Embed Size (px)
Citation preview

F o r m u n d I n h a lt
Karosserie –Prototypen seit 1971.
d E
Wir sind auf die Konstruktion und Montage von Blechteilen für die Automobilindustrie als Prototypen und in Kleinserien spezialisiert.Unsere Mentalität treibt uns zu neuen Innovationen und Ideen an, immer die Entwicklung der Branche verfolgend und in Verbindung mit einer stets bleibenden handwerklichen Berufung.Durch niedrige Strukturen können wir eine hohe Qualität zu niedrigen Kosten und maximaler Flexibilität anbieten und jedem Kunden eine große Auswahl an Möglichkeiten von der handwerklichen Bearbeitung bis hin zur automatisierten Fertigung bereitstellen.
Unsere Firma hat die Zertifizierung ISO 9001:2008
I n d u s t r I E l l E s d E n k E n u n d h a n d w E r k l I c h E Q u a l I t ä t
Unsere jetzt schon lange Geschichte setzt sich aus Menschen, Ideen und industriellen Abenteuern zusammen.Eine Geschichte die im Jahr 1957 begann, als Dilvio De Marco, jetzt der Präsident des Unternehmens, mit einer Ausbildung als Metallarbeiter in der ITCA, ein altes turiner Unternehmen, anfing.Nach fünf Jahren kam er zur Carrozzeria Bertone um in München bei BMW in der Prototypen Abteilung zu varbeiten. Hier hat er das Modell 2002, Vorläufer der Serie 3, gebaut.Es sind Jahre großer Entwicklung im Automobilbereich. Herr De Marco hat die Herausforderung in persönlich angenommen und gründet in einer kleinen Werkstätte westlich von Turin die „Martelleria De Marco“, wo man alle Bearbeitungen, teils manuell, mit Treibmaschinen und mit Bördelmaschinen durchführte.Zehn Jahre später ist das Unternehmen gewachsen, es wird umbenannt in De Marco srl und man bezieht das heutige Hauptquartier. Es ist die Gelegenheit den
Fertigungsverfahren eine neu Substanz zu geben. In wenigen Monaten werden neue Maschinen zugekauft um die manuellen Tätigkeiten zu unterstützen und man beginnt mit dem Bau von Prototypengussformen.1996 ist das Jahr des großen Wechsels. Der Laser zum Schneiden von gestanzten Teile ist ein Entwicklungssprung. Zudem übernimmt mit Richard und Gloria De Marco, Sohn und Tochter des Gründers, eine neue Generation die Geschicke des Unternehmens, das mittlerweile in eine Aktiengesellschaft umgewandelt wurde.Im folgenden Jahr wird die Technische Abteilung gegründet in der Tiefziehsimulationen und CAD-Konstruktionen von Umformwerkzeugen erstellt werden und in der bis heute kontinuierlich technische Entwicklungen und Engineering-Lösungen erarbeitet werden. Von hier wird auch das Laserscannen zum Messen und für das „Reverse Engineering“ gesteuert.
E I n E G E s c h I c h t E v o n m E n s c h E n u n d
m a s c h I n E n

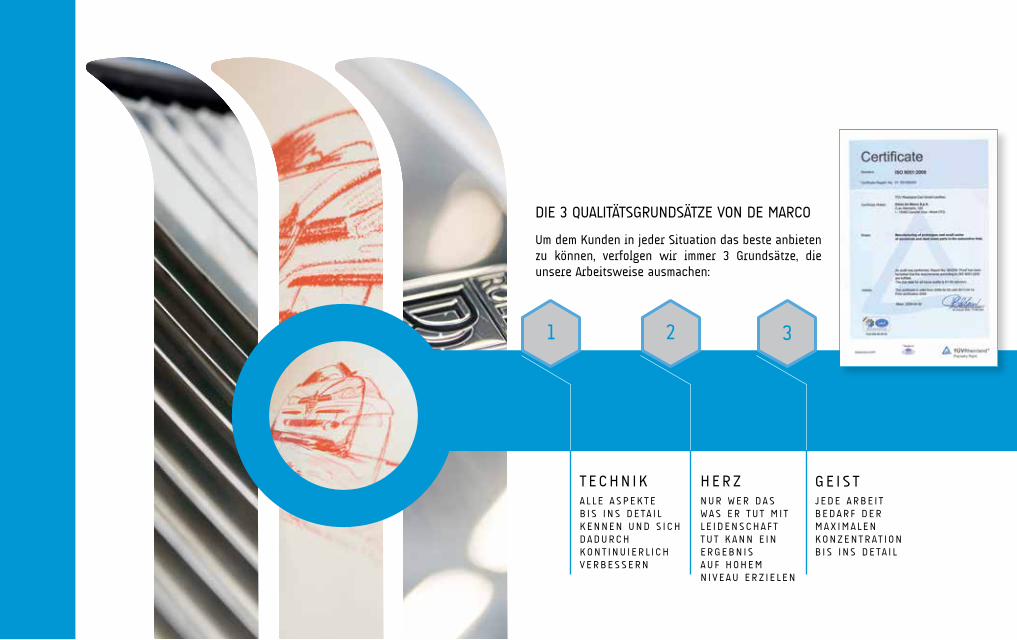
1 2 3
t E c h n I ka l l E a s p E k t E b I s I n s d E ta I l k E n n E n u n d s I c h d a d u r c h k o n t I n u I E r l I c h v E r b E s s E r n
h E r zn u r w E r d a s w a s E r t u t m I t l E I d E n s c h a F t t u t k a n n E I n E r G E b n I s a u F h o h E m n I v E a u E r z I E l E n
j E d E a r b E I t b E d a r F d E r m a x I m a l E n k o n z E n t r at I o n b I s I n s d E ta I l
G E I s t
dIE 3 QualItätsGrundsätzE von dE marco
um dem kunden in jeder situation das beste anbieten zu können, verfolgen wir immer 3 Grundsätze, die unsere arbeitsweise ausmachen:


Es gibt keine authentische Qualität ohne die aufmerksamkeit auf das was uns umgibt. wir sind seit immer davon überzeugt und aus diesem Grunde sieht unser umweltmanagementsystem konkrete maßnahmen vor um dadurch eine vollständige nachhaltige Entwicklung zu fördern.
