Embed Size (px)
Citation preview
www.kaeser.com / Seite 1
Energetische Optimierung der Druckluftanlage
Das klimaneutrale Unternehmen: Energiesparen bei Heizung und Druckluft
LandeshauptstadtMünchenReferat für Arbeitund Wirtschaft
www.kaeser.com / Seite 2
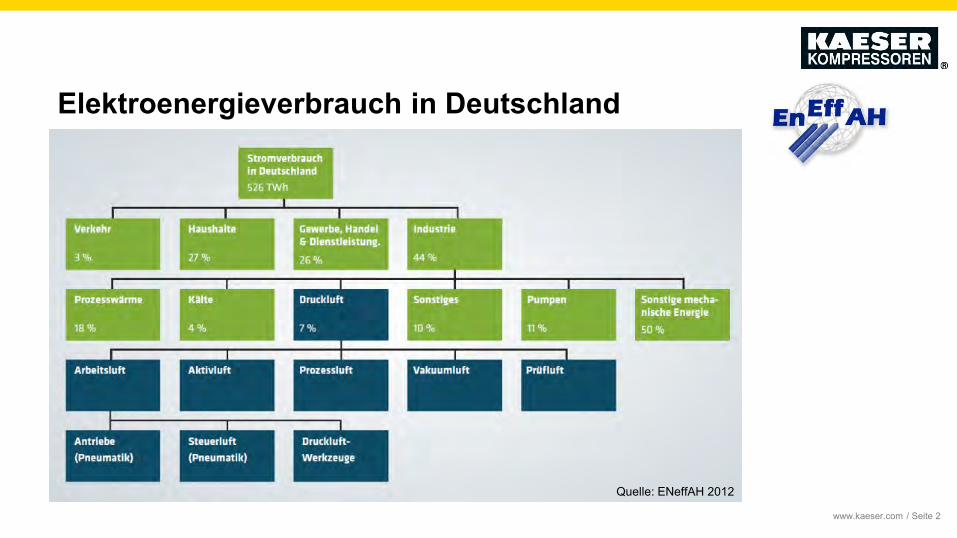
Elektroenergieverbrauch in Deutschland
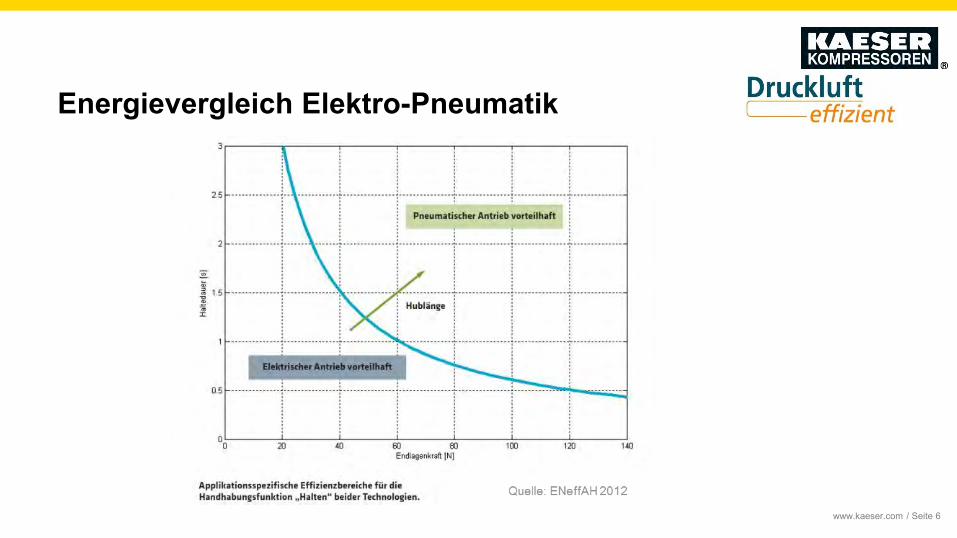
Quelle: ENeffAH 2012
www.kaeser.com / Seite 3
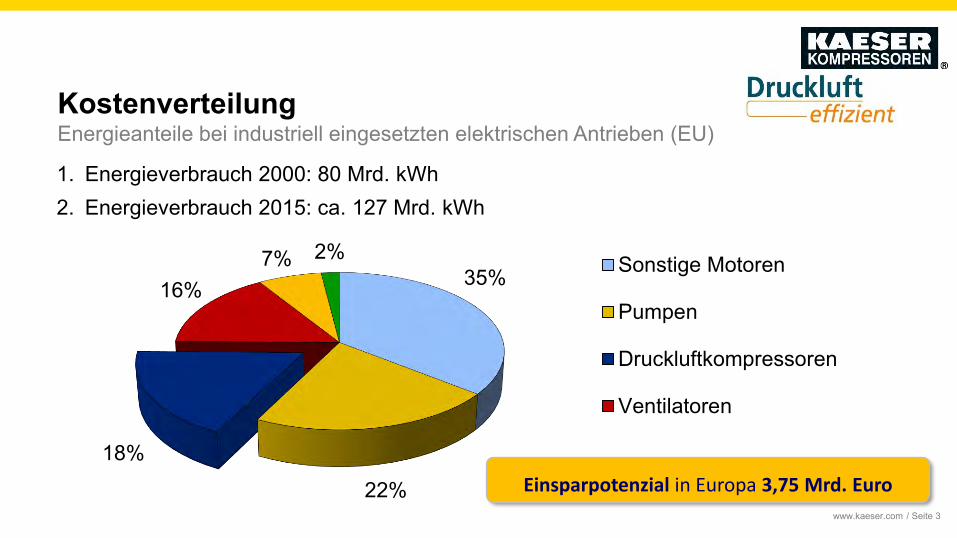
35%
22%
18%
16%7% 2% Sonstige Motoren
Pumpen
Druckluftkompressoren
Ventilatoren
KostenverteilungEnergieanteile bei industriell eingesetzten elektrischen Antrieben (EU)
1. Energieverbrauch 2000: 80 Mrd. kWh2. Energieverbrauch 2015: ca. 127 Mrd. kWh
Einsparpotenzial in Europa 3,75 Mrd. Euro
www.kaeser.com / Seite 4
Einsparpotenzial in der EU durch Optimierung der Druckluftsysteme und Einbindung der Kompressoren in die Wärmerückgewinnung
25 Mrd. kWh pro Jahr durch Sanierung der Druckluftsysteme
32 Mrd. kWh pro Jahr durch Ausstattung von 50% der Druckluft-systeme mit Wärmerückgewinnung
www.kaeser.com / Seite 5
Energie Druckluft –Die Energieform mit dem universellen Einsatz
