Embed Size (px)
Citation preview
* Prof. Dr.-Ing Uwe Bracht, TU Clausthal / Prof.-Dr.Ing Hans Janisch, FH Kiel / Dipl.-Ing.Stephan Hoppe, Hannover; 1 www.imab.tu-clausthal.de
Literaturübersicht Fabrikplanung Beiträge aus Fachzeitschriften des Jahres 2004 von: Uwe Bracht, Hans Janisch und Stephan Hoppe* Für jeden Unternehmer steht außer Frage, dass Stillstand automatisch längerfristig Rückschritt bedeutet. Da sich den aber niemand leisten kann, insbesondere, wenn er auf Dauer gesicherten Erfolg erzielen will, ist es unerlässlich, stets auf dem Laufen-den zu sein und zu bleiben. Es ist unumgänglich, die eigene Posi-tion und die eigenen Ansichten zu überdenken und mit den Erfahrungen des Wettbewerbs ständig zu verglei-chen und auszutauschen. Außerdem ist es sehr hilfreich, wenn man sich von Zeit zu Zeit über die wichtigsten Trends, Neuerungen und technischen Entwicklungen informiert. Um all den an dieser Thematik Inte-ressierten eine Hilfe zur Orientierung und die Möglichkeit zu geben, sich einen Überblick über den Markt zu verschaffen, wurde die folgende Lite-raturübersicht erstellt. Aus mehr als 40 Fachzeitschriften des deutschspra-chigen Raumes wurden diejenigen Artikel erfasst, die besonders Interes-santes zum Thema Fabrikplanung im weitesten Sinne enthalten. Mit dieser Literaturübersicht wird die Möglichkeit geboten, sich über den Stand der Technik, die Marktsituation und das Angebot von Neuheiten des Jahres 2004 schnell und umfassend zu informieren, wie das schon in den Jahren 1988-2003 [1-16] möglich war. Obwohl die Artikelauswahl systematisch und sehr sorgsam er-folgte, kann die Übersicht nicht den Anspruch auf Vollständigkeit erfül-len. Sie macht auch nicht das Lesen der jeweiligen Artikel überflüssig. Sie soll aber dem Interessierten helfen, die für seine Belange relevanten Arti-kel so schnell wie möglich zu erfas-sen, um sie dann gezielt lesen zu können. Die Literaturübersicht ist in folgende Punkte unterteilt: 1. Generelles 2. Aspekte der Fabrikplanung 3. Planungsinstrumente
4. Logistik 5. Gebäudetechnik 6. Projekt- und Fabrikcontrolling 7. E-Commerce 8. Praxisbeispiele 9. Abkürungsverzeichnis der aus-
gewählten Zeitschriften mit In-ternet-Adressen
10. Literaturstellen
Fachspezifische Jahres-übersichten und Markt-übersichten [17-52] Die Jahres- und Marktübersichten verschaffen dem Fabrikplaner ein umfassendes Bild des aktuellen Marktes in Bezug auf Gebäudetech-nik, Maschinen, Automation, Steue-rung, Software, usw. Somit kann das Finden einer speziel-len Lösung vereinfacht werden.
Marktübersichten - Softwarelösungen insbesondere
CAFM [17-27] - Elemente, Systeme und
Dienstleister für Produktion und Logistik [28-52]
Veranstaltungsberichte und Messeberichte im Ü-berblick [53 - 111] Sowohl für die langfristige Fabrik-planung, als auch die Restrukturie-rung und die Neuausrüstung ist es wichtig, über die neuesten Techniken und Systeme der Produktionstechnik informiert zu sein. Eine gute Mög-lichkeit dazu ist auf den entsprechen-den Fachmessen und den einschlägi-gen Symposien gegeben. Die nach-folgende Liste gibt Hinweise auf Messeberichte aus dem deutschspra-chigen Raum. Automatica [53 – 56] CeBit [57 – 60] CeMat [61]
Control [62 – 64] Deubau [65] EMO [66] EuroBlech [67 – 68] Eurocargo [69 – 70] EuroMold [71 – 74] Fachpack [75 – 76] Fachpack/Printpack/Logintern [77 -78] GrindTec [79 - 80] HannoverMesse [81 – 87] Light & Building [88 – 89] Logimat [90 – 93] Metav [94 – 98] Motek [99 – 102] Rapid.Tech [103] SPC/IPC/DRIVES [104 – 106] SüdBlech [107 – 108] Systems [109] Wire & Tube [110 – 111]
1. Generelles [112 – 151]
1.1 Neue und bewährte Pro-duktionsmanagement-methoden [112 – 127]
Wie sehen die Anforderungen an (moderne) Fabriken in der Zukunft aus? Vor dem Hintergrund ständig neuer Produkttrends, steigender Kun-denanforderungen und härter werden-den globalen Wettbewerbs, müssen sich insbesondere Fabrik- und Pro-duktionssystemplaner mit dieser Frage beschäftigen. Eine fast ständig zunehmende Seg-mentierung der Absatzmärkte im industriellen Bereich als auch im Konsumgütermarkt differenziert speziell die Produktprogramme der Unternehmen. Entsprechend wird es für Unternehmen immer schwieriger marktgerechte Produkt-Leistungs-Bündel zu entwickeln und erfolgreich zu vermarkten. Aufgrund der teilwei-se sehr kurzen Innovationszyklen ist es üblich, dass Hersteller auf dem Gebiet der Elektronik und Mikro-technologie ihre Bauelemente

2
frühzeitig vom Markt nehmen. Die Produktlebenszyklen langlebiger elektronischer Systeme und deren mikroelektronischer Bauelemente und Komponenten sind sehr unterschied-lich. Das Produktivitätsmanagement ver-folgt das Ziel, die Gesamtproduktivi-tät eines Unternehmens zu steigern. Mit der in der Praxis oft einseitigen Fokussierung auf nur eine Teilpro-duktivität bleiben nicht nur entschei-dende Potentiale ungenutzt, sondern es werden die realen Auswirkungen vermeintlicher Produktivitätssteige-rungsprogramme auf die Gesamtpro-duktivität nicht berücksichtigt. Im Rahmen einer seit dem Jahr 2000 realisierten Studie zur Erschließung von Produktivitätspotentialen in mit-telständischen Industrieunternehmen wurden methodische Grundlagen und Instrumente für das Produktivitäts-management entwickelt und in 60 beteiligten Unternehmen praktisch umgesetzt. Nebl und Dikow stellen in [112] die Ergebnisse dieser Studie dar. In [113] berichtet Braßler über einen Ansatz zur marklichen Koordinierung industrieller Wertschöpfungsnetze. Es wird aufgezeigt, wie wandelbare Produktionsprozesse aufzubauen sind, wenn elektronische Marktplätze eine geeignete Koordinationsmöglichkeit für Akteure und deren Interaktionen bieten und welche betriebswirtschaft-lichen Chancen und Nutzenpotentiale sich aus diesem Ansatz eröffnen. Auf Grund steigender und sich schnell ändernder Anforderungen an Unternehmen verkürzen sich die Planungs- und Rekonfigurations-zyklen in der Produktion stetig. Als Lösungsansatz führt [114] das Kon-zept der Projektorientierten Produkti-on ein und beschreibt mit der Flexibi-lity Mode and Effects Analysis (FlexMEA) eine Methode zur Flexi-bilitätsoptimierung von Produktions-systemen. Einen weiteren Ansatz zur flexiblen und dynamischen Planung von Ferti-gungsprozessen stellt [115] vor. Laut Kornienko, Kornienko und Levi von der Universität Stuttgart ist ein viel-versprechender Ansatz für die Ent-wicklung der flexiblen und robusten Systeme die Multi-Agenten-Technologie. Es werden Methoden und Mechanismen der agentenbasier-ten Prozessplanung dargestellt, die in
einer turbulenten Produktionsumge-bung angewendet werden können. Die Befriedigung der vielfältigen Kundenwünsche stellt Unternehmen vor unterschiedliche, zum Teil gegen-sätzliche logistische Anforderungen. Klassische Fertigungssteuerungsver-fahren sind nur unvollkommen in der Lage, diese Herausforderungen zu meistern. Die Verknüpfung von Steu-erungskreisen der Auftrags- und La-gerfertigung mit einem hybriden Verfahren der Segmentierten Adapti-ven Fertigungssteuerung (SAPCO) ermöglicht es, alle Artikel entspre-chend ihres Anforderungsprofils zu steuern und bei Bedarf flexibel von einem zum anderen Steuerungskreis zu übertragen, wie Lopitsch und Wiendahl in [116] aufzeigen. Insbesondere kleine und mittelständi-sche Unternehmen (KMU) stehen vor der Herausforderung, kleine Mengen identischer Produkte flexibel, jedoch gleichzeitig wirtschaftlich produzie-ren zu müssen. Der Beitrag [117] stellt eine Vorgehensweise vor, wie durch die Nutzung einer Preis-Termin-Relation eine signifikante Flexibiltitätserhöhung existierender PPS-Systeme in KMU erzielt werden kann. Reorganisationsmaßnahmen im Ferti-gungsbereich sind gelegentlich da-durch geprägt, dass man Gestaltungs-lösungen aus anderen Bereichen zu übertragen versucht, ohne im Einzel-nen die Konsequenzen dieser Maß-nahmen im Vorhinein quantifizieren zu können. Ein insbesondere für die Teilefertigung interessanter Ansatz ist die Fertigungssegmentierung. Zülch und Warrisch gehen in [118] der Frage nach, welche Art der Segmen-tierung hierbei gemeint ist und wel-che der verschiedenen Möglichkeiten für einen bestimmten Anwendungs-fall die geeignetste ist. Die Kapazitätsplanung erfolg in vie-len Betrieben häufig nur unzurei-chend. Obwohl bei Bedarf Kapazitä-ten kurzfristig angepasst werden, fehlt meist ein systematisches Vorgehen zum Abgleich von Belastungen mit vorhandenen Kapazitäten. In [119] stellen Dombrowski, Schmidt und Quack von der TU Braunschweig ein Konzept zur Planung und Abstim-mung der Kapazitäten bei verteilten Fertigungsstandorten eines mittel-ständischen Unternehmens vor.
Durch das Zusammenwirken wach-sender Nachfrageunsicherheiten mit einer verbreitet hohen Komplexität von Produktions- und Logistiknetz-werken sind in der jüngsten Vergan-genheit die Anforderungen an das Management von Produktionsrisiken gestiegen. In [120] wird neben der Betrachtung grundsätzlicher Aspekte des Managements von Risiken und Unsicherheiten ein Konzept zur quan-titativen Beschreibung und Analyse von Maßnahmen zur flexiblen Kapa-zitätsanpassung erläutert. Bei der Umstellung von fixen zu flexiblen Losgrößen müssen im PPS-System verschiedene Parameter an-gepasst werden. Wie diese Einstel-lungen vorzunehmen sind, damit die kalkulierten flexiblen Losgrößen in der selben Größenordung liegen und welche Einsparpotentiale flexible Losgrößen bieten, zeigt [121] auf. Gerade in wirtschaftlich schwierigen Zeiten suchen Unternehmen nach Möglichkeiten, schnell und nachhal-tig Kosten zu senken. Auf Basis der klassischen Kostenrechnungsmetho-den werden dabei oft falsche Wege eingeschlagen. Das Bild wird häufig noch von Maschinenstundensätzen und „optimalen“ Lsogrößen be-stimmt. Eine Alternativmethode zur Kostensenkung stellen Eyer und Schürfeld in [122] dar. Die Methode des Wertstromdesigns hat konsequent die ganzheitliche Optimierung des Material- und Informationsflusses zum Ziel. Produzierende Unternehmen geraten auf Grund der sich ständig verän-dernden Marktbedingungen unter einen immer größer werdenden Wett-bewerbsdruck. Die zunehmende Di-versifizierung der Produktprogramme und demzufolge komplexeren Unter-nehmensabläufe haben zu einem Wandel der Kostenstrukturen geführt. Die Betrachtung der variantenorien-tierten Produkt- und Prozessgestal-tung muss um die Sichtweise auf indirekte Geschäftsprozesse von Produktionssystemen erweitert wer-den, wie Rall und Dalhöfer in [123] erläutern. Die dynamische Entwicklung des Wettbewerbsumfelds produzierender Unternehmen führt dazu, dass die Konzentration auf die Einzelziele wie Qualität, Kosten und Zeiten allein nicht mehr ausreicht. Um langfristig erfolgreich zu sein, müssen die Un-
3
ternehmen ihre Produktion so aus-richten, dass sie jederzeit kundenindi-viduelle Produktvarianten in der ge-forderten Qualität und zu entspre-chenden Zielkosten liefern können. Gleichzeitig verlangen weiter abneh-mende Produktlebenszyklen und teilweise turbulente Nachfrage-schwankungen kurze Durchlaufzeiten bei höchster Flexibilität. Das erfolg-reiche Produktion mit System diesen Anforderungen gerecht werden kann, beschreiben Liebeck, Metternich, Kuhn und Dervisopoulos in [124]. Um bei zyklischen Produktionspro-zessen annähernd eine Nullfehlerpro-duktion zu erreichen wurde das Werkzeug NEPRES II entwickelt. Das neuronale Prozessregelungssys-tem hilft, mit Methoden der Signlave-rarbeitung und Modellbildung von Prozess- auf Qualitätsschwankungen zu schließen. Der Artikel [125] erläu-tert den exemplarischen Einsatz von NEPRES II im Fertigungsbereich Kuststoffspritzgießen. Über 10 Mrd. € kostet die Entwick-lung des A380 von Airbus, der 550 Passagieren auf zwei Decks Raum bieten wird. Dieses hochkomplexe Flugzeug verlangt nach neuen Me-thoden im Prozess- und Projektmana-gement. Airbus setzt dazu auf das Improved Cabin and Cargo Enginee-ring – basierend auf Quality Gates. In [126] beschreiben Pfeifer, Schmitt, Bernards und Prefi den Einsatz der Quality-Gate-Systematik in diesem Entwicklungsprojekt der Luftfahrt. Mit den MRP-Konzepten (Manufac-tureing Resources Planning) sind die heutigen Anforderungen an die Pro-duktionsplanung und Fertigungssteu-erung kaum mehr zu bewältigen. Planung und Steuerung der betriebli-chen Abläufe müssen verbessert wer-den. Dazu werden in [127] MES-Systeme vorgestellt und deren Einsatz von Bendeich und Strohmeyer in einem Praxisfall beschrieben.
1.2 Die Digitale Fabrik [128 – 132]
Die Digitale Fabrik verspricht kurze Planungszyklen und stressfreie Inbe-triebnahme von validierten Prozessen. Dazu werden anspruchsvolle Techno-logien angeboten, für deren sinnvolle Nutzung jedoch oft die Vorrausset-
zungen fehlen. Denn das Fundament der Digitalen Fabrik ist die zentrale und konsistente Datenhaltung. Im Kontext der mechanischen Fertigung funktioniert die Digitale Fabrik des-wegen zunächst als Informationsdreh-scheibe für die am Planungsprozess beteiligten Mitarbeiter und Lieferan-ten. Erst im zweiten Schritt ist die aktive Planungsunterstützung sinn-voll, so die Erfahrungen der CIM GmbH Aachen, über die Marczinski in [128] bereichtet. Alle namhaften Automobilhersteller arbeiten an Konzepten für die Digita-le Fabrik. Die Werkzeuge der Simula-tionstechnik ermöglichen den Unter-nehmen die virtuelle Darstellung des Zusammenspiels zwischen Produkt, Produktionsprozess und Produktions-stätte im Computermodell. Dadurch lassen sich Zeit- und Kosteneinspa-rungen sowie Qualitätsvorteile im Plaungsprozess erzielen, wie [129] aufzeigt. Bei der Projektierung, Konzeption und Entwicklung von Produktionsan-lagen und -prozessen ist eine intensi-ve Zusammenarbeit und ein effektiver Datenaustausch zwischen Vertretern verschiedener Fachdisziplinen erfor-derlich. Im Kontext der Digitalen Fabrik entwickelt das Fraunhofer IPA Lösungen für kooperatives Planen auf Basis von Workflow- und Wissens-management. Wie das Ziel der Opti-mierung der Planungsqualität und der Planungskosten erreicht werden kann, zeigen Bierschenk und Ritter in [130]. Als das strategische Forschungs- und Entwicklungsziel der nächsten fünf Jahre bezeichnen viele Unternehmen derzeit die Umsetzung der Digitalen Fabrik. Das Ziel ist eine umfassende rechnergestützte Abbildung aller Gestaltungsmerkmale, Strukturen und Prozesse einer Fabrik, um eine durchgängige Anlagenplanung und Betriebsführung zu erreichen, wie Wenzel in [131] erklärt. In Ihrem Beitrag stellt sie – ausgehend von den Modellen in der Digitalen Fabrik – ein ganzheitliches Integrationskon-zept vor. Auch Wenderoth befasst sich in [132] mit der Integration der Digitalen Fabrik in die reale Unternehmensor-ganisation. In seinem Beitrag be-schreibt er ein in der Praxis erprobtes Konzept, das die horizontale und vertikale Integration von Simulati-onsmodellen unterstützt. Weitere
Artikel zum Thema Digitale Fabrik sind in Kap. 3 insbesondere 3.3 zu finden.
