Embed Size (px)
DESCRIPTION
Das technisch-wissenschaftliche Journal TechnoPharm richtet sich an Experten und Entscheider, die in Pharmaunternehmen und Zulieferbetrieben für Planung, Installation, Betrieb und Wartung von Produktionsanlagen und nicht zuletzt für F&E zuständig sind.
Citation preview
APV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e.V.
23890 ISSN 2191- 8341
www.ecv.de
Paradigmenwechsel in der PackmittelherstellungKosten senken und Kontamination vermeiden
EtikettierungSicherheitsmerkmale für Faltschachteln
Fokus Delamination Alternativen Packmitteln auf der Spur
LaserkennzeichnungGroße Datenmengen auf unterschiedlichen Oberflächen aufbringen
Supply Chain VisibilityChancen und Grenzen
02 ∙ 2014
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\fette-TP-2014-02_216x303.indd Zuletzt gesichert: 26.03.14 (10:03:16 Uhr)
VISIT US AT INTERPACK HALL 16 / B13www.fette-compacting.com
Packmittel:Vom Streben nach Perfektion
Wenn es die TechnoPharm 2-2014auf Ihren Schreibtisch geschafft hat,dann ist es nicht abwegig, dass sichZug- oder Flugticket zur Düsseldor-fer „interpack“ ebenfalls in Griffweitebefinden. Und wie Ihnen geht esschätzungsweise 170000 Anderen.Von nah und fern reisen sie an, umauf dem gut 300000 qm2 großen Ge-lände die neuesten Trends und Inno-vationen der Verpackungsindustriezu bestaunen. Die Messe hat für die-ses Jahr ca. 2700 Aussteller angekün-digt.Doch wussten Sie, dass die „inter-pack“ dieses Jahr 20-jähriges Jubi-läum feiert?Wir nicht. Was vor allemder Tatsache geschuldet ist, dass dieerste Messe – bedingt durch den 3-Jahres-Turnus – bereits mehr als 50Jahre zurückliegt. Während der Ent-stehung dieses Editorials haben wirin der Redaktion versucht, uns dieerste „interpack“ Anfang der 1960erJahre auf einer Fläche von etwasmehr als 30000 qm2 vorzustellen.Eine kleine Zeitreise quasi. Vor unse-rem geistigen Auge sehen wir einenTeil der damals etwa 30000 Messe-besucher. Nationale wie internatio-nale Gäste, die beispielweise im OpelKapitän anreisten, der für knapp10000 Mark zu haben war. Aus heu-tiger Zeit ein günstiges Unterfangen,denn der Liter Sprit kostete nur 50Pfennig. Dank der Erfindung des Dü-senflugzeuges konnten Branchen-kenner aus 42 Ländern anreisen. Be-sonders billig flog man 3. Klasse inden alten Propellerflugzeugen nachDüsseldorf. Wem dabei übel wurde,griff zu einem Medikament gegenReisekrankheit. Das wanderte da-mals noch für ein paar Pfennige ineiner bunt bedruckten Schachtelüber den Tresen der Apotheke. Und
der Patient vertraute darauf, dass esecht war und aus einem Pharma-unternehmen kam. Heute gibt esausgeklügelte Sicherheitsmerkmalefür Medikamentenfaltschachtelnund andere Sekundärverpackungen.Etikettiersysteme sind inzwischenHighTech vom Feinsten. Denn an-ders als 1960 gilt heute das Arznei-mittelgesetz (AMG). Erst 1961 be-schloss man, dass die Herstellungvon Arzneien gesetzlich zu regulierenund zu überwachen sei. So wurden inden Folgejahren der „interpack“ denBesuchern erstmals Verpackungs-lösungen vorgestellt, die heute etab-lierter Standard sind. Die klassischenGlasröhrchen zur Pillenaufbewah-rung werden beispielsweise 1964erstmals durch Blisterverpackungenersetzt.
Im Jahr 1962 sind immerhin schon19 Schachtelsorten auf dem Markt.Der Markt verändert sich mit derEntwicklung von Kunststoffen fürdie Verpackung. Auch technisch tutsich eine Menge: Faltschachtel-Kle-bemaschinen erreichen Anfang der1960er Jahre Geschwindigkeiten vonetwa 350 m/min. Neben Kunststoffgewinnt auch Glas mehr und mehran Bedeutung. Doch das automati-sierte Beschriften von Glasbehältern– noch dazu mittels Laser – bleibtvorerst noch Zukunftsmusik. Inzwi-schen ist Lasertechnologie zur Kenn-zeichnung von Faltschachteln, Tu-ben, Ampullen etc. fester Bestandteilvieler Anlagen. Dafür dreht sich inder Gegenwart alles um Geschwin-digkeit und Effizienz in der Kenn-zeichnung. Labelling ist im 21. Jahr-hundert existenzielle Grundlage fürdie Serialisierung und somit Be-standteil der gesamten Wertschöp-fungskette. Und damit auch das Bin-
deglied aller an der Arzneimittelher-stellung Beteiligten. Sei es die Ver-packung, die Konfektionierung, dieIT-Abteilung oder Bereiche wie Qua-lifizierung und Validierung. Heute isteine dynamische Vergabe von Serien-nummern aus ERP-Systemen mit an-schließender Rückmeldung an Da-tenbanken längst Standard.
Und damit der Apotheker weit-gehend abgesichert. Denn heute kön-nen wir nachzuvollziehen, zu wel-chem Zeitpunkt, an welchem Ortund mit welchen Inhaltsstoffen dasPräparat – was über den Apotheken-tresen wandert – hergestellt wurde.Was für ein Fortschritt! Das AMGwurde inzwischen unzählige Malenovelliert, um Herstellung und Ver-trieb noch sicherer zu gestalten unddamit den Patienten zu schützen. Le-sen Sie in der aktuellen Ausgabe derTechnoPharm, welche Standards imJahr 2014 auf dem Verpackungs-sektor gelten und wie weit die For-schung in den Bereichen Sekundär-und Primärverpackung gediehen ist.Bestenfalls können Sie die Lektüreder neuen TechnoPharm und die An-reise zur Messe kombinieren. Wirwünschen Ihnen eine unterhaltsameund spannende Reise nach Düssel-dorf !
IhreKerstin Jarosch
Editorial
Abgelegt auf: F:\GK\ECV\Satz\Pharmind\PI_2013-07\Anzeigensatz-keine-Druck-PDFs\letzner-pi-2013-07-216x303.indd Zuletzt gesichert: 11.07.13 (12:53:19 Uhr)
Enthärtung im „sanitary design“
L Komplett in EdelstahlL Heisswasser- Sanitisierung
Umkehrosmose / Elektrodeionisation
L Letzner-Kohlensäure-PatentL Wassereinsparung bis zu 50 %
Mehrstufen Druckkolonnendestillation
L Anti-Rouging KonzeptL Vollisolierung L Leistungsregelung
LetzTOC / Mehrkanal online TOC Messung
L gemäß Ph.Eur. USP. JP16 complianceL Automatischer Systemseignungstest (SST)
Letzner Pharmawasseraufbereitung GmbH · Robert-Koch-Str. 1 · 42499 HückeswagenTel. +49(0)2192/83883 · Telefax +49(0)2192/921733 · www.letzner.de
TERMINE 62
FOKUS VERPACKUNG
Strubl, Christoph 64GMP- und reinraumgerechteVerpackungen – GrundlagenVerpackung als Kontaminationsrisiko
Kästing, Udo 72Sicherheitsmerkmale fürMedikamentenfaltschachtelnHerausforderungen für Etikettiersysteme
Hähn, Michaela 78Eindeutig und fälschungssicherIn großen Schritten zur neuen Pharmacodierung
Hladik, Bernhard 84Packmittel-Alternativen für Systememit Delaminationsneigung
Müller, Udo 88Lasertechnologie: Multitalent an derVerpackungslinie
Fischer, Ulrich 92Etikettieranlagen in ModulbauweiseIm Pharmaumfeld fit für Spezialaufgaben
ANALYTIK
Haines, Daniel 99Screening-Methoden zur Bewertung derDelaminationsneigung vonPrimärverpackungen
LOGISTIK
Krebs, Thomas; Schön, Anna-Mara 102Supply Chain Visibility in derPharmabranche – Chancen und Grenzenneuester Gesetze und Technologien
REZENSION 110
PRODUKTE 112
IMPRESSUM 116
Inhaltsverzeichnis
TechnoPharm 4, Nr. 2, 61 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 61Inhaltsverzeichnis
BeiratsgremiumKonstantin Clevermann, Dortmund · Prof. Dr. Jürgen Hannemann, Biberach · Dr. Udo Janske, Darmstadt · Prof. Dr. Gerd Kutz,Detmold · Heinz Kudernatsch, Nürnberg · Hans Ulrich Petereit, Darmstadt · Dr. Elke Sternberger-Rützel, Freiberg a.N. · Dr. MikeSchäfers, Eschweiler · Prof. Dr. Hartwig Steckel, Kiel · Dr. Frank Stieneker, Hofheim · Roland Szymoniak, Frankfurt am Main · Dr.Jochen Thies, Warendorf · Dipl. Ing. Frank Wilde, Basel · Prof. Dr. Ing. Dominik Rabus, Forchtenberg · Dipl. Ing. Frank Lehmann,Allschwil (Schweiz)
APVnewsNachrichten und Mitteilungen von der Arbeitsgemeinschaft fürPharmazeutische Verfahrenstechnik e.V.(Ausgabe 02/14, nach S. 116)
APVAPV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik, Kurfürstenstr. 59, 55118, Mainz,Tel. + 49 (0) 6131-9769-0, Fax: + 49 (0) 6131-9769-69, e-mail: [email protected]
05./06.05.2014 WIESBADEN Technische Gebäudeausrüstung (TGA)
06./07.05.2014 WIESBADEN GMP-gerechter Betrieb und Instandhaltung von Prozessanlagen
14./15.05.2014 WIESBADEN Grundlagen Qualifizierung und Validierung inkl. praktischer Beispiele
20./21.05.2014 UNNA GMP/GDP-gerechte Lagerhaltung und Transporte vor dem Hintergrund der neuen GDP-Leitlinie (2001/C 68/01)
20./21.05.2014 MANNHEIM Good Engineering Practice – Anlagenbeschaffung und Qualifizierung in der Praxis
22./23.05.2014 CRAILSHEIM Technische Qualifizierung von Sterilisatoren/ Sterilisationsprozessen
27./28.05.2014 WIESBADEN Interaktionen zwischen Arzneimittel und Verpackung
24./25.06.2014 FRANKFURT/MAIN Good Distribution Practice including a guided tour of the Cold Chain Hub of Lufthansa Cargo AG
COG O-RING-AKADEMIEC. Otto Gehrckens GmbH + Co. KG, Gehrstücken 9, 25421 Pinneberg, Tel + 49 (0) 4101 5002 – 0, Fax +49 (0) 4101 5002-83,e-mail: [email protected]
24./25.06.2014 PINNEBERG Sicheres Abdichten mit O-Ringen inkl. Prüfung und Schadensanalyse
CONCEPT HEIDELBERGCONCEPT HEIDELBERG GmbH, Rischerstr. 8, 69123 Heidelberg, Tel. + 48 (0) 6221-84440, Fax +49 0(6) 221-844434,e-mail: [email protected]
04.-06.06.2014 MANNHEIM Die neuen EU-/FDA-Ansätze zur Prozessvalidierung
24.06.2014 HEIDELBERG GMP-Basis-/Einstiegsschulung
DGRA E. V.Deutsche Gesellschaft für Regulatorische Angelegenheiten e. V., Adenaueralllee 15, 53111 Bonn, Tel.: + 49 (0) 228-3682646,e-mail: [email protected], www.dgra.de
16.09.2014 BONN GMP/GDP – Good Manufacturing Distribution Practice
FORUM INSTITUTFORUM Institut für Management GmbH, Postfach 10 50 60, 69040 Heidelberg, Tel. + 49 (0) 6221-500 500,Fax +49 (0) 6221-500 505, e-mail: [email protected]
26.06.2014 KÖLN Entwicklung Transdermaler Systeme / Aktuelle technologische und regulatorische Anforderungen
08.05.2014 FRANKFURT/MAIN Good Distribution Practice – Auswirkungen und Umsetzung der neuen GDP-Guideline
GMP-EXPERTS GMBHgmp-experts Dipl.-Ing. Rudloff, Dr. Volkland GmbH, Am alten Sportplatz 8, 67434 Neustadt/W., Tel. + 49 (0) 6321-3995566,Fax +49 (0) 6321-3995577, e-mail: [email protected], www.gmp-experts.de
24.06.2014 AARAU (CH) GMP in der Verpackung
25.06.2014 AARAU (CH) Prozessvalidierung
KLINKNER & PARTNER GMBHKlinkner und Partner GmbH, Wilhelm-Heinrich-Str. 16, 66111 Saarbrücken, Tel. + 49 (0) 681-982100,Fax +49 (0) 681-982 1025, e-mail: [email protected]
03.04.2014 MÜNCHEN Gerätequalifikation im regulatorischen Umfeld
NOVIA GMBHNOVIA Chromatographie- und Messverfahren GmbH, Industriepark Höchst, Geb. B845, 65926 Frankfurt/Main,Tel. + 49 (0) 69-305 43843, e-mail: [email protected]
07.05.2014 ULM GMP im Labor / Kalibrierung, Qualifizierung und Validierung
08.05.2014 ULM Gute Hygienepraxis im Labor
PCS GMBHPCS GmbH, Goldschmiedeweg 1a, 32051 Herford, Tel. + 49 (0)5221 69418-0, Fax + 49 (0)5221 69418-29, e-mail: [email protected]
14.05.2014 KÖLN FDA GMP-Compliance
21.05.2014 HEIDELBERG Die FDA-gerechte Prozessvalidierung
PDA EUROPEParenteral Drug Association, Adalbertstraße 9, 16548 Glienicke/Nordbahn
24./25.06.2014 ISTANBUL (TR) Parenteral Manufacturing
PHARMDEV INNOVATIONS GMBHPharmDev Innovations GmbH, Bleicherstr. 12, 78467 Konstanz, Tel. + 49 (0) 7531-94219-10, Fax +49 (0 )7531-94219-22,e-mail: [email protected]
26./27.06.2014 KONSTANZ Theoretische Grundlagen / Coating von Tabletten
Termine
TechnoPharm 4, Nr. 2, 62–63 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)62 Termine
PROVADIS PARTNER FÜR BILDUNG UND BERATUNG GMBHProvadis Partner für Bildung und Beratung GmbH, Industriepark Höchst, Geb. B 845, 65926 Frankfurt/Main,Tel. + 49 (0) 69-305-30017, Fax +49 (0) 69-309-159, e-mail: [email protected]
05.06.2014 FRANKFURT/MAIN Grundlagen der Reinigungsvalidierung
PTS TRAINING SERVICEPTS Training Service, Postfach 4308, 59737 Arnsberg, Tel. + 49 (0) 2932-51477, Fax +49 (0) 2932-51674, e-mail: [email protected]
24.06.2014 OLTEN (CH) GMP intensiv in der Schweiz
25.06.2014 DARMSTADT GMP Kompakt-Training
03.-05.06.2014 UNNA Experte für Pharmatechnik
15.05.2014 WIEN (AT) GMP Basistraining
15.05.2014 OLTEN (CH) Herstellung / Abweichung
23.04.2014 STEIN (CH) Containment / Risikobasierte Herstellung hochwirksamer Substanzen mit Besichtigung der Novartis Pharma Stein AG
13.05.2014 UNNA GDP Modul 1 / Supply Chain Management
14.05.2014 UNNA GDP Modul 2 / Cold Chain Management
26.06.2014 BURGDORF BE (CH) GDP mit Betriebsbesichtigung bei Alloga AG
TTC – TECHNOLOGY TRAINING CENTERTechnology Training Center (TTC), Werner-Glatt-Straße 1, 79589 Binzen, Tel. + 49 (0) 7621 664-535,e-mail: [email protected]
01.-03.07.2014 BINZEN Fluidized Bed / Maintenance and Troubleshooting
08.-10.07.2014 BINZEN Wirbelschicht / Wartung und Troubleshooting
03.-05.06.2014 WEIMAR Functional Filmcoating
TechnoPharm 4, Nr. 2, 62–63 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 63Termine
APVAPV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik, Kurfürstenstr. 59, 55118, Mainz,Tel. + 49 (0) 6131-9769-0, Fax: + 49 (0) 6131-9769-69, e-mail: [email protected]
05./06.05.2014 WIESBADEN Technische Gebäudeausrüstung (TGA)
06./07.05.2014 WIESBADEN GMP-gerechter Betrieb und Instandhaltung von Prozessanlagen
14./15.05.2014 WIESBADEN Grundlagen Qualifizierung und Validierung inkl. praktischer Beispiele
20./21.05.2014 UNNA GMP/GDP-gerechte Lagerhaltung und Transporte vor dem Hintergrund der neuen GDP-Leitlinie (2001/C 68/01)
20./21.05.2014 MANNHEIM Good Engineering Practice – Anlagenbeschaffung und Qualifizierung in der Praxis
22./23.05.2014 CRAILSHEIM Technische Qualifizierung von Sterilisatoren/ Sterilisationsprozessen
27./28.05.2014 WIESBADEN Interaktionen zwischen Arzneimittel und Verpackung
24./25.06.2014 FRANKFURT/MAIN Good Distribution Practice including a guided tour of the Cold Chain Hub of Lufthansa Cargo AG
COG O-RING-AKADEMIEC. Otto Gehrckens GmbH + Co. KG, Gehrstücken 9, 25421 Pinneberg, Tel + 49 (0) 4101 5002 – 0, Fax +49 (0) 4101 5002-83,e-mail: [email protected]
24./25.06.2014 PINNEBERG Sicheres Abdichten mit O-Ringen inkl. Prüfung und Schadensanalyse
CONCEPT HEIDELBERGCONCEPT HEIDELBERG GmbH, Rischerstr. 8, 69123 Heidelberg, Tel. + 48 (0) 6221-84440, Fax +49 0(6) 221-844434,e-mail: [email protected]
04.-06.06.2014 MANNHEIM Die neuen EU-/FDA-Ansätze zur Prozessvalidierung
24.06.2014 HEIDELBERG GMP-Basis-/Einstiegsschulung
DGRA E. V.Deutsche Gesellschaft für Regulatorische Angelegenheiten e. V., Adenaueralllee 15, 53111 Bonn, Tel.: + 49 (0) 228-3682646,e-mail: [email protected], www.dgra.de
16.09.2014 BONN GMP/GDP – Good Manufacturing Distribution Practice
FORUM INSTITUTFORUM Institut für Management GmbH, Postfach 10 50 60, 69040 Heidelberg, Tel. + 49 (0) 6221-500 500,Fax +49 (0) 6221-500 505, e-mail: [email protected]
26.06.2014 KÖLN Entwicklung Transdermaler Systeme / Aktuelle technologische und regulatorische Anforderungen
08.05.2014 FRANKFURT/MAIN Good Distribution Practice – Auswirkungen und Umsetzung der neuen GDP-Guideline
GMP-EXPERTS GMBHgmp-experts Dipl.-Ing. Rudloff, Dr. Volkland GmbH, Am alten Sportplatz 8, 67434 Neustadt/W., Tel. + 49 (0) 6321-3995566,Fax +49 (0) 6321-3995577, e-mail: [email protected], www.gmp-experts.de
24.06.2014 AARAU (CH) GMP in der Verpackung
25.06.2014 AARAU (CH) Prozessvalidierung
KLINKNER & PARTNER GMBHKlinkner und Partner GmbH, Wilhelm-Heinrich-Str. 16, 66111 Saarbrücken, Tel. + 49 (0) 681-982100,Fax +49 (0) 681-982 1025, e-mail: [email protected]
03.04.2014 MÜNCHEN Gerätequalifikation im regulatorischen Umfeld
NOVIA GMBHNOVIA Chromatographie- und Messverfahren GmbH, Industriepark Höchst, Geb. B845, 65926 Frankfurt/Main,Tel. + 49 (0) 69-305 43843, e-mail: [email protected]
07.05.2014 ULM GMP im Labor / Kalibrierung, Qualifizierung und Validierung
08.05.2014 ULM Gute Hygienepraxis im Labor
PCS GMBHPCS GmbH, Goldschmiedeweg 1a, 32051 Herford, Tel. + 49 (0)5221 69418-0, Fax + 49 (0)5221 69418-29, e-mail: [email protected]
14.05.2014 KÖLN FDA GMP-Compliance
21.05.2014 HEIDELBERG Die FDA-gerechte Prozessvalidierung
PDA EUROPEParenteral Drug Association, Adalbertstraße 9, 16548 Glienicke/Nordbahn
24./25.06.2014 ISTANBUL (TR) Parenteral Manufacturing
PHARMDEV INNOVATIONS GMBHPharmDev Innovations GmbH, Bleicherstr. 12, 78467 Konstanz, Tel. + 49 (0) 7531-94219-10, Fax +49 (0 )7531-94219-22,e-mail: [email protected]
26./27.06.2014 KONSTANZ Theoretische Grundlagen / Coating von Tabletten
Termine
TechnoPharm 4, Nr. 2, 62–63 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)62 Termine
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\edelmann-TP-2014-02_216x149.indd Zuletzt gesichert: 11.03.14 (03:21:08 Uhr)
Prozesskompetenz für Pharmaverpackungen
Systemlösungen: Faltschachteln und Packungsbeilagen von Edelmann
Als Spezialist für Pharmaverpackung stellt Edelmann die Prozessoptimierung in der gesamten
Kette sicher – von der Produktentwicklung bis zum Einspenden an der Verpackungslinie.
Um den hohen Sicherheitsanspruch der Branchen in jeder Form zu erfüllen, wird
kontinuierlich in Qualitätsmanagement und Qualitätssicherungssysteme investiert.
Alles aus einer Hand – schnell, flexibel und in gewohnt hoher Qualität.
Besuchen Sie uns auf der Interpack Halle 11, Stand 11A14/A18
ww
w.e
del
man
n.d
e
High Q Packaging
Lösungsvorschläge zu Ihrer Verpackungsaufgabe
entwickelt für Sie Herr Jürgen Dambacher.
Verpackungsentwicklung Pharma
Telefon +49 7321 340-449
PolenHeidenheim FrankreichWuppertalBitterfeld LindauNorderstedt Leverkusen Ungarn IndienChina MexikoWeilheim
Anzeige 210 x 143 mm, mit Beschnitt 216 x 149 mm
GMP- und reinraumgerechteVerpackungen – GrundlagenVerpackung als Kontaminationsrisiko
Dr. Christoph Strubl . STRUBL KG, D Wendelstein
Korrespondenz: STRUBL KG, Richtweg 52, 90530 Wendelstein; e-mail: [email protected]
ZusammenfassungVerpackung als Kontaminationsrisiko? Ja natürlich – und zwar dann, wenn die Ver-packung unter niedrigeren Hygiene- und Reinraumbedingungen produziert wird als daszu verpackende Produkt. Dieser Beitrag vermittelt dem interessierten Quereinsteiger ent-sprechendes Grundlagenwissen.In der Pharmazie und Medizintechnik ist die Herstellung in einem Reinraumumfeld zumStandard geworden. Nur damit können die hohen Anforderungen hinsichtlich Sauberkeitund Hygiene erfüllt werden. Das gilt für pharmazeutische Wirkstoffe und Chemikalienebenso wie für Bauteile oder Verpackungen aus Kunststoff, Implantate, Instrumente,Pumpen, Schläuchen uvm. Damit die Produkte beim Transport nicht verschmutzen oderbeschädigt werden, müssen diese vor Verlassen des Reinraums verpackt werden. Dazukommen Verpackungen aus Kunststoff i. d. R. Folien, Schläuche, Beutel zum Einsatz. DieseVerpackungen können ein Kontaminationsrisiko für das Reinraumumfeld und das Produktdarstellen. Nur durch GMP-gerechte, reinraumtaugliche Verpackungen können dieseRisiken eliminiert werden. Das führt jedoch einen Perspektivenwechsel herbei: Ver-packungen werden vom reinen Kostenartikel zum qualitätsdeterminierenden Faktor.Daraus resultieren neue Anforderungen an die Prozessgestaltung und die Prozess- undProduktqualität beim Verpackungshersteller.
1. Einführung:Verpackungen – eine oftvernachlässigteQualitätskomponente
In den letzten Jahren nimmt die An-zahl an Messen, Konferenzen undspezifischen Fachorganen im Umfeldder Themen GMP und Reinraumständig zu [1]. Verursacht wird dieserTrend von der allgemein positivenwirtschaftlichen Entwicklung desMedizintechnik- und Pharmasektors.Aktuelle Studien prognostizieren fürPharmaverpackungen ein globalesMarktwachstum um jährlich ca.6,4 % bis zum Jahr 2017 [2]. Nebender steigenden Nachfrage ist ein we-sentlicher Impulsgeber für diese Ent-
wicklung vor allem in den sich ver-schärfenden Regulationsanforderun-gen in den Branchen Pharma undMedizintechnik zu sehen. Inzwi-schen gibt es praktisch keinen Be-reich in der Lieferantenumwelt derEndproduktehersteller, der sich nichtmit den gestiegenen Anforderungenauseinander setzen muss. Neu ist,dass dabei neben Rohstoffen, Inves-titionsgütern und Bauteilen zuneh-mend Verbrauchsprodukte und Hilfs-prozesse in den Fokus rücken. Eswird deutlich, dass punktuelle Maß-nahmen nicht ausreichend sind, son-dern das GMP-Thema in der gesam-ten medizinischen Prozesskette vonder Wirkstoffproduktion bis zur Me-dizinprodukteherstellung einen qua-
litätsdeterminierenden Einfluss be-sitzt. GMP-Anforderungen sind dabeinicht nur für das Produktionsumfeldrelevant, sondern für alle Bereiche,die direkt oder indirekt die Qualitätbeeinflussen wie z.B. Personal, Doku-mentation, Lieferanten und Lohn-hersteller, Qualitätssicherungs-systeme und Prozessplanung [3].Zum Thema Verpackung formuliertder GMP-Leitfaden unmissverständ-lich: „Dem Einkauf, der Handhabungund der Kontrolle des primären undbedruckten Verpackungsmaterialssollte genauso viel Aufmerksamkeitgewidmet werden wie den Ausgangs-stoffen.“ [4] Während man sich imBereich der Endprodukt- bzw. Kon-sumverpackung intensiv mit Ver-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)64 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
packungsfragen [5] beschäftigt, wirddas Thema im B-2-B-Bereich der in-dustriellen Wertschöpfungskette da-gegen stellenweise komplett ver-nachlässigt. Im Folgenden soll geradedieser Einsatzbereich von Ver-packungen, insb. Kunststoff- bzw. Fo-lienverpackungen beleuchtet wer-den. Es wird deutlich gemacht, dassVerpackungen auf allen Ebenen derindustriellen Wertschöpfungskettezum Einsatz kommen und auf jederStufe den Status eines Primärpack-mittels erlangen. Die damit verbun-denen möglichen Risiken werdenaufgezeigt und Anforderungen aneine GMP-gerechte Reinraumver-packung entwickelt.
2. Verpackungsfunk-tionen in der GMP- undReinraumprozesskette
Ein besonderes Charakteristikum derpharmazeutischen und medizintech-nischen Industrie ist das Denken inWertschöpfungsketten [6]. Die Her-steller von Medizin- und pharmazeu-tischen Produkten sind als Inverkehr-bringer verantwortlich für die Qualitätihrer Produkte. Die Verantwortung en-det aber nicht an der eigenen Unter-nehmensgrenze, sondern es muss ef-fektiv auf die Qualität der Lieferanten-umwelt Einfluss genommen werden.Alle extern bezogenen Produkte müs-sen die für das Endprodukt adäquateQualität aufweisen. Da im Rahmender geltenden GMP-Richtlinien undQualitätsmanagementsysteme dieLieferantenqualität ein erfolgskriti-scher Faktor ist, müssen die Herstellerhöchste Sorgfalt bei der Lieferanten-auswahl und -entwicklung an den Taglegen. Dies gewinnt besondere Be-deutung, wenn es sich um Produktehandelt, die in einem Reinraum-umfeld hergestellt werden. Denndie Kosten für Installation und Be-trieb einer Reinraumfertigung sindimmens und demzufolge auch derwertmäßige Schaden bei Störun-gen.
Reinraumproduktion [7] findetsich in den verschiedensten Branchenz.B. Pharmazie, Medizinprodukte und
technik, Chemie, Lifescience, Health-care, Food, Automotive, BioTech, (Mi-kro) Elektronik, Reinraum-infrastrukturprodukte (Investitions-und Gebrauchsgüter, Verbrauchs-materialien). Im Reinraum her-gestellte Produkte sind zum Beispielpharmazeutische Wirkstoffe, Che-mikalien, Impfstoffe, Implantate, Ins-trumente, Flaschen, Dosen, Ver-schlüsse, Hohlkörper, Bauteile ausKunststoff / Metall / Glas, medizin-technische Komponenten, z.B. Pum-pen / Filter / Federn, elektronischeBauteile, Textilien, Handschuhe u.v.m.
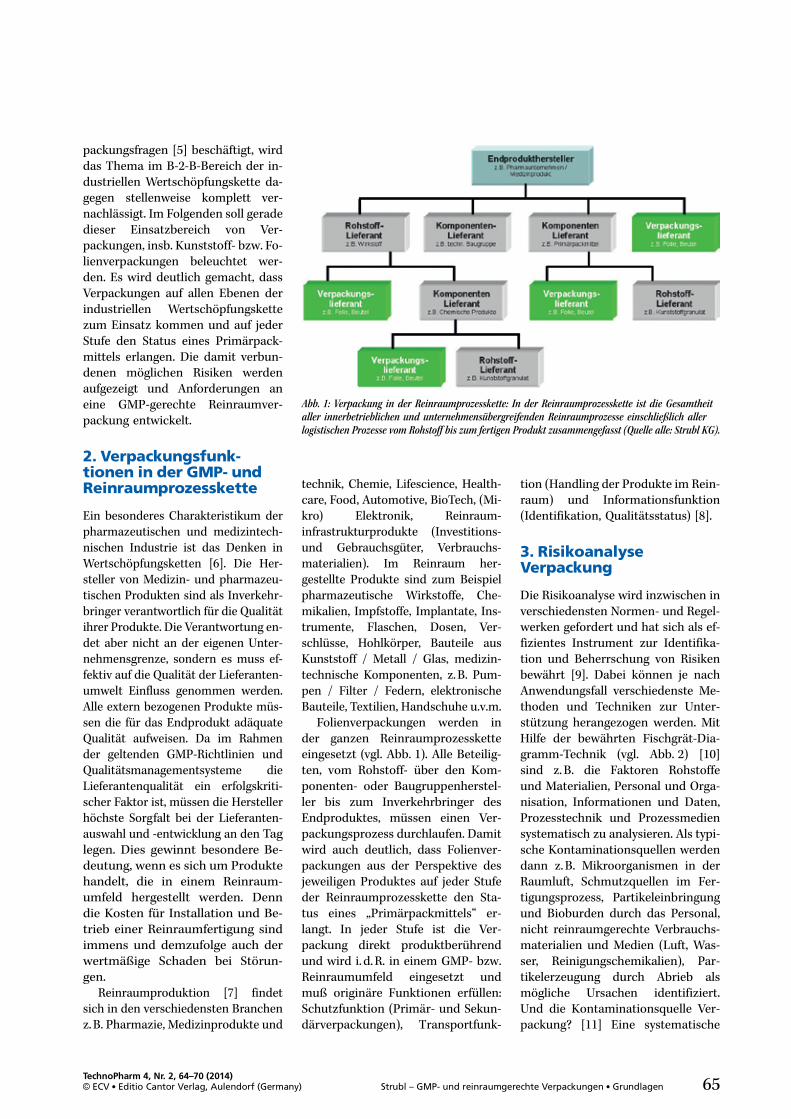
Folienverpackungen werden inder ganzen Reinraumprozessketteeingesetzt (vgl. Abb. 1). Alle Beteilig-ten, vom Rohstoff- über den Kom-ponenten- oder Baugruppenherstel-ler bis zum Inverkehrbringer desEndproduktes, müssen einen Ver-packungsprozess durchlaufen. Damitwird auch deutlich, dass Folienver-packungen aus der Perspektive desjeweiligen Produktes auf jeder Stufeder Reinraumprozesskette den Sta-tus eines „Primärpackmittels“ er-langt. In jeder Stufe ist die Ver-packung direkt produktberührendund wird i. d.R. in einem GMP- bzw.Reinraumumfeld eingesetzt undmuß originäre Funktionen erfüllen:Schutzfunktion (Primär- und Sekun-därverpackungen), Transportfunk-
tion (Handling der Produkte im Rein-raum) und Informationsfunktion(Identifikation, Qualitätsstatus) [8].
3. RisikoanalyseVerpackung
Die Risikoanalyse wird inzwischen inverschiedensten Normen- und Regel-werken gefordert und hat sich als ef-fizientes Instrument zur Identifika-tion und Beherrschung von Risikenbewährt [9]. Dabei können je nachAnwendungsfall verschiedenste Me-thoden und Techniken zur Unter-stützung herangezogen werden. MitHilfe der bewährten Fischgrät-Dia-gramm-Technik (vgl. Abb. 2) [10]sind z.B. die Faktoren Rohstoffeund Materialien, Personal und Orga-nisation, Informationen und Daten,Prozesstechnik und Prozessmediensystematisch zu analysieren. Als typi-sche Kontaminationsquellen werdendann z.B. Mikroorganismen in derRaumluft, Schmutzquellen im Fer-tigungsprozess, Partikeleinbringungund Bioburden durch das Personal,nicht reinraumgerechte Verbrauchs-materialien und Medien (Luft, Was-ser, Reinigungschemikalien), Par-tikelerzeugung durch Abrieb alsmögliche Ursachen identifiziert.Und die Kontaminationsquelle Ver-packung? [11] Eine systematische
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 65Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abb. 1: Verpackung in der Reinraumprozesskette: In der Reinraumprozesskette ist die Gesamtheitaller innerbetrieblichen und unternehmensübergreifenden Reinraumprozesse einschließlich allerlogistischen Prozesse vom Rohstoff bis zum fertigen Produkt zusammengefasst (Quelle alle: Strubl KG).
GMP- und reinraumgerechteVerpackungen – GrundlagenVerpackung als Kontaminationsrisiko
Dr. Christoph Strubl . STRUBL KG, D Wendelstein
Korrespondenz: STRUBL KG, Richtweg 52, 90530 Wendelstein; e-mail: [email protected]
ZusammenfassungVerpackung als Kontaminationsrisiko? Ja natürlich – und zwar dann, wenn die Ver-packung unter niedrigeren Hygiene- und Reinraumbedingungen produziert wird als daszu verpackende Produkt. Dieser Beitrag vermittelt dem interessierten Quereinsteiger ent-sprechendes Grundlagenwissen.In der Pharmazie und Medizintechnik ist die Herstellung in einem Reinraumumfeld zumStandard geworden. Nur damit können die hohen Anforderungen hinsichtlich Sauberkeitund Hygiene erfüllt werden. Das gilt für pharmazeutische Wirkstoffe und Chemikalienebenso wie für Bauteile oder Verpackungen aus Kunststoff, Implantate, Instrumente,Pumpen, Schläuchen uvm. Damit die Produkte beim Transport nicht verschmutzen oderbeschädigt werden, müssen diese vor Verlassen des Reinraums verpackt werden. Dazukommen Verpackungen aus Kunststoff i. d. R. Folien, Schläuche, Beutel zum Einsatz. DieseVerpackungen können ein Kontaminationsrisiko für das Reinraumumfeld und das Produktdarstellen. Nur durch GMP-gerechte, reinraumtaugliche Verpackungen können dieseRisiken eliminiert werden. Das führt jedoch einen Perspektivenwechsel herbei: Ver-packungen werden vom reinen Kostenartikel zum qualitätsdeterminierenden Faktor.Daraus resultieren neue Anforderungen an die Prozessgestaltung und die Prozess- undProduktqualität beim Verpackungshersteller.
1. Einführung:Verpackungen – eine oftvernachlässigteQualitätskomponente
In den letzten Jahren nimmt die An-zahl an Messen, Konferenzen undspezifischen Fachorganen im Umfeldder Themen GMP und Reinraumständig zu [1]. Verursacht wird dieserTrend von der allgemein positivenwirtschaftlichen Entwicklung desMedizintechnik- und Pharmasektors.Aktuelle Studien prognostizieren fürPharmaverpackungen ein globalesMarktwachstum um jährlich ca.6,4 % bis zum Jahr 2017 [2]. Nebender steigenden Nachfrage ist ein we-sentlicher Impulsgeber für diese Ent-
wicklung vor allem in den sich ver-schärfenden Regulationsanforderun-gen in den Branchen Pharma undMedizintechnik zu sehen. Inzwi-schen gibt es praktisch keinen Be-reich in der Lieferantenumwelt derEndproduktehersteller, der sich nichtmit den gestiegenen Anforderungenauseinander setzen muss. Neu ist,dass dabei neben Rohstoffen, Inves-titionsgütern und Bauteilen zuneh-mend Verbrauchsprodukte und Hilfs-prozesse in den Fokus rücken. Eswird deutlich, dass punktuelle Maß-nahmen nicht ausreichend sind, son-dern das GMP-Thema in der gesam-ten medizinischen Prozesskette vonder Wirkstoffproduktion bis zur Me-dizinprodukteherstellung einen qua-
litätsdeterminierenden Einfluss be-sitzt. GMP-Anforderungen sind dabeinicht nur für das Produktionsumfeldrelevant, sondern für alle Bereiche,die direkt oder indirekt die Qualitätbeeinflussen wie z.B. Personal, Doku-mentation, Lieferanten und Lohn-hersteller, Qualitätssicherungs-systeme und Prozessplanung [3].Zum Thema Verpackung formuliertder GMP-Leitfaden unmissverständ-lich: „Dem Einkauf, der Handhabungund der Kontrolle des primären undbedruckten Verpackungsmaterialssollte genauso viel Aufmerksamkeitgewidmet werden wie den Ausgangs-stoffen.“ [4] Während man sich imBereich der Endprodukt- bzw. Kon-sumverpackung intensiv mit Ver-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)64 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
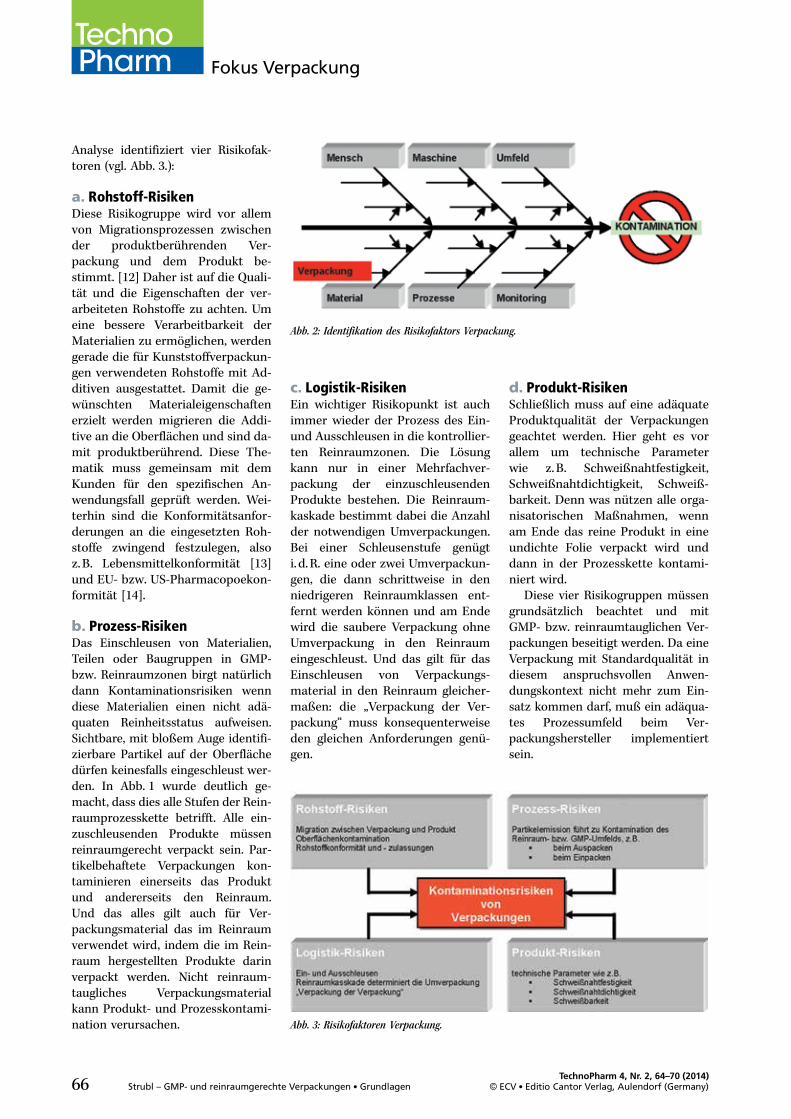
Analyse identifiziert vier Risikofak-toren (vgl. Abb. 3.):
a. Rohstoff-RisikenDiese Risikogruppe wird vor allemvon Migrationsprozessen zwischender produktberührenden Ver-packung und dem Produkt be-stimmt. [12] Daher ist auf die Quali-tät und die Eigenschaften der ver-arbeiteten Rohstoffe zu achten. Umeine bessere Verarbeitbarkeit derMaterialien zu ermöglichen, werdengerade die für Kunststoffverpackun-gen verwendeten Rohstoffe mit Ad-ditiven ausgestattet. Damit die ge-wünschten Materialeigenschaftenerzielt werden migrieren die Addi-tive an die Oberflächen und sind da-mit produktberührend. Diese The-matik muss gemeinsam mit demKunden für den spezifischen An-wendungsfall geprüft werden. Wei-terhin sind die Konformitätsanfor-derungen an die eingesetzten Roh-stoffe zwingend festzulegen, alsoz.B. Lebensmittelkonformität [13]und EU- bzw. US-Pharmacopoekon-formität [14].
b. Prozess-RisikenDas Einschleusen von Materialien,Teilen oder Baugruppen in GMP-bzw. Reinraumzonen birgt natürlichdann Kontaminationsrisiken wenndiese Materialien einen nicht adä-quaten Reinheitsstatus aufweisen.Sichtbare, mit bloßem Auge identifi-zierbare Partikel auf der Oberflächedürfen keinesfalls eingeschleust wer-den. In Abb. 1 wurde deutlich ge-macht, dass dies alle Stufen der Rein-raumprozesskette betrifft. Alle ein-zuschleusenden Produkte müssenreinraumgerecht verpackt sein. Par-tikelbehaftete Verpackungen kon-taminieren einerseits das Produktund andererseits den Reinraum.Und das alles gilt auch für Ver-packungsmaterial das im Reinraumverwendet wird, indem die im Rein-raum hergestellten Produkte darinverpackt werden. Nicht reinraum-taugliches Verpackungsmaterialkann Produkt- und Prozesskontami-nation verursachen.
c. Logistik-RisikenEin wichtiger Risikopunkt ist auchimmer wieder der Prozess des Ein-und Ausschleusen in die kontrollier-ten Reinraumzonen. Die Lösungkann nur in einer Mehrfachver-packung der einzuschleusendenProdukte bestehen. Die Reinraum-kaskade bestimmt dabei die Anzahlder notwendigen Umverpackungen.Bei einer Schleusenstufe genügti. d.R. eine oder zwei Umverpackun-gen, die dann schrittweise in denniedrigeren Reinraumklassen ent-fernt werden können und am Endewird die saubere Verpackung ohneUmverpackung in den Reinraumeingeschleust. Und das gilt für dasEinschleusen von Verpackungs-material in den Reinraum gleicher-maßen: die „Verpackung der Ver-packung“ muss konsequenterweiseden gleichen Anforderungen genü-gen.
d. Produkt-RisikenSchließlich muss auf eine adäquateProduktqualität der Verpackungengeachtet werden. Hier geht es vorallem um technische Parameterwie z.B. Schweißnahtfestigkeit,Schweißnahtdichtigkeit, Schweiß-barkeit. Denn was nützen alle orga-nisatorischen Maßnahmen, wennam Ende das reine Produkt in eineundichte Folie verpackt wird unddann in der Prozesskette kontami-niert wird.
Diese vier Risikogruppen müssengrundsätzlich beachtet und mitGMP- bzw. reinraumtauglichen Ver-packungen beseitigt werden. Da eineVerpackung mit Standardqualität indiesem anspruchsvollen Anwen-dungskontext nicht mehr zum Ein-satz kommen darf, muß ein adäqua-tes Prozessumfeld beim Ver-packungshersteller implementiertsein.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)66 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abb. 3: Risikofaktoren Verpackung.
Abb. 2: Identifikation des Risikofaktors Verpackung.
4. GMP-gerechte Rein-raumverpackung alsLösung für Kontaminati-onsrisiken
GMP – „gute Herstellungspraxis“ –umfasst eine Vielzahl anerkannterRegeln für ein integriertes Qualitäts-managementsystem, das weit überdie etablierten Standards der DINISO 9001 hinausgeht. Es wurden un-ter diesem Oberbegriff verschie-denste produkt- bzw. branchen- bzw.anwendungsspezifische Leitfädenentwickelt:. EG-Leitfaden der Guten Herstel-lungspraxis
. DIN 14644-1 Reinräume und zu-gehörige Reinraumbereiche, ISO14644-1 Klassifizierung der Luft-reinheit
. DIN 14698 Reinräume und zuge-hörige Reinraumbereiche – Bio-kontaminationskontrolle
. VDI 2083 Reinraumtechnik –Richtlinienfamilie mit 19 Blättern[15]
. DIN 15378 Primärverpackungenfür Arzneimittel entsprechendGMP
. DIN EN ISO 22000 Management-systeme für die Lebensmittel-
sicherheit – Anforderungen anOrganisationen in der Lebensmit-telkette
. BRC und IFS GuidelinesEin GMP-System ist dadurch ge-kennzeichnet, dass es Qualität pro-duziert und nicht erprüft. Dahermüssen auf der Grundlage desGMP-Leitlinienkatalogs individuel-le, auf den jeweiligen Herstellungs-prozess angepasste „Standard-Ope-
ration-procedures“(SOP) entwickelt wer-den, z.B. Spezifikatio-nen für den Rohstoff-und Verpackungs- undKomponenteneinkaufoder Vorschriften, wieim Falle von Abwei-chungen zu verfahrenist oder Vorschriften
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 67Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abb. 4: Gestaltungsfaktoren eines GMP-Systems.
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\multivac-TP-2014-02_216x149.indd Zuletzt gesichert: 10.03.14 (09:50:11 Uhr)
Kim Hayuka garantiert eine sterile Produktion.
Die Qualitätsbeauftragte baut auf das MULTIVAC Clean Design™.
Düsseldorf, Deutschland08. – 14. Mai 2014
Halle 05 / Halle 17
Analyse identifiziert vier Risikofak-toren (vgl. Abb. 3.):
a. Rohstoff-RisikenDiese Risikogruppe wird vor allemvon Migrationsprozessen zwischender produktberührenden Ver-packung und dem Produkt be-stimmt. [12] Daher ist auf die Quali-tät und die Eigenschaften der ver-arbeiteten Rohstoffe zu achten. Umeine bessere Verarbeitbarkeit derMaterialien zu ermöglichen, werdengerade die für Kunststoffverpackun-gen verwendeten Rohstoffe mit Ad-ditiven ausgestattet. Damit die ge-wünschten Materialeigenschaftenerzielt werden migrieren die Addi-tive an die Oberflächen und sind da-mit produktberührend. Diese The-matik muss gemeinsam mit demKunden für den spezifischen An-wendungsfall geprüft werden. Wei-terhin sind die Konformitätsanfor-derungen an die eingesetzten Roh-stoffe zwingend festzulegen, alsoz.B. Lebensmittelkonformität [13]und EU- bzw. US-Pharmacopoekon-formität [14].
b. Prozess-RisikenDas Einschleusen von Materialien,Teilen oder Baugruppen in GMP-bzw. Reinraumzonen birgt natürlichdann Kontaminationsrisiken wenndiese Materialien einen nicht adä-quaten Reinheitsstatus aufweisen.Sichtbare, mit bloßem Auge identifi-zierbare Partikel auf der Oberflächedürfen keinesfalls eingeschleust wer-den. In Abb. 1 wurde deutlich ge-macht, dass dies alle Stufen der Rein-raumprozesskette betrifft. Alle ein-zuschleusenden Produkte müssenreinraumgerecht verpackt sein. Par-tikelbehaftete Verpackungen kon-taminieren einerseits das Produktund andererseits den Reinraum.Und das alles gilt auch für Ver-packungsmaterial das im Reinraumverwendet wird, indem die im Rein-raum hergestellten Produkte darinverpackt werden. Nicht reinraum-taugliches Verpackungsmaterialkann Produkt- und Prozesskontami-nation verursachen.
c. Logistik-RisikenEin wichtiger Risikopunkt ist auchimmer wieder der Prozess des Ein-und Ausschleusen in die kontrollier-ten Reinraumzonen. Die Lösungkann nur in einer Mehrfachver-packung der einzuschleusendenProdukte bestehen. Die Reinraum-kaskade bestimmt dabei die Anzahlder notwendigen Umverpackungen.Bei einer Schleusenstufe genügti. d.R. eine oder zwei Umverpackun-gen, die dann schrittweise in denniedrigeren Reinraumklassen ent-fernt werden können und am Endewird die saubere Verpackung ohneUmverpackung in den Reinraumeingeschleust. Und das gilt für dasEinschleusen von Verpackungs-material in den Reinraum gleicher-maßen: die „Verpackung der Ver-packung“ muss konsequenterweiseden gleichen Anforderungen genü-gen.
d. Produkt-RisikenSchließlich muss auf eine adäquateProduktqualität der Verpackungengeachtet werden. Hier geht es vorallem um technische Parameterwie z.B. Schweißnahtfestigkeit,Schweißnahtdichtigkeit, Schweiß-barkeit. Denn was nützen alle orga-nisatorischen Maßnahmen, wennam Ende das reine Produkt in eineundichte Folie verpackt wird unddann in der Prozesskette kontami-niert wird.
Diese vier Risikogruppen müssengrundsätzlich beachtet und mitGMP- bzw. reinraumtauglichen Ver-packungen beseitigt werden. Da eineVerpackung mit Standardqualität indiesem anspruchsvollen Anwen-dungskontext nicht mehr zum Ein-satz kommen darf, muß ein adäqua-tes Prozessumfeld beim Ver-packungshersteller implementiertsein.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)66 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abb. 3: Risikofaktoren Verpackung.
Abb. 2: Identifikation des Risikofaktors Verpackung.

zur Sicherung der Hygienestan-dards [16]. Im Kern geht es um diegleichrangige Betrachtung von Pro-dukt und Prozess oder aus Quali-tätsperspektive formuliert: um dieGleichrangigkeit der „Qualität desGutes“ und der „Qualität des Pro-zesses“ [17]. Überträgt man diesenBlickwinkel auf die ProduktgruppeVerpackungen gilt: [18]. (Primär)Verpackung hat direktenKontakt mit dem Produkt, da dieOberflächen von Produkt undVerpackung sich direkt berühren.Hier ist also die Wirkung vonStoffübergängen und Verunrei-nigungen der inneren Ver-packungsoberfläche auf das Pro-dukt zu analysieren.
. Verpackung wird im Reinraumverwendet, also z.B. werden Beutelaus einer Umverpackung genom-men, diese Beutel werden geöffnetund mit den Produkten befüllt undanschließend verschlossen. Hier istalso die Wirkung von Verunrei-nigungen auf der Außenseite derVerpackung hinsichtlich des Kon-taminationsrisikos für das Rein-raumumfeld zu analysieren.
. Alle in einen Reinraum bzw. GMP-Bereich eingeschleusten Teilemüssen zum Schutz vor Kontami-nation verpackt sein.
Dem Fraunhofer IPA ist uneinge-schränkt zuzustimmen, wenn esfeststellt, dass die in Reinräumeneingesetzten Produktionsanlagen,Betriebsmittel und Verbrauchs-materialien erhebliche Kontamina-tionspotentiale darstellen und ne-ben der Emission von Verunrei-nigungen gerade der direkte Pro-duktkontakt kritisch ist [19]. DieReinraumtauglichkeit wird also ne-ben anderen technischen Kriterienzum maßgeblichen Qualitätskrite-rium für den Einsatz von Ver-packungen in einem Reinraum-umfeld. Gemäß der Definition desFraunhofer IPA betrachtet die Rein-raumtauglichkeit die luftgetragenenPartikelkonzentrationen um dieTauglichkeit des Verbrauchsmateri-als für eine spezifische Luftrein-heitsklasse zu beurteilen [20].
Wann kann man aber von einerGMP- und reinraumgerechten Pro-duktqualität sprechen? Während dieISO 14644 zwar eine Reinraumklassefür Reinräume definiert, also eine „Pro-zessqualität“, kann daraus nicht lo-gisch auf eine „Produktqualität“ ge-schlossen werden. Gleiches gilt fürdie Eigenschaft „Reinraumtauglich-keit“. Die häufig anzutreffenden Aus-sagen von Lieferanten von Verbrauchs-materialien für den Reinraum – z.B.„das Produkt xyz hat die Reinraum-klasse 5 nach ISO 14644-1“ – sind näm-lich streng genommen falsch. Gegen-stände besitzen keine Luftreinheits-klasse nach ISO 14644, sondern könnenbestenfalls für eine bestimmte Luft-reinheitsklassse „geeignet“ sein. Hier-für hat das Fraunhofer IPA wichtigeGrundlagenarbeit geleistet und ver-schiedene Indikatoren ausgewählt, wo-bei das Kriterium „Reinraumtauglich-
keit“ ausschließlich die par-tikuläre Kontamination, dievon Materialien und Werk-stoffen verursacht werden,berücksichtigt.“ [21] EinReinraumumfeld erhöhtaber zunächst die Wahr-scheinlichkeit, dass ein da-rin hergestelltes Produkt apriori weniger Oberflächen-kontamination aufweist alsVergleichsprodukte aus ei-nem „normalen“ Produkti-onsumfeld. [22] Eine Rein-raumproduktion ist dem-nach eine notwendige, aber
noch nicht hinreichende Bedingung.Dazu müssen systematisch die Gestal-tungsfaktoren [23] Input, Output, Per-sonal, Technologie und Organisationauf GMP-Adäquanz überprüft und op-timiert werden (vgl. Abb. 4 und das Bei-spiel in Abb. 5).. Input: Auswahl adäquater Roh-stoffe (FDA, EUPC, USPC) undVerbrauchs- / Gebrauchsmateria-lien zum Betrieb der GMP-gerech-ten Reinraumproduktion
. Personal: Schulung und Personal-entwicklung für die Anforderun-gen der GMP-gerechten Rein-raumproduktion aber auch The-men wie Reinraumbekleidung [24]und Personalhygiene sind zu be-denken.
. Technologie: adäquate Prozess-technologien sowie die erforderli-che Reinraumtechnik einschließ-lich der Qualifizierungs- und Vali-
dierungsprozesse [25].Von zentraler Bedeu-tung ist die Definitioneiner Luftqualität hin-sichtlich Partikel undmikrobiologische Kon-tamination [26].
. Organisation: Hierunterfallen alle Maßnahmenzur Gestaltung undAufrechterhaltung vonQS- und Management-systemen z.B. Quali-tätsmanagement [27],Hygienemanagement[28], Risikomanage-ment, aber auch die
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)68 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abb. 6: Beispiele GMP- und reinraumgerechter Kunststoff-verpackungen zur Verwendung für Beatmungssysteme,Kunststoff-Primärpackmittel, Implantate, Instrumente, Röh-renglas.
Abb. 5: GMP-gerechte Reinraumproduktion zur Herstellungvon Kunststoffverpackungen.

TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 69Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Dokumentations- und Monitoringsysteme [29] dergesamten Prozesskette.
. Die Implementierung einer GMP-gerechten Organisationist ein permanenter Lernprozess für das Unternehmenund aller beteiligten Mitarbeiter und setzt vor allem eineentsprechende „GMP-Kultur“ voraus. [30] Aber es gibtkeinen „one-best-way“, sondern es muss immer ein un-ternehmensspezifisches GMP-System entwickelt werden,das die Qualitäts- bzw. GMP/Reinraumanforderungender Kunden mit den Produkt- und Prozessbedingungenin einen produktiven Einklang bringt. Ein GMP-Pro-duktionsumfeld ist dafür natürlich eine notwendige Be-dingung „GMP-Qualität“ zu produzieren und nicht er-prüfen (vgl. Produktbeispiele in Abb. 6).
Die Produktqualität sollte in Form einer Verpackungs-spezifikation zwischen Verpackungshersteller und Kun-den definiert werden. Hinweise zur Ausgestaltung fin-den sich im GMP-Leitfaden [31]:. Identifikation: Artikelnummer, Zeichnungsnummer,Produktbeschreibung
. Formate und Toleranzen
. Rohstoffe, Rohstoffeigenschaften und Konformit-ätsanforderungen
. Prozessbedingungen: Reinraumklasse, Hygiene- undBioburden, Monitoring
. Logistik: Verpackung und Labeling, Lagerungsbedin-gungen, Lagerdauer
. Qualitätssicherung: Prüfpläne, Prüfmerkmale, Stich-probenumfang
. Dokumente: Zertifikate, Werksprüfzeugnisse
. ergänzende individuelle Vereinbarungen zwischenKunde und Lieferant
. zugelassener Lieferant
5. Paradigmenwechsel Verpackung:Vom Kostenartikel zurQualitätsdeterminante
Für den jeweiligen Anwendungsfall ist sorgfältig zu prüfen,welche GMP- und Reinraumanforderungen die eingesetzteVerpackung tatsächlich erfüllen muss. Allzuoft ist fest-zustellen, dass gerade hinsichtlich dieses Anforderungspro-fils seitens der abpackenden Industrie das Thema nichthinreichend zu Ende gedacht wird. Typische Argumentegegen GMP- und reinraumgerechte Verpackungen sind z.B.„Das ist zu teuer und kann in der Kalkulation nicht abge-bildet werden“, „Das ist nicht qualitätskritisch“, „Das wirdvon unseren Kunden nicht gefordert“. Natürlich ist dasKostenargument nicht von der Hand zu weisen. Jeder dereinen Reinraum betreibt, ist sich des hohen organisatori-schen und technologischen Aufwands bewusst, der sichauch direkt in den Herstellkosten niederschlagen muss.Das ist aber zu punktuell gedacht. Bei einer Wirtschaftlich-keitsanalyse dieser Art dominieren stets die direkt kalku-lierbaren Kostengrößen, also z.B. der Vergleich der Ver-packungskosten für „Standardqualität“ und „Reinraumqua-
zur Sicherung der Hygienestan-dards [16]. Im Kern geht es um diegleichrangige Betrachtung von Pro-dukt und Prozess oder aus Quali-tätsperspektive formuliert: um dieGleichrangigkeit der „Qualität desGutes“ und der „Qualität des Pro-zesses“ [17]. Überträgt man diesenBlickwinkel auf die ProduktgruppeVerpackungen gilt: [18]. (Primär)Verpackung hat direktenKontakt mit dem Produkt, da dieOberflächen von Produkt undVerpackung sich direkt berühren.Hier ist also die Wirkung vonStoffübergängen und Verunrei-nigungen der inneren Ver-packungsoberfläche auf das Pro-dukt zu analysieren.
. Verpackung wird im Reinraumverwendet, also z.B. werden Beutelaus einer Umverpackung genom-men, diese Beutel werden geöffnetund mit den Produkten befüllt undanschließend verschlossen. Hier istalso die Wirkung von Verunrei-nigungen auf der Außenseite derVerpackung hinsichtlich des Kon-taminationsrisikos für das Rein-raumumfeld zu analysieren.
. Alle in einen Reinraum bzw. GMP-Bereich eingeschleusten Teilemüssen zum Schutz vor Kontami-nation verpackt sein.
Dem Fraunhofer IPA ist uneinge-schränkt zuzustimmen, wenn esfeststellt, dass die in Reinräumeneingesetzten Produktionsanlagen,Betriebsmittel und Verbrauchs-materialien erhebliche Kontamina-tionspotentiale darstellen und ne-ben der Emission von Verunrei-nigungen gerade der direkte Pro-duktkontakt kritisch ist [19]. DieReinraumtauglichkeit wird also ne-ben anderen technischen Kriterienzum maßgeblichen Qualitätskrite-rium für den Einsatz von Ver-packungen in einem Reinraum-umfeld. Gemäß der Definition desFraunhofer IPA betrachtet die Rein-raumtauglichkeit die luftgetragenenPartikelkonzentrationen um dieTauglichkeit des Verbrauchsmateri-als für eine spezifische Luftrein-heitsklasse zu beurteilen [20].
Wann kann man aber von einerGMP- und reinraumgerechten Pro-duktqualität sprechen? Während dieISO 14644 zwar eine Reinraumklassefür Reinräume definiert, also eine „Pro-zessqualität“, kann daraus nicht lo-gisch auf eine „Produktqualität“ ge-schlossen werden. Gleiches gilt fürdie Eigenschaft „Reinraumtauglich-keit“. Die häufig anzutreffenden Aus-sagen von Lieferanten von Verbrauchs-materialien für den Reinraum – z.B.„das Produkt xyz hat die Reinraum-klasse 5 nach ISO 14644-1“ – sind näm-lich streng genommen falsch. Gegen-stände besitzen keine Luftreinheits-klasse nach ISO 14644, sondern könnenbestenfalls für eine bestimmte Luft-reinheitsklassse „geeignet“ sein. Hier-für hat das Fraunhofer IPA wichtigeGrundlagenarbeit geleistet und ver-schiedene Indikatoren ausgewählt, wo-bei das Kriterium „Reinraumtauglich-
keit“ ausschließlich die par-tikuläre Kontamination, dievon Materialien und Werk-stoffen verursacht werden,berücksichtigt.“ [21] EinReinraumumfeld erhöhtaber zunächst die Wahr-scheinlichkeit, dass ein da-rin hergestelltes Produkt apriori weniger Oberflächen-kontamination aufweist alsVergleichsprodukte aus ei-nem „normalen“ Produkti-onsumfeld. [22] Eine Rein-raumproduktion ist dem-nach eine notwendige, aber
noch nicht hinreichende Bedingung.Dazu müssen systematisch die Gestal-tungsfaktoren [23] Input, Output, Per-sonal, Technologie und Organisationauf GMP-Adäquanz überprüft und op-timiert werden (vgl. Abb. 4 und das Bei-spiel in Abb. 5).. Input: Auswahl adäquater Roh-stoffe (FDA, EUPC, USPC) undVerbrauchs- / Gebrauchsmateria-lien zum Betrieb der GMP-gerech-ten Reinraumproduktion
. Personal: Schulung und Personal-entwicklung für die Anforderun-gen der GMP-gerechten Rein-raumproduktion aber auch The-men wie Reinraumbekleidung [24]und Personalhygiene sind zu be-denken.
. Technologie: adäquate Prozess-technologien sowie die erforderli-che Reinraumtechnik einschließ-lich der Qualifizierungs- und Vali-
dierungsprozesse [25].Von zentraler Bedeu-tung ist die Definitioneiner Luftqualität hin-sichtlich Partikel undmikrobiologische Kon-tamination [26].
. Organisation: Hierunterfallen alle Maßnahmenzur Gestaltung undAufrechterhaltung vonQS- und Management-systemen z.B. Quali-tätsmanagement [27],Hygienemanagement[28], Risikomanage-ment, aber auch die
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)68 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abb. 6: Beispiele GMP- und reinraumgerechter Kunststoff-verpackungen zur Verwendung für Beatmungssysteme,Kunststoff-Primärpackmittel, Implantate, Instrumente, Röh-renglas.
Abb. 5: GMP-gerechte Reinraumproduktion zur Herstellungvon Kunststoffverpackungen.
Cleanroom SolutionsSicherheit & Compliance für Ihre Reinräume
www.testotis.de/reinraumTesto Industrial Services GmbH · [email protected] · 07661 90901-8000
Qualifi zierung von Reinräumen und Lüftungsanlagen
Qualifi zierungsmessungen von Druck- und Prozessgasen
Mikrobiologisches Monitoring - Luft, Oberfl ächen und Gase
Durchführung von Schulungen & Workshops in unserem Reinraum- Trainingscenter
AQU@SERVICE von BWT Pharma & Biotech bietet herstellerunabhängigen, GMP konformen, kompetenten Komplettservice für alle Reinstmediensysteme aus einer Hand.
Seit 50 Jahren ist BWT Pharma & Biotech der zuverlässige Partner für effiziente Systeme und optimale Lösungen im Bereich Wasseraufbereitung und Reinstmedienversorgung. Von der Basisplanung bis zum umfassenden Service – alles aus einer Hand.
Komplettlösungen & Service zur Reinstmedienversorgung
www.bwt-pharma.com
Besuchen Sie uns anlässlich der LOUNGES 2014 in Stuttgart von 3. bis 5. Juni 2014, Stand L2.5
BWT Pharma & Biotech1964-2014
Training
Bedarfsservice
Kalibrierung
GMP KomplettserviceHotline
Audits
FernwartungDokumentation
Aqu@service

lität“. Qualitative und somit nicht di-rekt quantifizierbare Faktoren müssenaber i. S.e. Systemwirtschaftlichkeits-betrachtung gleichrangig beurteilt wer-den. [32] Solche qualitativen Einfluss-größen sind z.B. erhöhte Reinigungs-aktivitäten durch von Verpackungenabgegebene Partikel, Produktschädenwg. Migration zwischen Verpackungund Produkt oder Prozessstörungendurch Kontamination des Reinraums.Macht man sich einmal die Mühe dieseFaktoren hinsichtlich Ihrer Kostenwir-kungen grundsätzlich zu bewertenwird man schnell zu einem anderenErgebnis kommen und ggf. die Ent-scheidung revidieren.
6. Fazit
Zusammenfassend ist festzustellen:Die im Reinraum eingesetzten Ver-packungen müssen die gleichen quali-tativen Anforderungen erfüllen, wiedas im Reinraum hergestellte Produkt.Das Qualitätsniveau des Endproduktesdefiniert also die Qualitäts-anforderungen an die in der Zuliefer-kette verwendeten Folien-Verpackun-gen. Das Reinraumqualitätsniveauder abpackenden Prozessstufe be-stimmt die Anforderungen an das Pro-duktionsumfeld beim Verpackungs-hersteller. Nur eine auf Basis vonGMP-Prinzipien produzierte Folien-verpackung aus einer kontrolliertenReinraumproduktion kann dazu bei-tragen, die von Verpackungen aus-gehenden Kontaminationsrisiken zuvermeiden. Nur wenn alle Elementeund Materialien der Reinraumprozess-kette, einschließlich Verpackungen,GMP-gerecht gestaltet sind kann ge-genüber dem Kunden der Nachweiserbracht werden, dass durch die pro-duktberührende Verpackung die Pro-duktqualität erhalten bleibt.
Fachliteratur[1] Vgl. z.B das Vorwort von Roy T. Fox in
ReinRaumTechnik 1/2012 oder den Berichtüber die Benediktbeurer Reinraumtage2013 von Sposny, G.: Die Umgebung kon-trollieren, in: Medplast 2013, S. 16 f. Einbesonderer Trend dabei ist die Konzeptionder Kongressmesse die Aussteller undFachvorträge zu einer fruchtbaren Sym-
biose bringt und einen praxisorientiertenGedankenaustausch zwischen Aussteller,Fachreferenten und Besucher ermöglicht.
[2] Vgl. o.V. Phamaverpackungen: Varianten-vielfalt nimmt zu, durchschnittliche Auf-tragsgröße sinkt, in: EUWID 28/2013 vom12.07.2013 S. 1 f. Entsprechend schätzteUBM Canon – der Veranstalter der Fach-messe Medtec – Anfang 2012 ein Wachs-tum der deutschen Unternehmen von5 Mrd. EUR auf über 20 Mrd. EUR in denletzten 10 Jahren (Vgl. Bischof, G: Fach-messe für Medizintechnik setzt Zeichen,in: ReinRaumTechnik 1/2012, S. 14)
[3] Vgl. Büttner, C.: Reine Produktion, in:ReinRaumTechnik 2/2012 S. 12
[4] Vgl. Leitfaden der guten Herstellungspra-xis, Kapitel 5 Abschnitt „Verpackungs-material“
[5] Vgl. die folgenden Definitionen gem.Glossar des Leitfaden der guten Herstel-lungspraxis, Glossar:VERPACKUNG: Alle Arbeitsgänge, ein-schließlich Abfüllen und Kennzeichnen,die eine Bulkware durchlaufen muss, umzu einem Fertigprodukt zu werden.VERPACKUNGSMATERIAL: Jedes für dieVerpackung eines Arzneimittels verwen-dete Material, ausgenommen die fürTransport oder Versand verwendete äu-ßere Umhüllung. Je nachdem, ob dasVerpackungsmaterial für einen direktenKontakt mit dem Produkt vorgesehen istoder nicht, wird es als primär oder se-kundär bezeichnet.
[6] Vgl. zu den Grundlagen des Denkens inWertschöpfungsnetzwerken Osterloh, M.;Frost, J.: Prozessmanagement als Kern-kompetenz – Wie Sie Business Reengi-neering strategisch nutzen können. Zü-rich 2003, Gabler (4., aktualisierte Auflage)sowie den Klassiker Hammer, M.; Cham-py, J.: Business Reengineering. Die Radi-kalkur für das Unternehmen.; Frankfurt,New York; Campus-Verlag, 5. Aufl., 1995.Speziell für die Pharmaindustrie vgl.Ewers, C.; Mohr, J.: Exzellente PharmaSupply Chain, ECV 2010
[7] Zu den Grundlagen der Reinraumtechnikvgl. verschiedene Standardwerke, z. B. Gail,L.; Hortig, H-P. (Hrsg.): Reinraumtechnik,Berlin 2012 oder Gail, L., Gommel, U.;Weißsieker H. (Hrsg.): ProjektplanungReinraumtechnik. VDE Verlag, 2009 oderMemmert, E.: Reinraumtechnik: Normen-Handbuch. Verlag Beuth, 2008
[8] Zur umfassenden Auseinandersetzungmit dem Thema Verpackungen vgl. dasRGV-Handbuch Verpackung, ErichSchmitt Verlag 2003
[9] Vgl. Anhang C zur DIN ISO 15378 „Pri-märverpackungen für Arzneimittel ent-sprechend GMP“ und DIN 15593 „Ver-packung – Hygiene bei Lebensmittelver-packungen“
[10] Vgl. umfassend zu Inhalt und MethodenPfeifer, T.; Schmitt, R.: Masing HandbuchQualitätsmanagement, Carl Hanser Ver-lag, 2007
[11] Zur auf die vorliegende Problemstellungdurchaus übertragbare Bedeutung derGefahrenanalyse aus dem Blickwinkel derLebensmittelverpackung vgl. Kerstan, P.:Gefahrenanalyse. Mehrwert durch Pro-fessionalität, in: Austropack 1/2012S. 16-19
[12] Vgl. zu diesem Risikofaktor insb. Pyerin.M.: Prüfe, wer sich bindet Extractables &Leachables, in Austropack 1/2012 S. 30
[13] Vgl. die EU Verordnung 10/2011 überMaterialien und Gegenstände aus Kunst-stoff, die dazu bestimmt sind, mit Le-bensmitteln in Berührung zu kommen.
[14] European Pharmacopoeia, hrsg. vomEDQM Council of Europe
[15] Vgl. den Überblick bei Wollstein, Th.:Nach wie vor aktuell. Neues aus dem VDI-Fachausschuss Reinraumtechnik, in:ReinRaumTechnik 3/2012 S. 32-34
[16] Vgl. Schneppe, Th., Müller, R.H. Quali-tätsmanagement und Validierung in derpharmazeutischen Praxis, Aulendorf 2003
[17] Vgl. Dögl, R.: Strategisches Qualitäts-management im Industriebetrieb, Göt-tingen 1986
[18] Das Thema Verpackung in der Pharmaziewird umfassend behandelt in: Rimkus, F.;Stieneker, F.: Pharmazeutische Packmit-tel, ECV 2013
[19] Vgl. Bürger, F.: Fraunhofer TESTED DE-VICE in: TechnoPharm 3(2013)1, S. 14-15
[20] Vgl. Gommel, U.; Bürger, F.; Keller, M.:Reinraum- und Reinheitstauglichkeit –Begriffe, Testverfahren, Prüfungen, in:Gail, L. et al. (Hrsg.): Reinraumtechnik,Berlin Springer 2012, S. 581 – 621, S. 592 f.
[21] Kutter, K.: Die Berücksichtigung derReinraum- und Reinheitstauglichkeit beider prozessspezifischen Auswahl vonReinraumböden, in TechnoPharm 3(2103)1, S. 16-19
[22] Verbrauchmaterialien in der Reinen Fer-tigung, in: Reinraum online, 07/2013, S. 5.
[23] Vgl. die detaillierten Ausführungen dieserGestaltungsfaktoren bei Strubl, C. Sys-temgestaltungsprinzipien, Göttingen 1993
[24] Vgl. Schad, M.: Sauber und Rein !, in:ReinRaumTechnik 1/2012, S. 40-41 undMoschner, C.: Funktionalität und Trage-komfort, in ReinRaumTechnik 1/2012,S. 36-38
[25] Vgl. Dittel, G.; Uhl, Ch: Die Qualifizierungvon Reinräumen, Teil 1 in: Reinraum-technik 3/2012 S. 27-29, Teil 2 in: Rein-raumtechnik 4/2012 S. 34-35, Teil 3 in:Reinraumtechnik 5/2012 S. 43-45, Teil 4in: Reinraumtechnik 1/2013 S. 17-19
[26] VDMA 15390 Druckluftqualität – Listeempfohlener Reinheitsklassen gemäß ISO8573-1
[27] Vgl. Pfeifer, T.; Schmitt, R.: Masing Hand-buch Qualitätsmanagement, Carl HanserVerlag, 2007
[28] Vgl. Hennlich W.: Hygienerisiken durchmikrobielle Kontaminationen, in: Food-hygiene & Qualität Praxis, Ausgabe 3/2011. S. 16-18
[29] Vgl. Schneppe, Th.; Müller, R.H.: Qualitäts-management und Validierung, ECV 2003und Ciccone, V: Was sagt die Richtlinie in :ReinRaumTechnik 1/2012, S. 32-34
[30] Zum Komplex des “organizational lear-ning” vgl. vor allem Senge, P.: The fifthdiscipline, Random House 2006. Lernenals Erfolgfaktor ist auch ein wichtigerBestandteil der Lean Management Phi-losophie, vgl. dazu Pfeiffer, W.; Weiß, E.:Lean Management, 2. Auflage, Berlin 1994
[31] GMP-Leitfaden Kapitel 4.1.[32] Pfeiffer, W.; Weiß, E.; Strubl, C.; Küssner,
M.: Systemwirtschaftlichkeit, 2. Auflage,Göttingern 1999
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)70 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\rommel-TP-2014-02_216x303.indd Zuletzt gesichert: 17.03.14 (10:54:07 Uhr)
Aseptisch verpacken in einem ArbeitsgangSicher · Einfach · Wirtschaftlich
bottelpack® Technology:• Anlageneigener Reinraum US-Klasse 100• Bewährt für GMP, FDA, JP …• Aseptische Verpackung von Flüssigkeiten, Cremes, Salben …• Beliebige Behälterformen in PE, PP …
Ihre Vorteile:• Fälschungssichere Verpackung• Einfach zu öffnen• Einfach anzuwenden• Bruchsicher, keine Splittergefahr
www.rommelag.com
rommelag agPostfach CH-5033 Buchs, SchweizTel: +41 62 834 55 55 · Fax: +41 62 834 55 00E-mail: [email protected]
rommelag Kunststoff-MaschinenVertriebsgesellschaft mbHPostfach 1611 · D-71306 Waiblingen, DeutschlandTel: +49 7151 95811-0 · Fax: +49 7151 15526E-mail: [email protected]
rommelag USA, Inc.27905 Meadow Drive, Suite 9Evergreen CO 80439, USATel: +1.303. 674.8333 · Fax: +1.303.670.2666E-Mail: [email protected]
rommelag Trading (Shanghai) Co., Ltd. Room 1501 Xinyin BuildingNo. 888 Yishan Road · 200233 Shanghai, P.R.ChinaTel: +86 21 6432 0166 · Fax: +86 21 6432 0266E-mail: [email protected]
adver_deutsch_50years.indd 1 14.03.14 12:13
Interpack 2014in Düsseldorf
08. - 14. Mai 2014
Halle 14, Stand C29
FCE Pharma Brasilienin Sao Paulo
12. - 14. Mai 2014
Halle 1, Stand C100
Lounges 2014 Vision Pharmain Stuttgart – 3. - 5. JuniGemeinschaftsstand
des Packaging Valley e.V.
lität“. Qualitative und somit nicht di-rekt quantifizierbare Faktoren müssenaber i. S.e. Systemwirtschaftlichkeits-betrachtung gleichrangig beurteilt wer-den. [32] Solche qualitativen Einfluss-größen sind z.B. erhöhte Reinigungs-aktivitäten durch von Verpackungenabgegebene Partikel, Produktschädenwg. Migration zwischen Verpackungund Produkt oder Prozessstörungendurch Kontamination des Reinraums.Macht man sich einmal die Mühe dieseFaktoren hinsichtlich Ihrer Kostenwir-kungen grundsätzlich zu bewertenwird man schnell zu einem anderenErgebnis kommen und ggf. die Ent-scheidung revidieren.
6. Fazit
Zusammenfassend ist festzustellen:Die im Reinraum eingesetzten Ver-packungen müssen die gleichen quali-tativen Anforderungen erfüllen, wiedas im Reinraum hergestellte Produkt.Das Qualitätsniveau des Endproduktesdefiniert also die Qualitäts-anforderungen an die in der Zuliefer-kette verwendeten Folien-Verpackun-gen. Das Reinraumqualitätsniveauder abpackenden Prozessstufe be-stimmt die Anforderungen an das Pro-duktionsumfeld beim Verpackungs-hersteller. Nur eine auf Basis vonGMP-Prinzipien produzierte Folien-verpackung aus einer kontrolliertenReinraumproduktion kann dazu bei-tragen, die von Verpackungen aus-gehenden Kontaminationsrisiken zuvermeiden. Nur wenn alle Elementeund Materialien der Reinraumprozess-kette, einschließlich Verpackungen,GMP-gerecht gestaltet sind kann ge-genüber dem Kunden der Nachweiserbracht werden, dass durch die pro-duktberührende Verpackung die Pro-duktqualität erhalten bleibt.
Fachliteratur[1] Vgl. z.B das Vorwort von Roy T. Fox in
ReinRaumTechnik 1/2012 oder den Berichtüber die Benediktbeurer Reinraumtage2013 von Sposny, G.: Die Umgebung kon-trollieren, in: Medplast 2013, S. 16 f. Einbesonderer Trend dabei ist die Konzeptionder Kongressmesse die Aussteller undFachvorträge zu einer fruchtbaren Sym-
biose bringt und einen praxisorientiertenGedankenaustausch zwischen Aussteller,Fachreferenten und Besucher ermöglicht.
[2] Vgl. o.V. Phamaverpackungen: Varianten-vielfalt nimmt zu, durchschnittliche Auf-tragsgröße sinkt, in: EUWID 28/2013 vom12.07.2013 S. 1 f. Entsprechend schätzteUBM Canon – der Veranstalter der Fach-messe Medtec – Anfang 2012 ein Wachs-tum der deutschen Unternehmen von5 Mrd. EUR auf über 20 Mrd. EUR in denletzten 10 Jahren (Vgl. Bischof, G: Fach-messe für Medizintechnik setzt Zeichen,in: ReinRaumTechnik 1/2012, S. 14)
[3] Vgl. Büttner, C.: Reine Produktion, in:ReinRaumTechnik 2/2012 S. 12
[4] Vgl. Leitfaden der guten Herstellungspra-xis, Kapitel 5 Abschnitt „Verpackungs-material“
[5] Vgl. die folgenden Definitionen gem.Glossar des Leitfaden der guten Herstel-lungspraxis, Glossar:VERPACKUNG: Alle Arbeitsgänge, ein-schließlich Abfüllen und Kennzeichnen,die eine Bulkware durchlaufen muss, umzu einem Fertigprodukt zu werden.VERPACKUNGSMATERIAL: Jedes für dieVerpackung eines Arzneimittels verwen-dete Material, ausgenommen die fürTransport oder Versand verwendete äu-ßere Umhüllung. Je nachdem, ob dasVerpackungsmaterial für einen direktenKontakt mit dem Produkt vorgesehen istoder nicht, wird es als primär oder se-kundär bezeichnet.
[6] Vgl. zu den Grundlagen des Denkens inWertschöpfungsnetzwerken Osterloh, M.;Frost, J.: Prozessmanagement als Kern-kompetenz – Wie Sie Business Reengi-neering strategisch nutzen können. Zü-rich 2003, Gabler (4., aktualisierte Auflage)sowie den Klassiker Hammer, M.; Cham-py, J.: Business Reengineering. Die Radi-kalkur für das Unternehmen.; Frankfurt,New York; Campus-Verlag, 5. Aufl., 1995.Speziell für die Pharmaindustrie vgl.Ewers, C.; Mohr, J.: Exzellente PharmaSupply Chain, ECV 2010
[7] Zu den Grundlagen der Reinraumtechnikvgl. verschiedene Standardwerke, z. B. Gail,L.; Hortig, H-P. (Hrsg.): Reinraumtechnik,Berlin 2012 oder Gail, L., Gommel, U.;Weißsieker H. (Hrsg.): ProjektplanungReinraumtechnik. VDE Verlag, 2009 oderMemmert, E.: Reinraumtechnik: Normen-Handbuch. Verlag Beuth, 2008
[8] Zur umfassenden Auseinandersetzungmit dem Thema Verpackungen vgl. dasRGV-Handbuch Verpackung, ErichSchmitt Verlag 2003
[9] Vgl. Anhang C zur DIN ISO 15378 „Pri-märverpackungen für Arzneimittel ent-sprechend GMP“ und DIN 15593 „Ver-packung – Hygiene bei Lebensmittelver-packungen“
[10] Vgl. umfassend zu Inhalt und MethodenPfeifer, T.; Schmitt, R.: Masing HandbuchQualitätsmanagement, Carl Hanser Ver-lag, 2007
[11] Zur auf die vorliegende Problemstellungdurchaus übertragbare Bedeutung derGefahrenanalyse aus dem Blickwinkel derLebensmittelverpackung vgl. Kerstan, P.:Gefahrenanalyse. Mehrwert durch Pro-fessionalität, in: Austropack 1/2012S. 16-19
[12] Vgl. zu diesem Risikofaktor insb. Pyerin.M.: Prüfe, wer sich bindet Extractables &Leachables, in Austropack 1/2012 S. 30
[13] Vgl. die EU Verordnung 10/2011 überMaterialien und Gegenstände aus Kunst-stoff, die dazu bestimmt sind, mit Le-bensmitteln in Berührung zu kommen.
[14] European Pharmacopoeia, hrsg. vomEDQM Council of Europe
[15] Vgl. den Überblick bei Wollstein, Th.:Nach wie vor aktuell. Neues aus dem VDI-Fachausschuss Reinraumtechnik, in:ReinRaumTechnik 3/2012 S. 32-34
[16] Vgl. Schneppe, Th., Müller, R.H. Quali-tätsmanagement und Validierung in derpharmazeutischen Praxis, Aulendorf 2003
[17] Vgl. Dögl, R.: Strategisches Qualitäts-management im Industriebetrieb, Göt-tingen 1986
[18] Das Thema Verpackung in der Pharmaziewird umfassend behandelt in: Rimkus, F.;Stieneker, F.: Pharmazeutische Packmit-tel, ECV 2013
[19] Vgl. Bürger, F.: Fraunhofer TESTED DE-VICE in: TechnoPharm 3(2013)1, S. 14-15
[20] Vgl. Gommel, U.; Bürger, F.; Keller, M.:Reinraum- und Reinheitstauglichkeit –Begriffe, Testverfahren, Prüfungen, in:Gail, L. et al. (Hrsg.): Reinraumtechnik,Berlin Springer 2012, S. 581 – 621, S. 592 f.
[21] Kutter, K.: Die Berücksichtigung derReinraum- und Reinheitstauglichkeit beider prozessspezifischen Auswahl vonReinraumböden, in TechnoPharm 3(2103)1, S. 16-19
[22] Verbrauchmaterialien in der Reinen Fer-tigung, in: Reinraum online, 07/2013, S. 5.
[23] Vgl. die detaillierten Ausführungen dieserGestaltungsfaktoren bei Strubl, C. Sys-temgestaltungsprinzipien, Göttingen 1993
[24] Vgl. Schad, M.: Sauber und Rein !, in:ReinRaumTechnik 1/2012, S. 40-41 undMoschner, C.: Funktionalität und Trage-komfort, in ReinRaumTechnik 1/2012,S. 36-38
[25] Vgl. Dittel, G.; Uhl, Ch: Die Qualifizierungvon Reinräumen, Teil 1 in: Reinraum-technik 3/2012 S. 27-29, Teil 2 in: Rein-raumtechnik 4/2012 S. 34-35, Teil 3 in:Reinraumtechnik 5/2012 S. 43-45, Teil 4in: Reinraumtechnik 1/2013 S. 17-19
[26] VDMA 15390 Druckluftqualität – Listeempfohlener Reinheitsklassen gemäß ISO8573-1
[27] Vgl. Pfeifer, T.; Schmitt, R.: Masing Hand-buch Qualitätsmanagement, Carl HanserVerlag, 2007
[28] Vgl. Hennlich W.: Hygienerisiken durchmikrobielle Kontaminationen, in: Food-hygiene & Qualität Praxis, Ausgabe 3/2011. S. 16-18
[29] Vgl. Schneppe, Th.; Müller, R.H.: Qualitäts-management und Validierung, ECV 2003und Ciccone, V: Was sagt die Richtlinie in :ReinRaumTechnik 1/2012, S. 32-34
[30] Zum Komplex des “organizational lear-ning” vgl. vor allem Senge, P.: The fifthdiscipline, Random House 2006. Lernenals Erfolgfaktor ist auch ein wichtigerBestandteil der Lean Management Phi-losophie, vgl. dazu Pfeiffer, W.; Weiß, E.:Lean Management, 2. Auflage, Berlin 1994
[31] GMP-Leitfaden Kapitel 4.1.[32] Pfeiffer, W.; Weiß, E.; Strubl, C.; Küssner,
M.: Systemwirtschaftlichkeit, 2. Auflage,Göttingern 1999
Fokus Verpackung
TechnoPharm 4, Nr. 2, 64–70 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)70 Strubl – GMP- und reinraumgerechte Verpackungen . Grundlagen
Sicherheitsmerkmale fürMedikamentenfaltschachtelnHerausforderungen für Etikettiersysteme
Udo Kästing . MULTIVAC Marking & Inspection GmbH & Co. KG, Enger
Korrespondenz: MULTIVAC Marking & Inspection GmbH & Co. KG, Kupferweg 5, 32130 Enger;e-mail: [email protected]
Einleitung
Die Europäische Union kämpft seitJahren gegen Arzneimittelfälschun-gen. Mitte Juli 2011 hat sie dazu eineneue Richtlinie (2011/62/EU) auf denWeg gebracht. Zum Schutz von Pa-tienten und Verbrauchern müssenMedikamentenpackungen in naherZukunft mit einem individuellen Er-kennungsmerkmal und einem Fäl-schungsschutz versehen sein. Weraus Effizienz- und Kostengründeneine Lösung sucht, mit der sich beideMerkmale in einem Prozessschrittintegrieren lassen, könnte den Ein-satz spezieller Etikettiersysteme inErwägung ziehen. Mit ihnen lassensich manipulationssichere Siegeleti-ketten auf den Medikamentenfalt-schachteln anbringen und eine ein-deutige Seriennummer in Form einesseriellen Codes (DataMatrix-Code)aufdrucken.
Kennzeichnungssysteme bieten indiesem Zusammenhang etliche Vor-teile: So ist beispielsweise das Vor-handensein von Etiketten auf Falt-schachteln im Markt akzeptiert. Derbestehende Herstellungs- und Ver-packungsprozess und die zugehöri-gen Maschinen müssen bei ihrer Ein-führung nicht verändert werden. IhrEinsatz wird aber auch von einerReihe von Herausforderungen beglei-tet, zum Beispiel was den störungs-freien Transport der Faltschachtelnvon den vorgelagerten Systemen biszur anschließenden Kartoniereinheit
oder was die Umrüstung der Anlageauf andere Schachtelformate angeht.Für diese Herausforderungen gibt eseffiziente und wartungsarme Lösun-gen.
Als „gefälscht“ gelten Arzneimittelinnerhalb der EU dann, wenn ihreIdentität (Name, Verpackung, Kenn-zeichnung, Zusammensetzung) und/oder ihre Herkunft (Hersteller, Her-kunftsland, Zulassungsinhaber, ge-nutzte Vertriebswege) nicht den An-gaben entsprechen. Diese in der imJuli 2011 veröffentlichten EU-Richt-linie 2011/62/EU niedergelegte Defi-nition entspricht der gegenwärtiggeltenden deutschen Definition imArzneimittelgesetz (AMG, § 8 Abs. 1Nr. 1a).
Um Patienten vor gefälschten Me-dikamenten zu schützen, gibt dieRichtlinie die Empfehlung zu einerunionsweiten Harmonisierung derSicherheitsmerkmale für Arzneimit-tel ab. „Diese Sicherheitsmerkmalesollten die Überprüfung der Echtheitund die Identifizierung der einzelnenVerpackungen ermöglichen und essollten damit Manipulationen nach-gewiesen werden können. (...) Ver-schreibungspflichtige Medikamentesollten grundsätzlich mit den Sicher-heitsmerkmalen versehen sein“,heißt es in der Richtlinie.
Zu den einheitlichen Sicherheits-merkmalen, die bis 2016 die Über-prüfung jeder abgegebenen Medika-mentenpackung ermöglichen sollen,zählen also zum einen ein „unique
identifer“, ein individuelles Erken-nungsmerkmal, durch das jede Arz-neimittelpackung zu einem einmali-gen und identifizierbaren Produktwird; zum anderen ein „tamper veri-fication feature“, sprich ein Antima-nipulationsmerkmal.
Diese Sicherheitsmerkmale sollenes Großhändlern und Apothekern er-möglichen, die Echtheit des Arznei-mittels zu überprüfen, einzelne Pa-ckungen zu identifizieren und Mani-pulationen der äußeren Umhüllungzu erkennen. Beide Merkmale müs-sen von den Herstellern auf die äu-ßere Umhüllung der Medikamente –das ist in der Regel die Faltschachtel-verpackung – aufgebracht werden.
Mehrere Umsetzungs-möglichkeiten
Was die konkrete Ausgestaltung derSicherheitsmerkmale angeht, so ent-hält die Richtlinie kaum Detailvor-gaben. Somit haben Pharmaherstel-ler also zukünftig mehrere Möglich-keiten, vor allem was die Umsetzungdes zweiten Merkmals, den Manipu-lationsschutz, angeht.
Dazu gehören Klebepunkte (rundeAufkleber) oder Klebesiegel, die anden Verschlusslaschen der Medika-mentenverpackungen angebrachtwerden. Das kann zum Beispiel inForm von Etiketten geschehen. Ge-eignet sind auch eine Zellophanhülle,die die Verpackung umschließt, oderperforierte Öffnungslaschen.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)72 Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
Zur Echtheitsprüfung können Ho-logramme eingesetzt werden, derenHerstellung in der Regel jedoch auf-wändig und teuer ist, sowie serielleCodes, die maschinell erzeugt wer-den. Welche Methoden verwendetwerden, ist in jedem Fall den Herstel-lern überlassen.
Zwei Sicherheits-merkmale, ein Prozess
Mit Blick in die Zukunft kann aller-dings davon ausgegangen werden,dass viele Hersteller von Arzneimit-teln allein schon aus Kostengründendaran interessiert sein werden, beideSicherheitsmerkmale – sprich das in-dividuelle Erkennungsmerkmal UNDden Manipulationsschutz – über ei-nen Prozess abzudecken. Das ist nurdurch den Einsatz von speziellen Eti-kettiersystemen gewährleistet.
Grundsätzlicherbringen Etiket-tiersysteme imHerstellungs-und Ver-packungsprozessimmer eine dop-pelte Leistung:Sie spenden einselbstklebendesEtikett auf diePackung, und sietragen ein Druck-system hucke-pack, das eineBeschriftung desEtiketts oder derPackung erlaubt.
Was Medika-mentenfaltschachteln betrifft, könnenEtikettiersysteme wie der Faltschach-tel-Etikettierer von MULTIVAC Mar-king & Inspection auch hier zweiDinge auf einmal leisten: Zum einenkönnen sie die Verschlusslaschen vonMedikamentenfaltschachteln durchSiegeletiketten (Abb. 1) manipulati-onssicher verschließen. Zum anderenkönnen sie das Etikett oder die Ver-schlusslaschen von Medikamenten-faltschachteln zusätzlich mit seriellenCodes (Abb. 2) bedrucken, wie sie der-zeit in immer mehr Ländern weltweit
zur Echtheitsprüfung und Rückverfol-gungskennzeichnung eingesetzt wer-den.
Mit der Serialisierung soll einSchutz vor nachgemachten oder ge-fälschten Arzneimittelprodukten er-reicht werden. Die meisten Länder,
mit Ausnahmevon China, dasden StrichcodeGS1-128 als Da-tenträger ein-setzt, verwendenden zweidimen-sionalen Data-Matrix-Code. ImDataMatrix-Codewerden die Her-stellerdaten, Ver-wendbarkeitsda-ten, Chargenco-dierungen, gege-benenfalls Pro-duktbezeichnun-gen und die ein-malige Serien-
nummer der Faltschachtel codiert.Alle anderen Varianten – Holo-
gramme, Klebepunkte, Zellophan-hüllen oder perforierte Öffnungs-laschen – decken nur eines der bei-den, in der EU-Richtlinie genanntenSicherheitsmerkmale ab.
Herausforderungen fürEtikettiersysteme
Etikettiersysteme, die für die mani-pulationsfreie und eindeutige Kenn-zeichnung von Medikamentenfalt-
schachteln eingesetzt werden, habeneine Reihe von Herausforderungenzu bewältigen, die im Folgenden aus-führlich dargestellt werden. Zu denHerausforderungen gehören:. Die Übernahme der Schachteln ausden vorgelagerten Systemen
. Die Ausrichtung der Schachteln, sodass diese einzeln und für die Eti-kettenpositionierung winkelgenaugeführt werden
. Das Spenden der Etiketten vonseitlich, oben UND unten
. Die variable Angleichung der Füh-rungsschienen mit fixen Positio-nen entsprechend der Ver-packungsmaschine
. Die Umrüstung auf alternativeSchachtelformate
. Die Überprüfung auf Qualitäts-mängel und Druckdaten
. Die Integration des Etikettiersys-tems in die Gesamtliniensteuerungsowie
. die Prozessdokumentation und derDatenschutz.
Übernahme derSchachteln aus vorgela-gerten Systemen,Ausrichtung undVereinzelung
Etikettiersysteme müssen die Arznei-mittelpackungen von der vorgeschal-teten Maschine – das ist in Blister-Kartonieranlagen meist die Kontroll-waage – automatisiert übernehmen.Die Herausforderungen sind hier dieLaufrichtung und die Formate derSchachteln: Im Verpackungsprozesswerden die Schachteln von der Seitebeladen. Daher muss die Weiterver-arbeitung mit quer zur Förderrich-tung laufenden Schachteln erfolgen.Durch die damit ungünstigen Ver-hältnisse von Breite zu Länge kanndie Schachtel in der Regel durch seit-liche Führungsschienen nicht ausrei-chend genau präsentiert werden. Inder Ausrichtstation werden dieSchachteln deshalb mit der breitenVorderkante an einem Anschlag aus-gerichtet und dann winkelgenau indie Fördereinrichtung zur Etikettie-rung übergeben (Abb. 3). Nur wenn
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 73Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
Abb. 1: Medikamentenfaltschachtel mitSiegeletikett (Quelle alle: MULTIVAC SeppHaggenmüller GmbH & Co. KG).
Abb. 2: Medikamentenfaltschachtel mit seriel-lem Code.
Sicherheitsmerkmale fürMedikamentenfaltschachtelnHerausforderungen für Etikettiersysteme
Udo Kästing . MULTIVAC Marking & Inspection GmbH & Co. KG, Enger
Korrespondenz: MULTIVAC Marking & Inspection GmbH & Co. KG, Kupferweg 5, 32130 Enger;e-mail: [email protected]
Einleitung
Die Europäische Union kämpft seitJahren gegen Arzneimittelfälschun-gen. Mitte Juli 2011 hat sie dazu eineneue Richtlinie (2011/62/EU) auf denWeg gebracht. Zum Schutz von Pa-tienten und Verbrauchern müssenMedikamentenpackungen in naherZukunft mit einem individuellen Er-kennungsmerkmal und einem Fäl-schungsschutz versehen sein. Weraus Effizienz- und Kostengründeneine Lösung sucht, mit der sich beideMerkmale in einem Prozessschrittintegrieren lassen, könnte den Ein-satz spezieller Etikettiersysteme inErwägung ziehen. Mit ihnen lassensich manipulationssichere Siegeleti-ketten auf den Medikamentenfalt-schachteln anbringen und eine ein-deutige Seriennummer in Form einesseriellen Codes (DataMatrix-Code)aufdrucken.
Kennzeichnungssysteme bieten indiesem Zusammenhang etliche Vor-teile: So ist beispielsweise das Vor-handensein von Etiketten auf Falt-schachteln im Markt akzeptiert. Derbestehende Herstellungs- und Ver-packungsprozess und die zugehöri-gen Maschinen müssen bei ihrer Ein-führung nicht verändert werden. IhrEinsatz wird aber auch von einerReihe von Herausforderungen beglei-tet, zum Beispiel was den störungs-freien Transport der Faltschachtelnvon den vorgelagerten Systemen biszur anschließenden Kartoniereinheit
oder was die Umrüstung der Anlageauf andere Schachtelformate angeht.Für diese Herausforderungen gibt eseffiziente und wartungsarme Lösun-gen.
Als „gefälscht“ gelten Arzneimittelinnerhalb der EU dann, wenn ihreIdentität (Name, Verpackung, Kenn-zeichnung, Zusammensetzung) und/oder ihre Herkunft (Hersteller, Her-kunftsland, Zulassungsinhaber, ge-nutzte Vertriebswege) nicht den An-gaben entsprechen. Diese in der imJuli 2011 veröffentlichten EU-Richt-linie 2011/62/EU niedergelegte Defi-nition entspricht der gegenwärtiggeltenden deutschen Definition imArzneimittelgesetz (AMG, § 8 Abs. 1Nr. 1a).
Um Patienten vor gefälschten Me-dikamenten zu schützen, gibt dieRichtlinie die Empfehlung zu einerunionsweiten Harmonisierung derSicherheitsmerkmale für Arzneimit-tel ab. „Diese Sicherheitsmerkmalesollten die Überprüfung der Echtheitund die Identifizierung der einzelnenVerpackungen ermöglichen und essollten damit Manipulationen nach-gewiesen werden können. (...) Ver-schreibungspflichtige Medikamentesollten grundsätzlich mit den Sicher-heitsmerkmalen versehen sein“,heißt es in der Richtlinie.
Zu den einheitlichen Sicherheits-merkmalen, die bis 2016 die Über-prüfung jeder abgegebenen Medika-mentenpackung ermöglichen sollen,zählen also zum einen ein „unique
identifer“, ein individuelles Erken-nungsmerkmal, durch das jede Arz-neimittelpackung zu einem einmali-gen und identifizierbaren Produktwird; zum anderen ein „tamper veri-fication feature“, sprich ein Antima-nipulationsmerkmal.
Diese Sicherheitsmerkmale sollenes Großhändlern und Apothekern er-möglichen, die Echtheit des Arznei-mittels zu überprüfen, einzelne Pa-ckungen zu identifizieren und Mani-pulationen der äußeren Umhüllungzu erkennen. Beide Merkmale müs-sen von den Herstellern auf die äu-ßere Umhüllung der Medikamente –das ist in der Regel die Faltschachtel-verpackung – aufgebracht werden.
Mehrere Umsetzungs-möglichkeiten
Was die konkrete Ausgestaltung derSicherheitsmerkmale angeht, so ent-hält die Richtlinie kaum Detailvor-gaben. Somit haben Pharmaherstel-ler also zukünftig mehrere Möglich-keiten, vor allem was die Umsetzungdes zweiten Merkmals, den Manipu-lationsschutz, angeht.
Dazu gehören Klebepunkte (rundeAufkleber) oder Klebesiegel, die anden Verschlusslaschen der Medika-mentenverpackungen angebrachtwerden. Das kann zum Beispiel inForm von Etiketten geschehen. Ge-eignet sind auch eine Zellophanhülle,die die Verpackung umschließt, oderperforierte Öffnungslaschen.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)72 Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
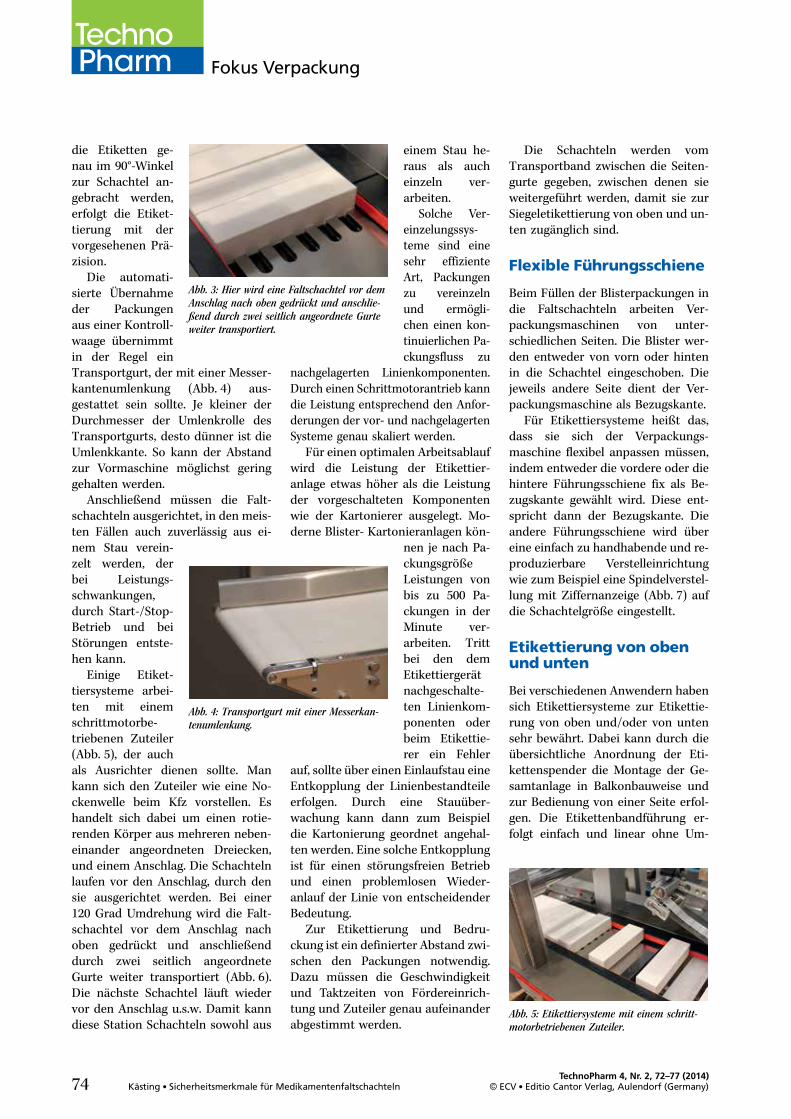
die Etiketten ge-nau im 90°-Winkelzur Schachtel an-gebracht werden,erfolgt die Etiket-tierung mit dervorgesehenen Prä-zision.
Die automati-sierte Übernahmeder Packungenaus einer Kontroll-waage übernimmtin der Regel einTransportgurt, der mit einer Messer-kantenumlenkung (Abb. 4) aus-gestattet sein sollte. Je kleiner derDurchmesser der Umlenkrolle desTransportgurts, desto dünner ist dieUmlenkkante. So kann der Abstandzur Vormaschine möglichst geringgehalten werden.
Anschließend müssen die Falt-schachteln ausgerichtet, in den meis-ten Fällen auch zuverlässig aus ei-nem Stau verein-zelt werden, derbei Leistungs-schwankungen,durch Start-/Stop-Betrieb und beiStörungen entste-hen kann.
Einige Etiket-tiersysteme arbei-ten mit einemschrittmotorbe-triebenen Zuteiler(Abb. 5), der auchals Ausrichter dienen sollte. Mankann sich den Zuteiler wie eine No-ckenwelle beim Kfz vorstellen. Eshandelt sich dabei um einen rotie-renden Körper aus mehreren neben-einander angeordneten Dreiecken,und einem Anschlag. Die Schachtelnlaufen vor den Anschlag, durch densie ausgerichtet werden. Bei einer120 Grad Umdrehung wird die Falt-schachtel vor dem Anschlag nachoben gedrückt und anschließenddurch zwei seitlich angeordneteGurte weiter transportiert (Abb. 6).Die nächste Schachtel läuft wiedervor den Anschlag u.s.w. Damit kanndiese Station Schachteln sowohl aus
einem Stau he-raus als aucheinzeln ver-arbeiten.
Solche Ver-einzelungssys-teme sind einesehr effizienteArt, Packungenzu vereinzelnund ermögli-chen einen kon-tinuierlichen Pa-ckungsfluss zu
nachgelagerten Linienkomponenten.Durch einen Schrittmotorantrieb kanndie Leistung entsprechend den Anfor-derungen der vor- und nachgelagertenSysteme genau skaliert werden.
Für einen optimalen Arbeitsablaufwird die Leistung der Etikettier-anlage etwas höher als die Leistungder vorgeschalteten Komponentenwie der Kartonierer ausgelegt. Mo-derne Blister- Kartonieranlagen kön-
nen je nach Pa-ckungsgrößeLeistungen vonbis zu 500 Pa-ckungen in derMinute ver-arbeiten. Trittbei den demEtikettiergerätnachgeschalte-ten Linienkom-ponenten oderbeim Etikettie-rer ein Fehler
auf, sollte über einen Einlaufstau eineEntkopplung der Linienbestandteileerfolgen. Durch eine Stauüber-wachung kann dann zum Beispieldie Kartonierung geordnet angehal-ten werden. Eine solche Entkopplungist für einen störungsfreien Betriebund einen problemlosen Wieder-anlauf der Linie von entscheidenderBedeutung.
Zur Etikettierung und Bedru-ckung ist ein definierter Abstand zwi-schen den Packungen notwendig.Dazu müssen die Geschwindigkeitund Taktzeiten von Fördereinrich-tung und Zuteiler genau aufeinanderabgestimmt werden.
Die Schachteln werden vomTransportband zwischen die Seiten-gurte gegeben, zwischen denen sieweitergeführt werden, damit sie zurSiegeletikettierung von oben und un-ten zugänglich sind.
Flexible Führungsschiene
Beim Füllen der Blisterpackungen indie Faltschachteln arbeiten Ver-packungsmaschinen von unter-schiedlichen Seiten. Die Blister wer-den entweder von vorn oder hintenin die Schachtel eingeschoben. Diejeweils andere Seite dient der Ver-packungsmaschine als Bezugskante.
Für Etikettiersysteme heißt das,dass sie sich der Verpackungs-maschine flexibel anpassen müssen,indem entweder die vordere oder diehintere Führungsschiene fix als Be-zugskante gewählt wird. Diese ent-spricht dann der Bezugskante. Dieandere Führungsschiene wird übereine einfach zu handhabende und re-produzierbare Verstelleinrichtungwie zum Beispiel eine Spindelverstel-lung mit Ziffernanzeige (Abb. 7) aufdie Schachtelgröße eingestellt.
Etikettierung von obenund unten
Bei verschiedenen Anwendern habensich Etikettiersysteme zur Etikettie-rung von oben und/oder von untensehr bewährt. Dabei kann durch dieübersichtliche Anordnung der Eti-kettenspender die Montage der Ge-samtanlage in Balkonbauweise undzur Bedienung von einer Seite erfol-gen. Die Etikettenbandführung er-folgt einfach und linear ohne Um-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)74 Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
Abb. 4: Transportgurt mit einer Messerkan-tenumlenkung.
Abb. 5: Etikettiersysteme mit einem schritt-motorbetriebenen Zuteiler.
Abb. 3: Hier wird eine Faltschachtel vor demAnschlag nach oben gedrückt und anschlie-ßend durch zwei seitlich angeordnete Gurteweiter transportiert.

