Embed Size (px)
Citation preview
Abschlussbericht Teilprojekt 4
Biofilme für die Prozessintensi-
vierung
Projektverbund
Ressourcenschonende Biotechnologie in Bayern
Auftraggeber
Bayerisches Staatsministerium für
Umwelt und Verbraucherschutz
Rosenkavalierplatz 2
81925 München
Projektnehmer
Lehrstühle für Bioprozesstechnik sowie Makromolekulare
Chemie II
Universität Bayreuth
Prof. Dr. Ruth Freitag
Universitätsstraße 30
95447 Bayreuth
Tel: 0921 55 7371
Fax: 0921 55 7375
Berichtszeitraum:
1. Juli 2015 bis 31. Oktober 2018
2
Inhaltsverzeichnis
Inhaltsverzeichnis
Inhaltsverzeichnis ................................................................................................................ 2
1 Abstract ........................................................................................................................ 4
2 Einführung .................................................................................................................... 5
2.1 Zielsetzung ................................................................................................................. 6
2.2 Voraussetzungen ....................................................................................................... 7
3 Konzept Artifizieller Biofilm (AP 1) ............................................................................. 8
3.1 Herstellung von bakteriengefüllten Hydrogelmikropartikeln....................................... 10
Einfluss der Polymere auf die Vitalität der Bakterien ................................................. 10
Herstellung von Biokomposit-Mikropartikel mittels Sprühtrocknen ............................ 11
Herstellung von Biokomposit-Mikropartikel mittels W/O-Emulsionsverfahren............ 13
3.2 Produktion von Biokompositvliesen und -geweben ................................................... 14
Herstellung von manuell gesponnenen Fasern ......................................................... 15
Zugversuche der manuell gesponnenen Biokomposit-Fasern .................................. 16
Herstellung von maschinell nassgesponnenen Biokomposit-Fasern ......................... 17
Zugversuche der maschinell nassgesponnenen Biokomposit-Fasern ....................... 19
Einfluss des maschinellen Spinnprozesses auf die Vitalität der Bakterien ................ 24
Herstellung von Textilgewebe aus nassgesponnenen Biokomposit-Fasern .............. 25
Herstellung von elektrogesponnenen Vliesen ........................................................... 26
Einfluss des Elektrospinnens auf die Vitalität der Bakterien ...................................... 28
Anwendung von Biokompositen in der Umwelttechnik .............................................. 29
3.3 Erzeugung von Bakterienkonsortien in elektrogesponnenen Vliesen ........................ 32
4 Mikrobielle Brennstoffzelle (AP 2) ............................................................................ 35
4.1 Anwendung der S. oneidensis Biokomposite in mikrobiellen Brennstoffzellen .......... 35
Vergleich der Abbauraten von Laktat ........................................................................ 36
4.2 Vergleich der Leistungsdichte in mikrobiellen Brennstoffzellen ................................. 39
5 Biosynthese (AP 3) .................................................................................................... 44
5.1 Massentransport in die Biokomposit-Fasern ............................................................. 44
5.2 Synthese von organischen Säuren durch Biokomposite ........................................... 45
6 Zusammenfassung .................................................................................................... 48
7 Veröffentlichungen .................................................................................................... 49
8 Vernetzung ................................................................................................................. 51
9 Industriebeteiligung ................................................................................................... 51
10 Literaturverzeichnis ................................................................................................... 52
3
Abkürzungsverzeichnis
Abkürzungsverzeichnis
ABS Acrylnitril-Butadien-Styrol
CFU koloniebildende Einheiten (Colony Forming Units)
DPBS Phosphat-gepufferte isotonische Kochsalzlösung nach Dulbecco, pH 7,3
E-Feld elektrisches Feld
EPS extrazelluläre Polymere Substanzen
E-Spinnen Elektrospinnen
GMO genetisch modifizierte Organismen
HPC Hydroxypropylcellulose
LB Lysogeny broth Nährmedium (früher als Luria Bertani Nährmedium bekannt)
LOD Nachweisgrenze (Limit of Detection)
MBZ Mikrobielle Brennstoffzelle
PBS Phosphat-gepufferte Saline, pH 7,2
PMMA Poly(methylmethacrylat)
PPX poly(p-Xylylen)
PVA Polyvinylalkohol
PVP poly(Vinylpyrollidon)
PVAc poly(Vinylacetat)
PVB Poly(Vinylbutyral)
REM Rasterelektronenmikroskop
RT Raumtemperatur, in der Regel 21 °C
SB Shewanella Basal (Medium oder Agarplatten)
ÜN über Nacht (Zeitraum > 12h)
(W/O) Wasser in Öl
wt% Gewichtsprozent

4
Abstract
1 Abstract
Im Rahmen des Projekts wurde das Konzept des künstlichen Biofilms, d. h. die Einbettung
von aktiven Mikroorganismen in eine geeignete synthetische Matrix, verifiziert. Die Biokom-
posite wurden exemplarisch für drei wichtige Bereichen der industriellen Biotechnologie etab-
liert und validiert: der Umweltbiotechnologie (Nitritabbau), der Energietechnik (mikrobielle
Brennstoffzelle) sowie der biotechnischen Synthese von Naturstoffen (organische Säuren).
Zur Herstellung wurden konventionelle Prozesse wie Sprühtrocknungs-, Nassspinn- und
Elektrospinnverfahren für Bakteriensuspensionen adaptiert und so Strukturen wie Hohlkap-
seln, Mikrofasern und Vliese aus Bakterien/Hydrogel Suspensionen erzeugt. Die biologische
Aktivität der Bakterien bleibt dabei erhalten. Gleichzeitig lassen sich Biofilme mit Mikroorga-
nismen zu formen, welche in der Natur keine oder nur instabile Biofilme ausbilden. Dadurch
wurde ein signifikanter technischer Fortschritt erreicht, welcher nun zur Entwicklung neuer
Produkte führt.
5
Einführung
2 Einführung
Biofilme sind ubiquitär in der Natur vorhanden und können auf unterschiedlichsten Oberflä-
chen entstehen. Im natürlichen Biofilm sind die Organismen – meist Konsortien – in eine ext-
razelluläre Matrix aus Biopolymerhydrogelen (EPS, extrazelluläre Polymere Substanzen) ein-
gebettet und so gegenüber mechanischem, chemischem und biologischem Stress geschützt.
Viele Biofilmkonsortien nutzen Kommunikationsstrategien („Quorum-Sensing“) um zum Bei-
spiel die Haftung an die Oberfläche zu modifizieren (Dunne 2002), die Komponenten der
EPS zu produzieren (Davies et al. 1998, Sakuragi et al. 2007) oder die Ausbreitung des Bio-
films zu steuern (Kim et. al. 2005). Biofilme stellen eine attraktive Möglichkeit dar, Mikroorga-
nismen und ihre Stoffwechselleistungen in technische Prozesse zu integrieren. Je spezieller
die technische Fragestellung, desto interessanter wären maßgeschneiderte Biofilme mit kon-
trollierbaren Eigenschaften und einer definierten biologischen Aktivität. Die gezielte Integra-
tion eines Biofilms in einen industriellen Prozess ist allerdings nicht ganz einfach, vor allem
wenn es um die Integration von speziellen Stoffwechselleistungen von bestimmten Organis-
men geht. Ein großes Problem besteht darin, dass nur wenige Organismen von Natur aus
stabile Einzel-Spezies-Biofilme ausbilden. Wo diese auftreten sind sie meist deutlich weniger
stabil als die von Konsortien (Li et. al 2007). Ein Beispiel ist der auch im Projekt verwendeten
Bakterienstamm Shewanella oneidensis MR-1. Dieses Bakterium bildet zwar Biofilme aus,
jedoch ist deren Stabilität gegen mechanische Belastung (Scherstress) sehr gering (Thor-
mann et al. 2005).
Im Projekt „Biofilme für die Prozessintensivierung“ wurde an der Universität Bayreuth in einer
Zusammenarbeit aus Bioprozesstechnik und Makromolekularer Chemie ein neuartiges Kon-
zept für die gezielte Integration von Mikroorganismen in technische Prozesse entwickelt. Um
die Vorteile des Biofilms wie, Schutz vor äußeren mechanisch, chemischen oder physikali-
schen Einflüssen, verbesserte Kommunikation und verbesserte Versorgung mit zu verstoff-
wechselnden Komponenten auch für spezifische technische Anwendungen zu nutzen, wur-
den die Bakterien in eine künstliche extrazelluläre Matrix eingebettet. Dadurch können die
Mikroorganismen vor harschen Umweltbedingungen wie einem stark basischen pH-Wert
oder Vibrationen im Ultraschallbereich geschützt werden (Chen et. al. 2015). Der artifizielle
Biofilm besteht dabei aus einem stark wasserhaltigen Material, einem sogenannten Hydro-
gel. Um zu verhindern, dass sich diese Hydrogele bei Kontakt mit Wasser wieder auflösen,
werden sie entweder mit einem wasserunlöslichen Material ummantelt (Gensheimer et al.
2011, Knierim et al. 2015) oder quervernetzt. Die Hydrogele lassen sich dann zu Fasern, Ge-
weben und Vliesen verarbeiten und im Prozess wie Filtergewebe handhaben. Geeignete
Hydrogele lassen sich auch aus Biopolymeren oder biologisch abbaubaren Materialien her-
stellen.
6
Einführung
2.1 Zielsetzung
Ziel des Projektes war die Herstellung von Kompositen aus aktiven Ganzzellbiokatalysatoren
(Mikroorganismen) und einer synthetischen extrazellulären Matrix. Dadurch wird eine ge-
zielte Optimierung für spezielle biotechnische Anwendungen möglich (Energie, Umwelt und
Produktion). Für die Biofilmherstellung wurden die funktionsfähigen Bakterien in Hydrogele
verkapselt und zu Fasern bzw. Vliesen verarbeitet. Applikationen sollten dann vor allem im
Bereich des Schadstoffabbaus, der mikrobiellen Brennstoffzelle (MBZ) sowie der Biosyn-
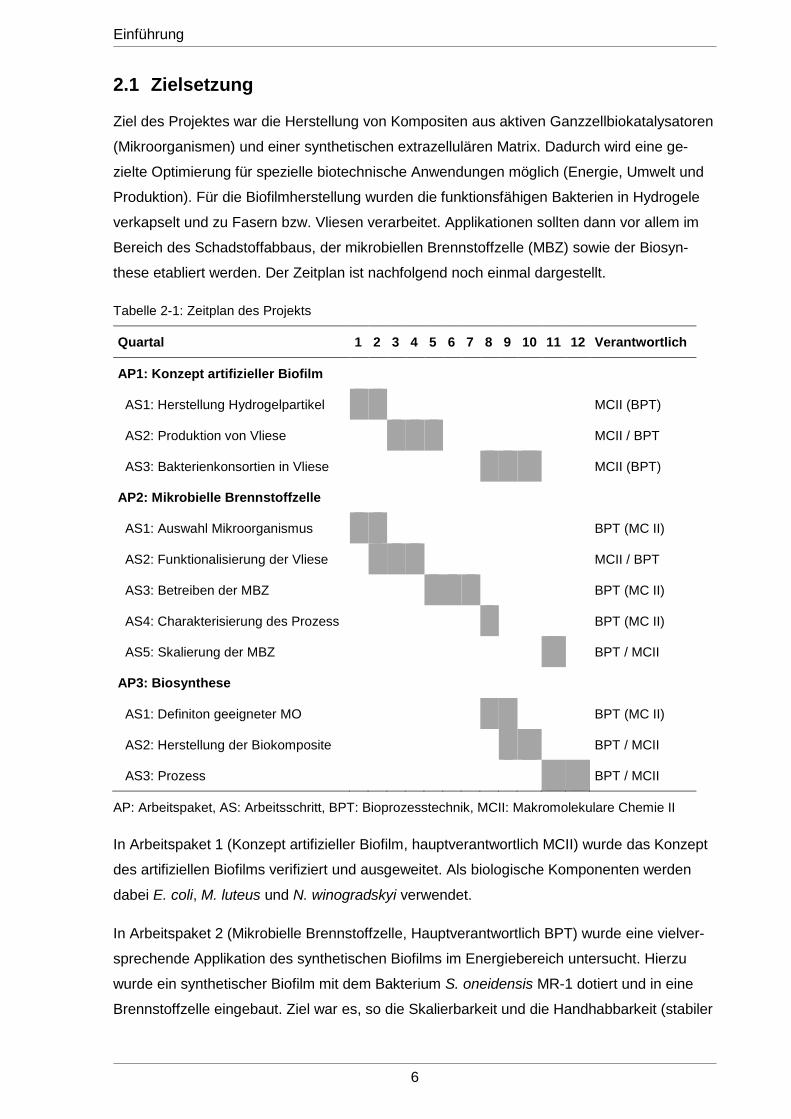
these etabliert werden. Der Zeitplan ist nachfolgend noch einmal dargestellt.
Tabelle 2-1: Zeitplan des Projekts
Quartal 1 2 3 4 5 6 7 8 9 10 11 12 Verantwortlich
AP1: Konzept artifizieller Biofilm
AS1: Herstellung Hydrogelpartikel
MCII (BPT)
AS2: Produktion von Vliese
MCII / BPT
AS3: Bakterienkonsortien in Vliese
MCII (BPT)
AP2: Mikrobielle Brennstoffzelle
AS1: Auswahl Mikroorganismus
BPT (MC II)
AS2: Funktionalisierung der Vliese
MCII / BPT
AS3: Betreiben der MBZ
BPT (MC II)
AS4: Charakterisierung des Prozess
BPT (MC II)
AS5: Skalierung der MBZ
BPT / MCII
AP3: Biosynthese
AS1: Definiton geeigneter MO
BPT (MC II)
AS2: Herstellung der Biokomposite
BPT / MCII
AS3: Prozess BPT / MCII
AP: Arbeitspaket, AS: Arbeitsschritt, BPT: Bioprozesstechnik, MCII: Makromolekulare Chemie II
In Arbeitspaket 1 (Konzept artifizieller Biofilm, hauptverantwortlich MCII) wurde das Konzept
des artifiziellen Biofilms verifiziert und ausgeweitet. Als biologische Komponenten werden
dabei E. coli, M. luteus und N. winogradskyi verwendet.
In Arbeitspaket 2 (Mikrobielle Brennstoffzelle, Hauptverantwortlich BPT) wurde eine vielver-
sprechende Applikation des synthetischen Biofilms im Energiebereich untersucht. Hierzu
wurde ein synthetischer Biofilm mit dem Bakterium S. oneidensis MR-1 dotiert und in eine
Brennstoffzelle eingebaut. Ziel war es, so die Skalierbarkeit und die Handhabbarkeit (stabiler
7
Einführung
Biofilm, kein steriler Betrieb notwendig, kürzere Anlaufzeiten, etc.) von mikrobiellen Brenn-
stoffzellen zu verbessern.
Ein weiterer genereller Anwendungsbereich für Ganzzellbiokatalysatoren ist die Katalyse von
chemischen Synthesen (Arbeitspaket 3). Gerade in diesem Bereich sind häufig Single Spe-
zies Biokomposite erwünscht. Hinzu kommt, dass in der chemischen Industrie in diesem Be-
reich oft umweltrelevante Organismen (z. B. Risikogruppe >1, genetisch modifizierte Orga-
nismen, GMOs) verwendet werden, bei denen sicherzustellen ist, dass sie nicht in die Um-
welt gelangen. Eine sichere Einbettung in einen artifiziellen Biofilm stellt hier einen nicht zu
unterschätzenden Vorteil dar. Als Beispiel wurde im Projekt eine Synthese aus dem Bereich
Feinchemikalien/Naturstoffe (organische Säuren) durchgeführt.
2.2 Voraussetzungen
Für die Entwicklung von technisch relevanten künstlichen Biofilmen, deren Testung und an-
schließenden Einsatz in Modellprozessen ist neben Kenntnissen in den Materialwissenschaf-
ten und der Materialverarbeitung (hier Nass- und Elektrospinnen) auch ein erhebliches ver-
fahrenstechnisches und technisch-mikrobiologisches Wissen erforderlich. Die beiden an die-
sem Projekt beteiligten Bayreuther Arbeitsgruppen brachten entsprechende Kompetenzen
ein. Die Arbeitsgruppe Greiner (Makromolekulare Chemie II) hat, ausgehend von chemi-
schen Konzepten, mehr als 30 Jahre Erfahrung in der Präparation komplexer Polymerstruk-
turen und Polymerkomposite. In einer wegweisenden Arbeit konnte z. B. die Bildung von röh-
renförmigen Strukturen durch sogenanntes Prewetting gezeigt werden (Steinhart et al.
2002). Im Bereich der Herstellung von Nanofasergeweben gehört die Arbeitsgruppe Greiner
mit mehr als 300 Publikationen zu den weltweit führenden Gruppen. Im Zusammenhang mit
Elektrospinnen wurden bereits zahlreiche projektrelevante Arbeiten veröffentlicht. So hat die
Arbeitsgruppe Erfahrungen mit dem Elektrospinnen von Polymer-/Bakterien-Dispersionen
(Gensheimer et al. 2007). Mit dieser Technik ist es möglich Komposite aus Polymeren und
lebende Bakterien durch Elektrospinnen selbst aus organischen Lösungsmitteln zu präparie-
ren, wenn die Bakterien zuvor in Hydrogelmikropartikel verpackt werden (Gensheimer et
al.2011). Ein wesentlicher Schritt zur Verhinderung von unkontrollierter Bakterienfreisetzung
konnte durch eine Beschichtung der bakterienhaltigen Hydrogelmikropartikel erreicht werden
(Knierim et al. 2014).
Am Lehrstuhl für Bioprozesstechnik (BPT) der Universität Bayreuth werden hingegen seit
über 10 Jahren mikrobielle Konsortien für technische Anwendungen erforscht. Dies schließt
die Bereiche Energie (Biogasanlagen, mikrobielle Brennstoffzelle), Umwelt (Denitrifikanten
für die Aquaristik, Kleinstkläranlagen) und Produktionsprozesse (technische Enzyme) ein.
Die Biofilmbildung ist ein wichtiger Aspekt dieser Arbeiten und entsprechende analytische
8
Konzept Artifizieller Biofilm (AP 1)
Verfahren zur Biofilmcharakterisierung sind am Lehrstuhl bzw. in den Kooperationen etab-
liert.
3 Konzept Artifizieller Biofilm (AP 1)
Zur Immobilisierung der Mikroorganismen (MO) werden diese in chemisch definierten Hydro-
gele eingebettet und anschließend zu diversen Strukturen wie Kapseln, Fasern und Vliese
verarbeitet. Nach den Voruntersuchungen (Gensheimer et al. 2011) können die Fasern und
Vliese dabei direkt aus Polyvinylalkohol-Hydrogel bestehen, in welches Bakterien eingebettet
sind. Jedoch haben solche Hydrogele schlechte mechanische Eigenschaften: sie sind stark
verformbar und wenig belastbar. Darüber hinaus quellen die Fasern in wässrigen Medien
stark auf und sind daher bei Dauerkultivierungen nicht formstabil. Gleichzeitig werden Bakte-
rien freigesetzt. Eine Verbesserung bietet hier die Beschichtung der Hydrogelfasern mit
poly(p-Xylylen) (PPX). Dieses Polymer wird bereits erfolgreich als inerte Materialbeschich-
tung im Bereich der Medizin-, Automobil- und Luftfahrttechnik eingesetzt. Durch die chemi-
sche Gasphasenabscheidung beim Gorham Prozess lässt sich eine gleichmäßige Beschich-
tung mit PPX erhalten, welche keine Löcher aufweist (Gorham 1966). Da bei der chemischen
Gasphasenabscheidung milde Bedingungen wie Raumtemperatur und Vakuum vorherr-
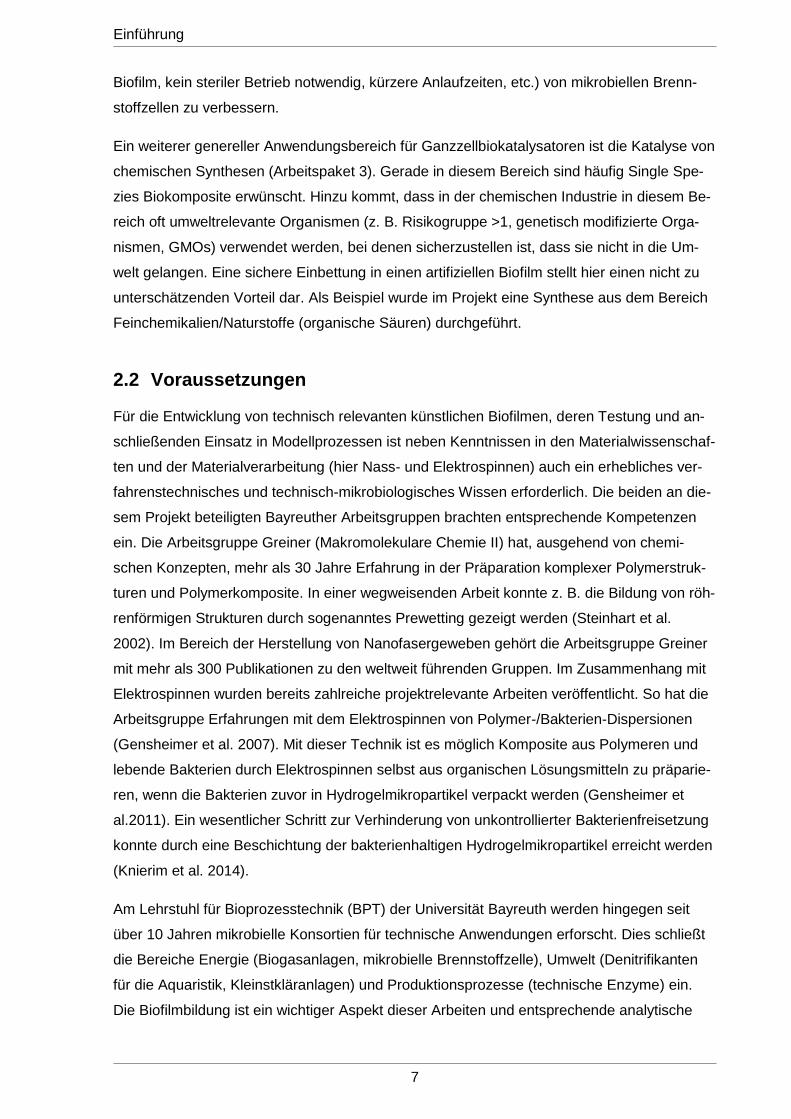
schen, ist diese Beschichtungsart ideal für Hydrogele mit Mikroorganismen. Das PPX bildet
um die Fasern eine Hülle aus, welche der Faser Stabilität verleiht (Abbildung 3-1). Somit wird
eine Kern-Hülle Struktur (Core-Shell-Fasern) ausgebildet. Daraus resultiert, dass das Polyvi-
nylalkohol-Hydrogel mit den eingebetteten Mikroorganismen den Kern bildet, welcher mit ei-
ner Hülle aus PPX umgeben ist. Das Hydrogel kann, sobald es sich in wässrigen Medien be-
findet, in den Fasern bis zu einem gewissen Grad quellen, die PPX-Schicht verhindert jedoch
die Verformung der Fasern.
Abbildung 3-1: Aufbau einer Core-Shell-Faser mit eingebetteten Bakterien (modifiziert nach Knie-rim et al. 2015)
9
Konzept Artifizieller Biofilm (AP 1)
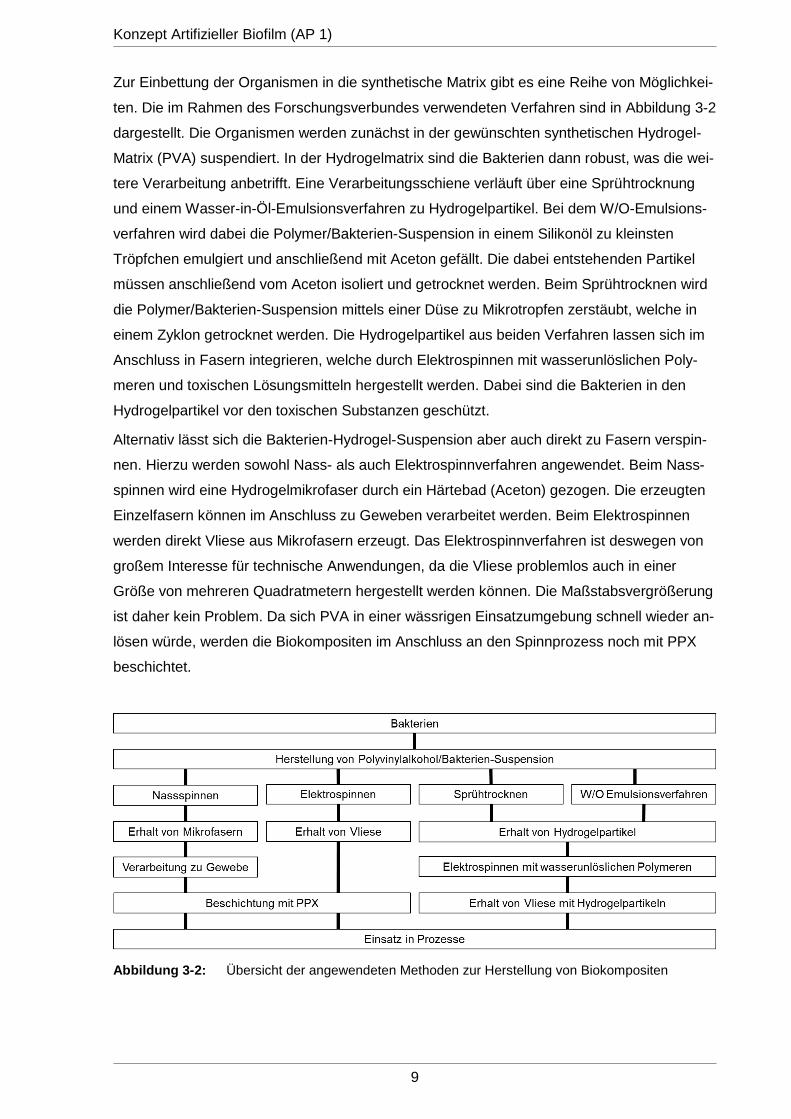
Zur Einbettung der Organismen in die synthetische Matrix gibt es eine Reihe von Möglichkei-
ten. Die im Rahmen des Forschungsverbundes verwendeten Verfahren sind in Abbildung 3-2
dargestellt. Die Organismen werden zunächst in der gewünschten synthetischen Hydrogel-
Matrix (PVA) suspendiert. In der Hydrogelmatrix sind die Bakterien dann robust, was die wei-
tere Verarbeitung anbetrifft. Eine Verarbeitungsschiene verläuft über eine Sprühtrocknung
und einem Wasser-in-Öl-Emulsionsverfahren zu Hydrogelpartikel. Bei dem W/O-Emulsions-
verfahren wird dabei die Polymer/Bakterien-Suspension in einem Silikonöl zu kleinsten
Tröpfchen emulgiert und anschließend mit Aceton gefällt. Die dabei entstehenden Partikel
müssen anschließend vom Aceton isoliert und getrocknet werden. Beim Sprühtrocknen wird
die Polymer/Bakterien-Suspension mittels einer Düse zu Mikrotropfen zerstäubt, welche in
einem Zyklon getrocknet werden. Die Hydrogelpartikel aus beiden Verfahren lassen sich im
Anschluss in Fasern integrieren, welche durch Elektrospinnen mit wasserunlöslichen Poly-
meren und toxischen Lösungsmitteln hergestellt werden. Dabei sind die Bakterien in den
Hydrogelpartikel vor den toxischen Substanzen geschützt.
