Embed Size (px)
Citation preview
BASF Plastics – key to your success
Ultradur® High SpeedPolybutylenterephthalat (PBT)

Das neue rheologie-modifizierte Ultradur®
High Speed ist der erste technische Kunst-
stoff, dessen Fließ fähigkeit durch den
Zusatz von Nanopartikeln signifikant
ver bessert wurde. Ultradur® High Speed –
in erster Linie für den Spritzguss ent-
wick elt – verringert Einspritzdrücke und
Zykluszeiten und erzielt so deutliche Kosten-
vorteile bei der Verarbeitung.
Ultradur® High Speed ist das besonders gut fließfähige
PBT der BASF. Durch ein speziell entwickeltes Nanopartikel-
system gelang es, die Schmelzeviskosität von PBT signifikant
abzusenken, was zu einer wesentlichen Verbesserung der
Verarbeitungseigenschaften führte. Ultradur® High Speed
fließt je nach Glasfasergehalt mindestens doppelt so weit
wie vergleichbare Standard-Ultradur®-Typen (Abb. 1). Die
übrigen Merkmale des Werkstoffs wie die mechanischen
Eigenschaften Steifigkeit und Festigkeit, das Schwindungs-
verhalten und die Wärmeformbeständigkeit werden durch
die Modifizierung nicht beeinflusst.
Die drei Vorteile von Ultradur® High Speed auf einen Blick:
• 30 Prozent schnellere Zykluszeiten
• 50 Prozent höhere Fließfähigkeit
• 30 °C niedrigere Masse- bzw. Schmelzetemperatur
2
Abb. 1: Fließfähigkeit von Standard-PBT und Ultradur® High Speed
im Vergleich
50
40
30
20
10
0
Spir
allä
nge
[cm
]
Standard-PBT30% GF
Ultradur® B 430030% GF High Speed
Mit High Speed in den Markt
3
Visk
osit
ät [
Pa·s
]
Scherrate [1/s]
10 100 1000 10000 1000001
100
1000
10
10000
B 4300 G6 Standard 265 °C B 4300 G6 Standard 255 °C
B 4300 G6 Standard 275 °C
B 4300 G6 High Speed 255 °C
B 4300 G6 High Speed 275 °C B 4300 G6 High Speed 265 °C
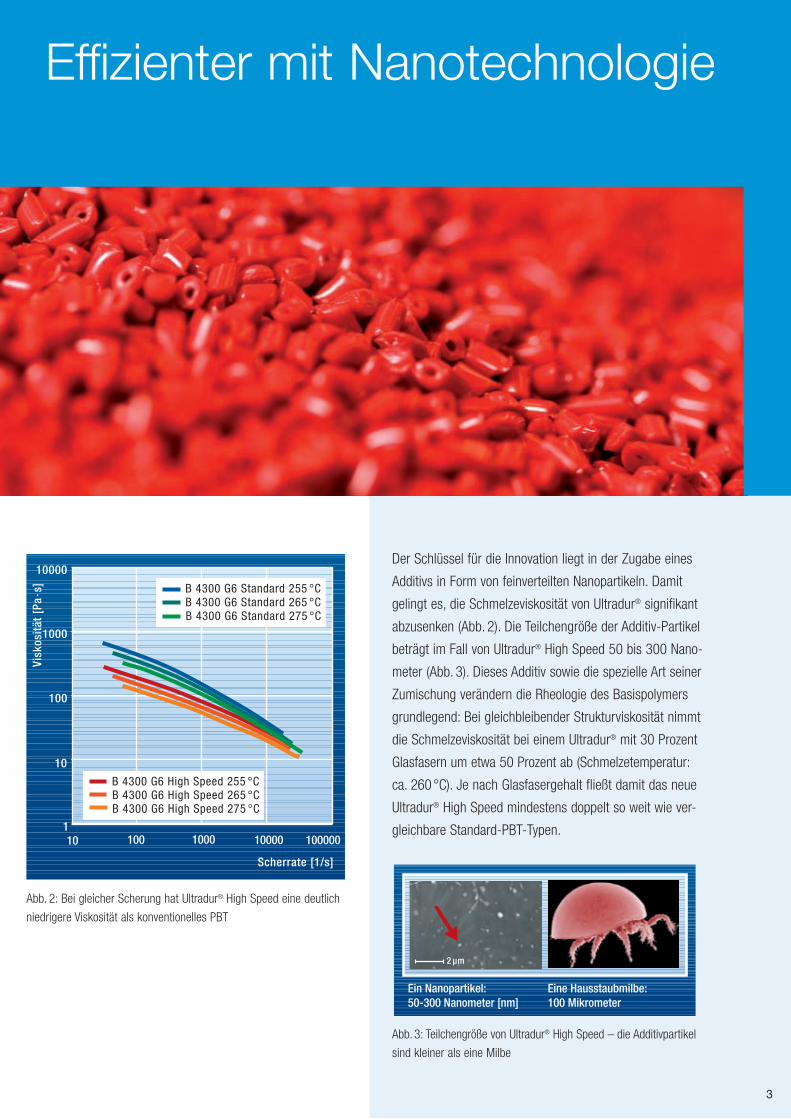
Abb. 2: Bei gleicher Scherung hat Ultradur® High Speed eine deutlich
niedrigere Viskosität als konventionelles PBT
Eine Hausstaubmilbe: 100 Mikrometer
Ein Nanopartikel: 50-300 Nanometer [nm]
2 μm
Der Schlüssel für die Innovation liegt in der Zugabe eines
Additivs in Form von feinverteilten Nanopartikeln. Damit
gelingt es, die Schmelzeviskosität von Ultradur® signifikant
abzusenken (Abb. 2). Die Teilchengröße der Additiv-Partikel
beträgt im Fall von Ultradur® High Speed 50 bis 300 Nano-
meter (Abb. 3). Dieses Additiv sowie die spezielle Art seiner
Zumischung verändern die Rheologie des Basispolymers
grundlegend: Bei gleichbleibender Strukturviskosität nimmt
die Schmelzeviskosität bei einem Ultradur® mit 30 Prozent
Glasfasern um etwa 50 Prozent ab (Schmelzetemperatur:
ca. 260 °C). Je nach Glasfasergehalt fließt damit das neue
Ultradur® High Speed mindestens doppelt so weit wie ver-
gleichbare Standard-PBT-Typen.
Abb. 3: Teilchengröße von Ultradur® High Speed – die Additiv partikel
sind kleiner als eine Milbe
Effizienter mit Nanotechnologie
Pluspunkte für Verarbeiter
Für den Verarbeiter bringt das verbesserte Fließverhalten eine
Reihe von Vorteilen: Auf Grund der niedrigeren Schmelze-
viskosität reichen geringere Einspritz- und Nachdrücke oder
eine geringere Verar beitungs temperatur aus. Das ermöglicht
Energieeinsparungen um bis zu 20 Prozent. Beim Spritzgieß-
prozess lässt sich durch Absenkung der Massetemperatur die
Kühlzeit verringern und damit die Gesamtzykluszeit erniedri-
gen. Alternativ lässt sich die Massetemperatur absenken und
die Nachdruckzeit reduzieren. Die Zykluszeit kann so im Ver-
gleich bis zu 30 Prozent verringert werden. Ein Verarbeitungs-
vorteil, der sich durch einen deutlich gesteigerten Output
bezahlt macht.
Die Pluspunkte für den Verarbeiter auf einen Blick:
• Hohe Designfreiheit
• Geringere Ausschuss-Rate
• Geringere Investitionskosten für Spritzgussmaschinen
• Bis zu 20 Prozent Energieersparnis
4
Absenkung der Verarbeitungstemperatur
Kürzere Haltezeiten
Schnellere Abkühlung
Kürzere Zykluszeit
Mehr Output

5
Klein, aber fein
Vorteile ergeben sich auch bei der Konstruktion. Weil Ultradur®
High Speed leichter fließt, lassen sich anspruchsvolle, dünn-
wandige Teile mit einem größeren Anteil an Verstärkungs-
stoffen (zum Beispiel Glasfasern) und damit besseren mecha-
nischen Eigenschaften bei geringerer Wanddicke herstellen.
