Embed Size (px)
Citation preview
1
Y O K O T E NY O K O T E NMagazin für Operational Excellence und Best Practice Sharing 2.
Jahr
g., H
eft 0
2/20
13
WSH: Mit TPM die richtigen Schrauben im KVP drehen
Hoshin Kanri - gemeinsam das Ziel ansteuern
Lean Management erfolgreich einführen
KATA-Serie

2
Liebe Leserinnen und Leser,mit Schwung hat das neue Jahr begonnen und wir haben für Sie die ersten Fachtagungen, wie den Weltmarktführer-Kongress und den Kongress „Die Fabrik des Jahres“ besucht. In dieser Ausgabe von Yokoten präsentieren wir Ihnen die dort aufgenom-menen aktuellen Trends zum Thema TPM & Lean. Wir werden auch bei den Jahrestagungen TPM-Forum und Production Systems für Sie dabei sein. Vielleicht treffen wir uns dort persönlich?
Neben Best Practice Sharing bietet Ihnen Yokoten grundlegendes Basiswissen zu TPM- & Lean-Themen. Mit dieser Ausgabe startet die neue KATA-Serie, in der Sie Schritt für Schritt alles Wissenswerte über die Ver-besserungs-KATA erfahren. Kompetenzmangement ist das Thema der Serie Operational Excellence, und die Japan-Expertinnen Katrin Franke und Barbara Ölschleger gehen in die Tiefe bei der Erklärung von Hoshin Kanri. Wie immer gibt es einen Bericht aus der Praxis – dieses Mal über die Einführung von TPM bei der WSH Schraubenfabrik.
Gute Impulse und Anregungen beim Lesen und viel Erfolg auf Ihrem TPM-/Lean-Weg wünscht Ihnen
Prof. Dr. Constantin MayHerausgeber Yokoten
Herzlich Willkommen
TPM-/Lean-Begriffe unter der Lupe
Lean-/TPM-Begriffe unter der Lupe:
Just in Time (JIT)
Just-in-time-Produktion (kurz JIT) ist die Bezeichnung für das Orga-nisationsprinzip der bedarfssynchronen Produktion. Es steckt viel mehr dahinter als die punktgenaue Anlieferung der benötigten Teile von Zulieferern per LKW – daran wird JIT oft festgemacht. Tatsächlich geht es darum, in einer ziehenden Produktion (Pull), ausgerichtet am Kundenauftrag, das Material zum richtigen Zeitpunkt in der richtigen Menge am richtigen Ort verfügbar zu haben.
JIT erfordert einen gut abgestimmten Produktions- und Materialfluss entlang der Supply Chain (Lieferkette). Dies erfordert eine gute Ab-stimmung zwischen Lieferanten und Kunden – sowohl intern als auch extern. Ziel von JIT ist eine schlanke Produktion mit minimalen Durch-laufzeiten und Beständen, um damit flexibler auf Kundenwünsche zu reagieren und unnötige Kosten zu vermeiden.
Gut funktionierende Maschinen und Anlagen mit wenig Stillständen, optimale Prozesse und gut ausgebildete Mitarbeiter sind die Grund-voraussetzungen, damit JIT funktionieren kann.
Foto Titelseite: Krones AG (Hintergrundbild) und © Sergey Yarochkin - Fotolia.com
Sie, Ihr Team und Ihr Unternehmen in
Yokoten?
Haben Sie interessante Erfahrungen bei der Anwendung von TPM/Lean gemacht oder können Sie eine Erfolgs-Story präsentieren, die für Yokoten-Leser interessant sein könnte? Bitte kontaktieren Sie uns unter [email protected]
Das Yokoten-Redaktionsteam auf dem 3. Deutschen Kongress der Weltmarktführer in Schwäbisch Hall
3
Kompetenzmanagement - übergreifend und essenziell
„Kompetenzmanagement“ ist heute das Thema unserer Serie „Operational Excellence“. Diese vierte Säule
des Operational Excellence Referenzmodells ist ein sehr wichtiger Baustein im TPM- und Leanprozess. Es
geht dabei um die wichtigsten Akteure der Wertschöpfung - die Mitarbeiter. Oft wird dieser Baustein auch
„Schulung und Training“ genannt. Er ist übergreifend und kommt in allen Elementen des Modells zum Einsatz.
Kompetenzen definieren, erkennen, auf- und ausbauen und mit den entsprechenden Aufgaben verknüpfen
ist eine Managementaufgabe, die viel zum Erfolg eines Unternehmens beitragen kann.
Serie: Operational Excellence
Ein Schlüsselfaktor für einen erfolgreichen und nachhaltigen TPM- und Leanprozess sind gut ausge-bildete Mitarbeiter. Beim alle Phasen umfassenden Baustein „Kompetenzmanagement“ geht es darum, zu erfassen, welche Fähigkeiten für welche Aufga-ben benötigt werden und den Kenntnisstand aller Mitarbeiter zu ermitteln. Wenn diese Informationen vorliegen, dann empfiehlt es sich, planmäßig ein Schulungsprogramm zu entwickeln und zu doku-mentieren.
Es versteht sich von selbst, dass zu Beginn der TPM-/Lean-Einführung alle Mitarbeitenden sensiblisiert und über die Grundlagen der Philopsophie informiert werden. Wenn alle durch adäquate Einführungs-schulungen und Informationsangebote den Sinn dieses Weges zur Operational Excellence verstanden haben, dann gilt es, die Fähigkeiten der beteiligten Menschen umfangreicher auszubauen.
Die Mitarbeitenden aller Hierarchiestufen sollten folgende Kompetenzen erlernen bzw. ausbauen:
Fachkompetenz in den direkt mit ihrer Tätigkeit verbundenen Anforderungen, z. B. technische Kenntnisse.
Methodenkompetenz im Sinne des richtigen Handwerkszeugs, um Probleme schnell, effektiv und effizient zu lösen. Im Fokus sollte dabei neben einer systematischen Vorgehensweise die Zusammenar-beit im Team stehen. Dazu gehören Techniken wie Visualisierung, Einpunktlektionen oder 5W-, Ishika-wa- oder Paretoanalyse.
Sozialkompetenz im Sinne von „Soft Skills“ ist die Voraussetzung für Gruppenarbeit und Teambildung. Zur Schulung sollten Grundlagen der Teamarbeit, Motivationsfaktoren und Konfliktregelung gehören. Hier sind in verstärktem Maße die Führungskräfte gefordert.
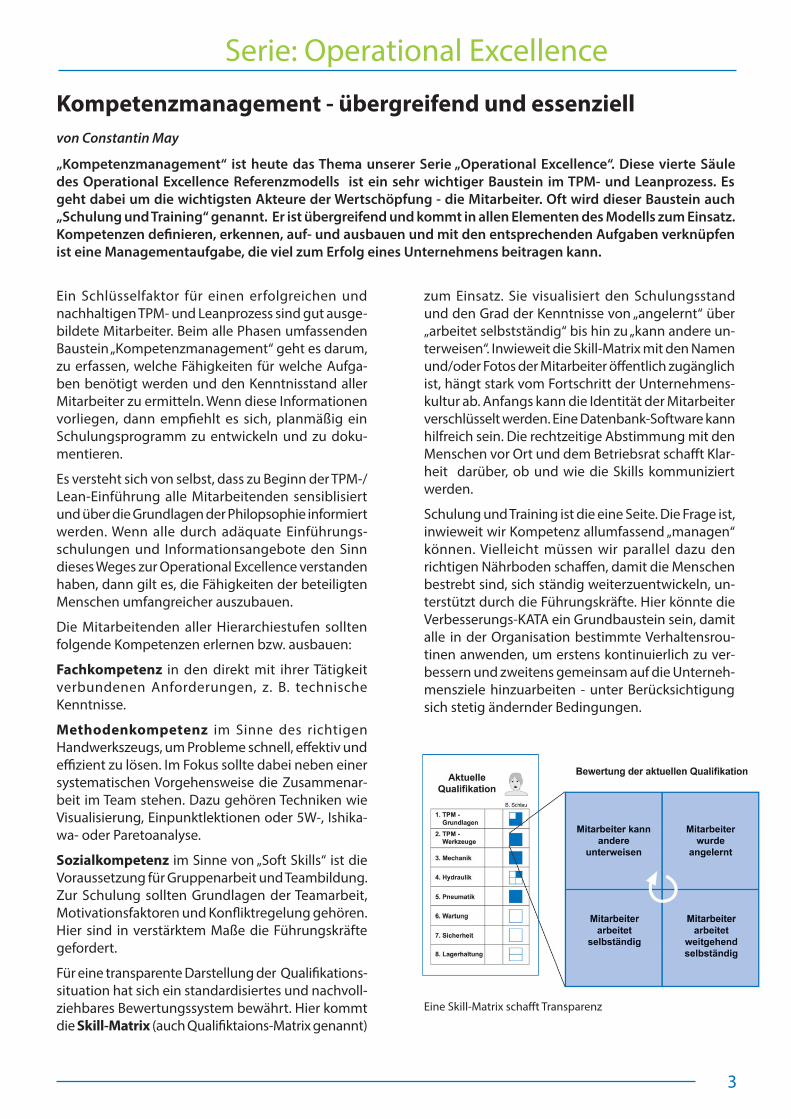
Für eine transparente Darstellung der Qualifikations-situation hat sich ein standardisiertes und nachvoll-ziehbares Bewertungssystem bewährt. Hier kommt die Skill-Matrix (auch Qualifiktaions-Matrix genannt)
zum Einsatz. Sie visualisiert den Schulungsstand und den Grad der Kenntnisse von „angelernt“ über „arbeitet selbstständig“ bis hin zu „kann andere un-terweisen“. Inwieweit die Skill-Matrix mit den Namen und/oder Fotos der Mitarbeiter öffentlich zugänglich ist, hängt stark vom Fortschritt der Unternehmens-kultur ab. Anfangs kann die Identität der Mitarbeiter verschlüsselt werden. Eine Datenbank-Software kann hilfreich sein. Die rechtzeitige Abstimmung mit den Menschen vor Ort und dem Betriebsrat schafft Klar-heit darüber, ob und wie die Skills kommuniziert werden.