Alternativ lässt sich die Bakterien-Hydrogel-Suspension aber auch direkt zu Fasern verspin-
nen. Hierzu werden sowohl Nass- als auch Elektrospinnverfahren angewendet. Beim Nass-
spinnen wird eine Hydrogelmikrofaser durch ein Härtebad (Aceton) gezogen. Die erzeugten
Einzelfasern können im Anschluss zu Geweben verarbeitet werden. Beim Elektrospinnen
werden direkt Vliese aus Mikrofasern erzeugt. Das Elektrospinnverfahren ist deswegen von
großem Interesse für technische Anwendungen, da die Vliese problemlos auch in einer
Größe von mehreren Quadratmetern hergestellt werden können. Die Maßstabsvergrößerung
ist daher kein Problem. Da sich PVA in einer wässrigen Einsatzumgebung schnell wieder an-
lösen würde, werden die Biokompositen im Anschluss an den Spinnprozess noch mit PPX
beschichtet.
Abbildung 3-2: Übersicht der angewendeten Methoden zur Herstellung von Biokompositen
10
Konzept Artifizieller Biofilm (AP 1)
Sämtliche Strukturen, bestehend aus Polymeren und Bakterien, werden als Biokomposite
bezeichnet, da die Bakterien in einer biomimetischen extrazellulären Matrix eingebettet wer-
den und dennoch funktional sind. Dabei bestehen die nassgesponnenen Fasern aus Mono-
filamenten, d. h.: der Faden besteht aus einer einzigen Faser. Beim Elektrospinnen bilden
sich ebenfalls Monofilamente aus, welche überlappen und ein Vlies ausbilden. Das Vlies
muss anschließend ebenfalls mit PPX beschichtet werden, damit es wasserunlöslich wird.
3.1 Herstellung von bakteriengefüllten Hydrogelmikropartikeln
Biokompositen mit M. luteus haben ein mögliches Einsatzgebiet in der Metallrezyklierung, da
diese Organismen in der Lage sind Metalle wie Gold oder Kupfer aus wässrigen und sogar
stark sauren Lösungen zu sequestrieren (Nakajima et al. 2001, Knierim et al. 2015). Diese
stark sauen Lösungen fallen als Abwasser im Bergbau durch die Erzlaugung an. Eine chemi-
sche Fällung der Metalle mit toxischen, krebserregenden Substanzen aus diesen Abwässern
ist ökologisch nicht verantwortbar, sodass hier eine biologische Fällung der Metalle sinnvoll
wäre. Eine Anwendung von M. luteus in Suspensionsform ist in solchen sauren Lösungen
dabei nicht möglich, da die Bakterien absterben. Durch das Biokomposit werden die Bakte-
rien jedoch vor harschen Bedingungen wie niedrigen pH-Werten oder toxischen Substanzen
geschützt. Die Herstellung von bakteriengefüllten Hydrogelpartikel kann dabei mittels zwei
Verfahren erfolgen: das Wasser-in-Öl-Emulsionsverfahren und das Sprühtrocknen.
Einfluss der Polymere auf die Vitalität der Bakterien
Bevor mit der Herstellung der Polymer/Bakterien-Kompositen begonnen werden konnte,
wurde eine potentielle Toxizität der verwendeten Polymere auf die Bakterien ermittelt. Als
wasserlösliche Polymere zur Verkapselung der Bakterien wurde niedermolekulares Polyvi-
nylalkohol (PVA; MW = 13000-23000 g mol-1), Polyvinylpyrollidon (PVP; MW = 9000-11000 g
mol-1), Hydroxypropylcellulose (HPC; MW = 80000 g mol-1) und Gelatine verwendet. Für den
Nachweis der Toxizität wurde der Zytotox-Assay adaptiert (Tabelle 3-1). Der Zytotox-Assay
mit Resazurin ist ein gängiger Test zur Bestimmung der Lebensfähigkeit von Bakterien und
Zellen (Palomino et al. 2013). Der Test beruht auf die metabolische Umwandlung von
Resazurin zu Resofurin, welches durch einen Farbumschlag von violett zu gelb charakteri-
siert ist. Die Vitalität der Bakterien, die mit PVA, PVP und HPC in Kontakt kamen, ist so hoch
wie Bakterien, die keinen Kontakt zu den Polymeren hatten. Wir folgern daraus, dass PVA,
PVP und HPC keinen toxischen Einfluss auf die Bakterien haben. Die Vitalität war in einigen
Fällen bei M. luteus mit PVA (13-23 kDa) und PVP oder E. coli mit PVP höher als die Nega-
tivkontrolle. Eine mögliche Erklärung könnte sein, dass die Polymerlösungen mit 10 wt%
11
Konzept Artifizieller Biofilm (AP 1)
hochviskos sind und ein exaktes Volumen nur schwer in die Wells der 96-Well-Platte pipet-
tiert werden kann. So könnte die Menge der Bakterien erhöht werden, was zu einer besseren
Umwandlung von Resazurin zu Resorufin führt, was durch den Plattenleser bestimmt wird.
Resazurinsalz kann auch durch eine pH-Verschiebung unter pH 3,8 auf Resorufin-Salz über-
tragen werden. Um eine solche pH-Verschiebung zu vermeiden, wurde die Lösung mit PBS
(Kochsalzlösung, 20 mM Phosphatpuffer, pH 7,2) gepuffert.
Tabelle 3-1: Vitalität der Bakterien in Gegenwart von Polymere, n = 5:
Relative Vitalität der Bakterien in Kontakt mit Polymer im Vergleich zu Bakterien ohne
Kontakt
M. luteus E. coli
PVA (13-23 kDa) 119,6 ± 5,2 % 90,5 ± 6,4 %
PVP 12,.3 ± 9,5 % 123,9 ± 5,2 %
HPC 109,6 ± 2,7 % 94,3 ± 1,2 %
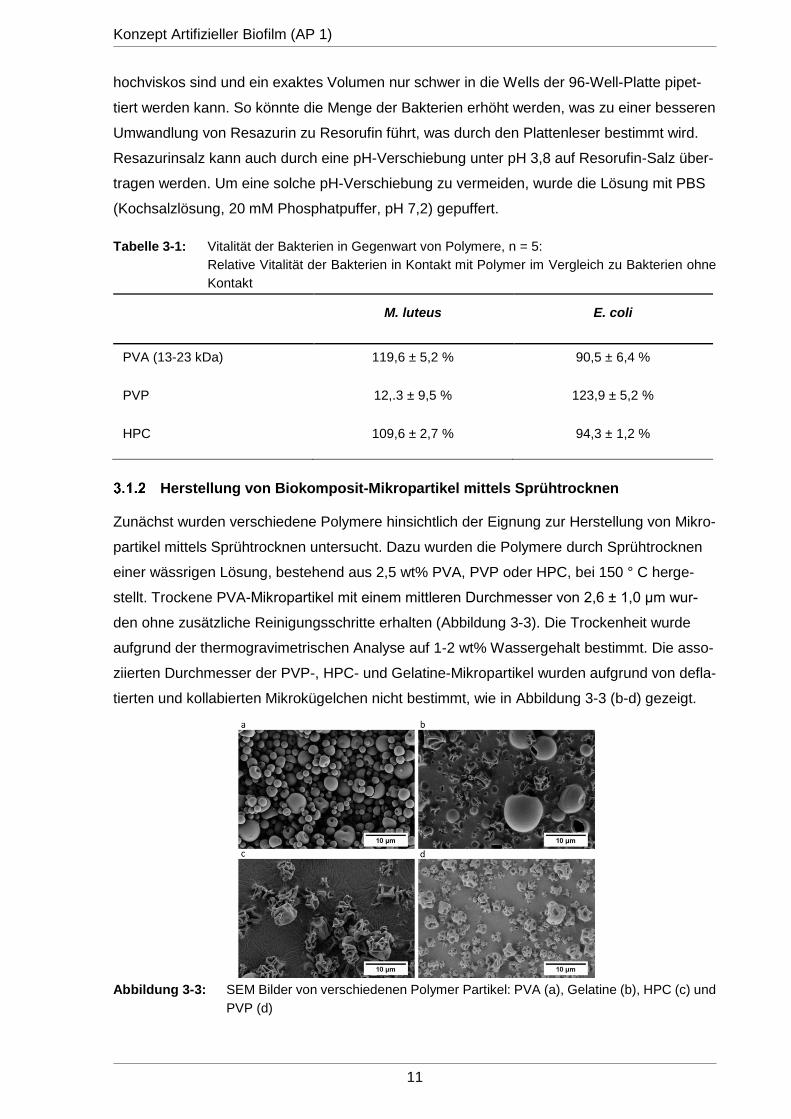
Herstellung von Biokomposit-Mikropartikel mittels Sprühtrocknen
Zunächst wurden verschiedene Polymere hinsichtlich der Eignung zur Herstellung von Mikro-
partikel mittels Sprühtrocknen untersucht. Dazu wurden die Polymere durch Sprühtrocknen
einer wässrigen Lösung, bestehend aus 2,5 wt% PVA, PVP oder HPC, bei 150 ° C herge-
stellt. Trockene PVA-Mikropartikel mit einem mittleren Durchmesser von 2,6 ± 1,0 μm wur-
den ohne zusätzliche Reinigungsschritte erhalten (Abbildung 3-3). Die Trockenheit wurde
aufgrund der thermogravimetrischen Analyse auf 1-2 wt% Wassergehalt bestimmt. Die asso-
ziierten Durchmesser der PVP-, HPC- und Gelatine-Mikropartikel wurden aufgrund von defla-
tierten und kollabierten Mikrokügelchen nicht bestimmt, wie in Abbildung 3-3 (b-d) gezeigt.
Abbildung 3-3: SEM Bilder von verschiedenen Polymer Partikel: PVA (a), Gelatine (b), HPC (c) und
PVP (d)
12
Konzept Artifizieller Biofilm (AP 1)
Nachdem die optimalen Parameter zur Herstellung von Mikropartikel gefunden wurden,
konnten Mikropartikel mit den Mikroorganismen hergestellt werden. Die hohen Temperaturen
stellen dabei eine Herausforderung dar, da Bakterien bei diesen Temperaturen sterben. Je-
doch hatte sich gezeigt, dass bei 150 °C die M. luteus in den hergestellten Mikropartikeln vi-
tal waren. Im Falle von E. coli musste die Temperatur auf 120 ºC gesenkt werden (Tabelle
3-2). Dies liegt daran, dass M. luteus eine dickere Zellwand und einen höheren Peptidogly-
kan - (Murein - und Teichuronsäure) Gehalt besitzt (Cabeen und Wagner 2005) und deswe-
gen thermisch stabiler sind.
Tabelle 3-2: Vitalität der Bakterien nach dem Sprühtrocknen
M. luteus
(150 °C)
E. coli
(120 °C)
PVA Lebend Lebend
PVP Lebend Lebend
HPC Lebend Lebend
Gelatine Lebend Lebend
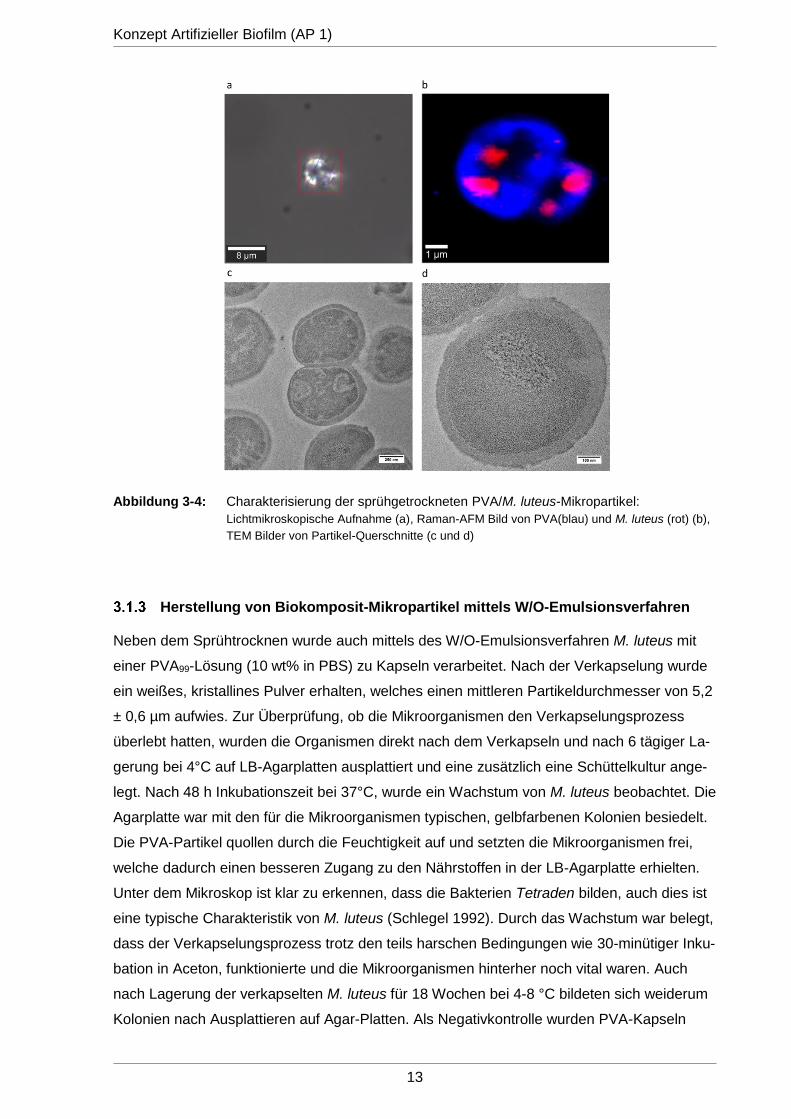
Die Bakterien wurden in den PVA-Mikropartikeln durch Raman-AFM-Analyse lokalisiert (Ab-
bildung 3-4 (a, b), was durch Transmissionselektronenmikroskopie (TEM) bestätigt wurde
(Abbildung 3-4 c, d). PVA- und M. luteus-Raman-Spektren zeigen einen signifikanten Unter-
schied in der Raman-Verschiebung von 1500 - 1750 cm. Daher zeigen die Raman-Bilder
blaue (PVA), rote (M. luteus) und schwarze Bereiche (leere Regionen). Wir schließen dar-
aus, dass die PVA-Mikropartikel hohl sind und die M. luteus innerhalb der PVA-Mikropartikel
lokalisiert sind. Die TEM-Mikroskopie, welche an dünnen Schnitten durchgeführt wurde, be-
stätigt diese Beobachtung. Die Dicke der Schale beträgt 56 ± 12 nm. Die Lebensfähigkeit der
Bakterien wurde durch Inkubation der Biokomposit-Mikropartikel in LB-Medium analysiert.
Nach Auflösen der Mikropartikel in Wasser konnte die Vitalität der verkapselten M. luteus ve-
rifiziert werden. Dabei wurde eine Lebendzellkonzentration von 1,4 ± 1,0 × 105 CFU mg-1 Po-
lymermikropartikel bestimmt. Auch nach einer Lagerzeit der Biokomposit-Partikel mit M. lu-
teus von 12 Monaten bei 4 °C ist ein Koloniewachstum auf LB-Agarplatten zu verzeichnen.
Somit können diese Biokomposit-Mikropartikel als Bulk-Ware hergestellt und für eine weitere
Verarbeitung gelagert werden.
13
Konzept Artifizieller Biofilm (AP 1)
Abbildung 3-4: Charakterisierung der sprühgetrockneten PVA/M. luteus-Mikropartikel:
Lichtmikroskopische Aufnahme (a), Raman-AFM Bild von PVA(blau) und M. luteus (rot) (b),
TEM Bilder von Partikel-Querschnitte (c und d)
Herstellung von Biokomposit-Mikropartikel mittels W/O-Emulsionsverfahren
Neben dem Sprühtrocknen wurde auch mittels des W/O-Emulsionsverfahren M. luteus mit
einer PVA99-Lösung (10 wt% in PBS) zu Kapseln verarbeitet. Nach der Verkapselung wurde
ein weißes, kristallines Pulver erhalten, welches einen mittleren Partikeldurchmesser von 5,2
± 0,6 µm aufwies. Zur Überprüfung, ob die Mikroorganismen den Verkapselungsprozess
überlebt hatten, wurden die Organismen direkt nach dem Verkapseln und nach 6 tägiger La-
gerung bei 4°C auf LB-Agarplatten ausplattiert und eine zusätzlich eine Schüttelkultur ange-
legt. Nach 48 h Inkubationszeit bei 37°C, wurde ein Wachstum von M. luteus beobachtet. Die
Agarplatte war mit den für die Mikroorganismen typischen, gelbfarbenen Kolonien besiedelt.
Die PVA-Partikel quollen durch die Feuchtigkeit auf und setzten die Mikroorganismen frei,
welche dadurch einen besseren Zugang zu den Nährstoffen in der LB-Agarplatte erhielten.
Unter dem Mikroskop ist klar zu erkennen, dass die Bakterien Tetraden bilden, auch dies ist
eine typische Charakteristik von M. luteus (Schlegel 1992). Durch das Wachstum war belegt,
dass der Verkapselungsprozess trotz den teils harschen Bedingungen wie 30-minütiger Inku-
bation in Aceton, funktionierte und die Mikroorganismen hinterher noch vital waren. Auch
nach Lagerung der verkapselten M. luteus für 18 Wochen bei 4-8 °C bildeten sich weiderum
Kolonien nach Ausplattieren auf Agar-Platten. Als Negativkontrolle wurden PVA-Kapseln
14
Konzept Artifizieller Biofilm (AP 1)
ohne Bakterien verwendet, bei denen nach Inkubation auf Agarplatten keine Koloniebildung
zu sehen war. Wird jedoch die theoretische Bakterienkonzentration in den Kapseln von
25 x 106 Bakterien mL-1 mit der mittels Verdünnungsausstrich ermittelten Konzentration von
0,4 x 106 Bakterien mL-1 verglichen, ist festzustellen, dass 98 % der Bakterien bei diesem
Verkapselungsprozess abgestorben sind. Somit ist das W/O-Emulsionsverfahren für die Ver-
kapselung von Mikroorganismen kaum geeignet. Damit ist die Herstellung mittels Sprüh-
trocknen, für eine Verkapselung biologisch aktiver Mikroorganismen sinnvoller.
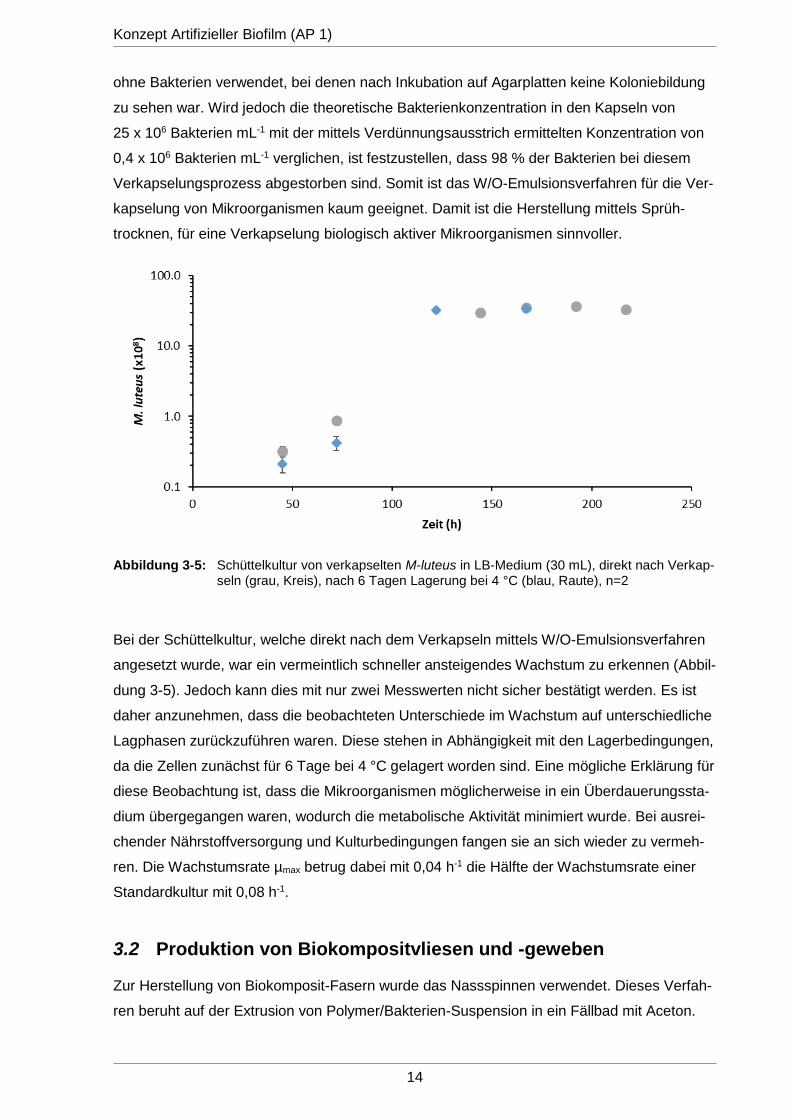
Abbildung 3-5: Schüttelkultur von verkapselten M-luteus in LB-Medium (30 mL), direkt nach Verkap-seln (grau, Kreis), nach 6 Tagen Lagerung bei 4 °C (blau, Raute), n=2
Bei der Schüttelkultur, welche direkt nach dem Verkapseln mittels W/O-Emulsionsverfahren
angesetzt wurde, war ein vermeintlich schneller ansteigendes Wachstum zu erkennen (Abbil-
dung 3-5). Jedoch kann dies mit nur zwei Messwerten nicht sicher bestätigt werden. Es ist
daher anzunehmen, dass die beobachteten Unterschiede im Wachstum auf unterschiedliche
Lagphasen zurückzuführen waren. Diese stehen in Abhängigkeit mit den Lagerbedingungen,
da die Zellen zunächst für 6 Tage bei 4 °C gelagert worden sind. Eine mögliche Erklärung für
diese Beobachtung ist, dass die Mikroorganismen möglicherweise in ein Überdauerungssta-
dium übergegangen waren, wodurch die metabolische Aktivität minimiert wurde. Bei ausrei-
chender Nährstoffversorgung und Kulturbedingungen fangen sie an sich wieder zu vermeh-
ren. Die Wachstumsrate µmax betrug dabei mit 0,04 h-1 die Hälfte der Wachstumsrate einer
Standardkultur mit 0,08 h-1.
3.2 Produktion von Biokompositvliesen und -geweben
Zur Herstellung von Biokomposit-Fasern wurde das Nassspinnen verwendet. Dieses Verfah-
ren beruht auf der Extrusion von Polymer/Bakterien-Suspension in ein Fällbad mit Aceton.
15
Konzept Artifizieller Biofilm (AP 1)
Die entstehende Faser kann anschließend auf einen Träger aufgewickelt werden. Die ersten
Versuche wurden mittels manuellem Nassspinnen durchgeführt. Aus diesen Erkenntnissen
und weiteren Parameterevaluationen wurde dann eine automatisierte Nassspinnanlage kon-
zipiert, mittels derer es dann möglich wurde auch sehr lange Fasern mit gleichbleibender
Qualität zu spinnen. Diese langen Fasern können anschließend mittels einer Rundstrickan-
lage zu Geweben verarbeiten werden.
Herstellung von manuell gesponnenen Fasern
Die manuell gesponnenen Fasern besaßen einen Durchmesser von 125 ± 25 µm und waren
bis zu 2,5 m lang. Die Fasern wurden nach der Produktion über Nacht bei 4 °C gelagert und
anschließend mit PPX beschichtet. Die Schichtdicke des PPX betrug dabei je nach Reakti-
onszeit ca. 1 µm. In Ausnahmefällen ist die Schichtdicke jeweils bei den Ergebnissen mitan-
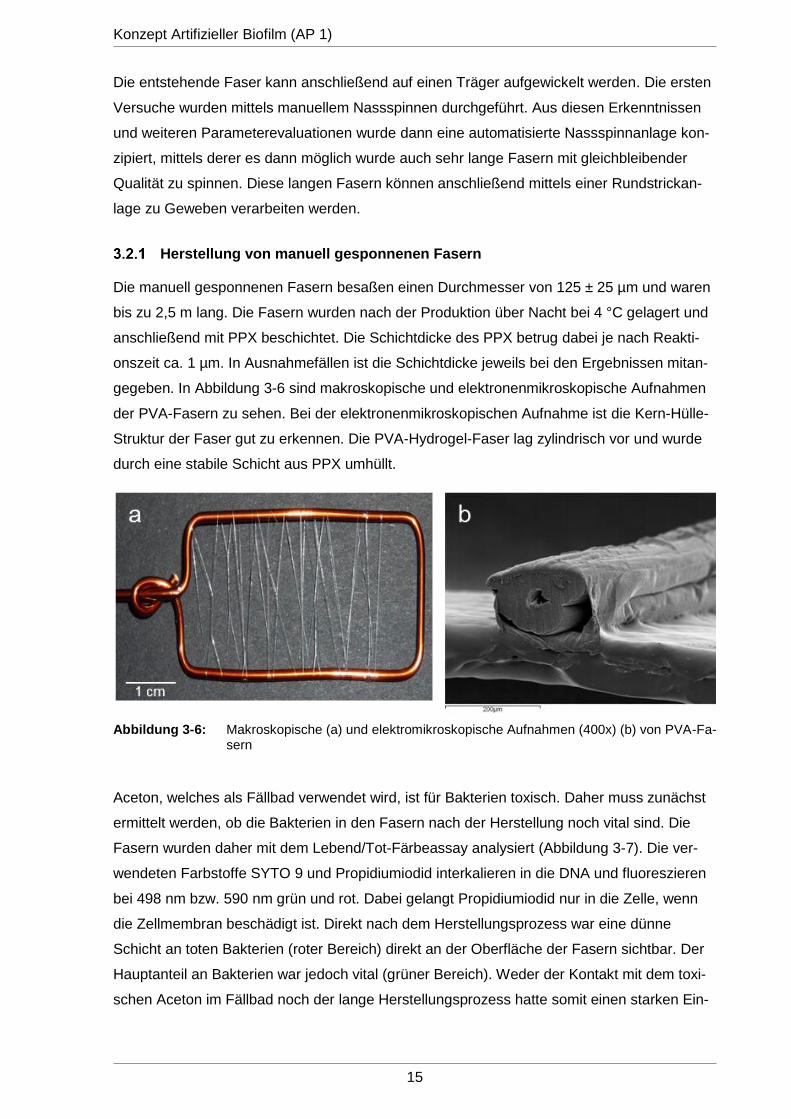
gegeben. In Abbildung 3-6 sind makroskopische und elektronenmikroskopische Aufnahmen
der PVA-Fasern zu sehen. Bei der elektronenmikroskopischen Aufnahme ist die Kern-Hülle-
Struktur der Faser gut zu erkennen. Die PVA-Hydrogel-Faser lag zylindrisch vor und wurde
durch eine stabile Schicht aus PPX umhüllt.