lenkschultern und externe Etiketten-bandabwicklungen oder Aufwicklun-gen für das Trägermaterial. Trans-parente Einhausungen erfüllen dieüblichen Anforderungen der Phar-mazie, ohne die Bedienung und Ma-schinenübersicht negativ zu beein-flussen.
Einstecklaschen können entwedereinseitig oder diagonal angeordnetsein. Für diagonal angeordnete Ein-stecklaschen erfolgt die Etikettierungvon oben und unten. EinseitigeStecklaschen werden bei einer sol-chen Auslegung zwei Mal von obenoder unten etikettiert. Mit Hilfe vonLeitblechen und Andruckrollen imDurchlauf werden die Etiketten si-cher übereck angedrückt.
Manipulationssicherungdurch Siegeletiketten
Bei den Siegeletiketten handelt sichdabei um Selbstklebeetiketten, diesowohl im Food- als auch im Non-Food-Bereich weit verbreitet sind.
Damit die Etikettiermaschinen dieEtiketten gut verarbeiten können,müssen diese bestimmte Mindest-anforderungen erfüllen. Das Träger-papier sollte nicht zu dick sein.Marktüblich ist ein Papiergewichtvon 65 Gramm pro Quadratmeter,damit sich das Etikett einwandfreium die Spendekante des Etikettier-systems lenken lässt. Ist das Materialzu dick, löst sich das Etikett schlechtab, wenn das Trägerband umge-bogen wird. Gleichzeitig darf das Eti-kettenmaterial selbst nicht zu flexi-bel sein, sondern muss sich, währendes gespendet wird, geradeaus weiter-bewegen.
Der Einsatz von Siegeletikettenhat mehrere Vorteile: Das Vorhan-densein von Etiketten auf Falt-schachteln ist im Markt akzeptiert.Transparente Kunststoffetiketten än-dern nichts am bekannten Erschei-nungsbild der Medikamentenver-packungen. Auch der bestehendeHerstellungs- und Verpackungspro-zess und die zugehörigen Maschinenmüssen bei ihrer Einführung nichtverändert werden.
Durch die oben geschilderte Ent-koppelung der Prozesse „Verpacken“und „Etikettieren“ haben Unterbre-chungen in den Einzelfunktionenkeinen Einfluss auf die Funktion deranderen Prozesse. Sonst auftretendeFolgefehler werden dadurch auf einMinimum reduziert.
Hinzu kommt: Faltschachtelver-packungssysteme und Faltschach-teln können in der Regel aufgrundder Validierung nicht oder nur sehraufwendig verändert werden. Des-halb bietet sich zur Nachrüstung be-stehender Anlagen für die Etikettie-rung der Faltschachteln mit einemSiegeletikett an. Die meisten Kenn-zeichnungs- und Kontrollvorrichtun-gen arbeiten selbständig, sodassauch die Qualifizierung einer solchenZusatzanlage keine großen Problemeverursacht. Die Validierung ist dann
auch nur für den zusätzlichen Pro-zessschritt erforderlich.
Kennzeichnung derVerpackung
Bis vor kurzem wurden Faltschach-teln im Verpackungsprozess mit Ver-wendbarkeitsdaten und einer Char-gencodierung versehen. Im Zuge zu-künftiger Anforderungen und zur Si-cherung vor Produktfälschungen sindsolche einfachen Kennzeichnungennicht mehr ausreichend. Über dieseDaten hinaus werden serialisierte Da-ten notwendig. Dazu können im Be-reich der Etikettieranlage entspre-chend leistungsfähige Druck- undKontrollsysteme eingesetzt werden.
Aufgrund der geringen Platzver-hältnisse und der vergrößerten Da-tenmengen wird in den meisten Län-dern der DataMatrix-Code einge-setzt. Dieser gilt als sehr fehlertole-rant und bietet außerdem eine hoheVerschlüsselungsdichte, so dass mitihm auf kleiner Fläche mehr Datendargestellt werden können als aufeinfachen Strichcodes. Er passt daherauch auf eine Fläche von einem Qua-dratzentimeter. Die Seriennummernwerden in einer Datenbank des Her-stellers gespeichert.
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 75Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
Abb. 6: Fördereinrichtung.
Abb. 7: Spindelverstellung mit Ziffernanzeige.
die Etiketten ge-nau im 90°-Winkelzur Schachtel an-gebracht werden,erfolgt die Etiket-tierung mit dervorgesehenen Prä-zision.
Die automati-sierte Übernahmeder Packungenaus einer Kontroll-waage übernimmtin der Regel einTransportgurt, der mit einer Messer-kantenumlenkung (Abb. 4) aus-gestattet sein sollte. Je kleiner derDurchmesser der Umlenkrolle desTransportgurts, desto dünner ist dieUmlenkkante. So kann der Abstandzur Vormaschine möglichst geringgehalten werden.
Anschließend müssen die Falt-schachteln ausgerichtet, in den meis-ten Fällen auch zuverlässig aus ei-nem Stau verein-zelt werden, derbei Leistungs-schwankungen,durch Start-/Stop-Betrieb und beiStörungen entste-hen kann.
Einige Etiket-tiersysteme arbei-ten mit einemschrittmotorbe-triebenen Zuteiler(Abb. 5), der auchals Ausrichter dienen sollte. Mankann sich den Zuteiler wie eine No-ckenwelle beim Kfz vorstellen. Eshandelt sich dabei um einen rotie-renden Körper aus mehreren neben-einander angeordneten Dreiecken,und einem Anschlag. Die Schachtelnlaufen vor den Anschlag, durch densie ausgerichtet werden. Bei einer120 Grad Umdrehung wird die Falt-schachtel vor dem Anschlag nachoben gedrückt und anschließenddurch zwei seitlich angeordneteGurte weiter transportiert (Abb. 6).Die nächste Schachtel läuft wiedervor den Anschlag u.s.w. Damit kanndiese Station Schachteln sowohl aus
einem Stau he-raus als aucheinzeln ver-arbeiten.
Solche Ver-einzelungssys-teme sind einesehr effizienteArt, Packungenzu vereinzelnund ermögli-chen einen kon-tinuierlichen Pa-ckungsfluss zu
nachgelagerten Linienkomponenten.Durch einen Schrittmotorantrieb kanndie Leistung entsprechend den Anfor-derungen der vor- und nachgelagertenSysteme genau skaliert werden.
Für einen optimalen Arbeitsablaufwird die Leistung der Etikettier-anlage etwas höher als die Leistungder vorgeschalteten Komponentenwie der Kartonierer ausgelegt. Mo-derne Blister- Kartonieranlagen kön-
nen je nach Pa-ckungsgrößeLeistungen vonbis zu 500 Pa-ckungen in derMinute ver-arbeiten. Trittbei den demEtikettiergerätnachgeschalte-ten Linienkom-ponenten oderbeim Etikettie-rer ein Fehler
auf, sollte über einen Einlaufstau eineEntkopplung der Linienbestandteileerfolgen. Durch eine Stauüber-wachung kann dann zum Beispieldie Kartonierung geordnet angehal-ten werden. Eine solche Entkopplungist für einen störungsfreien Betriebund einen problemlosen Wieder-anlauf der Linie von entscheidenderBedeutung.
Zur Etikettierung und Bedru-ckung ist ein definierter Abstand zwi-schen den Packungen notwendig.Dazu müssen die Geschwindigkeitund Taktzeiten von Fördereinrich-tung und Zuteiler genau aufeinanderabgestimmt werden.
Die Schachteln werden vomTransportband zwischen die Seiten-gurte gegeben, zwischen denen sieweitergeführt werden, damit sie zurSiegeletikettierung von oben und un-ten zugänglich sind.
Flexible Führungsschiene
Beim Füllen der Blisterpackungen indie Faltschachteln arbeiten Ver-packungsmaschinen von unter-schiedlichen Seiten. Die Blister wer-den entweder von vorn oder hintenin die Schachtel eingeschoben. Diejeweils andere Seite dient der Ver-packungsmaschine als Bezugskante.
Für Etikettiersysteme heißt das,dass sie sich der Verpackungs-maschine flexibel anpassen müssen,indem entweder die vordere oder diehintere Führungsschiene fix als Be-zugskante gewählt wird. Diese ent-spricht dann der Bezugskante. Dieandere Führungsschiene wird übereine einfach zu handhabende und re-produzierbare Verstelleinrichtungwie zum Beispiel eine Spindelverstel-lung mit Ziffernanzeige (Abb. 7) aufdie Schachtelgröße eingestellt.
Etikettierung von obenund unten
Bei verschiedenen Anwendern habensich Etikettiersysteme zur Etikettie-rung von oben und/oder von untensehr bewährt. Dabei kann durch dieübersichtliche Anordnung der Eti-kettenspender die Montage der Ge-samtanlage in Balkonbauweise undzur Bedienung von einer Seite erfol-gen. Die Etikettenbandführung er-folgt einfach und linear ohne Um-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)74 Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
Abb. 4: Transportgurt mit einer Messerkan-tenumlenkung.
Abb. 5: Etikettiersysteme mit einem schritt-motorbetriebenen Zuteiler.
Abb. 3: Hier wird eine Faltschachtel vor demAnschlag nach oben gedrückt und anschlie-ßend durch zwei seitlich angeordnete Gurteweiter transportiert.
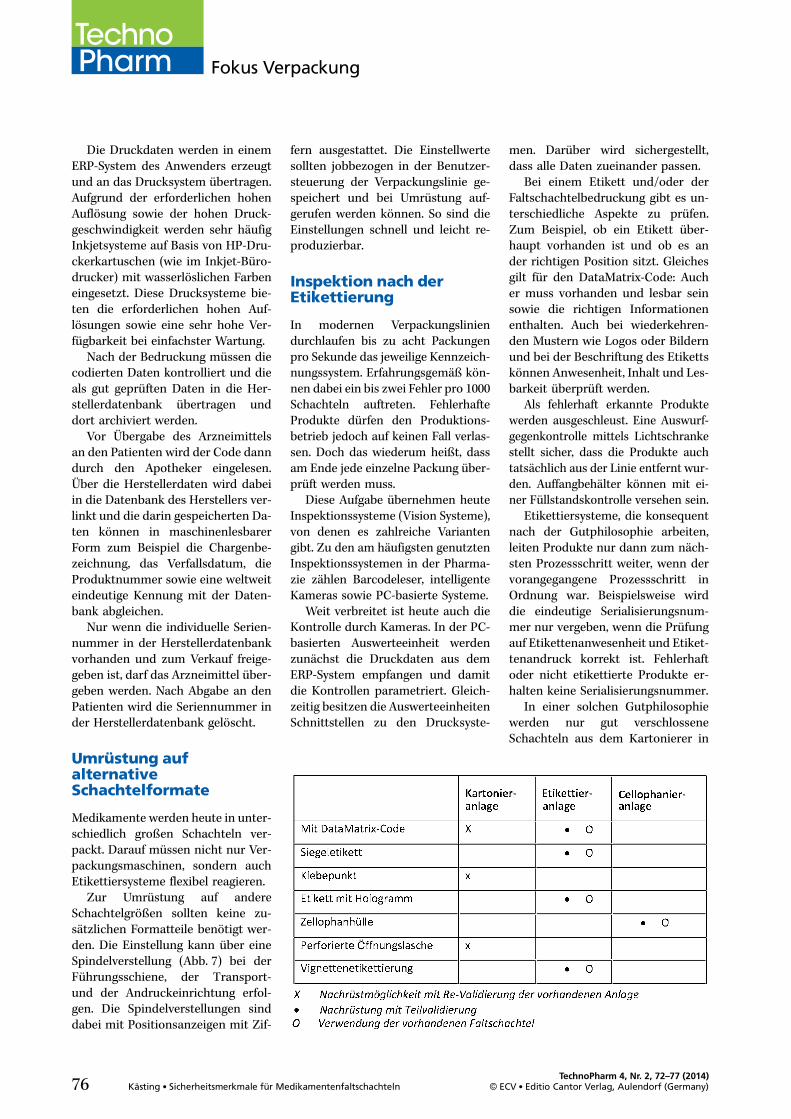
Die Druckdaten werden in einemERP-System des Anwenders erzeugtund an das Drucksystem übertragen.Aufgrund der erforderlichen hohenAuflösung sowie der hohen Druck-geschwindigkeit werden sehr häufigInkjetsysteme auf Basis von HP-Dru-ckerkartuschen (wie im Inkjet-Büro-drucker) mit wasserlöslichen Farbeneingesetzt. Diese Drucksysteme bie-ten die erforderlichen hohen Auf-lösungen sowie eine sehr hohe Ver-fügbarkeit bei einfachster Wartung.
Nach der Bedruckung müssen diecodierten Daten kontrolliert und dieals gut geprüften Daten in die Her-stellerdatenbank übertragen unddort archiviert werden.
Vor Übergabe des Arzneimittelsan den Patienten wird der Code danndurch den Apotheker eingelesen.Über die Herstellerdaten wird dabeiin die Datenbank des Herstellers ver-linkt und die darin gespeicherten Da-ten können in maschinenlesbarerForm zum Beispiel die Chargenbe-zeichnung, das Verfallsdatum, dieProduktnummer sowie eine weltweiteindeutige Kennung mit der Daten-bank abgleichen.
Nur wenn die individuelle Serien-nummer in der Herstellerdatenbankvorhanden und zum Verkauf freige-geben ist, darf das Arzneimittel über-geben werden. Nach Abgabe an denPatienten wird die Seriennummer inder Herstellerdatenbank gelöscht.
Umrüstung aufalternativeSchachtelformate
Medikamente werden heute in unter-schiedlich großen Schachteln ver-packt. Darauf müssen nicht nur Ver-packungsmaschinen, sondern auchEtikettiersysteme flexibel reagieren.
Zur Umrüstung auf andereSchachtelgrößen sollten keine zu-sätzlichen Formatteile benötigt wer-den. Die Einstellung kann über eineSpindelverstellung (Abb. 7) bei derFührungsschiene, der Transport-und der Andruckeinrichtung erfol-gen. Die Spindelverstellungen sinddabei mit Positionsanzeigen mit Zif-
fern ausgestattet. Die Einstellwertesollten jobbezogen in der Benutzer-steuerung der Verpackungslinie ge-speichert und bei Umrüstung auf-gerufen werden können. So sind dieEinstellungen schnell und leicht re-produzierbar.
Inspektion nach derEtikettierung
In modernen Verpackungsliniendurchlaufen bis zu acht Packungenpro Sekunde das jeweilige Kennzeich-nungssystem. Erfahrungsgemäß kön-nen dabei ein bis zwei Fehler pro 1000Schachteln auftreten. FehlerhafteProdukte dürfen den Produktions-betrieb jedoch auf keinen Fall verlas-sen. Doch das wiederum heißt, dassam Ende jede einzelne Packung über-prüft werden muss.
Diese Aufgabe übernehmen heuteInspektionssysteme (Vision Systeme),von denen es zahlreiche Variantengibt. Zu den am häufigsten genutztenInspektionssystemen in der Pharma-zie zählen Barcodeleser, intelligenteKameras sowie PC-basierte Systeme.
Weit verbreitet ist heute auch dieKontrolle durch Kameras. In der PC-basierten Auswerteeinheit werdenzunächst die Druckdaten aus demERP-System empfangen und damitdie Kontrollen parametriert. Gleich-zeitig besitzen die AuswerteeinheitenSchnittstellen zu den Drucksyste-
men. Darüber wird sichergestellt,dass alle Daten zueinander passen.
Bei einem Etikett und/oder derFaltschachtelbedruckung gibt es un-terschiedliche Aspekte zu prüfen.Zum Beispiel, ob ein Etikett über-haupt vorhanden ist und ob es ander richtigen Position sitzt. Gleichesgilt für den DataMatrix-Code: Aucher muss vorhanden und lesbar seinsowie die richtigen Informationenenthalten. Auch bei wiederkehren-den Mustern wie Logos oder Bildernund bei der Beschriftung des Etikettskönnen Anwesenheit, Inhalt und Les-barkeit überprüft werden.
Als fehlerhaft erkannte Produktewerden ausgeschleust. Eine Auswurf-gegenkontrolle mittels Lichtschrankestellt sicher, dass die Produkte auchtatsächlich aus der Linie entfernt wur-den. Auffangbehälter können mit ei-ner Füllstandskontrolle versehen sein.
Etikettiersysteme, die konsequentnach der Gutphilosophie arbeiten,leiten Produkte nur dann zum näch-sten Prozessschritt weiter, wenn dervorangegangene Prozessschritt inOrdnung war. Beispielsweise wirddie eindeutige Serialisierungsnum-mer nur vergeben, wenn die Prüfungauf Etikettenanwesenheit und Etiket-tenandruck korrekt ist. Fehlerhaftoder nicht etikettierte Produkte er-halten keine Serialisierungsnummer.
In einer solchen Gutphilosophiewerden nur gut verschlosseneSchachteln aus dem Kartonierer in
Fokus Verpackung
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)76 Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln

TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 77Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
den weiteren Prozess gegeben, nach der Kartonierungwerden die Schachteln in der Kontrollwaage geprüft,nur gut gewogene Schachteln werden etikettiert u.s.w.
Im Optimalfall wird bei kombinierten Etikettier- undDrucksystemen die Bedruckung nach der Etikettierungvorgenommen. Dann kann bei einer Gutphilosophie dieEtikettenanwesenheit geprüft werden. Nur gut etiket-tierte Schachteln werden dann bedruckt und mit derSeriennummer versehen. Nach der Prüfung der Bedru-ckung werden dann die als gut geprüften Schachteln bzw.deren Seriennummern an das ERP zurückgemeldet undin der Datenbank abgelegt.
Zudem sind zum Beispiel schlecht oder unvollständigetikettierte Schachteln in der Aussteuerstation unmit-telbar zu erkennen. Eine Verarbeitung von nicht als gutgeprüften Schachteln kann damit weitgehend aus-geschlossen werden.
Zur Aggregation können über die Kontrolleinheitenweitere Kameras in den nachfolgenden Prozessen inte-griert werden. Dort werden die Verpackungen bis hinzur Palette mit den Daten der Serialisierung versehen.Diese Daten werden ebenfalls an das ERP-System zu-rückgemeldet. Damit kann jede Einzelpackung vom Er-zeuger bis zum Patienten lückenlos verfolgt werden.
Integration in Gesamtliniensteuerung
Optimal ist es, wenn die Etikettieranlage unabhängigvom Hersteller der anderen Linienmodule in eine Linieintegriert werden kann. Falls der Anwender mehrereVerpackungslinien für unterschiedliche Produkte vonunterschiedlichen Lieferanten einsetzt, kann dann imBereich der Etikettierung mit den gleichen Systemenund der gleicher Bedienung gearbeitet werden.
Wichtig ist, dass die Integration in die Gesamtlini-ensteuerung mit Signalen an die und von den vor- undnachgeschalteten Linienbestandteilen erfolgt. Damitkönnen die Anlagen nur gestartet werden, wenn die nach-geschalteten Anlagen bereit und funktionsfähig sind.
Dokumentation und Datenschutz
Etikettiersysteme müssen der EU-Maschinenrichtlinie2006/42/EG, der Niederspannungsrichtlinie 2006/95/EG und der EMV-Richtlinie 2004/108/EG entsprechen.Diese EU-Richtlinien wurden vom Gesetzgeber in dasjeweilige nationale Recht übersetzt. In Deutschland giltbeispielweise das 9. Geräte- und Produktsicherheits-gesetz und die darauf gestützte Maschinenverordnung,9. GPSGV.
Darüber hinaus müssen sie über pharmagerechte Zu-griffsebenen über Passwortschutz verfügen. Auch eineProtokollierung nach CFR 21 Part 11 sollte möglich sein.Die Dokumentation der Prozessschritte und Ergebnisseerfolgt pharmagerecht nach DQ, IQ und OQ, FAT mitDokumentation, SAT und PQ mit Dokumentation.
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\interpack-TP-2014-02_105x303.indd Zuletzt gesichert: 28.03.14 (08:48:01 Uhr)
2014
-03-
28 in
terp
ack
2014
_Deu
tsch
land
_Pha
rma_
104
x 29
7 +
3mm
_Pha
rmaT
EC_4
c_26
54
PROCESSES AND PACKAGINGLEADING TRADE FAIR
DÜSSELDORF, GERMANY 08 –14 MAY 2014 PHARMA.INTERPACK.DE
UNTERNEHMENPHARMAKERNGESUNDELÖSUNGEN FÜR DIE
2014-03-28 interpack 2014_Deutschland_Pharma_104 x 297 + 3mm_PharmaTEC_4c_2654.indd 1 26.03.14 14:41
2014
-03-
28 in
terp
ack
2014
_Deu
tsch
land
_Pha
rma_
104
x 29
7 +
3mm
_Pha
rmaT
EC_4
c_26
54
PROCESSES AND PACKAGINGLEADING TRADE FAIR
DÜSSELDORF, GERMANY 08 –14 MAY 2014 PHARMA.INTERPACK.DE
UNTERNEHMENPHARMAKERNGESUNDELÖSUNGEN FÜR DIE
2014-03-28 interpack 2014_Deutschland_Pharma_104 x 297 + 3mm_PharmaTEC_4c_2654.indd 1 26.03.14 14:41
Die Druckdaten werden in einemERP-System des Anwenders erzeugtund an das Drucksystem übertragen.Aufgrund der erforderlichen hohenAuflösung sowie der hohen Druck-geschwindigkeit werden sehr häufigInkjetsysteme auf Basis von HP-Dru-ckerkartuschen (wie im Inkjet-Büro-drucker) mit wasserlöslichen Farbeneingesetzt. Diese Drucksysteme bie-ten die erforderlichen hohen Auf-lösungen sowie eine sehr hohe Ver-fügbarkeit bei einfachster Wartung.
Nach der Bedruckung müssen diecodierten Daten kontrolliert und dieals gut geprüften Daten in die Her-stellerdatenbank übertragen unddort archiviert werden.
Vor Übergabe des Arzneimittelsan den Patienten wird der Code danndurch den Apotheker eingelesen.Über die Herstellerdaten wird dabeiin die Datenbank des Herstellers ver-linkt und die darin gespeicherten Da-ten können in maschinenlesbarerForm zum Beispiel die Chargenbe-zeichnung, das Verfallsdatum, dieProduktnummer sowie eine weltweiteindeutige Kennung mit der Daten-bank abgleichen.
Nur wenn die individuelle Serien-nummer in der Herstellerdatenbankvorhanden und zum Verkauf freige-geben ist, darf das Arzneimittel über-geben werden. Nach Abgabe an denPatienten wird die Seriennummer inder Herstellerdatenbank gelöscht.
Umrüstung aufalternativeSchachtelformate
Medikamente werden heute in unter-schiedlich großen Schachteln ver-packt. Darauf müssen nicht nur Ver-packungsmaschinen, sondern auchEtikettiersysteme flexibel reagieren.
Zur Umrüstung auf andereSchachtelgrößen sollten keine zu-sätzlichen Formatteile benötigt wer-den. Die Einstellung kann über eineSpindelverstellung (Abb. 7) bei derFührungsschiene, der Transport-und der Andruckeinrichtung erfol-gen. Die Spindelverstellungen sinddabei mit Positionsanzeigen mit Zif-
fern ausgestattet. Die Einstellwertesollten jobbezogen in der Benutzer-steuerung der Verpackungslinie ge-speichert und bei Umrüstung auf-gerufen werden können. So sind dieEinstellungen schnell und leicht re-produzierbar.
Inspektion nach derEtikettierung
In modernen Verpackungsliniendurchlaufen bis zu acht Packungenpro Sekunde das jeweilige Kennzeich-nungssystem. Erfahrungsgemäß kön-nen dabei ein bis zwei Fehler pro 1000Schachteln auftreten. FehlerhafteProdukte dürfen den Produktions-betrieb jedoch auf keinen Fall verlas-sen. Doch das wiederum heißt, dassam Ende jede einzelne Packung über-prüft werden muss.
Diese Aufgabe übernehmen heuteInspektionssysteme (Vision Systeme),von denen es zahlreiche Variantengibt. Zu den am häufigsten genutztenInspektionssystemen in der Pharma-zie zählen Barcodeleser, intelligenteKameras sowie PC-basierte Systeme.
Weit verbreitet ist heute auch dieKontrolle durch Kameras. In der PC-basierten Auswerteeinheit werdenzunächst die Druckdaten aus demERP-System empfangen und damitdie Kontrollen parametriert. Gleich-zeitig besitzen die AuswerteeinheitenSchnittstellen zu den Drucksyste-
men. Darüber wird sichergestellt,dass alle Daten zueinander passen.
Bei einem Etikett und/oder derFaltschachtelbedruckung gibt es un-terschiedliche Aspekte zu prüfen.Zum Beispiel, ob ein Etikett über-haupt vorhanden ist und ob es ander richtigen Position sitzt. Gleichesgilt für den DataMatrix-Code: Aucher muss vorhanden und lesbar seinsowie die richtigen Informationenenthalten. Auch bei wiederkehren-den Mustern wie Logos oder Bildernund bei der Beschriftung des Etikettskönnen Anwesenheit, Inhalt und Les-barkeit überprüft werden.
Als fehlerhaft erkannte Produktewerden ausgeschleust. Eine Auswurf-gegenkontrolle mittels Lichtschrankestellt sicher, dass die Produkte auchtatsächlich aus der Linie entfernt wur-den. Auffangbehälter können mit ei-ner Füllstandskontrolle versehen sein.
Etikettiersysteme, die konsequentnach der Gutphilosophie arbeiten,leiten Produkte nur dann zum näch-sten Prozessschritt weiter, wenn dervorangegangene Prozessschritt inOrdnung war. Beispielsweise wirddie eindeutige Serialisierungsnum-mer nur vergeben, wenn die Prüfungauf Etikettenanwesenheit und Etiket-tenandruck korrekt ist. Fehlerhaftoder nicht etikettierte Produkte er-halten keine Serialisierungsnummer.
In einer solchen Gutphilosophiewerden nur gut verschlosseneSchachteln aus dem Kartonierer in
Fokus Verpackung
TechnoPharm 4, Nr. 2, 72–77 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)76 Kästing . Sicherheitsmerkmale für Medikamentenfaltschachteln
Eindeutig und fälschungssicherIn großen Schritten zur neuen Pharmacodierung
Michaela Hähn . GS1 Germany GmbH, Bereich GS1 Standards & Products, Köln
Korrespondenz: Michaela Hähn, GS1 Germany GmbH, Bereich GS1 Standards & Products, Maarweg 133, 50825 Köln;e-mail: [email protected]
ZusammenfassungDas Jahr 2011 erweist sich für die Pharmabranche als Meilenstein: Im Juni 2011veröffentlichten das Europäische Parlament und der Europäische Rat eine Direktive, dieFälschern das Handwerk legen oder zumindest erheblich einschränken soll. Die EU-Richt-linie 2011/62/EU, die gemeinhin nur als EU-Pharmapaket bekannt ist und das Eindringengefälschter Arzneimittel in die legale Lieferkette verhindern soll, bildet den Grundsteinfür zukunftsweisende Änderungen in der europäischen und damit auch in der deutschenPharmaindustrie.
Einleitung
Wegweisende Entwicklungen in derPharmabranche zeichnen sich ab:Mit Verabschiedung der EU-Richt-linie 2011/62/EU wurde der Grund-stein für eine größere Patientensi-cherheit in Europas und damit auchin deutschen Apotheken gelegt. Derwesentliche Punkt der Direktive be-trifft die Einführung von europaweitharmonisierten Sicherheitsmerkma-len, anhand derer die Verifizierungund Authentifizierung von Arznei-mitteln ermöglicht wird. Diese Si-cherheitsmerkmale sollen von denHerstellern auf den Packungen auf-gebracht werden und es Großhänd-lern und Apothekern erlauben, derenEchtheit zu überprüfen und Manipu-lationen der äußeren Umhüllung zuerkennen. Da es sich hier um ein-zelne Packungen dreht, reicht dieIdentifikation des Arzneimittels überdie in Deutschland gültige Pharma-zentralnummer (PZN) als Artikel-nummer nicht aus. So sieht die EU-Direktive eine Seriennummer fürjede einzelne Packung vor. In diesemZuge spricht man von der Serialisie-rung von Arzneimitteln. Damit sichder Prozess der Verifikation so ein-fach wie möglich gestaltet, soll dieeindeutige Kennung maschinenles-bar auf der Packung aufgebrachtsein. Vorgesehen ist hier ein 2D-Code, und zwar der Data Matrix.Die EU-Direktive muss voraussicht-
lich bis 2017 in nationales Gesetzumgesetzt werden. Dazu ist Anfang2013 ein Pilotprojekt namens Secur-pharm in deutschen Apotheken ge-startet, um die Praxistauglichkeitder angedachten Pharmacodierungzu testen.
Fälschungssicherheitdurch Serialisierung –Wie funktioniert das?
Zunächst zur Serialisierung: Wassteckt hinter dem Konzept und wiekann damit gegen Fälschungen vonArzneimitteln vorgegangen werden?Am Markt werden zahlreiche Siche-rungsmerkmale statischer Natur, wiezum Beispiel Hologramme, zumSchutz vor Fälschungen eingesetzt.Sie sind alle am oder im Produktselbst angebracht und bieten keinenSchutz mehr, wenn es Fälschern ein-mal gelungen ist, die Sicherungs-merkmale zu kopieren. Anders ver-hält es sich bei der Serialisierung: Da-bei wird jede einzelne Packung miteiner eindeutigen Nummer gekenn-zeichnet. Über diese eindeutigeNummer kann das Produkt weltweitverfolgt werden. Durch die Serialisie-rung werden aus anonymen Massen-produkten adressierbare Einzelstü-cke und damit eindeutig identifizier-bare Originale – egal, um welche Artvon Produkt oder Objekt es sich han-delt. Die komplette Versorgungskette
von der Fertigung über den Vertriebund Großhandel bis zum Abnehmerkann so überwacht und nachvoll-ziehbar gemacht werden. Die Num-mer bleibt mit der Einheit verknüpft,solange sie existiert. In Verbindungmit gespeicherten, individuellen In-formationssätzen, elektronischemDatenaustausch und automatischerDatenerfassung hinterlässt das Ob-jekt informatorische Spuren, die überdie serialisierte Nummer nachvoll-ziehbar gemacht werden können.Das heißt, es handelt sich bei diesemdynamischen Ansatz um die Kom-bination von eindeutiger Produkt-identifikation mit einer transparen-ten und jederzeit abrufbaren Pro-dukthistorie.
Weltweit eindeutigeNummernsysteme sinddie Basis: Das GS1 System
Auch die Pharmabranche ist heuteein zunehmend globalisierter Marktund macht sehr schnell deutlich,dass ein funktionierendes Systemder Serialisierung nur mit internatio-nal harmonisierten Standards derIdentifikation und Datenerfassungaufgebaut werden kann.
Grundsätzlich werden für eine Se-rialisierung zwei Nummernkom-ponenten benötigt. Zunächst einmaleine global eindeutige Artikelnum-mer, die das Produkt als solches
Fokus Verpackung
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)78 Hähn . Eindeutig und fälschungssicher

TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 79Hähn . Eindeutig und fälschungssicher
identifiziert, und dann eine Seriennummer, mit der jedeeinzelne Einheit des Produktes kenntlich gemacht wird.Die Artikelnummer und die im Idealfall randomisierte –also zufällig vergebene – Seriennummer werden vomjeweiligen Pharmahersteller vergeben.
Da der manuelle Umgang mit serialisierten Num-mern nicht nur aufwendig, sondern auch in erheblichemMaße fehlerbehaftet ist, wird auf automatische Identifi-kations- und Datenerfassungssysteme (AutoID) zurück-gegriffen. Verlangsamte Prozesse durch langwierigesEintippen von Zahlenkolonnen, mögliche Tippfehler so-wie der entstehende Korrekturaufwand verdeutlichendie Wichtigkeit dieser unterstützenden Technologie.Durch einfache Scanprozesse kann die serialisierte Pro-duktinformation fehlerfrei und schnell an jeder Schnitt-stelle in der Versorgungskette beziehungsweise bei jederWarenbewegung bei jedem Geschäftspartner automati-siert erfasst werden. Die Authentizität eines Produkteslässt sich über einen solchen lückenlosen, elektro-nischen Herkunftsnachweis jederzeit leicht überprüfen.
Es wird deutlich, welche grundlegenden Anforderun-gen an ein Serialisierungssystem zu stellen sind:. Anerkennung bei allen Geschäftspartnern. Globale Gültigkeit. Überschneidungsfreiheit. Eindeutigkeit. Umfassendes System mit kompatiblen Bausteinen,bestehend aus
. Ident-Nummern, ergänzt durch randomisierte Seri-ennummer
. passende Systeme für die automatische Identifikation
. SicherheitEin System, das all diesen Anforderungen gerecht wird,ist das GS1 System. Es erfüllt mit seinen global gültigenund anerkannten Standards alle Voraussetzungen, umObjekte mittels Serialisierung effizient verifizieren zukönnen.
Die notwendige eindeutige Produktidentifikationwird durch Serialisierung der weltweit genutzten GlobalTrade Item Number, GTIN, (ehemals EAN-Artikelnum-mer) erreicht. Diese besteht aus drei Teilen: einer GS1Basisnummer, einem individuellen Nummernbereichund einer Prüfziffer. Der Vorteil der GTIN liegt auf derHand: Sie ist heute bereits in vielen Fällen vorhandenund in einem der standardisierten GS1 Codes – wie demEAN-Barcode oder dem GS1 DataMatrix – verschlüsselt.Als Basisbaustein eines entsprechenden Serialisierungs-konzeptes kann sie daher einfach übernommen werden.Ergänzt wird die GTIN um eine vom Hersteller ver-gebene Seriennummer, mit der Produkte mit gleicherGTIN unterscheidbar gemacht werden. In Deutschlandwerden Arzneimittel mit der PZN als Artikelnummeridentifiziert. Um die PZN in eine zum GS1 Systemkon-forme Lösung zu integrieren, stellt GS1 Germany für dendeutschen Arzneimittelmarkt eine spezielle Basisnum-mer zur Verfügung. Hierbei handelt es sich um das 4-stellige Präfix „4150“. Nach dem Präfix wird die PZNeingefügt, und den Abschluss bildet eine Prüfziffer.Diese Prüfziffer wird nach dem sogenannten Algorith-mus Modulo 10 berechnet. Bei einer siebenstelligen PZN
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\staeubli-TP-2014-02_105x303.indd Zuletzt gesichert: 25.02.14 (09:28:04 Uhr)
Konstant hohe Qualität im gesamten Verpackungsprozess.Das Handling verschiedenster Formen und Gewichte bei hohen Geschwindigkeiten erfordert höchste Flexi-bilität. Mit dem Produkt portfolio von Stäubli qualifi zieren Sie sich, die Höchst anforderungen im Pharma- und Medizinbereich zu erfüllen, und steigern zusätzlich Ihre Produktivität bei gleichzeitiger Prozesssicherung.
Stäubli – optimale Roboterlösungen aus einem Haus.
Stäubli Tec-Systems GmbHTheodor-Schmidt-Str. 19, D-95448 Bayreuth, Tel. +49 (0) 921 883 0Staubli ist eine Marke von Stäubli International AG und ist in der Schweiz und anderen Ländern registriert. © Stäubli, 2014
Wrapping additional productivityaround your packaging process.
www.staubli.com/robotik
Eindeutig und fälschungssicherIn großen Schritten zur neuen Pharmacodierung
Michaela Hähn . GS1 Germany GmbH, Bereich GS1 Standards & Products, Köln
Korrespondenz: Michaela Hähn, GS1 Germany GmbH, Bereich GS1 Standards & Products, Maarweg 133, 50825 Köln;e-mail: [email protected]
ZusammenfassungDas Jahr 2011 erweist sich für die Pharmabranche als Meilenstein: Im Juni 2011veröffentlichten das Europäische Parlament und der Europäische Rat eine Direktive, dieFälschern das Handwerk legen oder zumindest erheblich einschränken soll. Die EU-Richt-linie 2011/62/EU, die gemeinhin nur als EU-Pharmapaket bekannt ist und das Eindringengefälschter Arzneimittel in die legale Lieferkette verhindern soll, bildet den Grundsteinfür zukunftsweisende Änderungen in der europäischen und damit auch in der deutschenPharmaindustrie.
Einleitung
Wegweisende Entwicklungen in derPharmabranche zeichnen sich ab:Mit Verabschiedung der EU-Richt-linie 2011/62/EU wurde der Grund-stein für eine größere Patientensi-cherheit in Europas und damit auchin deutschen Apotheken gelegt. Derwesentliche Punkt der Direktive be-trifft die Einführung von europaweitharmonisierten Sicherheitsmerkma-len, anhand derer die Verifizierungund Authentifizierung von Arznei-mitteln ermöglicht wird. Diese Si-cherheitsmerkmale sollen von denHerstellern auf den Packungen auf-gebracht werden und es Großhänd-lern und Apothekern erlauben, derenEchtheit zu überprüfen und Manipu-lationen der äußeren Umhüllung zuerkennen. Da es sich hier um ein-zelne Packungen dreht, reicht dieIdentifikation des Arzneimittels überdie in Deutschland gültige Pharma-zentralnummer (PZN) als Artikel-nummer nicht aus. So sieht die EU-Direktive eine Seriennummer fürjede einzelne Packung vor. In diesemZuge spricht man von der Serialisie-rung von Arzneimitteln. Damit sichder Prozess der Verifikation so ein-fach wie möglich gestaltet, soll dieeindeutige Kennung maschinenles-bar auf der Packung aufgebrachtsein. Vorgesehen ist hier ein 2D-Code, und zwar der Data Matrix.Die EU-Direktive muss voraussicht-
lich bis 2017 in nationales Gesetzumgesetzt werden. Dazu ist Anfang2013 ein Pilotprojekt namens Secur-pharm in deutschen Apotheken ge-startet, um die Praxistauglichkeitder angedachten Pharmacodierungzu testen.
Fälschungssicherheitdurch Serialisierung –Wie funktioniert das?
Zunächst zur Serialisierung: Wassteckt hinter dem Konzept und wiekann damit gegen Fälschungen vonArzneimitteln vorgegangen werden?Am Markt werden zahlreiche Siche-rungsmerkmale statischer Natur, wiezum Beispiel Hologramme, zumSchutz vor Fälschungen eingesetzt.Sie sind alle am oder im Produktselbst angebracht und bieten keinenSchutz mehr, wenn es Fälschern ein-mal gelungen ist, die Sicherungs-merkmale zu kopieren. Anders ver-hält es sich bei der Serialisierung: Da-bei wird jede einzelne Packung miteiner eindeutigen Nummer gekenn-zeichnet. Über diese eindeutigeNummer kann das Produkt weltweitverfolgt werden. Durch die Serialisie-rung werden aus anonymen Massen-produkten adressierbare Einzelstü-cke und damit eindeutig identifizier-bare Originale – egal, um welche Artvon Produkt oder Objekt es sich han-delt. Die komplette Versorgungskette
von der Fertigung über den Vertriebund Großhandel bis zum Abnehmerkann so überwacht und nachvoll-ziehbar gemacht werden. Die Num-mer bleibt mit der Einheit verknüpft,solange sie existiert. In Verbindungmit gespeicherten, individuellen In-formationssätzen, elektronischemDatenaustausch und automatischerDatenerfassung hinterlässt das Ob-jekt informatorische Spuren, die überdie serialisierte Nummer nachvoll-ziehbar gemacht werden können.Das heißt, es handelt sich bei diesemdynamischen Ansatz um die Kom-bination von eindeutiger Produkt-identifikation mit einer transparen-ten und jederzeit abrufbaren Pro-dukthistorie.
Weltweit eindeutigeNummernsysteme sinddie Basis: Das GS1 System
Auch die Pharmabranche ist heuteein zunehmend globalisierter Marktund macht sehr schnell deutlich,dass ein funktionierendes Systemder Serialisierung nur mit internatio-nal harmonisierten Standards derIdentifikation und Datenerfassungaufgebaut werden kann.
Grundsätzlich werden für eine Se-rialisierung zwei Nummernkom-ponenten benötigt. Zunächst einmaleine global eindeutige Artikelnum-mer, die das Produkt als solches
Fokus Verpackung
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)78 Hähn . Eindeutig und fälschungssicher

wird die Stelle vor der eigentlichenPZN mit einer 0 aufgefüllt. DiesesNummernkonstrukt (Abb. 1) wirdanalog zur GTIN als NTIN1) (NationalTrade Item Number) bezeichnet, dasie nur national in Deutschland an-gewendet wird. Da Serialisierung undFälschungssicherheit eine Herausfor-derung vieler Branchen sind, wird imFolgenden lediglich das SynonymGTIN als Begriff für die Artikelnum-mer verwendet.
Prüfroutinen zur Verifi-kation
Was genau passiert bei der Prüfungder serialisierten GTIN?
Im ersten Schritt sollte die GTINohne Seriennummer auf ihre Authen-tizität hin geprüft werden. Konkretbedeutet dies, zwei Fragen zu beant-worten: Gibt es diese GTIN über-haupt? Und: Ist diese GTIN noch imMarkt vorhanden? Wenn eine derFragen mit „Nein“ beantwortet wird,kann davon ausgegangen werden,dass es sich um eine Produktfäl-schung handelt. Lautet die Antwortauf beide Fragen „Ja“, ist im zweitenSchritt die Seriennummer in Bezugauf die GTIN zu prüfen. Nur gemein-sam mit der GTIN ist eine Serien-nummer eindeutig. Auch hier sindverschiedene Antwortszenarienmöglich: Der einfachste Fall liegt vor,wenn die Seriennummer vom Her-steller überhaupt nicht vergebenwurde. Ein klarer Beweis für ein Pla-giat. Wurde die Seriennummer dage-gen vergeben, kann die Analyse derin der ITauflaufenden Anfragen Klar-heit liefern und als Frühwarnsystemfungieren:
Ist eine Seriennummer zur betref-fenden GTIN bereits schon einmalbeim Verkauf abgefragt worden, istdie Wahrscheinlichkeit groß, dassProduktfälschungen im Umlauf sind.Der Hersteller sollte sensibilisiertsein für jede weitere Anfrage zu die-ser speziellen serialisierten GTIN undentsprechende Handlungen aus-lösen.
Prinzipiell ist es denkbar, dass zu-erst die Fälschung verkauft wird und
auf dieser Basis eine Anfrage nachder serialisierten GTIN an den Her-steller ausgelöst wird. Weitere Fak-toren helfen dann dabei, die Wahr-scheinlichkeit einer Fälschung he-rauszufinden. Ein Kriterium wärebeispielsweise die Region, aus derdie Anfrage stammt. Kann der Her-steller ausschließen, dass sein Pro-dukt in dieser Region oder in diesemAbsatzkanal vertrieben wird, handeltes sich sehr wahrscheinlich um eineFälschung.
Auch dem Diebstahl beim Her-steller kommt man auf die Spur:Der Hersteller verfügt zwar über alleInformationen zu Produkt- und Se-riennummer, da er es produziertund entsprechend gekennzeichnethat, aber bei der Kommissionierungoder im Warenausgang taucht dieNummernkombination nicht wie-der auf. Der Diebstahl fliegt auf.Die Produkthistorie ist durch denDiebstahl unterbrochen wordenund weist dementsprechend Inkon-sistenzen auf.
Verifizieren beimHersteller
Neben der rein prozessorientiertenBetrachtung bietet auch die Formder technischen Umsetzung weiterenSchutz. Mit zunehmender Komplexi-tät der Modelle steigt dabei auch dieFälschungssicherheit.
Ausgangspunkt ist die überschnei-dungsfreie, eindeutige Identifikationjedes Produktes über seine seriali-sierte GTIN. Damit kennzeichnetder Hersteller jede einzelne Einheiteines Produktes. Die GTIN in Kom-bination mit der Seriennummer wirderfasst und mit weiteren relevantenProduktinformationen in einer Da-tenbank abgelegt. Wird diese spe-zielle Produkteinheit nun verkauft,kann der Abnehmer die Echtheit prü-fen. Je nach technischer Infrastrukturbieten sich verschiedene Methoden,um beim Hersteller nachzufragenund die serialisierte GTIN prüfen zulassen. Der Abnehmer erhält danneine entsprechende Antwort aus
Fokus Verpackung
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)80 Hähn . Eindeutig und fälschungssicher
1) www.gs1-germany.de/loesung-fuer-faelschungssichere-Arzneien/ Abb. 2: Verifikation über eine externe Datenbank.
Abb. 1: Aufbau NTIN in Deutschland (Quelle alle: GS1 Germany GmbH).

