Embed Size (px)
Citation preview
TNO 9578
Sonderdruck aus der Zeitschrift Spinner Weber Textilveredlung 85 (1967), Nr.11 , S. 1136-1138 Vogel-Verlag Würzburg
Communication No. 1 i
0 002 96 1
Cenfra al Laborato rium l TN 0
Radiometrisches Prüfverfahren
(}tllietheek Hool kantoor n~g
'1-Grave h•Q• 1 2 JJ\h, l~bd
SpinnBr WBbBr lBXfilVBrBdlung
bei der Frottiergewebeherstellung*
Dr. Paul Platzek und Gerard A. van Kempen Centraal Laboratorium TNO, Delft
Frottierstoffe sind Baumwollgewebe, die ein- oder beidseitig mehr oder weniger hohe Schlingen haben. Die Schlingen verleihen dem Gewebe den weichen Griff und geben ihm die besonders gute Saugfähigkeit. Ziel der nad1stehend besduiebenen Untersuchung ist es, zu ermitteln, in welchem Ausmaß Schwankungen in der Schlingenlänge radiometrisch festgestell t werden können.
1. Die Arbeitsweise bei der Frottierstofferzeugung
Für das Weben von Frottierstoffen sind mindestens zwei Ketten erforderlid1, und zwar eine Grundkette, die upter normaler Spannung steht und dem Gewebe Festigkeit gibt, sowie eine Schlingenkette, die locker gespannt ist und zur Schlingenbildung dient. Die Schlingen werden auf folgende Weise erhalten: Je zwei Schußfäden werden vom Webblatt zunäd1st nicht ganz an den Warenrand (Abstand etwa 4 bis 10 mm) angeschlagen. Erst nach dem jeweils dritten Sdmßeintrag wird die Sdmßfadengruppe an den Warenrand gedrückt. Die Schußfäden rutschen dabei auf der straffgespannten Grundkette nach vorn und nehmen die nur lose eingebundenen Schlingenfäden mit,
0 Vortrag, gehalten auf der Abschlußkonferenz „Automation und Rationalisierung in der Textilindustrie durch Kernstrahlung" des Büros Eurisotop, Euratom, vom 8. bis 10. Mai 1967 in Evian-les-Bains .
DK 658.562:677.617.5: 21.039:539.16
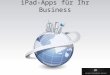
die sich dabei zu Schlaufen aufwerfen. De Vorgang verdeutlidlt Bild 1.
Bei der Einstellung des Frottierwebstuhls üssen die Spannungsverhältnisse der Kettbäume und alle anderen Stuhlparameter so aufeinander abgestim t werden, daß das Gewebe die gewünschte Schlinge länge erhält. In der Praxis kontrolliert man letzter nad1 der unter 3. besdmebenen Methode. Ein entsprechend eingestellter Webstuhl anderthalb Wochen ohne Beanstandungen. werden nur stichprobenartig durchgeführt. zeit von etwa anderthalb Wochen wird durch die Kapazität des Schlingenkettbaums bestimmt der ungefähr dreimal so sdmell abläuft wie der aum der Grundkette.