Abbildung 3-6: Makroskopische (a) und elektromikroskopische Aufnahmen (400x) (b) von PVA-Fa-sern
Aceton, welches als Fällbad verwendet wird, ist für Bakterien toxisch. Daher muss zunächst
ermittelt werden, ob die Bakterien in den Fasern nach der Herstellung noch vital sind. Die
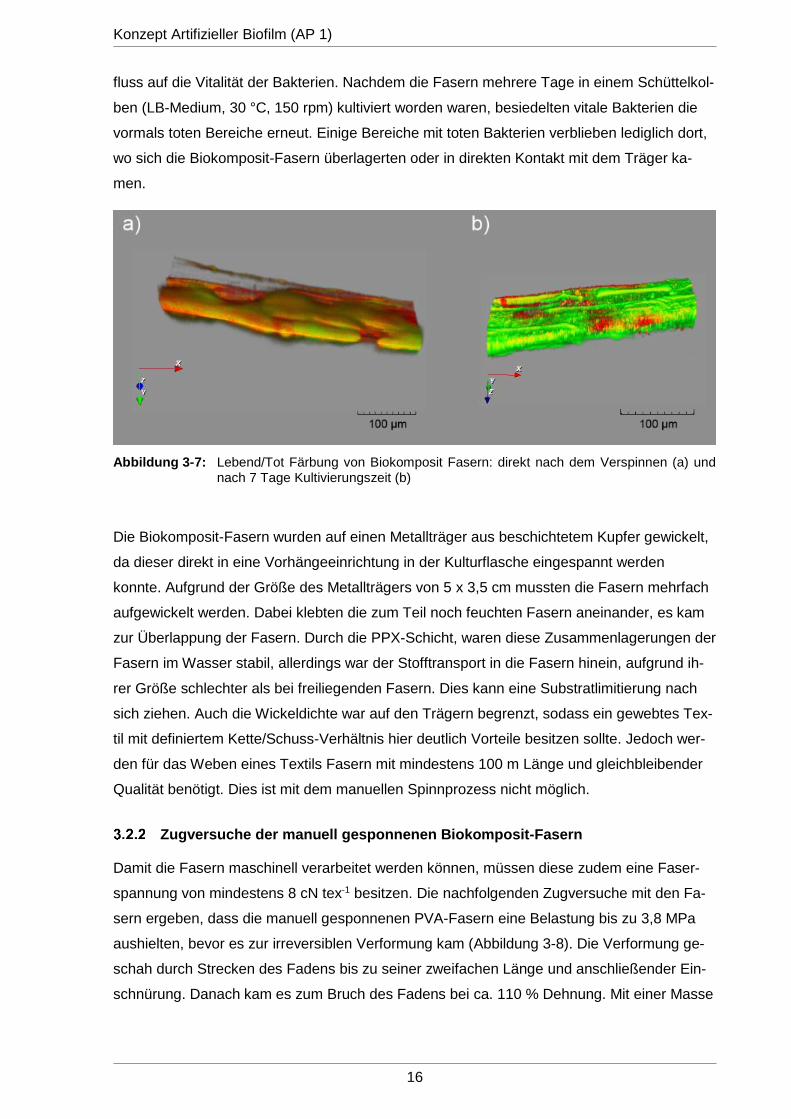
Fasern wurden daher mit dem Lebend/Tot-Färbeassay analysiert (Abbildung 3-7). Die ver-
wendeten Farbstoffe SYTO 9 und Propidiumiodid interkalieren in die DNA und fluoreszieren
bei 498 nm bzw. 590 nm grün und rot. Dabei gelangt Propidiumiodid nur in die Zelle, wenn
die Zellmembran beschädigt ist. Direkt nach dem Herstellungsprozess war eine dünne
Schicht an toten Bakterien (roter Bereich) direkt an der Oberfläche der Fasern sichtbar. Der
Hauptanteil an Bakterien war jedoch vital (grüner Bereich). Weder der Kontakt mit dem toxi-
schen Aceton im Fällbad noch der lange Herstellungsprozess hatte somit einen starken Ein-
16
Konzept Artifizieller Biofilm (AP 1)
fluss auf die Vitalität der Bakterien. Nachdem die Fasern mehrere Tage in einem Schüttelkol-
ben (LB-Medium, 30 °C, 150 rpm) kultiviert worden waren, besiedelten vitale Bakterien die
vormals toten Bereiche erneut. Einige Bereiche mit toten Bakterien verblieben lediglich dort,
wo sich die Biokomposit-Fasern überlagerten oder in direkten Kontakt mit dem Träger ka-
men.
Abbildung 3-7: Lebend/Tot Färbung von Biokomposit Fasern: direkt nach dem Verspinnen (a) und nach 7 Tage Kultivierungszeit (b)
Die Biokomposit-Fasern wurden auf einen Metallträger aus beschichtetem Kupfer gewickelt,
da dieser direkt in eine Vorhängeeinrichtung in der Kulturflasche eingespannt werden
konnte. Aufgrund der Größe des Metallträgers von 5 x 3,5 cm mussten die Fasern mehrfach
aufgewickelt werden. Dabei klebten die zum Teil noch feuchten Fasern aneinander, es kam
zur Überlappung der Fasern. Durch die PPX-Schicht, waren diese Zusammenlagerungen der
Fasern im Wasser stabil, allerdings war der Stofftransport in die Fasern hinein, aufgrund ih-
rer Größe schlechter als bei freiliegenden Fasern. Dies kann eine Substratlimitierung nach
sich ziehen. Auch die Wickeldichte war auf den Trägern begrenzt, sodass ein gewebtes Tex-
til mit definiertem Kette/Schuss-Verhältnis hier deutlich Vorteile besitzen sollte. Jedoch wer-
den für das Weben eines Textils Fasern mit mindestens 100 m Länge und gleichbleibender
Qualität benötigt. Dies ist mit dem manuellen Spinnprozess nicht möglich.
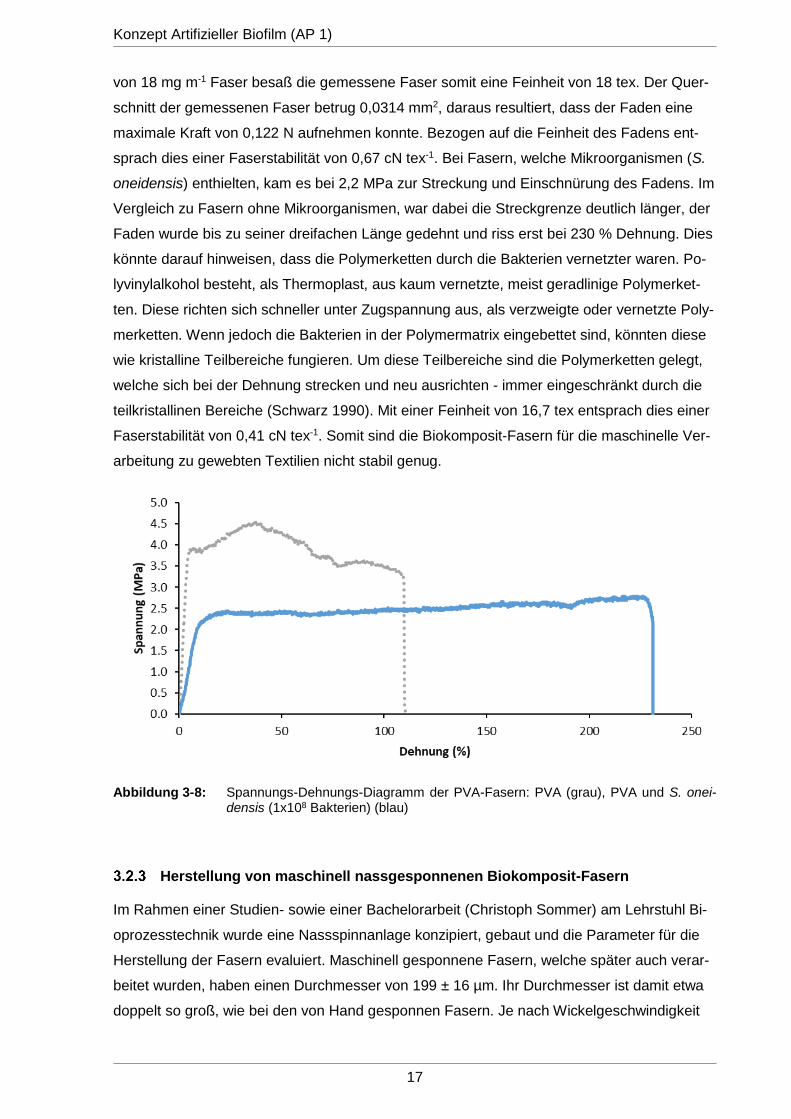
Zugversuche der manuell gesponnenen Biokomposit-Fasern
Damit die Fasern maschinell verarbeitet werden können, müssen diese zudem eine Faser-
spannung von mindestens 8 cN tex-1 besitzen. Die nachfolgenden Zugversuche mit den Fa-
sern ergeben, dass die manuell gesponnenen PVA-Fasern eine Belastung bis zu 3,8 MPa
aushielten, bevor es zur irreversiblen Verformung kam (Abbildung 3-8). Die Verformung ge-
schah durch Strecken des Fadens bis zu seiner zweifachen Länge und anschließender Ein-
schnürung. Danach kam es zum Bruch des Fadens bei ca. 110 % Dehnung. Mit einer Masse
17
Konzept Artifizieller Biofilm (AP 1)
von 18 mg m-1 Faser besaß die gemessene Faser somit eine Feinheit von 18 tex. Der Quer-
schnitt der gemessenen Faser betrug 0,0314 mm2, daraus resultiert, dass der Faden eine
maximale Kraft von 0,122 N aufnehmen konnte. Bezogen auf die Feinheit des Fadens ent-
sprach dies einer Faserstabilität von 0,67 cN tex-1. Bei Fasern, welche Mikroorganismen (S.
oneidensis) enthielten, kam es bei 2,2 MPa zur Streckung und Einschnürung des Fadens. Im
Vergleich zu Fasern ohne Mikroorganismen, war dabei die Streckgrenze deutlich länger, der
Faden wurde bis zu seiner dreifachen Länge gedehnt und riss erst bei 230 % Dehnung. Dies
könnte darauf hinweisen, dass die Polymerketten durch die Bakterien vernetzter waren. Po-
lyvinylalkohol besteht, als Thermoplast, aus kaum vernetzte, meist geradlinige Polymerket-
ten. Diese richten sich schneller unter Zugspannung aus, als verzweigte oder vernetzte Poly-
merketten. Wenn jedoch die Bakterien in der Polymermatrix eingebettet sind, könnten diese
wie kristalline Teilbereiche fungieren. Um diese Teilbereiche sind die Polymerketten gelegt,
welche sich bei der Dehnung strecken und neu ausrichten - immer eingeschränkt durch die
teilkristallinen Bereiche (Schwarz 1990). Mit einer Feinheit von 16,7 tex entsprach dies einer
Faserstabilität von 0,41 cN tex-1. Somit sind die Biokomposit-Fasern für die maschinelle Ver-
arbeitung zu gewebten Textilien nicht stabil genug.
Abbildung 3-8: Spannungs-Dehnungs-Diagramm der PVA-Fasern: PVA (grau), PVA und S. onei-densis (1x108 Bakterien) (blau)
Herstellung von maschinell nassgesponnenen Biokomposit-Fasern
Im Rahmen einer Studien- sowie einer Bachelorarbeit (Christoph Sommer) am Lehrstuhl Bi-
oprozesstechnik wurde eine Nassspinnanlage konzipiert, gebaut und die Parameter für die
Herstellung der Fasern evaluiert. Maschinell gesponnene Fasern, welche später auch verar-
beitet wurden, haben einen Durchmesser von 199 ± 16 µm. Ihr Durchmesser ist damit etwa
doppelt so groß, wie bei den von Hand gesponnen Fasern. Je nach Wickelgeschwindigkeit
18
Konzept Artifizieller Biofilm (AP 1)
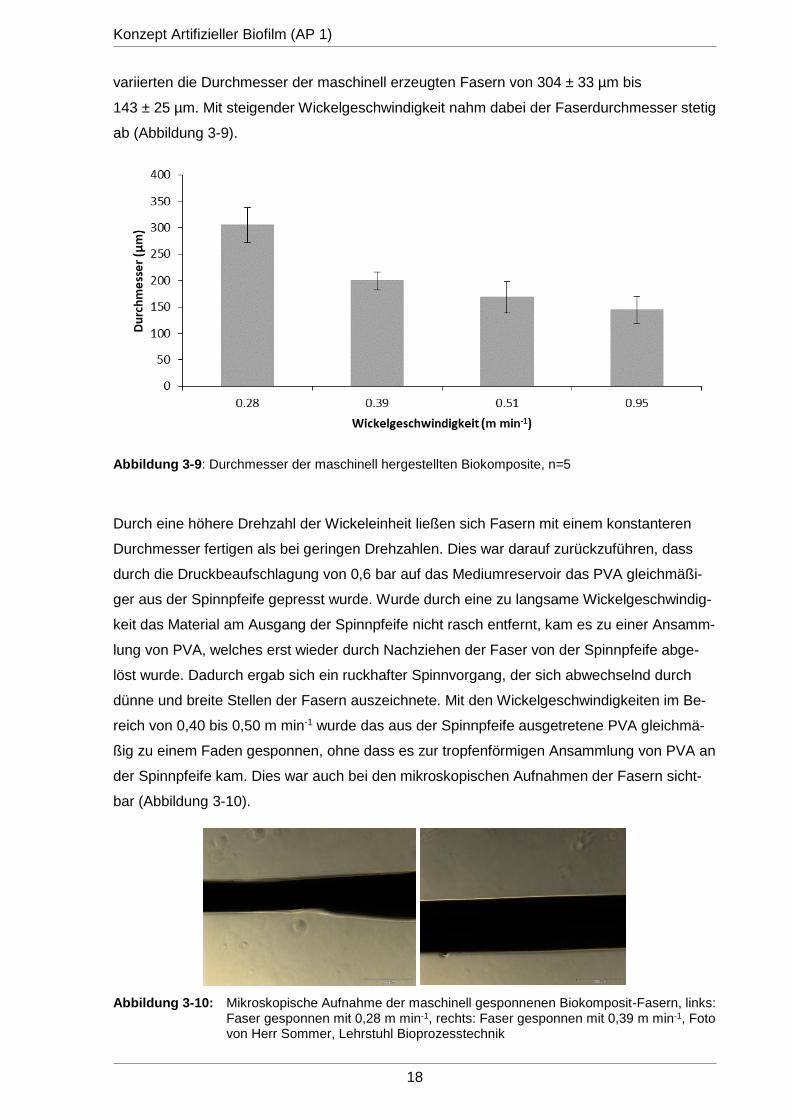
variierten die Durchmesser der maschinell erzeugten Fasern von 304 ± 33 µm bis
143 ± 25 µm. Mit steigender Wickelgeschwindigkeit nahm dabei der Faserdurchmesser stetig
ab (Abbildung 3-9).
Abbildung 3-9: Durchmesser der maschinell hergestellten Biokomposite, n=5
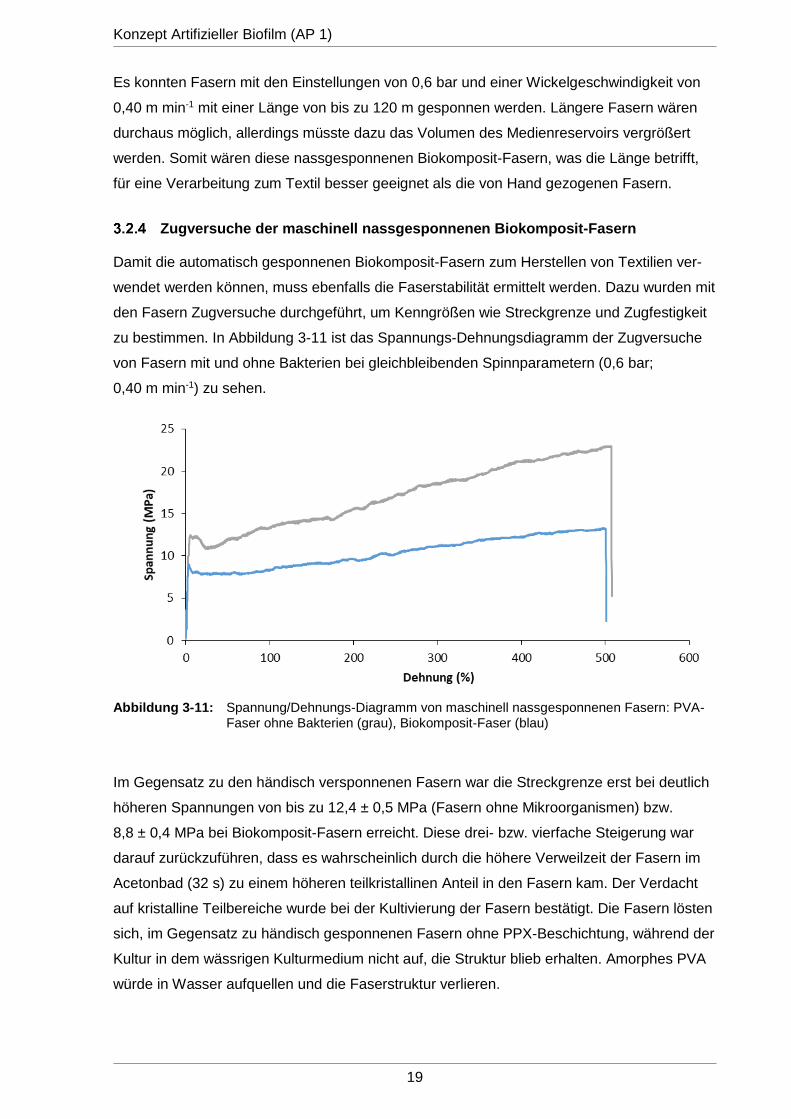
Durch eine höhere Drehzahl der Wickeleinheit ließen sich Fasern mit einem konstanteren
Durchmesser fertigen als bei geringen Drehzahlen. Dies war darauf zurückzuführen, dass
durch die Druckbeaufschlagung von 0,6 bar auf das Mediumreservoir das PVA gleichmäßi-
ger aus der Spinnpfeife gepresst wurde. Wurde durch eine zu langsame Wickelgeschwindig-
keit das Material am Ausgang der Spinnpfeife nicht rasch entfernt, kam es zu einer Ansamm-
lung von PVA, welches erst wieder durch Nachziehen der Faser von der Spinnpfeife abge-
löst wurde. Dadurch ergab sich ein ruckhafter Spinnvorgang, der sich abwechselnd durch
dünne und breite Stellen der Fasern auszeichnete. Mit den Wickelgeschwindigkeiten im Be-
reich von 0,40 bis 0,50 m min-1 wurde das aus der Spinnpfeife ausgetretene PVA gleichmä-
ßig zu einem Faden gesponnen, ohne dass es zur tropfenförmigen Ansammlung von PVA an
der Spinnpfeife kam. Dies war auch bei den mikroskopischen Aufnahmen der Fasern sicht-
bar (Abbildung 3-10).
Abbildung 3-10: Mikroskopische Aufnahme der maschinell gesponnenen Biokomposit-Fasern, links: Faser gesponnen mit 0,28 m min-1, rechts: Faser gesponnen mit 0,39 m min-1, Foto von Herr Sommer, Lehrstuhl Bioprozesstechnik
19
Konzept Artifizieller Biofilm (AP 1)
Es konnten Fasern mit den Einstellungen von 0,6 bar und einer Wickelgeschwindigkeit von
0,40 m min-1 mit einer Länge von bis zu 120 m gesponnen werden. Längere Fasern wären
durchaus möglich, allerdings müsste dazu das Volumen des Medienreservoirs vergrößert
werden. Somit wären diese nassgesponnenen Biokomposit-Fasern, was die Länge betrifft,
für eine Verarbeitung zum Textil besser geeignet als die von Hand gezogenen Fasern.
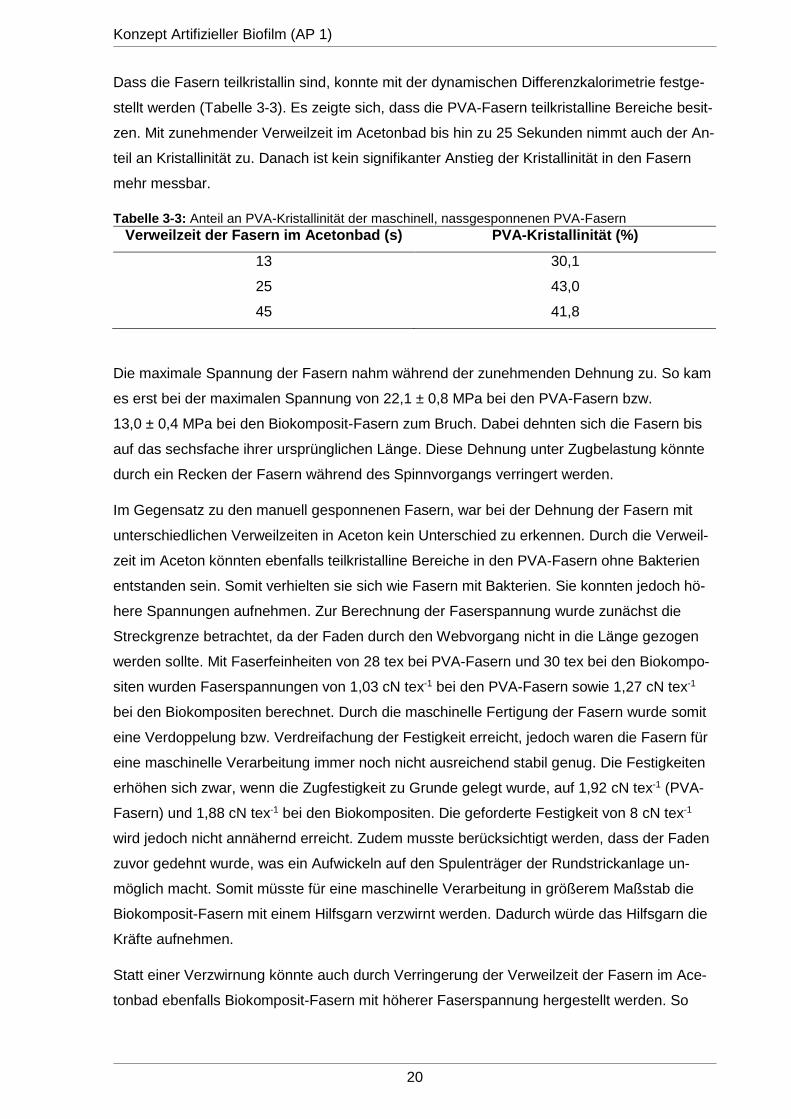
Zugversuche der maschinell nassgesponnenen Biokomposit-Fasern
Damit die automatisch gesponnenen Biokomposit-Fasern zum Herstellen von Textilien ver-
wendet werden können, muss ebenfalls die Faserstabilität ermittelt werden. Dazu wurden mit
den Fasern Zugversuche durchgeführt, um Kenngrößen wie Streckgrenze und Zugfestigkeit
zu bestimmen. In Abbildung 3-11 ist das Spannungs-Dehnungsdiagramm der Zugversuche
von Fasern mit und ohne Bakterien bei gleichbleibenden Spinnparametern (0,6 bar;
0,40 m min-1) zu sehen.
Abbildung 3-11: Spannung/Dehnungs-Diagramm von maschinell nassgesponnenen Fasern: PVA-Faser ohne Bakterien (grau), Biokomposit-Faser (blau)
Im Gegensatz zu den händisch versponnenen Fasern war die Streckgrenze erst bei deutlich
höheren Spannungen von bis zu 12,4 ± 0,5 MPa (Fasern ohne Mikroorganismen) bzw.
8,8 ± 0,4 MPa bei Biokomposit-Fasern erreicht. Diese drei- bzw. vierfache Steigerung war
darauf zurückzuführen, dass es wahrscheinlich durch die höhere Verweilzeit der Fasern im
Acetonbad (32 s) zu einem höheren teilkristallinen Anteil in den Fasern kam. Der Verdacht
auf kristalline Teilbereiche wurde bei der Kultivierung der Fasern bestätigt. Die Fasern lösten
sich, im Gegensatz zu händisch gesponnenen Fasern ohne PPX-Beschichtung, während der
Kultur in dem wässrigen Kulturmedium nicht auf, die Struktur blieb erhalten. Amorphes PVA
würde in Wasser aufquellen und die Faserstruktur verlieren.
20
Konzept Artifizieller Biofilm (AP 1)
Dass die Fasern teilkristallin sind, konnte mit der dynamischen Differenzkalorimetrie festge-
stellt werden (Tabelle 3-3). Es zeigte sich, dass die PVA-Fasern teilkristalline Bereiche besit-
zen. Mit zunehmender Verweilzeit im Acetonbad bis hin zu 25 Sekunden nimmt auch der An-
teil an Kristallinität zu. Danach ist kein signifikanter Anstieg der Kristallinität in den Fasern
mehr messbar.
Tabelle 3-3: Anteil an PVA-Kristallinität der maschinell, nassgesponnenen PVA-Fasern
Verweilzeit der Fasern im Acetonbad (s) PVA-Kristallinität (%)
13 30,1
25 43,0
45 41,8
Die maximale Spannung der Fasern nahm während der zunehmenden Dehnung zu. So kam
es erst bei der maximalen Spannung von 22,1 ± 0,8 MPa bei den PVA-Fasern bzw.
13,0 ± 0,4 MPa bei den Biokomposit-Fasern zum Bruch. Dabei dehnten sich die Fasern bis
auf das sechsfache ihrer ursprünglichen Länge. Diese Dehnung unter Zugbelastung könnte
durch ein Recken der Fasern während des Spinnvorgangs verringert werden.
Im Gegensatz zu den manuell gesponnenen Fasern, war bei der Dehnung der Fasern mit
unterschiedlichen Verweilzeiten in Aceton kein Unterschied zu erkennen. Durch die Verweil-
zeit im Aceton könnten ebenfalls teilkristalline Bereiche in den PVA-Fasern ohne Bakterien
entstanden sein. Somit verhielten sie sich wie Fasern mit Bakterien. Sie konnten jedoch hö-
here Spannungen aufnehmen. Zur Berechnung der Faserspannung wurde zunächst die
Streckgrenze betrachtet, da der Faden durch den Webvorgang nicht in die Länge gezogen
werden sollte. Mit Faserfeinheiten von 28 tex bei PVA-Fasern und 30 tex bei den Biokompo-
siten wurden Faserspannungen von 1,03 cN tex-1 bei den PVA-Fasern sowie 1,27 cN tex-1
bei den Biokompositen berechnet. Durch die maschinelle Fertigung der Fasern wurde somit
eine Verdoppelung bzw. Verdreifachung der Festigkeit erreicht, jedoch waren die Fasern für
eine maschinelle Verarbeitung immer noch nicht ausreichend stabil genug. Die Festigkeiten
erhöhen sich zwar, wenn die Zugfestigkeit zu Grunde gelegt wurde, auf 1,92 cN tex-1 (PVA-
Fasern) und 1,88 cN tex-1 bei den Biokompositen. Die geforderte Festigkeit von 8 cN tex-1
wird jedoch nicht annähernd erreicht. Zudem musste berücksichtigt werden, dass der Faden
zuvor gedehnt wurde, was ein Aufwickeln auf den Spulenträger der Rundstrickanlage un-
möglich macht. Somit müsste für eine maschinelle Verarbeitung in größerem Maßstab die
Biokomposit-Fasern mit einem Hilfsgarn verzwirnt werden. Dadurch würde das Hilfsgarn die
Kräfte aufnehmen.
