Embed Size (px)
Citation preview

7/23/2019 WM023500 (2).pdf
http://slidepdf.com/reader/full/wm023500-2pdf 1/5
© 2002 EWM HIGHTEC WELDING GmbH 1/5 WM023500; 08.02
Einstellen von MIG/MAG-Schweißgeräten leicht gemacht
Heinz Lorenz, Mündersbach und Robert Killing, Solingen
Einleitung
Der Lichtbogenschweißer muß neben handwerkli-
chen Fähigkeiten auch ein sehr weit gefächertesFachwissen besitzen um qualitätsgerechteSchweißarbeiten abliefern zu können. Ein gut aus-gebildeter Schweißer ist sogar in der Regel, mehr gefragt, wenn es um das Schweißen nicht abnah-mepflichtiger Bauteile geht. Diese etwas provozie-rende Behauptung wird später noch aufgeklärt.
Abnahmepflichtig Bauteile werden von speziellen Abnahmeorganisationen abgenommen. Das sindz.B. im Kessel- und Druckbehälter (Bild 1) der TÜV,im Stahlhoch- und Brückenbau (Bild 2) sogenannteanerkannte Stellen, wie SLVs und im SchiffbauSchiffsklassifikationsgesellschaften wie der Germa-
nische Lloyd. Bei Schweißarbeiten, die unter derenÜberwachung durchgeführt werden, muß vor Be-ginn der Arbeiten im Rahmen der Gütesicherungeine Schweißanweisung nach DIN EN 288 erstelltwerden. Hierin sind alle wichtigen Parameter auf-geführt, die bei der Schweißung einzuhalten sind.Das beginnt z.B. mit der Auswahl des geeignetenSchweißzusatzes und des Schutzgases, setzt sichfort über die einzuhaltende Arbeitstemperatur und Lagenfolge und endet mit den einzustellenden Schweißdaten.Die Parameter können in Vorversuchen ermittelt werden oder auf früheren Erfahrungen des Herstellers beruhen.Die Schweißanweisungen werden von der Schweißaufsicht oder der Güteprüfstelle erstellt und der Schweißer hatsich streng an diese zu halten.Ganz anders aber ist die Situation in vielen Betrieben, die nichtabnahmepflichtige Bauteile herstellen. Hier wird es
vielfach dem Schweißer überlassen, wie er die Schweißverbindung herstellt, dabei geht ihm höchstens ein erfah-rener Lehrschweißer oder Maschineneinsteller zur Hand. Man könnte nun meinen, daß die in solchen Firmen her-gestellten Produkte weniger Bedeutung hätten und das die Schweißarbeiten unwichtiger wären, weil sie nicht ab-nahmepflichtig sind.Tatsächlich besteht aber nur an der Qualität der hergestellten Erzeugnisse kein öffentlichesInteresse, wie z.B. bei der Herstellung eines Dampfkessels oder einer Brücke. Die herstellende Firma ist aber trotzdem für die Qualität ihrer Erzeugnisse voll verantwortlich, und muß nach dem Produkthaftungsgesetz dafür gerade stehen, wenn es durch Versagen zu Schäden kommt.Nicht immer steht in den Betrieben genügend gut ausgebildete Schweißpersonal in ausreichendem Maße zur Ver-fügung. Deshalb haben einige Gerätehersteller ihre Anlagen in der letzten Zeit immer bedienungsfreundlicher ge-macht. Sie haben sozusagen ihr ganzes Know how in die Bedienungsoberflächen und Software der Schweißgeräteeingebracht und machen so den Schweißer oder Maschineneinsteller beim Einstellen nur zum „Knöpfchendrücker“.
Das eigentliche Schweißen, d.h. die korrekteFührung des Lichtbogens beim manuellen oder
teilmechanischen Schweißen und den zweckmä-ßigen Lagenaufbau kann man ihm allerdingsnicht abnehmen. Jedoch wird seine Arbeit aber allein dadurch wesentlich erleichtert, das der Lichtbogen jetzt auf jeden Fall richtig eingestelltist und störungsfrei brennt.Was es auf diesem Gebiet bei modernen Strom-quellen Neues gibt, soll im Folgenden am Bei-spiel des MIG/MAG-Schweißens aufgezeigt wer-den.