1. Farbspritzen, Pulverbeschichten2. Allgemeine Werksluft, Sandstrahlen mit
Güteanforderung3. Schneekanonen4. Förderluft für Abwassersysteme5. Kugelstrahlen6. Verpacken, Steuer- und Instrumentenluft7. Molkerei, Brauerei8. Nahrungs- und Genussmittelproduktion9. Krankenhaus, Atemluft10. Webmaschinen, Fotolabor, pharmazeutische Industrie
www.kaeser.com / Seite 6
Energievergleich Elektro-Pneumatik

www.kaeser.com / Seite 7
Die vier wichtigen Komponenten:Erzeugung, Aufbereitung, Verteilung, Verbraucher
www.kaeser.com / Seite 8
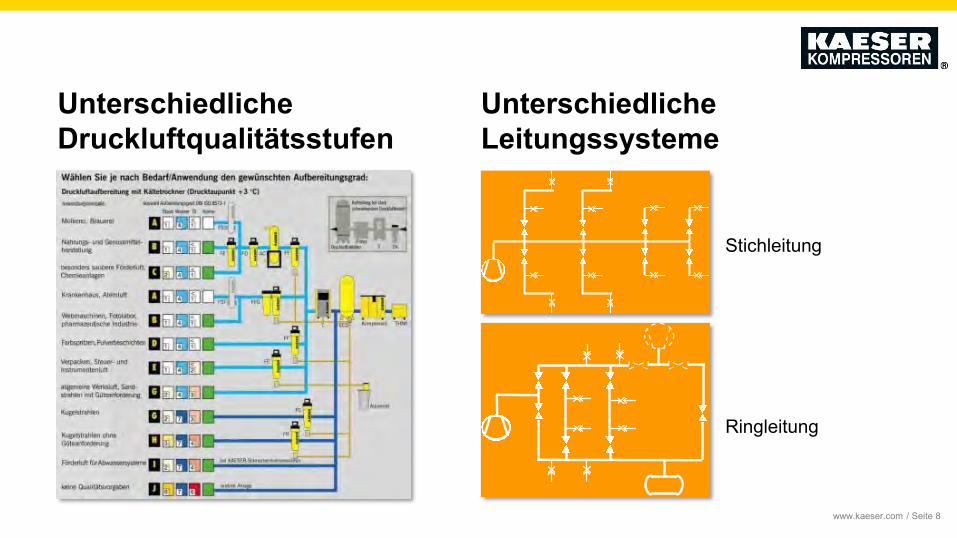
UnterschiedlicheDruckluftqualitätsstufen
UnterschiedlicheLeitungssysteme
Stichleitung
Ringleitung
www.kaeser.com / Seite 9
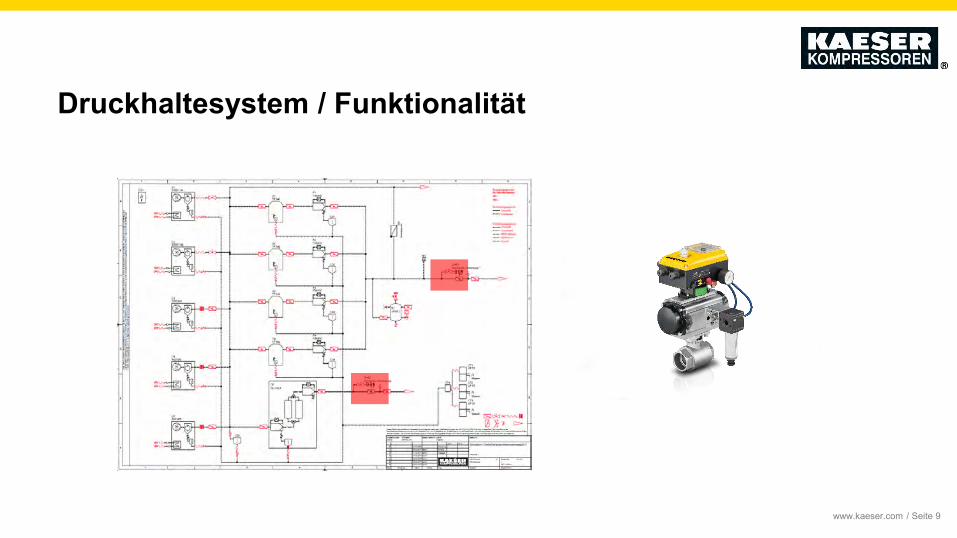
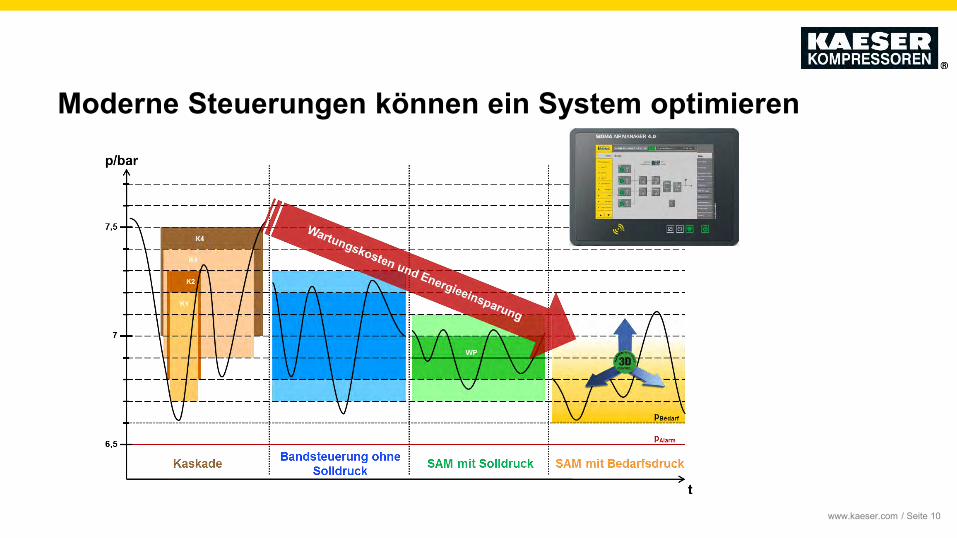
Druckhaltesystem / Funktionalität
www.kaeser.com / Seite 10
Moderne Steuerungen können ein System optimieren
www.kaeser.com / Seite 11
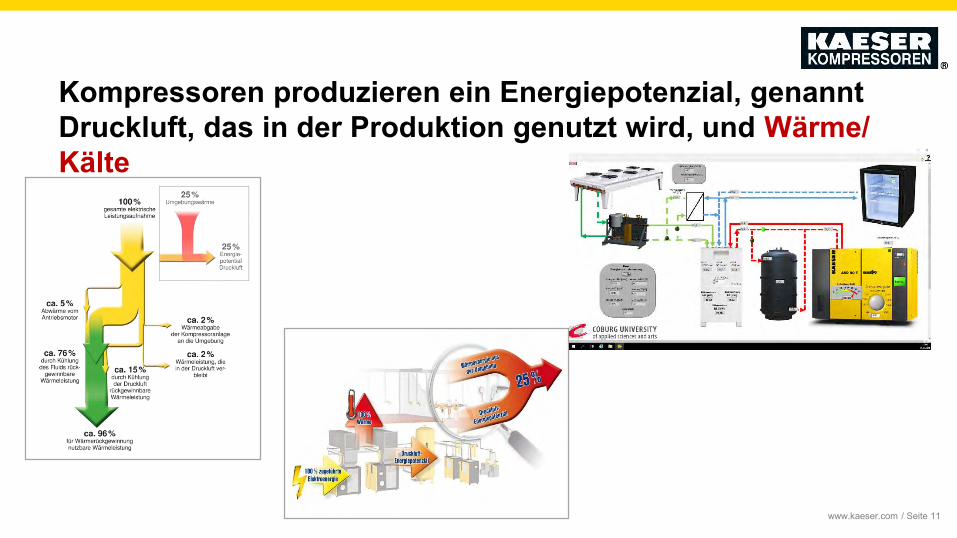
Kompressoren produzieren ein Energiepotenzial, genannt Druckluft, das in der Produktion genutzt wird, und Wärme/ Kälte

www.kaeser.com / Seite 12
Moderne Anlagenplanung ist die VoraussetzungAnalyse des Druckluftverbrauchs
ADA: Air Demand Analysis
www.kaeser.com / Seite 13
