Embed Size (px)
Citation preview
Bibliothek des technischen Wissens
AutomatisierungstechnikGrundlagen, Komponenten und Systeme
11. Auflage
mit CD für Bilder, Übungen, Aufgaben und Simulationen
VERLAG EUROPA-LEHRMITTEL · Nourney, Vollmer GmbH & Co. KGDüsselberger Straße 23 · 42781 Haan-Gruiten
Europa-Nr.: 51518
Dietmar Schmid Hans Kaufmann Alexander PflugPeter Strobel Jürgen Baur
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 1
Die Autoren des Buches
Dietmar Schmid Dr.-Ing., Professor Essingen
Hans Kaufmann Dipl.-Ing. (FH), Studiendirektor Aalen
Alexander Pflug Dipl.-Ing., Oberstudienrat Schwäbisch Gmünd
Peter Strobel Dipl.-Ing. (FH), Geschäftsführer Aalen
Jürgen Baur Dipl.-Ing. (FH), Oberstudienrat Aalen
Lektorat und Leitung des Arbeitskreises:
Prof. Dr.-Ing. Dietmar Schmid, Essingen
Bildbearbeitung:
Zeichenbüro des Verlags Europa-Lehrmittel, Ostfildern
11. Auflage 2015
Druck 5 4 3 2 1
Alle Drucke derselben Auflage sind parallel einsetzbar, da sie bis auf die Behebung von Druckfehlernuntereinander unverändert sind.
ISBN 978-3-8085-5162-2
Alle Rechte vorbehalten. Das Werk ist urheberrechtlich geschützt. Jede Verwertung außerhalb der gesetzlich geregelten Fälle muss vom Verlag schriftlich genehmigt werden.
© 2015 by Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, 42781 Haan-Gruiten © 2001 by http://www.europa-lehrmittel.de
Umschlaggestaltung: Braunwerbeagentur, 42477 Radevormwald & Grafik u. Sound, 50679 Köln, unterVerwendung von Fotos des Lektors.
Satz: rkt, 42799 Leichlingen, www.rktypo.comDruck: Media-Print Informationstechnologie, 33100 Paderborn
2
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 2
Vorwort zur 11. Auflage
Die Automatisierungstechnik ist der Motor unserer heutigen modernen Gesellschaft. Vorgänge könnenaus der Ferne gesteuert und beobachtet werden. Die Komponenten dazu sind mechanische, elektrische,elektronische und optische Elemente der Steuerungstechnik, der Antriebstechnik, der Sensortechnik undder Kommunikationstechnik. Hinzu kommen Software-Bausteine und die Anwendung von Programm-systemen, wie z. B. LabVIEW sowie das Programmieren z. B. in C++, Java oder VBA.
Dieses Lehrbuch gibt zunächst eine Einführung in die modernen Geschäftsprozesse des Produkt-Daten-Managements (PDM) und führt den Nutzer in ein ganzheitliches Denken ein: Von den Komponenten überdie Methoden zu den Systemen. Zu den Komponenten der Automatisierungstechnik gehören einerseitsdie mechanische, elektrische, elektronische und optische Hardware und andererseits die Software.
Mit diesem Buch werden die technisch-physikalischen Grundlagen der Steuerungs- und Regelungstech-nik vermittelt. Es werden Hard- und Softwarekomponenten der Automatisierung behandelt und es folgtdie Einordnung in die moderne Systemwelt der Produktion und der Kommunikation.
Die Hauptabschnitte sind:
● Einführung in die Automatisierungstechnik;● Grundlagen der Automatisierung mit Steuerungstechnik und Regelungstechnik;● SPS-Technik (STEP7 und CoDeSys);● Pneumatische, hydraulische und elektrische Aktoren;● Sensortechnik;● Computergesteuerte Maschinen;● Montage;● Qualitätsüberwachung und Prozesslenkung;● Informationstechnik und Kommunikationstechnik● Aufgaben und Übungen.
Das vorliegende Buch vermittelt den Lehrstoff, wie er im Bereich der Automatisierungstechnik und Mechatronik in den Fachschulen für Technik gefordert wird, aber auch wie er notwendig ist im Bereich derberuflichen Weiterbildung. Für Studenten der Hochschulen dient dieses Buch als eine leicht lesbare Einführung. Über 1200, meist mehrfarbige Bilder oder Tabellen erleichtern das Begreifen der komplexenZusammenhänge.
Mit der beigefügten CD werden den Lehrenden und Lernenden alle Bilder, Lösungen zu den Aufgabenund eine Vielzahl von Softwaretools, Simulationen und animierbaren Objekten zur Verfügung gestellt.Damit gelingt es Bewegungs- und Steuerungsvorgänge lebendig werden zu lassen. Es können Teilpro-zesse oder vollständige Anlagen virtuell dargestellt und beobachtet werden. Auch ist es zum Teil möglich,die virtuellen Vorgänge in realen Anlagen „laufen zu lassen”. Lernende können damit in sehr kreativer Weise Wissen und Erfahrungen schöpfen. Die CD enthält ferner ein Repetitorium und wichtige Gesetzestexte.
In der 11. Auflage gibt es in allen Kapiteln Einzelverbesserungen, z. T. sind die Kapitel auch neu struk -turiert worden. Darstellungen zu Industrie 4.0 und den Cyber-Physischen-Systemen (CPS) sind hin -zugekommen. Den wachsenden Sicherheitsanforderungen in der Automatisierung wurde mehr Platz eingeräumt, z. B. bei den Sensoren, den Steuerungen und den Bussystemen. Die neuen Strukturie-rungsprinzipien, die neuen Klassifizierungen von Objekten mit den neuen Kennbuchstaben für die Betriebsmittel nach DIN EN 81346 wurden aufgenommen. Dies veränderte die bildlichen Darstellungenin der Pneumatik und Hydraulik wesentlich. Das Kapitel zur Montageautomatisierung wurde erweitert.
Hinweise und Verbesserungsvorschläge können dem Verlag und damit den Autoren unter der E-Mail-Adresse [email protected] mitgeteilt werden.
Sommer 2015 Die Autoren
3
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 3
1 Grundlagen der Automatisierungstechnik 9
1.1 Einführung . . . . . . . . . . . . . . . . . . . . . 91.1.1 Automatisierung und Automaten . . . 91.1.2 Entwicklungsphasen industrieller
Technik . . . . . . . . . . . . . . . . . . . . . . . . . 101.1.3 Industrie 4.0 . . . . . . . . . . . . . . . . . . . . 131.1.4 Cyber-Physische-Systeme (CPS) . . . . 14
1.2 Steuerungstechnik . . . . . . . . . . . . . . . 161.2.1 Steuerungsarten . . . . . . . . . . . . . . . . . 161.2.2 Programmsteuerungen . . . . . . . . . . . 191.2.3 Elektrische Kontaktsteuerungen . . . . 201.2.3.1 Bauelemente und Betriebsmittel . . . 201.2.4 Sicherheitsfunktionen . . . . . . . . . . . . 281.2.5 Grundschaltungen elektrischer
Kontaktsteuerungen . . . . . . . . . . . . . . 311.2.6 Schutzmaßnahmen, Schutzarten
und Gefahren . . . . . . . . . . . . . . . . . . . 341.2.7 Integrierte Schaltkreise (IC) und
Grundverknüpfungen . . . . . . . . . . . . . 361.2.8 Schaltalgebra . . . . . . . . . . . . . . . . . . . 371.2.9 Kombinatorische Steuerungen . . . . . 381.2.10 Sequentielle Steuerungen . . . . . . . . . 411.2.10.1 GRAFCET . . . . . . . . . . . . . . . . . . . . . . . 421.2.10.2 Sequentielle Steuerungen
mit Flip-Flop . . . . . . . . . . . . . . . . . . . . 481.2.11 Zustandsfolgediagramm (Graph) . . . 50
1.3 Digitale Speicher . . . . . . . . . . . . . . . . 531.3.1 Mechanische Speicher . . . . . . . . . . . . 531.3.2 Optische Datenspeicher . . . . . . . . . . . 541.3.2.1 Barcodes . . . . . . . . . . . . . . . . . . . . . . . 541.3.2.2 2D-Codes . . . . . . . . . . . . . . . . . . . . . . . 551.3.3 Elektronische Speicher . . . . . . . . . . . . 561.3.4 Magnetische Speicher . . . . . . . . . . . . 58
1.4 Speicherprogrammierbare
Steuerungen (SPS) . . . . . . . . . . . . . . . 591.4.1 Aufbau und Funktionsweise . . . . . . . 591.4.2 Systemaufbau . . . . . . . . . . . . . . . . . . . 611.4.3 Programmierung . . . . . . . . . . . . . . . . 621.4.4 Programmabarbeitung,
Organisationsbausteine . . . . . . . . . . . 641.4.5 Adressierung und Datentypen . . . . . 651.4.6 Grundverknüpfungen . . . . . . . . . . . . . 661.4.7 Speicher (Merker) . . . . . . . . . . . . . . . . 691.4.8 Flankenauswertung . . . . . . . . . . . . . . 711.4.9 Zähloperationen . . . . . . . . . . . . . . . . . 731.4.10 Programmieren von Zeiten . . . . . . . . 751.4.11 Digitale Grundoperationen
(Wortverarbeitung) . . . . . . . . . . . . . . . 781.4.12 Analogwertverarbeitung . . . . . . . . . . 811.4.13 Funktionen (FC) und Funktions-
bausteine (FB) . . . . . . . . . . . . . . . . . . . 83
4
1.4.14 Datenbausteine . . . . . . . . . . . . . . . . . . 851.4.15 Ablaufsteuerung . . . . . . . . . . . . . . . . . 861.4.16 Betriebsarten . . . . . . . . . . . . . . . . . . . . 901.4.17 Bedienen und Beobachten von
Prozessen . . . . . . . . . . . . . . . . . . . . . . 931.4.18 Prozess-Simulation . . . . . . . . . . . . . . . 981.4.19 IEC 61131 . . . . . . . . . . . . . . . . . . . . . . . 1001.4.20 Zuverlässigkeit und Sicherheit . . . . . 101
1.5 Grundlagen der Analogsignal-
verarbeitung . . . . . . . . . . . . . . . . . . . . 1021.5.1 Operationsverstärker (OP) . . . . . . . . . 1021.5.2 Grundschaltungen . . . . . . . . . . . . . . . 1031.5.3 Analog-Digital-Umsetzer und
Digital-Analog-Umsetzer . . . . . . . . . . 106
1.6 Regelungstechnik . . . . . . . . . . . . . . . . 1081.6.1 Begriffe . . . . . . . . . . . . . . . . . . . . . . . . 1081.6.2 Regelungsarten . . . . . . . . . . . . . . . . . . 1091.6.3 Regelkreisglieder . . . . . . . . . . . . . . . . 1111.6.3.1 Proportionalglied ohne Verzögerung
(P-Glied) . . . . . . . . . . . . . . . . . . . . . . . . 1111.6.3.2 Proportionalglied mit Verzögerung
1. Ordnung (P-T1-Glied) . . . . . . . . . . . 1121.6.3.3 Proportionalglied mit Verzögerung
2. Ordnung (P-T2-Glied)und Schwingungsglied . . . . . . . . . . . 113
1.6.3.4 Integralglied (I-Glied) . . . . . . . . . . . . . 1161.6.3.5 Differenzierglied (D-Glied) . . . . . . . . . 1171.6.3.6 Totzeitglied (Tt-Glied) . . . . . . . . . . . . . 1171.6.3.7 Zusammenwirken mehrerer