Schätzungsweise werden 20°/o aller Frot iergewebe als Meterware erzeugt, während die weita s größere Menge von 80°/o den Webstuhl als Stückw re verläßt. Die einzelnen Stücke sind dabei durch s lingenlose Gewebestreifen voneinander getrennt. Au letzteren Umstand wird unter 4. nod1 näher eingegan
2. Die Bedeutung der Scli.lingenkontrolle
In der Frottierweberei wird die Qualität Frot-tiergewebes in der Weise kontrolliert, da Oberflächengewicht und den Sd1lingen rozentsatz überprüft. Beide Kontrollen werden an je em Web-
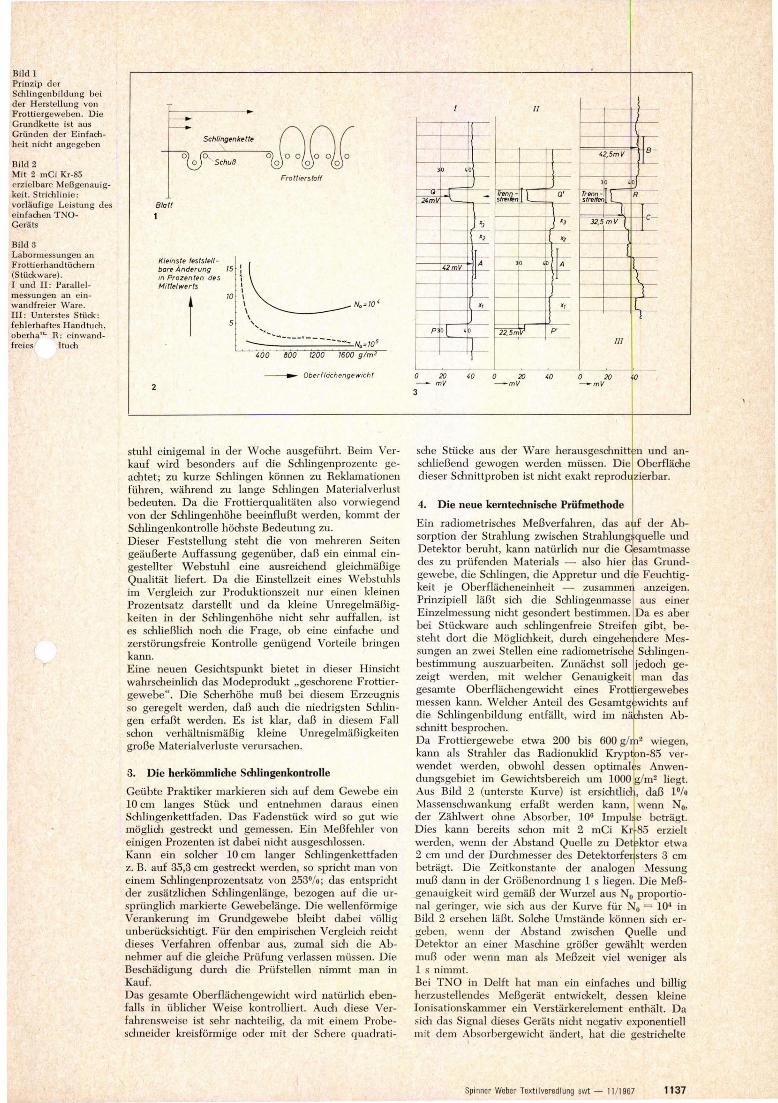
Bild 1 Prinzip d er Schlingenbildung bei der H erstellun g von Frottiergeweb en. Die Grundkette ist aus Gründen der Einfachh eit nicht angegeben
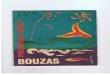
Bild 2 Mit 2 mCi Kr-85 erzielbare Meßgenauig-keit. Strich linie:
Schling.nk•ff•
----oi (<~-""-----~ O\!:)°'-.._Schuß o o o o o o o o 0
Frottierstoff
vorläufige Le istung des Blatt e infachen TNO- 1 Geräts
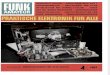
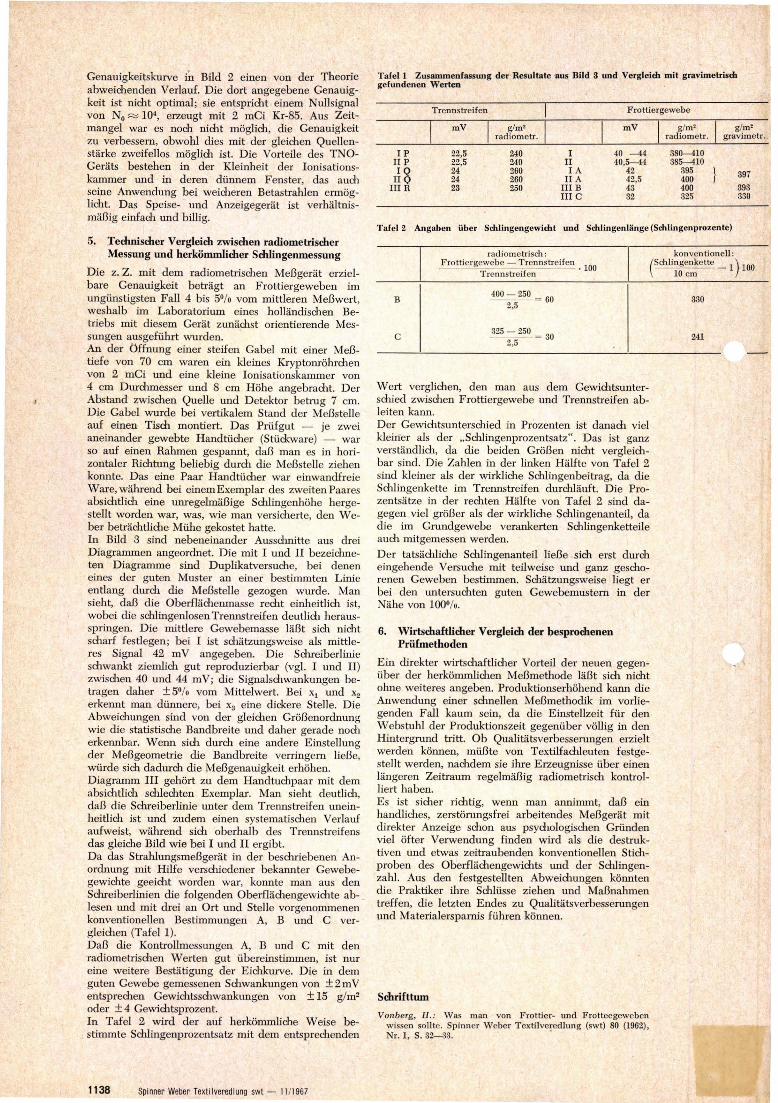
Bild 3 Labormessungen an Frottierhandtüchern (Stückware) . I und II: Parall elmessungen an e inwandfre ier Ware. III: Unterstes Stück: fehlerhaftes Handtudl, oberha lL R: e in wand-freies ltuch
Kleinste feststellbare A'nderung in Prozenten des Milte1wtrfs