0
10
20
30
40
50
60
00:00:00
00:45:00
01:30:00
02:15:00
03:00:00
03:45:00
04:30:00
05:15:00
06:00:00
06:45:00
07:30:00
08:15:00
09:00:00
09:45:00
10:30:00
11:15:00
12:00:00
12:45:00
13:30:00
14:15:00
15:00:00
15:45:00
16:30:00
17:15:00
18:00:00
18:45:00
19:30:00
20:15:00
21:00:00
21:45:00
22:30:00
23:15:00
m3/m
in
Montag 22.04.2002 Dienstag 23.04.2002 Mittwoch 24.04.2002 Donnerstag 25.04.2002 Freitag 26.04.2002Samstag 27.04.2002 Sonntag 28.04.2002 Montag 29.04.2002 Dienstag 30.04.2002
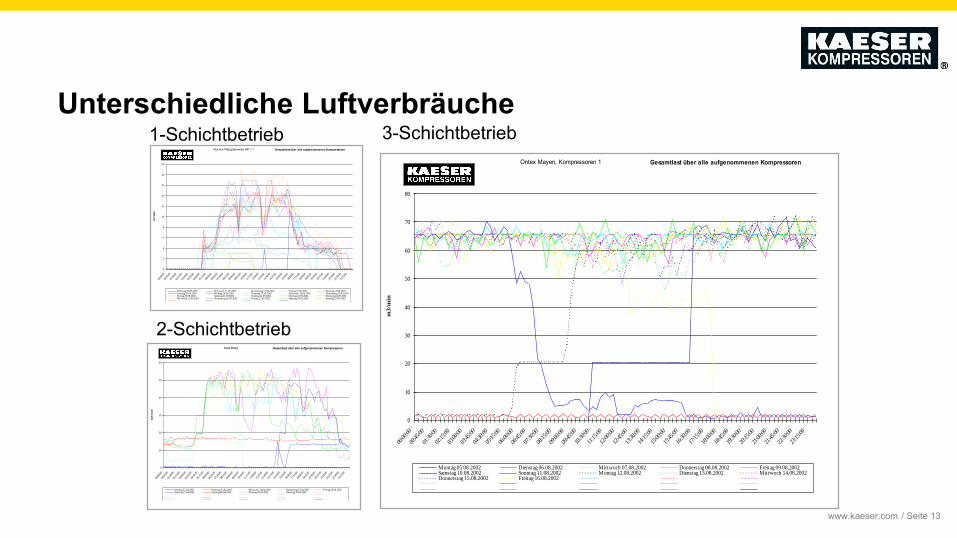
Gesamtlast über alle aufgenommenen KompressorenNolte Möbel
Unterschiedliche Luftverbräuche
0
2
4
6
8
10
12
14
16
18
20
00:00:00
00:45:00
01:30:00
02:15:00
03:00:00
03:45:00
04:30:00
05:15:00
06:00:00
06:45:00
07:30:00
08:15:00
09:00:00
09:45:00
10:30:00
11:15:00
12:00:00
12:45:00
13:30:00
14:15:00
15:00:00
15:45:00
16:30:00
17:15:00
18:00:00
18:45:00
19:30:00
20:15:00
21:00:00
21:45:00
22:30:00
23:15:00
m3/m
in
Dienstag 10.09.2002 Mittwoch 11.09.2002 Donnerstag 12.09.2002 Freitag 13.09.2002 Samstag 14.09.2002Sonntag 15.09.2002 Montag 16.09.2002 Dienstag 17.09.2002 Mittwoch 18.09.2002 Donnerstag 19.09.2002Freitag 20.09.2002 Samstag 21.09.2002 Sonntag 22.09.2002 Montag 23.09.2002 Dienstag 24.09.2002Mittwoch 25.09.2002 Donnerstag 26.09.2002 Freitag 27.09.2002 Samstag 28.09.2002 Sonntag 29.09.2002