den IT-Systemen des Herstellers zu-rück.
Verifizieren über externeDatenbanken
Es ist auch möglich, dass der Verifi-kationsprozess nicht beim Herstellerdirekt abläuft, sondern eine externeIT-Plattform dazwischen geschaltetist. In so einem Fall liegtdie Datenbank mit denspezifischen Produktinfor-mationen nicht beim Her-steller, sondern bei einerexternen Instanz. Die An-fragen laufen über einezentrale, extern gepflegteDatenbank. Das hat zurFolge, dass sich der Her-steller registrieren und dierelevanten Produktinfor-mationen zu einer seriali-sierten GTIN für die Au-thentifizierung einstellenmuss. Nur so kann gewähr-leistet werden, dass bei An-fragen auch die notwendi-gen Informationen in derexternen Datenbank vorlie-gen und die Prüfroutinenablaufen können. Die In-formationstiefe der vomHersteller an die Daten-bank übermittelten Datenist individuell skalierbar.In der Regel wird der Her-steller die Produktinforma-tionen filtern und nur diefür den Authentifizierungs-prozess relevanten Datenweitergeben.
Wird eine serialisierteGTIN in der externen Da-tenbank abgefragt, kannes durchaus sinnvoll sein,diese Information an denHersteller weiterzuleiten(Abb. 2). So kann er eben-falls die Anzahl der Anfra-gen zu einer bestimmtenserialisierten GTIN in sei-ner Datenbank speichern.
Diesen Ansatz verfolgtauch die deutsche Pharma-industrie mit ihrem Pilot-projekt Securpharm.Securpharm ist eine Initia-tive der Pharmaverbände
mit dem Ziel, den Arzneimittelver-trieb in Deutschland vor dem Ein-dringen gefälschter Arzneimittel zuschützen. Seit Beginn des Jahres 2013läuft das gleichnamige Pilotprojekt,bei dem die Arzneimittelverifizie-rung in der Apotheke erfolgt. Dazuverschlüsselt das pharmazeutischeUnternehmen die Produkt- und min-destens die Seriennummer jeder Pa-
ckung in einem Data Matrix Code.Diese Informationen werden in dasexterne und zentrale Datenbanksys-tem der pharmazeutischen Industrieübertragen. Das Gegenstück zu die-ser Industriedatenbank ist die zen-trale Apothekerdatenbank, an diedie Apotheken angeschlossen sind.
Die Verifizierung der einzelnenPackungen erfolgt in der Apotheke
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 81Hähn . Eindeutig und fälschungssicher
wird die Stelle vor der eigentlichenPZN mit einer 0 aufgefüllt. DiesesNummernkonstrukt (Abb. 1) wirdanalog zur GTIN als NTIN1) (NationalTrade Item Number) bezeichnet, dasie nur national in Deutschland an-gewendet wird. Da Serialisierung undFälschungssicherheit eine Herausfor-derung vieler Branchen sind, wird imFolgenden lediglich das SynonymGTIN als Begriff für die Artikelnum-mer verwendet.
Prüfroutinen zur Verifi-kation
Was genau passiert bei der Prüfungder serialisierten GTIN?
Im ersten Schritt sollte die GTINohne Seriennummer auf ihre Authen-tizität hin geprüft werden. Konkretbedeutet dies, zwei Fragen zu beant-worten: Gibt es diese GTIN über-haupt? Und: Ist diese GTIN noch imMarkt vorhanden? Wenn eine derFragen mit „Nein“ beantwortet wird,kann davon ausgegangen werden,dass es sich um eine Produktfäl-schung handelt. Lautet die Antwortauf beide Fragen „Ja“, ist im zweitenSchritt die Seriennummer in Bezugauf die GTIN zu prüfen. Nur gemein-sam mit der GTIN ist eine Serien-nummer eindeutig. Auch hier sindverschiedene Antwortszenarienmöglich: Der einfachste Fall liegt vor,wenn die Seriennummer vom Her-steller überhaupt nicht vergebenwurde. Ein klarer Beweis für ein Pla-giat. Wurde die Seriennummer dage-gen vergeben, kann die Analyse derin der ITauflaufenden Anfragen Klar-heit liefern und als Frühwarnsystemfungieren:
Ist eine Seriennummer zur betref-fenden GTIN bereits schon einmalbeim Verkauf abgefragt worden, istdie Wahrscheinlichkeit groß, dassProduktfälschungen im Umlauf sind.Der Hersteller sollte sensibilisiertsein für jede weitere Anfrage zu die-ser speziellen serialisierten GTIN undentsprechende Handlungen aus-lösen.
Prinzipiell ist es denkbar, dass zu-erst die Fälschung verkauft wird und
auf dieser Basis eine Anfrage nachder serialisierten GTIN an den Her-steller ausgelöst wird. Weitere Fak-toren helfen dann dabei, die Wahr-scheinlichkeit einer Fälschung he-rauszufinden. Ein Kriterium wärebeispielsweise die Region, aus derdie Anfrage stammt. Kann der Her-steller ausschließen, dass sein Pro-dukt in dieser Region oder in diesemAbsatzkanal vertrieben wird, handeltes sich sehr wahrscheinlich um eineFälschung.
Auch dem Diebstahl beim Her-steller kommt man auf die Spur:Der Hersteller verfügt zwar über alleInformationen zu Produkt- und Se-riennummer, da er es produziertund entsprechend gekennzeichnethat, aber bei der Kommissionierungoder im Warenausgang taucht dieNummernkombination nicht wie-der auf. Der Diebstahl fliegt auf.Die Produkthistorie ist durch denDiebstahl unterbrochen wordenund weist dementsprechend Inkon-sistenzen auf.
Verifizieren beimHersteller
Neben der rein prozessorientiertenBetrachtung bietet auch die Formder technischen Umsetzung weiterenSchutz. Mit zunehmender Komplexi-tät der Modelle steigt dabei auch dieFälschungssicherheit.
Ausgangspunkt ist die überschnei-dungsfreie, eindeutige Identifikationjedes Produktes über seine seriali-sierte GTIN. Damit kennzeichnetder Hersteller jede einzelne Einheiteines Produktes. Die GTIN in Kom-bination mit der Seriennummer wirderfasst und mit weiteren relevantenProduktinformationen in einer Da-tenbank abgelegt. Wird diese spe-zielle Produkteinheit nun verkauft,kann der Abnehmer die Echtheit prü-fen. Je nach technischer Infrastrukturbieten sich verschiedene Methoden,um beim Hersteller nachzufragenund die serialisierte GTIN prüfen zulassen. Der Abnehmer erhält danneine entsprechende Antwort aus
Fokus Verpackung
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)80 Hähn . Eindeutig und fälschungssicher
1) www.gs1-germany.de/loesung-fuer-faelschungssichere-Arzneien/ Abb. 2: Verifikation über eine externe Datenbank.
Abb. 1: Aufbau NTIN in Deutschland (Quelle alle: GS1 Germany GmbH). Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\diosna-TP-2014-02_146x213.indd Zuletzt gesichert: 02.04.14 (10:14:24 Uhr)

beim Abverkauf. Der Apothekerscannt zunächst den Data Matrixund greift über sein Warenwirt-schaftssystem auf das zentrale Apo-thekendatenbanksystem zu. Diesessendet dann entsprechend eine An-frage an die Industriedatenbank, diedarüber informiert, ob die Serien-nummer bekannt ist und schon ein-mal abgerufen wurde. Der Apothekererhält innerhalb weniger Millisekun-den eine Rückmeldung und damitdie Information über die Echtheitder Packung. Auch wenn der Prozessder Verifikation erst durch den Apo-theker angestoßen wird, kann dieProduktsicherheit und die Hürdefür Fälschungen bereits um ein Viel-faches erhöht werden.
In diesem deutschlandweiten Pi-lotprojekt werden zwei mögliche An-sätze bezüglich der Artikelidentifika-tion und Codierung getestet. Sowurde im Securpharm-Lenkungsaus-schuss beschlossen, neben der IFA-PPN (Pharmacy Product Number)auch die NTIN-Lösung von GS1 Ger-many zur Identifikation pharmazeu-tischer Produkte zuzulassen. DieNTIN bettet hierbei, wie oben be-schrieben, die bereits vorhandenePZN (Pharmazentralnummer) desArtikels in ihre Struktur ein. Umge-setzt wird die NTIN in dem 2D-CodeGS1 DataMatrix. Dieser ist ein Subsetdes Data Matrix Codes. In der inter-nationalen Norm ISO/IEC 16022 wer-den die technischen Spezifikationendes Data Matrix Codes definiert. Siebeinhaltet auch die Verwendung desSonderzeichens Function Code 1(FNC1), das für die Anwenderschaftvon GS1 reserviert ist und anzeigt,dass die nachfolgenden Informatio-nen in ihrem Format und ihrer Se-mantik eindeutig festgeschriebensind. Dies geschieht über das GS1Datenbezeichnerkonzept. Es stellt si-cher, dass die codierten Informatio-nen von jedem Anwender einheitlichund sicher ausgelesen und interpre-tiert werden können. So können dieNTIN und die Seriennummer nichtnur exakt voneinander getrennt, son-dern auch voneinander unterschie-den werden. Zusätzlich werden dieim Pharmaumfeld wichtigen Infor-mationen Verfallsdatum und Char-gennummer mittels Datenzeichner-konzept auf der Arzneimittel-
packung maschinenlesbar auf-gebracht.
Die Entscheidung fiel für den DataMatrix und damit auch für den GS1DataMatrix, weil er als 2D-Symbolo-gie so klein ist, dass mit ihm jedePackung oder jede Produkteinheit se-rialisiert und somit individualisiertwerden kann.
Verifizieren entlang derVersorgungskette
Betrachtet man den Weg eines ein-zelnen Produktes durch die SupplyChain, hinterlässt es auf dem Wegvom Hersteller zum Abnehmer über-all informatorische „Spuren“. Dereindeutige Identschlüssel wird beider Produktion, am Warenein- und-ausgang sowie bei Einlagerung undKommissionierung gelesen – undzwar bei allen Partnern entlang dergesamten Lieferkette. Jede Warenbe-wegung wird in den Datenbankender jeweiligen Unternehmen erfasstund gespeichert.
Nichts anderes bedeutet Verifizie-ren entlang der Versorgungskette:Eine serialisierte und damit indivi-dualisierte Arzneimittelpackungwird anhand ihres eindeutigen Ident-schlüssels auf ihrem Weg vom Her-steller über den Großhandel bis hinzur Apotheke (nach-)verfolgbar ge-macht wird, indem jeder Partnerder Kette definierte Informationenfesthält und in seinem EDV-Systemspeichert. Warenströme werdentransparent abbildbar und könnenexakt dokumentiert werden, wenndie vier folgenden Informationen er-fasst werden:. Was (welches Objekt). Wann (zu welcher Zeit). Wo (an welchem Ort). Warum (in welchem Geschäfts-kontext).
Mit diesen Informationen wird jedeProduktbewegung, angefangen beider Produktion, über die Kommis-sionierung bis zum Warenausgangautomatisiert erfasst und bei jedemPartner im eigenen EDV-System auf-gezeichnet. Damit die so entstande-nen Daten unternehmensübergrei-fend genutzt werden können, bietetsich der Einsatz eines standardisier-ten Systems an: der EPC Informa-
tion Service (EPCIS). Mit dem EPCInformation Service als Schnittstel-len-Standard werden komplexe Lie-fer- und Versorgungsketten vollstän-dig transparent abbildbar. Die mit-tels EPCIS erfassten Daten werdenals Ereignis (Event) bezeichnet, so-dass jede Warenbewegung ein neuesEreignis bedeutet. Damit könnenüber EPCIS jederzeit akkurate Datenzu einem Arzneimittel zur Ver-fügung gestellt und bei Bedarf, zumBeispiel zur Verifikation, abgefragtwerden.
Der Blick über denTellerrand: Entwick-lungen in Europa undweltweit
In Europa werden derzeit zwei An-sätze verfolgt, um Produkte und da-mit den Verbraucher vor Fälschun-gen zu schützen. In beiden findensich die oben beschriebenen Szena-rien wieder: Das eTact System unddas Point of Dispensing System.
Das eTact SystemDen unter „Verifizieren entlang derVersorgungskette“ beschriebenenAnsatz versteht man in der Pharma-branche unter der BezeichnungTrack & Trace. Er wird in Europavon EDQM (European Directoratefor the Quality of Medicines &HealthCare) verfolgt. Dessen SystemeTACT sieht vor, dass eine seriali-sierte und damit individualisierteArzneimittelpackung anhand ihreseindeutigen Identschlüssels auf ih-rem Weg vom Hersteller über denGroßhandel bis hin zur Apotheke(nach-)verfolgbar gemacht wird. JedeWarenbewegung wird dazu mittelsEPCIS als Ereignis aufgezeichnetund in entsprechenden Datenban-ken, die in der Hoheit der jeweiligenGeschäftspartner der Versorgungs-kette liegen, abgespeichert. So kannder komplette Produktlebenswegüber alle Stufen der medizinischenVersorgungskette rekonstruiert wer-den. Gelangen nun gefälschte Medi-kamente in die Lieferkette, führt daszu Unstimmigkeiten in der Produkt-historie. Wird ein Plagiat beispiels-weise mit einer serialisierten Ident-nummer gekennzeichnet, die aber
Fokus Verpackung
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)82 Hähn . Eindeutig und fälschungssicher

vom Hersteller nicht in Umlauf ge-bracht wurde, dann beginnt die Pro-dukthistorie nicht beim Hersteller,sondern dort, wo das Arzneimittelin die Lieferkette eingeschleust undzum ersten Mal die Ereignisdaten er-fasst wurden. Weist ein Plagiat einebereits vergebene Identifikations-nummer auf, wird diese an identi-schen Lesepunkten mehrfach erfasst.In beiden Fällen fliegt die Fälschungauf. So ermöglicht die eindeutige se-rialisierte Kennzeichnung in Verbin-dung mit der Produkthistorie einenwirksamen Schutzmechanismus ge-gen Fälschungen.
Point of Dispensing SystemDer europäische Verband der for-schenden ArzneimittelherstellerEFPIA verfolgt das European Stake-holder Model (ESM): Hier soll die Ve-rifikation des Arzneimittels bei Ab-gabe des Arzneimittels an den Patien-
ten, also in der Apotheke, erfolgen.Dabei setzt EFPIA auf Einsatz derGS1 Standards. Die Identifikation derArzneimittel erfolgt über die GTINund Seriennummer, die Kennzeich-nung jeder einzelnen Packung mitdem GS1 DataMatrix. Diese Datenhinterlegt jeder Hersteller im Euro-pean Medicines Verification System(EMVS). Beim Scanvorgang in derApotheke greift der Apotheker nunauf das EMVS zurück, wo die Verifika-tion stattfindet. Der Apotheker erhältdie Rückmeldung, ob er das Produktan den Patienten abgeben darf oderob es gefälscht sein könnte.
Das erste Land außerhalb Europas,das ein Gesetz zur Serialisierung vonArzneimitteln mit GS1 DataMatrix aufden Weg brachte, war die Türkei. Be-reits seit 2009 ist es dort Pflicht, phar-mazeutische Produkte eindeutig mitder Kombination GTIN und Serien-nummer zu kennzeichnen. Die Türkei
will damit mehr Transparenz in denAbrechungsprozessen erzielen. Inzwi-schen sind zahlreiche Länder weltweitnachgezogen. Zu diesen zählen bspw.Indien, Algerien, Argentinien und Ko-rea, die entweder bereits Gesetze ver-abschiedet haben oder in entspre-chenden Pilotprojekten die Praxis-tauglichkeit von GTIN und GS1 Data-Matrix testen, z.B. in Brasilien.
Bis 2017 müssen nun in Deutsch-land gemäß EU-Direktive die Voraus-setzungen für mehr Patientensicher-heit geschaffen werden. Die nächstenJahre werden daher zeigen, wie praxis-tauglich die verschiedenen Lösungs-ansätze sind. Die Anknüpfung an dasweltweite GS1 System, das sich in derPraxis bereits in zahlreichen Ländernzur Codierung von Arzneimitteln viel-fach bewährt hat, schafft dabei ein so-lides Fundament, um Produktfäl-schern wirkungsvoll das Handwerkzu legen – zum Wohle des Patienten.
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\atlantic-zeiser-TP-2014-02_216x149.indd Zuletzt gesichert: 21.03.14 (07:36:20 Uhr)
Innovative Software-Lösung
MedTracker Arzneimittel sicher und einfach serialisieren • Modular entwickelt für Geräte-, Linien-, Werks- und Unternehmensebene• Flexible Codegenerierung für alle internationalen Rechtsvorschriften• Effi zient und leicht zu implementieren• Komplettes Track & Trace für „E-Pedigree“-Anwendungen• Offene Schnittstellen für Geräte und ERP• Praxiserprobt im Zusammenspiel mit Produktionsanlagen• Erfüllt die Echtzeit-Anforderungen der Produktionslinien• Abwicklung von Retouren und Re-Exporten• Hochsicherheitsarchitektur
Mehr unter
Halle 16 / A47
Atlantic Zeiser GmbHBogenstrasse 6-878576 Emmingen Phone +49 7465 [email protected]
beim Abverkauf. Der Apothekerscannt zunächst den Data Matrixund greift über sein Warenwirt-schaftssystem auf das zentrale Apo-thekendatenbanksystem zu. Diesessendet dann entsprechend eine An-frage an die Industriedatenbank, diedarüber informiert, ob die Serien-nummer bekannt ist und schon ein-mal abgerufen wurde. Der Apothekererhält innerhalb weniger Millisekun-den eine Rückmeldung und damitdie Information über die Echtheitder Packung. Auch wenn der Prozessder Verifikation erst durch den Apo-theker angestoßen wird, kann dieProduktsicherheit und die Hürdefür Fälschungen bereits um ein Viel-faches erhöht werden.
In diesem deutschlandweiten Pi-lotprojekt werden zwei mögliche An-sätze bezüglich der Artikelidentifika-tion und Codierung getestet. Sowurde im Securpharm-Lenkungsaus-schuss beschlossen, neben der IFA-PPN (Pharmacy Product Number)auch die NTIN-Lösung von GS1 Ger-many zur Identifikation pharmazeu-tischer Produkte zuzulassen. DieNTIN bettet hierbei, wie oben be-schrieben, die bereits vorhandenePZN (Pharmazentralnummer) desArtikels in ihre Struktur ein. Umge-setzt wird die NTIN in dem 2D-CodeGS1 DataMatrix. Dieser ist ein Subsetdes Data Matrix Codes. In der inter-nationalen Norm ISO/IEC 16022 wer-den die technischen Spezifikationendes Data Matrix Codes definiert. Siebeinhaltet auch die Verwendung desSonderzeichens Function Code 1(FNC1), das für die Anwenderschaftvon GS1 reserviert ist und anzeigt,dass die nachfolgenden Informatio-nen in ihrem Format und ihrer Se-mantik eindeutig festgeschriebensind. Dies geschieht über das GS1Datenbezeichnerkonzept. Es stellt si-cher, dass die codierten Informatio-nen von jedem Anwender einheitlichund sicher ausgelesen und interpre-tiert werden können. So können dieNTIN und die Seriennummer nichtnur exakt voneinander getrennt, son-dern auch voneinander unterschie-den werden. Zusätzlich werden dieim Pharmaumfeld wichtigen Infor-mationen Verfallsdatum und Char-gennummer mittels Datenzeichner-konzept auf der Arzneimittel-
packung maschinenlesbar auf-gebracht.
Die Entscheidung fiel für den DataMatrix und damit auch für den GS1DataMatrix, weil er als 2D-Symbolo-gie so klein ist, dass mit ihm jedePackung oder jede Produkteinheit se-rialisiert und somit individualisiertwerden kann.
Verifizieren entlang derVersorgungskette
Betrachtet man den Weg eines ein-zelnen Produktes durch die SupplyChain, hinterlässt es auf dem Wegvom Hersteller zum Abnehmer über-all informatorische „Spuren“. Dereindeutige Identschlüssel wird beider Produktion, am Warenein- und-ausgang sowie bei Einlagerung undKommissionierung gelesen – undzwar bei allen Partnern entlang dergesamten Lieferkette. Jede Warenbe-wegung wird in den Datenbankender jeweiligen Unternehmen erfasstund gespeichert.
Nichts anderes bedeutet Verifizie-ren entlang der Versorgungskette:Eine serialisierte und damit indivi-dualisierte Arzneimittelpackungwird anhand ihres eindeutigen Ident-schlüssels auf ihrem Weg vom Her-steller über den Großhandel bis hinzur Apotheke (nach-)verfolgbar ge-macht wird, indem jeder Partnerder Kette definierte Informationenfesthält und in seinem EDV-Systemspeichert. Warenströme werdentransparent abbildbar und könnenexakt dokumentiert werden, wenndie vier folgenden Informationen er-fasst werden:. Was (welches Objekt). Wann (zu welcher Zeit). Wo (an welchem Ort). Warum (in welchem Geschäfts-kontext).
Mit diesen Informationen wird jedeProduktbewegung, angefangen beider Produktion, über die Kommis-sionierung bis zum Warenausgangautomatisiert erfasst und bei jedemPartner im eigenen EDV-System auf-gezeichnet. Damit die so entstande-nen Daten unternehmensübergrei-fend genutzt werden können, bietetsich der Einsatz eines standardisier-ten Systems an: der EPC Informa-
tion Service (EPCIS). Mit dem EPCInformation Service als Schnittstel-len-Standard werden komplexe Lie-fer- und Versorgungsketten vollstän-dig transparent abbildbar. Die mit-tels EPCIS erfassten Daten werdenals Ereignis (Event) bezeichnet, so-dass jede Warenbewegung ein neuesEreignis bedeutet. Damit könnenüber EPCIS jederzeit akkurate Datenzu einem Arzneimittel zur Ver-fügung gestellt und bei Bedarf, zumBeispiel zur Verifikation, abgefragtwerden.
Der Blick über denTellerrand: Entwick-lungen in Europa undweltweit
In Europa werden derzeit zwei An-sätze verfolgt, um Produkte und da-mit den Verbraucher vor Fälschun-gen zu schützen. In beiden findensich die oben beschriebenen Szena-rien wieder: Das eTact System unddas Point of Dispensing System.
Das eTact SystemDen unter „Verifizieren entlang derVersorgungskette“ beschriebenenAnsatz versteht man in der Pharma-branche unter der BezeichnungTrack & Trace. Er wird in Europavon EDQM (European Directoratefor the Quality of Medicines &HealthCare) verfolgt. Dessen SystemeTACT sieht vor, dass eine seriali-sierte und damit individualisierteArzneimittelpackung anhand ihreseindeutigen Identschlüssels auf ih-rem Weg vom Hersteller über denGroßhandel bis hin zur Apotheke(nach-)verfolgbar gemacht wird. JedeWarenbewegung wird dazu mittelsEPCIS als Ereignis aufgezeichnetund in entsprechenden Datenban-ken, die in der Hoheit der jeweiligenGeschäftspartner der Versorgungs-kette liegen, abgespeichert. So kannder komplette Produktlebenswegüber alle Stufen der medizinischenVersorgungskette rekonstruiert wer-den. Gelangen nun gefälschte Medi-kamente in die Lieferkette, führt daszu Unstimmigkeiten in der Produkt-historie. Wird ein Plagiat beispiels-weise mit einer serialisierten Ident-nummer gekennzeichnet, die aber
Fokus Verpackung
TechnoPharm 4, Nr. 2, 78–83 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)82 Hähn . Eindeutig und fälschungssicher
Packmittel-Alternativenfür Systememit DelaminationsneigungDr. Bernhard Hladik . SCHOTT Pharmaceutical Systems, Mainz
Korrespondenz: Dr. Bernhard Hladik, SCHOTT Pharmaceutical Systems, Hattenbergstr. 10, 55122 Mainz,e-mail: [email protected]
ZusammenfassungPharmaunternehmen sehen sich beim Thema Delamination einem enormen Handlungs-druck ausgesetzt. Obwohl bislang keine durch Glasflitter verursachten negativen Auswir-kungen auf Patienten nachgewiesen werden konnten, unternehmen Pharmaunternehmenerhebliche Anstrengungen, um die Stabilität von Arznei- und Primärpackmitteln von derProduktion bis zur Applizierung zum Schutz der Patienten sicherzustellen. InnovativePackmittellösungen können in diesem Zusammenhang einen Beitrag leisten, um dasDelaminationsrisiko zu verringern.
Einleitung
Um eine möglichst homogene Innen-oberfläche des Packmittels gewährleis-ten und dadurch seine chemische Be-ständigkeit verbessern, gibt es zweiprinzipielle Lösungsansätze: Eine Va-riante ist eine in einem Plasmareaktorgenerierte homogene Innenoberflä-chen-Beschichtung aus Siliciumdioxid.Dabei werden die Fläschchen zu-nächst gewaschen und dann in einemWärmetunnel getrocknet. Anschlie-ßend kommen die Behältnisse in einenPlasma-Reaktor. In dem gepulstenPlasmaverfahren werden mehrere Sili-
ciumdioxid-Lagen an der innerenOberfläche der Behältnisse auf-gebracht. Die homogene Schicht isttransparent und weist sehr gute Bar-riereeigenschaften auf. Die Behälterkönnen in allen gängigen pharmazeu-tischen Verfahrensschritten wie Wa-schen, Autoklavieren, Sterilisierenoder Depyrogenisieren bei Temperatu-ren bis zu 350° C eingesetzt und wieunbeschichtete Fläschchen gefüllt,verschlossen und inspiziert werden.
Die Barriereschicht wirkt als Dif-fusionsbarriere: Die Auslaugung vonim Glas natürlich vorkommenden Io-nen (Natrium, Kalzium, Bor, Alumi-
nium) vermindert sich auf ein Maßunterhalb der Nachweisgrenze (ge-prüft nach EP 3.2.1 an Fläschchender Marke SCHOTT Type I plus®, Ab-bildung 1). Gegenüber Standard-Typ-I-Fläschchen ist das eine Verbes-serung um das 15- bis 350-fache.
Im Test zeigt auch das Autoklavie-ren der beschichteten Fläschchen beiverschiedenen Temperaturen selbstnach längerer Lagerung von mehre-ren Monaten keine signifikante Aus-wirkung auf den pH-Wert. Die be-schleunigte Alterung zur Simulationder Lagerfähigkeit ergab ebenfallsgute Resultate: Während konventio-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 84–85 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)84 Hladik . Packmittel-Alternativen für Systeme mit Delaminationsneigung
Autor
Bernhard Hladik
Dr. Bernhard Hladik ist Leiter Produktmanagementbei SCHOTT Pharmaceutical Systems. In dieserPosition verantwortet er seit 2011 Innovationenund strategische Projekte für die ProduktgruppenFläschchen, Karpulen und Ampullen. Zuvor hatHladik verschiedene leitende Positionen in Pro-duktmanagement, Entwicklung und Vertrieb derSCHOTT AG inne. Seinen Doktorgrad erlangte eran der Universität Heidelberg im Fachbereichphysikalische Chemie.
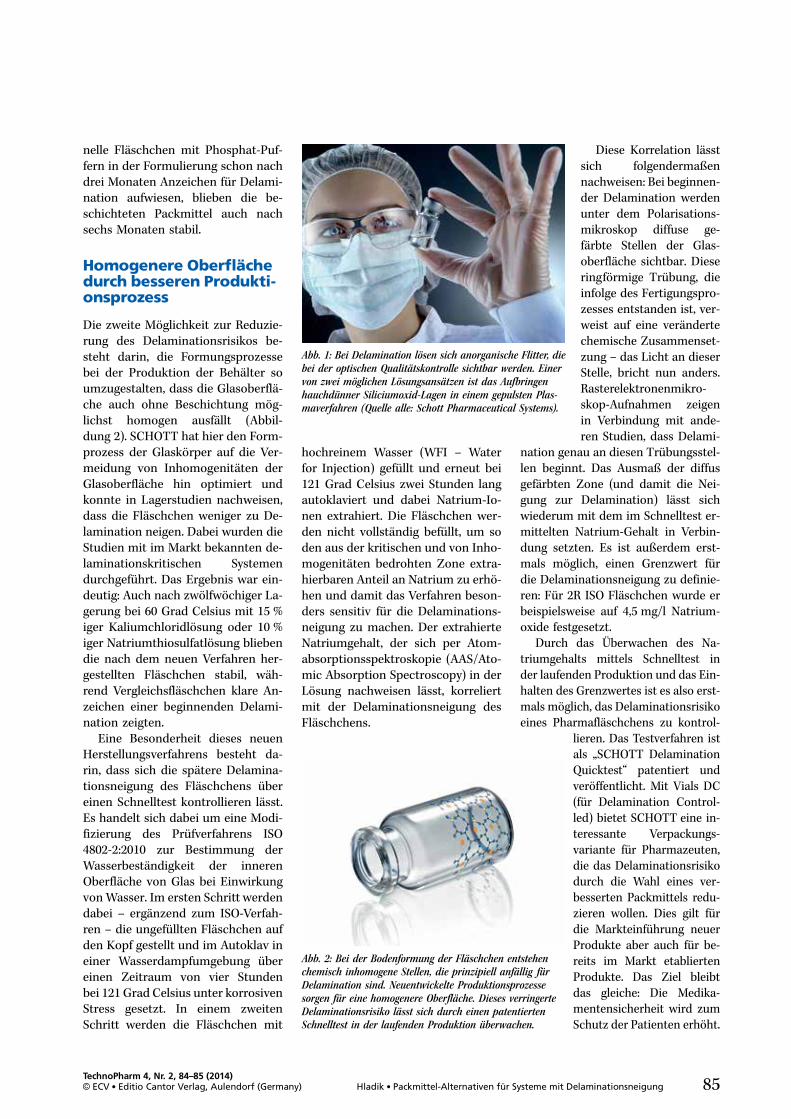
nelle Fläschchen mit Phosphat-Puf-fern in der Formulierung schon nachdrei Monaten Anzeichen für Delami-nation aufwiesen, blieben die be-schichteten Packmittel auch nachsechs Monaten stabil.
Homogenere Oberflächedurch besseren Produkti-onsprozess
Die zweite Möglichkeit zur Reduzie-rung des Delaminationsrisikos be-steht darin, die Formungsprozessebei der Produktion der Behälter soumzugestalten, dass die Glasoberflä-che auch ohne Beschichtung mög-lichst homogen ausfällt (Abbil-dung 2). SCHOTT hat hier den Form-prozess der Glaskörper auf die Ver-meidung von Inhomogenitäten derGlasoberfläche hin optimiert undkonnte in Lagerstudien nachweisen,dass die Fläschchen weniger zu De-lamination neigen. Dabei wurden dieStudien mit im Markt bekannten de-laminationskritischen Systemendurchgeführt. Das Ergebnis war ein-deutig: Auch nach zwölfwöchiger La-gerung bei 60 Grad Celsius mit 15 %iger Kaliumchloridlösung oder 10 %iger Natriumthiosulfatlösung bliebendie nach dem neuen Verfahren her-gestellten Fläschchen stabil, wäh-rend Vergleichsfläschchen klare An-zeichen einer beginnenden Delami-nation zeigten.
Eine Besonderheit dieses neuenHerstellungsverfahrens besteht da-rin, dass sich die spätere Delamina-tionsneigung des Fläschchens übereinen Schnelltest kontrollieren lässt.Es handelt sich dabei um eine Modi-fizierung des Prüfverfahrens ISO4802-2:2010 zur Bestimmung derWasserbeständigkeit der innerenOberfläche von Glas bei EinwirkungvonWasser. Im ersten Schritt werdendabei – ergänzend zum ISO-Verfah-ren – die ungefüllten Fläschchen aufden Kopf gestellt und im Autoklav ineiner Wasserdampfumgebung übereinen Zeitraum von vier Stundenbei 121 Grad Celsius unter korrosivenStress gesetzt. In einem zweitenSchritt werden die Fläschchen mit
hochreinem Wasser (WFI – Waterfor Injection) gefüllt und erneut bei121 Grad Celsius zwei Stunden langautoklaviert und dabei Natrium-Io-nen extrahiert. Die Fläschchen wer-den nicht vollständig befüllt, um soden aus der kritischen und von Inho-mogenitäten bedrohten Zone extra-hierbaren Anteil an Natrium zu erhö-hen und damit das Verfahren beson-ders sensitiv für die Delaminations-neigung zu machen. Der extrahierteNatriumgehalt, der sich per Atom-absorptionsspektroskopie (AAS/Ato-mic Absorption Spectroscopy) in derLösung nachweisen lässt, korreliertmit der Delaminationsneigung desFläschchens.
Diese Korrelation lässtsich folgendermaßennachweisen: Bei beginnen-der Delamination werdenunter dem Polarisations-mikroskop diffuse ge-färbte Stellen der Glas-oberfläche sichtbar. Dieseringförmige Trübung, dieinfolge des Fertigungspro-zesses entstanden ist, ver-weist auf eine verändertechemische Zusammenset-zung – das Licht an dieserStelle, bricht nun anders.Rasterelektronenmikro-skop-Aufnahmen zeigenin Verbindung mit ande-ren Studien, dass Delami-
nation genau an diesen Trübungsstel-len beginnt. Das Ausmaß der diffusgefärbten Zone (und damit die Nei-gung zur Delamination) lässt sichwiederum mit dem im Schnelltest er-mittelten Natrium-Gehalt in Verbin-dung setzten. Es ist außerdem erst-mals möglich, einen Grenzwert fürdie Delaminationsneigung zu definie-ren: Für 2R ISO Fläschchen wurde erbeispielsweise auf 4,5 mg/l Natrium-oxide festgesetzt.
Durch das Überwachen des Na-triumgehalts mittels Schnelltest inder laufenden Produktion und das Ein-halten des Grenzwertes ist es also erst-mals möglich, das Delaminationsrisikoeines Pharmafläschchens zu kontrol-
lieren. Das Testverfahren istals „SCHOTT DelaminationQuicktest“ patentiert undveröffentlicht. Mit Vials DC(für Delamination Control-led) bietet SCHOTT eine in-teressante Verpackungs-variante für Pharmazeuten,die das Delaminationsrisikodurch die Wahl eines ver-besserten Packmittels redu-zieren wollen. Dies gilt fürdie Markteinführung neuerProdukte aber auch für be-reits im Markt etabliertenProdukte. Das Ziel bleibtdas gleiche: Die Medika-mentensicherheit wird zumSchutz der Patienten erhöht.
TechnoPharm 4, Nr. 2, 84–85 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 85Hladik . Packmittel-Alternativen für Systeme mit Delaminationsneigung
Abb. 1: Bei Delamination lösen sich anorganische Flitter, diebei der optischen Qualitätskontrolle sichtbar werden. Einervon zwei möglichen Lösungsansätzen ist das Aufbringenhauchdünner Siliciumoxid-Lagen in einem gepulsten Plas-maverfahren (Quelle alle: Schott Pharmaceutical Systems).
Abb. 2: Bei der Bodenformung der Fläschchen entstehenchemisch inhomogene Stellen, die prinzipiell anfällig fürDelamination sind. Neuentwickelte Produktionsprozessesorgen für eine homogenere Oberfläche. Dieses verringerteDelaminationsrisiko lässt sich durch einen patentiertenSchnelltest in der laufenden Produktion überwachen.
Packmittel-Alternativenfür Systememit DelaminationsneigungDr. Bernhard Hladik . SCHOTT Pharmaceutical Systems, Mainz
Korrespondenz: Dr. Bernhard Hladik, SCHOTT Pharmaceutical Systems, Hattenbergstr. 10, 55122 Mainz,e-mail: [email protected]
ZusammenfassungPharmaunternehmen sehen sich beim Thema Delamination einem enormen Handlungs-druck ausgesetzt. Obwohl bislang keine durch Glasflitter verursachten negativen Auswir-kungen auf Patienten nachgewiesen werden konnten, unternehmen Pharmaunternehmenerhebliche Anstrengungen, um die Stabilität von Arznei- und Primärpackmitteln von derProduktion bis zur Applizierung zum Schutz der Patienten sicherzustellen. InnovativePackmittellösungen können in diesem Zusammenhang einen Beitrag leisten, um dasDelaminationsrisiko zu verringern.
Einleitung
Um eine möglichst homogene Innen-oberfläche des Packmittels gewährleis-ten und dadurch seine chemische Be-ständigkeit verbessern, gibt es zweiprinzipielle Lösungsansätze: Eine Va-riante ist eine in einem Plasmareaktorgenerierte homogene Innenoberflä-chen-Beschichtung aus Siliciumdioxid.Dabei werden die Fläschchen zu-nächst gewaschen und dann in einemWärmetunnel getrocknet. Anschlie-ßend kommen die Behältnisse in einenPlasma-Reaktor. In dem gepulstenPlasmaverfahren werden mehrere Sili-
ciumdioxid-Lagen an der innerenOberfläche der Behältnisse auf-gebracht. Die homogene Schicht isttransparent und weist sehr gute Bar-riereeigenschaften auf. Die Behälterkönnen in allen gängigen pharmazeu-tischen Verfahrensschritten wie Wa-schen, Autoklavieren, Sterilisierenoder Depyrogenisieren bei Temperatu-ren bis zu 350° C eingesetzt und wieunbeschichtete Fläschchen gefüllt,verschlossen und inspiziert werden.
Die Barriereschicht wirkt als Dif-fusionsbarriere: Die Auslaugung vonim Glas natürlich vorkommenden Io-nen (Natrium, Kalzium, Bor, Alumi-
nium) vermindert sich auf ein Maßunterhalb der Nachweisgrenze (ge-prüft nach EP 3.2.1 an Fläschchender Marke SCHOTT Type I plus®, Ab-bildung 1). Gegenüber Standard-Typ-I-Fläschchen ist das eine Verbes-serung um das 15- bis 350-fache.
Im Test zeigt auch das Autoklavie-ren der beschichteten Fläschchen beiverschiedenen Temperaturen selbstnach längerer Lagerung von mehre-ren Monaten keine signifikante Aus-wirkung auf den pH-Wert. Die be-schleunigte Alterung zur Simulationder Lagerfähigkeit ergab ebenfallsgute Resultate: Während konventio-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 84–85 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)84 Hladik . Packmittel-Alternativen für Systeme mit Delaminationsneigung
Autor
Bernhard Hladik
Dr. Bernhard Hladik ist Leiter Produktmanagementbei SCHOTT Pharmaceutical Systems. In dieserPosition verantwortet er seit 2011 Innovationenund strategische Projekte für die ProduktgruppenFläschchen, Karpulen und Ampullen. Zuvor hatHladik verschiedene leitende Positionen in Pro-duktmanagement, Entwicklung und Vertrieb derSCHOTT AG inne. Seinen Doktorgrad erlangte eran der Universität Heidelberg im Fachbereichphysikalische Chemie.

Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\schubert-TP-2014-02_426x303.indd Zuletzt gesichert: 01.04.14 (10:50:41 Uhr)
EIN PLUS AN SICHERHEITMit dem Transmodul von Schubert befinden sich Produkt und Verpa-ckung über den gesamten Prozess jederzeit in einem 100 % definierten Zustand. Parallel dazu sind sämtliche Drucksysteme und Kameras in die Steuerung integriert. Im Zusammen-spiel ergibt sich ein perfekt seriali-sierter pharmazeutischer Endverpa-ckungsprozess.
Noch nie waren Track & Trace Lösungen sicherer und einfacher!
Interpack, Düsseldorf
08. bis 14.05.2014 – Stand A06 | Halle 14
www.schubert-pharma.com
youtu.be/8MebAlfN7v8
Das Transmodul in Aktion
Schubert Pharma Werner-von-Siemens-Straße 12, 74564 Crailsheim
Tel. + 49 (0)7951 494 - 0, Fax + 49 (0)7951 494 - 94

Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\schubert-TP-2014-02_426x303.indd Zuletzt gesichert: 01.04.14 (10:50:41 Uhr)
EIN PLUS AN SICHERHEITMit dem Transmodul von Schubert befinden sich Produkt und Verpa-ckung über den gesamten Prozess jederzeit in einem 100 % definierten Zustand. Parallel dazu sind sämtliche Drucksysteme und Kameras in die Steuerung integriert. Im Zusammen-spiel ergibt sich ein perfekt seriali-sierter pharmazeutischer Endverpa-ckungsprozess.
Noch nie waren Track & Trace Lösungen sicherer und einfacher!
Interpack, Düsseldorf
08. bis 14.05.2014 – Stand A06 | Halle 14
www.schubert-pharma.com
youtu.be/8MebAlfN7v8
Das Transmodul in Aktion
Schubert Pharma Werner-von-Siemens-Straße 12, 74564 Crailsheim
Tel. + 49 (0)7951 494 - 0, Fax + 49 (0)7951 494 - 94
Lasertechnologie: Multitalentan der VerpackungslinieUdo Müller . KBA Metronic GmbH, Veitshöchheim
Korrespondenz: Udo Müller, KBA Metronic GmbH, Benzstr. 11, 97209 Veitshöchheim; e-mail: [email protected]
ZusammenfassungPharmazeutische Produkte müssen mit Daten wie 2D-Codes, Barcodes oder Klarschriftversehen werden, die neben dem Verfallsdatum auch Informationen zur Rückverfolg-barkeit enthalten oder die Fälschungssicherheit gewährleisten. Diese Datenmengen sollendezent auf der Verpackung aufgebracht werden, aber dennoch gut lesbar sein. Einesparsame und effiziente Lösung bieten verschiedene Lasergeräte, die sich exakt auf denEinsatzzweck und die jeweilige Produktoberfläche abstimmen lassen.
Einleitung
Gefälschte Medikamente sind eineGefahr für die Gesundheit der Kon-sumenten und verursachen finan-zielle Verluste bei den Herstellern.Deshalb legen die Pharmaunterneh-men höchsten Wert darauf, die Fäl-schungssicherheit ihrer Produkte zugewährleisten. Das geschieht inForm von Daten, die einzelne Artikeleindeutig zuordenbar machen. Da-neben gilt es auch, Verfallsdatendauerhaft aufzubringen, damit z.B.Medikamente mit begrenzter Halt-barkeit nicht nach dem Verfalls-datum eingenommen werden. Einebewährte Lösung, diese Informatio-nen aufzubringen, ist die Laserkenn-
zeichnung. Mit ihr lassen sich unter-schiedliche Oberflächen sowohl imStillstand als auch in der Bewegungdauerhaft und abriebfest markierenoder beschriften. Dabei kann eineVielzahl von Materialien gekenn-zeichnet werden, einschließlich Pa-pier, Kartonagen, Kunststoffe wiePET, PVC oder PP, PA oder Glas(Abb. 2). Für den effizienten Einsatzsind mehrere Versionen in verschie-denen Leistungsklassen verfügbar.CO2-Laser sind nicht nur in der La-ge, Faltschachteln, Blisterfolien(Abb. 1) oder Glasampullen abrieb-fest zu beschriften, sondern könnenauch Kunststoffverpackungenschneiden, perforieren und ritzen.Für die Laserkennzeichnung von
Metallen eignen sich beispielsweiseYAG- und Faserlaser.
Lasersysteme sind auf die dauer-hafte Produktkennzeichnung mitgestochen scharfen Texten, Logosund Grafiken bei minimalen Be-triebskosten abgestimmt. Selbstdie hohen Anforderungen des Phar-mabereichs (21 CFR Part 11) kön-nen mit Lasersystemen erfüllt wer-den. Der Laser punktet aber auchdamit, dass kein Verbrauchsmate-rial anfällt und die Betriebskostendamit überschaubar bleiben. Zu-dem lässt er sich durch Kameraan-bindung z.B. zur Erkennung von 2-D-Codes ergänzen, um die Kenn-zeichnungen zuverlässig kontrollie-ren zu können.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 88–91 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)88 Müller . Lasertechnologie: Multitalent an der Verpackungslinie
Autor
Udo Müller
Udo Müller ist 45 Jahre alt und seit 1991 bei KBA-Metronic beschäftigt. Fundiertes Fachwissen imBereich der Kennzeichnung erarbeitete er sichzunächst auf dem Gebiet der international einge-setzten Inkjet-Technologie. Ab 1998 begleitete eraktiv den Aufbau der Lasertechnologie bei KBA-Metronic und war maßgeblich bei der Entwicklungder von KBA-Metronic eingesetzten Hard- undSoftware beteiligt. Er gilt als kompetenter An-sprechpartner und Experte auf dem Gebiet derLasertechnologie.

Wirkung auf dieProduktoberfläche:Begriffsdefinitionen
Der Laserstrahl in Kennzeichnungs-lasern wird durch ein Medium er-zeugt, über eine Linse fokussiertund über 2 bewegliche Spiegel in X-und Y-Richtung gelenkt. Dieser Strahlwird über das stehende oder bewegteProdukt geführt. Dadurch reagiertdie Oberfläche des jeweiligen Pro-dukts mit Farbabtrag, Farbumschlag,Gravur, Anlassen oder Schäumen.
FarbabtragHierbei erfolgt die Markierung derDaten z.B. mittels eines CO2-Strahls,der auf die zu markierende Oberflä-che trifft. Dieser Strahl wirkt ablativd.h. es wird Oberflächenmaterial(z.B. Lack) abgetragen. Indem dieOberfläche abgetragen wird, trittdas darunterliegende, andersfarbigeGrundmaterial hervor und erzeugtdamit die meist gut lesbare Kenn-zeichnung.
Gravur: Daneben ist der Strahl inder Lage, Metalloberflächen z.B. vonOperationsbesteck zu gravieren. Dasgeschieht auf ähnlich Weise wie einFarbabtrag, jedoch ohne Verän-derung des zutage kommenden Un-tergrunds. Durch den auf der Mate-rialoberfläche auftreffenden Laser-strahl wird das Material verdampft.Zurück bleibt eine in der Regel farb-lose Gravur z.B. auf Operations-besteck oder Blut- und Infusionsbeu-teln.
Farbumschlag:Bei der Kennzeichnung mit Kunst-stoffen wird eine farbliche und struk-turelle Veränderung der Oberflächeerzeugt. Der Strahl bewirkt, dass Be-standteile des gekennzeichneten Ma-terials ihre Farbe aufgrund des Ener-gieaufschlags (Strahlkontakt) verän-dern. Eine weitere Möglichkeit derFarbveränderung besteht in der Bei-mischung von (laserreaktiven) Pig-menten im Kunststoff. Während derKennzeichnung mit dem Laser rea-gieren Material und Pigmente kon-trolliert auf den Strahl mit einem
Farbumschlag z.B. hell auf dunkeloder dunkel auf hell. Sensible Pro-dukte wie Katheder- oder Transfusi-onsschläuche lassen sich auf dieseWeise beschriften, ohne dass das Ma-terial beeinträchtigt wird.
AnlassenDurch den Laserstrahl wird eineStahloberfläche lokal erhitzt und er-zeugt nach dem Abkühlen die soge-
nannte Anlassfarbe. Trotz der Mar-kierung bleibt die Oberfläche dabeiglatt und unbeeinträchtigt. Unter Hy-gienegesichtspunkten ist das ein be-sonderer Vorteil. Deshalb findet dieseTechnologie bevorzugt ihren Einsatzim Medizin- und Pharmabereich bei-spielsweise bei der Markierung vonOP-Besteck und im Wesentlichenfür alle Produkte, die aus Edelstahlgefertigt sind. Als Technologie wirdentweder ein YAG- oder Faserlasergenutzt.
SchäumenBeim Aufschäumen wird ein Materialdurch den Laserstrahl aufgeschmol-zen. Dabei entstehen im MaterialGasbläschen, die beim Abkühlen imMaterial eingeschlossen werden, wel-che das Licht diffus widerspiegeln.Die Markierung wird somit hellerals die nicht beschrifteten Bereiche.Diese Art der Lasermarkierung wirdhauptsächlich bei dunklen Kunst-stoffen verwendet.
UnterschiedlicheLasertypen
Die KBA-Metronic-Pro-duktpalette laserSYSTEMumfasst CO2- (iCON, K-1000 Serie), YAG- (D-5000Serie) und Faser-Laser(F-9000 Serie). Die einzel-nen Lasertypen unter-scheiden sich darin, wieder Laserstrahl erzeugtwird und der entspre-chenden Wellenlängedes Laserstrahls: YAG-La-ser generieren den Laser-strahl mithilfe eines Kris-talls. Bei der D-5000 Seriehandelt es sich um soge-nannte Nd-YAG Laser.Hierbei sind die Laser-kristalle stabförmig undin einem Resonator zwi-schen zwei Spiegeln posi-tioniert. Die Kristallstäbewerden durch Lichtener-gie, die z.B. durch Diodenerzeugt werden, ange-regt. YAG-Laser eigenen
TechnoPharm 4, Nr. 2, 88–91 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 89Müller . Lasertechnologie: Multitalent an der Verpackungslinie
Abb. 1: Blister mit Markierung (Quelle alle:KBA Metronic GmbH).
Abb. 2: Glasflasche mit Lasermarkierung.
Lasertechnologie: Multitalentan der VerpackungslinieUdo Müller . KBA Metronic GmbH, Veitshöchheim
Korrespondenz: Udo Müller, KBA Metronic GmbH, Benzstr. 11, 97209 Veitshöchheim; e-mail: [email protected]
ZusammenfassungPharmazeutische Produkte müssen mit Daten wie 2D-Codes, Barcodes oder Klarschriftversehen werden, die neben dem Verfallsdatum auch Informationen zur Rückverfolg-barkeit enthalten oder die Fälschungssicherheit gewährleisten. Diese Datenmengen sollendezent auf der Verpackung aufgebracht werden, aber dennoch gut lesbar sein. Einesparsame und effiziente Lösung bieten verschiedene Lasergeräte, die sich exakt auf denEinsatzzweck und die jeweilige Produktoberfläche abstimmen lassen.
Einleitung
Gefälschte Medikamente sind eineGefahr für die Gesundheit der Kon-sumenten und verursachen finan-zielle Verluste bei den Herstellern.Deshalb legen die Pharmaunterneh-men höchsten Wert darauf, die Fäl-schungssicherheit ihrer Produkte zugewährleisten. Das geschieht inForm von Daten, die einzelne Artikeleindeutig zuordenbar machen. Da-neben gilt es auch, Verfallsdatendauerhaft aufzubringen, damit z.B.Medikamente mit begrenzter Halt-barkeit nicht nach dem Verfalls-datum eingenommen werden. Einebewährte Lösung, diese Informatio-nen aufzubringen, ist die Laserkenn-
zeichnung. Mit ihr lassen sich unter-schiedliche Oberflächen sowohl imStillstand als auch in der Bewegungdauerhaft und abriebfest markierenoder beschriften. Dabei kann eineVielzahl von Materialien gekenn-zeichnet werden, einschließlich Pa-pier, Kartonagen, Kunststoffe wiePET, PVC oder PP, PA oder Glas(Abb. 2). Für den effizienten Einsatzsind mehrere Versionen in verschie-denen Leistungsklassen verfügbar.CO2-Laser sind nicht nur in der La-ge, Faltschachteln, Blisterfolien(Abb. 1) oder Glasampullen abrieb-fest zu beschriften, sondern könnenauch Kunststoffverpackungenschneiden, perforieren und ritzen.Für die Laserkennzeichnung von
Metallen eignen sich beispielsweiseYAG- und Faserlaser.
Lasersysteme sind auf die dauer-hafte Produktkennzeichnung mitgestochen scharfen Texten, Logosund Grafiken bei minimalen Be-triebskosten abgestimmt. Selbstdie hohen Anforderungen des Phar-mabereichs (21 CFR Part 11) kön-nen mit Lasersystemen erfüllt wer-den. Der Laser punktet aber auchdamit, dass kein Verbrauchsmate-rial anfällt und die Betriebskostendamit überschaubar bleiben. Zu-dem lässt er sich durch Kameraan-bindung z.B. zur Erkennung von 2-D-Codes ergänzen, um die Kenn-zeichnungen zuverlässig kontrollie-ren zu können.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 88–91 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)88 Müller . Lasertechnologie: Multitalent an der Verpackungslinie
Autor
Udo Müller
Udo Müller ist 45 Jahre alt und seit 1991 bei KBA-Metronic beschäftigt. Fundiertes Fachwissen imBereich der Kennzeichnung erarbeitete er sichzunächst auf dem Gebiet der international einge-setzten Inkjet-Technologie. Ab 1998 begleitete eraktiv den Aufbau der Lasertechnologie bei KBA-Metronic und war maßgeblich bei der Entwicklungder von KBA-Metronic eingesetzten Hard- undSoftware beteiligt. Er gilt als kompetenter An-sprechpartner und Experte auf dem Gebiet derLasertechnologie.

sich zur Kennzeichnung vonMetallenund Kunststoffen (Abb. 4). YAG-Lasererzeugen einen Farbabtrag, einenFarbumschlag, eine Gravur, ein An-lassen oder ein Schäumen mit Farb-umschlag, Gravur oder Farbabtrag.
Faserlaser sind Festkörperlaser,deren Kernstück eine optische Faserbildet. Diese Faser ist mit geringenMengen Ytterbium als aktives Mate-rial dotiert. Beim Dotieren wird einFremdatom in eine Schicht oder inein Grundmaterial eingebracht.Diese sogenannten Störstellen verän-dern die Eigenschaften des Aus-gangsmaterials, meistens die elektri-sche Leitfähigkeit oder die Kristall-struktur. Durch die besonders engeFührung des Lichts in der Faser wirdeine hohe Stahlqualität erzielt. Diemehrere Meter lange Faser bewirkteine sehr hohe Verstärkung des La-serlichts und bietet durch ihre großeOberfläche eine gleichmäßige und ef-fiziente Kühlung, was zu einer Ver-besserung des Wirkungsgrades führt.Faserlaser erzeugen einen Farb-abtrag, einen Farbumschlag, eineGravur, ein Anlassen oder ein Schäu-men.
CO2- und CUT-Laser?
Wie der Name schon sagt, basierenCO2-Laser auf Kohlendioxid als La-sermedium. K-1000 CUT-Laser sindbesonders leistungsstarke CO2-Lasermit einer besonders hohen Leistungs-dichte im Brennpunkt. Aufgrund derhohen Leistungsdichte benötigen sieweniger Zeit zum Markieren oderKennzeichnen. Dieser Effekt kommtvor allem bei Verwendung von Linsenmit langer Brennweite bzw. großemArbeitsbereich zum Tragen. Denn die
speziell abgestimmte Optik ermög-licht auch sehr kleine, präzise Schrif-ten auf großem Arbeitsbereich. DieGeräte erreichen bei großen Druck-flächen einen sehr dünnen Strahl-durchmesser und ein feines Schrift-bild in hoher Qualität. Die Brenn-weite beträgt dabei 90 bis 700 mmund deckt damit Beschriftungsfeldervon bis zu 500 × 500 mm ab. Das Sys-tem erfüllt hoheAnforderungenim Hinblick aufFälschungssi-cherheit undkontrastreichenDruck. So hatdie Laserbe-schriftung vonKunststoff ge-genüber denherkömmlichenDruckverfahrenden Vorteil, dass der Schriftzug dau-erhaft abriebfest und damit fäl-schungssicher ist.
Oberflächen aus Papier bzw. Kar-ton lassen sich mit CO2-Lasern durchFarbabtrag d. h. Verbrennung derOberfläche kennzeichnen. In der Be-wegung können so u. a. Arzneimittel-verpackungen, Faltschachteln(Abb. 5), Transportkartons und Eti-ketten bedruckt werden. Danebeneignen sich CO2-Laser eingeschränktfür das Kennzeichnen von Glas- oderKunststoffschalen mit Farbumschlag(z.B. Petrischalen). Hierbei wird aberin der Regel nur Klartext, also keinekomplexen Codes, aufgebracht. Da-rüber hinaus istdie Kennzeich-nung von Grafi-ken, Codes undKlarschrift aufeine Vielzahlnichtmetalli-scher Substratemit sehr hoherAuflösung mög-lich. DurchFarbabtrag kön-nen CO2-Laserauch Lackober-flächen wie Tu-benfalze
(Abb. 6) zügig und in hoher Qualitätmarkieren.
Aufgrund der außergewöhnlichhohen Leistungsdichte sind CUT-La-ser auch in der Lage, flexible Kunst-stoffe wie Folien effizient zu schnei-den und zu perforieren. Eine präziseSteuerung der Laserparameter er-möglicht selektives Schneiden derunterschiedlichen Schichten vieler
komplexer Kunst-stofffolien. DiesesAnritzen ermög-licht später einleichtes Öffnen,während andereSchichten intaktbleiben, um einProdukt vor Licht,Feuchtigkeit undanderen schädli-chen Umgebungs-einflüssen zu
schützen. Im Gegensatz zu mecha-nischen Werkzeugen (Pressen, Klin-gen, Stanzen, etc.) unterliegt der La-ser nur minimalem Verschleiß, da erphysisch nicht in direkten Kontaktmit dem Werkstoff kommt. Durchdie Kombination aus Schneidenund Kennzeichnen eignet sich derCUT-Laser besonders zur Integrationin bspw. Form-, Füll- und Verschließ-maschinen, wo sowohl Kunststoff ge-schnitten/perforiert oder/und vieleInformationen aufgebracht werdensollen. Dank kompakter Bauweiseund flexiblem Beschriftungskopfkann ein CO2-Kennzeichnungslaserdieses Typs auch in komplizierten
Produktionslinienintegriert werden.
Steuerung
Fehlervermeidungund hohe Druck-qualität sind es-sentiell – nichtnur wenn es umsensible Datenauf Medikamen-tenverpackungengeht. Deshalbkommt der Steue-rung der Geräte
Fokus Verpackung
TechnoPharm 4, Nr. 2, 88–91 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)90 Müller . Lasertechnologie: Multitalent an der Verpackungslinie
Abb. 3: Laser.
Abb. 4: Kunststoff mit Laserbeschriftung.
Abb. 5: Faltschachtel mit Daten.

eine hohe Bedeutung zu. So erleich-tert die Windows-Oberfläche Marcadas Layout und Erstellen von Druck-bildernmit Texten, Barcodes und Gra-fiken. Dabei sind Zeichengröße und-ausrichtung frei wählbar. Datum-und Zeitformate sind variabel, fort-laufende Nummerierung und Kreis-beschriftung möglich. Die umfangrei-che Marca Software ermöglicht demBenutzer die einfache Erstellung vonDruckdateien, Kommunikation mitdem Laser über das Netzwerk. Außer-dem können die Laser auch mittelsTouchscreenterminal bedient werden.Die Multilayer-Funktion unterstütztdie Nutzung unterschiedlicher Leis-tungsparameter in einem Druckbild.Logos und Grafiken sind zuladbar
oder können durch inte-grierte Vektorgrafikfunktio-nen erstellt werden. DieEnergieeinstellung des La-sers wird über die Druck-bildkonfiguration so ge-wählt, dass die vor-gedruckte Farbe abgetra-gen, das Grundmaterial da-bei aber nicht beschädigtwird. Die Qualitätskontrolleder Kennzeichnung aufFaltschachteln, Tubenfal-zen, Ampullen oder ande-rem medizinischem Ver-brauchsmaterial kann ohneweiteres per Kamera, Scan-nersystem oder dem bloßenAuge erfolgen.
TechnoPharm 4, Nr. 2, 88–91 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 91Müller . Lasertechnologie: Multitalent an der Verpackungslinie
Abb. 6: Gelaserter Tubenfalz.
Kennzeichnung von Pharmaverpackungen
Telefon: +49 (0) 2224 / 7708-7142 . [email protected] . www.bluhmsysteme.com/tp
Laser-Beschrifter Etikettendrucker Etikettendruckspender Etiketten SoftwareInkjet-Drucker
Für alle Oberflächen und Materialien Schnelles, fehlerfreies kennzeichnen
Gleichmäßig exakte Druckqualität
Simple Wartung ohne Techniker
Niedrige Betriebskosten
Wir stellen aus: Halle 4, Stand E54Wir stellen aus: Halle 4, Stand E54Wir stellen aus: Halle 4, Stand E54
sich zur Kennzeichnung vonMetallenund Kunststoffen (Abb. 4). YAG-Lasererzeugen einen Farbabtrag, einenFarbumschlag, eine Gravur, ein An-lassen oder ein Schäumen mit Farb-umschlag, Gravur oder Farbabtrag.
Faserlaser sind Festkörperlaser,deren Kernstück eine optische Faserbildet. Diese Faser ist mit geringenMengen Ytterbium als aktives Mate-rial dotiert. Beim Dotieren wird einFremdatom in eine Schicht oder inein Grundmaterial eingebracht.Diese sogenannten Störstellen verän-dern die Eigenschaften des Aus-gangsmaterials, meistens die elektri-sche Leitfähigkeit oder die Kristall-struktur. Durch die besonders engeFührung des Lichts in der Faser wirdeine hohe Stahlqualität erzielt. Diemehrere Meter lange Faser bewirkteine sehr hohe Verstärkung des La-serlichts und bietet durch ihre großeOberfläche eine gleichmäßige und ef-fiziente Kühlung, was zu einer Ver-besserung des Wirkungsgrades führt.Faserlaser erzeugen einen Farb-abtrag, einen Farbumschlag, eineGravur, ein Anlassen oder ein Schäu-men.
CO2- und CUT-Laser?
Wie der Name schon sagt, basierenCO2-Laser auf Kohlendioxid als La-sermedium. K-1000 CUT-Laser sindbesonders leistungsstarke CO2-Lasermit einer besonders hohen Leistungs-dichte im Brennpunkt. Aufgrund derhohen Leistungsdichte benötigen sieweniger Zeit zum Markieren oderKennzeichnen. Dieser Effekt kommtvor allem bei Verwendung von Linsenmit langer Brennweite bzw. großemArbeitsbereich zum Tragen. Denn die
speziell abgestimmte Optik ermög-licht auch sehr kleine, präzise Schrif-ten auf großem Arbeitsbereich. DieGeräte erreichen bei großen Druck-flächen einen sehr dünnen Strahl-durchmesser und ein feines Schrift-bild in hoher Qualität. Die Brenn-weite beträgt dabei 90 bis 700 mmund deckt damit Beschriftungsfeldervon bis zu 500 × 500 mm ab. Das Sys-tem erfüllt hoheAnforderungenim Hinblick aufFälschungssi-cherheit undkontrastreichenDruck. So hatdie Laserbe-schriftung vonKunststoff ge-genüber denherkömmlichenDruckverfahrenden Vorteil, dass der Schriftzug dau-erhaft abriebfest und damit fäl-schungssicher ist.
Oberflächen aus Papier bzw. Kar-ton lassen sich mit CO2-Lasern durchFarbabtrag d. h. Verbrennung derOberfläche kennzeichnen. In der Be-wegung können so u. a. Arzneimittel-verpackungen, Faltschachteln(Abb. 5), Transportkartons und Eti-ketten bedruckt werden. Danebeneignen sich CO2-Laser eingeschränktfür das Kennzeichnen von Glas- oderKunststoffschalen mit Farbumschlag(z.B. Petrischalen). Hierbei wird aberin der Regel nur Klartext, also keinekomplexen Codes, aufgebracht. Da-rüber hinaus istdie Kennzeich-nung von Grafi-ken, Codes undKlarschrift aufeine Vielzahlnichtmetalli-scher Substratemit sehr hoherAuflösung mög-lich. DurchFarbabtrag kön-nen CO2-Laserauch Lackober-flächen wie Tu-benfalze
(Abb. 6) zügig und in hoher Qualitätmarkieren.
Aufgrund der außergewöhnlichhohen Leistungsdichte sind CUT-La-ser auch in der Lage, flexible Kunst-stoffe wie Folien effizient zu schnei-den und zu perforieren. Eine präziseSteuerung der Laserparameter er-möglicht selektives Schneiden derunterschiedlichen Schichten vieler
komplexer Kunst-stofffolien. DiesesAnritzen ermög-licht später einleichtes Öffnen,während andereSchichten intaktbleiben, um einProdukt vor Licht,Feuchtigkeit undanderen schädli-chen Umgebungs-einflüssen zu
schützen. Im Gegensatz zu mecha-nischen Werkzeugen (Pressen, Klin-gen, Stanzen, etc.) unterliegt der La-ser nur minimalem Verschleiß, da erphysisch nicht in direkten Kontaktmit dem Werkstoff kommt. Durchdie Kombination aus Schneidenund Kennzeichnen eignet sich derCUT-Laser besonders zur Integrationin bspw. Form-, Füll- und Verschließ-maschinen, wo sowohl Kunststoff ge-schnitten/perforiert oder/und vieleInformationen aufgebracht werdensollen. Dank kompakter Bauweiseund flexiblem Beschriftungskopfkann ein CO2-Kennzeichnungslaserdieses Typs auch in komplizierten
Produktionslinienintegriert werden.
Steuerung
Fehlervermeidungund hohe Druck-qualität sind es-sentiell – nichtnur wenn es umsensible Datenauf Medikamen-tenverpackungengeht. Deshalbkommt der Steue-rung der Geräte
Fokus Verpackung
TechnoPharm 4, Nr. 2, 88–91 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)90 Müller . Lasertechnologie: Multitalent an der Verpackungslinie
Abb. 3: Laser.
Abb. 4: Kunststoff mit Laserbeschriftung.
Abb. 5: Faltschachtel mit Daten.

