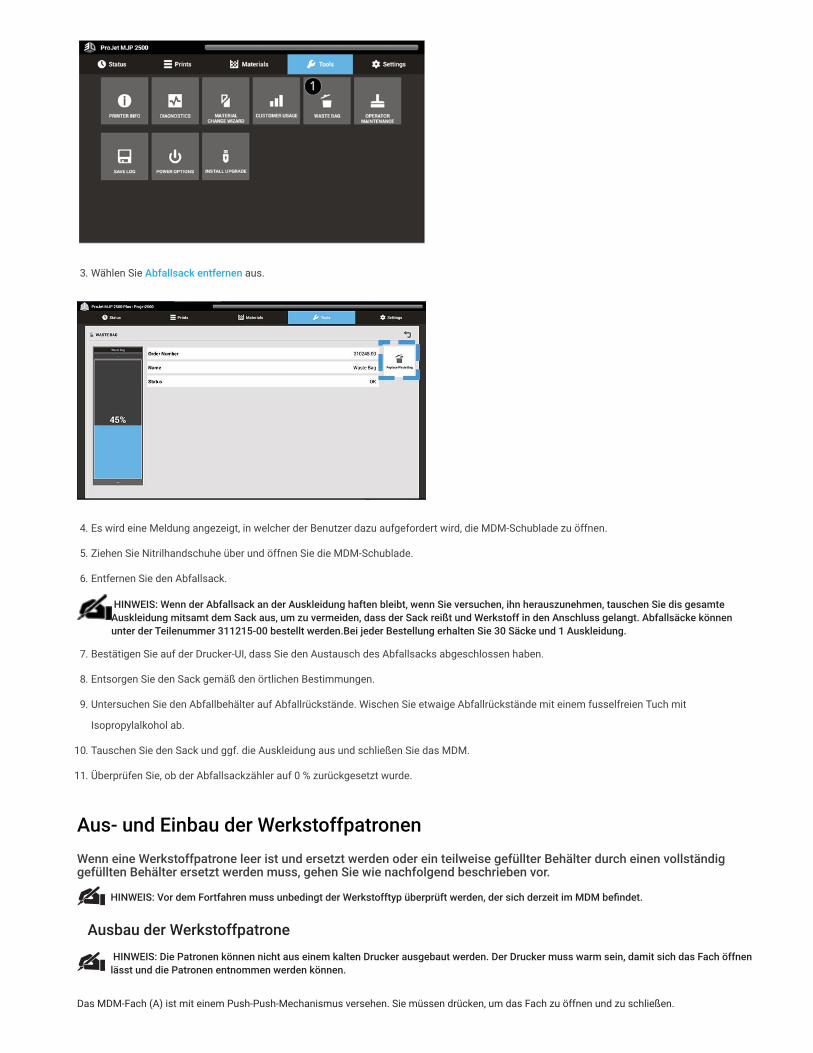
Auswechseln des AbfallsacksAuf der Benutzerober äche wird dem Benutzer angezeigt, wann der Abfallsack ausgetauscht werden muss. BefolgenSie diese Schritte zum Austauschen des Abfallsacks.
HINWEIS: Auch wenn der Abfallsack nicht voll zu sein scheint, wenn der Benutzer zum Austauschen aufgefordert wird, wird dringend
empfohlen, den Abfallsack bei der entsprechenden Aufforderung auszutauschen, um unnötige/n Überlauf und Verschmutzungen zu vermeiden.Achten Sie nach dem Austauschen des Abfallsacks darauf, zu bestätigen, dass der Stand auf Null zurückgesetzt wurde.
1. Vergewissern Sie sich, dass der Drucker den Status BEREIT aufweist.
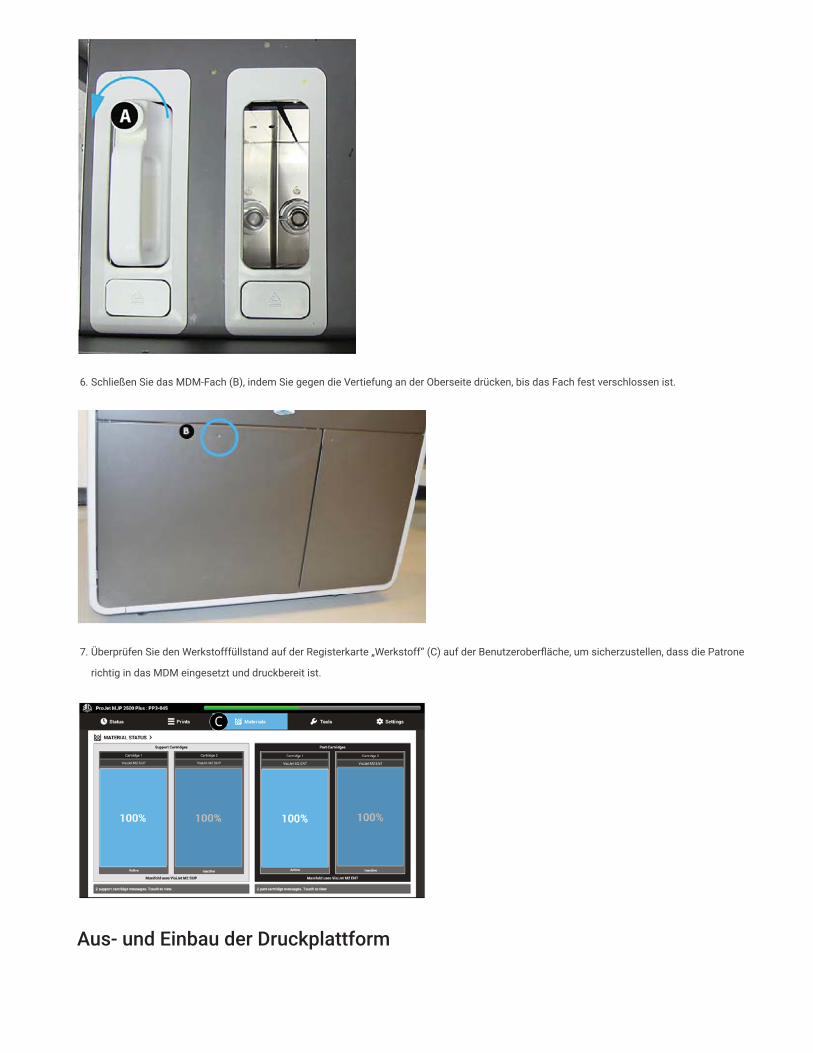
2. Wählen Sie Werkzeuge > Abfallsack aus (1).
3. Wählen Sie Abfallsack entfernen aus.
4. Es wird eine Meldung angezeigt, in welcher der Benutzer dazu aufgefordert wird, die MDM-Schublade zu öffnen.
5. Ziehen Sie Nitrilhandschuhe über und öffnen Sie die MDM-Schublade.
6. Entfernen Sie den Abfallsack.
HINWEIS: Wenn der Abfallsack an der Auskleidung haften bleibt, wenn Sie versuchen, ihn herauszunehmen, tauschen Sie dis gesamteAuskleidung mitsamt dem Sack aus, um zu vermeiden, dass der Sack reißt und Werkstoff in den Anschluss gelangt. Abfallsäcke könnenunter der Teilenummer 311215-00 bestellt werden.Bei jeder Bestellung erhalten Sie 30 Säcke und 1 Auskleidung.
7. Bestätigen Sie auf der Drucker-UI, dass Sie den Austausch des Abfallsacks abgeschlossen haben.
8. Entsorgen Sie den Sack gemäß den örtlichen Bestimmungen.
9. Untersuchen Sie den Abfallbehälter auf Abfallrückstände. Wischen Sie etwaige Abfallrückstände mit einem fusselfreien Tuch mit
Isopropylalkohol ab.
10. Tauschen Sie den Sack und ggf. die Auskleidung aus und schließen Sie das MDM.
11. Überprüfen Sie, ob der Abfallsackzähler auf 0 % zurückgesetzt wurde.
Aus- und Einbau der WerkstoffpatronenWenn eine Werkstoffpatrone leer ist und ersetzt werden oder ein teilweise gefüllter Behälter durch einen vollständiggefüllten Behälter ersetzt werden muss, gehen Sie wie nachfolgend beschrieben vor.
HINWEIS: Vor dem Fortfahren muss unbedingt der Werkstofftyp überprüft werden, der sich derzeit im MDM be ndet.
Ausbau der WerkstoffpatroneHINWEIS: Die Patronen können nicht aus einem kalten Drucker ausgebaut werden. Der Drucker muss warm sein, damit sich das Fach öffnen
lässt und die Patronen entnommen werden können.
Das MDM-Fach (A) ist mit einem Push-Push-Mechanismus versehen. Sie müssen drücken, um das Fach zu öffnen und zu schließen.

1. Öffnen Sie das MDM-Fach, indem Sie auf die punktförmige Vertiefung drücken.
2. Ziehen Sie am MDM-Fach, um es zu öffnen.
3. Drehen Sie die Werkstoffkappe (B) um 1/2 Drehung im Uhrzeigersinn, um die Entlüftungskappe festzuziehen.
4. Drücken Sie die Entriegelungstaste (C) an der Vorderseite. Sie hören, wie die Patrone entriegelt wird. Ziehen Sie die Patrone aus dem Einsatz.
5. Entsorgen Sie die leere Patrone gemäß den örtlichen Bestimmungen.
6. Tragen Sie Nitrilhandschuhe und entweder einen Armschutz oder einen Laborkittel zum Schutz Ihrer Arme, wenn Sie den Werkstoff mit einem
Einwegpapiertuch von der Behälterdichtungsbaugruppe abwischen. Wischen Sie bei Bedarf überschüssigen Werkstoff mit einem mit
Isopropylalkohol befeuchteten Papiertuch ab.
HINWEIS: Sie müssen unbedingt immer Nitrilhandschuhe und entweder einen Armschutz oder einen Laborkittel zum Schutz Ihrer Armetragen, um bei Kontakt mit dem Werkstoff zu vermeiden, dass der Werkstoff auf Ihre Haut gelangt. Hautkontakt kann eine allergischeReaktion auslösen.
Einsetzen der neuen WerkstoffpatroneHINWEIS: Die Patronen können nicht in einen kalten Drucker eingesetzt werden. Der Drucker muss warm sein, damit sich das Fach öffnenlässt und die Patronen eingesetzt werden können.
Gehen Sie zum Einsetzen einer Werkstoffpatrone in das MDM wie folgt vor:
1. Nehmen Sie unbedingt eine neue Werkstoffpatrone mit demselben Werkstoff, der derzeit im MDM eingebaut ist.

2. Wenn das Fach noch nicht geöffnet ist, drücken Sie darauf, um das Fach zu entriegeln.
3. Ziehen Sie an dem MDM-Fach, um es zu öffnen.
HINWEIS: Die Schritte zum Einsetzen einer Trägerstoffpatrone sind identisch zu denen zum Einsetzen einer Teilewerkstoffpatrone.
HINWEIS: Um die Patronen richtig in das MDM-Fach einzusetzen, achten Sie darauf, dass die kleine Kappe beim Einsetzen vom Benutzerweg zeigt.
HINWEIS: Sie müssen unbedingt sicherstellen, dass die Patronen hörbar eingerastet sind, dass Werkstoff enthalten ist und dass diePatronenkappen richtig belüftet werden. Anderenfalls kann der Drucker möglicherweise keinen Werkstoff aus den Flaschen entziehen. Diesführt eventuell zu folgenden Fehlercodes:
93-134 bis 137 - Prüfung der Druckerpatrone erforderlich
4. Setzen Sie die Patrone in den Einsatz ein, und drücken Sie, bis sie hörbar einrastet.
5. Belüften Sie jede Patrone, indem Sie die Werkstoffkappe (A) um 1/2 Drehung gegen den Uhrzeigersinn lösen.
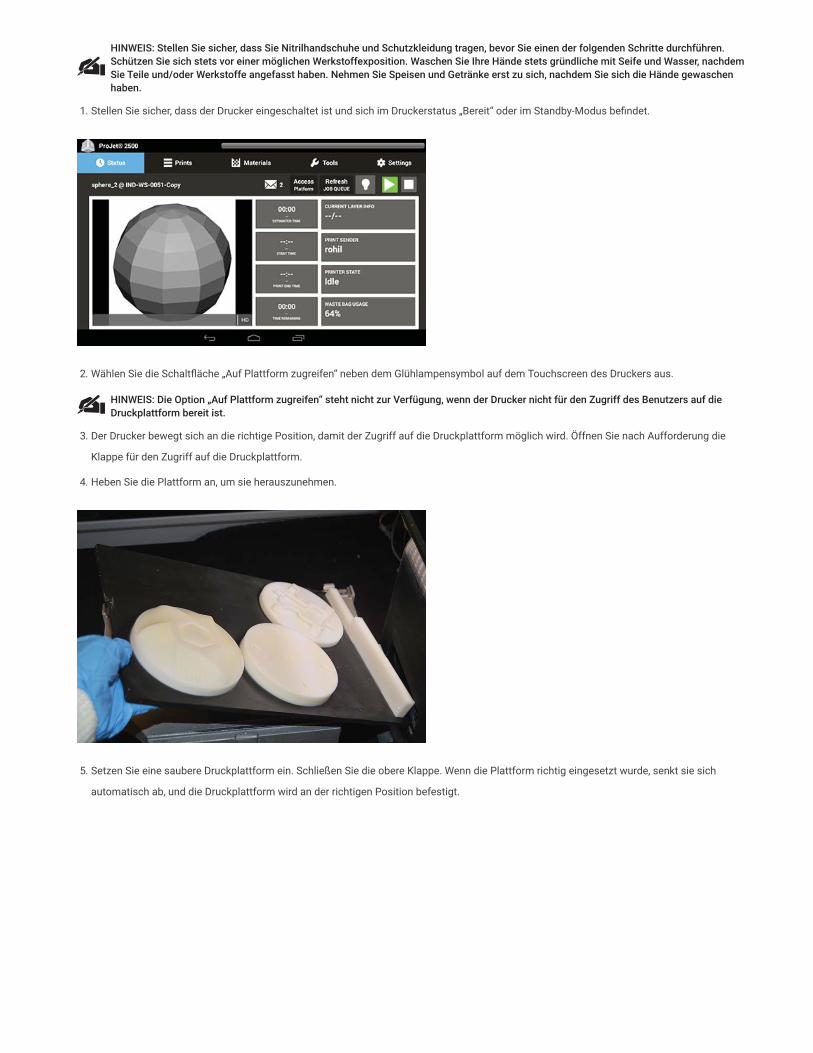
6. Schließen Sie das MDM-Fach (B), indem Sie gegen die Vertiefung an der Oberseite drücken, bis das Fach fest verschlossen ist.
7. Überprüfen Sie den Werkstofffüllstand auf der Registerkarte „Werkstoff“ (C) auf der Benutzerober äche, um sicherzustellen, dass die Patrone
richtig in das MDM eingesetzt und druckbereit ist.
Aus- und Einbau der Druckplattform
HINWEIS: Stellen Sie sicher, dass Sie Nitrilhandschuhe und Schutzkleidung tragen, bevor Sie einen der folgenden Schritte durchführen.Schützen Sie sich stets vor einer möglichen Werkstoffexposition. Waschen Sie Ihre Hände stets gründliche mit Seife und Wasser, nachdemSie Teile und/oder Werkstoffe angefasst haben. Nehmen Sie Speisen und Getränke erst zu sich, nachdem Sie sich die Hände gewaschenhaben.
1. Stellen Sie sicher, dass der Drucker eingeschaltet ist und sich im Druckerstatus „Bereit“ oder im Standby-Modus be ndet.
2. Wählen Sie die Schalt äche „Auf Plattform zugreifen“ neben dem Glühlampensymbol auf dem Touchscreen des Druckers aus.
HINWEIS: Die Option „Auf Plattform zugreifen“ steht nicht zur Verfügung, wenn der Drucker nicht für den Zugriff des Benutzers auf dieDruckplattform bereit ist.
3. Der Drucker bewegt sich an die richtige Position, damit der Zugriff auf die Druckplattform möglich wird. Öffnen Sie nach Aufforderung die
Klappe für den Zugriff auf die Druckplattform.
4. Heben Sie die Plattform an, um sie herauszunehmen.
5. Setzen Sie eine saubere Druckplattform ein. Schließen Sie die obere Klappe. Wenn die Plattform richtig eingesetzt wurde, senkt sie sich
automatisch ab, und die Druckplattform wird an der richtigen Position befestigt.

6. Eine Meldung wird angezeigt (siehe unten), bei der der Benutzer bestätigen soll, dass die Plattform sauber ist. Bestätigen Sie diese Meldung.
HINWEIS: Achten Sie stets darauf, dass die Druckplattform bei Raumtemperatur eingesetzt wird und auf beiden Seiten sauber ist, umDruckprobleme zu vermeiden. Stellen Sie außerdem sicher, dass die Druckplattform keine Beschädigungen aufweist, weil sie beispielsweisefallen gelassen wurde. Hervorstehendes Metall auf der Plattform kann mit dem Druckkopf in Kontakt kommen und schwereBeschädigungen verursachen.

DruckanleitungNach dem Einschalten des Druckers müssen Sie einen Moment warten, bis sich der Drucker aufgewärmt hat und bis die Werkstoffe im MDM(Werkstoffzufuhrmodul) erhitzt wurden, bevor Sie auf das Fach zugreifen und die Patronen einsetzen können. Wenn noch keine Patronen installiertoder die installierten Patronen kalt sind, kann es 20 Minuten dauern, bis das Werkstoffzufuhrmodul warm genug für das Einsetzen oder Entfernenvon Patronen ist. Auf dem Statusbildschirm wird angezeigt, dass das Werkstoffmodul gesperrt ist, bis der Zugriff auf die Patronen möglich ist.
Während sich der Drucker aufwärmt, wechselt der Druckerstatus zwischen Aufwärmen läuft und Beschäftigt, und zwar bis zu 1 Stunde und 15Minuten (Aufwärmzeit bei einem vollständig kalten System), während die Aufwärmung und die Wartung des Druckkopfs erfolgt.
Auf dem Statusbildschirm wird die Verbleibende Aufwärmzeit angezeigt, sobald die Patronen eingesetzt wurden.
Sobald das System warm ist und der Werkstoff bei Raumtemperatur geschmolzen ist, führt der Drucker automatisch mehrere Druckkopf-Wartungszyklen durch, bevor der Status Bereit angezeigt wird.
Vor dem Starten des DruckvorgangsFühren Sie einen Düsentest durch, um sicherzustellen, dass alle Düsen ordnungsgemäß funktionieren, bevor Sie den ersten Druckvorgangvornehmen. Sie können Düsentests auch durchführen, falls Sie Probleme mit der Druckqualität bemerken. Weitere Informationen zurVorgehensweise nden Sie im Abschnitt Überprüfen der Düsen in diesem Handbuch.
Jedes Mal, wenn ein Druckauftrag an den Drucker gesendet wird, wird der Benutzer auf der Benutzerober äche gebeten zu bestätigen, dass einesaubere Druckplattform eingesetzt ist. Der Benutzer muss auch den Füllstand des Abfallsacks überprüfen.
Stellen Sie sicher, dass die Druckplattform sauber und frei von Beschädigungen ist. Das Drucken mit einer schmutzigen oder beschädigten Plattformkann schwere Beschädigungen am Drucker verursachen. Weitere Informationen nden Sie im Abschnitt Druckplattform .
Access Platform
1. Wählen Sie auf der Benutzerober äche Auf Plattform zugreifen aus.
2. Überprüfen Sie die Plattform, um sicherzustellen, dass sie sauber und frei von Beschädigungen ist.
HINWEIS: Das Verwenden einer schmutzigen oder beschädigten Plattform kann schwere Beschädigungen am Drucker verursachen. StellenSie unbedingt sicher, dass Ihre Plattform sauber und frei von Beschädigungen ist.
3. Installieren Sie die Platte wieder im Drucker, schließen Sie obere Klappe und bestätigen Sie die Installation einer sauberen und leeren
Druckerplatte.
Überprüfung des Abfallsacks
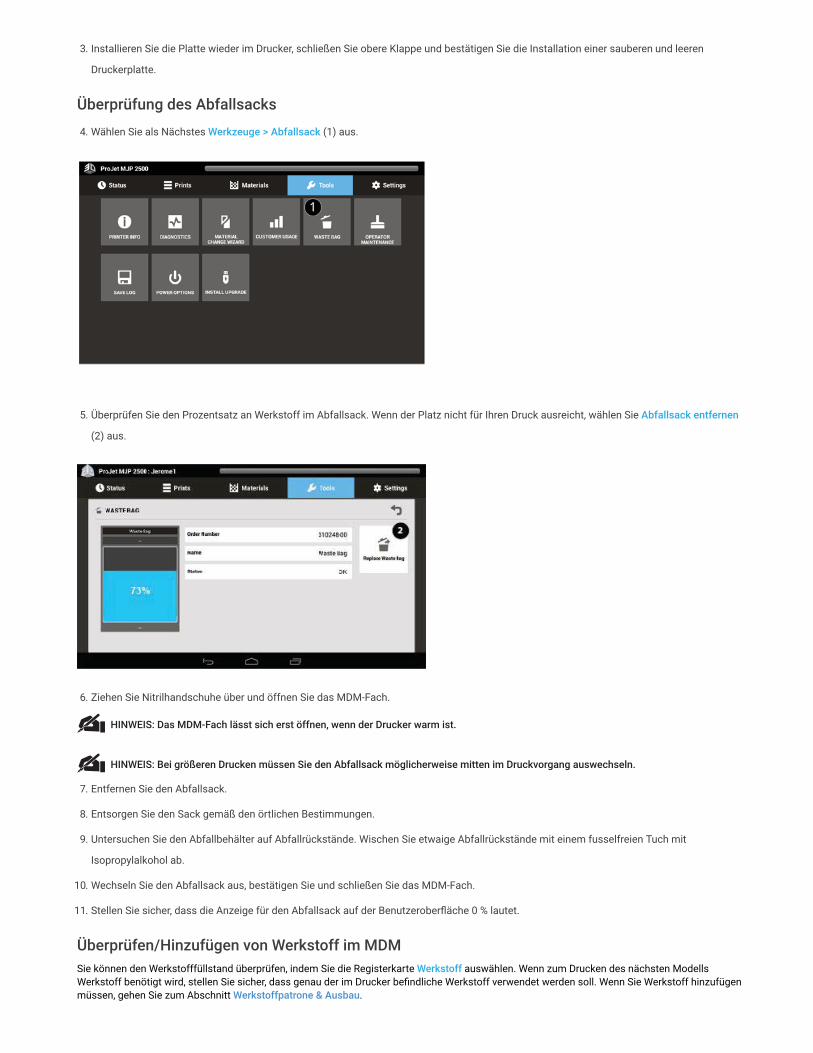
4. Wählen Sie als Nächstes Werkzeuge > Abfallsack (1) aus.
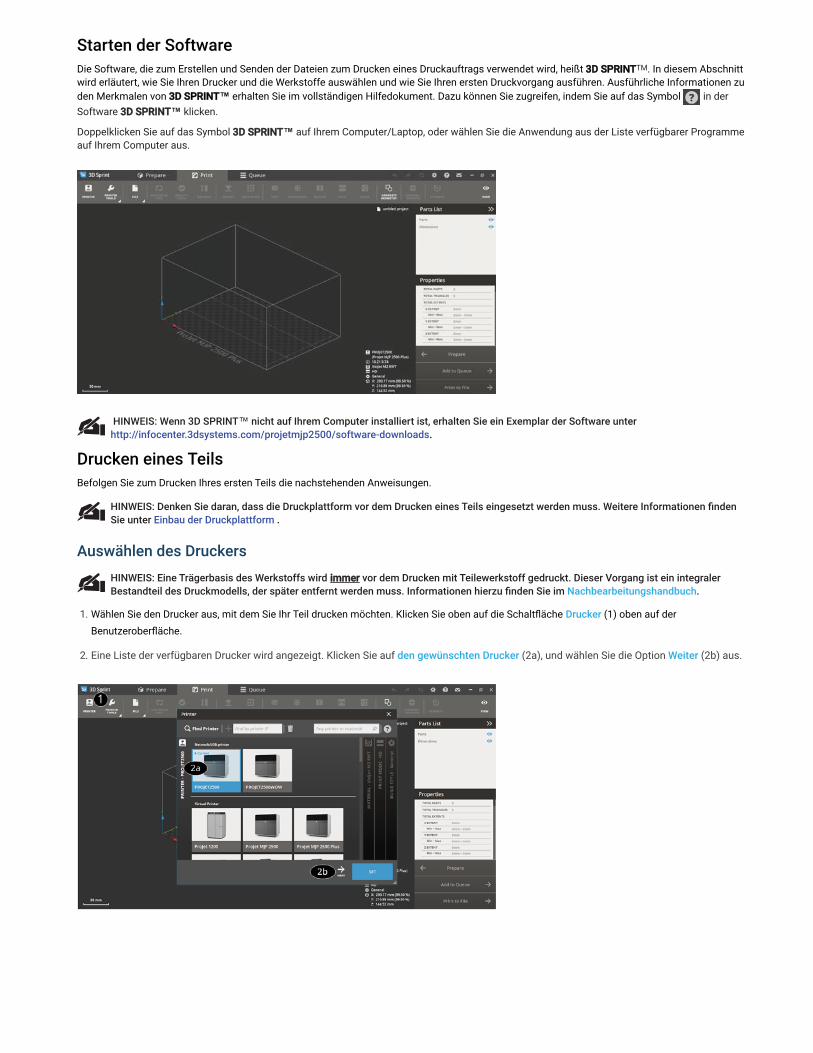
5. Überprüfen Sie den Prozentsatz an Werkstoff im Abfallsack. Wenn der Platz nicht für Ihren Druck ausreicht, wählen Sie Abfallsack entfernen
(2) aus.
6. Ziehen Sie Nitrilhandschuhe über und öffnen Sie das MDM-Fach.
HINWEIS: Das MDM-Fach lässt sich erst öffnen, wenn der Drucker warm ist.
HINWEIS: Bei größeren Drucken müssen Sie den Abfallsack möglicherweise mitten im Druckvorgang auswechseln.
7. Entfernen Sie den Abfallsack.
8. Entsorgen Sie den Sack gemäß den örtlichen Bestimmungen.
9. Untersuchen Sie den Abfallbehälter auf Abfallrückstände. Wischen Sie etwaige Abfallrückstände mit einem fusselfreien Tuch mit
Isopropylalkohol ab.
10. Wechseln Sie den Abfallsack aus, bestätigen Sie und schließen Sie das MDM-Fach.
11. Stellen Sie sicher, dass die Anzeige für den Abfallsack auf der Benutzerober äche 0 % lautet.
Überprüfen/Hinzufügen von Werkstoff im MDMSie können den Werkstofffüllstand überprüfen, indem Sie die Registerkarte Werkstoff auswählen. Wenn zum Drucken des nächsten ModellsWerkstoff benötigt wird, stellen Sie sicher, dass genau der im Drucker be ndliche Werkstoff verwendet werden soll. Wenn Sie Werkstoff hinzufügenmüssen, gehen Sie zum Abschnitt Werkstoffpatrone & Ausbau.
d f
Starten der SoftwareDie Software, die zum Erstellen und Senden der Dateien zum Drucken eines Druckauftrags verwendet wird, heißt 33D SPRINT . In diesem Abschnittwird erläutert, wie Sie Ihren Drucker und die Werkstoffe auswählen und wie Sie Ihren ersten Druckvorgang ausführen. Ausführliche Informationen zuden Merkmalen von 3D SPRINT™ erhalten Sie im vollständigen Hilfedokument. Dazu können Sie zugreifen, indem Sie auf das Symbol in derSoftware 3D SPRINT™ klicken.
Doppelklicken Sie auf das Symbol 3D SPRINT™ auf Ihrem Computer/Laptop, oder wählen Sie die Anwendung aus der Liste verfügbarer Programmeauf Ihrem Computer aus.
HINWEIS: Wenn 3D SPRINT™ nicht auf Ihrem Computer installiert ist, erhalten Sie ein Exemplar der Software unterhttp://infocenter.3dsystems.com/projetmjp2500/software-downloads.
Drucken eines TeilsBefolgen Sie zum Drucken Ihres ersten Teils die nachstehenden Anweisungen.
HINWEIS: Denken Sie daran, dass die Druckplattform vor dem Drucken eines Teils eingesetzt werden muss. Weitere Informationen ndenSie unter Einbau der Druckplattform .
Auswählen des DruckersHINWEIS: Eine Trägerbasis des Werkstoffs wird iimmer vor dem Drucken mit Teilewerkstoff gedruckt. Dieser Vorgang ist ein integralerBestandteil des Druckmodells, der später entfernt werden muss. Informationen hierzu nden Sie im Nachbearbeitungshandbuch.
