Embed Size (px)
Citation preview

Eine neue Methode zur in situ Prozessgasanalyse
in einem weiten Druck- und Temperaturbereich
Dissertation
zur Erlangung des Grades
Doktor-Ingenieurin
der Fakultät Maschinenbau
der Ruhr-Universität Bochum
von
Judith Möller
aus Essen
Bochum 2013

Dissertation eingereicht am: 07. Januar 2013
Tag der mündlichen Prüfung: 13. Februar 2013
Erster Referent: Prof. Dr.-Ing. Tobias M. Fieback
Zweiter Referent: Prof. Dr.-Ing. Roland Span Prof. Dr.-I
III
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftliche Mitarbeiterin
am Lehrstuhl für Thermodynamik der Ruhr-Universität Bochum unter der Leitung von Herrn
Prof. Dr.-Ing. Roland Span und am Lehrstuhl für Feststoffverfahrenstechnik unter der Leitung
von Herrn Prof. Dr.-Ing. Marcus Petermann.
Ich möchte mich an dieser Stelle bei allen Personen bedanken, die mich während meiner
Doktorandenzeit unterstützt haben.
Mein besonderer Dank gilt Herrn Prof. Dr.-Ing. Tobias M. Fieback für die verschiedenen
Herausforderungen, aber auch die persönliche Unterstützung, auf die ich mich jederzeit
verlassen konnte. Herrn Prof. Dr.-Ing. Roland Span danke ich sehr für seine Anregungen, die
kritischen Fragen und fachlichen Hilfestellungen. Bei Herrn Dr.-Ing. Hans Wilhelm Lösch
möchte ich mich für die persönliche Betreuung und Beratung bedanken.
Mein herzlicher Dank gilt überdies allen Mitarbeiterinnen und Mitarbeitern des Lehrstuhls für
Thermodynamik. Durch die freundliche Atmosphäre habe ich mich hier immer sehr wohl
gefühlt. Ich danke insbesondere meiner Arbeitsgruppe für die wunderbare Zusammenarbeit.
Herrn Dr.-Ing. Jens Rother und Herrn Christopher Seibel danke ich für die netten
Kaffeerunden, die so manchen schwierigen Tag aufwerten konnten, Herrn Christopher Norton
für seine wertvolle Unterstützung an der Messanlage, Herrn Mohammed Parsay für seine
Anregungen zur Anlagensoftware, Frau Alina Mateblowski für die weibliche Verstärkung und
den studentischen Hilfskräften für ihre Hilfsbereitschaft. Speziellen Dank richte ich an meine
Kollegin und Freundin Frau Dr. Mandy Gerber, mit der ich die letzten viereinhalb Jahre das
Büro teilte, Diskusionen führen konnte und von der ich viel gelernt habe. Ich möchte auch
Herrn Prof. Dr.-Ing. Wolfgang Wagner danken, der mich zunächst durch seine
Probevorlesung für den Maschinenbau und im Verlauf des Studiums für die Thermodynamik
gewinnen konnte.
Weiterhin danke ich den Mitarbeitern der Elektronikwerkstatt für die vielfältigen
Hilfestellungen wie z.B. bei diversen abgerissenen Lötstellen. Unserer Instituts-Bibliothekarin
Frau Beitz danke ich für ihre freundliche und kompetente Unterstützung bei den
Literaturrecherchen.
Abschließend möchte ich mich bei ganz herzlich meiner Familie bedanken, die mir jederzeit
zur Seite stand.

IV
V
Inhaltsverzeichnis
Formelzeichen und Symbole ............................................................................................... VII
1 Einleitung .......................................................................................................................... 1
2 Hochdruck-Gasanalyse – Stand der Technik ................................................................ 4
2.1 Optische Methoden .................................................................................................. 5
2.2 Gasanalyse durch Stoffdatenmessung ..................................................................... 6
3 Entwicklung eines Verfahrens zur Prozessgas-Analyse ............................................. 11
3.1 Stoffdatenauswahl ................................................................................................. 11
3.2 Sensitivitätsstudie .................................................................................................. 15
3.3 Stoffdatenmodelle ................................................................................................. 19
3.3.1 Das Modell der Groupe Européen de Recherches Gazières (GERG) ...... 19 3.3.2 Modell für die relative Permittivität ......................................................... 20 3.3.3 Modelle für die Wärmeleitfähigkeit ......................................................... 24 3.3.4 Hochtemperaturerweiterung ..................................................................... 28
3.4 Gleichungssystem und Lösungsverfahren ............................................................. 28
3.5 Datengewichtung ................................................................................................... 37
3.6 Unsicherheitsbetrachtung ...................................................................................... 38
3.7 Applikation ............................................................................................................ 40
4 Weiterentwicklung der Kalibrierapparatur ............................................................... 45
4.1 Technische Ausführung ......................................................................................... 45
4.1.1 Funktionsprinzip der Gemischerzeugung ................................................. 45 4.1.2 Aufbau ...................................................................................................... 46
4.2 Automatisierung der Kalibrierapparatur ............................................................... 48
4.2.1 Anforderungen ......................................................................................... 49 4.2.2 Implementierung ...................................................................................... 51
4.3 Hochtemperaturerweiterung .................................................................................. 63
4.3.1 Konzept .................................................................................................... 63 4.3.2 Konstruktion ............................................................................................. 66 4.3.3 Betriebssicherheit ..................................................................................... 72 4.3.4 Temperaturregelung ................................................................................. 74
5 Messungen ...................................................................................................................... 77
5.1 Dosierung .............................................................................................................. 77
5.2 Dichte .................................................................................................................... 79
5.3 Schallgeschwindigkeit ........................................................................................... 85
VI Inhaltsverzeichnis
5.4 Relative Permittivität ............................................................................................. 90
5.5 Wärmeleitfähigkeit ................................................................................................ 94
6 Ergebnisse der Gasanalyse ............................................................................................ 99
6.1 Konfiguration der Analysen .................................................................................. 99
6.2 Bewertung der Analyseergebnisse ...................................................................... 102
7 Zusammenfassung ....................................................................................................... 106
Literaturverzeichnis ............................................................................................................. 109
Anhang A: Einfluss der Komponentenreihenfolge auf die Analyseergebnisse .......... 116
Anhang B: Einfluss verschiedener Komponenten auf Dichte und Schallgeschwindigkeit................................................................................... 117

VII
Formelzeichen und Symbole
Formelzeichen
a versch. Steigung
A - Matrix
A m² Fläche
b versch. Achsenabschnitt
c kJ/(kg·K) Wärmekapazität
C F Kapazität
D - Diagonalmatrix
E - Einheitsmatrix
f - Freiheitsgrad
Gr - Grashof-Zahl
h m Höhe
I A Stromstärke
k - Erweiterungsfaktor der Messunsicherheit
l m Länge bzw. Abstand
L - untere Dreiecksmatrix
m kg Masse
n - Anzahl der gemessenen Stoffdaten
N - Anzahl aller Komponenten im Gemisch
Nu - Nußelt-Zahl
p MPa Druck
P W Leistung
Ph - Anzahl der Phasen im Gemisch
Pol - Polarisation
Pr - Prantl-Zahl

VIII Formelzeichen und Symbole
q J/m² Wärmedichte
Q J Wärmemenge
r m Radius
R Widerstand
Rm J/(mol·K) allg. Gaskonstante: 8,314472 J/(mol·K)
s m Spaltbreite
T K Temperatur
u m Umfang
U - obere Dreiecksmatrix
U V Spannung
v m/s Lichtgeschwindigkeit
V m³ Volumen
w m/s Schallgeschwindigkeit
- Zusammensetzung
z versch. Stoffeigenschaft
Griechische Symbole
W/(m²·K) Wärmeübergangskoeffizient
m²/s Temperaturleitfähigkeit
m Schichtdicke
- Suszeptibilität
- Permittivität
N·s/m² dynamische Viskosität
W/(m·K) Wärmeleitfähigkeit
W/(m·K) binärer Faktor zur Bestimmung der Wärmeleitfähigkeit
µr - relative magnetische Permeabilität
µJT K/MPa Joule Thomson Koeffizient
Formelzeichen und Symbole IX
- Kreiszahl: 3,14159265
kg/m³ Dichte
m mol/cm³ Dichte
mg/mg Massenanteil
mol/mol Molanteil
cm³/cm³ Volumenanteil
Indizes
° ideale Größe
0 Zustand im Vakuum
1 Zustand 1
2 Zustand 2
A Komponente A
B Komponente B
ber berechnete Größe
BP Bodenplatte des Ofens
C Komponente C
CM Clausius-Mosotti
DP Deckelplatte des Ofens
G1 Auflagegewicht 1
G2 Auflagegewicht 2
gew gewichtet
i allg. Komponente i
Iso Wärmeisolierung
j allg. Komponente j
k Iterationsschritt k
K Kirkwood

X Formelzeichen und Symbole
Konv Konvektion
l Zählvariable
L1 Luftschicht 1
L2 Luftschicht 2
LS Long Strip
m molar
M gemittelte Größe
mess gemessene Größe
MKP Messlastkopplung
p isobar
R1A Strahlungsschirm 1 Außenseite
R1I Strahlungsschirm 1 Innenseite
R2A Strahlungsschirm 2 Außenseite
R2I Strahlungsschirm 2 Innenseite
r relativ
red reduziert
S Strahlung
SK Senkkörper
SS Short Strip
v isochor
V Verlust
Vol Volumen
W Wand
WA Wandaußenseite
WI Wandinnenseite
1
1 Einleitung
Der Strom- und Wärmeerzeugung aus erneuerbaren Energieträgern wird eine zunehmende
Bedeutung für die Energieversorgung in Deutschland zugesprochen. 2011 betrug der Anteil
der Energieversorgung aus regenerativen Quellen 12,2 %. Den höchsten Beitrag vor
Windkraft-, Wasserkraft- und Photovoltaikanlagen liefert mit 70 % die Verwertung von
Biomasse. [BME13] Biomasse wird dabei in der Regel in Blockheizkraftwerken vor Ort in
Strom und Wärme umgesetzt. Bei vielen Anlagen kann allerdings die anfallende Wärme auf
Grund der fehlenden Nachfrage kaum genutzt werden. Zur ortsungebundenen Nutzung der
Energie aus Biomasse bietet sich die Erzeugung von Biogas und – nach einer entsprechenden
Aufbereitung - die Einspeisung in das bestehende Erdgasnetz an. [Kli06] Neben der
Biogaseinspeisung in Erdgasnetze rückt auch die Erzeugung von Wasserstoff aus Biomasse
immer mehr in den Fokus, da Wasserstoff zu reinem Wasser verbrannt werden kann ohne das
als Nebenprodukt das Treibhausgas Kohlenstoffdioxid entsteht.
Der Transport, die Lagerung und zum Teil auch schon die Aufbereitung von Biogas und
Wasserstoff finden meistens bei hohem Druck statt, um den Prozess aus
verfahrenstechnischer Sicht effizient zu gestalten. Zudem werden bei der Erzeugung von
Wasserstoff durch Pyrolyse sehr hohe Prozesstemperaturen erreicht. Zur Steuerung des
Prozessverlaufs und der Kontrolle der gewünschten Konzentrationsverhältnisse ist die
Gasanalyse oft ein wichtiger Bestandteil in der Prozessüberwachung. Für die Gasanalyse im
Prozess werden typischerweise die klassischen Gasanalysemethoden herangezogen, dazu
zählen in erster Linie die Gaschromatographie und die Massenspektrometrie. Der Vorteil bei
Nutzung von Gaschromatographen und Massenspektrometer liegt in der sehr hohen
Genauigkeit, die bei der Analyse erzielt werden kann. Die Verfahren können allerdings nur
bei geringem Druck und begrenzter Gaseintrittstemperatur eingesetzt werden, sodass eine
Probenahme aus dem Prozess mit anschließender Druckreduzierung und ggf. eine Kühlung
erforderlich ist, um die Konzentrationen zu bestimmen. Durch diesen Ablauf können
verschiedene Effekte, wie die Auskondensation einzelner Komponenten oder eine partielle
Entmischung, das Analyseergebnis beeinträchtigen. Diese Nachteile können vermieden
werden, wenn die Gasanalyse in situ, d.h. direkt im Prozess, erfolgt.
Ziel dieser Arbeit sind die Entwicklung einer neuartigen Methode und der Aufbau einer
entsprechenden Instrumentierung zur Konzentrationsbestimmung von Gasgemischen in einem
weiten Druck- und Temperaturbereich. Die Arbeit ist eingegliedert in ein EU-Projekt, ProBio-

2 1 Einleitung
HySens1, welches die Entwicklung neuer Hochdrucksensoren zur Prozessgasanalyse zum Ziel
hat. Dabei sollen verschiedene Stoffdaten des zu analysierenden Gasgemisches in situ erfasst
und ausgewertet werden. Bei extremen Prozessbedingungen sind entsprechend Hochdruck-
oder Hochtemperatursensoren zur Stoffdatenmessung einzusetzen. Aus den gemessenen
Stoffdaten soll dann mit Hilfe von Zustandsgleichungen die Zusammensetzung des
Prozessgases ermittelt werden. Die Zustandsgleichungen können Stoffdaten in Abhängigkeit
von Zusammensetzung, Temperatur und Dichte oder Druck des Gemisches wiedergeben.
Weil der Zusammenhang für die Gasanalyse umzukehren ist, ist die Entwicklung eines
iterativen Berechnungsalgorithmus erforderlich.
Ein Schwerpunkt dieser Arbeit liegt deshalb in der Entwicklung eines Algorithmus zur
Bestimmung der Konzentrationen von Gasgemischen in einem weiten Temperatur- und
Druckbereich auf der Basis ausgewählter Stoffdaten. Dazu wird ein entsprechendes
Softwaretool erstellt, welches nach Eingabe der gemessenen Größen und Messbedingungen
die Gaszusammensetzung ermittelt.
Anschließend wird die neue Methode zur Gasanalyse über Stoffdatenmessungen mit Hilfe
bekannter Gasgemische validiert. Zur Erzeugung entsprechend hochgenauer Gasgemische
kann eine von Südmeyer [Sue11] im Rahmen des EU-Projektes ProBio-HySens1 entwickelte
volumetrisch/gravimetrische Gemischapparatur genutzt werden. In die Apparatur wurde von
Südmeyer ein zusätzlicher Bereich für die Kalibrierung von Hochdrucksensoren integriert, in
den verschiedenen Sensoren eingesetzt werden können. Im Folgenden wird die Apparatur
daher auch Kalibrierapparatur genannt.
Um in situ Sensoren auch für den Hochtemperaturbereich entwickeln zu können, wird im
Rahmen dieser Arbeit ein Konzept entwickelt, mit dem die Kalibrierapparatur um einen
Bereich erweitert werden kann, welcher auf bis zu 1437 K beheizt werden kann. Der
Hochtemperaturbereich soll für mehrere Sensoren Platz bieten. Die in der Kalibrierapparatur
erzeugten Gase sollen zur Kalibrierung der Hochtemperatursensoren in den
Hochtemperaturbereich überführt und Stoffdaten bei Temperaturen bis zu 1437 K gemessen
werden können.
Zur schnellen und komfortablen Steuerung der Kalibrierapparatur inklusive des
Hochtemperaturbereiches über einen PC wird im Rahmen dieser Arbeit die gesamte
1 ProBio-HySens: Process Gas Analysis for Bio and Hydrogen Gas Mixtures using new High Pressure in Situ Sensors ( www.ProBio-HySens.eu)

1 Einleitung 3
Messanlage automatisiert. Zudem wird die Möglichkeit eingerichtet, hochgenaue
Gasgemische automatisch zu erzeugen und den Ablauf von Messreihen vorzugeben.
Die Ergebnisse der durchgeführten Stoffdatenmessungen wie auch die Ergebnisse der daraus
erfolgten Konzentrationsbestimmung werden abschließend vorgestellt und bewertet.
4
2 Hochdruck-Gasanalyse – Stand der Technik
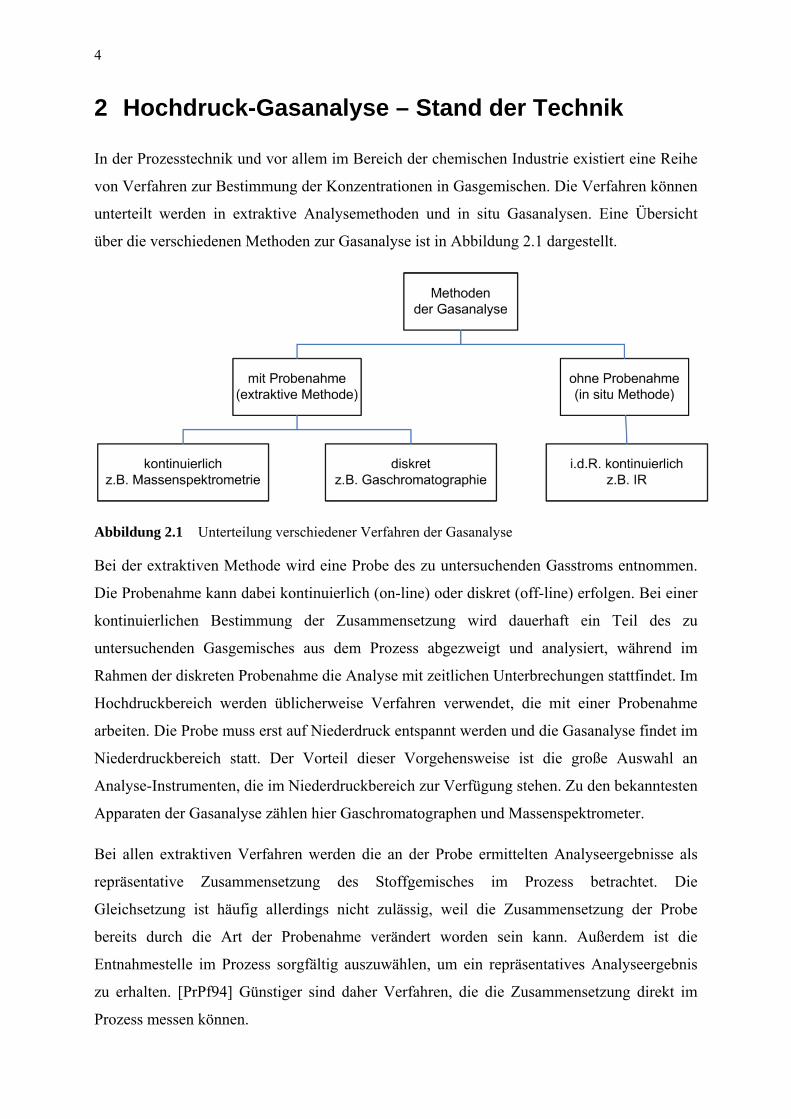
In der Prozesstechnik und vor allem im Bereich der chemischen Industrie existiert eine Reihe
von Verfahren zur Bestimmung der Konzentrationen in Gasgemischen. Die Verfahren können
unterteilt werden in extraktive Analysemethoden und in situ Gasanalysen. Eine Übersicht
über die verschiedenen Methoden zur Gasanalyse ist in Abbildung 2.1 dargestellt.
Abbildung 2.1 Unterteilung verschiedener Verfahren der Gasanalyse
Bei der extraktiven Methode wird eine Probe des zu untersuchenden Gasstroms entnommen.
Die Probenahme kann dabei kontinuierlich (on-line) oder diskret (off-line) erfolgen. Bei einer
kontinuierlichen Bestimmung der Zusammensetzung wird dauerhaft ein Teil des zu
untersuchenden Gasgemisches aus dem Prozess abgezweigt und analysiert, während im
Rahmen der diskreten Probenahme die Analyse mit zeitlichen Unterbrechungen stattfindet. Im
Hochdruckbereich werden üblicherweise Verfahren verwendet, die mit einer Probenahme
arbeiten. Die Probe muss erst auf Niederdruck entspannt werden und die Gasanalyse findet im
Niederdruckbereich statt. Der Vorteil dieser Vorgehensweise ist die große Auswahl an
Analyse-Instrumenten, die im Niederdruckbereich zur Verfügung stehen. Zu den bekanntesten
Apparaten der Gasanalyse zählen hier Gaschromatographen und Massenspektrometer.
Bei allen extraktiven Verfahren werden die an der Probe ermittelten Analyseergebnisse als
repräsentative Zusammensetzung des Stoffgemisches im Prozess betrachtet. Die
Gleichsetzung ist häufig allerdings nicht zulässig, weil die Zusammensetzung der Probe
bereits durch die Art der Probenahme verändert worden sein kann. Außerdem ist die
Entnahmestelle im Prozess sorgfältig auszuwählen, um ein repräsentatives Analyseergebnis
zu erhalten. [PrPf94] Günstiger sind daher Verfahren, die die Zusammensetzung direkt im
Prozess messen können.
2.1 Optische Methoden 5
Bei der in situ Gasanalyse werden die zur Konzentrationsbestimmung benötigten Messgeräte
direkt im Prozess eingesetzt und die Entnahme eines Probestroms entfällt. Dadurch ergibt sich
in der Regel die Möglichkeit einer kontinuierlichen Gasanalyse. Typischerweise werden zur
in situ Konzentrationsbestimmung optische Verfahren eingesetzt, welche eine oder mehrere
Komponenten im Gemisch detektieren können.
2.1 Optische Methoden
Optische Methoden bieten eine sehr hohe Nachweisempfindlichkeit bis hin in den ppb-
Bereich und sind sehr schnell. Eine Mehrkomponentenanalyse erfolgt meistens innerhalb von
Millisekunden. [Hol96] Anwendung finden die optischen Methoden sowohl in der
qualitativen als auch der quantitativen Gasanalyse.
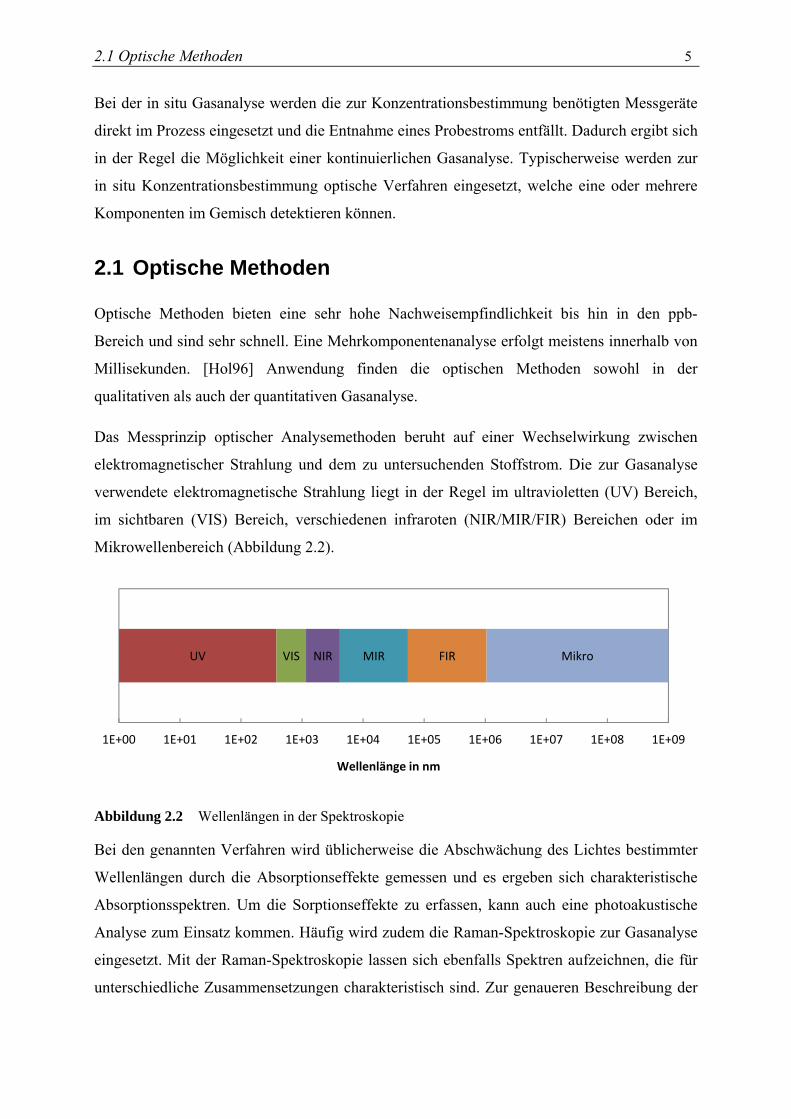
Das Messprinzip optischer Analysemethoden beruht auf einer Wechselwirkung zwischen
elektromagnetischer Strahlung und dem zu untersuchenden Stoffstrom. Die zur Gasanalyse
verwendete elektromagnetische Strahlung liegt in der Regel im ultravioletten (UV) Bereich,
im sichtbaren (VIS) Bereich, verschiedenen infraroten (NIR/MIR/FIR) Bereichen oder im
Mikrowellenbereich (Abbildung 2.2).
Abbildung 2.2 Wellenlängen in der Spektroskopie
Bei den genannten Verfahren wird üblicherweise die Abschwächung des Lichtes bestimmter
Wellenlängen durch die Absorptionseffekte gemessen und es ergeben sich charakteristische
Absorptionsspektren. Um die Sorptionseffekte zu erfassen, kann auch eine photoakustische
Analyse zum Einsatz kommen. Häufig wird zudem die Raman-Spektroskopie zur Gasanalyse
eingesetzt. Mit der Raman-Spektroskopie lassen sich ebenfalls Spektren aufzeichnen, die für
unterschiedliche Zusammensetzungen charakteristisch sind. Zur genaueren Beschreibung der
UV VIS NIR MIR FIR Mikro
1E+00 1E+01 1E+02 1E+03 1E+04 1E+05 1E+06 1E+07 1E+08 1E+09
Wellenlänge in nm
6 2 Hochdruck-Gasanalyse – Stand der Technik
genannten Verfahren sei hier auf weiterführende Literatur wie zum Beispiel Skoog und Leary
[SkLe96] oder Rubinson und Rubinson [RuRu00] verwiesen.
Alle optischen Analyseverfahren sind prinzipiell für die Hochdruckgasanalyse sehr
vielversprechend, werden allerdings auf Grund verschiedener Schwierigkeiten - wie der
Verbreiterung der Absorptionsbanden bei hoher Dichte - in der Regel nur bei geringem Druck
eingesetzt. Im Hochtemperaturbereich wird der Einsatz optischer Verfahren durch die
Wärmestrahlung erschwert. Die Effekte, die bei hohen Temperaturen und Drücken auftreten,
werden unter anderem im Rahmen von Forschungsarbeiten innerhalb der EU-Projekte
ProBio-HySens1 und GasPro-bio-waste2 untersucht. Optische Verfahren sind demnach im
Hochdruck- und Hochtemperaturbereich noch nicht Stand der Technik.
Alternativ bzw. in Kombination zu den bisher beschriebenen Verfahren, können
Konzentrationen eines Gemisches durch die in situ Messung von Stoffdaten bestimmt werden.
2.2 Gasanalyse durch Stoffdatenmessung
Im Rahmen der Gasanalyse lassen sich physikalische Effekte für die
Konzentrationsbestimmung nutzen, da verschiedene Stoffe anhand ihrer Eigenschaften
unterschieden werden können. Die Stoffdaten eines Gemisches ergeben sich aus den
unterschiedlichen Eigenschaften der Komponenten. Verändern sich die Komponentenanteile
wirkt sich dies somit auf die Gemischeigenschaften aus. Bei binären Gemischen ist die
Bestimmung der Zusammensetzung durch Messung einer Stoffeigenschaft etabliert. Gerne
wird hier die Dichtemessung verwendet, weil sie eine sehr charakteristische Stoffgröße
darstellt. Auch die Schallgeschwindigkeitsmessung wird oft zur Konzentrationsbestimmung
genutzt, da der Messaufbau relativ unkompliziert ist. [GuLi99]
Werden Mehrkomponentengemische betrachtet, können zwei verschiedene Anwendungsfälle
unterschieden werden. Entweder werden die Konzentrationen aller Komponenten im Gemisch
erfasst, oder es ist die Konzentration einer einzelnen Komponente im Gemisch zu messen.
Um die Konzentration einer einzelnen Komponente im Gemisch durch genau eine
Stoffdatenmessung zu bestimmen, muss das Gemisch als quasi-binär betrachtet werden
können. Dazu ist es notwendig, dass die zu erfassende Komponente eine Eigenschaft besitzt,
deren Ausprägung sich stark von denen der anderen Gase unterscheidet. Gängige
2 GasPro-bio-waste: Universal Gasification Process Analyser for Bio Mass and Organic Waste Treatment (www.GasPro-bio-waste.eu)
2.2 Gasanalyse durch Stoffdatenmessung 7
Eigenschaften, die für diese Art von Analysen verwendet werden, werden in den folgenden
Abschnitten kurz vorgestellt.
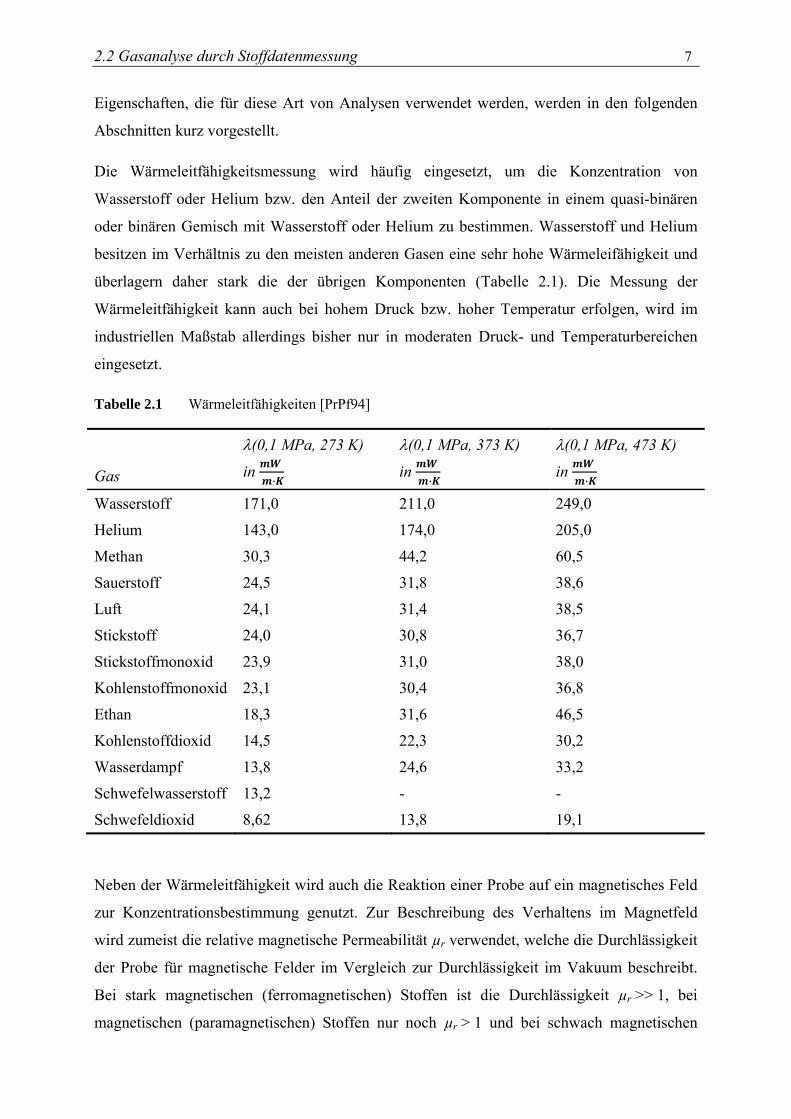
Die Wärmeleitfähigkeitsmessung wird häufig eingesetzt, um die Konzentration von
Wasserstoff oder Helium bzw. den Anteil der zweiten Komponente in einem quasi-binären
oder binären Gemisch mit Wasserstoff oder Helium zu bestimmen. Wasserstoff und Helium
besitzen im Verhältnis zu den meisten anderen Gasen eine sehr hohe Wärmeleifähigkeit und
überlagern daher stark die der übrigen Komponenten (Tabelle 2.1). Die Messung der
Wärmeleitfähigkeit kann auch bei hohem Druck bzw. hoher Temperatur erfolgen, wird im
industriellen Maßstab allerdings bisher nur in moderaten Druck- und Temperaturbereichen
eingesetzt.
Tabelle 2.1 Wärmeleitfähigkeiten [PrPf94]
Gas
(0,1 MPa, 273 K)
in
·
(0,1 MPa, 373 K)
in ·
(0,1 MPa, 473 K)
in
·
Wasserstoff 171,0 211,0 249,0
Helium 143,0 174,0 205,0
Methan 30,3 44,2 60,5
Sauerstoff 24,5 31,8 38,6
Luft 24,1 31,4 38,5
Stickstoff 24,0 30,8 36,7
Stickstoffmonoxid 23,9 31,0 38,0
Kohlenstoffmonoxid 23,1 30,4 36,8
Ethan 18,3 31,6 46,5
Kohlenstoffdioxid 14,5 22,3 30,2
Wasserdampf 13,8 24,6 33,2
Schwefelwasserstoff 13,2 - -
Schwefeldioxid 8,62 13,8 19,1
Neben der Wärmeleitfähigkeit wird auch die Reaktion einer Probe auf ein magnetisches Feld
zur Konzentrationsbestimmung genutzt. Zur Beschreibung des Verhaltens im Magnetfeld
wird zumeist die relative magnetische Permeabilität µr verwendet, welche die Durchlässigkeit
der Probe für magnetische Felder im Vergleich zur Durchlässigkeit im Vakuum beschreibt.
Bei stark magnetischen (ferromagnetischen) Stoffen ist die Durchlässigkeit µr >> 1, bei
magnetischen (paramagnetischen) Stoffen nur noch µr > 1 und bei schwach magnetischen
8 2 Hochdruck-Gasanalyse – Stand der Technik
(diamagnetischen) Stoffen 0 < µr < 1. Für schwach magnetische Stoffe wie Gase eignet sich
eher die Suszeptibilität Vol zur Beschreibung der Durchlässigkeit für magnetische Felder, da
sich die magnetische Permeabilität erst in etwa der neunten Nachkommastelle unterscheidet.
Die Suszeptibilität Vol ergibt sich aus der relativen Permeabilität µr nach Gl. 2.13.1.
, , , , 1 (2.1)
Die Suszeptibilitäten werden oft als magnetische Suszeptibilität im Zusammenhang mit ihrer
Dichte dargestellt (Gl. 2.2).
, ,, ,
, , (2.2)
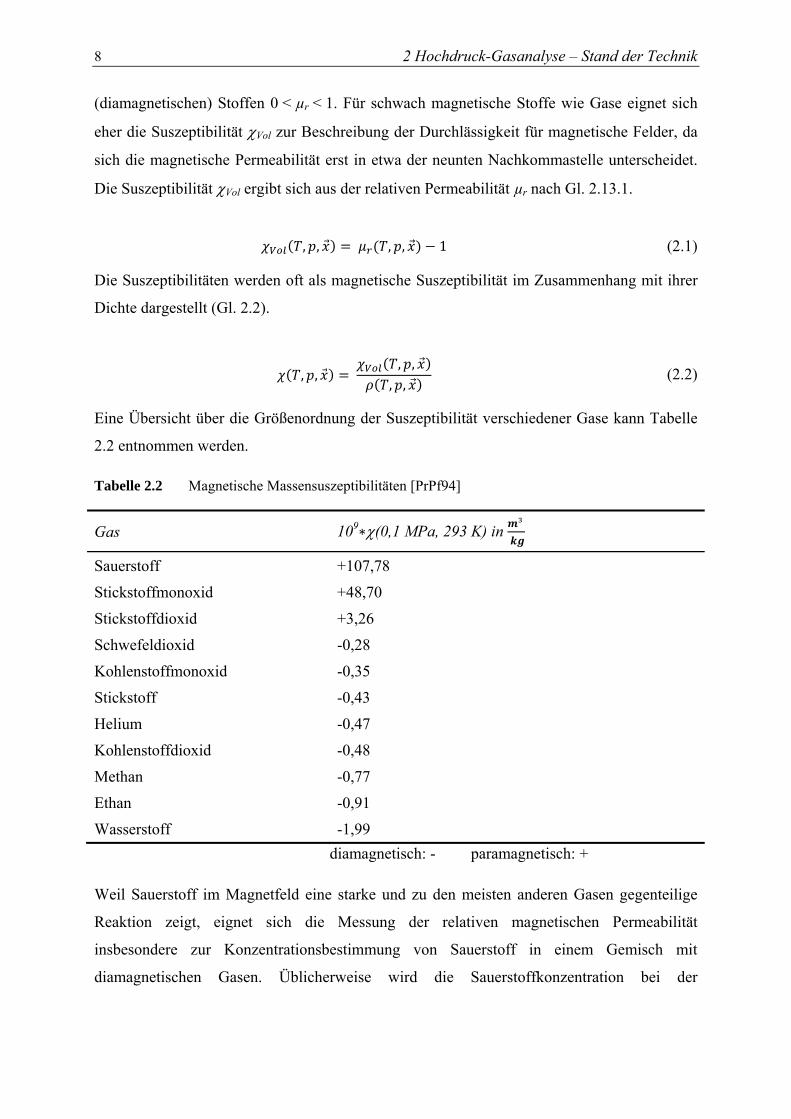
Eine Übersicht über die Größenordnung der Suszeptibilität verschiedener Gase kann Tabelle
2.2 entnommen werden.
Tabelle 2.2 Magnetische Massensuszeptibilitäten [PrPf94]
Gas 109 (0,1 MPa, 293 K) in ³
Sauerstoff +107,78
Stickstoffmonoxid +48,70
Stickstoffdioxid +3,26
Schwefeldioxid -0,28
Kohlenstoffmonoxid -0,35
Stickstoff -0,43
Helium -0,47
Kohlenstoffdioxid -0,48
Methan -0,77
Ethan -0,91
Wasserstoff -1,99
diamagnetisch: - paramagnetisch: +
Weil Sauerstoff im Magnetfeld eine starke und zu den meisten anderen Gasen gegenteilige
Reaktion zeigt, eignet sich die Messung der relativen magnetischen Permeabilität
insbesondere zur Konzentrationsbestimmung von Sauerstoff in einem Gemisch mit
diamagnetischen Gasen. Üblicherweise wird die Sauerstoffkonzentration bei der
2.2 Gasanalyse durch Stoffdatenmessung 9
Biogasüberwachung [Chm11] und Kontrolle reaktiver Prozessen bestimmt. Magnetische
Sauerstoffanalysatoren sind in fast allen Prozessen einsetzbar. [Oes95]
Desweiteren werden elektrische Felder zur Konzentrationsbestimmung genutzt. Die
Durchlässigkeit eines Stoffes für elektrische Felder kann mit Hilfe der
Impedanzspektroskopie oder über eine einfache Kapazitätsmessung bestimmt werden. In
einem angelegten elektrischen Feld richten sich die Moleküle des zu untersuchenden Stoffes
aus und wirken dem Feld entgegen. Wird die Abschwächung des Feldes in Bezug zum
elektrischen Feld im Vakuum gesetzt, ergibt sich die sogenannte relative Permittivität. Mit
Hilfe der Impedanzspektroskopie wird üblicherweise der Wasseranteil eines Gasgemisches
bestimmt, weil die relative Permittivität von Wasser durch das Dipolmoment seiner Moleküle
um ein Vielfaches höher liegt (r ≈ 81) als die von den meisten anderen Gasen (r ≈ 1).
Bei allen Konzentrationsbestimmungen einzelner Komponenten im Gemisch muss bekannt
sein, wie sich die entsprechend charakteristische Eigenschaft mit der Konzentrationszu- bzw.
abnahme der gesuchten Komponente bei verschiedenen Bedingungen ändert. Häufig wird ein
linearer Zusammenhang über die mol-Konzentrationen angenommen (siehe Gl. 2.3 für den
Fall der Wärmeleitfähigkeit).
, · , · , (2.3)
Wenn ein linearer Zusammenhang nicht in Frage kommt, müssen entsprechende
Kalibrierkurven aufgenommen werden.
Wird davon ausgegangen, dass unterschiedliche Gemische bei Betrachtung einer
ausreichenden Anzahl an Stoffdaten jeweils in Summe ein einzigartiges Stoffdatenbild
ergeben, kann - über die Konzentrationsbestimmung einzelner Komponenten anhand
charakteristischer Eigenschaften hinaus - eine komplexe Analyse eines
Mehrkomponentengemisches durch die Kombination von unabhängigen Stoffdatenmessungen
erfolgen.
Im bereits verwirklichten gas-labQ1 [SKW03] wird über eine Kombination verschiedener
Messgrößen eine Analyse von Erdgas für die wichtigsten Komponenten durchgeführt. Dabei
sind im marktreifen Messgerät ein Wärmeleitfähigkeitssensor und zwei IR-Sensoren
integriert. Das im gas-labQ1 entwickelte Messgerät wird jedoch nur bis zu einem Druck von
0,116 MPa einsetzt, obwohl der Ansatz mit entsprechenden Sensoren auch für die Gasanalyse
im Hochdruck- bzw. Hochtemperaturbereich weiterentwickelt werden kann. Im Rahmen
10 2 Hochdruck-Gasanalyse – Stand der Technik
dieser Arbeit wird daher die Kombination von Stoffdatenmessungen aufgegriffen, um die
Möglichkeit zu schaffen, eine Gasanalyse im Hochdruck- bzw. Hochtemperaturbereich
mittels geeigneter Sensoren durchführen zu können.
11
3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Das Funktionsprinzip der Analyse durch die Messung von Stoffdaten basiert auf dem
Grundsatz, dass sich eine Eigenschaft aus dem vorliegenden Stoff bzw. aus der
Zusammensetzung und den Randbedingungen von Temperatur T und Druck p ergibt
(Gl. 3.1).
, , (3.1)
Die Anzahl benötigter Stoffdaten für die Gasanalyse ergibt sich über die Anzahl der
Freiheitsgrade f aus der Gibbsschen Phasenregel (Gl. 3.2).
2 (3.2)
Für einphasige Gasgemischen ergeben sich f = N + 1 Freiheitsgrade. Wird jede Messung von
Temperatur- und Druckaufzeichnungen begleitet, kann ein Gasgemisch aus n = N - 1
unabhängigen Stoffdatenmessungen bestimmt werden.
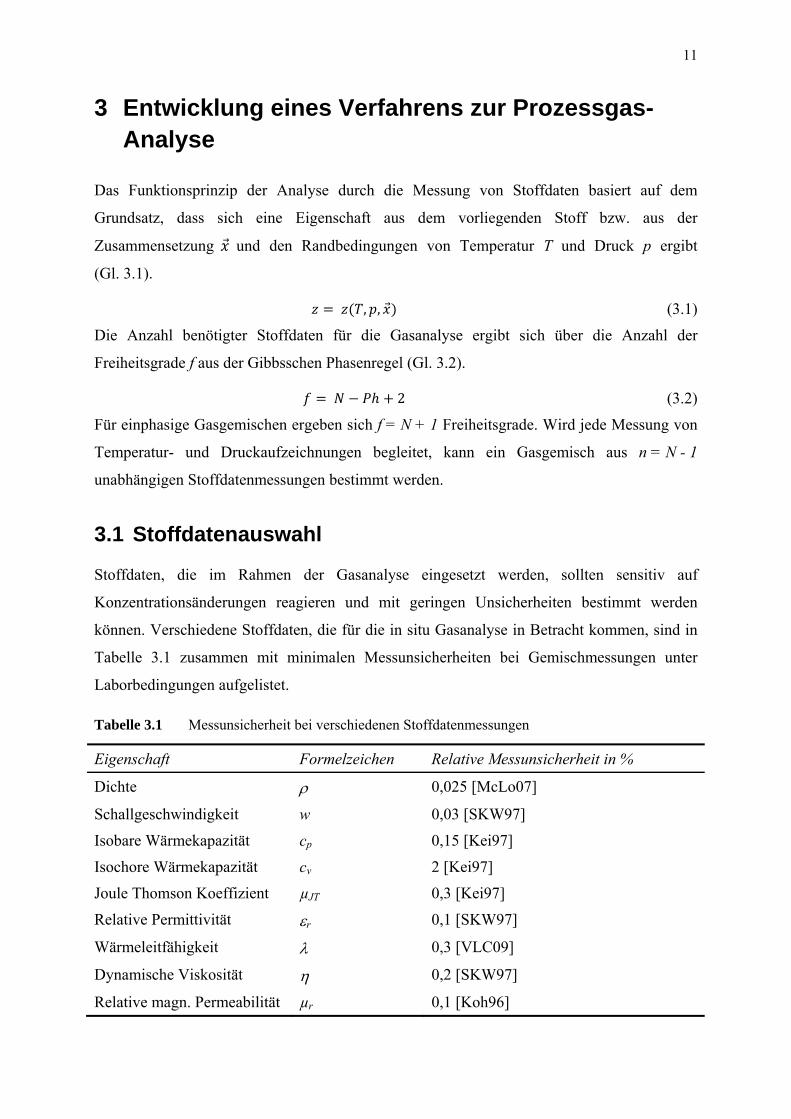
3.1 Stoffdatenauswahl
Stoffdaten, die im Rahmen der Gasanalyse eingesetzt werden, sollten sensitiv auf
Konzentrationsänderungen reagieren und mit geringen Unsicherheiten bestimmt werden
können. Verschiedene Stoffdaten, die für die in situ Gasanalyse in Betracht kommen, sind in
Tabelle 3.1 zusammen mit minimalen Messunsicherheiten bei Gemischmessungen unter
Laborbedingungen aufgelistet.
Tabelle 3.1 Messunsicherheit bei verschiedenen Stoffdatenmessungen
Eigenschaft Formelzeichen Relative Messunsicherheit in %
Dichte 0,025 [McLo07]
Schallgeschwindigkeit w 0,03 [SKW97]
Isobare Wärmekapazität cp 0,15 [Kei97]
Isochore Wärmekapazität cv 2 [Kei97]
Joule Thomson Koeffizient µJT 0,3 [Kei97]
Relative Permittivität r 0,1 [SKW97]
Wärmeleitfähigkeit 0,3 [VLC09]
Dynamische Viskosität 0,2 [SKW97]
Relative magn. Permeabilität µr 0,1 [Koh96]
12 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Weil sich die Messunsicherheiten direkt auf die Genauigkeit der Gasanalyse auswirken
werden, sollten zur Analyse Verfahren mit geringen Unsicherheiten bevorzugt werden.
Die isochore Wärmekapazität lässt sich mit einer bestmöglichen Messunsicherheit von 2 %
nur sehr ungenau messen und wird für die Gasanalyse als ungeeignet eingestuft. Desweiteren
kann die angegebene Messunsicherheit der dynamischen Viskosität nur mit sehr hohem
apparativem Aufwand erreicht werden. Eine in situ Gasanalyse mit Messung der dynamischen
Viskosität ist demnach schwierig. Hingegen ist die Kenntnis der Dichte ist für die Messung
verschiedener Stoffdaten von besonderer Bedeutung, weil viele Stoffdaten in Abhängigkeit
von der Fluiddichte modelliert werden. Daher ist die Dichte eine zentrale Stoffeigenschaften
und sollte unbedingt in die Gasanalyse eingehen. Sie lässt sich zudem mit einer sehr geringen
Unsicherheit bestimmen und weist eine hohe Sensitivität für Konzentrationsveränderungen
auf.
Im Rahmen der Auswahl weiterer Stoffdaten für die Prozessgasanalyse ist es wichtig, dass
sich die Stoffdaten bei einer Konzentrationsänderung unterschiedlich verhalten und die
entsprechenden Gleichungen linear unabhängig sind. Ansonsten wären mehrere Gleichungen
äquivalent, das Gleichungssystem unterbestimmt und eine eindeutige Gasanalyse nicht
möglich. Schon bei einer starken Korrelation der Stoffdaten untereinander wäre das
Gleichungssystem schlecht konditioniert und würde zu einer hohen Unsicherheit in den
berechneten Konzentrationen führen. Daraus folgt, dass die Stoffdaten, die zur Berechnung
der Kenngrößen herangezogen werden nicht oder nur wenig miteinander korrelieren dürfen.
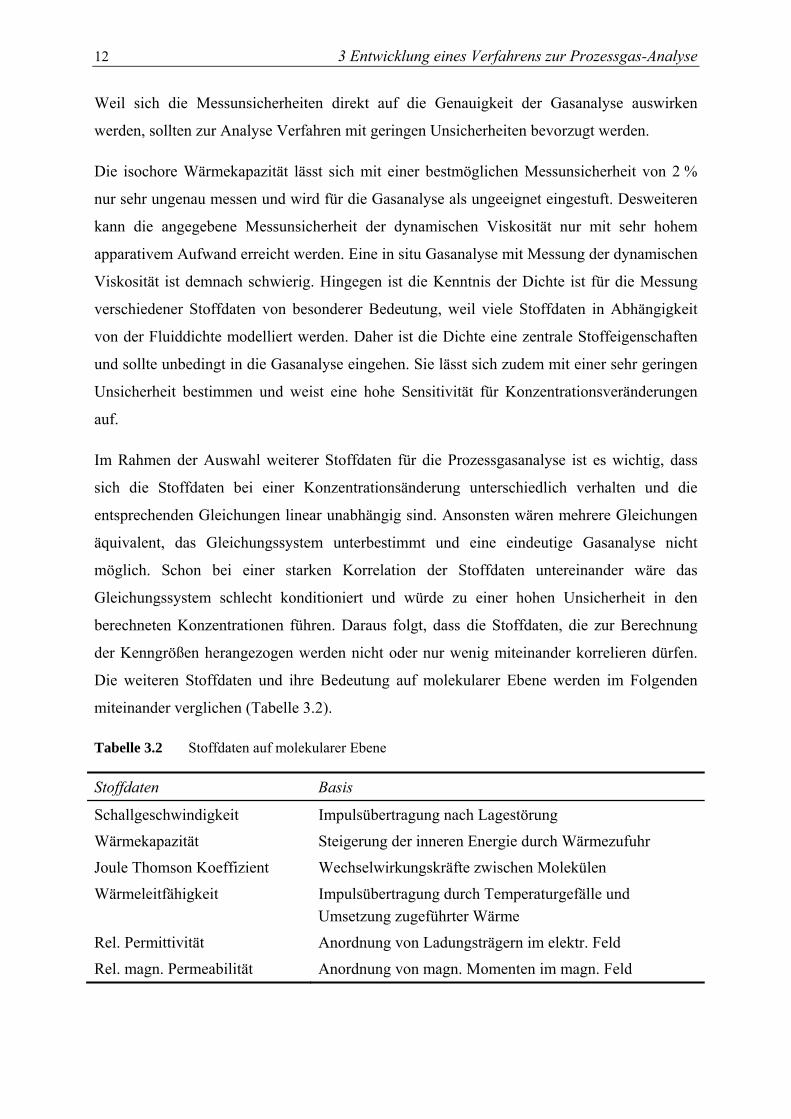
Die weiteren Stoffdaten und ihre Bedeutung auf molekularer Ebene werden im Folgenden
miteinander verglichen (Tabelle 3.2).
Tabelle 3.2 Stoffdaten auf molekularer Ebene
Stoffdaten Basis
Schallgeschwindigkeit Impulsübertragung nach Lagestörung
Wärmekapazität Steigerung der inneren Energie durch Wärmezufuhr
Joule Thomson Koeffizient Wechselwirkungskräfte zwischen Molekülen
Wärmeleitfähigkeit Impulsübertragung durch Temperaturgefälle und
Umsetzung zugeführter Wärme
Rel. Permittivität Anordnung von Ladungsträgern im elektr. Feld
Rel. magn. Permeabilität Anordnung von magn. Momenten im magn. Feld
3.1 Stoffdatenauswahl 13
Unter der Schallgeschwindigkeit wird die Ausbreitungsgeschwindigkeit von Druckstörungen
in einem kompressiblen Medium verstanden [HMS09]. Wenn ein Teilchen durch den Druck
eine Lagestörung erfährt, werden anschließend die benachbarten Teilchen auf Grund der
Wechselwirkungen untereinander verschoben. Die Druckstörung breitet sich als Welle durch
das Medium aus. [Sor02] Die Impulsübertragung erfolgt dabei durch die Molekülbewegungen
und hängt deshalb von der mittleren Molekülgeschwindigkeit ab. Die mittlere
Molekülgeschwindigkeit wird wiederum von der Temperatur beeinflusst, sodass die
Schallgeschwindigkeit mit zunehmender Temperatur steigt [Atk08]. Desweiteren hat die
Masse der Moleküle einen Einfluss auf die Impulsübertragung. Schwere Moleküle leiten die
Schallwelle langsamer weiter als leichte Moleküle [PuHo04]. Im Vergleich mit der Dichte
zeigt sich, dass diese mit steigender Temperatur ab- und mit der Masse der Moleküle
zunimmt, sodass beide Stoffdaten zwar aus den gleichen Effekten resultieren, aber durch die
Ausprägung in unterschiedliche Richtungen eine Kombination der Stoffdaten mehr Aussagen
über das Fluid liefern kann als die jeweils einzelnen Größen.
Die spezifische Wärmekapazität kennzeichnet den Energiebedarf der nötig ist, um die
Temperatur eines Stoffes um ein Kelvin zu erhöhen [DKV10] und ist daher ein Maß für die
Energiespeicherfähigkeit [VDI06]. Bei sehr tiefen Temperaturen ist die
Translationsbewegung maßgeblich für die innere Energie, bei höheren Temperaturen können
auch Rotationen angeregt werden [Dem08] und bei einem weiteren Temperaturanstieg
beginnen die Moleküle zu schwingen [HMS12]. Um die Temperatur bei hohen Temperaturen
zu steigern ist deshalb in der Regel mehr Energie nötig, als bei niedrigen Temperaturen.
Durch die Berücksichtigung der unterschiedlichen Bewegungsarten wird mit der Messung der
spezifischen Wärmekapazität eine zusätzlich Information über das Gemisch gewonnen.
Die Wärmeleitfähigkeit beschreibt den Transport von kinetischer Energie entlang eines
Temperaturgradienten [Moo90]. Die Moleküle auf der wärmeren Seite besitzen eine höhere
mittlere Molekülgeschwindigkeit als diejenigen auf der kühleren Seite. Die Wärmeleitung
erfolgt von der warmen zur kalten Seite durch die Impulsübertragung zwischen den
Molekülen [GeVo93]. Weil die Wärmeleitfähigkeit einerseits auf der Impulsübertragung
zwischen den Molekülen und andererseits auf der Anpassung der kinetischen Energie der
Moleküle beruht, weißt sie eine Korrelation zur Schallgeschwindigkeit und zur spezifischen
Wärmekapazität auf. Für die Analyse sollten daher nur Kombinationen von zwei der drei
Stoffdaten genutzt werden.
14 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Der Joule Thomson Koeffizient beschreibt die Temperaturänderung bei einer Reduzierung
des Druckes. Auf molekularer Ebene resultiert die Veränderung der Molekülabstände in einer
Anpassung der inneren Energie der Moleküle. Stoßen sich die Moleküle voneinander ab, war
Energie nötig, sie auf engem Raum zusammen zu halten. Bei der Entspannung wird die nicht
mehr benötigte Energie dann in kinetische Energie umgewandelt und die Temperatur steigt.
Ziehen sich die Moleküle an, wird bei der Expansion Energie benötigt, um den mittleren
Abstand zwischen den Molekülen zu vergrößern. Die Energie dazu wird aus der kinetischen
Energie der Moleküle entnommen, sodass die Temperatur nach der Expansion sinkt.
[DKV10] Da die bisher genannten Stoffdaten keine Aussage über die Anziehungskräfte
zwischen den Molekülen geben, ist der Joule Thomson Koeffizient eine weitere unabhängige
Größe.
Die Permittivität eines Stoffes ergibt sich aus dem Verhalten des Stoffes beim Anlegen eines
elektrischen Feldes. Durch das Anlegen eines elektrischen Feldes wird der Stoff polarisiert
und es kommt zu einer Trennung der positiven und negativen Ladungsschwerpunkte.
Prinzipiell wird in jedem Molekül ein Dipolmoment induziert. Sie bilden ein
Polarisationsfeld, das dem äußeren elektrischen Feld entgegen wirkt und es schwächt. Der
Effekt ist temperaturabhängig. Die thermische Bewegung der Moleküle schwächt die
Ausrichtung im elektrischen Feld ab. Mit steigender Temperatur verringert sich deshalb die
Ausrichtung bzw. Ausbildung der Ladungsscherpunkte. [Moo90] Bei der relativen
Permittivität wird die Abschwächung des Feldes mit der Messgröße im Vakuum verglichen.
Da mit der Permittivität im Gegensatz zu den bisher genannten Stoffdaten die Ausrichtung
von Dipolen und Ladungsträgern im Gasgemisch betrachtet wird, kommt mit der Messung der
relativen Permittivität für die Gasanalyse eine neue Information hinzu.
Die Durchlässigkeit eines Stoffes für magnetische Felder wird über die magnetische
Permeabilität charakterisiert. Beim Anlegen eines magnetischen Feldes wird ein magnetisches
Feld in der Probe induziert. Das induzierte Feld richtet sich entgegen dem angelegten Feld aus
und schwächt es dadurch (Diamagnetismus). Der diamagnetische Effekt ist allerdings sehr
schwach. Besitzt der Stoff, an den das Magnetfeld angelegt wird, magnetische Momente, die
aus Eigendrehmomenten der Elektronen resultieren, richten sich die Momente unabhängig
voneinander in dem angelegten Magnetfeld aus und verstärken es (Paramagnetismus). [Str95]
Tritt dieser Effekt auf, ist er stärker als der des Diagmagnetismus und überlagert ihn. Bleibt
die Ausrichtung der magnetischen Momente auch nach dem Abschalten des Magnetfeldes
vorhanden, dann wird von ferromagnetischem Verhalten gesprochen [Wis07]. Analog zur

