Embed Size (px)
Citation preview
SIX SIGMA+LEAN
TOOLSET
CONTROLWie wird die Nachhaltigkeit
der Verbesserung sichergestellt?
R. Meran et al., Six Sigma+Lean Toolset, DOI 10.1007/978-3-642-39945-9_6,© Springer-Verlag Berlin Heidelberg 2013

.
345
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
Zusammenfassung CONTROL-Phase
PHASE 5: CONTROL
Zielsetzung und Umfang der Phase• Die CONTROL-Phase beantwortet in erster Linie die Frage:
„Wie wird die Nachhaltigkeit gesichert?“, d. h., wie wird dieVer besserung gemessen und verifiziert und ihre Nachhaltigkeitsichergestellt?
• Dazu werden die gewonnenen Erkenntnisse über den Prozessin die bereits existierende oder zu implementierende Prozess -steuerung umgesetzt
• Darüber hinaus wird der Wissenszuwachs der Organisationsichergestellt, indem das Projekt für andere Teams transparentund nachvollziehbar dokumentiert wird
Die Bedeutung von Nachhaltigkeit• Im Zusammenhang mit einem Verbesserungsprojekt bedeutet
Nachhaltigkeit, dass die Verbesserung „dauerhaft aufrecht -erhalten“ wird
• Nachhaltigkeit wird nicht nur durch die erfolgreiche Imple men -tierung von Lösungen und Maßnahmen im Prozess erreicht,sondern auch durch Verhaltensänderungen der Prozess -beteiligten
Vorgehen in der CONTROL-Phase• Die Prozessdokumentation wird finalisiert und sichert die Trans -
parenz und Nachvollziehbarkeit des veränderten Prozes ses• Die Überwachung der Leistungsfähigkeit des Prozesses mit
geeigneten Werkzeugen wird umgesetzt• Die Prozesssteuerung durch die Verantwortlichen und die
fest gelegten Reaktionspläne werden fest in die Prozess -managementorganisation integriert
• Die Verbesserung wird gemessen und der Grad der Ziel errei -chung überprüft
D
M
A
I
C
345
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
346
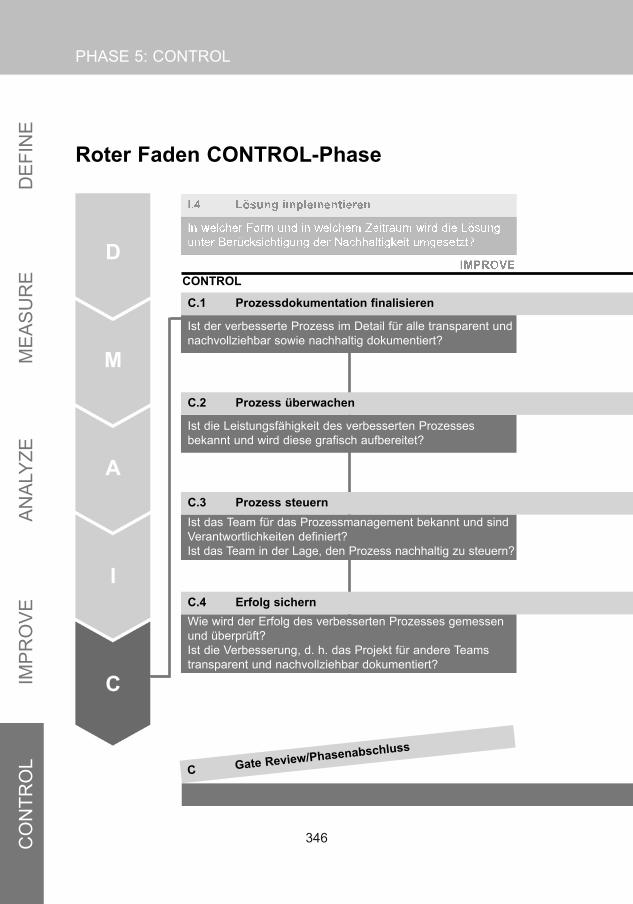
C.2 Prozess überwachen
Ist die Leistungsfähigkeit des verbesserten Prozessesbekannt und wird diese grafisch aufbereitet?
C.3 Prozess steuernIst das Team für das Prozessmanagement bekannt und sindVerantwortlichkeiten definiert?Ist das Team in der Lage, den Prozess nachhaltig zu steuern?
C.4 Erfolg sichernWie wird der Erfolg des verbesserten Prozesses gemessenund überprüft?Ist die Verbesserung, d. h. das Projekt für andere Teamstrans parent und nachvollziehbar dokumentiert?
PHASE 5: CONTROL
IMPROVECONTROL
Roter Faden CONTROL-Phase
I.4 Lösung implementieren
In welcher Form und in welchem Zeitraum wird die Lösungunter Berücksichtigung der Nachhaltigkeit umgesetzt?
C.1 Prozessdokumentation finalisieren
Ist der verbesserte Prozess im Detail für alle transparent undnachvollziehbar sowie nachhaltig dokumentiert?
C Gate Review/Phasenabschluss
D
M
A
I
C
346
347
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
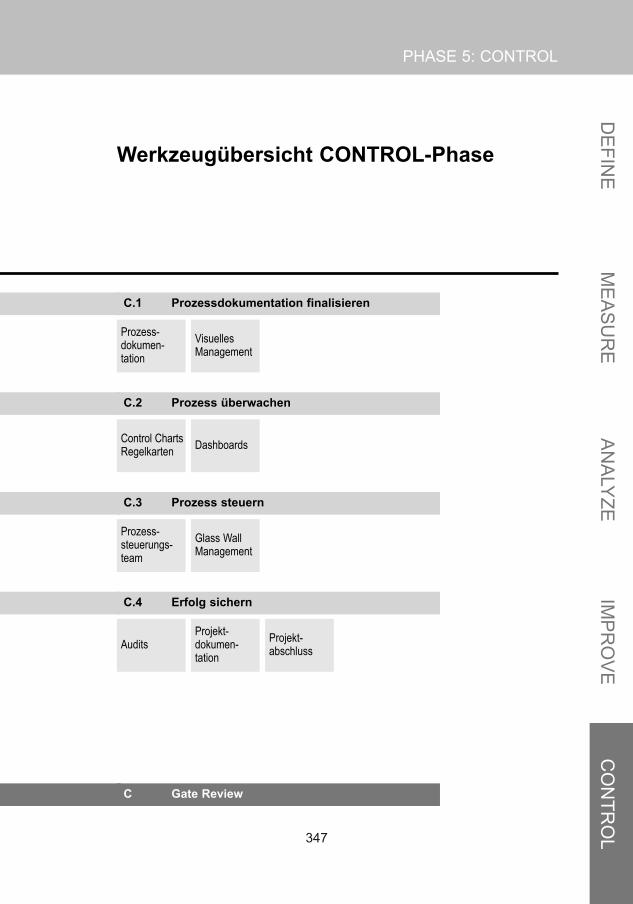
Control ChartsRegelkarten Dashboards
Prozess -steuerungs -team
Glass WallManagement
AuditsProjekt -dokumen -tation
Projekt -abschluss
C.2 Prozess überwachen
C.3 Prozess steuern
C.4 Erfolg sichern
PHASE 5: CONTROL
Werkzeugübersicht CONTROL-Phase
Prozess -dokumen -tation
VisuellesManagement
C.1 Prozessdokumentation finalisieren
C Gate Review
347

.
349
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
PROZESSDOKUMENTATION
Prozessdokumentation
BezeichnungProcess Documentation, Prozessdokumentation
ZeitpunktCONTROL, zu Beginn der Phase
Ziel- Eine plastische, transparente und (intuitiv) nachvollziehbare Abbildung des
veränderten Prozesses für die Prozessbeteiligten schaffen- Veränderte Aufgaben und Arbeitsmittel im veränderten Prozess klar und
einfach beschreiben- Prozessverantwortlichkeiten und Schnittstellen eindeutig definieren- Autonome Entscheidungen der Prozessbeteiligten ermöglichen und da -
durch Prozessschleifen vermeiden- Einhaltung der festgelegten Prozessstandards ermöglichen- Einarbeitung neuer Mitarbeiter vereinfachen- Aktuellen Stand der Dokumentation des verbesserten Prozesses sicher -
stel len
Vorgehensweise1. Prozessdokumentation vorbereiten
- Veränderten Prozess durchlaufen- Mitarbeiter über die implementierten Veränderungen befragen (welche
Informationen sind durch welches Medium wie bei wem angekommen)- Den Status der Anpassungen in den Arbeits- und Verfahrens anweisun -
gen bzw. der Prozessdokumentation ermitteln
2. Detaillierungsgrad festlegenGemeinsam mit den Prozessbeteiligten die notwendige Detailtiefe für dieDokumentation festlegen; dabei die Eignung für die Nutzung im Alltag imAuge behalten
3. Prozess visualisieren- Reihenfolge der Prozessschritte, Verantwortlichkeiten und Schnittstellen
visualisieren
349
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
350
PROZESSDOKUMENTATION
- Inputs und Outputs sowie ihre Quellen und Kunden (intern/extern) be -rück sichtigen
- Arbeitsschritte dokumentieren und visualisieren
4. Arbeitsschritte in der Verfahrensanweisung operational definieren (wer machtwas, wann, mit welchen Mitteln?) - Anweisungen klar und präzise in Text- und/oder visueller Form formulie-
ren
5. Arbeitsplätze gemäß der Verfahrensanweisung einrichten
6. Mitarbeiter schulen bzw. einweisen
7. Prozessdokumentation ablegen- Unternehmensstandards berücksichtigen (EDV, Formate)
8. Aktualisierungsprozess sicherstellen- Inhalte, Termine und Verantwortlichkeiten
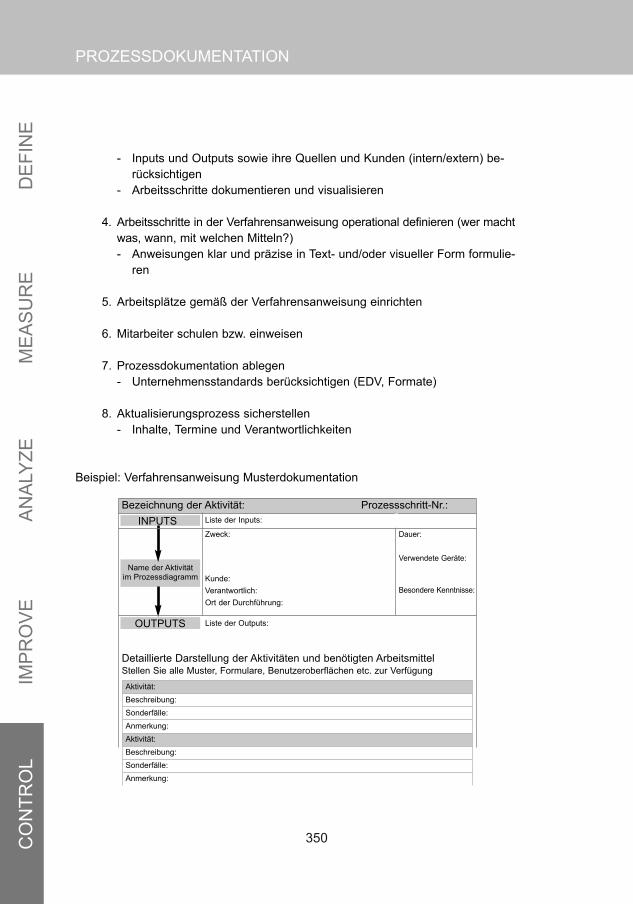
Beispiel: Verfahrensanweisung Musterdokumentation
Bezeichnung der Aktivität: Prozessschritt-Nr.:INPUTS Liste der Inputs:
Name der Aktivität im Prozessdiagramm
Zweck:
Kunde:Verantwortlich:Ort der Durchführung:
Dauer:
Verwendete Geräte:
Besondere Kenntnisse:
OUTPUTS Liste der Outputs:
Detaillierte Darstellung der Aktivitäten und benötigten ArbeitsmittelStellen Sie alle Muster, Formulare, Benutzeroberflächen etc. zur Verfügung
Aktivität:Beschreibung:Sonderfälle:Anmerkung:Aktivität:Beschreibung:Sonderfälle:Anmerkung:
350
351
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
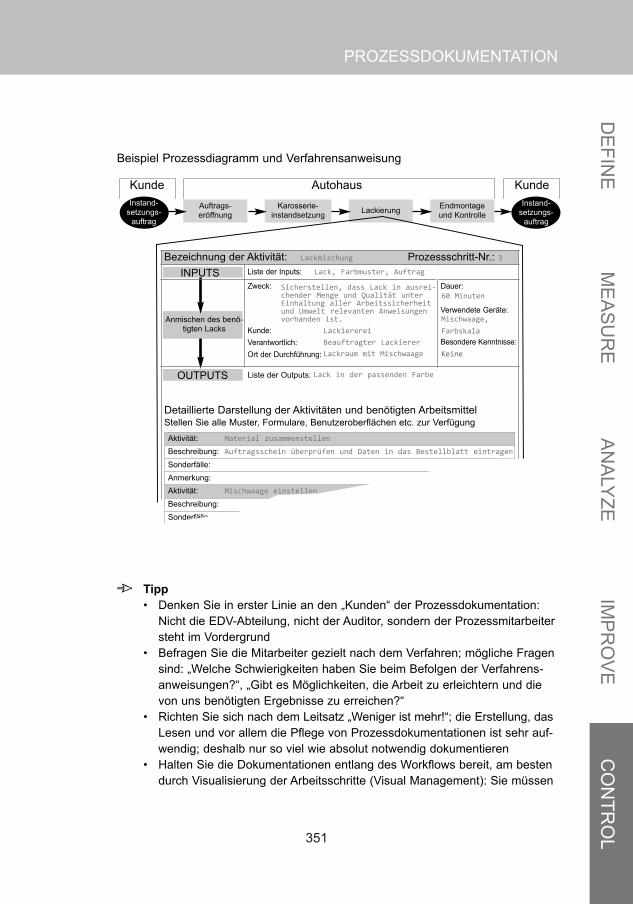
Beispiel Prozessdiagramm und Verfahrensanweisung
Tipp• Denken Sie in erster Linie an den „Kunden“ der Prozessdokumentation:
Nicht die EDV-Abteilung, nicht der Auditor, sondern der Prozessmitarbeitersteht im Vordergrund