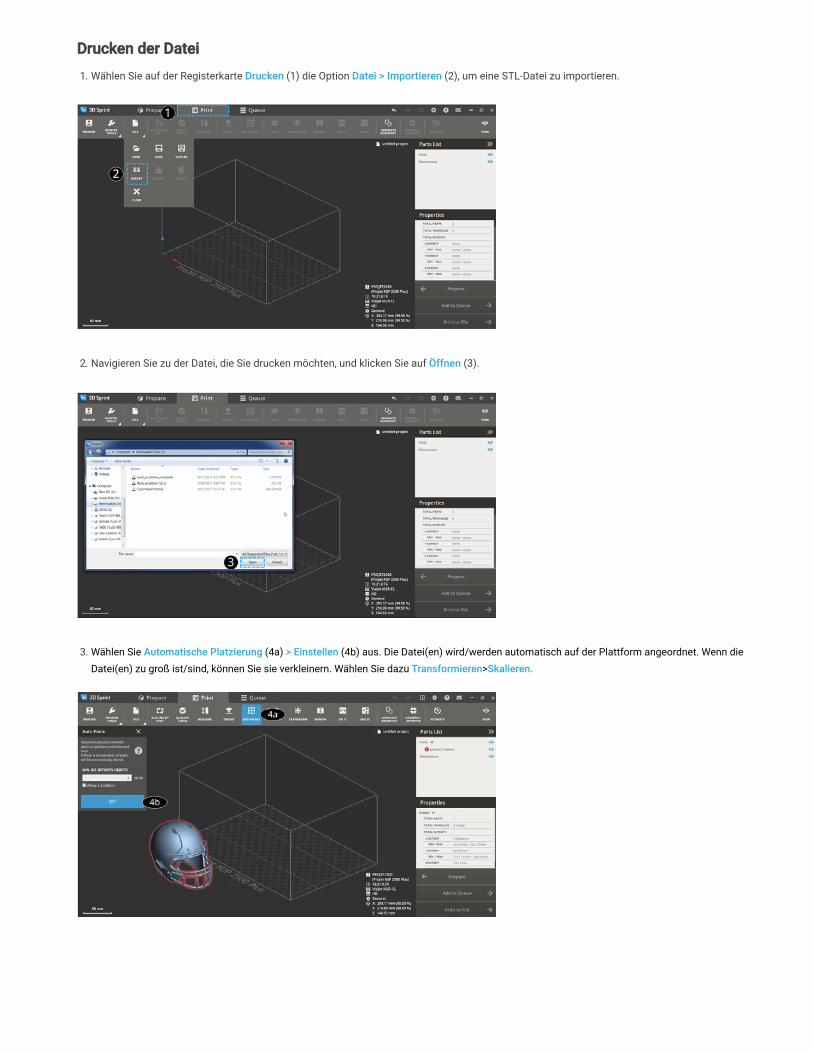
1. Wählen Sie den Drucker aus, mit dem Sie Ihr Teil drucken möchten. Klicken Sie oben auf die Schalt äche Drucker (1) oben auf derBenutzerober äche.
2. Eine Liste der verfügbaren Drucker wird angezeigt. Klicken Sie auf den gewünschten Drucker (2a), und wählen Sie die Option Weiter (2b) aus.
TM

AAuswählen des Werkstoffs
1. Wählen Sie den gewünschten Werkstoff aus, mit dem Ihr Teil gedruckt werden soll. Doppelklicken Sie auf den gewünschten Werkstoff (3a),
und wählen Sie Weiter (3b) aus.
HINWEIS: Wenn Sie den derzeit im Drucker eingesetzten Werkstoff austauschen möchten, müssen Sie einen Werkstoffwechsel (MCO)durchführen. Beachten Sie die Anweisungen dazu, wie Sie einen MCO durchführen können.
AAuswählen des Druckmodus
1. Wählen Sie den Druckmodus aus. Die verfügbaren Druckmodi werden automatisch angezeigt, nachdem Sie Ihren Werkstoff ausgewählt haben.
Klicken Sie auf den gewünschten Modus (4a), und wählen Sie Weiter (4b) aus.
Auswählen der Druckart1. Wählen Sie die Druckart aus. Die voreingestellte Druckart ist Standard. Im Abschnitt Druckwerkzeuge / Druckereinstellungen können Sie weitereDruckarten erstellen. Wählen Sie die Option Druckart und drücken Sie SET.
DDrucken der Datei
1. Wählen Sie auf der Registerkarte Drucken (1) die Option Datei > Importieren (2), um eine STL-Datei zu importieren.
2. Navigieren Sie zu der Datei, die Sie drucken möchten, und klicken Sie auf Öffnen (3).
3. Wählen Sie Automatische Platzierung (4a) > Einstellen (4b) aus. Die Datei(en) wird/werden automatisch auf der Plattform angeordnet. Wenn dieDatei(en) zu groß ist/sind, können Sie sie verkleinern. Wählen Sie dazu Transformieren>Skalieren.
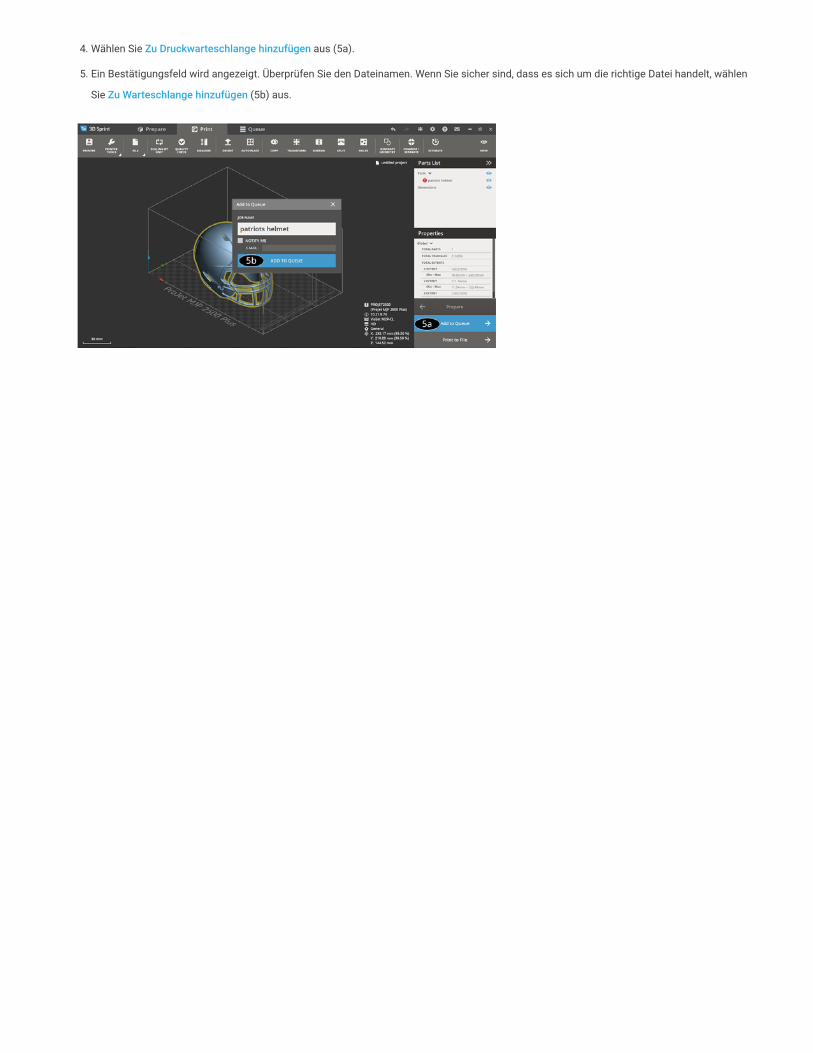
4. Wählen Sie Zu Druckwarteschlange hinzufügen aus (5a).
5. Ein Bestätigungsfeld wird angezeigt. Überprüfen Sie den Dateinamen. Wenn Sie sicher sind, dass es sich um die richtige Datei handelt, wählen
Sie Zu Warteschlange hinzufügen (5b) aus.
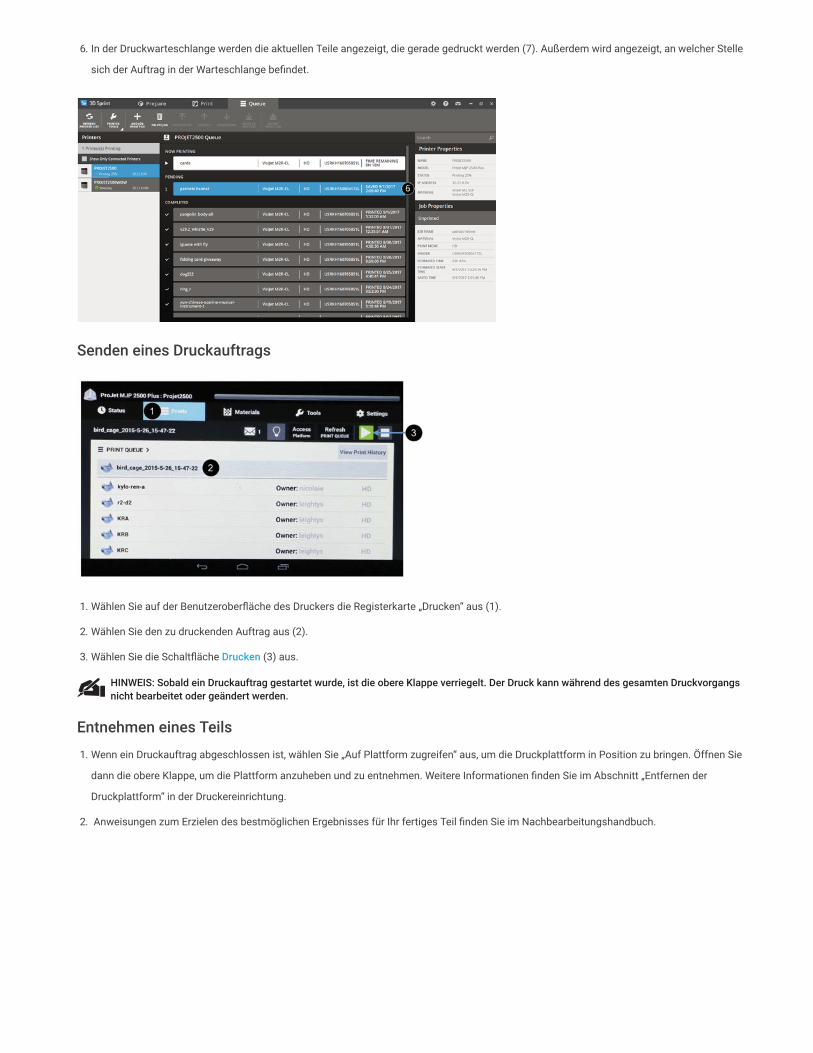
6. In der Druckwarteschlange werden die aktuellen Teile angezeigt, die gerade gedruckt werden (7). Außerdem wird angezeigt, an welcher Stelle
sich der Auftrag in der Warteschlange be ndet.
Senden eines Druckauftrags
1. Wählen Sie auf der Benutzerober äche des Druckers die Registerkarte „Drucken“ aus (1).
2. Wählen Sie den zu druckenden Auftrag aus (2).
3. Wählen Sie die Schalt äche Drucken (3) aus.
HINWEIS: Sobald ein Druckauftrag gestartet wurde, ist die obere Klappe verriegelt. Der Druck kann während des gesamten Druckvorgangsnicht bearbeitet oder geändert werden.
Entnehmen eines Teils
1. Wenn ein Druckauftrag abgeschlossen ist, wählen Sie „Auf Plattform zugreifen“ aus, um die Druckplattform in Position zu bringen. Öffnen Sie
dann die obere Klappe, um die Plattform anzuheben und zu entnehmen. Weitere Informationen nden Sie im Abschnitt „Entfernen der
Druckplattform“ in der Druckereinrichtung.
2. Anweisungen zum Erzielen des bestmöglichen Ergebnisses für Ihr fertiges Teil nden Sie im Nachbearbeitungshandbuch.
Optionen für die Stromversorgung des DruckersDie Drucker ProJet® MJP 2500 & ProJet® MJP 2500 Plus wechseln in den Stromsparmodus, wenn sie eine gewisse Zeit lang nicht verwendetwurden. Nach 30 Minuten wechselt der Drucker in den Standby-Modus. Nach 7 Stunden wechselt der Drucker in den Sparmodus. Auf derBenutzerober äche wird in dieser Zeit "Standby" angezeigt. Wird ein Druckauftrag gesandt oder das Bedienfeld verwendet, wird der Druckeraufgewärmt. Sie können den Drucker in den Sparmodus versetzen, indem Sie unter Werkzeuge > Drucker abschalten die Option "Standby" wählen.
ProJet® MJP 2500 & ProJet® MJP 2500 Plus Standby Sparen
Energiesparmodus (inaktiver Zustand) 30Minuten
7 Stunden
Betriebsbereiter Zustand (aus demEnergiesparmodus)
8 Minuten 20Minuten
Lagerung des Druckers für einen längeren ZeitraumWenn der Drucker für einen längeren Zeitraum (>60 Tage) gelagert werden soll, wenden Sie sich an einen zerti zierten Partner, der einenServiceeinsatz zur Durchführung einer Trocknungsmaßnahme einrichtet. Dadurch werden alle Restwerkstoffe aus den Drucklinien zum Zwecke einerlängeren Lagerung beseitigt.
Ausschalten des DruckersWenn Sie nicht planen, das 3D Drucksystem regelmäßig zu verwenden, und es über einen längeren Zeitraum abschalten möchten, befolgen Sie dieseSchritte:
1. Sicherstellen, dass der Drucker nicht druckt.
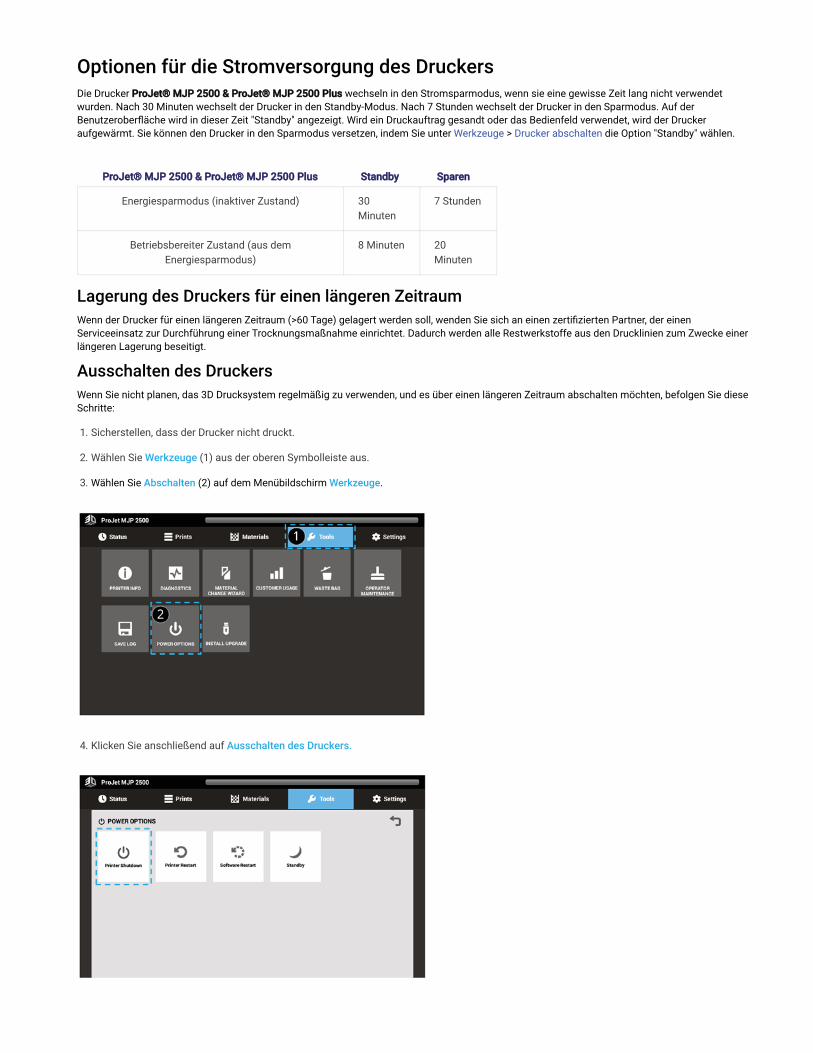
2. Wählen Sie Werkzeuge (1) aus der oberen Symbolleiste aus.
3. Wählen Sie Abschalten (2) auf dem Menübildschirm Werkzeuge.
4. Klicken Sie anschließend auf Ausschalten des Druckers.
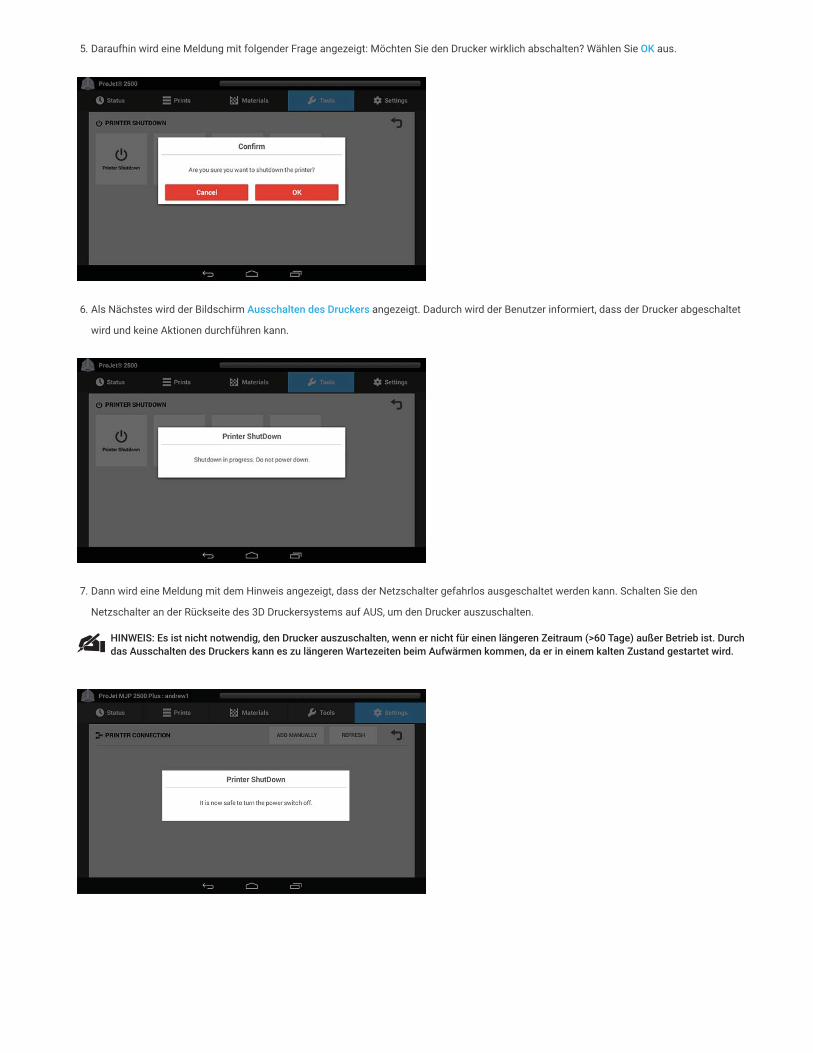
5. Daraufhin wird eine Meldung mit folgender Frage angezeigt: Möchten Sie den Drucker wirklich abschalten? Wählen Sie OK aus.
6. Als Nächstes wird der Bildschirm Ausschalten des Druckers angezeigt. Dadurch wird der Benutzer informiert, dass der Drucker abgeschaltet
wird und keine Aktionen durchführen kann.
7. Dann wird eine Meldung mit dem Hinweis angezeigt, dass der Netzschalter gefahrlos ausgeschaltet werden kann. Schalten Sie den
Netzschalter an der Rückseite des 3D Druckersystems auf AUS, um den Drucker auszuschalten.
HINWEIS: Es ist nicht notwendig, den Drucker auszuschalten, wenn er nicht für einen längeren Zeitraum (>60 Tage) außer Betrieb ist. Durchdas Ausschalten des Druckers kann es zu längeren Wartezeiten beim Aufwärmen kommen, da er in einem kalten Zustand gestartet wird.
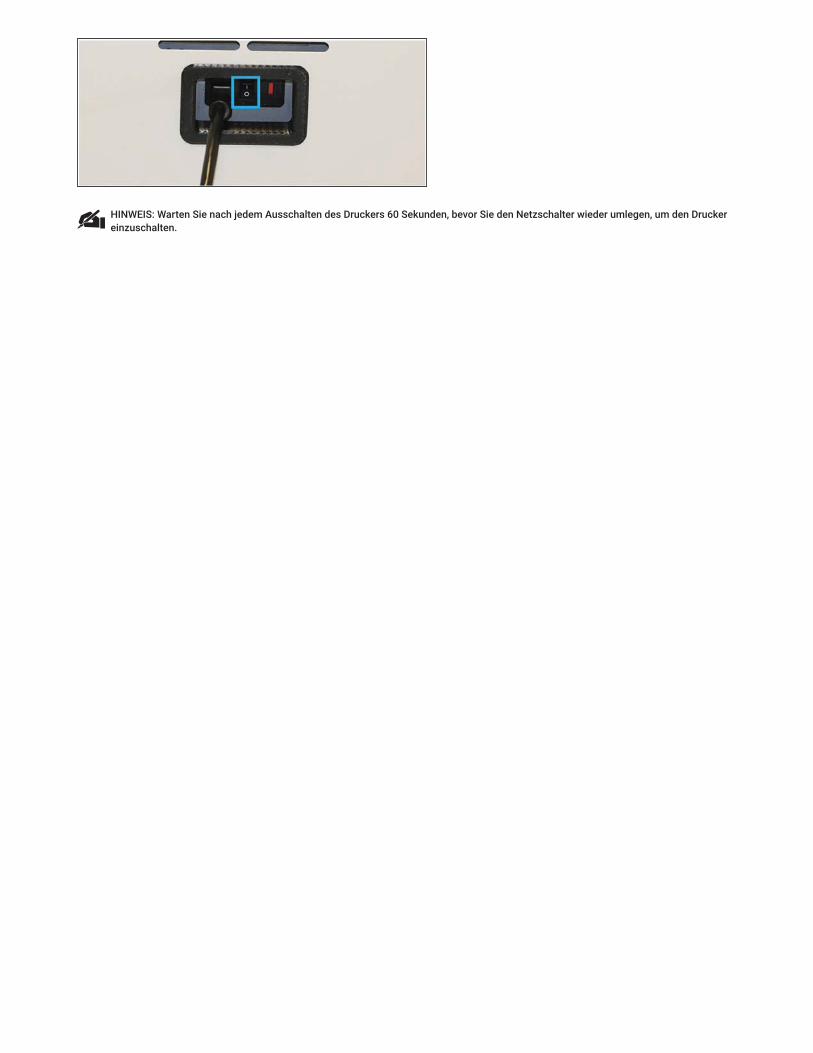
HINWEIS: Warten Sie nach jedem Ausschalten des Druckers 60 Sekunden, bevor Sie den Netzschalter wieder umlegen, um den Druckereinzuschalten.
MCO
Vollständiger Werkstoffwechsel (MCO)Wenn ein Benutzer von einem Werkstoff zu einem anderen wechseln möchte, muss das Verfahren für den vollständigen Werkstoffwechsel (MCO)befolgt werden, um sicherzustellen, dass der Druckauftrag erfolgreich ausgeführt wird. Ein vollständiger MCO ist erforderlich, wenn von einemformstabilen Werkstoff zu einem Elastomer oder umgekehrt gewechselt wird.
HINWEIS: Vergewissern Sie sich, dass Sie den Abfallsack hehen einen neuen leeren Sack ausgetauscht haben BEVOR Sie das Verfahren fürden Werkstoffwechsel einleiten. Vergewissern Sie sich außerdem, dass die erforderlichen Werkstoffe für den Werkstoffwechsel zurVerfügung stehen – zwei Patronen MCO Cleaner 2500, zwei neue Teilwerkstoffpatronen und zwei Stützwerkstoffpatrone für denDruckkopf-Wartungszyklus.
HINWEIS: Full-MCO benötigt zwei installierte Stützwerkstoffpatronen, erfolgreich zu drucken.
HINWEIS: Wenn das Verfahren zum Werkstoffwechsel (MCO) nicht korrekt ausgeführt wird, ist es möglich, dass das Farbpro l des neuinstallierten Werkstoffs verbliebene Ursprungswerkstofffarben aufweist.
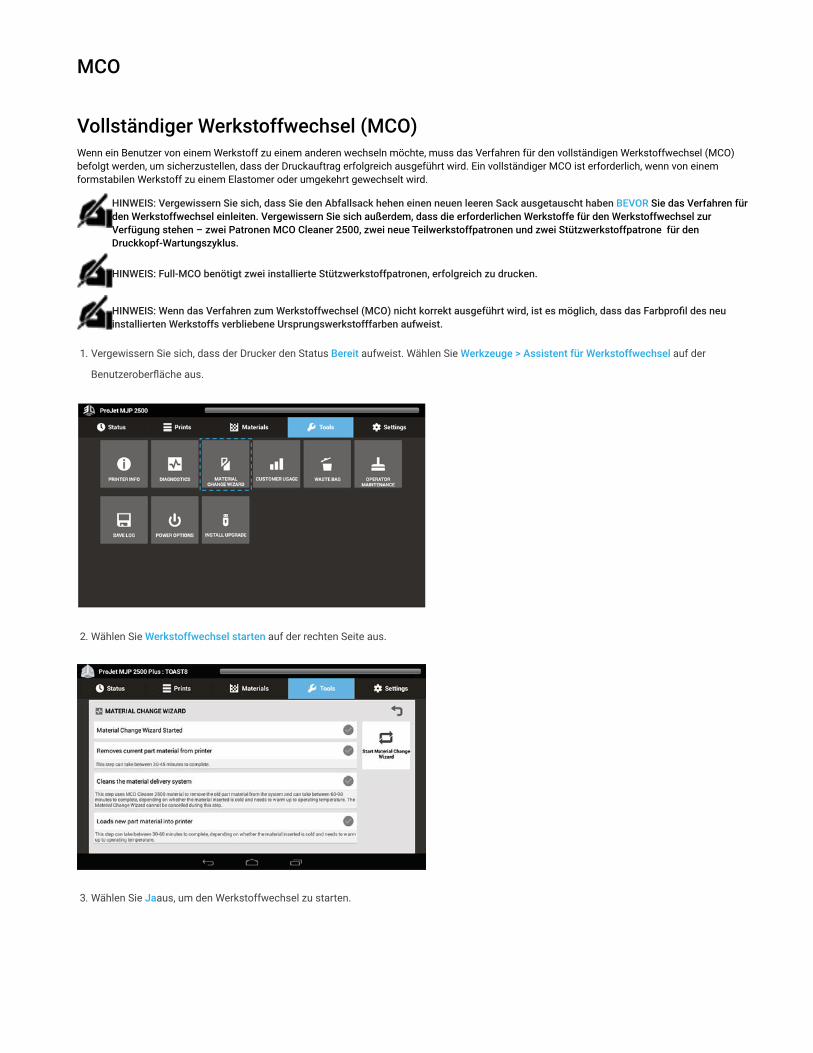
1. Vergewissern Sie sich, dass der Drucker den Status Bereit aufweist. Wählen Sie Werkzeuge > Assistent für Werkstoffwechsel auf der
Benutzerober äche aus.
2. Wählen Sie Werkstoffwechsel starten auf der rechten Seite aus.
3. Wählen Sie Jaaus, um den Werkstoffwechsel zu starten.
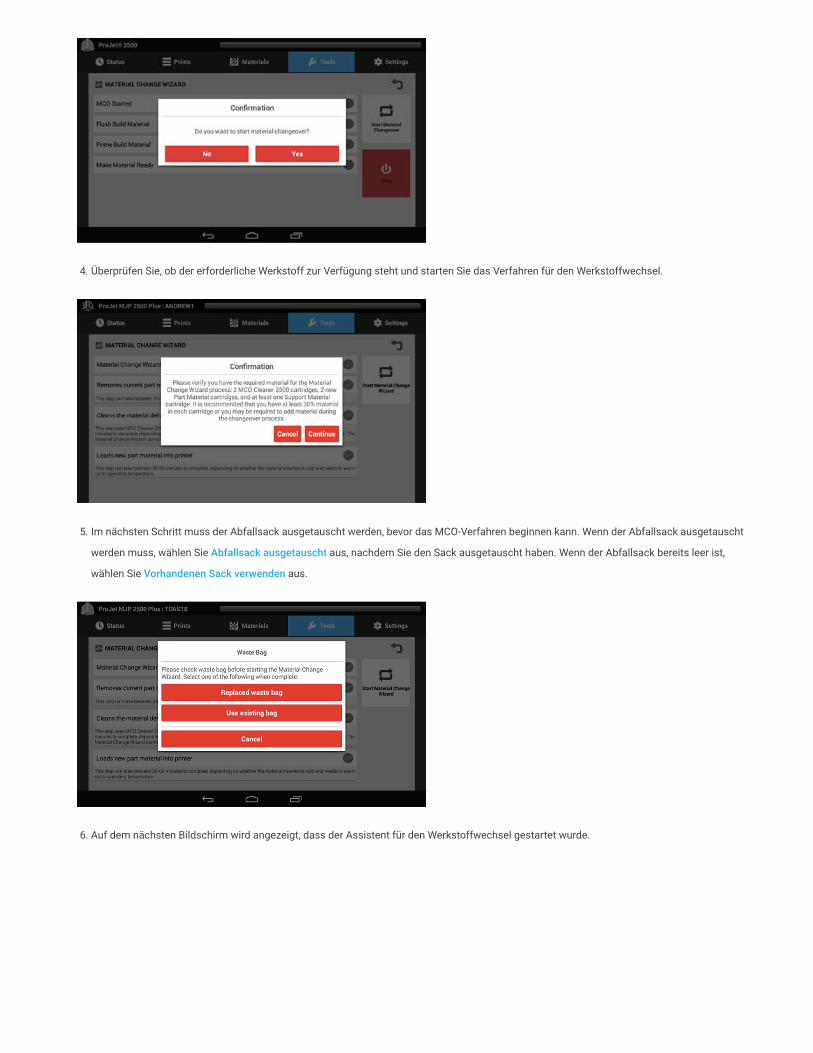
4. Überprüfen Sie, ob der erforderliche Werkstoff zur Verfügung steht und starten Sie das Verfahren für den Werkstoffwechsel.
5. Im nächsten Schritt muss der Abfallsack ausgetauscht werden, bevor das MCO-Verfahren beginnen kann. Wenn der Abfallsack ausgetauscht
werden muss, wählen Sie Abfallsack ausgetauscht aus, nachdem Sie den Sack ausgetauscht haben. Wenn der Abfallsack bereits leer ist,
wählen Sie Vorhandenen Sack verwenden aus.
