Embed Size (px)
Citation preview

Kurze Fertigungszeiten Seite 64 · NC-Progamme per Funk Seite 80 · Kommunikation pur Seite 11
Mumasy-Projekt abgeschlossen„Mumasy wird helfen die Maschinen-
stillstandszeiten zu minimieren“Dr. Rainer Lutz, Schuler Pressen, Seite 29
27. Mai 2002 Ausgabe 22 € 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
Bildverarbeitung
Automatisches Sortierenmit dem Roboter Seite 106
B 04654
MM
M
aschin
enm
arkt22/2002
ww
w.m
aschin
enm
arkt.de


METAV 2002
Technik gegen Tariferhöhung
AKTUELLESEDITORIAL
MM Das IndustrieMagazin · 22/2002 3
Nach dem Tarifabschluss von 4% in der deutschen Metall-und Elektroindustrie für 2002 und 3,1% für 2003 – ich gehedavon aus, dass auch Sachsen und Sachsen-Anhalt die Er-gebnisse am Ende übernehmen werden – müssen die Unter-nehmen alle Möglichkeiten ausschöpfen, um die Produkti-
vität ihrer Betriebe zu steigern. Dass dies nicht zu mehrStellen in den Betrieben führen wird, ist selbstverständ-lich. Im Durchschnitt machen die Personalkosten 36%der Gesamtkosten aus, rechnet der UnternehmerverbandGesamtmetall vor. Die 7,1% höheren Lohnkosten an dieKunden weiterzugeben, ist im internationalen Markt un-
möglich: Die jetzigen Marktgegebenheiten sprecheneher für Preisnachlässe. Und Deutschland mit sei-
nem Exportanteil von mehr als 50% konkurriertmit Fabrikanten aus Ländern mit niedrigerenLohnkosten. Ein Beispiel: Italienische Betriebe inder Metallindustrie bezahlen 32,70 DM/h imVergleich zu den 54,90 DM/h in Deutschland (Datenbasis: 2000).
Vor diesem Hintergrund wird die Metavvom 4. bis 8. Juni in Düsseldorf zur Pflichtver-anstaltung für alle Unternehmer, diePräzisions- und andere Werkzeugmaschineneinsetzen. Produktivitätssteigernde Entwick-
lungen werden im Mittelpunkt der diesjäh-rigen Veranstaltung stehen, in deren Ver-lauf 1100 Aussteller in neun Hallen desDüsseldorf Messegeländes ihre Produktepräsentieren, meint Bernhard Kuttkat,stellvertretender Chefredakteur und ver-
antwortlich für unsere Metav-Berichterstattung, die Sie abSeite 34 finden. Produktivität statt Schnelligkeit wird dabeiimmer mehr zum Motto der Maschinenbauer. Bei fast allenMaschinentypen wird verstärkt auf die Umrüstzeiten geach-tet – zum einen, um optimale Maschinenlaufzeiten zu errei-chen, zum anderen aber auch, um flexibler auf neue Aufträ-ge reagieren zu können. Bei spanenden Maschinen be-stimmt nicht alleine das Zerspantempo die Leistung derMaschine, sondern das Zerspanvolumen rückt mehr in denVordergrund – was in dem neuen Begriff High PerformanceCutting reflektiert wird.
Vor dem Hintergrund des Tarifabschlusses dürfte auchdie Automatisierungstechnik einen erneuten Boom erleben.Auf der Messe werden Konzepte wie die Auswahlfreiheit beider Steuerung von Maschinen oder neue Ansätze für die Be-dienung von Maschinen wie Mumasy für interessante Im-pulse sorgen. Ob solche Entwicklungen den Lohnanstieg indiesem und im nächsten Jahr tatsächlich ausgleichen kön-nen, bleibt allerdings abzuwarten.
1100 Aussteller bieten Technikansätze, um die Tarif-erhöhung auszugleichenKen Fouhy



MIT WENIGEN MAUSKLICKS ZU AKTUELLEN INFORMATIONEN
Auf der Navigationsleiste unserer Homepage finden Sieunter anderem den Begriff „Fachgruppen“. Unter die-sen insgesamt 39 Fachgruppen, angefangen von derAutomation bis hin zu Werkzeugen, wählen Sie bei-spielsweise den Bereich Spanende Fertigung und erhal-ten dann eine Übersicht über alle zugehörigen Nach-richten mit dieser Thematik. In einem nächsten Schrittkönnen Sie die Artikel abrufen und lesen. Außerdem ha-ben Sie die Möglichkeit, Meldungen abzulegen, auszu-drucken, weiterzuempfehlen und zu bewerten. Am Fußjeder Meldung stehen Angaben zum Hersteller, dasheißt, Sie können sofort auf die entsprechende Home-page verlinkt werden.
SERVICE MM-ONLINE
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 22/2002

MM Das IndustrieMagazin · 22/2002 7
UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
SERVICEUNTERNEHMEN
AAbas . . . . . . . . . . . . . . . . . . . . . . . 116Achterberg . . . . . . . . . . . . . . . . . . . 40Adept Technology . . . . . . . . . . . . 104Agip . . . . . . . . . . . . . . . . . . . . . . . . 35Alphacam . . . . . . . . . . . . . . . 110,143Arbeitsverband Gesamtmetall . . . . . . 3Ausstellungs- und Messeausschuss derdeutschen Wirtschaft . . . . . . . . . . . 16AWF . . . . . . . . . . . . . . . . . . . . . . . 164
BBedrunka & Hirth . . . . . . . . . . . . . . 43Behringer. . . . . . . . . . . . . . . . . . . 8,52Berg . . . . . . . . . . . . . . . . . . . . . . . 157BLM . . . . . . . . . . . . . . . . . . . . . . . . 45Boge. . . . . . . . . . . . . . . . . . . . . . . 157Bokö. . . . . . . . . . . . . . . . . . . . . . . 141Böllhoff. . . . . . . . . . . . . . . . . . . . . 112Bosch Rexroth . . . . . . . . . . . . 163,150Bridgeport . . . . . . . . . . . . . . . . . . . 63
CChiron . . . . . . . . . . . . . . . . . . . . . . 49CognID. . . . . . . . . . . . . . . . . . . . . 164Comau . . . . . . . . . . . . . . . . . . . . . 150
DDalloz . . . . . . . . . . . . . . . . . . . . . . 147Demag . . . . . . . . . . . . . . . . . . . . . . 12Denios . . . . . . . . . . . . . . . . . . . . . 161Deutsche Ausgleichsbank . . . . . . . . 16Deutsche Bahn . . . . . . . . . . . . . . . . 18Deutsche Gesellschaft für Personal-führung . . . . . . . . . . . . . . . . . . . . 164DGM . . . . . . . . . . . . . . . . . . . . . . 164Diamant . . . . . . . . . . . . . . . . . . . . . 48DMG . . . . . . . . . . . . . . . . . . . . . . . 35Donau . . . . . . . . . . . . . . . . . . . . . . 37Dräger . . . . . . . . . . . . . . . . . . . . . 164
EEmag . . . . . . . . . . . . . . . . . . . . . . . 56Emuge . . . . . . . . . . . . . . . . . . . . . . 57EMZ . . . . . . . . . . . . . . . . . . . . . . . . 14Enerpac . . . . . . . . . . . . . . . . . . . . 161EOS . . . . . . . . . . . . . . . . . . . . . . . 143Epson . . . . . . . . . . . . . . . . . . . . . . 156Eubama . . . . . . . . . . . . . . . . . . . . 149Export Akademie . . . . . . . . . . . . . 164
FFachhochschule Bochum . . . . . . . 106Fanuc . . . . . . . . . . . . . . . . . . . . . . 106Fastems . . . . . . . . . . . . . . . . . . . . . 52Ferromatik Milacron . . . . . . . . . . . . 10Festo . . . . . . . . . . . . . . . . . . . . . . 156Forschungszentrum Karlsruhe . . . . . 18FPT . . . . . . . . . . . . . . . . . . . . . . . . . 49Franken . . . . . . . . . . . . . . . . . . . . . 57Fraunhofer-Institut . . . . . . . . . . . . 9,15
GGE Lease und Finance . . . . . . . . . . . 54Giktec. . . . . . . . . . . . . . . . . . . . . . . 86Gildemeister . . . . . . . . . . . . . . . . . . 35Gleason-Pfauter . . . . . . . . . . . . . . . 43GNT . . . . . . . . . . . . . . . . . . . . . 44,80Gössner Euchner. . . . . . . . . . . . . . . 53Gühring. . . . . . . . . . . . . . . . . . 40,162
HHager Tehalit . . . . . . . . . . . . . . . . 163Haimer . . . . . . . . . . . . . . . . . . . . . . 58Handtmann . . . . . . . . . . . . . . . . . 8,40Hartner. . . . . . . . . . . . . . . . . . . . . . 40Haus der Technik . . . . . . . . . . . . . 164Hedelius . . . . . . . . . . . . . . . . . . . . . 35HEK . . . . . . . . . . . . . . . . . . . . . . . 143Heller . . . . . . . . . . . . . . . . . . . . . . 153Hico . . . . . . . . . . . . . . . . . . . . . . . 145Hilma-Römheld. . . . . . . . . . . . . . . 163Hoffmann . . . . . . . . . . . . . . . . . . . . 30Huron. . . . . . . . . . . . . . . . . . . . . . 149
IIberimex . . . . . . . . . . . . . . . . . . . . . 54ICE Italienisches Institut für Außen-handel . . . . . . . . . . . . . . . . . . . . . 162IG Metall . . . . . . . . . . . . . . . . . . . . . 3IMI . . . . . . . . . . . . . . . . . . . . . . . . . 18INA. . . . . . . . . . . . . . . . . . . . . . . . 161Ingersoll . . . . . . . . . . . . . . . . . . . . 149I2 Technologien . . . . . . . . . . . . . . . 25
JJakubik . . . . . . . . . . . . . . . . . . . . . . 40JEL . . . . . . . . . . . . . . . . . . . . . . . . 145Jobs . . . . . . . . . . . . . . . . . . . . . . . . 46
Johs. Boss . . . . . . . . . . . . . . . . . . . 145Jungheinrich . . . . . . . . . . . . . . . . . . 16
KKasto . . . . . . . . . . . . . . . . . . . . . . . 70Kehren . . . . . . . . . . . . . . . . . . . . . . 55Kelch . . . . . . . . . . . . . . . . . . . . . . 141Komet . . . . . . . . . . . . . . . . . . . . . . 94Kuka . . . . . . . . . . . . . . . . . . . . . . . . 26
LLang . . . . . . . . . . . . . . . . . . . . . . . . 52Lenze . . . . . . . . . . . . . . . . . . . . . . . 12Leuwico . . . . . . . . . . . . . . . . . . . . 147
MMagerl . . . . . . . . . . . . . . . . . . . . . . 48Mägerle . . . . . . . . . . . . . . . . . . . . . 64Makino . . . . . . . . . . . . . . . . . . . . . . 38Management Circle . . . . . . . . . . . 164Mandelli . . . . . . . . . . . . . . . . . . . . . 46Mapics . . . . . . . . . . . . . . . . . . . . . . 86Matec. . . . . . . . . . . . . . . . . . . . . . . 36Messe Düsseldorf . . . . . . . . . 32,34,50Metaplas Ionon. . . . . . . . . . . . . . . . 63Mewa . . . . . . . . . . . . . . . . . . . . . . 151MFS . . . . . . . . . . . . . . . . . . . . . . . . 36Mitsubishi. . . . . . . . . . . . . . . . . . . 150Molls . . . . . . . . . . . . . . . . . . . . . . 162Mutronic . . . . . . . . . . . . . . . . . . . 153MW Müller Weingarten . . . . . . . . . . 8
NNiles-Simmons. . . . . . . . . . . . . 55,153
OOPS . . . . . . . . . . . . . . . . . . . . . . . . 10Oracle . . . . . . . . . . . . . . . . . . . . . 124
PPepperl + Fuchs . . . . . . . . . . . . . . 151Pressta Eisele. . . . . . . . . . . . . . . . . . 56Pro-Face . . . . . . . . . . . . . . . . . . . . 162Prototyp-Werke . . . . . . . . . . . . 63,141
SSandvik. . . . . . . . . . . . . . . . . . . . . . 90Sauer Danfoss . . . . . . . . . . . . . . . . . 18Schaudt Mikrosa . . . . . . . . . . . . . . . 64Schleifring Körber . . . . . . . . . . . . . . 64Schmidt Feintechnik . . . . . . . . . . . . 44Schmidt . . . . . . . . . . . . . . . . . . . . . 49Schuler . . . . . . . . . . . . . . . . . . . . . . 29Schuster . . . . . . . . . . . . . . . . . . . . . 36Siemens . . . . . . . . . . . . . . . . . . . . 118Sonus . . . . . . . . . . . . . . . . . . . . . . 151Statistisches Bundesamt . . . . . . . . . 16Stihl . . . . . . . . . . . . . . . . . . . . . . . 161Strothmann . . . . . . . . . . . . . . . . . 156Studer . . . . . . . . . . . . . . . . . . . . . . 64Sun Microsystems. . . . . . . . . . . . . 136
TTechnische Universität Chemnitz . . . 9Technische Universität Darmstadt . . . 9Titex . . . . . . . . . . . . . . . . . . . . . . . . 55Tooltechnic. . . . . . . . . . . . . . . . . . 161Transtechnik . . . . . . . . . . . . . . . . . 157Trumpf . . . . . . . . . . . . . . . . . . . . . . 10
UUnion . . . . . . . . . . . . . . . . . . . . . . . 43Universität Dortmund . . . . . . . . . . 163
VVDMA . . . . . . . . . . . . . . 12,32,35,163VEA. . . . . . . . . . . . . . . . . . . . . . . . 133Verband der Lackindustrie. . . . . . . . 18VDW. . . . . . . . . . . . . . . . . . . . 3,34,46Veritas. . . . . . . . . . . . . . . . . . . . . . . 18Völkel . . . . . . . . . . . . . . . . . . . . . . . 53
WW. L. Gore . . . . . . . . . . . . . . . . . . . 98Waldmann . . . . . . . . . . . . . . . . . . 147Waldrich . . . . . . . . . . . . . . . . . . . . . 10Wappler . . . . . . . . . . . . . . . . . . . . . 16Welding Point. . . . . . . . . . . . . . . . 162Widia . . . . . . . . . . . . . . . . . . . . . . . 45Wikus . . . . . . . . . . . . . . . . . . . . . . . 58WMS . . . . . . . . . . . . . . . . . . . . . . . 10Wolters . . . . . . . . . . . . . . . . . . . . . . 45
ZZeiss . . . . . . . . . . . . . . . . . . . . . . . . 18ZM Communications . . . . . . . . . . . 15

8 MM Das IndustrieMagazin · 22/2002
AKTUELLES MÄRKTE
schen Situation konnte MüllerWeingarten ein überaus erfreuli-ches Ergebnis vorlegen. Als Sys-temanbieter für Anlagen und Ver-fahren für die Umformtechnikkonnte Müller Weingarten dem-nach seinen Konzernumsatz imabgelaufenen Geschäftsjahr 2001um 19,6% auf 358,2 Millionen Eu-ro steigern, obwohl der Auftrags-eingang mit 309,6 Millionen Euroum 15,8% hinter dem Vorjahres-wert zurückblieb. Er lag aber trotz-dem bei einem Plus von 14,9% aufeinen Wert von 541,0 MillionenEuro. Darin enthalten sind 118,5Millionen Euro aus der Erstkon-solidierung der zum Ende des Jah-res 2001 erworbenen Umform-technik Erfurt. „Mit diesen Zah-len“, so Vorstandsvorsitzender Mi-chael Heinrich, „sind wir besser als
Sie zeigen sich zufriedenmit den Geschäftsergeb-nissen der Müller Wein-garten AG: (v.l.n.r) UweHinderer, Entwicklungs-leiter und Mitglied desVorstandes, Dr. MichaelHeinrich, Vorstandsvor-sitzender und FriedrichSchmidt, Finanzen.
Stuttgart (dk) – Es liegt auf derHand: Wenn die Automobilin-dustrie ihre Produktion wegen derMarktgegebenheiten nach untenkorrigieren muss, dann leiden inFolge auch die Pressenherstellerdarunter. Trotz dieser problemati-
Baienfurt (bk) – „Mit PKD-bestückten Monoblockwerkzeugen erreicht die Maschine eine Zerspanleistung von immerhin zweimal8000 cm3/min“, konkretisiert Udo Schürer, Geschäftsleitungsmit-glied der Handtmann A-Punkt Automation GmbH in Baienfurt vollerStolz das Leistungsvermögen des größten fünfachsigen Portalbear-beitungszentrums, das dieBaienfurter jemals in derMache hatten. Ausgerüstetmit zwei Gabelköpfen, diejeweils mit bis zu 18 000Touren drehen, und zwei3 m langen Maschinenti-schen, die parallel oder alsTandem zu nutzen sind,wird dieser „Zerspanungs-gigant“ demnächst bei ei-nem Zulieferer für die Air-bus-Industrie komplexe In-tegralbauteile aus Alumi-nium mit hohem Tempo indreidimensionalen Formenbringen.
Geschwindigkeit ist keine Hexerei
Bild
: Mül
ler
Wei
ngar
ten
Kirchardt (bk) – Was heutzutage Bandsägen im All-gemeinen und Großbandsägen mit einem Schnitt-bereich von 1800 mm Durchmesser im Besonderenzu leisten vermögen, war Thema der Großbandsä-ge-Tage am 13. und 14. Mai der Behringer GmbHin Kirchardt. Zahlreiche Kunden aus Spanien,Tschechien, Umgarn, Frankreich, der Schweiz undDeutschland nutzten diese Gelegenheit zum Erfah-rungsaustausch.
Bild
: Kut
tkat
Müller Weingarten legt positives Geschäftsergebnis vor
die Branche, die es auf etwa 10%Umsatzzuwachs mit einem Ge-samtumsatz von 10 Milliarden Eu-ro brachte. Deshalb schlagen wirunserer Hauptversammlung am27. Juni dieses Jahres mit Zustim-mung des Aufsichtsrates auch eineDividendenerhöhung um 50%vor.“
Der Großteil dieser erfolgrei-chen Bilanz ist der Umformtech-nik zuzuschreiben, die für sich be-trachtet sogar um 20,1% zulegte.Für dieses Jahr allerdings äußertesich Heinrich vorsichtiger, weilsich die Investitionsbremse derAutomobilhersteller bemerkbarmachen wird. Dennoch ist manmit neuen und innovativen Lö-sungen, wie sie beispielsweise mitder neuen Transfertechnik vonTechnik-Vorstand Uwe Hinderervorgestellt wurde, auch für diekommende Zeit recht zuversicht-lich in Esslingen und Weingarten.
UMFORMTECHNIK
ALUMINIUMZERSPANUNGBANDSÄGE-TAG
Bild
: Han
dtm
ann

AMD hat die 64-bit-Struktur für seine integrierten Prozessoren der nächstenGeneration von MIPS-Technologies lizen-ziert. Wie der Chiphersteller auf demEmbedded-Processor-Forum in San Josebekannt gab, plant man damit einen 64-bit-Prozessor zu bauen, der seine beste-hende Familie von MIPS-32-Prozessorenergänzt. Als Einsatzgebiet für die 64-bit-Technik sieht man internetfähige Multi-mediageräte vor, die gleichzeitig eineleistungsfähige Verschlüsselung und ho-he Übertragungsraten bieten. Der großeVorteil der Architektur ist, dass damitsowohl Codes für 32-bit-Anwendungenals auch 64-bit-Anwendungen ausge-führt werden können.
Forscher vom Institut für Fertigungstech-nik und Schweißtechnik der TU Chem-nitz stellen neue Konzepte zur Automati-sierung in der Schweißtechnik vor. MitHilfe von Mini-Radarsensoren lässt sichdie Geschwindigkeit und der Zusatzma-terialzufluss beim Schweißen so regeln,dass eine exakte Schweißnaht entsteht.Die Geometrie der Schweißnaht und derSpaltmaße können nun auch unter ex-tremen Fertigungseinflüssen auf 0,1 mmgenau gemessen werden, denn hoheTemperaturen oder Gase beeinträchti-gen das Messergebnis nicht.
Plextor, Hersteller von CD-Rom-Lauf-werken, bringt mit dem Plexwriter40/12/45U das nach eigenen Angabenerste externe Laufwerk auf den Markt,das bis zu 40fache Brenngeschwindigkeitbietet. Das Wiederbeschreiben ist mitder 12fachen Geschwindigkeit möglich,CD liest das Laufwerk mit 40facher Ge-schwindigkeit. Das Produkt soll im Juniherauskommen.
Forscher der Technischen UniversitätDarmstadt haben ein Verfahren zumAufspüren von vergrabenen Landminenentwickelt. Dabei wird das Kernspinreso-nanz-Verfahren angewandt. Die Metho-de soll auch geringste Sprengstoffspurensichtbar machen. Die alternativen Detek-tionsverfahren zielen auf die Stickstoff-14-Atomkerne, die in praktisch jedemSprengstoffmolekül enthalten sind. Favo-riten sind dabei verschiedene Variantender magnetischen Kernspinresonanz, diebereits in der Medizin oder der Chemieeingesetzt werden.
MM Das IndustrieMagazin · 22/2002 9
Chemnitz (bk) – Die Vorteilevon Parallelkinematik-Werkzeugmaschinen sindebenso unbestritten wie ihreNachteile – das vermittelten57 Referenten aus 15 Län-dern auf dem internationa-len Parallelkinematik-Semi-nar 2002, das vom 23. bis 25.April in Chemnitz stattfand.Rund 260 „Parallelkinema-tik-Fans“aus 25 Ländern in-formierten sich an drei Tagenüber den aktuellen Stand dieser neuarti-gen Maschinenkinematik. Mit einem ge-lungenen Mix aus Theorie und Praxis trafdas Seminar den „Nerv“ der Teilnehmer.Die Referate verdeutlichten den Trend imWerkzeugmaschinenbau, nämlich „kur-zen Prozess zu machen“, das heißt, einWerkstück einmal einspannen und mög-lichst komplett bearbeiten – schnell, ge-nau und prozesssicher.
Wie müssen, wie sollten solche Ma-schinen aussehen, die das zu leisten ver-mögen? Auch darauf gab das ChemnitzerSeminar Antworten. Entwicklungszielesind sich selbst optimierende, vielseitigeund schnell umrüstbare Werkzeugma-schinen, Verfahrenssubstitutionen undVerfahrenkombinationen. Alle diese Ent-wicklungen tragen dazu bei, die Prozess-
kette zu verkürzen. Freilich, im klassi-schen Werkzeugmaschinenbau stößtman dabei schnell an physikalische Gren-zen, vor allem wenn es um das dynami-sche Verhalten geht. Hier hauptsächlichkann die Parallelkinematik ihre Stärkenausspielen. Ihr Vorteil ist die wesentlichgünstigere Verteilung von bewegter Mas-se. Das sorgt für Dynamik.
Freilich, vielen Fertigungstechnikerngeht die Entwicklung nicht schnell genug.IWU-Chef Prof. Reimund Neugebauer,warnt allerdings vor zu großer Ungeduld:„Was auf dem Gebiet der Parallelkine-matiken in den letzten zehn Jahren er-reicht wurde, ist gewaltig“. Und das vor-handene Verbesserungspotenzial seinoch immer sehr groß.
Gründe für die weit verbreitetenRessentiments gegenüber Parallel-kinematiken sind neben der
Scheu, sich den vorhandenen Risi-ken zu stellen, auch Schwachstellen.
beispielsweise das ungünstige Ver-hältnis von Arbeitsraum zu Bau-
raum. Die Neigungswinkel sind sobegrenzt, dass 5-Seiten-Bear-
beitung unmöglich ist. Undes fehlen Kalibrierungsrouti-nen. Für einige der Schwach-
stellen sind Lösungen in Sicht.Mit den Grenzen, die die Kinematik
setzt, wird man leben müssen.
Einige Schwachstellenwerden behoben
TICKERTECHNIK
PARALLELKINEMATIK
Bild
er: I
WU
IWU-Chef Prof. Reimund Neugebauer:„Was auf dem Gebiet der Parallelkinemati-ken in den letzten zehn Jahren erreichtwurde, ist gewaltig.“
Die am Chemnitzer IWU entwickelte Biegemaschine Hexabend, stahl allen anderen Parallelkinematik-Maschinen auf dem Seminar die Schau.

10 MM Das IndustrieMagazin · 22/2002
FIRMEN
Trumpf, Ditzingen, und das SchweizerUnternehmen Siber-Hegner vertiefen ih-re Zusammenarbeit auf dem chinesi-schen Markt. Zum 1. Juli ist die Grün-dung eines Gemeinschaftsunternehmensgeplant. Die Trumpf Siber-Hegner Ltd.übernimmt Vertrieb und After Sales Ser-vice für die Produkte des deutschenWerkzeugmaschinen- und Laserherstel-lers in China und Hongkong. Zur Ge-schäftsführerin des Jointventures wurdeEva Schwinghammer bestellt, eine Süd-ostasienwissenschaftlerin, die bereitsüber mehrjährige Vertriebserfahrung beiTrumpf verfügt.
Die OPS Automation AG mit Sitz in Tro-isdorf will noch kundenfreundlicher wer-den und bietet ihre Maschinenüberwa-chungssysteme dank eines Kooperations-abkommens mit der VR Leasing AG jetztauch auf Leasingbasis an. So kann sichein Unternehmen innerhalb kürzesterZeit zu einem fest vereinbarten monat-lichen Betrag (ab 64 Euro bei einer Ver-tragslaufzeit von 48 Monaten) vor kost-spieligen Produktions- und Betriebsaus-fällen schützen.
Waldrich Coburg weiter auf Erfolgskurs:Der zur Ingersoll-Gruppe gehörendeWerkzeugmaschinenhersteller setzte imvergangenen Jahr 75,3 Mio. Euro um,46% mehr als im Jahr zuvor. Vor allemNeuentwicklungen trugen nach Aussa-gen von Harald Kohldorf, Direktor Por-talbearbeitungszentren, mit 86% zumUmsatzergebnis bei. Sehr gut vom Marktaufgenommen wurde die Multitec-Bau-reihe mit inzwischen 42 verkauften Ein-heiten. Zudem will das Unternehmenseine Technologieführerschaft mit demneuen Portal-Bearbeitungszentrum Valu-tec ausbauen. Dieses wurde speziell zurBearbeitung kleinerer Werkstücke konzi-piert und soll neue Kunden im Maschi-nen- und Werkzeugbau erschließen.
Die WMS Werkzeugmaschinen Service &Vertriebs GmbH, Willich, ein kompeten-ter Industriepartner in den BereichenDrehen und Fräsen, hat den Vertrieb vonkonventionellen, zyklengesteuerten undCNC-Drehmaschinen sowie Portalfräs-maschinen der Marke FAT übernommen.FAT gehört zur belgischen Haco-Gruppe.Weitere Infos: Tel. (0 21 54) 9 45 80,www.wms-werkzeugmaschinen.de
TICKER
Viel versprechender Auftaktnach Umstrukturierung
FERROMATIK MILACRON
Malterdingen (jk) – Zur Hausmesse prä-sentierte der Spritzgießmaschinenher-steller Ferromatik Milacron den knapp800 Besuchern erfreuliche Ergebnisse, dieeinerseits die organisatorische Umstruk-turierung betrafen, andererseits Erweite-rungen bei den Maschinenreihen. DieUmstrukturierung, so GeschäftsführerDr. Michael Koch, sei in Kürze abge-schlossen. Wichtige Teile davon waren dieReduzierung der Fertigungstiefe, Ände-rungen beim Vertrieb im In- und Auslandsowie die Zusammenfassung des Kun-dendienstes. Weiterhin wird die anwen-dungstechnische Unterstützung ausge-baut, weshalb früher als bisher die kun-denspezifische Anpassung von Spritz-gießverfahren im eigenen Technikum ge-schehen soll. Ausgangsbasis sind die dreiMaschinenreihen Maxima, Elektra undK-Tec, mit denen man verstärkt Wachs-tumsmärkte – Automobilbau, Elektro-und IT-Branche, Verpackungsbereich –
Wachmann auf Rädern schlägt Langfinger in die Flucht
ROBOWATCH
Berlin (rk) – Die Ähnlichkeit mit dem Star-Wars-Roboter R2D2 kommt nicht vonungefähr: „Dessen Intelligenz war die Leitidee für unseren ÜberwachungsroboterMosro I“, sagt Dr. Jens Hanke, technischer Geschäftsführer der Robowatch Tech-nologies GmbH, Berlin. Der fahrbare Roboter eignet sich für Nutzflächen ab 900 m2 und soll die Überwachungsqualität in Industrieanlagen und Gefahrenbe-reichen verbessern. Er kann bis zu 16 Stunden Schicht schieben und schlägtAlarm, wenn sich Menschen unangemeldet in seinem Tätigkeitsbereich aufhaltenoder sonstige Bewegungen zu beobachten sind. Gegenüber dem üblichen Wach-manneinsatz verspricht der kaufmännische Geschäftsführer Ulf Stremmel eine Kos-tensenkung von 50 bis 75%.
Ausgestattet ist das 15 400 Euro teure Gerät mit Radarsensoren, Passiv-Infrarot-sensoren, einer CCD-Kamera und einem optisch-akustischen Signalsystem. Mitden Radarsensoren kann er menschliche Körper sogar durch Mauern hindurch erkennen. Nachrüstbar sind Features zum Identifizieren austretender Chemikalien-dämpfe. Mittels neuronaler Netze bewegtsich der Roboter selbstständig durch die zuüberwachenden Objekte. Via LAN, ISDNoder Mobilfunk hält er Kontakt mit der Ein-satzzentrale und übermittelt Bilder in Echt-zeit. Bei Bedarf kann der Einsatzleiter denRoboter zur Gefahrenidentifizierung an dieProblemstellen lenken.
angehen will. Der Anfang war erfolgsver-sprechend: Im ersten Quartal 2002 lag derAuftragseingang um 20% über Vorjah-resniveau. Verantwortlich dafür war vorallem die gestiegene Nachfrage nach derMaxima-Reihe, die um Maschinen bis13 500 kN Schließkraft erweitert wurde.
Mosro I, der erste serienreife Überwachungsroboter verfügt über
den berühmten „Röntgenblick“. Bild
: Rob
owat
ch
Herstellung ei-nes Kfz-Kenn-zeichenhalters
im Schaum-Spritzgieß-und Mono-
sandwich-Ver-fahren auf ei-
ner Maschine.Diese Verfah-renskombina-
tion wurdeerstmals von
Ferromatik Milacron auf der diesjährigen Hausmesse
vorgestellt.
Bild
: Kra
us


AKTUELLES MÄRKTE
VDMA-Tagung stelltPraxislösungen vor
E-BUSINESS
Frankfurt/Main (ug) – „Das Wort E-Bu-siness benutzen wir nicht mehr. Es hat ei-nen negativen Touch und mutet nachSpielerei an“, verkündet Dr. Rudolf Si-mon, bei der Jenoptik-Tochter M+WZander für webbasierte Projekt-Collabo-ration zuständig. Was Simon aber überdie unternehmensübergreifende Zu-sammenarbeit auf der Internet-Platt-form des Facility-Management-Spezia-listen Zander vorzustellen hat, ist E-Bu-siness vom Feinsten. Von der Produktdo-kumentation für ganze Fabriken über„gelbe Seiten“ bis hin zum weltweitenEinkaufsbedarf nutzt Zander die Platt-form, die 2003 unternehmensweit einge-führt sein soll. Dann rechnet man auf-grund der schlanken Prozesse mit einerPersonalkosteneinsparung von 7%.
Rudolf Simon war einer der Redner derVDMA-Tagung „Vom E zum Business“,die der Verband Mitte Mai in Frank-furt/Main veranstaltete. Nach der erstenTagung Ende 2000 präsentierte man jetztPraxislösungen aus der Investitionsgü-terindustrie. „Mit den 200 anwesendenGästen und 25 Firmen im angrenzendenAusstellungsbereich sind wir sehr zufrie-
den“, freuen sich VDMA-VizepräsidentRolf R. Kuhnke und Projektleiter Anwen-derforum E-Business, Jürgen Behlke, derausschließlich Referenten aus der Indus-trie eingeladen hatte.
So erfuhren die Besucher alles rundum den Einkauf der Battenfeld GmbH:vom Katalog über Desktop-Purchasingbis hin zu umgekehrten Auktionen. Jür-gen Neitsch von Battenfeld ist überzeugt:„Der Einkauf ist zur Zeit der erfolgreichs-te Bereich im E-Business. Wenn Sie mitelektronischem Einkauf starten, nehmenSie Lieferanten, die damit Erfahrung ha-ben wie Hoffmann oder Hahn & Kolb.Fangen Sie nicht an, eigene Kataloge zuentwickeln“, riet Neitsch den Zuhörern.Den Weg zum internetbasierten Kunden-beziehungsmanagement CRM beschriebMichael Roehr von der Vaillant GmbHund Christoph Charoy von Demag Cra-nes & Components schilderte Einsatzund Nutzen des VDMA-Antriebstech-nik-Marktplatzes. So konnten Anwendermit dem dort vorhandenen Produktkon-figurator ihre Produktionszeiten umrund 15% verkürzen, weil sie die Pro-dukte nicht mehr zeitaufwändig model-lieren müssen. Ein anderes Marktplatz-Beispiel – die Zusammenarbeit mit demMarktplatz Newtron – lieferte Frank Pe-ters vom TextilmaschinenherstellerSchlafhorst.
Senkung der Vertriebs- und Anbots-kosten war für die Lenze GmbH & Co.KGder Grund, weltweit rund 300 Außen-dienstler mit einem elektronischen Pro-duktkonfigurator auszustatten: „Mit ei-nem solchen Tool, entwickelt von Lenze-Tochter Encoway, kann man kostenspa-rend mit sehr komplexen Produkten sehreinfach umgehen“, so Volker Arlt vonLenze. Über 60% des Produktgeschäfteswill Siemens A&D bis 2003 über E-Busi-ness-Tools handeln. Auf dem Service-und Supportportal können die Kundenbereits über 40 000 Produkte online ein-kaufen. „Wir beobachten eine monatli-che Verdopplung der Nutzerzugriffe aufunsere Serviceseiten“, so Roland Aecht-ner von A&D.
Bild
: Glo
ger
Christoph Charoy, Leiter Vertrieb bei Demag Cranes & Components GmbH: „ImErsatzteilgeschäft wollen wir 80% des Um-satzes über den VDMA-Marktplatz erzielen,bei konfigurierbaren Produkten 40%.“
Wirtschaft:Controlling in KrisenzeitenDas Wirtschaftswachstum in Deutschland wird2002 nur bei 0,8 Prozent liegen. In konjunktur-schwachen Zeiten spielen Sparmaßnahmen einewichtige Rolle und damit sind Controller ge-fragt. Auch als strategisches Managementinstru-ment gewinnt Controlling zunehmend an Be-deutung. Mit dem Steuerungsinstrument derBalanced Scorecard konzentrieren sich Control-ler nicht nur auf die reinen Finanzzahlen, son-dern entwickeln Messgrößen für andere Erfolgs-faktoren. Der Kunde, die Märkte, Prozesse undMitarbeiter rücken in den Mittelpunkt. Weiter unter www.clickmall.de/mm2201
Marketing:Online-Promotion bringt VorteileMit Online-Promotion kann eine besonders ho-he und lange interaktive Auseinandersetzungmit einer Werbebotschaft erreicht werden. Diedurchschnittliche Verweildauer des Users beträgtetwa 3,8 Minuten. Das ist ein Ergebnis der er-sten Verhaltens-Analyse bei Internet-Usern imUmgang mit Online-Promotion der Marketing-agentur Twyn Group. Im Idealfall kann eine Auf-merksamkeit von bis zu 17 Minuten erreichtwerden. Weiter unter www.clickmall.de/mm2202
Internet:Europa-Domain „.eu“ kommtNach jahrelangem Tauziehen um die Domain-Endung .eu (“dotEU”) konnten sich die beteilig-ten EU-Stellen nun auf einen Zeitplan für dieEinführung der Europa-Domain einigen. Zudemwurden am Wochenende erste Details der Ver-gabemodalitäten bekannt. Nach dem Zeitplander EU-Kommission wird vom 19. Juni bis 21.Juli 2002 die Ausschreibung zur Vergabe der.eu-Registrierungsstelle erfolgen. Weiter unter www.clickmall.de/mm2203
Marketing:Illegales Marketing im InternetRund 8 Millionen Verbraucher in Deutschlandsind in den Datenbanken von E-Mail-Adressen-händlern verzeichnet. Die Adressen tragen denVermerk, dass die Empfänger offen sind für Wer-bung, obgleich die meisten Verbraucher demniemals zugestimmt haben. Auf diesen Miss-stand weist der Verband der deutschen Internet-wirtschaft „eco“ hin. Weiter unter www.clickmall.de/mm2204
Kommunikation:Wandel in der MedienindustrieDer Zugang zu Inhalten über digitale Netze wieInternet oder Mobilfunk wird immer wichtiger.Künftig wird für Kunden der digitale Zugang zuInformationen attraktiver sein als der Besitz derInformation. Diese Entwicklung wird laut einerAnalyse der deutschen UnternehmensberatungDiebold ab 2006 grundlegende Veränderungenin der Medienindustrie bewirken. Durch dieMöglichkeit zu Vervielfältigung digitalisierter Inhalte verliert das Produkt an Exklusivität. DieBereitschaft des Kunden, dafür zu zahlen, sinktdaher. Weiter unter www.clickmall.de/mm2205
www.clickmall.de Newsticker
www.clickmall.de – Das Mittelstandsportal der Vogel Medien Gruppe


Stefan Beese: „In einem durch im-mer härteren internationalen Wett-bewerb geprägten Umfeld müssengerade Mittelständler neue Kon-zepte entwickeln, auf sich aufmerk-sam zu machen. Vor diesem Hinter-grund haben wir das Angebot un-
EMZ-GeschäftsführerStefan Beese:
„In einem durch immerhärteren internationalenWettbewerb geprägtenUmfeld müssen gerade
Mittelständler neueKonzepte entwickeln,
auf sich aufmerksam zumachen.“
Recklinghausen (js) – Im Rahmeneiner Hausmesse der besonderenArt präsentiert die Elektro-Maschi-nen-Zentrale GmbH (EMZ) am 6.Juni ab 15 Uhr antriebstechnischeInnovationen und Verkaufsschla-ger. Erstmalig nutzt der service-orientierte Spezialist für Antriebs-technik die intensiven Koopera-tionskontakte mit einem seinergroßen Zulieferer, der Siemens AG.Im Gegensatz zu herkömmlichenHausmessen werden die Ausstellerin einer moderierten Podiumsprä-sentation mit anspruchsvollemRahmenprogramm auf ihre neues-ten Entwicklungen aus dem Bereichder Antriebstechnik aufmerksammachen. EMZ-Geschäftsführer
Die ganze „Magie“ der Antriebstechnik
seres Handelspartners Siemensgern angenommen, uns bei der Or-ganisation dieses PR-Events aktivzu unterstützen.“
Branchengrößen wie ABB, Al-stom, Knust, Lenze, Siemens undVogelsang werden in einem fest vor-gegebenen zeitlichen Rahmen ihrejeweiligen Innovationen und Ver-kaufsschlager präsentieren und ste-hen den Messebesuchern anschlie-ßend Rede und Antwort. Umrahmtwird das Event von einer magischenBühnenshow des durch Auftrittemit David Copperfield sowie Sieg-fried & Roy bekannten IllusionistenNicolai Friedrich. Dazu Beese: „Be-reits seit 50 Jahren ist kundenorien-tierter Service für uns keine Zaube-rei, sondern tägliche Praxis.“ Einla-dungskarten können kostenlos an-gefordert werden unter Tel.(0 23 61) 6 90 90 oder im Internetunter www.emz.de.
EMZ-HAUSMESSE
AKTUELLES MÄRKTE
14 MM Das IndustrieMagazin · 22/2002
Bild
: EM
Z

MM Das IndustrieMagazin · 22/2002 15
AKTUELLESMÄRKTE
Wirtschaftsflaute sorgtfür Ausstellerschwund
PCIM 2002
Nürnberg (rs) – LeichterGegenwind blies in diesemJahr die PCIM entgegen, einerKombination aus Fachmesseund Konferenz, die sich mitden Themen Leistungselektro-nik, intelligenten Antriebenund qualitativer Energiever-sorgung beschäftigt und vom14. bis 16. Mai in Nürnbergstattfand. So musste Veranstal-ter Gerd E. Zieroth einen Rück-gang der Ausstellerzahlen von431 (2001) auf 398 verkünden.„Aufgrund der allgemeinenweltweit kritischen Wirt-schaftssituation im Bereich derLeistungselektronik haben wirin diesem Jahr erstmals keinenZuwachs an Ausstellern zu ver-zeichnen“, sagte Zieroth frei-mütig. Allerdings hätten 5%der Aussteller aus dem Jahr2001, die in diesem Jahr nichtdabei waren, ihr Interesse fürdie PCIM 2003 bekundet. We-sentlich erfolgreicher als ge-plant war hingegen die PCIM
China, die im März diesen Jah-res in Kooperation mit derMesse München in Shanghaidurchgeführt wurde. Statt dererwarteten 10 000 waren über15 000 Fachbesucher gekom-men. 284 Aussteller belegtendort 11 853 m2.
Bild
: Sch
äfer
Dortmund (kf) – Unter dem Motto „Aus der Praxis für die Pra-xis“ findet am 11. und 12. Juni in Dortmund der Kongress fürWarehouse Management, Logistiksoftware und Identifikations-systeme „Warehouse Logistics 02“ statt. In mehr als 40 Vorträgensprechen sowohl Anbieter als auch Anwender über ihre Erfah-rungen mit modernen Logistiksystemen.
Plenarvorträge werden unter anderem gehalten von Sven Rut-kowsky, Vorstandsmitglied Rhenus AG, Matthias Lohr, CEOWM-Group, Stefan David, Bereichsleiter Siemens Dematic undChristian Konhäuser, Geschäftsführer Cacontent. Darüber hin-aus bietet eine Fülle von praxisrelevanten Vorträgen die Mög-lichkeit, „Best Practices“ zu ermitteln – speziell im Bereich derLagerverwaltungssysteme. Das komplette Programm des Kon-gresses ist unter www.warehouse-logistics.org zu finden.
Nach Einschätzung des Fraunhofer-Instituts für Materialflussund Logistik (IML), das den Kongress mitveranstaltet, hat Euro-pa das größte Potenzial für Lagerverwaltungssysteme (WMS),wobei Deutschland und die Niederlande zusammen mehr als 70%des europäischen Marktes ausmachen.
Von anderen lernenWAREHOUSE LOGISTICS 02
Gerd E. Zieroth, Veranstalterder PCIM: „Aufgrund der allge-meinen weltweit kritischenWirtschaftssituation im Bereichder Leistungselektronik habenwir in diesem Jahr erstmals kei-nen Zuwachs an Ausstellern zuverzeichnen.“