Das niederviskosere Ultradur® High Speed kann in noch
feinere Formen fließen und für die Herstellung ganz neuer
Bauteile verwendet werden. Das neu entwickelte Produkt ist
so in der Lage, die stetig steigenden Anforderungen an tech-
nische Thermoplaste zu erfüllen. Das breitere Verarbeitungs-
fenster ermöglicht Verarbeitern und Konstrukteuren hohe
Designfreiheit bei der Arbeit mit PBT.
Eine Füllstudie (Abb. 4) zeigt, dass die sehr dünnen Stege
des kleinen, 1,5 g leichten Steckers mit Standard-PBT nicht
gefüllt werden (linke Seite), mit dem leichter fließenden
Ultradur® High Speed jedoch sehr gut (rechts). Auch dünn-
wandige Bauteile mit einem größeren Anteil an Verstärkungs-
stoffen wie Glas fasern oder mineralische Füllstoffe sind
beim leicht fließenden, neuen Ultradur® High Speed möglich.
So lassen sich grundsätzlich bessere mechanische Eigen-
schaften bei verminderter Wanddicke erzielen. Die gesamte
Maschinenkonfiguration kann schlanker werden: kleinere
Spritzgießeinheiten, Werkzeuge mit weniger Anspritzpunkten,
also eine geringer Anzahl der teuren Heißkanaldüsen. Mit
Ultradur® High Speed verbessert sich außerdem das Füllver-
halten des Werkzeugs, das leichter und mit weniger Ablage-
rungen gefüllt werden kann. Damit senkt sich die Ausschuss-
Rate.
Abb. 4: Füllstudie: Während Standard-PBT (links) das Bauteil nicht
komplett ausfüllt (Pfeil), konnten mit fließverbessertem Ultradur® High
Speed die filigranen Stege vollständig gefüllt werden
Leichtere Einfärbbarkeit – jetzt noch bunter
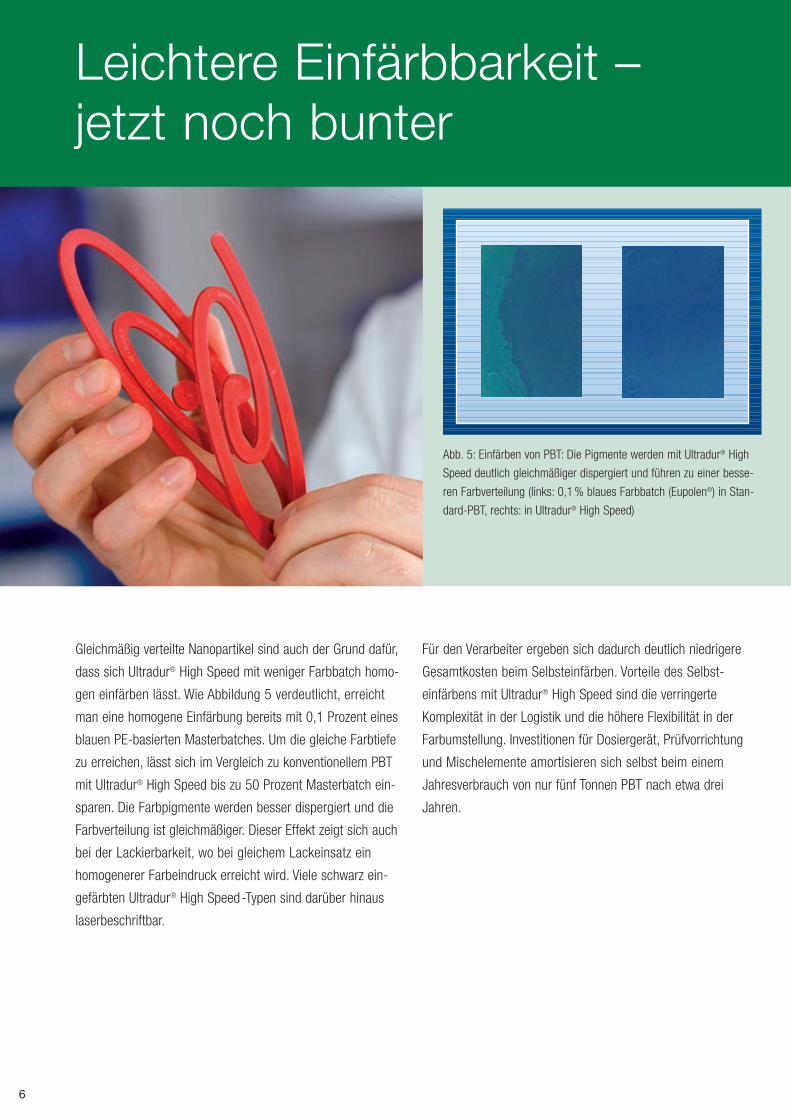
Gleichmäßig verteilte Nanopartikel sind auch der Grund dafür,
dass sich Ultradur® High Speed mit weniger Farbbatch homo-
gen einfärben lässt. Wie Abbildung 5 verdeutlicht, erreicht
man eine homogene Einfärbung bereits mit 0,1 Prozent eines
blauen PE-basierten Masterbatches. Um die gleiche Farbtiefe
zu erreichen, lässt sich im Vergleich zu konventionellem PBT
mit Ultradur® High Speed bis zu 50 Prozent Masterbatch ein-
sparen. Die Farbpigmente werden besser dispergiert und die
Farbverteilung ist gleichmäßiger. Dieser Effekt zeigt sich auch
bei der Lackierbarkeit, wo bei gleichem Lackeinsatz ein
homogenerer Farbeindruck erreicht wird. Viele schwarz ein-
gefärbten Ultradur® High Speed -Typen sind darüber hinaus
laserbeschriftbar.
Für den Verarbeiter ergeben sich dadurch deutlich niedrigere
Gesamtkosten beim Selbsteinfärben. Vorteile des Selbst-
einfärbens mit Ultradur® High Speed sind die verringerte
Komplexität in der Logistik und die höhere Flexibilität in der
Farbumstellung. Investitionen für Dosiergerät, Prüfvorrichtung
und Mischelemente amortisieren sich selbst beim einem
Jahres verbrauch von nur fünf Tonnen PBT nach etwa drei
Jahren.