1.3 Fabrikplanung allgemein [133 – 141]
Unter dem internationalen Wettbe-werbsdruck spielt die Total Cost of Ownership (TCO) für produzierende Betriebe eine immer wichtigere Rolle. Die Aufwendungen für das Planen, Errichten und Betreiben einer Anlage sind dabei genauso bedeutsam wie Verfügbarkeit und Produktivität. Wie die Automatisierungstechnik Einfluss auf die TCO nehmen kann, erläutert [133]. Leistungsfähige Wireless-LAN-Verbindungen werden heute bereits im Office-Bereich eingesetzt. Die Vorteile der Drahtlosen Kommunika-tion wie Mobilität und Flexibilität, vergleichsweise einfache Installation oder geringer Material- und Kosten-aufwand machen diese Technologie auch für den Einsatz im industriellen Umfeld interessant. Über die Einsatzmöglichkeiten der W-LAN-Technologie für Industrieanwendun-gen bereichten Seifert und Sommer in [134] Mit einem weiteren Aspekt der Kommunikation und Datenübertra-gung befasst sich Baumgart in [135]. Das Ethernet hat sich seit über 20 Jahren in der Bürovernetzung be-währt. Heute versieht dieses Übertra-gungsprotokoll auch auf der Leit- und Steuerungsebene industrieller Daten-netze Dienst. Die Montage direkt an der Maschine stellt allerdings beson-dere Anforderungen an die dabei Eingesetzten Komponenten, denen mit dem IP67-Standard begegnet werden soll. Wie durch die Überwachung aller Prozess- und Zustandsdaten Energie-kosten gesenkt und der Verbrauch werksweit transparent dargestellt werden kann zeigt [136] auf. Einen Einblick in die praktische An-wendung von PC-basierter Automati-sierung zur Anlagensteuerung und Überwachnung gibt Fecht in [137]. Mit der Planung und Anpassung von Fertigungssystemen befassen sich die Beiträge [138 – 140]. Der Anlauf von Fertigungssystemen ist ein Teil des Produktentstehungs-
4
prozesses, der mehr als jede andere Phsae von unmittelbarem Handlungs-druck bei hoher Dynamik und Kom-plexität geprägt ist. Ein Lösungsan-satz besteht darin, Fertigungssysteme so auszulegen, dass sie ein Maximum an Flexibilität sowie Transparenz bieten. Welche Nutzen dabei aktuelle Planungsmethoden und -tools für die Produktion bieten und wie ein Unter-nehmen dieses Potential realisieren kann stellt [138] dar. Planungsmethoden und Werkzeuge für einen ganzheitlichen und wert-schöpfungskettenübergreifenden Ansatz bei der Produktionsan-laufsteuerung, der im Rahmen eines vom BMBF geförderten Forschungs-projektes entwickelt wird, stellt [139] vor. Mit der unternehmensübergreifenden Struktur des Anlaufmanagements befasst sich [140]. Es wird erklärt, wie mit einer geeigneten Mixtur aus Methoden- und Prozessbausteinen in einer veränderten wertschöpfungss-ruktur der Notwenigkeit der stetig enger werdenden Kooperation von Lieferanten und Herstellern begegnet werden kann. Geht es darum, räumliche Kapazitä-ten schnell zu erweitern, kommen Fertig- oder Schnellbauhallen ins Spiel. Dabei muss heute nicht einmal mehr auf architektonische Ästhetik verzichtet werden, wie Kappeller in [141] erläutert.
1.4 Arbeitssicherheit [142 – 151]
Überall dort, wo der Gefahrenbereich von Maschinen und Anlagen beson-ders groß ist, bewähren sich Seilzug-Notschalter. Sie funktionieren in Produktionsbetrieben, an Einzelge-fahrenbereichen, sind aber auch in der Logistik einsetzbar, wie z.B. an Förderbändern [142]. Es müssen keine Lichtschranken, Bremsen oder Endschalter sein, die den Bediener vor Gefahren an Ma-schinen und Anlagen schützen, meint Oppermann in [143]. Dank Software und Chip kennen Antriebe ihre Gren-zen. Werkzeugmaschinen müssen in der Regel die Sicherheitskategorie 3 nach DIN EN 954-1 erfüllen, um die Si-cherheit von Maschine und Bediener
zu garantieren. Moderne CNC-Steuerungen übernehmen diese Auf-gabe und sparen durch aktive Sicher-heit Zeit, Kosten und Platz im Schalt-schrank [144]. Dass Schmalganglager, d.h. alle La-ger, bei denen der seitliche Sicher-heitsabstand zwischen Flurförderzeug und Regal weniger als 0,5 Meter beträgt, besonders abgesichert werden müssen, ist mittlerweile hinreichend bekannt. Wörtler stellt die beiden derzeit gängigen Alternativen in [145] vor. Entweder wird das Fahr-zeug mit Sicherheitseinrichtungen versehen, oder der Zugang zum Lager wird gesichert. Die Vor- und Nachtei-le sowie die Anwendungsmöglichkei-ten beider Alternativen werden auf-gezeigt. In [146] werden die Möglichkeiten zur Unfallverhütung im Bereich der Verladezone näher beleuchtet. Im Mittelpunkt der Betrachtung stehen neben der eingebauten Anpassrampe der Verladewetterschutz und Puffer-systeme. Des Weiteren wird auf Fahrzeugrückhaltesysteme eingegan-gen. Risikobewertungen zur Bestimmung der notwendigen Schutzmaßnahmen hat es in intuitiver, erfahrungsbasier-ter Form immer schon gegeben. Rela-tiv neu ist dagegen die zunehmende Anwendung quantitativer Ansätze zur Risikobewertung. Dabei fällt auf, dass die Bewertungsansätze in ver-schiedenen technischen Bereichen noch sehr unterschiedlich sind. Hille gibt in [147] einen Überblick über aktuelle Entwicklungen. Tipps, wie die neue EG-Richtline „Lärm“ in Betrieben umgesetzt wer-den soll gibt [148]. Neugebauer geht dabei insbesondere auf die Anlagen- und Arbeitsmittelbeschaffung, die Gestaltung von Arbeitsprozessen und das räumliche Arbeitsumfeld ein. Über Betreiberpflichten nach der Betriebssicherheitsverordnung gibt [149] Aufschluss. Die Betriebssi-cherheitsverordung fasst in Paragra-phen und Vorschriften Anforderun-gen an die Bereitstellung und Benut-zung von Arbeitsmitteln sowie den Betrieb überwachungsbedürftiger Anlagen zusammen. Daraus ergeben sich für den Arbeitgeber Anforderun-gen hinsichtlich der Beurteilung der Arbeitsmittel selbst sowie deren Be-nutzung.
Flexible Lichtgitter bieten an Werk-zeugmaschinen nicht nur wirksamen Schutz für den Bediener vor maschi-nenbedingten Gefahren. Moderne Sicherheits-Lichtgitter bieten darüber hinaus noch einen Mehrfachnutzen, wie [150] zeigt. Die Berücksichtigung von Mensch-Maschine-Schnittstellen gewinnt in der maschinenbaulichen Forschung und Lehre zunehmend an Bedeutung. Dies Betrifft viele Fachrichtungen im Maschinenbau – von der Kraftfahr-zeugtechnik bis zu den Flugsystemen gleichermaßen. Einen Einblick in die Ergonomie im Automobilbau gibt Autor Landau mit seinem Artikel [151].
2. Aspekte der Fabrik-planung [152 – 169]
Mit der Wahl des zukünftigen Stand-ortes neuer Produktionsstätten werden alle standortfaktorischen Kosten bestimmt. Wie bei der Wahl eines neuen Standortes im Ausland Kosten-reduzierungen im zweistelligen Pro-zentbereich realisiert werden können zeigen die Autoren von [152] auf. Mittelständische Maschinenbauer und Automobilzulieferer spüren den wachsenden Kostendruck aus dem Osten Europas. Eine Möglichkeit, die Wettbewerbsfähigkeit zu erhalten, ist die Verlagerung von Teilen der Pro-duktion dorthin. Mit einer entspre-chenden Methodik bei der Standort-auswahl lässt sich ein möglichst op-timales Ergebnis erzielen [153]. Früher lag der Schwerpunkt bei der Produktivitätssteigerung in der Au-tomatisierung von Maschinen und Anlagen. Heute wird der Automati-sierungsprozess an sich – der Engi-neeringprozess – automatisiert. Der Schlüssel zum Erfolg der Produktivi-tätssteigerung liegt in der Integration und Information mittels modularer Automatisierung, so Behr in [154]. Ein Beispiel der Farbrikrestrukturie-rung aus der Praxis gibt [155]. Der Artikel beschreibt die Vorgehenswei-se bei einer Reorganisation einer getakteten Fließmontage und zeigt die Potentiale des so optimierten Materi-alflusses auf. Um auf die Anforderungen des Mark-tes zeitnah reagieren zu können, ge-winnt die durchgängige Tuning- und

5
Anpassungsfähigkeit von Unterneh-mens- und Fabrikstrukturen immer mehr an Bedeutung. In [156] werden ein erfolgreiches Tuning- und Anpas-sungskonzept am Beispiel der MAN Nutzfahrzeuge AG und die erzielten Ergebnisse beschrieben. Bestehende Produktionskonzepte eignen sich nur bedingt zur Bewälti-gung aus dem Unternehmensumfeld resultierender Herausforderungen. Der Beitrag [157] erläutert mit der Projektorientierten Produktion ein Konzept zur Umsetzung entsprechen-der Produktionsstrategien im Produkt-lebenszyklus und führt ein Meilen-steinkonzept zur Abwicklung der Produktion als Projekt ein. Für die Konfiguration temporärer Produktionsnetzwerke ist eine detail-lierte Kenntnis der Flexibilität der eingebundenen Produktionssysteme erforderlich. Das von Schuh, Gulden, Wemhöner und Kampker in [158] vorgestellte Kennzahlensystem liefert einen Beitrag zur Bewertung der Stückzahl-, Varianten- und Produkt-änderungsflexibilität. Die Möglichkeiten, die das Verknüp-fen des Lean-Production-Ansatzes mit der Disziplin Fabrikplanung bie-tet, sind vielfältig. So können noch wirtschaftlichere Strukturen, Prozesse und Layouts kontinuierlich entwickelt und optimiert werden. Einen wichti-gen Ansatz hierzu stellt die Methode des Designs von Variantenwertströ-men dar, sie wird in [159] vorgestellt. Unternehmen sind heute mit vielfälti-gen Anforderungen konfrontiert, die eine veränderte Fabrikplanung ver-langen. Sie ist kein einmaliger Pro-zess mehr, sonder es sind ständige Planungsfähigkeit, erhöhter Pla-nungsumfang und eine höhere Ge-schwindigkeit im Planungsprozess erforderlich. In [160] stellen Dombrowski und Tiedemann einen Ansatz vor, der Unternehmen dazu befähigt, stetig wiederkehrende Fab-rikplanungsaufgaben zukünftig einfa-cher und schneller ausführen zu kön-nen. Die Fähigkeit sich schnell verändern-den Marktbedürfnissen anpassen zu können ist für Unternehmen mit einer am Produkt orientierten Produktion häufig ein zentrales Erfolgskriterium. Am WZL der RWTH Aachen wurde ein Werkzeug geschaffen, mit dem ein optimaler Grad der Wandlungsfä-
higkeit für den individuellen Anwen-dungszusammenhang systematisch geplant und bewertet werden kann [161]. Heutzutage ist für Unternehmen kaum etwas so beständig, wie der Wandel. Es ist deshalb notwendig, Wandlungsfähigkeit als strategisches Ziel bei der Fabrikplanung anzuse-hen. Am Institut für Fertigungstech-nik und Werkzeugmaschinen der Universität Hannover werden daher Methoden für die Gestaltung modula-rer Fabriken und für die Planung und Steuerung in flexiblen Fertigungen entwickelt. Exemplarische Konzepte werden von Woelk und Drabow in [162] vorgsetellt. Die vor Jahren entwickelten Ansätze zur Fabrikplanung müssen an die heutigen Herausforderungen ange-passt werden. Dazu wird die Grund-systematik aus dem Supply-Chain-Operations-Reference-Modell (SCOR-Modell) herangezogen und auf die Prozesse der Fabrikplanung übertragen. [163] erläutert den Auf-bau und Inhalt des Prozessmodells der Fabrikplanung und veranschau-licht diesen anhand eines ersten soft-warebasierten Prototyps. Nach heutigem Stand zeichnen sich Fabrikplanungsprojekte durch eine sequentielle Vorgehensweise aus, verbunden mit einer eingeschränkten Verzahnung der Prozessschritte der beteiligten Disziplinen untereinander. Um den Planungsprozess zu be-schleunigen und bei Verringerung des Planungsaufwands gleichwohl quali-tativ bessere Planungsergebnisse zu erzielen, bietet das Prozessmodell der Synergetischen Fabrikplanung eine Systematik zur Integration der Pla-nungsprozesse aus Prozess- und Raumsicht, wie Nyhuis, Elscher und Kolakowski in [164] aufzeigen. Aus technischer Sicht leitete die Er-findung der Dampfmaschine durch James Watt im Jahr 1769 das Zeital-ter der Industrialisierung ein. Obwohl seitdem die Planung und insbesonde-re der Betrieb von Fabriken zu den lebenswichtigen Aufgaben gehören, wurde das Thema Fabrikplanung aus wissenschaftlicher Sicht lange ver-nachlässigt, meint Nyhuis in [165]. Vor dem Hintergrund einer zuneh-menden Marktdynamik entwickelt sich ein anforderungsgerechtes Logis-tik-Design für produzierende Unter-nehmen zum Erfolgsfaktor. Der Arti-
kel [166] stellt vor, wie Software-Werkzeuge, Organisation, die Pla-nung und Steuerung sowie der Shop Floor an Hand einer Systematik inte-grativ zu gestalten sind. Die Anwen-dung dieser Systematik erfolgt am Beispiel der PPS-Einführung bei einem führenden deutschen Maschi-nenbaukonzern. Die zunehmende Komplexität der Produktionssysteme und die wach-sende Konkurrenz auf Grund der Globalisierung verwandeln die Fab-rikplanung in eine stetige und existen-tielle Aufgabe. Wie Westkämper, Pfeiffer und Dürr in [167] beschrei-ben, lassen sich Qualität und Ge-schwindigkeit deutlich steigern, wenn eine kommunikationsfördernde Platt-form wie die am IPA entwickelte Software i-plant bereitsteht. Global verteilte Produktionsstandorte bieten für Unternehmen Chancen wie auch Risiken. In [168] werden die Ergebnisse des Verbundforschungs-projektes „MobiFak – Geschäftskon-zepte für mobile Fabriken“ vorge-stellt. In diesem Forschungsprojekt werden Lösungsansätze zur rollen- und standortspezifischen Konfigura-tion von Geschäftskonzepten für die globale Produktion entwickelt. Die Anzahl der am Fabrikplanungs-prozess beteiligten Parteien ist be-trächtlich. So arbeiten Produktions-, Gebäude- und Medienplaner gemein-sam mit externen Zulieferern an ei-nem Fabrikplanungsprojekt. Der Beitrag [169] beschreibt eine Vorge-hensweise, mit deren Hilfe die An-passungskosten durch den Einsatz von Prozessbausteinen und 3D-Modellen im integrierten Fabrikpla-nungsprozess minimiert werden sol-len.
3. Planungsinstrumente [170 – 212]
3.1 EDV-Tools für die Pla-nung/Überwachung/Unterstützung [170 – 185]
Durch wachsenden Konkurrenzdruck sehen sich viele Unternehmen ge-zwungen die Produktionsprozesse kritisch zu analysieren und zu opti-mieren. Eine zentrale Rolle spielen

6
dabei leistungsfähige EDV-Programme mit denen die richtigen Kennzahlen erhoben und die notwen-digen Schritte zur Optimierung einge-leitet werden können. Eine der wich-tigsten Größen ist dabei nach wie vor die Zeit. Obwohl in vielen Firmen die klassische Zeitermittlung nach der REFA-Methode angewandt wird, gehört die Integration von Zeitstudie und nachgeschalteten PPS- und Kal-kulationssystemen lange nicht zum Standard. Dass es auch anders geht, zeigt [170]. Ein Resultat der für den jeweiligen Arbeitschritt benötigten Zeit sind die Lohnkosten. Eine Möglichkeit, Per-sonalkosten zu senken und gleichzei-tig die Produktivität zu steigern ist – neben der Optimierung der Ferti-gungsprozesse – die auftragsbezogene Personaleinsatzplanung, wie Scherf in [171] am Beispiel der Papenburger Meyer-Werft erläutert. Der schnellen und transparenten Ver-fügbarkeit von Daten aus allen Berei-chen eines Unternehmens kommt eine immer höhere Bedeutung zu. Neue Technologien wie RFID revolutionie-ren die Datenerfassung in vielen Bereichen, stellen jedoch völlig neue Herausforderungen an die etablierten Prozesse. Müller arbeitet in [172] zu diesem Schwerpunktthema den Stel-lenwert eines effizienten Projektma-nagements, der gesamtheitlichen Sichtweise und neuer Technologien heraus. Auf Grund von Turbulenzen auf Absatz- und Beschaffungsmärkten kann die Wirtschaftlichkeit von Un-ternehmen nur durch permanente Anpassungen der Organisationsstruk-turen und -abläufe erfolgen. Hier sind die Softwarehersteller zunehmend gefordert, wandlungsfähige Auftrags-abwicklungssysteme zu schaffen. Über die Entwicklungsphase hinaus muss auch parallel zur Betriebsphase der technische Fortschritt auf Grund von geänderten Anforderungen durch entsprechende Softwarereleases syn-chronisiert werden, so die Meinung von Gronau, Wildemann und Zäh [173]. Die REFACONSULT, das bundes-weit vertretene Beratungshaus der REFA-Organisation hat im fünften Jahr seines Bestehens sein Beratungs-angebot durch eine Palette von auf-einander abgestimmten Softwarelö-sungen abgerundet. Damit stehen
erstmals moderne, praxiserprobte Werkzeuge zur Verfügung, die in [174] vorgestellt werden. Durch das modulare DV-Tool NET-TO können KMU selbstständig ihren Kooperationsbedarf und ihr Koopera-tionspotential ermitteln. So lassen sich fundierte Entscheidungen für oder gegen eine Kooperation treffen, die richtigen Partner finden und den individuellen Bedürfnissen entspre-chend die Kooperationen schnell aufbauen. Das DV-Tool führt den Anwender auf systematisch einfache Weise durch die verschiedenen Pha-sen der Anbahnung, Gestaltung und Bewertung einer Kooperation, [175]. Qualität und Zuverlässigkeit sind für jeden modernen Zulieferbetrieb le-benswichtig. Beide Tugenden lassen sich nach Tosse [176] mit einem Software-Duo erreichen. Die ERP-Lösung „JobDispo“ verhilft zu flexib-ler Arbeitsvorbereitung mit zuverläs-siger Terminplanung und schlanker Auftragsabwicklung. „Quispy“, ein System für das Qualitätsmanagement, unterstützt die Qualitätsdatenerfas-sung, liefert SPC-Auswertungen und verwaltet Prüfmittel. Das Ergebnis sei eine Zusammenarbeit ohne Schnittstellenprobelme. Weniger Probleme statt mehr PPS, Komplexität vermeiden statt beherr-schen, so die Grundlegende Devise in der Produktion. Advanced Planing and Scheduling (APS)-Systeme bie-ten die Möglichkeit, die Ausbringung im Wechselspiel mit dem Be-standsaufbau zu optimieren. Am Beispiel eines Kaltwalzwerkes wird in [177] gezeigt, wie die dazu not-wendige Softwareauswahl und -einführung systematisch durchge-führt wurde. Obwohl Kostensenkungsprogramme in fast allen Unternehmen ausgereizt sind, finden sich in den Fertigungsbe-reichen überall noch erhebliche Ver-schwendungen, da ein überwiegender Anteil aller Ressourcenverbräuche von der klassischen Kostenrechnung nicht als „Kosten“ gesehen wird und damit unerkannt abfließt. Wie die Wertschöpfung ohne Verschwendung durch den Einsatz von MES realisiert werden kann, erläutert Schumacher in [178]. Auch wenn die Kosten für Werkzeu-ge nur einen kleinen Teil der gesam-ten Fertigungskosten ausmachen, so
sind die Folgen fehlender oder falsch zugeordneter Werkzeuge dennoch gravierend. Abhilfe schafft ein wirk-sames Toolmanagement, das den Werkzeugbestand und –verbrauch merklich senkt und die Maschinen-nutzung steigert. Auch der Informati-onsaspekt des Toolmanagements wird an Bedeutung gewinnen: Ohne die entsprechende Datenbasis wird die „Digitale Fabrik“ nicht funktionieren können. Die Beiträge [179 – 181] stellen daher geeignete Tools für das Werkzeugmanagement vor. Eine IT-gestützte Fertigungsplanung in Form eines PPS-Systems ist seit Jahrzehnten Stand der Technik. Doch längst sind aus den rein auf die Mate-rialwirtschaft ausgerichteten Pla-nungswerkzeugen (MRP) umfassende Enterprise-Resource-Planing-Systeme (ERP) geworden, die bei der kapazi-tätsorientierten Tages- und Stunden-aktuellen Feinplanung eine ebenso gute Figur machen wie bei der Abbil-dung eines Lifecycle-Managements in Form von Auftrags-, Kostruktions- und Kundendaten, wie [182] am Bei-spiel der SSA-Baan-Lösung verdeut-licht. Die notwendigen Ansätze zur Ver-besserung industrieller Prozesse ori-entieren sich zunehmend an der Op-timierung gesamter Produktlebens-zyklen. Der daraus resultierende Management- und Organisationsan-satz wird unter dem Begriff Product Lifecycle Management (PLM) zu-sammengefasst. Die dafür notwendi-ge Integration sämtlicher Daten kann nur mit semantischen Technologien erbracht werden, wie [183] demonst-riert. Mit einer ganzheitlichen Zeit- und Betriebsdaten-Management-Lösung lassen sich Kapazitäten besser ab-schätzen. Dies wird im Beitrag [184] am Beispiel des Maschinenbauers Neuenhauser aufzeigt. Der Nutzungs-grad der Maschinen und Anlagen hat sich seit der Einführung der Software deutlich erhöht. Systemkonsolidierung der IT-Strukturen bedeutet in erster Linie Standardisierung. Server, Datenban-ken und Betriebssysteme sind die klassischen Ansatzpunkte, wenn über eine Vereinheitlichung nachgedacht wird. Ein weiterer Aspekt der Stan-dardisierung von Unternehmenssoft-ware ist die Einführung von XML
7
und Web Services, die für den Daten-austausch unerlässlich werden [185].
