Embed Size (px)
Citation preview

1
- 1 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Die Zukunft der Produktion - schlank und energieeffizient
Prof. Dr.-Ing. Holger Brüggemann
29. September 2009
- 2 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Prof. Dr.-Ing. Holger Brüggemann
Experte für Produktionsoptimierung
Vorstellung
Werdegang:Führungskraft bei der Robert Bosch GmbH in den Produktionsbereichen Benzin- und Dieseleinspritzungseit 2003 Professor für Produktionstechnikseit 2004 Leiter des Instituts für Produktionstechnikseit 2006 Vorstand des Netzwerks Digitale Fabrik
2
- 3 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Prof. . Dr..--IIng. g. Holger GerloffWerkzeugmaschinen, Spanende Fertigungstechnik
Prof. . Dr..--Ing. . Ina NielsenWerkstoffkunde, Urformen, Fügen
Dipl..--Ing. Lena Leck. Lena LeckUmformsimulation
Marianne HomeisterSekretariat
Dipl..--Ing. . Heinrich TurkAllgemeine Messtechnik, Umformtechnik
Prof. Dr.-Ing. Holger BrüggemannGeschäftsführender Leiter, Qualitätsmanagement,Handhabungs- und Montagetechnik, Simulation
Prof. . Dr..--Ing. . Joachim IhmeBetriebsorganisation und Logistik, Lean Production
Prof. Prof. Dr..--Ing. Martin Rambke. Martin RambkeFertigungstechnik, Umformtechnik
Herr Rainer BrozioWerkstoffkunde, Kunststofftechnik
Herr Manfred GrochholskiWerkstoffkunde, Fertigungsverfahren
Dipl..--Ing. . Gustav HerrmannFertigungsmesstechnik, Handhabungstechnik
Institut für Produktionstechnik
Dipl..--Ing. . Armin RehanWerkstoffkunde
Dipl..--Ing. . Patrick MüllerSimulation, Digitale Fabrik
Dipl..--Ing. . Egbert HomeisterRechneranwendungen, Lean Production
Dipl..--Ing. . Holger MüllerEnergieeffizienz, Lean Production, Montage
- 4 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Aktuelle Forschungsprojekte am IPT
Integration des Wertstromdesign
in den Planungsablauf
der Digitalen Fabrik
Wertstromdesign Digitale Fabrik
Ziel:
Bionische Kunststoffrohre(Inneo)Prof. Dr.-Ing. I. Nielsen
Produktionsoptimierungin der digitalen Fabrik(BMBF)Prof. Dr.-Ing. H. Brüggemann
Virtuelle Prozessketten-optimierung(BMBF)Prof. Dr.-Ing. M. Rambke
3
- 5 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Digitale Fabrik
Netzwerk Digitale Fabrik e.V. - www.digifab-ev.de
- 6 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Master Automotive Production (MAP)
Weiterbildender MasterstudiengangAbschluss Master of Engineering (M. Eng.)
Ziel: - Ausbildung exzellenter Führungskräfte sowie- Vermittlung aktueller Kenntnisse aus Forschung und Praxis
im Bereich der Produktion
4 Semester: 2 Theoriesemester und 2 Praxissemester für Projektarbeiten und Masterarbeit
Module im Bereich Produktionsmanagement, -technologie, Digitale Fabrik, Arbeitsrecht und Wirtschaft
Start nächstes Semester: 1. März 2010

4
- 7 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Die Zukunft der Produktion - schlank und energieeffizient
Prof. Dr.-Ing. Holger Brüggemann
29. September 2009
- 8 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
MANUFUTURE – a Vision for 2020
Quelle: Manufacture- a vision for 2020, EU, November 2004
Eine Wirtschaft, die nur auf Dienstleistungen setzt, wird langfristig nichtüberleben. Auch eine Dienstleistungsgesellschaft braucht eine starkeProduktion.
Um im globalen Wettbewerb und vor Herausforderungen durch sozialenWandel und Klimaänderungen zu bestehen, muss sich die Produktionwandeln: von einer ressourcenintensiven zu einer wissensbasierten und innovativen Produktion.