Gesamtlast über alle aufgenommenen KompressorenReichert Pfalzgrafenweiler MP 1.1
0
10
20
30
40
50
60
70
80
00:00:00
00:45:00
01:30:00
02:15:00
03:00:00
03:45:00
04:30:00
05:15:00
06:00:00
06:45:00
07:30:00
08:15:00
09:00:00
09:45:00
10:30:00
11:15:00
12:00:00
12:45:00
13:30:00
14:15:00
15:00:00
15:45:00
16:30:00
17:15:00
18:00:00
18:45:00
19:30:00
20:15:00
21:00:00
21:45:00
22:30:00
23:15:00
m3/m
in
Montag 05.08.2002 Dienstag 06.08.2002 Mittwoch 07.08.2002 Donnerstag 08.08.2002 Freitag 09.08.2002Samstag 10.08.2002 Sonntag 11.08.2002 Montag 12.08.2002 Dienstag 13.08.2002 Mittwoch 14.08.2002Donnerstag 15.08.2002 Freitag 16.08.2002
Gesamtlast über alle aufgenommenen KompressorenOntex Mayen, Kompressoren 1
1-Schichtbetrieb
2-Schichtbetrieb
3-Schichtbetrieb

www.kaeser.com / Seite 14
Anzahl Mitarbeiter < 250Jahresumsatz < 50 Mio. €
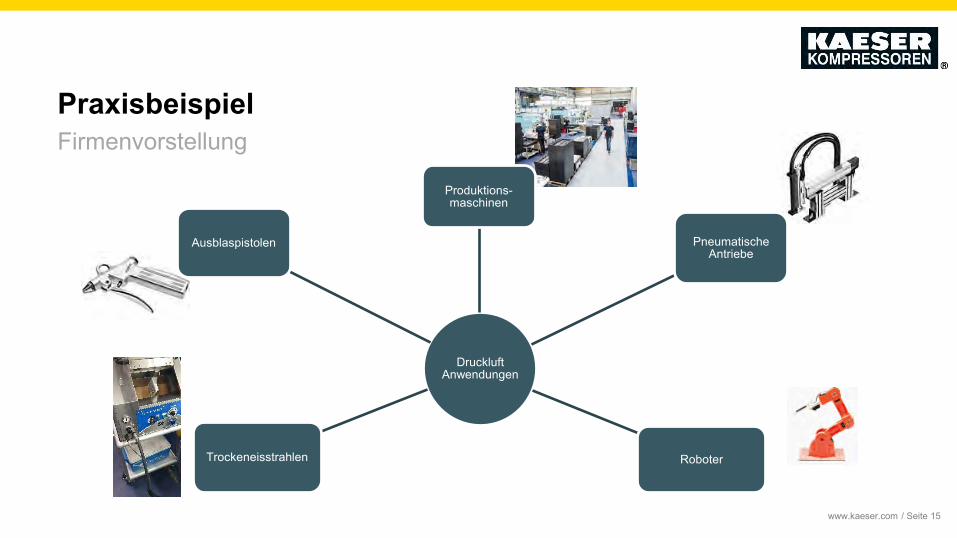
KMUPraxisbeispielFirmenvorstellung
Produkte:• Spritzguss• Thermoforming• Prototypenbau
www.kaeser.com / Seite 15
Druckluft Anwendungen