Nur recycelbare Pressen /Gussformen
Für unsere pressen benutzen wir kein harz sondern nur stahl, Gusseisen und die legierung zamak oder cerro tru. sie sind leicht recycelbar und daher absolut umweltfreundlich. speziell sind die legierungen, die wieder eingeschmolzen und wieder verwendet werden können.
Low-Power-Laserschneidendie neue, erst kürzlich in der Fertigung integrierte, laserschneidmaschine hat exzellente Eigenschaften in bezug auf die Einsparung von Energie, wodurch eine optimale und intelligente nutzung der ressourcen erlaubt wird.
Abfallmanagementalle abfälle an stahlbleche, Edelstahl und aluminium werden komplett dem recycling zugeführt. verbrauchsmaterialien wie zum beispiel lappen, handschuhe und Öle werden durch spezialisierte und zertifizierte lieferanten entsorgt. Im unternehmen wird aktiv mülltrennung sowie die Entsorgung der druckertoner betrieben.
dIE QualItät bEGInnt bEI dEr umwElt
umwElt


F E r t I G u n G s - u n d b E a r b E I t u n G s v E r F a h r E n
wir fertigen und montieren blechteile für pkw und busse als prototypen oder in kleinserie anhand von cad-zeichnungen oder musterteilen.
wir fertigen unter anderem auch:
• BlechbearbeitungallgemeinvonStahlundAluminum
• HerstellungvonPresswerkzeugenzurPrototypen-und
kleinserienfertigung
• Beschneidenund5-Achs-Laserschneiden
• FügenvonBaugruppen
FErt
IGun
G
wir verwenden die modernsten softwarelösungen für design, Entwicklung und vermessen.
-CAD:CATIAV.5,SiemensUnigraphicsNX
- cam: taglio work nc
- view station cad 3d modell system
- software laserschneiden: s.I. Engineering
- software für konventionelles vermessen, metrologic metrolog II
- software zur verwaltung der Fertigung: dm Gestpro
- datenaustausch: odex (standard odette), kvs
- software für das laservermessen : Innovometric polyworks und steinbichler
- ziehsimulation FEm: autoform
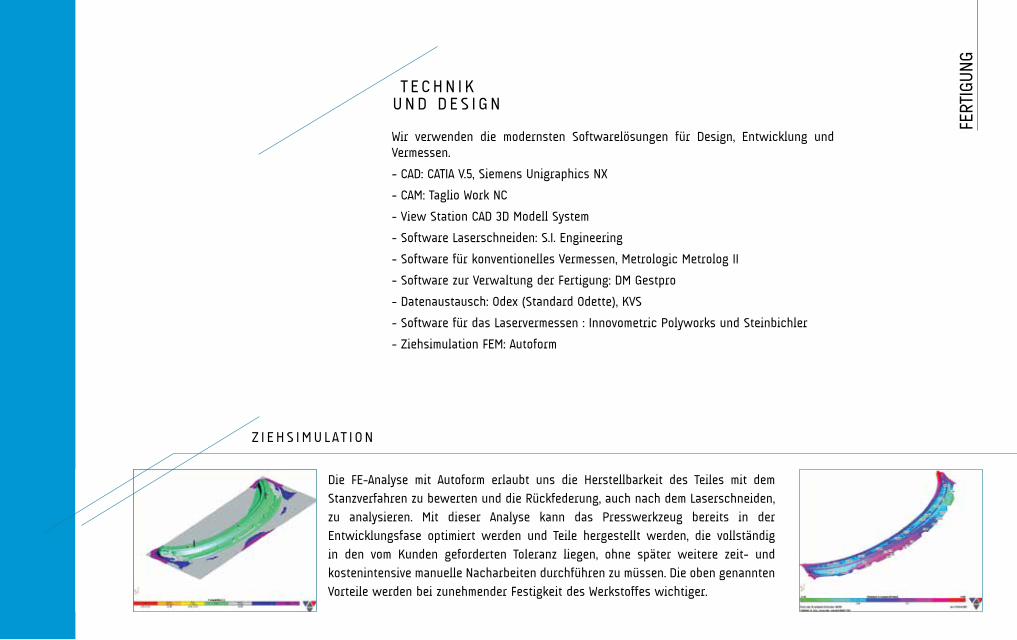
➢ t E c h n I k u n d d E s I G n
die FE-analyse mit autoform erlaubt uns die herstellbarkeit des teiles mit dem stanzverfahren zu bewerten und die rückfederung, auch nach dem laserschneiden, zu analysieren. mit dieser analyse kann das presswerkzeug bereits in der Entwicklungsfase optimiert werden und teile hergestellt werden, die vollständig in den vom kunden geforderten toleranz liegen, ohne später weitere zeit- und kostenintensive manuelle nacharbeiten durchführen zu müssen. die oben genannten vorteile werden bei zunehmender Festigkeit des werkstoffes wichtiger.
