Embed Size (px)
Citation preview

Corporate IdentityFirmenlogo in neuem Glanz
Seit der Mehrheitsbeteiligung derDILO Group an der TEMAFA sindnun gut 2 Jahre vergangen. Währenddessen hat sich die TEMAFA einneues Logo zugelegt. „Historischbetrachtet“, sagt GeschäftsführerNorbert Morgner, „findet dies beiuns alle 25 Jahre statt.“ Und blinzeltdabei ein wenig. Farbe und Schriftlehnen sich an die bestehendenDILO-Logos an und unterstreichenso den ganzheitlichen Gruppen -gedanken. Seit Mai 2005 gehörtTEMAFA mit zur DILO-Gruppe, zuder auch SPINNBAU und die DILOMachines zählen.
Corporate IdentityRefurbished Logo
It has now been two years sinceDILO Group has taken over themajority participation in TEMAFA.Meanwhile, TEMAFA has chosen anew logo. „From a historic point ofview,“ TEMAFA´s Managing Director Norbert Morgner says witha little wink, “our logo has beenrefurbished every 25 years“. Colourand lettering of the new logo are inthe style of the existing DILO logo,emphasising the corporate identity.Since May 2005, TEMAFA has beena member of the DILO Group whichalso comprises SPINNBAU andDILO Machines.
ITMA 2007 München/Munich • 13. – 20. September 2007 • Halle/hall B3/214
Trade Publication Special
DON-DosieröffnerBindeglied zwischen Mischereiund Krempel
Dass TEMAFA im Bereich derFaservorbereitung, d.h. Öffnen undMischen, erfolgreich tätig ist undüber ein profundes Wissen in diesemBereich verfügt, ist bei den Vlies-stoffherstellern global bekannt undanerkannt. Die Schnittstelle zurWeiterverarbeitung der fertigenFaser mischung markierte dabei bisher der Füllschacht `FSN´ zurBeschickung des Krempel kasten -speisers. Die Maße sind variabelhinsichtlich der Höhe und werden andie Arbeitsbreite der Krempel ange-passt. In Anlagen, deren Krempelfür die Herstellung von bestimmtenVliesprodukten eine Vliesdicken -regelung am Krempeleinlauf benötigte, erfolgte die Faserübergabevon TEMAFA bisher sogar nocheinen Schritt früher nach dem Fein -öffnungsprozeß.
Dieses Bindeglied zwischenMischerei und Krempel wird nunmit dem neu entwickelten Dosier-öffner aus dem Hause TEMAFAangeboten. Die Maschine stellt eineKombination von Füllschacht-Vor-rats schacht und Faseröffnungs -einheit dar und dient der gleichmä-ßigen Abgabe von optimal geöffne-tem Fasermaterial an die Krempel-
News
INHALT
DON-DosieröffnerBindeglied zwischen Mischereiund Krempel
Krempelwolf 2000Der HULK unter den Krempelwölfen
Harmonisierter FaserflußWeiterentwickelte MIN-MAX-Steuerung
Kenaf-AufbereitungKombinierte LinLine
BALTROMIX mit bis zu 1.300 kg/him Wiegemodus
Corporate IdentityFirmenlogo in neuem Glanz
Content
DON-Dosing OpenerConnection between blendingand carding unit
Carding Willow 2000The HULK among the Card Willows
Harmonised Fibre Flow Advanced MIN-MAX-Control
Kenaf-PreparationCombined LinLine
BALTROMIXwith up to 1.300 kg/h in weighing mode
Corporate IdentityRefurbished Logo
IMPRESSUM
Publisher: Temafa Maschinenfabrik GmbHAn der Zinkhütte 851469 Bergisch GladbachFon: + 49 0 22 02-1001-0 Fax: -80Mail: [email protected]
Contents: Axel Philipps
Photos: TEMAFA
Creation: GDP Knoppke
Print: Mecon Druck
DON-Dosing OpenerConnection betweenblending and cardingunit
For many years now, nonwovenmanufacturers around the worldhave known and appreciatedTEMAFA as a successful supplier offibre preparation machinery, i.e.fibre opening and blending machines,with a profound expert knowledgein this area. Until now, our ChuteFeed „FSN“ used for the feeding ofthe downstream card line has markedthe connection to further processingof the completed fibre blend. Itsheight is variable and it can be adjusted to the respective workingwidth of the card. In systems wherecards require a web density controlat the card inlet to manufacture certain nonwoven products, TEMAFAhas been providing the fibre transferat an even earlier stage, i.e. after thefine opening process.