3.2 Sensitivitätsstudie 15
relativen Permittivität wird bei der relativen magnetische Permeabilität die magnetische
Permeabilität der untersuchten Stoffe auf die magnetische Permeabilität im Vakuum bezogen.
Bei den zuvor diskutierten Stoffdaten wurden ggf. vorhandene magnetische Momente in den
Gasgemischen vernachlässigt, sodass eine Korrelation der relativen magnetischen
Permeabilität mit den anderen Stoffdaten unwahrscheinlich ist.
Die betrachteten Stoffdaten beruhen auf unterschiedlichen molekularen Größen und
Verhaltensweisen und sollten daher verschiedene Informationen für die Gasanalyse liefern.
Trotzdem könnte es Gemische geben, die im Rahmen der Messunsicherheit identische
Stoffdaten aufweisen, obwohl die Zusammensetzung unterschiedlich ist. In diesem Fall gäbe
es kein eindeutiges Ergebnis, sondern mehrere Zusammensetzungen kämen Frage. Daher
wurde eine Sensitivitätsstudie durchgeführt, um die Wahrscheinlichkeit abzuschätzen, dass
dieser Fall auftritt.
3.2 Sensitivitätsstudie
Verschiedene der zur Analyse ausgewählten Stoffdaten wurden in einer Sensitivitätsstudie
untersucht. Dazu wurde die Veränderung der Stoffdaten in Bezug zu
Konzentrationsveränderungen der einzelnen Komponenten berechnet. Typische Biogas- und
Pyrolysegaszusammensetzungen (siehe Tabelle 3.3 und Tabelle 3.4) dienten dabei als
Grundlage für die Auswahl der Komponenten.
Tabelle 3.3 Biogaszusammensetzung aus Fermentationsprozessen [IEU05]
Bestandteile Schwankungsbreite Durchschnitt
CH4 45 - 70 Vol.-% 60 Vol.-%
CO2 25 - 55 Vol.-% 35 Vol.-%
N2 0,01 - 5 Vol.-% 1 Vol.-%
O2 0,01 - 2 Vol.-% 0,03 Vol.-%
H2S 10 - 30000 mg/m³ 500 mg/m³
organ. S-Verbind. < 0,1 - 30 mg/m³ < 0,1 mg/m³
NH3 0,01 - 2.5 mg/m³ 0,7 mg/m³
BTX < 0,1 - 5 mg/m³ < 0,1 mg/m³
Siloxane < 0,1 - 5 mg/m³ < 0,1 mg/m³
H2O-Dampf
(Bei 298 K & 0,1013 MPa)
100 % r.F.
3,10 Vol.-%
100 % r.F.
3,10 Vol.-%

16 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Tabelle 3.4 Gaszusammensetzung aus Pyrolyseprozessen mit Biomasse [Fri09]
Bestandteile Schwankungsbreite Typische Werte
CO ~ 50 Vol.-% 46 Vol.-%
H2 ~ 30 Vol.-% 28 Vol.-%
CO2 10 - 16 Vol.-% 16 Vol.-%
N2 einige Vol.-% 10 Vol.-%
CH4 o. A. < 0,1 Vol.-%
H2O o. A. o. A.
Verunreinigungen o. A. o. A.
Die Auswirkungen von Konzentrationsänderungen auf die untersuchten Stoffdaten wurden
mit Hilfe von Zustandsgleichungen (siehe Abschnitt 3.3) bestimmt. Für die Sensitivitätsstudie
wurden die Stoffdaten Dichte, Schallgeschwindigkeit, spezifische isobare Wärmekapazität
und Joule Thomson Koeffizient ausgewählt, die sich für typische Biogase mit Hilfe der
Zustandsgleichung GERG-2008 [KuWa12] berechnen lassen. In Abbildung 3.1 ist
beispielhaft für 0,1 MPa und 298 K der Einfluss verschiedener Konzentrationen auf
unterschiedliche Stoffdaten aufgetragen. Von einer gleichverteilten Zusammensetzung eines
Gemisches aus Methan, Ethan, Kohlenstoffdioxid, Kohlenmonoxid, Wasserstoff, Sauerstoff
und Stickstoff mit jeweils 1 7⁄ 100 mol-% wurden die einzelnen Konzentrationen der Reihe
nach um einige mol-% angehoben, während die jeweils anderen Konzentrationen um
gleichverteilte Anteile gesenkt wurden. Es wurde auch der Einfluss einer Beimischung von
Wasser und Schwefelwasserstoff betrachtet. Während unaufbereitetes Biogas üblicherweise
eine relative Feuchte von 100 % aufweist, liegt Schwefelwasserstoff im Spurenbereich in
Biogasen vor. Die Variation der Zusammensetzungen zeigt deutlich, dass die
unterschiedlichen Komponenten die verschiedenen Eigenschaften eines Gemisches
ungleichmäßig stark beeinflussen.
3.2 Sensitivitätsstudie 17
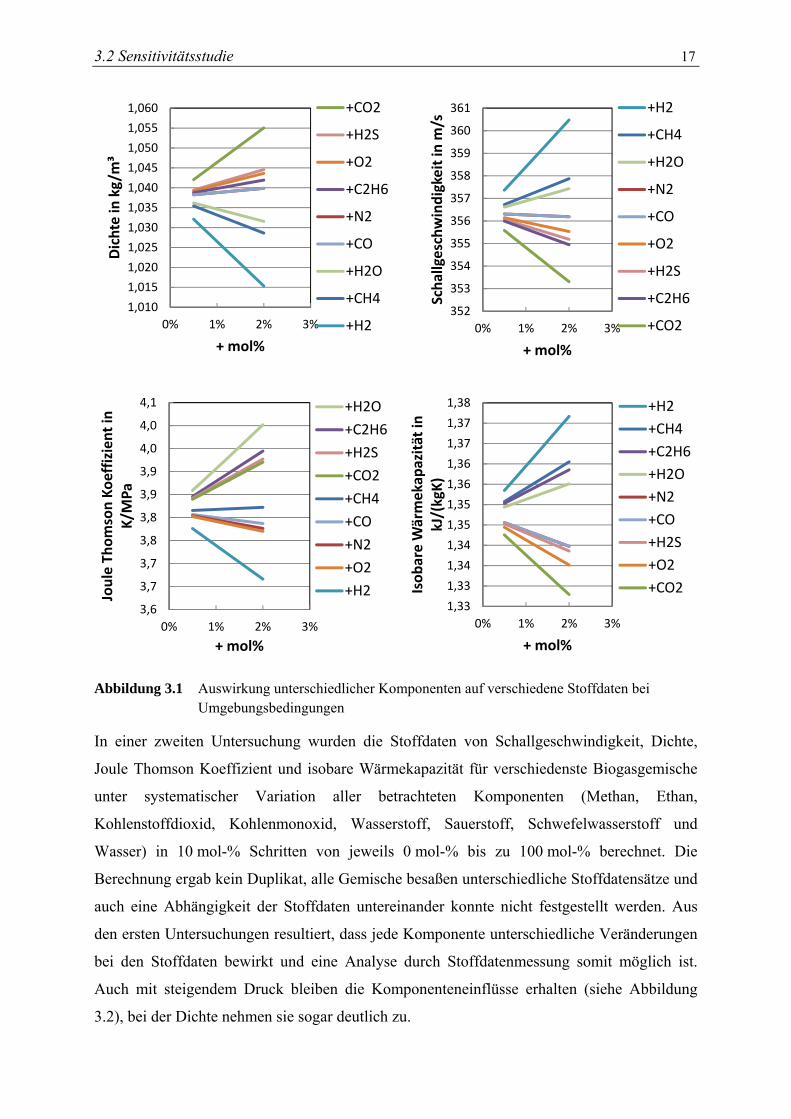
Abbildung 3.1 Auswirkung unterschiedlicher Komponenten auf verschiedene Stoffdaten bei Umgebungsbedingungen
In einer zweiten Untersuchung wurden die Stoffdaten von Schallgeschwindigkeit, Dichte,
Joule Thomson Koeffizient und isobare Wärmekapazität für verschiedenste Biogasgemische
unter systematischer Variation aller betrachteten Komponenten (Methan, Ethan,
Kohlenstoffdioxid, Kohlenmonoxid, Wasserstoff, Sauerstoff, Schwefelwasserstoff und
Wasser) in 10 mol-% Schritten von jeweils 0 mol-% bis zu 100 mol-% berechnet. Die
Berechnung ergab kein Duplikat, alle Gemische besaßen unterschiedliche Stoffdatensätze und
auch eine Abhängigkeit der Stoffdaten untereinander konnte nicht festgestellt werden. Aus
den ersten Untersuchungen resultiert, dass jede Komponente unterschiedliche Veränderungen
bei den Stoffdaten bewirkt und eine Analyse durch Stoffdatenmessung somit möglich ist.
Auch mit steigendem Druck bleiben die Komponenteneinflüsse erhalten (siehe Abbildung
3.2), bei der Dichte nehmen sie sogar deutlich zu.
1,010
1,015
1,020
1,025
1,030
1,035
1,040
1,045
1,050
1,055
1,060
0% 1% 2% 3%
Dichte in
kg/m
³
+ mol%
+CO2
+H2S
+O2
+C2H6
+N2
+CO
+H2O
+CH4
+H2352
353
354
355
356
357
358
359
360
361
0% 1% 2% 3%
Schallgeschwindigkeit in
m/s
+ mol%
+H2
+CH4
+H2O
+N2
+CO
+O2
+H2S
+C2H6
+CO2
3,6
3,7
3,7
3,8
3,8
3,9
3,9
4,0
4,0
4,1
0% 1% 2% 3%
Joule Thomson Koeffizient in
K/M
Pa
+ mol%
+H2O
+C2H6
+H2S
+CO2
+CH4
+CO
+N2
+O2
+H21,33
1,33
1,34
1,34
1,35
1,35
1,36
1,36
1,37
1,37
1,38
0% 1% 2% 3%
Isobare W
ärmekapazität in
kJ/(kgK)
+ mol%
+H2
+CH4
+C2H6
+H2O
+N2
+CO
+H2S
+O2
+CO2

18 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Abbildung 3.2 Komponenteneinflüsse von jeweils +1 mol-% auf verschiedene Stoffdaten unter steigendem Druck
-80-60-40-20
020406080
0 1 2 3 4 5 6 7 8
/
i
Druck in MPa
Dichteveränderung bei T = 373 K +H2
+CH4
+H2O
+N2
+CO
+O2
+C2H6
+H2S
+CO2
-300
-200
-100
0
100
200
300
0 1 2 3 4 5 6 7 8
w /
i
Druck in MPa
Schallgeschwindigkeitsveränderung bei T = 373 K +CO2
+C2H6
+H2S
+O2
+H2O
+N2
+CO
+CH4
+H2
-1,5
-1,0
-0,5
0,0
0,5
1,0
1,5
0 1 2 3 4 5 6 7 8
cp
/
i
Druck in MPa
Veränderung der isobaren Wärmekapazität bei T = 373 K +CO2
+O2
+N2
+CO
+H2S
+CH4
+H2O
+C2H6
+H2
-8-6-4-202468
0 1 2 3 4 5 6 7 8
µ
/
i
Druck in MPa
Joule-Thomson-Änderung bei T = 373 K +H2
+N2
+O2
+CO
+CH4
+CO2
+C2H6
+H2S
+H2O

3.3 Stoffdatenmodelle 19
Desweiteren lässt sich die Gasanalyse durch Stoffdatenmessung stützen, indem
Konzentrationen bestimmter Komponenten explizit gemessen werden, beispielsweise kann
der Sauerstoffanteil direkt durch Messung der relativen Permeabilität bestimmt werden.
Dadurch reduziert sich nochmals die Wahrscheinlichkeit, dass ein anderes Gemisch mit
identischen Eigenschaften vorliegt als das, welches berechnet wurde.
3.3 Stoffdatenmodelle
Um die Zusammensetzung natürlicher Gase aus den gemessenen Eigenschaften zu berechnen,
sind hochgenaue Zustandsgleichungen für Gasgemische notwendig, die nicht nur den
erforderlichen Temperatur- und Druckbereich abdecken sondern auch die benötigten
Komponenten berücksichtigen.
3.3.1 Das Modell der Groupe Européen de Recherches Gazières (GERG)
Das aktuell genaueste Modell für Gemische liefert die GERG-2008 [KuWa12]. Sie wurde zur
Berechnung der thermodynamischen Eigenschaften von Erdgasen am Lehrstuhl für
Thermodynamik der Ruhr-Universität Bochum zusammen mit verschiedenen Firmen, der
Groupe Européen de Recherches Gazières, entwickelt. Das Modell umschließt neben der
reinen Gas- und Flüssigphase auch das Nassdampfgebiet und den überkritischen Zustand
eines fluiden Gemisches aus bis zu 21 Komponenten. Die in der aktuellen Version GERG-
2008 enthaltenen Komponenten sind in Tabelle 3.5 aufgeführt.
Tabelle 3.5 Komponenten der GERG-2008 (orange: Hauptkomponenten von Erdgas, grau: weitere Kohlenwasserstoffe, blau: sonstige Komponenten)
Methan n-Pentan Wasserstoff
Stickstoff Isopentan Schwefelwasserstoff
Kohlenstoffdioxid n-Hexan Kohlenstoffmonoxid
Ethan n-Heptan Wasser
Propan n-Oktan Sauerstoff
n-Butan n-Nonan Argon
Isobutan n-Dekan Helium
20 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Da die Komponenten von Biogasen ähnlich den Komponenten der Erdgase sind und alle
wichtigen Biogaskomponenten in der GERG-2008 berücksichtigt wurden, kann das
Zustandsgleichungspaket auch für die Biogasanalyse herangezogen werden.
Von den sieben im Rahmen dieser Arbeit relevanten Eigenschaften (Dichte,
Schallgeschwindigkeit, isobare Wärmekapazität, Joule-Thomson Koeffizient,
Wärmeleitfähigkeit, relative Permittivität und magnetische Permeabilität) können mit der
GERG-2008 vier (Dichte, Schallgeschwindigkeit, isobare Wärmekapazität, Joule-Thomson
Koeffizient) berechnet werden.
Der Gültigkeitsbereich des Modells umfasst Drücke bis 35 MPa und Temperaturen zwischen
90 K und 450 K. Ab einer Temperatur von 250 K liegt die Unsicherheit bezüglich der
Berechnung von Dichte und Schallgeschwindigkeit unter 0,1%, unabhängig von der
gewählten Zusammensetzung. Der Gültigkeitsbereich des Modells kann mit Einbußen
bezüglich der Genauigkeit auch erweitert werden auf Drücke bis 70 MPa und Temperaturen
von 60 K bis 700 K. Dann liegt die Unsicherheit im Rahmen der Dichteberechnung bei ca.
0,2% bis 0,5%. Für einige wenige Gasgemische, wie beispielsweise Luft, kann die GERG-
2008 sogar für Drücke über 100 MPa und Temperaturen bis zu 900 K die Gasdichte mit einer
Unsicherheit von 0,1% bis 0,2% wiedergeben. Während das Zustandsgleichungspaket somit
für die Hochdruck-Gasanalyse geeignet ist, müssen für die Hochtemperatur-Gasanalyse über
900 K ggf. andere Modelle genutzt werden. Diese werden im Abschnitt 3.3.4 beschrieben.
Die weiteren zur Gasanalyse geeigneten Eigenschaften (relative Permittivität,
Wärmeleitfähigkeit), die nicht aus der GERG-2008 berechnet werden können, werden mit
separaten Gleichungen bestimmt. Die entsprechenden Modelle werden im Folgenden
vorgestellt. Mischungsmodelle zur magnetischen Permeabilität werden nicht behandelt, weil
über die Messung der magnetischen Permeabilität lediglich der Sauerstoffanteil direkt
bestimmt wird und als Zusatzinformation in die Gasanalyse einfließen kann.
3.3.2 Modell für die relative Permittivität
Zur Berechnung der relativen Permittivität von Gasgemischen sind nur wenige Modelle
verfügbar. Ein Modell, welches die relative Permittivität von Gasgemischen in sehr guter
Annäherung berechnen kann, wurde 2005 von Harvey und Lemmon [HaLe05] entwickelt.
Hiernach ergibt sich die relative Permittivität eines Gasgemisches aus Gl. 3.3.

3.3 Stoffdatenmodelle 21
, , 14
· 1 9 · , , 3 · 9 · ² , , 2 · , , 1 (3.3)
Hier ist , , die dimensionslose Polarisation des Gemisches. Sie kann aus den
entsprechenden Polarisationen der Komponenten bestimmt werden (Gl. 3.4).
, , · , (3.4)
stellt den Volumenanteil der Komponente i im Gemisch dar und berechnet sich nach
Gl. 3.5 aus den Molanteilen und den kritischen spezifischen Volumen der Komponenten im
Gemisch.
· ,
∑ · , (3.5)
Die dimensionslose Polarisation , der einzelnen Komponenten kann aus der
relativen Permittivität der Komponenten über Gl. 3.6 bestimmt werden.
, , 1 · 2 · , 1
9 · , (3.6)
Um die einzelnen relativen Permittivitäten der Komponenten zu berechnen, wird für polare
Gase (z.B. Propan) die Clausius-Mosotti-Gleichung (Gl. 3.7) und für unpolare Gase die
Kirkwood-Gleichung (Gl. 3.8) verwendet. Darin sind die Polarisationen , und ,
entsprechend gekennzeichnet.
,1 2 · ,
1 , (3.7)
,14
· 1 9 · , , 3 · 9 · , ² , 2 · , , 1 (3.8)
Nach einem Virialgleichungsansatz in Abhängigkeit von der Dichte ergibt sich für die
Polarisationen , und , Gl. 3.9.
. , ,
, . , , ,,
, · , . , , · , . , , (3.9)
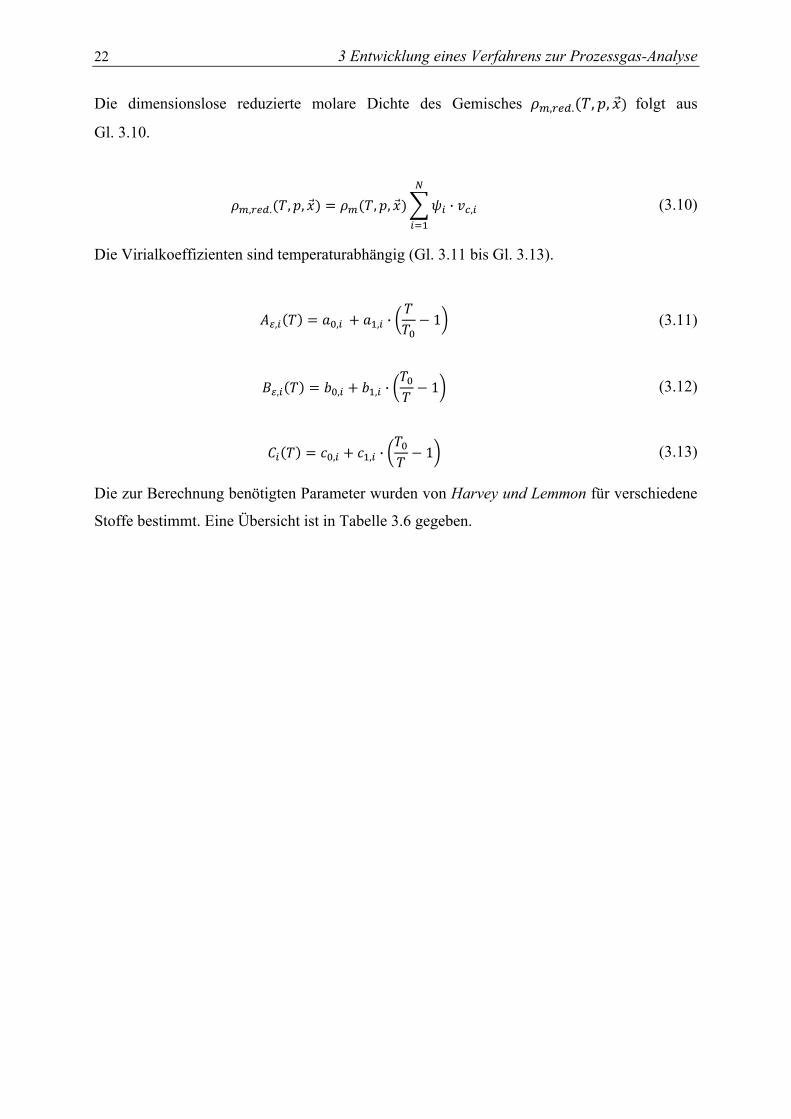
22 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Die dimensionslose reduzierte molare Dichte des Gemisches , . , , folgt aus
Gl. 3.10.
, . , , , , · , (3.10)
Die Virialkoeffizienten sind temperaturabhängig (Gl. 3.11 bis Gl. 3.13).
, , , · 1 (3.11)
, , , · 1 (3.12)
, , · 1 (3.13)
Die zur Berechnung benötigten Parameter wurden von Harvey und Lemmon für verschiedene
Stoffe bestimmt. Eine Übersicht ist in Tabelle 3.6 gegeben.

3.3 Stoffdatenmodelle 23
Tabelle 3.6 Parameter zur Berechnung der relative Permittivität [HaLe05]
Fluid a0
in ³
a1
in ³
Aμ
in ³
b0
in ²
b1
in ²
c0
in
c1
in
D
He 0,517254 0 0 −0,203 0,039 7,47 0 2
Ne 0,9969 0 0 −0,109 0,0708 −2,88 −1,0 2
Ar 4,1414 0 0 1,597 0,262 −117,9 0 2,1
Kr 6,273 0 0 6,485 13,48 −82,51 −170,4 1,7
Xe 10,122 0 0 31,97 46,97 −948,4 0 1,7
H2 2,0306 0,0056 0 0,181 0,021 −7,4 0 2
p-H2 2,0297 0,0069 0 0,181 0,021 −7,4 0 2
N2 4,3872 0,00226 0 2,206 1,135 −169,0 −35,83 2,1
O2 3,9578 0,0065 0 0,575 1,028 −8,96 −5,15 1,5
CO2 7,3455 0,00335 0 83,93 145,1 −578,8 −1012, 1,55
CH4 6,5443 0,0133 0 8,4578 3,7196 −352,97 −100,65 2
C2H4 10,725 0 0 55,19 49,5 −2045, −1154, 1,9
C2H6 11,1552 0,0112 0 36,759 23,639 −808,03 −378,84 1,75
C3H8 15,850 0,036 42,97 172,75 505,67 −388,21 −2078,8 1,35
n-C4H10 20,611 0,020 15,23 66,64 24,44 −7461,2 −1983,6 2
i-C4H10 20,534 0,020 106,1 126,25 52,91 −7501,4 −2672,9 1,9
n-C5H12 25,39 0,025 29,84 78,39 54,15 −12480 −4800,0 2
i-C5H12 25,31 0,025 73,69 108,9 63,68 −15447 −5449,3 2
n-C6H14 30,18 0,030 29,84 222,31 232,62 −36872 −25733 2
n-C7H16 34,96 0,035 29,84 162,24 308,90 −37446 −39684 2
n-C8H18 39,74 0,040 29,84 348,01 494,18 −76838 −65772 2
n-C9H20 44,53 0,045 29,84 286,27 529,31 −83471 −90493 2
n-C10H22 49,32 0,050 29,84 220,15 −316,3 −88358 53511 2
Mit den gegebenen Parametern von Harvey und Lemmon kann die relative Permittivität von
Biogasgemischen (ohne Schwefel) berechnet werden. Die Abweichungen zwischen
gemessener relativen Permittivität und der aus dem Modell berechneten beträgt bei Dichten
bis zu 0,0045 mol/cm³ maximal 0,2 % [HaLe05].
24 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
3.3.3 Modelle für die Wärmeleitfähigkeit
Zur Bestimmung der Wärmeleitfähigkeit steht eine Reihe von Modellen zur Verfügung, die
im Allgemeinen jedoch eine relativ große Unsicherheit aufweisen. Für die Berechnung der
Wärmeleitfähigkeit von Biogasen in einem weiten Temperatur und Druckbereich wurden drei
Modelle als geeignet eingestuft. Dazu zählt das Modell von Mason & Saxena, das Modell von
Browak wie auch die Potentialmethode. Die Modelle werden im Folgenden vorgestellt.
Potentialmethode
Die Potentialmethode stellt die einfachste Art der Berechnung der Wärmeleitfähigkeit von
Gemischen dar. Dabei werden die Wärmeleitfähigkeiten der Komponenten jeweils mit ihren
Molanteilen potenziert und die Ergebnisse anschließend miteinander multipliziert (Gl. 3.14).
, , , (3.14)
Grundsätzlich lässt sich die Potentialmethode für den gesamten Temperatur und Druckbereich
anwenden, in dem auch die Wärmeleitfähigkeiten der Komponenten bekannt sind. Die
Unsicherheit der Gleichung für Biogasgemische ist nicht dokumentiert. Für Gemische aus
Edelgasen (ohne Helium) wird für die Potentialmethode eine Unsicherheit von 1 bis 5 %
genannt. [Roe70]
Mason & Saxena und Browak
Neben der Potentialmethode eignen sich auch Modelle von Mason & Saxena [MaSa58] und
Browak [Bro58] zur Bestimmung der Wärmeleitfähigkeit von Gasgemischen. Beide Ansätze
greifen auf dieselbe Grundgleichung zurück, bei der binäre Kombinationen der einzelnen
Komponenten berücksichtigt werden (Gl. 3.15).
, ,,
11
· ∑ · Λ , ,,
(3.15)
Bei Mason & Saxena (Gl. 3.16) bildet sich der Faktor Λ , , aus binären Kombinationen
der „eingefrorenen“ Wärmeleitfähigkeiten °, ein Koeffizient der sich aus der dynamischen
Viskosität und der Molmasse M der jeweiligen Komponente berechnen lässt (3.17a).
3.3 Stoffdatenmodelle 25
Λ , , 1,065 ·
1,,
·
2 · √2 · 1
(3.16)
,
,
, ·, ·
(3.17a)
,
,
, · , ,54
, · , ,54
(3.17b)
Sind keine Daten zur dynamischen Viskosität vorhanden, sind die Wärmeleitfähigkeiten °
über eine Annährung mit dem Eucken-Faktor zu bestimmen (3.17b). [MaSa58].
Auch bei Browak wird der Faktor Λ , , mit Hilfe der Wärmeleitfähigkeiten ° der
Komponenten gebildet, allerdings ist die Gleichung zur Berechnung des Faktors anders
aufgebaut (Gl. 3.18).
Λ , ,
10 ,0 ,
·
2 · √2 · 1
1 2,41 ·· 0,142 ·
(3.18)
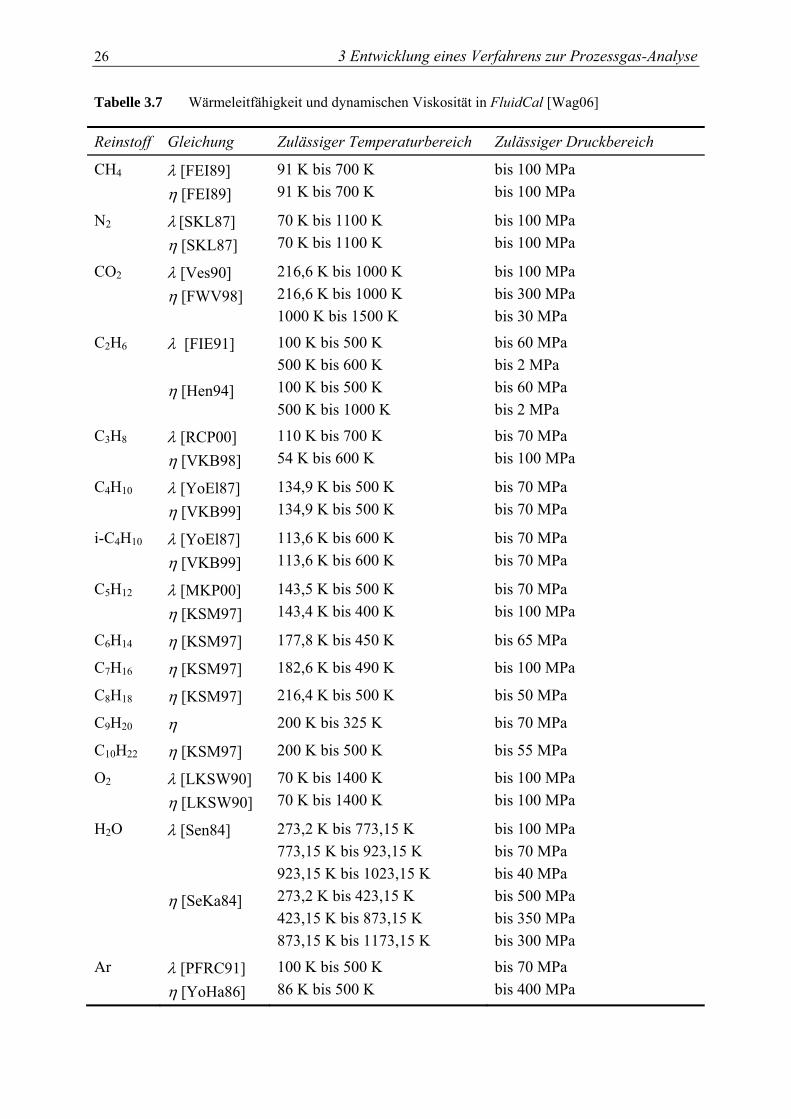
Die Wärmeleitfähigkeit bzw. die dynamische Viskosität und die isobare Wärmekapazität der
Komponenten können aus Zustandsgleichungen für Reinstoffe berechnet werden. Im Rahmen
dieser Arbeit wird dafür auf das Stoffdatenberechnungsprogramm FluidCal [Wag06]
zurückgegriffen. In FluidCal sind Wärmeleitfähigkeiten und dynamische Viskositäten für
diverse Reinstoffe hinterlegt (Tabelle 3.7).
26 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Tabelle 3.7 Wärmeleitfähigkeit und dynamischen Viskosität in FluidCal [Wag06]
Reinstoff Gleichung Zulässiger Temperaturbereich Zulässiger Druckbereich
CH4 [FEI89][FEI89]
91 K bis 700 K
91 K bis 700 K
bis 100 MPa
bis 100 MPa
N2 [SKL87] [SKL87]
70 K bis 1100 K
70 K bis 1100 K
bis 100 MPa
bis 100 MPa
CO2 [Ves90][FWV98]
216,6 K bis 1000 K
216,6 K bis 1000 K
1000 K bis 1500 K
bis 100 MPa
bis 300 MPa
bis 30 MPa
C2H6 [FIE91][Hen94]
100 K bis 500 K
500 K bis 600 K
100 K bis 500 K
500 K bis 1000 K
bis 60 MPa
bis 2 MPa
bis 60 MPa
bis 2 MPa
C3H8 [RCP00][VKB98]
110 K bis 700 K
54 K bis 600 K
bis 70 MPa
bis 100 MPa
C4H10 [YoEl87][VKB99]
134,9 K bis 500 K
134,9 K bis 500 K
bis 70 MPa
bis 70 MPa
i-C4H10 [YoEl87][VKB99]
113,6 K bis 600 K
113,6 K bis 600 K
bis 70 MPa
bis 70 MPa
C5H12 [MKP00][KSM97]
143,5 K bis 500 K
143,4 K bis 400 K
bis 70 MPa
bis 100 MPa
C6H14 [KSM97] 177,8 K bis 450 K bis 65 MPa
C7H16 [KSM97] 182,6 K bis 490 K bis 100 MPa
C8H18 [KSM97] 216,4 K bis 500 K bis 50 MPa
C9H20 200 K bis 325 K bis 70 MPa
C10H22 [KSM97] 200 K bis 500 K bis 55 MPa
O2 [LKSW90][LKSW90]
70 K bis 1400 K
70 K bis 1400 K
bis 100 MPa
bis 100 MPa
H2O [Sen84][SeKa84]
273,2 K bis 773,15 K
773,15 K bis 923,15 K
923,15 K bis 1023,15 K
273,2 K bis 423,15 K
423,15 K bis 873,15 K
873,15 K bis 1173,15 K
bis 100 MPa
bis 70 MPa
bis 40 MPa
bis 500 MPa
bis 350 MPa
bis 300 MPa
Ar [PFRC91][YoHa86]
100 K bis 500 K
86 K bis 500 K
bis 70 MPa
bis 400 MPa