5
- 9 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
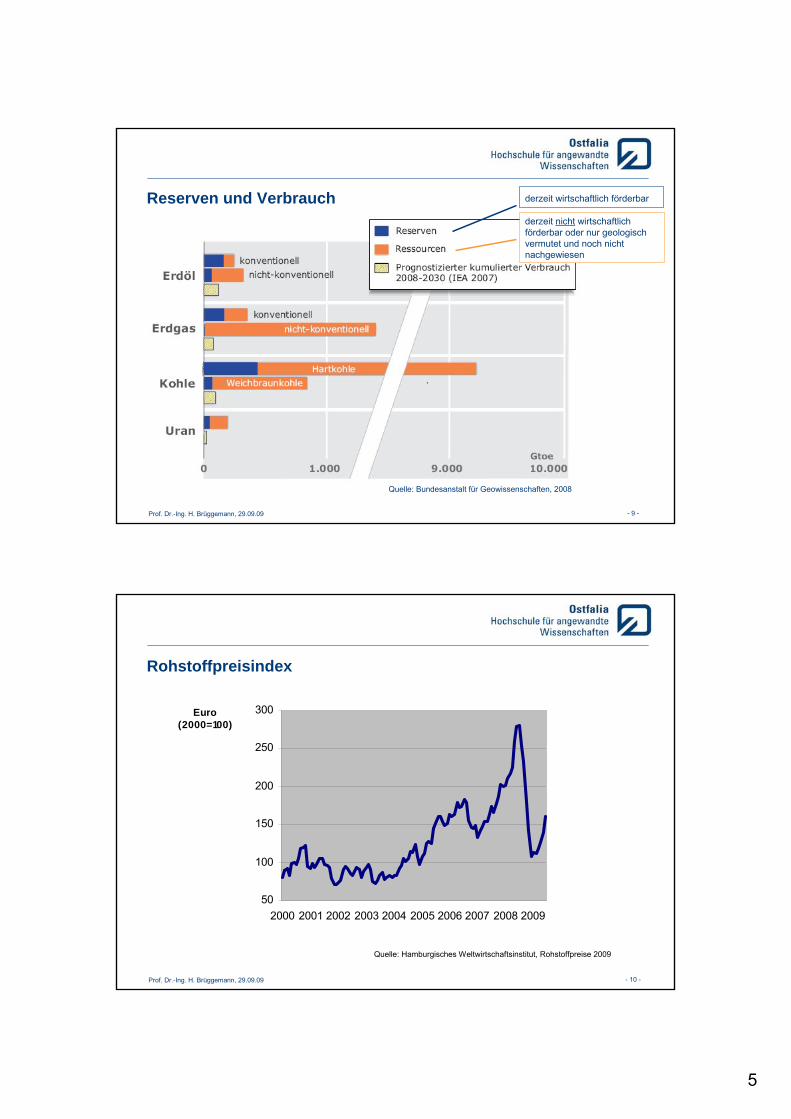
Reserven und Verbrauchderzeit nicht wirtschaftlich förderbar oder nur geologisch vermutet und noch nicht nachgewiesen
derzeit wirtschaftlich förderbar
Quelle: Bundesanstalt für Geowissenschaften, 2008
- 10 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
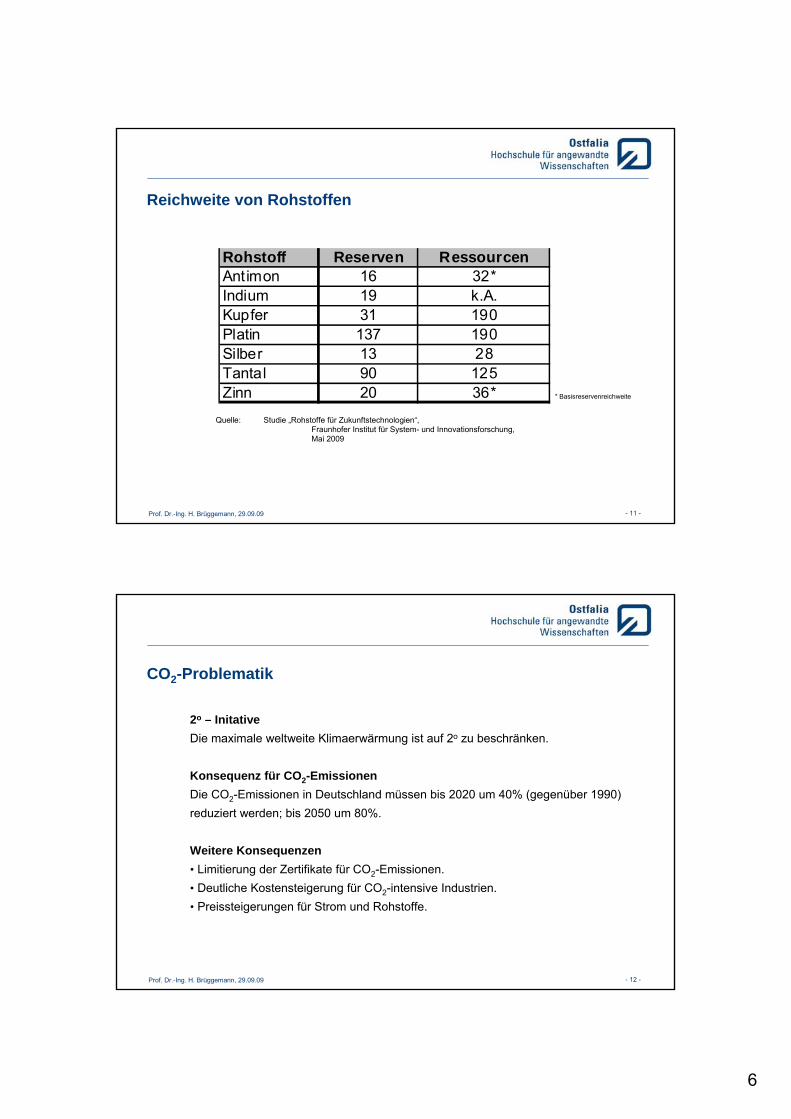
Rohstoffpreisindex
50
100
150
200
250
300
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Euro (2000=100)
Quelle: Hamburgisches Weltwirtschaftsinstitut, Rohstoffpreise 2009
6
- 11 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Reichweite von Rohstoffen
* Basisreservenreichweite
Quelle: Studie „Rohstoffe für Zukunftstechnologien“, Fraunhofer Institut für System- und Innovationsforschung, Mai 2009
Rohstoff Reserven RessourcenAntimon 16 32*Indium 19 k.A.Kupfer 31 190Platin 137 190Silber 13 28Tantal 90 125Zinn 20 36*
- 12 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
CO2-Problematik
2o – InitativeDie maximale weltweite Klimaerwärmung ist auf 2o zu beschränken.
Konsequenz für CO2-EmissionenDie CO2-Emissionen in Deutschland müssen bis 2020 um 40% (gegenüber 1990) reduziert werden; bis 2050 um 80%.
Weitere Konsequenzen• Limitierung der Zertifikate für CO2-Emissionen.• Deutliche Kostensteigerung für CO2-intensive Industrien.• Preissteigerungen für Strom und Rohstoffe.
7
- 13 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Begriff der Nachhaltigkeit
Nachhaltigkeitbezeichnet die Bewirtschaftungsweise eines Waldes, bei welcher immer nur so viel Holz entnommenwird, wie nachwachsen kann, so dass der Wald nie zur Gänze abgeholzt wird, sondern sich immerwieder regenerieren kann.
Georg Ludwig Hartig, 1795
Sustainable Development„Entwicklung zukunftsfähig zu machen, heißt, dass die gegenwärtige Generation ihre Bedürfnissebefriedigt, ohne die Fähigkeit der zukünftigen Generation zu gefährden, ihre eigenen Bedürfnissebefriedigen zu können."