3.2 Simulation [186 – 198]
Über die praktische Anwendung der Simulationstechnik bei einem Auto-mobilzulieferer berichtet Hartwig [186]. Die TRW Automotive gehört zu den Global Playern der Automo-bilzulieferbranche. Das Unternehmen betreibt an zahlreichen Niederlassun-gen Forschung, Entwicklung und Prototypenbau und unterhält Materi-allabore sowie einen Werkzeug und Betriebsmittelbau. Der Bericht gibt Einblicke in die vielfältigen Anwen-dungsgebiete der Simulationstechnik. Zeit ist Geld und in der Serienferti-gung ist sie besonders kostbar. Jede zusätzliche Sekunde pro Operation multipliziert sich mit der Stückzahl zu einem erheblichen Mehraufwand. Deshalb legen Fertigungsbetriebe bei der CAM-Programmierung großen Wert auf möglichst kurze Rüst- und Maschinenlaufzeiten. Die Optimie-rung von Werkzeugwegen und Schnittbedingungen erfordert ein CAD/CAM-System, das den Leis-tungsumfang der komplexen Maschi-nen in der Serienfertigung voll aus-schöpft und zugleich in der Lage ist, ihr Zeitverhalten zu simulieren, wie Wendenburg in [187] aufzeigt. Die Methode der Finiten Elemente hat mittlerweile in weite Teile der Konstruktion Eingang gefunden. Basierend auf den langjährigen Erfah-rungen wurde am Lehrstuhl für För-dertechnik Materialfluss Logistik der TU München ein Programmiersystem zur Berechnung Finiter-Elemente-Modelle als kinematische Struktur entwickelt [188]. Weiter steigende Anforderungen an die Produktivität von Fertigungsanla-gen stellen den Werkzeugmaschinen-bau sowie auch die Hersteller von Steuerungs- und Antriebstechnik zunehmend vor neue Herausforde-rungen. Um die Zuverlässigkeit und Verfügbarkeit der Werkzeugmaschi-nen zu erhöhen, fällt der Simulation in zunehmendem Maße eine Schlüs-selrolle zu, wie [189] erläutert. Wie der Armaturenbauer Pesta die Lieferzeiten durch den Einsatz von Konfiguratoren verkürzt zeigt Wen-denburg in [190]. Kundenspezifisch
ausgelegte Armaturen kann Pesta heute in drei Wochen liefern, früher wurden dazu bis zu elf Wochen benö-tigt. Mit der Software Windchill DLL lassen sich Produktkonfiguratoren aufbauen, die auch digitale Modelle liefern, die zuvor nicht existierten. Kurze Entwicklungszeiten für neue Fahrzeugmodelle und Varianten zwecks Sicherung und Ausbau von Marktanteilen erfordern von der Au-tomobilindustrie den Einsatz neuer Techniken in der Planung. Die 3D-basierte Materialflusssimulation ist dabei ein wichtiger Baustein, wie Bergmann und Potthast in [191] am Beispiel eines 3D-Simulations-modells zeigen, dass vor und nach der Anlageninbetriebnahme für Modifi-kationen und Optimierungen zur Verfügung steht. Inwieweit die Simulation, insbesond-re die Prozessablaufsimulation, auch für KMU geeignet ist, wird in [192] untersucht. Vor allem die spezifi-schen Hemmnisse für KMU und die Bedingungen zum erfolgreichen Ein-satz der Ablaufsimulation stehen im Mittelpunkt. Wichtig ist dabei die Auswahl eines angemessenen und leicht handhabbaren Tools. So kann die Ablaufsimulation auch für KMU ein nützliches und angemessenes Werkzeug darstellen. In der Industrie kommen unterschied-liche Simulationsapplikationen zum Einsatz, die das Risiko zukünftiger Maßnahmen kalkulierbarer machen sowie die damit verbundenen Pla-nungszeiten verkürzen. Das Konzept Reverse Simulation, dass in [193] vorgestellt wird, verfolgt dabei das Ziel, die Flexibilität der Produktions-planung und –steuerung durch ein realitätsnahes Simulationsmodell zu steigern und zukünftige Prognosen abzusichern. Für das Management von Supply Chains steht eine Vielzahl von Pla-nungs- und Steuerungsstrategien zur Verfügung. Die Kosten-Nutzen-Analyse zur Strategieauswahl sowie die Optimierung der Strategieparame-ter können durch Simulationsexperi-mente erfolgen. [194] beschreibt derartige Forschungsarbeiten, die im Rahmen des Teilprojektes Dispositi-onsstrategien des SFB 559 Modellie-rung großer Netze durchgeführt wur-den. In vielen Betrieben sucht man nach Einsparmöglichkeiten. In Fertigungs-
betrieben heißt das deshalb, Ausfall-zeiten und Rüstzeiten auf ein Mini-mum zu reduzieren. Das heißt, die Prozesse müssen noch sicherer wer-den, um unnötige Kosten durch den Stillstand einer Maschine zu vermei-den. Wie hochintegrative Simulati-onskonzepte für die NC-Simulation dabei helfen können, noch genauere Ergebnisse zu erzielen, beschreibt Erlinger in [195]. Die optimale Gestaltung der Wert-schöpfungskette sowie der damit zusammenhängenden Prozesse beugt Engpässen in der Fertigung vor, führt zu Bestandsreduzierungen, kürzeren Durchlaufzeiten und damit einem erhöhten Lieferservicegrad. Die Folge sind Kosteneinsparungen und Produk-tivitätssteigerungen. Wie Simulati-onsstudien Kostentransparenz ermög-lichen und Verbesserungspotentiale aufzeigen, erklären Arnemann und Werner in [196]. Der Beitrag [197] stellt dazu die Er-gebnisse des Forschungsprojektes SimAss vor, in dem eine Methode zur logistischen und monetären Bewer-tung von Simulationsergebnissen für Produktionsbereiche sowie zur Ablei-tung von Simulationsstellgrößen auf Basis von logistischen Zielgrößen entwickelt wurde. Die Anwendung der Methode wird durch einen im Projekt erstellten softwarebasierten Demonstrator unterstützt. Zäh, Munzert und Wünsch beschrei-ben in [198] eine Möglichkeit zur realitätsnahen Simulation von Monta-geanlagen durch den Einsatz der Hardware-in-the-Loop-Technologie (HIL). Die vorgeschlagene Simulati-onsumgebung verknüpft reale Steue-rungshardware mit echtzeitfähiger Simulation und Visualisierung von Montagesystemen. Durch derartige Simulation kann das Anlagenverhal-ten frühzeitiger als mit realen Proto-typen bestimmt und abgesichert wer-den.
3.3 Virtual Reality (VR) und Digitale Fabrik [199 – 212]
Flächige Leichtbauteile müssen zur Prüfung der geometrischen Eigen-schaften manuell in die Einbaulage gespannt werden. Erst dann lassen sich die Oberflächen messtechnisch

8
erfassen. Optische 3D-Sensoren und moderne Algorithmen sollen die aufwändige, manuelle Einspannung durch eine Computergestützte Simu-lation verkürzen. Dadurch wird künf-tig eine 100 % - Kontrolle im Pro-zesstakt möglich, wie in Artikel [199] veranschaulicht wird. Zeit für Optimierung bleibt im Pro-duktionsalltag nicht. Mit „Virtual Production“ bietet Siemens ein Dienstleistungspaket, das diese Situa-tion elegant und effektiv meistern soll. Die Simulation sagt für die Be-arbeitung eines Testwerkstücks Ver-besserungspotential bei der Oberflä-chenqualität und Laufzeitverringe-rung bei der Schlichtbearbeitung um 18 Prozent voraus, wie es am Beispiel Breunig & Co im Beitrag [200] erläu-tert wird. Die Erfurter Kongressmesse Rapid Tech zeigt Entwicklungen einer Technologie, die nicht nur den Weg von der Idee über das Special Tool zum Produkt radikal verkürzt hat, sondern bald schon den industriellen Fertigungsprozess revolutionieren könnte. Kramer gibt in [201] einen Überblick über die neusten Trends auf diesem Feld. Dass sich bei den heutigen Produkten Mechanik, Elektronik und Software immer mehr durchdringen ist mitt-lerweile hinlänglich bekannt. Trotz-dem wurde und wird vielfach noch stark getrennt zwischen mechanischer und elektrischer Konstruktion und Softwareentwicklung. Das diese drei Teilbereiche in der Praxis eng zu-sammenwirken und sich gegenseitig beeinflussen, ist klar. Wie dieser Umstand schon in einer Frühphase mit Hilfe von digitalen Prototypen berücksichtigt werden kann erklärt Obermann in [202]. In dem Projekt „Virtuelles Roboterla-bor“ an der FH Nürnberg wird an-hand eines Praxisversuchs untersucht, wo die Möglichkeiten und Grenzen der Steuerung eines Industrieroboters über das Internet liegen. Damit gibt der Versuch Hinweise zur Program-mierung und Fernwartung von Indust-rieroboterzellen über das Internet [203]. Der Beitrag[204] stellt eine VDI-Richtlinie zur Abbildung der Men-schen in Simulationsmodellen vor und berücksichtigt den Aspekt der zeitwirtschaflichen Vorraussetzungen für die simulationsunterstützte Pla-
nung von Produktionssystemen im Rahmen der Digitalen Fabrik. Um KMU den Zugang zu den Vortei-len der VR-Technologie mit einem sinnvollen Aufwand zu ermöglichen, wurde am Fraunhofer IPA das VR-System easyModel geschaffen. Seine grundlegenden Eigenschaften, Nutzen und Vorteile gegenüber anderer 3D-Software werden von Runde und Shligerskiy [205] diskutiert. Leistungsfähige IT-Werkzeuge er-möglichen heute die Modellierung von vielen Aspekten eines Ferti-gungssystems. Allerdings besteht auf dem Gebiet der Fertigungsplanung Handlungsbedarf, so Gausemeier [206]. Der Beitrag knüpft hier an, stellt eine derartige Systematik in den Grundzügen dar und zeigt, wie sie in das Leitbild der integrativen virtuel-len Produktentstehung einzubetten ist. Ausgehend von einer Darstellung der Definition und Struktur geht der Arti-kel [207] auf die Kernbereiche der Virtuellen Produktion ein und veran-schaulicht die essenziellen Schritte zur Realisierung einer ganzheitlichen Virtuellen Produktion sowie zur Vermeidung von Insellösungen. Das VR-System Ve² des iwb der TU München soll die technisch verfügba-ren Möglichkeiten eines virtuellen Prototypes zeigen und sie für den industriellen Anwender in der Pro-duktentwicklung und der Produkti-onsplanung in einem alltagstaugli-chen System umsetzen, so [208]. Im Beitrag [209] werden verschiede-ne Ergonomietools anhand realer ausgewählter Tätigkeiten aus der Automobilindustrie evaluiert und in ihrer Leistungsfähigkeit verglichen. Die eingesetzten Methoden und Ver-fahren sowie die entsprechenden Ergebnisse dieser Untersuchungen werden von Lepratti und Berger präsentiert. Das Institut für Fabrikanlagen und Logistik der Universität Hannover hat eine internetgestützte Fallstudie ent-wickelt, die die Möglichkeiten der virtuellen Reorganisation einer PPS beleuchtet. Diese Fallstudie befähigt nicht nur Studierende sondern auch Anwender aus der betrieblichen Pra-xis zu zielgerichteten Reorganisation der PPS [210].
Der Artikel [211] stellt leistungsfähi-ge CAD/CAM-Systeme vor, die das Optimieren von Prozessketten in kleinen und mittelständischen Unter-nehmen ermöglichen. Einen ersten Schritt zur Integration verteilt agierender Planer stellt das VI-KoP-3D-Planungswerkzeug dar. Es führt die Planungsbeteiligten aller Disziplinen von der Zielplanung bis zur Feinplanung durch den Fabrik-planungsprozess und koordiniert ihre Aktivitäten. Gleichzeitig bietet es aktivitätsabhängige Hilfefunktionen an und ermöglicht durch die Prozess-konfiguration eine Beschleunigung der Planung [212].
4. Logistik [213 – 259]
4.1 Planung logistischer Un-ternehmens -und Fabrik-strukturen [213 – 221]
Der Beitrag [213] beschreibt den Einsatz von Argumented Reality im Bereich der innerbetrieblichen Logis-tik. Dabei lassen sich zwei Schwer-punkte in diesem Umfeld identifizie-ren. Zum einem wird die Unterstüt-zung des Planungsprozesses betrach-tet, zum anderen liegt der Fokus auf den logistischen Prozessen selbst und wie diese mit Hilfe der AR-Technologie effizienter gestaltet werden können. Der Lehrstuhl fml der TU München hat ein rechnergestütztes Hilfsmittel entwickelt, um Rationalisierungspo-tentiale aufzuzeigen, aber auch Risi-ken und Gefahren einer Automatisie-rung des Umschlagbereiches abzu-schätzen. Dieses Werkzeug wurde in mehreren Pilotprojekten planungsbe-gleitend getestet. Die Ergebnisse werden in [214] vorgestellt. Hohe Variantenvielfalt und kurze Produktlebenszyklen in der Automo-bilindustrie stellen hohe Anforderun-gen an die Flexibilität der Zulieferer. Um hier trotz historisch gewachsener Betriebsstrukturen bessere Vorraus-setzungen für die Zukunft zu schaf-fen, hilft oft schon eine fundierte Reorganisation der Produktions- und Logistikflächen, so Dilling und Ott in [215]. Eine weitere Möglichkeit der steigen-den Komplexität und den höheren

9
Anforderungen an Zulieferer der Automobilindustrie zu begegnen, stellen die Artikel [216 und 217] vor. Das Supply-Chain-Operations-Reference-Modell (SCOR-Modell) stellt ein geeignetes Instrument für die Entwicklung einer einfachen und flexiblen Modellierungsmethodik zur stukturellen und skalierbaren Konfi-guration realitätskonformer Lieferket-ten dar. Am Beispiel der transnationalen Son-derabfalllogistik wird von Hahn in [218] ein Ansatz für die Schaffung der Interoperabilität in sich dyna-misch verändernden Supply Chains vorgestellt. Durch die durchgängige Betrachtung von Unternehmensmo-dellen wird die Integration und An-passung der IT-Infrastruktur be-schleunigt. Aus der Integration neuer Technolo-gien in eine bestehende Fertigungs-prozesskette resultiert die Notwen-digkeit einer Umstrukturierung der logistischen Abläufe. Die Frage, in welcher Form die logistische Auf-tragsabwicklung beeinflusst, geändert oder angepasst werden muss beant-wortet [219]. Der Beitrag [220] stellt ein integrier-tes Planungskonzept der kontinuierli-chen Konfiguration logistischer Sys-teme vor. Ziel des Konzeptes ist es, die Vorteile heutiger verfügbarer, schnell anpassbarer Logistik- und Produktionstechnologien durch ver-einfachte Anpassungsentscheidungen verstärkt in der operativ-taktischen Unternehmensplanung und -führung auszunutzen. Kunden-Lieferanten-Beziehungen werden vermehrt in hierarchisch strukturierten Unternehmensnetzwer-ken, so genannten „Hub & Spoke-Netzwerken“, organisiert. Die Integ-ration von Lieferanten in ein solches Netzwerk dient vor allem der Durch-setzung bestimmter Standards und der Realisierung von Lieferstrategien. Behnken zeigt in [221], dass diese Netzwerke in der Praxis sehr effizient sein können.