z I E h s I m u l a t I o n
FErt
IGun
G


➢ r E a l I s I E r u n G d E r s ta n z w E r k z E u G E /p r E s s E n
die maschinen in unserem werkzeugbau sind:
-CNC-FräsmaschineZayer5000x3200x1200mm
-CNC-FräsmaschineZayer3500x1500x1500mm
-CNC-FräsmaschineSachman2700x1400x1500mm
-2CNC-FräsmaschinenSachman1800x800x800mm
- radialbohrmaschine mecof
- drehmaschine Excelsior
- ofen für das material cerro tru zur herstellung von stanzwerkzeugen
- ofen für zamak
- bohrer, blechschneidemaschine und sonstiges hilfswerkzeuge
FErt
IGun
G

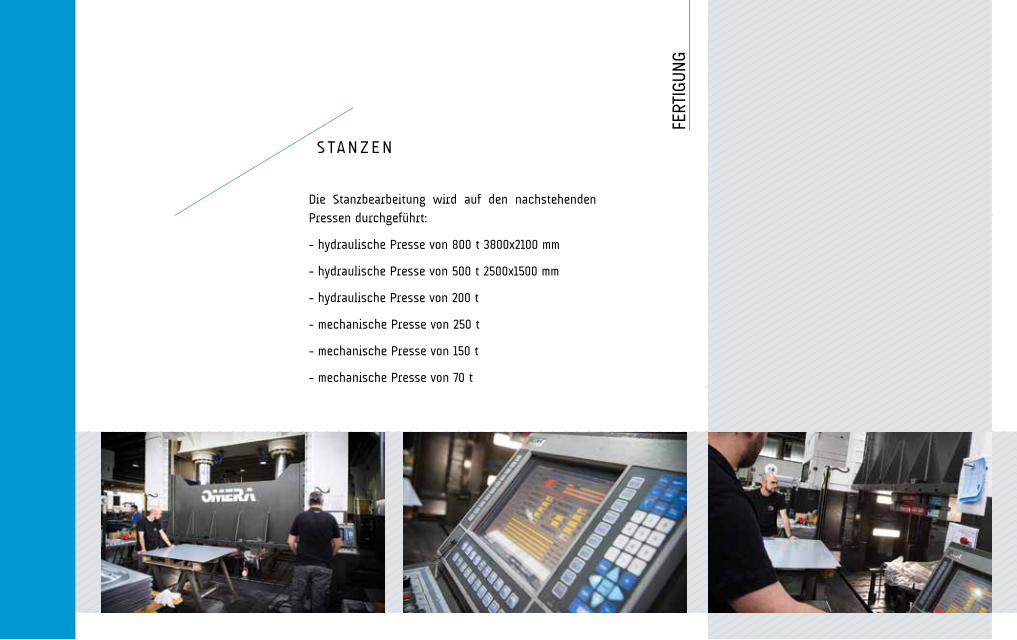
➢ s t a n z E n
die stanzbearbeitung wird auf den nachstehenden pressen durchgeführt:
-hydraulischePressevon800t3800x2100mm
-hydraulischePressevon500t2500x1500mm
-hydraulischePressevon200t
-mechanischePressevon250t
-mechanischePressevon150t
-mechanischePressevon70t
FErt
IGun
G


➢ l a s E r s c h n E I d E n
stahl, Edelstahl und aluminium können auf den nachfolgenden lasermaschinen geschnitten werden:
-Lasermaschinemit5AchsePrimeIntustrieOptimo2545–2500W–bearbeitungsbereich 4500x2500x920mm
