Embed Size (px)
Citation preview
Schweissen
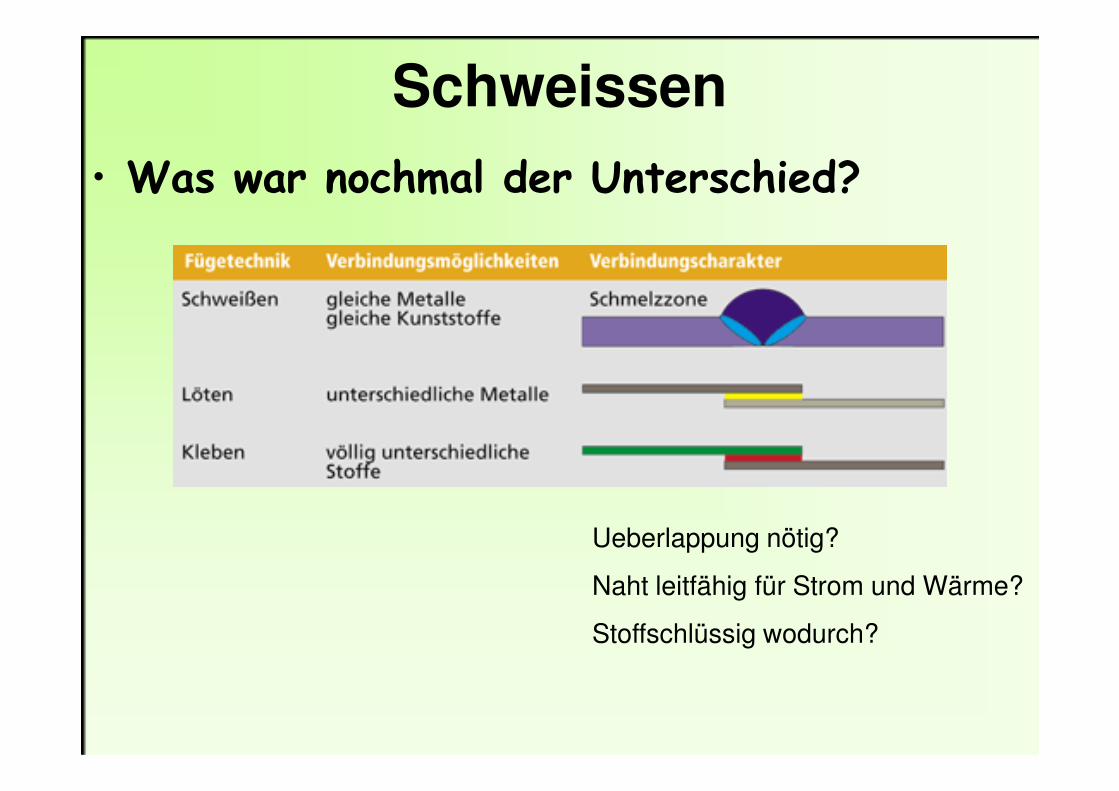
• Was war nochmal der Unterschied?
Ueberlappung nötig?
Naht leitfähig für Strom und Wärme?
Stoffschlüssig wodurch?
Lernziele SchweissenIch kann …
•die Grundlagen von Schweissverbindungen erklären
Eigenschaften, Vor- und Nachteile
VerbindungsgestaltungenVerbindungsgestaltungen
Gefügeveränderung
Fehler und Prüfung der Verbindung
•die wichtigsten Schweissverfahren genau erklären
•weitere Schweissverfahren erkennen und benennen
•Fachbegriffe zum Thema Schweissen erklären
Definition
Beim Schweissen werden zwei Teile stoffschlüssig und unlösbar miteinander verbunden. (Meist gleiche Werkstoffe)
Dabei wird der Werkstoff an der Fügestelle Dabei wird der Werkstoff an der Fügestelle durch Wärme oder Reibung in flüssigen oder plastischen Zustand gebracht.
Bei den meisten Schweissverfahren muss Zusatzwerkstoff zum Füllen der Fugen zugegeben werden.
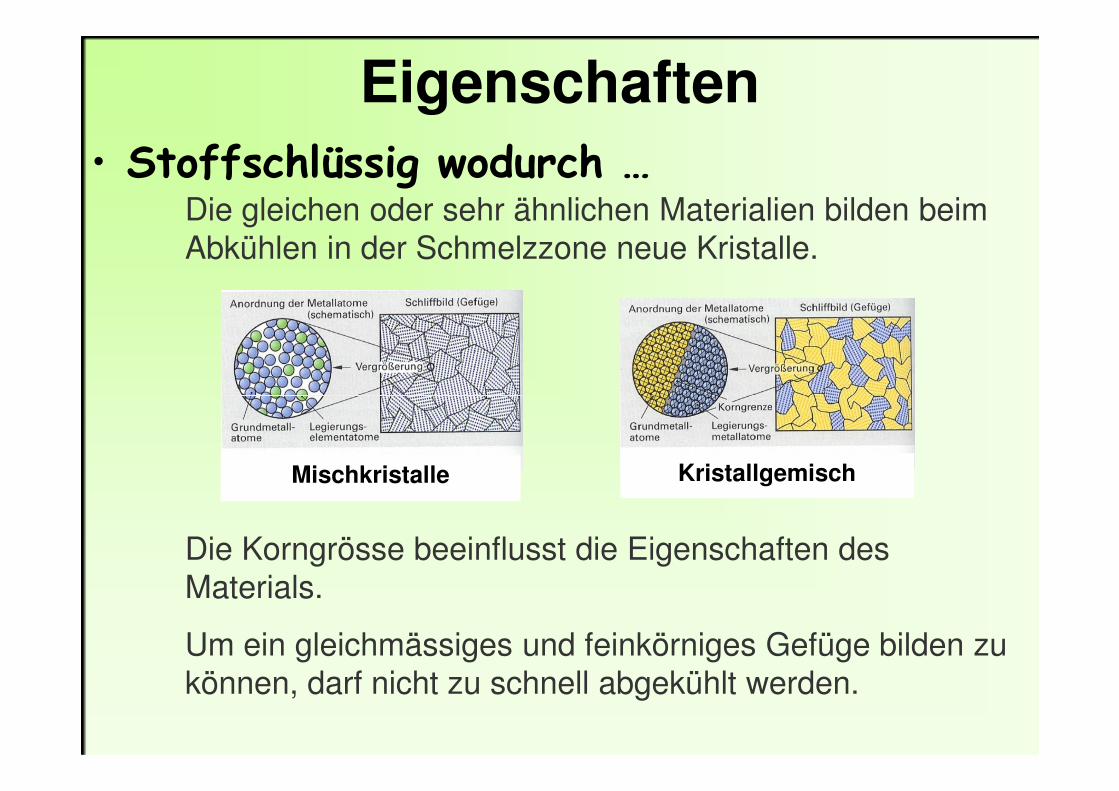
Eigenschaften• Stoffschlüssig wodurch …
Die gleichen oder sehr ähnlichen Materialien bilden beim Abkühlen in der Schmelzzone neue Kristalle.