16 MM Das IndustrieMagazin · 22/2002
AKTUELLES MÄRKTE
Gründer-Know-how will das neueWebangebot www.gruendungskata-log.de vermitteln, das vom Bundes-wirtschaftsministerium in Zu-sammenarbeit mit der DeutschenAusgleichsbank (DtA) initiitiert wur-de und finanziell gefördert wird. Eshandelt sich dabei um einen bundes-weiten Suchkatalog, der Existenz-gründer schnell die benötigen Infor-mationen vermittelt. Mehr als 10 000gründungsrelevante Webseiten, Bera-tungs- und Förderangebote wurdendafür in eine benutzerfreundliche, ka-talogähnliche Struktur gebracht.
Verarbeitendes Gewerbe im Ab-wind: Nach Berechnungen des Statis-tischen Bundesamtes lag der Gesamt-umsatz des verarbeitenden Gewerbesund des Bergbaus im ersten Quartal2002 mit 318,3 Mrd. Euro um 5,5%unter dem Vorjahreswert. Allerdingsist dabei zu berücksichtigen, dass inden Monaten Januar bis März 2002zwei Tage kürzer gearbeitet wurde alsim ersten Quartal 2001.
Die Jungheinrich AG, Hamburg,konnte sich trotz konjunktureller Ab-
kühlung im ersten Quartal 2002 eini-germaßen behaupten. Die Umsatz-rendite (Ebit) lag um 0,5% unter demNiveau des Vorjahres. Der Umsatz desHerstellers von Gabelstaplern und La-gertechnik gab um 6,6% nach. Insge-samt setzte der Konzern in den erstendrei Monaten des laufenden Ge-schäftsjahres 352 Mio. Euro um. Dasschwächer laufende Neugeschäft istzumindest teilweise durch das Wachs-tum im Miet- und Gebrauchtgeräte-geschäft sowie im Servicebereichkompensiert worden.
Messebesucher beweisen Kompe-tenz: Wie aus einer vom Messe- undAusstellungsausschuss der DeutschenWirtschaft (Auma) bei TNS-Emnid inAuftrag gegebenen Studie hervorgeht,handelt es sich bei zwei Drittel der Be-sucher deutscher Fachmessen um Ent-scheider. Das wichtigste Messeziel lau-tet: „Neuheiten kennen lernen“. DenHauptanstoß für den Messebesuchgibt meist eine Einladung des Ausstel-lers. Die detallierte Studie umfasst un-ter anderem die regionale Herkunft,die berufliche Stellung des Besuchers,die Betriebsgröße und Branchenzu-ordnung Weitere Informationen:www.auma-messen.de
KURZ NOTIERT
1/3 Anzeige
Weinböhla (uh) – Vom 20. bis 22. März fand bei der Firma JörgWappler Werkzeugmaschinen in Weinböhla anläßlich der Fir-menerweiterung eine weitere Hausmesse statt. Auf nunmehrüber 1 000 m
2Ausstellungsfläche werden CNC- und konventio-
nelle Werkzeugmaschinen – darunter CNC-Bearbeitungszen-tren des britischen Herstellers Bridgeport – gezeigt und vorge-führt. Ferner ist ein Vorführzentrum für Doosan-CNC-Drehma-schinen in Betrieb genommen worden.
Bild
: Wap
ple
r
HAUSMESSE BEI WAPPLER


18 MM Das IndustrieMagazin · 22/2002
Leo Merkel ist neuer Director Enterprise Bu-siness Unit Germany/Austria bei Veritas Software.Er ist zuständig für die Führung und den Ausbauder Abteilungen für Named Account und Gene-ral Commercial Sales, für die Betreuung der En-terprise Reseller in Deutschland und Österreich
sowie der strategischen Partner von Veritas Software.
Prof. Dr. Oliver Kraft, bisher am Max-Planck-Institut fürMetallforschung in Stuttgart beschäftigt, ist seit 1. Mai neuer Lei-ter des Instituts für Materialforschung II des Forschungszen-trums Karlsruhe. Er tritt die Nachfolge des in den Ruhestand ge-tretenen bisherigen Leiters Professor Dr. Dietrich Munz an.Gleichzeitig wird Kraft auf einen Lehrstuhl am Institut für Zu-verlässigkeit von Bauteilen und Systemen der Universität Karls-ruhe berufen.
Holger N. Röhrs ist neuer Geschäftsführer derZirkon Druckmaschinen GmbH in Leipzig. DerWirtschaftsingenieur wird dabei vorrangig im Be-reich Vertrieb und Unternehmensplanung desneue Impulse setzen. Der gute Ruf der Firma beikleinformatigen Rollenoffset-Druckmaschinen
soll von ihm weiter ausgebaut werden.
Martin Smith ist mit sofortiger Wirkung zum design Direk-tor der Adam Opel AG ernannt worden. Zuvor war Smith ver-antwortlicher Design-Direktor für die Astra-Baureihe. Sein Vor-gänger Hans Seer ging nach vierzig Berufsjahren bei der AdamOpel AG in den Ruhestand.
Dr. Ulrich Simon hat zum 1. Mai die Leitungdes Unternehmensbereiches Mikroskopie vonCarl Zeiss übernommen. Zum Unternehmensbe-reich gehören die Geschäftsbereiche Lichtmikro-skopie in Göttingen sowie Adavanced ImagingMicroscopy und molekulare Medizin in Jena. Si-
mon übernahm die Leitung von Dr. Norbert Gorny, der sich künf-tig auf seine Aufgabe im Vorstand von Carl Zeiss konzentrierenwird, dem er seit dem 1. Januar 2001 angehört.
Peter Becker ist neuer Vorsitzender des Verbandes der deut-schen Lackindustrie e.V.. Er wurde von der Mitgliederversamm-lung des VdL am 7. Mai zum Nachfolger von Gernot Büchner ge-wählt, der nicht wieder für den Vorstand kandidierte.
David J. Anderson tritt zum 1. Juli das Amt des Chief Exe-cutive Officers (CEO) und President von Sauer-Danfoss Inc. an.Er löst den bisherigen CEO David L. Pfeifle an, der aus gesund-heitlichen Gründen aus dem Unternehmen ausscheidet.
Dieter Freudenberg trat nach fast 20 Jahren als Geschäfts-führer der IMI Norgren Buschjost GmbH + Co. KG, Bad Oeyn-hausen, am 1. April in den Ruhestand. Das Unternehmen, einerder bundesweit marktführenden Hersteller von Magnetventilen,weiß der 63jährige dabei in guten Händen: Seit knapp zwei Jah-ren bereitete Freudenberg selbst seinen Nachfolger Thomas Voigt auf seine Aufgabe als Allein-Geschäftsführer vor.
AKTUELLES PERSONEN







werde imMetallbereichwahrscheinlichnoch übertrof-fen, meint Wie-se, der i2 eng
mit der Metallindustrie verbundensieht: „Viele unserer Produkte sindaus einer gemeinsamen Entwicklungmit Kunden entstanden.“ Die spe-ziell auf die Belange der Metallin-dustrie abgestimmten SCM- undDVCM-Lösungen zeigen laut Wiesedeutliche Vorteile gegenüber Wett-bewerbsprodukten: „Mit i2 Five.Twohaben wir eine extrem skalierbareBusiness-Plattform, die modularaufgebaut ist, um eine schnelle Im-plementierung und die Integrationvorhandener Technologien und Sys-teme zu gewährleisten.“
Klare messbare Verbesserungenfür sein Unternehmen erkennt HansDieter Nase, HauptbereichsleiterProduktionswirtschaft, Edelstahl
Witten-KrefeldGmbH: „Wir ha-ben die Auftragsbe-arbeitungszeitendurch die Online-Terminierung bisauf unter einen Tagreduziert.“ Die Be-stände in der Pro-
Ein zunehmender globaler Wett-bewerb, Überkapazitäten und
Preisdruck sind die Rahmenbedin-gungen der Stahlindustrie weltweit.Umso wichtiger erscheinen Kosten-senkungen in allen Unternehmens-bereichen. Ein Weg dazu ist, meintDr.-Ing. Thomas Wiese, DirektorMetall-Industrie Europa bei der i2Technologies GmbH in Haar, Sup-ply-Chain-Management(SCM) – vor allem in derweitergehenden VersionDynamisches Value ChainManagement (DVCM).Mit dem dynamischen An-satz von DVCM will mander rasanten wirtschaftlichenEntwicklung – Stichworte:Internet, E-Commerce –Rechnung tragen. Wiese:„Bei DVCM liegtder Fokus auf demErzielen von mess-barem Mehrwertfür alle an der Sup-ply Chain beteilig-ten Parteien.“
SCM und DVCM waren Themeneines Seminars von i2 in Düsseldorf:potenzielle Anwender sollten an denErfahrungen von i2-SCM-Anwen-dern teilhaben. i2 erzielte im letztenJahr einen Gesamtumsatz von rund1 Mrd. US-Dollar. Etwa 10% davonentfallen auf Abnehmer in der Stahl-und Metallindustrie. „Insgesamt ha-ben wir über 1 200 Kunden und mehrals 12 000 Installationen“, verrät
Wiese, „im Metallbereichsind es ungefähr
60 Kunden undüber 170 Instal-lationen.“ DerAnteil von 24%am SCM-Ge-samtmarkt
MM Das IndustrieMagazin · 22/2002 25
AKTUELLESSOFTWARE
duktion seien verringert und dieDurchlaufzeiten verkürzt worden.Dazu kämen reduzierte Vormateri-albestände und eine „drastisch ver-besserte Liefertermineinhaltung beigleichzeitig voll ausgelasteter Kapa-zität.“ Nase sieht in der integriertenPlanungslösung „eine neue Dimen-sion der Zusammenarbeit mit unse-ren Kunden“, die die Flexibilität er-höht und allen Beteiligten, auch denKunden, Vorteilebietet.
Das bis jetztgrößte SCM-Pro-jekt konnte i2 inder südkoreani-schen Stahlin-dustrie realisie-ren. Laut Dong-Kil Yeom, Leiterim IntegrationTeam des PI Ena-blement Dept. der Pohang Iron &Steel Company, arbeitet Posco sehrerfolgreich mit den SCM-Lösungenvon i2. Statt 82% würden heute 95%aller Lieferungen termintreu abge-wickelt und Auftragszusagen könn-ten innerhalb von 2,5 Sekunden(vorher mehr als 2 Stunden) abgege-ben werden. Auch die finanziellenVorteile sind „dramatisch“, meintYeom: „Wir erwarten in den näch-sten zehn Jahren Einsparungen von500 Mio. US-Dollar allein aus derArbeit mit den i2-Systemen“. MM
Mehrwert
für alleLOTHAR HANDGE
FAZIT
P Dynamische Supply Chain istaufs Internet ausgerichtet
P Messbarer Mehrwert für allean der Versorgungskette Betei-ligten
P Auftragsbearbeitungszeiten bisauf einen Tag reduzieren
Mit dynamischem Supply Chain ManagementGeschäftsprozesse schneller machen
Hans Dieter Nase, Hauptbereichs-leiter Produktionswirtschaft, Edelstahl
Witten-Krefeld GmbH, Witten:„Die integrierte Planungs-lösung ergibt eine neueDimension der Zusammen-arbeit mit unseren Kunden.“
Dr.-Ing. Thomas Wiese,Direktor Metall-Indus-trie Europa bei der i2Technologies GmbH:
„Viele unserer Pro-dukte sind aus einergemeinsamen Ent-wicklung mit den Kun-den entstanden.“
Bilder: Handge
P Softwarehaus i2
P Edelstahl Witten-Krefeld
P Arbeitsgruppe Supply Chain imFraunhofer-Institut
www.maschinenmarkt.de

26 MM Das IndustrieMagazin · 22/2002
AKTUELLES MUMASY
sis mit strukturierten Inhalten bietetes dem Hersteller eine effiziente Er-stellung, Verwaltung und Bereitstel-lung seiner Maschinendokumenta-tion nach dem Baukastenprinzip.„Der Kunde erhält dadurch eine aufseine Bedürfnisse zugeschnittene,maschinebezogene und multimedialaufbereitete Dokumentation undInformation“, erläutert Martin Lenzvon der Wirtgen GmbH. Multimedi-al aufbereitete Informationen direktan der Maschine sollen nämlichkünftig Maschinenbedienern sowieInstandhaltungs- und Serviceperso-nal das Leben leichter machen. Einwichtiger Aspekt sind die Kosten:„Wir haben unsere Servicekostenum 35% verringert“, heißt es vomProjektteilnehmer Liebherr.
Die beteiligten SoftwareherstellerCOI und Eigner erarbeiteten Toolsfür den Mumasy-Standard. Die Ma-schinenbauer entwickelten Funk-tionsmuster für ihre Produkte. An ei-ner mobilen Arbeitsmaschine fürden Straßenbau zeigte die JosephVögele AG das von ihr entwickelteMumasy-Funktionsmuster. EinMumasy-Prototyp für Großpressenstammt von Schuler Pressen, undKuka Roboter zeigten ein Online-Dokumentationssystem sowie denvirtuellen Roboter. Wichtiges An-wendungsfeld: CD-Schulungen.
Eines der wichtigsten Projekter-gebnisse ist das so genannte Muma-sy-DTD (Document Type Defini-tion), eine Standardisierung von Do-kumentinhalten für ein einheitlichesAustauschformat auf Basis vonXML. Das unter Leitung der Stutt-
garter FISW SteuerungstechnikGmbH erarbeitete Schema kannzum Experimentieren von der Ho-mepage des ISW heruntergeladenwerden. Dieses für herstellerspezifi-sche Beschreibungen offene Konzeptist allerdings weder Norm nochStandard. Das im Rahmen des Pro-jektes erarbeitete, relativ breite An-wendungsspektrum muss von künf-tigen Anwendern firmenspezifischangepasst werden. „Es gibt kein Mu-masy von der Stange, das man ein-fach kaufen kann. Jedes Unterneh-men muss nach einer individuellenLösung suchen“, so Jürgen Mauchvom Fraunhofer IPA in Stuttgart.
Wie geht es weiter mit Mumasy?Noch steht der abschließende Leitfa-den aus. „Mit der Abschlusspräsen-tation“, resümiert Rainer Glatz vomVDMA, „ist das Projekt Mumasy kei-neswegs beendet, sondern es fängterst richtig an.“ MM
P Arbeitskreis und Down-loads von Mumasy-Schema,DTD und Dokumentation
www.maschinenmarkt.de
Dr.-Ing. Arif Kazi, Kuka RoboterGmbH in Augsburg: „Wir wollen un-sere Dokumentation nicht nur ander Maschine nutzen, sondern auchals CD verschicken.“
Drei Jahre lief das Verbundpro-jekt Mumasy – der Name steht
für „Multimediales Maschineninfor-mationssystem“. Am 10 Mio. Euroteuren, vom Bundesministerium für Wirtschaft und Technologie(BMWi) geförderten Projekt, betei-ligten sich elf Partner aus Wirtschaft
und Wissenschaft. Die Koordina-tion lag beim VDMA, wo
auch die Abschlussprä-sentation stattfand. Zielwar, die technische Ba-sis des mittelständischgeprägten Maschi-nenbaus durch Mul-timedia umfassendzu erweitern. Mul-timedia bietet sich
dabei besonders für Einsatzbereichean, in denen heute noch überwie-gend mit textlichen oder zeich-nungsorientierten Informationengearbeitet wird. Dies betrifft vor al-lem die gesamte Produktdokumen-tation.
Die Projektaufgabe war keines-wegs einfach: Es sollte ein branchen-übergreifendes Modell für den
Datenaustauschentwickelt wer-den, das über dengesamten Pro-duktlebenszei-traum Gültigkeitbesitzt: vom Zu-lieferer über alleam Entwick-
lungsprozess beteiligten Unterneh-mensbereiche bis hin zum Endkun-den. Als Ausgangspunkt für einedurchgängige, konsistente Datenba-
FAZIT
P Multimedia als Unterstützungfür die Produktdokumentation
P Mumasy ist ein Modell für dengesamten Produktlebenszyklus
Dr. Henning Mey-er, Joseph VögeleAG: „Viele Infor-mationen werdengesammelt, dieletztlich dochnicht den Mitar-beitern zur Verfü-gung stehen.“
Bild
er: G
log
er
Nicht von der
StangeMultimediale Maschineninformationensind bereit für Industrieanwendungen



MM Das IndustrieMagazin · 22/2002 29
AKTUELLESMUMASY
lich ist und mit derentsprechendeDatenbanklösungenaufgebaut werdenkönnen, sind nichtzu vergessen. Damitsind die Informatio-nen modular verfügbar.
MM: Welche Vorteile zieht der Kun-de aus einem solchen Informations-system?Lutz: Ich hatte es ja schon angedeu-tet. Der Hauptgesichtspunkt fürden Kunden ist eigentlich die Mini-mierung der Stillstandszeiten. EineMaschine soll produzieren. DerBenutzer soll in die Lage versetztwerden, die Maschine optimal ein-zusetzen und dazu muß er siebeherrschen. Er benötigt alle not-wendigen Informationen rund umdie Maschine, die auf möglichstkurzem Weg für ihn bereitstehenmüssen. Dabei kommt es nicht nurdarauf an, dass er zum Beispieleinen Fehlerhinweis bekommt, son-dern er braucht Informationenüber die möglichen Ursachen einesFehlers und die notwendigenInstruktionen, was zu tun ist, umdie Maschine möglichst schnellwieder zum Laufen zu bringen.Infolgedessen müssen alle Unterla-gen direkt zur Verfügung stehen.
MM: Wie geht’s jetzt, nach offiziel-lem Abschluss des Projektes, weiter?Lutz: Für die Pflege und Weiterent-wicklung des Standards herrschtsehr großes Interesse. Interesse zumeinen bei den Maschinenherstel-lern, die diese Informationsstruktu-ren nutzen und zum anderen aber auch für Systemhersteller undDienstleister, die künftig Maschi-nendokumentationen nach diesemStandard erstellen können. MM
Schuler Pressen in Göppin-gen war einer der Hauptak-teure im Mumasy-Projekt.Wir befragten dazu Dr.Rainer Lutz, der maßgeblichan diesem Projekt arbeitete.
MM: Was steckt eigentlich in undhinter diesem etwas mystisch klin-genden Namen „Mumasy“?Lutz: Mumasy bedeutet „Multime-diales Maschineninformationssys-tem“ und dabei hat jeder Wortteilseine Bedeutung. „Multimedial“bedeutet die Nutzung verschieden-ster Medien wie Text, Grafik, Videooder Audio. „Maschinen“ bedeutet,dass diese multimedialen Elementean der Maschine bereitgestellt wer-den und die Nutzung der Maschineunterstützen. „Information“ istdabei das wesentliche Element, umdas es hier geht. Gemeint sinddamit Informationen, die derBenutzer über die Maschinebekommt oder die Informationen,die er an die Maschine weitergibt.Im Wort „System“ steckt der syste-matische Aufbau der multimedia-len Informationen.
MM: Um welche Informationenhandelt es sich dabei?Lutz: Im Prinzip um alle Informa-tionen, die den Lebenszyklus der Maschine und Anlage positivunterstützen und somit zu einerreibungslosen Produktion beitra-gen. Aus Benutzersicht sind diesbeispielsweise die Inbetriebnahmeder Maschine, die Bedienung, aberauch die Wartung und Instandset-zung nach einem Stillstand derAnlage. Dazu kommen Informatio-nen die darüber hinaus auch für dieHerstellung wichtig sind, wie zumBeispiel Funktionsbeschreibungen,die der Hersteller intern nutzen kann.
MM: Nun ist das Mumasy-Projektja praktisch abgeschlossen. Werdendie Ergebnisse jetzt in einem Stan-dard für den Maschinenbau enden?Lutz: An einen Standard werdenprinzipiell mehrere Anforderungengestellt. Zum einen soll ein Stan-dard natürlich die gesteckten Zieleabdecken, das heißt, wirklich denInformationslebenszyklus derMaschine abdecken. Zum anderenmuss die Informationsstruktur souniversell sein, dass sie für jedenMaschinen- und Anlagenbauernutzbar ist. Hier wurde im Projektso vorgegangen, dass wir die ein-schlägigen Vorschriften und Leitfä-den eingearbeitet haben. Dabeihandelt es sich um die Maschinen-richtlinie und die damit verbunde-nen Normen und Richtlinien wiedie DIN 292-2 oder die VDI 4500-1. Dazu kommen praxisorientierteLeitfäden wie der Leitfaden fürBetriebsanleitungen der Tekom.
MM: Was bedeutet so ein Informa-tionssystem für den künftigen Anla-genbau?Lutz: Das bedeutet zum einen: dieNutzung der Maschine oder Anlage wird transparenter. Sie wirddadurch auch einfacher und derNutzer wird damit zwangsläufig dieStillstandszeiten minimieren kön-nen. Auf der anderen Seite ist esmöglich, die Entwicklung undKonstruktion der Maschine wesent-lich effizienter zu gestalten, da dieabgelegten Daten auch schon wäh-rend der Konstruktion oder Inbe-triebnahme genutzt werden kön-nen. Darüber hinaus unterstützt esdie Einarbeitung neuer Mitarbeiteroder die Durchführung von Schu-lungen. Aber auch die Wiederver-wendbarkeit der Informationen, diedurch die XML-Technologie mög-
Bild
: Kuh
n
Dr. Rainer Lutz:„Das Informations-system muss syste-matisch aufgebautsein, um es effi-zient und wirt-schaftlich nutzenzu können.“
GläserneMaschinen und Anlagen

30 MM Das IndustrieMagazin · 22/2002
AKTUELLES ONLINE-EINKAUF
Dder Markt ist dabei, die Phaseder Desillusionierung zu über-
winden, und diese Phase muss auchjedes einzelne Unternehmen über-winden“, forderte Dr. Siegfried Kie-se, Leiter des Zentralbereichs Mate-
rialwirtschaft beider Wacker-Che-mie GmbH, inseinem Vortragbeim Kundenfo-rum der Münch-ner Hoffmann-Gruppe. Welt-weit, so Kiese, ha-be die Mehrheit
führender Unternehmen erkannt,dass das Internet gerade im Business-to-Business-Bereich eine Vielzahlneuer Möglichkeiten zur Verbesse-rung bestehender und zur Schaffungvöllig neuer Geschäfte eröffne. Dasgelte auch für kleine und mittlereUnternehmen.
Wacker hat die Grundlagen für E-Business mit der Analyse und Neu-gestaltung der Geschäftsprozesse so-wie der Implementierung einer
durchgängigen IT-Landschaft ge-legt. Heute erfolgen sowohl der Ein-kauf bei den Lieferanten als auch dieLagerentnahmen elektronisch; viervon sieben Arbeitsschritten laufenautomatisch ab. Mehr als 550 000 Ar-tikel in elf Katalogen sind für denEinkauf elektronisch verfügbar, bisEnde kommenden Jahres sollen es ei-ne Million Artikel sein. Eine Kata-logsuchmaschine ermöglicht Preis-vergleiche und Materialsuche.
Eingebunden ist auch der Katalogder Hoffmann-Gruppe. Der interna-tional tätige Anbieter von Qualitäts-werkzeugen gehört zu den Treibernim elektronischen Geschäftsverkehr.„Wir haben zur Zeit 120 E-Business-Projekte laufen. Der E-Business-An-teil am Umsatz der Holding betrugim Jahr 2001 5%. Unser Ziel sind20% im Jahr 2005“, verrät Bert Blei-cher, Sprecher der Hoffmann-Grup-pe. Rund 2000 Kunden nutzen heu-te das Internet-Bestell-Center, imvergangen Jahr wurden über 80 000Bestellpositionen über das Online-Center abgewickelt. Durch die Re-duzierung von Lieferanten, Lager-haltung und Bestellaufwand könnennach Erfahrungen der Hoffmann-Gruppe dabei bis zu 50% Beschaf-fungskosten eingespart werden. Instrategischer Allianz mit anderenLieferanten betreibt die Hoffmann-Gruppe den Internet-Marktplatzwww.simplesystem.de mit mehr alszwei Millionen C-Artikeln.
E-Business-Projekte hat Hoff-mann auch in enger Zusammenar-beit mit zahlreichen Kunden umge-setzt. Bei Bosch und Mannesmannzum Beispiel generieren die Ein-kaufsabteilungen ihre Bestellungenim Intranet direkt per Mausklick.„Bei so unternehmensübergreifen-
den Lieferketten kann es passieren,dass der Kunde irgendwann zum Lie-feranten wird“, sagt Erich Pfleger,Executive Vice President der TyrolitSchleifmittelwerke Swarowski KG.Die Hoffmann-Gruppe hat mit demauf gebundene Schleifmittel spezia-lisierten Unternehmen aus Schwazin Tirol ein E-Business-Konzept um-gesetzt. Alle Schritte im Beschaf-fungsprozess von der Bestellungüber Auftragsbestätigung und Liefe-rung bis hin zur Fakturierung wer-den online abgewickelt. Tyrolit, einweltweit tätiges Unternehmen mit 19Produktionsstandorten und 3600Mitarbeitern, suchte nach Möglich-keiten, in den Bereichen Einkauf undLogistik die Kosten zu optimieren.Die Hoffmann-Gruppe zählte be-reits zu ihren größten Kunden undbestellte online über SAP R/3. Des-halb waren die Tyrolit-Einkäuferauch recht schnell von der E-Busi-ness-Kompetenz des C-Teile-Liefe-ranten überzeugt.
Tyrolit beliefert über den eigenenOnline-Shop 120 Kunden, 24 davonsind direkt integriert: neben Hoff-mann auch VW und Sandvik.Außerdem ist Tyrolit auf den Markt-plätzen Covisint (Daimler-Chryslerund General Motors), Endorsia(SKF) und Onesupply (Ford USA)vertreten. Die Online-Geschäfte er-reichen einen Jahresumsatz von 10Mio. Euro bei einem Gesamtumsatzvon 450 Mio. Euro. MM
Kunde wird LieferantDie Hoffmann-Gruppe präsentierte auf ihrem Kundenforumpraxiserprobtes E-Business mit Geschäftspartnern
ULRIKE GLOGER
Dipl.-Ing. ErichPfleger, TyrolitSchleifmittelwer-ke: „Warum E-Business? Um dieorganisatorischeLeistungsfähig-keit zu verbessernund die Kunden-beziehung zu in-tensivieren – undweil E-Businessein innovativerImageträger ist.“
FAZIT
P Das Internet bietet viele Mög-lichkeiten für neue Geschäfte
P Erhebliche Kostenreduzierun-gen durch Online-Bestellungen
P Hoffmann-Gruppe
P Wacker-Chemie
P Tyrolit
www.maschinenmarkt.de
Bild
: Hof
fman
n


32 MM Das IndustrieMagazin · 22/2002
AKTUELLES GLASTECHNIK
Die deutschen Hersteller vonMaschinen und Anlagen fürdie Glasbearbeitung gelten
international als führend auf demGebiet des Sondermaschinenbaus.Doch ist die Konzentration auf Ni-schenbereiche nur eine Säule des Er-folgs. Daneben werden zukünftig vorallem Systemanbieter am Markt be-stehen können. Dazu kommen ge-änderte Marktbedingungen wie in
anderen Branchen auch: Die Los-größen werden kleiner, die Produk-te komplexer und das Material hoch-wertiger. Siegfried Glaser, Vorsitzen-der der Fachabteilung Glasmaschi-nen und -anlagen im Verband Deut-scher Maschinen- und AnlagenbauVDM, äußerte sich anlässlich derFachpressekonferenz zur glasstec2002 zu den aktuellen Trends. Gla-sers Ansicht nach gewinnt die enge
Vernetzung der einzelnen Gliederdes Produktionsprozesses vor demHintergrund immer höherer An-sprüche der Abnehmer ständig anBedeutung. Eine weitere Tendenz istdie Konzentration des Maschinen-baus auf eine modulare Bauweise derMaschinen und Anlagen: „Damitlassen sich die verschiedensten indi-viduellen Kundenwünsche kosten-günstig und schnell erfüllen.“ Gera-de vor dem Hintergrund des hohenAnteils von Sondermaschinen, fürdie deutsche Glasmaschinenbauerhäufig weltweit als Alleinanbieterauftreten, werden so wirtschaftliche,kostengünstige und individuelleSonderlösungen möglich. Mehrnoch: Fast alle Unternehmen desdeutschen Glasmaschinenbaues ver-treten komplette Technologieberei-che und sind darin laut Glaser „welt-marktführend.“
Den Markterfordernissen folgendbilden sich nach Beobachtung Gla-sers gegenwärtig neue, komplexeFertigungskonzepte heraus, in de-nen einzelne, früher isolierte Berei-che der Glasherstellung und -ver-edelung logistisch so verbundenwerden, dass die gesamte Auftrags-abwicklung in einem durchgängigautomatisierten Material- und Da-tenfluss fabrikweit und bis zur Pro-duktionsstätte des Kunden realisier-bar ist. Mit neuen Konzepten für pri-mär und nachgeschaltete Maßnah-men kann in der Glasproduktion derEnergieumsatz insgesamt verbessertund die Schadstoffemission gemin-dert werden. Glaser: „Dazu gehörenin ihrem Wirkungsgrad verbesserteSysteme, mit denen Prozesswärmeabgeführt und in andere Bereiche ge-leitet werden kann, beispielsweisezum Vorwärmen des Schmelzgutes.“Neu und für die Branche von hohemEffekt beim Rationalisieren des Zu-schnittes sind Systeme, mit denensich Restscheiben nahezu vollständigweiterverwenden lassen.
Kürzere Artikelwechselzeiten bie-ten auch im Segment Haus- undWirtschaftsglas ein großes Potenzialzur Produktivitätssteigerung. ZumErhöhen der Prozessstabilität undGlasqualität kommen zunehmenddimensionsstabile und langlebige
In der Nische
zum ErfolgLOTHAR HANDGEE
Traditionell stellen die VDMA-Verbandsmit-glieder die größte Ausstellergruppe auf derglasstec, die vom 28. Oktober bis 1. No-vember in Düsseldorf stattfindet. Die Vor-bereitungen zur internationalen Leitmesseder Glasbranche, laufen auf Hochtouren.Auch 2002 wird Düsseldorf wieder zum An-ziehungspunkt für die internationalen Top-Entscheider der Branche. Die Messe Düs-seldorf und die Trägerverbände erwartenauch diesmal über 1000 internationale Aus-steller und 55 000 Besucher aus der gan-zen Welt. Die glasstec hat mit der Veran-staltung im Oktober 2000 ihre internatio-nale Führungsposition bestätigt, so die Ein-schätzung der Veranstalter. Beweis dafür istder Auslandsanteil bei den Ausstellern, derweit über die Hälfte (58%) betrug, und diehohe Internationalität auf der Besuchersei-te (45%). Die durchweg positiven Ergeb-nisse bei den Besucher- und Ausstellerbe-fragungen geben der Konzeption der glas-stec Recht. Auch wenn das Brancheneventerst im Oktober stattfindet, sind die Mes-
sestände der glasstec bereits jetzt geöffnetund zwar im Internet unter www.glasstec-online.com. Neben aktuellen Branchen-news findet der Nutzer unter anderem ei-nen Überblick über alle zugelassenen Aus-steller und die jeweiligen Produkte, außer-dem Infos über das glasstec-Rahmenpro-gramm, die Sonderausstellung „glass tech-nology live“. Insgesamt zählen zur Glasbranche inDeutschland mehr als 100 Unternehmenmit etwa 4000 Mitarbeitern, die jährlicheinen Gesamtumsatz von über 610 Mio.Euro erwirtschaften. Ein großer Teil davonzuletzt 73 %– geht in den Export, vor allemnach Westeuropa, Nordamerika und in denFernen Osten. Wegen der schwachen Kon-junktur in den USA und einem Minus im In-landsumsatz von 24% hatte die Branche2001 insgesamt einen Umsatzrückgangvon 19% zu verzeichnen. Beim Export ver-spricht man sich zukünftig wieder Impulsevom asiatischen und osteuropäischenMarkt.
GLASSTEC 2002
Treffpunkt der Top-Entscheider
Deutsche Glasmaschinenbauer versuchen als Systemanbieter ihr Glück

MM Das IndustrieMagazin · 22/2002 33
Anlagenkomponenten aus Platin-werkstoffen zum Einsatz. ModulareHochleistungssysteme erlaubengleichzeitig das Herstellen in Form,Größe und Gewicht unterschied-licher Artikel. „Neue Lösungen“, soGlaser, „ermöglichen eine kostenef-fektive Fertigung hochqualitativer
gepresster und geblasener Glas-artikel auch bei kleinen Serien“.
Bei Floatglas sieht Glaserweiterhin einen Trend hin zuAnlagen für 800 Tagestonnenund mehr. Der informations-
technischen Steuerung des Prozessesvon der Auftragserfassung bis zurAuslieferung gilt hier eine verstärkteAufmerksamkeit. Prozessvisualisie-rung und neue Steuerungsphiloso-phien unterstützen den stabilen Pro-zessablauf und die einfache Bedien-barkeit. Für häufige Auftragswechselbei konstant hoher Verfügbarkeitspielt die Technik am „kalten“ Ende
mit den Stationen Schneiden, Trans-portieren und Stapeln eine wichtigeRolle.
Schließlichwird zum Bear-beiten hoch emp-findlicher Dünn-und Spezialgläserverstärkt die La-sertechnologieherangezogen.Mit dem Laser-trennverfahrensollen unter-schiedliche Glassorten mit unter-schiedlichen Dicken so getrennt wer-den, dass die Trennflächen glatt undverletzungsfrei sind. MM
AKTUELLESGLASTECHNIK
P Die „glasstec“ im Internet
P Bundesverband Glasindustrieund Mineralfaserindustrie
www.maschinenmarkt.de
FAZIT
P Deutsche Sondermaschinen-bauer sind weltweit führend
P Modulare Bauweise der Ma-schinen liegt im Trend
P Artikelwechselzeiten werdenimmer kürzer
Siegfried Glaser, Vorsitzender der Fachabtei-lung Glasmaschinen und -anlagen im VDMA:
„Fast alle Unternehmen des deutschenGlasmaschinenbaues vertreten kom-plette Technologiebereiche und sinddarin weltmarktführend“.
Bild: VDMA

34 MM Das IndustrieMagazin · 22/2002
AKTUELLES SPANENDE FERTIGUNG
Vom 4. bis 8. Juni 2002 drehtsich auf dem DüsseldorferMessegelände alles um Fer-
tigungstechnik und Automation.Rund 1100 Aussteller aus 23 Ländernpräsentieren ihre Produkte undDienstleistungen in neun Messehal-len. Der Löwenanteil unter den Ex-ponaten sind – wie sollte es auch an-ders sein – Fräsmaschinen und Bear-beitungszentren, die für sich immer-hin zwei Hallen mit insgesamt
23 000 m2
beanspruchen. Werkzeu-ge gibt es auf rund 15 000 m
2zu se-
hen. Rund ein Drittel der Exponatepräsentieren Unternehmen aus demAusland. Die größte Ausstellergrup-pen kommen aus der Schweiz, Ita-lien, Spanien und Österreich. Nebenvielen Bewährtem werden auch zahl-
reiche Neu- und Weiterentwicklun-gen zu bestaunen sein, das gilt so-wohl für Maschinen als auch fürWerkzeuge. Triebfeder für die tech-nische Weiterentwicklung sind dieTrends in der Fertigung: hart,schnell, trocken und möglichst kom-plett Teile bearbeiten. So sind nahe-zu alle neueren Bearbeitungszentrenund Drehmaschinen für die Nass-und Trockenbearbeitung geeignet.Auch Kombimaschinen, die mehre-re Fertigungsverfahren integrieren,werden zunehmend nachgefragt.Die Nase vorn hat dabei die Verfah-renskombination Drehen/Schleifen.Auch Dreh-Fräs-Bohrzentren legenhinsichtlich ihrer Leistungsfähigkeitzu. Die Metav wird auch zeigen, wasStangenbearbeitungszentren inpuncto Komplettbearbeitung zuleisten vermögen. Und wenn es umTempo beim Verfahren im Eilganggeht, kommen vermehrt Linearmo-toren zum Zuge. Was aber wären leis-tungsfähige Maschinen ohne dieentsprechenden Werkzeuge? DieTrends in der Fertigung wie Hart-und Trockenbearbeitung oderHochleistungszerspanung treibendie Weiterentwicklung von Werk-zeugen ebenso voran wie neuereWerkstückwerkstoffe. Immer fein-körniger werdende Hartmetall-sorten, leistungsfähige Beschichtun-gen und ausgefeilte Schneidengeo-metrie treiben die Zerspanungsratenbei wirtschaftlichen Standzeitennach oben. Für höhere Produktivitätsorgen auch Kombiwerkzeuge eben-so wie mechatronische Werkzeuge.Kostensenkend wirken sich auchWerkzeugsysteme mit auswechsel-barem Schneidenkopf aus. MM
Marktplatzfür InnovationenMetav 2002 ist Treffpunkt für Fertigungstechniker aus aller Welt
BESUCHERINFOS
Termin:4. bis 8. Juni 2002Ort: Düsseldorfer MessegeländePreise:Tageskarte: 15 EuroDauerkarte: 40 EuroKatalog: 20 EuroDie Eintrittskarte ist gleichzeitig Ticket für die Fahrt zur Messe und zurück mit Bussen, Bahnenund Zügen innerhalb des VerkehrsverbundesRhein-Ruhr (VRR).Veranstalter:Verein Deutscher Werkzeugmaschinenfabriken e. V.,Tel. 0 69/75 60 81-54,www.metav.de
Auf der Metavwerden zahlreicheNeu- und Weiter-
entwicklungenrund um die Ferti-
gungstechnik zubestaunen sein.
Bild
: VD
W

MM Das IndustrieMagazin · 22/2002 35
Keine Frage, in der mechanischenFertigung tragen leistungsfähigeKühlschmierstoffe dazu bei, dieProzesssicherheit zu gewährleistenund Kosten zu senken. Bei der Aus-wahl muss berücksichtigt werden,dass es eine Vielzahl an Möglichkei-ten gibt, die sich bereits in denGrundkomponenten unterschei-den. Das können sein: Mineralöl-anteil und/oder Esterschmierstoffe,konservierte oder unkonservierteSchmierstoffe, Amin-, Bakterizid-und/oder Borsäurefreiheit. Welcher
Kühlschmierstoff für welche Bear-beitungsaufgaben am besten geeig-net ist, darüber können sich Metav-Besucher auf dem Stand der AgipSchmiertechnik informieren, egal,ob es sich um wassermischbare undnichtwassermischbare Kühl-schmierstoffe, um Schleiföle, Fun-kenerodieröle und Umformölehandelt oder um Korrosionsschutz-mittel.c Agip Schmiertechnik GmbH,Tel. (09 31) 9 00 98-1 62,[email protected], Halle 13, Stand F 22
Eine neue Baureihe von 5-Achsen-Bearbeitungszentren stellt Hedeliuserstmals auf der Metav vor. DenAngaben des Herstellers zufolgeüberzeugen die nach dem Rota-Swing-Verfahren konzipiertenMaschinen durch leis-tungsstarke Haupt-spindeln. Je nachMaschinengrößestehen Spindelnmit einer Leistungvon 16,25 bis55kW zur Ver-fügung. DerDrehzahlbe-reich liegt zwi-schen 5000 und 24 000 min–1. DasRota-Swing-Verfahren sorgt für ho-he Genauigkeit und kurze Bearbei-tungszeiten.
c Hedelius Maschinenfabrik GmbH,Tel. (0 59 31) 98 19-0, www.hede-lius.de, Halle 15, Stand B 3
AKTUELLESSPANENDE FERTIGUNG
Die Dynamik der Präzisionswerkzeugindus-trie spiegelt sich in einer Kombination austechnischem Fortschritt und neuen, hocheffizienten Organisationsformen wider. Pa-radebeispiel dafür ist die Hochleistungszer-spanung, die sich aus der Hochgeschwin-digkeitszerspanung entwickelt hat. We-sentliche technische Entwicklungen gibt esauf vielen Gebieten. So führte und führt dieTrockenbearbeitung, die zunehmend an-gewandt wird, zur Entwicklung vonSchneidstoffen und Beschichtungen, die
thermisch höher belastbarsind, sowie zu entspre-
chend angepassten
Schneidengeometrien. Auch den Heraus-forderungen, die neuere Werkstoffe wieKohlefaser- und Verbundwerkstoffe mit sichbringen, haben sich Werkzeughersteller ge-stellt. Bei den Hartmetallwerkzeugen prä-gen Feinstkorn und Ultrafeinstkorn die Sub-stratentwicklung. Außerdem ist es heutemöglich, Hartmetallwerkzeuge durch Pul-verspritzgießen herzustellen. Fortschritte inder Beschichtungstechnik steigern das Leis-tungsvermögen von Werkzeugen und er-höhen die Standzeiten.Dass die Werkzeughersteller längst aus derRolle des reinen Werkzeuglieferanten her-ausgewachsen sind und sich zum Kom-plettanbieter und Dienstleister entwickelthaben, lässt sich auch an der Zusammen-arbeit mit Anwenderbranchen erkennen.So wird beispielsweise ein gemeinsames Re-gelwerk über die Anforderungen beimAuswuchten von rotierenden Werkzeugenund Maschinenteilen erarbeitet.
WERKZEUG-TRENDS
Mehr Späne in kürzerer Zeit
Bild
: PW
Z
PWZ-Referent AlfredGraf Zedtwitz: „Werk-zeughersteller habensich zu Komplettanbie-tern und Dienstleistern
entwickelt.“
Schmierstoffe für alle Fälle
Eine Vielzahl von Neuentwicklun-gen wird Gildemeister auf derMetav präsentieren. Darunter dasStangen-BearbeitungszentrumDMC 60 S mit gesteuerter A- undB-Achse zur 6-Seiten-Komplettbe-arbeitung. Rohmaterialzuführungund Werkstückentladung sindautomatisiert. Die Span-zu-Span-Zeiten betragen 3 s. Vorgestellt wirdauch das neue Vertikal-Bearbei-tungszentrum DMP 60 linear mitEilganggeschwindigkeiten bis 80m/min und einer Beschleunigungvon 1 g in den drei Linearachsen.Die 25-kW-Motorspindel hat eineDrehzahl von 18 000 min–1. Einrotierender Doppelgreifer für denWerkzeugwechsel reduziert dieSpan-zu-Span-Zeit auf etwa 1,8 s.Weltpremiere auf der Metav, soGildemeister, feiert der modularaufgebaute Drehautomat GD 12linear mit Linearantrieb und „intel-ligentem“ Werkzeugsystem. DerLinearantrieb des Spindelstocks be-schleunigt mit 2 g auf eine Eil-ganggeschwindigkeit von 60m/min.Auch wer sich über das Leistungs-vermögen der Ultraschalltechnikbeim Bearbeiten von Keramik,Glas, Silizium oder Graphit infor-mieren möchte, wird auf demStand fündig. Insgesamt werdenmehr als 30 Werkzeugmaschinen
zum Drehen, Fräsen, Lasern undUltraschallbearbeiten präsentiert.
c Gildemeister AG,Tel. (0 52 05) 74-0, www.gildemeis-ter.com, Halle 16, Stand B 23
Stangenbearbeitungszentrum zur 6-Seiten-Komplettbearbeitung
Zum Fertigenkomplexer Teile

