Embed Size (px)
Citation preview
PROZESSLINIENPROZESSLINIENfür die Edelstahlerzeugung
STAHLWERKE
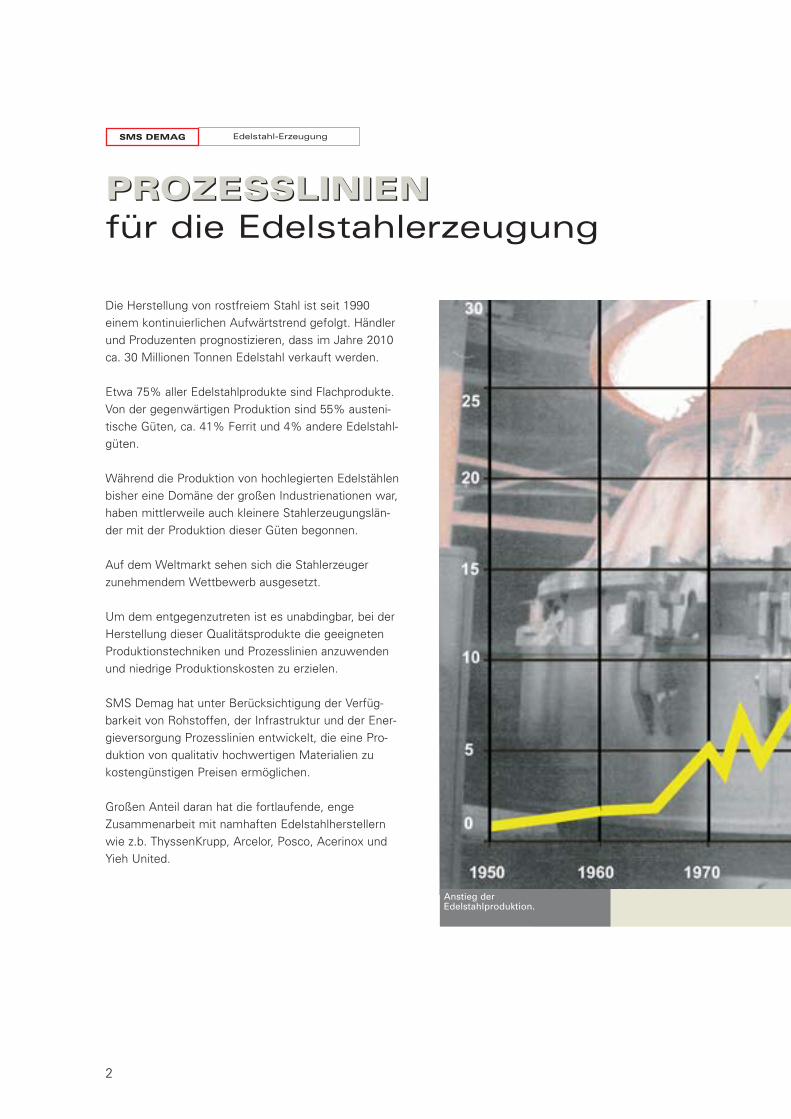
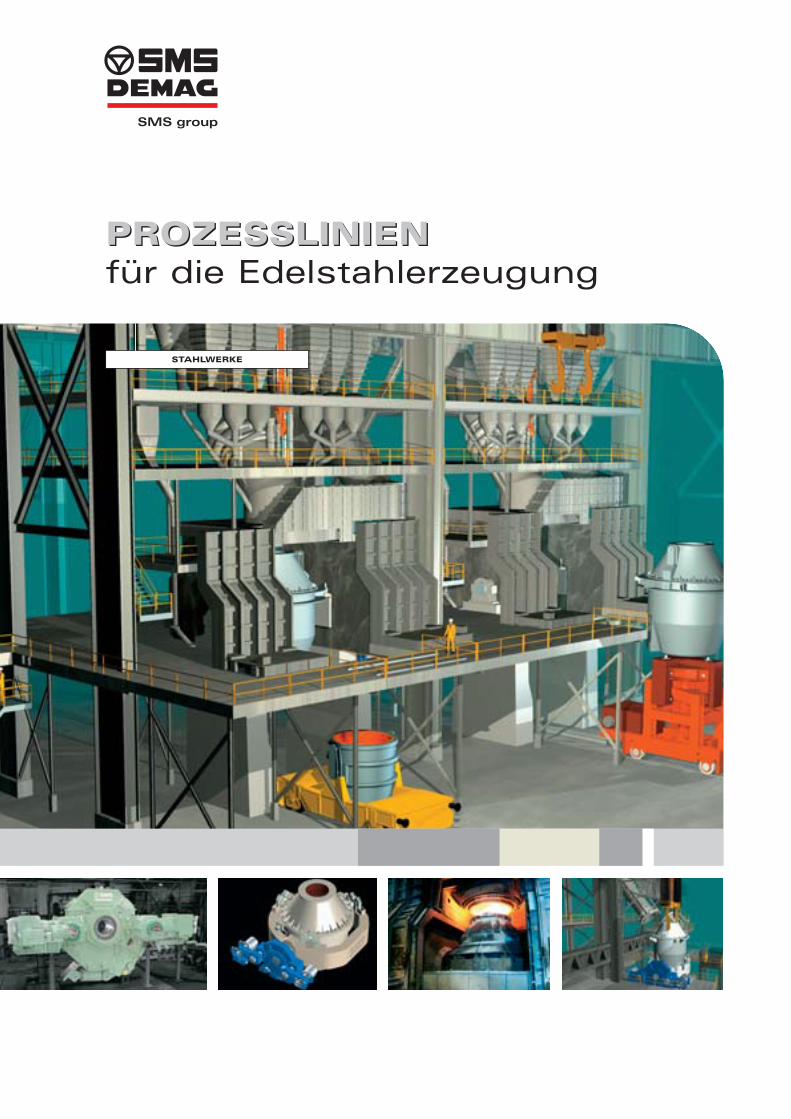
Die Herstellung von rostfreiem Stahl ist seit 1990einem kontinuierlichen Aufwärtstrend gefolgt. Händlerund Produzenten prognostizieren, dass im Jahre 2010ca. 30 Millionen Tonnen Edelstahl verkauft werden.
Etwa 75% aller Edelstahlprodukte sind Flachprodukte.Von der gegenwärtigen Produktion sind 55% austeni-tische Güten, ca. 41% Ferrit und 4% andere Edelstahl-güten.
Während die Produktion von hochlegierten Edelstählenbisher eine Domäne der großen Industrienationen war,haben mittlerweile auch kleinere Stahlerzeugungslän-der mit der Produktion dieser Güten begonnen.
Auf dem Weltmarkt sehen sich die Stahlerzeugerzunehmendem Wettbewerb ausgesetzt.
Um dem entgegenzutreten ist es unabdingbar, bei derHerstellung dieser Qualitätsprodukte die geeignetenProduktionstechniken und Prozesslinien anzuwendenund niedrige Produktionskosten zu erzielen.
SMS Demag hat unter Berücksichtigung der Verfüg-barkeit von Rohstoffen, der Infrastruktur und der Ener-gieversorgung Prozesslinien entwickelt, die eine Pro-duktion von qualitativ hochwertigen Materialien zukostengünstigen Preisen ermöglichen.
Großen Anteil daran hat die fortlaufende, engeZusammenarbeit mit namhaften Edelstahlherstellernwie z.b. ThyssenKrupp, Arcelor, Posco, Acerinox undYieh United.
Anstieg der Edelstahlproduktion.
Edelstahl-ErzeugungSMS DEMAG
PROZESSLINIENPROZESSLINIENfür die Edelstahlerzeugung
2
3
INHALTSÜBERSICHT
2 3 Einleitung
4 5 Der Konverter-Prozess
6 7 Das Anlagenlayout
8 13 Die Konverter
14 15 Der Antrieb
16 17 Die Lanzen
18 19 Der Konverterwechsel
20 21 SMS Demag Automation
22 23 Technologisches Prozess- Steuerungssystem TPCS
AOD-L KONVERTER
Die Edelstahlerzeugung im AOD-L Konver-ter besteht in der Regel aus den vier Pha-sen Entkohlung, Reduktion, Entschwefe-lung und Feineinstellung.
Für die Entkohlung wird Sauerstoff überdie Seitendüsen und die Toplanze in dieSchmelze eingeblasen. Mit abnehmendemKohlenstoffgehalt leitet man zusätzlichInertgas zur Senkung des Kohlenmonoxid-partialdruckes durch die Düsen und dieLanze ein. Das Mischungsverhältnis wird im Laufedes Prozesses den metallurgischen Erfor-dernissen angepasst. Das Ziel ist einegrößtmögliche Verringerung des Kohlen-stoffes und geringste Chromverschla-ckung. Die Endkohlenstoffgehalte für Aus-tenite liegen bei 0,015 %.