Die Korngrösse beeinflusst die Eigenschaften des Materials.
Um ein gleichmässiges und feinkörniges Gefüge bilden zu können, darf nicht zu schnell abgekühlt werden.
Mischkristalle Kristallgemisch
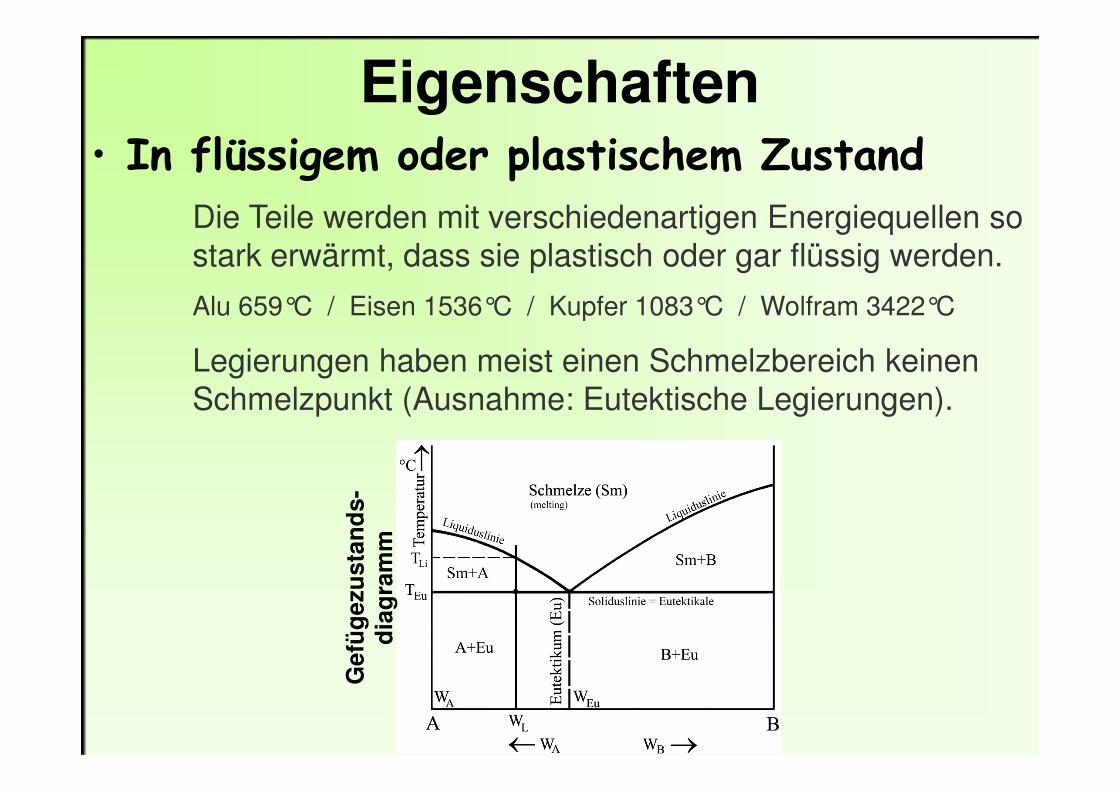
Die Teile werden mit verschiedenartigen Energiequellen so stark erwärmt, dass sie plastisch oder gar flüssig werden.
Alu 659°C / Eisen 1536°C / Kupfer 1083°C / Wolfram 3422°C
Legierungen haben meist einen Schmelzbereich keinen Schmelzpunkt (Ausnahme: Eutektische Legierungen).
Eigenschaften• In flüssigem oder plastischem Zustand
Schmelzpunkt (Ausnahme: Eutektische Legierungen).
Gef
üg
ezu
stan
ds-
dia
gra
mm
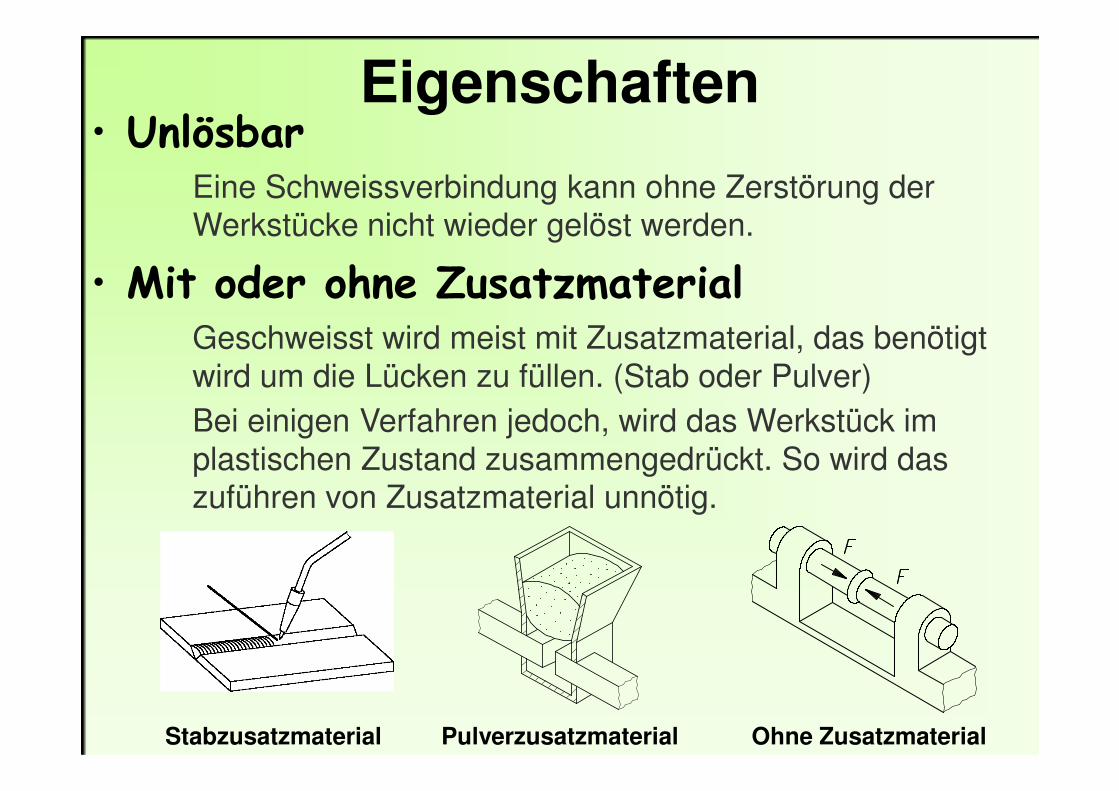
Eigenschaften• Unlösbar
Eine Schweissverbindung kann ohne Zerstörung der Werkstücke nicht wieder gelöst werden.