Abb. 5: Einfärben von PBT: Die Pigmente werden mit Ultradur® High
Speed deutlich gleichmäßiger dispergiert und führen zu einer besse-
ren Farbverteilung (links: 0,1 % blaues Farbbatch (Eupolen®) in Stan-
dard-PBT, rechts: in Ultradur® High Speed)
6
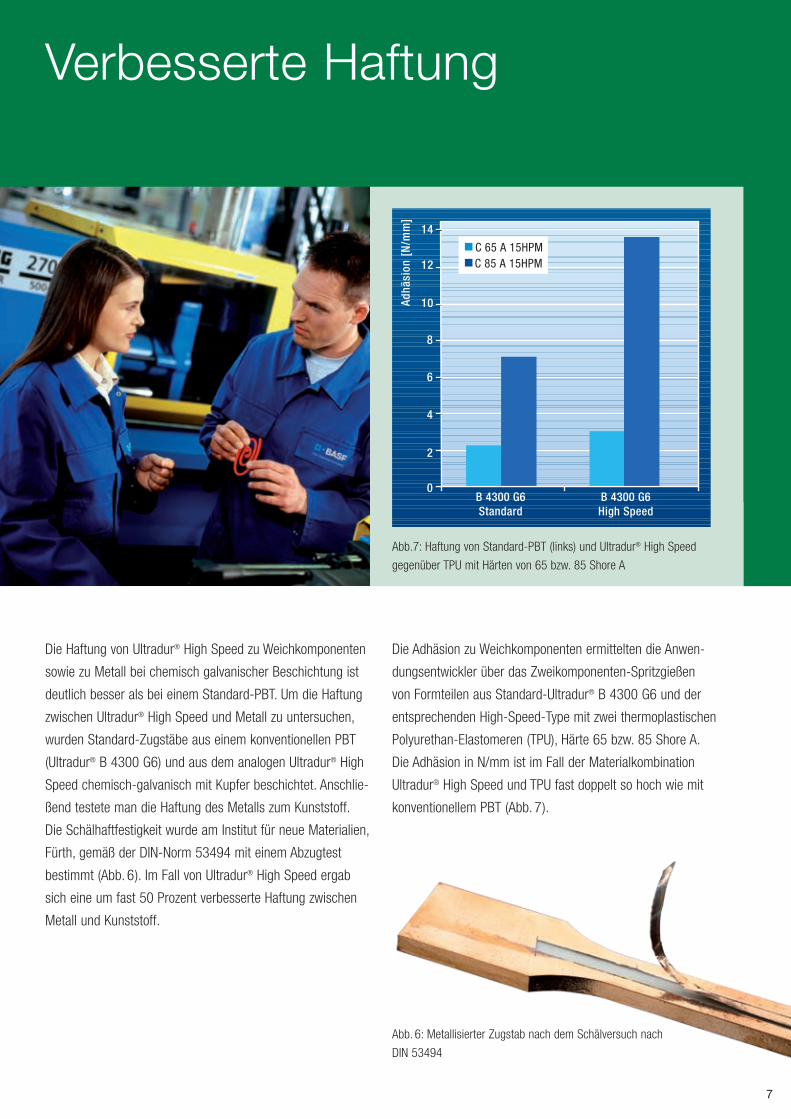
Verbesserte Haftung
Die Haftung von Ultradur® High Speed zu Weichkomponenten
sowie zu Metall bei chemisch galvanischer Beschichtung ist
deutlich besser als bei einem Standard-PBT. Um die Haftung
zwischen Ultradur® High Speed und Metall zu untersuchen,
wurden Standard-Zugstäbe aus einem konventionellen PBT
(Ultradur® B 4300 G6) und aus dem analogen Ultradur® High
Speed chemisch-galvanisch mit Kupfer beschichtet. Anschlie-
ßend testete man die Haftung des Metalls zum Kunststoff.
Die Schälhaftfestigkeit wurde am Institut für neue Materialien,
Fürth, gemäß der DIN-Norm 53494 mit einem Abzugtest
bestimmt (Abb. 6 ). Im Fall von Ultradur® High Speed ergab
sich eine um fast 50 Prozent verbesserte Haftung zwischen
Metall und Kunststoff.
Abb. 6: Metallisierter Zugstab nach dem Schälversuch nach
DIN 53494
0
2
4
6
8
10
12
14
0,5 1,0
1,0
0,8
B 4300 G6High Speed
B 4300 G6Standard
Adhä
sion
[N
/mm
]
C 85 A 15HPMC 65 A 15HPM
Abb.7: Haftung von Standard-PBT (links) und Ultradur® High Speed
gegen über TPU mit Härten von 65 bzw. 85 Shore A
Die Adhäsion zu Weichkomponenten ermittelten die Anwen-
dungsentwickler über das Zweikomponenten-Spritzgießen
von Formteilen aus Standard-Ultradur® B 4300 G6 und der
entsprechenden High-Speed-Type mit zwei thermoplastischen
Polyurethan-Elastomeren (TPU), Härte 65 bzw. 85 Shore A.
Die Adhäsion in N/mm ist im Fall der Materialkombination
Ultradur® High Speed und TPU fast doppelt so hoch wie mit
konventionellem PBT (Abb. 7 ).
7
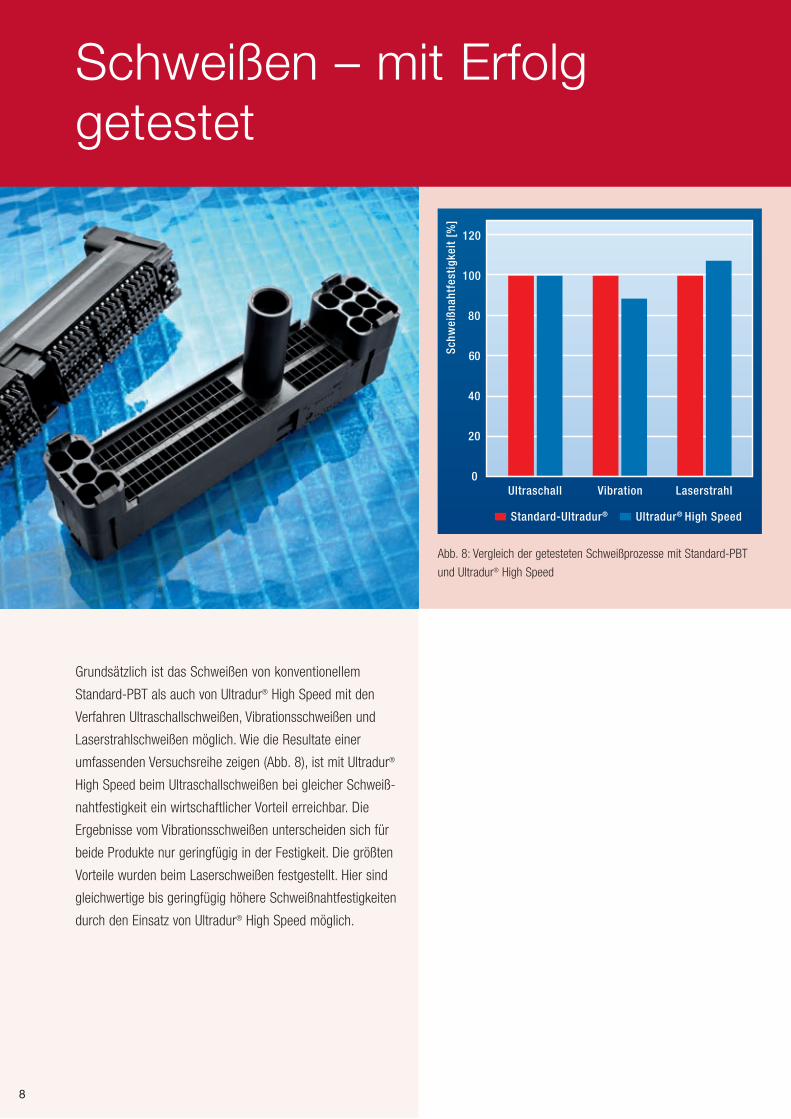
Schweißen – mit Erfolg getestet
Grundsätzlich ist das Schweißen von konventionellem
Standard-PBT als auch von Ultradur® High Speed mit den
Ver fahren Ultraschallschweißen, Vibrationsschweißen und
Laserstrahlschweißen möglich. Wie die Resultate einer
um fassenden Versuchsreihe zeigen (Abb. 8), ist mit Ultradur®
High Speed beim Ultraschallschweißen bei gleicher Schweiß-
nahtfestigkeit ein wirtschaftlicher Vorteil erreichbar. Die
Ergebnisse vom Vibrationsschweißen unterscheiden sich für
beide Produkte nur geringfügig in der Festigkeit. Die größten
Vorteile wurden beim Laserschweißen festgestellt. Hier sind
gleichwertige bis gering fügig höhere Schweißnahtfestigkeiten
durch den Einsatz von Ultradur® High Speed möglich.