36 MM Das IndustrieMagazin · 22/2002
Ein um 50% besseres Dämpfungs-verhalten von Maschinen erreichtdie MFS Maschinenfabrik mit ih-rem Dämpfungssystem. Diese her-vorragende Dämpfung, so dasUnternehmen, werde erzielt durchdas Füllen von dafür vorgesehenenHohlräumen von Maschinen miteiner speziellen Mischung ausunterschiedlichen Ingredenzien.Das Dämpfungssystem sei sehrpreisgünstig, so heißt es weiter,
könne sehr einfach entfernt undentsorgt (biologisch abbaubar)werden. Es besteht die Möglichkeit,Maschinen und Anlagen von innenzu klimatisieren. Als Vorteile diesesDämpfungssystem werden genannt:optimales Dämpfen von Schwin-gungen und Körperschall sowie hö-here dynamische Steifigkeit.c MFS Maschinenfabrik GmbH,Tel. (0 68 93) 8 01 01 00, www.mfs-maschinenfabrik.com, Halle 14, Stand E 39
Pick-up-Vertikaldrehmaschinefür Flansch- und Wellenteile
Schwingungsdämpfungssystemfür Maschinen und Anlagen
Als „kleine Schwester“der Pick-up-Vertikaldreh-maschine VTM-350 – ei-ner Vertikal-Plattform,die im Baukastensystemflexibel zur Produktioneinbaufertiger Bauteileaus- und aufgerüstet wer-den kann – präsentiertSchuster auf der Metav dieneue VTM-350 Futureline mit Mi-neralgussgestell, die sowohl fürHart- und Trockenbearbeitung alsauch für Nassbearbeitung geeignetist. Das Handlingsystem, ein Ro-boterarm, gewährleistet kürzesteBe- und Entladezeiten: zum einendurch äußerst kurze Verfahrwege,
zum anderen durch dieMöglichkeit, Doppelgreifereinzusetzen. Auch eine Ver-kettung ist ohne Problememöglich. Außerdem kön-
nen Flansch- undWellenteile bear-
beitet werden.Durch die Wendemöglich-keit mit dem optionalen
Doppelgreifer können Werkstückegedreht und auf beiden Seiten bear-beitet werden. Dies ist ein weitererVorteil. c Schuster Präzision Werkzeug-Maschinenbau GmbH,Tel. (0 82 43) 96 80-0, www.schuster-praezision.de,Halle 17, Stand C5
Fahrständer-Bearbeitungszentrummit CNC-Winkelkopf
Modular aufgebaut ist das Fahr-ständerbearbeitungszentrum mitCNC-Winkelkopf, das die MatecGmbH unter anderem auf derMetav vorstellt. Merkmale dieserMaschine sind der feststehendeTisch für Doppelarbeitsplatz- undLangbettbearbeitung und der alle3° über eine Hirthverzahnung inde-xierbare Fräskopf mit Schwenkwin-kel von ±90° für Horizontal- undVertikalbearbeitung. Die Kühlmit-telzufuhr erfolgt durch die Haupt-
spindel mit einem Druck von 20bar (Option 70 bar). Das in der X-Achse mitfahrende Werkzeugmaga-zin nimmt 24 Werkzeuge auf. Ein-gewechselt werden die Werkzeugevon einem Werkzeugwechsler SK40 für Werkzeuge nach DIN 96871.Je nach Ausführung beträgt derVerfahrweg in X-Richtung 1000 bis12 000 mm. c Matec Maschinenbau GmbH,Tel. (0 70 24) 9 83 85-0, www.matec.de, Halle 15, Stand E 5
AKTUELLES SPANENDE FERTIGUNG

MM Das IndustrieMagazin · 22/2002 37
Mit einer Premiere wartet die Do-nau Werkzeugmaschinen auf derMetav auf. Erstmals präsentiertwird die Schnellradial-Bohr-maschine Danuflex Alpha, die, soder Hersteller, durch ein innovati-ves Design und bewährte Technikbesticht. Die Maschine ermöglichtBohrungen bis zu 25 mm Durch-messer in Stahl oder bis 32 mm in
Guss. Gewinde sind biszu den Größen M 20(Stahl) und M 24 (Guss)möglich. Die Spindel-drehzahl lässt sich gestuftvon 71 bis 3060 min–1 inzweimal zwölf Drehzahlen undder Vorschub dreistufig von 0,1; 0,2und 0,4 mm/min–1 einstellen. Dergroße Arbeitsraum bis zu einer
Schnellradial-Bohrmaschine fürBohrdurchmesser bis 25 mm in Stahl
AKTUELLES
Länge von 2560 mm, einerBreite von 900 mm und einer
Höhe von 1500 mmstellt sicher, dass auchgroßvolumige Teile be-
arbeitet werden können.Die Bohrposition kannin einem Arbeitsablauf
angefahren werden. c Donau WerkzeugmaschinenGmbH & Co. KG,Tel. (0 73 05) 1 71-2 50, ww.donau-wzm.de, Halle 15, Stand A 34
SPANENDE FERTIGUNG

38 MM Das IndustrieMagazin · 22/2002
Horizontale Bearbeitungszentrenfür die Hochleistungszerspanung
Unter dem Motto „Unser Kosten-senkungsprogramm“ präsentiertdie Makino-Gruppe auf der MetavMaschinen und Systeme für die Tei-lefertigung sowieMaschinen undSysteme für denWerkzeug- undFormenbau.Darunter dasneue horizontaleBearbeitungs-zentrum a51. Mitseiner besonders kom-pakten Bauform, so derHersteller, sei es äußerst leistungs-fähig und mit allem ausgestattet,was der Anwender für den effizien-ten Einsatz im Produktionsalltagbrauche – und das zu einem attrak-tiven Preis: 30% weniger als einevergleichbare Maschine. Das Bear-beitungszentrum hat einen Arbeits-bereich von X = 560 mm, Y = 560und Z = 500 mm. Die Eilgangge-schwindigkeit beträgt 50 m/min,die Beschleunigung 0,6 g. DieHauptspindel ( 11 kW Leistung bei100% Einschaltdauer) für HSH-
A63-Werkzeugaufnahmen dreht bis12 000 min–1, wobei die Hochlauf-zeit von 0 bis 6000 min–1 nur 0,5 s
dauert. Die Span-zu-Span-Zeitbeträgt bei einem Werk-
zeuggewichtvon 8 kg 2,7 s.Weitere Expo-nate sind dashorizontaleBearbei-tungszen-trum A77,
das auf einer500-mm-Palette aufbaut und
mit der Werkzeugaufnahme HSK-A100 ausgerüstet ist. Mit dieserWerkzeugschnittstelle und der ent-sprechend dimensionierten Spinde-leinheit wird die Maschine den Be-arbeitungsaufgaben in der Hoch-leistungszerspanung, auch bei Gussund Stahl, gerecht. Das spezielleSpindelsystem hat ein Drehzahl18 000 min–1..
c Makino GmbH,Tel. (0 40) 2 98 09-0, ww.makino.de,Halle 14, Stand C 33
Diese Sonderschau in Halle 11,Stand 05 bietet dem potenziel-len Ingenieurnachwuchs einenBlick in die Zukunft. Elf Firmenund Institute präsentieren aufüber 400 m2 in einem zweiglie-drigen Konzept unterschiedlicheFacetten des modernen Werk-zeugmaschinenbaus. Zum einenwird Spitzentechnik in Funktiongezeigt. Im Mittelpunkt stehendas Thema Präzision und die Dar-stellung der Verkettung zwi-schen IT und Werkzeugmaschi-ne. Acht IT-Themen werden denjugendlichen Besuchern in Form
von Vorträgen, Experteninter-views und Talkrunden darge-stellt. Zum anderen werdentechnische Dienstleistungen, dieim Werkzeugmaschinenbau eineimmer größere Rolle spielen,thematisiert. Stichworte sindhier Net-Service oder Net-Trai-ning. Vertreter des Arbeitsamtes,von Hochschulen und aus denVerbänden stehen ergänzend alsAnsprechpartner zur Verfügung,um Fragen zur Berufsausbildungzu beantworten und bei der kon-kreten Ausbildungs- oder Stu-dienplatzwahl zu beraten.
SONDERSCHAU HIGHTECH-BERUFE
Nachwuchswerbung
AKTUELLES SPANENDE FERTIGUNG


40 MM Das IndustrieMagazin · 22/2002
5-Achs-HSC-Bearbeitungszentrummit Doppelspindel und zwei Tischen
Seine bisher größte Einzelmaschine,das 5-Achs-HSC-Bearbeitungszen-trum UBZ NT 300/200 DT2 2Z mitSinumerik-Steuerung 840 D stelltHandtmann auf der Metav vor. DasBearbeitungszentrum mit ortsfestemPortal hat zwei Spindeln und zweiverfahrbare Tische (Arbeiten imWechselbetrieb oder in Tandemanord-nung). Der Werkstückraum misst
3000 mm 3 2200 mm 3 700 mm. Gekoppelt haben die Tische dieAbmessung 7000 mm 3 2200 mm 3 700 mm. c Handtmann A-Punkt Automation GmbH,Tel.(07 51) 50 79-0, ww.handtmann.de, Halle 14, Stand B 45
Modular aufgebauter PC-gesteuerterWerkzeugausgabeautomat
Auf der Metav präsentieren die Firmen Gühring und Hartner mo-dular aufgebaute PC-gesteuerte Werkzeugausgabeautomaten „ah“,deren Schubladen sich automatisch öffnen. Die Fächer sind innen190 mm breit, 320 mm hoch und 125 mm tief. Als Vorteile sol-cher Automaten nennen den Anbieter beispielsweise die 24-Stun-den-Werkzeugverfügbarkeit, Reduzierung der Kosten, kein Ma-
schinenstillstand durch fehlende Werk-zeug, Bestandskontrolle und automati-siertes Bestellwesen.
c Gühring oHG,Tel. (0 74 31) 17-0, www.guehring.de,Halle 9, Stand A9
c Hartner GmbH,Tel. (0 74 31) 1 25-0, Halle 10, Stand A 49
Kompaktes Bohrwerk bearbeitetWerkstücke mit einem Gewicht bis 3 t
Das Bohrwerk Saturn 11K in Kompaktbauweise des japanischenWerkzeugmaschinenherstellers Kuraki ist als universelle Bearbei-tungsmaschine für Einzelstücke, kleinere und mittlere Losgrößenneu konzipiert und entwickelt worden. Es sei für hohe Zerspa-nungsleistungen ausgelegt und habe, so der Hersteller, hohe Präzi-sion und Zuverlässigkeit, die sich in der fast 100%igen Verfügbar-keit niederschlage. Das Bohrwerk hat fünf gesteuerte Arbeitsach-sen, einen Bohrspindeldurchmesser von 110 mm und eine Tisch-fläche von 950 mm 3 1050 mm, und kann Werkstücke mit einemGewicht bis 3000 kg bearbeiten. Die Verfahrwege betragen in derX-Achse 1500 mm, in Y-Richtung 1200 mm und in der Z-Achse700. Die Bohrspindel ist um 350 mm ausfahrbar. Varianten mitkleineren Verfahrwegen zur Verfügung.c Gebr. Hoffmann Werkzeugmaschinen GmbH,Tel. (0 21 51) 5 56-0, ww.hitachiseiki.com, Halle 16, B 53
AKTUELLES SPANENDE FERTIGUNG



MM Das IndustrieMagazin · 22/2002 43
Höhenverstellbarer ergonomischerArbeitsplatz mit Multifunktionswand
Variable Arbeitspositionen ermöglicht der ergonomische Arbeits-platz im modernen Design durch die stufenlose Höhenverstellbar-keit von 755 bis 1135 mm. Die Höhenverstellung geschieht ma-nuell, mit einer Kurbel oder elektromotorisch. Der Arbeitsplatz istmit einer Multifunktionswand ausgerüstet, die je nach BedarfTablare, Lochwand oder Magnettafel aufnimmt. Zur weiteren Aus-rüstung gehört ein Rahmen mit kompletter Energieversorgungwie Strom, Druckluft und Beleuchtungssystem. Durch den modu-laren Aufbau können die Arbeitsplätze nachgerüstet werden. c Bedrunka-Hirth Gerätebau GmbH,Tel. (07 71) 92 01-20, www.bedrunka-hirth.de Halle 13, Stand D 59
Zahnrad-Schleifmaschinenin verschiedenen Ausführungen
Unter dem Motto „Der richtige Schliff für Ihre Zahnräder“ prä-sentiert Gleason-Pfauter Werkzeugmaschinen rund um das Schlei-fen von Zahnrädern. Darunter die Hypoid-Kegelradschleif-maschine Phönix II 275 G mit monolithischem Maschinenstän-der. Durch dieses Konzept, so der Hersteller, werde die erforderli-che Aufstellfläche verringert und die Zykluszeiten deutlich kürzer.Die Kegelradschleifmaschine kann Räder mit einem Durchmesserbis 275 mm bearbeiten. Das größte Übersetzungsverhältnis ist 10 :1. Die volle Tiefe beziehungsweise maximale Zahnhöhe beträgt 20 mm, die maximale Zahnbreite 58 mm.
c Gleason-Pfauter Maschinenfabrik GmbH,Tel. (0 71 41) 4 04-0, www.gleason.com, Halle 15, E 36
Horizontal-Bearbeitungszentrumfür Werkstücke bis 8 t Gewicht
Das Horizontal-Bearbeitungszentrum Union KC 110 ergänzt inder Baugröße mit Bohrspindeldurchmesser 110 mm die bewährteKreuztischmaschinenausführung durch eine Kreuzbettausfüh-rung. Die Kreutzbettbauweise bietet günstige Voraussetzungen fürhohe Automatisierbarkeit, einfache Späneentsorgung und hohe
Genauigkeit bei größeren Werkstück-gewichten. Arbeitsspindeldrehzahlenbis 4000 min–1, Hauptantriebsleistun-gen bis 27 kW (optional 33 kW),Vorschubkräfte bis 20 kN sind einigeHauptparameter der Maschine. ZurReduzierung von Nebenzeiten verfügtdie Maschine über Eilgänge von 20 m/min und einen automatischen
Werkzeug- und Werkstückwechsel. Werkstückgewichte von 8 t (4 t bei Palettenwechsel) sind möglich. Die NC-Rundachse bietet ein Bearbeitungsmoment von 5000 Nm bei einer Drehzahl von6 min–1. c Union Werkzeugmaschinen GmbH,Tel. (03 71) 87 41-3 14, ww.union-bohrwerke.de, Halle 14, Stand B 14
AKTUELLESSPANENDE FERTIGUNG

44 MM Das IndustrieMagazin · 22/2002
AKTUELLES SPANENDE FERTIGUNG
„Intelligente“ SPC für Servopressenzum Fügen hochgenauer Bauteile
Die Schmidt Feintechnik hat ihrServopressen-Programm um dieServopress 450 erweitert und decktnun den Bereich bis 75 kN Spitzen-kraft ab. Mit den Servopressen ist esmöglich, hochgenaue Bauteile im1/100-mm-Bereich zu fügen. Dievon Schmidt entwickelte SPC 4000
verarbeitet die Merkmaleder Qualitätskriterienunmittelbar nach jederOperation in Echtzeit. Soist der Anwender stets über die Pro-zessqualität informiert. Die grafi-schen und numerischen Darstel-lungsmöglichkeiten der SPC-Para-
meter ermöglichenjederzeit eine Quali-tätsbeurteilung desProzesses. Komfor-tabel und einfach istdie Programmie-rung der SPC 4000
konzipiert. Mit der integriertenEntwicklungs- und Konfigurie-rungssoftware kann der Anwenderselbst die gewünschten Abläufeprogrammieren und die Module inkomplexe Anlagen integrieren. Dieproduktspezifischen Merkmale wiePress-, Qualitäts- und SPC-Para-meter können menügeführt erstelltoder in Datensätzen abgelegt wer-den. c Schmidt Feintechnik GmbH,Tel. (0 77 24) 8 99-0,www.schmidt-pressen.com; Halle 13, Stand C 45
NC-Programme perFunk übertragen
Der Funk-DNC-Adapter, den dieGNT Systemhaus GmbH auf derMetav vorstellt, ermöglicht es, NC-Programme per Funk an Werk-zeugmaschinen zu übertragen. DasHerz des Gerätes ist ein Sende- undEmpfangsteil. Dabei handelt es sichum ein handelsübliches Dect-Mo-dul. Der Funk-DNC-Adapter wirdan eine COM-Schnittstelle desDNC-Rechners angeschlossen, undder PC kann drahtlos mit bis zu 16CNC-Steuerungen kommunizieren.Diese müssen lediglich über dieRS232-Schnittstelle mit einem wei-teren Sende-/Empfangsmodul ver-bunden sein. Dabei bewältigt dieSendeleistung der Funk-DNC-Adapter bis zu 300 Meter Entfer-nung, je nachdem wie viele Wändeund sonstige Hindernisse im Wegsind. In einer Halle sind mindes-tens 50 Meter möglich. Die Daten-rate beträgt 19 200 Baud, und dieDateigröße ist zur Zeit 62 KB. VierMaschinen können über einenTime-sharing-Modus gleichzeitigDaten übertragen.c GNT Systemhaus GmbHTel. (0 89) 90 09 96-0,www.gnt-systemhaus.de,Halle 12, Stand F 30

MM Das IndustrieMagazin · 22/2002 45
Der italienische Werkzeugmaschi-nenhersteller BLM stellt auf der
Metav unter an-derem dasRohrbearbei-tungszentrumAST 80 CNCvor, das an
Rohren beideEnden bearbeiten
kann. Die sechs Bearbeitungsstatio-nen können sowohl Umformen,beispielsweise Verjüngen, Aufwei-
ten, Rollieren, Schneiden und Flan-schen, als auch spanend bearbeiten,zum Beispiel Anfasen und Entgra-ten. Die Rohrbearbeitungsmaschi-ne kann mit einer Be- und Entlade-einrichtung ausgerüstet werden.Zubehör wie Schnellspanneinrich-tung, Zuführsystem und Vorrich-tungen steht zur Verfügung.
c BLM S.P.A,Tel. (00 39-31) 7 07 02 00,www.blmgroup.com, Halle 17, Stand B 62
Beschichtete Gewindebohrerfür hochfeste Stähle
Rohrbearbeitungszentrummit sechs Bearbeitungsstationen
Die Werkzeugfabrik Königsee ent-wickelte die Gewindebohrer BHXfür Durchgangsgewinde undR10DHX für Grundlochgewinde,die sich auf Grund ihrer speziellenGeometrie zur Bearbeitung vonSpezialstählen wie Hardox 500 eig-nen. Mit den TiCN-beschichtetenWerkzeugen ist bei der Bohrung ei-nes Durchgangsloches bis 2,5 D ei-ne Schnittgeschwindigkeit von 3 bis
4 m/min möglich. Dabei treten amWerkzeug keine außergewöhn-lichen Verschleißerscheinungen auf.Die Verschleißminimierung wirddurch die besondere Ausbildungdes Anschnittes der Werkzeuge er-reicht.
c Werkzeugfabrik Königsee, Zwei-gniederlassung der Widia GmbH,Tel. (03 67 38) 77-0, www.werkoe.de, Halle 9, Stand B 43
Die Peter WoltersWerkzeugmaschinenGmbH stellt auf derMetav Schleif-und Entgrat-Fi-nishing-Systemevor, die speziell ent-wickelt wurden zum Schleifen,zur Präzisions-Entgratung und füreine zusätzliche Optimierung derOberfläche von feingeschliffenenund gestanzten Werkstücken sowiefür spezielle Präzisionsteile mit ei-ner definierten Kantenverrundung.Das Schleif- und Entgrat-System FE700 L zeichnet sich nach Angabendes Herstellers vor allem durch diefolgenden Merkmale aus: DasSchleif- und Entgrat-System kann
als vollautomatische Lö-sung mit einer vorgeschal-teten Feinschleifanlage desHerstellers oder als Stand-
alone-Lösung eingesetztwerden. Die Basis-
maschine hat ei-nen modularen
Stationsaufbau,der sich aus Band-
schleif- und/oder Bürstentgrat-Sta-tionen zusammensetzt. Das Grund-modell hat getrennten Antriebs-und Arbeitsraum.
c Peter Wolters Werkzeugmaschi-nen GmbH,Tel. (0 43 31) 45 80, www.peter-wol-ters.com,Halle 11, Stand C 37
AKTUELLESSPANENDE FERTIGUNG
Linear-Schleif- und Entgratanlagefür feingeschliffene und gestanzte Teile

46 MM Das IndustrieMagazin · 22/2002
AKTUELLES SPANENDE FERTIGUNG
Das Vertikal-BearbeitungszentrumRaid zur HSC-Bearbeitung von3D-Oberflächen präsentiert dieFPT Industrie S. p. a. auf derMetav. Ausgerüstet ist die Maschinemit einem verfahrbaren Tisch, fest-em Portal und Schlitten auf deroberen Seite der Traverse. Das sorgtfür niedrige Kippmomente undniedrige Bauhöhe des Bearbei-
tungszentrums. Das Ma-schinengestell ist ausGuss. Alle linear beweglichenKomponenten werden von Linear-führungen geführt. Die Verfahrwe-ge in X-, Y- und Z-Richtung sind1500 mm 3 1100 mm 3 600 mm.Die Eilganggeschwindigkeit beträgt40 m/min, die Beschleunigung4 m/s2. Im Frässchieber ist eine vek-
torgesteuerte 15-kW-Hoch-frequenzspindel mit einer maxima-len Drehzahl von 15 000 min–1 undeinem Drehmoment von 80 Nm in-tegriert. Das gut zugängliche Ket-tenmagazin mit 30 Werkzeugplät-zen an der linken Seite der Maschi-ne verfügt über eine Pick-up-Sta-tion für schnellen Werkzeugwech-sel. Der Tisch, der sich nur 650 mmüber dem Boden befindet, gewähr-leistet leichtes Beladen und Entneh-men der Werkstücke.
c FPT Industrie S. p. A.,Tel. (00 39-41) 5 76 81 11,www.fptindustrie.com, Halle 16, Stand E 50
Vertikal-Bearbeitungszentrumzur Hochgeschwindigkeitsbearbeitung
HSC-Fräsmaschinemit Linearantrieb
Die von Jobs auf der Metav vorge-stellte Fräsmaschine Linx wird inden Linearachsen von Linearmoto-ren angetrieben. Die Verfahrge-schwindigkeit beträgt bis zu 60m/min, die Beschleunigung bis zu6 m/s2. Ausgerüstet ist die Maschinemit einer 40-kW-Spindel. Die Ver-bindung dieser Eigenschaften, soJobs, ermöglicht die Reduzierungder Bearbeitungszeiten um 20 bis40% beim Fertigen von Formenund Werkzeugen sowie von Kom-ponenten für die Luftfahrtindustrieund Feinmechanik. Die Fräsma-schine gibt es in verschiedenenAusführungen mit 3 und 5 Achsen,auswechselbaren Spindeln mitDrehzahlen bis 6000 min–1 undDrehmomenten bis 200 Nm, HSK-80- und HSK-100-Werkzeugauf-nahmen. Spindeln für HSK-63-Werkzeugaufnahmen mit Drehzah-len von 10 000, 18 000 und 24 000min–1 und Drehmomenten von 60Nm sind verfügbar.
c Jobs SPA,Tel. (0039-523) 5496, www.jobs.it Halle 16, Stand E 53
Im Jahr 2001 konnte die deutsche Werk-zeugmaschinenindustrie die Produktion er-neut steigern, und zwar um 12% auf 10,2Mrd. Euro. Das ist das bisher beste Er-gebnis aller Zeiten. Mit dieser Dy-namik hat der deutsche Werk-zeugmaschinenbau alle maß-geblichen internationalen Wett-bewerber weit hinter sich gelas-sen. Gleichzeitig mauserte sichDeutschland 2001 zum größtenWerkzeugmaschinenmarkt derWelt. Auch im Rennen umWeltmarktanteile haben dieDeutschen erheblich aufge-holt. Mit einem Anteil von21% an der Weltproduktionsind sie dem Hauptwettbe-werber Japan mit 22% dichtauf den Fersen. Zugpferd für die Werkzeug-maschinenproduktion warder Export, der mehr als dieHälfte der Gesamtproduk-tion aufnimmt. Nach einemAnstieg von 19% in 2000legte er im Folgejahr nochmals um 7% auf5,8 Mrd. Euro zu. Damit wurden alle bis-herigen Rekorde gebrochen. Parallel zur deutschen Werkzeugmaschi-nenindustrie entwickelte sich der Werk-zeugmaschinenverbrauch im Inland eben-falls prächtig. Mit 6,2 Mrd. Euro wurde dasbislang höchste Inlandsmarktvolumenüberhaupt erreicht. Deutschland konntesogar um 15% zulegen, während der Ver-
brauch beim zweitplatzierten USA um einFünftel einbrach. Sie liegen mit 6,17 Mrd.Euro nur knapp hinter Deutschland. Die
Amerikaner profitieren jedoch von ei-nem Kurs-Bonus.
Weltweit musste die Werkzeug-maschinenindustrie im Jahr2001 Federn lassen. Insgesamtsank das Produktionsvolumenum gut 2% auf rund 39 Mrd. Eu-
ro. Diese Zahl versteht sichohne Teile und Zubehör,die etwa 17% des gesam-ten Produktionswertesausmachen.2001 gingen die Aufträgeinsgesamt um 13% zu-rück und deckten die Pro-duktion nicht mehr ab.Das betraf vor allem denwichtigsten Markt USA,dessen Nachfrageschwä-che Sogwirkung auf dieNafta-Länder und densüdamerikanischenSchlüsselmarkt Brasilien
ausübte. In Westeuropa schwächelten vorallem die Briten. Das Auftragsvolumen betrug Ende des Jah-res 9,4 Mrd. Euro, davon 4,8 Mrd. aus demAusland und 4,7 Mrd. aus dem Inland. Fürdie Produktion erwarten wir 2002 einenRückgang um 10% auf 9,2 Mrd. Euro. Ent-scheidend wird sein, ob die Erwartung, dassdie Konjunktur im zweiten Halbjahr 2002wieder anspringt, zur Realität wird.
WERKZEUGMASCHINENINDUSTRIE
Konsolidierung ist angesagt Bi
ld: V
DW
Berndt Heller, Vorsitzender desVDW und Geschäftsführer derGebr. Heller MaschinenfabrikGmbH in Nürtingen: „Für dieProduktion erwarten wir 2002einen Rückgang um 10% auf9,2 Mrd. Euro“.

48 MM Das IndustrieMagazin · 22/2002
Auf der Metav präsentiert die Ma-gerl Feinmechanik eine Weiterent-wicklung des CNC-Wendespann-systems Rotamatik. Zur Rundum-bearbeitung von Werkstücken in ei-ner Aufspannung hat Magerl eine
ein- und auswechselbare5. Achse entwickelt. Da-kann man fünf Seitenvon Werkstücken in einerAufspannung mit hoherGenauigkeit bearbeiten.Die Spannbacken werdenvom Anwender den je-weiligen Werkstücken an-gepasst. Wenn die 5-
Achs-Bearbeitung beendet ist, dannwird das Modul einfach ausgebaut,und das Wendespannsystem istwieder für die 4-Seiten-Bearbeitungverwendbar. Dadurch ergeben sich
dem Unternehmen zufolge Einspa-rungen an Produktionszeiten zwi-schen 30 und 70%. Der Wende-spanner mit seinem direkten Mess-
system kann als 4. Achse in jedeWerkzeugmaschinensteuerung in-tegriert werden.
c Magerl Feinmechanik GmbH,Tel. (0 87 72) 9 12 40,www.magerl.de, Halle 10, Stand A 59
Profilschleifen mit punktcrushierbarenDiamant- und CBN-Schleifscheiben
Das von Hameln entwickelte Ab-richtverfahren „Punktcrushieren“ermöglicht bei Schleifscheiben mitsprödharter Bindung mit Diamant-formrollen eine Minimierung desVerschleißes am Abrichter. ImGegensatz zum Vollcrushieren wirddas Schleifscheibenprofil durch einNC-Abfahren der Kontur auf einerzur Schleifscheibengeschwindigkeitsynchronisierten Abrichtspindel
durchgeführt. Durch die Wahl ge-eigneter Schleifscheibenspezifika-tionen und Stellgrößen beimPunktcrushieren kann neben demProfil eine für den jeweiligenSchleifprozess optimale Topogra-phie erzeugt werden.c Diamant-Werkzeuge HamelnGmbH,Tel. (0 51 51) 94 74-0,www.d-w-h.com, Halle 11, Stand D 44
AKTUELLES SPANENDE FERTIGUNG
CNC-Wendespannsystemmit austauschbarer 5. Achse

MM Das IndustrieMagazin · 22/2002 49
Vertikalzentrum mit NC-Schwenkkopfzur 5-Achs-Simultanbearbeitung
Die Chiron GmbH präsentiert auf der Metavdie neue Generation ihrer flexiblen Mill-Verti-kalzentren mit NC-Schwenkkopf und NC-Rundtisch zur fünfachsigen Simultanbearbei-tung. Neben der Komplettbearbeitung von derStange kann auch der NC-Rundtisch mit werk-stückspezifischem Spannmittel bestückt wer-den. Herzstück der Bearbeitungszentren derMill-Baureihe ist der Schwenkkopf, positionier-und interpolierbar als NC-Achse. Der vorge-spannte verschleiß- und spielfreie Antrieb mithydraulischer Klemmung und direktem Weg-
messsystem hat einen Schwenkbereich von ±100°. Für dasSchwenken von 0 bis 90° werden lediglich 0,5 Sekunden benötigt.Den Schwenkkopf gibt es auch mit Kühlmitteldurchführung.
c Chiron-Werke Gmbh & Co. KG,Tel. (07461) 940-0, www.chiron.de, Halle 16, Stand C 21
Winkelköpfe in vielen AusführungenDie neuen OMG-Winkelköpfe der TA-Serie, die von Schmidt aufder Metav vorgestellt werden, erweitern die Fertigungsmöglich-keiten von horizontalen und vertikalen Werkzeugmaschinen. DieWinkelköpfe ermöglichen das Reduzieren von Fertigungszeitenund -kosten. Die Winkelköpfe gibt es in unterschiedlichen Aus-führungen wie mit einer Spindel, mit zwei gegenüberliegendenSpindeln, eine Einspindelausführung mit interner Kühlmittelzu-führung durch das Werkzeug, mit fixierbarer Winkelposition derSpindel im Bereich von +90° bis –90°.
c Schmidt GmbH,Tel. (0 22 61) 46 01, Halle 9, E 19
Das Bearbeitungszentrum Storm 940 ist mit einem Schwenk-Rundtisch zur 5-Seitenbearbeitung ausgerüstet. Die Maschinegibt es mit horizontalem Spindelkopf sowie mit Horizontal-Ver-tikal-Schwenkkopf.
c Mandelli Sistemi Spa,Tel. (00 39-5 23) 54 85 48, www.mandelli.com, Halle 15, Stand A 51
AKTUELLESSPANENDE FERTIGUNG

50 MM Das IndustrieMagazin · 22/2002
AKTUELLES SPANENDE FERTIGUNG
Für die Anwender von Werk-zeugmaschinen und Fertigungs-systemen liegt eins klar auf derHand: Eine Investition muss sichauszahlen. Wer jedoch nur einekurze Amortisationszeit im Blickhat, zahlt häufig mehr als der-jenige, der seine Investitionenlangfristig plant. Aber: Welchetechnische Entwicklungen ga-rantieren nachhaltige Einsparef-fekte für den Anwender? Woraufkann er bei der Planung einerMaschine für die eigenen be-trieblichen Belange aufsetzen?Hier einige Topthemen, die An-bieter und Betreiber auf der dies-jährigen Metav und noch langedarüber hinaus beschäftigenwerden:Einer der wichtigsten Aspekte istdie schnelle Umrüstbarkeit derMaschine, um langfristig flexibelfertigen zu können. Dies trifftnicht nur auf Sonder- und Ein-zelfertiger zu, sondern geradeauch auf Serienfertiger. Topthema Nummer 2 ist mit stei-gender Tendenz die Trocken-bearbeitung/Minimalmengen-schmierung (MMS). Aus Sichtvieler Anwender sollte diese Ent-wicklung weiter vorangetriebenwerden. MMS wird nicht nur auf-grund der Umweltproblematikimmer aktueller, sondern geradeauch durch die Möglichkeit,
nachhaltigeEinsparpo-tenziale zu
erzielen. Betreiber, die bereitsTrockenbearbeitung oder MMSanwenden, berichten von ge-steigerten Drehzahlen und da-mit höherer Teileausbringung.Auf der Metav (Halle 15, StandF11) bietet das TechnologienetzAnwendern kostenfreie Versucheam eigenen Bauteil.Ein Aspekt mit hoher Gewich-tung durch die Automobilindus-trie und deren Zulieferer ist dieAuswahlfreiheit bei Maschinen-steuerungen. Viele Anwenderbevorzugen einen Steuerungs-hersteller, um Nachteile bei derMehrmaschinenbedienung zuvermeiden und beim Datenaus-tausch flexibel zu bleiben. Schwer im Kommen – wennnicht gar auf der Überholspur –ist das Thema Standardisierungbei der Installationstechnik. So-gar in Japan hat man sich diesesThemas bereits angenommen.Hinter dem Stichwort Desinaverbirgt sich ein Firmenverbund,der die „dezentralisierte undstandardisierte Installationstech-nik für Werkzeugmaschinen“ebenfalls auf einem Stand zeigt(Halle 16, Stand A 22). Last but not least geht der Trendweg vom reinen Bearbeitungs-tempo hin zum Zerspanvolu-men. Das „High PerformanceCutting“ löst bei neuen Maschi-nen immer mehr das „HighSpeed Cutting“ ab. Es werdenhöhere Schnitttiefen oder Vor-
schübe bei größerenZerspankräften reali-siert, aber auch Ne-ben- und Rüstzeitenwerden verringert.Wichtig ist hier eineausgewogene Kom-bination, die nebenFertigungzeit und
Stückzahl auch die Prozessstabi-lität und Teilequalität garantiert.
BLICKPUNKT
Trends in der Fertigung
Dr. Ing. Detlev Elsing-horst, Vorsitzender des
Metav-Komitees: „Einer derwichtigsten Trends
ist die schnelle Umrüstbarkeit derMaschine.“
Bild
: VD
W


52 MM Das IndustrieMagazin · 22/2002
Vollverkleidete, flexible Bandsägearbeitet mit Bimetall-und Hartmetall-
Behringer präsentiert auf der Metavdie vollverkleidete, flexible Hochleis-tungs-Bandsäge HBM540A. DieMaschine eignet sich vor allemzum wirtschaftlichen und ge-nauen Trennen von Stangen,Rohren und Profilen aus unter-schiedlichen Werkstoffen. DieBandsäge arbeitet mit Bimetall- und Hartmetall-Sägebändern. Ei-ne interessante Neuheit, so das Unternehmen, sei der Sägebandan-trieb mit Servomotor, der für kürzeste Nebenzeiten sorge, weil dasband wesentlich schneller bewegt werde. c Behringer GmbH,Tel. (0 72 66) 2 07-0, www.behringer.net, Halle 12, Stand B 44
Horizontales Bearbeitungszentrummit bis zu acht Spindeln
Fastems, Skandinaviens größter Hersteller von spanenden Werk-zeugmaschinen, stellt auf der Metav das horizontale Bearbeitungs-zentrum Twin Mill vor, das für sich wiederholende Klein- undGroßserien geeignet ist. Das Bearbeitungszentrum kann zwar alsStand-alone-Maschine wirtschaftlich eingesetzt werden, aber seinewahren Stärken spielt es als Schlüsselmaschine in einer Ferti-gungszelle aus. Wahlweise ist das Bearbeitungszentrum mit zwei,vier oder acht Spindeln bestückt, die entweder ein Werkstück vonzwei Seiten oder mehrere Teile gleichzeitig bearbeiten können. Da-bei können identische oder voneinander unabhängige Programmefür jede einzelne Spindel gefahren werden. c Fastems Oy AB,Tel. (0 03 58-3) 2 68 50 15, www.fastems.com,Halle 14, Stand C31
Bei nur 3 mm Einspanntiefe fixieren die Spannbacken „PrägeFix“ Werkstücke mit geringer Spannkraft bei hoher Haltekraftzur 5-Seiten-Bearbeitung. Dazu werden die Werkstücke imSpannbereich mit Einprägungen versehen, die den Ausprä-gungen der Spannbacken entsprechen.
c Lang Werkzeugtechnik GmbH,Tel. (07158) 9038-0, www.langwerkzeugtechnik.de,Halle 9, C 4
Bild
: Kut
tkat
AKTUELLES SPANENDE FERTIGUNG

MM Das IndustrieMagazin · 22/2002 53
zugelassene Sicherheitsschalter TZdirekt an den As-i-Bus angeschlos-sen werden. Die Ankopplung er-folgt über M12-Steckverbinder aneine Verteilerbox, die wiederumwird an den AS-i-Bus angeschlos-sen. Um die Sicherheit auf dem Buszu gewährleisten, muss zusätzlichein Sicherheitsmonitor eingesetztwerden. Die Vorteile der Bustech-nik sind der deutlich gerin-gere Verkabelungsaufwand,das Einsparpotenzial beiden Eingängen der Steue-rung, die einfache Projek-tierbarkeit sowie das Ein-sparen von Klemmen.Durch die Platzersparniskann häufig ein kleinererSchaltschrank verwendet werden.
c Euchner GmbH + Co.,Tel. (07 11) 75 97-0,www.euchner.de, Halle 12, Stand C 29
Sein umfangreiches Werkzeugpro-gramm rund um die Gewindeferti-gung und -reparatur präsentiertVölkel auf seinem Metav-Stand:Farbringgewindebohrer, deren Ei-genschaften hinsichtlich bestimm-ter Werkstoffe optimiert sind, einbreites Programm an Linksgewin-debohrern in verschiedenen Bauar-ten und Normen, Kombigewinde-bohrer, die mehrere Arbeitsgänge
einsparen und Gewindebohrer mitbitförmigem Schaft sind nur einigeBeispiele. Auch Gewindebohrer inweniger üblichen Baugrößen undNormen sind verfügbar, ebenso Ge-winde und verbesserte Einbauwerk-zeuge.
c Völkel GmbH, Tel. (0 21 91) 49 01 12,www.voelkel.com,Halle 10, Stand F 49
Schaltgeräte zur Steuerungvon Maschinen und Anlagen
Komplettes Werkzeugprogrammrund ums Gewindeschneiden
Sicherheitsschalter müssen dankmoderner Bustechnik nicht mehrso aufwendig verdrahtet werden,wie sich auf dem Stand von Euch-
ner nachvollziehen lässt. DasUnternehmen hat seine bewährtenSchalter busfähig gemacht. So kannder für viele Anwendungen bereits
AKTUELLESSPANENDE FERTIGUNG

54 MM Das IndustrieMagazin · 22/2002
AKTUELLES SPANENDE FERTIGUNG
Fräsen mit hoherGeschwindigkeit
Auf dem Stand von Iberimex wer-den hochdynamische HSC- Fräs-zentren von Zayer präsentiert. Sodie Bettfräsmaschine der BaureiheKF (10 t Tischbelastung) die Starr-bettfräsmaschine der Baureihe KM(bis 40 t Tischbelastung) und diePortalfräsmaschine Memphis
(Tischbelastung 20 t/m2) in Gan-try-Bauweise mit oben liegendem,längs verfahrbarem Querbalken.Die Maschinen mit Vorschüben bis20 000 mm/min und Eilgängen biszu 40 000 mm/min haben stan-dardmäßig digitale Antriebe.
c Iberimex WerkzeugmaschinenGmbH, Tel. (02 11) 9 20 71-0, www.iberimex.deHalle 14, Stand B 60
Trend zum Leasing
GE Lease & Finance Services, eineTochter der GE European Equip-ment Finance EEF, stellt auf derMetav in Halle 15 Stand D 53 Fi-nanzierungslösungen vor, die aufdie speziellen Anforderungenmittelständischer Unternehmen inder Metallindustrie zugeschnittensind.
GE Lease & Finance Services hatmit Innovativ Leasing ein Finanzie-rungskonzept entwickelt, das dieBedürfnisse des Metall verarbeiten-den Gewerbes berücksichtigt. Eskombiniert Planungssicherheit undKostentransparenz mit der erfor-derlichen finanziellen Beweglich-keit. Laufzeit und Zahlungsbedin-gungen können optimal auf dieAuftragssituation der Unternehmenabgestimmt werden – eine Lösung,die sich besonders für Projektarbei-ten und saisonbedingte Auftrags-spitzen eignet. Bei voller Verfügbar-keit über das Objekt vereinbart der
Kunde eine nutzungs- oder saison-abhängige Ratenzahlung. Am Endeder Laufzeit hat das Unternehmendie Wahl, die Maschine zurückzu-geben, den Vertrag fortzuführenoder das Objekt zu kaufen.
Weitere Vorteile für den Kundenkann Leasing vor dem Hintergrundvon Basel II ausspielen. Denn Lea-singausgaben können in voller Hö-he als Betriebsausgaben abgesetztwerden, und werden im Gegensatzzu einer kreditfinanzierten Investi-tion nicht in der Bilanz ausgewie-sen. Liquide Mittel werden nicht inSachanlagen gebunden, sondernkönnen anderweitig eingesetzt wer-den, der finanzielle Handlungs-spielraum bleibt erhalten.
c GE Lease and Finance Tel. (0 69) 95 91 14 10, www.ge-lease.de, Halle 15 Stand D53

MM Das IndustrieMagazin · 22/2002 55
Prozesssicheres Gewindebohrenbis zu einer Tiefe von 3 3 D er-möglichen die beschichtetenGewindebohrer Sprint, die Titexauf der Metav vorstellt. Im Ver-gleich zu herkömmlichen Ge-windebohrern sind dabei Stand-zeit und Schnittgeschwindigkeitum das 2- bis 3fache höher.
c Titex Plus Günther & Co.GmbH,Tel. (0 69) 7 89 02-0, www.titex.com,Halle 9, Stand E 10
Schleifen, Drehen und Fräsenvon Teilen in einer AufspannungAuf der Metav stellt der Schleif-maschinenhersteller Kehren einBearbeitungszentrum vor zurKomplettbearbeitung von Werk-stücken in einer Aufspannungdurch Schleifen, Drehen, Fräsen,Bohren und positionsgenauesaußermittiges Ausspindeln undAusschleifen sowie zum Schleifen von Hirthverzahnungen undKurven. Der direkt angetriebene, spielfreie Rundtisch hat eine Po-sitioniergenauigkeit von ±1,5 Winkelsekunden. Der Drehzahlbe-reich umfasst 0,01 bis 200 min–1. Der kleinste Teilschritt beträgt0,0001°. Die hydrostatische Tischlagerung mit axialer und radialerEinspannung hat eine Rund- und Planlaufgenauigkeit von0,001mm.
c Kehren GmbH Praehoma Werk,Tel. (0 22 42) 91 97-0, www.kehren.com, Halle 11, Stand A 35
Dreh-Fräs-Bearbeitungszentrumzur Komplettbearbeitung
Die Unternehmensgruppe Niles-Simmons-Hegenscheidt präsen-tiert auf der Metav vier verschie-dene CNC-Maschinen. Darunterdas CNC-Dreh-Fräs-Bearbei-tungszentrum N 40 MC für dieKomplettbearbeitung großer,komplexer Werkstücke. Die Ma-
schine wird an Kundenbedürfnisse angepasst und ermöglicht des-halb eine optimale Werkstückbearbeitung. Als Werkzeugsystemhat die Maschine einen schwenkbaren angetriebenen Dreh-Bohr-Fräs-Kopf. Weitere variable Bearbeitungseinheiten wie zusätzlicheFräsmodule, Dreh- und Bohrsupport für Schwerzerspanung sowieWerkzeug-Scheibenrevolver können problemlos integriert werden.
c Niles-Simmons Industrieanlagen GmbH,Tel. (03 71) 80 23 63, www.niles-simmons.de, Halle 17, Stand B 49
AKTUELLESSPANENDE FERTIGUNG