Die Reduktion beginnt mit dem Erreichendes Endkohlenstoffgehaltes. Das Ziel istdie Rückgewinnung des Chroms aus derwährend der Entkohlungsphase entstande-nen Schlacke. Durch die Reduktion wer-den erfahrungsgemäß ca. 97-99 % Chromzurückgewonnen.
Eine erforderliche Entschwefelung kanndurch Zugabe zusätzlicher Mengen Ferro-silizium und Kalk bei gleichzeitiger Homo-genisierung des Bades mittels Argonerzielt werden.Die Entschwefelung im AOD-L Konvertergewährleistet Schwefelkonzentrationen imStahl von unter 0,005 %.
In der Feineinstellungsphase werden dievorgeschriebene Stahlzusammensetzungund die Gießtemperatur erreicht.
Prozesslinien.
Edelstahl-ErzeugungSMS DEMAG
DER KONVERTER-PROZESSDER KONVERTER-PROZESS
4
MRP-L KONVERTER
Bei der Edelstahlerzeugung im MRP-LKonverter besteht der Prozess aus zweiPhasen, der Entkohlung und der Reduk-tion.
Im Gegensatz zum AOD-L-Prozess wirdhier die Entkohlung bereits bei ca. 0,25 -0,35% C abgeschlossen. (Dieser Kohlen-stoffgehalt entspricht etwa dem Kohlen-stoffgleichgewicht bei Luftatmosphäre,einer Temperatur von ca. 1720 °C undeinem Chromgehalt von 18 %.)
Mit dem Erreichen des Zielkohlenstoffesbeginnt die Reduktion. Hierzu wird alsReduktionsmittel beispielsweise Ferrosili-zium eingebracht.
Während des Spülens mit Inertgas wer-den Ferrolegierungen zugegeben, um dieentsprechende Stahlanalyse zu erreichen. Eine Entkohlung auf tiefere Werte erfor-dert eine weitere Absenkung des CO-Par-tialdruckes. Dieses geschieht in der nach-geschalteten VOD-Anlage.Eine entsprechende Senkung des CO-Par-tialdruckes im MRP-L Konverter würdeeine Erhöhung der Inertgasverbräucheerfordern und damit die Produktionskostenpro Tonne Stahl erhöhen.
Roheisen-route
Hochofen
5
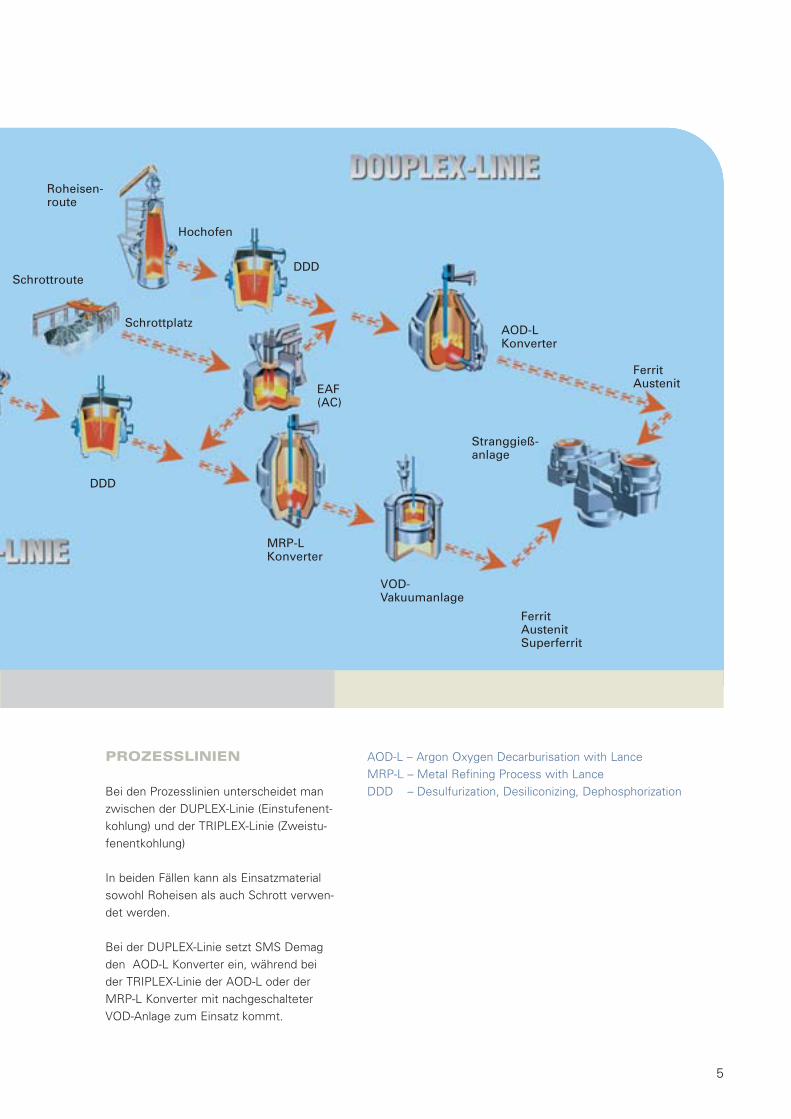
PROZESSLINIEN
Bei den Prozesslinien unterscheidet manzwischen der DUPLEX-Linie (Einstufenent-kohlung) und der TRIPLEX-Linie (Zweistu-fenentkohlung)
In beiden Fällen kann als Einsatzmaterialsowohl Roheisen als auch Schrott verwen-det werden.
Bei der DUPLEX-Linie setzt SMS Demagden AOD-L Konverter ein, während beider TRIPLEX-Linie der AOD-L oder derMRP-L Konverter mit nachgeschalteterVOD-Anlage zum Einsatz kommt.
AOD-L – Argon Oxygen Decarburisation with LanceMRP-L – Metal Refining Process with LanceDDD – Desulfurization, Desiliconizing, Dephosphorization
Schrottroute
Roheisen-route
Schrottplatz
Hochofen
EAF (AC)
MRP-LKonverter
AOD-LKonverter
Stranggieß-anlage
VOD-Vakuumanlage
DDD
DDD
FerritAustenit
FerritAustenitSuperferrit

Die Auslegung eines Edelstahlwerkesbeginnt mit der Festlegung der Produktpa-lette, der Jahresproduktion und der dafürgünstigsten Prozesslinie. Die Anordnungder Einzelaggregate wird in erster Liniedurch den Materialfluss bestimmt.
ANORDNUNG
Für die Konverteranlage bieten wir dabeizwei Einbaumöglichkeiten an.
Konverter freistehend in der HalleKonverter zwischen Stützenreihen
Welche Anordnung letztendlich geeignetist, hängt unter anderem von der Art desKonverters, dem Einsatz von Blaslanzenund Sublanzen sowie den Hallen- bzw.Kranbahnhöhen ab.
Häufigkeit der KONVERTERZUSTELLUNG
Während die Lebensdauer der Feuerfest-auskleidung eines MRP Konverters ca.1200 Schmelzen beträgt (mit Slag splas-hing heutzutage sogar bis ca. 3000), wirdein AOD Konverter nach ca. 150 - 200Schmelzen neu zugestellt.Mit Rücksicht auf einen minimalen Pro-duktionsstillstand wird beim AOD Konver-ter üblicherweise der komplette Konvertergewechselt.Bei der Anordnung des Konverters zwi-schen den Stützen erfolgt der Wechselmit einem speziellen Wechselwagen undbei der Anordnung in der Halle direkt mitdem Hallenkran.
Konverteranordnungzwischen Stützen.
Konverteranordnung inder Halle.
Edelstahl-ErzeugungSMS DEMAG
DAS ANLAGENLAYOUTDAS ANLAGENLAYOUT
6

7
Konverteranordnung in der Halle.
Anordnung zwischen Stützen.