120
100
80
60
20
40
Ultraschall
Standard-Ultradur®
Vibration Laserstrahl0
Schw
eißn
ahtf
esti
gkei
t [%
]
Ultradur® High Speed
Abb. 8: Vergleich der getesteten Schweißprozesse mit Standard-PBT
und Ultradur® High Speed
8

9
Flammgeschützte undwärmeleitfähige Typen
Flammgeschützte Typen
Sämtliche flammgeschützten Ultradur®-Produkte sind jetzt
auch als High Speed-Varianten erhältlich. Die halogenhaltig
flammgeschützten Typen Ultradur® B 4406 G2 /G4 /G6 High
Speed sind nach UL 94 V-0 bei 0,75 Millimeter klassifiziert,
das halogenfreie Ultradur® B 4400 G5 High Speed nach
UL 94 V-0 bei 1,5 Millimeter. Zur Gruppe der Flammschutz-
produkte gehört darüber hinaus das kostengünstige Ultradur®
B 4406 G6 High Speed Q798 mit guten Produkteigenschaften.
Wärmeleitfähiges Ultradur® High Speed
Das wärmeleitfähige Ultradur® B 4300 M12 High Speed
zeichnet sich durch eine Wärmeleitfähigkeit von 1 W/mK bei
guten mechanischen Eigenschaften und guter Fließfähigkeit
aus. Ohne den Einsatz der Nanotechnologie lässt sich ein so
hoch mineralgefüllter Typ nicht vernünftig verarbeiten. Er eig-
net sich zum Ersatz von Metall in Gehäusedeckeln, beispiels-
weise für Steuerungsgeräte. Auch das Temperaturmanage-
ment in Lampenfassungen oder Türschlössern wird durch das
neue Produkt unterstützt. Vorteilhaft sind dabei neben der
hohen Wärmeleitfähigkeit die neuen Designmöglichkeiten im
Spritzguss und die vom Standard-Ultradur® bekannte geringe
elektrische Leitfähigkeit.
9

Nachdem das erste Serienbauteil aus der
Telekommunikation kam, setzen inzwi-
schen zahlreiche PBT-Kunden der BASF
auf Ultradur® High Speed für die Herstel-
lung von Bauteilen wie: Hybrid-Stecker
für Sicherungs- und Relaisboxen, Instru-
mententafelträger für den Automobil-
innenraum, Lenkwinkelsensoren, Spiegel-
lager und Autotürschlösser. Hier, in der
Produktion von Elektronikbauteilen für
das Auto, zeigen sich weitere Vorteile
von Ultradur® High Speed.
Beispiel Elektronik-Gehäuse:
Diese werden hergestellt, indem metallische Leiterbahnen
mit Polymer umspritzt werden. Je höher der Spritzdruck ist,
der dabei auf die Leiterbahnen wirkt, desto größer ist die
Gefahr, dass sie verbogen oder zusammengedrückt werden
und so ihre Funktion verlieren. Ultradur® High Speed vermin-
dert durch seine verbesserte Fliessfähigkeit den Druck, der
beim Einspritzen auf die Leiterbahnen wirkt, und reduziert
ihre Deformation (Abb. 9).
Abb. 9: Auch bei umspritzten Leiterbahnen hat das leicht fließende
Ultradur® High Speed Vorteile: Durch den verringerten Spritzdruck
wird der unerwünschte Versatz der Leiterbahnen weitgehend unter-
drückt (links: konventionelles PBT mit 30 % Glasfasern, rechts:
Ultradur® High Speed)
Bevorzugte Anwendungen: Automobilelektronik
10

Beispiel Stecker für Sicherungs- und Relaiskästen:
Diese Stecker können dank der guten Fließfähigkeit von
Ultradur® High Speed so materialschonend gefüllt werden,
dass die ausgewogenen mechanischen Eigenschaften des
Kunststoffs, besonders die hohe Festigkeit, erhalten bleiben.
So ist die Elastizität des Bauteils hoch genug, um selbst
große Kabelquerschnitte aufzunehmen.
Beispiel Lenkwinkelsensor:
Mit seiner Hilfe werden Informationen über die Position des
Lenkrads an das elektronische Stabilitätsprogramm (EPS)
weitergegeben. Das Besondere an Ultradur® High Speed
besteht hier in der kontrastreichen Laserbeschriftbarkeit
des Kunststoffbauteils, den auszeichneten mechanischen
Eigenschaften und der hohen Maßgenauigkeit für unter-
schiedliche Sensorensysteme.
11

Ultradur® High Speed für die einfache Herstellung von Sandwich-Bauteilen
Instrumententafeln sind komplex geformte, dreidimensionale
Gebilde mit verschiedenen Öffnungen, Strukturen und Hinter-
schnitten, die mehrere Funktionen zugleich erfüllen. Um solche
Instrumententafeln und ähnliche Sandwich-Bauteile wie Mittel-
konsolen oder Handschuhfächer kostengünstiger fertigen zu
können, hat die BASF zusammen mit drei weiteren Unterneh-
men das Verfahren Dolphin entwickelt. Verschieden feine
lederartige Oberflächenstrukturen lassen sich mit Ultradur®
High Speed und dem Dolphin-Verfahren realisieren.
Das Verfahren:
Mit dem neuen Dolphin-Verfahren kann eine Softtouch-
Instrumententafel, die bisher aufwändig in drei Verfahrens-
schritten und aus drei verschiedenen Kunststoffarten gefertigt
wurde, in zwei effizient gekoppelten Prozess-Schritten und
aus nur zwei Werkstoffen entstehen. Das Dolphin-Bauteil
entsteht in einem einstufigen Prozess mit zwei Teilschritten
in einer Multi funktions-Spritzgießmaschine. Dabei wird der
Träger des Bauteils im klassischen Spritzguss aus Ultradur® S
4090 GXI High Speed hergestellt und dann mit einem che-
misch verwandten TPE-Spezialpolyester umschäumt. Im
Vergleich zur konventionellen Fertigung von mehrschichtigen
Schaumteilen ist das neue Verfahren deutlich schneller und
ökonomischer, es reduziert Komplexität und bringt auch logis-
tisch Vorteile.
12
Schnell und wendig mit dem Dolphin-Verfahren

Das Material:
Beim hier eingesetzten Ultradur® S 4090 GXI High Speed
handelt es sich um eine Produktvariante, die von der BASF
speziell für den Automobilinnenraum angeboten wird. Als
PBT/ASA-Blend (ASA: Acrylnitril-Styrol-Acrylat-Copolymer)
verbindet sie außerordentlich gute mechanische Eigen-
schaften mit Crash-Resistenz bei tiefen Temperaturen und
eignet sich so besonders für den Einsatz in Instrumenten-
tafeln. Die ASA-Komponente bietet in diesem technischen
Thermoplasten zwei Funktionen. Einerseits bleiben die ASA-
Domänen im Kunststoffgefüge auch während des Spritz-
gießens erhalten und sorgen dafür, dass der Bauteilverzug
minimal wird. Andererseits sind eben diese ASA-Domänen
besonders beim MuCell®-Schäumprozess von Vorteil, denn
sie dienen als Nukleierungspunkte für die Gasblasen.
Dadurch bilden sich die Gasblasen im geschäumten PBT
homogen und fein verteilt um die ASA-Domänen aus (nicht
an der für die Mechanik wichtigen Glasfaser) und führen zu
einer feinzelligen Schaumstruktur.
Problemlos lässt sich also neben dem TPE, das für die Soft-
touch-Oberfläche verantwortlich ist, auch das Trägermaterial
Ultradur® schäumen – und auf diese Weise weiter Gewicht
reduzieren. Gegenüber dem oft bei Instrumententafeln als
Trägerwerkstoff verwendeten Polypropylen bietet Ultradur® S
4090 GXI High Speed als Polyester die höhere Wärmebelast-
barkeit und die inhärent bessere Haftung zur PBT-Schaum-
komponente.