1
75
1 L l 1 1 1
10 1
\ ~-w'
5 \
', ' •,
400
......... ____ „ __ _ --- ..... ... N
0:=10 6
800 1200 1600 g /m'
~ Oberffächengewich t
stuhl einigemal in der Woche ausgeführt. Beim Verkauf wird besonders auf die Schlingenprozente geachtet; zu kurze Schlingen können zu Reklamationen führen, während zu lange Schlingen Materialverlust bedeuten. Da die Frottierqualitäten also vorwiegend von der Schlingenhöhe beeinflußt werden, kommt der Schlingenkontrolle höchste Bedeutung zu. Dieser Feststellung steht die von mehreren Seiten geäußerte Auffassung gegenüber, daß ein einmal eingestellter Webstuhl eine ausreicl1end gleichmäßige Qualität liefert. Da die Einstellzeit eines Webstuhls im Vergleich zur Produktionszeit nur einen kleinen Prozentsatz darstellt und da kleine Unregelmäßigkeiten in der Schlingenhöhe nicht sehr auffallen, ist es scliließlich noch ·die Frage, ob eine einfache und zerstörungsfreie Kontrolle genügend Vorteile bringen kann. Eine neuen Gesichtspunkt bietet in dieser Hinsid1t wahrscheinlich das Modeprodukt „geschorene Frottiergewebe". Die Sd1erhöhe muß bei diesem Erzeugnis so geregelt werden, daß auch die niedrigsten Schlingen erfaßt werden. Es ist klar, daß in diesem Fall schon verhältnismäßig kleine Unregelmäßigkeiten große Materialverluste verursachen .