KONVERTERTYPEN
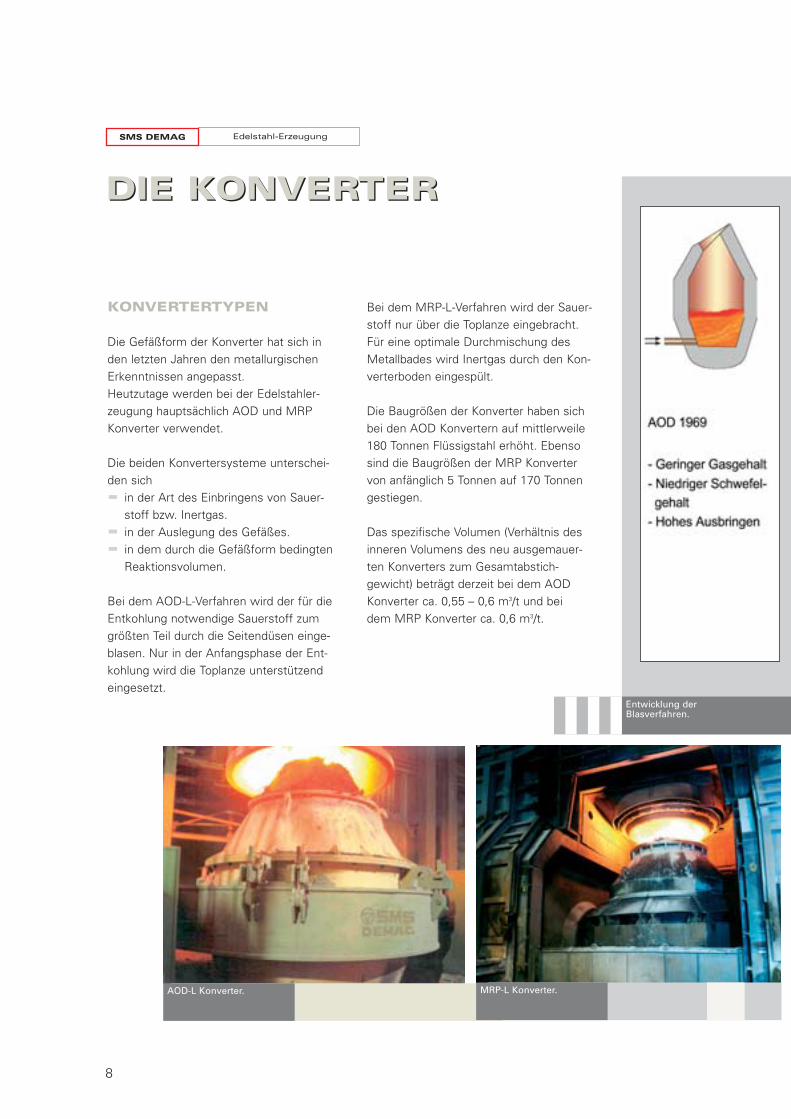
Die Gefäßform der Konverter hat sich inden letzten Jahren den metallurgischenErkenntnissen angepasst.Heutzutage werden bei der Edelstahler-zeugung hauptsächlich AOD und MRPKonverter verwendet.
Die beiden Konvertersysteme unterschei-den sich
in der Art des Einbringens von Sauer-stoff bzw. Inertgas.in der Auslegung des Gefäßes.in dem durch die Gefäßform bedingtenReaktionsvolumen.
Bei dem AOD-L-Verfahren wird der für dieEntkohlung notwendige Sauerstoff zumgrößten Teil durch die Seitendüsen einge-blasen. Nur in der Anfangsphase der Ent-kohlung wird die Toplanze unterstützendeingesetzt.
Bei dem MRP-L-Verfahren wird der Sauer-stoff nur über die Toplanze eingebracht.Für eine optimale Durchmischung desMetallbades wird Inertgas durch den Kon-verterboden eingespült.
Die Baugrößen der Konverter haben sichbei den AOD Konvertern auf mittlerweile180 Tonnen Flüssigstahl erhöht. Ebensosind die Baugrößen der MRP Konvertervon anfänglich 5 Tonnen auf 170 Tonnengestiegen.
Das spezifische Volumen (Verhältnis desinneren Volumens des neu ausgemauer-ten Konverters zum Gesamtabstich-gewicht) beträgt derzeit bei dem AODKonverter ca. 0,55 – 0,6 m3/t und bei dem MRP Konverter ca. 0,6 m3/t.
Entwicklung der Blasverfahren.
AOD-L Konverter. MRP-L Konverter.
Edelstahl-ErzeugungSMS DEMAG
DIE KONVERTERDIE KONVERTER
8
9
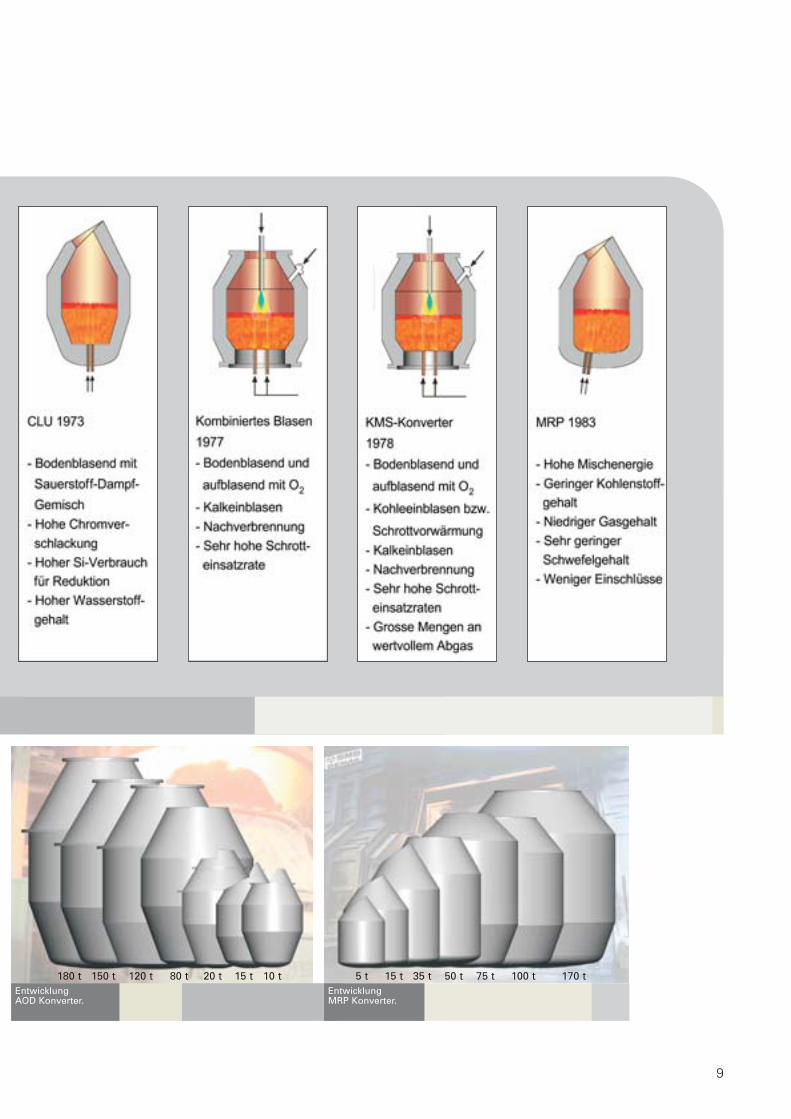
Entwicklung AOD Konverter.
Entwicklung MRP Konverter.
180 t 150 t 120 t 80 t 20 t 15 t 10 t 5 t 15 t 35 t 50 t 75 t 100 t 170 t
Edelstahl-ErzeugungSMS DEMAG
DIE KONVERTERDIE KONVERTER
10
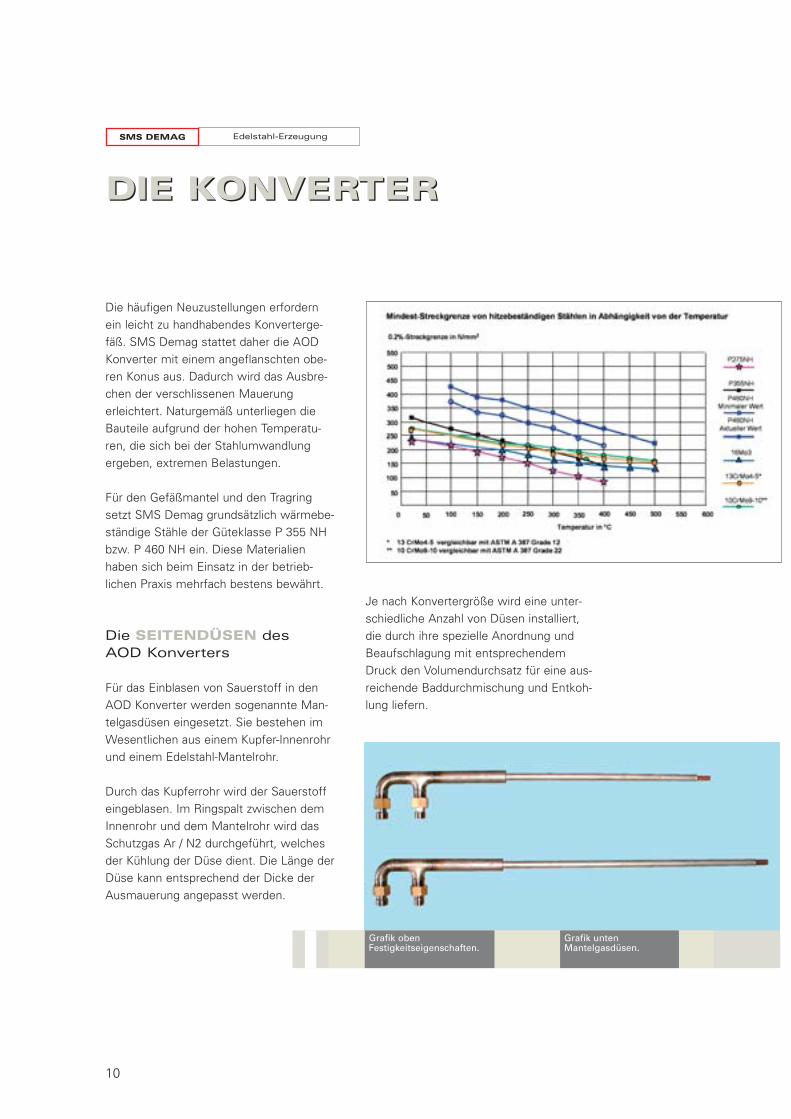
Die häufigen Neuzustellungen erfordernein leicht zu handhabendes Konverterge-fäß. SMS Demag stattet daher die AODKonverter mit einem angeflanschten obe-ren Konus aus. Dadurch wird das Ausbre-chen der verschlissenen Mauerungerleichtert. Naturgemäß unterliegen dieBauteile aufgrund der hohen Temperatu-ren, die sich bei der Stahlumwandlungergeben, extremen Belastungen.