Produktions-maschinen
Pneumatische Antriebe
RoboterTrockeneisstrahlen
Ausblaspistolen
FirmenvorstellungPraxisbeispiel
www.kaeser.com / Seite 16
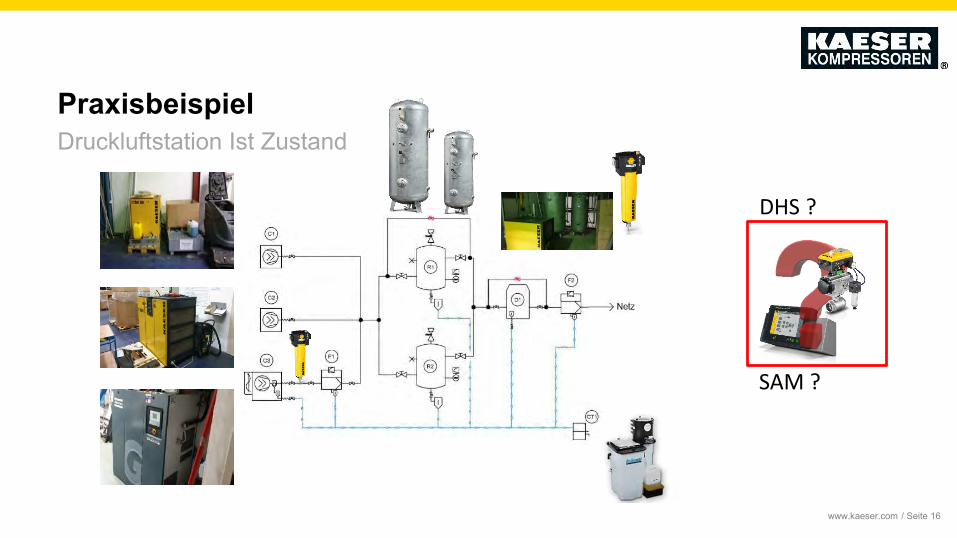
Druckluftstation Ist ZustandPraxisbeispiel
DHS ?
SAM ?
www.kaeser.com / Seite 17
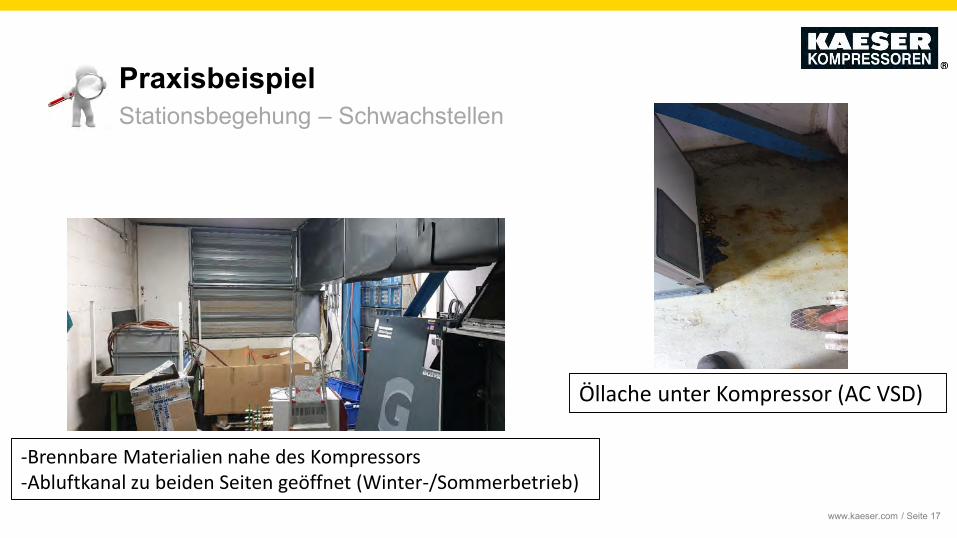
Stationsbegehung – SchwachstellenPraxisbeispiel
-Brennbare Materialien nahe des Kompressors-Abluftkanal zu beiden Seiten geöffnet (Winter-/Sommerbetrieb)
Öllache unter Kompressor (AC VSD)
www.kaeser.com / Seite 18
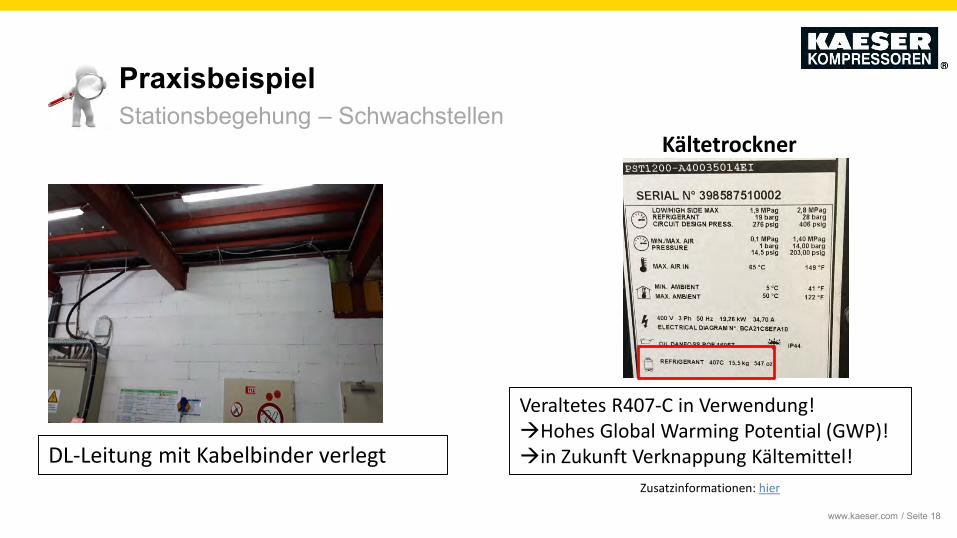
Stationsbegehung – SchwachstellenPraxisbeispiel
Veraltetes R407-C in Verwendung!→Hohes Global Warming Potential (GWP)!→in Zukunft Verknappung Kältemittel!
Zusatzinformationen: hier
DL-Leitung mit Kabelbinder verlegt
Kältetrockner
www.kaeser.com / Seite 19
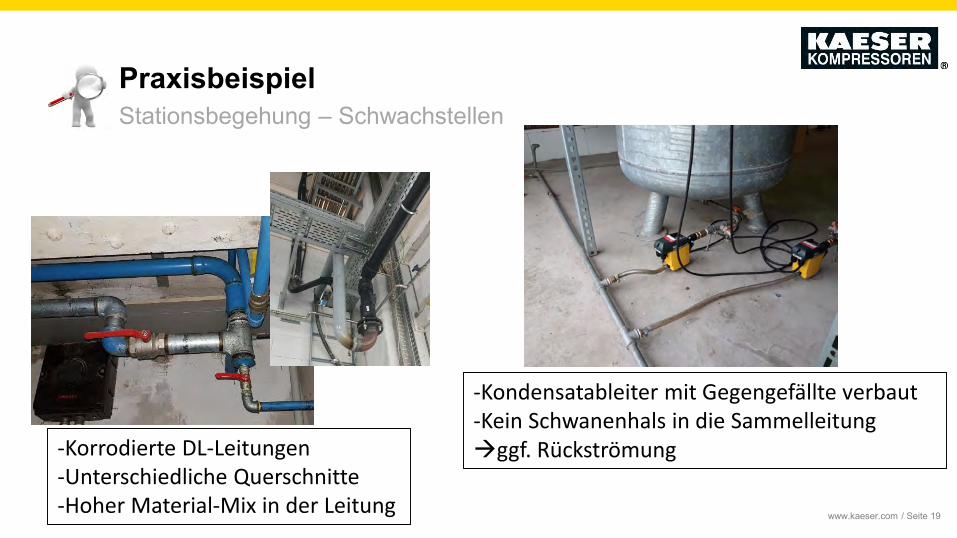
Stationsbegehung – SchwachstellenPraxisbeispiel
-Korrodierte DL-Leitungen-Unterschiedliche Querschnitte-Hoher Material-Mix in der Leitung
-Kondensatableiter mit Gegengefällte verbaut-Kein Schwanenhals in die Sammelleitung→ggf. Rückströmung

www.kaeser.com / Seite 20
Werksbegehung – LeckagenPraxisbeispiel
Schnellkupplung undicht
