Embed Size (px)
Citation preview
Unsere WerkeNachhaltige Automobilproduktionin Deutschland

S E I T E 3
U N S E R E W E R K E
G R U S S W O R T
die Automobilindustrie – Fahrzeughersteller, Zulieferer und Hersteller von Aufbauten, Anhängern und Bussen – hat durch technische Innovationen die Sicherheit, die Wirtschaftlichkeit, den Komfort und den Umweltschutz zum Nutzen der Kunden in ihren Fahrzeugen optimal austariert. Deutsche Automobile genießen weltweit einen hervorragenden Ruf. Sie haben ein sehr gutes Image und sind begehrt. So wird voraussichtlich im laufenden Jahr der Export auf 4,4 Millionen Fahrzeuge steigen. Die Inlandsproduktion wird vermutlich insgesamt 5,65 Millionen Einheiten betragen. Damit werden nahezu vier von fünf in Deutschland hergestellten Fahrzeuge ins Ausland verkauft.
Die Automobilindustrie schafft Wohlstand in unserem Land. Mehr als 144 Standorte und acht der zehn größten Industrie standorte sind der Automobilindustrie zuzurechnen. Die Arbeitsplätze der Stammbelegschaften wurden auf 770 000 Mitarbeiter erhöht. Der Umsatz im Inland lag 2013 bei knapp 127 Milliarden Euro. Der Auslandsumsatz betrug 2013 rund 235 Milliarden Euro. Dabei ist jedoch nicht zu übersehen, dass die PkwAuslandsfertigung die Inlandsfertigung schon vor Jahren überholte. Für 2014 erwarten wir 9,15 Millionen Fahrzeuge in der deutschen PkwAuslands fertigung. Die Auslandsfertigung hilft, die inländische Produktion zu stützen.
Damit die deutsche Automobilindustrie weiterhin vorwegfährt, sind enorme Investitionen erforderlich. Alleine in Deutschland wurden im vergangenen Jahr rund 18,3 Milliarden Euro für interne Forschung eingesetzt. Zum Vergleich: Das ist für Deutschland mehr als der
Maschinenbau, die Elektroindustrie sowie die Chemieindustrie zusammen für Forschung und Entwicklung aufwendeten. Weltweit lagen die FuEAusgaben der deutschen Automobilindustrie 2012 sogar bei 27,5 Milliarden Euro.
Mit diesem hohen finanziellen Einsatz gelangen enorme Verbesserungen: sei es bei der Fahrzeugsicherheit – noch nie kamen trotz steigender Fahrleistungen so wenige Menschen im Straßenverkehr in Deutschland ums Leben – oder bei der Umweltperformance des Straßenverkehrs. Trotz steigender Fahrleistungen emittiert der Straßenverkehr in Deutschland heute weniger CO2 als noch 1990. Die gesundheitlich relevanten klassischen Schadstoffe konnten bereits stark reduziert werden, und die Erfolgsgeschichte geht weiter. Bis zum Jahre 2030 werden in unserem Land gegenüber 1990 mehr als neun Zehntel bei flüchtigen Kohlenwasserstoffen, Partikeln und bei Kohlenmonoxid reduziert worden sein und knapp neun Zehntel bei Stickoxiden – und dies trotz weiter zunehmender Fahrleistungen.
Neben diesen großen Erfolgen im Straßenverkehr geraten die gleichfalls beachtlichen Erfolge bei der Automobilproduktion in der öffentlichen Diskussion ins Hintertreffen. Die deutsche Automobilindustrie ist auch im produktionsbezogenen Umweltschutz führend. Die Emissionen aus der Produktion wurden erheblich gesenkt. Unsere Industrie investiert in Deutschland jährlich mehr als 13 Milliarden Euro, um auch hier vorne zu bleiben. Hierbei hilft uns auch „Industrie 4.0“ – ein Zukunftsprojekt, mit dem die klassische Produktionstechnik zur „intelligenten Fabrik“ weiterentwickelt wird. Gerade die
Automobil industrie hat in diesem zukunftsweisenden Projekt der HightechStrategie der Bundesregierung bereits viele Verfahren im Einsatz.
Es geht uns darum, Wertschöpfung in Deutschland zu halten und auszubauen. Die deutsche Automobilindustrie ist in guter Verfassung. Im internationalen Vergleich ist sie Innovationsführer. Es gibt jedoch kein Abonnement für diesen Erfolg. Der internationale Wettbewerb nimmt an Schärfe zu. Nicht nur die EU sollte bei der Industriepolitik eine deutliche Kursänderung vornehmen, auch die deutsche Regierung ist gefordert. Zum einen belasten die sehr hohen Energiekosten, insbesondere getrieben durch nationale Abgaben und Umlagen, zum anderen die geplanten neuen nationalen Arbeitsschutzvorschriften, die im Ergebnis eine Produktion in Deutschland erschweren.
Wie wichtig eine umweltfreundliche, sichere und nachhaltige Produktion in Deutschland ist, zeigen Ihnen die folgenden Seiten. Sie geben einen guten Einblick in die Automobilproduktion. Ich wünsche Ihnen eine interessante Lektüre.
Mit freundlichen Grüßen
Mattias Wissmann Präsident des Verbandes der Automobilindustrie
Grußwort
S E I T E 4S E I T E 4
U N S E R E W E R K E
I N H A LT
Grußwort 3
Willkommen bei Ihren Nachbarn 5
Infrastruktur und Logistik 6
Presswerk 8
Karosseriebau 9
Reinigung und Vorbehandlung 11
Lackiererei 12
Gießerei 18
Aggregatefertigung 18
Fahrwerk 20
Sitzefertigung 20
Kunststofffertigung 21
Montage 22
Schaubild: Gute Nachbarn in ganz Deutschland 13 – 16
Glossar 25
Inhalt
S E I T E 5
U N S E R E W E R K E
W I L L K O M M E N B E I I H R E N N A C H B A R N
Willkommen bei Ihren Nachbarn
Deutsche Automobile gehören zu den besten der Welt. Das gilt auch für unsere Werke. Die deutsche Automobilindustrie ist mit ihrem Produktionsstandard weltweit führend. Sei es bei Ressourcenverbrauch oder beim Umweltengagement. Die
Unternehmen der Automobilindustrie sind als gute Nachbarn bekannt. Weil sie überall in unserem Land Wohlstand schaffen, aber auch soziale und kulturelle Projekte unterstützen. Als gute Nachbarn unternehmen Hersteller und Zulieferer enorme Anstrengungen, um die Produktion umweltfreundlicher, sicherer und nachhaltiger zu gestalten.
Schauen Sie herein. Auf den folgenden Seiten führen wir Sie durch den Prozess der Produktion eines Autos und leiten Sie durch das Netzwerk aus Fahrzeugherstellern und Zulieferern. Wir wünschen einen angenehmen Aufenthalt. Auf weiterhin gute Nachbarschaft!
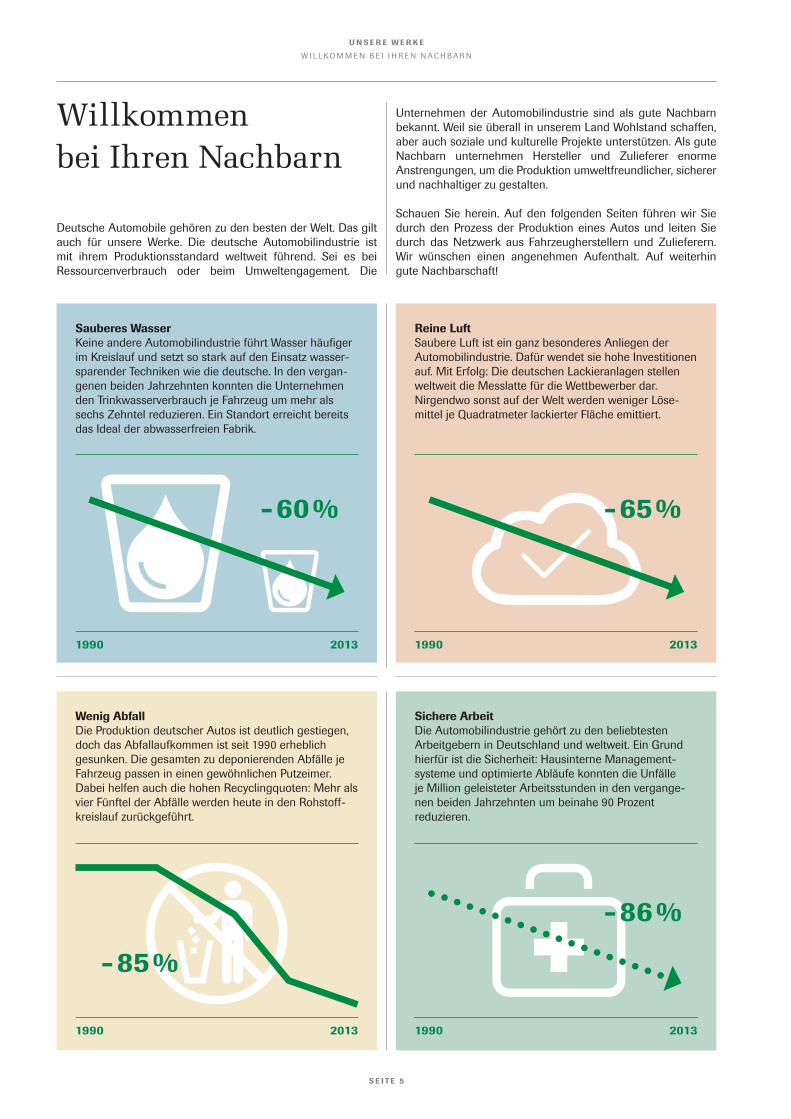
Sauberes Wasser Keine andere Automobil industrie führt Wasser häufiger im Kreislauf und setzt so stark auf den Einsatz wassersparender Techniken wie die deutsche. In den vergangenen beiden Jahrzehnten konnten die Unternehmen den Trinkwasserverbrauch je Fahrzeug um mehr als sechs Zehntel reduzieren. Ein Standort erreicht bereits das Ideal der abwasserfreien Fabrik.