Für den Gefäßmantel und den Tragringsetzt SMS Demag grundsätzlich wärmebe-ständige Stähle der Güteklasse P 355 NHbzw. P 460 NH ein. Diese Materialienhaben sich beim Einsatz in der betrieb-lichen Praxis mehrfach bestens bewährt.
Die SEITENDÜSEN des AOD Konverters
Für das Einblasen von Sauerstoff in denAOD Konverter werden sogenannte Man-telgasdüsen eingesetzt. Sie bestehen imWesentlichen aus einem Kupfer-Innenrohrund einem Edelstahl-Mantelrohr.
Durch das Kupferrohr wird der Sauerstoffeingeblasen. Im Ringspalt zwischen demInnenrohr und dem Mantelrohr wird dasSchutzgas Ar / N2 durchgeführt, welchesder Kühlung der Düse dient. Die Länge derDüse kann entsprechend der Dicke derAusmauerung angepasst werden.
Je nach Konvertergröße wird eine unter-schiedliche Anzahl von Düsen installiert,die durch ihre spezielle Anordnung undBeaufschlagung mit entsprechendemDruck den Volumendurchsatz für eine aus-reichende Baddurchmischung und Entkoh-lung liefern.
Grafik obenFestigkeitseigenschaften.
Grafik untenMantelgasdüsen.
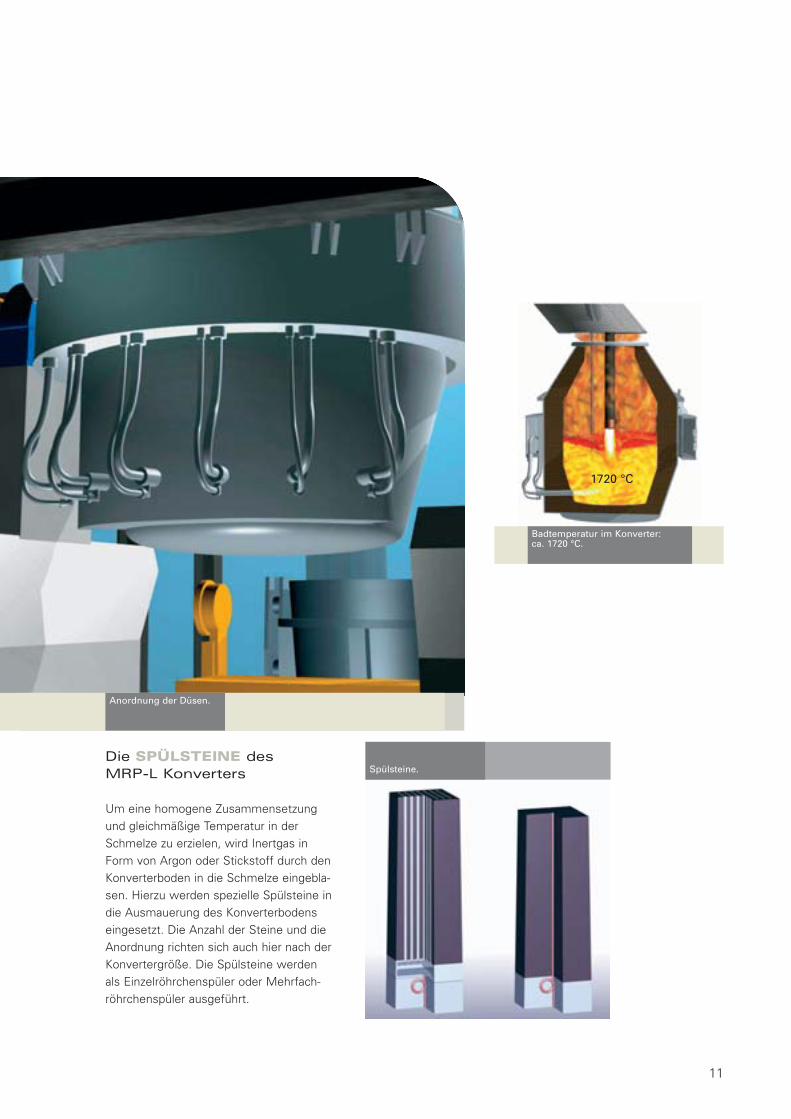
Anordnung der Düsen.
Spülsteine.
11
Die SPÜLSTEINE des MRP-L Konverters
Um eine homogene Zusammensetzungund gleichmäßige Temperatur in derSchmelze zu erzielen, wird Inertgas inForm von Argon oder Stickstoff durch denKonverterboden in die Schmelze eingebla-sen. Hierzu werden spezielle Spülsteine indie Ausmauerung des Konverterbodenseingesetzt. Die Anzahl der Steine und dieAnordnung richten sich auch hier nach derKonvertergröße. Die Spülsteine werdenals Einzelröhrchenspüler oder Mehrfach-röhrchenspüler ausgeführt.
Badtemperatur im Konverter: ca. 1720 °C.
1720 °C

Edelstahl-ErzeugungSMS DEMAG
DIE KONVERTERDIE KONVERTER
12
TRAGRINGTYPEN
Zur Aufnahme des Konverters in der Blas-position setzt SMS Demag zwei verschie-dene Tragringtypen ein. Entscheidend fürdie Wahl der Ausführung ist die Einbau-situation des Konverters im Blasstand unddie damit verbundene Ausbaumöglichkeitdes Konverters.
Der geschlossene Tragring ohne Wasser-kühlung wird bei Konverteranordnungenmit direktem Zugriff des Hallenkranesangewendet.
U-förmige wassergekühlte Tragringe dage-gen werden bei Konverteranordnungen imStützenbereich angewendet. Die Wasser-kühlung wirkt hier einer Aufweitung desTragringes durch einsatzbedingte Tempera-turunterschiede von Außen- zu Innenstegentgegen.
BEFESTIGUNGSARTEN
Je nach Bauart, Größe und Einbausituationdes Konverters bietet SMS Demag ver-schiedene Befestigungsarten an. Konver-ter in U-Tragringen werden vorzugsweisemit manuell lösbaren Klappschraubenbefestigt. Bei AOD Konvertern ingeschlossenen Tragringen sind Befestigun-gen mittels Klappschrauben oder aber mitder SMS Demag spezifischen hydrauli-schen Klemmvorrichtung möglich.
Bei hydraulischen Klemmvorrichtungenwerden drei Tragzapfen an den Konverterangeschweißt und mit speziellen Kulissen-steinen versehen. Diese Kulissensteinewerden in die auf dem Tragring angeord-neten Lagerungen eingesetzt und durchhydraulisch angetriebene Zangen in dieserLage fixiert. Zum Ausbau des Konverterswerden die Zangen geöffnet und dasGefäß wird per Kran aus dem Tragring her-ausgehoben.
Geschlossener Tragring. U-förmiger Tragring.
