Embed Size (px)
Citation preview
ProgrammieranleitungTyp1 osa M / CC 220 M
103Ausgabe
Typ1 osa M / CC 220 M
Programmieranleitung
1070 073 313-103 (96.07) D
Z4 GA (Typ1 osa M)
Z25 GO (CC 220 M)
Reg. Nr. 16149-03
� 1996
Alle Rechte bei Robert Bosch GmbH,auch für den Fall von Schutzrechtsanmeldungen.
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Schutzgebühr 30.– DM

Programmierung Typ1 osa M / CC 220 MInhaltsverzeichnis
Inhalt – 1LEERER MERKER
Inhaltsverzeichnis
Sicherheitshinweise
Piktogramm- und Symbolerläuterungen Sicher – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Bestimmungsgemäßer Gebrauch Sicher – 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Qualifiziertes Personal Sicher – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Sicherheitsbewußtes Arbeiten Sicher – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmierung der CNC Sicher – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Wartung, Reparaturen Sicher – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nachrüstungen und Veränderungen durch den Betreiber Sicher – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vorwort
Vorwort Vorwort – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Verwendete Abkürzungen Vorwort – 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 Allgemeines
Allgemeine Hinweise 1 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Definitionen 1 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Koordinatensystem 1 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Achsbezeichnung 1 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Achsbefehle 1 – 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nullpunkte 1 – 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Grundsätzliche Festlegungen 1 – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmaufbau 1 – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programmanfang 1 – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmablauf 1 – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmende 1 – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmsatz 1 – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmwort 1 – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmcode 1 – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Datei-Gruppen 1 – 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Dateikopf 1 – 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Dateischutz 1 – 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Dateiende 1 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programm-Handhabung 1 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programmanwahl 1 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programme und Tabellen automatisch löschen 1 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programmierung 1 – 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Standard-Programmierformate 1 – 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programmierung Typ1 osa M / CC 220 MInhaltsverzeichnis
Inhalt – 2 LEERER MERKER
2 G-Funktionen
G-Codes Gruppenzugehörigkeit der G-Funktionen 2 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G0 Geradeninterpolation im Eilgang 2 – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G1 Geradeninterpolation im Vorschub 2 – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G2, G3 Kreisinterpolation im Vorschub 2 – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Radiusprogrammierung 2 – 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Gewindefräsen 2 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Zylindermantelfräsen 2 – 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G4, G104 Verweilzeit 2 – 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G5 Kreisinterpolation mit tangentialem Eintritt 2 – 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G6 Beschleunigungsprogrammierung EIN 2 – 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G7 Beschleunigungsprogrammierung AUS 2 – 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G106 Bahnbeschleunigung EIN 2 – 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G107 Bahnbeschleunigung AUS 2 – 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G8 Bahnslope EIN 2 – 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G9 Bahnslope AUS 2 – 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G10, G11, Polarkoordinaten Programmierung 2 – 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G12, G13G14 KV-Programmierung EIN 2 – 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G15 KV-Programmierung AUS 2 – 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G16 KV-Messung (Nachlaufmessung) 2 – 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G17 X/Y-Ebene (Ebenenauswahl) 2 – 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G18 Z/X-Ebene (Ebenenauswahl) 2 – 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G19 Y/Z-Ebene (Ebenenauswahl) 2 – 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G20 Ebenenauswahl 2 aus 6 Achsen 2 – 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G22 Unterprogrammaufruf 2 – 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ohne G22 Unterprogrammaufruf über P-/Q-Adresse 2 – 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G23 Bedingter Sprung 2 – 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G24 Unbedingter Sprung 2 – 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G25, G26, Arbeitsraumbegrenzung EIN 2 – 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G125, G126G27 Arbeitsraumbegrenzung AUS 2 – 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G28 Eckenverzögerung EIN 2 – 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G128 Eckenverzögerung EIN (Satzweise) 2 – 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G29 Eckenverzögerung AUS 2 – 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G29 Eckenverzögerung/-Beschleunigung AUS 2 – 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G32 Gewindebohren ohne Ausgleichsfutter (Option) 2 – 45. . . . . . . . . . . . . . . . . . . . . . . . . . G33 Gewindeschneiden 2 – 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G37, G38, G39 Programmierbares Spiegeln 2 – 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G37, G38, G39 Koordinatendrehung 2 – 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G38, G39 Maßstabprogrammierung 2 – 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G40, G41, G42 Fräserbahnkorrektur (siehe auch Kap. 4) 2 – 71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G140, G ( ) 43, Achsparallele Korrektur 2 – 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G ( ) 44G145, Externe Werkzeug-Korrektur EIN 2 – 76. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G245 ... G845G146 Externe Werkzeug-Korrektur AUS 2 – 76. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G43, G44 Räumlicher Werkzeugversatz (Option) 2 – 79. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G51 Werkstücknullpunktverschiebung AUS 2 – 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G52 Werkstücknullpunktverschiebung EIN 2 – 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G( )54 – G( ) 59 Nullpunktverschiebungen (NPV) EIN 2 – 85. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G53 Nullpunktverschiebungen (NPV) AUS 2 – 85. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G60 Programmierte Nullpunktverschiebung EIN 2 – 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G67 Programmierte Nullpunktverschiebung AUS 2 – 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . G160 Externe Nullpunktverschiebung EIN 2 – 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G167 Externe Nullpunktverschiebung AUS 2 – 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programmierung Typ1 osa M / CC 220 MInhaltsverzeichnis
Inhalt – 3LEERER MERKER
G61 Genauhalt EIN 2 – 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G62 Genauhalt AUS 2 – 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G161 Genauhalt EIN für Eilgang (G0) 2 – 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G162 Genauhalt AUS für Eilgang (G0) 2 – 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G63 Vorschub 100% Setzen 2 – 93. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G66 Löschen von G63 2 – 93. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G64 Fräsereingriffspunkt Vorschubkorrektur (bei Fräserradiuskorrektur) 2 – 94. . . . . . . . . G65 Fräsermittelpunkt Vorschubkorrektur (bei Fräserradiuskorrektur) 2 – 94. . . . . . . . . . . . G68 Kreisbogen (Konturübergänge) 2 – 96. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G69 Schnittpunkt (Konturübergänge) 2 – 96. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G70 Zollprogrammierung 2 – 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G71 Metrische Programmierung 2 – 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G73 Linearinterpolation mit IN-Positionslogik 2 – 98. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G74 Referenzpunkt Anfahren 2 – 99. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G174 Referenzpunkt Anfahren über Zwischenposition 2 – 100. . . . . . . . . . . . . . . . . . . . . . . . . G274 Wegfahren vom Referenzpunkt über Zwischenposition 2 – 101. . . . . . . . . . . . . . . . . . . G75 Meßtaster - Eingang 2 – 103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G76 Maschinenfeste Achsposition Anfahren 2 – 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G78, G79 Bohrachsenumschaltung 2 – 106. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G80 bis G86, G184 Bohrzyklen 2 – 109. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G90 Absolutmaß 2 – 120. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G91 Relativmaß 2 – 120. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G92 Istwert Setzen 2 – 121. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G100 Achsposition Rücksetzen 2 – 122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G192, Drehzahlbegrenzung Spindel 2 – 124. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G292G93 Zeitprogrammierung 2 – 125. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G94 Vorschub [mm/min] 2 – 127. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G95 Vorschub [mm/U] 2 – 128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G98 Schneller Rückzug EIN 2 – 129. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G99 Schneller Rückzug AUS 2 – 129. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G101, G102 Spline-Interpolation (Option) 2 – 130. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G108, G109, Konturabhängige Vorschubbeeinflussung –Look ahead– (Option) 2 – 133. . . . . . . . . . G110, G8
Slope-Punkt Beeinflussung für G108 2 – 136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Strategie der Satzübergangsgeschwindigkeit –Look ahead– 2 – 138. . . . . . . . . . . . . . Strategie der Vorschubbeeinflussung, angepaßtan die Blockzykluszeit –Look ahead– 2 – 143. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G114, G115 Vorsteuerung (Option) 2 – 146. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G130, G131, G132, Tangentiale Werkzeugführung (Option) 2 – 148. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G133,G134, G135,G136G179, G178 Achsenumschaltung Synchron/Asynchron 2 – 154. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G240 Löschen der Handrad-Onlinekorrektur (Option) 2 – 156. . . . . . . . . . . . . . . . . . . . . . . . . . G892, G992 Laserleistungssteuerung 2 – 157. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G993, G994 Asynchrone Pendelachse (Option) 2 – 159. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . G995 Achskopplung (Option) 2 – 161. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programmierung Typ1 osa M / CC 220 MInhaltsverzeichnis
Inhalt – 4 LEERER MERKER
3 Hilfs- und Zusatzfunktionen
Hilfsfunktionen 3 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Unterprogrammaufrufe mit HIFU 3 – 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Adresse F Vorschubgeschwindigkeit 3 – 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Adresse S Spindeldrehzahl 3 – 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Adresse M M - Codes 3 – 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . M19 Programmierbare Spindelorientierung 3 – 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . M40 / M41 - M48 Getriebestufenauswahl 3 – 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Adresse T Werkzeugauswahl 3 – 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Werkzeugkompensation
Werkzeugkompensation 4 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Längenkorrektur 4 – 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Korrekturvorzeichen bei der Längenkorrektur 4 – 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Radiuskorrektur 4 – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Werkzeugtabelle 4 – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Anzeigeformat der KS-Tabellen 4 – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Startpunkt, Konturanfang 4 – 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Kontureintritt mit unterschiedlichen Startpunkten 4 – 8. . . . . . . . . . . . . . . . . . . . . . . . . . Konturübergänge mit G68 4 – 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Konturübergänge mit G69 (Schnittpunkt) 4 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Beispiele 4 – 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Endpunkt, Kompensationsabwahl 4 – 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Unterdrückung von Kontur-Elementen 4 – 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Außenecken 4 – 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Spezielle Funktionen
Rundachsenprogrammierung 5 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Positionierachsen (Hirthachsen) 5 – 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Leseüberwachung (E-Code) (Option) 5 – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Viertelkreisprogrammierung (Option) 5 – 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Richtungsabhängige Vorschubkorrektur (Option) 5 – 10. . . . . . . . . . . . . . . . . . . . . . . . . Parallelachse (Option) 5 – 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Korrektur der Werkstücklage (Option) 5 – 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Anhang
Maschinenfehler- und Zustandsanzeige (MZA) 6 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . Beispiel: Aufbau einer MZA-Datei 6 – 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Beispiel: Teileprogramm (Dateigruppe P) 6 – 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Beispiel: Programm mit CPL-Befehlen (Dateigruppe P) 6 – 3. . . . . . . . . . . . . . . . . . . . . Beispiel einer Nullpunktverschiebungstabelle (Dateigruppe V) 6 – 4. . . . . . . . . . . . . . . Beispiel: Geometrie-Korrekturtabelle (Dateigruppe K) 6 – 4. . . . . . . . . . . . . . . . . . . . . . Beispiel: Aufbau einer Werkzeugtabelle 6 – 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Beispiel: Werkzeugtabelle W-Tabelle 6 – 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Beispiel: NPV-Werte als Vorspann zum Teileprogramm 6 – 6. . . . . . . . . . . . . . . . . . . . . Beispiel: LSEC Spindelsteigungsfehlertabelle (Dateigruppe L) 6 – 7. . . . . . . . . . . . . . . Beispiel: CCOMP Fehlertabelle für die Kreuzkompensation (Dateigruppe L) 6 – 7. . . ASCII-Zeichensatz 6 – 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Lochstreifencode (ISO) 6 – 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Lochstreifencode (EIA) 6 – 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programmierung Typ1 osa M / CC 220 MSicherheitshinweise
Sicher – 1LEERER MERKER
Sicherheitshinweise
Die Steuerungen der Baureihe Typ1 osa und CC220 wurden unter Beachtung dergrundlegenden Sicherheitsanforderungen der EG-Maschinenrichtlinie entwickelt,gefertigt und geprüft.
Trotzdem bestehen Restrisiken!
Lesen Sie deshalb die Bosch-CNC-Handbücher, bevor Sie die Typ1 osa oder dieCC220 bedienen, programmieren, konfigurieren, deren Inbetriebnahme durchfüh-ren oder mit den Maschinenparametern arbeiten.
Dieses Handbuch richtet sich an Personen, die die Programmierung an denCNC-Steuerungen Typ1 osa M oder CC 220 M vornehmen.
Piktogramm- und Symbolerläuterungen
An den Hardware-Baugruppen können folgende Warnungen und Hinweiseangebracht sein, die Sie auf bestimmte Dinge aufmerksam machen sollen:
� Warnung vor gefährlicher elektrischer Spannung!
� Elektrostatisch gefährdete Bauelemente!
� Vor dem Öffnen Netzstecker ziehen!
� Bolzen nur für Anschluß des Schutzleiters!
� Nur für Anschluß eines Schirmleiters!
Programmierung Typ1 osa M / CC 220 MSicherheitshinweise
Sicher – 2 LEERER MERKER
In diesem Handbuch werden hierarchische Warnhinweise verwendet. DieWarnhinweise sind fett gedruckt und durch ein Warnzeichen am Seitenrandgekennzeichnet und hervorgehoben.
Die Warnhinweise sind hierarchisch nach folgender Ordnung abgestuft:1. WARNUNG2. ACHTUNG3. HINWEIS
WARNUNG!
Der Begriff WARNUNG wird bei Warnung vor einer unmittelbaren drohendenGefahr verwendet.Die möglichen Folgen können Tod oder schwerste Verletzungen sein(Personenschäden).
ACHTUNG!
Der Begriff ACHTUNG wird bei Warnung vor einer möglichen gefährlichenSituation verwendet.Die möglichen Folgen können Tod, schwere oder leichte Verletzungen(Personenschäden), Sachschäden oder Umweltschäden sein.
HINWEIS
Der Begriff HINWEIS wird bei einer Anwendungsempfehlung verwendet.Die möglichen Folgen einer Nichtbeachtung können Sachschäden, z.B. an der Ma-schine oder am Werkstück, oder auch Datenverlust sein.
Zusätzlich zu den oben beschriebenen hierarchischen Warnhinweisen wird dasSymbol BEMERKUNG verwendet:
BEMERKUNG
Hiermit werden Textpassagen gekennzeichnet, die ergänzende Erläuterungen,Informationen oder Tips enthalten.
!
!
Programmierung Typ1 osa M / CC 220 MSicherheitshinweise
Sicher – 3LEERER MERKER
Bestimmungsgemäßer Gebrauch
Die Typ1 osa M bzw. CC220 M dient zum
� Ansteuern von Vorschubantrieben, Spindeln und Hilfsachsen einerWerkzeugmaschine zwecks Führen eines Bearbeitungs-Werkzeugesentlang einer programmierten Bahn zur Bearbeitung eines W erkstückes(CNC).Zusätzlich wird eine SPS mit entsprechenden E/A-Komponenten be- nö-tigt, die -in Kommunikation mit der eigentlichen CNC- den Bearbeitung-sprozeß an der Maschine ganzheitlich steuert und auch in sicherheits-technischer Hinsicht überwacht.
� Programmieren von Kontur und Bearbeitungs-Technologie (Bahnvor-schub, Spindeldrehzahl, Werkzeugwechsel) eines Werkstückes
Jeder darüber hinausgehende Gebrauch ist nicht bestimmungsgemäß!
ACHTUNG!
� Die Folgen einer nicht bestimmungsgemäßen Verwendung können Perso-nenschäden des Benutzers oder Dritter, sowie Sachschäden an der Geräte-ausrüstung, an dem zu bearbeitenden Werkstück oder Umweltschäden sein.Setzen Sie unsere Produkte deshalb nur bestimmungsgemäß ein!
� Lebensgefahr und Verletzungsgefahr durch Achs- und Werkzeugbewegun-gen!Jeder Anwender, Linienbauer oder Maschinenhersteller ist verpflichtet, Ein-gangssignale der Typ1 osa M bzw. der CC220 M, welche einen Bearbeitungs-start auslösen können (z.B. NC-START) als auch den Kontakt READY(2) (Be-triebsbereitschaft) so zu verschalten, daß dies nach den gültigen Sicherheits-bestimmungen erfolgt.
Weiterhin muß der NOT–AUS-Kreis nach den gültigen Sicherheitsbestim-mungen und Richtlinien aufgebaut sein.
Durch
� Schutzabdeckungen
� Schutzgitter
� Lichtschranken usw.
kann das Unfallrisiko erheblich vermindert werden.
!
!
Programmierung Typ1 osa M / CC 220 MSicherheitshinweise
Sicher – 4 LEERER MERKER
Qualifiziertes Personal
Dieses Handbuch wendet sich an speziell ausgebildetes Personal, wie Techniker,Programmierer und Ingenieure, die über besondere Kenntnisse innerhalb derCNC-Technik verfügen. Sie benötigen fundierte Kenntnisse über die Hardware-und Software-Komponenten der zu steuernden Maschinenanlage sowie überKenntnisse der Bedienung und Programmierung an der NC bzw. an der Maschine.
Qualifiziertes Personal sind Personen, die
� als Projektierungspersonal mit den Sicherheitsrichtlinien der Elektro- undAutomatisierungstechnik vertraut sind
� als Inbetriebnahmepersonal berechtigt sind, Stromkreise und Geräte/Systeme gemäß den Standards der Sicherheitstechnik in Betrieb zu nehmen,zu erden und zu kennzeichnen
� mit dem Erstellenen des für die Maschine relevanten Programmcodes undder eigentlichen Programmierung von NC-Teile-Programmen vertraut sind.
ACHTUNG!
Das Verändern von Maschinenparametern darf nur durch jeweils entsprechendgeschultes Fachpersonal erfolgen! Dieses Personal muß in der Lage sein,Gefahren, welche durch Parameteränderungen und allgemein durch die mechani-sche, elektrische oder elektronische Ausrüstung verursacht werden können, zuerkennen.Beim Verändern von Maschinenparametern durch ungenügend oder nichtgeschultem Personal können schwere Schäden an Maschine und Antrieben,Verlust von Software oder sogar Personenschäden die Folge sein!Bosch haftet nicht für Folgeschäden aus falsch programmierten, berechneten oderoptimierten Konfigurationsparametern oder nicht eingehaltenen Grenzdaten!
Bitte beachten Sie unser umfangreiches Schulungsangebot. Eine Seminarüber-sicht finden Sie auf der Innenseite des Handbuch-Deckblattes. Nähere Auskünfteerteilt Ihnen gerne unser Schulungszentrum (Tel: 06062 / 78258).
Sicherheitsbewußtes Arbeiten
WARNUNG!
� Lebensgefahr und Verletzungsgefahr durch Werkzeug- undAchsbewegungen!Vorschub- und Spindelmotore bringen sehr hohe mechanische Kräfte auf undkönnen durch die große Dynamik sehr schnell beschleunigen.Halten Sie sich deshalb bei eingeschalteter Anlage nie im Gefahrenbereichder Maschine auf!Setzen Sie sicherheitsrelevante Funktionen der Anlage nie -auch nicht kurz-zeitig- außer Kraft!Melden Sie auftretende Störungen an der Anlage sofort Ihrer Instandhal-tungs- bzw. Reparaturabteilung.
� Lebensgefahr und Verletzungsgefahr durch falsche Arbeitskleidung!An Maschinen mit beweglichen Teilen können sich bei unvorsichtigerHandhabung Kleidungsstücke oder auch lange Haare in der Mechanik ver-
!
!
Programmierung Typ1 osa M / CC 220 MSicherheitshinweise
Sicher – 5LEERER MERKER
fangen und den Bediener in die Maschine ziehen! Deshalb:
� Haarnetz tragen
� Maschinenschutzanzug tragen
� vor dem Hantieren in der Nähe von beweglichen Teilen
� Schutzhandschuhe ausziehen
� Schmuck oder Armbanduhren ablegen
� Während des Betriebs der Maschinenanlage muß mit weggeschleudertenSpänen gerechnet werden! Augenverletzungen und Verbrennungen könnendie Folge sein.
Deshalb:
� Schutzbrille tragen
� Maschinenschutzanzug tragen
� Verletzungsgefahr beim Transport an scharfen Werkstück- und Werkzeug-kanten!
Deshalb:
� Schutzhandschuhe tragen
Programmierung der CNC
Die Programmierung darf nur durch entsprechend geschultes Personal erfolgen.
ACHTUNG!
� Bei Programmierung durch ungenügend oder nicht geschultem, bzw. uner-fahrenem Personal können schwere Schäden an Maschine, Antrieben, Werk-zeugen, Werkstücken oder sogar Personenschäden die Folge sein!
� Testen Sie Programme zunächst ohne Achsbewegung sorgfältig aus! DieSteuerung bietet dazu in der Gruppenbetriebsart ABARBEITEN (NC) denSoftkey TEST EIN. Ist dieser Softkey invers dargestellt, finden keine -durchein Teileprogramm direkt initiierte- Achsbewegungen statt.
� Bosch haftet nicht für Folgeschäden, die aus der Abarbeitung eines NC- oderCPL-Progammes, eines einzelnen NC-Satzes oder durch manuelles Verfah-ren der Achsen resultieren! Bosch haftet nicht für Folgeschäden, die durchentspechende SPS-Programmierung hätten vermieden werden können!
!
Programmierung Typ1 osa M / CC 220 MSicherheitshinweise
Sicher – 6 LEERER MERKER
Wartung, Reparaturen
WARNUNG!
� Lebensgefahr durch elektrische Spannung!Wartungsarbeiten sind -wenn nicht anders beschrieben- grundsätzlich nur beiausgeschalteter Anlage durchzuführen! Dabei muß die Anlage gegen unbe-fugtes oder unbeabsichtigtes Wiedereinschalten gesichert sein.Sind Meß- oder Prüfarbeiten an der aktiven Anlage erforderlich, müssen be-stehende Sicherheits- und Unfallverhütungsvorschriften unbedingt eingehal-ten werden. In jedem Fall ist geeignetes Elektrowerkzeug zu verwenden!
� Lebensgefahr durch unzureichende NOT–AUS-Einrichtungen!NOT–AUS-Einrichtungen müssen in allen Betriebsarten der Anlage wirksamund erreichbar bleiben. Ein Entriegeln der NOT–AUS-Einrichtung darf keinenunkontrollierten Wiederanlauf der Anlage bewirken!
� Lebensgefahr und Verletzungsgefahr durch Werkzeug- und Achsbewegun-gen!Vorschub- und Spindelmotore bringen sehr hohe mechanische Kräfte auf undkönnen durch die große Dynamik sehr schnell beschleunigen.Halten Sie sich deshalb bei eingeschalteter Anlage nie im Gefahrenbereichder Maschine auf!Setzen Sie sicherheitsrelevante Funktionen der Anlage nie -auch nicht kurz-zeitig- außer Kraft!Melden Sie auftretende Störungen an der Anlage sofort Ihrer Instandhal-tungs- bzw. Reparaturabteilung!
� Explosionsgefahr bei Batterien!Batterien nicht gewaltsam öffnen, nicht aufladen, nicht am Zellenkörper lötenoder ins Feuer werfen!Tauschen Sie verbrauchte Batterien nur gegen neue Batterien aus!
ACHTUNG!
� Reparaturen/Wartungsarbeiten an den Komponenten der Steuerung dürfennur vom Bosch-Service, oder von -von Bosch autorisierten- Reparatur-/Wartungsstellen vorgenommen werden!
� Es dürfen nur von Bosch zugelassene Ersatz-/Austauschteile verwendet wer-den!
� Verbrauchte Batterien oder Akkus sind in jedem Fall als Sondermüll zuentsorgen.
Nachrüstungen und Veränderungen durch den Betreiber
Unsere Geräte sind von uns sicher konzipiert und gebaut worden.
WARNUNG!
� Nachrüstungen oder Veränderungen können allerdings die Sicherheit derGeräte beeinträchtigen!Die möglichen Folgen können Tod, schwere oder leichte Verletzungen(Personenschäden), Sachschäden oder Umweltschäden sein.Nehmen Sie deshalb vor einer Nachrüstung oder Veränderung der Anlage mitAusrüstungsteilen fremder Hersteller Kontakt mit uns auf. Nur so kann geklärtwerden, ob diese Teile für den Einsatz mit unserem Produkt geeignet sind.
!
!
Programmierung Typ1 osa M / CC 220 MVorwort
Vorwort – 1LEERER MERKER
VorwortDas vorliegende Handbuch bezieht sich auf die Software-Versionen ”Z4 GA” derSteuerungreihe Typ1 osa M und ”Z25 GO” der CC 220 M.
BEMERKUNG
Angaben über die aktuelle Software-Version ’Ihrer’ Steuerung finden Sie in derGruppenbetriebsart DIAGNOSE nach Drücken der Softkeys DIAGNOSE STEUE-RUNG und SOFTWARE VERSION.
Es enthält die - bezüglich des Handbuchtitels - erforderlichen Informationen zumbestimmungsgemäßen Gebrauch der Steuerung. Aus Gründen der Übersichtlich-keit kann es jedoch nicht sämtliche Details zu allen möglichen Funktionskombina-tionen enthalten. Ebenso ist es nicht möglich - da die Steuerung in der RegelBestandteil größerer Anlagen oder Systeme ist - jeden nur denkbaren Fall derIntegration oder des Betriebes zu berücksichtigen.Wenn Sie jedoch weitere, tiefergehende Informationen wünschen oder fallsbesondere Probleme im Umgang mit der Steuerung auftreten die in diesemHandbuch nicht, oder nicht ausführlich genug behandelt werden, richten Sie sichmit Ihren Fragen bitte an Ihren zuständigen Bosch-Service oder an unsereKundenberatung.
Die vorliegende Beschreibung gilt nur für die DIN-Programmierung der CNC. Fürdie CPL-Programmierung ist ein gesondertes Handbuch verfügbar.Beachten Sie für die Programmierung von Werkzeugmaschinenhersteller-Zyklendie entsprechende Beschreibung des Werkzeugmaschinenherstellers.
Durch das Programmieren der Steuerung haben Sie Einfluß auf Achsbewegungen(z.B. Positionen usw.), Bearbeitungstechnologie (z.B. Vorschub, Drehzahl usw.),Bearbeitungsablauf (z.B. Werkzeugwechsel, Korrekturen, Ausgabe von Hilfsfunk-tionen usw.) und sogar auf das Zusammenspiel zwischen CNC und Antrieben (z.B.KV-Programmierung). All dies setzt einerseits allgemeine Programmierkenntnisse(z.B. für den logischen Programmablauf, für die Beschreibung der Kontur usw.)und andererseits Kenntnisse in der Technologie des CNC-Drehens/Fräsens (z.B.für die Wahl des richtigen Vorschubs zur Bearbeitung eines Materials) voraus.
Beachten Sie besonders die Sicherheitshinweise in dieser Programmier-anleitung.
Programmierung Typ1 osa M / CC 220 MVorwort
Vorwort – 2 LEERER MERKER
Verwendete Abkürzungen
ASCII American Standard Code for Information Interchange
CLM Clear Memory
CNC Computerized Numerical Control
CPL Customer Programming Language (Kundenprogrammier-Sprache)
CR Carriage Return (Wagenrücklauf) entspricht auchSatzendezeichen (EIA)
DFS Define Storage
EIA Electronic Industries Association
ETX End of Text
GBA Gruppenbetriebsart
HIFU Hilfsfunktion
IF Interface
ISO International Standards Organization
KS Kommunikationsspeicher
LF Line Feed (Zeilenvorschub) entspricht auchSatzendezeichen (ISO)
MP Maschinenparameter
MZA Maschinenfehler- und Zustandsanzeige
NC Numerical Control
SK Softkey
STX Start of Text
UP Unterprogramm
WMH Werkzeugmaschinenhersteller
BEMERKUNG
� Die Programmierbeispiele haben nur symbolischen Charakter.
� <CR> und <LF> (Satzendezeichen) wird bei Programmerläuterungen derÜbersicht wegen weggelassen. Es erscheint nur dort, wo es zum besserenVerständnis beiträgt.
� Maschinentypische und maschinenabhängige Programmierungen sind zubeachten (siehe Anleitung des WMH).
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 1LEERER MERKER
1 Allgemeines
Allgemeine Hinweise
1. Die G-Funktionen G900 bis G990 sind vom Kunden frei belegbar.
2. Die W-Tabellen W999999001 bis W999999999 sind intern belegt.
3. Die Programmnummern P999999000 bis P999999999 sollten nicht benutztwerden; sie sind für NC-interne Programme reserviert wie z.B.:
� Bohrzyklen (P999999081 ... 086)
� Meßzyklen (P999999901 ... 937)
� Maschinenfehler- und Zustandsanzeige (P999999999)
� CPL- / Dialogaufruf (P999999000 ... 003)
Der WMH sollte M6, M60 und andere Programme in den Bereich P 899 999 000 bis P 899 999 999 legen.
4. Eine über ”Antrieb Ein” (IF-Signal) stillgesetzte Achse darf nicht program-miert werden.
5. Programme können im Schnelldurchlauf über ”Programm Test” oder”Satzvorlauf” getestet werden.
Definitionen Koordinatensystem
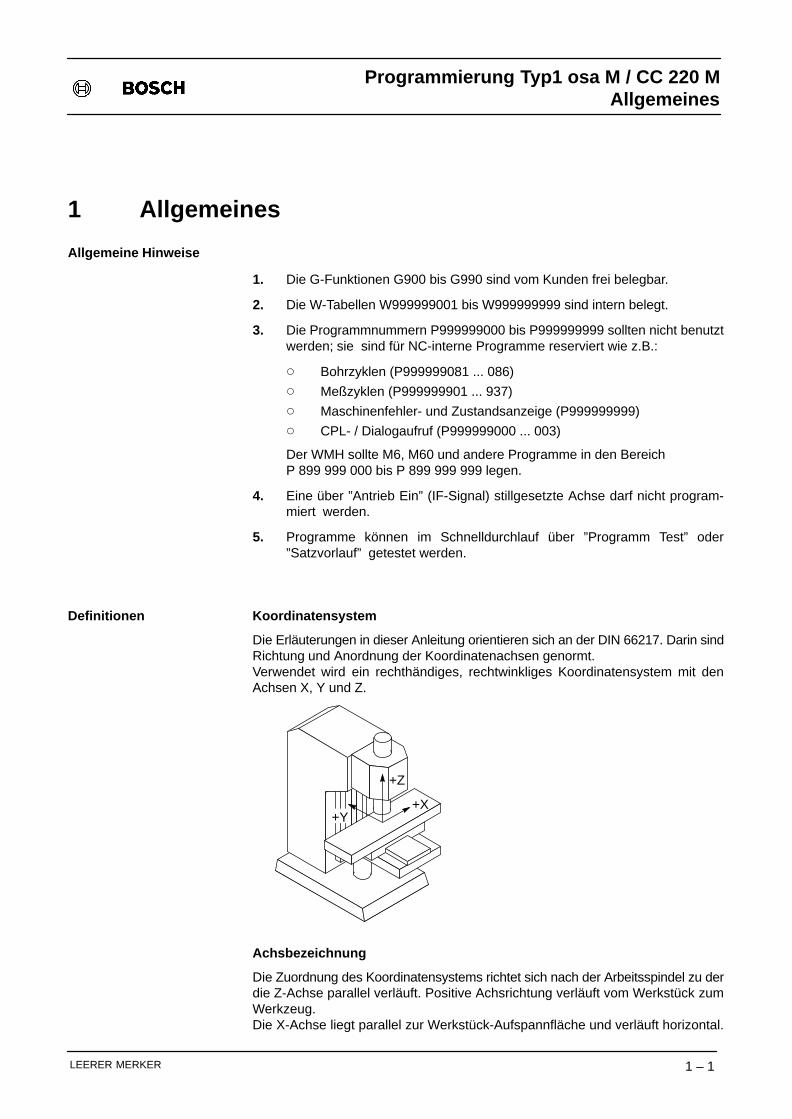
Die Erläuterungen in dieser Anleitung orientieren sich an der DIN 66217. Darin sindRichtung und Anordnung der Koordinatenachsen genormt.Verwendet wird ein rechthändiges, rechtwinkliges Koordinatensystem mit denAchsen X, Y und Z.
+Z
+X+Y
Achsbezeichnung
Die Zuordnung des Koordinatensystems richtet sich nach der Arbeitsspindel zu derdie Z-Achse parallel verläuft. Positive Achsrichtung verläuft vom Werkstück zumWerkzeug.Die X-Achse liegt parallel zur Werkstück-Aufspannfläche und verläuft horizontal.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 2 LEERER MERKER
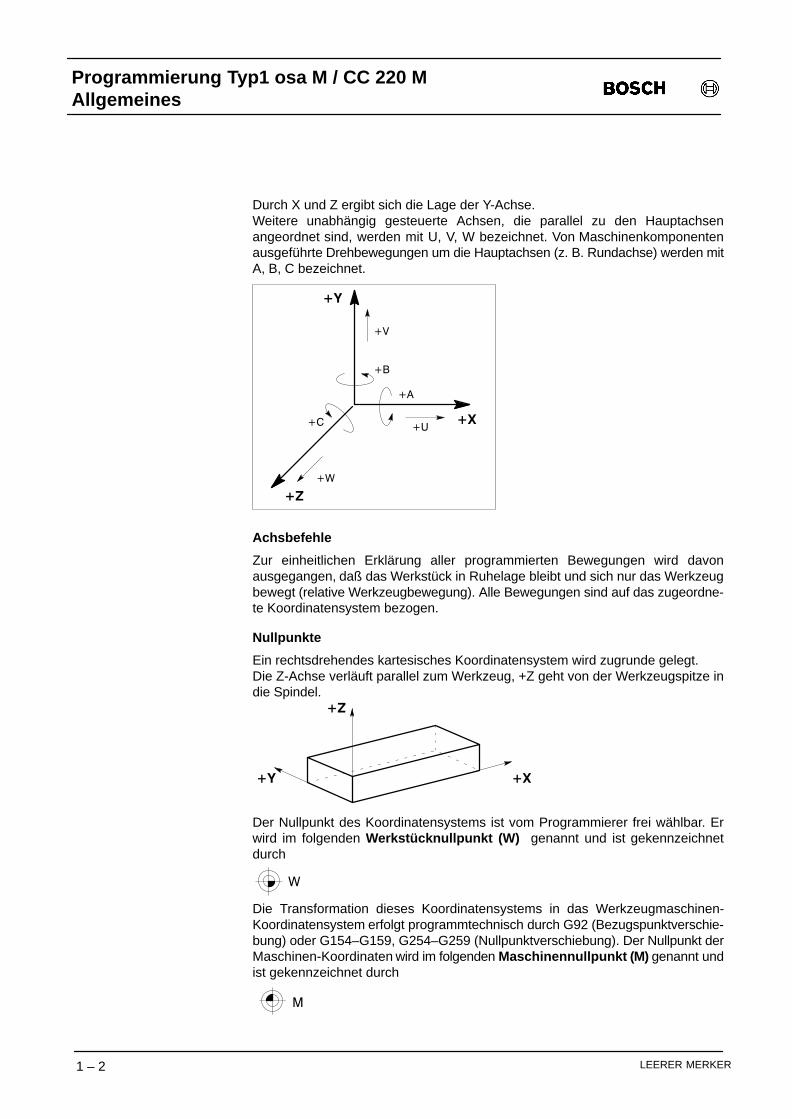
Durch X und Z ergibt sich die Lage der Y-Achse.Weitere unabhängig gesteuerte Achsen, die parallel zu den Hauptachsenangeordnet sind, werden mit U, V, W bezeichnet. Von Maschinenkomponentenausgeführte Drehbewegungen um die Hauptachsen (z. B. Rundachse) werden mitA, B, C bezeichnet.
+V
+B
+U
+A
+C
+W
+Y
+X
+Z
Achsbefehle
Zur einheitlichen Erklärung aller programmierten Bewegungen wird davonausgegangen, daß das Werkstück in Ruhelage bleibt und sich nur das Werkzeugbewegt (relative Werkzeugbewegung). Alle Bewegungen sind auf das zugeordne-te Koordinatensystem bezogen.
Nullpunkte
Ein rechtsdrehendes kartesisches Koordinatensystem wird zugrunde gelegt.Die Z-Achse verläuft parallel zum Werkzeug, +Z geht von der Werkzeugspitze indie Spindel.
+Z
+X+Y
Der Nullpunkt des Koordinatensystems ist vom Programmierer frei wählbar. Erwird im folgenden Werkstücknullpunkt (W) genannt und ist gekennzeichnetdurch
W
Die Transformation dieses Koordinatensystems in das Werkzeugmaschinen-Koordinatensystem erfolgt programmtechnisch durch G92 (Bezugspunktverschie-bung) oder G154–G159, G254–G259 (Nullpunktverschiebung). Der Nullpunkt derMaschinen-Koordinaten wird im folgenden Maschinennullpunkt (M) genannt undist gekennzeichnet durch
M
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 3LEERER MERKER
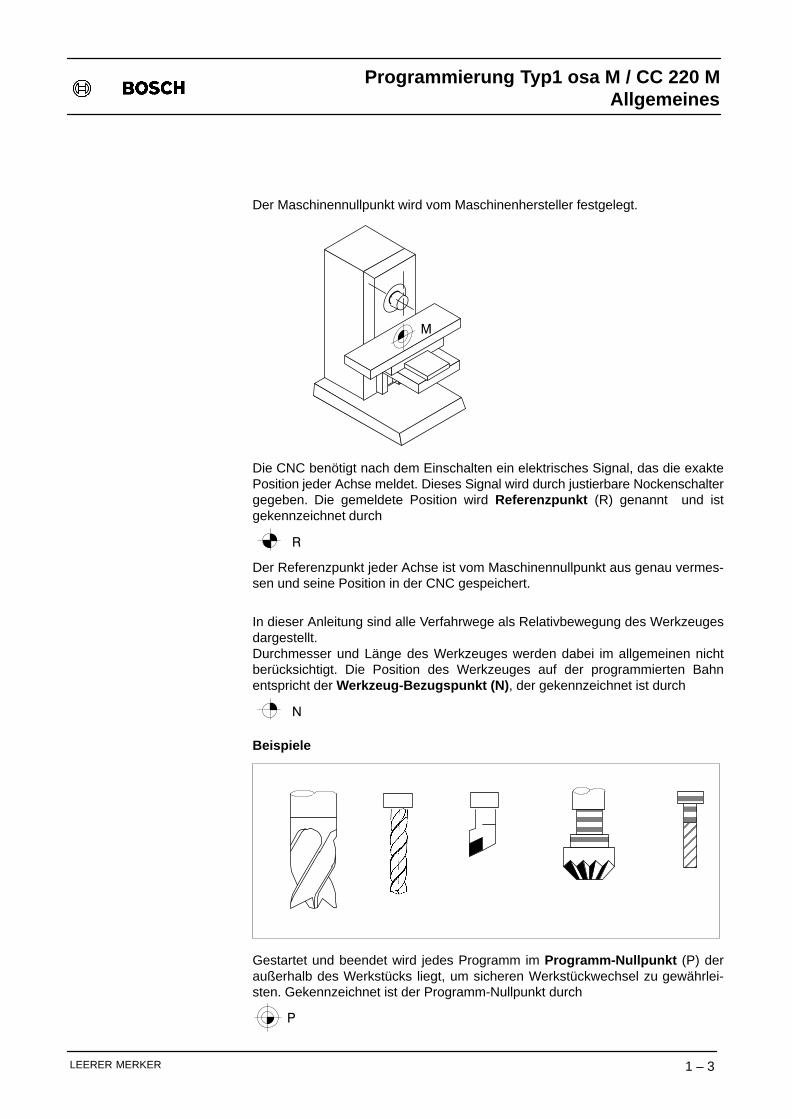
Der Maschinennullpunkt wird vom Maschinenhersteller festgelegt.
M
Die CNC benötigt nach dem Einschalten ein elektrisches Signal, das die exaktePosition jeder Achse meldet. Dieses Signal wird durch justierbare Nockenschaltergegeben. Die gemeldete Position wird Referenzpunkt (R) genannt und istgekennzeichnet durch
R
Der Referenzpunkt jeder Achse ist vom Maschinennullpunkt aus genau vermes-sen und seine Position in der CNC gespeichert.
In dieser Anleitung sind alle Verfahrwege als Relativbewegung des Werkzeugesdargestellt.Durchmesser und Länge des Werkzeuges werden dabei im allgemeinen nichtberücksichtigt. Die Position des Werkzeuges auf der programmierten Bahnentspricht der Werkzeug-Bezugspunkt (N) , der gekennzeichnet ist durch
N
Beispiele
ÉÉÉÉÉÉ
ÊÊÊÊ
ÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊ
Gestartet und beendet wird jedes Programm im Programm-Nullpunkt (P) deraußerhalb des Werkstücks liegt, um sicheren Werkstückwechsel zu gewährlei-sten. Gekennzeichnet ist der Programm-Nullpunkt durch
P
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 4 LEERER MERKER
Grundsätzliche Festlegungen
Die Programmierung von CNC-Steuerungen legt im wesentlichen folgendeAbläufe fest:
� Werkstückbearbeitung
� Werkzeugauswahl und -wechsel
� Werkstückwechsel
� Werkstück und Werkzeug vermessen.
Die Typ1 osa M / CC 220 M hat hierzu 2 Möglichkeiten der Programmierung:
� nach DIN 66025
� CPL
In dieser Anleitung wird mit Ausnahme der Bohrzyklen nur die Programmierungnach DIN 66025 behandelt. Hauptthema ist die Bearbeitung. Werkzeug- undPalettenwechsel sind maschinenabhängige Zyklen und werden hier nicht berück-sichtigt.
Teile-Programme können folgendermaßen erzeugt werden:
� Direkt am Bedienfeld der Maschine über standardmäßige Rechentastaturoder optionale ASCII-Tastatur
� Im Büro über Programmierplätze
ProgrammaufbauDas Programm stellt eine Folge von Bearbeitungsschritten dar und gliedert sich inSätze.Diese Sätze enthalten Wegbedingungen , Weginformationen , Hilfs- undZusatzfunktionen . Damit werden folgende Angaben gemacht:
� zur Position
� zur Technologie
� zum Programmablauf
Die Anzahl der Programme ist nur durch den vorhandenen Speicherplatzbegrenzt.
Programmanfang
Beim Einlesen muß das erste Zeichen eines Programms ein Satzendezeichensein. Dadurch erkennt die Steuerung den Beginn eines Programmes. DerProgrammiercode (EIA/ISO) wird in Abhängigkeit der Parität dieses erstenSatzendezeichens ermittelt:
� Parität gerade = ISO-Code (8 Bit incl. Even Parity)
� Parität ungerade = EIA-Code (8 Bit incl. Odd Parity)
ISO- und EIA-Codetabellen sind im Anhang dieser Anleitung zu finden.
BEMERKUNG
Alle, vor dem ersten Satzendezeichen programmierten Zeichen werden beim Ein-lesen von der Steuerung ignoriert.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 5LEERER MERKER
Programmablauf
Ohne programmtechnische Anweisungen werden die Programmsätze nacheinan-der abgearbeitet. Der Programmablauf kann aber durch folgende Möglichkeitenbeeinflußt werden:
� Unterprogramm-Aufrufe
� Wiederhol-Anweisungen
� Sprungbefehle
� Funktion ”Satz überlesen”
Programmende
Das Programmende wird durch
� M30 und Satzendezeichen oder
� M02 und Satzendezeichen oder� M2 und Satzendezeichen gekennzeichnet.M02, M2 und M30 wirken absolut identisch.Außer M02, M2 oder M30 dürfen keine weiteren Informationen im letztenProgrammsatz enthalten sein. M02/M2/M30 setzt immer Einschaltzustand außerbei G14/G15 und G70/G71.
Am Ende von Unterprogrammen bewirkt M02/M2/M30 nur den Rücksprung insrufende Programm.
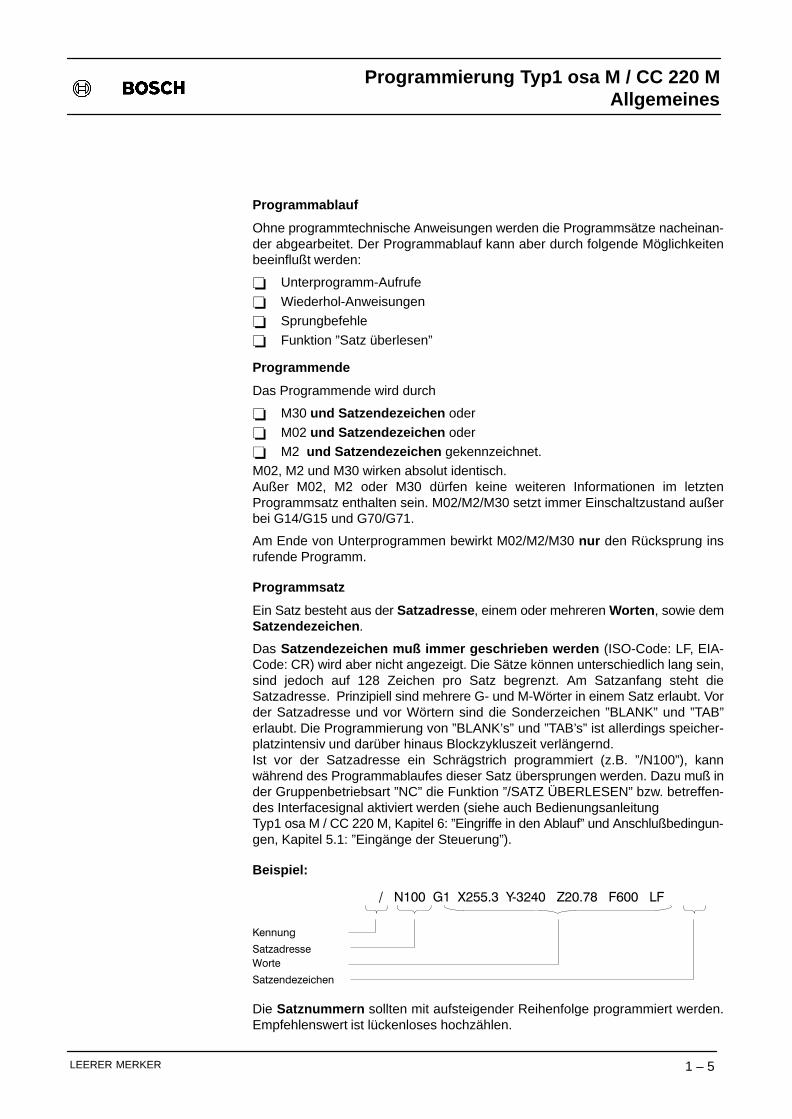
Programmsatz
Ein Satz besteht aus der Satzadresse , einem oder mehreren Worten , sowie demSatzendezeichen .
Das Satzendezeichen muß immer geschrieben werden (ISO-Code: LF, EIA-Code: CR) wird aber nicht angezeigt. Die Sätze können unterschiedlich lang sein,sind jedoch auf 128 Zeichen pro Satz begrenzt. Am Satzanfang steht dieSatzadresse. Prinzipiell sind mehrere G- und M-Wörter in einem Satz erlaubt. Vorder Satzadresse und vor Wörtern sind die Sonderzeichen ”BLANK” und ”TAB”erlaubt. Die Programmierung von ”BLANK’s” und ”TAB’s” ist allerdings speicher-platzintensiv und darüber hinaus Blockzykluszeit verlängernd.Ist vor der Satzadresse ein Schrägstrich programmiert (z.B. ”/N100”), kannwährend des Programmablaufes dieser Satz übersprungen werden. Dazu muß inder Gruppenbetriebsart ”NC” die Funktion ”/SATZ ÜBERLESEN” bzw. betreffen-des Interfacesignal aktiviert werden (siehe auch Bedienungsanleitung Typ1 osa M / CC 220 M, Kapitel 6: ”Eingriffe in den Ablauf” und Anschlußbedingun-gen, Kapitel 5.1: ”Eingänge der Steuerung”).
Beispiel:
/ N100 G1 X255.3 Y�3240 Z20.78 F600 LF
Satzendezeichen
WorteSatzadresse
Kennung
Die Satznummern sollten mit aufsteigender Reihenfolge programmiert werden.Empfehlenswert ist lückenloses hochzählen.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 6 LEERER MERKER
Wird das Programm später editiert, lassen sich zwischen zwei Sätzen noch bis zu99 weitere Sätze einfügen.
Beispiel
N1N1.1...N1.99N2
einfügbar
BEMERKUNG
Bei Weglassen der Satzadresse wird die Lesbarkeit und Flexibilität (Sprung-befehle) des Programms zwar verschlechtert, die Blockzykluszeit aber gering-fügig verbessert.
HINWEIS
In 13 aufeinanderfolgenden NC-Sätzen dürfen maximal 114 NC-Adressen pro-grammiert werden.
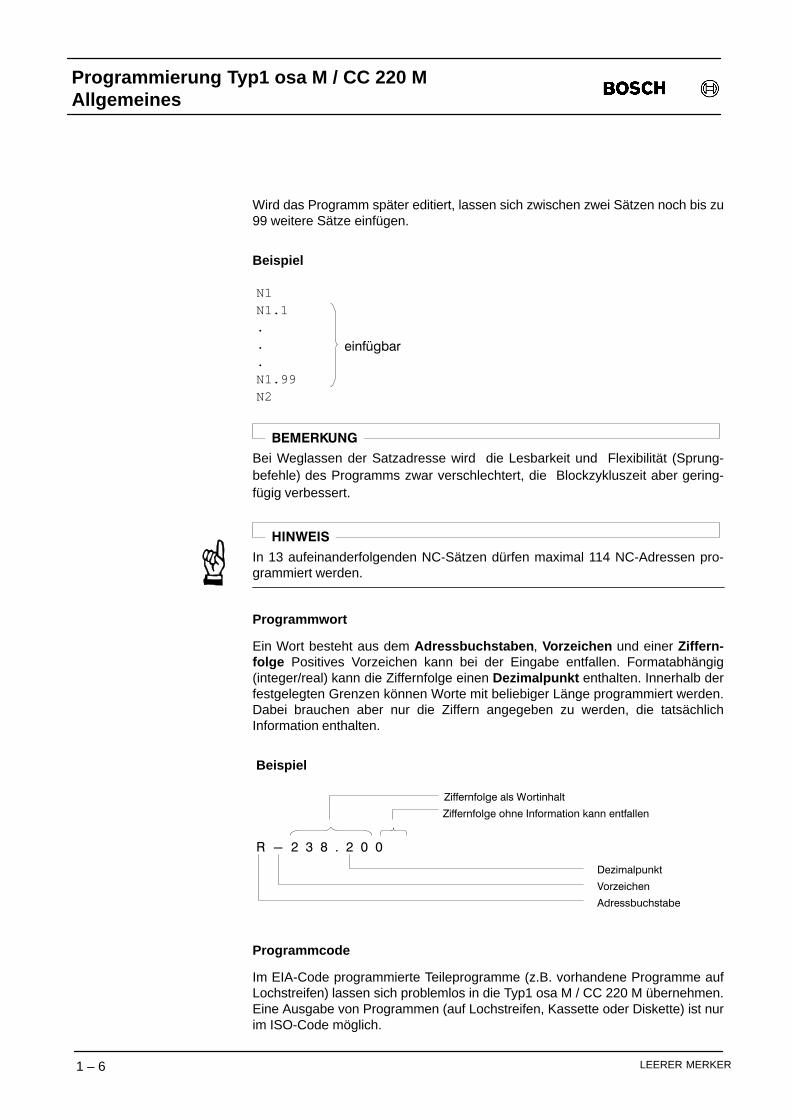
Programmwort
Ein Wort besteht aus dem Adressbuchstaben , Vorzeichen und einer Ziffern-folge Positives Vorzeichen kann bei der Eingabe entfallen. Formatabhängig(integer/real) kann die Ziffernfolge einen Dezimalpunkt enthalten. Innerhalb derfestgelegten Grenzen können Worte mit beliebiger Länge programmiert werden.Dabei brauchen aber nur die Ziffern angegeben zu werden, die tatsächlichInformation enthalten.
Beispiel
R - 2 3 8 . 2 0 0
Dezimalpunkt
Vorzeichen
Adressbuchstabe
Ziffernfolge als Wortinhalt
Ziffernfolge ohne Information kann entfallen
Programmcode
Im EIA-Code programmierte Teileprogramme (z.B. vorhandene Programme aufLochstreifen) lassen sich problemlos in die Typ1 osa M / CC 220 M übernehmen.Eine Ausgabe von Programmen (auf Lochstreifen, Kassette oder Diskette) ist nurim ISO-Code möglich.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 7LEERER MERKER
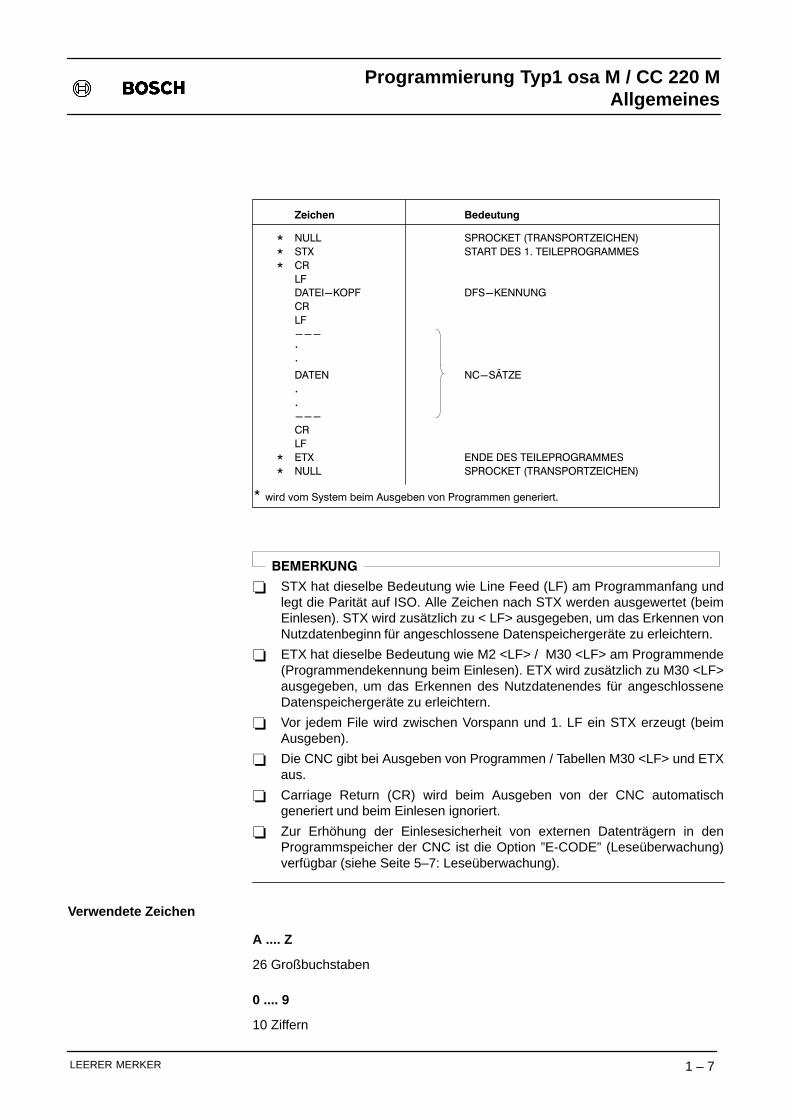
Zeichen
NULLSTXCRLFDATEI-KOPFCRLF---..DATEN..---CRLFETXNULL
Bedeutung
SPROCKET (TRANSPORTZEICHEN)START DES 1. TEILEPROGRAMMES
DFS-KENNUNG
NC-SÄTZE
ENDE DES TEILEPROGRAMMESSPROCKET (TRANSPORTZEICHEN)
***
**
* wird vom System beim Ausgeben von Programmen generiert.
BEMERKUNG
� STX hat dieselbe Bedeutung wie Line Feed (LF) am Programmanfang undlegt die Parität auf ISO. Alle Zeichen nach STX werden ausgewertet (beimEinlesen). STX wird zusätzlich zu < LF> ausgegeben, um das Erkennen vonNutzdatenbeginn für angeschlossene Datenspeichergeräte zu erleichtern.
� ETX hat dieselbe Bedeutung wie M2 <LF> / M30 <LF> am Programmende(Programmendekennung beim Einlesen). ETX wird zusätzlich zu M30 <LF>ausgegeben, um das Erkennen des Nutzdatenendes für angeschlosseneDatenspeichergeräte zu erleichtern.
� Vor jedem File wird zwischen Vorspann und 1. LF ein STX erzeugt (beimAusgeben).
� Die CNC gibt bei Ausgeben von Programmen / Tabellen M30 <LF> und ETXaus.
� Carriage Return (CR) wird beim Ausgeben von der CNC automatischgeneriert und beim Einlesen ignoriert.
� Zur Erhöhung der Einlesesicherheit von externen Datenträgern in denProgrammspeicher der CNC ist die Option ”E-CODE” (Leseüberwachung)verfügbar (siehe Seite 5–7: Leseüberwachung).
Verwendete Zeichen
A .... Z
26 Großbuchstaben
0 .... 9
10 Ziffern
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 8 LEERER MERKER
– Vorzeichen Minus
Ist der Wert einer Eingabe negativ, muß zwischen dem Adressbuchstaben und derZiffernfolge ein negatives Vorzeichen geschrieben werden.
+ Vorzeichen Plus
Positive Vorzeichen können, müssen aber nicht geschrieben werden.
Satzende
ISO-Code LF, EIA-Code CR. Das Satzende-Zeichen ist ein Betriebszeichen für dieSteuerung und muß am Ende des Satzes stehen. Das erste von der Steuerungeingelesene Satzende-Zeichen wird als Programmanfang erkannt.
( ) Klammer auf, Klammer zu
Aktiviert Sonderlogik im Zusammenhang mit DFS und MSG (kann auch zurKommentierung benutzt werden).
, Komma
Sonderzeichen nach MSG und DFS. Wird innerhalb eines Hinweises alsSatzzeichen verarbeitet.
. Dezimalpunkt
Der Dezimalpunkt wird zur Werteingabe benötigt.Innerhalb von Texten wird er nur als Satzzeichen verarbeitet.
/ Slash
Wird ”/” vor einer Satznummer programmiert, kann der betreffende Satz bei derProgrammabarbeitung durch die Funktion ”/SATZ ÜBERLESEN” und entspre-chendes Interfacesignal übersprungen werden.
MSG, Hinweis (siehe Seite 1–14)
DFS - Kennung (siehe Seite 1–10)
RWED Dateischutz (siehe Seite 1–10)
E-Code Leseüberwachung (siehe Seite 5–7)
Datei-GruppenIm System existieren mehrere Datei-Gruppen:
P: Teileprogramme, CPL-, Dialog-Programme
K: Korrekturtabellen
V: Nullpunktverschiebungstabellen
W: Kommunikationsspeicher-TabellenG: Grafikdateien (z.Zt. nicht benutzt)
D: Diagnoseprogramme
L: Systemdateien
S: SPS-Programme (PIC 200, SPIC)
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 9LEERER MERKER
Für die Werkstückprogrammierung (Anwendung) sind die ersten 5 genanntenDatei-Gruppen von Bedeutung.Das System macht bezüglich der Dateigruppe keinen Unterschied zwischenHaupt-und Unterprogrammen bzw. Zyklen. Alle 3 Programmtypen werden mit derDateigruppe P gekennzeichnet. Somit ist es möglich, ein bereits bestehendesHauptprogramm auch als Unterprogramm aufzurufen.
BEMERKUNG
Die Anzeige einzelner Sätze von Unterprogrammen kann während der Betriebsart”ABARBEITEN” unterdrückt werden. Hierfür ist per Softkey- Bedienung der Lese-schutz (R herausnehmen) zu aktivieren.Die Datei-Gruppen D, L, S sind spezielle Dateien und unterliegen besonderen Ge-setzmäßigkeiten.Falls eine Datei mit der Kennung T eingelesen wird, zeigt die CNC deren Inhalt nurauf dem Bildschirm an. Die Datei wird nicht in den Teileprogrammspeicher über-nommen.
Dateikopf
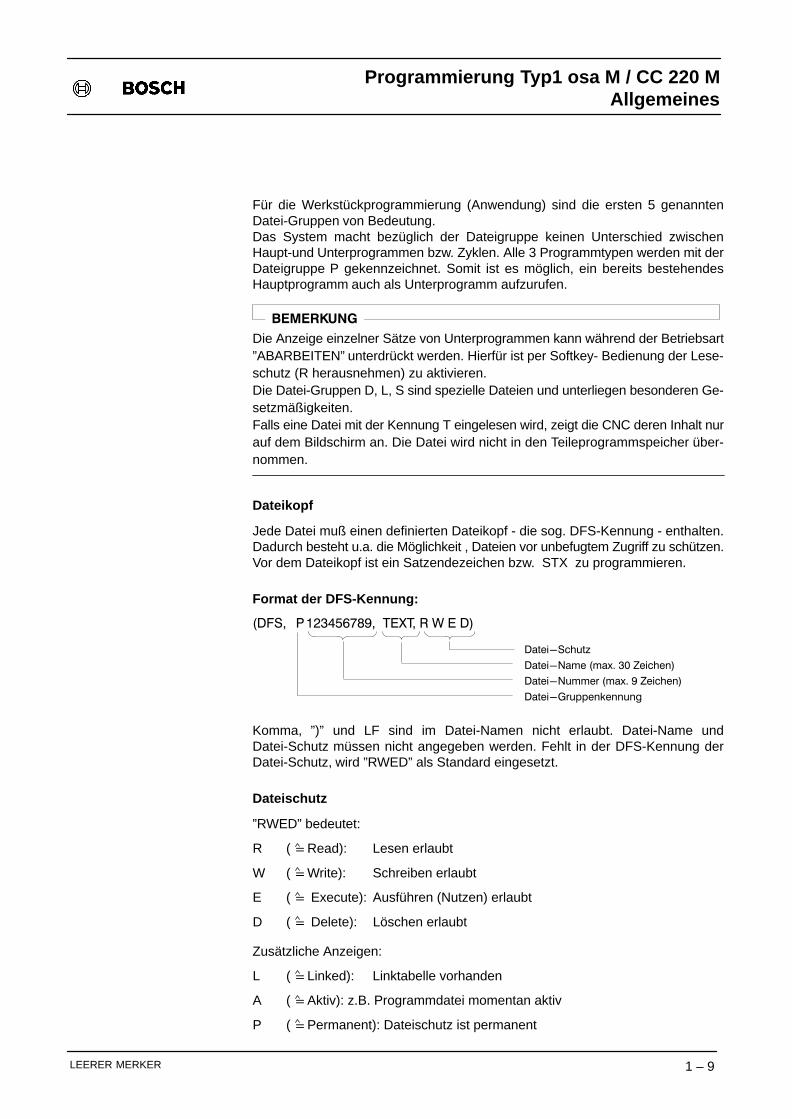
Jede Datei muß einen definierten Dateikopf - die sog. DFS-Kennung - enthalten.Dadurch besteht u.a. die Möglichkeit , Dateien vor unbefugtem Zugriff zu schützen.Vor dem Dateikopf ist ein Satzendezeichen bzw. STX zu programmieren.
Format der DFS-Kennung:
(DFS, P 123456789, TEXT, R W E D)
Datei-Schutz
Datei-Name (max. 30 Zeichen)
Datei-Nummer (max. 9 Zeichen)
Datei-Gruppenkennung
Komma, ”)” und LF sind im Datei-Namen nicht erlaubt. Datei-Name undDatei-Schutz müssen nicht angegeben werden. Fehlt in der DFS-Kennung derDatei-Schutz, wird ”RWED” als Standard eingesetzt.
Dateischutz
”RWED” bedeutet:
R ( =Read): Lesen erlaubt
W ( =Write): Schreiben erlaubt
E ( = Execute): Ausführen (Nutzen) erlaubt
D ( = Delete): Löschen erlaubt
Zusätzliche Anzeigen:
L ( =Linked): Linktabelle vorhanden
A ( =Aktiv): z.B. Programmdatei momentan aktiv
P ( =Permanent): Dateischutz ist permanent
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 10 LEERER MERKER
BEMERKUNG
Spindelsteigungsfehlerkompensation
Die per Laserinterferometer ermittelten Werte sind maschinen- bzw. achsab-hängig und können im CNC-System fest abgelegt (EEPROM) werden.Die Daten liegen in den L-Dateien L101 bis L108 (1. bis 8. Achse) ab.
Maschinenparameter
Für das Editieren von Maschinenparametern wird im Teileprogrammspeicher eineL-Datei L444 angelegt. (Näheres siehe Handbuch Typ1 osa / CC220 Maschinenparameter).
E-Code
Die als Option verfügbare Ausbaustufe ”E-Code” dient zur Erhöhung derEinlesesicherheit von externen Datenträgern in dem Programmspeicher der CNC(Beschreibung siehe Kap. 6).
Dateiende
Nach M30/M2/M02 ist immer ein Satzendezeichen zu programmieren.
Programm-Handhabung
Programmanwahl
Mit Anwahl eines Programmes - von Hand oder extern - wird ein Linklauf gestartetund eine Linktabelle angelegt. In dieser werden Sprungadressen zuverschiedenen Unterprogrammen, Berechnungen usw. durchgeführt, die währendder Abarbeitung des Programms nicht mehr durchgeführt werden müssen.Dadurch ist ein schneller Programmdurchlauf möglich.
Die Linktabellen werden unter der GBA Abarbeiten aufgelistet (siehe Bedienungs-anleitung Typ1 osa M /CC 220 M).Linktabellen werden dem Bereich L1 bis L99 zugeordnet (L1–L10: nichtpermanente Linktabellen; L11–L99: permanente Linktabellen). Sie sind löschbar,können aber auch permanent angelegt werden (dann entfällt der Linklauf vor derProgrammabarbeitung).Weiterhin können Linktabellen auch vorab angelegt werden. Das gelinkteProgramm ist dann nach Linkende nicht angewählt (Linken im Hintergrund).
Programme und Tabellen automatisch löschen
Über den Befehl CLM können Teileprogramme, NPV-Tabellen oder Korrektur-tabellen automatisch vor dem Einlesen neuer Programme gelöscht werden.
(CLM, P...) Löschen Teileprogramm(CLM, V...) Löschen NPV-Tabelle(CLM, K...) Löschen Korrekturtabelle
Vor dem Klammerausdruck ist das LF-Zeichen (Line Feed) zu programmieren. Eskönnen mehrere CLM-Befehle hintereinander programmiert werden.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 11LEERER MERKER
Beispiel 1:.....<CR> <LF>(CLM,P60) <CR> <LF>(DFS,P60, Getriebegehäuse M5, RWED) <CR> <LF>N1 G0N2N3.
Transportspur
Beispiel 2: (Speicherplatz freigeben).....<CR> <LF>(CLM,P1505) <CR> <LF>(DFS,P11) <CR> <LF>
Transportspur
Vorspannprogrammierung
Als Vorspann zum eigentlichen Teileprogramm kann ein Text zur Identifikation(z. B. bei Lochstreifen) programmiert werden.
Der Text im Vorspann kann beliebig lang sein. Es darf kein Satzendezeichen(innerhalb des Vorspanns) programmiert sein. Auf diese Weise wird der Text vonder CNC ignoriert und nicht angezeigt.
Durch das erste Satzendezeichen (LF) erkennt die CNC das Code-Format(EIA/ISO) automatisch. LF oder STX legt das Code-Format auf ISO. Danach wirdeine DFS-Kennung von der CNC erwartet.
ProgrammierungTESTPROGRAMM 15, VOM 12.12.94, CC 220 M <CR> <LF>
(DFS,P123456789, MOTORBLOCK V.21, RWED) <CR> <LF>N1 ....N2 ....N3 .......
Hinweisprogrammierung (Hinweise vor dem Programm-Einlesen)
Anwendungen
Hinweise vor dem Einlesen eines oder mehrerer Programme für den Bediener.Bei mehreren Programmen auf einem Speichermedium, um ein Inhaltsverzeichnisanzeigen zu können.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 12 LEERER MERKER
Soll nur ein Text zur Anzeige gebracht werden, ist der Vorspann der Datei, welcheden Text enthält wie folgt zu schreiben:
(DFS, T) <CR> <LF>.....<CR> <LF>M30 <CR> <LF>
Text
T kann auch alternativ mit einer Nummer programmiert werden (z.B. DFS, T10),um mehrere ”Textdateien” auf einem Speichermedium zu unterscheiden.
Für den Text stehen auf dem Bildschirm 18 Zeilen mit je 64 Zeichen zur Verfügung.Die Trennung einzelner Zeilen erfolgt nach 64 Zeichen automatisch (auch mittenim Wort) oder an definierter Stelle durch Satzendezeichen (LF).
Mit Erkennen von M30 wird der Einlesevorgang gestoppt und der programmierteText (z.B. mit Bedienungsanweisungen für ein Teileprogramm) zur Anzeigegebracht. Der Text wird nicht in den Programmspeicher der CNC übernommen.
Zum Einlesen des eigentlichen Programms kann über Softkey erneut gestartetwerden. Die Anzeige erscheint nur in der Betriebsart Programmspeicher. Sie wirdbei Betriebsartenwechsel gelöscht und erscheint auch dann nicht wieder, wenn aufgleiche Betriebsart zurückgeschaltet wird.
BEMERKUNG
Die Kombination der Zeichen M30 und Satzende darf innerhalb des Textes nichtvorkommen. Ein programmiertes Satzendezeichen bewirkt keine Anzeige.Zwischen dem Text und der nachfolgenden Datei muß sich ein Zwischenraum von110 Zeichen <NUL> befinden.
Hinweisprogrammierung (Anzeige während der Programmausführung)
Soll ein Text während der Programmausführung zur Anzeige gebracht werden, ister an der entsprechenden Stelle des Programms wie folgt zu schreiben:
N.....(MSG, Text .....)
Für den Text stehen max. 64 Zeichen zur Verfügung. Die Anzeige erscheint in derGruppenbetriebsart Abarbeiten.
Anwendungen
Hinweise für den Bediener. Durch entsprechende Programmierung (z. B. M0) kanndas Programm erst nach Quittierung des Hinweises (NC-Start) weiter abgearbeitetwerden.
BEMERKUNG
Alle Zeichen außer Satzendezeichen und ”)” sind im Hinweis erlaubt.<CR> und <TAB> werden beim Einlesen nicht berücksichtigt.Die Satznummer muß nicht programmiert werden, dient aber der besseren Über-sicht.
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 13LEERER MERKER
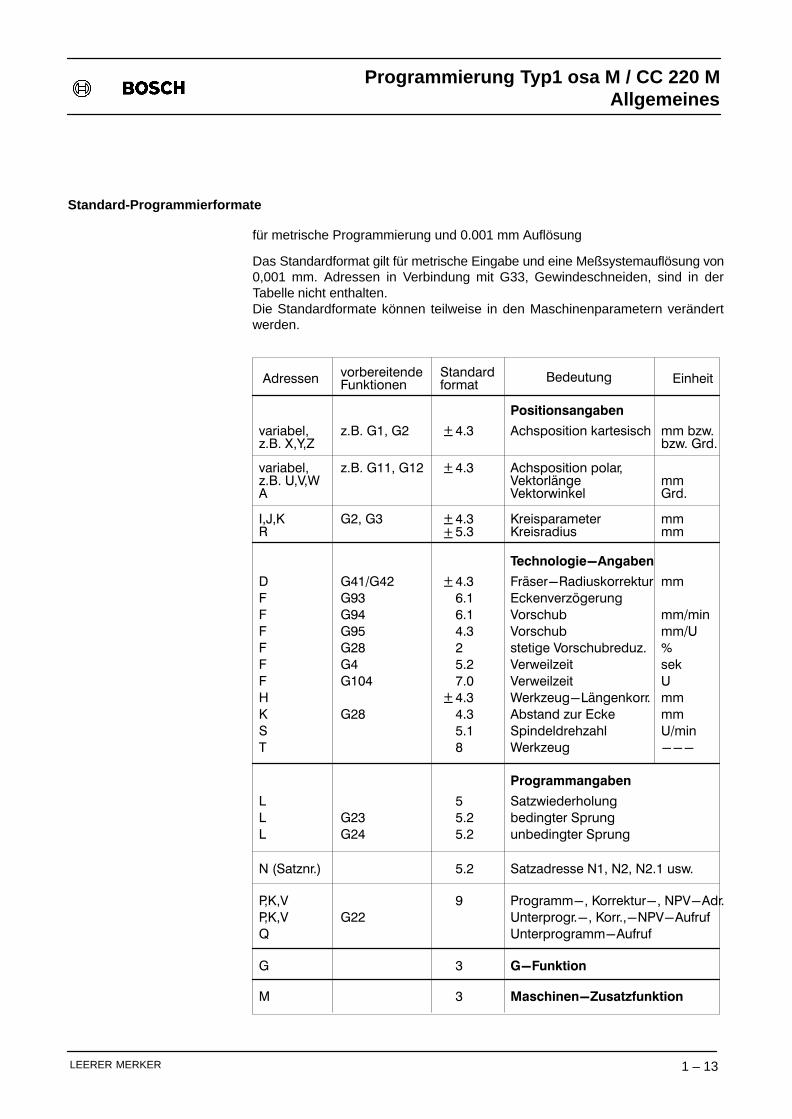
Standard-Programmierformate
für metrische Programmierung und 0.001 mm Auflösung
Das Standardformat gilt für metrische Eingabe und eine Meßsystemauflösung von0,001 mm. Adressen in Verbindung mit G33, Gewindeschneiden, sind in derTabelle nicht enthalten.Die Standardformate können teilweise in den Maschinenparametern verändertwerden.
Adressen StandardvorbereitendeFunktionen format
Bedeutung Einheit
variabel,z.B. X,Y,Z
z.B. G1, G2 +-4.3 Achsposition kartesisch mm bzw.bzw. Grd.
Positionsangaben
variabel,z.B. U,V,W
z.B. G11, G12 +-4.3 Achsposition polar,mm
AVektorlängeVektorwinkel Grd.
I,J,KR
G2, G3 +-4.3 Kreisparameter mmmmKreisradius+-5.3
D G41/G42 4.3 Fräser-Radiuskorrektur mm
Technologie-Angaben
FFFFFFHKST
G93G94G95G28G4G104
G28
6.16.14.325.27.04.34.35.18
EckenverzögerungVorschubVorschubstetige Vorschubreduz.VerweilzeitVerweilzeitWerkzeug-Längenkorr.Abstand zur EckeSpindeldrehzahlWerkzeug
mm/minmm/U%sekUmmmmU/min---
L 5 Satzwiederholung
Programmangaben
LL
G23G24
5.25.2
bedingter Sprungunbedingter Sprung
N (Satznr.) 5.2 Satzadresse N1, N2, N2.1 usw.
P,K,VP,K,VQ
G229 Programm-, Korrektur-, NPV-Adr.
Unterprogr.-, Korr.,-NPV-AufrufUnterprogramm-Aufruf
G 3 G-Funktion
M 3 Maschinen-Zusatzfunktion
+-
+-
Programmierung Typ1 osa M / CC 220 MAllgemeines
1 – 14 LEERER MERKER
Ihre Notizen
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 1LEERER MERKER
2 G-Funktionen
Gruppenzugehörigkeit der G-Funktionen
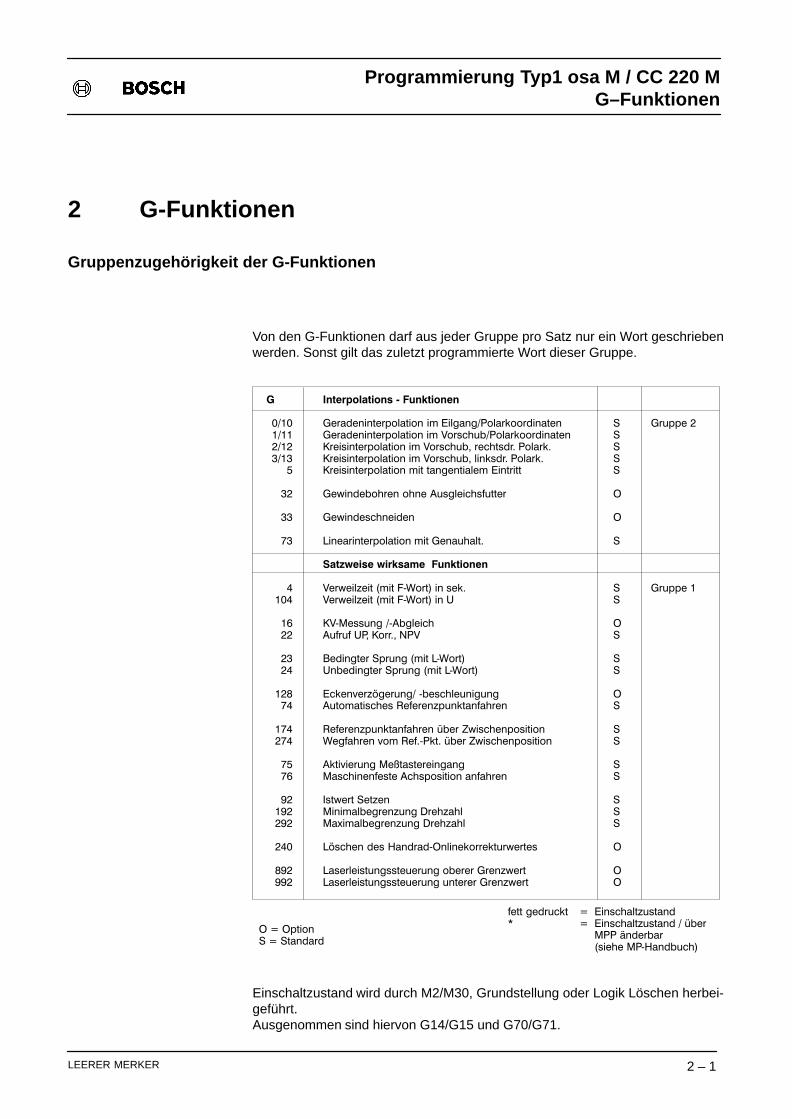
Von den G-Funktionen darf aus jeder Gruppe pro Satz nur ein Wort geschriebenwerden. Sonst gilt das zuletzt programmierte Wort dieser Gruppe.
G Interpolations � Funktionen
0/10 Geradeninterpolation im Eilgang/Polarkoordinaten S Gruppe 2 1/11 Geradeninterpolation im Vorschub/Polarkoordinaten S 2/12 Kreisinterpolation im Vorschub, rechtsdr. Polark. S3/13 Kreisinterpolation im Vorschub, linksdr. Polark. S
5 Kreisinterpolation mit tangentialem Eintritt S
32 Gewindebohren ohne Ausgleichsfutter O
33 Gewindeschneiden O
73 Linearinterpolation mit Genauhalt. S
Satzweise wirksame Funktionen
4 Verweilzeit (mit F�Wort) in sek. S Gruppe 1 104 Verweilzeit (mit F�Wort) in U S
16 KV�Messung /�Abgleich O 22 Aufruf UP, Korr., NPV S
23 Bedingter Sprung (mit L�Wort) S 24 Unbedingter Sprung (mit L�Wort) S
128 Eckenverzögerung/ �beschleunigung O 74 Automatisches Referenzpunktanfahren S
174 Referenzpunktanfahren über Zwischenposition S274 Wegfahren vom Ref.�Pkt. über Zwischenposition S
75 Aktivierung Meßtastereingang S 76 Maschinenfeste Achsposition anfahren S
92 Istwert Setzen S 192 Minimalbegrenzung Drehzahl S
292 Maximalbegrenzung Drehzahl S
240 Löschen des Handrad�Onlinekorrekturwertes O
892 Laserleistungssteuerung oberer Grenzwert O 992 Laserleistungssteuerung unterer Grenzwert O
O = OptionS = Standard
fett gedruckt = Einschaltzustand* = Einschaltzustand / über
MPP änderbar(siehe MP�Handbuch)
Einschaltzustand wird durch M2/M30, Grundstellung oder Logik Löschen herbei-geführt.Ausgenommen sind hiervon G14/G15 und G70/G71.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 2 LEERER MERKER
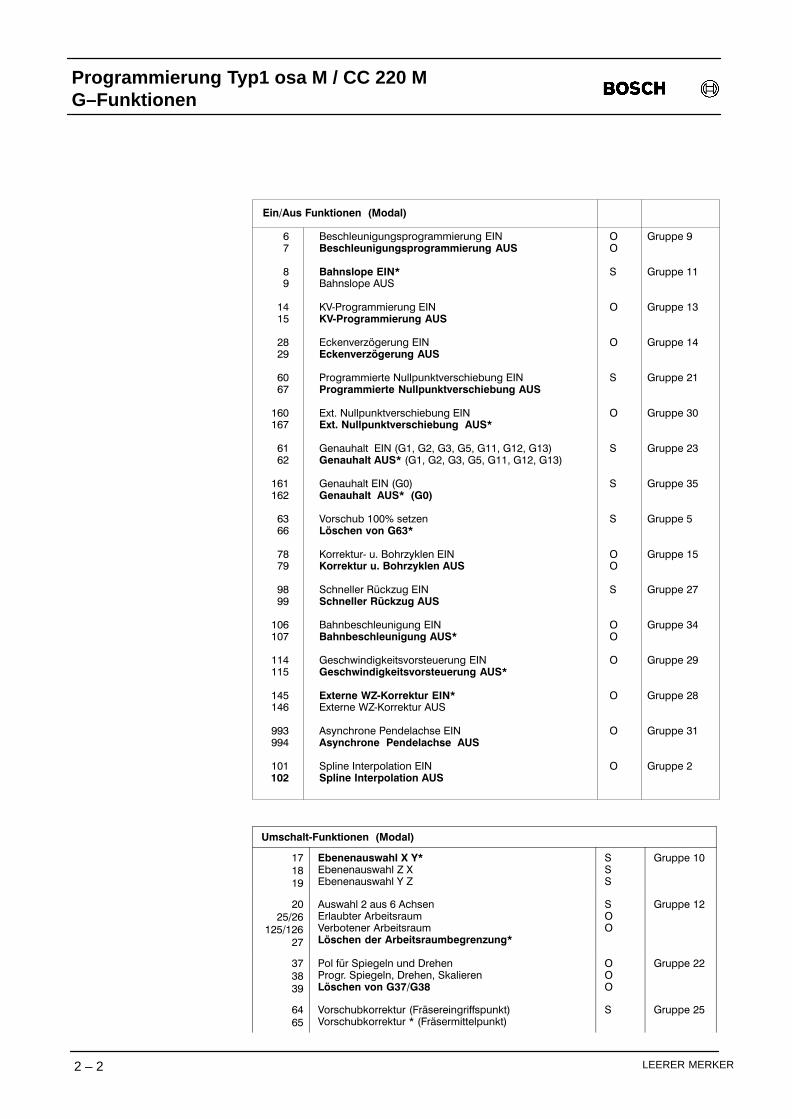
Ein/Aus Funktionen (Modal)
6 Beschleunigungsprogrammierung EIN O Gruppe 9 7 Beschleunigungsprogrammierung AUS O
8 Bahnslope EIN* S Gruppe 11 9 Bahnslope AUS
14 KV�Programmierung EIN O Gruppe 13 15 KV�Programmierung AUS
28 Eckenverzögerung EIN O Gruppe 1429 Eckenverzögerung AUS
60 Programmierte Nullpunktverschiebung EIN S Gruppe 2167 Programmierte Nullpunktverschiebung AUS
160 Ext. Nullpunktverschiebung EIN O Gruppe 30167 Ext. Nullpunktverschiebung AUS*
61 Genauhalt EIN (G1, G2, G3, G5, G11, G12, G13) S Gruppe 2362 Genauhalt AUS* (G1, G2, G3, G5, G11, G12, G13)
161 Genauhalt EIN (G0) S Gruppe 35162 Genauhalt AUS* (G0)
63 Vorschub 100% setzen S Gruppe 566 Löschen von G63*
78 Korrektur� u. Bohrzyklen EIN O Gruppe 1579 Korrektur u. Bohrzyklen AUS O
98 Schneller Rückzug EIN S Gruppe 2799 Schneller Rückzug AUS
106 Bahnbeschleunigung EIN O Gruppe 34107 Bahnbeschleunigung AUS* O
114 Geschwindigkeitsvorsteuerung EIN O Gruppe 29115 Geschwindigkeitsvorsteuerung AUS*
145 Externe WZ�Korrektur EIN* O Gruppe 28146 Externe WZ�Korrektur AUS
993 Asynchrone Pendelachse EIN O Gruppe 31994 Asynchrone Pendelachse AUS
101 Spline Interpolation EIN O Gruppe 2102 Spline Interpolation AUS
Umschalt�Funktionen (Modal)
171819
Ebenenauswahl X Y*Ebenenauswahl Z XEbenenauswahl Y Z
SSS
Gruppe 10
2025/26
125/12627
Auswahl 2 aus 6 AchsenErlaubter ArbeitsraumVerbotener ArbeitsraumLöschen der Arbeitsraumbegrenzung*
SOO
Gruppe 12
373839
Pol für Spiegeln und DrehenProgr. Spiegeln, Drehen, SkalierenLöschen von G37/G38
OOO
Gruppe 22
6465
Vorschubkorrektur (Fräsereingriffspunkt)Vorschubkorrektur * (Fräsermittelpunkt)
S Gruppe 25
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 3LEERER MERKER
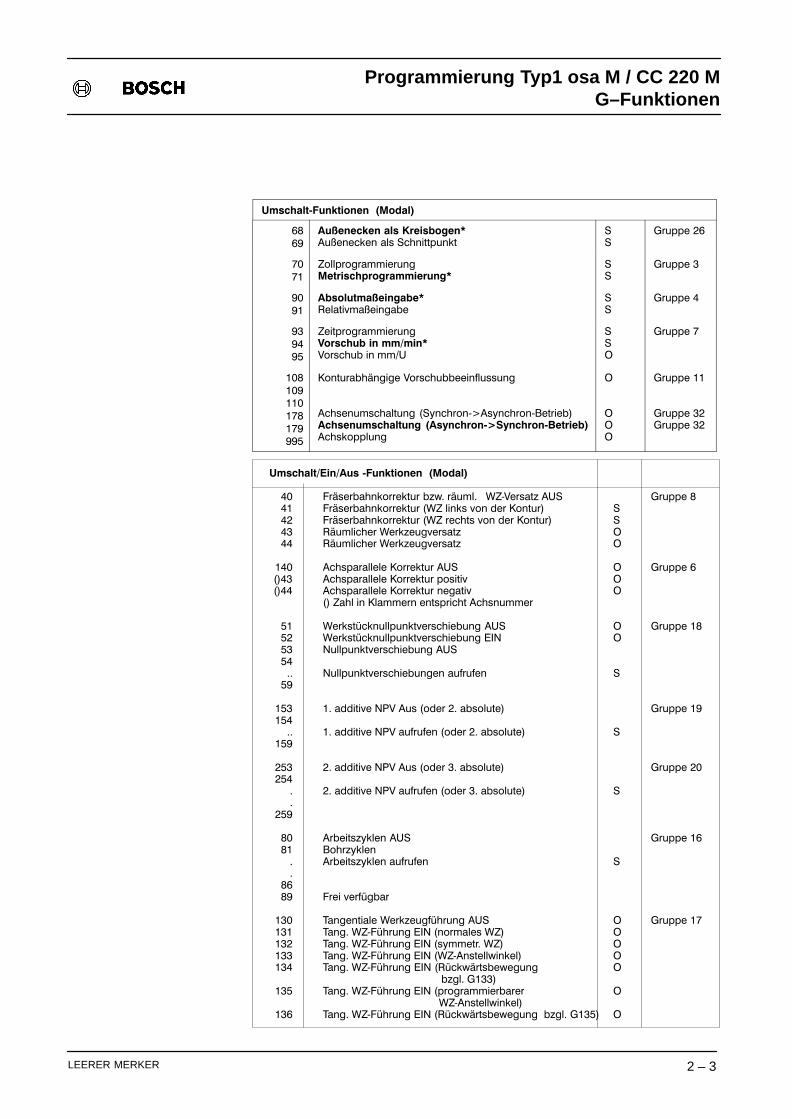
Umschalt�Funktionen (Modal)
6869
Außenecken als Kreisbogen*Außenecken als Schnittpunkt
SS
Gruppe 26
7071
ZollprogrammierungMetrischprogrammierung*
SS
Gruppe 3
9091
Absolutmaßeingabe* Relativmaßeingabe
SS
Gruppe 4
939495
ZeitprogrammierungVorschub in mm/min*Vorschub in mm/U
SSO
Gruppe 7
108109110178179995
Konturabhängige Vorschubbeeinflussung
Achsenumschaltung (Synchron�>Asynchron�Betrieb)Achsenumschaltung (Asynchron�>Synchron�Betrieb)Achskopplung
O
OOO
Gruppe 11
Gruppe 32Gruppe 32
Umschalt/Ein/Aus �Funktionen (Modal)
40 Fräserbahnkorrektur bzw. räuml. WZ�Versatz AUS Gruppe 841 Fräserbahnkorrektur (WZ links von der Kontur) S42 Fräserbahnkorrektur (WZ rechts von der Kontur) S43 Räumlicher Werkzeugversatz O44 Räumlicher Werkzeugversatz O
140 Achsparallele Korrektur AUS O Gruppe 6()43 Achsparallele Korrektur positiv O()44 Achsparallele Korrektur negativ O
() Zahl in Klammern entspricht Achsnummer
51 Werkstücknullpunktverschiebung AUS O Gruppe 1852 Werkstücknullpunktverschiebung EIN O53 Nullpunktverschiebung AUS
54.. Nullpunktverschiebungen aufrufen S
59
153 1. additive NPV Aus (oder 2. absolute) Gruppe 19154
.. 1. additive NPV aufrufen (oder 2. absolute) S159
253 2. additive NPV Aus (oder 3. absolute) Gruppe 20254
. 2. additive NPV aufrufen (oder 3. absolute) S
.259
80 Arbeitszyklen AUS Gruppe 1681 Bohrzyklen
. Arbeitszyklen aufrufen S
.8689 Frei verfügbar
130 Tangentiale Werkzeugführung AUS O Gruppe 17131 Tang. WZ�Führung EIN (normales WZ) O132 Tang. WZ�Führung EIN (symmetr. WZ) O133 Tang. WZ�Führung EIN (WZ�Anstellwinkel) O134 Tang. WZ�Führung EIN (Rückwärtsbewegung O
bzgl. G133)135 Tang. WZ�Führung EIN (programmierbarer O
WZ�Anstellwinkel)136 Tang. WZ�Führung EIN (Rückwärtsbewegung bzgl. G135) O
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 4 LEERER MERKER
Geradeninterpolation im Eilgang G0
DefinitionDie programmierte Position wird interpolierend auf einer Geraden mit größt-möglicher Geschwindigkeit angefahren.
VorschubDie Programmierung eines Vorschubwertes entfällt (masch.-spezifischeKonstante wird wirksam).
WechselwirkungenWirkt selbsthaltend, bis eine neue Bewegungsart angewählt wird. G0 löscht dieBewegungsarten G1, G2, G3, G5, G33, G73, (G10, G11, G12, G13).
G0 mit Genauhalt (Standard):Ist G161 (Genauhalt EIN für G0) programmiert bzw. Einschaltzustand, dann wirderst mit dem nächsten Satz begonnen, wenn alle im Eilgang verfahrenden Achsen”IN– POSITION” sind. Der IN–POSITIONS-Bereich ist durch Maschinen-Parame-ter festgelegt.
G0 ohne Genauhalt:Ist G162 (Genauhalt AUS für G0) programmiert, so wird kein ”IN POSITION”-Signal einzelner Achsen bei der Eilgangbewegung G0 abgewartet.
ProgrammierungG0 X... Y... Z...Mit und ohne Achsadressen programmierbar
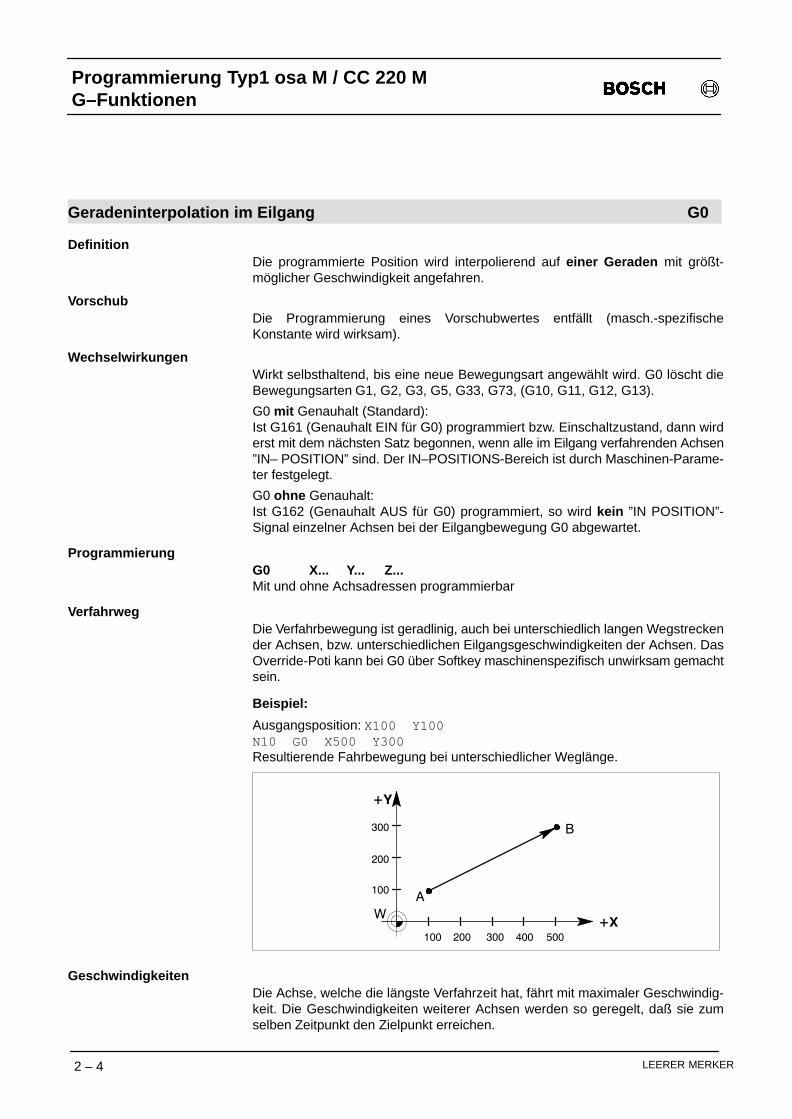
VerfahrwegDie Verfahrbewegung ist geradlinig, auch bei unterschiedlich langen Wegstreckender Achsen, bzw. unterschiedlichen Eilgangsgeschwindigkeiten der Achsen. DasOverride-Poti kann bei G0 über Softkey maschinenspezifisch unwirksam gemachtsein.
Beispiel:
Ausgangsposition: X100 Y100 N10 G0 X500 Y300 Resultierende Fahrbewegung bei unterschiedlicher Weglänge.
+Y
+XW
100
200
300
100 200 300 400 500
A
B
GeschwindigkeitenDie Achse, welche die längste Verfahrzeit hat, fährt mit maximaler Geschwindig-keit. Die Geschwindigkeiten weiterer Achsen werden so geregelt, daß sie zumselben Zeitpunkt den Zielpunkt erreichen.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 5LEERER MERKER
Geradeninterpolation im Vorschub G1
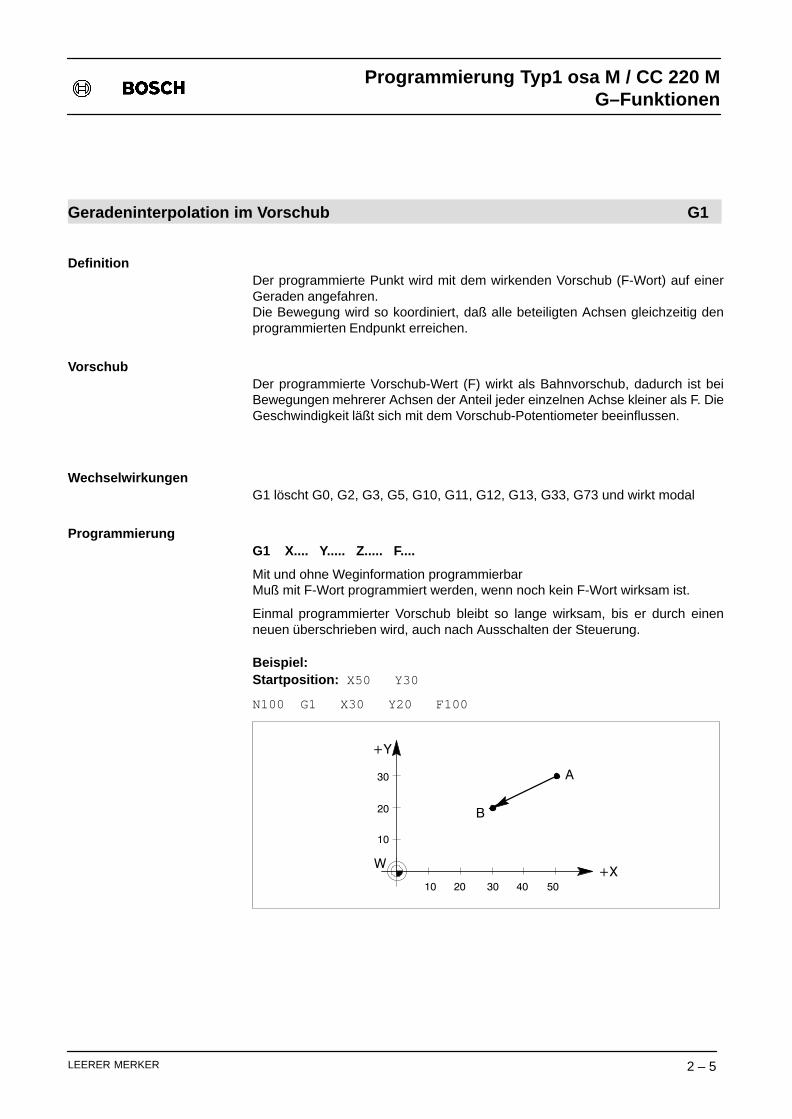
DefinitionDer programmierte Punkt wird mit dem wirkenden Vorschub (F-Wort) auf einerGeraden angefahren.Die Bewegung wird so koordiniert, daß alle beteiligten Achsen gleichzeitig denprogrammierten Endpunkt erreichen.
VorschubDer programmierte Vorschub-Wert (F) wirkt als Bahnvorschub, dadurch ist beiBewegungen mehrerer Achsen der Anteil jeder einzelnen Achse kleiner als F. DieGeschwindigkeit läßt sich mit dem Vorschub-Potentiometer beeinflussen.
WechselwirkungenG1 löscht G0, G2, G3, G5, G10, G11, G12, G13, G33, G73 und wirkt modal
ProgrammierungG1 X.... Y..... Z..... F....
Mit und ohne Weginformation programmierbarMuß mit F-Wort programmiert werden, wenn noch kein F-Wort wirksam ist.
Einmal programmierter Vorschub bleibt so lange wirksam, bis er durch einenneuen überschrieben wird, auch nach Ausschalten der Steuerung.