-Lasermaschinemit5AchsePrimeIntustrieRapido5–2500W-bearbeitungsbereich 3200x1500x600mm
-Lasermaschinemit5AchsePrimeIntustrieRapidoEvoluzione2Fibra–3000W-Bearbeitungsbereich4080x1530x765mm
FErt
IGun
G

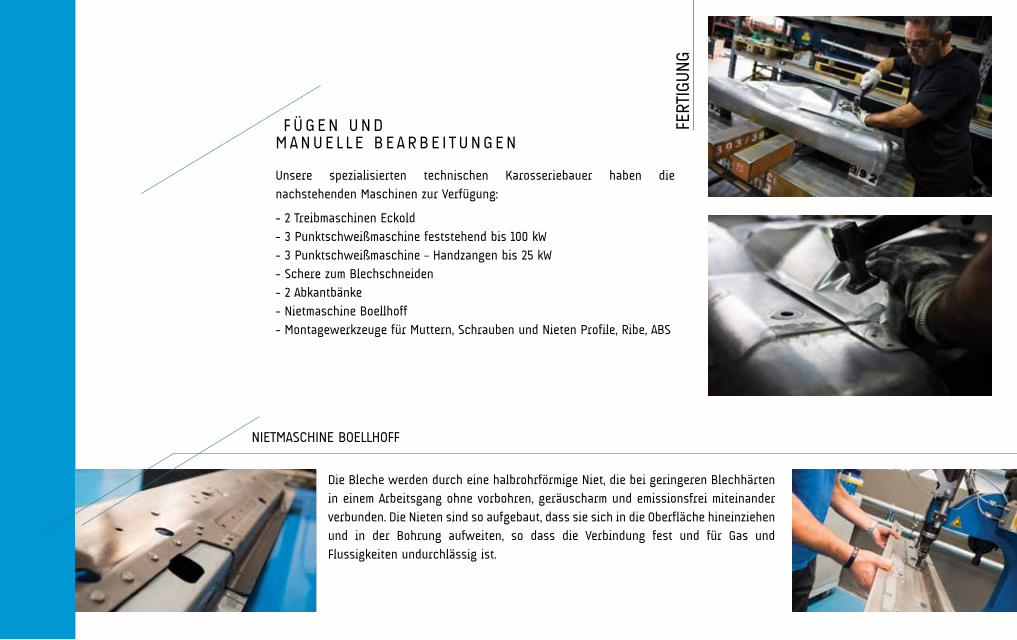
➢ F ü G E n u n d m a n u E l l E b E a r b E I t u n G E n
unsere spezialisierten technischen karosseriebauer haben die nachstehenden maschinen zur verfügung:
- 2 treibmaschinen Eckold-3Punktschweißmaschinefeststehendbis100kW-3Punktschweißmaschine–Handzangenbis25kW- schere zum blechschneiden- 2 abkantbänke- nietmaschine boellhoff- montagewerkzeuge für muttern, schrauben und nieten profile, ribe, abs
die bleche werden durch eine halbrohrförmige niet, die bei geringeren blechhärten in einem arbeitsgang ohne vorbohren, geräuscharm und emissionsfrei miteinander verbunden. die nieten sind so aufgebaut, dass sie sich in die oberfläche hineinziehen und in der bohrung aufweiten, so dass die verbindung fest und für Gas und Flussigkeiten undurchlässig ist.
nIEtmaschInE boEllhoFF