Wenig Abfall Die Produktion deutscher Autos ist deutlich gestiegen, doch das Abfallaufkommen ist seit 1990 erheblich gesunken. Die gesamten zu deponierenden Abfälle je Fahrzeug passen in einen gewöhnlichen Putzeimer. Dabei helfen auch die hohen Recyclingquoten: Mehr als vier Fünftel der Abfälle werden heute in den Rohstoffkreislauf zurückgeführt.
Reine Luft Saubere Luft ist ein ganz besonderes Anliegen der Automobilindustrie. Dafür wendet sie hohe Investitionen auf. Mit Erfolg: Die deutschen Lackieranlagen stellen weltweit die Messlatte für die Wettbewerber dar. Nirgendwo sonst auf der Welt werden weniger Lösemittel je Quadratmeter lackierter Fläche emittiert.
Sichere Arbeit Die Automobilindustrie gehört zu den beliebtesten Arbeitgebern in Deutschland und weltweit. Ein Grund hierfür ist die Sicherheit: Hausinterne Managementsysteme und optimierte Abläufe konnten die Unfälle je Million geleisteter Arbeitsstunden in den vergangenen beiden Jahrzehnten um beinahe 90 Prozent reduzieren.
1990 2013 1990 2013
- 60 % - 65 %
- 85 %
- 86 %
1990 2013 1990 2013

S E I T E 6
Logistische Meisterleistung für das GesamtkunstwerkBevor ein Auto überhaupt gebaut werden kann, bedarf es einer logistischen Meisterleistung. Denn ein Fahrzeug ist heute ein hochkomplexes Gesamtkunstwerk. Was 1886 offiziell mit dem ersten Automobil mit Verbrennungsmotor von Carl Benz auf drei Rädern begann, hat sich zu einer unüberschaubaren Ansammlung von bis zu 10 000 Einzelteilen entwickelt. Ein großer Teil kommt von vielen unterschiedlichen Lieferanten in die Fabrik – andere Teile werden dort selbst gefertigt. Aber alle müssen zur richtigen Zeit und in der richtigen Reihenfolge an den Produktionsbändern vorhanden sein, damit sie verbaut werden können. Die deutschen Hersteller haben es geschafft, diesen immensen Aufwand optimal zu organisieren – ohne die Umwelt aus dem Blick zu verlieren. Bezeichnenderweise ist die Automobilindustrie einer der größten Kunden der Deutschen Bahn.
Mehrweg bei den Verpackungen, weniger Wege in den Fabriken
Vom Auspuff bis zur Zylinderkopfdichtung – jedes der 10 000 Teile ist wesentlich für das Gesamtkunstwerk des fertigen Autos. Deshalb gehen sie sorgfältig verpackt auf die Reise in die Fabrik. Von den Verpackungen soll aber möglichst wenig Abfall übrigbleiben. Die deutschen Hersteller verwenden deswegen schon seit Jahrzehnten Mehrwegverpackungen, die vom VDA normiert sind. Das funktioniert so gut, dass viele andere Industrien mittlerweile diese Verpackungen auch verwenden. Im ganzen Land sind zwischenzeitlich rund 100 Millionen solcher Mehrwegverpackungen im Umlauf.
Die Teile in den Fabriken an den richtigen Ort zu bringen – diese schwierige Aufgabe läuft automatisiert ab. Dafür müssen meist nur die Striche des Barcodes gescannt werden. Der Computer berechnet dann, wo das Teil hingehen soll. Immer mehr verbreitet sich aber das RFIDSystem (englisch: radiofrequency identification, zu Deutsch: „Identifizierung mit Hilfe elektromagnetischer Wellen“). Mit sehr kleinen und preis werten FunkMikrochips lassen sich so kabel und berührungslos Informationen übermitteln.
Infrastruktur und Logistik
Einer von 100 Millionen Mehrwegkästen der Automobilindustrie.
Durch moderne Gasthermieanlagen wird Energie selbst erzeugt.
I N F R A S T R U K T U R U N D LO G I S T I K
S E I T E 7
Der Mensch bekommt davon nichts mit, weil RFID auf ganz kurzen Distanzen mit unsichtbaren Radiowellen funktioniert. Doch die Technologie erleichtert das Erfassen von Teilen und deren Daten enorm. Die kleinen Chips ermöglichen große Schritte auf dem Weg zur intelligenten Fabrik – zur „Industrie 4.0“. Selbstoptimierung, Selbstkonfiguration und Selbstdiagnose – all das wird bald möglich sein. Die Wirtschaftlichkeit des gesamten Wertschöpfungsprozesses wird sich so weiter verbessern.
Auf gute Nachbarschaft zu Lande, zu Wasser und mit der Luft
Was in eine Fabrik hineingeht, muss auch wieder hinausgehen. Das Meiste findet sich im fertigen Automobil auf der Straße wieder. Natürlich fallen bei der Produktion auch Rückstände an. Um die Umweltauswirkungen der Produktion so klein wie möglich zu halten, unternimmt die Automobilindustrie enorme Anstrengungen. Gerüche, Abgasfahnen und andere Merkmale der frühen industriellen Produktion gehören heute der Vergangenheit an. Doch die reine Luft ist nicht umsonst zu haben, die Automobilindustrie nimmt dafür erhebliche Kosten auf sich. Umweltschutzeinrichtungen benötigen manchmal bis zu einem Fünftel des gesamten Stromverbrauchs der Fabriken. Umso wichtiger ist heute der effiziente Einsatz von Energie. Die größeren der Fabriken erzeugen Teile des benötigten Stroms und ihrer Wärme selbst mit eigenen Kraftwerken in modernen Anlagen. Modern sind auch die Systeme in den Fabriken, die helfen, den Energie verbrauch zu senken. Mit Hilfe von Sensoren wird die Luftqualität in den Werkshallen bestimmt und der Luftaustausch entsprechend reguliert. Diese effiziente Belüftung spart Energie, ebenso wie Lampen, die bedarfsgerecht gesteuert werden. Aktuell stellen fast alle Fabriken auf energiesparende LEDTechnik um.
Doch auch außerhalb ihrer Werke kümmert sich die Automobilindustrie um den Schutz der Umwelt. So engagieren sich Unternehmen der Automobilindustrie zum Beispiel im Landschaftsschutz. Sie setzen sich ein für die Wiederherstellung zerstörter Moore und dafür, dass diese wieder feucht werden. Denn bleiben sie trocken, treten erhebliche CO2Emissionen aus ihnen heraus. Andere Unternehmen helfen mit, Flüsse, die früher in einem BetonKorsett flossen, in naturnahe Gewässer zurückzuverwandeln. Einige Hersteller halten auf ihrem Gelände selbst ursprüngliche Rinderrassen und sogenannte „UrPferde“, um neben der Pflege der Flächen einen zusätzlichen Beitrag zur biologischen Vielfalt zu leisten.
Umwelt und Naturschutz werden auf und bei den Standorten groß geschrieben – auch durch den Erhalt alter Rinderrassen.
Das Abwasser wird in großen Anlagen gereinigt.
Energieerzeugung erfolgt vielfältig, hier zum Beispiel Windräder auf dem Werksgelände.
I N F R A S T R U K T U R U N D LO G I S T I K

S E I T E 8
In Form gepresstWer sich die riesigen Stahlrollen in den Autofabriken anschaut, kann sich kaum vorstellen, dass sie kurze Zeit später die Karosserieteile eines Autos bilden – vom rund vier Meter langen Seitenteil bis zum filigransten Anbauteil. „Coils“ heißen diese Rollen, die bis zu 25 Tonnen wiegen. Sie werden abgerollt und von Schneideanlagen in unterschiedlich große Teile, sogenannte Platinen, geteilt. Die Schneidekunst der Anlagen wurde immer weiter verbessert. Heute erzeugen sie bereits in diesem ersten Schritt geometrisch komplizierte Formen, sodass später weniger Verschnitt übrig bleibt. Danach geht es ressourcenschonend weiter. Die Reinigung und das Ölen der Platinen verlaufen vollautomatisch. So können in kürzerer Zeit mehr Teile verarbeitet werden. Jetzt sind die Platinen bereit für das Presswerk.
Zuerst werden auf dem Blech die erforderlichen Löcher ausgestanzt. Dann ist die Bühne frei für die gewaltigen Großtransferpressen. Mit einem Druck von mehreren Tausend Tonnen pressen diese Anlagen die gewünschte 3DForm aus dem Blech heraus. Das geschieht in einem einzigen Vorgang oder in einer Kette von mehreren Arbeitsschritten hintereinander. So können auch besonders komplexe Teile wie Seitenrahmen, Front
oder Heckklappe schon hier entstehen und genügen dabei höchsten Qualitäts und Designanforderungen. Um diese sicherzustellen, überprüfen 3DMessmaschinen nach der Produktion jeden Millimeter der fertigen Teile.
Schon bei diesen ersten Fertigungsschritten haben die Hersteller im Blick, wie sich das spätere Fahrzeug sparsamer und sicherer machen lässt. So hat sich im Presswerk mittlerweile auch das sogenannte Warmumformen etabliert. Hierbei werden die Platinen auf 930 Grad Celsius erwärmt, umgeformt und nach kurzer Zeit wieder abgekühlt. Dieses Verfahren macht leichtere Bleche genauso hart wie schwerere, die kalt umgeformt wurden. Beim fertigen Auto sorgen die verbauten leichteren Bleche für weniger Gewicht, senken also den Kraftstoffverbrauch und verbessern zusätzlich die CrashSicherheit.
Leiser als in einem Klassenzimmer
In Presswerken konnte es früher schon einmal sehr laut zugehen. Doch für die Automobilindustrie ist es selbstverständlich, dass die Gesundheit ihrer Beschäftigten an keinem Ort beeinträchtigt wird. Deshalb hat sie sich stets dafür eingesetzt, den Lärm an Arbeitsstätten so niedrig wie möglich zu halten und kontinuierlich zu reduzieren. Dafür orientiert sie sich am aktuellen Stand der Technik und der Erkenntnisse von Arbeitswissenschaftlern. Auch im Presswerk wurde es dank vieler neuer Verfahren und verkapselter Maschinen immer leiser. Inzwischen liegt der Lärmpegel dort zwischen 55 und 70 Dezibel. Das ist
leiser als in einem Klassenzimmer, auch wenn nur der Lehrer spricht. Der hat normalerweise einen Pegel von 65 bis 80 Dezibel.