Etikettieranlagen in ModulbauweiseIm Pharmaumfeld fit für Spezialaufgaben
Ulrich Fischer . HERMA GmbH, Deizisau
Korrespondenz: Ulrich Fischer, HERMA GmbH, Plochinger Str. 48, 73779 Deizisau; e-mail: [email protected]
ZusammenfassungBei Etikettieranlagen im Pharmabereich sind oftmals sehr spezielle Anforderungen zuerfüllen. Auf den ersten Blick ist es deshalb wenig verwunderlich, dass Sonderanferti-gungen, die auf ein spezielles Produkt zugeschnitten sind, in dieser Branche eher dieRegel als die Ausnahme sind. Dieser Ansatz hat in der Praxis jedoch auch gravierendeNachteile: Sonderanfertigungen führen oft zu Sonderproblemen – hinsichtlich stabilerProzesse, Bedienfreundlichkeit und -sicherheit, Umrüstbarkeit, Reproduzierbarkeit derProzesse an einem anderen Standort und nicht zuletzt hinsichtlich der (langfristigen)Ersatzteilbeschaffung. Inwieweit lassen sich Etikettieranlagen modulartig realisieren, umeinerseits den speziellen Anforderungen gerecht zu werden, um andererseits aber dieerwähnten Nachteile zu vermeiden? An zwei konkreten Beispielen bei namhaften euro-päischen Pharmaherstellern zeigt der folgende Beitrag Möglichkeiten und Grenzen diesesVorgehens auf. Um die Bandbreite der Anwendungsmöglichkeiten zu veranschaulichen,handelt es sich in beiden Fällen um eine Form der (im Pharmabereich sehr häufigen)Rundumetikettierung. Sinngemäß gelten die Ausführungen aber natürlich auch für andereArten der Etikettierung.
Einführung
Kaum eine Branchemuss sich inzwi-schen so komplexen Anforderungenbei Produktinformation und Kenn-zeichnung stellen wie die pharma-zeutische Industrie. Dabei ist derpure Umfang der Information – ob-wohl er inzwischen auch schon einbeträchtliches Maß erreicht hat –nur ein Thema unter vielen. Die ab-solut zuverlässige Sicherstellung derKennzeichnung, die lückenloseRückverfolgbarkeit, Maßnahmen ge-gen Produktfälschungen und spätes-tens ab 2017 auch die EU-weit vor-geschriebene Serialisierung sindweitere Aspekte, die heute jedenProduktionsleiter vor gewaltige Auf-gaben stellen. Eine Fülle von unter-schiedlichen Technologien – fürDruck, Identifikation, Etikettierungund Kontrolle – muss auf engstemRaum, nämlich in der eigentlichenEtikettieranlage, so zusammenspie-len, dass auch unter den äußerst in-
dividuellen Produktionsbedingun-gen bei jedem Hersteller dennochhöchstmögliche Sicherheit erreichtwerden kann. Dazu kommen oft ge-nug noch landesspezifische Beson-derheiten und mitunter spezielleEtiketten, die neben der reinen In-formationsvermittlung noch Funk-tionsaufgaben erfüllen müssen unddamit den Spendeprozess um eineweitere „Komplikation“ erweitern.So ist es kein Wunder, dass geradebei der Kennzeichnung von Pharma-produkten Entscheider oftmals im-mer noch akzeptieren, dass Etiket-tieranlagen notgedrungen eine Spe-zialanfertigung sein müssen. Sie tundas nur zähneknirschend, denn je-der Produktionsleiter weiß um dieNachteile eines solchen Vorgehens.Da ist zunächst der Kostengesichts-punkt: Wirkliche Sondermaschinensind teuer. Weil in immer mehr Län-dern staatliche Stellen oder Organi-sationen im Gesundheitswesen er-heblichen Druck auf die Arzneimit-
telbudgets ausüben, ist das mittler-weile ein Punkt, der zunehmend inden Fokus rückt. Gerade bei Sonder-maschinen werden neben den rei-nen Anschaffungskosten auch an-dere „Sondereffekte“ zu Problemen.Denn bei individuellen Anlagen lie-gen selten umfangreichere Praxis-erfahrungen vor. Deshalb findet dietatsächliche Erprobung mituntererst beim Anwender statt. Enttäu-schungen sind dann programmiert:Das kaum ausgereifte Produkt hältoftmals nicht das, was sich der An-wender hinsichtlich Effizienz undEffektivität sowie Bediener- und Ser-vicefreundlichkeit versprochen hat.Nicht zuletzt beruht Investitions-sicherheit auch darauf, wie zuverläs-sig sich noch nach Jahren Ersatzteilebeschaffen lassen und wie sichersich Prozesse reproduzieren lassen,sollte die Anlage einmal den Stand-ort wechseln müssen. Letzteres ist inder Pharmaindustrie gar nicht soselten der Fall.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)92 Fischer . Etikettieranlagen in Modulbauweise
Autor
Ulrich Fischer
Ulrich Fischer leitet seit Anfang 2011 den tech-nischen Verkauf Healthcare Industrie im Ge-schäftsbereich Etikettiermaschinen der HERMAGmbH. Der Diplom-Ingenieur mit der Fachrich-tung Maschinenbau ist seit 1996 für das aufSelbstklebetechnik spezialisierte Unternehmen tä-tig und hat dort bereits mehrere Stationen von dermechanischen Konstruktion über die Entwicklungder Antriebs- und Drucktechnik bis zur Leitung derAbteilung Programmierung und Elektrik durch-laufen.

Die modulare Bauweise
Nun kann man einwenden: Eine Son-dermaschine ist ja gerade deshalbnotwendig, weil Spezialaufgaben zuerfüllen sind und Anlagen „von derStange“ diesen Anforderungen ebennicht gewachsen sind. Eine Möglich-keit, die Nachteile von Sonder-maschinen zu vermeiden, dennochaber ein sehr umfassendes Spektrumauch von speziellen Aufgaben lösenzu können, bietet dagegen die modu-lare Bauweise. Das bedeutet, dasseinzelne, zum Teil schon lange be-währte Funktionsbaugruppen jenach Kundenanforderungen immerwieder neu kombiniert werden kön-nen, mit dem Ziel, dass jede darausentstandene Anlage nicht nur Stan-
dard-, sondern auch ausgefallenenHerausforderungen gewachsen ist.
Zu diesen Funktionsbaugruppenzählen vor allem:. Transportbandsysteme. Etikettierer. Formatteile inklusive Drehsterne. Drucksysteme. Kontrollsysteme. Ausschleuseinrichtungen
Das Transportbandsystem
Im Großen und Ganzen gibt es heutedrei Arten von Transportbandsyste-men: das Gurt-, das Platten- und dasKettenbandsystem (zu letztgenanntemgehört zum Beispiel das weitverbrei-tete FlexLink System). Alle Systemesind ausgereift. Wenn sichergestellt ist,dass eine Etikettieranlage grundsätz-lich für alle drei Systeme offen ist undauch unterschiedliche Breiten flexibelberücksichtigt werden können, lassensich nahezu alle Zuführaufgaben –auch mit Kurvenfahrten – in der Phar-maindustrie abdecken.
Die Formatteile
Die Aufgabe der Formatteile ist es, dieProdukte zu führen, zu vereinzelnund zu fixieren. Der Drehstern alswichtiges Element der Formatteileführt die Produkte so der eigentlichenEtikettierstation zu, dass sich das je-weilige Etikett (oder die jeweiligenEtiketten) exakt auf dem dafür vor-
gesehen Produkt anbringen lassen. Inder modularen Bauweise ist sicher-zustellen, dass sich unterschiedlicheFormatsätze schnell (und damit ambesten werkzeuglos) wechseln lassen,um auf der gleichen Anlage unter-schiedliche Produktgrößen etikettie-ren zu können. Es sollte dann auchmöglich sein, Drehsterne für ganz un-terschiedliche Produkttypen (etwa fürrunde oder eckige Flaschen) ein-zusetzen. Je nach Anwendung ist esaußerdem wichtig, dass sie kontinu-ierlich oder getaktet – also mit einemkurzen Stopp – rotieren.
Der Etikettierer
Das Kernstück jeder Etikettieranlageist der Etikettierer (Abb. 1). In dermodularen Bauweise ist es das Ziel,seine Geometrie immer gleich zu las-sen. Damit ist auch nach zehn Jahrennoch ein unkomplizierter Austauschgewährleistet, etwa gegen ein leis-tungsstärkeres Modell. Daraus resul-tiert dann aber auch ein hohes Maßan Zuverlässigkeit. Bei HERMA zumBeispiel wird der Etikettierer mit derimmer gleichen Grundform inzwi-schen mehrere Tausend Mal gebaut– pro Jahr. Die Elektronik und Soft-ware ist in diesem Fall komplett imEtikettierer integriert. Sie auf demjeweils neuesten Stand zu haltenhat praktisch keinen Einfluss aufdie Gerätegeometrie. Die einzelnenAggregate des Etikettierers wie Ab-
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 93Fischer . Etikettieranlagen in Modulbauweise
Abb. 1: Der Etikettierer ist das Herzstück jederEtikettieranlage. Große Stückzahlen mit iden-tischer Geometrie gewährleisten ein hohes Maßan Zuverlässigkeit (Quelle alle: HERMA GmbH).
IT-ValidierungOhne Umwege zum Ziel.
pragmatisch · verständlich · transparent
Etikettieranlagen in ModulbauweiseIm Pharmaumfeld fit für Spezialaufgaben
Ulrich Fischer . HERMA GmbH, Deizisau
Korrespondenz: Ulrich Fischer, HERMA GmbH, Plochinger Str. 48, 73779 Deizisau; e-mail: [email protected]
ZusammenfassungBei Etikettieranlagen im Pharmabereich sind oftmals sehr spezielle Anforderungen zuerfüllen. Auf den ersten Blick ist es deshalb wenig verwunderlich, dass Sonderanferti-gungen, die auf ein spezielles Produkt zugeschnitten sind, in dieser Branche eher dieRegel als die Ausnahme sind. Dieser Ansatz hat in der Praxis jedoch auch gravierendeNachteile: Sonderanfertigungen führen oft zu Sonderproblemen – hinsichtlich stabilerProzesse, Bedienfreundlichkeit und -sicherheit, Umrüstbarkeit, Reproduzierbarkeit derProzesse an einem anderen Standort und nicht zuletzt hinsichtlich der (langfristigen)Ersatzteilbeschaffung. Inwieweit lassen sich Etikettieranlagen modulartig realisieren, umeinerseits den speziellen Anforderungen gerecht zu werden, um andererseits aber dieerwähnten Nachteile zu vermeiden? An zwei konkreten Beispielen bei namhaften euro-päischen Pharmaherstellern zeigt der folgende Beitrag Möglichkeiten und Grenzen diesesVorgehens auf. Um die Bandbreite der Anwendungsmöglichkeiten zu veranschaulichen,handelt es sich in beiden Fällen um eine Form der (im Pharmabereich sehr häufigen)Rundumetikettierung. Sinngemäß gelten die Ausführungen aber natürlich auch für andereArten der Etikettierung.
Einführung
Kaum eine Branchemuss sich inzwi-schen so komplexen Anforderungenbei Produktinformation und Kenn-zeichnung stellen wie die pharma-zeutische Industrie. Dabei ist derpure Umfang der Information – ob-wohl er inzwischen auch schon einbeträchtliches Maß erreicht hat –nur ein Thema unter vielen. Die ab-solut zuverlässige Sicherstellung derKennzeichnung, die lückenloseRückverfolgbarkeit, Maßnahmen ge-gen Produktfälschungen und spätes-tens ab 2017 auch die EU-weit vor-geschriebene Serialisierung sindweitere Aspekte, die heute jedenProduktionsleiter vor gewaltige Auf-gaben stellen. Eine Fülle von unter-schiedlichen Technologien – fürDruck, Identifikation, Etikettierungund Kontrolle – muss auf engstemRaum, nämlich in der eigentlichenEtikettieranlage, so zusammenspie-len, dass auch unter den äußerst in-
dividuellen Produktionsbedingun-gen bei jedem Hersteller dennochhöchstmögliche Sicherheit erreichtwerden kann. Dazu kommen oft ge-nug noch landesspezifische Beson-derheiten und mitunter spezielleEtiketten, die neben der reinen In-formationsvermittlung noch Funk-tionsaufgaben erfüllen müssen unddamit den Spendeprozess um eineweitere „Komplikation“ erweitern.So ist es kein Wunder, dass geradebei der Kennzeichnung von Pharma-produkten Entscheider oftmals im-mer noch akzeptieren, dass Etiket-tieranlagen notgedrungen eine Spe-zialanfertigung sein müssen. Sie tundas nur zähneknirschend, denn je-der Produktionsleiter weiß um dieNachteile eines solchen Vorgehens.Da ist zunächst der Kostengesichts-punkt: Wirkliche Sondermaschinensind teuer. Weil in immer mehr Län-dern staatliche Stellen oder Organi-sationen im Gesundheitswesen er-heblichen Druck auf die Arzneimit-
telbudgets ausüben, ist das mittler-weile ein Punkt, der zunehmend inden Fokus rückt. Gerade bei Sonder-maschinen werden neben den rei-nen Anschaffungskosten auch an-dere „Sondereffekte“ zu Problemen.Denn bei individuellen Anlagen lie-gen selten umfangreichere Praxis-erfahrungen vor. Deshalb findet dietatsächliche Erprobung mituntererst beim Anwender statt. Enttäu-schungen sind dann programmiert:Das kaum ausgereifte Produkt hältoftmals nicht das, was sich der An-wender hinsichtlich Effizienz undEffektivität sowie Bediener- und Ser-vicefreundlichkeit versprochen hat.Nicht zuletzt beruht Investitions-sicherheit auch darauf, wie zuverläs-sig sich noch nach Jahren Ersatzteilebeschaffen lassen und wie sichersich Prozesse reproduzieren lassen,sollte die Anlage einmal den Stand-ort wechseln müssen. Letzteres ist inder Pharmaindustrie gar nicht soselten der Fall.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)92 Fischer . Etikettieranlagen in Modulbauweise
Autor
Ulrich Fischer
Ulrich Fischer leitet seit Anfang 2011 den tech-nischen Verkauf Healthcare Industrie im Ge-schäftsbereich Etikettiermaschinen der HERMAGmbH. Der Diplom-Ingenieur mit der Fachrich-tung Maschinenbau ist seit 1996 für das aufSelbstklebetechnik spezialisierte Unternehmen tä-tig und hat dort bereits mehrere Stationen von dermechanischen Konstruktion über die Entwicklungder Antriebs- und Drucktechnik bis zur Leitung derAbteilung Programmierung und Elektrik durch-laufen.

und Aufwickler, Ablöse-systeme und Etiketten-sensoren werden wie-derum ebenfalls in gro-ßen Stückzahlen gefer-tigt. Für eine hohe Flexi-bilität auf Anwenderseitegenügt es, diese Aggre-gate in verschiedenenAusprägungen vorzuhal-ten: Etwa in Rechts-Links-Ausführungen, fürunterschiedliche Wickel-durchmesser, Etiketten-arten und -breiten.
Das Drucksystem
Variable Daten auf Pharmaetikettenzu drucken ist aufgrund der ständigwachsenden Anforderungen eineenorme Herausforderung. Je nachProduktform, Größe und Art der ein-gesetzten Etiketten und durchausauch in Abhängigkeit von der all-gemeinen Produktionsgeschwindig-keit sind unterschiedliche Druckver-fahren betriebswirtschaftlich sinn-voll. Eine modulare Bauweise der Eti-kettieranlage bietet dem Anwenderdafür eine maximale Flexibilität. Diesehr hohen Stückzahlen der HERMAEtikettierer mit gleichbleibenderGeometrie beispielsweise haben in-zwischen nahezu alle Hersteller gän-giger Heißpräger oder Thermotrans-ferdrucker genutzt, um die Einbau-rahmen ihrer Druckmodule für denEtikettierer entsprechend zu stan-dardisieren. Der Anwender hat damitalle Freiheiten, selbst wenn es darumgeht, eine bestehende Anlage späterauf andere Druckverfahren umzu-stellen. Auch neuartige Verfahrenmit laseraktivierbaren Etiketten undeinem entsprechenden Beschrif-tungslaser sind problemlos möglich.Sie bieten den Vorteil einer sehr ge-ringen Wartungsintensität in Verbin-dung mit der Möglichkeit, auch sehrkleine Schriftgrößen gestochenscharf zu drucken.
Das Kontrollsystem
Je nach Anwenderwunsch und -be-darf sind unterschiedliche Qualitäts-stufen bei den Kontrollsystemen ge-fordert. Handelt es sich um eine reine
Druckanwesenheitskontrolle reichenKontrast-, Farb- oder einfache Kame-rasensoren aus. Sofern tatsächlichder Druck gelesen werden muss,kommen OCV- oder OCR-Kamera-systeme zum Einsatz. Für die Kon-trolle von 1D- oder 2D-Codes wie-derum finden bedarfsweise Scanner,Kamerasensoren oder Kamerasys-teme Verwendung. Um sämtliche An-forderungen abzudecken, sieht dermodulartige Aufbau eine standardi-sierte Halterung vor, in die sich allegängigen Sensoren und Kamerasys-teme integrieren lassen.
Die Ausschleuseinrichtung
Mit dieser modularen Bauweise undden Funktionsbaugruppen lässt sichauch bei Etikettieranlagen eine MassCustomization erzielen, gewisserma-ßen eine Maßanfertigung „von derStange“. Dass sich damit Spezialauf-gaben lösen lassen, zeigen die beidenfolgenden Praxisbeispiele. In beidenFällen kommt im Grunde die gleicheAnlage zum Einsatz – allerdings mitjeweils auf die konkrete Anwendungausgewählten Funktionsbaugruppen.
Herausforderung BeispielA: Ein Etikett zum Hängen
Bei dem ersten Beispiel handelt essich um zylindrische Glasflaschen inverschiedenen Formaten, dierundum etikettiert werden müssen.Der Inhalt besteht jeweils aus Infusi-onslösungen. Das kleinste Format(100 ml) hat einen Durchmesservon 50 Millimeter und eine Höhevon 100 Millimeter, das größte For-mat (1000 ml) hat einen Durchmes-ser von 95 Millimeter und eine Höhevon 225 Millimeter. Die Bandbreiteder Produkte in Hinblick auf ihreFormatvarianz ist also enorm. Au-ßerdem werden sowohl Etikettenaus Papier als auch aus Kunststoffeingesetzt. Berücksichtig man dieunterschiedlichen Formate und Ma-terialien, kommen insgesamt rund 20Etikettenvarianten zum Einsatz. Einebesondere Herausforderung dabei:Auf einem Teil der Flaschen bis zueinem Volumen von 500 ml, die alsInfusionsbehälter dienen, soll ein Eti-kett aufgebracht werden, von demspäter eine kleine, lediglich anlie-gende Kunststoffschlaufe auf-geklappt werden kann. Sie dient spä-ter in der Klinik als Aufhänger(Abb. 2). Um diese Funktion sicherzu gewährleisten, müssen diese Eti-ketten mit sehr hoher Präzision ver-spendet werden und exakt am unte-ren Flaschenrand anliegen. Andern-falls besteht die Gefahr, dass sich dieHänger nicht ohne weiteres über denFlaschenboden ziehen lassen oderdabei beschädigt werden. Trotz die-ses tendenziell instabilen Hängers istfür diese Präzisionsleistung kein Spe-zialetikettierer und keine Sonder-anfertigung notwendig. Dasselbe giltübrigens auch für andere anspruchs-volle Etikettenarten wie zum Beispielmehrlagige oder Booklet-Etiketten(Abb. 3). Damit das gelingt, mussder Etikettierer auch bei einer modu-laren Bauweise standardmäßig einestabile Einheit mit Ab-, Aufwicklerund dem Ablösesystem bilden. Dennotwendigen ruhigen Gleichlauf un-terstützt darüber hinaus eine verwin-dungssteife Bodenplatte. Ein ent-scheidender Aspekt ist jedoch: DieEtikettenbahn wird auf einer Seitean einer – und zwar durch den ge-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)94 Fischer . Etikettieranlagen in Modulbauweise
Abb. 2: Die Etiketten der Infusionsflaschen sind teilweise mit einerkleinen, lediglich anliegenden Kunststoffschlaufe ausgerüstet.Aufgeklappt dienen sie später in der Klinik als Aufhänger.
Abb. 3: Auch Booklet-Etiketten sind mit einermodular aufgebauten Standardmaschineproblemlos zu verspenden.

TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 95Fischer . Etikettieranlagen in Modulbauweise
samten Etikettierer hindurch – definierten,festen Anlaufkante geführt. So lassen sich zu-verlässig reproduzierbare Verhältnisse erzeu-gen.
Produktionseinbindung undArbeitsablauf Beispiel A
Die Etikettieranlage (Abb. 4) wurde in einebestehende Abfülllinie integriert. Die Pro-dukte werden stehend vom Transportbandder Vormaschine über einen Schrägüberlaufauf den Transportbandeinlauf übernommen.Auf dem Transportband der Etikettier-maschine erreichen die Produkte einen kon-tinuierlich laufenden Drehstern mit kugelge-lagerten Prismenrollen, werden von diesemvereinzelt und zur Etikettierstation transpor-tiert. In der Etikettierstation werden die Pro-dukte mittels eines motorisch angetriebenenAnrollbandes in Rotation versetzt. Das Eti-kett wird dabei zwischen das sich drehendeProdukt und das Anrollband gespendet und
somit in lagerichtiger Position angewalzt. ImEtikettierer werden die Etiketten per Ther-motransferdruck mit variablen Daten co-diert, zum Beispiel dem Herstellungs- undVerfallsdatum, der Batch-Nr., dem Datama-trixcode inkl. der ab 2017 vorgeschriebenenGTIN sowie der Serialnummer. Um trotz desfür manche Anwendungen zu langsamenThermotransferdrucks die Taktzahl hoch-zufahren, können problemlos auch zwei Dru-cker und zwei Kontrollkameras installiertwerden. (Abb. 5) Jeder Drucker und jede Ka-mera schreibt bzw. kontrolliert dabei zwei(verschiedene) Zeilen eines Etiketts. Bei derWahl des Druckeranbieters ist der Anwenderaufgrund des standardisierten Einbaurah-mens völlig frei; die Anlage lässt die Integra-
Abb. 4: Eine modular aufgebaute Rundum-Etikettier-anlage für die Kennzeichnung von Infusionsflaschen, wiesie bei einem führenden europäischen Pharmaherstellereingesetzt wird.
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\azo-TP-2014-02_109x303.indd Zuletzt gesichert: 26.03.14 (01:09:50 Uhr)
02-2014 TechnoPharm AZO N3 deut Pfade 102x297 28.03.2014.indd 1 26.03.14 11:55
und Aufwickler, Ablöse-systeme und Etiketten-sensoren werden wie-derum ebenfalls in gro-ßen Stückzahlen gefer-tigt. Für eine hohe Flexi-bilität auf Anwenderseitegenügt es, diese Aggre-gate in verschiedenenAusprägungen vorzuhal-ten: Etwa in Rechts-Links-Ausführungen, fürunterschiedliche Wickel-durchmesser, Etiketten-arten und -breiten.
Das Drucksystem
Variable Daten auf Pharmaetikettenzu drucken ist aufgrund der ständigwachsenden Anforderungen eineenorme Herausforderung. Je nachProduktform, Größe und Art der ein-gesetzten Etiketten und durchausauch in Abhängigkeit von der all-gemeinen Produktionsgeschwindig-keit sind unterschiedliche Druckver-fahren betriebswirtschaftlich sinn-voll. Eine modulare Bauweise der Eti-kettieranlage bietet dem Anwenderdafür eine maximale Flexibilität. Diesehr hohen Stückzahlen der HERMAEtikettierer mit gleichbleibenderGeometrie beispielsweise haben in-zwischen nahezu alle Hersteller gän-giger Heißpräger oder Thermotrans-ferdrucker genutzt, um die Einbau-rahmen ihrer Druckmodule für denEtikettierer entsprechend zu stan-dardisieren. Der Anwender hat damitalle Freiheiten, selbst wenn es darumgeht, eine bestehende Anlage späterauf andere Druckverfahren umzu-stellen. Auch neuartige Verfahrenmit laseraktivierbaren Etiketten undeinem entsprechenden Beschrif-tungslaser sind problemlos möglich.Sie bieten den Vorteil einer sehr ge-ringen Wartungsintensität in Verbin-dung mit der Möglichkeit, auch sehrkleine Schriftgrößen gestochenscharf zu drucken.
Das Kontrollsystem
Je nach Anwenderwunsch und -be-darf sind unterschiedliche Qualitäts-stufen bei den Kontrollsystemen ge-fordert. Handelt es sich um eine reine
Druckanwesenheitskontrolle reichenKontrast-, Farb- oder einfache Kame-rasensoren aus. Sofern tatsächlichder Druck gelesen werden muss,kommen OCV- oder OCR-Kamera-systeme zum Einsatz. Für die Kon-trolle von 1D- oder 2D-Codes wie-derum finden bedarfsweise Scanner,Kamerasensoren oder Kamerasys-teme Verwendung. Um sämtliche An-forderungen abzudecken, sieht dermodulartige Aufbau eine standardi-sierte Halterung vor, in die sich allegängigen Sensoren und Kamerasys-teme integrieren lassen.
Die Ausschleuseinrichtung
Mit dieser modularen Bauweise undden Funktionsbaugruppen lässt sichauch bei Etikettieranlagen eine MassCustomization erzielen, gewisserma-ßen eine Maßanfertigung „von derStange“. Dass sich damit Spezialauf-gaben lösen lassen, zeigen die beidenfolgenden Praxisbeispiele. In beidenFällen kommt im Grunde die gleicheAnlage zum Einsatz – allerdings mitjeweils auf die konkrete Anwendungausgewählten Funktionsbaugruppen.
Herausforderung BeispielA: Ein Etikett zum Hängen
Bei dem ersten Beispiel handelt essich um zylindrische Glasflaschen inverschiedenen Formaten, dierundum etikettiert werden müssen.Der Inhalt besteht jeweils aus Infusi-onslösungen. Das kleinste Format(100 ml) hat einen Durchmesservon 50 Millimeter und eine Höhevon 100 Millimeter, das größte For-mat (1000 ml) hat einen Durchmes-ser von 95 Millimeter und eine Höhevon 225 Millimeter. Die Bandbreiteder Produkte in Hinblick auf ihreFormatvarianz ist also enorm. Au-ßerdem werden sowohl Etikettenaus Papier als auch aus Kunststoffeingesetzt. Berücksichtig man dieunterschiedlichen Formate und Ma-terialien, kommen insgesamt rund 20Etikettenvarianten zum Einsatz. Einebesondere Herausforderung dabei:Auf einem Teil der Flaschen bis zueinem Volumen von 500 ml, die alsInfusionsbehälter dienen, soll ein Eti-kett aufgebracht werden, von demspäter eine kleine, lediglich anlie-gende Kunststoffschlaufe auf-geklappt werden kann. Sie dient spä-ter in der Klinik als Aufhänger(Abb. 2). Um diese Funktion sicherzu gewährleisten, müssen diese Eti-ketten mit sehr hoher Präzision ver-spendet werden und exakt am unte-ren Flaschenrand anliegen. Andern-falls besteht die Gefahr, dass sich dieHänger nicht ohne weiteres über denFlaschenboden ziehen lassen oderdabei beschädigt werden. Trotz die-ses tendenziell instabilen Hängers istfür diese Präzisionsleistung kein Spe-zialetikettierer und keine Sonder-anfertigung notwendig. Dasselbe giltübrigens auch für andere anspruchs-volle Etikettenarten wie zum Beispielmehrlagige oder Booklet-Etiketten(Abb. 3). Damit das gelingt, mussder Etikettierer auch bei einer modu-laren Bauweise standardmäßig einestabile Einheit mit Ab-, Aufwicklerund dem Ablösesystem bilden. Dennotwendigen ruhigen Gleichlauf un-terstützt darüber hinaus eine verwin-dungssteife Bodenplatte. Ein ent-scheidender Aspekt ist jedoch: DieEtikettenbahn wird auf einer Seitean einer – und zwar durch den ge-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)94 Fischer . Etikettieranlagen in Modulbauweise
Abb. 2: Die Etiketten der Infusionsflaschen sind teilweise mit einerkleinen, lediglich anliegenden Kunststoffschlaufe ausgerüstet.Aufgeklappt dienen sie später in der Klinik als Aufhänger.
Abb. 3: Auch Booklet-Etiketten sind mit einermodular aufgebauten Standardmaschineproblemlos zu verspenden.

tion nahezu aller gängigen Typenund Marken zu. Problemlos möglichwäre auch der Einbau eines Beschrif-tungslasers für die neuartigen laser-aktivierbaren Etiketten. Kontrollsta-tionen für Code und Druck befindensich auf dem Etikettiergerät. Etiket-ten mit fehlendem oder falschemDruck oder fehlendem oder fal-schem Code werden nicht auf dasProdukt aufgebracht, sondern aufeine motorisch angetriebene Etiket-tensammelrolle aufgespendet. DieEtikettiermaschine stoppt in dieserPosition bis ein fehlerfreies Etikettzur Verfügung steht.
Nach der Etikettierstation erfolgtim kontinuierlich rotierendenDrehstern die Etikettenanwesen-heitskontrolle auf dem Produkt mit-tels Lumineszenz (Abb. 6). Oftmalswerden dazu aber auch Sensorenmit Farberkennung eingesetzt. ImFall eines Produkts ohne Etikett wirddieses Produkt am Drehsternauslass
durch eine Weiche aufdas Sammelband geleitet.Eine Auswurfgegenkon-trolle kontrolliert die Aus-leitung. Da in dem kon-kreten Fall nicht gänzlichausgeschlossen ist, dassFlaschen feucht werdenund in der Folge bereitsgedruckte und applizierteEtiketten abfallen, wer-den die Flaschen aufdem Auslaufband ein wei-teres Mal auf Etiketten-anwesenheit geprüft. Beifehlendem Etikett stopptdie Anlage.
Am Maschinenauslauf werden dieProdukte mit einem Schrägüberlaufan das Transportband der Folge-maschine übergeben. Je nach Fla-schengröße können auf diese Weise80 bis 200 Flaschen pro Minute eti-kettiert werden.
Um Chargenwechsel und Format-umstellung für den Bediener sicher,schnell und einfach zu gestalten,wird die notwendige In-Process Con-trol der Maschinensensoren durchzwei integrierte Funktionen unter-stützt:. Unterdrückung eines Etikettier-starts, was zu einem nicht etiket-tierten Produkt mit Produktaus-wurf führt.
. Unterdrückung eines Etiketten-drucks, der zum Auswurf des nichtbedruckten Etiketts führt.
Um reibungslose Abläufe zu gewähr-leisten, kann die Etikettieranlage amEin- und Auslauf liegende Flaschenerkennen und auswerfen. Weitere Si-
cherheitsfeatures sinddie automatische Ein-und Ausschaltfunktionüber Lichtschranken amEin- und Auslauf. DieMaschine verfügt überverschiedene Betriebs-fahrtmodi inkl. LineClearance – mit letzte-rem kann der Bedieneram Batch-Ende alle Pro-dukte rausfahren. ZurReduzierung der Still-standszeiten bei Etiket-tenbandende kann dieAnlage mit zwei separa-ten Etikettenabwicklern
ausgestattet werden. Auf diese Weisekann der Bediener während des Ma-schinenlaufes eine weitere Etiketten-rolle auf dem nicht aktiven Abwicklerfür das Ankleben bei Etikettenrollen-ende vorbereiten. Zum Ankleben desneuen Bandes und zum Entfernendes Trägerbandwickels muss die Eti-kettieranlage allerdings kurz ge-stoppt werden. Grundsätzlich wärees aber auch möglich, einen Auto-Splicer einzusetzen, bei dem das Eti-kettenmaterial unterbrechungsfreizugeführt werden kann.
Da alle Formatteile der Etikettier-anlage werkzeuglos getauscht werdenkönnen, gelingt auch die Umstellungauf ein anderes Produktformat schnell.
HerausforderungBeispiel B: Ein Etikettfür drei Seiten
Beim Beispiel B ist der Aufbau imPrinzip gleich (Abb. 7), hier geht esjedoch darum, viereckige Behälterauf drei Seiten mit einem Etikett zuversehen – eine hierzulande recht sel-tene und technisch anspruchsvolle U-Etikettierung. Bei den Produkten han-delt es sich um quadratische Kunst-stoffflaschen mit drei unterschiedli-chen Formaten. Ihr Querschnitt reichtvon 38 bis 55 mm, ihr Volumen von 50bis 250 ml. Die Etiketten sind hori-zontal mittig auf den Flaschen auf-zubringen mit einem minimalen ver-tikalen Abstand von 7 mm zwischenFlaschenboden und Unterkante Eti-kett bei den 50 ml-Flaschen und von8 mm bei den übrigen Formaten. DieEtikettiertoleranz beträgt lediglich+/- 0,75 mm (Abb. 8). Für die drei Fla-schenformate sind ingesamt vier ver-schiedene Etikettenformate vorgese-hen. Die Etikettierleistung beträgt60 Stück pro Minute. Die exakte Posi-tionierung von Etikett und Druck istvon herausragender Bedeutung: DieBehälter mit Diagnoseflüssigkeit wer-den später von einem Scanner im Di-agnosegerät automatisch ausgelesen.Ein falsch positioniertes Etikett oderein verrutschter Druck kann zu einerFehlfunktion führen.
Da die leichten, leeren Kunststoff-behälter überdies besonders dazuneigen umzufallen, ist das Transport-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)96 Fischer . Etikettieranlagen in Modulbauweise
Abb. 5: Um die Produktionsgeschwindigkeit zu erhöhen, las-sen sich auch zwei Druck- bzw. Kontrollsysteme hinter-einanderschalten, die jeweils einen Teil des Eindrucks über-nehmen bzw. kontrollieren.
Abb. 6: Im kontinuierlich rotierenden Drehstern erfolgt dieEtikettenanwesenheitskontrolle auf den Infusionsflaschenmittels Lumineszenz.

TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 97Fischer . Etikettieranlagen in Modulbauweise
bandsystem in diesem Fall besonders erschütterungsfreieingerichtet, und es wurde ein besonderes Augenmerkauf die Formatteile für die Produktführung gelegt. UmBeschädigungen am Drehstern durch dennoch umge-fallene Flaschen zu vermeiden, werden diese mit einermechanischen Schikane in einen Sammelbehälter aus-geworfen. Auf dem Transportband erreichen dann nurstehende Produkte den Drehstern.
Produktionseinbindung undArbeitsablauf Beispiel B
Die Kunststoffflaschen werden normalerweise von ei-ner vorgelagerten Bandwaage auf den Transportband-einlauf geschoben. Mittels eines speziellen Aufgabe-bands können Bediener jedoch auch Produkte aus einerKassette auf das Transportbandsystem einbringen. Derkomplette Inhalt einer Kassette wird dazu auf das Auf-gabeband geschoben. Dieses schiebt dann jeweils eineReihe Produkte auf das Transportband und bewegt sichdann ein kleines Stück zurück.
Noch vor der Etikettierstation werden die Etikettenim Thermotransferdruck mit den üblichen variablenDaten und einem speziellen Bar-Code für den Scannerim Diagnosegerät versehen. Die Kontrollstationen fürCode- und Druckkontrolle befinden sich auf dem Eti-kettierer. Etiketten mit fehlendem oder falschem Druckbzw. fehlendem oder falschem Code werden nicht aufdas Produkt aufgebracht, sondern auf eine motorischangetriebene Etikettensammelrolle aufgespendet. DieEtikettiermaschine stoppt in dieser Position bis ein feh-lerfreies Etikett zur Verfügung steht.
Für die U-Etikettierung der quadratischen Flaschenvereinzelt der in diesem Fall getaktete Drehstern mit U-
förmigen Aufnahmen die Produkte vom Transportbandund bewegt sie zur Etikettierstation (Abb. 9). Währendder Drehsternbewegung wird das Etikett längs im Bei-lauf aufgespendet, so dass es auf beiden Seiten gleich-mäßig übersteht. Der Drehstern stoppt vor der Anwalz-station. Die mit einem Servoantrieb ausgerüstete Um-
Abb. 9: Der Drehstern ist hier getaktet, um der Umbügelstation (imVordergrund) Zeit zu geben, das Etikett an der exakt definiertenPosition auf drei Seiten anzudrücken.
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\koerber-TP-2014-02_105x303.indd Zuletzt gesichert: 14.03.14 (09:28:10 Uhr)
sichere und effiziente verpackungs-prozesse.
www.medipak-systems.com
Wir verstehen den gesamten verpackungsprozess.Verpackungsentwicklung, Verpackungs- und Inspektions-maschinen, Serialisierungslösungen - Medipak Systems hat die passende Lösung für Ihre Anforderungen. Sicher und effizient.
Besuchen Sie uns in Halle 16, A25.
KMS_TP_99-297_IP.indd 1 14.03.2014 11:23:32
tion nahezu aller gängigen Typenund Marken zu. Problemlos möglichwäre auch der Einbau eines Beschrif-tungslasers für die neuartigen laser-aktivierbaren Etiketten. Kontrollsta-tionen für Code und Druck befindensich auf dem Etikettiergerät. Etiket-ten mit fehlendem oder falschemDruck oder fehlendem oder fal-schem Code werden nicht auf dasProdukt aufgebracht, sondern aufeine motorisch angetriebene Etiket-tensammelrolle aufgespendet. DieEtikettiermaschine stoppt in dieserPosition bis ein fehlerfreies Etikettzur Verfügung steht.
Nach der Etikettierstation erfolgtim kontinuierlich rotierendenDrehstern die Etikettenanwesen-heitskontrolle auf dem Produkt mit-tels Lumineszenz (Abb. 6). Oftmalswerden dazu aber auch Sensorenmit Farberkennung eingesetzt. ImFall eines Produkts ohne Etikett wirddieses Produkt am Drehsternauslass
durch eine Weiche aufdas Sammelband geleitet.Eine Auswurfgegenkon-trolle kontrolliert die Aus-leitung. Da in dem kon-kreten Fall nicht gänzlichausgeschlossen ist, dassFlaschen feucht werdenund in der Folge bereitsgedruckte und applizierteEtiketten abfallen, wer-den die Flaschen aufdem Auslaufband ein wei-teres Mal auf Etiketten-anwesenheit geprüft. Beifehlendem Etikett stopptdie Anlage.
Am Maschinenauslauf werden dieProdukte mit einem Schrägüberlaufan das Transportband der Folge-maschine übergeben. Je nach Fla-schengröße können auf diese Weise80 bis 200 Flaschen pro Minute eti-kettiert werden.
Um Chargenwechsel und Format-umstellung für den Bediener sicher,schnell und einfach zu gestalten,wird die notwendige In-Process Con-trol der Maschinensensoren durchzwei integrierte Funktionen unter-stützt:. Unterdrückung eines Etikettier-starts, was zu einem nicht etiket-tierten Produkt mit Produktaus-wurf führt.
. Unterdrückung eines Etiketten-drucks, der zum Auswurf des nichtbedruckten Etiketts führt.
Um reibungslose Abläufe zu gewähr-leisten, kann die Etikettieranlage amEin- und Auslauf liegende Flaschenerkennen und auswerfen. Weitere Si-
cherheitsfeatures sinddie automatische Ein-und Ausschaltfunktionüber Lichtschranken amEin- und Auslauf. DieMaschine verfügt überverschiedene Betriebs-fahrtmodi inkl. LineClearance – mit letzte-rem kann der Bedieneram Batch-Ende alle Pro-dukte rausfahren. ZurReduzierung der Still-standszeiten bei Etiket-tenbandende kann dieAnlage mit zwei separa-ten Etikettenabwicklern
ausgestattet werden. Auf diese Weisekann der Bediener während des Ma-schinenlaufes eine weitere Etiketten-rolle auf dem nicht aktiven Abwicklerfür das Ankleben bei Etikettenrollen-ende vorbereiten. Zum Ankleben desneuen Bandes und zum Entfernendes Trägerbandwickels muss die Eti-kettieranlage allerdings kurz ge-stoppt werden. Grundsätzlich wärees aber auch möglich, einen Auto-Splicer einzusetzen, bei dem das Eti-kettenmaterial unterbrechungsfreizugeführt werden kann.
Da alle Formatteile der Etikettier-anlage werkzeuglos getauscht werdenkönnen, gelingt auch die Umstellungauf ein anderes Produktformat schnell.
HerausforderungBeispiel B: Ein Etikettfür drei Seiten
Beim Beispiel B ist der Aufbau imPrinzip gleich (Abb. 7), hier geht esjedoch darum, viereckige Behälterauf drei Seiten mit einem Etikett zuversehen – eine hierzulande recht sel-tene und technisch anspruchsvolle U-Etikettierung. Bei den Produkten han-delt es sich um quadratische Kunst-stoffflaschen mit drei unterschiedli-chen Formaten. Ihr Querschnitt reichtvon 38 bis 55 mm, ihr Volumen von 50bis 250 ml. Die Etiketten sind hori-zontal mittig auf den Flaschen auf-zubringen mit einem minimalen ver-tikalen Abstand von 7 mm zwischenFlaschenboden und Unterkante Eti-kett bei den 50 ml-Flaschen und von8 mm bei den übrigen Formaten. DieEtikettiertoleranz beträgt lediglich+/- 0,75 mm (Abb. 8). Für die drei Fla-schenformate sind ingesamt vier ver-schiedene Etikettenformate vorgese-hen. Die Etikettierleistung beträgt60 Stück pro Minute. Die exakte Posi-tionierung von Etikett und Druck istvon herausragender Bedeutung: DieBehälter mit Diagnoseflüssigkeit wer-den später von einem Scanner im Di-agnosegerät automatisch ausgelesen.Ein falsch positioniertes Etikett oderein verrutschter Druck kann zu einerFehlfunktion führen.
Da die leichten, leeren Kunststoff-behälter überdies besonders dazuneigen umzufallen, ist das Transport-
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)96 Fischer . Etikettieranlagen in Modulbauweise
Abb. 5: Um die Produktionsgeschwindigkeit zu erhöhen, las-sen sich auch zwei Druck- bzw. Kontrollsysteme hinter-einanderschalten, die jeweils einen Teil des Eindrucks über-nehmen bzw. kontrollieren.
Abb. 6: Im kontinuierlich rotierenden Drehstern erfolgt dieEtikettenanwesenheitskontrolle auf den Infusionsflaschenmittels Lumineszenz.