Bild 1 MAG-Schweißen im Behälterbau (Werksfoto EWM)
Bild 2 MIG-Schweißen im Stahlbau (Werksfoto EWM)

7/23/2019 WM023500 (2).pdf
http://slidepdf.com/reader/full/wm023500-2pdf 2/5
© 2002 EWM HIGHTEC WELDING GmbH 2/5 WM023500; 08.02
1 Einstellen der Schweißanlage
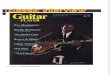
Beim MIG/MAG-Schweißen macht das Einstellen der Schweißanlage ungeübteren Schweißern oft Schwierig-keiten, weil zum Einstellen eines Arbeitspunktes beikonventionellen Schweißanlagen immer zwei Stellmani-pulationen erforderlich sind. Ein Arbeitspunkt A ist der Schnittpunkt zwischen der eingestellten Stromquellen-
kennlinie und der aktuellen Lichtbogenkennlinie, Bild 3.Wenn mittels der Drahtvorschubgeschwindigkeit diegewünschte Leistung (= Stromstärke) eingestellt ist,dann muß dazu die günstigste Lichtbogenlänge (=Lichtbogenspannung) durch Wahl einer geeignetenQuellenkennlinie gewählt werden. Will man die Leistungverändern, dann muß z.B. bei einer Senkung der Strom-stärke auch die Spannung verringert werden, weil sonstder Lichtbogen zu lang wird. Bei einer Erhöhung der Stromstärke ohne Erhöhung der Spannung würde der Lichtbogen dagegen zu kurz. Daraus ergibt sich einbrauchbarer Arbeitsbereich, Bild 4, in dem optimale Be-dingungen für den Lichtbogen vorliegen. Er verläuft dia-gonal durch das U/I-Diagramm.. Mittendrin liegt dieideale Arbeitskennlinie.
Die Arbeitsbereiche sind abhängig vom Werkstoff, vomDrahtelektrodendurchmesser und vom Schutzgas. Für das Schweißen mit pulsierendem Lichtbogen ist dasStrom/Spannungsverhältnis anders als beim Schweißenmit gleichförmigem Strom. Außerdem müssen hierbeiauch noch die Pulsparameter eingestellt werden. Dies
macht die Schwierigkeiten für den weniger geübtenSchweißer beim Einstellen seiner Schweißanlage deut-lich.
2 Mit der Einknopfbedienung fing alles an
Erste Anfänge zur Vereinfachung des Einstellens lagenschon in den 70iger Jahren als beim Metall-Schutzgasschweißen die Einknopfbedienung aufkam,bei der über ein einzelnes Drehpotentiometer die Lei-stung durch Änderung des Drahtvorschubs eingestelltwurde und mit dem gleichen Verstellknopf in einem be-stimmten Übersetzungsverhältnis eine stufenlose Kenn-linienverstellung verbunden war, sodaß die Spannunggleichzeitig angepaßt wurde. Man nennt diese Art der
Arbeitspunktverstellung auch Synergische Einstellung.Über einen zweiten Knopf war noch eine gewisse Kor-rektur des Arbeitspunktes möglich.
3 Die moderne Software garantiert optimale Er-
gebnisse
Heute gehört zum Standard moderner MIG/MAG- Anlagen eine noch weiter gehende Vereinfachung der Einstellung. In der Software der Schweißanlage sind
Kennlinien für die verschiedensten Schweißaufgabengespeichert. Von erfahrenen Schweißern des Herstellerswurden geeignete Arbeitspunkte zu Arbeitskennlinienzusammengeführt, Bild 5, wobei u.U. auch elektronischeMeßgeräte zur Sichtbarmachung der Prozeßstabilitäteingesetzt wurden, um z.B. Kurzschlüsse aufzuzeigen.Diese vom Hersteller gespeicherten Arbeitskennlinienkönnen vom Bediener aufgerufen werden. Mittels Ein-knopfbedienung kann er dann auf der ausgesuchtenKennlinie die Leistung stufenlos verstellen. Da für unter-schiedliche Schweißaufgaben, z.B. beim Kehlnaht-schweißen in Pos. PB manche Schweißer einen etwaslängeren oder beim Wurzelschweißen von Stumpfnäh-
ten in Pos. PF einen etwas kürzeren Lichtbogen bevor-zugen, kann die Lichtbogenspannung durch einen Kor-rekturknopf noch in gewissen Grenzen nachgestellt wer-den.Wie alles funktioniert, wird im Folgenden am Beispiel der in Bild 6 dargestellten Inverter-Stromquelle erläutert,wozu zur Verdeutlichung das an der Stromquelle dieser
Anlage angebrachte Display in Bild 7 noch einmal ver-größert dargestellt ist.Da es sich hierbei um eine Multiprozeßanlage handelt,muß im linken Teil des Displays zunächst das anzuwen-dende Verfahren eingestellt werden, wobei zwischen