Kaum noch AbfallAuch in Sachen Umwelt und Ressourcenschutz hat sich in den Presswerken der Automobilindustrie viel getan. Dank moderner Verfahren fällt kaum noch Abfall an, da beim Stanzen der zugeschnittenen Platinen nur noch wenige Überreste bleiben. Die Wärme, die aus der Warmumformung entsteht, wird zurückgewonnen – eine Selbstverständlichkeit bei den deutschen Herstellern.
Die Platinen werden über das Gestell in die Presse eingebracht.
Die Coils werden abgewickelt und entsprechend zugeschnitten.
Presswerk
Im Presswerk werden Blechteile für verschiedene Automodelle gepresst.
Im Grünlichtraum des Presswerks findet die Qualitätskontrolle der Karosserieteile statt, indem eventuelle Schäden sichtbar gemacht werden.
Aus diesen Stahlrollen (Coils) werden Autos gebaut.
P R E S S W E R K
S E I T E 9
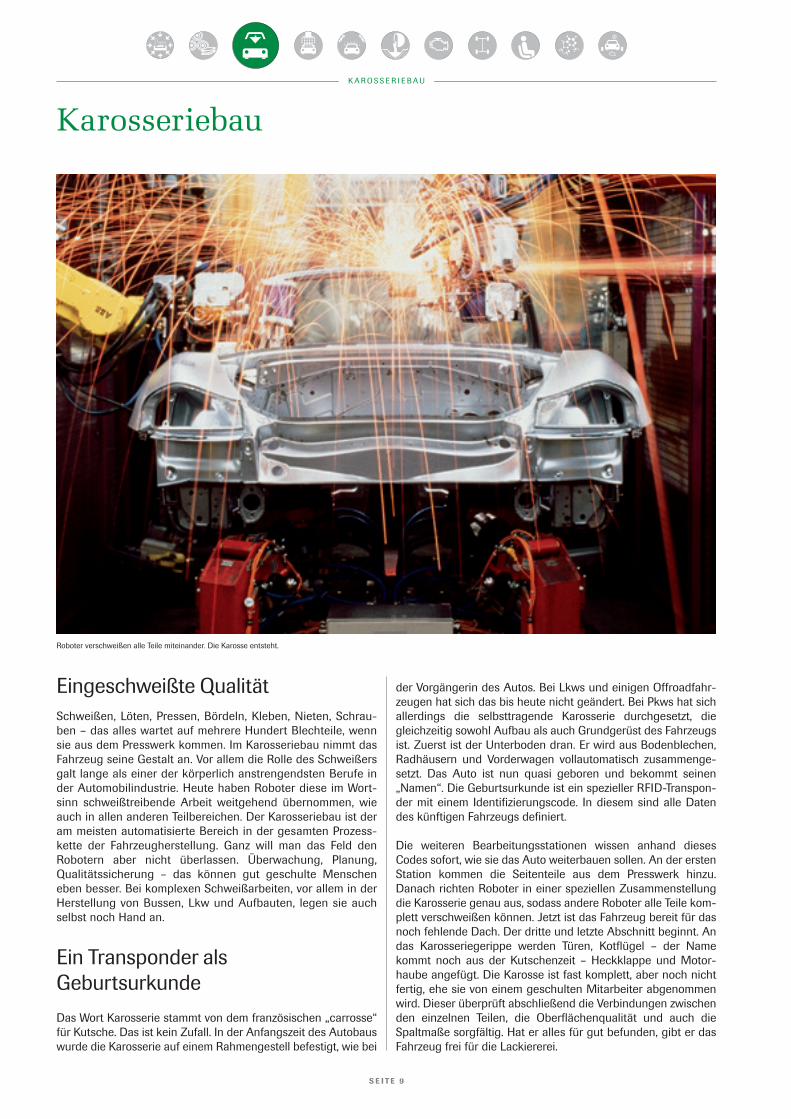
Roboter verschweißen alle Teile miteinander. Die Karosse entsteht.
Eingeschweißte Qualität Schweißen, Löten, Pressen, Bördeln, Kleben, Nieten, Schrauben – das alles wartet auf mehrere Hundert Blechteile, wenn sie aus dem Presswerk kommen. Im Karosseriebau nimmt das Fahrzeug seine Gestalt an. Vor allem die Rolle des Schweißers galt lange als einer der körperlich anstrengendsten Berufe in der Automobilindustrie. Heute haben Roboter diese im Wortsinn schweißtreibende Arbeit weitgehend übernommen, wie auch in allen anderen Teilbereichen. Der Karosseriebau ist der am meisten automatisierte Bereich in der gesamten Prozesskette der Fahrzeugherstellung. Ganz will man das Feld den Robotern aber nicht überlassen. Überwachung, Planung, Qualitäts sicherung – das können gut geschulte Menschen eben besser. Bei komplexen Schweißarbeiten, vor allem in der Herstellung von Bussen, Lkw und Aufbauten, legen sie auch selbst noch Hand an.
Ein Transponder als Geburtsurkunde
Das Wort Karosserie stammt von dem französischen „carrosse“ für Kutsche. Das ist kein Zufall. In der Anfangszeit des Autobaus wurde die Karosserie auf einem Rahmengestell befestigt, wie bei
der Vorgängerin des Autos. Bei Lkws und einigen Offroadfahrzeugen hat sich das bis heute nicht geändert. Bei Pkws hat sich allerdings die selbsttragende Karosserie durchgesetzt, die gleichzeitig sowohl Aufbau als auch Grundgerüst des Fahrzeugs ist. Zuerst ist der Unterboden dran. Er wird aus Bodenblechen, Radhäusern und Vorderwagen vollautomatisch zusammengesetzt. Das Auto ist nun quasi geboren und bekommt seinen „Namen“. Die Geburtsurkunde ist ein spezieller RFIDTransponder mit einem Identifizierungscode. In diesem sind alle Daten des künftigen Fahrzeugs definiert.
Die weiteren Bearbeitungsstationen wissen anhand dieses Codes sofort, wie sie das Auto weiterbauen sollen. An der ersten Station kommen die Seitenteile aus dem Presswerk hinzu. Danach richten Roboter in einer speziellen Zusammenstellung die Karosserie genau aus, sodass andere Roboter alle Teile komplett verschweißen können. Jetzt ist das Fahrzeug bereit für das noch fehlende Dach. Der dritte und letzte Abschnitt beginnt. An das Karosseriegerippe werden Türen, Kotflügel – der Name kommt noch aus der Kutschenzeit – Heckklappe und Motorhaube angefügt. Die Karosse ist fast komplett, aber noch nicht fertig, ehe sie von einem geschulten Mitarbeiter abgenommen wird. Dieser überprüft abschließend die Verbindungen zwischen den einzelnen Teilen, die Oberflächenqualität und auch die Spaltmaße sorgfältig. Hat er alles für gut befunden, gibt er das Fahrzeug frei für die Lackiererei.
Karosseriebau
K A R O S S E R I E B A U
S E I T E 10
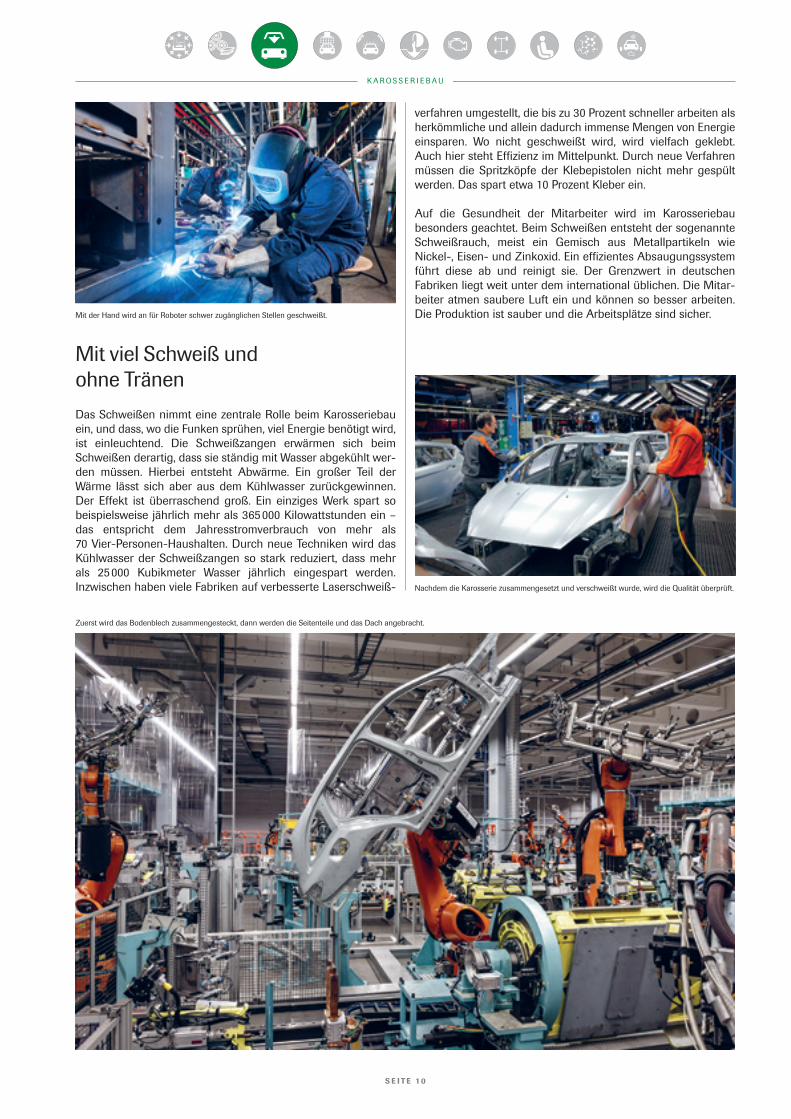
Mit viel Schweiß und ohne Tränen
Das Schweißen nimmt eine zentrale Rolle beim Karosseriebau ein, und dass, wo die Funken sprühen, viel Energie benötigt wird, ist einleuchtend. Die Schweißzangen erwärmen sich beim Schweißen derartig, dass sie ständig mit Wasser abgekühlt werden müssen. Hierbei entsteht Abwärme. Ein großer Teil der Wärme lässt sich aber aus dem Kühlwasser zurückgewinnen. Der Effekt ist überraschend groß. Ein einziges Werk spart so beispielsweise jährlich mehr als 365 000 Kilowattstunden ein – das entspricht dem Jahresstromverbrauch von mehr als 70 VierPersonenHaushalten. Durch neue Techniken wird das Kühlwasser der Schweißzangen so stark reduziert, dass mehr als 25 000 Kubikmeter Wasser jährlich eingespart werden. Inzwischen haben viele Fabriken auf verbesserte Laserschweiß
verfahren umgestellt, die bis zu 30 Prozent schneller arbeiten als herkömmliche und allein dadurch immense Mengen von Energie einsparen. Wo nicht geschweißt wird, wird vielfach geklebt. Auch hier steht Effizienz im Mittelpunkt. Durch neue Verfahren müssen die Spritzköpfe der Klebepistolen nicht mehr gespült werden. Das spart etwa 10 Prozent Kleber ein.