3.3 Stoffdatenmodelle 27
Die Unsicherheiten der einzelnen Zustandsgleichungen und weitere Informationen können
den in Tabelle 3.7 aufgeführten Literaturstellen entnommen werden. Für die Komponenten
Kohlenstoffmonoxid, Wasserstoff und Helium, deren Wärmeleitfähigkeit bzw. dynamische
Viskosität nicht mit Hilfe des Stoffdatenpakets FluidCal bestimmt werden kann, wird auf das
Stoffdatenpaket REFRPOP [LHM10] zurück gegriffen (Tabelle 3.8).
Tabelle 3.8 Wärmeleitfähigkeit und dynamischen Viskosität in REFPROP [LHM10]
Reinstoff Gleichung Zulässiger Temperaturbereich Zulässiger Druckbereich
H2 [McWe72] [McWe72]
13.96 K bis 1000 K
13.96 K bis 1000 K
bis 121 MPa
bis 121 MPa
He [HaAr81][Arp89]
2,18 K bis 1500 K
2,18 K bis 1500 K
bis 100 MPa
bis 100 MPa
CO [NIST] [OlSe89][NIST]
68,16 K bis 1000 K
68,16 K bis 1000 K
bis 100 MPa
bis 100 MPa
Die Unsicherheiten in der Berechnung der Wärmeleitfähigkeit von Kohlenstoffmonoxid,
Wasserstoff und Helium sind im Vergleich zu den übrigen Komponenten (Tabelle 3.7) etwas
höher und werden mit bis zu 10 % angegeben, in der Berechnung der dynamischen Viskosität
erreichen die Unsicherheiten bis zu 15 %.
Mit den vorgestellten Gleichungen und Modellen können sämtliche benötigten Stoffdaten von
Biogasgemischen bis in den Hochdruckbereich von 40 MPa berechnet werden. Allerdings
reichen die Gültigkeitsbereiche der Gleichungen nicht immer bis in den
Hochtemperaturbereich. Daher wird im folgenden Abschnitt ein Mischungsmodell vorgestellt,
welches für die Gasanalyse im Hochtemperaturbereich geeignet ist.
28 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
3.3.4 Hochtemperaturerweiterung
Bei hohen Temperaturen werden die Gasdichten geringer, sodass sich Gasgemische im
Hochtemperaturbereich voraussichtlich ähnlich zu idealen Gasen bzw. idealen Gasgemischen
verhalten werden. Stoffdaten idealer Gasgemische können mit Gl. 3.19 beschrieben werden.
, , · , , Δ , , , (3.19)
Exzessgröße , , 0 bei idealer Mischung
Für die zur Gasanalyse verwendeten Stoffdaten ist der Term Δ , für ideale
Mischungsgrößen gleich Null, sodass sich die Stoffdaten des Gemisches aus der linearen
Kombination der Reinstoffe bei entsprechender Temperatur und Druck ergeben.
Um eine Funktion zur Berechnung der vorliegenden Exzessgrößen aufzustellen, können
binäre Gemische erzeugt und jeweils bei verschiedenen Temperaturen und Drücken
vermessen werden. Die Exzessgrößen der einzelnen Punkte ergeben sich aus der Differenz
zwischen den gemessenen und den berechneten Stoffdaten. Mit den Daten können passende
Modelle für , , aufgestellt und entsprechende Parameter bereitgestellt werden. Die
Exzessgrößengleichungen gelten dann für den vermessenen Bereich und verbessern die ideale
Mischungsgleichung. Da zu wenige Stoffdaten im Hochtemperaturbereich vorliegen, kann der
gewählte Ansatz noch nicht weiter ausgewertet werden.
3.4 Gleichungssystem und Lösungsverfahren
Durch die in Abschnitt 3.3 beschriebenen Zustandsgleichungen ist die Beziehung zwischen
den Konzentrationen und den zugehörigen Stoffdaten bekannt. Üblicherweise sind die
Gleichungen so aufgebaut, dass für eine bekannte Zusammensetzung die zugehörigen
Stoffdaten berechnet werden können. Da die Umkehrung der Gleichungen - zur Berechnung
der Konzentrationen aus gegebenen Stoffdaten - nicht ohne weiteres möglich ist3, wurde ein
passender Berechnungsalgorithmus entwickelt (Abbildung 3.3).
3 Zur Bildung der Umkehrfunktionen müssen alle verwendeten Zustandsgleichungen explizit aufgestellt und nach Konzentrationen umgestellt werden. Die Gleichungen sind im allg. nicht linear und das daraus folgende Gleichungssystem wäre nicht explizit lösbar.
3.4 Gleichungssystem und Lösungsverfahren 29
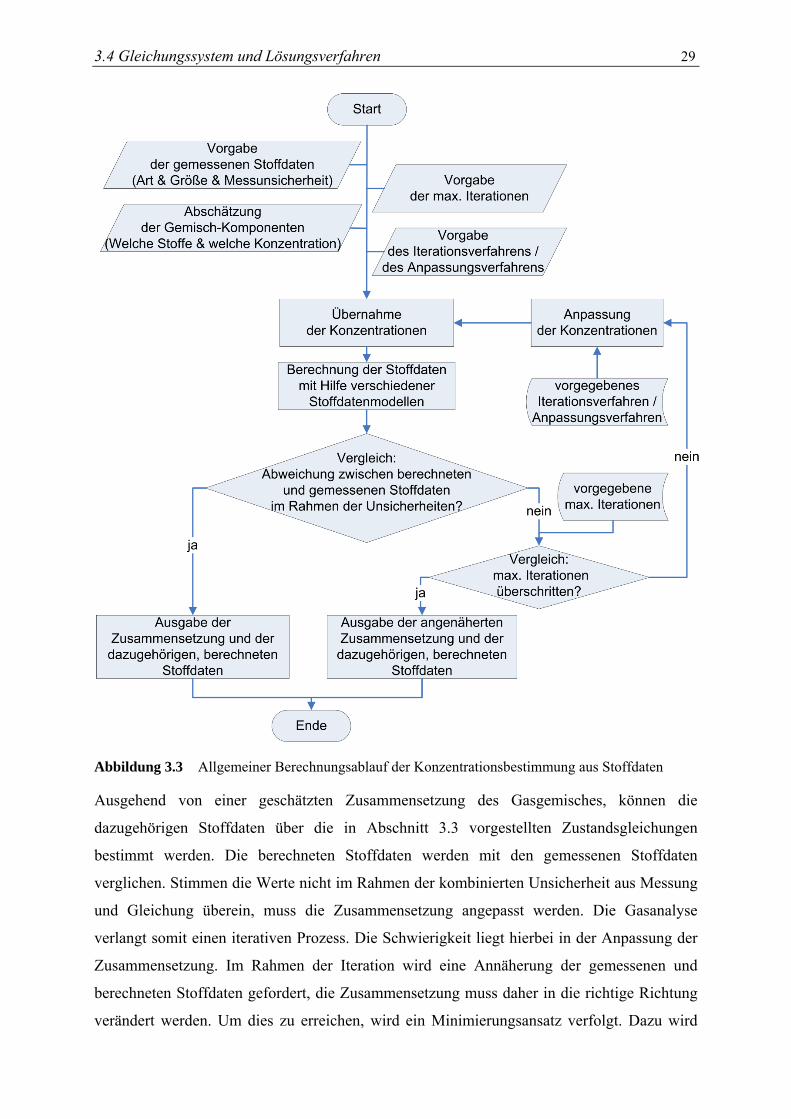
Abbildung 3.3 Allgemeiner Berechnungsablauf der Konzentrationsbestimmung aus Stoffdaten
Ausgehend von einer geschätzten Zusammensetzung des Gasgemisches, können die
dazugehörigen Stoffdaten über die in Abschnitt 3.3 vorgestellten Zustandsgleichungen
bestimmt werden. Die berechneten Stoffdaten werden mit den gemessenen Stoffdaten
verglichen. Stimmen die Werte nicht im Rahmen der kombinierten Unsicherheit aus Messung
und Gleichung überein, muss die Zusammensetzung angepasst werden. Die Gasanalyse
verlangt somit einen iterativen Prozess. Die Schwierigkeit liegt hierbei in der Anpassung der
Zusammensetzung. Im Rahmen der Iteration wird eine Annäherung der gemessenen und
berechneten Stoffdaten gefordert, die Zusammensetzung muss daher in die richtige Richtung
verändert werden. Um dies zu erreichen, wird ein Minimierungsansatz verfolgt. Dazu wird
30 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
deshalb zunächst ein Gleichungssystem aufgestellt, das von entsprechenden mathematischen
Algorithmen gelöst werden kann.
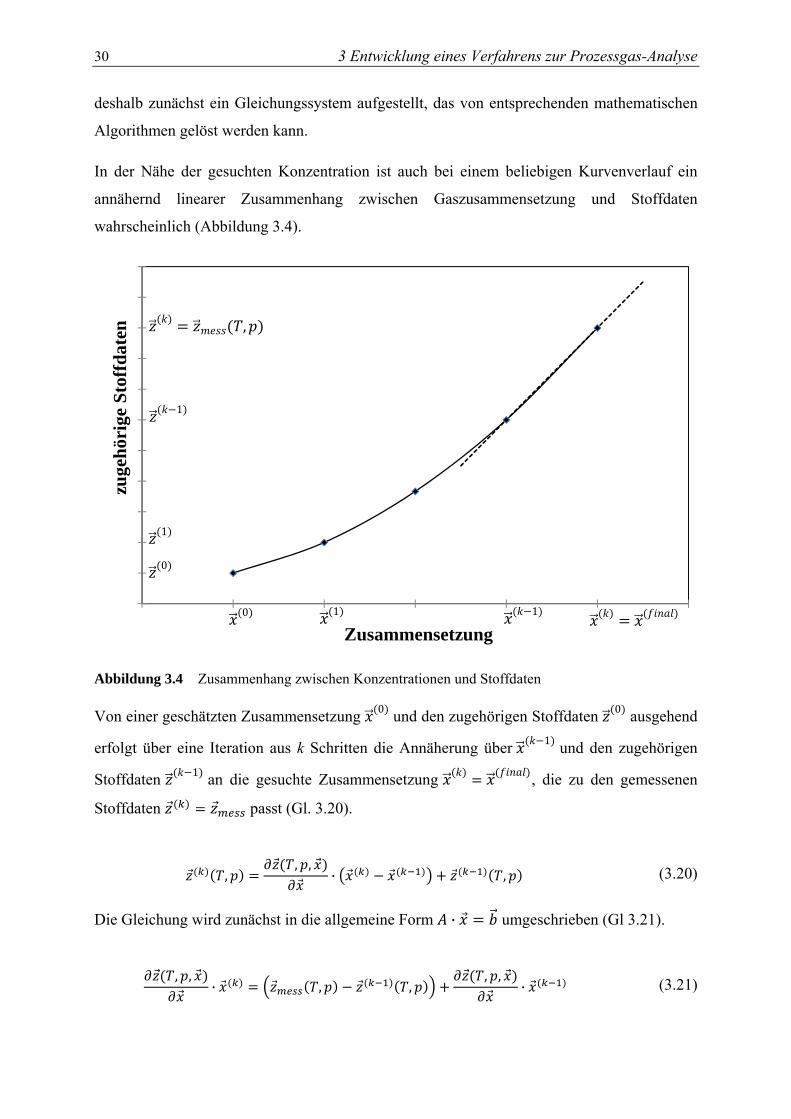
In der Nähe der gesuchten Konzentration ist auch bei einem beliebigen Kurvenverlauf ein
annähernd linearer Zusammenhang zwischen Gaszusammensetzung und Stoffdaten
wahrscheinlich (Abbildung 3.4).
Abbildung 3.4 Zusammenhang zwischen Konzentrationen und Stoffdaten
Von einer geschätzten Zusammensetzung 0 und den zugehörigen Stoffdaten 0 ausgehend
erfolgt über eine Iteration aus k Schritten die Annäherung über 1 und den zugehörigen
Stoffdaten 1 an die gesuchte Zusammensetzung , die zu den gemessenen
Stoffdaten passt (Gl. 3.20).
,, ,
· , (3.20)
Die Gleichung wird zunächst in die allgemeine Form · umgeschrieben (Gl 3.21).
, ,
· , ,, ,
· (3.21)
zuge
hör
ige
Sto
ffd
aten
Zusammensetzung0
1 1
,
1
0
1

3.4 Gleichungssystem und Lösungsverfahren 31
Zusammen mit den Bedingungen, dass die berechneten Konzentrationen positiv und in
Summe 100 % ergeben müssen, kann ein Gleichungssystem (Gl. 3.22) aufgestellt werden.
1 0 00 0
0 0 11 1
·
, , , ,
, , , ,
100%
+0 0
0 00 0
· (3.22)
Auch wenn das aufgestellte Gleichungssystem mit Hilfe verschiedener mathematischer
Verfahren direkt gelöst werden kann, ist die Konzentrationsberechnung abhängig von der
gewählten Startkonzentration und führt deshalb nicht innerhalb eines Schrittes zur
Zusammensetzung des Gemisches. Ausgehend von der gewählten Zusammensetzung werden
die Stoffdaten berechnet sowie die Veränderung der Stoffdaten in Abhängigkeit der
Zusammensetzung. Hierbei wird der Einfluss der einzelnen Komponenten auf die
verschiedenen Stoffdaten als Differenzenquotient bei einer Konzentrationsänderung von
Zustand 1 (minimal unterhalb der aktuellen Konzentration der Komponente i) nach Zustand 2
(minimal oberhalb der aktuellen Konzentration der Komponente i) gebildet (Gl. 3.23).
, , ∆ , ,
∆, , , , , ,
, , (3.23)
Die Berechnung nähert sich iterativ von k = 0 bis k = final der wirklich vorliegenden
Zusammensetzung.
Je nachdem wie viele Komponenten im Gasgemisch vorhanden sein könnten und wie viele
Stoffdaten gemessen wurden, kann das Gleichungssystem unterbestimmt oder genau
bestimmt sein. Unterbestimmte Systeme können nur auftreten, wenn weniger Stoffdaten
gemessen wurden, als für eine Analyse nötig sind und werden hier daher nicht explizit
betrachtet Die Lösungsverfahren, die zur Lösung des Gleichungssystems in Frage kommen,
müssen Näherungslösungen abbilden und eine Zusammensetzung berechnen, die die
geringsten Abweichungen zu den Messwerten aufweist (Gl. 3.24).
32 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
· 0
· ! (3.24)
Als Lösungsverfahren für das Gleichungssystem kommen verschiedene Verfahren in
Betracht. Der einfachste Ansatz ist die Anwendung einer direkten Methode. Bei der direkten
Methode muss die inverse der Matrix A auf beiden Seiten der Gleichung von links
multipliziert werden, sodass eine Einheitsmatrix E mit dem Vektor der Gaszusammensetzung
multipliziert wird und die Konzentrationen zu bestimmen ist (Gl. 3.25).
· · ·
· ·
·
(3.25)
Wenn die Matrix A auf Grund der Anzahl an gemessenen Stoffdaten und geschätzten
Komponenten nicht quadratisch ist, kann die Inverse mathematisch nicht gebildet werden. Zur
Berechnung wird in diesem Fall die Pseudoinverse genutzt. Die Pseudoinverse wird nach
Gl. 3.26 mit Hilfe der Transponierten der Matrix A gebildet.
· · (3.26)
Die Lösung der Gl. 3.25 über die Pseudoinverse stellt eine Näherungslösung nach Gl. 3.24 dar
[Hei05].
Neben der Invertierung der Matrix A, ist die Lösung des Gleichungssystems auch mit
iterativen Methoden möglich. Die Auswahl an iterativen Lösungsverfahren für lineare
Gleichungssysteme ist groß. Für das aufgestellte Gleichungssystem ist die Anzahl der
anwendbaren iterativen Methoden allerdings eingeschränkt, da die Matrix A den
Anforderungen der meisten Iterationsmethoden nicht genügt. Sie kann weder als spärlich
besetzt, symmetrisch bzw. hermitesch4, mit vollem Rang5, noch positiv definit6 angenommen
werden. Die zur Gasanalyse implementierten Lösungsalgorrithmen werden im Folgenden
vorgestellt.
4 Hermitesche Matrix: eine quadratische Matrix, die gleich ist mit der transponierten ihrer komplex konjugierten Form ( ). Für reelle Matrizen bedeuten hermitesch und symmetrisch dasselbe. [Her07] 5 Rang: der Rang einer Matrix gibt die Anzahl der linear unabhängigen Spaltenvektoren wieder. Voller Rang bedeutet, dass alle Spaltenvektoren linear unabhängig sind. 6 Positiv definit: alle Eigenwerte einer Matrix A sind positiv.

3.4 Gleichungssystem und Lösungsverfahren 33
Jacobi
Das Jacobi-Verfahren lässt sich auf quadratische Matrizen anwenden. Um dieser Bedingung
zu genügen, kann durch die Ergänzung der vorliegenden Matrix um weitere Spalten eine
quadratische Matrix gebildet werden. Dazu muss auch der Vektor so erweitert werden, dass
die Aussage des Gleichungssystems nicht verfälscht wird. Die Inhalte der zu ergänzenden
Spalten der Matrix A wurden jeweils auf Eins, die weiteren Einträge im Vektor auf Null
gesetzt.
Beim Jacobi-Verfahren wird der Konzentrationsvektor durch Aufteilen der Matrix A in eine
untere Dreiecksmatrix L, eine obere Dreiecksmatrix U und eine Diagonalmatrix D bestimmt
(Gl. 3.27).
·
·
· ·
·
(3.27)
Implementiert ergibt sich für die einzelnen Konzentrationen Gl. 3.28.
1· (3.28)
Wichtig ist, dass alle Elemente der Matrizendiagonale von Null verschieden sind. Für die
Gradienten , , ⁄ ist das wahrscheinlich. Um auch im unteren Teil der Matrix diese
Bedingung zu erfüllen, wo in jeder Zeile nur ein Element größer Null vorliegt, müssen ggf.
Zeilen getauscht werden. Entsprechend muss sich auch die Zeile im Ergebnisvektor z
verschieben.
Das Jacobi-Verfahren konvergiert bei strikt diagonaldominanten Matrizen. Vor Anwendung
des Verfahrens sollte daher die Diagonaldominanz der Matrix A geprüft werden. Sie ist
gegeben, wenn die einzelnen Elemente der Diagonalen größer als die Summe der übrigen
Elemente der Matrix sind (Gl. 3.29).
| | (3.29)

34 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Gauß-Seidel
Das Gauß-Seidel-Verfahren ähnelt dem Jacobi-Verfahren, nur dass zur Berechnung der
Konzentrationen im Iterationsschritt k alle bereits bestimmten Konzentrationen desselben
Iterationsschrittes genutzt und nur die noch nicht bestimmten Konzentrationen aus dem
vorherigen Iterationsschritt k-1 entnommen werden. Bei der Berechnung nach dem Gauß-
Seidel-Verfahren wird die Matrix A in die eine untere Dreiecksmatrix L inklusive der
Matrixdiagonalen und eine obere Dreiecksmatrix U aufgeteilt (Gl. 3.30).
·
·
· ·
·
(3.30)
In der Implementierung setzt sich der Konzentrationsvektor nach Gl. 3.31 zusammen.
1· · (3.31)
Die Bedingungen zur Anwendung des Gauß-Seidel-Verfahrens sowie die
Konvergenzkriterien sind identisch mit denen des vorgestellten Jacobi-Verfahrens. Bei
definiten Matrizen ist das Verfahren zudem immer konvergent [Erd08].
Gauss-Newton
Anders als bei den vorgestellten Iterationsverfahren nach Jacobi und Gauss-Seidel, lässt sich
das Gauss-Newton-Verfahren für bestimmte und überbestimmte Gleichungssysteme
anwenden, ohne dass eine quadratische Matrix vorliegen muss. Es handelt sich um ein
Verfahren für nichtlineare Ausgleichsprobleme. Der Lösungsansatz ergibt sich aus der
Minimierung des Abstandes zwischen den Messwerten und den berechneten Werten und
somit nach der Methode der kleinsten Quadrate (Gl. 3.32).
| | · (3.32)

3.4 Gleichungssystem und Lösungsverfahren 35
Für die Berechnung der Konzentration ergibt sich dann Gl. 3.33.
· · · (3.33)
Die Konvergenz beim Gauss-Newton-Verfahren ist nur für die Umgebung des Minimums
garantiert, deshalb sollten die Startwerte gut gewählt werden, andernfalls kann das Verfahren
überschießen. [Erd08] [Dam07]
NBC
Neben den genannten mathematischen Algorithmen, die sich auf die Lösung des aufgestellten
Gleichungssystems (Gl. 3.22) stützen, wurde im Rahmen dieser Arbeit eine weitere Methode
(NBC 7 ) entwickelt, um die Zusammensetzung des Gasgemisches aus den gemessenen
Stoffdaten zu ermitteln. Bei der NBC Methode wird geprüft, ob die Erhöhung einer
Konzentrationen j um eine festgelegte Schrittweite xj in mol-% zu einer Verbesserung der
Übereinstimmung zwischen berechneten und gemessenen Stoffdaten führt. Dabei werden die
Konzentrationen der anderen Komponenten wahlweise anteilig (Gl. 3.34a) oder gleichmäßig
(Gl. 3.34b) gesenkt. Führt die Konzentrationserhöhung der Komponente j zu einer
Annäherung zwischen berechneten und gemessenen Stoffdaten, wird ihre Konzentration so
lange weiter angehoben, bis keine Verbesserung mehr erreicht werden kann.
∆
1· (3.34a)
∆1
(3.34b)
Die Konzentrationserhöhung wird analog der Reihe nach für die anderen Komponenten im
Gemisch durchgeführt. Sobald sich für keine Komponente mehr eine weitere Verbesserung
durch die Konzentrationserhöhung einstellt, wird die Schrittweite reduziert und die aktuell
ermittelte Zusammensetzung als neue Startkonzentration gewählt. Somit wird die Ermittlung
der Zusammensetzung verfeinert. Als Grenzwert in der Schrittweitenreduzierung dient die
Konzentrationsdifferenz x, die zur Berechnung des Gradienten , , ⁄
herangezogen wird. Sobald in der kleinsten Schrittweiteneinstellung keine weitere
7 NBC: Abkürzung für Next Better Composition

36 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Verbesserung in der berechneten Zusammensetzung möglich ist, werden die ermittelten
Konzentrationen ausgegeben.
Die verschiedenen vorgestellten Lösungsmethoden haben unterschiedliche Vor- und
Nachteile. Ein großer Nachteil der Lösung des Gleichungssystems über die Pseudoinverse
liegt in dem geringen Fortschritt des Verfahrens. Die Veränderungen der Konzentrationen von
einem Iterationsschritt zum Nächsten sind minimal, sodass das Verfahren nur bei einer sehr
gut geschätzten Startzusammensetzung eingesetzt werden sollte. Demgegenüber ist der große
Vorteil der iterativen Verfahren wie Jacobi, Gauss-Seidel und Gauss-Newton die
Schnelligkeit, mit der das aufgestellte Gleichungssystem gelöst werden kann. Schon nach
wenigen Schritten können genaue Ergebnisse erzielt werden. Jedoch ist es bei diesen
Verfahren schwierig sicherzustellen, dass sie auch konvergieren. Je nachdem wie die
Startwerte gewählt werden, wird mit den iterativen Verfahren die Zusammensetzung entweder
sehr schnell oder aber gar nicht ermittelt. Ein Rezept, wie die Startzusammensetzung
aufgestellt werden muss, damit sich eine Konvergenz einstellt, konnte nicht entwickelt
werden. Daher stellt sich der Einsatz iterativer Verfahren für die Gasanalyse als unvorteilhaft
heraus. Über die NBC Methode wird eine Zusammensetzung auf Grund der sukzessiven
Schrittweitenreduktion unabhängig von der Genauigkeit der geschätzten
Startzusammensetzung innerhalb weniger Sekunden berechnet - nur unwesentlich langsamer
als bei den Iterationsverfahren - und sollte daher im Vergleich zur Berechnung über die
Pseudoinverse bevorzugt eingesetzt werden. Allerdings kann die Berechnung mit der NBC
Methode dadurch, dass die Konzentrationserhöhungen immer dem gleichen Schema folgen,
entlang eines Pfades verlaufen und in einer Sackgasse enden. Dann wird eine
Zusammensetzung ausgegeben, deren Stoffdaten die gemessenen Daten nicht im Rahmen
ihrer Unsicherheit abbilden können. In diesem Fall ist es möglich durch Wiederholung der
Berechnung mit einer anderen Konzentrationsverteilung in der Startzusammensetzung, die
Sackgasse zum umgehen, sodass über die NBC Methode ein für die Gasanalyse relativ
schnelles und zuverlässiges Verfahren zu Verfügung steht.
3.5 Datengewichtung 37
3.5 Datengewichtung
In allen genannten Berechnungsverfahren wirken sich hohe Zahlenwerte bei den gemessenen
Stoffdaten grundsätzlich stärker auf die Konzentrationsberechnung aus als geringe
Zahlenwerte, da für alle Größen die Verringerung des Abstandes zwischen berechneter und
gemessener Größe in der selben Gewichtung bei Vor- und Nachkommastellenbereich erfolgt.
Daraus folgt, dass beispielsweise die Anpassung einer Schallgeschwindigkeit von 325 m/s auf
332 m/s stärker berücksichtigt würde, als die Anpassung einer Dichte von 1,98 kg/m³ auf
1,67 kg/m³. Um zu verhindern, dass die Konzentrationsberechnung in erster Linie vom
Zahlenwert der gemessenen Stoffdaten abhängt, werden nicht die Differenzen, sondern die
prozentualen Abweichungen zwischen den einzelnen gemessenen und berechneten Stoffdaten
als Kriterium für eine weitere Annäherung herangezogen.
Im Gegensatz zur Höhe des Zahlenwertes muss die Unsicherheit der verschiedenen
gemessenen Stoffdaten relevant sein. Je genauer eine Gaseigenschaft bestimmt werden kann,
desto größer sollte ihr Einfluss auf die berechneten Konzentrationen sein. Deshalb wird die
Unsicherheit der Stoffdatenmessung mit einer entsprechenden Gewichtung berücksichtigt.
Indem die Messdaten z‘ durch ihre relative Unsicherheit dividiert werden (Gl. 3.35), erhöht
sich der Einfluss hochgenauer Daten auf die Berechnung im Vergleich zu Stoffdaten mit
großen Messunsicherheiten.
∆ (3.35)
Die Unsicherheit der Berechnungsmodelle wird für die Gewichtung der gemessenen Daten
nicht herangezogen.
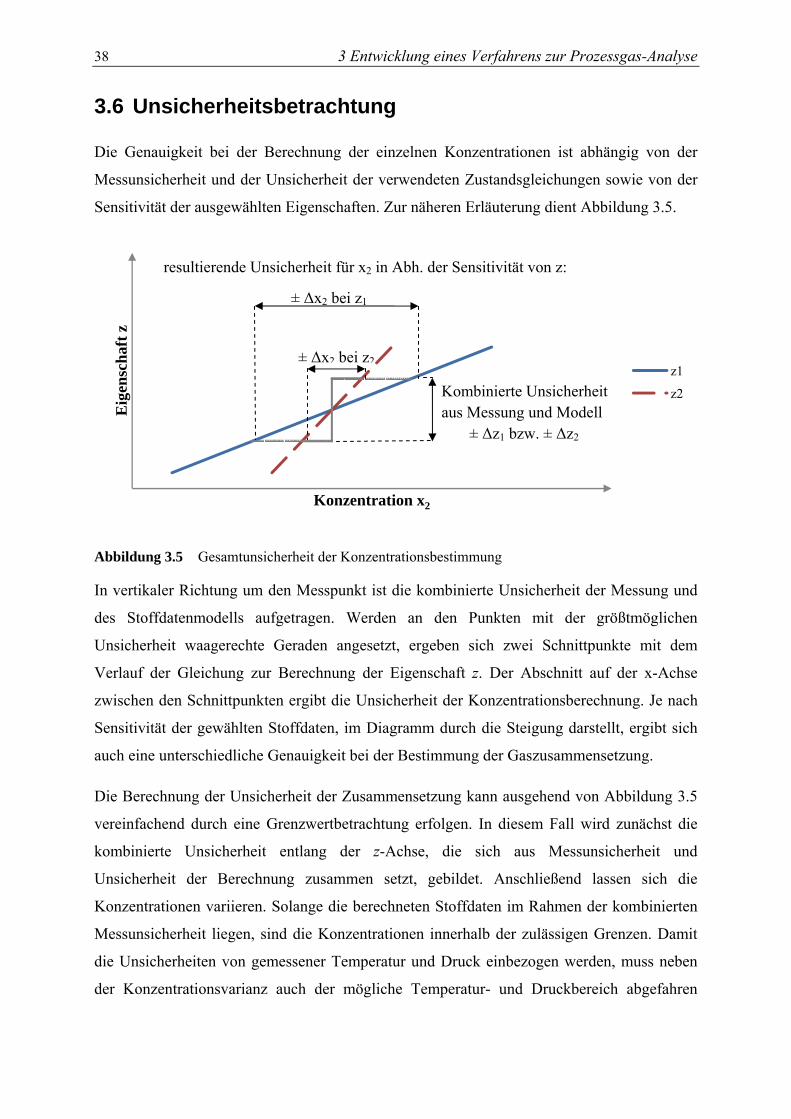
38 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
3.6 Unsicherheitsbetrachtung
Die Genauigkeit bei der Berechnung der einzelnen Konzentrationen ist abhängig von der
Messunsicherheit und der Unsicherheit der verwendeten Zustandsgleichungen sowie von der
Sensitivität der ausgewählten Eigenschaften. Zur näheren Erläuterung dient Abbildung 3.5.
Abbildung 3.5 Gesamtunsicherheit der Konzentrationsbestimmung
In vertikaler Richtung um den Messpunkt ist die kombinierte Unsicherheit der Messung und
des Stoffdatenmodells aufgetragen. Werden an den Punkten mit der größtmöglichen
Unsicherheit waagerechte Geraden angesetzt, ergeben sich zwei Schnittpunkte mit dem
Verlauf der Gleichung zur Berechnung der Eigenschaft z. Der Abschnitt auf der x-Achse
zwischen den Schnittpunkten ergibt die Unsicherheit der Konzentrationsberechnung. Je nach
Sensitivität der gewählten Stoffdaten, im Diagramm durch die Steigung darstellt, ergibt sich
auch eine unterschiedliche Genauigkeit bei der Bestimmung der Gaszusammensetzung.
Die Berechnung der Unsicherheit der Zusammensetzung kann ausgehend von Abbildung 3.5
vereinfachend durch eine Grenzwertbetrachtung erfolgen. In diesem Fall wird zunächst die
kombinierte Unsicherheit entlang der z-Achse, die sich aus Messunsicherheit und
Unsicherheit der Berechnung zusammen setzt, gebildet. Anschließend lassen sich die
Konzentrationen variieren. Solange die berechneten Stoffdaten im Rahmen der kombinierten
Messunsicherheit liegen, sind die Konzentrationen innerhalb der zulässigen Grenzen. Damit
die Unsicherheiten von gemessener Temperatur und Druck einbezogen werden, muss neben
der Konzentrationsvarianz auch der mögliche Temperatur- und Druckbereich abgefahren
Eig
ensc
haf
t z
Konzentration x2
z1
z2
± Δx2 bei z1
± Δx2 bei z2
Kombinierte Unsicherheit aus Messung und Modell ± Δz1 bzw. ± Δz2
resultierende Unsicherheit für x2 in Abh. der Sensitivität von z:
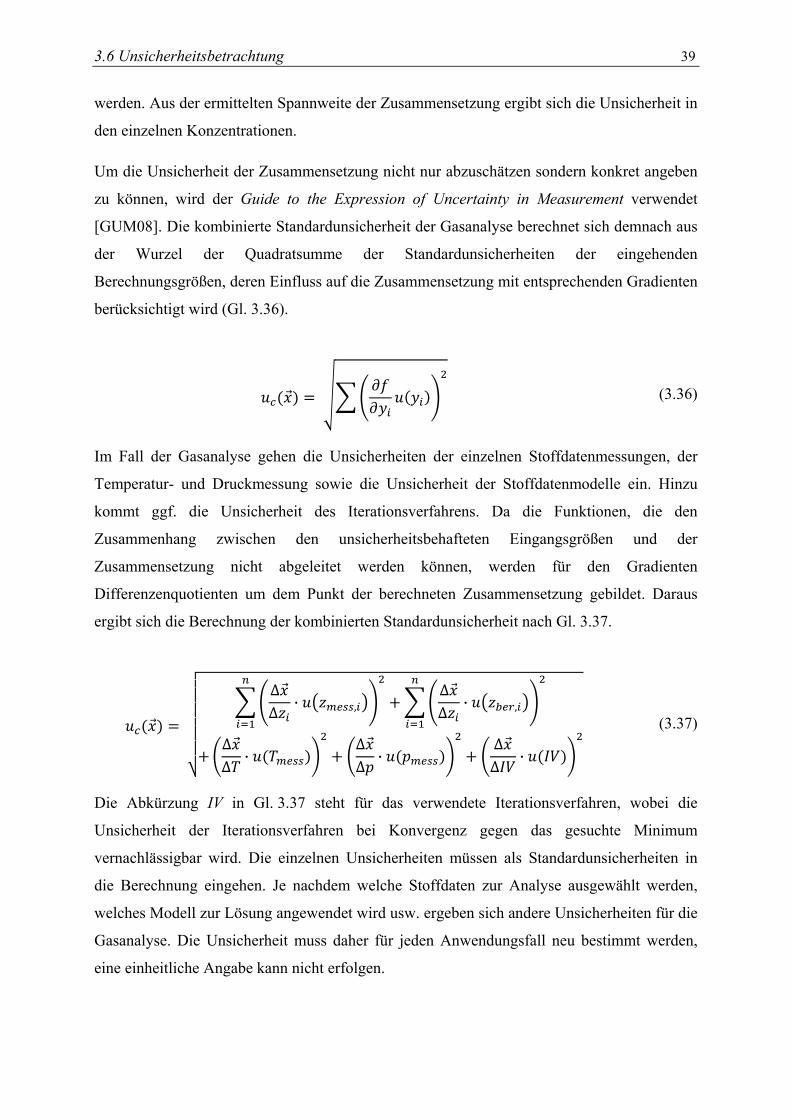
3.6 Unsicherheitsbetrachtung 39
werden. Aus der ermittelten Spannweite der Zusammensetzung ergibt sich die Unsicherheit in
den einzelnen Konzentrationen.
Um die Unsicherheit der Zusammensetzung nicht nur abzuschätzen sondern konkret angeben
zu können, wird der Guide to the Expression of Uncertainty in Measurement verwendet
[GUM08]. Die kombinierte Standardunsicherheit der Gasanalyse berechnet sich demnach aus
der Wurzel der Quadratsumme der Standardunsicherheiten der eingehenden
Berechnungsgrößen, deren Einfluss auf die Zusammensetzung mit entsprechenden Gradienten
berücksichtigt wird (Gl. 3.36).
(3.36)
Im Fall der Gasanalyse gehen die Unsicherheiten der einzelnen Stoffdatenmessungen, der
Temperatur- und Druckmessung sowie die Unsicherheit der Stoffdatenmodelle ein. Hinzu
kommt ggf. die Unsicherheit des Iterationsverfahrens. Da die Funktionen, die den
Zusammenhang zwischen den unsicherheitsbehafteten Eingangsgrößen und der
Zusammensetzung nicht abgeleitet werden können, werden für den Gradienten
Differenzenquotienten um dem Punkt der berechneten Zusammensetzung gebildet. Daraus
ergibt sich die Berechnung der kombinierten Standardunsicherheit nach Gl. 3.37.
∆∆
· ,∆∆
· ,
∆∆
·∆∆
·∆
∆·
(3.37)
Die Abkürzung IV in Gl. 3.37 steht für das verwendete Iterationsverfahren, wobei die
Unsicherheit der Iterationsverfahren bei Konvergenz gegen das gesuchte Minimum
vernachlässigbar wird. Die einzelnen Unsicherheiten müssen als Standardunsicherheiten in
die Berechnung eingehen. Je nachdem welche Stoffdaten zur Analyse ausgewählt werden,
welches Modell zur Lösung angewendet wird usw. ergeben sich andere Unsicherheiten für die
Gasanalyse. Die Unsicherheit muss daher für jeden Anwendungsfall neu bestimmt werden,
eine einheitliche Angabe kann nicht erfolgen.

40 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
3.7 Applikation
Zur Gasanalyse aus gemessenen Stoffdaten wurde abschließend ein Softwaretool erstellt. Die
Oberfläche, die nach dem Start der Applikation zu sehen ist, ist in Abbildung 3.6 dargestellt.
Links oben in Abbildung 3.6 im Bereich A ist eine Tabelle zu sehen, in der die Stoffdaten
ausgewählt und die gemessenen Werte eingetragen werden müssen. Je nachdem welches
Messverfahren ausgewählt wurde, kann die Einheit der Stoffdaten und die Unsicherheit des
Messwertes angepasst werden. Da neben dem Messwert selbst auch noch die Temperatur und
der Druck wichtig sind, bei der sich der eingetragene Messwert eingestellt hat, müssen auch
diese Daten mit ihren entsprechenden Unsicherheiten angegeben werden. Die Unsicherheit
der zur Berechnung der Stoffdaten verwendeten Modelle wird in einer weiteren Spalte der
Tabelle angezeigt.
Neben den gemessenen Stoffdaten muss eine Startzusammensetzung für die Iteration
eingetragen werden. Hierfür ist abzuschätzen, welche Komponenten in welchen
Konzentrationen wahrscheinlich in dem unbekannten Gasgemisch vorliegen. Die Eintragung
erfolgt in dem in Abbildung 3.6 als B gekennzeichnetem Bereich. In der Berechnung werden
nur Komponenten berücksichtigt, die über das dropdown Menü ausgewählt wurden, um das
Gleichungssystem zur Berechnung der Konzentrationen nicht immer mit der maximal
möglichen Komponentenzahl aufzubauen. Daher sollten alle Komponenten, die ggf. im
Gemisch vorhanden sein könnten, auch aufgeführt werden. Falls die Konzentration einiger
Komponenten bereits relativ genau bekannt ist, zum Beispiel durch eine Infrarotanalyse, kann
die Konzentration dieser Komponente festgesetzt werden. Diese wird in der Berechnung dann
als fester Parameter betrachtet und nicht angepasst. In der Unsicherheitsbetrachtung kann
dann die mögliche Spannbreite dieser Konzentration mit ausgegeben werden.
Zur Berechnung der Konzentrationen aus den gegebenen Messwerten werden die im
Abschnitt 3.4 vorgestellten Berechnungsmethoden verwendet. Im Bereich C der Abbildung
3.6 kann dazu der Algorithmus ausgesucht werden. Hier kann auch die Schrittweite
vorgegeben werden, die zur Bildung des Differenzenquotienten (Gradient) verwendet werden
soll. Falls die Wärmeleitfähigkeit zu berechnen ist, muss eines der drei implementierten
Modelle ausgewählt werden.