6. Auf dem nächsten Bildschirm wird angezeigt, dass der Assistent für den Werkstoffwechsel gestartet wurde.
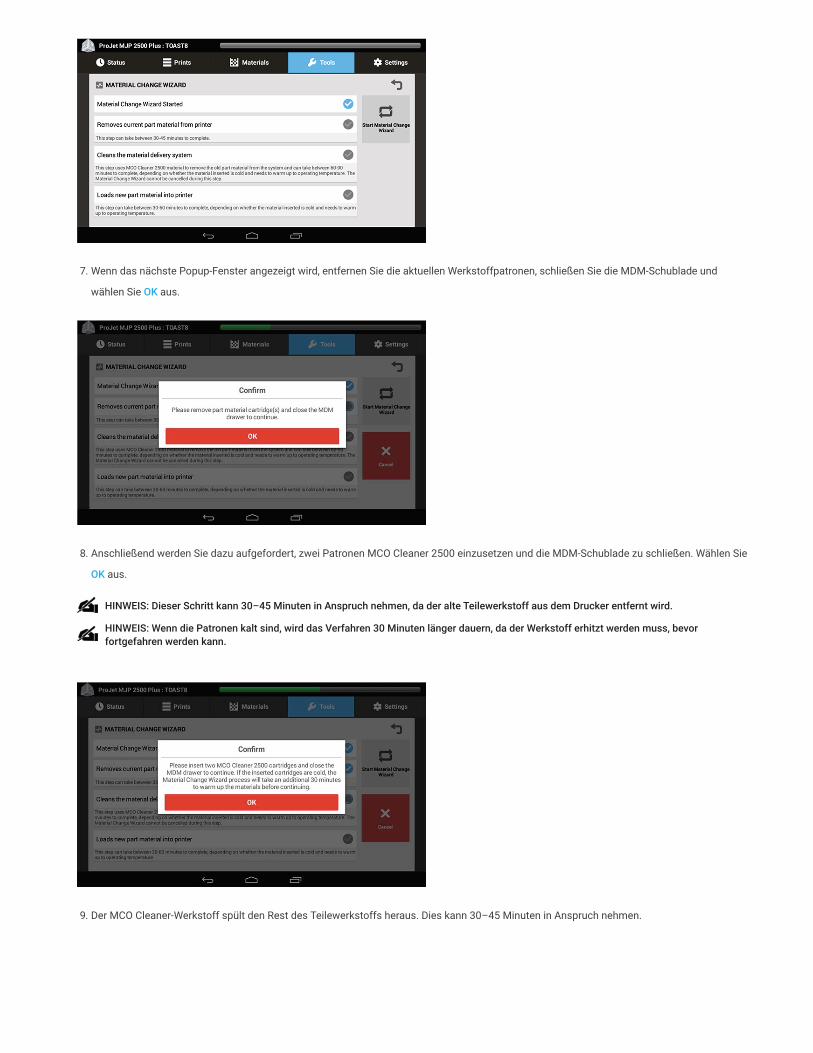
7. Wenn das nächste Popup-Fenster angezeigt wird, entfernen Sie die aktuellen Werkstoffpatronen, schließen Sie die MDM-Schublade und
wählen Sie OK aus.
8. Anschließend werden Sie dazu aufgefordert, zwei Patronen MCO Cleaner 2500 einzusetzen und die MDM-Schublade zu schließen. Wählen Sie
OK aus.
HINWEIS: Dieser Schritt kann 30–45 Minuten in Anspruch nehmen, da der alte Teilewerkstoff aus dem Drucker entfernt wird.
HINWEIS: Wenn die Patronen kalt sind, wird das Verfahren 30 Minuten länger dauern, da der Werkstoff erhitzt werden muss, bevorfortgefahren werden kann.
9. Der MCO Cleaner-Werkstoff spült den Rest des Teilewerkstoffs heraus. Dies kann 30–45 Minuten in Anspruch nehmen.
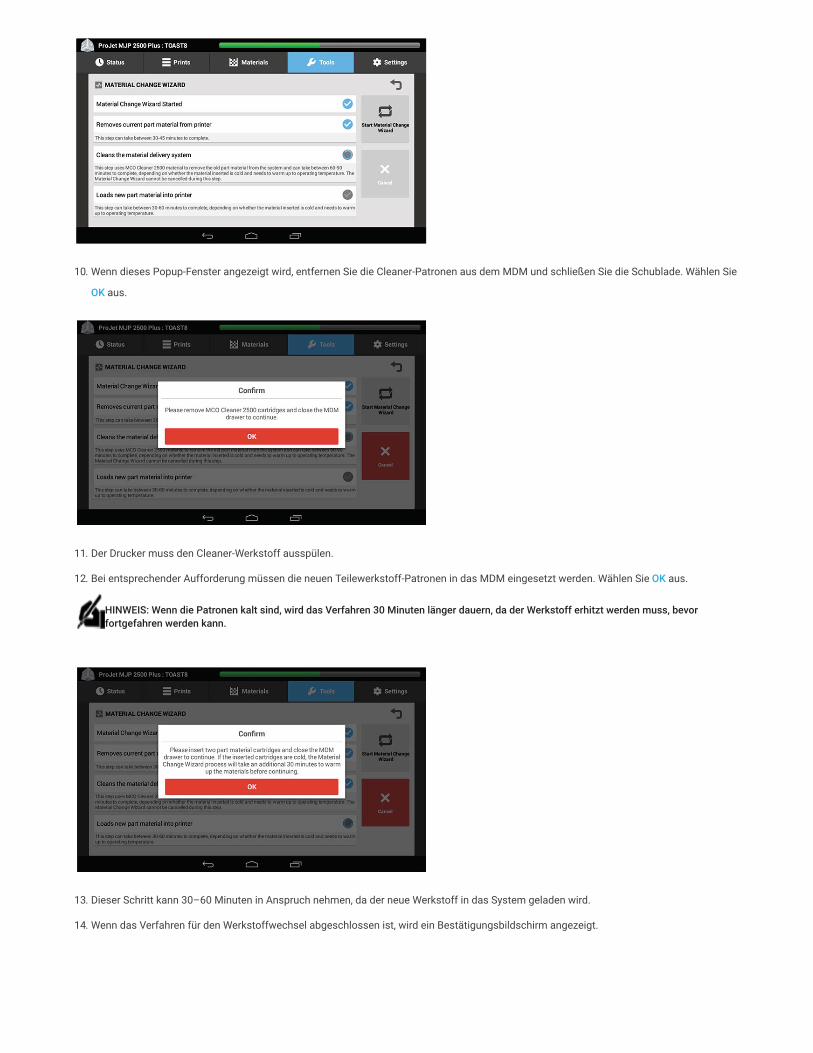
10. Wenn dieses Popup-Fenster angezeigt wird, entfernen Sie die Cleaner-Patronen aus dem MDM und schließen Sie die Schublade. Wählen Sie
OK aus.
11. Der Drucker muss den Cleaner-Werkstoff ausspülen.
12. Bei entsprechender Aufforderung müssen die neuen Teilewerkstoff-Patronen in das MDM eingesetzt werden. Wählen Sie OK aus.
HINWEIS: Wenn die Patronen kalt sind, wird das Verfahren 30 Minuten länger dauern, da der Werkstoff erhitzt werden muss, bevorfortgefahren werden kann.
13. Dieser Schritt kann 30–60 Minuten in Anspruch nehmen, da der neue Werkstoff in das System geladen wird.
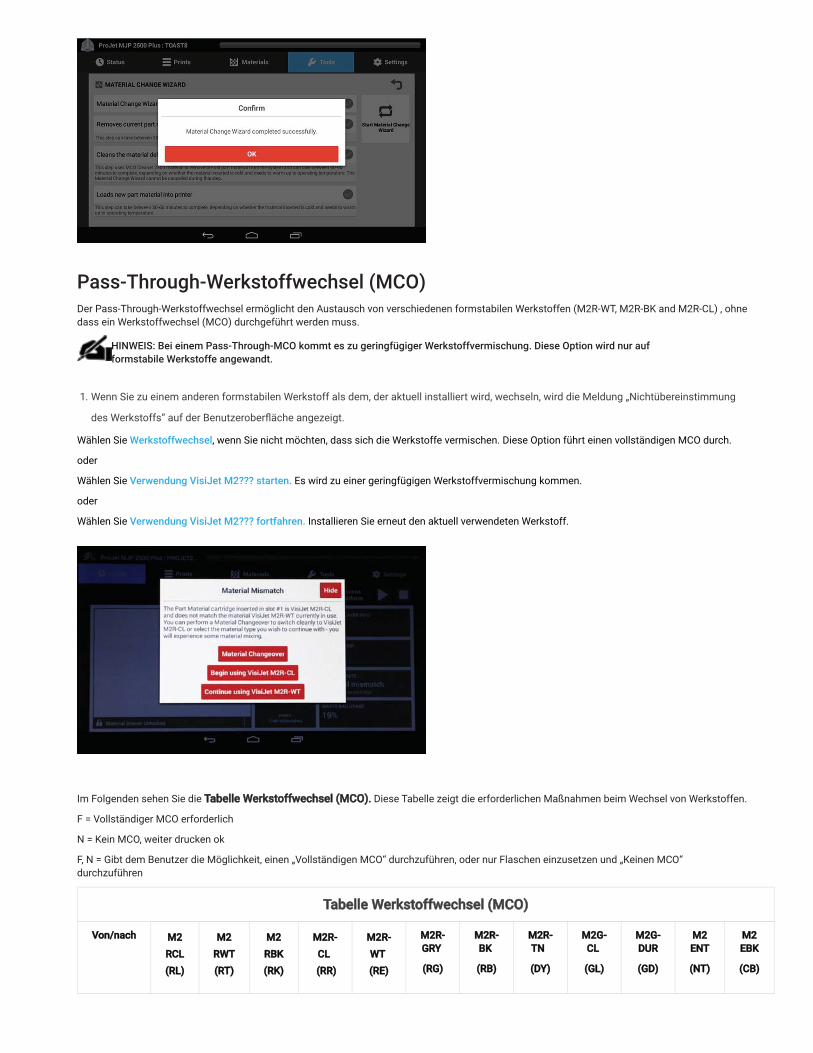
14. Wenn das Verfahren für den Werkstoffwechsel abgeschlossen ist, wird ein Bestätigungsbildschirm angezeigt.
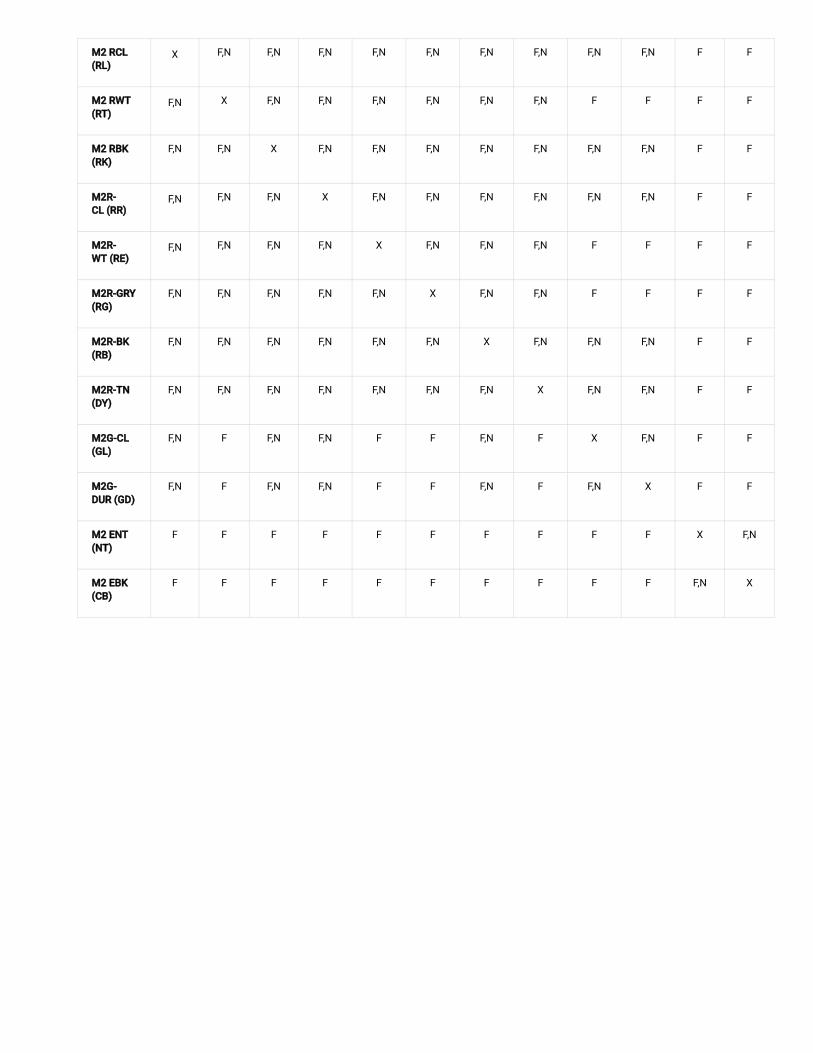
Pass-Through-Werkstoffwechsel (MCO)Der Pass-Through-Werkstoffwechsel ermöglicht den Austausch von verschiedenen formstabilen Werkstoffen (M2R-WT, M2R-BK and M2R-CL) , ohnedass ein Werkstoffwechsel (MCO) durchgeführt werden muss.
HINWEIS: Bei einem Pass-Through-MCO kommt es zu geringfügiger Werkstoffvermischung. Diese Option wird nur aufformstabile Werkstoffe angewandt.
1. Wenn Sie zu einem anderen formstabilen Werkstoff als dem, der aktuell installiert wird, wechseln, wird die Meldung „Nichtübereinstimmung
des Werkstoffs“ auf der Benutzerober äche angezeigt.
Wählen Sie Werkstoffwechsel, wenn Sie nicht möchten, dass sich die Werkstoffe vermischen. Diese Option führt einen vollständigen MCO durch.
oder
Wählen Sie Verwendung VisiJet M2??? starten. Es wird zu einer geringfügigen Werkstoffvermischung kommen.
oder
Wählen Sie Verwendung VisiJet M2??? fortfahren. Installieren Sie erneut den aktuell verwendeten Werkstoff.
Im Folgenden sehen Sie die TTabelle Werkstoffwechsel (MCO). Diese Tabelle zeigt die erforderlichen Maßnahmen beim Wechsel von Werkstoffen.
F = Vollständiger MCO erforderlich
N = Kein MCO, weiter drucken ok
F, N = Gibt dem Benutzer die Möglichkeit, einen „Vollständigen MCO“ durchzuführen, oder nur Flaschen einzusetzen und „Keinen MCO“durchzuführen
Tabelle Werkstoffwechsel (MCO)
Von/nach M2RCL(RL)
M2RWT(RT)
M2RBK(RK)
M2R-CL(RR)
M2R-WT(RE)
M2R-GRY
(RG)
M2R-BK
(RB)
M2R-TN
(DY)
M2G-CL
(GL)
M2G-DUR
(GD)
M2ENT
(NT)
M2EBK
(CB)
MM2 RCL(RL)
X F,N F,N F,N F,N F,N F,N F,N F,N F,N F F
M2 RWT(RT)
F,N X F,N F,N F,N F,N F,N F,N F F F F
M2 RBK(RK)
F,N F,N X F,N F,N F,N F,N F,N F,N F,N F F
M2R-CL (RR)
F,N F,N F,N X F,N F,N F,N F,N F,N F,N F F
M2R-WT (RE)
F,N F,N F,N F,N X F,N F,N F,N F F F F
M2R-GRY(RG)
F,N F,N F,N F,N F,N X F,N F,N F F F F
M2R-BK(RB)
F,N F,N F,N F,N F,N F,N X F,N F,N F,N F F
M2R-TN(DY)
F,N F,N F,N F,N F,N F,N F,N X F,N F,N F F
M2G-CL(GL)
F,N F F,N F,N F F F,N F X F,N F F
M2G-DUR (GD)
F,N F F,N F,N F F F,N F F,N X F F
M2 ENT(NT)
F F F F F F F F F F X F,N
M2 EBK(CB)
F F F F F F F F F F F,N X
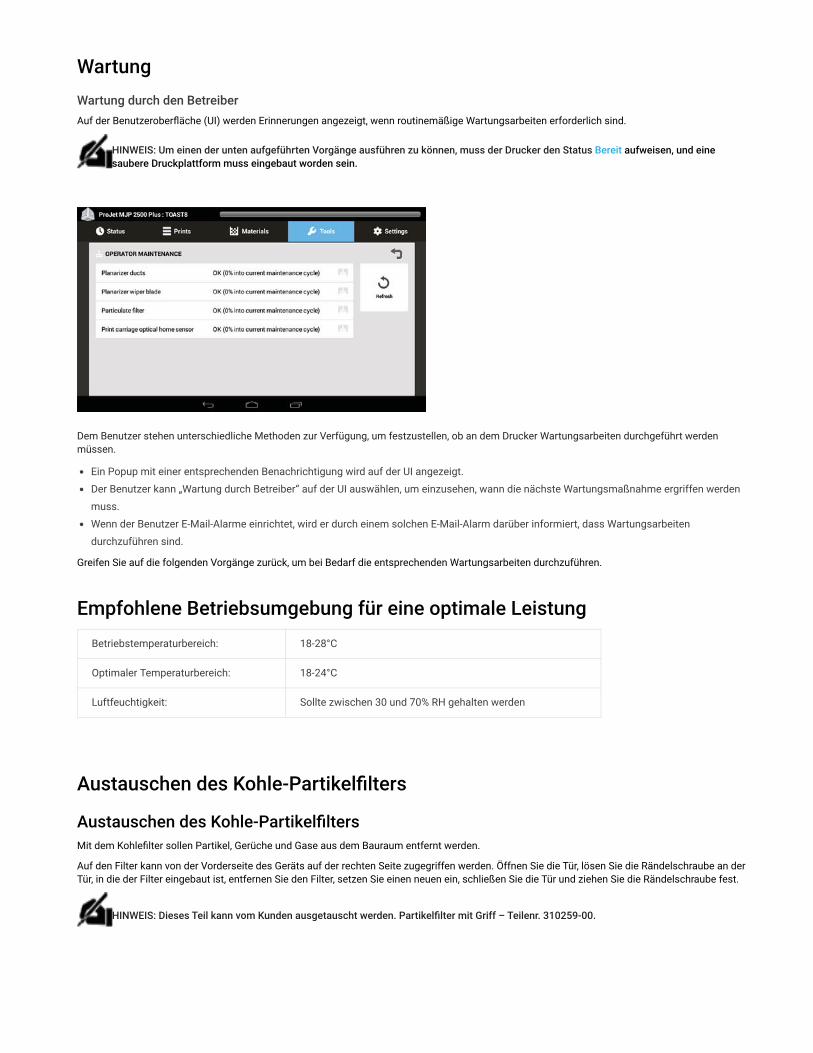
WartungWartung durch den BetreiberAuf der Benutzerober äche (UI) werden Erinnerungen angezeigt, wenn routinemäßige Wartungsarbeiten erforderlich sind.
HINWEIS: Um einen der unten aufgeführten Vorgänge ausführen zu können, muss der Drucker den Status Bereit aufweisen, und einesaubere Druckplattform muss eingebaut worden sein.
Dem Benutzer stehen unterschiedliche Methoden zur Verfügung, um festzustellen, ob an dem Drucker Wartungsarbeiten durchgeführt werdenmüssen.
Ein Popup mit einer entsprechenden Benachrichtigung wird auf der UI angezeigt.
Der Benutzer kann „Wartung durch Betreiber“ auf der UI auswählen, um einzusehen, wann die nächste Wartungsmaßnahme ergriffen werden
muss.
Wenn der Benutzer E-Mail-Alarme einrichtet, wird er durch einem solchen E-Mail-Alarm darüber informiert, dass Wartungsarbeiten
durchzuführen sind.
Greifen Sie auf die folgenden Vorgänge zurück, um bei Bedarf die entsprechenden Wartungsarbeiten durchzuführen.
Empfohlene Betriebsumgebung für eine optimale LeistungBetriebstemperaturbereich: 18-28°C
Optimaler Temperaturbereich: 18-24°C
Luftfeuchtigkeit: Sollte zwischen 30 und 70% RH gehalten werden
Austauschen des Kohle-Partikel lters
Austauschen des Kohle-Partikel ltersMit dem Kohle lter sollen Partikel, Gerüche und Gase aus dem Bauraum entfernt werden.
Auf den Filter kann von der Vorderseite des Geräts auf der rechten Seite zugegriffen werden. Öffnen Sie die Tür, lösen Sie die Rändelschraube an derTür, in die der Filter eingebaut ist, entfernen Sie den Filter, setzen Sie einen neuen ein, schließen Sie die Tür und ziehen Sie die Rändelschraube fest.
HINWEIS: Dieses Teil kann vom Kunden ausgetauscht werden. Partikel lter mit Griff – Teilenr. 310259-00.
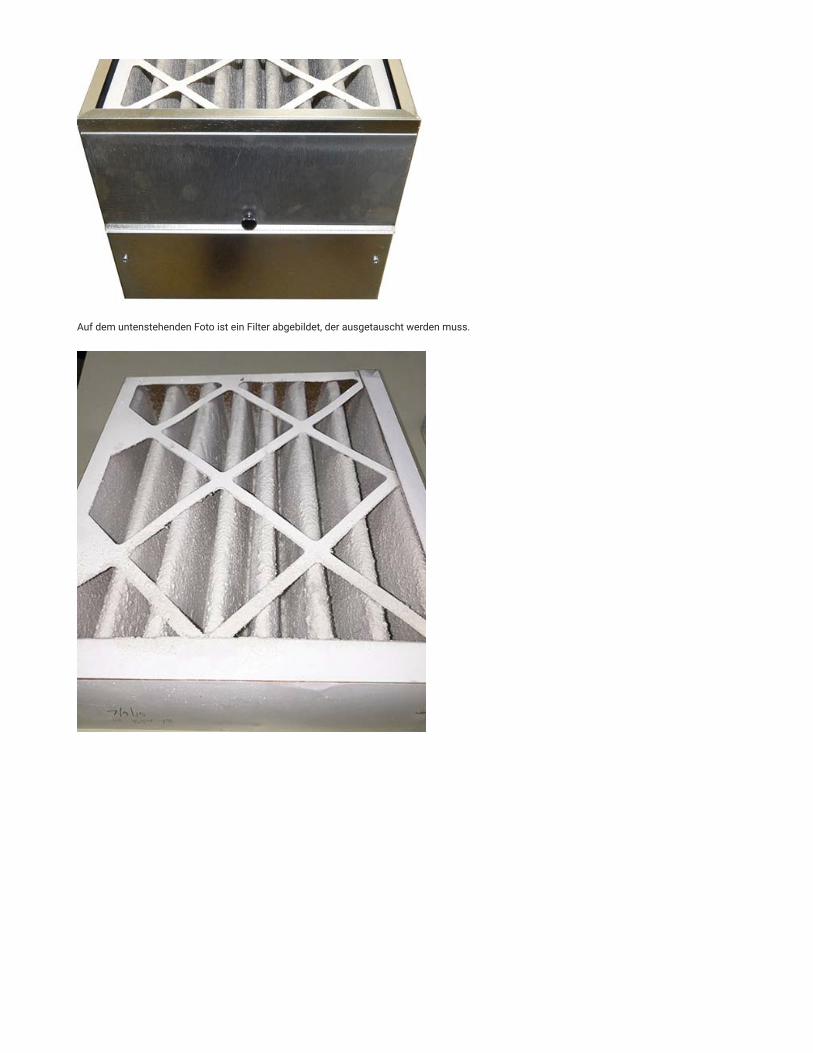
Auf dem untenstehenden Foto ist ein Filter abgebildet, der ausgetauscht werden muss.
Auf dem untenstehenden Foto ist ein sauberer, neuer Filter abgebildet.
Reinigung des Filterschirms
Reinigung des FiltersiebsAuf den Partikel lter wird ein Filtersieb aufgesetzt, das diesem zusätzlichen Schutz bieten soll. Dieses Sieb muss regelmäßig gereinigt werden.
1. Öffnen Sie das Fach, in dem sich der Filterschirm be ndet, indem Sie die beiden Rändelschrauben über dem Partikel lterfach lösen (1).
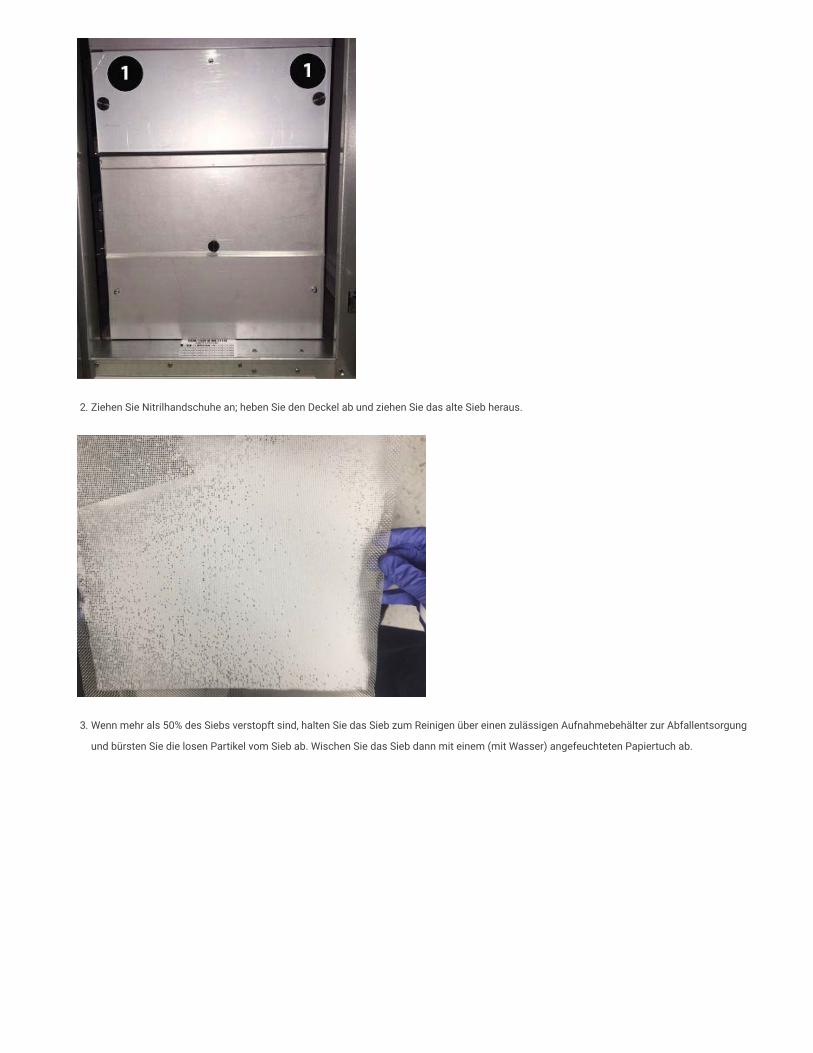
2. Ziehen Sie Nitrilhandschuhe an; heben Sie den Deckel ab und ziehen Sie das alte Sieb heraus.
3. Wenn mehr als 50% des Siebs verstopft sind, halten Sie das Sieb zum Reinigen über einen zulässigen Aufnahmebehälter zur Abfallentsorgung
und bürsten Sie die losen Partikel vom Sieb ab. Wischen Sie das Sieb dann mit einem (mit Wasser) angefeuchteten Papiertuch ab.
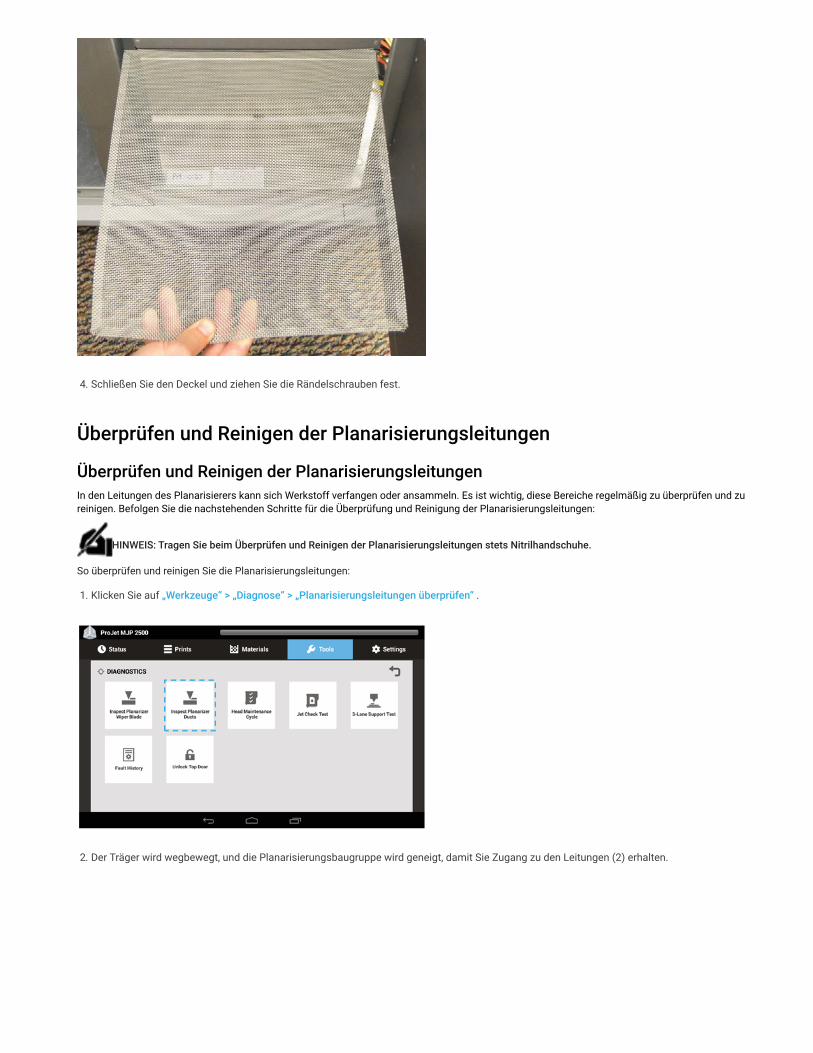
4. Schließen Sie den Deckel und ziehen Sie die Rändelschrauben fest.
Überprüfen und Reinigen der Planarisierungsleitungen
Überprüfen und Reinigen der PlanarisierungsleitungenIn den Leitungen des Planarisierers kann sich Werkstoff verfangen oder ansammeln. Es ist wichtig, diese Bereiche regelmäßig zu überprüfen und zureinigen. Befolgen Sie die nachstehenden Schritte für die Überprüfung und Reinigung der Planarisierungsleitungen:
HINWEIS: Tragen Sie beim Überprüfen und Reinigen der Planarisierungsleitungen stets Nitrilhandschuhe.