56 MM Das IndustrieMagazin · 22/2002
Pick-up-Maschinedreht, fräst, schleift
Die Emag-Gruppe präsentiere mitder Maschine HVSC 400MT dasweltweit erste kombinierte Hori-zontal/Vertikal-Pick-up-Dreh- undBearbeitungszentrum, so der Her-steller. Die Arbeitsspindel kann inhorizontale und vertikale Bearbei-tungsstellung, ebenso in jedeZwischenposition schwenken. Aus-gerüstet mit einem sehr stabilen
feststehenden Drehre-volver sowie einer Bohr-Fräs-/Schleifspindel undeinem schnellen Werk-zeugwechsler kann dieMaschine drehen undschleifen und die 5-Sei-ten-Bearbeitung über-nehmen – auf einer Ma-schine mit Komplettbe-arbeitung in einer Werk-
stückspannung. Automatische Be-und Entladung der Werkstücke ein-geschlossen. Den Einsatzbereichsieht Emag beim Komplettfertigenmit vielen Arbeitsschritten vonhochpräzisen Werkstücken im Grö-
ßenbereich bis 400 mm Durchmes-ser, die in kleinen und mittlerenLosen flexibel gefertigt werden.
c Emag-GruppeTel. (0 71 62) 17-0, www.emag-vsc.deHalle 17, Stand A 33
Hochleistungs-Sägeautomat mit Blättern aus Voll-Hartmetall
Bei der Säge Profilma 200 werdenSägeblätter aus Vollhartmetall ein-gesetzt, die je nach Durchmessermit Schnittbreiten von 0,5 bis1,2 mm arbeiten. Im Vergleich zuherkömmlichen Automaten spartman den Angaben zufolge bis zu3 mm Material je Schnitt ein. DesWeiteren bleibt im Automatikbe-trieb nur ein sehr kurzes Reststückab 80 mm übrig, was noch mal eineReduzierung um 50% entspricht. Je nach Auftrag und Stückzahl kann
man mehrere 1000 kg Aluminium-profil einsparen. Die Abschnittge-nauigkeiten im Längenmaß liegenab ±0,02 mm, es werden Rautiefenvon Rz 25 und kleiner erreicht so-wie ein fast gratfreier Schnitt. DieseWerte werden durch den Einsatzder Vollhartmetall-Kreissägeblätterund der Taktsprüheinrichtung mitminimalem Verbrauch vom Kühl-mittel erreicht. Weitere Vorteile derTaktsprüheinrichtung sind: dieSägespäne sind fast trocken und
AKTUELLES SPANENDE FERTIGUNG

MM Das IndustrieMagazin · 22/2002 57
im Programm sind auchPKD-Fräser zum Bearbeitenvon Nicht-Eisenmetalle, sili-ziumhaltigen Aluminium,Kupfer-Zink-Legierungensowie faserverstärkte Kunst-stoffe geeignet. Diese Werk-zeuge gibt es in extra langerBauform als gerade genuteteRadiusschaft-, Torus- und Schaft-fräser von 4 bis 12 mm Durchmes-ser mit innerer Kühlmittelzufüh-rung. Ebensfalls vorgestellt werdenCBN-Fräser zur Bearbeitung vongehärteten Stählen bei hohenStandzeiten. Diese Werkzeuge gibtes in Radiusschaft-, Torus- undSchaftfräser-Ausführung mit inne-rer Kühlmittelzuführung.
c Franken Fabrik für Präzisions-werkzeuge GmbH & Co.KG,Telefon (09 11) 95 75-5,www.emuge-franken.de, Halle 9, B 51
lassen sich somit besser absaugen,das Kühlschmiermittel verdampftfast rückstandslos, das Schnittgutmuss nicht aufwendig gereinigtwerden, im Kühlschmierstoffbehäl-ter wird der Füllstand automatischüberwacht, die Maschine schaltetab, wenn der tank leer ist. Die Takt-zeiten liegen je nach Profil oderProfilbündel bei 4 bis 10 s. Der Sä-geantrieb hat eine Leistung von 2,2kW, die Sägeblattdrehzahl ist stu-fenlos verstellbar zwischen 2000und 6000 min–1, somit werden
Schnittgeschwindigkeiten bis 3770m/min erreicht. Die einzelnen Ab-läufe an dem Sägeautomaten wer-den über eine SPS S7 gesteuert. Zurweiteren Ausrüstung der Maschinegehören beispielsweise ein Stück-zähler mit Soll- und Ist-Anzeige,einStückzahl-Multiplikator für dasTrennen von Materialbündeln so-wie Taktzeitangabe in Sekunden.
c Pressta Eisele GmbH, Tel. (0 65 42) 93 62-0, www.Pressta-eisele.deHalle 12, Stand B 43
Vollhartmetall-Schaftfräserin unterschiedlicher AusführungSpeziell für die Bearbeitung vonGraphit, Aluminium-Legierungenund Magnesium-Legierungen stelltFranken ein durchgängiges Pro-gramm von Vollhartmetall-Schaft-
fräsern, -Langlochfräsern, -Kugel-fräser und -Torusfräser vor. Die aufGraphit abgestimmte Beschichtungerlaubt eine prozesssichere Bearbei-tung von Graphitelektroden. Neu
AKTUELLESSPANENDE FERTIGUNG

58 MM Das IndustrieMagazin · 22/2002
Die bewährte Wuchtmaschine ToolDynamic hat Haimer weiterentwi-ckelt: Auf der Metav präsentiert dasUnternehmen die Tool Dynamic2002 – in neuem Design und indrei Varianten: Economic, Econo-mic Plus und Komfort. Die Maschi-nen sind modular aufgebaut underfüllen flexibel die Anforderungender Anwender ganz nach Bedarf.Bereits die Tool Dynamic 2002 Eco-nomic arbeite hochpräzise und miteinem Adaptersystem, so der Her-steller, das sich für alle Werkzeug-aufnahmen eigne. Sie ermöglichtdie Messung in einer Ebene (sta-tisch). Zum dynamischen Messenin zwei Ebenen entwickelte Haimerdie Version Economic Plus. Die Be-dienung erfolgt über ein integrier-tes Tastenfeld und einen Bild-schirm, die übersichtlich aufgebautsind. Zudem verfügt die Economic-
Plus-Ausführung über integrierteAblagefächer, in denen sich Zube-hör geordnet verstauen lässt. Fürhäufiges auswuchten bei möglichstgeringen Auswuchtzeiten ist dieTool Dynamic 2002 Komfort prä-disteniert. Sie ist zusätzlich mit PC,Tastatur und großem Bildschirmausgestattet.
c Franz Haimer GmbH, Telefon (0 82 57) 99 88-0, www.haimer.de ,Halle 10, Stand E 49
Modular aufgebaute Wuchtmaschinein drei Ausführungen verfügbar
Weiterentwickeltes Sägebandzum Trennen von Profilen und Rohren
Das Trennen von Profilen stellt anSägebänder deutlich andere Anfor-derungen als beim Sägen von Voll-material. Allen Profilen ist gemein-sam, dass die Zähne des Sägebandesüber den Vorschubweg höchstunterschiedlich zum Eingriff kom-men. Das neue Sägeband ProflexM42, das Wikus auf der Metav vor-stellt, kann sich diesen dynami-schen Zerspanungsbedingungenflexibel anpassen. Laut Geschäfts-führer Dr. Jörg Kullmann verein-facht das Band besonders das Tren-nen von Hohlprofilen, Winkel-profilen und Trägern. Für das Säge-
band wurde eine spezielle Verzah-nungsgeometrie entwickelt. Durcheinen, an die Schneidaufgabe ange-passten positiven Spanwinkel wirddie Stoßempfindlichkeit der Ver-zahnung erheblich reduziert. Diespezielle Wärmebehandlung derSchneiden aus SchnellarbeitsstahlM42 lässt eine Gefügeausbildungentstehen, die hohe Verschleißfes-tigkeit und extreme Zähigkeit mit-einander kombiniert. Die be-sonders robuste Schneidengeome-trie wird durch einen verändertenZahnrücken erzielt. Durch dasdeutlich vergrößerte Materialvolu-men sind die Zahnspitzen in derLage hohe Kräfte aufzunehmen.Die spezielle Schränkung der Zähnegleicht sehr unterschiedliche Ein-griffslängen aus, die bei den Über-gängen in dünne Stege oder ingeringe Wandstärken entstehen.
c Wikus-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG,Tel. (0 56 63) 5 00-0, www.wikus.de, Halle 12, Stand A 42
AKTUELLES SPANENDE FERTIGUNG





MM Das IndustrieMagazin · 22/2002 63
Beschichtung für Werkzeugezum Bearbeiten zäher WerkstoffeMetaplas ist die Entwicklung einer neuartigen Beschichtung ge-lungen, die mit einer reaktionsträgen, amorphen Deckschicht ver-sehen ist. Basis bildet eine CrN-Beschichtung, die nur in derDeckschicht mit Zusatzelementen dotiert ist. Die durch den nano-kristallinen Aufbau bedingte Eigenrauhigkeit der CrN-Schicht
wird durch die glasartige Oberflächeder Deckschicht kompensiert, sodass die Werkzeuge eine hervorra-gende Oberflächengüte aufweisen.
c Metaplas Ionon Oberflächen-veredelungstechnik GmbH,Tel. (0 22 04) 2 99-0,www.metaplas.com,Halle 11, Stand H 54
Bearbeitungszentrum wurde ergänztum ein Sechsfach-PalettenmagazinBridgeport stellt auf der Metav gleich zwei Weiterentwicklungenvor, zum einen das Bearbeitungszentrum VMC 600, das um eineneues Sechsfach-Palettenmagazin zu einer flexiblen Fertigungszel-le erweitert wurde, zum anderen ein vertikales fünfachsiges Bear-beitungszentrum. Darüber hinaus wird auf dem Bridgeport-Standdas vom brasilianischen Werkzeugmaschinenhersteller IndustriasRomi hergestellt Drehmaschinenprogramm präsentiert, das eben-falls auf dem Stand der Romi Europa in Halle 16, Stand B 36, vor-gestellt wird. Ein Highlight, so das Unternehmen, sei eine Dreh-zelle mit integriertem Mini-Portallader.
c Bridgeport Machines Vertriebs GmbH, Tel. (0 61 51) 89 09-0, www.bridgeport.de, Halle 15, Stand C 37
Vollhartmetall-Schaft-Gewindefräserzum Fräsen in gehärtetem Stahl
Der neue Schaft-Gewindefräser aus Vollhartmetall, von Prototypauf der Metav vorgestellt, ist speziell für den Einsatz in gehärtetenStählen von 48 bis 63 HRC entwickelt worden. Durch die modifi-zierte Schneidengeometrie eignesich der neue Gewindefräser her-vorragend für die Hartbearbei-tung im Bereich der metrischenund metrischfeinen Gewinde, sodas Unternehmen. Damit habeman die Möglichkeit, Innenge-winden durch Fräsen effizientund kostengünstig zu fertigen. Soergab ein Standzeitvergleich zwi-schen Gewindefräsen und Gewindeschneiden in gehärtetem Stahl1.2344, Gewinde M10-6H mit einer Tiefe von 15 mm, dass dieStandmenge durch den neuen Schaftgewindefräsers um das 3,9fa-che (von 18 auf 70 Gewinde) gesteigert werden konnte. c Prototyp-Werke GmbH,Tel. (0 78 35) 77-0, www.prototyp.de, Halle 10, Stand A 51
AKTUELLESSPANENDE FERTIGUNG

PRODUKTION SPANENDE FERTIGUNG
Eine Verringerung der Anzahlvon Bearbeitungsschrittenund die Zusammenfassung
mehrerer Schritte in eine Bearbei-tungsstation leisten Beiträge zur Ver-kürzung von Prozessketten. Sie zie-len auf niedrigere Investitions- undBearbeitungskosten, vereinfachteorganisatorische Abläufe und ver-kürzte Durchlaufzeiten. Zur Kom-plettbearbeitung von Werkstückenin einer Aufspannung lassen sichSchleifmaschinen mit mehreren Ar-beitsspindeln und Werkzeugen zumDrehen und Fräsen ausrüsten. Dieserweitert ihre Anwendungsspektrenund ermöglicht es, Verfahrenskom-
binationen einzusetzen, in denenspezifische Verfahrensvorteile opti-mal genutzt werden. Dadurch kön-nen Produktivitätsvorteile erzieltund die Prozesssicherheit erhöhtwerden.
Komplettschleifenin einer Aufspannung
Die Entwicklung der gebauten No-ckenwellen ist ein Beispiel für be-sondere Fortschritte, die durch dieUmstellung von Design und Her-stellverfahren erreicht werden kön-nen. Konventionell werden Rohlin-ge für Nockenwellen meistens aus ei-nem Stück gegossen oder geschmie-det, dann vorbearbeitet, wärmebe-handelt und anschließend geschlif-fen. Ein neueres Verfahren, vor etwazehn Jahren entwickelt und inzwi-schen sehr erfolgreich in die Serie
eingeführt, verwendet montierteRohlinge. Dabei werden auf einemPräzisionsstahlrohr vorgefertigteNocken, Antriebsräder und diverseweitere Komponenten aufgepresst(Bild 1). Sie erhalten in diesem Fü-geprozess eine teils kraft-, teils form-schlüssige Verbindung. Im zu-sammengebauten Zustand werdendann die Lagerstellen und Nockendurch Schleifen fertigbearbeitet.Durch Gewichtseinsparungen undoptimierte Materialpaarungen er-zielt man große Funktionsvorteile.Wirtschaftliche Fertigung der Ein-zelkomponenten, wirtschaftlicheFügeverfahren und kostengünstigeSchleifbearbeitung ermöglichen er-hebliche Kostensenkungen.
Durch genaue Vorbearbeitungder Komponenten und hohe Präzi-sion beim Fügen wird es möglich, die
Kurzer ProzessVerfahrenskombinationen und Komplettbearbeitungreduzieren die Fertigungs- und Durchlaufzeiten beim Schleifen
HEINRICH MUSHARDT
Dr.-Ing. Heinrich Mushardt ist Entwick-lungsleiter der Körber Schleifring GmbH in21033 Hamburg, Tel. (0 40) 72 50-0, Fax(0 40) 72 50-33 64, [email protected]
Mit mehrerenSchleifscheiben
wird eine Nocken-welle komplett in
einer Aufspannungbearbeitet.
64 MM Das IndustrieMagazin · 22/2002

MM Das IndustrieMagazin · 22/2002 65
spanende Bearbeitung des montier-ten Rohlings auf das Schleifen zu be-schränken und dabei den Material-abtrag zu minimieren. Die komplet-te Schleifbearbeitung kann mit Ma-schinen, die verschiedene Schleif-scheiben mit den benötigten Profi-len bereithalten und effektiv zumEinsatz bringen, in einer Aufspan-nung erfolgen.
PKW- und LKW-Nockenwellensind Großserienteile und rechtferti-gen eine aufwendige Verfahrensent-wicklung unter Einbeziehung spe-zieller Fertigungsverfahren und-einrichtungen. Von hoher Bedeu-tung ist eine große Flexibilität desHerstellprozesses, damit schnell aufDesignänderungen reagiert werdenkann. In diesem Zusammenhangwird auch eine hohe Flexibilität derSchleifmaschinen gefordert. Siemüssen sich für ein breites Varian-tenspektrum einsetzen und schnellumrüsten lassen. Bei der Komplett-bearbeitung in einer Aufspannungbeschränkt sich das Umrüsten auf ei-ne Maschine, und dies stellt einengroßen Vorteil im Vergleich zu einerBearbeitungsfolge in mehreren Auf-spannungen dar.
Als Voraussetzung für eine Kom-plettbearbeitung muss für die Werk-zeuge ausreichender Zugang zu denzu bearbeitenden Flächen bestehen.Dies ist nicht immer gegeben undhängt unter anderem von den Ein-spannmöglichkeiten ab. In einigenFällen muss der Zugang durch
Schwenkvorrichtungen erreichtoder verbessert werden. Außerdemmuss die Maschine alle benötigtenSchleifscheiben, Abrichtwerkzeuge,Kühlmitteldüsen und weitere Werk-zeuge bereithalten oder alternativschnell auswechseln können. Eineweitere Voraussetzung ist die Fähig-keit, die erforderlichen Vorschubbe-wegungen ausführen zu können,wozu in der Regel mehrere NC-Ach-sen und Bahnsteuerungen einzuset-zen sind. Ein derart größerer Funk-tionsumfang wird in der Regel in derAnschaffung teurer. Doch als Vortei-le stehen größere Produktivität, ein-zusparende Handhabungszeitenund kürzerer Auftragsdurchlauf ei-nem höheren Anschaffungspreisgegenüber. Sie können unter demStrich die Herstellkosten je Teil re-duzieren.
Automatischer Wechselder Schleifscheiben
Das Schleifen einer großen Nocken-welle für einen 16-Zylinder-Schiffs-dieselmotor zeigt das große Potenti-al der Komplettbearbeitung. Die No-ckenwelle weist je Zylinder zweiSteuernocken für die Ventile und ei-nen Pumpennocken für die Diesel-Direkteinspritzung auf. Insgesamtsind 32 Steuernocken, 16 Pumpen-nocken und neun Lagerstellen zuschleifen. Die Steuernocken liegendicht nebeneinander und sindschmaler als die Pumpennocken. DieNockenwellenschleifmaschine CF 61
setzt deshalb zwei Schleifscheibenunterschiedlicher Breite ein (Bild 2).Die Bearbeitung der Welle gliedertsich in folgende Abschnitte: MitScheibe 1 werden zunächst drei Setz-stocksitze angeschliffen, in denen dieWelle für die folgenden Operationenabgestützt wird. Anschließend wirdScheibe 2 eingeschwenkt. Sie schleiftmessgesteuert die Lagerstellen undEndzapfen, wobei ein flexibel posi-tionierbarer Durchmessermesskopfgenutzt wird, undanschließendauch die 16 Pum-pennocken. MitScheibe 1 werdendann die 32 Steu-ernocken ge-schliffen. Die Be-arbeitungszeit fürdie gesamte Wellebeträgt 45 min. Eswurde ein Bear-beitungsablaufabgelöst, der inmehreren Auf-spannungen mitzwischenzeitli-chem Schleifscheibenwechsel erfolg-te und mehrere Stunden dauerte.
Die Kombination verschiedenerBearbeitungsverfahren kann zurVerkürzung von Prozessketten bei-tragen, wie im folgenden Beispiel ge-zeigt, und birgt ein besonders großesPotential zur Kosteneinsparung. Fürdie abgebildete Formmatrize wur-den zuvor drei Maschinen nachein-ander zum Erodieren, Vor- und Fer-tigschleifen und Polieren eingesetzt.Mit einer Innenrundschleifmaschi-
PRODUKTIONSPANENDE FERTIGUNG
FAZIT
P Komplettbearbeitung steigertdie Genauigkeit, weil das Teilnicht umgespannt werdenmuss
P Drehen und Schleifen auf einerMaschine senkt Fertigungszeitund Kosten
P Für große Teile, die sich nurmit erheblichem Aufwandspannen lassen, eignet sich dieKomplettbearbeitung be-sonders
1. SchleifspindelD = 400 mm40 kW
2. SchleifspindelD = 200 mm20 kW
Lager LagerSteuer-nocken Einschwenkbarer
Durchmessermesskopf
Setzkopf Pumpen-nocken
Längsmesskopf
Bild 1: Die Lagerstellen und Nocken der gebauten Nockenwellenwerden nach dem Fügen durch Schleifen fertig bearbeitet.
Bild 2: Komplett-bearbeitung einer
Schiffsdiesel-Nockenwelle in
einer Aufspannung.
Bild
: Sch
aud
t
Bild
: Kru
pp
Pre
sta

66 MM Das IndustrieMagazin · 22/2002
ne S 145, die auf einem Werkzeug-revolver mehrere Arbeitsspindelnträgt, erfolgt nun die komplette Be-arbeitung in einer Aufspannung(Bild 3). Durch Kombination desSchleifens mit der Zerspanung mitdefinierten Schneiden wurden dieBearbeitungszeit und die Durchlauf-zeit erheblich gesenkt.
Enge Formtoleranzenwerden eingehalten
In der 1. Operation wird die Boh-rung mit dem Radius durch Dreh-fräsen vorbearbeitet. Ein Schleif-werkzeug wäre nicht optimal geeig-net, dort das nach der Wärmebe-handlung vorliegende Aufmaß abzu-nehmen, da es keine ausreichendeSchnittgeschwindigkeit im Zentrumder Bohrung erreichen könnte. DasDrehfräsen schafft jedoch in Opera-tion 1 ein genau definiertes und sogeringes Schleifaufmaß, dass einCBN-Schleifstift es in Operation 2 inangemessener Zeit abschleifen kann.In den folgenden Operationen 3 und4 werden Korundschleifscheibeneingesetzt. Die Schleifspindeln wer-den mit hoher Genauigkeit einge-schwenkt und gewährleisten die Ein-haltung enger Toleranzen.
Kleine Losgrößen und große Tei-levielfalt erfordern es, Werkzeugma-
schinen für große Werkstückegleichermaßen flexibel und produk-tiv auszulegen. Weil große undschwere Werkstücke sich nur mit er-heblichem Aufwand umspannen las-sen und das Ausrichten sehr kompli-ziert und zeitraubend sein kann, istdie Komplettbearbeitung in einerAufspannung hier besonders geeig-net, Durchlaufzeiten zu verkürzensowie in kürzerer Bearbeitungszeithöhere Genauigkeiten zu erreichen.Ein solches Schleifbearbeitungszen-trum hat einen Rundtisch und meh-rere Arbeitsspindeln. Die Arbeits-spindeln befinden sich auf separatenSpindelträgern. Sie werden aufga-benbezogen mit unterschiedlichenSchleifscheiben bestückt. Alternativlassen sich auch Dreh-, Fräs- undBohrwerkzeuge integrieren. DasUmspannen als Quelle für Fehlerund Ungenauigkeiten entfällt. Da-durch lassen sich bei der Vor- undFertigbearbeitung in einer Aufspan-nung die Schleifaufmaße minimie-ren und somit die Schleifzeiten ver-kürzen. Die Einsatzmöglichkeitendieser Maschine sind sehr vielfältig.Im Bild 4 sind im linken Teil das Dre-hen einer Planfläche und im rechtenTeil das Schleifen einer Bohrung dar-gestellt. Der Rundtisch ist hydrosta-tisch gelagert und wird durch einen
c
ø27,
05
0,01
A 116,5
Ra0,2
b
a
d
Bild 3: Komplettbearbeitung einer Formmatritze durch Drehfräsen und Schleifen mit einer Universal-Innenrundschleifmaschine.a Drehfräsen, b Schleifen der Bohrung,c Schleifen des Innenkonus, d Schleifen der Planflächen
PRODUKTION SPANENDE FERTIGUNGBi
ld: M
äger
le

MM Das IndustrieMagazin · 22/2002 67
Torquemotor direkt angetrieben. Erkann deshalb sowohl mit hoher Ge-schwindigkeit kontinuierlich rotie-ren, wie es zum Drehen erforderlichist, als auch sehr genau positionieren.Damit bietet die Maschine beste Vor-aussetzungen zum Rundschleifenvon Zylinder- und Planflächen, Pro-filschleifen von Nuten und Hirthver-zahnungen sowie zum Drehen, Boh-ren und Fräsen. Wenn eine Kom-plettbearbeitung erfolgen soll, aberdie erforderlichen Werkzeuge nichtzugleich im Arbeitsraum Platz fin-den, kann man Schleifbearbeitungs-zentren mit automatischen Werk-zeugwechslern und Werkzeugmaga-zinen ausrüsten.
Hohe Prozesssicherheitund kurze Taktzeiten
Maschinen für die Serienproduktionmüssen kurze Taktzeiten erzielenund hohe Prozesssicherheit bieten.Für einen multifunktionellen Ein-satz müssen sie den Anforderungenunterschiedlicher Verfahren, bei-spielsweise Drehen und Schleifen,gerecht werden. Enge Werkstückto-leranzen und hohe Produktivitäts-ziele erfordern dann eine kompro-misslose Auslegung als vollwertigeSchleifmaschine. Dazu gehören leis-tungsgerechte Schleifspindeln, ge-
naue und flexibel einsetzbare Ab-richtwerkzeuge, sowie effektiveKühlschmiersysteme. Das Hartfein-drehen erfordert eine kompromiss-lose Auslegung als Drehmaschinemit steifen Werkzeugaufnahmenund einer für freien Spänefall gün-stigen Gestaltung des Arbeitsrau-mes.
Besonders hervorzuheben sindbei der Uranos die getrennten Ar-beitsräume. Die Drehspäne werdenim Dreharbeitsraum und das Kühl-schmiermittel im Schleifarbeits-raum zurückgehalten. Die Forde-rung nach kostengünstiger Automa-tisierung und schnellem automati-schen Werkstückwechsel wird durchdie Vertikalspindelbauweise mit ei-ner in X- und Z-Richtung verfahr-baren Werkstückspindel erfüllt. Die-se Bauweise ermöglicht es, mit derWerkstückspindel die Werkstückevon einem Bereitstellungsplatz, bei-spielsweise einem Transportband,abzuholen und nach der Bearbei-tung dort wieder abzulegen.
Zur Komplettbearbeitung in einerAufspannung werden mehrere Bear-beitungsstationen und Werkzeugenacheinander im Arbeitszyklus an-gefahren. Im Arbeitsraum sind ne-ben einer Innenschleifspindel undeiner Außenschleifspindel noch die
Halter für zwei Drehwerkzeuge an-geordnet. Wenn viele Einzelopera-tionen auszuführen sind, werden imBearbeitungszyklus große Verfahr-wege zurückgelegt. Ein Linearmotor,der der X-Achse eine große Verfahr-geschwindigkeit und Beschleuni-gung verleiht, realisiert dann den-noch kurze Nebenzeiten.
Bild 4: Drehen (a) undSchleifen (b) von Großteilen ineiner Aufspannung.
a
b
PRODUKTIONSPANENDE FERTIGUNG
Bild
: Mäg
erle

68 MM Das IndustrieMagazin · 22/2002
Als multifunktionale Maschinegestattet die Uranos die Integrationweiterer Werkzeuge und Verfahren.Anzahl, Typen und Positionen derWerkzeuge oder Arbeitsspindelnkönnen in bestimmten Grenzen derBearbeitungsaufgabe entsprechendvariiert und flexibel eingerichtetwerden. Optional wäre es beispiels-weise möglich, eine Honvorrichtungoder andere Aggregate zu installie-ren. Dieses Konzept verleiht eine ho-he Flexibilität und legt den Betreibernoch nicht von Anfang an auf be-stimmte Bearbeitungsaufgaben und-abläufe fest.
Schleifen und Hartdrehenkönnen sich ergänzen
Getrieberäder (Bild 5) erfordern oft-mals mehrere Bearbeitungsschrittemit unterschiedlichen Werkzeugen.Es sind kompakte Bauteile, die sichim Futter steif und schwingungssta-bil spannen lassen. Oftmals kann alsAlternative oder als Ergänzung zumSchleifen das Hartdrehen eingesetztwerden. In vielen Fällen lassen sichdamit ausreichende Maß- und Ober-flächentoleranzen einhalten. Doches bestehen immer noch erheblicheEinschränkungen bei hohen Anfor-derungen an Genauigkeit und Pro-zesssicherheit, die eine vollständigeSubstitution des Schleifens nur be-dingt zulassen.
Die Kombination von Drehenund Schleifen in einer Maschine zieltdarauf, einzelne Flächen komplett zudrehen und andere komplett zuschleifen oder Flächen vorzudrehenund anschließend fertig zu schleifen.In solchen Kombinationen ergänzen
sich die Stärken des Drehens, dassind unter anderem hohe Flexibilitätund Schnelligkeit bei kurzen Schnit-ten, besonders vorteilhaft mit denStärken des Schleifens, das sind vorallem hohe Genauigkeit und Schnel-ligkeit bei kleinen Aufmaßen.
Einer Integration von Werkzeu-gen mit definierten Schneiden inSchleifmaschinen, vice versa vonSchleifwerkzeugen in Drehmaschi-nen und Bearbeitungszentren, folg-te die konsequente Weiterentwick-lung der Maschinen zu multifunk-tionalen Bearbeitungszentren. Sielassen die klassischen Grenzen zwi-schen den Maschinengattungen ver-schwimmen.
Eine Zentrumsbearbeitung unterEinsatz optimaler Verfahrenskombi-nationen kann oftmals die Stückkos-ten senken. Dies darf natürlich nichtdazu verleiten, die Integrationstiefeüber beherrschte Technologien hin-aus zu steigern. Dabei könnte manleicht den angestrebten Gewinn anProduktivität gefährden. Aber ent-gegen anfänglicher Skepsis bewährtsich beispielsweise die Folge Vordre-hen und Fertigschleifen zuverlässig.Sie kann die Verfahrensoptimierungerleichtern und im Vergleich zumHartfeindrehen die Prozesssicher-heit erhöhen. MM
P Schleifverfahren
P Rundschleifmaschinen
P Schleifzentren
P Kombi-Maschinen
www.maschinenmarkt.de
ba
dc
Bild 5: Komplettbear-beitung eines Schalt-rades durch Drehenund Schleifen.
a Fertigdrehen derhinteren Planfläche,b Fertigdrehen dervorderen Planflächesowie Vordrehen der Bohrung und des Kegels, c Fertig-schleifen der Boh-rung, d Fertigschlei-fen des Kegels
PRODUKTION SPANENDE FERTIGUNG
Bild: 9 Schaudt Mikrosa BWF


PRODUKTION SPANENDE FERTIGUNG
70 MM Das IndustrieMagazin · 22/2002
Die Vorfertigung von Sägeab-schnitten war in den letztenJahren eher das Stiefkind
bei der Analyse und Betrachtung vonProduktionsabläufen. Dies hatte zurFolge, dass die in den Betrieben viel-fach anzutreffende Sägerei und Stab-lagerung nur als unproduktiver Ge-meinkosten-Bereich angesehen wur-de. Es fehlte das Bewusstsein, in wel-chem Umfang gerade in diesem Be-reich unnötig Geld „zum Fenster
hinausgeworfen“ wurde. Heutzuta-ge kann man einen deutlichen Be-wusstseinswandel feststellen. Zu-nehmend werden Sägerei und Stab-lagerung bezüglich Produktivitätkalkuliert und anhand dieser Datennach wirtschaftlicheren Lösungengesucht.
Abschnitte für Kundenjust-in-time fertigen
Bei großem Sägevolumen und just-in-time-Anforderungen wurde inIndustriebetrieben vielfach der Sä-ge-Bereich rationalisiert und teil-weise auch das Sägen für Tochter-
unternehmen mit übernommen.Viele Produktionsbetriebe habenaber ihre Sägeaufgaben verlagert undleistungsfähigen Stahlhandelsunter-nehmen übertragen, die, als Antwortdarauf, verstärkt in hochproduktiveSägeanlagen mit automatisierter Zu-und Abfuhrperipherie investierten.
Viele erfolgreiche Beispiele ausdem In- und Ausland belegen, dassder Weg der Partnerschaft und Ar-beitsteilung zukunftsweisend undrichtig ist. Mit einer passenden Aus-stattung lassen sich Abschnitte just-in-time für den Endabnehmer her-stellen. Gerade im mittleren und
Palettiereinrichtung und Hartmetallsägeblätter erschließen Rationalisierungspotenzial beim Sägen
ARMIN STOLZER
Armin Stolzer ist Geschäftsführer derKasto Maschinenbau GmbH & Co. KG,77855 Achern-Gamshurst, Tel. (0 78 41) 61-0, Fax (0 78 41) 61-3 88, [email protected]
Sägemaschinen mit weiterentwickel-
ten Hartmetall-sägen, automati-scher Zuführung
sowie Sortier- und Palettiereinrichtungen
ermöglichen die flexible Auftrags-
fertigung.
Bild
: Kas
toAutomatisiertund auftragsbezogen

MM Das IndustrieMagazin · 22/2002 71
größeren Durchmesserbereich (zwi-schen 100 und 300 mm) liegt dieNachfrage meist bei einem bis etwa50 Stück, was den Trend zu immerkleiner werdenden Fertigungslos-größen widerspiegelt. Für die wirt-schaftliche Lösung dieser Sägeaufga-ben stehen heute moderne, robusteSägemaschinen zur Verfügung, diemit schwingungsoptimierten Säge-einheiten, wartungsfreien Linear-führung und einer steifen, präzisenSägevorschubsteuerung ausgestattetsind. Sie sind hervorragend für denEinsatz von Hartmetallbändern ge-eignet, sowohl „reinrassig“ als auchim Mischbetrieb mit Bimetall-Bän-dern – letztere dort, wo auf Grundvon Materialqualität, Profilform,Auftragsmix oder Auftragsvolumenein Hartmetall-Werkzeug nicht ein-setzbar ist oder sich nicht rechnet.
Hartmetallbänder (Bild 1) wer-den heute dort eingesetzt, wo aufGrund des Werkstoffspektrums, derGröße der Schnittfläche, dem gefor-derten Sägevolumen und der Eig-nung der Werkstoffe für den Hart-metalleinsatz die Nutzung wirt-schaftlich ist.
Hartmetall-Sägeblättersteigern Produktivität
Entscheidend für den wirtschaft-lichen Erfolg im Stahlhandel und inIndustriebetrieben ist die Gesamtef-fizienz beim Zuschneiden. Mit derWeiterentwicklung der Hartmetall-werkzeuge konnten Leistung,Schnittqualität und die Standzeitenteilweise deutlich verbessert werden.Damit wurde zweifellos das in vielenZuschneide- und Vorfertigungsbe-reichen vorhandene Rationalisie-rungspotential aktiviert, sofern dieSägemaschine selbst es zuließ. ZumSägeprozess selbst gehören dabeinicht nur die reine Maschinen-In-vestition und der wirtschaftlicheEinsatz der Sägewerkzeuge, sondernauch der gesamte Personaleinsatz fürdas Handling vor und nach der Sä-gemaschine.
Dementsprechend gilt es, durchgeeignete Einrichtungen auf der Zu-fuhrseite immer für einen möglichstgroßen Materialvorrat zu sorgen, umlange mannlose Maschinenlaufzei-
ten, besonders in den Pausen oder inder dritten Schicht, nutzen zu kön-nen. Je nach Aufgabenstellung undBudget stehen hierzu unterschiedli-che Varianten zur Verfügung, begin-nend bei der einfachen Doppel-Rol-lenbahn, mit der zwei Stangen auf-gelegt werden können. Während aneiner Stange gesägt wird, kann aufder zweiten Rollenbahn das nichtmehr benötigte Material entsorgtund die nachfolgend zu bearbeiten-de Stange vorgelagert werden. Fürdie Bearbeitung mehrerer Stangengleichen Materials, vorrangig Rund-und Vierkantstangen, werdenSchrägmagazine eingesetzt. Bei fle-xibler Auftragsfertigung sind es Uni-versalmagazine für vier oder mehrStangen – teilweise in Platz sparen-der Ausführung ohne feste Fachtei-lung auf der Transportkette. Mit die-ser Ausstattung lassen sich bei klei-nen und mittleren Serien relativ lan-ge Maschinenlaufzeiten realisieren,ohne dass es des Eingriffs von Be-dienpersonal bedarf.
Handelt es sich um eher kleineStückzahlen pro Materialart, aberinsgesamt um sehr viele Aufträge,bietet sich der Einsatz von automa-tischen Sägezentren an. Mit ihnen istes möglich, flexibel, mannlos undrechnergesteuert direkt aus dem Ma-terialvorrat zu sägen. Je nach Ma-schinengröße liegen die Auftrags-wechselzeiten zwischen 40 und 100s, das heißt nach Beendigung desletzten Sägeschnitts für einen Auf-trag werden nach dieser sehr kurzenZeit bereits wieder für den nächstenAuftrag Späne gemacht. Zu diesemZweck ist das Sägezentrum, das aus
einer Kragarm-Regalanlage und ei-nem portalartigen Regalbediengerätbesteht, mit einer Schnellwechselsta-tion ausgestattet, die es analog zurDoppel-Rollenbahn ermöglicht, ei-nen Stangenwechsel vorzunehmen,während gesägt wird. Klassische Ein-satzgebiete für Sägezentren sinddann gegeben, wenn mehrere Säge-maschinen (mindestens drei) immehrschichtigen Betrieb im Einsatzsind, bei kleinen und mittleren Los-größen, bei Ein-zelstücken undvor allen Dingendann, wenn dieStange bis zumAufbrauchenhäufig zur Sägetransportiert undwieder zurückge-bracht werdenmuss. Gerade hierlassen sich durchdas Vermeidenvon unprodukti-ven Nebenzeitendeutlich Rationa-lisierungspoten-ziale nutzen undKosten einsparen.Außerdem sollte für den wirtschaft-lichen Einsatz eines Sägezentrumseine mittlere bis große Vielfalt anMaterialarten und Abmessungenvorhanden sein.
Große Vorteile bietet das Sägezen-trum auch durch die Reaktionsmög-lichkeit auf Auslastungsschwankun-gen und bei der just-in-time-Bear-beitung. Erfahrungswerte zeigen,dass sich der Personalbedarf um 50bis 75% reduzieren lässt, der Flä-
PRODUKTIONSPANENDE FERTIGUNG
FAZIT
P Hartmetallwerkzeuge verbes-sern deutlich Leistung,Schnittqualität und Standzei-ten beim Sägen schwer span-barer Werkstoffe
P Bei kleinen Stückzahlen undvielen Aufträgen steigern Sä-gezentren die Produktivitätum 40 bis 50% und reduzie-ren den Personalbedarf um 50bis 75%
P Ein abfuhrseitiges Scheiben-wende- und Paletten-Hand-lingsystem ermöglicht flexibleAuftragsfertigung
Bild 1: Hartmetallsäge-bänder in Verbin-dung mit der Sägeband-Freihub-einrichtung er-möglichen hoheSchnittleistungenund lange Stand-zeiten.

72 MM Das IndustrieMagazin · 22/2002
chenbedarf um 20 bis 30% geringerausfällt und die Produktivität um 40bis 50% ansteigt.
Sortiereinrichtunglegt Abschnitt geordnet ab
Im Gegensatz dazu fehlte bisher dasnotwendige Augenmerk auf der Ab-fuhrseite. Bereits seit längerem ist dasMarkieren von Abschnitten entspre-chend ISO 9002 gefordert, was mitmodernen Markiersystemen – seiendies Nadel-, Inkjet- oder Lasermar-kierer – möglich ist und durch ge-eignete Einrichtungen auch wäh-rend des Sägens vonstatten gehenkann. Problematisch war bisher, dass
die Abschnitte nach dem Sägepro-zess ungeordnet in Kisten abgewor-fen wurden und für das versandfer-tige Bereitstellen ein relativ großerPersonalaufwand entstand.
In diesem Zusammenhang hatKasto eine völlig neue Sortierperi-pherie für seine MaschinenbaureiheKastotec entwickelt: Einrichtungenzum Markieren, zum geordnetenUmlegen von Scheiben, dem Stapelnund Palettieren von Wellen undScheiben und schließlich dem Wech-sel von vollen auf leere Paletten (Bild2). Nach dem Markiervorgang trans-portiert eine Absortierzange dieScheibe aus der Säge, wendet sie,
wenn notwendig, und organisiert sielagerichtig auf einer Palette oder ineinem Palettenbehälter (Bilder 3 und4). Die Scheiben werden je nachWunsch hintereinander, aufeinan-der oder nebeneinander gelegt. So-mit ist garantiert, dass die Abschnit-te aus dem Langgutlager oder ausdem Magazin den gesamten Säge-und Handlingsprozess automatischdurchlaufen können. Für den (inter-nen oder externen) Materiallieferan-ten hat dies den Vorteil, dass er Auf-träge im Mehrschichtbetrieb ohneUnterbrechung abarbeiten kann.
Damit dies auch tatsächlich ohneUnterbrechungen oder ohne Be-dienpersonal geschehen kann, sindPaletten-Einrichtungen erhältlich.Sie ermöglichen nicht nur die auto-matische Beladung von Paletten,sondern auch die auftragsbezogeneSortierung gleicher oder unter-schiedlicher Sägeabschnitte auf biszu zwölf bereitgestellten Paletten.Dieses Scheibenwende- und Palet-ten-Handlingsystem stellt (abfuhr-seitig) den Schlüssel für die automa-tische Auftragsfertigung dar. Die In-vestition rechnet sich allein dadurch,dass die Abschnitte jetzt nicht mehrmühsam aus der Kiste entnommenund für den Transport qualitätsbe-wusst auf eine Palette gestapelt und
PRODUKTION SPANENDE FERTIGUNG
Bild 2: Abfuhrseite einerBandsägemaschinemit Scheiben-wende- und Palet-tiereinrichtung sowie Behälter-karussell.

MM Das IndustrieMagazin · 22/2002 73
sorgsam gesichert werden müssen.In Abhängigkeit von den jeweiligenPlatzverhältnissen stehen für das Pa-lettenhandling unterschiedliche Lö-sungen zur Verfügung. Relativ ein-fach lässt sich das Behältermanage-ment mit einem umlaufenden Be-hälterkarussell lösen, sofern inLängsrichtung der Maschine ausrei-chend Platz vorhanden ist. Der füreine sehr einfache Beladung undEntsorgung mittels Gabelhubwagenausgelegte Palettenwagen wird imBereich Beladung positioniert. DiePalette wird mit dem Palettenlift an-gehoben, um von einem Schiebe-blech die Abschnitte zu überneh-men. Für den Bediener ist es sehr ein-fach, die gewünschten Paletten zurEntnahme bereitgestellt zu bekom-men. Ähnlich wie bei Bearbeitungs-zentren kann der Bediener das Palet-tenkarussell an die gewünschte Be-und Entladeposition fahren unddort direkt die notwendigen Arbei-ten vornehmen. Sofern in Längs-richtung kein Platz vorhanden ist,läuft das Behältermanagement übereinen schwenkbaren Palettenlift, derbedarfsbezogen bis zu zwölf in Rega-len angeordnete Behälterplätze ver-sorgt. In Analogie zum Werkstück-Palettenmanagement bei flexiblenFertigungszellen steigert die um-fangreiche Paletten-Lagermöglich-keit die Gesamtwirtschaftlichkeit desProzesses.
Damit sich derartige In-vestitionen rechnen, be-darf es zum einen relativlanger Maschinenlaufzei-ten, zum anderen ist eswichtig, dass der Sägepro-zess selbst relativ schnellvonstatten geht. Hier habenHartmetall-Sägewerkzeugebei einem dafür geeignetenAuftragsspektrum ihr opti-males Einsatzgebiet.
Hartmetall-Werkzeugehaben ihr Einsatzgebiet vor-rangig dort, wo sich schwer
zerspanbare Werkstoffe nichtoder nur umständlich mit Bi-Metall-Werkzeugen bearbei-
ten lassen, wo aufgrund der Zerspa-nungseigenschaften und der sonsti-gen Gegebenheiten der Hartmetal-leinsatz insgesamt wirtschaftlicherist, oder in Fällen, wo die Ausbrin-gleistung eindeutig Vorrang vor denWerkzeugkosten hat. Vielfach wirdauch mit für Hartmetall geeignetenSägemaschinen im Mischbetrieb Bi-Metall/Hartmetall gearbeitet: Bi-Metall, wenn an die Ausbringleis-tung oder die Schnittzeit keine be-sonderen Anforderungen gestelltwerden, und Hartmetall, wenn esdarauf ankommt, eine möglichstgroße Menge von Abschnitten inkurzer Zeit abzuarbeiten.
Hartmetallschneidensind empfindlich
Zu beachten ist dabei allerdings, dasssich einerseits mit dem SchneidstoffHartmetall höchste Zerspanungs-leistungen erzielen lassen, dass dieHartmetallschneiden andererseitsauch empfindlich sind. Deshalbmüssen die optimalen Vorschubwer-te (Vorschub- und Schnittgeschwin-digkeit, letztendlich der Vorschubpro Zahn) exakt bestimmt und ein-gestellt werden, weil bei zu hohenWerten die Band-Standzeit deutlichnachlässt. Dementsprechend gilt es,im Vorfeld die Einsatzbedingungenzu klären und zu analysieren. DieWeiterentwicklung bei den Stahlsor-ten wird den Hartmetall-Werkzeu-gen den Weg ebnen; durch die höhe-ren mechanischen Anforderungenwerden Stähle immer mehr aufle-
PRODUKTIONSPANENDE FERTIGUNG
Bild 3: Automatisch werdendie Scheiben geordnet in einem Behälter gestapelt.