Beispiel:Startposition: X50 Y30
N100 G1 X30 Y20 F100
+Y
+XW
10
20
30
10 20 30 40 50
A
B
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 6 LEERER MERKER
Kreisinterpolation im Vorschub G2, G3
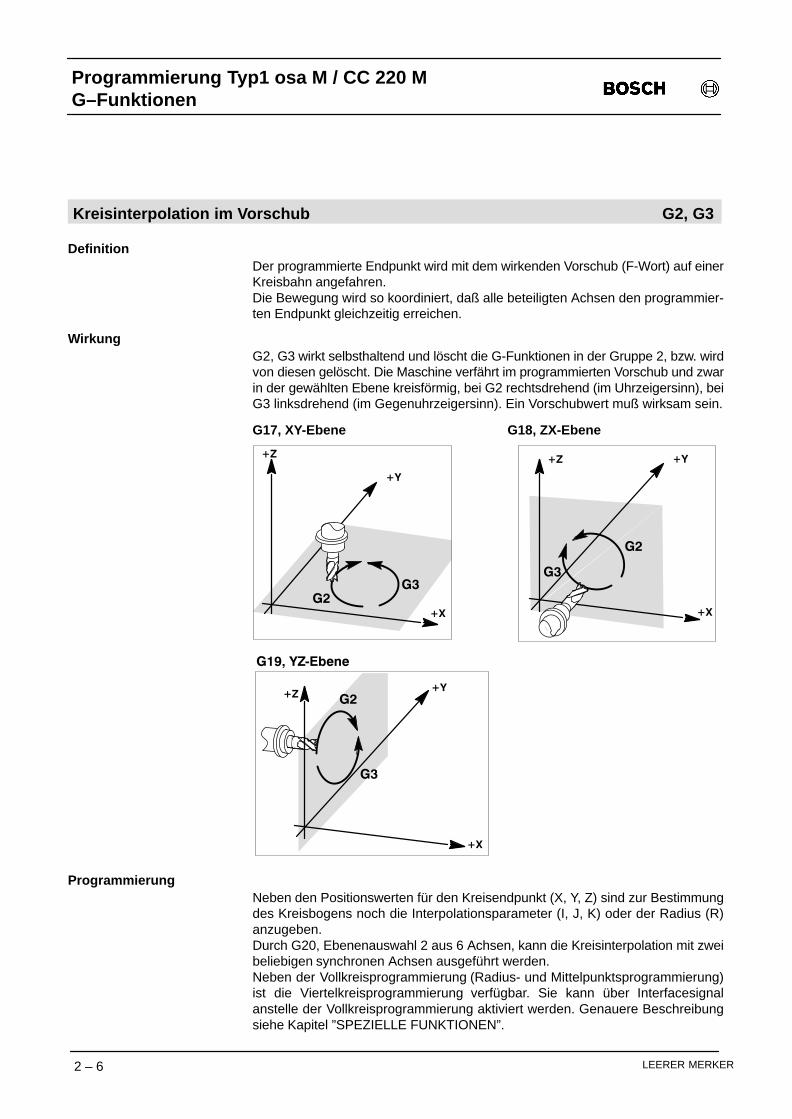
DefinitionDer programmierte Endpunkt wird mit dem wirkenden Vorschub (F-Wort) auf einerKreisbahn angefahren.Die Bewegung wird so koordiniert, daß alle beteiligten Achsen den programmier-ten Endpunkt gleichzeitig erreichen.
WirkungG2, G3 wirkt selbsthaltend und löscht die G-Funktionen in der Gruppe 2, bzw. wirdvon diesen gelöscht. Die Maschine verfährt im programmierten Vorschub und zwarin der gewählten Ebene kreisförmig, bei G2 rechtsdrehend (im Uhrzeigersinn), beiG3 linksdrehend (im Gegenuhrzeigersinn). Ein Vorschubwert muß wirksam sein.
G17, XY-Ebene G18, ZX-Ebene
+Z
+Y
+X
G3G2
G19, YZ�Ebene
+Z +Y
+X
G3
G2
+Z+Y
G3
G2
+X
ProgrammierungNeben den Positionswerten für den Kreisendpunkt (X, Y, Z) sind zur Bestimmungdes Kreisbogens noch die Interpolationsparameter (I, J, K) oder der Radius (R)anzugeben.Durch G20, Ebenenauswahl 2 aus 6 Achsen, kann die Kreisinterpolation mit zweibeliebigen synchronen Achsen ausgeführt werden.Neben der Vollkreisprogrammierung (Radius- und Mittelpunktsprogrammierung)ist die Viertelkreisprogrammierung verfügbar. Sie kann über Interfacesignalanstelle der Vollkreisprogrammierung aktiviert werden. Genauere Beschreibungsiehe Kapitel ”SPEZIELLE FUNKTIONEN”.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 7LEERER MERKER
Radiusprogrammierung N... G17 G3 X... Y... R+/-... F... S... M...
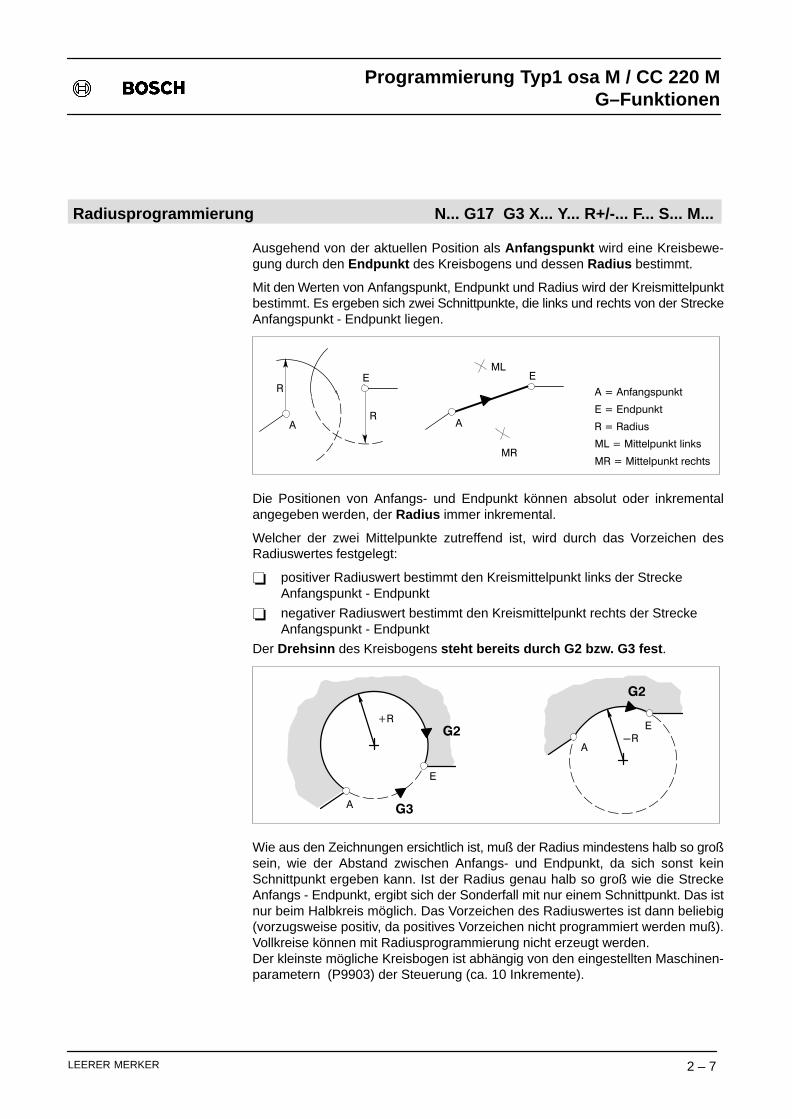
Ausgehend von der aktuellen Position als Anfangspunkt wird eine Kreisbewe-gung durch den Endpunkt des Kreisbogens und dessen Radius bestimmt.
Mit den Werten von Anfangspunkt, Endpunkt und Radius wird der Kreismittelpunktbestimmt. Es ergeben sich zwei Schnittpunkte, die links und rechts von der StreckeAnfangspunkt - Endpunkt liegen.
RA
RE
A
E
MR
ML
A = Anfangspunkt
E = Endpunkt
R = Radius
ML = Mittelpunkt links
MR = Mittelpunkt rechts
Die Positionen von Anfangs- und Endpunkt können absolut oder inkrementalangegeben werden, der Radius immer inkremental.
Welcher der zwei Mittelpunkte zutreffend ist, wird durch das Vorzeichen desRadiuswertes festgelegt:
� positiver Radiuswert bestimmt den Kreismittelpunkt links der Strecke Anfangspunkt - Endpunkt
� negativer Radiuswert bestimmt den Kreismittelpunkt rechts der StreckeAnfangspunkt - Endpunkt
Der Drehsinn des Kreisbogens steht bereits durch G2 bzw. G3 fest .
A
E
-RA
E+R
G3
G2
G2
Wie aus den Zeichnungen ersichtlich ist, muß der Radius mindestens halb so großsein, wie der Abstand zwischen Anfangs- und Endpunkt, da sich sonst keinSchnittpunkt ergeben kann. Ist der Radius genau halb so groß wie die StreckeAnfangs - Endpunkt, ergibt sich der Sonderfall mit nur einem Schnittpunkt. Das istnur beim Halbkreis möglich. Das Vorzeichen des Radiuswertes ist dann beliebig(vorzugsweise positiv, da positives Vorzeichen nicht programmiert werden muß).Vollkreise können mit Radiusprogrammierung nicht erzeugt werden.Der kleinste mögliche Kreisbogen ist abhängig von den eingestellten Maschinen-parametern (P9903) der Steuerung (ca. 10 Inkremente).
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 8 LEERER MERKER
Mittelpunktsprogrammierung
Ausgehend von der aktuellen Position als Anfangspunkt wird eine Kreisbewegungdurch den Endpunkt des Kreisbogens und dessen Mittelpunkt bestimmt.
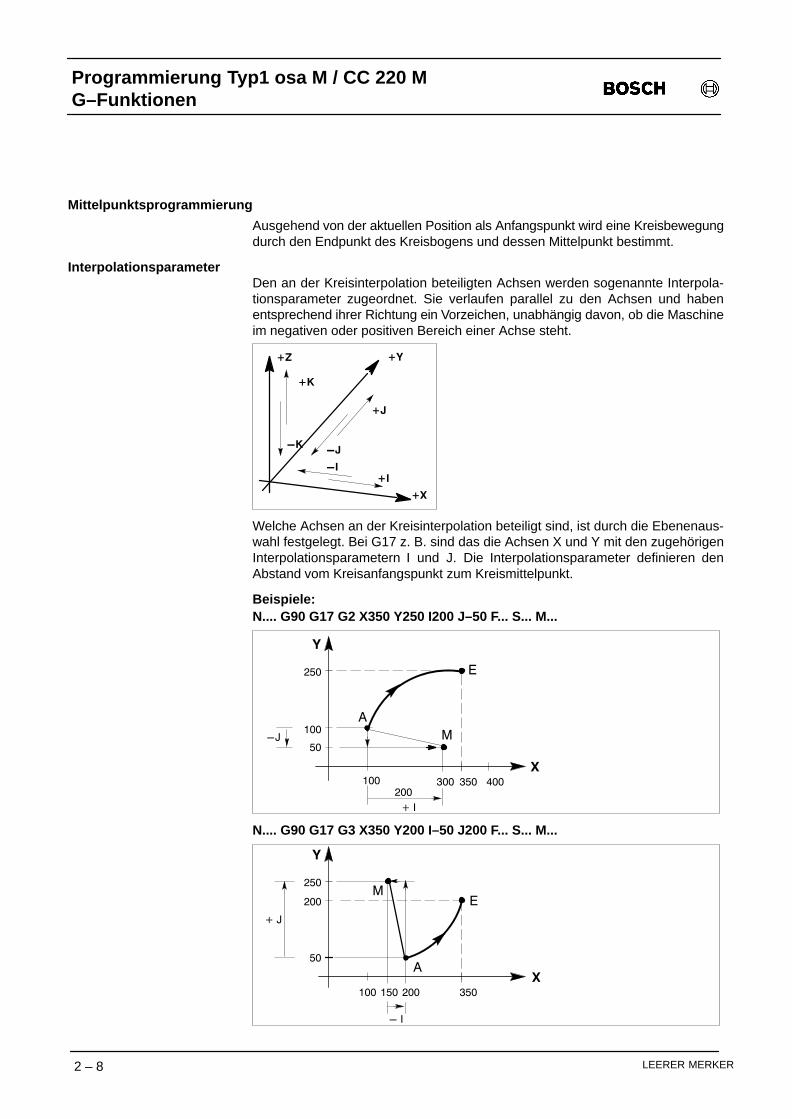
InterpolationsparameterDen an der Kreisinterpolation beteiligten Achsen werden sogenannte Interpola-tionsparameter zugeordnet. Sie verlaufen parallel zu den Achsen und habenentsprechend ihrer Richtung ein Vorzeichen, unabhängig davon, ob die Maschineim negativen oder positiven Bereich einer Achse steht.
+Z +Y
+X
+K
-K
+J
-J
+I-I
Welche Achsen an der Kreisinterpolation beteiligt sind, ist durch die Ebenenaus-wahl festgelegt. Bei G17 z. B. sind das die Achsen X und Y mit den zugehörigenInterpolationsparametern I und J. Die Interpolationsparameter definieren denAbstand vom Kreisanfangspunkt zum Kreismittelpunkt.
Beispiele:N.... G90 G17 G2 X350 Y250 I200 J–50 F... S... M...
Y
X
50
100
250
100 300 350
A
E
M
+ I
-J
200400
N.... G90 G17 G3 X350 Y200 I–50 J200 F... S... M...
Y
X
50
250
150 350
A
EM
- I
+ J
200
200100
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 9LEERER MERKER
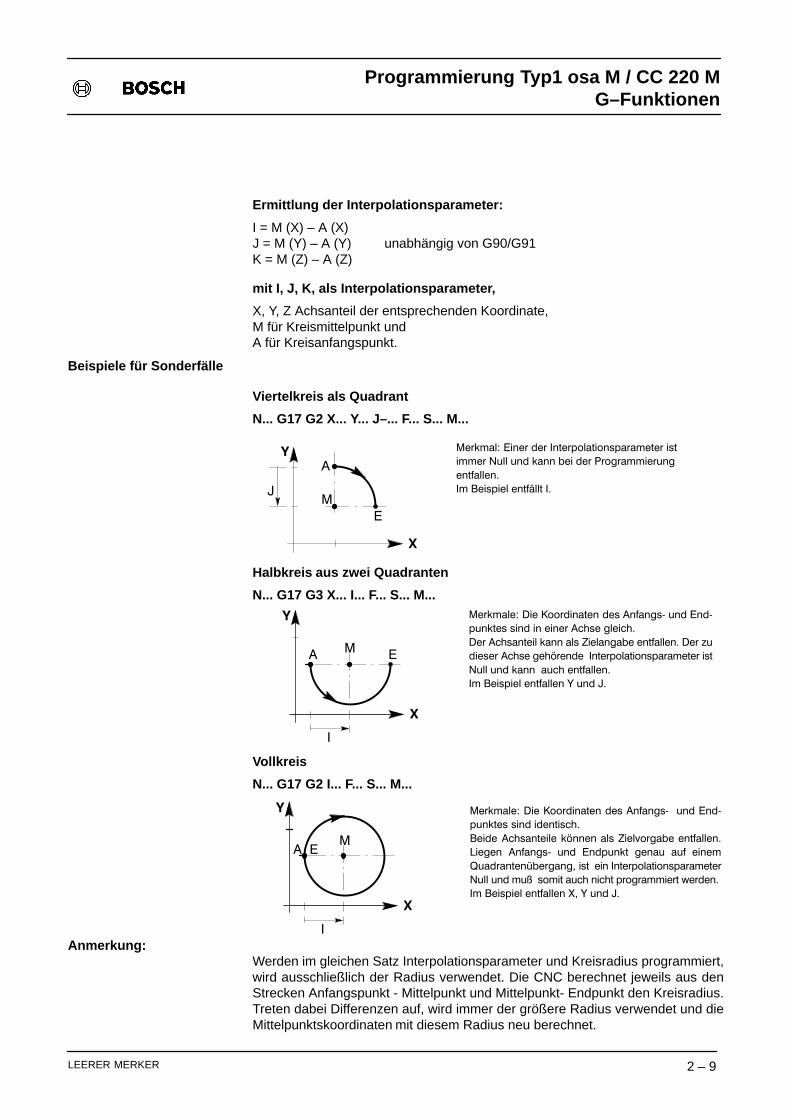
Ermittlung der Interpolationsparameter:
I = M (X) – A (X)J = M (Y) – A (Y) unabhängig von G90/G91K = M (Z) – A (Z)
mit I, J, K, als Interpolationsparameter,
X, Y, Z Achsanteil der entsprechenden Koordinate,M für Kreismittelpunkt undA für Kreisanfangspunkt.
Beispiele für Sonderfälle
Viertelkreis als Quadrant
N... G17 G2 X... Y... J–... F... S... M...
Merkmal: Einer der Interpolationsparameter istimmer Null und kann bei der Programmierungentfallen.Im Beispiel entfällt I.
Y
X
A
EM
J
Halbkreis aus zwei Quadranten
N... G17 G3 X... I... F... S... M...Merkmale: Die Koordinaten des Anfangs� und End�punktes sind in einer Achse gleich.Der Achsanteil kann als Zielangabe entfallen. Der zudieser Achse gehörende Interpolationsparameter istNull und kann auch entfallen.Im Beispiel entfallen Y und J.
Y
X
A EM
I
Vollkreis
N... G17 G2 I... F... S... M...
Merkmale: Die Koordinaten des Anfangs� und End�punktes sind identisch. Beide Achsanteile können als Zielvorgabe entfallen.Liegen Anfangs� und Endpunkt genau auf einemQuadrantenübergang, ist ein InterpolationsparameterNull und muß somit auch nicht programmiert werden. Im Beispiel entfallen X, Y und J.
Y
X
A EM
IAnmerkung:
Werden im gleichen Satz Interpolationsparameter und Kreisradius programmiert,wird ausschließlich der Radius verwendet. Die CNC berechnet jeweils aus denStrecken Anfangspunkt - Mittelpunkt und Mittelpunkt- Endpunkt den Kreisradius.Treten dabei Differenzen auf, wird immer der größere Radius verwendet und dieMittelpunktskoordinaten mit diesem Radius neu berechnet.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 10 LEERER MERKER
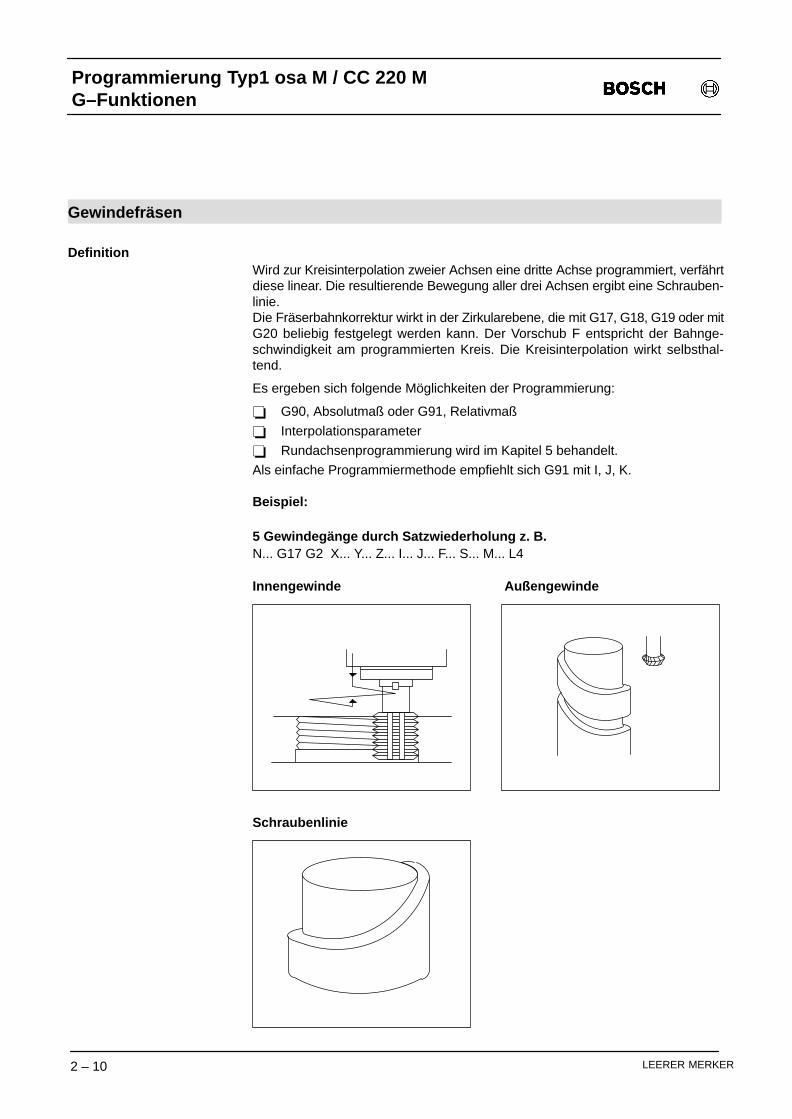
Gewindefräsen
DefinitionWird zur Kreisinterpolation zweier Achsen eine dritte Achse programmiert, verfährtdiese linear. Die resultierende Bewegung aller drei Achsen ergibt eine Schrauben-linie.Die Fräserbahnkorrektur wirkt in der Zirkularebene, die mit G17, G18, G19 oder mitG20 beliebig festgelegt werden kann. Der Vorschub F entspricht der Bahnge-schwindigkeit am programmierten Kreis. Die Kreisinterpolation wirkt selbsthal-tend.
Es ergeben sich folgende Möglichkeiten der Programmierung:
� G90, Absolutmaß oder G91, Relativmaß
� Interpolationsparameter
� Rundachsenprogrammierung wird im Kapitel 5 behandelt.
Als einfache Programmiermethode empfiehlt sich G91 mit I, J, K.
Beispiel:
5 Gewindegänge durch Satzwiederholung z. B.N... G17 G2 X... Y... Z... I... J... F... S... M... L4
Innengewinde Außengewinde
Schraubenlinie
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 11LEERER MERKER
Zylindermantelfräsen
DefinitionUnter Zylindermantelfräsen versteht man eine Bearbeitung auf einem Zylinder-mantel mit konstantem Radius. Dies setzt eine Interpolation (linear + zirkular)zwischen einer Linear-und Rundachse voraus. Als Rundachsentyp ist nur ”RUND”zugelassen.
Wirkung
Auf einem Zylindermantel mit beliebigem Radius können Geraden und Kreise inVerbindung mit Fräserbahnkorrektur (G41/G42) programmiert werden.Die Positionen der Rundachse werden in Grad angegeben.Der Bearbeitungsradius (RA) wird direkt in mm angegeben.Anhand des programmierten Radius rechnet die Steuerung auf die Umfangmaßeum.Der Einheitsradius (RE) beträgt 57,296 mm für den keine Umrechnung notwendigist (RE = 360° / 2* �).Die programmierte Vorschubgeschwindigkeit wird auf der Kontur eingehalten.Der Zylindermantel wird steuerungs- und programmtechnisch wie eine Ebenebehandelt, d. h. Betrachtungsweise in der Abwicklung des Zylindermantels.
Zusätzlich ist es möglich, eine weitere Achse (z. B. Z-Achse) mit interpolieren zulassen; bei Kreisen auf dem Zylindermantel bedeutet dies Helical-Interpolation.Hierbei kommt es zu Konturfehlern, die vernachlässigbar sein können, wenn dieZustellbewegungen pro Satz klein gehalten werden.
ProgrammierungDer Aufruf von Zylindermantelfräsen erfolgt mit der Festlegung der Bearbeitungse-bene über G20 und der Angabe eines R-Wertes.
Beispiel: Aufruf Zylindermantelfräsen
N100 G20 Y0 B0 R-Wert
Arbeitsradius
Ebenendefinition
Aufruf
Der Aufruf muß als separater Satz im Teileprogramm geschrieben werden undbewirkt kein Verfahren.Die nach einem Aufruf zu programmierenden Sätze werden in gewohnter Weise(DIN, CPL) programmiert.
Zylindermantelfräsen wird aufgehoben durch:
� Grundstellung
� M2/M30
� Logik Löschen
� Programmieren von R0 (in Verbindung mit G20)
� Anwahl einer anderen Ebene
Durch Programmieren eines neuen R-Wertes wird der alte überschrieben. Hierbeimuß der gesamte Aufruf-Satz neu programmiert werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 12 LEERER MERKER
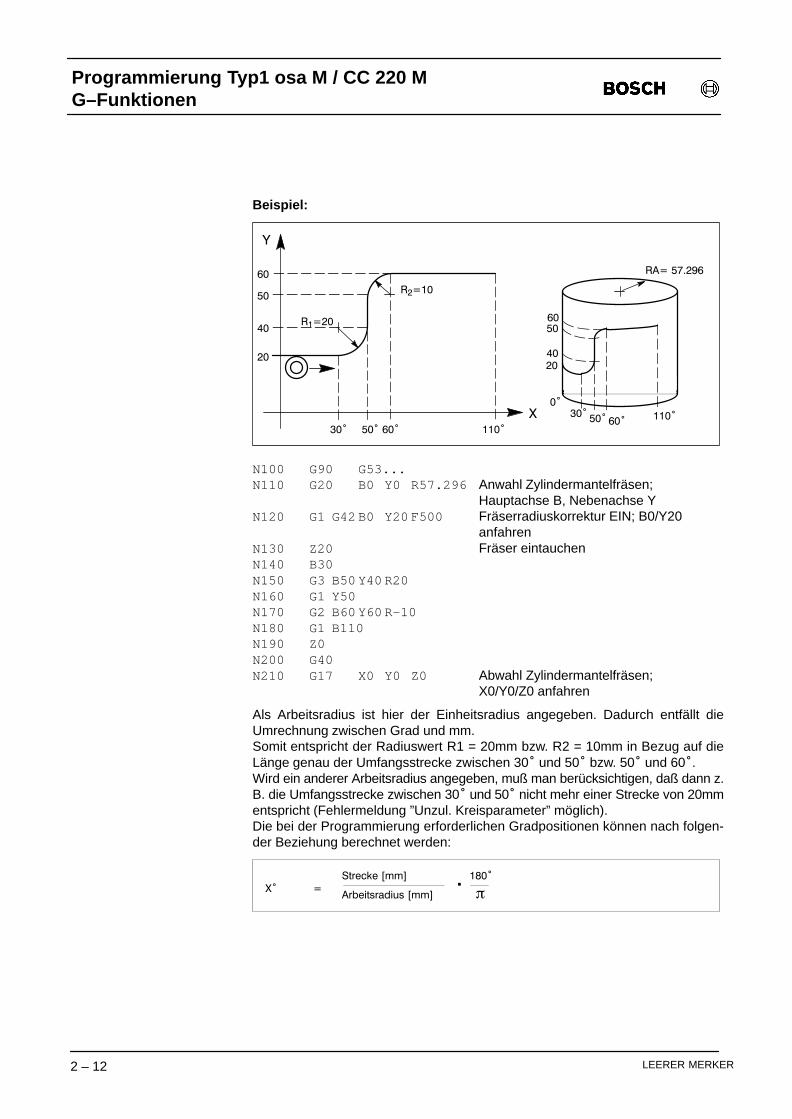
Beispiel:
6050
4020
0°30° 50° 60° 110°
RA= 57.29660
50
40
20
30° 50° 60° 110°
Y
X
R1=20
R2=10
N100 G90 G53...N110 G20 B0 Y0 R57.296 Anwahl Zylindermantelfräsen;
Hauptachse B, Nebenachse YN120 G1 G42 B0 Y20 F500 Fräserradiuskorrektur EIN; B0/Y20
anfahrenN130 Z20 Fräser eintauchenN140 B30N150 G3 B50 Y40 R20N160 G1 Y50N170 G2 B60 Y60 R–10N180 G1 B110N190 Z0N200 G40N210 G17 X0 Y0 Z0 Abwahl Zylindermantelfräsen;
X0/Y0/Z0 anfahren
Als Arbeitsradius ist hier der Einheitsradius angegeben. Dadurch entfällt dieUmrechnung zwischen Grad und mm.Somit entspricht der Radiuswert R1 = 20mm bzw. R2 = 10mm in Bezug auf dieLänge genau der Umfangsstrecke zwischen 30° und 50° bzw. 50° und 60°.Wird ein anderer Arbeitsradius angegeben, muß man berücksichtigen, daß dann z.B. die Umfangsstrecke zwischen 30° und 50° nicht mehr einer Strecke von 20mmentspricht (Fehlermeldung ”Unzul. Kreisparameter” möglich).Die bei der Programmierung erforderlichen Gradpositionen können nach folgen-der Beziehung berechnet werden:
X° =Strecke [mm]
Arbeitsradius [mm]
180°
�.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 13LEERER MERKER
Bei einem Arbeitsradius von RA = 250 mm und gleichbleibenden Radien R1 und R2ändern sich dann die Werte des Beispielprogramms auf:
N100 G90 G53...N110 G20 B0 Y0 R250N120 G1 G42 B0 Y20 F500N130 Z20N140 B30N150 G3 B34.586 Y40 R20N160 G1 Y50N170 G2 B36.879 Y60 R–10N180 G1 B110N190 Z0N200 G40N210 G17 X0 Y0 Z0
AnzeigeDer aktuelle Radiuswert kann durch folgende Softkey-Bedienung (siehe Bedie-nungsanleitung) angezeigt werden:
GBA Korrektur
SK Sondertabellen
SK Programm Parameter Anzei�ge
Anzeige: G20 Y0 B0 R-Wert (siehe unter G78/G79)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 14 LEERER MERKER
Verweilzeit G4, G104
DefinitionG4, G104 wirkt satzweise und wird mit einem F-Wort für die Verweildauer in einemseparaten Satz ohne Weginformation programmiert. Zulässig sind imVerweilzeitsatz nur noch Hilfs- und Zusatzfunktionen.
ProgrammierungN... G4 F... Verweilzeit in Sekunden (Format 5.2)
Verweilzeit in 0.1 Sekunden (Format 5.2)Verweilzeit in 0.01 Sekunden (Format 5.2)Verweilzeit in 0.001 Sekunden (Format 4.3)
N... G104 F.. Verweilzeit in Spindelumdrehungen (Format 7.0)
Die Einheit der G4 Verweilzeit läßt sich nur über den Maschinenparameter P9917voreinstellen.
Das in Verbindung mit G4 bzw. G104 programmierte F-Wort wirkt satzweise, d. h.für gleiche Verweildauer muß in folgenden Sätzen erneut der G-Code mit F-Wortgeschrieben werden.
Für die Funktion G 104 ist die Anzahl der tatsächlichen Spindelumdrehungenmaßgebend. Die Verweilzeit wird gestartet, wenn der Verweilzeitsatz von der CNCvollständig aufbereitet wurde. Für die Verweildauer wird das Programm angehal-ten. Alle Bewegungen werden bis zum Zielpunkt fortgesetzt. (Werkzeugwechsel,Nachlauf usw.) Die Spindel wird jedoch nicht angehalten.
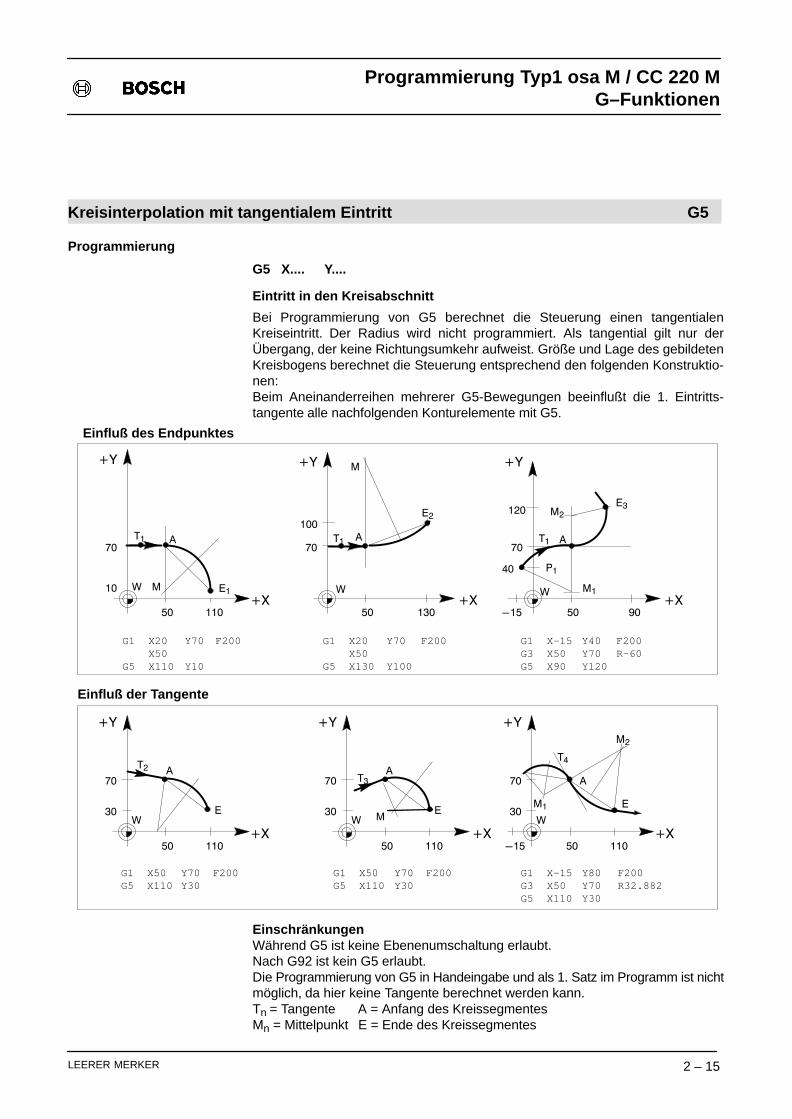
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 15LEERER MERKER
Kreisinterpolation mit tangentialem Eintritt G5
Programmierung
G5 X.... Y....
Eintritt in den Kreisabschnitt
Bei Programmierung von G5 berechnet die Steuerung einen tangentialenKreiseintritt. Der Radius wird nicht programmiert. Als tangential gilt nur derÜbergang, der keine Richtungsumkehr aufweist. Größe und Lage des gebildetenKreisbogens berechnet die Steuerung entsprechend den folgenden Konstruktio-nen:Beim Aneinanderreihen mehrerer G5-Bewegungen beeinflußt die 1. Eintritts-tangente alle nachfolgenden Konturelemente mit G5.
Einfluß des Endpunktes
+Y
+X
70
50 110
+Y
+X
70
50 130
+Y
+X
70
50 90
A
MW10
A100
W
M
A
40
W
+Y
+X
70
50 110
E
A
W30
+Y
+X
70
50 110
E
A
W30
+Y
+X
70
50 110
W30M
E
A
G1 X20 Y70 F200X50X110 Y10G5
G1 X20 Y70 F200X50X130 Y100G5
G1 X–15 Y40 F200X50X90 Y120G5
G3 Y70 R–60
G1 X50 Y70 F200X110
G1 X50 Y70 F200X110
G1 X–15 Y80 F200X50X110 Y30G5
G3 Y70 R32.882G5 Y30 G5 Y30
E1
T1 T1
E2
-15
T4
M2
M1
-15
T3
T2
Einfluß der Tangente
T1
M1
M2E3
P1
120
EinschränkungenWährend G5 ist keine Ebenenumschaltung erlaubt.Nach G92 ist kein G5 erlaubt.Die Programmierung von G5 in Handeingabe und als 1. Satz im Programm ist nichtmöglich, da hier keine Tangente berechnet werden kann.Tn = Tangente A = Anfang des KreissegmentesMn = Mittelpunkt E = Ende des Kreissegmentes
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 16 LEERER MERKER
Beschleunigungsprogrammierung EIN G6Beschleunigungsprogrammierung AUS G7
DefinitionMit der G-Funktion G6 werden die Beschleunigungswerte für die jeweiligenAchsen programmiert. Die neuen Werte gelten nur für Bahnbetrieb. AsynchroneAchsbewegungen werden weiterhin mit den Beschleunigungswerten durchge-führt, die als Maschinenparameter unterlegt sind.
Die Programmierung der Beschleunigungswerte kann nicht in Verbindung mitVerfahr-Informationen stehen. Andere Information ist zugelassen.
WirkungG6 bewirkt ein Abspeichern der Beschleunigungswerte für die programmiertenAchsen. Die Werte sind in Abhängigkeit des aktuellen angewählten Maßsystems(G70/G71) zu programmieren.
Eingabeeinheit ist inch/sec2 bzw. m/sec2.
Format 1.2 bzw. 1.3
Programmierung
G6 X1.0 (separater Satz) ; Beschleunigung = 1 m/sec 2
Übernahme eines neuen Beschleunigungswertes für die X-Achse. DieBeschleunigung der Y-Achse bleibt unverändert. P1002 bzw. P1020 wird für dieX-Achse unwirksam.
G7 X100 Y100 F20
Die als Maschinenparameter festgelegten Beschleunigungswerte für alle Achsenwerden wirksam. Anschließend wird der Punkt (X100, Y100) mit F20 angefahren.
Die Funktion G6 ist selbsthaltend, Abwahl erfolgt durch G7, M2/M30 oderGrundstellung was dazu führt, daß die Werte der Maschinenparameter wiederwirksam werden.
G7 kann in Verbindung mit Verfahr-Information programmiert werden.
Die programmierten Beschleunigungswerte einer jeden Achse müssen innerhalbder als Maschinenparameter festgelegten Beschleunigungsgrenzen liegen; wennnicht, erfolgt entsprechende Fehlermeldung.
BEMERKUNG
G6 beeinflußt die bei G114 evtl. wirksame Slope-Beschleunigung (P1002 bzw.1020)!
Beispiel:N10 G6 X1.0 X-Slope = 1.0m/s2,4–Slope = P1002[Y]N20 G114 X-Slope = 1.0m/s2,4–Slope = P1020[Y]N30 F1000 S500N40 G1 X1800 Y800.N100 G7 X-Slope = P1020[X],Y-Slope = P1020[Y]N110 X600 Y1200 .N200 G115 X-Slope = P1002[X],Y-Slope = P1002[Y]...
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 17LEERER MERKER
Bahnbeschleunigung EIN G106Bahnbeschleunigung AUS G107
DefinitionMit der Funktion G106 / G107 kann die Bahnbeschleunigung aller an derInterpolation beteiligten Achsen im NC-Programm bestimmt werden.
WirkungAus technologischen Gründen (hohe Anforderungen an Bearbeitungsflächen,Dauerbelastung der Maschine) ist es von Fall zu Fall wünschenswert, allebeteiligten Achsen mit einer Bahnbeschleunigung (G106) zu fahren, die unterhalbder maximalen achsspezifischen Beschleunigung einzelner Achsen liegen soll.
G6–Wirkung:Im Unterschied zu G106 wird die Bahnbeschleunigung in G6 so gewählt, daßmindestens eine der an der Interpolation beteiligten Achsen ihren Beschleuni-gungsgrenzwert erreicht.
G106–Wirkung:Mit G106 wählt man dagegen einen Beschleunigungswert (Bahnbeschl.), der injedem Fall unterhalb des Beschleunigungsgrenzwert derjenigen an der Interpola-tion beteiligten Achse liegt, die die geringste ”maximale achsspezifische Beschleu-nigung” besitzt.
Bei Zirkularbeschleunigung (Kreisbewegung) wird weiterhin die Vorschub- be-grenzung auf dem Kreisbogen intern durch G6 so begrenzt, daß die Radialbe-schleunigung die Achs-Grenzwerte nicht übersteigen.
ProgrammierungG106 E <ab> Bahnbeschleunigung EIN
E fester Adressierbuchstabe für die Beschleunigung,ab ist der einzugebende Bahn-Beschleunigungswert
Eingabeeinheit ist inch/sec2 bzw. m/sec2.
Format 1.2 bzw. 1.3
G107 Bahnbeschleunigung AUSRückkehr zur maximal möglichen Bahnbeschleunigung (G6)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 18 LEERER MERKER
Überwachung der Bahnbeschleunigung (G106):
Unterer Grenzwert für den Bahnbeschleunigungswert ”ab”:
a = 10 m/s-11min
2
a = 0.001 m/s (bei Format 1.3)min2
(kleinere Beschleunigungswerte sind mit einerCPL-Variablen einzugeben; siehe nachfolgendesBeispiel)
Der einzugebende Wert für ”ab” ist vom eingestellten Wertebereich in denMaschinenparametern (P1002 ff.) abhängig.
Oberer Grenzwert für den Bahnbeschleunigungswert ”ab”:
a max = der Bahnbeschleunigungswert ”ab” aus G106 wird durch den in G6programmierten achsspezifischen Beschleunigungswert begrenzt. Ist ”ab” sehrgroß gewählt, dann wird die Bahnbeschleunigung abgeschaltet (G107) und eswirkt wieder G6 bzw. die im Maschinenparameter eingetragenen max. Achs-Beschleunigungswerte.
Beispiel:
N10 G106 E2.0 Bahnbeschleunigung EIN mit einerBahnbeschleunigung von 2.0 m/s2 für alle an der Interpolation beteiligten Achsen.
oder:
N05 AB! = 0.00000000001N10 G106 E[AB] Bahnbeschleunigung EIN mit einer
Bahnbeschleunigung von 10 –11 m/s2 für alle an der Interpolation beteiligten Achsen.
BEMERKUNG
Die folgenden Hinweise sind bei der Anwendung und Programmierung derBahnbeschleunigung zu beachten:
� G106 / G107 kann mit allen G-Funktionen, die nicht zur Gruppe 34 gehören,zusammen mit Verfahrbewegungen programmiert werden.
� G106 / G107 kann nicht mit G-Funktionen programmiert werden, die dieAdresse E verwenden.
� Im Einschaltzustand, nach (externe) Grundstellung, Programmabwahl,Programmende, Logik löschen, Backup laden wird G107 geschaltet.
WARNUNG!
G106 /G107 ist nur bei aktiver ”Konturabhängiger Vorschubbeeinflussung(G108, G109, G110)” oder Slope-Beschleunigung G8 (und P6801 [8] ungleich0) anwendbar.
Wird diese Einschränkung nicht beachtet, wird ohne Warnung auf a max,d.h. auf den in den Maschinenparametern bzw. in G6 eingestellten Wertbeschleunigt. Für die richtige Wahl von Beschleunigungsgrenzwerten im Zusammenhangmit G106/ G107 wenden Sie sich bitte an Ihren Maschinenhersteller.
!
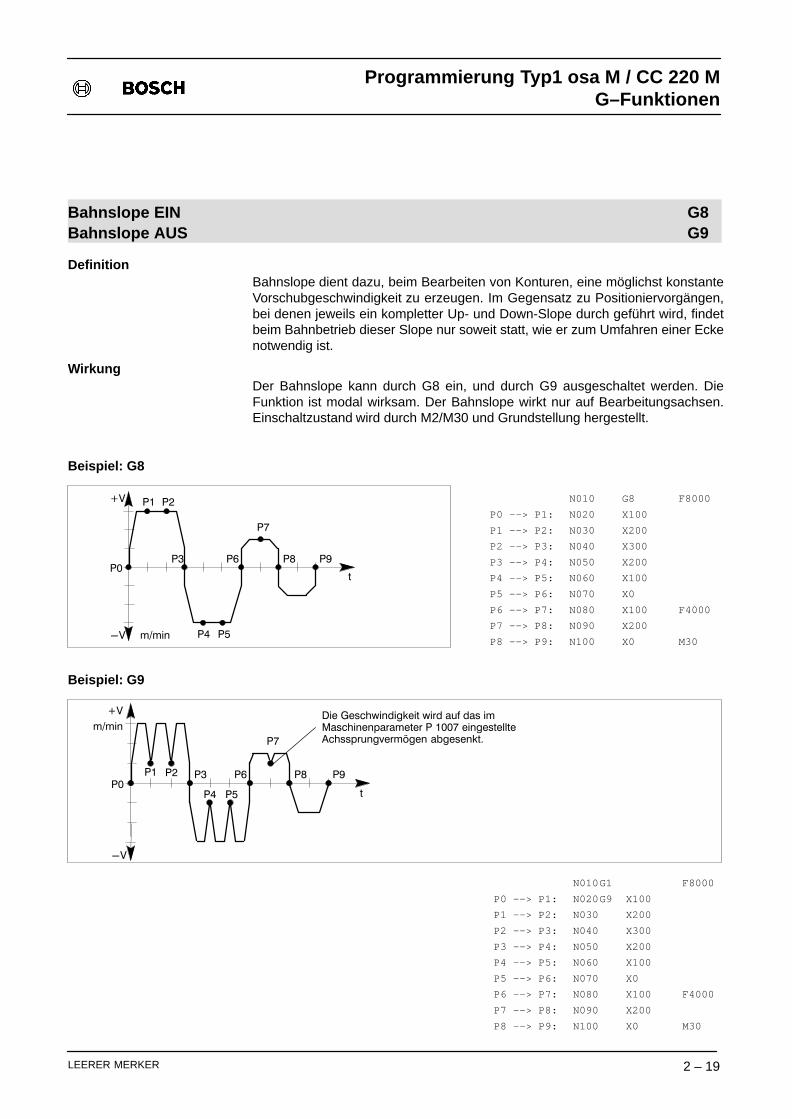
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 19LEERER MERKER
Bahnslope EIN G8Bahnslope AUS G9
DefinitionBahnslope dient dazu, beim Bearbeiten von Konturen, eine möglichst konstanteVorschubgeschwindigkeit zu erzeugen. Im Gegensatz zu Positioniervorgängen,bei denen jeweils ein kompletter Up- und Down-Slope durch geführt wird, findetbeim Bahnbetrieb dieser Slope nur soweit statt, wie er zum Umfahren einer Eckenotwendig ist.
WirkungDer Bahnslope kann durch G8 ein, und durch G9 ausgeschaltet werden. DieFunktion ist modal wirksam. Der Bahnslope wirkt nur auf Bearbeitungsachsen.Einschaltzustand wird durch M2/M30 und Grundstellung hergestellt.
Beispiel: G8
+V
-V
P0
P1 P2
P3
P4 P5
P6
P7
P8 P9
t
m/min
N010 G8 F8000
P0 ––> P1: N020 X100
P1 ––> P2: N030 X200
P2 ––> P3: N040 X300
P3 ––> P4: N050 X200
P4 ––> P5: N060 X100
P5 ––> P6: N070 X0
P6 ––> P7: N080 X100 F4000
P7 ––> P8: N090 X200
P8 ––> P9: N100 X0 M30
Beispiel: G9
+V
-V
P0P1 P2 P3
P4 P5
P6
P7
P8 P9
t
m/minDie Geschwindigkeit wird auf das im Maschinenparameter P 1007 eingestellte Achssprungvermögen abgesenkt.
N010G1 F8000
P0 ––> P1: N020G9 X100
P1 ––> P2: N030 X200
P2 ––> P3: N040 X300
P3 ––> P4: N050 X200
P4 ––> P5: N060 X100
P5 ––> P6: N070 X0
P6 ––> P7: N080 X100 F4000
P7 ––> P8: N090 X200
P8 ––> P9: N100 X0 M30
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 20 LEERER MERKER
Polarkoordinaten Programmierung G10, G11, G12, G13
FunktionDie Funktion Polarkoordinaten ermöglicht die Bestimmung von Punkten in einerfrei wählbaren Ebene mit Hilfe von Radius und Winkel, ausgehend von einem freiwählbaren Pol.Die Punkte können im Eilgang, mit Linear- oder Zirkularinterpolation verbundenwerden.
Die Polarkoordinatenprogrammierung ist modal wirksam in Verbindung mitfolgenden G-Funktionen:
G10 G00 - lin. Interpolation im Eilgang mit Bestimmung des Endpunktes durchRadius und Winkel
G11 G01 - lin. Interpolation mit Vorschubgeschwindigkeit mit Bestimmung desEndpunktes durch Radius und Winkel
G12 G02 - zirkulare Interpolation im Uhrzeigersinn mit Vorschubgeschwindig-keit, Bestimmung des Endpunktes durch Radius und Winkel
G13 G03 - zirkulare Interpolation gegen den Uhrzeigersinn mit Vorschubge-schwindigkeit, Bestimmung des Endpunktes durch Radius und Winkel
G17 = Ebenenauswahl Polarebene = X / YDefinition des Pols X = 0 (Hauptachse)
Y = 0 (Nebenachse)
G18 = Ebenenauswahl Polarebene = Z / XDefinition des Pols Z = 0 (Hauptachse)
X = 0 (Nebenachse)
G19 = Ebenenauswahl Polarebene = Y / ZDefinition des Pols Y = 0 (Hauptachse)
Z = 0 (Nebenachse)
G20 = Ebenenauswahl 2 aus 6 AchsenPolarebene entsprechend der prog. AchsenDefinition des Pols xx = prog. Wert (Hauptachse)
yy = prog. Wert (Nebenachse)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 21LEERER MERKER
Definitionen(siehe auch Skizzen der folgenden Seiten)
Polarebene
Ebene in der die Polarkoordinatenprogrammierung (POLPROG) wirksam ist.Die Polarebene wird durch Definieren der Haupt- und Nebenachse festgelegt (z.B.Hauptachse: X; Nebenachse: Y).
Pol
Koordinatenursprung des Polarkoordinatensystems.
Radiusachse
Dem Radius zugeordnete Achse aus der Polarebene (z.B. X-Achse, Y-Achse). Diepositive Achsrichtung der Radiusachse entspricht dem Winkel A=0 Grd.
Winkel
Winkel bezogen auf die positive Richtung der programmierten Radiusachse. BeimDefinieren des Pols bzw. der Polarebene wird der Winkel auf Null gesetzt. Durchden Maschinenparameter 9909 kann die Winkeladresse (Winkelname) festgelegtwerden.
BEMERKUNG
Die Funktionen G00, G01, G02, G03, G05, G10, G11, G12, G13, G33, G73 sindmodal wirksam und Überschreiben sich gegenseitig.Zu G17, G18, G19, G20 siehe deren Beschreibung.
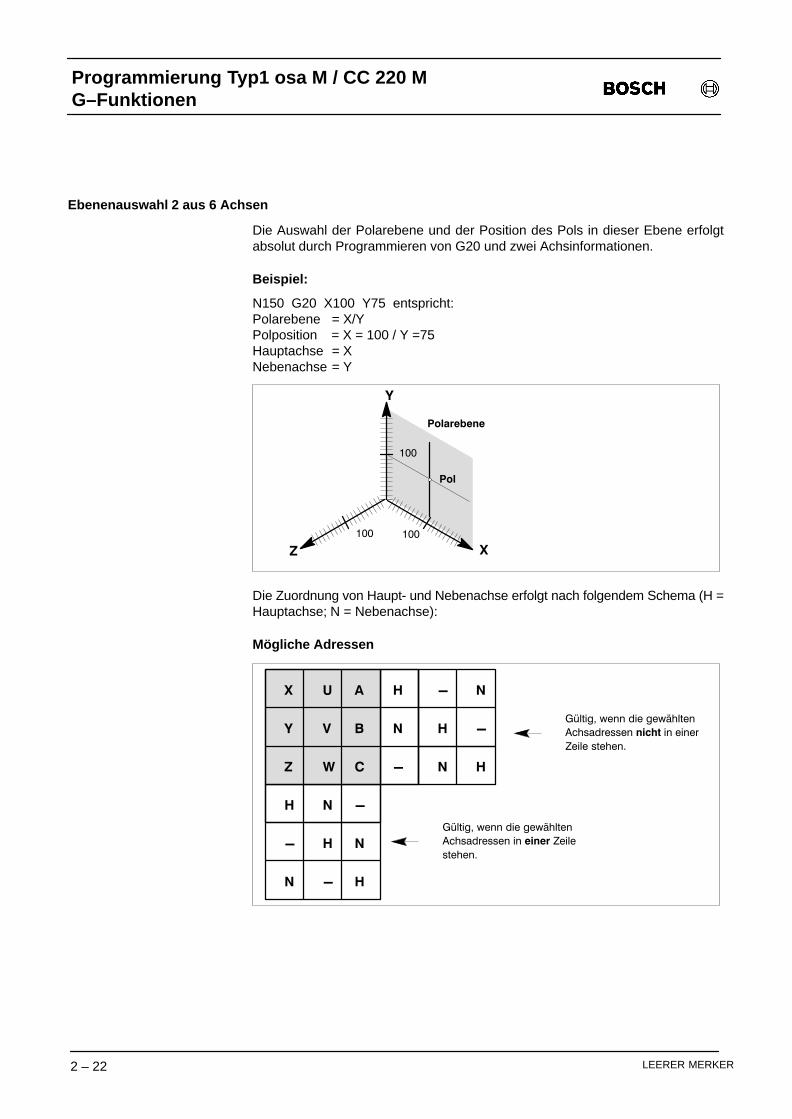
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 22 LEERER MERKER
Ebenenauswahl 2 aus 6 Achsen
Die Auswahl der Polarebene und der Position des Pols in dieser Ebene erfolgtabsolut durch Programmieren von G20 und zwei Achsinformationen.
Beispiel:
N150 G20 X100 Y75 entspricht:Polarebene = X/YPolposition = X = 100 / Y =75Hauptachse = XNebenachse = Y
Z
Y
Pol
100
100
X
Polarebene
100
Die Zuordnung von Haupt- und Nebenachse erfolgt nach folgendem Schema (H =Hauptachse; N = Nebenachse):
Mögliche Adressen
Gültig, wenn die gewähltenAchsadressen nicht in einer Zeile stehen.
H N -
X
Y
U
V
A
B
Z W C
H
N
-
- H N
N - H
- N
H -
N H
Gültig, wenn die gewähltenAchsadressen in einer Zeile stehen.
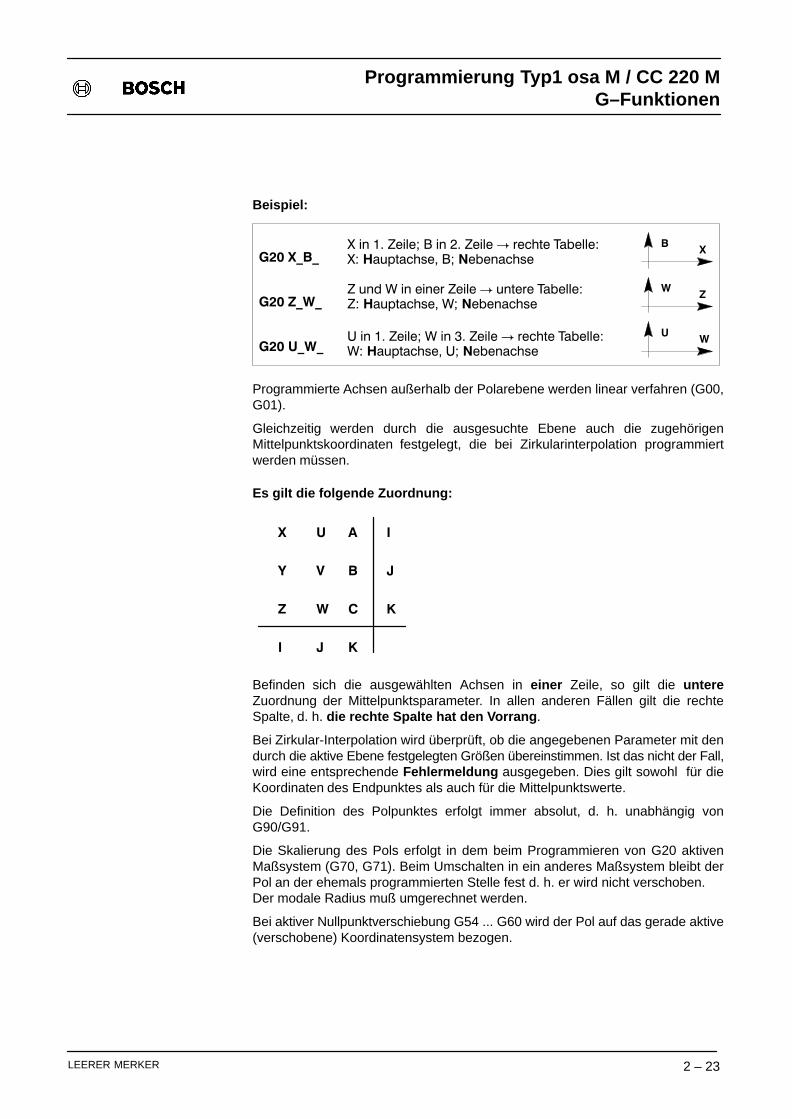
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 23LEERER MERKER
Beispiel:
X in 1. Zeile; B in 2. Zeile � rechte Tabelle:X: Hauptachse, B; Nebenachse
BX
G20 X_B_
Z und W in einer Zeile � untere Tabelle:Z: Hauptachse, W; Nebenachse
WZ
G20 Z_W_
UW
G20 U_W_U in 1. Zeile; W in 3. Zeile � rechte Tabelle:W: Hauptachse, U; Nebenachse
Programmierte Achsen außerhalb der Polarebene werden linear verfahren (G00,G01).
Gleichzeitig werden durch die ausgesuchte Ebene auch die zugehörigenMittelpunktskoordinaten festgelegt, die bei Zirkularinterpolation programmiertwerden müssen.
Es gilt die folgende Zuordnung:
I J K
X
Y
U
V
A
B
Z W C
I
J
K
Befinden sich die ausgewählten Achsen in einer Zeile, so gilt die untereZuordnung der Mittelpunktsparameter. In allen anderen Fällen gilt die rechteSpalte, d. h. die rechte Spalte hat den Vorrang .
Bei Zirkular-Interpolation wird überprüft, ob die angegebenen Parameter mit dendurch die aktive Ebene festgelegten Größen übereinstimmen. Ist das nicht der Fall,wird eine entsprechende Fehlermeldung ausgegeben. Dies gilt sowohl für dieKoordinaten des Endpunktes als auch für die Mittelpunktswerte.
Die Definition des Polpunktes erfolgt immer absolut, d. h. unabhängig vonG90/G91.
Die Skalierung des Pols erfolgt in dem beim Programmieren von G20 aktivenMaßsystem (G70, G71). Beim Umschalten in ein anderes Maßsystem bleibt derPol an der ehemals programmierten Stelle fest d. h. er wird nicht verschoben.Der modale Radius muß umgerechnet werden.
Bei aktiver Nullpunktverschiebung G54 ... G60 wird der Pol auf das gerade aktive(verschobene) Koordinatensystem bezogen.
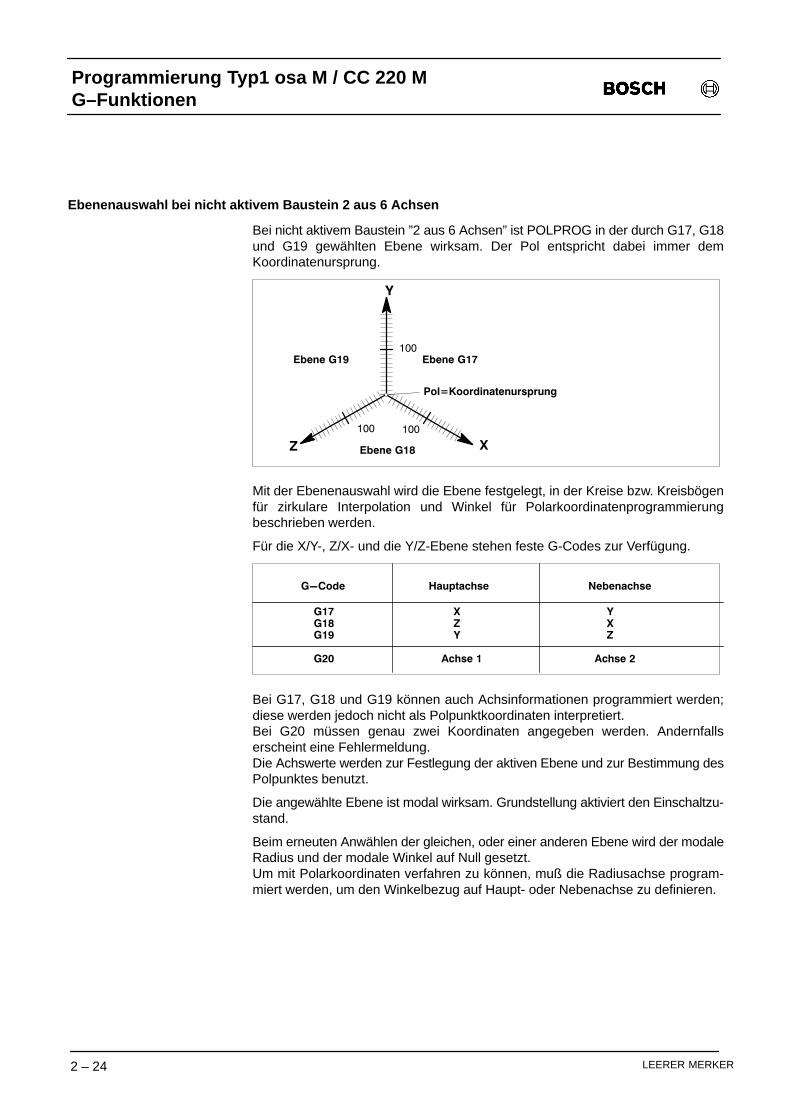
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 24 LEERER MERKER
Ebenenauswahl bei nicht aktivem Baustein 2 aus 6 Achsen
Bei nicht aktivem Baustein ”2 aus 6 Achsen” ist POLPROG in der durch G17, G18und G19 gewählten Ebene wirksam. Der Pol entspricht dabei immer demKoordinatenursprung.
100
Z
Y
Pol=Koordinatenursprung
100
100
XEbene G18
Ebene G19 Ebene G17
Mit der Ebenenauswahl wird die Ebene festgelegt, in der Kreise bzw. Kreisbögenfür zirkulare Interpolation und Winkel für Polarkoordinatenprogrammierungbeschrieben werden.
Für die X/Y-, Z/X- und die Y/Z-Ebene stehen feste G-Codes zur Verfügung.
G-Code Hauptachse Nebenachse
G17G18G19
G20
X Z Y
Achse 1
Y X Z
Achse 2
Bei G17, G18 und G19 können auch Achsinformationen programmiert werden;diese werden jedoch nicht als Polpunktkoordinaten interpretiert.Bei G20 müssen genau zwei Koordinaten angegeben werden. Andernfallserscheint eine Fehlermeldung.Die Achswerte werden zur Festlegung der aktiven Ebene und zur Bestimmung desPolpunktes benutzt.
Die angewählte Ebene ist modal wirksam. Grundstellung aktiviert den Einschaltzu-stand.
Beim erneuten Anwählen der gleichen, oder einer anderen Ebene wird der modaleRadius und der modale Winkel auf Null gesetzt.Um mit Polarkoordinaten verfahren zu können, muß die Radiusachse program-miert werden, um den Winkelbezug auf Haupt- oder Nebenachse zu definieren.
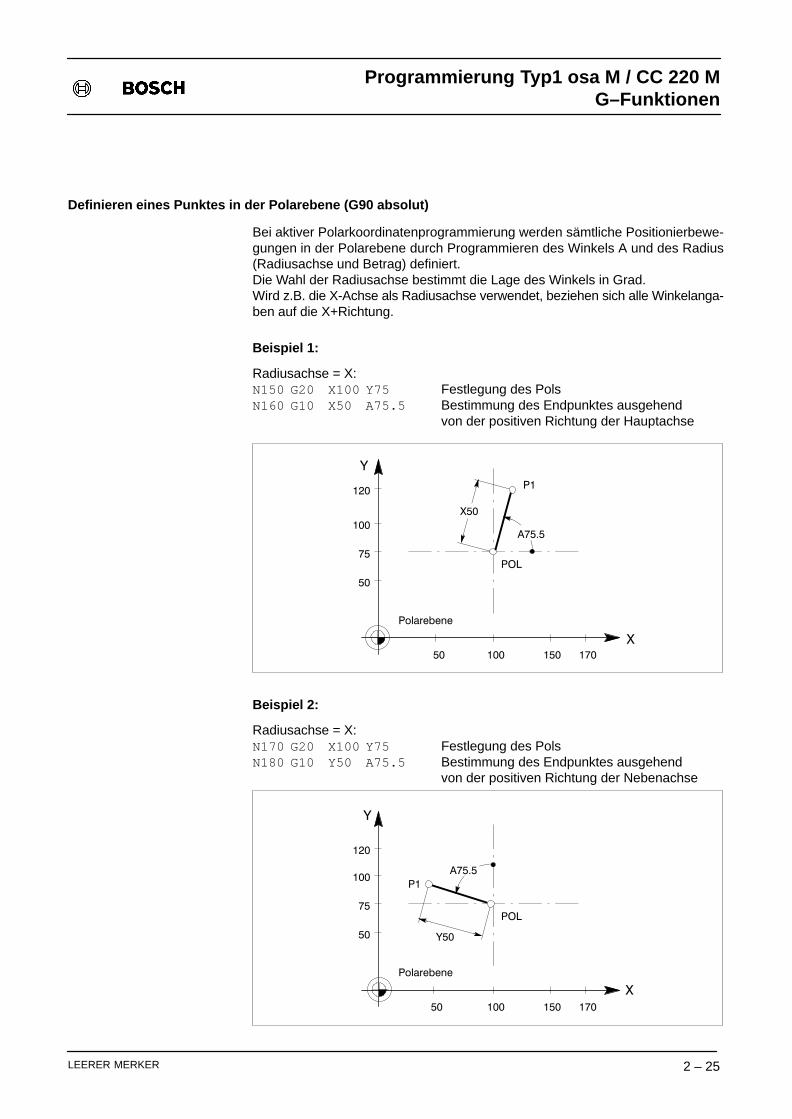
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 25LEERER MERKER
Definieren eines Punktes in der Polarebene (G90 absolut)
Bei aktiver Polarkoordinatenprogrammierung werden sämtliche Positionierbewe-gungen in der Polarebene durch Programmieren des Winkels A und des Radius(Radiusachse und Betrag) definiert.Die Wahl der Radiusachse bestimmt die Lage des Winkels in Grad.Wird z.B. die X-Achse als Radiusachse verwendet, beziehen sich alle Winkelanga-ben auf die X+Richtung.
Beispiel 1:
Radiusachse = X:N150 G20 X100 Y75 Festlegung des PolsN160 G10 X50 A75.5 Bestimmung des Endpunktes ausgehend
von der positiven Richtung der Hauptachse
120
100
75
50
50 100 150 170
POL
A75.5
X50
P1
Polarebene
Y
X
Beispiel 2:
Radiusachse = X:N170 G20 X100 Y75 Festlegung des PolsN180 G10 Y50 A75.5 Bestimmung des Endpunktes ausgehend
von der positiven Richtung der Nebenachse
120
100
75
50
50 100 150 170
POL
A75.5
Y50
P1
Polarebene
Y
X
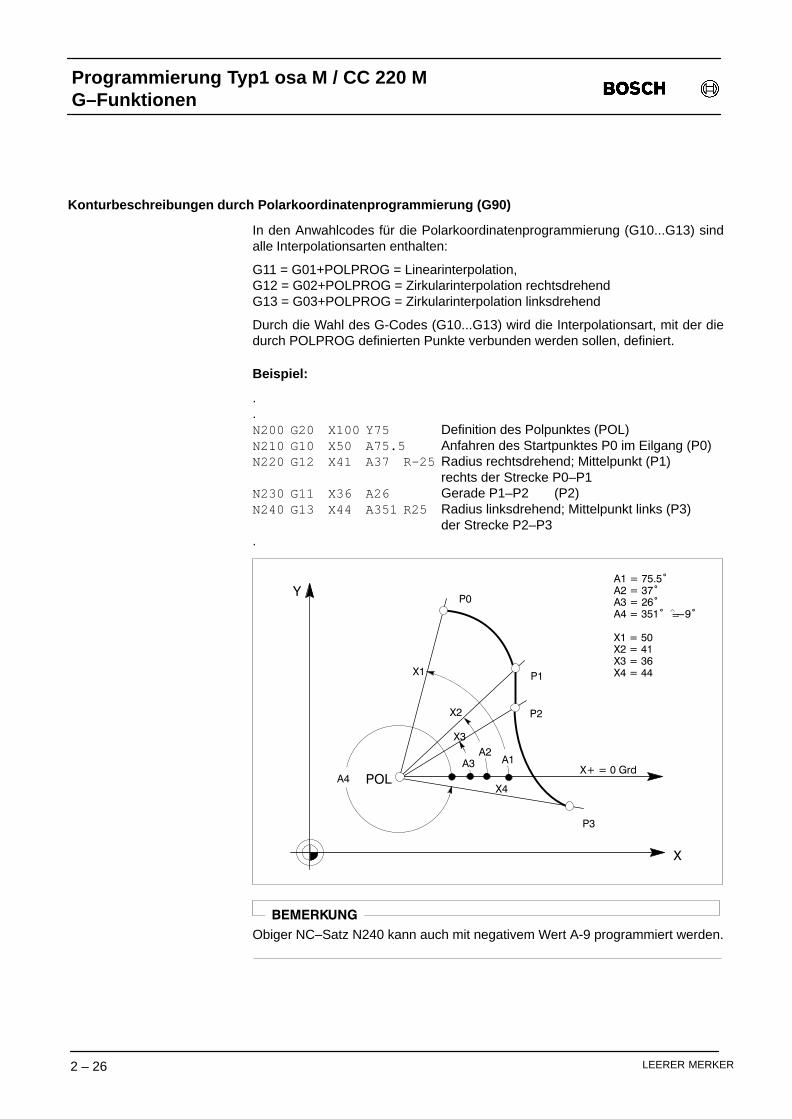
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 26 LEERER MERKER
Konturbeschreibungen durch Polarkoordinatenprogrammierung (G90)
In den Anwahlcodes für die Polarkoordinatenprogrammierung (G10...G13) sindalle Interpolationsarten enthalten:
G11 = G01+POLPROG = Linearinterpolation,G12 = G02+POLPROG = Zirkularinterpolation rechtsdrehendG13 = G03+POLPROG = Zirkularinterpolation linksdrehend
Durch die Wahl des G-Codes (G10...G13) wird die Interpolationsart, mit der diedurch POLPROG definierten Punkte verbunden werden sollen, definiert.
Beispiel:
.
.N200 G20 X100 Y75 Definition des Polpunktes (POL)N210 G10 X50 A75.5 Anfahren des Startpunktes P0 im Eilgang (P0)N220 G12 X41 A37 R–25 Radius rechtsdrehend; Mittelpunkt (P1)
rechts der Strecke P0–P1N230 G11 X36 A26 Gerade P1–P2 (P2)N240 G13 X44 A351 R25 Radius linksdrehend; Mittelpunkt links (P3)
der Strecke P2–P3.
POL
P0
P1
P2
P3
X1
X4
X3
X+ = 0 GrdA4
A3A2
A1
X2
A1 = 75.5°A2 = 37°A3 = 26°A4 = 351° -9°
X1 = 50X2 = 41X3 = 36X4 = 44
=
Y
X
BEMERKUNG
Obiger NC–Satz N240 kann auch mit negativem Wert A-9 programmiert werden.
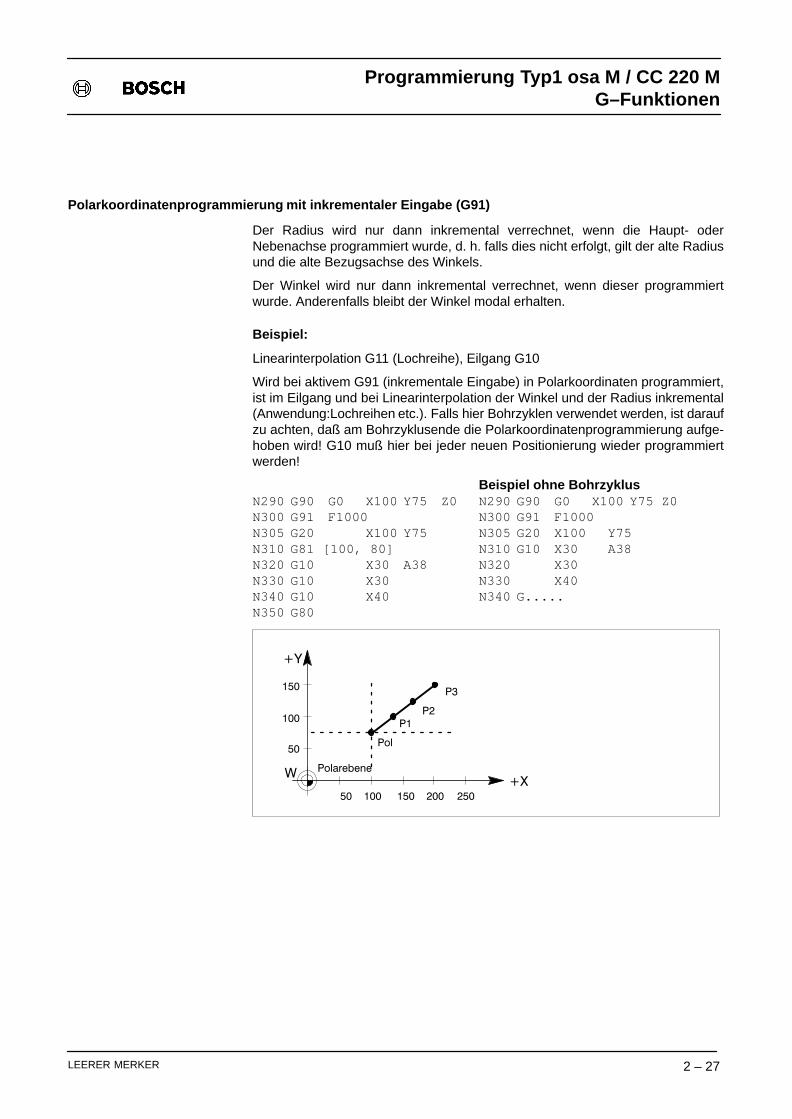
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 27LEERER MERKER
Polarkoordinatenprogrammierung mit inkrementaler Eingabe (G91)
Der Radius wird nur dann inkremental verrechnet, wenn die Haupt- oderNebenachse programmiert wurde, d. h. falls dies nicht erfolgt, gilt der alte Radiusund die alte Bezugsachse des Winkels.
Der Winkel wird nur dann inkremental verrechnet, wenn dieser programmiertwurde. Anderenfalls bleibt der Winkel modal erhalten.
Beispiel:
Linearinterpolation G11 (Lochreihe), Eilgang G10
Wird bei aktivem G91 (inkrementale Eingabe) in Polarkoordinaten programmiert,ist im Eilgang und bei Linearinterpolation der Winkel und der Radius inkremental(Anwendung:Lochreihen etc.). Falls hier Bohrzyklen verwendet werden, ist daraufzu achten, daß am Bohrzyklusende die Polarkoordinatenprogrammierung aufge-hoben wird! G10 muß hier bei jeder neuen Positionierung wieder programmiertwerden!
Beispiel ohne BohrzyklusN290 G90 G0 X100 Y75 Z0 N290 G90 G0 X100 Y75 Z0N300 G91 F1000 N300 G91 F1000N305 G20 X100 Y75 N305 G20 X100 Y75N310 G81 [100, 80] N310 G10 X30 A38N320 G10 X30 A38 N320 X30N330 G10 X30 N330 X40N340 G10 X40 N340 G.....N350 G80
+Y
+XW
50
100
150
50 100 150 200 250
Pol
Polarebene
P1P2
P3
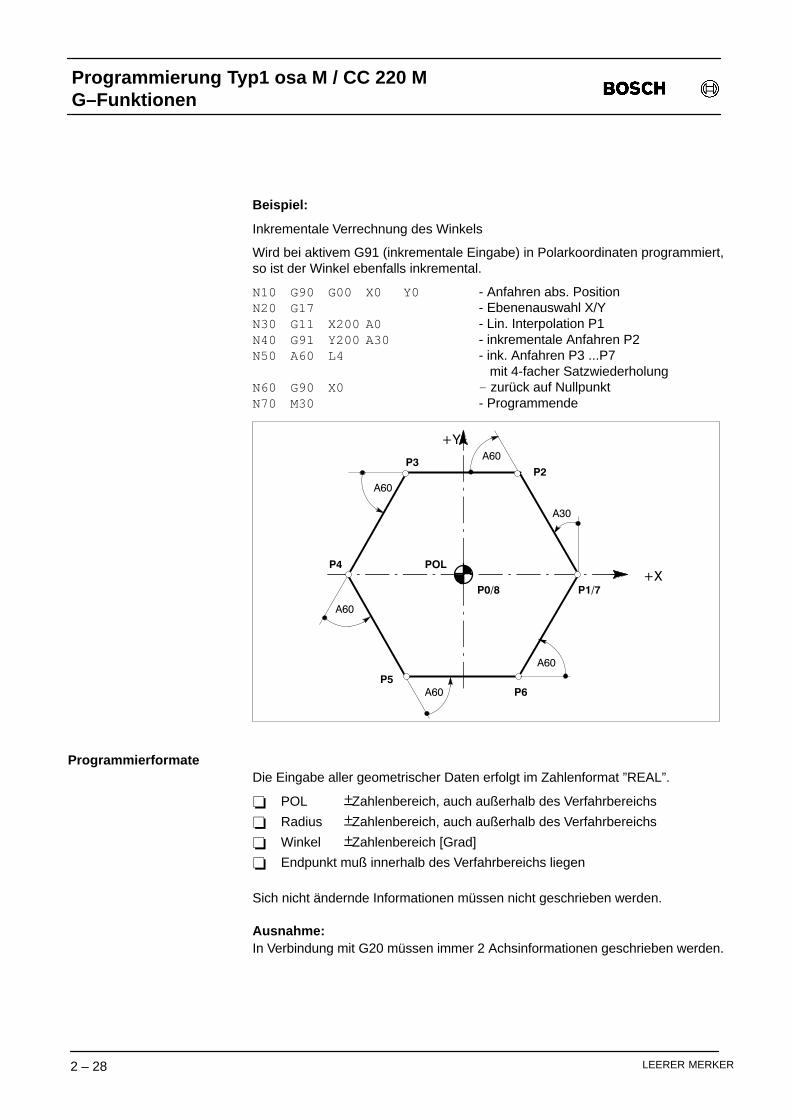
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 28 LEERER MERKER
Beispiel:
Inkrementale Verrechnung des Winkels
Wird bei aktivem G91 (inkrementale Eingabe) in Polarkoordinaten programmiert,so ist der Winkel ebenfalls inkremental.
N10 G90 G00 X0 Y0 - Anfahren abs. PositionN20 G17 - Ebenenauswahl X/Y N30 G11 X200 A0 - Lin. Interpolation P1 N40 G91 Y200 A30 - inkrementale Anfahren P2 N50 A60 L4 - ink. Anfahren P3 ...P7 mit 4-facher Satzwiederholung N60 G90 X0 - zurück auf Nullpunkt N70 M30 - Programmende
+Y
+XPOL
A60
A60
A60
A60
A60
A30
P1/7
P5
P4
P3P2
P6
P0/8
ProgrammierformateDie Eingabe aller geometrischer Daten erfolgt im Zahlenformat ”REAL”.
� POL +-Zahlenbereich, auch außerhalb des Verfahrbereichs
� Radius +-Zahlenbereich, auch außerhalb des Verfahrbereichs
� Winkel +-Zahlenbereich [Grad]
� Endpunkt muß innerhalb des Verfahrbereichs liegen
Sich nicht ändernde Informationen müssen nicht geschrieben werden.
Ausnahme:In Verbindung mit G20 müssen immer 2 Achsinformationen geschrieben werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 29LEERER MERKER
Achsen außerhalb der Polarebene
Achsen außerhalb der Polarebene können gleichzeitig mit Polarkoordinatenprogrammierung in einem Satz geschrieben werden.Bei wirksamem G10, G11 können beliebig viele Achsen außerhalb der Polarebeneprogrammiert werden, die dann mit G00(G10) bzw. G01(G11) verfahren werden.Bei wirksamem G12, G13 kann nur eine Achse außerhalb der Polarebeneprogrammiert werden, wenn Gewindefräsen appliziert ist.Beim Gewindefräsen handelt es sich um eine Überlagerung einer Zirkularinterpo-lation und einer Linearinterpolation. Beide Bewegungsarten werden synchrondurchgeführt, d. h. die Bewegungen der einzelnen Achsen sind voneinanderabhängig.Die Programmierung erfolgt wie bei der Zirkularinterpolation (Mittelpunktspro-grammierung oder Radiusprogrammierung) mit Angabe des Endpunktes auf derKreisbahn mit Radiusachse und Winkel sowie der zusätzlichen Angabe desEndpunktes der Linearbewegung außerhalb der Polarebene.
Beispiel: (Mittelpunktsprogrammierung)
G12 X-Wert, Z-Wert, A-Wert, I-Wert, J-Wert
Bei der Ebenenauswahl G17 (XY-Ebene) und G90 (absolut) ist X der Endpunktbezogen auf den Pol (X0, Y0) und A der Winkel relativ zur Hauptachse X.Zu dem daraus entstehenden Endpunkt in der kartesischen X/Y-Ebene wirdzirkular interpoliert.Mit Z wird der lineare Endpunkt angegeben.
WirksamkeitPOLPROG ist in den Betriebsarten Automatik, Einzelsatz und Handeingabewirksam. Die Bahnkorrektur und Spiegeln bleiben unverändert wirksam.Alle anderen Korrekturen beziehen sich auf die kartesischen Koordinaten.
BohrzyklenDie Bohrzyklen G81 bis G86 wirken modal. Sie können in Verbindung mitPolarkoordinaten programmiert werden.
InterfaceDie Ausbaustufe POLPROG erfordert keine zusätzlichen Interfacesignale.
EinschaltbedingungPOLPROG ist beim Einschalten nach Logik Löschen und nach Grundstellungnicht wirksam. M02, M30 löscht POLPROG.
AnzeigeIn der Anzeige erscheinen unter Endpunkt, Istweg und Restweg die achsbezoge-nen Werte.Die aktiven G-Codes sind unter GBA ”Diagnose” ersichtlich.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 30 LEERER MERKER
KV-Programmierung EIN G14KV-Programmierung AUS G15
DefinitionDie Funktion KV-Programmierung Ein ermöglicht den bei der Inbetriebnahmeermittelten und in den Maschinenparametern abgelegten KV-Wert innerhalb einesbestimmten Bereiches zu verändern.
WirkungDiese Funktion dient der kurzfristigen Erhöhung der Maschinengenauigkeit z. B.Bohrung H7 fräsen.
KV =
mmin
S [mm]
[ ]
V = max. BahnvorschubS = Nachlauf beim max. Bahnvorschub
Format 1.2 bzw. 1.3
ProgrammierungG14 X1.20 Y1.20 Z1.20 (separater Satz)
Übernahme eines neuen KV-Wertes für die X-/Y-/Z-Achse. P1001 bzw. P1021 werden unwirksam.
Fehlermeldung, wenn G14 ohne Achsinfo programmiert wurde.
G15 X200 Y300 Z-150 (Verfahrbewegung in X, Y, Z)
Die als Maschinenparameter festgelegten KV-Werte werden für alle Achsenwieder wirksam.
Programmierung von G15 auch ohne Achsinfo möglich.
Die programmierten KV-Werte einer jeden Achse müssen innerhalb der alsMaschinenparameter festgelegten KV-Grenzen liegen, ansonsten erfolgt entspre-chende Fehlermeldung.
BEMERKUNG
G14 muß über die Programmierung G15 abgewählt werden.M2/M30 bzw. Grundstellung hat keinen Einfluß auf G14.G14 beeinflußt den bei G114 evtl. wirksamen KV-Wert (P1001 bzw. 1021)!
Beispiel:N10 G14 X1.20 X-KV = 1,20m,Y-KV = P1001[Y]N20 G114 X-KV = 1,20m,Y-KV = P1021[Y]..N100 G15 X-KV = P1021[X],Y-KV = P1021[Y]. .N200 G115 X-KV = P1001[X],Y-KV = P1001[Y].
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 31LEERER MERKER
KV-Messung (Nachlaufmessung) G16
DefinitionDie KV-Messung dient dazu, eventuelle Unterschiede von KV-Faktoren einzelnerAchsen anzugleichen, die durch Ungenauigkeiten im Achsensystem entstandensein können, so z.B. durch Temperatur, Offset, Bauteiltoleranzen, Verschleiß usw.Aufgrund dieser Möglichkeit wird die Sicherheit und Qualität der Bearbeitungerhöht.
Hierzu werden die Achsen programmtechnisch um eine frei wählbare, aber zurMessung ausreichende Strecke verfahren.
ProgrammierungN100 G16 X300 Y300 F500
WirksamkeitBei Programmierung dieses Satzes wird während des Verfahrens - sobald sich derNachlauf stabilisiert hat - die KV-Messung durchgeführt und der Verrechnungsfak-tor abgespeichert. Dieser wird dann mit der Programmierung von G14 in denentsprechenden Achsen wirksam.
� G16 wirkt satzweise
� Vorschub-Potentiometer ist unwirksam im G16-Satz
� Wird kein Vorschub angegeben, so wird der zuletzt aktive F-Wert genommen
� Mit Ausschalten der NC bzw. Logik Löschen werden die einmal ermitteltenKV-Korrekturwerte gelöscht.
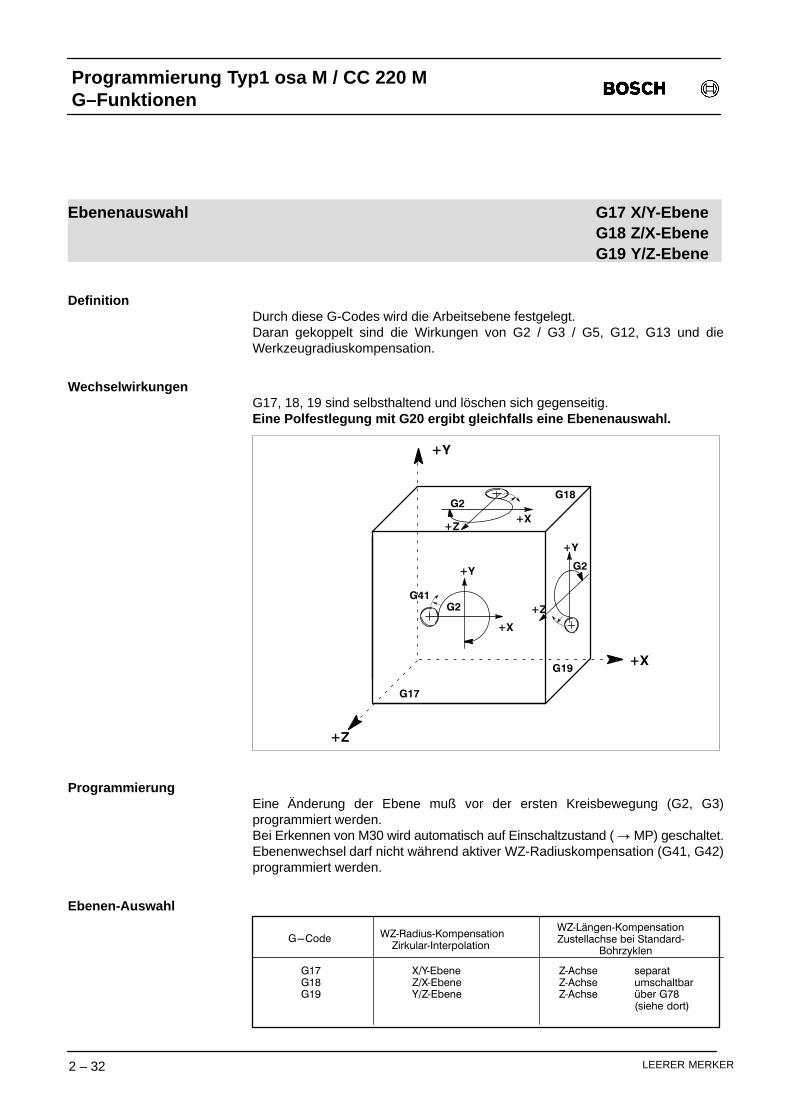
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 32 LEERER MERKER
Ebenenauswahl G17 X/Y-EbeneG18 Z/X-EbeneG19 Y/Z-Ebene
DefinitionDurch diese G-Codes wird die Arbeitsebene festgelegt.Daran gekoppelt sind die Wirkungen von G2 / G3 / G5, G12, G13 und dieWerkzeugradiuskompensation.
WechselwirkungenG17, 18, 19 sind selbsthaltend und löschen sich gegenseitig.Eine Polfestlegung mit G20 ergibt gleichfalls eine Ebenenauswahl.
+Y
+X
+Z
+Y
+X
G2G18
G19
G17
+Y
+X
G2G41
+Z
+Z
G2
ProgrammierungEine Änderung der Ebene muß vor der ersten Kreisbewegung (G2, G3)programmiert werden.Bei Erkennen von M30 wird automatisch auf Einschaltzustand ( � MP) geschaltet.Ebenenwechsel darf nicht während aktiver WZ-Radiuskompensation (G41, G42)programmiert werden.
Ebenen-Auswahl
G-Code WZ�Radius�Kompensation Zirkular�Interpolation
G17G18G19
X/Y�EbeneZ/X�EbeneY/Z�Ebene
Z�Achse separatZ�Achse umschaltbarZ�Achse über G78
(siehe dort)
WZ�Längen�Kompensation Zustellachse bei Standard�
Bohrzyklen
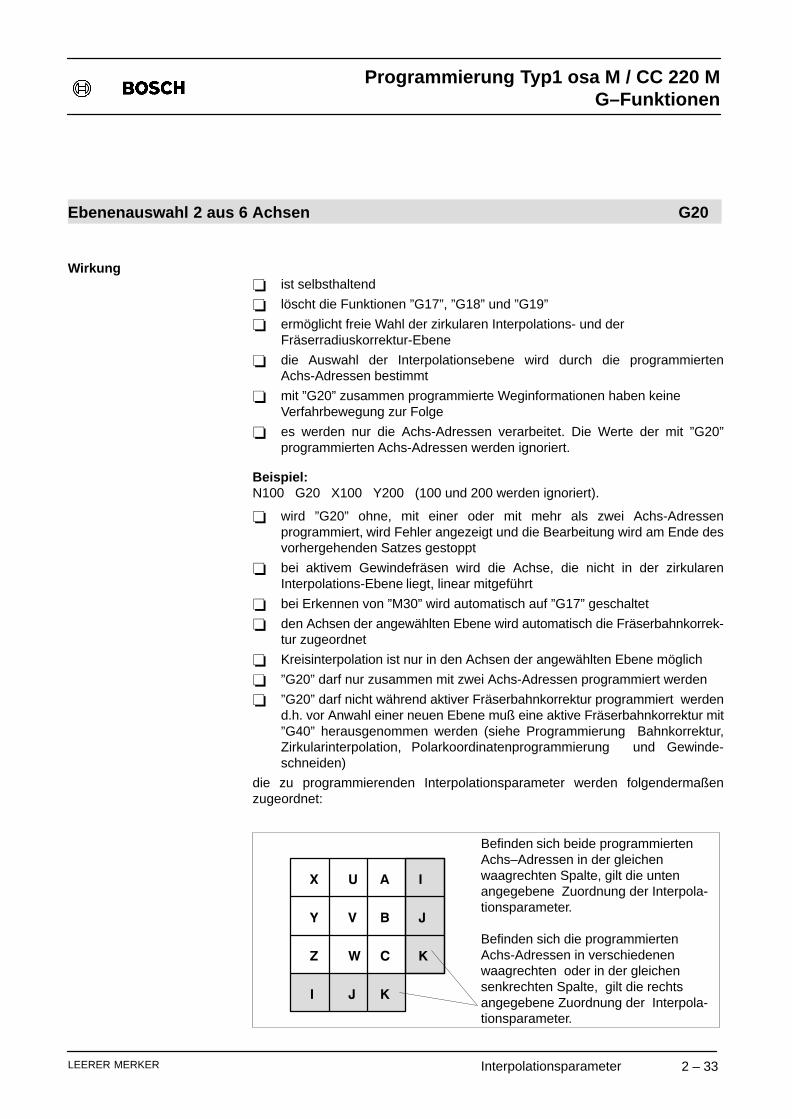
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 33LEERER MERKER
Ebenenauswahl 2 aus 6 Achsen G20
Wirkung� ist selbsthaltend
� löscht die Funktionen ”G17”, ”G18” und ”G19”
� ermöglicht freie Wahl der zirkularen Interpolations- und der Fräserradiuskorrektur-Ebene
� die Auswahl der Interpolationsebene wird durch die programmiertenAchs-Adressen bestimmt
� mit ”G20” zusammen programmierte Weginformationen haben keineVerfahrbewegung zur Folge
� es werden nur die Achs-Adressen verarbeitet. Die Werte der mit ”G20”programmierten Achs-Adressen werden ignoriert.
Beispiel:N100 G20 X100 Y200 (100 und 200 werden ignoriert).
� wird ”G20” ohne, mit einer oder mit mehr als zwei Achs-Adressenprogrammiert, wird Fehler angezeigt und die Bearbeitung wird am Ende desvorhergehenden Satzes gestoppt
� bei aktivem Gewindefräsen wird die Achse, die nicht in der zirkularenInterpolations-Ebene liegt, linear mitgeführt
� bei Erkennen von ”M30” wird automatisch auf ”G17” geschaltet
� den Achsen der angewählten Ebene wird automatisch die Fräserbahnkorrek-tur zugeordnet
� Kreisinterpolation ist nur in den Achsen der angewählten Ebene möglich
� ”G20” darf nur zusammen mit zwei Achs-Adressen programmiert werden
� ”G20” darf nicht während aktiver Fräserbahnkorrektur programmiert werdend.h. vor Anwahl einer neuen Ebene muß eine aktive Fräserbahnkorrektur mit”G40” herausgenommen werden (siehe Programmierung Bahnkorrektur,Zirkularinterpolation, Polarkoordinatenprogrammierung und Gewinde-schneiden)
die zu programmierenden Interpolationsparameter werden folgendermaßenzugeordnet:
X
Y
U
V
A
B
Z W C
I
J
K
I J K
Befinden sich beide programmiertenAchs–Adressen in der gleichenwaagrechten Spalte, gilt die untenangegebene Zuordnung der Interpola-tionsparameter.
Befinden sich die programmiertenAchs-Adressen in verschiedenenwaagrechten oder in der gleichensenkrechten Spalte, gilt die rechtsangegebene Zuordnung der Interpola-tionsparameter.
Interpolationsparameter
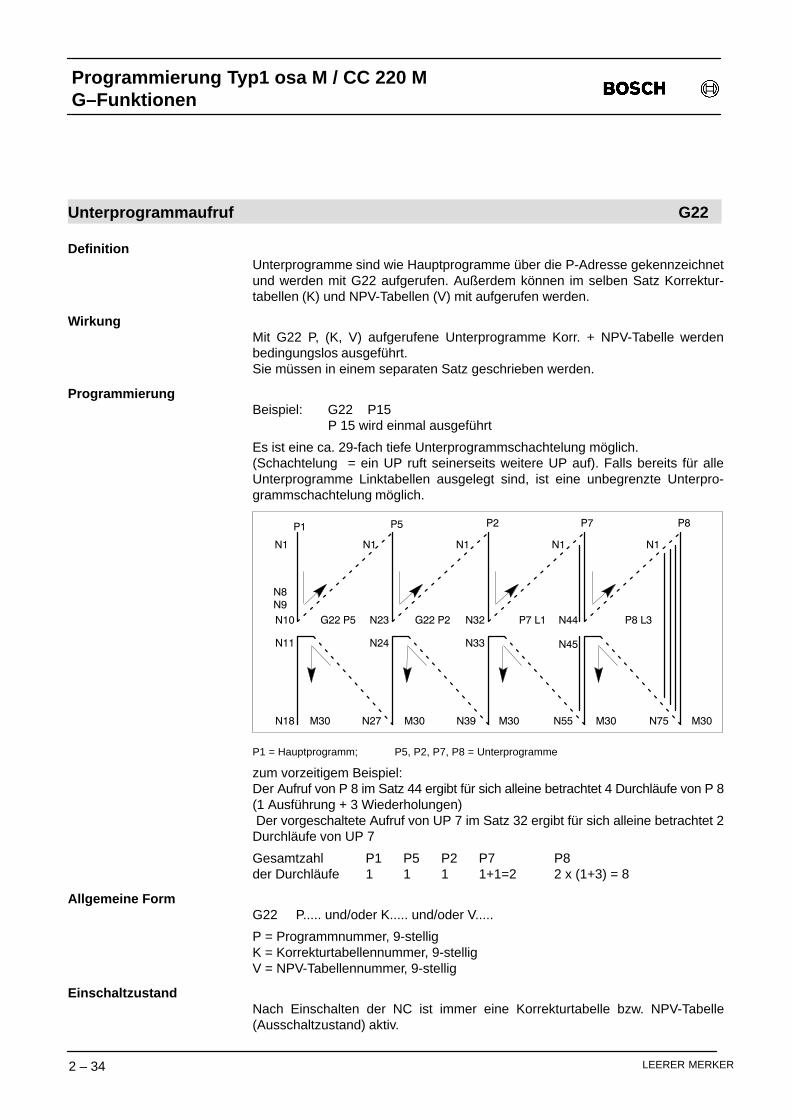
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 34 LEERER MERKER
Unterprogrammaufruf G22
DefinitionUnterprogramme sind wie Hauptprogramme über die P-Adresse gekennzeichnetund werden mit G22 aufgerufen. Außerdem können im selben Satz Korrektur-tabellen (K) und NPV-Tabellen (V) mit aufgerufen werden.
WirkungMit G22 P, (K, V) aufgerufene Unterprogramme Korr. + NPV-Tabelle werdenbedingungslos ausgeführt.Sie müssen in einem separaten Satz geschrieben werden.
ProgrammierungBeispiel: G22 P15
P 15 wird einmal ausgeführt
Es ist eine ca. 29-fach tiefe Unterprogrammschachtelung möglich.(Schachtelung = ein UP ruft seinerseits weitere UP auf). Falls bereits für alleUnterprogramme Linktabellen ausgelegt sind, ist eine unbegrenzte Unterpro-grammschachtelung möglich.
P1 P5 P2 P7 P8
N1
N8N9
N10
N11
N18 M30 N27 M30 N39 M30 N55 M30 N75 M30
N1 N1 N1 N1
G22 P5 N23 G22 P2 N32 P7 L1 N44 P8 L3
N45N33N24
P1 = Hauptprogramm; P5, P2, P7, P8 = Unterprogramme
zum vorzeitigem Beispiel:Der Aufruf von P 8 im Satz 44 ergibt für sich alleine betrachtet 4 Durchläufe von P 8(1 Ausführung + 3 Wiederholungen) Der vorgeschaltete Aufruf von UP 7 im Satz 32 ergibt für sich alleine betrachtet 2Durchläufe von UP 7
Gesamtzahl P1 P5 P2 P7 P8der Durchläufe 1 1 1 1+1=2 2 x (1+3) = 8
Allgemeine FormG22 P..... und/oder K..... und/oder V.....
P = Programmnummer, 9-stelligK = Korrekturtabellennummer, 9-stelligV = NPV-Tabellennummer, 9-stellig
EinschaltzustandNach Einschalten der NC ist immer eine Korrekturtabelle bzw. NPV-Tabelle(Ausschaltzustand) aktiv.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 35LEERER MERKER
Unterprogrammaufruf ohne G22über P-/Q-Adresse
Im Gegensatz zum G22-Aufruf dürfen hierbei im Aufrufsatz Weginformationenprogrammiert werden.