So überprüfen und reinigen Sie die Planarisierungsleitungen:
1. Klicken Sie auf „Werkzeuge“ > „Diagnose“ > „Planarisierungsleitungen überprüfen“ .
2. Der Träger wird wegbewegt, und die Planarisierungsbaugruppe wird geneigt, damit Sie Zugang zu den Leitungen (2) erhalten.
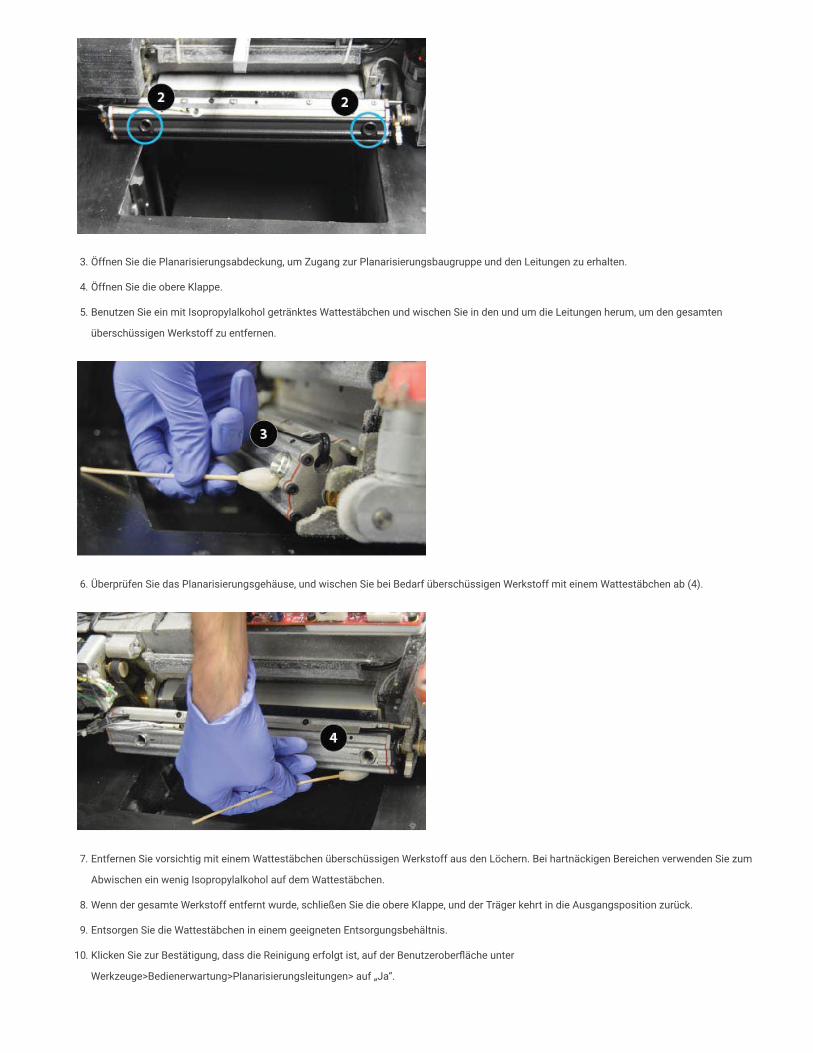
3. Öffnen Sie die Planarisierungsabdeckung, um Zugang zur Planarisierungsbaugruppe und den Leitungen zu erhalten.
4. Öffnen Sie die obere Klappe.
5. Benutzen Sie ein mit Isopropylalkohol getränktes Wattestäbchen und wischen Sie in den und um die Leitungen herum, um den gesamten
überschüssigen Werkstoff zu entfernen.
6. Überprüfen Sie das Planarisierungsgehäuse, und wischen Sie bei Bedarf überschüssigen Werkstoff mit einem Wattestäbchen ab (4).
7. Entfernen Sie vorsichtig mit einem Wattestäbchen überschüssigen Werkstoff aus den Löchern. Bei hartnäckigen Bereichen verwenden Sie zum
Abwischen ein wenig Isopropylalkohol auf dem Wattestäbchen.
8. Wenn der gesamte Werkstoff entfernt wurde, schließen Sie die obere Klappe, und der Träger kehrt in die Ausgangsposition zurück.
9. Entsorgen Sie die Wattestäbchen in einem geeigneten Entsorgungsbehältnis.
10. Klicken Sie zur Bestätigung, dass die Reinigung erfolgt ist, auf der Benutzerober äche unter
Werkzeuge>Bedienerwartung>Planarisierungsleitungen> auf „Ja“.
Überprüfen der PlanarisierungsklingeÜberprüfen der PlanarisierungsklingeDie Planarisierungsklinge muss in regelmäßigen Abständen überprüft und abgewischt werden. Im Laufe der Zeit kann sich überschüssiger Werkstoffablagern.
1. Wählen Sie auf der Benutzerober äche „Werkzeuge“ > „Diagnose“ > „Planarisierungsklinge überprüfen“ aus.
2. Der Träger wird wegbewegt, und die Planarisierungsbaugruppe wird geneigt, damit Sie Zugang zur Klinge erhalten.
3. Heben Sie die obere Klappe an.
4. Öffnen Sie die Planarisierungsabdeckung, um Zugang zur Wischerklingenbaugruppe zu erhalten.
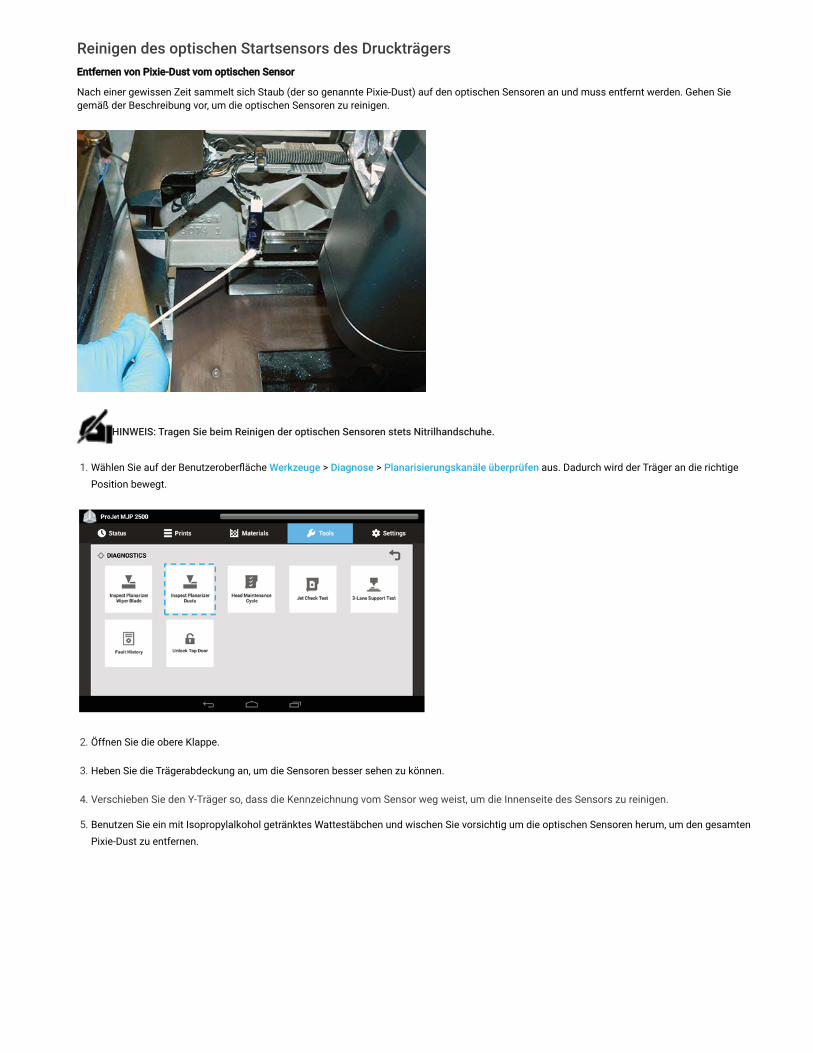
5. Tragen Sie Nitrilhandschuhe, benutzen Sie ein Papiertuch mit Isopropylalkohol, und wischen Sie den überschüssigen Werkstoff von der Klinge.
ACHTUNG: Die Klinge ist scharf, wischen Sie die Klinge vorsichtig ab.
6. Schließen Sie die Wartungsklappe des Planarisierers.
7. Wenn Sie die obere Abdeckung schließen, kehrt der Träger in die Ausgangsposition zurück.
8. Wählen Sie zur Bestätigung, dass die Reinigung erfolgt ist, auf der Benutzerober äche „Werkzeuge“ > „Bedienerwartung“ > „Wischerklinge des
Planarisierers“ > „Ja“ aus.
Reinigen des optischen Startsensors des Druckträgers
Reinigen des optischen Startsensors des DruckträgersEEntfernen von Pixie-Dust vom optischen Sensor
Nach einer gewissen Zeit sammelt sich Staub (der so genannte Pixie-Dust) auf den optischen Sensoren an und muss entfernt werden. Gehen Siegemäß der Beschreibung vor, um die optischen Sensoren zu reinigen.
HINWEIS: Tragen Sie beim Reinigen der optischen Sensoren stets Nitrilhandschuhe.
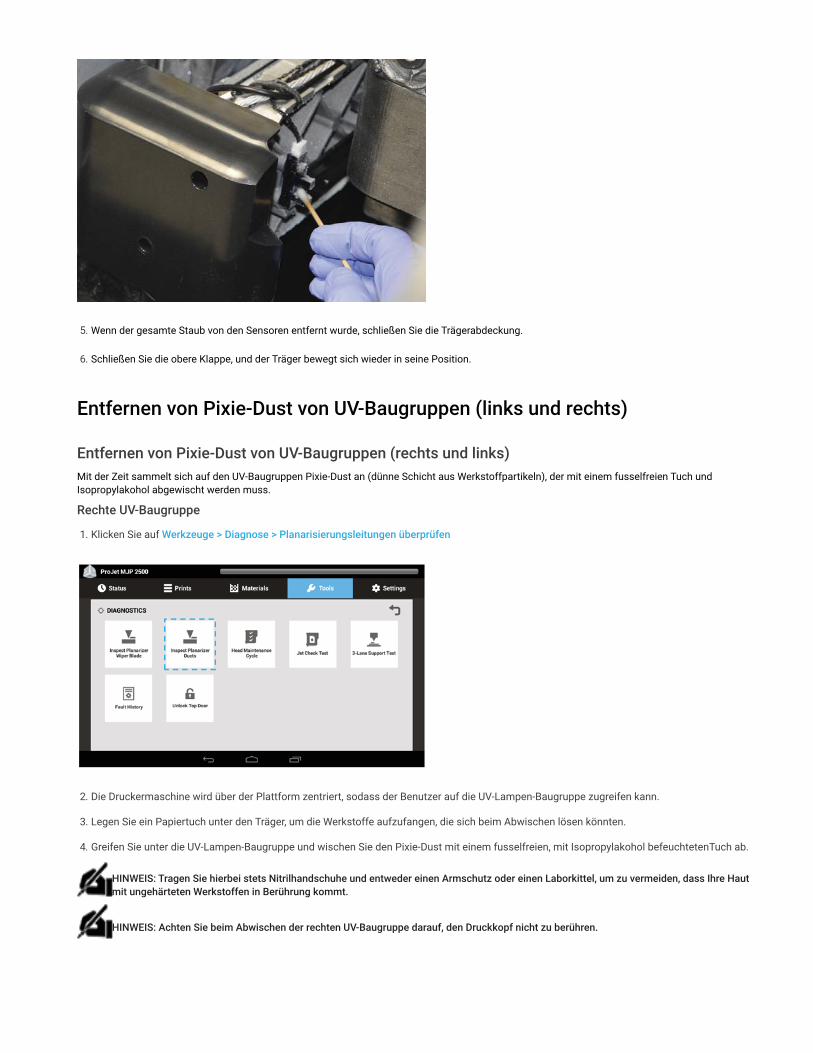
1. Wählen Sie auf der Benutzerober äche Werkzeuge > Diagnose > Planarisierungskanäle überprüfen aus. Dadurch wird der Träger an die richtigePosition bewegt.
2. Öffnen Sie die obere Klappe.
3. Heben Sie die Trägerabdeckung an, um die Sensoren besser sehen zu können.
4. Verschieben Sie den Y-Träger so, dass die Kennzeichnung vom Sensor weg weist, um die Innenseite des Sensors zu reinigen.
5. Benutzen Sie ein mit Isopropylalkohol getränktes Wattestäbchen und wischen Sie vorsichtig um die optischen Sensoren herum, um den gesamtenPixie-Dust zu entfernen.
5. Wenn der gesamte Staub von den Sensoren entfernt wurde, schließen Sie die Trägerabdeckung.
6. Schließen Sie die obere Klappe, und der Träger bewegt sich wieder in seine Position.
Entfernen von Pixie-Dust von UV-Baugruppen (links und rechts)
Entfernen von Pixie-Dust von UV-Baugruppen (rechts und links)Mit der Zeit sammelt sich auf den UV-Baugruppen Pixie-Dust an (dünne Schicht aus Werkstoffpartikeln), der mit einem fusselfreien Tuch undIsopropylakohol abgewischt werden muss.
Rechte UV-Baugruppe
1. Klicken Sie auf Werkzeuge > Diagnose > Planarisierungsleitungen überprüfen
2. Die Druckermaschine wird über der Plattform zentriert, sodass der Benutzer auf die UV-Lampen-Baugruppe zugreifen kann.
3. Legen Sie ein Papiertuch unter den Träger, um die Werkstoffe aufzufangen, die sich beim Abwischen lösen könnten.
4. Greifen Sie unter die UV-Lampen-Baugruppe und wischen Sie den Pixie-Dust mit einem fusselfreien, mit Isopropylakohol befeuchtetenTuch ab.
HINWEIS: Tragen Sie hierbei stets Nitrilhandschuhe und entweder einen Armschutz oder einen Laborkittel, um zu vermeiden, dass Ihre Hautmit ungehärteten Werkstoffen in Berührung kommt.
HINWEIS: Achten Sie beim Abwischen der rechten UV-Baugruppe darauf, den Druckkopf nicht zu berühren.

HINWEIS: Verwenden Sie bei Bedarf eine Taschenlampe, um den abzuwischenden Bereich besser einsehen zu können.
5. Entfernen Sie nach dem Abwischen vorsichtig das Papiertuch und entsorgen Sie es ordnungsgemäß.
Linke UV-Baugruppe
1. Heben Sie die Abdeckung der linken UV-Lampe ab und wischen Sie die Unterseite der UV-Baugruppe vorsichtig mit einem mit Isopropylakoholbefeuchteten fusselfreien Tuch ab.
2. Wenn Sie fertig sind, setzen Sie die Abdeckung wieder auf und schließen Sie die obere Klappe.
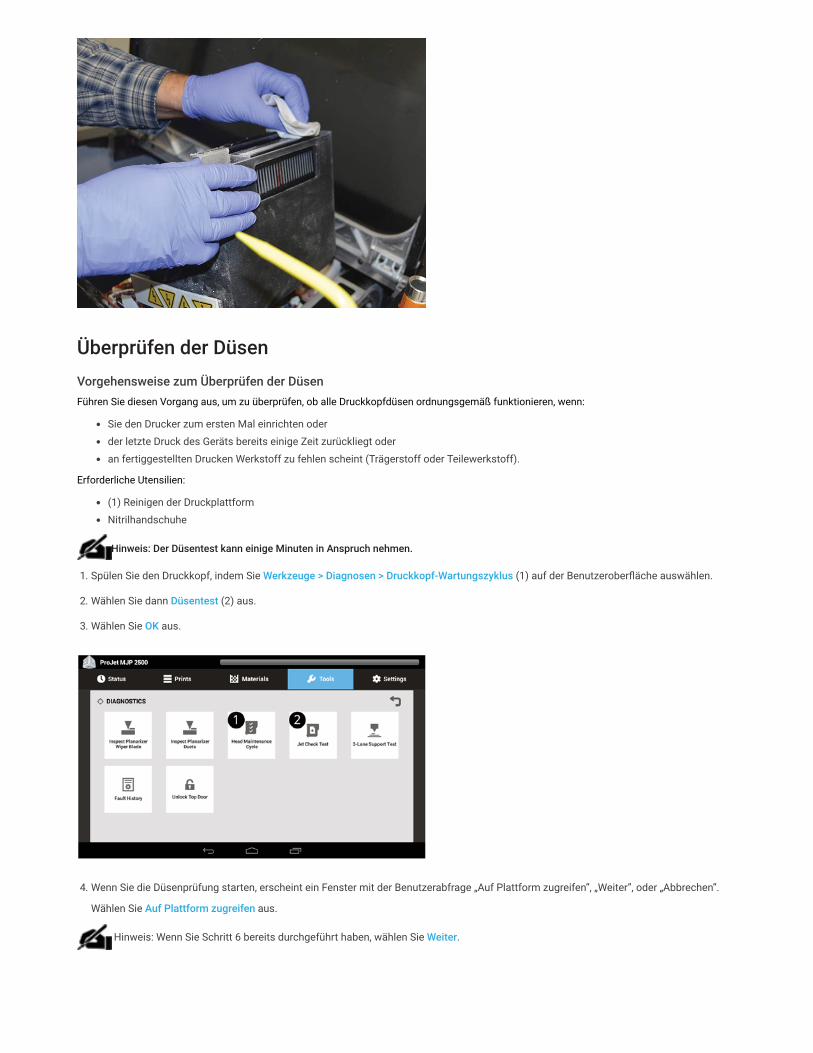
Überprüfen der DüsenVorgehensweise zum Überprüfen der DüsenFühren Sie diesen Vorgang aus, um zu überprüfen, ob alle Druckkopfdüsen ordnungsgemäß funktionieren, wenn:
Sie den Drucker zum ersten Mal einrichten oder
der letzte Druck des Geräts bereits einige Zeit zurückliegt oder
an fertiggestellten Drucken Werkstoff zu fehlen scheint (Trägerstoff oder Teilewerkstoff).
Erforderliche Utensilien:
(1) Reinigen der Druckplattform
Nitrilhandschuhe
Hinweis: Der Düsentest kann einige Minuten in Anspruch nehmen.
1. Spülen Sie den Druckkopf, indem Sie Werkzeuge > Diagnosen > Druckkopf-Wartungszyklus (1) auf der Benutzerober äche auswählen.
2. Wählen Sie dann Düsentest (2) aus.
3. Wählen Sie OK aus.
4. Wenn Sie die Düsenprüfung starten, erscheint ein Fenster mit der Benutzerabfrage „Auf Plattform zugreifen”, „Weiter”, oder „Abbrechen”.
Wählen Sie Auf Plattform zugreifen aus.
Hinweis: Wenn Sie Schritt 6 bereits durchgeführt haben, wählen Sie Weiter.
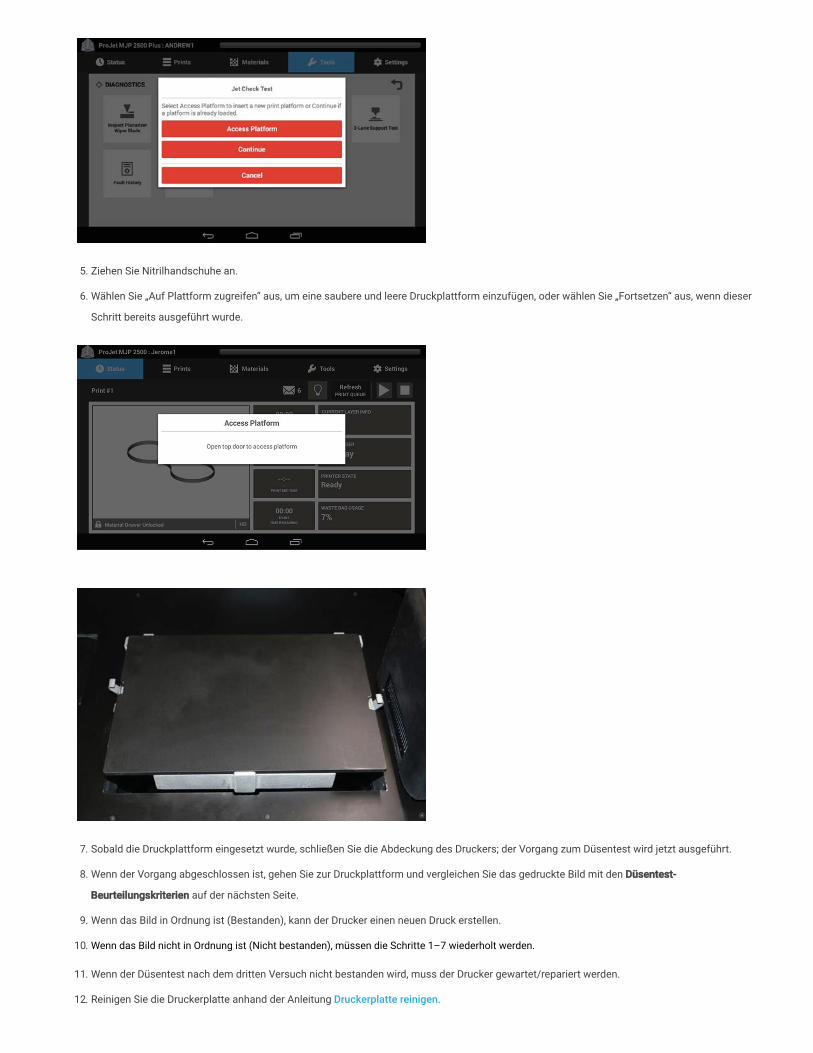
5. Ziehen Sie Nitrilhandschuhe an.
6. Wählen Sie „Auf Plattform zugreifen“ aus, um eine saubere und leere Druckplattform einzufügen, oder wählen Sie „Fortsetzen“ aus, wenn dieser
Schritt bereits ausgeführt wurde.
7. Sobald die Druckplattform eingesetzt wurde, schließen Sie die Abdeckung des Druckers; der Vorgang zum Düsentest wird jetzt ausgeführt.
8. Wenn der Vorgang abgeschlossen ist, gehen Sie zur Druckplattform und vergleichen Sie das gedruckte Bild mit den DDüsentest-
Beurteilungskriterien auf der nächsten Seite.
9. Wenn das Bild in Ordnung ist (Bestanden), kann der Drucker einen neuen Druck erstellen.
10. Wenn das Bild nicht in Ordnung ist (Nicht bestanden), müssen die Schritte 1–7 wiederholt werden.
11. Wenn der Düsentest nach dem dritten Versuch nicht bestanden wird, muss der Drucker gewartet/repariert werden.
12. Reinigen Sie die Druckerplatte anhand der Anleitung Druckerplatte reinigen.
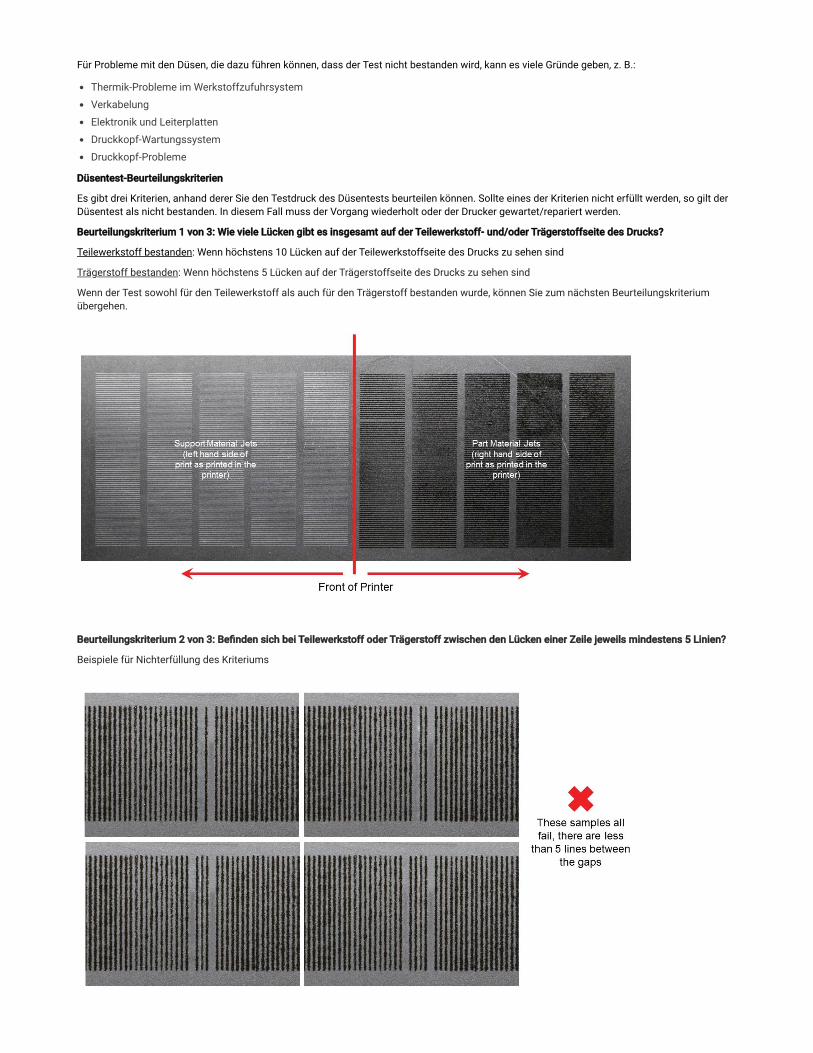
Für Probleme mit den Düsen, die dazu führen können, dass der Test nicht bestanden wird, kann es viele Gründe geben, z. B.:
Thermik-Probleme im Werkstoffzufuhrsystem
Verkabelung
Elektronik und Leiterplatten
Druckkopf-Wartungssystem
Druckkopf-Probleme
DDüsentest-Beurteilungskriterien
Es gibt drei Kriterien, anhand derer Sie den Testdruck des Düsentests beurteilen können. Sollte eines der Kriterien nicht erfüllt werden, so gilt derDüsentest als nicht bestanden. In diesem Fall muss der Vorgang wiederholt oder der Drucker gewartet/repariert werden.
Beurteilungskriterium 1 von 3: Wie viele Lücken gibt es insgesamt auf der Teilewerkstoff- und/oder Trägerstoffseite des Drucks?
Teilewerkstoff bestanden: Wenn höchstens 10 Lücken auf der Teilewerkstoffseite des Drucks zu sehen sind
Trägerstoff bestanden: Wenn höchstens 5 Lücken auf der Trägerstoffseite des Drucks zu sehen sind
Wenn der Test sowohl für den Teilewerkstoff als auch für den Trägerstoff bestanden wurde, können Sie zum nächsten Beurteilungskriteriumübergehen.
BBeurteilungskriterium 2 von 3: Be nden sich bei Teilewerkstoff oder Trägerstoff zwischen den Lücken einer Zeile jeweils mindestens 5 Linien?
Beispiele für Nichterfüllung des Kriteriums
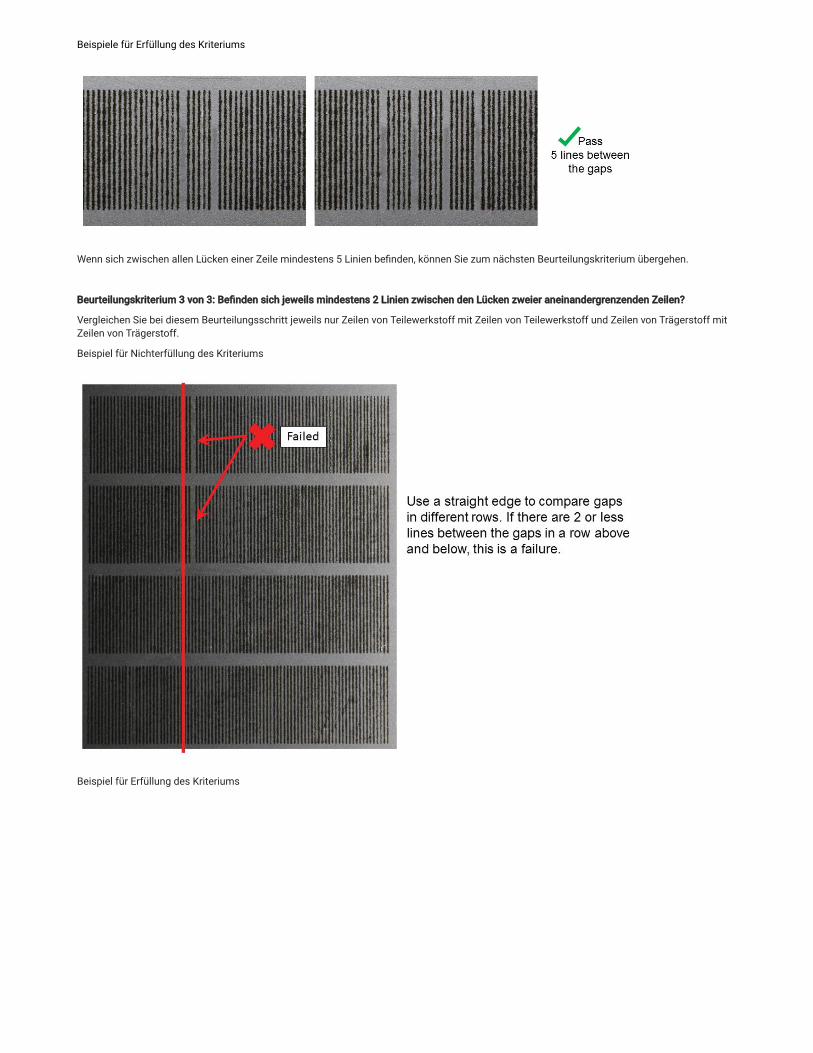
Beispiele für Erfüllung des Kriteriums
Wenn sich zwischen allen Lücken einer Zeile mindestens 5 Linien be nden, können Sie zum nächsten Beurteilungskriterium übergehen.