3.7 Applikation 41
Abbildung 3.6 Oberfläche der Applikation zur Gasanalyse nach dem Programmaufruf
42 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Es besteht die Möglichkeit, die Iteration abzubrechen, sobald die Stoffdaten der berechneten
Zusammensetzung innerhalb der kombinierten Unsicherheit liegen. Alternativ bricht die
Iteration ab, sobald keine weitere Annäherung an die Messwerte erfolgen kann. Dies kann
passieren, wenn die Iterationsschranke erreicht oder aber eine Konzentration berechnet wurde,
die bereits in einem vorangegangenen Iterationsschritt vorkam. Dann konvergiert das
Iterationsverfahren nicht, sondern es liegt eine zyklische Wiederholung vor. In diesem Fall
wird diejenige Zusammensetzung der Schleife ausgegeben, die den Messwerten am ehesten
entspricht. Schließlich ist es möglich, die Anzahl an Iterationen vorzugeben, die maximal
durchgeführt werden soll, damit das Programm abbricht, wenn keine der bisher genannten
Abbruchbedingungen innerhalb der vorgegebenen Iterationsschritte auftritt.
Zusätzlich zur berechneten Zusammensetzung kann die Unsicherheit der einzelnen
Konzentrationen berechnet und angezeigt werden. Die Berechnung erfolgt wahlweise über
eine Grenzwertbetrachtung oder nach GUM. Die Unsicherheit kann entweder als relative oder
absolute Unsicherheit sowie als Schwankungsbreite in den Konzentrationen ausgegeben
werden.
Nach Eingabe aller Daten wird die Berechnung der Konzentrationen über die Schaltfläche
Start Calculations gestartet. Die anschließende Ausgabe der Zusammensetzung (Abbildung
3.7, Bereich B) erfolgt zusammen mit einer Information über den Grund des Abbruchs der
Berechnung (Abbildung 3.7, Bereich A). Dies ist im Normalfall die Meldung, dass die
berechnete Zusammensetzung die gemessenen Stoffdaten im Rahmen ihrer Unsicherheiten
wiedergeben kann, bzw. dass keine besser passende Zusammensetzung ermittelt werden
konnte. Bei Abbruch der Berechnung durch den Anwender oder erreichen der maximal
vorgegebenen Iterationsschritte werden diese Informationen angezeigt.
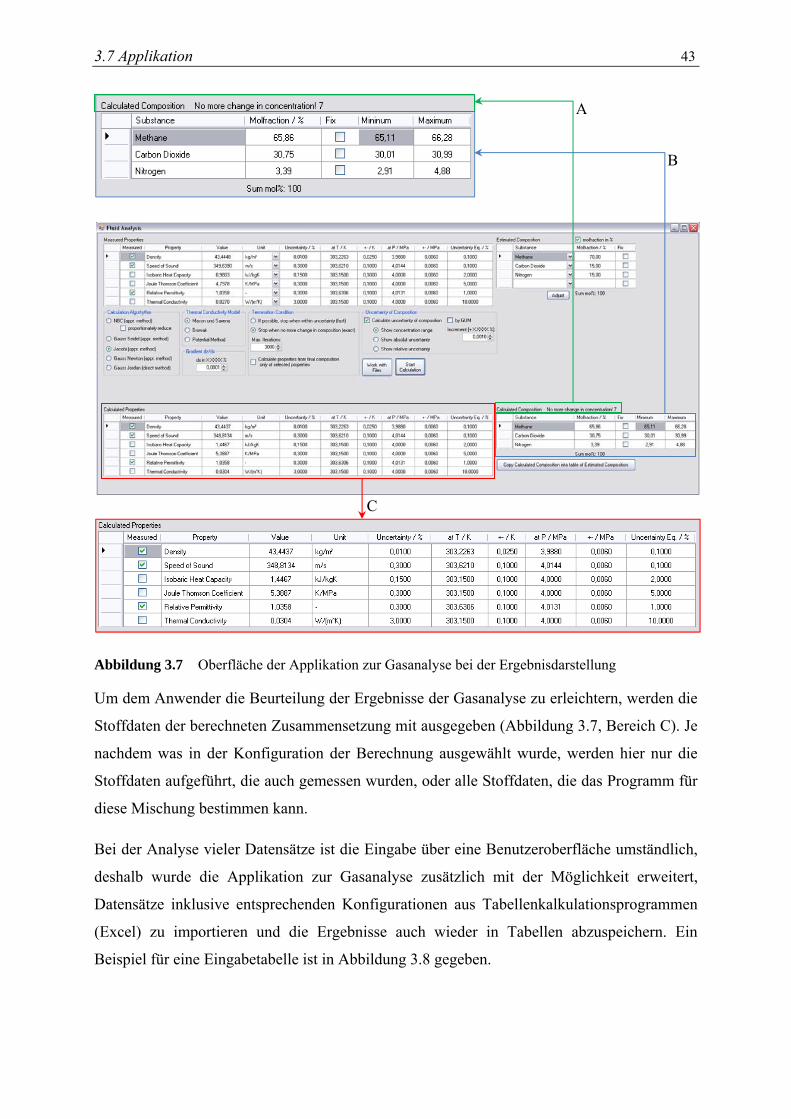
3.7 Applikation 43
Abbildung 3.7 Oberfläche der Applikation zur Gasanalyse bei der Ergebnisdarstellung
Um dem Anwender die Beurteilung der Ergebnisse der Gasanalyse zu erleichtern, werden die
Stoffdaten der berechneten Zusammensetzung mit ausgegeben (Abbildung 3.7, Bereich C). Je
nachdem was in der Konfiguration der Berechnung ausgewählt wurde, werden hier nur die
Stoffdaten aufgeführt, die auch gemessen wurden, oder alle Stoffdaten, die das Programm für
diese Mischung bestimmen kann.
Bei der Analyse vieler Datensätze ist die Eingabe über eine Benutzeroberfläche umständlich,
deshalb wurde die Applikation zur Gasanalyse zusätzlich mit der Möglichkeit erweitert,
Datensätze inklusive entsprechenden Konfigurationen aus Tabellenkalkulationsprogrammen
(Excel) zu importieren und die Ergebnisse auch wieder in Tabellen abzuspeichern. Ein
Beispiel für eine Eingabetabelle ist in Abbildung 3.8 gegeben.
B
A
C
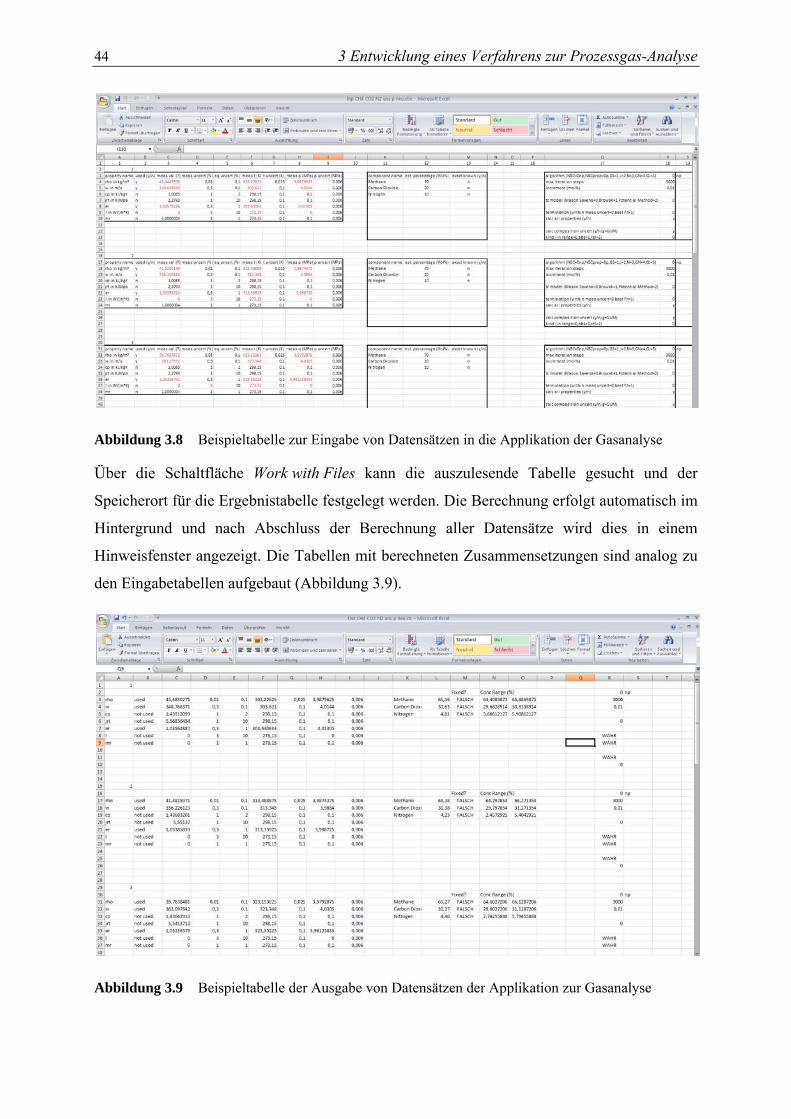
44 3 Entwicklung eines Verfahrens zur Prozessgas-Analyse
Abbildung 3.8 Beispieltabelle zur Eingabe von Datensätzen in die Applikation der Gasanalyse
Über die Schaltfläche Work with Files kann die auszulesende Tabelle gesucht und der
Speicherort für die Ergebnistabelle festgelegt werden. Die Berechnung erfolgt automatisch im
Hintergrund und nach Abschluss der Berechnung aller Datensätze wird dies in einem
Hinweisfenster angezeigt. Die Tabellen mit berechneten Zusammensetzungen sind analog zu
den Eingabetabellen aufgebaut (Abbildung 3.9).
Abbildung 3.9 Beispieltabelle der Ausgabe von Datensätzen der Applikation zur Gasanalyse
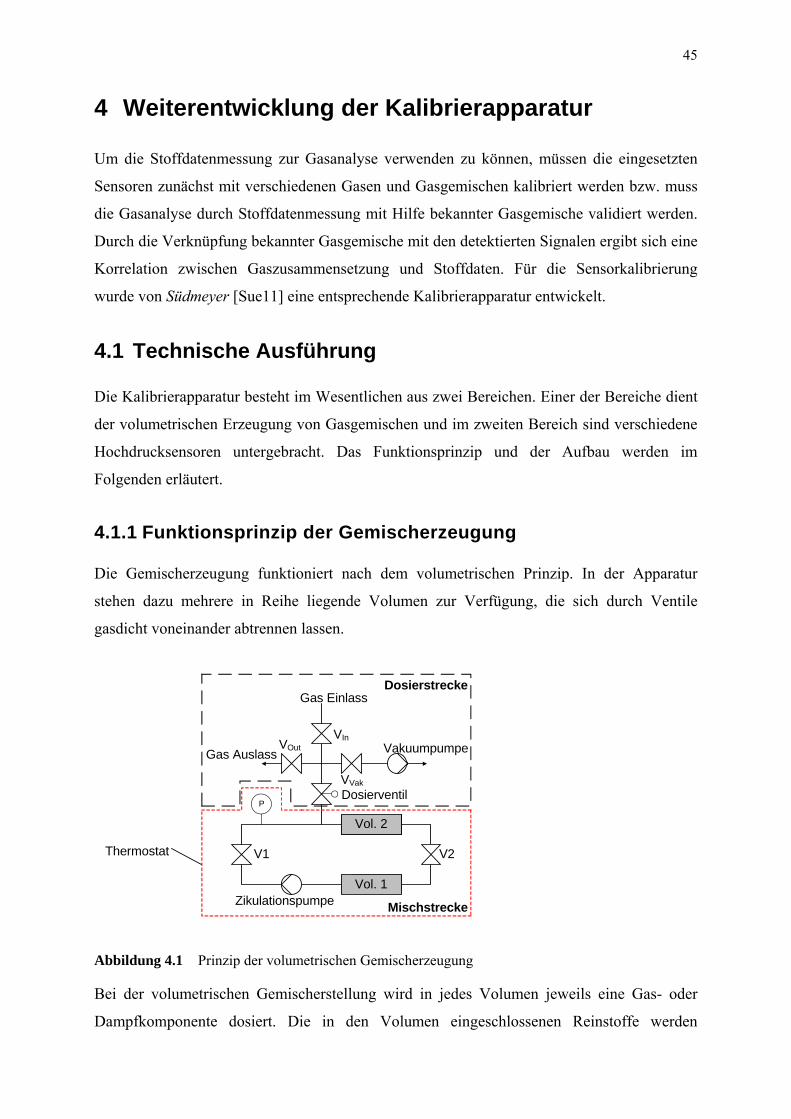
45
4 Weiterentwicklung der Kalibrierapparatur
Um die Stoffdatenmessung zur Gasanalyse verwenden zu können, müssen die eingesetzten
Sensoren zunächst mit verschiedenen Gasen und Gasgemischen kalibriert werden bzw. muss
die Gasanalyse durch Stoffdatenmessung mit Hilfe bekannter Gasgemische validiert werden.
Durch die Verknüpfung bekannter Gasgemische mit den detektierten Signalen ergibt sich eine
Korrelation zwischen Gaszusammensetzung und Stoffdaten. Für die Sensorkalibrierung
wurde von Südmeyer [Sue11] eine entsprechende Kalibrierapparatur entwickelt.
4.1 Technische Ausführung
Die Kalibrierapparatur besteht im Wesentlichen aus zwei Bereichen. Einer der Bereiche dient
der volumetrischen Erzeugung von Gasgemischen und im zweiten Bereich sind verschiedene
Hochdrucksensoren untergebracht. Das Funktionsprinzip und der Aufbau werden im
Folgenden erläutert.
4.1.1 Funktionsprinzip der Gemischerzeugung
Die Gemischerzeugung funktioniert nach dem volumetrischen Prinzip. In der Apparatur
stehen dazu mehrere in Reihe liegende Volumen zur Verfügung, die sich durch Ventile
gasdicht voneinander abtrennen lassen.
Vol. 2
Vol. 1
P
Gas Einlass
Gas Auslass Vakuumpumpe
Zikulationspumpe Mischstrecke
V1 V2
Dosierstrecke
DosierventilVVak
VInVOut
Thermostat
Abbildung 4.1 Prinzip der volumetrischen Gemischerzeugung
Bei der volumetrischen Gemischerstellung wird in jedes Volumen jeweils eine Gas- oder
Dampfkomponente dosiert. Die in den Volumen eingeschlossenen Reinstoffe werden
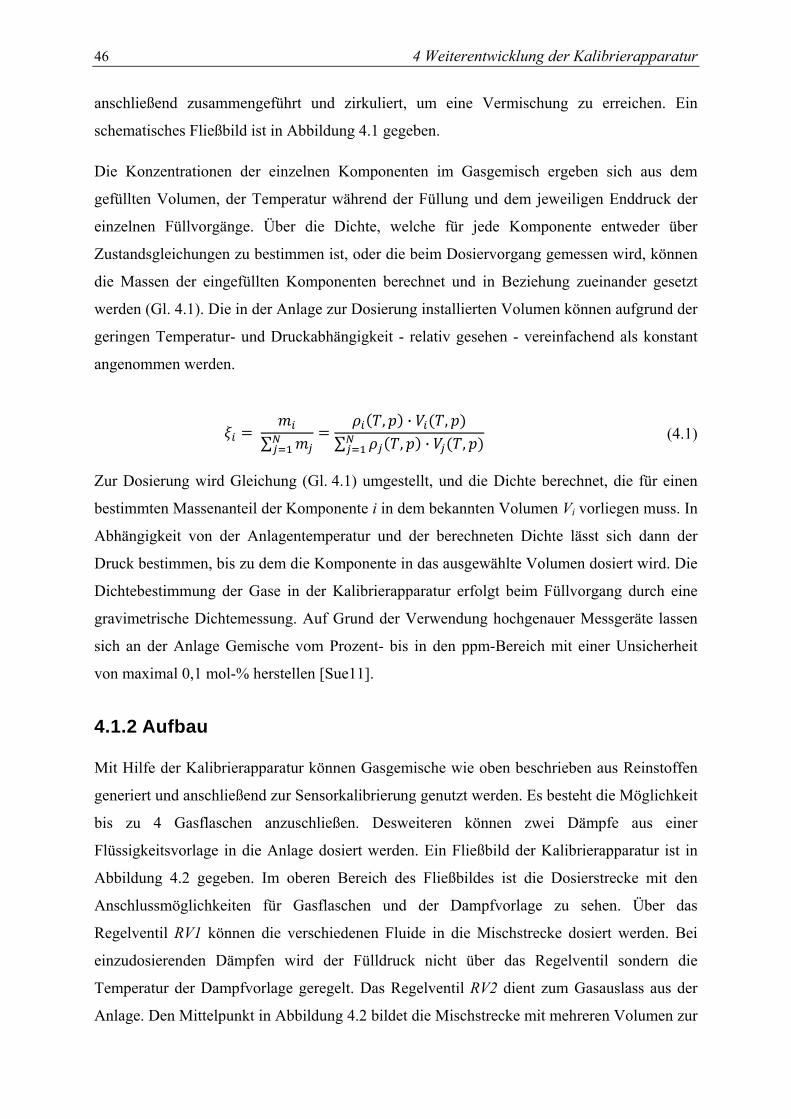
46 4 Weiterentwicklung der Kalibrierapparatur
anschließend zusammengeführt und zirkuliert, um eine Vermischung zu erreichen. Ein
schematisches Fließbild ist in Abbildung 4.1 gegeben.
Die Konzentrationen der einzelnen Komponenten im Gasgemisch ergeben sich aus dem
gefüllten Volumen, der Temperatur während der Füllung und dem jeweiligen Enddruck der
einzelnen Füllvorgänge. Über die Dichte, welche für jede Komponente entweder über
Zustandsgleichungen zu bestimmen ist, oder die beim Dosiervorgang gemessen wird, können
die Massen der eingefüllten Komponenten berechnet und in Beziehung zueinander gesetzt
werden (Gl. 4.1). Die in der Anlage zur Dosierung installierten Volumen können aufgrund der
geringen Temperatur- und Druckabhängigkeit - relativ gesehen - vereinfachend als konstant
angenommen werden.
∑
, · ,∑ , · ,
(4.1)
Zur Dosierung wird Gleichung (Gl. 4.1) umgestellt, und die Dichte berechnet, die für einen
bestimmten Massenanteil der Komponente i in dem bekannten Volumen Vi vorliegen muss. In
Abhängigkeit von der Anlagentemperatur und der berechneten Dichte lässt sich dann der
Druck bestimmen, bis zu dem die Komponente in das ausgewählte Volumen dosiert wird. Die
Dichtebestimmung der Gase in der Kalibrierapparatur erfolgt beim Füllvorgang durch eine
gravimetrische Dichtemessung. Auf Grund der Verwendung hochgenauer Messgeräte lassen
sich an der Anlage Gemische vom Prozent- bis in den ppm-Bereich mit einer Unsicherheit
von maximal 0,1 mol-% herstellen [Sue11].
4.1.2 Aufbau
Mit Hilfe der Kalibrierapparatur können Gasgemische wie oben beschrieben aus Reinstoffen
generiert und anschließend zur Sensorkalibrierung genutzt werden. Es besteht die Möglichkeit
bis zu 4 Gasflaschen anzuschließen. Desweiteren können zwei Dämpfe aus einer
Flüssigkeitsvorlage in die Anlage dosiert werden. Ein Fließbild der Kalibrierapparatur ist in
Abbildung 4.2 gegeben. Im oberen Bereich des Fließbildes ist die Dosierstrecke mit den
Anschlussmöglichkeiten für Gasflaschen und der Dampfvorlage zu sehen. Über das
Regelventil RV1 können die verschiedenen Fluide in die Mischstrecke dosiert werden. Bei
einzudosierenden Dämpfen wird der Fülldruck nicht über das Regelventil sondern die
Temperatur der Dampfvorlage geregelt. Das Regelventil RV2 dient zum Gasauslass aus der
Anlage. Den Mittelpunkt in Abbildung 4.2 bildet die Mischstrecke mit mehreren Volumen zur
4.1 Technische Ausführung 47
Gemischerzeugung. Der Drucksensor P1 dient zur Kontrolle des Fülldruckes. In der
Messzelle der Dichtemessapparatur DMA wird die Dichte der eindosierten Fluide zur
Berechnung der tatsächlich hergestellten Mischung bestimmt. Zur Vermischung der Fluide ist
eine Zirkulationspumpe in die Mischstrecke integriert. Es gibt eine Probenahmestrecke in der
Anlage, um beispielsweise die Homogenität der Gasgemische an einem Gaschromatograhpen
mit Massenspektrometer zu überprüfen.
Abbildung 4.2 Fließbild der Kalibrierapparatur [Sue11]
Die zu kalibrierenden Hochdrucksensoren können in einem weiteren Bereich der
Kalibrierapparatur, der Sensorstrecke, eingebaut werden. In der Sensorstrecke sind die
verschiedenen Hochdrucksensoren zur Gasanalyse integriert worden, mit Ausnahme der
Dichtemessung. Diese erfolgt über die in der Mischstrecke integrierte Dichtemesseanlage. Für
die Prozessgasanalyse sollte durch den hohen apparativen Aufwand bei der gravimetrischen
Dichtemessung auf ein alternatives Dichtemessverfahren, beispielsweise den Biegeschwinger,
zurückgegriffen werden.
Nach der Gemischerzeugung wird das Gasgemisch direkt in den Sensorbereich geleitet und
steht dort als Kalibriermischung zur Verfügung. Die gesamte Kalibrierapparatur kann von
253 K bis 475 K temperiert werden und ist für einen Druckbereich bis 24 MPa ausgelegt. Die
aufgebaute Anlage ist in Abbildung 4.3 zu sehen.
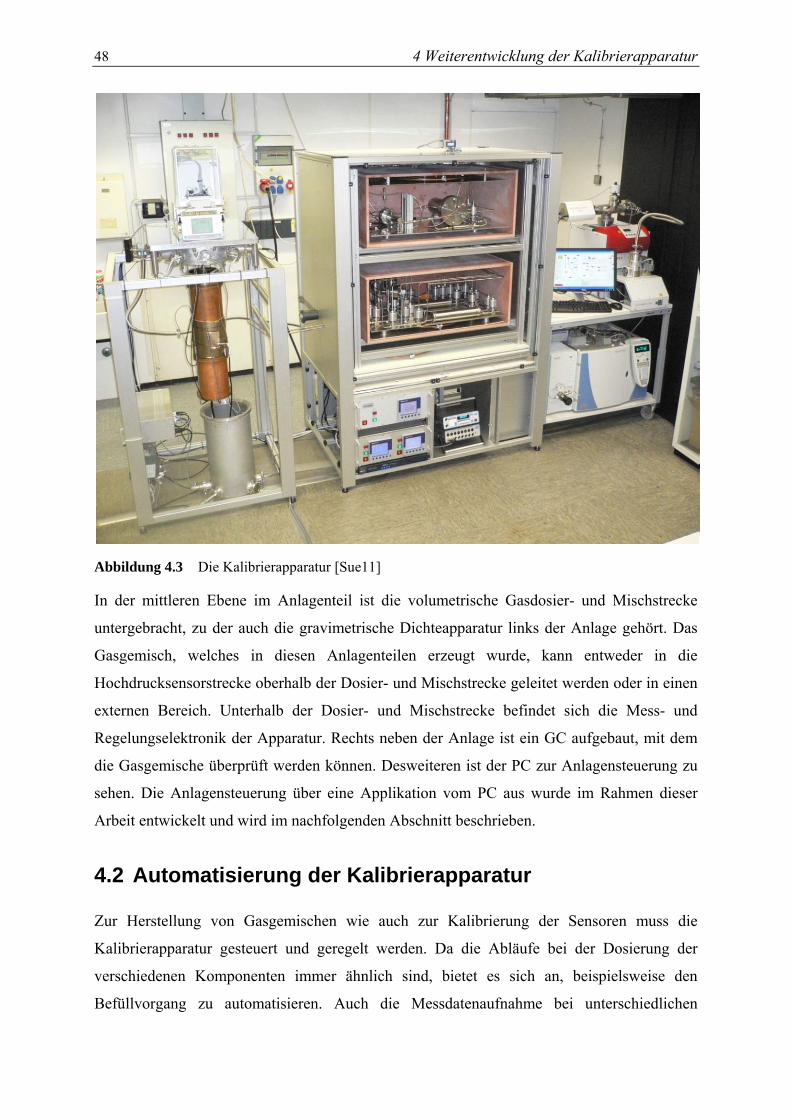
48 4 Weiterentwicklung der Kalibrierapparatur
Abbildung 4.3 Die Kalibrierapparatur [Sue11]
In der mittleren Ebene im Anlagenteil ist die volumetrische Gasdosier- und Mischstrecke
untergebracht, zu der auch die gravimetrische Dichteapparatur links der Anlage gehört. Das
Gasgemisch, welches in diesen Anlagenteilen erzeugt wurde, kann entweder in die
Hochdrucksensorstrecke oberhalb der Dosier- und Mischstrecke geleitet werden oder in einen
externen Bereich. Unterhalb der Dosier- und Mischstrecke befindet sich die Mess- und
Regelungselektronik der Apparatur. Rechts neben der Anlage ist ein GC aufgebaut, mit dem
die Gasgemische überprüft werden können. Desweiteren ist der PC zur Anlagensteuerung zu
sehen. Die Anlagensteuerung über eine Applikation vom PC aus wurde im Rahmen dieser
Arbeit entwickelt und wird im nachfolgenden Abschnitt beschrieben.
4.2 Automatisierung der Kalibrierapparatur
Zur Herstellung von Gasgemischen wie auch zur Kalibrierung der Sensoren muss die
Kalibrierapparatur gesteuert und geregelt werden. Da die Abläufe bei der Dosierung der
verschiedenen Komponenten immer ähnlich sind, bietet es sich an, beispielsweise den
Befüllvorgang zu automatisieren. Auch die Messdatenaufnahme bei unterschiedlichen
4.2 Automatisierung der Kalibrierapparatur 49
Messbedingungen kann vorkonfiguriert werden und dann selbstständig ablaufen. Im Rahmen
dieser Arbeit wurde daher eine Automatisierung für die Kalibierapparatur entwickelt. Für die
Automatisierung müssen zunächst die Anforderungen und Aufgaben ausgearbeitet werden,
bevor die Implementierung stattfinden kann.
4.2.1 Anforderungen
Zur Steuerung der Kalibrierapparatur muss die zu entwickelnde Software diverse
Anforderungen erfüllen. Dazu zählen:
Schalten aller Ventile
Einlesen aller Temperatur- und Druckmessstellen
Senden der Sollwerte an Temperatur- und Druckregelgeräte
Einlesen der Messwerte der Dichtemessapparatur
Steuerung der Dichtemessapparatur (Waage, Messpunktregelung)
Automatisierung der Gemischerzeugung
Abspeicherung aller Messdaten
Dokumentation des Messverlaufs
Steigerung der Betriebssicherheit
Im Folgenden wird zunächst auf die Peripheriegeräte eingegangen, die das Input für die
Messsoftware liefern und mit denen eine Kommunikation aufgebaut werden muss.
Anschließend wird die Datenspeicherung und die Datenausgabe diskutiert, die das Output der
Software darstellen.
Zur Temperatur- und Druckregelung der Dosier- und Mischstrecke werden drei Regelgeräte
Imago 500 der Firma Jumo eingesetzt. Neben den Regelungsaufgaben verfügt jedes dieser
Regelgeräte über mehrere Analogeingänge mit denen verschiedene Temperatur- und
Drucksensoren der Anlage ausgelesen werden. Die Temperierung der integrierten
Dichtemessapparatur ist zweistufig aufgebaut. Zur Temperierung der Messzelle wird zum
einen eine elektrische Regelung eingesetzt, die mit einem Regelgerät (2704 Universal-/
Programmregler) der Firma Eurotherm beheizt wird, zum anderen ist eine Temperierung mit
einem Thermostaten (FP50-HE der Firma Julabo) möglich. Eine zweite, äußere
Temperierung ist identisch - mit elektrischer und thermostatischer Beheizung - aufgebaut,
sodass die Wärmeverluste und damit der Temperaturgradient in der Messzelle gering gehalten
werden können. Die pneumatischen Ventile der Kalibrierapparatur werden über in Reihe
50 4 Weiterentwicklung der Kalibrierapparatur
geschaltete Relaisbaukarten (der Firma Conrad) angesteuert. Zur Gemischerzeugung sind die
einzelnen Anlagenvolumen der Mischstrecke mit hochgenauen Temperaturmessfühlern
ausgestattet, die über eine Messbrücke (F250) der Firma ASL ausgelesen werden. Für die
Volumenkalibrierung zur Bestimmung der einzelnen Volumen Vj(T,p) kann zudem ein
hochgenauer Drucksensor (Modell 715) der Firma Paroscientific angeschlossen werden. Die
Waage der gravimetrischen Dichtemessapparatur muss ebenfalls ausgelesen werden. Um die
Messlagen der Dichtemessapparatur zu variieren, gibt es neben der Handbedienung die
Möglichkeit der Fernsteuerung über einen Parallelport. Die Kommunikation mit den übrigen
Geräten erfolgt mittels serieller RS-232 Schnittstellen. In der Applikation muss die
Kommunikation mit allen genannten Peripheriegeräten implementiert werden.
Zur Archivierung der Messwerte und zur Dokumentation des Messverlaufs sind zusätzlich
geeignete Speichermöglichkeiten auszuwählen. Bei anderen Anlagen des Lehrstuhls wurden
die Messdaten bisher meistens in Textdateien abgelegt. Für die Applikation der
Kalibrierapparatur wurde eine andere Art der Datenspeicherung gewählt. Messdaten und
Anlagenkonfigurationen werden in einer Datenbank gespeichert. Vorteilhaft daran ist, dass
sehr viele Datensätze in einer Tabelle abgelegt werden können und eine Verknüpfung
zwischen Tabellen möglich ist. Dadurch kann beispielsweise die Konfiguration einer
Messung mit ihren Messwerten in Verbindung gebracht oder es können alle Messungen für
ein bestimmtes Gemisch herausgefiltert werden. Zur Datenspeicherung empfiehlt sich die frei
verfügbare Datenbank MySQL.
Neben den Anforderungen, die sich durch den Aufbau der Kalibrierapparatur und ihrer
Peripherie ergeben, werden auch Erwartungen an den Quellcode gestellt, die sich
insbesondere aus den Erfahrungen mit der Automatisierung anderer Anlagen ableiten lassen.
Die Anforderungen an die Art der Implementierung sind in Tabelle 4.1 dargestellt.
Tabelle 4.1 Anforderungen an die Programmiertechnik
Ziel Umsetzung
Übersichtlichkeit klare Strukturierung
(Nutzung von Modulen, Klassen, Regionen)
Verständlichkeit eindeutige Variablenbenennung,
ausreichende Kommentierung
Erhalt der Rechnerleistung Multithreading
4.2 Automatisierung der Kalibrierapparatur 51
Durch die Nutzung einer übersichtlichen Struktur, einer eindeutigen Variablenzuweisung und
klarer Kommentierung, wird jedem Entwickler später die Möglichkeit geboten, sich schnell
im Quellcode zurecht zu finden. Die Einbindung von Multithreading ermöglicht die optimale
Ausnutzung der vorhandenen Rechnerleistung.
4.2.2 Implementierung
Die Steuerung der Kalibrierapparatur wurde in Visual Basic .NET 2008 Professional
implementiert. Beim Start der Applikation wird zuerst die Kommunikation mit der
Anlagenperipherie hergestellt. Für jedes Peripheriegerät ist das entsprechende
Kommunikationsprotokoll in einem eigenen Thread (sog. Backgroundworker) hinterlegt, der
beim Laden der Anwendung im Hintergrund gestartet und mit Beenden der Anwendung
geschlossen wird. Die Kommunikation mit den einzelnen Geräten wird mit Hilfe von
Schleifenkonstruktionen in den Threads aufrecht erhalten und nur abgebrochen, wenn die
Kommunikation mit einem Gerät nicht hergestellt werden kann oder ein Abbruch bzw.
Neustart der Kommunikation mit dem entsprechenden Gerät durch den Anwender ausgelöst
wird. Durch die Nutzung mehrerer Threads können die Geräte parallel abgefragt werden. Die
Benutzeroberfläche bleibt die ganze Zeit offen für Eingaben.
Es besteht die Möglichkeit, bestimmten Threads höhere oder niedrigere Prioritäten
einzuräumen, sodass sich die Zeitabschnitte, in denen die jeweiligen Threads bearbeitet
werden, relativ zu den übrigen Threads entsprechend vergrößern oder verkleinern. [Küh07]
Wenn beispielsweise eine Temperaturregelung über den Rechner erfolgen soll, macht es Sinn,
den Thread zur Regelung mit einer höheren Priorität einzustellen als die Threads zur
Kommunikation mit den anderen Geräten. Da an der Kalibrierapparatur die Regelaufgaben
durch spezielle Regelgeräte durchgeführt werden, wurde bei der Implementierung der
Kommunikation mit den Peripheriegeräten auf eine Priorisierung verzichtet und alle
Kommunikationen erfolgen gleichberechtigt nebeneinander.
Weil die Anlagenperipherie größtenteils über seriellen Schnittstellen (RS-232) ferngesteuert
wird und handelsübliche PCs heutzutage nicht mehr über mehrere serielle Schnittstellen
verfügen, wird zwischen Peripherie und PC ein Seriell-Ethernet Wandler (NPort 5600 von der
Firma Moxa) gesetzt. An dem Wandler stehen 16 serielle Ports zur Verfügung. Mit einer
eigenen IP-Adresse ist der Wandler über den Ethernet-Anschluss in das interne
Lehrstuhlnetzwerk integriert. Die Konfiguration der Ports kann über den Browser
vorgenommen werden (Abbildung 4.4).
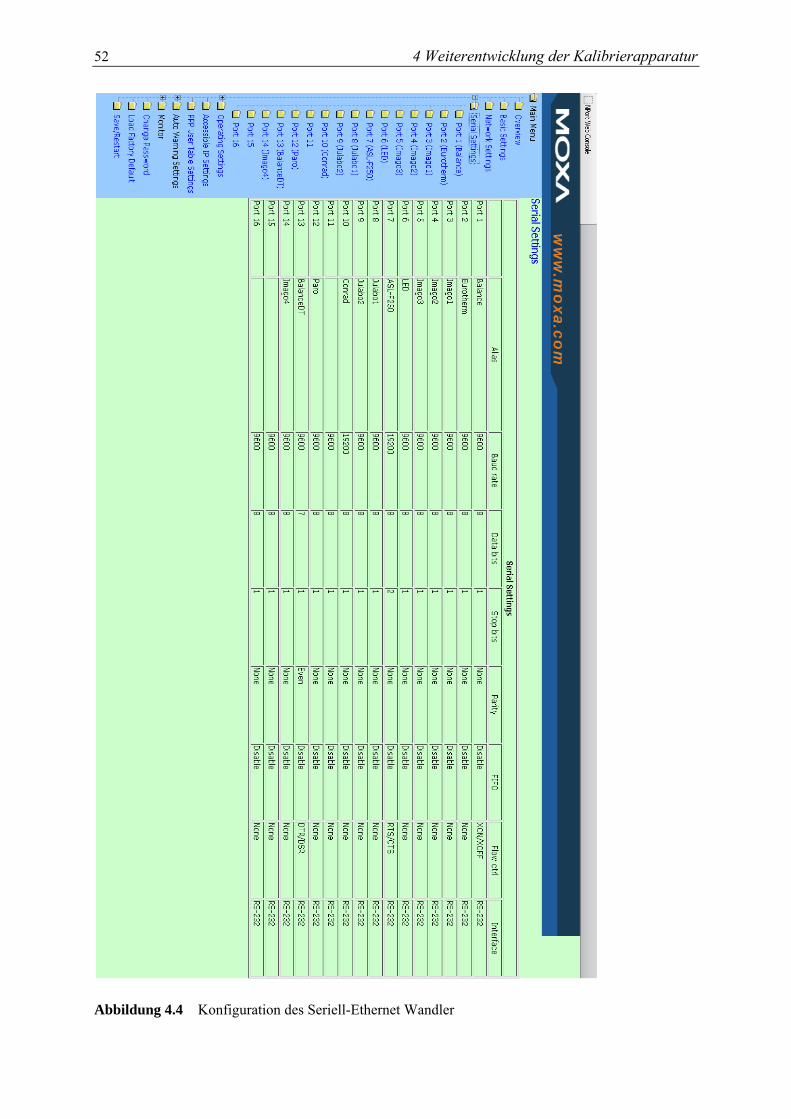
52 4 Weiterentwicklung der Kalibrierapparatur
Abbildung 4.4 Konfiguration des Seriell-Ethernet Wandler
4.2 Automatisierung der Kalibrierapparatur 53
Um zu Verhindern, dass die Wandlerbox unbefugt angesprochen wird, ist ein Passwort für
den Zugang hinterlegt worden. Die IP-Adresse und das Passwort der Wandlerbox sind in der
Messsoftware hinterlegt. Die Kommunikation mit den Geräten an den verschiedenen
Anschlussstellen der Wandlerbox erfolgt durch Nutzung von Streamwritern bzw.
Streamreadern in den einzelnen Threads, die zur Kommunikation verwendet werden.
Alle benötigten Angaben zu den Peripheriegeräten sind in einem eigenen Modul
mod_periphery hinterlegt. Hier wird eingetragen, welche Geräte in der Kalibrierapparatur
genutzt werden, wie viele Geräte (gleichen Typs) vorhanden sind und an welchem Port der
Wandlerbox die einzelnen Geräte angeschlossen wurden. Zusätzlich werden die vorhandenen
Sensoren den verschiedenen Geräten und ggf. geräteinternen Adressen zugeordnet. Außerdem
wird in dem Modul mod_periphery festgelegt, an welche Geräte bzw. Geräteadressen
Sollwerte gesendet werden können.
Nachdem die Kommunikation mit der Anlagenperipherie aufgebaut wurde und die aktuellen
Einstellungen (Ventilzustand, Sollwerte, Istwerte) für die Benutzeranzeige eingelesen worden
sind, öffnet sich das Hauptfenster zur Steuerung der Anlage (Abbildung 4.5). Den Großteil
der Oberfläche nimmt das Anlagenfließbild ein. Es zeigt die Ventile, Sensoren und
Regelwerte entsprechend der Anordnung in der Kalibrierapparatur.
Offene Ventile sind durch ein grünes Schaltbild, geschlossene durch ein rotes gekennzeichnet.
Zum Ändern des Ventilstatus (öffnen/schließen) reicht ein Doppelklick auf das zu schaltende
Ventil. Die übermittelten Werte der Drucksensoren sind mit blauem Farbton hinterlegt. Um
sich davon abzuheben, sind Temperaturanzeigen mit einem rotem Farbton hinterlegt. Falls die
Möglichkeit einer Regelung der entsprechenden Temperatur besteht, kann über einen
Rechtsklick auf das Temperaturfeld ein Feld zur Sollwerteingabe aufgerufen werden. Ist beim
Start der Anwendung im Temperaturregelkreis bereits ein Sollwert vorgegeben und das
Regelgerät aktiv, wird schon beim Start die Sollwertanzeige mit dem entsprechenden Sollwert
dargestellt. Um einen Sollwert nach Eintragung in das Feld an das Regelgerät zu senden, ist
eine Schaltfläche „Sollwerte senden“ auf der Oberfläche des Fließbildes hinterlegt. Für die
Druckregelung wird der Drucksensor P1 verwendet, sodass das Feld zur
Drucksollwertvorgabe dort hinterlegt wurde. Zum Senden des Drucksollwertes bzw.
Aktivierung/Deaktivierung der Druckregelung, die im direkten Zusammenhang mit der
Anzeige des Sollwertfeldes steht, steht ebenfalls die Schaltfläche „Sollwerte senden“ zur
Verfügung.
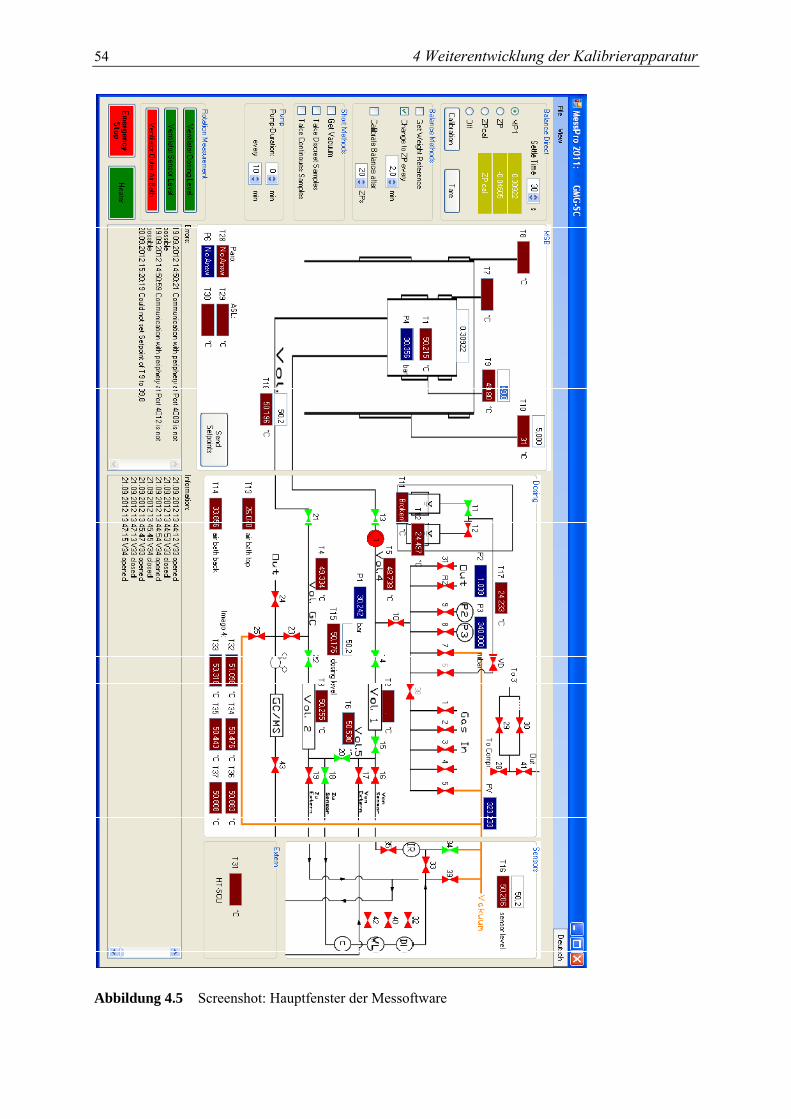
54 4 Weiterentwicklung der Kalibrierapparatur
Abbildung 4.5 Screenshot: Hauptfenster der Messoftware
4.2 Automatisierung der Kalibrierapparatur 55
Durch die Verwendung einer einzigen Schaltfläche zum Senden aller geänderten Sollwerte,
können zunächst alle Anlageneinstellungen vorgegeben und anschließend zusammen an die
Apparatur übermittelt werden. Für die Temperatur- und Druckfelder auf der Oberfläche
wurden wie auch für die Ventile eigene Benutzersteuerelemente8 erstellt.
Der Anwender bekommt eine Rückmeldung über die vorgenommenen Änderungen in den
Textfeldern unterhalb des Fließbildes. Bei erfolgreicher Übermittlung der Sollwerte bzw.
Ventilvorgaben wird ein Hinweis im Textfeld „Information“ angezeigt. Ist es (wiederholt)
nicht möglich die Vorgaben durchzuführen, wird eine entsprechende Meldung im Textfeld
„Fehlermeldungen“ angezeigt. Dies kann beispielsweise dann auftreten, wenn unzulässige
Daten an die Peripherie gesendet werden sollen oder ein Peripheriegerät keine Rückmeldung
mehr sendet. Die Informationen werden beim Abschluss einer Messung in einer Textdatei
abgespeichert, sodass nach Beenden der Anwendung der Messverlauf nachvollziehbar bleibt.
Bei Fehlermeldungen ist es wichtig, dass sie nicht erst nach Programmende sondern
gleichzeitig mit ihrem Auftreten in eine Textdatei geschrieben werden, damit auch bei
unerwünschten Programmabbrüchen eine Fehleranalyse stattfinden kann. Für die Speicherung
der Informationen und Fehlermeldungen in Textdateien ist das Modul mod_logfiles
eingerichtet worden.
Zur Steuerung der Dichtemessapparatur befindet sich auf der linken Seite der
Hauptoberfläche eine Gruppierung von Bedienelementen. Sie erlauben das Tarieren und
Kalibrieren der Waage, das Anfahren der verschiedenen Messlagen von Hand, bzw. in
konfigurierbaren zeitlichen Abständen, und die Anzeige der Waagenwerte für jeden
Messpunkt. Die aktuell gemessene Masse wird zudem kontinuierlich im Fließbild der
Magnetschwebewaage angezeigt.
Neben Funktionen zur Automatisierung der Magnetschwebewaage, kann auch ein Timer für
die Umwälzpumpe der Mischstrecke in einem Bereich links des Fließbildes konfiguriert
werden. Für eine homogene Mischung ist es unerlässlich, die eindosierten Gase in der
Mischstrecke umzuwälzen. Durch die Pumpenarbeit steigt die Temperatur in der Anlage an,
daher sollte in Intervallen umgewälzt werden, die Abkühlpausen zwischen den
Pumpvorgängen erlauben. Dies lässt sich mit dem Timer bewerkstelligen. Der Status der
Umwälzpumpe wird im Fließbild durch eine Farbkennzeichnung wiedergegeben. Ein grünes
8 Benutzersteuerelement: die Erstellung eines Benutzersteuerelementes ist vergleichbar mit der Erstellung einer neuen Klasse. Während ein Klassenelement jedoch nur über Code verfügt, setzt sich das Benutzersteuerelement aus dem Code und einem Designer zusammen, mit dessen Hilfe das Erscheinungsbild und das Verhalten des Steuerelementes festgelegt werden kann. [MS12]
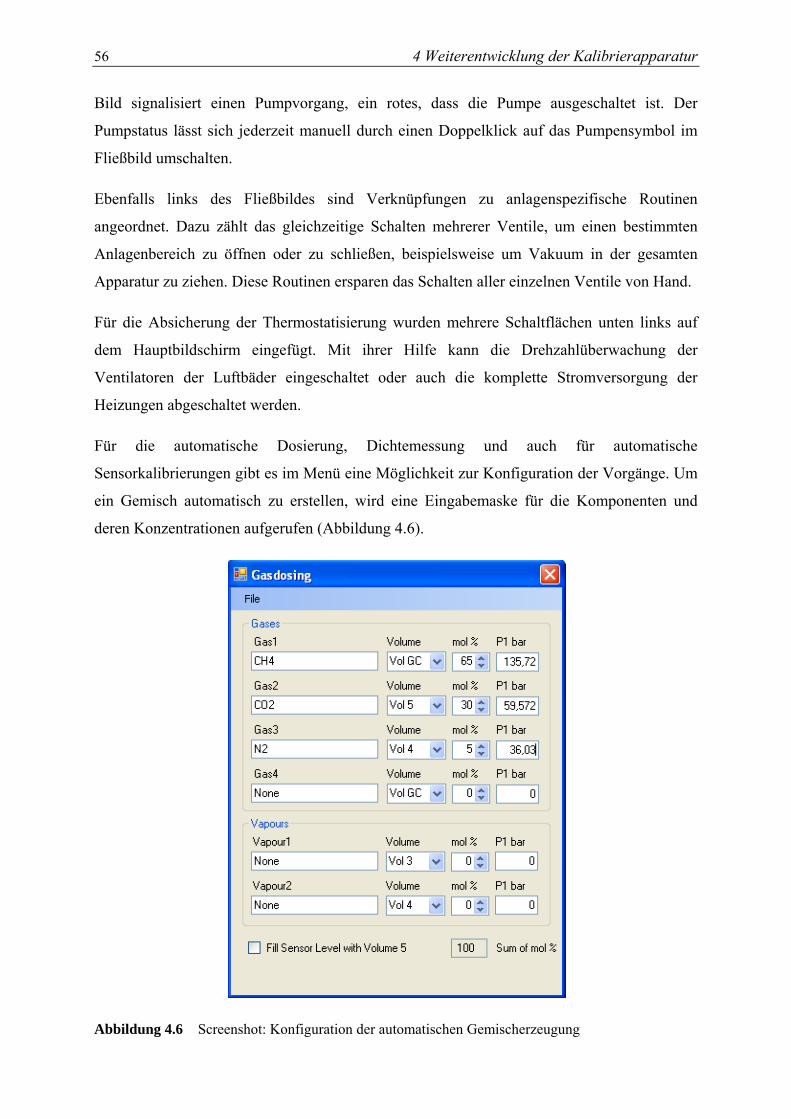
56 4 Weiterentwicklung der Kalibrierapparatur
Bild signalisiert einen Pumpvorgang, ein rotes, dass die Pumpe ausgeschaltet ist. Der
Pumpstatus lässt sich jederzeit manuell durch einen Doppelklick auf das Pumpensymbol im
Fließbild umschalten.
Ebenfalls links des Fließbildes sind Verknüpfungen zu anlagenspezifische Routinen
angeordnet. Dazu zählt das gleichzeitige Schalten mehrerer Ventile, um einen bestimmten
Anlagenbereich zu öffnen oder zu schließen, beispielsweise um Vakuum in der gesamten
Apparatur zu ziehen. Diese Routinen ersparen das Schalten aller einzelnen Ventile von Hand.
Für die Absicherung der Thermostatisierung wurden mehrere Schaltflächen unten links auf
dem Hauptbildschirm eingefügt. Mit ihrer Hilfe kann die Drehzahlüberwachung der
Ventilatoren der Luftbäder eingeschaltet oder auch die komplette Stromversorgung der
Heizungen abgeschaltet werden.
Für die automatische Dosierung, Dichtemessung und auch für automatische
Sensorkalibrierungen gibt es im Menü eine Möglichkeit zur Konfiguration der Vorgänge. Um
ein Gemisch automatisch zu erstellen, wird eine Eingabemaske für die Komponenten und
deren Konzentrationen aufgerufen (Abbildung 4.6).
Abbildung 4.6 Screenshot: Konfiguration der automatischen Gemischerzeugung
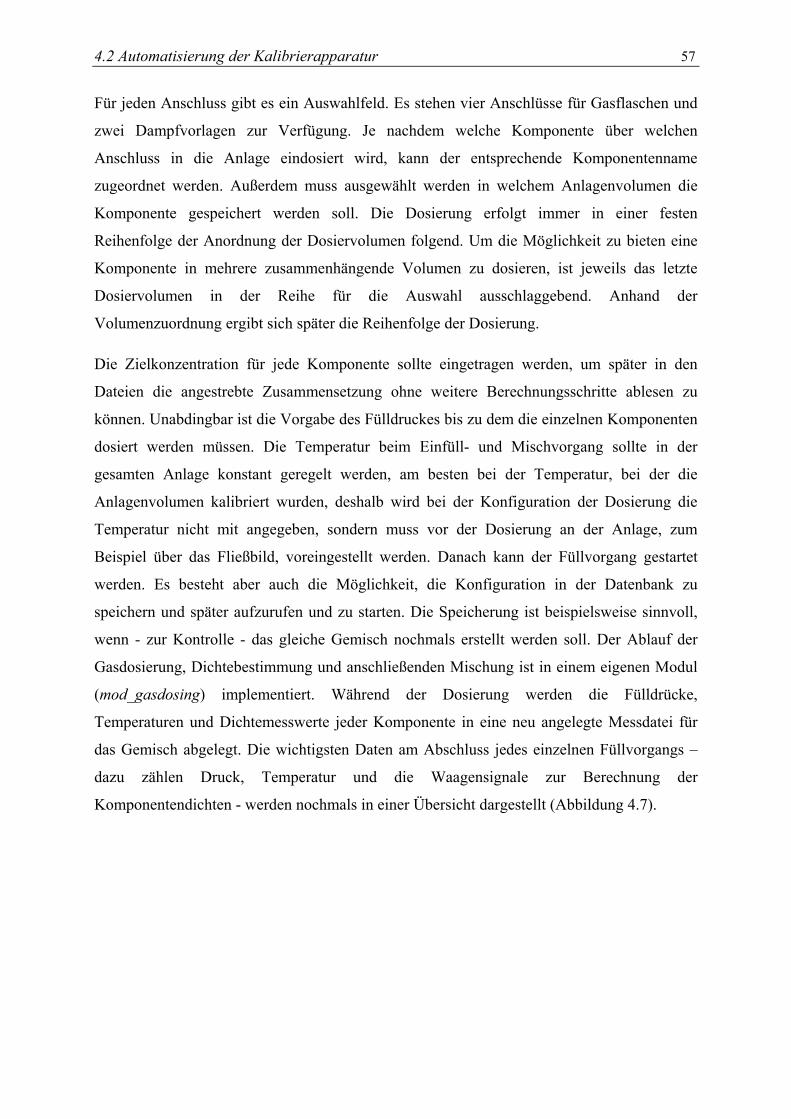
4.2 Automatisierung der Kalibrierapparatur 57
Für jeden Anschluss gibt es ein Auswahlfeld. Es stehen vier Anschlüsse für Gasflaschen und
zwei Dampfvorlagen zur Verfügung. Je nachdem welche Komponente über welchen
Anschluss in die Anlage eindosiert wird, kann der entsprechende Komponentenname
zugeordnet werden. Außerdem muss ausgewählt werden in welchem Anlagenvolumen die
Komponente gespeichert werden soll. Die Dosierung erfolgt immer in einer festen
Reihenfolge der Anordnung der Dosiervolumen folgend. Um die Möglichkeit zu bieten eine
Komponente in mehrere zusammenhängende Volumen zu dosieren, ist jeweils das letzte
Dosiervolumen in der Reihe für die Auswahl ausschlaggebend. Anhand der
Volumenzuordnung ergibt sich später die Reihenfolge der Dosierung.
Die Zielkonzentration für jede Komponente sollte eingetragen werden, um später in den
Dateien die angestrebte Zusammensetzung ohne weitere Berechnungsschritte ablesen zu
können. Unabdingbar ist die Vorgabe des Fülldruckes bis zu dem die einzelnen Komponenten
dosiert werden müssen. Die Temperatur beim Einfüll- und Mischvorgang sollte in der
gesamten Anlage konstant geregelt werden, am besten bei der Temperatur, bei der die
Anlagenvolumen kalibriert wurden, deshalb wird bei der Konfiguration der Dosierung die
Temperatur nicht mit angegeben, sondern muss vor der Dosierung an der Anlage, zum
Beispiel über das Fließbild, voreingestellt werden. Danach kann der Füllvorgang gestartet
werden. Es besteht aber auch die Möglichkeit, die Konfiguration in der Datenbank zu
speichern und später aufzurufen und zu starten. Die Speicherung ist beispielsweise sinnvoll,
wenn - zur Kontrolle - das gleiche Gemisch nochmals erstellt werden soll. Der Ablauf der
Gasdosierung, Dichtebestimmung und anschließenden Mischung ist in einem eigenen Modul
(mod_gasdosing) implementiert. Während der Dosierung werden die Fülldrücke,
Temperaturen und Dichtemesswerte jeder Komponente in eine neu angelegte Messdatei für
das Gemisch abgelegt. Die wichtigsten Daten am Abschluss jedes einzelnen Füllvorgangs –
dazu zählen Druck, Temperatur und die Waagensignale zur Berechnung der
Komponentendichten - werden nochmals in einer Übersicht dargestellt (Abbildung 4.7).
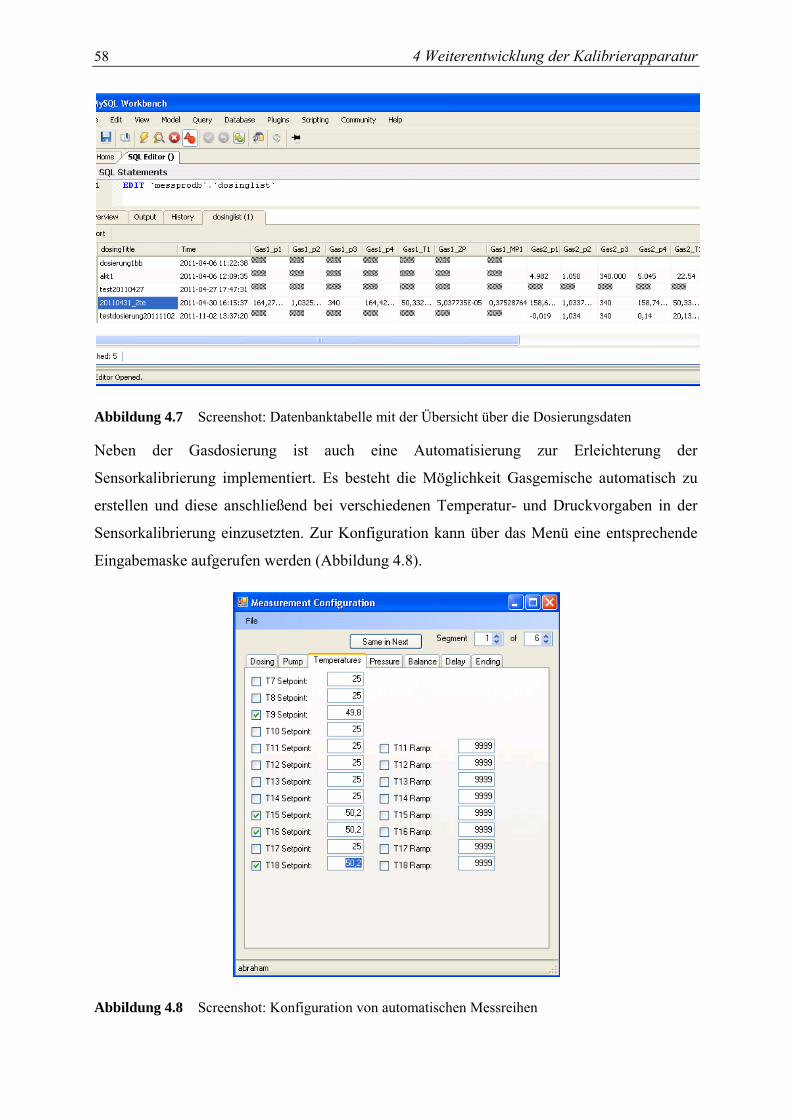
58 4 Weiterentwicklung der Kalibrierapparatur
Abbildung 4.7 Screenshot: Datenbanktabelle mit der Übersicht über die Dosierungsdaten
Neben der Gasdosierung ist auch eine Automatisierung zur Erleichterung der
Sensorkalibrierung implementiert. Es besteht die Möglichkeit Gasgemische automatisch zu
erstellen und diese anschließend bei verschiedenen Temperatur- und Druckvorgaben in der
Sensorkalibrierung einzusetzten. Zur Konfiguration kann über das Menü eine entsprechende
Eingabemaske aufgerufen werden (Abbildung 4.8).
Abbildung 4.8 Screenshot: Konfiguration von automatischen Messreihen
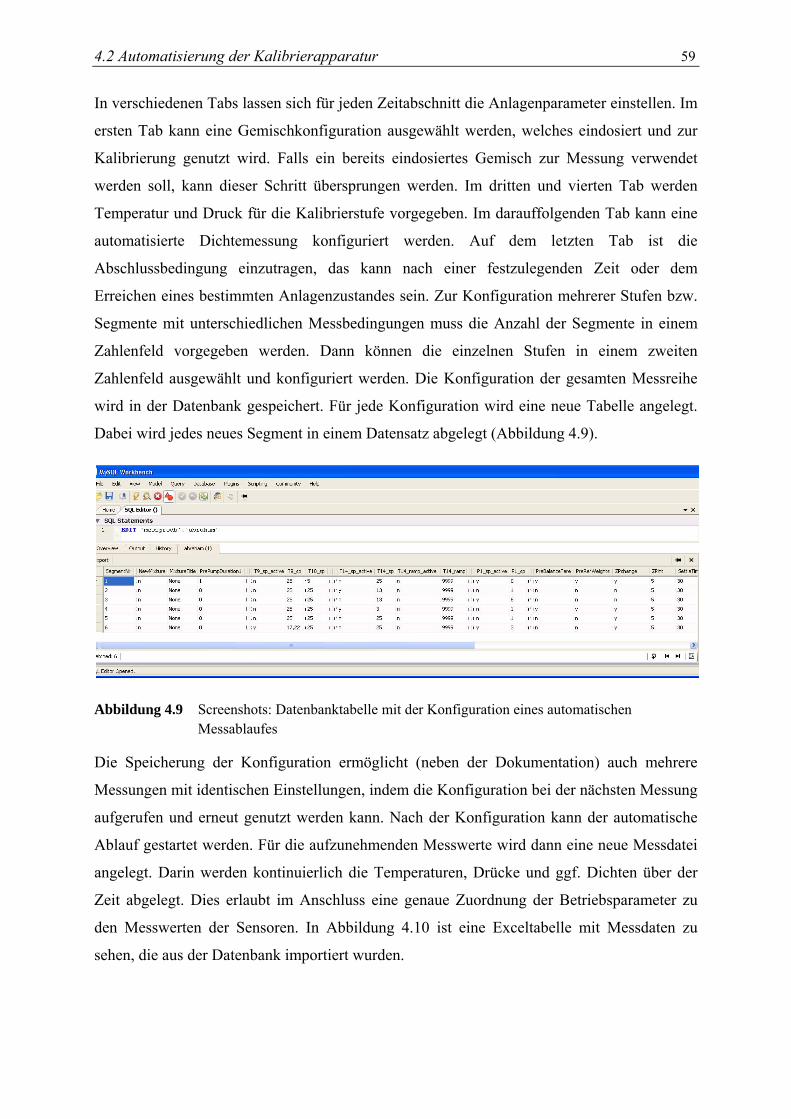
4.2 Automatisierung der Kalibrierapparatur 59
In verschiedenen Tabs lassen sich für jeden Zeitabschnitt die Anlagenparameter einstellen. Im
ersten Tab kann eine Gemischkonfiguration ausgewählt werden, welches eindosiert und zur
Kalibrierung genutzt wird. Falls ein bereits eindosiertes Gemisch zur Messung verwendet
werden soll, kann dieser Schritt übersprungen werden. Im dritten und vierten Tab werden
Temperatur und Druck für die Kalibrierstufe vorgegeben. Im darauffolgenden Tab kann eine
automatisierte Dichtemessung konfiguriert werden. Auf dem letzten Tab ist die
Abschlussbedingung einzutragen, das kann nach einer festzulegenden Zeit oder dem
Erreichen eines bestimmten Anlagenzustandes sein. Zur Konfiguration mehrerer Stufen bzw.
Segmente mit unterschiedlichen Messbedingungen muss die Anzahl der Segmente in einem
Zahlenfeld vorgegeben werden. Dann können die einzelnen Stufen in einem zweiten
Zahlenfeld ausgewählt und konfiguriert werden. Die Konfiguration der gesamten Messreihe
wird in der Datenbank gespeichert. Für jede Konfiguration wird eine neue Tabelle angelegt.
Dabei wird jedes neues Segment in einem Datensatz abgelegt (Abbildung 4.9).
Abbildung 4.9 Screenshots: Datenbanktabelle mit der Konfiguration eines automatischen Messablaufes
Die Speicherung der Konfiguration ermöglicht (neben der Dokumentation) auch mehrere
Messungen mit identischen Einstellungen, indem die Konfiguration bei der nächsten Messung
aufgerufen und erneut genutzt werden kann. Nach der Konfiguration kann der automatische
Ablauf gestartet werden. Für die aufzunehmenden Messwerte wird dann eine neue Messdatei
angelegt. Darin werden kontinuierlich die Temperaturen, Drücke und ggf. Dichten über der
Zeit abgelegt. Dies erlaubt im Anschluss eine genaue Zuordnung der Betriebsparameter zu
den Messwerten der Sensoren. In Abbildung 4.10 ist eine Exceltabelle mit Messdaten zu
sehen, die aus der Datenbank importiert wurden.
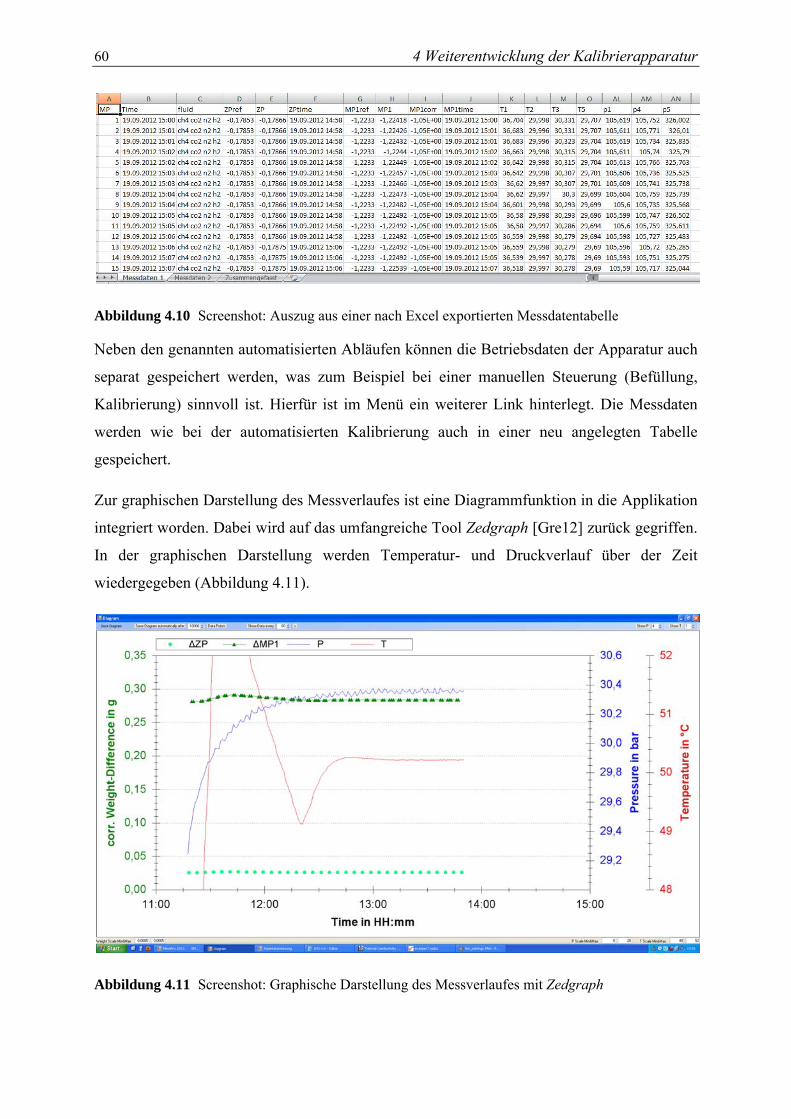
60 4 Weiterentwicklung der Kalibrierapparatur
Abbildung 4.10 Screenshot: Auszug aus einer nach Excel exportierten Messdatentabelle
Neben den genannten automatisierten Abläufen können die Betriebsdaten der Apparatur auch
separat gespeichert werden, was zum Beispiel bei einer manuellen Steuerung (Befüllung,
Kalibrierung) sinnvoll ist. Hierfür ist im Menü ein weiterer Link hinterlegt. Die Messdaten
werden wie bei der automatisierten Kalibrierung auch in einer neu angelegten Tabelle
gespeichert.
Zur graphischen Darstellung des Messverlaufes ist eine Diagrammfunktion in die Applikation
integriert worden. Dabei wird auf das umfangreiche Tool Zedgraph [Gre12] zurück gegriffen.
In der graphischen Darstellung werden Temperatur- und Druckverlauf über der Zeit
wiedergegeben (Abbildung 4.11).
Abbildung 4.11 Screenshot: Graphische Darstellung des Messverlaufes mit Zedgraph
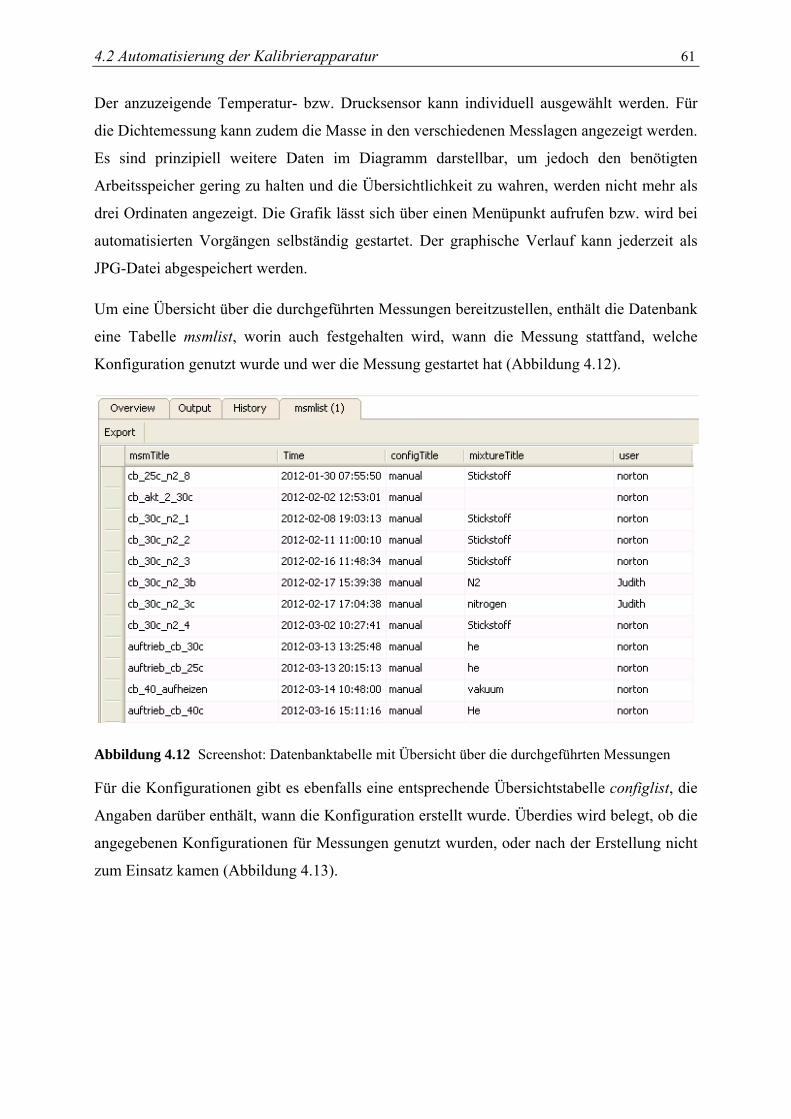
4.2 Automatisierung der Kalibrierapparatur 61
Der anzuzeigende Temperatur- bzw. Drucksensor kann individuell ausgewählt werden. Für
die Dichtemessung kann zudem die Masse in den verschiedenen Messlagen angezeigt werden.
Es sind prinzipiell weitere Daten im Diagramm darstellbar, um jedoch den benötigten
Arbeitsspeicher gering zu halten und die Übersichtlichkeit zu wahren, werden nicht mehr als
drei Ordinaten angezeigt. Die Grafik lässt sich über einen Menüpunkt aufrufen bzw. wird bei
automatisierten Vorgängen selbständig gestartet. Der graphische Verlauf kann jederzeit als
JPG-Datei abgespeichert werden.
Um eine Übersicht über die durchgeführten Messungen bereitzustellen, enthält die Datenbank
eine Tabelle msmlist, worin auch festgehalten wird, wann die Messung stattfand, welche
Konfiguration genutzt wurde und wer die Messung gestartet hat (Abbildung 4.12).
Abbildung 4.12 Screenshot: Datenbanktabelle mit Übersicht über die durchgeführten Messungen
Für die Konfigurationen gibt es ebenfalls eine entsprechende Übersichtstabelle configlist, die
Angaben darüber enthält, wann die Konfiguration erstellt wurde. Überdies wird belegt, ob die
angegebenen Konfigurationen für Messungen genutzt wurden, oder nach der Erstellung nicht
zum Einsatz kamen (Abbildung 4.13).