4.2 Planung des Material-flusses [222 – 229]
Der Einsatz von automatisierten Ma-terialflusssystemen erhöht die Flexi-bilität in der automatisierten Ferti-
gung. Eine Schwachstelle besteht jedoch in der Entwicklung der Steue-rungssoftware. Der Artikel [222] setzt hier an und beschreibt ein Enginee-ring-System zur graphisch interakti-ven Projektierung von Materialfluss-steuerungen. Ein umfangreiches Supply Chain Management Projekt kann schnell die Möglichkeiten eines Unternehmens überschreiten. Ziel muss es daher sein, eine individuelle, schlanke Lö-sung anzubieten, die im richtigen Kosten-Nutzen-Verhältnis im Sinne einer wertorientierten Unternehmens-führung steht, diese Meinung vertritt Gampenrieder in [223]. Die effektive Umsetzung eine profes-sionellen Distributionsmanagements beschreibt [224]. Logistik und Warenwirtschaft stehen am Scheideweg: Einerseits verlagert die Industrie hochqualifizierte, inte-grative Steuerungsaufgaben an die Logistik, andererseits vergibt sie niedrigpreisige, austauschbare Stan-dardaufgaben. Noch steht die Ent-wicklung am Anfang, noch ist diese Kluft nicht unüberwindbar, so Fürba-cher in [225]. Wie sieht die geeignete Stückgutsor-tiertechnik aus? Wie lässt sich ihre Leistungsfähigkeit entsprechend der Marktveränderungen erhöhen? Wel-che Planungs- und Simulationsauf-wand muss getrieben werden, um die beste Systemlösung für den jeweili-gen Einsatzfall zu finden? In den Artikeln [226 und 227] werden Stückgut-Sortiersysteme in ihren technischen Details analysiert und künftige Lösungen abgeleitet. Algorithmen für die dynamische Disposition bei begrenzter Produkti-onsleistung werden in [228 und 229] hergeleitet. Anwendbar sind die Dis-positionsregeln für das effiziente Cross-Docking in mehrstufigen Lie-ferketten und beheben eine der gra-vierendsten Ursachen des Bullwhip-Effekts, wie Gudehuis erklärt.
4.2.1 Materialflusssteuerung [230 – 238]
In der Logistik wird die Transponder-technologie derzeit hauptsächlich in Spezialanwendungen eingesetzt, z.B. in Fertigungs- und Montagestraßen in der Automobilindustrie. Hinderungs-
grund für einen flächendeckenden Einsatz waren bisher die Kosten der Transponder. Die Herstellkosten sinken aber derzeit kontinuierlich. So kommt man dem Ziel ein Stück nä-her: auf möglichst niedriger Ebene eine Verknüpfung zwischen Objekt und der Informationstechnologie zu schaffen, mit dem Ziel die reale Welt des Warenflusses möglichst genau in der Welt des Informationsflusses abzubilden. Die Artikel [230 – 233] geben einen Überblick über aktuelle Entwicklungen der Transponder und Smart-Label-Technologie. Mit Hilfe von Licht lassen sich In-formationen für die Steuerung von logistischen Anlagen berührungslos, schnell und präzise generieren. Den Einsatz von Optosensoren in logisti-schen Prozessen, wie z.B. der Kom-missionierung beschreiben [234 und 235]. Fast unabhängig von konjunkturellen Schwankungen entwickelt sich das Geschäft der Logstik-Dienstleister. Outsourcing ist das Schlagwort, mit dem Hersteller und Distributoren sich auf ihr jeweiliges Kerngeschäft kon-zentrieren und die Logistik den Spe-zialisten überlassen. Das komplexe Geschäft der Logistik-Dienstleister stellt auch an die IT hohe Anforde-runge, so Braun und Conrad in [236]. Straube und Frohn diskutieren in [237] neben den Anforderungen an die Technologie einen weiteren As-pekt des Logistik-Outsourcings: die Potentiale und Herausforderungen von E-Logistik-Initiativen und Kolla-borationen für Logistikdienstleister und ihre Kunden. Weiterhin werden die Gestaltungsfelder von Kollabora-tion in Form einer Umsetzungsme-thodik strukturiert. In wirtschaftlich angespannten Zeiten fällt es Unternehmen scheinbar schwer, langfristige Strategien zur Kostenreduzierung zu entwickeln: Häufig wird kurzfristig agiert und der eigene Kostendruck an Zulieferer und Dienstleister weitergegeben. Dass hoher Kostendruck hingegen auch eine Chance bietet, betriebsinterne Prozesse zu optimieren, zeigt Nakonz in [238] am Beispiel eines C-Teile-Management-Systems im Bereich der Rohrverbindungstechnik.

10
4.3 Lager [239 – 259]
4.3.1 Lagerkomponenten [239 – 250]
Warensortier- und -verteilanlagen, in der Praxis auch Sorter genannt, sind heutzutage in fast allen Bereichen des Stückgutumschlages. Das Einsatzge-biet umfasst den Umschlag zeitkriti-scher Stückgüter, in unterschiedlichen Formen und Gewichten sowie einer Vielzahl von Verpackungen. Um die Leistung des Systems „Mensch/Maschine“ zu erhöhen, wurde am Institut für Fördertechnik und Logistiksysteme (IFL) der Uni-versität Karlsruhe (TH) ein neues Zuführkonzept entwickelt, welches in [239 und 240] vorgestellt wird. Für das Kommissionieren von Palet-tenware entstand ein neuartiges hoch leistungsfähiges und kostengünstiges Lager- und Bereitstellsystem – das PickFaster-System. Die erworbenen Vorzüge für die dynamische Kom-missionierung von verpackten, schweren und größeren Artikeleinhei-ten lassen einen schnellen Durch-bruch in der Praxis erwarten. In [241 und 242] wird das PickFaster-System dargestellt und mit konkurrierenden Kommissionieren verglichen. Vom Dortmunder Fraunhofer-Institut für Materialfluss und Logistik ist ein neuartiges Lagerkonzept zur Bevorra-tung palletierter Stückgüter entwi-ckelt worden. Mit dieser automatisier-ten Lösung soll eine Lücke zwischen der rein manuell betriebenen Block-lagerung und hoch automatisierten Lagersystemen geschlossen werden. Die damit verbundene platzgenaue Lagerverwaltung dürfte vor allem im Nahrungsmittelbereich von Interesse sein, wo künftig die Rückverfolgbar-keit der Warenströme per EU-Richtlinie vorgeschrieben ist, wie der Beitrag [243] erläutert. Fordert der Markt eine höhere Liefer-bereitschaft bei gleichzeitig kürzeren Bestellzyklen, helfen häufig nur hö-here Bestände. Flexible Lagertechnik verwaltet diese effektiv. Wie sich mit flexibler Lagertechnik Engpässe in automatisierten Lagern vermeiden lassen und die Integration von Liefer-ketten vereinfacht, erläutert Corban, der in [244] das Multi-Shuttle-Konzept vorstellt.
Die technische Entwicklung der letz-ten zehn Jahre führte dazu, dass Ket-ten in Fördermitteln, insbesondere bei Bodenförderern, zunehmend durch Gurte ersetzt werden. Mittlerweile wurde der Trend zum Gurt auf Hän-geförderanlagen übertragen. Ergebnis ist ein gummiummanteltes Seil statt der in Kreis- und Schleppförderern (Power & Free-Systemen) bisher üblichen Steckketten als Zugmittel [245]. Wie mit Hilfe von Power & Free-Systemen und Einschienenhängebah-nen (EHB) ein effizientes Marteri-alfluss-Handling in der Automobilfer-tigung umgesetzt werden kann, zeigt [246]. Die Energie- und Datenzuführung zu bewegten Teilen ist eine Herausforde-rung, der sich die Fördertechnik so-wohl bei Kranen als auch bei Regal-bediengeräten stellen muss. Obwohl mehrere Hersteller bereits berüh-rungslos wirkende Energie- und Da-tenübertragungssysteme vorgestellt haben, sind Energieketten und Strom-schienen doch nach wie vor die „klas-sischen“ Systeme [247]. In der Fördertechnik setzen sich de-zentrale Antriebskonzepte immer mehr durch. Diese Antriebskonzepte sind vom Grundgedanken der Stan-dardisierung und Modularisierung von Anlagenkomponenten geprägt. Alle Projektphasen lassen sich durch eine dezentrale Architektur optimie-ren, von der Projektierung über die Montage und Inbetriebnahme bis zum Betrieb der Anlage [248]. Auf Regalbediengeräte montierte Kameras liefern Bilder und Videose-quenzen, die Störungsursachen zeigen und eine schnelle, gezielte Störungs-beseitigung ermöglichen. Je nachdem, in welchem Umfang das Kamerasys-tem über eine reine Visualisierung vor Ort hinaus genutzt werden soll, stehen informationstechnisch durch-gängige Integrationskonzepte zur Verfügung [249]. Wenn es um die Frage nach der ge-eigneten Technik für den Transport von z.B. kompletten Maschinen, tonnenschweren Papierrollen, Stahl-Coils oder auch die flexible Gestal-tung von Montageabläufen geht, ist dies häufig auch ein Fall für die Luft-kissentechnik. Die besonderen Merkmale und Eigenschaften dieser Technologie erlauben dem Anwender den Verzicht auf zusätzliche und
kostenintensive Hilfeinrichtungen. Dahlgren stellt diese Technik in [250] vor.
4.3.2 Lagerorganisation und La-gersteuerung [251 – 259]
Lagerprozesse und die sie unterstüt-zenden Informationstechnik sind zwei elementare Bestandteile eines erfolg-reichen Lagermanagements. Gewach-sene Strukturen verhindern jedoch vielfach die optimale Nutzung der sich bietenden Potentiale. Ein aktuel-les Forschungsvorhaben, vorgestellt von ten Hompel und Figgner in [251] zeigt neue Wege auf, die in Summe zu mehr Effizienz im Lager führen können. Auch der Beitrag [252] befasst sich mit vordefinierten Prozessen für die Lagerlogistik und geht der Frage nach, was ein neues Lagerteil kostet. Unabhängig von den Trends der Ma-nagementtheorien gilt es, ein optima-les Gleichgewicht zwischen Produk-tivität und Flexibilität auf allen Ebe-nen der Logistik anzustreben. Das gilt auch für das Lager, dessen Organisa-tion, Struktur und Technik. In [253] erläutert Wenicker Ansätze des Lean Managements, die auf die Lagerorga-nisation und die Lagersteuerung an-gewendet werden können. Mit Hilfe einer marktsynchronen Wertschöpfung können Produktions- und Handelsunternehmen ihre Lager-bestände senken, Durchlaufzeiten reduzieren und demzufolge ihre Pro-duktivität verbessern. Doch dazu müssen die notwendigen Handlungs-felder erkannt und die richtigen Stell-hebel bedient werden, wie in [254] beschrieben. Stich und Loukmidis widmen sich in [255] einem Ansatz zur Vermeidung des klassischen Zielkonfliktes der Disposition. Einerseits soll eine hohe Lieferbereitschaft gewährleistet wer-den, andererseits sollen die Kapital-bindungskosten möglichst gering gehalten werden. Daher wurde ein ganzheitlicher Ansatz entwickelt, wie Unternehmen hre verborgenen Poten-tiale im Sinne eines dynamischen Bestandmanagements systematisch erschließen können. Papst und Steldermann zeigen in [256] auf, welche Anforderungen an
11
moderne Lagerverwaltungen gestellt werden und welcher Nutzen aus der Implementierung einer entsprechend entwickelten Software im ERP-Umfeld erwächst. Der Lackieranlagenhersteller Dürr setzt bei der Transportabwicklung auf eine funkgestützte Lager- und Ver-sandabwicklung; moderne Laserter-minals von Datalogic, die per Funk mit SAP kommunizieren [257]. Bereits mehr als ein Jahrzehnt befin-det sich der Markt für Warehouse-Management-Systeme (WMS-Systeme) im Aufschwung, und daran wird sich auch vorläufig nichts än-dern. Nach wie vor bietet der fast erwachsene Markt reichlich Potential, wie Louvenberg in [258] zeigt. Hochregallager werden immer häufi-ger für doppelttiefe Lagerung reali-siert. Allerdings wird die Kostenein-sparung mit dem fehlenden Direkt-zugriff auf verdeckt stehende La-gereinheiten erkauft. In [259] wird dieser Verunsicherung entgegenge-wirkt und aufgezeigt, wie leistungsfä-hig ein solches System ist.
5. Gebäudetechnik [260 – 267]
Mit einem neuen Funk-Meldesystem lassen sich unterschiedliche Geräte, Maschinen und Anlagen per Mobilte-lefon aktivierne und steuern. Außer-dem kann das System als automati-sche Alarmanlage fungieren, indem es den Nutzer selbstständig per SMS oder Anruf informiert [260]. Turba stellt in [261] Rauchschalter mit automatischer Alarmschwellen-nachführung vor, die Fehlalarme in Schaltschränken verhindern und die Betriebssicherheit erhöhen. Ein intelligentes Modem, dass sich zur Prozessüberwachung von Anla-gen und Gebäuden eignet, indem sich Steuerungsprozesse von Klima-, Lüftungs-, und Heizungsanlagen automatisch überwachen lassen be-schreibt der Beitrag [262]. Um den Zutritt zu den verschiedenen Unternehmensbereichen sicher zu regeln, entschied sich der Automobil-zulieferer Schabmüller für ein bio-metrisches Fingerprint-System von Kaba Benzing [263]. Die drahtlose Unternehmenskommu-nikation hat viele Vorteile: Am
Schreibtisch gibt es keinen Kabelsalat mehr, wichtige Geschäftsdaten lassen sich von unterwegs abrufen. Doch die wachsende Gerätevielfalt konfrontiert den Anwender zunehmend mit Integ-rationsproblemen und Sicherheitsab-fragen. Mit dem Schutz von Funknet-zen vor illegalem Zugriff mit einem einheitlichen Verfahren befasst sich [264]. Dezentrale Produktionsstrukturen erfordern nicht nur einen verstärkten Datenstrom, sondern auch eine intel-ligente Energieversorgung. Das neue Lackierzentrum beim Landmaschi-nenhersteller Claas versorg jetzt ein Energiebus-System, mit dem sich bis zu 70% Installationsaufwand sparen lassen, so berichtet der Autor des Artikels [265] Die Qualität elektrischer Klemmver-bindungen weitgehend unabhängig von der Sorgfalt des Bedienpersonals zu gestalten – das ist das Ziel der Produktentwicklung des Anschluss-technik-Herstellers Wago. Die so genannte „Cage Clamp S“-Technologie erweist sich als beson-ders montagefreundlich und senkt so die Kosten. Der Beitrag [266] widmet sich dieser Entwicklung. Die traditionelle Kompressorstation hat eine Schwachstelle: sie wird meist für den Verbraucher mit den höchsten Anforderungen ausgelegt und ist dann für die restlichen Verbraucher über-dimensioniert. In solchen Fällen kön-nen dezentral aufgestellte Verdichter den Energiebedarf deutlich senken, wie [267] erläutert.
6. Projekt- und Fabrikcont-rolling [268 – 279]
Produktionscontrolling ist ein Pro-zess, der intensiven Dialog zwischen Controlling, Fertigung und Manage-ment erfordert. Zielvorgaben werden üblicherweise anhand von Kennzah-len dargestellt, deren regelmäßige Betrachtung den Stand der Zielerrei-chung sowie Abweichungen davon im Zeitverlauf aufzeigt. Wie ein aus-sagekräftiges Produktionscontrolling mit fünf Kennzahlen realisiert werden kann, zeigt [268]. Der im Artikel [269] vorgestellte Ansatz zum Strukturcontrolling von Produktionssystemen erlaubt es, wandlungsfähige Produktionssysteme
kontinuierlich hinsichtlich ihrer Schnittstellen zu anderen Unterneh-mensbereichen zu überwachen. Oft herrscht die Auffassung, es seinen aufwändige IT-Systeme erforderlich, um überhaupt ein kennzahlenorien-tiertes Produktionscontrolling zu installieren. Dies trifft jedoch nicht zu. Ein praktikabler Einstieg lässt sich auch durchaus mit Standard-IT realisieren [270]. Eine Produktion kontrolliert zu steu-ern, bedeutet den Kundenbedarf effi-zient und termingerecht zu treffen. Wie mit Produktionscontrolling die-sen Anforderungen begegnet werden kann, zeigt [271]. Vermehrt erhoffen sich Unternehmen, Kostendegressionseffekte durch die Abkehr von der In-House-Logistik erzielen zu können. Die Methode der „Stückzahl- und produktbezogenen Logistikkosten“ ermöglicht eine ex-akte Quantifizierung vor der Auf-tragsvergabe an Logistikdienstleister und leistet somit einen Beitrag zur Bewältigung der Herausforderung beim Outsourcing [272]. Der Beitrag [273] berichtet über eine Studie des Zentrums für Logistik und Unternehmensplanung, die Ergebnis-sprünge durch verbesserte Logistik im Maschinen- und Anlagenbau ver-deutlicht. Die integrierte Planung von Montage-systemen schafft die Vorraussetzun-gen für eine Kostenplanung, -steuerung und -kontrolle in der Pro-duktentwicklung und Montagesys-templanung. In [274] wird das Re-chenwerkzeug ProzessDB als neuer Lösungsansatz vorgestellt. Es wird sowohl auf die informationstechni-sche Gestaltung als auch die imple-mentierten Funktionalitäten einge-gangen. Variable lesitungsorientierte Entgeld-systeme entsprechen sowohl dem Wunsch vieler Arbeitnehmer, ande-rerseits sind sie auch im Interesse der Arbeitgeber, da sie bei entsprechen-der Gestaltung leistungsfördernd wirken. [275] stellt eine Fallstudie vor, das Ergebnis eines von den Auto-ren Hinrichsen und Rösler durchge-führten Beratungsprojektes. Mit der Einführung des neuen Ent-geldrahmenabkommens in der Metall- und Elektroindustrie befasst sich [276] und zeigt, wie systematisches Projektmanagement und adäquate Software den Erfolg fördern.