Abb. 10: Dolphin-Bauteil: Den unteren Teil der Sandwichstruktur bildet
ein Träger aus Ultradur® S 4090 GXI High Speed der BASF, darüber liegt
der geschäumte TPE-Polyester
13
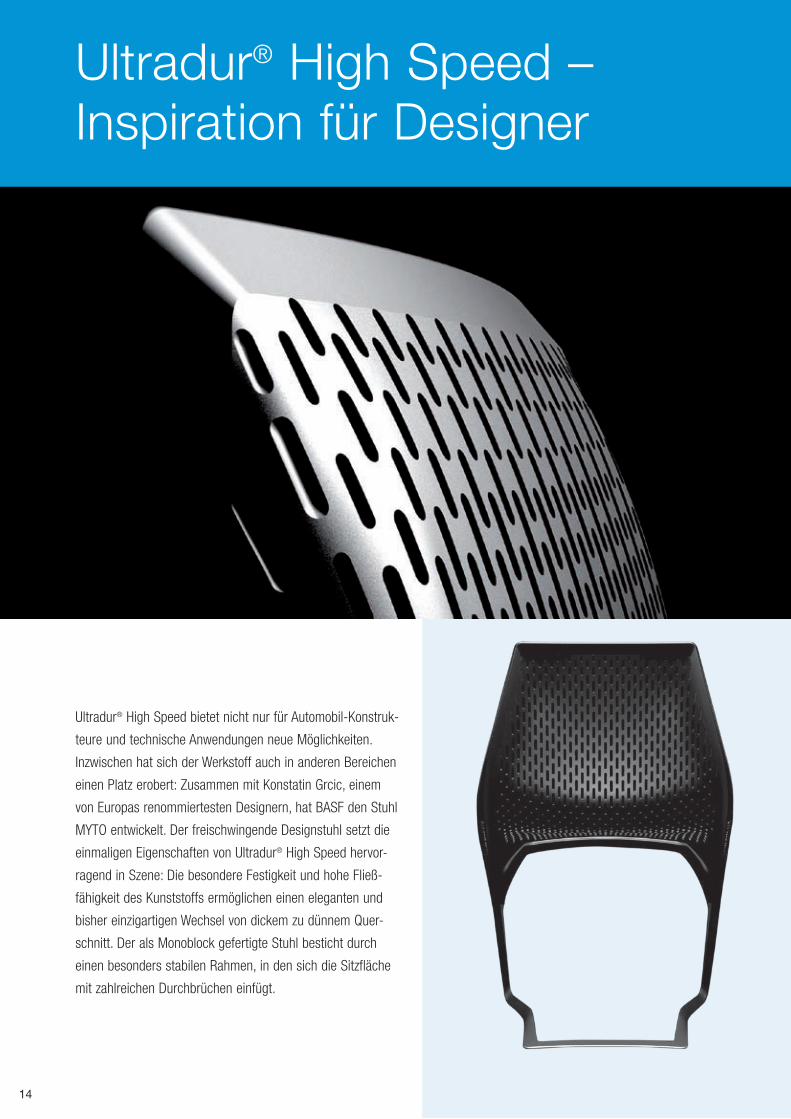
Ultradur® High Speed bietet nicht nur für Automobil-Konstruk-
teure und technische Anwendungen neue Möglichkeiten.
Inzwischen hat sich der Werkstoff auch in anderen Bereichen
einen Platz erobert: Zusammen mit Konstatin Grcic, einem
von Europas renommiertesten Designern, hat BASF den Stuhl
MYTO entwickelt. Der freischwingende Designstuhl setzt die
einmaligen Eigenschaften von Ultradur® High Speed hervor-
ragend in Szene: Die besondere Festigkeit und hohe Fließ-
fähigkeit des Kunststoffs ermöglichen einen eleganten und
bisher einzigartigen Wechsel von dickem zu dünnem Quer-
schnitt. Der als Monoblock gefertigte Stuhl besticht durch
einen besonders stabilen Rahmen, in den sich die Sitzfläche
mit zahlreichen Durchbrüchen einfügt.
Ultradur® High Speed – Inspiration für Designer
14
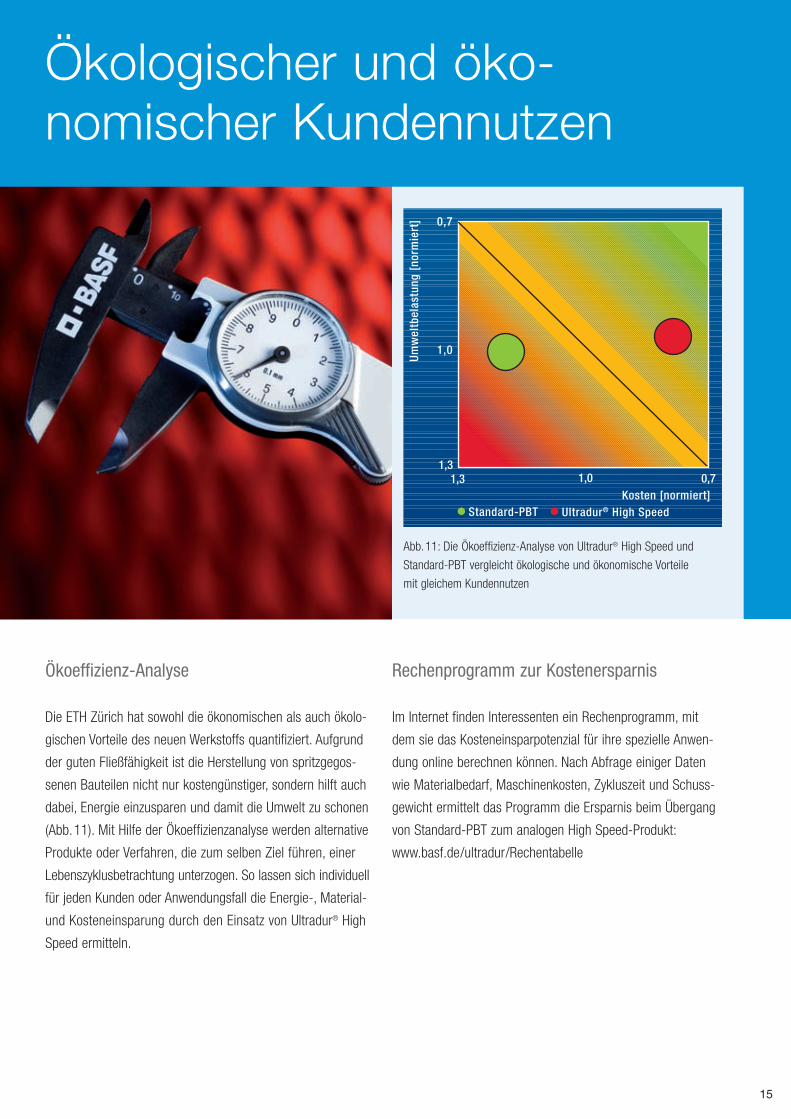
Ökoeffizienz-Analyse
Die ETH Zürich hat sowohl die ökonomischen als auch ökolo-
gischen Vorteile des neuen Werkstoffs quantifiziert. Aufgrund
der guten Fließfähigkeit ist die Herstellung von spritzgegos-
senen Bauteilen nicht nur kostengünstiger, sondern hilft auch
dabei, Energie einzusparen und damit die Umwelt zu schonen
(Abb. 11). Mit Hilfe der Ökoeffizienzanalyse werden alternative
Produkte oder Verfahren, die zum selben Ziel führen, einer
Lebenszyklusbetrachtung unterzogen. So lassen sich individuell
für jeden Kunden oder Anwendungsfall die Energie-, Material-
und Kosteneinsparung durch den Einsatz von Ultradur® High
Speed ermitteln.