BBeurteilungskriterium 3 von 3: Be nden sich jeweils mindestens 2 Linien zwischen den Lücken zweier aneinandergrenzenden Zeilen?
Vergleichen Sie bei diesem Beurteilungsschritt jeweils nur Zeilen von Teilewerkstoff mit Zeilen von Teilewerkstoff und Zeilen von Trägerstoff mitZeilen von Trägerstoff.
Beispiel für Nichterfüllung des Kriteriums
Beispiel für Erfüllung des Kriteriums
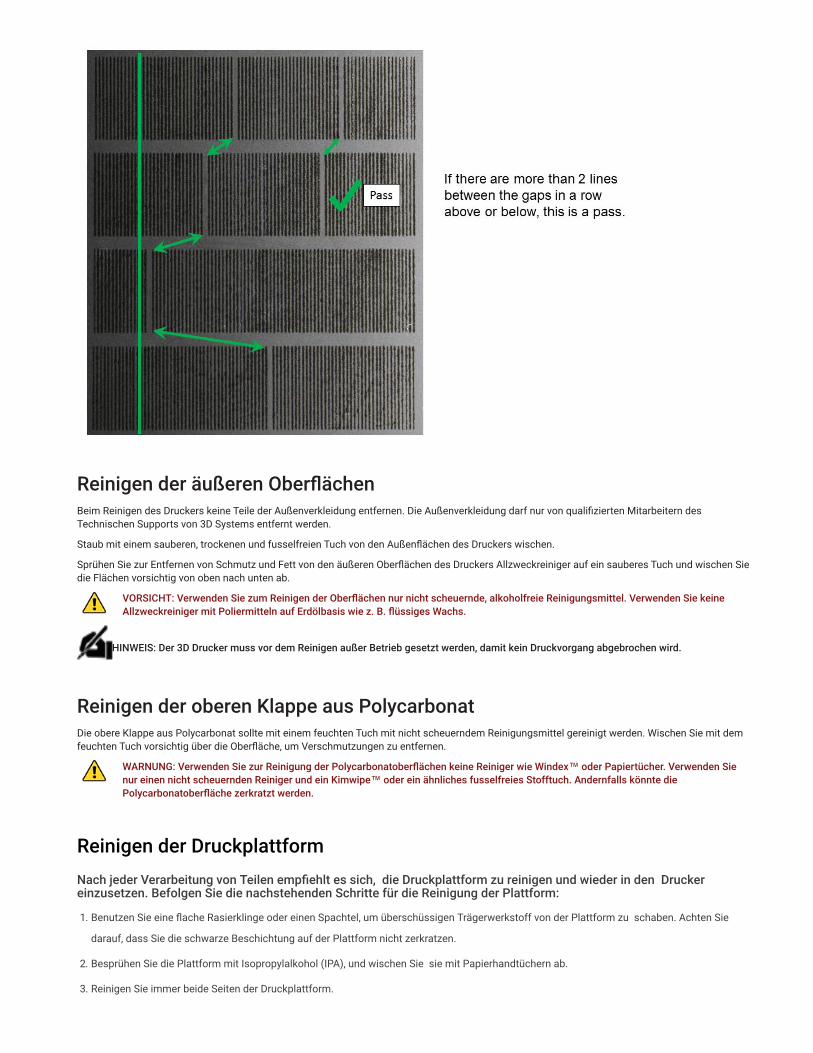
Reinigen der äußeren Ober ächenBeim Reinigen des Druckers keine Teile der Außenverkleidung entfernen. Die Außenverkleidung darf nur von quali zierten Mitarbeitern desTechnischen Supports von 3D Systems entfernt werden.
Staub mit einem sauberen, trockenen und fusselfreien Tuch von den Außen ächen des Druckers wischen.
Sprühen Sie zur Entfernen von Schmutz und Fett von den äußeren Ober ächen des Druckers Allzweckreiniger auf ein sauberes Tuch und wischen Siedie Flächen vorsichtig von oben nach unten ab.
VORSICHT: Verwenden Sie zum Reinigen der Ober ächen nur nicht scheuernde, alkoholfreie Reinigungsmittel. Verwenden Sie keineAllzweckreiniger mit Poliermitteln auf Erdölbasis wie z. B. üssiges Wachs.
HINWEIS: Der 3D Drucker muss vor dem Reinigen außer Betrieb gesetzt werden, damit kein Druckvorgang abgebrochen wird.
Reinigen der oberen Klappe aus PolycarbonatDie obere Klappe aus Polycarbonat sollte mit einem feuchten Tuch mit nicht scheuerndem Reinigungsmittel gereinigt werden. Wischen Sie mit demfeuchten Tuch vorsichtig über die Ober äche, um Verschmutzungen zu entfernen.
WARNUNG: Verwenden Sie zur Reinigung der Polycarbonatober ächen keine Reiniger wie Windex™ oder Papiertücher. Verwenden Sienur einen nicht scheuernden Reiniger und ein Kimwipe™ oder ein ähnliches fusselfreies Stofftuch. Andernfalls könnte diePolycarbonatober äche zerkratzt werden.
Reinigen der DruckplattformNach jeder Verarbeitung von Teilen emp ehlt es sich, die Druckplattform zu reinigen und wieder in den Drucker einzusetzen. Befolgen Sie die nachstehenden Schritte für die Reinigung der Plattform:
1. Benutzen Sie eine ache Rasierklinge oder einen Spachtel, um überschüssigen Trägerwerkstoff von der Plattform zu schaben. Achten Sie
darauf, dass Sie die schwarze Beschichtung auf der Plattform nicht zerkratzen.
2. Besprühen Sie die Plattform mit Isopropylalkohol (IPA), und wischen Sie sie mit Papierhandtüchern ab.
3. Reinigen Sie immer beide Seiten der Druckplattform.
HINWEIS: Die Druckplattform muss sauber sein und Zimmertemperatur aufweisen, bevor Sie sie in den Drucker einbauen und dort benutzen.
Reinigen der Benutzerober ächeEntfernen Sie vor dem Reinigen der Anzeige der Benutzerober äche alle gedruckten Teile. So wird vermieden, dass der Drucker Aktionen durchführt,wenn versehentlich Schalt ächen gedrückt werden.
Sprühen Sie ein Lösungsmittel auf Wasserbasis wie Simple Green auf ein fusselfreies, weiches Tuch; wischen Sie den Touchscreen nicht mit einemtrockenen Tuch ab und sprühen Sie kein Reinigungsmittel direkt auf den Touchscreen.
Wischen Sie Schmutz und Rückstände von Teilewerkstoffen vorsichtig mit einem sauberen, fusselfreien Tuch und Glasreiniger auf Ammoniakbasisvon dem Touchscreen ab.
NNicht verwenden:
Ein trockenes Tuch auf dem Touchscreen
Reinigungsmittel, die Aceton, Butanon oder Alkohol enthalten
Scheuernde Reinigungsmittel
Diese Reinigungsmittel können den Touchscreen beschädigen.
MDM-WartungDie folgenden allgemeinen Wartungsverfahren sind zu beachten, um einen hohen Teileertrag aufrechtzuerhalten und Ausfallzeiten des Druckers zureduzieren.
Beim Austauschen von Werkstoffpatronen kann sich in der MDM-Halterung Werkstoff be nden, nachdem die Patrone entnommen wurde. Falls einegroße Werksto ache entstanden ist (Boden ist überschwemmt und Seitenwände der Patronenhalterung wurden erreicht), darf keine saubereWerkstoffpatrone in die Halterung eingesetzt werden. Wenden Sie sich an Ihren Händler/Vertriebspartner.
VORSICHT: Die MDM-Patronenhalterung und der Werkstoff sind heiß; achten Sie darauf, die Seite der Halterung beim Reinigen möglichstnicht zu berühren. Tragen Sie hitzebeständige Handschuhe und Schutzbrille.
Reinigen der WAM-SchubladeBefeuchten Sie ein fusselfreies Tuch mit Isopropylalkohol und reinigen Sie den Bereich um die Patronenhalterung herum.
RoutinewartungDer Drucker muss sauber und frei von Ablagerungen gehalten werden, indem Staub um den Druckkopf und die benachbarten Bereiche entferntwird. Abhängig von der Nutzung des Druckers wird die Reinigung wöchentlich bei gelegentlicher bzw. vor jedem Druck bei intensiver Nutzungempfohlen.
Benötige Artikel
Nitrilhandschuhe
Fusselfreie Papiertücher oder ein feuchtes Tuch
Isopropylalkohol oder ein ähnliches nicht scheuerndes Reinigungsmittel
Staubsauger oder Druckluftschlauch
Zu reinigende Teile
Druckplatte
Innen- und Außenbereich der Planarisiererabdeckung
Äußere Ober äche des Druckers
WARNUNG: NICHT DIE UNTERSEITE DES DRUCKKOPFS REINIGEN (DÜSENFELD). ANSONSTEN KÖNNEN SCHWERE SCHÄDEN ENTSTEHEN.
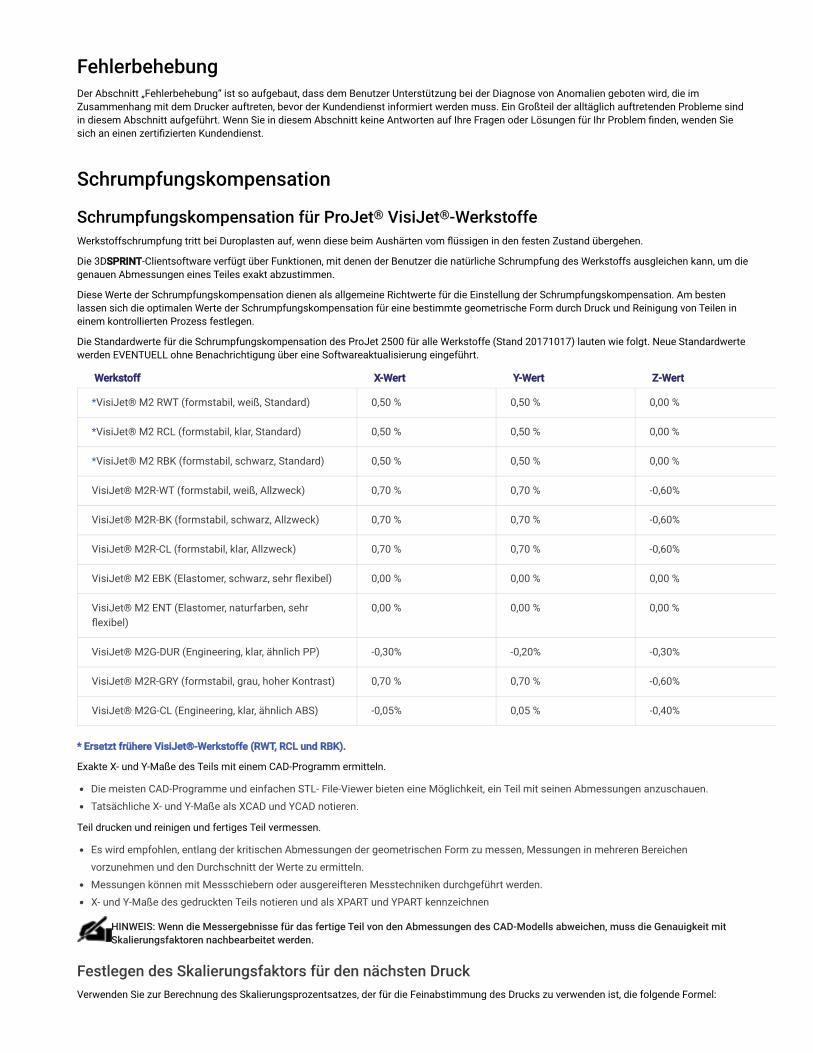
FehlerbehebungDer Abschnitt „Fehlerbehebung“ ist so aufgebaut, dass dem Benutzer Unterstützung bei der Diagnose von Anomalien geboten wird, die imZusammenhang mit dem Drucker auftreten, bevor der Kundendienst informiert werden muss. Ein Großteil der alltäglich auftretenden Probleme sindin diesem Abschnitt aufgeführt. Wenn Sie in diesem Abschnitt keine Antworten auf Ihre Fragen oder Lösungen für Ihr Problem nden, wenden Siesich an einen zerti zierten Kundendienst.
Schrumpfungskompensation
Schrumpfungskompensation für ProJet VisiJet -WerkstoffeWerkstoffschrumpfung tritt bei Duroplasten auf, wenn diese beim Aushärten vom üssigen in den festen Zustand übergehen.
Die 3DSSPRINT-Clientsoftware verfügt über Funktionen, mit denen der Benutzer die natürliche Schrumpfung des Werkstoffs ausgleichen kann, um diegenauen Abmessungen eines Teiles exakt abzustimmen.
Diese Werte der Schrumpfungskompensation dienen als allgemeine Richtwerte für die Einstellung der Schrumpfungskompensation. Am bestenlassen sich die optimalen Werte der Schrumpfungskompensation für eine bestimmte geometrische Form durch Druck und Reinigung von Teilen ineinem kontrollierten Prozess festlegen.
Die Standardwerte für die Schrumpfungskompensation des ProJet 2500 für alle Werkstoffe (Stand 20171017) lauten wie folgt. Neue Standardwertewerden EVENTUELL ohne Benachrichtigung über eine Softwareaktualisierung eingeführt.
Werkstoff X-Wert Y-Wert Z-Wert
*VisiJet® M2 RWT (formstabil, weiß, Standard) 0,50 % 0,50 % 0,00 %
*VisiJet® M2 RCL (formstabil, klar, Standard) 0,50 % 0,50 % 0,00 %
*VisiJet® M2 RBK (formstabil, schwarz, Standard) 0,50 % 0,50 % 0,00 %
VisiJet® M2R-WT (formstabil, weiß, Allzweck) 0,70 % 0,70 % -0,60%
VisiJet® M2R-BK (formstabil, schwarz, Allzweck) 0,70 % 0,70 % -0,60%
VisiJet® M2R-CL (formstabil, klar, Allzweck) 0,70 % 0,70 % -0,60%
VisiJet® M2 EBK (Elastomer, schwarz, sehr exibel) 0,00 % 0,00 % 0,00 %
VisiJet® M2 ENT (Elastomer, naturfarben, sehrexibel)
0,00 % 0,00 % 0,00 %
VisiJet® M2G-DUR (Engineering, klar, ähnlich PP) -0,30% -0,20% -0,30%
VisiJet® M2R-GRY (formstabil, grau, hoher Kontrast) 0,70 % 0,70 % -0,60%
VisiJet® M2G-CL (Engineering, klar, ähnlich ABS) -0,05% 0,05 % -0,40%
* Ersetzt frühere VisiJet®-Werkstoffe (RWT, RCL und RBK).
Exakte X- und Y-Maße des Teils mit einem CAD-Programm ermitteln.
Die meisten CAD-Programme und einfachen STL- File-Viewer bieten eine Möglichkeit, ein Teil mit seinen Abmessungen anzuschauen.
Tatsächliche X- und Y-Maße als XCAD und YCAD notieren.
Teil drucken und reinigen und fertiges Teil vermessen.
Es wird empfohlen, entlang der kritischen Abmessungen der geometrischen Form zu messen, Messungen in mehreren Bereichen
vorzunehmen und den Durchschnitt der Werte zu ermitteln.
Messungen können mit Messschiebern oder ausgereifteren Messtechniken durchgeführt werden.
X- und Y-Maße des gedruckten Teils notieren und als XPART und YPART kennzeichnen
HINWEIS: Wenn die Messergebnisse für das fertige Teil von den Abmessungen des CAD-Modells abweichen, muss die Genauigkeit mitSkalierungsfaktoren nachbearbeitet werden.
Festlegen des Skalierungsfaktors für den nächsten DruckVerwenden Sie zur Berechnung des Skalierungsprozentsatzes, der für die Feinabstimmung des Drucks zu verwenden ist, die folgende Formel:
® ®
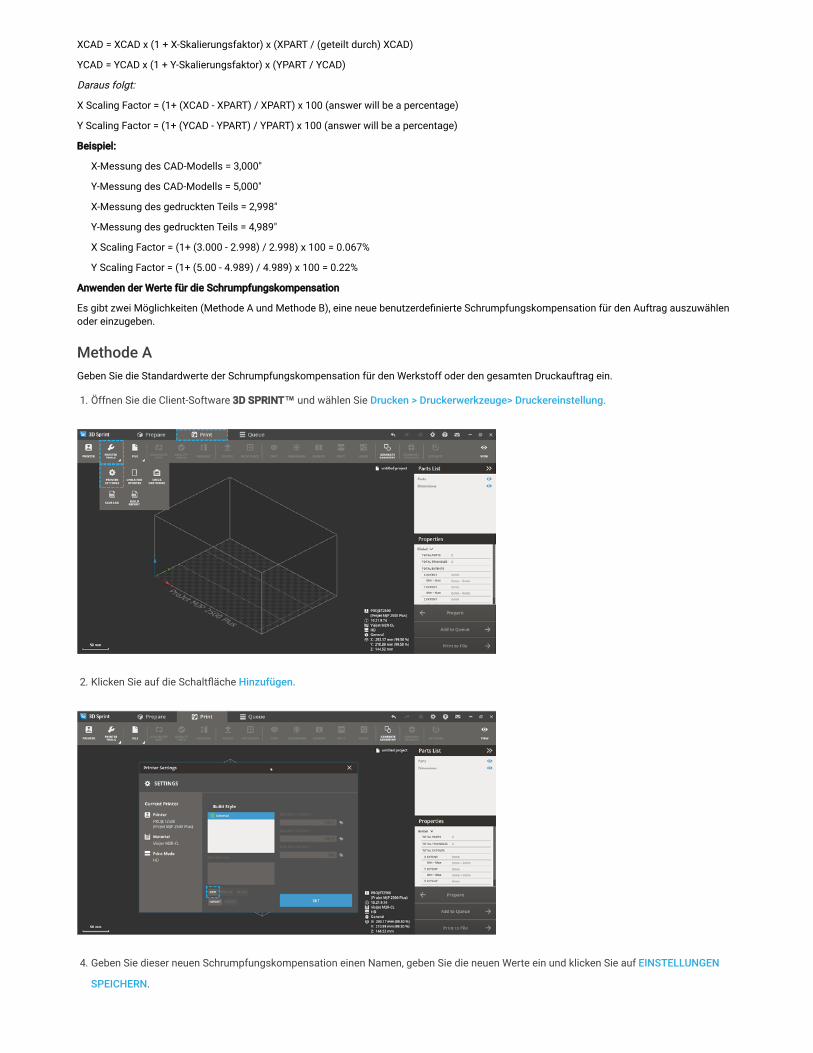
XCAD = XCAD x (1 + X-Skalierungsfaktor) x (XPART / (geteilt durch) XCAD)
YCAD = YCAD x (1 + Y-Skalierungsfaktor) x (YPART / YCAD)
Daraus folgt:
X Scaling Factor = (1+ (XCAD - XPART) / XPART) x 100 (answer will be a percentage)
Y Scaling Factor = (1+ (YCAD - YPART) / YPART) x 100 (answer will be a percentage)
BBeispiel:
X-Messung des CAD-Modells = 3,000"
Y-Messung des CAD-Modells = 5,000"
X-Messung des gedruckten Teils = 2,998"
Y-Messung des gedruckten Teils = 4,989"
X Scaling Factor = (1+ (3.000 - 2.998) / 2.998) x 100 = 0.067%
Y Scaling Factor = (1+ (5.00 - 4.989) / 4.989) x 100 = 0.22%
Anwenden der Werte für die Schrumpfungskompensation
Es gibt zwei Möglichkeiten (Methode A und Methode B), eine neue benutzerde nierte Schrumpfungskompensation für den Auftrag auszuwählenoder einzugeben.
Methode AGeben Sie die Standardwerte der Schrumpfungskompensation für den Werkstoff oder den gesamten Druckauftrag ein.
1. Öffnen Sie die Client-Software 3D SPRINT™ und wählen Sie Drucken > Druckerwerkzeuge> Druckereinstellung.
2. Klicken Sie auf die Schalt äche Hinzufügen.
4. Geben Sie dieser neuen Schrumpfungskompensation einen Namen, geben Sie die neuen Werte ein und klicken Sie auf EINSTELLUNGEN
SPEICHERN.
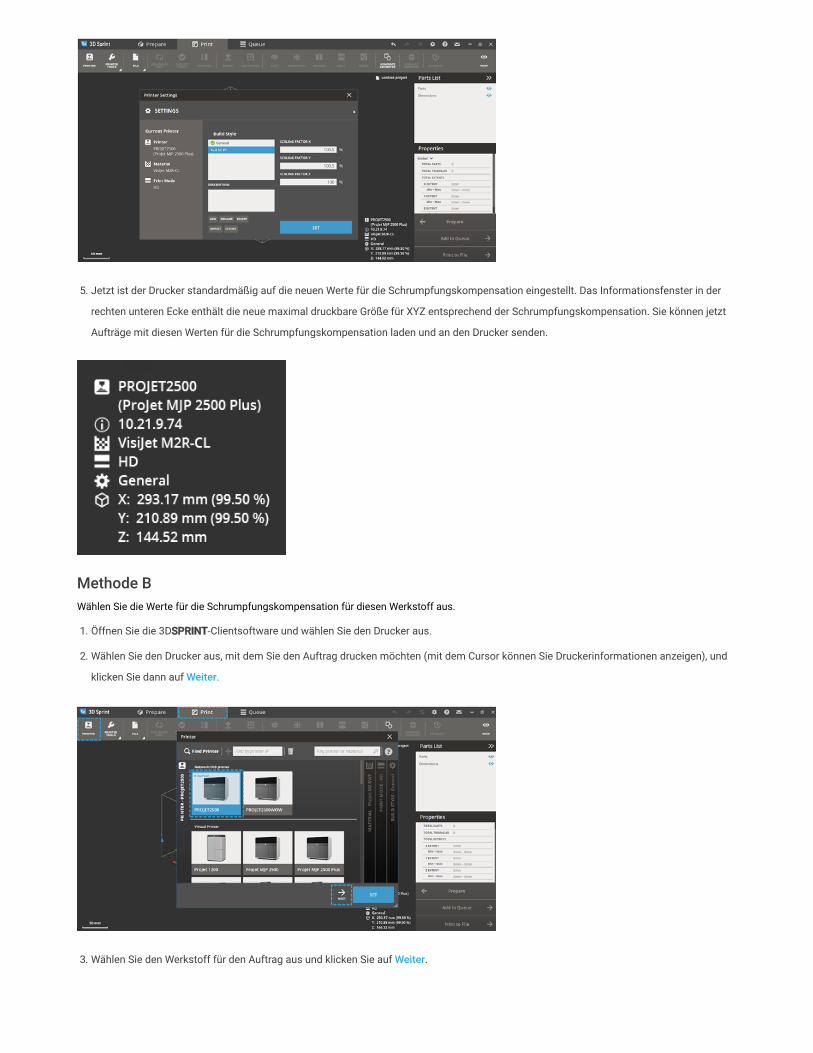
5. Jetzt ist der Drucker standardmäßig auf die neuen Werte für die Schrumpfungskompensation eingestellt. Das Informationsfenster in der
rechten unteren Ecke enthält die neue maximal druckbare Größe für XYZ entsprechend der Schrumpfungskompensation. Sie können jetzt
Aufträge mit diesen Werten für die Schrumpfungskompensation laden und an den Drucker senden.
Methode BWählen Sie die Werte für die Schrumpfungskompensation für diesen Werkstoff aus.
1. Öffnen Sie die 3DSSPRINT-Clientsoftware und wählen Sie den Drucker aus.
2. Wählen Sie den Drucker aus, mit dem Sie den Auftrag drucken möchten (mit dem Cursor können Sie Druckerinformationen anzeigen), und
klicken Sie dann auf Weiter.
3. Wählen Sie den Werkstoff für den Auftrag aus und klicken Sie auf Weiter.
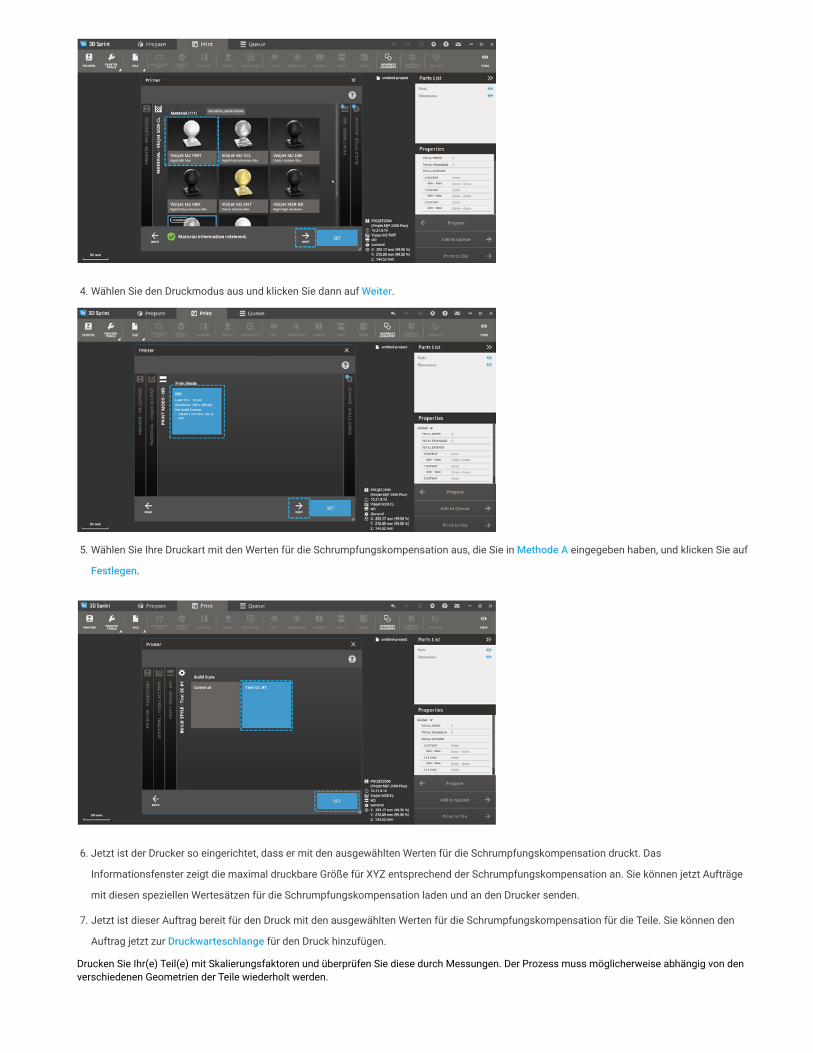
4. Wählen Sie den Druckmodus aus und klicken Sie dann auf Weiter.
5. Wählen Sie Ihre Druckart mit den Werten für die Schrumpfungskompensation aus, die Sie in Methode A eingegeben haben, und klicken Sie auf
Festlegen.
6. Jetzt ist der Drucker so eingerichtet, dass er mit den ausgewählten Werten für die Schrumpfungskompensation druckt. Das
Informationsfenster zeigt die maximal druckbare Größe für XYZ entsprechend der Schrumpfungskompensation an. Sie können jetzt Aufträge
mit diesen speziellen Wertesätzen für die Schrumpfungskompensation laden und an den Drucker senden.
7. Jetzt ist dieser Auftrag bereit für den Druck mit den ausgewählten Werten für die Schrumpfungskompensation für die Teile. Sie können den
Auftrag jetzt zur Druckwarteschlange für den Druck hinzufügen.
Drucken Sie Ihr(e) Teil(e) mit Skalierungsfaktoren und überprüfen Sie diese durch Messungen. Der Prozess muss möglicherweise abhängig von denverschiedenen Geometrien der Teile wiederholt werden.
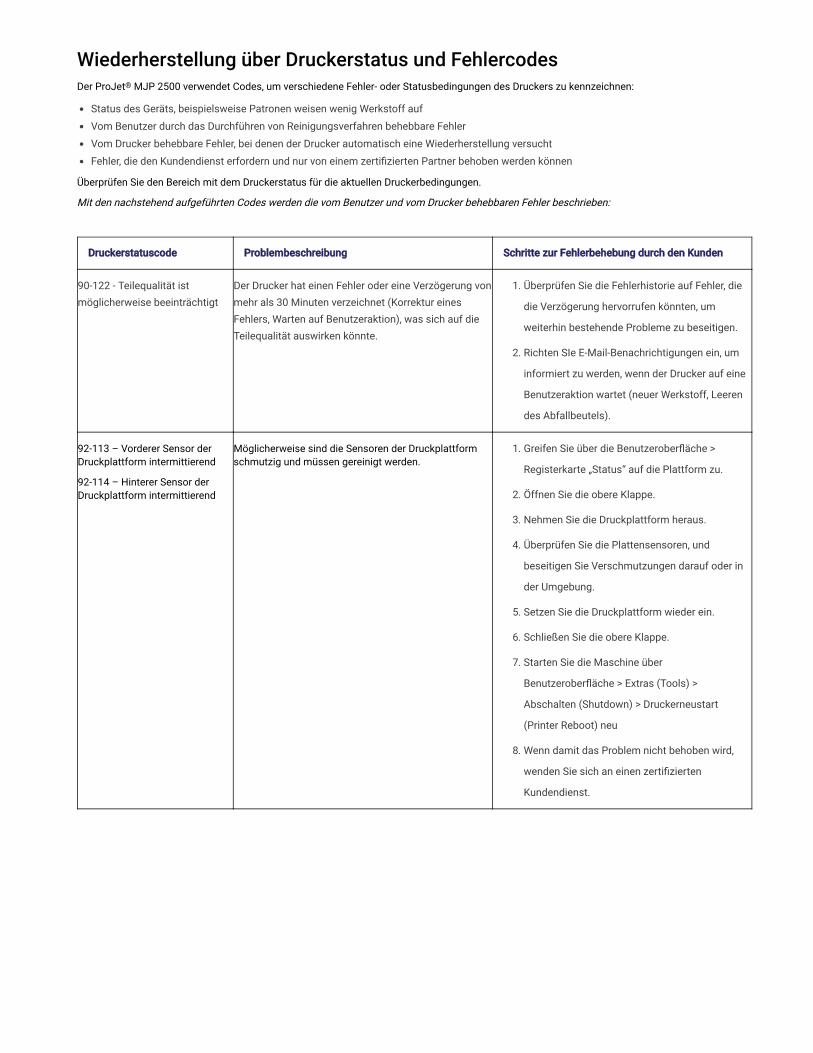
Wiederherstellung über Druckerstatus und FehlercodesDer ProJet MJP 2500 verwendet Codes, um verschiedene Fehler- oder Statusbedingungen des Druckers zu kennzeichnen:
Status des Geräts, beispielsweise Patronen weisen wenig Werkstoff auf
Vom Benutzer durch das Durchführen von Reinigungsverfahren behebbare Fehler
Vom Drucker behebbare Fehler, bei denen der Drucker automatisch eine Wiederherstellung versucht
Fehler, die den Kundendienst erfordern und nur von einem zerti zierten Partner behoben werden können
Überprüfen Sie den Bereich mit dem Druckerstatus für die aktuellen Druckerbedingungen.