Auf die Gesundheit der Mitarbeiter wird im Karosseriebau besonders geachtet. Beim Schweißen entsteht der sogenannte Schweißrauch, meist ein Gemisch aus Metallpartikeln wie Nickel, Eisen und Zinkoxid. Ein effizientes Absaugungssystem führt diese ab und reinigt sie. Der Grenzwert in deutschen Fabriken liegt weit unter dem international üblichen. Die Mitarbeiter atmen saubere Luft ein und können so besser arbeiten. Die Produktion ist sauber und die Arbeitsplätze sind sicher.
Zuerst wird das Bodenblech zusammengesteckt, dann werden die Seitenteile und das Dach angebracht.
Mit der Hand wird an für Roboter schwer zugänglichen Stellen geschweißt.
K A R O S S E R I E B A U
Nachdem die Karosserie zusammengesetzt und verschweißt wurde, wird die Qualität überprüft.

S E I T E 1 1
Reinigung und Vorbehandlung
Wenn die Karosserie baden geht
Bevor die Karosse in der Lackiererei sozusagen ihren Anzug oder ihr Kleid angezogen bekommt, muss sie erst einmal eine gründliche Reinigung über sich ergehen lassen. Öle und Fette, die sich im Presswerk angesammelt haben, sowie Schweißperlen und Späne aus dem Karosseriebau – all das muss weg. Denn sonst kann der Lack nicht haften. Zur Reinigung und Entfettung wird die Karosserie entweder mit einer Flüssigkeit besprüht oder in riesige Bäder getaucht, manchmal geschieht auch beides. Dabei handelt es sich typischerweise um ein wässriges Gemisch aus Salzen, Netzmitteln und Emulgatoren – für eine schwach alkalische Entfettung. Die Temperatur ist wie bei einer Waschmaschine bis zu 60 Grad Celsius warm. Die anschließende mehrstufige Spülung der Karosserie erfolgt bei Raumtemperatur. Das an jeden Prozessschritt angeschlossene Spülen mit Wasser soll von der Prozessflüssigkeit befreien, die Verschleppung von Badchemikalien reduzieren und Antrocknungen vermeiden.
Der nächste Schritt ist die sogenannte Phosphatierung. Die ist zusammen mit der Zinkschicht Voraussetzung für eine
gute Lackhaftung und einen zuverlässigen Schutz vor Rost. Bei der Phosphatierung wird eine 1 bis 25 Mikrometer dicke Schicht auf der Karosserie abgeschieden. Ein Mikrometer entspricht einem tausendstel Millimeter. Diese hauchdünne Schicht besteht überwiegend aus Phosphat. Die Phosphatierlösungen enthalten außer Phosphorsäure oft auch Fluoride sowie Metallionen, wie etwa Zink, Kalzium, Mangan und Nickel. Als Beschleuniger werden außerdem Oxidationsmittel eingesetzt, wie zum Beispiel Wasserstoffperoxid – vielen bekannt von der Haarfärbung beim Friseur.
Die in der Lösung befindliche Phosphorsäure beizt das Grundmetall der Karosserie, es bildet sich eine feinkörnige, gleichmäßige Zinkphosphatschicht heraus. Darin lagern sich die Metallionen ein, die sich zuvor in der Lösung befanden. Die aus dem Grundmetall herausgelösten Metalle (meist Eisen oder Kryolith) sammeln sich als Schlamm am Boden des Behandlungsbeckens und müssen kontinuierlich entfernt und entsorgt werden.
Der sparsame Wasserfall
Um bei der Reinigung möglichst wenig Wasser zu verbrauchen, setzen die Hersteller auf die sogenannte Kaskadenspülung. Sie ist heute Standard in jeder Automobilfabrik. Hierbei handelt es sich um eine Art Wasserfall mit mehreren Stufen. Der jeweils letzten Spülzone der Entfettung und der Phosphatierung wird vollentsalztes Wasser oder Frischwasser zugegeben. Mithilfe einer Überleitung in Form einer Kaskade wird das Wasser
jeweils an die vorangegangene Zone weitergeleitet. Mit zunehmender Anzahl der Spülschritte erhöht sich die Wassereinsparung auf bis zu 90 Prozent.
Aus Schmutzwasser wird Spülwasser
Eine Reinigung bedeutet nicht, dass der Schmutz wirklich weg ist – für diese Erkenntnis muss man nur nach dem Frühjahrsputz in den Wassereimer schauen. Bei der Reinigung einer Karosserie ist das nicht anders. Hier fallen verschmutzte Spülwässer, ölhaltige Abwässer und verbrauchte Emulsionen an. Doch im Unterschied zu Privathaushalten besitzen die Fahrzeughersteller eine Vakuumdestillationsanlage. Sie ermöglicht die Reinigung dieser Abwässer und die Weiterverwendung der Öle. Mit Unterdruck bringt sie die Flüssigkeiten zum Verdampfen und verdichtet sie auf Atmosphärendruck. Das ist eine energieeffiziente Trennung. Das übrig bleibende Destillat ist sehr sauber und eignet sich hervorragend für die Wiederverwendung als Spülwasser oder zum Neuansatz von Emulsionen. Der Energieverbrauch dabei ist verschwindend gering, denn der erzeugte Wasserdampf gibt beim Kondensieren seine Wärmeenergie an das System zurück, und der Verdichter der Anlage selbst benötigt sehr wenig Energie. Am erfreulichsten aber: Auf diese Weise lässt sich je nach Anlage der Bezug von einigen Tausend Kubikmetern Frischwasser jährlich vermeiden.
Die Karosse wird getaucht und so gegen Rost geschützt und für das Lackieren vorbereitet.
Die Karosse wird abgewaschen, um Rückstände zu entfernen.
KASKADENSPÜLUNG SCHEMA Vorteile: Einsparung vollentsalztes (VE) Spülwasser, Rückgewinnung des Wirk konzentrates aus dem Spülwasser, kein Abwasser, VEWasser gleicht nur Verdunstungs und Verschleppungsverlust aus / Nachteil: Energieaufwand für die FiltrationQuelle: Volkswagen AG
Wirkbad
Filtrationsanlage
Fließrichtung Spülwasser
Transportrichtung Karossen
VollentsalztesWasser (VE)
1. Spüle
Rückführung Reinwasser
Rückführung Konzentrat
2. Spüle
Spülkaskade
3. Spüle
R E I N I G U N G U N D V O R B E H A N D L U N G

S E I T E 1 2
Lackiererei Das wäre gelackt Beim Kauf eines neuen Autos gilt es, einige Dinge abzuwägen, und viele vertiefen sich dabei tagelang in den Vergleich von Leistungsdaten, bevor sie eine Entscheidung fällen. Eines aber ist sicher: Wenn die Farbe nicht gefällt, dann ist nichts zu machen, auch wenn ansonsten alles perfekt passt. Die Farbe eines Fahrzeugs sagt schließlich viel über seinen Besitzer aus. Ein Familienvater, der mitten im Leben steht, entscheidet sich vielleicht eher für ein dezentes Silbergrau, während die Studentin für ihr erstes eigenes Fahrzeug ein knalliges Rot bevorzugen mag. Die Hersteller wissen das ganz genau und haben für jeden Typ eine ganze Palette von Lackoptionen im Angebot. Doch mit der Entscheidung für eine Option ist es längst nicht getan. Die Lackierung der Karosserie ist eine hochkomplizierte, mehrstufige Angelegenheit. Und dabei geht es nicht nur um das Aussehen. Die Karosserie wird wirksam geschützt, zum Beispiel gegen Steinschlag. Und auch hier spielt die Umwelt eine wichtige Rolle. Lackieranlagen stellen bei der Herstellung und Montage der Fahrzeuge die Fertigungsbereiche mit der größten Umweltrelevanz dar. Die deutschen Hersteller haben das erkannt und ihre Arbeit zeigt Erfolg: Keine andere Automobilindustrie weltweit emittiert weniger Lösemittel je Quadratmeter lackierter Fläche als die deutsche.
Schicht um Schicht mehr Schutz
In der Anfangszeit des Automobilbaus war bei der Lackierung viel Geduld gefragt. Eine langsam trocknende Flüssigkeit wurde in mehreren Schichten auf das Blech des Autos aufgetragen. Das konnte sich über mehrere Tage oder sogar Wochen hinziehen. Heutzutage geht das alles natürlich viel schneller, aber das Schichtverfahren haben die Hersteller beibehalten. In Europa läuft es fast immer in dieser Reihenfolge ab:
• Phosphatierung • Elektrotauchlackierung• Füller • Decklack (Basislack und Klarlack)
sowie zusätzliche Beschichtungen für:
• Unterboden und Nähte: Steinschlagschutz, Abdichtung
• Innenraum: Dämpfungsmaterial• Hohlräume: Korrosionsschutz
Die Phosphatierung, die dem Korrosionsschutz dient, wurde bereits beschrieben. Für die Elektrotauchlackierung wird die zu beschichtende Karosserie in eine Lackwanne getaucht. Dabei nutzt man das physikalische Prinzip, dass sich entgegengesetzte Ladungen anziehen und gleichartige Ladungen abstoßen. Die Karosserie wird dabei meist als Kathode geschaltet und das Lackbad gegensätzlich als Anode. Dann wird das Ganze unter Spannung gesetzt. Die Lackpartikel werden von der Kathode, also der Karosserie, angezogen und auf der Oberfläche abgeschieden. So bildet sich ein Lackfilm, der sich über die gesamte Oberfläche zieht und sich in jeder Ecke und Spalte der Karosserie gleichmäßig verteilt. Vor der nächsten Schicht erfolgt erst einmal das Trocknen beziehungsweise Einbrennen des Lacks. Dafür durchläuft die Karosserie einen Ofen – für 30 Minuten bei 180 Grad Celsius. In dieser Zeit vernetzt sich der Tauchlack und härtet aus.