Geschweisst wird meist mit Zusatzmaterial, das benötigt wird um die Lücken zu füllen. (Stab oder Pulver)
• Mit oder ohne Zusatzmaterial
Bei einigen Verfahren jedoch, wird das Werkstück im plastischen Zustand zusammengedrückt. So wird das zuführen von Zusatzmaterial unnötig.
Stabzusatzmaterial Pulverzusatzmaterial Ohne Zusatzmaterial
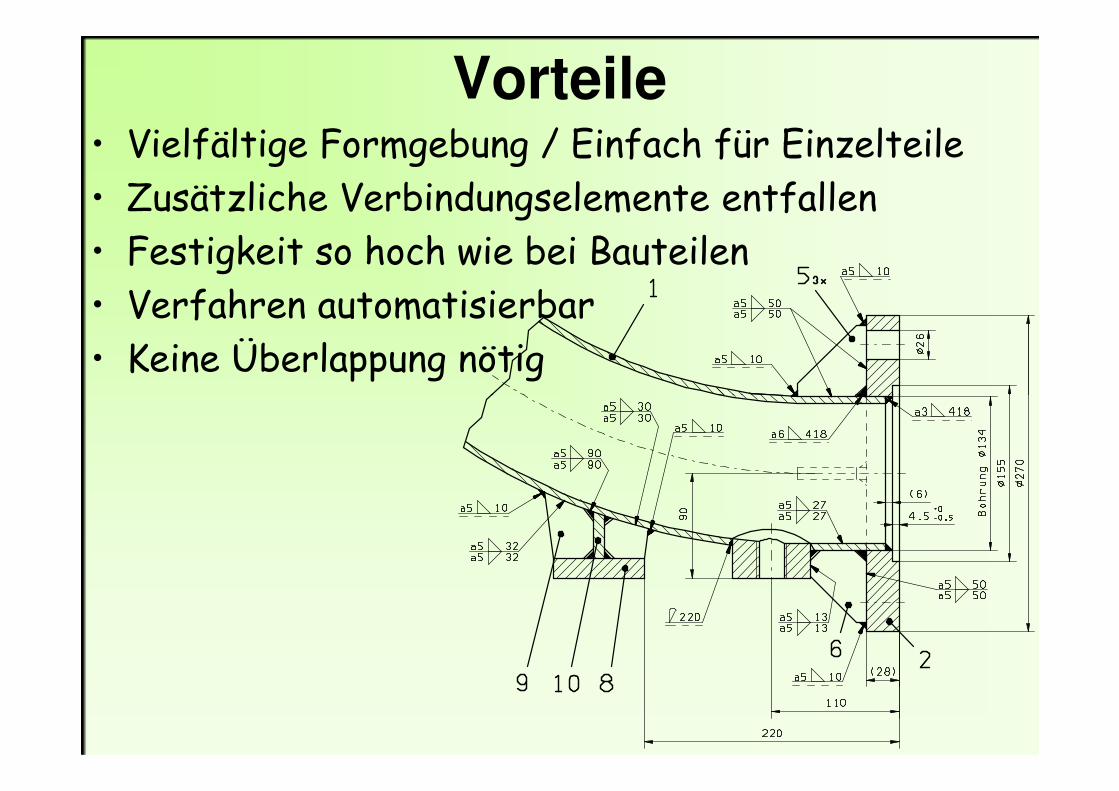
Vorteile• Vielfältige Formgebung / Einfach für Einzelteile• Zusätzliche Verbindungselemente entfallen• Festigkeit so hoch wie bei Bauteilen• Verfahren automatisierbar• Keine Überlappung nötig
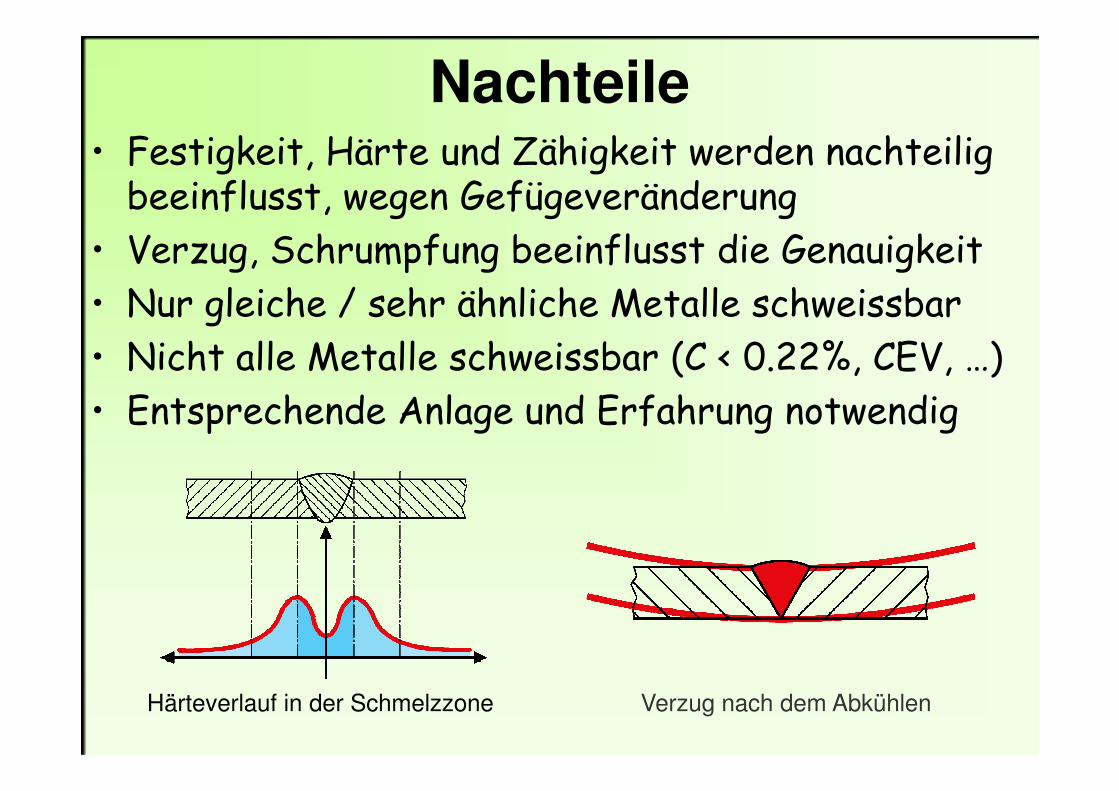
Nachteile• Festigkeit, Härte und Zähigkeit werden nachteilig beeinflusst, wegen Gefügeveränderung
• Verzug, Schrumpfung beeinflusst die Genauigkeit• Nur gleiche / sehr ähnliche Metalle schweissbar• Nicht alle Metalle schweissbar (C < 0.22%, CEV, …)• Entsprechende Anlage und Erfahrung notwendig• Entsprechende Anlage und Erfahrung notwendig