Statt einer Verzwirnung könnte auch durch Verringerung der Verweilzeit der Fasern im Ace-
tonbad ebenfalls Biokomposit-Fasern mit höherer Faserspannung hergestellt werden. So
21
Konzept Artifizieller Biofilm (AP 1)
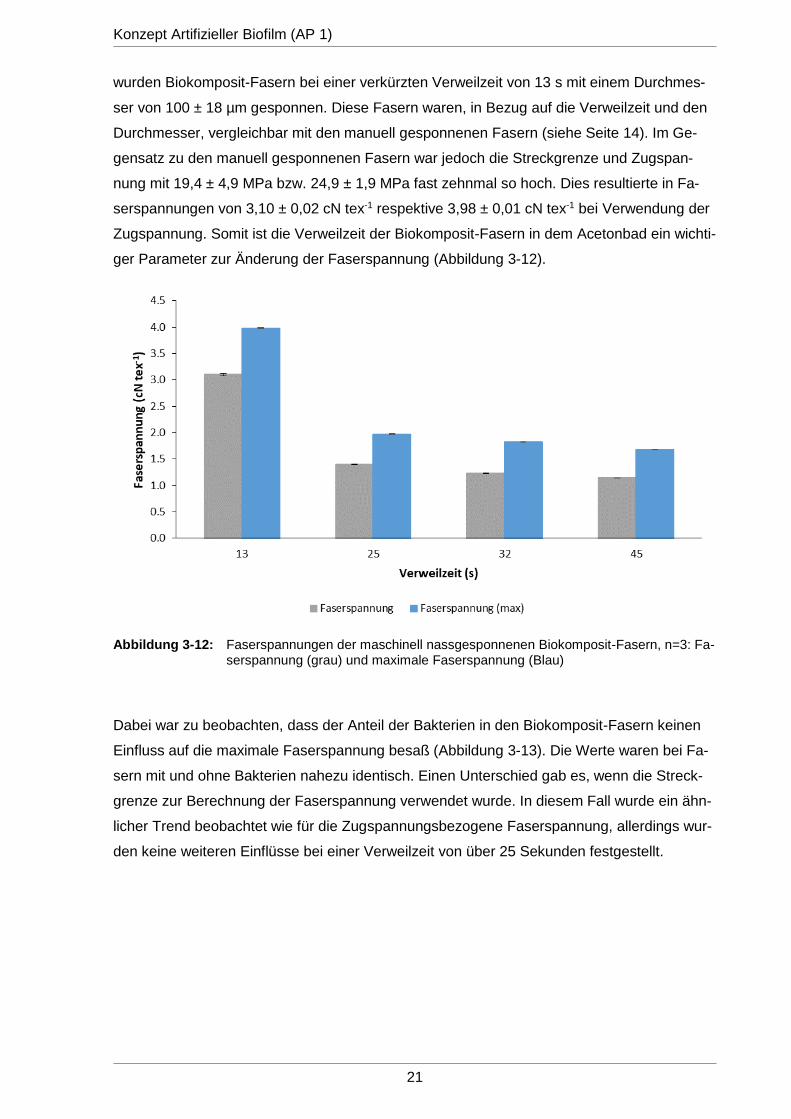
wurden Biokomposit-Fasern bei einer verkürzten Verweilzeit von 13 s mit einem Durchmes-
ser von 100 ± 18 µm gesponnen. Diese Fasern waren, in Bezug auf die Verweilzeit und den
Durchmesser, vergleichbar mit den manuell gesponnenen Fasern (siehe Seite 14). Im Ge-
gensatz zu den manuell gesponnenen Fasern war jedoch die Streckgrenze und Zugspan-
nung mit 19,4 ± 4,9 MPa bzw. 24,9 ± 1,9 MPa fast zehnmal so hoch. Dies resultierte in Fa-
serspannungen von 3,10 ± 0,02 cN tex-1 respektive 3,98 ± 0,01 cN tex-1 bei Verwendung der
Zugspannung. Somit ist die Verweilzeit der Biokomposit-Fasern in dem Acetonbad ein wichti-
ger Parameter zur Änderung der Faserspannung (Abbildung 3-12).
Abbildung 3-12: Faserspannungen der maschinell nassgesponnenen Biokomposit-Fasern, n=3: Fa-serspannung (grau) und maximale Faserspannung (Blau)
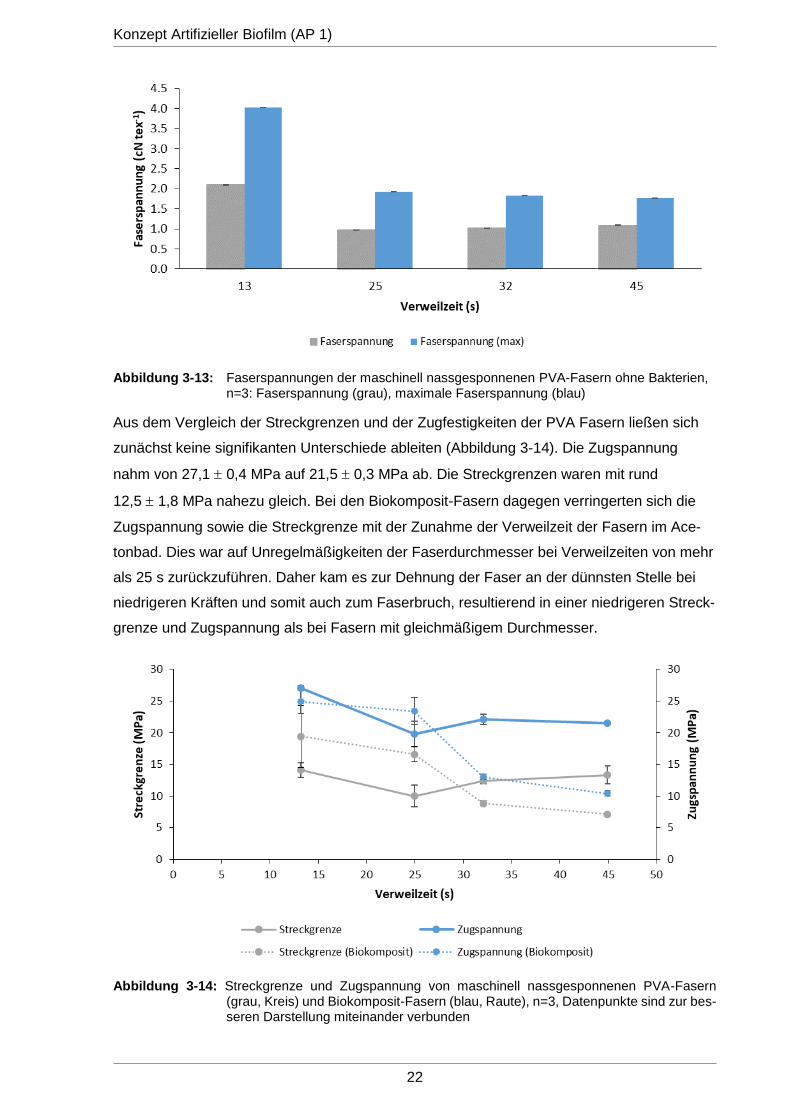
Dabei war zu beobachten, dass der Anteil der Bakterien in den Biokomposit-Fasern keinen
Einfluss auf die maximale Faserspannung besaß (Abbildung 3-13). Die Werte waren bei Fa-
sern mit und ohne Bakterien nahezu identisch. Einen Unterschied gab es, wenn die Streck-
grenze zur Berechnung der Faserspannung verwendet wurde. In diesem Fall wurde ein ähn-
licher Trend beobachtet wie für die Zugspannungsbezogene Faserspannung, allerdings wur-
den keine weiteren Einflüsse bei einer Verweilzeit von über 25 Sekunden festgestellt.
22
Konzept Artifizieller Biofilm (AP 1)
Abbildung 3-13: Faserspannungen der maschinell nassgesponnenen PVA-Fasern ohne Bakterien, n=3: Faserspannung (grau), maximale Faserspannung (blau)
Aus dem Vergleich der Streckgrenzen und der Zugfestigkeiten der PVA Fasern ließen sich
zunächst keine signifikanten Unterschiede ableiten (Abbildung 3-14). Die Zugspannung
nahm von 27,1 0,4 MPa auf 21,5 0,3 MPa ab. Die Streckgrenzen waren mit rund
12,5 1,8 MPa nahezu gleich. Bei den Biokomposit-Fasern dagegen verringerten sich die
Zugspannung sowie die Streckgrenze mit der Zunahme der Verweilzeit der Fasern im Ace-
tonbad. Dies war auf Unregelmäßigkeiten der Faserdurchmesser bei Verweilzeiten von mehr
als 25 s zurückzuführen. Daher kam es zur Dehnung der Faser an der dünnsten Stelle bei
niedrigeren Kräften und somit auch zum Faserbruch, resultierend in einer niedrigeren Streck-
grenze und Zugspannung als bei Fasern mit gleichmäßigem Durchmesser.
Abbildung 3-14: Streckgrenze und Zugspannung von maschinell nassgesponnenen PVA-Fasern (grau, Kreis) und Biokomposit-Fasern (blau, Raute), n=3, Datenpunkte sind zur bes-seren Darstellung miteinander verbunden
23
Konzept Artifizieller Biofilm (AP 1)
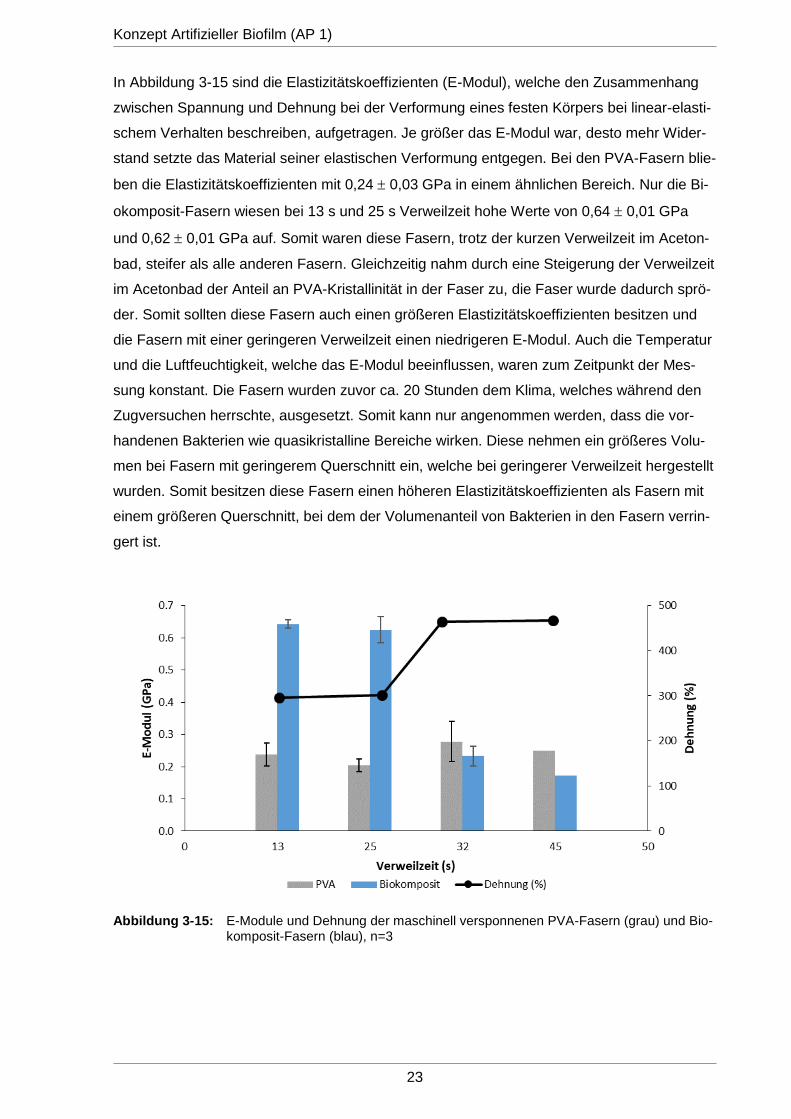
In Abbildung 3-15 sind die Elastizitätskoeffizienten (E-Modul), welche den Zusammenhang
zwischen Spannung und Dehnung bei der Verformung eines festen Körpers bei linear-elasti-
schem Verhalten beschreiben, aufgetragen. Je größer das E-Modul war, desto mehr Wider-
stand setzte das Material seiner elastischen Verformung entgegen. Bei den PVA-Fasern blie-
ben die Elastizitätskoeffizienten mit 0,24 0,03 GPa in einem ähnlichen Bereich. Nur die Bi-
okomposit-Fasern wiesen bei 13 s und 25 s Verweilzeit hohe Werte von 0,64 0,01 GPa
und 0,62 0,01 GPa auf. Somit waren diese Fasern, trotz der kurzen Verweilzeit im Aceton-
bad, steifer als alle anderen Fasern. Gleichzeitig nahm durch eine Steigerung der Verweilzeit
im Acetonbad der Anteil an PVA-Kristallinität in der Faser zu, die Faser wurde dadurch sprö-
der. Somit sollten diese Fasern auch einen größeren Elastizitätskoeffizienten besitzen und
die Fasern mit einer geringeren Verweilzeit einen niedrigeren E-Modul. Auch die Temperatur
und die Luftfeuchtigkeit, welche das E-Modul beeinflussen, waren zum Zeitpunkt der Mes-
sung konstant. Die Fasern wurden zuvor ca. 20 Stunden dem Klima, welches während den
Zugversuchen herrschte, ausgesetzt. Somit kann nur angenommen werden, dass die vor-
handenen Bakterien wie quasikristalline Bereiche wirken. Diese nehmen ein größeres Volu-
men bei Fasern mit geringerem Querschnitt ein, welche bei geringerer Verweilzeit hergestellt
wurden. Somit besitzen diese Fasern einen höheren Elastizitätskoeffizienten als Fasern mit
einem größeren Querschnitt, bei dem der Volumenanteil von Bakterien in den Fasern verrin-
gert ist.
Abbildung 3-15: E-Module und Dehnung der maschinell versponnenen PVA-Fasern (grau) und Bio-komposit-Fasern (blau), n=3
24
Konzept Artifizieller Biofilm (AP 1)
Diese Hypothese wird unterstützt, wenn die Dehnung der Faser betrachtet wird. Je größer
der Volumenanteil der Bakterien in der Biokomposit-Faser war, desto geringer war die Deh-
nung. Diese Verringerung der Dehnung war darauf zurückzuführen, dass sich nur die Poly-
merketten von PVA in die Länge zogen. Die Bakterien in den Fasern lassen sich nur sehr be-
grenzt in der Länge verformen und trugen nicht zur Dehnung der Faser bei. Auch kristalline
PVA- Bereiche hatten diese verringerte Dehnfähigkeit. Somit wird davon ausgegangen, dass
sich die Bakterien wie teilkristalline PVA-Bereiche in den Fasern verhielten.
Einfluss des maschinellen Spinnprozesses auf die Vitalität der Bakterien
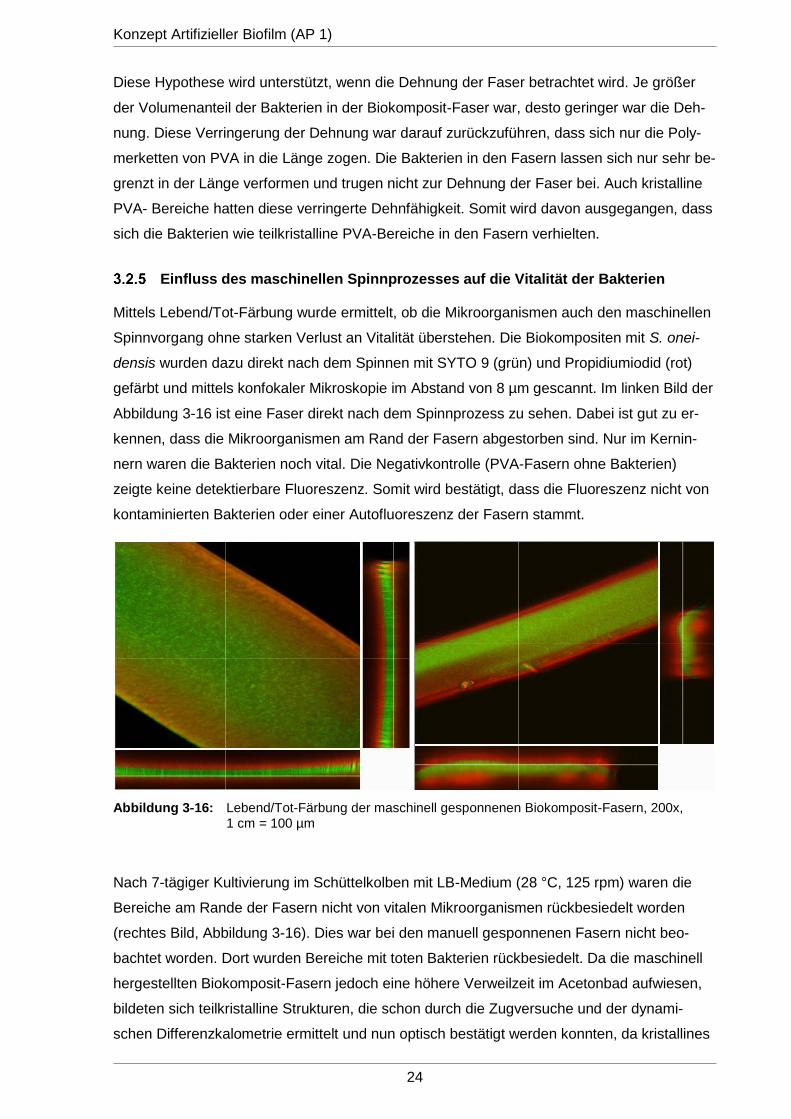
Mittels Lebend/Tot-Färbung wurde ermittelt, ob die Mikroorganismen auch den maschinellen
Spinnvorgang ohne starken Verlust an Vitalität überstehen. Die Biokompositen mit S. onei-
densis wurden dazu direkt nach dem Spinnen mit SYTO 9 (grün) und Propidiumiodid (rot)
gefärbt und mittels konfokaler Mikroskopie im Abstand von 8 µm gescannt. Im linken Bild der
Abbildung 3-16 ist eine Faser direkt nach dem Spinnprozess zu sehen. Dabei ist gut zu er-
kennen, dass die Mikroorganismen am Rand der Fasern abgestorben sind. Nur im Kernin-
nern waren die Bakterien noch vital. Die Negativkontrolle (PVA-Fasern ohne Bakterien)
zeigte keine detektierbare Fluoreszenz. Somit wird bestätigt, dass die Fluoreszenz nicht von
kontaminierten Bakterien oder einer Autofluoreszenz der Fasern stammt.
Abbildung 3-16: Lebend/Tot-Färbung der maschinell gesponnenen Biokomposit-Fasern, 200x, 1 cm = 100 µm
Nach 7-tägiger Kultivierung im Schüttelkolben mit LB-Medium (28 °C, 125 rpm) waren die
Bereiche am Rande der Fasern nicht von vitalen Mikroorganismen rückbesiedelt worden
(rechtes Bild, Abbildung 3-16). Dies war bei den manuell gesponnenen Fasern nicht beo-
bachtet worden. Dort wurden Bereiche mit toten Bakterien rückbesiedelt. Da die maschinell
hergestellten Biokomposit-Fasern jedoch eine höhere Verweilzeit im Acetonbad aufwiesen,
bildeten sich teilkristalline Strukturen, die schon durch die Zugversuche und der dynami-
schen Differenzkalometrie ermittelt und nun optisch bestätigt werden konnten, da kristallines
25
Konzept Artifizieller Biofilm (AP 1)
PVA sich mit Propidiumiodid anfärben lässt und rot fluoresziert. Auch ohne die stabilisie-
rende PPX- Schicht waren die Fasern auch nach 14 Tage Kultivierungszeit in wässrigem
Medium stabil und lösten sich nicht auf.
Herstellung von Textilgewebe aus nassgesponnenen Biokomposit-Fasern
Mit den Erkenntnissen aus den Zugversuchen kam zur Herstellung eines textilen Gewebes
zunächst nur ein manueller Webrahmen in Frage. Aufgrund der manuellen Verarbeitung tra-
ten bei diesem Verfahren nur geringe Zugkräfte auf, was einen Bruch des Fadens aus-
schloss. Das Gewebe konnte hier in Größen von bis zu 150 cm2 hergestellt werden und be-
saß eine stabile Struktur. Zudem konnte von der Faserherstellung bis zum fertigen Textil un-
ter sterilen Bedingungen gearbeitet werden, da die Apparaturen in einer sterilen Sicherheits-
werkbank gestellt wurden. In Abbildung 3-17 ist ein handgewebtes Textil zu sehen, welches
aus 7,5 m Biokomposit-Faser hergestellt wurde.
Abbildung 3-17: Handgewebtes Textil aus Biokomposit-Fasern
Die maschinelle Verarbeitung zu einem rundgestrickten Textil fand hingegen am Fraunhofer
Anwendungszentrum für textile Faserkeramiken in Münchberg statt. Dabei wurde eine Rund-
strickmaschine mit Handkurbel genutzt, um einen kontrollierten und vor allem kraftarmen
Einzug der Faser in die Maschine zu gewährleisten. In Abbildung 3-18 ist das Ergebnis der
Rundstrickmaschine in Form einer Schlauchware zu sehen.

26
Konzept Artifizieller Biofilm (AP 1)
Abbildung 3-18: Schlauchware mit Biokomposit-Fasern (weiß) und Hilfsgarn (grau, schwarz)
Der weiße Bereich der Schlauchware bestand dabei aus den PVA-Fasern, der graue Bereich
war ein Nylonfaden, welcher als Hilfsgarn verwendet wurde. Die Schlauchware wird norma-
lerweise anschließend mit Heißdampf geglättet, um ein flaches Textil zu erhalten und die Fa-
serstruktur zu verstärken. Dieser Vorgang konnte jedoch nicht durchgeführt werden, da der
Heißdampf die Mikroorganismen abtöten würde. Für eine rein maschinelle Verarbeitung der
Biokomposit-Fasern zu einem Textil sind neben der Optimierung der Festigkeit noch weitere
Prozessschritte nötig. Bevor Garne oder Fasern zu Gewebe verarbeitet werden können,
müssen diese paraffiniert werden. Diese neue unbekannte Komponente kann erheblichen
Einfluss auf die Fasern nehmen. So ist zunächst zu klären ob das Paraffin hemmend oder
sogar toxisch auf die Mikroorganismen wirkt. Zudem ist zu erwarten, dass durch die zusätzli-
che Paraffinschicht der Stofftransport in die Fasern hinein erschwert wird, da durch eine Pa-
raffinierung das Material hydrophober wird.
Herstellung von elektrogesponnenen Vliesen
Während die nassgesponnenen Fasern zunächst zu einem Textil verwebt werden müssen,
ermöglicht das Elektrospinnen die direkte Herstellung von Vliesen. Solche Materialien sind
durch große Oberflächenbereiche und vereinfachten Stofftransport in der flüssigen Phase
gekennzeichnet. Zudem können Vliese leicht auf Multi-m² Größen skaliert werden (Greiner
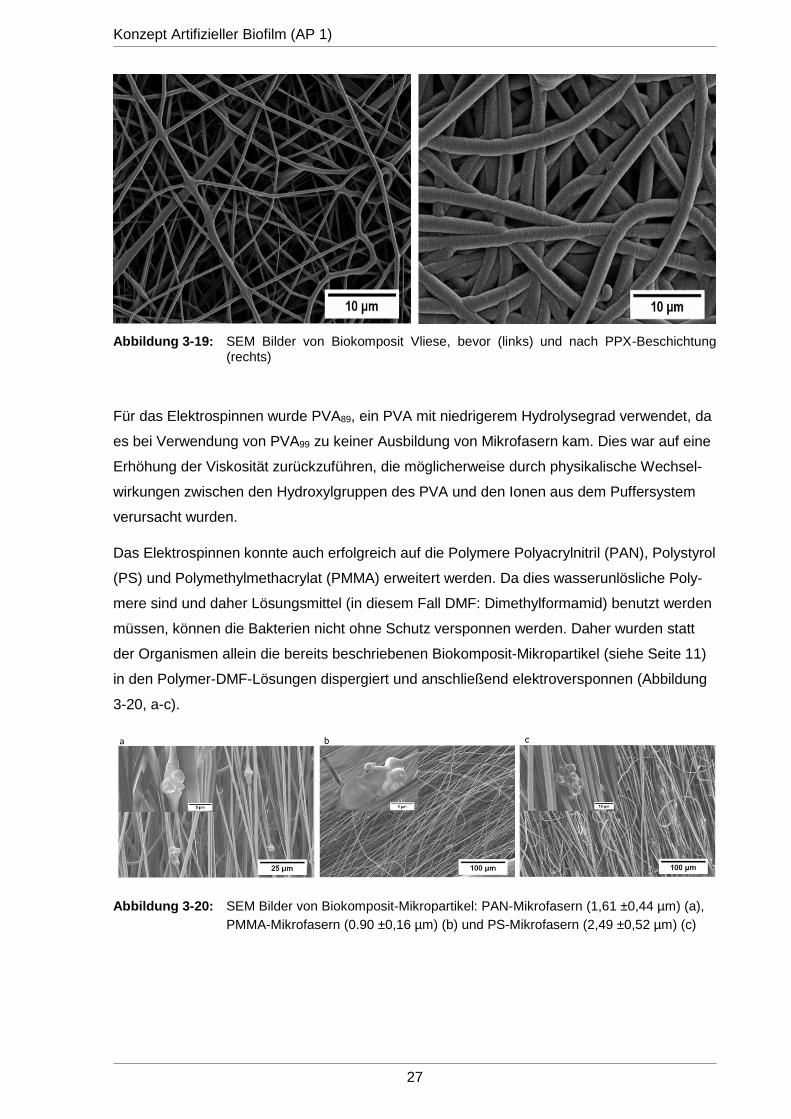
und Wendorff 2007). Der durchschnittliche Faserdurchmesser der in dieser Arbeit hergestell-
ten Vliese betrug 450 ± 140 nm. Durch die PPX-Beschichtung stieg der Durchmesser auf
1,7 ± 0,25 µm an (Abbildung 3-19).