Schulung und Training ist die eine Seite. Die Frage ist, inwieweit wir Kompetenz allumfassend „managen“ können. Vielleicht müssen wir parallel dazu den richtigen Nährboden schaffen, damit die Menschen bestrebt sind, sich ständig weiterzuentwickeln, un-terstützt durch die Führungskräfte. Hier könnte die Verbesserungs-KATA ein Grundbaustein sein, damit alle in der Organisation bestimmte Verhaltensrou-tinen anwenden, um erstens kontinuierlich zu ver-bessern und zweitens gemeinsam auf die Unterneh-mensziele hinzuarbeiten - unter Berücksichtigung sich stetig ändernder Bedingungen.
Eine Skill-Matrix schafft Transparenz
von Constantin May

4
Lean Management erfolgreich einführen:
Gute Führung ist der Schlüssel zum Erfolg
von Dennis Gossmann, Holger Möhwald und Christine Paulus
Verbesserung und Verschlankung von Prozessen, Kostenersparnis und Effizienzsteigerung: Hohe Erwartungen
werden an die Einführung von Lean Management geknüpft. Doch oft macht sich Unzufriedenheit im Unter-
nehmen breit, Mitarbeiter aller Ebenen sind frustriert und Methoden, die scheinbar keinen Erfolg bringen,
werden verworfen.
Wie kann erfolgreiches und nachhaltiges Umsetzen von Lean im Unternehmen gelingen? Um diese Frage zu beantworten, betrachtet der vorliegende Artikel zunächst die Sichtweisen auf Lean von Mitarbeitern und Führungskräften innerhalb des Unternehmens. Anschließend wird die Führungskraft als Schlüssel-person für eine erfolgreiche Einführung und Umset-zung von Lean Management identifiziert und deren vielfältige Handlungsmöglichkeiten aufgezeigt.
Der Mitarbeiter zahlt die Zeche, oder?
In absolutem Gegensatz scheint der Lean-Gedanke zum Interesse des Mitarbeiters zu stehen. Rationa-lisiert sich der Mitarbeiter nicht selbst, wenn alles schlanker, schneller und effektiver wird? Solche und ähnliche Befürchtungen hemmen die Einführung und Nachhaltigkeit von Lean. Neben Angst vor Arbeitsplatzabbau ist der Mitarbeiter unsicher, ob sich seine Arbeit nun mehr verdichtet, noch mehr Leistung gefordert wird, er gar gehütete „Schätze“ abzugeben hat. Zudem hat er offene Fragen: Erwar-tet ihn nun eintöniges Arbeiten oder doch mehr Freiheit und Selbstgestaltung? Häufig beruhen diese Fragen auf schlechten Erfahrungen vorhergehender Veränderungen. Handelt es sich bei Lean Manage-ment wieder mal um ein neues Konzept, das zur Rettung der Arbeitsplätze und zur Sicherung des Standortes umgesetzt werden muss? Selten spricht der Mitarbeiter offen seine Bedenken an. Erst wenn
er sich persönlich zurückzieht, Vorschriften ver-gisst, verdeckt sabotiert oder wenn der Betriebsrat schließlich seine Bedenken meldet, wird deutlich: Der Mitarbeiter wurde zu spät, zu wenig oder schlicht gar nicht eingebunden.
Die Führungskräfte sorgen für die
erfolgreiche Implementierung
Die Führungskräfte stehen zum einen der Unterneh-mensleitung nah und kennen unternehmerische Zusammenhänge. Zum anderen stehen sie im di-rekten Kontakt zu den Mitarbeitern, können sie für eine Veränderung motivieren. Doch damit sind die Führungskräfte verschiedenen Erwartungshaltun-gen ausgesetzt. Auf der einen Seite befinden sich die Unternehmensleitung oder Aktionäre mit ihren Zeit- und Zielvorgaben. Sie sorgen für einen hohen Umsetzungsdruck und permanente Kosten-Nutzen-Vergleiche. Von dieser Seite werden immer wieder nachgewiesene Ergebnisse eingefordert. Auf der anderen Seite befinden sich Mitarbeiter mit ihren beschriebenen Erwartungen aber auch Hemmnissen und Widerständen bei der Einführung (vgl. Abb. 1).
Ihre Motivation für nachhaltige Umgestaltung muss aufgebaut und aufrecht erhalten werden. All dies bedeutet bereits einen massiven zeitlichen Mehr-aufwand für eine ohnehin schon belastete Führungs-kraft. Hinzu kommt: Für Lean gibt es bisher keine
Abb. 1: Herausforderungen für Führungskräfte bei der Implementierung von LEAN
Bild
er: F
otol
ia

5
Gastbeitrag
Bedienungsanleitung. Wie soll sich die Führungskraft demnach in ihrem Spannungsfeld bewegen? Wie soll sie sich gegenüber der Unternehmensleitung verhalten? Wie kann sie Mitarbeiter führen, damit Lean Management im Unternehmen ein Erfolg wird?
Tipps und Tricks für erfolgreiche LEAN-
Führungskräfte
Zunächst einmal ist es notwendig, dass die Führungs-kräfte die Lean-Philosophie verstanden, akzeptiert und verinnerlicht haben: Was steckt hinter dem Lean-Gedanken? Bevor das Konzept im Unterneh-men implementiert werden kann, eignet sich zum Beispiel ein Besuch eines entsprechenden Seminars, das nicht nur Methodenwissen vermittelt, sondern vielmehr Lean erlebbar macht. Die Führungskräfte sorgen weitergehend dafür, dass auch der Mitarbei-ter den Grundgedanken von Lean versteht, um ihm eventuelle Ängste und Bedenken zu nehmen.
In einem weiteren Schritt sollte die Führungskraft sich vergewissern, dass die Unternehmensleitung von Lean als einem ganzheitlichen Konzept über-zeugt ist. Dies ist zugleich einer der schwierigsten Schritte, denn wenn ein Wertschöpfungssystem bereits erfolgreich läuft – wozu ändern? Dennoch ist es unabdingbar, von der Unternehmensleitung eine klare Vision zu Lean und eine langfristige sowie eindeutige Prioritätensetzung im Sinne von Lean einzufordern. Dabei ist es entscheidend, einzelne Ak-tivitäten zu vernetzen, so dass sich unterschiedliche Abteilungen nicht gegenseitig behindern. Zudem sind eine realistische Meilensteinplanung und vor allem ausreichend zeitliche Spielräume notwendig.
Die Lean-Methoden und -Werkzeuge muss die Führungskraft noch vor der Einführung verstanden haben. Dabei ist es hilfreich, zunächst ein Lean-Werkzeug intensiv zu behandeln und zu verstehen, bis man sich dem nächsten widmet. Ein weiterer Vorteil einer ausgeprägten Lean-Kenntnis: Wer als Führungskraft als kompetent wahrgenommen wird, wird entsprechend ernst genommen. Zudem sorgt die Führungskraft idealerweise dafür, dass der Mitar-beiter ebenfalls das notwendige Fachwissen erhält, indem sie ihn schult oder schulen lässt.
Die Führungskraft ist Vorbild. Deshalb ist es selbst-verständlich, dass sie die einzelnen Bestandteile von Lean sichtbar vorlebt. Das beginnt bei einem perfekt geordneten Büro, geht über regelmäßige Verbesse-rungsvorschläge bis hin zum spontanen Vormachen und Unterstützen im Geschehen vor Ort.
Lean umzusetzen ist ein großes, zeitintensives Vorha-ben. Deshalb ist der Einführungsprozess in adäquate Einheiten zu teilen und ausreichend Zeit einzupla-nen. Für sich persönlich braucht die Führungskraft ein gutes Zeitmanagement mit entsprechenden Prioritäten sowie die Fähigkeit, Aufgaben delegieren zu können. Zudem muss sie den Mitarbeitern aus-reichend Zeit geben, sich mit den Ideen und neuen Konzepten auseinanderzusetzen.