Verzug nach dem AbkühlenHärteverlauf in der Schmelzzone
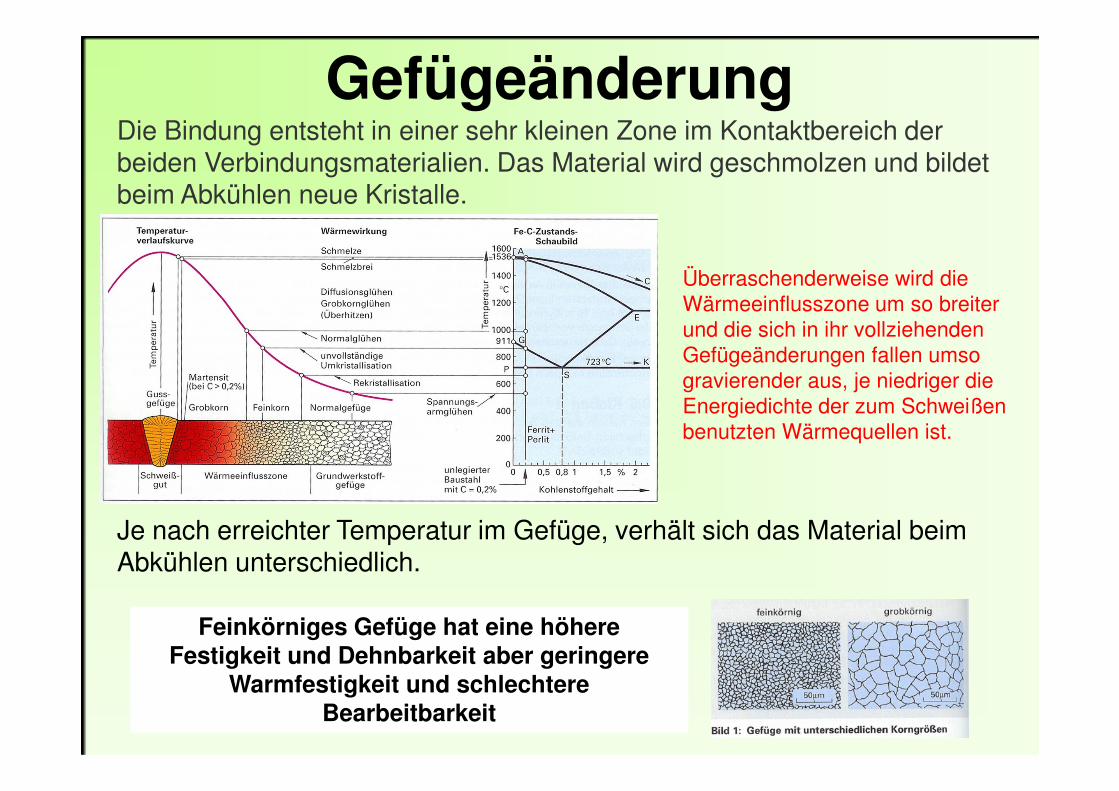
GefügeänderungDie Bindung entsteht in einer sehr kleinen Zone im Kontaktbereich der beiden Verbindungsmaterialien. Das Material wird geschmolzen und bildet beim Abkühlen neue Kristalle.
Überraschenderweise wird die Wärmeeinflusszone um so breiter und die sich in ihr vollziehenden Gefügeänderungen fallen umso gravierender aus, je niedriger die Energiedichte der zum Schweißen
Je nach erreichter Temperatur im Gefüge, verhält sich das Material beim Abkühlen unterschiedlich.
Feinkörniges Gefüge hat eine höhere Festigkeit und Dehnbarkeit aber geringere
Warmfestigkeit und schlechtere Bearbeitbarkeit
Energiedichte der zum Schweißen benutzten Wärmequellen ist.