MIG/MAG-Schweißen, Fülldrahtschweißen oder Licht-bogenhandschweißen zu unterscheiden ist. Die Auswahldes Verfahrens erfolgt mittels Tippschalter, womitgleichzeitig die entsprechende Kennlinienform der
A4 U
[ V ]
A3L1
K2
K1
I [A]
L2
A1 A2
L1 = kurzer Lichtbogen K1/K2 = Stromquellenkennlinien
L2 = langer Lichtbogen A1-A4 = Arbeitspunkte
Bild 3 Arbeitspunkte bei verschieden langen Lichtbögen [1]
Bild 4 Einstellen von MIG/MAG-Anlagen – günstige Licht-bogenbereiche [2]
S p a n n u
n g
[ V ]
AP1 AP2 AP3 AP4 AP5
Stromstärke [A]
A r b e it s p u n k t e
Bild 5 Programmierte Arbeitskennlinie (schematisch)

7/23/2019 WM023500 (2).pdf
http://slidepdf.com/reader/full/wm023500-2pdf 3/5
© 2002 EWM HIGHTEC WELDING GmbH 3/5 WM023500; 08.02
Stromquelle eingestellt ist. Selbstverständlich kann mitder für das E-Handschweißen eingestelltenStrom/Spannungs-Charakteristik auch WIG-geschweißtwerden.Danach wird im mittleren Teil des Displays die bei dieser Schweißaufgabe vorgesehene Drahtelektrode hinsicht-lich Werkstoffart und Drahtdurchmesser eingestellt. Daz. B. bei verschiedenen Aluminiumlegierungen wegen
des unterschiedlichen elektrischen Widerstandes der Legierungen andere Arbeitskennlinien erforderlich sind,kann man hier wählen zwischen Reinaluminium sowie
AlMg- und AlSi-Legierungen. Schließlich muß noch dasgeeignete Schutzgas ausgewählt werden, wobei einigeinerte und auch aktive Gase zur Auswahl stehen. Damitist aus der Software der Anlage die günstigste Arbeits-kennlinie für diesen Werkstoff, diesen Elektrodendurch-messer und dieses Schutzgas aufgerufen.Wie es weitergeht zeigt das Bild 8. Dieses Bedienele-ment befindet sich bei der Anlage in Bild 6 am Drahtvor-schubgerät. Es kann aber bei Kompaktgeräten auch in
das zuerst beschriebene Bedienfeld integriert sein. Hier kann nun an dem größeren Knopf links-oben die ge-wünschte Leistung stufenlos eingestellt werden, in demman auf der programmierten Arbeitskennlinie rauf undrunter fährt. Eine Korrektur der Lichtbogenlänge ist ingewissen Grenzen noch mittels des Knopfes links-untenmöglich. Mit dem Knopf im rechten Teil des Bildes kannschließlich noch die Lichtbogendynamik durch Verstellender Drosselwirkung angepaßt werden. Die eingestellteStromstärke und Spannung kann am Display (Bild 7)abgelesen werden.Schließlich gibt es hier noch Kippschalter zum Aufrufender Schweißverfahren (MIG/MAG-Impuls oder -Standard) und der Betriebsart (2-Takt, 4-Takt, 4-Takt-Spezial). Die zuletzt beschriebenen Bedienelemente
(Bild 8) können auch durch einen Handfernsteller oder einen speziellen Schweißbrenner (RETOX) ersetzt wer-den, den der Schweißer mit an seinen Arbeitsplatz neh-men kann, sodaß Wege zum Verstellen während seiner
Arbeit entfallen. Mit einem speziellen Handfernsteller
können bei dafür vorgesehenen Stromquellen auchselbst Schweißprogramme erstellt werden, die gespei-
Bild 6 Moderne Inverter-Schweißstromquelle(Werksfoto EWM)
Anwahl
Anzeige
Schweissaufgabe
Schweissverfahren
Materialart
Gasart
Drahtelektroden-Durchmesser
Schweissparameter vor, währendund nach demSchweissen
(Hold-Funktion)
Anzeigeparameter Schweissstrom
• Materialdicke• Drahtgeschwindigkeit
Gasnachströmzeit
Bild 7 Display der Schweißstromquelle in Bild 6 (Werksfoto EWM)

7/23/2019 WM023500 (2).pdf
http://slidepdf.com/reader/full/wm023500-2pdf 4/5
© 2002 EWM HIGHTEC WELDING GmbH 4/5 WM023500; 08.02
chert und später wieder aufgerufen werden können.Mit dem sogenannten RETOX-Brenner können 99Schweißprogramme aufgerufen werden und folgendeSchweißparameter vor Ort und verändert werden: Ar-beitspunkt Drahtvorschubgeschwindigkeit, Lichtbogen-korrektur oder Lichtbogendynamik. Der Brenner verfügtferner über ein Display (Bild 9) zur Anzeige vonSchweißparametern, wie z. B. Soll- und Istwerte, Pro-grammnummer.
