Embed Size (px)
Citation preview

PensionierungenBürki Marcel Aussendienst Genève 29. Februar 2004
Bamert Erwin Einkauf 30. Juni 2004
Thomé Eric Verkauf Genève 31. Dezember 2004
EintritteAlbrecht Janina Verkauf 1. Januar 2004
Santi Marco Verkauf Genève 1. Januar 2004
Dreier Roman Lagerbetrieb 19. Januar 2004
Gamsjäger Kilian Lagerbetrieb 1. August 2004
Gerber Cornelia Lagerbetrieb 23. August 2004
Pharisa Nicolas Aussendienst Genève 1. September 2004
DienstjubiläumAslan Ahmet Lagerbetrieb 10 Jahre 1. Mai 2004
Giampaolo Antonio Lagerbetrieb 10 Jahre 1. Januar 2004
Hammer Edith Verkauf 10 Jahre 1. April 2004
Jovic Miroljub Lagerbetrieb 10 Jahre 1. Juli 2004
Rüegg Esther Sekretariat
Geschäftsleitung 20 Jahre 1. August 2004
Probst Ewald Verkauf 35 Jahre 3. April 2004
Zbinden Doris Buchhaltung 30 Jahre 14. Oktober 2004
Ammann Rudolf Aussendienst 40 Jahre 17. August 2004
Cadosch Iris Einkauf 40 Jahre 18. Januar 2004
Mit Auszeichnung – Note 5,4 und damit
Klassenbeste – hat unsere Lehrtochter
Connie Gerber Ihre Ausbildung als Logis-
tikassistentin im August abgeschlossen.
Wir gratulieren Ihr zu diesem Resultat
ganz herzlich.
Connie Gerber wurde im Rahmen der
betrieblichen Ausbildung in unserem Zen-
trallager in Wallisellen in der Fachrichtung
Lagerwesen ausgebildet.
Sie wird in unserem Zentrallager in
Wallisellen weiterbeschäftigt und arbeitet
im Bereich Logistik «Projekt Barcoding»,
wo sie für die Erfassung sämtlicher am
Lager befindlichen Teile zuständig ist.
E. Sepp, Betriebsleiter Lager
2/04
Das Informationsmagazin für Geschäftsfreunde,
Kunden und Interessierte.
ES GIBT SIE NOCH – DIE HAMMERSCHWINGENDEN SCHMIEDE
DAS AUGE MUSS SICH ZUERST AN DAS DUNKEL GEWÖHNEN.
ÜBERALL TIEFES SCHWARZ – «DUNKEL WIE IN EINER KUH» –
SAGT UNS ROBERT RÖTHLIN LACHEND, ALS WIR UNS UNSICHER
TASTEND DURCH SEINE SCHMIEDE-WERKSTATT BEWEGEN. ES
RIECHT NACH EISEN UND KOHLE. Fortsetzung auf Seite 2
IMPRESSUM AKTIV | KREATIVHerausgeber:Gebr. Böhler & Co. AGGüterstrasse 4, Postfach8304 WallisellenTel. 044 832 88 11Fax 044 832 88 [email protected]
Böhler Frères & Cie SA48, Route de Chancy1213 Petit-LancyTel. 022 879 57 80Fax 022 879 57 [email protected]
Redaktion und Texte:Toni Schindler, Kommunikator,Greifensee www.tonischindler.chBöhler Redaktionsteam: Urs Hotz,Vincenzo Paparo, Edgar Sepp, Franco Sigillo, Mike Zika
Konzept und Grafik:loveandpeace – all media, Ennetbadenwww.loveandpeace.ch
Fotos:KEYSTONE, Böhler Uddeholm und Böhler Stahl Schweiz.
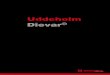
Zähigkeit
Ver
sch
leis
swid
erst
and
Rei
bung
&A
dhäs
ion
Ledeburitische Kaltarbeitsstähle
MittellegierteKaltarbeits-
stähle
K190 MICROCLEAN
K110
K340 ISODUR
K107
K305
K600
K105
K100
In der Frühjahresausgabe dieser Zeitschrift hat sich in Bild 2 auf
der letzten Seite der Druckfehlerteufel eingeschlichen, deshalb sei
hier die Positionierung des K390 MICROCLEAN innerhalb der
Kaltarbeitsstähle noch einmal dargestellt.
Ein Lagerprogramm des K390 MICROCLEAN wird 2005 auf-
gebaut. Aktuelle Informationen darüber entnehmen Sie bitte
unter www.edelstahl-schweiz.ch.
Positionierung von Kaltarbeitsstählen – qualitative Darstellung
AKTIVKREATIV
BOEHLERIT ZERTIFIZIERTWIR BILDEN LOGISTIKER AUS
RICHTIGSTELLUNG ZUM ARTIKEL ÜBER K390MICROCLEAN IN DER AKTIV|KREATIV AUSGABE 1/04
WWW.EDELSTAHL-SCHWEIZ.CH
JAHRESRÜCKBLICK 2004
Wir gratulieren unserem Lieferanten von
Roh-Hartmetall, der BOEHLERIT GmbH &
Co.KG zur Zertifizierung seines Qualitätsma-
nagementsystems nach EN ISO 9001-2000.
UNSER VERKAUFSTEAM STEHT IHNEN GERNE ZUR VERFÜGUNGWerner Müller, Telefon 044 832 87 10, [email protected] Zika, Telefon 044 832 88 21, [email protected] 044 832 87 22

fung als Eidg. Dipl. Huf- und Fahrzeug-
Schmiede-Meister – welch ein Titel! Und
1995 übernahm er als Teilhaber die Firma
seines Arbeitgebers.
Und wie geht es weiter? Robert Röth-
lin bleibt seinem Beruf weiter treu und
wird noch lange den Hammer auf den
Amboss sausen lassen, dass die Funken
stieben. Trotzdem macht er sich Sorgen,
dass diese Berufsgattung mal aussterben
wird, denn es gibt immer weniger junge
Menschen, die sich für dieses archaische
Handwerk motivieren lassen. Immerhin
ist es ihm gelungen, einen seiner Söhne
dafür zu begeistern das Schmiedehand-
werk zu erlernen. Alle Achtung! – Er hat
uns nicht verraten, wie lange er ihm von
seinem Handwerk vorgeschwärmt hat. n
An der rechten Wand der Werkstatt brennt
unter einem riesigen Abzug, an dem aller-
lei Zangen und Hämmer hängen, ein klei-
nes Feuer, welches gespenstische Schatten
auf seltsame schwarze Maschinen und
metallisch glänzende Ambosse wirft.