FErt
IGun
G
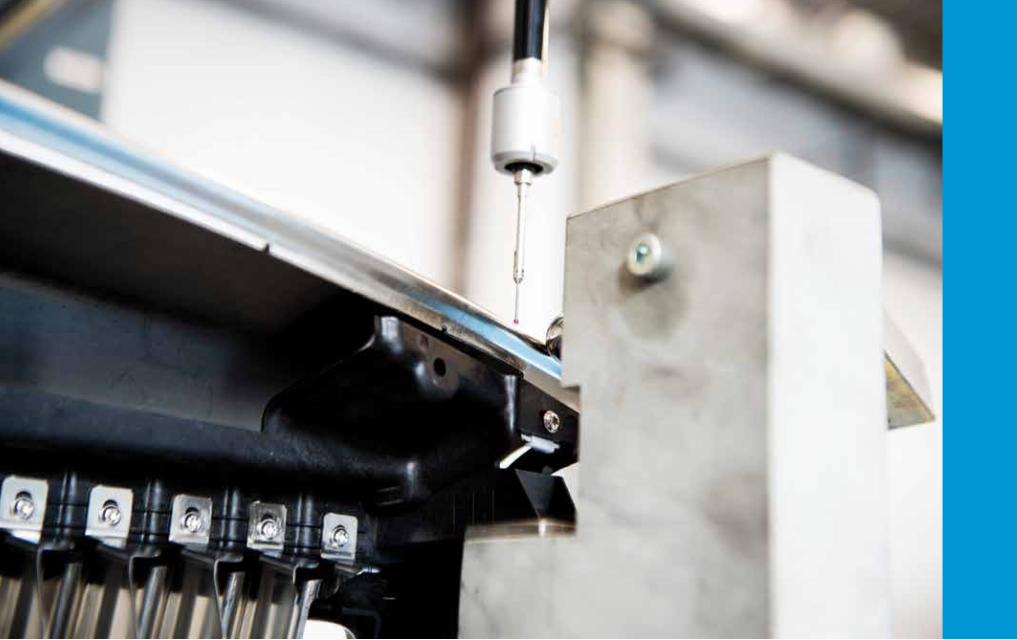
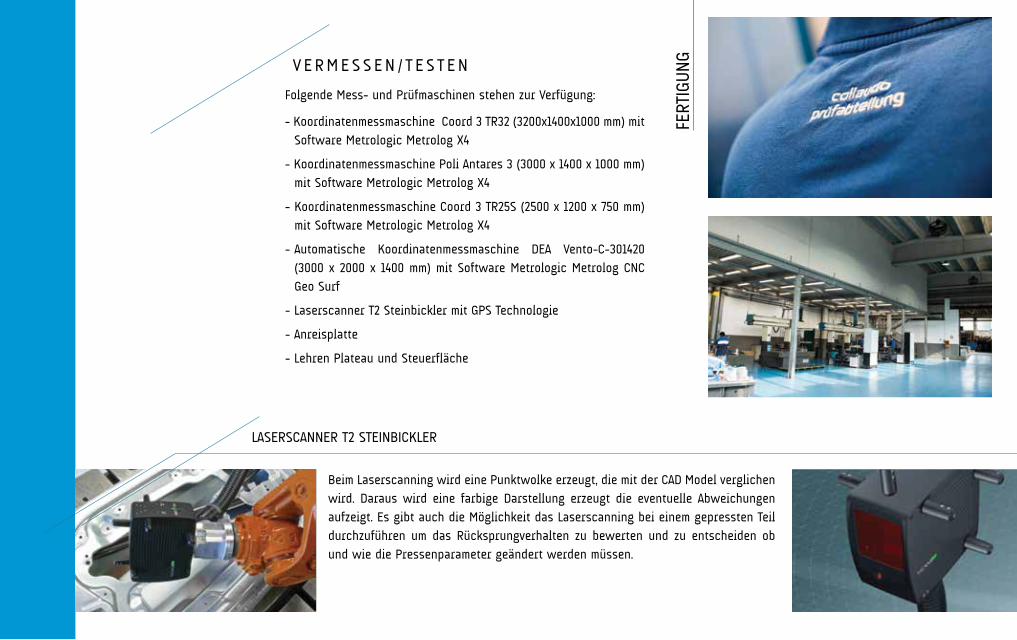
➢ v E r m E s s E n / t E s t E n
Folgende mess- und prüfmaschinen stehen zur verfügung:
-KoordinatenmessmaschineCoord3TR32(3200x1400x1000mm)mit SoftwareMetrologicMetrologX4
-KoordinatenmessmaschinePoliAntares3(3000x1400x1000mm) mitSoftwareMetrologicMetrologX4
-KoordinatenmessmaschineCoord3TR25S(2500x1200x750mm) mitSoftwareMetrologicMetrologX4
-Automatische Koordinatenmessmaschine DEA Vento-C-301420 (3000x2000x1400mm)mitSoftwareMetrologicMetrologCNC Geo surf
- laserscanner t2 steinbickler mit Gps technologie
- anreisplatte
- lehren plateau und steuerfläche
beim laserscanning wird eine punktwolke erzeugt, die mit der cad model verglichen wird. daraus wird eine farbige darstellung erzeugt die eventuelle abweichungen aufzeigt. Es gibt auch die möglichkeit das laserscanning bei einem gepressten teil durchzuführen um das rücksprungverhalten zu bewerten und zu entscheiden ob und wie die pressenparameter geändert werden müssen.