74 MM Das IndustrieMagazin · 22/2002
PRODUKTION SPANENDE FERTIGUNG
Bild 4: Aus dem Langgutlager werden die Abschnitte zugeführtund durchlaufen automatisch den gesamten Säge- und Handlings-prozess.
Bild
er: K
asto
giert und modifiziert. Dies hat allerdings auch zur Folge, dassdas Maschinenpersonal bessere Kenntnisse über die zu bearbei-tenden Werkstoffe –insbesondere über Vergütungsgrad undZugfestigkeit – haben muss, da ansonsten der wirtschaftlicheHartmetall-Einsatz nicht gewährleistet ist, wenn man berück-sichtigt, dass diese Werkzeuge etwa zwei bis drei Mal teurer sindals die vergleichbaren Bimetall-Werkzeuge.
An einem Beispiel sei verdeutlicht, welchen Einfluss die Zug-festigkeit auf die Zerspanungsleistung hat: Während sich42CrMo4 (Durchmesser 300 mm) mit einer Zugfestigkeit von750 bis 800 N/mm2 mit etwa 100 cm2/min zerspanen lässt, re-duziert sich dieser Wert bei einer Festigkeit von 1100 N/mm2 auf60 cm2/min und bei 1400 N/m2 auf 30 cm2/min. Dies zeigt auch,welche Anforderungen an das Bedienpersonal gestellt werden.Typische Einsatzgebiete für Hartmetall liegen dort vor, wo eineingeschränktes Qualitätsspektrum, zum Beispiel Werkzeug-stähle, zu bearbeiten ist, für Zugfestigkeiten bis 1500 N/mm
2, bei
Chromnickel-Stählen, rostfreien Stählen vorrangig mit ferriti-scher und martenitischer Struktur, Titan und Titanlegierungen.Der Schnitt sollte länger als 140 mm sein, weil ansonsten dieSchnittfläche zu klein ausfällt und die Vorteile des Hartmetall-Werkzeuges gar nicht zum Tragen kommen.
Wenig geeignet und unwirtschaftlich ist der Hartmetallein-satz bei weichen Stählen, hochtemperaturbeständigen Stählen,dünnen Profilen und Rohren. Auch ein Mischbetrieb, wo Fes-tigkeiten und Materialqualitäten sehr stark differieren und Roh-re und Profile im Auftragsmix enthalten sind, eignet sich weni-ger gut. Und auch das beste Hartmetallwerkzeug bietet keinenNutzen, wenn die Maschinentechnik den effizienten Einsatznicht zulässt. Deshalb rüstet Kasto mittlerweile etwa 60% derKastotec-Maschinen mit einem Hartmetallpaket aus.
Um die Vorteile von Hartmetall als Werkzeug voll nutzen zukönnen, bedarf es einer ganzen Reihe von konstruktiven und an-triebstechnischen Merkmalen. Kennzeichnend sind diesbezüg-lich unter anderem eine sehr robuste und schwingungsoptimiertgebaute Sägeeinheit, einehochdämpfende Stahl-Mineralguss-Verbund-konstruktion und sehrgenaue Linearführun-gen. MM
P Kasto im Internet
P Langgutlager
www.maschinenmarkt.de


PRODUKTION SPANENDE FERTIGUNG
76 MM Das IndustrieMagazin · 22/2002
In allen Bereichen der Wirtschaftwird eine stetige Produktivitäts-steigerung der Prozesse gefor-
dert. Neben gesteigerten Schnittwer-ten müssen aber auch wirtschaftlicheWerkzeugstandzeiten prozesssichererzielt werden. Hierfür ist ein kon-trolliertes Verschleißverhalten derWerkzeuge zwingend erforderlich.
Diese Tendenz lässt sich auf dieZahnradfertigung und hier insbe-sondere das Vorverzahnen übertra-gen. Dabei nimmt das Wälzfräsenaufgrund der komplizierten Werk-zeuggeometrie, der komplexen Pro-zesskinematik und der verfahrensty-pischen Schneidenbelastungen eineSonderstellung ein.
Verschleißverhaltenist unbefriedigend
Insbesondere beim Einsatz vonHartmetall-Wälzfräsern ist das Ver-schleißverhalten der Werkzeuge der-zeit häufig noch unbefriedigend. Da-her müssen neben Zerspanversu-chen, beispielsweise zur Verbesse-rung der Substrat/Schicht-Systeme,vor allem neue Möglichkeiten zurbesseren Charakterisierung desWälzfräsprozesses geschaffen wer-
den. Wichtig sind dabei Kenntnisseüber den Einfluss von Werkzeug-und Werkstückgeometrie auf dasVerschleißverhalten der Wälzfräser.Zielsetzung muss es sein, verbesser-te Auslegungskriterien für einen ver-schleißgünstigeren Einsatz derWälzfräser bereitzustellen.
Um es den Werkzeug-, Maschi-nen- und Getriebeherstellern zu er-möglichen, die Werkzeugbeanspru-chung in Abhängigkeit der Wälzfrä-ser- und Werkstückgeometrie sowieder Maschineneinstellgrößen besserabschätzen zu können, wurde das Si-mulationsprogramm Sparta entwi-ckelt.
Um das Verschleißverhalten einesWälzfräsers charakterisieren zu kön-nen, müssen die Schneidkeilbelas-tungen und somit die auftretendenSpanungsgeometrien ermittelt wer-den. Daher wurde am WZL ein Si-mulationsprogramm entwickelt, daseine detaillierte Berechnung der Spa-nungsgeometrien beim Wälzfräsenermöglicht. Ziel der Entwicklungwar es, Korrelationen zwischen denSpanungsgeometrien beziehungs-weise den daraus ermittelten Kenn-größen und den Verschleißformenbeim Wälzfräsen aufzeigen zu kön-nen. Sparta ermittelt die Spanungs-geometrien beim Wälzfräsen durch
Analysierenerspart das ProbierenSimulationsprogramm ermöglicht die Berechnung von Spanungsgeometrien und Kenngrößen beim Wälzfräsen
MANFRED WECK UND ANDERE
Prof. Dr.-Ing. Dr.-Ing. E.h. Manfred Weckund Prof. Dr.-Ing. Fritz Klocke sind Direk-toren des WZL der RWTH Aachen und desFraunhofer-Instituts für Produktionstech-nik; Dipl.-Ing. Oliver Winkel und Dipl.-Ing.Wolfgang Winter sind wissenschaftlicheMitarbeiter am WZL. Der Beitrag basiertauf ein Forschungsvorhaben, das vomBundesministerium für Wirtschaft undTechnologie gefördert wurde. Weitere In-formationen: Oliver Winkel, 52056 Aachen,Tel. (02 41) 80-2 73 66, [email protected]
Das Simulations-programm berech-net detailliert dieSpanungsgeo-metrien beim Wälz-fräsen und lässtRückschlüsse aufVerschleißformenzu.
Bild
: Gle
ason

MM Das IndustrieMagazin · 22/2002 77
eine Simulation des Fertigungspro-zesses. Das Programm nutzt die Me-thode der Durchdringungsrech-nung, die am WZL bereits in mehre-ren Programmen zur Verzahnungs-berechnung und -simulation einge-setzt wird. Hierbei werden die Werk-stückgeometrie, das Werkzeug oderdie Werkzeugschneiden und die Ma-schinenkinematik beim Wälzfräsenbetrachtet. Die Maschinenkinema-tik wird in Form einer Verkettungvon Koordinatensystemen, die dieMaschinenachsen abbilden, darge-stellt und durch eine Transforma-tionsmatrix mathematisch beschrie-ben. Dadurch werden die Fräser-schneiden entlang ihrer Raumkur-ven bewegt und erzeugen eine zuge-hörige Schneidenspur, die das Werk-stück im Bereich der zu erzeugendenZahnlücken durchdringt. Aus dieserDurchdringung von Werkstück undWerkzeug wird der Abtrag im Werk-stück ermittelt. Der Abtragsbereichwird aus dem Werkstück entfernt,ausgewertet und ausgegeben. In je-dem Simulationsschritt wird so, wieim realen Prozess, Span für Span ab-getragen, bis die Zahnlücke fertig ge-stellt ist.
Die errechneten Spanungsgeome-trien werden als Spanungsdickenentlang des Schnittbogens für jedesSchneidensegment des Fräserzahnsermittelt und ggf. abgespeichert.Diese Grunddaten liefern die Basis
für die nachfolgende Berechnungder den Wälzfräsprozess charakteri-sierenden Kenngrößen. Hierzu ge-hören die maximalen und mittlerenSpanungsdicken, die maximalenund aufsummierten Schnittbogen-längen und die Anzahl der Schnitteje Schneidensegment. Die Kenngrö-ßen können abgespeichert und dannmit handelsüblichen Programmenwie Microsoft Excel graphisch auf-bereitet werden.
Effektiver Freiwinkelwird berechnet
Exemplarisch ist in Bild 1 die Vertei-lung der Spanungsdicke über derSchneidkante für zwei unterschied-liche Fräserzahnprofile dargestellt.Für die einlaufende (EF) und aus-laufende Flanke (AF) wurden die Be-reiche der Protuberanz und desKopfkantenbrechers angedeutet. Esist ersichtlich, dass sowohl für diemaximalen als auch für die mittlerenSpanungsdicken (h
cu maxbeziehungs-
weise hcu min
) die Kurven im Bereichder Flanken quasi identisch sind. Beigeringeren Rundungsradien tretenjedoch an den Zahnkopfecken höhe-re Spanungsdicken auf, die dieseSchneidensegmente höher belastenund somit verschleißanfälliger ma-chen.
Weiterhin errechnet Sparta die ef-fektiven Freiwinkel beim Wälzfrä-sen. Diese ergeben sich aus der Ad-
dition der konstruktiven, durch dieForm des Fräserzahns vorgegebe-nen, und der kinematischen, durchdie Relativbewegung zwischenWerkstück und Fräserschneide auf-tretenden, Freiwinkel. Das Pro-gramm berücksichtigt dabei, ob zumkritischen Zeitpunkt das jeweiligeSchneidensegment auch im Eingriffist.
Die minimalen effektiven Frei-winkel für die Variante mit vollaus-gerundetem Zahnkopf (r
aP0=
1,2 mm) werden in Bild 2 gezeigt. Eswird deutlich,dass die größtenFreiwinkel amZahnkopf undam Kopfkanten-brecher vorlie-gen. Aufgrunddes geringerenProfilwinkels derProtuberanz sin-ken die minima-len Freiwinkel aufw
fw min≈ 2°. Durch
die größere Reibung zwischen Werk-zeug und Werkstück ist hier verstärktmit Verschleiß zu rechnen.
Die errechneten Spanungsgeome-trien können auch direkt analysiertwerden. Dies kann während der Si-mulation am Bildschirm erfolgenoder durch die Generierung entspre-chender Dateien in diversen Grafik-formaten. Eine besonders übersicht-
PRODUKTIONSPANENDE FERTIGUNG
FAZIT
Das Simulationsprogramm Sparta
P ermittelt werkzeugspezifischeKenngrößen
P gibt Anhaltspunkte über dasVerschleißverhalten der Werk-zeuge
P unterstützt die die Werkzeug-und Prozessauslegung
10mm6420–2–4–6–8–10
Span
nung
sdic
ke h
cu
auslaufende Flankeeinlaufende Flanke
0,28
mm
0,20
0,16
0,12
0,08
0,04
0
KB F P K P F KB
K ZahnkopfP ProtuberanzF FlankeKB Kantenbruch
hcu maxhcu min
Schneidkantenabwicklung
Bild 1: Abhängigkeit der Spanungsdicke vom Kopf-rundungsradius (Vollschnitt).
ϕm
inim
aler
effe
ktiv
er F
reiw
inke
lcu
min
10mm6420–2–4–6–8–10
10
°
8
7
6
5
4
3
2
1
0
auslaufende Flankeeinlaufende FlankeSchneidkantenabwicklung
KB KBF FP PK
K ZahnkopfP Protuberanz
F FlankeKB Kantenbruch
Bild 2: Verteilung der minimalen effektiven Freiwinkel(Vollschnitt).
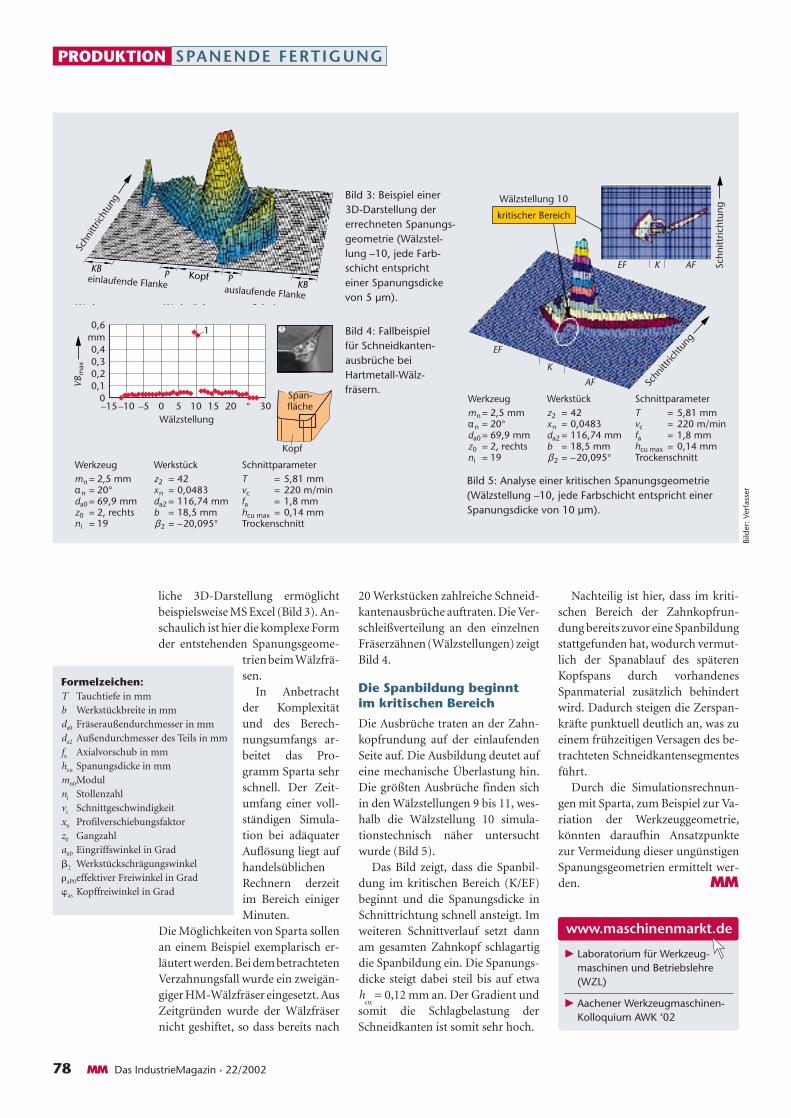
78 MM Das IndustrieMagazin · 22/2002
PRODUKTION SPANENDE FERTIGUNG
liche 3D-Darstellung ermöglichtbeispielsweise MS Excel (Bild 3). An-schaulich ist hier die komplexe Formder entstehenden Spanungsgeome-
trien beim Wälzfrä-sen.
In Anbetrachtder Komplexitätund des Berech-nungsumfangs ar-beitet das Pro-gramm Sparta sehrschnell. Der Zeit-umfang einer voll-ständigen Simula-tion bei adäquaterAuflösung liegt aufhandelsüblichenRechnern derzeitim Bereich einigerMinuten.
Die Möglichkeiten von Sparta sollenan einem Beispiel exemplarisch er-läutert werden. Bei dem betrachtetenVerzahnungsfall wurde ein zweigän-giger HM-Wälzfräser eingesetzt. AusZeitgründen wurde der Wälzfräsernicht geshiftet, so dass bereits nach
20 Werkstücken zahlreiche Schneid-kantenausbrüche auftraten. Die Ver-schleißverteilung an den einzelnenFräserzähnen (Wälzstellungen) zeigtBild 4.
Die Spanbildung beginntim kritischen Bereich
Die Ausbrüche traten an der Zahn-kopfrundung auf der einlaufendenSeite auf. Die Ausbildung deutet aufeine mechanische Überlastung hin.Die größten Ausbrüche finden sichin den Wälzstellungen 9 bis 11, wes-halb die Wälzstellung 10 simula-tionstechnisch näher untersuchtwurde (Bild 5).
Das Bild zeigt, dass die Spanbil-dung im kritischen Bereich (K/EF)beginnt und die Spanungsdicke inSchnittrichtung schnell ansteigt. Imweiteren Schnittverlauf setzt dannam gesamten Zahnkopf schlagartigdie Spanbildung ein. Die Spanungs-dicke steigt dabei steil bis auf etwah
cu= 0,12 mm an. Der Gradient und
somit die Schlagbelastung derSchneidkanten ist somit sehr hoch.
Nachteilig ist hier, dass im kriti-schen Bereich der Zahnkopfrun-dung bereits zuvor eine Spanbildungstattgefunden hat, wodurch vermut-lich der Spanablauf des späterenKopfspans durch vorhandenesSpanmaterial zusätzlich behindertwird. Dadurch steigen die Zerspan-kräfte punktuell deutlich an, was zueinem frühzeitigen Versagen des be-trachteten Schneidkantensegmentesführt.
Durch die Simulationsrechnun-gen mit Sparta, zum Beispiel zur Va-riation der Werkzeuggeometrie,könnten daraufhin Ansatzpunktezur Vermeidung dieser ungünstigenSpanungsgeometrien ermittelt wer-den. MM
Formelzeichen:T Tauchtiefe in mmb Werkstückbreite in mmda0 Fräseraußendurchmesser in mmda2 Außendurchmesser des Teils in mmfa Axialvorschub in mmhcu Spanungsdicke in mmmn0Modul ni Stollenzahlvc Schnittgeschwindigkeitxn Profilverschiebungsfaktorz0 Gangzahlan0 Eingriffswinkel in Gradb2 WerkstückschrägungswinkelraP0effektiver Freiwinkel in Gradwas Kopffreiwinkel in Grad
P Laboratorium für Werkzeug-maschinen und Betriebslehre(WZL)
P Aachener Werkzeugmaschinen-Kolloquium AWK ‘02
www.maschinenmarkt.de
Bild 3: Beispiel einer3D-Darstellung der errechneten Spanungs-geometrie (Wälzstel-lung –10, jede Farb-schicht entspricht einer Spanungsdickevon 5 µm).
Bild 4: Fallbeispielfür Schneidkanten-ausbrüche bei Hartmetall-Wälz-fräsern.
Bild 5: Analyse einer kritischen Spanungsgeometrie(Wälzstellung –10, jede Farbschicht entspricht einerSpanungsdicke von 10 µm).
Bild
er: V
erfa
sser
KB
KBKopf PP
W k W k tü k S h itt t
Schn
ittric
htun
g
einlaufende Flanke auslaufende Flanke
β
Werkzeugmn = 2,5 mmαn = 20°da0 = 69,9 mmz0 = 2, rechtsni = 19
Werkstückz2 = 42xn = 0,0483da2 = 116,74 mmb = 18,5 mm 2 = –20,095°
SchnittparameterT = 5,81 mmvc = 220 m/minfa = 1,8 mmhcu max = 0,14 mmTrockenschnitt
Span-fläche
Kopf
30°20151050–5–10
1
–15
0,6
0,40,30,20,1
0
mm
VBm
ax
Wälzstellung
β
Werkzeugmn = 2,5 mmαn = 20°da0 = 69,9 mmz0 = 2, rechtsni = 19
Werkstückz2 = 42xn = 0,0483da2 = 116,74 mmb = 18,5 mm 2 = –20,095°
SchnittparameterT = 5,81 mmvc = 220 m/minfa = 1,8 mmhcu max = 0,14 mmTrockenschnitt
Schn
ittric
htun
g
Schn
ittric
htun
g
kritischer Bereich
Wälzstellung 10
K
K AFEF
AF
EF


PRODUKTION SPANENDE FERTIGUNG
80 MM Das IndustrieMagazin · 22/2002
Der Weg der CNC-Program-me vom Programmierplatzzur Maschine und zurück
muss möglichst kurz sein. DNC (Di-rect Numerical Control)ist hierfür
sicher die richtigeLösung – vor al-lem, wenn mandurch Funküber-tragung fast diegesamte Verkabe-lung spart, wiesich am Beispielvon 3K-WarnerTurbosystems, ei-nem der größten
Turbolader-Produzenten, zeigt.Dort werden Teile sowohl für kleineFahrzeuge wie den Smart wie auch
für große Schiffsdiesel und Standag-gregate gefertigt. In der Produktionstehen 146 CNC-Werkzeugmaschi-nen. Davon sind rund 60% Dreh-maschinen, 20% Bearbeitungszen-tren und die restlichen 20% Schleif-maschinen. Die Fertigung ist nachGruppenarbeit organisiert. Je nachBauteil und auszuführendem Ar-beitsschritt werden die einzelnen Ar-beitsgruppen zusammengestellt undbedienen bis zu 15 CNC-Maschinen.Durch ständige Verbesserungen undden damit verbundenen Änderun-gen müssen Maschinen in der Ferti-gungshalle immer wieder neu posi-tioniert werden. Schlechte Karten fürDNC: Denn das Umziehen der Ma-schinen wäre in konventionellerForm stets mit neuen Verkabelungenverbunden – ein beträchtlicher Auf-wand. Kein Wunder also, wenn Ren-tabilitätsanalysen in der Vergangen-heit stets zugunsten eines Pro-
grammtransfers via Diskette ausge-fallen sind, obwohl DNC schon lan-ge einen verbesserten Prozessablaufversprochen hätte. Allerdings standdie Verkabelung mit ihrem Kosten-und Zeitaufwand in keinem Verhält-nis zum Nutzen.
Funkübertragungpreiswerter als Kabellösung
Dass dennoch auf DNC umgestelltwurde, ergab sich aufgrund einer Lö-sung, die es ermöglicht, Programmeohne Kabel an Maschinen zu über-tragen – per Funk-DNC-Terminals(Bilder 1 und 2). Solche mit einemDECT-Modul ausgestatteten Senderund Empfänger lassen jegliche Ver-kabelung überflüssig werden, dennsie gestatten eine Datenübertragung„on-air“ – anstatt online. Selbstver-ständlich wurde wieder gerechnet:Funk-DNC contra Verkabelung.Unterm Strich ergab sich, dass die
DNC ohne KabelCNC-Werkzeugmaschinen per Funk mit NC-Programmen versorgen
THOMAS OPPMANN
Thomas Oppmann ist Geschäftsführer derGNT Systemhaus GmbH, 85551 Kirch-heim, Tel. (0 89) 90 09 96-0, Fax (0 89)90 09 96-25, [email protected]
FAZIT
DNC-Datenübertragung per Funk
P macht Schluss mit derVerkabelung
P ist flexibler als Online-Übertragung
P amortisiert sich in kurzer Zeit
Bild 1: Der DNC-Funk-Adapter lässt
sich schnell und einfach montieren.


82 MM Das IndustrieMagazin · 22/2002
Kabellösung um 40 bis 50% teuer kä-me als die ohnehin fortschrittlichereFunklösung, die über die einfachereInstallation hinaus Vorteile durchihre Flexibilität bietet. Zum einenspart sich der MaschinenbedienerZeit, denn der Weg zur Werkzeug-ausgabe, um die Diskette zu holen,dauert einige Minuten. Von derCNC-Maschine fordert er das ge-wünschte CNC-Programm an undbekommt es automatisch vom Ser-ver zur Maschine gesendet. Hochge-rechnet ergeben sich Einsparungenvon rund 50 000 Euro an Ferti-gungsstunden pro Jahr.
Arbeitsvorbereitungist weniger aufwändig
Der zweite Sparansatz liegt in der Arbeitsvorbereitung. Dort erstellteman früher eine Programmmappe,die eine Diskette mit dem CNC-Pro-gramm, den Klartext dazu und auchdie Werkzeugblätter enthielt. Siewurde in der Werkzeugausgabe ar-chiviert, wo sich die Mitarbeiter dieMappe bei Bedarf holen mussten.Das Programm spielte man in dieMaschine ein und gab die Pro-grammmappe später wieder an derWerkzeugausgabe ab. Änderte derMaschinenbediener etwas am Pro-gramm, musste die Mappe von derAusgabe an den Arbeitsplaner zu-rückgeschickt werden, der die Ände-rungen in den Computer wieder ein-spielen musste. Ein neuer Klartextwurde ausgedruckt, und die Mappewanderte zurück in die Verwal-
tungsstelle. Rund 6500 Programmegab es im letzten Jahr bei 3K-Warner.Dieser Prozess war ein ständiger Auf-wand. Durch die DNC-Verbindungwurde das wesentlich reduziert.Denn der Mitarbeiter sendet dasProgramm nach jedem Auftrag zu-rück auf den Server in ein Verzeich-nis für optimierte CNC-Program-me. Anhand eines Vergleichs mitdem Originalprogramm wird ent-schieden, ob die Änderungen für dieZukunft übernommen werden oderob sie temporärer Art waren und imPapierkorb landen. Außerdem wur-de die ganze Verwaltung in der Aus-gabe eingespart. Das kann man zwarnicht in Euro und Cent beziffern,aber eine deutliche Einsparung istdamit erreicht worden.
Die Installation der Funk-DNC-Adapter glich sich der bestehendenGruppenarbeit an: Jede Gruppe hateinen so genannten „Info-Point“, ei-nen ins Unternehmensnetzwerk ein-gebundenen PC, auf dem in erster Li-nie SAP-Software läuft. An diesemRechner melden die Mitarbeiter ih-re Aufträge fertig und schreiben beiBedarf Störmeldungen. Diese Info-Points werden jetzt auch für dieDNC-Basis-Stationen genutzt. Dasheißt, mit diesem PC ist der Funk-DNC-Adapter verbunden, der dieeinzelnen Maschinen der Arbeits-gruppe mit CNC-Programmen ver-sorgt.
Der Ablauf ist in etwa folgender:Der Maschinenbediener bekommteinen Auftrag, dem ein Fertigungs-
PRODUKTION SPANENDE FERTIGUNG
Bild 2: Das Maschinen-daten-Erfassungs-gerät hat acht digitale Eingänge zur Erfassung des Maschinenzustandes.
Bilder: GNT Systemhaus



MM Das IndustrieMagazin · 22/2002 85
plan anhängt, auf dem sich auch diebenötigten Betriebsmittel und dieNummer des CNC-Programms be-finden. Diese Programmnummergibt er an seiner Maschine in einTransferprogramm ein, und überFunk wird der Befehl an den Info-Point-Rechner weitergeleitet. Spe-zielle GNT-Software sucht das gefor-derte Programm und bringt es wie-der via Funk auf den Weg zur Ma-schine. Die Software und die Art, wiedie Programme archiviert sind, ver-hindern, dass ein für eine andere Ma-schine bestimmtes Programm aus-gewählt wird. Sollten Änderungenam Programm notwendig sein undder Maschinenbediener den Klartexteines CNC-Programms benötigen,kann er ihn am Info-Point aufrufenund ausdrucken.
Die Info-Point-PC laufen unterWindows NT schon seit langer Zeitsehr stabil. Sollte dennoch ein Rech-ner mit einem Festplatten-Crashausfallen, ist vorgesorgt: An jedemInfo-Point im Netz existiert von derkompletten DNC-Software und vomkompletten Verzeichnis eine Kopie.Im Falle eines Falles ist es möglich,sofort einen NT-Rechner aus der IT-Abteilung zu nehmen, dem die glei-che IP-Adresse zu geben wie dem al-ten, ihn auszutauschen, ins Netz zunehmen und hochzufahren. VomServer wird eine Kopie auf die Fest-platte gespielt, hochgefahren, unddas DNC-System läuft wieder.
Zwei Diskettenstationenfür den Notfall
Für diesen Notfall besteht noch einezweite Strategie: Zwei Diskettensta-tionen wurden einsatzbereit gehal-ten. Die sind in der Werkzeugausga-be positioniert, wo auch ein PC steht,der Zugang zu den CNC-Program-men hat. Fällt ein PC aus, kann einMitarbeiter dieser Fertigungsgruppein die Werkzeugausgabe gehen, sichdas benötigte Programm auf die Dis-kette überspielen lassen. Er mussdann das Diskettengerät an das glei-che Kabel anschließen, wo der Fun-kadapter an der Maschine jetzt an-geschlossen ist. So kann er die Ma-schine vorübergehend mit Program-men versorgen.
Diese Möglichkeiten sind für denNotfall, den eigentlich niemand er-wartet. Denn das System läuft pro-blemlos, und Schwächen sind keineerkennbar. Auch die Mitarbeiter ander Maschine spüren inzwischen den Erfolg der DNC-Verbindung:Das Ganze geht jetzt viel schneller.Vor allem weil der Weg zum Holender Programme und das Warten an der Werkzeugausgabe wegfällt.
Wenn man die gesamten Einspa-rungen hochrechnet, dürfte sich dieInvestition in die Funk-DNC-Technik in zwei Jahren amortisierthaben. MM
PRODUKTIONSPANENDE FERTIGUNG
P GNT im Internet
P DNC-Demo-Software
www.maschinenmarkt.de

PRODUKTION SPANENDE FERTIGUNG
86 MM Das IndustrieMagazin · 22/2002
Die Ära, in der die Fertigunghauptsächlich von Großse-rienproduktion gekenn-
zeichnet war, in der auf Lager pro-duziert und ab Lager verkauft wur-de, in der man Tage oder sogar Wo-chen für die ProduktionsplanungZeit hatte, ist vorbei. Losgröße 1 undEchtzeitplanung heißen die neuenImperative. Dabei gilt es, den maxi-mal erreichbaren Durchsatz eines je-den Produktionsablaufs in denMittelpunkt der Fertigungsplanungzu stellen. Genau hier setzt die so ge-nannte „Theory of Constraints“
(TOC) an. Sie lässt sich, angewandtauf die Fertigung, in drei Kernaussa-gen oder Maximen zusammenfas-sen, die zum Teil betriebswirtschaft-lichen Grundsätzen zu widerspre-chen scheinen:c Die wichtigste Plangröße sind die-jenigen Ressourcen, die innerhalbeines Produktionsprozesses denmaximal erreichbaren Durchsatz(throughput) bestimmen. Das kannbeispielsweise diejenige Maschinesein, die in einem Produktionsablaufdie kleinste Verarbeitungskapazitätaufweist. Diese stellt dann in derTOC-Terminologie die so genannte„limitierende Ressource“ dar.c Die Harmonisierung der Kapa-zitäten gelingt nur selten und sollauch gar nicht angestrebt werden.
Meist sind die einzelnen Kapazitätenum so unausgeglichener, je komple-xer die konkrete Fertigung ist. Dierichtige Antwort auf dieses struktu-relle Problem besteht darin, vor derlimitierenden Ressource Auftrag-spuffer anzulegen. Diese müssenzeitlich so bemessen sein, dass Pro-duktionsausfälle vor der limitieren-den Ressource zum Beispiel durchReparaturen oder Krankheitsfälle,die den Durchsatz unter das Niveauihrer Verarbeitungskapazität absen-ken, rechtzeitig und das heißt vor der Unterbrechung des gesamtenProzesses an der limitierendenRessource wieder behoben werdenkönnen. Der Nachteil einer un-ausgeglichenen Kapazitätsstruktur,nämlich der daraus resultierende ho-he Komplexitätsgrad der Planung,wird so zu einem Vorteil. Denndurch diese Auftragspuffer lässt sichein Prozess mit ungleichen Kapa-zitäten effizienter steuern. Denn ineiner ausgeglichenen Kapazitäts-struktur sind Ausfallzeiten nurdurch Sonderschichten aufzuholen.c Die maximale Nutzung jeder ein-zelnen Ressource in einer Fertigungmit ungleichen Kapazitätsstruktu-ren dient nicht der Gewinnmaxi-mierung. Denn der Bedarf an Roh-waren und Halbfabrikaten ist in sol-chen Strukturen sehr hoch. Im Er-gebnis staut sich an einigen AnlagenMaterial, das auf die Weiterverarbei-tung wartet, an anderen Anlagen je-doch herrscht Unterdeckung. Letz-teres ist besonders an der limitieren-den Ressource ein Problem, denndies führt zwangsläufig zu längerenDurchlaufzeiten. Eine TOC-orien-
Engpassressourcen
optimal nutzenAuftragsorientiertes Planungssystem maximiert den Durchsatz innerhalb der Produktion
GOTTFRIED KÖHLER
Gottfried Köhler ist Geschäftsführer derGiktec Anwendungstechnologie GmbH in74321 Bietigheim-Bissingen, Tel. (0 71 42)7 07-0, Fax (0 71 42) 7 07-77, [email protected]
Bild 1: Die Kapa-zitätsplanung be-rücksichtigt auchdie Auswirkungvon Engpassres-sourcen auf denGesamtprozess.


88 MM Das IndustrieMagazin · 22/2002
tierte Fertigung verwendet deshalbnur so viel Material, wie nötig ist, da-mit der maximal mögliche Durch-satz an der limitierenden Ressourceauch tatsächlich erreicht wird undgleichzeitig die Auftragspuffer ge-füllt sind. Eine TOC-orientierte Pla-nung optimiert den gesamten Pro-
duktionsprozess und sichert ihnfolglich gegen Störungen. Eine TOC-orientierte Planung geht deshalbüber den bekannteren Ansatz der so genannten „engpassorientiertenPlanung“ hinaus, die nur den Eng-pass selbst im Auge hat, aber nicht al-le Auswirkungen auf den Gesamt-prozess berücksichtigt. Obwohl dieVersuchung natürlich groß ist, dasenglische „Theory of Constraints“mit dem deutschen Ausdruck „eng-passorientierte Planung“ wiederzu-geben, sollte man besser von Cons-traint Management sprechen, umVerwechslungen auszuschließen.Ein System, das diesen Ansatz kon-sequent verfolgt, heißt Thru-Putund stammt von Mapics. Das mo-dular aufgebaute System besteht ausPlanungsmodul, Simulationsmo-dul, einem Modul für Vertrieb undAuftragsbearbeitung, Modulen fürStandardauswertungen und Mana-
gementanalysen sowie vorkonfigu-rierten Schnittstellen zu ERP- oderAuftragsbearbeitungssystemen.
Das „Herz“ des Systems ist daszentrale Planungsmodul. Es erstelltkomplette Produktions- und Be-schaffungspläne innerhalb eines freiwählbaren Zeithorizonts – auch überWerksgrenzen hinweg. Die gesamtePlanung orientiert sich dabei anKundenbedarfen, das heißt an vor-handenen Kundenaufträgen oderaber an Vertriebsvorhersagen, dievon den eingehenden Kundenauf-trägen verbraucht werden. Als Eng-passressource können sowohl Mate-rial als auch Mitarbeiter oder Ma-schinen deklariert werden. Um eineoptimale Ausnutzung der Engpass-ressourcen zu gewährleisten, unter-stützt das System den Planer bei derZusammenstellung des optimalenProduktmixes. Die sich aus der An-ordnung von Überstunden, Opti-
PRODUKTION SPANENDE FERTIGUNG
Bild 2: Per Simu-lation lassen sichAuswirkungenveränderter Pro-duktionsbedin-gungen recht-zeitig erkennen.
Bild
er: M
apic
s

MM Das IndustrieMagazin · 22/2002 89
mierung der Rüstzeiten, Auslage-rung von Aktivitäten ergebendenNutzungsänderungen werden inter-aktiv ermittelt und dem Planer gra-fisch dargestellt. Dabei werden nichtnur die zeitlichen Änderungen derPlanungsentscheidungen auf dieKundenaufträge angezeigt; die fi-nanziellen Auswirkungen werdenebenfalls ermittelt und dem Planerfür seine Entscheidungen zur Verfü-gung gestellt. Die nicht als Engpassdeklarierten Maschinen werden imletzten Planungsschritt automatischan die Engpassressourcen angepasst.Eine Schlüsselrolle spielen dabei dieAuftragspuffer, die in den Ampelfar-ben Rot, Gelb und Grün dargestelltwerden, wobei jede Farbe einemDrittel der Länge des Puffers ent-spricht (Bild 1). Befindet sich derPuffer im grünen Bereich, besteht fürden Planer kein Handlungsbedarf.Bei Gelb hingegen sollte und bei Rot
muss der Planer mit dem Produk-tionsleiter sprechen und abklären,ob auch auf der Planungsseite einge-griffen werden muss. Im Ergebniserhält man für die gesamte Produk-tion gültige, gegen Kapazitäts- undMaterialverfügbarkeit geprüfte Ter-min- und Beschaffungspläne. DiePlanung kann als komplette Neupla-nung des gesamten Auftragsnetzesund regenerative Planung (Berück-sichtigung nur der Änderungen inden Bedarfen und bestehenden Fer-tigungsaufträgen oder Bestellungen)durchgeführt werden. Schließlichlassen sich mit der Synchronisationmehrere Supply-Chain-Manage-ment-Systeme miteinander koppeln.
Das Simulationswerkzeug zur Be-stimmung der Auswirkung vonManagemententscheidungen stelltnicht nur die finanziellen Resultatedes aktuellen Produktionsplans dar,sondern ermöglicht auch, online
„Was-wäre-wenn-Szenarien“durchzuführen (Bild 2). Damit las-sen sich Auswir-kungen sich än-dernder Marktbe-dingungen ermit-teln, bevor sie sichauf die aktuellenPläne auswirken.
Das Modul„Reports“ enthältvordefinierte Aus-wertungen wieTerminpläne , Be-schaffungspläne,Beschleunigungs- oder Verzöge-rungsmeldungen. MM
PRODUKTIONSPANENDE FERTIGUNG
P Mapics im Internet
P Allgemeines zur Produktions-planung
www.maschinenmarkt.de
FAZIT
P Wichtigste Planungsgröße sinddie Ressourcen, die den maxi-malen Durchsatz bestimmen
P Das System unterstützt denPlaner bei der Zusammenstel-lung des Produktmixes zuroptimalen Nutzung der Eng-passressourcen

90 MM Das IndustrieMagazin · 22/2002
Der ProduktionsstandortDeutschland zeichnet sichim internationalen Ver-
gleich durch die höchsten Arbeits-kosten (Bild 1) in Verbindung mitden weltweit kürzesten Jahresar-beitszeiten pro Mitarbeiter aus. Da-mit zukünftig der Standort Deutsch-land nicht an Attraktivität verliert,
muss die Steigerung von Produkti-vität ein wesentliches Ziel im Bereichder Fertigungstechnik sein. Bei spa-nenden Fertigungsverfahren mitgeometrisch bestimmter Schneidekann diese Zielsetzung nur dannweitestgehend verwirklicht werden,wenn das Leistungspotenzial vonmodernen Werkzeugen undSchneidstoffen voll ausgeschöpftwird. Im Vordergrund steht dabeivielfach die Verkürzung von Bear-beitungszeiten bei konstanter oderteilweise gesteigerter Bearbeitungs-
qualität sowie die Umgestaltungkompletter Fertigungsfolgen durchneue Fertigungstechnologien.
Leistung der Werkzeuge immer voll nutzen
Vor dem Hintergrund der Produk-tionskostensenkung stehen heutzu-tage vielfach die reinen Werkzeug-kosten im Fokus. Grundsätzlich tra-gen niedrigere Werkzeugkosten be-ziehungsweise längere Standzeitender Werkzeuge dazu bei, Kosten inder Fertigung zu reduzieren; jedoch
Der Schlüsselzu mehr ProduktivitätLeistungsgerechtes Einsetzen von Werkzeugenreduziert die Stückkosten beträchtlich
NORBERT WINANDS
Dr. Norbert Winands ist Mitarbeiter destechnischen Produktservices der SandvikGmbH, Geschäftsbereich Coromant, in40035 Düsseldorf, Tel. (02 11) 50 57-0,[email protected]
Fräswerkzeuge aus fein-körnigem Hartmetall miteiner PVD-Beschichtung
können beim Bearbeiten vonFormen und Gesenken in vielenFällen das Erodieren ersetzen.
PRODUKTION WERKZEUGE
FAZIT
P Eine Standzeiterhöhung um50% reduziert die Stückkostenum 1%
P Statt einer Schnittgeschwin-digkeitssteigerung führt auchein entsprechend höhererVorschub zur gleichen Redu-zierung der Fertigungszeit
P Durch Optimierung der Ferti-gungsfolgen in Verbindungmit leistungsfähigen Werkzeu-gen lässt sich die Produktivitätsteigern
Bild
: San
dvik