Wartungseinheit undicht
Manometer undicht
Ausblaspistole undicht
www.kaeser.com / Seite 21
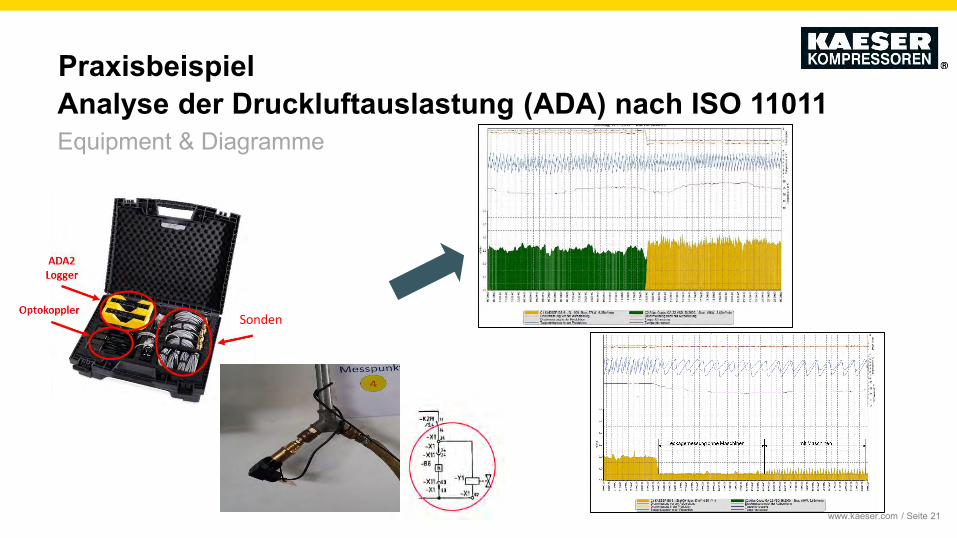
Equipment & DiagrammeAnalyse der Druckluftauslastung (ADA) nach ISO 11011
Sonden
Praxisbeispiel
www.kaeser.com / Seite 22
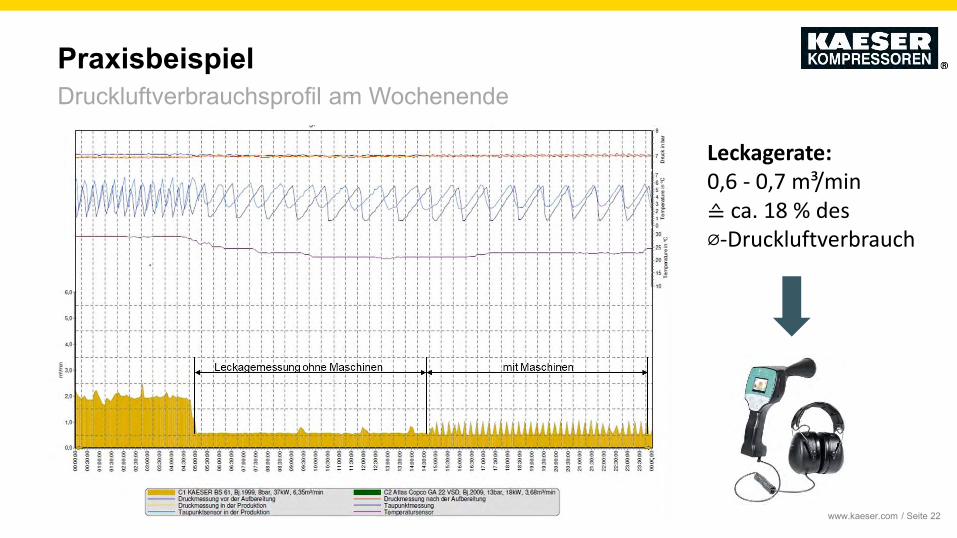
Druckluftverbrauchsprofil am WochenendePraxisbeispiel
Leckagerate:0,6 - 0,7 m³/min ≙ ca. 18 % des ⌀-Druckluftverbrauch
www.kaeser.com / Seite 23
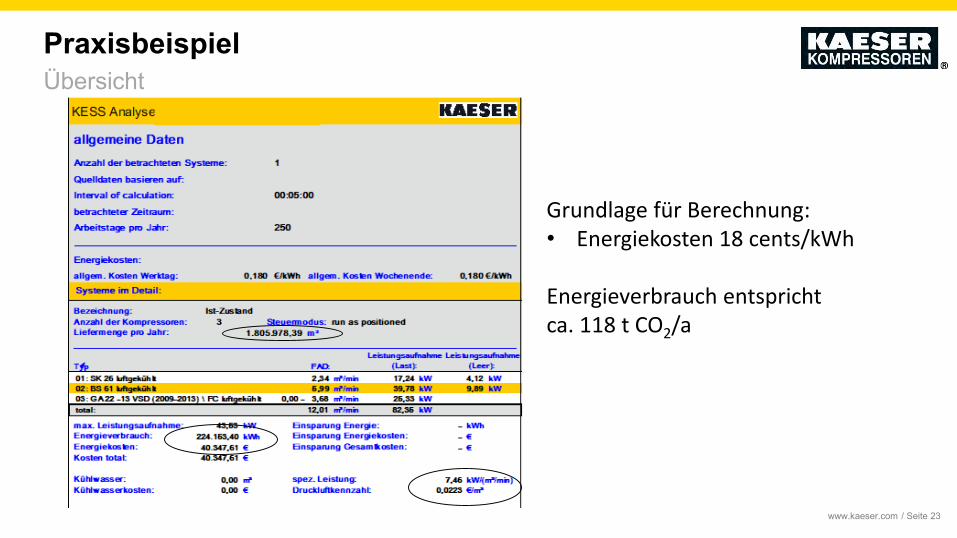
Übersicht Praxisbeispiel
Grundlage für Berechnung: • Energiekosten 18 cents/kWh
Energieverbrauch entsprichtca. 118 t CO2/a
www.kaeser.com / Seite 24
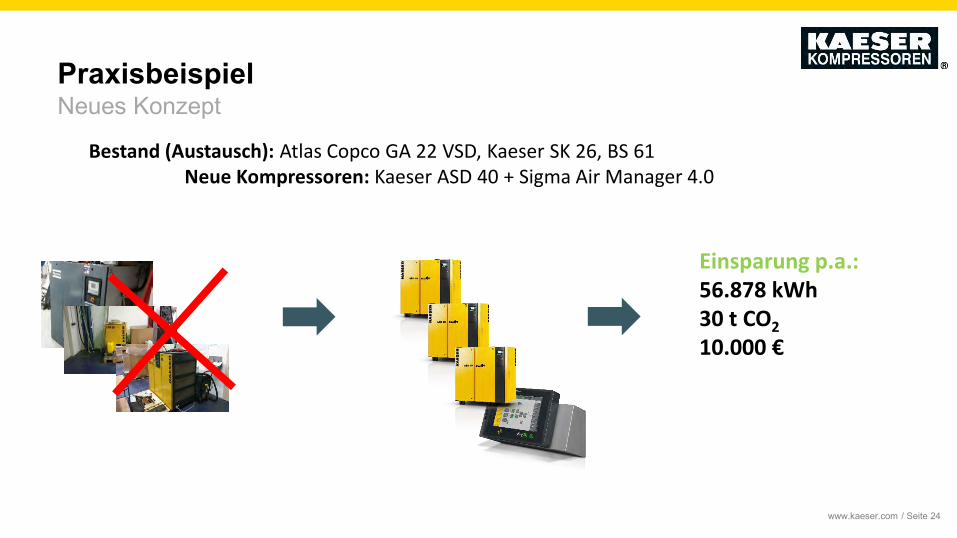
Praxisbeispiel
Bestand (Austausch): Atlas Copco GA 22 VSD, Kaeser SK 26, BS 61Neue Kompressoren: Kaeser ASD 40 + Sigma Air Manager 4.0
Einsparung p.a.:56.878 kWh30 t CO2
10.000 €
Neues Konzept
www.kaeser.com / Seite 25
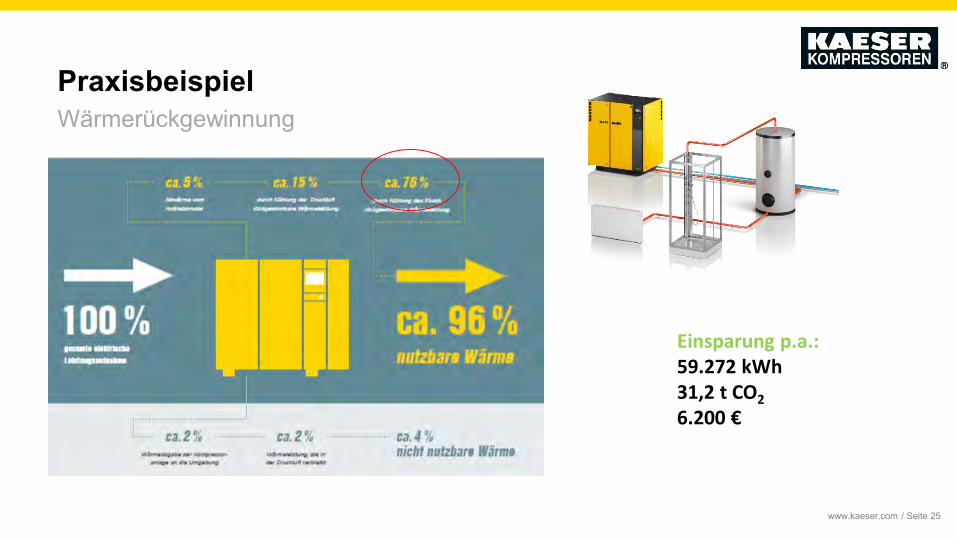
WärmerückgewinnungPraxisbeispiel
Einsparung p.a.:59.272 kWh31,2 t CO2
6.200 €
www.kaeser.com / Seite 26
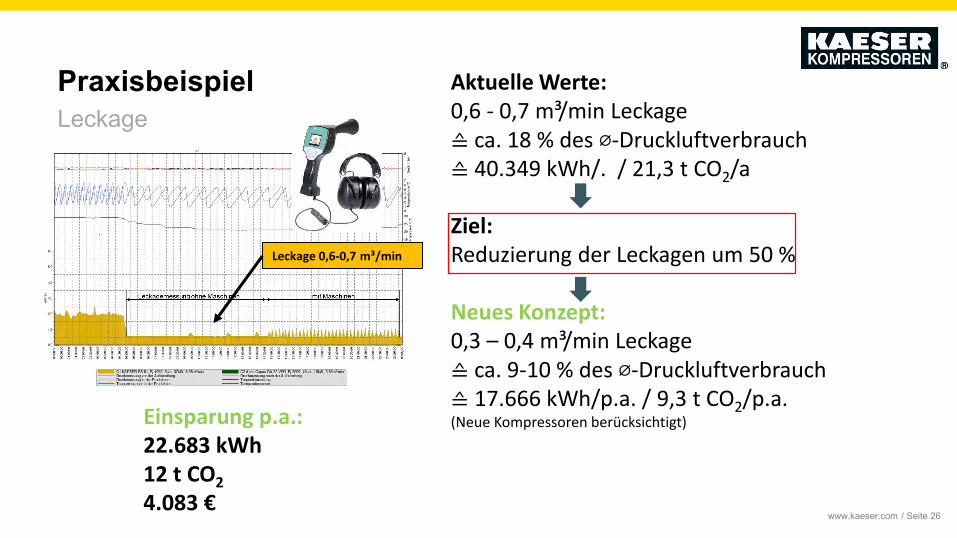
LeckagePraxisbeispiel
Leckage 0,6-0,7 m³/min