• Befragen Sie die Mitarbeiter gezielt nach dem Verfahren; mögliche Fragensind: „Welche Schwierigkeiten haben Sie beim Befolgen der Verfahrens -anweisungen?“, „Gibt es Möglichkeiten, die Arbeit zu erleichtern und dievon uns benötigten Ergebnisse zu erreichen?“
• Richten Sie sich nach dem Leitsatz „Weniger ist mehr!“; die Erstellung, dasLesen und vor allem die Pflege von Prozessdokumentationen ist sehr auf-wendig; deshalb nur so viel wie absolut notwendig dokumentieren
• Halten Sie die Dokumentationen entlang des Workflows bereit, am bestendurch Visualisierung der Arbeitsschritte (Visual Management): Sie müssen
PROZESSDOKUMENTATION
Bezeichnung der Aktivität: Lackmischung Prozessschritt-Nr.: 3INPUTS Liste der Inputs: Lack, Farbmuster, Auftrag
Anmischen des benö-tigten Lacks
Zweck:
Kunde:Verantwortlich:Ort der Durchführung:
Dauer:
Verwendete Geräte:
Besondere Kenntnisse:
OUTPUTS Liste der Outputs:
Detaillierte Darstellung der Aktivitäten und benötigten ArbeitsmittelStellen Sie alle Muster, Formulare, Benutzeroberflächen etc. zur VerfügungAktivität: Material zusammenstellen
Beschreibung: Auftragsschein überprüfen und Daten in das Bestellblatt eintragen
Sonderfälle:Anmerkung:Aktivität: Mischwaage einstellen
Beschreibung:SonderfälleComment:
Kunde Autohaus KundeAuftrags-eröffnung
Instand -setzungs -
auftrag
Instand -setzungs -
auftrag
Karosserie-instandsetzung Lackierung Endmontage
und Kontrolle
LackierereiBeauftragter LackiererLackraum mit Mischwaage
Lack in der passenden Farbe
Mischwaage,
Farbskala
Keine
60 MinutenSicherstellen, dass Lack in ausrei chender Menge und Qualität unterEinhaltung aller Arbeitssicherheitund Umwelt relevanten Anweisungenvorhanden ist.
351
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
352
bereitstehen, wenn sie gebraucht werden; das ist immer besser, als einenOrdner zu holen oder eine Datei zu öffnen in einem System, das man nichtgut kennt
• Hüten Sie sich vor Over Engineering: Ganze Teams können Personen jahredamit verbringen, Prozesse aufwendig in IT-Plattformen zu dokumentieren,die nie von den Mitarbeitern aktiv genutzt werden bzw. bereits bei der Frei -gabe veraltet sind
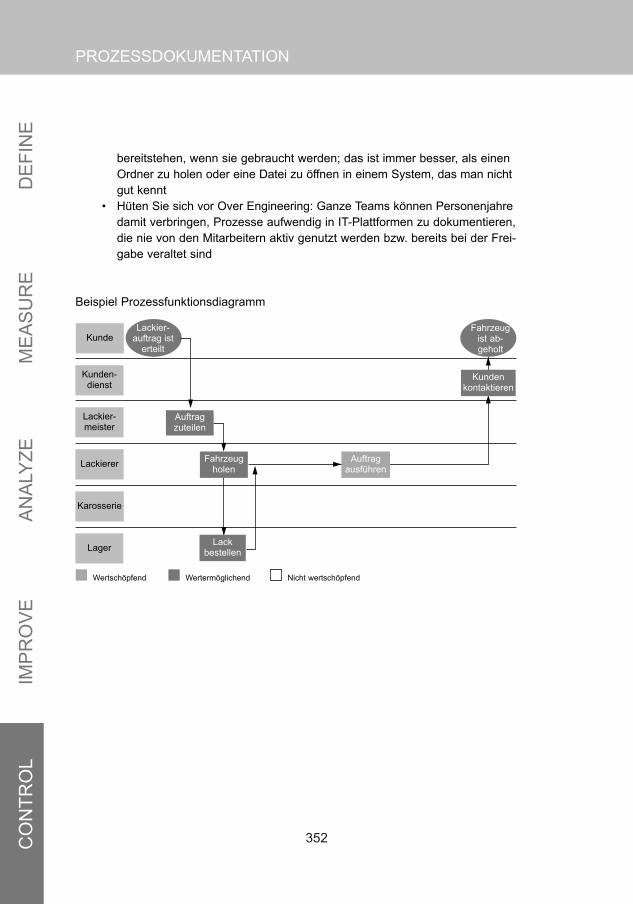
Beispiel Prozessfunktionsdiagramm
PROZESSDOKUMENTATION
Wertschöpfend Wertermöglichend Nicht wertschöpfend
Kunde
Kunden -dienst
Lackier -meister
Lackierer
Karosserie
Lager
Lackier -auftrag ist
erteilt
Auftragzuteilen
Fahrzeugholen
Auftragausführen
Kundenkontaktieren
Lackbestellen
Fahrzeug ist ab -geholt
352
353
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
REVISUELLES MANAGEMENT
Visuelles Management
BezeichnungVisual Management, visuelles Management
ZeitpunktCONTROL, Prozessdokumentation visualisieren
Ziel- Informationen über die Prozessleistung für alle Mitarbeiter und Führungs -
kräfte jederzeit transparent machen- Arbeits- und Verfahrensanweisungen visuell aufbereitet für alle Beteiligten
darstellen- Wege und Lagerfläche sowie SOLL-Einstellungen, z. B. bei Anlagen, mar-
kieren- Arbeitsprioritäten festlegen und bekannt machen- Abweichungen von Standards schnell erkennen können- Frühzeitige Fehlererkennung und behebung (Poka-Yoke-Ansatz)
VorgehensweiseIn Abhängigkeit vom gesetzten Ziel können verschiedene Werkzeuge verwen -det werden. Beispiele für Werkzeuge des visuellen Managements finden Sieauf den nächsten Seiten
Tipp• Verstehen Sie visuelles Management auch als ein Werkzeug, das dabei hilft,
dass sich die Prozess beteiligten mit dem Unternehmen (durch Infor ma tions -transparenz), mit der Aufgabe (Arbeits- und Verfahrens anweisun gen) undmit dem Produkt (SOLL-Zustand) identifizieren; das fördert Verständnis undMotivation
• Verwenden Sie visuelles Management auch in administrativen Prozessen
353
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
354
VISUELLES MANAGEMENT
Werkzeug Anwendung
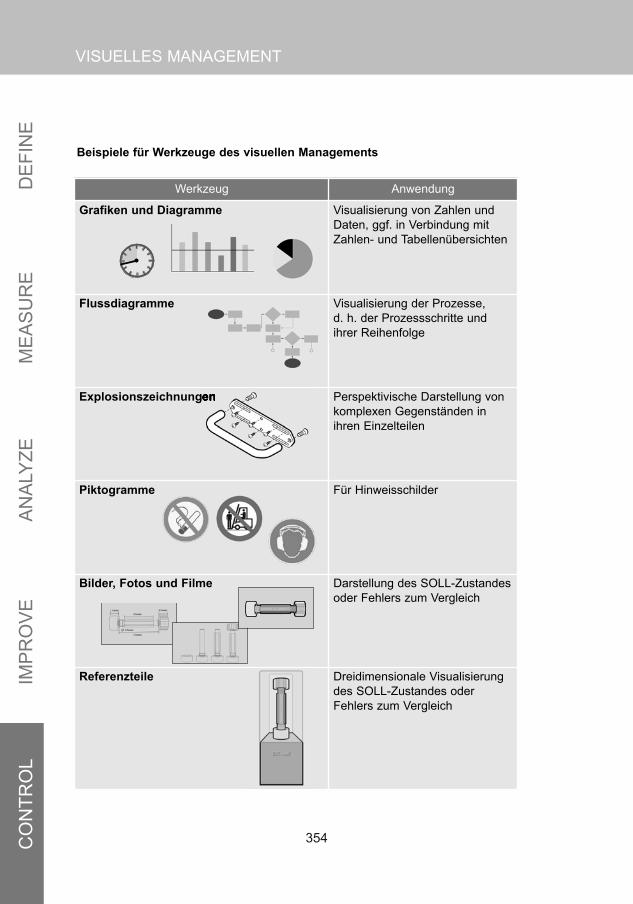
Grafiken und Diagramme Visualisierung von Zah len undDaten, ggf. in Verbindung mitZahlen- und Tabellen über sich ten
Flussdiagramme Visualisierung der Pro zes se, d. h. der Prozess schritte undihrer Rei hen folge
Explosionszeichnungen Perspektivische Dar stellung vonkomplexen Gegenständen inihren Einzelteilen
Piktogramme Für Hinweisschilder
Bilder, Fotos und Filme Darstellung des SOLL-Zustan desoder Fehlers zum Vergleich
Referenzteile Dreidimensionale Visu alisierungdes SOLL-Zustan des oderFehlers zum Ver gleich
Beispiele für Werkzeuge des visuellen Managements
354
355
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
REVISUELLES MANAGEMENT
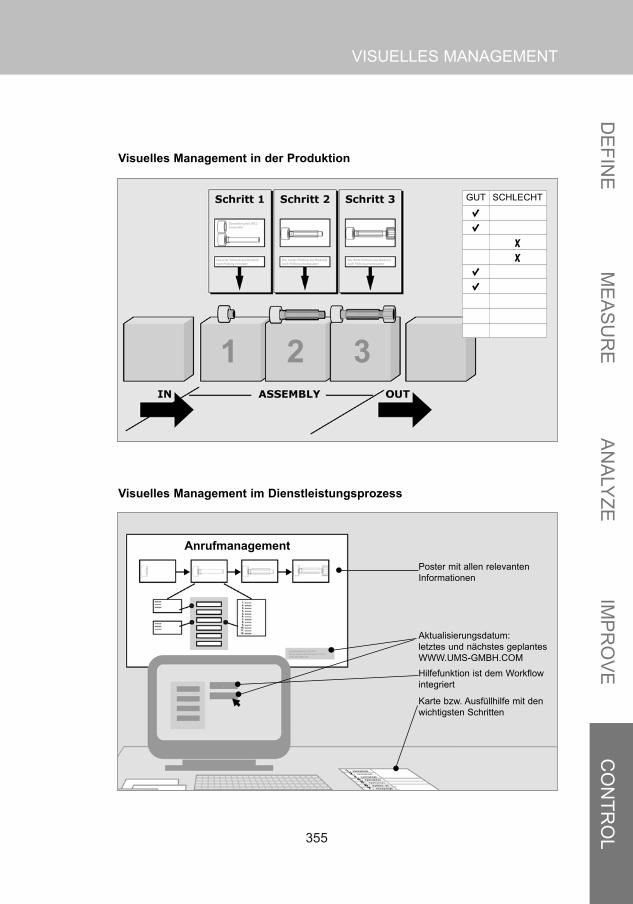
Visuelles Management in der Produktion
Visuelles Management im Dienstleistungsprozess
1 2 3
GUT SCHLECHT
xx
Aktualisierungsdatum: letztes und nächstes geplantes WWW.UMS-GMBH.COM
Poster mit allen relevantenInformationen
Karte bzw. Ausfüllhilfe mit denwichtigsten Schritten
Hilfefunktion ist dem Workflowintegriert
Anrufmanagement
355
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
356
CONTROL CHARTS/REGELKARTEN
Control Charts/Regelkarten
BezeichnungControl Charts, Shewart Charts, Regelkarten
ZeitpunktMeasure, Analyze und Control, Prozess Monitoring
Ziel- Prozessüberwachung: Prozessstreuungen erkennen und verfolgen- Feststellung, ob der Prozess beherrscht bzw. unter Kontrolle ist- Identifikation von gewöhnlichen und speziellen Ursachen (common and
special causes)- Werkzeug für die laufende Prozesslenkung
Vorgehensweise
1. Stichprobenstrategie und Stichprobengröße bestimmen- Für Control Charts müssen Stichproben erhoben werden. Wichtig hier-
für ist die richtige Stichprobenstrategie. - Eine Stichprobenstrategie für Control Charts beinhaltet sowohl die Stich -
probengröße als auch die Häufigkeit der Stichprobenentnahmen. Dasbedeutet, dass immer zu einem bestimmten Zeitpunkt oder nach einerbestimmten Anzahl von Teilen eine Stichprobe mit einer bestimmtenGrö ße entnommen wird.
- Die Stichproben sollten zeitlich immer so gewählt werden, dass sie einemöglichst gute Aussage über die Prozessentwicklung liefern. Wird derZeitpunkt falsch gewählt, z. B. gleichzeitig mit einem Rohmaterial wech -sel, dann wird es mit hoher Wahrscheinlichkeit zu einem Ausschlag derabhängigen Größe kommen, der jedoch wenig Informationsgehalt hat.