62 4 Weiterentwicklung der Kalibrierapparatur
Abbildung 4.13 Screenshot: Datenbanktabelle mit Übersicht über die gespeicherten Messkonfigurationen
Änderungen bezüglich der Anlagenparameter kann der Anwender über das Menü vornehmen.
Dort können die Ports eingestellt werden, an denen die Peripheriegeräte angeschlossen
werden, Parameter der Dichtemessapparatur wie auch die Standardmäßig im Diagramm
angezeigten Temperatur- und Drucksensoren (Abbildung 4.14).
Abbildung 4.14 Screenshot: Konfiguration der Anlagenparameter
Die Anlagenparameter werden in einer Ressourcendatei der Applikation verwaltet und
bleiben auch bei einem Neustart der Software bestehen.
Die Applikation zur Automatisierung wurde so gestaltet, dass sie leicht auf andere Anlagen
übertragen werden kann. Dazu muss neben dem Fließbild nur die Peripherieeinteilung in
mod_periphery angepasst werden. Zur einfacheren Handhabung wurde die Programmierung
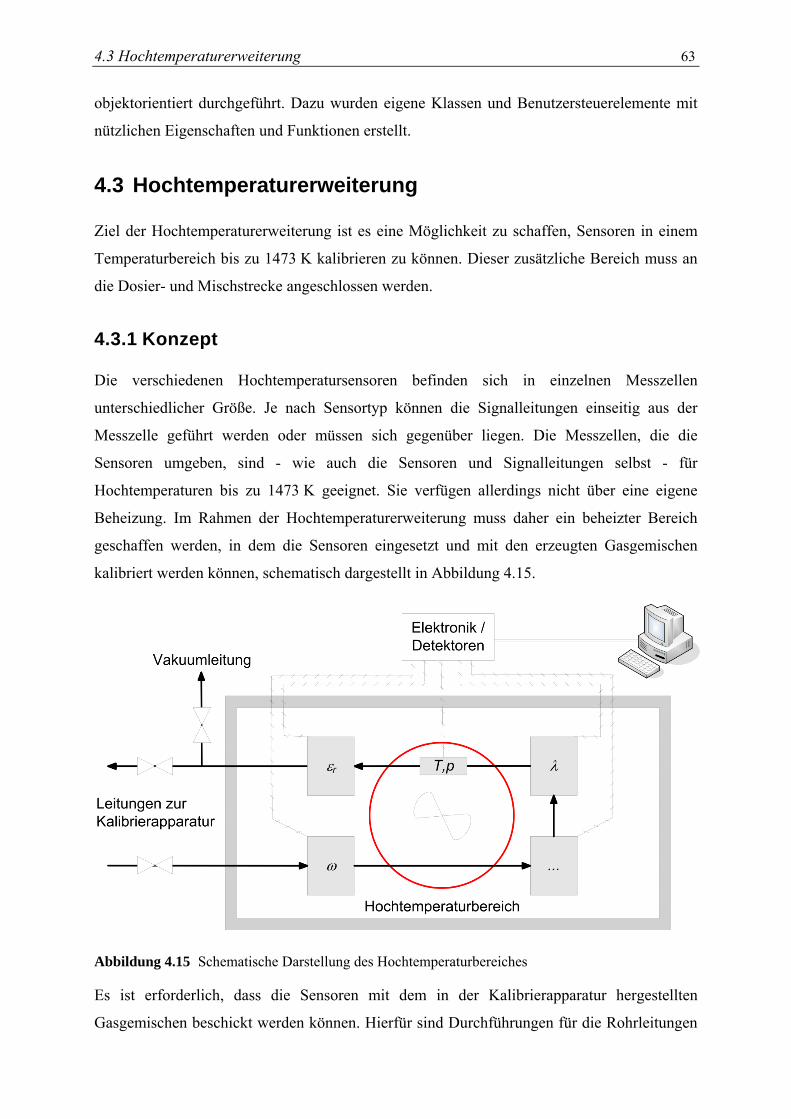
4.3 Hochtemperaturerweiterung 63
objektorientiert durchgeführt. Dazu wurden eigene Klassen und Benutzersteuerelemente mit
nützlichen Eigenschaften und Funktionen erstellt.
4.3 Hochtemperaturerweiterung
Ziel der Hochtemperaturerweiterung ist es eine Möglichkeit zu schaffen, Sensoren in einem
Temperaturbereich bis zu 1473 K kalibrieren zu können. Dieser zusätzliche Bereich muss an
die Dosier- und Mischstrecke angeschlossen werden.
4.3.1 Konzept
Die verschiedenen Hochtemperatursensoren befinden sich in einzelnen Messzellen
unterschiedlicher Größe. Je nach Sensortyp können die Signalleitungen einseitig aus der
Messzelle geführt werden oder müssen sich gegenüber liegen. Die Messzellen, die die
Sensoren umgeben, sind - wie auch die Sensoren und Signalleitungen selbst - für
Hochtemperaturen bis zu 1473 K geeignet. Sie verfügen allerdings nicht über eine eigene
Beheizung. Im Rahmen der Hochtemperaturerweiterung muss daher ein beheizter Bereich
geschaffen werden, in dem die Sensoren eingesetzt und mit den erzeugten Gasgemischen
kalibriert werden können, schematisch dargestellt in Abbildung 4.15.
Abbildung 4.15 Schematische Darstellung des Hochtemperaturbereiches
Es ist erforderlich, dass die Sensoren mit dem in der Kalibrierapparatur hergestellten
Gasgemischen beschickt werden können. Hierfür sind Durchführungen für die Rohrleitungen
64 4 Weiterentwicklung der Kalibrierapparatur
nötig. Im heißen Bereich muss neben den Hochtemperatursensoren zur Stoffdatenmessung ein
Temperatursensor untergebracht sein. Der Druck kann auf Grund der gleichmäßigen
Druckverteilung im geschlossenen Leitungssystem innerhalb oder außerhalb des heißen
Bereiches gemessen werden. Weil die Messelektronik der Sensoren nicht auf Temperaturen
bis zu 1473°K ausgelegt ist, muss diese außerhalb des Hochtemperaturbereiches platziert
werden. Hiermit werden weitere Durchführungen für die Datenleitungen der Sensorsignale
aus dem heißen Bereich benötigt. Falls eine Inertisierung des heißen Bereiches notwendig
wird, sollten sämtliche Durchführungen gasdicht ausgeführt sein. Zur Protokollierung der
Messwerte wird ein PC benötigt, an den die Messelektronik angeschlossen werden kann.
Es ergeben sich verschiedene Möglichkeiten, die Sensormesszellen zu beheizen.
Grundsätzlich ist zu überlegen, ob die Sensoren zusammen in einem Bereich eingesetzt
werden können, oder einzeln beheizt werden sollen. Die Beheizung kann entweder durch
vormontierte Öfen oder durch einen Bausatz erfolgen. Eine Übersicht über die verschiedenen
Varianten für die Gestaltung des heißen Bereiches sind in Tabelle 4.2 gegeben.
Die in Tabelle 4.2 vorgestellten Konzepte besitzen unterschiedliche Vor- und Nachteile. Am
Markt verfügbare Kammeröfen besitzen im Vergleich zu ihrer Höhe und Breite üblicherweise
eine große Tiefe. Dadurch werden Montagen der Messzellen im Innenraum erschwert. Hinzu
kommt, dass alle festen Seitenwände und die Bodenplatte mit Heizdrähten ausgestattet sind,
sodass die teilweise benötigten Durchführungen von Datenleitungen an gegenüberliegenden
Enden nicht möglich bzw. schwierig zu gestalten sind. Eine gleichmäßigere Erwärmung der
Messzellen bieten Rohröfen, wenn für jede Messzelle ein eigener Ofen genutzt wird. Durch
Anordnung der Heizdrähte allein um die Messzelle (und die nicht beheizten Endstücke) lassen
sich auch gegenüberliegende Durchführungen leicht realisieren. Diese Konstruktionen sind
insgesamt allerdings sehr teuer, weil für jeden Sensor ein eigener Ofen und eine
entsprechende Regelung vorgesehen werden muss. Als sinnvolle Lösung wurde daher die
Konstruktion eines Kammerofens aus Heizelementen für mehrere Messzellen ausgewählt.
Durch die rohrförmige Gestaltung bleibt im Innenraum zwar weniger Platz für die Messzellen
als in einem quaderförmigen Bereich, jedoch lässt sich das Modul einfach und kostengünstig
aufbauen.

4.3 Hochtemperaturerweiterung 65
Tabelle 4.2 Konzepte/Beispiele für den Hochtemperaturbereich
Konzepte:
Modifizierung eines Kammerofens
Modifizierung einzelner Rohröfen
Konstruktion einzelner Rohröfen
Konstruktion
eines
Kammerofens
Bild
Firma/Hersteller Thermconcept Thermconcept Fibrothal Fibrothal
Preis ca. 9700 € ca. 9300 € ca. 4400 € ca. 3100 €
Innenmaße
H: 400 mm
B: 550 mm
T: 750 mm
Ø: 150 mm
L: 750 mm
Ø: 300 mm
L: 600 mm
Ø: 500 mm
L: 600 mm
Anzahl Messzellen 4 bis 6 1 1 3 bis 4
Versorgungs-spannung
400 V/3N 400 V 3/N 230 V 1/N 400 V 3/N
Heizleistung 30 kW 4 bis 5 kW 7,4 kW 15 kW
Temperaturbereich bis 1573 K bis 1373 K bis 1573 K bis 1423 K
Schutzgasbetrieb möglich möglich möglich möglich
Eine detailliertere Konzeptionierung und theoretische Betrachtung des
Hochtemperaturbereiches wird in den folgenden Abschnitten beschrieben. Der Aufbau und
die Inbetriebnahme des Kammerofens wird im Rahmen einer anderen Arbeit durch Seibel
[Sei15] durchgeführt.
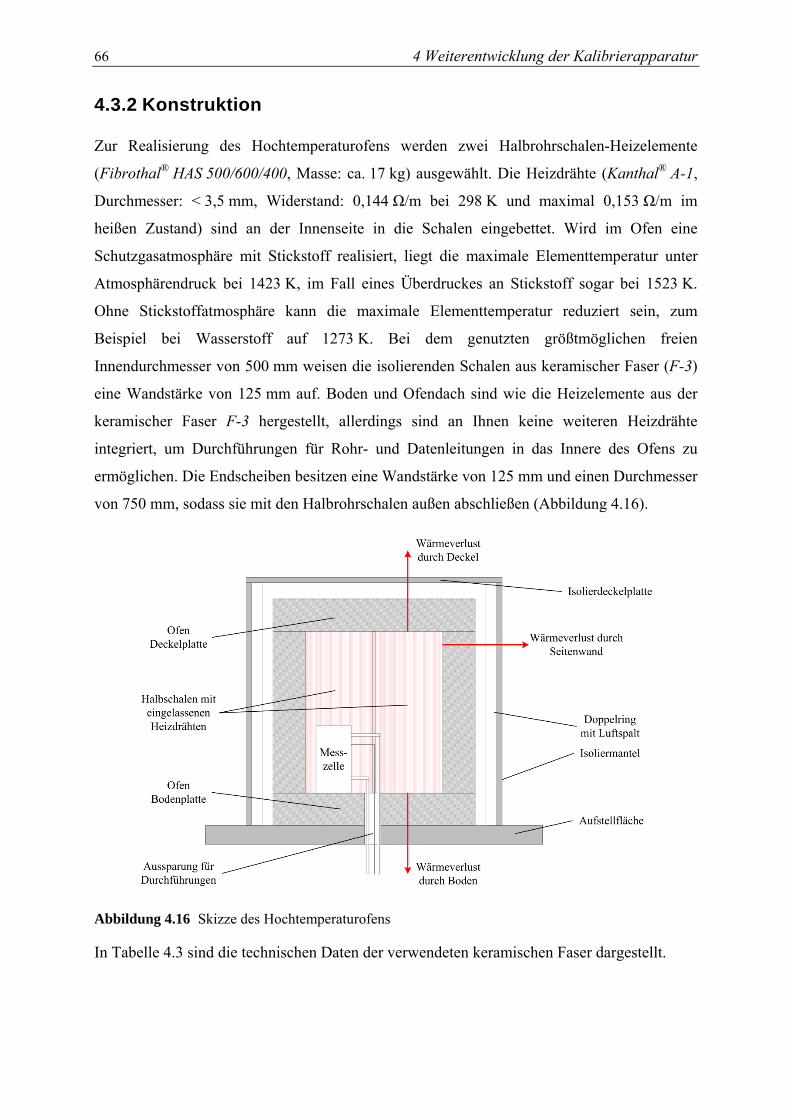
66 4 Weiterentwicklung der Kalibrierapparatur
4.3.2 Konstruktion
Zur Realisierung des Hochtemperaturofens werden zwei Halbrohrschalen-Heizelemente
(Fibrothal® HAS 500/600/400, Masse: ca. 17 kg) ausgewählt. Die Heizdrähte (Kanthal® A-1,
Durchmesser: < 3,5 mm, Widerstand: 0,144 Ω/m bei 298 K und maximal 0,153 Ω/m im
heißen Zustand) sind an der Innenseite in die Schalen eingebettet. Wird im Ofen eine
Schutzgasatmosphäre mit Stickstoff realisiert, liegt die maximale Elementtemperatur unter
Atmosphärendruck bei 1423 K, im Fall eines Überdruckes an Stickstoff sogar bei 1523 K.
Ohne Stickstoffatmosphäre kann die maximale Elementtemperatur reduziert sein, zum
Beispiel bei Wasserstoff auf 1273 K. Bei dem genutzten größtmöglichen freien
Innendurchmesser von 500 mm weisen die isolierenden Schalen aus keramischer Faser (F-3)
eine Wandstärke von 125 mm auf. Boden und Ofendach sind wie die Heizelemente aus der
keramischer Faser F-3 hergestellt, allerdings sind an Ihnen keine weiteren Heizdrähte
integriert, um Durchführungen für Rohr- und Datenleitungen in das Innere des Ofens zu
ermöglichen. Die Endscheiben besitzen eine Wandstärke von 125 mm und einen Durchmesser
von 750 mm, sodass sie mit den Halbrohrschalen außen abschließen (Abbildung 4.16).
Abbildung 4.16 Skizze des Hochtemperaturofens
In Tabelle 4.3 sind die technischen Daten der verwendeten keramischen Faser dargestellt.

4.3 Hochtemperaturerweiterung 67
Tabelle 4.3 Technische Daten der keramischen Faser F-3 [SMT11]
Eigenschaft F-3
Zusammensetzung 54 % SiO2
46 % Al2O3
Maximale Temperatur bei Dauerbetrieb 1423 K
Lineare Schrumpfung bei 24 Stunden Betrieb mit maximaler Daueranwendungstemperatur
3 %
Wärmeleitfähigkeit ≤ 0,28 W/(m·K)
Dichte 200 kg/m³
An jeder Halbrohrschale sind zwei Bolzen (M8 x 75 mm) nach außen geführt, um die
Heizleiter im Inneren mit Strom versorgen zu können. Die benötigte Spannung zur
Bereitstellung der maximalen Elementtemperatur liegt bei 400 V und 16 A. Für geringere
Temperaturen kann die zugeführte Leistung gesenkt werden.
Da in den Seitenwänden des Ofens die Heizleiter eingebettet sind, bietet es sich an, die
Durchführungen für die Gasversorgung der Messzellen, die im Innenraum des Ofens platziert
werden, in der Bodenplatte vorzusehen. Dadurch werden unnötige Wärmeverlust, zum
Beispiel durch den Kamineffekt, der bei Durchführungen im Deckel auftreten könnte,
verhindert. Die Datenleitungen können ebenfalls größtenteils durch die Bodenplatte geführt
werden. Nur falls eine gegenüberliegende Messstelle benötigt wird, muss eine entsprechende
Durchführung am Ofendeckel angebracht werden. Für die Durchführungen können die
Keramikfaserplatten mit gängigen Werkzeugen bearbeitet werden. Die entsprechenden
Bohrungen erfolgen erst nachdem die Aufstellung der Messzellen mit ihren
Hochtemperatursensoren im Ofen geplant ist. Falls der Ofen mit Schutzgasatmosphäre
betrieben werden soll, ist zusätzlich ein entsprechender Gasanschluss in die Bodenplatte zu
integrieren. Für einen Schutzgasbetrieb sollten sämtliche Durchführungen möglichst gut
gedichtet sein.
Zur einfachen Montage verschiedener Messzellen im Ofen sind die Gasleitungen in den Ofen
mit Flanschanschlüssen ausgestattet. Um den Durchmesser der Durchführungen passgenau zu
gestalten, müssen die Leitungen erst nachdem sie in den Ofen eingesetzt wurden auf der
Außenseite für den Anschluss an die Kalibrierapparatur vorbereitet werden.
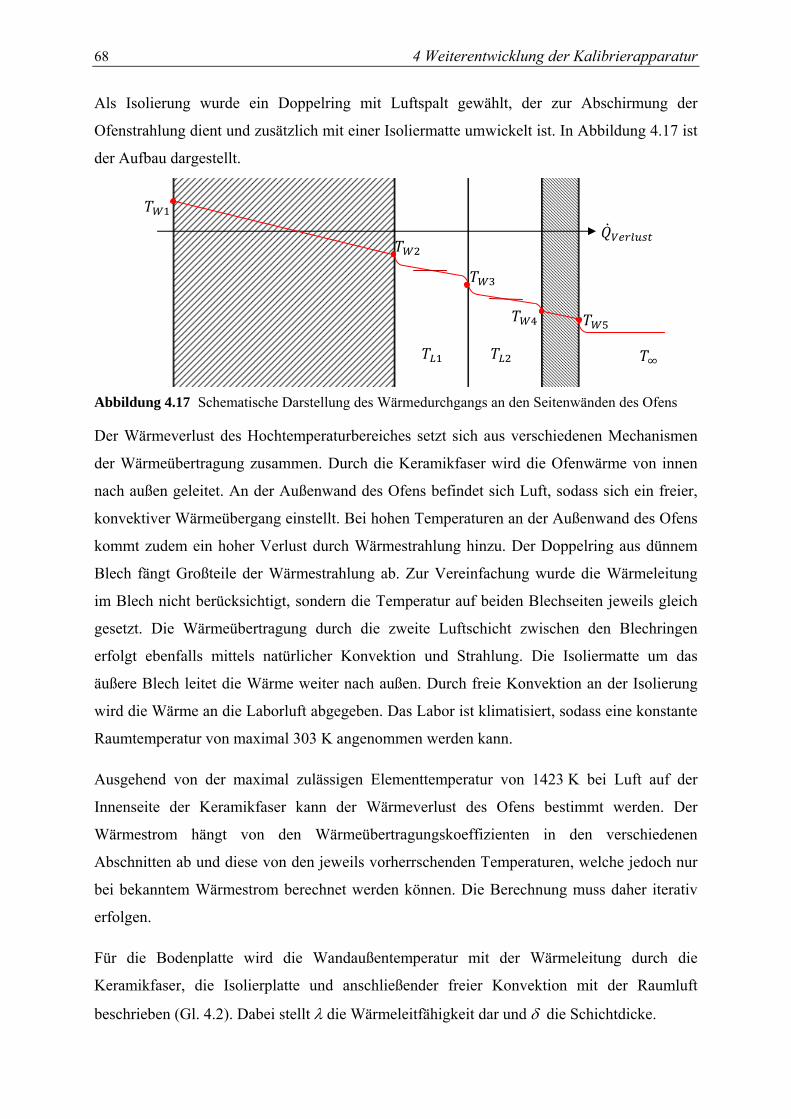
68 4 Weiterentwicklung der Kalibrierapparatur
Als Isolierung wurde ein Doppelring mit Luftspalt gewählt, der zur Abschirmung der
Ofenstrahlung dient und zusätzlich mit einer Isoliermatte umwickelt ist. In Abbildung 4.17 ist
der Aufbau dargestellt.
Abbildung 4.17 Schematische Darstellung des Wärmedurchgangs an den Seitenwänden des Ofens
Der Wärmeverlust des Hochtemperaturbereiches setzt sich aus verschiedenen Mechanismen
der Wärmeübertragung zusammen. Durch die Keramikfaser wird die Ofenwärme von innen
nach außen geleitet. An der Außenwand des Ofens befindet sich Luft, sodass sich ein freier,
konvektiver Wärmeübergang einstellt. Bei hohen Temperaturen an der Außenwand des Ofens
kommt zudem ein hoher Verlust durch Wärmestrahlung hinzu. Der Doppelring aus dünnem
Blech fängt Großteile der Wärmestrahlung ab. Zur Vereinfachung wurde die Wärmeleitung
im Blech nicht berücksichtigt, sondern die Temperatur auf beiden Blechseiten jeweils gleich
gesetzt. Die Wärmeübertragung durch die zweite Luftschicht zwischen den Blechringen
erfolgt ebenfalls mittels natürlicher Konvektion und Strahlung. Die Isoliermatte um das
äußere Blech leitet die Wärme weiter nach außen. Durch freie Konvektion an der Isolierung
wird die Wärme an die Laborluft abgegeben. Das Labor ist klimatisiert, sodass eine konstante
Raumtemperatur von maximal 303 K angenommen werden kann.
Ausgehend von der maximal zulässigen Elementtemperatur von 1423 K bei Luft auf der
Innenseite der Keramikfaser kann der Wärmeverlust des Ofens bestimmt werden. Der
Wärmestrom hängt von den Wärmeübertragungskoeffizienten in den verschiedenen
Abschnitten ab und diese von den jeweils vorherrschenden Temperaturen, welche jedoch nur
bei bekanntem Wärmestrom berechnet werden können. Die Berechnung muss daher iterativ
erfolgen.
Für die Bodenplatte wird die Wandaußentemperatur mit der Wärmeleitung durch die
Keramikfaser, die Isolierplatte und anschließender freier Konvektion mit der Raumluft
beschrieben (Gl. 4.2). Dabei stellt die Wärmeleitfähigkeit dar und die Schichtdicke.
4.3 Hochtemperaturerweiterung 69
, , · , ·
1
, ·· (4.2)
Der Wärmeübergangskoeffizient Konv für freie Konvektion folgt aus der Nußelt-Zahl Nu für
die natürliche Konvektion an der Unterseite einer beheizten Fläche (Gl. 4.3, [VDI06]). In
Gl. 4.3 gehen die Prantl-Zahl Pr, welche mit der kinematischen Viskosität und der
Temperaturleitfähigkeit die Stoffdaten der Luft berücksichtigt, und die Grashof-Zahl Gr,
welche die Auftriebskraft der erwärmten Luft ins Verhältnis zur Erdbeschleunigung setzt, ein.
0,766 · · · 10,322 / /
/
(4.3)
Mit den entsprechenden Stoffdaten und geometrischen Größen ergibt sich ein Wärmeverlust
an der Unterseite des Ofens von ca. 170 W. An der Unterseite der Keramikfaser wird sich
maximal eine Temperatur von 598 K einstellen, sodass an der Unterseite der Bodenplatte eine
maximale Temperatur von 506 K auftritt.
Bei der Betrachtung des Wärmeverlustes an der Oberseite des Ofens setzt sich der
Wärmestrom aus der Wärmeleitung durch die Keramikfaser, einem konvektiven
Wärmedurchgang durch die Luftschichten zwischen Ofen und Isolationsplatte sowie der
Wärmestrahlung zwischen den Platten, der Wärmeleitung durch die Isolationplatte und der
natürlichen Konvektion der Raumluft an der Außenseite der Isolationplatte zusammen
(Gl. 4.4).
, , ·
1
, ·1 1
, ·
, ·1
, ··
(4.4)
Da die Konvektion zwischen Ofen und Isolierung durch den geschlossenen Raum
eingeschränkt ist, wird der Wärmeübergangskoeffizient Konv aus der Nußelt-Zahl Nu für
geschlossene Schichten gebildet (Gl. 4.5, [VDI06]).
0,092 · · , · 2,2 · 10 (4.5)
70 4 Weiterentwicklung der Kalibrierapparatur
Auf Seite der Raumluft kann die Nußelt-Zahl für freie Konvektion mit Gl. 4.6, [VDI06]
bestimmt werden.
0,6 · · · 10,492 / /
/
(4.6)
Somit ergibt sich ein Wärmeverlust auf der Ofenoberseite von ca. 129 W. Die Temperaturen,
die sich in den verschiedenen Schichten ergeben sind in Tabelle 4.4 gelistet.
Tabelle 4.4 Temperaturverlauf durch die Isolationen an der Oberseite
Bereich Temperaturen in K
Keramikfaser außen 1032
Luft zwischen Ofen und Isolierung 757
Isolierung innen 556
Isolierung außen 506
Die berechneten Temperatur sind als Maximalwerte anzunehmen, da hier von der maximalen
Innentemperatur ausgegangen wurde und zudem die Temperatur radial über den
Halbrohrschalen nach außen hin abnehmen wird.
Um den Wärmeverlust über die Seitenwände zu berechnen, ist ein Ansatz mit Radien zu
verwenden (Gl. 4.7). Hierbei wurden die Schirme zum Abfang der Wärmestrahlung
vereinfachend mit einer Dicke von 0 mm angenommen. Für die Berechnung der
Wärmeverluste und der Temperaturen in den jeweiligen Isolationszonen der Seitenwände
wird die Darstellung in Abbildung 4.17 zugrunde gelegt. Die Wärmeübertragung erfolgt
durch die Wärmeleitung in der Keramikfaser, einem konvektiven Wärmeübergang an der
Ofenaußenseite und der Innenseite des ersten Strahlungsschirmes sowie durch
Wärmestrahlung zum ersten Strahlungsschirm, zwischen dem ersten und zweiten
Strahlungsschirm ebenfalls durch Konvektion und Strahlung, in der Isoliermatte durch
Wärmeleitung, und an der Außenseite wird die Wärme durch natürliche Konvektion an den
Raum abgegeben.
4.3 Hochtemperaturerweiterung 71
, , · ,
1
, · ,
1
, · ,1
, · ,
1
, · , , ·1
, ··
(4.7)
Da die Luft in den Isolationsschichten eingeschlossen ist und sich nicht frei mit der Raumluft
austauschen kann, wird der Wärmeübergangskoeffizient aus der Nußelt-Zahl für freie
Konvektion in geschlossenen Schichten bei vertikalen Ringspalten bestimmt (Gl. 4.8,
[VDI06]).
0,48 · · ·
854 · · · ·,
· · / , · / 0,2
(4.8)
An der Außenseite der Isolierung kann die Nußelt-Zahl für die freie Konvektion mit Gl. 4.9,
[VDI06] berechnet werden.
0,825 0,387 · · · 10,492 / /
/
0,435 ·2 ·
(4.9)
Hiermit ergibt sich ein Wärmeverlust durch die seitlichen Ofenwände von ca. 913 W. Der
Temperaturverlauf durch die Seitenwände wird in Tabelle 4.5 gezeigt.
Tabelle 4.5 Temperaturverlauf durch die Isolationen an den Seiten
Bereich Temperaturen in K
Keramikfaser außen 955
Luft zwischen Keramikfaser und erstem Schirm 787
Erster Schirm 733
Luft zwischen Keramikfaser und zweitem Schirm 598
Zweiter Schirm 461
Isolierung außen 341
72 4 Weiterentwicklung der Kalibrierapparatur
Die Außentemperatur von 341 K stellt wie auch schon bei der Betrachtung der Endscheiben
einen maximalen Wert dar. Die überschlägig berechneten Temperaturen verdeutlichen, dass
eine zusätzliche Isolierung des Ofens zur Verringerung der Wärmeverluste nötig ist. Um die
äußere Isolierung sollte ein ggf. zusätzlicher Schutz eingeplant werden, um Verbrennungen
bei Berührung zu vermeiden.
Zusätzlich zum Wärmeverlust durch die Ofenwände und Isolierung wird Wärme über die
Gasleitungen, die die Messzellen im Ofeninneren mit Messgas versorgen, abgeführt (Gl. 4.10,
[Wag91]). Da das Gas während der Messungen im Hochtemperaturbereich ruht, wird kein
Wärmetransport durch Fluidströmungen innerhalb der Gasleitung angenommen.
·1
, ··
·
(4.10)
Mit einer maximalen Wärmeleitfähigkeit der Rohrleitungen Rohr von 28,4 W/(m·K) bei
1273 K für den Hochtemperaturstahl Haynes 230 [HTM12] und einem gemittelten
Wärmeübertragungskoeffizienten Konv,Raum, der für ein senkrecht stehendes Rohr in
Kombination mit natürlicher Konvektion ermittelt wurde, werden die Leitungen relativ
schnell nach ca. 0,25 m annähernd die Raumtemperatur erreichen. Der Wärmeverlust über die
Zu- und Ableitung beträgt nach Gl. 4.11 ca. 1221 W.
, , ·
·· · ·
· , ·
··
(4.11)
Somit besitzt der Ofen einen gesamten Wärmeverlust von insgesamt ca. 2434 W.
4.3.3 Betriebssicherheit
Da explosionsfähige bzw. brennbare Gase bei sehr hohen Temperaturen vermessen werden,
ist die Gewährleistung der Betriebssicherheit des Hochtemperaturbereiches von besonderer
Bedeutung. An erster Stelle muss die Entzündung der Gase und die Entstehung
explosionsfähiger Gemische vermieden werden. Dies erfordert eine sorgfältige Überwachung
4.3 Hochtemperaturerweiterung 73
der in Messzellen des Hochtemperaturbereiches überführten Gemische. Die Zellen und
Leitungen müssen vor dem Füllvorgang evakuiert werden, um Sauerstoff und andere
unerwünschte Komponenten aus dem Bereich zu entfernen. Die Zusammensetzung der
danach eingefüllten Gemische sollte genau bekannt sein und die zu vermessene Menge sollte
gefahrlos auf die gewünschte Messtemperatur geheizt werden können. Bei den Messungen
sind die in Tabelle 4.6 aufgeführten Zündtemperaturen zu beachten. Insbesondere Wasserstoff
ist in jeder Mischung entzündbar.
Tabelle 4.6 Zündtemperaturen verschiedener brennbarer Gase [IFA11]
Gas Zündtemperatur
Methan 868,15 K
Ethan 788,15 K
Wasserstoff 833,15 K
Kohlenstoffmonoxid 878,15 K
Um Explosionen zu verhindern, sind die Mengen explosionsfähiger Gase gering zu halten.
Die Grenzwerte sinken dabei mit steigendem Druck bzw. steigender Temperatur. Für einige
Gase sind die Explosionsgrenzen bei Umgebungsbedingungen in Tabelle 4.7 angegeben.
Tabelle 4.7 Untere Explosionsgrenze verschiedener Gase bei Umgebungsbedingungen [IFA11]
Gas Untere Explosionsgrenze
Methan 29 g/m³ 4,4 Vol.-%
Ethan 31 g/m³ 2,4 Vol.-%
Wasserstoff 3.4 g/m³ 4,0 Vol.-%
Kohlenstoffmonoxid 131 g/m³ 11,3 Vol.-%
Bei Messungen mit Gasgemischen, die in der Kalibierapparatur erzeugt wurden sind für die
Messungen im Hochtemperaturbereich die Grenzwerte entsprechend einzuhalten, damit bei
einer Undichtigkeit der Messzellen und Kontakt mit Sauerstoff aus der Umgebung keine
Explosion stattfinden kann. Bei einem Ofeninnenvolumen von 0,1178 m³ muss die
eingeführte Methanmenge unter 3,4164 g liegen. Die Einleitung des Gases in die Messzelle
erfolgt bei Umgebungstemperatur, sodass die Methanmenge einem Volumen von 0,0054 m³
entspricht. Das Volumen der in den Ofen integrierten Messzellen liegt zwischen 0,0001 m³
und 0,001 m³ pro Messzelle. Zur weiteren Sicherung gegen Explosionen kann im Ofen eine
74 4 Weiterentwicklung der Kalibrierapparatur
Schutzgasatmosphäre aufgebaut werden, indem eine Stickstoffzufuhr in den Ofen eingerichtet
wird.
Natürlich ist ein Gasverlust über Leckagen in den Ofen zu verhindern. Dazu muss nach jedem
Messzellenumbau im Ofen und somit vor den Messungen bei hohen Temperaturen ein
Dichtigkeitstest erfolgen. Die Dauer zum Aufheizen des Ofens sollte nicht zu kurz gewählt
werden, um thermische Spannungen und Materialstress zu vermeiden.
Um eine Übertemperierung zu verhindern sind zudem elektronische Sicherheitsmaßnahmen
nötig und über einen Not-Aus Schalter sollten alle elektrischen Verbindungen getrennt
werden können, um in Notfällen die elektrische Heizleistung mit sofortiger Wirkung
abzustellen.
Durch die hohen Spannungen, die zur Beheizung des Ofens benötigt werden, müssen alle
Metallteile im und am Ofen geerdet werden, sodass keine Gefahr durch Stromschläge bei
beschädigten Stromleitungen etc. droht.
4.3.4 Temperaturregelung
Die Temperaturregulierung des Ofens erfolgt über eine Anpassung der Stromstärke I, die
durch die Heizdrähte fließt. Die Heizleistung P hängt dabei quadratisch von der Stromstärke
und somit von der an den Heizdrähten angelegten Spannung U ab (Gl. 4.12).
· / (4.12)
Je nachdem, bei welchen Temperaturen die Hochtemperatursensoren kalibriert bzw. zur
Messung genutzt werden sollen, muss die Heizleistung angepasst werden. Zur Variierung der
Spannung bzw. der Stromstärke muss ein Stellgrad vorgegeben werden. Die Berechnung des
Stellgrades sollte aus den Temperaturen in den Messzellen erfolgen. Dadurch wird ein
Regelgerät mit zwei zusammenhängenden Regelkreisen, einer sogenannten
Kaskadenregelung, benötigt. Der erste, führende Regelkreis vergleicht die aktuelle
Temperatur in den Messzellen mit der Solltemperatur und gibt ein Signal zur Erhöhung bzw.
Senkung der Heizelementtemperatur an den zweiten Regelkreis weiter. In dem zweiten,
folgenden Regelkreis wird die Temperatur direkt an den Heizdrähten gemessen und mit der
Solltemperatur für die Heizdrähte verglichen, die aus dem ersten Regelkreis übermittelt
wurde. Aus dieser Differenz wird ein Stellgrad für die benötigte Stromversorgung der
Heizdrähte ausgegeben. Das Prinzip wird in Abbildung 4.18 veranschaulicht.
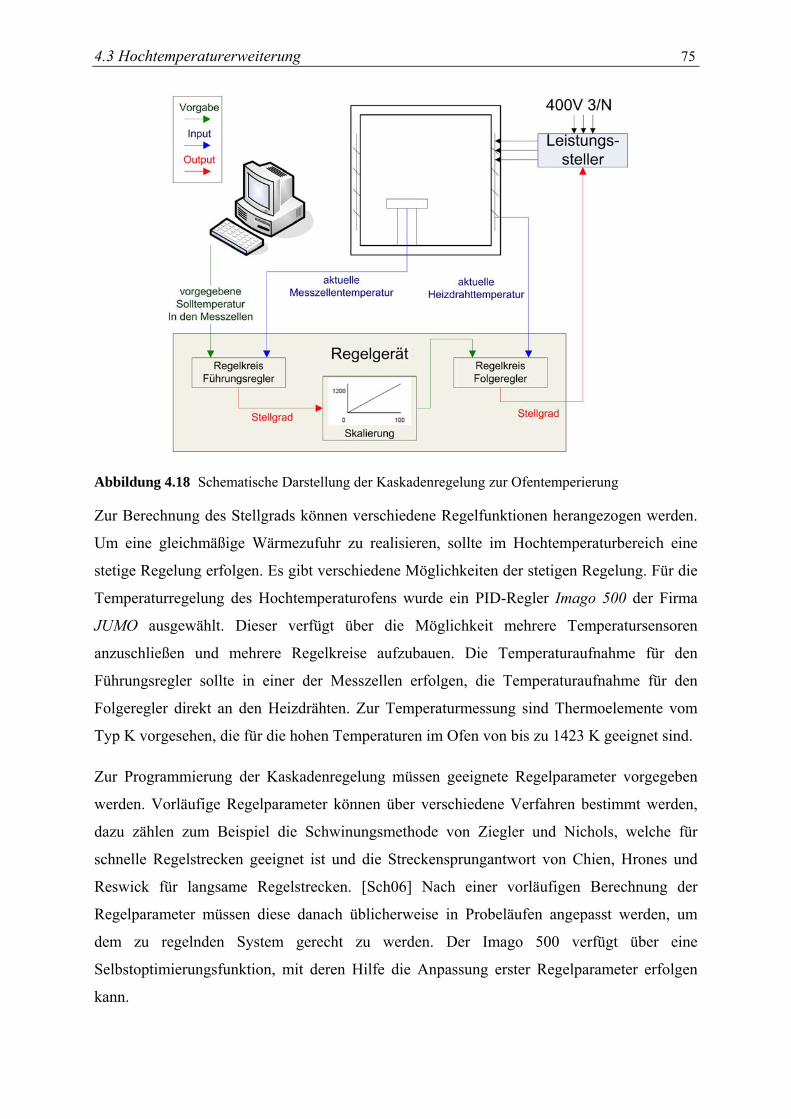
4.3 Hochtemperaturerweiterung 75
Abbildung 4.18 Schematische Darstellung der Kaskadenregelung zur Ofentemperierung
Zur Berechnung des Stellgrads können verschiedene Regelfunktionen herangezogen werden.
Um eine gleichmäßige Wärmezufuhr zu realisieren, sollte im Hochtemperaturbereich eine
stetige Regelung erfolgen. Es gibt verschiedene Möglichkeiten der stetigen Regelung. Für die
Temperaturregelung des Hochtemperaturofens wurde ein PID-Regler Imago 500 der Firma
JUMO ausgewählt. Dieser verfügt über die Möglichkeit mehrere Temperatursensoren
anzuschließen und mehrere Regelkreise aufzubauen. Die Temperaturaufnahme für den
Führungsregler sollte in einer der Messzellen erfolgen, die Temperaturaufnahme für den
Folgeregler direkt an den Heizdrähten. Zur Temperaturmessung sind Thermoelemente vom
Typ K vorgesehen, die für die hohen Temperaturen im Ofen von bis zu 1423 K geeignet sind.
Zur Programmierung der Kaskadenregelung müssen geeignete Regelparameter vorgegeben
werden. Vorläufige Regelparameter können über verschiedene Verfahren bestimmt werden,
dazu zählen zum Beispiel die Schwinungsmethode von Ziegler und Nichols, welche für
schnelle Regelstrecken geeignet ist und die Streckensprungantwort von Chien, Hrones und
Reswick für langsame Regelstrecken. [Sch06] Nach einer vorläufigen Berechnung der
Regelparameter müssen diese danach üblicherweise in Probeläufen angepasst werden, um
dem zu regelnden System gerecht zu werden. Der Imago 500 verfügt über eine
Selbstoptimierungsfunktion, mit deren Hilfe die Anpassung erster Regelparameter erfolgen
kann.
76 4 Weiterentwicklung der Kalibrierapparatur
Die Entwicklung verschiedener Hochtemperatursensoren zur Stoffdatenerfassung erfolgt im
Rahmen anderer Arbeiten wie zum Beispiel durch Seibel [Sei15] und ist noch nicht
abgeschlossen, sodass der Hochtemperaturbereich der Kalibrierapparatur hier nicht aufgebaut
und für die Gasanalyse verwendet wurde. Nach Inbetriebnahme des Hochtemperaturbereiches
können die unbekannten Parameter der in Abschnitt 3.3.4 vorgestellten
Hochtemperaturgleichung durch Vermessung von Reinstoffen und bekannten Gemischen in
verschiedenen Temperatur- und Druckstufen ermittelt werden, damit die Gleichung zur
Hochtemperaturanalyse verwendet werden kann.
77
5 Messungen
Zur Validierung der Gasanalysemethode wurden Testreihen durchgeführt. Hierbei wurden
Gasgemische mit bekannter Zusammensetzung zur Stoffdatenmessung genutzt.
5.1 Dosierung
Für die Analyse wurde mit Hilfe der Kalibrierapparatur zunächst ein ternäres Gas aus Methan,
Kohlenstoffdioxid und Stickstoff, den Hauptkomponenten von Biogas aus
Fermentationsprozessen nach der Entwässerung und Entschwefelung, erzeugt. Da die
Schwankungsbreiten der einzelnen Konzentrationen - in Abhängigkeit des eingesetzten
Substrats und der Aktivität der Bakterien - groß ist, wurde bei der Generierung für die
Analyse eine mittlere Zusammensetzung aus 60 mol-% Methan, 35 mol-% Kohlenstoffdioxid
und 5 mol-% Stickstoff angestrebt. Die nach der Gemischerzeugung vorliegenden
Konzentrationen konnten berechnet werden und sind in Tabelle 5.1 aufgeführt.
Tabelle 5.1 Parameter der Erzeugung eines synthetischen Biogases aus CH4, CO2, N2
Komponente Füll-Temperatur in K
Füll-Druck in MPa
Massenanteil in %
Molanteil in %
Volumenanteil in %
CH4 303,208 13,570 41,57 64,92 68,17
CO2 302,930 5,956 52,48 30,08 26,25
N2 303,109 3,602 5,59 5,00 5,58
Die Homogenität der Mischung wurde nach mehreren Pumpvorgängen mit Hilfe eines
Gaschromatographen bestimmt.
Abbildung 5.1 Chromatogramme des Gemisches aus CH4, CO2 und N2
78 5 Messungen
Die Peaks der Chromatogramme vor und nach der letzten Umwälzung (Abbildung 5.1) zeigen
einen leichten Versatz, der aus einer Veränderung des Vordrucks resultiert. Die Peakabstände
und Flächen sind vergleichbar, das erzeugte Gemisches wurde daher als homogen betrachtet.
Zur Einspeisung in Erdgasnetzte wird dem aufbereiteten Biogas oft Propan zugegeben, um
den Wobbeindex9 im Leitungssystem zu erhalten. Als zweites wurde daher ein Gemisch mit
Propanzusatz erzeugt und analysiert. Hier wurde eine Zusammensetzung von 93 mol-%
Methan, 2 mol-% Kohlenstoffdioxid, 1 mol-% Stickstoff und 4 mol-% Propan angestrebt. Die
erreichten Konzentrationen können Tabelle 5.2 entnommen werden.
Tabelle 5.2 Parameter der Erzeugung eines synthetischen Biogases aus CH4, CO2, N2, C3H8
Komponente Füll-Temperatur in K
Füll-Druck in MPa
Massenanteil in %
Molanteil in %
Volumenanteil in %
CH4 303,203 16,244 83,56 92,97 96,60
CO2 303,045 0,861 4,95 2,01 1,85
N2 302,781 14,599 1,58 1,00 1,09
C3H8 302,945 0,906 9,92 4,01 0,46
Vor der Generierung des Vierkomponentengemisches musste die in der Kalibrierapparatur
vorhandene Umwälzpumpe auf Grund eines Defektes ausgetauscht werden, sodass sich das
entsprechende Anlagenvolumen geändert hat. Für das neue Volumen wurde eine
Volumenkalibrierung mit Hilfe von reinem Stickstoff und den in der Anlage integrierten
Drucksensoren durchgeführt, während die Dosiervolumen ursprünglich von Südmeyer
[Sue11] mit Hilfe eines zusätzlichen Drucksensors (Modell 745 der Firma Paroscientific,
Unsicherheit: 0,001656 MPa) bestimmt wurden. Die Unsicherheit bei der Bestimmung der
Volumengröße des neuen Volumens ist deshalb größer und die Unsicherheit in den
Konzentrationen der erzeugten Mischung erhöht sich im Vergleich zur Unsicherheit beim
ternären Gemisch auf überschlägig 0,14 mol-%.
Für alle Mischungen wurden Komponenten in hoher Reinheit eingesetzt. Ausgewählt wurde
Methan in einer Reinheit von 99,995 %, Kohlenstoffdioxid in einer Reinheit von 99,995 %,
Stickstoff in einer Reinheit von 99,999 % und Propan in einer Reinheit von 99,5 %.
9 Wobbeindex: der obere/untere Wobbeindex wird aus oberem/unterem Heizwert und Dichte des Brenngases berechnet. Er dient der Charakterisierung der Brenngasqualität, je höher der Wobbeindex.