3. Die herkömmliche Schlingenkontrolle
Geübte Praktiker markieren sicl1 auf dem Gewebe ein 10 cm langes Stück und entnehmen daraus einen Schlingenkettfaden. Das Fadenstück wird so gut wie möglich gestreckt und gemessen. Ein Meßfehler von einigen Prozenten ist dabei nicht ausgeschlossen. Kann ein solcher 10 cm langer Sdtlingenkettfaden z. B. auf 35,3 cm gestreckt werden, so spncllt man von einem Sd1lingenprozentsatz von 253°/o; das entspricht der zusätzlichen Schlingenlänge, bezogen auf die ursprünglicl1 markierte Gewebelänge. Die wellenförmige Verankerung im Grundgewebe bleibt dabei völlig unberücksichtigt. Für den empirischen Vergleid1 reidlt dieses Verfahren offenbar aus, zumal sich die Abnehmer auf die gleicl1e Prüfung verlassen müssen. Die Besd1ädigung durcl1 die Prüfstellen nimmt man in Kauf. Das gesamte Oberflächengewicl1t wird natürlid1 ebenfalls in üblicl1er Weise kontrolliert. Auch diese Verfahrensweise ist sein· nachteilig, da mit einem Probesdmeider kreisförmige oder mit der Schere quadrati-
lJ
42,5mV 18-1
30 '~ 30 <(>
~~~ l R - a --v= --1. - [~?.~ l Q'
c :-c-J2,5mV l I X, x, '2 ,,
-u A 3p 4P :f A
,, ,, l 1
p o[ 40 22,SmV' p•
lll
1
0 20 40 0 20 40 0 20 0 -mv -mv -mv
3
scl1e Stücke aus der Ware herausgesclmitt ~n und ansd1ließend gewogen werden müssen. Die Oberfläclrn dieser Schnittproben ist nicht exakt reprodt zierbar.
4. Die neue kemtechnische Prüfmethode
Ein radiometrisd1es Meßverfahren, das a f der Absorption der Strahlung zwischen Strahlung quelle und Detektor beruht, kann natürlicl1 nur die C esamtmasse des zu prüfenden Materials - also hier ias Grundgewebe, die Schlingen, die Appretur und d e Feuclltigkeit je Oberfläcl1eneinheit - zusamme1 anzeigen. Prinzipiell läßt sid1 die Schlingenmasse aus einer Einzelmessung nicht gesondert bestimmen. Da es aber bei Stückware aucl1 schlingenfreie Streife 1 gibt, besteht dort die Möglichkeit, durd1 eingehe Jdere Messungen an zwei Stellen eine radiometrisd1e Schlingenbestimmung auszuarbeiten. Zunächst soll jedod1 gezeigt werden, mit welcl1er Genauigkeit man das gesamte Oberflächengewicht eines Frottiergewebes messen kann. Welclrnr Anteil des Gesamtg ~wichts auf die Sdilingenbilclung entfällt, wird im näbhsten Absclmitt besprochen. Da Frottiergewebe etwa 200 bis 600 g/rn2 wiegen, kann als Strahler das Radionuklid KryptPn-85 verwendet werden, obwohl dessen optimal s Anwendungsgebiet im Gewichtsbereicl1 um 1000 g/m2 liegt. Aus Bild 2 (unterste Kurve) ist ersichtlicl, daß !D/o Massenscl1wankung erfaßt werden kann, wenn N 0,
der Zählwert ohne Absorber, 106 Impul e beträgt. Dies kann bereits schon mit 2 mCi Kr 85 erzielt werden, wenn der Abstand Quelle zu Det ~ktor etwa 2 cm und der Durd1messer des Detektorfer sters 3 cm beträgt. Die Zeitkonstante der analogen Messung muß dann in der Größenordnung 1 s liegen. Die Meßgenauigkeit wird gemäß der Wurzel aus N0 proportional geringer, wi e sid1 aus der Kurve für 0 = 104 in Bild 2 ersehen läßt. Solche Umstände können sid1 ergeben, wenn der Abstand zwischen Quelle und Detektor an einer Maschine größer gewählt werden muß oder wenn man als Meßzeit viel weniger als 1 s nimmt. Bei TNO in Delft hat man ein einfaches und billig herzustel lendes Meßgerät entwickelt, dessen kleine Ionisationskammer ein Verstärkerelement enthält. Da sid1 das Signal dieses Geräts nicht negativ exponentiell mit dem Absorbergewidlt ändert, hat die gestrichelte
Spinner Weber Texti lveredlung swt - 11/1967 1137
Genauigkeitskurve in Bild 2 einen von der Theorie abweichenden Verlauf. Die dort angegebene Genauigkeit ist nicht optimal; sie entspricht einem Nullsignal von N0 = 104, erzeugt mit 2 mCi Kr-85. Aus Zeitmangel war es noch nicht möglich, die Genauigkeit zu verbessern, obwohl dies mit der gleichen Quellenstärke zweifellos möglich ist. Die Vorteile des TNOGeräts bestehen in der Kleinheit der Ionisationskammer und in deren dünnem Fenster, das auch seine Anwendung bei weicheren Betastrahlen ermöglicht. Das Speise- und Anzeigegerät ist verhältnismäßig einfach und billig.