MM Das IndustrieMagazin · 22/2002 91
ist hierbei der Einfluss auf die Ge-samtkosten gering:c Eine Senkung der Werkzeugkos-ten um 30% reduziert die Stückkos-ten um 1%.c Eine Erhöhung der Standzeit um50% reduziert die Stückkosten um1%.c Eine Steigerung der Schnittdatenum 20% senkt die Stückkosten umbis zu 15%.
Deutlich höhere Einspareffektesind zu erzielen, wenn Werkzeugeentsprechend ihrer Leistungsdatenanforderungsgerecht eingesetzt wer-den. Eine Vielzahl von Untersu-chungen haben gezeigt, dass durcheine Steigerung der Schnittdaten ei-ne Senkung von Stückkosten um15% durchaus realisierbar ist. Teil-weise lassen sich mit neuen Werk-zeugen noch weitaus höhere Einspa-rungen erzielen.
Vorschub steigern stattSchnittgeschwindigkeit
Die Hochgeschwindigkeitszerspa-nung bietet in diesem Zusammen-hang eine gute Möglichkeit, Prozess-zeiten und damit Fertigungskostenzu reduzieren. Die Diskussion derHochgeschwindigkeitszerspanung,wie sie momentan geführt wird, fo-kussiert sich auf die Steigerung derSchnittgeschwindigkeit und berück-sichtigt zu wenig, dass auch eine ent-sprechende Steigerung des Vorschu-bes zur gleichen Reduzierung vonFertigungszeiten führt. Dass diesauch ein gangbarer Weg ist, zeigt Bild2. Durch die Modifikation im Radi-usbereich einer Wendeschneidplattewird erreicht, dass bei konstantemVorschub deutlich bessere Oberflä-chen erzielt werden oder bei kon-stanter Oberflächenqualität erheb-lich höhere Vorschübe gefahren wer-den können.
Die Modifikation dieser so ge-nannten „Wiper-Geometrie“ ist da-bei so gering, dass alle Radiusmaßenoch innerhalb ISO-Toleranzen fürWendeplatten liegen. Wie eine Reihevon Praxistests belegen, bleibt die er-zielbare Standmenge trotz erhöhtemVorschub konstant oder liegt sogarhöher als bei kleineren Vorschub-werten.
Ein weiteres Beispiel für die Leis-tungsfähigkeit neuer Schneidstoffeist die Steigerung anwendbarerSchnittgeschwindigkeiten für dieZerspanung von Ni-Basislegierun-gen. Aus fertigungstechnischer Sichtgelten diese Werkstoffe als schwierigzu bearbeiten. In Abhängigkeit vonder Komplexität der Bauteilgeome-trie stellen dabei spanend abzuneh-mende Werkstoffvolumen, die bis zu80% des Rohteilvolumens betragenkönnen, keine Seltenheit dar. Kenn-zeichnend für die spanende Bearbei-
tung dieser Werkstückstoffe ist einehohe Temperaturentwicklung unddie Neigung zur Kaltverfestigung.Hieraus resultiert ein hoher Werk-zeugverschleiß. Für die Schruppbe-arbeitung werden heutzutage bereitsüberwiegend keramische Schneid-stoffe, wie whiskerverstärkte Kera-mik (670) sowie Sialon Keramik(6080), eingesetzt. Schnittgeschwin-digkeiten bis zu 400 m/min sind da-bei durchaus üblich (Bild 3).
Weil Randzonenschädigungender Werkstücke beim Einsatz von ke-
PRODUKTIONWERKZEUGE
30
Euro
20
15
10
5
0
Deutsc
hland
Japan USA
Frank
reich
Großb
ritan
nien
Italie
n
Span
ien
Kost
en
a
b
c
d
min
Stüc
kµm
141210
86420
4
3
2
1
0
76543210
Standard-Radius Wiper-Radius
Standard-Radius Wiper-Radius
Standard-Radius Wiper-Radius
EckenradiusÜbergangs-radiusWiper-Radius
Vers
chle
iß-
fest
igke
itZ
ähig
keit
20 40 60 80 100 200 m/min 600
ba
dc
e
Schnittgeschwindigkeit vc
f
Bild 1: Kosten je Arbeitsstunde in derVerarbeitenden Industrie im internationalenVergleich.
Bild 2: Vergleich der Ergeb-nisse beim Drehen einer Hub-stange mit unterschiedlichenWerkzeugen (Drehlänge:1150 mm).
a Radien an Wendeschneid-platte, b Bearbeitungszeit, c Standmenge, d Rautiefe Rz
Bild 3: Schnittgeschwindigkeitsbereich vonSchneidstoffen für die Zerspanung von Nickel-Basislegierungen.
a Schneidstoff 1025: TiCN-beschichtetes Feinst-korn-Hartmetall, 4125: TiAlN-beschichtetesFeinstkorn-Hartmetall, b H13A: unbeschichtetesWC-Co-Hartmezall, c GC1005: extra hartes Sub-strat, PVD-Beschichtung TiAlN, d S05F: extra har-tes Substrat, dünne MT-CVD-BeschichtungTi(C,N)/Al
2O
3/TiN, e 670: whiskerverstärkte Kera-
mik, f 6080: Sialon-Keramik
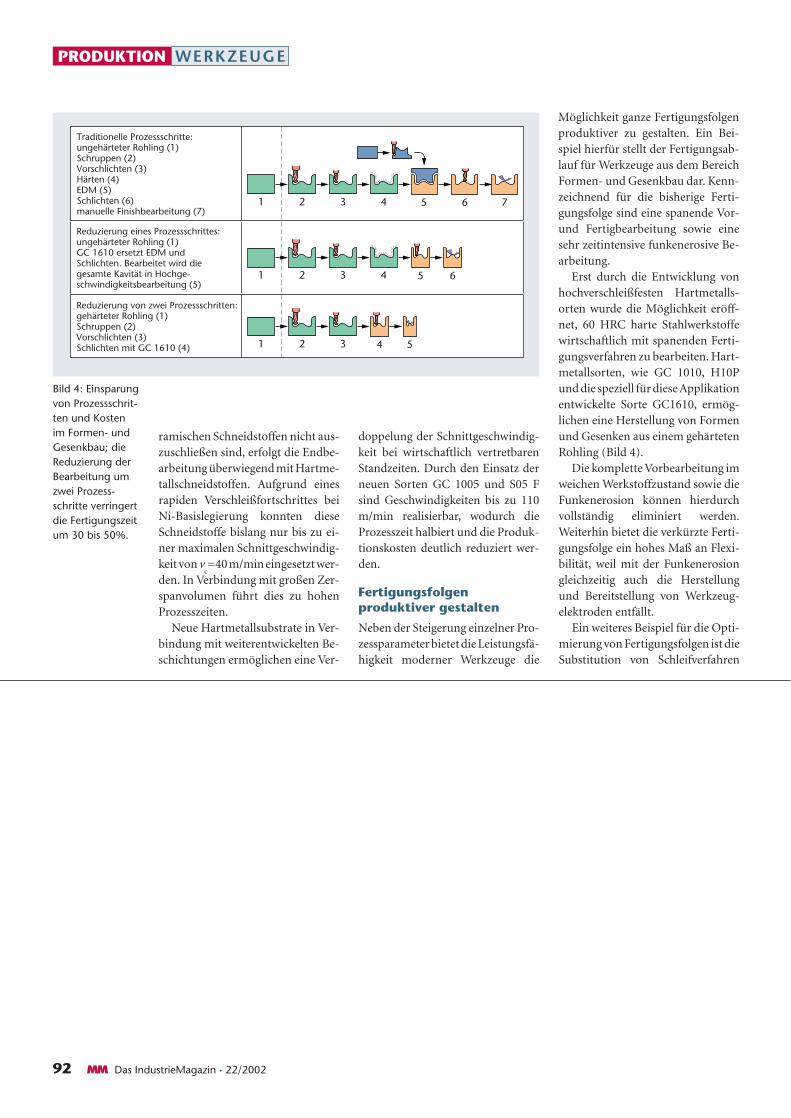
92 MM Das IndustrieMagazin · 22/2002
ramischen Schneidstoffen nicht aus-zuschließen sind, erfolgt die Endbe-arbeitung überwiegend mit Hartme-tallschneidstoffen. Aufgrund einesrapiden Verschleißfortschrittes beiNi-Basislegierung konnten dieseSchneidstoffe bislang nur bis zu ei-ner maximalen Schnittgeschwindig-keit von v
c=40 m/min eingesetzt wer-
den. In Verbindung mit großen Zer-spanvolumen führt dies zu hohenProzesszeiten.
Neue Hartmetallsubstrate in Ver-bindung mit weiterentwickelten Be-schichtungen ermöglichen eine Ver-
doppelung der Schnittgeschwindig-keit bei wirtschaftlich vertretbarenStandzeiten. Durch den Einsatz derneuen Sorten GC 1005 und S05 Fsind Geschwindigkeiten bis zu 110m/min realisierbar, wodurch dieProzesszeit halbiert und die Produk-tionskosten deutlich reduziert wer-den.
Fertigungsfolgenproduktiver gestalten
Neben der Steigerung einzelner Pro-zessparameter bietet die Leistungsfä-higkeit moderner Werkzeuge die
Möglichkeit ganze Fertigungsfolgenproduktiver zu gestalten. Ein Bei-spiel hierfür stellt der Fertigungsab-lauf für Werkzeuge aus dem BereichFormen- und Gesenkbau dar. Kenn-zeichnend für die bisherige Ferti-gungsfolge sind eine spanende Vor-und Fertigbearbeitung sowie einesehr zeitintensive funkenerosive Be-arbeitung.
Erst durch die Entwicklung vonhochverschleißfesten Hartmetalls-orten wurde die Möglichkeit eröff-net, 60 HRC harte Stahlwerkstoffewirtschaftlich mit spanenden Ferti-gungsverfahren zu bearbeiten. Hart-metallsorten, wie GC 1010, H10Pund die speziell für diese Applikationentwickelte Sorte GC1610, ermög-lichen eine Herstellung von Formenund Gesenken aus einem gehärtetenRohling (Bild 4).
Die komplette Vorbearbeitung imweichen Werkstoffzustand sowie dieFunkenerosion können hierdurchvollständig eliminiert werden.Weiterhin bietet die verkürzte Ferti-gungsfolge ein hohes Maß an Flexi-bilität, weil mit der Funkenerosiongleichzeitig auch die Herstellungund Bereitstellung von Werkzeug-elektroden entfällt.
Ein weiteres Beispiel für die Opti-mierung von Fertigungsfolgen ist dieSubstitution von Schleifverfahren
PRODUKTION WERKZEUGE
Traditionelle Prozessschritte:ungehärteter Rohling (1)Schruppen (2)Vorschlichten (3)Härten (4)EDM (5)Schlichten (6)manuelle Finishbearbeitung (7)
Reduzierung eines Prozessschrittes:ungehärteter Rohling (1)GC 1610 ersetzt EDM undSchlichten. Bearbeitet wird diegesamte Kavität in Hochge-schwindigkeitsbearbeitung (5)
Reduzierung von zwei Prozessschritten:gehärteter Rohling (1)Schruppen (2)Vorschlichten (3)Schlichten mit GC 1610 (4)
1
1
1 2 3 4 5 6 7
2 3 4 5 6
2 3 4 5
Bild 4: Einsparungvon Prozessschrit-ten und Kostenim Formen- undGesenkbau; dieReduzierung derBearbeitung umzwei Prozess-schritte verringertdie Fertigungszeitum 30 bis 50%.
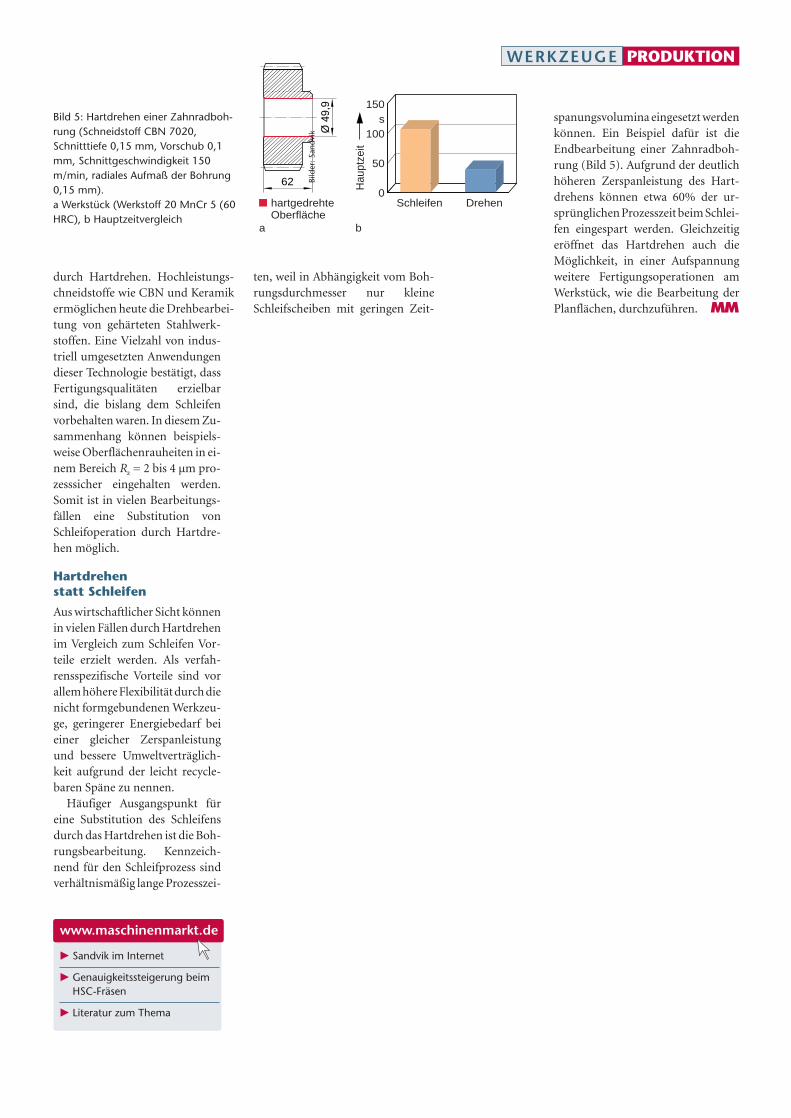
durch Hartdrehen. Hochleistungs-chneidstoffe wie CBN und Keramikermöglichen heute die Drehbearbei-tung von gehärteten Stahlwerk-stoffen. Eine Vielzahl von indus-triell umgesetzten Anwendungendieser Technologie bestätigt, dassFertigungsqualitäten erzielbarsind, die bislang dem Schleifenvorbehalten waren. In diesem Zu-sammenhang können beispiels-weise Oberflächenrauheiten in ei-nem Bereich Rz = 2 bis 4 µm pro-zesssicher eingehalten werden.Somit ist in vielen Bearbeitungs-fällen eine Substitution vonSchleifoperation durch Hartdre-hen möglich.
Hartdrehenstatt Schleifen
Aus wirtschaftlicher Sicht könnenin vielen Fällen durch Hartdrehenim Vergleich zum Schleifen Vor-teile erzielt werden. Als verfah-rensspezifische Vorteile sind vorallem höhere Flexibilität durch dienicht formgebundenen Werkzeu-ge, geringerer Energiebedarf beieiner gleicher Zerspanleistungund bessere Umweltverträglich-keit aufgrund der leicht recycle-baren Späne zu nennen.
Häufiger Ausgangspunkt füreine Substitution des Schleifensdurch das Hartdrehen ist die Boh-rungsbearbeitung. Kennzeich-nend für den Schleifprozess sindverhältnismäßig lange Prozesszei-
ten, weil in Abhängigkeit vom Boh-rungsdurchmesser nur kleineSchleifscheiben mit geringen Zeit-
Ø 4
9,9
62
hartgedrehteOberfläche
Schleifen Drehen
Hau
ptze
it
a b
0
50
100s
150Bild 5: Hartdrehen einer Zahnradboh-rung (Schneidstoff CBN 7020,Schnitttiefe 0,15 mm, Vorschub 0,1mm, Schnittgeschwindigkeit 150m/min, radiales Aufmaß der Bohrung0,15 mm).a Werkstück (Werkstoff 20 MnCr 5 (60HRC), b Hauptzeitvergleich
PRODUKTIONWERKZEUGE
Bild
er: S
and
vik
spanungsvolumina eingesetzt werdenkönnen. Ein Beispiel dafür ist dieEndbearbeitung einer Zahnradboh-rung (Bild 5). Aufgrund der deutlichhöheren Zerspanleistung des Hart-drehens können etwa 60% der ur-sprünglichen Prozesszeit beim Schlei-fen eingespart werden. Gleichzeitigeröffnet das Hartdrehen auch dieMöglichkeit, in einer Aufspannungweitere Fertigungsoperationen amWerkstück, wie die Bearbeitung derPlanflächen, durchzuführen. MM
P Sandvik im Internet
P Genauigkeitssteigerung beimHSC-Fräsen
P Literatur zum Thema
www.maschinenmarkt.de

Bild 2: Bei der Lochkreisbearbei-tung von Flanschen GGG 50 lag derStandweg der Vollhartmetallwerkzeugebei 28 m Bohrweg; der Wendeplatten-bohrer erreichte mit jeder der vierSchneiden einen Bohrweg von 14 m,ersetzte also zwei Vollhartmetalbohrer.
arbeitungen beträgt±0,2 mm. Die Werkzeu-ge gibt es standardmäßig für Boh-rungsdurchmesser von 14 bis 44 mmbei Bohrtiefen bis zu 2 3 D. Die Stei-figkeit des Grundkörpers ist gleich-zeitig eine Voraussetzung für die Ver-wendung spezieller Schneidstoff-Beschichtungspaarungen. Diese tra-gen maßgeblich zu den langen Werk-zeugstandzeiten und darüber hinauszu einer sehr hohen Schnittdaten-Bandbreite bei.
Standmengen erhöhenbei gleicher Zykluszeit
In der Praxis der vielfältigen Zerspa-nungsaufgaben wird häufig die For-derung gestellt, bei gleich bleibendenZykluszeiten die Standmengen zu er-
PRODUKTION WERKZEUGE
94 MM Das IndustrieMagazin · 22/2002
Wendeplattenwerkzeugeals Hochleistungsbohrereignen sich wegen ihrer
außergewöhnlicher Stabilität vor al-lem für extreme Bearbeitungsaufga-ben wie bei unterbrochenen Schnit-ten, Gussschrägen und Walzhäuten.Basis dieser Kub-Quatron-Bohr-werkzeuge mit quadratischen Wen-deschneidplatten ist ein steiferGrundkörper aus hochfestem Werk-zeugstahl mit extremer Zähigkeit. In
Standardausfüh-rung haben dieBohrer zwei äu-ßerst stabile, qua-dratische Wende-schneidplattenmit jeweils viernutzbarenSchneiden (Bild1). Die Schneid-körper könnensowohl als Peri-pherie- als auchals Zentrums-schneide einge-setzt werden. IhreAnstellwinkel ge-währleisten einenKräfteausgleich
mit tendenzieller radial positiver Ab-drängung. Dadurch wird eine her-vorragende Bohrungsqualität ohneRückzugsriefen erreicht. Die Boh-rungstoleranz bei diesen Schruppbe- höhen oder die Zykluszeiten zu re-
duzieren ohne dabei die Standmen-gen zu verringern. Die leistungsfähi-gen Wendeplattenbohrwerkzeugebieten in aller Regel gegenüber ver-gleichbaren Werkzeugen die Mög-lichkeit, durch Erhöhung vonSchnittgeschwindigkeit und Vor-schub kürzere Bearbeitungszyklen
Deutlich höhere
StandmengenAXEL GIEHL UND JACEK KRUSZYNSKI
Axel Giehl ist Mitarbeiter Anwendungs-technik ; Dipl.-Ing. Jacek Kruszynski ist Be-reichsleiter Technologie und Entwicklungder Komet Präzisionswerkzeuge RobertBreuning GmbH in 74354 Besigheim. Wei-ter Informationen: Axel Giehl, Tel. (0 71 43)3 73-0, Fax (0 71 43) 3 73-2 33, [email protected]
Wendeschneidplatten-Hochleistungsbohrersind Alternative zu Vollhartmetallbohrer
Bild 1: Wende-plattenbohrerreduzieren imVergleich zuVollhartmetall-bohrer die Kos-ten je MeterBohrweg umbis zu 70%.
FAZIT
P Die Erhöhung von Schnittge-schwindigkeit und Vorschubführt zu kurzen Bearbeitungs-zyklen
P Die vier Wendeplatten-Schneidkanten erreichen diedoppelte Standzeit eines Voll-hartmetallbohrers
P Der große Anstellwinkel derWendeplatten reduziert dieAbdrängkräfte
P Im Vergleich zu Vollhartmetall-bohrern reduzieren sich dieKosten bis zu 70%


96 MM Das IndustrieMagazin · 22/2002
und gleichzeitig deutlich höhereStandmengen zu erreichen.
Mit den Wendeplattenbohrernkönnen in Abhängigkeit der Appli-kation sogar Vollhartmetallwerk-zeuge ersetzt werden, was ein we-sentlich wirtschaftlicheres Bohrenbedeutet. Ein Beispiel dafür ist dieLochkreisbearbeitung an derFlanschseite von Unterflurhydran-ten (Bild 2). Um die Vorschubge-schwindigkeit v
f= 382 mm/min zu
halten arbeitet der Wendeplatten-bohrer mit einer Schnittgeschwin-digkeit v
c= 135 m/min und einem
Vorschub f = 0,16 mm. Der Werk-stückstoff ist hier Gusseisen mit Ku-gelgraphit GGG 50. Der Standwegder Vollhartmetallwerkzeuge lag bei28 m Bohrweg. Mit einer Schneid-kante der Wendeschneidplatten wer-den 14 m Bohrweg erzielt. Die vierSchneidkanten der quadratischenWendeschneidplatten reichen dem-zufolge für den Bohrweg von zweiVollhartmetallbohrern. Rechnetman die Nachschleif- und Beschich-tungskosten sowie das Einstellen derMaschine, ergeben sich Kostenredu-zierungen von etwa 70% pro MeterBohrweg. Dabei sind die Anschaf-fungskosten für die, bedingt durchdas Nachschleifen, hohe Anzahl imUmlauf befindlicher Vollhartmetall-werkzeuge noch nicht berücksich-tigt.
Die Flanschbearbeitung derUnterflurhydranten erfolgte trockensowie bauteil- und maschinenbe-dingt mit einem relativ langen Werk-zeug (Durchmesser 18 mm, Länge
282 mm). Bei stabileren Bedingun-gen sind mit Schnittgeschwindigkei-ten bis 150 m/min und Vorschübenbis 0,25 mm durchaus noch akzep-table Standwege möglich.
Eine ähnliche Anwendung mitDurchgangsbohrungen ist dieFlanschbearbeitung (Bild 3). In demschwer zerspanbaren rostfreienWerkstoff 1.4571/X10 Cr Ni Mo Ti8-10 (V4A) brachte der Wendeplat-tenbohrer auf Anhieb eine Stand-zeiterhöhung um über 100%. Bei 240mm/min Vorschubgeschwindigkeitliegt die Schnittgeschwindigkeit bei170 m/min und der Vorschub bei0,08 mm.
Vorschubgeschwindigkeitbeträgt bis zu 600 mm/min
In anderen Werkstoffen wie bei-spielsweise Bau- oder Automaten-stählen wurden Vorschubgeschwin-digkeiten von 600 mm/min mehr-fach realisiert. Hier entscheiden diebesonderen Eigenschaften der Wen-deplattenbohrer, wie der steifeGrundkörper und die Schneidstoff-Beschichtungspaarungen. Dies istgleichzeitig die Basis für Anwendun-gen, bei denen Prozesssicherheit imVordergrund steht. Dazu gehört un-ter anderem die Bearbeitung anZahnrädern aus Vergütungsstahl1.7033/34 Cr 4. Die besondereSchwierigkeit ist hier die Bohrungam Innenkreis mit Schnittunterbre-chung. Mit herkömmlichen Werk-zeugen entstehen dabei starke radia-le Abdrängkräfte, die bei diesen Ex-trembearbeitungen häufig zu Werk-
zeugbruch führen. Durch den grö-ßeren Anstellwinkel der Wendeplat-te werden diese Abdrängkräfte redu-ziert. Die geringen Abdrängkräfteder Wendeplattenbohrer ermög-lichen auch eine prozesssichere Pleu-el-Bearbeitung. In diesem Bereichsind bereits Anwendungen realisiert,bei denen die Standmengen um 50%erhöht wurden.
Auch bei Sonderwerkzeugen fürMehrfachoperationen bringt dieWendeschneidplattentechnik Vor-teile, wie sich am Beispiel der Bear-beitung von Gelenkwellen zeigt (Bild4). Dabei wird mit einem auf einemPlandrehkopf angebrachten Werk-zeug vollgebohrt, gespindelt und ei-ne Nut eingestochen. Im Vergleichzum herkömmlichen Mehrfach-werkzeug wurde mit dem Wende-platten-Sonderwerkzeug eine Erhö-hung von Taktzeit und Standmengeum 250% erreicht. Wesentlich für dieZerspanung ist eine ausreichendeLeistungsfähigkeit und Steifigkeitder Maschine. In allen bisherigenAnwendungen wurde die Zerspa-nung nur durch das Potenzial der je-weiligen Maschine begrenzt. Hierkönnen durch steifere Werkzeugma-schinen noch deutliche Verbesse-rungen erreicht werden. MM
PRODUKTION WERKZEUGE
P Komet im Internet
P Portal für Zerspanungstechnik
P Forschungsgemeinschaft Werk-zeuge und Werkstoffe
www.maschinenmarkt.de
Bild 4: Im Ver-gleich zumherkömm-lichen Mehr-fachwerkzeugsteigerte dasWendeplatten-Sonderwerk-zeug die Takt-zeit undgleichzeitig dieStandmengeum 250%.
Bild 3: Zwei-spindligeFlanschbear-beitung mitWende-schneidplat-tenbohrer.
Bild
er: K
omet


PRODUKTION ARBEITSSCHUTZ
98 MM Das IndustrieMagazin · 22/2002
Eigentlich scheint es selbstver-ständlich, den Händen alswichtigsten Greifwerkzeugen
des Menschen besondere Aufmerk-samkeit und gezielten Schutz zu-kommen zu lassen. Die Praxis be-weist das Gegenteil. Handschutz istzwar Bestandteil der persönlichenSchutzausrüstung, die in den EU-Normen formulierten Mindestan-forderungen beschränken sich je-doch weitgehend nur auf die reineSchutzfunktion. Dabei definiert sichein geeigneter Schutzhandschuh zu-nehmend auch über sein ergonomi-sches und physiologisches Leis-tungspotenzial. Gerade im Hinblick
auf den letzteren Einflussfaktor leis-tet die Verwendung von Membranenheute einen entscheidenden Beitrag.
In der Arbeitswelt spielt das The-ma Handschuhe immer noch eineuntergeordnete Rolle. Schlechte Er-fahrungen mit minderer Qualitätführen nicht selten dazu, dass dasTragen von Handschuhen generellabgelehnt wird. Bemängelt werdenneben eingeschränkter Beweglich-keit und Taktilität fehlender Nässe-schutz sowie unzureichendes Wär-me- und Feuchtemanagement desHandschuhmaterials. Dabei sind ge-rade die Hände, wenn sie unge-schützt sind, im Arbeitsprozess viel-
fältigen Umwelteinflüssen ausge-setzt. Resultat des fehlenden oder fal-schen Handschutzes sind dann Be-rufskrankheiten der Hände. Die Tat-sache, dass Handverletzungen nachwie vor an der Spitze der gewerb-lichen Unfälle stehen, macht die Be-deutung des Handschutzes durch ge-eignete Schutzhandschuhe deutlich.
Vielzahl an Normen bildetGrundlage für Prüfungen
Heute gibt es eine Vielzahl an Nor-men, die die Grundlage für die Prü-fung und Zulassung eines Hand-schuhs als Teil der persönlichenSchutzausrüstung (PSA) bilden. Siesind entstanden als Ergebnis der Zu-sammenarbeit zwischen Gesetzge-bung, Industrie und Forschung undwurden im Zuge der Europäisierungweiter ausgebaut. Neben allgemei-nen Anforderungen an Handschuhe(EN 420) geht es dabei in erster Li-nie um den Schutz der Hände vorSchädigungen durch Umweltbelas-tungen wie Schutz vor Chemikalienund Mikroorganismen (EN 374),Schutz vor mechanischen Einwir-kungen (EN 381, EN 388, EN 1082)sowie Schutz vor thermischen undionisierenden Risiken (EN 407, EN421, EN 511, EN 659). Damit betref-fen die in diesen Normen aufgeführ-ten Mindestanforderungen primärnur den Schutz der Träger vor Ge-fährdungspotenzialen am Arbeits-platz. Sie beinhalten dagegen keineAnforderungen an das physiologi-sche Leistungspotenzial des Hand-schuhs. Dabei sind gerade physiolo-
Wasserdichte MembranHoher Tragekomfort wird auch beim Handschutzzunehmend zum Schlüsselfaktor
MARTHA E. FUHRER
Dipl. Ing. Textil/ Dipl. Wirtsch. Ing. Martha E. Fuhrer ist Key-Account Manager Fire & Safety bei der W. L. Gore &Associates GmbH, 85640 Putzbrunn, Tel. (0 89) 46 12-23 34, Fax (0 89) 46 12-26 10, [email protected]
VerarbeitungmehrlagigerSchutzhand-schuhe mitMembran-Insert.
Bild
: Gor
e

MM Das IndustrieMagazin · 22/2002 99
gische Eigenschaften wie Wasser-dichtigkeit, Wärmeisolationund Atmungsaktivität desverwendeten Materials –neben bestmöglicher Takti-lität und Schutzfunktion –von entscheidendem Ein-fluss für den Tragekomfortdes Schutzhandschuhs unddamit letztlich auch für sei-ne Akzeptanz beim Träger.
Die Ansprüche an den Trage-komfort von Schutzhandschu-hen sind erheblich gewachsen.Zum einen sind auf der Träger-seite die Anforderungen an dieGesundheitsorientierung derHandschuhe größer geworden. Blo-ße Sicherstellung der primärenSchutzfunktion genügt heute nichtmehr. Gefordert wird in erster Linieein Handschuh, der neben derSchutzfunktion auch Nässe- undKälteschutz bietet, denn mit nassenund eventuell noch kalten Händenwird Arbeiten zur Qual und schließ-lich unmöglich. Darüber hinaus soll-te er über ein abgestimmtes Wärme-und Feuchtemanagement verfügenund die thermoregulierenden Wirk-prinzipien der Haut, die für Ge-sundheit und Wohlbefinden verant-wortlich sind, bestmöglich unter-stützen. Zum anderen gewinnt Kom-fort auch auf Beschafferseite stetig anBedeutung. Schutzhandschuhe, dienur einen bestimmten Schutzbe-reich abdecken oder die für ver-schiedene Arbeitssituationen ge-wechselt werden müssen, werden da-gegen immer weniger toleriert. Hin-zu kommt, dass Sicherheitshand-schuhe häufig aus Komfortmängelnabgelehnt werden und daraus resul-tierende Verletzungen sowie Fehlzei-ten durchaus vermeidbar wären. Eindritter Aspekt liegt in dem zuneh-menden Wissensstand der Trägerund Beschaffer über Funktionsma-terialien und deren Leistungsprofil.Positive, eigene Erfahrungen imFreizeit- und Sportbereich setzen da-bei zunehmend Maßstäbe auch inder Arbeitswelt.
Alle diese Entwicklungen ver-deutlichen die Notwendigkeit, denKomfortaspekt stärker in der Nor-mierung zu berücksichtigen und ak-
tiv in den Anforderungskatalog dereinzelnen Normen zu integrieren.Nicht Tragepflicht, sondern Trage-freude sollte das Ziel der Normie-rung sein. Wo bei der PSA fürSchutzbekleidung gestiegene Anfor-derungen an den physiologischenKomfort bereits zu einer spezifischenAusgestaltung der EN-Normenin-halte geführt hat, wird auch imHandschuhbereich allmählich dieEinsicht gewonnen, sich dieser Her-ausforderung zu stellen. Eines bleibtjedoch zu berücksichtigen: Der Ein-bau des Komfortaspektes in die ein-zelnen Normen ist nur sinnvoll,wenn die Industrie diesem Anspruchdurch geeignete Materialentwick-lungen und Verarbeitungstechnolo-gien auch gerecht werden kann.
Komfortabler Handschutz sollte wasserdicht sein
Komfortabler Handschutz solltewasserdicht sein. Diese Dichtigkeitmuss sowohl über das verwendeteMaterial als auch über die Konstruk-tion des Handschuhs dauerhaft ge-währleistet sein. Gerade die Vielzahlder Nähte beim Handschuh stellt be-sonders hohe Anforderungen an dieVerarbeitung.
Ebenso unverzichtbar ist eine ho-he und zuverlässige Atmungsakti-vität. Hände übernehmen eine wich-tige Funktion bei der Wärmeregulie-rung des Körpers. Sie sind mit rund10% an der Wärmeableitung desKörpers beteiligt. Dabei wirken dieFinger ähnlich wie Kühlrippen des
Kühlers eines Fahrzeugmotors. Ver-glichen mit anderen Körperregionenverfügen sie über einen extrem ho-hen Anteil an aktiven Schweißdrüsen(Bild 1). Dieser natürliche Verdun-stungsprozess muss durch dasHandschuhma-terial unterstütztwerden. Anderer-seits dürfen dieHände auch nichtkalt werden,sonst sind sie inihrer feinmotori-schen Leistungs-fähigkeit einge-schränkt. Ausge-hend von einermit rund 25 °Cvergleichsweisegeringen Komforttemperatur derHände, führen bereits geringe Tem-peraturschwankungen dazu, dass diefeinmotorische Leistungsfähigkeitrapide abnimmt. Bereits unterhalbvon 15 °C steigt die Unfallhäufigkeiterheblich. Aber auch bei hohen Tem-peraturen über 25 °C nimmt diesesRisiko speziell bei Männern extremschnell zu. Damit muss sowohl derIsolierung als auch der Atmungsak-tivität besondere Aufmerksamkeitgeschenkt werden. Material undKonstruktion sind so zu wählen, dassentstehender Körperschweiß schnellund effektiv an die Außenluft weiter-gegeben wird. So kann unangeneh-mer Feuchtestau im Handschuh ver-
PRODUKTIONARBEITSSCHUTZ
FAZIT
P Die Hände als wichtigste Greif-werkzeuge des Menschen soll-te man gut schützen
P Die Ansprüche an den Trage-komfort von Schutzhandschu-hen sind gewachsen
P Basis komfortabler wasserdich-ter Handschuhe ist eine semi-permeable Membran
aktive Schweißdrüsen
100 bis 120
120 bis 140
140 bis 170
170 bis 190
190 bis 210
über 210
Wasserdampf (Schweiß)
Außenmaterial
Wind/Regen
Membran
Innenfutter
Bild 1: Schweißdrüsen-verteilung des mensch-lichen Körpers.
Bild 2: Wirkprinzipdes Laminats in Schutzhand-schuhen.

bietern, effektivenSchutz mit physiologi-schem Tragekomfortund ergonomischerPassform zu verbinden.Mit der Entwicklung
der Gore-Tex-Insert-Technologie istes der W. L. Gore & AssociatesGmbH in Zusammenarbeit mit ih-ren Partnerkonfektionären gelun-gen, eine Produktlösung zu realisie-ren, die diesen Ansprüchen erstmalszuverlässig und dauerhaft gerechtwird. Basis dieser Technologie ist dieGore-Tex-Membran, die über be-sondere physiologische Eigenschaf-ten verfügt.
Mikroporöse Membran aus Polytetrafluorethylen
Diese Membran ist eine mikroporö-se, nur 0,02 mm dicke, hydrophobeKunststoffmembran aus Polytetra-fluorethylen (PTFE) mit semiper-meablen Eigenschaften. Sie lässtWassertropfen nicht eindringen, er-laubt aber Schweiß in Form von Was-serdampfmolekülen nach außen zuentweichen. Aufgrund einer Poren-größe, die 20 000-mal kleiner ist alsein Wassertropfen, bietet sie dauer-haften Nässeschutz selbst unter ho-hem Druck. Gleichzeitig ist dieMembran in höchstem Maße at-mungsaktiv, denn ihre Poren sindrund 700-mal größer als ein Wasser-
100 MM Das IndustrieMagazin · 22/2002
mieden werden, der bei hohenAußentemperaturen zu Überhit-zung und bei niedrigen zu Unter-kühlung führt.
Eine dritte wichtige komfortbe-stimmende Größe bei Handschuhenist die Passform. Der Handschuhsollte sich durch Elastizität genau derAnatomie der Hand anpassen undneben ausreichender Bewegungs-freiheit bestmögliche Griffsicherheitzulassen. Die Fertigung von Hand-schuhen ist sehr aufwendig und ent-hält auch heute noch einen hohenAnteil an Handarbeit.
Obwohl das Angebot an Schutz-handschuhen mittlerweile vielfältigist, gelingt es heute nur wenigen An-
dampfmolekül. Körperfeuchte(Schweiß) kann problemlos nach außen entweichen, unangenehmerHitzestau im Innern des Hand-schuhs wird somit verhindert. Die-ses „automatisierte“ Handling desmenschlichen Schweißes ist die ent-scheidende Komponente für dasWohlfühlmanagement in einem Gore-Tex-Handschuh. Zusätzlichschützt die Membran auch vor Windund Zugluft, weil sich auftretenderWind in ihrer dreidimensionalenHeckenstruktur verfängt und nichtin Körpernähe vordringt (Bild 2).Der gefürchtete Windchill-Effekt,der reale Temperaturen durch Wind-anströmung kälter erscheinen lässt,findet nicht statt. Das Mikroklimaauf der Haut wird nicht zerstört, dieHände bleiben selbst bei Kälte undSturm angenehm warm. Darüberhinaus ist diese Membran dauerhaftknickstabil, auch bei niedrigen Tem-peraturen, und bleibt selbst bei Tem-peraturen bis 260 °C intakt.
Um sie in Handschuhen einzuset-zen, wird die Membran laminiert,das heißt mit einem Trägermaterialfest verbunden. Im Unterschied zuanderen Nässesperren aus Polyesteroder Polyurethan wird dieses Lami-nat bereits von Gore als Insert inHandschuhform vorgefertigt.Mittels Nählaschen beziehungsweiseNetzkleber lässt es sich dann vom
PRODUKTION ARBEITSSCHUTZ
Futter Insert Außenhülle
Bild 3: Beim 3-Lagen-Insert wird auf beiden
Seiten der Membranein hauchdünnes, ab-riebfestes, textiles Flä-chengebilde laminiert.
Insert Außenhülle
Bild 4: Beim Direct-Grip-Insert wird dieMembran direkt auf den Futterstoff desHandschuhs laminiert, das garantierthohe Griffsicherheit.

Bild 5: Der Whole-Glove-Leak-Test: Testmethodezur Überprüfung der Wasserdichtigkeit beiSchutzhandschuhen.
MM Das IndustrieMagazin · 22/2002 101
Konfektionär in den Handschuh„einbauen“, ohne dass es durch Na-delstiche beschädigt und in seinenSchutzeigenschaften eingeschränktwird.
Im Arbeitsschutz sind dabei zweiVarianten von Gore-Tex-Inserts fürSchutzhandschuhe zu unterschei-den: Beim 3-Lagen-Insert wird dasLaminat zwischen Außenmaterialund Innenfutter des Handschuhseingebaut (Bild 3). Beim Direct-Grip-Insert wird die Membran da-gegen direkt auf den Futterstoff la-miniert, was ein zusätzliches Futterüberflüssig macht und die Griffsi-cherheit noch entscheidend verbes-sert (Bild 4).
Hohes fachliches Können der Produzenten wichtig
Die Einarbeitung solcher vorgefer-tigter Inserts in einen Schutzhand-schuh erfordert hohes fachlichesKönnen von den Produzenten. Da-mit die Erhaltung der Funktion derMembran auch dauerhaft und zu-verlässig gewährleistet ist, arbeitetGore ausschließlich mit dafür lizen-sierten Konfektionspartnern zusam-men, die strengste Qualitäts- undVerarbeitungsvorgaben erfüllenmüssen. Prototypen werden imhauseigenen Labor überprüft undfreigegeben, wenn der Anspruch andie Qualität sichergestellt ist. Auchwährend der Produktion sind um-fangreiche Qualitätsprüfungen vor-geschrieben. So werden sowohl die
Konstruktion (Liner-Pull-Test) alsauch die Wasserdichte (Whole-Glo-ve-Leak-Test) und die Atmungsakti-vität der Handschuhe überprüft(Bild 5). Im Gegenzug dafür bietet
Gore als Lizenzgeber das nötige fer-tigungstechnische Know-how sowieeinen Vor-Ort-Support beim Kun-den während der Produktion.
Der diffizile Aufbau eines Schutz-handschuhs mit einem Gore-Tex-In-sert ist am Beispiel eines Feuerwehr-handschuhs (Bild 6) zu erkennen.Mehr als 20 Arbeitsschritte sind da-für nötig: Zunächst wird die Außen-schicht des Handschuhs gefertigt. Im
PRODUKTIONARBEITSSCHUTZ

Falle hochwerti-ger Feuerwehr-handschuhe istdies eine Ara-midfaser oderwasserabweisendbehandeltes Le-der, das bei Hit-zeeinwirkungnur geringschrumpft. DasInsert, das auf einInnenfutter laminiert ist, wird vorge-fertigt angeliefert. Bei diesem Hand-schuh wird es für zusätzlichen Schutzvor Schnittverletzung und Hitzeein-wirkung mit einem Kevlar-Gewebeverstärkt. Auf der Handinnenflächebefindet sich ein hauchfeiner Ther-mokleber. Das Insert wird mit den da-für vorgesehenen Nählaschen mit dem Obermaterial verbun-den. Das geschieht, damit die Membran nicht durch das Nähenperforiert und damit undicht wird und auch wegen der Beweg-lichkeit im Handschuh. Nach dem Wenden des Handschuhswird er auf die 90 °C „heiße Hand“, eine Metallform, aufgezo-gen. Dabei verbindet sich der Kleber mit dem Außenmaterial desHandschuhs und verleiht dem Innenleben zusätzlich festen Sitz.Aber auch Falten und Nähte werden geglättet und das Außen-material besonders im Fingerbereich ergonomisch ausgeformt.Dieses spezielle Insert, das immer dann eingesetzt wird, wenn esum extreme Taktilität geht, heißt „Direct Grip“. Durch die La-minierung auf das Innenfutter werden Lagen eingespart, die At-mungsaktivität verbessert und der Montageaufwand reduziert.Tests bestätigen, dass die Fingerbeweglichkeit damit um 40%verbessert werden kann.
Die Anforderungen an Schutzhandschuhe, neben der reinenSchutzfunktion und ergonomischer Passform auch physiologi-schen Tragekomfortaspekten gerecht zu werden, nehmen beimAnwender stetig zu. Dass die Industrie heute durchaus in der La-ge ist, auch im Arbeitsschutz komfortable Produkte anzubieten,belegt die hohe Akzeptanz von Schutzhandschuhen mit semi-permeabler Membranausstattung. Voraussetzung ist jedoch,dass die zugrunde liegende Verarbeitungstechnologie diese An-forderungen auch über den gesamten Konfektionsprozess dau-erhaft und zuverlässig sicherstellen kann.
Die deutlich höhere Trageakzeptanz des Handschutzes mitMembranausstattung, der weit über die Minimalanforderungender aktuellen Normen hinausgeht, zeigt sich schon heute in ei-ner erhöhten Nachfrage seitens der Anwender. Mittelfristig wirdsie auch die Normenvorgaben im Handschuhbereich beeinflus-sen. Erste Ansätze bestehen bereits: So wurde beispielsweise imAnforderungskatalog des Entwurfs der Bayern-Spezifikation fürFeuerwehrhandschuhevom Frühjahr 2001 erst-mals die Einarbeitung ei-ner wasserdichten und at-mungsaktiven Membranvorgeschrieben. MM
102 MM Das IndustrieMagazin · 22/2002
PRODUKTION ARBEITSSCHUTZ
P Gore
P Gore-Tex-Handschuhe
www.maschinenmarkt.de
Bild 6: Der Feuerwehr-handschuh ist ein gutesBeispiel der Verbindungvon hohen Anforderun-gen an die Schutzfunk-
tion mit entsprechendemTragekomfort.
Bild
er: G
ore


AUTOMATION ROBOTIK
104 MM Das IndustrieMagazin · 22/2002
Die Präsenz von Industrie-robotern in europäischenFertigungs- und Monta-
gehallen hat in den vergangenenJahren weiter zugenommen. EinTrend, der sich ungeachtet derglobalen Entwicklung auch inden nächsten Jahren fortset-zen wird. Viele Unternehmenhaben die enormen Einspa-rungsmöglichkeiten, diedurch den Einsatz von Robo-tern erzielt werden, erkannt.Neben erhöhten Durchlauf-zeiten einzelner Produkte odereiner Verringerung des Ausschus-
ses durch eine ge-steigerte und repro-duzierbare Qualitätder gefertigten Teileist auch die Flexi-bilität der Robotermaßgeblich.
Ist die Entschei-dung in einemUnternehmen fürden Einsatz von Ro-botern gefallen, gibtes dennoch eineVielzahl von Fakto-
ren, die bei der Auswahl der geeig-neten Kinematik berücksichtigt wer-den müssen. Einer der wesentlichenPunkte ist wohl der Anschaffungs-preis. Aber der Preis eines Systems istallein nicht aussagekräftig. Es ist ge-nauso wichtig zu wissen, was ein Ro-botersystem über die gesamte Dauerseiner Nutzung kostet. Projektver-antwortliche stehen meist unter dem
Druck, mit allen Mitteln das Investi-tionsvolumen so gering wie möglichzu halten. Oft werden entstehendeFolgekosten dagegen nur sekundärbetrachtet. Eine Bewertung derWirtschaftlichkeit eines Robotersys-tems über die gesamte geplante Pro-jektdauer ist im Vorfeld aber nur ein-geschränkt möglich.
Das in letzter Zeit stark diskutier-te Modell „Total Cost of Ownership“(TCO) definiert die zu erwartendenGesamtkosten einer Anlage hin-sichtlich Ankauf, Installation, Be-triebskosten, Wartung, Support,spätere Updates oder Schulungen.Obwohl die resultierenden Zahlenim einzelnen diskussionswürdig seinkönnen, liefert das Modell dochwichtige Ansatzpunkte zur langfris-tigen Planung einer Anlage. DieGartner Group in den USA hat in ei-ner Studie herausgefunden, dass da-
bei die unmittelbaren An-schaffungskosten fürein Investitionsgut nuretwa zu 20 bis 25% indie TCO-Betrachtungeingehen. Hohe Kosten
entstehen in der Regel durchStillstandszeiten, lange
Rüstzeiten und nicht optimalausgelastete Systeme.
Das Ziel von Roboter- und Sys-temlieferanten muss demnach sein,
die TCO über die ge-samte Projektlaufzeitbeim Kunden zu mini-mieren. Bewährt habensich dabei Machbar-
keitsstudien und Zykluszeitermitt-lungen zur Handhabung der ent-sprechenden Teile.
Für die Erarbeitung von Monta-gekonzepten bietet eine leistungsfä-hige Simulationssoftware erfah-rungsgemäß den schnellsten Weg er-ste verlässliche Resultate zu erzielen.Ebenso kann mit einer solchen Soft-ware die Sicherheit (Kollisionsver-meidung) und die Kontinuität(Taktzeiten und Zyklen) des Ferti-gungsablaufs überprüft und bei be-reits laufenden System optimiertwerden. Eine optimale Effizienz desSystems mit ausreichender Flexibi-lität und Potential ist das Ziel.
Die Rüstzeitenminimierung beiProduktwechsel ist eine sehr an-spruchsvolle Aufgabe, die aber imBereich der Automatisierungstech-nik mit Hilfe von Industrieroboternbereits erfolgreich praktiziert wird.Zuführ- und Transportsysteme wer-den heute soweit flexibel konstruiert,dass die eigentlichen Aufwendungenfür die Rüstzeiten sich auf das Wech-seln der Greifer und das Aufrufen der
Die Kosten im Blick
ULF LANGENBERG
Dipl.-Wirt.-Ing. Ulf Langenberg ist Ver-triebsingenieur bei der Adept TechnologyGmbH in 44227 Dortmund. Tel. (02 31) 75 89 40. Fax: (02 31) 75 89 4 50, [email protected]
FAZIT
P Simulation hilft bei der rich-tigen Auslegung von Robo-teranlagen
P Anschaffungskosten machenbei Investitionsgütern nur25% der Gesamtkosten aus
P Einheitliche Steuerungsstruk-tur vereinfacht den Aufwandbei der Installation
Betrachtung der Gesamtkosten gibt Aufschluss über die Wirtschaftlichkeit von Robotern
Bild 1: Die Bildverarbeitung lässt sichheute in Kombination mit dem Robo-ter schnell auf neue Teile einlernen.