12
Der Artikel [277] skizziert aktuelle Ansätze in Fahrzeugprojekten bei der Daimler-Chrysler AG und stellt deren mögliche Verknüpfung zu einem ganzheitlichen Projektmanagement-prozess dar. Die Zukunftssicherheit für Industrie-unternehmen ergibt sich aus ihrer Innovationskraft, ihrer Kundenorien-tierung und dem Beherrschen der Kosten. Ein mehrstufiges Vorgehen beim Erschließen von Potentialen hilft, zügig zu Ersterfolgen zu kom-men und jederzeit den Überblick über den Gesamtprozess der Veränderung zu behalten, so Binner und Pöschel in [278]. Gemeinkosten rund ums Werkzeug sind fast genauso hoch anzusetzen, wie die reinen Werkzeugkosten. Un-tersuchungen beim Werkzeugherstel-ler Iscar Hartmetall haben diese er-staunliche Relation aufgedeckt. Ein Blick auf diesen Kostenblock lohnt deshalb mehr, als das Feilschen um den letzten Cent beim neuen Fräs-werkzeug [279].
7. E-Commerce [280 – 289]
Ohne Zweifel ist das Internet eine unschlagbar schnelle Informationsba-sis; ein erstklassiges Hilfsmittel, um die richtigen Produkte für eine An-wendung auszuwählen. Doch dabei muss es nicht bleiben: Auch das Bestellen geht im Internet schneller. Nirgendwo sonst wirkt sich die höhe-re Effizienz dieses Mediums deutli-cher aus als beim Einkaufen von C-Artikeln. Hier senkt das Internet die Prozesskosten drastisch, wie Keshis-hian in [280] aufzeigt. Der Beitrag [281] beschreibt ein integriertes Vorgehensmodell zur Einführung und zum kontinuierlichen Management von E-Business-Szenarien und –Anwendungen für KMU. Das Modell erweitert beste-hende und allgemein zugängliche E-Business-Beratungsansätze um Pha-sen zur Geschäftsprozessoptimierung, zur tatsächlichen Einführung einer E-Business-Anwendung und dem konti-nuierlichen Management im Sinne eines Continuous Process Improve-ment. Die Nutzung des Internets zur Unter-stützung von elektronischen Ge-schäftsvorgängen erfolgt derzeit meist
durch die Übertragung traditioneller Geschäftsprozesse auf das Internet (E-Business. In [282] werden die entstehenden E-Business-Interaktionsmuster analysiert und ein zur ökonomischen Realität struktur-analoges Informationssystem basie-rend auf einer Peer-to-Peer Netz-werkarchitektur vorgestellt. Um die Jahrtausendwende gab es einen Boom um Internet-AG, E-Commerce und Chancen für den Logistikmarkt: Viert-Partei-Dienstleister (4PL) wollten alle Betei-ligten der Supply Chain vernetzen. Einen richtigen Bedarf scheint es aber nicht zu geben. Stattdessen teilen sich die bisherigen Akteure den Markt unter sich auf, so Preuß in [283]. Der Unternehmenserfolg hängt nicht allein von Produktqualität und Ver-marktung ab. Effiziente Geschäfts-prozesse steigern die Wirtschaftlich-keit und Wettbewerbsfähigkeit; dies zeigt Lorenz an einem Beispiel eines Industrieunternehmens in [284]. Wer E-Business betreiben will, benö-tigt Standardisierungen. Der Produkt-klassifizierungsstandard E-Class scheint sich zu einem allgemeingülti-gen Schema zu entwickeln. Die Nut-zerzahlen nehmen zu und ein nicht unerheblicher Schub kommt aus der Automobilindustrie, so Gloger in [285]. Mit niedrigen Prozesskosten und besseren Konditionen beim Einkauf von C-Artikeln werben externe Be-schaffungsdienstleister. Der Artikel [286] erläutert das Ergebnis eine Studie und zeigt, was Einkäufer von einem solchen Business Process Out-sourcing erwarten. Etwa 600 bis 700 Bestellungen wi-ckelt Thyssen-Krupp Bilstein heute pro Monat über seine neue E-Procurement-Plattform ab. Mit ihrer Hilfe konnte der Automobilzulieferer die Zahl der Lieferanten deutlich senken. Auch Transaktionskosten und Prozesslaufzeiten wurden reduziert [287]. Die strategische Dimension des effi-zienten Einsatzes von E-Business zur Zukunftssicherung und Erzielung von Wettbewerbsvorteilen wird von vie-len, insbesondere kleinen und mittel-ständischen Unternehmen immer noch nicht ausreichend erfasst. Die Beiträge [288 und 289] zeigen die Einsatzmöglichkeiten von E-Business anhand unterschiedlicher Wertschöp-
fungsbereiche produzierender Unter-nehmen anschaulich und konkret auf.
8. Ausgesuchte Praxisbei-spiele [290 – 294]
Die lackierte Karosserie eines neuen Aston Martin DB9 kostet mehr Geld, als die meisten Menschen für ihr ganzes Auto ausgeben. Der Hersteller eines solchen Prestige-Sportwagens wird also alles daran setzen, Schäden während der Verarbeitung zu vermei-den. Aus diesem Grund hat man sich bei Aston Martin dazu entschieden, ein Fahrerloses Transportsystem einzusetzen [290]. Zunächst der Vito und nun dessen Nachfolger Viano werden von Mer-cedes Benz in Spanien gefertigt. Daimler Chrysler investierte viel Geld auf der iberischen Halbinsel, um den Erfolg dieser Modelle weiter zu sichern. Eine Zwischenbilanz rund ein Jahr nach Produktionsbeginn in Vitoria zeigt, dass das Werk in vieler-lei Hinsicht Maßstäbe setzt; der an-grenzende Lieferantenpark steht dem in nichts nach [291]. Über Qualität lässt sich nicht streiten – zumindest nicht über die jener Regalbediengeräte, die seit mehr als 30 Jahren Dauereinsatz zuverlässig ihre Arbeit bei den Ford-Werken in Köln verrichtet haben. Neue logisti-sche Anforderungen ergaben sich mit dem Modellwechsel beim neuen Ford Fiesta und Ford Fusion. Vor diesem Hintergrund hat der Automobilher-steller allein in die Modernisierung des „High Bay Köln“ 6,8 Mio. Euro investiert [292]. Die Datendurchgängigkeit stand im Vordergrund, als der Landmaschi-nenhersteller Krone die konventionel-le NC-Programmierung umstellte. Künftig werden auf Basis der 3D-Daten des CAD-Systems Catia mit dem CAM-System Profi CAM von Coscom die NC-Programme schneller und mit besserer Qualität als vorher erstellt [293]. Um die Sortierleistung zu verbessern und die Arbeitsbedin-gungen zu erleichtern, werden bei der Dänischen Post derzeit sämtliche Verteilanlagen in den Briefzentren auf den technisch neuesten Stand gebracht. Palettierroboter überneh-men dabei das Palettieren der schwe-ren Briefbehälter [294].
13
9. Abküzungsverzeichnis der ausgewählten Literatur mit Internetadressen 1 AP Automobil-Produktion http://www.automagazine.de/ 2 A Automatisation http://www.oldenbourg.de/ 3 atp Automatisierungstechnische Praxis http://www.oldenbourg.de/verlag/at-technik/rot-atpc.htm 4 dhf Deutsche Hebe- u. Fördertechnik www.dhf-magazine.de/agt-verlag.de/DHF.htm 5 D Distribution www.industrie-service.de 6 f Fertigung www.fertigung.de/fe/fertigung.html 7 fa flexible Automation www.flexibleautomation.de 8 FB/IE Fortschrittliche Betriebsführung u. Ind. Engineering www.refa.de 9 F+H Fördern und Heben www.industrie-service.de 10 FFZ Flurförderzeuge Sonderausgabe von P 11 FMJ Fördermitteljournal http://www.henrich.de 12 FT Fördertechnik www.technica-verlag.ch 13 Huf Hebezeuge und Fördermittel www.hussmedien.de/homeie.htm 14 I Industriebau www.industriebau-online.de 15 IA Industrie-Anzeiger www.industrieanzeiger.de 16 IH Instandhaltung http://www.instandhaltung.de/ish 17 IM Industrie Management www.industrie-management.de 18 Lh Logistik heute www.logistik-heute.de 19 LiU Logistik im Unternehmen http://www.technikwissen.de/logistik/index.htm 20 LS Logistik Spektrum F+H (Sonderteil) 21 LT Lagertechnik FMJ (Sonderpublikation) 22 MAV Maschinen, Anlagen, Verfahren 23 MB-LT Marktbild Lagertechnik 24 MB-FFZ Marktbild Flurföderzeuge 25 MF Materialfluss www.mi-verlag.de/fachzeit/objekte/mf/mf.htm
26 MF-Markt Materialfluss Markt http://www.materialfluss.de/mf/
27 MM Maschinenmarkt www.maschinenmarkt.de 28 P Produktion www.mi-verlag.de 29 PM Projektmanagement www.mi-verlag.de 30 PPS-M PPS-Management www.pps-management.de 31 PP Planung und Produktion 32 QE Quality Engineering www.hanser.de 33 QZ Qualitätszeitung www.hanser.de 34 REFA REFA Nachrichten http://www.refa.de 35 SI Sicherheitsingenieur http://www.haefner-verlag.de/fachzeitschr/arbeitssich/index.php 36 SMM Schweizer Maschinenmarkt www.maschinenmarkt.ch 37 STZ Schweizerische Technische Zeitung www.kueba.ch 38 T Technica www.technica-verlag.ch 39 TR Technische Rundschau http://www.technische-rundschau.ch 40 TÜ Technische Überwachung www.technikwissen.de 41 VDI-Z VDI Zeitung http://www.technikwissen.de/vdi-z/index.htm 42 W Werkzeuge 43 WB Werkstatt und Betrieb http://www.hanser.de/zeitschriften/wb/blaetter.htm 44 WM Werkzeugmarkt www.nc-verlag.de 45 Wt-o Werkstattstechnik online http://www.werkstattstechnik.de 46 WuF Werkzeuge und Formenbau http://www.technikwissen.de/wt/index.htm 47 Zfo Zeitschrift Führung u. Organisation www.zfo.de 48 ZU Der Zuliefermarkt www.hanser.de 49 ZwF Zeitschrift für wirtschaftlichen Fabrikbetrieb http://www.hanser.de/zeitschriften/zwf/index.htm
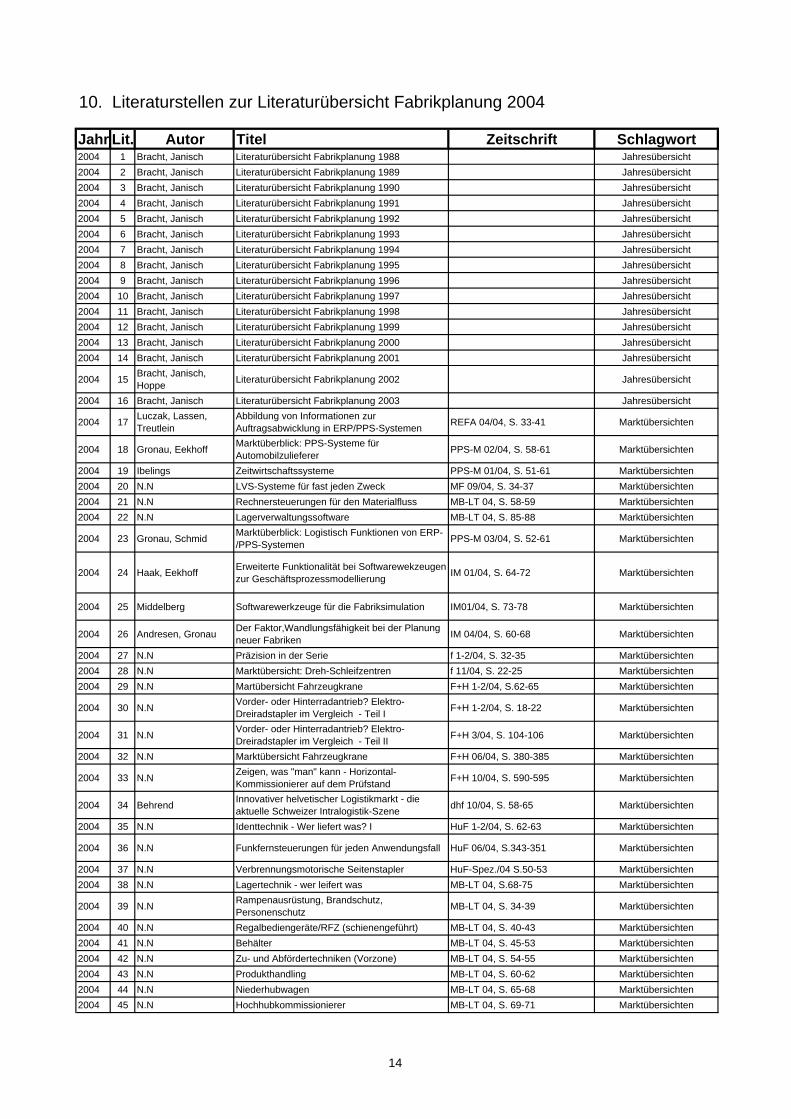
10. Literaturstellen zur Literaturübersicht Fabrikplanung 2004
Jahr Lit. Autor Titel Zeitschrift Schlagwort2004 1 Bracht, Janisch Literaturübersicht Fabrikplanung 1988 Jahresübersicht2004 2 Bracht, Janisch Literaturübersicht Fabrikplanung 1989 Jahresübersicht2004 3 Bracht, Janisch Literaturübersicht Fabrikplanung 1990 Jahresübersicht2004 4 Bracht, Janisch Literaturübersicht Fabrikplanung 1991 Jahresübersicht2004 5 Bracht, Janisch Literaturübersicht Fabrikplanung 1992 Jahresübersicht2004 6 Bracht, Janisch Literaturübersicht Fabrikplanung 1993 Jahresübersicht2004 7 Bracht, Janisch Literaturübersicht Fabrikplanung 1994 Jahresübersicht2004 8 Bracht, Janisch Literaturübersicht Fabrikplanung 1995 Jahresübersicht2004 9 Bracht, Janisch Literaturübersicht Fabrikplanung 1996 Jahresübersicht2004 10 Bracht, Janisch Literaturübersicht Fabrikplanung 1997 Jahresübersicht2004 11 Bracht, Janisch Literaturübersicht Fabrikplanung 1998 Jahresübersicht2004 12 Bracht, Janisch Literaturübersicht Fabrikplanung 1999 Jahresübersicht2004 13 Bracht, Janisch Literaturübersicht Fabrikplanung 2000 Jahresübersicht2004 14 Bracht, Janisch Literaturübersicht Fabrikplanung 2001 Jahresübersicht