Wir befinden uns in der Zürcher De-
pendance der Firma Bieri, Federn- und
Bremsenservice AG, Kriens. Hier, mitten
in Zürich an der Anschlusstangente nach
Chur und Luzern zeigt uns Robert Röthlin,
Mitinhaber und leidenschaftlicher Schmied,
wie Blattfedern noch von Hand geschmie-
det werden. Seine Erscheinung könnte
einem in diesem dunklen Raum Angst
einflössen – immerhin war er in jungen
Jahren Schwinger –, und wir gaben ihm
nur zögernd die Hand, weil wir nicht
wussten, wie sie nach dem Händedruck
aussehen würde. Doch nichts dergleichen,
Robert Röthlin ist ein überaus liebenswür-
diger und geselliger Gastgeber.
NISCHENPRODUKT FÜR FINDIGE SCHMIEDEMEISTERBieri, Federn- und Bremsenservice AG ist
ein Kleinunternehmen, das sich in erster
Linie auf die Reparatur von Blattfedern
konzentriert hat. Ihre Kunden finden sich
vor allem bei Garagisten, Transport- und
Logistikfirmen sowie bei Oldtimer-Liebha-
bern. Sie haben gemerkt, dass defekte
Blattfedern keine «Wegwerfartikel» sind,
sondern sehr wohl repariert werden kön-
nen. In Röthlins Schmiedewerkstatt wer-
den die ganzen Federelemente fachgerecht
demontiert und die gebrochenen Teile dem
Schrott zugeführt. Diese werden dann
32
durch neue Federteile ersetzt, welche
haargenau auf Länge und Bogen ge-
schmiedet werden. Viel fachliches Können
und auch zuverlässiges Augenmass sind
dabei notwendig. Ein traditionsreiches Un-
ternehmen, das in unserer Entsorgungsge-
sellschaft nach wie vor seinen Platz hat und
gleichzeitig ein uraltes Handwerk belebt.
DIE BALANCE ZWISCHEN BERUF,FAMILIE UND FREIZEITRobert Röthlin hat die Ausstrahlung eines
zufriedenen Menschen, der mit Begeiste-
rung von seinem Beruf, seiner Familie und
von seinem Freizeitausgleich spricht. Sein
Geheimnis? Es ist wohl die ideale Balance
zwischen allem. Wenn er davon schwärmt,
wie schön und lustvoll es ist, im herbst-
lichen Wald durch die raschelnden Blätter
zu gehen, dann entsteht ein ganz neues
Bild eines Schmiedemeisters.
Seine Laufbahn hat jedoch Tradition.
Schon als Kind konnte man ihn oft in der
Werkstatt des Dorfschmiedes in Kriens se-
hen, wo er oft in seiner Freizeit mitgehol-
fen hat, den Pferden Hufeisen zu verpas-
sen. Eisen, Feuer, Amboss und Pferde – das
war seine Welt, und nichts konnte ihn dar-
an hindern, diesen Beruf zu erlernen. Kein
Wunder, dass er nach seiner
vierjährigen Berufslehre
als Hufschmied bei der
«Logistiktruppe» in Sand
bei Bern Militärdienst lei-
stete – bei den «Rösslern» –
wie es im Militärjargon
heisst. 1978 machte er
dann die Meisterprü-
Robert Röthlin, Mitinhaber Bieri Federn
AUF BIEGEN UND BRECHENDAS VOLLAUTOMATISCHE PRÜFLABOR VON BÖHLER EDELSTAHL GMBH
VON JOSEF HOFSTÄTTER, LEITER PRÜFLABOR
Das mechanische PrüflaborDie wohl spektakulärsten mechanischen
Tests sind der Zugversuch (ZV) und der
Kerbschlagbiegeversuch. Je nach Kunden-
wunsch und Normforderung werden
diese grundsätzlich bei allen Werkstoffen
durchgeführt. Sie dienen der Festigkeits-
bestimmung und haben neben Dokumen-
tationswert auch grossen Einfluss auf
künftige Werkstoffentwicklungen. Durch
umfangreiche Investitionen in das Prüf-
zentrum ZV sowie in den Kerbschlagbie-
geversuch verfügt BÖHLER jetzt über ei-
nes der modernsten Labors für mechani-
sche Prüfungen.
Vollautomatisches Prüfzentrum fürZugversuche bei RaumtemperaturDer Zugversuch besteht darin, eine Probe
durch Zugbeanspruchung bis zum Bruch zu
dehnen, um eine oder mehrere Festigkeits-
kenngrössen zu bestimmen.
Prüfvorgang und AuswertungDer Versuch läuft ohne weiteres Zutun
des Prüfers ab und kann im Diagramm-
fenster des Anwenderprogramms grafisch
verfolgt werden. Die Auswertung erfolgt
automatisch entsprechend den Vorgaben
der Kundenspezifikationen und Prüfnor-
men mittels Anwendersoftware.
Automatisierung Kerbschlag-biegeversuchBei der Prüfung wird eine in der Mitte
gekerbte Probe mit einem Pendelhammer
mit einem einzigen Schlag durchgeschla-
gen. Die dabei verbrauchte Schlagarbeit
wird gemessen und ist ein Mass für die
Widerstandsfähigkeit der Werkstoffe ge-
gen schlagartige Beanspruchung.
Der Versuch wird bei verschiedenen
Temperaturen im Bereich zwischen
–196 °C und +300 °C durchgeführt.