13
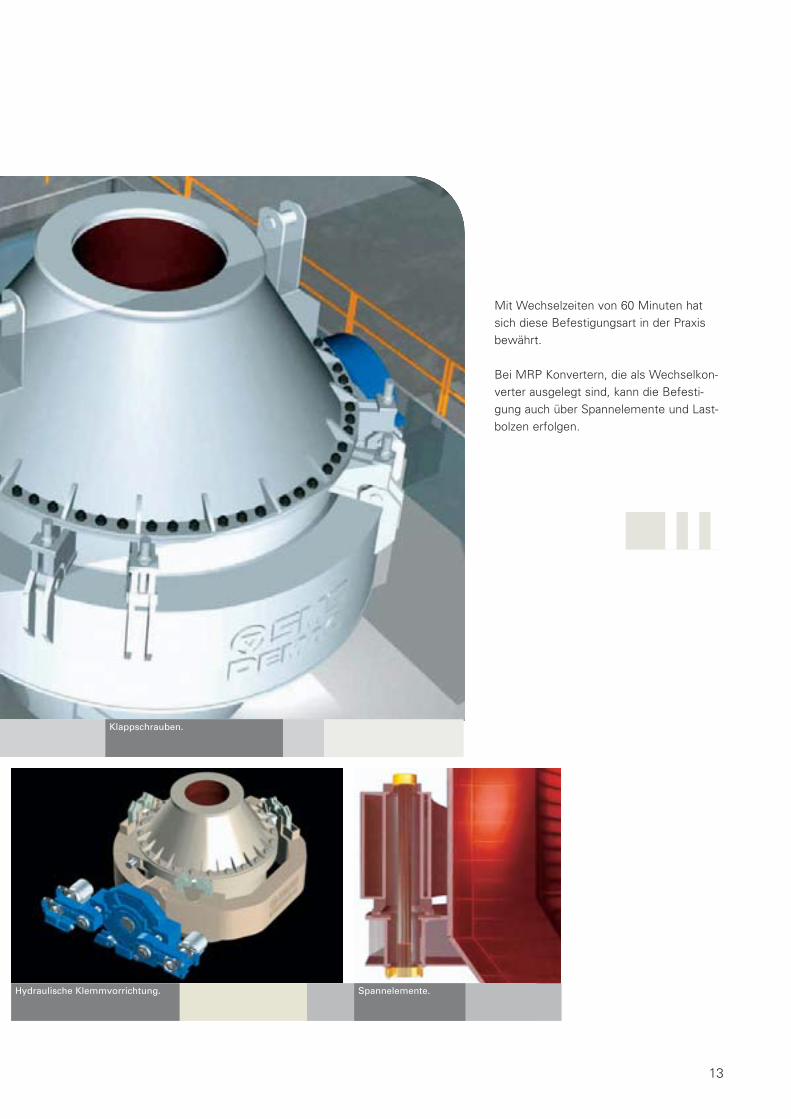
Klappschrauben.
Hydraulische Klemmvorrichtung. Spannelemente.
Mit Wechselzeiten von 60 Minuten hatsich diese Befestigungsart in der Praxisbewährt.
Bei MRP Konvertern, die als Wechselkon-verter ausgelegt sind, kann die Befesti-gung auch über Spannelemente und Last-bolzen erfolgen.

Bedingt durch das Einblasen von Prozess-gasen durch die Seitendüsen und der da-raus resultierenden Badbewegungen erge-ben sich für den Antrieb des AOD Konver-ters extreme dynamische Belastungenund Vibrationen.
Die Zahnflanken der Antriebsräder unter-liegen damit sehr starken Mikrobewegun-gen bei extrem geringem Schmierfilm,was zu einem frühzeitigen Verschleißführt.
Zur Fixierung des Großrades gegenüberden Ritzeln wurde ein neues System ent-wickelt, bei dem ein Zahnsegment einesBlockierarmes in die Verzahnung desGroßrades eingreift und das Großrad inBlasstellung blockiert. Die eingeleitetenKräfte werden auf mehrere Zähne desGroßrades verteilt, wodurch sowohl dasGroßrad als auch die nachgeschaltetenGetriebeeinheiten weniger stark belastetwerden und der Verschleiß somit mini-miert wird.
Eine weitere Besonderheit dieses neuenAntriebes stellt die Momentenstütze dar.Der komplette Antrieb ist als reitende Einheit auf dem Antriebszapfen gelagert.Die aus dem Antriebsmoment resultieren-den Reaktionskräfte werden über dasGehäuse in die Momentenstütze und vondort aus als horizontale Kräfte in das Fun-dament weitergeleitet.
Blockiersystem geschlossen.
Blockiersystem offen.
Edelstahl-ErzeugungSMS DEMAG
DER ANTRIEBDER ANTRIEB
14
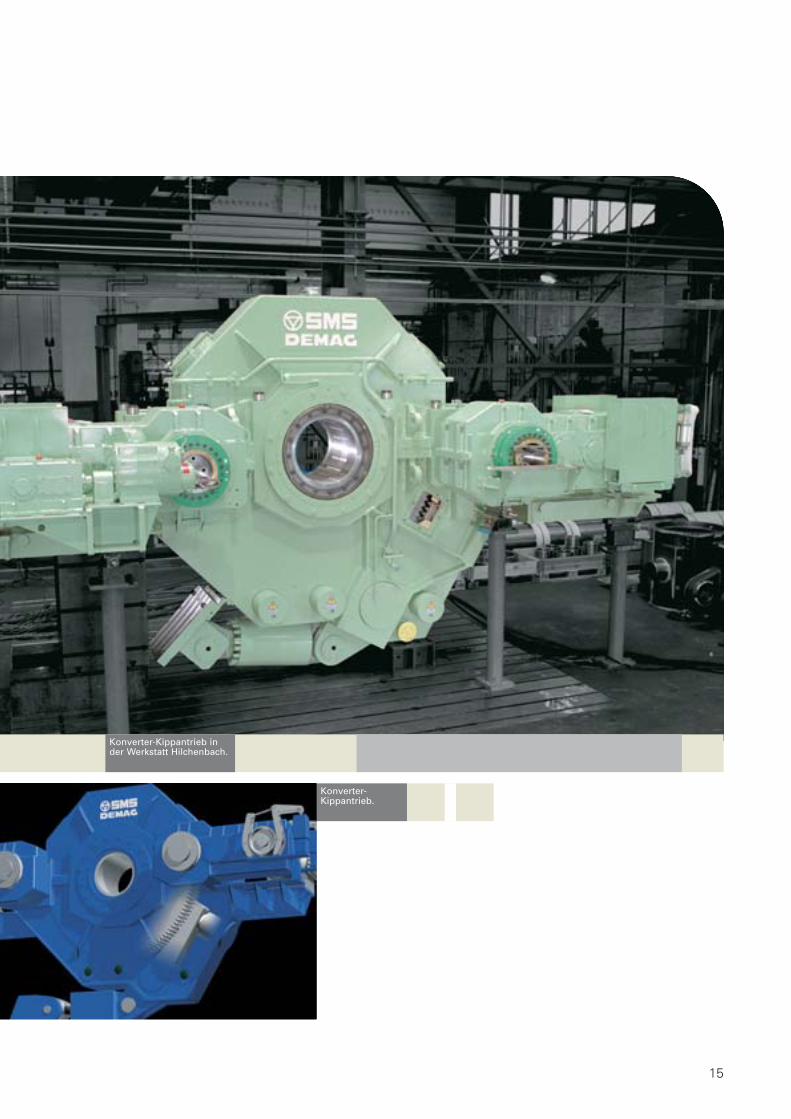
Konverter-Kippantrieb inder Werkstatt Hilchenbach.
Konverter-Kippantrieb.
15
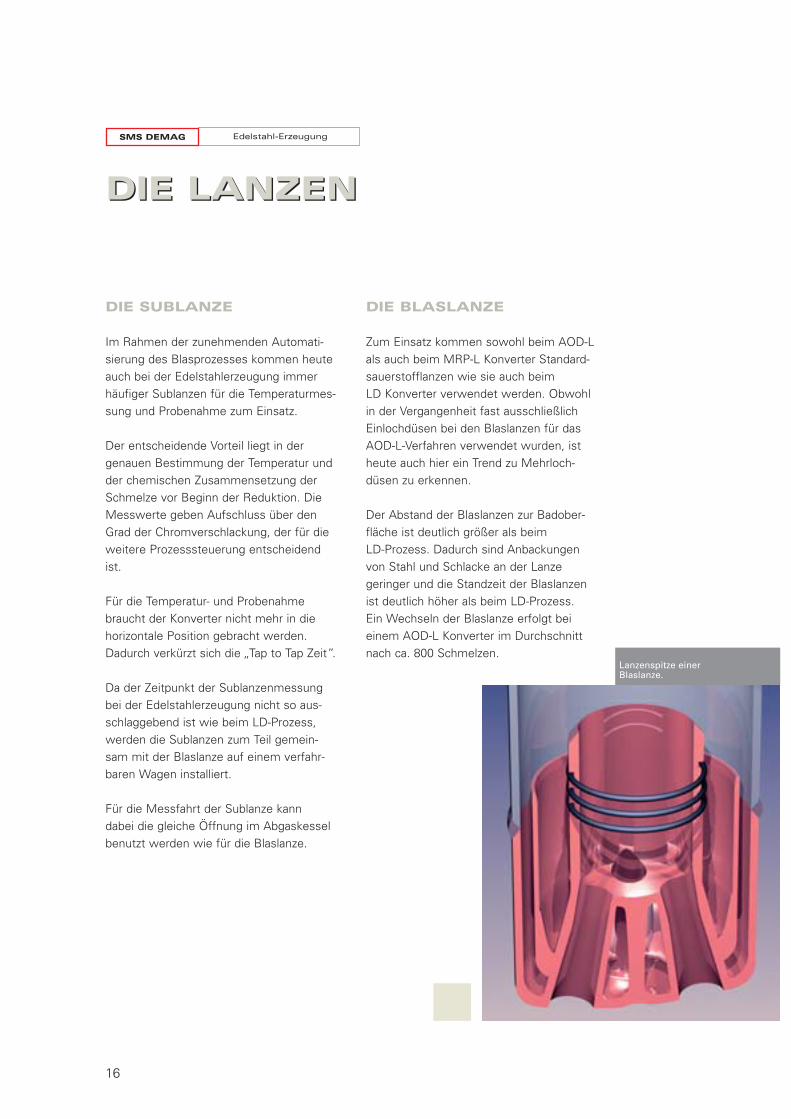
Lanzenspitze einer Blaslanze.