356
357
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
CONTROL CHARTS/REGELKARTEN
Bildung von Untergruppen
• Eine effektive Aussage der Control Charts hängt nicht nur von der Qualität derStichprobe, sondern auch von der Qualität der Untergruppen ab.
• Bei der Bildung von Untergruppen muss darauf geachtet werden, dass …- sie möglichst gute Informationen über den Prozess liefern.- sie die Variation des Outputs oder des Inputs vollständig abbilden, denn die
gesamte Variation (sowohl innerhalb einer Untergruppe als auch zwischenden Untergruppen) bestimmt die Grenzen für das Control Chart.
• Die Untergruppen sollen rational gebildet werden. Es gibt grundsätzlich zweiAnsätze für die Bildung von rationalen Untergruppen: - Die Einheiten aus der Stichprobe sind gleichzeitig (oder zeitlich sehr nah)
hergestellt worden (siehe Anmerkung für die Stichprobengröße und Häu -fig keit).
- Die Stichprobe ist repräsentativ für alle Einheiten, die seit der letzten Stich -probenentnahme hergestellt worden sind. Im wesentlichen bedeutet daseine Zufallsstichprobe aus allen produzierten Einheiten seit der letzten Stich -pro benentnahme. Dieser Ansatz (repräsentative Stichprobe) ist besondersdann empfehlenswert, wenn es Gründe zur Annahme gibt, dass der Pro -zess für ein bestimmtes Zeitintervall nicht beherrscht war und wieder untersta tis tische Kontrolle gebracht wurde. In diesem Falle würde die erste Me -thode nicht effektiv genug sein, um diese zwischenzeitliche Verschiebungzu erkennen. Hier ist jedoch Vorsicht bei der Interpretation der Control Chartsgeboten: Hat sich der Prozess mehrmals innerhalb des Zeitinter valls ver-schoben, so kann dies dazu führen, dass sich die Variation innerhalb derStich probe erheblich vergrößert. Das führt wiederum zu breiteren Kon troll -grenzen. Grundsätzlich kann jeder Prozess als scheinbar unter Kontrolleinterpretiert werden, wenn nur die Intervalle zwischen den Stichproben großgenug sind.
Rational SubgroupsDie Idee, die hinter den rationalen Untergruppen (Rational Subgroups) steht, kann an handeines Xquer/R-Karte veranschaulicht werden. Um das zu erläutern, fokussieren wir auf dieErkennung der Verschiebung des Mittelwertes: Die Bildung von rationalen Unter gruppenbedeutet, dass die Untergruppen so ausgewählt werden, dass bei Vor han den sein von spe-ziellen Ursachen die Wahrscheinlichkeit für Unterschiede zwischen den Un ter gruppen ma -ximiert wird und gleichzeitig die Wahrscheinlichkeit für Unter schie de innerhalb der Un ter -gruppe aufgrund dieser speziellen Ursache minimiert wird.
357
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
358
CONTROL CHARTS/REGELKARTEN
Tipp• Bei der Ableitung der Stichprobenstrategie und Bestimmung der Stich pro -
ben größe sind die Faktoren Zeit und Kosten zu berücksichtigen.• Sofern möglich sollten die Stichproben unter den gleichen Bedingungen
erhoben werden (z. B. gleiche Anlage). • Bei der Bildung rationaler Untergruppen kann es sinnvoll sein für unter-
schied liche Schichtungsfaktoren (z. B. Anlage, Operator, Schicht) getrenn teControl Charts zu bilden.
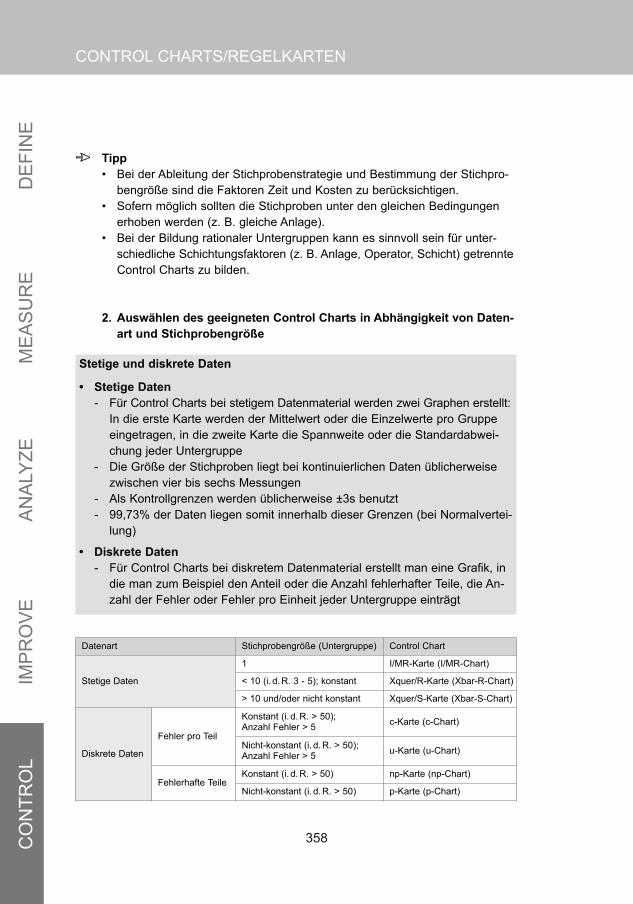
2. Auswählen des geeigneten Control Charts in Abhängigkeit von Daten -art und Stichprobengröße
Stetige und diskrete Daten
• Stetige Daten- Für Control Charts bei stetigem Datenmaterial werden zwei Graphen erstellt:
In die erste Karte werden der Mittelwert oder die Einzelwerte pro Gruppeeingetragen, in die zweite Karte die Spannweite oder die Standardab wei -chung jeder Untergruppe
- Die Größe der Stichproben liegt bei kontinuierlichen Daten üblicherweisezwischen vier bis sechs Messungen
- Als Kontrollgrenzen werden üblicherweise ±3s benutzt- 99,73% der Daten liegen somit innerhalb dieser Grenzen (bei Normal vertei -
lung)
• Diskrete Daten- Für Control Charts bei diskretem Datenmaterial erstellt man eine Grafik, in
die man zum Beispiel den Anteil oder die Anzahl fehlerhafter Teile, die An -zahl der Fehler oder Fehler pro Einheit jeder Untergruppe einträgt
Datenart Stichprobengröße (Untergruppe) Control Chart
Stetige Daten
1 I/MR-Karte (I/MR-Chart)
< 10 (i. d. R. 3 - 5); konstant Xquer/R-Karte (Xbar-R-Chart)
> 10 und/oder nicht konstant Xquer/S-Karte (Xbar-S-Chart)
Diskrete Daten
Fehler pro Teil
Konstant (i. d. R. > 50);Anzahl Fehler > 5 c-Karte (c-Chart)
Nicht-konstant (i. d. R. > 50);Anzahl Fehler > 5 u-Karte (u-Chart)
Fehlerhafte TeileKonstant (i. d. R. > 50) np-Karte (np-Chart)
Nicht-konstant (i. d. R. > 50) p-Karte (p-Chart)
358
359
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
Art des Control Charts
Untergruppen-stichproben Mittellinie Kontrollgrenzen
Durchschnitt und Bandbreite
Konstant und<10, aber i. d. R. 3 bis 5
Xquer/R-Karte
Durchschnitt und Bandbreite
Variabel oder 10
Xquer/S-Karte
Einzelwert und glei-tende Spannweiten
1
I/MR-Karte
CONTROL CHARTS/REGELKARTEN
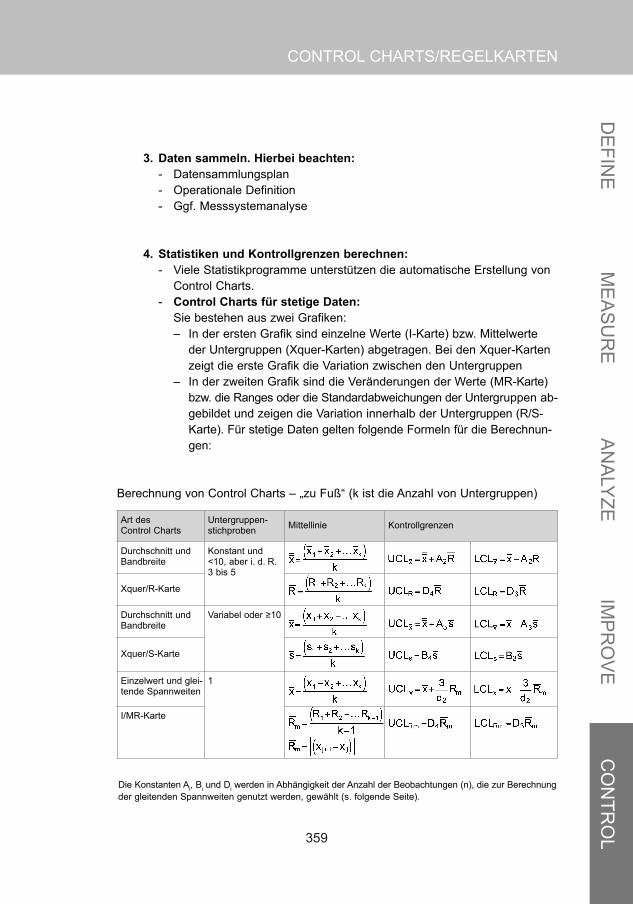
3. Daten sammeln. Hierbei beachten:- Datensammlungsplan- Operationale Definition- Ggf. Messsystemanalyse
4. Statistiken und Kontrollgrenzen berechnen:- Viele Statistikprogramme unterstützen die automatische Erstellung von
Control Charts.- Control Charts für stetige Daten:
Sie bestehen aus zwei Grafiken: – In der ersten Grafik sind einzelne Werte (I-Karte) bzw. Mittelwerte
der Untergruppen (Xquer-Karten) abgetragen. Bei den Xquer-Kartenzeigt die erste Grafik die Variation zwischen den Untergruppen
– In der zweiten Grafik sind die Veränderungen der Werte (MR-Karte)bzw. die Ranges oder die Standardabweichungen der Untergruppen ab -gebildet und zeigen die Variation innerhalb der Untergruppen (R/S-Karte). Für stetige Daten gelten folgende Formeln für die Berech nun -gen:
Berechnung von Control Charts – „zu Fuß“ (k ist die Anzahl von Untergruppen)
Die Konstanten Ai, Bi und Di werden in Abhängigkeit der Anzahl der Beobachtungen (n), die zur Berech nungder gleitenden Spannweiten genutzt werden, gewählt (s. folgende Seite).