P-AdresseWird nur ein Unterprogramm P (keine Tabelle K und V) aufgerufen, so kann G22entfallen.
Beispiel 1:
N100 P10
P10 wird als Unterprogramm aufgerufen und behandelt.Wird das Unterprogramm P aufgerufen und soll dies wiederholt werden, so mußG22 entfallen.
Zur Festlegung der Wiederholungen muß der Satzwiederholungsfaktor L zusätz-lich programmiert werden. L kann als fester Wert oder auch mit einer Variablenbelegt werden:
Beispiel 2:
L mit festem Wert:N100 X.... Y.... P10 L5
L mit Variable vorbelegt:90 A=5N100 X.... Y.... P10 L[A]
In beiden Fällen wird der gesamte Satz N100 5-mal wiederholt (= 6-malabgearbeitet).
Beispiel 3:
L mit festem Wert:N100 P10 L5
L mit Variable vorbelegt:90 A=5N100 P10 L[A]
In beiden Fällen wird P10 5-mal wiederholt (= 6-mal abgearbeitet).
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 36 LEERER MERKER
Q-AdresseWird ein Unterprogramm über Q-Adresse aufgerufen, so muß G22 entfallen.
Beispiel 1:
N100 Q10 (= N100 P10)
Beispiel 2:
Im Wiederholungsfalle kann zusätzlich der Faktor L (mit festem Wert oder durcheine Variable vorbelegt) programmiert werden.
L mit festem Wert:N100 Q10 L5 (= N100 P10 L5)
L mit Variable vorbelegt:90 A=5N100 Q10 L[A] (= N100 P10 L[A])
In beiden Fällen wird P10 5-mal wiederholt (= 6-mal abgearbeitet).
Beispiel 3:
L mit festem Wert:N100 X.... Y.... Q10 L5
L mit Variable vorbelegt:90 A=5N100 X.... Y.... Q10 L[A]
In beiden Fällen wird nicht der gesamte Satz wiederholt, sondern nur dasUnterprogramm P10 (6-mal abgearbeitet).
BEMERKUNG
Unterprogramme können auch direkt über frei wählbare G-Codes, M-Codes undandere HiFu-Codes angesprochen werden. Sie werden in der MP-Datei definiert(siehe dort). Siehe auch Kapitel 3.

Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 37LEERER MERKER
Bedingter Sprung G23
DefinitionDas Sprungziel - Satznummer als L-Adresse - wird vom Signalzustand desInterface-Signals ”BEDINGTER SPRUNG” abhängig gemacht.
WirkungAbfrage wird gemacht, wenn der G23-Satz vorbereitet wird, d.h. ein Interface-Signalwechsel zwischen Satzvorbereitung und Satzausführung wird nicht berück-sichtigt.Kann dies nicht sichergestellt werden, so muß die Satzvorbereitung durchWAIT-Programmierung angehalten werden.Sprungziel muß absolut identisch mit der Angabe L-Adresse im G23-Satz sein,auch bei vorlaufenden Nullen.
Allgemeine FormG23 L....
L = Eingabeformat 5.2 Satznummer (Sprungziel)
ProgrammierungBeispiel: G23 L1
G23 muß stets alleine programmiert werden.
Beispiel: WAIT-ProgrammierungN68 X–250 Y20..N100 X100 Y200 Z50N101 X0 Y0 Z10 102 WAITN103 G23 L68 (N68 wird angesprungen, wenn Bedingung
erfüllt)N104 X200 Y–300..
Im CPL-Satz 102 wird durch die WAIT-Programmierung erreicht, daß einSignalwechsel von der NC unmittelbar vor der Abarbeitung von N103 erkannt wird.
BEMERKUNG
Es können nur DIN-Sätze, keine CPL-Sätze angesprungen werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 38 LEERER MERKER
Unbedingter Sprung G24
DefinitionDas Sprungziel - Satznummer als L-Adresse - wird bedingungslos ausgeführt(Endlosschleife möglich).
ProgrammierungAllgemeine Form:
G24 L....
L = Eingabeformat 5.2 (Satznummer)
Ein Sprung darf nicht zusammen mit anderen Instruktionen im gleichen Satzprogrammiert werden.Sprungziel (N-Wort) muß absolut identisch mit der Angabe ”L-Wort” im G24-Satzsein, auch bei vorlaufenden Nullen.
BEMERKUNG
Es können nur DIN-Sätze, keine CPL-Sätze angesprungen werden.
ProgrammierbeispielL-Adresse mit vorlaufenden Nullen
N020 G1 X200 Y300 F500..N500 G24 L020
Im Satz N500 darf nicht L20 programmiert werden.
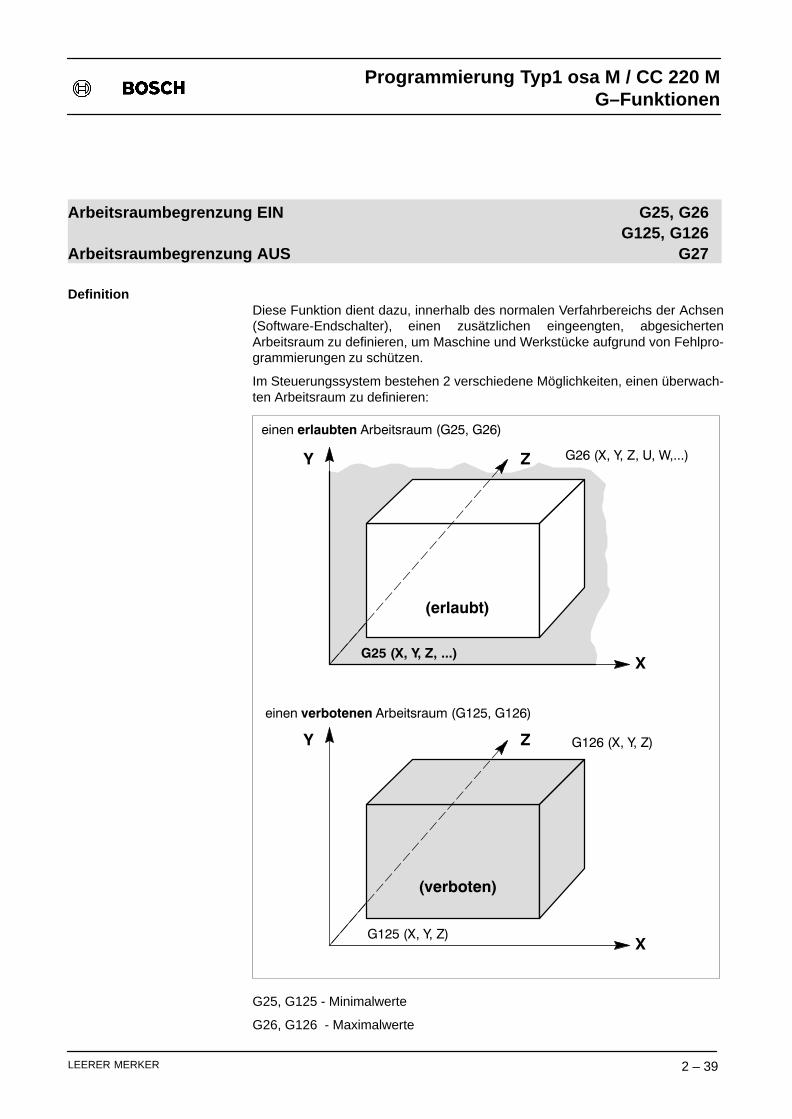
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 39LEERER MERKER
Arbeitsraumbegrenzung EIN G25, G26G125, G126
Arbeitsraumbegrenzung AUS G27
DefinitionDiese Funktion dient dazu, innerhalb des normalen Verfahrbereichs der Achsen(Software-Endschalter), einen zusätzlichen eingeengten, abgesichertenArbeitsraum zu definieren, um Maschine und Werkstücke aufgrund von Fehlpro-grammierungen zu schützen.
Im Steuerungssystem bestehen 2 verschiedene Möglichkeiten, einen überwach-ten Arbeitsraum zu definieren:
Z
X
Y
Z
X
Y
einen verbotenen Arbeitsraum (G125, G126)
einen erlaubten Arbeitsraum (G25, G26)
(verboten)
(erlaubt)
G26 (X, Y, Z, U, W,...)
G126 (X, Y, Z)
G125 (X, Y, Z)
G25 (X, Y, Z, ...)
G25, G125 - Minimalwerte
G26, G126 - Maximalwerte
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 40 LEERER MERKER
Die im Teileprogramm aktivierten Werte werden in der GBA Korrektur angezeigt!
Über G25 werden die Minimalwerte und über G26 die Maximalwerte mit denentsprechenden Achsadressen (max. 8 Bearbeitungsachsen) angegeben.
Dasselbe gilt auch für G125 bzw. G126, jedoch maximal 3 Bearbeitungsachsen.
Werden mehr als 3 Achsen programmiert, dann wird das Programm mitFehlermeldung ”2110: ARBEITSRAUM MAX 3 ACHSEN” abgebrochen.
Über G27 wird die Überwachung des Arbeitsraumes aufgehoben.
Die Arbeitsraumbegrenzung ist möglich bei Folgesatz, Einzelsatz und Handein-gabe.
ProgrammierungG25, G26
� ist modal wirksam
G125, G126
� wird funktionell gelöscht durch G27
� bewirkt kein Verfahren der Achsen
� kann nicht mit Verfahrinformationen im gleichen Satz geschrieben werden
� die programmierten Werte beziehen sich auf den Programmnullpunkt; auchauf den G92-Nullpunkt
� die programmierten Werte bleiben gespeichert wirksam bis G27 program-miert wird
� immer in getrennten Sätzen zu programmieren
� es müssen nur die sich ändernden Werte neu programmiert werden
� kann alleine im Satz geschrieben werden
� müssen nicht zusammenhängend programmiert werden
� darf nicht mit anderen Wegbedingungen im selben Satz programmiert werden
� kann mit Hilfsfunktionen programmiert werden
� Korrekturen in Länge und Radius sowie Nullpunktverschiebungen werdenberücksichtigt
� im Aufruf-Satz müssen sich die Achsen im erlaubten Arbeitsraum befinden
� wird funktionell gelöscht durch M2/M30, Grundstellung, Logik Löschen undsetzt automatisch Endschalterwerte
G27
� ist modal wirksam
� löscht die Funktion G25, G26, G125, G126
� kann mit anderen Wegbedingungen, Verfahrinformationen und Hilfsfunktio-nen im selben Satz geschrieben werden
� setzt alle Werte in der Tabelle auf Endschalterwerte
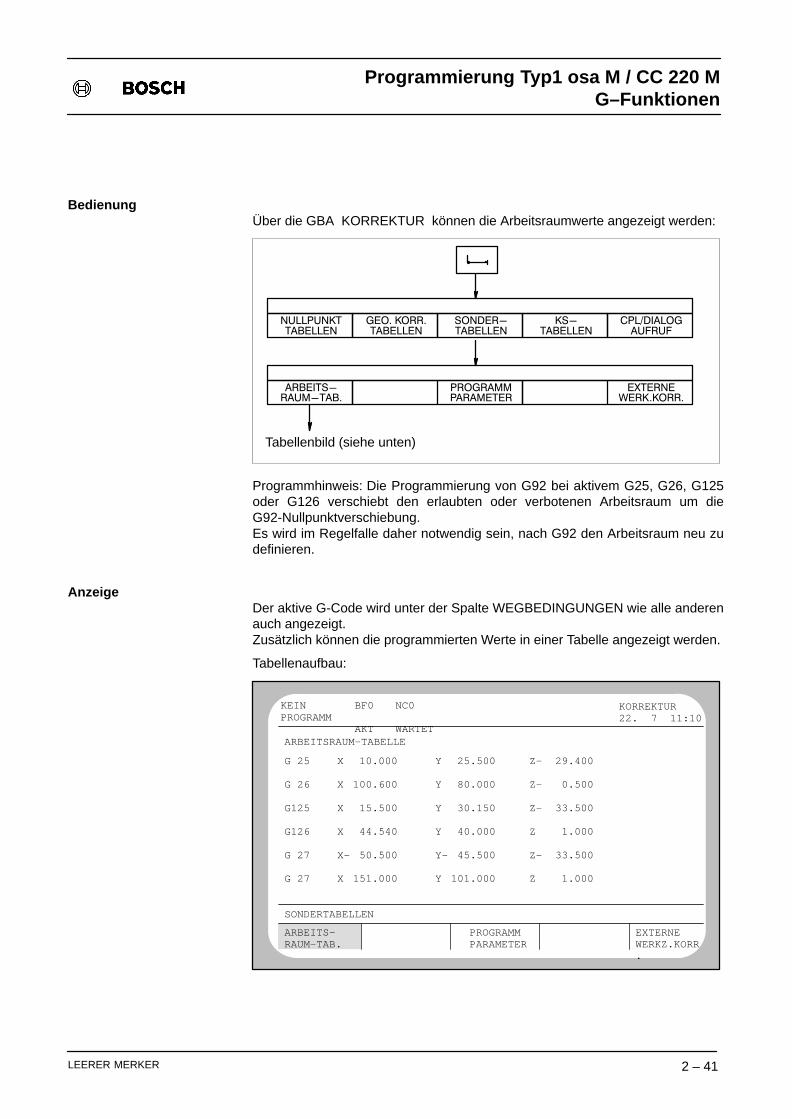
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 41LEERER MERKER
BedienungÜber die GBA KORREKTUR können die Arbeitsraumwerte angezeigt werden:
NULLPUNKTTABELLEN
GEO. KORR.TABELLEN
SONDER-TABELLEN
KS-TABELLEN
CPL/DIALOGAUFRUF
ARBEITS-RAUM-TAB.
PROGRAMMPARAMETER
EXTERNEWERK.KORR.
Tabellenbild (siehe unten)
Programmhinweis: Die Programmierung von G92 bei aktivem G25, G26, G125oder G126 verschiebt den erlaubten oder verbotenen Arbeitsraum um dieG92-Nullpunktverschiebung.Es wird im Regelfalle daher notwendig sein, nach G92 den Arbeitsraum neu zudefinieren.
AnzeigeDer aktive G-Code wird unter der Spalte WEGBEDINGUNGEN wie alle anderenauch angezeigt.Zusätzlich können die programmierten Werte in einer Tabelle angezeigt werden.
Tabellenaufbau:
KEIN PROGRAMM
BF0
AKT
NC0
WARTET
KORREKTUR 22. 7 11:10
ARBEITSRAUM–TABELLE
G 25 X 10.000 Y 25.500 Z– 29.400
G 26 X 100.600 Y 80.000 Z– 0.500
G125 X 15.500 Y 30.150 Z– 33.500
G126 X 44.540 Y 40.000 Z 1.000
G 27 X– 50.500 Y– 45.500 Z– 33.500
G 27 X 151.000 Y 101.000 Z 1.000
SONDERTABELLEN
PROGRAMMPARAMETER
EXTERNEWERKZ.KORR.
ARBEITS-RAUM-TAB.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 42 LEERER MERKER
EinschaltbedingungEinschaltzustand ist G27.Grundstellung, Logik Löschen oder M2/M30 setzen G27.
FehlermeldungenVERB. ARBEITSRAUM ACHSE 1 ... 8VERB. ARBEITSRAUM KREISARBEITSRAUM MAX 3 ACHSENVERB. ARBEITSRAUM (Endpunkt im verbotenen Arbeitskreis)
Das Programm wird abgebrochen. Fehlermeldungen werden auch bei falscherArbeitsraumdefinition ausgegeben. Hierbei setzt das System dann alle Daten derArbeitsraumbegrenzung auf die Softwareendschalterpositionen zurück.
BEMERKUNG
Die Überwachung von Bahnpunkten außerhalb des erlaubten Bereichs wird vonder Steuerung bei aktivem Arbeitsraum übernommen.Sie findet allerdings auch im Normalfall (G27) innerhalb der Software-Endschalter-bereiche (Maschinenparameter) statt.Erlaubter und verbotener Arbeitsraum können gleichzeitig wirksam sein.
EinschränkungenDie Arbeitsraumbegrenzung wirkt nur für Bearbeitungsachsen; davon abhängigwird die Größe der Tabelle bestimmt.
Bei G125, G126 können max. 3 beliebige Achsen programmiert und ausgewähltwerden.
Bei Modulo-Achsen (endlose Achsen) kann die Arbeitsraumbegrenzung nichtangewandt werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 43LEERER MERKER
Eckenverzögerung G28 Eckenverzögerung EING128 Eckenverzögerung EIN (Satzweise)
G29 Eckenverzögerung AUS
DefinitionDiese Option dient dazu, die Bearbeitungsgenauigkeit einer Maschine zu erhöhen.
WirkungDie Funktion bewirkt eine Eckenverzögerung oder -beschleunigung innerhalbeiner programmierbaren Distanz K zum programmierten Endpunkt auf einenprogrammierten Prozentwert F des zuvor wirksamen Vorschubs.Der Bahnslope ist nicht wirksam.G28 ist selbsthaltend, wird nur durch G29 gelöscht. Verzögerung und Beschleuni-gung wirken nur bei G1 und G73. bei G2 und G3 wird der Vorschub konstant aufdem programmierten Wert F gehalten (wenn G28 aktiv).
G128 wirkt satzweise.
G29 ist Einschaltzustand, wirkt selbsthaltend, löscht nicht die gespeicherten K-undF-Werte (d. h. nach erneutem Programmieren von G28 sind die K- und F-Wertewieder wirksam).
ProgrammierungN45 G28 K10 F60...
N49 G29
G28, Abstand K und Prozentwert F müssen zusammen in einem Satz program-miert werden, wenn ein neuer K- und/oder F-Wert wirksam werden soll.Andernfalls wird der zuletzt gespeicherte Wert wirksam.
G28 kann mit G1, G73 zusammen programmiert werden; ebenso mit Weginforma-tionen und Hilfsfunktionen.
Im G28-Satz wird ein programmierter F- und/oder K-Wert immer der G28-Funktionzugeordnet, d.h. F in % und K als Abstand.
K und F sind solange wirksam, bis sie durch neue Werte in einem G28-Satzüberschrieben werden.
Es können Prozentwerte F0 bis F100 programmiert werden (0–100 %)
Abstand K kann einen beliebigen Wert annehmen, jedoch nicht größer als diehalbe Verfahrstrecke selbst.
BeispielN010 G01 F2000N020 G42 X150 D1N030 G28 K10 F20N040 X30N050 Y30N060 G3 X40 Y2 I10N070 G28 K5 F50N080 G1 X140 F3000N090 G3 X150 Y30 J10N100 G1 Y85N110 G29N120 G40 Y90 M30
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 44 LEERER MERKER
Eckenverzögerung/-Beschleunigung AUS G29
Wirksamkeit
G29
G29 wirkt selbsthaltend
ist Einschaltzustand
löscht G28
löscht nicht den gespeicherten K-und F-Wert.K- und F-Wert ist nach erneutem Programmieren von G28 wieder wirksam.
ProgrammierungG29 kann mit und ohne Weginformationen in einem Satz geschrieben werden
ProgrammierbeispielN1 G0 G90 G94 X20 Y0 M3 S1500N2 G42 G1 Y100 F1000 D1N3 G28 X100 K15 F50N4 Y55N5 G2 X80 Y35 R20N6 G1 G28 X65 K5N7 Y... usw.
EinschaltbedingungG29 ist Einschaltzustand.Grundstellung, Logik Löschen und M2/M30 setzen Einschaltzustand und beein-flussen den Wert im K- und F-Speicher nicht.
Eine Überprüfung und Überwachung auf Überschreitung von FSprung max.(Bahnslope-Parameter) und A Slope max. ist hierbei immer wirksam (nur G128).
Der K-Wert sollte wesentlich kleiner als die gesamte Distanz sein, da sonst keinErreichen des F(%)-Wertes möglich ist; eine notwendige Bedingung besteht abernicht.
Es wird die Beschleunigung intern so gewählt, daß F(%)-Wert bzw. F Sprung max. erreicht werden kann (nur G128).
Es wird grundsätzlich der kleinere Wert vonF Sprung max. und F(%) verwendet (nur bei G128).
G128 darf nur in Verbindung mit aktivem G8, G29 angewählt werden.G128 wirkt bei G0, G1, G2, G3, G5.
Im G128-Satz wird K als Verzögerungsdistanz und F als Prozentwert ausge-wertet.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 45LEERER MERKER
Gewindebohren ohne Ausgleichsfutter (Option) G32
Funktion, WirkungDie Funktion ermöglicht ein Gewindebohren ohne Ausgleichsfutter. Dabei wirdintern eine Synchronisation zwischen der Linearinterpolation der Bohrachse undder Spindeldrehung vorgenommen. Ein Ausgleichsfutter, das die Drehzahldiffe-renz zwischen Bohrachse und Spindel aufnimmt, ist somit nicht erforderlich.
ProgrammierungDie Funktion G32 ist satzweise wirksam.
Der resultierende Vorschub der jeweiligen Bohrachse(n), die Spindeldrehzahlsowie die Spindeldrehrichtung müssen programmiert sein. Die Gewindesteigungergibt sich aus dem Verhältnis von Bahnvorschub/Drehzahl. Die zulässigenSteigungswerte liegen zwischen 0.001 mm/U und 1000 mm/U. Für die Dauer desGewindebohrens wird das Interfacesignal 16.5 ausgegeben. Während desGewindebohrens ist nur das Spindelpoti wirksam.
Beispiel: Programmieren - Gewindebohren ohne Ausgleichsfutter -
N10 G0 X20 Y15 Z10 F1000 S500 Positionieren der AchsenN20 M19 S0 Positionieren der SpindelN30 G32 Z–20 F1000 M3 S1000Bohrachse Z, EinbohrenN40 G32 Z5 F1000 M4 S1000Bohrachse Z, Rückzug......
BEMERKUNG
Vorschubgeschwindigkeit (F-Wort) und Drehzahl (S-Wort) der jeweiligen Bohrach-se müssen bei G32 immer programmiert sein. F/S = Gewindesteigung; S =Spindeldrehzahl beim Bohren. F, M und S wirken nur innerhalb des G32-Satzes.
Voraussetzungen� Die Spindel und alle Bohrachsen müssen auf einer Servokarte appliziert sein.
� Vor Start des Gewindebohrens wird intern auf ”INPOS” aller beteiligtenAchsen (Spindel und Bohrachse) gewartet.Der INPOS-Bereich der Spindel bei Zyklusstart (erster G32-Satz) undZyklusende (letzer G32-Satz) kann speziell über die MaschinenparameterP6517 [2] bzw. P7012 auf die Maschinenbedürfnisse abgestimmt werden.Driftet eine Achse aus ihrem Inpos-Bereich, so wird Gewindebohren nichtgestartet. Die wirksamen INPOS-Bereiche sind in MP 1508 für die Bohrachseund P 7012 bzw. P6517[2] für die Spindel eingetragen.Vor der Ausführung des Gewindebohrens muß deshalb die Spindellagerege-lung geschlossen sein (programmieren von M5 oder M19).
� Es muß eine Spindel mit Rückführung (P 7018) und Lageregelung (P7002)appliziert sein. Bei Übernahme der Maschinenparameter und gesetztemApplikationsbit werden diese Bedingungen überprüft.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 46 LEERER MERKER
� Für die Spindel müssen die getriebestufenabhängigen KV-Werte undSollbeschleunigungen in Maschinenparametergruppe 7200 definiert sein.
� Für jede Bohrachse sind die Geschwindigkeits- und Beschleunigungsbewer-tungen (Vorsteuerbewertung) so einzustellen, daß der Nachlauf minimiertwird.
BEMERKUNG
G32 nicht bei aktiver Fräserradiuskorrektur programmieren. Es folgt sonst dieFehlermeldung ”G-Adresse bei G41/42 unzulässig”.
Einstellen der Vorsteuerbewertung
Sie ermitteln mit dem integrierten Diagnoseprogramm D28 für jede programmierteBohrachse die Faktoren für die Geschwindigkeits- und Beschleunigungsbewer-tung, so daß sich der Nachlauf minimiert.
Ähnlich wie unter Diagnose ”ACHSOSZILLOSKOP” beschrieben, können Sie eineAufzeichnung starten, Istpositionen und Nachlaufwerte ablegen und anzeigen.
Anhand der visuellen Kontrolle der Nachlaufwerte geben Sie den jeweiligenBewertungsfaktor für Geschwindigkeit und Beschleunigung ein. Die ermitteltenoptimalen Vorsteuerbewertungsfaktoren für Geschwindigkeit und Beschleunigungübernehmen Sie. Damit folgt der automatische Eintrag in das Maschinenparame-terprogramm (P 7203/P 7204).
BEMERKUNG
Die Bewertungen sind bei jedem G32 wirksam, unabhängig von G114/G115.
Zusätzlich müssen Sie die spindel- und getriebestufenabhängigen KV-Werte undSollbeschleunigungen in das Maschinenparameterprogramm (P7201/7202)eintragen.
TechnologieparameterF = 800 S = 400 für M16 Steigung = 2F = 900 S = 600 für M10 Steigung = 1,5F = 1260 S = 1800 für M4 Steigung = 0,7
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 47LEERER MERKER
Gewindeschneiden G33
DefinitionIn Verbindung mit diesem Baustein können folgende Gewinde geschnitten werden
� Längsgewinde
� Plangewinde
� Gekettete Gewinde
� konische Gewinde
� Mehrgängige Gewinde
mit konstanter, zunehmender und abnehmender Steigung
Darüber hinaus
� Rechts und Linksgewinde
� Gewindeschneiden von links nach rechts und umgekehrt
ErläuterungenDie Einteilung in Haupt- und Nebenachse wird durch die Ebenenauswahlfestgelegt.
Abkürzungen:
NA = Nebenachse; STNA = Steigungsparameter zur NA
HA = Hauptachse; STHA = Steigungsparameter zur HA
Parameter und Grenzwerte beim Gewindeschneiden
R max. Rückzugswinkel 60° 60 degmin. Rückzugswinkel 0° 0 deg
STNA (STHA)max. Steigung 500 mm/U (20 inch/rev)*min. Steigung 0,001 mm/U 0,00005 inch/rev
S max. Spindeldrehzahl 5000 U/min *min. Spindeldrehzahl 1 U/min
V max. Vorschub = wie in Maschinenparameter P6510 definiert.min. Vorschub 1 mm/min
Vorschub = Steigung x SpindeldrehzahlV mm = ST mm x S U
min minU
* Überschreitung möglich, steuerungsseitig wird der max. zulässige Vorschubüberwacht.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 48 LEERER MERKER
WirkungG33 Gewindeschneiden (schneller Rückzug abhängig von Adresse R)
G33 ist gespeichert wirksam
G33 wird gelöscht durch G0, G1, G2, G3, G5, G10, G11, G12, G13 und G73
Gewindeschneiden ist mit Absolutmaßprogrammierung (G90) oder Inkrementalmaßprogrammierung (G91) möglich
G33 wird im Satz mit den Weginformationen (Gewindelänge, Steigungswerte) programmiert
Programmierung
Beispiel:
G17G33 X.... I....Y....J....(R....)(F....)G20 W.... U....G33 W.... K....U....I....(R....)(F....)
Klammerwerte können, müssen aber nicht programmiert werden.
Formate:
In einem Satz mit G33 sind nur folgende Parameter möglich:
G33NA ± 4.3 [mm] ± 3.4[inch]HA ± 4.3 [mm] ± 3.4[inch]STHA ± 4.3 [mm/U] ± 3.4[inch/rev]STNA ± 4.3 [mm/U] ± 3.4[inch/rev]F ± 3.3 [mm/U] ± 2.4[inch/rev]R + 2.2 [Grad] + 2.2[deg]
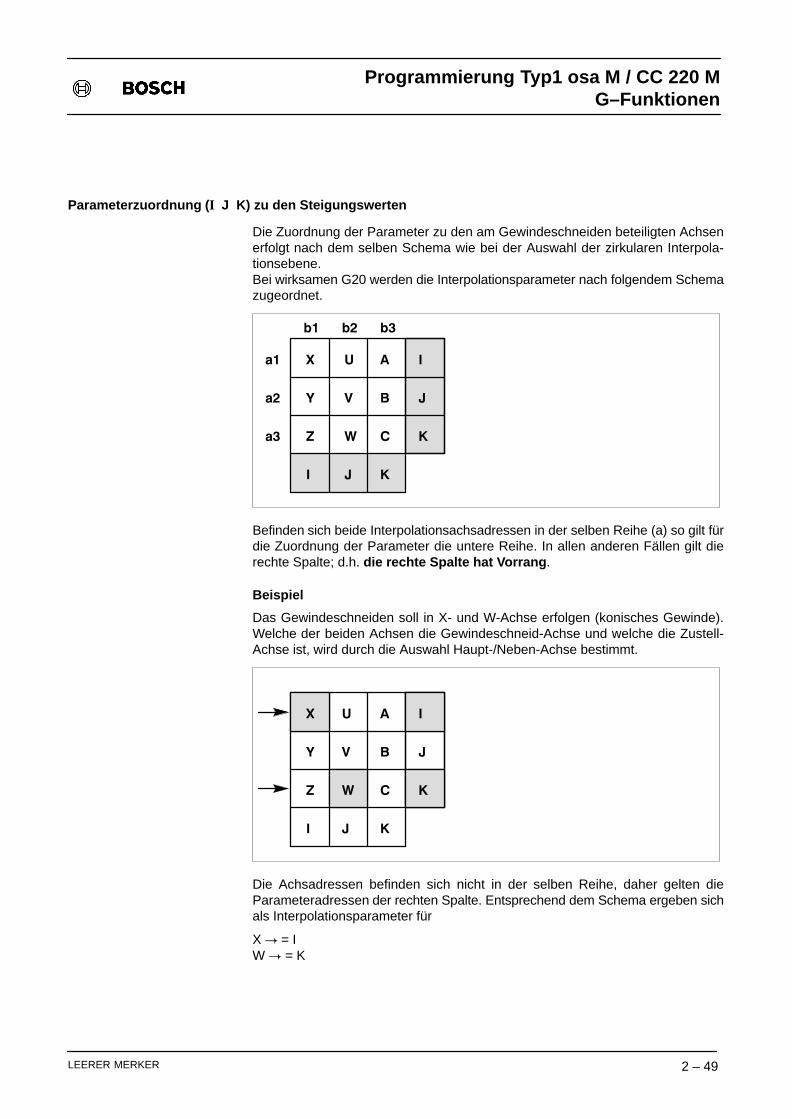
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 49LEERER MERKER
Parameterzuordnung ( I J K) zu den Steigungswerten
Die Zuordnung der Parameter zu den am Gewindeschneiden beteiligten Achsenerfolgt nach dem selben Schema wie bei der Auswahl der zirkularen Interpola-tionsebene.Bei wirksamen G20 werden die Interpolationsparameter nach folgendem Schemazugeordnet.
a1
a2
a3
b1 b2 b3
X
Y
U
V
A
B
Z W C
I
J
K
I J K
Befinden sich beide Interpolationsachsadressen in der selben Reihe (a) so gilt fürdie Zuordnung der Parameter die untere Reihe. In allen anderen Fällen gilt dierechte Spalte; d.h. die rechte Spalte hat Vorrang .
Beispiel
Das Gewindeschneiden soll in X- und W-Achse erfolgen (konisches Gewinde).Welche der beiden Achsen die Gewindeschneid-Achse und welche die Zustell-Achse ist, wird durch die Auswahl Haupt-/Neben-Achse bestimmt.
Y
U
V
A
B
Z C
J
I J K
X
W K
I
Die Achsadressen befinden sich nicht in der selben Reihe, daher gelten dieParameteradressen der rechten Spalte. Entsprechend dem Schema ergeben sichals Interpolationsparameter für
X � = IW � = K
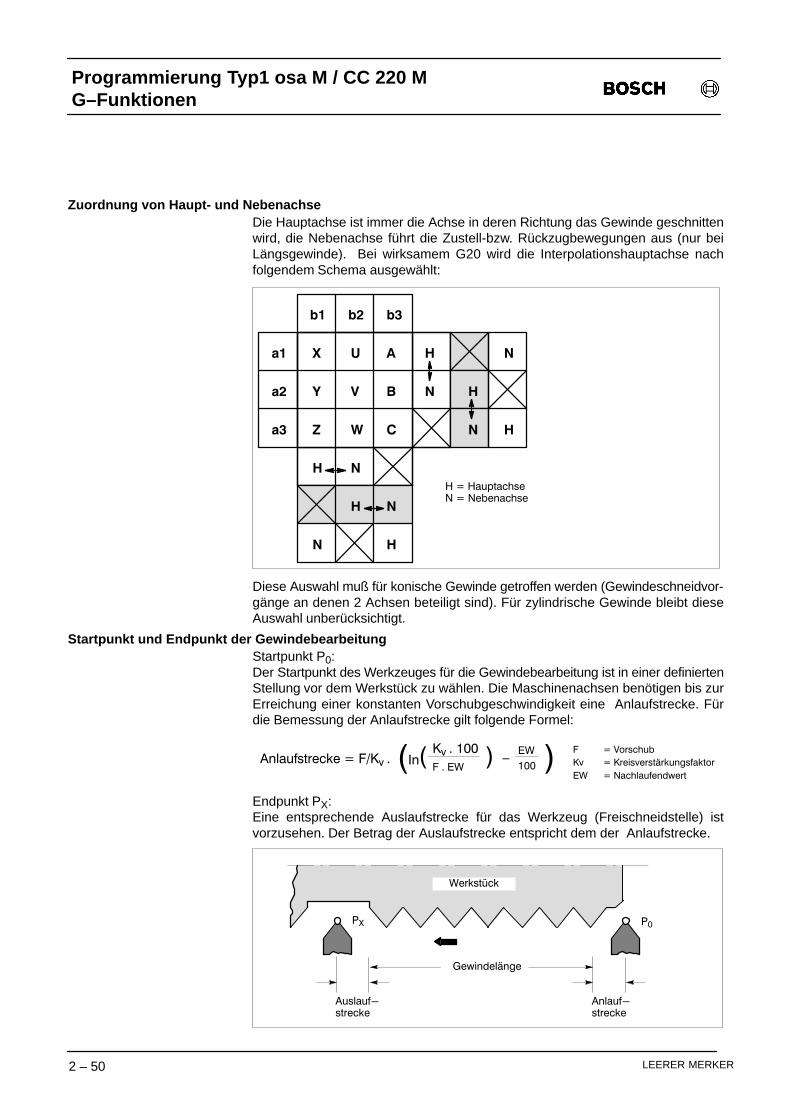
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 50 LEERER MERKER
Zuordnung von Haupt- und NebenachseDie Hauptachse ist immer die Achse in deren Richtung das Gewinde geschnittenwird, die Nebenachse führt die Zustell-bzw. Rückzugbewegungen aus (nur beiLängsgewinde). Bei wirksamem G20 wird die Interpolationshauptachse nachfolgendem Schema ausgewählt:
H N
X
Y
U
V
A
B
Z W C
H
N
H N
N H
N
H
N H
a1
a2
a3
b1 b2 b3
H = HauptachseN = Nebenachse
Diese Auswahl muß für konische Gewinde getroffen werden (Gewindeschneidvor-gänge an denen 2 Achsen beteiligt sind). Für zylindrische Gewinde bleibt dieseAuswahl unberücksichtigt.
Startpunkt und Endpunkt der GewindebearbeitungStartpunkt P0:Der Startpunkt des Werkzeuges für die Gewindebearbeitung ist in einer definiertenStellung vor dem Werkstück zu wählen. Die Maschinenachsen benötigen bis zurErreichung einer konstanten Vorschubgeschwindigkeit eine Anlaufstrecke. Fürdie Bemessung der Anlaufstrecke gilt folgende Formel:
Anlaufstrecke = F/Kv . (In( Kv . 100F . EW
) )EW
100-
F = VorschubKv = KreisverstärkungsfaktorEW = Nachlaufendwert
Endpunkt PX:Eine entsprechende Auslaufstrecke für das Werkzeug (Freischneidstelle) istvorzusehen. Der Betrag der Auslaufstrecke entspricht dem der Anlaufstrecke.
P0PX
Werkstück
Auslauf- strecke
Gewindelänge
Anlauf- strecke
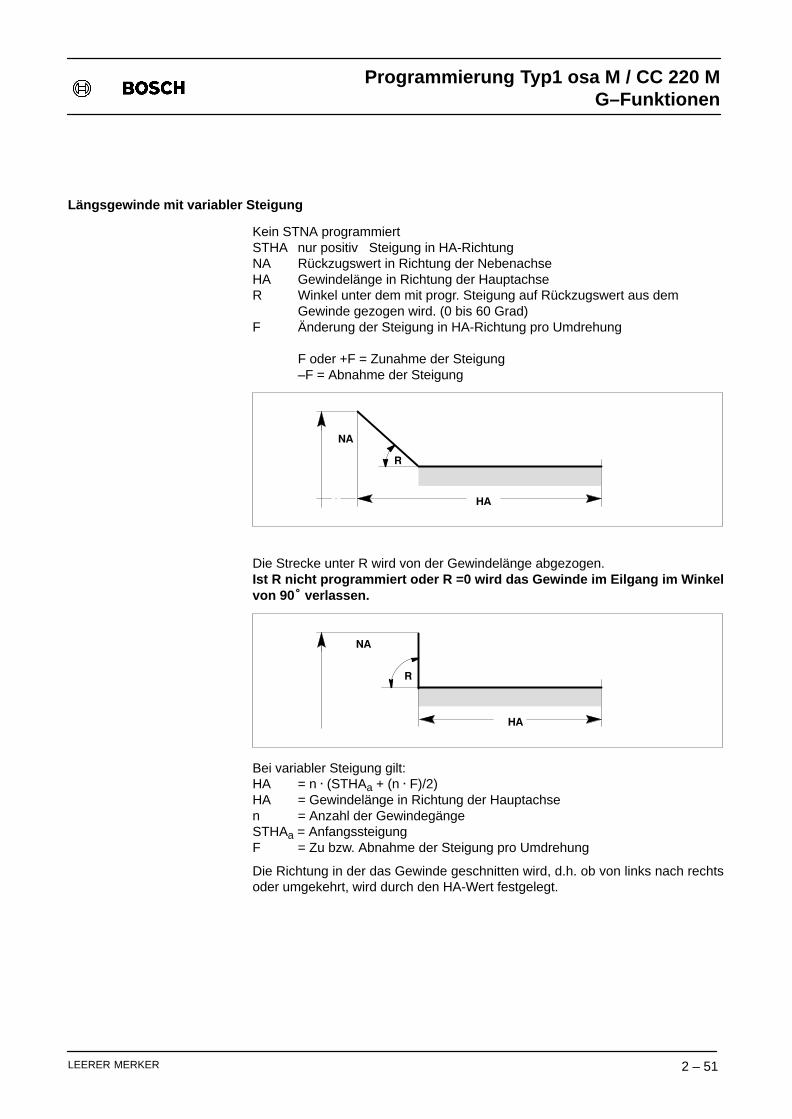
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 51LEERER MERKER
Längsgewinde mit variabler Steigung
Kein STNA programmiert STHA nur positiv Steigung in HA-RichtungNA Rückzugswert in Richtung der NebenachseHA Gewindelänge in Richtung der Hauptachse R Winkel unter dem mit progr. Steigung auf Rückzugswert aus dem
Gewinde gezogen wird. (0 bis 60 Grad) F Änderung der Steigung in HA-Richtung pro Umdrehung
F oder +F = Zunahme der Steigung–F = Abnahme der Steigung
HA
R
NA
Die Strecke unter R wird von der Gewindelänge abgezogen.Ist R nicht programmiert oder R =0 wird das Gewinde im Eilgang im Winkelvon 90 ° verlassen.
HA
R
NA
Bei variabler Steigung gilt:HA = n . (STHAa + (n . F)/2)HA = Gewindelänge in Richtung der Hauptachsen = Anzahl der GewindegängeSTHAa = AnfangssteigungF = Zu bzw. Abnahme der Steigung pro Umdrehung
Die Richtung in der das Gewinde geschnitten wird, d.h. ob von links nach rechtsoder umgekehrt, wird durch den HA-Wert festgelegt.
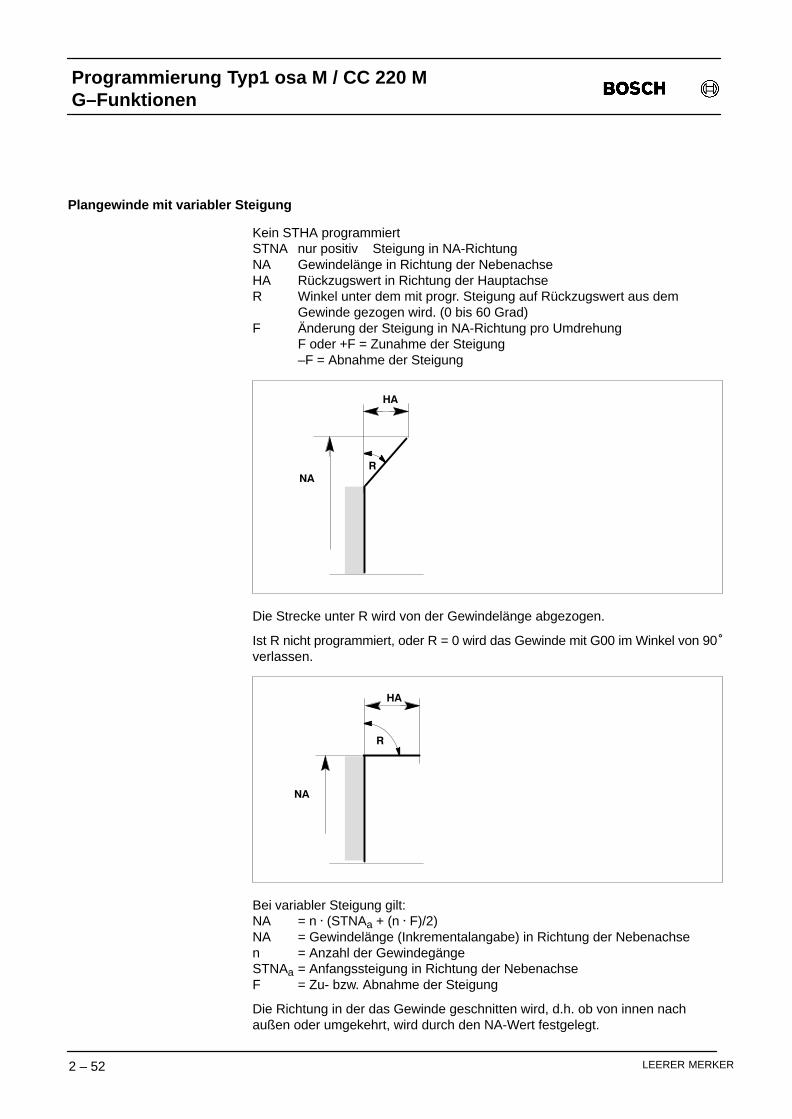
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 52 LEERER MERKER
Plangewinde mit variabler Steigung
Kein STHA programmiertSTNA nur positiv Steigung in NA-RichtungNA Gewindelänge in Richtung der NebenachseHA Rückzugswert in Richtung der Hauptachse R Winkel unter dem mit progr. Steigung auf Rückzugswert aus dem
Gewinde gezogen wird. (0 bis 60 Grad) F Änderung der Steigung in NA-Richtung pro Umdrehung
F oder +F = Zunahme der Steigung–F = Abnahme der Steigung
NA
HA
R
Die Strecke unter R wird von der Gewindelänge abgezogen.
Ist R nicht programmiert, oder R = 0 wird das Gewinde mit G00 im Winkel von 90°verlassen.
NA
R
HA
Bei variabler Steigung gilt:NA = n . (STNAa + (n . F)/2) NA = Gewindelänge (Inkrementalangabe) in Richtung der Nebenachse n = Anzahl der Gewindegänge STNAa = Anfangssteigung in Richtung der Nebenachse F = Zu- bzw. Abnahme der Steigung
Die Richtung in der das Gewinde geschnitten wird, d.h. ob von innen nach außen oder umgekehrt, wird durch den NA-Wert festgelegt.
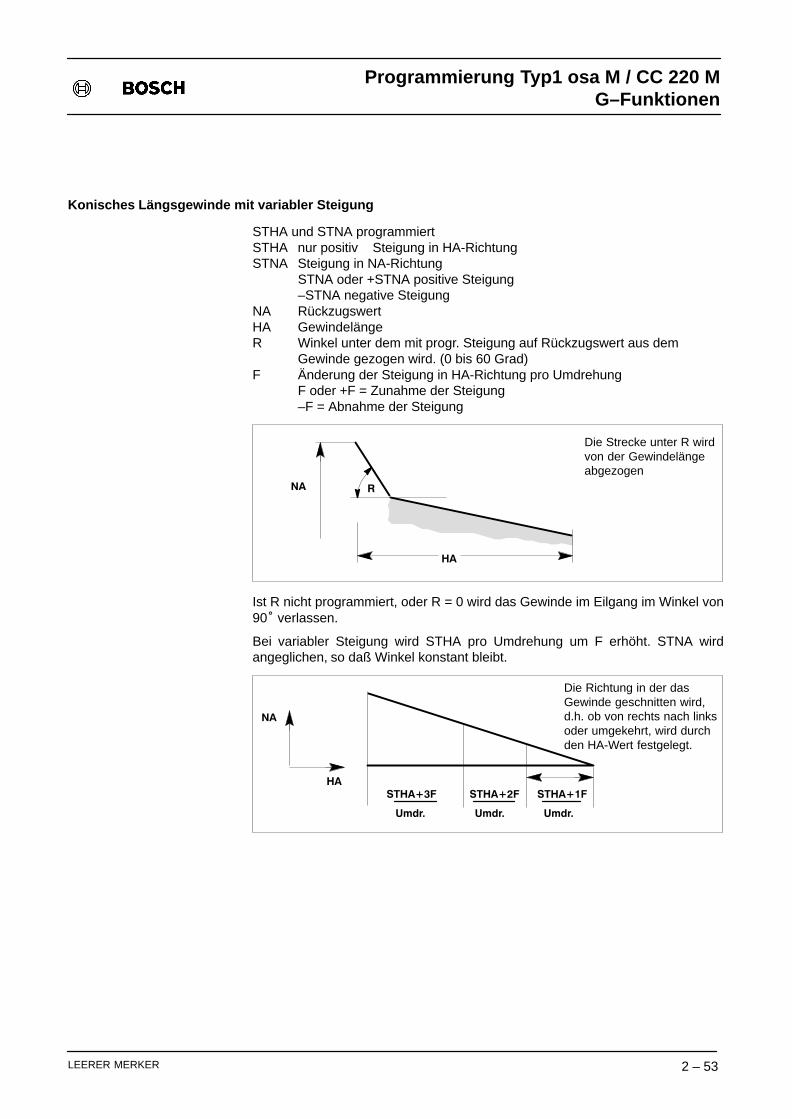
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 53LEERER MERKER
Konisches Längsgewinde mit variabler Steigung
STHA und STNA programmiertSTHA nur positiv Steigung in HA-Richtung STNA Steigung in NA-Richtung
STNA oder +STNA positive Steigung –STNA negative Steigung
NA Rückzugswert HA GewindelängeR Winkel unter dem mit progr. Steigung auf Rückzugswert aus dem
Gewinde gezogen wird. (0 bis 60 Grad) F Änderung der Steigung in HA-Richtung pro Umdrehung
F oder +F = Zunahme der Steigung –F = Abnahme der Steigung
NA
HA
R
Die Strecke unter R wirdvon der Gewindelängeabgezogen
Ist R nicht programmiert, oder R = 0 wird das Gewinde im Eilgang im Winkel von90° verlassen.
Bei variabler Steigung wird STHA pro Umdrehung um F erhöht. STNA wirdangeglichen, so daß Winkel konstant bleibt.
STHA+3F
Umdr. Umdr. Umdr.
NA
HASTHA+2F STHA+1F
Die Richtung in der dasGewinde geschnitten wird,d.h. ob von rechts nach linksoder umgekehrt, wird durchden HA-Wert festgelegt.
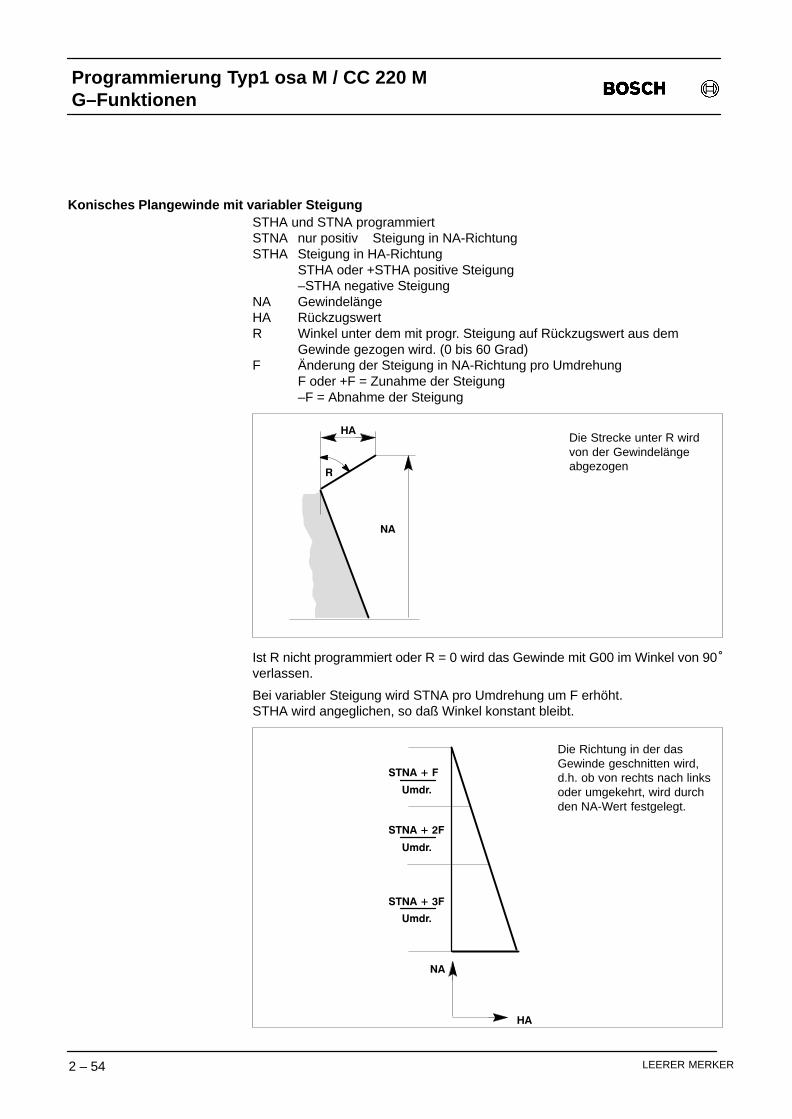
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 54 LEERER MERKER
Konisches Plangewinde mit variabler SteigungSTHA und STNA programmiertSTNA nur positiv Steigung in NA-Richtung STHA Steigung in HA-Richtung
STHA oder +STHA positive Steigung –STHA negative Steigung
NA Gewindelänge HA Rückzugswert R Winkel unter dem mit progr. Steigung auf Rückzugswert aus dem
Gewinde gezogen wird. (0 bis 60 Grad) F Änderung der Steigung in NA-Richtung pro Umdrehung
F oder +F = Zunahme der Steigung –F = Abnahme der Steigung
NA
R
HADie Strecke unter R wirdvon der Gewindelängeabgezogen
Ist R nicht programmiert oder R = 0 wird das Gewinde mit G00 im Winkel von 90°verlassen.
Bei variabler Steigung wird STNA pro Umdrehung um F erhöht.STHA wird angeglichen, so daß Winkel konstant bleibt.
Umdr.
STNA + F
NA
HA
Umdr.
Umdr.
Die Richtung in der dasGewinde geschnitten wird,d.h. ob von rechts nach linksoder umgekehrt, wird durchden NA-Wert festgelegt.
STNA + 2F
STNA + 3F
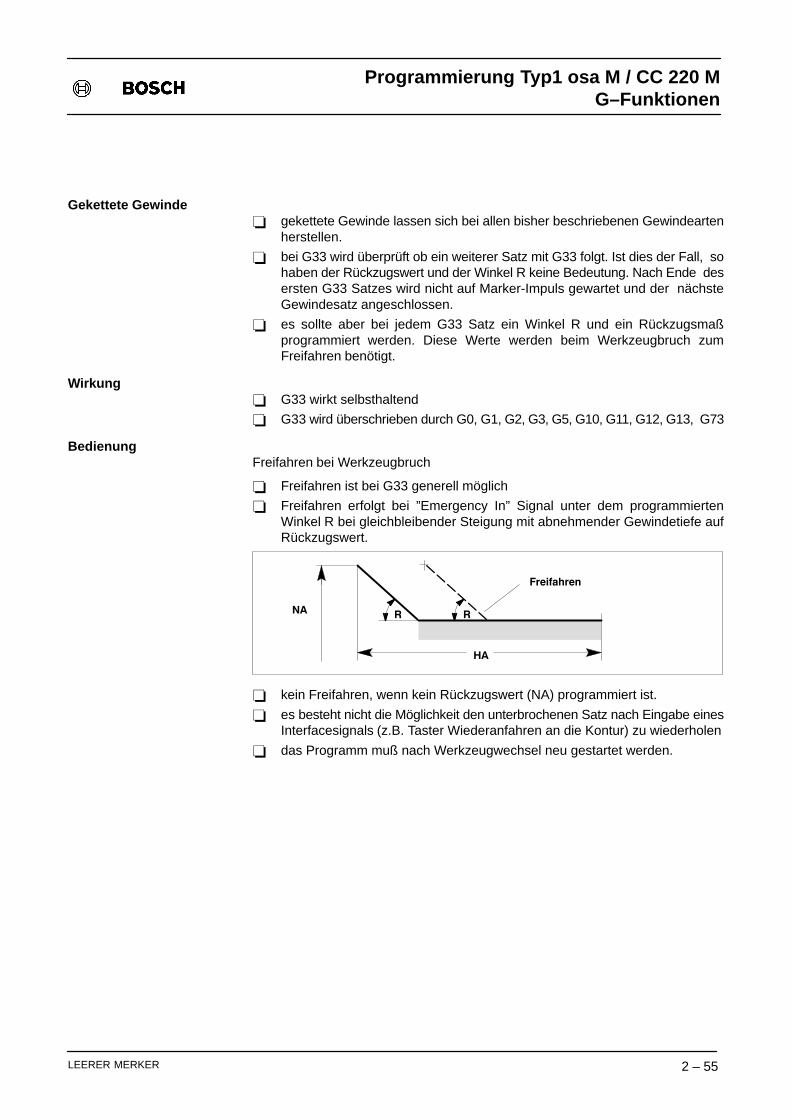
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 55LEERER MERKER
Gekettete Gewinde� gekettete Gewinde lassen sich bei allen bisher beschriebenen Gewindearten
herstellen.
� bei G33 wird überprüft ob ein weiterer Satz mit G33 folgt. Ist dies der Fall, sohaben der Rückzugswert und der Winkel R keine Bedeutung. Nach Ende desersten G33 Satzes wird nicht auf Marker-Impuls gewartet und der nächsteGewindesatz angeschlossen.
� es sollte aber bei jedem G33 Satz ein Winkel R und ein Rückzugsmaßprogrammiert werden. Diese Werte werden beim Werkzeugbruch zumFreifahren benötigt.
Wirkung� G33 wirkt selbsthaltend
� G33 wird überschrieben durch G0, G1, G2, G3, G5, G10, G11, G12, G13, G73
BedienungFreifahren bei Werkzeugbruch
� Freifahren ist bei G33 generell möglich
� Freifahren erfolgt bei ”Emergency In” Signal unter dem programmiertenWinkel R bei gleichbleibender Steigung mit abnehmender Gewindetiefe aufRückzugswert.
NA
HA
R R
Freifahren
� kein Freifahren, wenn kein Rückzugswert (NA) programmiert ist.
� es besteht nicht die Möglichkeit den unterbrochenen Satz nach Eingabe einesInterfacesignals (z.B. Taster Wiederanfahren an die Kontur) zu wiederholen
� das Programm muß nach Werkzeugwechsel neu gestartet werden.
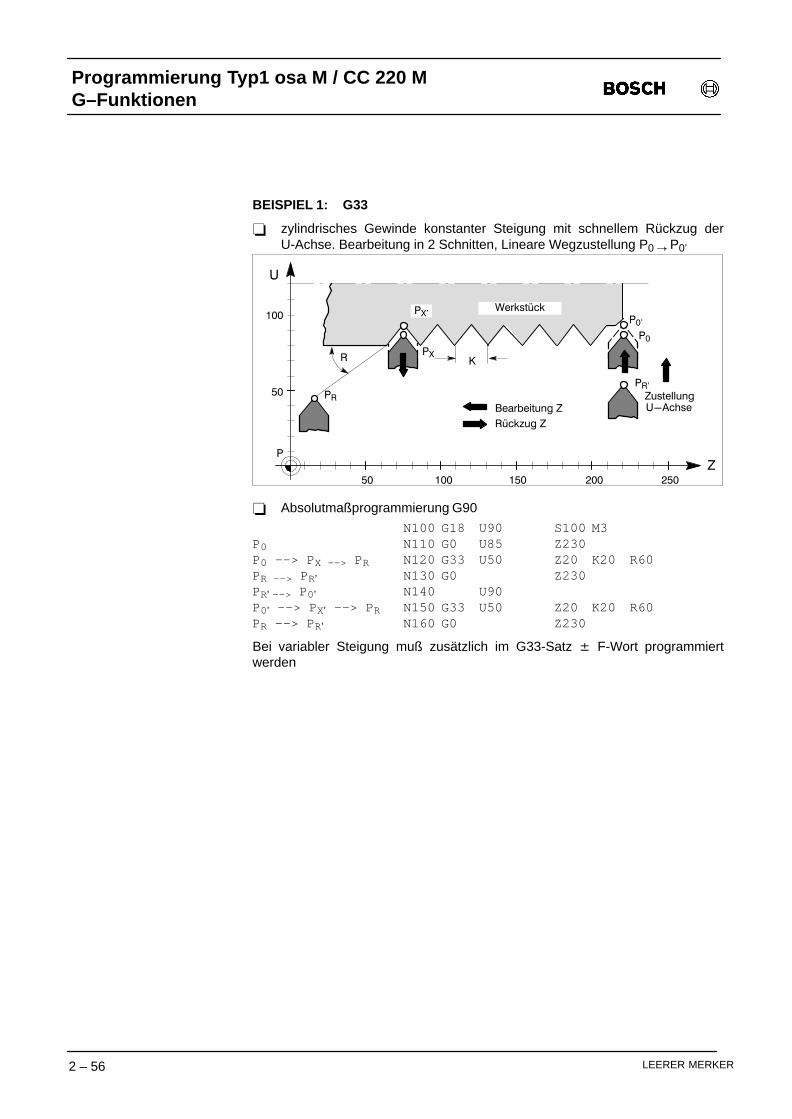
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 56 LEERER MERKER
BEISPIEL 1: G33
� zylindrisches Gewinde konstanter Steigung mit schnellem Rückzug derU-Achse. Bearbeitung in 2 Schnitten, Lineare Wegzustellung P0 � P0’
U
100
50
50 100 150 200
Bearbeitung ZZustellungU-Achse
PR
P0
P0'
PR'
PZ
PX
PX'
KR
PX'
250
Werkstück
Rückzug Z
� Absolutmaßprogrammierung G90
N100 G18 U90 S100 M3P0 N110 G0 U85 Z230P0 ––> P X ––> P R N120 G33 U50 Z20 K20 R60PR ––> P R’ N130 G0 Z230PR’ ––> P 0’ N140 U90P0’ ––> P X’ ––> P R N150 G33 U50 Z20 K20 R60PR ––> P R’ N160 G0 Z230
Bei variabler Steigung muß zusätzlich im G33-Satz ± F-Wort programmiertwerden
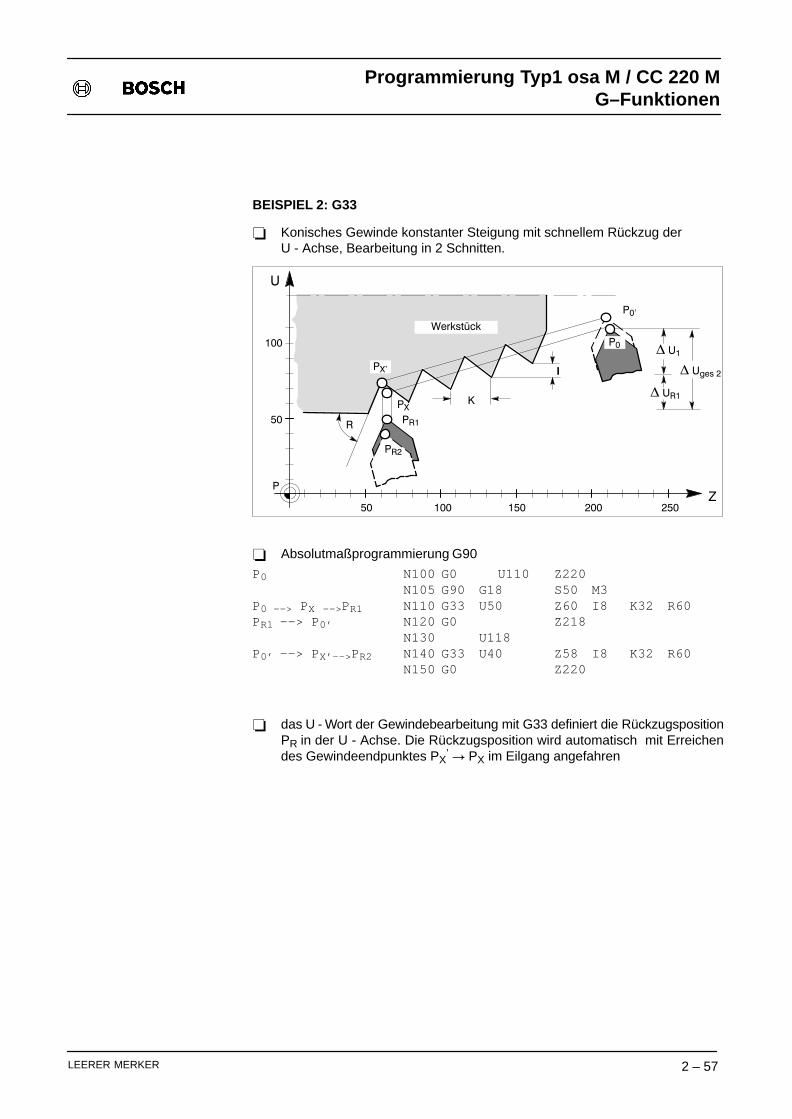
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 57LEERER MERKER
BEISPIEL 2: G33
� Konisches Gewinde konstanter Steigung mit schnellem Rückzug derU - Achse, Bearbeitung in 2 Schnitten.
U
100
50
50 100 150 200
K
R
P
� U1
P0'
Z
PR1
PX
I
� UR1
� Uges 2
PR2
P0
Werkstück
PX'
250
� Absolutmaßprogrammierung G90
P0 N100 G0 U110 Z220N105 G90 G18 S50 M3
P0 ––> P X ––>PR1 N110 G33 U50 Z60 I8 K32 R60PR1 ––> P 0’ N120 G0 Z218 N130 U118P0’ ––> P X’––> PR2 N140 G33 U40 Z58 I8 K32 R60 N150 G0 Z220
� das U - Wort der Gewindebearbeitung mit G33 definiert die RückzugspositionPR in der U - Achse. Die Rückzugsposition wird automatisch mit Erreichendes Gewindeendpunktes PX
’ � PX im Eilgang angefahren
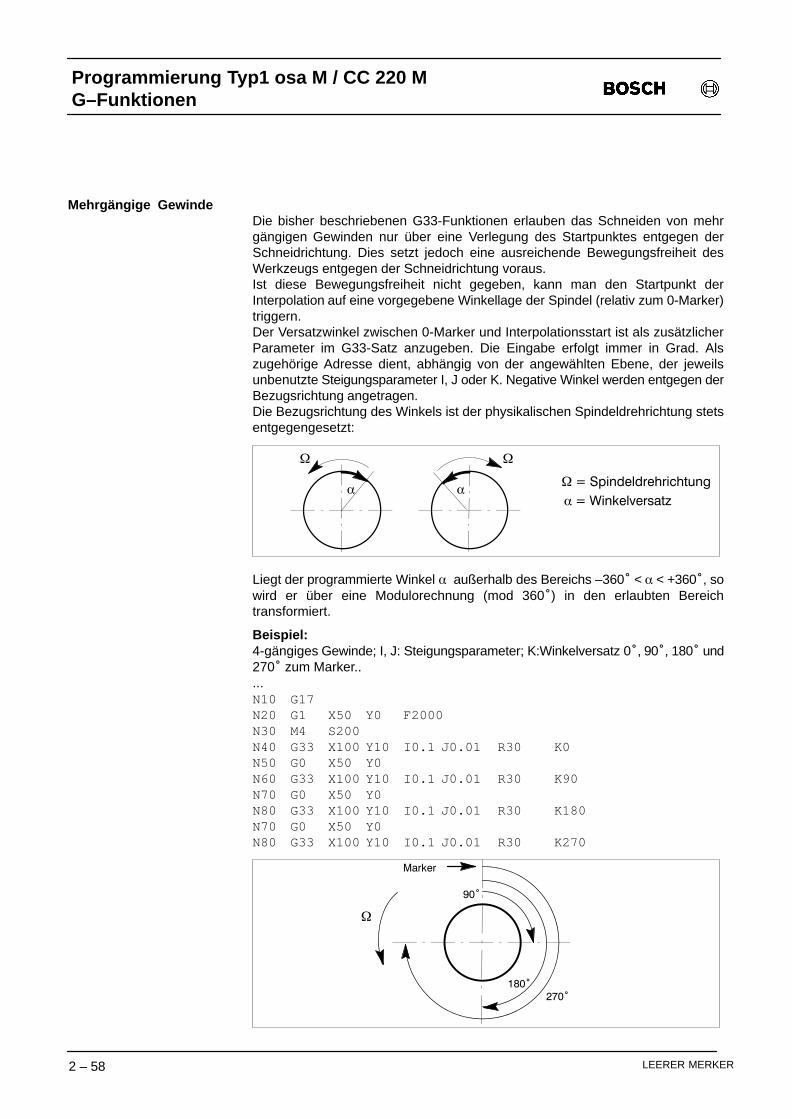
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 58 LEERER MERKER
Mehrgängige GewindeDie bisher beschriebenen G33-Funktionen erlauben das Schneiden von mehrgängigen Gewinden nur über eine Verlegung des Startpunktes entgegen derSchneidrichtung. Dies setzt jedoch eine ausreichende Bewegungsfreiheit desWerkzeugs entgegen der Schneidrichtung voraus.Ist diese Bewegungsfreiheit nicht gegeben, kann man den Startpunkt derInterpolation auf eine vorgegebene Winkellage der Spindel (relativ zum 0-Marker)triggern.Der Versatzwinkel zwischen 0-Marker und Interpolationsstart ist als zusätzlicherParameter im G33-Satz anzugeben. Die Eingabe erfolgt immer in Grad. Alszugehörige Adresse dient, abhängig von der angewählten Ebene, der jeweilsunbenutzte Steigungsparameter I, J oder K. Negative Winkel werden entgegen derBezugsrichtung angetragen.Die Bezugsrichtung des Winkels ist der physikalischen Spindeldrehrichtung stetsentgegengesetzt:
�
� Spindeldrehrichtung
� � Winkelversatz�
Liegt der programmierte Winkel � außerhalb des Bereichs –360° < � < +360°, sowird er über eine Modulorechnung (mod 360°) in den erlaubten Bereichtransformiert.
Beispiel:4-gängiges Gewinde; I, J: Steigungsparameter; K:Winkelversatz 0°, 90°, 180° und270° zum Marker.....N10 G17N20 G1 X50 Y0 F2000N30 M4 S200N40 G33 X100 Y10 I0.1 J0.01 R30 K0N50 G0 X50 Y0N60 G33 X100 Y10 I0.1 J0.01 R30 K90N70 G0 X50 Y0N80 G33 X100 Y10 I0.1 J0.01 R30 K180N70 G0 X50 Y0N80 G33 X100 Y10 I0.1 J0.01 R30 K270
180°270°
Marker
90°
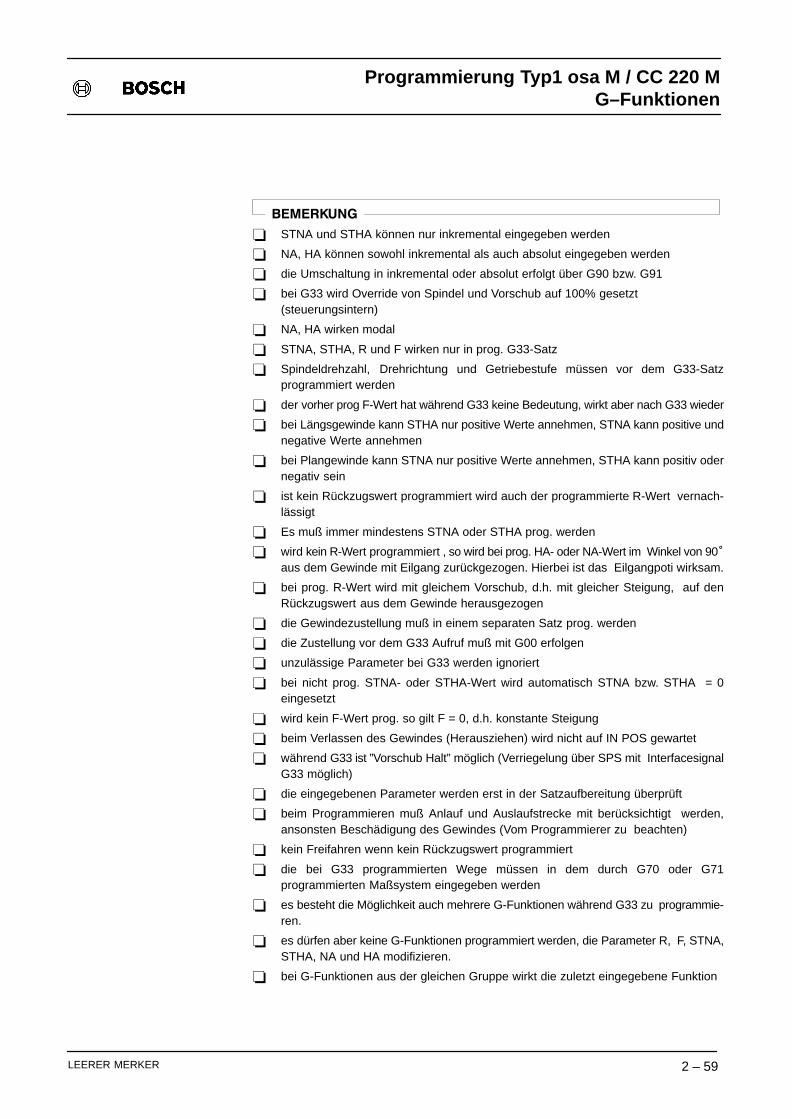
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 59LEERER MERKER
BEMERKUNG
� STNA und STHA können nur inkremental eingegeben werden
� NA, HA können sowohl inkremental als auch absolut eingegeben werden
� die Umschaltung in inkremental oder absolut erfolgt über G90 bzw. G91
� bei G33 wird Override von Spindel und Vorschub auf 100% gesetzt(steuerungsintern)
� NA, HA wirken modal
� STNA, STHA, R und F wirken nur in prog. G33-Satz
� Spindeldrehzahl, Drehrichtung und Getriebestufe müssen vor dem G33-Satzprogrammiert werden
� der vorher prog F-Wert hat während G33 keine Bedeutung, wirkt aber nach G33 wieder
� bei Längsgewinde kann STHA nur positive Werte annehmen, STNA kann positive undnegative Werte annehmen
� bei Plangewinde kann STNA nur positive Werte annehmen, STHA kann positiv odernegativ sein
� ist kein Rückzugswert programmiert wird auch der programmierte R-Wert vernach-lässigt
� Es muß immer mindestens STNA oder STHA prog. werden
� wird kein R-Wert programmiert , so wird bei prog. HA- oder NA-Wert im Winkel von 90°aus dem Gewinde mit Eilgang zurückgezogen. Hierbei ist das Eilgangpoti wirksam.
� bei prog. R-Wert wird mit gleichem Vorschub, d.h. mit gleicher Steigung, auf denRückzugswert aus dem Gewinde herausgezogen
� die Gewindezustellung muß in einem separaten Satz prog. werden
� die Zustellung vor dem G33 Aufruf muß mit G00 erfolgen
� unzulässige Parameter bei G33 werden ignoriert
� bei nicht prog. STNA- oder STHA-Wert wird automatisch STNA bzw. STHA = 0eingesetzt
� wird kein F-Wert prog. so gilt F = 0, d.h. konstante Steigung
� beim Verlassen des Gewindes (Herausziehen) wird nicht auf IN POS gewartet
� während G33 ist ”Vorschub Halt” möglich (Verriegelung über SPS mit InterfacesignalG33 möglich)
� die eingegebenen Parameter werden erst in der Satzaufbereitung überprüft
� beim Programmieren muß Anlauf und Auslaufstrecke mit berücksichtigt werden,ansonsten Beschädigung des Gewindes (Vom Programmierer zu beachten)
� kein Freifahren wenn kein Rückzugswert programmiert
� die bei G33 programmierten Wege müssen in dem durch G70 oder G71programmierten Maßsystem eingegeben werden
� es besteht die Möglichkeit auch mehrere G-Funktionen während G33 zu programmie-ren.
� es dürfen aber keine G-Funktionen programmiert werden, die Parameter R, F, STNA,STHA, NA und HA modifizieren.
� bei G-Funktionen aus der gleichen Gruppe wirkt die zuletzt eingegebene Funktion
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 60 LEERER MERKER
Programmierbares Spiegeln G37, G38, G39
DefinitionDiese Funktion ermöglicht es, innerhalb von Bearbeitungsachsen jede Achse undbeliebig viele Achsen durch Programmierung zu spiegeln.Aktivierung und Aufhebung der Spiegelfunktion wird über G-Funktionen imTeileprogramm programmiert.Diese Funktion ist im Zusammenhang mit den Ausbaustufen KOORDINATENDREHUNG und MASS-STABPROGRAMMIERUNG zu sehen.
G37 Polfestlegung für programmierbares Spiegeln und/oder Koordinatendrehung
G38 Definition der Spiegelachsen und/oder der Maßstabfaktoren und/oderdes Drehwinkels
G39 Ausschaltfunktion für G37, G38
FunktionG37 Poldefinition (Spiegelpunkt)
G38 Spiegeln Ein
G39 Spiegeln Aus
Die alleinige Programmierung von G38 mit den entsprechenden Achsadressenund Ziffer -1 erlaubt das Spiegeln um den Programmnullpunkt der program-mierten Achsen (Normalfall).
Zusätzlich kann über die Programmierung von G37 ein beliebiger Spiegelpunktdefiniert werden (Sonderfall). Die in diesem Satz programmierten Achswertestellen den Abstand zum Programmnullpunkt dar, in dem die Achsen parallel zumKoordinatensystem gespiegelt werden.
Bei Programmierung von G39 werden alle gespiegelten Achsen zurück-gesetzt.Bei mehrfachem Programmieren von G38 müssen immer alle Spiegelachsenprogrammiert werden. Die vorher programmierten Spiegelachsen bleiben nichterhalten.Auch nach einem Wechsel von G39 nach G38 müssen in diesem Satz allegewünschten Spiegelachsen entsprechend definiert werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 61LEERER MERKER
ProgrammierungG37 Poldefinition (Spiegelpunkt)
G38 Spiegeln Ein
G39 Spiegeln Aus
� G37 ist modal wirksam
� ist nur wirksam in Verbindung mit G38
� falls notwendig, müssen die Polwerte immer in einemseparaten Satz programmiert werden
� bewirkt kein Verfahren der Achsen
� die Polwerte bleiben gespeichert wirksam
� die Polwerte sind Absolutwerte
� darf nicht mit anderen Wegbedingungen im selben Satzprogrammiert werden; Hilfsfunktionen sind erlaubt
� die Polwerte werden gelöscht durch G39, Grundstellung,M2/M30 und Logik Löschen, d.h. zu Null gesetzt
� wird nicht durch die in G38 programmierten Faktoren undDrehwinkel beeinflußt.
� G38 ist modal wirksam
� muß immer mit den zu spiegelnden Achsen in einemseparaten Satz geschrieben werden
� Angabe mit Achsadresse und negativer Ziffer
� darf nicht mit anderen Wegbedinungen im selben Satzprogrammiert werden
� kann mit Hilfsfunktionen programmiert werden
� berücksichtigt Interpolationsparameter bei Zirkularinterpolation
� berücksichtigt Fräserradius- und Längenkorrektur
� berücksichtigt die programmierbare Nullpunktverschiebung G60
� berücksichtigt nicht die Nullpunktverschiebungen G54 - G259;auch nicht G92
� Spiegelung wird mit der nächsten Verfahrinformation wirksam
� wird gelöscht durch G39, M2/M30, Grundstellung oder Logik Löschen
� G39 ist modal wirksam
� setzt alle Spiegelachsen in Grundstellung
� löscht G37 und G38 und setzt Polwerte zu Null
� kann mit Wegbedingungen, Verfahrinformationen undHilfsfunktionen im selben Satz geschrieben werden
� die angefahrenen Achspositionen bleiben solange erhalten, bis sie neu programmiert werden
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 62 LEERER MERKER
Aufruf:
N99 G37 X100 Y–200
N100 G38 X–1 Y–1
SpiegelachsenAufruf Spiegelfunktion
SpiegelpunkteAufruf Polfunktion
Programmierbeispiel: Polinformation = Null, d.h. Spiegeln um den Programmnullpunkt
N100 G1 X400 Y500 F1000 N101 G38 X–1 Spiegeln in der X-Achse N102 G73 X.... N200 G38 Y–1 Spiegeln in der Y-Achse.N300 G38 X–1 Y–1 Spiegeln in der X- und Y-Achse .
N400 G39 G1 X300 Y–400 Z0 Spiegeln Aus; Polwerte = Null
BEMERKUNG
Im ersten Satz nach G38 muß G90 aktiv sein.Ist dies nicht möglich, so muß bei G91-Programmierung vorher der Fixpunkt ange-fahren werden.
Programmierhinweise zu artverwandten Funktionen:
Spiegeln (Programmnullpunkt): G38 X–1 Y–1
Spiegeln um einen Pol: G37 X100 Y–200 G38 X–1 Y–1
Spiegeln + Maßstabprogrammierung: G37 X100 Y–200 G38 X–3.15 Y–2.95
Spiegeln + Maßstabprogrammierung + Koordinatendrehung: G37 X100 Y–200 G38 X–3.15 Y–2.95 R115.5
BEMERKUNG
Bei gleichzeitiger Programmierung von Drehen + Spiegeln bzw. Maßstab wirdzuerst Drehen und dann Spiegeln bzw. Maßstab ausgeführt.
Soll die Funktion ”Spiegeln über Interface” (SPS-seitig verknüpft) angewähltwerden, dann darf G38 nicht aktiv sein (s.a. Typ1 osa M / CC220 M Maschinen-parameter P6516[5]).
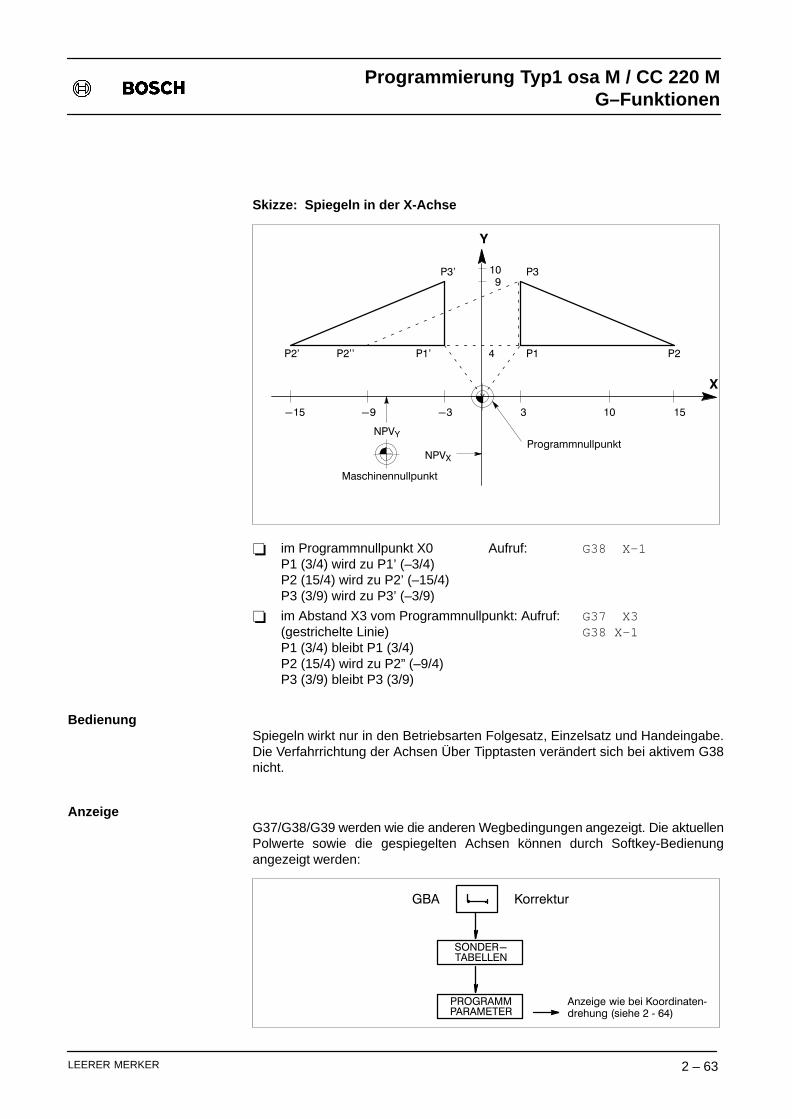
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 63LEERER MERKER
Skizze: Spiegeln in der X-Achse
Y
109
4
-15 -9 -3 3 10 15
Programmnullpunkt
Maschinennullpunkt
NPVY
NPVX
P2' P2'' P1' P1 P2
P3' P3
X
� im Programmnullpunkt X0 Aufruf: G38 X–1 P1 (3/4) wird zu P1’ (–3/4) P2 (15/4) wird zu P2’ (–15/4) P3 (3/9) wird zu P3’ (–3/9)
� im Abstand X3 vom Programmnullpunkt: Aufruf: G37 X3 (gestrichelte Linie) G38 X–1P1 (3/4) bleibt P1 (3/4) P2 (15/4) wird zu P2” (–9/4) P3 (3/9) bleibt P3 (3/9)
BedienungSpiegeln wirkt nur in den Betriebsarten Folgesatz, Einzelsatz und Handeingabe.Die Verfahrrichtung der Achsen Über Tipptasten verändert sich bei aktivem G38nicht.
AnzeigeG37/G38/G39 werden wie die anderen Wegbedingungen angezeigt. Die aktuellenPolwerte sowie die gespiegelten Achsen können durch Softkey-Bedienungangezeigt werden:
SONDER-TABELLEN
PROGRAMMPARAMETER
KorrekturGBA
Anzeige wie bei Koordinaten�drehung (siehe 2 � 64)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 64 LEERER MERKER
Koordinatendrehung G37, G38, G39
DefinitionSpiegeln wirkt nur in den Betriebsarten Folgesatz, Einzelsatz und Handeingabe.Die Verfahrrichtung der Achsen Über Tipptasten verändert sich bei aktivem G38nicht.Diese Funktion dient dazu, dem Teileprogrammierer die Programmierarbeit zuerleichtern. Wiederkehrende Programmabschnitte, die nur in einem bestimmtenWinkel verdreht sind, brauchen nur einmal programmiert zu werden.Weiterer Vorteil: Die Maße winkliger Werkstückteile müssen nicht auf dieMaschinenkoordinaten umgerechnet werden, sondern sind unter Angabe desDrehwinkels direkt aus der Zeichnung übernehmbar.Die Funktion der ”Koordinatendrehung” ist im Zusammenhang mit den Ausbau-stufen ”Programmierbares Spiegeln” und ”Maßstabprogrammierung” zu sehen.
G37 Polfestlegung für programmierbares Spiegeln und/oderKoordinatendrehung
G38 Definition der Spiegelachsen und/oder des Drehwinkels
G39 Ausschaltfunktion für G37, G38
WirkungMit der Funktion ”Koordinatendrehung” kann in einer durch G17, G18, G19 oderG20 angewählten Ebene, das Koordinatensystem in einem Punkt um einen Winkelgedreht werden. In 2 getrennten Aufrufsätzen wird der Drehpunkt über G37 und der Drehwinkelüber G38 angegeben.
Die Koordinaten des Drehpunktes werden über die Achsadressen definiert; derDrehwinkel über die R-Adresse.
Der Drehpunkt bezieht sich immer absolut auf den Programmnullpunkt.
Der Drehwinkel ist der Winkel zwischen der Drehachse des Ausgangswerkstückszur Lage der Drehachse des neuen Werkstücks.
Die Drehachsen haben denselben Ursprung und stellen die Verbindung zumselben Punkt der jeweiligen Werkstücke dar.
ProgrammierungG37 Poldefinition (Drehpunkt)G38 Koordinatendrehung EinG39 Koordinatendrehung Aus
� G37 ist modal wirksam - ist nur wirksam in Verbindung mit G38� falls erforderlich, müssen die Polwerte immer in einem separaten Satz
programmiert werden� bewirkt kein Verfahren der Achsen� die Polwerte bleiben gespeichert wirksam bis G39 programmiert wird� die Polwerte sind Absolutwerte� darf nicht mit anderen Wegbedingungen im selben Satz geschrieben
werden; Hilfsfunktionen sind erlaubt� Die Polwerte werden gelöscht (Werte Null) mit G39, M2/M30, Grund-
stellung, Logik Löschen
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 65LEERER MERKER
� G38 ist modal wirksam
� wird gelöscht durch G39
� muß immer mit dem Drehwinkel (R) in einem separaten Satz programmiertwerden
� der programmierte R-Wert bleibt gespeichert wirksam, bis G39 odererneut G38 wirksam wird
� bewirkt kein Verfahren der Achsen
� darf nicht mit anderen Wegbedingungen im selben Satz programmiertwerden; Hilfsfunktionen sind erlaubt
� Drehwinkelwert ist Absolutwert und kann positiv (CW) oder negativ(CCW) sein
� mit Achsinformation programmiert bedeutet Maßstabveränderung;mit negativem Vorzeichen geschrieben bedeutet zusätzliches Spiegelndieser Achse
� wird gelöscht durch G39, M2/M30, Grundstellung oder Logik Löschen
� G39 ist modal wirksam
� ist Einschaltzustand - löscht G37 und setzt die Werte zu Null
� kann mit anderen Wegbedingungen, Verfahrinformation und Hilfs-funktion im selben Satz geschrieben werden
� die angefahrenen Achspositionen bleiben solange erhalten bis sie neuprogrammiert werden
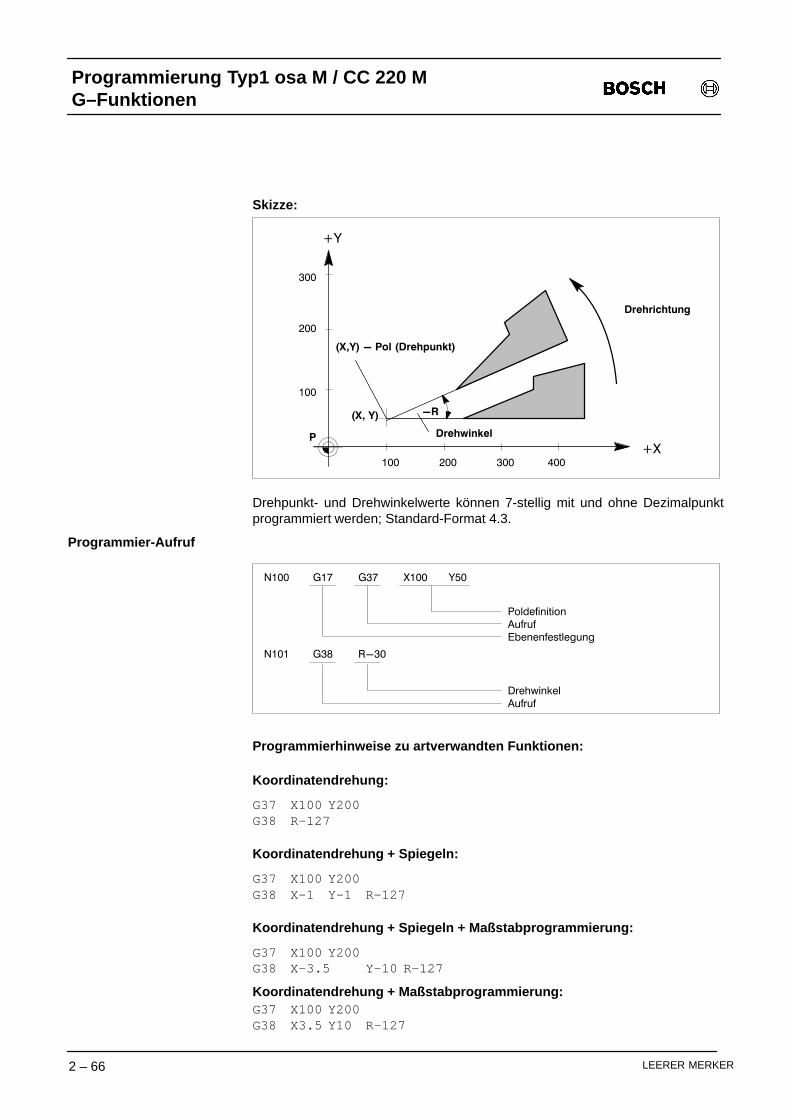
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 66 LEERER MERKER
Skizze:
+Y
+X
100
200
300
100 200 300 400
P
Drehrichtung
(X, Y) -R
(X,Y) - Pol (Drehpunkt)
Drehwinkel
Drehpunkt- und Drehwinkelwerte können 7-stellig mit und ohne Dezimalpunktprogrammiert werden; Standard-Format 4.3.
Programmier-Aufruf
N100 G17 G37 X100 Y50
PoldefinitionAufrufEbenenfestlegung
N101 G38 R-30
DrehwinkelAufruf
Programmierhinweise zu artverwandten Funktionen:
Koordinatendrehung:
G37 X100 Y200 G38 R–127
Koordinatendrehung + Spiegeln:
G37 X100 Y200 G38 X–1 Y–1 R–127
Koordinatendrehung + Spiegeln + Maßstabprogrammierung:
G37 X100 Y200 G38 X–3.5 Y–10 R–127
Koordinatendrehung + Maßstabprogrammierung:G37 X100 Y200 G38 X3.5 Y10 R–127
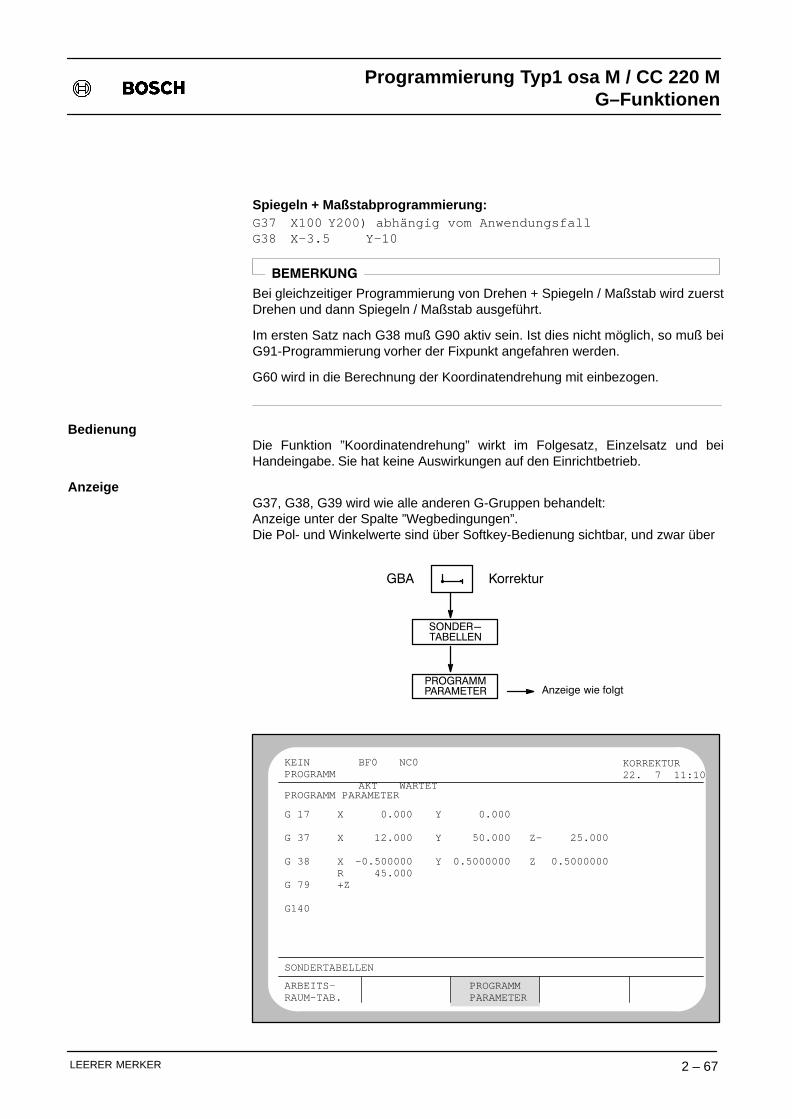
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 67LEERER MERKER
Spiegeln + Maßstabprogrammierung:G37 X100 Y200) abhängig vom Anwendungsfall G38 X–3.5 Y–10
BEMERKUNG
Bei gleichzeitiger Programmierung von Drehen + Spiegeln / Maßstab wird zuerstDrehen und dann Spiegeln / Maßstab ausgeführt.
Im ersten Satz nach G38 muß G90 aktiv sein. Ist dies nicht möglich, so muß beiG91-Programmierung vorher der Fixpunkt angefahren werden.
G60 wird in die Berechnung der Koordinatendrehung mit einbezogen.
BedienungDie Funktion ”Koordinatendrehung” wirkt im Folgesatz, Einzelsatz und beiHandeingabe. Sie hat keine Auswirkungen auf den Einrichtbetrieb.
AnzeigeG37, G38, G39 wird wie alle anderen G-Gruppen behandelt: Anzeige unter der Spalte ”Wegbedingungen”.Die Pol- und Winkelwerte sind über Softkey-Bedienung sichtbar, und zwar über
SONDER-TABELLEN
PROGRAMMPARAMETER
KorrekturGBA
Anzeige wie folgt
KEIN PROGRAMM
BF0
AKT
NC0
WARTET
KORREKTUR 22. 7 11:10
PROGRAMM PARAMETER
G 17 X 0.000 Y 0.000
G 37 X 12.000 Y 50.000 Z– 25.000
G 38 X –0.500000 Y 0.5000000 Z 0.5000000R 45.000
G 79 +Z
G140
SONDERTABELLEN
PROGRAMMPARAMETER
ARBEITS-RAUM-TAB.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 68 LEERER MERKER
Maßstabprogrammierung G38, G39
DefinitionMit der Ausbaustufe ”Maßstabfaktorumschaltung” kann über programmierbareMaßstabfaktoren der Maßstab für das zu fahrende Wegmaß aller Achsen einerMaschine verändert werden. Sie erlaubt dem Benutzer eine ”freie” effektiveTeilegestaltung für seine Anlage einzurichten. Diese Funktion ist im Zusammen-hang mit den Ausbaustufen ”Koordinatendrehung” und ”ProgrammierbaresSpiegeln” zu sehen:
G38 Definition der Spiegelachsen und/oder der Maßstabfaktoren und/oder des Drehwinkels
G39 Ausschaltfunktion für G37, G38
Anwendung� Erstellung eines Teileprogrammes zur Definition einer Kontur mit einer
festgelegten Größe (Normgröße). Vor dem Aufruf dieses Teileprogrammeskann jetzt durch die Angabe eines Faktors pro Achse der Maßstab derprogrammierten Kontur beeinflußt werden.
� Bei der Formenerstellung von Guß- oder Schmiedeteilen lassen sich so dieSchwundmaße der Werkstücke kompensieren, wenn diese Maße schon beider Bearbeitung der Guß- oder Schmiedeform berücksichtigt werden. DieseBerücksichtigung erfolgt durch Eingabe der entsprechenden Maßstab-Fakto-ren (Multiplikationsfaktor).
Wirkung� Die Maßstabfaktorumschaltung wird mit der Funktion G38 aktiviert und mit
G39 inaktiviert.� Die Maßstabfaktoren können in einem Bereich von 7 Stellen mit oder ohne
Dezimalpunkt über die Achsadressen (Standard-Format 4.3) programmiertwerden.
� Es können ungleiche Maßstabfaktoren programmiert werden (nur beiLinearinterpolation sinnvoll).
� Bei Zirkularinterpolation müssen die Maßstabfaktoren der Haupt- undNebenachse gleiche Größe haben (Absolutwert); ansonsten Fehlermeldung.
� Die Maßstabfaktoren verändern nicht nur die Wegmaße der Achsadressen,sondern auch die Interpolationsparameter I, J, K. R für die Radiusprogam-mierung und für die Referenzebene wird ebenso umgerechnet.
� Die Maßstabfaktorumschaltung beeinflußt nicht den programmiertenVorschub
� Die Maßstabfaktorumschaltung kann bei Wirksamkeit von G70 und G71aktiviert werden
� Eine aktivierte Umschaltung beeinflußt nicht die Bedienung in der Betriebsart”EINRICHTEN”, d.h. die unterlegten Hand und Schrittvorschübe bleibenerhalten
� M2/M30 in einem Unterprogramm hat keinen Einfluß auf die Maßstabfaktor-Umschaltung
� Die Funktionen des Wiedereintritts bleiben auch bei aktivem G38 oder beigerade erfolgter Umschaltung voll erhalten
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 69LEERER MERKER
� Die Maßstabfaktorumschaltung wirkt bei den Wegbedingungen wie folgt:
� G0, G1, G2, G3, G5, G61, wirksam in Verbindung mit den pro- G62, G73 grammierten Achsinformationen
� G10, G11, G12, G13, G20 analog zu G0, G1, G2, G3� G25, G26, G27, G125, G126 die Arbeitsraumwerte werden nicht
scaliert� G28, G29, G128 wirksam, aber der K- und F-Wert wird
nicht scaliert� G33 unwirksam� G37 Polwerte werden nicht scaliert� G40, G41, G42, G43, G44 wirksam, die Korrekturwerte werden
nicht scaliert� G54–G59, G154–G159, die Nullpunktverschiebungswerte
G254–G259 werden nicht scaliert� G60 die programmierbare Nullpunktver-
schiebung wird scaliert� G70, G71 wirksam bei Zoll- und Metrischpro-
grammierung� G74, G75, G76, G174, G274 unwirksam� G81–G86 wirksam, auch für den R-Wert� G90–G91 wirksam� G92, G98 unwirksam
Programmierung G38 Maßstabprogrammierung Ein
G39 Maßstabprogrammierung Aus
� G38 ist modal wirksam� wird gelöscht durch G39� muß immer mit allen Maßstabfaktoren in einem separaten Satz
geschrieben werden� die programmierten Maßstabfaktoren bleiben erhalten bis G39 oder
erneut G38 programmiert wird� bewirkt kein Verfahren der Achsen� darf nicht mit anderen Wegbedingungen im selben Satz programmiert
werden; Hilfsfunktionen sind erlaubt� Maßstabfaktoren mit negativen Vorzeichen beinhaltet gleichzeitiges
Spiegeln der Achsen� wird gelöscht durch G39, M2/M30, Grundstellung und Logik Löschen
� G39 ist modal wirksam� ist Einschaltzustand� löscht G38 und setzt Maßstabfaktoren auf 1� kann mit anderen Wegbedingungen, Verfahrinformationen und Hilfs-
funktionen im selben Satz geschrieben werden� die angefahrenen Achspositionen bleiben solange erhalten, bis sie neu
programmiert werden
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 70 LEERER MERKER
Programmier-Aufruf
N100 G38 X2.12 Y3.28
AufrufMaßstabfaktor X-, Y-Achse
Im ersten Satz nach G38 muß G90 aktiv sein. Ist dies nicht möglich, so muß beiG91-Programmierung vorher der Fixpunkt angefahren werden.