Der Lack wird von Robotern aufgebracht.
L A C K I E R E R E I
Nach dem Lackieren und dem Trocknen wird der Lack kontrolliert.

S E I T E 17
Nach dem Ofen geht die Karosserie in die Spritzkabine. Hier gehen mehrere Roboter daran, sie fein zu machen. Zuerst kommt aus den Pistolen der sogenannte Füller geschossen. Das Gemisch aus Wasser mit Kaolin, Talkum, Kreide und Farbpigmenten sowie einem niedrigen Anteil von Lösungsmitteln gleicht die Unebenheiten des Untergrundes aus, „füllt“ sie also aus. Das verbessert nicht nur das Aussehen, sondern bietet auch Schutz vor Steinschlag und ultraviolettem Licht (UVLicht).
Danach erst bekommt die Karosserie ihre Farbe. Die gelangt mit einem mit den entsprechenden Pigmenten versetzten Basislack sowie einem schützenden Klarlack auf das Blech. Zusammen bilden sie den Decklack. Dann wird nochmal getrocknet. Abgerundet wird alles mit flüssigem Wachs. Das konserviert die Hohlräume und verstärkt so noch einmal als zähe Schicht den Schutz vor Korrosion.
Bester Umweltschutz dank neuer Technologien
Seit den 1990erJahren sind die umweltverträglichsten Lacksysteme in der Automobilindustrie zu finden. Ständig haben die Hersteller daran gearbeitet, den Prozess so zu verbessern, dass er immer weniger Energie benötigt. Das haben sie erreicht durch den sparsamen Einsatz von Materialien, vor allem von Lösungsmitteln, und einen hohen Wirkungsgrad der Auftragsverfahren. Auch bei der Abluftreinigung aus der Lackiererei steht der Umweltschutz im Mittelpunkt.
Den Lackierprozess prägen die Emissionen flüchtiger organischer Verbindungen, die sich zusammen mit Lackpartikeln (Overspray) in den Spritzkabinen und in den Trocknern freisetzen. Um dem entgegenzuwirken, hat sich die Automobilindustrie im Wesentlichen auf zwei Dinge konzentriert:
1. Prozessintegrierte Maßnahmen zur Reduzierung dieser Emissionen, weswegen zum Beispiel immer mehr wasserbasierte Lacke oder solche mit hohem Festkörperanteil verwendet werden.
2. Energie und ressourceneffiziente Abluftbehandlung mit Wärmerückgewinnung
Das ist nicht einfach zu koordinieren, weil sich beide Schritte wechselseitig beeinflussen können. Ein Beispiel: Durch den Einsatz wasserbasierter Lacke lassen sich zwar die Lösemittelemissionen reduzieren, dafür steigt aber der Energiebedarf zum Trocknen der Lackschichten, da das Wasser verdampft werden muss. In den Entwicklungsabteilungen ist man sich dieses Problems bewusst, und die Ingenieure tüfteln bereits an Lösungen.
Ein Ansatz ist die Verwendung von UVLicht. Während konventionelle Lacke in einem Ofen bei Temperaturen von 180 Grad Celsius in einer Zeit von 30 Minuten trocknen, braucht der UVLack nur Sekunden – ausschließlich durch das Einwirken von ultraviolettem Licht. Dieses stößt den Prozess nur an, danach läuft alles von allein. Zudem vereint der UVLack die Eigenschaften von Grundierung und Decklack in nur einer Lackschicht.
Dadurch lassen sich die Lösemittelemissionen um etwa 70 Prozent reduzieren. Zusätzlich vermindert sich der Energiebedarf um 30 Prozent.
Ein anderer Weg ist der komplette Verzicht auf den Füller. Stattdessen wird dieser in den Decklack integriert, indem man dessen Schichtdicke leicht erhöht. So entfällt ein kompletter Prozessschritt inklusive der Trocknung und der Abluftreinigung, was den Energieverbrauch deutlich verringert.
Die Trockenabscheidung bietet die Möglichkeit, die Luft innerhalb der Lackierkabine im Kreislauf zu führen (bis zu 80 Prozent der zugeführten Luft in der Lackierkabine). Durch die Trockenabscheidung sind erhebliche Wassereinsparungen möglich.
Die Hersteller in Deutschland haben viel erreicht. In Sachen Umweltschutz sind sie praktisch Weltmeister bei der Fahrzeuglackierung. Wie die nachfolgende Grafik zeigt, sind die Lösemittelemissionen seit Jahren rückläufig.
LÖSEMITTELEMISSIONEN DER DEUTSCHEN AUTOMOBILHERSTELLER (PKW & LKW)
0 0
15
20
25 7
5
6
4
3
2
15
10
1990 1994 1998 2002 2006 2010 2012
Lösemittel Produzierte Fahrzeuge Trend
Tausend t Millionen Fzg.
L A C K I E R E R E I
Die lackierte Karosse wird mit Strahlern getrocknet.
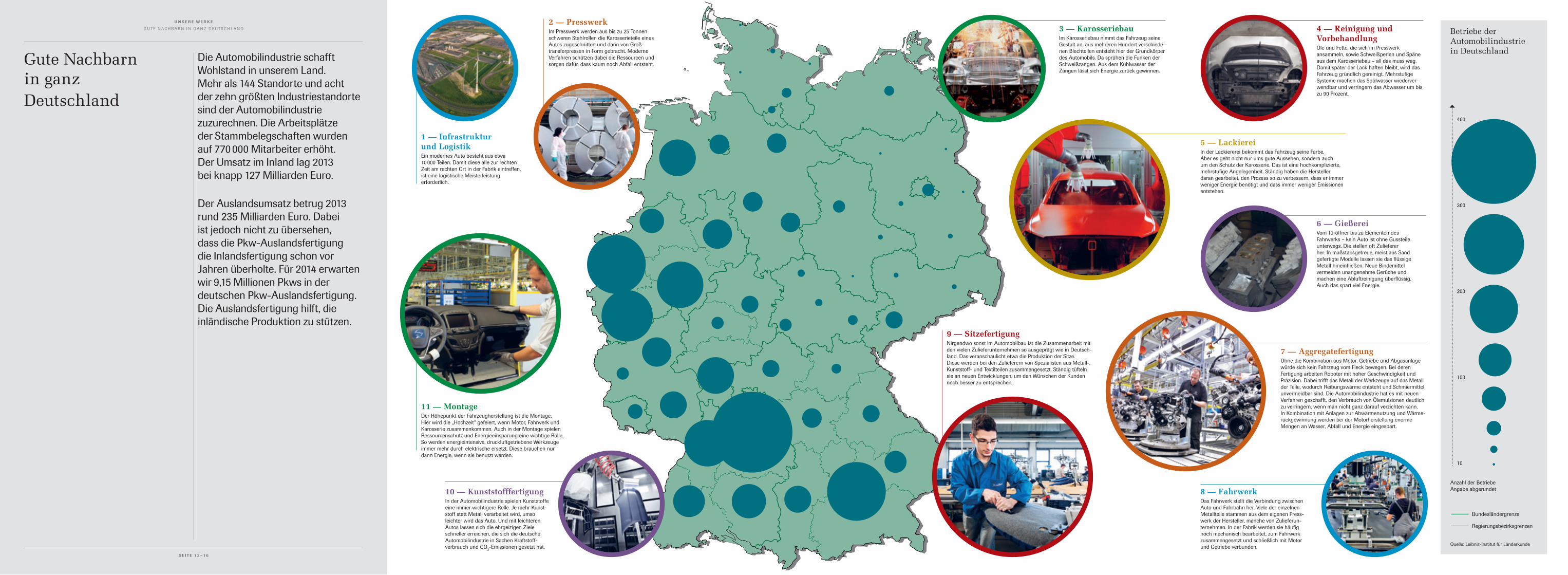
1 — Infrastruktur und LogistikEin modernes Auto besteht aus etwa 10 000 Teilen. Damit diese alle zur rechten Zeit am rechten Ort in der Fabrik eintreffen, ist eine logistische Meisterleistung erforderlich.
4 — Reinigung und VorbehandlungÖle und Fette, die sich im Presswerk ansammeln, sowie Schweißperlen und Späne aus dem Karosseriebau – all das muss weg. Damit später der Lack haften bleibt, wird das Fahrzeug gründlich gereinigt. Mehrstufi ge Systeme machen das Spülwasser wiederver-wendbar und verringern das Abwasser um bis zu 90 Prozent.
8 — FahrwerkDas Fahrwerk stellt die Verbindung zwischen Auto und Fahrbahn her. Viele der einzelnen Metallteile stammen aus dem eigenen Press-werk der Hersteller, manche von Zulieferun-ternehmen. In der Fabrik werden sie häufi g noch mechanisch bearbeitet, zum Fahrwerk zusammengesetzt und schließlich mit Motor und Getriebe verbunden.
3 — KarosseriebauIm Karosseriebau nimmt das Fahrzeug seine Gestalt an, aus mehreren Hundert verschiede-nen Blechteilen entsteht hier der Grundkörper des Automobils. Da sprühen die Funken der Schweißzangen. Aus dem Kühlwasser der Zangen lässt sich Energie zurück gewinnen.