359
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
360
CONTROL CHARTS/REGELKARTEN
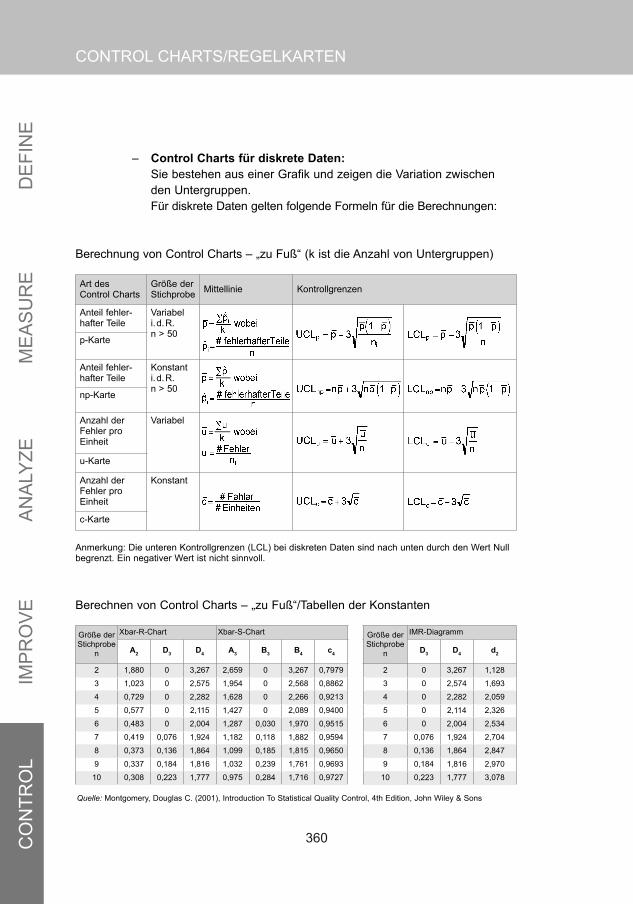
– Control Charts für diskrete Daten:Sie bestehen aus einer Grafik und zeigen die Variation zwischenden Untergruppen.Für diskrete Daten gelten folgende Formeln für die Berechnungen:
Berechnung von Control Charts – „zu Fuß“ (k ist die Anzahl von Untergruppen)
Anmerkung: Die unteren Kontrollgrenzen (LCL) bei diskreten Daten sind nach unten durch den Wert Nullbegrenzt. Ein negativer Wert ist nicht sinnvoll.
Berechnen von Control Charts – „zu Fuß“/Tabellen der Konstanten
Größe derStichprobe
n
Xbar-R-Chart Xbar-S-Chart Größe derStichprobe
n
IMR-Diagramm
A2 D3 D4 A3 B3 B4 c4 D3 D4 d2
2 1,880 0 3,267 2,659 0 3,267 0,7979 2 0 3,267 1,128
3 1,023 0 2,575 1,954 0 2,568 0,8862 3 0 2,574 1,693
4 0,729 0 2,282 1,628 0 2,266 0,9213 4 0 2,282 2,059
5 0,577 0 2,115 1,427 0 2,089 0,9400 5 0 2,114 2,326
6 0,483 0 2,004 1,287 0,030 1,970 0,9515 6 0 2,004 2,534
7 0,419 0,076 1,924 1,182 0,118 1,882 0,9594 7 0,076 1,924 2,704
8 0,373 0,136 1,864 1,099 0,185 1,815 0,9650 8 0,136 1,864 2,847
9 0,337 0,184 1,816 1,032 0,239 1,761 0,9693 9 0,184 1,816 2,970
10 0,308 0,223 1,777 0,975 0,284 1,716 0,9727 10 0,223 1,777 3,078
Quelle: Montgomery, Douglas C. (2001), Introduction To Statistical Quality Control, 4th Edition, John Wiley & Sons
Art des Control Charts
Größe der Stichprobe Mittellinie Kontrollgrenzen
Anteil fehler-hafter Teile
Variabeli.d.R. n > 50
p-Karte
Anteil fehler-hafter Teile
Konstant i.d.R. n > 50
np-Karte
Anzahl der Fehler pro Einheit
Variabel
u-Karte
Anzahl der Fehler pro Einheit
Konstant
c-Karte
360
361
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
CONTROL CHARTS/REGELKARTEN
5. Control Charts erstellen:– Auf der X-Achse steht das zu untersuchende Zeitintervall.– Für jede Grafik werden zunächst die Datenpunkte abgetragen (analog
zum Verlaufsdiagramm).– Die Mittellinien werden zuerst gezogen und die Kontrollgrenzen errech-
net und abgezeichnet. Die Berechnung der Kontrollgrenzen erfolgt nachden abgebildeten Formeln.
6. Control Charts interpretieren:– Betrachtung der Mittellinie
Ist der Prozess an der richtigen Stelle im Hinblick auf die Kunden anfor -derungen oder auf den Zielwert zentriert? War der Prozess vorher zen-triert? Hat sich der Prozess geändert? Haben sich die Kunden anforderun -gen oder der Zielwert geändert?
– Analyse der Daten in Bezug auf die KontrollgrenzenLiegen gewöhnliche oder spezielle Ursachen für die Variation vor? - Die Fluktuation innerhalb der Kontrollgrenzen liegt an den zufälli gen
Abweichungen im Prozess selbst. Das sind gewöhnliche Ursachenfür Variation und sie können nur durch eine Änderung im Systemoder Prozess reduziert werden.
- Datenpunkte außerhalb der Kontrollgrenzen oder Muster innerhalbder Kontrollgrenzen (systematische Abweichungen) deuten auf spe-zielle Ursachen hin. Diese sind genau zu untersuchen und zu besei-tigen, bevor das Control Chart zum Prozessmonitoring verwendetwerden kann.
Ist der Prozess beherrscht? Ein Prozess ist dann beherrscht (unter Kontrolle),wenn alle Punkte innerhalb der Kontrollgrenzen liegen und keine Muster er -kennbar sind.
Computerprogramme wie Minitab® testen automatisch, ob der Prozess be -herrscht ist. Die üblichen Tests sind im Folgenden aufgelistet:
361
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
362
CONTROL CHARTS/REGELKARTEN
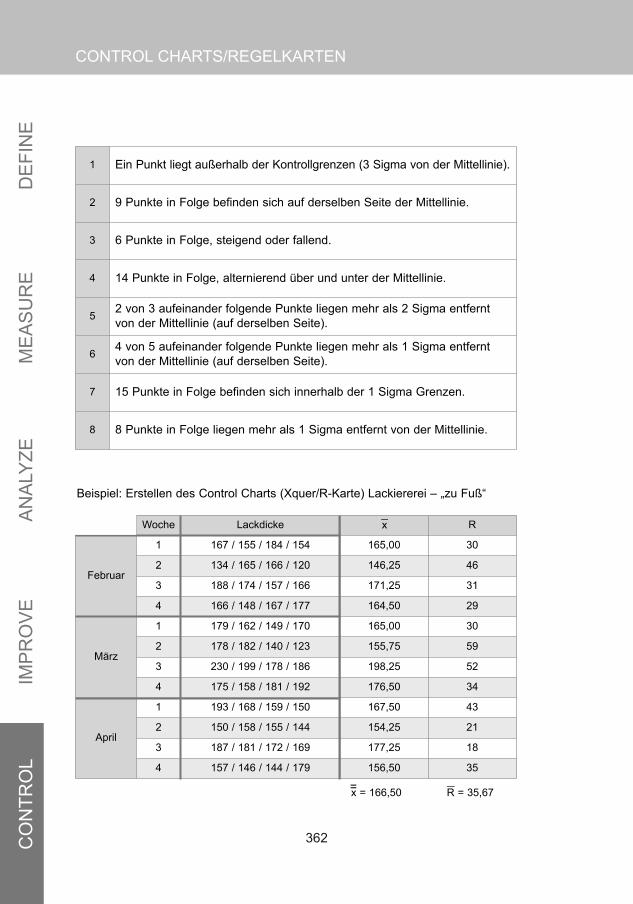
1 Ein Punkt liegt außerhalb der Kontrollgrenzen (3 Sigma von der Mittel linie).
2 9 Punkte in Folge befinden sich auf derselben Seite der Mittellinie.
3 6 Punkte in Folge, steigend oder fallend.