Die Führungskraft benötigt Zuarbeit, Ideen und Loyalität. Dafür bedarf es eines wertschätzenden und motivierenden Führungshandelns. Gegenüber den Mitarbeitern leistet sie gute Dienste, wenn sie mögliche Bedenken des Mitarbeiters ernst nimmt oder vorwegnimmt. Allein das Bewusstsein dafür, dass Lean für den Mitarbeiter negative Folgen haben könnte bzw. dass diese seitens des Mitarbeiters ver-mutet werden, ist für eine erfolgreiche Implemen-tierung förderlich.
Den Sinn und Nutzen des Lean-Konzeptes soll der Mitarbeiter selbst erkennen und erfahren können. Dafür eignen sich Pilotprojekte, die nur einen ab-grenzbaren Bereich betreffen und nach einer klaren Zieldefinition für einen schnellen sowie vor allem sichtbaren Teilerfolg sorgen. Zudem lohnt es sich, dem Mitarbeiter einen Überblick über betriebliche Kostenrechnung zu geben, sodass er versteht, wel-che Auswirkungen Lean-Maßnahmen z.B. auf die Kalkulation von Verkaufspreisen haben und wie er dies entsprechend mitsteuern kann.
Der Betriebsrat ist von Anfang an einzubinden, denn nur so kann von ihm Unterstützung erwartet werden. Der Mitarbeiter wird nicht angewiesen oder lediglich einbezogen, sondern er gestaltet die Verän-derungen aktiv mit. Die Führungskraft hat demnach die Aufgabe, Vorschläge und Ideen der Mitarbeiter aufzunehmen, zu verfolgen und umzusetzen. Um gemeinsam Ideen und Lösungen generieren zu können, muss die Führungskraft sicherstellen, dass auf allen Ebenen und Bereichen einzelne Personen entsprechende Ideenfindungsrunden moderieren können. Dazu gehören idealerweise auch Kenntnisse von Kreativitätsmethoden.
Aufgabe der Führungskraft ist es, Informationen über die Ebenen hinweg weiterzugeben. Dem Mitarbeiter müssen sämtliche Hintergründe und Entscheidun-gen ausführlich erläutert werden. Erst dann besteht die Chance, dass ein Konzept oder eine Idee akzep-tiert wird. Kennzahlen sollten offen dargestellt und

6
zugänglich sein. Gleiches gilt, sobald Fehler oder Schwachstellen deutlich werden: Deren Entstehung und Vermeidung müssen offen diskutiert werden.
Die Führungskraft hat also eine Schlüsselposition im Unternehmensgefüge und damit viele Handlungs-möglichkeiten, um Lean gelingen zu lassen. Dabei ist es für die Führungskraft von großem Nutzen, von Anfang an eine Umsetzungsbegleitung vor Ort zu haben. Denn ein Lean-Experte kann durch Beob-achtungen und Befragungen sicherstellen, dass die Werkzeuge angemessen eingesetzt werden und die Lean-Einführung nachhaltig erfolgt. Schließlich sind die hohen an Lean gestellten Erwartungen durchaus berechtigt, denn Lean Management ist ein umfassen-des und hoch wirksames Instrument.
Zur Entstehung dieses Artikels:
Die Autoren führen gemeinsam das Seminar „Lean für Führungskräfte“ am Institut für Fabrikanlagen und Logistik (IFA) der Universität Hannover durch. Im Rahmen dieses zweitägigen Seminars erleben die Teilnehmer in einer Planspielumgebung, wie klassische Lean-Werkzeuge funktionieren und die Führungskraft zu einer erfolgreichen Umsetzung dieser beitragen kann. Darüber hinaus stehen die Erfahrungen der Teilnehmer im Umgang mit Lean und Führung im eigenen Unternehmen im Fokus. Die Erfahrungen aus sechs Seminaren mit mehr als 60 Teilnehmern und begleitenden Diskussionen hat die
Gastbeitrag: Führung im Lean-Prozess
Autoren dazu veranlasst, im Rahmen dieses Artikels die beobachteten Schlüsselfaktoren guter Führung bei der Implementierung von Lean Management zusammenfassend darzustellen.
Die Autoren:
Dipl. SoWi Holger Möhwald ist seit über 15 Jahren selbständiger Trainer, Berater und Prozessbegleiter. Gemeinsam mit dem IFA führt er Trainings zum Lean Management durch und arbeitet zusammen in na-tionalen Forschungsförderprojekten
M.Sc. Psychologin Christine Paulus, Trainerin wirt-schaftspychologischer Kompetenzen, ist wissen-schaftliche Hilfskraft in der Forschungsgruppe Pro-duktionsgestaltung des IFA der Leibniz Universität Hannover.
Dipl.-Wirtsch.-Ing. Dennis Goßmann ist Wissen-schaftlicher Mitarbeiter in der Forschungsgruppe Produktionsgestaltung des IFA der Leibniz Univer-sität Hannover.
Kontakt: Dennis Goßmann Institut für Fabrikanlagen und Logistik An der Universität 2, D-30932 Garbsen Tel.: +49(0)511 / 762-18196 E-Mail: [email protected] URL: http://www.ifa.uni-hannover.de
Lean einführen ist eine große Herausforderung für Unternehmen – den Leanprozess erfolgreich nachhaltig weiterzufüh-ren eine noch größere. Hierbei spielen die Füh-rungskräfte eine eminent wichtige Rolle.
Carla Latijnhouwers ist Lean-Trainerin und -Be-raterin mit praktischem
Background als ausgebildete Instandhaltungstech-nikerin. Seit vielen Jahren begleitet sie Unternehmen bei der Einführung von Verbesserungsprozessen. Dabei konnte Sie beobachten, dass es Führungskräf-ten oft schwerfällt, Verantwortung an Mitarbeiter zu übertragen und sich bei Problemlösungen nicht mehr einzumischen.
Carla Latijnhouwers zeigt Wege auf, wie Führungs-kräfte mit diesem Dilemma umgehen können. „Die Kunst der Führung liegt darin, dass Mitarbeiter in der Lage sind, gute Lösungen auszuarbeiten und dass sie dabei innerhalb des ihnen gewährten Spielraums alles selbst bestimmen“, sagt die Expertin. Ziel sei es auch, Führungskräften die Sicherheit zu geben, dass die Lösungen in Ordnung sind, ohne dass sie die Lösungen vorgeben. Der Impulsvortrag beinhaltet Techniken, um diesen Spagat zu bewältigen. Danach werden sich die Teilnehmer in Arbeitsgruppen noch intensiver mit dem Thema auseinandersetzen.
Wie man den KVP erfolgreich führtImpulsvortrag von Carla Latijnhouwers auf dem 9. CETPM-Benchmarktreffen
Carla Latijnhouwers, Lean-Expertin mit Praxiserfahrung
Infos und Anmeldung unter www.cetpm.de/benchmark
Der Impulsvortrag mit Carla Latijnhouwers ist zu hören auf dem 9. CETPM-Benchmarktreffen im Werk Thüringische Weidmüller GmbH in Wutha-Farnroda bei Eisenach.

7
Trends
Was treibt Unternehmen im Jahr 2013 um?
Erkenntnisse und Trends von den ersten Fachkongressen dieses Jahres
von Sabine Leikep
Globalisierung, Energiewende, Ressourcenverbrauch und Industrie 4.0 waren zentrale Themen bei den
ersten Jahrestagungen 2013. Tenor: Industrielle Produktion ist ein stabilisierender Faktor in Krisenzeiten.
Dort wird der Mensch verstärkt in den Fokus rücken und mit technischer Unterstützung durch Cloud und
„Internet der Dinge“ vom Operator zum Dirigenten werden.
Beim 3. Deutschen Kongress der Weltmarktführer diskutierten Vertreter aus Wirtschaft, Wissenschaft und Politik über aktuelle Herausforderungen für Un-ternehmen. Prof. Reinhold Würth, Vorsitzender des Stiftungsaufsichtsrats der Würth-Gruppe Künzelsau betonte, dass Führungskultur und motivierte Mitar-beiter ein wesentlicher Erfolgsfaktor seien. Und man müsse Neuem gegenüber aufgeschlossen sein. Sein Fazit: “Wir müssen uns wie die Schlangen häuten, um wachsen zu können. Nicht in erster Linie das universitäre Basiswissen, sondern unsere Kreativität wird uns voranbringen“.
China war ein Schwerpunktthema bei den Welt-marktführern. China sei nicht mehr die verlängerte Werkbank der Industrienationen, sondern setze den Fokus auf Innovationen und neue Technologien, betonte die Chinaexpertin Corinne Abele.
Jürgen Trittin, Fraktionsvorsitzender der Bundes-tagsfraktion Bündnis 90/Die Grünen, Berlin, sprach über die Chancen für die Wirtschaft durch die Ener-giewende. Vor allem kleinere und mittelständische Unternehmen würden davon profitieren. Mittlerwei-le gäbe es 400.000 Beschäftigte in der Branche für alternative Energien und die Energiewende habe das Potenzial, zu einem großen Wachstumsprogramm für Deutschland zu werden.