Brundtland-Bericht, 1987
Die Gemeinsamkeit aller Nachhaltigkeitsdefinitionen“ist der Erhalt eines Systems bzw. bestimmter Charakteristika eines Systems, sei es die Produktions-kapazität des sozialen Systems oder des lebenserhaltenden ökologischen Systems. Es soll also immeretwas bewahrt werden zum Wohl der zukünftigen Generationen.“
Bernd Klauer, 1999
- 14 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Nachhaltiges Produktionssystem
aber auch die Erfüllung von Produktionszielen wie Produktivität,Ausbringung, geringe Nacharbeit, etc.
Ein Produktionssystem welches die heutigen Produktionsziele erfüllt, ohne die Bedürfnisse zukünftiger Generationen einzuschränken.
Ohne die Kopplung von Produktionssystem und Umweltschutz-anforderungen lässt sich der Produktionsbereich nur schwer für Energie- und Materialeffizienzziele gewinnen.
Dies erfordert eine Produktion mithoher Energieeffizienzhoher Materialeffizienzgeringen Emissionen/ Abfällen
8
- 15 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
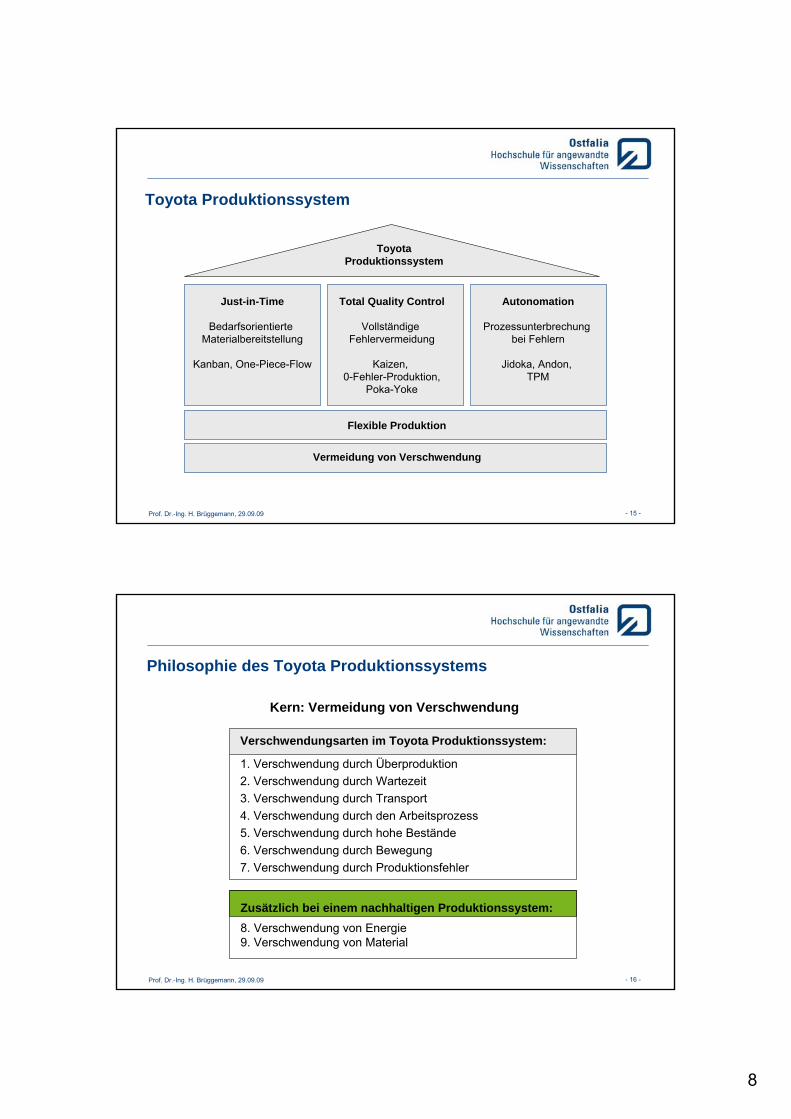
Toyota Produktionssystem
Vermeidung von Verschwendung
Just-in-Time
Bedarfsorientierte Materialbereitstellung
Kanban, One-Piece-Flow
Total Quality Control
Vollständige Fehlervermeidung
Kaizen, 0-Fehler-Produktion,
Poka-Yoke
Autonomation
Prozessunterbrechung bei Fehlern
Jidoka, Andon, TPM