Regelkreisglieder . . . . . . . . . . . . . . . . 1191.6.4 Regler und Regelkreise . . . . . . . . . . . 1201.6.4.1 Schaltende Regler . . . . . . . . . . . . . . . . 1201.6.4.2 Analoge Regler . . . . . . . . . . . . . . . . . . 1211.6.4.3 Digitale Regler (Software-Regler) . . . 1231.6.4.4 Regelung von P-Strecken . . . . . . . . . . 1261.6.4.5 Regelung von I-Strecken . . . . . . . . . . 1271.6.4.6 Einstellen eines Reglers . . . . . . . . . . . 1291.6.4.7 Selbstoptimierende Regler . . . . . . . . 1301.7 Strukturierungen und Benennungen 131
2 Aktoren 135
2.1 Pneumatische Aktoren . . . . . . . . . . . . 1352.1.1 Einführung . . . . . . . . . . . . . . . . . . . . . 1352.1.2 Komponenten der Pneumatik . . . . . . 1362.1.2.1 Wartungsgeräte . . . . . . . . . . . . . . . . . 1362.1.2.2 Aktoren . . . . . . . . . . . . . . . . . . . . . . . . 1372.1.2.3 Ventile . . . . . . . . . . . . . . . . . . . . . . . . . 1402.1.2.4 Signalgeber und Signalwandler . . . . 1452.1.3 Pneumatische Steuerungen . . . . . . . 1462.1.3.1 Schaltplanaufbau . . . . . . . . . . . . . . . . 146
Inhaltsverzeichnis
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 4
2.1.3.2 Pneumatische Verknüpfungs-steuerungen . . . . . . . . . . . . . . . . . . . . 148
2.1.3.3 Pneumatische Ablaufsteuerungen . . 1502.1.3.4 Elektrische Ansteuerung von
Aktoren . . . . . . . . . . . . . . . . . . . . .1512.1.3.5 Vakuumtechnik . . . . . . . . . . . . . . . . . . 1542.1.3.6 Sicherheitsfunktionen . . . . . . . . . . . . 1552.1.3.7 Energieeffizienz . . . . . . . . . . . . . . . . . . 156
2.2 Hydraulische Aktoren . . . . . . . . . . . . . 1572.2.1 Allgemeines . . . . . . . . . . . . . . . . . . . . 1572.2.2 Physikalische Grundlagen . . . . . . . . . 1572.2.2.1 Hydrostatik . . . . . . . . . . . . . . . . . . . . . 1572.2.2.2 Hydrodynamik . . . . . . . . . . . . . . . . . . 1592.2.3 Hydraulikflüssigkeiten . . . . . . . . . . . . 1602.2.4 Aufbau hydraulischer Steuerungen . 1622.2.5 Hydraulikpumpen . . . . . . . . . . . . . . . . 1632.2.6 Hydraulikspeicher . . . . . . . . . . . . . . . . 1652.2.7 Antriebselemente . . . . . . . . . . . . . . . . 1672.2.8 Hydraulikventile . . . . . . . . . . . . . . . . . 1702.2.8.1 Druckventile . . . . . . . . . . . . . . . . . . . . 1702.2.8.2 Wegeventile . . . . . . . . . . . . . . . . . . . . 1732.2.8.3 Sperrventile . . . . . . . . . . . . . . . . . . . . . 1742.2.8.4 Stromventile . . . . . . . . . . . . . . . . . . . . 1752.2.9 Stetigventile . . . . . . . . . . . . . . . . . . . . 1772.2.10 Proportionaltechnik . . . . . . . . . . . . . . 1782.2.11 Servoventile . . . . . . . . . . . . . . . . . . . . 1852.2.12 Mobilhydraulik . . . . . . . . . . . . . . . . . . 187
2.3 Elektrische Aktoren . . . . . . . . . . . . . . 1882.3.1 Einführung . . . . . . . . . . . . . . . . . . . . . 1882.3.2 Rechnerische Grundlagen . . . . . . . . . 1902.3.3 Erste Orientierung . . . . . . . . . . . . . . . 1932.3.4 Gleichstromantriebe (DC-Antriebe) . 1942.3.5 Drehstromasynchronmotor . . . . . . . . 1992.3.5.1 Aufbau des Kurzschlussläufers . . . . . 1992.3.5.2 Das Drehfeld . . . . . . . . . . . . . . . . . . . . 2002.3.5.3 Funktionsweise . . . . . . . . . . . . . . . . . . 2012.3.5.4 Anlasssteuerungnen . . . . . . . . . . . . . 2022.3.5.5 Drehrichtungsumkehr . . . . . . . . . . . . 2032.3.5.6 Betriebsarten und Fahrprofile . . . . . . 2032.3.5.7 Drehzahlsteuerung und
Drehzahlregelung . . . . . . . . . . . . . . . . 2042.3.6 Drehstromsynchronmotor . . . . . . . . . 2082.3.6.1 Servoantriebe . . . . . . . . . . . . . . . . . . . 2082.3.6.2 Direktantriebe . . . . . . . . . . . . . . . . . . . 2092.3.7 Kühlung und Bauformen . . . . . . . . . . 2122.3.8 Antriebsprojektierung . . . . . . . . . . . . 2132.3.9 EMV-Maßnahmen . . . . . . . . . . . . . . . 2142.3.10 Kleinmotoren . . . . . . . . . . . . . . . . . . . 2162.3.11 Spezielle elektrische Aktoren . . . . . . . 2182.3.11.1 Piezoaktoren . . . . . . . . . . . . . . . . . . . . 2182.3.11.2 Magnetostriktive Aktoren . . . . . . . . . 2182.3.11.3 Memory-Metall-Aktoren . . . . . . . . . . 2192.3.11.4 Kapazitive Mikroaktoren . . . . . . . . . . 219
2.4 CNC-Achsantriebssysteme . . . . . . . . 2202.4.1 Struktur . . . . . . . . . . . . . . . . . . . . . . . . 2202.4.2 Art der Wegmessung . . . . . . . . . . . . . 2202.4.3 Antriebsarten . . . . . . . . . . . . . . . . . . . 2222.4.4 Mechanische Übertragungsglieder . . 2232.4.5 Lageregelung . . . . . . . . . . . . . . . . . . . 2252.4.6 SERCOS-Interface . . . . . . . . . . . . . . . . 228
3 Sensoren 229
3.1 Allgemeines . . . . . . . . . . . . . . . . . . . . 229
3.2 Sensoren für Wege,
Winkel und Abstände . . . . . . . . . . . . . 2303.2.1 Sensorsignale durch
Widerstandsänderung . . . . . . . . . . . . 2303.2.2 Sensorsignale durch magnetische
Kopplung . . . . . . . . . . . . . . . . . . . . . . . 2353.2.3 Sensorsignale mittels magnetischer
und elektrischer Felder . . . . . . . . . . . . 2363.2.4 Sensoren zur Füllstandsmessung . . . 2373.2.5 Optische Sensoren . . . . . . . . . . . . . . . 2383.2.6 Sensorsignale durch
Laufzeitmessung . . . . . . . . . . . . . . . . 2423.2.7 Näherungsempfindliche Schalter
(binäre Sensoren) . . . . . . . . . . . . . . . . 2443.2.8 Digitale Weg- und Winkelmessung . . 2453.2.8.1 Inkrementale Weg- und
Winkelmessung . . . . . . . . . . . . . . . . . 2453.2.8.2 Absolute Weg- und Winkelmessung . 2493.2.8.3 Zyklisch analoge Weg- und
Winkelmessung . . . . . . . . . . . . . . . . . 2503.2.8.4 Berührungsloses Messen mit
Autofocus-Systemen . . . . . . . . . . . . . 2513.3 Geschwindigkeitssensoren . . . . . . . . 2523.4 Sensoren für Dehnungen, Kräfte,
Drehmomente und Drücke . . . . . . . . 2533.5 Beschleunigungssensoren . . . . . . . . 2573.6 Temperatursensoren . . . . . . . . . . . . . 2583.7 Sensoren für elektrische Größen
(Messumformer) . . . . . . . . . . . . . . . . . 2613.8 Sensoren zur Sicherheitstechnik . . . 2623.9 Störungen in Sensorleitungen . . . . . 265
4 Computergesteuerte Maschinen 267
4.1 CNC-Werkzeugmaschinen . . . . . . . . . 2674.1.1 Der Produktionsprozess . . . . . . . . . . . 2674.1.2 NC-Achsen und deren Steuerung . . . 2704.1.3 CNC-Programmierung . . . . . . . . . . . . 2724.1.3.1 DIN-Programmierung . . . . . . . . . . . . 2724.1.3.2 Werkstattorientiertes
Produzieren (WOP) . . . . . . . . . . . . . . . 2824.1.4 Interpolation . . . . . . . . . . . . . . . . . . . . 2844.1.5 Leistungsfähigkeit . . . . . . . . . . . . . . . 2864.1.6 Offene CNC-Steuerung . . . . . . . . . . . 288
Inhaltsverzeichnis 5
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 5
4.2 Additive Fertigungsverfahren/
3D-Druck . . . . . . . . . . . . . . . . . . . . . . . 2894.2.1 Allgemeines . . . . . . . . . . . . . . . . . . . . 2894.2.2 AM-Verfahren . . . . . . . . . . . . . . . . . . . 2904.2.3 Die Informationskette und die
Prozesskette . . . . . . . . . . . . . . . . . . . . 2924.3 Messen und Prüfen . . . . . . . . . . . . . . 2934.3.1 Koordinatenmessgeräte . . . . . . . . . . 2934.3.1.1 Aufbau und Wirkungsweise . . . . . . . 2944.3.1.2 Bauarten . . . . . . . . . . . . . . . . . . . . . . . 2954.3.1.3 Messsysteme . . . . . . . . . . . . . . . . . . . 2954.3.1.4 Tastsysteme . . . . . . . . . . . . . . . . . . . . 2964.3.1.5 Zusatzausstattungen . . . . . . . . . . . . . 2984.3.1.6 Steuerungen und Antriebe . . . . . . . . 2994.3.1.7 Messwertauswertung . . . . . . . . . . . . . 2994.3.1.8 Tastelementkalibrierung . . . . . . . . . . 3024.3.1.9 Durchführung eines Messauftrags . . 3024.3.2 Laser-Tracking . . . . . . . . . . . . . . . . . . . 3074.3.3 Optische Formerfassung . . . . . . . . . . 3084.3.4 Röntgen-Computer-Tomographie
(CT) . . . . . . . . . . . . . . . . . . . . . . . . . . . 310
4.4 Robotertechnik . . . . . . . . . . . . . . . . . 3114.4.1 Einführung . . . . . . . . . . . . . . . . . . . . . 3114.4.2 Einteilung . . . . . . . . . . . . . . . . . . . . . . 3124.4.3 Kinematischer Aufbau . . . . . . . . . . . . 3134.4.4 Greifer . . . . . . . . . . . . . . . . . . . . . . . . . 3174.4.5 Roboterprogrammierung . . . . . . . . . 3184.4.6 Koordinatensysteme . . . . . . . . . . . . . 3214.4.7 Die Bewegungserzeugung . . . . . . . . . 3254.4.8 Koordinatentransformation . . . . . . . . 3274.4.9 Interpolation und Betriebsarten . . . . 3284.4.10 Schleppabstand und
Bahngeschwindigkeit . . . . . . . . . . . . . 3304.4.11 Sensorführung von Robotern . . . . . . 3324.4.12 Schutzmaßnahmen . . . . . . . . . . . . . . 339
4.5 Sicherheit von Maschinen und
Anlagen . . . . . . . . . . . . . . . . . . . . . . . . 341
5 Montage 345
5.1 Grundlagen . . . . . . . . . . . . . . . . . . . . . 345
5.2 Der Materialfluss . . . . . . . . . . . . . . . . 3465.2.1 Lagern . . . . . . . . . . . . . . . . . . . . . . . . . 3465.2.2 Puffern . . . . . . . . . . . . . . . . . . . . . . . . . 3475.2.3 Bunkern . . . . . . . . . . . . . . . . . . . . . . . . 3485.2.4 Magazinieren . . . . . . . . . . . . . . . . . . . 3495.2.5 Fördern . . . . . . . . . . . . . . . . . . . . . . . . 350
5.3 Maschinelle Montage . . . . . . . . . . . . 3535.3.1 Montageautomaten . . . . . . . . . . . . . . 3535.3.2 Automatisiertes Fügen . . . . . . . . . . . . 354
6 Qualitätsüberwachung und
Prozesslenkung 358
6.1 Einführung . . . . . . . . . . . . . . . . . . . . . 358
6.2 Statistische Qualitätsüberwachung . 3596.2.1 Prüfdaten . . . . . . . . . . . . . . . . . . . . . . . 3596.2.2 Normalverteilung . . . . . . . . . . . . . . . . 3606.2.3 Wahrscheinlichkeitsnetz . . . . . . . . . . . 3616.2.4 Auswertung einer Stichprobe . . . . . . 3616.2.5 Qualitätsregelkarten . . . . . . . . . . . . . . 3656.3 Maschinenfähigkeit und