Resssourcenknappheit im Angesicht der Globali-sierung ist ein Thema, das uns die nächsten Jahre beschäftigen wird. Dies betonte Prof. Dr.-Ing. E.h. Dieter Spath, Institutsleiter des Fraunhofer IAO Stuttgart auf dem von seinem Institut veranstalteten Zukunftsforum 2013. Wir seien laut Umweltforschern gerade dabei, 2,3 Erden zu verbrauchen und man müsse grundsätzlich neue Ansätze im Umgang mit
Ressourcen finden. Eine weitere Herausforderung für Unternehmen und Mitarbeiter sei die hohe Volatilität der Märkte, die eine enorme Flexibilität erfordere.
Um Siegerqualitäten ging es bei dem Kongress „Die Fabrik des Jahres“. Gesamtsieger war in diesem Jahr die Daimler-Tochter MDC Power GmbH in Kölleda. Dort setzt man auf Flexibilität und schnelle und E-Mail-freie Kommunikation. Probleme werden nicht aufgeschrieben sondern sofort gelöst. Dies sei nur als starke Mannschaftsleistung möglich, betonte Dr. Sven Breitschwerdt, Geschäftsführer MDC Power GmbH, Kölleda.
Den Wettbewerb „Die Fabrik des Jahres“ gibt es seit 21 Jahren, und die industrielle Produktion ist ein wesentlicher Erfolgsfaktor der deutschen Wirtschaft. „Wir erleben die 4. Industrielle Revolution auf Basis von Cyber-Physischen Systemen“, sagte Prof. Dr.-Ing. Thomas Bauernhansl, Institutsleiter, Fraunhofer-In-stitut für Produktionstechnik und Automatisierung, Stuttgart. Die Antwort auf steigende Komplexität sei die fraktale Fabrik mit dezentraler autonomer Intelligenz. In Zukunft würden „sich selbst organisie-rende Einheiten“ im Kleinen die Ziele des Gesamt-systems verfolgen. „Alte Wertschöpfungsstrukturen müssen neu gedacht werden“, so Prof. Bauernhansl. Entkoppelte, voll flexible und hochintegrierte Pro-duktionssysteme seien Elemente von Industrie 4.0. Künftig könnten sich Systeme selbst vernetzen und Entscheidungen treffen: In der Endausbaustufe betreiben Planer Kontextmanagement und geben die Regeln vor. Der Auftrag organisiert seine Bear-beitung selbst. Nur wenn er sich meldet, greift der Mensch ein.
Mehr zu diesen Themen: www.produktion.de
Politiker im Dialog mit Unternehmen auf dem 3. Kongress der Weltmarktführer: Wirtschaftsminister Dr. Philipp Rösler, Grünen-Fraktions-vorsitzender Jürgen Trittin, Prof. Reinhold Würh und der Baden-Württembergische Ministerpräsident Winfried Kretschmann
8
Serie: Die Verbesserungskata
Teil 1: Wie funktioniert das menschliche Gehirn?
von Sabine Leikep und Ralph Winkler
Anpassungsfähigkeit ist für jede Organisation wichtig, um wettbewerbsfähig zu bleiben. Wie adaptiv und
veränderungsfähig eine Organisation ist, wird maßgeblich durch die Summe der Verhaltensweisen und
Erfahrungen aller Mitarbeiter, also durch die Unternehmens- und Führungskultur bestimmt. Leider lehrt die
Erfahrung, dass wir eine neue Kultur nicht einfach implementieren können. Aber wieso eigentlich nicht?
Unser ganzes Leben unterliegt ständigen Verän-derungen. Es ist unmöglich, zu wissen oder vor-auszusagen, wie sich Rahmenbedingungen, Kun-denwünsche und Trends weiter entwickeln. Wenn Unternehmen und Organisationen die Zeichen der Zeit nicht rechtzeitig erkennen und dadurch ins Hintertreffen geraten, ist es schwierig, Versäumnisse wieder aufzuholen.
Wenn Kultur die Summe der Verhaltensweisen und Erfahrungen der Mitarbeiter ist, dann müssten wir die Erfahrungen und dadurch im Nachgang die Verhaltensweisen der Menschen in der Organisation beeinflussen, um eine „neue“ Kultur zu kreieren. Die Verbesserungs-KATA ist ein Ansatz, um Menschen in einer Organisation systematisch neue Erfahrungen
machen zu lassen, damit diese in der Lage sind, auf Veränderungen adäquat zu reagieren. Mit dieser Serie erklären wir Ihnen Schritt für Schritt, worum es bei der Verbesserungs-KATA geht und wie sie funktioniert.
Ausflug in die Gehirnforschung
Wir sollten also beginnen, darüber nachzudenken, wie wir denken. Die Erkenntnis darüber bezeichnet man als Meta-Erkenntnis. Oft handeln wir aus Ge-wohnheit in einer bestimmten Art und Weise. Ver-haltensweisen, die regelmäßig wiederholt werden, geschehen unbewusst. Durch das Wiederholen der Verhaltensweisen werden neue neurologische Bah-nen im Gehirn gebildet. Dadurch wird es einfacher, das neu erlernte Verhalten anzuwenden. Mit der Zeit geschieht es dann fast automatisch.
Unser Gehirn arbeitet mit Routinen, um effizienter zu sein und freie Kapazitäten für bewusste Entscheidun-gen zu schaffen. Mit unbewusstem Handeln kommen wir ohne großen Aufwand durch den Tag. Denken Sie nur daran, wie Sie sich anfangs konzentrieren
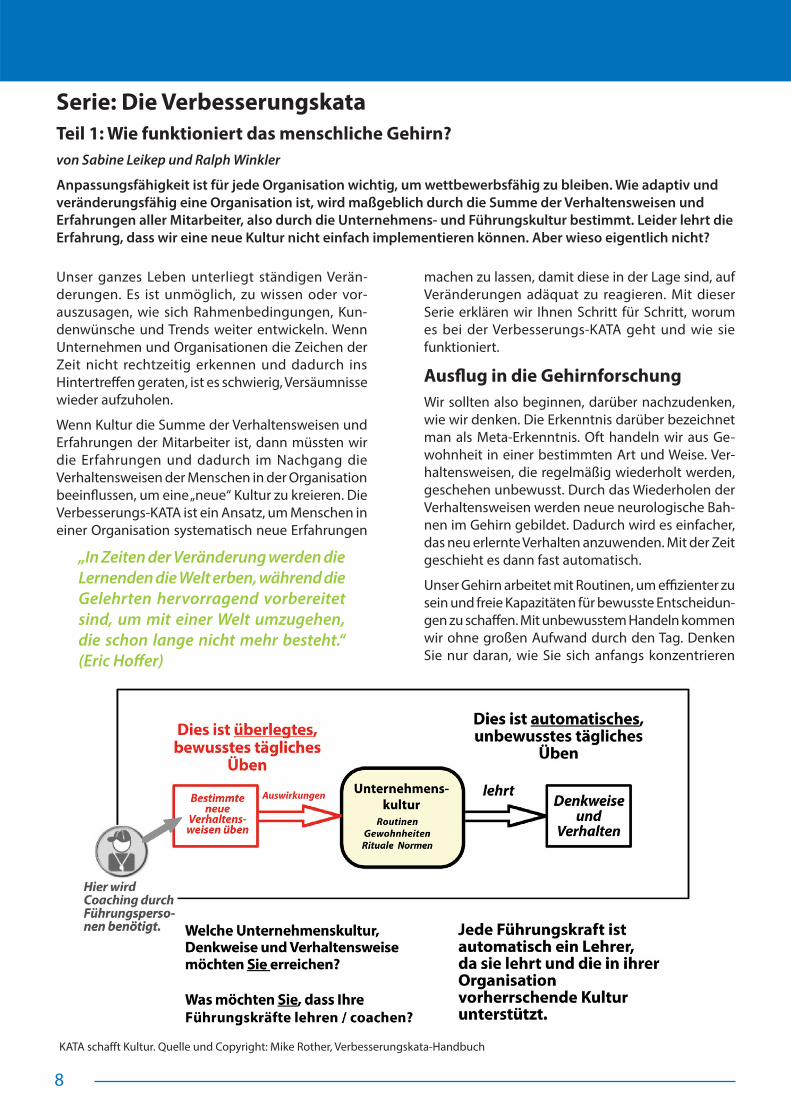
KATA schafft Kultur. Quelle und Copyright: Mike Rother, Verbesserungskata-Handbuch
„In Zeiten der Veränderung werden die Lernenden die Welt erben, während die Gelehrten hervorragend vorbereitet sind, um mit einer Welt umzugehen, die schon lange nicht mehr besteht.“ (Eric Hoffer)

9
Serie: KATA verstehen und anwenden
mussten, als Sie das Tanzen oder das Autofahren erlernt haben. Heute denken Sie wahrscheinlich gar nicht mehr über die Abläufe nach denn es geschieht automatisch. Und genau darin liegt auch eine Tücke: Manche Verhaltensweisen, die aufgrund vergange-ner Erfahrungen entstanden sind, eignen sich nicht, um aktuelle oder zukünftige Situationen zu meistern.