Our newly designed TEMAFADosing Opener provides exactly thisconnection between the blendingand the carding unit. As a combinationof filling chute – storage chute andfibre opening unit, this new machineclearly serves to evenly supply anideally opened fibre material to thecard feed unit – no additional feedernecessary! With a working width of2.000 mm, this Dosing Opener has
BALTROMIXmit bis zu 1.300 kg/him Wiegemodus
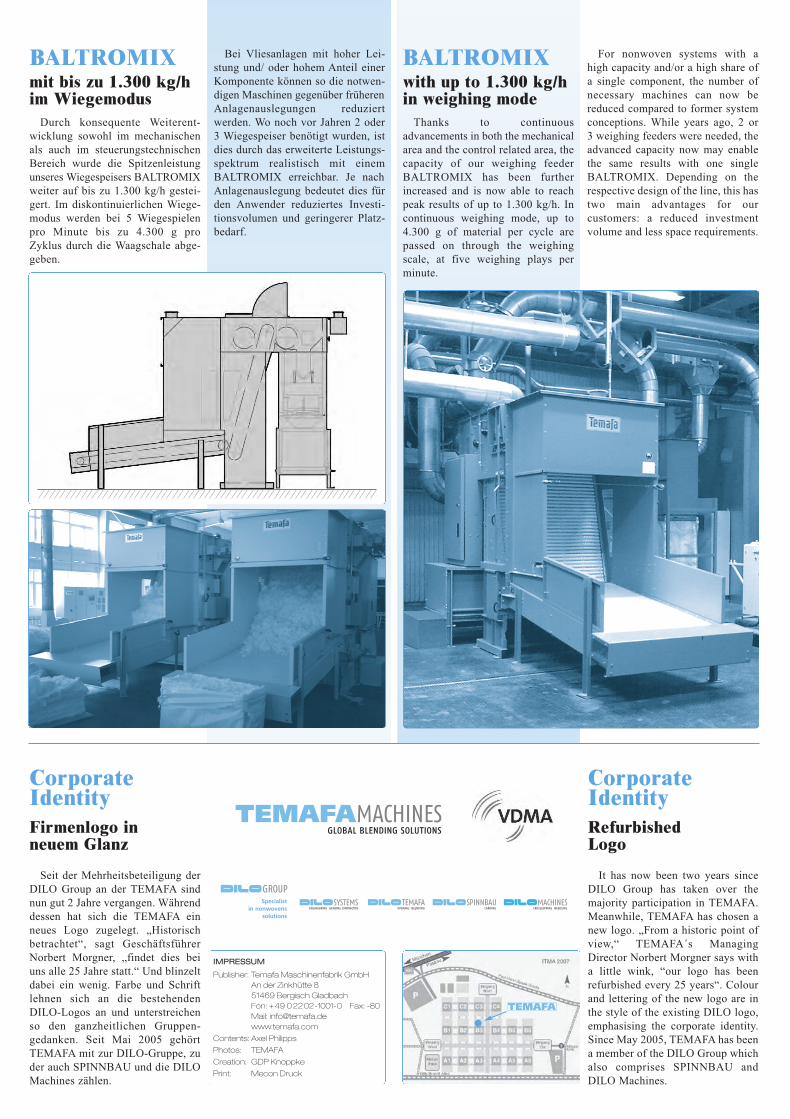
Durch konsequente Weiterent -wicklung sowohl im mechanischenals auch im steuerungstechnischenBereich wurde die Spitzenleistungunseres Wiegespeisers BALTROMIXweiter auf bis zu 1.300 kg/h gestei-gert. Im diskontinuierlichen Wiege-modus werden bei 5 Wiegespielenpro Minute bis zu 4.300 g proZyklus durch die Waagschale abge-geben.