Prozessfähigkeit . . . . . . . . . . . . . . . . . 3676.4 Betriebsdatenerfassung (BDE) . . . . . 3706.4.1 Codeleser . . . . . . . . . . . . . . . . . . . . . . 3716.4.2 Mobile Datenspeicher . . . . . . . . . . . . 3726.4.3 Chipkarten, Chipmünzen, RFIDs . . . . 373
7 Informationstechnik 374
7.1 Programmierung . . . . . . . . . . . . . . . . 3747.1.1 Programmiersprachen . . . . . . . . . . . . 3747.1.2 Software Engineering . . . . . . . . . . . . 3757.1.3 Qualität der Software . . . . . . . . . . . . . 3767.1.4 Sicherung gegen unberechtigte
Nutzung . . . . . . . . . . . . . . . . . . . . . . . . 3767.1.5 Betriebssystem Windows . . . . . . . . . 3777.1.6 Objektorientierte Programmierung
(OOP) . . . . . . . . . . . . . . . . . . . . . . . . . . 3827.1.7 Algorithmen . . . . . . . . . . . . . . . . . . . . 3827.1.8 Strukturierte Programmierung . . . . . 3837.1.9 Rechnerinterne Datendarstellung . . . 3847.1.10 Progammaufbau und
Progammkomponenten . . . . . . . . . . . 3877.1.11 Strukturierte Anweisungen . . . . . . . . 3897.1.12 Strukturierung mit Funktionen . . . . . 3917.1.13 Fallbeispiel: Steuerkurve . . . . . . . . . . 3927.1.14 Externe Speicher . . . . . . . . . . . . . . . . 3987.1.15 Serielle Datenübertragung . . . . . . . . 4007.1.16 Grafische Programmierung . . . . . . . . 403
7.2 Steuern mit dem Computer . . . . . . . 4097.2.1 Aufbau der Systeme . . . . . . . . . . . . . 4097.2.2 Die Schnittstellenkarten . . . . . . . . . . . 4097.2.3 Verknüpfungssteuerung ohne
Speicher . . . . . . . . . . . . . . . . . . . . . . . . 4127.2.4 Verknüpfungssteuerung
mit Speicher . . . . . . . . . . . . . . . . . . . . 4137.2.5 Analogwerte einlesen . . . . . . . . . . . . 4137.2.6 Ansteuerung über OPC-Server . . . . . 415
7.3 Regelung mit PC und SPS . . . . . . . . . 4167.3.1 Hardware und Software . . . . . . . . . . . 4167.3.2 Grafische Ausgabe . . . . . . . . . . . . . . . 4177.3.3 Regelkreisglieder . . . . . . . . . . . . . . . . 4187.3.3.1 Proportionalglied ohne Verzögerung
(P-Glied) . . . . . . . . . . . . . . . . . . . . . . . . 4187.3.3.2 Integralglied (Û-Glied) . . . . . . . . . . . . 4197.3.3.3 Totzeitglied (Tt-Glied) . . . . . . . . . . . . . 4207.3.3.4 Proportionalglied mit Verzögerung
1. Ordnung (P-T1-Glied) . . . . . . . . . . . 421
6 Inhaltsverzeichnis
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 6
7.3.3.5 Proportionalglied mit Verzögerung2. Ordnung (P-T2-Glied)und Schwingungsglied . . . . . . . . . . . 422
7.3.4 Regelkreise . . . . . . . . . . . . . . . . . . . . . 4237.3.4.1 P-Regelung und P-T1-Strecke . . . . . . . 4237.3.4.2 P-Regelung und P-T1-Strecke
(SPS-Simulation) . . . . . . . . . . . . . . . . 4247.3.4.3 I-Regelung und P-T1-Strecke . . . . . . . 4257.3.4.4 PI-Regelung einer P-T1-Strecke mit
Störgrößenaufschaltung (Beispiel) . . 4267.3.4.5 Optimierung der Reglerparameter . . 4277.3.4.6 P-Regler und P-T1-I-Strecke
(Lageregelung) . . . . . . . . . . . . . . . . . . 4287.3.4.7 Lageregelung mit Totzeit . . . . . . . . . . 4307.3.4.8 Geschwindigkeitsvorsteuerung . . . . 4317.3.5 Fuzzy-Logic . . . . . . . . . . . . . . . . . . . . . 4327.3.5.1 Grundlagen der Fuzzy-Technologie . 4327.3.5.2 Fuzzy-Regelung
einer Bandsägemaschine . . . . . . . . . 433
7.4 Programmiersprache Java . . . . . . . . . 4357.4.1 Einführung . . . . . . . . . . . . . . . . . . . . . 4357.4.2 Erstellen einer Applikation . . . . . . . . 4367.4.3 HTML . . . . . . . . . . . . . . . . . . . . . . . . . . 4367.4.4 Erstellen von Grafiken . . . . . . . . . . . . 4387.4.5 Animationen . . . . . . . . . . . . . . . . . . . . 4397.4.6 Multithreading . . . . . . . . . . . . . . . . . . 4397.4.7 Java-Script . . . . . . . . . . . . . . . . . . . . . 440
7.5 Visual Basic für Excel . . . . . . . . . . . . . 4417.5.1 Aufbau eines VBA-Programms . . . . . 4417.5.2 Aufruf von VBA . . . . . . . . . . . . . . . . . . 4427.5.3 Erstellen von Funktionen . . . . . . . . . . 4437.5.4 Variable und Zugriff auf Zellen . . . . . 4447.5.5 Projekt: SPC-Maschinenregelung . . . 4467.5.6 Erstellen eines Formulars als
Unterprogramm . . . . . . . . . . . . . . . . . 4477.5.7 Kommunikation: Excel mit S7 . . . . . . 448
7.6 Relationale Datenbanken . . . . . . . . . 4497.6.1 Datenbankobjekte . . . . . . . . . . . . . . . . 4507.6.2 Entwerfen einer Datenbank . . . . . . . . 452
7.7 Bildverarbeitung . . . . . . . . . . . . . . . . . 4557.7.1 Grauwertbildverarbeitung . . . . . . . . . 4557.7.2 Binärbildverarbeitung . . . . . . . . . . . . 4607.7.3 Farbbildverarbeitung und
Farbbildcodierung . . . . . . . . . . . . . . . 461
7.8 Virtuelle Umgebung . . . . . . . . . . . . . . 4637.8.1 Allgemeines . . . . . . . . . . . . . . . . . . . . 4637.8.2 Szenensteuerung . . . . . . . . . . . . . . . . 4647.8.3 Augmented Reality, Mixed Reality . . 466
8 Kommunikationstechnik 467
8.1 Telefonie und
Internetkommunikation . . . . . . . . . . . 467
8.1.1 ISDN und DSL-Kommunikation . . . . . 4678.1.2 IP-Telefonie und
DSL-Kommunikation . . . . . . . . . . . . . 467
8.2 ADSL/DSL und PLC . . . . . . . . . . . . . . 4688.2.1 ADSL/DSL . . . . . . . . . . . . . . . . . . . . . . 4688.2.2 PLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . 469
8.3 Internet und Intranet . . . . . . . . . . . . . 470
8.4 Telematik . . . . . . . . . . . . . . . . . . . . . . . 472
8.5 Lokale Kommunikationstechnik . . . . 4748.5.1 Ethernet-LAN . . . . . . . . . . . . . . . . . . . 4768.5.1.1 Einführung . . . . . . . . . . . . . . . . . . . . . 4768.5.1.2 Peer-to-peer-Netzwerke . . . . . . . . . . . 4798.5.1.3 Client-Server-Netzwerke . . . . . . . . . . 4798.5.1.4 Peer-to-peer-Netzwerk mit zwei PCs . 4808.5.1.5 Erweiterung zu einem
Client-Server-Netzwerk . . . . . . . . . . . 483
8.6 Feldbus-Systeme . . . . . . . . . . . . . . . . 4858.6.1 CAN-Bus . . . . . . . . . . . . . . . . . . . . . . . 4858.6.2 Aktor-Sensor-Interface (AS-i) . . . . . . . 4878.6.3 PROFIBUS, PROFIBUS-DP . . . . . . . . . 4898.6.4 PROFINET . . . . . . . . . . . . . . . . . . . . . . 4928.6.5 PROFIsafe . . . . . . . . . . . . . . . . . . . . . . 493
7.7 Schnittstellen . . . . . . . . . . . . . . . . . . . 4957.7.1 Serielle Schnittstelle V.24 . . . . . . . . . . 4967.7.2 Serielle Schnittstelle RS 485 . . . . . . . 4987.7.3 Wireless LAN (WLAN) in der
Automatisierungstechnik . . . . . . . . . . 499
9 Aufgaben und Übungen 501
9.1 Aufgaben und Übungen zur Pneumatik . . . . . . . . . . . . . . . . . . . 501
9.2 Aufgaben und Übungenzur Hydraulik . . . . . . . . . . . . . . . . . . . . 506
9.3 Aufgaben und Übungenzu GRAFCET . . . . . . . . . . . . . . . . . . . . 508
9.4 Aufgaben und Übungen zur SPS . . . 509
9.5 Aufgaben und Übungenzur Regelungstechnik . . . . . . . . . . . . . 522
9.6 Aufgaben und Übungenzum Programmieren . . . . . . . . . . . . . 526
9.7 Aufgaben und Übungenzur Antriebstechnik . . . . . . . . . . . . . . . 529
9.8 Aufgaben und Übungen zu CNC . . . . 531
Fachwörterbuch: Deutsch – Englisch,
Sachwortverzeichnis . . . . . . . . . . . . . . . . . . . . 533
Quellenverzeichnis . . . . . . . . . . . . . . . . . . . . . . 543
Inhaltsverzeichnis 7
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 7
Roboter als Spielzeuge
© Honda Motor Europe GmbH
Roboter als Helfer in der Kantine
Kooperierende Roboter
Roboter im Film „Der 200-Jahre-Mann“
Automaten und Roboter
Automaten für schwere Arbeit, für Spiele,für Expeditionen, für den Weltraum, zumDenken und zum Fühlen – die Visionen sindseit Menschheitsgedenken vielfältig. Warenes zunächst mechanische Automaten fürKultstätten (Seite 9), so bekamen in derNeuzeit die Geräte auch oft ein mensch -liches Antlitz, z. B. in Form von Spielauto-maten.
Mit dem Schauspiel R.U.R. (Rossum’s Universal Robots) schuf 1920 Karel Capekden Begriff des Roboters und der Robo -terin. Die Roboter sind hier menschen -ähnliche Wesen, mit starrem Blick und geschaffen als billige Arbeitskräfte zum Einsatz in der Serienproduktion.
„Sie erinnern sich an alles, denken abernichts Neues. Sie haben keine Seele undkeine Gefühle“, so steht es in der Regie -anweisung.
Industrieroboter (Seite 311) sind in diesemSinne Realität geworden und verrichten,meist als einarmige Gebilde, schwere Arbeit. Sie sind in der Produktion als Mittelzur Automatisierung nicht mehr wegzu -denken. Es sind Bewegungsmaschinen, diemit künstlicher Intelligenz (KI) und mit unterschiedlichster Sensorik ausgestattetsind. So können sie auch sehen, hören undfühlen. Sie sind auch kooperativ, d. h., siearbeiten zusammen, z. B. während der eineRoboter das Bauteil hält, wird es vom anderen Roboter bearbeitet.
Man setzt Roboter auch ein, wenn die Umwelt für den Menschen gefährlich oderfeindlich ist, z. B. bei Expeditionen im Weltall (Seite 312) und beim Aufspüren von Minen. Es gibt Roboter für viele Anwen -dungen, z. B. zum Ballspielen, zum Sauber-machen, zum Fensterputzen oder zum Rasenmähen.
In der Kunst, in der Literatur, in Filmen undnatürlich auch in Videospielen begegnenwir häufig einer Roboter-Fiktion, den Androiden, also künstlichen Menschen. Siebeflügeln unsere Fantasie.
Titel-Ei (001-008) 2015_ Titel-Ei (001-008) 2009 16.07.15 08:43 Seite 8
1.1 Einführung
1.1.1 Automatisierung und Automaten
Die Automatisierung ermöglicht eine weitgehendselbsttätige, nämlich automatische Wirkung, alsoohne den ständig steuernden Eingriff des Men-schen.