Das Unterbewusstsein ist also sehr mächtig; Gehirn-forscher sprechen davon, dass mehr als 95% unserer täglichen Handlungen unbewusst erfolgen. Das Unterbewusstsein kann mehrere Millionen Infor-mationseinheiten pro Sekunde verarbeiten. Unser Bewusstsein ist nur in der Lage ein paar Tausend Informationen pro Sekunde zu prozessieren. Deshalb ist es sehr wichtig, dass wir darauf achten, welche Ver-haltensroutinen unser Unterbewusstsein ausführt.
Das menschliche Gehirn ist plastisch und kann somit ein Leben lang geformt werden. Das bedeutet: Wir können während unseres ganzen Lebens Neues lernen. Es ist möglich, Denken und Gewohnheiten durch überlegtes Üben neu zu vernetzen. Dies muss zunächst im Bewusstsein geschehen und geht später in das Unterbewusstsein über. Dann wird das neue erlernte Verhaltensmuster gleichmäßiger und schnel-ler, und es wird bald zum normalen gewohnten Ver-
haltensmuster. Durch überlegtes und wiederholtes Üben aller Beteiligten ist es also möglich, die Kultur einer Organisation oder sogar einer Gesellschaft zu verändern.
Sie sollten sich also überlegen, welche Unterneh-menskultur, welche Denk- und Verhaltensweise Sie erreichen möchten. Was möchten Sie, dass ihre Führungskräfte den Teams beibringen? Jede Füh-rungskraft ist automatisch ein Lehrer, da sie alleine durch ihr Verhalten lehrt und die in ihrer Organisation vorherrschende Kultur unterstützt.
Verbesserungs-KATA und Coaching-KATA bieten eine Vorgehensweise, um durch tägliches bewusstes Üben neue Verhaltensroutinen entstehen zu lassen, die den einzelnen Menschen und die Organisation weiterbringen. In der nächsten Yokoten-Ausgabe erklären wir Ihnen, wie Sie und Ihr Team es schaffen, effektivere Gewohnheiten für Verbesserung, Anpas-sungsfähigkeit und Innovation zu entwickeln.
Das komplette KATA-Handbuch von Mike Rother, in deutscher Überset-zung von Prof. Dr. Constantin May, finden Sie zum Download unter: www.cetpm.de/kata-handbuch.
Buchtipp: Hoshin Kanri - Unternehmensweite Strategie-
umsetzung mit Lean-Management-Tools
Das neu erschienene Buch von Daniela Kudernatsch (Hrsg.) stellt das Konzept und die Methoden des japanischen Management-Ansatzes »Hoshin Kanri« vor, der auch unter dem Namen »Policy Deployment« bekannt ist. Als unternehmensweites Planungs- und Steuerungssystem strebt Hoshin Kanri an, alle Aktivitäten und Kräfte des Unternehmens auf ein Ziel hin auszurichten und eine konsequente Stra-tegieumsetzung sicherzustellen. Vor allem aber ist Hoshin Kanri Teil einer langfristigen Philosophie der kontinuierlichen Verbesserung in allen Bereichen des Unternehmens.
Das Buch ist ein Leitfaden für alle, die Hoshin Kanri institutionalisieren möchten. Der Hoshin-Prozess wird u.a. nach der PDCA-Vorgehensweise dargstellt. Fallbeispiele renommierter Unternehmen veran-schaulichen die konkrete Einführung, Umsetzung und kontinuierliche Verbesserung von Hoshin Kanri in der Praxis.
Die Autoren schildern konkrete Vorgehenswei-sen und beleuchten die Vorteile und Erfolgsfak-toren von Hoshin Kanri. Sie weisen aber auch auf mögliche Fallstricke hin. Ein weiteres Thema ist der Vergleich zwischen Ho-shin Kanri und Balanced Score Card.
Mit einem Vorwort von Jeffrey K. Liker, Professor für Produktions- und Be-triebstechnik, University of Michigan, Autor von »The Toyota Way«.
Preis: € 69,95, ISBN: 978-3791032184, 300 Seiten, erschien bei Verlag Schäffer-Pöschel

10
Lean & TPM hautnahKatrin Franke und Barbara Ölschleger berichten Interessantes, Wissenswertes und Hilfreiches
aus der TPM- und Lean-Szene. Beide sind Japan- und TPS (Toyota Production System)-Expertin-nen. Durch ihre langjährige Praxiserfahrung als Übersetzerinnen und Beraterinnen rund um die japanische Managementphilo sophie Kaizen (www.tpm-ag.biz) haben sie viele interessante Geschichten und Informationen parat.
Aus dem (TPM-)LebenSenryû ist die humoristische Variante eines Haikus (japanisches Gedicht mit genau 17 Silben und einem jahreszeitlichen Bezug). Zu Beginn eines Jahres gibt es viele Wettbewerbe, in denen die besten Senryû prä-miert werden. Auch zum Thema TPM werden jährlich Meisterwerke gekürt. Ein Beispiel:
Kaizen heißt
bauen, versuchen und
wieder zerstören
Am Stern orientieren - Hoshin Kanrivon Katrin Franke
Hoshin Kanri – allein die Übersetzung ist für uns im-mer wieder eine Herausforderung – wie groß muss erst die Aufgabe der Gestaltung und Umsetzung sein! Eine erste Erklärung finden Sie im letzten YOKOTEN unter der Rubrik „Unter der Lupe“. Aber wer nicht nur am Gemba, sondern auch hinsichtlich Ausrichtung, Kommunikation und Umsetzung von Zielen und Langzeitstrategien von Toyota lernen will, kommt nicht umhin, sich umfassender mit Hoshin Kanri zu beschäftigen. Weder der Begriff „Leitbild“ noch das englische „Policy Deployment“ geben umfassend wieder, was hinter „Hoshin Kanri“ steckt. Denn einer anderen Denkweise den begrifflichen Mantel des
Die TPM-AG: Barbara Ölschleger und Katrin Franke
Wohlbekannten umzuhängen, führt zu Irrtümern und Ablehnung. Gestatten Sie mir deshalb einen kurzen Exkurs in die Geheimnisse der japanischen Sprache.
Sprache als Ausdruck der Philosophie
HOSHIN KANRI ist ein aus vier Zeichen bestehender japanischer Fachbegriff. „Hoshin“ setzt sich aus den Zeichen HO (langes O in der Aussprache) und SHIN zusammen. Allein das Zeichen HO hat eine sehr umfassende Bedeutung: es kann sowohl Richtung, als auch Person, Art und Weise oder Methode be-deuten. Es gibt eine zweite Lesung für dieses Kanji, und die ist KATA – genau mit diesem Zeichen würde man nämlich auch Lern-KATA oder Verbesserungs-KATA schreiben! Ergänzt man das Kanji SHIN, die (Kompass)nadel, so ergibt sich ein Kompositum, dessen Bedeutung in verschiedenen Nachschlage-werken mit Programm, Prinzip, Grundsatz, Richtlinie, Richtschnur oder Vorhaben angegeben wird. Ähnlich verhält es sich mit KANRI, dessen zwei Kanji eine ebenso breit gefächerte Bedeutung haben. In Zusammensetzung, als Begriff KANRI, ergibt sich ein Inhaltsspektrum von Verwaltung über Management bis Kontrolle und Überwachung. Bereits hier wird deutlich, dass unterschiedliche Philosophien und Denkweisen rein sprachlich schon nicht eindeutig übertragen werden können. Es bleibt Ihnen also nur, sich Ihren eigenen Begriff zu wählen – der vermittelt dann auch viel besser, um was es Ihnen eigentlich geht. Klar ist, es handelt sich bei Toyota um die Über-wachung und aktive Steuerung der Aktivitäten, die ein Unternehmen, eine Gesellschaft oder Gemein-schaft zu einem angestrebten Fernziel führen sollen.
Aus persönlichen Gesprächen mit Beratern und durch das Dolmetschen zahlreicher Diskussionen entwick-le ich nach und nach ein ganz persönliches Bild zu Hoshin Kanri. Diese Reflexion meiner Erlebnisse und Erfahrungen zeigt hitzige, begeisterte Gesichter ja-panischer Berater und Manager, deutsche Geschäfts-führer, die die Köpfe mit Japanern zusammenstecken und über einem auf eine Papierserviette gemalten Bild einer Vision brüten, aber auch ratlose Gesichter von Teamleitern, die in ihrer TPM-Präsentation zwar die Vision der Unternehmensleitung und den Begriff Hoshin Kanri erwähnen, aber offensichtlich nichts damit anfangen können. Hoshin Kanri in seiner Viel-schichtigkeit ist nicht umfassend erklärbar – oder, um es mit den Worten eines japanischen Beraters zu sagen: „Yaru shika nai. Yareba wakaru.“ – Du musst es tun. Wenn Du es tust, verstehst Du es.