Bei Vliesanlagen mit hoher Lei-stung und/ oder hohem Anteil einer Komponente können so die notwen-digen Maschinen gegenüber früherenAnlagenauslegungen reduziert werden. Wo noch vor Jahren 2 oder3 Wiegespeiser benötigt wurden, istdies durch das erweiterte Leistungs-spektrum realistisch mit einemBALTROMIX erreichbar. Je nachAnlagenauslegung bedeutet dies fürden Anwender reduziertes Investi-tionsvolumen und geringerer Platz-bedarf.
BALTROMIXwith up to 1.300 kg/hin weighing mode
Thanks to continuous advancements in both the mechanicalarea and the control related area, thecapacity of our weighing feederBALTROMIX has been furtherincreased and is now able to reachpeak results of up to 1.300 kg/h. Incontinuous weighing mode, up to4.300 g of material per cycle arepassed on through the weighing scale, at five weighing plays perminute.
For nonwoven systems with ahigh capacity and/or a high share ofa single component, the number ofnecessary machines can now bereduced compared to former systemconceptions. While years ago, 2 or 3 weighing feeders were needed, theadvanced capacity now may enablethe same results with one singleBALTROMIX. Depending on therespective design of the line, this hastwo main advantages for our customers: a reduced investmentvolume and less space requirements.
Specialistin nonwovens
solutions
Krempelwolf2000Der HULK unter den Krempelwölfen
Es ist nicht immer der Faserver-brauch einer einzelnen Krempel, diehohe Anforderungen an die Leistungsfähigkeit der Mischereidefiniert. Für Konzeptionen mitmehreren, parallel arbeitendenKrempeln muß die Durchsatzlei-stung der Primärmischerei (Ballen-öffner/Wiegespeiser BALTROMIX)entsprechend hoch ausgelegt sein.Während bei Wiegespeiser-Anlagendie geforderte Produktionsleistungdurch die Anzahl der Einzelmaschi-
nen festgelegt wird, findet man den„Flaschenhals“ meist am Ende desMischbandes. Um Gesamtabgabe-leistungen von über 4.000 kg/h zurealisieren, hat TEMAFA den Krem-pel wolf auf eine Arbeitsbreite von2.000 mm ausgelegt.
Dazu war eine völlige Überarbei-tung der bewährten 1.200er und1.600er Modelle erforderlich.
Die gute Zugänglichkeit der Reinigungs- und Wartungsstellenwurde aus den kleineren Modellenbeibehalten.
Die Veränderungen vollzogen sichjedoch nur im Inneren der Maschine;rein äußerlich bleibt der Krempel-wolf – bis auf die Arbeitsbreite –unverändert.
Kenaf-AufbereitungKombinierte LinLine
Die in Südafrika aufgebaute Liniezur Entholzung von Kenafpflanzenist seit April 2007 in voller Produk-tion. Die Agrargemeinschaft um denProduktionsstandort liefert die faser-haltigen (feldgerösteten) Stengel inBallenform an. Diese werden mit biszu 4.000 kg/h in die Anlage zur
Entholzung gegeben.Neben den Bastfasern für textil-
technische Anwendungen werdenauch die Nebenprodukte, die imProzeß anfallen, vermarktet. Dieabgeschälten Holzanteile (Schäben)finden z.B. zur Isolierung in Hohl-räume beim Ökologischen HausbauVerwendung oder werden als Pfer-de einstreu eingesetzt. Der Einsatzvon Kurzfasern kann als Rohstofffür die Herstellung von Bremsbelä-gen oder Spritzgussteilen zum Tragenkommen.
Carding Willow2000The HULK among the Card Willows
It is not always the fibre consum ption of the single card thatdefines the capacity requirements ofthe blending unit. For conceptionswith dual or triple card systems theflow capacity of the primary blendingunit (Bale Opener/weighing hopperfeeder BALTROMIX) must be designed sufficiently high. While incase of weighing feeder systems therequested production capacity isdefined by the number of singlemachines, in most cases their „bottleneck“ is reached at the end ofthe blending apron. In order to realise
a total output capacity of more than4.000 kg/h, TEMAFA has now designed the Carding Willow to aworking width of 2.000 mm.