4 14 Punkte in Folge, alternierend über und unter der Mittellinie.
5 2 von 3 aufeinander folgende Punkte liegen mehr als 2 Sigma entferntvon der Mittellinie (auf derselben Seite).
6 4 von 5 aufeinander folgende Punkte liegen mehr als 1 Sigma entferntvon der Mittellinie (auf derselben Seite).
7 15 Punkte in Folge befinden sich innerhalb der 1 Sigma Grenzen.
8 8 Punkte in Folge liegen mehr als 1 Sigma entfernt von der Mittellinie.
Beispiel: Erstellen des Control Charts (Xquer/R-Karte) Lackiererei – „zu Fuß“
Woche Lackdicke x̄ R
Februar
1 167 / 155 / 184 / 154 165,00 30
2 134 / 165 / 166 / 120 146,25 46
3 188 / 174 / 157 / 166 171,25 31
4 166 / 148 / 167 / 177 164,50 29
März
1 179 / 162 / 149 / 170 165,00 30
2 178 / 182 / 140 / 123 155,75 59
3 230 / 199 / 178 / 186 198,25 52
4 175 / 158 / 181 / 192 176,50 34
April
1 193 / 168 / 159 / 150 167,50 43
2 150 / 158 / 155 / 144 154,25 21
3 187 / 181 / 172 / 169 177,25 18
4 157 / 146 / 144 / 179 156,50 35
x = 166,50 R = 35,67= ¯
362
363
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
CONTROL CHARTS/REGELKARTEN
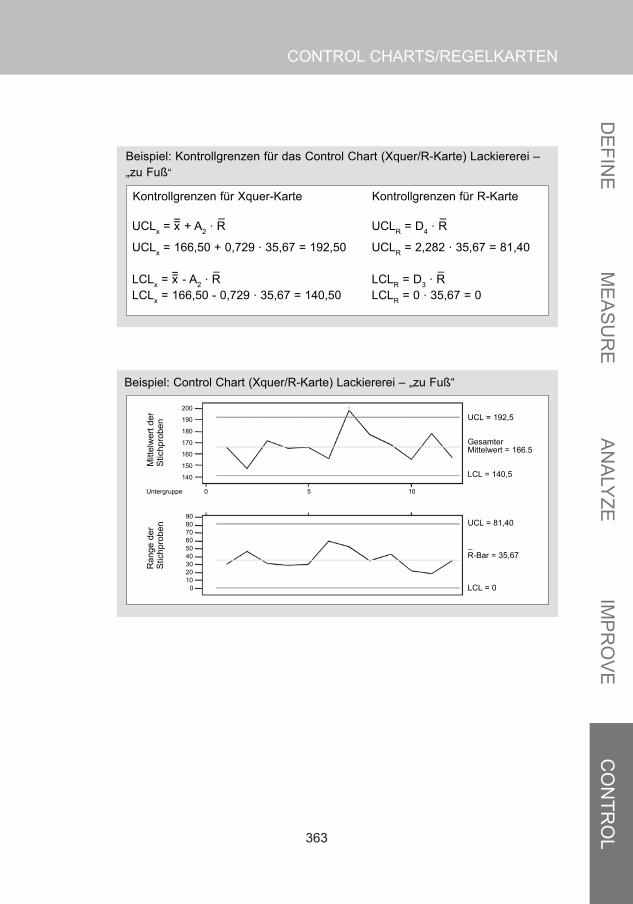
Beispiel: Kontrollgrenzen für das Control Chart (Xquer/R-Karte) Lackiererei –„zu Fuß“
Kontrollgrenzen für Xquer-Karte Kontrollgrenzen für R-Karte
UCLR = D4. R
–
UCLR = 2,282 . 35,67 = 81,40
LCLR = D3. R
–
LCLR = 0 . 35,67 = 0
UCLx = x= + A2. R
–
UCLx = 166,50 + 0,729 . 35,67 = 192,50
LCLx = x= - A2. R
–
LCLx = 166,50 - 0,729 . 35,67 = 140,50
Beispiel: Control Chart (Xquer/R-Karte) Lackiererei – „zu Fuß“
Mitt
elw
ert d
erS
tichp
robe
nR
ange
der
Stic
hpro
ben
UCL = 192,5
GesamterMittelwert = 166.5
LCL = 140,5
UCL = 81,40
R-Bar = 35,67
LCL = 0
200
190
180
170
160
150
140
908070605040302010
0
Untergruppe 0 5 10
–
363
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
364
CONTROL CHARTS/REGELKARTEN
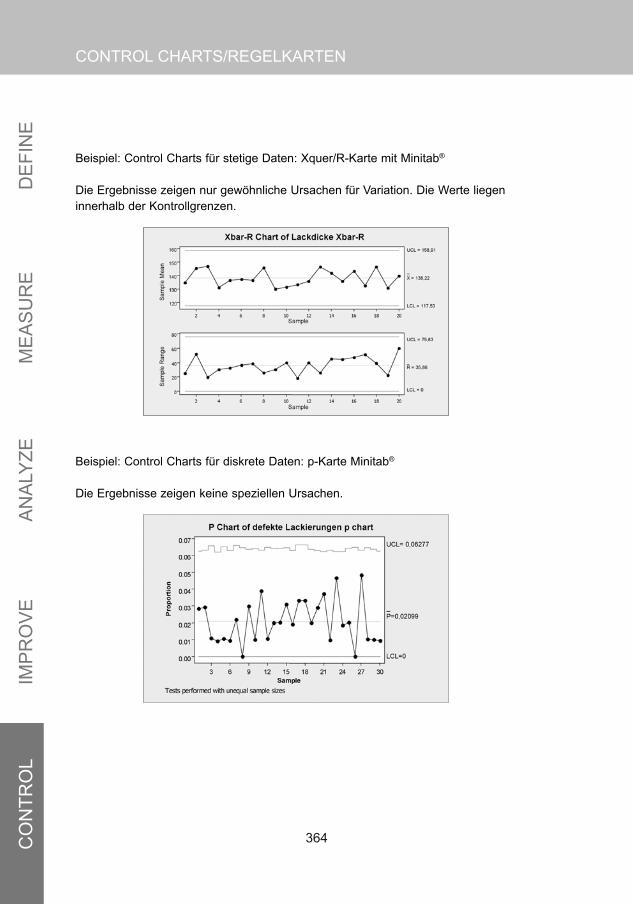
Beispiel: Control Charts für stetige Daten: Xquer/R-Karte mit Minitab®
Die Ergebnisse zeigen nur gewöhnliche Ursachen für Variation. Die Werte liegeninnerhalb der Kontrollgrenzen.
Beispiel: Control Charts für diskrete Daten: p-Karte Minitab®
Die Ergebnisse zeigen keine speziellen Ursachen.
364
365
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
DASHBOARD
Dashboard
BezeichnungDashboard, Instrumententafel, Kennzahlencockpit
ZeitpunktCONTROL, Prozess überwachen
Ziel- Den jeweils aktuellen Erfüllungsgrad der Kunden- und Business anforderun -
gen auf einen Blick, leicht verständlich vermitteln- Erfolg von Maßnahmen überprüfen- Frühzeitig Abweichungen erkennen über die Beobachtung von Input- und
Prozess-Messgrößen- Folgeaktionen für die Prozesssteuerung rechtzeitig auslösen
Vorgehensweise1. Kennzahlen auf Eignung, Aussagekraft und Vollständigkeit prüfen und diese
final festlegen („Weniger ist mehr!“) – hier auch auf Prognosen- und Ziel -werte eingehen - Vollständigkeit: Sind alle CTC und CTB umfassend abgedeckt?- Aussagekraft: Können Veränderungen im Zeitverlauf erfasst werden?
Sind die Kennzahlen leicht verständlich? - Eignung: Kann die Kennzahl in regelmäßigen Abständen erfasst werden?
2. Grafische Darstellung wählen (sparsam sein mit Farben, grafischen Ele men -ten – die Aufmerksamkeit soll auf das Wesentliche gerichtet sein)- Verlaufsdiagramme/Run Chart ggf. mit den Spezifikationsgrenzen dar-
stellen (bewegen sich die Kennzahlen in die richtige Richtung?); zusätz-lich kann es sinnvoll sein, auch die Konfidenzintervalle darzustellen, umsicher zu sein, dass Veränderungen statistisch signifikant sind
- Control Charts nutzen um die Variationsursache zu erkennen: Ist dieVer änderung durch eine gewöhnliche oder spezielle Ursache ausgelöstworden? Daraus können, falls notwendig, geeignete Maßnahmen abge-leitet werden.
3. Dashboard planen und einen Prototyp „bauen“
365
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
366
DASHBOARD
4. Interessierten Mitarbeitern und Führungskräften vorstellen und Feedbackeinholen
5. Finale Anpassung vornehmen
6. Prozesssteuerungsteam und beteiligte Mitarbeiter sowie Führungskräfteschulen
7. Dashboards in der finalen Version realisieren und kontinuierlich verbessern
Tipp• Denken Sie bei der Erstellung des Dashboards daran: „Beauty sells“, d. h.
die Optik bzw. die Verständlichkeit spielen eine wichtige Rolle, wenn esdarum geht, den Nutzungsgrad zu maximieren
• Ein Dashboard kann mit speziellen Bestandteilen und Instrumenten ineinem Fahrzeug verglichen werden; der Fahrer erhält über diese alle not-wendigen Informationen zum Steuern des Autos:
• Die Windschutzscheibe ermöglicht den Blick nach vorne und entsprichtPro gnosen, d. h. Informationen über die Zukunft
• Das Armaturenbrett liefert Informationen über den aktuellen Prozess (Ge -schwindigkeit, Temperatur) sowie die Inputparameter (Ölstand, Tank fül lung)
• Der Rückspiegel richtet den Blick auf Informationen über die Vergangen -heit; Prozesse nur mit dem ‚Rückspiegel‘ zu steuern, entspricht einer ehergefährlichen Fahrweise
• Sorgen Sie dafür, dass die Prozessbeteiligten und Entscheidungsträgerverstehen, welche Informationen (nicht nur Zahlen) sie aus den Dash -boards entnehmen können und welchen Nutzen sie davon haben; dies istunabdingbare Voraussetzung für die nachhaltige Nutzung von Dashboards
366
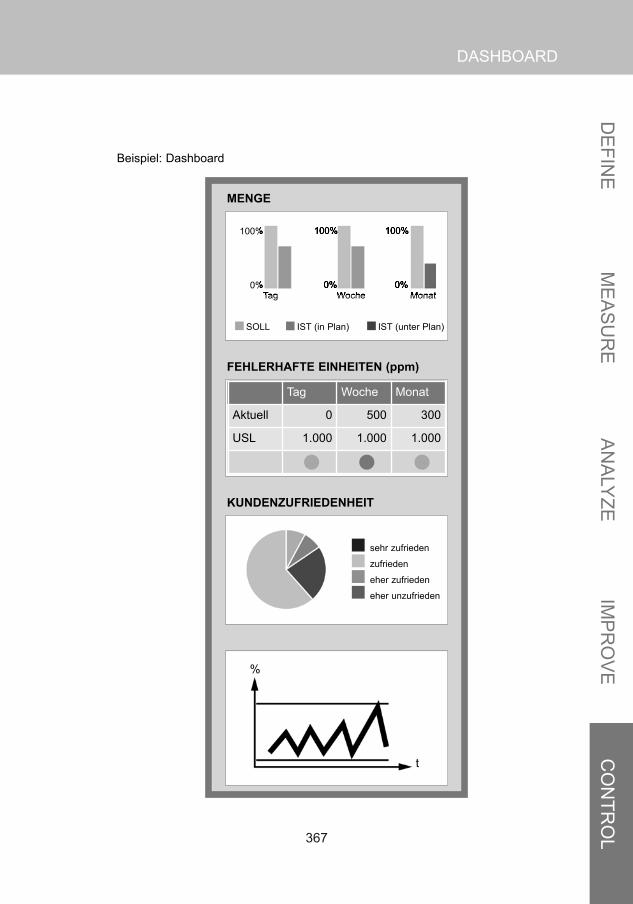
FEHLERHAFTE EINHEITEN (ppm)
367
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
Beispiel: Dashboard
DASHBOARD
KUNDENZUFRIEDENHEIT
%
t
sehr zufrieden
zufrieden
eher zufrieden
eher unzufrieden
Tag Woche Monat0% 0% 0%
100% 100% 100%
Tag Woche Monat
Aktuell 0 500 300
USL 1.000 1.000 1.000
MENGE
SOLL IST (in Plan) IST (unter Plan)
367
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
368
PROZESSSTEUERUNGSTEAM
Prozesssteuerungsteam
BezeichnungProcess Management Team, Prozesssteuerungsteam
ZeitpunktCONTROL, Prozess steuern
Ziel- Den Prozess aktiv steuern- Engagierte Mitarbeiter einbinden, um die Prozesssteuerung auf mehrere
Schultern zu verteilen und damit die Erfolgsaussichten zu verbessern
Vorgehensweise1. Team benennen und Verantwortlichkeiten festlegen, z. B.