27
Konzept Artifizieller Biofilm (AP 1)
Abbildung 3-19: SEM Bilder von Biokomposit Vliese, bevor (links) und nach PPX-Beschichtung (rechts)
Für das Elektrospinnen wurde PVA89, ein PVA mit niedrigerem Hydrolysegrad verwendet, da
es bei Verwendung von PVA99 zu keiner Ausbildung von Mikrofasern kam. Dies war auf eine
Erhöhung der Viskosität zurückzuführen, die möglicherweise durch physikalische Wechsel-
wirkungen zwischen den Hydroxylgruppen des PVA und den Ionen aus dem Puffersystem
verursacht wurden.
Das Elektrospinnen konnte auch erfolgreich auf die Polymere Polyacrylnitril (PAN), Polystyrol
(PS) und Polymethylmethacrylat (PMMA) erweitert werden. Da dies wasserunlösliche Poly-
mere sind und daher Lösungsmittel (in diesem Fall DMF: Dimethylformamid) benutzt werden
müssen, können die Bakterien nicht ohne Schutz versponnen werden. Daher wurden statt
der Organismen allein die bereits beschriebenen Biokomposit-Mikropartikel (siehe Seite 11)
in den Polymer-DMF-Lösungen dispergiert und anschließend elektroversponnen (Abbildung
3-20, a-c).
Abbildung 3-20: SEM Bilder von Biokomposit-Mikropartikel: PAN-Mikrofasern (1,61 ±0,44 µm) (a),
PMMA-Mikrofasern (0.90 ±0,16 µm) (b) und PS-Mikrofasern (2,49 ±0,52 µm) (c)
28
Konzept Artifizieller Biofilm (AP 1)
Einfluss des Elektrospinnens auf die Vitalität der Bakterien
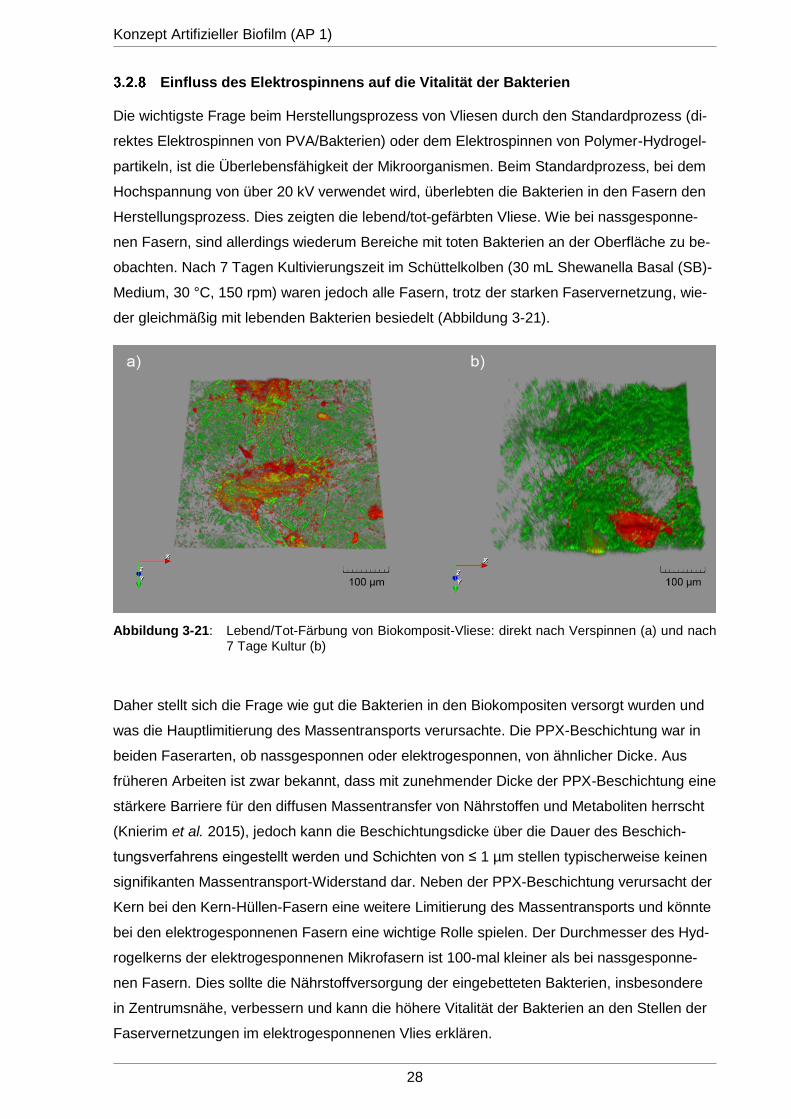
Die wichtigste Frage beim Herstellungsprozess von Vliesen durch den Standardprozess (di-
rektes Elektrospinnen von PVA/Bakterien) oder dem Elektrospinnen von Polymer-Hydrogel-
partikeln, ist die Überlebensfähigkeit der Mikroorganismen. Beim Standardprozess, bei dem
Hochspannung von über 20 kV verwendet wird, überlebten die Bakterien in den Fasern den
Herstellungsprozess. Dies zeigten die lebend/tot-gefärbten Vliese. Wie bei nassgesponne-
nen Fasern, sind allerdings wiederum Bereiche mit toten Bakterien an der Oberfläche zu be-
obachten. Nach 7 Tagen Kultivierungszeit im Schüttelkolben (30 mL Shewanella Basal (SB)-
Medium, 30 °C, 150 rpm) waren jedoch alle Fasern, trotz der starken Faservernetzung, wie-
der gleichmäßig mit lebenden Bakterien besiedelt (Abbildung 3-21).
Abbildung 3-21: Lebend/Tot-Färbung von Biokomposit-Vliese: direkt nach Verspinnen (a) und nach 7 Tage Kultur (b)
Daher stellt sich die Frage wie gut die Bakterien in den Biokompositen versorgt wurden und
was die Hauptlimitierung des Massentransports verursachte. Die PPX-Beschichtung war in
beiden Faserarten, ob nassgesponnen oder elektrogesponnen, von ähnlicher Dicke. Aus
früheren Arbeiten ist zwar bekannt, dass mit zunehmender Dicke der PPX-Beschichtung eine
stärkere Barriere für den diffusen Massentransfer von Nährstoffen und Metaboliten herrscht
(Knierim et al. 2015), jedoch kann die Beschichtungsdicke über die Dauer des Beschich-
tungsverfahrens eingestellt werden und Schichten von ≤ 1 µm stellen typischerweise keinen
signifikanten Massentransport-Widerstand dar. Neben der PPX-Beschichtung verursacht der
Kern bei den Kern-Hüllen-Fasern eine weitere Limitierung des Massentransports und könnte
bei den elektrogesponnenen Fasern eine wichtige Rolle spielen. Der Durchmesser des Hyd-
rogelkerns der elektrogesponnenen Mikrofasern ist 100-mal kleiner als bei nassgesponne-
nen Fasern. Dies sollte die Nährstoffversorgung der eingebetteten Bakterien, insbesondere
in Zentrumsnähe, verbessern und kann die höhere Vitalität der Bakterien an den Stellen der
Faservernetzungen im elektrogesponnenen Vlies erklären.
29
Konzept Artifizieller Biofilm (AP 1)
Neben den Lebend/Tot-Färbungen wurden Auswachsversuche durchgeführt. Dazu wurden
2 x 1,5 cm Stücke unter sterilen Bedingungen aus den Biokomposit-Vliesen geschnitten und
auf SB-Agarplatten kultiviert. Nach 48 h wuchsen sichtbar an den Schnittpunkten Bakterien
aus dem Vlies heraus, also nur dort, wo die PPX-Beschichtung beschädigt wurde. Bei Berei-
chen mit intakter PPX-Beschichtung kam es nicht zu einem Auswachsen der Bakterien. So-
mit kann auch davon ausgegangen werden, dass durch die PPX-Beschichtung neben dem
Auswachsen auch ein Einwachsen von Bakterien von außen in das Biokomposit hinein ver-
hindert wird. Somit können Single Species-Biokomposite auch in nicht-sterilen Bereichen
eingesetzt werden.
Auch bei dem E-Spinnen von Polymer/Hydrogelpartikeln überlebten die Mikroorganismen. In
allen Fällen wurden intakte Mikropartikel, welche M. luteus enthielten, in hydrophobe Poly-
mervliese (PAN, PMMS, PS) eingebaut. Lebensfähige M. luteus wurden nach Inkubation der
Vliese auf LB-Agarplatten gefunden.
Anwendung von Biokompositen in der Umwelttechnik
Neben der Funktionalität der Biokomposite in Form von Schutz vor äußeren Einflüssen,
Rückhalt der Bakterien in den Fasern und mechanischer Stabilität ist die Anwendung der bio-
logischen Aktivität in Form von Schadstoffabbau von Bedeutung. N. winogradskyi ist ein es-
sentieller Mikroorganismus in der Abwasserbehandlung, da dieser Mikroorganismus für den
Abbau von Nitrit-Salzen verwendet wird. Jedoch ist der Abbau des Nitrits sehr anfällig und
kommt durch Störfaktoren schnell zum Erliegen. Eine Immobilisierung dieser Bakterien
würde gleich mehrere Funktionen in Form von Zellrückhalt und Schutz vor Umweltgiften und
Stress erfüllen.
Abbau von Nitrit durch manuell gesponnene Biokomposit-Fasern mit N. winogradskyi
In Suspensionskulturen konnte der Organismus in einem Minimalmedium mit 87 mM Nitrit
bis zu einer Bakteriendichte von 7,40 ± 0,02 x 106 Bakterien mL-1 heranwachsen. Die spezifi-
sche Nitritverbrauchsrate, welche während den Kulturen gemessen wurde, betrug
0,25 mg d-1 10-6 Bakterien. Für das manuelle Verspinnen der Bakterien in PVA-Fasern wur-
den 1 ± 0,02 x 109 Bakterien mL-1 PVA versponnen und mit einer PPX-Schicht von 1,0 µm
beschichtet. Anschließend wurden die Fasern in Minimalmedium kultiviert und die Konzent-
ration an Nitrit gemessen. Der Verlauf der Nitritkonzentration und der optischen Dichte im
Medium ist in Abbildung 3-22 zu sehen.
30
Konzept Artifizieller Biofilm (AP 1)
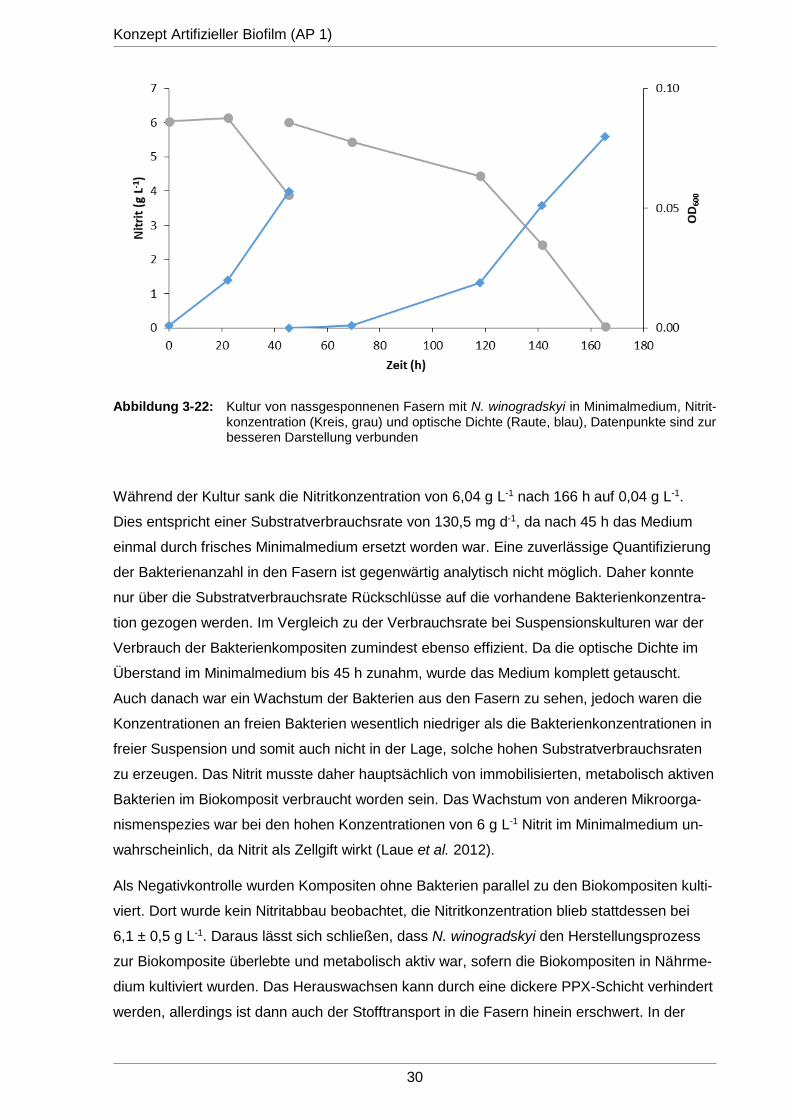
Abbildung 3-22: Kultur von nassgesponnenen Fasern mit N. winogradskyi in Minimalmedium, Nitrit-konzentration (Kreis, grau) und optische Dichte (Raute, blau), Datenpunkte sind zur besseren Darstellung verbunden
Während der Kultur sank die Nitritkonzentration von 6,04 g L-1 nach 166 h auf 0,04 g L-1.
Dies entspricht einer Substratverbrauchsrate von 130,5 mg d-1, da nach 45 h das Medium
einmal durch frisches Minimalmedium ersetzt worden war. Eine zuverlässige Quantifizierung
der Bakterienanzahl in den Fasern ist gegenwärtig analytisch nicht möglich. Daher konnte
nur über die Substratverbrauchsrate Rückschlüsse auf die vorhandene Bakterienkonzentra-
tion gezogen werden. Im Vergleich zu der Verbrauchsrate bei Suspensionskulturen war der
Verbrauch der Bakterienkompositen zumindest ebenso effizient. Da die optische Dichte im
Überstand im Minimalmedium bis 45 h zunahm, wurde das Medium komplett getauscht.
Auch danach war ein Wachstum der Bakterien aus den Fasern zu sehen, jedoch waren die
Konzentrationen an freien Bakterien wesentlich niedriger als die Bakterienkonzentrationen in
freier Suspension und somit auch nicht in der Lage, solche hohen Substratverbrauchsraten
zu erzeugen. Das Nitrit musste daher hauptsächlich von immobilisierten, metabolisch aktiven
Bakterien im Biokomposit verbraucht worden sein. Das Wachstum von anderen Mikroorga-
nismenspezies war bei den hohen Konzentrationen von 6 g L-1 Nitrit im Minimalmedium un-
wahrscheinlich, da Nitrit als Zellgift wirkt (Laue et al. 2012).
Als Negativkontrolle wurden Kompositen ohne Bakterien parallel zu den Biokompositen kulti-
viert. Dort wurde kein Nitritabbau beobachtet, die Nitritkonzentration blieb stattdessen bei
6,1 ± 0,5 g L-1. Daraus lässt sich schließen, dass N. winogradskyi den Herstellungsprozess
zur Biokomposite überlebte und metabolisch aktiv war, sofern die Biokompositen in Nährme-
dium kultiviert wurden. Das Herauswachsen kann durch eine dickere PPX-Schicht verhindert
werden, allerdings ist dann auch der Stofftransport in die Fasern hinein erschwert. In der
31
Konzept Artifizieller Biofilm (AP 1)
Umwelttechnik ist eine Freisetzung der Bakterien kein Problem, da diese nicht genetisch ver-
ändert wurden, und somit das Gentechnikrecht nicht greift. Nur dem langsamen Wachstum
der Bakterien soll mit der Immobilisierung entgegengetreten werden. Die Immobilisierung er-
möglicht es, die Organismen gezielt in Nitrit belasteten Gewässer in hohen Konzentrationen
einsetzen zu können. Im Vergleich zu alternativen Immobilisierungsmaterialien, wie Alginat
oder Agarose, zeigten die Biokompositen eine hervorragende Struktur-Stabilität in wässrigen
Medien.
Abbau von Nitrit durch maschinell gesponnene Biokomposit-Fasern mit N. wino-
gradskyi
Die maschinell gesponnenen Fasern mit N. winogradskyi wurden zu einem textilen Gewebe
von der Größe von 2,5 x 4 cm verwoben. Danach wurde das textile Gewebe für 41 h in
50 mL nitrithaltigem Nährmedium im Schüttelkolben kultiviert. In Tabelle 3-4 sind die Nitrit-
mengen im Nährmedium sowie die Abbauraten aufgelistet.
Tabelle 3-4: Nitritkonzentration und Nitritabbau von N-winogradskyi Biokomposit-Gewebe
Zeit (h) Nitrit-Konzentration
(g L-1)
Abbau
(mg d-1)
Abbaurate
(g h-1 m-2)
0 8,00 0 0
17 5,50 176,5 6,1
41 3,22 114 4,0
Mittels der vorhandenen Abnahme des Nitrits im Nährmedium kann eine Quantifizierung der
metabolisch aktiven Bakterien erfolgen. Mit einem Durchmesser von 300 µm und einer Fa-
serlänge von 3 m wird ein zylindrisches Volumen von 0,21 cm3 berechnet. Mittels der einge-
setzten Bakterienkonzentration in der PVA-Suspension von 28,7 x 106 Bakterien mL-1 sind
somit theoretisch 6,1 x 106 Bakterien in den Biokomposit-Fasern enthalten. Mit der bekann-
ten Nitritabbaurate von Suspensionkulturen (62,4 mg d-1 10-6 Bakterien) wird der gemessene
Nitritabbau verglichen und die theoretisch metabolisch aktive Bakterienkonzentration von 2,8
x 106 Bakterien berechnet. Somit wären, sofern Stofftransportlimitierung in die Fasern hinein
nicht betrachtet werden, rund 46 % der eingesetzten Bakterien noch metabolisch aktiv.
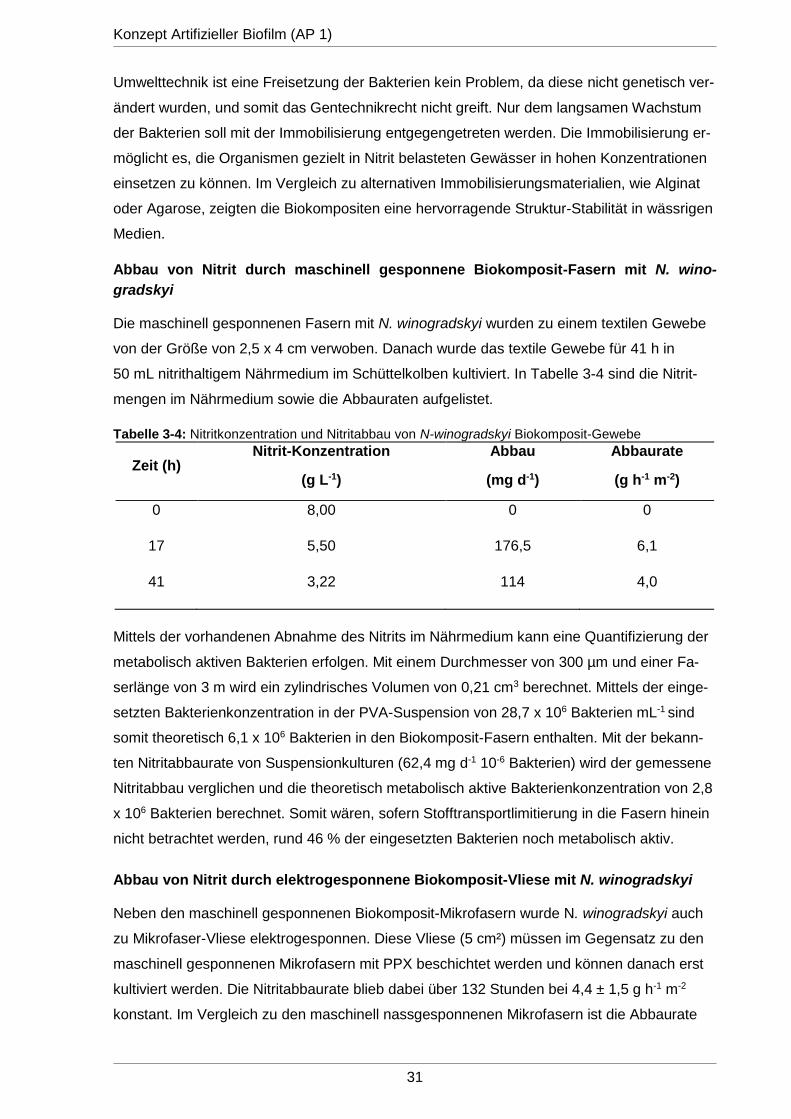
Abbau von Nitrit durch elektrogesponnene Biokomposit-Vliese mit N. winogradskyi
Neben den maschinell gesponnenen Biokomposit-Mikrofasern wurde N. winogradskyi auch
zu Mikrofaser-Vliese elektrogesponnen. Diese Vliese (5 cm²) müssen im Gegensatz zu den
maschinell gesponnenen Mikrofasern mit PPX beschichtet werden und können danach erst
kultiviert werden. Die Nitritabbaurate blieb dabei über 132 Stunden bei 4,4 ± 1,5 g h-1 m-2
konstant. Im Vergleich zu den maschinell nassgesponnenen Mikrofasern ist die Abbaurate
32
Konzept Artifizieller Biofilm (AP 1)
vergleichbar. Im Gegenzug zu der Nassspinnmethode können jedoch bei dem Elektrospin-
nen direkt Vliese ohne weitere Verarbeitungsschritte wie Weben hergestellt werben.
Abbildung 23: Nitritabbaurate von elektrogesponnene Biokomposit-Vliese mit N. winogradskyi, n = 3
3.3 Erzeugung von Bakterienkonsortien in elektrogesponnenen
Vliesen
Neben der Herstellung von Biokompositen mit einer einzelnen Bakterienspezies, sogenannte
Single Species-Biokomposite wird auch gezeigt, dass die etablierten Methoden auch auf
Bakterienkonsortien anwendbar sind. Dazu wurde ein Bakterienkonsortium, welches in der
Umwelttechnik zum Abbau von organischen Substanzen in Abwasser verwendet wird, kulti-
viert und anschließend mit PVA zu einem Vlies elektrogesponnen. Das Vlies wurde anschlie-
ßend in künstlichem Abwasser welches Glukose und Harnstoff enthält für 7 Tage kultiviert.
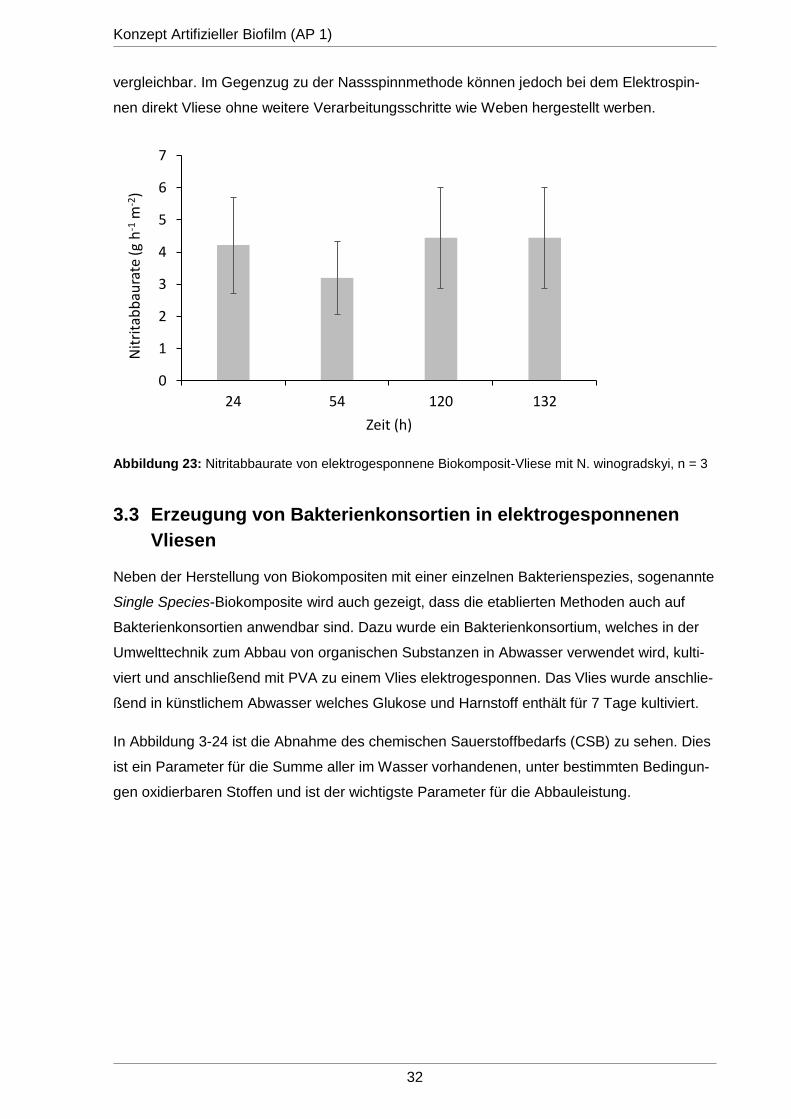
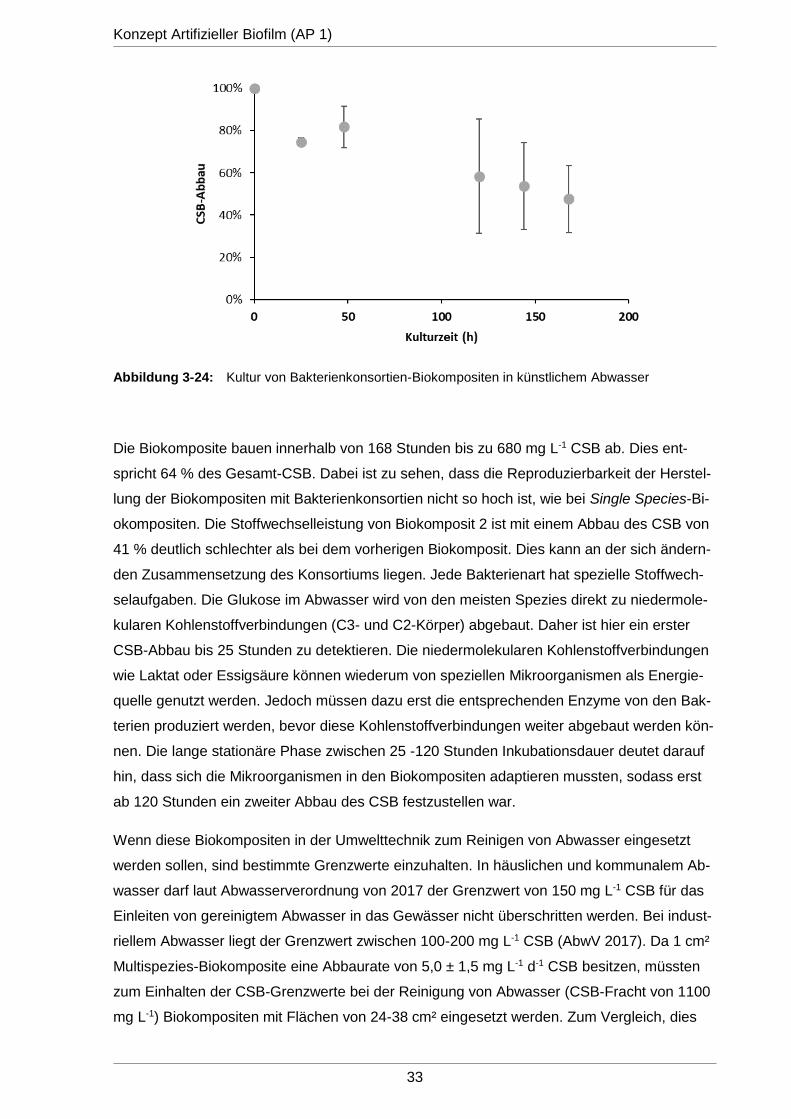
In Abbildung 3-24 ist die Abnahme des chemischen Sauerstoffbedarfs (CSB) zu sehen. Dies
ist ein Parameter für die Summe aller im Wasser vorhandenen, unter bestimmten Bedingun-
gen oxidierbaren Stoffen und ist der wichtigste Parameter für die Abbauleistung.