5. Teclmischer Vergleich zwischen radiometrischer Messung und herkömmlicher Schlingenmessung
Die z. Z. mit dem radiometrischen Meßgerät erzielbare Genauigkeit beträgt an Frottiergeweben im ungünstigsten Fall 4 bis 50/o vom mittleren Meßwert, weshalb im Laboratorium eines holländischen Betriebs mit diesem Gerät zunächst orientierende Messungen ausgeführt wurden. An der Öffnung einer steifen Gabel mit einer Meßtiefe von 70 cm waren ein kleines Kryptomöhrchen von 2 mCi und eine kleine Ionisationskammer von 4 cm Durchmesser und 8 cm Höhe angebracht. Der Abstand zwischen Quelle und Detektor betrug 7 cm. Die Gabel wurde bei vertikalem Stand der Meßstelle auf einen Tisch montiert. Das Prüfgut - je zwei aneinander gewebte Handtücher (Stückware) - war so auf einen Rahmen gespannt, daß man es in horizontaler Richtung beliebig durch die Meßstelle ziehen konnte. Das eine Paar Handtücher war einwandfreie Ware, während bei einemExemplar des zweiten Paares absichtlich eine umegelmäßige Schlingenhöhe hergestellt worden war, was, wie man versicherte, den W eber beträchtliche Mühe gekostet hatte. In Bild 3 sind nebeneinander Ausschnitte aus drei Diagrammen angeordnet. Die mit I und II bezeichneten Diagramme sind Duplikatversud1e, bei denen eines der guten Muster an einer bestimmten Linie entlang durch die Meßstelle gezogen wurde. Man sieht, daß die Oberfläd1enmasse recht einheitlich ist, wobei die schlingenlosen Trennstreifen deutlich herausspringen. Die mittlere Gewebemasse läßt sich nicht scharf festlegen ; bei I ist schätzungsweise als mittleres Signal 42 m V angegeben. Die Schreiberlinie schwankt ziemlich gut reproduzierbar (vgl. I und II) zwisd1en 40 und 44 m V; die Signalschwankungen betragen daller ± 50/o vom Mittelwert. Bei x1 und x2
erkennt man dünnere, bei x3 eine dickere Stelle. Die Abweidmngen sind von der gleichen Größenordnung wie die sta tistische Bandbreite und daher gerade noch erkennbar. Wenn sich durd1 eine andere Einstellung der Meßgeometrie die Bandbreite verringern ließe, würde sich dadurch die Meßgenauigkeit erhöhen. Diagramm III gehört zu dem Handtuchpaar mit dem absidülid1 schlechten Exemplar. Man sieht deutlich, daß die Schreiberlinie unter dem Trennstreifen uneinheitlich ist und zudem einen systematisd1en Verlauf aufweist, während sich oberhalb des Trennstreifens das gleiche Bild wie bei I und II ergibt. Da das Straltlungsmeßgerät in der beschriebenen Anordnung mit Hilfe verschiedener bekannter Gewebegewichte geeidü worden war, konnte man aus den Schreiberlinien die folgenden Oberflächengewichte ablesen und mit drei an Ort und Stelle vorgenommenen konventionellen Bestimmungen A, B und C vergleid1en (Tafel 1). Daß die Kontrollmessungen A, B und C mit den radiometrisd1en Werten gut übereinstimmen, ist nur eine weitere Bestätigung der Eidlkurve. Die in dem guten Gewebe gemessenen Sd1wankungen von ±2mV entsprechen Gewichtssd1wankungen von ± 15 g/m2
oder ± 4 Gewid1tsprozent. In Tafel 2 wird der auf herkömmliche Weise bestimmte Schlingenprozentsatz mit dem entsprechenden
1138 Spinner Weber Textilveredlung swt - l 1 /1967
Tafel 1 Zusammenfassung der Resultate ·aus Bild 3 und Vergleidi mit gravimetrisdi gefundenen Werten
Trennstreifen Frottiergewebe
mV g/m' mV g/m' g/m' radiome tr. radiometr. gravime tr.