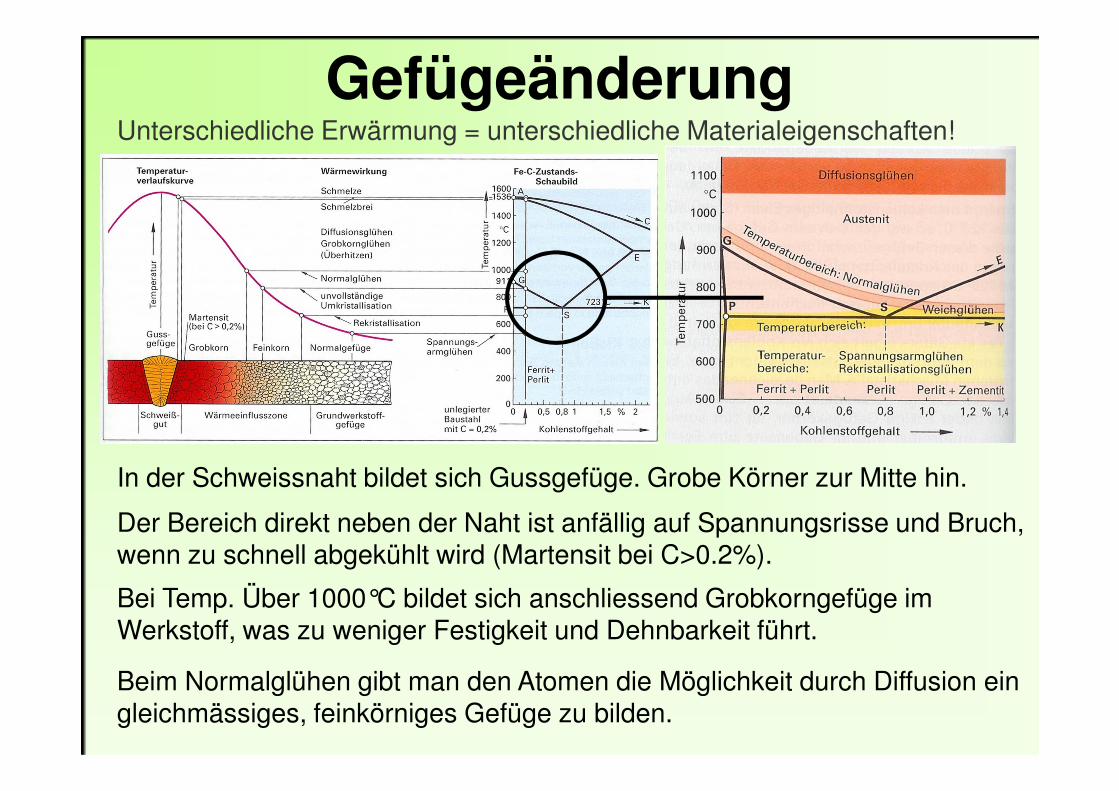
GefügeänderungUnterschiedliche Erwärmung = unterschiedliche Materialeigenschaften!
Bei Temp. Über 1000°C bildet sich anschliessend Grobkorngefüge im Werkstoff, was zu weniger Festigkeit und Dehnbarkeit führt.
Der Bereich direkt neben der Naht ist anfällig auf Spannungsrisse und Bruch, wenn zu schnell abgekühlt wird (Martensit bei C>0.2%).
In der Schweissnaht bildet sich Gussgefüge. Grobe Körner zur Mitte hin.
Beim Normalglühen gibt man den Atomen die Möglichkeit durch Diffusion ein gleichmässiges, feinkörniges Gefüge zu bilden.
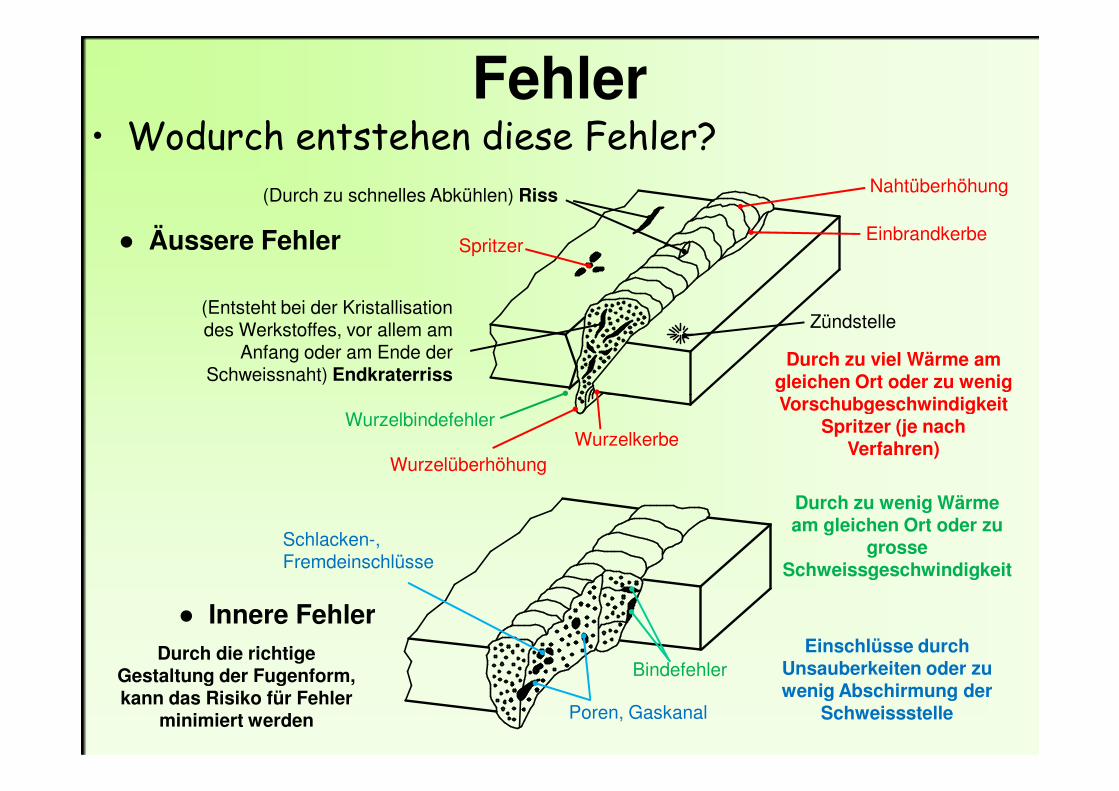
Fehler• Wodurch entstehen diese Fehler?