Umw
eltb
elas
tung
[no
rmie
rt]
Kosten [normiert]Standard-PBT Ultradur® High Speed
1,3 1,0 0,71,3
1,0
0,7
Abb. 11: Die Ökoeffizienz-Analyse von Ultradur® High Speed und
Standard-PBT vergleicht ökologische und ökonomische Vorteile
mit gleichem Kundennutzen
Ökologischer und öko-nomischer Kundennutzen
Rechenprogramm zur Kostenersparnis
Im Internet finden Interessenten ein Rechenprogramm, mit
dem sie das Kosteneinsparpotenzial für ihre spezielle Anwen-
dung online berechnen können. Nach Abfrage einiger Daten
wie Materialbedarf, Maschinenkosten, Zykluszeit und Schuss-
gewicht ermittelt das Programm die Ersparnis beim Übergang
von Standard-PBT zum analogen High Speed-Produkt:
www.basf.de /ultradur /Rechentabelle
15
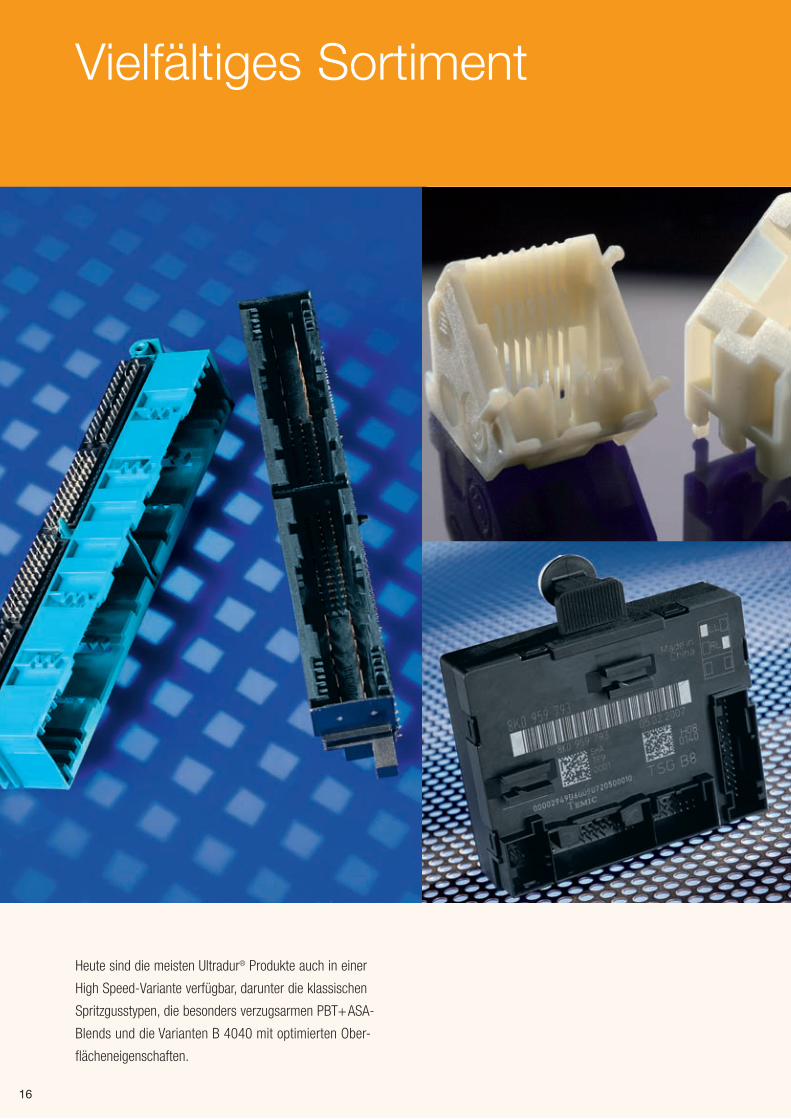
Heute sind die meisten Ultradur® Produkte auch in einer
High Speed-Variante verfügbar, darunter die klassischen
Spritzgusstypen, die besonders verzugsarmen PBT+ ASA-
Blends und die Varianten B 4040 mit optimierten Ober-
flächeneigenschaften.
16
Vielfältiges Sortiment
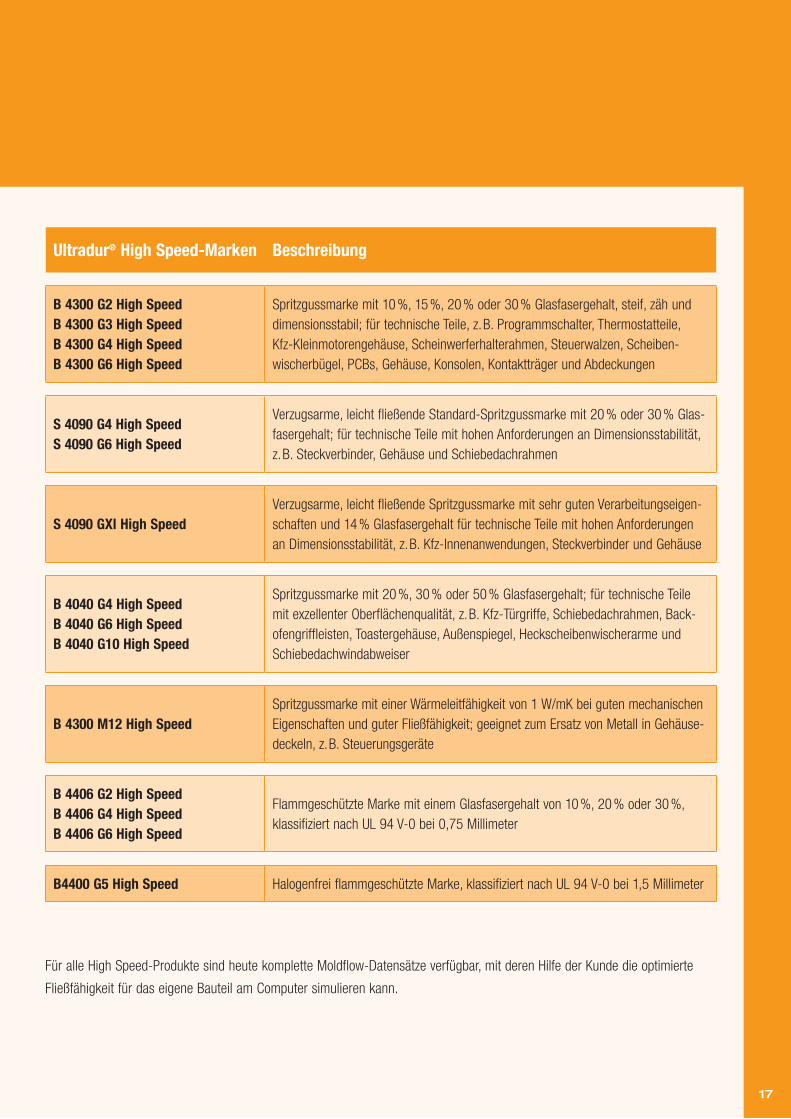
Ultradur® High Speed-Marken Beschreibung
B 4300 G2 High SpeedB 4300 G3 High SpeedB 4300 G4 High SpeedB 4300 G6 High Speed
Spritzgussmarke mit 10 %, 15 %, 20 % oder 30 % Glasfasergehalt, steif, zäh und dimensionsstabil; für technische Teile, z. B. Programmschalter, Thermostatteile, Kfz-Kleinmotorengehäuse, Scheinwerferhalterahmen, Steuerwalzen, Scheiben-wischerbügel, PCBs, Gehäuse, Konsolen, Kontaktträger und Abdeckungen
S 4090 G4 High SpeedS 4090 G6 High Speed
Verzugsarme, leicht fließende Standard-Spritzgussmarke mit 20 % oder 30 % Glas-fasergehalt; für technische Teile mit hohen Anforderungen an Dimensionsstabilität, z. B. Steckverbinder, Gehäuse und Schiebedachrahmen
S 4090 GXI High SpeedVerzugsarme, leicht fließende Spritzgussmarke mit sehr guten Verarbeitungseigen-schaften und 14 % Glasfasergehalt für technische Teile mit hohen Anforderungen an Dimensionsstabilität, z. B. Kfz-Innenanwendungen, Steckverbinder und Gehäuse
B 4040 G4 High SpeedB 4040 G6 High SpeedB 4040 G10 High Speed
Spritzgussmarke mit 20 %, 30 % oder 50 % Glasfasergehalt; für technische Teile mit exzellenter Oberflächenqualität, z. B. Kfz-Türgriffe, Schiebedachrahmen, Back-ofengriffleisten, Toastergehäuse, Außenspiegel, Heckscheibenwischerarme und Schiebedachwindabweiser
B 4300 M12 High SpeedSpritzgussmarke mit einer Wärmeleitfähigkeit von 1 W/mK bei guten mechanischen Eigenschaften und guter Fließfähigkeit; geeignet zum Ersatz von Metall in Gehäuse-deckeln, z. B. Steuerungsgeräte
B 4406 G2 High SpeedB 4406 G4 High SpeedB 4406 G6 High Speed
Flammgeschützte Marke mit einem Glasfasergehalt von 10 %, 20 % oder 30 %, klassifiziert nach UL 94 V-0 bei 0,75 Millimeter
B4400 G5 High Speed Halogenfrei flammgeschützte Marke, klassifiziert nach UL 94 V-0 bei 1,5 Millimeter
17
Für alle High Speed-Produkte sind heute komplette Moldflow-Datensätze verfügbar, mit deren Hilfe der Kunde die optimierte
Fließfähigkeit für das eigene Bauteil am Computer simulieren kann.