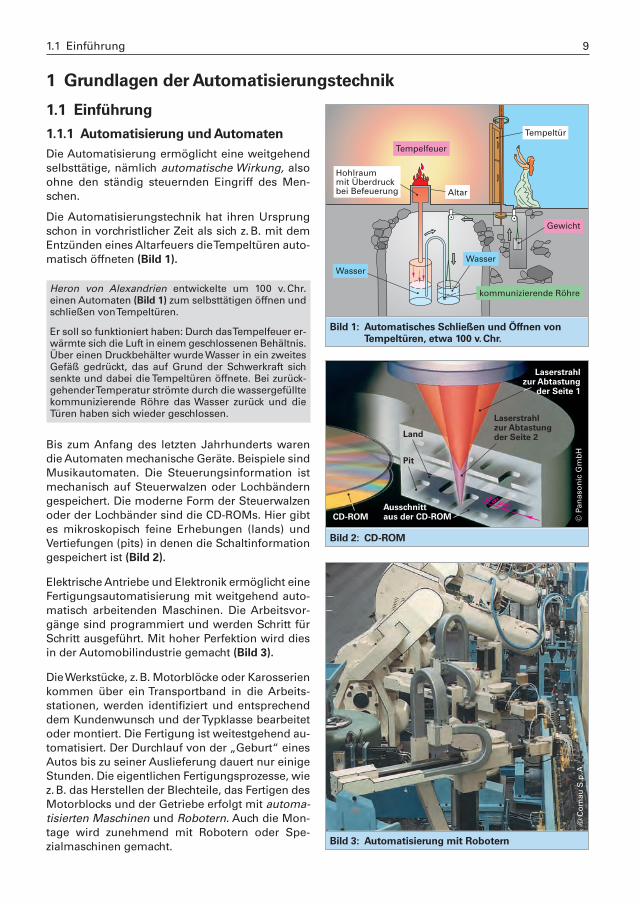
Die Automatisierungstechnik hat ihren Ursprungschon in vorchristlicher Zeit als sich z. B. mit demEntzünden eines Altarfeuers die Tempeltüren auto-matisch öffneten (Bild 1).
Heron von Alexandrien entwickelte um 100 v. Chr. einen Automaten (Bild 1) zum selbsttätigen öffnen undschließen von Tempeltüren.
Er soll so funktioniert haben: Durch das Tempelfeuer er-wärmte sich die Luft in einem geschlossenen Behältnis.Über einen Druckbehälter wurde Wasser in ein zweitesGefäß gedrückt, das auf Grund der Schwerkraft sichsenkte und dabei die Tempeltüren öffnete. Bei zurück-gehender Temperatur strömte durch die wassergefülltekommunizierende Röhre das Wasser zurück und dieTüren haben sich wieder geschlossen.
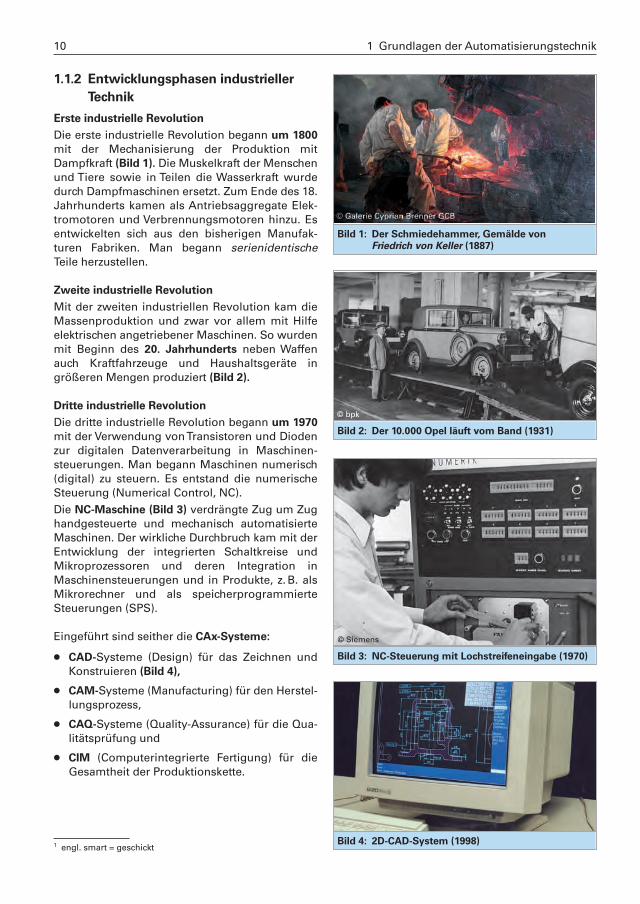
Bis zum Anfang des letzten Jahrhunderts warendie Automaten mechanische Geräte. Beispiele sindMusikautomaten. Die Steuerungsinformation istmechanisch auf Steuerwalzen oder Lochbänderngespeichert. Die moderne Form der Steuerwalzenoder der Lochbänder sind die CD-ROMs. Hier gibtes mikroskopisch feine Erhebungen (lands) undVertiefungen (pits) in denen die Schaltinformationgespeichert ist (Bild 2).
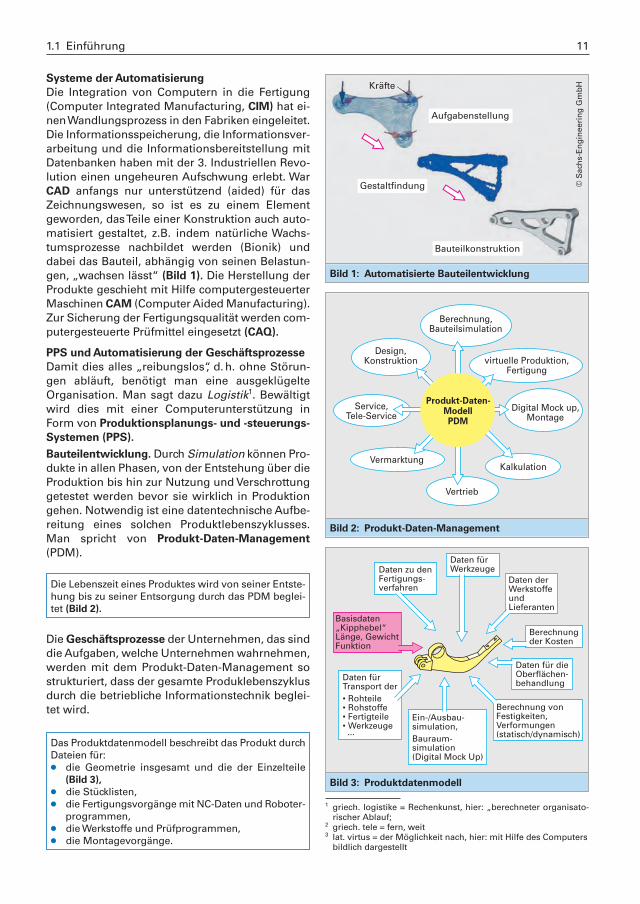
Elektrische Antriebe und Elektronik ermöglicht eineFertigungsautomatisierung mit weitgehend auto -matisch arbeitenden Maschinen. Die Arbeitsvor-gänge sind programmiert und werden Schritt fürSchritt ausgeführt. Mit hoher Perfektion wird diesin der Automobilindustrie gemacht (Bild 3).
Die Werkstücke, z. B. Motorblöcke oder Karosserienkommen über ein Transportband in die Arbeits -stationen, werden identifiziert und entsprechenddem Kundenwunsch und der Typklasse bearbeitetoder montiert. Die Fertigung ist weitestgehend au-tomatisiert. Der Durchlauf von der „Geburt“ einesAutos bis zu seiner Auslieferung dauert nur einigeStunden. Die eigentlichen Fertigungsprozesse, wiez. B. das Herstellen der Blechteile, das Fertigen des Motorblocks und der Getriebe erfolgt mit automa-tisierten Maschinen und Robotern. Auch die Mon-tage wird zunehmend mit Robotern oder Spe -zialmaschinen gemacht.
1.1 Einführung 9
1 Grundlagen der Automatisierungstechnik
Bild 1: Automatisches Schließen und Öffnen von
Tempeltüren, etwa 100 v. Chr.
Tempelfeuer
Hohlraummit Überdruckbei Befeuerung Altar
WasserWasser
Gewicht
kommunizierende Röhre
Tempeltür
Bild 2: CD-ROM
CD-ROMAusschnittaus der CD-ROM
Pit
Land
Laserstrahlzur Abtastung
der Seite 1
Laserstrahlzur Abtastungder Seite 2
0,6 µm
© P
anas
on
ic G
mb
H
Bild 3: Automatisierung mit Robotern
© C
om
au S
.p.A
.
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 9
1.1.2 Entwicklungsphasen industrieller
Technik
Erste industrielle Revolution
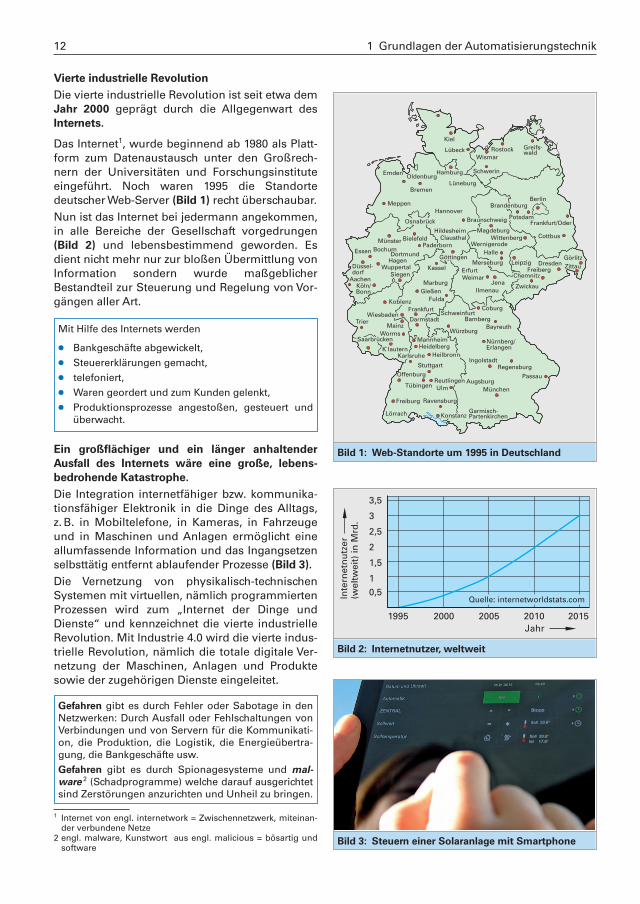
Die erste industrielle Revolution begann um 1800
mit der Mechanisierung der Produktion mitDampfkraft (Bild 1). Die Muskelkraft der Menschenund Tiere sowie in Teilen die Wasserkraft wurdedurch Dampfmaschinen ersetzt. Zum Ende des 18.Jahrhunderts kamen als Antriebsaggregate Elek-tromotoren und Verbrennungsmotoren hinzu. Esentwickelten sich aus den bisherigen Manufak -turen Fabriken. Man begann serienidentischeTeile herzustellen.
Zweite industrielle Revolution
Mit der zweiten industriellen Revolution kam dieMassenproduktion und zwar vor allem mit Hilfeelektrischen angetriebener Maschinen. So wurdenmit Beginn des 20. Jahrhunderts neben Waffenauch Kraftfahrzeuge und Haushaltsgeräte ingrößeren Mengen produziert (Bild 2).
Dritte industrielle Revolution
Die dritte industrielle Revolution begann um 1970
mit der Verwendung von Transistoren und Diodenzur digitalen Datenverarbeitung in Maschinen-steuerungen. Man begann Maschinen numerisch(digital) zu steuern. Es entstand die numerischeSteuerung (Numerical Control, NC).Die NC-Maschine (Bild 3) verdrängte Zug um Zughandgesteuerte und mechanisch automatisierteMaschinen. Der wirkliche Durchbruch kam mit derEntwicklung der integrierten Schaltkreise und Mikroprozessoren und deren Integration in Maschinensteuerungen und in Produkte, z. B. alsMikrorechner und als speicherprogrammierteSteuerungen (SPS).
Eingeführt sind seither die CAx-Systeme:
● CAD-Systeme (Design) für das Zeichnen undKonstruieren (Bild 4),
● CAM-Systeme (Manufacturing) für den Herstel-lungsprozess,
● CAQ-Systeme (Quality-Assurance) für die Qua-litätsprüfung und
● CIM (Computerintegrierte Fertigung) für die Gesamtheit der Produktionskette.