- Manager: Löst Probleme mit den Prozessinputs, damit die Mitarbeiterwert schöpfend tätig sein können
- Teamleiter: Löst Probleme und unterstützt die Teammitglieder, damit siewertschöpfend tätig sein können
- Mitarbeiter: Sind wertschöpfend tätig
2. Meeting-Frequenz und Termine festlegen
3. Meetings regelmäßig durchführen, Dashboard-Status besprechen und ggf.Maßnahmen ableiten; die Prozessbeteiligten treffen sich regelmäßig, umden aktuellen Stand des Prozesses zu besprechen – hierzu eignen sichbesonders „Stand up“-Meetings bzw. Stehungen (5 bis 10 Minuten zumStart jeder Schicht); folgende Themen werden dabei gemeinsam bespro-chen und diskutiert:a. Wie war die Prozessleistung gestern, welche Probleme gab es?b. Welche Verbesserungsideen gibt es?c. Was sind die Arbeitsrückstände und die Ziele für den heutigen Tag?d. Welche Prioritäten und Aufgaben mit welcher Arbeitsaufteilung gibt es?e. Welche Veränderungen hinsichtlich der Organisation bzw. des Pro duk -
tes beeinflussen den Tagesablauf?
4. Maßnahmen umsetzen und Ergebnisse überwachen
368
369
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
PROZESSSTEUERUNGSTEAM
Tipp• Führen Sie die Überwachung und tägliche Steuerung des Prozesses direkt
am Ort des Geschehens durch – nicht die Zentralabteilungen (z. B. Busi -ness Process Management – BPM) steuern den Prozess
• Nachhaltige Prozesssteuerung lebt von der Akzeptanz. „Abholen und Mit -nehmen“ ist hier sehr wichtig. Sorgen Sie dafür, ggf. mithilfe des Sponsors,dass eine Fehlerkultur möglich ist. „Finger Pointing“ und Vorwürfe sindinakzeptabel!
• Sorgen Sie dafür, dass die Prozesseigner, Prozessmanager und weitereProzessbeteiligte geschult sind; sie wissen dann, welche Daten wie abge-bildet werden und können diese interpretieren und daraus Schlüsse ziehen
• Für das Rollout im Unternehmen ist es darüber hinaus wichtig, dass dasManagement die Dashboards versteht, sich für deren Nutzung einsetzt undselbst die Prozesse damit steuert
369
* Das Konzept des Glass Wall Management wurde von Kiyoshi Suzaki in seinem Buch „Results from theHeart: How Mini-Company Management Captures Everyone’s Talents and Helps Them Find Meaningand Purpose at Work“ (Free Press, 2002) entwickelt und vorgestellt.
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
370
GLASS WALL MANAGEMENT
Glass Wall Management
BezeichnungGlass Wall Management*
ZeitpunktCONTROL, Prozess steuern
ZielProzesse durch Transparenz besser steuern
Vorgehensweise1. Arbeitseinheiten definieren (Gruppen, Teams, Abteilungen etc.), die als
„Kleinstunternehmen“ betrachtet werden und konsequent mithilfe von Kenn -zahlen gesteuert werden; diese Einheiten leben ein ausgeprägtes Kunden-Lieferanten-Kunden-Verhältnis zu den internen und externen Schnitt stellen,das langfristig zu einer verschwendungsfreien Wert schöp fungs kette führensoll
2. Die wichtigsten Kennzahlen werden kontinuierlich und für alle sichtbar vi -su alisiert, unabhängig von den Ergebnissen
3. Die Einheiten nutzen die Zahlen, um ihre Prozesse zu steuern und konti-nuierlich zu verbessern
4. Fortschritt und Erfolg werden kommuniziert und visualisiert; auf diese Wei -se wird der Wettbewerbsgedanke gefördert
370
371
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
GLASS WALL MANAGEMENT
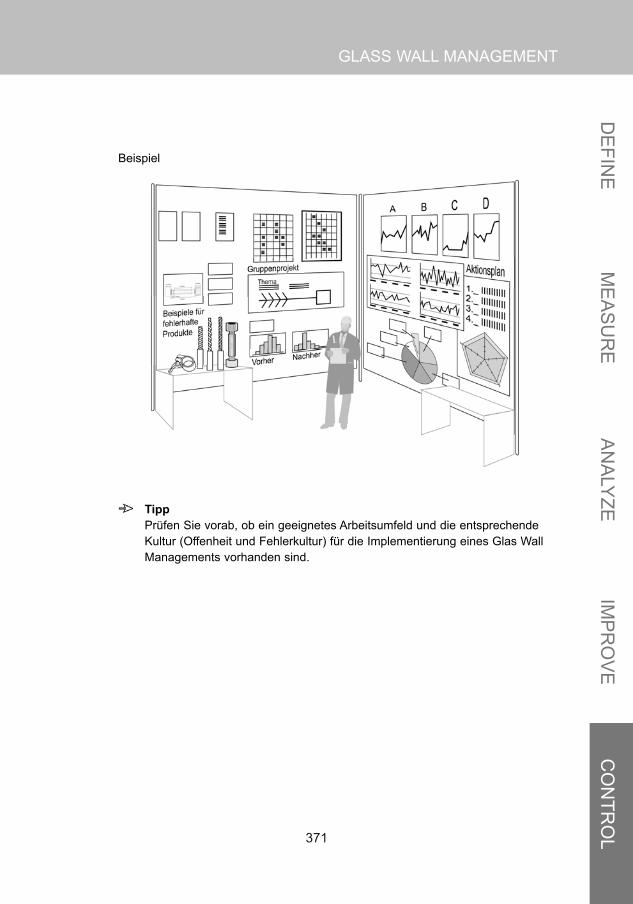
Beispiel
TippPrüfen Sie vorab, ob ein geeignetes Arbeitsumfeld und die entsprechendeKultur (Offenheit und Fehlerkultur) für die Implementierung eines Glas WallManagements vorhanden sind.
371
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
372
AUDITS
Audits
BezeichnungAuditing, Audits, Nutzeninkasso
ZeitpunktCONTROL, Erfolg messen, regelmäßig nach Projektabschluss
ZielQualität der Verbesserung bzw. den tatsächlich erreichten Projekterfolg messen
Vorgehensweise1. Audit vorbereiten
- Ziel und Umfang des Audits festlegen- Prozessdokumentation sichten- Audit-Checkliste erstellen bzw. anpassen- Mitarbeiter informieren: Auf E = Q x A (Erfolg resultiert aus Qualität [Me -
thode] und Akzeptanz) achten
2. Audit durchführen- Mitarbeiter befragen und Lösungsimplementierung vor Ort begutachten
(wird der geplante SOLL-Prozess gelebt – gab es Anpassungen?)- Ergebnisse dokumentieren und mit den Mitarbeitern vor Ort abstimmen
3. Audit nachbereiten- Auditergebnisse mit Prozesseigner besprechen- Ggf. Korrekturmaßnahmen definieren und Verantwortliche benennen- Ergebnisse an das Projektteam und die Prozessmitarbeiter kommuni-
zieren
4. Ggf. Folgemaßnahmen durchführen- Maßnahmen durchführen- Wirkung überprüfen- Ggf. Nachaudit planen
372
373
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
AUDITS
5. Nutzen ermitteln- Veränderung der KPIs mit Prozesseigner prüfen (Datenqualität sicher-
stellen)- Nutzen berechnen (harter und weicher Nutzen) und von Controlling be -
stätigen lassen- Ergebnisse kommunizieren
Tipp• Ganz nach dem Motto „Tue Gutes und sprich darüber“ kommunizieren Sie
offen die Erfolge • Lassen Sie auch Ihr Team und den Sponsor gut aussehen• Denken Sie an ein wichtiges Prinzip der lernenden Organisation: Auch ein
schlechtes Ergebnis birgt einen Lernerfolg• Im Sinne des Glas Wall Managements: Transparenz fördert das selbst -
stän dige Handeln • Nehmen Sie das Kosten-Nutzen-Schema mit: Sie sind dadurch auskunfts-
fähig und können vor Ort den Nutzen ermitteln
Beispiel auf der folgenden Seite.
373
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
374
AUDITS
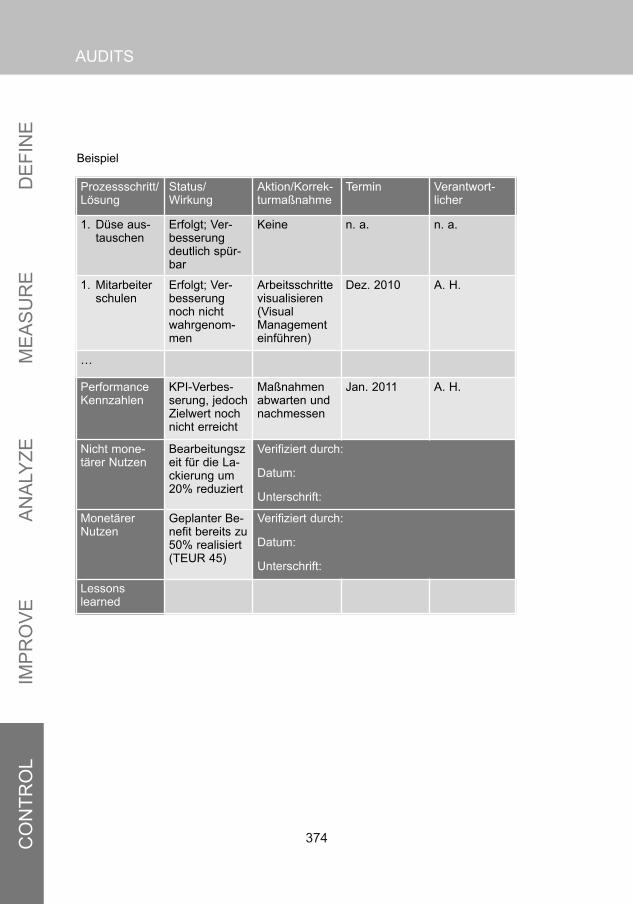
Beispiel
Prozess schritt/Lösung
Status/ Wirkung
Aktion/Kor rek -turmaßnahme
Termin Verantwort -licher
1. Düse aus -tauschen
Erfolgt; Ver -bes serungdeut lich spür-bar
Keine n. a. n. a.