Schließlich stieß ich beim Stöbern zum Thema Hoshin Kanri auf den interessanten Artikel von Satoshi Hino, einem bekannten japanischen Wissenschaftler und
11
Hoshin Kanri
11
Wußten Sie schon……dass Japaner ihre Verbundenheit zum Unter-nehmen bereits bei der ersten Vorstellung zum Ausdruck bringen? Während in europäischen Kulturen der individuelle Name an erster Stelle steht – „Mein Name ist Müller, ich arbeite bei Siemens“, nennen Japaner zuerst den Namen des Unternehmens: „Ich bin von der Toyota Motor Corporation, Takahashi.“
Publizisten. Professor Hino lehrte an der Universität zu Hiroshima, wurde mit dem Nobel-Preis für die Kategorie Produktion ausgezeichnet und hat für seine Studien und sein Engagement für die Verbrei-tung des Lean-Gedankens 2007 den SHINGO-Preis erhalten. In seiner letzten Vorlesung als Dozent an der Universität beschäftigte er sich ausführlich mit HOSHIN KANRI bei Toyota. Seine Kerngedanken dazu lassen sich wie folgt zusammenfassen:
1. Hino sieht die Stärke Toyotas vor allem im Lang-zeitdenken. So hat Toyota bereits im April 2002 die „Global Vision“ für das Jahr 2010 verkündet – und zwar in Bezug auf die Faktoren Q (Quality), C (Cost) und D (Delivery). Die Weltspitzenposition in diesen drei Kategorien sollte dazu führen, dass 2010 mit 15 % Weltmarktanteil Toyota der Fahrzeughersteller Nr. 1 ist. Zum Zeitpunkt der Bekanntgabe dieser Visi-on besaß GM 15 %, Toyota 12 % Marktanteil weltweit. Bevor diese Vision bekannt gegeben wurde, gab es bereits umfangreiche Datenauswertungen und Simulationen.
2. Der Grund, warum so wenige Unternehmen bei der Einführung des TPS erfolgreich sind, liegt Hinos Ansicht nach darin, dass nur die sichtbaren Faktoren (Tools) übernommen werden. Der Denkansatz im Business laute aber wie beim KENDO: Fähigkeitsstufe aneignen – übertreffen – zerstören/ durch Höheres ersetzen. Ebenso verhielte sich Toyota in Bezug auf Konkurrenten: man ermittle den stärksten Konkur-renten, lerne so viel wie möglich von ihm, übertreffe ihn und entwickle etwas Neues, was das Alte ablöst.
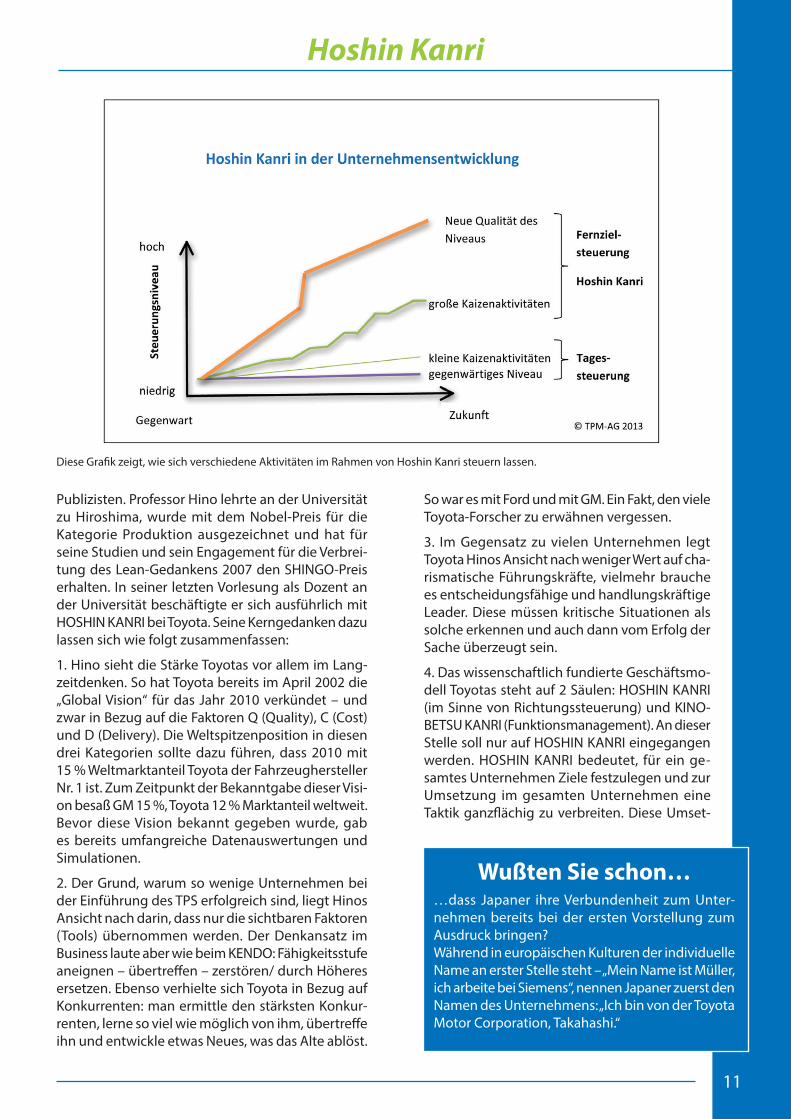
Diese Grafik zeigt, wie sich verschiedene Aktivitäten im Rahmen von Hoshin Kanri steuern lassen.
So war es mit Ford und mit GM. Ein Fakt, den viele Toyota-Forscher zu erwähnen vergessen.
3. Im Gegensatz zu vielen Unternehmen legt Toyota Hinos Ansicht nach weniger Wert auf cha-rismatische Führungskräfte, vielmehr brauche es entscheidungsfähige und handlungskräftige Leader. Diese müssen kritische Situationen als solche erkennen und auch dann vom Erfolg der Sache überzeugt sein.
4. Das wissenschaftlich fundierte Geschäftsmo-dell Toyotas steht auf 2 Säulen: HOSHIN KANRI (im Sinne von Richtungssteuerung) und KINO-BETSU KANRI (Funktionsmanagement). An dieser Stelle soll nur auf HOSHIN KANRI eingegangen werden. HOSHIN KANRI bedeutet, für ein ge-samtes Unternehmen Ziele festzulegen und zur Umsetzung im gesamten Unternehmen eine Taktik ganzflächig zu verbreiten. Diese Umset-

12
Hoshin Kanri
Entfaltung des Einzelnen innerhalb eines Rahmensvon Barbara Ölschleger
Als Berater hört man oft, dass es schwierig sei, die richtigen Themen für Verbesserungsaktivitäten aus-zuwählen. Eine solche Klage lässt darauf schließen, dass kein (funktionierendes) Leitsystem eingerich-tet wurde, mit dem Ziele auf allen Ebenen gesetzt, umgesetzt und deren Erreichung überprüft werden können.
Ein solches Leitsystem wird in der TPM-Welt Hoshin Kanri genannt. Wörtlich übersetzt bedeuten die vier Zeichen unter anderem Richtung - Nadel - Flö-te - Vernunft. Eine sehr freie Übersetzung könnte also Richtungsweisende Nadel nach den Tönen der Vernunft lauten. Gemeint ist ein Kompass, der die Orientierung für das Unternehmen vorgibt und von dem sich die Ziele auf jeder Ebene ableiten lassen.
Viele Unternehmen, die sich bewusst für TPM ent-schieden haben und dies auch im täglichen Leben umsetzen, haben auf der obersten Führungsebene eine Vision und für die einzelnen Säulen eine Mission entwickelt. „Wir wollen der effizienteste Getränke-hersteller mit der breitesten Produktpalette bis 2015 sein“, oder „Wir erreichen bis 2016 die weltweit beste Lieferzeit für unser Standard Produkt A“ lauten z.B. solche Visionen. Aufgabe jeder Säule ist es nun, mit einer Mission zu genau diesem Leitmotiv beizutra-gen. „Durch Eliminierung der Kurzstillstände der A-Linien für Standard Produkt A verkürzen wir die Durchlaufzeit um 30%“ könnte dabei die Mission für die Säule Kontinuierliche Verbesserung lauten. Oder „Durch Schulung der Mitarbeiter garantieren wir dafür, dass das notwendige Personal zur Herstel-lung für Produkt A immer verfügbar ist“ für die Säule Kompetenzenmanagement.
Auf der Teamebene wird dann entschieden, an wel-chen Schwachstellen gearbeitet wird, um genau
zungstaktik wird in jedem Betrieb, jeder Abteilung, jedem Bereich, jeder Gruppe bis hin zu jedem einzel-nen Mitarbeiter weitergegeben. Im Rahmen dessen plant der einzelne Mitarbeiter die Umsetzung seiner individuellen Ziele, wobei er fortlaufend die Umsetz-barkeit innerhalb seiner Gruppe prüft/ sicherstellt usw. Durch diese Vorgehensweise wird ständig im gesamten Unternehmen die Umsetzbarkeit der Ziele sowohl Top-Down als auch Bottom-Up gesichert.
5. HOSHIN KANRI ist nicht über Computer vermittel-bar. Ständige persönliche Gespräche sind für einen fortlaufenden Gedanken- und Handlungsabgleich unverzichtbar.