Beyond extending the workingwidth, other structural aspects havebeen reinforced. The excellentaccessibility of the machine for cleaning and maintenance work hasbeen adopted from the smaller traditional models of 1.200 mm and1.600 mm working width. However,the modifications were only made tothe inside of the machine, so that theCarding Willow has remained thesame from the outside – apart fromthe working width. The excellentaccessibility of the machine for cleaning and maintenance work hasalso been adopted from the smallermodels.
HarmonisedFibre Flow Advanced MIN-MAX-Control
The product sensitivity to processfluctuations can be observed atmany stages of the nonwoven production process. It is especiallyhigh speed lines with web weights inthe lower two-digit gram area wherean inconsistant fibre flow may havea strong influence.
TEMAFA has now made use ofexamples from several customer-related lines to develop an integratedfibre preparation control system tosubstitute the traditional Min-Max-Control (I/O-Control).
Comprehensive controls allow thedemonstration of a continuous fibreflow up to the card without renounc ingconventional storage chutes (Mixmaster/Fine Opener/FSN orothers) but with a fibre flow thatrecognises the prevailing consump-tion of the line and regulates itpromptly. All changes in fibre movements are immediately reportedto the system parameters (motors)involved, where they are then mode-r ately adjusted. Consequently, thisharmonised fibre flow has considerably improved the constancyand optimisation of the end productwhile the high total capacity of theline remains unchanged.
Kenaf-PreparationCombined LinLine
The line for the decortication ofkenaf plants in South Africa hasbeen in full production since April2007 now. The agricultural community around the productionsite supplies the fibre containingstraw (field-retted) in bale form. Thedecortication system processes these
bales at a capacity of up to 4.000 kg/h.
Apart from bast fibres needed fortextile technology, also the side products arising in the process arebeing marketed. The peeled woodenparts (shives) for example can beused for insulation of spaces in ecological building constructions oras horse litter. Short fibres can beused for the manufacture of brakecoverings or casting parts.
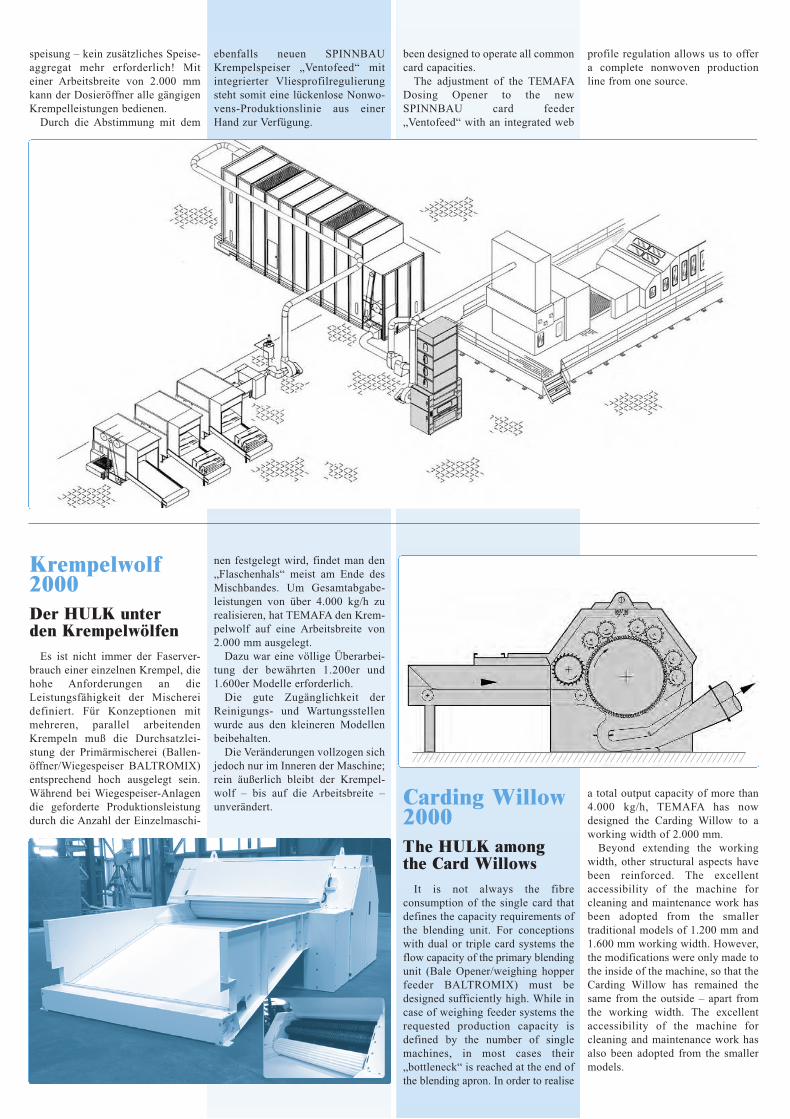
speisung – kein zusätzliches Speise-aggregat mehr erforderlich! Miteiner Arbeitsbreite von 2.000 mmkann der Dosieröffner alle gängigenKrempelleistungen bedienen.