Prüfvorgang undAuswertungNach Erreichen der Prüf-
temperatur und Ablauf
der erforderlichen Tem-
perierdauer wird die vor-
derste Probe aus der Tem-
periereinheit in die Prüf-
position geschoben, dort
automatisch ausgerichtet,
geschlagen, über die An-
wendersoftware nach ak-
tuellen Prüfnormen und
Kundenspezifikationen
ausgewertet. n
Automatischer Zugversuch
KOMPONENTEN DES VOLL-AUTOMATISCHEN PRÜFZENTRUMSn Probenmagazin mit optischer Messung
des Ausgangsdurchmessers und derProbenlänge
n Roboter mit Greifer sowie Video- und magnetelektrischen Sensoren zum Ein- und Ausbau der Proben
n Hydraulische Einspannklemmen für Roboterbetrieb
n Vollautomatische Vermessung der Deh-nung und dreidimensionale, vollautoma-tische optische Vermessung der Bruch-einschnürung (Videoextensometer)
n Universalprüfmaschine mit digitalerWeg-, Kraft- und Dehnungsregelung
n Softwaremodule für Robotersteuerung,Videoextensometer und Metallzugver-such nach allen aktuellen Prüfnormenund Kundenspezifikationen
AUFBAU DER AUTOMATISCHENPRÜFEINRICHTUNGn Vollautomatische Temperierung
(Heizung bis +300 °C, Kühlung mitflüssigem Stickstoff bis –196 °C)
n Ein- und Ausbringen der Proben aus der Temperierkammer automatisch mit zwei Probenschiebern
n Automatisches Ausrichten der Proben am Auflager und Auslösen des Pendelhammers
n Automatische Erfassung derverbrauchten Schlagarbeit mittelsDrehwinkelgeber
n Softwaremodule zur Auswertung nach aktuellen Prüfnormen undKundenspezifikationen
ES GIBT SIE NOCH – DIE HAMMER SCHWINGENDEN SCHMIEDE(FORTSETZUNG)
Geschmiedete Federblätter

fung als Eidg. Dipl. Huf- und Fahrzeug-
Schmiede-Meister – welch ein Titel! Und
1995 übernahm er als Teilhaber die Firma
seines Arbeitgebers.
Und wie geht es weiter? Robert Röth-
lin bleibt seinem Beruf weiter treu und
wird noch lange den Hammer auf den
Amboss sausen lassen, dass die Funken
stieben. Trotzdem macht er sich Sorgen,
dass diese Berufsgattung mal aussterben
wird, denn es gibt immer weniger junge
Menschen, die sich für dieses archaische
Handwerk motivieren lassen. Immerhin
ist es ihm gelungen, einen seiner Söhne
dafür zu begeistern das Schmiedehand-
werk zu erlernen. Alle Achtung! – Er hat
uns nicht verraten, wie lange er ihm von
seinem Handwerk vorgeschwärmt hat. n
An der rechten Wand der Werkstatt brennt
unter einem riesigen Abzug, an dem aller-
lei Zangen und Hämmer hängen, ein klei-
nes Feuer, welches gespenstische Schatten
auf seltsame schwarze Maschinen und
metallisch glänzende Ambosse wirft.
Wir befinden uns in der Zürcher De-
pendance der Firma Bieri, Federn- und
Bremsenservice AG, Kriens. Hier, mitten
in Zürich an der Anschlusstangente nach
Chur und Luzern zeigt uns Robert Röthlin,
Mitinhaber und leidenschaftlicher Schmied,
wie Blattfedern noch von Hand geschmie-
det werden. Seine Erscheinung könnte
einem in diesem dunklen Raum Angst
einflössen – immerhin war er in jungen
Jahren Schwinger –, und wir gaben ihm
nur zögernd die Hand, weil wir nicht
wussten, wie sie nach dem Händedruck
aussehen würde. Doch nichts dergleichen,
Robert Röthlin ist ein überaus liebenswür-
diger und geselliger Gastgeber.
NISCHENPRODUKT FÜR FINDIGE SCHMIEDEMEISTERBieri, Federn- und Bremsenservice AG ist
ein Kleinunternehmen, das sich in erster
Linie auf die Reparatur von Blattfedern
konzentriert hat. Ihre Kunden finden sich
vor allem bei Garagisten, Transport- und
Logistikfirmen sowie bei Oldtimer-Liebha-
bern. Sie haben gemerkt, dass defekte
Blattfedern keine «Wegwerfartikel» sind,
sondern sehr wohl repariert werden kön-
nen. In Röthlins Schmiedewerkstatt wer-
den die ganzen Federelemente fachgerecht
demontiert und die gebrochenen Teile dem
Schrott zugeführt. Diese werden dann
32
durch neue Federteile ersetzt, welche
haargenau auf Länge und Bogen ge-
schmiedet werden. Viel fachliches Können
und auch zuverlässiges Augenmass sind
dabei notwendig. Ein traditionsreiches Un-
ternehmen, das in unserer Entsorgungsge-
sellschaft nach wie vor seinen Platz hat und
gleichzeitig ein uraltes Handwerk belebt.
DIE BALANCE ZWISCHEN BERUF,FAMILIE UND FREIZEITRobert Röthlin hat die Ausstrahlung eines
zufriedenen Menschen, der mit Begeiste-
rung von seinem Beruf, seiner Familie und
von seinem Freizeitausgleich spricht. Sein
Geheimnis? Es ist wohl die ideale Balance
zwischen allem. Wenn er davon schwärmt,
wie schön und lustvoll es ist, im herbst-
lichen Wald durch die raschelnden Blätter
zu gehen, dann entsteht ein ganz neues
Bild eines Schmiedemeisters.
Seine Laufbahn hat jedoch Tradition.
Schon als Kind konnte man ihn oft in der
Werkstatt des Dorfschmiedes in Kriens se-
hen, wo er oft in seiner Freizeit mitgehol-
fen hat, den Pferden Hufeisen zu verpas-
sen. Eisen, Feuer, Amboss und Pferde – das
war seine Welt, und nichts konnte ihn dar-
an hindern, diesen Beruf zu erlernen. Kein
Wunder, dass er nach seiner
vierjährigen Berufslehre
als Hufschmied bei der
«Logistiktruppe» in Sand
bei Bern Militärdienst lei-
stete – bei den «Rösslern» –
wie es im Militärjargon
heisst. 1978 machte er
dann die Meisterprü-
Robert Röthlin, Mitinhaber Bieri Federn
AUF BIEGEN UND BRECHENDAS VOLLAUTOMATISCHE PRÜFLABOR VON BÖHLER EDELSTAHL GMBH
VON JOSEF HOFSTÄTTER, LEITER PRÜFLABOR
Das mechanische PrüflaborDie wohl spektakulärsten mechanischen
Tests sind der Zugversuch (ZV) und der
Kerbschlagbiegeversuch. Je nach Kunden-
wunsch und Normforderung werden
diese grundsätzlich bei allen Werkstoffen
durchgeführt. Sie dienen der Festigkeits-
bestimmung und haben neben Dokumen-
tationswert auch grossen Einfluss auf
künftige Werkstoffentwicklungen. Durch
umfangreiche Investitionen in das Prüf-
zentrum ZV sowie in den Kerbschlagbie-
geversuch verfügt BÖHLER jetzt über ei-
nes der modernsten Labors für mechani-
sche Prüfungen.