bügelstation klappt das EtikettU-förmig um und walzt es anden zwei Außenseiten der Pro-dukte an.
Nach der Etikettierstationerfolgt im Drehstern die Etiket-tenanwesenheitskontrolle aufdem Produkt über einen Lumi-neszenztaster. Bei den Flaschenmit einem Volumen von 100 mlerfolgt nach der Etikettenanwe-senheitskontrolle darüber hi-naus eine Barcodepositions-kontrolle durch ein Kamerasys-tem. Im Falle eines Produktsohne Etikett oder einer falschenBarcodeposition wird diesesProdukt im Drehstern nach un-ten über eine Rutsche in eineverschlossene Box ausgeleitet.Eine Auswurfgegenkontrollemittels Lichtschranke kontrol-liert die Ausleitung.
Wie bereits im ersten Beispielkann auch hier für die In-ProcessControl (IPC) der Etikettierstart un-terdrückt werden, was zum Auswurfdes nicht etikettierten Produktesführt. Die Vorteile verschiedener Be-triebsfahrtmodi, des schnellen For-matwechsels und der optionalen un-terbrechungsfreien Zuführung desEtikettenbandes lassen sich auch indieser Konfiguration nutzen.
Fazit
Um die Möglichkeiten der modula-ren Bauweise zu veranschaulichen,sind an dieser Stelle lediglich zwei,allerdings sehr verschiedene Formender (Rundum-) Etikettierung be-schrieben worden. Das gesamte zurealisierende Spektrum ist naturge-mäß wesentlich breiter. Dieselbe An-lage ist zum Beispiel in der Lage, ori-entiert zu etikettieren, also die Posi-tion vom Etikett exakt auf ein Merk-mal am Produkt auszurichten. Au-ßerdem ist es möglich, zwei Etikettenhintereinander und zueinander aus-gerichtet aufzubringen. In einigenFällen macht es Sinn, einen Redun-danzbetrieb einzurichten. Zu diesemZweck lassen sich einfach zwei Eti-kettierer integrieren. Und natürlichsind mit Anlagen in modularer Bau-weise auch gänzlich andere Etiket-tierarten möglich wie etwa Obenauf-
und Bodenetikettierung oder Seiten-etikettierung. Der verfügbare Platzlässt es jedoch nicht zu, auf jedemögliche Konfiguration und Etiket-tierart einzugehen.
In den beiden ausführlich geschil-derten Praxisbeispielen gilt es in Be-zug auf die Etikettierung anspruchs-volle Aufgaben zu lösen, die in derPharmaindustrie eher die Regel als
die Ausnahme sind und die sich aus-zeichnen durch:. Hohe Formatvarianz der Produkteund Etiketten
. Besondere Herausforderungen beiEtiketten (Hängeretikett) bzw Eti-kettierung (äußerst genaue Posi-tionierung, ungewöhnliche U-Eti-kettierung)
. Umfangreiche Integration vonDruck und Kontrollsystemen, dieggf. anwenderseitig vorgegebensind
. Hohes gefordertes Maß an Sicher-heit, Bedienkomfort und Effizienzbeim Anlagenhandling (etwa inHinblick auf Format- oder Batch-Wechsel).
Dennoch lassen sich die genanntenAnforderungen problemlos durchein Standardmaschinenkonzept lö-sen, das auf einer modularen Bau-weise beruht. Es gewährt dem An-wender gleichzeitig eine größtmögli-che Freiheit bei der Auswahl vonDruck- und Kontrollkomponenten,was auch in Hinblick auf die dem-nächst vorgeschriebene Serialisie-rung ein wichtiger Vorteil ist. Nachunserer Einschätzung können in derPharmaindustrie rund 80 Prozent derHerausforderungen durch Anlagen inmodularer Bauweise gelöst werden.
Bleibt natürlich die Frage: Was istmit den verbliebenen 20 Prozent?Hier weichen dann in der Regel einoder mehrere Prozessparameter sodeutlich vom Üblichen ab, dass eineSpeziallösung sinnvoll ist und siesich auch rechnet. Das betrifft zumBeispiel die Leistung (gemessen inTakten pro Minuten), das Produkt-handling (zum Beispiel wenn aus-gesprochen filigrane oder wenigstandfeste Produkte zu etikettierensind) oder die Produktgeometrie(etwa wenn es sich um völlig aus-gefallene Formen handelt wie etwaeine Kombination aus ovaler und ko-nischer Geometrie). Und grundsätz-lich ist auch die Anzahl der Etikettenauf ein und demselben Produkt miteiner Anlage in modularer Bauweisenicht beliebig erweiterbar. Hier istvon Fall zu Fall zu prüfen, ob einegrundsätzliche Änderung der Etiket-tierart(en) auf Dauer nicht wirt-schaftlich sinnvoller ist als die Inves-tition in eine Sondermaschine.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)98 Fischer . Etikettieranlagen in Modulbauweise
Abb. 7: Ähnlicher Aufbau, aber ganz anderes Pro-dukt: Die Rundum-Etikettieranlage bringt hier einEtikett auf drei Seiten eines viereckigen Kunststoff-behälters auf, eine recht seltene U-Etikettierung.
Abb. 8: Die exakte Positionierung von Etikettund Druck ist von herausragender Bedeutung:Ein falsch positioniertes Etikett oder ein ver-rutschter Druck kann im Diagnosegerät zueiner Fehlfunktion führen.
Screening-Methoden zurBewertung der Delaminations-neigung von PrimärverpackungenDr. Daniel Haines . SCHOTT Pharmaceutical Systems, SCHOTT pharma services, SCHOTT North America,Duryea, PA (USA)
Korrespondenz: Dr. Daniel Haines, SCHOTT Pharmaceutical Systems, SCHOTT pharma services, SCHOTT North America, Inc.,400 York Avenue, Duryea, PA 18642-2036; e-mail: [email protected]
ZusammenfassungIn den letzten Jahren wurden vermehrt in Glasfläschchen (Vials) verpackte Medikamentewegen Delamination zurückgerufen. Trotz der grundsätzlichen Eignung von hochbestän-digen Borosilikat-Gläsern als Primärverpackungen von Parenteralia besteht bei einigenMedikamenten die Gefahr, dass sie die Glasoberfläche ihres Behälters angreifen undGlasflitter ablösen. Zwar gibt es bislang keine klinischen Studien oder Laborstudien, dieAuswirkungen auf Patienten nachweisen, dennoch besteht Handlungsbedarf.Insbesondere die US-Arzneimittelbhörde FDA fordert die Pharmakonzerne zu einemstrengeren Risikomanagement auf. Schnelle und zuverlässige Screening-Methoden, mitdenen sich die Wechselwirkungen zwischen Medikamenten und Verpackungsmaterialienauf ihr Delaminationsrisiko hin untersuchen lassen, helfen den Pharmaunternehmendiesen Aufforderungen nachzukommen. Aus den Untersuchungsergebnissen abgeleiteteHandlungsempfehlungen helfen, das Delaminationsrisiko zu senken.
Delaminationsfaktor
Chemische ZusammensetzungUm die Ursachen der Glas-Delamina-tion früh zu erkennen und ihnen ent-gegenzuwirken, muss man zunächstverstehen, wie sich Glas chemischzusammensetzt, welche Produkti-onsprozesse die Behälter durchlau-fen und wie Medikamente mit Glas-oberflächen chemisch reagieren. Zu-dem gilt: Pharmazeutische Behälter,
selbst wenn sie aus demselben Typ 1Glas bestehen, können sich signifi-kant unterscheiden. So führen Unter-schiede in der chemischen Zusam-mensetzung (um bis zu 10 Gewichts-prozent einzelner Elemente) auch zuunterschiedlichem physikalischenVerhalten. Dies betrifft hauptsäch-lich die Schmelz- und Arbeitstem-peraturen, da Behälter mit höheremSiliziumgehalt (Typ 1A Glas) höhereProduktionstemperaturen erfordern.
Wie entstehtGlas-Delamination?
Die Mehrzahl pharmazeutischer Ver-packungen besteht entweder ausHütten- oder aus Röhrenglas. Hüt-tenglas weist chemisch homogeneOberflächen auf, weil es bei der Pro-duktion nur einen einzigen Wärme-zyklus durchläuft, d. h. die Form-gebung erfolgt unmittelbar nach derSchmelze. Es weist im Vergleich ge-
Analytik
TechnoPharm 4, Nr. 2, 99–101 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 99Haines . Screening-Methoden zur Bewertung der Delaminationsneigung
Autor
Daniel Haines
Dr. Daniel Haines ist wissenschaftlicher Berater beiSCHOTT pharma services in den USA. Hainespromovierte an der Universität von Chicago imFachbereich anorganische Chemie und ist seit13 Jahren für SCHOTT tätig. In dieser Zeit war erinsbesondere mit der Analyse von Wechselwir-kungen zwischen Medikamenten und pharma-zeutischer Primärverpackungen sowie der Ent-wicklung von Coatings betraut. Haines ist Autordiverser Patentschriften und Veröffentlichungen zudiesen Themen. Darüber hinaus gehört er demOrganisationskommittee für die jährliche PDAPackaging Conference an.
bügelstation klappt das EtikettU-förmig um und walzt es anden zwei Außenseiten der Pro-dukte an.
Nach der Etikettierstationerfolgt im Drehstern die Etiket-tenanwesenheitskontrolle aufdem Produkt über einen Lumi-neszenztaster. Bei den Flaschenmit einem Volumen von 100 mlerfolgt nach der Etikettenanwe-senheitskontrolle darüber hi-naus eine Barcodepositions-kontrolle durch ein Kamerasys-tem. Im Falle eines Produktsohne Etikett oder einer falschenBarcodeposition wird diesesProdukt im Drehstern nach un-ten über eine Rutsche in eineverschlossene Box ausgeleitet.Eine Auswurfgegenkontrollemittels Lichtschranke kontrol-liert die Ausleitung.
Wie bereits im ersten Beispielkann auch hier für die In-ProcessControl (IPC) der Etikettierstart un-terdrückt werden, was zum Auswurfdes nicht etikettierten Produktesführt. Die Vorteile verschiedener Be-triebsfahrtmodi, des schnellen For-matwechsels und der optionalen un-terbrechungsfreien Zuführung desEtikettenbandes lassen sich auch indieser Konfiguration nutzen.
Fazit
Um die Möglichkeiten der modula-ren Bauweise zu veranschaulichen,sind an dieser Stelle lediglich zwei,allerdings sehr verschiedene Formender (Rundum-) Etikettierung be-schrieben worden. Das gesamte zurealisierende Spektrum ist naturge-mäß wesentlich breiter. Dieselbe An-lage ist zum Beispiel in der Lage, ori-entiert zu etikettieren, also die Posi-tion vom Etikett exakt auf ein Merk-mal am Produkt auszurichten. Au-ßerdem ist es möglich, zwei Etikettenhintereinander und zueinander aus-gerichtet aufzubringen. In einigenFällen macht es Sinn, einen Redun-danzbetrieb einzurichten. Zu diesemZweck lassen sich einfach zwei Eti-kettierer integrieren. Und natürlichsind mit Anlagen in modularer Bau-weise auch gänzlich andere Etiket-tierarten möglich wie etwa Obenauf-
und Bodenetikettierung oder Seiten-etikettierung. Der verfügbare Platzlässt es jedoch nicht zu, auf jedemögliche Konfiguration und Etiket-tierart einzugehen.
In den beiden ausführlich geschil-derten Praxisbeispielen gilt es in Be-zug auf die Etikettierung anspruchs-volle Aufgaben zu lösen, die in derPharmaindustrie eher die Regel als
die Ausnahme sind und die sich aus-zeichnen durch:. Hohe Formatvarianz der Produkteund Etiketten
. Besondere Herausforderungen beiEtiketten (Hängeretikett) bzw Eti-kettierung (äußerst genaue Posi-tionierung, ungewöhnliche U-Eti-kettierung)
. Umfangreiche Integration vonDruck und Kontrollsystemen, dieggf. anwenderseitig vorgegebensind
. Hohes gefordertes Maß an Sicher-heit, Bedienkomfort und Effizienzbeim Anlagenhandling (etwa inHinblick auf Format- oder Batch-Wechsel).
Dennoch lassen sich die genanntenAnforderungen problemlos durchein Standardmaschinenkonzept lö-sen, das auf einer modularen Bau-weise beruht. Es gewährt dem An-wender gleichzeitig eine größtmögli-che Freiheit bei der Auswahl vonDruck- und Kontrollkomponenten,was auch in Hinblick auf die dem-nächst vorgeschriebene Serialisie-rung ein wichtiger Vorteil ist. Nachunserer Einschätzung können in derPharmaindustrie rund 80 Prozent derHerausforderungen durch Anlagen inmodularer Bauweise gelöst werden.
Bleibt natürlich die Frage: Was istmit den verbliebenen 20 Prozent?Hier weichen dann in der Regel einoder mehrere Prozessparameter sodeutlich vom Üblichen ab, dass eineSpeziallösung sinnvoll ist und siesich auch rechnet. Das betrifft zumBeispiel die Leistung (gemessen inTakten pro Minuten), das Produkt-handling (zum Beispiel wenn aus-gesprochen filigrane oder wenigstandfeste Produkte zu etikettierensind) oder die Produktgeometrie(etwa wenn es sich um völlig aus-gefallene Formen handelt wie etwaeine Kombination aus ovaler und ko-nischer Geometrie). Und grundsätz-lich ist auch die Anzahl der Etikettenauf ein und demselben Produkt miteiner Anlage in modularer Bauweisenicht beliebig erweiterbar. Hier istvon Fall zu Fall zu prüfen, ob einegrundsätzliche Änderung der Etiket-tierart(en) auf Dauer nicht wirt-schaftlich sinnvoller ist als die Inves-tition in eine Sondermaschine.
Fokus Verpackung
TechnoPharm 4, Nr. 2, 92–98 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)98 Fischer . Etikettieranlagen in Modulbauweise
Abb. 7: Ähnlicher Aufbau, aber ganz anderes Pro-dukt: Die Rundum-Etikettieranlage bringt hier einEtikett auf drei Seiten eines viereckigen Kunststoff-behälters auf, eine recht seltene U-Etikettierung.
Abb. 8: Die exakte Positionierung von Etikettund Druck ist von herausragender Bedeutung:Ein falsch positioniertes Etikett oder ein ver-rutschter Druck kann im Diagnosegerät zueiner Fehlfunktion führen.

ringere Siliziumgehalte und einenhöheren Anteil an Alkali/Erdalkali-elementen auf. Primärpackmittelaus Röhrenglas hingegen werden inzwei Wärmezyklen hergestellt: Ei-nem ersten, in dem es zu einem Rohrgeformt wird, und einem zweiten, indem es letztendlich seine Behälter-Geometrie erhält.
Insbesondere bei der Formung desFläschchenbodens verdampfenflüchtige Komponenten wie Borund Natrium. Dieses kann im wei-teren Produktionsprozess zu inho-mogenen Stellen an der Glasoberflä-che führen, die dann prinzipiell an-fällig für Delamination sind.
Daher ist es von höchster Bedeu-tung, diese Prozesse vor allem in denUmformzonen des Behälters präzisezu steuern, damit die Oberflächenihre chemische Beständigkeit erhal-ten. Röhrenglas ist üblicherweise Typ1A oder 1B Glas (gemäß ASTM E438).Obwohl beide Materialien eine hohechemische Stabilität aufweisen, giltRöhrenglas im Vergleich zu Hütten-glas generell als chemisch stabiler.Bezüglich Delamination könnenRöhrenglasbehälter trotz der zweiWärmezyklen, die sie während derProduktion durchlaufen, durch wirk-same Kontrollen der Umformungs-prozesse eine ähnlich hohe Stabilitätwie Hüttenglas erreichen, wie Enniset al. gezeigt haben (Pharm. Dev. andTech. 2001, 6 (3), 393-405).
Grundsätzlich sind es zwei che-mische Prozesse, die die Glasoberflä-che angreifen und abtragen: Ist derInhalt säurehaltig, werden Behälterhauptsächlich dadurch angegriffen,dass Wasserstoff-Ionen (H+, H3O+)mit Alkali-Ionen (Natrium, Kalium)austauschen. Bei basischen pH-Wer-ten lösen sich Silizium-Sauerstoff-Bindungen durch Hydroxid-Ionenauf.
Neben weiteren Merkmalen derMedikamentenzusammensetzung,die Einfluss auf die chemische Reak-tion mit dem Glas haben, beeinflus-sen auch die Abfüllprozesse desPharmazeuten die Stabilität derOberflächen. Der aggressivste Pro-zessschritt ist die Sterilisation durch
Autoklavierung, nachdem das Medi-kament in den Behälter gefüllt wur-de. Die meisten Pharmahersteller ha-ben mittlerweile selbst Risikobewer-tungen unter Verwendung verschie-dener Faktoren durchgeführt und le-gen diese bei der Auswahl neuer Me-dikamenten-Behälter-Kombinatio-nen zugrunde.
Ist Delaminationvorhersehbar?
SCHOTT parma services hat ein „De-lamination-Screening“-Paket ent-wickelt, das auf einer Kombinationverschiedener analytischer Metho-den beruht und an die Vorschlägeder USP <1660> angelehnt ist. DieTests ermitteln die Wahrscheinlich-keit für Delamination über die Le-bensdauer des Produkts.
Um die Proben hinsichtlich be-reits bestehender Delamination oderihres Risikos für die Entstehung vonDelamination zu bewerten, könnenfolgende analytische Methoden zumEinsatz kommen:
Zunächst wird das Medikamentdem Behälter entnommen und inHinblick auf gelöste Glaselementemittels optischer Emissionsspektro-skopie oder Massenspektroskopiemit induktiv gekoppeltem Plasma(ICP-OES bzw. ICP-MS) untersucht.Diese Analyse erlaubt es, die Stärkeder Glaskorrosion zu beurteilen. An-schließend wird der Behälter mit ei-nem Stereomikroskop bzgl. Licht-streuung und Verfärbungen bewer-
tet. Beide Phänomeneweisen auf eine verän-derte Beschaffenheit derInnenoberflächen desBehälters hin: Lichtstreu-ung wird durch eine auf-geraute Oberfläche her-vorgerufen, Interferenz-farben geben einen Hin-weis darauf, dass eineoberflächennahe Reakti-onszone mit abweichen-dem Brechungsindexvorliegt. Nun wird dieStärke des chemischenAngriffs mit dem Raster-
elektronmikroskop untersucht.Durch eine spezielle Präparations-technik ist es möglich, Querschnitteder Behälterwand in Hinblick auf De-lamination oder Reaktionszonen zuanalysieren. Werden Reaktionszonengefunden, ist davon auszugehen, dassein erhöhtes Delaminationsrisikovorliegt und bei weiterer LagerungGlasflitter entstehen. In Abbildung 1ist eine entsprechende Querschnitts-Aufnahme dargestellt.
Für die Aufklärung der Entste-hungsmechanismen der Delamina-tion wird ergänzend mittels der Se-kundärionen-Massenspektrometrie(Secondary Ion Mass Spectrometry,SIMS) ein Tiefenprofil erstellt, dasAufschluss über die chemische Zu-sammensetzung der Reaktionszonengibt.
Um Delamination zu bestätigen,müssen die Partikel durch Filtrationsepariert und mittels Elektronenmi-kroskopie und energiedispersiverRöntgenspektroskopie (ScanningElectron Microscopy-Energy Disper-sive Spectroscopy, SEM-EDS) auf ihreZusammensetzung hin analysiertwerden. Abschließend werden alleErgebnisse bewertet und in einemScreeningprotokoll zusammenge-führt. Abbildung 2 zeigt ein typischesProtokoll im Umfeld einer Neuent-wicklung eines Medikaments. Dieoben beschriebenen Tests, mit Aus-nahme der Stereomikroskopie, sindBestandteil der USP <1660> zur Un-tersuchung der chemischen Bestän-digkeit von Behältern.
Analytik
TechnoPharm 4, Nr. 2, 99–101 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)100 Haines . Screening-Methoden zur Bewertung der Delaminationsneigung
Abb. 1: Die SEM-Querschnittsaufnahme zeigt eine Reakti-onszone in Bodennähe. (Quelle: alle SCHOTT).

Wie lässt sichDelaminationverhindern?
Zur Verringerung der Delamations-neigung und Erhöhung der che-mischen Beständigkeit gibt es ver-schiedene Lösungen, welche auchohne eine Veränderungen der Rezep-tur zu implementieren sind:. Bezug desselben Glases (in derRegel Behälterglas Typ 1) von ei-nem anderen Hersteller bei wel-chem andere Produktionsbedin-gungen vorliegen.
. Verwendung eines anderen Typ 1Glases; entweder desselben odereines anderen Herstellers.
. Verwendung eines beschichtetenTyp 1-Behälters
. Verwendung eines Behälters, des-sen Formungsprozesse wie obenbeschrieben kontrolliert und prä-zise gesteuert werden, damit dieOberflächen ihre chemische Be-ständigkeit erhalten.
. Verwendung von hochwertigen Po-lymer-Behältern (beispielsweiseSCHOTT TopPac). Die hohe Feuch-tigkeits- und Sauerstoffbarriere desHochleistungs-Polymers COC (Cy-clic Olefin Copolymer) ermöglichteine längere Lagerung von Medika-menten auch in kleinen Behältern.
Nur wenn keine der genannten Alter-nativen möglich ist, muss die Rezep-tur des Medikaments verändert wer-den, um die Delamination und et-waige kostenintensive Rückrufaktio-nen zu vermeiden.
Erfahrene undzertifizierte Partner
Die beschriebenen Tests werden amwirkungsvollsten von Laboren angebo-ten und durchgeführt, die nach DINEN ISO 17025 zertifiziert und mit dergesamten Prozesskette von der Aus-wahl und Analyse der Rohmaterialienbis zur Abfüllung, Sterilisation und zuGebrauch vertraut sind. Vor dem Hin-tergrund der über 125-jährigen Erfah-rung mit der Entwicklung und Produk-tion von Spezialglas und Spezialwerk-stoffen bietet SCHOTT pharma ser-
vices analytische Labordienstleistun-gen wie diese für pharmazeutische Pri-märpackmittel an.
Fazit
Die Delaminationsproblematik in derPharmaindustrie ist nicht neu undimmer wieder treten Rückrufaktio-
nen von injizierbarenMedikamenten auf. Ne-ben dem Risiko für denPatienten entstehenfür die entsprechendenUnternehmen enormeKosten und ein Verlustan Reputation. Umsowichtiger werden des-halb Dienstleistungenvon Laboren wieschnelle und zuverläs-sige Screening-Metho-den, mit denen sichdie Wechselwirkungenzwischen Medikamen-
ten und Verpackungsmaterialien aufihr Delaminationsrisiko hin unter-suchen lassen. Dank dieser Unter-suchungen und den davon abgeleite-ten Handlungsempfehlungen erhal-ten Pharmaunternehmen eine wich-tige Hilfestellung, um Delaminations-risiken und deren Folgen systema-tisch zu minimieren.
TechnoPharm 4, Nr. 2, 99–101 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 101Haines . Screening-Methoden zur Bewertung der Delaminationsneigung
Abb. 2: Beispielprotokoll für ein Container-Screening(beschleunigter Alterungstest bei 60 °C).
Perfekt gefüllt!
Innenraum totraumoptimiertDesign nach EHEDG-Richtlinien FDA-konforme Materialienwerkzeuglose, einfache Demontage/Montageautoklavierbarprozesssichere, hochpräzise Abfüllung
ViscoTec Pumpen- u. Dosiertechnik GmbHAmperstraße 13 | 84513 Töging a.InnTelefon: + 49 (0) 8631/ 9274 - 0 mail@ viscotec.de | www.viscotec.de
Für alle Pharmazeutika, kosmetische Produkte und Lebensmittel, für abrasive, hochgefüllte oder
schersensitive Medien besonders geeignet!
Halle 15, Stand 15A60
Perfekt abgefüllt.indd 1 27.03.2014 10:17:58
ringere Siliziumgehalte und einenhöheren Anteil an Alkali/Erdalkali-elementen auf. Primärpackmittelaus Röhrenglas hingegen werden inzwei Wärmezyklen hergestellt: Ei-nem ersten, in dem es zu einem Rohrgeformt wird, und einem zweiten, indem es letztendlich seine Behälter-Geometrie erhält.
Insbesondere bei der Formung desFläschchenbodens verdampfenflüchtige Komponenten wie Borund Natrium. Dieses kann im wei-teren Produktionsprozess zu inho-mogenen Stellen an der Glasoberflä-che führen, die dann prinzipiell an-fällig für Delamination sind.
Daher ist es von höchster Bedeu-tung, diese Prozesse vor allem in denUmformzonen des Behälters präzisezu steuern, damit die Oberflächenihre chemische Beständigkeit erhal-ten. Röhrenglas ist üblicherweise Typ1A oder 1B Glas (gemäß ASTM E438).Obwohl beide Materialien eine hohechemische Stabilität aufweisen, giltRöhrenglas im Vergleich zu Hütten-glas generell als chemisch stabiler.Bezüglich Delamination könnenRöhrenglasbehälter trotz der zweiWärmezyklen, die sie während derProduktion durchlaufen, durch wirk-same Kontrollen der Umformungs-prozesse eine ähnlich hohe Stabilitätwie Hüttenglas erreichen, wie Enniset al. gezeigt haben (Pharm. Dev. andTech. 2001, 6 (3), 393-405).
Grundsätzlich sind es zwei che-mische Prozesse, die die Glasoberflä-che angreifen und abtragen: Ist derInhalt säurehaltig, werden Behälterhauptsächlich dadurch angegriffen,dass Wasserstoff-Ionen (H+, H3O+)mit Alkali-Ionen (Natrium, Kalium)austauschen. Bei basischen pH-Wer-ten lösen sich Silizium-Sauerstoff-Bindungen durch Hydroxid-Ionenauf.
Neben weiteren Merkmalen derMedikamentenzusammensetzung,die Einfluss auf die chemische Reak-tion mit dem Glas haben, beeinflus-sen auch die Abfüllprozesse desPharmazeuten die Stabilität derOberflächen. Der aggressivste Pro-zessschritt ist die Sterilisation durch
Autoklavierung, nachdem das Medi-kament in den Behälter gefüllt wur-de. Die meisten Pharmahersteller ha-ben mittlerweile selbst Risikobewer-tungen unter Verwendung verschie-dener Faktoren durchgeführt und le-gen diese bei der Auswahl neuer Me-dikamenten-Behälter-Kombinatio-nen zugrunde.
Ist Delaminationvorhersehbar?
SCHOTT parma services hat ein „De-lamination-Screening“-Paket ent-wickelt, das auf einer Kombinationverschiedener analytischer Metho-den beruht und an die Vorschlägeder USP <1660> angelehnt ist. DieTests ermitteln die Wahrscheinlich-keit für Delamination über die Le-bensdauer des Produkts.
Um die Proben hinsichtlich be-reits bestehender Delamination oderihres Risikos für die Entstehung vonDelamination zu bewerten, könnenfolgende analytische Methoden zumEinsatz kommen:
Zunächst wird das Medikamentdem Behälter entnommen und inHinblick auf gelöste Glaselementemittels optischer Emissionsspektro-skopie oder Massenspektroskopiemit induktiv gekoppeltem Plasma(ICP-OES bzw. ICP-MS) untersucht.Diese Analyse erlaubt es, die Stärkeder Glaskorrosion zu beurteilen. An-schließend wird der Behälter mit ei-nem Stereomikroskop bzgl. Licht-streuung und Verfärbungen bewer-
tet. Beide Phänomeneweisen auf eine verän-derte Beschaffenheit derInnenoberflächen desBehälters hin: Lichtstreu-ung wird durch eine auf-geraute Oberfläche her-vorgerufen, Interferenz-farben geben einen Hin-weis darauf, dass eineoberflächennahe Reakti-onszone mit abweichen-dem Brechungsindexvorliegt. Nun wird dieStärke des chemischenAngriffs mit dem Raster-
elektronmikroskop untersucht.Durch eine spezielle Präparations-technik ist es möglich, Querschnitteder Behälterwand in Hinblick auf De-lamination oder Reaktionszonen zuanalysieren. Werden Reaktionszonengefunden, ist davon auszugehen, dassein erhöhtes Delaminationsrisikovorliegt und bei weiterer LagerungGlasflitter entstehen. In Abbildung 1ist eine entsprechende Querschnitts-Aufnahme dargestellt.
Für die Aufklärung der Entste-hungsmechanismen der Delamina-tion wird ergänzend mittels der Se-kundärionen-Massenspektrometrie(Secondary Ion Mass Spectrometry,SIMS) ein Tiefenprofil erstellt, dasAufschluss über die chemische Zu-sammensetzung der Reaktionszonengibt.
Um Delamination zu bestätigen,müssen die Partikel durch Filtrationsepariert und mittels Elektronenmi-kroskopie und energiedispersiverRöntgenspektroskopie (ScanningElectron Microscopy-Energy Disper-sive Spectroscopy, SEM-EDS) auf ihreZusammensetzung hin analysiertwerden. Abschließend werden alleErgebnisse bewertet und in einemScreeningprotokoll zusammenge-führt. Abbildung 2 zeigt ein typischesProtokoll im Umfeld einer Neuent-wicklung eines Medikaments. Dieoben beschriebenen Tests, mit Aus-nahme der Stereomikroskopie, sindBestandteil der USP <1660> zur Un-tersuchung der chemischen Bestän-digkeit von Behältern.
Analytik
TechnoPharm 4, Nr. 2, 99–101 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)100 Haines . Screening-Methoden zur Bewertung der Delaminationsneigung
Abb. 1: Die SEM-Querschnittsaufnahme zeigt eine Reakti-onszone in Bodennähe. (Quelle: alle SCHOTT).

Supply Chain Visibilityin der PharmabrancheChancen und Grenzen neuester Gesetze und Technologien
Thomas Krebs und Anna-Mara Schön . Miebach Consulting GmbH
Korrespondenz: Thomas Krebs, Miebach Consulting GmbH, Untermainanlage 6, 60329 Frankfurt am Main;e-mail: [email protected]
ZusammenfassungEines der Topthemen in der Pharmabranche ist Supply Chain Visibility. Dies hat erst jüngst eineStudie von Miebach Consulting zum Thema „Supply-Chain-Trends in der Pharmabranche“ heraus-gefunden. Laut Aussage der dort befragten europäischen Pharmaunternehmen ist Supply-Chain-Transparenz das derzeit wichtigste Managementthema der Branche. Die Gründe dafür sind viel-fältig. Zum einen wird allein schon aus unternehmerischem Interesse in den meisten der Pharmaun-ternehmen auf die Transparenz entlang der Supply Chain großen Wert gelegt. Denn nur so kanndas Management die global vernetzten Lieferketten mit ihren Waren- und Informationsflüssen nach-verfolgen und letztlich steuern. Insbesondere Produktfälschungen, aber auch die Temperaturemp-findlichkeit der Produkte verstärken die Notwendigkeit für eine lückenlose Sichtbarkeit der SupplyChain zusätzlich. Ein externer Faktor, der den Trend zu Supply Chain Visibility noch weiter voran-treibt, ist die seit September 2013 in Kraft getretene überarbeitete GDP-Leitlinie. Bis zur vollstän-digen Transparenz innerhalb einer Wertschöpfungskette ist es aber noch ein langer Weg. Herausfor-derungen bilden vor allem die Integration sämtlicher Supply-Chain-Teilnehmer, der Umgang miteinem massiven Anstieg an Daten und damit einhergehend die Auswahl und Anbindung einergeeigneten Software-Lösung. Dieser Artikel soll aufzeigen, an welchen Lösungsansätzen bereitsgearbeitet wird und welche offenen Fragen nach wie vor noch nicht geklärt werden können.
Supply Chain Visibility inder Pharmabranche
Supply Chain Visibility ist ein wesent-licher Baustein, mit dem Pharmaun-ternehmen die erforderliche Trans-parenz schaffen, um global vernetzteLieferketten mit ihren physischen Wa-renflüssen und informatorischen Da-tenströmen nachverfolgen und steu-ern zu können. Vielen Pharmaunter-nehmen ist es allerdings noch nicht inGänze „auf Knopfdruck“ möglich, einklares Bild über die aktuellen Beschaf-fungs- und Distributionsvorgänge zuerhalten. Die Optimierung hin zurvollständigen End-to-End-Supply-Chain-Transparenz steht daher aufPlatz 1 der Optimierungsthemen fürEntscheider in der Pharmaindustrie,so das Ergebnis der Miebach-Studie
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)102 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
Autoren
Thomas Krebs
Thomas Krebs (geb. 1968) ist seit 2000 Berater beiMiebach Consulting und seit 2007 Leiter desKompetenzfeldes Informationsprozesse SupplyChain Management. Schwerpunkte dieses Bereichssind das Optimieren von Geschäftsprozessen,Organisation und IT-Systemen für Supply ChainManagement und Logistik. Seine vorherige beruf-liche Station war bei der Volkswagen-Tochter„gedas deutschland gmbh“.
Anna-Mara Schön
Anna-Mara Schön (geb. 1985) ist wissenschaftlicheMitarbeiterin an der Hochschule Fulda - Universityof Applied Sciences. Zuvor war sie bei MiebachConsulting als Beraterin für das KompetenzfeldInformationsprozesse Supply Chain Managementtätig. Studiengänge absolvierte sie an der Fach-hochschule Frankfurt (Business Administration,Bachelor) sowie anschließend an der HochschuleFulda (Supply Chain Management, M.A.).

von 2012 über Supply-Chain-Trends inder Pharmabranche (siehe Abb. 1). Sogaben 96 % der Studienteilnehmer als
wichtigstes Thema der Pharmalogis-tik die End-to-End-Supply-Chain-Transparenz an. 88 % wünschen sich
eine Verbesserung der Forecasting-Genauigkeit und 83 % der Teilnehmererkennen die Wichtigkeit des ThemasTrack & Trace.
Mit der Verbesserung dieserAspekte wollen Pharmaunterneh-men schneller auf Veränderungenreagieren, ihre Kosten deutlich sen-ken und anhand der Rückverfolgbar-keit ihrer Produkte die Sicherheit derSupply Chain gewährleisten. DieseZiele können vor allem mit SupplyChain Visibility erreicht werden.
Zusätzlichen Aufwind erfährt derVisibility-Trend durch das Inkrafttre-ten der überarbeiteten GDP-Richt-linie (anzuwenden seit September2013). Denn die novellierte GDP-Richtlinie (Guidelines on Good Dis-tribution Practice of Medicinal Pro-ducts for Human Use) der Europä-ischen Union erhöht im Wesentli-chen die Anforderungen in Bezugauf Qualifizierung, Temperierungund Rückverfolgbarkeit (Traceabili-ty) in der Distribution.
Abb. 1: Logistiktrends in der Pharmabranche (Quelle: alle Miebach Consulting GmbH).
Supply Chain Visibilityin der PharmabrancheChancen und Grenzen neuester Gesetze und Technologien
Thomas Krebs und Anna-Mara Schön . Miebach Consulting GmbH
Korrespondenz: Thomas Krebs, Miebach Consulting GmbH, Untermainanlage 6, 60329 Frankfurt am Main;e-mail: [email protected]
ZusammenfassungEines der Topthemen in der Pharmabranche ist Supply Chain Visibility. Dies hat erst jüngst eineStudie von Miebach Consulting zum Thema „Supply-Chain-Trends in der Pharmabranche“ heraus-gefunden. Laut Aussage der dort befragten europäischen Pharmaunternehmen ist Supply-Chain-Transparenz das derzeit wichtigste Managementthema der Branche. Die Gründe dafür sind viel-fältig. Zum einen wird allein schon aus unternehmerischem Interesse in den meisten der Pharmaun-ternehmen auf die Transparenz entlang der Supply Chain großen Wert gelegt. Denn nur so kanndas Management die global vernetzten Lieferketten mit ihren Waren- und Informationsflüssen nach-verfolgen und letztlich steuern. Insbesondere Produktfälschungen, aber auch die Temperaturemp-findlichkeit der Produkte verstärken die Notwendigkeit für eine lückenlose Sichtbarkeit der SupplyChain zusätzlich. Ein externer Faktor, der den Trend zu Supply Chain Visibility noch weiter voran-treibt, ist die seit September 2013 in Kraft getretene überarbeitete GDP-Leitlinie. Bis zur vollstän-digen Transparenz innerhalb einer Wertschöpfungskette ist es aber noch ein langer Weg. Herausfor-derungen bilden vor allem die Integration sämtlicher Supply-Chain-Teilnehmer, der Umgang miteinem massiven Anstieg an Daten und damit einhergehend die Auswahl und Anbindung einergeeigneten Software-Lösung. Dieser Artikel soll aufzeigen, an welchen Lösungsansätzen bereitsgearbeitet wird und welche offenen Fragen nach wie vor noch nicht geklärt werden können.
Supply Chain Visibility inder Pharmabranche
Supply Chain Visibility ist ein wesent-licher Baustein, mit dem Pharmaun-ternehmen die erforderliche Trans-parenz schaffen, um global vernetzteLieferketten mit ihren physischen Wa-renflüssen und informatorischen Da-tenströmen nachverfolgen und steu-ern zu können. Vielen Pharmaunter-nehmen ist es allerdings noch nicht inGänze „auf Knopfdruck“ möglich, einklares Bild über die aktuellen Beschaf-fungs- und Distributionsvorgänge zuerhalten. Die Optimierung hin zurvollständigen End-to-End-Supply-Chain-Transparenz steht daher aufPlatz 1 der Optimierungsthemen fürEntscheider in der Pharmaindustrie,so das Ergebnis der Miebach-Studie
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)102 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
Autoren
Thomas Krebs
Thomas Krebs (geb. 1968) ist seit 2000 Berater beiMiebach Consulting und seit 2007 Leiter desKompetenzfeldes Informationsprozesse SupplyChain Management. Schwerpunkte dieses Bereichssind das Optimieren von Geschäftsprozessen,Organisation und IT-Systemen für Supply ChainManagement und Logistik. Seine vorherige beruf-liche Station war bei der Volkswagen-Tochter„gedas deutschland gmbh“.
Anna-Mara Schön
Anna-Mara Schön (geb. 1985) ist wissenschaftlicheMitarbeiterin an der Hochschule Fulda - Universityof Applied Sciences. Zuvor war sie bei MiebachConsulting als Beraterin für das KompetenzfeldInformationsprozesse Supply Chain Managementtätig. Studiengänge absolvierte sie an der Fach-hochschule Frankfurt (Business Administration,Bachelor) sowie anschließend an der HochschuleFulda (Supply Chain Management, M.A.).
ecv
Schutz geistigen Eigentums an Arzneimitteln• in der Zulassung für Generika nach AMG• bei pädiatrischen und Orphan-Arzneimitteln• in der frühen Nutzenbewertung und Preisbildung nach SGB V• für Strategien in der Produktentwicklung und
für den Market Access in Europa
Burkhard Sträter, Claus Burgardt, Marion Bickmann
ECV · Editio Cantor Verlag
Neu! ISBN 978-3-87193-426-1• € 239,00• 1. Auflage 2014• 17 x 24 cm, ca. 200 Seiten, gebunden
Bestellung:Tel. +49 (0)8191-97000 358, Fax +49 (0)8191-97000 293eMail: [email protected], Leseproben und Inhaltsverzeichnisse – www.ecv.de
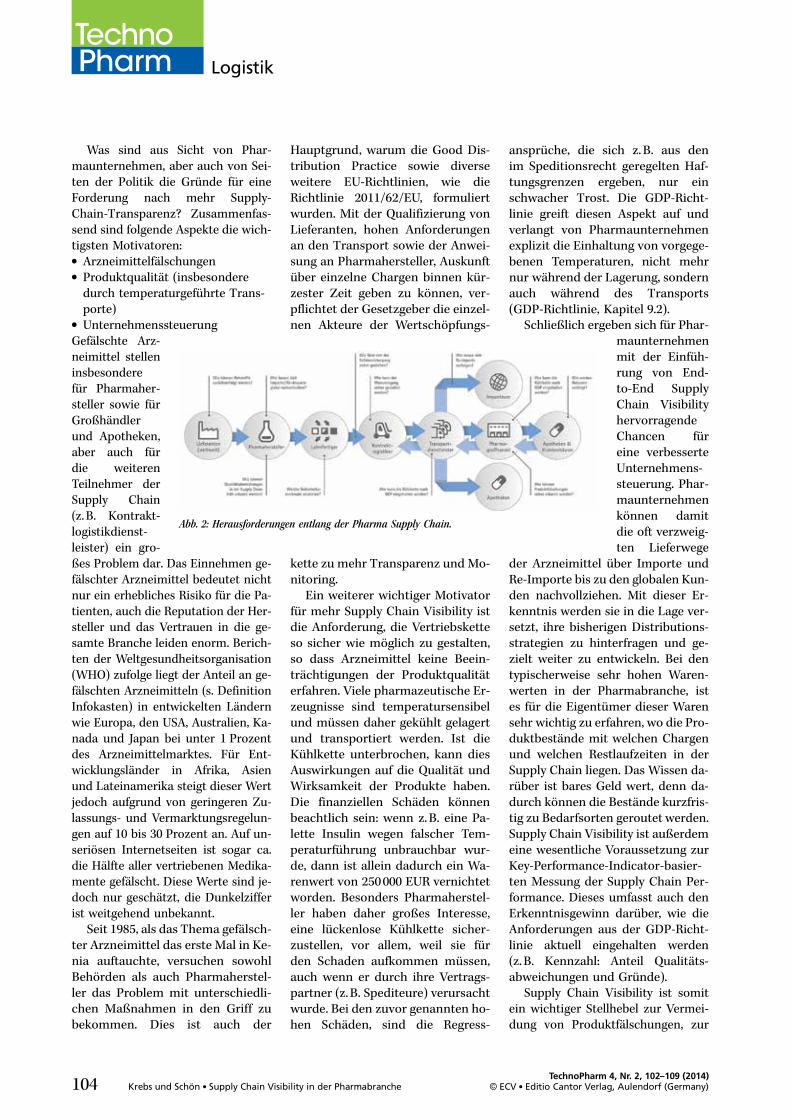
Was sind aus Sicht von Phar-maunternehmen, aber auch von Sei-ten der Politik die Gründe für eineForderung nach mehr Supply-Chain-Transparenz? Zusammenfas-send sind folgende Aspekte die wich-tigsten Motivatoren:. Arzneimittelfälschungen. Produktqualität (insbesonderedurch temperaturgeführte Trans-porte)
. UnternehmenssteuerungGefälschte Arz-neimittel stelleninsbesonderefür Pharmaher-steller sowie fürGroßhändlerund Apotheken,aber auch fürdie weiterenTeilnehmer derSupply Chain(z.B. Kontrakt-logistikdienst-leister) ein gro-ßes Problem dar. Das Einnehmen ge-fälschter Arzneimittel bedeutet nichtnur ein erhebliches Risiko für die Pa-tienten, auch die Reputation der Her-steller und das Vertrauen in die ge-samte Branche leiden enorm. Berich-ten der Weltgesundheitsorganisation(WHO) zufolge liegt der Anteil an ge-fälschten Arzneimitteln (s. DefinitionInfokasten) in entwickelten Ländernwie Europa, den USA, Australien, Ka-nada und Japan bei unter 1 Prozentdes Arzneimittelmarktes. Für Ent-wicklungsländer in Afrika, Asienund Lateinamerika steigt dieser Wertjedoch aufgrund von geringeren Zu-lassungs- und Vermarktungsregelun-gen auf 10 bis 30 Prozent an. Auf un-seriösen Internetseiten ist sogar ca.die Hälfte aller vertriebenen Medika-mente gefälscht. Diese Werte sind je-doch nur geschätzt, die Dunkelzifferist weitgehend unbekannt.
Seit 1985, als das Thema gefälsch-ter Arzneimittel das erste Mal in Ke-nia auftauchte, versuchen sowohlBehörden als auch Pharmaherstel-ler das Problem mit unterschiedli-chen Maßnahmen in den Griff zubekommen. Dies ist auch der
Hauptgrund, warum die Good Dis-tribution Practice sowie diverseweitere EU-Richtlinien, wie dieRichtlinie 2011/62/EU, formuliertwurden. Mit der Qualifizierung vonLieferanten, hohen Anforderungenan den Transport sowie der Anwei-sung an Pharmahersteller, Auskunftüber einzelne Chargen binnen kür-zester Zeit geben zu können, ver-pflichtet der Gesetzgeber die einzel-nen Akteure der Wertschöpfungs-
kette zu mehr Transparenz und Mo-nitoring.
Ein weiterer wichtiger Motivatorfür mehr Supply Chain Visibility istdie Anforderung, die Vertriebsketteso sicher wie möglich zu gestalten,so dass Arzneimittel keine Beein-trächtigungen der Produktqualitäterfahren. Viele pharmazeutische Er-zeugnisse sind temperatursensibelund müssen daher gekühlt gelagertund transportiert werden. Ist dieKühlkette unterbrochen, kann diesAuswirkungen auf die Qualität undWirksamkeit der Produkte haben.Die finanziellen Schäden könnenbeachtlich sein: wenn z.B. eine Pa-lette Insulin wegen falscher Tem-peraturführung unbrauchbar wur-de, dann ist allein dadurch ein Wa-renwert von 250000 EUR vernichtetworden. Besonders Pharmaherstel-ler haben daher großes Interesse,eine lückenlose Kühlkette sicher-zustellen, vor allem, weil sie fürden Schaden aufkommen müssen,auch wenn er durch ihre Vertrags-partner (z.B. Spediteure) verursachtwurde. Bei den zuvor genannten ho-hen Schäden, sind die Regress-
ansprüche, die sich z.B. aus denim Speditionsrecht geregelten Haf-tungsgrenzen ergeben, nur einschwacher Trost. Die GDP-Richt-linie greift diesen Aspekt auf undverlangt von Pharmaunternehmenexplizit die Einhaltung von vorgege-benen Temperaturen, nicht mehrnur während der Lagerung, sondernauch während des Transports(GDP-Richtlinie, Kapitel 9.2).
Schließlich ergeben sich für Phar-maunternehmenmit der Einfüh-rung von End-to-End SupplyChain VisibilityhervorragendeChancen füreine verbesserteUnternehmens-steuerung. Phar-maunternehmenkönnen damitdie oft verzweig-ten Lieferwege
der Arzneimittel über Importe undRe-Importe bis zu den globalen Kun-den nachvollziehen. Mit dieser Er-kenntnis werden sie in die Lage ver-setzt, ihre bisherigen Distributions-strategien zu hinterfragen und ge-zielt weiter zu entwickeln. Bei dentypischerweise sehr hohen Waren-werten in der Pharmabranche, istes für die Eigentümer dieser Warensehr wichtig zu erfahren, wo die Pro-duktbestände mit welchen Chargenund welchen Restlaufzeiten in derSupply Chain liegen. Das Wissen da-rüber ist bares Geld wert, denn da-durch können die Bestände kurzfris-tig zu Bedarfsorten geroutet werden.Supply Chain Visibility ist außerdemeine wesentliche Voraussetzung zurKey-Performance-Indicator-basier-ten Messung der Supply Chain Per-formance. Dieses umfasst auch denErkenntnisgewinn darüber, wie dieAnforderungen aus der GDP-Richt-linie aktuell eingehalten werden(z.B. Kennzahl: Anteil Qualitäts-abweichungen und Gründe).
Supply Chain Visibility ist somitein wichtiger Stellhebel zur Vermei-dung von Produktfälschungen, zur
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)104 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
Abb. 2: Herausforderungen entlang der Pharma Supply Chain.

Sicherstellung der Produktqualitätund schließlich zum Managementkomplexer Supply Chains. Die an-schließende Frage ist nun: WelcheInitiativen und Maßnahmen werdenderzeit von Pharmaunternehmenund den weiteren Supply-Chain-Teil-nehmern in der Praxis eingesetzt, umSupply Chain Visibility zu erzielen,und was sind hierbei die Herausfor-derungen?
Supply ChainVisibility in derPraxis: Initiativenund Herausforde-rungen
Supply Chain Visibilityentlang der Supply Chaineinzuführen, ist schwieri-ger als es auf den erstenBlick erscheint. Dennmehr als um die aktuelleStandortallokation derProdukte geht es um dieRückverfolgbarkeit derArzneimittel zu jeder Zeit,um die Sicherheit inner-halb der Supply Chain ge-währleisten und gleichzei-tig die Wirkung der Medi-kamente garantieren zukönnen. Zudem hat jederSupply-Chain-Teilnehmerjeweils mit unterschiedli-chen Problemen und He-rausforderungen umzuge-hen. Diese zum Teil diver-gierenden Interessen ma-chen die Einführung vonSupply Chain Visibilitynicht einfach, denn sie istäußerst facettenreich:Zum einen ist dafür Ver-trauen zwischen den Sup-ply-Chain-Beteiligten not-wendig und das Aufstelleneines „Code of Conduct“.Zum anderen ist es fürden „barrierefreien“ Da-tenfluss unerlässlich, aner-kannte Prozessstandardszur Umsetzung der GDP-Richtlinie zu entwickelnund unternehmensüber-
greifend abgestimmte Geschäftspro-zesse zu vereinbaren. Auf tech-nischer Seite ist die Entwicklungvon anerkannten Standards und Nor-men zum elektronischen Datenaus-tausch für die Serialisierung von Pro-dukten sowie für die Produktidenti-fikation (z.B. Data-Matrix-Code,RFID) Voraussetzung für das Erzie-len von Supply Chain Visibility. Au-
ßerdem sollte eine zentrale Produkt-datenbank eingerichtet werden, dieallen Beteiligten einen schnellenund sicheren Zugriff gewährt.
Was sind für die Beteiligten in derPharma Supply Chain wesentlicheHerausforderungen (siehe Abb. 2)?Dem Pharmahersteller geht es umdie Übersicht und Nach- sowie Rück-verfolgbarkeit seiner Produkte, dennAbgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\optima-TP-2014-02_146x213.indd
Zuletzt gesichert: 19.03.14 (01:36:58 Uhr)
Member of
Intelligente VerpackungsmaschinenGeniale Lösungen. Großartige Vielfalt. Pure Begeisterung.
ENTDECKEN auf 1.000 m 2
ERLEBEN
an 15 Exponaten SPÜREN7 Tage lang
Sichern Sie sich heute noch Ihren persönlichen Termin und Ihre Eintrittskarte unter:
www.optima-interpack.com
DÜSSELDORF, GERMANY08.–14. MAI 14
Halle 16 | Stand F25-F26
OPTIMA packaging group GmbH | Steinbeisweg 20 | 74523 Schwäbisch HallTelefon +49 791 506-0 | E-Mail [email protected] | www.optima-ger.com
Was sind aus Sicht von Phar-maunternehmen, aber auch von Sei-ten der Politik die Gründe für eineForderung nach mehr Supply-Chain-Transparenz? Zusammenfas-send sind folgende Aspekte die wich-tigsten Motivatoren:. Arzneimittelfälschungen. Produktqualität (insbesonderedurch temperaturgeführte Trans-porte)
. UnternehmenssteuerungGefälschte Arz-neimittel stelleninsbesonderefür Pharmaher-steller sowie fürGroßhändlerund Apotheken,aber auch fürdie weiterenTeilnehmer derSupply Chain(z.B. Kontrakt-logistikdienst-leister) ein gro-ßes Problem dar. Das Einnehmen ge-fälschter Arzneimittel bedeutet nichtnur ein erhebliches Risiko für die Pa-tienten, auch die Reputation der Her-steller und das Vertrauen in die ge-samte Branche leiden enorm. Berich-ten der Weltgesundheitsorganisation(WHO) zufolge liegt der Anteil an ge-fälschten Arzneimitteln (s. DefinitionInfokasten) in entwickelten Ländernwie Europa, den USA, Australien, Ka-nada und Japan bei unter 1 Prozentdes Arzneimittelmarktes. Für Ent-wicklungsländer in Afrika, Asienund Lateinamerika steigt dieser Wertjedoch aufgrund von geringeren Zu-lassungs- und Vermarktungsregelun-gen auf 10 bis 30 Prozent an. Auf un-seriösen Internetseiten ist sogar ca.die Hälfte aller vertriebenen Medika-mente gefälscht. Diese Werte sind je-doch nur geschätzt, die Dunkelzifferist weitgehend unbekannt.
Seit 1985, als das Thema gefälsch-ter Arzneimittel das erste Mal in Ke-nia auftauchte, versuchen sowohlBehörden als auch Pharmaherstel-ler das Problem mit unterschiedli-chen Maßnahmen in den Griff zubekommen. Dies ist auch der
Hauptgrund, warum die Good Dis-tribution Practice sowie diverseweitere EU-Richtlinien, wie dieRichtlinie 2011/62/EU, formuliertwurden. Mit der Qualifizierung vonLieferanten, hohen Anforderungenan den Transport sowie der Anwei-sung an Pharmahersteller, Auskunftüber einzelne Chargen binnen kür-zester Zeit geben zu können, ver-pflichtet der Gesetzgeber die einzel-nen Akteure der Wertschöpfungs-
kette zu mehr Transparenz und Mo-nitoring.
Ein weiterer wichtiger Motivatorfür mehr Supply Chain Visibility istdie Anforderung, die Vertriebsketteso sicher wie möglich zu gestalten,so dass Arzneimittel keine Beein-trächtigungen der Produktqualitäterfahren. Viele pharmazeutische Er-zeugnisse sind temperatursensibelund müssen daher gekühlt gelagertund transportiert werden. Ist dieKühlkette unterbrochen, kann diesAuswirkungen auf die Qualität undWirksamkeit der Produkte haben.Die finanziellen Schäden könnenbeachtlich sein: wenn z.B. eine Pa-lette Insulin wegen falscher Tem-peraturführung unbrauchbar wur-de, dann ist allein dadurch ein Wa-renwert von 250000 EUR vernichtetworden. Besonders Pharmaherstel-ler haben daher großes Interesse,eine lückenlose Kühlkette sicher-zustellen, vor allem, weil sie fürden Schaden aufkommen müssen,auch wenn er durch ihre Vertrags-partner (z.B. Spediteure) verursachtwurde. Bei den zuvor genannten ho-hen Schäden, sind die Regress-
ansprüche, die sich z.B. aus denim Speditionsrecht geregelten Haf-tungsgrenzen ergeben, nur einschwacher Trost. Die GDP-Richt-linie greift diesen Aspekt auf undverlangt von Pharmaunternehmenexplizit die Einhaltung von vorgege-benen Temperaturen, nicht mehrnur während der Lagerung, sondernauch während des Transports(GDP-Richtlinie, Kapitel 9.2).
Schließlich ergeben sich für Phar-maunternehmenmit der Einfüh-rung von End-to-End SupplyChain VisibilityhervorragendeChancen füreine verbesserteUnternehmens-steuerung. Phar-maunternehmenkönnen damitdie oft verzweig-ten Lieferwege
der Arzneimittel über Importe undRe-Importe bis zu den globalen Kun-den nachvollziehen. Mit dieser Er-kenntnis werden sie in die Lage ver-setzt, ihre bisherigen Distributions-strategien zu hinterfragen und ge-zielt weiter zu entwickeln. Bei dentypischerweise sehr hohen Waren-werten in der Pharmabranche, istes für die Eigentümer dieser Warensehr wichtig zu erfahren, wo die Pro-duktbestände mit welchen Chargenund welchen Restlaufzeiten in derSupply Chain liegen. Das Wissen da-rüber ist bares Geld wert, denn da-durch können die Bestände kurzfris-tig zu Bedarfsorten geroutet werden.Supply Chain Visibility ist außerdemeine wesentliche Voraussetzung zurKey-Performance-Indicator-basier-ten Messung der Supply Chain Per-formance. Dieses umfasst auch denErkenntnisgewinn darüber, wie dieAnforderungen aus der GDP-Richt-linie aktuell eingehalten werden(z.B. Kennzahl: Anteil Qualitäts-abweichungen und Gründe).
Supply Chain Visibility ist somitein wichtiger Stellhebel zur Vermei-dung von Produktfälschungen, zur
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)104 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
Abb. 2: Herausforderungen entlang der Pharma Supply Chain.
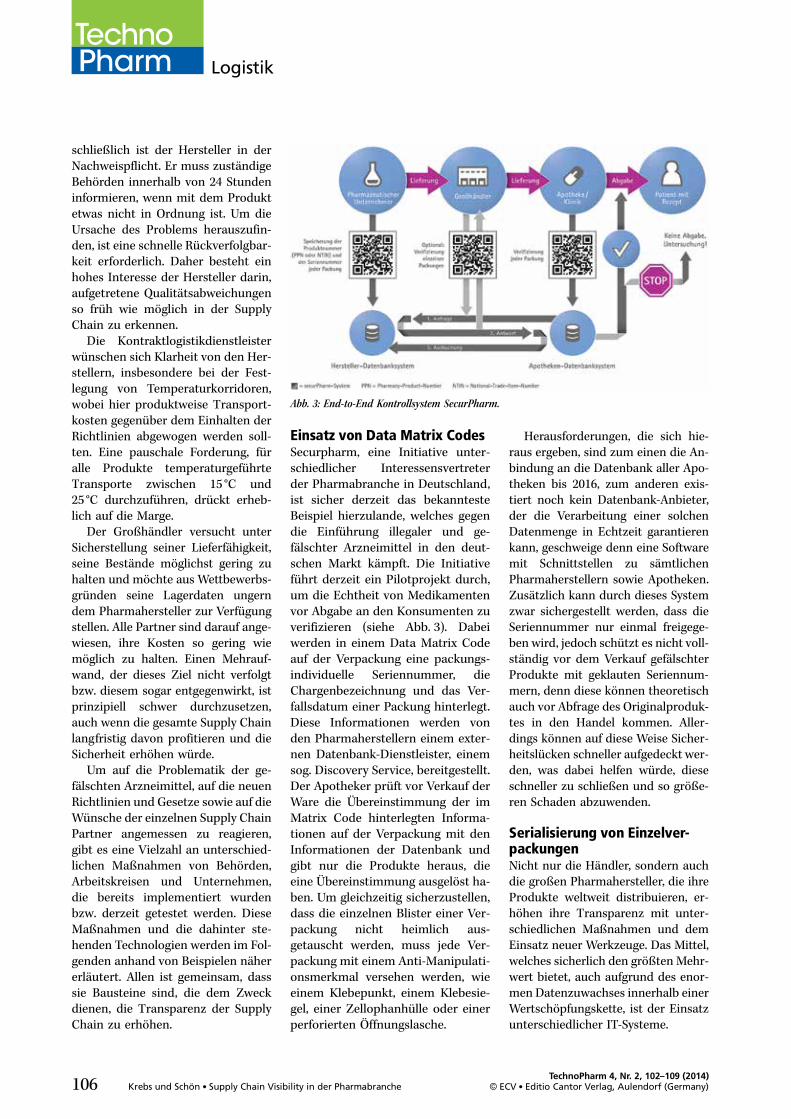
schließlich ist der Hersteller in derNachweispflicht. Er muss zuständigeBehörden innerhalb von 24 Stundeninformieren, wenn mit dem Produktetwas nicht in Ordnung ist. Um dieUrsache des Problems herauszufin-den, ist eine schnelle Rückverfolgbar-keit erforderlich. Daher besteht einhohes Interesse der Hersteller darin,aufgetretene Qualitätsabweichungenso früh wie möglich in der SupplyChain zu erkennen.
Die Kontraktlogistikdienstleisterwünschen sich Klarheit von den Her-stellern, insbesondere bei der Fest-legung von Temperaturkorridoren,wobei hier produktweise Transport-kosten gegenüber dem Einhalten derRichtlinien abgewogen werden soll-ten. Eine pauschale Forderung, füralle Produkte temperaturgeführteTransporte zwischen 15 °C und25 °C durchzuführen, drückt erheb-lich auf die Marge.
Der Großhändler versucht unterSicherstellung seiner Lieferfähigkeit,seine Bestände möglichst gering zuhalten und möchte aus Wettbewerbs-gründen seine Lagerdaten ungerndem Pharmahersteller zur Verfügungstellen. Alle Partner sind darauf ange-wiesen, ihre Kosten so gering wiemöglich zu halten. Einen Mehrauf-wand, der dieses Ziel nicht verfolgtbzw. diesem sogar entgegenwirkt, istprinzipiell schwer durchzusetzen,auch wenn die gesamte Supply Chainlangfristig davon profitieren und dieSicherheit erhöhen würde.
Um auf die Problematik der ge-fälschten Arzneimittel, auf die neuenRichtlinien und Gesetze sowie auf dieWünsche der einzelnen Supply ChainPartner angemessen zu reagieren,gibt es eine Vielzahl an unterschied-lichen Maßnahmen von Behörden,Arbeitskreisen und Unternehmen,die bereits implementiert wurdenbzw. derzeit getestet werden. DieseMaßnahmen und die dahinter ste-henden Technologien werden im Fol-genden anhand von Beispielen nähererläutert. Allen ist gemeinsam, dasssie Bausteine sind, die dem Zweckdienen, die Transparenz der SupplyChain zu erhöhen.
Einsatz von Data Matrix CodesSecurpharm, eine Initiative unter-schiedlicher Interessensvertreterder Pharmabranche in Deutschland,ist sicher derzeit das bekanntesteBeispiel hierzulande, welches gegendie Einführung illegaler und ge-fälschter Arzneimittel in den deut-schen Markt kämpft. Die Initiativeführt derzeit ein Pilotprojekt durch,um die Echtheit von Medikamentenvor Abgabe an den Konsumenten zuverifizieren (siehe Abb. 3). Dabeiwerden in einem Data Matrix Codeauf der Verpackung eine packungs-individuelle Seriennummer, dieChargenbezeichnung und das Ver-fallsdatum einer Packung hinterlegt.Diese Informationen werden vonden Pharmaherstellern einem exter-nen Datenbank-Dienstleister, einemsog. Discovery Service, bereitgestellt.Der Apotheker prüft vor Verkauf derWare die Übereinstimmung der imMatrix Code hinterlegten Informa-tionen auf der Verpackung mit denInformationen der Datenbank undgibt nur die Produkte heraus, dieeine Übereinstimmung ausgelöst ha-ben. Um gleichzeitig sicherzustellen,dass die einzelnen Blister einer Ver-packung nicht heimlich aus-getauscht werden, muss jede Ver-packung mit einem Anti-Manipulati-onsmerkmal versehen werden, wieeinem Klebepunkt, einem Klebesie-gel, einer Zellophanhülle oder einerperforierten Öffnungslasche.
Herausforderungen, die sich hie-raus ergeben, sind zum einen die An-bindung an die Datenbank aller Apo-theken bis 2016, zum anderen exis-tiert noch kein Datenbank-Anbieter,der die Verarbeitung einer solchenDatenmenge in Echtzeit garantierenkann, geschweige denn eine Softwaremit Schnittstellen zu sämtlichenPharmaherstellern sowie Apotheken.Zusätzlich kann durch dieses Systemzwar sichergestellt werden, dass dieSeriennummer nur einmal freigege-ben wird, jedoch schützt es nicht voll-ständig vor dem Verkauf gefälschterProdukte mit geklauten Seriennum-mern, denn diese können theoretischauch vor Abfrage des Originalproduk-tes in den Handel kommen. Aller-dings können auf diese Weise Sicher-heitslücken schneller aufgedeckt wer-den, was dabei helfen würde, dieseschneller zu schließen und so größe-ren Schaden abzuwenden.
Serialisierung von Einzelver-packungenNicht nur die Händler, sondern auchdie großen Pharmahersteller, die ihreProdukte weltweit distribuieren, er-höhen ihre Transparenz mit unter-schiedlichen Maßnahmen und demEinsatz neuer Werkzeuge. Das Mittel,welches sicherlich den größten Mehr-wert bietet, auch aufgrund des enor-men Datenzuwachses innerhalb einerWertschöpfungskette, ist der Einsatzunterschiedlicher IT-Systeme.
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)106 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
Abb. 3: End-to-End Kontrollsystem SecurPharm.