10 1 Grundlagen der Automatisierungstechnik
Bild 1: Der Schmiedehammer, Gemälde von
Friedrich von Keller (1887)
Bild 2: Der 10.000 Opel läuft vom Band (1931)
© bpk
Bild 4: 2D-CAD-System (1998)1 engl. smart = geschickt
Bild 3: NC-Steuerung mit Lochstreifeneingabe (1970)
© Siemens
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 10
1.1 Einführung 11
Systeme der Automatisierung
Die Integration von Computern in die Fertigung(Computer Integrated Manufacturing, CIM) hat ei-nen Wandlungsprozess in den Fabriken eingeleitet.Die Informationsspeicherung, die Informationsver-arbeitung und die Informationsbereitstellung mitDatenbanken haben mit der 3. Industriellen Revo-lution einen ungeheuren Aufschwung erlebt. WarCAD anfangs nur unterstützend (aided) für dasZeichnungswesen, so ist es zu einem Element geworden, das Teile einer Konstruktion auch auto-matisiert gestaltet, z.B. indem natürliche Wachs -tumspro zesse nachbildet werden (Bionik) und dabei das Bauteil, abhängig von seinen Belastun-gen, „wachsen lässt“ (Bild 1). Die Herstellung derProdukte geschieht mit Hilfe computergesteuerterMaschinen CAM (Computer Aided Manufacturing).Zur Sicherung der Fertigungsqualität werden com-putergesteuerte Prüfmittel eingesetzt (CAQ).
PPS und Automatisierung der Geschäftsprozesse
Damit dies alles „reibungslos“, d. h. ohne Störun-gen abläuft, benötigt man eine ausgeklügelte Organisation. Man sagt dazu Logistik1. Bewältigtwird dies mit einer Computerunterstützung inForm von Produktionsplanungs- und -steuerungs-
Systemen (PPS).
Bauteilentwicklung. Durch Simulation können Pro-dukte in allen Phasen, von der Entstehung über dieProduktion bis hin zur Nutzung und Verschrottunggetestet werden bevor sie wirklich in Produktiongehen. Notwendig ist eine datentechnische Aufbe-reitung eines solchen Produktlebenszyklusses.Man spricht von Produkt-Daten-Management
(PDM).
Bild 1: Automatisierte Bauteilentwicklung
Aufgabenstellung
Gestaltfindung
Bauteilkonstruktion
Kräfte
© S
ach
s-E
ng
inee
rin
g G
mb
H
Bild 2: Produkt-Daten-Management
Digital Mock up,Montage
Vertrieb
Vermarktung
Service,Tele-Service
Design,Konstruktion
Berechnung,Bauteilsimulation
virtuelle Produktion,Fertigung
Kalkulation
Produkt-Daten-ModellPDM
Bild 3: Produktdatenmodell
Basisdaten„Kipphebel“Länge, GewichtFunktion
Daten zu denFertigungs-verfahren
Daten fürWerkzeuge
Daten derWerkstoffeundLieferanten
Berechnungder Kosten
Daten für dieOberflächen-behandlung
Berechnung vonFestigkeiten,Verformungen(statisch/dynamisch)
Ein-/Ausbau-simulation,Bauraum-simulation(Digital Mock Up)
Daten fürTransport der• Rohteile• Rohstoffe• Fertigteile• Werkzeuge ...
1 griech. logistike = Rechenkunst, hier: „berechneter organisato -rischer Ablauf;
2 griech. tele = fern, weit3 lat. virtus = der Möglichkeit nach, hier: mit Hilfe des Computers
bildlich dargestellt
Die Lebenszeit eines Produktes wird von seiner Entste-hung bis zu seiner Entsorgung durch das PDM beglei-tet (Bild 2).
Das Produktdatenmodell beschreibt das Produkt durchDateien für:● die Geometrie insgesamt und die der Einzel teile
(Bild 3),
● die Stücklisten,● die Fertigungsvorgänge mit NC-Daten und Roboter -
programmen,● die Werkstoffe und Prüfprogrammen,● die Montagevorgänge.
Die Geschäftsprozesse der Unternehmen, das sinddie Aufgaben, welche Unternehmen wahrnehmen,werden mit dem Produkt-Daten-Management sostrukturiert, dass der gesamte Produklebenszyklusdurch die betriebliche Informationstechnik beglei-tet wird.
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 11
12 1 Grundlagen der Automatisierungstechnik
Bild 1: Web-Standorte um 1995 in Deutschland
Kiel
LübeckWismar
Schwerin
BerlinBrandenburgBrandenburg
Frankfurt/Oder
CottbusWittenbergWernigerode
MagdeburgMagdeburg
BraunschweigBraunschweigHannover
HildesheimClausthal
PaderbornPaderbornBielefeldMünster
BochumEssen
Düssel-dorf
WuppertalSiegen
Kassel
MarburgGießen
Fulda
FrankfurtKoblenzKoblenz
WiesbadenWiesbaden
MainzTrier
Worms
K`lautern
Stuttgart
HeilbronnHeilbronnHeidelbergHeidelberg
KarlsruheKarlsruhe
Offenburg
Tübingen Ulm
RavensburgFreiburg
Lörrach
AugsburgMünchen
Passau
Ingolstadt
Nürnberg/Erlangen
Bayreuth
Regensburg
Garmisch-PartenkirchenKonstanzKonstanz
ReutlingenReutlingen
MannheimMannheim
DarmstadtDarmstadtSchweinfurt
Würzburg
Bamberg
CoburgCoburg
IlmenauJena
WeimarErfurt
GöttingenGöttingenMerseburgMerseburg
Halle
SaarbrückenSaarbrücken
HagenDortmund
AachenKöln/Bonn
OldenburgHamburgHamburg
LüneburgBremen
Meppen
OsnabrückOsnabrück
Emden
GörlitzZittauDresden
FreibergLeipzig
ChemnitzChemnitz
Zwickau
PotsdamPotsdam
Rostock Greifs-wald
Bild 3: Steuern einer Solaranlage mit Smartphone
Bild 2: Internetnutzer, weltweit
1995
0,51
1,5
2
2,5
3
3,5
2000 2005 2010 2015Jahr
Inte
rnet
nu
tzer
(wel
twei
t) in
Mrd
.
Quelle: internetworldstats.com
Vierte industrielle Revolution
Die vierte industrielle Revolution ist seit etwa demJahr 2000 geprägt durch die Allgegenwart desInternets.
Das Internet1, wurde beginnend ab 1980 als Platt-form zum Datenaustausch unter den Großrech-nern der Universitäten und Forschungsinstituteeingeführt. Noch waren 1995 die Standorte deutscher Web-Server (Bild 1) recht überschaubar.Nun ist das Internet bei jedermann angekommen,in alle Bereiche der Gesellschaft vorgedrungen(Bild 2) und lebensbestimmend geworden. Esdient nicht mehr nur zur bloßen Übermittlung vonInformation sondern wurde maßgeblicher Bestandteil zur Steuerung und Regelung von Vor-gängen aller Art.
Ein großflächiger und ein länger anhaltender
Ausfall des Internets wäre eine große, lebens -
bedrohende Katastrophe.
Die Integration internetfähiger bzw. kommunika -tionsfähiger Elektronik in die Dinge des Alltags,z. B. in Mobiltelefone, in Kameras, in Fahrzeugeund in Maschinen und Anlagen ermöglicht eine allumfassende Information und das Ingangsetzenselbsttätig entfernt ablaufender Prozesse (Bild 3).
Die Vernetzung von physikalisch-technischen Systemen mit virtuellen, nämlich programmiertenProzessen wird zum „Internet der Dinge und Dienste“ und kennzeichnet die vierte industrielleRevolution. Mit Industrie 4.0 wird die vierte indus -trielle Revolution, nämlich die totale digitale Ver-netzung der Maschinen, Anlagen und Produkte sowie der zugehörigen Dienste eingeleitet.
Mit Hilfe des Internets werden
● Bankgeschäfte abgewickelt,● Steuererklärungen gemacht,● telefoniert,● Waren geordert und zum Kunden gelenkt,● Produktionsprozesse angestoßen, gesteuert und
überwacht.
Gefahren gibt es durch Fehler oder Sabotage in denNetzwerken: Durch Ausfall oder Fehlschaltungen vonVerbindungen und von Servern für die Kommunikati-on, die Produktion, die Logistik, die Energieübertra-gung, die Bankgeschäfte usw.Gefahren gibt es durch Spionagesysteme und mal -
ware 2 (Schadprogramme) welche darauf ausgerichtetsind Zerstörungen anzurichten und Unheil zu bringen.
1 Internet von engl. internetwork = Zwischennetzwerk, miteinan-der verbundene Netze
2 engl. malware, Kunstwort aus engl. malicious = bösartig undsoftware
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 12
1.1 Einführung 13
Bild 1: Embedded Systems zur Automatisierung
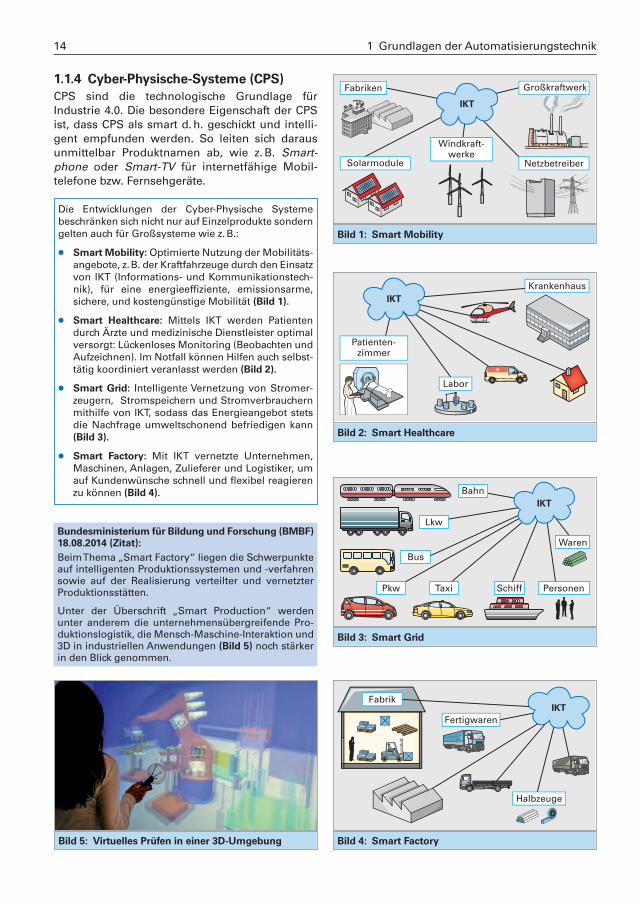
Bild 2: CPS in der Automatisierung
HierarchischeAutomatisierungsstruktur
Fabrikleitebene
Betriebs-leitebene
Prozess-leitebene
Steuerungs-ebene
Feldebene Feldebene
Reale Welt
Virtueller Raum(Cyberspace)
Cyber-PhysischeAutomatisierung
1.1.3 Industrie 4.0
Industrie 4.0 ist ein Zukunftsprojekt der deutschenBundesregierung mit dem die informationstechni-sche Vernetzung insbesondere der Produktions-technik vorangetrieben werden soll.
Bundesministerium für Bildung und Forschung (BMBF)
18.08.2014 (Zitat): Das Zukunftsprojekt Industrie 4.0zielt darauf ab, die deutsche Industrie in die Lage zuversetzen, für die Zukunft der Produktion gerüstet zusein. Industrieproduktion wird gekennzeichnet seindurch starke Individualisierung der Produkte unter denBedingungen einer hoch flexibilisierten (Großserien-)Produktion, die weitgehende Integration von Kundenund Geschäftspartnern in Geschäfts- und Wertschöp-fungsprozesse und die Verkopplung von Produktionund hochwertige Dienstleitungen.Die Wirtschaft steht an der Schwelle zur vierten indus -triellen Revolution. Durch das Internet getrieben, wach-sen reale und virtuelle Welt immer weiter zu einem Internet der Dinge zusammen. Die Kennzeichen derzukünftigen Form der Industrieproduktion sind die starke Individualisierung der Produkte unter den Bedingungen einer hoch flexibilisierten (Großserien-)Produktion, die weitgehende Integration von Kundenund Geschäftspartnern in Geschäfts- und Wertschöp-fungsprozesse und die Verkopplung von Produktionund hochwertigen Dienstleitungen, die in so genann-ten hybriden Produkten mündet. Die deutsche Industriehat jetzt die Chance, die vierte industrielle Revolutionaktiv mitzugestalten. Mit dem Zukunftsprojekt Industrie4.0 wollen wir diesen Prozess unterstützen.