Programmierhinweise zu artverwandten Funktionen:
Maßstabprogrammierung:G38 X15.12 Y4.5
Maßstabprogrammierung + Spiegeln:G38 X–19.12 Y–4.5
Maßstabprogrammierung + Spiegeln um Spiegelpunkt:G37 X100 Y200G38 X–2 Y–5
Maßstabprogrammierung + Spiegeln + Koordinatendrehung:G37 X100 Y200G38 X–2 Y–5 R–30
Spiegeln + Koordinatendrehung:G37 X100 Y200G38 X–1 Y–1 R–30
Bedienung Die Funktion ”Maßstabprogrammierung” wirkt im Folgesatz, Einzelsatz und beiHandeingabe. Sie hat keine Auswirkung auf den Einrichtbetrieb.Bei gleichzeitiger Programmierung von Drehung + Spiegeln / Maßstab wird zuerstDrehen und dann Spiegeln / Maßstab ausgeführt.
Anzeige G38, G39 werden wie alle anderen Wegbedingungen behandelt. Die aktuellenMaßstabfaktoren sind sichtbar über die Softkey-Bedienung
SONDER-TABELLEN
PROGRAMMPARAMETER
KorrekturGBA
Anzeige wie bei Koordinaten�drehung (siehe 2 � 64)
Als Sollwert wird der durch die Maßstabprogrammierung umgerechnete Zahlen-wert angezeigt. Der Positionswert entspricht der tatsächlichen Achsposition;dasselbe gilt für Restweg und Nachlauf.
Fehlermeldungen Bei Zirkularinterpolation und betragsmäßig ungleichen Faktoren von Haupt- undNebenachse wird eine Fehlermeldung generiert:
UNGLEICHER FAKTOR
Das Programm wird nicht fortgesetzt.
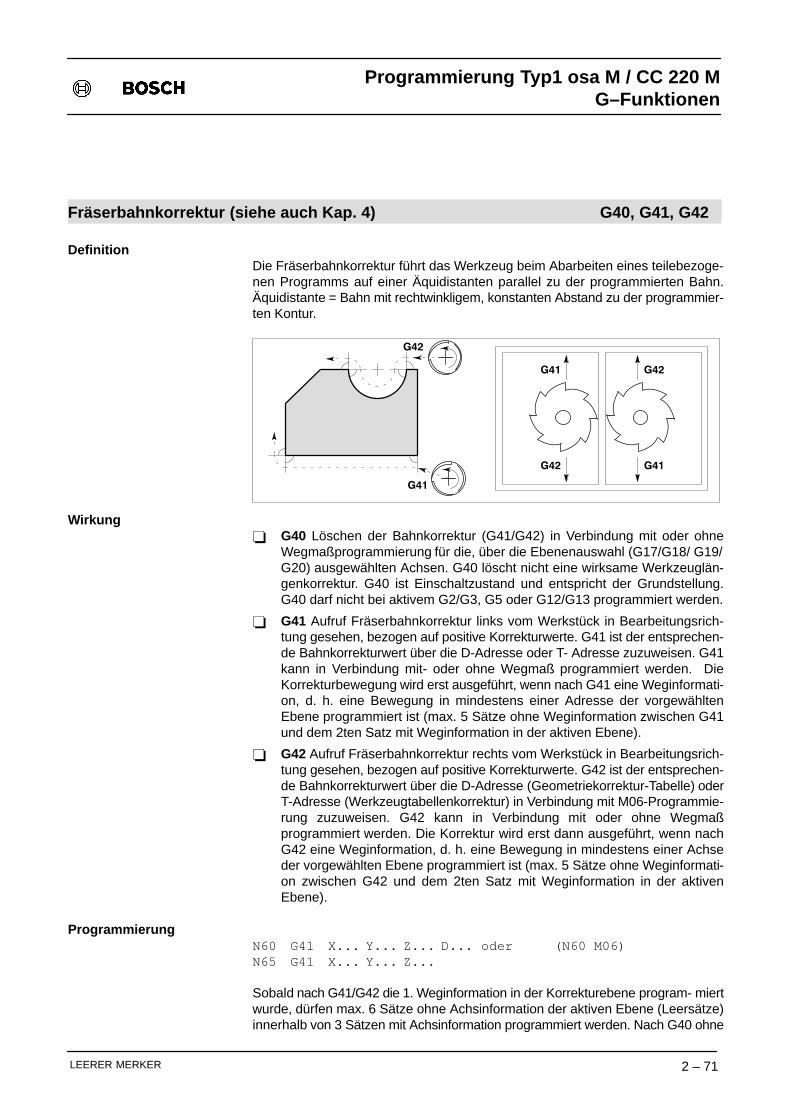
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 71LEERER MERKER
Fräserbahnkorrektur (siehe auch Kap. 4) G40, G41, G42
DefinitionDie Fräserbahnkorrektur führt das Werkzeug beim Abarbeiten eines teilebezoge-nen Programms auf einer Äquidistanten parallel zu der programmierten Bahn.Äquidistante = Bahn mit rechtwinkligem, konstanten Abstand zu der programmier-ten Kontur.
G41
G42
G42
G41
G41
G42
Wirkung� G40 Löschen der Bahnkorrektur (G41/G42) in Verbindung mit oder ohne
Wegmaßprogrammierung für die, über die Ebenenauswahl (G17/G18/ G19/G20) ausgewählten Achsen. G40 löscht nicht eine wirksame Werkzeuglän-genkorrektur. G40 ist Einschaltzustand und entspricht der Grundstellung.G40 darf nicht bei aktivem G2/G3, G5 oder G12/G13 programmiert werden.
� G41 Aufruf Fräserbahnkorrektur links vom Werkstück in Bearbeitungsrich-tung gesehen, bezogen auf positive Korrekturwerte. G41 ist der entsprechen-de Bahnkorrekturwert über die D-Adresse oder T- Adresse zuzuweisen. G41kann in Verbindung mit- oder ohne Wegmaß programmiert werden. DieKorrekturbewegung wird erst ausgeführt, wenn nach G41 eine Weginformati-on, d. h. eine Bewegung in mindestens einer Adresse der vorgewähltenEbene programmiert ist (max. 5 Sätze ohne Weginformation zwischen G41und dem 2ten Satz mit Weginformation in der aktiven Ebene).
� G42 Aufruf Fräserbahnkorrektur rechts vom Werkstück in Bearbeitungsrich-tung gesehen, bezogen auf positive Korrekturwerte. G42 ist der entsprechen-de Bahnkorrekturwert über die D-Adresse (Geometriekorrektur-Tabelle) oderT-Adresse (Werkzeugtabellenkorrektur) in Verbindung mit M06-Programmie-rung zuzuweisen. G42 kann in Verbindung mit oder ohne Wegmaßprogrammiert werden. Die Korrektur wird erst dann ausgeführt, wenn nachG42 eine Weginformation, d. h. eine Bewegung in mindestens einer Achseder vorgewählten Ebene programmiert ist (max. 5 Sätze ohne Weginformati-on zwischen G42 und dem 2ten Satz mit Weginformation in der aktivenEbene).
ProgrammierungN60 G41 X... Y... Z... D... oder (N60 M06) N65 G41 X... Y... Z...
Sobald nach G41/G42 die 1. Weginformation in der Korrekturebene program- miertwurde, dürfen max. 6 Sätze ohne Achsinformation der aktiven Ebene (Leersätze)innerhalb von 3 Sätzen mit Achsinformation programmiert werden. Nach G40 ohne
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 72 LEERER MERKER
Weginformation dürfen max. 6 Leersätze zwischen nächstem und vorletztem Satzmit Achsinformation programmiert werden.
BEMERKUNG
Bei aktivem G41/G42 keine
� Ebenenumschaltung G17 – G20
� G70 / G71 - Umschaltung
� G33, G92, G98, G174, G274
� kein WAIT erlaubt
� M2/M30 hebt die Fräserbahnkorrektur nicht auf. Hierfür muß G40 mitVerfahrinformation programmiert werden.
� G40/G41/G42 darf nicht bei aktivem G2/G3, G5 oder G12/G13 programmiertwerden. Ebenfalls nicht für Endlos-Achsen.
� Als erste Weginformation nach G40/G41/G42 darf keine Kreisinterpolationverwendet werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 73LEERER MERKER
Achsparallele Korrektur G140G ( ) 43G ( ) 44
DefinitionDiese Ausbaustufe wird in Sonderfällen (z.B. Zeilenfräsen) angewandt, oder dort,wo die Bedingungen einer Fräserbahnkorrektur nicht einzuhalten sind (z.B.Anfahren an die Kontur, Wegfahren von der Kontur, Ausgleichsbewegungen).
WirkungDie achsparallele Korrektur erlaubt es, einen Korrekturwert beliebigen Achsenzuzuordnen. Dieser Korrekturwert wird über die D-Adresse angewählt. DieD-Adresse enthält eine Korrekturgruppe aus einer Geometriekorrektur-Tabelle. Jenach verwendeter G-Funktion wird der Korrekturwert zum programmiertenEndpunkt der jeweiligen Achse dazu addiert oder subtrahiert.
Bei Wortkopplung mit der PC 600 (nur CC220) ist es möglich, eine zusätzlicheKorrektur bereitzustellen (X-Radius). Über G145/146 kann diese ein- undausgeschaltet werden.
Bei existierender WZ-Tabelle (FPC, VPC) im Kommunikationsspeicher (nur beiWortkopplung PC 600) wird über das T-Wort automatisch eine Korrekturbereitgestellt und mit M06 verrechnet. In diesem Falle wirkt die achsparalleleKorrektur zusätzlich (additiv), sofern sie programmiert wird.
ProgrammierungDie Programmierung erfolgt über die G-Funktionen G143, G144, G243 bis G844,wobei die - Hunderter-Stelle die Achsnummer der zu korrigierenden Achse angibt
- Zehner + Einer-Stelle die Art der Korrekturverrechnung angibt:
� ( ) 43 additiv
� ( ) 44 subtraktiv
Der zu verrechnende Korrekturwert wird über die D-Adresse (K-Tabelle) ange-wählt.
Es können mehrere G-Funktionen G143 bis G844 in einem Satz programmiertwerden, wobei sich nur die einer Achse zugeordneten G-Funktionen gegenseitigüberschreiben.
Wirksamkeit:
G143 bis G844 sind modal wirksam.G143 bis G844 werden gelöscht durch G140.
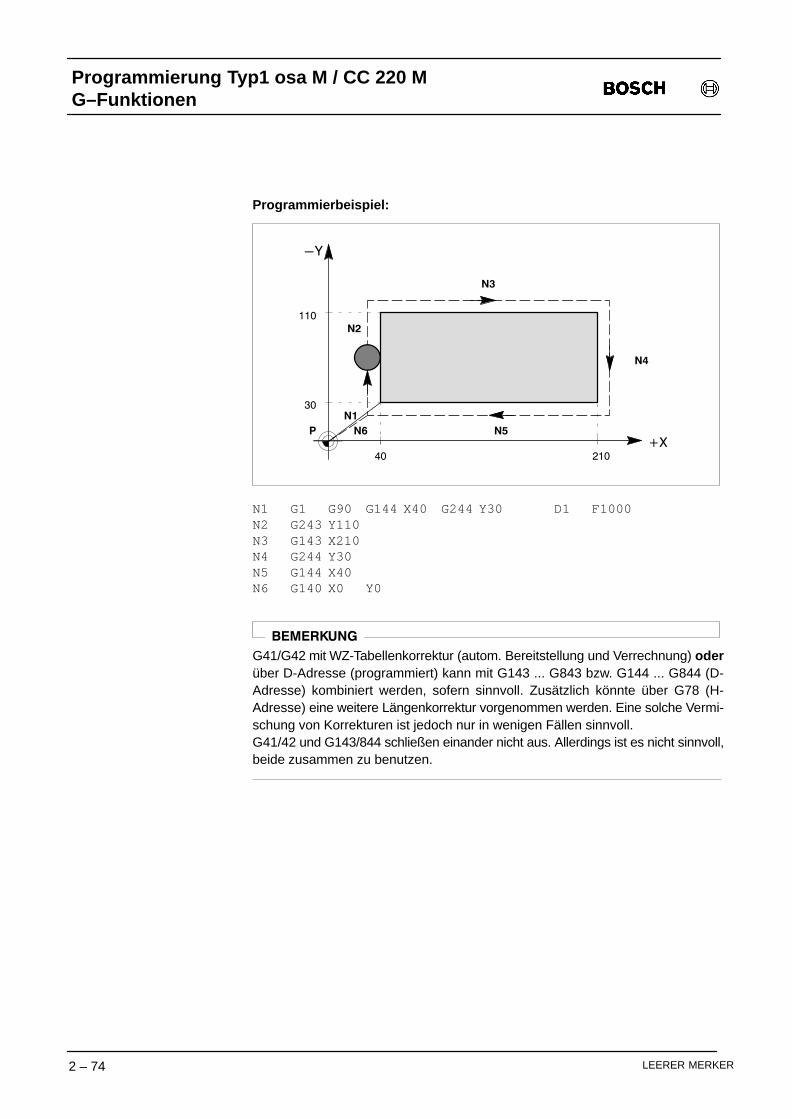
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 74 LEERER MERKER
Programmierbeispiel:
-Y
+X
30
110
40 210
P
N3
N5
N4
N2
N1
N6
N1 G1 G90 G144 X40 G244 Y30 D1 F1000 N2 G243 Y110 N3 G143 X210 N4 G244 Y30 N5 G144 X40 N6 G140 X0 Y0
BEMERKUNG
G41/G42 mit WZ-Tabellenkorrektur (autom. Bereitstellung und Verrechnung) oderüber D-Adresse (programmiert) kann mit G143 ... G843 bzw. G144 ... G844 (D-Adresse) kombiniert werden, sofern sinnvoll. Zusätzlich könnte über G78 (H-Adresse) eine weitere Längenkorrektur vorgenommen werden. Eine solche Vermi-schung von Korrekturen ist jedoch nur in wenigen Fällen sinnvoll.G41/42 und G143/844 schließen einander nicht aus. Allerdings ist es nicht sinnvoll,beide zusammen zu benutzen.
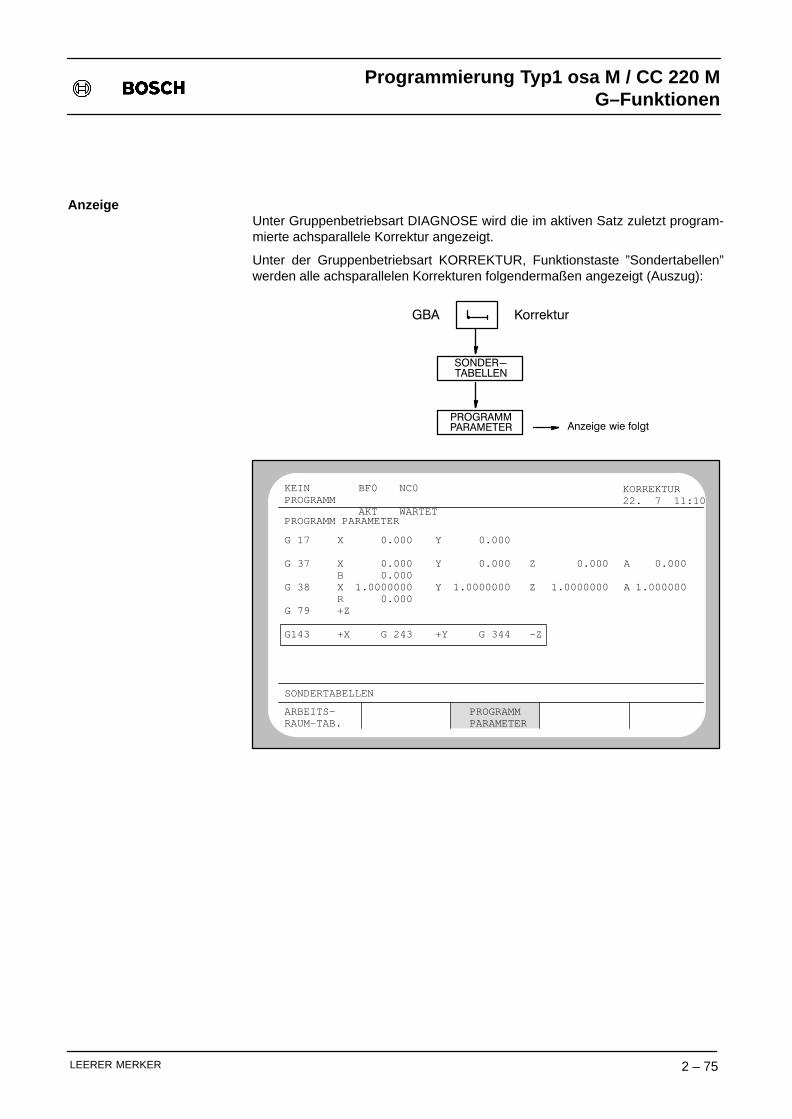
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 75LEERER MERKER
AnzeigeUnter Gruppenbetriebsart DIAGNOSE wird die im aktiven Satz zuletzt program-mierte achsparallele Korrektur angezeigt.
Unter der Gruppenbetriebsart KORREKTUR, Funktionstaste ”Sondertabellen”werden alle achsparallelen Korrekturen folgendermaßen angezeigt (Auszug):
SONDER-TABELLEN
PROGRAMMPARAMETER
KorrekturGBA
Anzeige wie folgt
KEIN PROGRAMM
BF0
AKT
NC0
WARTET
KORREKTUR 22. 7 11:10
PROGRAMM PARAMETER
G 17 X 0.000 Y 0.000
G 37 X 0.000 Y 0.000 Z 0.000 A 0.000B 0.000
G 38 X 1.0000000 Y 1.0000000 Z 1.0000000 A 1.000000R 0.000
G 79 +Z
G143 +X G 243 +Y G 344 –Z
SONDERTABELLEN
PROGRAMMPARAMETER
ARBEITS-RAUM-TAB.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 76 LEERER MERKER
Externe Werkzeug-Korrektur EIN G145, G245 ... G845Externe Werkzeug-Korrektur AUS G146
FunktionMittels der G-Funktionen 145, 245...845 kann eines von 8 Korrekturpaaren fürRadius-und Längenkorrektur aktiviert werden.
Alle Werte liegen im KS-Speicher ab und werden von der SPS vorgegeben(Anwendung z. B. für Mehrfachkorrekturen bei Kombinationswerkzeugen). Bei derVerrechnung werden die abliegenden Werte erst durch Normierungsfaktorendividiert, die durch den Maschinenparameter P6508 bestimmt sind. Die sonormierten Korrekturwerte beziehen sich immer auf die Einheit mm .Falls auf Inch umgeschaltet wird, werden die normierten Radius- undLängenkorrekturwerte durch 25.4 dividiert!
Der gesamte Radiuskorrekturwert ist die Summe aus dem Radiuskorrekturwertder aktiven Geometriekorrekturtabelle (K-Tabelle) und höchstens einem dieseracht normierten Radiuskorrekturwerten.Entsprechendes gilt für den gesamten Längenkorrekturwert (Werkzeugtabellen-korrektur und die Tabellen-Geometriekorrekturen addieren sich).
ProgrammierungEs werden immer die momentan aktiven, externen WZ-Korrekturwerte in dieBerechnung der Gesamtkorrektur einbezogen. Ändert die SPS während derAbarbeitung eines Teileprogrammes die momentan aktiven Korrekturwerte, dannist diese Änderung erst für denjenigen Programmsatz wirksam, der als nächsterSatz vorbereitet wird.Es können so unter Umständen noch bis zu 12 Sätze ohne die Änderung zurAbarbeitung anstehen.
Soll die Korrektur unmittelbar nach der Änderung auch für den nächsten zurAbarbeitung anstehenden NC-Satz gültig sein, müssen bereits vorbereiteteSätze erneut vorbereitet werden (über ”RESTWEG LOESCHEN”). Siehe Beispiel2.
Weiterhin besteht die Möglichkeit, unmittelbar nach dem Satz, der die SPS zumübergeben der neuen Korrekturwerte veranlaßte, die Satzvorbereitung über denBefehl ”WAIT” solange anzuhalten, bis alle vor ”WAIT” programmierten Sätzeabgearbeitet wurden. Im nach ”WAIT” folgenden Programmsatz sind dann bereitsdie neuen Korrekturwerte wirksam (siehe Beispiel 3).
G145, G245...G845, G146
� sind modal wirksam
� überschreiben sich gegenseitig
� können mit anderen Wegbedingungen, Achsinformationen und Hilfsfunktio-nen im selben Satz programmiert werden
� bewirken, wenn alleine in einem Satz programmiert, keine Verfahrbewegung
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 77LEERER MERKER
Beispiel 1:
G0 X0 Y0 Z0H0 Tabellen-Längenkorrektur AUSG146 externe Werkzeugkorrektur AUSG1H1 Tabellen-Längenkorrektur1 EINX10 Y10 Z10 Verfahrbewegung mit Tabellen-Längenkorrektur1G145 externe WZ-Korrektur1 EINX20 Y20 Z20 Verfahren mit Tabellen-Längenkorrektur1 plus externe
WZ-Korrektur 1G345 externe WZ-Korrektur1 AUS und
externe WZ-Korrektur3 EINX30 Y30 Z30 Verfahren mit Tabellen-Längenkorrektur 1 plus externe
WZ-Korrektur 3H0 Tabellen-Längenkorrektur AUSX40 Y40 Z40 Verfahren mit ext. WZ-Korrektur 3G146 ext. WZ-Korrektur AUSX0 Y0 Z0 Verfahren ohne Korrektur
Beispiel 2:
G145 externe WZ-Korrektur wird aktiviert.M... Die M-Funktion veranlaßt die SPS zu folgendem
Zyklus:1. Neue Korrekturwerte übergeben.2. Signal für ”VS-Halt” an CNC senden.3. Signal für ”RESTWEG LOESCHEN” an CNC senden.4. Quittung für Zyklusende an CNC senden (die CNC
interpretiert diese Quittung als Beendigung derAbarbeitung des Satzes bzw.”Unterprogrammes” M...).
”VORSCHUB HALT” und anschließendes ”RESTWEG LOESCHEN” bewirkt, daßSätze, die dem Satz ”M...” im Teileprogramm folgen und schon vorbereitet wurden,erneut mit den neuen Korrekturwerten vorbereitet werden.
Beispiel 3:.
G145 externe WZ-Korrektur wird aktiviert.M... Die M-Funktion veranlaßt die SPS zu folgendem
Zyklus:1. Neue Korrekturwerte übergeben.2. Quittung für Zyklusende an CNC senden (die CNC
interpretiert diese Quittung als Beendigung derAbarbeitung des Satzes bzw.”Unterprogrammes” M...).
10 WAIT Satzvorbereitung wird solange angehalten, bis M... .abgearbeitet wurde.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 78 LEERER MERKER
Ein-/ AusschaltenJeweils eines der insgesamt 8 Korrekturpaare kann mit G145 bis G845 aktiviertwerden. G146 schaltet die externe WZ-Korrektur aus.Der Einschaltzustand kann über Maschinenparameter P3011 festgelegt werden.Die im KS-Speicher abliegenden externen WZ-Korrekturwerte werden nur bei”BACKUP LADEN” mit dem Wert ”0” überschrieben bzw. initialisiert.
Reset oder ”Logik löschen” verändert die abliegenden WZ-Korrekturwerte nicht .
Anzeigen der WerteIn der Betriebsart ”Korrektur” werden die momentan aktiven, normierten, externenWZ-Korrekturwerte angezeigt. Ist G146 aktiv, wird unter X und Z jeweils der Wert”0” angezeigt. Weiterhin lassen sich in der Betriebsart ”Korrektur”, SK ”Sondertabellen”, SK”EXT.WERKZ.KOR.” alle 8 Wertepaare auflisten. Die momentan aktive G-Funktion(G145 bis G845) ist invers dargestellt. Das Anzeigeformat der einzelnenKorrekturwerte ist maximal 8-stellig.
Die normierten externen WZ-Korrekturwerte werden bei Umschaltung von G71nach G70 (Inch) entsprechend eingerechnet und in Inch angezeigt. In diesem Fallwird in der Anzeige die Anzahl der Vorkommastellen um 1 erniedrigt und die derNachkommastellen um 1 erhöht.
BEMERKUNG
G(1)45 bis G(8)45 ist in Verbindung mit PC 600 - Wortkopplung (CC 220 M)möglich.
Mittels CPL-Programmierung (s.a. CPL-Programmieranleitung) kann bei Verwen-dung folgender SPS-Kopplungen auf G(1)45 bis G(8)45 lesend und schreibendzugegriffen werden:
– Bit-Kopplung (Typ1 osa M, CC220 M)– SoftPIC (Typ1 osa M)– PIC250 (CC220 M)
G(1)45 bis G(8)45 überschreiben sich gegenseitig.
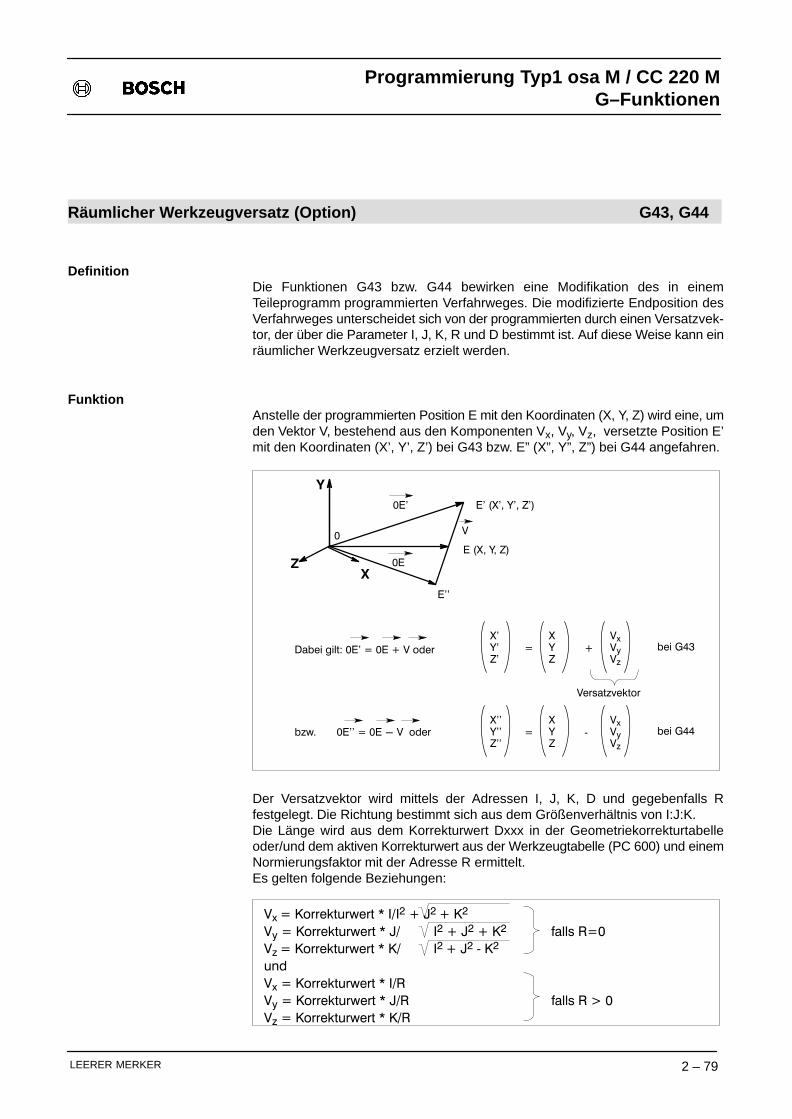
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 79LEERER MERKER
Räumlicher Werkzeugversatz (Option) G43, G44
DefinitionDie Funktionen G43 bzw. G44 bewirken eine Modifikation des in einemTeileprogramm programmierten Verfahrweges. Die modifizierte Endposition desVerfahrweges unterscheidet sich von der programmierten durch einen Versatzvek-tor, der über die Parameter I, J, K, R und D bestimmt ist. Auf diese Weise kann einräumlicher Werkzeugversatz erzielt werden.
FunktionAnstelle der programmierten Position E mit den Koordinaten (X, Y, Z) wird eine, umden Vektor V, bestehend aus den Komponenten Vx, Vy, Vz, versetzte Position E’mit den Koordinaten (X’, Y’, Z’) bei G43 bzw. E” (X”, Y”, Z”) bei G44 angefahren.
0E' E' (X', Y', Z')
E (X, Y, Z)
E''
Z
Y
X0E
Dabei gilt: 0E' = 0E + V oder
bzw. 0E'' = 0E - V oder
X' Y'Z'
=X YZ
+Vx VyVz
bei G43
X'' Y''Z''
=X YZ
�Vx VyVz
bei G44
Versatzvektor
0 V
Der Versatzvektor wird mittels der Adressen I, J, K, D und gegebenfalls Rfestgelegt. Die Richtung bestimmt sich aus dem Größenverhältnis von I:J:K. Die Länge wird aus dem Korrekturwert Dxxx in der Geometriekorrekturtabelleoder/und dem aktiven Korrekturwert aus der Werkzeugtabelle (PC 600) und einemNormierungsfaktor mit der Adresse R ermittelt. Es gelten folgende Beziehungen:
Vx = Korrekturwert * I/I2 + J2 + K2
Vy = Korrekturwert * J/ I2 + J2 + K2 falls R=0Vz = Korrekturwert * K/ I2 + J2 � K2
undVx = Korrekturwert * I/RVy = Korrekturwert * J/R falls R > 0Vz = Korrekturwert * K/R
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 80 LEERER MERKER
Ein-, AusschaltenDer Einschaltzustand der Ausbaustufe ist G40. Einschaltzustand der Adressen I, J,K, R ist jeweils 0. G43/G44 ist modal wirksam und wird durch Programmierung von G40/G41/G42oder M30 aufgehoben. Falls G43/G44 über G40/G41/G42 bzw. M30 ausgeschaltet wird, setzt das Systemdie Parameter I, J, K und R auf 0. Ein vorübergehendes Ausschalten von G43/G44 ohne Parameterverlust ist durchProgrammierung von D0 (bzw. G146 bei WZ-Tabellenkorrektur) möglich.Unter ”Programmparameter” in der Gruppenbetriebsart ”Korrektur” werden diezuletzt programmierten Werte für I, J, K und R in folgender Form angezeigt:
G40 oder
Gxx Ixxx Jxxx Kxxx Rxxx
Da I, J, K und R Verhältniszahlen (und damit dimensionslos) sind, ändern sich beimUmschalten zwischen G70/G71 (Inch/Meter) deren Werte nicht!
BEMERKUNG
� Während G2/G3 aktiv ist, kann keine Änderung des Versatzvektors erfolgen.
� Beim Ein- oder Ausschalten des räuml. Werkzeugversatzes darf keineKreisinterpolation aktiv sein.
� Nach dem Einschalten des räumlichen Werkzeugversatzes mittels G43/G44(oder mittels D-Adresse!) darf der Satz mit der nächsten Verfahrbewegungkeine Kreisinterpolation beinhalten.
� Nach dem Ausschalten des räumlichen Werkzeugversatzes mittels G40(oder mit D0!) darf der Satz mit der nächsten Verfahrbewegung ebenfallskeine Kreisinterpolation beinhalten.
� Bei Kreisinterpolation sind Radius- und Mittelpunktsprogrammierung zuläs-sig.
� Auswahl bzw. Umschalten der Interpolationsebene mittels G17/G18/G19kann nur bei nicht-aktivem G43/G44 erfolgen.
� Bei aktivem G43/G44 ist die Programmierung von folgenden Funktionenunzulässig und führt zu Laufzeitfehlern: G10 – G13 (Polarkoordinaten)G37,G38,G39 (Koordinatendrehung, -spiegelung, -skalierung)G80 – G86 (Bohrzyklen) G92 (Istwertsetzen)
� Falls R nicht oder mit dem Wert ”0” programmiert ist, erfolgt dessenBerechnung intern.
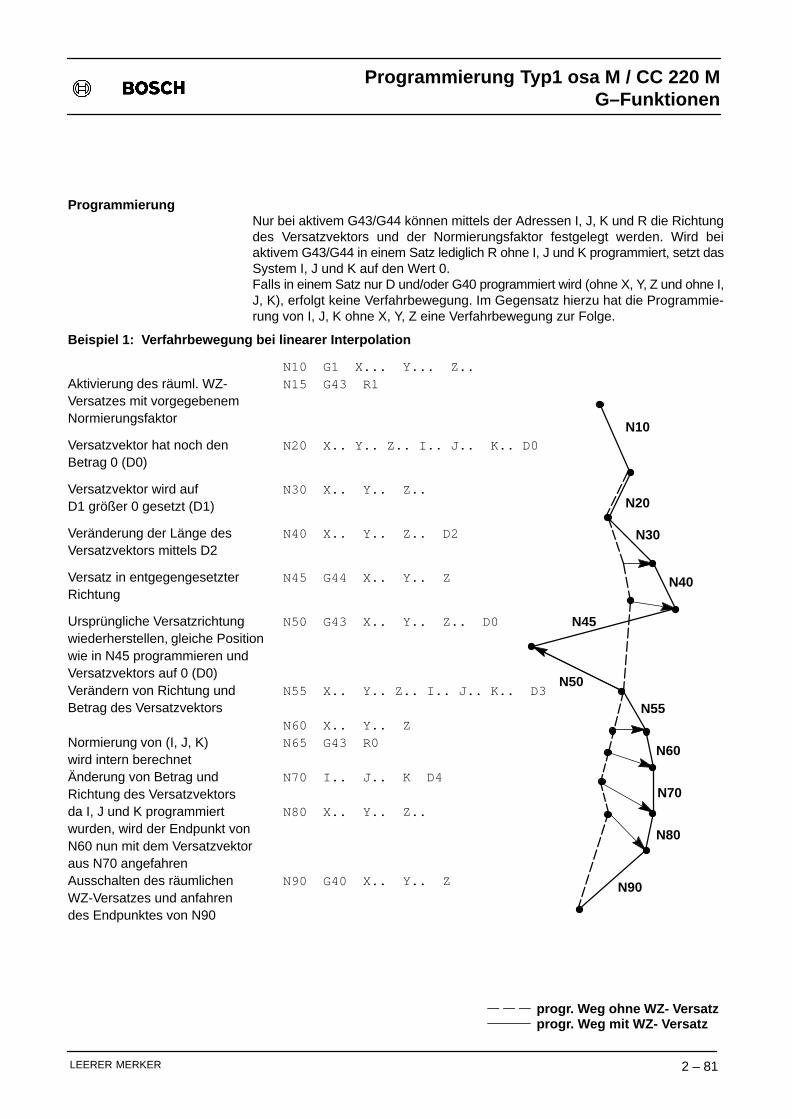
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 81LEERER MERKER
ProgrammierungNur bei aktivem G43/G44 können mittels der Adressen I, J, K und R die Richtungdes Versatzvektors und der Normierungsfaktor festgelegt werden. Wird beiaktivem G43/G44 in einem Satz lediglich R ohne I, J und K programmiert, setzt dasSystem I, J und K auf den Wert 0. Falls in einem Satz nur D und/oder G40 programmiert wird (ohne X, Y, Z und ohne I,J, K), erfolgt keine Verfahrbewegung. Im Gegensatz hierzu hat die Programmie-rung von I, J, K ohne X, Y, Z eine Verfahrbewegung zur Folge.
Beispiel 1: Verfahrbewegung bei linearer Interpolation
N10 G1 X... Y... Z.. Aktivierung des räuml. WZ- N15 G43 R1Versatzes mit vorgegebenem Normierungsfaktor
Versatzvektor hat noch den N20 X.. Y.. Z.. I.. J.. K.. D0Betrag 0 (D0)
Versatzvektor wird auf N30 X.. Y.. Z.. D1 größer 0 gesetzt (D1)
Veränderung der Länge des N40 X.. Y.. Z.. D2Versatzvektors mittels D2
Versatz in entgegengesetzter N45 G44 X.. Y.. Z Richtung
Ursprüngliche Versatzrichtung N50 G43 X.. Y.. Z.. D0wiederherstellen, gleiche Position wie in N45 programmieren und Versatzvektors auf 0 (D0)Verändern von Richtung und N55 X.. Y.. Z.. I.. J.. K.. D3Betrag des Versatzvektors
N60 X.. Y.. ZNormierung von (I, J, K) N65 G43 R0 wird intern berechnetÄnderung von Betrag und N70 I.. J.. K D4 Richtung des Versatzvektors da I, J und K programmiert N80 X.. Y.. Z.. wurden, wird der Endpunkt vonN60 nun mit dem Versatzvektor aus N70 angefahrenAusschalten des räumlichen N90 G40 X.. Y.. Z WZ-Versatzes und anfahren des Endpunktes von N90
progr. Weg mit WZ- Versatzprogr. Weg ohne WZ- Versatz
N10
N20
N30
N40
N45
N50
N55
N60
N70
N80
N90
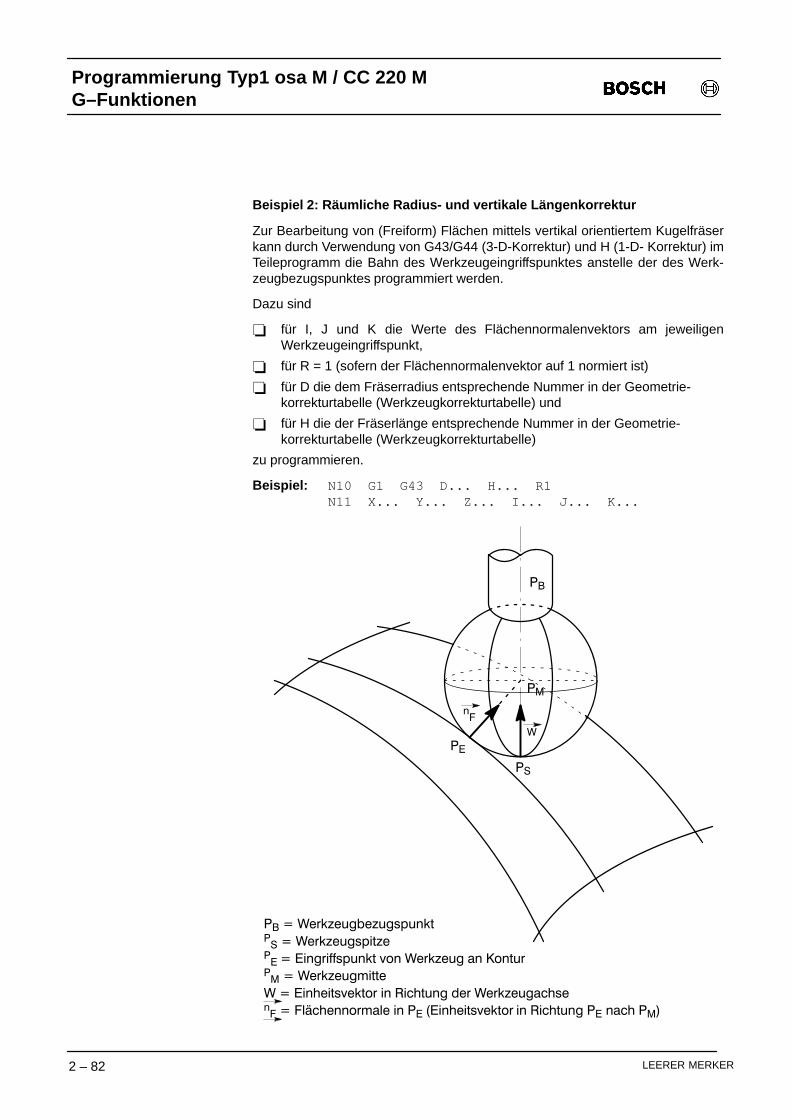
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 82 LEERER MERKER
Beispiel 2: Räumliche Radius- und vertikale Längenkorrektur
Zur Bearbeitung von (Freiform) Flächen mittels vertikal orientiertem Kugelfräserkann durch Verwendung von G43/G44 (3-D-Korrektur) und H (1-D- Korrektur) imTeileprogramm die Bahn des Werkzeugeingriffspunktes anstelle der des Werk-zeugbezugspunktes programmiert werden.
Dazu sind
� für I, J und K die Werte des Flächennormalenvektors am jeweiligenWerkzeugeingriffspunkt,
� für R = 1 (sofern der Flächennormalenvektor auf 1 normiert ist)
� für D die dem Fräserradius entsprechende Nummer in der Geometrie-korrekturtabelle (Werkzeugkorrekturtabelle) und
� für H die der Fräserlänge entsprechende Nummer in der Geometrie-korrekturtabelle (Werkzeugkorrekturtabelle)
zu programmieren.
Beispiel: N10 G1 G43 D... H... R1N11 X... Y... Z... I... J... K...
PB = WerkzeugbezugspunktP
S = WerkzeugspitzeP
E = Eingriffspunkt von Werkzeug an KonturP
M = WerkzeugmitteW = Einheitsvektor in Richtung der Werkzeugachsen
F = Flächennormale in PE (Einheitsvektor in Richtung PE nach PM)
PB
PE
PS
PM
nF
W
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 83LEERER MERKER
Werkstücknullpunktverschiebung AUS G51Werkstücknullpunktverschiebung EIN G52
Allgemeines
In der Betriebsart MASCHINE wird die Funktion ”Werkstücknullpunkt Aufnahme”angeboten. Diese dort ermittelten Werte können, außer in beliebige Nullpunkt-tabellen, auch in den Werkstücknullpunktspeicher abgelegt werden.Bei mehrmaliger Aufnahme eines Werkstücknullpunktes in den Werkstücknull-punktspeicher werden die neuen Werte jeweils zu bereits vorhandenen Wertenhinzuaddiert.Im Werkstücknullpunktspeicher abliegende Werte gehen auch beim Ausschaltender Steuerung nicht verloren.Per Maschinenparameter P3014 kann der Einschaltzustand G51 bzw. G52festgelegt werden.Der Einschaltzustand gilt nach: Einschalten der CNC und LOGIK LOESCHEN.Die zuletzt programmierte G-Funktion (G51/G52) bleibt auch nach M30 bzw.Programmabwahl aktiv. Grundsstellung ändert den zuletzt programmiertenZustand von G51/G52 nicht.Nach ”Backup laden” ist G51 aktiv. Vorher im Werkstücknullpunktspeicherenthaltene Werte sind dann gelöscht.
Mit G52 aktivieren Sie im Werkstücknullpunktspeicher abliegende Verschiebungs-werte.Mit G51 deaktivieren Sie die Funktion. Die zuletzt aktiven Werkstücknullpunkt-Verschiebungswerte bleiben weiterhin gespeichert.Jede der G-Funktionen G()54 – G()59, G60 und G160 baut auf G52 auf (wirkt alsoadditiv) und wird deaktiviert, sobald G51 oder G52 programmiert wird.
Ist der Einschaltzustand G52 und ein Verschiebungswert befindet sich imWerkstücknullpunktspeicher, wird der Wert nach ”Referenzpunkt Anfahren” in derjeweiligen Achse sofort aktiv.
Programmierung
G52
(ohne Achsinformation) Die im Werkstücknullpunktspeicher abliegenden Ver-schiebungswerte werden aktiviert.
G52 X10 Y20 Z30(mit Achsinformation) Die programmierten Achswerte werden in den Werkstück-nullpunktspeicher eingetragen, und als neue Verschiebungswerte aktiviert. Zuvorgespeicherte Werte werden dabei überschrieben. Der programmierte Wertentspricht der neuen Achsposition.
G52 Y15Falls G51 vorher aktiv war: Y-Wert wird in den Werkstücknullpunktspeicher
geschrieben (alter Y-Wert wird überschrieben).Danach wird die Funktion Werkstücknull-punktverschiebung aktiviert.
Falls G52 vorher aktiv war: Es ändert sich lediglich die Werkstücknullpunkt-position der Y-Achse.

Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 84 LEERER MERKER
G51
Hebt die Wirksamkeit von G52 auf. Die zuletzt aktiven Werkstücknullpunktver-schiebungswerte bleiben weiterhin gespeichert und können per G52 direkt wiederaktiv geschaltet werden.
BEMERKUNG
� Wenn die Funktion ”Werkstücknullpunktverschiebung” appliziert ist, wird derSoftkey ACHSEN NULLEN nicht mehr angeboten.
� G52 kann nur programmiert werden, wenn keine G92-Verschiebung (Istwertsetzen) aktiv ist.
� Mit der CPL-Funktion FXC kann auf den Werkstücknullpunktspeicherlesend und schreibend zugegriffen werden (schreibend nur, wenn G51 aktivist).
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 85LEERER MERKER
Nullpunktverschiebungen (NPV) G( )54 – G( ) 59 NPV EING53 NPV AUS
DefinitionÜber NPV ist es möglich, den Programm-Nullpunkt beliebig auf jeden Punkt derAchse zu verschieben und festzulegen. Durch Programmierung von G( )54 –G( )59 werden in den Tabellen V1 – V999999999 abliegende Verschiebungswerteaktiviert. Mittels G( )53 können diese wieder aufgehoben werden.
WirkungG( )54 bis G( )59 wirken selbsthaltend und löschen sich gegenseitig, sowie durchdie Funktion G( )53. Die Größe der Verschiebung wird durch den abgespeichertenWert bestimmt. Die Nullpunktverschiebung wird nach Programmierung von G( )54bis G( )59 erst mit der nächsten Weginformation wirksam. Dabei muß jede Achse inder die Nullpunktverschiebung wirksam werden soll, programmiert sein. G( )54 bisG( )59 allein haben keine Verfahrbewegung zur Folge.
Mit G22 lassen sich mehrere Nullpunktverschiebungs-Tabellen bzw. Geometrie-korrektur-Tabellen im Teileprogramm aktivieren. Die Nullpunkt-Verschiebungstabelle enthält maximal 3 Gruppen zu je 6 Nullpunktverschiebungen.
(G54..G59; G154..G159; G254..G259)
Die Anzahl der Gruppen (1 – 3) ist durch im Maschinenparameter P4501einstellbar.
Die Nullpunktverschiebungen aus unterschiedlichen Gruppen wirken additivzueinander (z.B. G54 + G156 + G259). Jede Gruppe für sich alleine programmiertergibt absolute Wirksamkeit und damit Erhöhung der Anzahl der Nullpunktver-schiebungen.
Die Nullpunktverschiebungen in den einzelnen Gruppen überschreiben sichgegenseitig.
G53 setzt alle aktiven Nullpunktverschiebungen außer G60 zurück.
G153 bzw. G253 setzt die additiven Nullpunktverschiebungen zurück.
ProgrammierungG54 ergibt alleine keine Bewegung
oder
G54 X...Y...Z.. Verschiebung gilt schon für die hier progr. Position
Eine aktive NPV (G()54 – G()59) muß vor der Programmierung von G92 (Istwertsetzen) ausgeschaltet werden.
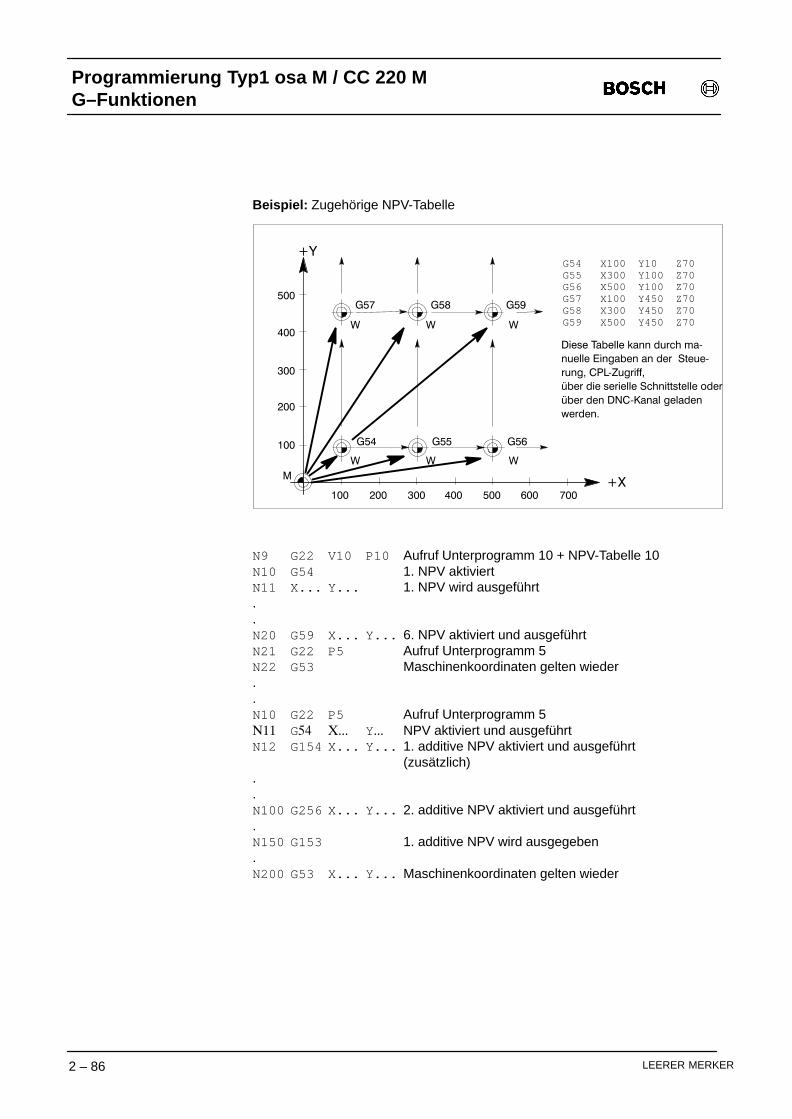
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 86 LEERER MERKER
Beispiel: Zugehörige NPV-Tabelle
M
300
200
100
200
+Y
400
500
100 300 400 500 600 700+X
W W W
W W W
G57 G58 G59
G54 G55 G56
G54 X100 Y10 Z70G55 X300 Y100 Z70G56 X500 Y100 Z70G57 X100 Y450 Z70G58 X300 Y450 Z70G59 X500 Y450 Z70
Diese Tabelle kann durch ma�nuelle Eingaben an der Steue�rung, CPL�Zugriff, über die serielle Schnittstelle oderüber den DNC�Kanal geladenwerden.
N9 G22 V10 P10 Aufruf Unterprogramm 10 + NPV-Tabelle 10N10 G54 1. NPV aktiviertN11 X... Y... 1. NPV wird ausgeführt . . N20 G59 X... Y... 6. NPV aktiviert und ausgeführt N21 G22 P5 Aufruf Unterprogramm 5 N22 G53 Maschinenkoordinaten gelten wieder . . N10 G22 P5 Aufruf Unterprogramm 5 �� G�� ���� Y��� NPV aktiviert und ausgeführt N12 G154 X... Y... 1. additive NPV aktiviert und ausgeführt
(zusätzlich) . . N100 G256 X... Y... 2. additive NPV aktiviert und ausgeführt . N150 G153 1. additive NPV wird ausgegeben .N200 G53 X... Y... Maschinenkoordinaten gelten wieder
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 87LEERER MERKER
Programmierte Nullpunktverschiebung EIN G60Programmierte Nullpunktverschiebung AUS G67
WirkungMit G60 kann eine Nullpunktverschiebung direkt im Teileprogramm - alsowerkstückabhängig - programmiert werden.
Sie wirkt additiv zu anderen Korrekturwerten.
Der G60-Satz hat keine Verfahrbewegung zur Folge. Er aktiviert nur dieVerschiebungswerte. Durch G67-Programmierung werden die G60-Werte wiederrausgerechnet.
ProgrammierungN10 G60 X... Y... Z...
(kein Verfahren der Achsen) . .N100 G1 X... Y... Z...
(Verfahren der Achsen unter Berücksichtigung der Verschiebungen) .. N210 G67 X... Y... Z...
(Verfahren der Achsen unter Herausrechnung der G60-Werte) oder G67 (Rücksetzen der NPV)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 88 LEERER MERKER
Externe Nullpunktverschiebung EIN G160Externe Nullpunktverschiebung AUS G167
FunktionÜber G160 kann für jede applizierte Achse eine Nullpunktverschiebung durchge-führt werden. Die Werte können von der SPS an die CNC übergeben und auchwährend der Abarbeitung eines Teileprogrammes von der SPS geändert werden.In der CNC ist es möglich, über CPL die vorhandenen Werte zu lesen. Die Werteliegen im KS-Speicher ab. Bei aktivem G160 wirken die ext. NPV-Werte additiv zuweiteren bereits aktiven Korrekturen (Tabellen-NPV; Programm-NPV).
Die von der SPS übergebenen Werte müssen ganzzahlig sein und beziehen sichauf die Maßeinheit Inkrement (I). Dieses ist mittels der MaschinenparameterP9904 und P103 wie folgt definiert:
1 I = 10-(P103)
(P9904). .
Beispiel: Falls P9904 = MM und P103 = 3 ergibt sich ein Inkrement zu:
= 10= 1 �m
-3 mm.
Wenn nun ein Korrekturwert von 10 �m eingerechnet werden soll, muß von derSPS der Wert 10 übergeben werden.
Die externen Nullpunktverschiebungswerte werden im metrischen Fall gemäß dervorgegebenen Achsdistanz (P9904) und des vorgegebenen Achsformates (P103)berechnet und in der jeweiligen Eingabeeinheit (mue, mm, cm usw.) angezeigt.
Bei der Umschaltung nach Inch werden die in der CNC abliegenden Werteentsprechend umgerechnet. Ein Inkrement (I) ergibt sich dann zu:
1 I = 10-(P103) (P9904). . .1 Inch1 Inch( )
Bei aktivem G70 (Inch) kann ein NPV-Wert von der SPS höchstens bis auf
10(-(P103)+1)
Inch genau vorgegeben werden. Ist z. B. P103 = 2, beträgt die maximale Auflösung1/10 Inch.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 89LEERER MERKER
Ein-/ AusschaltenDie ext. Nullpunktverschiebung wird mit G160 ein-, mit G167 ausgeschaltet. Die imKS-Speicher abliegenden, externen NPV-Werte werden nur bei ”BACKUP-LADEN” mit dem Wert ”0” überschrieben bzw. initialisiert. Reset oder LogikLöschen verändert vorhandene externe NPV-Werte nicht .
Nach Programmierung von G160 werden immer die momentan vorhandenen ext.NPV-Werte in die Berechnung der gesamten Nullpunktverschiebung einbezogen.
Werden während des Ablaufs eines Teileprogrammes bei aktivem G160 die Wertevon der SPS geändert (z. B. durch M-Funktion), sind direkt nach der M-Funktionprogrammierte, bereits vorbereitete Sätze noch nicht durch die neuen Wertebeeinflußt!
Abhilfe: Nach Programmierung der M-Funktion ist im nächsten Programmsatz derCPL-Befehl ”WAIT” zu schreiben. Dadurch wird die Satzvorbereitung solangeangehalten, bis alle vor ”WAIT” programmierten Sätze abgearbeitet wurden.Danach wird die Satzvorbereitung und -abarbeitung inklusive der neuen NPV-Wer-te fortgesetzt. Weiterhin ist die gezielte Einrechnung der NPV-Werte möglich,wenn durch die M-Funktion die SPS zuerst die Korrekturwerte an die CNCübergibt, das Signal ”VS-Halt” und ”RESTWEG LOESCHEN” an die CNC schicktund anschließend die Quittung für Zyklusende an die CNC ausgibt. In diesem Fallbraucht kein ”WAIT” programmiert zu werden.
Anzeigen der WerteIn Betriebsart ”Korrektur” SK ”Nullpunkttabellen” zeigt die CNC nach Betätigen desSoftkeys ”EXTERNE NULLP.VER.” die momentan in der Steuerung abliegendenWerte an.
BEMERKUNG
Mit Maschinenparameter P 3013 kann der Einschaltzustand für G160/G167 fest-gelegt werden.
Mittels CPL-Programmierung (s.a. CPL-Programmieranleitung) kann bei Verwen-dung folgender SPS-Kopplungen auf G160 lesend und schreibend zugegriffenwerden:
– Bit–Kopplung (Typ1 osa M, CC220 M)– SoftPIC (Typ1 osa M)– PIC250 (CC220 M)
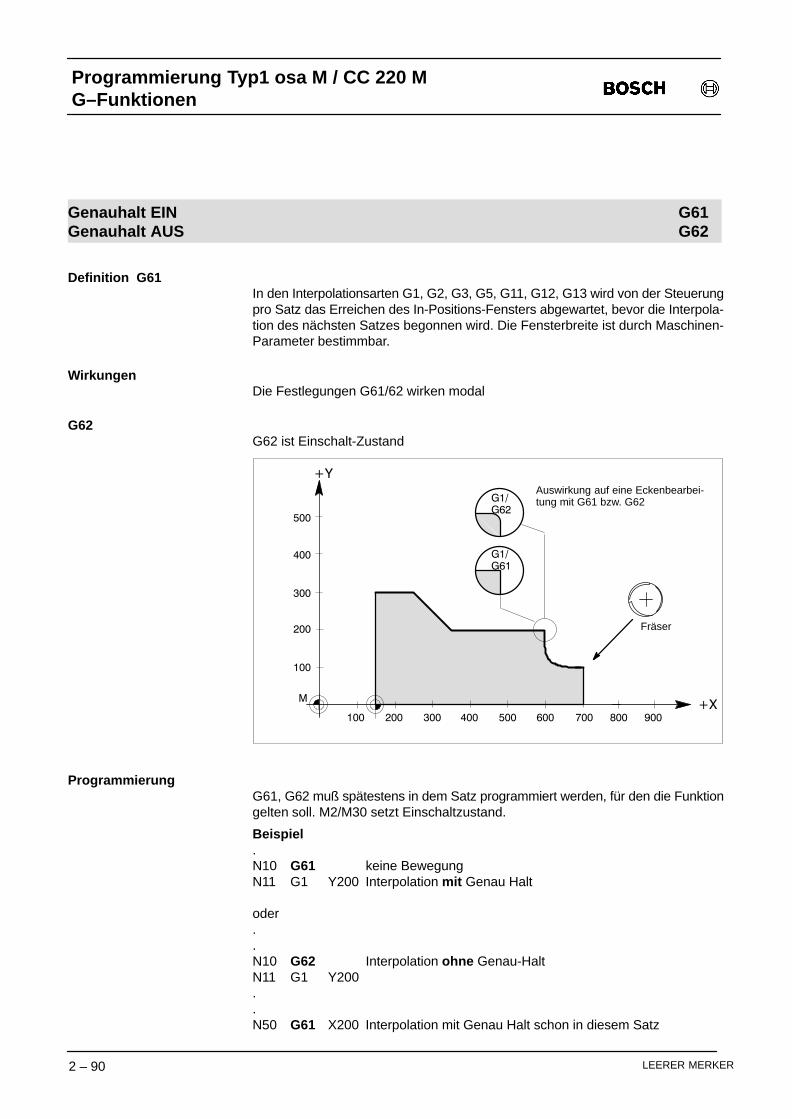
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 90 LEERER MERKER
Genauhalt EIN G61Genauhalt AUS G62
Definition G61In den Interpolationsarten G1, G2, G3, G5, G11, G12, G13 wird von der Steuerungpro Satz das Erreichen des In-Positions-Fensters abgewartet, bevor die Interpola-tion des nächsten Satzes begonnen wird. Die Fensterbreite ist durch Maschinen-Parameter bestimmbar.
WirkungenDie Festlegungen G61/62 wirken modal
G62G62 ist Einschalt-Zustand
M
300
200
100
200
+Y
400
500
100 300 400 500 600 700 800 900
G1/G62
+X
G1/G61
Auswirkung auf eine Eckenbearbei-tung mit G61 bzw. G62
Fräser
ProgrammierungG61, G62 muß spätestens in dem Satz programmiert werden, für den die Funktiongelten soll. M2/M30 setzt Einschaltzustand.
Beispiel.N10 G61 keine Bewegung N11 G1 Y200 Interpolation mit Genau Halt
oder . .N10 G62 Interpolation ohne Genau-Halt N11 G1 Y200. . N50 G61 X200 Interpolation mit Genau Halt schon in diesem Satz
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 91LEERER MERKER
Genauhalt EIN für Eilgang (G0) G161Genauhalt AUS für Eilgang (G0) G162
Definition G161 / G162Die Funktion G161 / G162 ermöglicht das wahlweise EIN-/ und AUS-Schalten desGenauhalts für den Eilgang G0/G10.
Genauhalt EIN (G161) wartet, bis alle synchrone Achsen am Ende einerFahrbewegung (Ende eines Satzes) das Erreichen des In–Positions-Fenstersmelden, bevor die Interpolation des nächsten Satzes begonnen wird. DieFensterbreite (INPOS-Fensters) ist durch Maschinenparameter bestimmbar.
Genauhalt AUS (G162) bewirkt, daß die in einem Satz mit G0 programmiertenAchsen nicht auf das gegenseitige INPOS für die Enposition warten, sondernsofort die im folgenden Satz programmierten Verfahrbewegungen ausführen.
WirkungenG161/G162 wirkt nur auf G0 Bewegungen. Ist G0 von bewegungserzeugenden Funktionen der ersten Gruppe (G74, G76,G174, G274) überlagert, dann wirkt nur G61 bzw. G62.
Die Festlegungen G161/162 wirken modal.
Der Einschaltzustand von G161/162 wird im Maschinenparameter P 3015festgelegt. (Externe) Grundstellung, Logik löschen, Backup richten sich nach demfestgelegten Einschaltzustand.
ProgrammierungG161, G162 können mit anderen G-Funktionen und Fahrbewegungen program-miert werden.
G161, G162 muß spätestens in dem Satz programmiert werden, für den dieFunktion gelten soll.
Mit M2/M30 wird in den Einschaltzustand zurückgesetzt.
Beispiel: G0 ohne Genauhalt (G162)
...N10 G162 G0 Y250 X250 ;Eilgang G0 ohne Genauhalt
(Genauhalt AUS (G162)...N11 G1 X150 ;Interpolation mit G1 ...M30
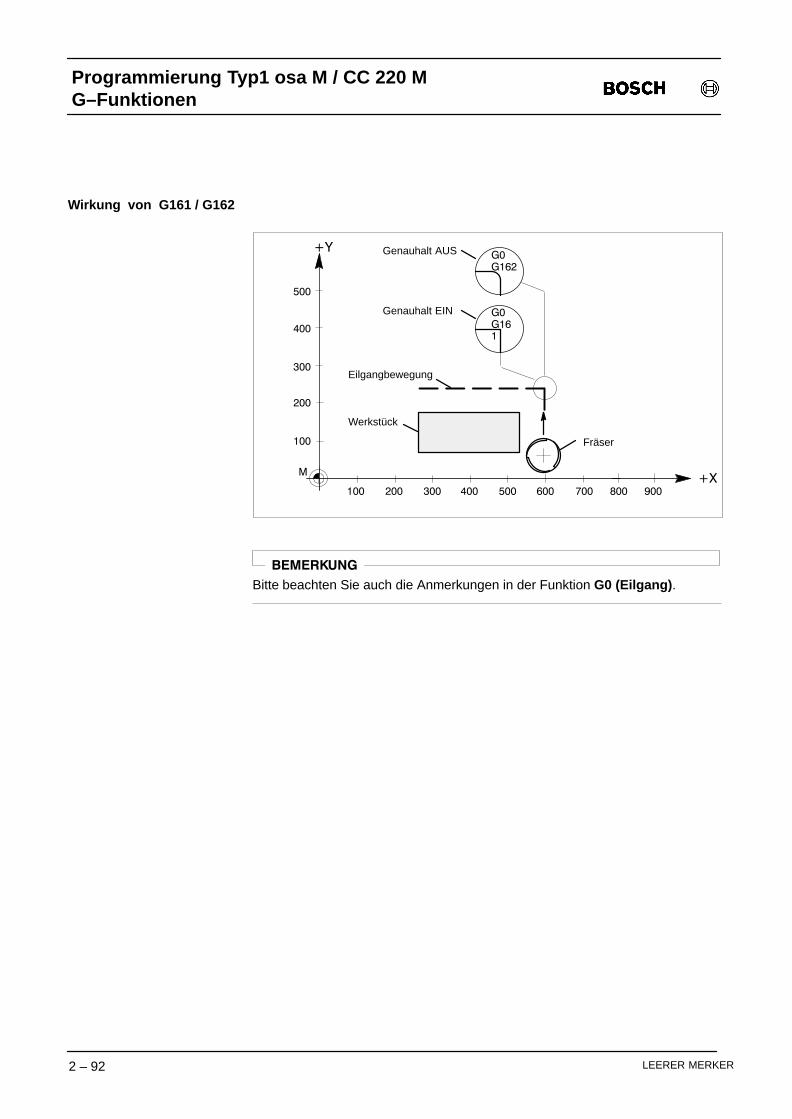
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 92 LEERER MERKER
Wirkung von G161 / G162
M
300
200
100
200
+Y
400
500
100 300 400 500 600 700 800 900
G0G162
+X
G0G161
Genauhalt AUS
Genauhalt EIN
Eilgangbewegung
Fräser
Werkstück
BEMERKUNG
Bitte beachten Sie auch die Anmerkungen in der Funktion G0 (Eilgang) .
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 93LEERER MERKER
Vorschub 100% Setzen G63Löschen von G63 G66
Definition G 66Die Stellung der entsprechenden Vorschubkorrektur-Potentiometer auf demEinrichtbedienfeld wird ausgewertet. G66 löscht G63.
Definition G 63Vorschub wird zu 100% des programmierten Wertes gesetzt, unabhängig von derStellung des Potentiometers. Spindeldrehzahl 100 % kann anpaßtechnisch realisiert werden, wenn Ausgangs-signal ”G63” das Eingangssignal ”Spindel-override 100 %” setzt.
WechselwirkungenG66 ist Einschaltzustand. Beide Funktionen wirken modal und schließen sich gegenseitig aus.
ProgrammierungAuch zusammen mit anderen Wegbedingungen. M2/M30 setzt Einschaltzustand.
AnwendungDas Korrekturpotentiometer für Vorschub kann so programmtechnisch unwirksamgemacht werden. Mit Hilfe der Anpaßlogik auch das Korrekturpotentiometer für dieSpindel.
BEMERKUNG
Wirkt nur im Automatik / Handeingabebetrieb nur für Vorschub (kein Eilgang).
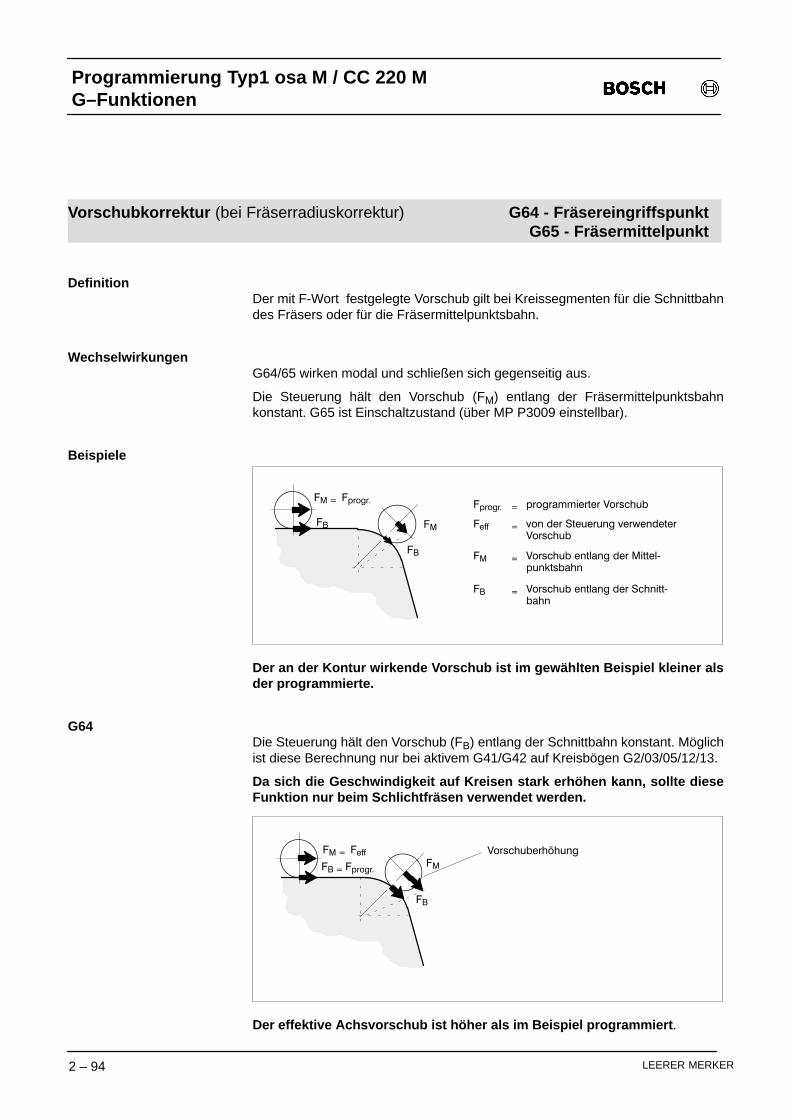
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 94 LEERER MERKER
Vorschubkorrektur (bei Fräserradiuskorrektur) G64 - FräsereingriffspunktG65 - Fräsermittelpunkt
DefinitionDer mit F-Wort festgelegte Vorschub gilt bei Kreissegmenten für die Schnittbahndes Fräsers oder für die Fräsermittelpunktsbahn.
WechselwirkungenG64/65 wirken modal und schließen sich gegenseitig aus.
Die Steuerung hält den Vorschub (FM) entlang der Fräsermittelpunktsbahnkonstant. G65 ist Einschaltzustand (über MP P3009 einstellbar).
Beispiele
FM = Fprogr.
FB
Fprogr. = programmierter Vorschub
Feff = von der Steuerung verwendeter Vorschub
FM = Vorschub entlang der Mittel�punktsbahn
FB = Vorschub entlang der Schnitt�bahn
FMFB
Der an der Kontur wirkende Vorschub ist im gewählten Beispiel kleiner alsder programmierte.
G64Die Steuerung hält den Vorschub (FB) entlang der Schnittbahn konstant. Möglichist diese Berechnung nur bei aktivem G41/G42 auf Kreisbögen G2/03/05/12/13.
Da sich die Geschwindigkeit auf Kreisen stark erhöhen kann, sollte dieseFunktion nur beim Schlichtfräsen verwendet werden.
FM = Feff
FB = Fprogr.
FB
VorschuberhöhungFM
Der effektive Achsvorschub ist höher als im Beispiel programmiert .
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 95LEERER MERKER
BesonderheitenDer wirksame Vorschub bei einem Ausgleichskreis in Verbindung mit Fräserbahnkorrektur hängt davon ab wie er programmiert wird:
Beispiel 1: N10 X100 F100 N20 Y100 F200 Der Ausgleichskreis wird mit F100 verfahren
Beispiel 2: N10 X100 F100 N20 F200N30 Y100 Der Ausgleichskreis wird mit F200 verfahren
Beispiel 3: N10 X100 F100 N20 Z50 N30 Y100 F200 Der Ausgleichskreis wird mit F100 verfahren
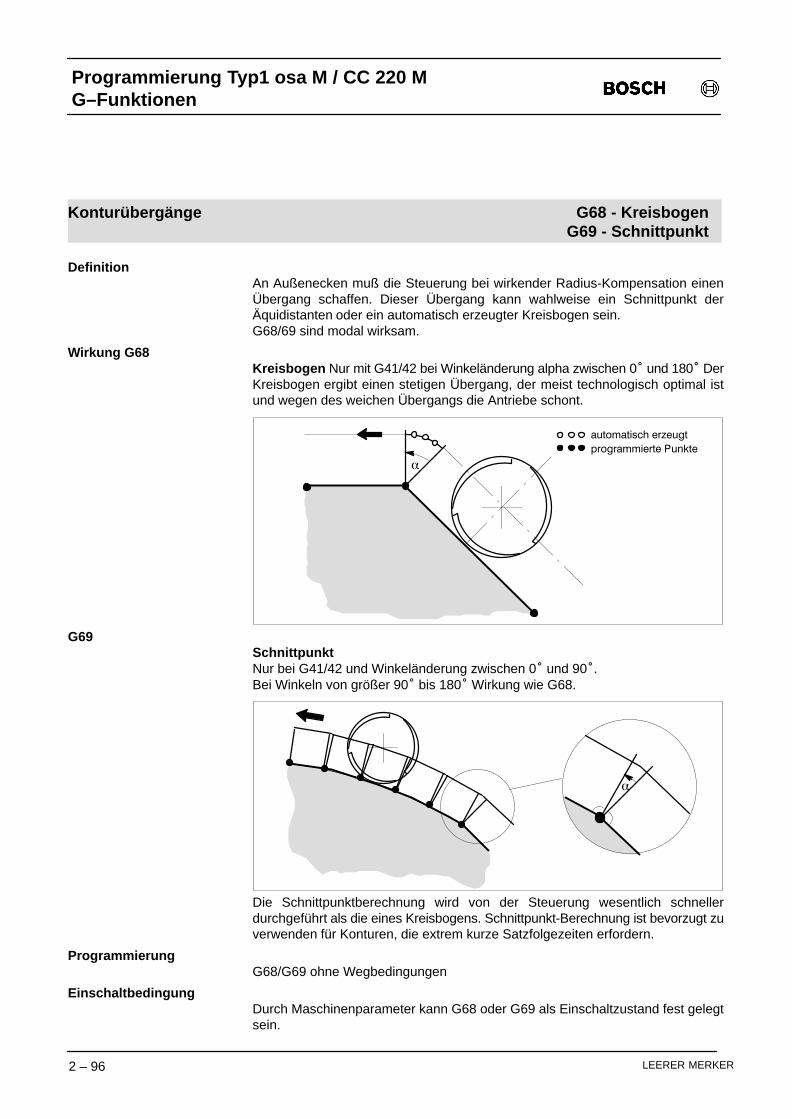
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 96 LEERER MERKER
Konturübergänge G68 - KreisbogenG69 - Schnittpunkt
DefinitionAn Außenecken muß die Steuerung bei wirkender Radius-Kompensation einenÜbergang schaffen. Dieser Übergang kann wahlweise ein Schnittpunkt derÄquidistanten oder ein automatisch erzeugter Kreisbogen sein. G68/69 sind modal wirksam.
Wirkung G68Kreisbogen Nur mit G41/42 bei Winkeländerung alpha zwischen 0° und 180° DerKreisbogen ergibt einen stetigen Übergang, der meist technologisch optimal istund wegen des weichen Übergangs die Antriebe schont.
programmierte Punkteautomatisch erzeugt
�
G69SchnittpunktNur bei G41/42 und Winkeländerung zwischen 0° und 90°.Bei Winkeln von größer 90° bis 180° Wirkung wie G68.
�
Die Schnittpunktberechnung wird von der Steuerung wesentlich schnellerdurchgeführt als die eines Kreisbogens. Schnittpunkt-Berechnung ist bevorzugt zuverwenden für Konturen, die extrem kurze Satzfolgezeiten erfordern.
ProgrammierungG68/G69 ohne Wegbedingungen
EinschaltbedingungDurch Maschinenparameter kann G68 oder G69 als Einschaltzustand fest gelegtsein.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 97LEERER MERKER
Zollprogrammierung G70
Durch Maschinenparameter kann G68 oder G69 als Einschaltzustand fest gelegtsein.
G70 ist selbsthaltend und löscht die Funktion G71. Alle Weg- und Vorschubinfor-mationen müssen nach G70 im Zollmaß angegeben werden. Alle wirksamenmetrischen Werte und Nullpunktverschiebungen werden automatisch in Zollumgerechnet.Eingabeformat ist ±3.4
Metrische Programmierung G71
G71 ist selbsthaltend und löscht die Funktion G70. Alle Weg- und Vorschub-informationen müssen nach metrischen Maßen angegeben werden. Allewirksamen Zollwerte und Nullpunktverschiebungen werden in metrische Werteumgerechnet.Eingabeformat ist ± 4.3
Betätigen von Logik löschen und Grundstellung bewirkt keinen Einschaltzustand.In einem Satz dürfen nicht mehrere der folgenden Funktionen gleichzeitigprogrammiert werden:
� G70/G71
� G6
� G92
� G98/G99
� G174/G274
� G33
� G16
� G23
� Stanzen (T) T-Wort (D)
� Pratzenumfahren (T), C-Achs-Umschaltung
� Vorsteuerung G114
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 98 LEERER MERKER
Linearinterpolation mit IN-Positionslogik G73
DefinitionBei der Bearbeitung eines Werkstückes im Interpolationsbetrieb verfahren dieMaschinenachsen im programmierten Bahnvorschub dem Sollwert nacheilendd.h. es entsteht ein Nachlauffehler, auch LAG genannt. Somit entstehen beiunstetigen Konturübergängen bei Linearinterpolation Konturfehler, die man auchals Eckenverschleiß bezeichnet.
Der Eckenverschleiß ist umso größer, je höher der Bahnvorschub ist.
WirkungDie Funktion G73 hilft den Eckenverschleiß zu eliminieren, d.h. das programmierteWerkstückkonturelement wird maßgenau angefahren. Hierbei kommt es bei derBearbeitung des Konturelementes zwangsläufig zu einer Vorschubverringerungbis Null.Ist die programmierte Position erreicht, wird der nächste Satz eingelesen und dieBearbeitung im programmierten Bahnvorschub fortgesetzt.
G73 ist modal wirksam.
G73 wird gelöscht durch G0, G1, G2, G3, G5, G33 (G10, G11, G12, G13) sowiedurch Betätigung von Grundstellung.
G73 wirkt wie G1, d.h. wie Linearinterpolation jedoch mit IN-POSITION Erken-nung.
G73 löscht G0, G1, G2, G3, G5 und G33 (G10, G11, G12, G13)
G73 darf nicht in einem Satz mit G98 programmiert werden!
BestimmungsgrößenDie Wegbedingung G73 ist vor den Weginformationen zu programmieren welchemit Linearinterpolation und IN-POSITIONS Erkennung bearbeitet werden sollen.G73 ist wie G1 der entsprechende Vorschubwert über das F-Wort zuzuordnen.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 99LEERER MERKER
Referenzpunkt Anfahren G74
DefinitionDie in einem Satz programmierten Achsen verfahren gleichzeitig mit Eilgang aufden (die) Referenzpunkt(e). Bei G74 werden weder Referenzpunktnocken noch-marker berücksichtigt. G74 ist ein reiner Positioniervorgang (gilt also auch fürAchsen mit abstandskodierten Gebern). Es werden die unter P5101 abliegendenAchspositionen angefahren.
Wirkung� wirkt nur satzweise
� die mit G74 in einem Satz programmierten Achsen verfahren gleichzeitig mitEilgang auf den Referenzpunkt (normales Positionieren).
� beim Anfahren des Referenzpunktes mit G74 werden die Achs-Istwerte nichtgesetzt bzw. nicht genullt, d. h. die programmierten Verschiebungswertewerden nicht beeinflußt
� G74 wird gelöscht, wenn die mit G74 im Satz programmierten Maschinenach-sen den Referenzpunkt erreicht haben
� Eilgangpotentiometer ist wirksam, wenn ”TEST EILGANG” aktiv ist.
� evtl. noch aktive Korrekturen, NPV, usw. werden nicht beeinflußt
� eine aktive Handrad-Online-Korrektur (digitales Handrad) muß über dasProgramm (z.B. mit M-Funktion) zum Zeitpunkt der Satzvorbereitung inaktivgeschaltet werden; d.h. Handrad ist inaktiv, die Online-Korrekturen werden fürdas ”Referenzpunkt Anfahren” intern verrechnet. Nach Beendigung von G74 bzw. bei Wiederaufnahme des Programms kanndas Handrad über eine weitere Funktion (z.B. mit M-Funktion) aktiviertwerden. Die intern abgespeicherten Online-Korrektur-Werte sind wiederaktiv.
� G74 setzt nicht das Interface-Signal ”EILGANG”
Programmierung� wird in einem gesonderten Satz mit den zu verfahrenden Achsen program-
miert.
� Hilfs- und Zusatzfunktionen können im gleichen Satz programmiert werden.
� die Achsadressen müssen zusammen mit dem Zahlenwert Null (X0, Y0, Z0)programmiert werden
� der Zahlenwert Null hat keinen Einfluß auf die Referenzpunktposition, er dientnur der Wortvervollständigung
BeispielN100 G74 X0 Y0 Z0 (alle Achsen fahren gleichzeitig auf den
Referenzpunkt)
Erläuternde Skizze zu G74: s. G274
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 100 LEERER MERKER
Referenzpunkt Anfahren über Zwischenposition G174
DefinitionDiese Funktion erlaubt das Anfahren eines 2. Referenzpunktes. Über Zwischenpo-sitionen, die im Satz mit G174 programmiert werden müssen, wird der 2.Referenz-punkt angefahren.
Wirkung G174Wird X0, Y0 usw. programmiert, so werden die Zwischenpositionen X0, Y0 usw.angefahren, dann erst der Referenzpunkt.
Der Versatz des 2.Referenzpunktes (G174) zum 1.Referenzpunkt (G74) richtetsich danach, ob im P1503 ein Wert ungleich 0 steht. Der 1.Referenzpunkt kann nurmit G74 angefahren werden.
Als Referenzpunkt kann der 1. Ref.-Pkt. (G74) (wenn P1503 gleich 0) oder ein 2.Ref.-Pkt. (wenn P1503 ungleich 0) angefahren werden.
2. Referenzpunkt = 1. Referenzpunkt + P1503 (inkremental).
Ansonsten gelten dieselben Bedingungen wie bei G74 (s. G74)
BeispielN150 G74 X0 Y0 Anfahren des 1. Ref.-Pkt. ohne
Zwischenposition..N500 G174 X0 Y0 Anfahren des 2. Ref.-Pkt. mit
Zwischenposition X0, Y0.N700 G174 X500 Y–100 Anfahren des 2. Ref.–Pkt. mit
Zwischenposition X500, Y–100
Die unter G174 programmierten Weginformationen beziehen sich absolut auf denReferenzpunkt.
Erläuternde Skizze zu G174: s. G274
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 101LEERER MERKER
Wegfahren vom Referenzpunkt über Zwischenposition G274
DefinitionDiese Funktion erlaubt das Anfahren einer programmierten Position vomReferenzpunkt über Zwischenposition. Als Zwischenposition wird die unter G174programmierte Position genommen. Ist diese nicht vorhanden - G174 wurde nichtprogrammiert - dann wird die unter G274 programmierte Position direktangefahren.
Die G274-Funktion kann ausgelöst werden, unabhängig ob der Referenzpunkt mitG74 oder G174 angefahren wurde.
Wirkung G274Wirkt nur satzweise.
Wird unwirksam, wenn die angefahrene Position erreicht ist.
Verfahren der Achsen mit Eilgang (Interface-Signal ”EILGANG” wird dabei nichtgesetzt!).
Evtl. noch aktive Korrekturen, Verschiebungswerte usw. werden nicht beeinflußt.Eilgangpotentiometer ist wirksam, wenn ”TEST EILGANG” aktiv ist.
G274 schaltet bei aktivem G93/G95 auf G94 um.
ProgrammierungWird in einem gesonderten Satz mit den zu verfahrenden Achsen programmiert.Hilfs- und Zusatzfunktionen können im gleichen Satz programmiert werden.
Die unter G274 programmierten Weginformationen beziehen sich auf denProgrammnullpunkt.
Beispiel:.N40 G274 X.... Y.... Z....N41 G274 X.... Y.... Z....
Satz N41 wird überlesen, da G274 zweimal hintereinander programmiert ist.
Erläuternde Skizze zu G74, G174, G274 auf der folgenden Seite:
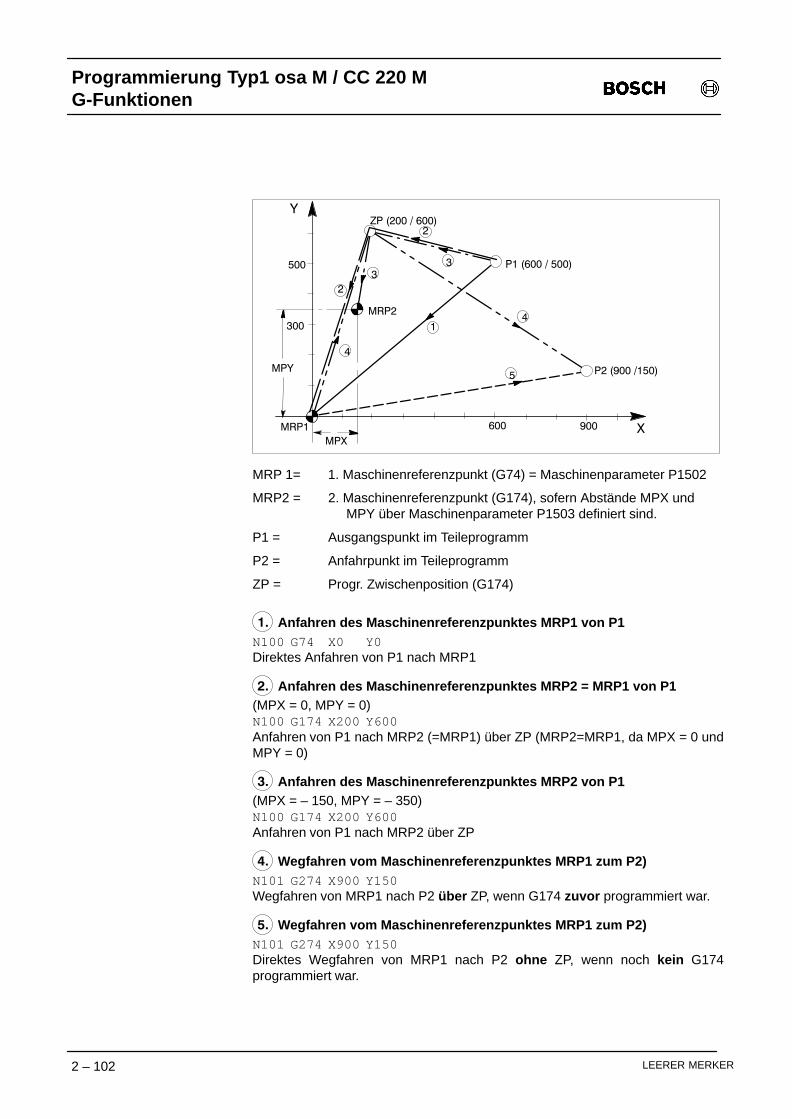
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 102 LEERER MERKER
600 X900
500
300
2
1
5
4
ZP (200 / 600)
P1 (600 / 500)
P2 (900 /150)MPY
MPXMRP1
MRP2
Y
3
23
4
MRP 1= 1. Maschinenreferenzpunkt (G74) = Maschinenparameter P1502
MRP2 = 2. Maschinenreferenzpunkt (G174), sofern Abstände MPX und MPY über Maschinenparameter P1503 definiert sind.
P1 = Ausgangspunkt im Teileprogramm
P2 = Anfahrpunkt im Teileprogramm
ZP = Progr. Zwischenposition (G174)
1. Anfahren des Maschinenreferenzpunktes MRP1 von P1N100 G74 X0 Y0Direktes Anfahren von P1 nach MRP1
2. Anfahren des Maschinenreferenzpunktes MRP2 = MRP1 von P1(MPX = 0, MPY = 0)N100 G174 X200 Y600 Anfahren von P1 nach MRP2 (=MRP1) über ZP (MRP2=MRP1, da MPX = 0 undMPY = 0)
3. Anfahren des Maschinenreferenzpunktes MRP2 von P1(MPX = – 150, MPY = – 350)N100 G174 X200 Y600 Anfahren von P1 nach MRP2 über ZP
4. Wegfahren vom Maschinenreferenzpunktes MRP1 zum P2)N101 G274 X900 Y150 Wegfahren von MRP1 nach P2 über ZP, wenn G174 zuvor programmiert war.
5. Wegfahren vom Maschinenreferenzpunktes MRP1 zum P2)N101 G274 X900 Y150 Direktes Wegfahren von MRP1 nach P2 ohne ZP, wenn noch kein G174programmiert war.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 103LEERER MERKER
Meßtaster - Eingang G75
DefinitionDiese Funktion ist nur im Zusammenhang mit einem CPL-Programm sinnvoll zunutzen, z.B. bei Meßzyklen.Die Steuerung führt die Meßachse in Richtung auf die mit G75 programmiertePosition und prüft dabei den Signalzustand des schnellen Einganges ”Meßtaster”der sich auf der Servo-Karte befindet.
WirkungSobald die über Maschinenparameter definierte Flanke erkannt wird (Meßflächewird berührt), reagiert die Steuerung folgendermaßen:
� Abspeichern der Ist-Position
� Einleiten von Achsenstopp mit Down-Slope-Funktion
� Löschen des Restweges
� Löschen von G75 (satzweise wirksam)
BEMERKUNG
Mit aktivem G75 wird ein evtl. aktives Handrad (digitales Handrad), mit dem zuvoreine Online-Korrektur durchgeführt wurde, inaktiv geschaltet. Die Online-Korrek-turwerte bleiben bestehen.
ProgrammierungN100 G75 X400
G75 ist zusammen mit einer Achsposition zu programmieren. Dieser Wert stellt diemaximale Suchtiefe dar, bis zu welcher der Taster spätestens geschaltet habenmuß.Im G75-Satz dürfen keine Hilfsfunktionen programmiert werden.Mit anderen Wegbedingungen kann G75 programmiert werden, sofern sinnvoll.
AuswertungFortfahren im Programm, Auswertung der Achsinformationen, Sicherheitsüberwa-chungen, Generieren von Fehlermeldungen usw. müssen im CPL- Programmrealisiert werden.
BeispielN100 G75 Y250 F500 Anfahren an die zu messende Kontur 110 IF SD(9)=0 THEN Anfrage, ob Meßtaster ausgelenkt wurde 120 YPOS=PPOS(2) Abspeichern der Position im Schalt-
moment der 2. Achse (Y-Achse) inder Variablen ”YPOS”.
N130 (MSG, MESSTASTER WURDE AUSGELENKT)
140 GOTO N180 150 ENDIFN160 (MSG,MESSTASTER WURDE
NICHT AUSGELENKT)N170 M0 Programm Halt N180 .....
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 104 LEERER MERKER
Maschinenfeste Achsposition Anfahren G76
DefinitionInnerhalb des Zeitraums einer Werkstückbearbeitung müssen des öfteren festeMaschinenachspositionen angefahren werden, z.B. bei Werkzeugwechsel, Bruch-kontrolle von Werkzeugen, Meßzyklen usw.Palettenwechsel, die in der Regel am Beginn oder am Ende einer Bearbeitungvorkommen, sind davon nicht ausgenommen.
WirkungG76 ist nur satzweise wirksam und bedeutet NC-intern, das Verrechnen bzw.Aufheben von folgenden Funktionen:
� Längenkorrekturen (H0)
� Achsparallele Korrekturen (G140)
� Radiuskorrekturen (G40)
� WZ-Tabellenkorrektur (G146)
� Nullpunktverschiebungen (G53)
� Absolutmaßprogrammierung (G90)
� Istwert Setzen (G92)
� Spiegeln (G38)
� aktives Handrad mit Online–Korrektur–Funktion. Diese Funktion muß überden Programmablauf (z.B. mit einer M–Funktion) inaktiv geschaltet werden.
G76 gehört in die G-Code-Gruppe 1 und kann daher nicht als Einschaltzustanddefiniert werden.
Programmierung� G76 wird zusammen mit Weginformationen programmiert
� G76 kann mit anderen Wegbedingungen (G93, G94, G95, G0, G1) zusammen geschrieben werden
� G76 kann zusammen mit dem F-Wort geschrieben werden.
wirkt in Verbindung mit:
� G93, G94, G95
� G0, G1
� F-Wort
Die mit G76 in einem Satz programmierten Achsen verfahren gleichzeitig mit derprogrammierten Geschwindigkeit.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 105LEERER MERKER
Nach Programmierung von G76 werden im nächsten Satz folgende Funktionenwieder wirksam, sofern sie durch G76 gelöscht wurden:
� Nullpunktverschiebungen� Achsparallele Korrektur (G143...G144)� Relativmaßprogrammierung (G91)� Istwert Setzen (G92)� WZ-Tabellenkorrektur (G145)� Spiegeln (G38)� Längenkorrektur (Hxx)� eine aktive Handrad-Online-Korrektur (digitales Handrad) nur mit Hilfe einer
im Programmablauf programmierten Funktion (z.B. M–Funktion).
Die verrechneten Werte für die einzelnen Achsen werden erst dann verfahren,wenn ein Wegmaß der betreffenden Achse programmiert ist.
Die programmierten Wegmaße in Verbindung mit G76 beziehen sich auf einabsolutes Maß innerhalb des Maschinenkoordinatensystems, das nach demReferenzpunkt-Anfahren automatisch definiert wird.
Das Anfahren der maschinenfesten Achspositionen kann sowohl im Eilgang alsauch im Vorschub programmiert verfahren werden.
1. Beispiel.N150 G94 G1 X200 Y400 F2000N160 G0 G76 X0 Y0N170 X200 Y400N180 G1 X... Y... F....
2. Beispiel.N500 G0 X500 Y800N510 G94 G1 G76 X100 Y200 F4000N520 X300 Y200 F300.
3. Beispiel mit bereits aktivierter Handrad-Online-Korrektur.N140 G94 G1 X200 Y400 F2000N150 M111 ;Unterbrechen der Handrad–
Online–Korrektur per SPSN160 G0 G76 X0 Y0N170 X200 Y400165 WAITN168 M112 ;Aktivieren der Handrad–
Online–Korrektur per SPSN180 G1 X... Y... F....
AnzeigeAls Soll-Istwertanzeige wird die angefahrene Position bezogen auf denReferenzpunkt angezeigt.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 106 LEERER MERKER
Bohrachsenumschaltung G78, G79
AllgemeinesBohrarbeiten auf Werkzeugmaschinen werden nicht nur mit der Z-Achsedurchgeführt, sondern auch mit anderen Bearbeitungsachsen.
Deshalb bietet die Steuerung verschiedene Möglichkeiten, die Bohrachse und dieLängenkorrekturrichtung auf beliebige Bearbeitungsachsen umzuschalten undwirksam werden zu lassen:
� durch Programmierung im Teileprogramm
� durch Auswahl der Bohrachse über Multi-Interface (siehe Anschlußbedingungen Teil 2)
� durch Setzen des Maschineneparameters P6507
Die höchste Priorität hat G78. Ist keine progr. Umschaltung aktiv (G79), dann giltdie zuletzt über Interface ausgewählte Bohrachse. Wurde hier keine Bohrachseausgewählt (oder Vorgabe 0), wirkt die Maschinenparametereinstellung.
Nach dem Einschalten der CNC ist als Bohrachse die über P6507 definierte Achsewirksam (z. B. 3te Achse, Z-Achse)
WirkungÜber die Funktion G78 und Achsadresse (mit Ziffer ”1” und Vorzeichen) kann einefrei wählbare Achse als Bohrachse definiert werden (im Teileprogramm oder inBetriebsart HANDEINGABE).
Über das Vorzeichen im Aufrufsatz wird automatisch positive oder negativeLängenkorrekturrichtung festgelegt.(zu Längenkorrektur siehe Kap. ”Werkzeugkompensation”).
Bei Programmierung von G79 ist wieder diejenige Achse als Bohrachse wirksam,die zuletzt über Multi-Interface vorgegeben wurde, oder als Maschinenparameterunterlegt ist.Für synchrone Rundachsen und Hilfsachsen (asynchrone Achsen) wird dieBohrachsenumschaltung steuerungsintern nicht zugelassen.
Beispiel:Bohrachsenumschaltung auf X-Achse mit neg. Korrekturrichtung:
G78 X–1
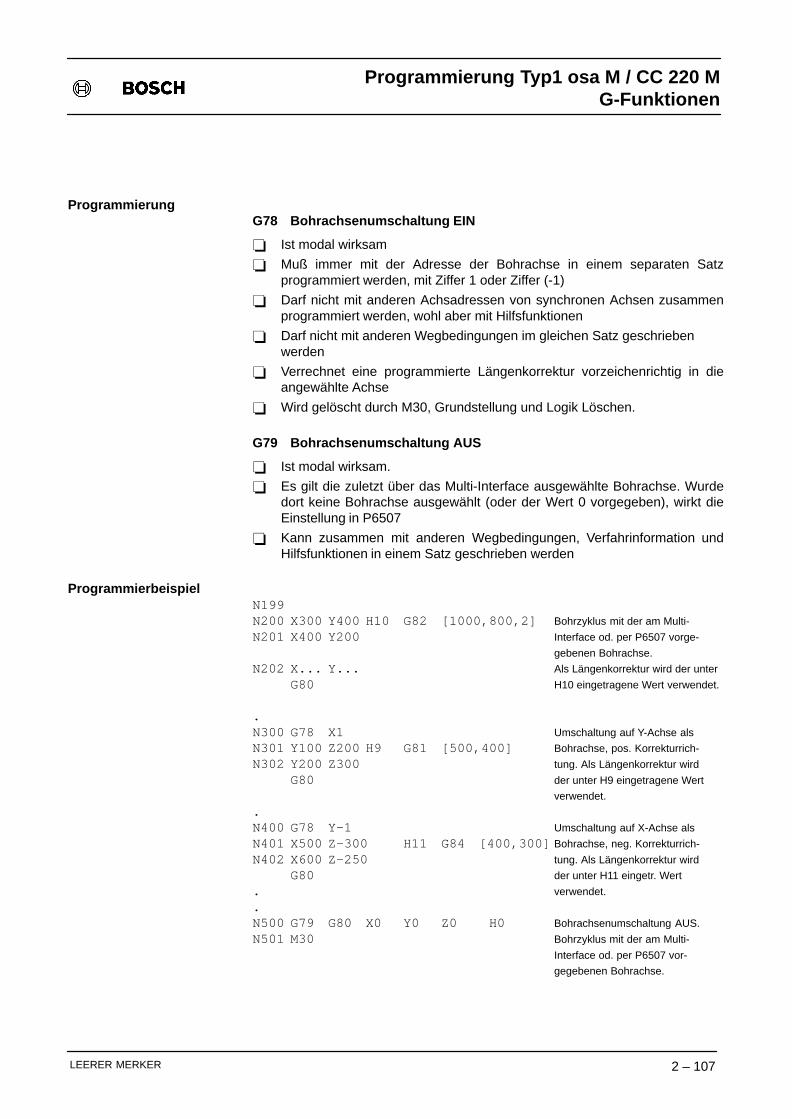
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 107LEERER MERKER
ProgrammierungG78 Bohrachsenumschaltung EIN
� Ist modal wirksam
� Muß immer mit der Adresse der Bohrachse in einem separaten Satzprogrammiert werden, mit Ziffer 1 oder Ziffer (-1)
� Darf nicht mit anderen Achsadressen von synchronen Achsen zusammenprogrammiert werden, wohl aber mit Hilfsfunktionen
� Darf nicht mit anderen Wegbedingungen im gleichen Satz geschriebenwerden
� Verrechnet eine programmierte Längenkorrektur vorzeichenrichtig in dieangewählte Achse
� Wird gelöscht durch M30, Grundstellung und Logik Löschen.