0
1
2
3
4
5
6
7
24 54 120 132
Nit
rita
bb
aura
te (g
h-1
m-2
)
Zeit (h)
33
Konzept Artifizieller Biofilm (AP 1)
Abbildung 3-24: Kultur von Bakterienkonsortien-Biokompositen in künstlichem Abwasser
Die Biokomposite bauen innerhalb von 168 Stunden bis zu 680 mg L-1 CSB ab. Dies ent-
spricht 64 % des Gesamt-CSB. Dabei ist zu sehen, dass die Reproduzierbarkeit der Herstel-
lung der Biokompositen mit Bakterienkonsortien nicht so hoch ist, wie bei Single Species-Bi-
okompositen. Die Stoffwechselleistung von Biokomposit 2 ist mit einem Abbau des CSB von
41 % deutlich schlechter als bei dem vorherigen Biokomposit. Dies kann an der sich ändern-
den Zusammensetzung des Konsortiums liegen. Jede Bakterienart hat spezielle Stoffwech-
selaufgaben. Die Glukose im Abwasser wird von den meisten Spezies direkt zu niedermole-
kularen Kohlenstoffverbindungen (C3- und C2-Körper) abgebaut. Daher ist hier ein erster
CSB-Abbau bis 25 Stunden zu detektieren. Die niedermolekularen Kohlenstoffverbindungen
wie Laktat oder Essigsäure können wiederum von speziellen Mikroorganismen als Energie-
quelle genutzt werden. Jedoch müssen dazu erst die entsprechenden Enzyme von den Bak-
terien produziert werden, bevor diese Kohlenstoffverbindungen weiter abgebaut werden kön-
nen. Die lange stationäre Phase zwischen 25 -120 Stunden Inkubationsdauer deutet darauf
hin, dass sich die Mikroorganismen in den Biokompositen adaptieren mussten, sodass erst
ab 120 Stunden ein zweiter Abbau des CSB festzustellen war.
Wenn diese Biokompositen in der Umwelttechnik zum Reinigen von Abwasser eingesetzt
werden sollen, sind bestimmte Grenzwerte einzuhalten. In häuslichen und kommunalem Ab-
wasser darf laut Abwasserverordnung von 2017 der Grenzwert von 150 mg L-1 CSB für das
Einleiten von gereinigtem Abwasser in das Gewässer nicht überschritten werden. Bei indust-
riellem Abwasser liegt der Grenzwert zwischen 100-200 mg L-1 CSB (AbwV 2017). Da 1 cm²
Multispezies-Biokomposite eine Abbaurate von 5,0 ± 1,5 mg L-1 d-1 CSB besitzen, müssten
zum Einhalten der CSB-Grenzwerte bei der Reinigung von Abwasser (CSB-Fracht von 1100
mg L-1) Biokompositen mit Flächen von 24-38 cm² eingesetzt werden. Zum Vergleich, dies

34
Konzept Artifizieller Biofilm (AP 1)
entspricht einer Fläche von drei Briefmarken. So wird deutlich, dass diese Art von Biokompo-
siten hoch effektiv organische Substanzen in Abwasser abbauen können und dadurch ein
Potential als Mini-Kläranlage im Haushalt vorhanden ist.
35
Mikrobielle Brennstoffzelle (AP 2)
4 Mikrobielle Brennstoffzelle (AP 2)
Mit einer MBZ kann elektrischer Strom erzeugt werden, wenn eine mikrobiell katalysierte
Freisetzung von Elektronen auf der Anodenseite und anschließender Elektronenaufnahme
an der Kathode stattfindet. Daher bestehen die mikrobiellen Brennstoffzellen im Wesentli-
chen aus drei Teilen: eine biologische Zelle, eine chemische Zelle und eine kationenselektive
Membran.
In der biologischen Zelle befinden sich die Mikroorganismen, ein oder mehrere Substrate
und die Anode. Als Substrat kommen jegliche bioabbaubaren Materialien in Frage. Von Ein-
zelsubstanzen wie Ethanol, Cystein, Glucose oder Acetat bis zu komplexen Medien wie Ab-
wässer aus Haus- und Landwirtschaft oder Abwässer aus nahrungsmittelverarbeitender In-
dustrie. Die Mikroorganismen verwenden diese Nahrung und produzieren in ihrem Stoff-
wechsel Elektronen welche an die Umgebung abgegeben werden.Zwischen der biologischen
und der chemischen Zelle befindet sich die kationenselektive Membran, die die beiden Zellen
voneinander trennt. Die Kationen gelangen durch die Membran zur Kathode, währenddessen
die von Mikroorganismen erzeugten Elektronen über die Anode und einem elektrischen Ver-
braucher zur Kathode wandern.
In der chemischen Zelle befinden sich die Kathode und je nach Ausführung der MBZ ver-
schiedene Elektronenakzeptoren: Sauerstoff, Graphit oder Kaliumhexacyanoferrat (III). Als
geeignetster Elektronenakzeptor hat sich Sauerstoff aus der Luft erwiesen. Dieser Sauerstoff
verursacht keine Kosten, besitzt ein hohes Oxidationspotential und als Endprodukt entsteht
Wasser. Somit werden in mikrobiellen Brennstoffzellen neben der eigentlichen Stromerzeu-
gung noch ein weiteres wichtiges Produkt erzeugt: Sauberes Wasser.
4.1 Anwendung der S. oneidensis Biokomposite in mikrobiellen
Brennstoffzellen
Der fakultativ anaerobe Bakterien-Stamm S. oneidensis ist in der Lage, Elektronen an seine
Umgebung abzugeben. Deshalb wird er häufig in mikrobiellen Brennstoffzellen eingesetzt.
Neben der elektrischen Leistung kann der Substratverbrauch für die Quantifizierung der me-
tabolischen Aktivität verwendet werden (Ringeisen et al. 2006). Dabei nutzt S. oneidensis L-
Laktat als Kohlenstoffquelle, welches zu Pyruvat abgebaut wird. Pyruvat kann anschließend
zur intrazellulären Energiegewinnung mit den üblichen Stoffwechselwegen wie Zitronen-
säure-Zyklus und oxidative Phosphorylierung unter Verwendung von Sauerstoff, als endgülti-
ger Elektronenakzeptor, abgebaut werden. Unter anaeroben Bedingungen können jedoch
Metallionen ebenfalls als finaler Elektronenakzeptor dienen (Kim et al. 2002). Die Gruppe
von Luo hat mittels 13C-Metabolomanalyse gezeigt, dass der C1-Metabolismus ebenfalls mit
36
Mikrobielle Brennstoffzelle (AP 2)
der Elektronenübertragung verknüpft ist und hauptsächlich zur Übertragung der Elektronen
bei S. oneidensis MR-1 dient (Luo et al. 2016).
Vergleich der Abbauraten von Laktat
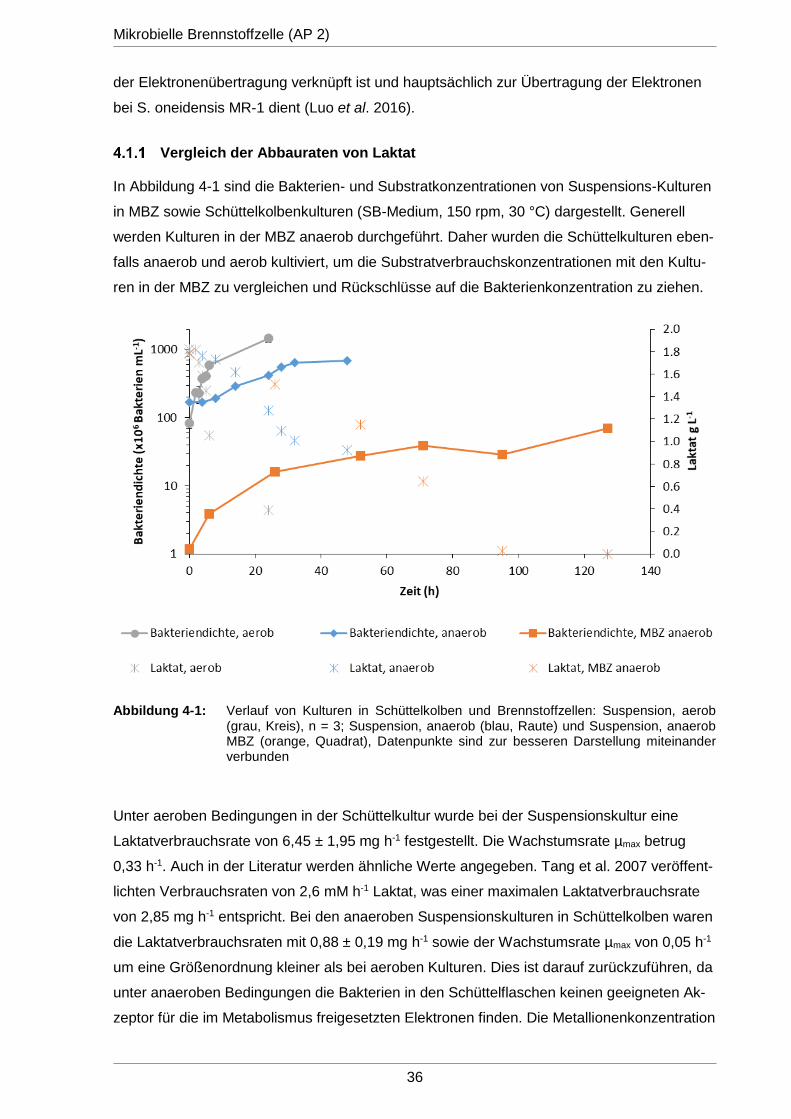
In Abbildung 4-1 sind die Bakterien- und Substratkonzentrationen von Suspensions-Kulturen
in MBZ sowie Schüttelkolbenkulturen (SB-Medium, 150 rpm, 30 °C) dargestellt. Generell
werden Kulturen in der MBZ anaerob durchgeführt. Daher wurden die Schüttelkulturen eben-
falls anaerob und aerob kultiviert, um die Substratverbrauchskonzentrationen mit den Kultu-
ren in der MBZ zu vergleichen und Rückschlüsse auf die Bakterienkonzentration zu ziehen.
Abbildung 4-1: Verlauf von Kulturen in Schüttelkolben und Brennstoffzellen: Suspension, aerob (grau, Kreis), n = 3; Suspension, anaerob (blau, Raute) und Suspension, anaerob MBZ (orange, Quadrat), Datenpunkte sind zur besseren Darstellung miteinander verbunden
Unter aeroben Bedingungen in der Schüttelkultur wurde bei der Suspensionskultur eine
Laktatverbrauchsrate von 6,45 ± 1,95 mg h-1 festgestellt. Die Wachstumsrate µmax betrug
0,33 h-1. Auch in der Literatur werden ähnliche Werte angegeben. Tang et al. 2007 veröffent-
lichten Verbrauchsraten von 2,6 mM h-1 Laktat, was einer maximalen Laktatverbrauchsrate
von 2,85 mg h-1 entspricht. Bei den anaeroben Suspensionskulturen in Schüttelkolben waren
die Laktatverbrauchsraten mit 0,88 ± 0,19 mg h-1 sowie der Wachstumsrate µmax von 0,05 h-1
um eine Größenordnung kleiner als bei aeroben Kulturen. Dies ist darauf zurückzuführen, da
unter anaeroben Bedingungen die Bakterien in den Schüttelflaschen keinen geeigneten Ak-
zeptor für die im Metabolismus freigesetzten Elektronen finden. Die Metallionenkonzentration
37
Mikrobielle Brennstoffzelle (AP 2)
im SB-Medium ist dafür nicht hoch genug. In der MBZ dagegen, zeigte die Suspensionskul-
tur unter anaeroben Bedingungen ähnliche Wachstumsraten µmax von 0,58 h-1 wie bei aero-
ber Suspensionskulturen. Auch die Laktatverbrauchsraten waren mit 5,83 ± 0,39 mg h-1 ähn-
lich. Somit zeigte die Anode in der Brennstoffzelle eine ähnliche Qualität als Elektronenak-
zeptor wie molekularer Sauerstoff.
Auch bei der Kultur von Biokompositen in MBZ sowie Schüttelkolben wurden die Substrat-
konzentrationen bestimmt und zur Quantifizierung von Bakterienkonzentrationen in den Bio-
kompositen verwendet, weil eine Bestimmung der Bakterienkonzentration in den Biokompo-
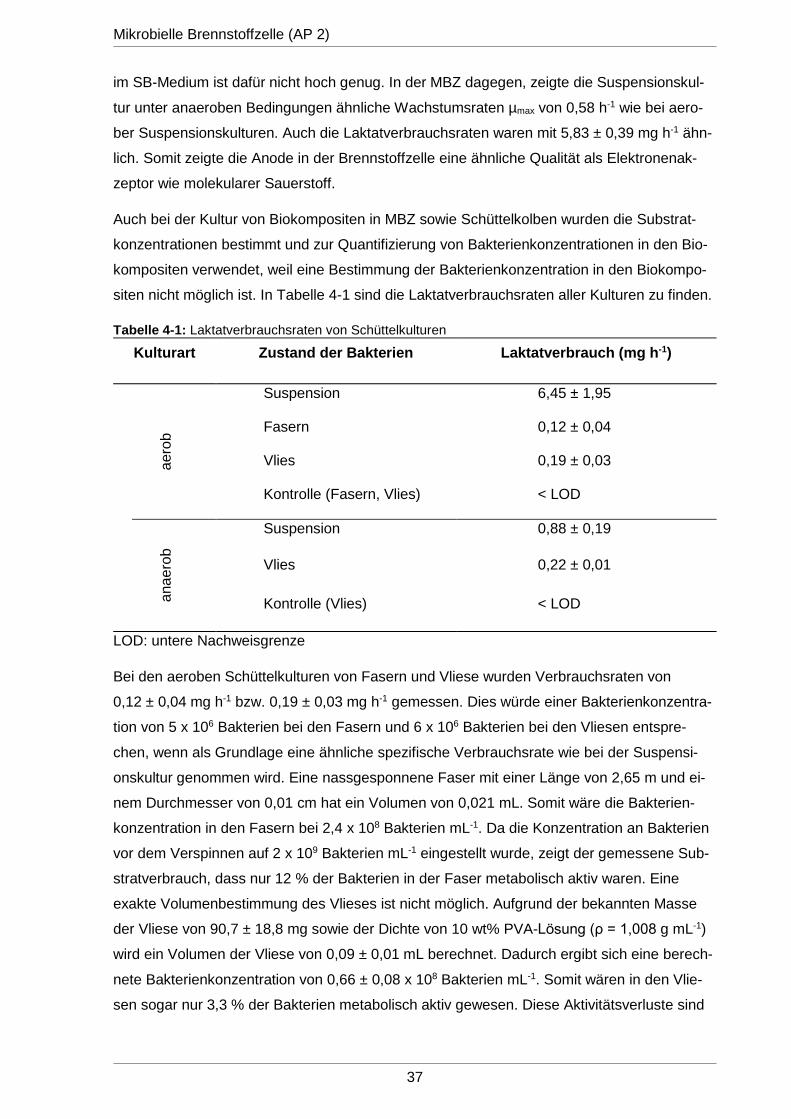
siten nicht möglich ist. In Tabelle 4-1 sind die Laktatverbrauchsraten aller Kulturen zu finden.
Tabelle 4-1: Laktatverbrauchsraten von Schüttelkulturen
Kulturart Zustand der Bakterien Laktatverbrauch (mg h-1)
aero
b
Suspension 6,45 ± 1,95
Fasern 0,12 ± 0,04
Vlies 0,19 ± 0,03
Kontrolle (Fasern, Vlies) < LOD
ana
ero
b
Suspension 0,88 ± 0,19
Vlies 0,22 ± 0,01
Kontrolle (Vlies) < LOD
LOD: untere Nachweisgrenze
Bei den aeroben Schüttelkulturen von Fasern und Vliese wurden Verbrauchsraten von
0,12 ± 0,04 mg h-1 bzw. 0,19 ± 0,03 mg h-1 gemessen. Dies würde einer Bakterienkonzentra-
tion von 5 x 106 Bakterien bei den Fasern und 6 x 106 Bakterien bei den Vliesen entspre-
chen, wenn als Grundlage eine ähnliche spezifische Verbrauchsrate wie bei der Suspensi-
onskultur genommen wird. Eine nassgesponnene Faser mit einer Länge von 2,65 m und ei-
nem Durchmesser von 0,01 cm hat ein Volumen von 0,021 mL. Somit wäre die Bakterien-
konzentration in den Fasern bei 2,4 x 108 Bakterien mL-1. Da die Konzentration an Bakterien
vor dem Verspinnen auf 2 x 109 Bakterien mL-1 eingestellt wurde, zeigt der gemessene Sub-
stratverbrauch, dass nur 12 % der Bakterien in der Faser metabolisch aktiv waren. Eine
exakte Volumenbestimmung des Vlieses ist nicht möglich. Aufgrund der bekannten Masse
der Vliese von 90,7 ± 18,8 mg sowie der Dichte von 10 wt% PVA-Lösung (ρ = 1,008 g mL-1)
wird ein Volumen der Vliese von 0,09 ± 0,01 mL berechnet. Dadurch ergibt sich eine berech-
nete Bakterienkonzentration von 0,66 ± 0,08 x 108 Bakterien mL-1. Somit wären in den Vlie-
sen sogar nur 3,3 % der Bakterien metabolisch aktiv gewesen. Diese Aktivitätsverluste sind
38
Mikrobielle Brennstoffzelle (AP 2)
im Vergleich zu den nassgesponnenen Fasern mit N. winogradskyi deutlich höher, obwohl
durch die Lebend/Tot-Färbung kein hohes Zellsterben zu beobachten war.
Bei der anaeroben Kultur der Biokomposite im Schüttelkolben war der Substratverbrauch mit
0,22 ± 0,01 mg h-1 annähernd gleich wie bei der aeroben Kultur. Wenn jedoch die Bakterien-
konzentration in den Biokompositen aufgrund der spez. Substratverbrauchsrate der anaero-
ben Suspensionskultur berechnet wird, werden Werte von nahezu 100 % metabolischer Akti-
vität gefunden. Diese niedrigen Laktatverbrauchsraten bei den Biokompositen, sowohl aerob
als auch anaerob, könnten einen Hinweis darauf geben, dass bei aerober Kultur die Bakte-
rien in der Biokomposite zu wenig mit Sauerstoff versorgt waren und somit anoxische Bedin-
gungen vorherrschten. Infolge dessen ist die geringe metabolische Aktivität bei der aeroben
Kultur nicht auf eine geringe Bakterienkonzentration zurückzuführen, sondern auf das Fehlen
eines geeigneten Elektronenakzeptors.
Diese Hypothese wird bestätigt, wenn die Laktatverbrauchsraten der Kulturen in der Brenn-
stoffzelle betrachtet werden (Tabelle 4-2). Bei diesen Experimenten wird die Leistung der
planktonischen Kultur auch mit der Kultur eines natürlich gewachsenen Shewanella-Biofilms
verglichen. Der Biofilm wuchs zuvor unter aeroben Bedingungen auf einer Graphitanode auf,
indem das Graphitmaterial in einer Suspensionskultur für 5 Tage (80 rpm, 30 °C) kultiviert
wurde. Diese Vorgehensweise wurde gewählt, weil in anaeroben Schüttelkulturen kein Bio-
film auf dem Graphitmaterial hergestellt werden konnte. Die Bedingungen bei beiden Kultu-
ren in der MBZ näherten sich mit der Zeit an, da sich ebenfalls bei der Suspensionskultur
über die Zeit ein Biofilm auf dem Anodenmaterial (Graphit) im Anodenkompartiment der
Brennstoffzelle gebildet hatte. Die optische Dichte nahm währenddessen im zirkulierendem
Medium bei dem vorgewachsenem Biofilm über die Zeit zu. Bei beiden Kulturarten lagen die
Laktatverbrauchsraten mit 5,83 ± 0,39 mg h-1 (Suspension) bzw. 6,17 mg h-1 (Biofilm) im glei-
chen Bereich wie bei aeroben Suspensionskulturen im Schüttelkolben (6,45 ± 1,95 mg h-1).
Auch die maximale spezifische Wachstumsrate bei der anaeroben Suspensionskultur in der
MBZ war mit µmax = 0,58 h-1 gleich wie bei der aeroben Suspensionskultur im Schüttelkolben.
Hier zeigte die Anode in der Brennstoffzelle somit eine ähnliche Qualität als Elektronenak-
zeptor wie molekularer Sauerstoff.
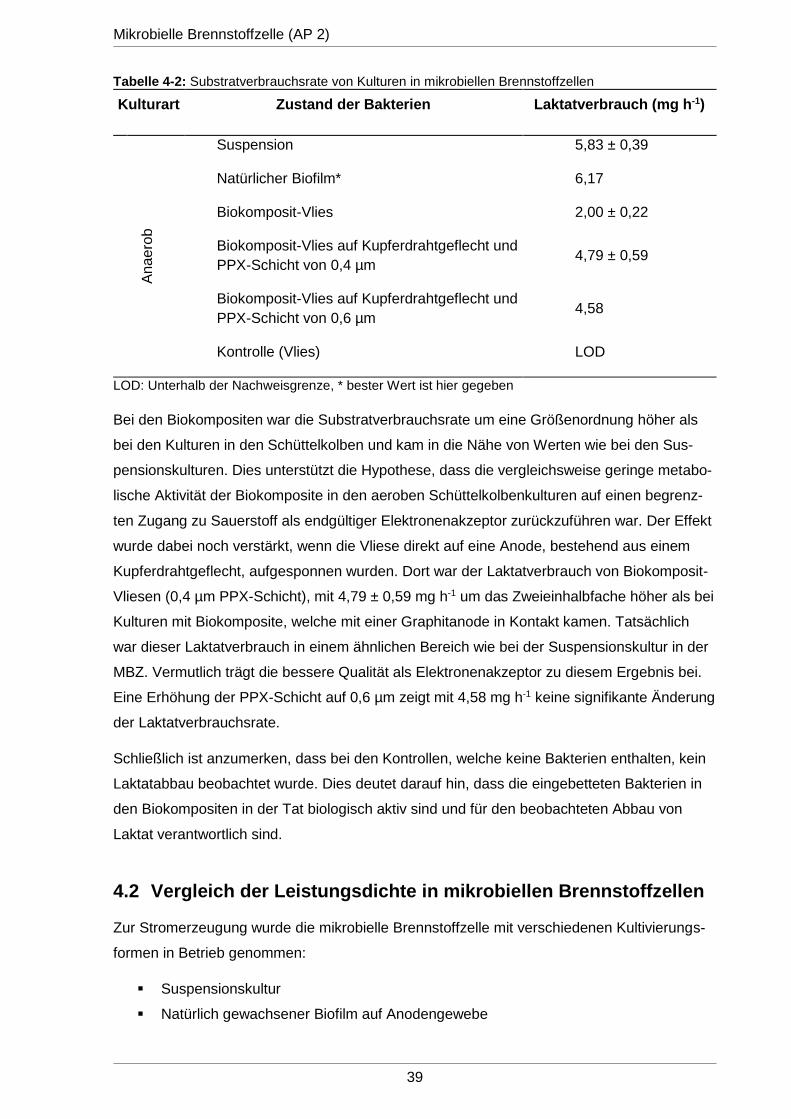
39
Mikrobielle Brennstoffzelle (AP 2)
Tabelle 4-2: Substratverbrauchsrate von Kulturen in mikrobiellen Brennstoffzellen
Kulturart Zustand der Bakterien Laktatverbrauch (mg h-1)
An
ae
rob
Suspension 5,83 ± 0,39
Natürlicher Biofilm* 6,17
Biokomposit-Vlies 2,00 ± 0,22
Biokomposit-Vlies auf Kupferdrahtgeflecht und
PPX-Schicht von 0,4 µm 4,79 ± 0,59
Biokomposit-Vlies auf Kupferdrahtgeflecht und
PPX-Schicht von 0,6 µm 4,58
Kontrolle (Vlies) LOD
LOD: Unterhalb der Nachweisgrenze, * bester Wert ist hier gegeben
Bei den Biokompositen war die Substratverbrauchsrate um eine Größenordnung höher als
bei den Kulturen in den Schüttelkolben und kam in die Nähe von Werten wie bei den Sus-
pensionskulturen. Dies unterstützt die Hypothese, dass die vergleichsweise geringe metabo-
lische Aktivität der Biokomposite in den aeroben Schüttelkolbenkulturen auf einen begrenz-
ten Zugang zu Sauerstoff als endgültiger Elektronenakzeptor zurückzuführen war. Der Effekt
wurde dabei noch verstärkt, wenn die Vliese direkt auf eine Anode, bestehend aus einem
Kupferdrahtgeflecht, aufgesponnen wurden. Dort war der Laktatverbrauch von Biokomposit-
Vliesen (0,4 µm PPX-Schicht), mit 4,79 ± 0,59 mg h-1 um das Zweieinhalbfache höher als bei
Kulturen mit Biokomposite, welche mit einer Graphitanode in Kontakt kamen. Tatsächlich
war dieser Laktatverbrauch in einem ähnlichen Bereich wie bei der Suspensionskultur in der
MBZ. Vermutlich trägt die bessere Qualität als Elektronenakzeptor zu diesem Ergebnis bei.
Eine Erhöhung der PPX-Schicht auf 0,6 µm zeigt mit 4,58 mg h-1 keine signifikante Änderung
der Laktatverbrauchsrate.
Schließlich ist anzumerken, dass bei den Kontrollen, welche keine Bakterien enthalten, kein
Laktatabbau beobachtet wurde. Dies deutet darauf hin, dass die eingebetteten Bakterien in
den Biokompositen in der Tat biologisch aktiv sind und für den beobachteten Abbau von
Laktat verantwortlich sind.