Neuere technische Produkte, z. B. Fahrzeuge, TV-Geräte, Steller für Antriebe, Telefone u.v.m. sindzunehmend als „embedded systems“, konzipiert.
Eine zunehmende Bedeutung haben die Cyber-
Physical-Systems2 (CPS). Sie möglichen durch eine angehängte Kommunikationstechnik die Vernetzung von eingebetteten Systemen unterein-ander und mit dem Internet. Dabei wird die früherehierarchische und lokal konzentrierte Struktur auf-gelöst (Bild 2).
Ziel von Industrie 4.0 sind intelligente (smarte1) Fabri-ken. Diese zeichnen sich aus durch:
● Wandlungsfähigkeit,● Ressourceneffizienz,● Ergonomie und● Kundenorientierung.
Embedded Systems sind Produkte mit integrierten(eingebetteten) Computern bzw. Mikrocomputern oderMikroprozessoren zum Zweck der Steuerung, Rege-lung, Visualisierung bzw. allgemein zur Automatisie-rung.
1 engl. smart = geschickt, klug2 cyber, altgriechische Vorsilbe für Steuerung… (des Seemanns)
– ursprünglich die Steuerkunst des Seefahrers. Davon abgeleitetist die Wissenschaft der Kybernetik = Regelungstechnik, Steue-rungstechnik und Sensortechnik, heute meist in Verbindung mitMikrocomputern, Mikroschaltkreisen und Mikromechanik.
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 13
1.1.4 Cyber-Physische-Systeme (CPS)
CPS sind die technologische Grundlage für Industrie 4.0. Die besondere Eigenschaft der CPSist, dass CPS als smart d. h. geschickt und intelli-gent empfunden werden. So leiten sich daraus unmittelbar Produktnamen ab, wie z. B. Smart -phone oder Smart-TV für internetfähige Mobil -telefone bzw. Fernsehgeräte.
Bundesministerium für Bildung und Forschung (BMBF)
18.08.2014 (Zitat):
Beim Thema „Smart Factory“ liegen die Schwerpunkteauf intelligenten Produktionssystemen und -verfahrensowie auf der Realisierung verteilter und vernetzterProduktionsstätten.
Unter der Überschrift „Smart Production“ werden unter anderem die unternehmensübergreifende Pro-duktionslogistik, die Mensch-Maschine-Interaktion und3D in industriellen Anwendungen (Bild 5) noch stärkerin den Blick genommen.
14 1 Grundlagen der Automatisierungstechnik
Bild 1: Smart Mobility
Fabriken
Windkraft-werke
Solarmodule Netzbetreiber
IKT
Großkraftwerk
Bild 2: Smart Healthcare
Patienten-zimmer
Krankenhaus
Labor
IKT
Bild 3: Smart Grid
Personen
Bahn
Bus
Schiff
Waren
Lkw
Pkw Taxi
IKT
Bild 4: Smart Factory
Halbzeuge
Fertigwaren
FabrikIKT
Bild 5: Virtuelles Prüfen in einer 3D-Umgebung
Die Entwicklungen der Cyber-Physische Systeme beschränken sich nicht nur auf Einzelprodukte sonderngelten auch für Großsysteme wie z. B.:
● Smart Mobility: Optimierte Nutzung der Mobilitäts-angebote, z.B. der Kraftfahrzeuge durch den Einsatzvon IKT (Informations- und Kommunikationstech-nik), für eine energieeffiziente, emis sionsarme, sichere, und kostengünstige Mobilität (Bild 1).
● Smart Healthcare: Mittels IKT werden Patientendurch Ärzte und medizinische Dienstleister optimalversorgt: Lückenloses Monitoring (Beobachten undAufzeichnen). Im Notfall können Hilfen auch selbst-tätig koordiniert veranlasst werden (Bild 2).
● Smart Grid: Intelligente Vernetzung von Stromer-zeugern, Stromspeichern und Stromverbrauchernmithilfe von IKT, sodass das Energieangebot stetsdie Nachfrage umweltschonend befriedigen kann(Bild 3).
● Smart Factory: Mit IKT vernetzte Unternehmen,Maschinen, Anlagen, Zulieferer und Logistiker, umauf Kundenwünsche schnell und flexibel reagierenzu können (Bild 4).
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 14
1.1 Einführung 15
Bereich der Wissenschaft und Forschung tätig werden können. Die Automatisierung ermöglichtferner eine Gestaltung der Arbeitsplätze, die weit-gehend frei sind von schweren Arbeitsbelastun-gen.
Die Muskelkraft wird durch Motoren ersetzt unddie Steuerungsaufgaben, die für den Menschenbesonders durch Stress belastend sind, werdenvon automatisch arbeitenden elektronischenSteuerungen wahrgenommen.
Automatisierungskomponenten
Die Fertigungsautomatisierung ermöglicht eineweitgehend selbsttätige, nämlich automatischeFertigung, also ohne den ständig steuernden Ein-griff des Menschen.
Der Automatisierungsgrad ist um so größer je we-niger der Mensch in den Fertigungsprozess ein-greifen muss. Die vollautomatisierte Werkzeugma-schine führt sowohl alle Arbeitsschritte hinsichtlichdes räumlichen Bewegungsvorganges als auchhinsichtlich ihrer Ablauffolge selbsttätig aus. DerMensch ist hauptsächlich überwachend tätig. BeiTeilautomaten werden Teilaufgaben, wie z. B. dasEinspannen von Werkstücken, von Hand ausge-führt.
Die Vorteile der Automatisierung sind: Senkung der
Kosten, Erhöhung der Qualität und Humanisierung der
Arbeit.
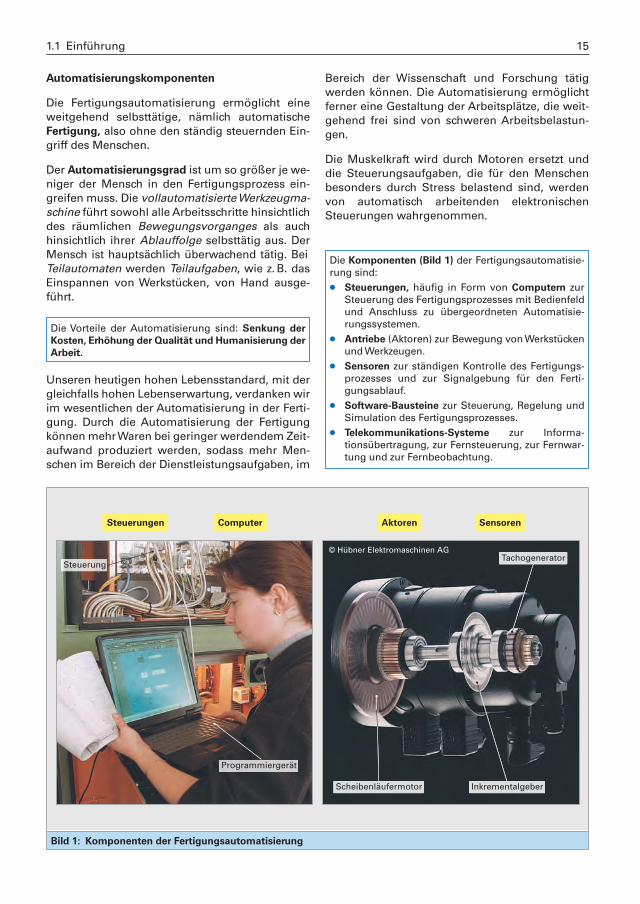
Die Komponenten (Bild 1) der Fertigungsautomatisie-rung sind:● Steuerungen, häufig in Form von Computern zur
Steuerung des Fertigungsprozesses mit Bedienfeldund Anschluss zu übergeordneten Automatisie-rungssystemen.
● Antriebe (Aktoren) zur Bewegung von Werkstückenund Werkzeugen.
● Sensoren zur ständigen Kontrolle des Fertigungs-prozesses und zur Signalgebung für den Ferti-gungsablauf.
● Software-Bausteine zur Steuerung, Regelung undSimulation des Fertigungsprozesses.
● Telekommunikations-Systeme zur Informa -tionsübertragung, zur Fernsteuerung, zur Fernwar-tung und zur Fernbeobachtung.
Bild 1: Komponenten der Fertigungsautomatisierung
Steuerungen Computer Aktoren Sensoren
Scheibenläufermotor Inkrementalgeber
TachogeneratorSteuerung
Programmiergerät
© Hübner Elektromaschinen AG
Unseren heutigen hohen Lebensstandard, mit dergleichfalls hohen Lebenserwartung, verdanken wirim wesentlichen der Automatisierung in der Ferti-gung. Durch die Automatisierung der Fertigungkönnen mehr Waren bei geringer werdendem Zeit-aufwand produziert werden, sodass mehr Men-schen im Bereich der Dienstleistungsaufgaben, im
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 15
0
0 13 2 4 10 4 9
1 0 1
0 0 0 1
0 0
1 0
0 1
0 0
1 0
1 0
0 1
0 0
1 0
0 1
Ausgang
Zeit
Zeit
1 0 1 1 10 0
1.2 SteuerungstechnikEine Steuerung erzeugt aufgrund von Eingangs-signalen und aufgrund seiner inneren Gesetz-mäßigkeit, z. B. einer Schaltung oder eines Pro-gramms, Ausgangs signale für die Aktoren, für dasAnzeigefeld und für andere Steuerungen.
Die innere Gesetzmäßigkeit bestimmt die Aus-gangssignale in Abhängigkeit von der Informationder Eingangssignale und in Abhängigkeit von dembisherigen Prozessgeschehen. Demnach enthaltenSteuerungen Bausteine oder Funktionen zur Ent-schlüsselung und Bewertung von Eingangs -signalen und Speicher (Gedächtnisse, Merker) fürvorangegangene Ereignisse (Bild 1).
1.2.1 Steuerungsarten
Nach Art der Signalverarbeitung unterschei-det man zwischen analogen Steuerungen, binä-
ren Steuerungen und digitalen Steuerungen (Ta-
belle 1).
Analoge Steuerungen
Bei analog arbeitenden Steuerungen werden dieAusgangssignale mit Hilfe eines analogen Signal-
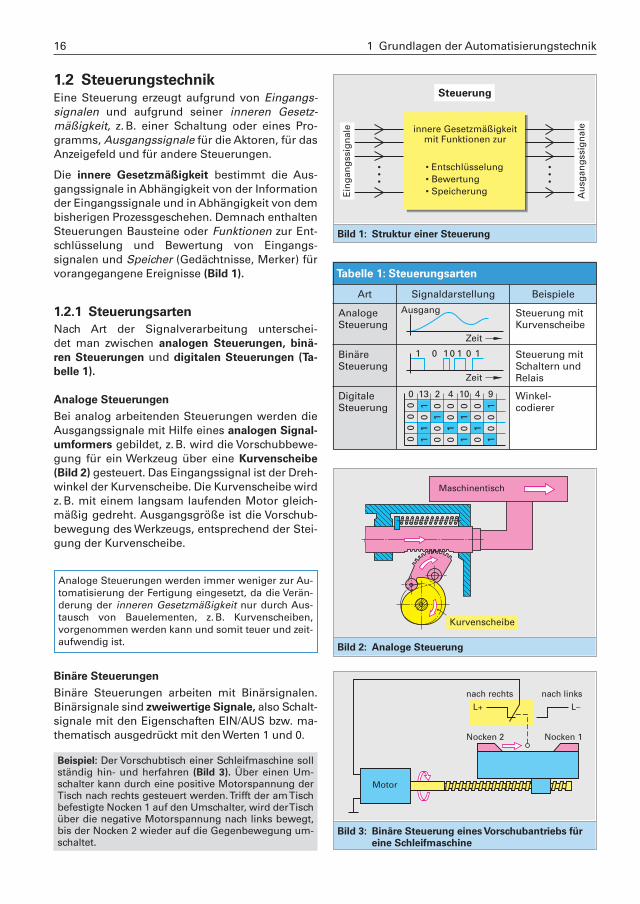
umformers gebildet, z. B. wird die Vorschubbewe-gung für ein Werkzeug über eine Kurvenscheibe
(Bild 2) gesteuert. Das Eingangssignal ist der Dreh-winkel der Kurvenscheibe. Die Kurvenscheibe wirdz. B. mit einem langsam laufenden Motor gleich-mäßig gedreht. Ausgangsgröße ist die Vorschub-bewegung des Werkzeugs, entsprechend der Stei-gung der Kurvenscheibe.