G79 Bohrachsenumschaltung AUS
� Ist modal wirksam.
� Es gilt die zuletzt über das Multi-Interface ausgewählte Bohrachse. Wurdedort keine Bohrachse ausgewählt (oder der Wert 0 vorgegeben), wirkt dieEinstellung in P6507
� Kann zusammen mit anderen Wegbedingungen, Verfahrinformation undHilfsfunktionen in einem Satz geschrieben werden
ProgrammierbeispielN199N200 X300 Y400 H10 G82 [1000,800,2] Bohrzyklus mit der am Multi-
N201 X400 Y200 Interface od. per P6507 vorge-
gebenen Bohrachse.
N202 X... Y... Als Längenkorrektur wird der unter
G80 H10 eingetragene Wert verwendet.
. N300 G78 X1 Umschaltung auf Y-Achse als
N301 Y100 Z200 H9 G81 [500,400] Bohrachse, pos. Korrekturrich-
N302 Y200 Z300 tung. Als Längenkorrektur wird
G80 der unter H9 eingetragene Wert verwendet.
.N400 G78 Y–1 Umschaltung auf X-Achse als
N401 X500 Z–300 H11 G84 [400,300] Bohrachse, neg. Korrekturrich-
N402 X600 Z–250 tung. Als Längenkorrektur wird
G80 der unter H11 eingetr. Wert
. verwendet.
.N500 G79 G80 X0 Y0 Z0 H0 Bohrachsenumschaltung AUS.
N501 M30 Bohrzyklus mit der am Multi-
Interface od. per P6507 vor-
gegebenen Bohrachse.
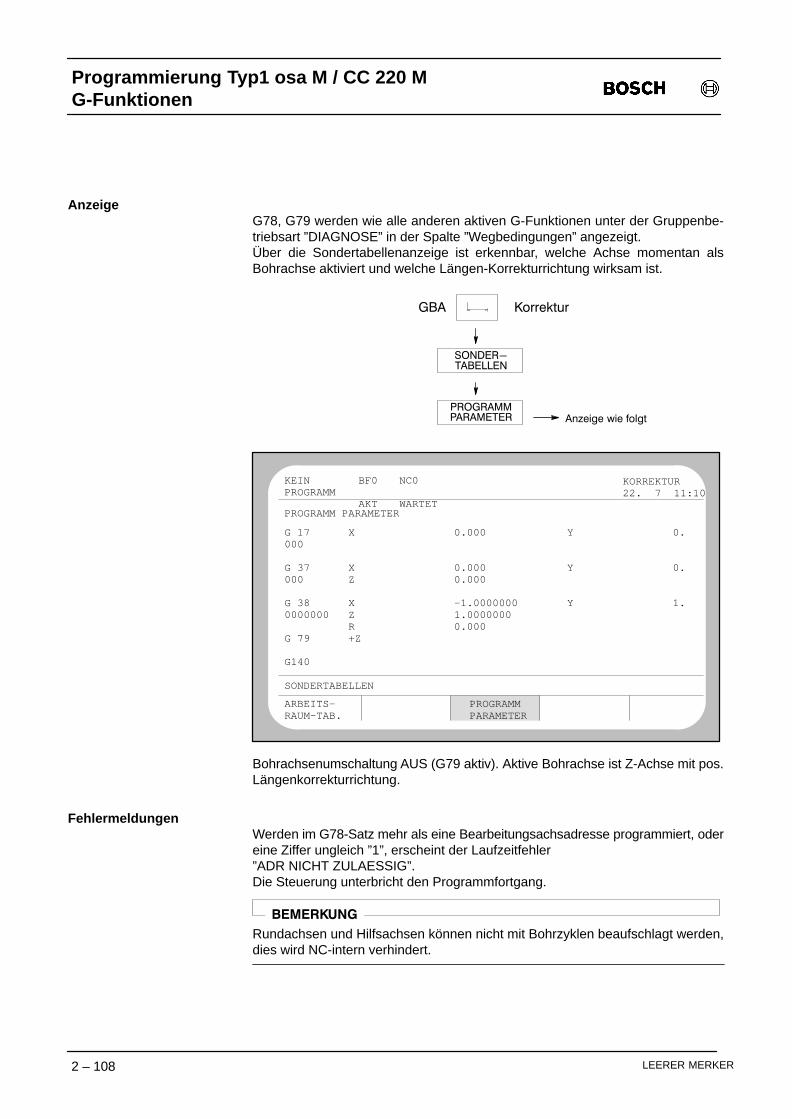
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 108 LEERER MERKER
AnzeigeG78, G79 werden wie alle anderen aktiven G-Funktionen unter der Gruppenbe-triebsart ”DIAGNOSE” in der Spalte ”Wegbedingungen” angezeigt.Über die Sondertabellenanzeige ist erkennbar, welche Achse momentan alsBohrachse aktiviert und welche Längen-Korrekturrichtung wirksam ist.
SONDER-TABELLEN
PROGRAMMPARAMETER
KorrekturGBA
Anzeige wie folgt
KEIN PROGRAMM
BF0
AKT
NC0
WARTET
KORREKTUR 22. 7 11:10
PROGRAMM PARAMETER
G 17 X 0.000 Y 0.000
G 37 X 0.000 Y 0.000 Z 0.000
G 38 X –1.0000000 Y 1.0000000 Z 1.0000000
R 0.000G 79 +Z
G140
SONDERTABELLEN
PROGRAMMPARAMETER
ARBEITS-RAUM-TAB.
Bohrachsenumschaltung AUS (G79 aktiv). Aktive Bohrachse ist Z-Achse mit pos.Längenkorrekturrichtung.
FehlermeldungenWerden im G78-Satz mehr als eine Bearbeitungsachsadresse programmiert, odereine Ziffer ungleich ”1”, erscheint der Laufzeitfehler ”ADR NICHT ZULAESSIG”.Die Steuerung unterbricht den Programmfortgang.
BEMERKUNG
Rundachsen und Hilfsachsen können nicht mit Bohrzyklen beaufschlagt werden,dies wird NC-intern verhindert.
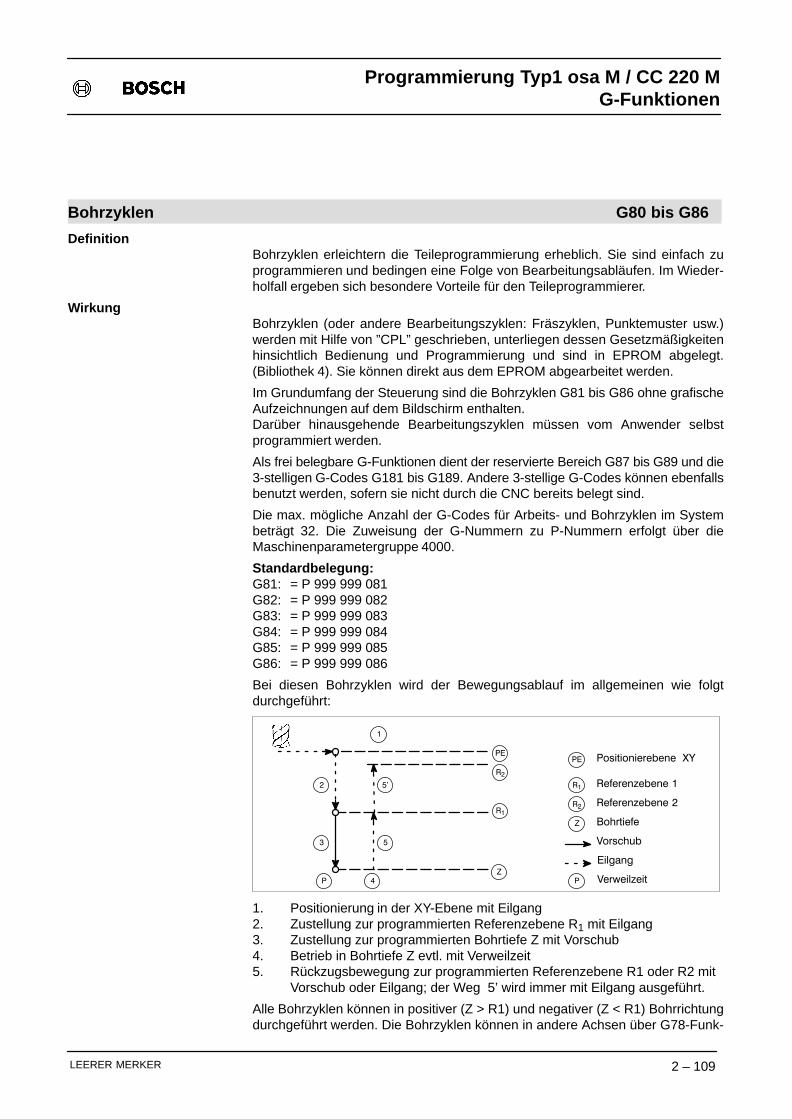
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 109LEERER MERKER
Bohrzyklen G80 bis G86
DefinitionBohrzyklen erleichtern die Teileprogrammierung erheblich. Sie sind einfach zuprogrammieren und bedingen eine Folge von Bearbeitungsabläufen. Im Wieder-holfall ergeben sich besondere Vorteile für den Teileprogrammierer.
WirkungBohrzyklen (oder andere Bearbeitungszyklen: Fräszyklen, Punktemuster usw.)werden mit Hilfe von ”CPL” geschrieben, unterliegen dessen Gesetzmäßigkeitenhinsichtlich Bedienung und Programmierung und sind in EPROM abgelegt.(Bibliothek 4). Sie können direkt aus dem EPROM abgearbeitet werden.
Im Grundumfang der Steuerung sind die Bohrzyklen G81 bis G86 ohne grafischeAufzeichnungen auf dem Bildschirm enthalten.Darüber hinausgehende Bearbeitungszyklen müssen vom Anwender selbstprogrammiert werden.
Als frei belegbare G-Funktionen dient der reservierte Bereich G87 bis G89 und die3-stelligen G-Codes G181 bis G189. Andere 3-stellige G-Codes können ebenfallsbenutzt werden, sofern sie nicht durch die CNC bereits belegt sind.
Die max. mögliche Anzahl der G-Codes für Arbeits- und Bohrzyklen im Systembeträgt 32. Die Zuweisung der G-Nummern zu P-Nummern erfolgt über dieMaschinenparametergruppe 4000.
Standardbelegung:G81: = P 999 999 081G82: = P 999 999 082G83: = P 999 999 083G84: = P 999 999 084G85: = P 999 999 085G86: = P 999 999 086
Bei diesen Bohrzyklen wird der Bewegungsablauf im allgemeinen wie folgtdurchgeführt:
R2
PE
R1
Z
P
2
R2
R1
P
1
3
4
5
5'
PE Positionierebene XY
Referenzebene 1
Referenzebene 2
Bohrtiefe
Vorschub
Eilgang
VerweilzeitZ
1. Positionierung in der XY-Ebene mit Eilgang2. Zustellung zur programmierten Referenzebene R1 mit Eilgang3. Zustellung zur programmierten Bohrtiefe Z mit Vorschub4. Betrieb in Bohrtiefe Z evtl. mit Verweilzeit5. Rückzugsbewegung zur programmierten Referenzebene R1 oder R2 mit
Vorschub oder Eilgang; der Weg 5’ wird immer mit Eilgang ausgeführt.
Alle Bohrzyklen können in positiver (Z > R1) und negativer (Z < R1) Bohrrichtungdurchgeführt werden. Die Bohrzyklen können in andere Achsen über G78-Funk-
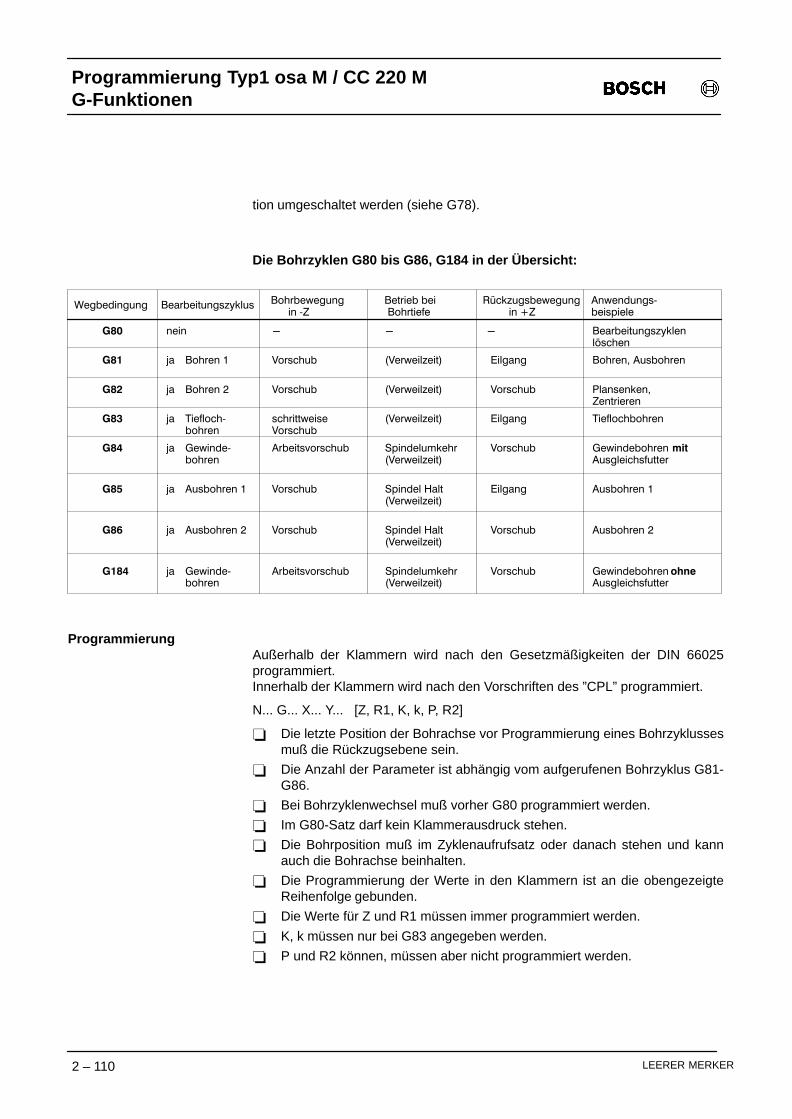
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 110 LEERER MERKER
tion umgeschaltet werden (siehe G78).
Die Bohrzyklen G80 bis G86, G184 in der Übersicht:
Wegbedingung Bearbeitungszyklus Bohrbewegung in �Z
Betrieb bei Bohrtiefe
Rückzugsbewegung in +Z
Anwendungs�beispiele
G80 nein - - - Bearbeitungszyklenlöschen
G81 ja Bohren 1 Vorschub (Verweilzeit) Eilgang Bohren, Ausbohren
G82 ja Bohren 2 Vorschub (Verweilzeit) Vorschub Plansenken,Zentrieren
G83 ja Tiefloch� schrittweise (Verweilzeit) Eilgang Tieflochbohrenbohren Vorschub
G84 ja Gewinde� Arbeitsvorschub Spindelumkehr Vorschub Gewindebohren mitbohren (Verweilzeit) Ausgleichsfutter
G85 ja Ausbohren 1 Vorschub Spindel Halt Eilgang Ausbohren 1(Verweilzeit)
G86 ja Ausbohren 2 Vorschub Spindel Halt Vorschub Ausbohren 2(Verweilzeit)
G184 ja Gewinde� Arbeitsvorschub Spindelumkehr Vorschub Gewindebohren ohnebohren (Verweilzeit) Ausgleichsfutter
ProgrammierungAußerhalb der Klammern wird nach den Gesetzmäßigkeiten der DIN 66025programmiert.Innerhalb der Klammern wird nach den Vorschriften des ”CPL” programmiert.
N... G... X... Y... [Z, R1, K, k, P, R2]
� Die letzte Position der Bohrachse vor Programmierung eines Bohrzyklussesmuß die Rückzugsebene sein.
� Die Anzahl der Parameter ist abhängig vom aufgerufenen Bohrzyklus G81-G86.
� Bei Bohrzyklenwechsel muß vorher G80 programmiert werden.
� Im G80-Satz darf kein Klammerausdruck stehen.
� Die Bohrposition muß im Zyklenaufrufsatz oder danach stehen und kannauch die Bohrachse beinhalten.
� Die Programmierung der Werte in den Klammern ist an die obengezeigteReihenfolge gebunden.
� Die Werte für Z und R1 müssen immer programmiert werden.
� K, k müssen nur bei G83 angegeben werden.
� P und R2 können, müssen aber nicht programmiert werden.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 111LEERER MERKER
Soll einer der beiden Klammerwerte nicht programmiert werden, muß folgender-maßen programmiert werden:
� a) P soll nicht programmiert werden.G84 [Z, R1, , R2] G83 [Z, R1, K, k, , R2]
� b) R2 soll nicht programmiert werden.G84 [Z, R1, P] G83 [Z, R1, K, k, P]
� c) P + R2 soll nicht programmiert werden.G84 [Z, R1] G83 [Z, R1, K, k]
� Bei einer Parameterwertänderung muß der gesamte Zyklus aufgerufenwerden.
� Anstatt Zahlenwerte können auch Variablennamen in den eckigen Klammernnach vorheriger Zuweisung programmiert werden.
Bedeutung:� G: Bearbeitungszyklus-Aufruf
� X,Y:Bohrposition in der XY-Ebene, festgelegt durch absolute oder inkremen-tale Programmierung; die Zustellbewegung wird im Eilgang ausgeführt.
� Z: Abstand zwischen Referenzebene und Bohrtiefe, festgelegt durchabsolute oder inkrementelle Programmierung. Die Bohrbewegung erfolgt mitdem programmierten Vorschub. Die Rückzugsbewegung erfolgt entspre-chend dem Bearbeitungszyklus mit Vorschub oder Eilgang.
� R1:Abstand zwischen Positionier- und Referenzebene, die Zustellbewegungerfolgt im Eilgang.
� R2/R1:Abstand zwischen Bohrtiefe und Referenzebene 1/2.Die Rückzugsbewegung wird gemäß Festlegung im Zyklus mit Eilgangoder/und Vorschub ausgeführt.
� K: Zustelltiefe bei Zyklus G83 (Tieflochbohren)
� k: Abstand vor Bearbeitungsebene (Geschwindigkeitsumschaltpunkt)
� P: Verweilzeit (0.01–99.99s) in der Bohrtiefe bei allen Zyklen möglich
� F: Arbeitsvorschub
� L: Wiederholzahl
Besonderheiten R2-Ebene:� Programmierter R2-Wert überlagert den R1-Wert. Soll R2-Ebene unwirksam
werden, so muß der Klammerausdruck ohne R2-Wert geschrieben werdenoder R2=R1-Wert programmiert werden.
� Soll ein Klammerwert innerhalb der Zahlenfolge nicht programmiert werden,dann wird der Wert einfach weggelassen: [1000, 800, , 900].
� R1 > R2 bzw. R1 < R2 ist möglich.Dabei ist darauf zu achten, daß die Differenzstrecke R1� R2 bzw.R2 � R1 beim Wechsel der einen zur anderen und umgekehrt immer imEilgang gefahren wird (Werkzeug nicht im Eingriff).
� R1 ist immer die Eintauchebene.
Besonderheiten L-Adresse:Über G91 und L-Adresse (Wiederholung) können Zyklen in gleichen Abständenausgeführt werden.In Verbindung mit G90 und L-Adresse wird der Zyklus L-mal an gleicher Stellewiederholt.
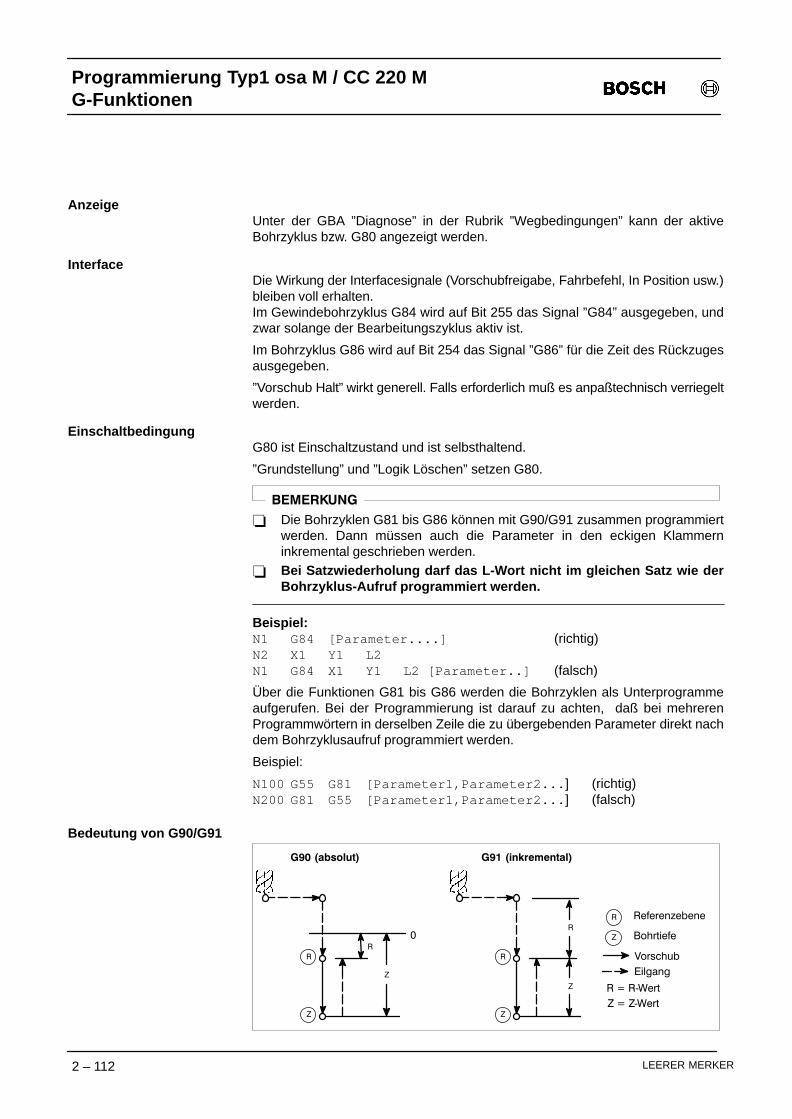
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 112 LEERER MERKER
AnzeigeUnter der GBA ”Diagnose” in der Rubrik ”Wegbedingungen” kann der aktiveBohrzyklus bzw. G80 angezeigt werden.
InterfaceDie Wirkung der Interfacesignale (Vorschubfreigabe, Fahrbefehl, In Position usw.)bleiben voll erhalten.Im Gewindebohrzyklus G84 wird auf Bit 255 das Signal ”G84” ausgegeben, undzwar solange der Bearbeitungszyklus aktiv ist.
Im Bohrzyklus G86 wird auf Bit 254 das Signal ”G86” für die Zeit des Rückzugesausgegeben.
”Vorschub Halt” wirkt generell. Falls erforderlich muß es anpaßtechnisch verriegeltwerden.
EinschaltbedingungG80 ist Einschaltzustand und ist selbsthaltend.
”Grundstellung” und ”Logik Löschen” setzen G80.
BEMERKUNG
� Die Bohrzyklen G81 bis G86 können mit G90/G91 zusammen programmiertwerden. Dann müssen auch die Parameter in den eckigen Klammerninkremental geschrieben werden.
� Bei Satzwiederholung darf das L-Wort nicht im gleichen Satz wie derBohrzyklus-Aufruf programmiert werden.
Beispiel:N1 G84 [Parameter....] (richtig)N2 X1 Y1 L2N1 G84 X1 Y1 L2 [Parameter..] (falsch)
Über die Funktionen G81 bis G86 werden die Bohrzyklen als Unterprogrammeaufgerufen. Bei der Programmierung ist darauf zu achten, daß bei mehrerenProgrammwörtern in derselben Zeile die zu übergebenden Parameter direkt nachdem Bohrzyklusaufruf programmiert werden.
Beispiel:
N100 G55 G81 [Parameter1,Parameter2... ] (richtig)N200 G81 G55 [Parameter1,Parameter2... ] (falsch)
Bedeutung von G90/G91
R
Z
R
Z
Referenzebene
Bohrtiefe
Vorschub
Eilgang
R
Z
0
R = R�Wert
Z = Z�Wert
R
Z
Z
R
G90 (absolut) G91 (inkremental)
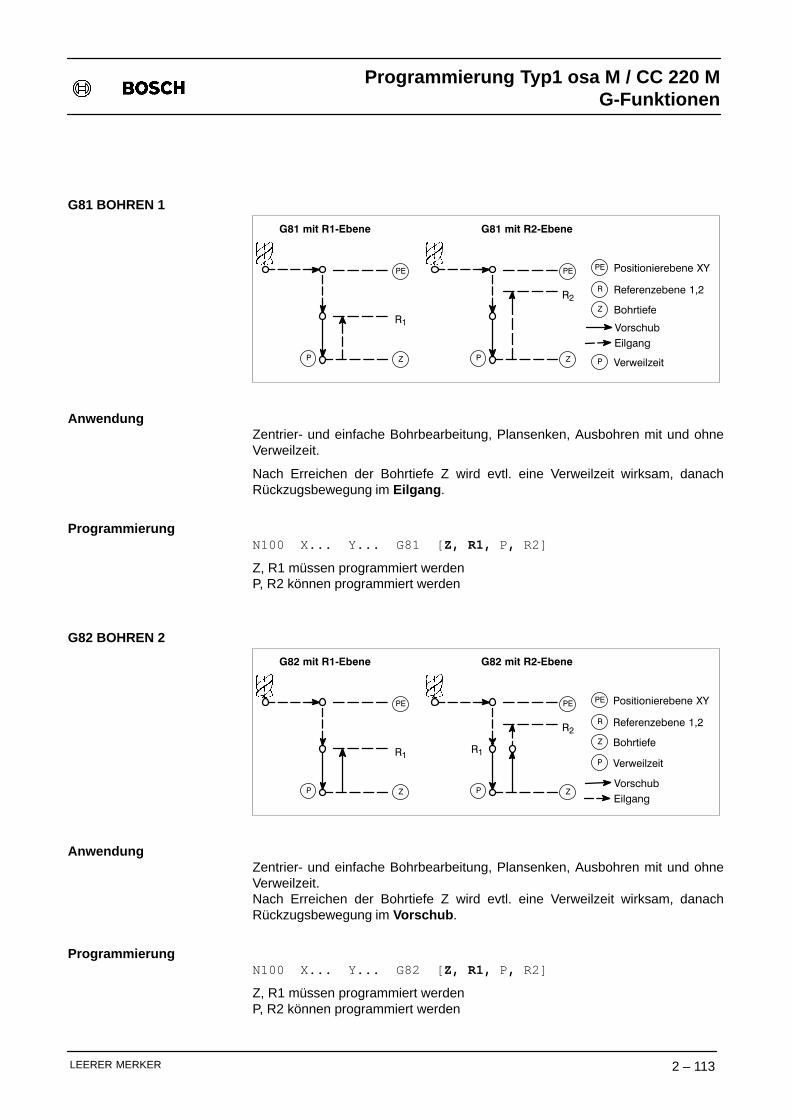
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 113LEERER MERKER
G81 BOHREN 1
R
Z
ZP
Referenzebene 1,2
Bohrtiefe
Vorschub
Eilgang
G81 mit R1�Ebene G81 mit R2�Ebene
PE
R1
ZP
PE
R2
PE Positionierebene XY
P Verweilzeit
AnwendungZentrier- und einfache Bohrbearbeitung, Plansenken, Ausbohren mit und ohneVerweilzeit.
Nach Erreichen der Bohrtiefe Z wird evtl. eine Verweilzeit wirksam, danachRückzugsbewegung im Eilgang .
ProgrammierungN100 X... Y... G81 [ Z, R1, P , R2]
Z, R1 müssen programmiert werdenP, R2 können programmiert werden
G82 BOHREN 2
R
Z
ZP
Referenzebene 1,2
Bohrtiefe
Vorschub
Eilgang
G82 mit R1�Ebene G82 mit R2�Ebene
PE
R1
ZP
PE
R2
PE Positionierebene XY
P VerweilzeitR1
AnwendungZentrier- und einfache Bohrbearbeitung, Plansenken, Ausbohren mit und ohneVerweilzeit.Nach Erreichen der Bohrtiefe Z wird evtl. eine Verweilzeit wirksam, danachRückzugsbewegung im Vorschub .
ProgrammierungN100 X... Y... G82 [ Z, R1, P , R2]
Z, R1 müssen programmiert werdenP, R2 können programmiert werden
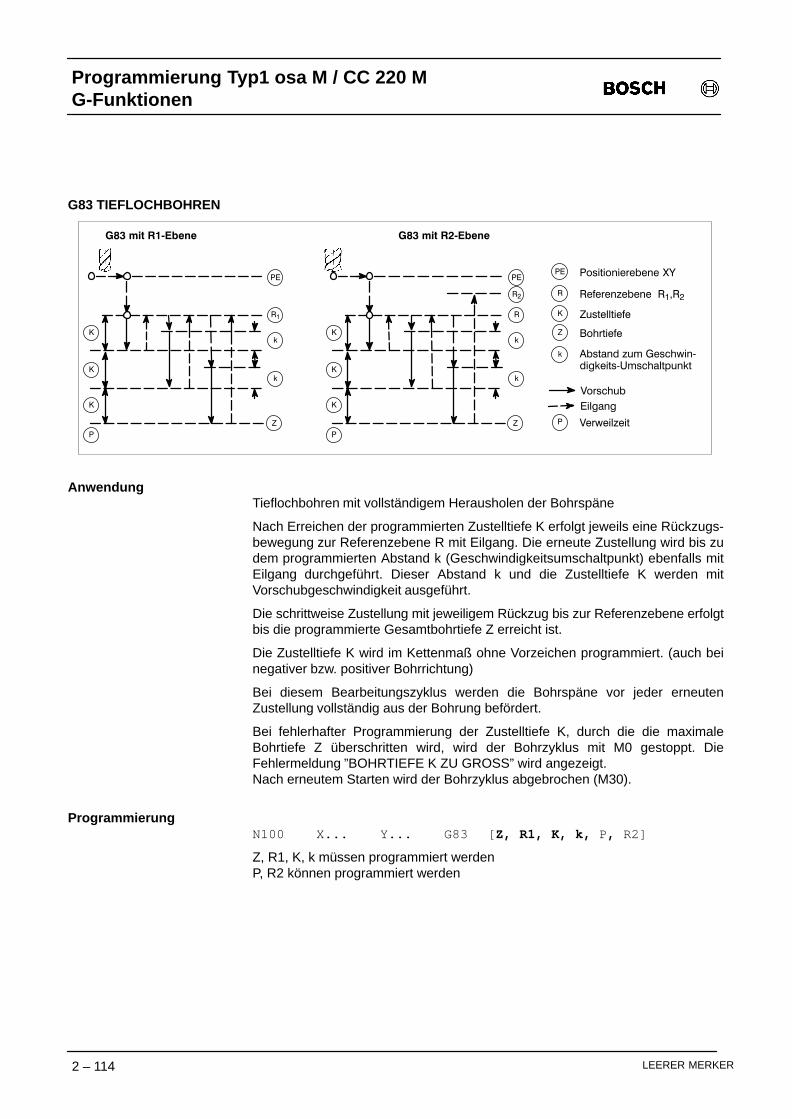
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 114 LEERER MERKER
G83 TIEFLOCHBOHREN
R
K
Z
Referenzebene R1,R2
Zustelltiefe
Vorschub
Eilgang
G83 mit R1�Ebene G83 mit R2�Ebene
PEPE Positionierebene XY
P Verweilzeit
K
K
K
k
k
R1
P
Z
PE
K
K
K
k
k
R
P
R2
Z Bohrtiefe
k Abstand zum Geschwin�digkeits�Umschaltpunkt
AnwendungTieflochbohren mit vollständigem Herausholen der Bohrspäne
Nach Erreichen der programmierten Zustelltiefe K erfolgt jeweils eine Rückzugs-bewegung zur Referenzebene R mit Eilgang. Die erneute Zustellung wird bis zudem programmierten Abstand k (Geschwindigkeitsumschaltpunkt) ebenfalls mitEilgang durchgeführt. Dieser Abstand k und die Zustelltiefe K werden mitVorschubgeschwindigkeit ausgeführt.
Die schrittweise Zustellung mit jeweiligem Rückzug bis zur Referenzebene erfolgtbis die programmierte Gesamtbohrtiefe Z erreicht ist.
Die Zustelltiefe K wird im Kettenmaß ohne Vorzeichen programmiert. (auch beinegativer bzw. positiver Bohrrichtung)
Bei diesem Bearbeitungszyklus werden die Bohrspäne vor jeder erneutenZustellung vollständig aus der Bohrung befördert.
Bei fehlerhafter Programmierung der Zustelltiefe K, durch die die maximaleBohrtiefe Z überschritten wird, wird der Bohrzyklus mit M0 gestoppt. DieFehlermeldung ”BOHRTIEFE K ZU GROSS” wird angezeigt.Nach erneutem Starten wird der Bohrzyklus abgebrochen (M30).
ProgrammierungN100 X... Y... G83 [ Z, R1, K, k, P , R2]
Z, R1, K, k müssen programmiert werdenP, R2 können programmiert werden
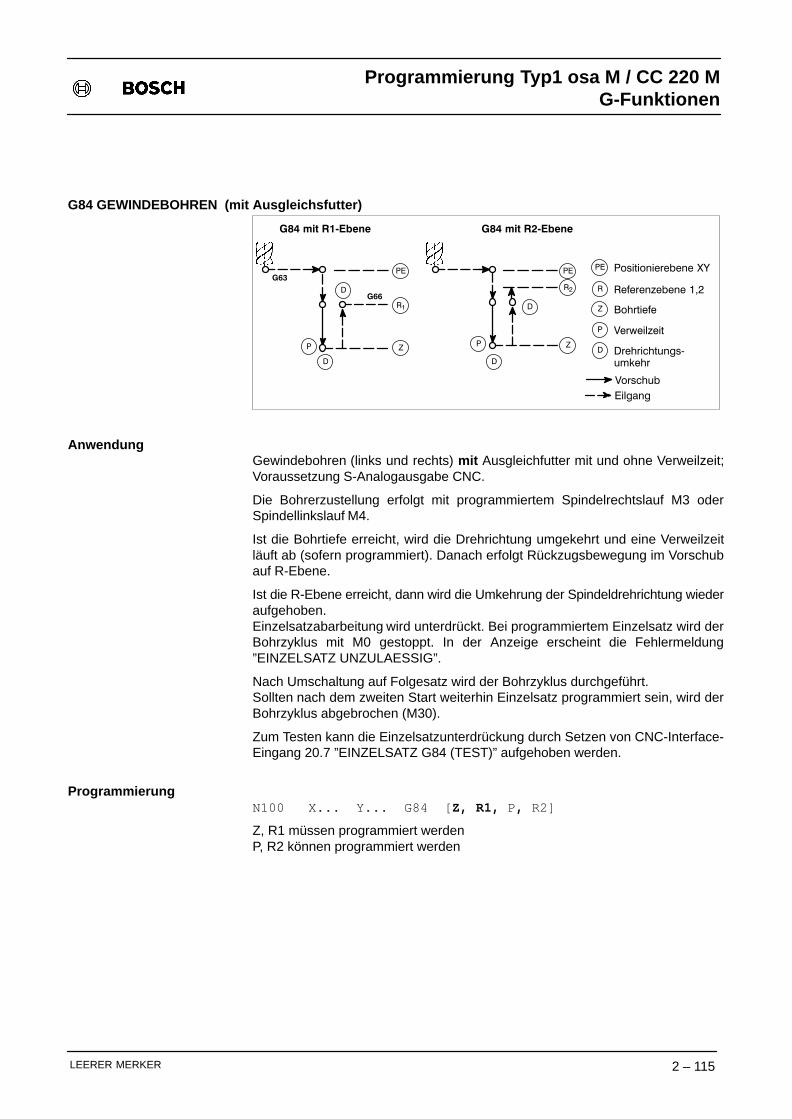
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 115LEERER MERKER
G84 GEWINDEBOHREN (mit Ausgleichsfutter)
R
Z
ZP
Referenzebene 1,2
Bohrtiefe
Vorschub
Eilgang
G84 mit R1�Ebene G84 mit R2�Ebene
PE
ZP
PE PE Positionierebene XY
P Verweilzeit
D
R1
G63
DG66
R2
D
D
D Drehrichtungs�umkehr
AnwendungGewindebohren (links und rechts) mit Ausgleichfutter mit und ohne Verweilzeit;Voraussetzung S-Analogausgabe CNC.
Die Bohrerzustellung erfolgt mit programmiertem Spindelrechtslauf M3 oderSpindellinkslauf M4.
Ist die Bohrtiefe erreicht, wird die Drehrichtung umgekehrt und eine Verweilzeitläuft ab (sofern programmiert). Danach erfolgt Rückzugsbewegung im Vorschubauf R-Ebene.
Ist die R-Ebene erreicht, dann wird die Umkehrung der Spindeldrehrichtung wiederaufgehoben.Einzelsatzabarbeitung wird unterdrückt. Bei programmiertem Einzelsatz wird derBohrzyklus mit M0 gestoppt. In der Anzeige erscheint die Fehlermeldung”EINZELSATZ UNZULAESSIG”.
Nach Umschaltung auf Folgesatz wird der Bohrzyklus durchgeführt.Sollten nach dem zweiten Start weiterhin Einzelsatz programmiert sein, wird derBohrzyklus abgebrochen (M30).
Zum Testen kann die Einzelsatzunterdrückung durch Setzen von CNC-Interface-Eingang 20.7 ”EINZELSATZ G84 (TEST)” aufgehoben werden.
ProgrammierungN100 X... Y... G84 [ Z, R1, P, R2]
Z, R1 müssen programmiert werdenP, R2 können programmiert werden
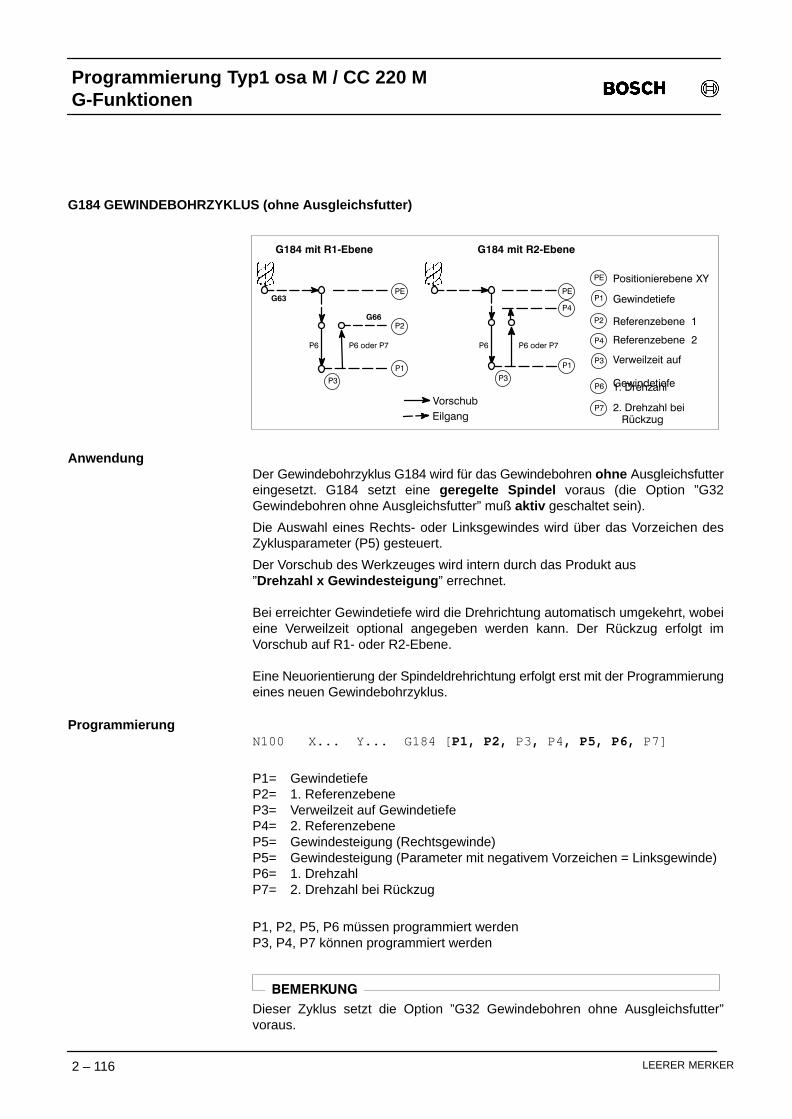
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 116 LEERER MERKER
G184 GEWINDEBOHRZYKLUS (ohne Ausgleichsfutter)
P2
P4
P1
Referenzebene 1
Vorschub
Eilgang
G184 mit R1�Ebene G184 mit R2�Ebene
PE
P1
PE
PE Positionierebene XY
P1 Gewindetiefe
P3
P2
G63
G66P4
P3
P3
P6 P6 oder P7Referenzebene 2
Verweilzeit auf
GewindetiefeP6
P7
1. Drehzahl
2. Drehzahl bei Rückzug
P6 P6 oder P7
AnwendungDer Gewindebohrzyklus G184 wird für das Gewindebohren ohne Ausgleichsfuttereingesetzt. G184 setzt eine geregelte Spindel voraus (die Option ”G32Gewindebohren ohne Ausgleichsfutter” muß aktiv geschaltet sein).
Die Auswahl eines Rechts- oder Linksgewindes wird über das Vorzeichen desZyklusparameter (P5) gesteuert.
Der Vorschub des Werkzeuges wird intern durch das Produkt aus ”Drehzahl x Gewindesteigung ” errechnet.
Bei erreichter Gewindetiefe wird die Drehrichtung automatisch umgekehrt, wobeieine Verweilzeit optional angegeben werden kann. Der Rückzug erfolgt imVorschub auf R1- oder R2-Ebene.
Eine Neuorientierung der Spindeldrehrichtung erfolgt erst mit der Programmierungeines neuen Gewindebohrzyklus.
ProgrammierungN100 X... Y... G184 [ P1, P2, P3 , P4 , P5, P6, P7]
P1= GewindetiefeP2= 1. ReferenzebeneP3= Verweilzeit auf GewindetiefeP4= 2. ReferenzebeneP5= Gewindesteigung (Rechtsgewinde)P5= Gewindesteigung (Parameter mit negativem Vorzeichen = Linksgewinde)P6= 1. DrehzahlP7= 2. Drehzahl bei Rückzug
P1, P2, P5, P6 müssen programmiert werdenP3, P4, P7 können programmiert werden
BEMERKUNG
Dieser Zyklus setzt die Option ”G32 Gewindebohren ohne Ausgleichsfutter”voraus.
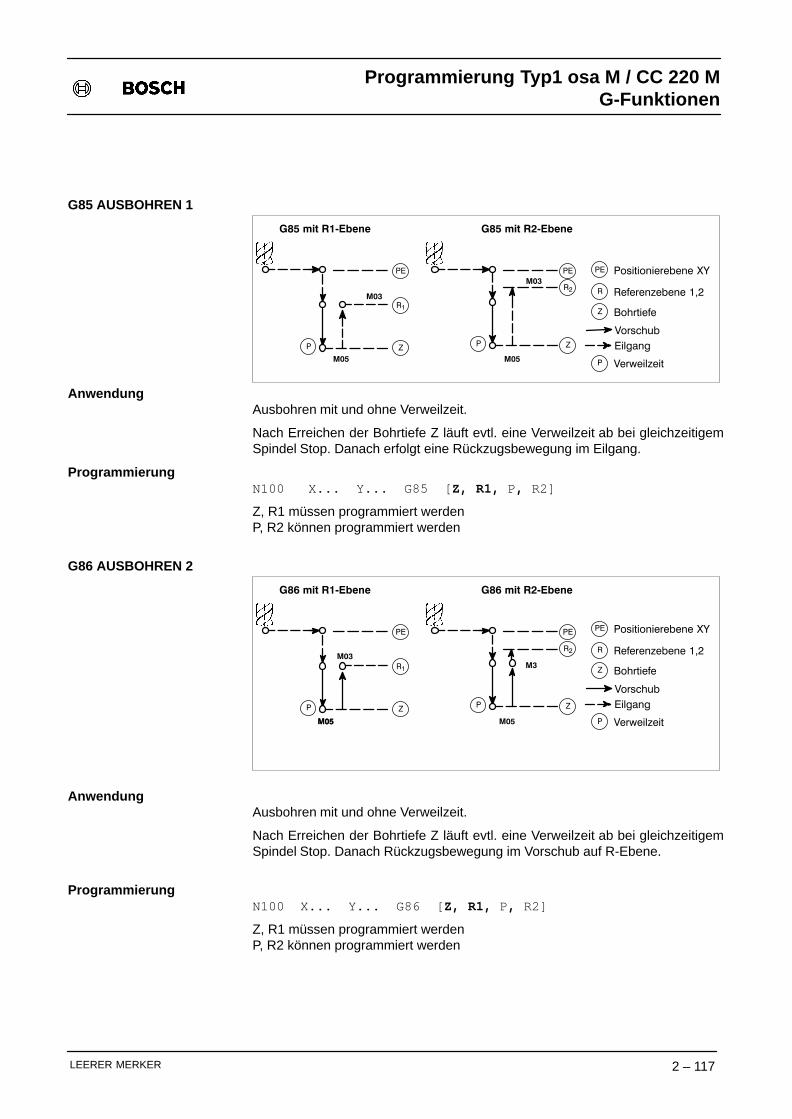
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 117LEERER MERKER
G85 AUSBOHREN 1
R
Z
ZP
Referenzebene 1,2
Bohrtiefe
Vorschub
Eilgang
G85 mit R1�Ebene G85 mit R2�Ebene
PE
ZP
PE PE Positionierebene XY
P Verweilzeit
R1
M03R2
M03
M05 M05
AnwendungAusbohren mit und ohne Verweilzeit.
Nach Erreichen der Bohrtiefe Z läuft evtl. eine Verweilzeit ab bei gleichzeitigemSpindel Stop. Danach erfolgt eine Rückzugsbewegung im Eilgang.
ProgrammierungN100 X... Y... G85 [ Z, R1, P , R2]
Z, R1 müssen programmiert werdenP, R2 können programmiert werden
G86 AUSBOHREN 2
R
Z
ZP
Referenzebene 1,2
Bohrtiefe
Vorschub
Eilgang
G86 mit R1�Ebene G86 mit R2�Ebene
PE
ZP
PE PE Positionierebene XY
P Verweilzeit
R1
R2
M3M03
M05M05 M05
AnwendungAusbohren mit und ohne Verweilzeit.
Nach Erreichen der Bohrtiefe Z läuft evtl. eine Verweilzeit ab bei gleichzeitigemSpindel Stop. Danach Rückzugsbewegung im Vorschub auf R-Ebene.
ProgrammierungN100 X... Y... G86 [ Z, R1, P , R2]
Z, R1 müssen programmiert werdenP, R2 können programmiert werden
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 118 LEERER MERKER
ProgrammierbeispieleBeispiel 1:G81 R1- und R2-Ebene, mit und ohne Verweilzeit...N90 G1 M3 S1050 F400 N91 X500 Y700 G81 [–1000,–800]N92 X600 Y800 � nach diesem Satz wird wieder der
Bohrzyklus G81 abgearbeitet..N100 X800 Y700 G81 [–1000,–800,,–600]N101 X1000 Y1200 . (Rückzug auf R2-Ebene).N110 X0 Y0 G81 [–1000,–800]N111 X–100 Y–500. (Rückzug auf R1-Ebene).N150 X–400 Y200 G81 [–1000,–800,1]N151 X200 Y300 . (Verweilzeit 1 Sekunde).N200 Y100 G81 [–1000,–800]N201 X950 (Verweilzeit = 0 Sekunden). Dieselben Beispiele können auch mit G82, G84, G85 und G86 programmiert werden.
Beispiel 2:
G82, G91, Polarkoordinaten, Wiederholung mit L-Faktor.N69 G91 G20 X50 Y20 M3 S1500 F400 N70 G1 X400 G82 [–300, –200, 5]N71 G11 X100 A25 L10N72..N90 G90 X200 A50 N91 X300 A100.
Beispiel 3:
Ebene R2 soll sofort wirksam werden bei G83..N70 G73 M3 S490 F700 N71 Y500 G83 [–1000,–800,10,1,2,–700]N72 X800N73.
Beispiel 4:
Ebenenumschaltung: Bohrachse = X-Achse mit positiver KorrekturN10 G78 X1N20 G1 M3 S1050 F400 N30 G81 [–100, –800] N40 Y500 Z700 N50 G79
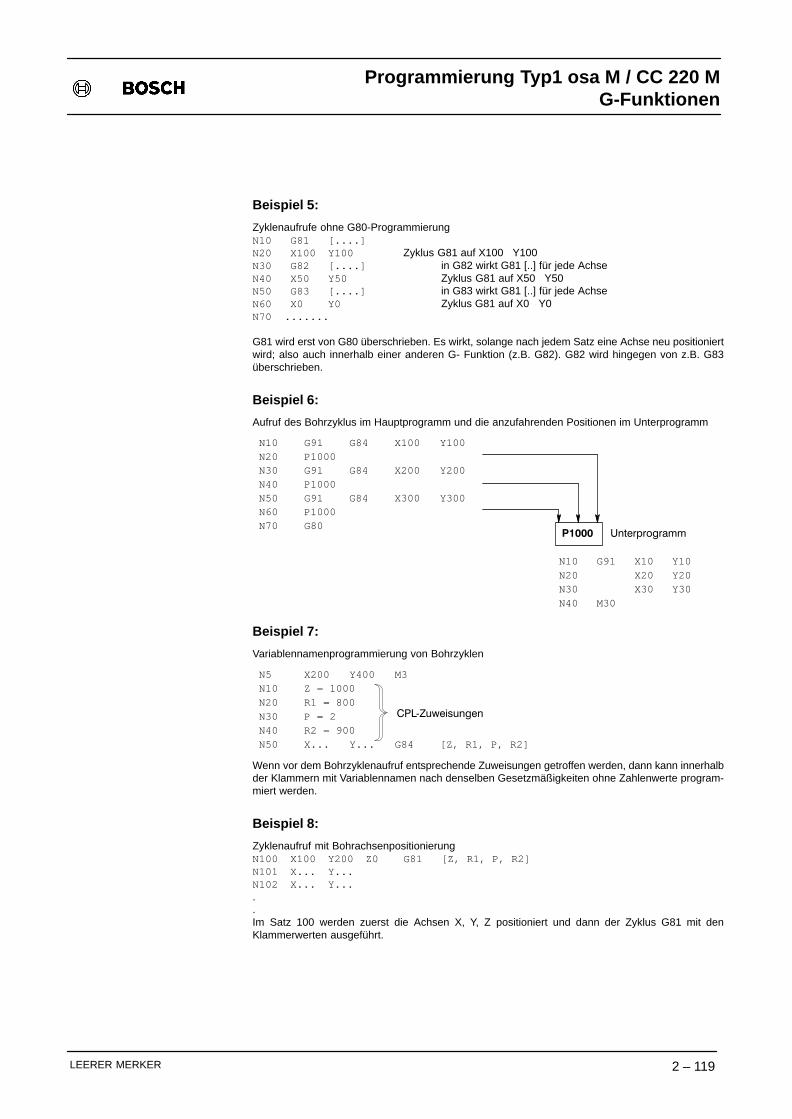
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 119LEERER MERKER
Beispiel 5:
Zyklenaufrufe ohne G80-ProgrammierungN10 G81 [....] N20 X100 Y100 Zyklus G81 auf X100 Y100N30 G82 [....] in G82 wirkt G81 [..] für jede AchseN40 X50 Y50 Zyklus G81 auf X50 Y50N50 G83 [....] in G83 wirkt G81 [..] für jede AchseN60 X0 Y0 Zyklus G81 auf X0 Y0N70 .......
G81 wird erst von G80 überschrieben. Es wirkt, solange nach jedem Satz eine Achse neu positioniertwird; also auch innerhalb einer anderen G- Funktion (z.B. G82). G82 wird hingegen von z.B. G83überschrieben.
Beispiel 6:
Aufruf des Bohrzyklus im Hauptprogramm und die anzufahrenden Positionen im Unterprogramm
N10 G91 G84 X100 Y100N20 P1000N30 G91 G84 X200 Y200N40 P1000N50 G91 G84 X300 Y300N60 P1000N70 G80
�P1000 � Unterprogramm
N10 G91 X10 Y10
N20 X20 Y20N30 X30 Y30
N40 M30
Beispiel 7:
Variablennamenprogrammierung von Bohrzyklen
N5 X200 Y400 M3N10 Z = 1000
N20 R1 = 800
N30 P = 2N40 R2 = 900
N50 X... Y... G84 [Z, R1, P, R2]
CPL�Zuweisungen
Wenn vor dem Bohrzyklenaufruf entsprechende Zuweisungen getroffen werden, dann kann innerhalbder Klammern mit Variablennamen nach denselben Gesetzmäßigkeiten ohne Zahlenwerte program-miert werden.
Beispiel 8:
Zyklenaufruf mit BohrachsenpositionierungN100 X100 Y200 Z0 G81 [Z, R1, P, R2]N101 X... Y...N102 X... Y.....Im Satz 100 werden zuerst die Achsen X, Y, Z positioniert und dann der Zyklus G81 mit denKlammerwerten ausgeführt.
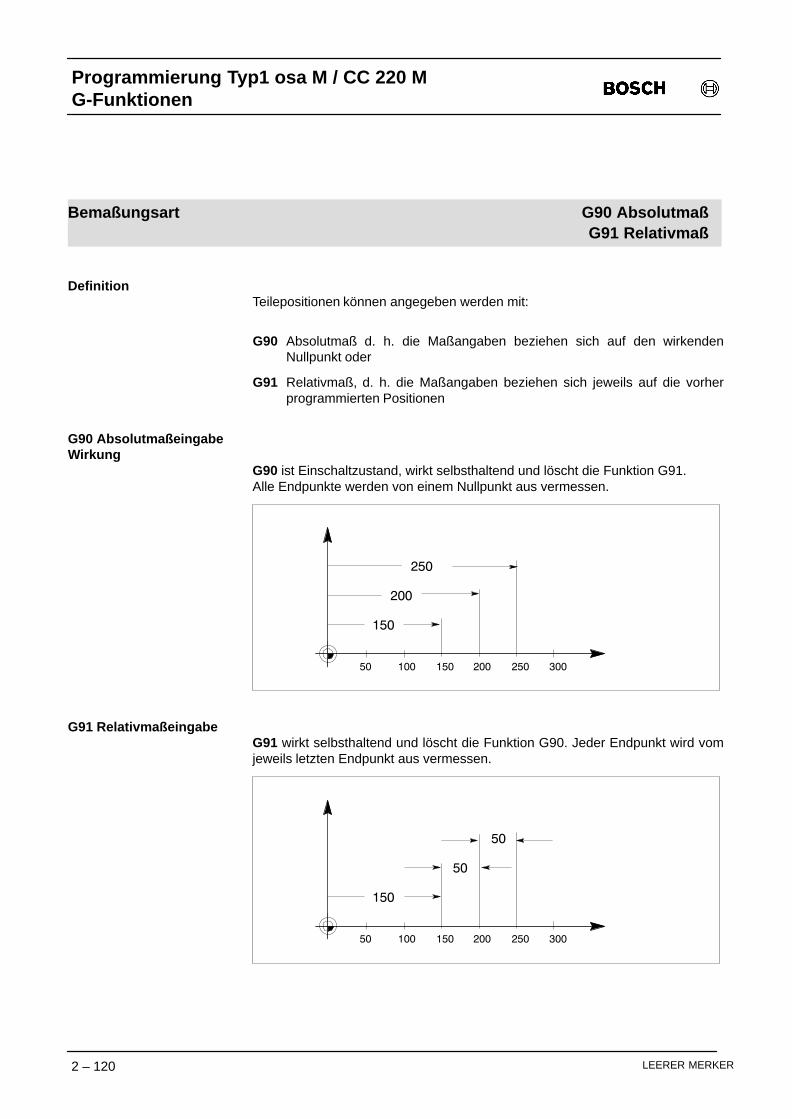
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 120 LEERER MERKER
Bemaßungsart G90 AbsolutmaßG91 Relativmaß
DefinitionTeilepositionen können angegeben werden mit:
G90 Absolutmaß d. h. die Maßangaben beziehen sich auf den wirkendenNullpunkt oder
G91 Relativmaß, d. h. die Maßangaben beziehen sich jeweils auf die vorherprogrammierten Positionen
G90 AbsolutmaßeingabeWirkung
G90 ist Einschaltzustand, wirkt selbsthaltend und löscht die Funktion G91. Alle Endpunkte werden von einem Nullpunkt aus vermessen.
10050 150 200 250 300
250
200
150
G91 RelativmaßeingabeG91 wirkt selbsthaltend und löscht die Funktion G90. Jeder Endpunkt wird vomjeweils letzten Endpunkt aus vermessen.
10050 150 200 250 300
50
50
150
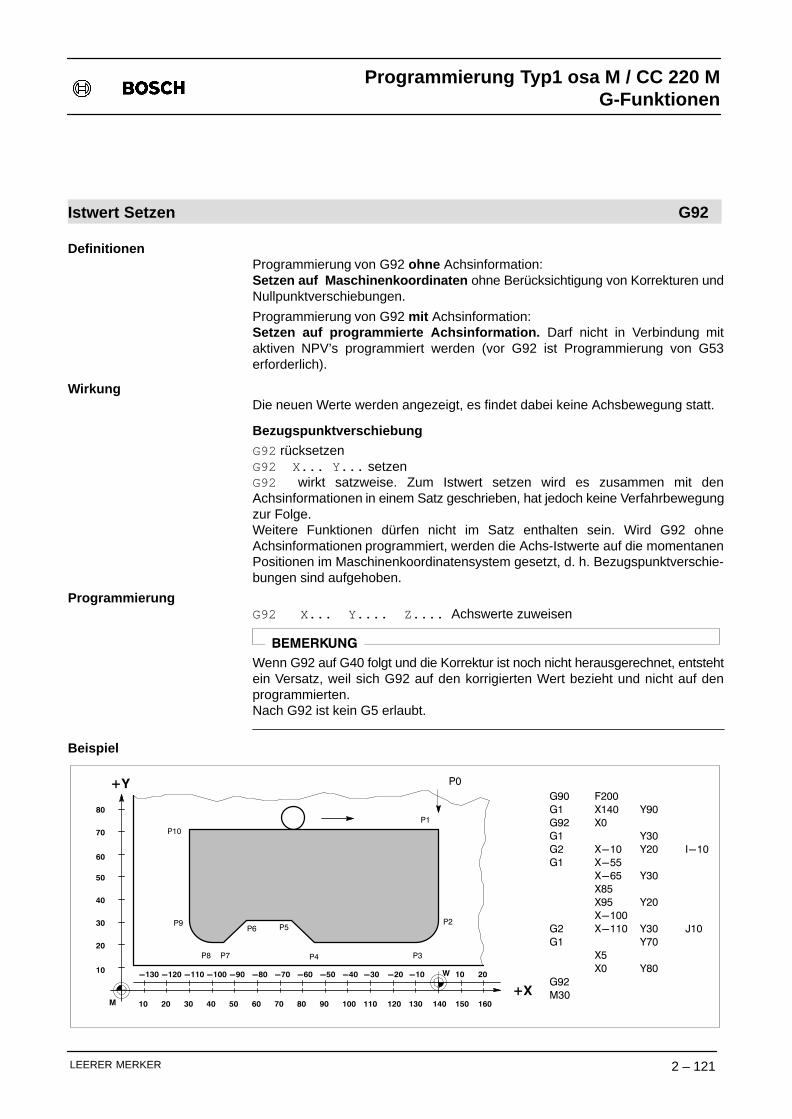
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 121LEERER MERKER
Istwert Setzen G92
DefinitionenProgrammierung von G92 ohne Achsinformation:Setzen auf Maschinenkoordinaten ohne Berücksichtigung von Korrekturen undNullpunktverschiebungen.
Programmierung von G92 mit Achsinformation:Setzen auf programmierte Achsinformation. Darf nicht in Verbindung mitaktiven NPV’s programmiert werden (vor G92 ist Programmierung von G53erforderlich).
WirkungDie neuen Werte werden angezeigt, es findet dabei keine Achsbewegung statt.
Bezugspunktverschiebung
G92 rücksetzenG92 X... Y... setzenG92 wirkt satzweise. Zum Istwert setzen wird es zusammen mit denAchsinformationen in einem Satz geschrieben, hat jedoch keine Verfahrbewegungzur Folge.Weitere Funktionen dürfen nicht im Satz enthalten sein. Wird G92 ohneAchsinformationen programmiert, werden die Achs-Istwerte auf die momentanenPositionen im Maschinenkoordinatensystem gesetzt, d. h. Bezugspunktverschie-bungen sind aufgehoben.
ProgrammierungG92 X... Y.... Z.... Achswerte zuweisen
BEMERKUNG
Wenn G92 auf G40 folgt und die Korrektur ist noch nicht herausgerechnet, entstehtein Versatz, weil sich G92 auf den korrigierten Wert bezieht und nicht auf denprogrammierten.Nach G92 ist kein G5 erlaubt.
Beispiel
+X
+Y
80
60
70
50
30
40
10
20
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160
P0
P10
P6
P7
P5
P4 P3
P2
P1
P9
P8
G90 F200G1 X140 Y90G92 X0G1 Y30G2 X-10 Y20 I-10G1 X-55
X-65 Y30X85X95 Y20X-100
G2 X-110 Y30 J10G1 Y70
X5 X0 Y80G92M30
-130 -120 -110 -100 -90 -80 -70 -60 -50 -40 -30 -20 -10 10 20
M
W
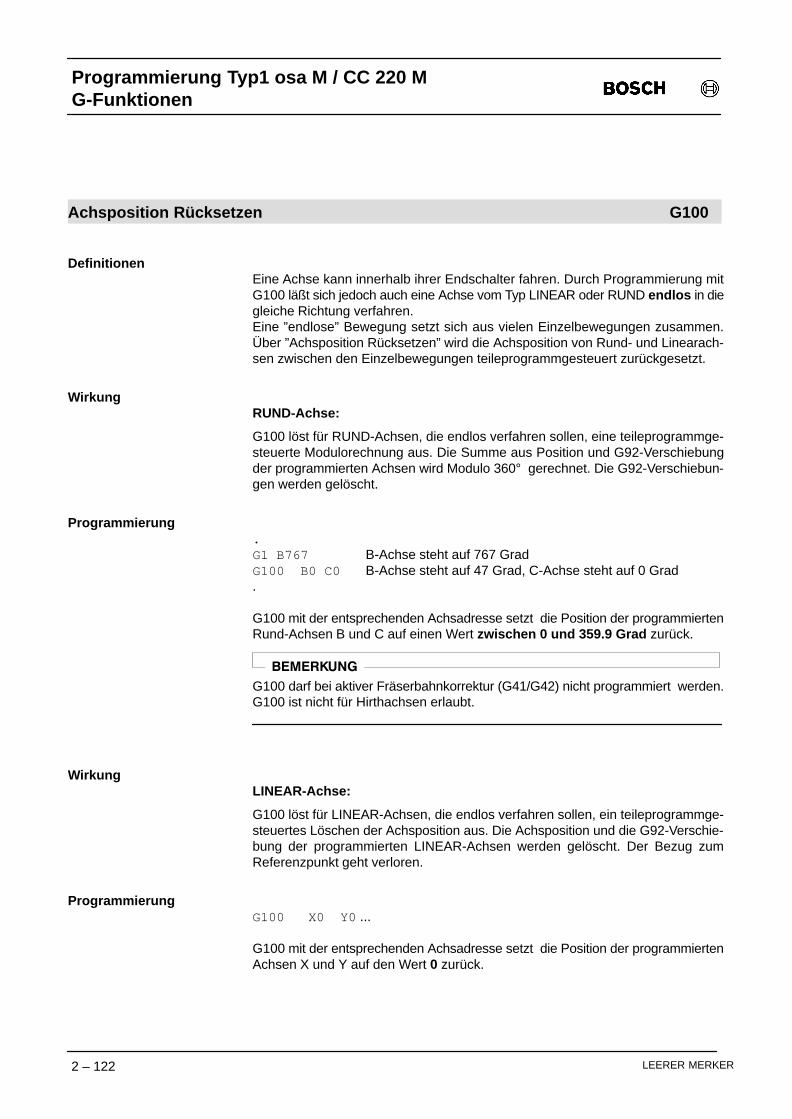
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 122 LEERER MERKER
Achsposition Rücksetzen G100
DefinitionenEine Achse kann innerhalb ihrer Endschalter fahren. Durch Programmierung mitG100 läßt sich jedoch auch eine Achse vom Typ LINEAR oder RUND endlos in diegleiche Richtung verfahren. Eine ”endlose” Bewegung setzt sich aus vielen Einzelbewegungen zusammen.Über ”Achsposition Rücksetzen” wird die Achsposition von Rund- und Linearach-sen zwischen den Einzelbewegungen teileprogrammgesteuert zurückgesetzt.
WirkungRUND-Achse:
G100 löst für RUND-Achsen, die endlos verfahren sollen, eine teileprogrammge-steuerte Modulorechnung aus. Die Summe aus Position und G92-Verschiebungder programmierten Achsen wird Modulo 360° gerechnet. Die G92-Verschiebun-gen werden gelöscht.
Programmierung.G1 B767 B-Achse steht auf 767 GradG100 B0 C0 B-Achse steht auf 47 Grad, C-Achse steht auf 0 Grad.
G100 mit der entsprechenden Achsadresse setzt die Position der programmiertenRund-Achsen B und C auf einen Wert zwischen 0 und 359.9 Grad zurück.
BEMERKUNG
G100 darf bei aktiver Fräserbahnkorrektur (G41/G42) nicht programmiert werden.G100 ist nicht für Hirthachsen erlaubt.
WirkungLINEAR-Achse:
G100 löst für LINEAR-Achsen, die endlos verfahren sollen, ein teileprogrammge-steuertes Löschen der Achsposition aus. Die Achsposition und die G92-Verschie-bung der programmierten LINEAR-Achsen werden gelöscht. Der Bezug zumReferenzpunkt geht verloren.
ProgrammierungG100 X0 Y0 ...
G100 mit der entsprechenden Achsadresse setzt die Position der programmiertenAchsen X und Y auf den Wert 0 zurück.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 123LEERER MERKER
BeispielFahrbereich: X = 3000
X ist eine endlose Linearachse (P6516[11]=1)
N05 G0 X0N10 G1 X2950 F100N20 G100 X0 ; G100 mit der entsprechenden Achsadresse
setzt die Position der programmierten Linear-achsen auf den Wert 0 zurück.
N30 G1 X2950 F100N40 M30
BEMERKUNG
Das Anfahren maschinenfester Positionen (G74, G174, G76) ist für alleLINEAR-Achsen, für die G100 erlaubt ist, verboten.
G100 darf bei aktiver Fräserbahnkorrektur (G41/G42) nicht programmiert werden.
Ein Meßtasterposition (PPOS Achsnummer), die mit G75 an einer Achse, für dieG100 erlaubt ist, ermittelt wurde, liefert eine Position relativ zur Position beimletzten Nullsetzen.
Allgemeine Hinweise:
BEMERKUNG
RUND- und LINEAR-Achsen können zusammen mit G100 programmiert werden.
Es dürfen nur Achsen vom Typ LINEAR und RUND programmiert werden.Asynchrone Achsen werden von der Steuerung ignoriert.
Alle LINEAR-Achsen, für die G100 erlaubt sein soll, müssen in den Maschinen-parametern P107 und P6516 [11] eingetragen werden.
Alle RUND-Achsen, für die G100 erlaubt sein soll, müssen in dem Maschinen-parameter P107 eingetragen werden.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 124 LEERER MERKER
Drehzahlbegrenzung Spindel G192G292
VorbedingungSpindelansteuerung mit analogem Ausgang durch die CNC.
WirkungWährend eines Bearbeitungsabschnittes kann ein minimaler und/oder maximalerDrehzahlwert als Drehzahlbegrenzung für die Spindel programmiert werden. DieGrenzwerte gelten für alle Getriebestufen, wirken aber nur, wenn sie innerhalb derGetriebestufengrenzen liegen.G192 S1500 (Minimalwert)G292 S2500 (Maximalwert)G192 S0 (Aufheben Minimalwert)G292 S–1 (Aufheben Maximalwert)
ProgrammierbeispieleN100 X_ _ Y_ _ G192 S1500 M10N101 X_ _ Y_ _ G292 S2500 T40.N500 X_ _ Y_ _ G292 S–1
BEMERKUNG
� Die hierbei programmierten S-Werte haben keinen Einfluß auf dieDrehzahlen in Verbindung mit M3-/M4-Programmierung. Die Begrenzungwirkt bis M2/M30, Grundstellung, Logik Löschen oder eine der Löschfunktio-nen aktiv wird.
� Die programmierten Grenzwerte können nicht mit dem Spindelpoti über- oderunterschritten werden.
� G192/G292 können durch Programmierung neuer Grenzwerte überschrie-ben werden oder durch LOGIK LOESCHEN, GRUNDSTELLUNG und M30gelöscht werden.
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 125LEERER MERKER
Zeitprogrammierung G93
Definition Mit aktivem G93 kann die Bearbeitungszeit für eine programmierte lineare (G1)oder zirkulare (G2, G3, G5, G73) Wegstrecke bestimmt werden. Die gilt auch dann,wenn in Polarkoordinaten programmiert wird.Die Bearbeitungszeit wird über das F-Wort bestimmt.
Wirkung� G93 ist selbsthaltend.
� Das mit G93 programmierte F-Wort ist modal wirksam.
� G93 wird durch G94 oder G95 gelöscht
� Format des F-Wortes bei G93: F 6.1 in Sekunden
Programmierung G 93 Zeitprogrammierung
G93 kann alleine oder mit G-Funktionen aus anderen Gruppen zusammenprogrammiert werden. Ebenso sind Achs- und Schaltinformationen im G93 - Satzprogrammierbar.Die Bearbeitungszeit in Sekunden wird über das F-Wort programmiert.Das F-Wort muß nicht bei jeder neu zu verfahrenden Wegstrecke wiederprogrammiert werden. Es ist aber aus technologischen Gründen sinnvoll dies zutun.G93 braucht nur einmal vor den zu verfahrenden Wegstrecken programmiertwerden.
N100 G93 G1 X100 Y200 A50 B120 F60
Es wird eine Linearinterpolation durchgeführt, die 60 Sekunden dauert.
G93 Invers Time Programmierung (Programmaustauschbarkeit für ”System 5”- und ”Micro 5”-Programme)
Um Programme älterer Steuerungen abarbeiten zu können, kann per Maschinen-parameter (P6516[7] die ”G93 Umkehrzeitprogrammierung” voreingestelltwerden.
Auch hier handelt es sich um eine Programmierung der Bearbeitungszeit fürlineare und zirkulare Wegstrecken mit Hilfe des F-Wortes. Die Berechnung desF-Wortes erfolgt für Linear- und Zirkularinterpolation auf zwei verschiedene Arten:
� NIT = (Normal Inverse Time), wenn der berechnete F-Wert �1(Format 6.1)
� EIT = (Extended Inverse Time), wenn der berechnete F-Wort <1(Format –3.4)
F(NIT) =1
=x FaktorVorschub (mm/min)
Verfahrweg (mm)x Faktor =
V
Sx Faktor
t
F(EIT) = x (-1024) x Faktor =V
S
1
tx (-1024) x Faktor
Linearinterpolation G93 Umkehrprogrammierung
Berechnung des F–Wortes für:
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 126 LEERER MERKER
F(NIT) =Bogenlänge
=x FaktorVorschub (mm/min)
Radius (mm)x Faktor =
V
Rx Faktor
t
F(EIT) = x (-1024) x Faktor =V
Rx (-1024) x Faktor
Zirkularinterpolation G93 Umkehrprogrammierung
Bogenlänge
t
Faktor:
G93 Umkehrprogrammierung (NIT, EIT): Faktor = 1 (Micro 5-Progr.)
G93 Umkehrprogrammierung (NIT, EIT): Faktor = 10 (System 5-Progr.)
Es gelten die Wirkungen und Einschränkungen der G93 Zeitprogrammierung.
Anwendung
G93 Umkehrprogrammierung wird verwendet, wenn die Berechnung der Vor-schubgeschwindigkeit (mm/min) z.B. bei 3D-Interpolation ohne Rechnerunterstüt-zung zu schwierig wird.
Vorschub [mm/min] G94
Definition Das Verfahren der Achsen im Vorschub mm/min wird durch die WegbedingungG94 und das F-Wort vorbereitet.Die nachfolgenden Achsinformationen werden im Bahnvorschub entsprechenddem F-Wort in mm/min interpolierend verfahren.
Beispiel: N10 G1 G94 X200 Z–300 F200
Wirkung� wirkt modal� wird gelöscht durch G95 oder G93� löscht G95 und G93� kann auch in Verbindung mit anderen Wegbedingungen innerhalb eines
Satzes programmiert werden.
Das F-Wort hat die Bedeutung ”Vorschubwert in mm/min” (über Maschinenpara-meter einstellbar).
F1 = Vorschubgeschwindigkeit von 1 mm/min
Das F-Wort ist max. 7-stellig (6.1) und kann mit/ohne Dezimalpunkt programmiertwerden. Die Begrenzung für das F-Wort richtet sich nach dem Maximalwert derVorschubgeschwindigkeit der beteiligten Achsparameter.Das F-Wort in mm/min wirkt modal, es wird nur durch ein neues F-Wort (von G94)überschrieben.Netz Aus, Grundstellung und G95 F löschen das F-Wort von G94 nicht!
ProgrammierungN10 G1 G94 X200 Z300 F200 Vorschub F=200 mm/minN11 G4 F400 Verweilzeit F=400 SekundenN12 X300 Z400 Vorschub F=200 mm/min
wirkt wieder
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 127LEERER MERKER
Vorschub [mm/U] G95
DefinitionDas Verfahren der Achsen im Vorschub mm/U wird durch die Wegbedingung G95und das F-Wort vorbereitet.Vor der 1. Weginformation, die mit G95 verarbeitet werden soll, muß dieHauptspindel angesteuert werden.Bei laufender Hauptspindel werden die nachfolgenden Achseninformationen imVorschub mm/U entsprechend dem F-Wort interpolierend verfahren.
Beispiel:
N9 S200 M4N10 G95 X200 Z300 F2
Wirkung� wirkt modal
� wird gelöscht durch G94 oder G93
� löscht G94 und G93
� kann in Verbindung mit anderen Weginformationen innerhalb eines Satzesprogrammiert werden.
Das F-Wort hat die Bedeutung ”Vorschubwert in mm/U”.
Format / DimensionDas F-Wort für G95 hat das Format 4.3-stellig.
Das F-Wort kann mit/ohne Dezimalpunkt programmiert werden, die vorlaufendenNullen können entfallen.Das F-Wort für mm/U wirkt modal, es wird nur durch ein neues F-Wort von G95überschrieben. Netz Aus, Grundstellung und G94 F.. löschen das F-Wort von G95nicht.
VerweilzeitWird bei wirksamen G94 oder G95 ein G4- oder G104-Satz mit einem F-Wortprogrammiert (ohne Weginformation), so wird eine entsprechende Verweilzeit inSekunden bzw. Spindelumdrehungen wirksam.
Wirksamkeit:
Das programmierte F-Wort wirkt für G4 und G104 satzweise und muß in jedemVerweilsatz neu geschrieben werden.Danach wird der alte programmierte Vorschub wieder wirksam.
ProgrammierungN10 G1 G95 X200 Z400 F10.5N20 G104 F5 (Verweilzeit 5 Umdrehungen)N30 X0 Z0 (es wirkt wieder der Vorschub 10.5 mm/U)
Programmierung Typ1 osa M / CC 220 MG-Funktionen
2 – 128 LEERER MERKER
Schneller Rückzug EIN G98Schneller Rückzug AUS G99
DefinitionÜberwachungen von kritischen Bearbeitungsabläufen an der Maschine verlangenim Ansprechfalle ein gezieltes Eingreifen und schnelles Reagieren, um größereSchäden an Werkstück und Maschine zu verhindern.
WirkungDer Bearbeitungsprozeß selbst wird grundsätzlich extern überwacht, wobei dieReaktion als Folge davon die CNC übernimmt.
Schneller Eingang auf der CC220 Servo-Karte (X51):Ein im Teileprogramm mit G98 gekennzeichneter Satz kommt unmittelbar zurBearbeitung, wenn der schnelle Eingang mit High-Pegel (+24V) beaufschlagt wird.Hierbei wird der gerade aktive Satz in seiner Ausführung abgebrochen. AlsReaktion darauf kann die CNC einen aus Weginformationen bestehenden linearenDIN-Satz bearbeiten und ausführen. Entsprechende Wegbedingungen (G0, G1)sowie Vorschub F dürfen zusätzlich programmiert werden.Die Verfahrinformationen werden grundsätzlich inkremental ausgeführt und sinddemzufolge als Inkrementalwerte zu programmieren.
ProgrammierungG98 kennzeichnet den evtl. auszuführenden Satz.Dieser bleibt solange aktiv bis G99 programmiert wird.G98 wirkt modal und kann nur durch G99 gelöscht werden.G99 ist Einschaltzustand.
Beispiel:.N120 X0 Y0 G1 F1000N125 G98 G0 X500 Y200 Z400 ;z.B. Wegfahren vom WerkstückN130 G1.... X100 F900 ;Beginn der Bearbeitung
;während der Bearbeitung löst ein Sensor (über einenschnellen Eingang) eine Unterbrechung des Prozesses aus.Die Sätze N180, N190 werden nicht mehr abgearbeitet, stattdessen springt das Programm direkt in N125 und führt dieAnweisungen unter G98 aus.
N180 X200 Y300N190 X500 Y600N200 G99
Mit G99 werden die unter G98 abgespeicherten Informationen gelöscht.Im G98-Satz müssen demzufolge alle auszuführenden Achsbewegungen immerwieder programmiert werden.
Der Satz N125 kommt zur Ausführung im Programmbereich N130 bis N199, wennentsprechendes IF-Signal anspricht.
Direkte Unterprogrammaufrufe (P, Q) sind im G98-Satz nicht möglich.In einem Satz mit G98 darf kein G73 programmiert werden.
BEMERKUNG
Es ist darauf zu achten, daß die inkrementale Rückzugsbewegung die Software-Endschalterbereiche nicht überschreitet.
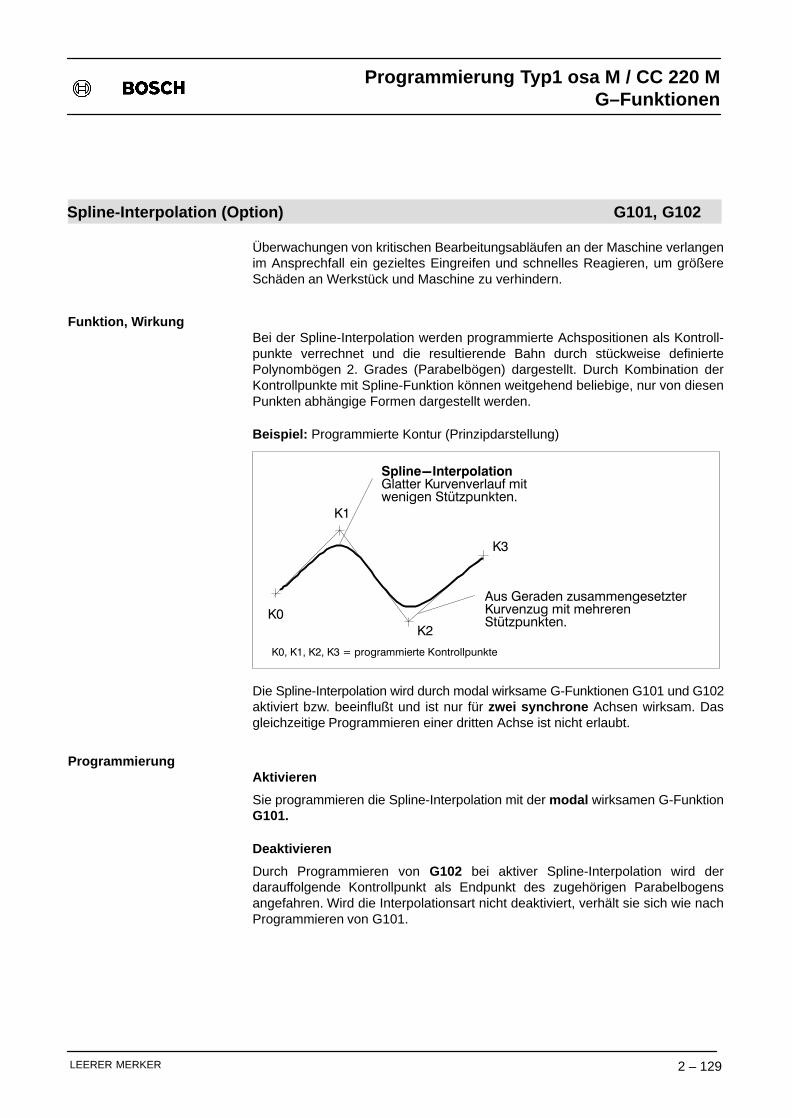
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 129LEERER MERKER
Spline-Interpolation (Option) G101, G102
Überwachungen von kritischen Bearbeitungsabläufen an der Maschine verlangenim Ansprechfall ein gezieltes Eingreifen und schnelles Reagieren, um größereSchäden an Werkstück und Maschine zu verhindern.
Funktion, WirkungBei der Spline-Interpolation werden programmierte Achspositionen als Kontroll-punkte verrechnet und die resultierende Bahn durch stückweise definiertePolynombögen 2. Grades (Parabelbögen) dargestellt. Durch Kombination derKontrollpunkte mit Spline-Funktion können weitgehend beliebige, nur von diesenPunkten abhängige Formen dargestellt werden.
Beispiel: Programmierte Kontur (Prinzipdarstellung)
Spline-InterpolationGlatter Kurvenverlauf mit wenigen Stützpunkten.
Aus Geraden zusammengesetzterKurvenzug mit mehrerenStützpunkten.
K0
K1
K2
K3
K0, K1, K2, K3 = programmierte Kontrollpunkte
Die Spline-Interpolation wird durch modal wirksame G-Funktionen G101 und G102aktiviert bzw. beeinflußt und ist nur für zwei synchrone Achsen wirksam. Dasgleichzeitige Programmieren einer dritten Achse ist nicht erlaubt.
ProgrammierungAktivieren
Sie programmieren die Spline-Interpolation mit der modal wirksamen G-FunktionG101.
Deaktivieren
Durch Programmieren von G102 bei aktiver Spline-Interpolation wird derdarauffolgende Kontrollpunkt als Endpunkt des zugehörigen Parabelbogensangefahren. Wird die Interpolationsart nicht deaktiviert, verhält sie sich wie nachProgrammieren von G101.
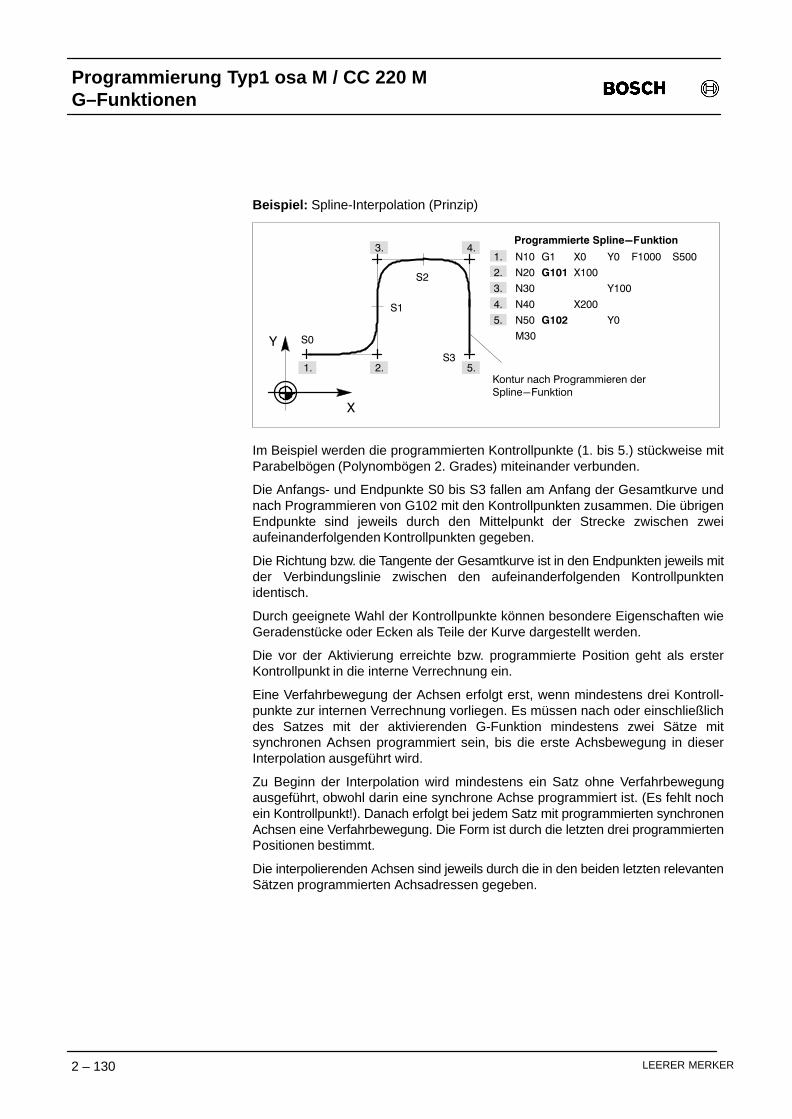
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 130 LEERER MERKER
Beispiel: Spline-Interpolation (Prinzip)
N10 G1 X0 Y0 F1000 S500
N20
N30
N40
N50
G101
G102
X100
X200
Y100
M30
Kontur nach Programmieren derSpline-Funktion
Programmierte Spline-Funktion
1. 2.
3. 4.
5.
X
Y
Y0
1.
2.
3.
4.
5.
S0
S1
S2
S3
Im Beispiel werden die programmierten Kontrollpunkte (1. bis 5.) stückweise mitParabelbögen (Polynombögen 2. Grades) miteinander verbunden.
Die Anfangs- und Endpunkte S0 bis S3 fallen am Anfang der Gesamtkurve undnach Programmieren von G102 mit den Kontrollpunkten zusammen. Die übrigenEndpunkte sind jeweils durch den Mittelpunkt der Strecke zwischen zweiaufeinanderfolgenden Kontrollpunkten gegeben.
Die Richtung bzw. die Tangente der Gesamtkurve ist in den Endpunkten jeweils mitder Verbindungslinie zwischen den aufeinanderfolgenden Kontrollpunktenidentisch.
Durch geeignete Wahl der Kontrollpunkte können besondere Eigenschaften wieGeradenstücke oder Ecken als Teile der Kurve dargestellt werden.
Die vor der Aktivierung erreichte bzw. programmierte Position geht als ersterKontrollpunkt in die interne Verrechnung ein.
Eine Verfahrbewegung der Achsen erfolgt erst, wenn mindestens drei Kontroll-punkte zur internen Verrechnung vorliegen. Es müssen nach oder einschließlichdes Satzes mit der aktivierenden G-Funktion mindestens zwei Sätze mitsynchronen Achsen programmiert sein, bis die erste Achsbewegung in dieserInterpolation ausgeführt wird.
Zu Beginn der Interpolation wird mindestens ein Satz ohne Verfahrbewegungausgeführt, obwohl darin eine synchrone Achse programmiert ist. (Es fehlt nochein Kontrollpunkt!). Danach erfolgt bei jedem Satz mit programmierten synchronenAchsen eine Verfahrbewegung. Die Form ist durch die letzten drei programmiertenPositionen bestimmt.
Die interpolierenden Achsen sind jeweils durch die in den beiden letzten relevantenSätzen programmierten Achsadressen gegeben.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 131LEERER MERKER
Abwahl der Spline-InterpolationAbwahl der Spline-Interpolation mit:
� Programmieren einer anderen G-Funktion aus der Gruppe derInterpolationsfunktionen.
� Grundstellung.
� Programmierung von M2 oder M30.
� Programmabwahl.
EinschränkungenFolgende Funktionen sind bei aktiver Spline-Interpolation nur eingeschränktmöglich:
� G70, G71 Inch/Metrisch-Umschaltung bei aktiver Spline-Interpolation ist nichterlaubt.
� G93, G94, G95 Der max. Vorschub wird in Abhängigkeit von der maximalenKrümmung des aktuellen Spline-Satzes mit einem internen Reduzierfaktorversehen.
Es erfolgt keine Überwachung:
� G130, G131, G132 Tangentiale Werkzeugführung
Folgende Funktionen werden bei aktiver Spline-Interpolation nicht wirksam bzw.führen zu einer Fehlermeldung:
� G4, G104 Verweilzeitprogrammierung
� G8, G108, G109, G110 Bahnslope
� G14 KV-Programmierung
� G16 KV-Messung
� G22 P, Q Unterprogrammaufruf
� G28, G128 Eckenverzögerung
� G41, G42 Fräserbahnkorrektur
� G46, G47, G48 Werkzeugorientierung
� G143, G144, .... G844 Achsparallele Korrektur
� G64 Vorschubkorrektur
� G68 Konturübergänge
� G74, G174, G274 Referenzpunktanfahren
� G75 Meßtastereingang
� G76 Maschinenfeste Achsposition anfahren
� G81, G82, .... G86 Arbeitszyklen
� G....Benutzerdefinierte G-Funktionen
� G92 Istwert setzen
� G115 Geschwindigkeitsvorsteuerung
� G145 Werkzeugtabellenkorrektur
� G890, G892, G894, G992 Laserleistungssteuerung
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 132 LEERER MERKER
Konturabhängige Vorschubbeeinflussung (Option) G108, G109, G110, G8
Funktion, Wirkung
Mit der konturabhängigen Vorschubbeeinflussung haben Sie aufgrund der freiprogrammierbaren Struktur vielfältige Möglichkeiten, das Geschwindigkeitsprofilder Bearbeitung so zu ändern, daß optimale Bearbeitungsergebnisse und Zeitenentstehen. Die Strategieparameter sind im Maschinenparameterprogramm(P6800 Look ahead) abgelegt.
� Sie programmieren über G-Funktionen eine geforderte Strategie.
� Sie berücksichtigen die Blockzykluszeit der Steuerung
Aufgrund des dynamischen Vorausschaubereiches über 10 Programmsätze wird,je nach Programmierung, die Geschwindigkeit an den Satzübergängen nur so weitabgesenkt wie es für die programmierte Kontur des Werkstückes erforderlich istbzw. die Geschwindigkeit bleibt sogar konstant. Insbesondere ermöglicht dieFunktion aufgrund des dynamischen Vorausschaubereiches ein Beschleunigenoder Verzögern über mehrere Sätze hinweg.
Vorteile der konturabhängigen Vorschubbeeinflussung:
� Kürzere Bearbeitungszeit durch geringere Anzahl von Slope-Down-Vorgängen innerhalb des Teileprogrammes.
� Hohe Vorschübe auch bei kurzen Verfahrsätzen , da durch den ver-größerten Vorausschaubereich automatisch über mehrere Sätzebeschleunigt werden kann.
� Automatische Geschwindigkeitsreduktion. Der Vorschub kann so reduziertwerden, daß keine Geschwindigkeitseinbrüche durch die Blockzykluszeitauftreten (z.B. bei sehr kurzen Verfahrsätzen).
� Aufgrund des glatten Geschwindigkeitsprofils ergibt sich eine optimaleBearbeitungsqualität .
� Slope-Verhalten am Anfang und Ende eines Vorschub-Zyklusses.
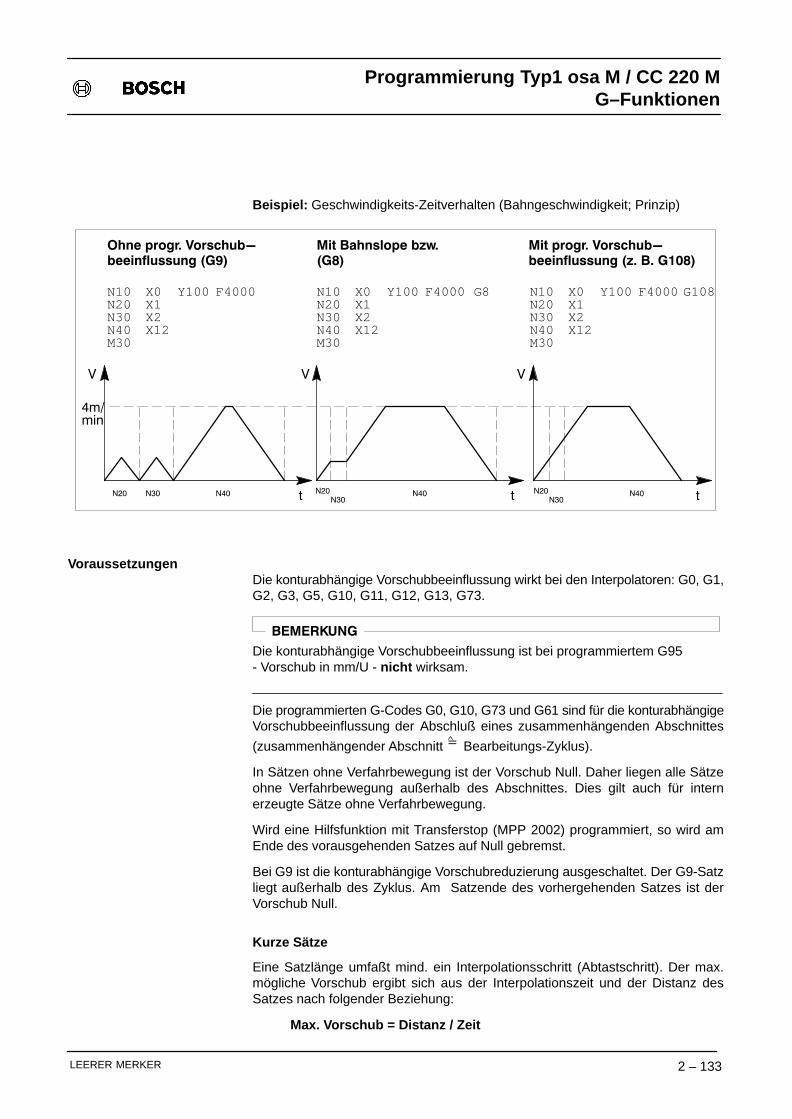
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 133LEERER MERKER
Beispiel: Geschwindigkeits-Zeitverhalten (Bahngeschwindigkeit; Prinzip)
N10 X0 Y100 F4000N20 X1N30N40M30
X2X12
N10 X0 Y100 F4000N20 X1N30N40M30
X2X12
G108
t t
V V
N20 N30 N40 N40
Ohne progr. Vorschub-beeinflussung (G9)
Mit progr. Vorschub-beeinflussung (z. B. G108)
4m/min
t
N10 X0 Y100 F4000N20 X1N30N40M30
X2X12
Mit Bahnslope bzw. (G8)
G8
N20N30
N40
V
N20N30
VoraussetzungenDie konturabhängige Vorschubbeeinflussung wirkt bei den Interpolatoren: G0, G1,G2, G3, G5, G10, G11, G12, G13, G73.
BEMERKUNG
Die konturabhängige Vorschubbeeinflussung ist bei programmiertem G95- Vorschub in mm/U - nicht wirksam.
Die programmierten G-Codes G0, G10, G73 und G61 sind für die konturabhängigeVorschubbeeinflussung der Abschluß eines zusammenhängenden Abschnittes
(zusammenhängender Abschnitt = Bearbeitungs-Zyklus).
In Sätzen ohne Verfahrbewegung ist der Vorschub Null. Daher liegen alle Sätzeohne Verfahrbewegung außerhalb des Abschnittes. Dies gilt auch für internerzeugte Sätze ohne Verfahrbewegung.
Wird eine Hilfsfunktion mit Transferstop (MPP 2002) programmiert, so wird amEnde des vorausgehenden Satzes auf Null gebremst.
Bei G9 ist die konturabhängige Vorschubreduzierung ausgeschaltet. Der G9-Satzliegt außerhalb des Zyklus. Am Satzende des vorhergehenden Satzes ist derVorschub Null.
Kurze Sätze
Eine Satzlänge umfaßt mind. ein Interpolationsschritt (Abtastschritt). Der max.mögliche Vorschub ergibt sich aus der Interpolationszeit und der Distanz desSatzes nach folgender Beziehung:
Max. Vorschub = Distanz / Zeit
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 134 LEERER MERKER
Beispiel: Maximale Vorschubgeschwindigkeit
Interpolationsschritt = 10 msDistanz = 1mmMax. Vorschub-Geschwindigkeit = 1 mm/0.010 s
=100mm/s = 6000 mm/min
Besonders bei sehr kurzen Sätzen kann die so intern ermittelte Vorschubge-schwindigkeit kleiner als die programmierte Vorschubgeschwindigkeit werden.
Überblick
Sie programmieren die konturabhängige Vorschubbeeinflussung wahlweise mitden G-Codes G8, G108, G109 oder G110.
Um eine höchstmögliche Bearbeitungsqualität zu erreichen, ist die Wirkungsweiseder G-Codes in den verschiedenen Bearbeitungsphasen eines Werkstückesüber Maschinenparameter voreinstellbar.
Die Bearbeitungsphasen unterteilen sich in:
� Zyklusanfang (Werkzeug fährt das Werkstück an; oder nach Satz-Puffer-Überlauf). In dieser Bearbeitungsphase kann insbesondere mit dem Slope–Punkt auf die Qualität des Bearbeitungsprozesses eingewirkt werden.
� Bereich mit mehreren zusammenhängenden Bearbeitungsätzen (Werk-stück über mehrere Sätze in Bearbeitung durch das Werkzeug). In dieserBearbeitungsphase sind die für die Bearbeitung geeigneten Look ahead-Stra-tegien anzuwenden.
� Zyklusende (Werkzeug verläßt das Werkstück; oder nach Satz-Puffer-Über-lauf).In dieser Bearbeitungsphase kann insbesondere mit dem Slope–Punktauf die Qualität des Bearbeitungsprozesses eingewirkt werden.
Im folgenden wird auf die Einflußnahme mittels geeigneter Einstellungen nähereingegangen.