Durch die Abstimmung mit dem
ebenfalls neuen SPINNBAU Krempelspeiser „Ventofeed“ mitintegrierter Vliesprofilregulierungsteht somit eine lückenlose Nonwo-vens-Produktionslinie aus einerHand zur Verfügung.
been designed to operate all commoncard capacities.
The adjustment of the TEMAFADosing Opener to the new SPINNBAU card feeder „Ventofeed“ with an integrated web
profile regulation allows us to offera complete nonwoven productionline from one source.
HarmonisierterFaserflußWeiterentwickelteMIN-MAX-Steuerung
Die Produktempfindlichkeitgegenüber Prozessschwankungenlässt sich an vielen Schritten derVliesstoff-Herstellung nachweisen.Insbesondere bei Hochgeschwindig-keitsanlagen mit Vliesgewichten imunteren 2stelligen Grammbereichmacht sich der Einfluß von nichtausreichend kontinuierlichem Faser-fluß bemerkbar.
An Beispielen von kundenbezoge-nen Anlagen hat TEMAFA eine integrierte Steuerung für die Faser-vorbereitung entwickelt, die die
bisherigen Min-Max-Steuerungen(I/O-Control) ersetzt. Durch über-greifende Schaltungen lässt sich einkontinuierlicher Faserfluß bis zurKrempel darstellen. Dabei wirdnicht auf die konventionellen Vorratsspeicher (Mixmaster/Fein-öffner/FSN o.ä.) verzichtet, sondernder Faserdurchlauf wird dem aktuel-len Verbrauch der Linie angepasst undzeitnah geregelt. Alle Änderungender Faserbewegungen werden sofortan die involvierten Anlagenparameter(Motore) weitergegeben und modifi-zieren diese moderat. Dieser harmo-nisierte Faserfluß trägt somit meß-bar zur Vergleichmäßigung undOptimierung des Endproduktes beiunverändert hoher Gesamt-Anlagen-leistung bei.

Krempelwolf2000Der HULK unter den Krempelwölfen
Es ist nicht immer der Faserver-brauch einer einzelnen Krempel, diehohe Anforderungen an die Leistungsfähigkeit der Mischereidefiniert. Für Konzeptionen mitmehreren, parallel arbeitendenKrempeln muß die Durchsatzlei-stung der Primärmischerei (Ballen-öffner/Wiegespeiser BALTROMIX)entsprechend hoch ausgelegt sein.Während bei Wiegespeiser-Anlagendie geforderte Produktionsleistungdurch die Anzahl der Einzelmaschi-
nen festgelegt wird, findet man den„Flaschenhals“ meist am Ende desMischbandes. Um Gesamtabgabe-leistungen von über 4.000 kg/h zurealisieren, hat TEMAFA den Krem-pel wolf auf eine Arbeitsbreite von2.000 mm ausgelegt.
Dazu war eine völlige Überarbei-tung der bewährten 1.200er und1.600er Modelle erforderlich.
Die gute Zugänglichkeit der Reinigungs- und Wartungsstellenwurde aus den kleineren Modellenbeibehalten.
Die Veränderungen vollzogen sichjedoch nur im Inneren der Maschine;rein äußerlich bleibt der Krempel-wolf – bis auf die Arbeitsbreite –unverändert.