Ein Beispiel zu den Vorteilen, dieder Einsatz der richtigen Software-Komponenten bietet, ist die heutenoch vorherrschende manuelle Pro-duktkontrolle von Mitarbeitern. Sievergleichen mit Hilfe von Musterver-packungen die Echtheit der Medika-mente. Allerdings ist diese Methodefehleranfällig und die Kontrollen sindaufgrund von schnelllebigen Designsund der Vielfalt an Produktenschwierig korrekt durchzuführen.Auch arbeiten die Medikamentenfäl-scher sehr präzise, so dass es schwerfällt, Produktfälschungen mit dembloßen Auge zu erkennen. IT-ge-stützte Verpackungskontrollen kön-nen vor allem anhand der Serialisie-rung von Einzelverpackungen dieseSicherheitslücken weiter schließen.
Wie die Serialisierung und derUmgang mit diesem Instrument sei-tens der Produkthersteller einge-schätzt werden, beschreibt KárolyFöldesi, Director Chemicals & LifeSciences, Business Development In-dustries, SAP Deutschland:
„Ein Pharmahersteller muss so-wohl seine Verpackungslinien mitDruckern für z.B. GS1 Data MatrixCodes erweitern als auch eine ent-sprechende zentral gesteuerte Soft-ware für ein EPCIS-Repository (Spei-cherverzeichnis für Electronic Pro-duct Code Information Services) im-plementieren, die die Drucker mitNummernkreisen versorgt. Pro Pro-duktionsauftrag werden diese Num-mern über eine Middleware an dieentsprechenden Verpackungslinienweltweit gesendet. Dort werden siez.B. über einen Zufallsgenerator oderin einer bestimmten Reihenfolge aufdie einzelnen Einzelverpackungen ge-druckt. Somit ist jede Verpackung miteiner Nummer ausgestattet, welchedann an die Behörden und die Daten-bankanbieter für den Abruf der Apo-theken weitergeleitet wird. Auchwenn über Lohnhersteller verpacktund geblistert wird, bekommen diesemit dem jeweiligen Auftrag die Serial-nummernbereiche gestellt. Wichtigist, dass die Software über offeneStandardschnittstellen verfügt, umdie Anbindungen an Externe zu ge-
währleisten. Um einen Rückschlussvon einer Einzelverpackung auf Pro-duktionschargen zu ermöglichen unddiese dann weiter zu analysieren gibtes Lösungen zur globalen Chargen-rückverfolgbarkeit.“
Track & TraceDas Versehen jedes einzelnen Pro-duktsmit einer individuellen Serien-nummer ist der erste Schritt zumehr Supply Chain Visibility. Auchdie Patientensicherheit kann damiterhöht werden. Um die Transparenzzu erhöhen, muss allerdings auch indie Nachverfolgbarkeit (Track &Trace) investiert werden. Mit einemgut funktionierenden Track-&-Tra-ce-System haben die Pharmaher-steller die Möglichkeit zu erfahren,wo sich zu welchem Zeitpunkt ihreProdukte befinden und wie oft sieLändergrenzen tatsächlich bspw.als Re-Importe überschreiten. Dazu
wird eine Software-Lösung zurChargenrückverfolgung benötigt,die die serialisierten Produktver-packungen zentral verwalten undarchivieren kann, und die mit derSoftware zur Nummernkreiserstel-lung verknüpft ist. Ein solches Pro-gramm ermöglicht es, Informatio-nen einzelner Chargen zu aggregie-ren und sie innerhalb weniger Se-kunden zur Verfügung zu stellen.Wird eine Verpackung gescannt,werden Events ausgelöst und dieDaten werden mit Hilfe von Web-Services von der Datenbank abge-rufen. Dank neuster In-Memory-Technologien, wie dem SAP Daten-bankmanagementsystem HANA(High Performance Analytic Appli-cation) kann der Zugriff auf dieseDatenbanken innerhalb von Milli-sekunden erfolgen und eine Bereit-stellung der hinterlegten Informa-tionen in Echtzeit ist gewährleistet.
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 107Krebs und Schön . Supply Chain Visibility in der Pharmabranche
schließlich ist der Hersteller in derNachweispflicht. Er muss zuständigeBehörden innerhalb von 24 Stundeninformieren, wenn mit dem Produktetwas nicht in Ordnung ist. Um dieUrsache des Problems herauszufin-den, ist eine schnelle Rückverfolgbar-keit erforderlich. Daher besteht einhohes Interesse der Hersteller darin,aufgetretene Qualitätsabweichungenso früh wie möglich in der SupplyChain zu erkennen.
Die Kontraktlogistikdienstleisterwünschen sich Klarheit von den Her-stellern, insbesondere bei der Fest-legung von Temperaturkorridoren,wobei hier produktweise Transport-kosten gegenüber dem Einhalten derRichtlinien abgewogen werden soll-ten. Eine pauschale Forderung, füralle Produkte temperaturgeführteTransporte zwischen 15 °C und25 °C durchzuführen, drückt erheb-lich auf die Marge.
Der Großhändler versucht unterSicherstellung seiner Lieferfähigkeit,seine Bestände möglichst gering zuhalten und möchte aus Wettbewerbs-gründen seine Lagerdaten ungerndem Pharmahersteller zur Verfügungstellen. Alle Partner sind darauf ange-wiesen, ihre Kosten so gering wiemöglich zu halten. Einen Mehrauf-wand, der dieses Ziel nicht verfolgtbzw. diesem sogar entgegenwirkt, istprinzipiell schwer durchzusetzen,auch wenn die gesamte Supply Chainlangfristig davon profitieren und dieSicherheit erhöhen würde.
Um auf die Problematik der ge-fälschten Arzneimittel, auf die neuenRichtlinien und Gesetze sowie auf dieWünsche der einzelnen Supply ChainPartner angemessen zu reagieren,gibt es eine Vielzahl an unterschied-lichen Maßnahmen von Behörden,Arbeitskreisen und Unternehmen,die bereits implementiert wurdenbzw. derzeit getestet werden. DieseMaßnahmen und die dahinter ste-henden Technologien werden im Fol-genden anhand von Beispielen nähererläutert. Allen ist gemeinsam, dasssie Bausteine sind, die dem Zweckdienen, die Transparenz der SupplyChain zu erhöhen.
Einsatz von Data Matrix CodesSecurpharm, eine Initiative unter-schiedlicher Interessensvertreterder Pharmabranche in Deutschland,ist sicher derzeit das bekanntesteBeispiel hierzulande, welches gegendie Einführung illegaler und ge-fälschter Arzneimittel in den deut-schen Markt kämpft. Die Initiativeführt derzeit ein Pilotprojekt durch,um die Echtheit von Medikamentenvor Abgabe an den Konsumenten zuverifizieren (siehe Abb. 3). Dabeiwerden in einem Data Matrix Codeauf der Verpackung eine packungs-individuelle Seriennummer, dieChargenbezeichnung und das Ver-fallsdatum einer Packung hinterlegt.Diese Informationen werden vonden Pharmaherstellern einem exter-nen Datenbank-Dienstleister, einemsog. Discovery Service, bereitgestellt.Der Apotheker prüft vor Verkauf derWare die Übereinstimmung der imMatrix Code hinterlegten Informa-tionen auf der Verpackung mit denInformationen der Datenbank undgibt nur die Produkte heraus, dieeine Übereinstimmung ausgelöst ha-ben. Um gleichzeitig sicherzustellen,dass die einzelnen Blister einer Ver-packung nicht heimlich aus-getauscht werden, muss jede Ver-packung mit einem Anti-Manipulati-onsmerkmal versehen werden, wieeinem Klebepunkt, einem Klebesie-gel, einer Zellophanhülle oder einerperforierten Öffnungslasche.
Herausforderungen, die sich hie-raus ergeben, sind zum einen die An-bindung an die Datenbank aller Apo-theken bis 2016, zum anderen exis-tiert noch kein Datenbank-Anbieter,der die Verarbeitung einer solchenDatenmenge in Echtzeit garantierenkann, geschweige denn eine Softwaremit Schnittstellen zu sämtlichenPharmaherstellern sowie Apotheken.Zusätzlich kann durch dieses Systemzwar sichergestellt werden, dass dieSeriennummer nur einmal freigege-ben wird, jedoch schützt es nicht voll-ständig vor dem Verkauf gefälschterProdukte mit geklauten Seriennum-mern, denn diese können theoretischauch vor Abfrage des Originalproduk-tes in den Handel kommen. Aller-dings können auf diese Weise Sicher-heitslücken schneller aufgedeckt wer-den, was dabei helfen würde, dieseschneller zu schließen und so größe-ren Schaden abzuwenden.
Serialisierung von Einzelver-packungenNicht nur die Händler, sondern auchdie großen Pharmahersteller, die ihreProdukte weltweit distribuieren, er-höhen ihre Transparenz mit unter-schiedlichen Maßnahmen und demEinsatz neuer Werkzeuge. Das Mittel,welches sicherlich den größten Mehr-wert bietet, auch aufgrund des enor-men Datenzuwachses innerhalb einerWertschöpfungskette, ist der Einsatzunterschiedlicher IT-Systeme.
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)106 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
Abb. 3: End-to-End Kontrollsystem SecurPharm.
DispergierTechnologie maDe in swiTzerlanD
Als weltweit führender Hersteller in der Dispergier- und Mischtechnologie setzen wir seit über 60 Jahren Standards für feinste Ergebnisse in Laborproben und IndustrIeprodukten. Unser Sortiment garantiert Homogenität in Pulver- suspensionen, Ölemulsionen, Gaseinträgen und anderen Dispergieraufgaben. Über-zeugen Sie sich von unserem breiten Anwendungswissen aus ChemIe, pharmazIe, kosmetIk und aus dem LebensmItteLbereICh.
KinemaTica schweiz | Tel + 41 41 259 65 65 | www.kinematica.ch

Big-Data-AnalysenSinnvoll ist es, die Daten der zuvorangesprochenen Serialnummern zuaggregieren, z.B. pro Palette oderpro Charge. Da Paletten aber spätes-tens beim Großhändler aufgerissenwerden, müssen stets sämtliche Seri-ennummern der einzelnen Ver-packungen mit übertragen werden.Mehrfache Abrufe dieser Daten in-nerhalb einer Wertschöpfungskettegenerieren eine Unmenge an Daten.Um diese Mengen nicht nur mög-lichst schnell abrufen zu können,sondern sie auch gezielt für Prog-nosen nutzen zu können, bedienensich viele Branchen Big-Data-Ana-lysen. Mit hoch spezialisierten Ana-lyseprognosen können relevante Da-ten herausgefiltert und so in Wissenumgewandelt werden, welches zuEntscheidungsfindungen genutztwerden kann. Big-Data-Analysen hel-fen also, Zusammenhänge zu erken-nen, die zuvor nicht aufgedeckt wor-den sind.
Definition Big-Data-AnalysenBig Data bezeichnet die Analysegroßer Datenmengen aus vielfäl-tigen Quellen in hoher Ge-schwindigkeit mit dem Ziel,wirtschaftlichen Nutzen zu er-zeugen. (In Anlehnung an denBITKOM-Arbeitskreis Big Data)
Temperatur-LoggerDer Einsatz komplexer und moder-ner Supply-Chain-Visibility-Softwareist allerdings nicht immer die Lö-sung, um den Herausforderungen in-nerhalb einer Wertschöpfungskettezu begegnen. Auch der sichere Trans-port von Arzneimitteln zu optimalenBedingungen ist von zentraler Be-deutung – so auch die Vorgabe derGDP-Richtlinie: “It is the responsibi-lity of the supplying wholesale distri-butor to protect medicinal productsagainst breakage, adulteration andtheft, and to ensure that temperatureconditions are maintained within ac-ceptable limits during transport. Re-gardless of the mode of transport, itshould be possible to demonstratethat the medicines have not been ex-
posed to conditions that may com-promise their quality and integrity. Arisk-based approach should be utili-zed when planning transportation(GDP, Abschnitt 9.1 Principle)”.
Die novellierte Richtlinie impli-ziert die Einführung eines Tempera-turmonitorings, sofern es von denbeteiligten Partnern noch nichtdurchgeführt wird. Diese Anforde-rung wird allerdings von den meistenPharmahändlern schon umgesetzt:Die meisten Großhändler haben so-genannte Temperatur-Logger im Ein-satz, die der Empfänger ausliest undan den Hersteller zurückschickt.Temperatur-Logger können entwe-der an der Palette direkt angebrachtwerden oder – was eine günstigereAlternative wäre – pro LKW oderContainer die Temperatur messen.Diese Art von Temperaturmessungbirgt jedoch Gefahren in sich, da sienicht den Gefahrenübergang zwi-schen Transportfahrzeug und Lager-raum messen können. Wird eine Pa-lette beispielweise vom LKW abge-laden und nicht gleich in den tem-peraturgeführten Lagerraum ver-bracht, können die Temperatur-bestimmungen verletzt werden, ohnedass die Schwachstelle im Nach-hinein identifizierbar wäre.
Welche Möglichkeiten zur Tem-peraturbestimmung eingesetzt undwelche Produkte temperaturgeführtwerden, hängt auch von dem jewei-ligen Hersteller bzw. Großhändlerund dem Regelwerk seiner Kontrakt-logistikverträge ab. Die GDP Richt-linie lässt hier den Akteuren einengewissen Spielraum: manche Stim-men plädieren dafür, sämtliche Pro-dukte temperaturgeführt am bestenmit einem Logger an der Palette zutransportieren. Andere berufen sichauf durchgeführte Risikoanalysenund transportieren nur temperatur-geführt, wenn es wirklich notwendigist. Sie führen regelmäßig nur stich-probenartige Messungen der LKW-Temperaturen durch, anstatt sämt-liche LKW permanent zu überprüfen.Die Situation zeigt: Die Branche ver-sprach sich von der Einführung derGDP Richtlinie einen Standard, den
sie nicht bekam. Die GDP ist bishernur eine Richtlinie mit relativ vielAuslegungsspielraum. Standardswerden sich erst mit der Zeit etab-lieren, sobald die Branche BestPractices eingeführt hat.
Die aktuellen Initiativen, Lösungs-ansätze und IT-Lösungen, um SupplyChain Visibility zu erzielen, steckennach wie vor noch in den Kinder-schuhen, vor allem was das Ausrol-len über eine gesamte Wertschöp-fungskette betrifft. Allerdings ist hiernicht die Technik das Problem. Eswurde bereits bewiesen, dass dieMöglichkeiten seitens der Software-Anbieter bestehen, die ungeheurenDatenmengen so zu verarbeiten,dass die relevanten Daten innerhalbweniger Sekunden, also in Echtzeit,zur Verfügung gestellt werden kön-nen. Vielmehr liegt ein wesentlichesProblem in der Überzeugung der ein-zelnen Supply-Chain-Teilnehmer,ihre Daten über ihre Bestände denPharmaherstellern zur Verfügungzu stellen, damit diese die Daten aus-werten könnten. Hier möchten sichdie einzelnen Partner einer Wert-schöpfungskette nicht gegenseitig„in die Karten schauen“ lassen.
Handlungsfelder fürUnternehmen
Standards und Best Practices müs-sen sich in allen Bereichen erst nochdurchsetzen, sei es zum „Tracking“der Temperatur während des Trans-ports, zur Festlegung von Standardsund Normen, zur Auswahl der pas-senden IT, für das Zusammenspielzwischen den Teilnehmern oder fürden Umgang mit großen Datenmen-gen. Wichtig für alle Themen sind injedem Fall ein strukturiertes Projekt-vorgehen und eine dezidierte, pro-zessseitige Kosten-Nutzen-Analyse.Denn nicht immer ist die Implemen-tierung einer High-End-Lösung not-wendig, auch wenn sie technischmöglich ist. Manchmal reicht es aus,die Prozessbeteiligten – innerhalb ei-nes Unternehmens und entlang derWertschöpfungskette – für be-stimmte Prozesse und Zielsetzungen
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)108 Krebs und Schön . Supply Chain Visibility in der Pharmabranche
zu sensibilisieren, um mehr Trans-parenz zu erlangen.
Wie erreiche ich Supply Chain Vi-sibility: Assessment der Ist-Situationund Priorisierung der Stellhebel
Eine erste Herangehensweise andas Thema Supply Chain Visibilitybietet ein Assessment mit allen Pro-zessbeteiligten, um die Prozesse zugestalten und die einzelnen Auf-gabenbereiche der unterschiedlichenSupply-Chain-Partner abzustecken.Dabei können u. a. folgende überge-ordnete Fragen beantwortet werden:. Welche unterschiedlichen Zieleverfolgen die einzelnen Partnerund welche Verantwortungsberei-che haben sie?
. Welche Software-Komponentensind vorhanden und welche sindmöglich?
. Bestehen Lücken auf Prozess-, IT-und Verantwortlichkeitsebene –und wenn ja, welche?
Daneben können auch konkrete unddetaillierte Fragen rund um die The-men Bestände, Dokumentationen undRessourcenauslastungen gemeinsamthematisiert werden. Auf diese Weiseist es möglich, auf Grundlage der un-terschiedlichen Bedürfnisse und Ziel-setzungen eigene Supply-Chain-Stan-dards zu entwickeln und Verantwor-tungsbereiche bspw. zum Thema Kos-tenverteilung abzustecken. So kannvermieden werden, dass sich unter-schiedliche Erwartungshaltungenund Lösungsansätze innerhalb einerWertschöpfungskette einschleichen.Nur wenn alle Beteiligte die eigenenProzesse und die der Partner verste-hen, können Lücken mit Hilfe der rich-
tigen Werkzeuge langfristig und nach-haltig geschlossen werden und dieSupply Chain Visibility erhöht werden.
FachliteraturBITKOM-Arbeitskreis Big Data (2012): BigData im Praxiseinsatz – Szenarien, Beispiele,EffekteGDP-Richtlinie: Die „Guidelines of 7 March2013 on Good Distribution Practice of Medi-cinal Products for Human Use (2013/C 68/01)“der Europäischen UnionStudie Pharmalogistik 2012. Supply Chain er-hält Managementrelevanz. Autoren: MartinEckert & Sven Schürer. Hrsg. von MiebachConsulting GmbH, Frankfurt am Main 2012.Logistik Outsourcing Studie 2012. Ist Out-sourcing out? Autoren: Klaus-Peter Jung &Bernd Müller-Dauppert. Hrsg. von MiebachConsulting GmbH, Frankfurt am Main 2012.Homepage des WHO: http://www.who.int/mediacentre/factsheets/fs275/en/index.htmlHomepage SecurPharm: http://www.securpharm.de/securpharm-initiative/statusbericht.html
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\herma-TP-2014-02_216x149.indd Zuletzt gesichert: 21.03.14 (09:59:21 Uhr)
Halle 12 / B24
Effi cient. New. Basic.Der neue HERMA basic
> Für kostengünstige Etikettieranwendungen.
> Sicher, robust und präzise bei Standardaufgaben.
> Made in Germany, made by HERMA.
www.herma.com
Der neue HERMA basic
> Für kostengünstige Etikettieranwendungen.
> Sicher, robust und präzise bei Standardaufgaben.
> Made in Germany, made by HERMA.
www.herma.comwww.herma.comwww.herma.com
Big-Data-AnalysenSinnvoll ist es, die Daten der zuvorangesprochenen Serialnummern zuaggregieren, z.B. pro Palette oderpro Charge. Da Paletten aber spätes-tens beim Großhändler aufgerissenwerden, müssen stets sämtliche Seri-ennummern der einzelnen Ver-packungen mit übertragen werden.Mehrfache Abrufe dieser Daten in-nerhalb einer Wertschöpfungskettegenerieren eine Unmenge an Daten.Um diese Mengen nicht nur mög-lichst schnell abrufen zu können,sondern sie auch gezielt für Prog-nosen nutzen zu können, bedienensich viele Branchen Big-Data-Ana-lysen. Mit hoch spezialisierten Ana-lyseprognosen können relevante Da-ten herausgefiltert und so in Wissenumgewandelt werden, welches zuEntscheidungsfindungen genutztwerden kann. Big-Data-Analysen hel-fen also, Zusammenhänge zu erken-nen, die zuvor nicht aufgedeckt wor-den sind.
Definition Big-Data-AnalysenBig Data bezeichnet die Analysegroßer Datenmengen aus vielfäl-tigen Quellen in hoher Ge-schwindigkeit mit dem Ziel,wirtschaftlichen Nutzen zu er-zeugen. (In Anlehnung an denBITKOM-Arbeitskreis Big Data)
Temperatur-LoggerDer Einsatz komplexer und moder-ner Supply-Chain-Visibility-Softwareist allerdings nicht immer die Lö-sung, um den Herausforderungen in-nerhalb einer Wertschöpfungskettezu begegnen. Auch der sichere Trans-port von Arzneimitteln zu optimalenBedingungen ist von zentraler Be-deutung – so auch die Vorgabe derGDP-Richtlinie: “It is the responsibi-lity of the supplying wholesale distri-butor to protect medicinal productsagainst breakage, adulteration andtheft, and to ensure that temperatureconditions are maintained within ac-ceptable limits during transport. Re-gardless of the mode of transport, itshould be possible to demonstratethat the medicines have not been ex-
posed to conditions that may com-promise their quality and integrity. Arisk-based approach should be utili-zed when planning transportation(GDP, Abschnitt 9.1 Principle)”.
Die novellierte Richtlinie impli-ziert die Einführung eines Tempera-turmonitorings, sofern es von denbeteiligten Partnern noch nichtdurchgeführt wird. Diese Anforde-rung wird allerdings von den meistenPharmahändlern schon umgesetzt:Die meisten Großhändler haben so-genannte Temperatur-Logger im Ein-satz, die der Empfänger ausliest undan den Hersteller zurückschickt.Temperatur-Logger können entwe-der an der Palette direkt angebrachtwerden oder – was eine günstigereAlternative wäre – pro LKW oderContainer die Temperatur messen.Diese Art von Temperaturmessungbirgt jedoch Gefahren in sich, da sienicht den Gefahrenübergang zwi-schen Transportfahrzeug und Lager-raum messen können. Wird eine Pa-lette beispielweise vom LKW abge-laden und nicht gleich in den tem-peraturgeführten Lagerraum ver-bracht, können die Temperatur-bestimmungen verletzt werden, ohnedass die Schwachstelle im Nach-hinein identifizierbar wäre.
Welche Möglichkeiten zur Tem-peraturbestimmung eingesetzt undwelche Produkte temperaturgeführtwerden, hängt auch von dem jewei-ligen Hersteller bzw. Großhändlerund dem Regelwerk seiner Kontrakt-logistikverträge ab. Die GDP Richt-linie lässt hier den Akteuren einengewissen Spielraum: manche Stim-men plädieren dafür, sämtliche Pro-dukte temperaturgeführt am bestenmit einem Logger an der Palette zutransportieren. Andere berufen sichauf durchgeführte Risikoanalysenund transportieren nur temperatur-geführt, wenn es wirklich notwendigist. Sie führen regelmäßig nur stich-probenartige Messungen der LKW-Temperaturen durch, anstatt sämt-liche LKW permanent zu überprüfen.Die Situation zeigt: Die Branche ver-sprach sich von der Einführung derGDP Richtlinie einen Standard, den
sie nicht bekam. Die GDP ist bishernur eine Richtlinie mit relativ vielAuslegungsspielraum. Standardswerden sich erst mit der Zeit etab-lieren, sobald die Branche BestPractices eingeführt hat.
Die aktuellen Initiativen, Lösungs-ansätze und IT-Lösungen, um SupplyChain Visibility zu erzielen, steckennach wie vor noch in den Kinder-schuhen, vor allem was das Ausrol-len über eine gesamte Wertschöp-fungskette betrifft. Allerdings ist hiernicht die Technik das Problem. Eswurde bereits bewiesen, dass dieMöglichkeiten seitens der Software-Anbieter bestehen, die ungeheurenDatenmengen so zu verarbeiten,dass die relevanten Daten innerhalbweniger Sekunden, also in Echtzeit,zur Verfügung gestellt werden kön-nen. Vielmehr liegt ein wesentlichesProblem in der Überzeugung der ein-zelnen Supply-Chain-Teilnehmer,ihre Daten über ihre Bestände denPharmaherstellern zur Verfügungzu stellen, damit diese die Daten aus-werten könnten. Hier möchten sichdie einzelnen Partner einer Wert-schöpfungskette nicht gegenseitig„in die Karten schauen“ lassen.
Handlungsfelder fürUnternehmen
Standards und Best Practices müs-sen sich in allen Bereichen erst nochdurchsetzen, sei es zum „Tracking“der Temperatur während des Trans-ports, zur Festlegung von Standardsund Normen, zur Auswahl der pas-senden IT, für das Zusammenspielzwischen den Teilnehmern oder fürden Umgang mit großen Datenmen-gen. Wichtig für alle Themen sind injedem Fall ein strukturiertes Projekt-vorgehen und eine dezidierte, pro-zessseitige Kosten-Nutzen-Analyse.Denn nicht immer ist die Implemen-tierung einer High-End-Lösung not-wendig, auch wenn sie technischmöglich ist. Manchmal reicht es aus,die Prozessbeteiligten – innerhalb ei-nes Unternehmens und entlang derWertschöpfungskette – für be-stimmte Prozesse und Zielsetzungen
Logistik
TechnoPharm 4, Nr. 2, 102–109 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)108 Krebs und Schön . Supply Chain Visibility in der Pharmabranche

Leading PharmaceuticalOperational ExcellenceFriedli, T., Basu, P., Bellm, D., Werani,J. (Hrsg.) Springer-Verlag, Berlin – Hei-delberg, 2013. ISBN 978-3-642-35160-0.541 S., engl., Hardcover. Preis: € 83,50.
Operational Excellence, kurzOPEX, hat in den letzten Jahren auchim pharmazeutischen Bereich immermehr an Bedeutung gewonnen. Trotzeiner Tendenz zum Outsourcing, istund bleibt die pharmazeutische Her-stellung für jedes große pharmazeu-tische Unternehmen von großer Re-levanz. Immer öfter stellt sich auchfür Führungskräfte die Frage, wieman die Umsetzung von OPEX imeigenen Unternehmen verbessernoder Lücken bei der Anwendungschließen kann.
„Leading Pharmaceutical Opera-tional Excellence“, erschienen im No-vember 2013, ist der dritte Band ineiner Reihe zum Thema OPEX. Wieschon in den ersten beiden Bänden,„Operational Excellence in the Phar-maceutical Industry“ und „The Path-way to Operational Excellence in thePharmaceutical Industry“, erschie-nen im ECV · Editio Cantor Verlag,
Aulendorf, bieten die Kapitel eineKombination aus akademischen Er-kenntnissen und praktischen Bei-spielen aus der Industrie. Dabei kon-zentriert sich der dritte Band vor al-lem auf die Führungsebene im Be-reich OPEX.
Das Buch ist in vier Bereiche un-terteilt. Der einleitende Teil I umfasstsieben Kapitel und geht auf die Ein-führung von OPEX im pharmazeuti-schen Bereich ein, schildert den ak-tuellen Stand und zeigt auf, wo nochNachholbedarf liegt. Auch wird einAusblick auf zukünftige Herausforde-rungen gegeben. Mit 13 Kapiteln derumfangreichste Abschnitt, beinhaltetTeil II, „Leading Operational Excel-lence: Outstanding Practices“, kon-krete Beispiele für erfolgreiche An-wendung von OPEX und Erkennt-nisse aus der Industrie. Teil III,„Leading Operational Excellence:Outstanding Leadership“, widmetsich mit acht Kapiteln gezielt demSchwerpunktthema Führung. Zu-nächst erfolgt ein Überblick zu derThematik, bevor verschiedene Füh-rungskräfte aus einschlägigen phar-mazeutischen Unternehmen ihre
persönlichen Erfahrungen bei derImplementierung und Anwendungvon OPEX auf den verschiedenenhierarchischen Ebenen schildern.Teil IV, „Gaining the Future“, liefertin zwei Kapiteln einen kurzen Aus-blick auf die Zukunft pharmazeuti-scher Herstellung und die Aufgabe,globale Hersteller-Netzwerke zu ver-walten.
„Leading Pharmaceutical Opera-tional Excellence“ umfasst 30 Kapitelauf 541 Seiten mit rund 200 Abbil-dungen und Tabellen, komplett inschwarzweiß gehalten. Zusätzlichbietet es auf 26 Seiten Anhang wei-tere Abbildungen und Listen, gefolgtvon den Kurzbiographien sämtlicherAutoren mit Lichtbild und einem In-dex. Das Werk ist vollständig in eng-lischer Sprache verfasst.
Als Herausgeber des Bucheszeichnen Prof. Dr. Thomas Friedliund Daniel Bellm von der UniversitätSt. Gallen sowie Dr. Prabir Basur,freier Berater, und Dr. Jürgen Werani,Beiratsmitglied der Schuh & Co.Complexity Management AG in St.Gallen Switzerland, verantwortlich.
(ECV)
Rezension
ecv
Bestellung:Tel. +49 (0)8191-97000 358, Fax +49 (0)8191-97000 293, eMail: [email protected], Leseproben und Inhaltsverzeichnisse – www.ecv.de
Zielgruppen• Pharmazeutische Industrie• Zulieferindustrie• Fachhochschulen /
Universitäten• Beratungsunternehmen• Behörden
ECV · Editio Cantor Verlag
Führungskräfte, Unternehmensberater und Wissenschaftleraus Europa und den USA leisteten einen Beitrag zu diesemzweiten Werk über eine Thematik, die bereits dazu führte,dass Tausende von Beschäftigten ihre Arbeit anders betrach-ten und ausüben. Während im ersten Buch, „Operational Ex-cellence in the Pharmaceutical Industry“, das Augenmerk aufden Kernpunkten von OPEX lag, geht es im vorliegenden Werkum Aspekte der Führung und Organisation bei großangelegtenOPEX-Programmen.
Möglichkeiten zur Überwindung der inneren Trägheit auf dem Weg zur Operational ExcellenceEine neue Marktrealität erfordert zukunftsgerichtete Operati-onsstrategien im Pharmabereich – die Ecksteine dafür liefertOperational Excellence. Das Engagement der Menschen stelltdabei nach wie vor die größte Herausforderung dar. Wie dieAutoren dieses Buchs herausstellen, ist es die Fähigkeit, alleMitarbeiter dazu zu bringen, ihr Denken auf beständige Op-timierung und Veränderung auszurichten, mit der Unterneh-men ihre innere Schwerfälligkeit überwinden können undwodurch sich die Gewinner von den Verlierern unterscheiden.
The Pathway to Operational Excellence in the Pharmaceutical IndustryTh. Friedli, P. K. Basu, T. Gronauer, J. Werani
ISBN 978-3-87193-400-1• € 96,00• 1. Auflage 2010• 17 x 24 cm, 365 Seiten, diverse Abbildungen, gebunden

Leading PharmaceuticalOperational ExcellenceFriedli, T., Basu, P., Bellm, D., Werani,J. (Hrsg.) Springer-Verlag, Berlin – Hei-delberg, 2013. ISBN 978-3-642-35160-0.541 S., engl., Hardcover. Preis: € 83,50.
Operational Excellence, kurzOPEX, hat in den letzten Jahren auchim pharmazeutischen Bereich immermehr an Bedeutung gewonnen. Trotzeiner Tendenz zum Outsourcing, istund bleibt die pharmazeutische Her-stellung für jedes große pharmazeu-tische Unternehmen von großer Re-levanz. Immer öfter stellt sich auchfür Führungskräfte die Frage, wieman die Umsetzung von OPEX imeigenen Unternehmen verbessernoder Lücken bei der Anwendungschließen kann.
„Leading Pharmaceutical Opera-tional Excellence“, erschienen im No-vember 2013, ist der dritte Band ineiner Reihe zum Thema OPEX. Wieschon in den ersten beiden Bänden,„Operational Excellence in the Phar-maceutical Industry“ und „The Path-way to Operational Excellence in thePharmaceutical Industry“, erschie-nen im ECV · Editio Cantor Verlag,
Aulendorf, bieten die Kapitel eineKombination aus akademischen Er-kenntnissen und praktischen Bei-spielen aus der Industrie. Dabei kon-zentriert sich der dritte Band vor al-lem auf die Führungsebene im Be-reich OPEX.
Das Buch ist in vier Bereiche un-terteilt. Der einleitende Teil I umfasstsieben Kapitel und geht auf die Ein-führung von OPEX im pharmazeuti-schen Bereich ein, schildert den ak-tuellen Stand und zeigt auf, wo nochNachholbedarf liegt. Auch wird einAusblick auf zukünftige Herausforde-rungen gegeben. Mit 13 Kapiteln derumfangreichste Abschnitt, beinhaltetTeil II, „Leading Operational Excel-lence: Outstanding Practices“, kon-krete Beispiele für erfolgreiche An-wendung von OPEX und Erkennt-nisse aus der Industrie. Teil III,„Leading Operational Excellence:Outstanding Leadership“, widmetsich mit acht Kapiteln gezielt demSchwerpunktthema Führung. Zu-nächst erfolgt ein Überblick zu derThematik, bevor verschiedene Füh-rungskräfte aus einschlägigen phar-mazeutischen Unternehmen ihre
persönlichen Erfahrungen bei derImplementierung und Anwendungvon OPEX auf den verschiedenenhierarchischen Ebenen schildern.Teil IV, „Gaining the Future“, liefertin zwei Kapiteln einen kurzen Aus-blick auf die Zukunft pharmazeuti-scher Herstellung und die Aufgabe,globale Hersteller-Netzwerke zu ver-walten.
„Leading Pharmaceutical Opera-tional Excellence“ umfasst 30 Kapitelauf 541 Seiten mit rund 200 Abbil-dungen und Tabellen, komplett inschwarzweiß gehalten. Zusätzlichbietet es auf 26 Seiten Anhang wei-tere Abbildungen und Listen, gefolgtvon den Kurzbiographien sämtlicherAutoren mit Lichtbild und einem In-dex. Das Werk ist vollständig in eng-lischer Sprache verfasst.
Als Herausgeber des Bucheszeichnen Prof. Dr. Thomas Friedliund Daniel Bellm von der UniversitätSt. Gallen sowie Dr. Prabir Basur,freier Berater, und Dr. Jürgen Werani,Beiratsmitglied der Schuh & Co.Complexity Management AG in St.Gallen Switzerland, verantwortlich.
(ECV)
Rezension
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\interpack-TP-2014-02_216x303.indd Zuletzt gesichert: 01.04.14 (08:45:49 Uhr)
Pharma goes interpack – Ihr Weg zu den Experten:
Halle 03, Stand D27 Halle 04, Stand C54 Halle 04, Stand E54
Halle 05, Stand E02 Halle 06, Stand D61 Halle 06, Stand D79
Halle 11, Stand A14/A18 Halle 11, Stand B55
Halle 11, Stand D55 Halle 13, Stand A58
Halle 07, Stand B20
Halle 16, Stand B13 Halle 16, Stand D14Halle 14, Stand C29
Halle 11, Stand C04
Industrielle Kennzeichnung

Produkte
TechnoPharm 4, Nr. 2, 112 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)112 Produkte
Verpackungsreihe CEeasy stütztDrei-Punkte-KonzeptAnwenderfreundliche Verpackungengelten als eine wirksame Maßnahme,Patienten bei der verordnungsgemä-ßen Einnahme von Medikamentenzu unterstützen. Die internationaleVerpackungsgruppe Edelmann* hatdarauf mit einem Drei-Punkte-Kon-zept reagiert, auf dem die Ver-packungsreihe CEeasy basiert. JedesJahr könnten die Gesundheitsaus-gaben um durchschnittlich 19 Milli-arden Euro geringer ausfallen, so dieZahlen von IMS. Die Kosten, diedurch mangelnde Therapietreue ent-stehen, machen mit 13 MilliardenEuro den größten Anteil aus. Ins-besondere bei chronischen Krank-heiten kommt es laut Weltgesund-heitsorganisation häufig vor, dass Pa-tienten ihre Medikamente nicht wievom Arzt verordnet einnehmen, sievergessen oder die Einnahme abbre-
chen. Anwendungs-freundlich gestaltete Ver-packungen können dieCompliance und damitdie Therapietreue deut-lich verbessern. EinigeStudien belegen, dassKonstruktion und Grafikvon Arzneimittelver-packungen die Medika-menteneinnahme ent-scheidend unterstützen.Edelmann setzt bei derproaktiven Entwicklungsarbeit imsogenannten Compliance Packagingauf drei Punkte: Eine eindeutige Gra-fik, welche Öffnungshinweise leichtverständlich darstellt und Informa-tionen zum Medikament und dessenEinnahme schnell auffindbar ma-chen. Hinzu kommt eine handlicheKonstruktion mit großen, griffigenLaschen, die das Öffnen und Schlie-ßen der Verpackungen erleichtern.
Eine übersichtliche Präsentation,zum Beispiel mittels Innengefachenermöglicht zudem eine einfache Ent-nahme von Medikamenten und Pa-ckungsbeilagen.
Arzneimittelapplikation mittelsTrinkhalmDas Unternehmen DS-Technology*hat mit dem Trinkhalm XStraw einealternative Technologie zur verein-fachten Einnahme von Medikamen-ten auf den Markt gebracht.
Vor allem Senioren mit Schluck-beschwerden gelingt etwa die oraleMedikamenteneinnahme leichter.Und auch für die Applikation beiKindern leistet der Strohhalm wert-volle Dienste, gilt es zum BeispielAlternativen zu finden, wenn Tablet-ten unzerkaut verabreicht werdenmüssen. XStraw ist ein Trinkhalm,der mit Pellets befüllt ist. Diese win-zigen Kügelchen im Trinkhalmschmeckt der Patient nicht undspürt sie kaum. Der Patient trinktsein Lieblingsgetränk unter Zuhilfe-nahme des XStraws und nimmt wäh-renddessen die exakte Medikamen-tenmenge zu sich.
Der Trinkhalm wird auf voll-automatischen Anlagen mit der
exakt benötigten Dosisbefüllt. Fehldosierungenlassen sich dank derVordosierung auf derHerstellerseite vermei-den. Während des Trin-kens bewegt sich einKontrollfilter nachoben, was gleichzeitigsicherstellt, dass dierichtige Menge einge-nommen wurde.
Der Trinkhalm be-steht aus Polypropylenund ist luftdicht im Alu-miniumblister verpackt.DS-Technology ist eine Tochter derHarro Höfliger Verpackungsmaschi-nen GmbH.
Die Entwicklung und Serienreali-sierung dieser neuen Technologie er-folgt gemeinsam mit Raumedic. DerSystemlieferant für polymere medi-zintechnische und pharmazeutischeBaugruppen besitzt alle benötigtenAnlagen, Werkzeuge und Nachfolge-
einrichtungen für eine vollautomati-sche Produktion und Verpackung desextrudierten Trinkhalmes und derexakt darauf abgestimmten spritzge-gossenen Kappe.
* EdelmannSteinheimer St. 4589518 Heidenheimwww.edelmann.de
* DS Technology GmbHHelmholtzstr. 4D-71573 Allmersbach im Talwww.hoefliger.com
XStraw™
– Das Applikationssystem für multipartikuläreArzneiformen (Quelle: RAUMEDIC).

Produkte
TechnoPharm 4, Nr. 2, 113 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 113Produkte
Bürstenloser Akku-Motor alsAntrieb für COMBIFLUXMit dem FBM-B 3100 präsentiert dieFLUX-GERÄTE GMBH* den weltweitersten bürstenlosen Akku-Motor fürPumpen.
Konzipiert wurde er für die kleine,dichtungslose Fasspumpe COMBI-FLUX. Zusammen mit ihr überzeugter durch eine, für diesen Pumpentypausgesprochen hohe Förderleistungund sorgt für große Flexibilität inder Anwendung.
Abhängig von der jeweiligen Pum-penausführung, lassen sich über diestufenlos regulierbare Drehzahl, För-derströme von 12 bis 60 l/min erzie-len. So kann z.B. bei höchster Dreh-zahl ein 200-Liter-Fass in nur drei Mi-nuten entleert werden. Bei niedrigs-ter Drehzahl lassen sich 10×200-Li-ter-Fässer entleeren – und das mitnur einer Akku-Ladung. Ist der Lithi-um-Ionen Wechsel-Akku leer, lässt ersich schnell und einfach austauschenund innerhalb von nur 30 min wiederaufladen. Die COMBIFLUX eignet
sich besonders zum Abfüllen kleine-rer Mengen z.B. auch aus schwer zu-gänglichen und enghalsigen Gebin-den. Sie ist in drei Materialien erhält-lich (Polypropylen, Polyvinylidenfluo-rid und Edelstahl). Durch das Baukas-tenprinzip lassen sich bereits mitdem Kollektormotor FEM 3070, nach-einander, verschiedene COMBIFLUXPumpen in unterschiedlichen Behäl-
tern betreiben. Der neue Akku-MotorFBM-B 3100 bringt noch mehr Mobi-lität und eröffnet neue Einsatzmög-lichkeiten. Aufgrund der Netzunab-hängigkeit eignet sich der FBM-B 3100 insbesondere für Einsätze,bei denen eine Kabelverlegung pro-blematisch oder unerwünscht ist,Stromnetze instabil sind oder garkein Netzanschluss vorhanden istwie etwa im Freien. Der neue, bürs-tenlose Akku-Motor arbeitet ohneKohlebürsten und stellt damit einenwartungsfreien Antrieb dar. Zusam-men mit weiteren Eigenschaften wiehoher Förderstrom, Netzunabhängig-keit und auswechselbarer Akku ergibtsich für den Anwender ein deutlichesPlus in Sachen Flexibilität und Wirt-schaftlichkeit.
Serialisierung undManipulationsschutzNeue KennzeichnungslösungenZahlreiche Neuheiten aus dem Be-schriftungs- und Etikettierbereichpräsentiert der Komplettanbietervon Kennzeichnungstechnik, dieBluhm Systeme GmbH*, auf der MesseInterpack in Halle 4 am Stand E54.
Die Markoprint-Tintenstrahldru-cker sind für die Umsetzung allergängigen Track & Trace Konzeptebeispielsweise von der InitiativeSecurpharm® oder GS1 sowie für län-derspezifische Anforderungen geeig-net. Und auch 21 CFR Part 11 kon-form. Die neue Nonstop PrintingFunktion erhöht die Anlagenverfüg-barkeit und reduziert Stillstandzei-ten. Die hierbei vollständige Nutzungder Tintenpatronen senkt die Ver-
brauchsmaterialkosten: Das vorbeu-gende Auswechseln einer halbvollenKartusche bei ohnehin stattfinden-dem Stillstand der Anlage ist nichtmehr notwendig.
Für den Manipulationsschutz bie-tet Bluhm einen kompakten Tamper-Evident-Etikettierer, der sich in die
vorhandenen Datama-trix-Stationen oder Wie-gesysteme integrierenlässt. Je nach Anlage wirddas Etikett entwedernach dem Wiegevorgangaufgespendet, oder nach-dem ein Tintenstrahldru-cker, zum Beispiel derMarkoprint-Serie, aufdie Einzelverpackung ei-nen serialisierten Data-matrix aufgedruckt hat.
Das Siegeletikett wird beidseitig aufdie Verpackung aufgebracht und au-tomatisch umgelegt.
* FLUX-GERÄTE GMBHTalweg 12D-75433 MaulbronnTel.: +49 (0)7043 / 101-0www.flux-pumpen.deinterpack Halle 13/A58
* Bluhm Systeme GmbHMaarweg 33D-53619 Rheinbreitbachwww.bluhmsysteme.com
Produkte
TechnoPharm 4, Nr. 2, 112 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)112 Produkte
Verpackungsreihe CEeasy stütztDrei-Punkte-KonzeptAnwenderfreundliche Verpackungengelten als eine wirksame Maßnahme,Patienten bei der verordnungsgemä-ßen Einnahme von Medikamentenzu unterstützen. Die internationaleVerpackungsgruppe Edelmann* hatdarauf mit einem Drei-Punkte-Kon-zept reagiert, auf dem die Ver-packungsreihe CEeasy basiert. JedesJahr könnten die Gesundheitsaus-gaben um durchschnittlich 19 Milli-arden Euro geringer ausfallen, so dieZahlen von IMS. Die Kosten, diedurch mangelnde Therapietreue ent-stehen, machen mit 13 MilliardenEuro den größten Anteil aus. Ins-besondere bei chronischen Krank-heiten kommt es laut Weltgesund-heitsorganisation häufig vor, dass Pa-tienten ihre Medikamente nicht wievom Arzt verordnet einnehmen, sievergessen oder die Einnahme abbre-
chen. Anwendungs-freundlich gestaltete Ver-packungen können dieCompliance und damitdie Therapietreue deut-lich verbessern. EinigeStudien belegen, dassKonstruktion und Grafikvon Arzneimittelver-packungen die Medika-menteneinnahme ent-scheidend unterstützen.Edelmann setzt bei derproaktiven Entwicklungsarbeit imsogenannten Compliance Packagingauf drei Punkte: Eine eindeutige Gra-fik, welche Öffnungshinweise leichtverständlich darstellt und Informa-tionen zum Medikament und dessenEinnahme schnell auffindbar ma-chen. Hinzu kommt eine handlicheKonstruktion mit großen, griffigenLaschen, die das Öffnen und Schlie-ßen der Verpackungen erleichtern.
Eine übersichtliche Präsentation,zum Beispiel mittels Innengefachenermöglicht zudem eine einfache Ent-nahme von Medikamenten und Pa-ckungsbeilagen.
Arzneimittelapplikation mittelsTrinkhalmDas Unternehmen DS-Technology*hat mit dem Trinkhalm XStraw einealternative Technologie zur verein-fachten Einnahme von Medikamen-ten auf den Markt gebracht.
Vor allem Senioren mit Schluck-beschwerden gelingt etwa die oraleMedikamenteneinnahme leichter.Und auch für die Applikation beiKindern leistet der Strohhalm wert-volle Dienste, gilt es zum BeispielAlternativen zu finden, wenn Tablet-ten unzerkaut verabreicht werdenmüssen. XStraw ist ein Trinkhalm,der mit Pellets befüllt ist. Diese win-zigen Kügelchen im Trinkhalmschmeckt der Patient nicht undspürt sie kaum. Der Patient trinktsein Lieblingsgetränk unter Zuhilfe-nahme des XStraws und nimmt wäh-renddessen die exakte Medikamen-tenmenge zu sich.
Der Trinkhalm wird auf voll-automatischen Anlagen mit der
exakt benötigten Dosisbefüllt. Fehldosierungenlassen sich dank derVordosierung auf derHerstellerseite vermei-den. Während des Trin-kens bewegt sich einKontrollfilter nachoben, was gleichzeitigsicherstellt, dass dierichtige Menge einge-nommen wurde.
Der Trinkhalm be-steht aus Polypropylenund ist luftdicht im Alu-miniumblister verpackt.DS-Technology ist eine Tochter derHarro Höfliger Verpackungsmaschi-nen GmbH.
Die Entwicklung und Serienreali-sierung dieser neuen Technologie er-folgt gemeinsam mit Raumedic. DerSystemlieferant für polymere medi-zintechnische und pharmazeutischeBaugruppen besitzt alle benötigtenAnlagen, Werkzeuge und Nachfolge-
einrichtungen für eine vollautomati-sche Produktion und Verpackung desextrudierten Trinkhalmes und derexakt darauf abgestimmten spritzge-gossenen Kappe.
* EdelmannSteinheimer St. 4589518 Heidenheimwww.edelmann.de
* DS Technology GmbHHelmholtzstr. 4D-71573 Allmersbach im Talwww.hoefliger.com
XStraw™
– Das Applikationssystem für multipartikuläreArzneiformen (Quelle: RAUMEDIC).