1. Mitarbeiterschulen
Erfolgt; Ver -besserungnoch nichtwahr genom -men
Arbeits schrittevisualisieren(VisualManage menteinführen)
Dez. 2010 A. H.
…
PerformanceKennzahlen
KPI-Verbes -serung, jedochZielwert nochnicht erreicht
Maßnahmenab warten undnachmessen
Jan. 2011 A. H.
Nicht mone -tärer Nutzen
Bearbeitungszeit für die La -ckierung um20% reduziert
Verifiziert durch:
Datum:
Unterschrift:
Mone tärerNutzen
Geplanter Be -ne fit bereits zu50% rea li siert(TEUR 45)
Verifiziert durch:
Datum:
Unterschrift:
Lessons learned
374
375
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
PROJEKTDOKUMENTATION
Projektdokumentation
BezeichnungProject Documentation, Projektdokumentation
ZeitpunktWährend der gesamten Projektdauer, Abschluss am Ende der CONTROL-Phase
Ziel- Basis für den Erfahrungsaustausch zwischen Projektleitern (Black Belts)
bilden- Ursache-Wirkung-Zusammenhänge (Y = f(xi, xp)) im Prozess zusammen-
fassend darstellen und daher als ein wichtiger Bestandteil des kontinuier-lichen Verbesserungsprozesses fungieren
- Als Referenz für andere Projekte oder für den Rollout der Lösungen die-nen, im eigenen oder in anderen Bereichen des Unternehmens
- Erfahrungen und Wissen des Teams erhalten und für weitere Projekte imUnternehmen im Sinne eines Best Practice zur Verfügung stellen
Vorgehensweise1. Projektdokumentation laufend führen; die Projektdokumentation soll die
Vorgehensweise im Projekt darstellen; daher ist die Mindestanforderung: - Project Charter- Ziel, Vorgehensweise (ggf. Werkzeuge) und Ergebnisse jeder Phase- Projektergebnis, d. h. durch Zahlen belegte Verbesserung- Monetärer und nicht monetärer Nutzen (mit Controlling abgestimmt)- Management Summary („One Pager“)- Lessons Learned (was hat das Projekt zum Erfolg gebracht, was hat es
behindert?)
2. Die Projektdokumentation in einem geeigneten, vorab definierten und mitklaren Zugangsberechtigungen versehenen Verzeichnis ablegen
3. Projekterfolg kommunizieren
375
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
376
PROJEKTDOKUMENTATION
Tipp• Halten Sie die Projektdokumentation stets aktuell; ein laufend und gut ge -
führ tes Projekt-Workbook kann sehr schnell und mit geringem Aufwand indie finale Dokumentation überführt werden; eine schlechteProjektdokumentation …- … stellt keinen Mehrwert für das Unternehmen dar- … macht keinen Spaß- … ist VERSCHWENDUNG
• Ein gutes Projekt-Workbook ist Voraussetzung für die Six Sigma+Lean Zerti -fi zierung zum Green bzw. Black Belt
• Nutzen Sie das Management Summary auf ein bis zwei Seiten, um dieErgebnisse und Erfolge des Projektes erfolgreich zu kommunizieren undzu vermarkten
Beispiel
376
377
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
PROJEKTABSCHLUSS
Projektabschluss
BezeichnungProject Closure, Projektabschluss
ZeitpunktCONTROL, am Ende der Phase, wenn das Projekt abgeschlossen ist, d. h.,wenn …- … das Audit eine statistisch signifikante KPI-Verbesserung ergeben hat
und das Controlling den berechneten Net Benefit bestätigt hat- … in dem Audit festgestellt wurde, dass der Prozesseigner/die Linie den
Prozess vollständig übernommen hat und aktiv steuert
ZielVerantwortung final an den Prozesseigner übergeben und damit den BlackBelt entlasten
Vorgehensweise1. Voraussetzungen für den formalen Projektabschluss prüfen:
a. Das Projekt wird erst dann offiziell abgeschlossen, wenn eine signi fi -kan te Verbesserung eingetreten und durch Zahlen (KPI-Veränderung)belegt ist
b. Die Verbesserung wird durch (3-, 6- und 12-Monats-) Audits ermittelt unddurch das Controlling bestätigt
c. Die Controlling-Abteilung bestätigt den monetären Nutzen des Projektes(monetäres Nutzeninkasso)
2. Projektergebnisse an den Prozesseigner übergeben und damit die Ver ant -wortung an ihn vollständig übertragen
3. Letztes Projektmeeting planen und durchführen:a. Alle im Projekt involvierten Mitarbeiter und Stakeholder einladen; Raum,
Moderation etc. werden organisiertb. Ziel, Vorgehensweise, wichtigste Erkenntnisse und Ergebnisse präsen-
tierenc Lessons Learned für kommende Projektarbeit gemeinsam sammeln
377
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
378
PROJEKTABSCHLUSS
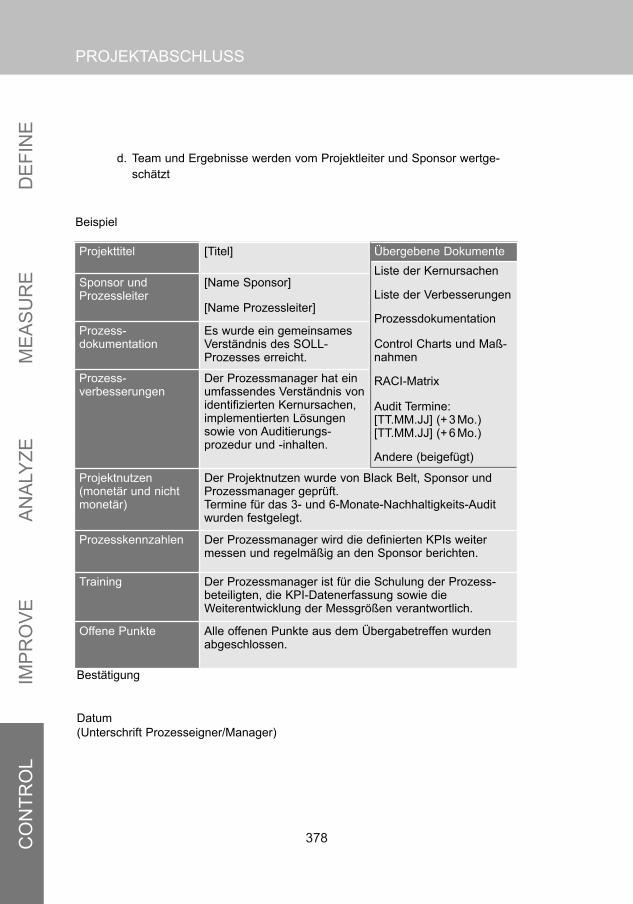
d. Team und Ergebnisse werden vom Projektleiter und Sponsor wertge-schätzt
Beispiel
Projekttitel [Titel] Übergebene DokumenteListe der Kernursachen
Liste der Verbesserungen
Prozessdokumentation
Control Charts und Maß -nahmen
RACI-Matrix
Audit Termine:[TT.MM.JJ] (+3Mo.)[TT.MM.JJ] (+6Mo.)
Andere (beigefügt)
Sponsor undProzess leiter
[Name Sponsor]
[Name Prozess leiter]
Prozess - dokumentation
Es wurde ein gemeinsamesVerständnis des SOLL-Prozesses erreicht.
Prozess -verbesserungen
Der Prozessmanager hat einumfassendes Verständnis vonidentifizierten Kern ursa chen,implementierten Lö sun gensowie von Auditierungs -prozedur und -inhalten.
Projekt nutzen (monetär und nichtmonetär)
Der Projektnutzen wurde von Black Belt, Sponsor undProzessmanager geprüft.Termine für das 3- und 6-Monate-Nachhaltigkeits-Auditwurden festgelegt.
Prozess kennzahlen Der Prozessmanager wird die definierten KPIs weitermessen und regelmäßig an den Sponsor berichten.
Training Der Prozessmanager ist für die Schulung der Prozess -beteiligten, die KPI-Datenerfassung sowie dieWeiterentwicklung der Messgrößen verantwortlich.
Offene Punkte Alle offenen Punkte aus dem Übergabetreffen wurdenabgeschlossen.
Bestätigung
Datum(Unterschrift Prozesseigner/Manager)
378
379
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
PROJEKTABSCHLUSS
Tipp• Sorgen Sie für eine offizielle Anerkennung der Leistung in Form einer Ur -
kunde, einer Danksagung oder eines Abendessens; für die Wert schät zungdes Teams können auch kleine Geschenke (T-Shirts, Baseball müt zen,Schlüsselanhänger, USB-Sticks etc.) verteilt werden; dies fördert in derRegel den Mitarbeiterstolz und den Teamgedanken
• Das Projektabschlussmeeting hat auch das Ziel, dem Team ein Erfolgs -erleb nis und das Gefühl getaner Arbeit zu vermitteln; schieben Sie dasMeeting nicht allzu lang hinaus; wenn die Implementierung oder das Nut -zeninkasso sehr lange Zeit benötigen, führen Sie trotzdem für das Teamein Meeting nach Abschluss der CONTROL-Phase durch (selbstverständ-lich in Ab spra che mit dem Sponsor als potenziellen Geldgeber des ge -mein samen Events)
379
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
380
GATE REVIEW CONTROL
Gate Review CONTROL
• Prozessdokumentation finalisieren- Ist der verbesserte Prozess im Detail für alle Beteiligten transparent und
nach vollziehbar?- Ist die Prozessdokumentation auf dem aktuellsten Stand und entspricht sie
den Unternehmensstandards?- Sind die Arbeits- und Verfahrensanweisungen umfassend und leicht verständ -
lich?- Sind Schnittstellen und Verantwortlichkeiten klar voneinander abgegrenzt
geregelt?
• Prozess überwachen- Ist die Leistungsfähigkeit des verbesserten Prozesses bekannt bzw. schnell
ersichtlich?- Sind die wichtigen Messgrößen/Kennzahlen in gut visualisierten Dashboards
zusammengefasst - Sind die Dashboards dazu geeignet, den Prozess zu steuern?
• Prozess steuern- Ist ein Team für die Prozesssteuerung definiert und sind die Aufgaben und
Verantwortlichkeiten bekannt?- Ist die Prozesssteuerung etabliert, d. h. finden regelmäßig Meetings statt,
werden Maßnahmen abgeleitet und durchgeführt und erfolgt eine regelmäßi-ge Erfolgskontrolle?
• Erfolg sichern- Werden die Qualität der Verbesserung geprüft und der Erfolg des Projektes
gemessen?- Ist die Verbesserung der Kennzahlen und der damit zusammenhängende
mo netäre Nutzen vom Controlling anerkannt?- Ist das Projekt gut und nachvollziehbar dokumentiert?- Sind die Projektergebnisse an den Prozesseigner übergeben und damit die
Verantwortung an ihn vollständig übertragen worden?