MM Das IndustrieMagazin · 22/2002 105
entspre-chendenSoftware re-duzieren. Pro-duktspezifischeHardwareautomationen oder Zu-führsysteme haben in diesem Be-reich allerdings große Defizite. Die-se Applikationen können bei kurzenProduktwechseln weniger schnellangepasst werden. Oft ist sogar eineNeukonstruktion notwendig.
Der Einsatz leistungsfähiger Bild-verarbeitungssysteme (Bild 1) undflexibler Zuführungssysteme hat inden vergangenen Jahren stetig zuge-nommen. Gerade bei Anwendun-gen, die über eine einfache Pick-and-Place-Aufgabe hinausgehen, sinddiese Komponenten der Schlüssel füreine effiziente Auslegung eines Sys-tems. Das Einlernen neuer Teile, diespäter von der Bildverarbeitung inLage und Größe erkannt werden und
vom Roboter auf-genommen wer-den sollen, wirddurch die moderne
Technik stark vereinfacht undnimmt im Gegensatz zu früherenGenerationen von Bildverarbei-tungssystemen wesentlich wenigerZeit in Anspruch.
Nicht nur hinsichtlich der Redu-zierung von Stillstandszeiten spieltdie interne Konzeption der einzel-nen Komponenten in einem Kom-plettsystem eine maßgebliche Rolle.Eine Steuerung von Einzelkompo-nenten durch einen einzigen Con-troller (Roboterkinematik, flexiblesZuführsystem und Bildverarbeitungin einem) reduziert Schulungs- undWartungsaufwand beträchtlich(Bild 2). Darüber hinaus gewährleis-tet diese Lösung aus einer Hand ei-nen stabilen Betrieb durch wenigerinterne Schnittstellen im Gegensatz
zur Anordnung von Systemen ver-schiedener Hersteller.
Die meisten Roboterherstellersind spezialisiert auf bestimmte Ro-boterkinematiken wie Scara-, Knick-arm- oder Kartesische Roboter. Allebenutzen zur Programmierung undSteuerung des Roboters verschiede-ne Softwaresprachen. Bei einem Ein-satz von verschiedenen Kinematikenin einem Betrieb müssen die Ma-schinenbediener alle benötigtenSoftwaresprachen zur Steuerung derRoboter und die verschieden Con-troller beherrschen. Im Sinne derTCO-Betrachtung wirkt sich der er-höhte Schulungsaufwand deutlichnegativ aus. MM
AUTOMATIONROBOTIK
P Adept
P Adept-Roboter
www.maschinenmarkt.de
Bild 2: Wenn ei-ne Steuerung füralle Einzelkom-ponenten zu-ständig ist, redu-ziert sich derSchulungs- undWartungsauf-wand.
Bilder: Adept

Bild 1: Währendder Fertigung vonKleinteilen kommt es oft zur Vermischungder Produkte.
AUTOMATION ROBOTIK
106 MM Das IndustrieMagazin · 22/2002
oder auch während des innerbetrieb-lichen Transportes der Fall sein. Danicht vorhersehbar ist, welche Pro-dukte miteinander vermischt seinwerden, war eine automatische Tren-nung der Produkte bisher sehrschwierig. Deshalb mussten die Teilein einem mühsamen und teuren Pro-zess manuell wieder voneinander ge-trennt werden.
Am Institut für Werkzeugmaschi-nen und Roboter der FH Bochum istin Zusammenarbeit mit einem Her-steller von Verbindungselementeneine Anlage unter dem Namen Ro-somat (Bild 2) entwickelt worden,mit der diese vermischten Produkteautomatisch voneinander getrenntwerden können. Dabei ist es uner-heblich, welche Form die Produktehaben. Anders als bei sonst üblichenSortierautomaten wurde das beson-dere Augenmerk auf Flexibilität ge-legt, die sich sowohl auf die Zufüh-rung und Vereinzelung der Produk-te als auch auf den Erkennungs- undPrüfprozess bezieht. Dieses Konzepterlaubt es, ohne Änderung der Hard-ware, die Anlage in kürzester Zeit aufbis zu jeweils fünf beliebig geformte,voneinander zu trennende Objekte
oder auf das Aussortieren von Aus-schussteilen einzurichten.
Die Anlage besteht aus einem Fa-nuc-Roboter vom Typ LR-Mate 200i,einem Bildverarbeitungssystem Fa-nuc V-500i und einer automatischenVor-Vereinzelungseinrichtung, diedie zusammengeschütteten Objektezunächst so auseinanderzieht, dasssie von der Bildverarbeitung erkanntwerden können. Nicht erkannte Ob-jekte werden durch eine Umlaufför-derung erneut dem Bildverarbei-tungssystem zugeführt. Außerdemist der Roboter mit einem universel-len Greifer ausgestattet, der sich aufdie unterschiedliche Größe der zuhandhabenden Objekte einstellt.
Für das sortenreine Sammeln derverschiedenen Objekte stehen fünf
Prof. Dr.-Ing. Werner Roddeck ist Leiter desInstituts für Werkzeugmaschinen und Ro-botertechnik der Fachhochschule Bochum.Dipl.-Ing. Hans-Jürgen Rehbein ist dortwissenschaftlicher Mitarbeiter. Weitere In-formationen: Werner Roddeck, 44801 Bo-chum, Tel. (02 34) 32-1 04 39, Fax (02 34)32-1 42 22, [email protected]
Roboter mit Bildverarbeitungssystem sortiert beliebig geformte Kleinteile
Ordnung muss sein
Gängige Sortierautomatensind im Wesentlichen fürdas Aussortieren von Fehl-
teilen eines bestimmten Produktesausgelegt und erzielen beachtli-che Sortierleistungen. Dabeisind die Zuführ- undVereinzelungseinrichtungenauf das zu prüfende Werkstück
ausgelegt. EineUmstellung derAnlage auf einanderes Teilist meistnicht odernur mit erheb-lichem Hard-wareaufwandmöglich.
Hersteller vonin Massen gefer-
tigten Kleinteilen wie Verbindungs-elementen, Schrauben oder Druck-knöpfen haben aber häufig das Pro-blem, dass während des Produktions-prozesses verschiedenartige Produkteoder auch Gutteile und Ausschusstei-le miteinander vermischt werden(Bild 1). Dies kann zum Beispiel aufeiner Maschine beim Produktwechsel
FAZIT
P Verschiedenartige Produktekönnen mit Hilfe des Robotersautomatisch sortiert werden
P Bildverarbeitungssystem iden-tifiziert unterschiedliche Teile
P Anlage lässt sich schnell aufandere Teile umrüsten
WERNER RODDECK UND HANS-JÜRGEN REHBEIN
Bild 2: Herzstückder automati-schen Sortier-anlage ist der Roboter mit Bild-verarbeitung.


108 MM Das IndustrieMagazin · 22/2002
Behälter bereit. Die Anzahl der in ei-nem Behälter zu sammelnden Teilekann für jedes Objekt als Packungs-einheit festgelegt werden. Kernstückder Anlage ist allerdings das Bildver-arbeitungssystem, dem die Aufgabezufällt, die vorvereinzelten Teile ein-deutig zu identifizieren, die Lage undOrientierung zu bestimmen und amgefundenen Objekt zu erkennen, obes so frei liegt, dass es ohne Kollisiondes Greifers mit den Nachbarteilengegriffen werden kann. Nur wenn al-le drei Kriterien erfüllt sind, wird dasTeil vom Roboter gegriffen und imvorgesehenen Behälter abgelegt.
Bild 3 zeigt das Sichtfenster desBildverarbeitungssystems nach derVorvereinzelung. Darin sind die er-kannten Objekte eines Suchvorgangsdurch farbige Rahmen gekennzeich-net. Zur Bildaufnahme hält das Bandunter der Kamera an und die Objek-te werden im Durchlicht betrachtet.Die rot gekennzeichneten Schrauben(Teile 1 bis 4) können direkt vom Ro-boter gegriffen werden, weil derGreifbereich frei ist. Hingegen ist dasgelb markierte Teil 5 nicht greifbar.Es kann erst dann gegriffen werden,wenn zuvor das Teil 3 und – in einemnachfolgenden Suchvorgang für dieim Sichtfeld zu sehende Schraube –das Teil 6 durch den Roboter wegge-nommen worden sind. In einemzweiten Suchvorgang für das Teil 5kann dann dieses zuvor nicht greif-bare Teil ebenfalls während des ak-tuellen Vereinzelungsvorgangs sor-tiert werden. Auf diese Weise ist derVereinzelungsvorgang zeitoptimiert,weil letztlich weniger Zyklen zurVorvereinzelung benötigt werden,was die Sortierleistung erhöht.
Für das Greifen der Objektekommt ein mit einem Schrittmotorund einer entsprechenden Steue-rung ausgestatteter Parallelgreiferzum Einsatz. Durch die separateSteuerung des Greifers wird die Öff-nungsweite an die Größe des jewei-
ligen Objektes angepasst. Auf dieseWeise kann der Platzbedarf für dasGreifen minimiert werden, wodurchauch eng beieinanderliegende Teileohne Kollision des Greifers mit denNachbarobjekten aufgenommenwerden können. Außerdem wirddurch die begrenzte Öffnungsweiteverhindert, dass mehr als nur ein Ob-jekt gegriffen wird. Dies ist für einezuverlässige und fehlerfreie Sortier-ung von besonderer Bedeutung.
Um weitere Störungen des Pro-zesses zu verhindern, ist der Greifermit einem Belegungssensor ausge-stattet. Wird zum Beispiel erkannt,dass ein Teil auf dem Transport zumvorgesehenen Behälter verloren ge-gangen ist, wird die Anzahl der Ob-jekte in dem betreffenden Behälternicht hochgezählt. Hierdurch wirdsichergestellt, dass die für den je-weiligen Objekttyp angegebenePackungseinheit eingehalten wird.
Da während des Produktionspro-zesses nicht vorherzusehen ist, wel-che Produkte von einer Störung be-troffen sein werden und wieder von-einander getrennt werden müssen,ist die Anlage auf eine möglichst ra-sche Umrüstung ausgelegt. Um dieAnlage auf neue Objekte umzu-stellen, müssen diese dem Bildverar-beitungssystem bekannt gegebenwerden. Dies geschieht während der
AUTOMATION ROBOTIK
Bild 3: Sichtfelddes Bildverarbei-tungssystemsnach der Vorver-einzelung.
Bild
er: V
erfa
sser

MM Das IndustrieMagazin · 22/2002 109
Einrichtphase durch den so genann-ten Trainingsprozess. Bei diesemVorgang werden die Objekte als Mo-delle trainiert und am Modell diefreien Greifbereiche definiert.Außerdem wird jedem Objekt einBehälter und die Packungseinheitzugeordnet. Die Packungseinheitgibt an, wie viele Objekte in einemBehälter bis zu dessen Entleerung ge-sammelt werden sollen. Hierdurchkönnen die getrennten und gesam-melten Teile direkt in die Original-verpackung geschüttet werden, ohnediese nochmals zählen zu müssen.
Damit der Roboter die am Modellfestgelegten Greifbereiche benutzenkann, muss für jedes Objekt eine No-minalposition geteacht werden. Zudiesem Zweck wird der Roboter-greifer an die Stelle des Objektes be-wegt, wo die Greifbereiche festgelegtwurden. Um den Aufwand mög-lichst gering zu halten, wird vom Sys-tem eine Nominalposition vorge-schlagen, die entweder direkt über-nommen oder vom Bediener ver-ändert werden kann. In den von derVerwechselungsproblematik betrof-fenen Betrieben gibt es in der Regelkeine Spezialisten für Bildver-arbeitungssysteme. Die Einricht-phase wird daher weitestgehenddurch einen Bedienerdialog unter-stützt, so dass der Einrichter vonSchritt zu Schritt geführt wird.
Um den Sortiervorgang möglichsteffizient zu gestalten, können zu je-dem Objekt mehrere Modelle trai-niert werden. Dieses Verfahren er-laubt es, Objekte in unterschied-lichen Lagen eindeutig zu identifi-zieren und dem gleichen Sammelbe-hälter zuzuordnen. Auf diese Weisekönnen mehr Teile bei einem Verein-zelungsvorgang getrennt werden,was die Sortierleistung erhöht.
Nach dem Einrichten läuft die An-lage weitestgehend automatisch. Nurwenn für die jeweiligen Sortierbe-hälter die Packungseinheit erreichtist, ist ein Bedienereingriff erforder-lich. Volle Behälter werden durch op-tische und akustische Signale ange-zeigt. Der Bediener entnimmt dannden entsprechenden Behälter undfüllt die Produkte in die Originalver-packung um. Nachdem er den Be-
hälter wieder an seinen Platz zurück-gestellt hat, muss der Wechsel übereine Taste bestätigt werden.
Solange wie bei einem Sammelbe-hälter die Packungseinheit erfüllt ist,wird das betreffende Objekt beimSuchvorgang ausgespart. Erst mitBestätigung des Wechsels durch denBediener wird auch das betreffendeTeil wieder sortiert. Dies gilt auch fürdie Zeit, wo ein Behälter nicht an sei-nem Platz steht. Wenn alle Objekte
voneinander getrennt sind, schaltetdie Anlage automatisch ab und zeigtdies über Meldungen an. MM
AUTOMATIONROBOTIK
P Institut für Werkzeug-maschinen und Roboter der FHBochum
P Projekt Rosomat
P Fanuc Robotics Deutschland
www.maschinenmarkt.de

KONSTRUKTION RAPID PROTOTYPING
110 MM Das IndustrieMagazin · 22/2002
Das Herstellen von Funk-tionsmustern in der Bü-roumgebung bietet dem
Konstrukteur die Möglichkeit seinenIdeen sehr schnell Gestalt zu verlei-hen. Der 3D-Printer Dimension, den
die alphacam Fer-tigungssoftwareGmbH, Schorn-dorf, als Partnerdes amerikani-schen HerstellersStratasys imdeutschsprachigenRaum vertreibt, ar-beitet als erste dieserAnlagen mit dem
technischen Kunststoff ABS. Der erstkürzlich auf der Cebit in Hannovervorgestellte Printer erzeugt darausrobuste Modelle, an denen sich au-
ßer der Geometrie und dem Ausse-hen auch Funktion und Passgenau-igkeit überprüfen lassen. Damitschließt diese Maschine die derzeitbestehende Lücke zwischen den leis-tungsfähigen, aber teuren RapidPrototyping-Anlagen zum Herstel-len hochwertiger Funktionsprototy-pen und den bisherigen 3D-Prin-tern, die einfache, aber oft empfind-liche Anschauungsmuster liefern.
Mit einem Systempreis ab 33 500Euro ist der 3D-Printer (Tabelle) fürreine Konstruktionsbüros ebenso er-schwinglich wie für kleinere undmittelständische Fertigungsbetriebemit eigener Produktentwicklung.Zudem gibt die Eigenfertigung der
im Verlauf der Entwicklung benötig-ten Modelle die Sicherheit, dass keingestalterisches oder fertigungstech-nisches Know-how nach außendringt und dass die Vertraulichkeitvon Entwicklungen gewahrt bleibt.
Gerade für diesen neuen Anwen-derkreis, der noch keine Erfahrungmit der Eigenfertigung von Model-len besitzt, ist es besonders vorteil-haft, dass der 3D-Printer unmittel-bar im Konstruktionsbüro aufge-stellt und betrieben werden kann. Erbenötigt weder einen abgetrenntenRaum noch sind spezielle Versor-gungsanschlüsse oder Sicherheits-einrichtungen erforderlich.
Bereits eine Überschlagsrechnungzeigt: Bei einem Bedarf von einemModell pro Woche und Beschaf-fungskosten von rund 1000 Euro für
Fertigen am
Schreibtisch3D-Printer ermöglicht das Herstellen von ABS-Funktionsmodellen im Konstruktionsbüro
DIETHER BURKHARDT
Dr. Diether Burkhardt ist freier Journalistund Geschäftsführer der Konsens PRGmbH, 64823 Groß-Umstadt, Tel. (0 60 78)93 63-0. Weitere Informationen: alphacamFertigungssoftware GmbH, 73601 Schorn-dorf, Tel.(0 71 81) 92 22-0, Fax (0 71 81) 92 22-1 00, [email protected]
FAZIT
P 3D-Printer fürs Büro lieferterstmals Funktionsmodelleaus ABS
P Schnelle ABS-Prototypen ver-kürzen die Entwicklungszeitund sparen Werkzeugkosten
Technische Daten des 3D-Printers Dimension.
Bauteilgröße 203 mm × 203 mm × 305 mm
Schichtdicke 0,245 mm oder 0,33 mm
Betriebssoftware Catalyst
Bauteilmaterial ABS (Weiß, Blau, Gelb, Schwarz,Rot oder Grün, Sonderfarben aufAnfrage)
Aufbau der Stützen Catalyst berechnet die Stützenautomatisch
Materialzufuhr Automatisch über zwei Kassettenmit je 950 cm3 Materialvorrat
Außenabmessungen 686 mm × 914 mm × 1041 mm
Gewicht 136 kg
Elektroanschluss 220 bis 240 V Wechselspannung;50/60 Hz; maximal 7 A
Mit dem 3D-Printer Dimension,der unmittelbar im Konstruk-tionsbüro aufgestellt werdenkann, lassen sich Funktionsmo-delle aus ABS herstellen.
Bild
er: A
lpha
cam

MM Das IndustrieMagazin · 22/2002 111
KONSTRUKTIONRAPID PROTOTYPING
P Alphacam
P 3D-Printer Dimension
P FDM-Prozess
www.maschinenmarkt.de
ein mittelgroßes Modell macht sichder Office-Modeller innerhalb einesJahrs bezahlt – dabei sind die kürze-re Entwicklungsdauer und der Vor-teil des schnelleren Markteintrittsnoch nicht einmal eingerechnet.
Das Einsatzgebiet des 3D-Printersist aber nicht auf Neuanwender be-schränkt, er ist gerade für dezentra-le Entwicklungsabteilungen in grö-ßeren Unternehmen sehr interes-sant. Er macht deren Tagesarbeit be-sonders in frühen Entwicklungssta-dien weitgehend unabhängig vonRapid-Prototyping-Abteilungenoder externen Dienstleistern. DieModelle entstehen genau dann,wenn sie gebraucht werden, und sindin kurzer Zeit verfügbar.
Der Office-Modeller arbeitet nachdem Strangablegeverfahren (FusedDeposition Modeling, FDM) desamerikanischen Herstellers Strata-sys, kommt also ohne Laser und to-xische Materialien aus. Daher lässt ersich problemlos unmittelbar im Bü-ro aufstellen. Die zugehörige Soft-ware Catalyst wird im CAD-Netz-werk installiert. Damit kann jederder Konstrukteure und Entwicklervon seinem Arbeitsplatz aus denAuftrag zum Bau eines Musters ein-leiten. Auf Knopfdruck importiertCatalyst das STL-File mit den ak-tuellen 3D-CAD-Konstruktionsda-ten. Daraus erzeugt die Softwareautomatisch die erforderlicheSchichtenstruktur, berechnet – fallserforderlich – die Stützen und gene-riert die Daten für den Bauprozess.Zur besseren Ausnutzung des 3D-Printers können mehrere Modellegleichzeitig gebaut werden. Auchdies organisiert die Software, die denAuftraggeber auch über die Fertig-stellung seines Musters zum Beispielper E-Mail informiert.
Das Modell entsteht im tempe-rierten Bauraum der Anlage durchschichtweisen Aufbau. Der für denBauprozess verwendete Kunststoff-draht aus ABS wird in einem elek-trisch beheizten Düsenkopf aufge-schmolzen, als Strang extrudiert undentsprechend der BauteilgeometrieSchicht für Schicht abgelegt. Für dieErzeugung einer solchen Schichtwird der Düsenkopf in x- und y-
Richtung genau geführt; die Fahrbe-wegungen berechnet und optimiertdie Software automatisch. Mit Hilfeeiner zweiten Düse entstehen auf diegleiche Weise die Stützen aus einemMaterial, das sich vom Modell leichtund nahezu markierungsfrei entfer-nen lässt. Wenn der Aufbau einerSchicht abgeschlossen ist, senkt sichdie Bauplattform mit dem Modellum die gewählte Schichtdicke in z-Richtung ab, so dass die nächsteSchicht erzeugt werden kann.
Bei einem Skihersteller sollten dieBindungen von Langlaufskiernüberarbeitet werden, um die Ferti-gung wirtschaftlicher zu machenund gleichzeitig Design, Ästhetikund Bedienung zu verbessern. Diegewissermaßen „just in time“ herge-stellten ABS-Modelle und ihr Zu-sammenbau zu einem Modell derBindung waren die Grundlage fürschnelle und klar dokumentierteEntscheidungen. Dieser transparen-te Ablauf trug entscheidend dazu bei,die Entwicklungszeit zu verkürzenund mit den neuen Bindungen früh-zeitig auf den Markt zu kommen. Aufder technischen Seite war es gelun-gen, durch genaue Analyse der Mo-delle Vereinfachungen und eine fer-tigungsgerechte Gestaltung zu errei-chen. Auf diese Weise ließen sich dieWerkzeugkosten erheblich senken.
Bei der Entwicklung eines Staub-saugers war es das Ziel, die Kon-struktion zu überprüfen, die Werk-zeugkosten gering zu halten undmöglichst früh mit der Auslieferungder Seriengeräte beginnen zu kön-nen. Mit den im Hause gefertigten 31ABS-Modellen gelang es, die Ent-wicklungszeit im Vergleich zur bis-herigen Arbeitsweise mit externenDienstleistern um sechs Monate zuverringern und gegenüber der ur-sprünglichen Grobplanung Werk-zeugkosten von mehreren hundert-tausend Euro zu sparen. MM

KONSTRUKTION VERBINDUNGSTECHNIK
112 MM Das IndustrieMagazin · 22/2002
Der heutige Markt der Verbin-dungstechnik wird ganz we-
sentlich von der Werkstoffentwick-lung und den Kosten geprägt. Sospielt der Leichtbau im Automobil-bereich unter anderem zur Verringe-rung des Energieverbrauchs einewichtige Vorreiterrolle. Der Einsatzvon hochfesten Stählen, Leichtme-tallen wie Aluminium und Magne-sium, Kunststoffen und Sandwich-materialien schreitet schnell voran,ersetzt herkömmliche Stahlqualitä-ten und forciert so neue oder modi-fizierte Fügetechniken. Die Schweiß-
technik ist vor al-lem zur Verbin-dung artgleicherWerkstoffe geeig-net, sei es Metalloder Kunststoff.
Im Rahmendieser Entwick-lung gewinnen diemechanischen
Fügeverfahren einen größerenMarktanteil. Verstärkt wird dieseTendenz durch die Hybridbauweise,das heißt durch den Werkstoffmix,und die Verwendung von vorbe-schichtetem Halbzeug. Hier könnenSchweißverfahren nur noch bedingtoder nicht mehr eingesetzt werden.
Ein weiterer Aspekt ist die Mög-lichkeit der Kombination von Füge-methoden. An erster Stelle ist dabeian die Kombination von mechani-schen Fügeverfahren mit dem Kle-ben gedacht. Anwendungsbezogenkann so die Verbindung bezüglichFestigkeit, Steifigkeit und Korrosionoptimiert werden. Das mechanischeFügeverfahren kann auch die Funk-tion des Fixierens von Bauteilen biszur Aushärtung des Klebers über-nehmen. Vor- und Nachteile vonpunkt- oder flächenförmiger Kraft-einleitung können so aufeinanderabgestimmt werden.
Bei den Kombinationen verschie-dener Werkstoffe – so beispielsweiseim Motor- und Karosseriebereichdurch verstärkte Aluminium- undMagnesium-Anwendungen – sindvor allem auch die unterschiedlichenphysikalischen Parameter wie Wär-meausdehnung und Wärmeleitfä-higkeit, der verschiedenen Materia-lien von Bauteilen und Verbin-dungselementen zu berücksichtigen.
So kommen beim Motor verstärktAluminiumschrauben in Verbin-dung mit Aluminium-Gussteilenzum Einsatz, was unterschiedlicheWärmeausdehnungen und elektro-chemische Potentiale von Fügeele-ment und Bauteil vermeidet und da-mit Dicht- und Korrosionsproblemebei ausreichenden Festigkeiten löst.
Zu berücksichtigen sind in Zu-kunft immer stärker die Fragen Re-cyclierbarkeit und Demontagekos-ten. Schnellverschlüsse, Schraubenund andere lösbare Verbindungsele-mente aus artgleichen Werkstoffenwie das Bauteil, zum Beispiel hoch-feste verstärkte Kunststoffschrau-ben, können bei der Verwendungvon Kunststoffbauteilen oder geradebeim Werkstoffmix zur Korrosions-vermeidung als Alternative zu metal-lischen Fügeelementen einen wichti-gen Beitrag zur Verbesserung dieserProbleme leisten. MM
Leicht und festDer Trend zum Leichtbau forciert den Einsatz mechanischer Fügeverfahren
GERT AHLERS-HESTERMANN
Dr.-Ing. Gert Ahlers-Hestermann ist Mit-glied der Führungskonferenz Forschung,Entwicklung, Qualität bei der WilhelmBöllhoff Beteiligungsgesellschaft, 33649Bielefeld, Tel. (05 21) 44 82-2 85, Fax (05 21) 44 82-4 19, [email protected]
FAZIT
P Kombinierte Fügeverfahren er-lauben eine Optimierung derVerbindung
P Aluminiumschrauben vermei-den Korrosionsprobleme
P Böllhoff
P Magnesium
P Fügetechniken für Aluminium
www.maschinenmarkt.de
Bei Karosserieteilen haben sich Clinchen und Stanznieten bereits eta-
bliert.
Bild
: Kro
h
Prognose für den Aluminium-einsatz im Pkw.
201520102005200019951990
200
150
100
50
0
Gew
icht
je P
kw
300kg
250verstärkter Einsatzin Karosserie
nur Hauben,Motor/Fahrwerkund Innenteileaus Aluminium
Bild
: Aud
i/Bö
llhof
f


114 MM Das IndustrieMagazin · 22/2002
Dipl.-Kfm. Stefan Szkudlapski ist Inhaberder MV Marketing Vertrieb Unterneh-mensberatung, 58640 Iserlohn, Tel. (0 23 71) 4 68 86, Fax (0 23 71) 4 69 96
Kriterien zur Auswahl von elektronischen Plattformenbei Industriegüterherstellern
Qual der Wahl
Bei der Begutachtung von elektro-nischen Plattformen ergeben sich ei-nige Fragestellungen, die die Verzah-nung mit der E-Business-Strategiedarstellen und bei der Auswahl derelektronischen Plattformen berück-sichtigt werden müssen:c Welche Kosten, aufgeschlüsseltnach direkten und indirekten Kos-ten, sind mit einer Beteiligung ver-bunden? Es gibt eine große Anzahlvon Plattformen, auf denen eine Re-gistrierung kostenlos erfolgen kann.Andere nehmen bis zu 8000 Euro.Auch besteht nicht unbedingt einZusammenhang zwischen Kostenund Qualität der Plattform. Hier isteine Beteiligung immer von weiterenFaktoren, wie zum Beispiel Brancheund Produkte, abhängig.c Welcher Informationsbedarf (da-zu zählen zum Beispiel Branchenin-formationen und Neuproduktent-wicklungen) soll eventuell über einPortal gedeckt werden?c Stimmen die eigenen Ziele mit de-nen der Zielgruppe und des Markt-platz-Betreibers überein?
IT-BUSINESS THEMEN & TRENDS
Bei einer Beteiligung anelektronischen Marktplät-zen ist in erster Linie die Art
des Marktplatzes relevant. Eine Be-teiligung an horizontalen Marktplät-zen ist branchenunabhängig und so-mit grundsätzlich für jedes Unter-nehmen geeignet. Insbesondere hiereröffnen sich auch große Einsparpo-tenziale bei den Prozesskosten, weil
diese oft höher ausfallenals der Wert der eigent-lichen Beschaffung.
Vertikale Marktplät-ze hingegen sollen bran-chenspezifische Proble-me lösen. Aufgrund ei-ner höheren Transpa-renz und der Restruktu-rierung der Wertschöp-fungsketten können
hier die Produktkosten gesenkt undeventuell die Produktqualität erhöhtwerden.
STEFAN SZKUDLAPSKI
FAZIT
P Mit der Beteiligung an Internet-Marktplät-zen lassen sich Prozesskosten senken
P Der Auswahl sollte eine gründliche Analysedes Marktes vorausgehen
P Das Ganze muss in die E-Business-Strategiedes Unternehmens eingebunden sein
Auswahlkriterien für elektronische Plattformen.
Marktplatz-betreiber
Beschreibung der Platt-form
Leistungsumfang der Plattform Kosten Sonstiges
• Rechtsform• Gründungsjahr• Kapital• Vorstand/Ge-
schäftsführung• Adresse, URL
• Name der Plattform• Ausrichtung der Plattform
(horizontal/vertikal)• Kooperationspartner der
Plattform• Welche Branchen werden
angesprochen?• Welche Produkte werden
gehandelt (Komplexitätder Produkte)?
• Anzahl der Nutzer• Transaktionsvolumen
• Inhalte (Kataloge, Auktionen, Ausschreibungen,Börsen)
• Klassifizierungsstandards (eClass, XCBL, cXMKund andere)
• weitere Dienstleistungen (z.B. Auftragsabwick-lung, Finanz-Service, Logistik)
• weitere Informationsdienstleistungen(Brancheninfos, Jobbörsen, Links und andere)
• regelmäßige Marktinformationen• Dokumentations- und Archivierungsmöglich-
keiten• Welchen „einzigartigen Nutzen“ bietet die
Plattform?
• Registrierungs-gebühren
• Transaktions-gebühren
• Mitglieds-gebühren
• Testbetrieb möglich• Schulungsangebote• 24-Stunden-Support
(z.B. über ein Call-Center)
• Sprachangebot• Bedienung• Allgemeine Ge-
schäftsbedingungen


116 MM Das IndustrieMagazin · 22/2002
IT-BUSINESS THEMEN & TRENDS
MM-SERIE
Elektronische PlattformenDieser Beitrag ist Teil 3 einer vierteiligen Serie in „MM DasIndustrieMagazin“. Die Beiträge behandeln Strategien,Kriterien und Sicherheitsstandards bei elektronischenPlattformen. Teil 2 (MM 21) beleuchtete die Strategie derE-Business-Einführung. Teil 4 (MM 23) behandelt Sicher-heitsfragen und erscheint am 3. Juni.
c Kann ein Warenwirtschaftssystem angebunden werden?c Wird eine Bonitätsprüfung der Teilnehmer vorgenommen?
Des Weiteren gehören zur Prüfung auch bestimmte Quali-tätskriterien und Erfolgsfaktoren, denen die Marktplätze genü-gen sollten:c Branchenerfahrung des Managements,c aktive Vermarktung des Portals,c Anzahl der User und deren Profil,c Bedienung und nutzerfreundliche Navigation im Portal,c weitere Funktionen.
Als Checkliste kann die in der Tabelle dargestellte Übersichtdienen, in der die wesentlichen Kriterien für die Auswahl einerelektronischen Plattform aufgeführt sind.
Die Auswahl der entscheidungsrelevanten Kriterien ist branchen- und unter-nehmensabhängig.
Wichtig ist es jedoch,vorweg ein entspre-chendes Budget festzu-legen. Anschließend er-folgt die Selektierungder Plattformen undMarktplätze. MM
P MV-Marketing VertriebUnternehmensberatung
P Labor für Web-Usability
P Neuigkeiten rund ums E-Business
P E-Business-Kompetenzzentrumder Fraunhofer Gesellschaft
www.maschinenmarkt.de
ABAS SOFTWARE
Unternehmensdatenweltweit via InternetAb sofort können Kunden der Abas Software AG weltweit ihreUnternehmensdaten aus den ERP-Systemen via Internet abru-fen. Daten wie Lagerbestand, Auftragsstand oder Artikelnum-mern stehen dann permanent online zur Verfügung.Mit dem neuen Werkzeug EWI (ERP-Webinterface) können überplattformunabhängige Browser Daten ausgetauscht und Pro-zesse angestoßen werden. Die Daten lassen sich über ver-schiedene Selektionsmasken auswählen. BenutzerspezifischeMenüs und Rollen erlauben dabei den Zugriff auf das ERP-Sys-tem per Internetbrowser. Die Benutzer sind in einer zusätzlichenDatenbank abgelegt. Kenntnisse in HTML, XML oder Java sindlaut Unternehmensangaben nicht erforderlich.


118 MM Das IndustrieMagazin · 22/2002
Drei Tochtergesellschaftender Lübecker DrägerwerkAG setzen für ihre Kunden-
betreuung ein so genanntes VirtualCommunication Center (VCC) ein.Grundlage bildet die IP-basierte Ap-plikation Hi-Path Procenter Work-flow von Siemens. 90% aller Kundenerhalten seitdem auf Anhieb einenkompetenten Gesprächspartner.
Um ein umfassendes CustomerRelationship Management (CRM)für ihre Vertriebsprozesse zu ge-währleisten, bauen Unternehmenihre bestehenden Call Center zuneh-mend zu Kontaktzentren der näch-sten Generation aus. Diese Kommu-nikationszentren mit technisch aus-gereiften Funktionen für Vertriebund Service schließen so den Kreisbei den Bemühungen, das Wissen
über die Kundenunternehmens-weit zur Verfü-gung zu stellen.
So setzt auchdie Lübecker Drä-gerwerk AG inverschiedenenTochterunterneh-men mit demVCC moderneKommunika-tionstechnik fürdie Betreuung ih-
rer Kunden ein. Neben der Optimie-rung logistischer Prozesse mit Hilfeder Informationstechnik oder derRealisierung von Client-Server-Lö-sungen bis hin zum Betrieb von Re-chenzentren entwickelt und imple-mentiert das Unternehmen unter
anderem auch Anwendungen für dasCustomer Relationship Manage-ment (CRM) in Marketing und Ver-trieb. Teil dieses Geschäftsfelds ist dieRealisierung von virtuellen Kommu-nikationszentren, die mit Hilfe vonComputer-Telefon-Integration(CTI) und Voice over Internet Pro-tocol (VoIP) einen umfassendenKundenservice ermöglichen. Ihr be-sonderer Vorteil: Egal, ob der Kundedas Unternehmen per Brief, Telefon-anruf, Fax, Voice-Mail oder E-Mailkontaktiert, immer kann der richtigeAnsprechpartner den Auftrag zügigund zuverlässig bearbeiten.
Kundenmanagementbenötigt Strukturen
Auch innerhalb des Dräger-Kon-zerns kommen mehrere solcher Zen-tren zum Einsatz. „Zuvor war unserKundenmanagement nicht zufrie-denstellend organisiert“, gibt Carl-Friedrich Alm, Leiter Virtual Com-munication Center bei der DrägerSynematic GmbH, als wesentlichen
Grund für die Investition an. „Esexistierte damals keine strukturierteOrganisation.“ Die Anrufer hattendeshalb viele Hürden zu nehmen,um ihr Anliegen vorzubringen. Soerreichten sie lediglich in 60% derFälle einen Ansprechpartner undhier nur zu 20% den richtigen. Des-halb entschied man sich zur Imple-mentierung einer IP-basiertenCRM-Lösung. Sie ermöglicht es, ne-ben Anrufen auch Telefaxe und E-Mails entgegenzunehmen und an diezuständigen Mitarbeiter zu vertei-len. Gleichzeitig ist der flexible Ein-satz von Sprachansagen und die Nut-zung unterschiedlicher Medien her-vorzuheben. Darüber hinaus kannbei Bedarf jeder PC-Arbeitsplatz imUnternehmen zu einem Contact-Center-Platz umgebaut werden.
Zur technischen Realisierung be-auftragte Dräger Synematic den Be-reich Information and Communica-tion Networks (ICN) der SiemensAG, der als Generalunternehmer beider Planung und Realisierung dieserLösung umfangreiche Systeminte-grationsaufgaben zu bewältigen hat-te. „Eine besondere Herausforde-rung stellte für uns die Einbindungder CRM-Software Royalblue desgleichnamigen britischen Herstellersdar“, erinnert sich Siegfried Rauth,Solution-Manager bei Siemens ICNin Hamburg. Das Herzstück bildetdie Komplettlösung Hi-Path Pro-center Workflow, die auf Basis desInternet-Protokolls verschiedeneKomponenten für Automatic CallDistribution (ACD), Computer-Te-lefon-Integration (CTI) sowie Mail-und Faxrouting vereint und so An-rufe und E-Mails automatisch nachfestgelegten Regeln an die Contact-Center-Agenten verteilen kann.
Kommunikationpur Virtuelle Kommunikationszentren
bringen das Wissen der Mitarbeiter zum Kunden
BERNHARD KOCH
Bernhard Koch ist Mitarbeiter bei SiemensICN in 81359 München, Tel. (0 89) 7 22-2 74 09, [email protected]
FAZIT
P Virtuelle Kommunikationszen-tren arbeiten auf der Basis derInternettechnik
P Kundenmanagement dientdem Vertrieb ebenso wie demService
P Anrufer erreichen zu 90% ei-nen kompetenten Gesprächs-partner
IT-BUSINESS THEMEN & TRENDS
Neue Kommunikationszentren mitausgeklügelten Funktionen machenim Dräger-Konzern das Wissen überdie Kunden für Vertrieb und Serviceunternehmensweit verfügbar.


120 MM Das IndustrieMagazin · 22/2002
IT-BUSINESS THEMEN & TRENDS
Die Kunden aller Unter-nehmensbereiche erwarten bei Problemenschnelle und kompetenteHilfe.
Bild
: Drä
ger
wer
k
„Der Einsatz einer solchen IP-Lösung vereinfacht die Kommu-nikationsinfrastruktur eines Unternehmens erheblich“, berich-tet Rauth. Denn durch die Integration der Sprachkommunika-tion in das Datennetz entfällt die bisher notwendige doppelteNetzinfrastruktur, traditionelle Telefone und Telefonleitungensind ebenfalls nicht mehr erforderlich. Bei derart hochinte-grierten Anwendungen sind zudem die komplexen CTI-An-wendungen einfacher zu integrieren. Denn deren Funktionenlassen sich mit Hilfe der Plattform Hi-Path einfach als LAN-Ap-plikation realisieren. Somit verringert sich der Realisierungs-aufwand, aber auch die laufenden Kosten und der Aufwand fürzukünftige Anpassungen im Falle von Erweiterungen, Ände-rungen im Workflow oder der Integration weiterer Applikatio-nen. Umfangreiche zusätzliche Investitionen in die Hardware so-wie komplexe Schulungen sind nicht notwendig.
Eine solche Lösung bietet sich deshalb auch für kleine undmittelständische Unternehmen an. Ein zusätzliches Plus: WeilSprache und Daten auf dem gleichen Medium verarbeitet wer-den, erhält der Anwender eine durchgängige Benutzeroberflä-che für all seine Applikationen. Die unterschiedliche Bedienungder verschiedenen Medien Sprache, Telefax oder E-Mail entfälltdadurch weitestgehend. Dafür sorgt ein MCP-Server (Multime-dia Call Processing), der als Bestandteil der Lösung nicht nur dieTelefonanrufe sondern auch Fax-, E-Mail- und Voice-Mail-Nachrichten nach vorher festgelegten Kriterien verteilt.
Umfangreiche offene Schnittstellenzur Integration weiterer Applikationen
Die Siemens-Lösung bietet umfangreiche offene Schnittstellenzur Integration weiterer IT-Applikationen. Rauth: „Das Systemist außerdem standortunabhängig, denn Call Center- oder Ser-vicemitarbeiter haben von jedem Intranet-PC im Unternehmenaus Zugriff auf die Help-Desk-Datenbank.“ Auf deren Bild-schirm erscheinen sofort alle relevanten Kundeninformationen,sodass eine kompetente Gesprächsführung ermöglicht wird. Al-le Kundenkontakte sind mit Datum, Uhrzeit und Anlass in derDatenbank gespeichert und der Sachbearbeiter erhält automa-tisch am Bildschirm konkrete Vorschläge bezüglich Lösungsal-ternativen.


122 MM Das IndustrieMagazin · 22/2002
Bei Verzug in der Bearbeitung vonKundenanfragen lassen sich auto-matisch Eskalationsprozeduren star-ten, die zum Beispiel Mails an geeig-nete Experten schicken oder einfachnur eine Benachrichtigung an denVorgesetzten versenden. Prioritätenwerden bei der Erfassung von Anfra-gen gesetzt, so dass sofort zu erledi-gende Aufträge auch mit dem nöti-gen Nachdruck bearbeitet werden.Auf diese Weise sind konkrete Ver-einbarungen mit dem Kunden mög-lich, wie vertraglich zugesicherte
IT-BUSINESS THEMEN & TRENDS
Nur wer das Wissenüber seine Kunden
für Service- und Vertriebszwecke zu-
gänglich macht,kann deren Erwar-tungen umfassend
und schnell erfüllen.Virtuelle Kommuni-
kationszentren vermögen dies zu
leisten.
Bilder: Dräger Synematic
FIRMENGRUPPE DRÄGERWERK
Erfolg in vielen SpartenTechnologieführerschaft lautetdas Stichwort, das die Entwick-lung der Drägerwerk AG vom ein-fachen Werkstattbetrieb hin zumGlobal Player skizziert. Das Unter-nehmen entwickelt und produ-ziert seit 1889 Geräte und Syste-me in den Bereichen Medizin-, Si-cherheits- sowie Luft- und Raum-fahrttechnik. Über die Fachwelthinaus sind einige Apparate auchinteressierten Laien bekannt: Die
so genannte „Eiserne Lunge“ ver-half etwa Kinderlähmungspatien-ten in den 50er-Jahren des 20.Jahrhunderts zu einer ausreichen-den Beatmung und Inkubatorensorgen noch heute bei Frühgebo-renen für optimale Lebensbedin-gungen.Seit 1997 ist die Drägerwerk AGeine strategische Management-Holding, die im Jahr 2000 in mehrals 100 Ländern über 1 Mrd. Euro
Umsatz erwirtschaftet hat. Die Ge-schäftssparten der Gruppe wer-den dabei als selbstständige Ein-zelgesellschaften geführt. Dazu kommen weitere Tochter-unternehmen und drei Servicege-sellschaften, zu denen auch dieebenfalls in Lübeck beheimateteund 1995 gegründete DrägerSynematic GmbH zählt. Sie reali-siert als Systemhaus für interneund externe Kunden IT-Lösungenund erzielte damit im Jahr 2000rund 35 Mrd. Euro.