6. Toyotas HOSHIN KANRI basiert auf der überzeug-ten, aktiven Teilnahme aller. Jede Führungskraft trägt stets ein kleines Heftchen namens „Das Toyota Programm“ bei sich. Hino sagt wörtlich: „Diese Orga-nisation ist geradezu furchterregend: Gibt Toyota ein Ziel bekannt, so wird es auch mit Sicherheit erreicht.“
Sie können die vollständige Übersetzung von Hinos Vortrag gerne abrufen unter www.tpm-ag.biz.
Expressionismus statt Utopismus
Was also fehlt in den meisten Unternehmen? Die glaubwürdige, persönliche Vermittlung des künfti-gen Weges? Die Vermittlung eines Fernziels? Oder die Existenz eines Fernziels überhaupt? Diese Fragen kann sicher nur jede Unternehmensleitung für sich beantworten. In einigen Betrieben ist mir das Bild eines Cliffhangers, untertitelt mit einem Schlagwort wie „Willenskraft“ oder ähnlichem neben anderen, gleich gearteten Bildern aufgefallen. Solche Bil-der sind spektakulär und sicherlich fotografische Meisterleistungen, vermitteln aber keineswegs ein unternehmensspezifisches Leitbild. Denn der lange Weg der stetigen Verbesserung ist nichts für Einzel-kämpfer. Wie wäre es, wenn man, statt im Internet bestellbare Poster aufzuhängen, die Mitarbeiter bitten würde, ihre Gedanken zum Unternehmen bild-lich darzustellen? Oft entstehen erstaunliche Werke, meist in Gemeinschaftsarbeit, die Diskussionen zum dargestellten Inhalt auslösen. Die von Besuchern oft belächelten selbst gemalten Wandbilder und Poster in den Werken von Toyota und anderen japanischen Werken sind klare Zeichen der Auseinandersetzung mit den Werkszielen und der Verbundenheit zum Unternehmen – Grundvoraussetzungen für erfolg-reiches HOSHIN KANRI.
Beispiel aus einem japanischen Werk: In der Kantine als zentralem Kommunikationspunkt können sich alle Mitarbeiter über den Stand der Aktivitäten zur Erfüllung der Nah- und Fernziele informieren.
Die japanischen Schrifzeichen (Kanji) für Hoshin Kanri

13
Lean & TPM hautnah
Wir stellen vor: Seiichi Nakajima
Das Bild, das man von einem Guru im Kopf hat, passt so gar nicht zu der kleinen, quirligen Erscheinung von Seiichi Nakajima. Mit mittlerweile 95 Jahren dürfte er nicht mehr ganz so durch den Gemba fegen, wie seine Mitstreiter das von ihm berichten, aber für den einen oder anderen Gastauftritt spricht er noch gelegentlich vor interessiertem Publikum.
Seit über 50 Jahren ist Nakajima nun schon in Sachen TPM unterwegs. Er gilt als Vater von TPM und schrieb 1961 das erste TPM-Buch. Ihm ist die Verbreitung von TPM außerhalb Japans zu verdanken. Denn 1988 erschien auf Basis seines ursprünglichen Buches mit „Introduction of TPM“ erstmals ein TPM-Buch in englischer Sprache. Aufbauend auf der in USA ent-wickelten „Preventive Maintenance“ entwickelte er den Gedanken von „Total Productive Maintenance“. Seine Philosophie stellt heute einen ganzheitlichen Managementansatz dar. Um ihn zu ehren, hat die Beratungsfirma JIPM-S einen Nakajima Prize ausge-lobt, mit dem Personen ausgezeichnet werden, die
sich seit mehr als zehn Jahren um die Förderung von TPM außerhalb Japans verdient gemacht haben. Der Nakajima-Preis wurde insgesamt fünf Mal, von 2005 bis 2008, vergeben. Die Aufzeichung eines Vortrags von Seiichi Nakajima finden Sie unter: www.cetpm.de/nakajima
dieses eine Ziel zu erreichen. Meistens haben die Werker an der Linie schon eine ziemlich genaue Vor-stellung, mit welchen Hebeln sich die gewünschten Ergebnisse erzielen lassen. Allerdings empfiehlt es sich, diese Stimmen des Gemba mit Zahlen, Daten, Fakten zu untermauern, z.B. mit Pareto-Diagrammen oder einem Speicher mit Themen, die den einzelnen Kennzahlen für Produktivität, Qualität, Liefertreue, Kosten, Sicherheit, Umwelt und Motivation zugeord-net werden können.
So einfach diese Vorgehensweise scheint, so verber-gen sich doch einige Fallen darin, die es zu vermeiden gilt. Erstens besteht die Gefahr, eine Vision zu wählen, die nichts mit der Realität zu tun hat oder nicht aus den Bedürfnissen des Unternehmens abgeleitet werden kann. Dadurch wird es dann unmöglich, sie auch auf die einzelnen Ebenen hinunter zu brechen, und sie bleibt damit für den Einzelnen unverständ-lich. Was auch manchmal fehlt, ist die Strategie, die zur Erreichung von Vision und Mission eingesetzt werden soll. Dadurch kann es zu unterschiedlichen Vorgehensweisen in einzelnen Bereichen und damit zu Verschwendung von Ressourcen kommen.
Kennzahlen und deren Visualisierung hängen eben-falls eng mit Hoshin Kanri zusammen. Oft wird der Fehler gemacht, dass die OEE an der Maschinentafel einer Linie für das Shopfloormanagement ausge-
hängt wird. Die OEE ist jedoch keine operative Kennzahl, wie z.B. die Anzahl der Störungen/Kurz-stillstände oder Ausschuss pro Sorte. Eine solche OPI (operative performance indicator) ist eine direkt an der Linie erfassbare und damit auch dort beein-flussbare Größe.
Die größte Falle lauert allerdings in den kurzen Zeit-räumen, für die Spitzenmanager bestellt werden. Im inhabergeführten Mittelstand dürfte es weniger schwierig sein, Visionen für die nächsten fünf oder sogar zehn Jahre zu entwickeln. Wenn aber die Führungsspitze alle zwei oder drei Jahre wechselt, dann wird die Entwicklung einer Vision, geschweige denn ihre Umsetzung wohl nicht einfach sein. Dann werden einfach Vorgaben von oben nach unten durchgedrückt, wie das jetzt noch immer in vielen Unternehmen der Fall ist.
Hoshin Kanri, oder Zielentwicklungsprozess wie der Fachbegriff im Deutschen heißt, ist letztendlich sowohl ein Instrument zur Steuerung von Verbes-serungsaktivitäten als auch zur Überprüfung von deren Erreichung geeignet. Somit wird ein Rahmen für die Entwicklung eines Unternehmens vorgege-ben. Dieser ist jedoch kein starres Korsett, das keine Bewegungsfreiheit zulässt, sondern kann den Be-dürfnissen eines Unternehmens angepasst werden.
Seiichi Nakajima und Prof. Dr. Constantin May, der ihm auf einer JIPM-Tagung im März 2010 sein TPM-Buch überreichte.

14
Vor etwa drei Jahren wurde Martin Schnurbusch durch eine Anzeige in einer Fachzeitschrift auf-merksam auf einen neuen berufsbegleitenden Bachelor-Studiengang Wertschöpfungsmanage-ment an der Hochschule Ansbach. Er fühlte sich sofort angesprochen und informierte sich über die Inhalte des Studiengangs. Das Studium bot genau das Know-how, das ihm noch fehlte. Als einer der ersten Studenten schrieb er sich ein. „Es ging mir nicht um den akademischen Titel sondern um die Lerninhalte“ betont der Produktionsleiter der WSH GmbH Schraubenfabrik, der ausgebildeter Indu-striemeister Metall und technischer Betriebswirt ist. Seine Entscheidung für das Studium neben dem Job hat er nicht bereut: „Das Fachwissen zu TPM wird dort in sehr kompakter Form vermittelt. Wenn man das in Seminaren machen will, dann ist das schon schwierig“, so Martin Schnurbusch.
Bevor er vor 11 Jahren bei der WSH GmbH begann, hatte Martin Schnurbusch 12 Jahre in verantwor-tungsvoller Position im Produktionsbereich eines anderen Unternehmens gearbeitet. TPM und Lean kannte er eher aus der Lektüre von Fachliteratur. „Dann habe ich im Rahmen der im Studium gestell-ten prüfungsrelevanten Aufgaben die ersten Projekte
Praxisbericht
durchgeführt, und die Überzeugung wuchs immer mehr in mir“ erzählt er. Die Geschäftleitung unter-stützte diesen Weg von Beginn an und so konnte auch der Führungskreis von den Vorzügen einer systematischen Vorgehensweise zur kontinuierlichen Verbesserung überzeugt werden. Mit Alexander Grombach, einem externen TPM Trainer und Coach, hatte man kompetente Unterstützung gewonnen. Damit stand der offiziellen Einführung von TPM nichts mehr im Wege. Alle Mitarbeiter erhielten per Brief eine offizielle Absichtserklärung des Manage-ments und es wurde ein eigenes TPM-Haus mit acht Säulen definiert. 2012/2013 liegt der Schwerpunkt in der Umsetzung auf den ersten beiden Säulen. Teams in ausgewählten Pilotbereichen begannen mit den Bausteinen KVP und Autonome Instandhaltung. Mit dem Rollout auf das gesamte Werk wurde bereits begonnen.