Kenaf-AufbereitungKombinierte LinLine
Die in Südafrika aufgebaute Liniezur Entholzung von Kenafpflanzenist seit April 2007 in voller Produk-tion. Die Agrargemeinschaft um denProduktionsstandort liefert die faser-haltigen (feldgerösteten) Stengel inBallenform an. Diese werden mit biszu 4.000 kg/h in die Anlage zur
Entholzung gegeben.Neben den Bastfasern für textil-
technische Anwendungen werdenauch die Nebenprodukte, die imProzeß anfallen, vermarktet. Dieabgeschälten Holzanteile (Schäben)finden z.B. zur Isolierung in Hohl-räume beim Ökologischen HausbauVerwendung oder werden als Pfer-de einstreu eingesetzt. Der Einsatzvon Kurzfasern kann als Rohstofffür die Herstellung von Bremsbelä-gen oder Spritzgussteilen zum Tragenkommen.
Carding Willow2000The HULK among the Card Willows
It is not always the fibre consum ption of the single card thatdefines the capacity requirements ofthe blending unit. For conceptionswith dual or triple card systems theflow capacity of the primary blendingunit (Bale Opener/weighing hopperfeeder BALTROMIX) must be designed sufficiently high. While incase of weighing feeder systems therequested production capacity isdefined by the number of singlemachines, in most cases their „bottleneck“ is reached at the end ofthe blending apron. In order to realise
a total output capacity of more than4.000 kg/h, TEMAFA has now designed the Carding Willow to aworking width of 2.000 mm.
Beyond extending the workingwidth, other structural aspects havebeen reinforced. The excellentaccessibility of the machine for cleaning and maintenance work hasbeen adopted from the smaller traditional models of 1.200 mm and1.600 mm working width. However,the modifications were only made tothe inside of the machine, so that theCarding Willow has remained thesame from the outside – apart fromthe working width. The excellentaccessibility of the machine for cleaning and maintenance work hasalso been adopted from the smallermodels.
HarmonisedFibre Flow Advanced MIN-MAX-Control
The product sensitivity to processfluctuations can be observed atmany stages of the nonwoven production process. It is especiallyhigh speed lines with web weights inthe lower two-digit gram area wherean inconsistant fibre flow may havea strong influence.
TEMAFA has now made use ofexamples from several customer-related lines to develop an integratedfibre preparation control system tosubstitute the traditional Min-Max-Control (I/O-Control).
Comprehensive controls allow thedemonstration of a continuous fibreflow up to the card without renounc ingconventional storage chutes (Mixmaster/Fine Opener/FSN orothers) but with a fibre flow thatrecognises the prevailing consump-tion of the line and regulates itpromptly. All changes in fibre movements are immediately reportedto the system parameters (motors)involved, where they are then mode-r ately adjusted. Consequently, thisharmonised fibre flow has considerably improved the constancyand optimisation of the end productwhile the high total capacity of theline remains unchanged.
Kenaf-PreparationCombined LinLine
The line for the decortication ofkenaf plants in South Africa hasbeen in full production since April2007 now. The agricultural community around the productionsite supplies the fibre containingstraw (field-retted) in bale form. Thedecortication system processes these
bales at a capacity of up to 4.000 kg/h.
Apart from bast fibres needed fortextile technology, also the side products arising in the process arebeing marketed. The peeled woodenparts (shives) for example can beused for insulation of spaces in ecological building constructions oras horse litter. Short fibres can beused for the manufacture of brakecoverings or casting parts.
speisung – kein zusätzliches Speise-aggregat mehr erforderlich! Miteiner Arbeitsbreite von 2.000 mmkann der Dosieröffner alle gängigenKrempelleistungen bedienen.
Durch die Abstimmung mit dem
ebenfalls neuen SPINNBAU Krempelspeiser „Ventofeed“ mitintegrierter Vliesprofilregulierungsteht somit eine lückenlose Nonwo-vens-Produktionslinie aus einerHand zur Verfügung.
been designed to operate all commoncard capacities.
The adjustment of the TEMAFADosing Opener to the new SPINNBAU card feeder „Ventofeed“ with an integrated web
profile regulation allows us to offera complete nonwoven productionline from one source.