5.2 Dichte 79
Die Dosierung erfolgte jeweils in Annäherung an die Temperatur der Volumenkalibrierung
bei 303 K. Weil der Flaschendruck von Kohlenstoffdioxid bei Raumtemperatur bei ca. 6 MPa
liegt, ergab sich für das ternäre Gemisch insgesamt ein maximal möglicher Druck von
9,5 MPa in der Dosier- und Mischebene bei 303 K, welcher nach der Entspannung in die
Sensorebene auf ca. 4 MPa abfiel. Beim quaternären Gemisch gibt Propan den maximal
möglichen Gemischdruck vor, da es bei Raumtemperatur einen Flaschendruck von nur ca.
0,85 MPa aufweist. Für das Vierkomponentengemisch resultierte daraus bei 4 mol-% Propan
ein maximal möglicher Druck von 8 MPa in der Dosier- und Mischstrecke bei 303 K, der
nach Entspannung in die Sensorebene auf 3 MPa gefallen ist.
Zur Analyse wurden bei beiden Gemischen Messungen der Dichte, Schallgeschwindigkeit,
und Impedanz, bei dem Vierkomponentengemisch zusätzlich Messungen der
Wärmeleitfähigkeit, jeweils bei drei verschiedenen Druckstufen und darin jeweils drei
äquidistant verteilten Temperaturstufen durchgeführt. Die Messverfahren und Ergebnisse
werden in den nächsten Abschnitten vorgestellt.
5.2 Dichte
Die Messung der Dichte erfolgte gravimetrisch über eine Auftriebsmessung nach dem
archimedischen Prinzip. Wird ein Körper in ein Fluid eingetaucht, entspricht der Auftrieb, den
der Körper im Fluid erfährt, der Gewichtskraft des verdrängten Fluides. Der Auftrieb des
Senkkörpers lässt sich über eine Wägung im Vakuum und im Fluid bestimmen. Bei
bekanntem Volumen des eingetauchten Senkkörpers kann dann die Dichte des Fluides direkt
aus der Massendifferenz des Senkkörpers und dem Volumen des Senkkörpers berechnet
werden (Gl. 5.1).
, , , , ,,
(5.1)
Für die Dichtemessung im Rahmen dieser Arbeit wurde die Dichtemessanlage genutzt, die für
die volumetrische Gemischerzeugung bereits in der Kalibrierapparatur integriert ist. Um die
Dichtemessung in einem weiten Druck- und Temperaturbereich durchführen zu können, wird
das Magnetschwebewaagenprinzip genutzt. Dabei befindet sich die verwendete
Präzisionswaage Mettler AX außerhalb des Messraumes und ist nur dem Atmosphärendruck
und der Raumtemperatur ausgesetzt. Durch die räumliche Trennung von Waage und
Senkkörper muss die Gewichtsübertragung durch die Messzellenwand erfolgen. Hierfür wird

80 5 Messungen
eine Magnetschwebekupplung eingesetzt. Auf Seite der Waage außerhalb der Messzelle wird
ein Elektromagnet angehangen und der Senkkörper innerhalb der Messzelle kann über einen
Permanentmagneten an den Elektromagneten gekoppelt werden. Mit Hilfe eines PID-Reglers
wird die Spannung des Elektromagneten so geregelt, dass sich der Permanentmagnet mit dem
Senkkörper in einem Schwebezustand befindet und die Gewichtskraft an die Waage
übertragen werden kann (Abbildung 5.2, rechts). Mit der nun zusätzlich vorhandenen
Messlastkopplung, die den Senkkörper mit dem Elektromagneten verbindet, setzt sich auch
die an der Waage gemessene Masse aus dem der Messlastkopplung mit dem
Permanentmagneten und dem des Senkkörper zusammen. Um nur die Masse des Senkkörpers
im Fluid zu erfassen, kann die Masse der Messlastkopplung austariert werden. Zu diesem
Zweck kann neben der Messposition eine weitere Position angefahren werden, die
Nullpunktposition bzw. die Taralage, bei der der Senkkörper abgesetzt ist und nur die
Messlastkopplung im Schwebezustand gehalten wird (Abbildung 5.2, links).
Abbildung 5.2 Messlagen bei der gravimetrischen Dichtemessung [Sue11]
Die zur Erfassung der Masse verwendete Waage wurde von der Firma Rubotherm um
Auflagegewichte ergänzt (Abbildung 5.3).

5.2 Dichte 81
Abbildung 5.3 Auflagegewichte zur Grundlastkompensation
Die Auflagengewichte dienen zur Grundlastkompensation zwischen den beiden
Messpositionen. Die Massendifferenz der Auflagengewichte entspricht in etwa der Masse des
Senkkörpers im Vakuum, sodass die Waage immer in einem ähnlichen Betriebspunkt bleibt
und Fehlereinflüsse durch die Waagenkennlinie minimert werden. Weil die Auflagegewichte
das gleiche Volumen besitzen, kann der Auftrieb in der Raumluft vernachlässigt werden. In
der Nullpunktposition wird dazu ein Tantalgewicht, in der Messposition ein
Aluminiumgewicht aufgelegt.
Auf die Berechnung der Dichte haben die Auflagengewichte keinen Einfluss, da sie sich wie
auch die Messlastkopplung in der Massendifferenz rauskürzen:
, ,
, , , , ,
,
, , , , , , , ,
,
Die Dichtemessanlage (Abbildung 5.4) kann mit einer Standardmessunsicherheit von 0,05 %
in der Dichtemessung in einem Druckbereich von 0 MPa bis 40 MPa bei Temperaturen bis
323 K und von 0 MPa bis 30 MPa bei Temperaturen bis 423 K eingesetzt werden.
82 5 Messungen
Abbildung 5.4 Dichtemessanlage der Kalibrierapparatur [SMOS10]
Die Ergebnisse der Dichtemessung sind für das Dreikomponentengemisch in Tabelle 5.3 und
für das Vierkomponentengemisch in Tabelle 5.4 dargestellt.
Tabelle 5.3 Gemessene Dichte des Gemisches aus CH4, CO2 und N2 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Dichte
in kg/m³
2,4993 303,238 26,2859
2,5000 313,301 25,2706
2,4867 323,261 24,2029
3,2445 303,131 34,7363
3,2581 313,298 33,4406
3,2463 323,357 32,0123
3,9880 303,226 43,4448
3,9874 313,489 41,5200
3,9793 323,154 39,7928
5.2 Dichte 83
Tabelle 5.4 Gemessene Dichte des Gemisches aus CH4, CO2, N2 und C3H8 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Dichte
in kg/m³
1,2009 303,234 8,7023
1,2012 313,193 8,4024
1,2006 323,253 8,1127
1,6674 303,229 12,2002
1,7220 313,190 12,1633
1,7044 323,252 11,6171
2,9488 303,331 22,0772
2,9724 313,192 21,4253
2,9959 323,252 20,8245
Die Messwerte der Dichte zeigen wie erwartet eine Zunahme mit steigendem Druck und
sinkender Temperatur. Aus den Standardabweichungen lässt sich zusammen mit der Anzahl
an aufgenommenen Messwerten pro Messpunkt, die Unsicherheit der einzelnen Messungen
berechnen. Es ergibt sich für die durchgeführten Dichtemessungen eine Unsicherheit von
< 0,01%. Zur näheren Bewertung der erzielten Messergebnisse ist ein Vergleich mit
Referenzwerten sinnvoll. Dazu wurden Referenzwerte in den verschiedenen Druck- und
Temperaturstufen mit der Zustandsgleichung GERG-2008 [KuWa12] berechnet. Die
Unsicherheit der Referenzgleichung wird in der Dichte mit 0,1 % angegeben. Die
prozentualen Abweichungen sind für das Dreikomponentengemisch in Abbildung 5.5 und für
das Vierkomponentengemisch in Abbildung 5.6 aufgetragen.
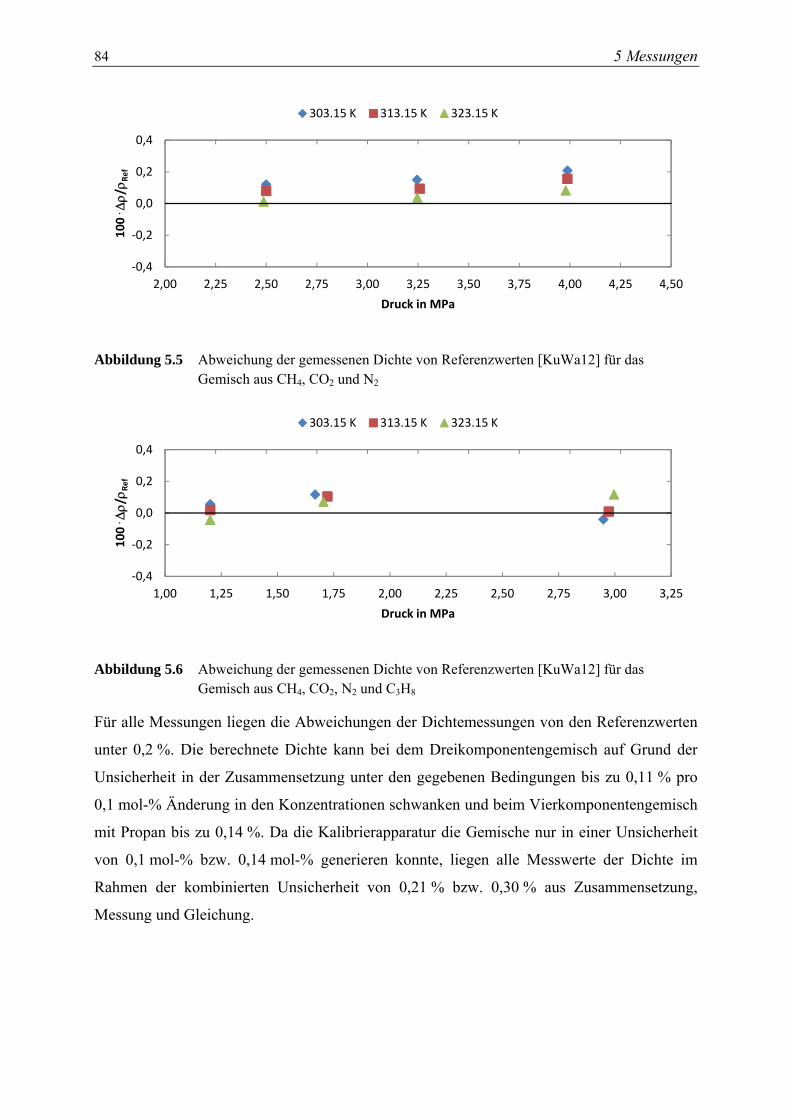
84 5 Messungen
Abbildung 5.5 Abweichung der gemessenen Dichte von Referenzwerten [KuWa12] für das Gemisch aus CH4, CO2 und N2
Abbildung 5.6 Abweichung der gemessenen Dichte von Referenzwerten [KuWa12] für das Gemisch aus CH4, CO2, N2 und C3H8
Für alle Messungen liegen die Abweichungen der Dichtemessungen von den Referenzwerten
unter 0,2 %. Die berechnete Dichte kann bei dem Dreikomponentengemisch auf Grund der
Unsicherheit in der Zusammensetzung unter den gegebenen Bedingungen bis zu 0,11 % pro
0,1 mol-% Änderung in den Konzentrationen schwanken und beim Vierkomponentengemisch
mit Propan bis zu 0,14 %. Da die Kalibrierapparatur die Gemische nur in einer Unsicherheit
von 0,1 mol-% bzw. 0,14 mol-% generieren konnte, liegen alle Messwerte der Dichte im
Rahmen der kombinierten Unsicherheit von 0,21 % bzw. 0,30 % aus Zusammensetzung,
Messung und Gleichung.
‐0,4
‐0,2
0,0
0,2
0,4
2,00 2,25 2,50 2,75 3,00 3,25 3,50 3,75 4,00 4,25 4,50
100 . / R
ef
Druck in MPa
303.15 K 313.15 K 323.15 K
‐0,4
‐0,2
0,0
0,2
0,4
1,00 1,25 1,50 1,75 2,00 2,25 2,50 2,75 3,00 3,25
100 . / R
ef
Druck in MPa
303.15 K 313.15 K 323.15 K

5.3 Schallgeschwindigkeit 85
5.3 Schallgeschwindigkeit
Zur Messung der Schallgeschwindigkeit wurde das Laufzeitverfahren angewendet (Abbildung
5.7). Hier wurde ein Transmitter/Receiver System eingesetzt, welches Signale in beide
Richtungen senden und empfangen kann.
Abbildung 5.7 Prinzip der Schallgeschwindigkeitsmessung mit dem Laufzeitverfahren
In einer Messzelle sind auf den sich gegenüberliegenden Seiten in einem genau festgelegten
Abstand Schallwandler aufgestellt. Auf ein Signal der Messelektronik hin, sendet ein Wandler
Schallwellen durch das Fluid in der Messzelle in Richtung des Wandlers auf der anderen
Seite. Dieser nimmt die ankommenden Schallwellen wahr und gibt das detektierte Signal an
die Messelektronik weiter. Aus der Zeitdifferenz zwischen dem Senden und Empfangen der
Schallwellen kann durch den bekannten Abstand der Wandler direkt die
Schallgeschwindigkeit im Messfluid bestimmt werden (Gl. 5.2)
, , (5.2)
Mit steigendem Abstand zwischen den Schallwandlern wird die Messung von
Schallgeschwindigkeiten verbessert, da sich die Laufzeiten in den verschiedenen Fluiden
deutlicher voneinander abheben. Bei den Schallgeschwindigkeitsmessungen im Rahmen
dieser Arbeit lag der Abstand zwischen den Wandlern bei 0,09685 m, begrenzt durch den
Platz, der für die Messzelle in der Kalibrierapparatur zur Verfügung stand. Der genaue
Abstand der Schallwandler wurde dabei durch Kalibriermessungen bestimmt. Eine Druck
oder Temperaturkorrektur des Abstandes erfolgte für die durchgeführten Messungen nicht.
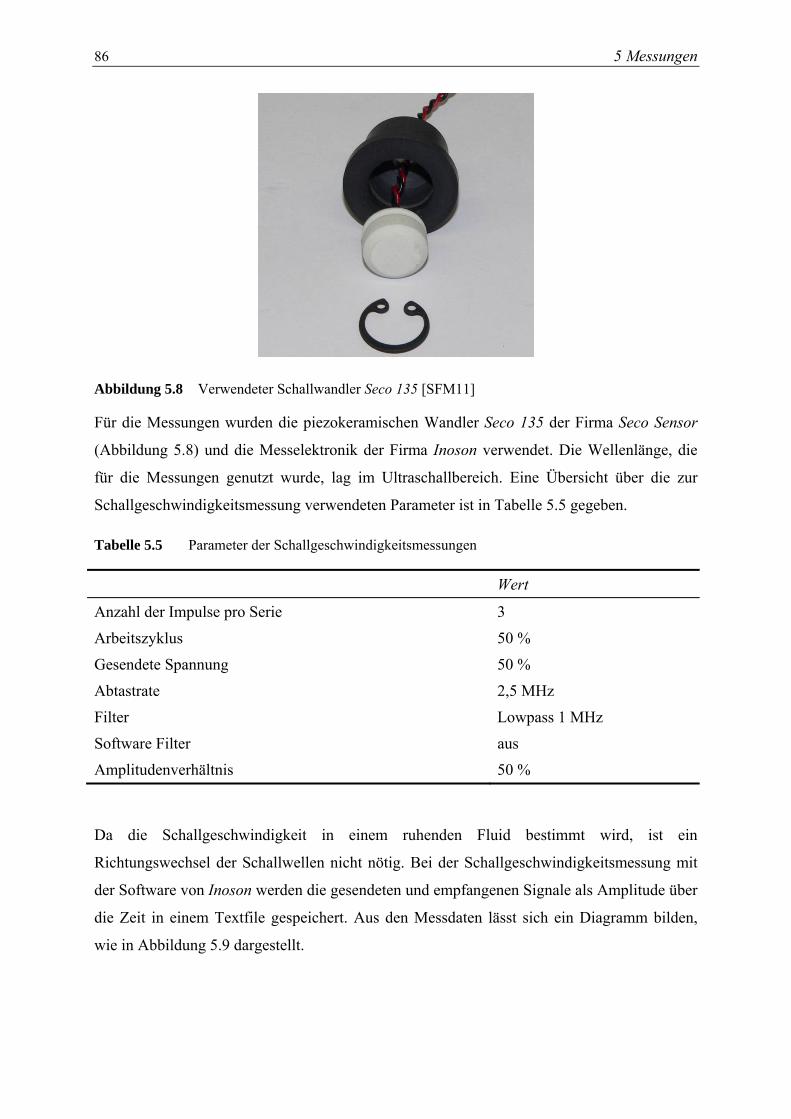
86 5 Messungen
Abbildung 5.8 Verwendeter Schallwandler Seco 135 [SFM11]
Für die Messungen wurden die piezokeramischen Wandler Seco 135 der Firma Seco Sensor
(Abbildung 5.8) und die Messelektronik der Firma Inoson verwendet. Die Wellenlänge, die
für die Messungen genutzt wurde, lag im Ultraschallbereich. Eine Übersicht über die zur
Schallgeschwindigkeitsmessung verwendeten Parameter ist in Tabelle 5.5 gegeben.
Tabelle 5.5 Parameter der Schallgeschwindigkeitsmessungen
Wert
Anzahl der Impulse pro Serie 3
Arbeitszyklus 50 %
Gesendete Spannung 50 %
Abtastrate 2,5 MHz
Filter Lowpass 1 MHz
Software Filter aus
Amplitudenverhältnis 50 %
Da die Schallgeschwindigkeit in einem ruhenden Fluid bestimmt wird, ist ein
Richtungswechsel der Schallwellen nicht nötig. Bei der Schallgeschwindigkeitsmessung mit
der Software von Inoson werden die gesendeten und empfangenen Signale als Amplitude über
die Zeit in einem Textfile gespeichert. Aus den Messdaten lässt sich ein Diagramm bilden,
wie in Abbildung 5.9 dargestellt.
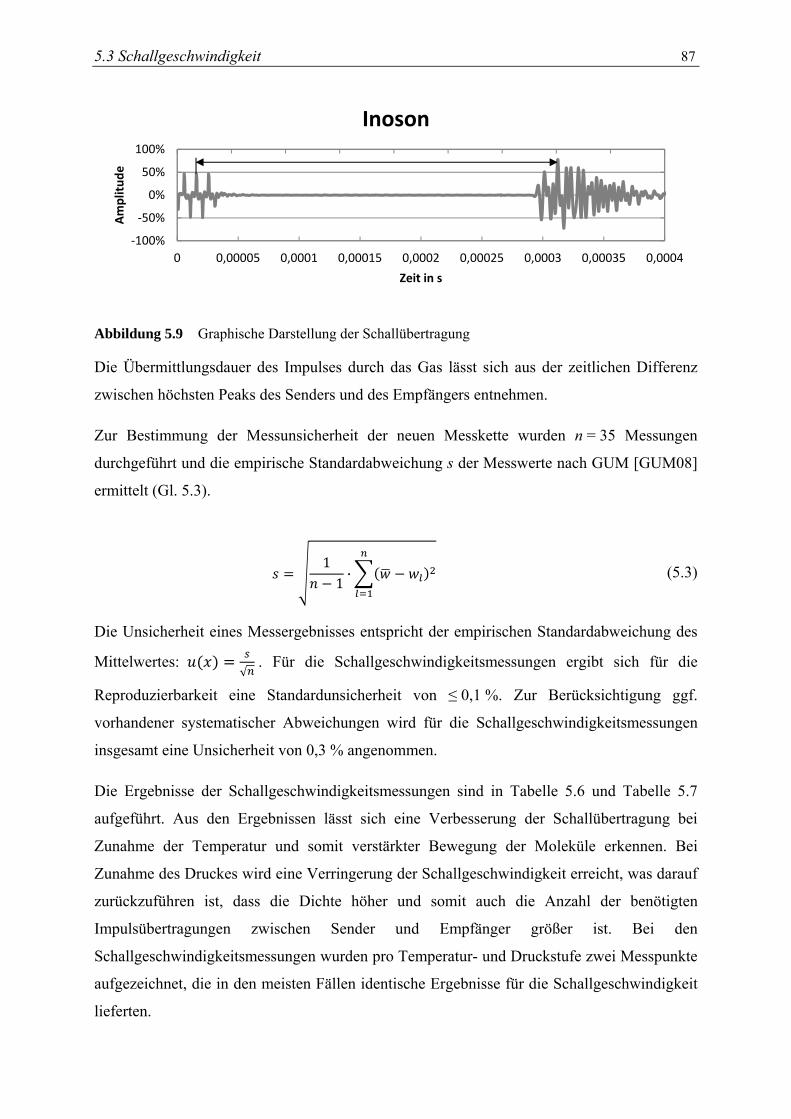
5.3 Schallgeschwindigkeit 87
Abbildung 5.9 Graphische Darstellung der Schallübertragung
Die Übermittlungsdauer des Impulses durch das Gas lässt sich aus der zeitlichen Differenz
zwischen höchsten Peaks des Senders und des Empfängers entnehmen.
Zur Bestimmung der Messunsicherheit der neuen Messkette wurden n = 35 Messungen
durchgeführt und die empirische Standardabweichung s der Messwerte nach GUM [GUM08]
ermittelt (Gl. 5.3).
1
1· (5.3)
Die Unsicherheit eines Messergebnisses entspricht der empirischen Standardabweichung des
Mittelwertes: √
. Für die Schallgeschwindigkeitsmessungen ergibt sich für die
Reproduzierbarkeit eine Standardunsicherheit von ≤ 0,1 %. Zur Berücksichtigung ggf.
vorhandener systematischer Abweichungen wird für die Schallgeschwindigkeitsmessungen
insgesamt eine Unsicherheit von 0,3 % angenommen.
Die Ergebnisse der Schallgeschwindigkeitsmessungen sind in Tabelle 5.6 und Tabelle 5.7
aufgeführt. Aus den Ergebnissen lässt sich eine Verbesserung der Schallübertragung bei
Zunahme der Temperatur und somit verstärkter Bewegung der Moleküle erkennen. Bei
Zunahme des Druckes wird eine Verringerung der Schallgeschwindigkeit erreicht, was darauf
zurückzuführen ist, dass die Dichte höher und somit auch die Anzahl der benötigten
Impulsübertragungen zwischen Sender und Empfänger größer ist. Bei den
Schallgeschwindigkeitsmessungen wurden pro Temperatur- und Druckstufe zwei Messpunkte
aufgezeichnet, die in den meisten Fällen identische Ergebnisse für die Schallgeschwindigkeit
lieferten.
‐100%
‐50%
0%
50%
100%
0 0,00005 0,0001 0,00015 0,0002 0,00025 0,0003 0,00035 0,0004
Amplitude
Zeit in s
Inoson
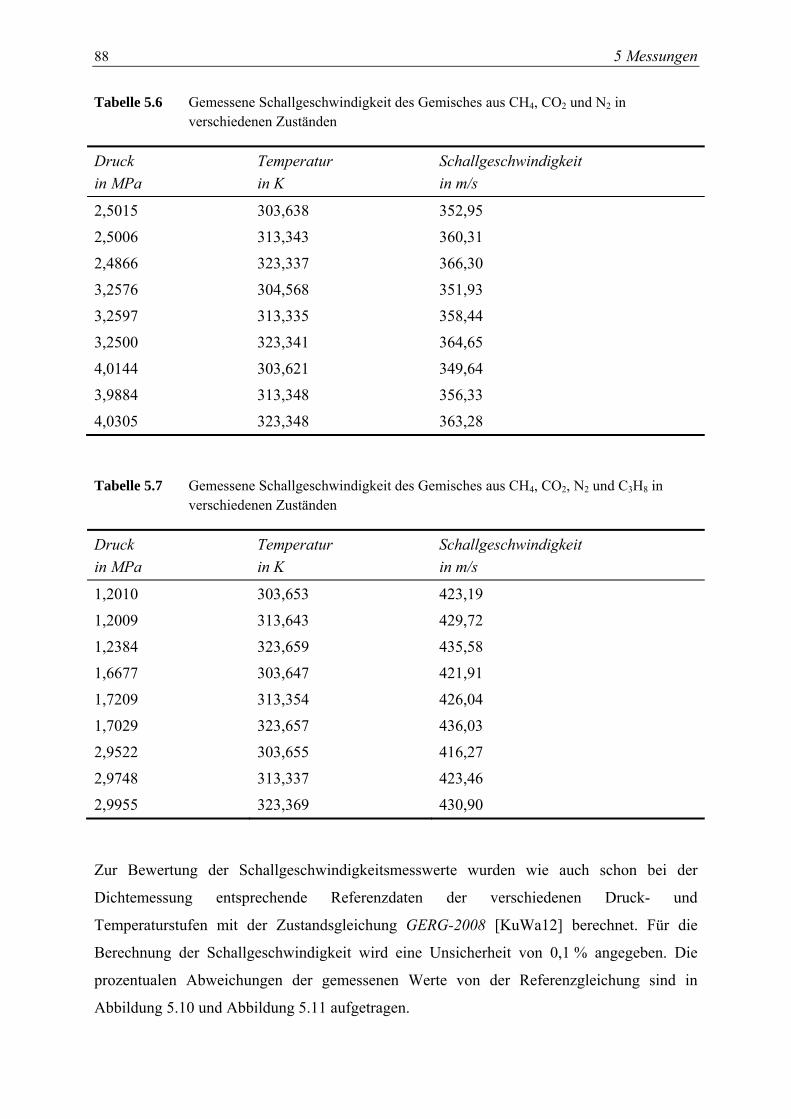
88 5 Messungen
Tabelle 5.6 Gemessene Schallgeschwindigkeit des Gemisches aus CH4, CO2 und N2 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Schallgeschwindigkeit
in m/s
2,5015 303,638 352,95
2,5006 313,343 360,31
2,4866 323,337 366,30
3,2576 304,568 351,93
3,2597 313,335 358,44
3,2500 323,341 364,65
4,0144 303,621 349,64
3,9884 313,348 356,33
4,0305 323,348 363,28
Tabelle 5.7 Gemessene Schallgeschwindigkeit des Gemisches aus CH4, CO2, N2 und C3H8 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Schallgeschwindigkeit
in m/s
1,2010 303,653 423,19
1,2009 313,643 429,72
1,2384 323,659 435,58
1,6677 303,647 421,91
1,7209 313,354 426,04
1,7029 323,657 436,03
2,9522 303,655 416,27
2,9748 313,337 423,46
2,9955 323,369 430,90
Zur Bewertung der Schallgeschwindigkeitsmesswerte wurden wie auch schon bei der
Dichtemessung entsprechende Referenzdaten der verschiedenen Druck- und
Temperaturstufen mit der Zustandsgleichung GERG-2008 [KuWa12] berechnet. Für die
Berechnung der Schallgeschwindigkeit wird eine Unsicherheit von 0,1 % angegeben. Die
prozentualen Abweichungen der gemessenen Werte von der Referenzgleichung sind in
Abbildung 5.10 und Abbildung 5.11 aufgetragen.
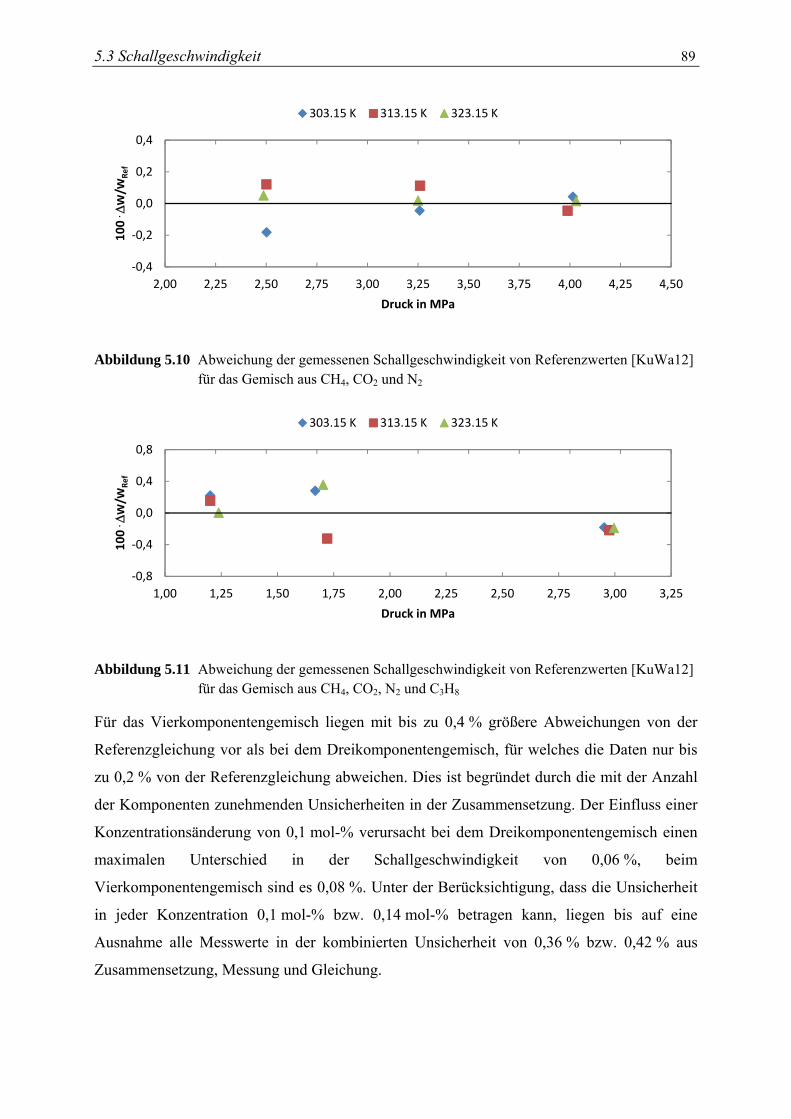
5.3 Schallgeschwindigkeit 89
Abbildung 5.10 Abweichung der gemessenen Schallgeschwindigkeit von Referenzwerten [KuWa12] für das Gemisch aus CH4, CO2 und N2
Abbildung 5.11 Abweichung der gemessenen Schallgeschwindigkeit von Referenzwerten [KuWa12] für das Gemisch aus CH4, CO2, N2 und C3H8
Für das Vierkomponentengemisch liegen mit bis zu 0,4 % größere Abweichungen von der
Referenzgleichung vor als bei dem Dreikomponentengemisch, für welches die Daten nur bis
zu 0,2 % von der Referenzgleichung abweichen. Dies ist begründet durch die mit der Anzahl
der Komponenten zunehmenden Unsicherheiten in der Zusammensetzung. Der Einfluss einer
Konzentrationsänderung von 0,1 mol-% verursacht bei dem Dreikomponentengemisch einen
maximalen Unterschied in der Schallgeschwindigkeit von 0,06 %, beim
Vierkomponentengemisch sind es 0,08 %. Unter der Berücksichtigung, dass die Unsicherheit
in jeder Konzentration 0,1 mol-% bzw. 0,14 mol-% betragen kann, liegen bis auf eine
Ausnahme alle Messwerte in der kombinierten Unsicherheit von 0,36 % bzw. 0,42 % aus
Zusammensetzung, Messung und Gleichung.
‐0,4
‐0,2
0,0
0,2
0,4
2,00 2,25 2,50 2,75 3,00 3,25 3,50 3,75 4,00 4,25 4,50
100 . w
/wRef
Druck in MPa
303.15 K 313.15 K 323.15 K
‐0,8
‐0,4
0,0
0,4
0,8
1,00 1,25 1,50 1,75 2,00 2,25 2,50 2,75 3,00 3,25
100 . w
/wRef
Druck in MPa
303.15 K 313.15 K 323.15 K

90 5 Messungen
5.4 Relative Permittivität
Um die relative Permittivität der Gase und Gasgemische zu bestimmen, wurden
Kapazitätsmessungen mit einem Plattenkondensator durchgeführt. Sobald eine Spannung an
einem Plattenkondensator angelegt wird, orientieren sich die Ladungsträger im zu
analysierenden Gas entgegen des sich bildenden elektrischen Feldes und vergrößern somit die
zu messende Kapazität (Abbildung 5.12).
Abbildung 5.12 Funktionsprinzip eines Mehrplattenkondensators
Aus der gemessenen Kapazität C kann mit Gl. 5.4 direkt die relative Permittivität des Gases
berechnet werden.
, , (5.4)
Die Permittivität vom Vakuum 0 ist konstant und liegt bei 8,85419·10-12 As/Vm.