2004 15 Bracht, Janisch, Hoppe Literaturübersicht Fabrikplanung 2002 Jahresübersicht
2004 16 Bracht, Janisch Literaturübersicht Fabrikplanung 2003 Jahresübersicht
2004 17 Luczak, Lassen, Treutlein
Abbildung von Informationen zur Auftragsabwicklung in ERP/PPS-Systemen REFA 04/04, S. 33-41 Marktübersichten
2004 18 Gronau, Eekhoff Marktüberblick: PPS-Systeme für Automobilzulieferer PPS-M 02/04, S. 58-61 Marktübersichten
2004 19 Ibelings Zeitwirtschaftssysteme PPS-M 01/04, S. 51-61 Marktübersichten2004 20 N.N LVS-Systeme für fast jeden Zweck MF 09/04, S. 34-37 Marktübersichten2004 21 N.N Rechnersteuerungen für den Materialfluss MB-LT 04, S. 58-59 Marktübersichten2004 22 N.N Lagerverwaltungssoftware MB-LT 04, S. 85-88 Marktübersichten
2004 23 Gronau, Schmid Marktüberblick: Logistisch Funktionen von ERP-/PPS-Systemen PPS-M 03/04, S. 52-61 Marktübersichten
2004 24 Haak, Eekhoff Erweiterte Funktionalität bei Softwarewekzeugen zur Geschäftsprozessmodellierung IM 01/04, S. 64-72 Marktübersichten
2004 25 Middelberg Softwarewerkzeuge für die Fabriksimulation IM01/04, S. 73-78 Marktübersichten
2004 26 Andresen, Gronau Der Faktor,Wandlungsfähigkeit bei der Planung neuer Fabriken IM 04/04, S. 60-68 Marktübersichten
2004 27 N.N Präzision in der Serie f 1-2/04, S. 32-35 Marktübersichten2004 28 N.N Marktübersicht: Dreh-Schleifzentren f 11/04, S. 22-25 Marktübersichten2004 29 N.N Martübersicht Fahrzeugkrane F+H 1-2/04, S.62-65 Marktübersichten
2004 30 N.N Vorder- oder Hinterradantrieb? Elektro-Dreiradstapler im Vergleich - Teil I F+H 1-2/04, S. 18-22 Marktübersichten
2004 31 N.N Vorder- oder Hinterradantrieb? Elektro-Dreiradstapler im Vergleich - Teil II F+H 3/04, S. 104-106 Marktübersichten
2004 32 N.N Marktübersicht Fahrzeugkrane F+H 06/04, S. 380-385 Marktübersichten
2004 33 N.N Zeigen, was "man" kann - Horizontal-Kommissionierer auf dem Prüfstand F+H 10/04, S. 590-595 Marktübersichten
2004 34 Behrend Innovativer helvetischer Logistikmarkt - die aktuelle Schweizer Intralogistik-Szene dhf 10/04, S. 58-65 Marktübersichten
2004 35 N.N Identtechnik - Wer liefert was? I HuF 1-2/04, S. 62-63 Marktübersichten
2004 36 N.N Funkfernsteuerungen für jeden Anwendungsfall HuF 06/04, S.343-351 Marktübersichten
2004 37 N.N Verbrennungsmotorische Seitenstapler HuF-Spez./04 S.50-53 Marktübersichten2004 38 N.N Lagertechnik - wer leifert was MB-LT 04, S.68-75 Marktübersichten
2004 39 N.N Rampenausrüstung, Brandschutz, Personenschutz MB-LT 04, S. 34-39 Marktübersichten
2004 40 N.N Regalbediengeräte/RFZ (schienengeführt) MB-LT 04, S. 40-43 Marktübersichten2004 41 N.N Behälter MB-LT 04, S. 45-53 Marktübersichten2004 42 N.N Zu- und Abfördertechniken (Vorzone) MB-LT 04, S. 54-55 Marktübersichten2004 43 N.N Produkthandling MB-LT 04, S. 60-62 Marktübersichten2004 44 N.N Niederhubwagen MB-LT 04, S. 65-68 Marktübersichten2004 45 N.N Hochhubkommissionierer MB-LT 04, S. 69-71 Marktübersichten
14
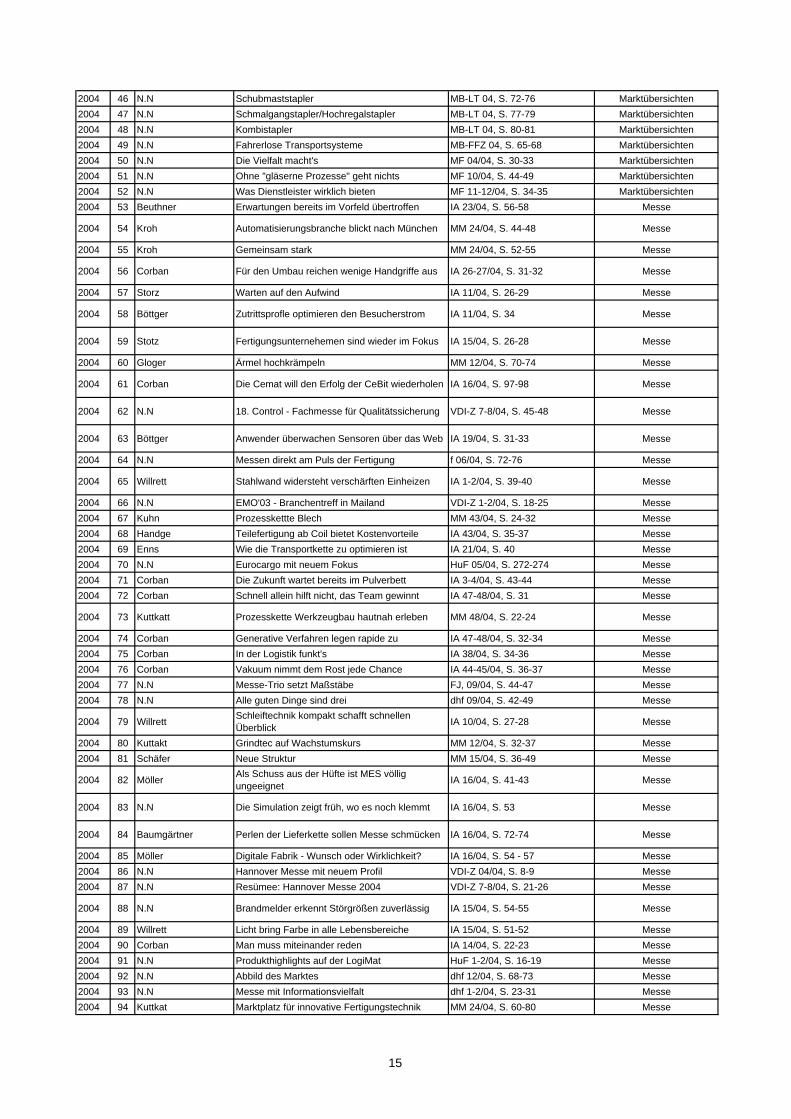
2004 46 N.N Schubmaststapler MB-LT 04, S. 72-76 Marktübersichten2004 47 N.N Schmalgangstapler/Hochregalstapler MB-LT 04, S. 77-79 Marktübersichten2004 48 N.N Kombistapler MB-LT 04, S. 80-81 Marktübersichten2004 49 N.N Fahrerlose Transportsysteme MB-FFZ 04, S. 65-68 Marktübersichten2004 50 N.N Die Vielfalt macht's MF 04/04, S. 30-33 Marktübersichten2004 51 N.N Ohne "gläserne Prozesse" geht nichts MF 10/04, S. 44-49 Marktübersichten2004 52 N.N Was Dienstleister wirklich bieten MF 11-12/04, S. 34-35 Marktübersichten2004 53 Beuthner Erwartungen bereits im Vorfeld übertroffen IA 23/04, S. 56-58 Messe
2004 54 Kroh Automatisierungsbranche blickt nach München MM 24/04, S. 44-48 Messe
2004 55 Kroh Gemeinsam stark MM 24/04, S. 52-55 Messe
2004 56 Corban Für den Umbau reichen wenige Handgriffe aus IA 26-27/04, S. 31-32 Messe
2004 57 Storz Warten auf den Aufwind IA 11/04, S. 26-29 Messe
2004 58 Böttger Zutrittsprofle optimieren den Besucherstrom IA 11/04, S. 34 Messe
2004 59 Stotz Fertigungsunternehemen sind wieder im Fokus IA 15/04, S. 26-28 Messe
2004 60 Gloger Ärmel hochkrämpeln MM 12/04, S. 70-74 Messe
2004 61 Corban Die Cemat will den Erfolg der CeBit wiederholen IA 16/04, S. 97-98 Messe
2004 62 N.N 18. Control - Fachmesse für Qualitätssicherung VDI-Z 7-8/04, S. 45-48 Messe
2004 63 Böttger Anwender überwachen Sensoren über das Web IA 19/04, S. 31-33 Messe
2004 64 N.N Messen direkt am Puls der Fertigung f 06/04, S. 72-76 Messe
2004 65 Willrett Stahlwand widersteht verschärften Einheizen IA 1-2/04, S. 39-40 Messe
2004 66 N.N EMO'03 - Branchentreff in Mailand VDI-Z 1-2/04, S. 18-25 Messe2004 67 Kuhn Prozesskettte Blech MM 43/04, S. 24-32 Messe2004 68 Handge Teilefertigung ab Coil bietet Kostenvorteile IA 43/04, S. 35-37 Messe2004 69 Enns Wie die Transportkette zu optimieren ist IA 21/04, S. 40 Messe2004 70 N.N Eurocargo mit neuem Fokus HuF 05/04, S. 272-274 Messe2004 71 Corban Die Zukunft wartet bereits im Pulverbett IA 3-4/04, S. 43-44 Messe2004 72 Corban Schnell allein hilft nicht, das Team gewinnt IA 47-48/04, S. 31 Messe
2004 73 Kuttkatt Prozesskette Werkzeugbau hautnah erleben MM 48/04, S. 22-24 Messe
2004 74 Corban Generative Verfahren legen rapide zu IA 47-48/04, S. 32-34 Messe2004 75 Corban In der Logistik funkt's IA 38/04, S. 34-36 Messe2004 76 Corban Vakuum nimmt dem Rost jede Chance IA 44-45/04, S. 36-37 Messe2004 77 N.N Messe-Trio setzt Maßstäbe FJ, 09/04, S. 44-47 Messe2004 78 N.N Alle guten Dinge sind drei dhf 09/04, S. 42-49 Messe
2004 79 Willrett Schleiftechnik kompakt schafft schnellen Überblick IA 10/04, S. 27-28 Messe
2004 80 Kuttakt Grindtec auf Wachstumskurs MM 12/04, S. 32-37 Messe2004 81 Schäfer Neue Struktur MM 15/04, S. 36-49 Messe
2004 82 Möller Als Schuss aus der Hüfte ist MES völlig ungeeignet IA 16/04, S. 41-43 Messe
2004 83 N.N Die Simulation zeigt früh, wo es noch klemmt IA 16/04, S. 53 Messe
2004 84 Baumgärtner Perlen der Lieferkette sollen Messe schmücken IA 16/04, S. 72-74 Messe
2004 85 Möller Digitale Fabrik - Wunsch oder Wirklichkeit? IA 16/04, S. 54 - 57 Messe2004 86 N.N Hannover Messe mit neuem Profil VDI-Z 04/04, S. 8-9 Messe2004 87 N.N Resümee: Hannover Messe 2004 VDI-Z 7-8/04, S. 21-26 Messe
2004 88 N.N Brandmelder erkennt Störgrößen zuverlässig IA 15/04, S. 54-55 Messe
2004 89 Willrett Licht bring Farbe in alle Lebensbereiche IA 15/04, S. 51-52 Messe2004 90 Corban Man muss miteinander reden IA 14/04, S. 22-23 Messe2004 91 N.N Produkthighlights auf der LogiMat HuF 1-2/04, S. 16-19 Messe2004 92 N.N Abbild des Marktes dhf 12/04, S. 68-73 Messe2004 93 N.N Messe mit Informationsvielfalt dhf 1-2/04, S. 23-31 Messe2004 94 Kuttkat Marktplatz für innovative Fertigungstechnik MM 24/04, S. 60-80 Messe
15
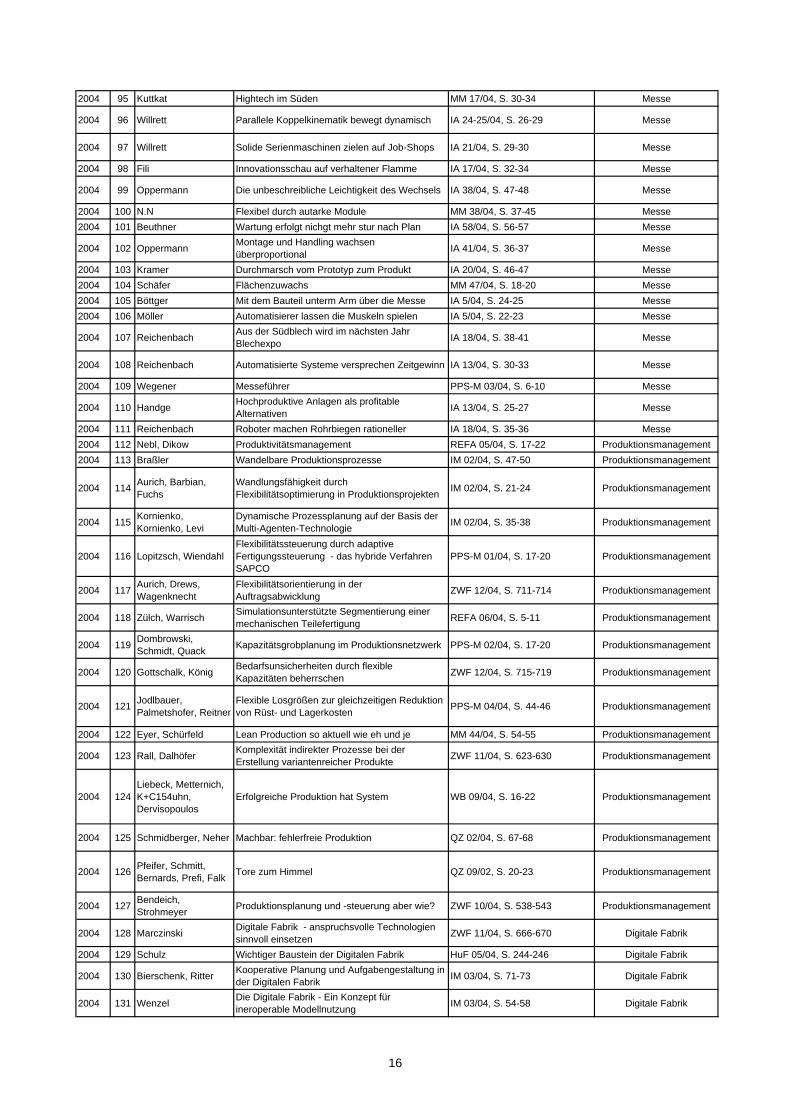
2004 95 Kuttkat Hightech im Süden MM 17/04, S. 30-34 Messe
2004 96 Willrett Parallele Koppelkinematik bewegt dynamisch IA 24-25/04, S. 26-29 Messe
2004 97 Willrett Solide Serienmaschinen zielen auf Job-Shops IA 21/04, S. 29-30 Messe
2004 98 Fili Innovationsschau auf verhaltener Flamme IA 17/04, S. 32-34 Messe
2004 99 Oppermann Die unbeschreibliche Leichtigkeit des Wechsels IA 38/04, S. 47-48 Messe
2004 100 N.N Flexibel durch autarke Module MM 38/04, S. 37-45 Messe2004 101 Beuthner Wartung erfolgt nichgt mehr stur nach Plan IA 58/04, S. 56-57 Messe
2004 102 Oppermann Montage und Handling wachsen überproportional IA 41/04, S. 36-37 Messe
2004 103 Kramer Durchmarsch vom Prototyp zum Produkt IA 20/04, S. 46-47 Messe2004 104 Schäfer Flächenzuwachs MM 47/04, S. 18-20 Messe2004 105 Böttger Mit dem Bauteil unterm Arm über die Messe IA 5/04, S. 24-25 Messe2004 106 Möller Automatisierer lassen die Muskeln spielen IA 5/04, S. 22-23 Messe
2004 107 Reichenbach Aus der Südblech wird im nächsten Jahr Blechexpo IA 18/04, S. 38-41 Messe
2004 108 Reichenbach Automatisierte Systeme versprechen Zeitgewinn IA 13/04, S. 30-33 Messe
2004 109 Wegener Messeführer PPS-M 03/04, S. 6-10 Messe
2004 110 Handge Hochproduktive Anlagen als profitable Alternativen IA 13/04, S. 25-27 Messe
2004 111 Reichenbach Roboter machen Rohrbiegen rationeller IA 18/04, S. 35-36 Messe2004 112 Nebl, Dikow Produktivitätsmanagement REFA 05/04, S. 17-22 Produktionsmanagement2004 113 Braßler Wandelbare Produktionsprozesse IM 02/04, S. 47-50 Produktionsmanagement
2004 114 Aurich, Barbian, Fuchs
Wandlungsfähigkeit durch Flexibilitätsoptimierung in Produktionsprojekten IM 02/04, S. 21-24 Produktionsmanagement
2004 115 Kornienko, Kornienko, Levi
Dynamische Prozessplanung auf der Basis der Multi-Agenten-Technologie IM 02/04, S. 35-38 Produktionsmanagement
2004 116 Lopitzsch, WiendahlFlexibilitätssteuerung durch adaptive Fertigungssteuerung - das hybride Verfahren SAPCO
PPS-M 01/04, S. 17-20 Produktionsmanagement
2004 117 Aurich, Drews, Wagenknecht
Flexibilitätsorientierung in der Auftragsabwicklung ZWF 12/04, S. 711-714 Produktionsmanagement
2004 118 Zülch, Warrisch Simulationsunterstützte Segmentierung einer mechanischen Teilefertigung REFA 06/04, S. 5-11 Produktionsmanagement
2004 119 Dombrowski, Schmidt, Quack Kapazitätsgrobplanung im Produktionsnetzwerk PPS-M 02/04, S. 17-20 Produktionsmanagement
2004 120 Gottschalk, König Bedarfsunsicherheiten durch flexible Kapazitäten beherrschen ZWF 12/04, S. 715-719 Produktionsmanagement
2004 121 Jodlbauer, Palmetshofer, Reitner
Flexible Losgrößen zur gleichzeitigen Reduktion von Rüst- und Lagerkosten PPS-M 04/04, S. 44-46 Produktionsmanagement
2004 122 Eyer, Schürfeld Lean Production so aktuell wie eh und je MM 44/04, S. 54-55 Produktionsmanagement
2004 123 Rall, Dalhöfer Komplexität indirekter Prozesse bei der Erstellung variantenreicher Produkte ZWF 11/04, S. 623-630 Produktionsmanagement
2004 124Liebeck, Metternich, K+C154uhn, Dervisopoulos