lasErscannEr t2 stEInbIcklEr
FErt
IGun
G

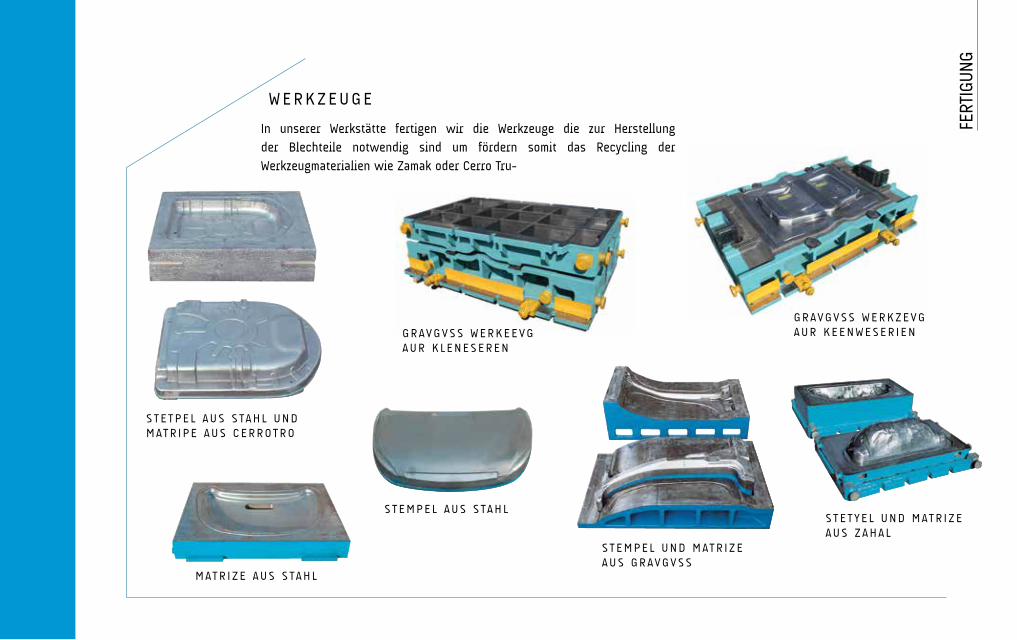
➢ w E r k z E u G E
In unserer werkstätte fertigen wir die werkzeuge die zur herstellung der blechteile notwendig sind um fördern somit das recycling der werkzeugmaterialien wie zamak oder cerro tru-
FErt
IGun
G
s t E t p E l a u s s ta h l u n dm at r I p E a u s c E r r o t r o
G r av G v s s w E r k E E v Ga u r k l E n E s E r E n
G r av G v s s w E r k z E v Ga u r k E E n w E s E r I E n
s t E t y E l u n d m at r I z Ea u s z a h a l
s t E m p E l a u s s ta h l
m at r I z E a u s s ta h l
s t E m p E l u n d m at r I z Ea u s G r av G v s s


➢ G E F E r t I G t E t E I l E
FErt
IGun
G
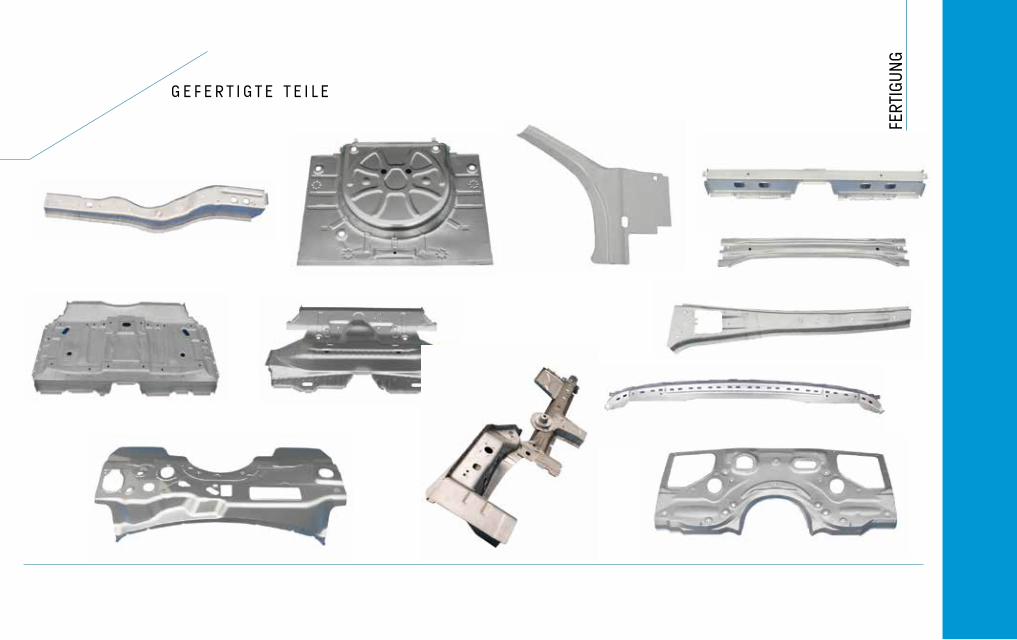
➢ G E F E r t I G t E t E I l E
FErt
IGun
G
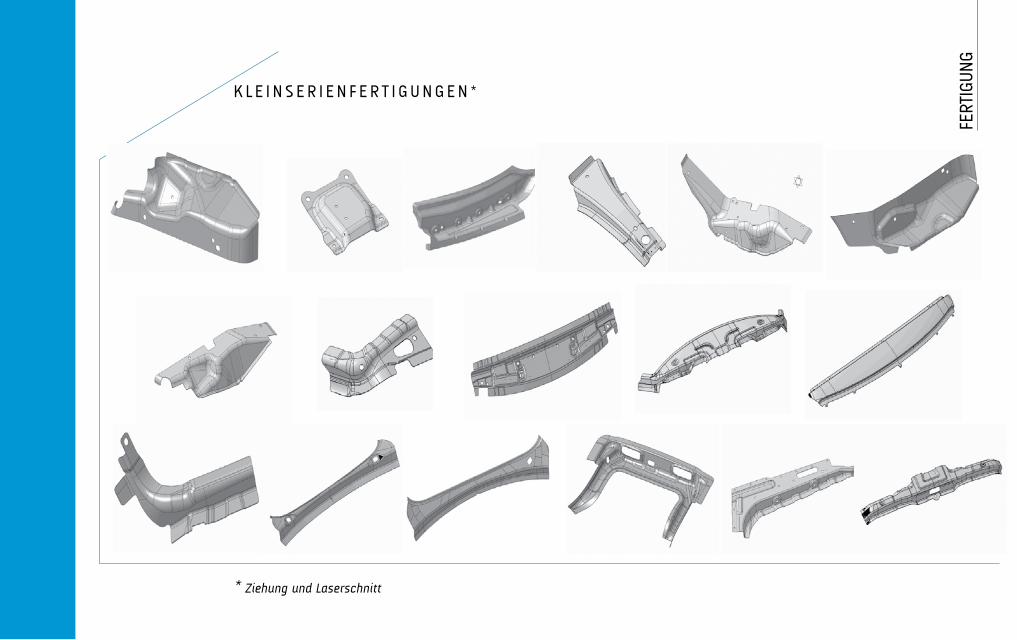
k l E I n s E r I E n F E r t I G u n G E n *
* Ziehung und Laserschnitt
FErt
IGun
G


d a s l a G E r