Edelstahl-ErzeugungSMS DEMAG
DIE LANZENDIE LANZEN
16
DIE SUBLANZE
Im Rahmen der zunehmenden Automati-sierung des Blasprozesses kommen heuteauch bei der Edelstahlerzeugung immerhäufiger Sublanzen für die Temperaturmes-sung und Probenahme zum Einsatz.
Der entscheidende Vorteil liegt in dergenauen Bestimmung der Temperatur undder chemischen Zusammensetzung derSchmelze vor Beginn der Reduktion. DieMesswerte geben Aufschluss über denGrad der Chromverschlackung, der für dieweitere Prozesssteuerung entscheidendist.
Für die Temperatur- und Probenahmebraucht der Konverter nicht mehr in diehorizontale Position gebracht werden.Dadurch verkürzt sich die „Tap to Tap Zeit”.
Da der Zeitpunkt der Sublanzenmessungbei der Edelstahlerzeugung nicht so aus-schlaggebend ist wie beim LD-Prozess,werden die Sublanzen zum Teil gemein-sam mit der Blaslanze auf einem verfahr-baren Wagen installiert.
Für die Messfahrt der Sublanze kann dabei die gleiche Öffnung im Abgaskesselbenutzt werden wie für die Blaslanze.
DIE BLASLANZE
Zum Einsatz kommen sowohl beim AOD-Lals auch beim MRP-L Konverter Standard-sauerstofflanzen wie sie auch beim LD Konverter verwendet werden. Obwohlin der Vergangenheit fast ausschließlichEinlochdüsen bei den Blaslanzen für dasAOD-L-Verfahren verwendet wurden, istheute auch hier ein Trend zu Mehrloch-düsen zu erkennen.
Der Abstand der Blaslanzen zur Badober-fläche ist deutlich größer als beim LD-Prozess. Dadurch sind Anbackungenvon Stahl und Schlacke an der Lanze geringer und die Standzeit der Blaslanzenist deutlich höher als beim LD-Prozess. Ein Wechseln der Blaslanze erfolgt beieinem AOD-L Konverter im Durchschnittnach ca. 800 Schmelzen.
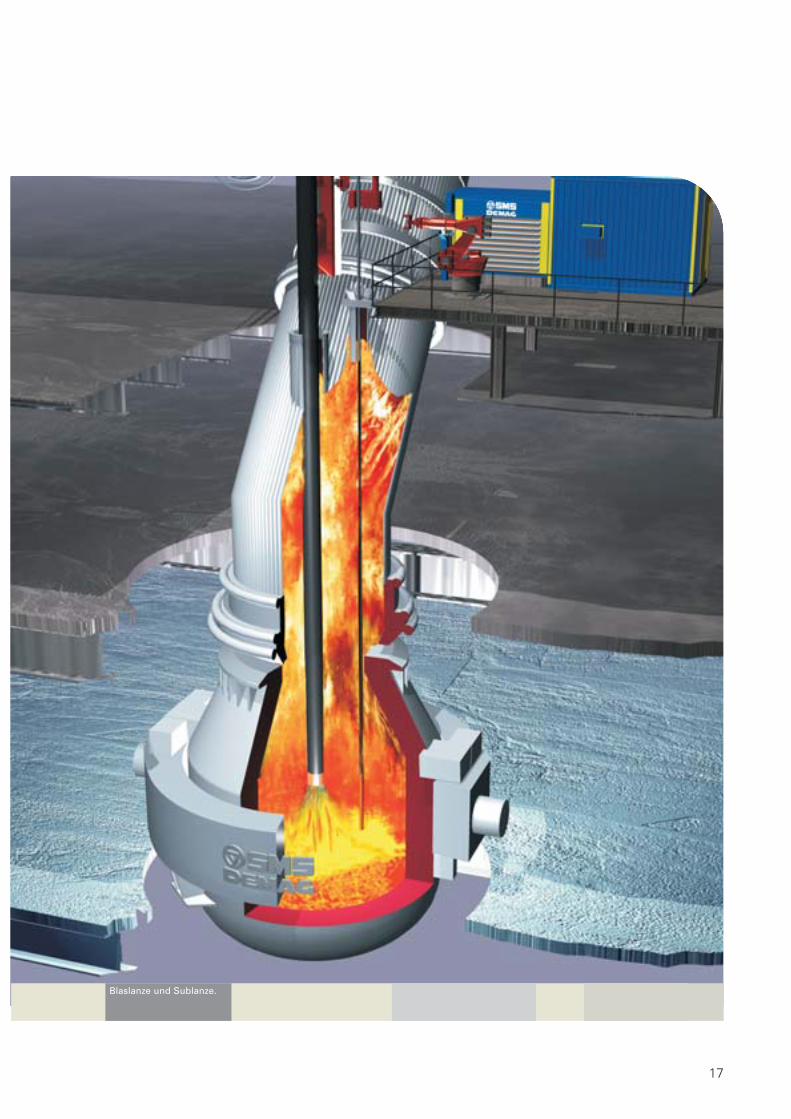
Blaslanze und Sublanze.
17

DIE WECHSELMÖGLICHKEITEN
Je schneller der Wechsel durchgeführt wird, umso geringer ist der Produktionsstillstand. Bereitsbei der Entwicklung der Konverterbefestigungwurde dieser Aspekt berücksichtigt. Im Falleder Konverteranordnung in der Halle wird dieKonverterbefestigung gelöst und der Konvertermit dem Hallenkran aus dem Tragring heraus-gehoben, zum Ausbrechstand transportiert unddort abgesetzt. Anschließend wird der neuzugestellte und vorgeheizte Konverter vom Hallenkran aufgenommen und in den Tragringeingesetzt.
Bei der Konverteranordnung zwischen den Stüt-zen wird der Wechselwagen unter den Konver-ter gefahren, die Klappschrauben gelöst und derKonverter mittels der hydraulischen Hubvorrich-tung des Wechselwagens soweit hochgefahren,dass er aus dem U-Tragring herausgefahren undin den Anfahrbereich des Hallenkranes gebrachtwerden kann. Mit dem Hallenkran wird der Konverter vom Wechselwagen abgehoben undzum Ausbrechstand transportiert.
Das Einsetzen des neuen Konverters erfolgt inder entsprechend umgekehrten Reihenfolge.Nach dem Wechseln des Konverters kann derWechselwagen entweder in eine dafür vor-gesehene Parkposition gefahren oder mit demHallenkran von der Fahrspur abgehoben und ineiner Parkposition abgesetzt werden.
DIE VENTILSTATION
In der Ventilstation werden die Prozessgase, die von der Seite oder durch den Boden desKonverters eingeblasen werden, geregelt. Ebenso ist dort die Prozessgasregelung für die Blaslanzen integriert.
Konverterwechsel mit Hallenkran.
Konverterwechsel mitWechselwagen.