ProgrammierungSlope-Punkt Beeinflussung
Das Slope-Verhalten der Bearbeitungsphasen kann durch G8-Slope bzw.G108-Slope gesteuert werden:
� Slope-Punkt Beeinflussung im G108-Zyklus
Die Wirkungsweise des G-Codes wird über den Maschinenparameter P1003eingestellt.
Look ahead-Strategien
Durch die Wahl der Strategien der Satzübergangsgeschwindigkeit und durchdie blockzykluszeitgesteuerte Vorschubbeeinflussung werden die Parameterfür die Bearbeitungphase (konturabhängige Vorschubbeeinflussung im Bereichmehrerer zusammenhängender Bearbeitungsätze) eingestellt.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 135LEERER MERKER
Strategie der Satzübergangsgeschwindigkeit
� Konstante Satzübergangsgeschwindigkeit
� Satzübergangsgeschwindigkeit entsprechend dem Achssprungvermögen
� Programmierte Satzübergangsgeschwindigkeit
Die Wirkungsweise der G-Codes projektieren Sie über die Maschinenparameter-gruppe ”P 6800 Konturabhängige Vorschubbeeinflussung (Look ahead)” .
Mit Eingabe einer minimalen Pufferdistanz können Sie speziell das Geschwindig-keitsprofil in der Anlaufphase eines Bearbeitungszyklus - für jede Strategie -beeinflussen.
Strategie der Vorschubbeeinflussung, angepaßt an die Blockzykluszeit
� Automatische Blockzykluszeit-Vorschubreduzierung
� Verlängerungsfaktor für die Blockzykluszeit
� Verlängerungszeit bei Hilfsfunktionen
Die Wirkungsweise der G-Codes projektieren Sie über die Maschinenparameter-gruppe ”P 6800 Konturabhängige Vorschubbeeinflussung (Look ahead)” .
Weitere Hinweise und nähere Erläuterungen zum Parametrieren der einzelnenMaschinenparameter finden Sie im Handbuch ’Typ1 osa / CC 220 Maschinenpara-meter’.
Slope-Punkt Beeinflussung
Slope-Punkt Beeinflussung im G108-Zyklus
Ähnlich dem Slope für G8/G9 kann der Slope-Punkt für G108 im Maschinenpara-meter P1003 eingestellt werden. Beim Beschleunigen springt die Achse von Nullauf den im Maschinenparameter P1003 eingestellten Slope-Punkt. Beim Abbrem-sen wird umgekehrt vom Slope-Punkt auf Null gesprungen.
Der Slope-Punkt wirkt nur am Zyklusanfang und am Zyklusende . Ein G108-Zy-klus besteht meistens aus mehreren Sätzen, für die ein zusammenhängendesGeschwindigkeitsprofil berechnet wird. Der Zyklus endet nach G0-Sätzen, vor”Dummysätzen” oder wenn der Puffer der Satzvorbereitung leergearbeitet wurde.Während eines G108-Zyklus wirkt kein Slopepunkt an den Satzübergängen.
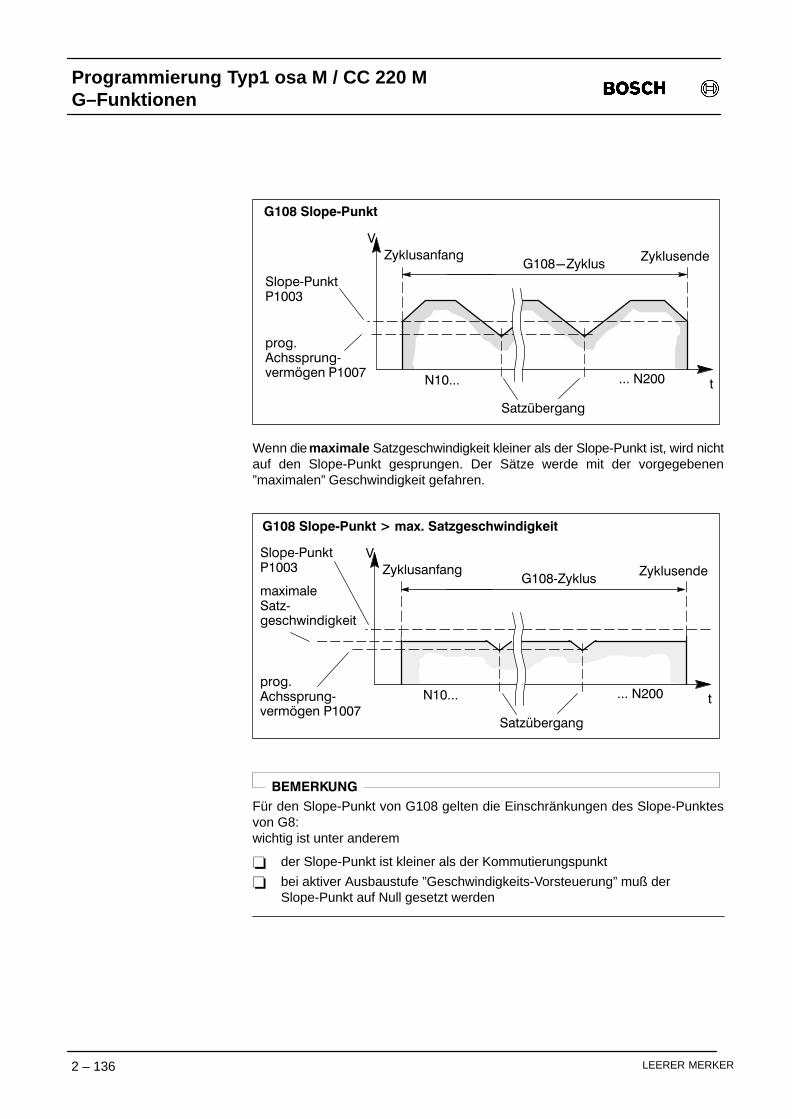
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 136 LEERER MERKER
t
V
N10... ... N200
Zyklusanfang ZyklusendeG108-Zyklus
Slope�PunktP1003
Satzübergang
prog.Achssprung�vermögen P1007
G108 Slope�Punkt
Wenn die maximale Satzgeschwindigkeit kleiner als der Slope-Punkt ist, wird nichtauf den Slope-Punkt gesprungen. Der Sätze werde mit der vorgegebenen”maximalen” Geschwindigkeit gefahren.
t
V
N10... ... N200
Zyklusanfang ZyklusendeG108�Zyklus
Slope�PunktP1003
Satzübergang
prog.Achssprung�vermögen P1007
G108 Slope�Punkt > max. Satzgeschwindigkeit
maximaleSatz�geschwindigkeit
BEMERKUNG
Für den Slope-Punkt von G108 gelten die Einschränkungen des Slope-Punktesvon G8:wichtig ist unter anderem
� der Slope-Punkt ist kleiner als der Kommutierungspunkt
� bei aktiver Ausbaustufe ”Geschwindigkeits-Vorsteuerung” muß derSlope-Punkt auf Null gesetzt werden
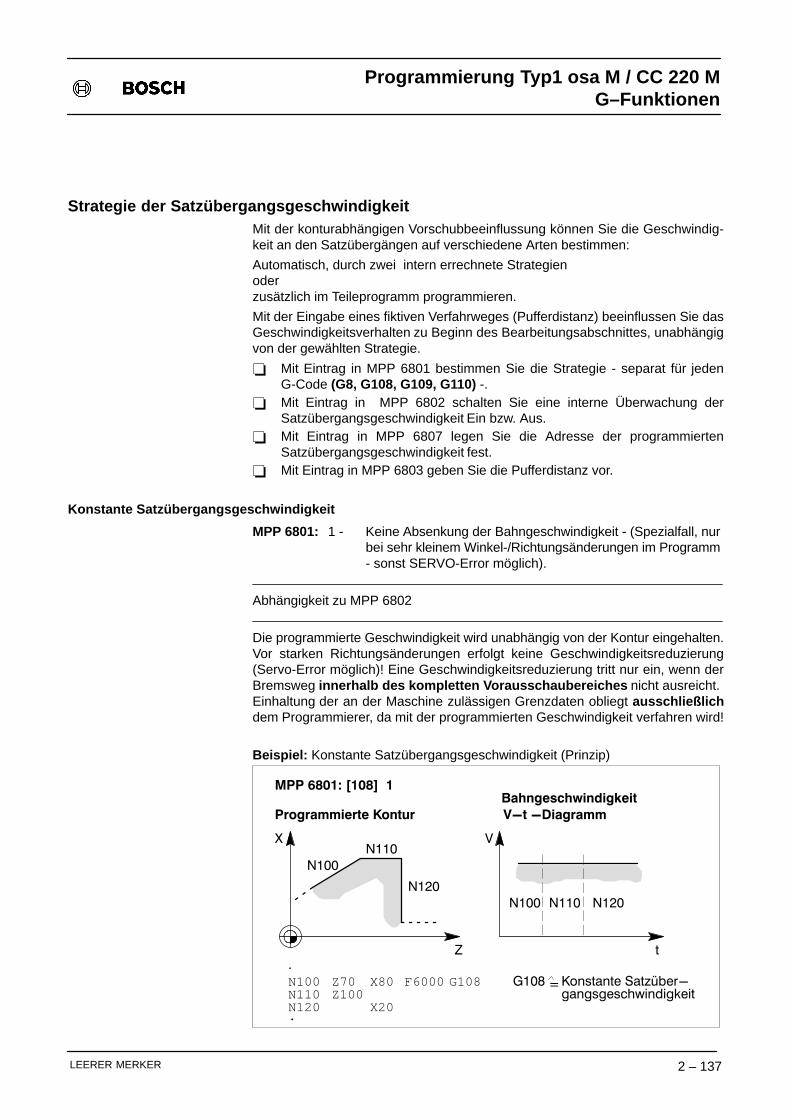
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 137LEERER MERKER
Strategie der SatzübergangsgeschwindigkeitMit der konturabhängigen Vorschubbeeinflussung können Sie die Geschwindig-keit an den Satzübergängen auf verschiedene Arten bestimmen:
Automatisch, durch zwei intern errechnete Strategienoderzusätzlich im Teileprogramm programmieren.
Mit der Eingabe eines fiktiven Verfahrweges (Pufferdistanz) beeinflussen Sie dasGeschwindigkeitsverhalten zu Beginn des Bearbeitungsabschnittes, unabhängigvon der gewählten Strategie.
� Mit Eintrag in MPP 6801 bestimmen Sie die Strategie - separat für jedenG-Code (G8, G108, G109, G110) -.
� Mit Eintrag in MPP 6802 schalten Sie eine interne Überwachung derSatzübergangsgeschwindigkeit Ein bzw. Aus.
� Mit Eintrag in MPP 6807 legen Sie die Adresse der programmiertenSatzübergangsgeschwindigkeit fest.
� Mit Eintrag in MPP 6803 geben Sie die Pufferdistanz vor.
Konstante Satzübergangsgeschwindigkeit
MPP 6801: 1 - Keine Absenkung der Bahngeschwindigkeit - (Spezialfall, nur bei sehr kleinem Winkel-/Richtungsänderungen im Programm - sonst SERVO-Error möglich).
Abhängigkeit zu MPP 6802
Die programmierte Geschwindigkeit wird unabhängig von der Kontur eingehalten.Vor starken Richtungsänderungen erfolgt keine Geschwindigkeitsreduzierung(Servo-Error möglich)! Eine Geschwindigkeitsreduzierung tritt nur ein, wenn derBremsweg innerhalb des kompletten Vorausschaubereiches nicht ausreicht.Einhaltung der an der Maschine zulässigen Grenzdaten obliegt ausschließlichdem Programmierer, da mit der programmierten Geschwindigkeit verfahren wird!
Beispiel: Konstante Satzübergangsgeschwindigkeit (Prinzip)
Z t
X V
Programmierte Kontur V-t -Diagramm
.N100 Z70 X80 F6000 G108N110N120
Z100X20
.
N100N110
N120N100 N110 N120
G108 Konstante Satzüber-gangsgeschwindigkeit
=
MPP 6801: [108] 1Bahngeschwindigkeit
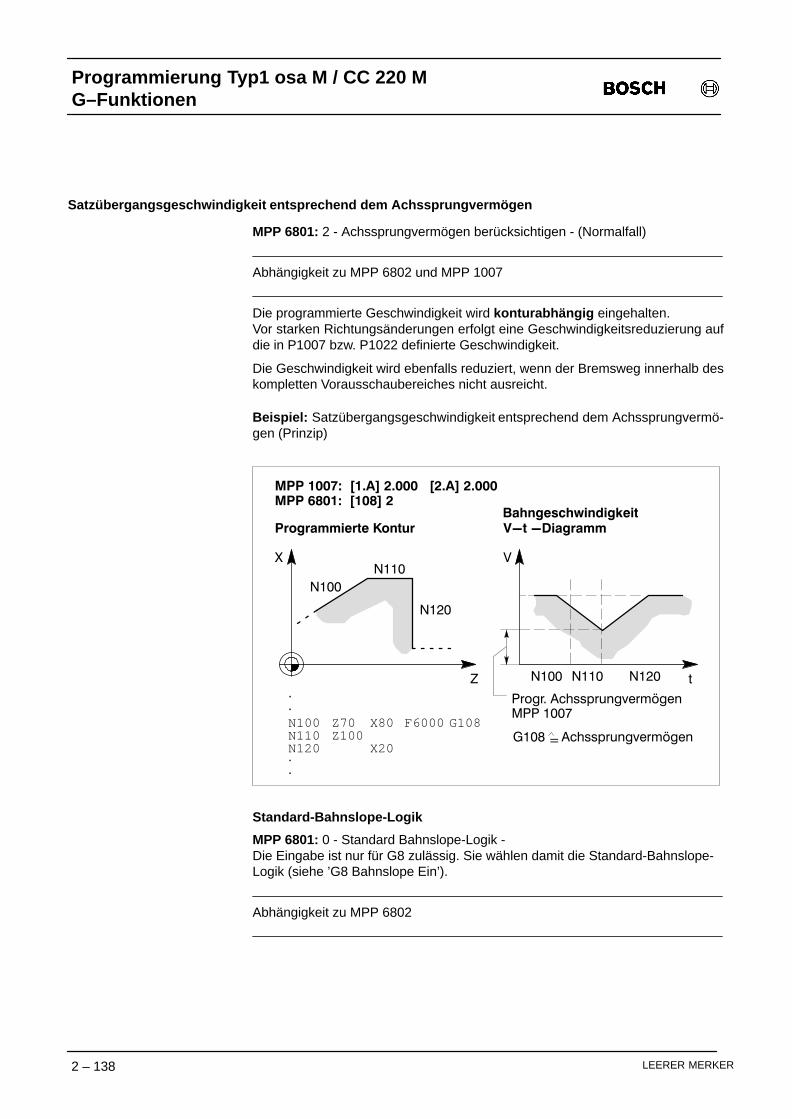
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 138 LEERER MERKER
Satzübergangsgeschwindigkeit entsprechend dem Achssprungvermögen
MPP 6801: 2 - Achssprungvermögen berücksichtigen - (Normalfall)
Abhängigkeit zu MPP 6802 und MPP 1007
Die programmierte Geschwindigkeit wird konturabhängig eingehalten.Vor starken Richtungsänderungen erfolgt eine Geschwindigkeitsreduzierung aufdie in P1007 bzw. P1022 definierte Geschwindigkeit.
Die Geschwindigkeit wird ebenfalls reduziert, wenn der Bremsweg innerhalb deskompletten Vorausschaubereiches nicht ausreicht.
Beispiel: Satzübergangsgeschwindigkeit entsprechend dem Achssprungvermö-gen (Prinzip)
Z t
X V
Programmierte Kontur V-t -Diagramm
.
.N100 Z70 X80 F6000 G108N110N120
Z100X20
.
.
N100N110
N120
N100 N110 N120
G108 Achssprungvermögen=
MPP 1007: [1.A] 2.000 [2.A] 2.000MPP 6801: [108] 2
Progr. AchssprungvermögenMPP 1007
Bahngeschwindigkeit
Standard-Bahnslope-Logik
MPP 6801: 0 - Standard Bahnslope-Logik -Die Eingabe ist nur für G8 zulässig. Sie wählen damit die Standard-Bahnslope-Logik (siehe ’G8 Bahnslope Ein’).
Abhängigkeit zu MPP 6802
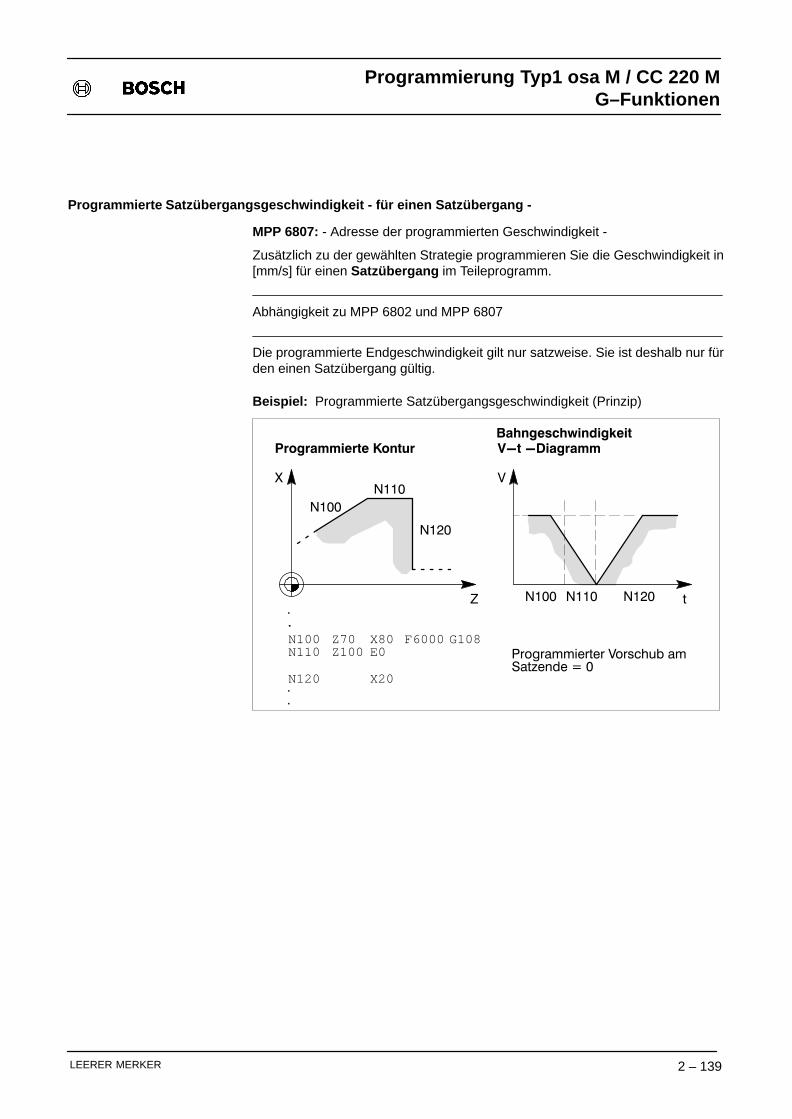
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 139LEERER MERKER
Programmierte Satzübergangsgeschwindigkeit - für einen Satzübergang -
MPP 6807: - Adresse der programmierten Geschwindigkeit -
Zusätzlich zu der gewählten Strategie programmieren Sie die Geschwindigkeit in[mm/s] für einen Satzübergang im Teileprogramm.
Abhängigkeit zu MPP 6802 und MPP 6807
Die programmierte Endgeschwindigkeit gilt nur satzweise. Sie ist deshalb nur fürden einen Satzübergang gültig.
Beispiel: Programmierte Satzübergangsgeschwindigkeit (Prinzip)
Z t
X V
Programmierte Kontur V-t -Diagramm
..N100 Z70 X80 F6000 G108N110
N120
Z100
X20..
N100N110
N120
N100 N110 N120
E0 Programmierter Vorschub am
Bahngeschwindigkeit
Satzende = 0
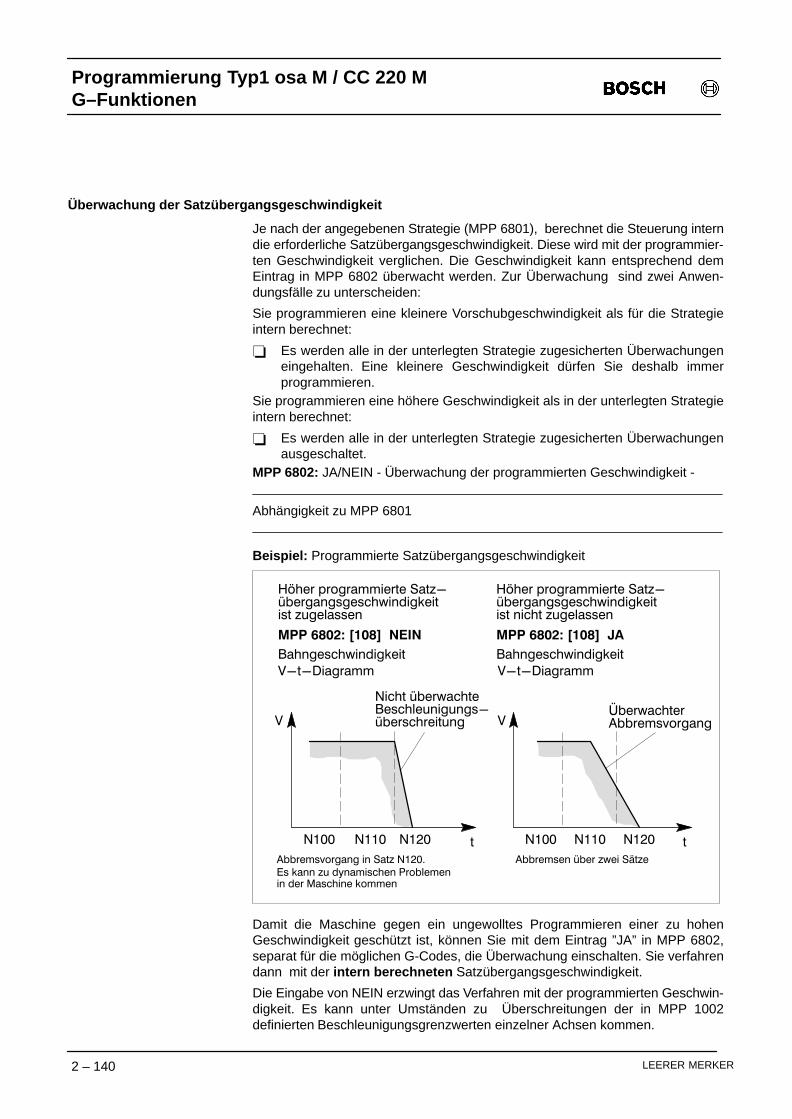
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 140 LEERER MERKER
Überwachung der Satzübergangsgeschwindigkeit
Je nach der angegebenen Strategie (MPP 6801), berechnet die Steuerung interndie erforderliche Satzübergangsgeschwindigkeit. Diese wird mit der programmier-ten Geschwindigkeit verglichen. Die Geschwindigkeit kann entsprechend demEintrag in MPP 6802 überwacht werden. Zur Überwachung sind zwei Anwen-dungsfälle zu unterscheiden:
Sie programmieren eine kleinere Vorschubgeschwindigkeit als für die Strategieintern berechnet:
� Es werden alle in der unterlegten Strategie zugesicherten Überwachungeneingehalten. Eine kleinere Geschwindigkeit dürfen Sie deshalb immerprogrammieren.
Sie programmieren eine höhere Geschwindigkeit als in der unterlegten Strategieintern berechnet:
� Es werden alle in der unterlegten Strategie zugesicherten Überwachungenausgeschaltet.
MPP 6802: JA/NEIN - Überwachung der programmierten Geschwindigkeit -
Abhängigkeit zu MPP 6801
Beispiel: Programmierte Satzübergangsgeschwindigkeit
t t
V V
V-t-Diagramm V-t-Diagramm
N100 N110 N120 N100 N110 N120
Höher programmierte Satz-übergangsgeschwindigkeitist zugelassen
Höher programmierte Satz-übergangsgeschwindigkeitist nicht zugelassen
MPP 6802: [108] NEIN MPP 6802: [108] JA
Nicht überwachteBeschleunigungs-überschreitung
ÜberwachterAbbremsvorgang
Abbremsvorgang in Satz N120.Es kann zu dynamischen Problemenin der Maschine kommen
Abbremsen über zwei Sätze
BahngeschwindigkeitBahngeschwindigkeit
Damit die Maschine gegen ein ungewolltes Programmieren einer zu hohenGeschwindigkeit geschützt ist, können Sie mit dem Eintrag ”JA” in MPP 6802,separat für die möglichen G-Codes, die Überwachung einschalten. Sie verfahrendann mit der intern berechneten Satzübergangsgeschwindigkeit.
Die Eingabe von NEIN erzwingt das Verfahren mit der programmierten Geschwin-digkeit. Es kann unter Umständen zu Überschreitungen der in MPP 1002definierten Beschleunigungsgrenzwerten einzelner Achsen kommen.
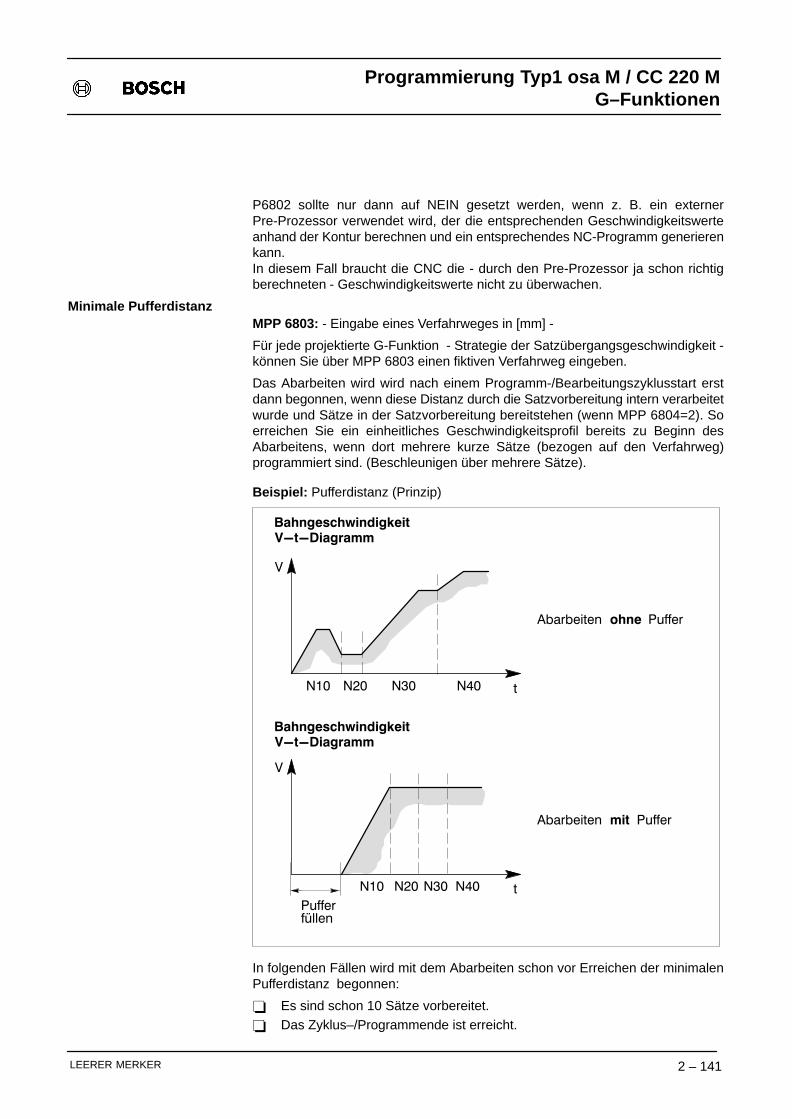
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 141LEERER MERKER
P6802 sollte nur dann auf NEIN gesetzt werden, wenn z. B. ein externerPre-Prozessor verwendet wird, der die entsprechenden Geschwindigkeitswerteanhand der Kontur berechnen und ein entsprechendes NC-Programm generierenkann.In diesem Fall braucht die CNC die - durch den Pre-Prozessor ja schon richtigberechneten - Geschwindigkeitswerte nicht zu überwachen.
Minimale PufferdistanzMPP 6803: - Eingabe eines Verfahrweges in [mm] -
Für jede projektierte G-Funktion - Strategie der Satzübergangsgeschwindigkeit -können Sie über MPP 6803 einen fiktiven Verfahrweg eingeben.
Das Abarbeiten wird wird nach einem Programm-/Bearbeitungszyklusstart erstdann begonnen, wenn diese Distanz durch die Satzvorbereitung intern verarbeitetwurde und Sätze in der Satzvorbereitung bereitstehen (wenn MPP 6804=2). Soerreichen Sie ein einheitliches Geschwindigkeitsprofil bereits zu Beginn desAbarbeitens, wenn dort mehrere kurze Sätze (bezogen auf den Verfahrweg)programmiert sind. (Beschleunigen über mehrere Sätze).
Beispiel: Pufferdistanz (Prinzip)
t
V
V-t-Diagramm
N10 N20 N30 N40
Abarbeiten ohne Puffer
t
V
Abarbeiten mit Puffer
V-t-Diagramm
N10 N20 N30 N40
Pufferfüllen
Bahngeschwindigkeit
Bahngeschwindigkeit
In folgenden Fällen wird mit dem Abarbeiten schon vor Erreichen der minimalenPufferdistanz begonnen:
� Es sind schon 10 Sätze vorbereitet.� Das Zyklus–/Programmende ist erreicht.
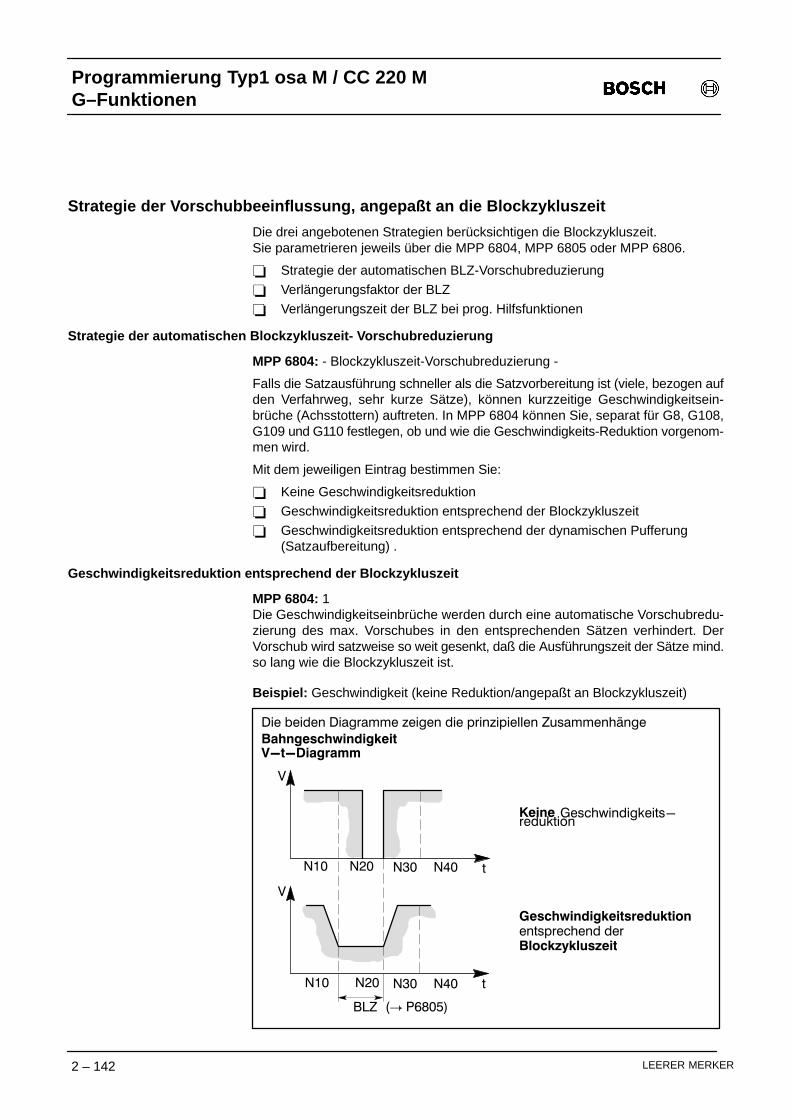
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 142 LEERER MERKER
Strategie der Vorschubbeeinflussung, angepaßt an die Blockzykluszeit
Die drei angebotenen Strategien berücksichtigen die Blockzykluszeit. Sie parametrieren jeweils über die MPP 6804, MPP 6805 oder MPP 6806.
� Strategie der automatischen BLZ-Vorschubreduzierung
� Verlängerungsfaktor der BLZ
� Verlängerungszeit der BLZ bei prog. Hilfsfunktionen
Strategie der automatischen Blockzykluszeit- Vorschubreduzierung
MPP 6804: - Blockzykluszeit-Vorschubreduzierung -
Falls die Satzausführung schneller als die Satzvorbereitung ist (viele, bezogen aufden Verfahrweg, sehr kurze Sätze), können kurzzeitige Geschwindigkeitsein-brüche (Achsstottern) auftreten. In MPP 6804 können Sie, separat für G8, G108,G109 und G110 festlegen, ob und wie die Geschwindigkeits-Reduktion vorgenom-men wird.
Mit dem jeweiligen Eintrag bestimmen Sie:
� Keine Geschwindigkeitsreduktion
� Geschwindigkeitsreduktion entsprechend der Blockzykluszeit
� Geschwindigkeitsreduktion entsprechend der dynamischen Pufferung (Satzaufbereitung) .
Geschwindigkeitsreduktion entsprechend der Blockzykluszeit
MPP 6804: 1 Die Geschwindigkeitseinbrüche werden durch eine automatische Vorschubredu-zierung des max. Vorschubes in den entsprechenden Sätzen verhindert. DerVorschub wird satzweise so weit gesenkt, daß die Ausführungszeit der Sätze mind.so lang wie die Blockzykluszeit ist.
Beispiel: Geschwindigkeit (keine Reduktion/angepaßt an Blockzykluszeit)
t
V
V-t-Diagramm
t
V
N10 N20 N30 N40
BLZ
N10 N20 N30 N40
Keinereduktion
Geschwindigkeitsreduktionentsprechend derBlockzykluszeit
Die beiden Diagramme zeigen die prinzipiellen Zusammenhänge
Geschwindigkeits-
Bahngeschwindigkeit
(� P6805)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 143LEERER MERKER
Keine Geschwindigkeitsreduktion
MPP 6804: 0Eine interne Überwachung der Blockzykluszeit findet nicht statt.
Geschwindigkeitsreduktion entsprechend der dynamischen Pufferung
MPP 6804: 2Die Strategie berücksichtigt die Pufferung zwischen Satzvorbereitung und Satzausführung.
Die Pufferung wird nicht berücksichtigt, wenn neben den Endpunkten dersynchronen Achsen noch weitere Informationen programmiert sind; z.B.:
� ein neuer G-Code im Satz steht
� eine asynchrone Achse programmiert ist
� ein neuer Vorschub programmiert ist
� eine neue Spindeldrehzahl programmiert ist.
Der Vorschub wird dann entsprechend der Strategie ”Geschwindigkeitsreduktionentsprechend der Blockzykluszeit” reduziert.
Ist die Pufferung nicht aufgehoben (es sind nur Achsinformationen programmiert),dann wird der Puffer zwischen Satzvorbereitung und Satzaufbereitung nurabgearbeitet, wenn:
� Sätze kürzer als die Blockzykluszeit sind
� das Einlesen beim ”Direkten Abarbeiten” stockt.
Durch den Vorausschaubereich sind die Sätze immer mit einer Abbremsphase amEnde der vorbereiteten Strecke versehen. Wird der vorhandene Pufferbereichabgearbeitet, kommt am Ende die Abbremsphase der gerade vorbereiteten Sätze.Die normale Beschleunigung wird nicht überschritten.
Abhängigkeit zu MPP 6803
Wird ein neuer Satz vorbereitet, so kann das Abbremsprofil des aktiven Satzesnicht mehr verändert werden. Der Vorausschaubereich beginnt mit dem nächstenSatz. Dementsprechend wird auch das Abbremsprofil bestimmt. Solange bis die inMPP 6803 abgelegte minimale Pufferdistanz erreicht ist, erfolgt keine Beschleuni-gung. Die maximale Geschwindigkeit der Sätze wird auf die Endgeschwindigkeitdes gerade aktiven Satzes begrenzt. Diese Begrenzung wird erst wiederaufgehoben, wenn die minimale Pufferdistanz erreicht ist. Dadurch wird dasGeschwindigkeitsprofil geglättet.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 144 LEERER MERKER
Verlängerungsfaktor der Blockzykluszeit
MPP 6805: - Verlängerungsfaktor der Blockzykluszeit -
Die Blockzykluszeit ist keine feste Größe, sondern für jeden Anwendungsfall undabhängig von den applizierten Ausbaustufen, verschieden. Mit dem Eintrag inMPP 6805 wird eine fiktive Standard-Blockzykluszeit multipliziert. Somit könnenSie die Zeiten an die speziellen Anforderungen, d. h. die aktuelle Blockzykluszeit,anpassen.
Die geänderte Blockzykluszeit wirkt generell auf alle Strategien.
Verlängerungsfaktor der Blockzykluszeit bei programmierten Hilfsfunktionen
MPP 6806: - Verlängerungsfaktor der BLZ bei progr. Hilfsfunktionen -
Bei Sätzen mit ”Hilfsfunktionsausgabe ohne Transferstop” ist neben der Block-zykluszeit noch die Quittungszeit der Hilfsfunktion zu berücksichtigen. Da dieQuittungszeit anwenderspezifisch ist, kann die Verlängerungszeit für jedeG-Funktion hinterlegt werden. Die max. Ausführungszeit der Sätze ist dann mind.”Blockzykluszeit + Eintrag in MPP 6806”.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 145LEERER MERKER
Vorsteuerung (Option) G114, G115
Anwendung, Wirkung� Die Vorsteuerung wirkt nur auf synchrone Achsbewegungen bei
� Linearinterpolation (G1)
� Zirkularinterpolation (G2, G3, G5)
� Helixinterpolation
� Gewindeschneiden (G33)
� Für gesperrte Achsen sowie beim Verfahren im Eilgang (G0) ist dieVorsteuerung nicht aktiv.
Konturfehler werden maßgeblich vom systembedingten Nachlauf verursacht.Der aktuelle Nachlauf ist im eingeschwungenen Zustand von der Vorschubge-schwindigkeit und in der Beschleunigungsphase zusätzlich von der Beschleuni-gung abhängig. Durch eine geeignete aus der Sollgeschwindigkeit und Sollbe-schleunigung ermittelten Korrektur der Interpolator-Vorgabewerte wird der Nach-lauf vermindert bzw. minimiert. Damit ist eine höhere Konturtreue erzielbar.Für jede synchrone Achse ergibt sich der Vorsteuerwert aus der Sollgeschwindig-keit und der Sollbeschleunigung, jeweils gewichtet mit einem einstellbarenBewertungsfaktor. Die ermittelten Bewertungsfaktoren können Sie in MPP 1016und MPP 1017 global ablegen.Der modale G-Code G114 ermöglicht die Übernahme dieser Voreinstellung bzw.die individuelle Programmierung der Bewertungsfaktoren unterschiedlich fürGeschwindigkeit und Beschleunigung.
Programmierung G114Für alle synchronen Achsen werden die Geschwindigkeitsbewertungen ausMPP 1016 und Beschleunigungsbewertungen aus MPP 1017 aktiviert.
Zusätzlich werden anstelle der Parameter 1001, 1002 u. 1007 (Nenn-KV,Slopebeschleunigung und Achssprungvermögen) gegebenenfalls die Parameter1020 bis 1022 verwendet (siehe Handbuch Maschinenparameter).
Falls G114 bei aktivem G6 bzw. G14 programmiert wird, erfolgt zu diesemZeitpunkt noch keine Änderung der KV- bzw. Slope-Werte! Erst nach G7 bzw. G15werden die in den Maschinenparametern abgelegten Werte (P1020, P1021) für KVund Slope aktiv! Siehe auch G6 und G14!
G114 X... Y...Verändert die Geschwindigkeitsbewertungen der programmierten synchronenAchsen (X, Y). Die max. programmierbare Bewertung ist in MPP 1014 eingetragen.
G114 X–... Y–...Mit dem negativen Vorzeichen verändern Sie die Beschleunigungsbewertun-gen der programmierten synchronen Achsen (X, Y). Die max. programmierbareBewertung ist in MPP 1015 eingetragen.
G114 X0 Y0Für die programmierten Achsen (X, Y) werden die Geschwindigkeits- undBeschleunigungsbewertungen gelöscht.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 146 LEERER MERKER
G115Die Vorsteuerung aller Achsen werden gelöscht . Die Funktion wird deaktiviert.
Beispiel: Programmieren der Vorsteuerbewertung
N10 G114 Vorsteuerung wird aktiviert mit denBewertungen aus MPP1016/1017
N20 F1000 S500N30 G1 X1800 Y800.N120 X600 Y1200N130 G114 X–600 Y–600 Beschleunigungsbewertung ändernN140 X1700 Y700N150 G114 Bewertungen aus MPP 1016 /1017 wieder
aktivierenN160 X1500 Y1000N170 G2 I50N180 G115 Vorsteuerung deaktivieren.M30
Ermitteln der BewertungsfaktorenGeeignete Einstellwerte für MP 1016 und MP 1017 können Sie durch linearesVerfahren der Achsen und visuelle Kontrolle von Sollwert und Nachlauf bestim-men. Dazu eignet sich das Diagnoseprogramm ”D22 Achsoszilloskop”.
Legen Sie zuerst den Faktor für die Geschwindigkeitsbewertung fest. Im Beispielist der Satz N30 mit den Bewertungsfaktoren für das Beschleunigungsverhaltenausgeblendet. Dazu zeichnen Sie den Nachlauf der einzustellenden Achse mitdem Achsoszilloskop auf. Durch Eingabe entsprechender Bewertungsfaktorenund Kontrolle mit dem Achsoszilloskop stellen Sie ein optimales Nachlaufverhaltenein.
Angelehnt an die Vorgehensweise optimieren Sie die Beschleunigungsbewertung.Der Satz N30 ist eingeblendet. Der Nachlauf in der Beschleunigungsphase wirdminimiert. Die gefundenen Werte können Sie in die Maschinenparameter P 1016 und P 1017 eintragen.
Beispiel: Ermitteln der Bewertungsfaktoren - Faktoren für Beschleunigungsver-halten sind ausgeblendet -N10 G1 F2000 Programmierte Bewertungsfaktoren:N20 G114 X9940 Y9940 > Geschwindigkeit/N30 G114 X–380 Y–380 > BeschleunigungN40 X100N50 G4 F1N60 X0N70 Y100N80 G4 F1N90 Y0N100 G115M30
BEMERKUNG
Für eine nachlauffreie Bearbeitung müssen die Slopepunkte für den BahnbetriebMP 1003 auf 0 gesetzt werden. Für geslopte Bewegungen, deren Beschleunigungin der Satzvorbereitung überwacht wird, ergeben sich durch die Vorsteuerung zuhohe Beschleunigungswerte. Die Überhöhung ist abhängig von den programmier-ten Bewertungen. Dies kann umgangen werden, indem mit G6 entsprechendniedrigere Beschleunigungswerte programmiert werden.
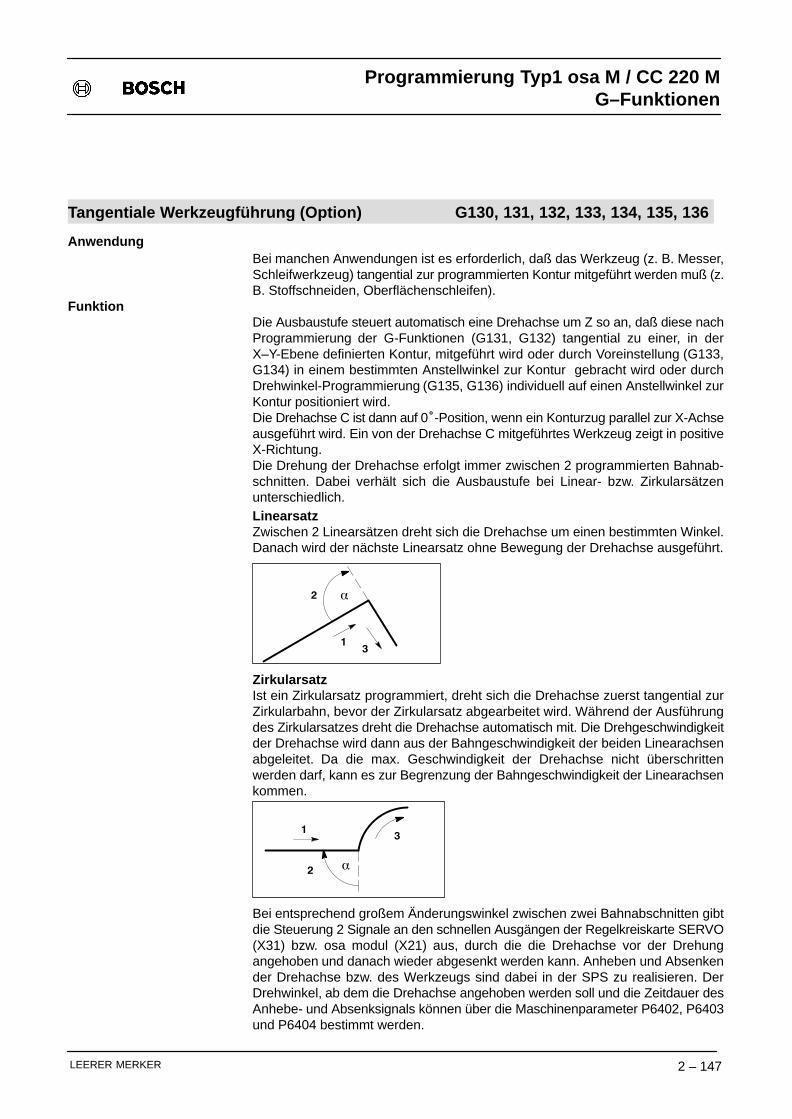
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 147LEERER MERKER
Tangentiale Werkzeugführung (Option) G130, 131, 132, 133, 134, 135, 136
AnwendungBei manchen Anwendungen ist es erforderlich, daß das Werkzeug (z. B. Messer,Schleifwerkzeug) tangential zur programmierten Kontur mitgeführt werden muß (z.B. Stoffschneiden, Oberflächenschleifen).
FunktionDie Ausbaustufe steuert automatisch eine Drehachse um Z so an, daß diese nachProgrammierung der G-Funktionen (G131, G132) tangential zu einer, in derX–Y-Ebene definierten Kontur, mitgeführt wird oder durch Voreinstellung (G133,G134) in einem bestimmten Anstellwinkel zur Kontur gebracht wird oder durchDrehwinkel-Programmierung (G135, G136) individuell auf einen Anstellwinkel zurKontur positioniert wird.Die Drehachse C ist dann auf 0°-Position, wenn ein Konturzug parallel zur X-Achseausgeführt wird. Ein von der Drehachse C mitgeführtes Werkzeug zeigt in positiveX-Richtung.Die Drehung der Drehachse erfolgt immer zwischen 2 programmierten Bahnab-schnitten. Dabei verhält sich die Ausbaustufe bei Linear- bzw. Zirkularsätzenunterschiedlich.LinearsatzZwischen 2 Linearsätzen dreht sich die Drehachse um einen bestimmten Winkel.Danach wird der nächste Linearsatz ohne Bewegung der Drehachse ausgeführt.
2
3
�
1
ZirkularsatzIst ein Zirkularsatz programmiert, dreht sich die Drehachse zuerst tangential zurZirkularbahn, bevor der Zirkularsatz abgearbeitet wird. Während der Ausführungdes Zirkularsatzes dreht die Drehachse automatisch mit. Die Drehgeschwindigkeitder Drehachse wird dann aus der Bahngeschwindigkeit der beiden Linearachsenabgeleitet. Da die max. Geschwindigkeit der Drehachse nicht überschrittenwerden darf, kann es zur Begrenzung der Bahngeschwindigkeit der Linearachsenkommen.
2
3
�
1
Bei entsprechend großem Änderungswinkel zwischen zwei Bahnabschnitten gibtdie Steuerung 2 Signale an den schnellen Ausgängen der Regelkreiskarte SERVO(X31) bzw. osa modul (X21) aus, durch die die Drehachse vor der Drehungangehoben und danach wieder abgesenkt werden kann. Anheben und Absenkender Drehachse bzw. des Werkzeugs sind dabei in der SPS zu realisieren. DerDrehwinkel, ab dem die Drehachse angehoben werden soll und die Zeitdauer desAnhebe- und Absenksignals können über die Maschinenparameter P6402, P6403und P6404 bestimmt werden.
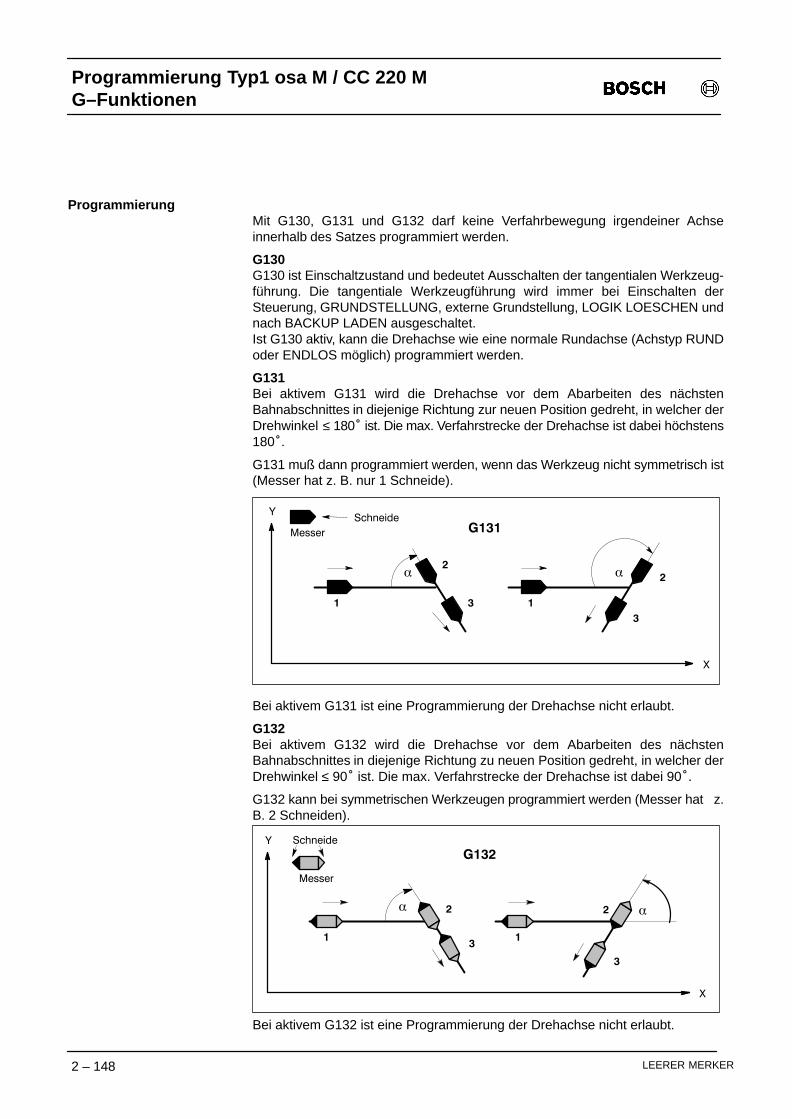
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 148 LEERER MERKER
ProgrammierungMit G130, G131 und G132 darf keine Verfahrbewegung irgendeiner Achseinnerhalb des Satzes programmiert werden.
G130G130 ist Einschaltzustand und bedeutet Ausschalten der tangentialen Werkzeug-führung. Die tangentiale Werkzeugführung wird immer bei Einschalten derSteuerung, GRUNDSTELLUNG, externe Grundstellung, LOGIK LOESCHEN undnach BACKUP LADEN ausgeschaltet.Ist G130 aktiv, kann die Drehachse wie eine normale Rundachse (Achstyp RUNDoder ENDLOS möglich) programmiert werden.
G131 Bei aktivem G131 wird die Drehachse vor dem Abarbeiten des nächstenBahnabschnittes in diejenige Richtung zur neuen Position gedreht, in welcher derDrehwinkel ≤ 180° ist. Die max. Verfahrstrecke der Drehachse ist dabei höchstens180°.
G131 muß dann programmiert werden, wenn das Werkzeug nicht symmetrisch ist(Messer hat z. B. nur 1 Schneide).
SchneideMesser
1
2
3
�
1
2
3
�
Y
X
G131
Bei aktivem G131 ist eine Programmierung der Drehachse nicht erlaubt.
G132Bei aktivem G132 wird die Drehachse vor dem Abarbeiten des nächstenBahnabschnittes in diejenige Richtung zu neuen Position gedreht, in welcher derDrehwinkel ≤ 90° ist. Die max. Verfahrstrecke der Drehachse ist dabei 90°.
G132 kann bei symmetrischen Werkzeugen programmiert werden (Messer hat z.B. 2 Schneiden).
Schneide
Messer
1
2
3
�
1
2
3
�
Y
X
G132
Bei aktivem G132 ist eine Programmierung der Drehachse nicht erlaubt.
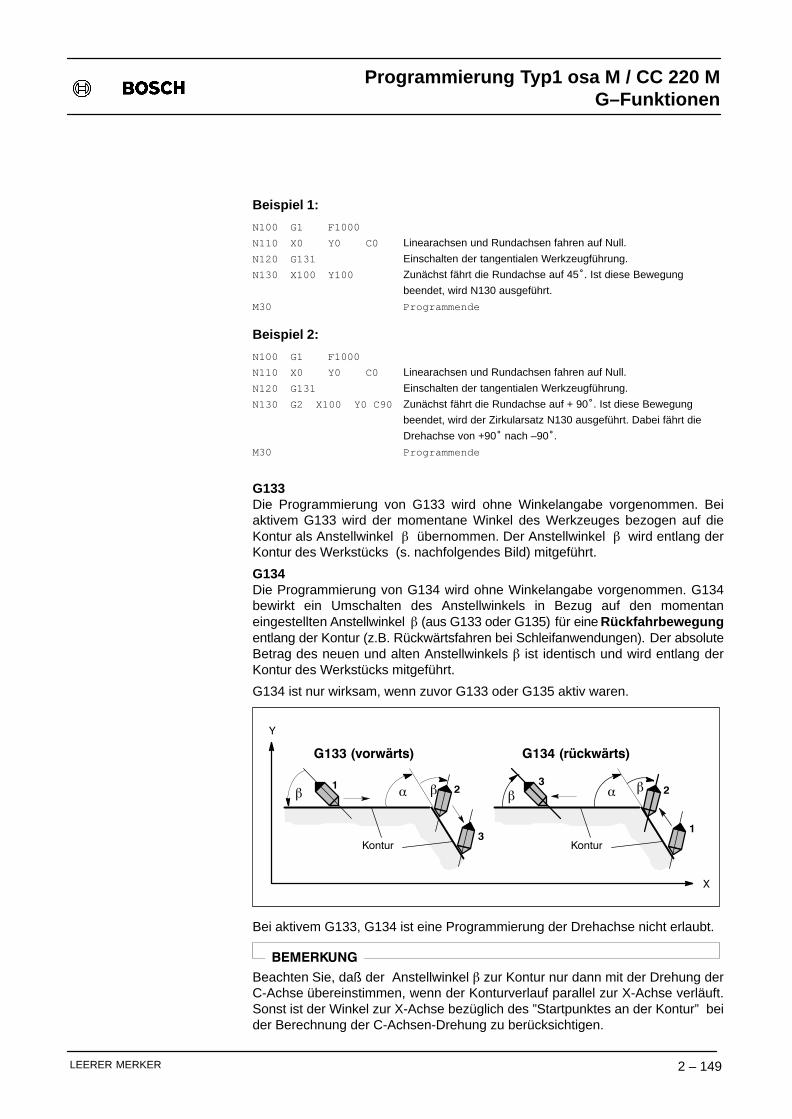
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 149LEERER MERKER
Beispiel 1:
N100 G1 F1000
N110 X0 Y0 C0 Linearachsen und Rundachsen fahren auf Null.
N120 G131 Einschalten der tangentialen Werkzeugführung.
N130 X100 Y100 Zunächst fährt die Rundachse auf 45°. Ist diese Bewegung
beendet, wird N130 ausgeführt.
M30 Programmende
Beispiel 2:
N100 G1 F1000
N110 X0 Y0 C0 Linearachsen und Rundachsen fahren auf Null.
N120 G131 Einschalten der tangentialen Werkzeugführung.
N130 G2 X100 Y0 C90 Zunächst fährt die Rundachse auf + 90°. Ist diese Bewegung
beendet, wird der Zirkularsatz N130 ausgeführt. Dabei fährt die
Drehachse von +90° nach –90°.
M30 Programmende
G133Die Programmierung von G133 wird ohne Winkelangabe vorgenommen. Beiaktivem G133 wird der momentane Winkel des Werkzeuges bezogen auf dieKontur als Anstellwinkel übernommen. Der Anstellwinkel wird entlang derKontur des Werkstücks (s. nachfolgendes Bild) mitgeführt.
G134Die Programmierung von G134 wird ohne Winkelangabe vorgenommen. G134bewirkt ein Umschalten des Anstellwinkels in Bezug auf den momentaneingestellten Anstellwinkel (aus G133 oder G135) für eine Rückfahrbewegungentlang der Kontur (z.B. Rückwärtsfahren bei Schleifanwendungen)� Der absoluteBetrag des neuen und alten Anstellwinkels ist identisch und wird entlang derKontur des Werkstücks mitgeführt.
G134 ist nur wirksam, wenn zuvor G133 oder G135 aktiv waren.
1 2
3
�
Kontur
1
23
�
Kontur
G133 (vorwärts) G134 (rückwärts)
Y
X
Bei aktivem G133, G134 ist eine Programmierung der Drehachse nicht erlaubt.
BEMERKUNG
Beachten Sie, daß der Anstellwinkel zur Kontur nur dann mit der Drehung derC-Achse übereinstimmen, wenn der Konturverlauf parallel zur X-Achse verläuft.Sonst ist der Winkel zur X-Achse bezüglich des ”Startpunktes an der Kontur” beider Berechnung der C-Achsen-Drehung zu berücksichtigen.
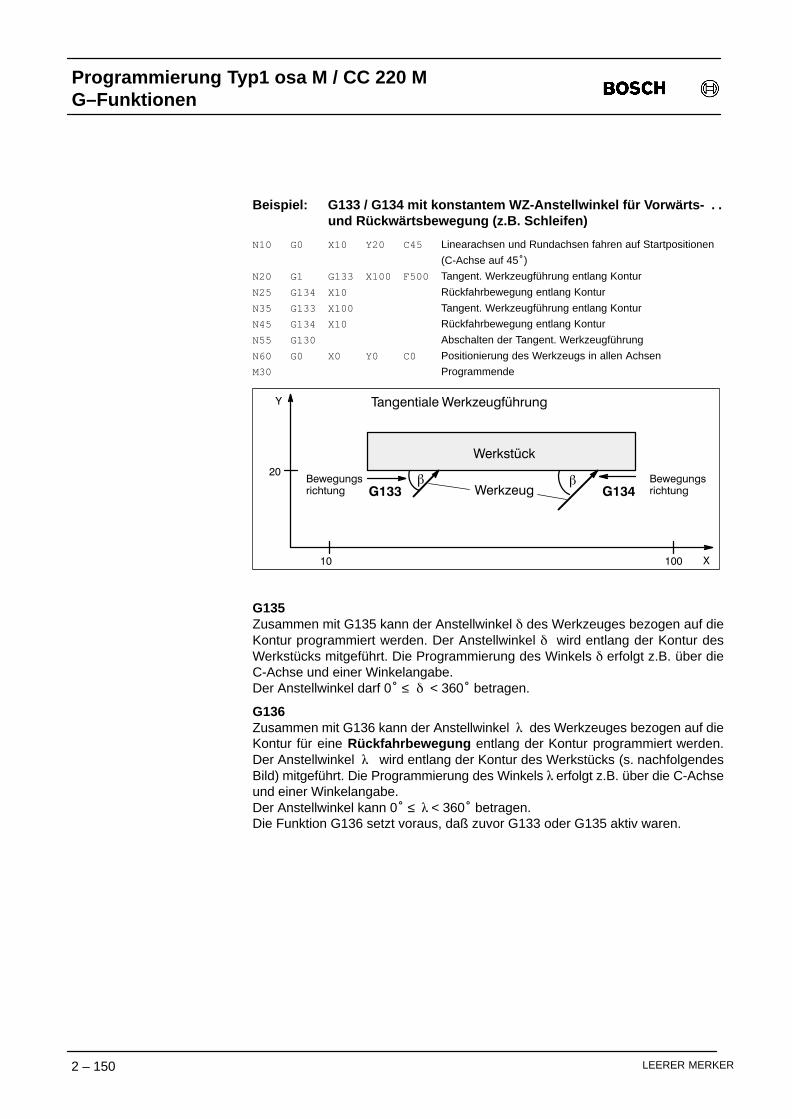
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 150 LEERER MERKER
Beispiel: G133 / G134 mit konstantem WZ-Anstellwinkel für Vorwärts- . . und Rückwärtsbewegung (z.B. Schleifen)
N10 G0 X10 Y20 C45 Linearachsen und Rundachsen fahren auf Startpositionen
(C-Achse auf 45°)
N20 G1 G133 X100 F500 Tangent. Werkzeugführung entlang Kontur
N25 G134 X10 Rückfahrbewegung entlang Kontur
N35 G133 X100 Tangent. Werkzeugführung entlang Kontur
N45 G134 X10 Rückfahrbewegung entlang Kontur
N55 G130 Abschalten der Tangent. Werkzeugführung
N60 G0 X0 Y0 C0 Positionierung des Werkzeugs in allen Achsen
M30 Programmende
Bewegungsrichtung
10 100
20
Werkstück
G133 G134
Y
X
Tangentiale Werkzeugführung
WerkzeugBewegungsrichtung
G135Zusammen mit G135 kann der Anstellwinkel � des Werkzeuges bezogen auf dieKontur programmiert werden. Der Anstellwinkel � wird entlang der Kontur desWerkstücks mitgeführt. Die Programmierung des Winkels � erfolgt z.B. über dieC-Achse und einer Winkelangabe.Der Anstellwinkel darf 0° ≤ � < 360° betragen.
G136Zusammen mit G136 kann der Anstellwinkel � des Werkzeuges bezogen auf dieKontur für eine Rückfahrbewegung entlang der Kontur programmiert werden.Der Anstellwinkel � wird entlang der Kontur des Werkstücks (s. nachfolgendesBild) mitgeführt. Die Programmierung des Winkels � erfolgt z.B. über die C-Achseund einer Winkelangabe.Der Anstellwinkel kann 0° ≤ � < 360° betragen.Die Funktion G136 setzt voraus, daß zuvor G133 oder G135 aktiv waren.
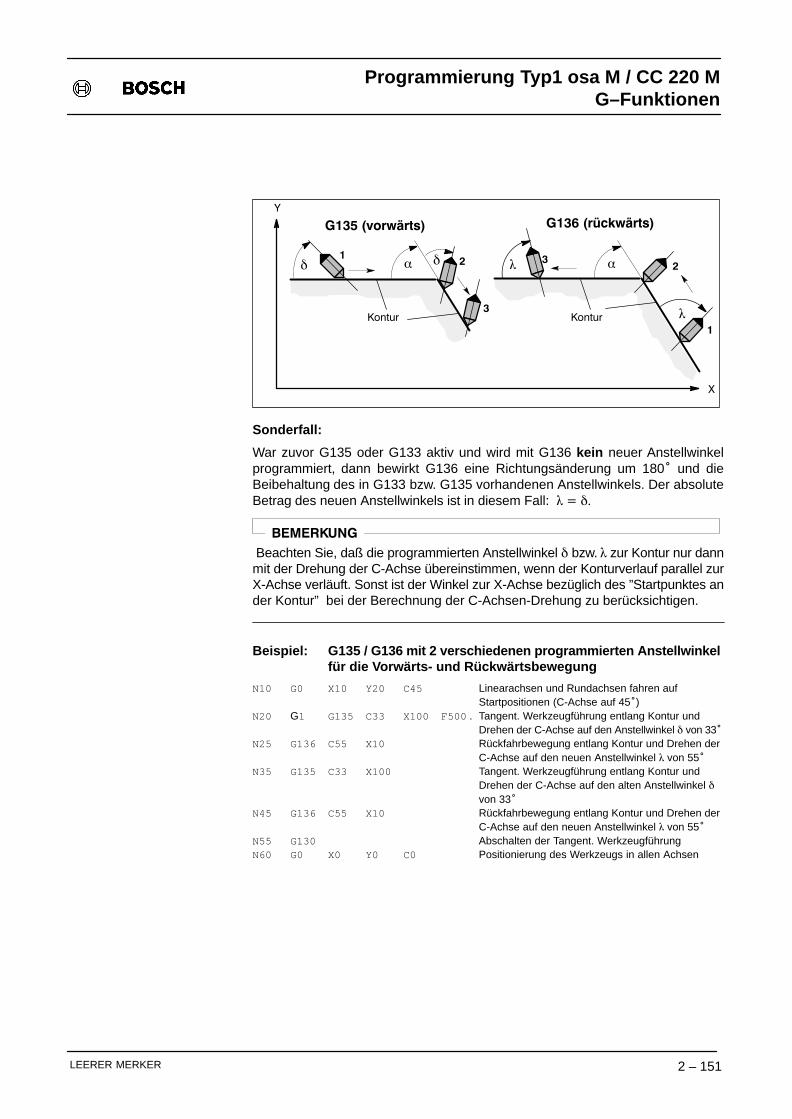
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 151LEERER MERKER
12
3
��
Kontur1
23 ��
Kontur
G135 (vorwärts) G136 (rückwärts)
�
�
Y
X
Sonderfall:
War zuvor G135 oder G133 aktiv und wird mit G136 kein neuer Anstellwinkelprogrammiert, dann bewirkt G136 eine Richtungsänderung um 180° und dieBeibehaltung des in G133 bzw. G135 vorhandenen Anstellwinkels. Der absoluteBetrag des neuen Anstellwinkels ist in diesem Fall: � � ��
BEMERKUNG
Beachten Sie, daß die programmierten Anstellwinkel � bzw. � zur Kontur nur dannmit der Drehung der C-Achse übereinstimmen, wenn der Konturverlauf parallel zurX-Achse verläuft. Sonst ist der Winkel zur X-Achse bezüglich des ”Startpunktes ander Kontur” bei der Berechnung der C-Achsen-Drehung zu berücksichtigen.
Beispiel: G135 / G136 mit 2 verschiedenen programmierten Anstellwinkel für die Vorwärts- und Rückwärtsbewegung
N10 G0 X10 Y20 C45 Linearachsen und Rundachsen fahren auf Startpositionen (C-Achse auf 45°)
N20 G1 G135 C33 X100 F500 Tangent. Werkzeugführung entlang Kontur und . Drehen der C-Achse auf den Anstellwinkel � von 33°
N25 G136 C55 X10 Rückfahrbewegung entlang Kontur und Drehen der C-Achse auf den neuen Anstellwinkel � von 55°
N35 G135 C33 X100 Tangent. Werkzeugführung entlang Kontur und Drehen der C-Achse auf den alten Anstellwinkel � von 33°
N45 G136 C55 X10 Rückfahrbewegung entlang Kontur und Drehen der C-Achse auf den neuen Anstellwinkel � von 55°
N55 G130 Abschalten der Tangent. WerkzeugführungN60 G0 X0 Y0 C0 Positionierung des Werkzeugs in allen Achsen
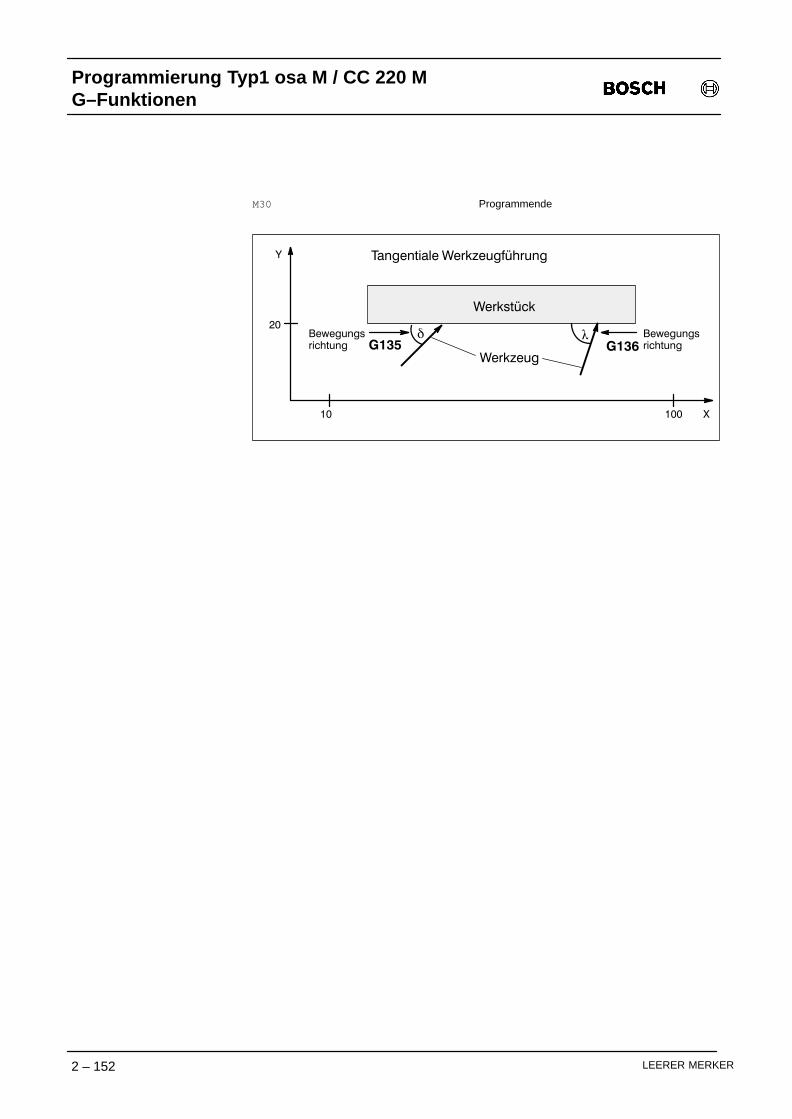
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 152 LEERER MERKER
M30 Programmende
�
10 100
20
Werkstück
�G135 G136
Y
X
Tangentiale Werkzeugführung
Bewegungsrichtung
Werkzeug
Bewegungsrichtung
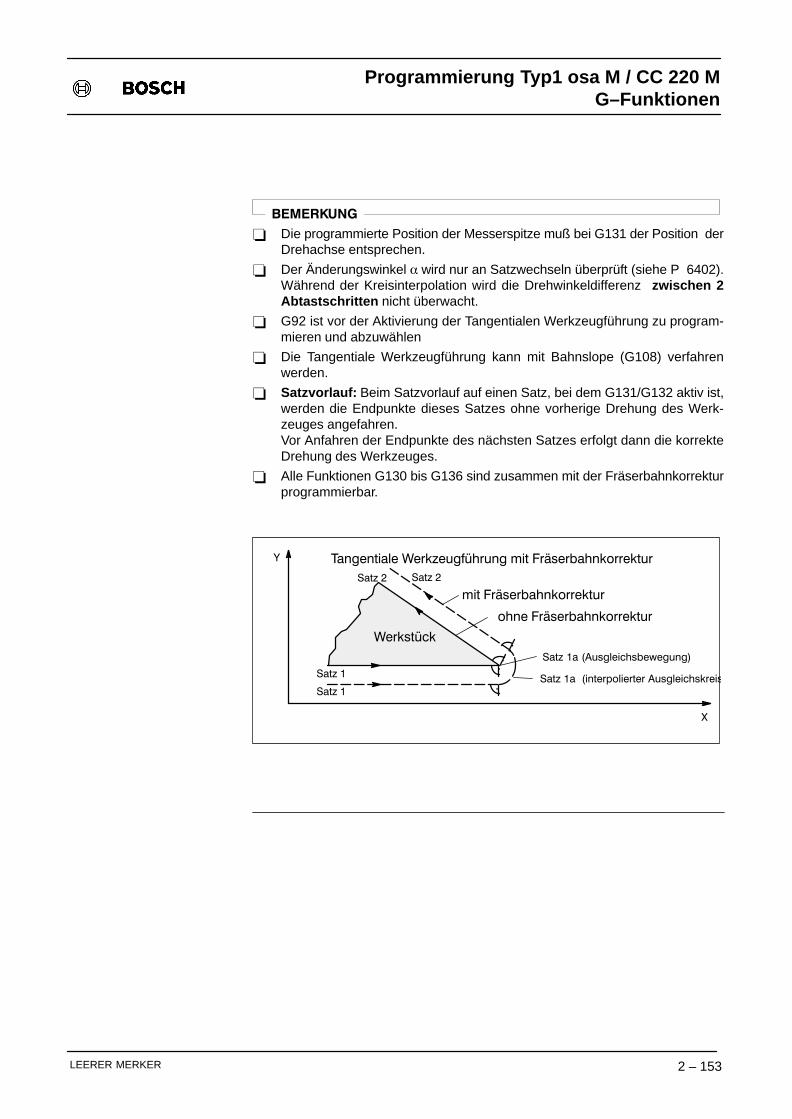
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 153LEERER MERKER
BEMERKUNG
� Die programmierte Position der Messerspitze muß bei G131 der Position derDrehachse entsprechen.
� Der Änderungswinkel � wird nur an Satzwechseln überprüft (siehe P 6402).Während der Kreisinterpolation wird die Drehwinkeldifferenz zwischen 2Abtastschritten nicht überwacht.
� G92 ist vor der Aktivierung der Tangentialen Werkzeugführung zu program-mieren und abzuwählen
� Die Tangentiale Werkzeugführung kann mit Bahnslope (G108) verfahrenwerden.
� Satzvorlauf: Beim Satzvorlauf auf einen Satz, bei dem G131/G132 aktiv ist,werden die Endpunkte dieses Satzes ohne vorherige Drehung des Werk-zeuges angefahren.Vor Anfahren der Endpunkte des nächsten Satzes erfolgt dann die korrekteDrehung des Werkzeuges.
� Alle Funktionen G130 bis G136 sind zusammen mit der Fräserbahnkorrekturprogrammierbar.
mit Fräserbahnkorrektur
Y
X
Tangentiale Werkzeugführung mit Fräserbahnkorrektur
.Satz 1
Satz 1
Satz 1a (Ausgleichsbewegung)
Satz 1a (interpolierter Ausgleichskreis
Satz 2Satz 2
ohne Fräserbahnkorrektur
Werkstück
..
.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 154 LEERER MERKER
Achsenumschaltung Synchron/Asynchron G179, G178
DefinitionUm Maschinenabläufe zeitoptimaler ablaufen zu lassen, können synchroneAchsen, die zeitweise keine synchrone (interpolierenden) Verfahrensbewegungenausführen, in den Asynchron-Betrieb geschaltet werden. Diese in denAsynchron-Betrieb geschalteten Achsen sind dann in der Lage, bereits neuePositionen oder ähnliche Verfahrensbewegungen parallel zum Synchronbetriebder anderen Achsen auszuführen.
Die Umschaltung der synchronen Achsen vom Synchron- in den Asynchron-Betrieb wird durch die Funktionen G178 ausgelöst. G179 schaltet vom Asynchron-in den Synchron-Betrieb zurück.
WirkungG178 ist solange wirksam, bis der Asynchronbetrieb der umgeschalteten Achsen(nur diejenigen synchronen Achsen, die mit G178 geschaltet wurden) durchProgrammierung von G179, durch Programmende (M30,M02), Programmabwahl,Grundstellung oder Logik Löschen aufgehoben wird. Danach befinden sich dieAchsen wieder im Synchronbetrieb.
Durch mehrfaches Programmierung von G178 lassen sich weitere synchroneAchsen in den Asynchron-Betrieb umschalten.
G179 schaltet alle Achsen, die zuvor durch G178 auf Asynchron-Betriebumgeschaltet wurden, wieder in den Synchron-Betrieb . Eine Aufhebungeinzelner Achsen in den Synchronbetrieb ist nicht möglich.
G179 ist zugleich Einschaltzustand , d.h. kein Asynchron-Betrieb aktiv.
ProgrammierungDie Programmierung der Funktionen lautet:
G178 <Achsadresse> 1 <Achsadresse> 1 ...G179 ohne Achsadresse
Beispiel: X, Y, Z und B Achse sind synchrone Achsen
...N10 G1 F5000 X10 Y20 Z–100 B0 kein Umschalten aktiv, alle programmierten
Achsen fahren synchronN20 G178 Z1 B1 M178 Umschalten der Z- und B-Achse auf
Asynchron-BetriebN30 G1 X100 Y100 X- und Y-Achse verfahren synchron; N40 G2 X200 Y0 R100 parallel dazu werden die Z- und B-AchseN50 G0 X0 Y0 durch die SPS asynchron verfahren.
N60 G179 Rücksetzen der Z- und B- Achse auf Syn-chron-Betrieb. Falls die asynchronenVerfahrbewegungen noch nicht abgeschlos-sen sind, hält das Programm an, bis sie beendet sind.
...
Alle synchrone Achsen, die durch G178 in den Asynchronbetrieb umgeschaltetwurden, können nur durch die SPS verfahren werden. Dies geschieht durchSollwertvorgabe der SPS für die entsprechende Achse.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 155LEERER MERKER
Der Sollwertvorgabe der SPS wird immer als Maschinenposition interpretiert,auch wenn für die Achse zuvor Korrekturen aktiv waren.
Einschränkungen
Folgende Funktionen dürfen bei aktivem G178 nicht programmiert werden:
� Achsadressen der durch G178 umgeschalteten Achsen, dürfen nichtprogrammiert werden
� G92 ohne Achsinformation (Rücksetzen der Istwertverschiebung)
� G51 (Rücksetzen der Werkstücknullpunktverschiebung)
� G2,G3,G5,G12,G13,G41-G44, wenn mindestens eine Achse in der Interpola-tionsebene auf Asynchronbetrieb umgeschaltet ist
Folgende Funktionen dürfen bei der Programmierung von G178 nicht aktiv sein:
� G2,G3,G5,G12,G13,G41–G44, wenn mindestens eine Achse in der Interpo-lationsebene auf Asynchronbetrieb umgeschaltet ist
Satzvorlauf im Asynchronbetrieb (G178)
Wird ein Satz durch Satzvorlauf angewählt, in dem G178 modal wirksam ist, dannkann auf zwei Arten reagiert werden:
� Es erfolgt keine SPS-Sollwertvorgabe für die umgeschalteten Achsen. DasInterface-Signal A20.6 ”Wiederanfahren” (positive Flanke) führt zum Anfah-ren der Startposition. Die Startposition entspricht der Position, die von demvorhergehenden Satz angefahren wird.
� Die SPS fährt die im synchrone Achse auf eine andere Position. Das Interface-Signal A20.6 ”Wiederanfahren” (positive Flanke) führt nichtzum Anfahren der Startposition. Statt dessen bleibt die Achse auf derPosition, die sie durch die SPS-Vorgabe eingenommen hat.
Mit dem Interface-Signal A20.6 ”Wiederanfahren” (negative Flanke) wird diePosition des angewählten Satzes angefahren, um das Programm fortzusetzen.
Anzeigen
In der Betriebsart ”Korrektur” unter ”Programm-Parameter” erhalten Sie Informa-tionen, welche Achsen momentan auf Asynchron-Betrieb umgeschaltet sind.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 156 LEERER MERKER
Löschen der Handrad-Onlinekorrektur (Option) G240
Funktion, WirkungIn der Ausbaustufe ”Onlinekorrektur mit digitalem Handrad” kann die Sollpositioneiner Achse (Typ: LINEAR oder RUND) per Handrad schrittweise korrigiertwerden. (z.B. Korrektur der Abrichtvorrichtung für eine Schleifscheibe). Meist isteine geringe Einflußnahme (wenige Inkremente) der Sollposition einer Achsedurch die manuelle Handradkorrektur gewünscht.
Mit der G-Funktion G240 können vorhandene Onlinekorrekturen wieder gelöschtwerden. Dies kann im Teileprogramm in der Betriebsart ”NC” oder in derBetriebsart ”Handeingabe erfolgen. Der Korrekturwert wird dem Endpunkt und derIstposition zugeschlagen. Eine Fahrbewegung findet nicht statt.
Programmieren...N100 G240 X0 Y0 G240 löscht die Onlinekorrektur der
X- und Y-Achse...
oder...N100 G240 G240 löscht die Onlinekorrektur
aller Achsen...
BEMERKUNG
G240 darf nicht bei aktiver Fräserradiuskorrektur programmiert werden.
G240 muß allein in einem Satz stehen.
G240 gehört zur 1. Gruppe
Weiter Hinweise zur Onlinekorrektur finden Sie in den Beschreibungen Typ1 osa /CC 220 ”Bedienung”, ”Maschinenparameter” und unter G75, 74,76, 174.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 157LEERER MERKER
Laserleistungssteuerung G892, G992
AnwendungFalls an einem Analogausgang z.B. anstelle einer Spindel eine Laserleistungs-steuerung angekoppelt ist (siehe auch Maschinenparameter P6301), können mitdiesen G-Funktionen Spannungsschwellwerte für den Ausgang definiert werden.
FunktionAm Analogausgang steht eine, vom Ist- und Sollwert des Bahnvorschubes(Fist/Fsoll) abhängige Spannung in den Grenzen 0V � U � 10V zur Verfügung.
Bei konstanter Geschwindigkeit wird ein über G992 festgelegter obererSpannungswert ausgegeben. Dieser ist während konstanter Geschwindigkeitdurch das Vorschubpotentiometer nicht beeinflußbar.
Bei nicht konstanter Geschwindigkeit (Beschleunigungs- oder Abbremsphase)wird das Verhältnis von Ist- zu Sollvorschub ausgegeben. Beide Größen werdendann auch vom Vorschubpotentiometer beeinflußt. Falls jetzt Potiänderungenvorgenommen werden, ändert sich sprungartig das Verhältnis von Fist/Fsoll unddementsprechend auch die Ausgangsspannung.
Um zu vermeiden, daß die Ausgangsspannung bei nicht konstanter Bahnge-schwindigkeit bestimmte Werte über- oder unterschreitet (z.B. Unterschreitung beiSatzübergängen; Laser würde im Extremfall sogar abgeschaltet), ist es möglichmit G992 einen oberen und mit G892 einen unteren Schwellwert zu programmie-ren.
Falls der Potiwert ”0” eingestellt wird, geht die Ausgangsspannung proportional zurBahngeschwindigkeit auf Null. Dabei ist es ohne Bedeutung, ob die Poti-Änderungwährend eines Beschleunigungsvorganges, oder bei konstanter Bahngeschwin-digkeit erfolgte.
Einschränkungen (Laserkopfbewegung)
Der Laser darf nur dann aktiv sein, wenn der Laserkopf bewegt (synchroneAchsbewegungen) wird. Überprüft wird dies, indem festgestellt wird, ob folgendeBedingungen nicht eintreten:
� Positioniervorgang mit G0 oder G10
� Nachlauf mindestens einer beteiligten Achse größer oder kleiner als der inP6517 eingetragene Nachlauf(s. a. Maschinenparameter Typ1 osa M / CC 220 M)
� P2 Fehler (NC-intern)
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 158 LEERER MERKER
ProgrammierungG892 - Programmierung des unteren SchwellwertesG992 - Programmierung des oberen Schwellwertes
Die Schwellwerte werden in % der max. Ausgangsspannung (+10 V) mit derAdresse ”S” programmiert.
Beispiel: Oberer Schwellwert.N100 G992 S80..Festlegung des oberen Schwellwertes auf 80% der max. Ausgangsspannung. DieSpannung am Analogausgang beträgt dann höchstens +8 V.
Beispiel: Unterer Schwellwert.N110 G892 S20..Festlegung des unteren Schwellwertes auf 20% der max. Ausgangsspannung. DieSpannung am Analogausgang beträgt dann mindestens +2 V.
BEMERKUNG
Bei nachfolgenden Fällen wird ebenfalls am Analogausgang die Spannung 0Vausgegeben:
� Fehlermeldung von P2
� Eingriffsfunktion ”GRUNDSTELLUNG”
� Im Tippbetrieb
� Im Testbetrieb, sowohl bei ”GESAMT-” als auch bei ”EINZELSPERRE”
� Bei Wegnahme des Interfacesignals ”VS-FREIGABE” oder ”ANTRIEB EIN” einer an der Bahninterpolation beteiligten Achse
� Bei Wegnahme des Interfacesignals ”VS HALT QUER”.
BEMERKUNG
Analogausgänge, die für synchrone oder asynchrone Achsen belegt sind, könnennicht für die Laserleistungssteuerung verwendet werden.
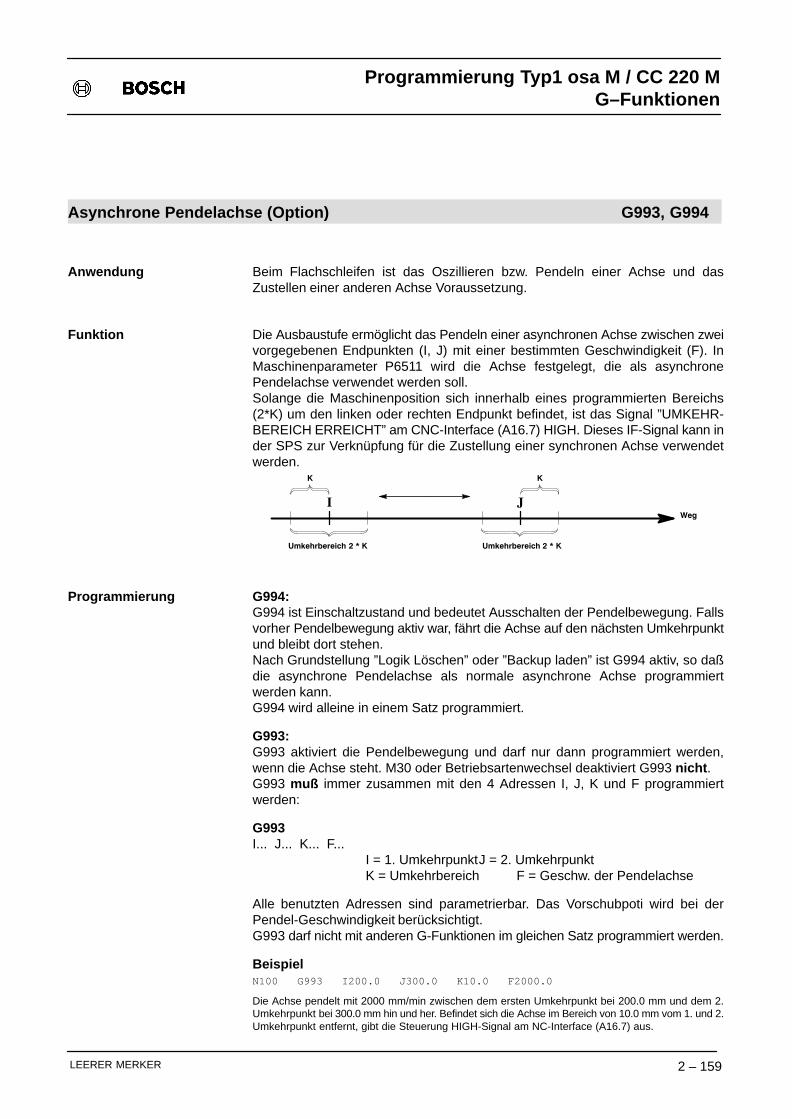
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 159LEERER MERKER
Asynchrone Pendelachse (Option) G993, G994
Anwendung Beim Flachschleifen ist das Oszillieren bzw. Pendeln einer Achse und dasZustellen einer anderen Achse Voraussetzung.
Funktion Die Ausbaustufe ermöglicht das Pendeln einer asynchronen Achse zwischen zweivorgegebenen Endpunkten (I, J) mit einer bestimmten Geschwindigkeit (F). InMaschinenparameter P6511 wird die Achse festgelegt, die als asynchronePendelachse verwendet werden soll.Solange die Maschinenposition sich innerhalb eines programmierten Bereichs(2*K) um den linken oder rechten Endpunkt befindet, ist das Signal ”UMKEHR-BEREICH ERREICHT” am CNC-Interface (A16.7) HIGH. Dieses IF-Signal kann inder SPS zur Verknüpfung für die Zustellung einer synchronen Achse verwendetwerden.
K K
I JWeg
Umkehrbereich 2 * K Umkehrbereich 2 * K
Programmierung G994:G994 ist Einschaltzustand und bedeutet Ausschalten der Pendelbewegung. Fallsvorher Pendelbewegung aktiv war, fährt die Achse auf den nächsten Umkehrpunktund bleibt dort stehen.Nach Grundstellung ”Logik Löschen” oder ”Backup laden” ist G994 aktiv, so daßdie asynchrone Pendelachse als normale asynchrone Achse programmiertwerden kann.G994 wird alleine in einem Satz programmiert.
G993:G993 aktiviert die Pendelbewegung und darf nur dann programmiert werden,wenn die Achse steht. M30 oder Betriebsartenwechsel deaktiviert G993 nicht .G993 muß immer zusammen mit den 4 Adressen I, J, K und F programmiertwerden:
G993 I... J... K... F...
I = 1. UmkehrpunktJ = 2. UmkehrpunktK = Umkehrbereich F = Geschw. der Pendelachse
Alle benutzten Adressen sind parametrierbar. Das Vorschubpoti wird bei derPendel-Geschwindigkeit berücksichtigt.G993 darf nicht mit anderen G-Funktionen im gleichen Satz programmiert werden.
BeispielN100 G993 I200.0 J300.0 K10.0 F2000.0
Die Achse pendelt mit 2000 mm/min zwischen dem ersten Umkehrpunkt bei 200.0 mm und dem 2.Umkehrpunkt bei 300.0 mm hin und her. Befindet sich die Achse im Bereich von 10.0 mm vom 1. und 2.Umkehrpunkt entfernt, gibt die Steuerung HIGH-Signal am NC-Interface (A16.7) aus.

Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 160 LEERER MERKER
BEMERKUNG
� Bei aktivem G993 darf die Achse nicht per Tippbetrieb verfahren werden.
� G95 wirkt nicht auf die Pendelachse.
� Die Pendelachse kann nur im Einschaltzustand programmiert werden.
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 161LEERER MERKER
Achskopplung (Option) G995
Funktion, WirkungDie Ausbaustufe Achskopplung ist eine geldwerte Option der SteuerungenTyp1 osa M / CC220 M.
Mit programmieren von G995 können Sie 2 * 2 synchrone Achsen softwareseitig sokoppeln, daß die jeweils angekoppelte Achse zusammen mit der programmiertenAchse verfahren wird.
Die gekoppelten Achsen sind in Maschinenparameter P124 festgelegt. Maximalkönnen 2 Achspaare definiert werden. Weitere Erläuterungen finden Sie imHandbuch ”Typ1 osa / CC220 Maschinenparameter” ).
Beispiel: Gekoppelte Achsen
Es sind 6 synchrone Achsen im System definiert (1.Achse=X, 2.Achse=Y,3.Achse=Z, 4.Achse=U, 5.Achse=V, 6.Achse=W).Es soll die U-Achse an die X-Achse und die V-Achse an die Y-Achse gekoppeltwerden:
Eintrag in P 124 : [1.] 1 [2.] 4 [3.] 2 [4.] 5(X) (U) (Y) (V)1. Achspaar: X/U 2. Achspaar: Y/V
Bei aktiver Kopplung wird die angekoppelte Achse (Slave) mit der fahrendenAchse (Master) verfahren, wobei die Adresse der Slave-Achse bei aktiverKopplung nicht programmiert werden darf.
Im abgekoppelten Zustand können beide Achsen wie bisher durch Programmierender Achsadressen verfahren werden.
Aktivieren der Achskopplung
Sie programmieren G995 mit der Adresse der Achse, die angekoppelt werden soll,mit dem Wert ’1’. Die Kopplung wird aktiviert.
Die Slave-Achse wird an die Position der Master-Achse herangefahren.
Im gekoppelten Zustand erhalten Sie in der Gruppenbetriebsart DIAGNOSE unterStatus die Meldung über den aktiven Kopplungszustand:1. ACHSPAAR GEKOPPELT und/oder 2. ACHSPAAR GEKOPPELT.
Deaktivieren der Achskopplung
Sie programmieren G995 mit der Adresse der Achse - die abgekoppelt werden soll- mit dem Wert ’0’. Die Kopplung wird aufgehoben.
Die Slave-Achse bleibt an der letzten Position stehen.
M30 hebt alle Achskopplungen auf.
Hinweise, AnmerkungenSatzvorlauf
Innerhalb des Satzvorlaufes wird die Kopplung verrechnet; d. h. am Ende desRechenlaufes wird - bei zu diesem Zeitpunkt aktiver Kopplung - die Endposition
Programmierung Typ1 osa M / CC 220 MG–Funktionen
2 – 162 LEERER MERKER
der Master-Achse angefahren. Bei inaktiver Kopplung wird die letzte Position derSlave-Achse angefahren, unabhängig davon, ob diese Position durch gekoppelteoder direkte Adressierung programmiert wurde.
Nullpunktverschiebungen
Ist zum Zeitpunkt der Ankopplung eine Nullpunktverschiebung der Master-Achseaktiv, wird diese Nullpunktverschiebung auf die Slave-Achse übertragen. DieEndpunkte beider Achsen, bezogen auf Maschinenkoordinaten, sind identisch.
Programmwertanzeige
Es wird der Programmwert der Master-Achse - auch für die Slave-Achse -übernommen; obwohl diese Achse nicht programmiert wurde.
Überwachungen
Die Achsen werden einzeln - im Rahmen der Nachlaufüberwachung - überwacht.Der Abstand der gekoppelten Achsen wird nicht kontrolliert.
Achsdynamik
Es gelten die für die jeweiligen Achsen im MPP programmierten Werte. DieDynamik der Slave-Achse muß gleich oder besser sein als die der Master-Achse.
Programmierbeispiel zur Achskopplung
Voraussetzung:Es ist die U-Achse an die X-Achse (X/U = 1. Achspaar) und die V-Achse an dieY-Achse (Y/V = 2. Achspaar) zu koppeln. Maschinenparameter P124 istentsprechend parametriert:
N10 G1 F3000 X125 Y250 U10 V–20 Achsen verfahren synchron auf programmierte Endpunkte.
N20 G995 U1 Aktivieren der Kopplung 1. Achspaar.U-Achse fährt auf Endpunkt der X-Achse.
N30 X320 Y230 X-Achse und U-Achse fahren nach 320; Y-Achse nach 230, V bleibt auf –20.
N40 G995 U0 V1 Kopplung 1. Achspaar (X/U) wird aufgehoben;2. Achspaar (Y/V) wird gekoppelt, wobei die V-Achse
zur Position der Y-Achse verfährt.
N50 G0 X0 Y0 U0 Alle Achsen fahren auf Position 0.
N60 G995 V0 Kopplung 2. Achspaar wird aufgehoben. - Alle Kopplungen sind aufgehoben -.
N70 G2 X100 R50 Kreisinterpolation von X und Y mit demMittelpunkt X50/Y0 nach Zielpunkt X100/Y0;
N80 G995 U1 V1 Kopplung aktivieren 1. Achspaar (X/U) und 2. Achspaar (Y/V). Achsen U und V fahren synchron zu den Endpunkten der Master-Achsen.
N90 G3 X0 R–50 Kreisinterpolation der gekoppelten Achsen mit Mittelpunkt X50/Y0 nach Zielpunkt X0/Y0. Die gekoppelten Achsen fahren die gleiche Bahn wie
die Master-Achsen.
M30 Programmende; beide Achskopplungen aufgehoben.
BEMERKUNG
Bei aktiver Ausbaustufe ”Parallelachse” (s.a. Kapitel 5 ”Spezielle Funktionen”)kann G995 nicht programmiert werden.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 1LEERER MERKER
3 Hilfs- und Zusatzfunktionen Hilfsfunktionen
Folgende Hilfsfunktionen (HIFU) werden unterschieden:
� intern wirkende Hilfsfunktionen wie z.B. Programm Halt (M0), Programm-Ende (M30), Spindel Rechtslauf (M3), ...Übersicht siehe Kapitel ”M-codes”, Seite 3 – 9.
� vom Maschinenhersteller verwendete Hilfsfunktionen wie z.B. KühlmittelEIN/AUS, Werkzeugwechsel, ...
� Hilfsfunktionen für Unterprogrammaufrufe des Maschinenherstellers (Bohr-zyklen, Schleifzyklen, ...) oder des Anwenders (Bearbeitungsverfahren).Übersicht siehe Kapitel ”Unterprogrammaufrufe”, Seite 3 – 3.
BEMERKUNG
Für den Programmablauf ist wichtig, daß die Vergabe und Bedeutung derHIFU-Adresse (=Adressbuchstabe + Nummer) eindeutig ist, d.h. zu Überschnei-dungen mit anderen vergebenen Hilfsfunktionsadressen (beispielsweise mitNC-internen M-Funktionen oder Achsadressen) darf es nicht kommen.
Steuerungsseitig vergebene Adressbuchstaben siehe Tabelle Seite 3 – 10.
HIFU�AusgabeHIFU-Ausgabe von nicht intern wirkenden Hilfsfunktionen
Außer M-Funktionen können auch andere Hilfsfunktionsausgabe-Adressen vomHersteller verwendet werden.Die Hilfsfunktionsausgaben der vom Maschinenhersteller definierten HIFU-Funk-tionen können im Programm auf drei verschiedene Arten verarbeitet werden:
� die im selben Satz programmierte Verfahrbewegung wird erst nach Abschlußder Hilfsfunktionsausgabe (nach Beendigung des Strobe-Signals) ausgeführt(HIFU-Ausgabe mit Transfer-Stop)
� die im selben Satz programmierte Verfahrbewegung wird gleichzeitig mitder Hilfsfunktionsausgabe ausgeführt (HIFU-Ausgabe ohne Transfer-Stop)
� die im selben Satz und in den nachfolgenden Sätzen programmiertenVerfahrbewegungen werden gleichzeitig mit der Hilfsfunktionsausgabeausgeführt (fliegende HIFU-Ausgabe)
HIFU-Ausgabe mit Transfer-Stop
Diese Hilfsfunktionen können sowohl aus intern wirkenden M-Codes (sieheTabelle auf Seite 3–11) als auch aus HIFU-Codes (M,S,T,...), die vomMaschinenhersteller definiert wurden, bestehen.
HIFU-Ausgabe ohne Transfer-Stop
Diese Hilfsfunktionen können sowohl aus intern wirkenden M-Codes (s. obenste-hende Tabelle) als auch aus HIFU-Codes (M,S,T,...), die vom Maschinenherstellerdefiniert wurden, bestehen.