Es habe vor 12 Jahren schon einmal ein Lean-Projekt gegeben erzählt Martin Schnurbusch. Als er ein Jahr später ins Unternehmen kam sei davon nur noch 5S übrig gewesen; alle anderen Verbesserungsprojek-te seien im Sande verlaufen. „Immerhin wurde der Stand von 5S gehalten, aber wir haben uns nicht weiterentwickelt“ sagt er. Doch nun ist der Stein ins Rollen gekommen. Martin Schnurbusch opfert für sein Studium parallel zum Job einen Teil seines Urlaubs. Die Belohnung: Es geht voran. Wenn er im Herbst dieses Jahres sein Studium abschließt, hat er mit seinem Team schon einiges durch das neu erworbene Wissen bewegt. Unterstützt wird er durch sechs Säulenverantwortliche, darunter ein eigens zu seiner Unterstützung ausgebildeter TPM-Instruktor.
Im Rahmen eines Projektes aus dem Studium nahm Martin Schnurbusch bereits einen Teil der admini-
Die richtigen Schrauben im KVP drehen
WSH GmbH Schraubenfabrik: Systematisch besser werden mit TPM
von Sabine Leikep
Als Automobilzulieferer für Schrauben und Verbindungselemente erfüllt die WSH GmbH Schraubenfabrik in
Hilchenbach höchste Anforderungen bezüglich Qualität und Produktivität. Dennoch wünschte sich Martin
Schnurbusch als Produktionsleiter eine systematische Vorgehensweise, um Verbesserungspotenziale in allen
Bereichen zu erschließen. Auf seine Initiative hin wurde 2012 TPM eingeführt.
Das Unternehmen
Vor 106 Jahren wurde die WSH-Schraubenfabrik in Hilchenbach von Wilhelm Schumacher gegründet. Das Werk befindet sich noch immer am Gründungsstandort und beschäftigt derzeit etwa 170 Mitarbeiter. Zu den Hauptabnehmern der dort pro-duzierten Schrauben und Verbindungselemente zählen die Automobilindustrie und die anspruchsvolle Hausgeräteindustrie.Mehr Infos: www.wsh-schrauben.com
Machen sich stark für TPM: v.l. Jürgen Steinmetz (TPM Instruktor), Thorsten Völkel (Meister) und Martin Schnurbusch (Produktionsleitung)

15
strativen Bereiche unter die Lupe: Eine 5S-Aktion in einem Meisterbüro sorgte für bessere Arbeitsbedin-gungen und ein Ablagestandard für mehr Transpa-renz. Inzwischen wurden alle Meisterbüros diesem Standard angepasst. Weitere Verwaltungsbereiche sollen folgen.
Wie reagieren die Mitarbeiter, wenn der Chef zum Studenten wird und dann mit neuen Ideen kommt? Zuerst stieß Martin Schnurbusch auf eine gewisse Skepsis, aber auch auf große Neugier. Zur Unterstüt-zung der Einführung von TPM initiierte er zusammen mit der Geschäftsleitung nach der Absichtserklärung eine Informationskampagne. Es wurde genau erklärt, warum, weshalb und wozu dieser Prozess der klei-nen Schritte zur Verbesserung eingeleitet wird. Gut gelaufene Pilotprojekte wurden dokumentiert und anhand von Vorher-Nachher-Bildern erklärt. In inter-nen Umsetzungsworkshops werden die Mitarbeiter in den TPM-Methoden geschult. Beeindruckend für Martin Schnurbusch war die Verhaltensänderung der Teammitglieder in den Projekten: „Anfangs hatten manche eine skeptische Grundhaltung die später in Begeisterung umschlug. Man musste dann wirklich aufpassen, dass sie nicht zu schnell galoppieren, damit sie nicht stolpern“.
Er vermutet, dass die Begeisterung ausgelöst wurde als die Menschen den Sinn und Zweck des Ganzen erkannten und als klar war, dass dies kein System ist, um die Mitarbeiter noch weiter zu beschleuni-gen oder anzutreiben. Viele erkannten, dass sie nun besser in die Prozesse eingebunden werden und dass sie ihre Vorstellungen und Verbesserungen direkt einbringen können und somit großen Einfluss auf ihren Arbeitsplatz und den Arbeitsablauf haben. „Das hat die Mitarbeiter wohl am meisten beeindruckt, denn das kannten sie in der Form noch nicht“ sagt Martin Schnurbusch.
Beeindruckt war der externe Berater Alex-ander Grombach von einer kreativen Art der Visualisierung des Fort-schritts bei der Auditie-rung in der Autonomen Instandhaltung. Die Idee kam vom TPM Instruktor Jürgen Steinmetz: Eine Magnettafel mit einem Schraubensymbol wird an der Maschine befestigt, wo die Stufen der Autonomen Instandhaltung „ab-gehakt“ werden (s. Foto oben). Dieses Symbol soll künftig in allen Teams die Menschen motivieren, weiter kontinuierlich alle Arbeitsabläufe auf Poten-ziale zu prüfen und stetig zu verbessern.
Rückblickend kann sich Martin Schnurbusch nicht mehr vorstellen, ohne eine systematische TPM-Vor-gehensweise zu arbeiten: „Man machte den Job, aber irgendwie hat mir immer etwas gefehlt. Man sieht die Lagerbestände, die Prozesse fließen nicht, aber man hat nicht so die richtigen Instrumente an der Hand, um das Ganze dann auch nachhaltig zu regeln. Mit Kurzfristaktionen hatten wir immer wieder in irgend- einer Form Erfolge, aber das war nicht nachhaltig, weil die Systematik fehlte“. Er sei nun geduldiger geworden, gehe mit seiner Mannschaft den Weg der kleinen Schritte und nicht wieder zurück. Das System werde über viele Jahre aufgebaut, ein nicht endender Prozess der Optimierung.
Geschäftsführer Dr. Frank Pahl stand der Einfüh-rung von TPM von Anfang an positiv gegenüber. Er hatte bereits Erfahrung mit TPM aus einer früheren Tätigkeit in einem anderen Unternehmen. Martin Schnurbusch freut sich über die Unterstützung durch die Geschäftsleitung, die inzwischen so überzeugt ist, dass sie die Kosten für sein Studium übernimmt.
Die Dokumentation der Verbesse-rungen ist ein Motivationsfaktor und hilfreich bei der Einführung von TPM. Beispiel: Maschine vor (links) und nach TPM (rechts).
Die Maschine wurde im Zuge der Autonomen Instandhaltung Stufe 1 komplett grundgereinigt und neu gestrichen. Die Maschinenhaube wurde erneuert und vorhandene Mängel beseitigt.
Nutzen: Optischer Eindruck ver-bessert und Maschinenausfälle minimiert.
16
TPM- & Lean-Tipps und Denkanstöße
Impressum:Hochschule AnsbachCampus Herrieden – CETPMRedaktion YokotenSteinweg 5D-91567 HerriedenTel. +49 (0) 9825 2038-100Fax +49 (0) 9825 2038-111www.yokoten.de ISSN 2193-4835E-Mail: [email protected] Einzelheft: 5,00 €Redaktion: Sabine Leikep Jahresabo für 6 Ausgaben: 19,00 € inkl. Versand in D
Besuchen Sie das KATA-Infocenter. Hier finden Sie Links zum KATA-Netzwerk, das KATA-Handbuch, Formulare, Präsentationen und Videos von KATA-Vorträgen
Infos rund um das KATA-Netzwerk
www.cetpm.de/kata
Eine runde Sache: Weiterbildung an der CETPM-Akademie
spezialspezial
WISSEN
Tota
lPro
duct
ive
Man
agem
ent
LeanProduction
Vorb
euge
nde
Insta
ndha
ltung
Rüst
zeite
n
redu
ziere
nRüstzeiten
reduzierenLow
CostIntelli-gent Autom
ationW
ertstrom-designlive
KleineLosgrößen
Lean Production
Controlling
HanchoAusbildung
Stei
geru
ngde
rAn
lage
neffi
zienz
KVP
live
Infrar
ot-
Therm
ograf
ie
Schwingungs-
diagnoseprofiprofi
TPM
-Inst
rukt
or
Lean ProductionM
asteradvanced
intensivintensiv
TPM
inte
nsiv
mit
Wer
ksbe
sichti
gung
LeanProduction
Master
Lean Office kompakt
Makigami intensiv
Lean Office Master
Lean Office & Lean Enterprise
kompaktkompakt
TPM
kom
pakt
Lean Productionkom
paktTrain the Trainer
KATA
Expe
rt
KATA Manager
KATAkom
pakt
Kern- kompetenzen
Lean
Ramp-upLeanSales
Lean
Human Resources LeanDevelopment
Hoshin
Kanri





