● Äussere Fehler
Nahtüberhöhung
Einbrandkerbe
Zündstelle
(Durch zu schnelles Abkühlen) Riss
Spritzer
(Entsteht bei der Kristallisation des Werkstoffes, vor allem am
Anfang oder am Ende der Schweissnaht) Endkraterriss
Durch zu viel Wärme am gleichen Ort oder zu wenig Vorschubgeschwindigkeit
Schlacken-,Fremdeinschlüsse
Bindefehler
Poren, Gaskanal
Wurzelbindefehler
WurzelüberhöhungWurzelkerbe
● Innere Fehler
VorschubgeschwindigkeitSpritzer (je nach
Verfahren)
Einschlüsse durch Unsauberkeiten oder zu wenig Abschirmung der
Schweissstelle
Durch zu wenig Wärme am gleichen Ort oder zu
grosse Schweissgeschwindigkeit
Durch die richtige Gestaltung der Fugenform, kann das Risiko für Fehler
minimiert werden
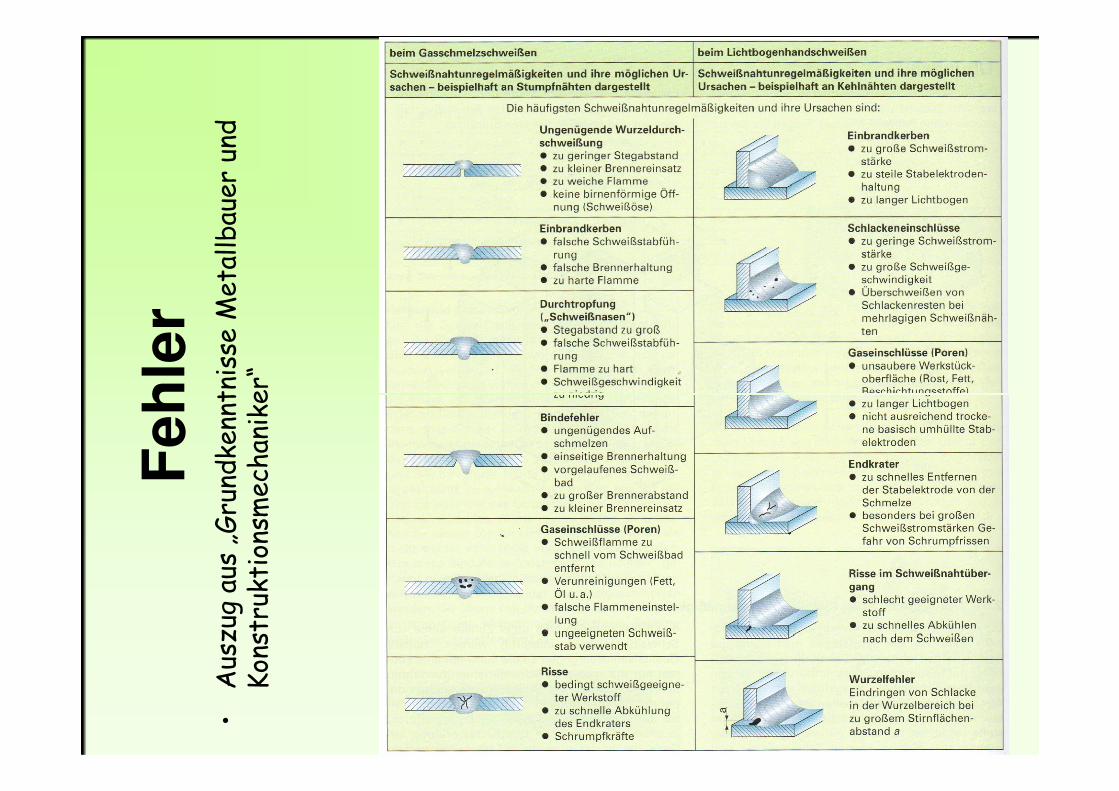
Feh
ler
Auszug aus „Grundkenntnisse Metallbauer und
Konstruktionsmechaniker“
Feh
ler
•Auszug aus „Grundkenntnisse Metallbauer und
Konstruktionsmechaniker“