4 Auch Sonderfunktionen zu speichern
Ein Schweißprogramm besteht z.B. aus einem Zündpro-gramm, einem oder mehreren Arbeitsprogrammen undeinem Endprogramm, (Bild 10).Ein Zündprogramm ist wichtig, weil das Zünden desLichtbogens besser gelingt, wenn die Drahtelektrode mitverringerter Vorschubgeschwindigkeit einschleicht unddie Stromstärke zu Beginn erhöht ist, bis der Lichtbogenstabil brennt. Danach wird auf das eigentliche Schweiß-programm umgeschaltet, welches bei Bedarf an be-stimmten Stellen der Naht noch verändert werden kann.Um den Endkrater möglichst klein zu halten, wird imEndprogramm die Stromstärke durch Verringerung des
Drahtvorschubs kurz vor dem Ende der Naht rampen-förmig heruntergefahren und dann der Drahtvorschubabgestellt. Damit ist sichergestellt das der Lichtbogennicht ins flüssige Bad stößt und darin einfriert. Die soge-nannte Rückbrennzeit ist einstellbar. Bild 10 zeigt dieeinzelnen Stufen des vorher beschriebenen Schweiß-programms. Sie können mittels des Brennerschaltersaufgerufen werden, oder beim maschinellen Schweißenauch zeitgesteuert ablaufen.
5 Fazit
Moderne MIG/MAG-Anlagen enthalten in Ihrer Softwaredas umfangreiche Know how des Geräteherstellers in
Form von Arbeitskennlinien für die meisten der anfallen-den Schweißarbeiten. Dem Schweißer wird seine ohne-hin schwierige und verantwortungsvolle Tätigkeit da-durch erleichtert, das er mittels Tipptasten nur die
Einstellung Schweissparameter Anwahl Funktionen
Anzeige
Zuviel/zuwenig
Drahtgeschwindigkeit
Drahtgeschwindigkeit
Korrektur der Lichtbogenlänge
Betriebsarten
• 2-Takt• 4-Takt• 4-Takt-Spezial
Schweissverfahren
• MIG/MAG-Standard
• Impulslichtbogen
Lichtbogendynamik/Drosselwirkung
(Arbeitspunkteinstellung mit
Einknopfbedienung/Synergic)
Funktionen (intern) Taster f ür stromlosen Gastestund Drahteinf ädeln
Umschalter: Brenner Up/Down-oder Programmbetrieb
Optimal voreingestellte
Einschleichgeschwindigkeit
Bild 8 Bedienelement des Drahtvorschubgerätes in Bild 6 (Werksfoto EWM)
VA Pr.
RETO
Bild 9 Display des RETOX-Schweißbrenners(Werksfoto EWM)

7/23/2019 WM023500 (2).pdf
http://slidepdf.com/reader/full/wm023500-2pdf 5/5
© 2002 EWM HIGHTEC WELDING GmbH 5/5 WM023500; 08.02
Randbedingungen für die Schweißaufgabe eingibt. Auf der damit aufgerufenen Arbeitskennlinie kann er dannmittels Einknopfbedienung die gewünschte Leistungeinstellen. Der Lichtbogen brennt dabei immer mit opti-maler Länge und bester Stabilität. Dies gilt sowohl für das Schweißen mit gleichförmigem Strom als auch für das Impulsschweißen.Besonders für weniger versierte Schweißer stellt das
Arbeiten mit diesen Geräten deshalb einen wichtigen
Beitrag zur Qualitätssicherung dar.
6 Schrifttum
[1] Killing, R.: Kompendium Schweißtechnik, Band 1:Verfahren der SchweißtechnikFachbuchreihe Schweiß-technik, Band 128/I DVS-Verlag, Düsseldorf [2] Killing, R.: Handbuch der Schweißverfahren, Band 1:LichtbogenschweißverfahrenFachbuchreihe Schweißtechnik, Band 76/I, DVS-VerlagDüsseldorf
t
t
t
I
1. 2.
PA
PEND
PSTART
Bild 10 Die einzelnen Stationen eines Schweißprogramms





![Kompletter Faktencheck [PDF, 2 MB]](https://img.pdfslide.org/doc/110x75/5881dd061a28abc3198b60be/kompletter-faktencheck-pdf-2-mb.jpg)