Erfolgreiche Produktion hat System WB 09/04, S. 16-22 Produktionsmanagement
2004 125 Schmidberger, Neher Machbar: fehlerfreie Produktion QZ 02/04, S. 67-68 Produktionsmanagement
2004 126 Pfeifer, Schmitt, Bernards, Prefi, Falk Tore zum Himmel QZ 09/02, S. 20-23 Produktionsmanagement
2004 127 Bendeich, Strohmeyer Produktionsplanung und -steuerung aber wie? ZWF 10/04, S. 538-543 Produktionsmanagement
2004 128 Marczinski Digitale Fabrik - anspruchsvolle Technologien sinnvoll einsetzen ZWF 11/04, S. 666-670 Digitale Fabrik
2004 129 Schulz Wichtiger Baustein der Digitalen Fabrik HuF 05/04, S. 244-246 Digitale Fabrik
2004 130 Bierschenk, Ritter Kooperative Planung und Aufgabengestaltung in der Digitalen Fabrik IM 03/04, S. 71-73 Digitale Fabrik
2004 131 Wenzel Die Digitale Fabrik - Ein Konzept für ineroperable Modellnutzung IM 03/04, S. 54-58 Digitale Fabrik
16
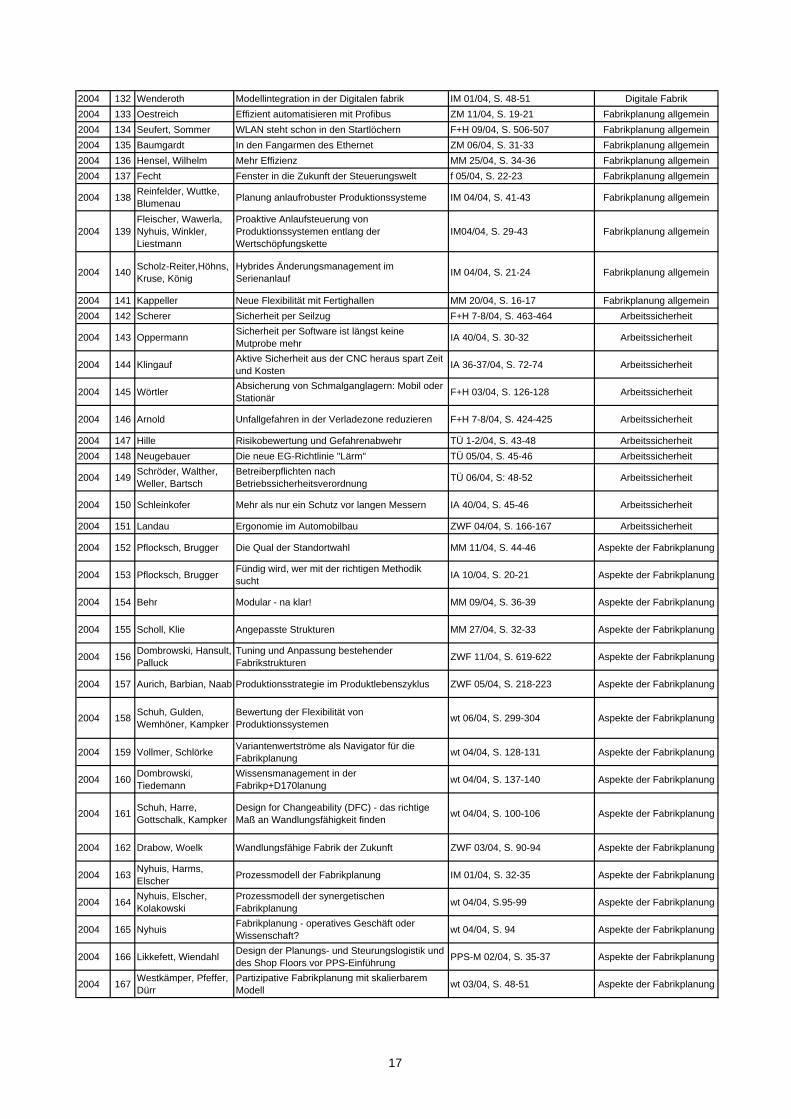
2004 132 Wenderoth Modellintegration in der Digitalen fabrik IM 01/04, S. 48-51 Digitale Fabrik2004 133 Oestreich Effizient automatisieren mit Profibus ZM 11/04, S. 19-21 Fabrikplanung allgemein2004 134 Seufert, Sommer WLAN steht schon in den Startlöchern F+H 09/04, S. 506-507 Fabrikplanung allgemein2004 135 Baumgardt In den Fangarmen des Ethernet ZM 06/04, S. 31-33 Fabrikplanung allgemein2004 136 Hensel, Wilhelm Mehr Effizienz MM 25/04, S. 34-36 Fabrikplanung allgemein2004 137 Fecht Fenster in die Zukunft der Steuerungswelt f 05/04, S. 22-23 Fabrikplanung allgemein
2004 138 Reinfelder, Wuttke, Blumenau Planung anlaufrobuster Produktionssysteme IM 04/04, S. 41-43 Fabrikplanung allgemein
2004 139Fleischer, Wawerla, Nyhuis, Winkler, Liestmann
Proaktive Anlaufsteuerung von Produktionssystemen entlang der Wertschöpfungskette
IM04/04, S. 29-43 Fabrikplanung allgemein
2004 140 Scholz-Reiter,Höhns, Kruse, König
Hybrides Änderungsmanagement im Serienanlauf IM 04/04, S. 21-24 Fabrikplanung allgemein
2004 141 Kappeller Neue Flexibilität mit Fertighallen MM 20/04, S. 16-17 Fabrikplanung allgemein2004 142 Scherer Sicherheit per Seilzug F+H 7-8/04, S. 463-464 Arbeitssicherheit
2004 143 Oppermann Sicherheit per Software ist längst keine Mutprobe mehr IA 40/04, S. 30-32 Arbeitssicherheit
2004 144 Klingauf Aktive Sicherheit aus der CNC heraus spart Zeit und Kosten IA 36-37/04, S. 72-74 Arbeitssicherheit
2004 145 Wörtler Absicherung von Schmalganglagern: Mobil oder Stationär F+H 03/04, S. 126-128 Arbeitssicherheit
2004 146 Arnold Unfallgefahren in der Verladezone reduzieren F+H 7-8/04, S. 424-425 Arbeitssicherheit
2004 147 Hille Risikobewertung und Gefahrenabwehr TÜ 1-2/04, S. 43-48 Arbeitssicherheit2004 148 Neugebauer Die neue EG-Richtlinie "Lärm" TÜ 05/04, S. 45-46 Arbeitssicherheit
2004 149 Schröder, Walther, Weller, Bartsch
Betreiberpflichten nach Betriebssicherheitsverordnung TÜ 06/04, S: 48-52 Arbeitssicherheit
2004 150 Schleinkofer Mehr als nur ein Schutz vor langen Messern IA 40/04, S. 45-46 Arbeitssicherheit
2004 151 Landau Ergonomie im Automobilbau ZWF 04/04, S. 166-167 Arbeitssicherheit
2004 152 Pflocksch, Brugger Die Qual der Standortwahl MM 11/04, S. 44-46 Aspekte der Fabrikplanung
2004 153 Pflocksch, Brugger Fündig wird, wer mit der richtigen Methodik sucht IA 10/04, S. 20-21 Aspekte der Fabrikplanung
2004 154 Behr Modular - na klar! MM 09/04, S. 36-39 Aspekte der Fabrikplanung
2004 155 Scholl, Klie Angepasste Strukturen MM 27/04, S. 32-33 Aspekte der Fabrikplanung
2004 156 Dombrowski, Hansult, Palluck
Tuning und Anpassung bestehender Fabrikstrukturen ZWF 11/04, S. 619-622 Aspekte der Fabrikplanung
2004 157 Aurich, Barbian, Naab Produktionsstrategie im Produktlebenszyklus ZWF 05/04, S. 218-223 Aspekte der Fabrikplanung
2004 158 Schuh, Gulden, Wemhöner, Kampker
Bewertung der Flexibilität von Produktionssystemen wt 06/04, S. 299-304 Aspekte der Fabrikplanung
2004 159 Vollmer, Schlörke Variantenwertströme als Navigator für die Fabrikplanung wt 04/04, S. 128-131 Aspekte der Fabrikplanung
2004 160 Dombrowski, Tiedemann
Wissensmanagement in der Fabrikp+D170lanung wt 04/04, S. 137-140 Aspekte der Fabrikplanung
2004 161 Schuh, Harre, Gottschalk, Kampker
Design for Changeability (DFC) - das richtige Maß an Wandlungsfähigkeit finden wt 04/04, S. 100-106 Aspekte der Fabrikplanung
2004 162 Drabow, Woelk Wandlungsfähige Fabrik der Zukunft ZWF 03/04, S. 90-94 Aspekte der Fabrikplanung
2004 163 Nyhuis, Harms, Elscher Prozessmodell der Fabrikplanung IM 01/04, S. 32-35 Aspekte der Fabrikplanung
2004 164 Nyhuis, Elscher, Kolakowski
Prozessmodell der synergetischen Fabrikplanung wt 04/04, S.95-99 Aspekte der Fabrikplanung
2004 165 Nyhuis Fabrikplanung - operatives Geschäft oder Wissenschaft? wt 04/04, S. 94 Aspekte der Fabrikplanung
2004 166 Likkefett, Wiendahl Design der Planungs- und Steurungslogistik und des Shop Floors vor PPS-Einführung PPS-M 02/04, S. 35-37 Aspekte der Fabrikplanung
2004 167 Westkämper, Pfeffer, Dürr
Partizipative Fabrikplanung mit skalierbarem Modell wt 03/04, S. 48-51 Aspekte der Fabrikplanung
17
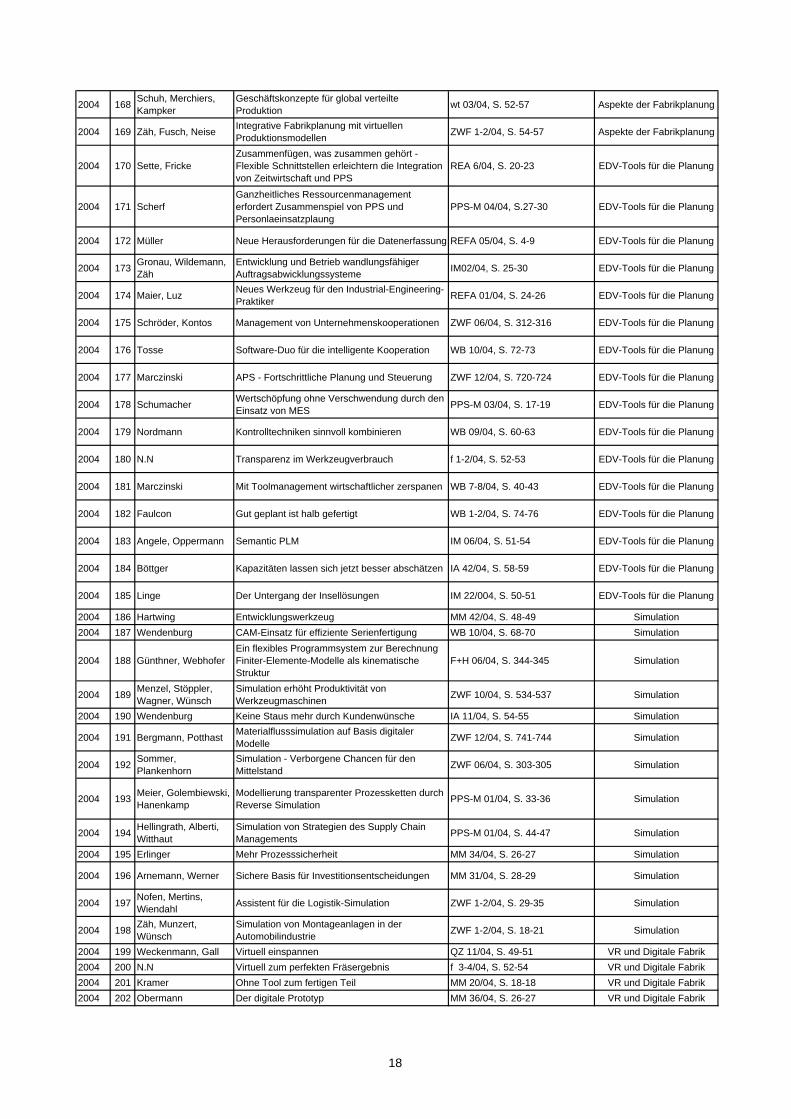
2004 168 Schuh, Merchiers, Kampker
Geschäftskonzepte für global verteilte Produktion wt 03/04, S. 52-57 Aspekte der Fabrikplanung
2004 169 Zäh, Fusch, Neise Integrative Fabrikplanung mit virtuellen Produktionsmodellen ZWF 1-2/04, S. 54-57 Aspekte der Fabrikplanung
2004 170 Sette, FrickeZusammenfügen, was zusammen gehört - Flexible Schnittstellen erleichtern die Integration von Zeitwirtschaft und PPS
REA 6/04, S. 20-23 EDV-Tools für die Planung
2004 171 ScherfGanzheitliches Ressourcenmanagement erfordert Zusammenspiel von PPS und Personlaeinsatzplaung
PPS-M 04/04, S.27-30 EDV-Tools für die Planung
2004 172 Müller Neue Herausforderungen für die Datenerfassung REFA 05/04, S. 4-9 EDV-Tools für die Planung
2004 173 Gronau, Wildemann, Zäh
Entwicklung und Betrieb wandlungsfähiger Auftragsabwicklungssysteme IM02/04, S. 25-30 EDV-Tools für die Planung
2004 174 Maier, Luz Neues Werkzeug für den Industrial-Engineering-Praktiker REFA 01/04, S. 24-26 EDV-Tools für die Planung
2004 175 Schröder, Kontos Management von Unternehmenskooperationen ZWF 06/04, S. 312-316 EDV-Tools für die Planung
2004 176 Tosse Software-Duo für die intelligente Kooperation WB 10/04, S. 72-73 EDV-Tools für die Planung
2004 177 Marczinski APS - Fortschrittliche Planung und Steuerung ZWF 12/04, S. 720-724 EDV-Tools für die Planung
2004 178 Schumacher Wertschöpfung ohne Verschwendung durch den Einsatz von MES PPS-M 03/04, S. 17-19 EDV-Tools für die Planung
2004 179 Nordmann Kontrolltechniken sinnvoll kombinieren WB 09/04, S. 60-63 EDV-Tools für die Planung
2004 180 N.N Transparenz im Werkzeugverbrauch f 1-2/04, S. 52-53 EDV-Tools für die Planung
2004 181 Marczinski Mit Toolmanagement wirtschaftlicher zerspanen WB 7-8/04, S. 40-43 EDV-Tools für die Planung
2004 182 Faulcon Gut geplant ist halb gefertigt WB 1-2/04, S. 74-76 EDV-Tools für die Planung
2004 183 Angele, Oppermann Semantic PLM IM 06/04, S. 51-54 EDV-Tools für die Planung
2004 184 Böttger Kapazitäten lassen sich jetzt besser abschätzen IA 42/04, S. 58-59 EDV-Tools für die Planung
2004 185 Linge Der Untergang der Insellösungen IM 22/004, S. 50-51 EDV-Tools für die Planung
2004 186 Hartwing Entwicklungswerkzeug MM 42/04, S. 48-49 Simulation2004 187 Wendenburg CAM-Einsatz für effiziente Serienfertigung WB 10/04, S. 68-70 Simulation
2004 188 Günthner, WebhoferEin flexibles Programmsystem zur Berechnung Finiter-Elemente-Modelle als kinematische Struktur
F+H 06/04, S. 344-345 Simulation
2004 189 Menzel, Stöppler, Wagner, Wünsch
Simulation erhöht Produktivität von Werkzeugmaschinen ZWF 10/04, S. 534-537 Simulation
2004 190 Wendenburg Keine Staus mehr durch Kundenwünsche IA 11/04, S. 54-55 Simulation
2004 191 Bergmann, Potthast Materialflusssimulation auf Basis digitaler Modelle ZWF 12/04, S. 741-744 Simulation
2004 192 Sommer, Plankenhorn
Simulation - Verborgene Chancen für den Mittelstand ZWF 06/04, S. 303-305 Simulation
2004 193 Meier, Golembiewski, Hanenkamp
Modellierung transparenter Prozessketten durch Reverse Simulation PPS-M 01/04, S. 33-36 Simulation
2004 194 Hellingrath, Alberti, Witthaut
Simulation von Strategien des Supply Chain Managements PPS-M 01/04, S. 44-47 Simulation
2004 195 Erlinger Mehr Prozesssicherheit MM 34/04, S. 26-27 Simulation
2004 196 Arnemann, Werner Sichere Basis für Investitionsentscheidungen MM 31/04, S. 28-29 Simulation
2004 197 Nofen, Mertins, Wiendahl Assistent für die Logistik-Simulation ZWF 1-2/04, S. 29-35 Simulation
2004 198 Zäh, Munzert, Wünsch
Simulation von Montageanlagen in der Automobilindustrie ZWF 1-2/04, S. 18-21 Simulation
2004 199 Weckenmann, Gall Virtuell einspannen QZ 11/04, S. 49-51 VR und Digitale Fabrik2004 200 N.N Virtuell zum perfekten Fräsergebnis f 3-4/04, S. 52-54 VR und Digitale Fabrik2004 201 Kramer Ohne Tool zum fertigen Teil MM 20/04, S. 18-18 VR und Digitale Fabrik2004 202 Obermann Der digitale Prototyp MM 36/04, S. 26-27 VR und Digitale Fabrik
18
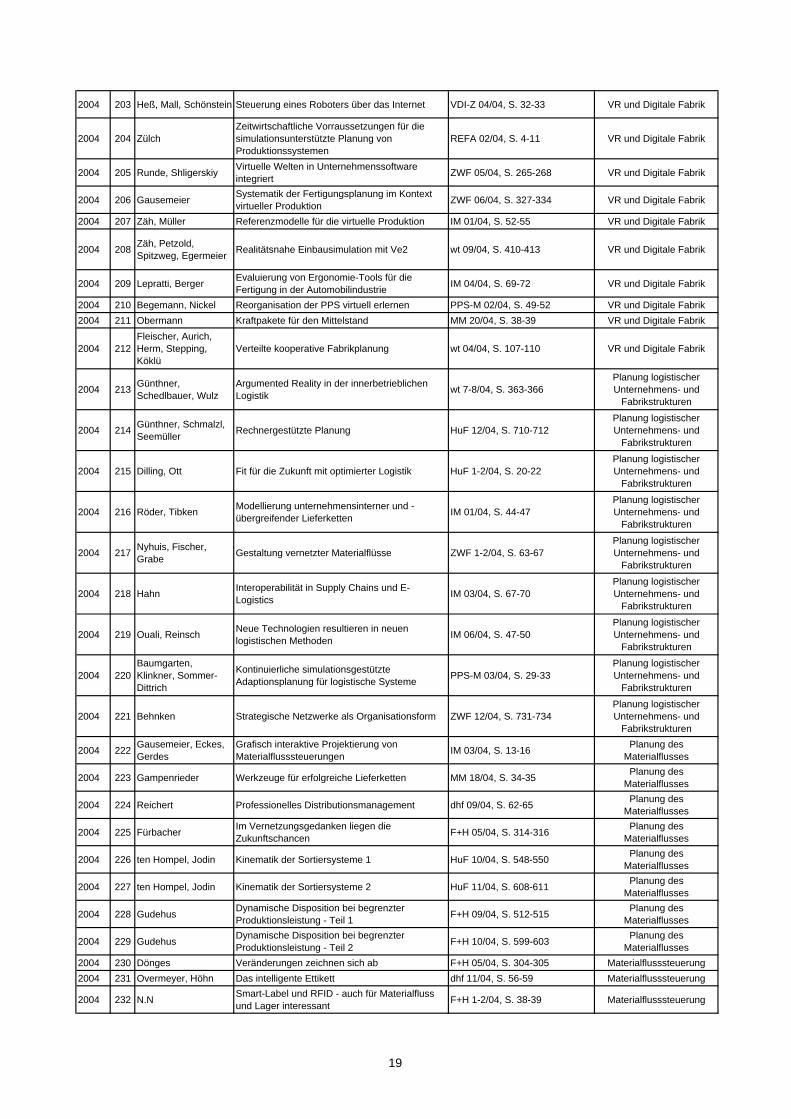
2004 203 Heß, Mall, Schönstein Steuerung eines Roboters über das Internet VDI-Z 04/04, S. 32-33 VR und Digitale Fabrik
2004 204 ZülchZeitwirtschaftliche Vorraussetzungen für die simulationsunterstützte Planung von Produktionssystemen
REFA 02/04, S. 4-11 VR und Digitale Fabrik
2004 205 Runde, Shligerskiy Virtuelle Welten in Unternehmenssoftware integriert ZWF 05/04, S. 265-268 VR und Digitale Fabrik
2004 206 Gausemeier Systematik der Fertigungsplanung im Kontext virtueller Produktion ZWF 06/04, S. 327-334 VR und Digitale Fabrik
2004 207 Zäh, Müller Referenzmodelle für die virtuelle Produktion IM 01/04, S. 52-55 VR und Digitale Fabrik
2004 208 Zäh, Petzold, Spitzweg, Egermeier Realitätsnahe Einbausimulation mit Ve2 wt 09/04, S. 410-413 VR und Digitale Fabrik