Aktuelle Werte:0,6 - 0,7 m³/min Leckage ≙ ca. 18 % des ⌀-Druckluftverbrauch≙ 40.349 kWh/. / 21,3 t CO2/a
Ziel:Reduzierung der Leckagen um 50 %
Neues Konzept:0,3 – 0,4 m³/min Leckage≙ ca. 9-10 % des ⌀-Druckluftverbrauch≙ 17.666 kWh/p.a. / 9,3 t CO2/p.a.(Neue Kompressoren berücksichtigt)Einsparung p.a.:
22.683 kWh12 t CO2
4.083 €

www.kaeser.com / Seite 27
AmortisationPraxisbeispiel
Maßnahme Investment Einsparung p.a.Neue Kompressoren+ SAM 4.0
38.000 € 10.000 €
Wärmerückgewinnung 3.500 € 6.200 €Leckagesuchgerät 3.500 € 4.083 €
Total 45.000 € 20.283 €
→ Amortisation: 2,2 Jahre
Ohne BAFA-Förderung
www.kaeser.com / Seite 28
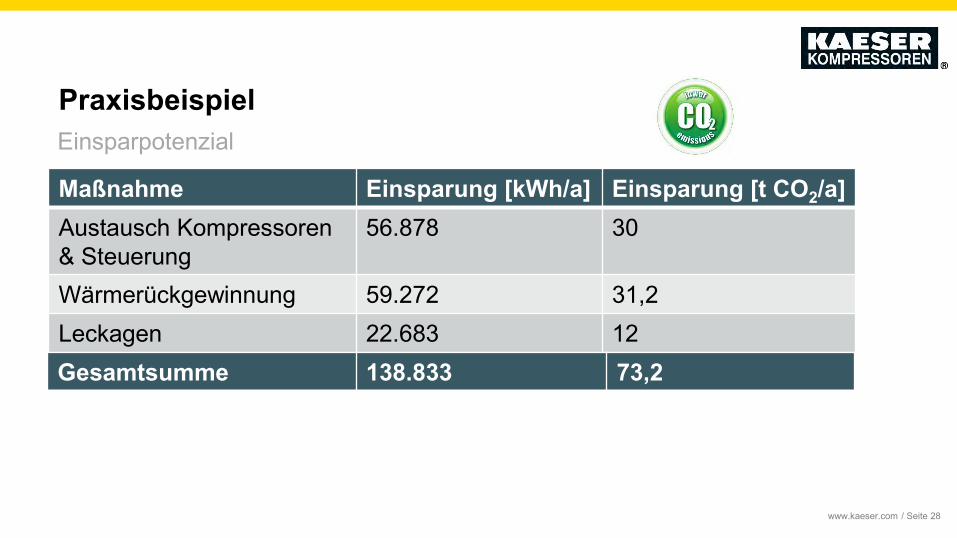
EinsparpotenzialPraxisbeispiel
Maßnahme Einsparung [kWh/a] Einsparung [t CO2/a]Austausch Kompressoren & Steuerung
56.878 30
Wärmerückgewinnung 59.272 31,2Leckagen 22.683 12Gesamtsumme 138.833 73,2
www.kaeser.com / Seite 29
Zusammenfassung der MaßnahmenPraxisbeispiel
• Austausch der Kompressoren• Reduzierung der Leckagerate• Anpassung der Zu- und Abluft• Warmwasser-Wärmerückgewinnung• Übergeordnete Steuerung Sigma Air Manager 4.0
Einsparpotential/a: 138.833 kWh / 20.283 € / 73,2 t CO2
Erhöhte Verfügbarkeit der Druckluft durch neue KAESER-Technologie!