5 — LackiereiIn der Lackiererei bekommt das Fahrzeug seine Farbe. Aber es geht nicht nur ums gute Aussehen, sondern auch um den Schutz der Karosserie. Das ist eine hochkomplizierte, mehrstufi ge Angelegenheit. Ständig haben die Hersteller daran gearbeitet, den Prozess so zu verbessern, dass er immer weniger Energie benötigt und dass immer weniger Emissionen entstehen.
6 — GießereiVom Türöffner bis zu Elementen des Fahrwerks – kein Auto ist ohne Gussteile unterwegs. Die stellen oft Zulieferer her. In maßstabsgetreue, meist aus Sand gefertigte Modelle lassen sie das fl üssige Metall hineinfl ießen. Neue Binde mittel vermeiden unangenehme Gerüche und machen eine Abluftreinigung überfl üssig. Auch das spart viel Energie.
9 — SitzefertigungNirgendwo sonst im Automobilbau ist die Zusammenarbeit mit den vielen Zulieferunternehmen so ausgeprägt wie in Deutsch-land. Das veranschaulicht etwa die Produktion der Sitze. Diese werden bei den Zulieferern von Spezialisten aus Metall-, Kunststoff- und Textilteilen zusammengesetzt. Ständig tüfteln sie an neuen Entwicklungen, um den Wünschen der Kunden noch besser zu entsprechen.
11 — MontageDer Höhepunkt der Fahrzeugherstellung ist die Montage. Hier wird die „Hochzeit“ gefeiert, wenn Motor, Fahrwerk und Karosserie zusammenkommen. Auch in der Montage spielen Ressourcenschutz und Energieeinsparung eine wichtige Rolle. So werden energieintensive, druckluftgetriebene Werkzeuge immer mehr durch elektrische ersetzt. Diese brauchen nur dann Energie, wenn sie benutzt werden.
2 — PresswerkIm Presswerk werden aus bis zu 25 Tonnen schweren Stahlrollen die Karosserieteile eines Autos zugeschnitten und dann von Groß-transferpressen in Form gebracht. Moderne Verfahren schützen dabei die Ressourcen und sorgen dafür, dass kaum noch Abfall entsteht.
Betriebe der Automobilindustriein Deutschland
400
300
200
100
10
Anzahl der Betriebe Angabe abgerundet
Quelle: Leibniz-Institut für Länderkunde
7 — AggregatefertigungOhne die Kombination aus Motor, Getriebe und Abgasanlage würde sich kein Fahrzeug vom Fleck bewegen. Bei deren Fertigung arbeiten Roboter mit hoher Geschwindigkeit und Präzision. Dabei trifft das Metall der Werkzeuge auf das Metall der Teile, wodurch Reibungswärme entsteht und Schmiermittel unvermeidbar sind. Die Automobilindustrie hat es mit neuen Verfahren geschafft, den Verbrauch von Ölemulsionen deutlich zu verringern, wenn man nicht ganz darauf verzichten kann. In Kombination mit Anlagen zur Abwärme nutzung und Wärme-rückgewinnung werden bei der Motor herstellung enorme Mengen an Wasser, Abfall und Energie eingespart.
10 — KunststofffertigungIn der Automobilindustrie spielen Kunststoffe eine immer wichtigere Rolle. Je mehr Kunst-stoff statt Metall verarbeitet wird, umso leichter wird das Auto. Und mit leichteren Autos lassen sich die ehrgeizigen Ziele schneller erreichen, die sich die deutsche Automobil industrie in Sachen Kraftstoff-verbrauch und CO2-Emissionen gesetzt hat.
Bundesländergrenze
Regierungsbezirksgrenzen
S E I T E 1 3 – 16
U N S E R E W E R K E
G U T E N A C H B A R N I N G A N Z D E U T S C H L A N D
Gute Nachbarn in ganz Deutschland
Die Automobilindustrie schafft Wohlstand in unserem Land. Mehr als 144 Standorte und acht der zehn größten Industriestandorte sind der Automobilindustrie zuzurechnen. Die Arbeitsplätze der Stammbelegschaften wurden auf 770 000 Mitarbeiter erhöht. Der Umsatz im Inland lag 2013 bei knapp 127 Milliarden Euro. Der Auslandsumsatz betrug 2013 rund 235 Milliarden Euro. Dabei ist jedoch nicht zu übersehen, dass die Pkw-Auslandsfertigung die Inlandsfertigung schon vor Jahren überholte. Für 2014 erwarten wir 9,15 Millionen Pkws in der deutschen Pkw-Auslandsfertigung. Die Auslandsfertigung hilft, die inländische Produktion zu stützen.

S E I T E 18
Aus einem GussDeutsche Autos wirken auf der Straße wie aus einem Guss. Tatsächlich bestehen sie jedoch aus zahlreichen einzeln gegossenen Bauteilen. Motorblock, Kurbelwelle, Getriebegehäuse, ja selbst Markenzeichen – alle gehören dazu. Diese werden häufig nicht vom Hersteller selbst produziert, sondern von Zulieferunternehmen. Beim Gießen entsteht aus flüssigem Werkstoff nach dem Erstarren ein fester Körper in einer bestimmten Form. Um das zu ermöglichen, ist wahre Filigranarbeit gefragt. Die Mitarbeiter in der Gießerei bauen maßstabsgetreue Modelle des zu gießenden Stückes, in das sie dann das flüssige Metall hineinfließen lassen. Auch im 21. Jahrhundert ist das Modell ganz einfach aus Sand. Etwa beim Zylinderkopf. Kein anderes Material eignet sich besser dafür, dessen hochkomplexe und verwickelte Form wiederzugeben. Damit sich der Sand formen
lässt, werden ihm Bindemittel hinzugefügt. Die nennt man Schlichten. Sie isolieren die Gussform, glätten sie und erleichtern schließlich die Trennung des Gussteiles von der Form. Zum Trocknen kommt das Ganze in den Ofen. Leider können dabei schon einmal unangenehme Gerüche auftreten, weil ein Teil der organischen Bindemittel verdampft.
Das lässt sich aber vermeiden, wenn die organischen durch anorganische Bindemittel ersetzt werden. Die Kerne des Modells härten so nicht durch eine chemische Reaktion aus, sondern, dank der neuen Binder, mit Hilfe eines Trocknungsvorgangs. Heiße Kernformwerkzeuge und vorgewärmte Luft entziehen dem Kernsand Wasser. So erhält er seine Festigkeit. Weil die Gerüche ausbleiben, ist eine – sonst übliche – Abluftreinigung nicht mehr nötig. Die Anlagen für diesen aufwändigen Vorgang können abgeschaltet werden. Das spart viel Energie.
Der mit den Bindemitteln angereicherte Sand wird nicht weggeworfen, sondern die Unternehmen bereiten ihn für die Wiederverwendung auf. Dazu nutzen sie thermische oder mechanische Verfahren, je nach Bindemittel.
Aggregatefertigung
Motoren für besseren Umweltschutz Das Bild, das wir von einem Auto haben, ist logischerweise stark von seiner Karosserie geprägt. Doch genauso wichtig ist der nach außen unsichtbare Teil, der Antrieb. Erst er gibt dem Namen Automobil seine Berechtigung. Ohne die Kombination aus Motor, Getriebe und Abgasanlage würde sich kein Fahrzeug vom Fleck bewegen.
Die Königsdisziplin in der Herstellung dieser Aggregate ist der Bau des Motors. Der Motorblock kommt gegossen aus der Gießerei. Er muss jedoch mit vielen Kleinteilen verbunden werden. Diese kommen meist vorgefertigt geliefert in die Fabrik. Dort werden sie noch be und verarbeitet – also gefräst, geschliffen und geschraubt – und schließlich mit dem Motorblock zusammengefügt. Die Teile müssen passgenau sein und in kurzer Zeit
höchste Verarbeitungsqualität erreichen. Es ist klar, dass bei der Bearbeitung viel Reibung, sprich Wärme, entsteht. Die muss abgeführt werden. Gleichzeitig kommt man nicht ohne Schmiermittel aus, wenn das Metall der Werkzeuge auf das Metall der Teile trifft. Kühlschmierstoffe übernehmen die Aufgaben von Kühlung und Schmierung während der Bearbeitung. Die Automobilindustrie hat erkannt, dass in diesem Bereich ein hohes Potenzial zum Energiesparen vorhanden ist, und diese Chance ergriffen.
Mit weniger Öl zu besserer Luft
Die kühlenden Schmiermittel waren früher ein Gemisch aus ölhaltigen Emulsionen und Wasser. Erstere müssen energie und kostenintensiv wiederaufbereitet werden, und ein hoher Wasserverbrauch ist ebenfalls nicht gut für die Umwelt. Deswegen haben die Hersteller fortschrittliche Verfahren entwickelt, die eine „Trockenbearbeitung“ mit einer sogenannten Minimalmengenschmierung ermöglichen. Dabei vermischt man geringste Mengen Schmiermittel mit kalter Luft. Kann bei bestimmten Verfahren nicht auf das Schmiermittel verzichtet werden, wird es immer wieder im Kreis
Gießerei
In großen Öfen wird das Metall verflüssigt und dann vorne rechts abgegossen.
Moderne Gießverfahren sind sauber und emissionsfrei. Hier eine übliche Sandform.
G I E S S E R E I
A G G R E G AT E F E R T I G U N G

S E I T E 19
lauf geführt. So gelingt es bereits heute, Wasser mehr als 50 Mal wiederzuverwenden – eine Größenordnung, die sonst in keiner Industrie erreicht wird.
Die Ergebnisse sind beachtlich. Der Verbrauch von Ölemulsionen hat sich dank der neuen Verfahren innerhalb weniger Jahre um 80 Prozent verringert. In Kombination mit Anlagen zur Abwärmenutzung und Wärmerückgewinnung sparen die Fabriken bei der Motorherstellung insgesamt enorme Mengen an Wasser, Abwasser, Abfall und Energie ein.
Heiße Öfen, kalte TestsEin Beispiel für die neuen Verfahren sind die sogenannten Härte öfen. In diesen Öfen, die besonders heiß sind, erhärten sich Metallteile stärker als durch andere Verfahren. Neuerdings haben diese Öfen eine keramische Innenbeschichtung. Dadurch lässt sich Hitze schneller generieren und besser konservieren – und Energie sparen.