die lagerung der bleche wird über eine eigene software verwaltet die unter anderem jeden arbeitsgang überwacht und verfolgt. Im wareneingang werden die platinen geprüft, katalogisiert und einem bestimmten los zugeordnet. die software aktualisiert in Echtzeiten alle arbeitsschritte für jeden kunde und für jeden einzelnen auftrag.
o r d E r
d r a w I n G r E s I n p a t t E r n
r E s I n p a t t E r n h a n d s h a p I n G
m a n u a l c u t t I n Gr E s I n p u n c h
r E s I n m at r I x
c a d
F. E . m s I m u l a t I o n
n . c . p r o G r a m
c a s t I r o n , s t E E lo r z a m a x p u n c h
c E r r o t r u m at r I x
s ta m p I n G
m a n u a l F I n I s h I n G
l a s E r c u t t I n G
Q u a l I t y c o n t r o l
d E l I v E r y
c a s t I r o n , s t E E lo r z a m a x m at r I x
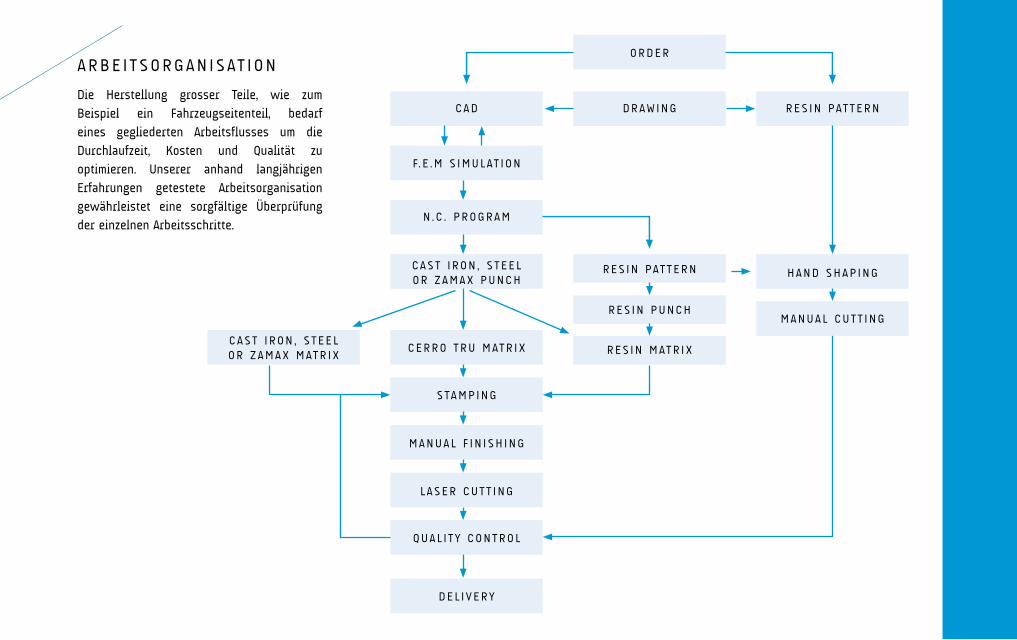
a r b E I t s o r G a n I s a t I o n
die herstellung grosser teile, wie zum beispiel ein Fahrzeugseitenteil, bedarf eines gegliederten arbeitsflusses um die durchlaufzeit, kosten und Qualität zu optimieren. unserer anhand langjährigen Erfahrungen getestete arbeitsorganisation gewährleistet eine sorgfältige überprüfung der einzelnen arbeitsschritte.