Mit den nachstehend aufgeführten Codes werden die vom Benutzer und vom Drucker behebbaren Fehler beschrieben:
DDruckerstatuscode Problembeschreibung Schritte zur Fehlerbehebung durch den Kunden
90-122 - Teilequalität istmöglicherweise beeinträchtigt
Der Drucker hat einen Fehler oder eine Verzögerung vonmehr als 30 Minuten verzeichnet (Korrektur einesFehlers, Warten auf Benutzeraktion), was sich auf dieTeilequalität auswirken könnte.
1. Überprüfen Sie die Fehlerhistorie auf Fehler, die
die Verzögerung hervorrufen könnten, um
weiterhin bestehende Probleme zu beseitigen.
2. Richten SIe E-Mail-Benachrichtigungen ein, um
informiert zu werden, wenn der Drucker auf eine
Benutzeraktion wartet (neuer Werkstoff, Leeren
des Abfallbeutels).
92-113 – Vorderer Sensor derDruckplattform intermittierend
92-114 – Hinterer Sensor derDruckplattform intermittierend
Möglicherweise sind die Sensoren der Druckplattformschmutzig und müssen gereinigt werden.
1. Greifen Sie über die Benutzerober äche >
Registerkarte „Status“ auf die Plattform zu.
2. Öffnen Sie die obere Klappe.
3. Nehmen Sie die Druckplattform heraus.
4. Überprüfen Sie die Plattensensoren, und
beseitigen Sie Verschmutzungen darauf oder in
der Umgebung.
5. Setzen Sie die Druckplattform wieder ein.
6. Schließen Sie die obere Klappe.
7. Starten Sie die Maschine über
Benutzerober äche > Extras (Tools) >
Abschalten (Shutdown) > Druckerneustart
(Printer Reboot) neu
8. Wenn damit das Problem nicht behoben wird,
wenden Sie sich an einen zerti zierten
Kundendienst.
®
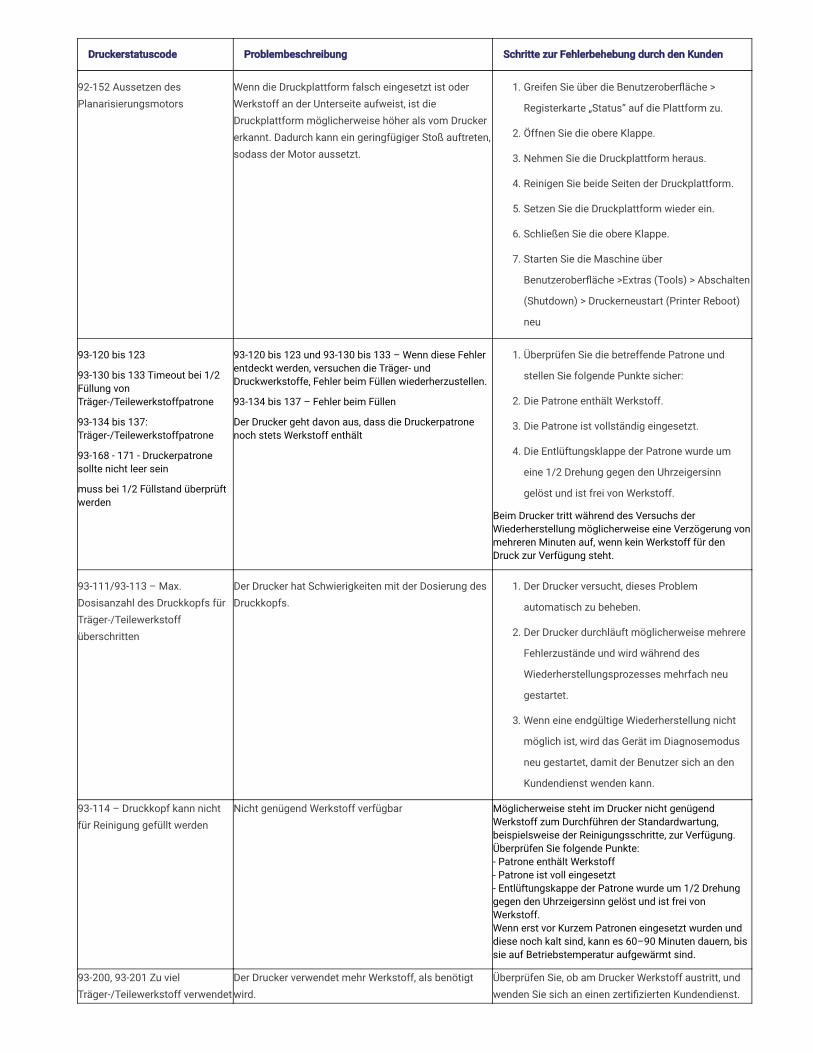
DDruckerstatuscode Problembeschreibung Schritte zur Fehlerbehebung durch den Kunden
92-152 Aussetzen desPlanarisierungsmotors
Wenn die Druckplattform falsch eingesetzt ist oderWerkstoff an der Unterseite aufweist, ist dieDruckplattform möglicherweise höher als vom Druckererkannt. Dadurch kann ein geringfügiger Stoß auftreten,sodass der Motor aussetzt.
1. Greifen Sie über die Benutzerober äche >
Registerkarte „Status“ auf die Plattform zu.
2. Öffnen Sie die obere Klappe.
3. Nehmen Sie die Druckplattform heraus.
4. Reinigen Sie beide Seiten der Druckplattform.
5. Setzen Sie die Druckplattform wieder ein.
6. Schließen Sie die obere Klappe.
7. Starten Sie die Maschine über
Benutzerober äche >Extras (Tools) > Abschalten
(Shutdown) > Druckerneustart (Printer Reboot)
neu
93-120 bis 123
93-130 bis 133 Timeout bei 1/2Füllung vonTräger-/Teilewerkstoffpatrone
93-134 bis 137:Träger-/Teilewerkstoffpatrone
93-168 - 171 - Druckerpatronesollte nicht leer sein
muss bei 1/2 Füllstand überprüftwerden
93-120 bis 123 und 93-130 bis 133 – Wenn diese Fehlerentdeckt werden, versuchen die Träger- undDruckwerkstoffe, Fehler beim Füllen wiederherzustellen.
93-134 bis 137 – Fehler beim Füllen
Der Drucker geht davon aus, dass die Druckerpatronenoch stets Werkstoff enthält
1. Überprüfen Sie die betreffende Patrone und
stellen Sie folgende Punkte sicher:
2. Die Patrone enthält Werkstoff.
3. Die Patrone ist vollständig eingesetzt.
4. Die Entlüftungsklappe der Patrone wurde um
eine 1/2 Drehung gegen den Uhrzeigersinn
gelöst und ist frei von Werkstoff.
Beim Drucker tritt während des Versuchs derWiederherstellung möglicherweise eine Verzögerung vonmehreren Minuten auf, wenn kein Werkstoff für denDruck zur Verfügung steht.
93-111/93-113 – Max.Dosisanzahl des Druckkopfs fürTräger-/Teilewerkstoffüberschritten
Der Drucker hat Schwierigkeiten mit der Dosierung desDruckkopfs.
1. Der Drucker versucht, dieses Problem
automatisch zu beheben.
2. Der Drucker durchläuft möglicherweise mehrere
Fehlerzustände und wird während des
Wiederherstellungsprozesses mehrfach neu
gestartet.
3. Wenn eine endgültige Wiederherstellung nicht
möglich ist, wird das Gerät im Diagnosemodus
neu gestartet, damit der Benutzer sich an den
Kundendienst wenden kann.
93-114 – Druckkopf kann nichtfür Reinigung gefüllt werden
Nicht genügend Werkstoff verfügbar Möglicherweise steht im Drucker nicht genügendWerkstoff zum Durchführen der Standardwartung,beispielsweise der Reinigungsschritte, zur Verfügung.Überprüfen Sie folgende Punkte: - Patrone enthält Werkstoff - Patrone ist voll eingesetzt - Entlüftungskappe der Patrone wurde um 1/2 Drehunggegen den Uhrzeigersinn gelöst und ist frei vonWerkstoff. Wenn erst vor Kurzem Patronen eingesetzt wurden unddiese noch kalt sind, kann es 60–90 Minuten dauern, bissie auf Betriebstemperatur aufgewärmt sind.
93-200, 93-201 Zu vielTräger-/Teilewerkstoff verwendet
Der Drucker verwendet mehr Werkstoff, als benötigtwird.
Überprüfen Sie, ob am Drucker Werkstoff austritt, undwenden Sie sich an einen zerti zierten Kundendienst.
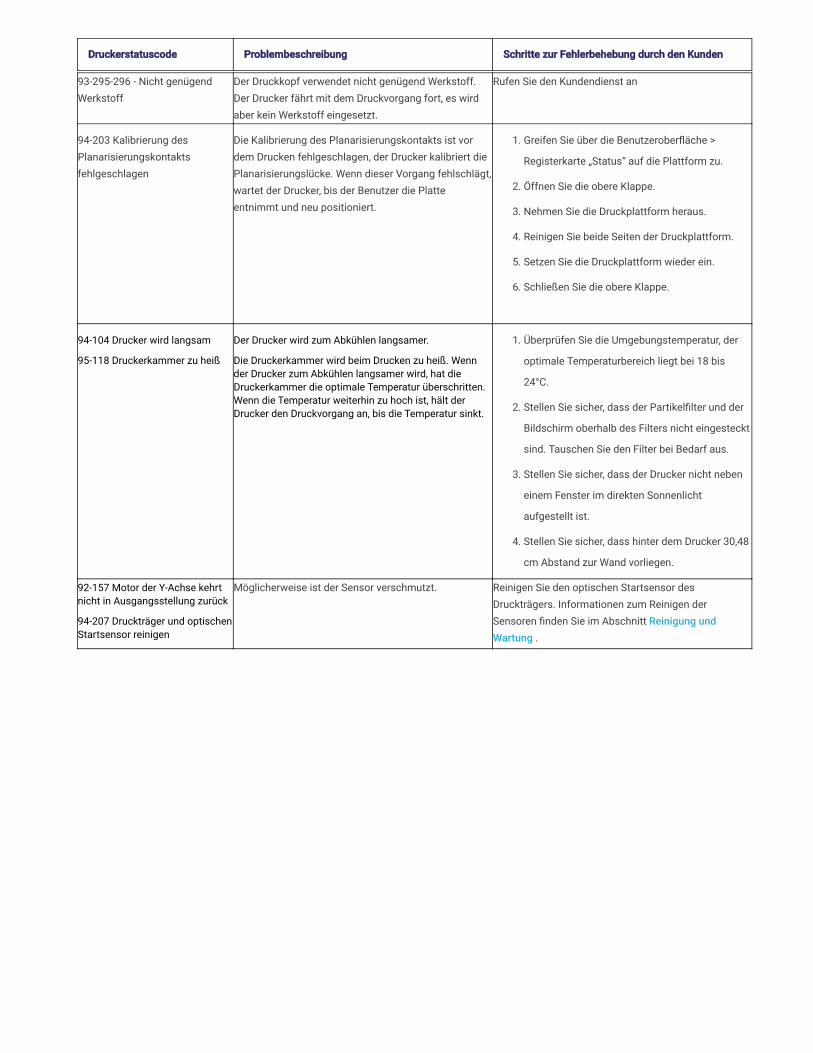
DDruckerstatuscode Problembeschreibung Schritte zur Fehlerbehebung durch den Kunden
93-295-296 - Nicht genügendWerkstoff
Der Druckkopf verwendet nicht genügend Werkstoff.Der Drucker fährt mit dem Druckvorgang fort, es wirdaber kein Werkstoff eingesetzt.
Rufen Sie den Kundendienst an
94-203 Kalibrierung desPlanarisierungskontaktsfehlgeschlagen
Die Kalibrierung des Planarisierungskontakts ist vordem Drucken fehlgeschlagen, der Drucker kalibriert diePlanarisierungslücke. Wenn dieser Vorgang fehlschlägt,wartet der Drucker, bis der Benutzer die Platteentnimmt und neu positioniert.
1. Greifen Sie über die Benutzerober äche >
Registerkarte „Status“ auf die Plattform zu.
2. Öffnen Sie die obere Klappe.
3. Nehmen Sie die Druckplattform heraus.
4. Reinigen Sie beide Seiten der Druckplattform.
5. Setzen Sie die Druckplattform wieder ein.
6. Schließen Sie die obere Klappe.
94-104 Drucker wird langsam
95-118 Druckerkammer zu heiß
Der Drucker wird zum Abkühlen langsamer.
Die Druckerkammer wird beim Drucken zu heiß. Wennder Drucker zum Abkühlen langsamer wird, hat dieDruckerkammer die optimale Temperatur überschritten.Wenn die Temperatur weiterhin zu hoch ist, hält derDrucker den Druckvorgang an, bis die Temperatur sinkt.
1. Überprüfen Sie die Umgebungstemperatur, der
optimale Temperaturbereich liegt bei 18 bis
24°C.
2. Stellen Sie sicher, dass der Partikel lter und der
Bildschirm oberhalb des Filters nicht eingesteckt
sind. Tauschen Sie den Filter bei Bedarf aus.
3. Stellen Sie sicher, dass der Drucker nicht neben
einem Fenster im direkten Sonnenlicht
aufgestellt ist.
4. Stellen Sie sicher, dass hinter dem Drucker 30,48
cm Abstand zur Wand vorliegen.
92-157 Motor der Y-Achse kehrtnicht in Ausgangsstellung zurück
94-207 Druckträger und optischenStartsensor reinigen
Möglicherweise ist der Sensor verschmutzt. Reinigen Sie den optischen Startsensor desDruckträgers. Informationen zum Reinigen derSensoren nden Sie im Abschnitt Reinigung undWartung .
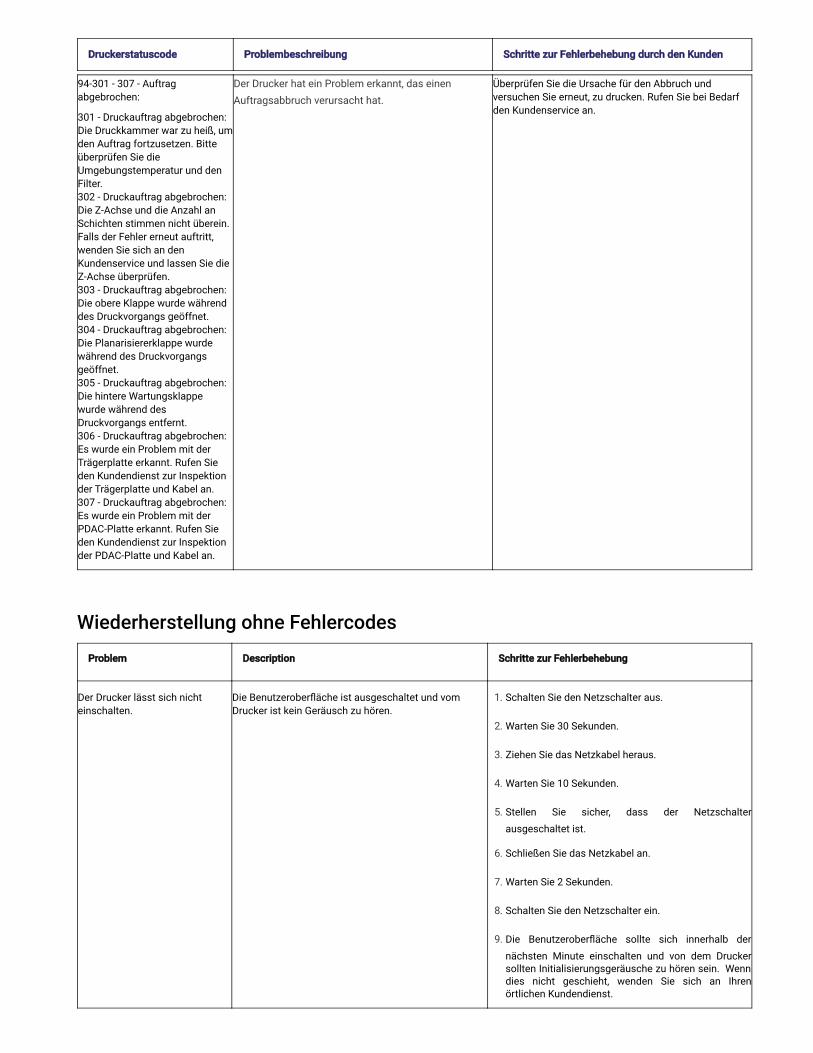
DDruckerstatuscode Problembeschreibung Schritte zur Fehlerbehebung durch den Kunden
94-301 - 307 - Auftragabgebrochen:
301 - Druckauftrag abgebrochen:Die Druckkammer war zu heiß, umden Auftrag fortzusetzen. Bitteüberprüfen Sie dieUmgebungstemperatur und denFilter. 302 - Druckauftrag abgebrochen:Die Z-Achse und die Anzahl anSchichten stimmen nicht überein.Falls der Fehler erneut auftritt,wenden Sie sich an denKundenservice und lassen Sie dieZ-Achse überprüfen. 303 - Druckauftrag abgebrochen:Die obere Klappe wurde währenddes Druckvorgangs geöffnet. 304 - Druckauftrag abgebrochen:Die Planarisiererklappe wurdewährend des Druckvorgangsgeöffnet. 305 - Druckauftrag abgebrochen:Die hintere Wartungsklappewurde während desDruckvorgangs entfernt. 306 - Druckauftrag abgebrochen:Es wurde ein Problem mit derTrägerplatte erkannt. Rufen Sieden Kundendienst zur Inspektionder Trägerplatte und Kabel an. 307 - Druckauftrag abgebrochen:Es wurde ein Problem mit derPDAC-Platte erkannt. Rufen Sieden Kundendienst zur Inspektionder PDAC-Platte und Kabel an.
Der Drucker hat ein Problem erkannt, das einenAuftragsabbruch verursacht hat.
Überprüfen Sie die Ursache für den Abbruch undversuchen Sie erneut, zu drucken. Rufen Sie bei Bedarfden Kundenservice an.
Wiederherstellung ohne Fehlercodes
Problem Description Schritte zur Fehlerbehebung
Der Drucker lässt sich nichteinschalten.
Die Benutzerober äche ist ausgeschaltet und vomDrucker ist kein Geräusch zu hören.
1. Schalten Sie den Netzschalter aus.
2. Warten Sie 30 Sekunden.
3. Ziehen Sie das Netzkabel heraus.
4. Warten Sie 10 Sekunden.
5. Stellen Sie sicher, dass der Netzschalterausgeschaltet ist.
6. Schließen Sie das Netzkabel an.
7. Warten Sie 2 Sekunden.
8. Schalten Sie den Netzschalter ein.
9. Die Benutzerober äche sollte sich innerhalb dernächsten Minute einschalten und von dem Druckersollten Initialisierungsgeräusche zu hören sein. Wenndies nicht geschieht, wenden Sie sich an Ihrenörtlichen Kundendienst.
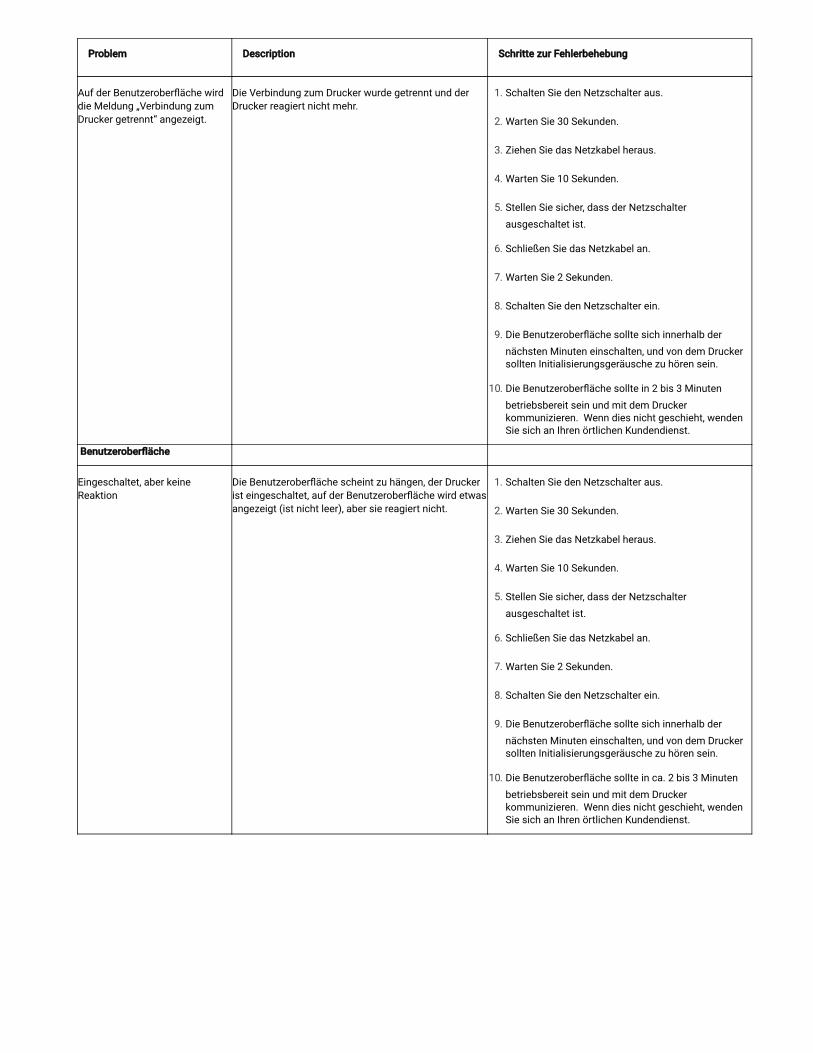
PProblem Description Schritte zur Fehlerbehebung
Auf der Benutzerober äche wirddie Meldung „Verbindung zumDrucker getrennt“ angezeigt.
Die Verbindung zum Drucker wurde getrennt und derDrucker reagiert nicht mehr.
1. Schalten Sie den Netzschalter aus.
2. Warten Sie 30 Sekunden.
3. Ziehen Sie das Netzkabel heraus.
4. Warten Sie 10 Sekunden.
5. Stellen Sie sicher, dass der Netzschalterausgeschaltet ist.
6. Schließen Sie das Netzkabel an.
7. Warten Sie 2 Sekunden.
8. Schalten Sie den Netzschalter ein.
9. Die Benutzerober äche sollte sich innerhalb dernächsten Minuten einschalten, und von dem Druckersollten Initialisierungsgeräusche zu hören sein.
10. Die Benutzerober äche sollte in 2 bis 3 Minutenbetriebsbereit sein und mit dem Druckerkommunizieren. Wenn dies nicht geschieht, wendenSie sich an Ihren örtlichen Kundendienst.
Benutzerober äche
Eingeschaltet, aber keineReaktion
Die Benutzerober äche scheint zu hängen, der Druckerist eingeschaltet, auf der Benutzerober äche wird etwasangezeigt (ist nicht leer), aber sie reagiert nicht.
1. Schalten Sie den Netzschalter aus.
2. Warten Sie 30 Sekunden.
3. Ziehen Sie das Netzkabel heraus.
4. Warten Sie 10 Sekunden.
5. Stellen Sie sicher, dass der Netzschalterausgeschaltet ist.
6. Schließen Sie das Netzkabel an.
7. Warten Sie 2 Sekunden.
8. Schalten Sie den Netzschalter ein.
9. Die Benutzerober äche sollte sich innerhalb dernächsten Minuten einschalten, und von dem Druckersollten Initialisierungsgeräusche zu hören sein.
10. Die Benutzerober äche sollte in ca. 2 bis 3 Minutenbetriebsbereit sein und mit dem Druckerkommunizieren. Wenn dies nicht geschieht, wendenSie sich an Ihren örtlichen Kundendienst.
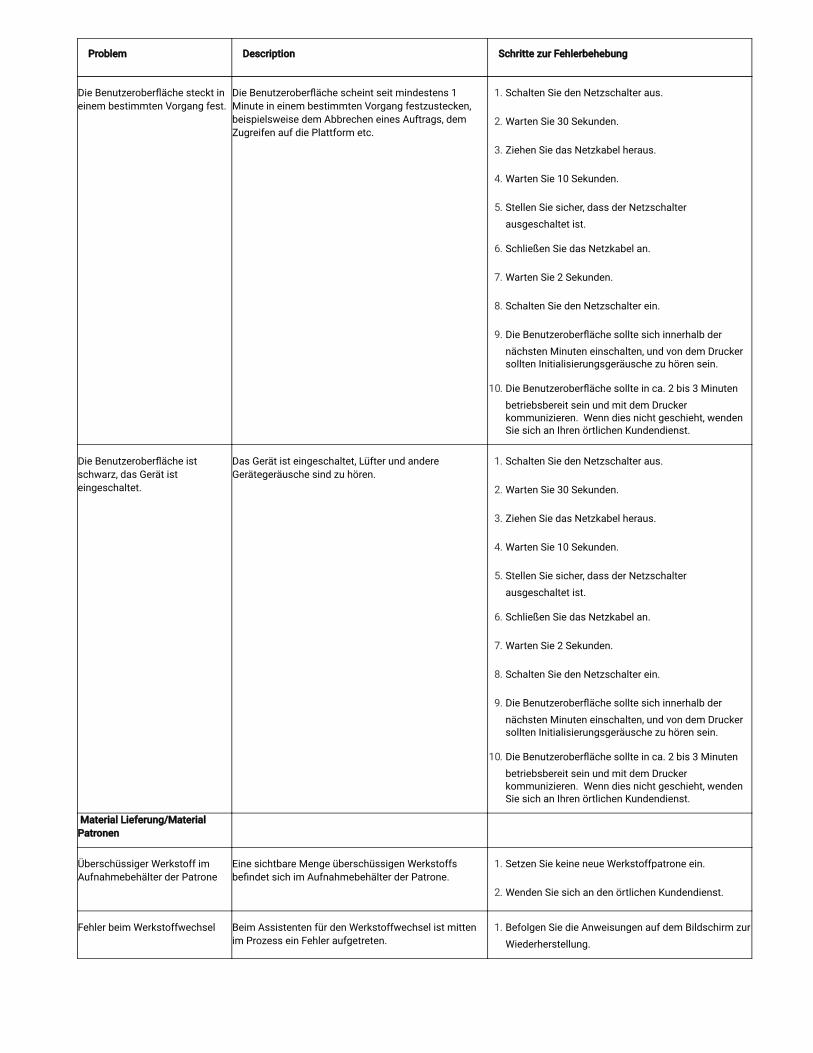
PProblem Description Schritte zur Fehlerbehebung
Die Benutzerober äche steckt ineinem bestimmten Vorgang fest.
Die Benutzerober äche scheint seit mindestens 1Minute in einem bestimmten Vorgang festzustecken,beispielsweise dem Abbrechen eines Auftrags, demZugreifen auf die Plattform etc.
1. Schalten Sie den Netzschalter aus.
2. Warten Sie 30 Sekunden.
3. Ziehen Sie das Netzkabel heraus.
4. Warten Sie 10 Sekunden.
5. Stellen Sie sicher, dass der Netzschalterausgeschaltet ist.
6. Schließen Sie das Netzkabel an.
7. Warten Sie 2 Sekunden.
8. Schalten Sie den Netzschalter ein.
9. Die Benutzerober äche sollte sich innerhalb dernächsten Minuten einschalten, und von dem Druckersollten Initialisierungsgeräusche zu hören sein.
10. Die Benutzerober äche sollte in ca. 2 bis 3 Minutenbetriebsbereit sein und mit dem Druckerkommunizieren. Wenn dies nicht geschieht, wendenSie sich an Ihren örtlichen Kundendienst.
Die Benutzerober äche istschwarz, das Gerät isteingeschaltet.
Das Gerät ist eingeschaltet, Lüfter und andereGerätegeräusche sind zu hören.
1. Schalten Sie den Netzschalter aus.
2. Warten Sie 30 Sekunden.
3. Ziehen Sie das Netzkabel heraus.
4. Warten Sie 10 Sekunden.
5. Stellen Sie sicher, dass der Netzschalterausgeschaltet ist.
6. Schließen Sie das Netzkabel an.
7. Warten Sie 2 Sekunden.
8. Schalten Sie den Netzschalter ein.
9. Die Benutzerober äche sollte sich innerhalb dernächsten Minuten einschalten, und von dem Druckersollten Initialisierungsgeräusche zu hören sein.
10. Die Benutzerober äche sollte in ca. 2 bis 3 Minutenbetriebsbereit sein und mit dem Druckerkommunizieren. Wenn dies nicht geschieht, wendenSie sich an Ihren örtlichen Kundendienst.
Material Lieferung/MaterialPatronen
Überschüssiger Werkstoff imAufnahmebehälter der Patrone
Eine sichtbare Menge überschüssigen Werkstoffsbe ndet sich im Aufnahmebehälter der Patrone.