Auch wenn der Motor fertig ist, bedeutet das für die Hersteller nicht, dass sie aufhören, an die Umwelt zu denken. Um den Motor zu testen, hat man ihm früher wie auf der Straße Kraftstoff zugeführt – zum „Heißtest“. Heute ist das dank neuer Testverfahren nicht mehr nötig, ein „Kalttest“ tut es auch. Der Effekt ist enorm: Allein in einer deutschen Fabrik spart der Kalttest rund eine Million Liter Dieselkraftstoff sowie mehr als 3 000 Tonnen CO2 pro Jahr ein. Auch die Testläufe finden nicht mehr auf der Straße statt, sondern am Prüfstand. In diesen hochmodernen Anlagen kann man sämtliche Verkehrs, Klima und Belastungssituationen simulieren, mit deutlich geringeren Auswirkungen auf die Umwelt.
Motoren werden zusammengebaut. Die Ergonomie wird auch hier groß geschrieben. Die Mitarbeiter haben eine optimale Position.
In solchen Automaten werden Metallteile umweltfreundlich bearbeitet.
Die Motorenprüfung erfolgt heute ohne Emissionen in besonderen Testmaschinen.
A G G R E G AT E F E R T I G U N G

S E I T E 2 0
Fahrwerk
Hier werden die Fahrwerksteile zusammengebaut.
FA H R W E R K
S I TZ E F E R T I G U N G
Sitzefertigung Das sitzt — Zusammenspiel von Herstellern und ZulieferernNicht nur die hohen Qualitätsstandards der Hersteller machen den Autostandort Deutschland zum weltweit führenden. Nirgendwo sonst ist die Zusammenarbeit mit den vielen Zulieferunternehmen so ausgeprägt. Die räumliche Nähe von Hersteller und Zulieferer, die enge Kooperation bei Forschung und Entwicklung, das perfektionierte Zusammenspiel von Familienunternehmen und Großkonzernen – das gibt es nur in Deutsch
Auf die Straße gebracht Ein Auto besteht im Wesentlichen aus Karosserie und Motor – doch erst das Fahrwerk bringt es auf die Straße. Dazu gehören viele Teile, vor allem Achsen, Antriebsgelenkwellen, Stoßdämpfer, Federbeine und Bremsen. All diese sind beim Fahren hohen Belastungen ausgesetzt und deshalb überwiegend aus Metall gefertigt. Viele der einzelnen Metallteile stammen aus dem eigenen Presswerk der Hersteller, manche von Zulieferunternehmen. In der Fabrik werden sie häufig noch mechanisch bearbeitet, zum Fahrwerk zusammengesetzt und schließlich in der Fahrzeugmontage mit Motor und Getriebe verbunden.

S E I T E 2 1
land. Bis zu 80 Prozent der Bauteile eines Autos werden von mittelständischen Betrieben zugeliefert.
Dies erfordert ein komplexes Management der Lieferkette. Heute werden die für den Bau von Automobilen erforderlichen Teile nicht nur „just in time“, sondern auch „just in sequence“ geliefert. Das heißt: Die entsprechenden Teile müssen nicht nur zur rechten Zeit im Hof des Herstellers eintreffen, sondern direkt am Band – und das auch noch in der richtigen Reihenfolge. Damit haben die Zulieferunternehmen eine große Aufgabe und eine entsprechend hohe Verantwortung. Das veranschaulicht etwa die Produktion der Sitze.
Der Sitz trägt entscheidend zum Fahrerlebnis bei. Sitzt es sich nicht bequem, fühlt sich ein Insasse unwohl, auch wenn das Auto ansonsten perfekt funktioniert. Das ist den Herstellern bewusst. Nicht umsonst entfallen 5 Prozent der Fahrzeuggesamtkosten und 6 Prozent des Gewichts auf die Sitze. Diese werden bei den Zulieferern von Spezialisten aus Metall, Kunststoff, und Textilteilen zusammengesetzt. Ständig tüfteln sie an neuen Entwicklungen, um den Wünschen der Kunden noch besser zu entsprechen. Dafür sorgen intelligente Einstellungen, maßgeschneiderte Komfortmerkmale und neue Funktionen. Durch die permanenten Innovationen werden die Sitze immer leichter – zum Beispiel durch Hybridlösungen aus Metall und Verbundwerkstoffen für die Sitzstrukturen. Nur bei einem Thema kennen die Entwickler keinen Kompromiss: Die Sicherheit steht stets an erster Stelle.
Hocheffizientes und umweltfreundliches Lackieren durch Zulieferer.
S I TZ E F E R T I G U N G
K U N S T S TO F F F E R T I G U N G
Sitze werden aufwendig gefertigt.
Zulieferer stellen auch Sitze und Sitzteile her, hier Sitzgestelle.
Kunststofffertigung
Leichter Stoff für ehrgeizige Ziele
Plastikautos bauen, das war früher ein Hobby für kleine Jungs. Doch auch in der Industrie spielen Kunststoffe eine immer wichtigere Rolle. Die Tanks etwa bestehen mittlerweile schon meist daraus. Der Grund: Je mehr Kunststoff statt Metall verarbeitet wird, umso leichter wird das Auto. Und mit leichteren Autos lassen sich die ehrgeizigen Ziele schneller erreichen, die sich die deutsche Automobilindustrie in Sachen geringerer Spritverbrauch und damit geringerer CO2Ausstoß gesetzt hat.
Hersteller und Zulieferer stellen die entsprechenden Teile mit Spritzgussmaschinen aus Kunststoffgranulaten her. Auch dabei achten sie darauf, möglichst viel Energie zu sparen. So werden die Maschinen isoliert, die Kunststoffteile durch induktive Beheizung, die unmittelbar im Körper selbst entsteht, erwärmt. Für die Lackierung dieser Teile wurden immer effizientere Verfahren entwickelt.

S E I T E 2 2
Nach der Hochzeit für immer fest vereintDer Höhepunkt des Herstellungsprozesses ist wie im Leben vieler Menschen die „Hochzeit“. So nennt sich das Zusammenfügen von Motor, Fahrwerk und Karosserie. Wie im Leben ist der Weg dahin sehr komplex. Aber dafür sind „Scheidungen“ ausgeschlossen. Am Anfang der industriellen Massenproduktion war die Sache noch einfacher: Es gab ein Modell in einer Farbe mit einer Ausstattung. Heute versuchen die Hersteller, möglichst vielen Kunden ein für sie möglichst genau passendes Angebot zu machen. Kaum ein Auto, das die Montage durchläuft, gleicht vollkommen den anderen vor und nach ihm auf dem Band.
Das Zusammenfügen beginnt mit einer Entfernung. Denn zuerst werden der aus der Lackiererei gelieferten Karosserie die Türen abgenommen und diese in der sogenannten „Türlinie“ gesondert bearbeitet. Dies ist einleuchtend, denn die Türen würden den weiteren Innenausbau erheblich erschweren. Hinein kommen zuerst die Kabelstränge, der Kabelbaum und das Cockpit. Allein letzteres besteht aus einigen Hundert Einzelteilen und wiegt bis zu 100 Kilogramm. Danach sind dran: Schiebe und Panoramadach, Dachhimmel, Steuergeräte, Haltegriffe und Sonnenblende. In einem drehbaren Gestell geht es für das Fahrzeug dann in die Linie, in der am Unterboden gearbeitet wird. Oft steht es dabei ganz auf dem Kopf.
Im nachfolgenden Schritt werden Front und Heckscheiben eingesetzt und verklebt. Meist werden in diesem Prozessschritt auch die hinteren und vorderen Sitze, die Seitenairbags, die Hauptscheinwerferbatterie und die Pedalerie eingebaut.
Danach werden die angelieferten Motoren mit den Getrieben zusammengeführt und um weitere wichtige Elemente wie Generator, Anlasser, Servopumpe und Klimakompressor ergänzt.
Das Auto ist nun bereit für seine „Verlobung“. Das heißt: Die komplettierte Motorgetriebeeinheit wird auf die Achse des vom Fahrwerksbau kommenden Fahrwerks gesetzt. Zur „Hochzeit“ verbindet sich der so komplettierte Antriebsstrang mit der Karosserie, indem er unter diese gefahren und fest verschraubt wird. Die Schrauben lassen sich nicht mehr lösen, diese Ehe ist scheidungssicher.
Trotzdem: Fahren kann das Fahrzeug nun noch nicht, dazu fehlt noch einiges.
Ergonomie am Arbeitsplatz – aufrechtes Stehen wechselt mit Sitzen ab.
Ergonomische Arbeitsverfahren helfen.
Auch durch Mitarbeit und Ideen aus der Belegschaft wurden die Produktionsmethoden im Sinne möglichst ergonomischer Produktionsabläufe kontinuierlich verbessert. Das Cockpit wird vormontiert und in einem Stück mit Hebetechnik eingebaut.
Die Front und Heckscheiben werden von Robotern passgenau eingesetzt.
Montage
M O N TA G E

S E I T E 2 3
Zuerst einmal natürlich die Räder. Ein Maschinenführer überwacht deren Montage, die häufig gleichzeitig mit der des Lenkrads geschieht. Dann kommt noch die Innenausstattung hinzu, die elektrischen Geräte werden programmiert und zuletzt erhält das Fahrzeug alle benötigten Flüssigkeiten wie Kraftstoff, Öl und Scheibenwasser. Endlich rollt es vom Band, allerdings nicht auf die Straße, sondern in den Prüfbereich. Je nach Unternehmen werden nun entweder alle Fahrzeuge oder einzelne stichprobenartig herausgezogene Fahrzeuge speziell geprüft, oft bei einer Probefahrt auf der werkseigenen Prüfstrecke. Hat es alle Prüfungen bestanden, ist der große Moment da: Das Gesamtkunstwerk ist fertig und bereit für die Auslieferung.
Nun geht es in die Welt hinaus, meist mit der Bahn, aber auch mit Schiffen und Lkw. Oder der Kunde holt es direkt vom Werk ab. Was am Anfang nur eine Ahnung in einer riesigen Stahlrolle war, ist nun eines der hochwertigen deutschen Autos.