HarmonisierterFaserflußWeiterentwickelteMIN-MAX-Steuerung
Die Produktempfindlichkeitgegenüber Prozessschwankungenlässt sich an vielen Schritten derVliesstoff-Herstellung nachweisen.Insbesondere bei Hochgeschwindig-keitsanlagen mit Vliesgewichten imunteren 2stelligen Grammbereichmacht sich der Einfluß von nichtausreichend kontinuierlichem Faser-fluß bemerkbar.
An Beispielen von kundenbezoge-nen Anlagen hat TEMAFA eine integrierte Steuerung für die Faser-vorbereitung entwickelt, die die
bisherigen Min-Max-Steuerungen(I/O-Control) ersetzt. Durch über-greifende Schaltungen lässt sich einkontinuierlicher Faserfluß bis zurKrempel darstellen. Dabei wirdnicht auf die konventionellen Vorratsspeicher (Mixmaster/Fein-öffner/FSN o.ä.) verzichtet, sondernder Faserdurchlauf wird dem aktuel-len Verbrauch der Linie angepasst undzeitnah geregelt. Alle Änderungender Faserbewegungen werden sofortan die involvierten Anlagenparameter(Motore) weitergegeben und modifi-zieren diese moderat. Dieser harmo-nisierte Faserfluß trägt somit meß-bar zur Vergleichmäßigung undOptimierung des Endproduktes beiunverändert hoher Gesamt-Anlagen-leistung bei.
Corporate IdentityFirmenlogo in neuem Glanz
Seit der Mehrheitsbeteiligung derDILO Group an der TEMAFA sindnun gut 2 Jahre vergangen. Währenddessen hat sich die TEMAFA einneues Logo zugelegt. „Historischbetrachtet“, sagt GeschäftsführerNorbert Morgner, „findet dies beiuns alle 25 Jahre statt.“ Und blinzeltdabei ein wenig. Farbe und Schriftlehnen sich an die bestehendenDILO-Logos an und unterstreichenso den ganzheitlichen Gruppen -gedanken. Seit Mai 2005 gehörtTEMAFA mit zur DILO-Gruppe, zuder auch SPINNBAU und die DILOMachines zählen.
Corporate IdentityRefurbished Logo
It has now been two years sinceDILO Group has taken over themajority participation in TEMAFA.Meanwhile, TEMAFA has chosen anew logo. „From a historic point ofview,“ TEMAFA´s Managing Director Norbert Morgner says witha little wink, “our logo has beenrefurbished every 25 years“. Colourand lettering of the new logo are inthe style of the existing DILO logo,emphasising the corporate identity.Since May 2005, TEMAFA has beena member of the DILO Group whichalso comprises SPINNBAU andDILO Machines.
ITMA 2007 München/Munich • 13. – 20. September 2007 • Halle/hall B3/214
Trade Publication Special
DON-DosieröffnerBindeglied zwischen Mischereiund Krempel
Dass TEMAFA im Bereich derFaservorbereitung, d.h. Öffnen undMischen, erfolgreich tätig ist undüber ein profundes Wissen in diesemBereich verfügt, ist bei den Vlies-stoffherstellern global bekannt undanerkannt. Die Schnittstelle zurWeiterverarbeitung der fertigenFaser mischung markierte dabei bisher der Füllschacht `FSN´ zurBeschickung des Krempel kasten -speisers. Die Maße sind variabelhinsichtlich der Höhe und werden andie Arbeitsbreite der Krempel ange-passt. In Anlagen, deren Krempelfür die Herstellung von bestimmtenVliesprodukten eine Vliesdicken -regelung am Krempeleinlauf benötigte, erfolgte die Faserübergabevon TEMAFA bisher sogar nocheinen Schritt früher nach dem Fein -öffnungsprozeß.