Vollautomatisches Prüfzentrum fürZugversuche bei RaumtemperaturDer Zugversuch besteht darin, eine Probe
durch Zugbeanspruchung bis zum Bruch zu
dehnen, um eine oder mehrere Festigkeits-
kenngrössen zu bestimmen.
Prüfvorgang und AuswertungDer Versuch läuft ohne weiteres Zutun
des Prüfers ab und kann im Diagramm-
fenster des Anwenderprogramms grafisch
verfolgt werden. Die Auswertung erfolgt
automatisch entsprechend den Vorgaben
der Kundenspezifikationen und Prüfnor-
men mittels Anwendersoftware.
Automatisierung Kerbschlag-biegeversuchBei der Prüfung wird eine in der Mitte
gekerbte Probe mit einem Pendelhammer
mit einem einzigen Schlag durchgeschla-
gen. Die dabei verbrauchte Schlagarbeit
wird gemessen und ist ein Mass für die
Widerstandsfähigkeit der Werkstoffe ge-
gen schlagartige Beanspruchung.
Der Versuch wird bei verschiedenen
Temperaturen im Bereich zwischen
–196 °C und +300 °C durchgeführt.
Prüfvorgang undAuswertungNach Erreichen der Prüf-
temperatur und Ablauf
der erforderlichen Tem-
perierdauer wird die vor-
derste Probe aus der Tem-
periereinheit in die Prüf-
position geschoben, dort
automatisch ausgerichtet,
geschlagen, über die An-
wendersoftware nach ak-
tuellen Prüfnormen und
Kundenspezifikationen
ausgewertet. n
Automatischer Zugversuch
KOMPONENTEN DES VOLL-AUTOMATISCHEN PRÜFZENTRUMSn Probenmagazin mit optischer Messung
des Ausgangsdurchmessers und derProbenlänge
n Roboter mit Greifer sowie Video- und magnetelektrischen Sensoren zum Ein- und Ausbau der Proben
n Hydraulische Einspannklemmen für Roboterbetrieb
n Vollautomatische Vermessung der Deh-nung und dreidimensionale, vollautoma-tische optische Vermessung der Bruch-einschnürung (Videoextensometer)
n Universalprüfmaschine mit digitalerWeg-, Kraft- und Dehnungsregelung
n Softwaremodule für Robotersteuerung,Videoextensometer und Metallzugver-such nach allen aktuellen Prüfnormenund Kundenspezifikationen
AUFBAU DER AUTOMATISCHENPRÜFEINRICHTUNGn Vollautomatische Temperierung
(Heizung bis +300 °C, Kühlung mitflüssigem Stickstoff bis –196 °C)
n Ein- und Ausbringen der Proben aus der Temperierkammer automatisch mit zwei Probenschiebern
n Automatisches Ausrichten der Proben am Auflager und Auslösen des Pendelhammers
n Automatische Erfassung derverbrauchten Schlagarbeit mittelsDrehwinkelgeber
n Softwaremodule zur Auswertung nach aktuellen Prüfnormen undKundenspezifikationen
ES GIBT SIE NOCH – DIE HAMMER SCHWINGENDEN SCHMIEDE(FORTSETZUNG)
Geschmiedete Federblätter

GESCHICHTE DES STAHLSTEIL 1: VON DEN ANFÄNGEN DER METALLVERARBEITUNG
4
lich, weil Gold wegen seiner geringen
Härte für Kriegswerkzeuge keine Verwen-
dung fand.
ZEIT DER MISSRATENEN TÖPFEVor rund 7000 Jahren jedoch wurden aus
Kupfer schon die ersten Werkzeuge und
Waffen hergestellt. Dieses Kupfer gewann
und verarbeitete man vorerst in metal-
lischer Form. Für die erfolgreiche Verar-
beitung entdeckte man zudem den weich
machenden Effekt der Hitze am Lagerfeu-
er. Erhitzen und hämmern – das war die
Technologie vor etwa 6000 Jahren, mit
welcher dünne Kupferbleche hergestellt
wurden. Ungefähr zur selben Zeit wurde
auch erstmals Kupfer in Westasien aus
dem grünen Kupfererz Malachit er-
schmolzen. Vermutlich wollten Töpfer
dieses Mineral zur Verzierung verwenden
und waren überrascht, nach dem Brenn-
vorgang bei 1200 °C neben den «missra-
tenen» Töpfen kleine Kupferperlen in der
Asche vorzufinden.
DAS BRONZE-ZEITALTERIn die Zeit vor rund 4000 Jahren datiert
man die ersten Gegenstände aus Zinn. Im
Gegensatz zu Gold und Kupfer existiert
metallisches Zinn in der Natur nicht. Zinn
musste mit Holzkohle reduziert werden.
Durch die Entdeckung, dass Kupfer mit ei-
nem kleineren Anteil Zinn vermischt ein-
fach zu giessen war und zudem eine höhe-
re Festigkeit aufwies, war das Bronzezeit-
alter eingeläutet. Vor 3400 Jahren waren
Werkzeuge des Ackerbaus und Waffen aus
Bronze weit verbreitet.
DAS HIMMELSMETALLSchon sehr früh kannte man Eisen, bei
den Sumerern als «Himmelsmetall». Und
bei den Ägyptern bezeichnete man Eisen
als «schwarzes Kupfer vom Himmel», als
ein extrem seltenes und wertvolles Metall,
das gelegentlich vom Himmel fiel. Mit sei-
nen 6 bis 8 % Nickel kann dieses meteo-
ritische «Eisen» gut vom später erschmol-
zenen Eisen unterschieden werden. Das
erste Eisen erzeugte der Mensch vermut-
lich vor 4500 Jahren, es dauerte jedoch
noch lange, bis es vor etwa 3200 Jahren in
grösseren Mengen hergestellt wurde.