www.kaeser.com / Seite 30
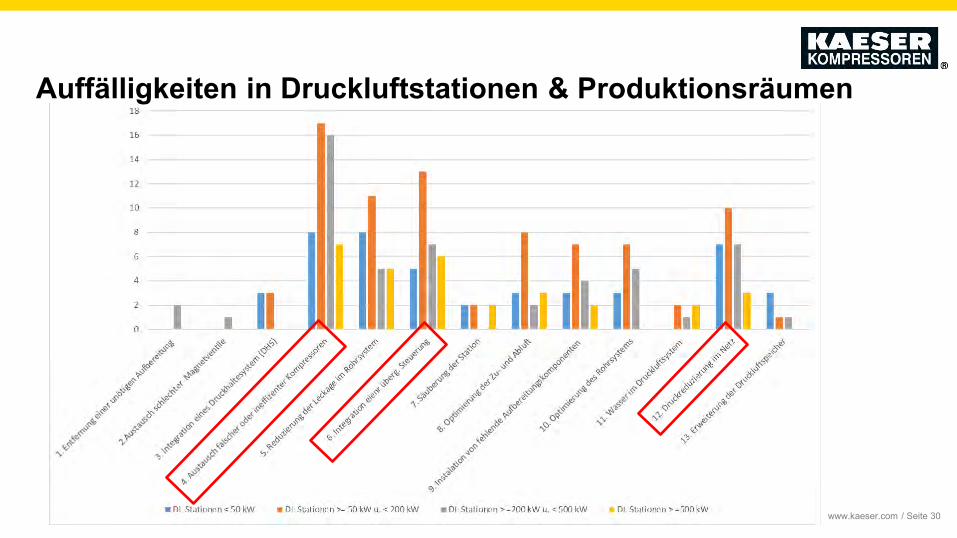
Auffälligkeiten in Druckluftstationen & Produktionsräumen
www.kaeser.com / Seite 31
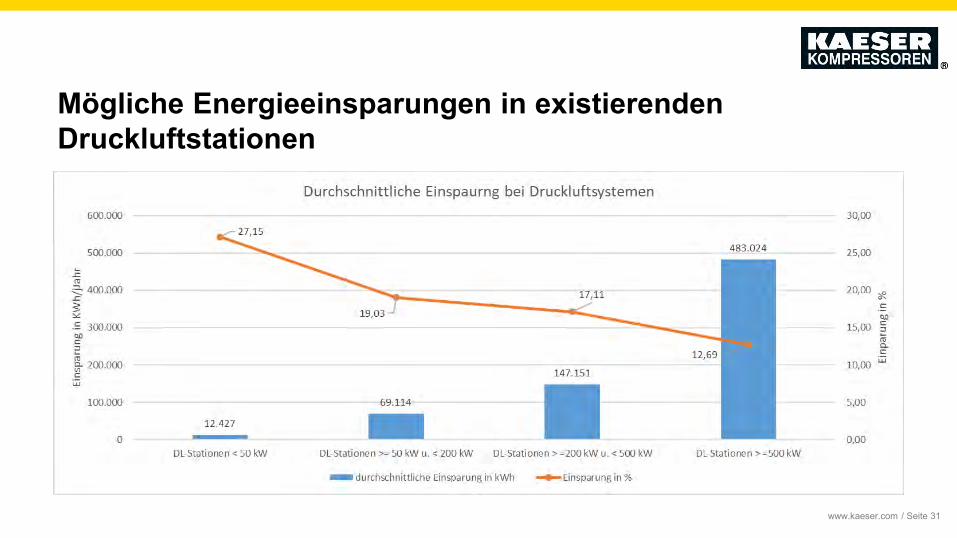
Mögliche Energieeinsparungen in existierenden Druckluftstationen
www.kaeser.com / Seite 32
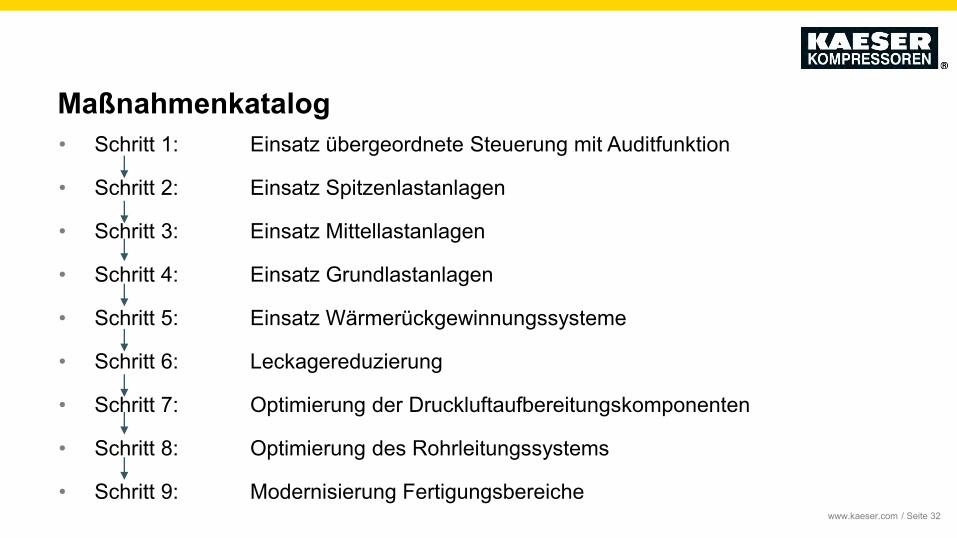
Maßnahmenkatalog• Schritt 1: Einsatz übergeordnete Steuerung mit Auditfunktion
• Schritt 2: Einsatz Spitzenlastanlagen
• Schritt 3: Einsatz Mittellastanlagen
• Schritt 4: Einsatz Grundlastanlagen
• Schritt 5: Einsatz Wärmerückgewinnungssysteme
• Schritt 6: Leckagereduzierung
• Schritt 7: Optimierung der Druckluftaufbereitungskomponenten
• Schritt 8: Optimierung des Rohrleitungssystems
• Schritt 9: Modernisierung Fertigungsbereiche

www.kaeser.com / Seite 33
KAESER als Kooperationspartnerverschiedene Energieforschungsprogramme
www.kaeser.com / Seite 34
Die optimale DruckluftstationEnergiesparend und zuverlässig





