4.2 Vergleich der Leistungsdichte in mikrobiellen Brennstoffzellen
Zur Stromerzeugung wurde die mikrobielle Brennstoffzelle mit verschiedenen Kultivierungs-
formen in Betrieb genommen:
Suspensionskultur
Natürlich gewachsener Biofilm auf Anodengewebe
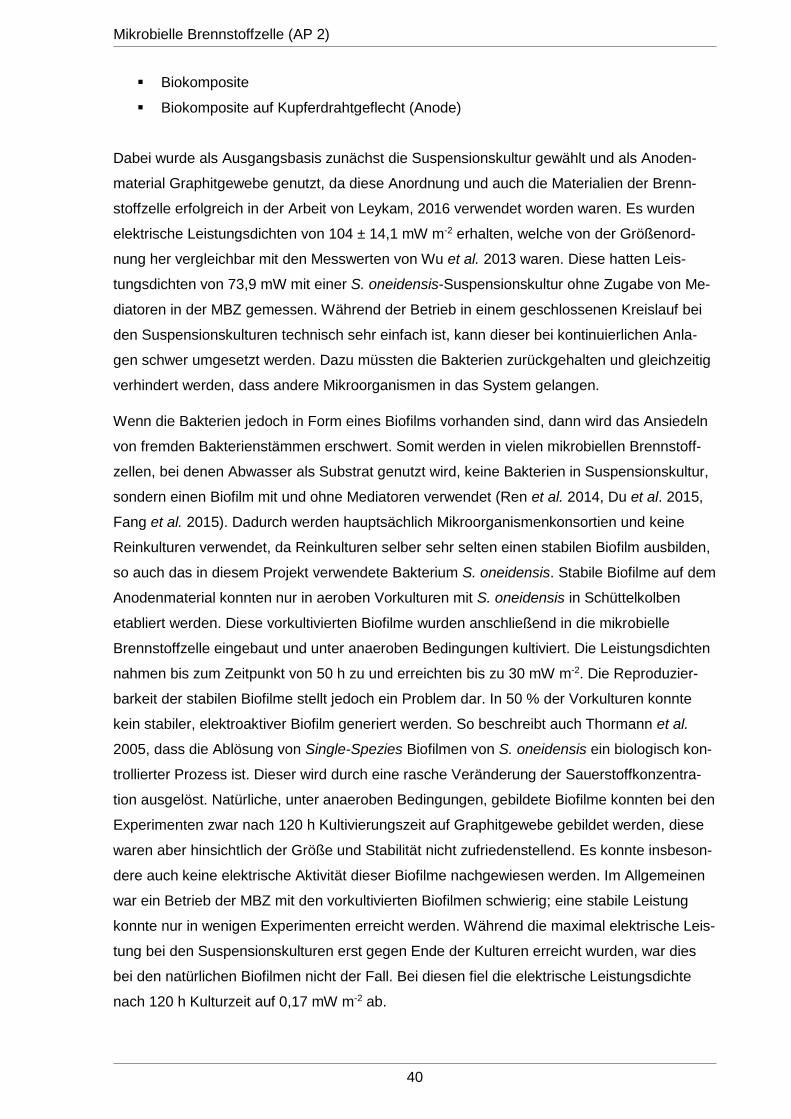
40
Mikrobielle Brennstoffzelle (AP 2)
Biokomposite
Biokomposite auf Kupferdrahtgeflecht (Anode)
Dabei wurde als Ausgangsbasis zunächst die Suspensionskultur gewählt und als Anoden-
material Graphitgewebe genutzt, da diese Anordnung und auch die Materialien der Brenn-
stoffzelle erfolgreich in der Arbeit von Leykam, 2016 verwendet worden waren. Es wurden
elektrische Leistungsdichten von 104 ± 14,1 mW m-2 erhalten, welche von der Größenord-
nung her vergleichbar mit den Messwerten von Wu et al. 2013 waren. Diese hatten Leis-
tungsdichten von 73,9 mW mit einer S. oneidensis-Suspensionskultur ohne Zugabe von Me-
diatoren in der MBZ gemessen. Während der Betrieb in einem geschlossenen Kreislauf bei
den Suspensionskulturen technisch sehr einfach ist, kann dieser bei kontinuierlichen Anla-
gen schwer umgesetzt werden. Dazu müssten die Bakterien zurückgehalten und gleichzeitig
verhindert werden, dass andere Mikroorganismen in das System gelangen.
Wenn die Bakterien jedoch in Form eines Biofilms vorhanden sind, dann wird das Ansiedeln
von fremden Bakterienstämmen erschwert. Somit werden in vielen mikrobiellen Brennstoff-
zellen, bei denen Abwasser als Substrat genutzt wird, keine Bakterien in Suspensionskultur,
sondern einen Biofilm mit und ohne Mediatoren verwendet (Ren et al. 2014, Du et al. 2015,
Fang et al. 2015). Dadurch werden hauptsächlich Mikroorganismenkonsortien und keine
Reinkulturen verwendet, da Reinkulturen selber sehr selten einen stabilen Biofilm ausbilden,
so auch das in diesem Projekt verwendete Bakterium S. oneidensis. Stabile Biofilme auf dem
Anodenmaterial konnten nur in aeroben Vorkulturen mit S. oneidensis in Schüttelkolben
etabliert werden. Diese vorkultivierten Biofilme wurden anschließend in die mikrobielle
Brennstoffzelle eingebaut und unter anaeroben Bedingungen kultiviert. Die Leistungsdichten
nahmen bis zum Zeitpunkt von 50 h zu und erreichten bis zu 30 mW m-2. Die Reproduzier-
barkeit der stabilen Biofilme stellt jedoch ein Problem dar. In 50 % der Vorkulturen konnte
kein stabiler, elektroaktiver Biofilm generiert werden. So beschreibt auch Thormann et al.
2005, dass die Ablösung von Single-Spezies Biofilmen von S. oneidensis ein biologisch kon-
trollierter Prozess ist. Dieser wird durch eine rasche Veränderung der Sauerstoffkonzentra-
tion ausgelöst. Natürliche, unter anaeroben Bedingungen, gebildete Biofilme konnten bei den
Experimenten zwar nach 120 h Kultivierungszeit auf Graphitgewebe gebildet werden, diese
waren aber hinsichtlich der Größe und Stabilität nicht zufriedenstellend. Es konnte insbeson-
dere auch keine elektrische Aktivität dieser Biofilme nachgewiesen werden. Im Allgemeinen
war ein Betrieb der MBZ mit den vorkultivierten Biofilmen schwierig; eine stabile Leistung
konnte nur in wenigen Experimenten erreicht werden. Während die maximal elektrische Leis-
tung bei den Suspensionskulturen erst gegen Ende der Kulturen erreicht wurden, war dies
bei den natürlichen Biofilmen nicht der Fall. Bei diesen fiel die elektrische Leistungsdichte
nach 120 h Kulturzeit auf 0,17 mW m-2 ab.
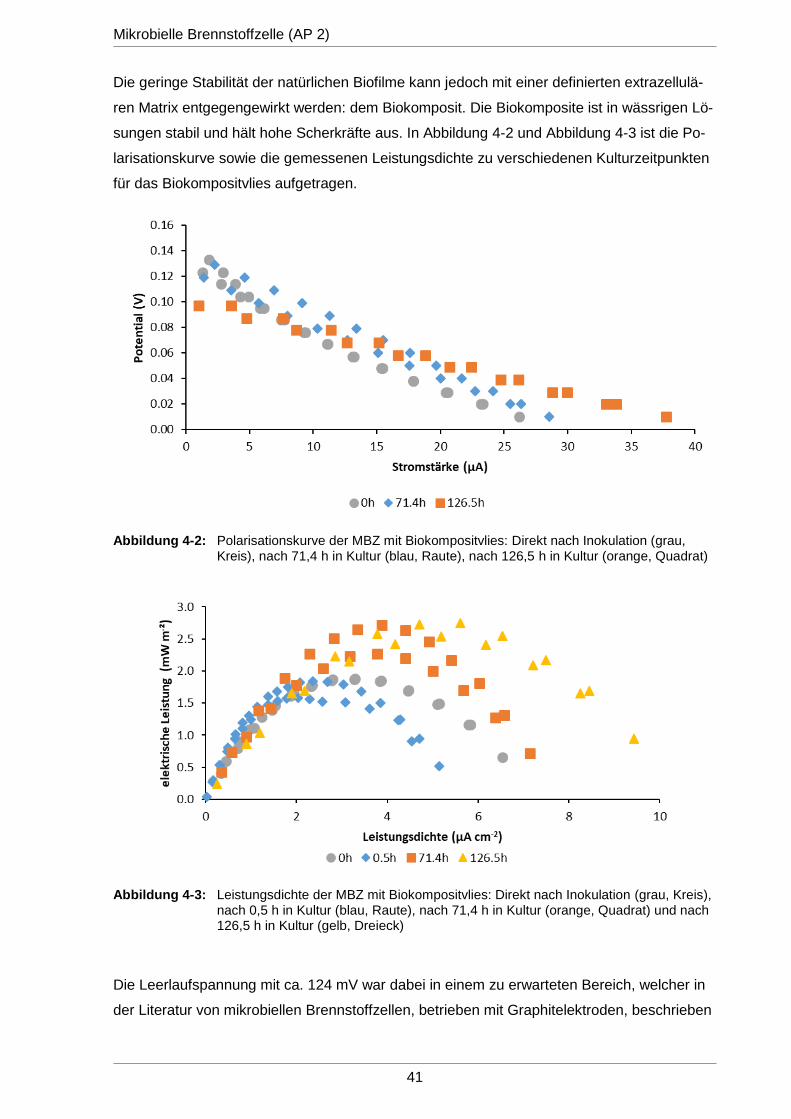
41
Mikrobielle Brennstoffzelle (AP 2)
Die geringe Stabilität der natürlichen Biofilme kann jedoch mit einer definierten extrazellulä-
ren Matrix entgegengewirkt werden: dem Biokomposit. Die Biokomposite ist in wässrigen Lö-
sungen stabil und hält hohe Scherkräfte aus. In Abbildung 4-2 und Abbildung 4-3 ist die Po-
larisationskurve sowie die gemessenen Leistungsdichte zu verschiedenen Kulturzeitpunkten
für das Biokompositvlies aufgetragen.
Abbildung 4-2: Polarisationskurve der MBZ mit Biokompositvlies: Direkt nach Inokulation (grau, Kreis), nach 71,4 h in Kultur (blau, Raute), nach 126,5 h in Kultur (orange, Quadrat)
Abbildung 4-3: Leistungsdichte der MBZ mit Biokompositvlies: Direkt nach Inokulation (grau, Kreis), nach 0,5 h in Kultur (blau, Raute), nach 71,4 h in Kultur (orange, Quadrat) und nach 126,5 h in Kultur (gelb, Dreieck)
Die Leerlaufspannung mit ca. 124 mV war dabei in einem zu erwarteten Bereich, welcher in
der Literatur von mikrobiellen Brennstoffzellen, betrieben mit Graphitelektroden, beschrieben
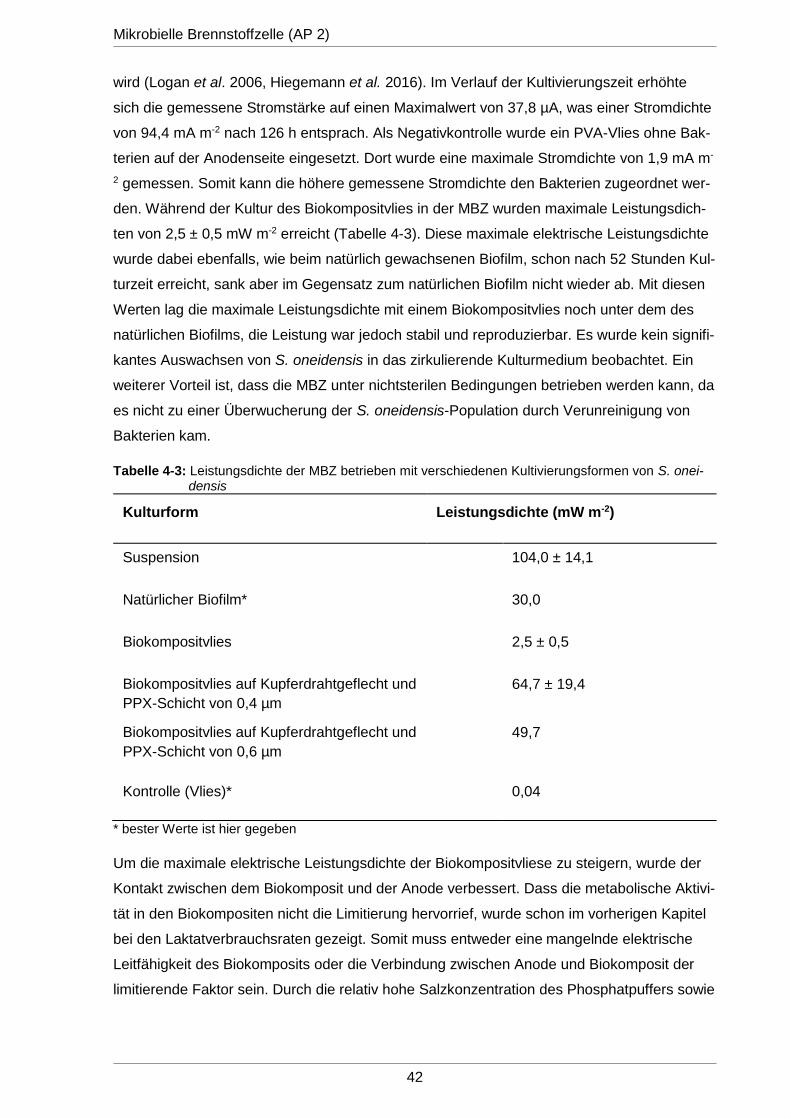
42
Mikrobielle Brennstoffzelle (AP 2)
wird (Logan et al. 2006, Hiegemann et al. 2016). Im Verlauf der Kultivierungszeit erhöhte
sich die gemessene Stromstärke auf einen Maximalwert von 37,8 µA, was einer Stromdichte
von 94,4 mA m-2 nach 126 h entsprach. Als Negativkontrolle wurde ein PVA-Vlies ohne Bak-
terien auf der Anodenseite eingesetzt. Dort wurde eine maximale Stromdichte von 1,9 mA m-
2 gemessen. Somit kann die höhere gemessene Stromdichte den Bakterien zugeordnet wer-
den. Während der Kultur des Biokompositvlies in der MBZ wurden maximale Leistungsdich-
ten von 2,5 ± 0,5 mW m-2 erreicht (Tabelle 4-3). Diese maximale elektrische Leistungsdichte
wurde dabei ebenfalls, wie beim natürlich gewachsenen Biofilm, schon nach 52 Stunden Kul-
turzeit erreicht, sank aber im Gegensatz zum natürlichen Biofilm nicht wieder ab. Mit diesen
Werten lag die maximale Leistungsdichte mit einem Biokompositvlies noch unter dem des
natürlichen Biofilms, die Leistung war jedoch stabil und reproduzierbar. Es wurde kein signifi-
kantes Auswachsen von S. oneidensis in das zirkulierende Kulturmedium beobachtet. Ein
weiterer Vorteil ist, dass die MBZ unter nichtsterilen Bedingungen betrieben werden kann, da
es nicht zu einer Überwucherung der S. oneidensis-Population durch Verunreinigung von
Bakterien kam.
Tabelle 4-3: Leistungsdichte der MBZ betrieben mit verschiedenen Kultivierungsformen von S. onei-densis
Kulturform Leistungsdichte (mW m-2)
Suspension 104,0 ± 14,1
Natürlicher Biofilm* 30,0
Biokompositvlies 2,5 ± 0,5
Biokompositvlies auf Kupferdrahtgeflecht und
PPX-Schicht von 0,4 µm
64,7 ± 19,4
Biokompositvlies auf Kupferdrahtgeflecht und
PPX-Schicht von 0,6 µm
49,7
Kontrolle (Vlies)* 0,04
* bester Werte ist hier gegeben
Um die maximale elektrische Leistungsdichte der Biokompositvliese zu steigern, wurde der
Kontakt zwischen dem Biokomposit und der Anode verbessert. Dass die metabolische Aktivi-
tät in den Biokompositen nicht die Limitierung hervorrief, wurde schon im vorherigen Kapitel
bei den Laktatverbrauchsraten gezeigt. Somit muss entweder eine mangelnde elektrische
Leitfähigkeit des Biokomposits oder die Verbindung zwischen Anode und Biokomposit der
limitierende Faktor sein. Durch die relativ hohe Salzkonzentration des Phosphatpuffers sowie
43
Mikrobielle Brennstoffzelle (AP 2)
der anzunehmenden Anwesenheit von durch die Bakterien gebildeten extrazellulären Media-
toren wie Flavin-Adenin-Dinukleotide oder Flavinmononukleotide (Von Canstein et al. 2008;
Kotloski und Gralnick, 2013) in den Biokompositen, kann eine zu geringe Leitfähigkeit in den
Biokompositen ausgeschlossen werden. Somit müsste die elektrische Übertragung zwischen
dem Biokomposit und der Anode der limitierende Faktor sein. Um die Leitfähigkeit zwischen
Biokomposit und Anode zu erhöhen, wurde das Biokompositvlies direkt auf ein Kupferdraht-
geflecht als Anode aufgesponnen. Kupferionen gelten allgemein als Zellgift (Thurman et al.
1989), jedoch ist davon auszugehen, dass bei unserem Ansatz die Mikroorganismen durch
die Biokomposite vor den Ionen geschützt werden. Dies zeigte auch die metabolische Aktivi-
tät der Mikroorganismen in dem Biokomposit, die kein Anzeichen dafür gibt, dass die Kupfe-
rionen einen negativen Einfluss hatten. Als die MBZ mit einem verbesserten, künstlichen Bio-
komposit betrieben wurde, erhöhte sich die maximale Leistungsdichte auf 64,7 ± 19,4 mW m-
2. Die Leistung war somit doppelt so hoch wie die des natürlichen Biofilms. Darüber hinaus
wurde im Vergleich zum natürlichen Biofilm die maximale Leistungsdichte nach 24 h statt
50 h erreicht und blieb danach konstant. Der elektrische Leistungsunterschied zwischen dem
Standard- und dem kupferbasierten künstlichen Biofilm war in Bezug auf die Strom- / Leis-
tungsdichte noch stärker ausgeprägt als in Bezug auf die oben diskutierten Laktatver-
brauchsexperimente. Somit kann die bessere Qualität als Elektronenakzeptor des Kupferlei-
ters zum besseren Transport der Elektronen zwischen Biokomposite und Anode beitragen.
Aber auch eine Reduktion der PPX-Schicht bei den Biokompositen kann zu einer Verbesse-
rung der Leitfähigkeit beitragen. So besitzen die Biokomposite mit einer PPX-Schicht von
0,6 µm, ebenfalls aufgesponnen auf dem Kupferdrahtgeflecht, eine verringerte Leistungs-
dichte von 49,7 mW m-2. Diese ist jedoch immer noch im Bereich des unteren Schwellenwer-
tes der Biokomposite mit der dünneren PPX-Schicht von 0,4 µm.
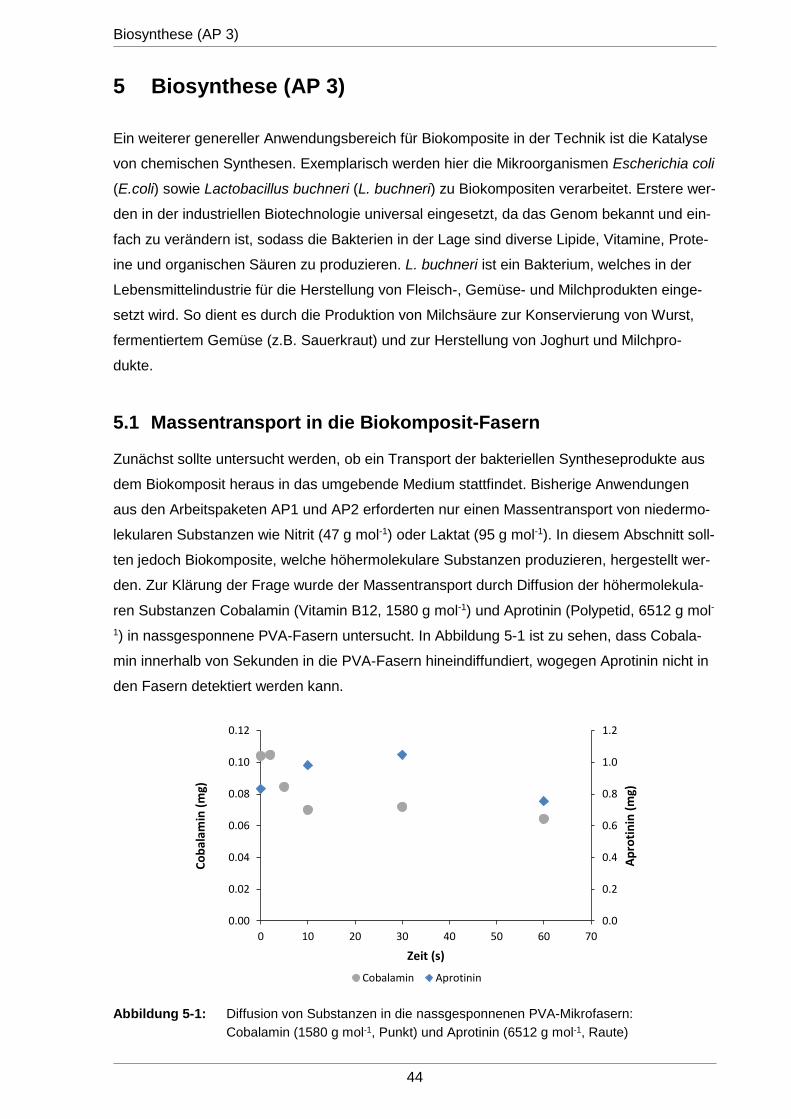
44
Biosynthese (AP 3)
5 Biosynthese (AP 3)
Ein weiterer genereller Anwendungsbereich für Biokomposite in der Technik ist die Katalyse
von chemischen Synthesen. Exemplarisch werden hier die Mikroorganismen Escherichia coli
(E.coli) sowie Lactobacillus buchneri (L. buchneri) zu Biokompositen verarbeitet. Erstere wer-
den in der industriellen Biotechnologie universal eingesetzt, da das Genom bekannt und ein-
fach zu verändern ist, sodass die Bakterien in der Lage sind diverse Lipide, Vitamine, Prote-
ine und organischen Säuren zu produzieren. L. buchneri ist ein Bakterium, welches in der
Lebensmittelindustrie für die Herstellung von Fleisch-, Gemüse- und Milchprodukten einge-
setzt wird. So dient es durch die Produktion von Milchsäure zur Konservierung von Wurst,
fermentiertem Gemüse (z.B. Sauerkraut) und zur Herstellung von Joghurt und Milchpro-
dukte.
5.1 Massentransport in die Biokomposit-Fasern
Zunächst sollte untersucht werden, ob ein Transport der bakteriellen Syntheseprodukte aus
dem Biokomposit heraus in das umgebende Medium stattfindet. Bisherige Anwendungen
aus den Arbeitspaketen AP1 und AP2 erforderten nur einen Massentransport von niedermo-
lekularen Substanzen wie Nitrit (47 g mol-1) oder Laktat (95 g mol-1). In diesem Abschnitt soll-
ten jedoch Biokomposite, welche höhermolekulare Substanzen produzieren, hergestellt wer-
den. Zur Klärung der Frage wurde der Massentransport durch Diffusion der höhermolekula-
ren Substanzen Cobalamin (Vitamin B12, 1580 g mol-1) und Aprotinin (Polypetid, 6512 g mol-
1) in nassgesponnene PVA-Fasern untersucht. In Abbildung 5-1 ist zu sehen, dass Cobala-
min innerhalb von Sekunden in die PVA-Fasern hineindiffundiert, wogegen Aprotinin nicht in
den Fasern detektiert werden kann.
Abbildung 5-1: Diffusion von Substanzen in die nassgesponnenen PVA-Mikrofasern:
Cobalamin (1580 g mol-1, Punkt) und Aprotinin (6512 g mol-1, Raute)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0 10 20 30 40 50 60 70
Ap
roti
nin
(m
g)
Co
bal
amin
(m
g)
Zeit (s)
Cobalamin Aprotinin
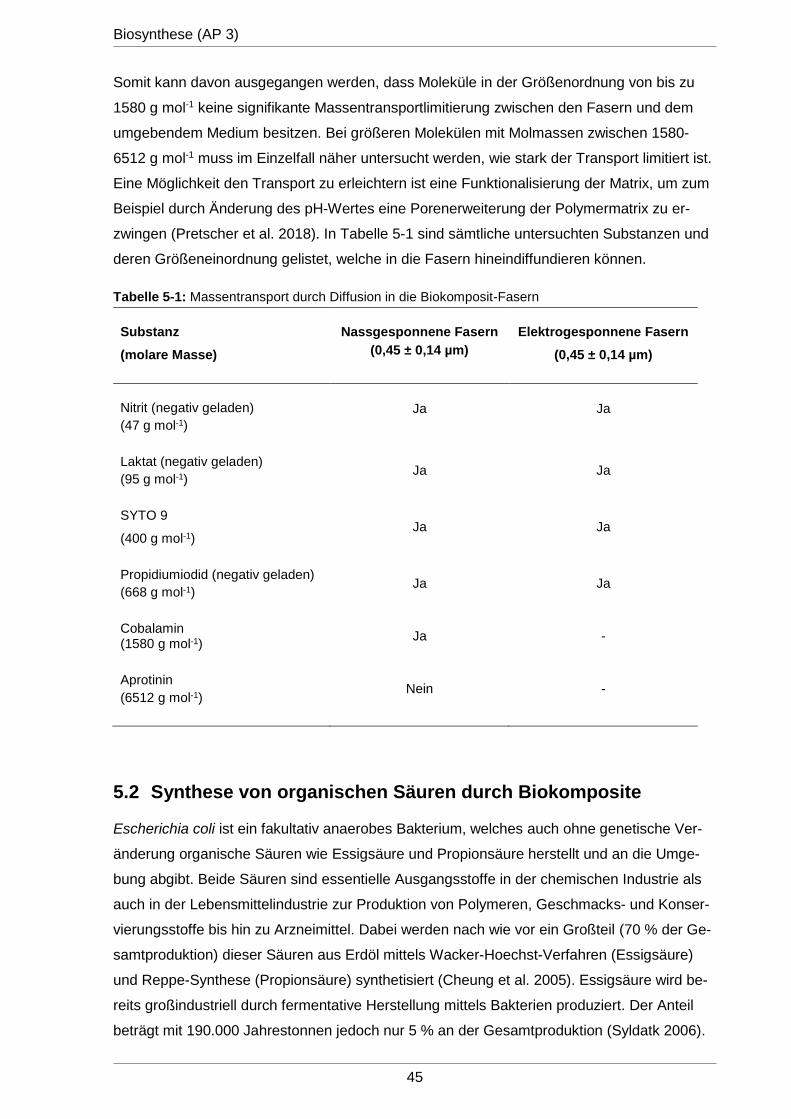
45
Biosynthese (AP 3)
Somit kann davon ausgegangen werden, dass Moleküle in der Größenordnung von bis zu
1580 g mol-1 keine signifikante Massentransportlimitierung zwischen den Fasern und dem
umgebendem Medium besitzen. Bei größeren Molekülen mit Molmassen zwischen 1580-
6512 g mol-1 muss im Einzelfall näher untersucht werden, wie stark der Transport limitiert ist.