VON EISENBLÜTENEin Hauptproblem der Eisenerzeugung
war der hohe Schmelzpunkt von
1536 °C (Kupfer 1083 °C), welcher
mit den damals üblichen Verfahren
nicht erreicht werden konnte; die
maximal erreichbare Temperatur lag
bei 1200 °C. Bei dieser Temperatur
wird das Eisenoxid zwar reduziert,
man erhielt in einem Gemisch aus
Eisenoxid, das nicht reagiert hat,
Schlacke und in unverbrannter
Holzkohle eingeschlossene kleine
Eisen-Partikel. Man bezeichnet dies
heute als Eisenblüte. Durch Hämmern
bei hohen Temperaturen konnten die
Schmiede die flüssige Schlacke austreiben
und das erhaltene relativ reine und weiche
Eisen in die gewünschte Form verdichten.
Dies war ein oft mehrmals zu wiederho-
lender äusserst mühseliger Prozess, um
schliesslich Schmiedeeisen, auch Schweiss-
eisen genannt, zu erhalten. Da dieses
Schmiedeeisen weicher als Bronze war,
konnte es sich vorerst für Werkzeuge und
Waffen nicht durchsetzen.
ALSO DOCH KRIEGSGERÄTEEs waren die Hethiter in Anatolien, wel-
che vor 3400 Jahren entdeckt haben, dass
Schmiedeeisen bei mehrmaligem Erhitzen
auf 1200 °C in einem Holzkohleofen an
den Kanten härter gemacht werden konn-
te, was natürlich vor allem für Schwerter
sehr bedeutsam war. Durch die insgesamt
längere Haltezeit in der Holzkohle reagiert
das CO im Gas mit dem Eisen, und Koh-
lenstoff diffundiert in die Oberfläche. So-
mit erzeugte man in der Randschicht erst-
mals einen unlegierten Stahl (C-Stahl).
Dieser Prozess vergleicht sich mit dem
heutigen Einsatzhärten.
DER SIEGESZUG UND PREISSTURZ DES EISENSVor 3200 bis 2900 Jahren vor unserer Zeit
wurde die Bronze allmählich durch Eisen
abgelöst. Dieser Übergang war vermutlich
von einer generellen Verknappung guter
Kupfer- und Zinnerze begleitet, was der
Umstellung förderlich war. Eisen musste
seit den Anfängen seiner Herstellung auch
wesentlich günstiger geworden sein,
erhielt man doch vor 3900 Jahren in
Assyrien 40 kg Silber für 1 kg Eisen, wo-
hingegen vor 2700 Jahren mit 1 kg Silber
2 Tonnen Eisen gekauft werden konnten.
Dies entspricht einer Verbilligung um den
Faktor 80 000! n
Mit dieser fabulösen ökonomischen Perspektiveunterbrechen wir diese Geschichtsschreibung desEisens und erzählen in der nächsten Ausgabe des«AKTIV|KREATIV», wie es mit dem Eisen weitergegangen ist.Gegenstände aus der Bronzezeit
VON URS HOTZ
SCHMUCK STATT KRIEG
Meistens ist es doch so, dass grosse Erfin-
dungen zuerst für Kriegswerkzeug miss-
braucht wurden. Nicht so in der Ge-
schichte der Prozessmetallurgie, einer der
ältesten Wissenschaften. Die hat vor rund
8000 Jahren begonnen und fand mit der
Verarbeitung von Gold ihren Anfang.
Weil Gold in der Natur in seiner metal-
lischen Form vorkommt (Nuggets oder
Goldplättchen) haben die ersten Gold-
schmiede dieses Edelmetall durch Häm-
mern zusammengeschweisst und daraus
Schmuckstücke gefertigt. Der Beginn der
Geschichte war wohl nur deshalb so fried-
TÄGLICH SPRECHEN WIR ÜBER HOCHKOMPLEXE MATERIALEIGENSCHAFTEN VON EDELSTAHL, SPEZIALISTEN IN
UNSEREN WERKEN ERSINNEN IMMER WIEDER NEUE HERSTELLUNGSVERFAHREN, UND WERKSTOFFINGENIEURE
FORSCHEN UNERMÜDLICH AN DIESEM UNENDLICH VIELSEITIGEN MATERIAL, DAS MAN VOR LANGER ZEIT
PROFAN EISEN NANNTE. DABEI GEHT OFT VERGESSEN, WIE UND WO ES VON UNS MENSCHEN ENTDECKT
WURDE. IN EINER KLEINEN SERIE VERSUCHEN WIR DIE GESCHICHTE DES EISENS WIEDER AUFLEBEN ZU LASSEN.
Meteorit
Foto
: KE
YS
TON
E
Foto
: KE
YS
TON
E
Foto
: KE
YS
TON
E
5

GESCHICHTE DES STAHLSTEIL 1: VON DEN ANFÄNGEN DER METALLVERARBEITUNG
4
lich, weil Gold wegen seiner geringen
Härte für Kriegswerkzeuge keine Verwen-
dung fand.
ZEIT DER MISSRATENEN TÖPFEVor rund 7000 Jahren jedoch wurden aus
Kupfer schon die ersten Werkzeuge und
Waffen hergestellt. Dieses Kupfer gewann
und verarbeitete man vorerst in metal-
lischer Form. Für die erfolgreiche Verar-
beitung entdeckte man zudem den weich
machenden Effekt der Hitze am Lagerfeu-
er. Erhitzen und hämmern – das war die
Technologie vor etwa 6000 Jahren, mit
welcher dünne Kupferbleche hergestellt
wurden. Ungefähr zur selben Zeit wurde
auch erstmals Kupfer in Westasien aus
dem grünen Kupfererz Malachit er-
schmolzen. Vermutlich wollten Töpfer
dieses Mineral zur Verzierung verwenden
und waren überrascht, nach dem Brenn-
vorgang bei 1200 °C neben den «missra-
tenen» Töpfen kleine Kupferperlen in der
Asche vorzufinden.
DAS BRONZE-ZEITALTERIn die Zeit vor rund 4000 Jahren datiert
man die ersten Gegenstände aus Zinn. Im
Gegensatz zu Gold und Kupfer existiert
metallisches Zinn in der Natur nicht. Zinn
musste mit Holzkohle reduziert werden.