1. Setzen Sie keine neue Werkstoffpatrone ein.
2. Wenden Sie sich an den örtlichen Kundendienst.
Fehler beim Werkstoffwechsel Beim Assistenten für den Werkstoffwechsel ist mittenim Prozess ein Fehler aufgetreten.
1. Befolgen Sie die Anweisungen auf dem Bildschirm zurWiederherstellung.
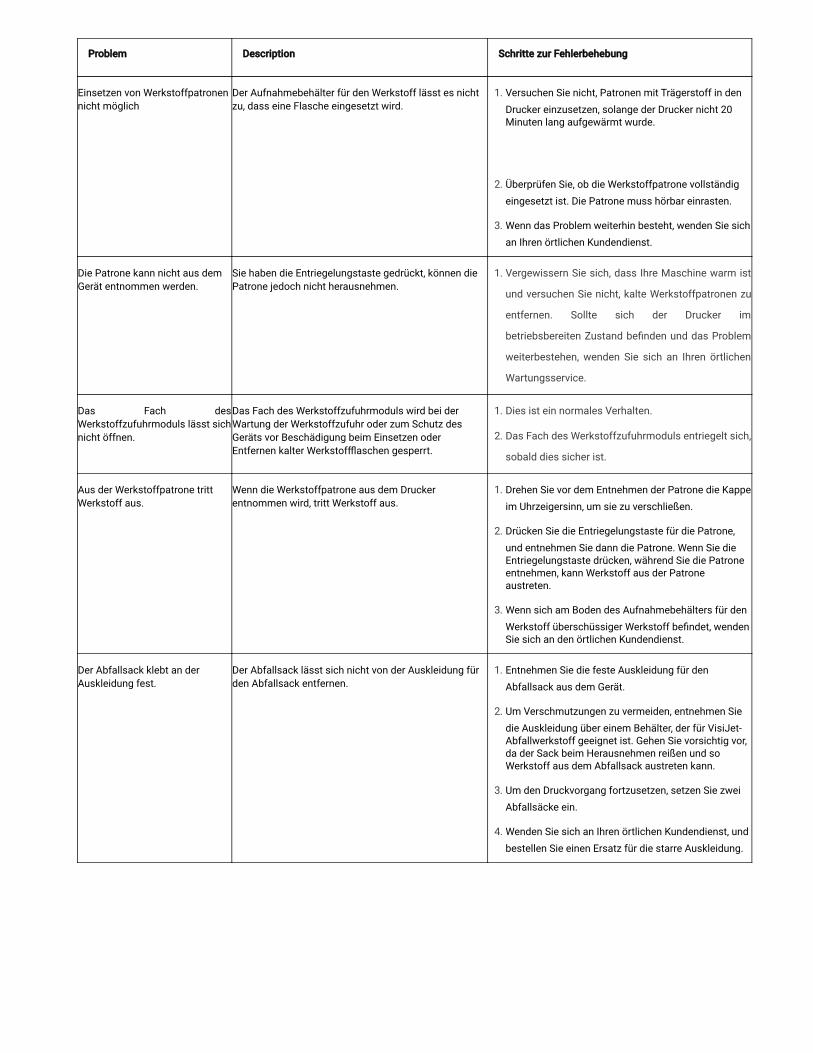
PProblem Description Schritte zur Fehlerbehebung
Einsetzen von Werkstoffpatronennicht möglich
Der Aufnahmebehälter für den Werkstoff lässt es nichtzu, dass eine Flasche eingesetzt wird.
1. Versuchen Sie nicht, Patronen mit Trägerstoff in denDrucker einzusetzen, solange der Drucker nicht 20Minuten lang aufgewärmt wurde.
2. Überprüfen Sie, ob die Werkstoffpatrone vollständigeingesetzt ist. Die Patrone muss hörbar einrasten.
3. Wenn das Problem weiterhin besteht, wenden Sie sichan Ihren örtlichen Kundendienst.
Die Patrone kann nicht aus demGerät entnommen werden.
Sie haben die Entriegelungstaste gedrückt, können diePatrone jedoch nicht herausnehmen.
1. Vergewissern Sie sich, dass Ihre Maschine warm ist
und versuchen Sie nicht, kalte Werkstoffpatronen zu
entfernen. Sollte sich der Drucker im
betriebsbereiten Zustand be nden und das Problem
weiterbestehen, wenden Sie sich an Ihren örtlichen
Wartungsservice.
Das Fach desWerkstoffzufuhrmoduls lässt sichnicht öffnen.
Das Fach des Werkstoffzufuhrmoduls wird bei derWartung der Werkstoffzufuhr oder zum Schutz desGeräts vor Beschädigung beim Einsetzen oderEntfernen kalter Werkstof aschen gesperrt.
1. Dies ist ein normales Verhalten.
2. Das Fach des Werkstoffzufuhrmoduls entriegelt sich,
sobald dies sicher ist.
Aus der Werkstoffpatrone trittWerkstoff aus.
Wenn die Werkstoffpatrone aus dem Druckerentnommen wird, tritt Werkstoff aus.
1. Drehen Sie vor dem Entnehmen der Patrone die Kappeim Uhrzeigersinn, um sie zu verschließen.
2. Drücken Sie die Entriegelungstaste für die Patrone,und entnehmen Sie dann die Patrone. Wenn Sie dieEntriegelungstaste drücken, während Sie die Patroneentnehmen, kann Werkstoff aus der Patroneaustreten.
3. Wenn sich am Boden des Aufnahmebehälters für denWerkstoff überschüssiger Werkstoff be ndet, wendenSie sich an den örtlichen Kundendienst.
Der Abfallsack klebt an derAuskleidung fest.
Der Abfallsack lässt sich nicht von der Auskleidung fürden Abfallsack entfernen.
1. Entnehmen Sie die feste Auskleidung für denAbfallsack aus dem Gerät.
2. Um Verschmutzungen zu vermeiden, entnehmen Siedie Auskleidung über einem Behälter, der für VisiJet-Abfallwerkstoff geeignet ist. Gehen Sie vorsichtig vor,da der Sack beim Herausnehmen reißen und soWerkstoff aus dem Abfallsack austreten kann.
3. Um den Druckvorgang fortzusetzen, setzen Sie zweiAbfallsäcke ein.
4. Wenden Sie sich an Ihren örtlichen Kundendienst, undbestellen Sie einen Ersatz für die starre Auskleidung.
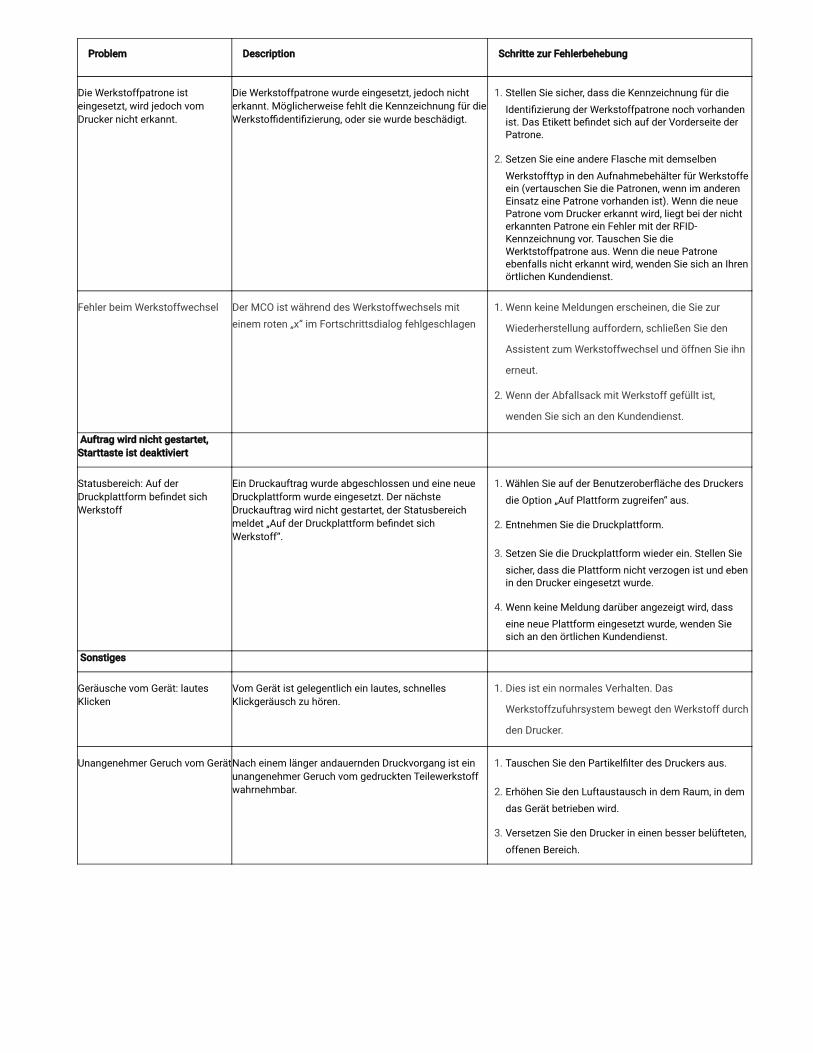
PProblem Description Schritte zur Fehlerbehebung
Die Werkstoffpatrone isteingesetzt, wird jedoch vomDrucker nicht erkannt.
Die Werkstoffpatrone wurde eingesetzt, jedoch nichterkannt. Möglicherweise fehlt die Kennzeichnung für dieWerksto denti zierung, oder sie wurde beschädigt.
1. Stellen Sie sicher, dass die Kennzeichnung für dieIdenti zierung der Werkstoffpatrone noch vorhandenist. Das Etikett be ndet sich auf der Vorderseite derPatrone.
2. Setzen Sie eine andere Flasche mit demselbenWerkstofftyp in den Aufnahmebehälter für Werkstoffeein (vertauschen Sie die Patronen, wenn im anderenEinsatz eine Patrone vorhanden ist). Wenn die neuePatrone vom Drucker erkannt wird, liegt bei der nichterkannten Patrone ein Fehler mit der RFID-Kennzeichnung vor. Tauschen Sie dieWerktstoffpatrone aus. Wenn die neue Patroneebenfalls nicht erkannt wird, wenden Sie sich an Ihrenörtlichen Kundendienst.
Fehler beim Werkstoffwechsel Der MCO ist während des Werkstoffwechsels miteinem roten „x“ im Fortschrittsdialog fehlgeschlagen
1. Wenn keine Meldungen erscheinen, die Sie zur
Wiederherstellung auffordern, schließen Sie den
Assistent zum Werkstoffwechsel und öffnen Sie ihn
erneut.
2. Wenn der Abfallsack mit Werkstoff gefüllt ist,
wenden Sie sich an den Kundendienst.
Auftrag wird nicht gestartet,Starttaste ist deaktiviert
Statusbereich: Auf derDruckplattform be ndet sichWerkstoff
Ein Druckauftrag wurde abgeschlossen und eine neueDruckplattform wurde eingesetzt. Der nächsteDruckauftrag wird nicht gestartet, der Statusbereichmeldet „Auf der Druckplattform be ndet sichWerkstoff“.
1. Wählen Sie auf der Benutzerober äche des Druckersdie Option „Auf Plattform zugreifen“ aus.
2. Entnehmen Sie die Druckplattform.
3. Setzen Sie die Druckplattform wieder ein. Stellen Siesicher, dass die Plattform nicht verzogen ist und ebenin den Drucker eingesetzt wurde.
4. Wenn keine Meldung darüber angezeigt wird, dasseine neue Plattform eingesetzt wurde, wenden Siesich an den örtlichen Kundendienst.
Sonstiges
Geräusche vom Gerät: lautesKlicken
Vom Gerät ist gelegentlich ein lautes, schnellesKlickgeräusch zu hören.
1. Dies ist ein normales Verhalten. Das
Werkstoffzufuhrsystem bewegt den Werkstoff durch
den Drucker.
Unangenehmer Geruch vom GerätNach einem länger andauernden Druckvorgang ist einunangenehmer Geruch vom gedruckten Teilewerkstoffwahrnehmbar.
1. Tauschen Sie den Partikel lter des Druckers aus.
2. Erhöhen Sie den Luftaustausch in dem Raum, in demdas Gerät betrieben wird.
3. Versetzen Sie den Drucker in einen besser belüfteten,offenen Bereich.
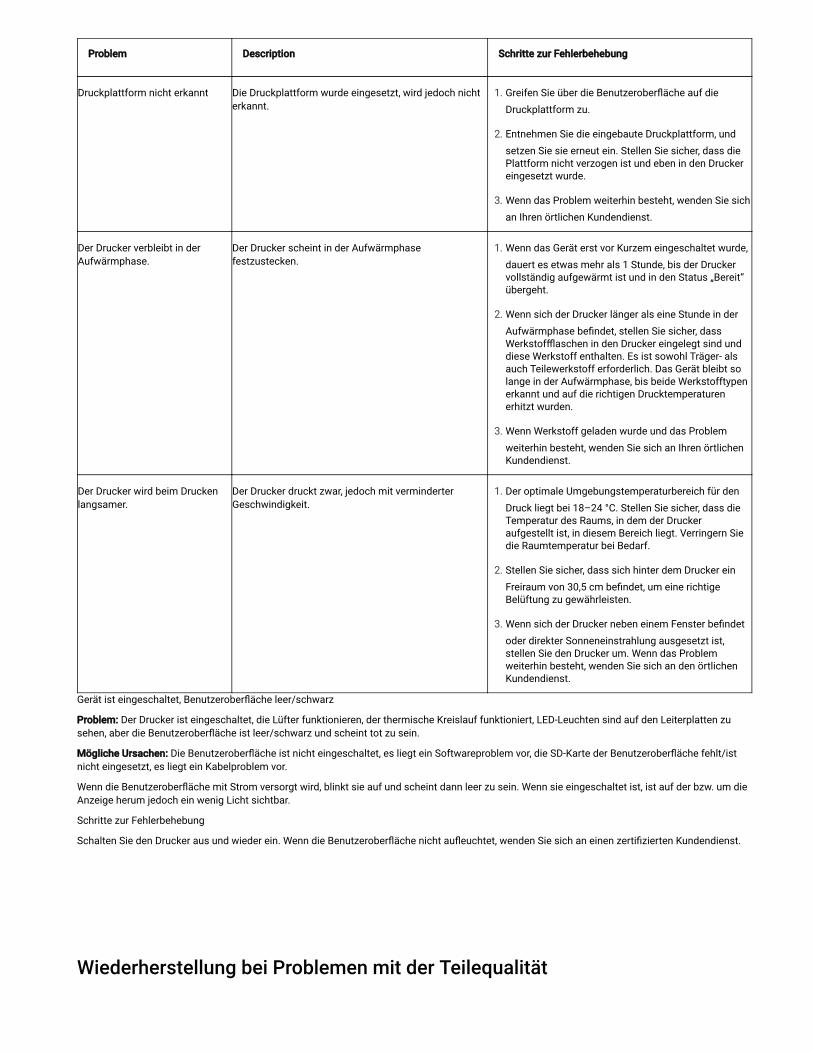
PProblem Description Schritte zur Fehlerbehebung
Druckplattform nicht erkannt Die Druckplattform wurde eingesetzt, wird jedoch nichterkannt.
1. Greifen Sie über die Benutzerober äche auf dieDruckplattform zu.
2. Entnehmen Sie die eingebaute Druckplattform, undsetzen Sie sie erneut ein. Stellen Sie sicher, dass diePlattform nicht verzogen ist und eben in den Druckereingesetzt wurde.
3. Wenn das Problem weiterhin besteht, wenden Sie sichan Ihren örtlichen Kundendienst.
Der Drucker verbleibt in derAufwärmphase.
Der Drucker scheint in der Aufwärmphasefestzustecken.
1. Wenn das Gerät erst vor Kurzem eingeschaltet wurde,dauert es etwas mehr als 1 Stunde, bis der Druckervollständig aufgewärmt ist und in den Status „Bereit“übergeht.
2. Wenn sich der Drucker länger als eine Stunde in derAufwärmphase be ndet, stellen Sie sicher, dassWerkstof aschen in den Drucker eingelegt sind unddiese Werkstoff enthalten. Es ist sowohl Träger- alsauch Teilewerkstoff erforderlich. Das Gerät bleibt solange in der Aufwärmphase, bis beide Werkstofftypenerkannt und auf die richtigen Drucktemperaturenerhitzt wurden.
3. Wenn Werkstoff geladen wurde und das Problemweiterhin besteht, wenden Sie sich an Ihren örtlichenKundendienst.
Der Drucker wird beim Druckenlangsamer.
Der Drucker druckt zwar, jedoch mit verminderterGeschwindigkeit.
1. Der optimale Umgebungstemperaturbereich für denDruck liegt bei 18–24 °C. Stellen Sie sicher, dass dieTemperatur des Raums, in dem der Druckeraufgestellt ist, in diesem Bereich liegt. Verringern Siedie Raumtemperatur bei Bedarf.
2. Stellen Sie sicher, dass sich hinter dem Drucker einFreiraum von 30,5 cm be ndet, um eine richtigeBelüftung zu gewährleisten.
3. Wenn sich der Drucker neben einem Fenster be ndetoder direkter Sonneneinstrahlung ausgesetzt ist,stellen Sie den Drucker um. Wenn das Problemweiterhin besteht, wenden Sie sich an den örtlichenKundendienst.
Gerät ist eingeschaltet, Benutzerober äche leer/schwarz
Problem: Der Drucker ist eingeschaltet, die Lüfter funktionieren, der thermische Kreislauf funktioniert, LED-Leuchten sind auf den Leiterplatten zusehen, aber die Benutzerober äche ist leer/schwarz und scheint tot zu sein.
Mögliche Ursachen: Die Benutzerober äche ist nicht eingeschaltet, es liegt ein Softwareproblem vor, die SD-Karte der Benutzerober äche fehlt/istnicht eingesetzt, es liegt ein Kabelproblem vor.
Wenn die Benutzerober äche mit Strom versorgt wird, blinkt sie auf und scheint dann leer zu sein. Wenn sie eingeschaltet ist, ist auf der bzw. um dieAnzeige herum jedoch ein wenig Licht sichtbar.
Schritte zur Fehlerbehebung
Schalten Sie den Drucker aus und wieder ein. Wenn die Benutzerober äche nicht au euchtet, wenden Sie sich an einen zerti zierten Kundendienst.
Wiederherstellung bei Problemen mit der Teilequalität
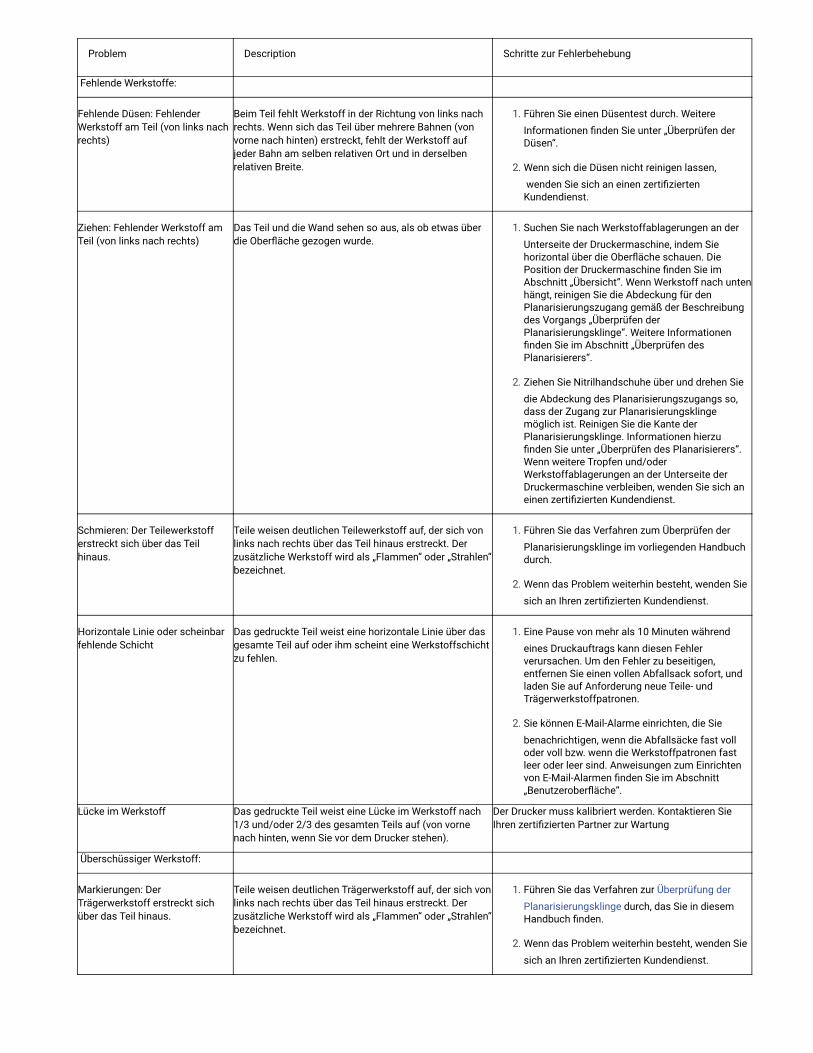
Problem Description Schritte zur Fehlerbehebung
Fehlende Werkstoffe:
Fehlende Düsen: FehlenderWerkstoff am Teil (von links nachrechts)
Beim Teil fehlt Werkstoff in der Richtung von links nachrechts. Wenn sich das Teil über mehrere Bahnen (vonvorne nach hinten) erstreckt, fehlt der Werkstoff aufjeder Bahn am selben relativen Ort und in derselbenrelativen Breite.
1. Führen Sie einen Düsentest durch. WeitereInformationen nden Sie unter „Überprüfen derDüsen“.
2. Wenn sich die Düsen nicht reinigen lassen,wenden Sie sich an einen zerti ziertenKundendienst.
Ziehen: Fehlender Werkstoff amTeil (von links nach rechts)
Das Teil und die Wand sehen so aus, als ob etwas überdie Ober äche gezogen wurde.
1. Suchen Sie nach Werkstoffablagerungen an derUnterseite der Druckermaschine, indem Siehorizontal über die Ober äche schauen. DiePosition der Druckermaschine nden Sie imAbschnitt „Übersicht“. Wenn Werkstoff nach untenhängt, reinigen Sie die Abdeckung für denPlanarisierungszugang gemäß der Beschreibungdes Vorgangs „Überprüfen derPlanarisierungsklinge“. Weitere Informationen
nden Sie im Abschnitt „Überprüfen desPlanarisierers“.
2. Ziehen Sie Nitrilhandschuhe über und drehen Siedie Abdeckung des Planarisierungszugangs so,dass der Zugang zur Planarisierungsklingemöglich ist. Reinigen Sie die Kante derPlanarisierungsklinge. Informationen hierzu
nden Sie unter „Überprüfen des Planarisierers“.Wenn weitere Tropfen und/oderWerkstoffablagerungen an der Unterseite derDruckermaschine verbleiben, wenden Sie sich aneinen zerti zierten Kundendienst.
Schmieren: Der Teilewerkstofferstreckt sich über das Teilhinaus.
Teile weisen deutlichen Teilewerkstoff auf, der sich vonlinks nach rechts über das Teil hinaus erstreckt. Derzusätzliche Werkstoff wird als „Flammen“ oder „Strahlen“bezeichnet.
1. Führen Sie das Verfahren zum Überprüfen derPlanarisierungsklinge im vorliegenden Handbuchdurch.
2. Wenn das Problem weiterhin besteht, wenden Siesich an Ihren zerti zierten Kundendienst.
Horizontale Linie oder scheinbarfehlende Schicht
Das gedruckte Teil weist eine horizontale Linie über dasgesamte Teil auf oder ihm scheint eine Werkstoffschichtzu fehlen.
1. Eine Pause von mehr als 10 Minuten währendeines Druckauftrags kann diesen Fehlerverursachen. Um den Fehler zu beseitigen,entfernen Sie einen vollen Abfallsack sofort, undladen Sie auf Anforderung neue Teile- undTrägerwerkstoffpatronen.
2. Sie können E-Mail-Alarme einrichten, die Siebenachrichtigen, wenn die Abfallsäcke fast volloder voll bzw. wenn die Werkstoffpatronen fastleer oder leer sind. Anweisungen zum Einrichtenvon E-Mail-Alarmen nden Sie im Abschnitt„Benutzerober äche“.
Lücke im Werkstoff Das gedruckte Teil weist eine Lücke im Werkstoff nach1/3 und/oder 2/3 des gesamten Teils auf (von vornenach hinten, wenn Sie vor dem Drucker stehen).
Der Drucker muss kalibriert werden. Kontaktieren SieIhren zerti zierten Partner zur Wartung
Überschüssiger Werkstoff:
Markierungen: DerTrägerwerkstoff erstreckt sichüber das Teil hinaus.
Teile weisen deutlichen Trägerwerkstoff auf, der sich vonlinks nach rechts über das Teil hinaus erstreckt. Derzusätzliche Werkstoff wird als „Flammen“ oder „Strahlen“bezeichnet.
1. Führen Sie das Verfahren zur Überprüfung derPlanarisierungsklinge durch, das Sie in diesemHandbuch nden.
2. Wenn das Problem weiterhin besteht, wenden Siesich an Ihren zerti zierten Kundendienst.
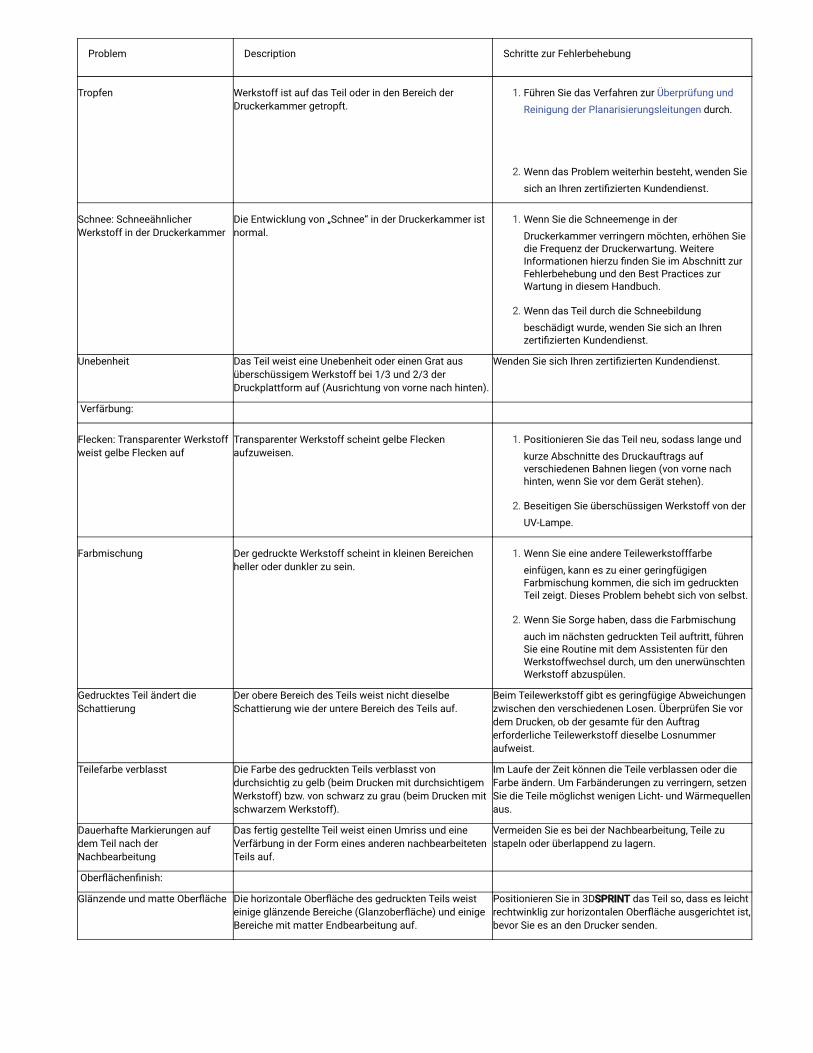
Problem Description Schritte zur Fehlerbehebung
Tropfen Werkstoff ist auf das Teil oder in den Bereich derDruckerkammer getropft.
1. Führen Sie das Verfahren zur Überprüfung undReinigung der Planarisierungsleitungen durch.
2. Wenn das Problem weiterhin besteht, wenden Siesich an Ihren zerti zierten Kundendienst.
Schnee: SchneeähnlicherWerkstoff in der Druckerkammer
Die Entwicklung von „Schnee“ in der Druckerkammer istnormal.
1. Wenn Sie die Schneemenge in derDruckerkammer verringern möchten, erhöhen Siedie Frequenz der Druckerwartung. WeitereInformationen hierzu nden Sie im Abschnitt zurFehlerbehebung und den Best Practices zurWartung in diesem Handbuch.
2. Wenn das Teil durch die Schneebildungbeschädigt wurde, wenden Sie sich an Ihrenzerti zierten Kundendienst.
Unebenheit Das Teil weist eine Unebenheit oder einen Grat ausüberschüssigem Werkstoff bei 1/3 und 2/3 derDruckplattform auf (Ausrichtung von vorne nach hinten).
Wenden Sie sich Ihren zerti zierten Kundendienst.
Verfärbung:
Flecken: Transparenter Werkstoffweist gelbe Flecken auf
Transparenter Werkstoff scheint gelbe Fleckenaufzuweisen.
1. Positionieren Sie das Teil neu, sodass lange undkurze Abschnitte des Druckauftrags aufverschiedenen Bahnen liegen (von vorne nachhinten, wenn Sie vor dem Gerät stehen).
2. Beseitigen Sie überschüssigen Werkstoff von derUV-Lampe.
Farbmischung Der gedruckte Werkstoff scheint in kleinen Bereichenheller oder dunkler zu sein.
1. Wenn Sie eine andere Teilewerkstofffarbeeinfügen, kann es zu einer geringfügigenFarbmischung kommen, die sich im gedrucktenTeil zeigt. Dieses Problem behebt sich von selbst.
2. Wenn Sie Sorge haben, dass die Farbmischungauch im nächsten gedruckten Teil auftritt, führenSie eine Routine mit dem Assistenten für denWerkstoffwechsel durch, um den unerwünschtenWerkstoff abzuspülen.