Produkte
TechnoPharm 4, Nr. 2, 114 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)114 Produkte
Rostfreie Klemm-Keilring-Verschraubungen aus EdelstahlWo immer korrosive und aggressiveMedien zu fördern sind, habenRohrleitungssysteme und Armatu-ren aus Edelstahl stark an Bedeu-tung zugenommen. Funktionell ab-gestimmte Toleranzen und gleichbleibende Oberflächengüten beiKlemm-Keilring-Verschraubungensichern leckagefreie Rohrverbindun-gen sowohl im Hochdruck- als auchim Vakuumbereich. Vibrationen so-wie Druckstöße werden durch diekonstruktive Gestaltung derKlemm-Keilringkonstruktion weit-gehenst absorbiert, ohne dass Un-dichtigkeiten zu befürchten sind.Zusätzliche Merkmale wie leichteMontage, große Variantenvielfaltim metrischen sowie zölligen Be-reich, qualitative hochwertige Rau-tiefen dank modernster Fertigungs-technik sichern den Klemm-Keilring– Verschraubungen ein breites An-wendungsgebiet in der ganzen In-dustrie, sowie im Laborbereich undin der Messtechnik. Unter Einsatzvon hochwertigen Edelstählen isteine lange „Lebensdauer“ auch in ag-gressiver Umgebung gewährleistet.Die Klemm-Keilringverschraubun-
gen der Schwer Fittings GmbH* wer-den standardmäßig aus Edelstahl1.4401 im gebrauchsfertigen Zu-stand geliefert. Auch sind andereWerkstoffgüten 1.4571, Hastelloy, Ti-tan sowie anderen hochlegiertenWerkstoffqualitäten lieferbar. Selbstbei vibrationsstarkem Betrieb der An-lage gewährleistet die Verschraubungausreichend Sicherheit bei hohenDrücken oder Vakuum. Dies wird er-reicht durch 4 effiziente Konstrukti-onsdetails: 1.) Der Klemmring bewirktdurch seine federartige Verformungeine Dämpfung der Schwingungen
aus dem Rohrnetz. Weiterhin verhin-dert er eine Übertragung des Anzugs-drehmoments von der Mutter auf denKeilring. 2.) Der Keilring dichtet ring-förmig auf den Anpressflächen zwi-schen Verschraubung und Rohr ab.Durch den Konus in der Bohrung wirdder Keilring auf das Rohr gepreßt, sodaß eine Einschnürung entsteht, wo-durch das Rohr druckdicht fest-geklemmt wird. 3.) Durch eine spe-zielle Oberflächenbehandlung desFeingewindes der Überwurfmutterwird ein Festfressen der Edelstahl-schraubverbindung verhindert. Diesgestattet problemlos die mehrfacheVerwendung der gleichen Verschrau-bung. 4.) Eine längere Rohrführunggarantiert einen akkuraten Sitz, engeFertigungstoleranzen sichern eine zu-verlässige Zentrierung des Rohres.
Gängige Werkstoffnachweise nachDIN, ANSI o. ä. sind auf Wunsch auchlieferbar. Spezielle Druckprüfungenund Baumusterprüfungen könnenteilweise im hauseigenen Labordurchgeführt werden.
FieldConnex® TemperaturMultiinput – Für die effizienteEinbindung in PROFIBUS PADer FieldConnex® Temperatur Multi-input von Pepperl+Fuchs* ermög-licht eine effiziente Verbindung ana-loger Ein- und Ausgangssignale mitdem Feldbus – eigensicher, komfor-tabel und mit minimalem Verkabe-lungsaufwand. Neben der bewährtenAnbindung an FOUNDATION Field-bus H1 gibt es den FieldConnex®
Temperatur Multiinput jetzt auchfür PROFIBUS PA.
FieldConnex® Process Interfaceskönnen Signale von mehreren Senso-ren in einem einzigen Feldbustele-gramm bündeln und besonders effi-zient in die digitale Kommunikationintegrieren. Der FieldConnex® Tem-peratur Multiinput (TM-I) ermöglichtso die Einbindung von bis zu achtAnalogsignalen in die Feldbuskom-
munikation – jetzt auchfür PROFIBUS PA. SeineMontage erfolgt in un-mittelbarer Nähe derSensoren im explosi-onsgefährdeten Bereich– der Verkabelungsauf-wand kann so deutlichreduziert werden.
Neben Thermoele-menten oder Millivolt-Signalen können überden Temperatur-Multi-input-Widerstandstem-peratursensoren(RTDs) in 2-, 3- und so-gar 4-Draht-Ausführung angeschlos-sen werden. Alle Eingänge des TM-Isind eigensicher, auch wenn es dieFeldbusverbindung nicht ist. Sie kön-nen schnell und bequem gemeinsamkonfiguriert werden oder aber ein-zeln, ganz individuell. Die Leittech-
nikintegration und Konfiguration er-folgt höchst komfortabel über Gerä-testammdaten und FDT/DTM.
Temperatur Multiplexer für PROFIBUS PA mit acht Eingängenfür analoge Signale.
* Schwer Fittings GmbHHans-Schwer-Platz 178588 Denkingenwww.schwer.com
* Pepperl+Fuchs GmbHLilienthalstraße 20068307 Mannheimwww.pepperl-fuchs.com

Neue KartoniermaschineCUT 1405Bosch Packaging Technology* hat mitder Kartoniermaschine CUT 1405 einneues Produkt in seinem Portfolio,was erstmals auf der Interpack 2014vorgestellt wird.
Der Kartonierer ist Resultat derkonsequenten Weiterentwicklungder seit vielen Jahren bewährtenCUT 120. Die Maschine bietet höhereFlexibilität sowie neueste Servo- undSicherheitstechnik bei geringerenKosten. Wie alle Kartoniermaschinenbasiert auch diese Neuentwicklungauf Standardmodulen, die sich flexi-bel je nach Produkt und Packmittelkombinieren lassen. Abgerundetwird das ganze durch die bewährteLinientauglichkeit.
Gerade bei der Wahl der geeig-neten Zuführsysteme, Formate undVerschlussvarianten punktet dieCUT 1405. Der Kartonierer kann ver-schiedene Kartongrößen verarbeitenund verpackt unterschiedlichste pri-märe Packmittel wie Flaschen, Vials,Spritzen, Ampullen, Tuben, Blisterund Trays sowie Beutel, Stick Packsund Sachets sicher und schonend inFaltschachteln. Auch Beileger fürEinzel- oder Kombinationsprodukte,wie Löffel oder Outserts, können be-darfsgerecht in die modulare Pack-gutzuführung integriert werden. Au-ßerdem verfügt die CUT 1405 überschnell wechselbare Module fürSteck-, Leim- und kombinierte Ver-schlüsse. Damit kann der Horizontal-kartonierer flexibel für unterschied-
lichste Produkte und Linienkom-binationen eingesetzt werden. Aus-rüsten lässt sich die getaktet arbei-tende CUT 1405 mit unterschiedli-chen Zuführsystemen. Die CUT 1405verfügt außerdem über eine opti-mierte Fördertechnik des Falt-schachtelmagazins. Um ein Verhakender Kartons im Magazin zu verhin-dern, werden die Faltschachtelndurch eine Hubbewegung des Re-chens in das Magazin befördert.Das getaktete Transportsystem trägtdie einzelnen Faltschachteln form-stabil über die patentierten Falt-schachtelmitnehmer durch die Ma-schine, wodurch sich besonders pro-duktschonende und präzise Ver-packungsergebnisse erzielen lassen.Die Prospektzuführung erfolgt übereinen mechanischen Greifarm undist dem jeweiligen Produkt direkt zu-geordnet. Ein Schieberegister prüftund verfolgt die Produkte. DieserProzess stellt sicher, dass die Pro-spekte nur weiterverarbeitet werden,wenn die Summe aller Prüfergeb-
nisse positiv ausfällt. Einweiteres Plus sind der ge-ringe Wartungsaufwandund höchste Sicherheit.
Die neue Servotechnikreduziert den Wartungs-aufwand durch wenigerHardwareelemente imSchaltschrank. Für eineleichte Bedienung sorgtdas HMI (Human Ma-chine Interface). Störun-gen lassen sich über an-
gezeigte Fehlermeldungen schnell lo-kalisieren und mittels automatischerFehlerbehebungsanleitung leicht be-heben. Sämtliche Formatdaten wer-den individuell gespeichert, wodurchFormatumstellungen einfach undschnell erfolgen und ein sicherer Wie-deranlauf der Anlage gewährleistetist. Aufgrund der Auswahl an entspre-chenden Zuführsystemen kann dieneue Kartoniermaschine von Boschfür alle Packmittel der pharmazeuti-schen, kosmetischen, und Lebensmit-telindustrie flexibel ausgerüstet wer-den. Für zusätzliche Sicherheit sorgenoptionale Serialisierungs-, Aggregati-ons- und Tamper Evident-Module,die den gängigen Richtlinien und Si-cherheitsstandards Rechnung tragen.Die Technologien von Bosch sind vom8. bis 14. Mai 2014 auf der Interpack inDüsseldorf in Halle 6 an Stand A31 –C58 zu sehen.
Produkte
TechnoPharm 4, Nr. 2, 115 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany) 115Produkte
* Bosch Packaging TechnologyStuttgarter Straße 13071332 Waiblingenwww.bosch.de
ecv
ECV · Editio Cantor Verlag
Pharmazeutische PackmittelISBN 978-3-87193-401-8• € 48,00• 1. Auflage 2012• 15,3 x 23 cm, 408 Seiten,
Broschur
TrocknenISBN 978-3-87193-402-5• € 48,00• 1. Auflage 2012• 15,3 x 23 cm, 306 Seiten,
Broschur
EmulsionenISBN 978-3-87193-398-1• € 48,00• 1. Auflage 2010• 15,3 x 23 cm, 210 Seiten,
Broschur
PharmawasserISBN 978-3-87193-352-3• € 48,00• 1. Auflage 2008• 15,3 x 23 cm, 226 Seiten,
Broschur
GranulierenISBN 978-3-87193-351-6 • € 48,00• 1. Auflage 2007• 15,3 x 23 cm, 200 Seiten, Broschur
Zielgruppen• Pharmazeutische Industrie• Zulieferindustrie• Maschinen- und Anlagenbauer• Auftragshersteller
Die Schriftenreihe apv basics, von der Arbeitsgemeinschaft für Pharmazeu-tische Verfahrenstechnik e.V. (APV) herausgegeben, vermittelt ausschließlichGrundlagenwissen für ausgewählte Fach bereiche in der pharmazeutischenFerti gung. Für diese Reihe stellen kompetente Herausgeber und Autoren ihrFachwissen zur Verfügung. in Kooperation mit
Bestellung:Tel. +49 (0)8191-97000 358, Fax +49 (0)8191-97000 293, eMail: [email protected], Onlineshop, Leseproben und Inhaltsverzeichnisse – www.ecv.de

Verlag / PublisherECV · Editio Cantor Verlag für Medizinund Naturwissenschaften GmbHBaendelstockweg 2088326 Aulendorf (Germany)GF/MD: Claudius Arndt,Andreas GerthEingetragen/Registered:Amtsgericht Ulm, HRB 600174Tel. +49 (0) 7525-9400Fax +49 (0) 7525-940 180www.ecv.de
Redaktion / Editorial officeChefredakteur / Editor-in-Chief:Claudius ArndtTel. +49 (0) 7525-940 159Leitende Redakteurin/Managing Editor:Kerstin Jarosch (V. i. S. d. P.)Tel. +49 (0) 8191-98578 12Fax +49 (0) 8191-98578 19e-mail: [email protected]
Anzeigen / AdvertisementsVerantwortlich/Responsible:Lara LehmannTel. +49 (0) 8191-98578 11Fax +49 (0) 8191-98578 19e-mail: [email protected]
Herstellung / ProductionRombach Druck- und VerlagshausGmbH & Co. KGUnterwerkstr. 5, 79115 FreiburgTel. +49 (0) 761-4500-0Fax +49 (0) 761-4500-2122e-mail: [email protected]
Druck / PrintHOLZMANN DRUCK GmbH & Co. KGGewerbestraße 2, 86825 Bad WörishofenTel.: +49-(0) 8247-993 0Fax:: +49-(0) 8247-993 208e-mail: [email protected]
Bezugsbedingungen (gültig ab Januar 2011)Die Zeitschrift erscheint sechsmal pro Jahr und kannvom Verlag, von der Arbeitsgemeinschaft für Pharma-zeutische Verfahrenstechnik e. V. (APV) oder durch eineBuchhandlung (ISSN 2191-8341) bezogen werden.Preise für das Jahresabonnement als Printausgabe ein-schließlich Online-Zugang (inkl. MwSt., zzgl. Versand):Inland: 72,00 €, APV-Mitglieder und Studenten 54,00 €,zzgl. 14,00 € Versand; Ausland (Europa mit VAT Ident.Nr.): 67,29 €, APV-Mitglieder und Studenten 50,47 €,Versandkosten 16,82 €Ausland (Europa ohne VAT Ident. Nr. und weiteresAusland): 72,00 €, APV-Mitglieder und Studenten 54,00 €,Versandkosten 18,00 €Preis für das Einzelheft: 19,00 € (inkl. MwSt., zzgl.Versand). Das Abonnement ist weiter rechtsverbindlich,wenn es nicht mindestens 3 Monate vor Ende desBerechnungszeitraums gekündigt wird.Konten des Verlages: Commerzbank Friedrichshafen(BLZ 651 400 72) 17 080 80;IBAN: DE21 6514 0072 0170 8080 00;SWIFT-BIC: COBADEFF651.Landesbank Baden-Württemberg(BLZ 600 501 01) 4 508 560;IBAN: DE57 6005 0101 0004 5085 60;SWIFT-BIC: SOLADEST.Deutsche Postbank AG(BLZ 600 100 70) 29 487 703;IBAN: DE08 6001 0070 0029 4877 03;SWIFT-BIC: PBNKDEFF600.
ManuskripteManuskripte sind an die Redaktion zu senden. Es werdennur Beiträge zur Erstveröffentlichung angenommen.Die Autoren versichern, dass sie allein berechtigt sind,über die urheberrechtlichen Nutzungsrechte an ihrenArbeiten einschließlich etwaiger Bilder, Tabellen etc. zuverfügen und dass keine Rechte Dritter verletzt werden.Sie versichern außerdem, dass keine Doppelpublikation(Veröffentlichung auch in anderen Zeitschriften)beabsichtigt ist bzw. erfolgt. Mit der Annahme desManuskriptes zur Veröffentlichung räumt der Autor demVerlag das ausschließliche, zeitlich, räumlich und in-haltlich unbeschränkte Recht zur Veröffentlichung, Ver-vielfältigung, Verbreitung und öffentlichen Wiedergabe inallen Sprachen und Ländern ein, einschließlich desRechts zur Speicherung in und Nutzung durch Daten-banken jeder Art (Online, auch Internet, und Offline)sowie der weiteren Vervielfältigung zu gewerblichenZwecken im Wege des fotomechanischen oder einesanderen Verfahrens.
Urheber- und VerlagsrechteSämtliche in dieser Zeitschrift veröffentlichten Beiträgegenießen urheberrechtlichen Schutz. Kein Teil der Zeit-schrift darf außerhalb der engen Grenzen des Urheber-rechtsgesetzes ohne schriftliche Einwilligung des Ver-lages in irgendeiner Form vervielfältigt, verbreitet odersonst verwertet werden oder in eine von Maschinenverwendbare Sprache übertragen oder übersetzt werden.Insbesondere ist jede Digitalisierung, Speicherung undNutzung in und durch elektronische Datenbanken jederArt untersagt.
HaftungDer Inhalt dieses Heftes wurde sorgfältig erarbeitet.Dennoch übernehmen Autoren, Beirat, Redaktion undVerlag für die Richtigkeit von Angaben sowie für even-tuelle Satz- oder Druckfehler keine Haftung.
WarenzeichenDas Fehlen des Symbols ® nach Namen bedeutet nicht,dass der Name nicht durch Warenzeichen geschützt ist.
SonderdruckeVon Veröffentlichungen erhält der Korrespondenzautor20 Sonderdrucke in Form guter Fotokopierqualität ohneBerechnung. Weitere Sonderdrucke oder Ausführungenin höherwertiger Form oder Aufmachung können gegenÜbernahme der Kosten beim Verlag bezogen werden.
TechnoPharm® ist eine eingetragene Marke
Terms of subscription (valid from January 2011)The journal is published bimonthly beginning in 2012and can be obtained from the Publisher, from the Ar-beitsgemeinschaft Pharmazeutische Verfahrenstechnike. V. (APV) or via bookstores (ISSN 2191-8341).Rates per annum for the print + online subscription(including VAT, plus postage):Germany: 72.00 €, APV members and students 54.00 €,plus postage 14.00 €;Abroad (Europe with VAT ID number): 67.29 €, APV mem-bers and students 50.47 €, plus postage 16,82 € (surface mail);Abroad (Europe without VAT ID number and othercountries): 72.00 €, APV members and students 54.00 €,plus postage 18.00 € (surface mail);Price for single copy: 19.00 € (including VAT, plus postage).A subscription will continue unless cancelled with threemonths’ notice prior to the end of the invoiced period.Publisher’s bank accounts:Commerzbank Friedrichshafen(Bank Code 651 400 72) Account no. 17 080 80;IBAN: DE21 6514 0072 0170 8080 00;SWIFT-BIC: COBADEFF651.Landesbank Baden-Württemberg(Bank Code 600 501 01) Account no. 4 508 560;IBAN: DE57 6005 0101 0004 5085 60;SWIFT-BIC: SOLADEST.Deutsche Postbank AG(Bank Code 600 100 70) Account no. 29 487 703;IBAN: DE08 6001 0070 0029 4877 03;SWIFT-BIC: PBNKDEFF600.
ManuscriptsManuscripts have to be sent to the editorial office. Onlypreviously unpublished papers are eligible for publicati-on. Authors affirm that they are the sole owners of thecopyright to their manuscripts including any figures,tables, etc., if applicable, and that they do not infringe anyrights of third parties. They further affirm that no doublepublication (additional publication in other journals) isintended or will occur. The acceptance of a manuscriptfor publication implies that the author assigns to thePublisher the copyright to the paper whereby the Pu-blisher acquires the exclusive right – unrestricted withregard to time, territory and contents – of publication,reproduction, distribution and public communication inany languages and countries, including the right of sto-rage and use in databases of any kind (online includinginternet and offline) and the right of reproduction forcommercial purposes by photomechanical or other me-ans.
Copyright and the publisher’s rightAll articles published in this journal are protected bycopyright. No part of this journal may be reproduced,distributed or otherwise exploited in any form or trans-ferred into a machine-readable language or translatedbeyond the narrow scope of the Copyright Act withoutthe Publisher's consent in writing. In particular, any kindof digitizing, storage or utilization in and by means ofdatabases is prohibited.
LiabilityThe contents of this issue have been carefully compiled. Ne-vertheless, the authors, editorial advisory board, editorial officeand Publisher do not assume any liability for the correctness ofinformation or for typographical errors or misprints.
TrademarksThe absence of the symbol ® after any name does notimply that this name is not under trademark protection.
ReprintsThe corresponding author receives 20 reprints of a pu-blished article in good photocopy quality free of charge.Additional reprints or reprints in higher quality form ordesign can be obtained from the Publisher against pay-ment.
TechnoPharm® is a registered trademark
TechnoPharm 4, Nr. 2, 116 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)116 Impressum / Masthead
Impressum / Masthead

APVNEWS 02 • 2014
Nachrichten und Mitteilungen
APV – Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e. V.
MAKING SCIENCE WORK
Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik e.V.Gemeinnütziger wissenschaftlicher VereinInternational Association for Pharmaceutical Technology
APV NEWS 02_2014_APVnews TP 20.03.2014 09:54 Seite 1
Verlag / PublisherECV · Editio Cantor Verlag für Medizinund Naturwissenschaften GmbHBaendelstockweg 2088326 Aulendorf (Germany)GF/MD: Claudius Arndt,Andreas GerthEingetragen/Registered:Amtsgericht Ulm, HRB 600174Tel. +49 (0) 7525-9400Fax +49 (0) 7525-940 180www.ecv.de
Redaktion / Editorial officeChefredakteur / Editor-in-Chief:Claudius ArndtTel. +49 (0) 7525-940 159Leitende Redakteurin/Managing Editor:Kerstin Jarosch (V. i. S. d. P.)Tel. +49 (0) 8191-98578 12Fax +49 (0) 8191-98578 19e-mail: [email protected]
Anzeigen / AdvertisementsVerantwortlich/Responsible:Lara LehmannTel. +49 (0) 8191-98578 11Fax +49 (0) 8191-98578 19e-mail: [email protected]
Herstellung / ProductionRombach Druck- und VerlagshausGmbH & Co. KGUnterwerkstr. 5, 79115 FreiburgTel. +49 (0) 761-4500-0Fax +49 (0) 761-4500-2122e-mail: [email protected]
Druck / PrintHOLZMANN DRUCK GmbH & Co. KGGewerbestraße 2, 86825 Bad WörishofenTel.: +49-(0) 8247-993 0Fax:: +49-(0) 8247-993 208e-mail: [email protected]
Bezugsbedingungen (gültig ab Januar 2011)Die Zeitschrift erscheint sechsmal pro Jahr und kannvom Verlag, von der Arbeitsgemeinschaft für Pharma-zeutische Verfahrenstechnik e. V. (APV) oder durch eineBuchhandlung (ISSN 2191-8341) bezogen werden.Preise für das Jahresabonnement als Printausgabe ein-schließlich Online-Zugang (inkl. MwSt., zzgl. Versand):Inland: 72,00 €, APV-Mitglieder und Studenten 54,00 €,zzgl. 14,00 € Versand; Ausland (Europa mit VAT Ident.Nr.): 67,29 €, APV-Mitglieder und Studenten 50,47 €,Versandkosten 16,82 €Ausland (Europa ohne VAT Ident. Nr. und weiteresAusland): 72,00 €, APV-Mitglieder und Studenten 54,00 €,Versandkosten 18,00 €Preis für das Einzelheft: 19,00 € (inkl. MwSt., zzgl.Versand). Das Abonnement ist weiter rechtsverbindlich,wenn es nicht mindestens 3 Monate vor Ende desBerechnungszeitraums gekündigt wird.Konten des Verlages: Commerzbank Friedrichshafen(BLZ 651 400 72) 17 080 80;IBAN: DE21 6514 0072 0170 8080 00;SWIFT-BIC: COBADEFF651.Landesbank Baden-Württemberg(BLZ 600 501 01) 4 508 560;IBAN: DE57 6005 0101 0004 5085 60;SWIFT-BIC: SOLADEST.Deutsche Postbank AG(BLZ 600 100 70) 29 487 703;IBAN: DE08 6001 0070 0029 4877 03;SWIFT-BIC: PBNKDEFF600.
ManuskripteManuskripte sind an die Redaktion zu senden. Es werdennur Beiträge zur Erstveröffentlichung angenommen.Die Autoren versichern, dass sie allein berechtigt sind,über die urheberrechtlichen Nutzungsrechte an ihrenArbeiten einschließlich etwaiger Bilder, Tabellen etc. zuverfügen und dass keine Rechte Dritter verletzt werden.Sie versichern außerdem, dass keine Doppelpublikation(Veröffentlichung auch in anderen Zeitschriften)beabsichtigt ist bzw. erfolgt. Mit der Annahme desManuskriptes zur Veröffentlichung räumt der Autor demVerlag das ausschließliche, zeitlich, räumlich und in-haltlich unbeschränkte Recht zur Veröffentlichung, Ver-vielfältigung, Verbreitung und öffentlichen Wiedergabe inallen Sprachen und Ländern ein, einschließlich desRechts zur Speicherung in und Nutzung durch Daten-banken jeder Art (Online, auch Internet, und Offline)sowie der weiteren Vervielfältigung zu gewerblichenZwecken im Wege des fotomechanischen oder einesanderen Verfahrens.
Urheber- und VerlagsrechteSämtliche in dieser Zeitschrift veröffentlichten Beiträgegenießen urheberrechtlichen Schutz. Kein Teil der Zeit-schrift darf außerhalb der engen Grenzen des Urheber-rechtsgesetzes ohne schriftliche Einwilligung des Ver-lages in irgendeiner Form vervielfältigt, verbreitet odersonst verwertet werden oder in eine von Maschinenverwendbare Sprache übertragen oder übersetzt werden.Insbesondere ist jede Digitalisierung, Speicherung undNutzung in und durch elektronische Datenbanken jederArt untersagt.
HaftungDer Inhalt dieses Heftes wurde sorgfältig erarbeitet.Dennoch übernehmen Autoren, Beirat, Redaktion undVerlag für die Richtigkeit von Angaben sowie für even-tuelle Satz- oder Druckfehler keine Haftung.
WarenzeichenDas Fehlen des Symbols ® nach Namen bedeutet nicht,dass der Name nicht durch Warenzeichen geschützt ist.
SonderdruckeVon Veröffentlichungen erhält der Korrespondenzautor20 Sonderdrucke in Form guter Fotokopierqualität ohneBerechnung. Weitere Sonderdrucke oder Ausführungenin höherwertiger Form oder Aufmachung können gegenÜbernahme der Kosten beim Verlag bezogen werden.
TechnoPharm® ist eine eingetragene Marke
Terms of subscription (valid from January 2011)The journal is published bimonthly beginning in 2012and can be obtained from the Publisher, from the Ar-beitsgemeinschaft Pharmazeutische Verfahrenstechnike. V. (APV) or via bookstores (ISSN 2191-8341).Rates per annum for the print + online subscription(including VAT, plus postage):Germany: 72.00 €, APV members and students 54.00 €,plus postage 14.00 €;Abroad (Europe with VAT ID number): 67.29 €, APV mem-bers and students 50.47 €, plus postage 16,82 € (surface mail);Abroad (Europe without VAT ID number and othercountries): 72.00 €, APV members and students 54.00 €,plus postage 18.00 € (surface mail);Price for single copy: 19.00 € (including VAT, plus postage).A subscription will continue unless cancelled with threemonths’ notice prior to the end of the invoiced period.Publisher’s bank accounts:Commerzbank Friedrichshafen(Bank Code 651 400 72) Account no. 17 080 80;IBAN: DE21 6514 0072 0170 8080 00;SWIFT-BIC: COBADEFF651.Landesbank Baden-Württemberg(Bank Code 600 501 01) Account no. 4 508 560;IBAN: DE57 6005 0101 0004 5085 60;SWIFT-BIC: SOLADEST.Deutsche Postbank AG(Bank Code 600 100 70) Account no. 29 487 703;IBAN: DE08 6001 0070 0029 4877 03;SWIFT-BIC: PBNKDEFF600.
ManuscriptsManuscripts have to be sent to the editorial office. Onlypreviously unpublished papers are eligible for publicati-on. Authors affirm that they are the sole owners of thecopyright to their manuscripts including any figures,tables, etc., if applicable, and that they do not infringe anyrights of third parties. They further affirm that no doublepublication (additional publication in other journals) isintended or will occur. The acceptance of a manuscriptfor publication implies that the author assigns to thePublisher the copyright to the paper whereby the Pu-blisher acquires the exclusive right – unrestricted withregard to time, territory and contents – of publication,reproduction, distribution and public communication inany languages and countries, including the right of sto-rage and use in databases of any kind (online includinginternet and offline) and the right of reproduction forcommercial purposes by photomechanical or other me-ans.
Copyright and the publisher’s rightAll articles published in this journal are protected bycopyright. No part of this journal may be reproduced,distributed or otherwise exploited in any form or trans-ferred into a machine-readable language or translatedbeyond the narrow scope of the Copyright Act withoutthe Publisher's consent in writing. In particular, any kindof digitizing, storage or utilization in and by means ofdatabases is prohibited.
LiabilityThe contents of this issue have been carefully compiled. Ne-vertheless, the authors, editorial advisory board, editorial officeand Publisher do not assume any liability for the correctness ofinformation or for typographical errors or misprints.
TrademarksThe absence of the symbol ® after any name does notimply that this name is not under trademark protection.
ReprintsThe corresponding author receives 20 reprints of a pu-blished article in good photocopy quality free of charge.Additional reprints or reprints in higher quality form ordesign can be obtained from the Publisher against pay-ment.
TechnoPharm® is a registered trademark
TechnoPharm 4, Nr. 2, 116 (2014)© ECV . Editio Cantor Verlag, Aulendorf (Germany)116 Impressum / Masthead
Impressum / Masthead

APV NEWS 2-2014
APV NEWS – Aus der Geschäftsstelle
Mit Hochdruck arbeitet die APV an einem attraktiven Fachprogramm zur TechnoPharm 2014. Der Verein ist ideeller Träger derFachmesse für die sterile Pharmaproduktion, die vom 30. September bis 2. Oktober 2014 im Messezentrum Nürnberg stattfin-det. „Unser Ziel ist ein Fachprogramm, das es in dieser Breite und Größe noch nie zuvor gegeben hat auf der TechnoPharm“,berichtet APV Präsident Prof. Dr. Jörg Breitkreutz über die Vorbereitungen. „Auf der Agenda stehen Themen, die fortwährenddiskutiert werden in der Branche wie z. B. GMP und Qualitätssicherung, RABS und Isolatoren, aber auch ganz neue Pharma-trends im Bereich Coating und orodispersible Arzneiformen.“Referenten, die ihr Fachwissen gerne auf die Bühne bringen möchten, können sich bei der APV Geschäftsstelle für einen Vortragbewerben und ihre Praxisbeispiele der Branche entweder im Reinraumforum in Halle 9 oder im Fachforum in Halle 6 präsen-tieren.
Branchenführer angemeldet
Ein halbes Jahr vor der TechnoPharm in Nürnberg stehen die Zeichen gut für eine erfolgreiche Veranstaltung. Führende Unter-nehmen der Branche wie Bosch Packaging, Fette, GEA, GEMÜ, IMA oder ProPack sind bereits angemeldet. Dreiviertel der Vor-jahresfläche von Europas führendem Innovationsforum für sterile Verfahrenstechnik in Pharma, Food und Kosmetik sindgebucht. Einen umfassenden Überblick über alle Aussteller und die aktuelle Hallenplanung bieten die offiziellen Hallenpläneder TechnoPharm 2014, die ab sofort verfügbar sind unter: www.technopharm.de/hallenplan
Ansprechpartner für AusstellerPhillip BlassTel +49 (0) 9 11. 86 06-82 [email protected]
Ansprechpartner für Referenten im FachforumDr. Martin BornhöftTel +49 (0) 61 31. 976 99 [email protected]
TechnoPharm 2014: Fachexperten gesucht!
APV NEWS 02_2014_APVnews TP 20.03.2014 09:54 Seite 2
APV NEWS – Aus dem Vereinsleben
APV NEWS 6-2013
Lokale Gruppen
Donnerstag, 08. Mai 2014
Lokale APV-Gruppe Oberbayern ab 19:30 Uhr Nasca, Enhuberstr. 1, 80333 München,Telefon 089-52310594 mit dem Themenschwerpunkt Südamerika.
Anmeldung erforderlich bis zum 01. Mai 2014 bei Dr. (USA) Julia Schulze-Nahrup.
Montag, 12. Mai 2014
Lokale APV-Gruppe Bonn/Köln/Aachen ab 19:00 Uhr im Restaurant Rietbrocks Weinhaus(Königstrasse 84, 53115 Bonn)
Anmeldung erforderlich bis zum 05. Mai 2014 bei Dr. Michael Horstmann.
Mittwoch, 21. Mai 2014
Lokale APV-Gruppe Rhein-Main ab 19:30 Uhr. Ort wird noch bekannt gegeben.
Weitere Informationen erhalten Sie bei Cathrin Pauly.
Mittwoch, 28. Mai 2014
Lokale APV-Gruppe Nord ab 18:30 Uhr im Hofbräuhaus (Esplanade 6, 20354 Hamburg)
Anmeldung erforderlich bis zum 15. Mai 2014 bei Birgit Mootz.
Dienstag, 2. September 2014
Lokale APV-Gruppe Berlin um 19:00 Uhr, Treffpunkt wird noch bekanntgegeben.
Weitere Informationen erhalten Sie bei Dr. Andreas Sachse.
Weitere Informationen zu unseren lokalen Gruppen finden Sie auf http://www.apv-mainz.de/apv/der-verein/netzwerk/lokale-gruppen/
Liebe APV-Mitglieder, nach der erfolgreichen Gründung mehrerer lokaler Gruppen würden wir das Konzept der lokalenAPV-Gruppen gerne auch in weiteren Regionen etablieren. Bitte sprechen Sie uns an, wenn SieInteresse an einer Teilnahme an einer lokalen Gruppe in Ihrer Region haben oder als Ansprechpartner, unterstützt durch die APV-Geschäftsstelle, für eine neue lokale Gruppe zur Verfügung stehen würden.
Wir freuen uns auf Ihre Rückmeldung!
Ansprechpartner: Dr. Martin Bornhöft, Email: [email protected], Tel: + 49 6131 9769-35
APV NEWS 02_2014_APVnews TP 20.03.2014 09:54 Seite 3

APV NEWS 2-2014
APVnews – Infos aus der Hochschule
European Journal of Pharmaceutics and Biopharmaceutics86 (2014) 1–6How can we bring high drug doses to thelung?Sarah Claus, Claudius Weiler, Joerg Schiewe, WolfgangFriess
abstractIn the last decades, dry powder inhalation has become avery attractive option for pulmonary drug delivery to treatlung diseases like cystic fibroses and lung infections. Incontrast to the traditional pulmonary application of drugsfor asthma and chronic obstructive pulmonary disease,these therapies require higher lung doses to be administe-red. The developments and improvements toward highdose powder pulmonary drug delivery are summarized anddiscussed in this chapter. These include the invention andimprovement of novel inhaler devices as well as the furtherdevelopment of formulation principles and new powderengineering methods. The implementation of these strate-gies is subsequently described for some prototypes andformulations in research and development stage as well asfor already marketed dry powder products. Finally, possibleadverse effects that can occur after inhalation of highpowder doses are shortly addressed.
European Journal of Pharmaceutics and Biopharmaceutics86 (2014) 7–22Solid Lipid Nanoparticles (SLN) and Nano-structured Lipid Carriers (NLC) for pulmona-ry application: A review of the state of theartS. Weber, A. Zimmer, J. Pardeike
abstractDrug delivery by inhalation is a noninvasive means ofadministration that has following advantages for localtreatment for airway diseases: reaching the epitheliumdirectly, circumventing first pass metabolism and avoidingsystemic toxicity. Moreover, from the physiological point ofview, the lung provides advantages for systemic delivery ofdrugs including its large surface area, a thin alveolar epi-thelium and extensive vasculature which allow rapid andeffective drug absorption. Therefore, pulmonary applicati-on is considered frequently for both, the local and thesystemic delivery of drugs. Lipid nanoparticles – Solid LipidNanoparticles and Nanostructured Lipid Carriers – arenanosized carrier systems in which solid particles consi-
sting of a lipid matrix are stabilized by surfactants in anaqueous phase. Advantages of lipid nanoparticles for thepulmonary application are the possibility of a deep lungdeposition as they can be incorporated into respirables car-riers due to their small size, prolonged release and lowtoxicity.This paper will give an overview of the existing literatureabout lipid nanoparticles for pulmonary application.Moreover, it will provide the reader with some backgroundinformation for pulmonary drug delivery, i.e., anatomy andphysiology of the respiratory system, formulation require-ments, application forms, clearance from the lung, phar-macological benefits and nanotoxicity.
European Journal of Pharmaceutics and Biopharmaceutics86 (2014) 83–89In vitro and ex vivo methods predict theenhanced lung residence time of liposomalciprofloxacin formulations for nebulizationHui Xin Ong, Faiza Benaouda, Daniela Traini,, David Cipol-la, Igor Gonda, Mary Bebawy, Ben Forbes, Paul M. Young
abstractLiposomal ciprofloxacin formulations have been developedwith the aim of enhancing lung residence time, therebyreducing the burden of inhaled antimicrobial therapywhich requires multiple daily administration due to rapidabsorptive clearance of antibiotics from the lungs. Howe-ver, there is a lack of a predictive methodology available toassess controlled release inhalation delivery systems andtheir effect on drug disposition. In this study, three cipro-floxacin formulations were evaluated: a liposomal formula-tion, a solution formulation and a 1:1 combination of thetwo (mixture formulation). Different methodologies wereutilised to study the release profiles of ciprofloxacin fromthese formulations: (i) membrane diffusion, (ii) air interfaceCalu-3 cells and (iii) isolated perfused rat lungs. The datafrom these models were compared to the performance ofthe formulations in vivo. The solution formulation providedthe highest rate of absorptive transport followed by themixture formulation, with the liposomal formulation provi-ding substantially slower drug release. The rank order ofdrug release/transport from the different formulations wasconsistent across the in vitro and ex vivo methods, and thiswas predictive of the profiles in vivo. The use of compli-mentary in vitro and ex vivo methodologies provided arobust analysis of formulation behaviour, including mecha-nistic insights, and predicted in vivo pharmacokinetics
What’s hot in European Journal ofPharmaceutics and Biopharmaceutics?Stefanie Funke, Ludwig-Maximilians-Universität, D-München
APV NEWS 02_2014_APVnews TP 20.03.2014 09:54 Seite 4
APV NEWS – Mitteilungen
APV NEWS 2-2012
Impressum:
Redaktion
Prof. Dr. Jörg Breitkreutz (Präsident)Dr. Martin Bornhöft (Leiter Geschäftsstelle)
Vorstand der APV
Dr. Rainer Alex · Dr. Hermann Allgaier ·Prof. Dr. Jörg Breitkreutz · Dr. HubertusFolttmann · Prof. Dr. Achim Göpferich · Prof. Dr. Heribert Häusler · Dr. Hermann P.Osterwald · Dr. Andreas Rummelt
Arbeitsgemeinschaft für Pharmazeu tischeVerfahrenstechnik e. V. (APV) Kurfürstenstraße 5955118 Mainz (Germany)Telefon +49 6131 9769-0Telefax +49 6131 9769-69e-mail: [email protected]://www.apv-mainz.de
Verlag
ECV · Editio Cantor Verlag für Medizinund Naturwissenschaften GmbHBaendelstockweg 2088326 Aulendorf, Germany
Telefon +49 7525 940-0Telefax +49 7525 940-180
e-mail: [email protected]://www.ecv.de
Alle Rechte bei APV e. V.All rights reservedPrinted in GermanyJede Form des Nachdrucks verboten
Druck
Holzmann Druck GmbH & Co. KGGewerbestr. 286825 Bad Wörishofen, Germany
Satz
Arbeitsgemeinschaft für Pharmazeu tischeVerfahrenstechnik e. V. (APV) Kurfürstenstraße 5955118 Mainz (Germany)
On March 2nd, the first North- American Galenus GuestProfessorship ended after the three-week visit of Prof. GertFricker from the University of Heidelberg to the EugeneApplebaum College of Pharmacy and Health Sciences atWayne State University in Detroit. This was the seventh inan on-going series of Guest Professorships funded by theGalenus Foundation of Vienna, Austria. The foundation`saim is to facilitate dialogue between the diverse fields ofendeavour, including pharmaceutical technology and drugdelivery, that comprise the discipline. Therefore, Prof. Frik-ker’s research fits beautifully with the ambitions of thefoundation.
Prof. Fricker is an expert in both the chemical and the clini-cal aspects of drug delivery, as he has worked and studiedin both areas. He has been the director of the Institute ofPharmacy and Molecular Biotechnology of the new Facultyfor Biological Sciences at the University of Heidelberg inGermany since 2002, and is well-known for his research onATP-binding cassette (ABC) transporters, one of the hurdlesthat need to be overcome for efficient drug delivery to thebrain.
During his visit to Wayne State University, Prof. Fricker gavelectures on the MS/PhD Course on Advanced Drug Deliveryand Formulation, in the Department of Biology, and, as agrand finale to his stay, gave a keynote lecture jointly or-ganized by the Department of Pharmaceutical Sciences andthe Molecular Therapeutics Program at the Karmanos Can-cer Institute on “The Blood Brain Barrier – a gateway to theCNS?”. The recorded live-stream video of this lecture canbe accessed via the foundation’s website. The access codecan be requested from [email protected].
The guest professor engaged in lively interaction with manymembers of the university. He also joined the Merkel LabGroup Meeting and learned more about our focus on tar-geted siRNA delivery. Based on the many face-to-face dis-cussions we were able to have during the last few weeks,we are currently developing collaborative efforts for siRNAdelivery across the blood-brain-barrier.
The Merkel Lab extends its sincere gratitude to the GalenusFoundation for funding such a wonderful experience andto Prof. Fricker for spending three exciting weeks with usin Detroit.
The first North-American GalenusGuest Professorship at the Merkel Lab
APV NEWS 02_2014_APVnews TP 20.03.2014 09:55 Seite 5
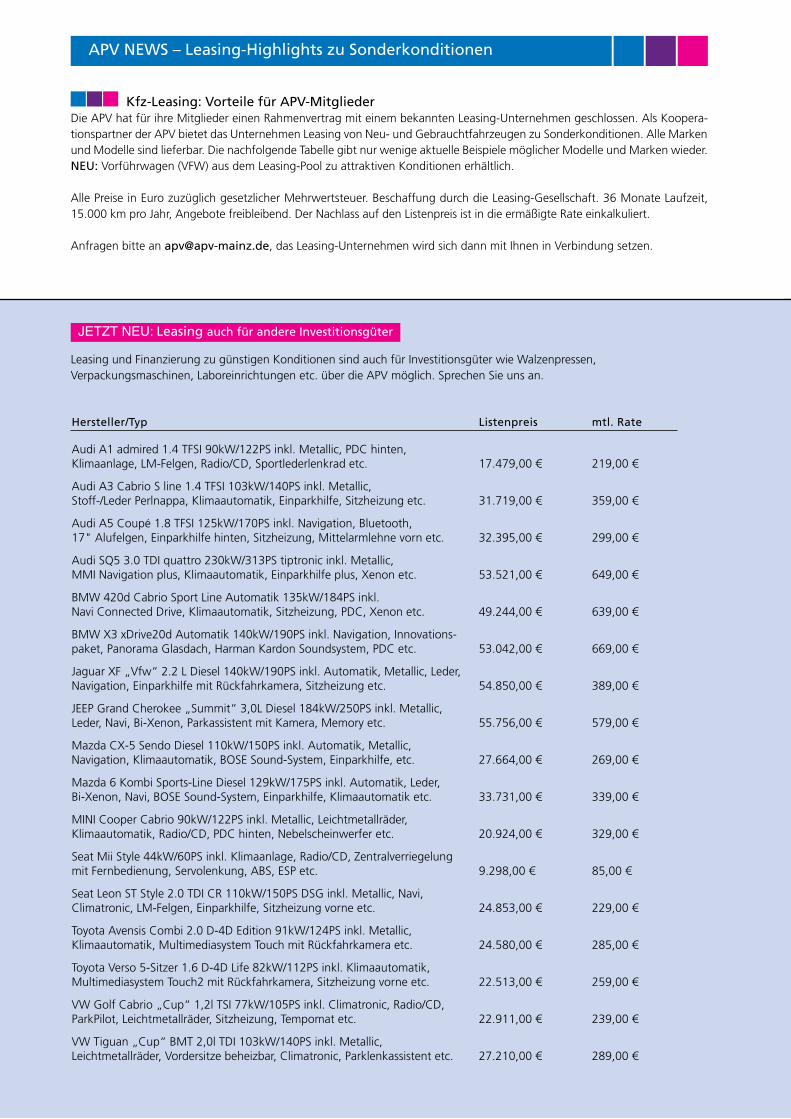
Hersteller/Typ Listenpreis mtl. Rate
Audi A1 admired 1.4 TFSI 90kW/122PS inkl. Metallic, PDC hinten, Klimaanlage, LM-Felgen, Radio/CD, Sportlederlenkrad etc. 17.479,00 € 219,00 €
Audi A3 Cabrio S line 1.4 TFSI 103kW/140PS inkl. Metallic, Stoff-/Leder Perlnappa, Klimaautomatik, Einparkhilfe, Sitzheizung etc. 31.719,00 € 359,00 €
Audi A5 Coupé 1.8 TFSI 125kW/170PS inkl. Navigation, Bluetooth, 17" Alufelgen, Einparkhilfe hinten, Sitzheizung, Mittelarmlehne vorn etc. 32.395,00 € 299,00 €
Audi SQ5 3.0 TDI quattro 230kW/313PS tiptronic inkl. Metallic, MMI Navigation plus, Klimaautomatik, Einparkhilfe plus, Xenon etc. 53.521,00 € 649,00 €
BMW 420d Cabrio Sport Line Automatik 135kW/184PS inkl. Navi Connected Drive, Klimaautomatik, Sitzheizung, PDC, Xenon etc. 49.244,00 € 639,00 €
BMW X3 xDrive20d Automatik 140kW/190PS inkl. Navigation, Innovations- paket, Panorama Glasdach, Harman Kardon Soundsystem, PDC etc. 53.042,00 € 669,00 €
Jaguar XF „Vfw“ 2.2 L Diesel 140kW/190PS inkl. Automatik, Metallic, Leder, Navigation, Einparkhilfe mit Rückfahrkamera, Sitzheizung etc. 54.850,00 € 389,00 €
JEEP Grand Cherokee „Summit“ 3,0L Diesel 184kW/250PS inkl. Metallic, Leder, Navi, Bi-Xenon, Parkassistent mit Kamera, Memory etc. 55.756,00 € 579,00 €
Mazda CX-5 Sendo Diesel 110kW/150PS inkl. Automatik, Metallic, Navigation, Klimaautomatik, BOSE Sound-System, Einparkhilfe, etc. 27.664,00 € 269,00 €
Mazda 6 Kombi Sports-Line Diesel 129kW/175PS inkl. Automatik, Leder, Bi-Xenon, Navi, BOSE Sound-System, Einparkhilfe, Klimaautomatik etc. 33.731,00 € 339,00 €
MINI Cooper Cabrio 90kW/122PS inkl. Metallic, Leichtmetallräder, Klimaautomatik, Radio/CD, PDC hinten, Nebelscheinwerfer etc. 20.924,00 € 329,00 €
Seat Mii Style 44kW/60PS inkl. Klimaanlage, Radio/CD, Zentralverriegelung mit Fernbedienung, Servolenkung, ABS, ESP etc. 9.298,00 € 85,00 €
Seat Leon ST Style 2.0 TDI CR 110kW/150PS DSG inkl. Metallic, Navi, Climatronic, LM-Felgen, Einparkhilfe, Sitzheizung vorne etc. 24.853,00 € 229,00 €
Toyota Avensis Combi 2.0 D-4D Edition 91kW/124PS inkl. Metallic, Klimaautomatik, Multimediasystem Touch mit Rückfahrkamera etc. 24.580,00 € 285,00 €
Toyota Verso 5-Sitzer 1.6 D-4D Life 82kW/112PS inkl. Klimaautomatik, Multimediasystem Touch2 mit Rückfahrkamera, Sitzheizung vorne etc. 22.513,00 € 259,00 €
VW Golf Cabrio „Cup“ 1,2l TSI 77kW/105PS inkl. Climatronic, Radio/CD, ParkPilot, Leichtmetallräder, Sitzheizung, Tempomat etc. 22.911,00 € 239,00 €
VW Tiguan „Cup“ BMT 2,0l TDI 103kW/140PS inkl. Metallic, Leichtmetallräder, Vordersitze beheizbar, Climatronic, Parklenkassistent etc. 27.210,00 € 289,00 €
Kfz-Leasing: Vorteile für APV-MitgliederDie APV hat für ihre Mitglieder einen Rahmenvertrag mit einem bekannten Leasing-Unternehmen geschlossen. Als Koopera-tionspartner der APV bietet das Unternehmen Leasing von Neu- und Gebrauchtfahrzeugen zu Sonderkonditionen. Alle Markenund Modelle sind lieferbar. Die nachfolgende Tabelle gibt nur wenige aktuelle Beispiele möglicher Modelle und Marken wieder.NEU: Vorführwagen (VFW) aus dem Leasing-Pool zu attraktiven Konditionen erhältlich.
Alle Preise in Euro zuzüglich gesetzlicher Mehrwertsteuer. Beschaffung durch die Leasing-Gesellschaft. 36 Monate Laufzeit,15.000 km pro Jahr, Angebote freibleibend. Der Nachlass auf den Listenpreis ist in die ermäßigte Rate einkalkuliert.
Anfragen bitte an [email protected], das Leasing-Unternehmen wird sich dann mit Ihnen in Verbindung setzen.
Leasing und Finanzierung zu günstigen Konditionen sind auch für Investitionsgüter wie Walzenpressen,Verpackungsmaschinen, Laboreinrichtungen etc. über die APV möglich. Sprechen Sie uns an.
JETZT NEU: Leasing auch für andere Investitionsgüter
APV NEWS – Leasing-Highlights zu Sonderkonditionen
APV NEWS 02_2014_APVnews TP 20.03.2014 09:55 Seite 6
Hersteller/Typ Listenpreis mtl. Rate
Audi A1 admired 1.4 TFSI 90kW/122PS inkl. Metallic, PDC hinten, Klimaanlage, LM-Felgen, Radio/CD, Sportlederlenkrad etc. 17.479,00 € 219,00 €
Audi A3 Cabrio S line 1.4 TFSI 103kW/140PS inkl. Metallic, Stoff-/Leder Perlnappa, Klimaautomatik, Einparkhilfe, Sitzheizung etc. 31.719,00 € 359,00 €
Audi A5 Coupé 1.8 TFSI 125kW/170PS inkl. Navigation, Bluetooth, 17" Alufelgen, Einparkhilfe hinten, Sitzheizung, Mittelarmlehne vorn etc. 32.395,00 € 299,00 €
Audi SQ5 3.0 TDI quattro 230kW/313PS tiptronic inkl. Metallic, MMI Navigation plus, Klimaautomatik, Einparkhilfe plus, Xenon etc. 53.521,00 € 649,00 €
BMW 420d Cabrio Sport Line Automatik 135kW/184PS inkl. Navi Connected Drive, Klimaautomatik, Sitzheizung, PDC, Xenon etc. 49.244,00 € 639,00 €
BMW X3 xDrive20d Automatik 140kW/190PS inkl. Navigation, Innovations- paket, Panorama Glasdach, Harman Kardon Soundsystem, PDC etc. 53.042,00 € 669,00 €
Jaguar XF „Vfw“ 2.2 L Diesel 140kW/190PS inkl. Automatik, Metallic, Leder, Navigation, Einparkhilfe mit Rückfahrkamera, Sitzheizung etc. 54.850,00 € 389,00 €
JEEP Grand Cherokee „Summit“ 3,0L Diesel 184kW/250PS inkl. Metallic, Leder, Navi, Bi-Xenon, Parkassistent mit Kamera, Memory etc. 55.756,00 € 579,00 €
Mazda CX-5 Sendo Diesel 110kW/150PS inkl. Automatik, Metallic, Navigation, Klimaautomatik, BOSE Sound-System, Einparkhilfe, etc. 27.664,00 € 269,00 €
Mazda 6 Kombi Sports-Line Diesel 129kW/175PS inkl. Automatik, Leder, Bi-Xenon, Navi, BOSE Sound-System, Einparkhilfe, Klimaautomatik etc. 33.731,00 € 339,00 €
MINI Cooper Cabrio 90kW/122PS inkl. Metallic, Leichtmetallräder, Klimaautomatik, Radio/CD, PDC hinten, Nebelscheinwerfer etc. 20.924,00 € 329,00 €
Seat Mii Style 44kW/60PS inkl. Klimaanlage, Radio/CD, Zentralverriegelung mit Fernbedienung, Servolenkung, ABS, ESP etc. 9.298,00 € 85,00 €
Seat Leon ST Style 2.0 TDI CR 110kW/150PS DSG inkl. Metallic, Navi, Climatronic, LM-Felgen, Einparkhilfe, Sitzheizung vorne etc. 24.853,00 € 229,00 €
Toyota Avensis Combi 2.0 D-4D Edition 91kW/124PS inkl. Metallic, Klimaautomatik, Multimediasystem Touch mit Rückfahrkamera etc. 24.580,00 € 285,00 €
Toyota Verso 5-Sitzer 1.6 D-4D Life 82kW/112PS inkl. Klimaautomatik, Multimediasystem Touch2 mit Rückfahrkamera, Sitzheizung vorne etc. 22.513,00 € 259,00 €
VW Golf Cabrio „Cup“ 1,2l TSI 77kW/105PS inkl. Climatronic, Radio/CD, ParkPilot, Leichtmetallräder, Sitzheizung, Tempomat etc. 22.911,00 € 239,00 €
VW Tiguan „Cup“ BMT 2,0l TDI 103kW/140PS inkl. Metallic, Leichtmetallräder, Vordersitze beheizbar, Climatronic, Parklenkassistent etc. 27.210,00 € 289,00 €
Kfz-Leasing: Vorteile für APV-MitgliederDie APV hat für ihre Mitglieder einen Rahmenvertrag mit einem bekannten Leasing-Unternehmen geschlossen. Als Koopera-tionspartner der APV bietet das Unternehmen Leasing von Neu- und Gebrauchtfahrzeugen zu Sonderkonditionen. Alle Markenund Modelle sind lieferbar. Die nachfolgende Tabelle gibt nur wenige aktuelle Beispiele möglicher Modelle und Marken wieder.NEU: Vorführwagen (VFW) aus dem Leasing-Pool zu attraktiven Konditionen erhältlich.
Alle Preise in Euro zuzüglich gesetzlicher Mehrwertsteuer. Beschaffung durch die Leasing-Gesellschaft. 36 Monate Laufzeit,15.000 km pro Jahr, Angebote freibleibend. Der Nachlass auf den Listenpreis ist in die ermäßigte Rate einkalkuliert.
Anfragen bitte an [email protected], das Leasing-Unternehmen wird sich dann mit Ihnen in Verbindung setzen.
Leasing und Finanzierung zu günstigen Konditionen sind auch für Investitionsgüter wie Walzenpressen,Verpackungsmaschinen, Laboreinrichtungen etc. über die APV möglich. Sprechen Sie uns an.
JETZT NEU: Leasing auch für andere Investitionsgüter
APV NEWS – Leasing-Highlights zu Sonderkonditionen
APV NEWS 02_2014_APVnews TP 20.03.2014 09:55 Seite 6
ecv
ECV · Editio Cantor Verlag
Ihr UnternehmenIhr Know-how
Ihr Buch
www.insights.ecv.de
Alles was Sie wissen müssen:Lara Lehmann Tel. +49 (0)8191-985 78 11eMail: [email protected]
Die Corporate Books-Reihe ecvINSIGHTS!
Ihr Buchdigital | gedruckt
NEU!
Abgelegt auf: F:\GK\ECV\Satz\TechnoPharm\TP_2014-02\Anzeigensatz-keine-Druck-PDFs\bohle-TP-2014-02_216x303.indd Zuletzt gesichert: 25.03.14 (03:59:40 Uhr)
DIE TECHNOLOGISCHE ZUKUNFT HAT BEGONNEN:
Bohle Uni Cone BUC® produktiver, praktischer, präziser
Ihre Vorteile:
• Hohe Ausbeute und Vermeidung von Zwillingsbildung beim Coaten
• Trocknen, Granulieren und Coaten ohne Umbau im selben Gerät
• Bequeme Bedienung durch seitlich angebrachte Düsen
• Optimierte Prozessführung mittels innovativer PAT-Methoden (Partikelgröße und Feuchte)www.lbbohle.de
Herkömmliches Wurster-Verfahren
Wegweisende Bohle Uni Cone BUC®-Technologie
Die Alternative
zum herkömmlichen
Wurster-Verfahren
Bohle-BUC_D_A4_1.indd 1 25.03.14 11:24





