Durch die Entdeckung, dass Kupfer mit ei-
nem kleineren Anteil Zinn vermischt ein-
fach zu giessen war und zudem eine höhe-
re Festigkeit aufwies, war das Bronzezeit-
alter eingeläutet. Vor 3400 Jahren waren
Werkzeuge des Ackerbaus und Waffen aus
Bronze weit verbreitet.
DAS HIMMELSMETALLSchon sehr früh kannte man Eisen, bei
den Sumerern als «Himmelsmetall». Und
bei den Ägyptern bezeichnete man Eisen
als «schwarzes Kupfer vom Himmel», als
ein extrem seltenes und wertvolles Metall,
das gelegentlich vom Himmel fiel. Mit sei-
nen 6 bis 8 % Nickel kann dieses meteo-
ritische «Eisen» gut vom später erschmol-
zenen Eisen unterschieden werden. Das
erste Eisen erzeugte der Mensch vermut-
lich vor 4500 Jahren, es dauerte jedoch
noch lange, bis es vor etwa 3200 Jahren in
grösseren Mengen hergestellt wurde.
VON EISENBLÜTENEin Hauptproblem der Eisenerzeugung
war der hohe Schmelzpunkt von
1536 °C (Kupfer 1083 °C), welcher
mit den damals üblichen Verfahren
nicht erreicht werden konnte; die
maximal erreichbare Temperatur lag
bei 1200 °C. Bei dieser Temperatur
wird das Eisenoxid zwar reduziert,
man erhielt in einem Gemisch aus
Eisenoxid, das nicht reagiert hat,
Schlacke und in unverbrannter
Holzkohle eingeschlossene kleine
Eisen-Partikel. Man bezeichnet dies
heute als Eisenblüte. Durch Hämmern
bei hohen Temperaturen konnten die
Schmiede die flüssige Schlacke austreiben
und das erhaltene relativ reine und weiche
Eisen in die gewünschte Form verdichten.
Dies war ein oft mehrmals zu wiederho-
lender äusserst mühseliger Prozess, um
schliesslich Schmiedeeisen, auch Schweiss-
eisen genannt, zu erhalten. Da dieses
Schmiedeeisen weicher als Bronze war,
konnte es sich vorerst für Werkzeuge und
Waffen nicht durchsetzen.
ALSO DOCH KRIEGSGERÄTEEs waren die Hethiter in Anatolien, wel-
che vor 3400 Jahren entdeckt haben, dass
Schmiedeeisen bei mehrmaligem Erhitzen
auf 1200 °C in einem Holzkohleofen an
den Kanten härter gemacht werden konn-
te, was natürlich vor allem für Schwerter
sehr bedeutsam war. Durch die insgesamt
längere Haltezeit in der Holzkohle reagiert
das CO im Gas mit dem Eisen, und Koh-
lenstoff diffundiert in die Oberfläche. So-
mit erzeugte man in der Randschicht erst-
mals einen unlegierten Stahl (C-Stahl).
Dieser Prozess vergleicht sich mit dem
heutigen Einsatzhärten.
DER SIEGESZUG UND PREISSTURZ DES EISENSVor 3200 bis 2900 Jahren vor unserer Zeit
wurde die Bronze allmählich durch Eisen
abgelöst. Dieser Übergang war vermutlich
von einer generellen Verknappung guter
Kupfer- und Zinnerze begleitet, was der
Umstellung förderlich war. Eisen musste
seit den Anfängen seiner Herstellung auch
wesentlich günstiger geworden sein,
erhielt man doch vor 3900 Jahren in
Assyrien 40 kg Silber für 1 kg Eisen, wo-
hingegen vor 2700 Jahren mit 1 kg Silber
2 Tonnen Eisen gekauft werden konnten.
Dies entspricht einer Verbilligung um den
Faktor 80 000! n
Mit dieser fabulösen ökonomischen Perspektiveunterbrechen wir diese Geschichtsschreibung desEisens und erzählen in der nächsten Ausgabe des«AKTIV|KREATIV», wie es mit dem Eisen weitergegangen ist.Gegenstände aus der Bronzezeit
VON URS HOTZ
SCHMUCK STATT KRIEG
Meistens ist es doch so, dass grosse Erfin-
dungen zuerst für Kriegswerkzeug miss-
braucht wurden. Nicht so in der Ge-
schichte der Prozessmetallurgie, einer der
ältesten Wissenschaften. Die hat vor rund
8000 Jahren begonnen und fand mit der
Verarbeitung von Gold ihren Anfang.
Weil Gold in der Natur in seiner metal-
lischen Form vorkommt (Nuggets oder
Goldplättchen) haben die ersten Gold-
schmiede dieses Edelmetall durch Häm-
mern zusammengeschweisst und daraus
Schmuckstücke gefertigt. Der Beginn der
Geschichte war wohl nur deshalb so fried-
TÄGLICH SPRECHEN WIR ÜBER HOCHKOMPLEXE MATERIALEIGENSCHAFTEN VON EDELSTAHL, SPEZIALISTEN IN
UNSEREN WERKEN ERSINNEN IMMER WIEDER NEUE HERSTELLUNGSVERFAHREN, UND WERKSTOFFINGENIEURE
FORSCHEN UNERMÜDLICH AN DIESEM UNENDLICH VIELSEITIGEN MATERIAL, DAS MAN VOR LANGER ZEIT
PROFAN EISEN NANNTE. DABEI GEHT OFT VERGESSEN, WIE UND WO ES VON UNS MENSCHEN ENTDECKT
WURDE. IN EINER KLEINEN SERIE VERSUCHEN WIR DIE GESCHICHTE DES EISENS WIEDER AUFLEBEN ZU LASSEN.
Meteorit
Foto
: KE
YS
TON
E
Foto
: KE
YS
TON
E
Foto
: KE
YS
TON
E
5

76
BANDSTAHLTECHNOLOGIE SEIT 1872DIE BÖHLER-UDDEHOLM PRECISION STRIP GMBH & CO KG IST EINE TOCHTERGESELLSCHAFT DES BÖHLER-UDDEHOLM KONZERNS.