380
381
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
KONTINUIERLICHER VERBESSERUNGSPROZESS
Kontinuierlicher Verbesserungsprozess
BezeichnungContinuous Improvement Process (CIP), kontinuierlicher Verbesserungs pro -zess (KVP)
ZeitpunktNach Abschluss des Projektes
Ziel- Prozessleistung kontinuierlich steigern- Kultur der Eigenverantwortung aller Mitarbeiter im Prozess implementieren
Vorgehensweise1. Möglichkeiten und Potenziale für Verbesserung identifizieren, z. B.:
- Im Rahmen der Prozesssteuerung- Best Practices und Erfahrungsaustausch- Ideenbörse der Mitarbeiter- …
2. Vorgehen zur Verbesserung definieren- Einfache Verbesserungsmöglichkeiten: Durchführung von geeigneten
Maßnahmen im Tagesgeschäft auf Basis von Plan-Do-Check-Act - Komplexere Verbesserungsmöglichkeiten mittels DMAIC-
Vorgehensweise, entweder durch Lean Workouts, also Workshops miteiner Dauer von 2 bis 5 Tagen, oder einem Standard Six Sigma+Lean
DMAIC Projekt
3. Verbesserung realisieren und Erfolg kommunizieren
Tipp• Verbinden Sie das Vorgehen Plan, Do, Check, Act in dem Prozesssteue -
rungs meeting mit dem Aktionsplan und stellen Sie den jeweiligen Statusgrafisch z. B. mittels Harvey Balls dar
381
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
382
KONTINUIERLICHER VERBESSERUNGSPROZESS
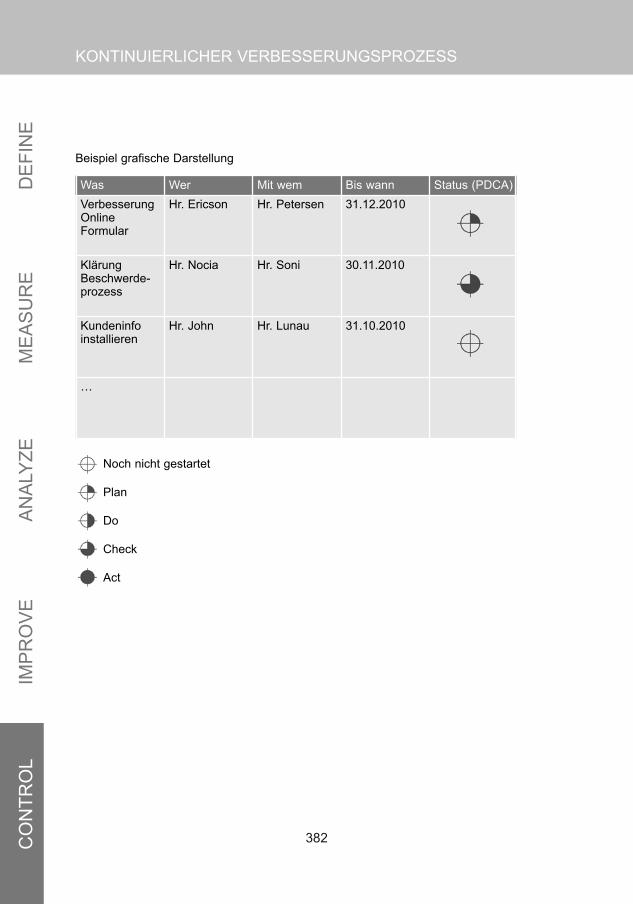
Beispiel grafische Darstellung
Was Wer Mit wem Bis wann Status (PDCA)VerbesserungOnlineFormular
Hr. Ericson Hr. Petersen 31.12.2010
KlärungBeschwerde -prozess
Hr. Nocia Hr. Soni 30.11.2010
Kunden infoinstallie ren
Hr. John Hr. Lunau 31.10.2010
…
Noch nicht gestartet
Plan
Do
Check
Act
382
383
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
LEAN WORKOUT
Lean Workout
BezeichnungLean Workout, Kaizen-Workshop, Kaizen-Blitz, Rapid DMAIC, Lean DMAIC
ZeitpunktWährend des Projektes in IMPROVE, im Rahmen der kontinuierlichen Ver -bes serung
ZielSchnelle Ursachenanalyse, Lösungsfindung und -implementierung bei beste-henden Prozessen im Fertigungs- und Dienstleistungsumfeld, nach systema-tischem DMAIC vorgehen
Vorgehensweise1. Voraussetzungen für ein Lean Workout prüfen, i. d. R. durch ein Gespräch
mit dem Sponsor:- Der Umfang des Problems ist bereits im Vorfeld erkannt, definiert und
lässt sich gut auf einen Bereich eingrenzen, z. B. lange Rüstzeiten füreine Anlage, 5 S-Aktionen aufgrund von langen Suchzeiten in einemklar umrissenen Bereich, Reduzierung von Verschwendung undFehlervermeidung an einer Montagelinie, lange Bearbeitungszeiten ineinem Bereich
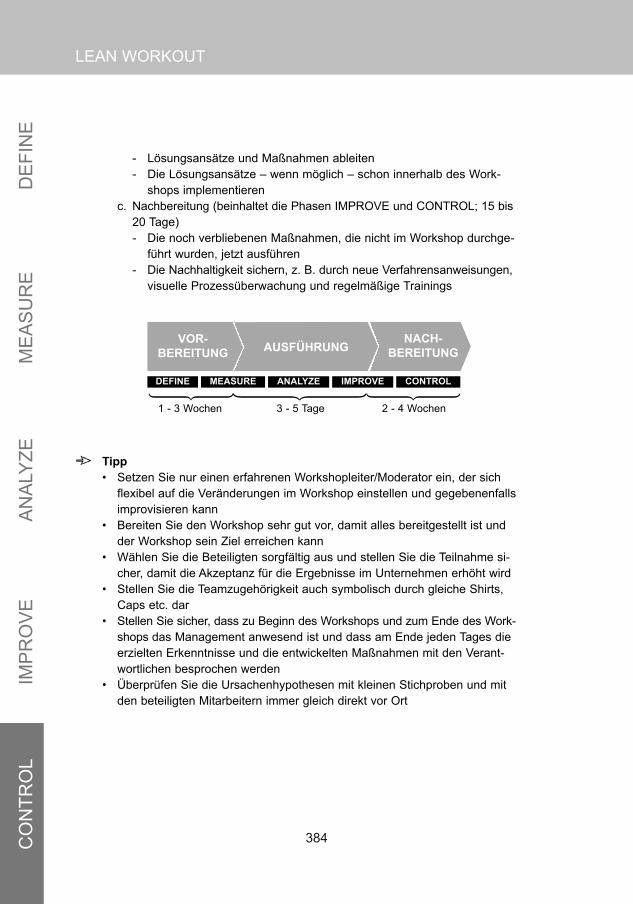
2. Ein Kaizen DMAIC ist inklusive Vor- und Nacharbeit auf max. 30 Tage aus-gelegt und erfolgt in der Regel in drei Phasen:a. Vorbereitung (beinhaltet die Phasen DEFINE und MEASURE; 5 bis 10
Tage)- Das Problem im Project Charter definieren- Die Messungen durchführen- Die Teammitglieder auswählen- Informationen durch Recherche und Befragung einholen- Workshop-Organisation
b. Durchführung (beinhaltet die Phasen ANALYZE und IMPROVE; 3 bis 5Tage)- Das Problem analysieren- Die Problemursachen mit den Mitarbeitern direkt vor Ort verifizieren
383
- Lösungsansätze und Maßnahmen ableiten- Die Lösungsansätze – wenn möglich – schon innerhalb des Work -
shops implementierenc. Nachbereitung (beinhaltet die Phasen IMPROVE und CONTROL; 15 bis
20 Tage)- Die noch verbliebenen Maßnahmen, die nicht im Workshop durchge-
führt wurden, jetzt ausführen- Die Nachhaltigkeit sichern, z. B. durch neue Verfahrens anwei sun gen,
visuelle Prozessüberwachung und regelmäßige Trainings
Tipp• Setzen Sie nur einen erfahrenen Workshopleiter/Moderator ein, der sich
flexibel auf die Veränderungen im Workshop einstellen und gegebenenfallsimprovisieren kann
• Bereiten Sie den Workshop sehr gut vor, damit alles bereitgestellt ist undder Workshop sein Ziel erreichen kann
• Wählen Sie die Beteiligten sorgfältig aus und stellen Sie die Teilnahme si -cher, damit die Akzeptanz für die Ergebnisse im Unternehmen erhöht wird
• Stellen Sie die Teamzugehörigkeit auch symbolisch durch gleiche Shirts,Caps etc. dar
• Stellen Sie sicher, dass zu Beginn des Workshops und zum Ende des Work -shops das Management anwesend ist und dass am Ende jeden Tages dieerzielten Erkenntnisse und die entwickelten Maßnahmen mit den Verant -wort lichen besprochen werden
• Überprüfen Sie die Ursachenhypothesen mit kleinen Stichproben und mitden beteiligten Mitarbeitern immer gleich direkt vor Ort
DE
FIN
EM
EA
SU
RE
AN
ALY
ZEIM
PR
OV
EC
ON
TRO
L
384
LEAN WORKOUT
DEFINE MEASURE ANALYZE IMPROVE CONTROL
1 - 3 Wochen 3 - 5 Tage 2 - 4 Wochen\ \\
VOR-BEREITUNG AUSFÜHRUNG
NACH-BEREITUNG
384
385
CO
NTR
OL
IMP
RO
VE
AN
ALY
ZED
EFIN
EM
EA
SU
RE
LEAN WORKOUT
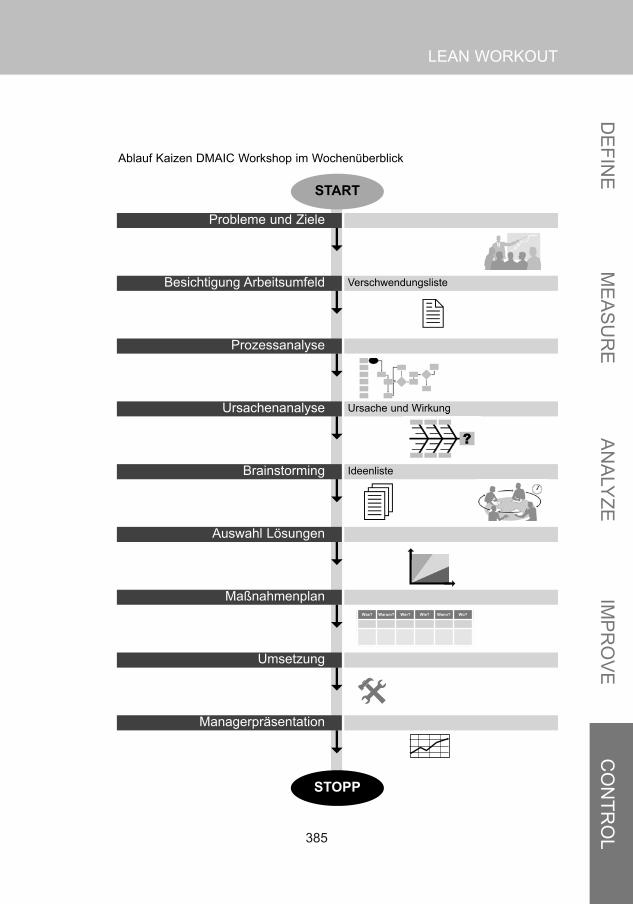
Ablauf Kaizen DMAIC Workshop im Wochenüberblick
START
STOPP
Probleme und Ziele
Besichtigung Arbeitsumfeld
Prozessanalyse
Ursachenanalyse
Brainstorming
Auswahl Lösungen
Maßnahmenplan
Umsetzung
Managerpräsentation
Verschwendungsliste
Ursache und Wirkung
Ideenliste
Was? Warum? Wer? Wie? Wann? Wo?
385





