Analoge Steuerungen werden immer weniger zur Au-tomatisierung der Fertigung eingesetzt, da die Verän-derung der inneren Gesetzmäßigkeit nur durch Aus-tausch von Bauelementen, z. B. Kurvenscheiben,vorgenommen werden kann und somit teuer und zeit-aufwendig ist.
16 1 Grundlagen der Automatisierungstechnik
Bild 1: Struktur einer Steuerung
innere Gesetzmäßigkeitmit Funktionen zur
• Entschlüsselung• Bewertung• SpeicherungE
ing
ang
ssig
nal
e
Steuerung
Au
sgan
gss
ign
ale
Bild 2: Analoge Steuerung
Maschinentisch
Kurvenscheibe
Bild 3: Binäre Steuerung eines Vorschubantriebs für
eine Schleifmaschine
nach rechts nach links
Nocken 2 Nocken 1
Motor
L+ L–
Tabelle 1: Steuerungsarten
Art Signaldarstellung Beispiele
Analoge Steuerung mitSteuerung Kurvenscheibe
Binäre Steuerung mitSteuerung Schaltern und
Relais
Digitale Winkel-Steuerung codierer
Binäre Steuerungen
Binäre Steuerungen arbeiten mit Binärsignalen.Binärsignale sind zweiwertige Signale, also Schalt-signale mit den Eigenschaften EIN/AUS bzw. ma-thematisch ausgedrückt mit den Werten 1 und 0.
Beispiel: Der Vorschubtisch einer Schleifmaschine sollständig hin- und herfahren (Bild 3). Über einen Um-schalter kann durch eine positive Motorspannung derTisch nach rechts gesteuert werden. Trifft der am Tischbefestigte Nocken 1 auf den Umschalter, wird der Tischüber die negative Motorspannung nach links bewegt,bis der Nocken 2 wieder auf die Gegenbewegung um-schaltet.
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 16
1.2 Steuerungstechnik 17
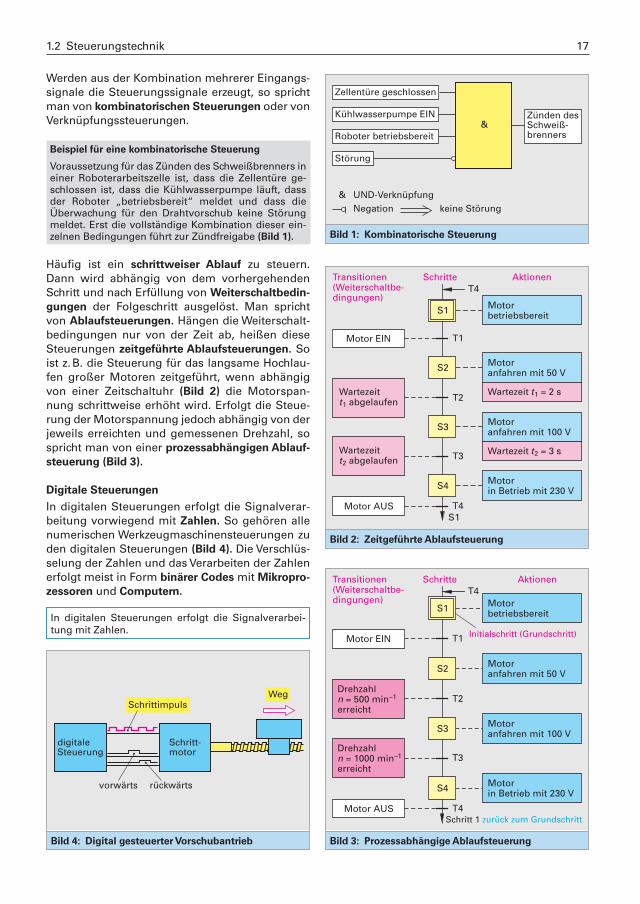
Werden aus der Kombination mehrerer Eingangs-signale die Steuerungssignale erzeugt, so sprichtman von kombinatorischen Steuerungen oder vonVerknüpfungssteuerungen.
Beispiel für eine kombinatorische Steuerung
Voraussetzung für das Zünden des Schweißbrenners ineiner Roboterarbeitszelle ist, dass die Zellentüre ge-schlossen ist, dass die Kühlwasserpumpe läuft, dassder Roboter „betriebsbereit“ meldet und dass dieÜberwachung für den Drahtvorschub keine Störungmeldet. Erst die vollständige Kombination dieser ein-zelnen Bedingungen führt zur Zündfreigabe (Bild 1).
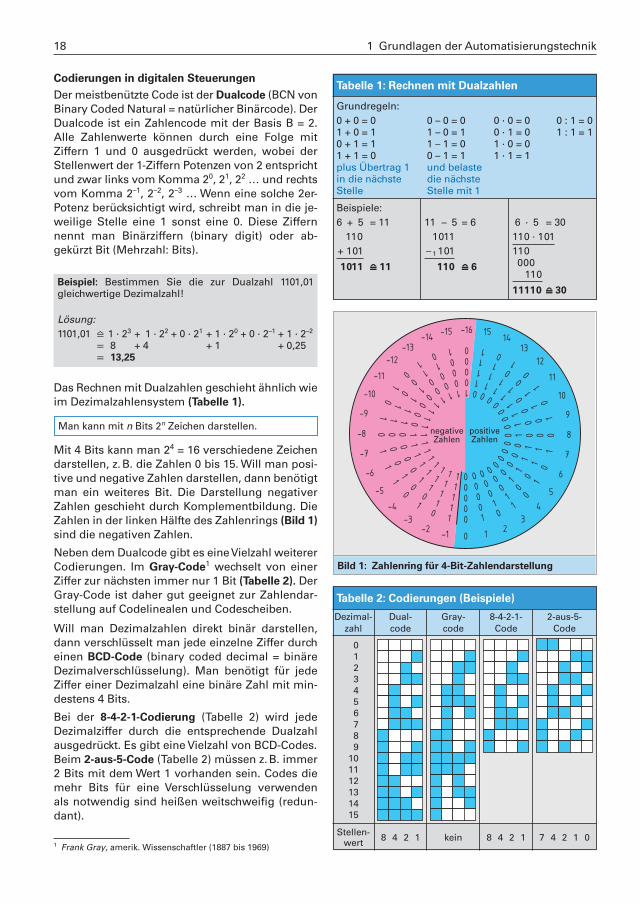
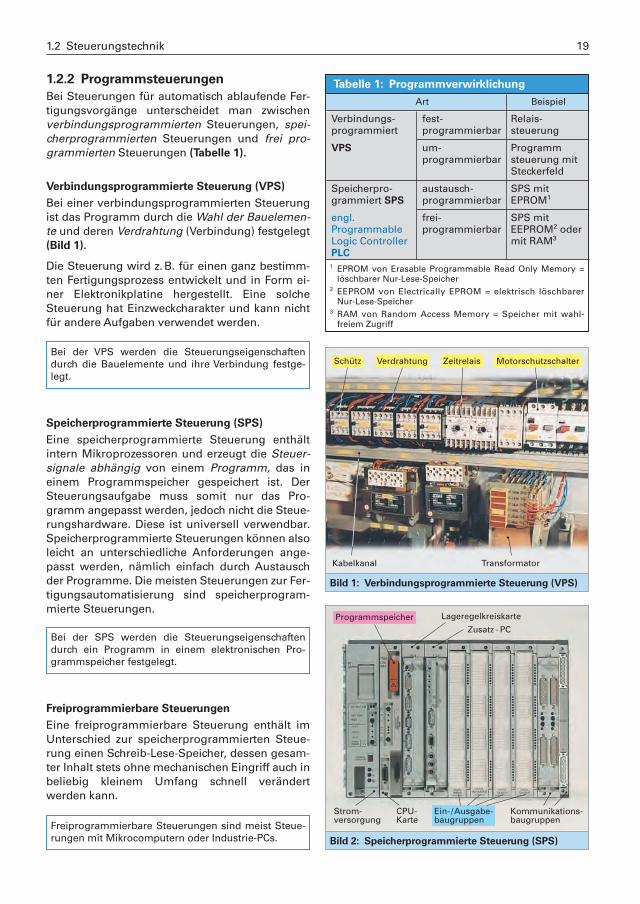
Häufig ist ein schrittweiser Ablauf zu steuern.Dann wird abhängig von dem vorhergehendenSchritt und nach Erfüllung von Weiterschaltbedin-
gungen der Folgeschritt ausgelöst. Man sprichtvon Ablaufsteuerungen. Hängen die Weiterschalt-bedingungen nur von der Zeit ab, heißen dieseSteuerungen zeitgeführte Ablaufsteuerungen. Soist z. B. die Steuerung für das langsame Hochlau-fen großer Motoren zeitgeführt, wenn abhängigvon einer Zeitschaltuhr (Bild 2) die Motorspan-nung schrittweise erhöht wird. Erfolgt die Steue-rung der Motorspannung jedoch abhängig von derjeweils erreichten und gemessenen Drehzahl, sospricht man von einer prozessabhängigen Ablauf-
steuerung (Bild 3).
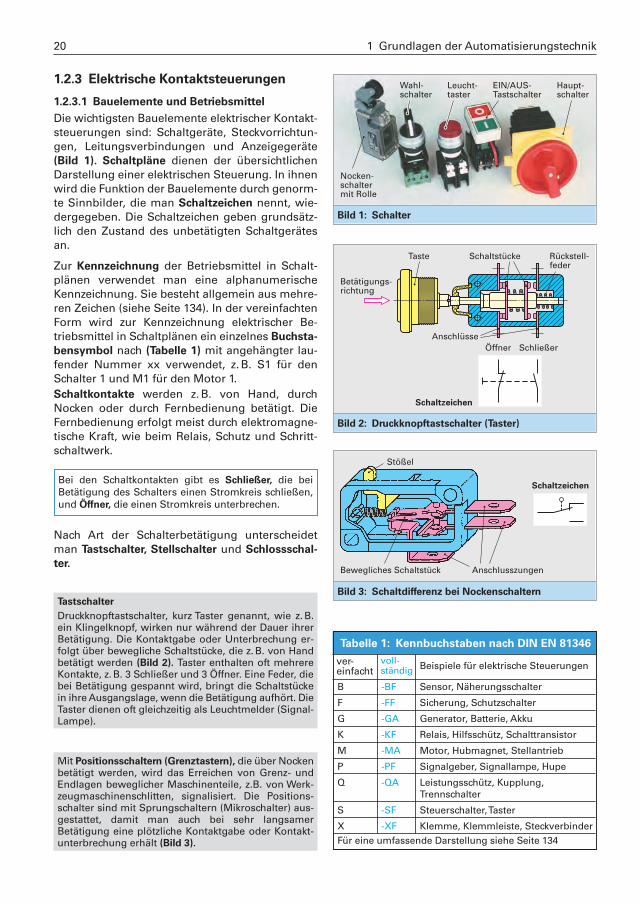
Digitale Steuerungen
In digitalen Steuerungen erfolgt die Signalverar-beitung vorwiegend mit Zahlen. So gehören allenumerischen Werkzeugmaschinensteuerungen zuden digitalen Steuerungen (Bild 4). Die Verschlüs-selung der Zahlen und das Verarbeiten der Zahlenerfolgt meist in Form binärer Codes mit Mikropro-
zessoren und Computern.
Bild 4: Digital gesteuerter Vorschubantrieb
Schrittimpuls
Schritt-motor
digitaleSteuerung
vorwärts rückwärts
Weg
Bild 3: Prozessabhängige Ablaufsteuerung
Transitionen(Weiterschaltbe-dingungen)
Schritte Aktionen
Motor AUS
Drehzahln = 500 min–1
erreicht
Motor EIN
Motorin Betrieb mit 230 VS4
Motoranfahren mit 100 VS3
Motoranfahren mit 50 VS2
MotorbetriebsbereitS1
Schritt 1 zurück zum Grundschritt
T4
T1
T2
T3
T4
Drehzahln = 1000 min–1
erreicht
Initialschritt (Grundschritt)
Bild 2: Zeitgeführte Ablaufsteuerung
Transitionen(Weiterschaltbe-dingungen)
Schritte Aktionen
Motor AUS
Wartezeitt2 abgelaufen
Wartezeitt1 abgelaufen
Motor EIN
Motorin Betrieb mit 230 VS4
Motoranfahren mit 100 V
Wartezeit t2 = 3 s
S3
Motoranfahren mit 50 V
Wartezeit t1 = 2 s
S2
MotorbetriebsbereitS1
S1
T4
T1
T2
T3
T4
Bild 1: Kombinatorische Steuerung
&
Zellentüre geschlossen
Störung
Roboter betriebsbereit
&Negation keine Störung
Kühlwasserpumpe EIN
UND-Verknüpfung
Zünden desSchweiß-brenners
In digitalen Steuerungen erfolgt die Signalverarbei-tung mit Zahlen.