Autofroth®* Polyurethan-System PUR
Basotect® Melaminharz-Schaumstoff MF
Capron® Polyamid PA
Cellasto®* Bauteile aus mikrozelligen PUR-Elastomeren PUR
CeoDS®* Mehrteilige Modullösung aus einzelnen Cellasto-Elementen PUR
Colorflexx ® Service zur Selbsteinfärbung von Polystyrol und ABS
CosyPUR®* Polyurethan-Formweichschaumsystem PUR
Ecoflex ® Biologisch abbaubarer Kunststoff / Polyester
Ecovio® Biologisch abbaubarer Kunststoff / Polyester auf Basis nachwachsender Rohstoffe
Elastan®* Systeme für Sportplatzbeläge PUR
Elastoclear ®* Polyurethan-System PUR
Elastocoat ®* Beschichtungs- und Vergussmassen PUR
Elastocoast ®* Beschichtungs- und Vergussmassen PUR
Elastocore®* Polyurethan-Gießsystem PUR
Elastoflex ®* Polyurethan-Weichschaumsysteme PUR
Elastofoam®* Polyurethan-Weichintegralschaumsysteme PUR
Elastollan®* Thermoplastische Polyurethan-Elastomere PUR
Elastolit ®* Polyurethan-Hartintegralschaum- und RIM-Systeme PUR
Elastonat ®* Polyurethan-Weichintegralsysteme PUR
Elastopan®* Polyurethan-Schuhschaumsysteme PUR
Elastopir ®* Polyurethan-Hartschaumsysteme PUR
Elastopor ®* Polyurethan-Hartschaumsysteme PUR
Elastoskin®* Polyurethan-Weichintegralsysteme PUR
Elastospray ®* Polyurethan-Sprühsystem PUR
Elasturan®* Systeme für kalthärtende Gießelastomere PUR
Lupranat ®* Isocyanate PUR
Lupranol®* Polyetherpolyole PUR
Lupranol®* Balance Polyetherpolyole PUR
Lupraphen®* Polyesterpolyole PUR
Luran® Styrol /Acrylnitril-Copolymer SAN
Luran® S Acrylnitril-Styrol-Acrylat Kunststoff ASA
Luran® SC Acrylnitril-Styrol-Acrylat Kunststoff und Polycarbonat ASA + PC
Miramid® Polyamid PA 6, PA 66
Neopolen® E Polyethylen-Schaumstoff EPE
Neopolen® P Polypropylen-Schaumstoff EPP
Neopor ® Expandierbares Polystyrol EPS
Palusol® Alkalisilikat
PERMASKIN® System zur Beschichtung von Bauteilen
Peripor ® Expandierbares Polystyrol EPS
PlasticsPortalTM E-Business- und Informationsplattform für BASF-Kunststoffe
Pluracol®** Polyetherpolyole PUR
Polystyrol, schlagfest Polystyrol HIPS PS-I
Polystyrol, Standard Polystyrol GPPS PS
SPSTM* Stahl-Polyurethan-Stahl-Sandwich PUR
Styrodur ® C Extrudierter Polystyrol-Hartschaumstoff XPS
Styroflex ® Styrol / Butadien-Blockcopolymer SB
Styrolux ® Styrol / Butadien-Blockcopolymer SB
Styropor ® Expandierbares Polystyrol PS-E
Terblend® N Acrylnitril-Butadien-Styrol Kunststoff und Polyamid ABS + PA
Terluran® Acrylnitril-Butadien-Styrol Kunststoff ABS
Terluran® HH Acrylnitril-Butadien-Styrol Kunststoff, hochtemperaturbeständig ABS
Terlux ® Methylmethacrylat /Acrylnitril / Butadien / Styrol-Polymer MABS
Ultradur ® Polybutylenterephthalat PBT, (PBT+ ASA)
Ultraform® Polyoxymethylen POM
Ultramid® Polyamid PA 6, 66, 6 / 66, 6 / 6T
Ultrason® E Polyethersulfon PESU
Ultrason® S Polysulfon PSU
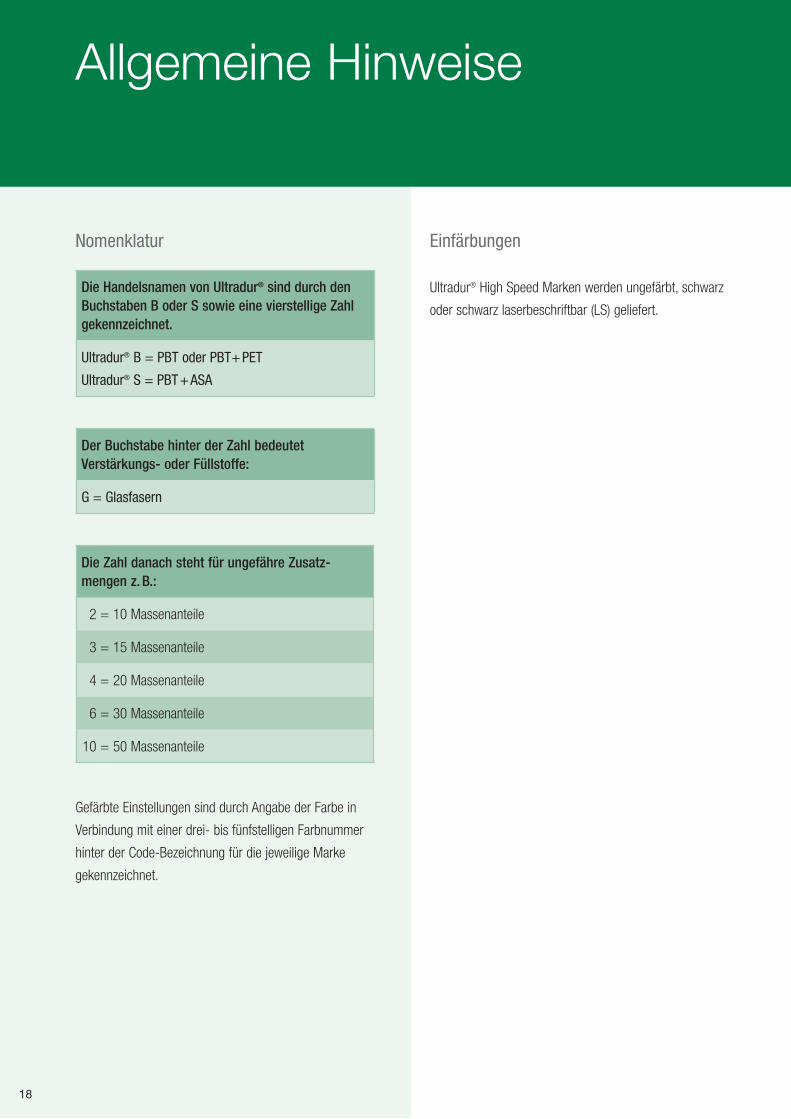
Gefärbte Einstellungen sind durch Angabe der Farbe in
Verbindung mit einer drei- bis fünfstelligen Farbnummer
hinter der Code-Bezeichnung für die jeweilige Marke
gekennzeichnet.