Arbeit leicht gemachtDie Montage eines Autos bedeutete früher körperliche Schwerstarbeit. In vielen Bereichen eines Automobilwerks haben heute Roboter schwere oder gefährliche Tätigkeiten übernommen, auch in der Montage. Hier sind die besonderen Fähigkeiten gut ausgebildeter und motivierter Mitarbeiter gefragt.Diese müssen die Teile, die innen wie außen an oder eingebaut werden, zu ihren Einbauorten bringen und befestigen. Ein im Wortsinn oft nicht leichtes Unterfangen. Mitunter sind die Teile schwer und unhandlich und der Einbauort ist nur umständlich erreichbar. Hier helfen spezielle Hebetechniken, um die Mitarbeiter zu entlasten.
Und auch hier werden die Erwerbstätigen älter. Im Jahre 2020 werden die älteren Beschäftigten in der deutschen Automobilindustrie sogar die Mehrheit stellen. Bis zum Renteneintritt gesund und leistungsfähig zu bleiben, ist für diese Menschen ganz besonders wichtig. Auch für die Hersteller sind Arbeitskraft und Erfahrung ihrer Beschäftigten ein wertvolles Gut. So wird in den Fabriken viel dafür getan, die Arbeitsplätze gesund und ergonomisch zu gestalten.
Für gesunde Abwechslung sorgt zudem die „JobRotation“. Die Mitarbeiter arbeiten teilweise nur wenige Stunden an einem Arbeitsplatz und wechseln dann auf einen anderen. Das ist gut für den
Bei der „Hochzeit“ wird die Karosse mit dem Fahrwerk und dem Motor verbunden.
Und zu guter Letzt erfolgt die Abschlusskontrolle.
Zum Schluss werden die Neuwagen auf Herz und Nieren geprüft, auch auf der Rüttelstrecke.
Schwere Teile werden mit spezieller Hebetechnik eingebaut.
Auch Räder müssen nicht mehr manuell gehoben werden.
Der Fahrzeugbau erfolgt oft in hellen Hallen
M O N TA G E

S E I T E 2 4
Körper. Denn eine einseitige dauerhafte Belastung kann zu gesundheitlichen Beeinträchtigungen führen.
Dabei spielt auch das geistige Wohlergehen eine wichtige Rolle. Denn wer gerne zur Arbeit geht und sich wohl dabei fühlt, dem geht es meist auch körperlich besser. Helle und luftige Arbeitsplätze sind eine Möglichkeit. In einigen Automobilwerken wurden Wände verglast oder Beleuchtungskörper installiert, die die Lichtverhältnisse wie draußen am Tag erscheinen lassen. Für noch mehr Sicherheit und gegen Ermüdung wird zudem fortwährend für frische Luft gesorgt: Bis zu 1,6 Millionen Kubikmeter Luft werden hierzu pro Stunde ausgetauscht.
Für die Mitarbeiterinnen und Mitarbeiter wird viel getan. Nicht zuletzt deshalb sind Arbeitsplätze in der Automobilindustrie hoch begehrt. Bei Hochschulabgängern in Deutschland ist die Automobilindustrie die attraktivste Branche. Deutsche Automobilhersteller sind in einschlägigen Rankings immer auf den vordersten Plätzen zu finden. Der gute Ruf reicht bis weit ins Ausland. So hat eine Umfrage in China kürzlich ergeben, dass 76 Prozent der Chinesen im Alter von 18 bis 34 Jahren deutschen Unternehmen ein gutes bis sehr gutes Image als Arbeitgeber zubilligen. Damit rangieren deutsche Firmen in China deutlich vor Unternehmen aus den USA, Großbritannien oder Frankreich.
Auf gute NachbarschaftDie Automobilindustrie in Deutschland ist ein guter und beliebter Nachbar. Sicher auch, weil sie in Sachen Umweltschutz eine Vorreiterrolle übernommen hat und technischer Innovationsführer ist. Die Unternehmen der Automobilindustrie sind zudem beliebte Arbeitgeber. Damit die umweltfreundliche, sichere und nachhaltige Produktion in Deutschland Bestand hat, kommt es auch auf die Politik an. Die Rahmenbedingungen müssen wieder ins Lot gebracht werden, damit unser Wirtschaftsstandort wettbewerbsfähig ist.
Zur leichten Montage wird das gesamte Auto gedreht.
Die Neufahrzeuge werden vor allem mit der Bahn oder mit dem Schiff transportiert.
M O N TA G E
S E I T E 2 5S E I T E 2 5
U N S E R E W E R K E
G LO S S A R
Glossar
AnodeEine Anode (von Altgriechischem anodos) ist eine Elektrode an der Oxidationsreaktionen ablaufen. Und die Elektronen aufnimmt.
ElektrotauchlackierungDie Karosserie wird in eine mit Lack gefüllte Wanne eingetaucht. Lackbad und Karosserie sind entgegengesetzt elektrisch aufgeladen. Durch Schließen eines Stromkreises kommt es zur Abscheidung von elektrisch geladenen Lackpartikeln auf der Karosserie.
EmulsionEmulsionen sind Gemische aus norma-lerweise nicht miteinander mischbaren Flüssigkeiten, beispielsweise Wasser und Öl.
EmulgatorEmulgatoren sind Hilfsstoffe, die eine Emulsion erst möglich machen. Sie zeichnen sich durch die wichtige Eigenschaft aus, sowohl in Wasser als auch in Fett löslich zu sein. So stabilisieren sie die eigentliche nicht miteinander mischbaren Stoffe.
Füller, auch FillerFiller, oder auch Füller (englisch to fi ll – auffüllen) nennt man die dickfl üssige Farbe, die vor allem die Unebenheiten des Untergrundes der Karosserie aus-gleicht, diese also „auffüllt“.
GetriebeGetriebe dienen zur Übertragung und Umformung von Bewegungen, Energie und Kräften. Im Auto wandeln sie Drehzahlen und Drehmomente entlang des Antriebsstrangs um. Ziel ist die größtmögliche Effi zienz des Motors, also geringer Verbrauch bei größtem Durchzug.
Hochzeit Der Begriff bezeichnet das Zusammen-fügen von Motor, Fahrwerk und Karosserie.
Just-in-sequence (JIS) Anlieferung Ergänzt die Just-in-time Lieferung. Das Material wird zeitgenau und in der richtigen Reihenfolge an den Produkti-onsabschnitt („ans Band“) geliefert, in dem es benötigt und sofort eingesetzt wird.
Just-in-time (JIT) AnlieferungBeschreibt die Organisation eines Produktionsvorgangs, bei dem Material genau zu dem Zeitpunkt geliefert wird, zudem es benötigt wird.
KarosserieDas Wort Karosserie stammt vom französischen carrosse für Kutsche. Sie bezeichnet das äußere „Kleid“ des Fahrzeugs, Fachleute sprechen vom „Aufbau“. Die Karosserie ist entweder selbsttragend (Pkw) oder hat einen Rahmen mit allen Aufbauten (Lkw und Geländewagen).
KathodeEine Kathode (vom altgriechischen kathodos, „Weg nach unten“) ist eine Elektrode, an der Reduktionsreaktionen ablaufen und die – beispielsweise in ein Vakuum oder Elektrolyt – Elektronen abgibt. Die Kathode kann negative Polarität (−) haben, wie bei einem elektrischen Verbraucher, oder positive Polarität (+), wie bei einem elektrischen Erzeuger.
Kathodische Tauchlackierung (KTL)Die KTL-Beschichtung (kathodische Tauchlackierung) ist ein äußerst umweltfreundliches Verfahren zur Beschichtung von Aluminium-, Guss-eisen-, Magnesium- und Stahl-Legie-rungen. Es eignet sich hervorragend als Grundierung für eine anschließende Pulverbeschichtung.
OversprayBei Spritz- und Sprühapplikationen gelangt immer ein Anteil des verspritz-ten Materials (Lack, Dämm- oder Klebstoffe) nicht auf das Werkstück,
sondern entweicht in Form von Sprüh-nebel in die Umgebung. Diesen Anteil nennt man Overspray (englisch für „Übersprühen“).
PedalerieGesamtheit der Pedale in einem Kraftfahrzeug.
pH-WertDer pH-Wert gibt an, wie sauer oder basisch eine Lösung ist.
PhosphatierungDas Phosphatieren ist eine weit verbreitete Oberfl ächenbehandlung für vorzugsweise Stahl- und Eisenteile. Dabei wird auf elektrochemischem Weg eine dünne, feinkristalline und wasserunlösliche Schicht aus Metall-phosphaten erzeugt, die fest mit dem Grundmetall verbunden ist. Phospha-tierte Metalle bieten einen guten Korrosionsschutz und einen sehr guten Haftgrund für Lacke, Farben und Wachse.
RFIDEngl. radio-frequency identifi cation – zu Deutsch: „Identifi zierung mit Hilfe elektromagnetischer Wellen“.
SchlichteBindemittel im Gießereisand.
VerlobungProduktionsschritt, bei dem die komplettierte Motorgetriebeeinheit auf die Achse des vom Fahrwerksbau kommenden Fahrwerks gesetzt wird.
VOC (Volatile Organic Carbon)Summenparameter für fl üchtige organische Kohlenwasserstoffe.
S E I T E 2 6
Impressum
HerausgeberVDA Verband der Automobilindustrie e. V.Behrenstraße 3510117 BerlinTelefon +49 30 8978420Fax +49 30 897842[email protected]
CopyrightVerband der Automobilindustrie e. V.
Stand September 2014
Konzeption und RealisierungMarschall Wernecke & AndereAccelerate GmbHwww.marschallwernecke.com
Verzeichnis der AbbildungenAdam Opel GmbH, AUDI AG, Bayerische Motoren Werke AG, Christian Grund, Daimler AG, Dr. Ing. h.c. F. Porsche AG, FordWerke GmbH, Johnson Controls GmbH, Verband der Automobilindustrie e. V. (VDA), VOLKSWAGEN AG, ZF Friedrichshafen AG
DruckBrandenburgische Universitätsdruckerei und Verlagsgesellschaft Potsdam mbh
PapierMaxi Offset
U N S E R E W E R K E
I M P R E S S U M
VDAVerband der Automobilindustrie e. V.Behrenstraße 3510117 BerlinTelefon +49 30 8978420Fax: +49 30 897842[email protected]