VON MIKE ZIKA
PRÄZISIONSBANDSTAHL
Das Kaltwalzen von Edelstählen mit be-
sonderen Anforderungen an die Stahlgüte
ist unsere Kernkompetenz. Wir liefern
Produkte von hoher Homogenität und
Masshaltigkeit (EN 10258 Präzisions-
abweichung/EN 10140, Tabelle 1 C), mit
ausgezeichneter Oberflächengüte und ei-
nem der Anwendung optimal angepassten
Gefüge (Feinschneid- bzw. Feinstanzgü-
te). Unsere Produktpalette deckt den fol-
genden Abmessungsbereich:
n Dicke 0,01 bis 6,0 mm bei einer Breite von 3 bis 450 mm in geglühter/nachgewalzter Ausführung
n Dicke 0,01 bis 3,5 mm bei einer Breite von 5 bis 450 mm in vergüteteroder gehärteter Ausführung
BIMETALL-BANDBimetallband wird durch Zusammen-
schweissen von zwei unterschiedlichen
Stahlmarken hergestellt, z. B. Schnellar-
beitsstahl mit Federbandstahl für Sägen.
DAS UNTERNEHMEN MIT FIRMENSITZ IN BÖHLERWERK (NIEDERÖSTERREICH) IST WELT-
WEIT FÜHREND IN DER PRODUKTION VON BIMETALLBAND FÜR METALLSÄGEN, STANZ-
MESSERSTAHL FÜR DIE LEDER- UND TEXTILINDUSTRIE SOWIE VON HOCHPRÄZISEN
SCHNEID-, RILL- UND SONDERLINIEN ZUM STANZEN VON VERPACKUNGSMATERIALIEN. DES
WEITEREN WIRD KALTGEWALZTER SPEZIALBANDSTAHL MIT HÖCHSTEN ANFORDERUN-
GEN AN WERKSTOFFEIGENSCHAFTEN, OBERFLÄCHEN UND TOLERANZEN HERGESTELLT.
WÄRMEBEHANDLUNGFür jede Anwendung ist bei BÖHLER-
UDDEHOLM Precision Strip die optimale
Härte- und Glühanlage hinsichtlich Werk-
stoff, Härte und Bandform vorhanden.
LIEFERFORMENIn Ringen oder Stäben
LIEFERBARE STAHLGÜTENn Nichtrostende Stähle (ferritisch,
austenitisch, martensitisch,
ausscheidungshärtend)
n Einsatz-, Vergütungs- und Federstähle
n Werkzeugstähle
n Sondergüten auf Anfrage
UNSER VERKAUFSTEAM STEHT IHNEN GERNE ZUR VERFÜGUNGWerner Müller, Telefon 044 832 87 10, [email protected] Zika, Telefon 044 832 88 21, [email protected] 044 832 87 22
Stanzlinien
STANZLINIEN UND STANZMESSERProdukte aus unserem Bandstahl, die für
das Stanzen und Perforieren von Ver-
packungsmaterialien und Leder verwen-
det werden.
SONDERAUSFÜHRUNGEN /KANTENBEARBEITUNGUnterschiedliche Kantenausführung sind
gemäss Ihrer Spezifikation herstellbar.
GRAFISCHE BEISPIELE:Standardkanten
Naturkanten
geschnitten
geschnitten, gratarm
geschnitten, Ecken gebrochen
Mechanisch bearbeitete Kanten
rechtwinklig, scharfkantig
rechtwinklig, Ecken gebrochen
rundbearbeitet, glatt
Sonderkanten
geschliffene Kanten (Schneide)
spitzer Zahn, runder Grund

76
BANDSTAHLTECHNOLOGIE SEIT 1872DIE BÖHLER-UDDEHOLM PRECISION STRIP GMBH & CO KG IST EINE TOCHTERGESELLSCHAFT DES BÖHLER-UDDEHOLM KONZERNS.
VON MIKE ZIKA
PRÄZISIONSBANDSTAHL
Das Kaltwalzen von Edelstählen mit be-
sonderen Anforderungen an die Stahlgüte
ist unsere Kernkompetenz. Wir liefern
Produkte von hoher Homogenität und
Masshaltigkeit (EN 10258 Präzisions-
abweichung/EN 10140, Tabelle 1 C), mit
ausgezeichneter Oberflächengüte und ei-
nem der Anwendung optimal angepassten
Gefüge (Feinschneid- bzw. Feinstanzgü-
te). Unsere Produktpalette deckt den fol-
genden Abmessungsbereich:
n Dicke 0,01 bis 6,0 mm bei einer Breite von 3 bis 450 mm in geglühter/nachgewalzter Ausführung
n Dicke 0,01 bis 3,5 mm bei einer Breite von 5 bis 450 mm in vergüteteroder gehärteter Ausführung
BIMETALL-BANDBimetallband wird durch Zusammen-
schweissen von zwei unterschiedlichen
Stahlmarken hergestellt, z. B. Schnellar-
beitsstahl mit Federbandstahl für Sägen.
DAS UNTERNEHMEN MIT FIRMENSITZ IN BÖHLERWERK (NIEDERÖSTERREICH) IST WELT-
WEIT FÜHREND IN DER PRODUKTION VON BIMETALLBAND FÜR METALLSÄGEN, STANZ-
MESSERSTAHL FÜR DIE LEDER- UND TEXTILINDUSTRIE SOWIE VON HOCHPRÄZISEN
SCHNEID-, RILL- UND SONDERLINIEN ZUM STANZEN VON VERPACKUNGSMATERIALIEN. DES
WEITEREN WIRD KALTGEWALZTER SPEZIALBANDSTAHL MIT HÖCHSTEN ANFORDERUN-
GEN AN WERKSTOFFEIGENSCHAFTEN, OBERFLÄCHEN UND TOLERANZEN HERGESTELLT.
WÄRMEBEHANDLUNGFür jede Anwendung ist bei BÖHLER-
UDDEHOLM Precision Strip die optimale
Härte- und Glühanlage hinsichtlich Werk-
stoff, Härte und Bandform vorhanden.
LIEFERFORMENIn Ringen oder Stäben
LIEFERBARE STAHLGÜTENn Nichtrostende Stähle (ferritisch,
austenitisch, martensitisch,
ausscheidungshärtend)
n Einsatz-, Vergütungs- und Federstähle
n Werkzeugstähle
n Sondergüten auf Anfrage
UNSER VERKAUFSTEAM STEHT IHNEN GERNE ZUR VERFÜGUNGWerner Müller, Telefon 044 832 87 10, [email protected] Zika, Telefon 044 832 88 21, [email protected] 044 832 87 22
Stanzlinien
STANZLINIEN UND STANZMESSERProdukte aus unserem Bandstahl, die für
das Stanzen und Perforieren von Ver-
packungsmaterialien und Leder verwen-
det werden.