z u v E r l ä s s I G k E I t I n z a h l E n : d I E p r o z E s s s t E u E r u n G s s o F t w a r E
die komplette auftrags- und lagerverwaltung wird durch dm Gest macht. Ein software die speziell für unseren Fertigungsprozess entwickelt wurde. durch sie werden zeit, kosten und ressourcen optimiert und somit pünktlichkeit und präzision in jeder phase des prozesses sichergestellt.

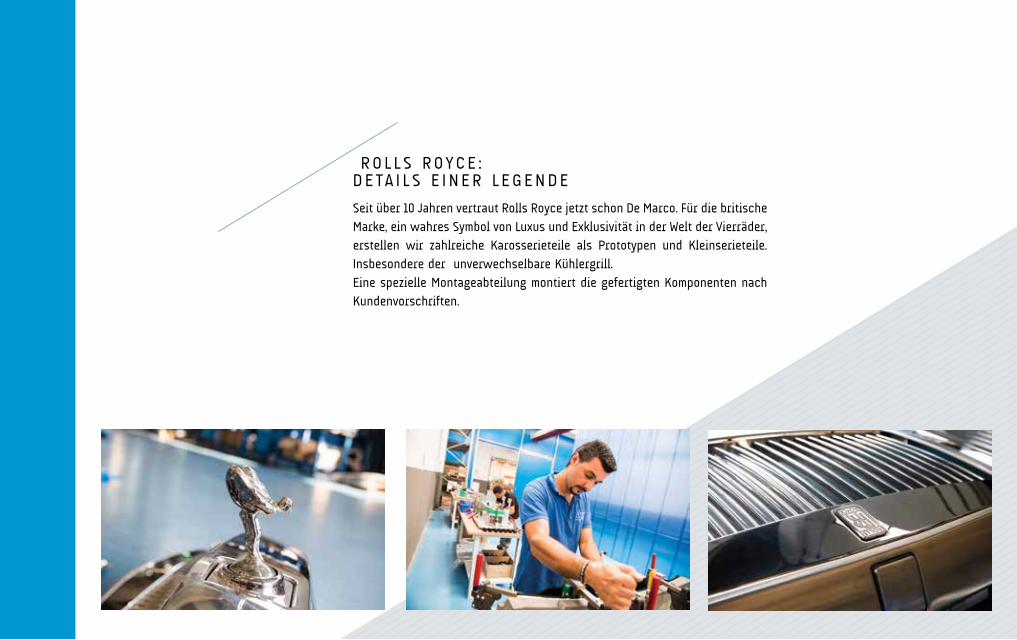
r o l l s r o y c E : d E ta I l s E I n E r l E G E n d E
Seitüber10JahrenvertrautRollsRoycejetztschonDeMarco.Fürdiebritischemarke, ein wahres symbol von luxus und Exklusivität in der welt der vierräder, erstellen wir zahlreiche karosserieteile als prototypen und kleinserieteile. Insbesondere der unverwechselbare kühlergrill.Eine spezielle montageabteilung montiert die gefertigten komponenten nach kundenvorschriften.
a m Gb E n t l E yb m wd a I m l E r ( m E r c E d E s )F I a tG r u p o a n t o l I nI t a l d E s I G nl E a rl I n d E & w I E m a n nm a G n a s t E y rm a G n E t I m a r E l l It I b E r I n ao p E lp I a G G I op o r s c h Er o l l s r o y c EŠ k o d as pa r c ota t r at h y s s E n s y s t E m E n G
k u n d E n pa r k

INDIA - B
ANGALORE
ITALY - T
URIN
GERMANY STUTTGART
MÜNCHEN
CZECH REPUBLIC - PRAGUE
w E lt w E I t b ü r o s
dilvio de marco s.p.a.CorsoCanonicoAllamano10510098Rivoli–Torino|ItalieUSt-IdNr.IT05126380012
Tel.+39011.9592288Fax+39011.9593128
www.eco
off
set.it



























![Description 560 328 en 0909a [748 998]€¦ · Beschneiden: Oben: 61,5 mm Unten: 61,5 mm Links: 43,5 mm Rechts: 43,5 mm Controller Description PLC interface Type CMXR-C1 Description](https://img.pdfslide.org/doc/110x75/5f3084f4c4dfb644f164adbd/description-560-328-en-0909a-748-998-beschneiden-oben-615-mm-unten-615-mm.jpg)