Flexible Produktion
ToyotaProduktionssystem
- 16 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Philosophie des Toyota Produktionssystems
Verschwendungsarten im Toyota Produktionssystem:
1. Verschwendung durch Überproduktion2. Verschwendung durch Wartezeit3. Verschwendung durch Transport4. Verschwendung durch den Arbeitsprozess5. Verschwendung durch hohe Bestände6. Verschwendung durch Bewegung7. Verschwendung durch Produktionsfehler
Zusätzlich bei einem nachhaltigen Produktionssystem:8. Verschwendung von Energie9. Verschwendung von Material
Kern: Vermeidung von Verschwendung
9
- 17 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
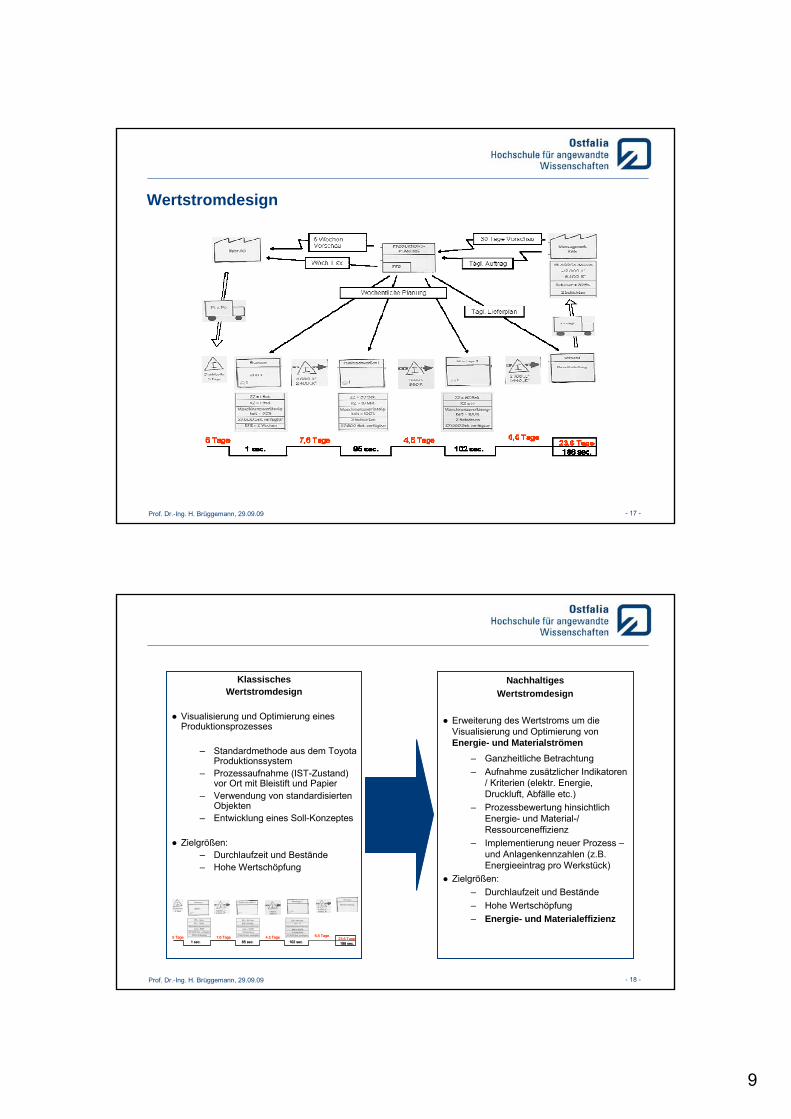
Wertstromdesign
- 18 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
KlassischesWertstromdesign
● Visualisierung und Optimierung eines Produktionsprozesses
– Standardmethode aus dem Toyota Produktionssystem
– Prozessaufnahme (IST-Zustand) vor Ort mit Bleistift und Papier
– Verwendung von standardisierten Objekten
– Entwicklung eines Soll-Konzeptes
● Zielgrößen:– Durchlaufzeit und Bestände– Hohe Wertschöpfung
Nachhaltiges Wertstromdesign
● Erweiterung des Wertstroms um die Visualisierung und Optimierung von Energie- und Materialströmen
– Ganzheitliche Betrachtung – Aufnahme zusätzlicher Indikatoren
/ Kriterien (elektr. Energie, Druckluft, Abfälle etc.)