5.4 Relative Permittivität 91
Abbildung 5.13 Plattenkondensator für die Hochdruckmessungen der Kapazität [SFM11]
Der verwendete Plattenkondensator (Abbildung 5.13) besteht aus insgesamt 17 Edelstahl-
Platten, die jeweils 0,0005 m dick sind und einen Abstand l von 0,001 m haben. Zur
Einpassung in die zylindrische Messzelle werden die Platten bei gleichbleibender Länge von
0,09 m nach außen hin schmaler. Es ergibt sich für den Plattenkondensator eine Gesamtfläche
A von 0,032078 m² mit einer berechneten Kapazität im Vakuum von 248,03 pF. Zu der
theoretischen Kapazität des Plattenkondensators im Vakuum kommen noch Kapazitäten der
angeschlossenen Leitungen hinzu. Bei Raumtemperatur wurde eine Kapazität im Vakuum von
652,565 pF mit einer empirischen Standardabweichung ≤ 0,01 pF gemessen.
Der Plattenkondensator kann in einem Temperaturbereich bis 475 K und einem Druckbereich
von 0 MPa bis 20 MPa eingesetzt werden.
Die Messergebnisse der relativen Permittivität sind für die beiden untersuchten Gemische in
Tabelle 5.8 und Tabelle 5.9 aufgetragen. Für die Messpunkte ergab sich nach GUM [GUM08]
eine maximale Messunsicherheit von 0,3%.
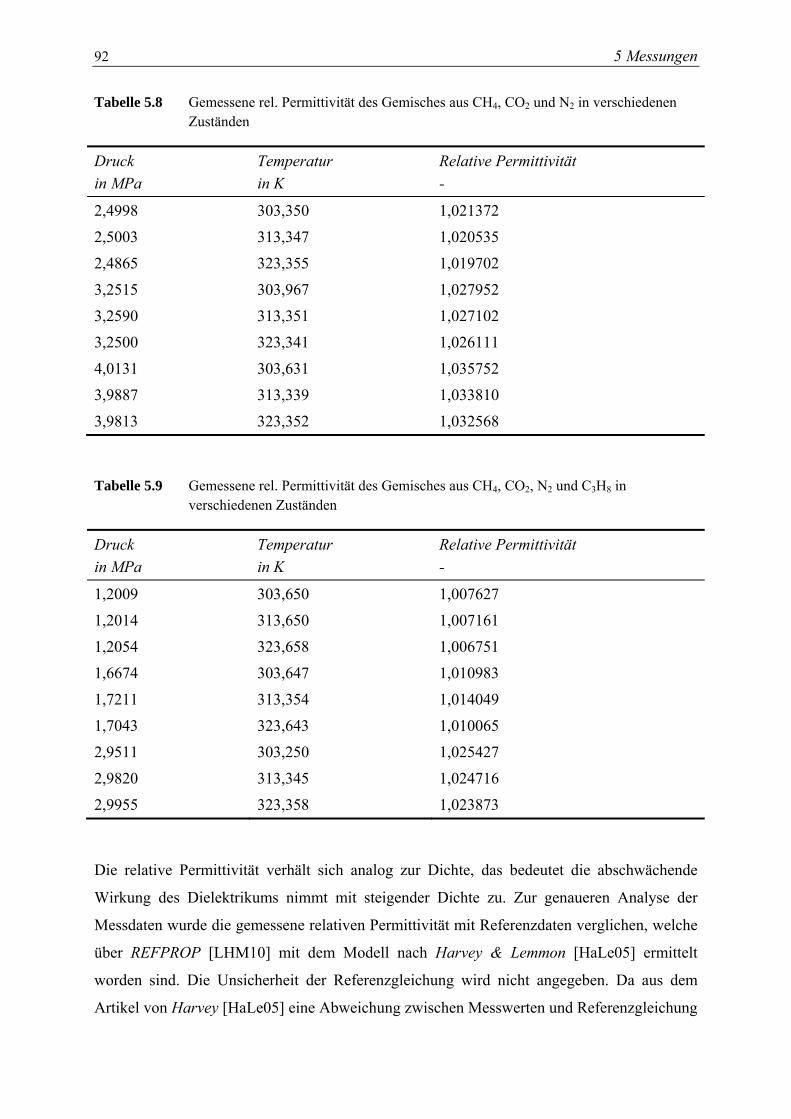
92 5 Messungen
Tabelle 5.8 Gemessene rel. Permittivität des Gemisches aus CH4, CO2 und N2 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Relative Permittivität
-
2,4998 303,350 1,021372
2,5003 313,347 1,020535
2,4865 323,355 1,019702
3,2515 303,967 1,027952
3,2590 313,351 1,027102
3,2500 323,341 1,026111
4,0131 303,631 1,035752
3,9887 313,339 1,033810
3,9813 323,352 1,032568
Tabelle 5.9 Gemessene rel. Permittivität des Gemisches aus CH4, CO2, N2 und C3H8 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Relative Permittivität
-
1,2009 303,650 1,007627
1,2014 313,650 1,007161
1,2054 323,658 1,006751
1,6674 303,647 1,010983
1,7211 313,354 1,014049
1,7043 323,643 1,010065
2,9511 303,250 1,025427
2,9820 313,345 1,024716
2,9955 323,358 1,023873
Die relative Permittivität verhält sich analog zur Dichte, das bedeutet die abschwächende
Wirkung des Dielektrikums nimmt mit steigender Dichte zu. Zur genaueren Analyse der
Messdaten wurde die gemessene relativen Permittivität mit Referenzdaten verglichen, welche
über REFPROP [LHM10] mit dem Modell nach Harvey & Lemmon [HaLe05] ermittelt
worden sind. Die Unsicherheit der Referenzgleichung wird nicht angegeben. Da aus dem
Artikel von Harvey [HaLe05] eine Abweichung zwischen Messwerten und Referenzgleichung

5.4 Relative Permittivität 93
von maximal 0,2 % bei molaren Dichten bis zu 0,0045 mol/cm³ hervorgeht, wird die
Unsicherheit der Gleichung für die vorliegenden Gemische konservativ auf etwa 1 %
geschätzt. Die Abweichungen sind in Abbildung 5.14 und Abbildung 5.15 aufgetragen.
Abbildung 5.14 Abweichung der gemessenen relativen Permittivität von Referenzwerten [LHM10] für das Gemisch aus CH4, CO2 und N2
Abbildung 5.15 Abweichung der gemessenen relativen Permittivität von Referenzwerten [LHM10] für das Gemisch aus CH4, CO2, N2 und C3H8
Bei Betrachtung der relativen Permittivität lässt sich erkennen, dass die prozentuale
Abweichung zwischen den gemessenen Werten und denen der Referenzgleichung beim
Dreikomponentengemisch unter 0,03 %, und beim Vierkomponentengemisch unter 0,35 %
liegt. Weil bei einer Änderung der Konzentrationen um 0,1 mol-% die relative Permeabilität
beim Dreikomponentengemisch nur um maximal 0,002 % variiert und bei den
Vierkomponentengemischen um maximal 0,003 %, ist der Einfluss der Zusammensetzung auf
die relative Permittivität eher gering. Die kombinierte Unsicherheit aus Zusammensetzung,
Messung und Gleichung konnte mit der Annahme einer Gleichungsunsicherheit von 1 % zu
‐0,10
‐0,05
0,00
0,05
0,10
2,00 2,25 2,50 2,75 3,00 3,25 3,50 3,75 4,00 4,25 4,50
100 . r/
rRef
Druck in MPa
303.15 K 313.15 K 323.15 K
‐0,8
‐0,4
0,0
0,4
0,8
1,00 1,25 1,50 1,75 2,00 2,25 2,50 2,75 3,00 3,25
100 . r/
rRef
Druck in MPa
303.15 K 313.15 K 323.15 K
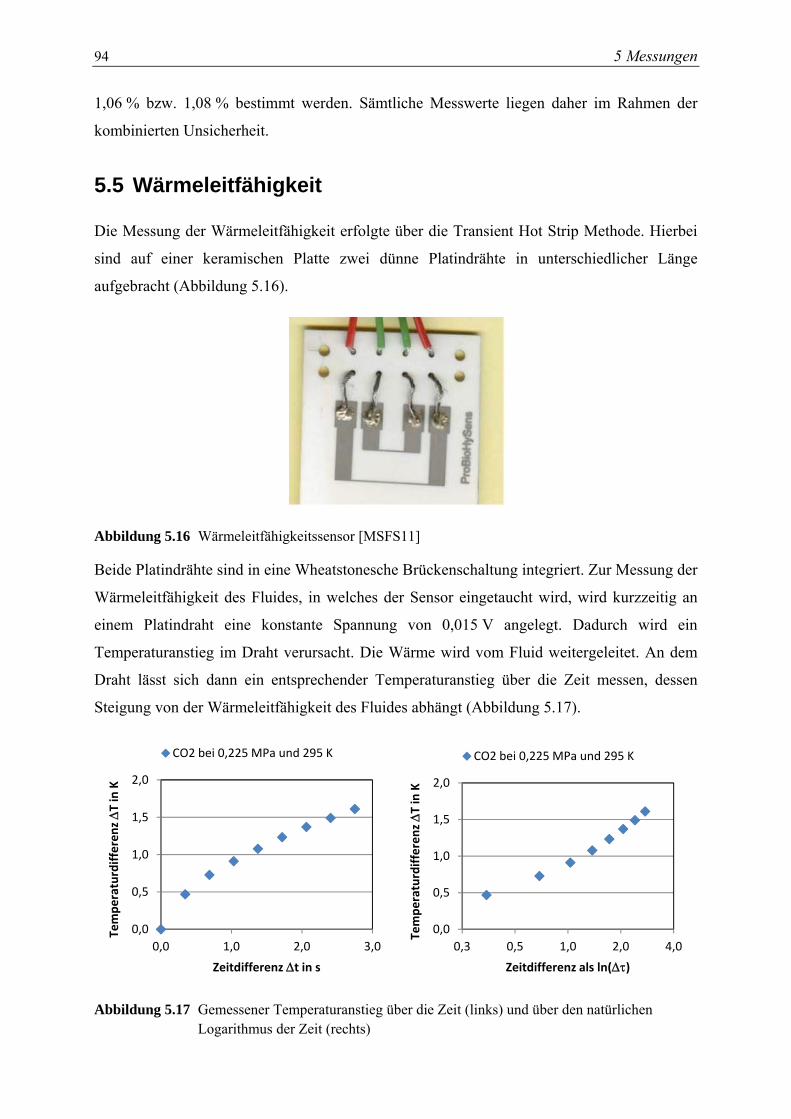
94 5 Messungen
1,06 % bzw. 1,08 % bestimmt werden. Sämtliche Messwerte liegen daher im Rahmen der
kombinierten Unsicherheit.
5.5 Wärmeleitfähigkeit
Die Messung der Wärmeleitfähigkeit erfolgte über die Transient Hot Strip Methode. Hierbei
sind auf einer keramischen Platte zwei dünne Platindrähte in unterschiedlicher Länge
aufgebracht (Abbildung 5.16).
Abbildung 5.16 Wärmeleitfähigkeitssensor [MSFS11]
Beide Platindrähte sind in eine Wheatstonesche Brückenschaltung integriert. Zur Messung der
Wärmeleitfähigkeit des Fluides, in welches der Sensor eingetaucht wird, wird kurzzeitig an
einem Platindraht eine konstante Spannung von 0,015 V angelegt. Dadurch wird ein
Temperaturanstieg im Draht verursacht. Die Wärme wird vom Fluid weitergeleitet. An dem
Draht lässt sich dann ein entsprechender Temperaturanstieg über die Zeit messen, dessen
Steigung von der Wärmeleitfähigkeit des Fluides abhängt (Abbildung 5.17).
Abbildung 5.17 Gemessener Temperaturanstieg über die Zeit (links) und über den natürlichen Logarithmus der Zeit (rechts)
0,0
0,5
1,0
1,5
2,0
0,0 1,0 2,0 3,0
Temperaturdifferenz T in K
Zeitdifferenz t in s
CO2 bei 0,225 MPa und 295 K
0,0
0,5
1,0
1,5
2,0
0,3 0,5 1,0 2,0 4,0
Temperaturdifferenz T in K
Zeitdifferenz als ln()
CO2 bei 0,225 MPa und 295 K
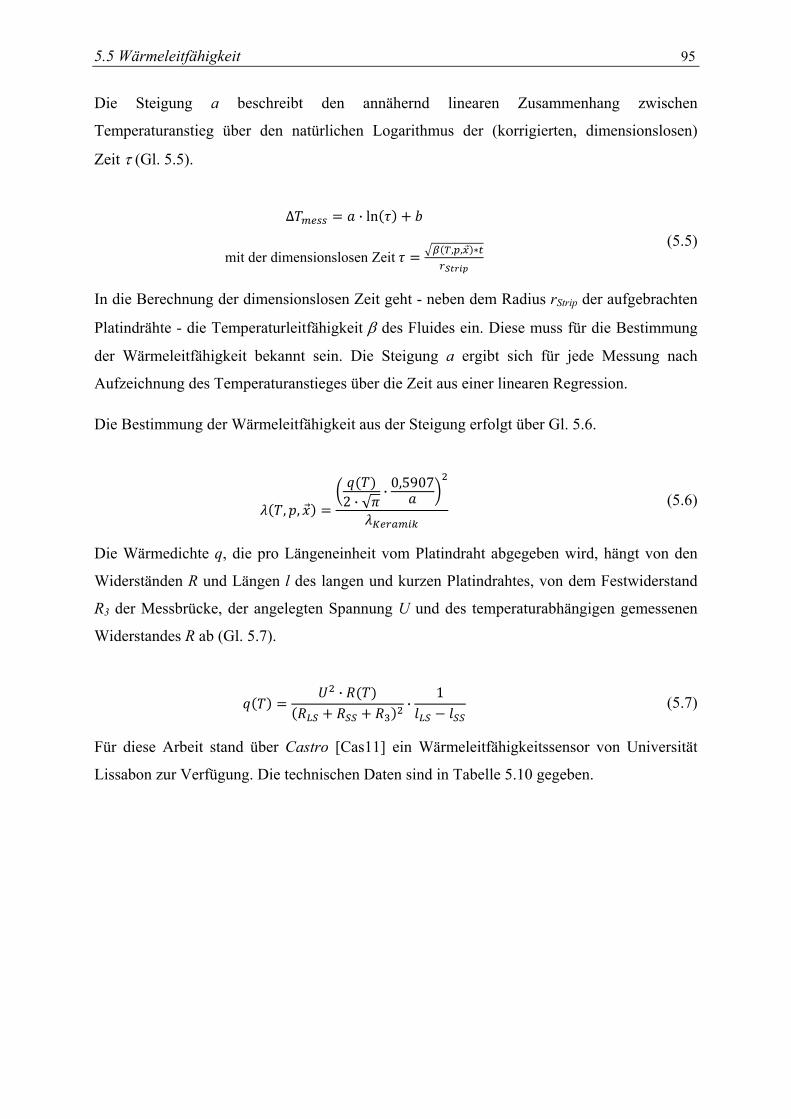
5.5 Wärmeleitfähigkeit 95
Die Steigung a beschreibt den annähernd linearen Zusammenhang zwischen
Temperaturanstieg über den natürlichen Logarithmus der (korrigierten, dimensionslosen)
Zeit (Gl. 5.5).
Δ · ln
mit der dimensionslosen Zeit, ,
(5.5)
In die Berechnung der dimensionslosen Zeit geht - neben dem Radius rStrip der aufgebrachten
Platindrähte - die Temperaturleitfähigkeit des Fluides ein. Diese muss für die Bestimmung
der Wärmeleitfähigkeit bekannt sein. Die Steigung a ergibt sich für jede Messung nach
Aufzeichnung des Temperaturanstieges über die Zeit aus einer linearen Regression.
Die Bestimmung der Wärmeleitfähigkeit aus der Steigung erfolgt über Gl. 5.6.
, , 2 · √·
0,5907
(5.6)
Die Wärmedichte q, die pro Längeneinheit vom Platindraht abgegeben wird, hängt von den
Widerständen R und Längen l des langen und kurzen Platindrahtes, von dem Festwiderstand
R3 der Messbrücke, der angelegten Spannung U und des temperaturabhängigen gemessenen
Widerstandes R ab (Gl. 5.7).
··
1 (5.7)
Für diese Arbeit stand über Castro [Cas11] ein Wärmeleitfähigkeitssensor von Universität
Lissabon zur Verfügung. Die technischen Daten sind in Tabelle 5.10 gegeben.
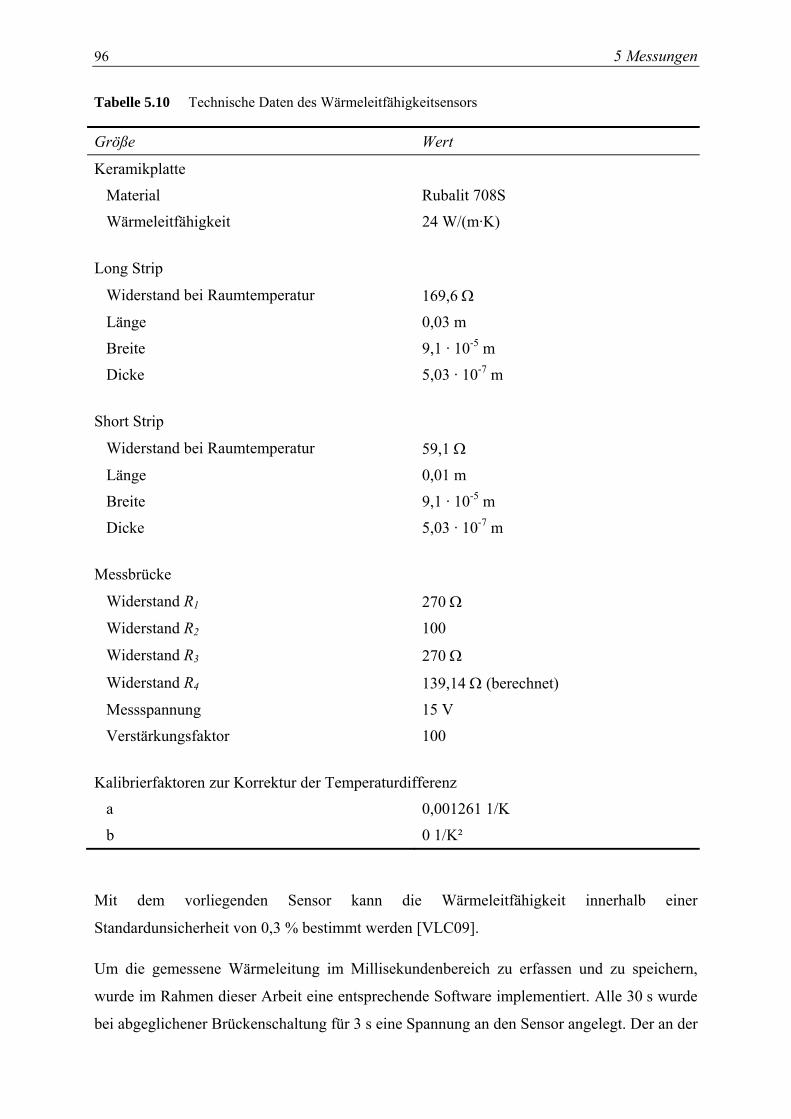
96 5 Messungen
Tabelle 5.10 Technische Daten des Wärmeleitfähigkeitsensors
Größe Wert
Keramikplatte
Material Rubalit 708S
Wärmeleitfähigkeit 24 W/(m·K)
Long Strip
Widerstand bei Raumtemperatur 169,6
Länge 0,03 m
Breite 9,1 · 10-5 m
Dicke 5,03 · 10-7 m
Short Strip
Widerstand bei Raumtemperatur 59,1
Länge 0,01 m
Breite 9,1 · 10-5 m
Dicke 5,03 · 10-7 m
Messbrücke
Widerstand R1 270
Widerstand R2 100
Widerstand R3 270
Widerstand R4 139,14 (berechnet)
Messspannung 15 V
Verstärkungsfaktor 100
Kalibrierfaktoren zur Korrektur der Temperaturdifferenz
a 0,001261 1/K
b 0 1/K²
Mit dem vorliegenden Sensor kann die Wärmeleitfähigkeit innerhalb einer
Standardunsicherheit von 0,3 % bestimmt werden [VLC09].
Um die gemessene Wärmeleitung im Millisekundenbereich zu erfassen und zu speichern,
wurde im Rahmen dieser Arbeit eine entsprechende Software implementiert. Alle 30 s wurde
bei abgeglichener Brückenschaltung für 3 s eine Spannung an den Sensor angelegt. Der an der
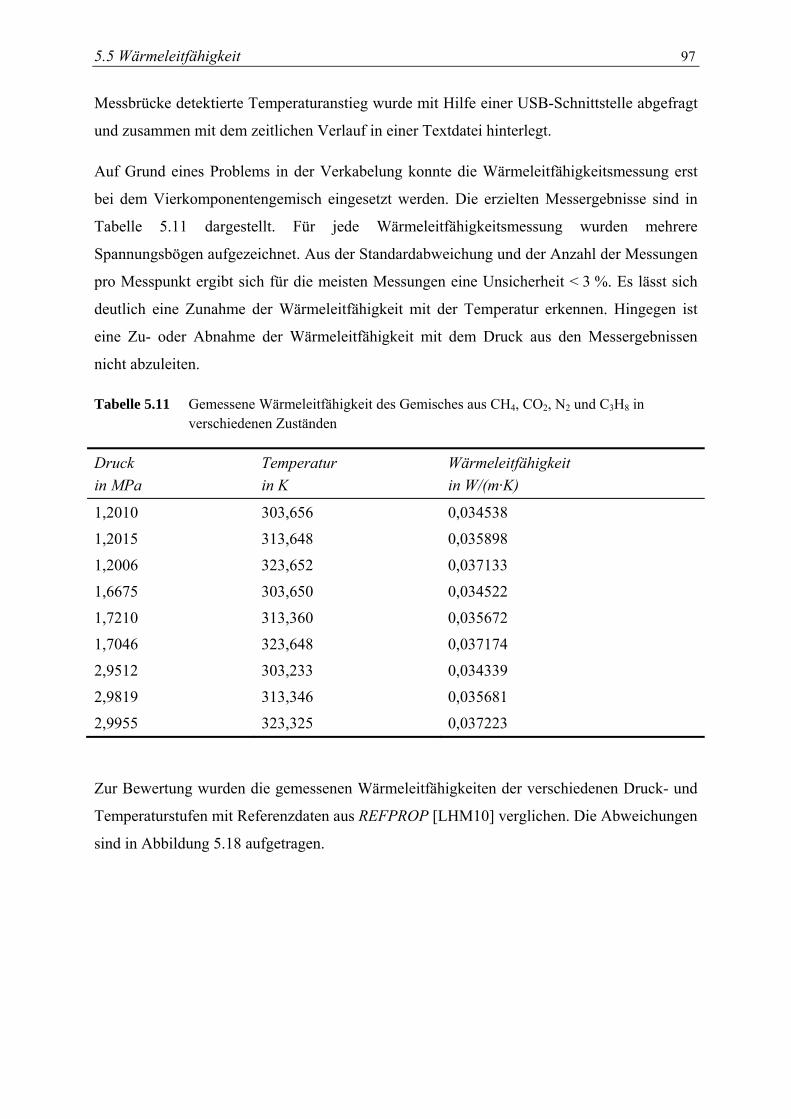
5.5 Wärmeleitfähigkeit 97
Messbrücke detektierte Temperaturanstieg wurde mit Hilfe einer USB-Schnittstelle abgefragt
und zusammen mit dem zeitlichen Verlauf in einer Textdatei hinterlegt.
Auf Grund eines Problems in der Verkabelung konnte die Wärmeleitfähigkeitsmessung erst
bei dem Vierkomponentengemisch eingesetzt werden. Die erzielten Messergebnisse sind in
Tabelle 5.11 dargestellt. Für jede Wärmeleitfähigkeitsmessung wurden mehrere
Spannungsbögen aufgezeichnet. Aus der Standardabweichung und der Anzahl der Messungen
pro Messpunkt ergibt sich für die meisten Messungen eine Unsicherheit < 3 %. Es lässt sich
deutlich eine Zunahme der Wärmeleitfähigkeit mit der Temperatur erkennen. Hingegen ist
eine Zu- oder Abnahme der Wärmeleitfähigkeit mit dem Druck aus den Messergebnissen
nicht abzuleiten.
Tabelle 5.11 Gemessene Wärmeleitfähigkeit des Gemisches aus CH4, CO2, N2 und C3H8 in verschiedenen Zuständen
Druck
in MPa
Temperatur
in K
Wärmeleitfähigkeit
in W/(m·K)
1,2010 303,656 0,034538
1,2015 313,648 0,035898
1,2006 323,652 0,037133
1,6675 303,650 0,034522
1,7210 313,360 0,035672
1,7046 323,648 0,037174
2,9512 303,233 0,034339
2,9819 313,346 0,035681
2,9955 323,325 0,037223
Zur Bewertung wurden die gemessenen Wärmeleitfähigkeiten der verschiedenen Druck- und
Temperaturstufen mit Referenzdaten aus REFPROP [LHM10] verglichen. Die Abweichungen
sind in Abbildung 5.18 aufgetragen.
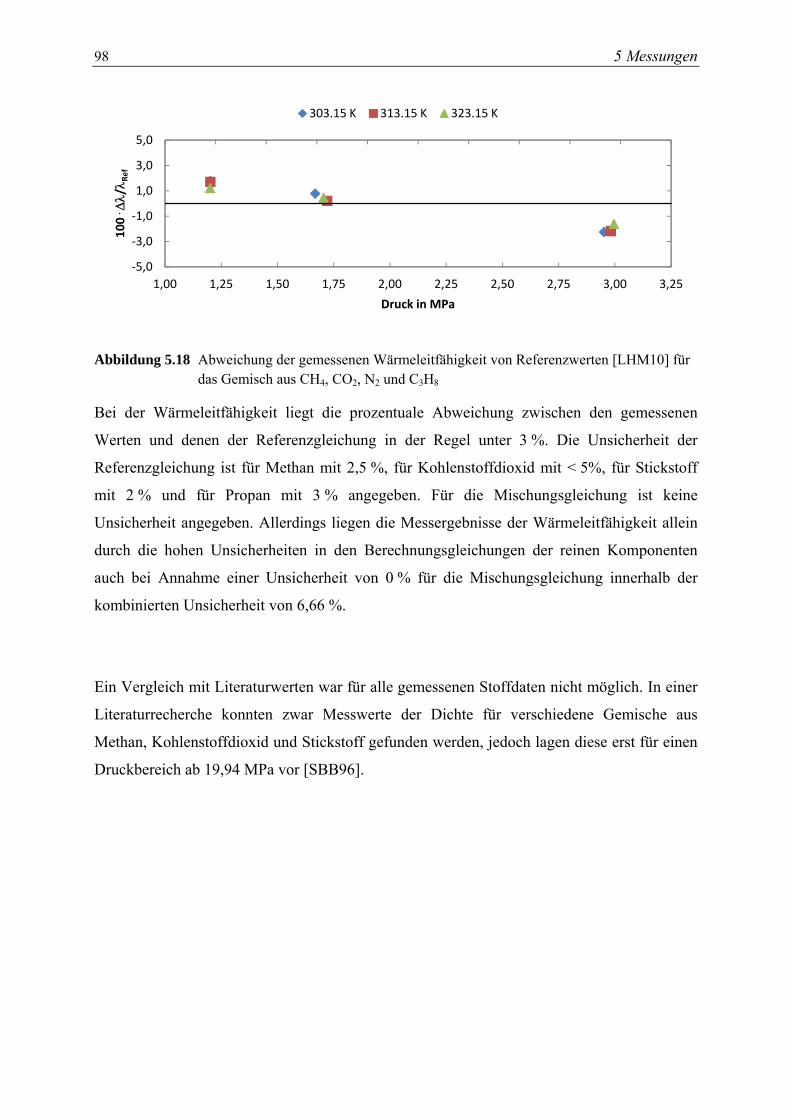
98 5 Messungen
Abbildung 5.18 Abweichung der gemessenen Wärmeleitfähigkeit von Referenzwerten [LHM10] für das Gemisch aus CH4, CO2, N2 und C3H8
Bei der Wärmeleitfähigkeit liegt die prozentuale Abweichung zwischen den gemessenen
Werten und denen der Referenzgleichung in der Regel unter 3 %. Die Unsicherheit der
Referenzgleichung ist für Methan mit 2,5 %, für Kohlenstoffdioxid mit < 5%, für Stickstoff
mit 2 % und für Propan mit 3 % angegeben. Für die Mischungsgleichung ist keine
Unsicherheit angegeben. Allerdings liegen die Messergebnisse der Wärmeleitfähigkeit allein
durch die hohen Unsicherheiten in den Berechnungsgleichungen der reinen Komponenten
auch bei Annahme einer Unsicherheit von 0 % für die Mischungsgleichung innerhalb der
kombinierten Unsicherheit von 6,66 %.
Ein Vergleich mit Literaturwerten war für alle gemessenen Stoffdaten nicht möglich. In einer
Literaturrecherche konnten zwar Messwerte der Dichte für verschiedene Gemische aus
Methan, Kohlenstoffdioxid und Stickstoff gefunden werden, jedoch lagen diese erst für einen
Druckbereich ab 19,94 MPa vor [SBB96].
‐5,0
‐3,0
‐1,0
1,0
3,0
5,0
1,00 1,25 1,50 1,75 2,00 2,25 2,50 2,75 3,00 3,25
100 . / R
ef
Druck in MPa
303.15 K 313.15 K 323.15 K

99
6 Ergebnisse der Gasanalyse
Die Gasanalyse erfolgte aus den in Kapitel 5 vorgestellten gemessenen Stoffdaten mit Hilfe
der neu entwickelten Applikation (siehe Abschnitt 3.7). Weil die Ergebnisse der Analyse in
Abhängigkeit der Eingabeparameter variieren könnten, wird zunächst der Einfluss
unterschiedlicher Konfigurationsparameter betrachtet.
6.1 Konfiguration der Analysen
Untersucht wurde der Einfluss der verschiedenen Stoffdaten, die Reihenfolge bei der Vorgabe
der Komponenten im Gemisch, die Auswahl des Iterationsverfahrens und die Auswahl des zu
verwendenden Wärmeleitfähigkeitsmodells.
Anzahl der Stoffdaten
Die für die Gasanalyse ausgewählten Stoffdaten haben einen Einfluss auf die berechnete
Zusammensetzung. Idealerweise sollten so viele Stoffdaten wie möglich zur
Charakterisierung herangezogen werden, um ein eindeutiges Analyseergebnis zu erzielen. Die
Genauigkeit, mit der die jeweiligen Stoffdaten gemessen werden können hat dabei einen
entscheidenden Einfluss.
Tabelle 6.1 Einfluss der Stoffdaten auf die Analyse für das CH4, CO2, N2 Gemisches bei 2,5 MPa und 323,15 K
Verwendete Stoffdaten CH4
in mol-%
CO2
in mol-%
N2
in mol-%
, w und r 64,90 30,20 4,90
und w 64,90 30,20 4,90
w und r 65,00 30,00 5,00
und r 65,11 30,11 4,78
65,11 30,11 4,78
w 65,00 30,00 5,00
r 80,00 15,00 5,00
Dosiert: 64,92 30,08 5,00
Aus Tabelle 6.1 lässt sich zum Beispiel erkennen, dass auf Grund der vergrößerten
Unsicherheit der relativen Permittivität (1 % aus der Gleichung und 0,3 % aus der Messung)
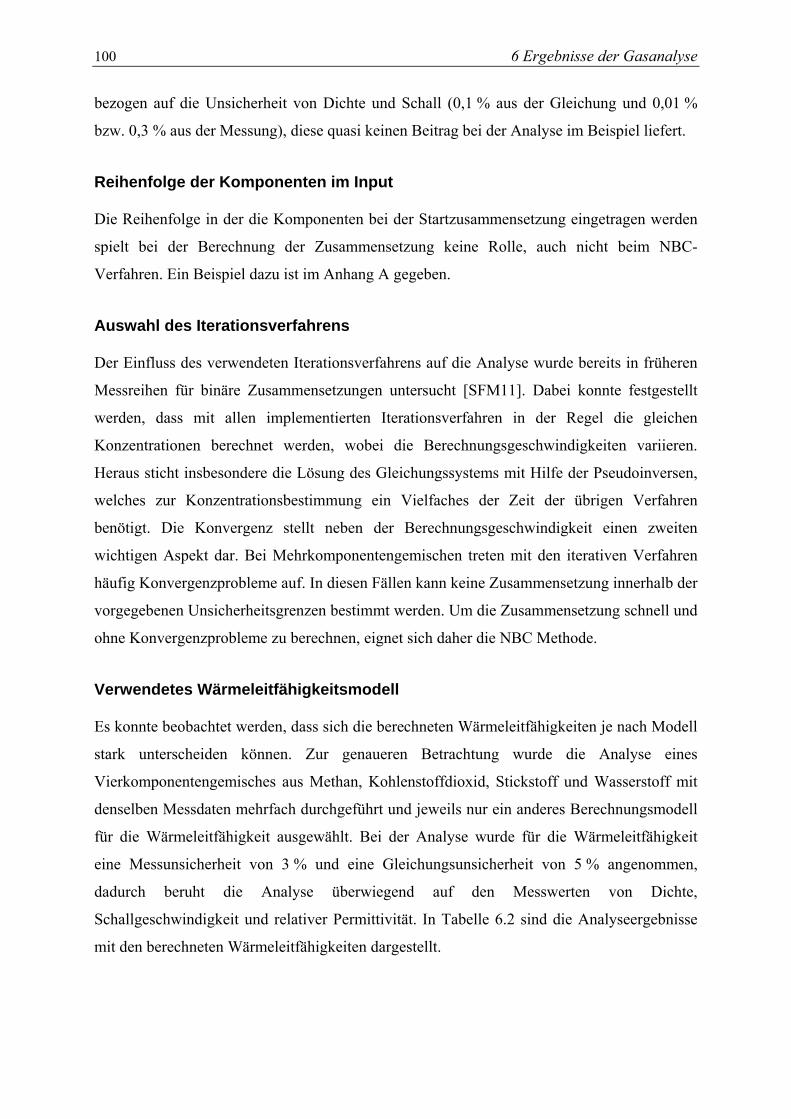
100 6 Ergebnisse der Gasanalyse
bezogen auf die Unsicherheit von Dichte und Schall (0,1 % aus der Gleichung und 0,01 %
bzw. 0,3 % aus der Messung), diese quasi keinen Beitrag bei der Analyse im Beispiel liefert.
Reihenfolge der Komponenten im Input
Die Reihenfolge in der die Komponenten bei der Startzusammensetzung eingetragen werden
spielt bei der Berechnung der Zusammensetzung keine Rolle, auch nicht beim NBC-
Verfahren. Ein Beispiel dazu ist im Anhang A gegeben.
Auswahl des Iterationsverfahrens
Der Einfluss des verwendeten Iterationsverfahrens auf die Analyse wurde bereits in früheren
Messreihen für binäre Zusammensetzungen untersucht [SFM11]. Dabei konnte festgestellt
werden, dass mit allen implementierten Iterationsverfahren in der Regel die gleichen
Konzentrationen berechnet werden, wobei die Berechnungsgeschwindigkeiten variieren.
Heraus sticht insbesondere die Lösung des Gleichungssystems mit Hilfe der Pseudoinversen,
welches zur Konzentrationsbestimmung ein Vielfaches der Zeit der übrigen Verfahren
benötigt. Die Konvergenz stellt neben der Berechnungsgeschwindigkeit einen zweiten
wichtigen Aspekt dar. Bei Mehrkomponentengemischen treten mit den iterativen Verfahren
häufig Konvergenzprobleme auf. In diesen Fällen kann keine Zusammensetzung innerhalb der
vorgegebenen Unsicherheitsgrenzen bestimmt werden. Um die Zusammensetzung schnell und
ohne Konvergenzprobleme zu berechnen, eignet sich daher die NBC Methode.
Verwendetes Wärmeleitfähigkeitsmodell
Es konnte beobachtet werden, dass sich die berechneten Wärmeleitfähigkeiten je nach Modell
stark unterscheiden können. Zur genaueren Betrachtung wurde die Analyse eines
Vierkomponentengemisches aus Methan, Kohlenstoffdioxid, Stickstoff und Wasserstoff mit
denselben Messdaten mehrfach durchgeführt und jeweils nur ein anderes Berechnungsmodell
für die Wärmeleitfähigkeit ausgewählt. Bei der Analyse wurde für die Wärmeleitfähigkeit
eine Messunsicherheit von 3 % und eine Gleichungsunsicherheit von 5 % angenommen,
dadurch beruht die Analyse überwiegend auf den Messwerten von Dichte,
Schallgeschwindigkeit und relativer Permittivität. In Tabelle 6.2 sind die Analyseergebnisse
mit den berechneten Wärmeleitfähigkeiten dargestellt.
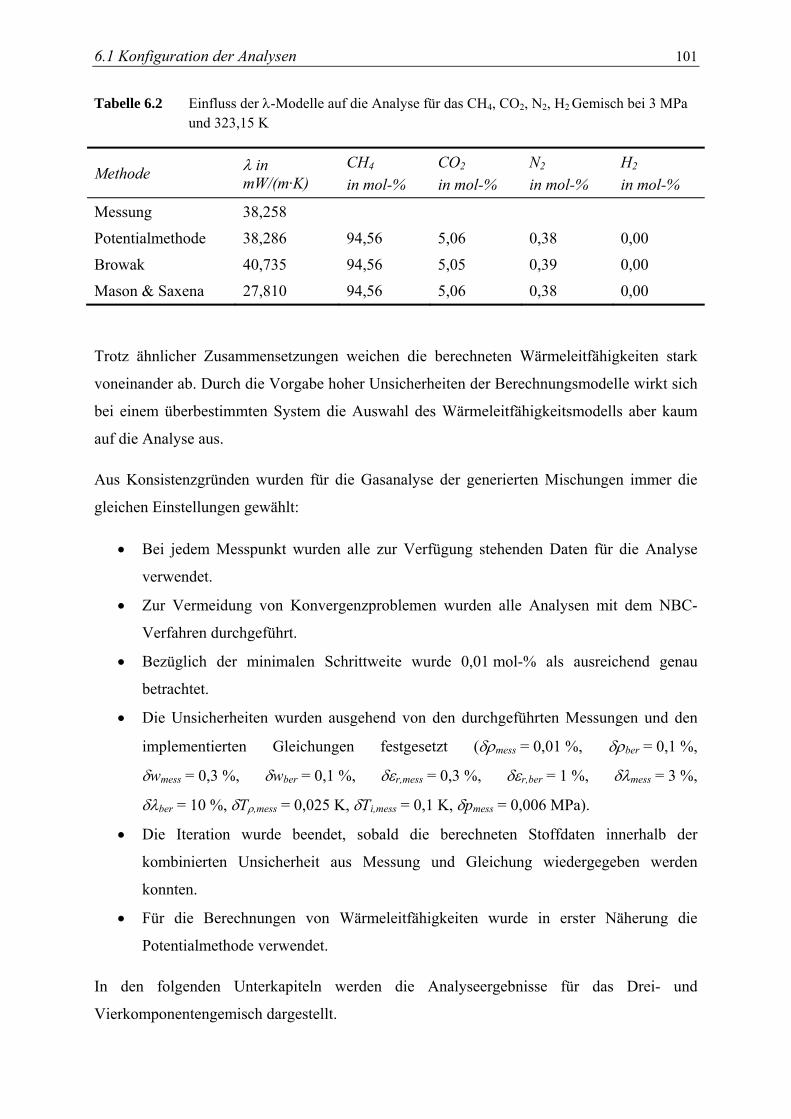
6.1 Konfiguration der Analysen 101
Tabelle 6.2 Einfluss der -Modelle auf die Analyse für das CH4, CO2, N2, H2 Gemisch bei 3 MPa und 323,15 K
Methode in mW/(m·K)
CH4
in mol-%
CO2
in mol-%
N2
in mol-%
H2
in mol-%
Messung 38,258
Potentialmethode 38,286 94,56 5,06 0,38 0,00
Browak 40,735 94,56 5,05 0,39 0,00
Mason & Saxena 27,810 94,56 5,06 0,38 0,00
Trotz ähnlicher Zusammensetzungen weichen die berechneten Wärmeleitfähigkeiten stark
voneinander ab. Durch die Vorgabe hoher Unsicherheiten der Berechnungsmodelle wirkt sich
bei einem überbestimmten System die Auswahl des Wärmeleitfähigkeitsmodells aber kaum
auf die Analyse aus.
Aus Konsistenzgründen wurden für die Gasanalyse der generierten Mischungen immer die
gleichen Einstellungen gewählt:
Bei jedem Messpunkt wurden alle zur Verfügung stehenden Daten für die Analyse
verwendet.
Zur Vermeidung von Konvergenzproblemen wurden alle Analysen mit dem NBC-
Verfahren durchgeführt.
Bezüglich der minimalen Schrittweite wurde 0,01 mol-% als ausreichend genau
betrachtet.
Die Unsicherheiten wurden ausgehend von den durchgeführten Messungen und den
implementierten Gleichungen festgesetzt (mess = 0,01 %, ber = 0,1 %,
wmess = 0,3 %, wber = 0,1 %, r,mess = 0,3 %, r,ber = 1 %, mess = 3 %,
ber = 10 %, T,mess = 0,025 K, Ti,mess = 0,1 K, pmess = 0,006 MPa).
Die Iteration wurde beendet, sobald die berechneten Stoffdaten innerhalb der
kombinierten Unsicherheit aus Messung und Gleichung wiedergegeben werden
konnten.
Für die Berechnungen von Wärmeleitfähigkeiten wurde in erster Näherung die
Potentialmethode verwendet.
In den folgenden Unterkapiteln werden die Analyseergebnisse für das Drei- und
Vierkomponentengemisch dargestellt.
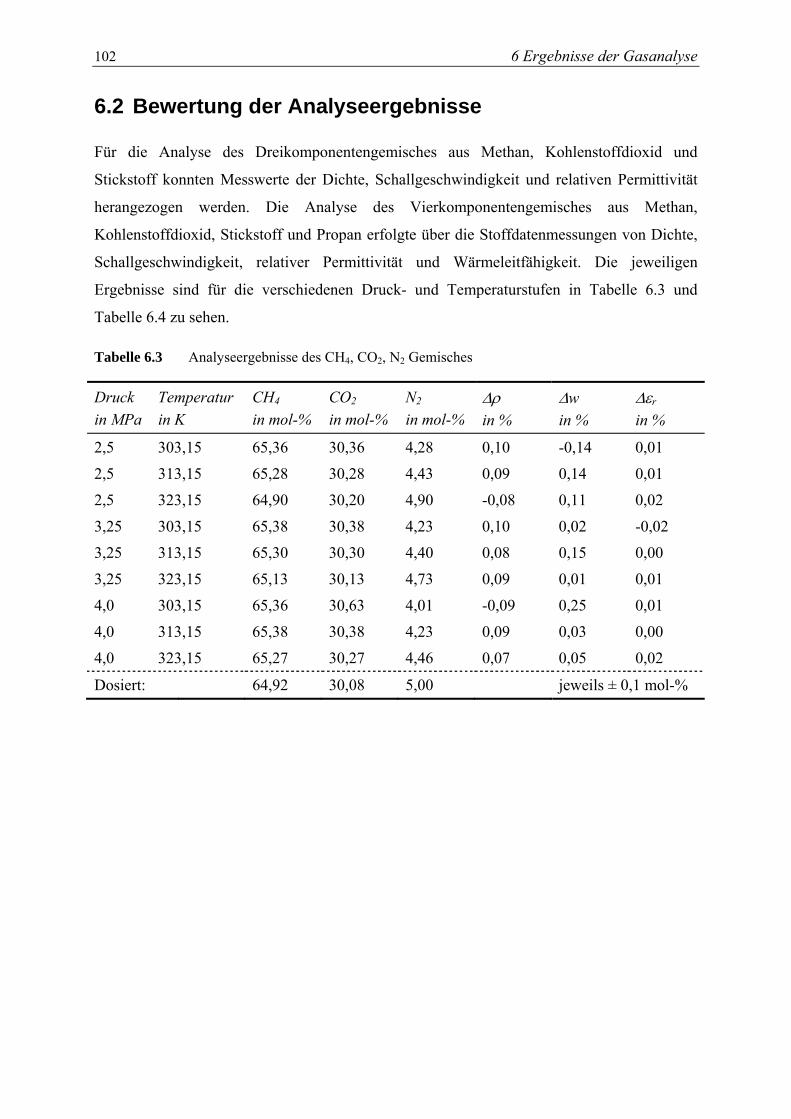
102 6 Ergebnisse der Gasanalyse
6.2 Bewertung der Analyseergebnisse
Für die Analyse des Dreikomponentengemisches aus Methan, Kohlenstoffdioxid und
Stickstoff konnten Messwerte der Dichte, Schallgeschwindigkeit und relativen Permittivität
herangezogen werden. Die Analyse des Vierkomponentengemisches aus Methan,
Kohlenstoffdioxid, Stickstoff und Propan erfolgte über die Stoffdatenmessungen von Dichte,
Schallgeschwindigkeit, relativer Permittivität und Wärmeleitfähigkeit. Die jeweiligen
Ergebnisse sind für die verschiedenen Druck- und Temperaturstufen in Tabelle 6.3 und
Tabelle 6.4 zu sehen.
Tabelle 6.3 Analyseergebnisse des CH4, CO2, N2 Gemisches
Druck
in MPa
Temperatur
in K
CH4
in mol-%
CO2
in mol-%
N2
in mol-%
in %
w
in %
r
in %
2,5 303,15 65,36 30,36 4,28 0,10 -0,14 0,01
2,5 313,15 65,28 30,28 4,43 0,09 0,14 0,01
2,5 323,15 64,90 30,20 4,90 -0,08 0,11 0,02
3,25 303,15 65,38 30,38 4,23 0,10 0,02 -0,02
3,25 313,15 65,30 30,30 4,40 0,08 0,15 0,00
3,25 323,15 65,13 30,13 4,73 0,09 0,01 0,01
4,0 303,15 65,36 30,63 4,01 -0,09 0,25 0,01
4,0 313,15 65,38 30,38 4,23 0,09 0,03 0,00
4,0 323,15 65,27 30,27 4,46 0,07 0,05 0,02
Dosiert: 64,92 30,08 5,00 jeweils ± 0,1 mol-%
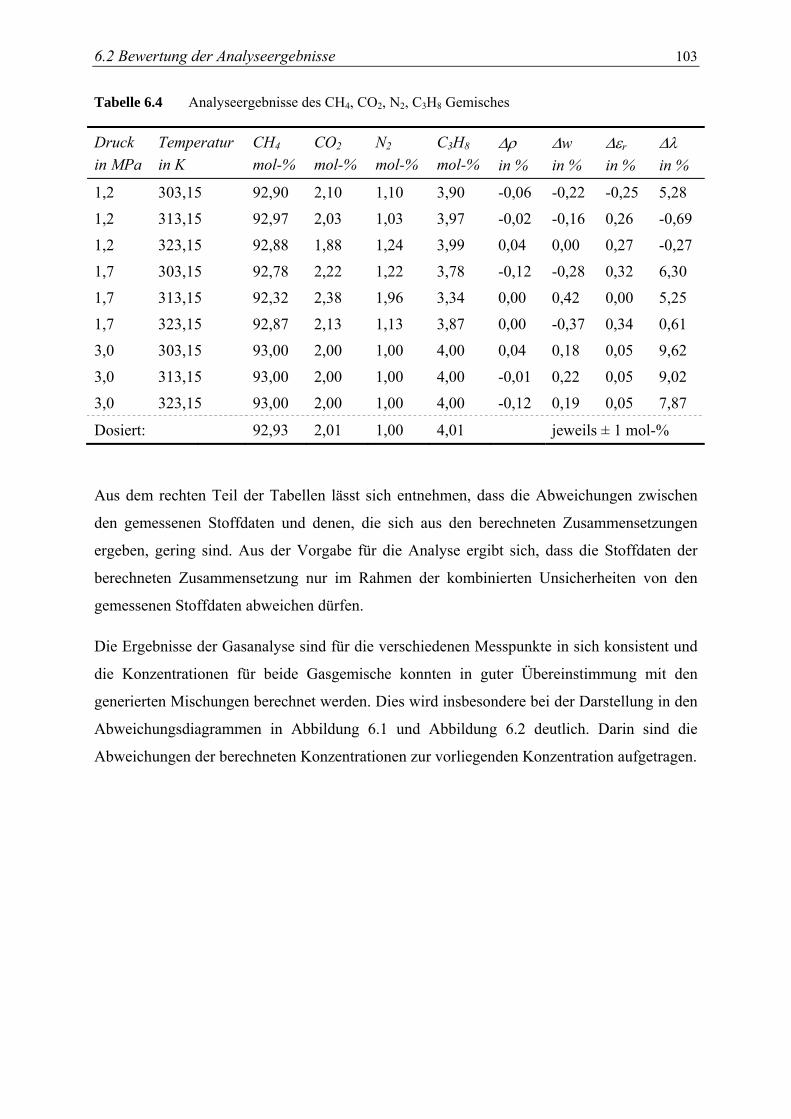
6.2 Bewertung der Analyseergebnisse 103
Tabelle 6.4 Analyseergebnisse des CH4, CO2, N2, C3H8 Gemisches
Druck
in MPa
Temperatur
in K
CH4
mol-%
CO2
mol-%
N2
mol-%
C3H8
mol-%
in %
w
in %
r
in %
in %
1,2 303,15 92,90 2,10 1,10 3,90 -0,06 -0,22 -0,25 5,28
1,2 313,15 92,97 2,03 1,03 3,97 -0,02 -0,16 0,26 -0,69
1,2 323,15 92,88 1,88 1,24 3,99 0,04 0,00 0,27 -0,27
1,7 303,15 92,78 2,22 1,22 3,78 -0,12 -0,28 0,32 6,30
1,7 313,15 92,32 2,38 1,96 3,34 0,00 0,42 0,00 5,25
1,7 323,15 92,87 2,13 1,13 3,87 0,00 -0,37 0,34 0,61
3,0 303,15 93,00 2,00 1,00 4,00 0,04 0,18 0,05 9,62
3,0 313,15 93,00 2,00 1,00 4,00 -0,01 0,22 0,05 9,02
3,0 323,15 93,00 2,00 1,00 4,00 -0,12 0,19 0,05 7,87
Dosiert: 92,93 2,01 1,00 4,01 jeweils ± 1 mol-%
Aus dem rechten Teil der Tabellen lässt sich entnehmen, dass die Abweichungen zwischen
den gemessenen Stoffdaten und denen, die sich aus den berechneten Zusammensetzungen
ergeben, gering sind. Aus der Vorgabe für die Analyse ergibt sich, dass die Stoffdaten der
berechneten Zusammensetzung nur im Rahmen der kombinierten Unsicherheiten von den
gemessenen Stoffdaten abweichen dürfen.
Die Ergebnisse der Gasanalyse sind für die verschiedenen Messpunkte in sich konsistent und
die Konzentrationen für beide Gasgemische konnten in guter Übereinstimmung mit den
generierten Mischungen berechnet werden. Dies wird insbesondere bei der Darstellung in den
Abweichungsdiagrammen in Abbildung 6.1 und Abbildung 6.2 deutlich. Darin sind die
Abweichungen der berechneten Konzentrationen zur vorliegenden Konzentration aufgetragen.
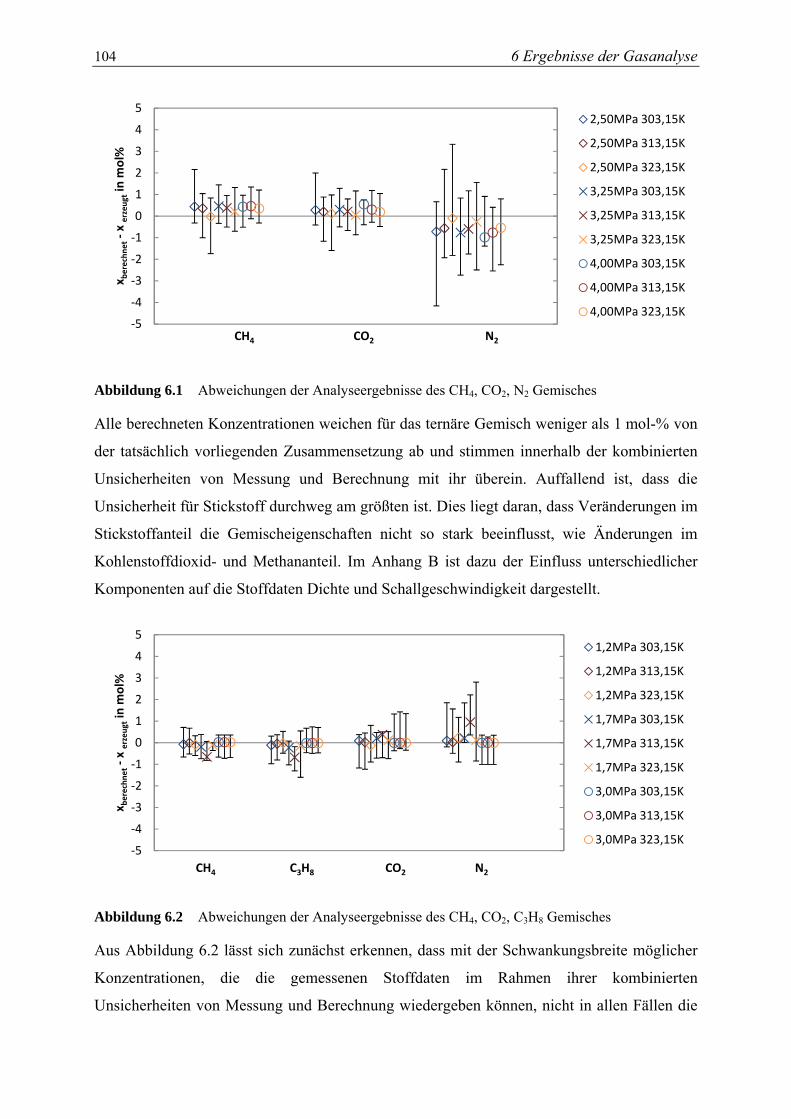
104 6 Ergebnisse der Gasanalyse
Abbildung 6.1 Abweichungen der Analyseergebnisse des CH4, CO2, N2 Gemisches
Alle berechneten Konzentrationen weichen für das ternäre Gemisch weniger als 1 mol-% von
der tatsächlich vorliegenden Zusammensetzung ab und stimmen innerhalb der kombinierten
Unsicherheiten von Messung und Berechnung mit ihr überein. Auffallend ist, dass die
Unsicherheit für Stickstoff durchweg am größten ist. Dies liegt daran, dass Veränderungen im
Stickstoffanteil die Gemischeigenschaften nicht so stark beeinflusst, wie Änderungen im
Kohlenstoffdioxid- und Methananteil. Im Anhang B ist dazu der Einfluss unterschiedlicher
Komponenten auf die Stoffdaten Dichte und Schallgeschwindigkeit dargestellt.
Abbildung 6.2 Abweichungen der Analyseergebnisse des CH4, CO2, C3H8 Gemisches
Aus Abbildung 6.2 lässt sich zunächst erkennen, dass mit der Schwankungsbreite möglicher
Konzentrationen, die die gemessenen Stoffdaten im Rahmen ihrer kombinierten
Unsicherheiten von Messung und Berechnung wiedergeben können, nicht in allen Fällen die
‐5
‐4
‐3
‐2
‐1
0
1
2
3
4
5x b
erechnet‐x
erzeugtin m
ol%
CH4 CO2 N2
2,50MPa 303,15K
2,50MPa 313,15K
2,50MPa 323,15K
3,25MPa 303,15K
3,25MPa 313,15K
3,25MPa 323,15K
4,00MPa 303,15K
4,00MPa 313,15K
4,00MPa 323,15K
‐5
‐4
‐3
‐2
‐1
0
1
2
3
4
5
x berechnet‐x
erzeugtin m
ol%
CH4 C3H8 CO2 N2
1,2MPa 303,15K
1,2MPa 313,15K
1,2MPa 323,15K
1,7MPa 303,15K
1,7MPa 313,15K
1,7MPa 323,15K
3,0MPa 303,15K
3,0MPa 313,15K
3,0MPa 323,15K
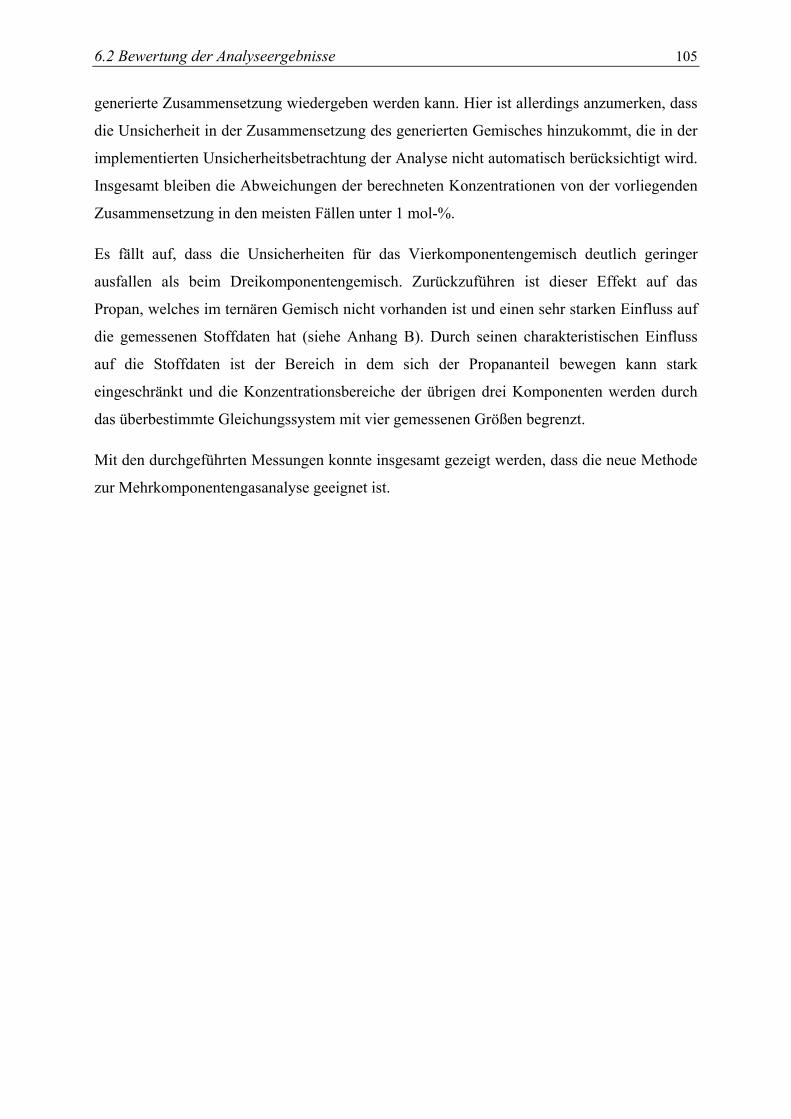
6.2 Bewertung der Analyseergebnisse 105
generierte Zusammensetzung wiedergeben werden kann. Hier ist allerdings anzumerken, dass
die Unsicherheit in der Zusammensetzung des generierten Gemisches hinzukommt, die in der
implementierten Unsicherheitsbetrachtung der Analyse nicht automatisch berücksichtigt wird.
Insgesamt bleiben die Abweichungen der berechneten Konzentrationen von der vorliegenden
Zusammensetzung in den meisten Fällen unter 1 mol-%.
Es fällt auf, dass die Unsicherheiten für das Vierkomponentengemisch deutlich geringer
ausfallen als beim Dreikomponentengemisch. Zurückzuführen ist dieser Effekt auf das
Propan, welches im ternären Gemisch nicht vorhanden ist und einen sehr starken Einfluss auf
die gemessenen Stoffdaten hat (siehe Anhang B). Durch seinen charakteristischen Einfluss
auf die Stoffdaten ist der Bereich in dem sich der Propananteil bewegen kann stark
eingeschränkt und die Konzentrationsbereiche der übrigen drei Komponenten werden durch
das überbestimmte Gleichungssystem mit vier gemessenen Größen begrenzt.
Mit den durchgeführten Messungen konnte insgesamt gezeigt werden, dass die neue Methode
zur Mehrkomponentengasanalyse geeignet ist.