SONDERAUSFÜHRUNGEN /KANTENBEARBEITUNGUnterschiedliche Kantenausführung sind
gemäss Ihrer Spezifikation herstellbar.
GRAFISCHE BEISPIELE:Standardkanten
Naturkanten
geschnitten
geschnitten, gratarm
geschnitten, Ecken gebrochen
Mechanisch bearbeitete Kanten
rechtwinklig, scharfkantig
rechtwinklig, Ecken gebrochen
rundbearbeitet, glatt
Sonderkanten
geschliffene Kanten (Schneide)
spitzer Zahn, runder Grund

PensionierungenBürki Marcel Aussendienst Genève 29. Februar 2004
Bamert Erwin Einkauf 30. Juni 2004
Thomé Eric Verkauf Genève 31. Dezember 2004
EintritteAlbrecht Janina Verkauf 1. Januar 2004
Santi Marco Verkauf Genève 1. Januar 2004
Dreier Roman Lagerbetrieb 19. Januar 2004
Gamsjäger Kilian Lagerbetrieb 1. August 2004
Gerber Cornelia Lagerbetrieb 23. August 2004
Pharisa Nicolas Aussendienst Genève 1. September 2004
DienstjubiläumAslan Ahmet Lagerbetrieb 10 Jahre 1. Mai 2004
Giampaolo Antonio Lagerbetrieb 10 Jahre 1. Januar 2004
Hammer Edith Verkauf 10 Jahre 1. April 2004
Jovic Miroljub Lagerbetrieb 10 Jahre 1. Juli 2004
Rüegg Esther Sekretariat
Geschäftsleitung 20 Jahre 1. August 2004
Probst Ewald Verkauf 35 Jahre 3. April 2004
Zbinden Doris Buchhaltung 30 Jahre 14. Oktober 2004
Ammann Rudolf Aussendienst 40 Jahre 17. August 2004
Cadosch Iris Einkauf 40 Jahre 18. Januar 2004
Mit Auszeichnung – Note 5,4 und damit
Klassenbeste – hat unsere Lehrtochter
Connie Gerber Ihre Ausbildung als Logis-
tikassistentin im August abgeschlossen.
Wir gratulieren Ihr zu diesem Resultat
ganz herzlich.
Connie Gerber wurde im Rahmen der
betrieblichen Ausbildung in unserem Zen-
trallager in Wallisellen in der Fachrichtung
Lagerwesen ausgebildet.
Sie wird in unserem Zentrallager in
Wallisellen weiterbeschäftigt und arbeitet
im Bereich Logistik «Projekt Barcoding»,
wo sie für die Erfassung sämtlicher am
Lager befindlichen Teile zuständig ist.
E. Sepp, Betriebsleiter Lager
2/04
Das Informationsmagazin für Geschäftsfreunde,
Kunden und Interessierte.
ES GIBT SIE NOCH – DIE HAMMERSCHWINGENDEN SCHMIEDE
DAS AUGE MUSS SICH ZUERST AN DAS DUNKEL GEWÖHNEN.
ÜBERALL TIEFES SCHWARZ – «DUNKEL WIE IN EINER KUH» –
SAGT UNS ROBERT RÖTHLIN LACHEND, ALS WIR UNS UNSICHER
TASTEND DURCH SEINE SCHMIEDE-WERKSTATT BEWEGEN. ES
RIECHT NACH EISEN UND KOHLE. Fortsetzung auf Seite 2
IMPRESSUM AKTIV | KREATIVHerausgeber:Gebr. Böhler & Co. AGGüterstrasse 4, Postfach8304 WallisellenTel. 044 832 88 11Fax 044 832 88 [email protected]
Böhler Frères & Cie SA48, Route de Chancy1213 Petit-LancyTel. 022 879 57 80Fax 022 879 57 [email protected]
Redaktion und Texte:Toni Schindler, Kommunikator,Greifensee www.tonischindler.chBöhler Redaktionsteam: Urs Hotz,Vincenzo Paparo, Edgar Sepp, Franco Sigillo, Mike Zika
Konzept und Grafik:loveandpeace – all media, Ennetbadenwww.loveandpeace.ch
Fotos:KEYSTONE, Böhler Uddeholm und Böhler Stahl Schweiz.
Zähigkeit
Ver
sch
leis
swid
erst
and
Rei
bung
&A
dhäs
ion
Ledeburitische Kaltarbeitsstähle
MittellegierteKaltarbeits-
stähle
K190 MICROCLEAN
K110
K340 ISODUR
K107
K305
K600
K105
K100
In der Frühjahresausgabe dieser Zeitschrift hat sich in Bild 2 auf
der letzten Seite der Druckfehlerteufel eingeschlichen, deshalb sei
hier die Positionierung des K390 MICROCLEAN innerhalb der
Kaltarbeitsstähle noch einmal dargestellt.
Ein Lagerprogramm des K390 MICROCLEAN wird 2005 auf-
gebaut. Aktuelle Informationen darüber entnehmen Sie bitte
unter www.edelstahl-schweiz.ch.
Positionierung von Kaltarbeitsstählen – qualitative Darstellung
AKTIVKREATIV
BOEHLERIT ZERTIFIZIERTWIR BILDEN LOGISTIKER AUS
RICHTIGSTELLUNG ZUM ARTIKEL ÜBER K390MICROCLEAN IN DER AKTIV|KREATIV AUSGABE 1/04
WWW.EDELSTAHL-SCHWEIZ.CH
JAHRESRÜCKBLICK 2004
Wir gratulieren unserem Lieferanten von
Roh-Hartmetall, der BOEHLERIT GmbH &
Co.KG zur Zertifizierung seines Qualitätsma-
nagementsystems nach EN ISO 9001-2000.
UNSER VERKAUFSTEAM STEHT IHNEN GERNE ZUR VERFÜGUNGWerner Müller, Telefon 044 832 87 10, [email protected] Zika, Telefon 044 832 88 21, [email protected] 044 832 87 22