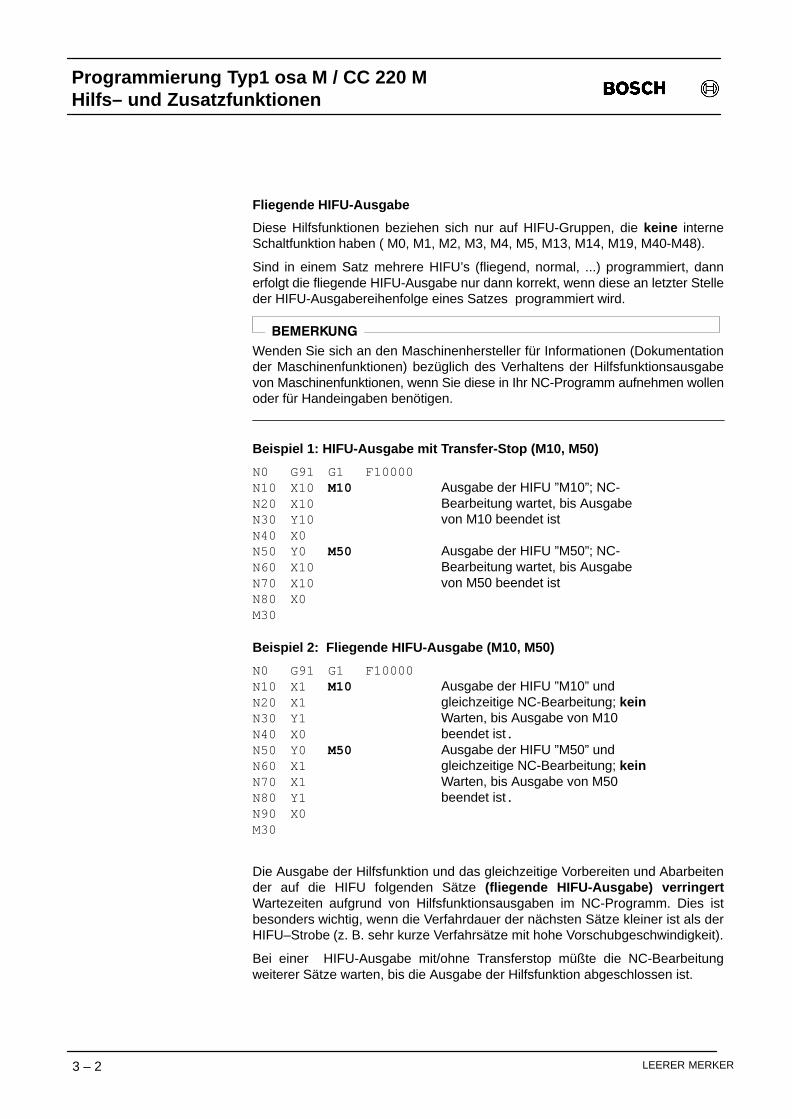
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 2 LEERER MERKER
Fliegende HIFU-Ausgabe
Diese Hilfsfunktionen beziehen sich nur auf HIFU-Gruppen, die keine interneSchaltfunktion haben ( M0, M1, M2, M3, M4, M5, M13, M14, M19, M40-M48).
Sind in einem Satz mehrere HIFU’s (fliegend, normal, ...) programmiert, dannerfolgt die fliegende HIFU-Ausgabe nur dann korrekt, wenn diese an letzter Stelleder HIFU-Ausgabereihenfolge eines Satzes programmiert wird.
BEMERKUNG
Wenden Sie sich an den Maschinenhersteller für Informationen (Dokumentationder Maschinenfunktionen) bezüglich des Verhaltens der Hilfsfunktionsausgabevon Maschinenfunktionen, wenn Sie diese in Ihr NC-Programm aufnehmen wollenoder für Handeingaben benötigen.
Beispiel 1: HIFU-Ausgabe mit Transfer-Stop (M10, M50)
N0 G91 G1 F10000N10 X10 M10 Ausgabe der HIFU ”M10”; NC-N20 X10 Bearbeitung wartet, bis AusgabeN30 Y10 von M10 beendet istN40 X0N50 Y0 M50 Ausgabe der HIFU ”M50”; NC-N60 X10 Bearbeitung wartet, bis AusgabeN70 X10 von M50 beendet istN80 X0M30
Beispiel 2: Fliegende HIFU-Ausgabe (M10, M50)
N0 G91 G1 F10000N10 X1 M10 Ausgabe der HIFU ”M10” und N20 X1 gleichzeitige NC-Bearbeitung; keinN30 Y1 Warten, bis Ausgabe von M10N40 X0 beendet ist.N50 Y0 M50 Ausgabe der HIFU ”M50” undN60 X1 gleichzeitige NC-Bearbeitung; keinN70 X1 Warten, bis Ausgabe von M50N80 Y1 beendet ist.N90 X0M30
Die Ausgabe der Hilfsfunktion und das gleichzeitige Vorbereiten und Abarbeitender auf die HIFU folgenden Sätze (fliegende HIFU-Ausgabe) verringertWartezeiten aufgrund von Hilfsfunktionsausgaben im NC-Programm. Dies istbesonders wichtig, wenn die Verfahrdauer der nächsten Sätze kleiner ist als derHIFU–Strobe (z. B. sehr kurze Verfahrsätze mit hohe Vorschubgeschwindigkeit).
Bei einer HIFU-Ausgabe mit/ohne Transferstop müßte die NC-Bearbeitungweiterer Sätze warten, bis die Ausgabe der Hilfsfunktion abgeschlossen ist.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 3LEERER MERKER
Unterprogrammaufrufe
Unterprogramme enthalten Abläufe, die an verschiedenen Stellen des Bearbei-tungsprogrammes benutzt werden sollen oder von verschiedenenBearbeitungsprogrammen immer in derselben Art einzusetzen sind. Der Aufuf derUnterprogrammme wird u.a. mit Hilfsfunktionen gesteuert.
Es gibt mehrere Möglichkeiten, diese Unterprogramme aufzurufen:
� über frei wählbare M-Codes oder HIFU-Codes
� über benutzerdefinierte G-Funktionen (s. a. MP P4001-P4004 und G81-G86)UP-G-Funktion (modal / nicht modal)
� über die Funktion G22 und der Unterprogrammadresse (P..., K... oder V...)(s.a. G22) UP-G22-Code
� über die Unterprogrammadresse (P..., Q...) (s.a. G22) UP-P,Q-Programm
Im folgenden werden nur die Unterprogrammaufrufe über HIFU beschrieben. Zuden anderen Unterprogrammaufrufen wird auf die Funktion G22 ff. verwiesen.
Unterprogrammaufruf über Hilfsfunktionen
Es existieren 3 Möglichkeiten, Unterprogramme durch Hilfsfunktionen aufzurufen.
1. M-Funktionen (HIFU-Unterprogrammaufruf)
Bis zu 32 M-Funktionen können jeweils einem Unterprogramm mit einer beliebigenP-Nr. zugeordnet werden.Nähere Einzelheiten dazu im Kapitel ”M-Codes” und in den MaschinenparameternP4005, P4006, P4019, P4020.
Programmier-Beispiel:...N10 G0 X0 Y0 M6 M6 ruft P6 (Werkzeugwechsel) aufN20 G1 X10 Y10 M60 M60 ruft P99900060 (Palettenwechselzyklus)
auf....
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 4 LEERER MERKER
2. Benutzerdefinierter Hilfsfunktionsunterprogrammaufruf (HIFU-UP)
Für eine Hilfsfunktionsadresse (P4007, P2001) können bis zu 8 Unterprogrammedefiniert werden.
Programmier-Beispiel: benutzerdefinierte HIFU-Adresse :E (s. a. MP P4007 und P2001)Nr. der HIFU-Adresse E :1 ... 8 (s. a. MP P4009)benutzerdefinierte Unterprogramm :P101, P102, ... P108 (s. a. MP P4008) d.h. E1 ruft P101, E2 ruft P102, ... auf. ...N10 G0 X0 Y0 E1 E1 ruft P101 aufN20 G1 X10 Y10 E6 E6 ruft P106 auf....
3. Benutzerdefinierte Hilfsfunktionen (UP-HIFU)
Für bis zu 6 HIFU (s.a. P2001) können beliebige Unterprogramme (s.a. P4022)zugeordnet werden. Auch mehreren Hilfsfunktionsadressen kann ein gemeinsa-mes Unterprogramm zugeordnet werden.Jeder HIFU’s ist intern eine Priorität (1= höchste Prio ; 6= niedrigste Prio)zugeordnet. Da die HIFU’s untereinander nach Prioritäten eingeordet sind, werdenauch die durch sie aufgerufenen Unterprogramme mit der entsprechendenPriorität abgearbeitet.
Programmier-Beispiel:...N10 G0 X0 Y0 T33 T33 ruft P10 (UP 10) aufN20 G1 X10 Y10 M34 M34 ruft P10 (UP 10) auf...
Beide HIFU’s (T33 und M34) führen zum Aufruf von P10.
Stehen die Aufrufe T33 und M34 im selben Satz, dann führt nur diejenige HIFUzum Aufruf von P10, die die höhere Priorität besitzt (s. a. P4022).
BEMERKUNG
Voraussetzung ist, daß die HIFU-Adressen nicht bereits durch M-Funktionen, P-,Q-Aufrufe , durch Benutzerdefinierte Hilfsfunktion oder durch intern wirkendeHIFU bzw. M-Funktionen (M30, M3, ...) vergeben sind.
Prioritäten des Hilfsfunktionsaufrufes von Unterprogrammen
Beim Programmieren von HIFU im Bearbeitungsprogramm ist auf die richtigeReihenfolge und Ausgabe während der Bearbeitung zu achten. Im allgemeinen haben Aufrufe über P.., Q.., G.., HIFU-Unterprogrammaufrufe (z.B.M-Funktionen) und über die benutzerdefinierte HIFU (aus P4007) die höchstePriorität. Es folgen die Aufrufe der ”benutzerdefinierten HIFU’s” (aus P4022), diewiederum nach ihrer internen Priorität (lt.Maschinenparametereintrag in P4022)bewertet werden.
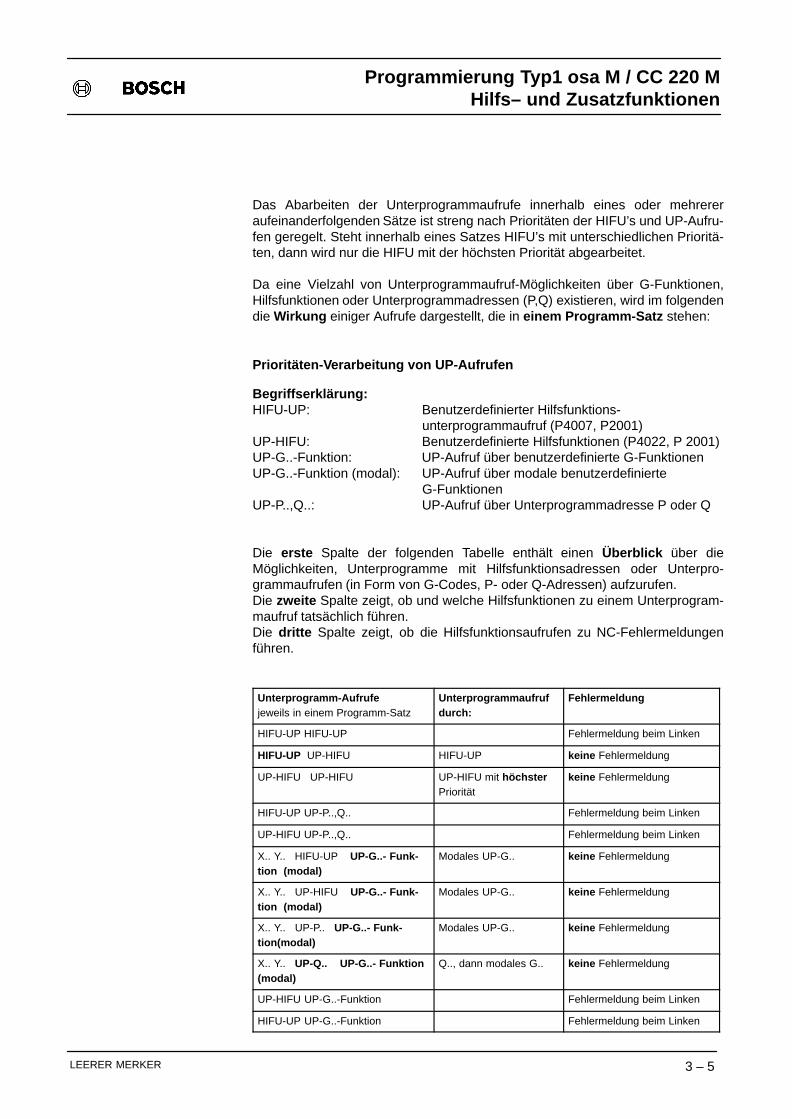
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 5LEERER MERKER
Das Abarbeiten der Unterprogrammaufrufe innerhalb eines oder mehrereraufeinanderfolgenden Sätze ist streng nach Prioritäten der HIFU’s und UP-Aufru-fen geregelt. Steht innerhalb eines Satzes HIFU’s mit unterschiedlichen Prioritä-ten, dann wird nur die HIFU mit der höchsten Priorität abgearbeitet. Da eine Vielzahl von Unterprogrammaufruf-Möglichkeiten über G-Funktionen,Hilfsfunktionen oder Unterprogrammadressen (P,Q) existieren, wird im folgendendie Wirkung einiger Aufrufe dargestellt, die in einem Programm-Satz stehen:
Prioritäten-Verarbeitung von UP-Aufrufen
Begriffserklärung:HIFU-UP: Benutzerdefinierter Hilfsfunktions-
unterprogrammaufruf (P4007, P2001)UP-HIFU: Benutzerdefinierte Hilfsfunktionen (P4022, P 2001)UP-G..-Funktion: UP-Aufruf über benutzerdefinierte G-FunktionenUP-G..-Funktion (modal): UP-Aufruf über modale benutzerdefinierte
G-FunktionenUP-P..,Q..: UP-Aufruf über Unterprogrammadresse P oder Q
Die erste Spalte der folgenden Tabelle enthält einen Überblick über dieMöglichkeiten, Unterprogramme mit Hilfsfunktionsadressen oder Unterpro-grammaufrufen (in Form von G-Codes, P- oder Q-Adressen) aufzurufen.Die zweite Spalte zeigt, ob und welche Hilfsfunktionen zu einem Unterprogram-maufruf tatsächlich führen.Die dritte Spalte zeigt, ob die Hilfsfunktionsaufrufen zu NC-Fehlermeldungenführen.
Unterprogramm-Aufrufejeweils in einem Programm-Satz
Unterprogrammaufruf durch:
Fehlermeldung
HIFU-UP HIFU-UP Fehlermeldung beim Linken
HIFU-UP UP-HIFU HIFU-UP keine Fehlermeldung
UP-HIFU UP-HIFU UP-HIFU mit höchster Priorität
keine Fehlermeldung
HIFU-UP UP-P..,Q.. Fehlermeldung beim Linken
UP-HIFU UP-P..,Q.. Fehlermeldung beim Linken
X.. Y.. HIFU-UP UP-G..- Funk-tion (modal)
Modales UP-G.. keine Fehlermeldung
X.. Y.. UP-HIFU UP-G..- Funk-tion (modal)
Modales UP-G.. keine Fehlermeldung
X.. Y.. UP-P.. UP-G..- Funk-tion(modal)
Modales UP-G.. keine Fehlermeldung
X.. Y.. UP-Q.. UP-G..- Funktion(modal)
Q.., dann modales G.. keine Fehlermeldung
UP-HIFU UP-G..-Funktion Fehlermeldung beim Linken
HIFU-UP UP-G..-Funktion Fehlermeldung beim Linken

Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 6 LEERER MERKER
BEMERKUNG
Eine genaue Kenntnis und Wirkung der in den Maschinenparametern eingetrage-nen Hilfsfunktionsaufrufe und ihrer dazugehörigen Unterprogramme ist daherwichtig, um die Programmierung des Teileprogramm mit Unterprogrammauf-rufen zweckdienlich durchführen zu können. Diese Informationen werdenüblicherweise vom Maschinenhersteller bzw. Projektierer zur Verfügung gestellt.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 7LEERER MERKER
Vorschubgeschwindigkeit Adresse F
VORSCHUBADRESSE F
Die Steuerung verfügt über 3 Arten der Vorschubprogrammierung, die überentsprechende Wegbedingungen ausgewählt werden können.
� G94 F6.1 Vorschub in mm/min
� G95 F4.3 Vorschub in mm/U
� G93 F6.1 Vorschubzeit in Sekunden
Über Maschinenparameter kann das F-Format und eine Vorschubgeschwindig-keitsbegrenzung (maximal programmierbarer Bahnvorschub) festgelegt werden.
VERWEILZEITADRESSE F
Im System Typ1 osa M / CC 220 M existieren 2 Arten der Verweilzeitprogrammie-rung, die über entsprechende Wegbedingungen F aufgerufen werden.
� G4 F5.2 Verweilzeit in 1, 0.1, 0.01, 0.001 [Sekunden]
� G104 F7.0 Verweilzeit in Umdrehungen
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 8 LEERER MERKER
Spindeldrehzahl Adresse S
DefinitionDie Drehzahlauswahl für die Spindel erfolgt direkt über das S-Wort in U/min.Format: 5.1, Nachkommastelle muß nicht geschrieben werden.
WirkungDas S-Wort wirkt modal.Mit Programmende (M2/M30) oder Grundstellung wird der S-Wert NC-intern auf”0” gesetzt.Er muß daher am Programmanfang wieder programmiert werden.
BEMERKUNG
� Drehzahlen können auch programmtechnisch begrenzt werden (G192,G292).
� Im Testbetrieb ”Gesamtsperre” bzw. Einzelsperre der Spindel wird keinSollwert für die Spindel ausgegeben. Die Lageregelung wird durch Program-mieren von M3 bzw. M4 nicht aufgehoben. G95, G33 und G104 ist möglich.
DrehrichtungsauswahlZur Drehzahlauswahl gehört die Angabe der Drehrichtung bzw. das Stillsetzen derDrehzahl.Hierfür sind folgende M-Funktionen festgelegt:M3 - Spindel Rechtslauf
M4 - Spindel Linkslauf
M5 - Spindel Stopp
M13 - wie M3 und Kühlmittel Ein
M14 - wie M4 und Kühlmittel Ein
M3/M13 bzw. M4/M14 kann mit dem S-Wort in einem Satz geschrieben werden.Kühlmittel Ein muß durch die SPS-Logik ausgewertet und ausgelöst werden.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 9LEERER MERKER
M � Codes Adresse M
DefinitionAusgangssignale können über M-Adresse erzeugt werden. Der Anwender kannjede M-Funktion nutzen, die von der Maschine ausgewertet wird.
UnterprogrammaufrufIn den Maschinenparametern sind bis zu 32 M-Funktionen und 8 Schaltfunktionen(Adresse frei wählbar) zuweisbar, die ein Unterprogramm (P-Nummer) aufrufen.M-Funktionen haben keine modale Wirkung.
ProgrammierungIn einem Satz darf prinzipiell nur ein UP-Aufruf mittels G, M oder HiFu stehen.Weiterhin ist darauf zu achten, daß bei mehreren gleichen Adressen, von deneneine ein Unterprogramm aufruft, am Ende der Adressenreihenfolge program-miert wird.
Beispiel: Unterprogrammaufruf mit M6
M6 ruft UPN500 M3 S500 M6 ; richtigN500 M6 M3 S500 ; falsch
BEMERKUNG
Die M-Funktionsausgabe bei Satzvorlauf wird entsprechend dem Maschinen-parameter P2010 gesteuert.Ist P2010 mit ”2” belegt (letzte Hilfsfunktion ausgeben), werden die M-FunktionenM3, M13, M4, M14 und die Funktion ”programmierbare Spindelorientierung”gespeichert, mit Wiederanfahren die zuletzt programmierte Funktion dieserGruppe ausgeführt und über Interface ausgegeben. An schließend wird der zuletztprogrammierte bzw. automatisch ermittelte Getriebestufen-M-Code über Interfaceausgegeben.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 10 LEERER MERKER
Intern wirkende Hilfsfunktionen
Die nachfolgend beschriebenen Codes haben folgende Wirkungen:
M0 Programm Halt, weiter nach NC�Start (Keine Änderung des aktuellen Zustands)
M1 Wahlweise Halt, weiter nach NC�Start, keine Änderung des aktuellen Zustands (Wirksam nur wenn Softkey "Wahlweise Halt" aktiv).
M2 Programm�Ende (nur im Hauptprogramm verwenden). Wegbedingungen (außer G14/G15 und G70/G71) und andere aktuelle
Zustände werden zurückgesetzt. Außerdem wird M5 ausgelöst.
M3 Spindel Rechtslauf.
M4 Spindel Linkslauf
M5 Spindel StoppSpindeldrehzahl und Getriebestufe bleiben intern gespeichert. Bei Lage�regelung der Spindel bewirkt M5 das Schließen des Regelkreises ab einer bestimmten Drehzahl. Bei gesteuerter Spindel gibt die CNC nach M5 am betreffenden Ausgang 0 Volt aus.
M6 Werkzeug�Wechsel (frei definierbar)
M13 Spindel Ein (Rechtslauf) und Kühlmittel Ein
M14 Spindel Ein (Linkslauf) und Kühlmittel Ein
M19 Hauptspindel�Orientierung auf feste Position in Grad M19 S....: Positionierung auf programmierte Winkelposition(M�Code über Maschinenparameter änderbar)
M30 Programm�Ende; wie M2, jedoch auch für Unterprogramme
M40 Automatische Getriebestufen�Auswahl(Einschalt�Zustand)
(M�Code über Maschinenparameter 7017 änderbar)
M41-M48 Feste Getriebestufen 1 bis 8(M�Code über Maschinenparameter 7017 änderbar)
M999 Segment�ENDE bei Abarbeiten vom DNC Kanal
Code Interne Wirkung
Beim Programmieren von 2 intern wirkenden M-Codes, die sich gegenseitigausschließen, wirkt der zuletzt in diesem Satz programmierte.
Dies betrifft die Gruppen:
M0, M1, M2, M30M3, M4, M5, M13, M14, M19 (M-Code für ”progr. Spindelorientierung” änderbar)
M40, M41, M42, M43, M44, M45, M46, M47, M48 (M-Code über MP 7017änderbar)
Die Funktionen M0, M1, M2, M30 müssen separat in einem getrennten Satzgeschrieben werden.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 11LEERER MERKER
Programmierbare Spindelorientierung M19
DefinitionDiese Funktion hat die Aufgabe, die Spindel in eine gewünschte Stellung zupositionieren, um so z.B. die Voraussetzungen für einen Werkzeugwechsel odertechnologiebedingte Anwendungen (Rückzugsbewegung mit feststehendemWerkzeug) zu erfüllen.Der M-Code ist per Maschinenparameter 7013 änderbar.
ProgrammierungM19 kann alleine oder mit anderen M-Funktionen (außer NC-internen) und nichtaus der selben Gruppe zusammen programmiert werden.
Bei Programmierung von mehreren M-Funktionen werden diese gemäß ihrerProgrammierreihenfolge abgearbeitet, bzw. wirksam.
M19 kann mit oder ohne S-Wort in einem Satz programmiert werden. Ist M19 ohnePositionsangabe (S–Wort) programmiert, dann positioniert die Spindel auf die0-Marke bzw. auf eine durch P7028 (Ref.-Pkt.-Versatz) definierte Position. Wird einzusätzliches S-Wort nach dem M-Code für ”Spindel Richten” programmiert, dannwird auf diese Position gerichtet. Dabei legt P7033 den oberen Grenzwert dieserPosition in M3-Richtung fest.
Für das S-Wort gilt: programmierter S-Wert dividiert durch 360 = Anzahl der Umdrehungen.Divisionsrest = Position auf Kreis zwischen 0° und 359.9°.0° <- programmierter Wert <- P7033
Weitere Hilfsfunktionen können mit M19 im selben Satz geschrieben werden.
Wird derselbe Positionswert noch einmal programmiert, so bleibt die Spindel invorhandener Stellung stehen, d.h. kein erneuter Positioniervorgang. Bei Program-mieren eines anderen Positionswertes wird auf diesen positioniert.
M3, M13, M4, M14, M5, M19 gehören einer Gruppe an und haben sowohlNC-interne als auch externe Funktion. Sie schließen sich gegenseitig in einemSatz aus.
Beispiele:
N100 M19 (erlaubt)N101 M5 M19 (nicht sinnvoll)N200 Z700 M19 (erlaubt)N500 P10 M19 (erlaubt)
Im P10-Programm ist darauf zu achten, daß keine Funktion wirksam wird, die mit M19 kollidiert.
Rechts Richten aus Stillstand (auf 0-Marke):N100 M3 M19
Rechts Richten aus Stillstand (1 Umdrehung +20°): N100 M3 M19 S 380
Links Richten aus Stillstand (auf 0-Marke): N100 M4 M19Links Richten aus Stillstand (2 Umdrehungen +35°):N100 M4 M19 S 755
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 12 LEERER MERKER
Besonderheit amProgrammende
M2/M30 bricht einen laufenden Spindelrichtvorgang ab. Aus diesem Grunde istprogrammtechnisch sicherzustellen, daß der Richtvorgang rechtzeitig beendet ist.
Erläuterungsbeispiel:N499 X400 Y500 M19N500 Z0 erlaubtN501 M30
N499 X400 Y500 Z0N500 M19 nicht erlaubt, da nach M19 sofort M30N501 M30 wirksam wird
N499 X400 Y500 Z0N500 M19
501 WAIT erlaubtN502 M30
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 13LEERER MERKER
Getriebestufenauswahl M40 / M41 � M48
Die maschinenspezifischen Drehzahlbereiche werden durch schaltbare Getriebeoder Kupplungen realisiert. Hierbei unterstützt die Steuerung die Getriebekennungautomatisch. Die Anzahl der Getriebestufen und Drehzahlbereiche sowie weitereParameter werden im MP-Programm definiert.
Ein Getriebestufencode braucht im Teileprogramm aufgrund der automatischenErkennung im Normalfall nicht programmiert zu werden.Sollte dies trotzdem einmal notwendig werden, so ist M41 bis M48(Getriebestufe1-8) zu programmieren (den einzelnen Getriebestufen können auchandere M-Codes zugewiesen werden; siehe MP 7017).
Wird eine Drehzahl programmiert, die in der angewählten Stufe nicht erreichtwerden kann, wird die min. bzw. max. Drehzahl für die betreffende Stufeausgegeben.M40 sollte einmal am Beginn des Teileprogrammes geschrieben werden.
Automatische AuswahlBei wirkendem M40 (M-Code änderbar) wählt die Steuerung selbst die Getriebe-stufe nach folgenden Kriterien aus:
� bis 8 Getriebestufen können mit Minimal- und Maximaldrehzahlen kontrolliertwerden.
� Drehzahlausgabe 1 bis 99999 U/min (maschinentypisch eingeschränkterBereich beachten)
� aus den aktuellen Programmdaten wird, wenn S programmiert wird diepassende Stufe ausgewählt. Programmierung von S0 bewirkt keinenWechsel.
� bei Überlappung von Stufen wird die niedrigere Stufe (mit der höherenMotordrehzahl) gewählt.
Wird eine Getriebestufe über M-Code vorgegeben, bewirkt dies das Ausschaltender automatischen Getriebestufenanwahl.Die automatische Getriebestufenanwahl kann über MP 7031 als Einschaltzustandfestgelegt werden.
BEMERKUNG
� Beim Getriebestufenwechsel ist P7034 zu beachten. Hier wird festgelegt, obder Wechsel über Trudeln oder ”Spindel richten” eingeleitet wird.
� Per Maschinenparameter 7037 kann definiert werden, ob nach einemGetriebestufenwechsel der Referenzpunkt gelöscht wird oder nicht. Nachlöschen muß der 0-Marker (Ref.-Punkt) neu gesucht werden.
Programmierung Typ1 osa M / CC 220 MHilfs– und Zusatzfunktionen
3 – 14 LEERER MERKER
Werkzeugauswahl Adresse T
Über das T-Wort wird die Werkzeuganforderung programmiert. Bei Werkzeugma-schinen mit automatischen Werkzeugwechslern wird dieses von der NC inBCD/Binär-Code ausgegebene Signal zur Einleitung des Magazinsuchlaufesbenutzt. Für Werkzeugmaschinen mit manuellem Werkzeugwechsel dient dasprogrammierte T-Wort als Tätigkeitshinweis für das Bedienungspersonal oder zurKoinzidenzprüfung zwischen dem angeforderten und dem in der Spindeleingesetzten Werkzeug.
WirkungMaximale Wortlänge für Programmierung des T-Wortes ist abhängig vonMaschinenparameter 9020.Das T-Wort kann mit variabler Wortlänge mit 1 bis 8 Stellen programmiert werden(siehe Programmieranleitung des Werkzeugmaschinenherstellers).Für die Ausgabe des T-Wortes am CNC-Interface ist die Maschinen-Parameter-gruppe 2000 zu beachten bzw. entsprechend einzustellen.Unter Gruppenbetriebsart ”Diagnose” wird das zuletzt programmierte T-Wortangezeigt.
BEMERKUNG
Mit M6 erfolgt der eigentliche Werkzeugwechsel zwischen vorher gesuchtemWerkzeug und Spindelwerkzeug.Zur Werkzeugauswahl siehe auch Projektierungshandbuch Teil 2 ”Standard-WZ-Verwaltung”, P.-Nr. 3898.
ProgrammierungDie Programmierung ist abhängig von WZ-Verwaltungslogik.
Beispiel:
N10 T123 M06
N20 G0N30 G1. Bearbeitung mit T123.
.N500 T234 M06
�
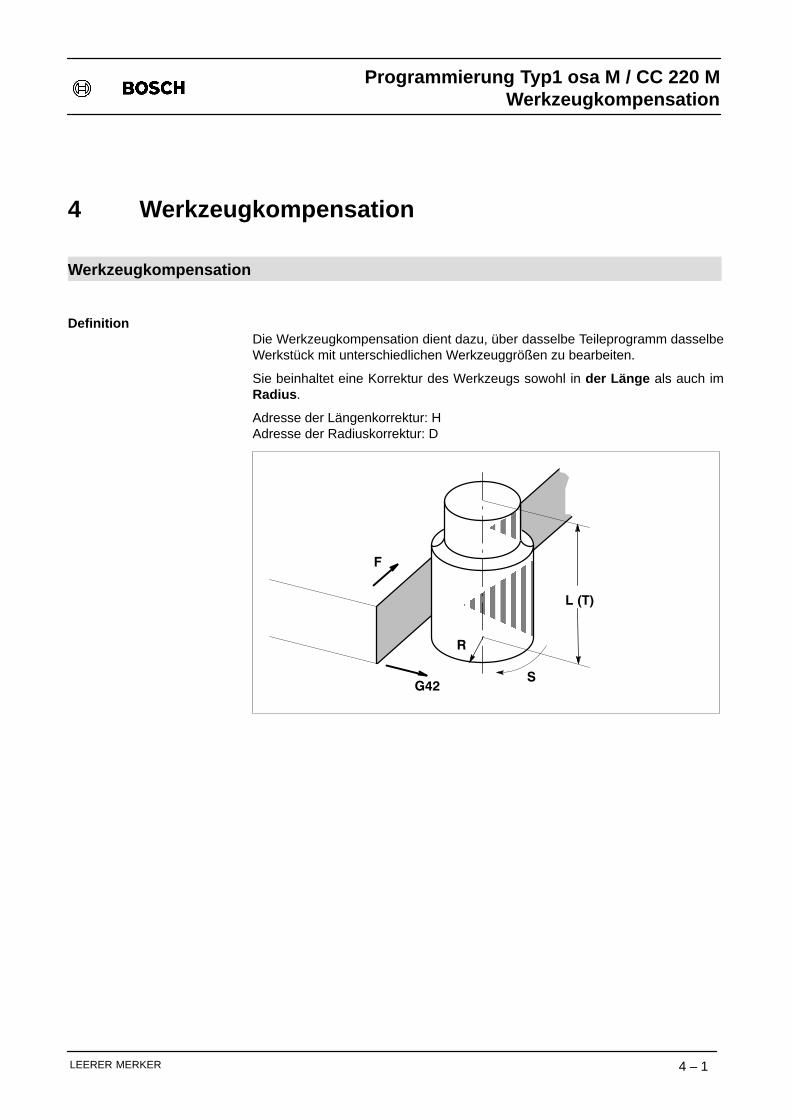
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 1LEERER MERKER
4 Werkzeugkompensation
Werkzeugkompensation
DefinitionDie Werkzeugkompensation dient dazu, über dasselbe Teileprogramm dasselbeWerkstück mit unterschiedlichen Werkzeuggrößen zu bearbeiten.
Sie beinhaltet eine Korrektur des Werkzeugs sowohl in der Länge als auch imRadius .
Adresse der Längenkorrektur: HAdresse der Radiuskorrektur: D
ËËËËËËËËËËËËËËËËËËËËËËËËË
ËËËËËËËËË
G42
F
L (T)
R
S
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 2 LEERER MERKER
Längenkorrektur
WirksamkeitDie Werkzeuglängenkorrektur wird durch den Aufruf des H-Wortes wirksam und iststandardmäßig der in P6507 definierten Achse zugeordnet (siehe auch G78/G79).
Sie ist modal wirksam und kann nur durch Aufruf einer neuen Längenkorrektur oderdurch programmieren von H0 gelöscht werden.
Es können positive und negative Korrekturwerte wirksam werden.
Die Längenkorrektur wird wirksam mit der nächsten Weginformation der Längen-korrekturachse nach dem Aufruf des H-Wortes, d. h. H-Wort alleine hat keineVerfahrbewegung zur Folge.
Bei aktivem G90 wird die Längenkorrektur in Abhängigkeit des Korrekturwertvor-zeichens zu jedem neuen programmierten Wegmaß der Korrekturachse addiertoder subtrahiert.
Bei aktivem G91 wird der Korrekturwert nur mit dem ersten Wegmaß derKorrekturachse verrechnet.
ProgrammierungDas H-Wort kann alleine oder zusammen mit anderen Informationen in einem Satzprogrammiert werden.Beim Wechsel der Korrekturnummer kann diese direkt überschrieben, oder durchH0 und ein Wegmaß der Längenkorrekturachse aufgehoben werden.
Beispiel
N99 G22 K10N100 G1 X... Y... Z... H... F...
Aufruf Korrekturnummer(Wert liegt in Geometriekorrektur�Tabelle ab)
Verrechnung des Wertes in derZ�Achse
BEMERKUNG
Bei Benutzung der PC 600 Werkzeugverwaltung (Voraussetzung: WortkopplungCNC - SPS) wird die Längenkorrektur des jeweiligen Werkzeuges bei aktivemG145 automatisch wirksam.Ein zusätzlicher H-Wert wirkt dann additiv.
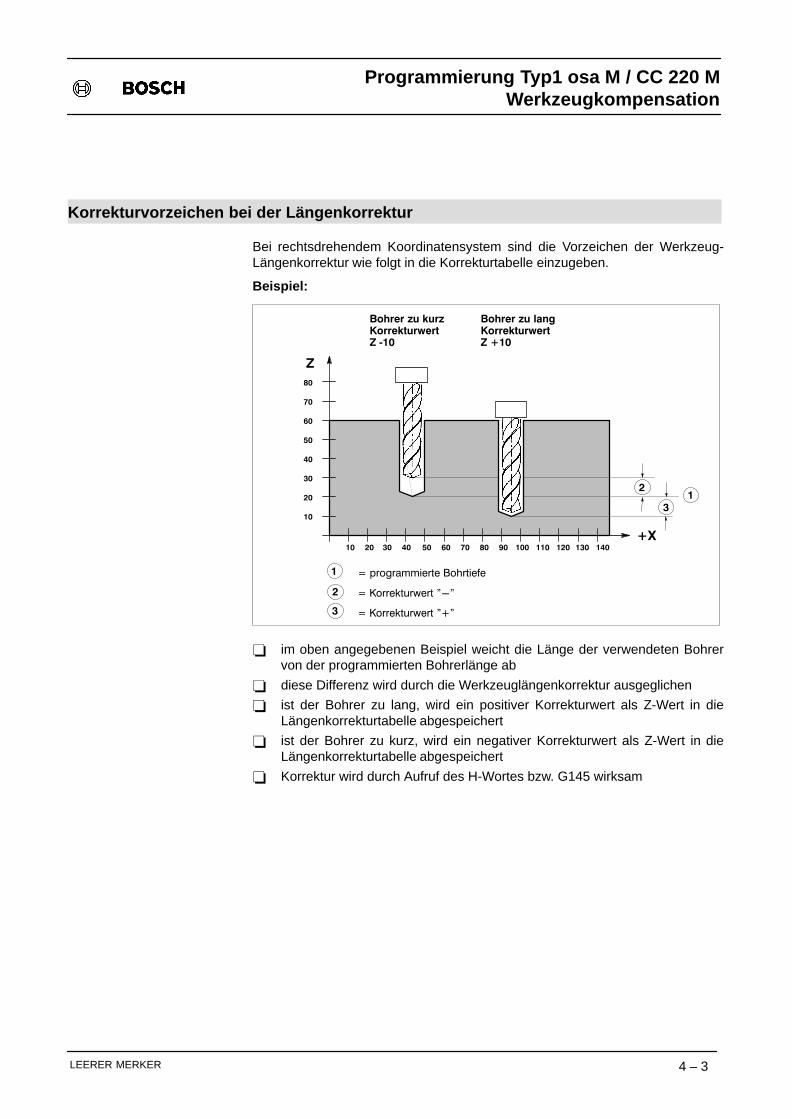
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 3LEERER MERKER
Korrekturvorzeichen bei der Längenkorrektur
Bei rechtsdrehendem Koordinatensystem sind die Vorzeichen der Werkzeug-Längenkorrektur wie folgt in die Korrekturtabelle einzugeben.
Beispiel:
+X
Z
1
80
60
70
50
30
40
10
202
3
10 20 30 40 50 60 70 80 90 100 110 120 130 140
Bohrer zu kurzKorrekturwert Z �10
Bohrer zu langKorrekturwert Z +10
= programmierte Bohrtiefe
= Korrekturwert "-"
= Korrekturwert "+"3
2
1
� im oben angegebenen Beispiel weicht die Länge der verwendeten Bohrervon der programmierten Bohrerlänge ab
� diese Differenz wird durch die Werkzeuglängenkorrektur ausgeglichen
� ist der Bohrer zu lang, wird ein positiver Korrekturwert als Z-Wert in dieLängenkorrekturtabelle abgespeichert
� ist der Bohrer zu kurz, wird ein negativer Korrekturwert als Z-Wert in dieLängenkorrekturtabelle abgespeichert
� Korrektur wird durch Aufruf des H-Wortes bzw. G145 wirksam
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 4 LEERER MERKER
Radiuskorrektur
WirksamkeitDie Werkzeugradiuskorrektur wird durch den Aufruf des D-Wortes in Verbindungmit G41/G42 wirksam.
Über die Ebenenauswahl G17/G18/G19/G20 wird die Ebene bestimmt, in derZirkularinterpolation bzw. Radiuskorrektur ausgeführt wird.
Das D-Wort ist modal wirksam.Durch Programmieren eines neuen D-Wortes wird der alte Wert unwirksam undder neue Wert aktiv.
Der Korrekturwert wird erst mit der nächsten linearen Verfahrinformation derkorrigierten Achsen wirksam. Dies gilt auch für das Herausrechnen desKorrekturwertes.
Die Radiuskorrekturwerte werden als Differenz zu einem, bei der Programmierungdes Teileprogrammes angenommenen Fräserradius interpretiert. Der Wert wirdmit derjenigen Einheit der Hauptachse der Ebene bewertet, die zum Zeitpunkt derKorrekturaktivierung in der Satzvorbereitung aktiv ist.
ProgrammierungDas D-Wort kann alleine oder zusammen mit anderen Informationen in einem Satzprogrammiert werden.
Bei Wechsel eines Korrekturwertes wird der neue wirksam, bzw. über Program-mierung von G40 aufgehoben.
Beispiel
N99 G22 K10N100 G1 G41 X... Y... F... D...
Korrekturnummer(Wert liegt in Geometriekorrektur�Tabelle ab)
Aufruf
BEMERKUNG
Bei Benutzung der Werkzeugtabelle (Voraussetzung: Wortkopplung CNC - SPS)wird die Radiuskorrektur des jeweiligen Werkzeuges bei aktivem G145 automa-tisch wirksam.Ein zusätzlicher D-Wert wirkt dann additiv.
Programmieranleitung des WMH ist zu beachten.
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 5LEERER MERKER
Werkzeugtabelle
WirksamkeitIn Verbindung mit der Werkzeugtabelle (Option) werden bei der Programmierungdes Werkzeuges (T-Wort) und nach erfolgtem Werkzeugwechsel (M6) dieentsprechenden Korrekturwerte (Länge/Radius) automatisch bereit gestellt undverrechnet, sofern G145 aktiv ist .
Das H- oder D-Wort (z.B. in einer separaten K-Tabelle) braucht hierbei nicht mehrprogrammiert zu werden.
Das T-Wort ist 8-stellig, wobei nur 7 Stellen zu programmieren sind.Die 8. Stelle dient der Ersatzwerkzeugkennung.
Für Sonderanwendungen besteht weiterhin die Möglichkeit der H- und D-Programmierung. Bei Anwendung werden die programmierten H- und D-Korrekturen additiv zu den Korrekturen in der Werkzeugtabelle verrechnet.
Programmierung
N100 G17 G1 G41 X...Y...F...T...zugehöriger Korrekturwertliegt in der Werkzeugtabelle ab
Der Korrekturwert wird nach jedem Werkzeugwechsel (Werkzeug in Spindel nachM6) der CNC durch die SPS zur Verfügung gestellt und verrechnet.
BEMERKUNG
Programmieranleitung des WMH ist zu beachten, da Programmierart von derMaschinenauslegung abhängig ist.
Beachten Sie auch die Hinweise im Handbuch ”KS-Tabellen” ; P.-Nr.3875.
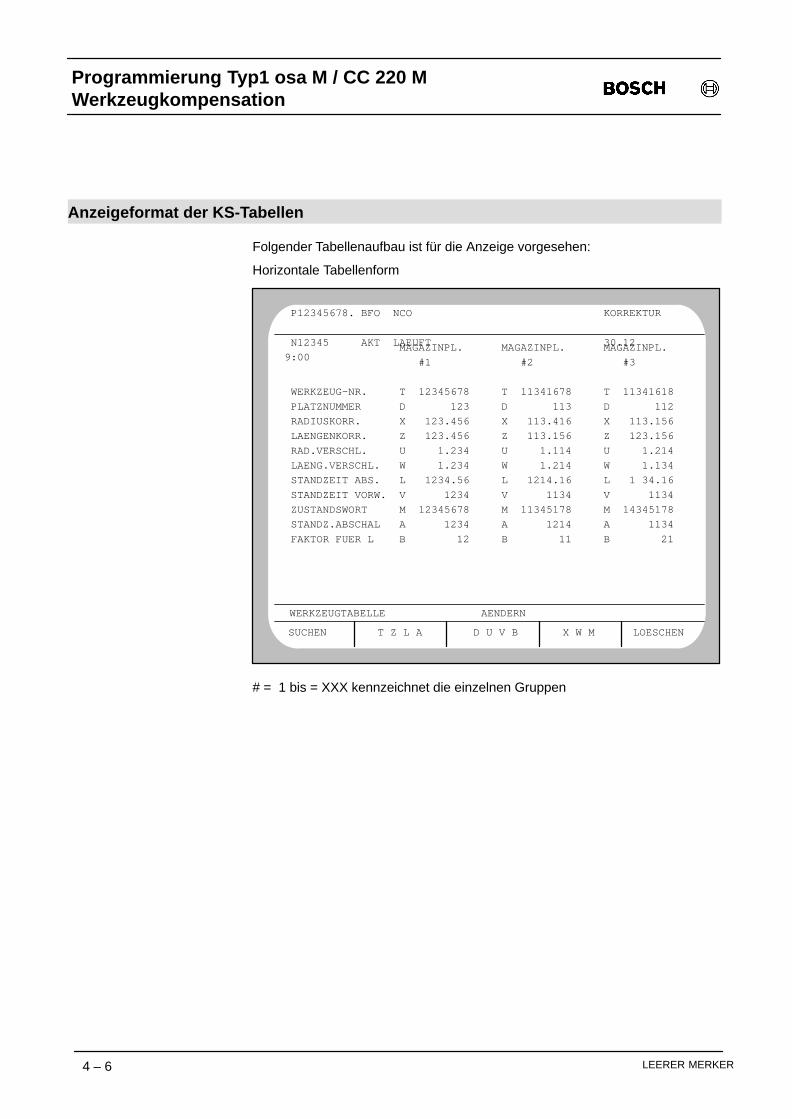
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 6 LEERER MERKER
Anzeigeformat der KS-Tabellen
Folgender Tabellenaufbau ist für die Anzeige vorgesehen:
Horizontale Tabellenform
P12345678. BFO NCO KORREKTUR
N12345 AKT LAEUFT 30.12
9:00 MAGAZINPL. MAGAZINPL. MAGAZINPL.
#1 #2 #3
WERKZEUG–NR. T 12345678 T 11341678 T 11341618
PLATZNUMMER D 123 D 113 D 112
RADIUSKORR. X 123.456 X 113.416 X 113.156
LAENGENKORR. Z 123.456 Z 113.156 Z 123.156
RAD.VERSCHL. U 1.234 U 1.114 U 1.214
LAENG.VERSCHL. W 1.234 W 1.214 W 1.134
STANDZEIT ABS. L 1234.56 L 1214.16 L 1 34.16
STANDZEIT VORW. V 1234 V 1134 V 1134
ZUSTANDSWORT M 12345678 M 11345178 M 14345178
STANDZ.ABSCHAL A 1234 A 1214 A 1134
FAKTOR FUER L B 12 B 11 B 21
WERKZEUGTABELLE AENDERN
SUCHEN T Z L A D U V B X W M LOESCHEN
# = 1 bis = XXX kennzeichnet die einzelnen Gruppen
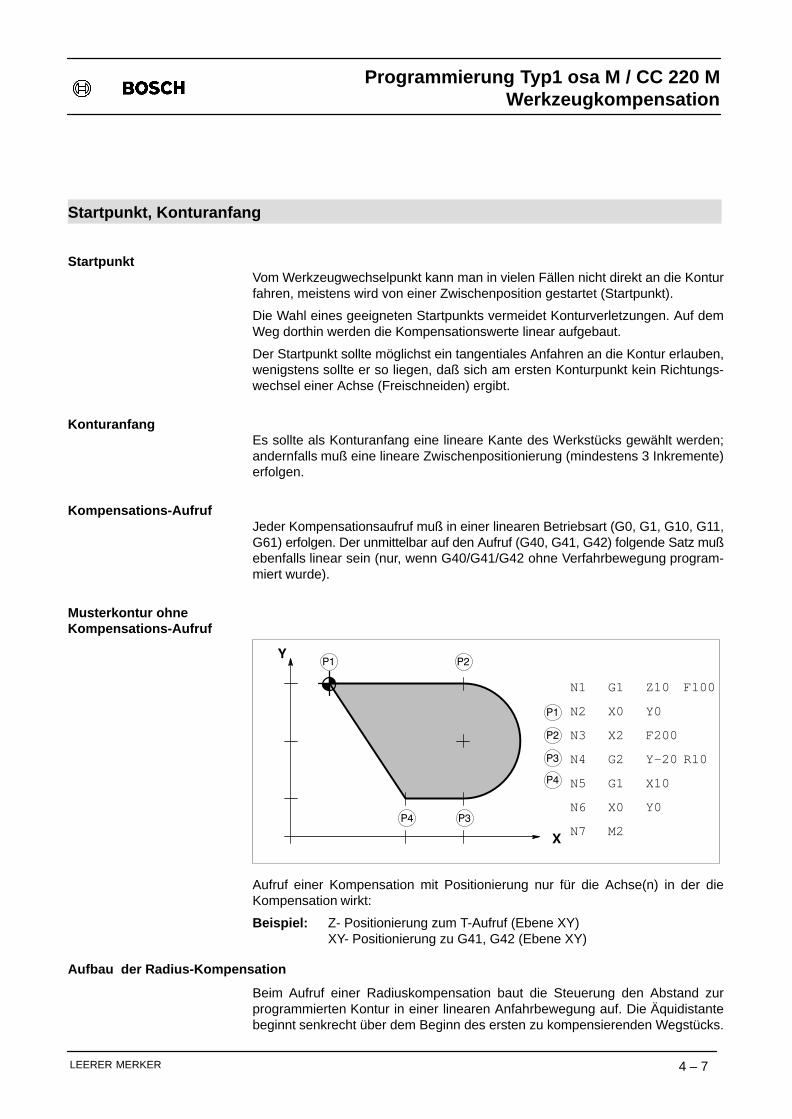
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 7LEERER MERKER
Startpunkt, Konturanfang
StartpunktVom Werkzeugwechselpunkt kann man in vielen Fällen nicht direkt an die Konturfahren, meistens wird von einer Zwischenposition gestartet (Startpunkt).
Die Wahl eines geeigneten Startpunkts vermeidet Konturverletzungen. Auf demWeg dorthin werden die Kompensationswerte linear aufgebaut.
Der Startpunkt sollte möglichst ein tangentiales Anfahren an die Kontur erlauben,wenigstens sollte er so liegen, daß sich am ersten Konturpunkt kein Richtungs-wechsel einer Achse (Freischneiden) ergibt.
KonturanfangEs sollte als Konturanfang eine lineare Kante des Werkstücks gewählt werden;andernfalls muß eine lineare Zwischenpositionierung (mindestens 3 Inkremente)erfolgen.
Kompensations-AufrufJeder Kompensationsaufruf muß in einer linearen Betriebsart (G0, G1, G10, G11,G61) erfolgen. Der unmittelbar auf den Aufruf (G40, G41, G42) folgende Satz mußebenfalls linear sein (nur, wenn G40/G41/G42 ohne Verfahrbewegung program-miert wurde).
Musterkontur ohneKompensations-Aufruf
N1 G1 Z10 F100
N2 X0 Y0
N3 X2 F200
N4 G2 Y–20 R10
N5 G1 X10
N6 X0 Y0
N7 M2X
YP1 P2
P4 P3
P1
P2
P3
P4
Aufruf einer Kompensation mit Positionierung nur für die Achse(n) in der dieKompensation wirkt:
Beispiel: Z- Positionierung zum T-Aufruf (Ebene XY)XY- Positionierung zu G41, G42 (Ebene XY)
Aufbau der Radius-Kompensation
Beim Aufruf einer Radiuskompensation baut die Steuerung den Abstand zurprogrammierten Kontur in einer linearen Anfahrbewegung auf. Die Äquidistantebeginnt senkrecht über dem Beginn des ersten zu kompensierenden Wegstücks.
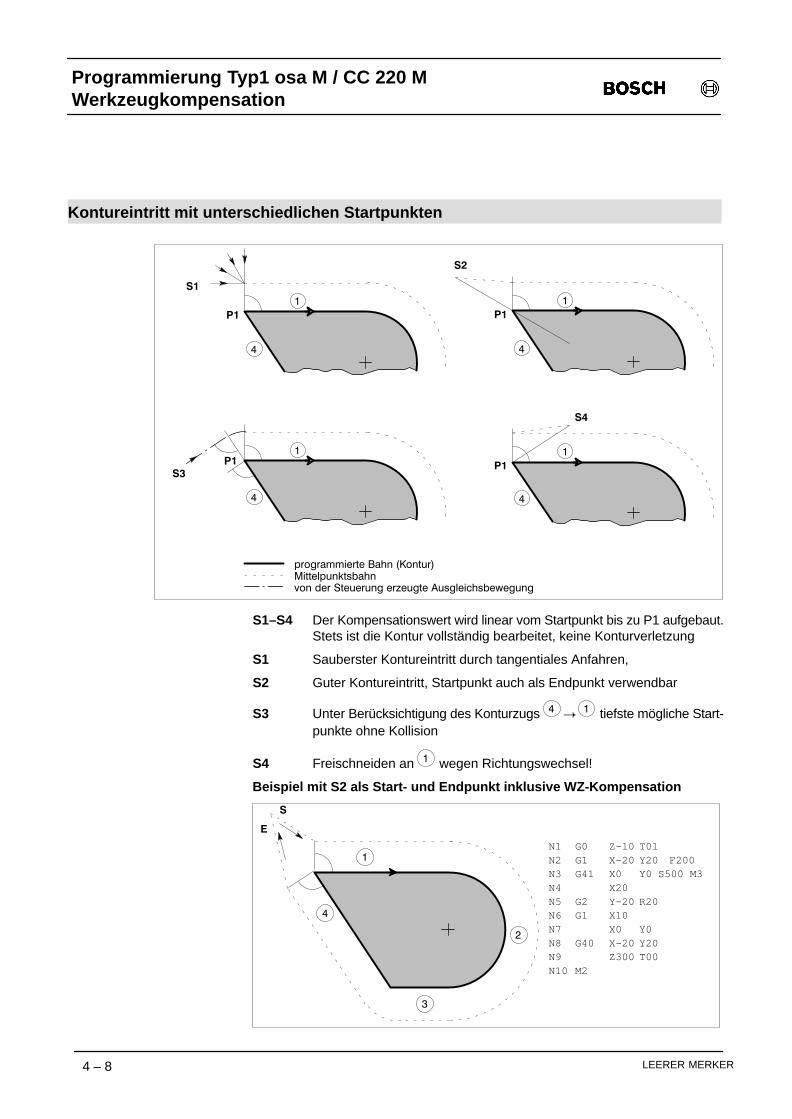
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 8 LEERER MERKER
Kontureintritt mit unterschiedlichen Startpunkten
P1
4
1S1
4
1P1
S3
4
1P1
S2
4
1P1
S4
programmierte Bahn (Kontur)Mittelpunktsbahnvon der Steuerung erzeugte Ausgleichsbewegung
S1–S4 Der Kompensationswert wird linear vom Startpunkt bis zu P1 aufgebaut.Stets ist die Kontur vollständig bearbeitet, keine Konturverletzung
S1 Sauberster Kontureintritt durch tangentiales Anfahren,
S2 Guter Kontureintritt, Startpunkt auch als Endpunkt verwendbar
S3 Unter Berücksichtigung des Konturzugs 4 � 1 tiefste mögliche Start-punkte ohne Kollision
S4 Freischneiden an 1 wegen Richtungswechsel!
Beispiel mit S2 als Start- und Endpunkt inklusive WZ-Kompensation
N1 G0 Z–10 T01N2 G1 X–20 Y20 F200N3 G41 X0 Y0 S500 M3N4 X20N5 G2 Y–20 R20N6 G1 X10N7 X0 Y0N8 G40 X–20 Y20N9 Z300 T00 N10 M2
4
1
E
2
3
S
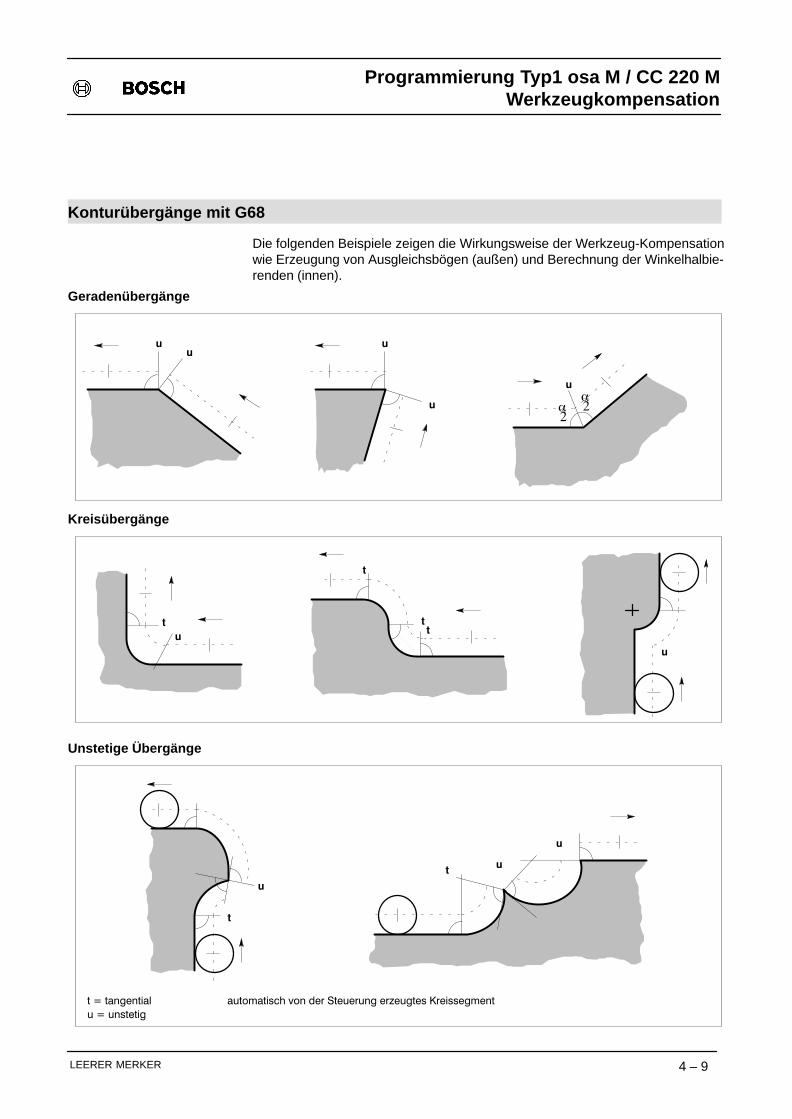
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 9LEERER MERKER
Konturübergänge mit G68
Die folgenden Beispiele zeigen die Wirkungsweise der Werkzeug-Kompensationwie Erzeugung von Ausgleichsbögen (außen) und Berechnung der Winkelhalbie-renden (innen).
Geradenübergänge
�
u
u
u
uu
�
��
Kreisübergänge
ut
t
t
u
t
Unstetige Übergänge
t = tangential automatisch von der Steuerung erzeugtes Kreissegment u = unstetig
t
t
u
u
u
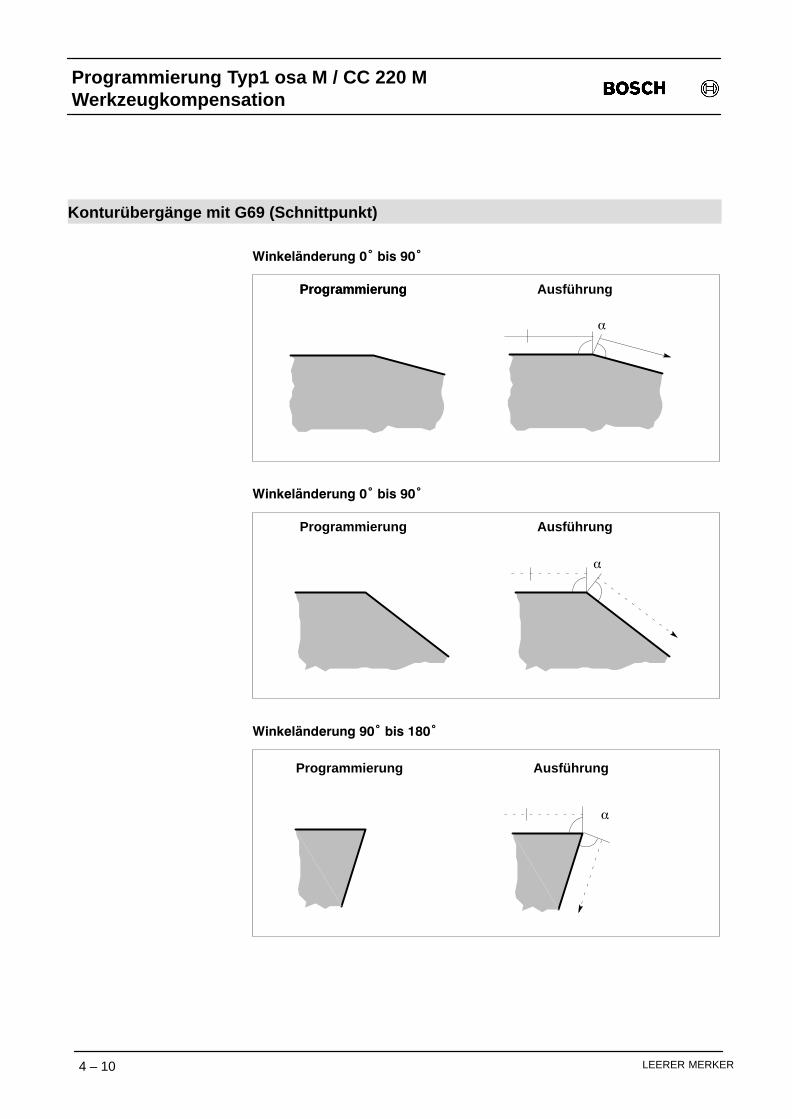
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 10 LEERER MERKER
Konturübergänge mit G69 (Schnittpunkt)
Winkeländerung 0° bis 90°
�
Programmierung AusführungProgrammierung
Winkeländerung 0° bis 90°
�
AusführungProgrammierung
Winkeländerung 90° bis 180°
�
AusführungProgrammierung
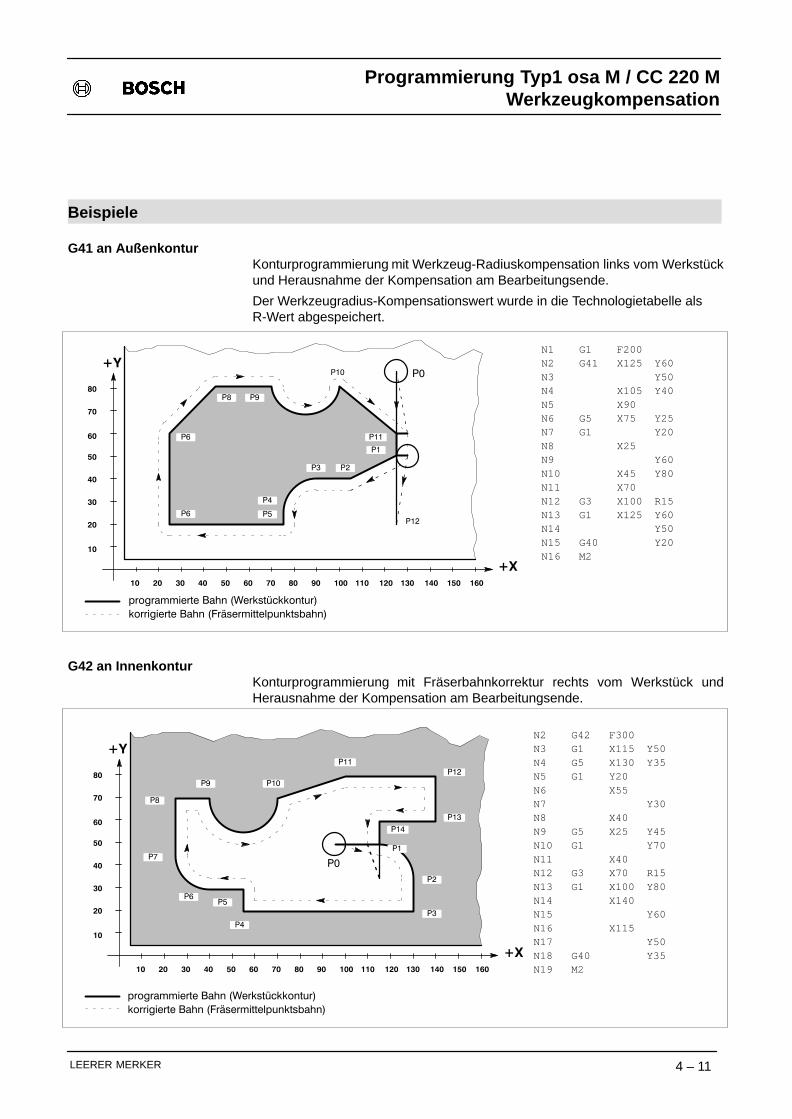
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 11LEERER MERKER
Beispiele
G41 an AußenkonturKonturprogrammierung mit Werkzeug-Radiuskompensation links vom Werkstückund Herausnahme der Kompensation am Bearbeitungsende.
Der Werkzeugradius-Kompensationswert wurde in die Technologietabelle alsR-Wert abgespeichert.
N1 G1 F200N2 G41 X125 Y60N3 Y50N4 X105 Y40N5 X90N6 G5 X75 Y25N7 G1 Y20N8 X25N9 Y60 N10 X45 Y80N11 X70N12 G3 X100 R15N13 G1 X125 Y60N14 Y50N15 G40 Y20N16 M2
+X
+Y
80
60
70
50
30
40
10
20
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160
P12
P0P10
P6
P6
P5
P4
P3 P2
P11
P1
P9P8
programmierte Bahn (Werkstückkontur)korrigierte Bahn (Fräsermittelpunktsbahn)
G42 an InnenkonturKonturprogrammierung mit Fräserbahnkorrektur rechts vom Werkstück undHerausnahme der Kompensation am Bearbeitungsende.
N2 G42 F300N3 G1 X115 Y50N4 G5 X130 Y35N5 G1 Y20N6 X55N7 Y30N8 X40N9 G5 X25 Y45N10 G1 Y70N11 X40N12 G3 X70 R15N13 G1 X100 Y80N14 X140N15 Y60N16 X115N17 Y50N18 G40 Y35N19 M2
P12
+X
+Y
80
60
70
50
30
40
10
20
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160
P0
P13
P2
P3P4
P6P5
P7
P8
P9 P10
P11
programmierte Bahn (Werkstückkontur) korrigierte Bahn (Fräsermittelpunktsbahn)
P14
P1
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 12 LEERER MERKER
Endpunkt, Kompensationsabwahl
EndpunktVon der Kontur aus wird in der Regel nicht direkt auf den Werkzeugwechselpunktgefahren, sondern über eine Zwischenposition (Endpunkt).
Die Wahl eines geeigneten Endpunkts vermeidet Konturverletzung, außer demkann zwischen dem Endpunkt und dem WZ- Wechselpunkt die Längenkompensa-tion abgebaut werden (der Abbau der Kompensation erfolgt linear).
Der Endpunkt sollte möglichst einen tangentialen Kontur-Austritt mit aktiverRadiuskompensation erlauben.Er sollte so liegen, daß sich beim Wegfahren von der Kontur kein Freischneidendurch Richtungswechsel ergibt.
KonturendeEin lineares Stück der Kontur sollte gewählt werden. Andernfalls muß eine kurzelineare Zwischenpositionierung über das Konturende hinaus eingefügt werden(mind. 3 Inkremente).Wird am Ende eines Hauptprogrammes G40 ohne Verfahrbewegung program-miert, korrigiert die Steuerung die momentane Position auf einen Punkt, der auf derNormalen durch den Endpunkt des letzten programmierten Elementes vor G40liegt und als Abstand den Korrekturradius hat.
Kompensations-Abwahl
Jede Kompensationsabwahl muß in einer linearen Betriebsart (G0, G1, G10, G11,G73) erfolgen.
Für die Wahl der Endpunkte gilt sinngemäß dasselbe, wie für die Wahl desStartpunktes (siehe Kontureintritt).Optimaler Austritt in der direkten Verlängerung des letzten Konturzugs (analogStartpunkt 1).Dabei sind Start- und Endpunkt verschieden.
Wahl eines gemeinsamen Start- und Endpunktes (wie S2) ist ebenfalls möglich.
Abwahl bei Innenkonturen
Empfohlen wird folgendes Verfahren (G41 aktiv)
� letzte Konturbearbeitung (z. B. G2 aktiv)
� tangentiales Verlassen der Kontur mit G1(z. B. nur X und Y programmiert)
� mit G1 Z freifahren (z. B. nur Z programmieren)
� G40 mit X/Y Bewegung in der Verlängerung der letzten Bewegung (z. B. nur X/Y programmieren)
� T00 mit Z-Bewegung (z. B. nur Z programmieren)
� Programmende
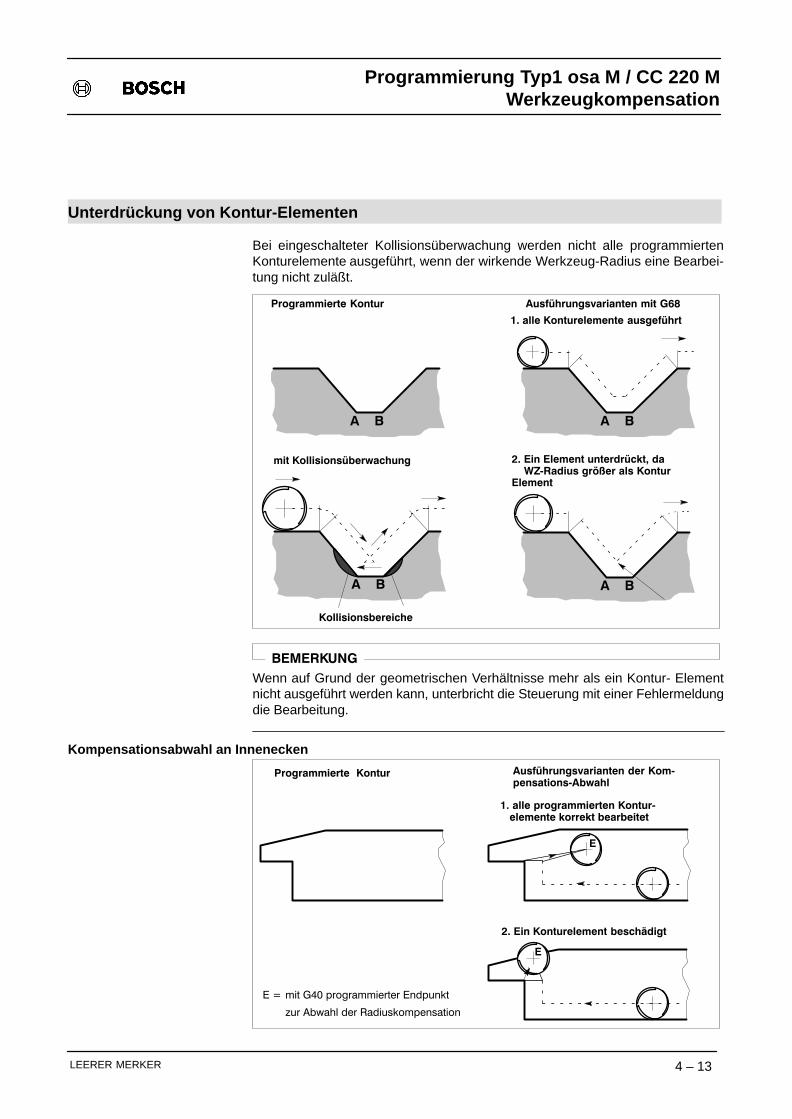
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 13LEERER MERKER
Unterdrückung von Kontur-Elementen
Bei eingeschalteter Kollisionsüberwachung werden nicht alle programmiertenKonturelemente ausgeführt, wenn der wirkende Werkzeug-Radius eine Bearbei-tung nicht zuläßt.
Programmierte Kontur Ausführungsvarianten mit G68
A B A B
A B
mit Kollisionsüberwachung
A B
Kollisionsbereiche
2. Ein Element unterdrückt, da WZ�Radius größer als KonturElement
1. alle Konturelemente ausgeführt
BEMERKUNG
Wenn auf Grund der geometrischen Verhältnisse mehr als ein Kontur- Elementnicht ausgeführt werden kann, unterbricht die Steuerung mit einer Fehlermeldungdie Bearbeitung.
Kompensationsabwahl an Innenecken
Programmierte Kontur Ausführungsvarianten der Kom�pensations�Abwahl
2. Ein Konturelement beschädigt
E
E
E = mit G40 programmierter Endpunkt
zur Abwahl der Radiuskompensation
1. alle programmierten Kontur� elemente korrekt bearbeitet
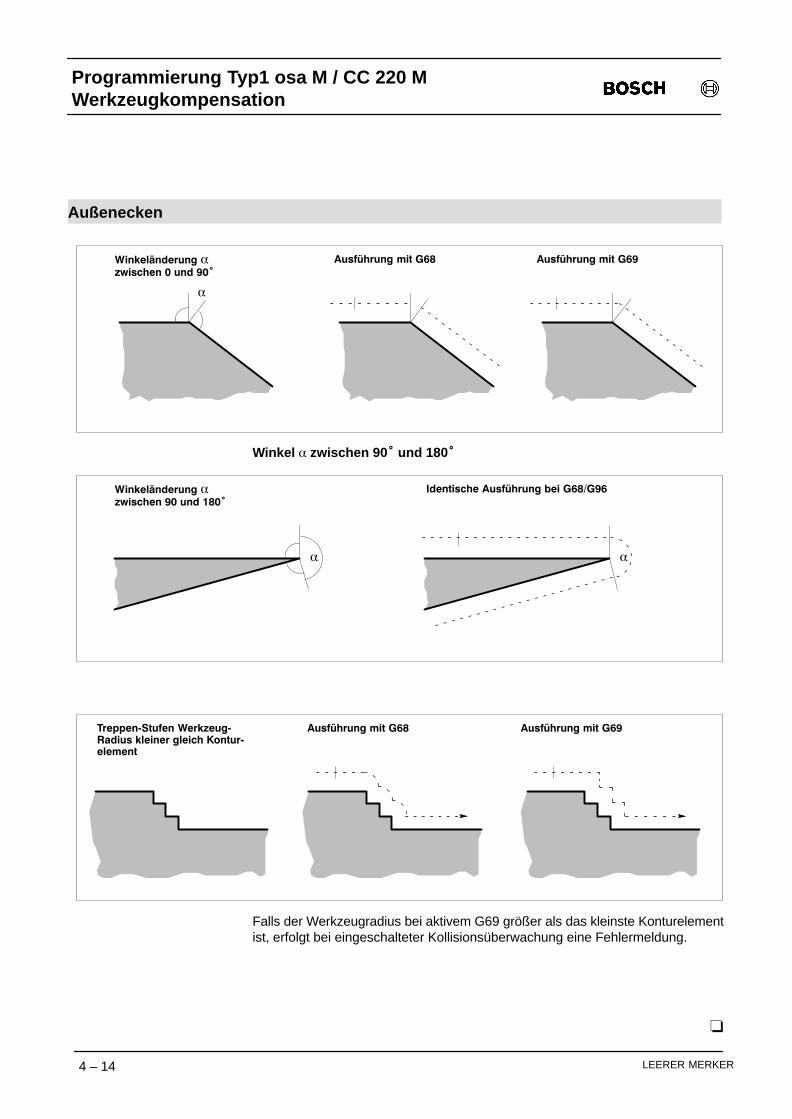
Programmierung Typ1 osa M / CC 220 MWerkzeugkompensation
4 – 14 LEERER MERKER
Außenecken
Ausführung mit G68Winkeländerung � zwischen 0 und 90°
�
Ausführung mit G69
Winkel � zwischen 90 ° und 180 °
Identische Ausführung bei G68/G96Winkeländerung � zwischen 90 und 180°
� �
Ausführung mit G68Treppen�Stufen Werkzeug�Radius kleiner gleich Kontur�element
Ausführung mit G69
Falls der Werkzeugradius bei aktivem G69 größer als das kleinste Konturelementist, erfolgt bei eingeschalteter Kollisionsüberwachung eine Fehlermeldung.
�
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 1LEERER MERKER
5 Spezielle Funktionen Rundachsenprogrammierung
In der Typ1 osa M / CC 220 M werden 2 Typen von Rundachsen unterschieden, dieim Maschinenparameter 107 für die betreffende Achsadresse festgelegt werdenkönnen:
1. Achstyp ”RUND”
2. Achstyp ”ENDLOS”
Achstyp ”RUND”:
Die Achse kann nur innerhalb des Endschalterbereiches verfahren werden. Beiaktiver Softwareendschalterausblendung beträgt der maximale Verfahrbereich 2 * 109 Inkremente.
Achstyp ”ENDLOS”:
Für die Programmierung eines einzelnen Satzes gilt bei diesem Achstyp dasgleiche wie beim Achstyp ”RUND”.Während eines Satzes wird zunächst bis zur programmierten Endpositiongefahren. Am Satzende allerdings erfolgt eine Modulorechnung (mod 360°) auf dieEndposition. Dadurch wird die Endposition (falls diese außerhalb der Grenzen 0
>
=Endposition <360° liegt) immer in den Bereich 0 - Endposition 360° transformiert.So kann die Endlos-Rundachse beliebig oft in ein und dieselbe Richtung verfahrenwerden.
Die Programmierung der Rundachsen erfolgt in Grad. Das F-Wort entsprichteinem Vorschub in Grad/min.Sowohl Absolutmaßprogrammierung (G90), als auch Inkrementalprogrammie-rung (G91) sind möglich.Einschränkungen in Bezug auf G91 können sich ergeben, wenn eine Rundachseals Positionierachse (Hirthachse) definiert wurde (siehe Abschnitt”Positionierachsen”).Eine Rundachse kann im Maschinenparameter 101 bzw. 102 sowohl alssynchrone, als auch als asynchrone Achse definiert werden.
BEMERKUNG
G-Funktionen wirken nicht auf asynchrone Achsen!
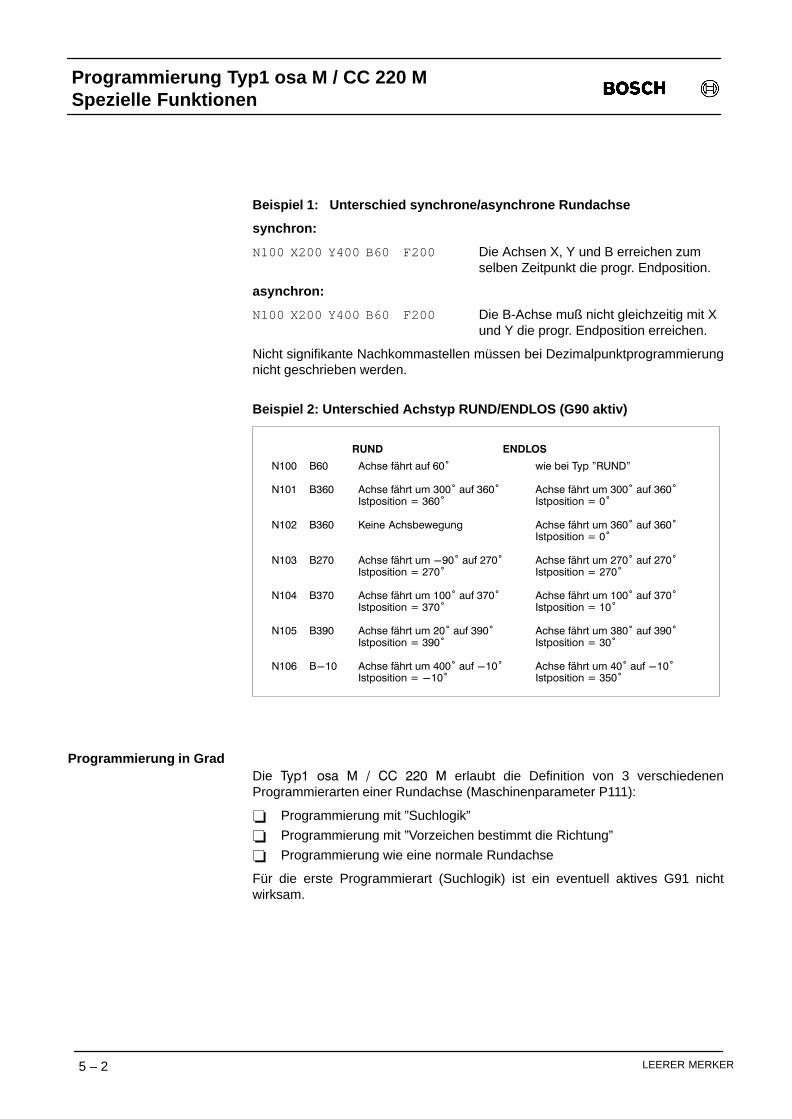
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 2 LEERER MERKER
Beispiel 1: Unterschied synchrone/asynchrone Rundachse
synchron:
N100 X200 Y400 B60 F200 Die Achsen X, Y und B erreichen zum selben Zeitpunkt die progr. Endposition.
asynchron:
N100 X200 Y400 B60 F200 Die B-Achse muß nicht gleichzeitig mit X und Y die progr. Endposition erreichen.
Nicht signifikante Nachkommastellen müssen bei Dezimalpunktprogrammierungnicht geschrieben werden.
Beispiel 2: Unterschied Achstyp RUND/ENDLOS (G90 aktiv)
N100 B60 Achse fährt auf 60° wie bei Typ "RUND"
N101 B360 Achse fährt um 300° auf 360° Achse fährt um 300° auf 360°Istposition = 360° Istposition = 0°
N102 B360 Keine Achsbewegung Achse fährt um 360° auf 360°Istposition = 0°
N103 B270 Achse fährt um -90° auf 270° Achse fährt um 270° auf 270°Istposition = 270° Istposition = 270°
N104 B370 Achse fährt um 100° auf 370° Achse fährt um 100° auf 370°Istposition = 370° Istposition = 10°
N105 B390 Achse fährt um 20° auf 390° Achse fährt um 380° auf 390°Istposition = 390° Istposition = 30°
N106 B-10 Achse fährt um 400° auf -10° Achse fährt um 40° auf -10°Istposition = -10° Istposition = 350°
RUND ENDLOS
Programmierung in GradDie Typ1 osa M / CC 220 M erlaubt die Definition von 3 verschiedenenProgrammierarten einer Rundachse (Maschinenparameter P111):
� Programmierung mit ”Suchlogik”
� Programmierung mit ”Vorzeichen bestimmt die Richtung”
� Programmierung wie eine normale Rundachse
Für die erste Programmierart (Suchlogik) ist ein eventuell aktives G91 nichtwirksam.
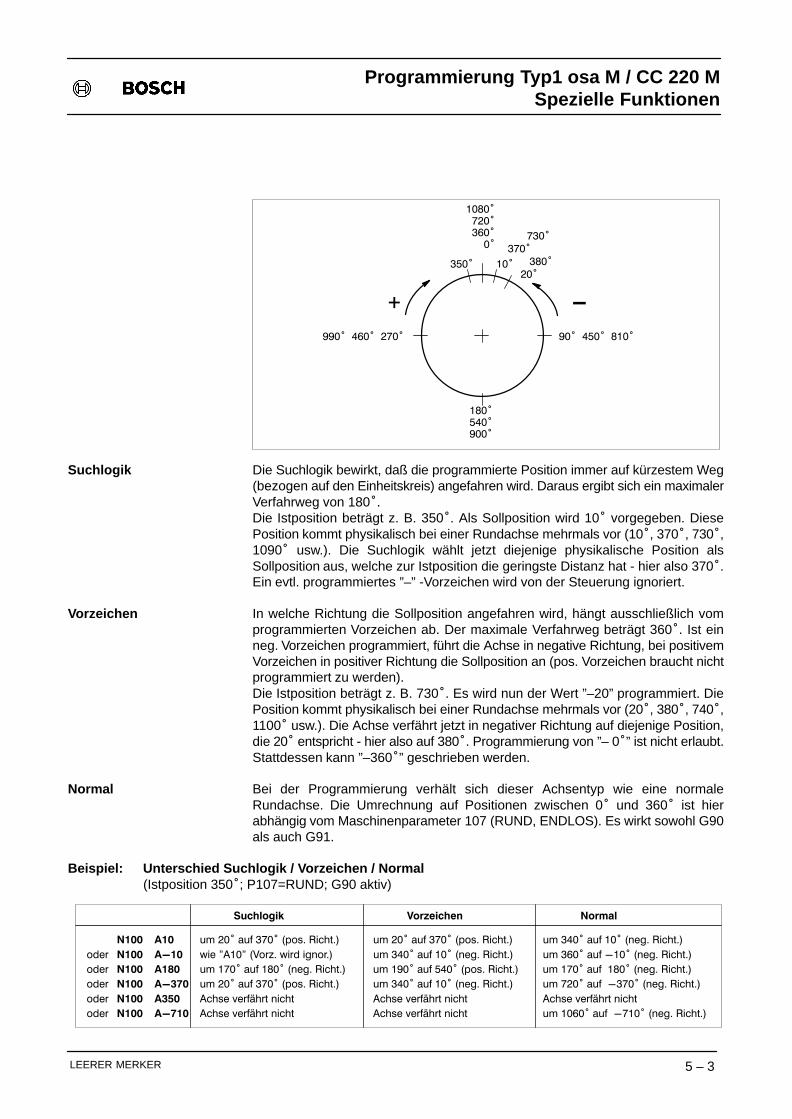
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 3LEERER MERKER
90° 450° 810°990° 460° 270°
180°540°900°
350°
1080°720°360°
0° 370°730°
380°20°
10°
+ -
Suchlogik Die Suchlogik bewirkt, daß die programmierte Position immer auf kürzestem Weg(bezogen auf den Einheitskreis) angefahren wird. Daraus ergibt sich ein maximalerVerfahrweg von 180°.Die Istposition beträgt z. B. 350°. Als Sollposition wird 10° vorgegeben. DiesePosition kommt physikalisch bei einer Rundachse mehrmals vor (10°, 370°, 730°,1090° usw.). Die Suchlogik wählt jetzt diejenige physikalische Position alsSollposition aus, welche zur Istposition die geringste Distanz hat - hier also 370°.Ein evtl. programmiertes ”–” -Vorzeichen wird von der Steuerung ignoriert.
Vorzeichen In welche Richtung die Sollposition angefahren wird, hängt ausschließlich vomprogrammierten Vorzeichen ab. Der maximale Verfahrweg beträgt 360°. Ist einneg. Vorzeichen programmiert, führt die Achse in negative Richtung, bei positivemVorzeichen in positiver Richtung die Sollposition an (pos. Vorzeichen braucht nichtprogrammiert zu werden).Die Istposition beträgt z. B. 730°. Es wird nun der Wert ”–20” programmiert. DiePosition kommt physikalisch bei einer Rundachse mehrmals vor (20°, 380°, 740°,1100° usw.). Die Achse verfährt jetzt in negativer Richtung auf diejenige Position,die 20° entspricht - hier also auf 380°. Programmierung von ”– 0°” ist nicht erlaubt.Stattdessen kann ”–360°” geschrieben werden.
Normal Bei der Programmierung verhält sich dieser Achsentyp wie eine normaleRundachse. Die Umrechnung auf Positionen zwischen 0° und 360° ist hierabhängig vom Maschinenparameter 107 (RUND, ENDLOS). Es wirkt sowohl G90als auch G91.
Beispiel: Unterschied Suchlogik / Vorzeichen / Normal(Istposition 350°; P107=RUND; G90 aktiv)
N100 A10 um 20° auf 370° (pos. Richt.) um 20° auf 370° (pos. Richt.) um 340° auf 10° (neg. Richt.)oder N100 A-10 wie "A10" (Vorz. wird ignor.) um 340° auf 10° (neg. Richt.) um 360° auf -10° (neg. Richt.)oder N100 A180 um 170° auf 180° (neg. Richt.) um 190° auf 540° (pos. Richt.) um 170° auf 180° (neg. Richt.)oder N100 A-370 um 20° auf 370° (pos. Richt.) um 340° auf 10° (neg. Richt.) um 720° auf -370° (neg. Richt.)oder N100 A350 Achse verfährt nicht Achse verfährt nicht Achse verfährt nichtoder N100 A-710 Achse verfährt nicht Achse verfährt nicht um 1060° auf -710° (neg. Richt.)
Suchlogik Vorzeichen Normal
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 4 LEERER MERKER
Positionierachsen (Hirthachsen)
DefinitionPositionierachsen sind Rundachsen (Achstyp RUND oder ENDLOS), die zwar ander Interpolation teilnehmen können, aber nur bestimmte erlaubte Positionenanfahren dürfen. In der Regel werden sie nicht als synchrone Achsen appliziert, dasie z. B. Werkzeugwechslerachsen, Werkzeugachsen oder Achsen mit Verzah-nung darstellen und daher keine Bahninterpolation notwendig ist.Prinzipiell können Programme von Hirthachsen aber auch in Steuerungen mitinterpolierenden Rundachsen abgearbeitet werden.Ob eine Rundachse als Hirthachse definiert werden soll, kann bei der Typ1 osa M /CC220 M im Maschinenparameter P108 festgelegt werden.Die Auflösung der anfahrbaren Positionen kann bis zu 0.001 Grad betragen.
BesonderheitenIst eine Rundachse als Hirthachse spezifiziert, sind verschiedene Besonderheitenzu beachten:
Referenzpunkt und Endschalter müssen auf dem Hirth-Raster liegen.
� Handradbetrieb für Hirthachsen ist nicht erlaubt.
� Vor ”Verfahren über inkrementalen Tippbetrieb” muß eine anfahrbarePosition angefahren sein.
Falls Positionen programmiert sind, die nicht auf dem Hirth-Raster liegen, kann perMaschinenparameter (P120) entschieden werden, ob die Steuerung einenLaufzeitfehler ausgibt, oder die betreffende Achse ohne Laufzeitfehler automa-tisch auf die nächstmögliche Position führt.
Programmierung in Plätzen
Außer der Programmierung, einer Positionierachse (Hirthachse) in Grad kann diePlatzprogrammierung per Maschinenparameter P110 aktiviert werden.Der Achsbuchstabe wird dann zusammen mit der Platznummer angegeben. Dabeientspricht der Position 0 Grad immer die Platznummer 0.Die angewählte Programmierart (P111) ist auch bei Platzprogrammierungwirksam.
BeispielWerkzeugmagazin (asynchrone Achse: A)Das Magazin ist in 12 Plätze unterteilt (P108 = 12).Platzprogrammierung wurde aktiviert (P110 = JA).Die Hirthprogrammierart (P111) ist auf ”Vorzeichen bestimmt die Richtung”festgelegt (P111 = 2).
N100 A7 Magazin fährt auf Platz 7 (in pos. Richtung)N110 A–6 Magazin fährt auf Platz 6 (in neg. Richtung)
Bei z. B. einer Definition von P108 = 12 bedeutet dies, daß bei der Programmierungvon z. B. Platznr. 2 (z. B. N100 A2) die Position 60° angefahren wird.
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 5LEERER MERKER
AnzeigeDie Anzeigeart für Positionierachsen läßt sich in der Typ1 osa M / CC220 Munabhängig von der Programmierart durch 2 Maschinenparameter beeinflussen:
P117: Moduloanzeige unter Betriebsart MASCHINEP119: Platzanzeige unter AUTOMATIK und HANDEINGABE
Näheres hierzu finden Sie im Handbuch ” Typ1 osa / CC220 Maschinenparameter”(P.-Nr. 3855) unter den entsprechenden Parametern.
Nullpunktverschiebungen
Die Anwendung von G53 – G59, G153 – G159, G253 – G259, G60 ist möglich. Derim Teileprogramm programmierte Wert wird mit dem NPV-Wert beaufschlagt undals Endposition eingesetzt (wie bei Linearachsen auch).Die Programmierung von G92 in Verbindung mit Rundachsen ist zwar möglich,aber nicht sinnvoll.
G92 darf nicht in Verbindung mit aktiven NPV’s programmiert werden (vor G92 istProgrammierung von G53 erforderlich)!
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 6 LEERER MERKER
Leseüberwachung (E-Code) (Option)
AllgemeinesDie als Option verfügbare Ausbaustufe ”E-Code” dient zur Erhöhung derEinlesesicherheit von externen Datenträgern in den Programmspeicher der CNC.Dabei werden folgende Schnittstellen unterstützt:
Bedienfeld (20 mA / V.24) CP�Karte im Logikteil (20 mA) Standard
DNCKoppelkarte im Logikteil (V.24/20mA)
FunktionBeim Einlesen addiert die Steuerung die ASCII-Wertigkeit aller Zeichen einesBlockes oder Satzes auf und vergleicht sie mit der vor dem Satzendezeichen (LF)stehenden Prüfsumme (E-Adresse). Die E-Adressen werden beim korrektenEinlesen nicht in den Programm- oder Kommunikationsspeicher der CNCübernommen.Bei einem Unterschied zwischen vorgenommener Addition und E-Adresse gibtdas System in der Bildschirmkopfzeile die Fehlermeldung ”E-Code” aus.Falls die einzulesende Datei ein Teileprogramm, LSEC- oder Maschinenparame-ter-File ist, wird die fehlerhafte Zeile mit der E-Adresse im Speicher abgelegt unddas Einlesen fortgesetzt. Bei allen anderen Dateien unterbricht das System denEinlesevorgang. Die Daten werden dann nicht im Teileprogrammspeicherabgelegt. Ausnahmen bilden W-Tabellen. Sie existieren nach dem Einlesen imTeileprogrammspeicher; deren Daten können jedoch unvollständig sein.Nachdem der Einlesevorgang beendet ist, wird für die fehlerhafte Datei dieAusführungserlaubnis entzogen (siehe Dateischutzarten RWED; E=Execute). Umdiese Datei wieder abarbeiten bzw. ausführen zu können, muß der Bediener diefehlerhaften Stellen im Editor korrigieren und die Schutzart ”E” wieder deaktivieren.Die Funktion ”E-Code” kann über Softkey aktiv geschaltet werden (sieheBedienungsanl.). Die Steuerung bildet dann beim Ausgeben einer Datei für jedenSatz oder Block die Summe der ASCII-Wertigkeiten aller darin enthaltenenZeichen.Unmittelbar vor dem Satzendezeichen (LF) wird diese Prüfsumme (z.B. 123) in derForm ”E123” eingefügt und mitübertragen. Die Prüfsumme ist max. 3- stellig.Sollte die Summe aller ASCII-Wertigkeiten eines Satzes oder Blockes größer als999 sein, so wird die Prüfsumme über eine Modulo-Funktion gebildet. In denMaschinenparametern kann dazu als Modulo-Wert 999 oder 1000 ausgewähltwerden (Achtung: Sonderfall siehe nächste Seite, Abschnitt ”Hinweise”!).
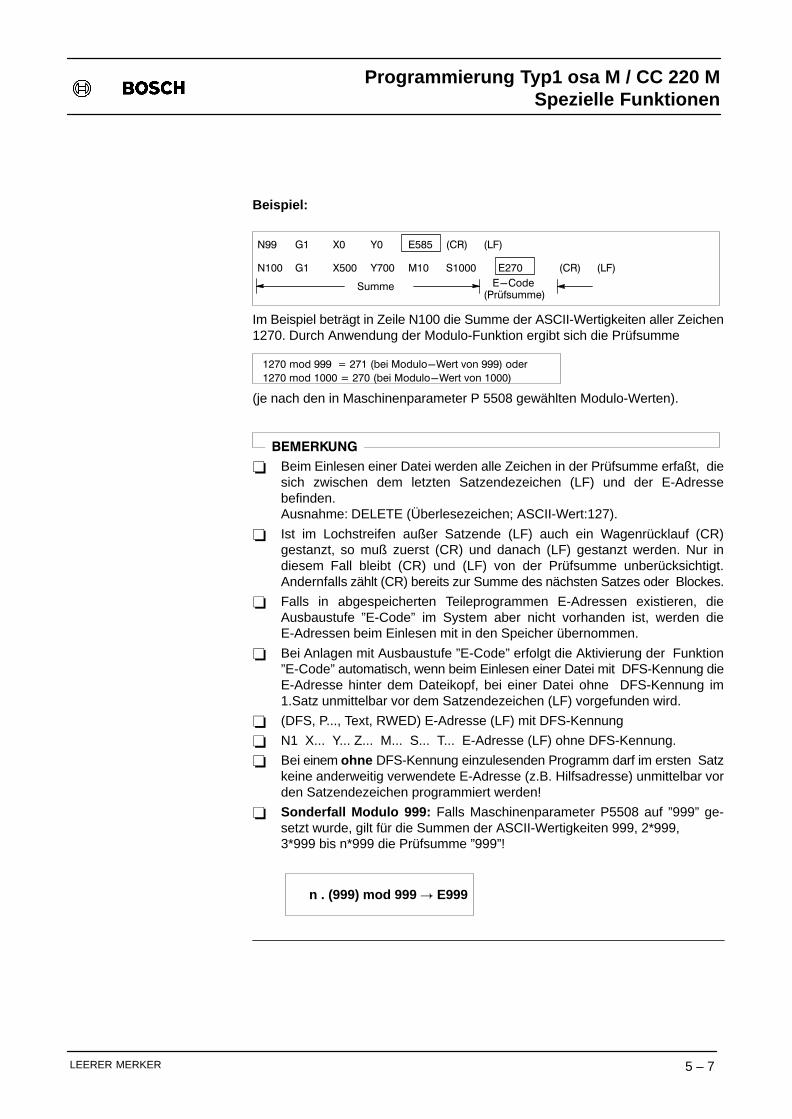
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 7LEERER MERKER
Beispiel:
N99 G1 X0 Y0 E585 (CR) (LF)
N100 G1 X500 Y700 M10 S1000 E270 (CR) (LF)
Summe E-Code(Prüfsumme)
Im Beispiel beträgt in Zeile N100 die Summe der ASCII-Wertigkeiten aller Zeichen1270. Durch Anwendung der Modulo-Funktion ergibt sich die Prüfsumme
1270 mod 999 = 271 (bei Modulo-Wert von 999) oder1270 mod 1000 = 270 (bei Modulo-Wert von 1000)
(je nach den in Maschinenparameter P 5508 gewählten Modulo-Werten).
BEMERKUNG
� Beim Einlesen einer Datei werden alle Zeichen in der Prüfsumme erfaßt, diesich zwischen dem letzten Satzendezeichen (LF) und der E-Adressebefinden.Ausnahme: DELETE (Überlesezeichen; ASCII-Wert:127).
� Ist im Lochstreifen außer Satzende (LF) auch ein Wagenrücklauf (CR)gestanzt, so muß zuerst (CR) und danach (LF) gestanzt werden. Nur indiesem Fall bleibt (CR) und (LF) von der Prüfsumme unberücksichtigt.Andernfalls zählt (CR) bereits zur Summe des nächsten Satzes oder Blockes.
� Falls in abgespeicherten Teileprogrammen E-Adressen existieren, dieAusbaustufe ”E-Code” im System aber nicht vorhanden ist, werden dieE-Adressen beim Einlesen mit in den Speicher übernommen.
� Bei Anlagen mit Ausbaustufe ”E-Code” erfolgt die Aktivierung der Funktion”E-Code” automatisch, wenn beim Einlesen einer Datei mit DFS-Kennung dieE-Adresse hinter dem Dateikopf, bei einer Datei ohne DFS-Kennung im1.Satz unmittelbar vor dem Satzendezeichen (LF) vorgefunden wird.
� (DFS, P..., Text, RWED) E-Adresse (LF) mit DFS-Kennung
� N1 X... Y... Z... M... S... T... E-Adresse (LF) ohne DFS-Kennung.
� Bei einem ohne DFS-Kennung einzulesenden Programm darf im ersten Satzkeine anderweitig verwendete E-Adresse (z.B. Hilfsadresse) unmittelbar vorden Satzendezeichen programmiert werden!