IP 22,5 240 I 40 -44 380-410 II p 22,5 240 II 40,5---44 385---410 IQ 24 260 IA 42 395 397
IIQ 24 260 II A 42,5 400 III R 23 250 III B 43 400 393
III C 32 325 330
Tafel 2 Angaben über Sdilingengewicht und Schlingenlänge (Schlingenprozente)
B
c
radi ome trisch : _Fro tti erge":'ebe - Tren ~s tre ifen . lOO
Trennstre ifen
400 - 250 2,5
60
_'.3 25 -~0 = 30 2,5
Wert verglichen, den man aus dem Gewichtsunterschied zwischen Frottiergewebe und Trennstreifen ableiten kann. Der Gewichtsunterschied in Prozenten ist danach viel kleiner als der „Schlingenprozentsatz" . Das ist ganz verständlid1, da die beiden Größen nicht vergleid1-bar sind. Die Zahlen in der linken Hälfte von Tafel 2 sind kleiner als der wirklid1e Schlingenbeitrag, da die Sd1lingenkette im Trennstreifen durchläuft. Die Prozentsätze in der rechten Hälfte von Tafel 2 sind dagegen viel größer als der wirkliche Schlingenanteil, da die im Grundgewebe verankerten Sd1lingenketteile aucli mitgemessen werden.
Der tatsädtliche Schlingenanteil ließe sich erst durd1 eingehende Versud1e mit teilweise und ganz gesd10-renen Geweben bestimmen. Sd1ätzungsweise liegt er bei den untersuchten guten Gewebemustern in der Nähe von 1000/o.
6. Wirtschaftlicher Vergleich der besprochenen Prüfmethoden
Ein direkter wirtschaftlid1er Vorteil der neuen gegenüber der herkömmlid1en Meßmefuode läßt sich nicht ohne weiteres angeben. Produktionserhöhend kann die Anwendung einer schnellen Meßmefuodik im vorliegenden Fall kaum sein, da die Einstellzeit für den Webstuhl der Produktionszeit gegenüber völlig in den Hintergrund tritt. Ob Qualitätsverbesserungen erzielt werden können, müßte von Textilfachleuten festgestellt werden, nachdem sie illre Erzeugnisse über einen längeren Zeitraum regelmäßig radiometrisch kontrolliert haben. Es is t sidier richtig, wenn man annimmt, daß ein handliches, zerstörungsfrei arbeitendes Meßgerät mit direkter Anzeige schon aus psyd1ologischen Gründen viel öfter Verwendung finden wird als die destruktiven und etwas zeitraubenden konventionellen Stichproben des Oberflächengewichts und der Schlingenzahl. Aus den festgestellten Abweichungen könnten die Praktiker ihre Schlüsse ziehen und Maßnahmen treffen, die letzten Endes zu Qualitätsverbesserungen und Materialersparnis führen können.
Schrifttum
Vonb erg, H. : Was man von F rottier- und Frotteegeweben wissen sollte. Spinner Weber T extilveredlun g (swt) 80 (1962), Nr. l , S. 32-33. .
konventionell:
(Sch lingenkette _
1)
100 10 cm
330
241