Prüfung• Qualität der Schweissverbindung abhängig von Material, Geräten, fachlichem Können
● Durch Zerstörung
Zum Nachweisen von Festigkeitswerten der Schweissnaht
Brechen der Schweissnaht durch Biegen der um Bindefehler und Schlackeneinschlüsse im Gefüge zu erkennen
Als Vorbeugung bei grossen Serien
Nach einem Versagen des Bauteiles
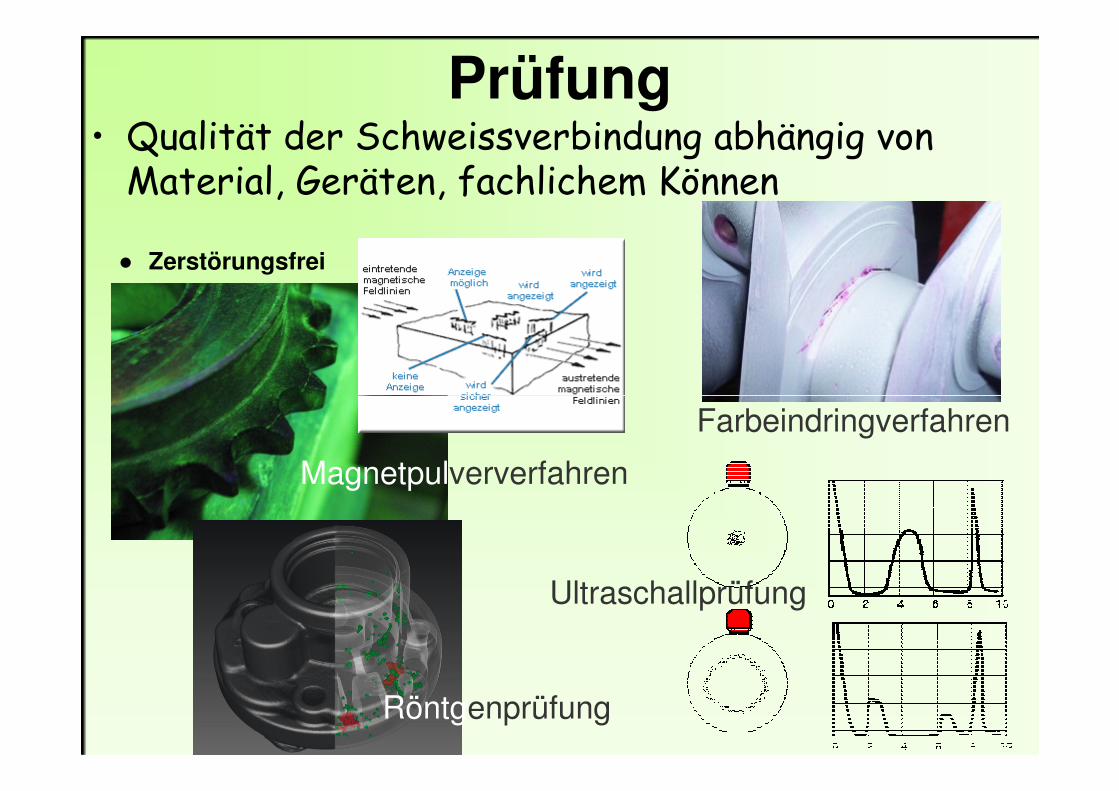
Prüfung• Qualität der Schweissverbindung abhängig von Material, Geräten, fachlichem Können
● Zerstörungsfrei
Farbeindringverfahren
Magnetpulververfahren
Ultraschallprüfung
Röntgenprüfung
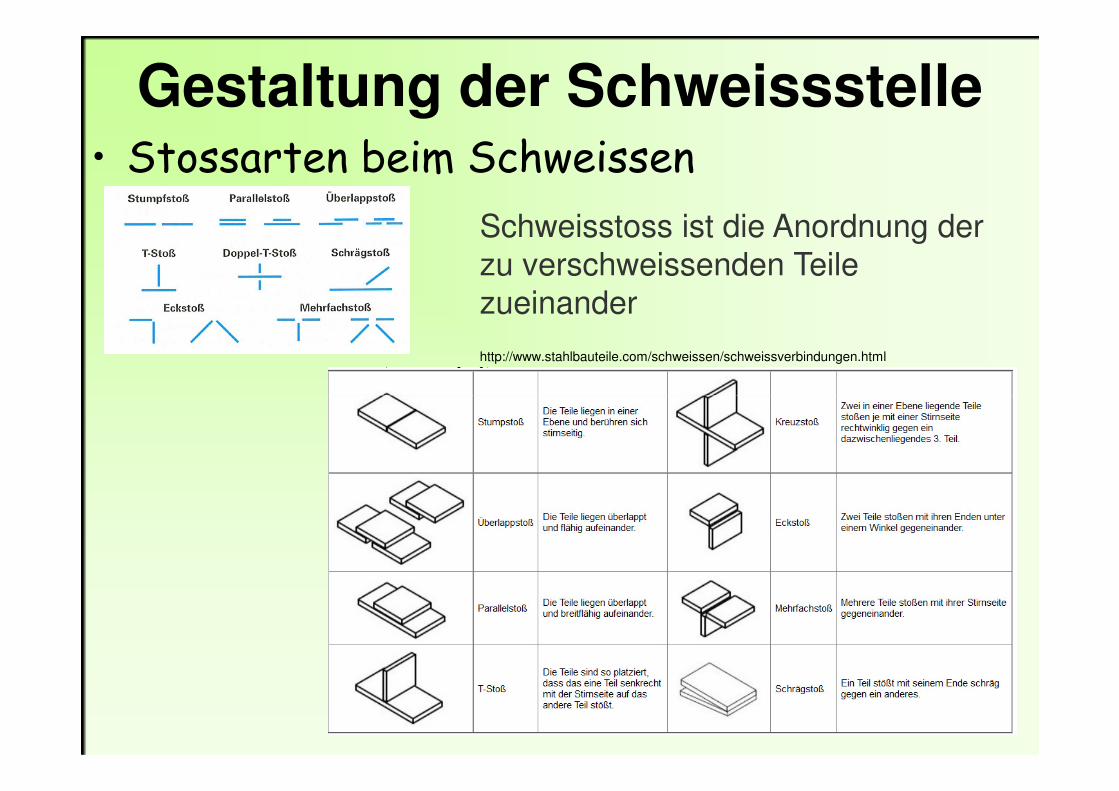
Gestaltung der Schweissstelle• Stossarten beim Schweissen
Schweisstoss ist die Anordnung der zu verschweissenden Teile zueinander
http://www.stahlbauteile.com/schweissen/schweissverbindungen.html
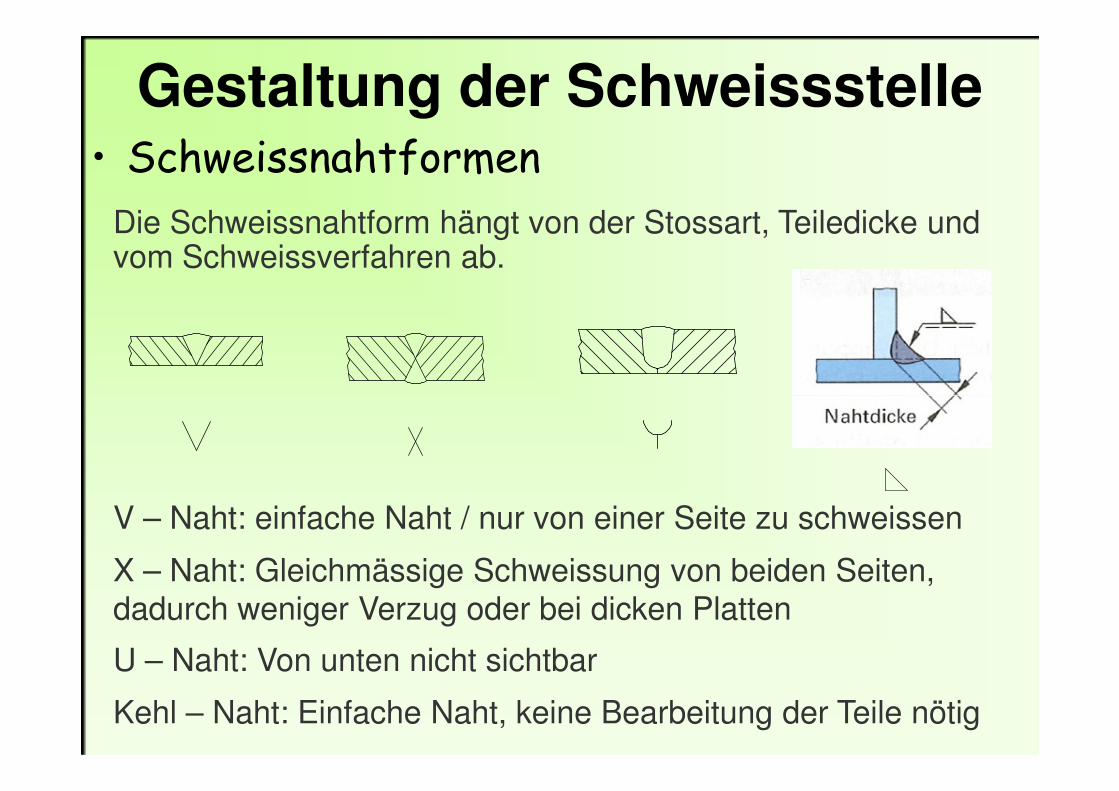
Gestaltung der Schweissstelle• Schweissnahtformen
Die Schweissnahtform hängt von der Stossart, Teiledicke und vom Schweissverfahren ab.