106
7 Zusammenfassung
In dieser Arbeit wurde eine neuen Methode zur in situ Prozessgasanalyse in einem weiten
Temperatur- und Druckbereich behandelt. Als Basis für die Gasanalyse wurden
Stoffdatenmessungen ausgewählt, welche mit speziellen Hochdruck- und
Hochtemperatursensoren direkt im Prozess durchgeführt werden können.
Für die Analyse wurden Stoffdaten ausgewählt, die mit geringen Messunsicherheiten
bestimmt werden können. Dazu zählen die Dichte, die Schallgeschwindigkeit, die isobare
Wärmekapazität, der Joule Thomson Koeffizient, die Wärmeleitfähigkeit, die relative
Permittivität und die relative Permeabilität. Es erfolgte ein Nachweis darüber, dass die
ausgewählten Daten nicht miteinander in Korrelation stehen. Eine zusätzlich durchgeführte
Sensitivitätsstudie für biogasähnliche Mehrkomponentengemische zeigte, dass
unterschiedliche Gemische mit gleichen Eigenschaften als unwahrscheinlich angenommen
werden können.
Anschließend wurde ein Algorithmus implementiert, welcher iterativ - ausgehend von einer
geschätzten Startzusammensetzung und Eingabe der gemessenen Stoffdaten - mit Hilfe
verschiedener Zustandsgleichungen die Zusammensetzung des vorliegenden Gasgemisches
bestimmen kann. Als Gleichungen wurden zur Berechnung der Dichte, der
Schallgeschwindigkeit, der isobaren Wärmekapazität und des Joule Thomson Koeffizient die
GERG-2008, für die Berechnung der relativen Permittivität ein Modell von Harvey und
Lemmon und für die Berechnung der Wärmeleitfähigkeit Modelle von Mason & Saxena,
Browak und die Potentialmethode ausgewählt. Für die relative Permeabilität wurde kein
Modell implementiert, da die Permeabilität von Gasgemischen im Wesentlichen durch den
Sauerstoffanteil bestimmt wird und der Sauerstoffgehalt somit direkt aus der Messung
hervorgeht. Weil der Einsatzbereich der verwendeten Modelle zum Teil begrenzt ist, wurde
für die Hochtemperaturanalyse eine Berechnungsmöglichkeit nach dem Exzessgrößenmodell
vorgestellt. Die gemessenen Stoffdaten wurden für die Gasanalyse über ihre Unsicherheiten
gewichtet. Um den Einfluss der Konzentration auf die Stoffdaten zu erfassen, wurde ein
entsprechendes Gleichungssystem in der Analyseapplikation aufgestellt. Zur Lösung des
Gleichungssystems wurden verschiedene mathematische Algorithmen wie das Jacobi-
Verfahren, das Gauss-Seidel-Verfahren, das Gauss-Newton-Verfahren und eine Lösung
mittels Bildung der Pseudoinversen implementiert. Da die iterativen Verfahren nicht immer
konvergieren und die Berechnung über die Pseudoinverse sehr langsam ist, wurde zusätzlich
7 Zusammenfassung 107
eine neue Methode integriert, die sich durch gezielte Konzentrationserhöhungen einzelner
Komponenten an die gesuchte Zusammensetzung annähert.
Zur Validierung der neuen Gasanalysemethode wurden Stoffdatenmessungen an bekannten
Gasgemischen durchgeführt. Hierfür wurde eine von Südmeyer [Sue11] aufgebaute
Kalibrierapparatur verwendet. Die Kalibrierapparatur ist in der Lage Gasgemische mit einer
Unsicherheit von 0,1 mol-% bis 0,14 mol-% zu generieren. Zudem verfügt sie über eine
Ebene, in der verschiedene Sensoren zur Stoffdatenmessung bis in den Hochdruckbereich
integriert werden konnten.
Mit Hilfe der Kalibrierapparatur wurden ein ternäres Gemisch - aus ca. 65 mol-% Methan,
30 mol-% Kohlenstoffdioxid und 5 mol-% Stickstof - und ein quaternäres Gasgemisch - aus
ca. 93 mol-% Methan, 2 mol-% Kohlenstoffdioxid, 1 mol-% Stickstoff und 4 mol-% Propan -
in Anlehnung an Biogas verschiedener Aufbereitungsstufen erzeugt. An diesen Gemischen
wurden bei verschiedenen Temperaturen in verschiedenen Druckstufen die Stoffdaten Dichte,
Schallgeschwindigkeit, relative Permittivität und im Fall des Vierkomponentengemisches
auch die Wärmeleitfähigkeit gemessen. Aus den Messdaten wurden mit Hilfe der neu
implementierten Methode zur Prozessgasanalyse die Konzentrationen berechnet und mit den
generierten Zusammensetzungen verglichen. Die Abweichungen zwischen den Ergebnissen
aus der Analyse und den generierten Zusammensetzungen lagen überwiegend mit Werten
unter 1 mol-% im Rahmen der kombinierten Unsicherheiten aus Gemischerzeugung,
Stoffdatenmessung und Stoffdatenberechnung.
Damit die Anlage künftig auch zur Validierung der Hochtemperaturgasanalyse herangezogen
werden kann, wurde für die Kalibrierapparatur ein Konzept für die Erweiterung um einen
Hochtemperaturbereich entworfen. Für den Hochtemperaturbereich wurde ein Kammerofen
ausgewählt, in den mehrere Hochtemperatursensoren mit ihren Messzellen integriert werden
können. Zur Temperaturregelung wurde eine Kaskadenregelung mit einer PID-Regelung
ausgesucht. Überdies wurde ein Sicherheitskonzept diskutiert, damit auch Stoffdaten
brennbarer und explosionsfähiger Gasgemische im Hochtemperaturbereich gemessen werden
können. Der Aufbau und die Inbetriebnahme des Kammerofens findet im Rahmen einer
anderen Arbeit durch Seibel [Sei15] statt.
Zur schnellen und komfortablen Steuerung der Kalibrierapparatur und des
Hochtemperaturbereiches wurde im Rahmen dieser Arbeit außerdem eine umfangreiche
Automatisierung der Anlage in Visual Basic.NET 2008 entwickelt, sodass sowohl die
108 7 Zusammenfassung
Gemischerzeugung als auch der Ablauf verschiedener Messreihen selbständig erfolgen kann.
Hierbei wurde auf die Objektorientierung Wert gelegt, sodass Änderungen an der Anlage
relativ einfach im Quellcode eingestellt werden können. Die Kommunikation mit den
Peripheriegeräten der Anlage wurde zur Erhaltung der Rechnerleistung in mehrere Threads
aufgeteilt. Zur Datenspeicherung wurde eine Verbindung mit der Datenbank MySQL
aufgebaut.
In dieser Arbeit wurde somit erfolgreich eine neue Methode zur Prozessgasanalyse mittels in
situ Stoffdatenmessungen entwickelt und validiert. Die implementierte Applikation zur
Analyse ist einsatzbereit und zeigte für die ersten Messungen sehr gute Ergebnisse. Durch die
Weiterentwicklung der Kalibrierapparatur wurde zudem ein entscheidender Beitrag für die
Kalibrierung neuer Hochdruck- und Hochtemperatursensoren zur Gasanalyse geleistet.
109
Literaturverzeichnis
Arp89 Vincent D. Arp, Robert D. McCarty: Thermophysical Properties of Helium-4 from 0.8 to 1500 K with Pressures to 2000 MPa. 1334th ed., National Institute of Standards and Technology, Ed. Boulder, 1989.
Atk08 Peter W. Atkins, Julia de Paula: Kurzlehrbuch Physikalische Chemie. WILEY-VCH Verlag, Weinheim, 2008. (ISBN: 987-3-527-31807-0)
BME13 BMELV: Bedeutung der erneuerbaren Energien für die Land- und Forstwirtschaft und die ländlichen Räume. 2013. www.bmelv.de
Bro58 Richard S. Browak: Approximate Formulas for the Viscosity and Thermal Conductivity of Gas Mixtures. Journal of Chemical Physics, Vol. 29, SS. 391-397, Melville, 1958. (ISSN: 0021-9606, DOI: 10.1063/1.1744491)
Chm11 Horst Chmiel: Bioprozesstechnik. Spektrum, Heidelberg, 2011. (ISBN: 978-3-8274-2476-1)
Dam07 Tobias Damm: Nichtlineare Gleichungssysteme. Dezember 2007. http://www.mathematik.uni-kl.de/~damm/PRAMA/nichtlinear.pdf
Dem08 Wolfgang Demtröder: Experimentalphysik I: Mechanik und Wärme. Springer-Verlag, Berlin, 2008. (ISBN: 978-3-540-79294-9)
DKV10 Paul Dobrinski, Gunter Krakau, Anselm Vogel: Physik für Ingenieure. Vieweg+Teubner, Wiesbaden, 2010. (ISBN: 978-3-8348-0580-5)
Erd08 Laszlo Erdoes: Numerik I, S. 259, München, Juni 2008. http://www.mathematik.uni-muenchen.de/~lerdos/SS08/Num/9.pdf
FWV98 A. Fenghour, W. A. Wakeham, V. Vesovic: The Viscosity of Carbon Dioxide. Journal of Physical and Chemical Reference Data, Vol. 27, Nr. 1, SS. 31-44, 1998. (0047-2689/89/27(1)/31/14)
FEI89 Daniel G. Friend, James F. Ely, Hepburn Ingham: Thermophysical Properties of Methane. Journal of Physical and Chemical Reference Data, Vol. 18, Nr. 2, SS. 583-638, 1989. (0047-2689/89/020583-56)
FIE91 Daniel G. Friend, Hepburn Ingham, James F. Ely: Thermophysical Properties of Ethane. Journal of Physical and Chemical Reference Data, Vol. 20, Nr. 2, SS. 275-347, 1991. (DOI: 10.1063/1.555881)
Fri09 Roland Fritz: Institut für Katalyseforschung und -Technologie. Herstellung von Synthesegas aus Bioslurry, September 2009. http://www.ikft.kit.edu/174.php
110 Literaturverzeichnis
GeVo93 Christian Gerthsen, Helmut Vogel: Physik. Springer-Verlag, Berlin, 1993. (ISBN: 3-540-56638-4)
Gre12 Greeknet, Inc.: SourceForge, 2012. http://sourceforge.net/
GUM08 GUM: Guide to the expression of uncertainty in measurement. Leitfaden, Joint Committee for Guides in Metrology, 2008.
GuLi99 Volkmar Gundelach, Lothar Litz: Moderne Prozessmesstechnik - Ein Kompendium. Springer-Verlag, Berlin, 1999. (ISBN: 3-540-63225-5)
HaAr81 B. A. Hands, V. D. Arp: A correlation of thermal conductivity data for helium. Cryogenics, Vol. 21, Nr. 12, SS. 697-703, 1981. (DOI: 10.1016/0011-2275(81)90211-3)
HaLe05 Alan H. Harvey, Eric W. Lemmon: Method for Estimating the Dielectric Constant of Natural Gas Mixtures. International Journal of Thermophysics, Vol. 26, Nr. 1, Dordrecht, 2005. (ISSN: 0195-928x )
Hei05 Sven Heins: Pseudoinverse, Singulärwertzerlegung. Proseminar-Vortrag, Fachbereich Mathematik, Universität Hamburg, Hamburg, 2005.
Hen94 S. Hendl et al.: The Transport Properties of Ethane. International Journal of Thermophysics, Vol. 15, Nr. 1, 1994. (0195-928X/94/0100-0001)
HMS12 Ekbert Hering, Rolf Martin, Martin Stohrer: Physik für Ingenieure. Springer-Verlag, Berlin, 2012. (ISBN: 978-3-642-22568-0)
HMS09 Ekbert Hering, Rolf Martin, Martin Strorer: Taschenbuch der Mathematik und Physik. Springer-Verlag, Berlin, 2009. (ISBN: 978-3-540-78683-2)
Her07 Norbert Herrmann: Höhere Mathematik für Inegieure, Physiker und Mathematiker. Oldenbourg-Verlag, München, 2007. (ISBN: 978-3486584479)
HTM12 High Temp Metals, Inc.: Haynes 230 Technical Data. 2012.http://www.hightempmetals.com/techdata/hitempHaynes230data.php
Hol96 Martin Holtzhauer: Methoden in der Proteinanalytik. Springer-Verlag, Berlin, 1996. (ISBN: 3-540-60210-0)
IFA11 IFA: GESTIS Stoffdatenbank. Institut für Arbeitsschutz der deutschen gesetzlichen Unfallversicherung, Sankt Augustin, 2011.
IEU05 Institut für Energetik und Umwelt GmbH: Evaluierung der Möglichkeiten zur Einspeisung von Biogas in das Erdgasnetz. Endbericht, Leipzig, 2005.
Literaturverzeichnis 111
Kei97 B. Keil: Strömungskalorimetrie: Spezifische Wärmekapazität cp und differentieller Joule-Thompson Koeffizient des Methans eines binären Gemisches aus Methan/Ethan und eines erdgasähnlichen Fünf-Komponenten Gemisches. Dissertation, Universität Karlsruhe, Karlsruhe, 1997.
KSM97 Sanfort A. Klein, Mark O. McLinden, A. Laesecke: An improved extended corresponding states method for estimation of viscosity of pure refrigerants and mixtures. International Journal of Refrigeration, Vol. 20, Nr. 3, SS. 208-217, 1997. (DOI: 10.1016/S0140-7007(96)00073-4)
Kli06 Setafan Klinski: Einspeisung von Biogas in das Erdgasnetz. Studie, Institut für Energetik und Umwelt GmbH, Leipzig, 2006. (ISBN: 3-00-018346-9)
Koh96 Friedrich Kohlrausch: Praktische Physik. Teubner-Verlag, Vol. 2, Stuttgart, 1996. (ISBN: 3-519-23002-X)
Küh07 Andreas Kühnel: Visual Basic 2005: Das umfassende Handbuch. Galileo-Press, Bonn, 2007. (ISBN: 978-3-89842-585-8)
KuWa12 Oliver Kunz, Wolfgang Wagner: The GERG-2008 Wide-Range Equation of State for Natural Gases and Other Mixtures: An Expansion of GERG-2004. Journal of Chemical Engineering Data, Vol. 57 (11), SS. 3032-3091, Washington DC, Oktober 2012. (ISSN:0021-9568; DOI: 10.1021/je300655b)
LKSW90 A. Laeschke, R. Krauss, K. Stephan, W. Wagner: Transport Properties of Fluid Oxygen. Journal of Physical and Chemical Reference Data, Vol. 19, Nr. 5, SS. 1089-1122, 1990. (0047-2689/90/051089-34)
LHM10 Eric W. Lemmon, Marcia L. Huber, Mark O. McLinden: Reference Fluid Thermodanymic and Transport Properties. Software Version 9.0, Boulder, 2010.
MaSa58 E. A. Mason, S. C. Saxena: Approximate Formula for the Thermal Conductivity of Gas Mixtures. Physics of Fluids, Vol. 1, SS. 361-369, 1958. (ISSN: 0031-9171, DOI: 10.1063/1.1724352)
McWe72 R. D. McCarty, L. A. Weber: Thermophysical properties of parahydrogen from the freezing liquid line to 5000 R for pressures up to 10,000 psia. In National Bureau of Standards Special Publication 305. Kap. 614, Washington D.C., 1972. (SD Katalog-Nummer: C13.10:305 Suppl. 4)
MKP00 Mark O. McLinden, Sanfort A. Klein, Richard A. Perkins: An extended corresponding states model for the thermal conductivity of refrigerants and refrigerant mixtures. International Journal of Refrigeration, Vol. 23, Nr. 1, SS. 43-63, 2000. (DOI: 10.1016/S0140-7007(99)00024-9)
112 Literaturverzeichnis
McLo07 Mark O. McLinden, Cornelia Loesch-Will: Apparatus for wide-ranging, high-accuracy fluid (p,v,T) measurements based on a compact two-sinker densimeter. Journal of Chemical Thermodynamics, Vol. 39, Nr. 4, SS. 507-530, London, April 2007. (ISSN: 0021-9614)
MS12 Microsoft: MSDN Library. Dezember 2012. http://msdn.microsoft.com/de-de/library/114xc3e5%28v=vs.90%29.aspx
MSFS11 Judith Moeller, Johannes Suedmeyer, Tobias Fieback, Roland Span: New High Pressure In Situ Sensors. Poster, Bochum, 2011.
Moo90 Walter J. Moore: Grundlagen der Physikalischen Chemie. de Gruyter, Berlin, 1990. (ISBN: 3-11-009941-1)
Cas11 Carlos A. Nieto de Castro: HP In Situ Sensors. ProBio-HySens, Juni 2011. http://www.probio-hysens.eu/project_InSituSensors.html
NIST NIST: NIST14, Version 9.08..
Oes95 Guenter Oesterle: Prozessanalytik: Grundlagen und Praxis. Oldenbourg, München, 1995. (ISBN: 3-486-22757-2)
OlSe89 G. A. Olchowy, J.V. Sengers: A simplified representation for the thermal conductivity of fluids in the critical region. International Journal of Thermophysics, Vol. 10, Nr. 2, SS. 417-426, 1989. (0195-928X/89/0300-0417)
PFRC91 Richard A. Perkins, Daniel G. Friend, H. M. Roder, Carlos A. Nieto de Castro: Thermal Conductivity Surface of Argon: A Fresh Analysis. International Journal of Thermophysics, Vol. 12, Nr. 6, SS. 965-984, 1991. (0195-928X/91/1100-0965)
PrPf94 Paul Profos, Tilo Pfeifer: Handbuch der industriellen Messtechnik. R. Oldenbourg Verlag, München, Deutschland, 1994. (ISBN 3-486-22592-8)
PuHo04 Tobias Purschke, B. Hoeber: Messung der Schallgeschwindigkeit. GRIN Verlag, München, 2004. (ISBN: 3638250040)
RCP00 M. L. V. Ramieres, C. A. Nieto de Castro, R. A. Perkins: An Improved Empirical Correlation for the Thermal Conductivity of Propane. International Journal of Thermophysics, Vol. 21, Nr. 3, SS. 639-650, 2000. (0195-928X/00/0500-0639)
Roe70 Wilfried Roetzel: Viskosität, Wärmeleitfähigkeit, Schmidt- und Prantlzahlen von Gasgemischen. Fortschrittsbericht, Düsseldorf, 1970. (Katalogschlüssel: BV009133173)
RuRu00 Kenneth A. Rubinson, Judith F. Rubinson: Contemporary Instrumental Analysis. Prentice Hall, New Jersey, 2000. (ISBN: 0-13-790726-5)
Literaturverzeichnis 113
SMT11 Sandvik Materials Technology: Fibrothal(TM) Heating modules and insulation systems. www.kanthal.com, Hallstahammar, Schweden, Dezember 2011. http://www.kanthal.com/Global/Downloads/Furnace%20products%20and%20heating%20systems/Heating%20modules/Fiborthal%20heating%20modules/S-KA013-B-ENG-2011-12.pdf
Sch06 Manfred Schleicher: Regelungstechnik für den Praktiker. Broschüre, Fulda, 2006. (ISBN: 3-935742-00-2)
SKW03 Peter Schley, Joachim Kastner, Gerhard Wiegleb: gas-lab Q1 – ein neues Messgerät zur Bestimmung von Gasbeschaffenheitskenngrößen. gwf Das Gas- und Wasserfach, Vol. 4, Nr. Ausgabe: Gas-Erdgas, SS. 238-242, München, 2003. (ISSN: 0016-4909)
SKW97 Peter Schley, Reiner Kleinrahm, Wolfgang Wagner: Feasibility study for alternative determination of energy flow in natural gas pipelines. Interne Studie, Fachbereich Thermodynamik, Ruhr-Universität Bochum, Bochum, 1997.
Sei15 Christopher Seibel: Experimentelle Thermodynamik der Verfahrenstechnik, Ruhr-Universität Bochum, Bochum,.
SBB96 Jeffery C. Seitz, James G. Blencoe, Robert J. Bodnar: Voumetric properties for x1CO2+x2CH4+(1-x1-x2)N2 at the pressures (19.94, 39.94, 59.93, and 99.93) MPa and temperatures at (323.15, 375.15, 473.15, and 573.15) K. Journal of Chemical Thermodynamics, Vol. 28, SS. 539-550, 1996. (ISSN: 0021-9614/96/050539+12)
SeKa84 J. V. Sengers, B. Kamgar-Parsi: Representative Equation for the Viscosity of Water Substance. Journal of Physical and Chemical Reference Data, Vol. 13, Nr. 1, SS. 185-205, 1984. (0047-2689/84/010185-21)
Sen84 J. V. Sengers, J. T. R. Watson, R. S. Basu, B. Kamgar-Parsi, R. C. Hendricks: Representative Equations for the Thermal Conductivity of Water Substance. Journal of Physical and Chemical Reference Data, Vol. 13, Nr. 3, SS. 893-933, 1984. (DOI: 10.1063/1.555718)
SkLe96 Douglas A. Skoog, James J. Leary: Instrumentelle Analytik - Grundlagen, Geräte, Anwendungen. Springer-Verlag, Berlin, 1996. (ISBN: 978-3540604501)
Sor02 Georg Sorge: Faszination Ultraschall. Teubner, Stuttgart, 2002. (ISBN: 3-519-00415-1)
SKL87 K. Stephan, R. Krauss, A. Laesecke: Viscosity and Thermal Conductivity of Nitrogen for a Wide Range of Fluid States. Journal of Physical Chemical Reference Data, Vol. 16, Nr. 4, SS. 993-1023, 1987. (0047-2689/87/040993-32)
114 Literaturverzeichnis
Str95 Reinhard Strehlow: Grundzüge der Physik. Vieweg, Braunschweig, 1995. (ISBN: 3-528-06635-0)
Sue11 Johannes Suedmeyer: Entwicklung und Aufbau neuer Anlagen und Sensoren zur Untersuchung komplexer Gas- und Dampfgemische in einem weiten Temperatur und Druckbereich. Dissertation, Ruhr-Universität Bochum, Bochum, 2011.
SFM11 Johannes Suedmeyer, Tobias Fieback, Judith Moeller: Report on fluid property measurements on pure fluids and binary mixtures using the new high pressure sensors. Report, Lehrstuhl für Thermodynamik, Ruhr-Universität Bochum, Bochum, 2011.
SMOS10 Johannes Suedmeyer, Judith Moeller, Benno Oderkerk, Marcel Scherrenburg: High pressure gas mixture generating and sensor calibration unit (GMG-SC). Report, Bochum, 2010.
VDI06 Verein Deutscher Ingenieure: VDI-Wärmeatlas, VDI-Gesellschaft Verfahrenstechnick und Chemieingenieurwesen (GVC), Ed. Springer-Verlag, Berlin Heidelberg, 2006. (ISBN 978-3-540-25504-8)
Ves90 V. Vesovic et al.: The Transport Properties of Carbon Dioxide. Journal of Phys. Chem. Reference Data, Vol. 19, Nr. 3, 1990. (0047-2689/90/030763-46)
VLC09 Samolé Vieira, Maria José V. Lourenco, Carlos A. Nieto de Castro: Evaluation report and concept for thermal conductivity and isobaric heat capacity sensors adapted for high pressure concentration measurement. Report, Fakultät für Naturwissenschaft, Universität Lissabon, Lissabon, 2009.
VKB98 Eckhard Vogel, Cornelia Kuechenmeister, Eckard Bich: Reference Correlation for the Viscosity of Propane. Journal of Physical and Chemical Reference Data, Vol. 27, Nr. 5, SS. 947-970, 1998. (0047-2689/98/27(5)/947/24)
VKB99 Eckhard Vogel, Cornelia Kuechenmeister, Eckard Bich: Viscosity correlation for n-butane in the fluid region. High Temperatures - High Pressures, Vol. 31, Nr. 2, SS. 173-186, 1999. (DOI: 10.1068/htrt154)
Wag91 Walter Wagner: Wärmeübertragung, Kamprath-Reihe, Ed. Vogel Verlag, Würzburg, 1991. (ISBN: 3-8023-0153-6)
Wag06 Wolfgang Wagner: FluidCal. Software, Bochum, 2006.
Wis07 Volker Wiskamp: Anorganische Chemie. Harri, Frankfurt a. M., 2007. (ISBN: 978-3-8171-1800-7)

Literaturverzeichnis 115
YoEl87 B. A Younglove, J. F. Ely: Thermophysical Properties of Fluids. II. Methane, Ethane, Propane, Isobutane and Normal Butane. Journal of Physical and Chemical Reference Data, Vol. 16, Nr. 4, SS. 577-798, 1987. (DOI: 10.1063/1.555785)
YoHa86 B. A. Younglove, H. J. M. Hanley: The Viscosity and Thermal Conduvtivity Coefficients of Gaseous and Liquid Argon. Journal of Physical and Chemical Reference Data, Vol. 15, Nr. 4, SS. 1323-1337, 1986. (0047-2689/86/041323-16)
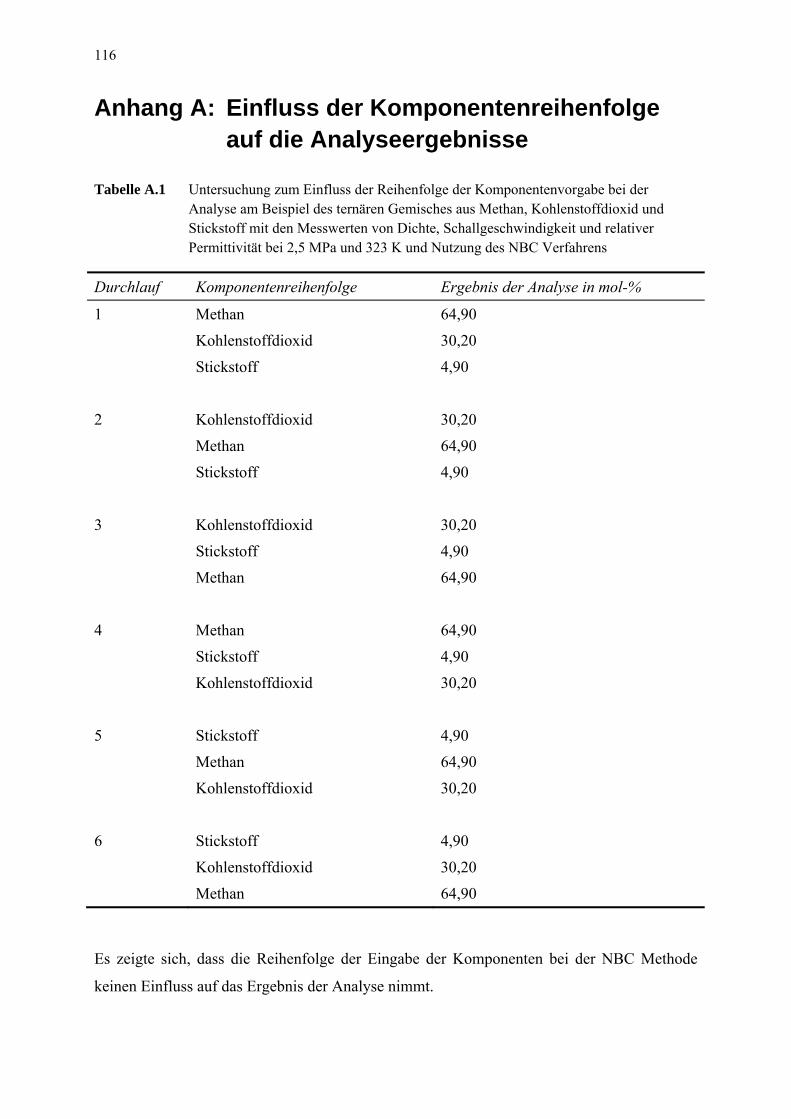
116
Anhang A: Einfluss der Komponentenreihenfolge auf die Analyseergebnisse
Tabelle A.1 Untersuchung zum Einfluss der Reihenfolge der Komponentenvorgabe bei der Analyse am Beispiel des ternären Gemisches aus Methan, Kohlenstoffdioxid und Stickstoff mit den Messwerten von Dichte, Schallgeschwindigkeit und relativer Permittivität bei 2,5 MPa und 323 K und Nutzung des NBC Verfahrens
Durchlauf Komponentenreihenfolge Ergebnis der Analyse in mol-%
1 Methan 64,90
Kohlenstoffdioxid 30,20
Stickstoff 4,90
2 Kohlenstoffdioxid 30,20
Methan 64,90
Stickstoff 4,90
3 Kohlenstoffdioxid 30,20
Stickstoff 4,90
Methan 64,90
4 Methan 64,90
Stickstoff 4,90
Kohlenstoffdioxid 30,20
5 Stickstoff 4,90
Methan 64,90
Kohlenstoffdioxid 30,20
6 Stickstoff 4,90
Kohlenstoffdioxid 30,20
Methan 64,90
Es zeigte sich, dass die Reihenfolge der Eingabe der Komponenten bei der NBC Methode
keinen Einfluss auf das Ergebnis der Analyse nimmt.
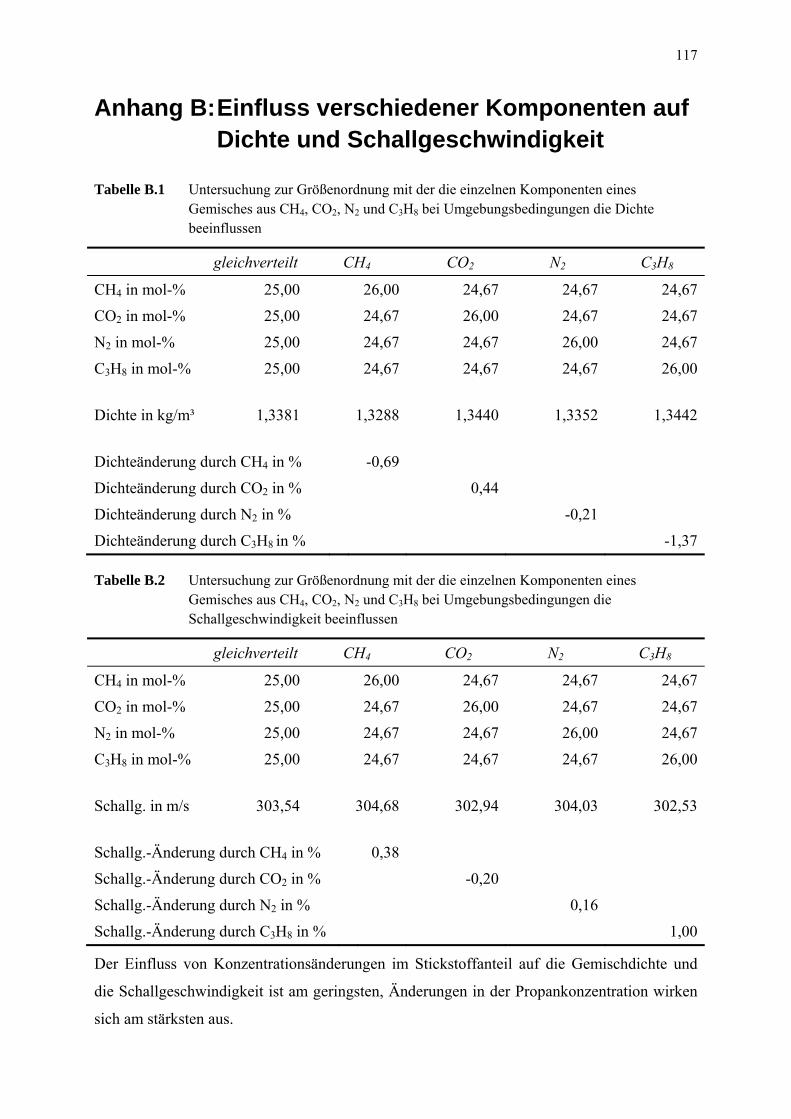
117
Anhang B: Einfluss verschiedener Komponenten auf Dichte und Schallgeschwindigkeit
Tabelle B.1 Untersuchung zur Größenordnung mit der die einzelnen Komponenten eines Gemisches aus CH4, CO2, N2 und C3H8 bei Umgebungsbedingungen die Dichte beeinflussen
gleichverteilt CH4 CO2 N2 C3H8
CH4 in mol-% 25,00 26,00 24,67 24,67 24,67
CO2 in mol-% 25,00 24,67 26,00 24,67 24,67
N2 in mol-% 25,00 24,67 24,67 26,00 24,67
C3H8 in mol-% 25,00 24,67 24,67 24,67 26,00
Dichte in kg/m³ 1,3381 1,3288 1,3440 1,3352 1,3442
Dichteänderung durch CH4 in % -0,69
Dichteänderung durch CO2 in % 0,44
Dichteänderung durch N2 in % -0,21
Dichteänderung durch C3H8 in % -1,37
Tabelle B.2 Untersuchung zur Größenordnung mit der die einzelnen Komponenten eines Gemisches aus CH4, CO2, N2 und C3H8 bei Umgebungsbedingungen die Schallgeschwindigkeit beeinflussen
gleichverteilt CH4 CO2 N2 C3H8
CH4 in mol-% 25,00 26,00 24,67 24,67 24,67
CO2 in mol-% 25,00 24,67 26,00 24,67 24,67
N2 in mol-% 25,00 24,67 24,67 26,00 24,67
C3H8 in mol-% 25,00 24,67 24,67 24,67 26,00
Schallg. in m/s 303,54 304,68 302,94 304,03 302,53
Schallg.-Änderung durch CH4 in % 0,38
Schallg.-Änderung durch CO2 in % -0,20
Schallg.-Änderung durch N2 in % 0,16
Schallg.-Änderung durch C3H8 in % 1,00
Der Einfluss von Konzentrationsänderungen im Stickstoffanteil auf die Gemischdichte und
die Schallgeschwindigkeit ist am geringsten, Änderungen in der Propankonzentration wirken
sich am stärksten aus.

Lebenslauf Judith Möller geboren am 02.05.1983 in Essen Berufliche Tätigkeiten seit 04.2011 Wissenschaftliche Mitarbeiterin
Ruhr-Universität Bochum Lehrstuhl für Feststoffverfahrenstechnik
10.2008 bis 03.2011 Wissenschaftliche Mitarbeiterin
Ruhr-Universität Bochum Lehrstuhl für Thermodynamik
11.2004 bis 09.2008 Studentische Hilfskraft
Ruhr-Universität Bochum Lehrstuhl für Thermodynamik
02.2005 bis 02.2007 Nachhilfelehrerin Abiturvorbereitung im Fach Mathematik
Studienkreis Nachhilfe, Bochum 01.2002 bis 12.2003 C-Trainerin
Kanusportgemeinschaft Essen Praktika 10.2006 bis 01.2007 RWE Power AG, Essen 02.2004 bis 04.2004 V&M Deutschland GmbH, Mülheim 06.2002 bis 08.2002 Spicer GWB GmbH, Essen Ausbildung 10.2002 bis 09.2008 Hochschul-Studium: Maschinenbau
Ruhr-Universität Bochum Schwerpunkt: Energie- und Verfahrenstechnik Abschluss: Diplom Ingenieurin
03.2006 bis 05.2006 Auslandsstudienaufenthalt
Chalmers Tekniska Högskola, Göteborg, Schweden 08.1993 bis 06.2002 Gymnasium Borbeck, Essen
Abschluss: Abitur 08.1989 bis 07.1993 Bischof-von-Ketteler Grundschule, Essen