� Sonderfall Modulo 999: Falls Maschinenparameter P5508 auf ”999” ge-setzt wurde, gilt für die Summen der ASCII-Wertigkeiten 999, 2*999,3*999 bis n*999 die Prüfsumme ”999”!
n . (999) mod 999 � E999
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 8 LEERER MERKER
Viertelkreisprogrammierung (Option)
AllgemeinesAnstelle eines vorzeichenbehafteten Radius (Radiusprogrammierung) bzw. derKomponenten des Vektors vom Kreisbogenanfang zum Kreisbogenzentrum(Mittelpunktsprogrammierung) werden hier die Absolutbeträge dieser Komponen-ten angegeben. Mit dieser Ausbaustufe können (trotz ihres Namens) Kreisbögenbis max. 180° in einem Satz programmiert werden.Da auf älteren NC’s als Kreisinterpolation oft nur die Viertelkreisprogrammierungverfügbar war, benötigt man diese Ausbaustufe dann, wenn alte Programme (z.B.von System 5) auf die Typ1 osa M / CC 220 M übernommen werden sollen.
AktivierungAktivierung erfolgt über Interface-Signal Byte 20.4 (Bit 164):aktiv = High; inaktiv = Low.Eine Aktivierung bzw. Deaktivierung ist nur dann möglich, wenn kein Programm inder Betriebsart ”Abarbeiten” angewählt ist und kein NC-Satz in der Betriebsart”Handeingabe” zur Abarbeitung ansteht.Ist die Viertelkreisprogrammierung aktiv, so darf keine Mittelpunkts- oderRadiusprogrammierung benutzt werden. Wird dies nicht beachtet, bricht die CNCdas Programm mit der Fehlermeldung ”UNZUL. KREISPARAMETER” ab.
FunktionDie Interpolationsparameter I, J bzw. J, K bzw. K, I (je nach aktiver Interpolationse-bene) sind die Abstände auf den Hauptachsen zwischen Kreisbogenanfang undKreisbogenmittelpunkt ( =Absolutbeträge der Komponenten des Vektors AM).
Interpolations- ABSTAND (Anfangspunkt � Kreismittelpunkt)parameter
I parallel zur X�AchseJ parallel zur Y�AchseK parallel zur Z�Achse
Bei der ”Viertelkreisprogrammierung” ist für einen Teilkreis (max. 180° pro Satz)die Angabe von 2 verschiedenen Parameterpaaren möglich (siehe Bild 1,Interpolationsparameter I1 und J1 bzw. I2 und J2).
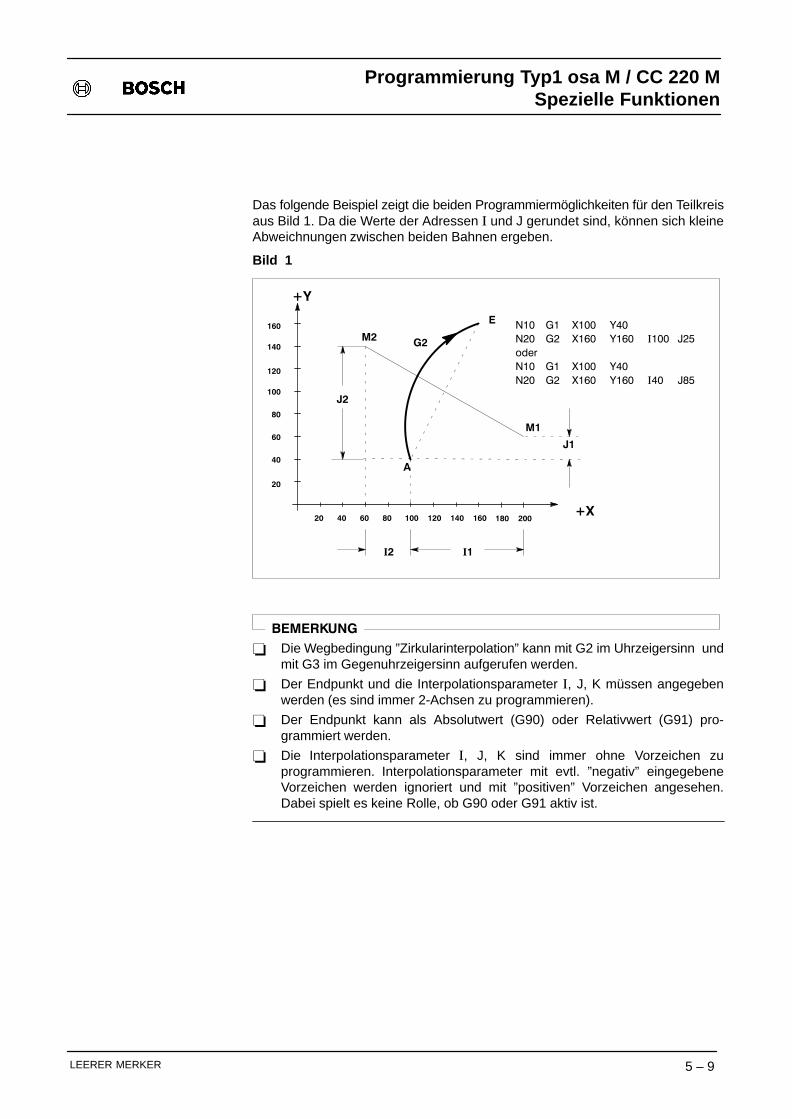
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 9LEERER MERKER
Das folgende Beispiel zeigt die beiden Programmiermöglichkeiten für den Teilkreisaus Bild 1. Da die Werte der Adressen I und J gerundet sind, können sich kleineAbweichnungen zwischen beiden Bahnen ergeben.
Bild 1
+Y
120
100
60
80
20
40
20 40 60 80 100 120 140 160 180 200+X
160
140
J2
A
J1
M1
M2
I1I2
E
G2
N10 G1 X100 Y40N20 G2 X160 Y160 I100 J25oderN10 G1 X100 Y40N20 G2 X160 Y160 I40 J85
BEMERKUNG
� Die Wegbedingung ”Zirkularinterpolation” kann mit G2 im Uhrzeigersinn undmit G3 im Gegenuhrzeigersinn aufgerufen werden.
� Der Endpunkt und die Interpolationsparameter I, J, K müssen angegebenwerden (es sind immer 2-Achsen zu programmieren).
� Der Endpunkt kann als Absolutwert (G90) oder Relativwert (G91) pro-grammiert werden.
� Die Interpolationsparameter I, J, K sind immer ohne Vorzeichen zuprogrammieren. Interpolationsparameter mit evtl. ”negativ” eingegebeneVorzeichen werden ignoriert und mit ”positiven” Vorzeichen angesehen.Dabei spielt es keine Rolle, ob G90 oder G91 aktiv ist.
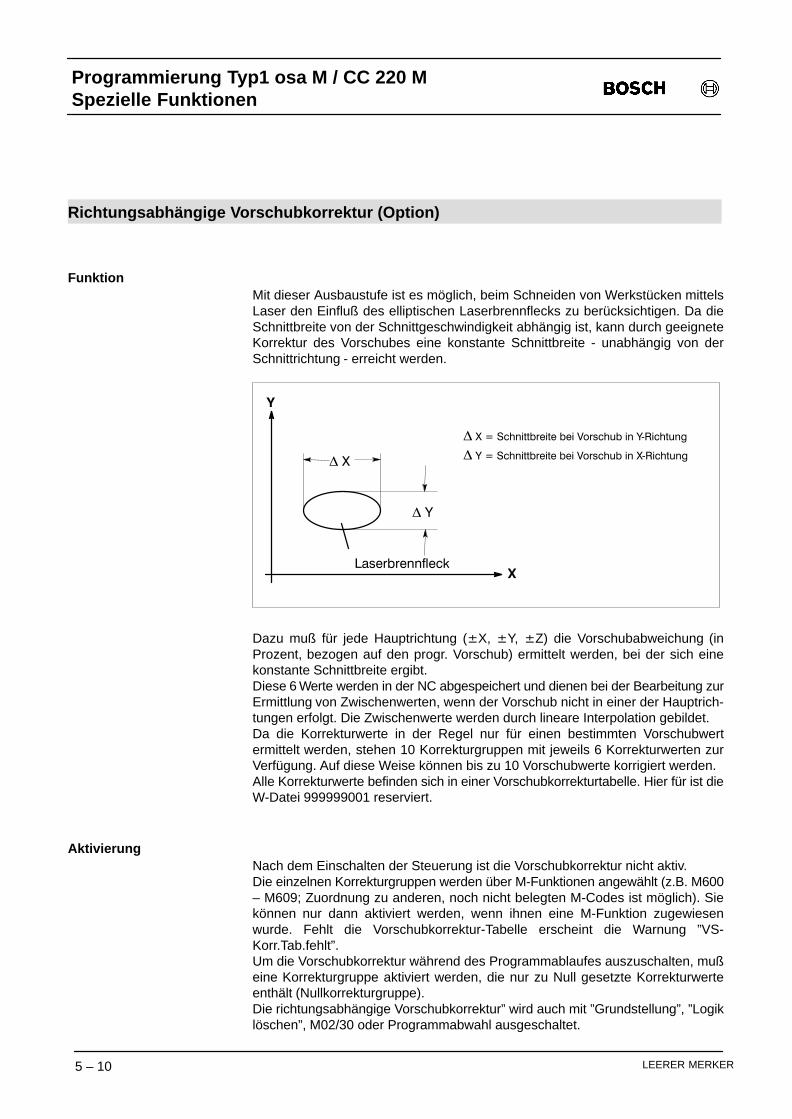
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 10 LEERER MERKER
Richtungsabhängige Vorschubkorrektur (Option)
FunktionMit dieser Ausbaustufe ist es möglich, beim Schneiden von Werkstücken mittelsLaser den Einfluß des elliptischen Laserbrennflecks zu berücksichtigen. Da dieSchnittbreite von der Schnittgeschwindigkeit abhängig ist, kann durch geeigneteKorrektur des Vorschubes eine konstante Schnittbreite - unabhängig von derSchnittrichtung - erreicht werden.
� Y
� X
Laserbrennfleck
� Y = Schnittbreite bei Vorschub in X�Richtung
� X = Schnittbreite bei Vorschub in Y�Richtung
X
Y
Dazu muß für jede Hauptrichtung (±X, ±Y, ±Z) die Vorschubabweichung (inProzent, bezogen auf den progr. Vorschub) ermittelt werden, bei der sich einekonstante Schnittbreite ergibt.Diese 6 Werte werden in der NC abgespeichert und dienen bei der Bearbeitung zurErmittlung von Zwischenwerten, wenn der Vorschub nicht in einer der Hauptrich-tungen erfolgt. Die Zwischenwerte werden durch lineare Interpolation gebildet.Da die Korrekturwerte in der Regel nur für einen bestimmten Vorschubwertermittelt werden, stehen 10 Korrekturgruppen mit jeweils 6 Korrekturwerten zurVerfügung. Auf diese Weise können bis zu 10 Vorschubwerte korrigiert werden.Alle Korrekturwerte befinden sich in einer Vorschubkorrekturtabelle. Hier für ist dieW-Datei 999999001 reserviert.
AktivierungNach dem Einschalten der Steuerung ist die Vorschubkorrektur nicht aktiv.Die einzelnen Korrekturgruppen werden über M-Funktionen angewählt (z.B. M600– M609; Zuordnung zu anderen, noch nicht belegten M-Codes ist möglich). Siekönnen nur dann aktiviert werden, wenn ihnen eine M-Funktion zugewiesenwurde. Fehlt die Vorschubkorrektur-Tabelle erscheint die Warnung ”VS-Korr.Tab.fehlt”.Um die Vorschubkorrektur während des Programmablaufes auszuschalten, mußeine Korrekturgruppe aktiviert werden, die nur zu Null gesetzte Korrekturwerteenthält (Nullkorrekturgruppe).Die richtungsabhängige Vorschubkorrektur” wird auch mit ”Grundstellung”, ”Logiklöschen”, M02/30 oder Programmabwahl ausgeschaltet.
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 11LEERER MERKER
Änderung der Korrekturdaten
Zum Ändern der Korrekturdaten kann man nach Anwahl der Vorschubkorrektur-tabelle (W999999001) entscheiden, ob die Daten aller Korrekturgruppen, oder nurdie der derzeit aktiven Korrekturgruppe geändert werden sollen. Ist bei Anwahl der”aktiven Korrekturgruppe” noch keine Korrekturgruppe aktiviert, erscheint derHinweis ”Tabelle nicht vorhanden”. Die Korrekturdaten können auch bei angewähl-tem bzw. laufendem Programm geändert werden. Dazu wird das laufendeProgramm durch Wegnahme des IF-Signals ”VS-Halt Quer” (E5.5) unterbrochen,die Korrekturdaten geändert und anschließend mit ”NC-Start” (E5.4) die Übernah-me der Korrekturwerte eingeleitet.Durch Setzen von ”NC-Start” und Wegnahme von ”VS-Halt” werden dann dieneuen Korrekturdaten im unterbrochenen Satz wirksam.
BEMERKUNG
� Die Vorschubkorrektur wirkt nur bei Geradeninterpolation (G1, G73) oderbeim Zylindermantelfräsen.
� Sie bezieht sich nur auf die ersten 3 Achsen (X, Y, Z).
� Die ersten 3 Achsen müssen synchrone Achsen sein.
� Bei Programmunterbrechungen durch ”VS-Halt Quer” ist es nicht möglich,über Schaltfunktion durch Programmieren einer M-Funktion die aktiveVorschubkorrekturgruppe zu wechseln.
� In Steuerungen ohne PC 600 - Kopplung muß die Ausbaustufe ”Kommunikationsspeicher-Tabellen” appliziert sein.
� Die Ausbaustufe benötigt die KS-Tabelle W999999001.
� Wird ein Programm angewählt und die Tabelle W999999001 existiert nicht,verfahren die Achsen ohne VS-Korrektur. Es erscheint die Warnung: ”Tabellenicht vorhanden”.
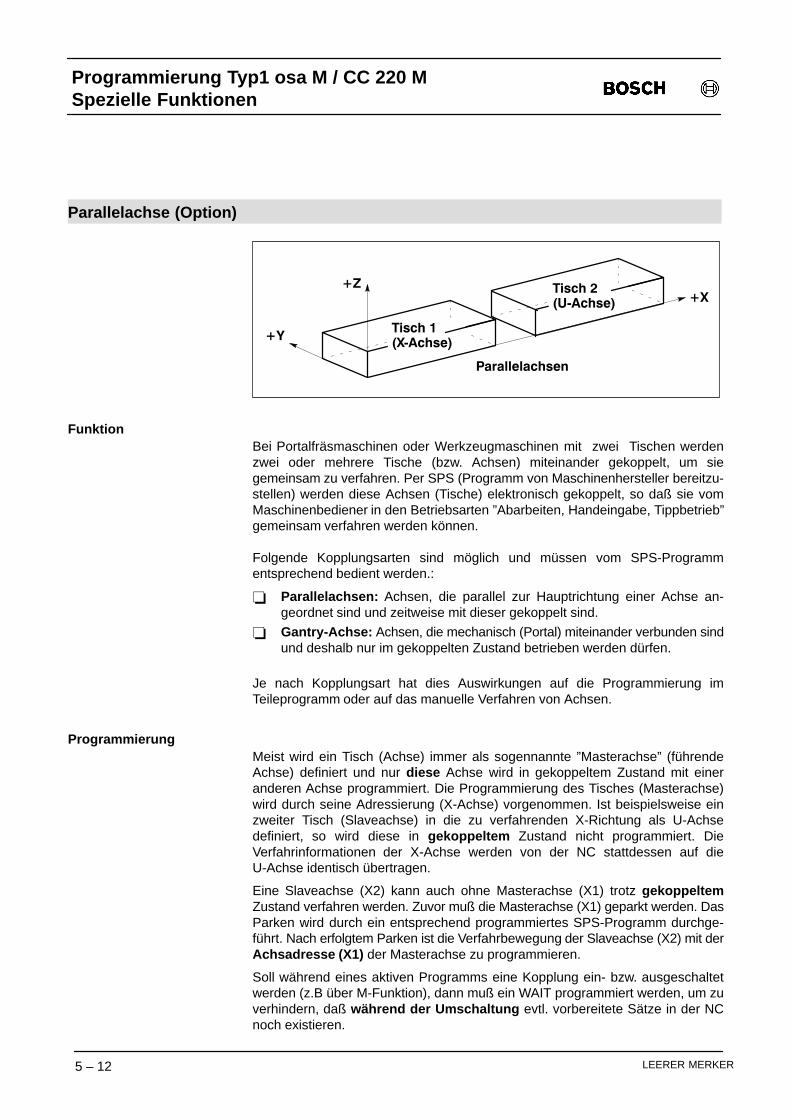
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 12 LEERER MERKER
Parallelachse (Option)
+Z+X
+YTisch 1(X�Achse)
Tisch 2(U�Achse)
Parallelachsen
FunktionBei Portalfräsmaschinen oder Werkzeugmaschinen mit zwei Tischen werdenzwei oder mehrere Tische (bzw. Achsen) miteinander gekoppelt, um siegemeinsam zu verfahren. Per SPS (Programm von Maschinenhersteller bereitzu-stellen) werden diese Achsen (Tische) elektronisch gekoppelt, so daß sie vomMaschinenbediener in den Betriebsarten ”Abarbeiten, Handeingabe, Tippbetrieb”gemeinsam verfahren werden können.
Folgende Kopplungsarten sind möglich und müssen vom SPS-Programmentsprechend bedient werden.:
� Parallelachsen: Achsen, die parallel zur Hauptrichtung einer Achse an-geordnet sind und zeitweise mit dieser gekoppelt sind.
� Gantry-Achse: Achsen, die mechanisch (Portal) miteinander verbunden sindund deshalb nur im gekoppelten Zustand betrieben werden dürfen.
Je nach Kopplungsart hat dies Auswirkungen auf die Programmierung imTeileprogramm oder auf das manuelle Verfahren von Achsen.
ProgrammierungMeist wird ein Tisch (Achse) immer als sogennannte ”Masterachse” (führendeAchse) definiert und nur diese Achse wird in gekoppeltem Zustand mit eineranderen Achse programmiert. Die Programmierung des Tisches (Masterachse)wird durch seine Adressierung (X-Achse) vorgenommen. Ist beispielsweise einzweiter Tisch (Slaveachse) in die zu verfahrenden X-Richtung als U-Achsedefiniert, so wird diese in gekoppeltem Zustand nicht programmiert. DieVerfahrinformationen der X-Achse werden von der NC stattdessen auf dieU-Achse identisch übertragen.
Eine Slaveachse (X2) kann auch ohne Masterachse (X1) trotz gekoppeltemZustand verfahren werden. Zuvor muß die Masterachse (X1) geparkt werden. DasParken wird durch ein entsprechend programmiertes SPS-Programm durchge-führt. Nach erfolgtem Parken ist die Verfahrbewegung der Slaveachse (X2) mit derAchsadresse (X1) der Masterachse zu programmieren.
Soll während eines aktiven Programms eine Kopplung ein- bzw. ausgeschaltetwerden (z.B über M-Funktion), dann muß ein WAIT programmiert werden, um zuverhindern, daß während der Umschaltung evtl. vorbereitete Sätze in der NCnoch existieren.
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 13LEERER MERKER
Beispiel (Parallelachsen): X-Achse = Masterachse, U-Achse = Slaveachse
N10 G1 X30 U20 Die X- und U-Achse fahren ungekoppelt
N20 G1 X30 U20
N30 M555 Mit M555 erhält die SPS den Auftrag, die Achskopplungzwischen X und U vorzunehmen. ”Einlesefreigabe” und ”VS-Halt-Quer” werden auf LOW gesetzt. Der Koppelauftrag wird über Multimode 39 an die NC abgesetzt. Die NC bestätigt die Kopplung mit dem Signal ”Kopplung aktiv”. Die SPS setzt ”Einlesefreigabe” und ”VS-Halt Quer” wieder auf HIGH. Das Teileprogramm wird fortgesetzt.
10 WAIT WAIT sorgt dafür, daß in der Satzvorbereitung keine vor-bereiteten Sätze mehr existieren.
N40 X10 Ab N40 ist die Kopplung aktiv. X- und U-Achse fahren gemeinsam als Achsverbund (nur X wird im Teileprogramm programmiert!).
N50 X20
N60 M556 Mit M556 erhält die SPS den Befehl, die Achskopplung aufzuheben.
20 WAIT
N60 X60 U20 Ab N60 ist die Kopplung aufgehoben. X- und U-Achse fahren wieder getrennt.
N70 X70 U30
N80 M30 Programmende
BEMERKUNG
Bei aktiver Achsen- bzw. Tischkopplung sind folgende Programmiervorschriftenzu beachten:
� bei aktiver Kopplung darf die Achsadresse der Slaveachsen nicht program-miert werden.
� G52, G92 (Istwert setzen): Das Istwert-Setzen bezieht sich nur auf dieMasterachse.
� Nullpunktverschiebungen: Eine Aktivierung einer Nullpunktverschiebungbezüglich der Masterachse wirkt sich auch auf die Slaveachsen aus.
� Radius-Längenkorrektur: Eine Aktivierung einer Radius-Längenkorrekturbezüglich der Masterachse wirkt sich auch auf die Slaveachsen aus.
� Spiegeln, Skalieren, Koordinatendrehung: Eine Aktivierung einerSpiegeln, Skalieren, Koordinatendrehung bezüglich der Masterachse wirktsich auch auf die Slaveachsen aus.
� G74 Referenzpunktanfahren: Die Referenzpunktposition der Masterachsewird von allen Achsen des Achsverbandes angefahren.
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 14 LEERER MERKER
� G75 Meßtaster: Nach Auslenkung des Meßtasters kann je nach Anwendungdie Position der Master- bzw. Slave-Achsen über den MPOS-Befehl ermitteltwerden.
� Satzvorlauf: Ein Satzvorlauf wird generell ohne Achsenkopplung durchge-führt. Vor dem Wiederanfahren kann die Kopplung wieder aktiviert werden.
� Anfahren zum Unterbrechungspunkt: Während des Anfahrens zumUnterbrechungspunkt ist die Kopplung aktiv.
� Arbeitsraumbegrenzung: Bei einer aktiven Kopplung wird die Arbeitsraum-begrenzung der Slave-Achsen nicht berücksichtigt.
� LSEC und CCOMP : Auch bei aktiver Kopplung werden alle Spindel-steigungs- (LSEC) und Kreuzfehlerkompensationswerte (CCOMP) mit einge-rechnet.
� Softwareendschalter: Die Softwareendschalter der Slaveachsen werdennicht berücksichtigt bei:
� Referenzpunktanfahren
� Externer Sollwertvorgabe für synchrone Achsen
� Handrad-Betrieb
� Tippbetrieb
berücksichtigt werden die Softwareendschalter der Slaveachsen in den Betriebsarten:
� NC (Abarbeiten)
� Handeingabe
� Testbetrieb:
� Im Testbetrieb kann jede Achse einzeln gesperrt (keine Ausgabe von Sollwerten) werden.
� Die Kopplung der Achsen wird nur dann zugelassen, wenn die Achsen-sperre für alle Achsen ein- bzw. ausgeschaltet ist.
� Wird in der Betriebsart ”NC” (Abarbeiten) für eine Achse eines Achsver-bandes die Achsensperre ein- bzw. ausgeschaltet, so wird der Zustand automatisch auf die anderen Achsen des Achsverbandes übertragen.
� Im gekoppelten Zustand darf die Achsensperre nicht ausgeschaltet werden, wenn mindestens eine Achse des Achsverbandes zuvor im entkoppelten Zustand mit Achssperre verfahren wurde.Ist dieser Zustand trotzdem entstanden, so muß die Achsenkopplung vor dem Ausschalten der Achsensperre aufgehoben werden.
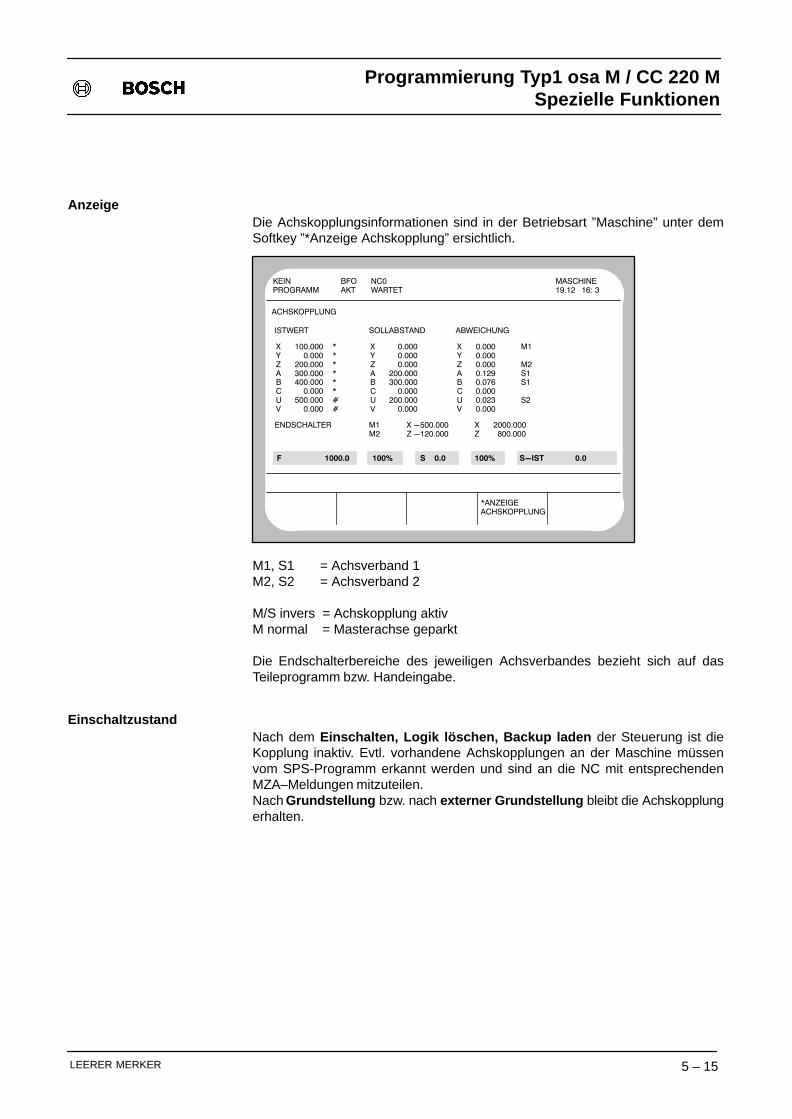
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 15LEERER MERKER
AnzeigeDie Achskopplungsinformationen sind in der Betriebsart ”Maschine” unter demSoftkey ”*Anzeige Achskopplung” ersichtlich.
KEIN BFO NC0 MASCHINEPROGRAMM AKT WARTET 19.12 16: 3
*ANZEIGEACHSKOPPLUNG
F 1000.0 100% S 0.0 100% S-IST 0.0
ACHSKOPPLUNG
ISTWERT SOLLABSTAND ABWEICHUNG
X 100.000 * X 0.000 X 0.000 M1Y 0.000 * Y 0.000 Y 0.000Z 200.000 * Z 0.000 Z 0.000 M2A 300.000 * A 200.000 A 0.129 S1B 400.000 * B 300.000 B 0.076 S1C 0.000 * C 0.000 C 0.000U 500.000 # U 200.000 U 0.023 S2V 0.000 # V 0.000 V 0.000
ENDSCHALTER M1 X -500.000 X 2000.000M2 Z -120.000 Z 800.000
M1, S1 = Achsverband 1M2, S2 = Achsverband 2 M/S invers = Achskopplung aktivM normal = Masterachse geparkt Die Endschalterbereiche des jeweiligen Achsverbandes bezieht sich auf dasTeileprogramm bzw. Handeingabe.
EinschaltzustandNach dem Einschalten, Logik löschen, Backup laden der Steuerung ist dieKopplung inaktiv. Evtl. vorhandene Achskopplungen an der Maschine müssenvom SPS-Programm erkannt werden und sind an die NC mit entsprechendenMZA–Meldungen mitzuteilen.Nach Grundstellung bzw. nach externer Grundstellung bleibt die Achskopplungerhalten.
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 16 LEERER MERKER
Korrektur der Werkstücklage (Option)
FunktionFür die Bearbeitung muß die Lage eines Werkstücks (z. B. vormontierteWerkstücke auf Palettensystemen) bezüglich des Maschinenkoordinatensystemsbekannt sein.In einem Palettensystem kann die Werkstücklage bezogen auf die Palette mit einerMeßvorrichtung aufgenommen werden. Die Einbeziehung der von der Meßvor-richtung ermittelten Werkstücklagedaten bietet nun die Möglichkeit, NC-intern mitHilfe der ermittelten Werkstücklagedaten eine Koordinatendrehung und eineNullpunktverschiebung auf alle programmierten Verfahrbewegungen einzurech-nen. Dadurch kann ein manuelles Justieren des Werkstücks auf Maschinenkoor-dinaten entfallen.
Der Vorteil dieses Verfahrens besteht darin, daß die Programmierung unabhängigvon einer späteren ”Werkstücklage auf der Maschine” vorgenommen werdenkann. Außerdem spart man Maschinenstillstandszeiten, da eine Justierung auf derMaschine entfallen kann, vorausgesetzt, daß die Werkstücklage vorher externermittelt wurde.
Möglich wird dies durch die CPL-System-Funktionen ”SD”, die die Transformationdes auf Maschinenkoordinaten bezogene Koordinatensystem in ein neuesverschobene und/oder gedrehte Koordinatensystem NC-intern vornimmt. Danachist die NC in der Lage, das Werkstück ”justiert” zu bearbeiten.
Durch die Werkstücklagekorrektur mit der SD-Funktion läßt sich die programmier-te Nullpunktverschiebung G60 und die Koordinatendrehung G37 / G38 für weitereAnwendungen innerhalb eines Programms nutzen.
WirkungDie Lage eines Werkstücks weist im Allgemeinen einen Versatz in der X- undY-Achse und einen von Null verschiedenen Winkel gegenüber dem Koordinaten-system der Maschine auf (s. folgendes Bild)
Mit der Justierung (einbeziehen des X-,Y- und Winkel-Versatzes) werden alleprogrammierten Verfahrbewegungen der 1. und 2. Achse in der Interpolations-ebene (Haupt- und Nebenachse) bezogen auf ein neues transformierte Koordina-tensystem (intern) gefahren.
Im Einschaltzustand, nach (externer) Grundstellung, Logik löschen und Backupladen ist die Koordinatentransformation zurückgesetzt.
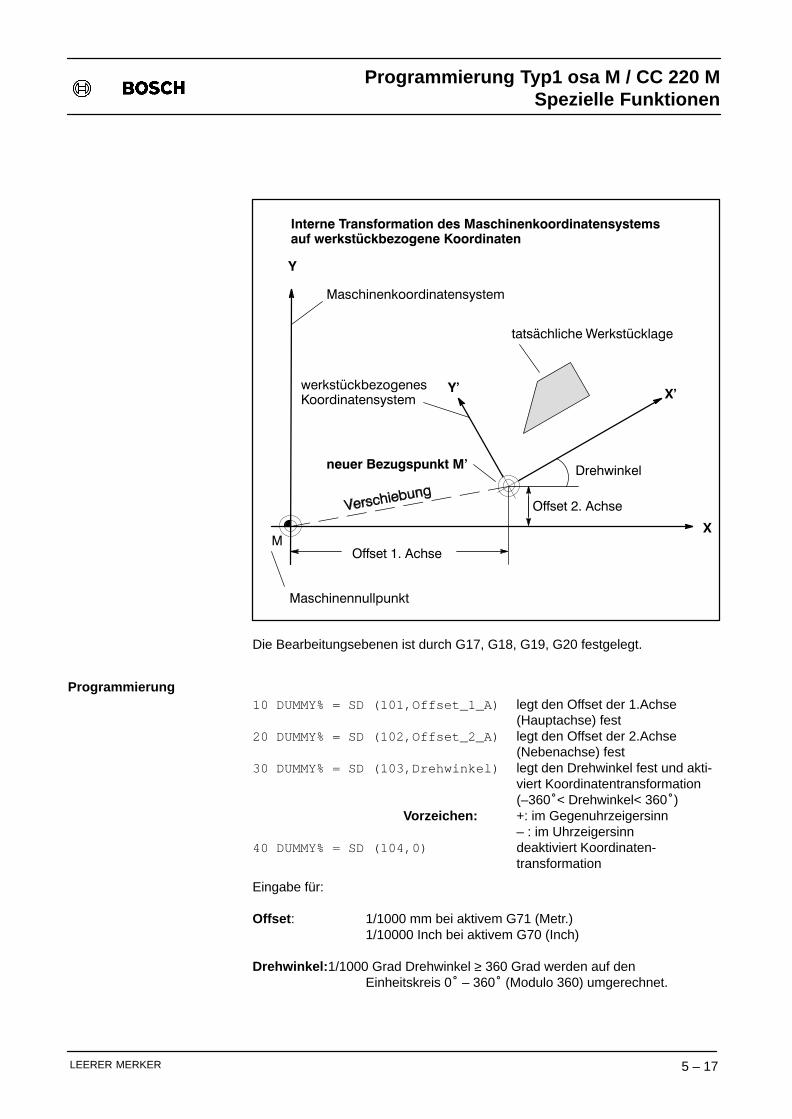
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 17LEERER MERKER
X
Y
M
X'Y'
tatsächliche Werkstücklage
Maschinenkoordinatensystem
Maschinennullpunkt
Offset 1. Achse
Offset 2. Achse
Drehwinkel
Interne Transformation des Maschinenkoordinatensystemsauf werkstückbezogene Koordinaten
neuer Bezugspunkt M'
werkstückbezogenesKoordinatensystem
Die Bearbeitungsebenen ist durch G17, G18, G19, G20 festgelegt.
Programmierung10 DUMMY% = SD (101,Offset_1_A) legt den Offset der 1.Achse
(Hauptachse) fest20 DUMMY% = SD (102,Offset_2_A) legt den Offset der 2.Achse
(Nebenachse) fest30 DUMMY% = SD (103,Drehwinkel) legt den Drehwinkel fest und akti-
viert Koordinatentransformation(–360°< Drehwinkel< 360°)
Vorzeichen: +: im Gegenuhrzeigersinn– : im Uhrzeigersinn
40 DUMMY% = SD (104,0) deaktiviert Koordinaten-transformation
Eingabe für:
Offset : 1/1000 mm bei aktivem G71 (Metr.)1/10000 Inch bei aktivem G70 (Inch)
Drehwinkel: 1/1000 Grad Drehwinkel ≥ 360 Grad werden auf den Einheitskreis 0° – 360° (Modulo 360) umgerechnet.
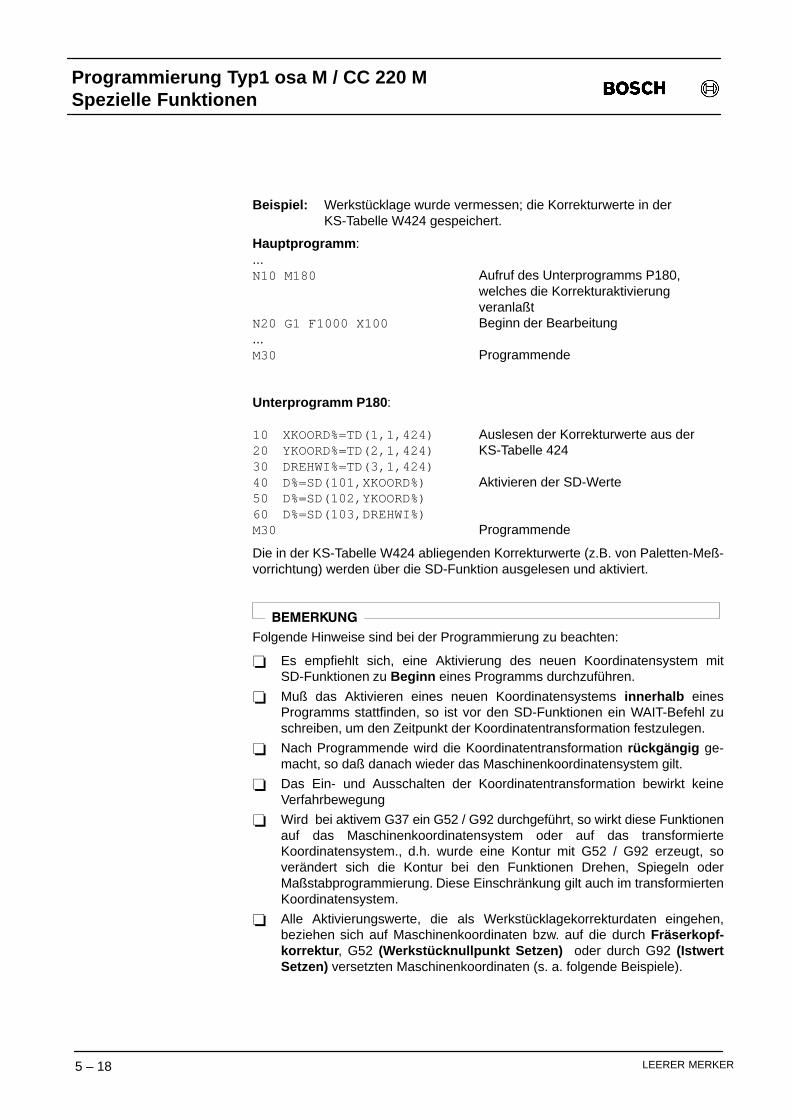
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 18 LEERER MERKER
Beispiel: Werkstücklage wurde vermessen; die Korrekturwerte in derKS-Tabelle W424 gespeichert.
Hauptprogramm :...N10 M180 Aufruf des Unterprogramms P180,
welches die Korrekturaktivierungveranlaßt
N20 G1 F1000 X100 Beginn der Bearbeitung...M30 Programmende
Unterprogramm P180:
10 XKOORD%=TD(1,1,424) Auslesen der Korrekturwerte aus der20 YKOORD%=TD(2,1,424) KS-Tabelle 42430 DREHWI%=TD(3,1,424)40 D%=SD(101,XKOORD%) Aktivieren der SD-Werte50 D%=SD(102,YKOORD%)60 D%=SD(103,DREHWI%)M30 Programmende
Die in der KS-Tabelle W424 abliegenden Korrekturwerte (z.B. von Paletten-Meß-vorrichtung) werden über die SD-Funktion ausgelesen und aktiviert.
BEMERKUNG
Folgende Hinweise sind bei der Programmierung zu beachten:
� Es empfiehlt sich, eine Aktivierung des neuen Koordinatensystem mitSD-Funktionen zu Beginn eines Programms durchzuführen.
� Muß das Aktivieren eines neuen Koordinatensystems innerhalb einesProgramms stattfinden, so ist vor den SD-Funktionen ein WAIT-Befehl zuschreiben, um den Zeitpunkt der Koordinatentransformation festzulegen.
� Nach Programmende wird die Koordinatentransformation rückgängig ge-macht, so daß danach wieder das Maschinenkoordinatensystem gilt.
� Das Ein- und Ausschalten der Koordinatentransformation bewirkt keineVerfahrbewegung
� Wird bei aktivem G37 ein G52 / G92 durchgeführt, so wirkt diese Funktionenauf das Maschinenkoordinatensystem oder auf das transformierteKoordinatensystem., d.h. wurde eine Kontur mit G52 / G92 erzeugt, soverändert sich die Kontur bei den Funktionen Drehen, Spiegeln oderMaßstabprogrammierung. Diese Einschränkung gilt auch im transformiertenKoordinatensystem.
� Alle Aktivierungswerte, die als Werkstücklagekorrekturdaten eingehen,beziehen sich auf Maschinenkoordinaten bzw. auf die durch Fräserkopf-korrektur , G52 (Werkstücknullpunkt Setzen) oder durch G92 (IstwertSetzen) versetzten Maschinenkoordinaten (s. a. folgende Beispiele).
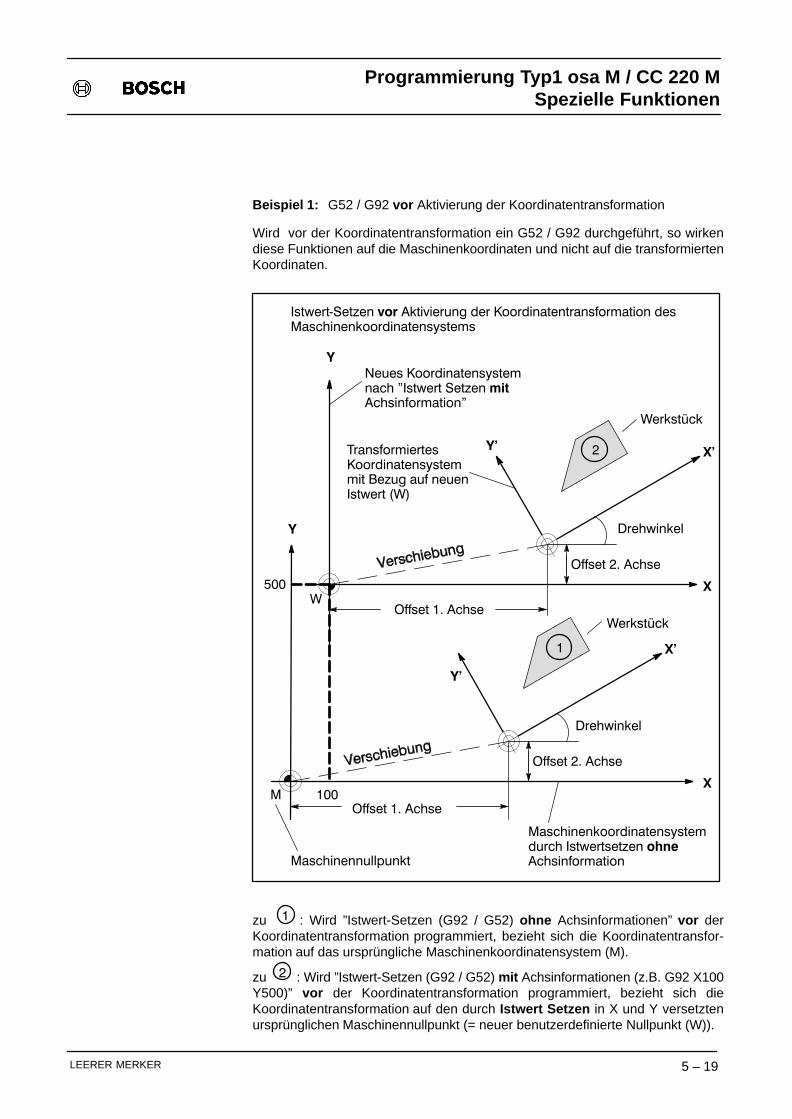
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 19LEERER MERKER
Beispiel 1: G52 / G92 vor Aktivierung der Koordinatentransformation
Wird vor der Koordinatentransformation ein G52 / G92 durchgeführt, so wirkendiese Funktionen auf die Maschinenkoordinaten und nicht auf die transformiertenKoordinaten.
X
Y
X'
Y'
Maschinenkoordinatensystemdurch Istwertsetzen ohneAchsinformationMaschinennullpunkt
Offset 1. Achse
Offset 2. Achse
Drehwinkel
Istwert�Setzen vor Aktivierung der Koordinatentransformation desMaschinenkoordinatensystems
TransformiertesKoordinatensystemmit Bezug auf neuenIstwert (W)
Y
W
X'Y'
Werkstück
Neues Koordinatensystemnach "Istwert Setzen mitAchsinformation"
Offset 1. Achse
Offset 2. Achse
Drehwinkel
500
100
Werkstück
M
2
1
X
zu 1 : Wird ”Istwert-Setzen (G92 / G52) ohne Achsinformationen” vor derKoordinatentransformation programmiert, bezieht sich die Koordinatentransfor-mation auf das ursprüngliche Maschinenkoordinatensystem (M).
zu 2 : Wird ”Istwert-Setzen (G92 / G52) mit Achsinformationen (z.B. G92 X100Y500)” vor der Koordinatentransformation programmiert, bezieht sich dieKoordinatentransformation auf den durch Istwert Setzen in X und Y versetztenursprünglichen Maschinennullpunkt (= neuer benutzerdefinierte Nullpunkt (W)).
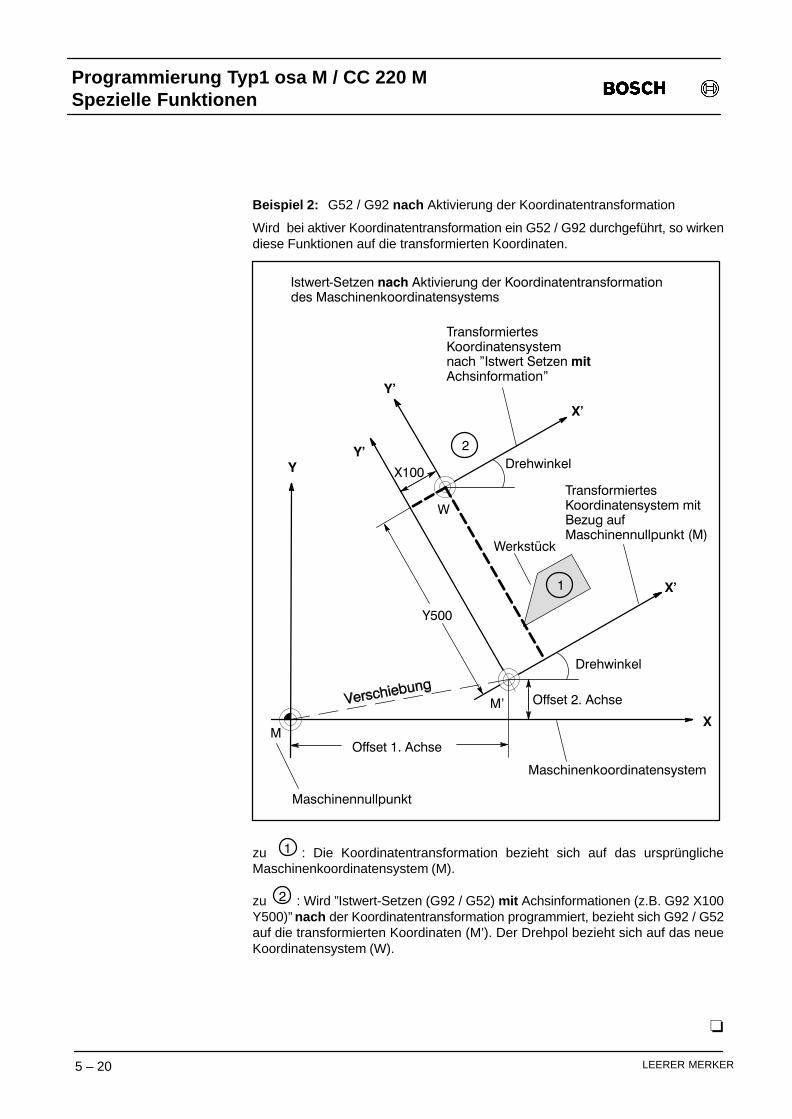
Programmierung Typ1 osa M / CC 220 MSpezielle Funktionen
5 – 20 LEERER MERKER
Beispiel 2: G52 / G92 nach Aktivierung der Koordinatentransformation
Wird bei aktiver Koordinatentransformation ein G52 / G92 durchgeführt, so wirkendiese Funktionen auf die transformierten Koordinaten.
X
Y
X'
Y'
Maschinenkoordinatensystem
Maschinennullpunkt
Offset 1. Achse
Offset 2. Achse
Drehwinkel
Istwert�Setzen nach Aktivierung der Koordinatentransformationdes Maschinenkoordinatensystems
TransformiertesKoordinatensystem mitBezug aufMaschinennullpunkt (M)
W
X'
Y'
Werkstück
TransformiertesKoordinatensystemnach "Istwert Setzen mitAchsinformation"
Drehwinkel
Y500
X100
M
1
2
M'
zu 1 : Die Koordinatentransformation bezieht sich auf das ursprünglicheMaschinenkoordinatensystem (M).
zu 2 : Wird ”Istwert-Setzen (G92 / G52) mit Achsinformationen (z.B. G92 X100Y500)” nach der Koordinatentransformation programmiert, bezieht sich G92 / G52auf die transformierten Koordinaten (M’). Der Drehpol bezieht sich auf das neueKoordinatensystem (W).
�
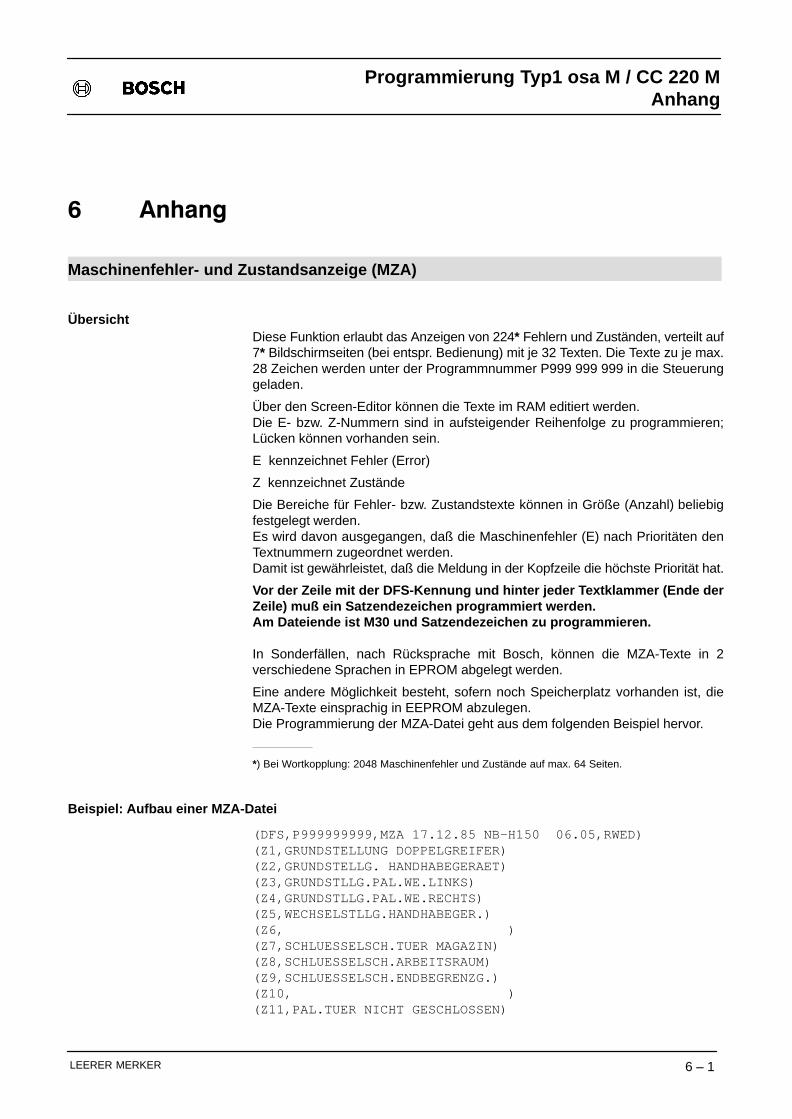
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 1LEERER MERKER
6 Anhang Maschinenfehler- und Zustandsanzeige (MZA)
ÜbersichtDiese Funktion erlaubt das Anzeigen von 224* Fehlern und Zuständen, verteilt auf7* Bildschirmseiten (bei entspr. Bedienung) mit je 32 Texten. Die Texte zu je max.28 Zeichen werden unter der Programmnummer P999 999 999 in die Steuerunggeladen.
Über den Screen-Editor können die Texte im RAM editiert werden.Die E- bzw. Z-Nummern sind in aufsteigender Reihenfolge zu programmieren;Lücken können vorhanden sein.
E kennzeichnet Fehler (Error)
Z kennzeichnet Zustände
Die Bereiche für Fehler- bzw. Zustandstexte können in Größe (Anzahl) beliebigfestgelegt werden.Es wird davon ausgegangen, daß die Maschinenfehler (E) nach Prioritäten denTextnummern zugeordnet werden.Damit ist gewährleistet, daß die Meldung in der Kopfzeile die höchste Priorität hat.
Vor der Zeile mit der DFS-Kennung und hinter jeder Textklammer (Ende derZeile) muß ein Satzendezeichen programmiert werden.Am Dateiende ist M30 und Satzendezeichen zu programmieren.
In Sonderfällen, nach Rücksprache mit Bosch, können die MZA-Texte in 2verschiedene Sprachen in EPROM abgelegt werden.
Eine andere Möglichkeit besteht, sofern noch Speicherplatz vorhanden ist, dieMZA-Texte einsprachig in EEPROM abzulegen.Die Programmierung der MZA-Datei geht aus dem folgenden Beispiel hervor.
*) Bei Wortkopplung: 2048 Maschinenfehler und Zustände auf max. 64 Seiten.
Beispiel: Aufbau einer MZA-Datei
(DFS,P999999999,MZA 17.12.85 NB–H150 06.05,RWED)(Z1,GRUNDSTELLUNG DOPPELGREIFER)(Z2,GRUNDSTELLG. HANDHABEGERAET)(Z3,GRUNDSTLLG.PAL.WE.LINKS)(Z4,GRUNDSTLLG.PAL.WE.RECHTS)(Z5,WECHSELSTLLG.HANDHABEGER.)(Z6, )(Z7,SCHLUESSELSCH.TUER MAGAZIN)(Z8,SCHLUESSELSCH.ARBEITSRAUM)(Z9,SCHLUESSELSCH.ENDBEGRENZG.)(Z10, )(Z11,PAL.TUER NICHT GESCHLOSSEN)
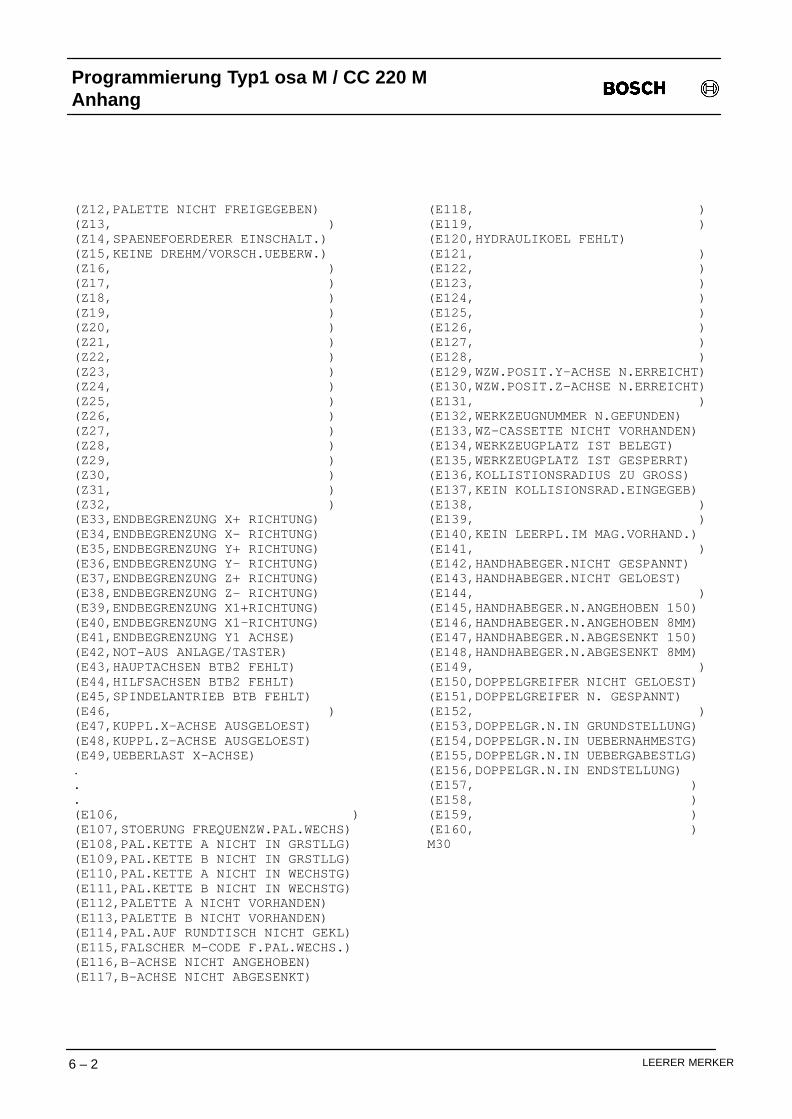
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 2 LEERER MERKER
(Z12,PALETTE NICHT FREIGEGEBEN)(Z13, )(Z14,SPAENEFOERDERER EINSCHALT.)(Z15,KEINE DREHM/VORSCH.UEBERW.)(Z16, )(Z17, )(Z18, )(Z19, )(Z20, )(Z21, )(Z22, )(Z23, )(Z24, )(Z25, )(Z26, )(Z27, )(Z28, )(Z29, )(Z30, )(Z31, )(Z32, )(E33,ENDBEGRENZUNG X+ RICHTUNG)(E34,ENDBEGRENZUNG X– RICHTUNG)(E35,ENDBEGRENZUNG Y+ RICHTUNG)(E36,ENDBEGRENZUNG Y– RICHTUNG)(E37,ENDBEGRENZUNG Z+ RICHTUNG)(E38,ENDBEGRENZUNG Z– RICHTUNG)(E39,ENDBEGRENZUNG X1+RICHTUNG)(E40,ENDBEGRENZUNG X1–RICHTUNG)(E41,ENDBEGRENZUNG Y1 ACHSE)(E42,NOT–AUS ANLAGE/TASTER)(E43,HAUPTACHSEN BTB2 FEHLT)(E44,HILFSACHSEN BTB2 FEHLT)(E45,SPINDELANTRIEB BTB FEHLT)(E46, )(E47,KUPPL.X–ACHSE AUSGELOEST)(E48,KUPPL.Z–ACHSE AUSGELOEST)(E49,UEBERLAST X–ACHSE).
.
.(E106, )(E107,STOERUNG FREQUENZW.PAL.WECHS)(E108,PAL.KETTE A NICHT IN GRSTLLG)(E109,PAL.KETTE B NICHT IN GRSTLLG)(E110,PAL.KETTE A NICHT IN WECHSTG)(E111,PAL.KETTE B NICHT IN WECHSTG)(E112,PALETTE A NICHT VORHANDEN)(E113,PALETTE B NICHT VORHANDEN)(E114,PAL.AUF RUNDTISCH NICHT GEKL)(E115,FALSCHER M–CODE F.PAL.WECHS.)(E116,B–ACHSE NICHT ANGEHOBEN)(E117,B–ACHSE NICHT ABGESENKT)
(E118, )(E119, )(E120,HYDRAULIKOEL FEHLT)(E121, )(E122, )(E123, )(E124, )(E125, )(E126, )(E127, )(E128, )(E129,WZW.POSIT.Y–ACHSE N.ERREICHT)(E130,WZW.POSIT.Z–ACHSE N.ERREICHT)(E131, )(E132,WERKZEUGNUMMER N.GEFUNDEN)(E133,WZ–CASSETTE NICHT VORHANDEN)(E134,WERKZEUGPLATZ IST BELEGT)(E135,WERKZEUGPLATZ IST GESPERRT)(E136,KOLLISTIONSRADIUS ZU GROSS)(E137,KEIN KOLLISIONSRAD.EINGEGEB)(E138, )(E139, )(E140,KEIN LEERPL.IM MAG.VORHAND.)(E141, )(E142,HANDHABEGER.NICHT GESPANNT)(E143,HANDHABEGER.NICHT GELOEST)(E144, )(E145,HANDHABEGER.N.ANGEHOBEN 150)(E146,HANDHABEGER.N.ANGEHOBEN 8MM)(E147,HANDHABEGER.N.ABGESENKT 150)(E148,HANDHABEGER.N.ABGESENKT 8MM)(E149, )(E150,DOPPELGREIFER NICHT GELOEST)(E151,DOPPELGREIFER N. GESPANNT)(E152, )(E153,DOPPELGR.N.IN GRUNDSTELLUNG)(E154,DOPPELGR.N.IN UEBERNAHMESTG)(E155,DOPPELGR.N.IN UEBERGABESTLG)(E156,DOPPELGR.N.IN ENDSTELLUNG)(E157, )(E158, )(E159, )(E160, )M30
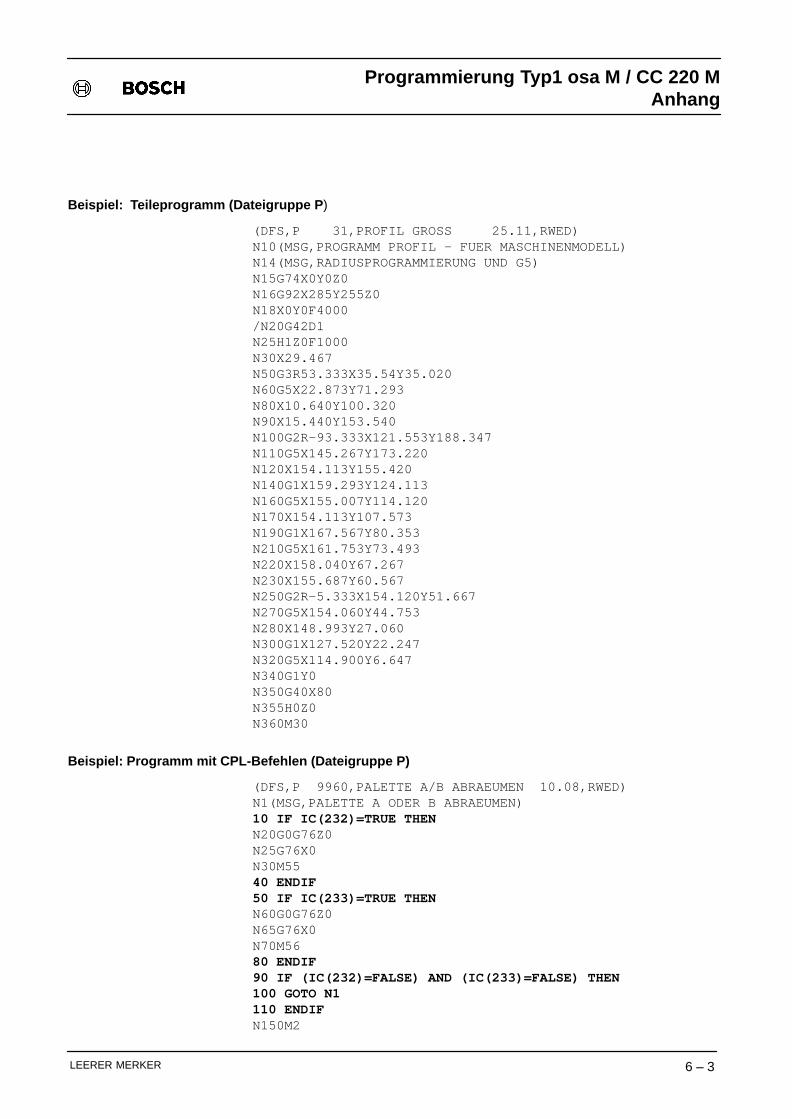
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 3LEERER MERKER
Beispiel: Teileprogramm (Dateigruppe P)
(DFS,P 31,PROFIL GROSS 25.11,RWED)N10(MSG,PROGRAMM PROFIL – FUER MASCHINENMODELL)N14(MSG,RADIUSPROGRAMMIERUNG UND G5)N15G74X0Y0Z0N16G92X285Y255Z0N18X0Y0F4000/N20G42D1N25H1Z0F1000N30X29.467N50G3R53.333X35.54Y35.020N60G5X22.873Y71.293N80X10.640Y100.320N90X15.440Y153.540N100G2R–93.333X121.553Y188.347N110G5X145.267Y173.220N120X154.113Y155.420N140G1X159.293Y124.113N160G5X155.007Y114.120N170X154.113Y107.573N190G1X167.567Y80.353N210G5X161.753Y73.493N220X158.040Y67.267N230X155.687Y60.567N250G2R–5.333X154.120Y51.667N270G5X154.060Y44.753N280X148.993Y27.060N300G1X127.520Y22.247N320G5X114.900Y6.647N340G1Y0N350G40X80N355H0Z0N360M30
Beispiel: Programm mit CPL-Befehlen (Dateigruppe P)
(DFS,P 9960,PALETTE A/B ABRAEUMEN 10.08,RWED)N1(MSG,PALETTE A ODER B ABRAEUMEN)10 IF IC(232)=TRUE THENN20G0G76Z0N25G76X0N30M5540 ENDIF50 IF IC(233)=TRUE THENN60G0G76Z0N65G76X0N70M5680 ENDIF90 IF (IC(232)=FALSE) AND (IC(233)=FALSE) THEN100 GOTO N1110 ENDIFN150M2
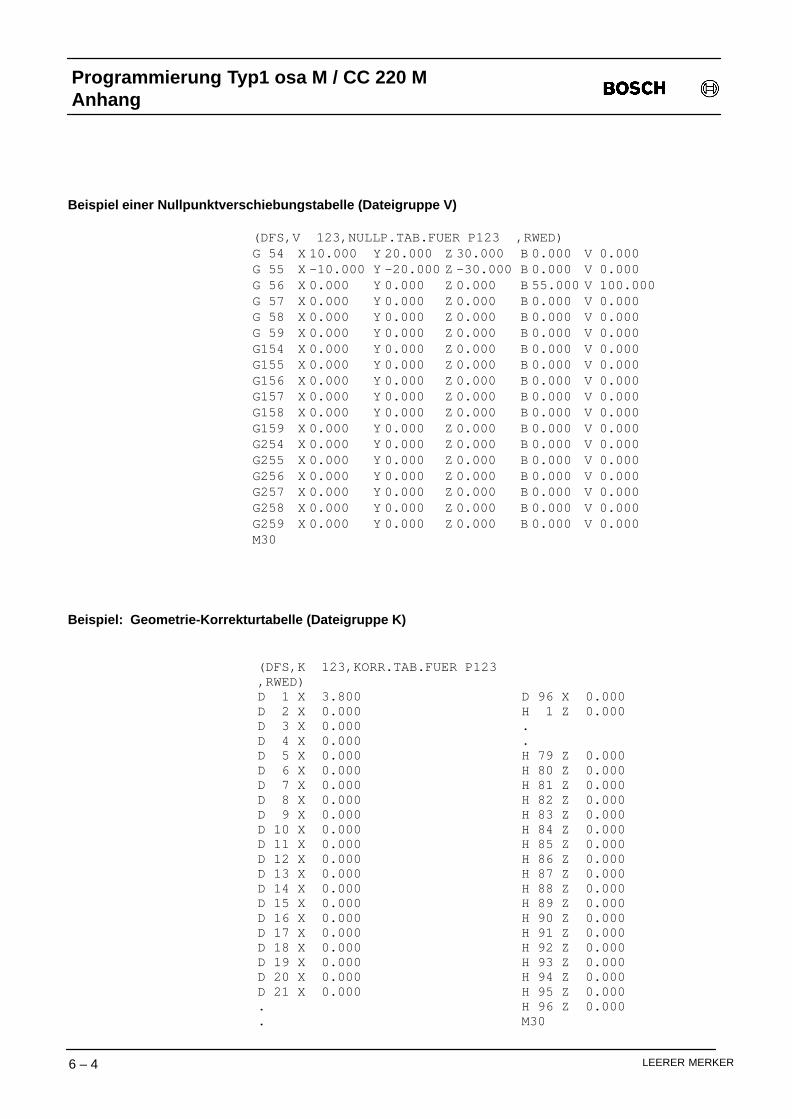
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 4 LEERER MERKER
Beispiel einer Nullpunktverschiebungstabelle (Dateigruppe V)
(DFS,V 123,NULLP.TAB.FUER P123 ,RWED)G 54 X 10.000 Y 20.000 Z 30.000 B 0.000 V 0.000G 55 X –10.000 Y –20.000 Z –30.000 B 0.000 V 0.000G 56 X 0.000 Y 0.000 Z 0.000 B 55.000 V 100.000G 57 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G 58 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G 59 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G154 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G155 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G156 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G157 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G158 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G159 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G254 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G255 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G256 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G257 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G258 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000G259 X 0.000 Y 0.000 Z 0.000 B 0.000 V 0.000M30
Beispiel: Geometrie-Korrekturtabelle (Dateigruppe K)
(DFS,K 123,KORR.TAB.FUER P123,RWED)D 1 X 3.800D 2 X 0.000D 3 X 0.000D 4 X 0.000D 5 X 0.000D 6 X 0.000D 7 X 0.000D 8 X 0.000D 9 X 0.000D 10 X 0.000D 11 X 0.000D 12 X 0.000D 13 X 0.000D 14 X 0.000D 15 X 0.000D 16 X 0.000D 17 X 0.000D 18 X 0.000D 19 X 0.000D 20 X 0.000D 21 X 0.000..
D 96 X 0.000H 1 Z 0.000..H 79 Z 0.000H 80 Z 0.000H 81 Z 0.000H 82 Z 0.000H 83 Z 0.000H 84 Z 0.000H 85 Z 0.000H 86 Z 0.000H 87 Z 0.000H 88 Z 0.000H 89 Z 0.000H 90 Z 0.000H 91 Z 0.000H 92 Z 0.000H 93 Z 0.000H 94 Z 0.000H 95 Z 0.000H 96 Z 0.000M30
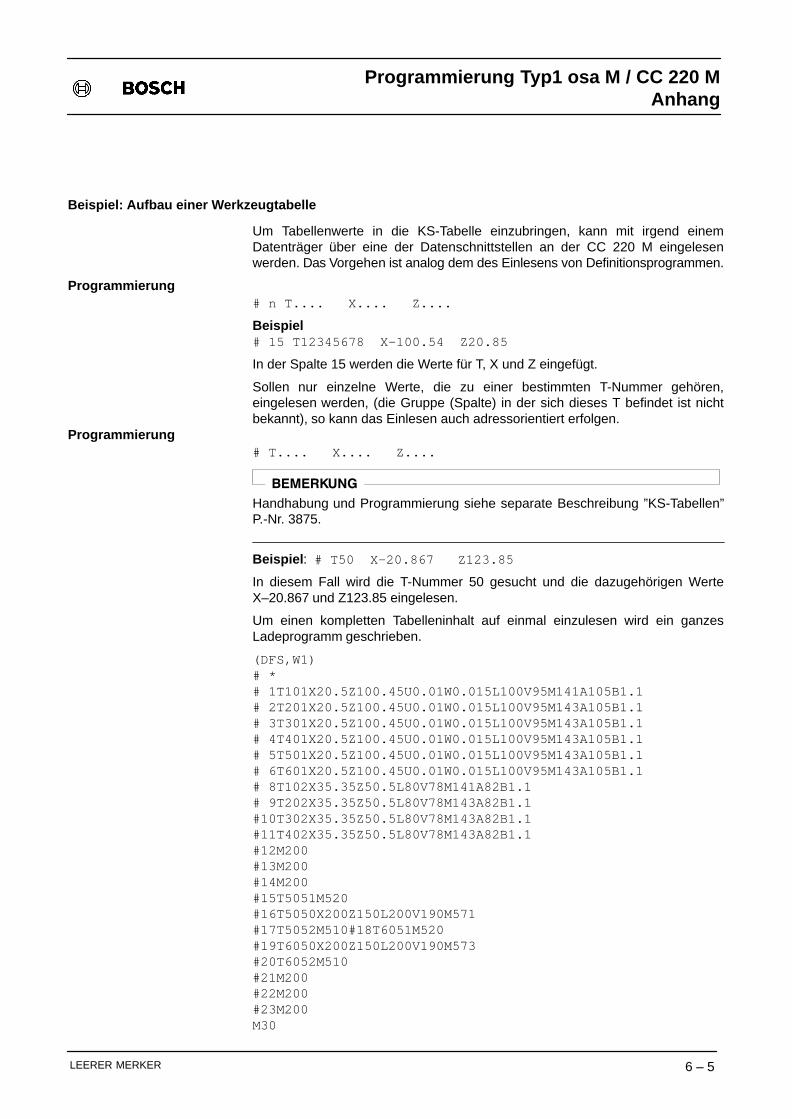
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 5LEERER MERKER
Beispiel: Aufbau einer Werkzeugtabelle
Um Tabellenwerte in die KS-Tabelle einzubringen, kann mit irgend einemDatenträger über eine der Datenschnittstellen an der CC 220 M eingelesenwerden. Das Vorgehen ist analog dem des Einlesens von Definitionsprogrammen.
Programmierung# n T.... X.... Z....
Beispiel# 15 T12345678 X–100.54 Z20.85
In der Spalte 15 werden die Werte für T, X und Z eingefügt.
Sollen nur einzelne Werte, die zu einer bestimmten T-Nummer gehören,eingelesen werden, (die Gruppe (Spalte) in der sich dieses T befindet ist nichtbekannt), so kann das Einlesen auch adressorientiert erfolgen.
Programmierung# T.... X.... Z....
BEMERKUNG
Handhabung und Programmierung siehe separate Beschreibung ”KS-Tabellen”P.-Nr. 3875.
Beispiel : # T50 X–20.867 Z123.85
In diesem Fall wird die T-Nummer 50 gesucht und die dazugehörigen WerteX–20.867 und Z123.85 eingelesen.
Um einen kompletten Tabelleninhalt auf einmal einzulesen wird ein ganzesLadeprogramm geschrieben.
(DFS,W1)# *# 1T101X20.5Z100.45U0.01W0.015L100V95M141A105B1.1# 2T201X20.5Z100.45U0.01W0.015L100V95M143A105B1.1# 3T301X20.5Z100.45U0.01W0.015L100V95M143A105B1.1# 4T401X20.5Z100.45U0.01W0.015L100V95M143A105B1.1# 5T501X20.5Z100.45U0.01W0.015L100V95M143A105B1.1# 6T601X20.5Z100.45U0.01W0.015L100V95M143A105B1.1# 8T102X35.35Z50.5L80V78M141A82B1.1# 9T202X35.35Z50.5L80V78M143A82B1.1#10T302X35.35Z50.5L80V78M143A82B1.1#11T402X35.35Z50.5L80V78M143A82B1.1#12M200#13M200#14M200#15T5051M520#16T5050X200Z150L200V190M571#17T5052M510#18T6051M520#19T6050X200Z150L200V190M573#20T6052M510#21M200#22M200#23M200M30
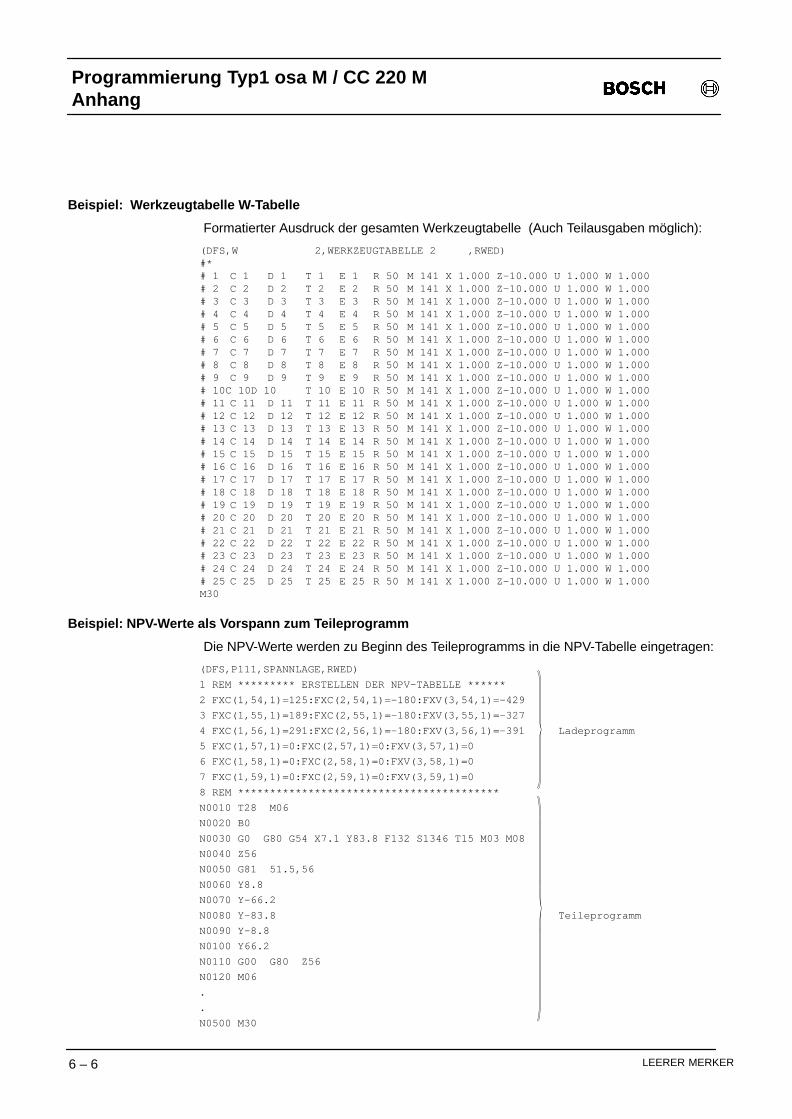
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 6 LEERER MERKER
Beispiel: Werkzeugtabelle W-Tabelle
Formatierter Ausdruck der gesamten Werkzeugtabelle (Auch Teilausgaben möglich):
(DFS,W 2,WERKZEUGTABELLE 2 ,RWED)#*# 1 C 1 D 1 T 1 E 1 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 2 C 2 D 2 T 2 E 2 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 3 C 3 D 3 T 3 E 3 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 4 C 4 D 4 T 4 E 4 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 5 C 5 D 5 T 5 E 5 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 6 C 6 D 6 T 6 E 6 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 7 C 7 D 7 T 7 E 7 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 8 C 8 D 8 T 8 E 8 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 9 C 9 D 9 T 9 E 9 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 10C 10D 10 T 10 E 10 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 11 C 11 D 11 T 11 E 11 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 12 C 12 D 12 T 12 E 12 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 13 C 13 D 13 T 13 E 13 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 14 C 14 D 14 T 14 E 14 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 15 C 15 D 15 T 15 E 15 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 16 C 16 D 16 T 16 E 16 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 17 C 17 D 17 T 17 E 17 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 18 C 18 D 18 T 18 E 18 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 19 C 19 D 19 T 19 E 19 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 20 C 20 D 20 T 20 E 20 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 21 C 21 D 21 T 21 E 21 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 22 C 22 D 22 T 22 E 22 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 23 C 23 D 23 T 23 E 23 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 24 C 24 D 24 T 24 E 24 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000# 25 C 25 D 25 T 25 E 25 R 50 M 141 X 1.000 Z–10.000 U 1.000 W 1.000M30
Beispiel: NPV-Werte als Vorspann zum Teileprogramm
Die NPV-Werte werden zu Beginn des Teileprogramms in die NPV-Tabelle eingetragen:
(DFS,P111,SPANNLAGE,RWED)
1 REM ********* ERSTELLEN DER NPV–TABELLE ******
2 FXC(1,54,1)=125:FXC(2,54,1)=–180:FXV(3,54,1)=–429
3 FXC(1,55,1)=189:FXC(2,55,1)=–180:FXV(3,55,1)=–327
4 FXC(1,56,1)=291:FXC(2,56,1)=–180:FXV(3,56,1)=–391 Ladeprogramm
5 FXC(1,57,1)=0:FXC(2,57,1)=0:FXV(3,57,1)=0
6 FXC(1,58,1)=0:FXC(2,58,1)=0:FXV(3,58,1)=0
7 FXC(1,59,1)=0:FXC(2,59,1)=0:FXV(3,59,1)=0
8 REM *****************************************
N0010 T28 M06
N0020 B0
N0030 G0 G80 G54 X7.1 Y83.8 F132 S1346 T15 M03 M08
N0040 Z56
N0050 G81 51.5,56
N0060 Y8.8
N0070 Y–66.2
N0080 Y–83.8 Teileprogramm
N0090 Y–8.8
N0100 Y66.2
N0110 G00 G80 Z56
N0120 M06
.
.
N0500 M30
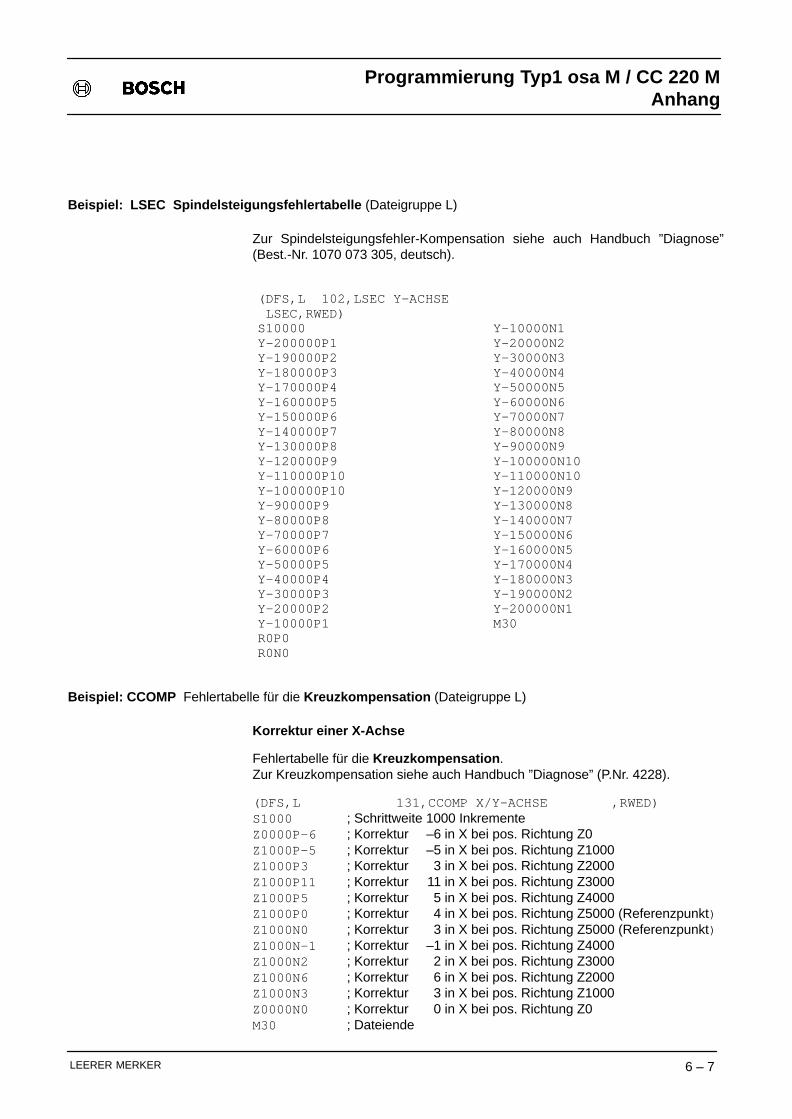
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 7LEERER MERKER
Beispiel: LSEC Spindelsteigungsfehlertabelle (Dateigruppe L)
Zur Spindelsteigungsfehler-Kompensation siehe auch Handbuch ”Diagnose”(Best.-Nr. 1070 073 305, deutsch).
(DFS,L 102,LSEC Y-ACHSE LSEC,RWED)S10000Y–200000P1Y–190000P2Y–180000P3Y–170000P4Y–160000P5Y–150000P6Y–140000P7Y–130000P8Y–120000P9Y–110000P10Y–100000P10Y–90000P9Y–80000P8Y–70000P7Y–60000P6Y–50000P5Y–40000P4Y–30000P3Y–20000P2Y–10000P1R0P0R0N0
Y–10000N1Y–20000N2Y–30000N3Y–40000N4Y–50000N5Y–60000N6Y–70000N7Y–80000N8Y–90000N9Y–100000N10Y–110000N10Y–120000N9Y–130000N8Y-140000N7Y–150000N6Y–160000N5Y–170000N4Y–180000N3Y–190000N2Y–200000N1M30
Beispiel: CCOMP Fehlertabelle für die Kreuzkompensation (Dateigruppe L)
Korrektur einer X-Achse
Fehlertabelle für die Kreuzkompensation .Zur Kreuzkompensation siehe auch Handbuch ”Diagnose” (P.Nr. 4228).
(DFS,L 131,CCOMP X/Y-ACHSE ,RWED)S1000 ; Schrittweite 1000 InkrementeZ0000P–6 ; Korrektur –6 in X bei pos. Richtung Z0Z1000P–5 ; Korrektur –5 in X bei pos. Richtung Z1000Z1000P3 ; Korrektur 3 in X bei pos. Richtung Z2000Z1000P11 ; Korrektur 11 in X bei pos. Richtung Z3000Z1000P5 ; Korrektur 5 in X bei pos. Richtung Z4000Z1000P0 ; Korrektur 4 in X bei pos. Richtung Z5000 (Referenzpunkt)Z1000N0 ; Korrektur 3 in X bei pos. Richtung Z5000 (Referenzpunkt)Z1000N–1 ; Korrektur –1 in X bei pos. Richtung Z4000Z1000N2 ; Korrektur 2 in X bei pos. Richtung Z3000Z1000N6 ; Korrektur 6 in X bei pos. Richtung Z2000Z1000N3 ; Korrektur 3 in X bei pos. Richtung Z1000Z0000N0 ; Korrektur 0 in X bei pos. Richtung Z0M30 ; Dateiende
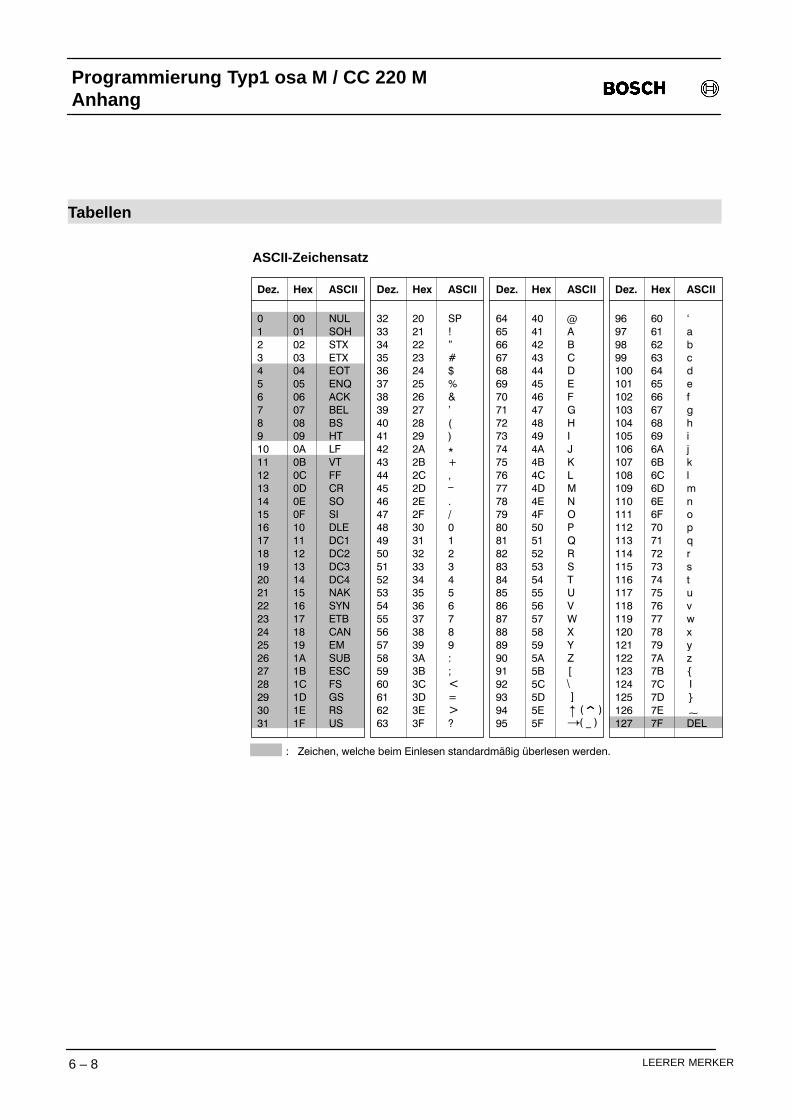
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 8 LEERER MERKER
Tabellen
ASCII-Zeichensatz
Dez. Hex ASCII
012345678910111213141516171819202122232425262728293031
000102030405060708090A0B0C0D0E0F101112131415161718191A1B1C1D1E1F
NULSOHSTXETXEOTENQACKBELBSHTLFVTFFCRSOSIDLEDC1DC2DC3DC4NAKSYNETBCANEMSUBESCFSGSRSUS
3233343536373839404142434445464748495051525354555657585960616263
202122232425262728292A2B2C2D2E2F303132333435363738393A3B3C3D3E3F
SP!"#$%&'()
*+,_
./0123456789:;<=>?
6465666768697071727374757677787980818283848586878889909192939495
404142434445464748494A4B4C4D4E4F505152535455565758595A5B5C5D5E5F
ABCDEFGHIJKLMNOPQRSTUVWXYZ
96979899100101102103104105106107108109110111112113114115116117118119120121122123124125126127
606162636465666768696A6B6C6D6E6F707172737475767778797A7B7C7D7E7F
`abcd
fghijklmnopqrstuvwxyz
DEL
e
Dez. Hex ASCII Dez. Hex ASCII Dez. Hex ASCII
��
( _ )( )
: Zeichen, welche beim Einlesen standardmäßig überlesen werden.
@
[
]\ I
{
}
~
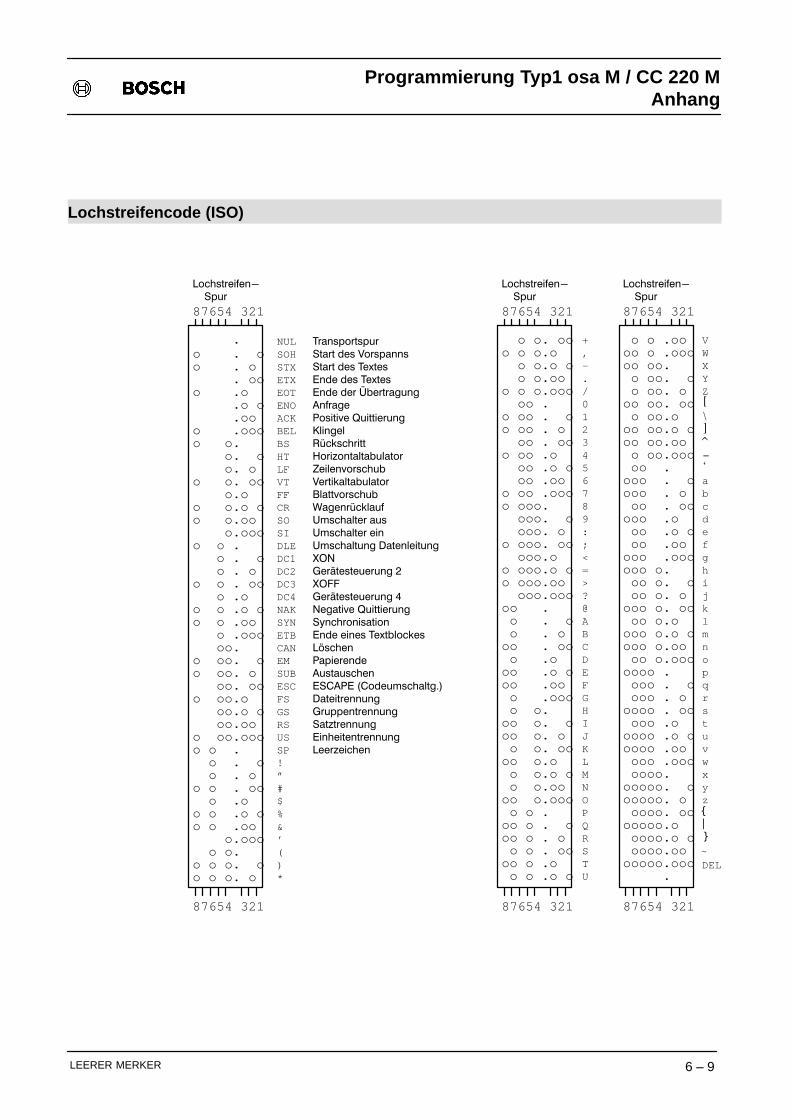
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 9LEERER MERKER
Lochstreifencode (ISO)
o o. oo
87654 321
87654 321
Lochstreifen- Spur
o o .oo
87654 321
87654 321
Lochstreifen- Spur
o o o.o o o.o o o o.ooo o o.ooo oo .o oo . oo oo . o oo . ooo oo .o oo .o o oo .ooo oo .oooo ooo. ooo. o ooo. oo ooo. oo ooo.oo ooo.o oo ooo.oo ooo.ooooo . o . o o . ooo . oo o .ooo .o ooo .oo o .ooo o o.oo o. ooo o. o o o. oooo o.o o o.o o o o.oooo o.ooo o o .oo o . ooo o . o o o . oooo o .o o o .o o
+,–./0123456789:;<=>?
ABCDEFGHIJKLMNOPQRSTU
oo o .ooooo oo. o oo. o o oo. ooo oo. oo o oo.ooo oo.o ooo oo.oo o oo.ooo oo .ooo . oooo . o oo . ooooo .o oo .o o oo .ooooo .oooooo o. oo o. o
ooo o. oo oo o.oooo o.o oooo o.oo oo o.ooooooo . ooo . o ooo . ooooo . oo ooo .ooooo .o ooooo .oo ooo .ooo oooo.ooooo. oooooo. o oooo. ooooooo.o oooo.o o oooo.ooooooo.ooo .
oo o. o
VWXYZ
abcdefg
ih
jklmnopqrstuvwxyz
DEL
@
[
\]
^_
`
{|}~
. o . oo . o . ooo .o .o o .ooo .oooo o. o. o o. oo o. oo o.oo o.o oo o.oo o.oooo o . o . o o . oo o . oo o .oo o .o oo o .oo o .ooo oo.o oo. oo oo. o oo. ooo oo.o oo.o o oo.ooo oo.oooo o . o . o o . oo o . oo o .oo o .o oo o .oo o.ooo o o.o o o. oo o o. o
87654 321
87654 321
Lochstreifen- Spur
NULSOHSTXETXEOTENOACKBELBSHTLFVTFFCRSOSIDLEDC1DC2DC3DC4NAKSYNETBCANEMSUBESCFSGSRSUSSP!”#$%&’()*
TransportspurStart des VorspannsStart des TextesEnde des TextesEnde der ÜbertragungAnfragePositive QuittierungKlingelRückschrittHorizontaltabulatorZeilenvorschubVertikaltabulatorBlattvorschubWagenrücklaufUmschalter ausUmschalter ein
XONGerätesteuerung 2XOFFGerätesteuerung 4Negative QuittierungSynchronisationEnde eines TextblockesLöschenPapierendeAustauschenESCAPE (Codeumschaltg.)DateitrennungGruppentrennungSatztrennungEinheitentrennungLeerzeichen
Umschaltung Datenleitung
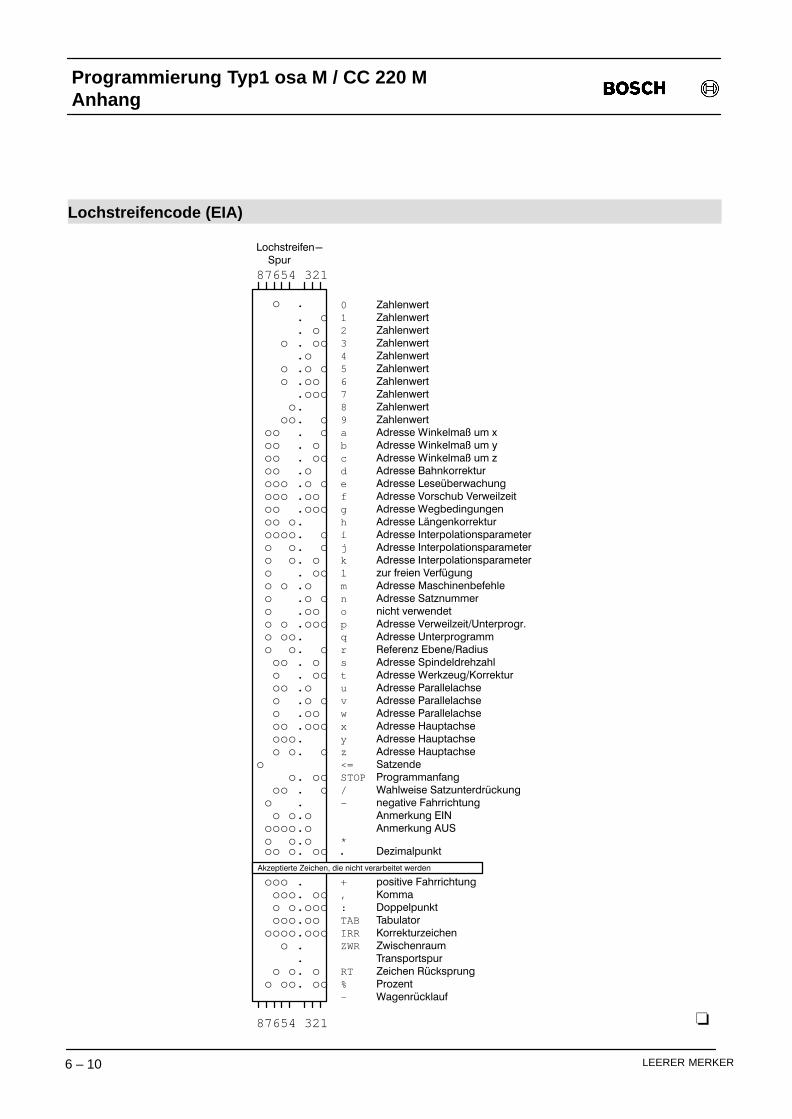
Programmierung Typ1 osa M / CC 220 MAnhang
6 – 10 LEERER MERKER
Lochstreifencode (EIA)
o . . o . o o . oo .o o .o o o .oo .ooo o. oo. o oo . o oo . o oo . oo oo .o ooo .o o ooo .oo oo .ooo oo o. oooo. o o o. o o o. o o . oo o o .o o .o o o .oo o o .ooo o oo. o o. o oo . o o . oo oo .o o .o o o .oo oo .ooo ooo. o o. oo o. oo oo . o o . o o.o oooo.o o o.o
87654 321
87654 321
Lochstreifen- Spur
0123456789abcdefghijklmnopqrstuvwxyz<=STOP/–
*
Zahlenwert
Adresse Winkelmaß um x
Adresse BahnkorrekturAdresse LeseüberwachungAdresse Vorschub Verweilzeit
Adresse LängenkorrekturAdresse Interpolationsparameter
zur freien VerfügungAdresse MaschinenbefehleAdresse Satznummernicht verwendetAdresse Verweilzeit/Unterprogr.Adresse UnterprogrammReferenz Ebene/RadiusAdresse SpindeldrehzahlAdresse Werkzeug/KorrekturAdresse Parallelachse
Adresse Wegbedingungen
Akzeptierte Zeichen, die nicht verarbeitet werden
ooo . ooo. oo o o.ooo ooo.oo oooo.ooo o . . o o. o
+,:TABIRRZWR
RT% o oo. oo–
ZahlenwertZahlenwertZahlenwertZahlenwertZahlenwertZahlenwertZahlenwertZahlenwertZahlenwert
Adresse Winkelmaß um yAdresse Winkelmaß um z
Adresse InterpolationsparameterAdresse Interpolationsparameter
Adresse ParallelachseAdresse ParallelachseAdresse HauptachseAdresse HauptachseAdresse HauptachseSatzendeProgrammanfangWahlweise Satzunterdrückungnegative FahrrichtungAnmerkung EINAnmerkung AUS
positive FahrrichtungKommaDoppelpunktTabulatorKorrekturzeichenZwischenraumTransportspurZeichen RücksprungProzentWagenrücklauf
oo o. oo . Dezimalpunkt
�

1070 073 313-103 (96.07) D · HB NC · AT/VSP · Printed in Germany





