2004 209 Lepratti, Berger Evaluierung von Ergonomie-Tools für die Fertigung in der Automobilindustrie IM 04/04, S. 69-72 VR und Digitale Fabrik
2004 210 Begemann, Nickel Reorganisation der PPS virtuell erlernen PPS-M 02/04, S. 49-52 VR und Digitale Fabrik2004 211 Obermann Kraftpakete für den Mittelstand MM 20/04, S. 38-39 VR und Digitale Fabrik
2004 212Fleischer, Aurich, Herm, Stepping, Köklü
Verteilte kooperative Fabrikplanung wt 04/04, S. 107-110 VR und Digitale Fabrik
2004 213 Günthner, Schedlbauer, Wulz
Argumented Reality in der innerbetrieblichen Logistik wt 7-8/04, S. 363-366
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 214 Günthner, Schmalzl, Seemüller Rechnergestützte Planung HuF 12/04, S. 710-712
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 215 Dilling, Ott Fit für die Zukunft mit optimierter Logistik HuF 1-2/04, S. 20-22Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 216 Röder, Tibken Modellierung unternehmensinterner und -übergreifender Lieferketten IM 01/04, S. 44-47
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 217 Nyhuis, Fischer, Grabe Gestaltung vernetzter Materialflüsse ZWF 1-2/04, S. 63-67
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 218 Hahn Interoperabilität in Supply Chains und E-Logistics IM 03/04, S. 67-70
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 219 Ouali, Reinsch Neue Technologien resultieren in neuen logistischen Methoden IM 06/04, S. 47-50
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 220Baumgarten, Klinkner, Sommer-Dittrich
Kontinuierliche simulationsgestützte Adaptionsplanung für logistische Systeme PPS-M 03/04, S. 29-33
Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 221 Behnken Strategische Netzwerke als Organisationsform ZWF 12/04, S. 731-734Planung logistischer Unternehmens- und
Fabrikstrukturen
2004 222 Gausemeier, Eckes, Gerdes
Grafisch interaktive Projektierung von Materialflusssteuerungen IM 03/04, S. 13-16 Planung des
Materialflusses
2004 223 Gampenrieder Werkzeuge für erfolgreiche Lieferketten MM 18/04, S. 34-35 Planung des Materialflusses
2004 224 Reichert Professionelles Distributionsmanagement dhf 09/04, S. 62-65 Planung des Materialflusses
2004 225 Fürbacher Im Vernetzungsgedanken liegen die Zukunftschancen F+H 05/04, S. 314-316 Planung des
Materialflusses
2004 226 ten Hompel, Jodin Kinematik der Sortiersysteme 1 HuF 10/04, S. 548-550 Planung des Materialflusses
2004 227 ten Hompel, Jodin Kinematik der Sortiersysteme 2 HuF 11/04, S. 608-611 Planung des Materialflusses
2004 228 Gudehus Dynamische Disposition bei begrenzter Produktionsleistung - Teil 1 F+H 09/04, S. 512-515 Planung des
Materialflusses
2004 229 Gudehus Dynamische Disposition bei begrenzter Produktionsleistung - Teil 2 F+H 10/04, S. 599-603 Planung des
Materialflusses2004 230 Dönges Veränderungen zeichnen sich ab F+H 05/04, S. 304-305 Materialflusssteuerung2004 231 Overmeyer, Höhn Das intelligente Ettikett dhf 11/04, S. 56-59 Materialflusssteuerung
2004 232 N.N Smart-Label und RFID - auch für Materialfluss und Lager interessant F+H 1-2/04, S. 38-39 Materialflusssteuerung
19
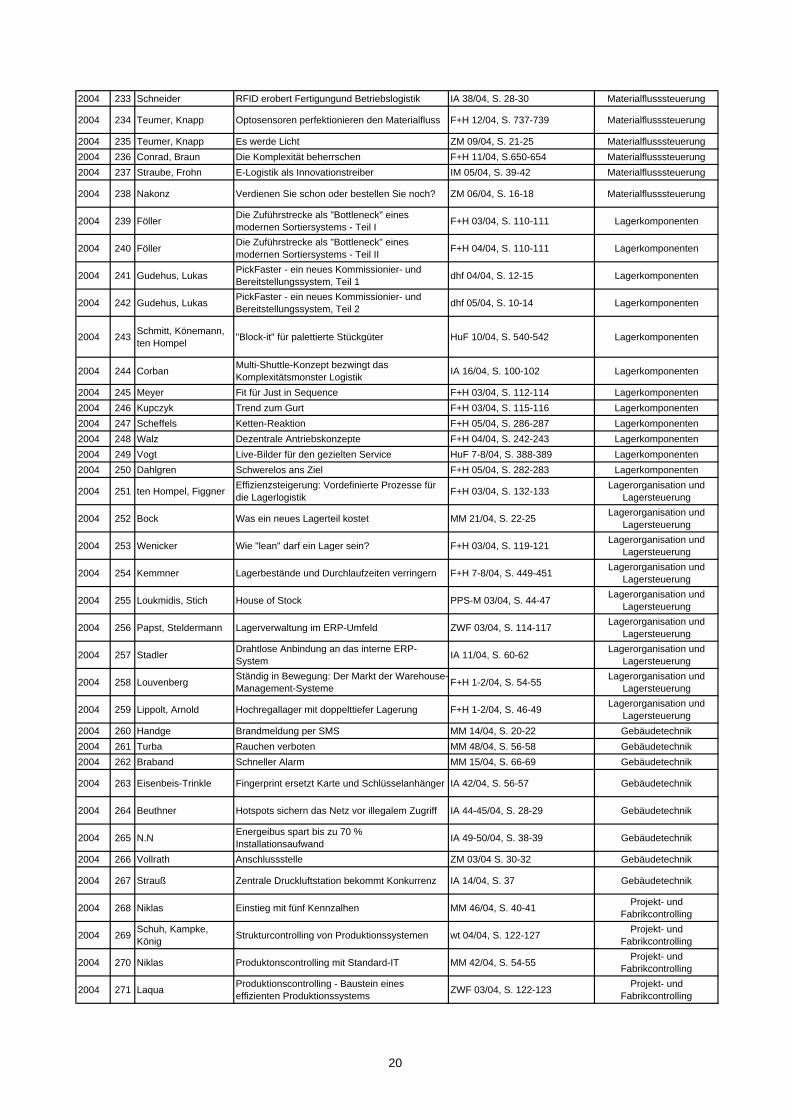
-
2004 233 Schneider RFID erobert Fertigungund Betriebslogistik IA 38/04, S. 28-30 Materialflusssteuerung
2004 234 Teumer, Knapp Optosensoren perfektionieren den Materialfluss F+H 12/04, S. 737-739 Materialflusssteuerung
2004 235 Teumer, Knapp Es werde Licht ZM 09/04, S. 21-25 Materialflusssteuerung2004 236 Conrad, Braun Die Komplexität beherrschen F+H 11/04, S.650-654 Materialflusssteuerung2004 237 Straube, Frohn E-Logistik als Innovationstreiber IM 05/04, S. 39-42 Materialflusssteuerung
2004 238 Nakonz Verdienen Sie schon oder bestellen Sie noch? ZM 06/04, S. 16-18 Materialflusssteuerung
2004 239 Föller Die Zuführstrecke als "Bottleneck" eines modernen Sortiersystems - Teil I F+H 03/04, S. 110-111 Lagerkomponenten
2004 240 Föller Die Zuführstrecke als "Bottleneck" eines modernen Sortiersystems - Teil II F+H 04/04, S. 110-111 Lagerkomponenten
2004 241 Gudehus, Lukas PickFaster - ein neues Kommissionier- und Bereitstellungssystem, Teil 1 dhf 04/04, S. 12-15 Lagerkomponenten
2004 242 Gudehus, Lukas PickFaster - ein neues Kommissionier- und Bereitstellungssystem, Teil 2 dhf 05/04, S. 10-14 Lagerkomponenten
2004 243 Schmitt, Könemann, ten Hompel "Block-it" für palettierte Stückgüter HuF 10/04, S. 540-542 Lagerkomponenten
2004 244 Corban Multi-Shuttle-Konzept bezwingt das Komplexitätsmonster Logistik IA 16/04, S. 100-102 Lagerkomponenten
2004 245 Meyer Fit für Just in Sequence F+H 03/04, S. 112-114 Lagerkomponenten2004 246 Kupczyk Trend zum Gurt F+H 03/04, S. 115-116 Lagerkomponenten2004 247 Scheffels Ketten-Reaktion F+H 05/04, S. 286-287 Lagerkomponenten2004 248 Walz Dezentrale Antriebskonzepte F+H 04/04, S. 242-243 Lagerkomponenten2004 249 Vogt Live-Bilder für den gezielten Service HuF 7-8/04, S. 388-389 Lagerkomponenten2004 250 Dahlgren Schwerelos ans Ziel F+H 05/04, S. 282-283 Lagerkomponenten
2004 251 ten Hompel, Figgner Effizienzsteigerung: Vordefinierte Prozesse für die Lagerlogistik F+H 03/04, S. 132-133 Lagerorganisation und
Lagersteuerung
2004 252 Bock Was ein neues Lagerteil kostet MM 21/04, S. 22-25 Lagerorganisation und Lagersteuerung
2004 253 Wenicker Wie "lean" darf ein Lager sein? F+H 03/04, S. 119-121 Lagerorganisation und Lagersteuerung
2004 254 Kemmner Lagerbestände und Durchlaufzeiten verringern F+H 7-8/04, S. 449-451 Lagerorganisation und Lagersteuerung
2004 255 Loukmidis, Stich House of Stock PPS-M 03/04, S. 44-47 Lagerorganisation und Lagersteuerung
2004 256 Papst, Steldermann Lagerverwaltung im ERP-Umfeld ZWF 03/04, S. 114-117 Lagerorganisation und Lagersteuerung
2004 257 Stadler Drahtlose Anbindung an das interne ERP-System IA 11/04, S. 60-62 Lagerorganisation und
Lagersteuerung
2004 258 Louvenberg Ständig in Bewegung: Der Markt der WarehouseManagement-Systeme F+H 1-2/04, S. 54-55 Lagerorganisation und
Lagersteuerung
2004 259 Lippolt, Arnold Hochregallager mit doppelttiefer Lagerung F+H 1-2/04, S. 46-49 Lagerorganisation und Lagersteuerung
2004 260 Handge Brandmeldung per SMS MM 14/04, S. 20-22 Gebäudetechnik2004 261 Turba Rauchen verboten MM 48/04, S. 56-58 Gebäudetechnik2004 262 Braband Schneller Alarm MM 15/04, S. 66-69 Gebäudetechnik
2004 263 Eisenbeis-Trinkle Fingerprint ersetzt Karte und Schlüsselanhänger IA 42/04, S. 56-57 Gebäudetechnik
2004 264 Beuthner Hotspots sichern das Netz vor illegalem Zugriff IA 44-45/04, S. 28-29 Gebäudetechnik
2004 265 N.N Energeibus spart bis zu 70 % Installationsaufwand IA 49-50/04, S. 38-39 Gebäudetechnik
2004 266 Vollrath Anschlussstelle ZM 03/04 S. 30-32 Gebäudetechnik
2004 267 Strauß Zentrale Druckluftstation bekommt Konkurrenz IA 14/04, S. 37 Gebäudetechnik
2004 268 Niklas Einstieg mit fünf Kennzalhen MM 46/04, S. 40-41 Projekt- und Fabrikcontrolling
2004 269 Schuh, Kampke, König Strukturcontrolling von Produktionssystemen wt 04/04, S. 122-127 Projekt- und
Fabrikcontrolling
2004 270 Niklas Produktonscontrolling mit Standard-IT MM 42/04, S. 54-55 Projekt- und Fabrikcontrolling
2004 271 Laqua Produktionscontrolling - Baustein eines effizienten Produktionssystems ZWF 03/04, S. 122-123 Projekt- und
Fabrikcontrolling
20
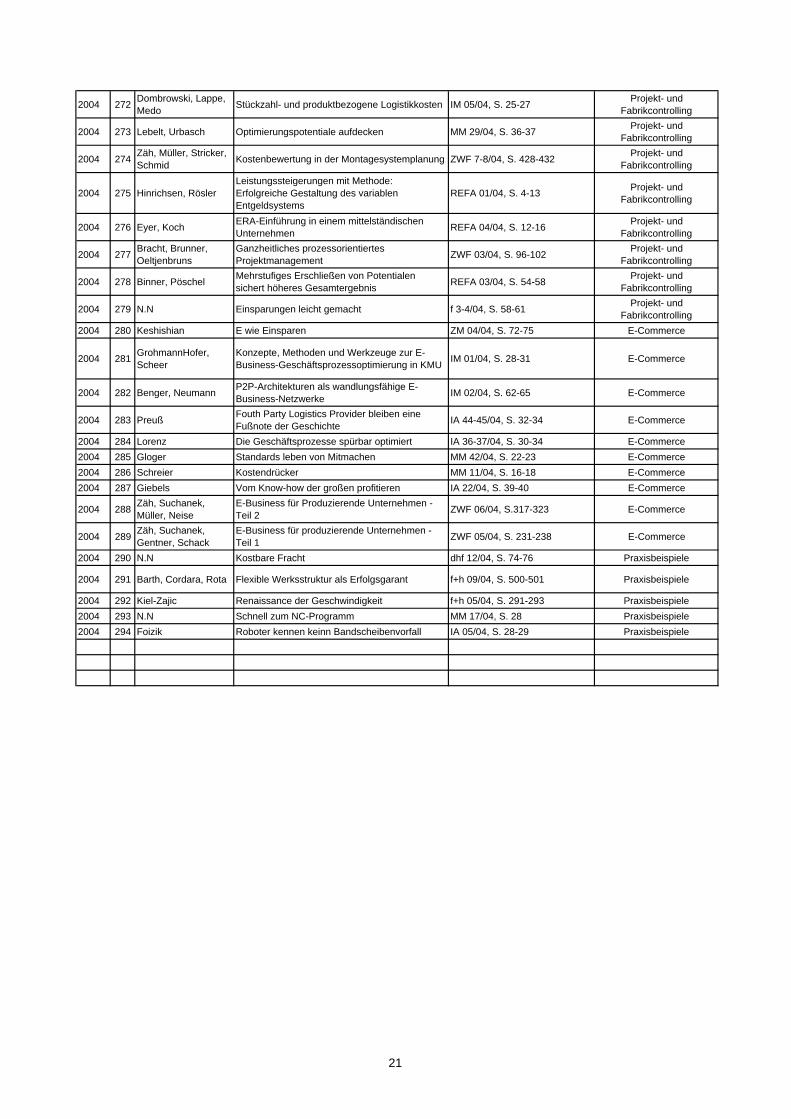
2004 272 Dombrowski, Lappe, Medo Stückzahl- und produktbezogene Logistikkosten IM 05/04, S. 25-27 Projekt- und
Fabrikcontrolling
2004 273 Lebelt, Urbasch Optimierungspotentiale aufdecken MM 29/04, S. 36-37 Projekt- und Fabrikcontrolling
2004 274 Zäh, Müller, Stricker, Schmid Kostenbewertung in der Montagesystemplanung ZWF 7-8/04, S. 428-432 Projekt- und
Fabrikcontrolling
2004 275 Hinrichsen, RöslerLeistungssteigerungen mit Methode: Erfolgreiche Gestaltung des variablen Entgeldsystems
REFA 01/04, S. 4-13 Projekt- und Fabrikcontrolling
2004 276 Eyer, Koch ERA-Einführung in einem mittelständischen Unternehmen REFA 04/04, S. 12-16 Projekt- und
Fabrikcontrolling
2004 277 Bracht, Brunner, Oeltjenbruns
Ganzheitliches prozessorientiertes Projektmanagement ZWF 03/04, S. 96-102 Projekt- und
Fabrikcontrolling
2004 278 Binner, Pöschel Mehrstufiges Erschließen von Potentialen sichert höheres Gesamtergebnis REFA 03/04, S. 54-58 Projekt- und
Fabrikcontrolling
2004 279 N.N Einsparungen leicht gemacht f 3-4/04, S. 58-61 Projekt- und Fabrikcontrolling
2004 280 Keshishian E wie Einsparen ZM 04/04, S. 72-75 E-Commerce
2004 281 GrohmannHofer, Scheer
Konzepte, Methoden und Werkzeuge zur E-Business-Geschäftsprozessoptimierung in KMU IM 01/04, S. 28-31 E-Commerce
2004 282 Benger, Neumann P2P-Architekturen als wandlungsfähige E-Business-Netzwerke IM 02/04, S. 62-65 E-Commerce
2004 283 Preuß Fouth Party Logistics Provider bleiben eine Fußnote der Geschichte IA 44-45/04, S. 32-34 E-Commerce
2004 284 Lorenz Die Geschäftsprozesse spürbar optimiert IA 36-37/04, S. 30-34 E-Commerce2004 285 Gloger Standards leben von Mitmachen MM 42/04, S. 22-23 E-Commerce2004 286 Schreier Kostendrücker MM 11/04, S. 16-18 E-Commerce2004 287 Giebels Vom Know-how der großen profitieren IA 22/04, S. 39-40 E-Commerce
2004 288 Zäh, Suchanek, Müller, Neise
E-Business für Produzierende Unternehmen - Teil 2 ZWF 06/04, S.317-323 E-Commerce
2004 289 Zäh, Suchanek, Gentner, Schack
E-Business für produzierende Unternehmen - Teil 1 ZWF 05/04, S. 231-238 E-Commerce
2004 290 N.N Kostbare Fracht dhf 12/04, S. 74-76 Praxisbeispiele
2004 291 Barth, Cordara, Rota Flexible Werksstruktur als Erfolgsgarant f+h 09/04, S. 500-501 Praxisbeispiele
2004 292 Kiel-Zajic Renaissance der Geschwindigkeit f+h 05/04, S. 291-293 Praxisbeispiele2004 293 N.N Schnell zum NC-Programm MM 17/04, S. 28 Praxisbeispiele2004 294 Foizik Roboter kennen keinn Bandscheibenvorfall IA 05/04, S. 28-29 Praxisbeispiele
21