– Prozessbewertung hinsichtlich Energie- und Material-/ Ressourceneffizienz
– Implementierung neuer Prozess –und Anlagenkennzahlen (z.B. Energieeintrag pro Werkstück)
● Zielgrößen:– Durchlaufzeit und Bestände– Hohe Wertschöpfung– Energie- und Materialeffizienz
Erweiterung
1 sec. 85 sec. 102 sec.1 sec. 85 sec. 102 sec.5 Tage 7,6 Tage 6,5 Tage4,5 Tage5 Tage 7,6 Tage 6,5 Tage4,5 Tage 23,6 Tage
188 sec.23,6 Tage188 sec.
10
- 19 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
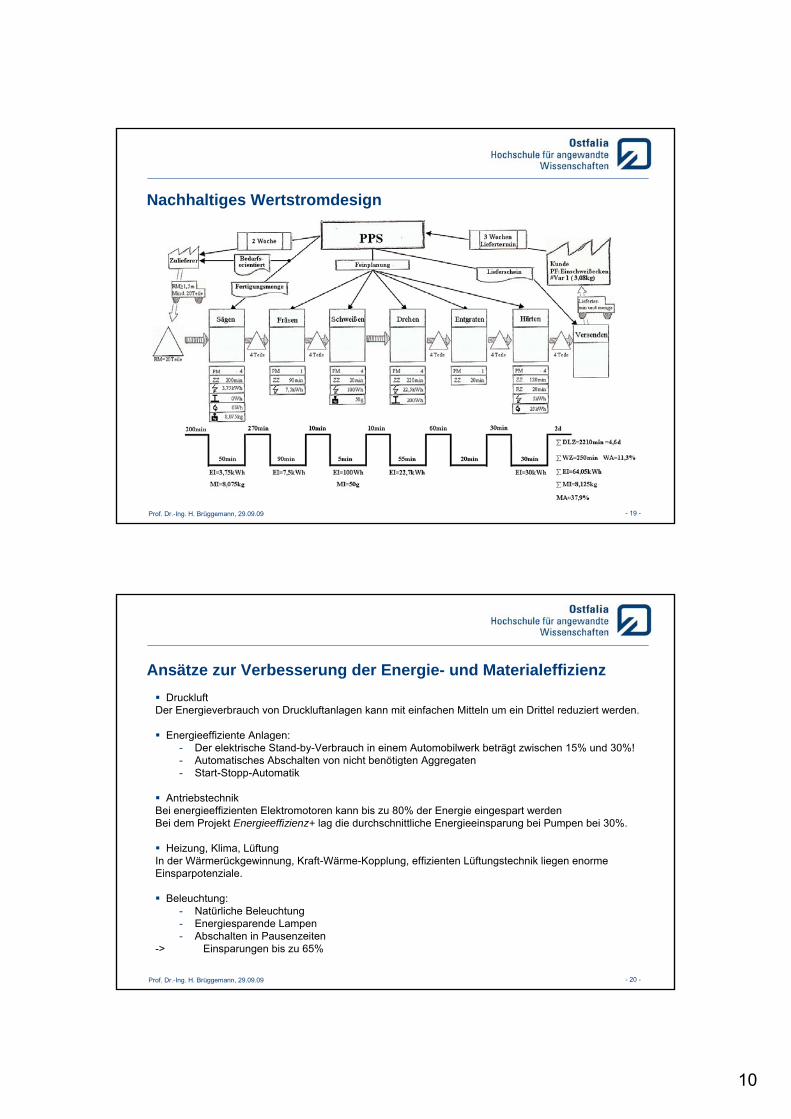
Nachhaltiges Wertstromdesign
- 20 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Ansätze zur Verbesserung der Energie- und Materialeffizienz
VDruckluftDer Energieverbrauch von Druckluftanlagen kann mit einfachen Mitteln um ein Drittel reduziert werden.