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 17
Codierungen in digitalen Steuerungen
Der meistbenützte Code ist der Dualcode (BCN vonBinary Coded Natural = natürlicher Binär code). DerDualcode ist ein Zahlencode mit der Basis B = 2.Alle Zahlenwerte können durch eine Folge mit Ziffern 1 und 0 ausgedrückt werden, wobei derStellenwert der 1-Ziffern Potenzen von 2 entsprichtund zwar links vom Komma 20, 21, 22 … und rechtsvom Komma 2–1, 2–2, 2–3 … Wenn eine solche 2er-Potenz berücksichtigt wird, schreibt man in die je-weilige Stelle eine 1 sonst eine 0. Diese Ziffernnennt man Binärziffern (binary digit) oder ab-gekürzt Bit (Mehrzahl: Bits).
Beispiel: Bestimmen Sie die zur Dualzahl 1101,01gleichwertige Dezimalzahl!
Lösung:1101,01 ≠ 1 · 23 + 1 · 22 + 0 · 21 + 1 · 20 + 0 · 2–1 + 1 · 2–2
= 8 + 4 + 1 + 0,25= 13,25
Das Rechnen mit Dualzahlen geschieht ähnlich wieim Dezimalzahlensystem (Tabelle 1).
Mit 4 Bits kann man 24 = 16 verschiedene Zeichendarstellen, z. B. die Zahlen 0 bis 15. Will man posi-tive und negative Zahlen darstellen, dann benötigtman ein weiteres Bit. Die Darstellung negativerZahlen geschieht durch Komplementbildung. DieZahlen in der linken Hälfte des Zahlenrings (Bild 1)
sind die negativen Zahlen.
Neben dem Dualcode gibt es eine Vielzahl weitererCodierungen. Im Gray-Code1 wechselt von einerZiffer zur nächsten immer nur 1 Bit (Tabelle 2). DerGray-Code ist daher gut geeignet zur Zahlendar-stellung auf Codelinealen und Codescheiben.
Will man Dezimalzahlen direkt binär darstellen,dann verschlüsselt man jede einzelne Ziffer durcheinen BCD-Code (binary coded decimal = binäreDezimalverschlüsselung). Man benötigt für jedeZiffer einer Dezimalzahl eine binäre Zahl mit min-destens 4 Bits.
Bei der 8-4-2-1-Codierung (Tabelle 2) wird jede Dezimalziffer durch die entsprechende Dualzahlausgedrückt. Es gibt eine Vielzahl von BCD-Codes.Beim 2-aus-5-Code (Tabelle 2) müssen z. B. immer2 Bits mit dem Wert 1 vorhanden sein. Codes diemehr Bits für eine Verschlüsselung verwendenals notwendig sind heißen weitschweifig (redun-dant).
Man kann mit n Bits 2n Zeichen darstellen.
6 · 5 = 30110 · 101110000
110
11110 ≠ 30
Beispiele:6 + 5 = 11
110+ 101
1011 ≠ 11
11 – 5 = 61011
– 1 101
110 ≠ 6
18 1 Grundlagen der Automatisierungstechnik
Bild 1: Zahlenring für 4-Bit-Zahlendarstellung
00000
0
00001
00010
00011
00
10
00
0 10 1
0 0 1 1 0
0 0 1 1 1
0 1 0 0 0
0 1 0 0 10 1 0 1 0
01 0
11
01
10
0
01
10
1
01
11
0
01111
10000
10001
10010
10011
10
10
0
101
01
10110
10111
11000
11001 11001
110
11
11
10
0
11
10
1
11
11
0
11111
-1-2-3
-4
-5
-6
-7
-8
-9
-10
-11
-12-13
-14-15 -16 15
1413
12
11
10
9
8
7
6
5
43
21
negativeZahlen
positiveZahlen
Tabelle 1: Rechnen mit Dualzahlen
Grundregeln:0 + 0 = 0 0 – 0 = 0 0 · 0 = 0 0 : 1 = 01 + 0 = 1 1 – 0 = 1 0 · 1 = 0 1 : 1 = 10 + 1 = 1 1 – 1 = 0 1 · 0 = 01 + 1 = 0 0 – 1 = 1 1 · 1 = 1plus Übertrag 1 und belastein die nächste die nächsteStelle Stelle mit 1
Tabelle 2: Codierungen (Beispiele)
Dezimal-zahl
Dual-code
Gray-code
8-4-2-1-Code
2-aus-5-Code
Stellen-wert 8 4 2 1 kein 8 4 2 1 7 4 2 1 0
0123456789
101112131415
1 Frank Gray, amerik. Wissenschaftler (1887 bis 1969)
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 18
1.2 Steuerungstechnik 19
1.2.2 Programmsteuerungen
Bei Steuerungen für automatisch ablaufende Fer -tigungsvorgänge unterscheidet man zwischen verbindungsprogrammierten Steuerungen, spei-cherprogrammierten Steuerungen und frei pro-grammierten Steuerungen (Tabelle 1).
Verbindungsprogrammierte Steuerung (VPS)
Bei einer verbindungsprogrammierten Steuerungist das Programm durch die Wahl der Bauelemen-te und deren Verdrahtung (Verbindung) festgelegt(Bild 1).
Die Steuerung wird z. B. für einen ganz bestimm-ten Fertigungsprozess entwickelt und in Form ei-ner Elektronikplatine hergestellt. Eine solcheSteuerung hat Einzweckcharakter und kann nichtfür andere Aufgaben verwendet werden.
Bild 2: Speicherprogrammierte Steuerung (SPS)
Programmspeicher Lageregelkreiskarte
Zusatz - PC
Strom-versorgung
CPU-Karte
Kommunikations-baugruppen
Ein-/Ausgabe-baugruppen
Bild 1: Verbindungsprogrammierte Steuerung (VPS)
MotorschutzschalterZeitrelaisVerdrahtungSchütz
Kabelkanal Transformator
Tabelle 1: Programmverwirklichung
Art Beispiel
Verbindungs- fest- Relais-programmiert programmierbar steuerung
VPS um- Programmprogrammierbar steuerung mit
Steckerfeld
Speicherpro- austausch- SPS mitgrammiert SPS programmierbar EPROM1
engl. frei- SPS mitProgrammable programmierbar EEPROM2 oderLogic Controller mit RAM3
PLC
1 EPROM von Erasable Programmable Read Only Memory =löschbarer Nur-Lese-Speicher
2 EEPROM von Electrically EPROM = elektrisch löschbarerNur-Lese-Speicher
3 RAM von Random Access Memory = Speicher mit wahl -freiem Zugriff
Bei der VPS werden die Steuerungseigenschaftendurch die Bauelemente und ihre Verbindung festge-legt.
Bei der SPS werden die Steuerungseigenschaftendurch ein Programm in einem elektronischen Pro-grammspeicher festgelegt.
Freiprogrammierbare Steuerungen sind meist Steue-rungen mit Mikrocomputern oder Indus trie-PCs.
Speicherprogrammierte Steuerung (SPS)
Eine speicherprogrammierte Steuerung enthält intern Mikroprozessoren und erzeugt die Steuer-signale abhängig von einem Programm, das in einem Programmspeicher gespeichert ist. DerSteuerungsaufgabe muss somit nur das Pro-gramm angepasst werden, jedoch nicht die Steue-rungshardware. Diese ist universell verwendbar.Speicherprogrammierte Steuerungen können alsoleicht an unterschiedliche Anforderungen ange-passt werden, nämlich einfach durch Austauschder Programme. Die meisten Steuerungen zur Fer-tigungsautomatisierung sind speicherprogram-mierte Steuerungen.
Freiprogrammierbare Steuerungen
Eine freiprogrammierbare Steuerung enthält imUnterschied zur speicherprogrammierten Steue-rung einen Schreib-Lese-Speicher, dessen gesam-ter Inhalt stets ohne mechanischen Eingriff auch in beliebig kleinem Umfang schnell verändert werden kann.
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 19
20 1 Grundlagen der Automatisierungstechnik
Bild 1: Schalter
Leucht-taster
EIN/AUS-Tastschalter
Haupt-schalter
Nocken-schaltermit Rolle
Wahl-schalter
Bild 2: Druckknopftastschalter (Taster)
Taste
Betätigungs-richtung
Schaltstücke Rückstell-feder
AnschlüsseÖffner Schließer
Schaltzeichen
Bild 3: Schaltdifferenz bei Nockenschaltern
Stößel
Schaltzeichen
Bewegliches Schaltstück Anschlusszungen
1.2.3 Elektrische Kontaktsteuerungen
1.2.3.1 Bauelemente und Betriebsmittel
Die wichtigsten Bauelemente elektrischer Kontakt-steuerungen sind: Schaltgeräte, Steckvorrichtun-gen, Leitungsverbindungen und Anzeigegeräte(Bild 1). Schaltpläne dienen der übersichtlichenDarstellung einer elektrischen Steuerung. In ihnenwird die Funktion der Bauelemente durch genorm-te Sinnbilder, die man Schaltzeichen nennt, wie-dergegeben. Die Schaltzeichen geben grundsätz-lich den Zustand des unbetätigten Schaltgerätesan.
Zur Kennzeichnung der Betriebsmittel in Schalt-plänen verwendet man eine alphanumerischeKennzeichnung. Sie besteht allgemein aus mehre-ren Zeichen (siehe Seite 134). In der vereinfachtenForm wird zur Kennzeichnung elektrischer Be-triebsmittel in Schaltplänen ein einzelnes Buchsta-
bensymbol nach (Tabelle 1) mit angehängter lau-fender Nummer xx verwendet, z. B. S1 für denSchalter 1 und M1 für den Motor 1.Schaltkontakte werden z. B. von Hand, durchNocken oder durch Fernbedienung betätigt. DieFernbedienung erfolgt meist durch elektromagne-tische Kraft, wie beim Relais, Schutz und Schritt-schaltwerk.
Nach Art der Schalterbetätigung unterscheidetman Tastschalter, Stellschalter und Schlossschal-
ter.
Tastschalter
Druckknopftastschalter, kurz Taster genannt, wie z. B.ein Klingelknopf, wirken nur während der Dauer ihrerBetätigung. Die Kontaktgabe oder Unterbrechung er-folgt über bewegliche Schaltstücke, die z. B. von Handbetätigt werden (Bild 2). Taster enthalten oft mehrereKontakte, z. B. 3 Schließer und 3 Öffner. Eine Feder, diebei Betätigung gespannt wird, bringt die Schaltstückein ihre Ausgangslage, wenn die Betätigung aufhört. DieTaster dienen oft gleichzeitig als Leuchtmelder (Signal-Lampe).
Mit Positionsschaltern (Grenztastern), die über Nockenbetätigt werden, wird das Erreichen von Grenz- undEndlagen beweglicher Maschinenteile, z.B. von Werk-zeugmaschinenschlitten, signalisiert. Die Positions-schalter sind mit Sprungschaltern (Mikroschalter) aus-gestattet, damit man auch bei sehr langsamerBetätigung eine plötzliche Kontaktgabe oder Kontakt-unterbrechung erhält (Bild 3).
Bei den Schaltkontakten gibt es Schließer, die beiBetätigung des Schalters einen Stromkreis schließen,und Öffner, die einen Stromkreis unterbrechen.
Tabelle 1: Kennbuchstaben nach DIN EN 81346
Beispiele für elektrische Steuerungen
B -BF Sensor, Näherungsschalter
F -FF Sicherung, Schutzschalter
G -GA Generator, Batterie, Akku
K -KF Relais, Hilfsschütz, Schalttransistor
M -MA Motor, Hubmagnet, Stellantrieb
P -PF Signalgeber, Signallampe, Hupe
Q -QA Leistungsschütz, Kupplung,Trennschalter
S -SF Steuerschalter, Taster
X -XF Klemme, Klemmleiste, SteckverbinderFür eine umfassende Darstellung siehe Seite 134
voll-ständig
ver-einfacht
Kap 1 (009-052) 2015_ Kap 1 (009-030) 2009 16.07.15 08:45 Seite 20





