Allgemeine Hinweise
Einfärbungen
Ultradur® High Speed Marken werden ungefärbt, schwarz
oder schwarz laserbeschriftbar (LS) geliefert.
Die Handelsnamen von Ultradur® sind durch den Buchstaben B oder S sowie eine vierstellige Zahl gekennzeichnet.
Ultradur® B = PBT oder PBT + PET
Ultradur® S = PBT + ASA
Nomenklatur
Der Buchstabe hinter der Zahl bedeutet Verstärkungs- oder Füllstoffe:
G = Glasfasern
Die Zahl danach steht für ungefähre Zusatz - mengen z. B.:
2 = 10 Massenanteile
3 = 15 Massenanteile
4 = 20 Massenanteile
6 = 30 Massenanteile
10 = 50 Massenanteile
18

Kunststoffe der BASFDas Sortiment auf einen Blick
® = reg. Marke der BASF SE®* = reg. Marke der Elastogran GmbH®** = reg. Marke der BASF Corporation
TM = Marke der BASF SETM* = Marke der Elastogran GmbH
Zur BeachtungDie Angaben in dieser Druckschrift basie-ren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Ver-arbeiter wegen der Fülle möglicher Ein-flüsse bei Verarbeitung und Anwendung unseres Produktes nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften oder die Eig-nung des Produktes für einen konkreten Einsatzzweck kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vor-liegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u. ä. können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit des Produktes dar. Etwaige Schutzrechte sowie beste-hende Gesetze und Bestimmungen sind vom Empfänger unseres Produktes in eigener Verantwortung zu beachten. (Dezember 2008)
Besuchen Sie auch unsere Internetseiten:
BASF Kunststoffe:www.plasticsportal.com (Welt)www.plasticsportal.eu (Europa)
Die einzelnen Produktauftritte finden Sie unter:www.plasticsportal.eu /ProduktnameBsp. www.plasticsportal.eu /ultradur
Polyurethane:www.basf.com/polyurethaneswww.elastogran.de
PVC und PVCD:www.solvinpvc.com
Autofroth®* Polyurethan-System PUR
Basotect® Melaminharz-Schaumstoff MF
Capron® Polyamid PA
Cellasto®* Bauteile aus mikrozelligen PUR-Elastomeren PUR
CeoDS®* Mehrteilige Modullösung aus einzelnen Cellasto-Elementen PUR
Colorflexx ® Service zur Selbsteinfärbung von Polystyrol und ABS
CosyPUR®* Polyurethan-Formweichschaumsystem PUR
Ecoflex ® Biologisch abbaubarer Kunststoff / Polyester
Ecovio® Biologisch abbaubarer Kunststoff / Polyester auf Basis nachwachsender Rohstoffe
Elastan®* Systeme für Sportplatzbeläge PUR
Elastoclear ®* Polyurethan-System PUR
Elastocoat ®* Beschichtungs- und Vergussmassen PUR
Elastocoast ®* Beschichtungs- und Vergussmassen PUR
Elastocore®* Polyurethan-Gießsystem PUR
Elastoflex ®* Polyurethan-Weichschaumsysteme PUR
Elastofoam®* Polyurethan-Weichintegralschaumsysteme PUR
Elastollan®* Thermoplastische Polyurethan-Elastomere PUR
Elastolit ®* Polyurethan-Hartintegralschaum- und RIM-Systeme PUR
Elastonat ®* Polyurethan-Weichintegralsysteme PUR
Elastopan®* Polyurethan-Schuhschaumsysteme PUR
Elastopir ®* Polyurethan-Hartschaumsysteme PUR
Elastopor ®* Polyurethan-Hartschaumsysteme PUR
Elastoskin®* Polyurethan-Weichintegralsysteme PUR
Elastospray ®* Polyurethan-Sprühsystem PUR
Elasturan®* Systeme für kalthärtende Gießelastomere PUR
Lupranat ®* Isocyanate PUR
Lupranol®* Polyetherpolyole PUR
Lupranol®* Balance Polyetherpolyole PUR
Lupraphen®* Polyesterpolyole PUR
Luran® Styrol /Acrylnitril-Copolymer SAN
Luran® S Acrylnitril-Styrol-Acrylat Kunststoff ASA
Luran® SC Acrylnitril-Styrol-Acrylat Kunststoff und Polycarbonat ASA + PC
Miramid® Polyamid PA 6, PA 66
Neopolen® E Polyethylen-Schaumstoff EPE
Neopolen® P Polypropylen-Schaumstoff EPP
Neopor ® Expandierbares Polystyrol EPS
Palusol® Alkalisilikat
PERMASKIN® System zur Beschichtung von Bauteilen
Peripor ® Expandierbares Polystyrol EPS
PlasticsPortalTM E-Business- und Informationsplattform für BASF-Kunststoffe
Pluracol®** Polyetherpolyole PUR
Polystyrol, schlagfest Polystyrol HIPS PS-I
Polystyrol, Standard Polystyrol GPPS PS
SPSTM* Stahl-Polyurethan-Stahl-Sandwich PUR
Styrodur ® C Extrudierter Polystyrol-Hartschaumstoff XPS
Styroflex ® Styrol / Butadien-Blockcopolymer SB
Styrolux ® Styrol / Butadien-Blockcopolymer SB
Styropor ® Expandierbares Polystyrol PS-E
Terblend® N Acrylnitril-Butadien-Styrol Kunststoff und Polyamid ABS + PA
Terluran® Acrylnitril-Butadien-Styrol Kunststoff ABS
Terluran® HH Acrylnitril-Butadien-Styrol Kunststoff, hochtemperaturbeständig ABS
Terlux ® Methylmethacrylat /Acrylnitril / Butadien / Styrol-Polymer MABS
Ultradur ® Polybutylenterephthalat PBT, (PBT+ ASA)
Ultraform® Polyoxymethylen POM
Ultramid® Polyamid PA 6, 66, 6 / 66, 6 / 6T
Ultrason® E Polyethersulfon PESU
Ultrason® S Polysulfon PSU
19
KTED
070
7 BD
® =
reg.
Mar
ke d
er B
ASF
SE
Tel.: +49 621 60-78780Fax: +49 621 60-78730
E-Mail: [email protected]
Broschürenanforderung: KT / KC, E100Fax: + 49 621 60 - 49497





