Energieeffiziente Anlagen:- Der elektrische Stand-by-Verbrauch in einem Automobilwerk beträgt zwischen 15% und 30%!- Automatisches Abschalten von nicht benötigten Aggregaten- Start-Stopp-Automatik
AntriebstechnikBei energieeffizienten Elektromotoren kann bis zu 80% der Energie eingespart werdenBei dem Projekt Energieeffizienz+ lag die durchschnittliche Energieeinsparung bei Pumpen bei 30%.
Heizung, Klima, LüftungIn der Wärmerückgewinnung, Kraft-Wärme-Kopplung, effizienten Lüftungstechnik liegen enorme Einsparpotenziale.
Beleuchtung:- Natürliche Beleuchtung- Energiesparende Lampen- Abschalten in Pausenzeiten
-> Einsparungen bis zu 65%

11
- 21 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Druckluftverluste
[Quelle: Jutta Geldermann: Mehrzielentscheidungen in der industriellen Produktion ]
- 22 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Stand-by-Verluste
[Quelle: Tu Chemnitz]
12
- 23 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
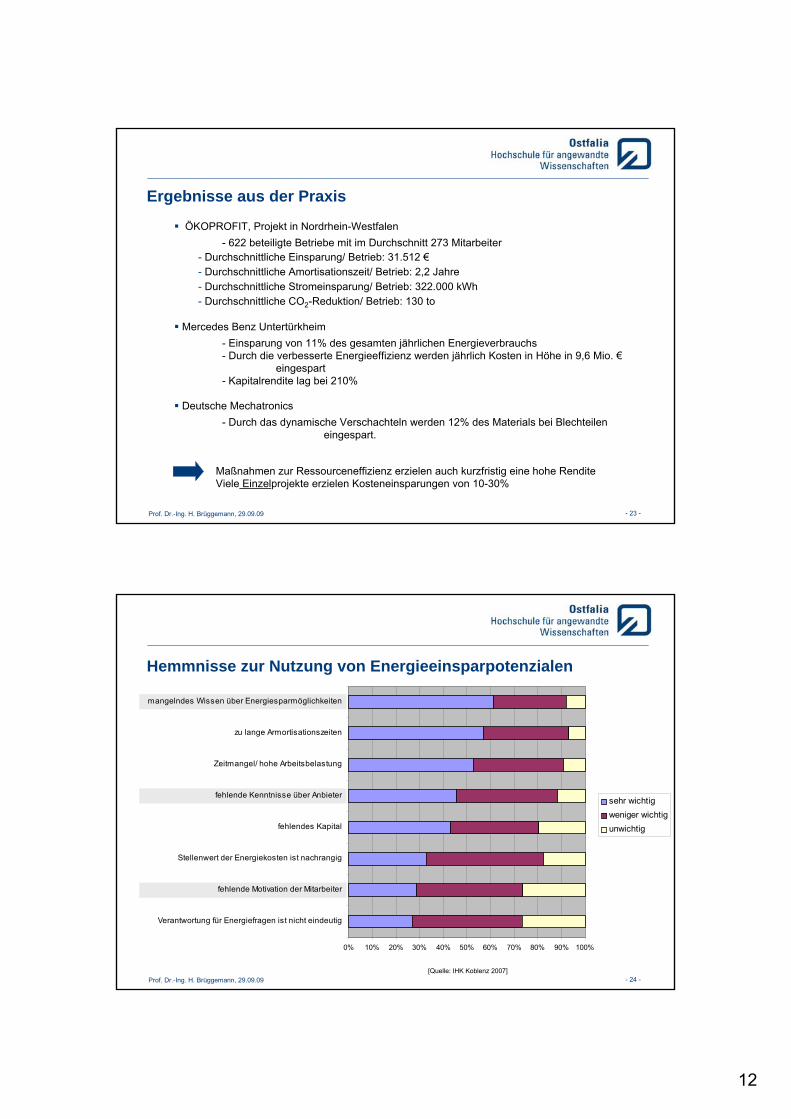
Ergebnisse aus der Praxis
VÖKOPROFIT, Projekt in Nordrhein-Westfalen
- 622 beteiligte Betriebe mit im Durchschnitt 273 Mitarbeiter- Durchschnittliche Einsparung/ Betrieb: 31.512 €- Durchschnittliche Amortisationszeit/ Betrieb: 2,2 Jahre- Durchschnittliche Stromeinsparung/ Betrieb: 322.000 kWh- Durchschnittliche CO2-Reduktion/ Betrieb: 130 to
Mercedes Benz Untertürkheim- Einsparung von 11% des gesamten jährlichen Energieverbrauchs- Durch die verbesserte Energieeffizienz werden jährlich Kosten in Höhe in 9,6 Mio. €
eingespart- Kapitalrendite lag bei 210%
Deutsche Mechatronics- Durch das dynamische Verschachteln werden 12% des Materials bei Blechteilen
eingespart.
Maßnahmen zur Ressourceneffizienz erzielen auch kurzfristig eine hohe RenditeViele Einzelprojekte erzielen Kosteneinsparungen von 10-30%
- 24 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Hemmnisse zur Nutzung von Energieeinsparpotenzialen