Eine Möglichkeit den Transport zu erleichtern ist eine Funktionalisierung der Matrix, um zum
Beispiel durch Änderung des pH-Wertes eine Porenerweiterung der Polymermatrix zu er-
zwingen (Pretscher et al. 2018). In Tabelle 5-1 sind sämtliche untersuchten Substanzen und
deren Größeneinordnung gelistet, welche in die Fasern hineindiffundieren können.
Tabelle 5-1: Massentransport durch Diffusion in die Biokomposit-Fasern
Substanz
(molare Masse)
Nassgesponnene Fasern
(0,45 ± 0,14 µm)
Elektrogesponnene Fasern
(0,45 ± 0,14 µm)
Nitrit (negativ geladen)
(47 g mol-1)
Ja Ja
Laktat (negativ geladen)
(95 g mol-1) Ja Ja
SYTO 9
(400 g mol-1) Ja Ja
Propidiumiodid (negativ geladen)
(668 g mol-1) Ja Ja
Cobalamin (1580 g mol-1)
Ja -
Aprotinin
(6512 g mol-1) Nein -
5.2 Synthese von organischen Säuren durch Biokomposite
Escherichia coli ist ein fakultativ anaerobes Bakterium, welches auch ohne genetische Ver-
änderung organische Säuren wie Essigsäure und Propionsäure herstellt und an die Umge-
bung abgibt. Beide Säuren sind essentielle Ausgangsstoffe in der chemischen Industrie als
auch in der Lebensmittelindustrie zur Produktion von Polymeren, Geschmacks- und Konser-
vierungsstoffe bis hin zu Arzneimittel. Dabei werden nach wie vor ein Großteil (70 % der Ge-
samtproduktion) dieser Säuren aus Erdöl mittels Wacker-Hoechst-Verfahren (Essigsäure)
und Reppe-Synthese (Propionsäure) synthetisiert (Cheung et al. 2005). Essigsäure wird be-
reits großindustriell durch fermentative Herstellung mittels Bakterien produziert. Der Anteil
beträgt mit 190.000 Jahrestonnen jedoch nur 5 % an der Gesamtproduktion (Syldatk 2006).
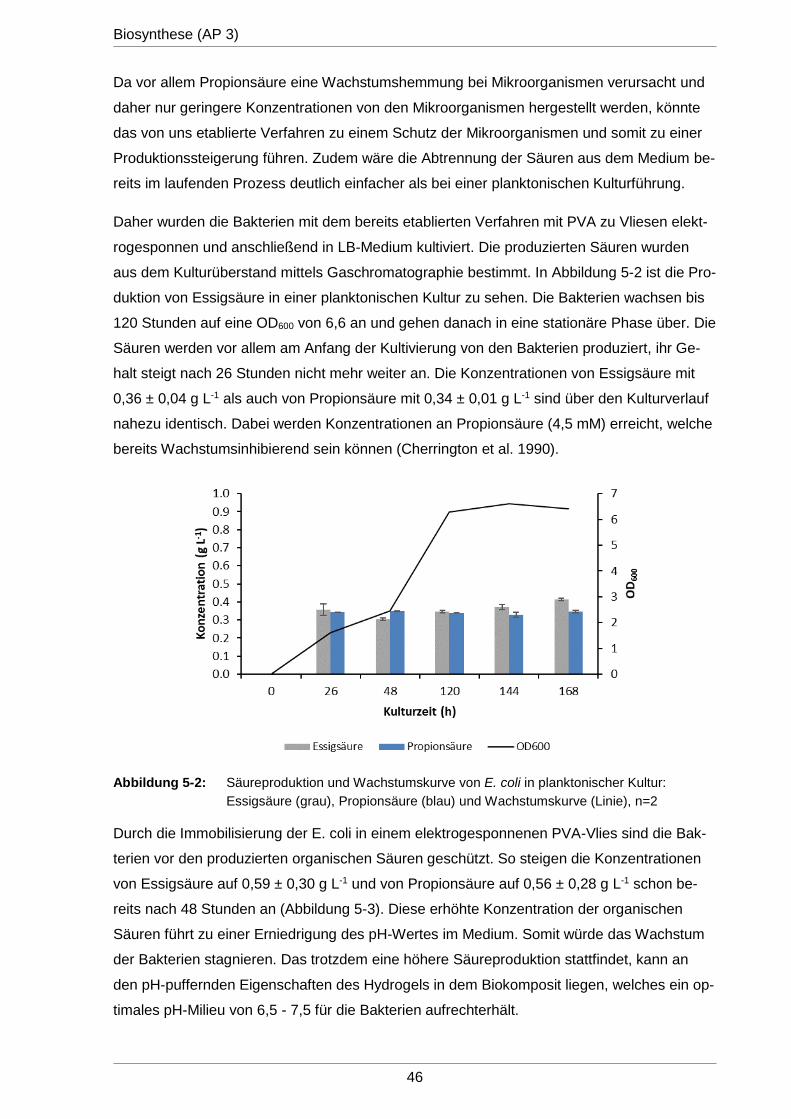
46
Biosynthese (AP 3)
Da vor allem Propionsäure eine Wachstumshemmung bei Mikroorganismen verursacht und
daher nur geringere Konzentrationen von den Mikroorganismen hergestellt werden, könnte
das von uns etablierte Verfahren zu einem Schutz der Mikroorganismen und somit zu einer
Produktionssteigerung führen. Zudem wäre die Abtrennung der Säuren aus dem Medium be-
reits im laufenden Prozess deutlich einfacher als bei einer planktonischen Kulturführung.
Daher wurden die Bakterien mit dem bereits etablierten Verfahren mit PVA zu Vliesen elekt-
rogesponnen und anschließend in LB-Medium kultiviert. Die produzierten Säuren wurden
aus dem Kulturüberstand mittels Gaschromatographie bestimmt. In Abbildung 5-2 ist die Pro-
duktion von Essigsäure in einer planktonischen Kultur zu sehen. Die Bakterien wachsen bis
120 Stunden auf eine OD600 von 6,6 an und gehen danach in eine stationäre Phase über. Die
Säuren werden vor allem am Anfang der Kultivierung von den Bakterien produziert, ihr Ge-
halt steigt nach 26 Stunden nicht mehr weiter an. Die Konzentrationen von Essigsäure mit
0,36 ± 0,04 g L-1 als auch von Propionsäure mit 0,34 ± 0,01 g L-1 sind über den Kulturverlauf
nahezu identisch. Dabei werden Konzentrationen an Propionsäure (4,5 mM) erreicht, welche
bereits Wachstumsinhibierend sein können (Cherrington et al. 1990).
Abbildung 5-2: Säureproduktion und Wachstumskurve von E. coli in planktonischer Kultur:
Essigsäure (grau), Propionsäure (blau) und Wachstumskurve (Linie), n=2
Durch die Immobilisierung der E. coli in einem elektrogesponnenen PVA-Vlies sind die Bak-
terien vor den produzierten organischen Säuren geschützt. So steigen die Konzentrationen
von Essigsäure auf 0,59 ± 0,30 g L-1 und von Propionsäure auf 0,56 ± 0,28 g L-1 schon be-
reits nach 48 Stunden an (Abbildung 5-3). Diese erhöhte Konzentration der organischen
Säuren führt zu einer Erniedrigung des pH-Wertes im Medium. Somit würde das Wachstum
der Bakterien stagnieren. Das trotzdem eine höhere Säureproduktion stattfindet, kann an
den pH-puffernden Eigenschaften des Hydrogels in dem Biokomposit liegen, welches ein op-
timales pH-Milieu von 6,5 - 7,5 für die Bakterien aufrechterhält.
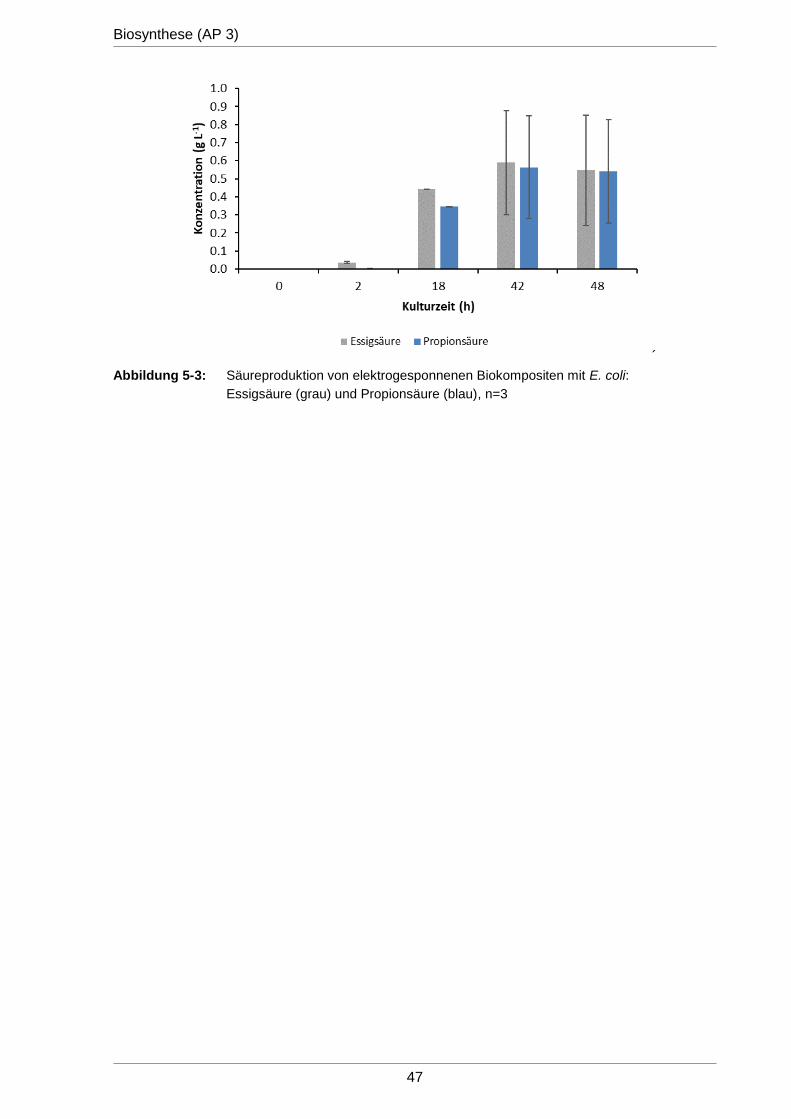
47
Biosynthese (AP 3)
´
Abbildung 5-3: Säureproduktion von elektrogesponnenen Biokompositen mit E. coli:
Essigsäure (grau) und Propionsäure (blau), n=3
48
Zusammenfassung
6 Zusammenfassung
Im Bereich der Immobilisierung von Bakterien konnten neue Systeme zur Herstellung biolo-
gisch aktiver Biokomposite etabliert werden. Es wurden in Wasser stabile Fasersysteme mit-
tels Nassspinnen und Elektrospinnen hergestellt, die eine große Menge von Bakterien bein-
halten. Damit organische Lösungsmittel in den Prozessen verwendet werden konnten, wur-
den die Bakterien zuvor verkapselt. Die Herstellung großer Mengen der verkapselten Bakte-
rien erfolgte durch die Etablierung eines Sprühtrocknungsprozesses. Lebende Bakterien
wurden nach dem Sprühtrocknungsprozess in den Hohlkapseln nachgewiesen. Die lebenden
wasserlöslichen Bakterien-Hohlkapseln konnten ebenfalls erfolgreich zu wasserstabilen Po-
lymerfaservliesen verarbeitet werden.
Im Bereich der Umweltbiotechnologie konnte gezeigt werden, dass Mikroorganismen wie Nit-
robacter winogradskyi eingebettet in Mikrofasern in der Lage sind, hohe Nitritkonzentrationen
von 8 g L-1 in wässrigen Medien innerhalb von 48 Stunden abzubauen. Im Gegensatz zu
freien Mikroorganismen sind die Bakterien in den Biokompositen vor harschen Umweltein-
flüssen geschützt und geringe Wachstumsraten stellen ebenfalls keine Limitierung für den
Einsatz mehr dar. Diese neue Technologie könnte eine wichtige Rolle in der zukünftigen
Thematik der Denitrifikation von Grundwasser spielen.
Im Bereich der Energietechnik können die Biokompositen zu einer wesentlichen Steigerung
der elektrischen Leistung in mikrobiellen Brennstoffzellen beitragen. Der Einsatz von Bio-
kompositen mit dem Mikroorganismus Shewanella oneidensis führte im Vergleich zum natür-
lich gebildeten Biofilm zu einer Verdoppelung der elektrischen Leistungsdichte und erreichte
somit die Größenordnung von Suspensionskulturen. Gleichzeitig sind die Biokompositen im
Gegenzug zum natürlichen Biofilm in der Anwendung, Reproduzierbarkeit und Stabilität deut-
lich im Vorteil. Daher können artifizielle Biokomposite dazu beitragen, wichtige Aspekte wie
Design, Scale-up und Monosepsis in mikrobiellen Brennstoffzellen zu lösen.
Im Bereich der chemischen Synthese konnte erfolgreich gezeigt werden, dass die Bakterien
durch die Einbettung in das PVA-Hydrogel vor äußeren Einflüssen wie einem pH-Shift ge-
schützt sind. Dadurch sind sie in der Lage beispielsweise wachstumshemmende organische
Säuren wie Propionsäure in mehr als doppelt so hohen Konzentrationen zu produzieren als
zum Vergleich in planktonischer Kultur. Diese Technologie kann auch auf Produktionspro-
zesse übertragen werden, bei denen eine Produktinhibierung vorhanden ist.
49
Veröffentlichungen
7 Veröffentlichungen
Die Ergebnisse, welche im Rahmen des Projektes erarbeitet worden sind, wurden der brei-
ten Öffentlichkeit und wissenschaftlichem Fachpublikum mittels Vorträge und Poster auf Se-
minare und Kongressen, Fachzeitschriften als auch mittels Kurzfilme/Reportagen und Inter-
netpräsenz präsentiert.
Fachzeitschriften:
Freitag R, Kaiser P, Reich S, Greiner A: Maßgeschneiderte Biofilme für die Biotechnologie,
Laborpraxis, Juni 2016, Vogel Business Media Verlag, 2016
Freitag R, Kaiser P, Reich S, Agarwal S and Greiner A: Künstliche Biofilme für die ressour-
censchonende Biotechnologie, Galvanotechnik, 1/2017, Eugen G. Leuze Verlag, 2017
Kaiser P, Reich S, Leykam D, Willert-Porada M, Greiner A and Freitag R: Electrogenic Sin-
gle-Species Biocomposites as Anodes for Microbial Fuel Cells, Macromol. Biosci. 17(7),
2017
Kaiser P, Reich S, Leykam D, Willert-Porada M, Agarwal S, Greiner A, Freitag R, DWV-Mit-
teilungen; Seite 27; Nr. 3/17; Jahrgang 21; 2017
Reich S, Kaiser P, Schmalz H, Rhinow D, Freitag R and Greiner A: Polymer/Bacteria Capsules
Spray Dried at High Temperatures, eingereicht bei Macromol. Biosci., 2018
Kaiser P, Reich S, Greiner A and Freitag R: Preparation of biocomposite microfibers ready
for processing into biologically active textile fabrics for bioremediation, Macromol Biosci.,
Jun 12:e1800046, 2018
Konferenzbeiträge:
Kaiser P, Reich S, Jérôme V, Freitag R, Greiner A: Herstellung biomimetischer Polymer-Bak-
terien-Kompositen zum Einsatz in der mikrobiellen Brennstoffzelle, 3. Workshop Bioelektro-
technologie, UFZ Leipzig, November 2015
Kaiser P, Reich S, Freitag R, Greiner A: Biofilme für die Prozessintensivierung, Kick-Off
Meeting und Fachtagung, Projektverbund Ressourcenschonende Biotechnologie in Bayern-
BayBiotech, Erlangen, Februar 2016
Kaiser P, Reich S, Freitag R, Greiner A: Biofilme für die Prozessintensivierung, Zwischenbi-
lanz und Fachtagung, Projektverbund Ressourcenschonende Biotechnologie in Bayern-
BayBiotech, Erlangen, März 2017
Kaiser P, Reich S, Freitag R, Greiner A: Einsatz bioelektrochemischer Methoden in der de-
zentralen Energieversorgung, TAO Graduiertenkolleg Seminar, Thurnau, Juli 2016
Kaiser P, Reich S, Jérôme V, Freitag R, Greiner A: Herstellung biomimetischer Polymer-Bak-
terien-Komposite zum Einsatz in der mikrobiellen Brennstoffzelle, ProcessNet-Jahresta-
gung und 32. DECHEMA Jahrestagung der Biotechnologen, Aachen, September 2016
50
Veröffentlichungen
Kaiser P, Reich S, Freitag R, Greiner A: Biofilme für die Prozessintensivierung, Doktoranden-
Symposium, Projektverbund Ressourcenschonende Biotechnologie in Bayern- BayBiotech,
TU München, Oktober 2016
Kaiser P, Reich S, Jérôme V, Freitag R, Greiner A: Herstellung biomimetischer Polymer-Bak-
terien-Kompositen zum Einsatz in der mikrobiellen Brennstoffzelle, 4. Workshop Bioelektro-
technologie, BRICS Braunschweig, November 2016
Kaiser P, Reich S, Freitag R, Greiner A: Einsatz bioelektrochemischer Methoden in der de-
zentralen Energieversorgung, TAO Graduiertenkolleg Seminar, HS Hof, Dezember 2016
Reich S, Kaiser P, Freitag R, Greiner A: Electrogenic Single-Species Biocomposites of
nonwoven as Anodes for Microbial Fuel Cells, ElectrospinCY_2017, Nikosia, Zypern 2017
Kurzfilme/Reportage:
Biofilme für die Prozessintensivierung, Youtube, https://www.youtube.com/watch?v=_
OYnFJ4-Z5o, Veröffentlicht am 17. März 2017
Chemiefabrik der Zukunft, HYPERRAUM.TV, mce mediacomeurope GmbH, www.hyper-
raum.tv/2018/01/14/chemiefabrik-der-zukunft/, Veröffentlicht am 14. Januar 2018
Artikel im Internet:
Künstliche Biofilme für ressourcenschonende Biotechnologie, MaterialsgateNEWS, Ko-
netschny C, https://www.materialsgate.de/de/mnews/76409/K%C3%BCnstliche+Bio-
filme+f%C3%BCr+ressourcenschonende+Biotechnologie.html, Erstellt am 09. Februar
2016
Maßgeschneiderte Biofilme für die Industrie, Bioökonomie.de, https://biooekonomie.de/nach-
richten/massgeschneiderte-biofilme-fuer-die-industrie, Erstellt am 08. Februar 2016
Besser als die Natur: Künstlicher Biofilm aus Bayreuth steigert die Stromproduktion mikrobi-
eller Brennstoffzellen, Pressemitteilung Universität Bayreuth, Wißler C, Nr. 034/2017
Stromproduktion mikrobieller Brennstoffzellen verbessert, smarterworld.de, Lang H,
http://www.smarterworld.de/smart-power/brennstoffzellen/artikel/140613/, Erstellt am 10.
April 2017
Matrix aus der Retorte, Scilogs Spektrum.de, Päch S, www.scilogs.spektrum.de/hyper-
raumtv/matrix-aus-der-retorte/, Erstellt am 24. Februar 2018
Studentische Abschlussarbeiten:
51
Vernetzung
Sommer, Christoph: Herstellung eines verwobenen Biokomposits, Bachelorarbeit, Lehrstuhl
Bioprozesstechnik, Universität Bayreuth, 2017
Dissertationen:
Kaiser, Patrick: Prozessintensivierung in der Biotechnologie durch Integration der biologi-
schen Komponente in einer angepassten Polymermatrix, Wissenschaftliche Schriftenreihe
Bioprozesstechnik Band 6, Verlag Dr. Köster, Berlin, 2018
Reich, Steffen: Herstellung, Charakterisierung und Anwendungen von funktionalen Poly-
mer/Bakterien Vliesstoff-Kompositen, eingereicht (2018)
8 Vernetzung
Im Rahmen des Projektes kam es zu Kooperationen mit dem Lehrstuhl Werkstoffverarbei-
tung der Universität Bayreuth im Bereich der MBZ als auch dem Fraunhofer Anwendungs-
zentrum für textile Faserkeramiken in Münchberg. Das Fraunhofer Anwendungszentrum
stellte aus den nassgesponnenen Fasern mittels einer Rundstrickmaschine die textilen Ge-
webe her (siehe S. 25). Herr Steffen Reich arbeitete für zwei Wochen an der Technion Uni-
versität, Haifa, Israel.
9 Industriebeteiligung
Erste konkrete Anfragen zur technischen Nutzung liegen seitens der IWS Innovations- und
Wissensstrategie GmbH und der Stadt Bielefeld (Umweltamt) vor. Die Erkenntnisse aus die-
sem Projekt werden in Form eines ZIM-Projekts nun für die Entwicklung eines Filtrations-
Prototyps im Umweltbereich genutzt.
52
Inhaltsverzeichnis
10 Literaturverzeichnis
Abwasserverordnung in der Fassung der Bekanntmachung vom 17. Juni 2004 (BGBl. I S.
1108, 2625), die zuletzt durch Artikel 121 des Gesetzes vom 29. März 2017 (BGBl. I S.
626) geändert worden ist, Bundesministerium der Justiz und Verbraucherschutz, Zuletzt
geändert durch Art. 121 G v. 29.3.2017 I 626, 2017
Baudler A, Schmidt I, Langner M, Greiner A, Schröder U, Energy Environ. Sci., 8(7): 2048-
2055, 2015
Cabeen MT, Jacobs-Wagner C, Nature reviews. Microbiology, 3: 601, 2005
Chen S, Yang F, Li C, Zheng S, Zhang H, Li M, Yao H, Zhao F, Hou H, J. Mater. Chem. B, 3:
4641-4646, 2015
Cherrington CA., Hinton M, Chopra I, Journal of Applied Bacteriology, 68: 69-74, 1990
Davies DG, Parsek MR, Pearson JP, Iglewski BH, Costerton JW &Greenberg EP, Science,
280: 295–298, 1998
Dunne WM, Clin Microbiol Rev, 15: 155–166, 2002
Fang Z, Song HL, Cang N, Li XN, Biosensors and Bioelectronics, 68: 135-141, 2015
Gensheimer, M, Brandis-Heep A, Agarwal S, Thauer RK, Greiner A, Macromol. Biosci. 11:
333-337, 2011
Gorham WF, J. Polym. Sci. A, 4: 3027–3039, 1966
Hiegemann H, Lübken M, Schulte P, Schmelz KG, Gredigk-Hoffmann S, Wichern M, Korres-
pondenz Abwasser, Abfall, 63(8), 2016
Hosea Cheung, Robin S. Tanke, G. Paul Torrence: Acetic Acid. In: Ullmann’s Encyclopedia of
Industrial Chemistry, Wiley-VCH, Weinheim 2005, S. 1, doi:10.1002/14356007.a01_045
Hudman DA, Sargentini NJ, SpringerPlus, 2(1): 55, 2013
Kaiser P, Reich S, Leykam D, Willert-Porada M, Greiner A, Freitag R, Macromol. Biosci.,
17(7):1600442, 2017
Kim HJ, Park HS, Hyun MS, Chang IS, Kim M, Kim BH, Enzyme and Microbial Technology,
30: 145–152, 2002
Kim JR, Min B, Logan BE, Appl. Microbiol. Biotechnol., 68: 23–30, 2005
Knierim, C, Enzeroth M, Kaiser P, Dams C, Nette D, Seubert A, Klingl A, Greenblatt CL,
Jérôme V, Agarwal S, Freitag R, Greiner A, Macromol. Biosci. 15(8):1052-1059, 2015
Kotloski NJ und Gralnick JA, MBio. 4(1):553-12, 2013
53
Inhaltsverzeichnis
Laue W, Thiemann M, Scheibler E, Wiegand KW, Nitrates and Nitrites, Ullmann's Encyclope-
dia of Industrial Chemistry, 2000
Li XZ, Hauer B, Rosche B, Appl. Microbiol. Biotechnol., 76: 1255-1262, 2007
Logan BE, Hamelers B, Rozendal R, Schröder U, Keller J, Freguia S, Aelterman P, Ver-
straete W, Rabaey K, Environ. Sci. Technol., 40(17): 5181-5192, 2006
Luo S, Guo W, Nealson KH, Feng X, He Z, Sci Rep., 6: 20941, 2016
Nakajima A, Yasuda M, Yokoyama H, Ohjy-Nishiguchi H, Kamada H, World Journal of Micro-
biology and Biotechnology, 17(4): 343-347, 2001
Palomino JC, Martin A, Camacho M, Guerra H, Swings J, Portaels F, Antimicrob. Agents
Chemother., 46(8): 2720-2722, 2002
Pretscher M, Pineda-Contreras BA, Kaiser P, Reich S, Schöbel J, Kuttner C, Freitag R, Fery
A, Schmalz H, Agarwal S, Biomacromolecules, 19(8): 3224-3232, 2018
Ren L, Ahn A, Logan BE, Environ. Sci. Technol., 48(7): 4199–4206, 2014
Ringeisen BR, Henderson E, Wu PK, Pietron J, Ray R, Little B, Biffinger JC, Jones-Meehan
JM, Environ.Sci.Technol., 40(8): 2629-2634, 2006
Sakuragi Y, Kolter R, J Bacteriol 189: 5383–5386, 2007
Schlegel HG and Zaborosch C: Allgemeine Mikrobiologie, 7. Auflage, Thieme Verlag, Stutt-
gart/ New York, ISBN 3-13-444607-3, 1992
Schwarzl FR: Polymermechanik, Struktur und mechanisches Verhalten von Polymeren,
Springer-Verlag Berlin Heidelberg, ISBN 978-3-540-51965-2, 1990
Syldatk C: Organische Säuren. Essigsäure (Acetat). In: Garabed Antranikian: Angewandte
Mikrobiologie. Springer, Berlin und Heidelberg, ISBN 3-540-24083-7, S. 344–347, 2006
Taneja NK, Tyagi JS, J. Antimicrob. Chemother. 60: 288-293, 2007
Tang YJ, Meadows AL, Keasling JD, Biotechnol. Bioeng., 96: 125–133, 2007
Thormann KM, Saville RM, Shukla S, Spormann AM, J. Bacteriol. 187(3): 1014-1021, 2005
Thurman RB, Gerba CP, Bitton G, Critical Reviews in Environmental Control, 18(4): 295-315,
1989
Von Canstein H, Ogawa J, Shimizu S und Lloyd JR, Appl Environ Microbiol. 74(3): 615–623,
2008
Wu D, Xing D, Lu L, Wie M, Liu B, Ren N, Bioresource Technology, 135 : 630-634, 2013