Edelstahl-ErzeugungSMS DEMAG
DER KONVERTERWECHSELDER KONVERTERWECHSEL
18
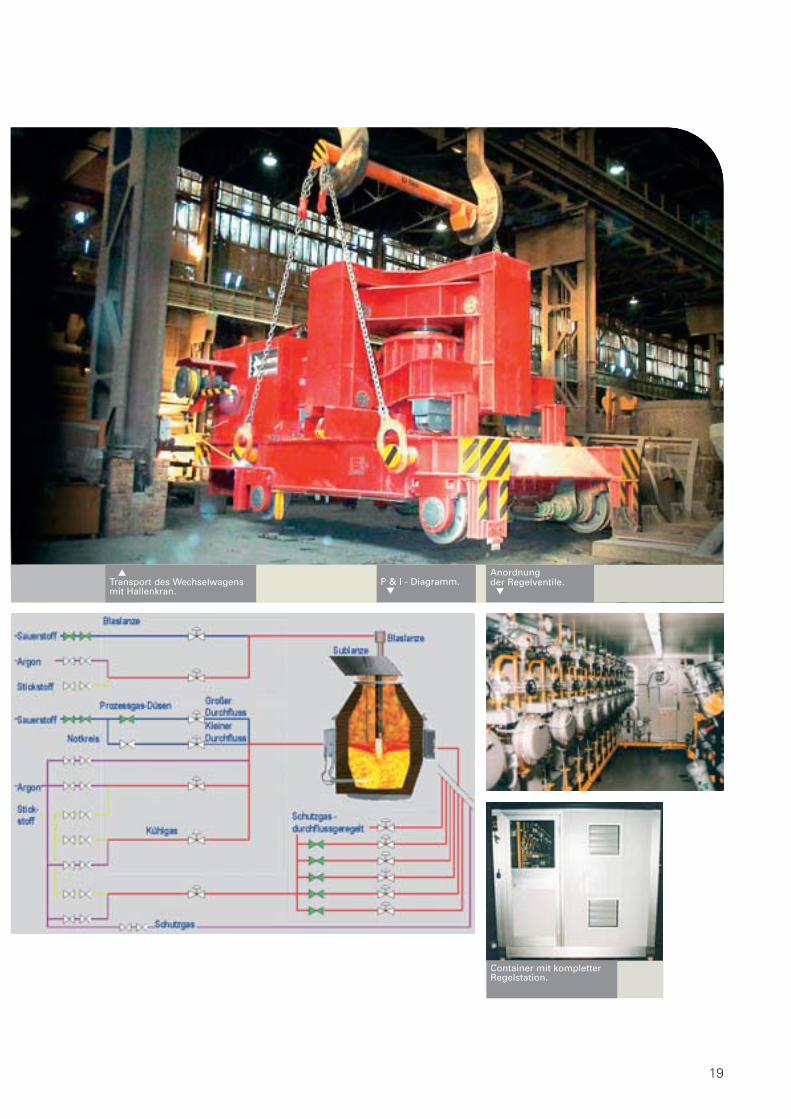
�Transport des Wechselwagensmit Hallenkran.
19
Anordnung der Regelventile.
�P & I - Diagramm.
�
Container mit kompletterRegelstation.
Edelstahl-ErzeugungSMS DEMAG
SMS DemagAUTOMATIONSMS DemagAUTOMATION
20
Automatisierungssysteme in modernenStahlwerken sind nach verschiedenenHierarchieebenen gegliedert. Basierendauf langjährigen Erfahrungen bei der Reali-sierung von Stahlwerken hat SMS Demagein spezielles Automatisierungskonzeptentwickelt.
Das für den AOD/MRP-Prozess entwickel-te Automatisierungssystem basiert aufden Leveln 0 – 1, (Basis Automatisierung)für Prozesssteuerung und -Visualisierung,sowie dem Level 2, (Technologisches Pro-zess Kontrollsystem, TPCS) für die Opti-mierung des technologischen Prozesses.
Basis-Automatisierung
Als Basis-Automatisierungssystem wirdein SCADA System eingesetzt. Mit die-sem werden anlagenspezifische sowietechnologische Daten verwaltet, archiviertund visualisiert.Die Visualisierungsebeneerlaubt sowohl den Zugriff auf anlagen-spezifische Daten, die in der Echtzeit-datenbank vorgehalten sind, als auch auftechnologische Daten, die in einer Rela-tionalen Datenbank gespeichert sind.
Prozessnahe Daten, wie: Messwerte,Prozessereignisse,Prozesssollwerte von TabellenProzesssollwerte errechnet von denmetallurgischen Prozessmodellen
stehen somit für einen schnellen Zugriffaller angeschlossenen Systeme zur Ver-fügung.
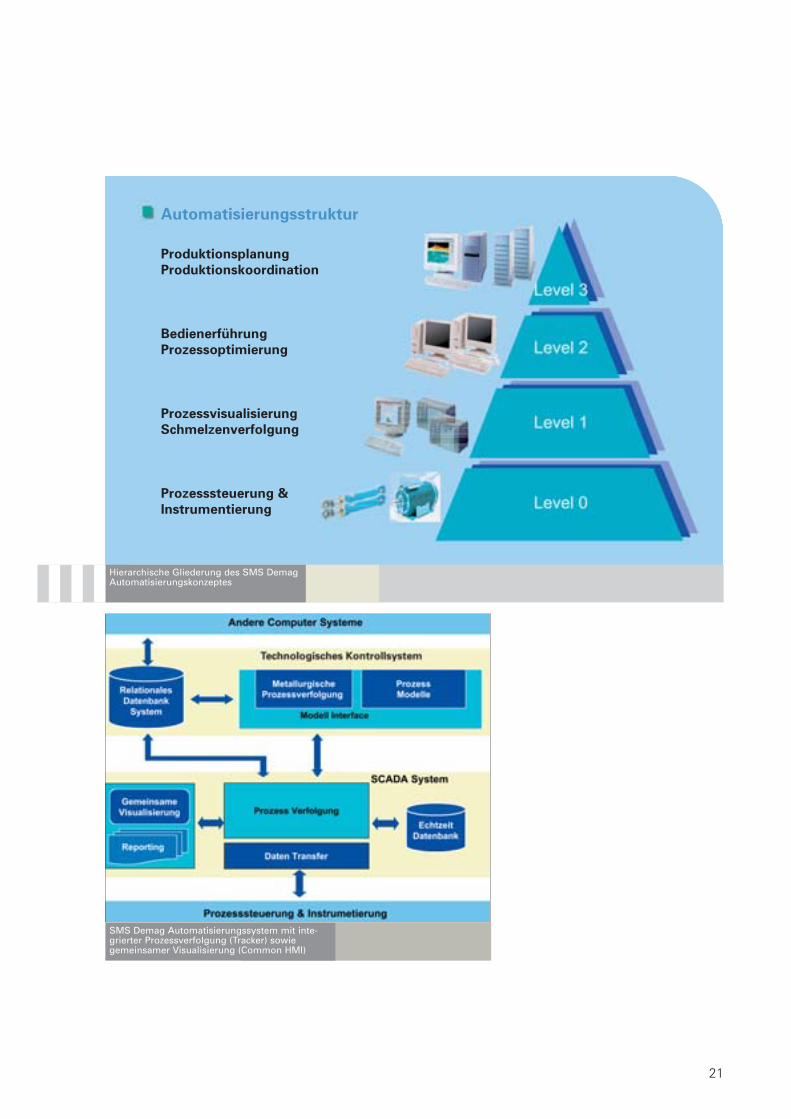
SMS Demag Automatisierungssystem mit inte-grierter Prozessverfolgung (Tracker) sowiegemeinsamer Visualisierung (Common HMI)
21
Hierarchische Gliederung des SMS DemagAutomatisierungskonzeptes
Automatisierungsstruktur
Produktionsplanung
Produktionskoordination
Bedienerführung
Prozessoptimierung
Prozessvisualisierung
Schmelzenverfolgung
Prozesssteuerung &
Instrumentierung
Edelstahl-ErzeugungSMS DEMAG
Technologisches Prozess Steuerungssystem TPCSTechnologisches Prozess- Steuerungssystem TPCS
22
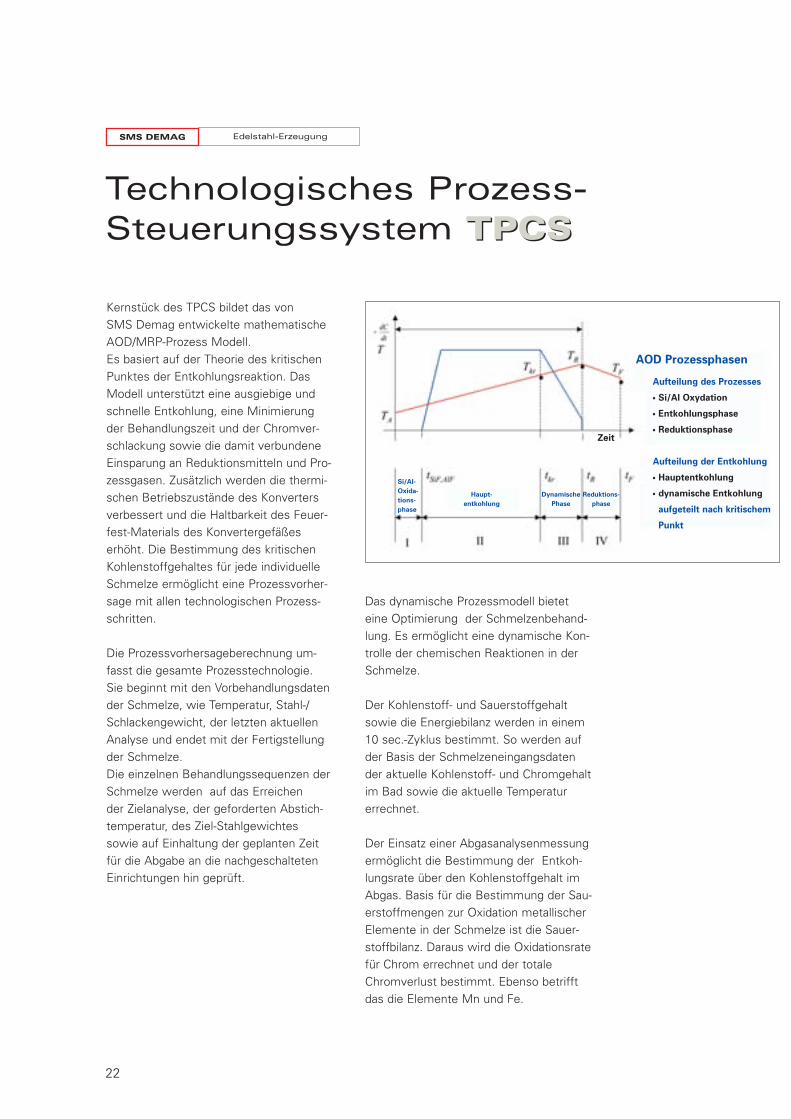
Kernstück des TPCS bildet das von SMS Demag entwickelte mathematischeAOD/MRP-Prozess Modell.Es basiert auf der Theorie des kritischenPunktes der Entkohlungsreaktion. DasModell unterstützt eine ausgiebige undschnelle Entkohlung, eine Minimierungder Behandlungszeit und der Chromver-schlackung sowie die damit verbundeneEinsparung an Reduktionsmitteln und Pro-zessgasen. Zusätzlich werden die thermi-schen Betriebszustände des Konvertersverbessert und die Haltbarkeit des Feuer-fest-Materials des Konvertergefäßeserhöht. Die Bestimmung des kritischenKohlenstoffgehaltes für jede individuelleSchmelze ermöglicht eine Prozessvorher-sage mit allen technologischen Prozess-schritten.