Dieses Bindeglied zwischenMischerei und Krempel wird nunmit dem neu entwickelten Dosier-öffner aus dem Hause TEMAFAangeboten. Die Maschine stellt eineKombination von Füllschacht-Vor-rats schacht und Faseröffnungs -einheit dar und dient der gleichmä-ßigen Abgabe von optimal geöffne-tem Fasermaterial an die Krempel-
News
INHALT
DON-DosieröffnerBindeglied zwischen Mischereiund Krempel
Krempelwolf 2000Der HULK unter den Krempelwölfen
Harmonisierter FaserflußWeiterentwickelte MIN-MAX-Steuerung
Kenaf-AufbereitungKombinierte LinLine
BALTROMIX mit bis zu 1.300 kg/him Wiegemodus
Corporate IdentityFirmenlogo in neuem Glanz
Content
DON-Dosing OpenerConnection between blendingand carding unit
Carding Willow 2000The HULK among the Card Willows
Harmonised Fibre Flow Advanced MIN-MAX-Control
Kenaf-PreparationCombined LinLine
BALTROMIXwith up to 1.300 kg/h in weighing mode
Corporate IdentityRefurbished Logo
IMPRESSUM
Publisher: Temafa Maschinenfabrik GmbHAn der Zinkhütte 851469 Bergisch GladbachFon: + 49 0 22 02-1001-0 Fax: -80Mail: [email protected]
Contents: Axel Philipps
Photos: TEMAFA
Creation: GDP Knoppke
Print: Mecon Druck
DON-Dosing OpenerConnection betweenblending and cardingunit
For many years now, nonwovenmanufacturers around the worldhave known and appreciatedTEMAFA as a successful supplier offibre preparation machinery, i.e.fibre opening and blending machines,with a profound expert knowledgein this area. Until now, our ChuteFeed „FSN“ used for the feeding ofthe downstream card line has markedthe connection to further processingof the completed fibre blend. Itsheight is variable and it can be adjusted to the respective workingwidth of the card. In systems wherecards require a web density controlat the card inlet to manufacture certain nonwoven products, TEMAFAhas been providing the fibre transferat an even earlier stage, i.e. after thefine opening process.
Our newly designed TEMAFADosing Opener provides exactly thisconnection between the blendingand the carding unit. As a combinationof filling chute – storage chute andfibre opening unit, this new machineclearly serves to evenly supply anideally opened fibre material to thecard feed unit – no additional feedernecessary! With a working width of2.000 mm, this Dosing Opener has
BALTROMIXmit bis zu 1.300 kg/him Wiegemodus
Durch konsequente Weiterent -wicklung sowohl im mechanischenals auch im steuerungstechnischenBereich wurde die Spitzenleistungunseres Wiegespeisers BALTROMIXweiter auf bis zu 1.300 kg/h gestei-gert. Im diskontinuierlichen Wiege-modus werden bei 5 Wiegespielenpro Minute bis zu 4.300 g proZyklus durch die Waagschale abge-geben.
Bei Vliesanlagen mit hoher Lei-stung und/ oder hohem Anteil einer Komponente können so die notwen-digen Maschinen gegenüber früherenAnlagenauslegungen reduziert werden. Wo noch vor Jahren 2 oder3 Wiegespeiser benötigt wurden, istdies durch das erweiterte Leistungs-spektrum realistisch mit einemBALTROMIX erreichbar. Je nachAnlagenauslegung bedeutet dies fürden Anwender reduziertes Investi-tionsvolumen und geringerer Platz-bedarf.
BALTROMIXwith up to 1.300 kg/hin weighing mode
Thanks to continuous advancements in both the mechanicalarea and the control related area, thecapacity of our weighing feederBALTROMIX has been furtherincreased and is now able to reachpeak results of up to 1.300 kg/h. Incontinuous weighing mode, up to4.300 g of material per cycle arepassed on through the weighing scale, at five weighing plays perminute.
For nonwoven systems with ahigh capacity and/or a high share ofa single component, the number ofnecessary machines can now bereduced compared to former systemconceptions. While years ago, 2 or 3 weighing feeders were needed, theadvanced capacity now may enablethe same results with one singleBALTROMIX. Depending on therespective design of the line, this hastwo main advantages for our customers: a reduced investmentvolume and less space requirements.
Specialistin nonwovens
solutions
![Publikationen Dr. Lorenz Rahmstorf...Arastirma Sonuclari Toplantisi (AST) 2. Cilt [Konferenz Ankara, 25.05.-30.05. 2008] (Ankara 2009) 201-210. The concept of weighing during the Bronze](https://img.pdfslide.org/doc/110x75/6126ef55b61c87129074198a/publikationen-dr-lorenz-rahmstorf-arastirma-sonuclari-toplantisi-ast-2-cilt.jpg)