Gedrucktes Teil ändert dieSchattierung
Der obere Bereich des Teils weist nicht dieselbeSchattierung wie der untere Bereich des Teils auf.
Beim Teilewerkstoff gibt es geringfügige Abweichungenzwischen den verschiedenen Losen. Überprüfen Sie vordem Drucken, ob der gesamte für den Auftragerforderliche Teilewerkstoff dieselbe Losnummeraufweist.
Teilefarbe verblasst Die Farbe des gedruckten Teils verblasst vondurchsichtig zu gelb (beim Drucken mit durchsichtigemWerkstoff) bzw. von schwarz zu grau (beim Drucken mitschwarzem Werkstoff).
Im Laufe der Zeit können die Teile verblassen oder dieFarbe ändern. Um Farbänderungen zu verringern, setzenSie die Teile möglichst wenigen Licht- und Wärmequellenaus.
Dauerhafte Markierungen aufdem Teil nach derNachbearbeitung
Das fertig gestellte Teil weist einen Umriss und eineVerfärbung in der Form eines anderen nachbearbeitetenTeils auf.
Vermeiden Sie es bei der Nachbearbeitung, Teile zustapeln oder überlappend zu lagern.
Ober ächen nish:
Glänzende und matte Ober äche Die horizontale Ober äche des gedruckten Teils weisteinige glänzende Bereiche (Glanzober äche) und einigeBereiche mit matter Endbearbeitung auf.
Positionieren Sie in 3DSSPRINT das Teil so, dass es leichtrechtwinklig zur horizontalen Ober äche ausgerichtet ist,bevor Sie es an den Drucker senden.
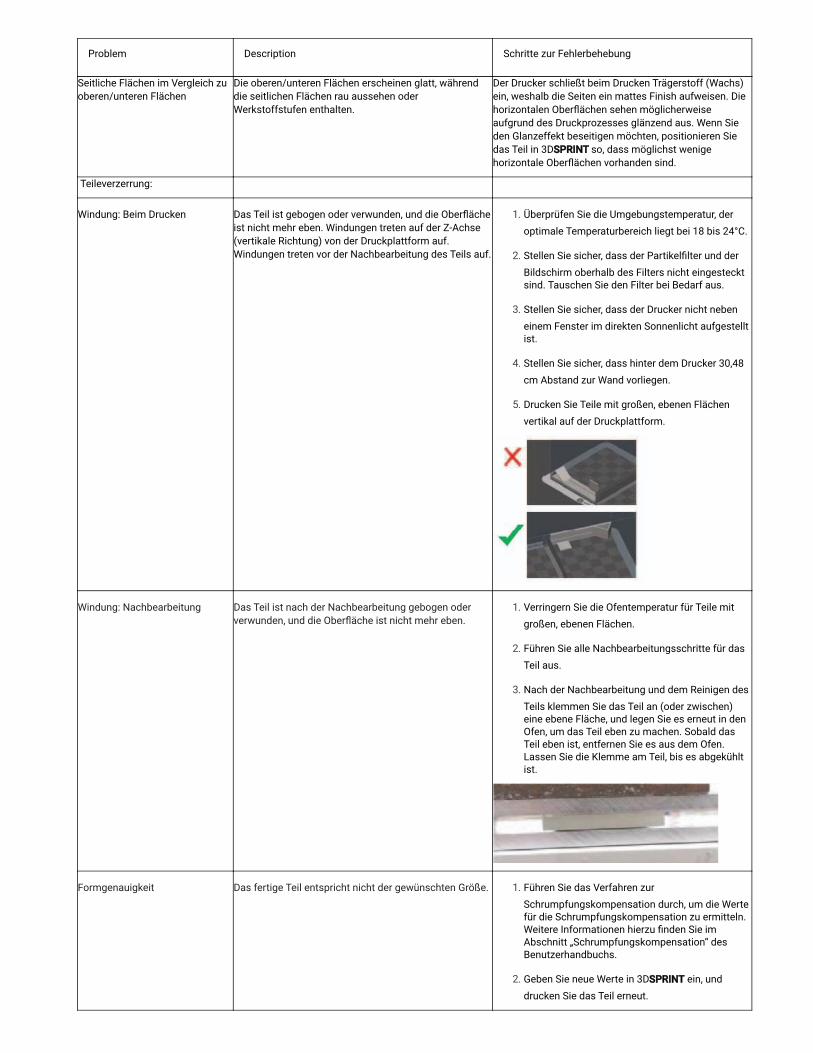
Problem Description Schritte zur Fehlerbehebung
Seitliche Flächen im Vergleich zuoberen/unteren Flächen
Die oberen/unteren Flächen erscheinen glatt, währenddie seitlichen Flächen rau aussehen oderWerkstoffstufen enthalten.
Der Drucker schließt beim Drucken Trägerstoff (Wachs)ein, weshalb die Seiten ein mattes Finish aufweisen. Diehorizontalen Ober ächen sehen möglicherweiseaufgrund des Druckprozesses glänzend aus. Wenn Sieden Glanzeffekt beseitigen möchten, positionieren Siedas Teil in 3DSSPRINT so, dass möglichst wenigehorizontale Ober ächen vorhanden sind.
Teileverzerrung:
Windung: Beim Drucken Das Teil ist gebogen oder verwunden, und die Ober ächeist nicht mehr eben. Windungen treten auf der Z-Achse(vertikale Richtung) von der Druckplattform auf.Windungen treten vor der Nachbearbeitung des Teils auf.
1. Überprüfen Sie die Umgebungstemperatur, deroptimale Temperaturbereich liegt bei 18 bis 24°C.
2. Stellen Sie sicher, dass der Partikel lter und derBildschirm oberhalb des Filters nicht eingestecktsind. Tauschen Sie den Filter bei Bedarf aus.
3. Stellen Sie sicher, dass der Drucker nicht nebeneinem Fenster im direkten Sonnenlicht aufgestelltist.
4. Stellen Sie sicher, dass hinter dem Drucker 30,48cm Abstand zur Wand vorliegen.
5. Drucken Sie Teile mit großen, ebenen Flächenvertikal auf der Druckplattform.
Windung: Nachbearbeitung Das Teil ist nach der Nachbearbeitung gebogen oderverwunden, und die Ober äche ist nicht mehr eben.
1. Verringern Sie die Ofentemperatur für Teile mitgroßen, ebenen Flächen.
2. Führen Sie alle Nachbearbeitungsschritte für dasTeil aus.
3. Nach der Nachbearbeitung und dem Reinigen desTeils klemmen Sie das Teil an (oder zwischen)eine ebene Fläche, und legen Sie es erneut in denOfen, um das Teil eben zu machen. Sobald dasTeil eben ist, entfernen Sie es aus dem Ofen.Lassen Sie die Klemme am Teil, bis es abgekühltist.
Formgenauigkeit Das fertige Teil entspricht nicht der gewünschten Größe. 1. Führen Sie das Verfahren zurSchrumpfungskompensation durch, um die Wertefür die Schrumpfungskompensation zu ermitteln.Weitere Informationen hierzu nden Sie imAbschnitt „Schrumpfungskompensation“ desBenutzerhandbuchs.
2. Geben Sie neue Werte in 3DSPRINT ein, unddrucken Sie das Teil erneut.
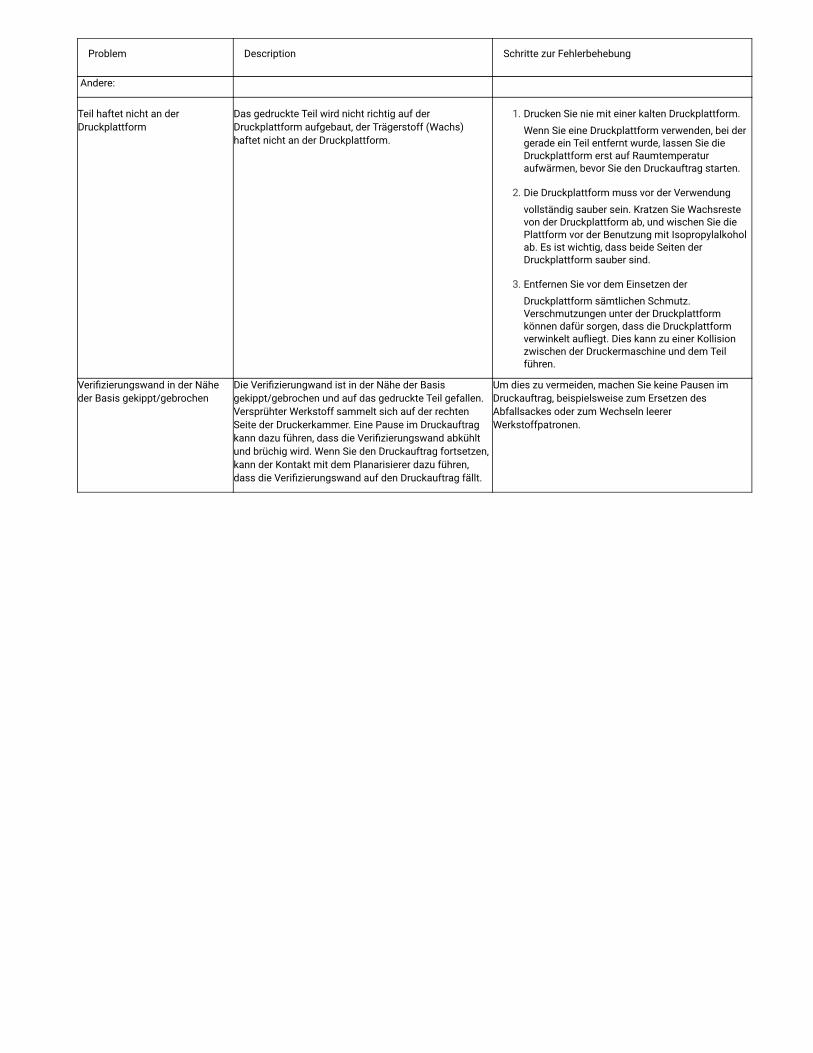
Problem Description Schritte zur Fehlerbehebung
Andere:
Teil haftet nicht an derDruckplattform
Das gedruckte Teil wird nicht richtig auf derDruckplattform aufgebaut, der Trägerstoff (Wachs)haftet nicht an der Druckplattform.
1. Drucken Sie nie mit einer kalten Druckplattform.Wenn Sie eine Druckplattform verwenden, bei dergerade ein Teil entfernt wurde, lassen Sie dieDruckplattform erst auf Raumtemperaturaufwärmen, bevor Sie den Druckauftrag starten.
2. Die Druckplattform muss vor der Verwendungvollständig sauber sein. Kratzen Sie Wachsrestevon der Druckplattform ab, und wischen Sie diePlattform vor der Benutzung mit Isopropylalkoholab. Es ist wichtig, dass beide Seiten derDruckplattform sauber sind.
3. Entfernen Sie vor dem Einsetzen derDruckplattform sämtlichen Schmutz.Verschmutzungen unter der Druckplattformkönnen dafür sorgen, dass die Druckplattformverwinkelt au iegt. Dies kann zu einer Kollisionzwischen der Druckermaschine und dem Teilführen.
Veri zierungswand in der Näheder Basis gekippt/gebrochen
Die Veri zierungwand ist in der Nähe der Basisgekippt/gebrochen und auf das gedruckte Teil gefallen.Versprühter Werkstoff sammelt sich auf der rechtenSeite der Druckerkammer. Eine Pause im Druckauftragkann dazu führen, dass die Veri zierungswand abkühltund brüchig wird. Wenn Sie den Druckauftrag fortsetzen,kann der Kontakt mit dem Planarisierer dazu führen,dass die Veri zierungswand auf den Druckauftrag fällt.
Um dies zu vermeiden, machen Sie keine Pausen imDruckauftrag, beispielsweise zum Ersetzen desAbfallsackes oder zum Wechseln leererWerkstoffpatronen.
Partner-/KundensupportHINWEIS: Wenden Sie sich bei einem Problem oder einer Frage am besten zuerst direkt an Ihren Händler.
Wenn der zerti zierte Partner nicht helfen kann, können Sie eine Kundendienst-Hotline anrufen. Wenn eine nicht behebbare Fehlermeldung angezeigtwird oder Sie sich wegen eines anderen Problems bei uns melden wollen, rufen Sie unsere Kundendienst-Hotline an. Vergewissern Sie sich, dass diefolgenden Daten vorliegen, bevor Sie sich mit einem Problem oder einer Frage an den Kundendienst wenden:
Die Seriennummer Ihres ProJet 2500 ist auf ein Etikett innerhalb der Filterklappe aufgedruckt. Sie nden Sie auch auf der Benutzerober äche
unter Werkzeuge > Drucker-Info.
Kurze Beschreibung des Problems (einschließlich genauer Fehlermeldung)
Zeitpunkt des Auftretens des Problems, z. B.: beim Senden eines Auftrags, zu Beginn oder beim Ende eines Druckvorgangs oder nach dem
Neustarten etc.
Kundendienst-HotlineRufen Sie über eine der folgenden Nummern die Kundendienst-Hotline an:
US and Canada: 888-598-1438
UK and EMEA: +44 1442 279883
International : +1 803-326-3930
AllgemeinReparaturarbeiten am ProJet 2500 dürfen ausschließlich von einem von 3D Systems zerti zierten Techniker durchgeführt werden, es sei denn, imHandbuch ist ausdrücklich Anderes angegeben. Wenn eine Reparatur Ihres 3D Drucksystems erforderlich ist, wenden Sie sich unter einer derfolgenden Telefonnummern an den Technischen Support von 3D Systems:
In den USA und Kanada: +1 800-793-3669
In Europa: +49-6151-357357
Sie können sich auch an Ihren 3D Systems-Vertreter vor Ort wenden.
Das Supportportal von 3D Systems nden Sie unter http://www.3dsystems.com/support
Die Sicherheitsdatenblätter Werkstoffe nden Sie unter http://www.3dsystems.com/support/materials/msds
Rechtliche Hinweise
Urheberrecht und UnternehmensidentitätCopyright 3D Systems, Inc. Alle Rechte vorbehalten. Änderungen vorbehalten. Dieses Dokument ist urheberrechtlich geschützt und enthältproprietäre Informationen, die das Eigentum von 3D Systems, Inc. sind. Keine Kopien des Dokuments dürfen an andere Personen oderRechtssubjekte verkauft oder weitergegeben werden.
FCC-HinweisDieses Gerät wurde getestet und stimmt mit den Grenzwerten eines Digitalgeräts der Klasse A gemäß Teil 15 der FCC-Richtlinien überein. DieseGrenzwerte wurden entwickelt, um ausreichenden Schutz vor schädigender Beein ussung während des Betriebs des Geräts in einer gewerblichenUmgebung zu bieten. Dieses Gerät erzeugt, verwendet und strahlt (u. U.) Funkfrequenzenergie aus und kann, wenn es nicht gemäßAnleitungshandbuch installiert und verwendet wird, Funkkommunikation schädigend beein ussen. Die Benutzung in bewohntem Gebiet löstwahrscheinlich schädigende Beein ussungen aus; in diesem Fall muss der Benutzer auf eigene Kosten die Beein ussung beheben.
Nicht ausdrücklich von 3D Systems genehmigte Änderungen oder Modi zierungen können dazu führen, dass Ihre Genehmigung zur Benutzungdieses Geräts erlischt.
FunkfrequenzübertragungenDieses Produkt gibt über ein Induktionsschleifensystem eine Funkfrequenz mit einem Pegel von 13,56 MHz aus und gilt somit als Gerät mitFunkfrequenzkennzeichnung (RFID). Das RFID entspricht den Anforderungen von FCC (Teil 15) Industry Canada RSS-210, Richtlinie 99/5/EG desEuropäischen Rats sowie allen anwendbaren Gesetzen und Vorschriften vor Ort.
Der Betrieb dieses Geräts unterliegt den folgenden Bedingungen: (1) Das Gerät darf keinerlei schädliche Beein ussung verursachen. (2) Das Gerätmuss empfangene Beein ussungen, einschließlich Beein ussungen, die zum unerwünschten Betrieb des Geräts führen könnten, tolerieren.
Das in diesem Handbuch beschriebene Gerät verfügt über einen Sender mit der FCC-Kennung: 2ADGF-PJ2500
Der Zugang zu diesem Sender ist für Kundendiensttechniker über allgemeine Zugangsverfahren zu Gehäusen unter Verwendung allgemeinerWerkzeuge und bei Entfernung von Abdeckungen möglich.
HINWEIS: Änderungen oder Modi kationen an diesem Gerät, die nicht ausdrücklich von 3D Systems genehmigt wurden, können dieBerechtigung des Benutzers zum Betrieb dieses Gerätes aufheben.
End User Software License AgreementCertain Third Party Software Programs may be contained in the 3D Printer rmware and require the following noti cations:
Portions of this software (Win 7) Copyright © Microsoft 2017.
Portions of this software (VxWorks) Copyright © Wind River Systems, Inc.
Portions of this software (Android UI) Copyright © 1995-2015 Interionatal Business Machines Corporation and others. All rights reserved.
Portions of this software (zlib) Copyright © 1995 – 2017 Jean-loup Gailly and Mark Adler
Portions of this software (mini-gmp library) Copyright © 2007 Free software Foundation, Inc.
Portions of this software (Apache License 2.0) Copyright © 2017 The Apache Software Foundation, Licensed under the Apache License, Version 2.0.
Portions of this software (LibTIFF) Copyright © 1988-1997 Sam Le er, Copyright © 1991-1997 Silicon Graphics, Inc.
Permission to use, copy, modify, distribute, and sell this software and its documentation for any purpose is hereby granted without fee, provided that(i) the above copyright notices and this permission notice appear in all copies of the software and related documentation, and (ii) the names of SamLe er and Silicon Graphics may not be used in any advertising or publicity relating to the software without the speci c, prior written permission ofSam Le er and Silicon Graphics.
THE SOFTWARE IS PROVIDED "AS-IS" AND WITHOUT WARRANTY OF ANY KIND, EXPRESS, IMPLIED OR OTHERWISE, INCLUDING WITHOUTLIMITATION, ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE.
IN NO EVENT SHALL SAM LEFFLER OR SILICON GRAPHICS BE LIABLE FOR ANY SPECIAL, INCIDENTAL, INDIRECT OR CONSEQUENTIAL DAMAGESOF ANY KIND, OR ANY DAMAGES WHATSOEVER RESULTING FROM LOSS OF USE, DATA OR PROFITS, WHETHER OR NOT ADVISED OF THEPOSSIBILITY OF DAMAGE, AND ON ANY THEORY OF LIABILITY, ARISING OUT OF OR IN CONNECTION WITH THE USE OR PERFORMANCE OF THISSOFTWARE.
Portions of this software (Boost) Copyright © Beman Dawes, Daniel Frey, David Abrahams, 2003-2004 Copyright Rene Rivers 2004-2005. The Boostlicense is open source; the Open Source Initiative certi ed the Boost Software License 1.0 in early 2008.
Portions of this software (7-Zip) Copyright © 1999-2017 Igor Pavlov.
Portions of this software (Putty) Copyright © 1997-2017 Simon Tatham.
Portions of this software (Notepad++) Copyright © 2007 Free Software Foundation, Inc.
Portions of this software (TightVNC) Copyright © 1989, 1991 Free Software Foundations, Inc.
Portions of this software (Tinyxml) Copyright © 1995-2017 Jean-loup Gailly and Mark Adler.
Portions of this software (Minicsv) Copyright © 2015-2017 Frank Denis.
Libpng versions 1.0.7, July 1, 2000 through 1.6.30, June 28, 2017 are Copyright (c) 2000-2002, 2004, 2006-2017 Glenn Randers-Pehrson, are derivedfrom libpng-1.0.6, and are distributed according to the same disclaimer and license as libpng-1.0.6 with the following individuals added to the list ofContributing Authors: Simon-Pierre Cadieux, Eric S. Raymond, Mans Rullgard, Cosmin Truta, Gilles Vollant, James Yu, Mandar Sahastrabuddhe,Google Inc., Vadim Barkov.
Portions of this software (Google-test) Copyright © 2008, Google Inc. All rights reserved.
Portions of this software (Rapidjson) Copyright © 2015 THL A29 Limited, a Tencent company, and Milo Yip. All rights reserved. The Msinttypes r29Copyright © 2006-2013 Alexander Chemeris. All rights reserved.
Portions of this software (SimpleJSON) Copyright © 2006 Bob Ippolito.
Portions of this software (SQLite) Copyright © 2008-2012 Zetetic LLC. The code for SQLite has been dedicated to the public domain by the authors.
Portions of this software (JPEG) is Copyright (C) 1991-1998, Thomas G. Lane. All Rights Reserved except as speci ed below.
Portions of this software (Chilkat) Copyright © 2000-2017 Chilkat Software, Inc. All rights reserved.
Portions of this software (OpenDHCP) Copyright © 2007 Free Software Foundations, Inc.
Grundlegende Richtlinien3D Systems hat diesen Drucker hinsichtlich elektromagnetischer Emissionen und Störfestigkeitsstandards getestet. Diese Standards wurdenentwickelt, um die Interferenzen zu minimieren, die von diesem Drucker in einer typischen Büroumgebung verursacht oder empfangen werden.
USADieses Gerät wurde getestet und stimmt mit den Grenzwerten eines Digitalgeräts der Klasse A gemäß Teil 15 der FCC-Richtlinien überein. DieseGrenzwerte wurden entwickelt, um ausreichenden Schutz vor schädigender Beein ussung während des Betriebs des Geräts in einer gewerblichenUmgebung zu bieten. Dieses Gerät erzeugt, verwendet und strahlt (u. U.) Funkfrequenzenergie aus. Es kann, wenn es nicht gemäß diesen Anleitungeninstalliert und verwendet wird, Funkkommunikation schädigend beein ussen. Die Benutzung in bewohntem Gebiet löst wahrscheinlich schädigendeBeein ussungen aus; in diesem Fall muss der Benutzer auf eigene Kosten die Beein ussung beheben.
Nicht von 3D Systems genehmigte Änderungen oder Modi zierungen an diesem Gerät können dazu führen, dass die Benutzergenehmigung zurBenutzung dieses Geräts erlischt.
KKanadaCe dispositif est conforme aÌ la norme CNR-210 d’Industrie Canada applicable aux appareils radio exempts de licence. Son fonctionnement est sujetaux deux conditions suivantes: (1) le dispositif ne doit pas produire de brouillage preìjudiciable, et (2) ce dispositif doit accepter tout brouillage reçu,y compris un brouillage susceptible de provoquer un fonctionnement indeìsirable.
Dieser digitale Apparat der Klasse A entspricht der kanadischen Richtlinie ICES-003.
Cet appareil numérique de la classe A est conforme à la norme NMB-003 du Canada.
Europäische UntionACHTUNG: Hierbei handelt es sich um ein Produkt der Klasse A. In einer bewohnten Umgebung kann dieses Produkt Funkinterferenzenerzeugen, gegen die der Benutzer möglicherweise angemessene Maßnahmen ergreifen muss.
Damit das Gerät in der Nähe von ISM-Geräten (für Industrie, Wissenschaft und Medizin) betrieben werden darf, muss die äußere Strahlung vom ISM-Gerät möglicherweise beschränkt werden, oder es müssen besondere Schutzmaßnahmen ergriffen werden.
Nicht von 3D Systems genehmigte Änderungen oder Modi zierungen an diesem Gerät können dazu führen, dass die Benutzergenehmigung zurBenutzung dieses Geräts erlischt.
EG-KONFORMITÄTSERKLÄRUNGLa Déclaration de CE de Conformité
GlossarDDruckplattform – Entnehmbare Plattform, auf der die Teile erstellt werden Dank des TRägerstoffs haftet das Teil an der Druckplattform und lässt sichvom Drucker entfernen, wenn der Auftrag abgeschlossen ist.
Teilewerkstoff – Ein Werkstoff, der sich mit ultravioletter (UV) Strahlung härten lässt und für das Erstellen der Teile verwendet wird. Tragen Sie beimUmgang mit ungehärtetem Teilewerkstoff stets Nitrilhandschuhe, einen Laborkittel und eine Schutzbrille.
Obere Klappe – Die Kammertür verhindert, dass während des Druckvorgangs schädliche UV-Strahlung aus der Druckerkammer dringt. DieKammertür muss vor dem Start oder der Wiederaufnahme eines Druckauftrags geschlossen sein und ist während des Druckens verriegelt.
Protokoll – Bei der Protokolldatei handelt es sich um einen ZIP-Ordner mit Protokollen, auf den der Kundendienst zurückgreift, um potenzielleProbleme des 3D Drucksystems zu lösen.
Druckkopf-Wartungsstation (HMS) – Die Druckkopf-Wartungsstation reinigt den Druckkopf durch Abspülen in den Abfallbehälter und Abwischensämtlicher verbleibender Werkstoffe vom Druckkopf.
Auftrags-Skalierungsprozentsatz (Auftrags-Skalierung %) – Dieser dient zum Ändern der Teilegröße während des Erstellungsprozesses
Assistent für Werkstoffwechsel – Ein Prozess, mit dem von einem Teilewerkstoff zu einem anderen gewechselt wird. Der im Drucker verbliebeneTeilewerkstoff, der zuletzt verwendet wurde, muss entfernt werden, und der Drucker muss gereinigt werden, bevor eine andere Art von Werkstoffeingesetzt werden kann.
Werkstoffzufuhrmodul (MDM) – Speichert den Werkstoff und führt in während des Druckvorgangs dem Drucker zu. Das MDM enthält zweiTrägerstoffpatronen und zwei Teilewerkstoff-Patronen.
Nachbearbeitung Finishing – Dies ist der abschließende Arbeitsgang, bei dem die Trägerstoffe vom Teil entfernt und die Teile gereinigt werden, bissie eine gleichmäßige Ober äche aufweisen. Der Schritt wird vor der Ober ächenfeinbearbeitung und -beschichtung ausgeführt.
Druckermaschine – Die Druckermaschine umfasst die Hauptsysteme wir den Druckkopf, den Planarizer und die UV-Lampen
Druckprozess – Vom Drucker gebaute dreidimensionalen Festkörper bestehen aus zwei Werkstoffen (Trägerstoff und Teilewerkstoff). Bei demTrägerstoff handelt es sich um einen Werkstoff auf Wachsbasis, der eine Haftung auf der Druckplattform ermöglicht und aus dem Stützen, die zumErstellen des Modells notwendig sind, hergestellt werden. Der zur Teileherstellung verwendete Teilewerkstoff ist ein Werkstoff, der sich mitultravioletter (UV) Strahlung härten lässt. Nachdem eine Schicht des Werkstoffs in der Druckerkammer aufgetragen wurde, wird das Teil mit einer UV-Blitzlampe bestrahlt. Die UV-Energie wird vom Werkstoff absorbiert und aus dem üssigen Teilewerkstoff entsteht ein festes Polymer. Wenn derDruck abgeschlossen ist, haftet das Teil (bestehend aus den beiden Werkstoffen) aufgrund des Trägerstoffs an der Druckplattform.
Druckerkammer – Der Bereich, in dem das Teil gedruckt wird
Sensibilisierer - Ungehärteter Teilewerkstoff wirkt sensibilisierend und kann bei Hautkontakt ohne persönliche Schutzkleidung allergische Reaktionenauslösen. Tragen Sie beim Umgang mit ungehärtetem Teilewerkstoff oder Abfallstoffen stets Nitrilhandschuhe, einen Laborkittel und eineSchutzbrille. Die Sensibilisierung kann sich über einen längeren Zeitraum hinweg aufbauen. So können nach einer gewissen Zeit, in der Kontakt zudem Teilewerkstoff bestand, auch Teilewerkstoffe eine allergische Reaktion auslösen, die dies zuvor nicht taten.
Schrumpfungs-Vergleichsprozentsatz (Schrumpfkomp. %) – Dient zum Ausgleichen der Schrumpfung, die während des Druckvorgangs zu erwartenist, damit die tatsächlichen Abmessungen der Teile den erwarteten Abmessungen so nahe wie möglich kommen.
Trägerstoff – Ein Werkstoff auf Wachsbasis, der eine Haftung an der Druckplattform ermöglicht und die nach unten zeigenden Flächen und offeneVolumen innerhalb von Teilen stützt.
Benutzerober äche (UI) – Die Benutzerober äche ist in die Oberseite des Druckers eingebaut. Über die Benutzerober äche können zahlreicheFunktionen gesteuert und geprüft werden. Hierzu gehören z. B. der Status eines Druckauftrags, die Werkstoffe im Drucker, das Ausschalten desDruckers und das Prüfen bestimmter Druckereinstellungen.
UV-Lampen - Mit den UV-Lampen werden die Teilewerkstoffe und Trägerstoffe beim Drucken eines Teils ausgehärtet.
Abfallsack – Kunststofftüte für das Auffangen von Abfallstoffen aus dem Druckprozess. Der Abfallsack be ndet sich in dem MDM hinter demTrägerstoff. Tragen Sie beim Umgang mit ungehärtetem Teilewerkstoff oder Abfallstoffen stets Nitrilhandschuhe, einen Laborkittel und eineSchutzbrille.
Abfallstoffe – Ungehärteter Trägerstoff und/oder Teilewerkstoff, der während des Druckvorgangs erzeugt wird. Tragen Sie beim Umgang mitAbfallstoffen stets Nitrilhandschuhe, einen Laborkittel und eine Schutzbrille.
X-Achse – Die Orientierung des Teils von links nach rechts auf der Druckplattform
Y-Achse – Die Orientierung des Teils von der Vorder- zur Rückseite auf der Druckplattform
Z-Achse – Die Orientierung der Teilehöhe auf der Druckplattform
STL-Datei – Die Dateien, die bei dem Einsatz einer Computer-Aided-Design (CAD)-Software für dreidimensionale Festkörper erzeugt werden. DieseDateien werden zur Fertigung der Teile verwendet.
3DPRINT-Datei – Dateien, die mit der Clientsoftware 3DSPRINT erstellt und gespeichert wurden.
3DSPRINT – Die Clientsoftware, mit der Teile entworfen und an den Drucker gesendet werden.


