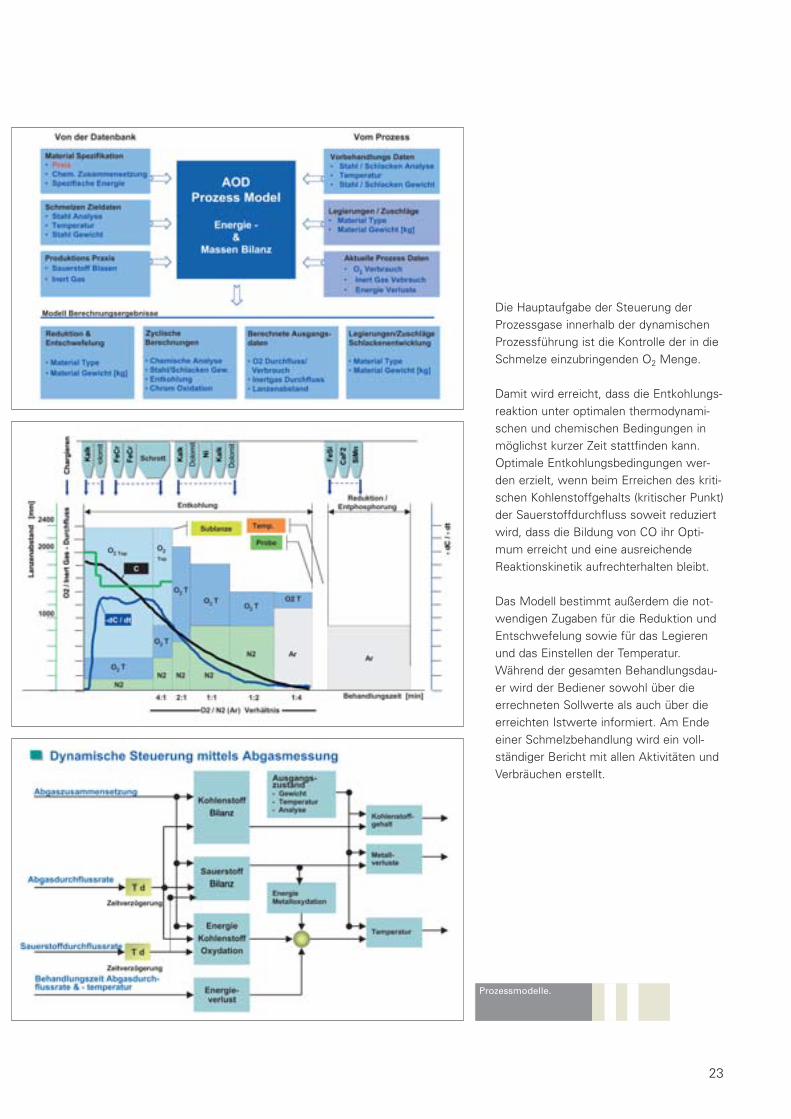
Die Prozessvorhersageberechnung um-fasst die gesamte Prozesstechnologie. Sie beginnt mit den Vorbehandlungsdatender Schmelze, wie Temperatur, Stahl-/Schlackengewicht, der letzten aktuellenAnalyse und endet mit der Fertigstellungder Schmelze. Die einzelnen Behandlungssequenzen derSchmelze werden auf das Erreichen der Zielanalyse, der geforderten Abstich-temperatur, des Ziel-Stahlgewichtessowie auf Einhaltung der geplanten Zeitfür die Abgabe an die nachgeschaltetenEinrichtungen hin geprüft.
Das dynamische Prozessmodell bieteteine Optimierung der Schmelzenbehand-lung. Es ermöglicht eine dynamische Kon-trolle der chemischen Reaktionen in derSchmelze.
Der Kohlenstoff- und Sauerstoffgehaltsowie die Energiebilanz werden in einem10 sec.-Zyklus bestimmt. So werden aufder Basis der Schmelzeneingangsdatender aktuelle Kohlenstoff- und Chromgehaltim Bad sowie die aktuelle Temperaturerrechnet.
Der Einsatz einer Abgasanalysenmessungermöglicht die Bestimmung der Entkoh-lungsrate über den Kohlenstoffgehalt imAbgas. Basis für die Bestimmung der Sau-erstoffmengen zur Oxidation metallischerElemente in der Schmelze ist die Sauer-stoffbilanz. Daraus wird die Oxidationsratefür Chrom errechnet und der totaleChromverlust bestimmt. Ebenso betrifftdas die Elemente Mn und Fe.
Si/Al-
Oxida-
tions-
phase
Haupt-
entkohlung
Zeit
Dynamische
Phase
Reduktions-
phase
AOD Prozessphasen
Aufteilung des Prozesses
� Si/Al Oxydation
� Entkohlungsphase
� Reduktionsphase
Aufteilung der Entkohlung
� Hauptentkohlung
� dynamische Entkohlung
aufgeteilt nach kritischem
Punkt
23
Die Hauptaufgabe der Steuerung der Prozessgase innerhalb der dynamischenProzessführung ist die Kontrolle der in dieSchmelze einzubringenden O2 Menge.
Damit wird erreicht, dass die Entkohlungs-reaktion unter optimalen thermodynami-schen und chemischen Bedingungen inmöglichst kurzer Zeit stattfinden kann.Optimale Entkohlungsbedingungen wer-den erzielt, wenn beim Erreichen des kriti-schen Kohlenstoffgehalts (kritischer Punkt)der Sauerstoffdurchfluss soweit reduziertwird, dass die Bildung von CO ihr Opti-mum erreicht und eine ausreichendeReaktionskinetik aufrechterhalten bleibt.
Das Modell bestimmt außerdem die not-wendigen Zugaben für die Reduktion undEntschwefelung sowie für das Legierenund das Einstellen der Temperatur. Während der gesamten Behandlungsdau-er wird der Bediener sowohl über dieerrechneten Sollwerte als auch über dieerreichten Istwerte informiert. Am Endeeiner Schmelzbehandlung wird ein voll-ständiger Bericht mit allen Aktivitäten undVerbräuchen erstellt.
Prozessmodelle.

SMS DEMAG AG
Geschäftsbereich Stahlwerke/Stranggießtechnik
Eduard-Schloemann-Straße 4 · 40237 DüsseldorfPostfach 230229 · 40088 Düsseldorf
Telefon: +49 (0) 211 881-0 Telefax: +49 (0) 211 881-6692
E-Mail: [email protected]: http://www.sms-demag.com
MEETING your EXPECTATIONS
H2/
305D
1000
/06/
03. K
y.P
rinte
d in
Ger
man
y