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Verantwortung für Energiefragen ist nicht eindeutig
fehlende Motivation der Mitarbeiter
Stellenwert der Energiekosten ist nachrangig
fehlendes Kapital
fehlende Kenntnisse über Anbieter
Zeitmangel/ hohe Arbeitsbelastung
zu lange Armortisationszeiten
mangelndes Wissen über Energiesparmöglichkeiten
sehr wichtigweniger wichtigunwichtig
[Quelle: IHK Koblenz 2007]
13
- 25 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Einbeziehung von Mitarbeitern
Möglichkeiten zur Einbeziehung der Mitarbeiter:
Schulungen/ Qualifizierungen für Führungskräfte und Mitarbeiter
Einbindung in Verbesserungsworkshops (mit nachhaltigen Wertstromdesign)
Einführung von „Umwelt-Zirkeln“
Sonderaktionen im Ideenmanagement
Prämienlohnsystem mit Prämien für Energie-/ Materialeinsparung
konsequente Einführung und Anwendung eines nachhaltigen Produktionssystems
- 26 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Rahmenbedingungen
Der ressourcenschonende Umgang mit Energie und Materialien hängt wie die Einstellung zur Qualität vom Bewußtsein der Mitarbeiter und dieses von der Unternehmenskultur ab!
Rahmenbedingungen:
Konsequente Unterstützung durch das obere Management
Umweltmanagementsystem
Nachhaltigkeitsberichte
Zertifizierung nach DIN EN ISO 14000
Ökobilanzierung
14
- 27 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Fazit
Nur mit einer Kombination von klassischen Produktionszielen mit Energie- und Materialeffizienzzielen in einem nachhaltigen Produktionssystem kann langfristig die Wettbewerbsfähigkeit aufrechterhalten werden.
Die Zukunft der Produktion ist schlank und energieeffizient!
- 28 -Prof. Dr.-Ing. H. Brüggemann, 29.09.09
Vielen Dank für die Aufmerksamkeit !
Kein Mensch würde auf die Idee kommen,seine Abwässer in das eigene Schwimmbad laufen zu lassenoder seine Autoabgase in die eigene Wohnung zu leiten.Nichts anderes tun wir mit der Natur.
Maximilian Gege





