V – Naht: einfache Naht / nur von einer Seite zu schweissen
X – Naht: Gleichmässige Schweissung von beiden Seiten, dadurch weniger Verzug oder bei dicken Platten
U – Naht: Von unten nicht sichtbar
Kehl – Naht: Einfache Naht, keine Bearbeitung der Teile nötig
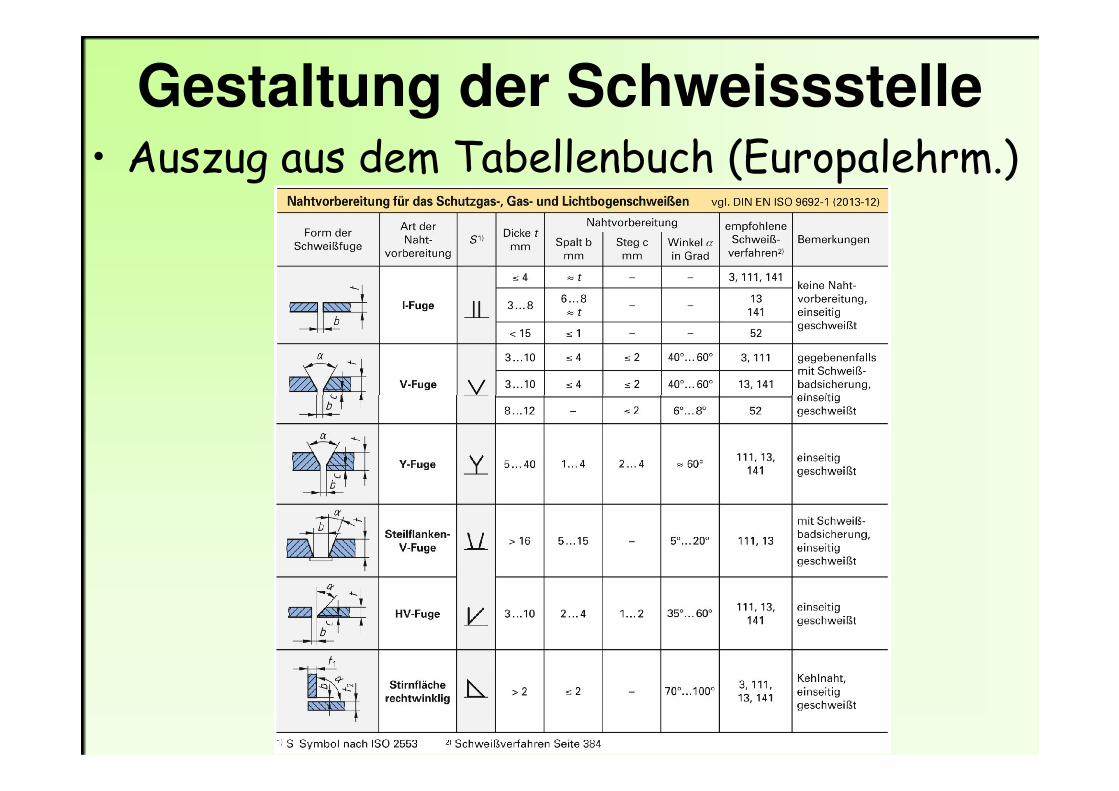
Gestaltung der Schweissstelle• Auszug aus dem Tabellenbuch (Europalehrm.)
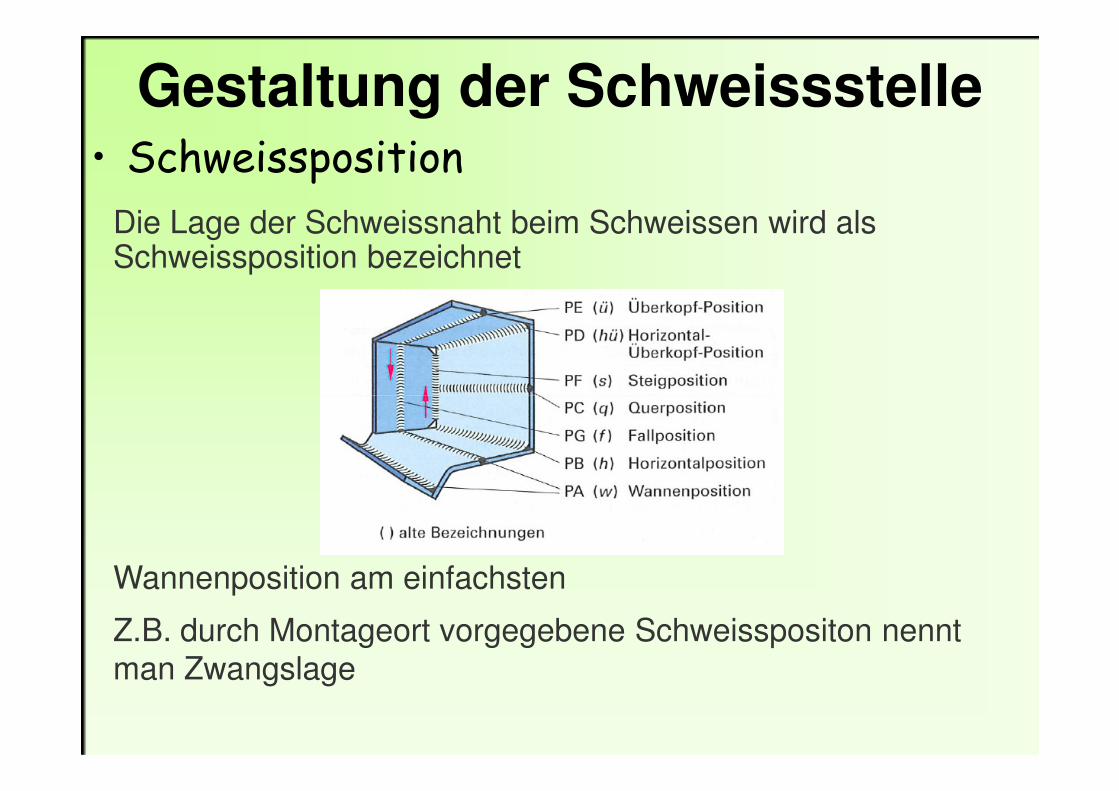
Gestaltung der Schweissstelle• Schweissposition
Die Lage der Schweissnaht beim Schweissen wird als Schweissposition bezeichnet
Wannenposition am einfachsten
Z.B. durch Montageort vorgegebene Schweisspositon nennt man Zwangslage