MM Das IndustrieMagazin · 22/2002 123
Servicezeiten, die mit Hilfe der ent-sprechenden Software auch darge-stellt und nachgewiesen werden kön-nen. Bei Problemen in der Benutzer-führung oder beim Ausfüllen vonFormularen könnte der Sachbear-beiter im Contact Center im Rahmendes „Shared Browsing“ den Kundendurch die Website führen und somitgezielt Hilfestellung geben.
Darüber hinaus bietet das Systemauch die Möglichkeit der Video-kommunikation. „Im Moment stelltdies sicher noch eine Nischenan-wendung dar, die sich aber rasantvergrößern wird, sobald das Internetleistungsfähiger wird und UMTS zurVerfügung steht“, erwartet SiegfriedRauth.
Kommunikationszentrenmit gemeinsamem Server
Inzwischen verfügt die Dräger-Gruppe über drei unterschiedlichevirtuelle Kommunikationszentren,die von einem gemeinsamen MPC-Server versorgt werden: Bei der Drä-ger Synematic im Bereich IT Help-Desk realisiert das System die An-nahme von Aufträgen, Störungensowie weiteren Help-Desk-Funktio-nen, die Beantwortung allgemeinerund schneller Anfragen oder diefachspezifische Beratung. Rund1000 Anrufe pro Woche werden da-bei von den 15 Agenten bearbeitet.„Unsere Kunden sind derzeit aus-schließlich interne Gesellschaften“,berichtet Carl-Friedrich Alm.
Das Ersatzteilgeschäft bei DrägerMedical hingegen nutzt den BusinessSupport zur Bestellannahme, für dasBeschwerdemanagement, für Tele-sales-Aufgaben sowie Telemarketingund zum Auftragsmanagement.Hier stehen 17 Agenten zur Verfü-gung, die durchschnittlich 1500Kontakte pro Woche bewältigenmüssen. Diese Gesellschaft verfügtdarüber hinaus jedoch noch über einVCC, über das Support- und Servi-ceaufträge angenommen, der Tech-nikereinsatz gesteuert, technischeFragen geklärt und Ersatzteilbestel-lungen vorgenommen werden. Hierfallen für fünf Agenten im Mittelrund 900 Anfragen pro Woche an.„Früher waren die gewonnenen Er-
P Siemens ICN
P Drägerwerk
P Kommunikation auf allen Kanälen
www.maschinenmarkt.de
kenntnisse über die persönlichenWerte, Vorlieben und dem Kaufver-halten der Kunden das bestgehüteteGeheimnis der Außendienstmitar-beiter“, erinnert sich Alm. Heutekönnten Unternehmen dank dermodernen Informations- und Kom-munikationstechnologie das Wissenüber ihre Kunden systematisch auf-bauen und nutzen. Alm: „Kontaktewerden transparent, Wünsche und
Beschwerden werden dokumentiert,das Kaufverhalten wird analysierbargespeichert.“ MM
IT-BUSINESSTHEMEN & TRENDS

MANAGEMENT MARKETING
124 MM Das IndustrieMagazin · 22/2002
Permission Marketing ist eineneue Methode des Direkt-marketings, bei der die Ziel-
personen mit ihrer Erlaubnis be-worben und informiert werden.Ziel ist der Aufbau einer langfris-tigen und vertrauensvollen Kun-denbeziehung. Im Business-to-Business-Umfeld wird Permis-sion Marketing im Gegensatz zumBereich Business-to-Consumer bis-her nur vereinzelt eingesetzt, trotzdeutlich höherer monetärer Werte,die zwischen Unternehmen fließen.
Permission Mar-keting bietetneue Instrumen-te, um Interes-senten zu Ge-schäftskunden zuentwickeln unddamit letztend-lich den Markt-anteil zu steigern.Nachdem im ein-leiteten Artikelzu unserer fünf-teiligen Serie
(MM 21) die Grundlagen des Per-mission Marketing skizziert wurden,geht es in dieser Folge um die erstenUmsetzungsschritte. Beim Permis-sion Marketing kommt es zunächstdarauf an, auf sich aufmerksam zu
machen unddann bei einem ersten Kon-takt Interesse zu wecken. Der Anreizfür den Interessenten, von sich ausmit dem Anbieter in Kontakt zu tre-ten, ist nur dann gegeben, wenn sichder Interessent einen persönlichenNutzen davon verspricht. In diesemSinne sind kostenlose Vorleistungendes Anbieters wirksame Dialogan-reize. Das Verschenken von Produk-ten ist der einfachste, aber auch kos-tenintensivste Weg, um die Auf-merksamkeit eines potenziellenKunden zu erhalten. Das Internetbietet kostengünstige und vielfältigeAlternativen hierzu. Hier einige Bei-spiele:c Digitale Produkte: Bildschirm-schoner, PDF-Dokumente, Spiele,Software, E-Mail-Accounts.c Beratung: Bewerbungs-Tipps,Urlaubs-Tipps, Persönlichkeitstests.c Information: Checklisten, Lexika,Newsletter, Informationen zur Bau-finanzierung.c Exklusivleistungen: Gewinnspie-le, Rabatte, Seminare, Verlosungen.
Entscheidend für die Wirksam-keit des Dialoganreizes ist es, den
Nutzen optimalauf die Zielgruppe abzustim-
men. War der Anreiz wirkungsvoll,wird der potenzielle Kunde mit demUnternehmen in Kontakt treten.
Nachdem der Kontakt zustandegekommen ist, bittet der Anbieterden potenziellen Kunden um Er-laubnis, ihn weiter informieren undbewerben zu dürfen. Wird für denKontakt ein E-Mail Newsletter aus-gewählt, so gibt der Interessent aufder Webseite seine E-Mail-Adressean, erteilt die Erlaubnis informiertzu werden und bekommt dann re-gelmäßig kostenlose, für ihn rele-vante Informationen per E-Mail zu-geschickt. Der Vorgang der Regis-trierung wird als das „Opt-in“ be-zeichnet. Bestehende Kunden kön-nen mit einem klassischen Mailingauf das Permission-Marketing-Pro-gramm aufmerksam gemacht wer-den und ebenfalls an der Informa-tion teilhaben.
Neben der Möglichkeit zum„Opt-in“ muss jeder E-Mail News-letter per Gesetz auch die Möglich-keit des „Opt-out“ bieten, das heißteinen Unsubscribe-Hyperlink. Da-
KlappernBeim Permission Marketing Aufmerksamkeit erregen und Dialogbereitschaft herstellen
MATTIAS DREFS UND CHRISTIANE SCHLÜTER
Mattias Drefs ist Marketing Manager derOracle Deutschland GmbH in 80995 Mün-chen, Tel. (05 11) 9 57 87-133, Fax (05 11)9 57 87-100, [email protected] Schlüter ist Marketing ManagerE-Business der Oracle Software (Schweiz)GmbH in CH-4103 Bottmingen, Tel. (00 41-56 48) 3 32 18, Fax (00 41- 56 48) 3 31 16,[email protected]
FAZIT
P Bereits beim Erstkontakt mussInteresse für den Newslettergeweckt werden
P Für das Herstellen der Dialog-bereitschaft eignen sich ziel-gruppenspezifische „Goodies“
P Für den Leser muss der News-letter einen verwertbaren Nut-zen haben
gehört zum Handwerk


126 MM Das IndustrieMagazin · 22/2002
mit können alle Abonnenten jeder-zeit selbst entscheiden, ob sie den E-Mail-Service weiterhin erhaltenmöchten oder nicht. Auch einen„Tell-a-friend-Button“ sollte maneinbauen, mit dem der Abonnent beijeder Ausgabe des Newsletters dieMöglichkeit erhält, diesen einem
Freund weiterzuempfehlen. Zudemsollte der Abonnent seine persön-lichen Profilangaben jederzeit selbständern können.
Da der Abonnent jedoch bei jederNewsletterausgabe über eine „Opt-Out“ Möglichkeit verfügt, müssendie Inhalte für den Abonnenten ab-
solut attraktiv und relevant sein, da-mit er bei der Stange bleibt. Die in-haltliche Gestaltung kann wie folgtaussehen:c Geschäftsbericht,c Marktforschungsuntersuchun-
gen und Trends,c Pressemitteilungen oder Zeit-
schriftenartikel,c Studien und aktuelle Branchen-
meldungen,c neue Verordnungen und Urteile,c neue EU-Rechtsprechung und -
richtlinien,c Änderungen der unternehmens-
internen Vertriebsstrukturen,c aktuelle Sonderangebote,c neue Produkte und Produktver-
besserungen,c neue Technologien,c Fachtagungen,c Diskussionsforen,c Experten-Meinungen zu aktuel-
len Fragen,c Messebeteiligungen,c Seminarangebote,
MANAGEMENT MARKETING
Kundenanprache(fast) zum Nulltarif:Permission Marke-
ting per E-Mailmacht’s möglich.
Bild
er: M
M-A
rchi
v

MM Das IndustrieMagazin · 22/2002 127
c Veranstaltungen und Jubiläen,c Literaturtipps und Neupublika-
tionen,c interessante Websites,c Finanzierungs- und Spartipps.
Das „Geheimrezept“ für respon-sestarken Content steckt in der er-schöpfenden Antwort auf „unausge-sprochene“ Leserfragen. Der Lesermuss seinen persönlichen Nutzensofort erkennen, ansonsten wird erden Newsletter abbestellen oder un-gelesen löschen. Wichtig ist auch dieFormulierung der Betreffzeile, da siefür den Empfänger eine Entschei-dungshilfe darstellt, ob ihn die da-hinter „versteckte“ E-Mail interes-siert. MM
MANAGEMENTMARKETING
P Was ist Spam-Mail?
P Einsatz der Direktmarketing-Me-dien (Deutsche-Post-Studie)
www.maschinenmarkt.de
Die Unternehmensteuerreform hat für Ge-sellschafter-Geschäftsführer beträchtlicheVorteile gebracht. Dazu gehören die Sen-kung der Einkommensteuer-Spitzensätzesowie der Körperschaftssteuer auf 25%. Zu-dem sind Veräußerungsgewinne aus Betei-ligungen an Kapitalgesellschaften jetztsteuerfrei. Daraus ergibt sich die Möglich-keit, die frei werdenden Mittel für Pen-sionszusagen zu verwenden. Die Skandia,nach eigenen Angaben weltgrößter Ver-mittler von Fondspolicen, hat dafür ein si-cheres und attraktives Konzept entwickelt:Das Unternehmen erwirbt Fondsanteile,die gleichzeitig den Wert der Gesellschafterhöhen. Kursgewinne, die während derletzten Jahrzehnte sich im zweistelligen Be-reich bewegten, fließen dem Unternehmensteuerfrei zu. Das ist gegenüber Kapital-Le-
bensversicherungen, die bilanziert werdenmüssen und steuerpflichtig sind, ein be-trächtlicher Vorteil. So stellen Fondspolicen ein innovatives In-strument zur Absicherung von Gesellschaf-ter-Geschäftsführern, Vorständen von Ak-tiengesellschaften und leitenden Angestell-ten in Form einer hochrentablen Pensions-zusage dar. Dabei verpflichtet sich dasUnternehmen verbindlich, eine individuel-le Versorgungsleistung zu erbringen. EinVergleich mit anderen Anlageformen – et-wa der klassischen Kapital-Lebensversiche-rung – zeigt, dass sich dieses investment-basierte Produkt durch seine Renditechan-cen und steuerlichen Vergünstigungen alsüberlegen erweist. Weitere Informationen:Peter N. Zänder, Finanzberater, 41469Neuss-Norf, Tel. (0 21 37) 45 54.
PENSIONSZUSAGEN
Mehr Rendite durch Fondspolicen

MANAGEMENT MARKETING
128 MM Das IndustrieMagazin · 22/2002
Stagnierende Märkte und ver-schärfter Wettbewerb stellenan Verkaufsleiter sowie an
Produkt- und Marketing-Managerhohe Anforderun-gen. Der Kundewill ständig um-worben, das Ange-bot bestmöglichpräsentiert sein.
Die CPM Ser-vice GmbH inDüsseldorf hat einKonzept für die B-to-B-Marketing-kommunikation
entwickelt, das durch eine sinnvolleVerknüpfung seriöser Fachpressear-beit und darauf abgestimmten Wer-bemaßnahmen hohe Effizienz beider Ansprache (potentieller) Kun-
den verspricht – und das bei über-schaubaren Kosten.
Wie es sich für ein Konzept gehört,ist der Ablauf in klar überschaubareStufen oder Phasen gegliedert.c Analyse/Themenfindung,c Veröffentlichung von Fachaufsät-zen in der Fachpresse,c Bearbeitung von Leseranfragen(Direct Mail), c Nachbearbeitung der Kontakte(telefonisches Nachfassen).
Das CPM-Konzept ist abge-stimmt auf erklärungsbedürftigeProdukte oder Angebote, die sich
qualitativ von der Konkurrenz abhe-ben, die neue oder noch nicht be-kannte technische Details oder einenspezifischen, noch nicht oder kaumbekannten Nutzwert aufweisen, dersich mittels eines Fachaufsatzeskommunizieren lässt; die in gutstrukturierte Märkte und nicht (nur)über den Preis verkauft werden; dieim Vergleich zum Wettbewerb „hö-her“ positioniert werden sollen; dieein steigerungsfähiges Marktpoten-tial haben.
Info-Paket schnürenfür den Empfänger
Endet die Analyse positiv, muss dieMarketingbotschaft pressetechnischaufbereitet werden. Dies umfasst dieThematisierung und die journalisti-sche Umsetzung in Form eines Fach-aufsatzes. Die Themen können sichauf einen besonderen Produktnut-zen, auf bestimmte technische De-tails des Produkts oder Angebotsoder auch auf allgemein interessie-rende Fragen „rund um das Ange-bot“ beziehen. Prinzipiell gilt, dassdas Thema für einen großen Teil deranzusprechenden Zielgruppe vonInteresse sein muss.
Danach gilt es, das geeignete Me-dium für den Fachaufsatz zu finden.In der Regel steht ein breites Spek-trum an Fachzeitschriften für diespezielle Marketingbotschaft zurVerfügung, das heißt man kann dieFachzeitschrift auswählen, die zumBeispiel hinsichtlich Image, Ziel-gruppe etc. am besten zum Unter-nehmen passt. Dadurch lässt sich derStreuverlust minimieren. Fachzeit-
Sinnvolle
VerbindungDie Umsetzung einer werbetechnischen Botschaftsetzt solides Expertenwissen voraus
HANS-PETER MAYR, MARCUS MÜLLER UND VIRGINIA WALTER
Dr. Hans-Peter Mayr ist geschäftsführenderGesellschafter, Marcus Müller und VirginiaWalter sind Mitarbeiter der CPM Service-gesellschaft mbH, 40489 Düsseldorf. Tel.(02 03) 7 48 02 81, Fax (02 03) 7 48 02 82, [email protected]
Beim CPM-Kon-zept greifenMIttel der Presse-arbeit und derWerbung wie beieinem Uhrwerkineinander.
FAZIT
P Hohe Effizienz der Ansprachebei überschaubaren Kosten
P Werbetechnische Umsetzungder Botschaft verlangt Experten
P Kontakte überprüfen


130 MM Das IndustrieMagazin · 22/2002
schriften bieten die Chance, mit ei-ner Veröffentlichung Leseranfragenzu generieren und so Adressen vonLesern zu erhalten, die konkretesInteresse am spezifischen Angebotzeigen.
Werbetechnische Umsetzung
Damit beginnt der werbetechnischeTeil des Konzepts. Die erhaltenen Le-seranfragen werden mittels persona-lisiertem Mailing und einem Info-
Paket bearbeitet. Das Informations-Paket kann aus einer Reihe entspre-chender Produktbroschüren, aus in-dividuell zusammengestellten Infor-mationen oder auch nur aus einem
Leaflet bestehen – wichtig ist, dassdie Werbung auf die im Fachaufsatztransportierte Marketingbotschaftganz genau abgestimmt ist, dasheißt, die das durch den Fachaufsatzerzeugte Interesse befriedigt undverstärkt sowie eine Entscheidungermöglicht.
Die Nachbearbeitung der Kontak-te mittels telefonischer Nachfassak-tion hat den Zweck, den Interessen-ten ein weiteres Mal auf das Angebothinzuweisen und eine Kauf- bezie-
MANAGEMENT MARKETING
Beispiel eines Direct-Mail mitAnschreiben.

MM Das IndustrieMagazin · 22/2002 131
hungsweise Auftragsentscheidungherbeizuführen.
Zusätzlich bietet der telefonischeNachfass die Möglichkeit einer qua-lifizierten Erfolgsanalyse, indemzum Beispiel Nachfrage- und Ableh-nungsgründe erfragt werden. In je-dem Fall wird die NachfassaktionKlarheit über die tatsächliche Inter-essenlage eines Anfragers schaffen.
Fachaufsätze genießen in der Re-gel erhöhte Aufmerksamkeit seitensdes Lesers, und die in einem Fach-aufsatz übermittelten Informatio-nen werden vom Leser in aller Regelals glaubwürdig eingestuft. Hinzukommt, dass der Fachaufsatz Kom-petenz übermittelt, das heißt, dasImage des Autors als Experte fördert.
Stimmige Themen haben mit ei-ner Veröffentlichung schon bis zu600 Leseranfragen erzeugt. Auchwenn so hohe Response-Zahlen eherunüblich sind, kann durch geschick-te Mehrfach-Veröffentlichungen ei-ne beträchtliche Anzahl von Leser-anfragen erreicht werden. Es bestehtaber vielfach auch die Möglichkeit,zielgruppenadäquate oder sogar -identische Adressen käuflich zu er-werben, die genau so wie Leseran-fragen bearbeitet werden können.
Unterschiedliche Kompetenzen
Nichts ist ohne Fallstricke. Das hierbeschriebene CPM-Konzept verbin-det nicht nur unterschiedliche Me-thoden der Marketing-Kommunika-tion untereinander, sondern auchentsprechend unterschiedliche fach-liche Kompetenzen. So erfordertzum Beispiel die Vermarktung vonFachaufsätzen viel Erfahrung undFingerspitzengefühl, weil hierbeischon allein durch falsches Auftretenviel kaputt gemacht werden kann.Die werbetechnische Umsetzung derBotschaft verlangt wiederum ein an-deres Know-how, das nur Expertenhaben, welche die Regeln der Kunstder werblichen Ansprache beherr-schen.
Wenn es gelingt, diese unter-schiedlichen Kompetenzen unter ei-nen Hut zu bekommen – und das istnicht unmöglich – bietet das CPM-Konzept nicht nur eine sehr intensi-
ve Zielgruppenansprache, sondernauch eine konsequente Nutzung dersich daraus ergebenden Interessen-tenanfragen.
Die Kosten liegen in etwa im Be-reich einer normalen Mailingaktion,die nötig wäre, um die tatsächlicherhaltenen Rückläufe zu erzielen. Dadas Konzept eine Reihe von Zusatz-nutzen bietet, kann es mit Fug undRecht als kosteneffiziente Methode
zur Erzielung von Kaufinteresse imBusiness-to-Business-Bereich be-zeichnet werden. MM
MANAGEMENTMARKETING
P Tue Gutes und rede darüber
P Öffentlichkeitsarbeit in Unter-nehmen – Ausarbeitung der Uni-versität Karlsruhe
www.maschinenmarkt.de


Im Gesamt-Durchschnittspreis, der Wasser und Ab-wasser einschließt, bleibt Darmstadt mit 6,24 Euro/m3
nach wie vor Spitzenreiter im Bundesgebiet, es folgenWiesbaden mit 4,96 Euro/m3, Eschwege mit 4,86Euro/m3, Zwickau mit 4,85 Euro/m3 und Halle mit 4,84 Euro/m3.
Die Preise für Trink-wasser der Industrie-kunden sind im letz-ten Jahr in den alten
Bundesländern umbis zu 17,3% gestie-
gen, in den neuenLändern haben sie
sich dagegen nur ge-ringfügig geändert.
Arno Bachmann ist Energieberater beim VEA. Ge-schäftsleitung: Geschäftsführendes Vorstands-mitglied RA Manfred Panitz, Geschäftsführer Dr.-Ing. Volker Stuke, 30519 Hannover, Tel. (05 11)98 48-1 13, Fax (05 11) 98 48-1 88, [email protected],www.vea.de
Der vom VEA veröffentlich-
te Wasser- und Abwasser-
preisvergleich erfasst die
Frisch- und Abwasserpreise (ein-
schließlich Mess- und Grundpreise)
der Wasserversorgungsunterneh-
men (WVU) von 64 deutschen Städ-
ten im alten Bundesgebiet und von
19 WVU aus den neuen Bundeslän-
dern zum Stichtag 01. 01. 2002. Für
jedes WVU enthält der Preisver-
gleich die Wasser-Durchschnitts-
preise für zwei praxisnahe Abnah-
mefälle, 7500 m3 Jahresabnahme mit
einem Anschluss DN 50 mm und
100 000 m3 Jahresabnahme mit An-
schluss DN 150 mm.
Sonderverträgewerden berücksichtigt
Die Durchschnittspreisberechnung
berücksichtigt auch Sonderverträge
für Großabnehmer, soweit sie von
den WVU (hauptsächlich in Nord-
rhein-Westfalen und Norddeutsch-
land) angeboten werden. Die unte-
ren Grenzen für die Gewährung der
Sonderkonditionen liegen dabei je
nach WVU zwischen 3000 und
600 000 m3/a. Einige der WVU räu-
men Sonderkonditionen nur bei
„großen Abgabemengen“ oder in
„Ausnahmefällen“ ein, ohne die
Mengen oder Fälle näher zu erläu-
tern. In der Regel sind die Preise der
Sonderkonditionen an die Entwick-
lung der Allgemeinen Tarifpreise ge-
bunden. Es gibt jedoch in einigen
Fällen eine Preisbindung, ähnlich
wie bei den Strom- und Gasliefer-
verträgen, an bestimmte Faktoren
wie Kohle und Lohn sowie Energie-
kosten und/oder Investitionsgüter-
index. Die Preisveränderung zum
Vorjahr wurde über den Mittelwert
der Durchschnittspreise der beiden
Abnahmefälle ermittelt, wobei der
Durchschnittspreis des Vorjahres
von DM/m3 auf Euro/m3 umgerech-
ARNO BACHMANN
Wasserpreisvergleich 2002Wasserpreisvergleich 2002
MM Das IndustrieMagazin · 22/2002 133
Mitteilungen des Bundesverbandesder Energie-Abnehmer e.V.
Während im Westen die Trinkwasserpreise steigen,gibt es im Osten nur geringe Veränderungen
Bild
: MM
-Arc
hiv

net wurde. Sofern sich Veränderun-
gen bei der Umrechnung durch Run-
dungen ergaben, haben wir die Dif-
ferenz zum Vorjahr neutralisiert.
Dieser Mittelwert gilt gleichzeitig als
Maßstab für die Festlegung der Rei-
henfolge. Alle Preisangaben sind
netto, berücksichtigen jedoch die
Mess- oder Grundpreise und
Sonderabgaben, wie Bigge-Beitrag,
RTV-Beitrag und gegebenenfalls ei-
ne Grundwasserabgabe. Den Netto-
Preisen ist noch die Mehrwertsteuer
hinzuzurechnen. Die Abwasserge-
bühren sind umsatzsteuerfrei, soweit
die Abwasserentsorgung durch öf-
fentlich-rechtliche Betriebe durch-
geführt wird.
In den alten Bundesländern erhöh-
ten 14 WVU die Wasserpreise zwi-
schen 0,2 und 17,3%. Am stärksten
erhöhten die Stadtwerke Aschaffen-
burg mit 17,3%. Um mehr als 10%
erhöhten auch noch die Stadtwerke
Coburg mit 13,9%. Erhöht wurden
die Preise zwischen 5 und 10%: in
Duisburg mit 5,1%, in Würzburg
mit 7,3% und in Aachen mit 8,4%.
Um weniger als 5% wurden die Prei-
se in Düsseldorf und Ingolstadt mit
0,2%, in Krefeld mit 1,1%, in Baden-
Baden und Essen mit je 1,7%, in Göt-
tingen mit 3,1% und in Mainz mit
3,9% angehoben. Bei 46 WVU blie-
ben die Preise unverändert. Erfreuli-
cherweise haben auch 5 WVU die
Preise zwischen 0,3 und 6,1% ge-
senkt. Die stärkste Preissenkung ist
in Frankfurt (Mainova) mit 6,1%
festzustellen. Weiterhin wurden in
Eschwege die Preise um 0,3%, in
Dortmund um 1,4%, in Helmstedt
(Avacon) um 2,4% und in Offenbach
um 2,6% gesenkt. Im Mittel der 64
WVU ist eine Verteuerung um 0,9%
festzustellen.
Preissituation in den neuen Bundesländern
In den neuen Bundesländern haben
sich nur geringe Veränderungen er-
geben. Lediglich in Cottbus ist ein
leichter Anstieg um 0,3% festzustel-
len. In Jena und Halle sind die Prei-
se um 0,2% gesenkt worden. Neu-
brandenburg hat mit 2,2% die Prei-
se am stärksten gesenkt. Im Schnitt
der 19 Orte ergibt sich gegenüber
dem Vorjahr eine Veränderung um
–0,1%.
Aus den Durchschnittspreisen der
beiden Anwendungsfälle wurde der
jeweilige Mittelwert gebildet und die
Aufstellung beginnend mit dem nie-
drigsten Wert aufsteigend geordnet.
An der Reihenfolge der 10 günstigs-
ten Orte oder WVU haben sich
durch die Preissenkung in Helmstedt
(Avacon) und durch die Preiserhö-
hung in Aachen geringe Verände-
rungen ergeben, so haben Helmstedt
(Avacon) und Paderborn die Plätze
getauscht. Aachen verschlechterte
sich von Platz 9 auf Platz 17. Dafür
stiegen Augsburg von Platz 10 auf
Platz 9 und Gelsenkirchen (Gelsen-
wasser) von Platz 12 auf Platz 10. Die
Reihenfolge ist nun: Ingolstadt,
Helmstedt (Avacon), Paderborn,
Flensburg, Emden, Neumünster, Ol-
denburg, München, Augsburg und
Gelsenkirchen (Gelsenwasser). Auch
die Reihenfolge der 10 teuersten Or-
te hat sich verändert.
Durch die Preissenkung gehört
Frankfurt (Mainova) nicht mehr zu
den 10 teuersten Orten und hat sich
von Platz 55 auf Platz 52 verbessert.
Eschwege und Darmstadt haben die
Plätze getauscht. Offenbach konnte
sich von Platz 62 auf Platz 58 ver-
bessern. Neu hinzugekommen ist
durch die Preiserhöhung Aschaffen-
burg. Mainz (Entega) hat sich durch
die Preiserhöhung von Platz 59 auf
Platz 63 verschlechtert. Die Reihen-
folge ist nunmehr: Heilbronn,
Eschwege, Darmstadt, Offenbach,
Aschaffenburg, Pforzheim, Kassel,
Heidelberg, Mainz (Entega), und
Wiesbaden bleibt unverändert der
teuerste Ort.
Im Durchschnitt aller 64 Orte er-
rechnet sich für den ersten Fall [1]
ein Preis von 1,58 Euro/m3 und für
den zweiten Fall [2] von 1,505 Eu-
ro/m3. Im Mittel beider Anwen-
dungsfälle sind das 1,543 Euro/m3.
In den neuen Bundesländern hat sich
weder an der Reihenfolge der fünf
günstigsten noch an der der fünf teu-
ersten Orte eine Veränderung erge-
ben. Die Reihenfolge der fünf gün-
Mitteilungen des Bundesverbandesder Energie-Abnehmer e.V.
134 MM Das IndustrieMagazin · 22/2002
Preisvergleich unter
www.vea.de/mm22.html
Wasserpreisvergleich 2002 – alte und neue Bundesländer

stigsten ist: Neubrandenburg, Cott-
bus, Potsdam, Senftenberg und
Schwerin. Die fünf teuersten Orte
sind: Chemnitz, Gera, Dresden, Go-
tha und Halle. Im Durchschnitt der
19 Orte sind im ersten Anwen-
dungsfall [1] 1,849 Euro/m3 und im
zweiten Fall [2] 1,686 Euro/m3 zu
entrichten. Der Mittelwert aus bei-
den Anwendungsfällen beträgt
1,767 Euro/m3.
Abwassergebührenbedingt einbeziehbar
Wegen der unterschiedlichen Be-
messungsgrundlagen ist die Einbe-
ziehung der Abwassergebühren oder
-preise nur bedingt möglich. Grund-
sätzlich hat jeder Abnehmer eine
Abwassergebühr zu entrichten, die
sich nach der bezogenen Frischwas-
sermenge richtet. In den Gebühren-
satzungen vieler Kommunen ist
auch die Möglichkeit vorgesehen,
nachweislich nicht der Kanalisation
zugeführte Mengen (das heißt im
Betrieb verbrauchtes Wasser) bei der
Gebührenberechnung außer Ansatz
zu lassen oder wenig verschmutztes
Wasser mit einem geringeren Ge-
bührensatz zu belegen.
Bei einigen Kommunen wird die
Einleitung von Regenwasser in die
Kanalisation pauschal mit den Ab-
wassergebühren berechnet. Andere
Kommunen oder Zweckverbände
erheben eine zusätzliche Abwasser-
gebühr, die sich nach den an die Ka-
nalisation angeschlossenen Grund-
stücksflächen errechnet. Die Berech-
nung dieser Flächen (bebaut, unbe-
baut oder befestigt) ist uneinheitlich,
so dass ein Vergleich der Gebühren
nicht möglich ist.
Die Regenwassereinleitung wird in
der Regel in Euro/m2 und Jahr ange-
geben. In einigen Fällen wird die zu
berücksichtigende Fläche noch mit
einem Niederschlagsbeiwert multi-
pliziert, woraus sich dann eine Ab-
flussmenge in m3/a ergibt. In diesen
Fällen wird die Einleitungsgebühr
dann in Euro/m3 berechnet. In der
Tabelle ist ein Gesamtpreis ausge-
wiesen, der sich aus der Addition des
Wasserpreises (Mittelwert) und der
Schmutzwasser-Einleitungsgebühr
errechnet.
Weil die Regenwasser-Ein-
leitungsgebühren wegen der unter-
schiedlichen Grundstücksflächen
rechnerisch bei dem Gesamtpreis
nicht berücksichtigt werden konn-
ten, ist ein Vergleich aller Orte nach
diesem Gesamtpreis wenig aussage-
fähig. Für die Avacon in Helmstedt
haben wir keine Abwassergebühren
genannt, weil die Avacon in der Um-
gebung von Hannover eine Vielzahl
von Kommunen beliefert, die ent-
weder eigene Kläranlagen betreiben
oder sich Zweckverbänden ange-
schlossen haben und somit eine Viel-
zahl von Gebühren zu berücksichti-
gen wäre [3]. Bei EWE Oldenburg,
Gelsenwasser Gelsenkirchen und
Südhessische Wasser AG in Darm-
stadt haben wir die Abwassergebüh-
ren für den jeweiligen Standort der
Unternehmen in die Tabelle aufge-
nommen.
In einigen Fällen, zum Beispiel in
Lübeck, sinken die Schmutzwasser-
gebühren bei höheren Einleitungs-
mengen. Das wurde insofern be-
rücksichtigt, als die Gebühren für die
Trinkwasserbezugsmengen von
7500 m3/a und 100 000 m3/a getrennt
errechnet und anschließend ge-
mittelt wurden. Die Stadt Wiesbaden
setzt grundsätzlich nur 90% des be-
zogenen Wassers als Abwasser an.
Die Gebühr von 2,85 Euro/m3 wur-
de aus den beiden Abnahmefällen
gemittelt. Die Abwassergebühren
haben wir nicht näher ausgewertet,
weil immer mehr Entsorger eine Re-
genwasser-Einleitungsgebühr ein-
führen. j
MM Das IndustrieMagazin · 22/2002 135
Zusatzinformationen im Internet:
P VEA im Internet
www.maschinenmarkt.de
Anmerkungen:
c Fall 1: 7500 m3/a mit Anschluss
DN 50 mm, Zählergröße: NG
30 m3 = QN 15 m3/h oder nächst
größerer Zähler,
c Fall 2: 100 000 m3/a mit An-
schluss DN 150 mm, Zählergröße:
NG 300 m3 = QN 150 m3/h oder
nächst kleinerer Zähler.
c Die berücksichtigten Preise der
Avacon Helmstedt gelten für den
Versorgungsbereich: Amelinghau-
sen, Bad Münder, Bockenem,
Gehrden, Heere Hiddestorf, Oh-
lendorf, Springe, Wunstorf.
Aus guten Gründensind sich Fachleuteeinig, dass bei derWasserversorgungdie Kommunenweiterhin die Verant-wortung behaltenmüssen.

Die Sun Microsystems GmbH in
Kirchheim-Heimstetten bei Mün-
chen ist eines der jüngsten Mitglie-
der im VEA. Vor sechs Monaten ist
das Unternehmen dem Verband
beigetreten. In dieser
kurzen Zeit haben die
IT-Spezialisten zusam-
men mit dem VEA
schon einiges auf die
Beine gestellt. Für zwei
Abnahmestellen wur-
den über die VEA-On-
line-Auktion neue
Stromversorger gefun-
den. MM unterhielt
sich mit dem Facility
Manager Werner Göbl,
und Dirk Uhrhan, Fa-
cility Manager
Deutschland der Eu-
bag Operations
GmbH, einem von Sun
beauftragten Unternehmen.
MM: Herr Göbl, wie kamen Sie
denn auf die Idee, dem VEA beizu-
treten?
Göbl: Wir haben eine Möglichkeit
gesucht, unseren Energiebedarf
online auszuschreiben. Sun hat eine
große Affinität zum Medium Inter-
net. Auch in anderen Bereichen
nutzen wir so weit es geht die Onli-
ne-Ausschreibung. Bei unserer
Recherche nach Online-Auktionen
sind wir auf das Angebot des VEA
gestoßen. Das hat uns überzeugt,
und wir haben uns um eine Mit-
gliedsc haft gekümmert.
MM: Sechs Monate sind ja keine
lange Zeit, und trotzdem haben Sie
schon viel erreicht. Wie konnten Sie
so schnell zu vorzeigbaren Ergebnis-
sen kommen?
Uhrhan: Dieses Verdienst liegt
beim VEA. Es war wirklich gigan-
tisch, wie schnell dort gearbeitet
wurde. Alle unsere Fragen wurden
umgehend beantwortet, und die
Aufarbeitung unserer Bezugsdaten
war schon nach vier Wochen abge-
schlossen. Unsere erste Auktion lief
dann auch sofort nach der Verar-
beitung unserer Daten.
MM: Und wie sind Sie mit dem
Ablauf der Auktion zufrieden?
Göbl: Die Auktionen verliefen rei-
bungslos und zu unserer vollsten
Zufriedenheit. Wir hatten mit Ein-
sparungen im Bereich von 10 bis
12% gerechnet. In der ersten Auk-
tion haben wir dann sogar 16%
erreicht, bei der zweiten immerhin
noch 12%. Auch der technische
Ablauf war hervorragend. Wir sind
ja Fachleute für das Internet, und
das VEA-Programm für die Auktio-
nen funktioniert einwandfrei.
MM: Haben Sie bei den Auktionen
mit Top3- oder Top1-Schranken
gearbeitet? (Anm. der Red.: Top3-
Schranke: Nach Unterschreiten
muss mit einem der drei günstigsten
Anbieter ein Vertrag abgeschlossen
werden; Top1-Schranke: Nach
Unterschreiten muss mit dem
unterschreitenden Unternehmen
abgeschlossen werden.)
Uhrhan: Wir setzten bei beiden
Auktionen beide Schranken ein. Bei
der ersten Auktion ist nach der
Top3- auch noch die Top1-Schran-
ke unterboten worden. In der zwei-
ten Auktion ist die Top3-Schranke
gefallen. Wir haben dann mit dem
günstigsten der drei Anbieter einen
Vertrag abgeschlossen.
Mitteilungen des Bundesverbandesder Energie-Abnehmer e.V.
MM: Und die Durchführung der
Verträge läuft ohne Probleme?
Göbl: Bei einer der Abnahmestel-
len hatte sich unser bisheriger Ver-
sorger zunächst noch etwas quer
gestellt. Nach Verhandlungen zwi-
schen ihm und unserem neuen Ver-
sorger läuft jetzt aber der Strombe-
zug ohne Probleme. Die vom VEA
vermittelten Verträge sind ja Voll-
versorgungsverträge, für uns
bedeutete das von Anfang an weni-
ger Aufwand und Probleme.
MM: Wie sind Ihre weiteren Pläne,
werden Sie noch weitere Service-
Leistungen des VEA in Anspruch
nehmen?
Uhrhan: Nach dem bisherigen
Erfolg werden wir in diesem Jahr
noch für zwei weitere Abnahme-
stellen Auktionen durchführen.
Dann wollen wir auch versuchen,
durch Nachverhandlungen mit
unserem Gasversorger bessere Kon-
ditionen zu erreichen. Dafür brau-
chen wir natürlich auch die Unter-
stützung des VEA. Außerdem pla-
nen wir mit unserem Berater,
Herrn Wörsdörfer, einen regelmä-
ßigen Kontakt aufzubauen, um kei-
ne Entscheidungsstaus bei Energie-
fragen aufkommen zu lassen. j
136 MM Das IndustrieMagazin · 22/2002
Sun schreibt Energiebedarfjetzt online ausMit Internetauktion Einsparungen von 16% realisiert
WINFRIED SCHRÖDER
Werner Göbl, Facility ManagerDeutschland, Sun MicrosystemsGmbH, Kirchheim-Heimstetten:„Bei unserer Recherche nach Onli-ne-Auktionen sind wir auf das An-gebot des VEA gestoßen.“
Bild: Sun
Dirk Uhrhan, Facility ManagerDeutschland der Eubag OperationsGmbH, München: „Alle unsere Fra-gen wurden umgehend beantwortet,und die Aufarbeitung unserer Bezugs-daten war schon nach vier Wochenabgeschlossen.“
Bild: Eubag

Gedanken zur rot-grünen Energie- und Umweltpolitik
MANFRED PANITZ
Die energie- und umweltpolitische
Bilanz dieser Legislaturperiode ist
nicht zufriedenstellend. Beim Kli-
maschutz ist zwar die deutsche Bi-
lanz im internationalen Vergleich
goldgerändert. Aber die deutsche
Vorreiterrolle wurde und wird inter-
national nicht honoriert. Der Aus-
stoß der klimaschädlichen Gase
stand weltweit unverändert an. Nur
die EU ist noch zu Absenkungen be-
reit, aber die EU-Verpflichtung wird
zu mehr als 100% von Deutschland
erbracht. Der dafür zu zahlenden
Preis droht zu Lasten von Wirt-
schaftswachstum und Arbeitsplät-
zen in Deutschland zu gehen, trägt
aber zum weltweiten Klimaschutz
Nebulös und ver-schwommen siehtder VEA die Energie-und Umweltpolitikder rot-grünen Regie-rungskoalition. NachAnsicht des Verbandsist das keine rationaleEnergiepolitik mehr.
Bild
: Sie
men
s
MANFRED PANITZ
EnergiesparverordnungNiedrigenergiehäuser und Energiepässe bei Neubauten
Am 1. Februar 2002 ist eine neue
Energiesparverordnung in Kraft ge-
treten. Ferner hat der Bundesrat
auch der ergänzenden „Allgemeinen
Verwaltungsvorschrift Ener-
giebedarfsausweis“ der Bundesre-
gierung zugestimmt. Das Bundes-
wirtschaftsministerium rechnet da-
mit, dass die Bürger durch die Ener-
gieeinsparstrategie der Bundesregie-
rung deutlich von Energiekosten
entlastet werden. So verringert die
neue Energieeinsparverordnung den
Energiebedarf im Neubaubereich
um etwa 30%. Es werden zusätzlich
verstärkt Energieeinsparpotenziale
im Gebäudebestand mobilisiert
(nachträgliche Wärmedämmung
und Austausch etwa 2 Millionen vor
Oktober 1978 in Betrieb genomme-
ner ineffizienter Heizkessel). Außer-
dem wird durch verbraucherfreund-
lich gestaltete Energiebedarfsaus-
weise die Energietransparenz von
Gebäuden für Eigentümer, Mieter
und den Immobilienmarkt erhöht.
Damit werden zusätzliche Anreize
zur Verbesserung der energetischen
Qualität der Gebäude – zum Beispiel
bei anstehenden Modernisierungen
– geschaffen. Insgesamt sieht die
Bundesregierung jetzt längerfristig
verlässliche Weichen gestellt für
mehr Energieeffizienz in diesem be-
deutenden Energieverbrauchssek-
tor; immerhin entfällt etwa ein Vier-
tel des Primärenergieverbrauchs un-
serer Volkswirtschaft auf die Gebäu-
deheizung und Warmwasserberei-
tung.
Für Neubauten, das heißt für Ge-
bäude, für die der Bauantrag ab
1. Februar 2002 gestellt wird, und
in bestimmten Fällen auch bei we-
sentlichen Änderungen beste-
hender Gebäude müssen künftig
Energiebedarfsausweise (für Wohn-
und andere Gebäude mit „norma-
len“ Innentemperaturen) und Wär-
mebedarfsausweise (für Gebäude
mit nutzungsbedingt niedrigen
Innentemperaturen) mit den wich-
tigsten energetischen Kennwerten
ausgestellt werden. Die wichtigsten
Konsequenzen für Vermieter:
c Alle noch nicht isolierten Heiz-
leitungen so rasch wie möglich iso-
lieren.
c Dämmung von noch nicht aus-
gebauten, aber begehbaren Dachge-
schossen bis Ende 2005 vorneh-
men.
c Ersatz von allen alten Heizkesseln
ebenfalls bis Ende 2005, wenn diese
vor Oktober 1978 installiert wor-
den sind.
c Haben Sie aber seit November
1996 eine Nachrüstung vornehmen
lassen, läuft diese Frist bis Ende
2008.
Wer als Vermieter eine Heizung
wegen der neuen Verordnung um-
baut, darf die Miete als Modernisie-
rungskosten um 11% der Kosten er-
höhen. Wer dagegen eine ohnehin
schon klapprige Heizung nur repa-
rieren lässt, kann eine Mieterhöhung
nicht auf Basis gesetzlicher Bestim-
mungen vornehmen. j
MM Das IndustrieMagazin · 22/2002 137

nichts bei. Die USA haben das Kyo-
to-Protokoll in den Papierkorb ge-
worfen, die anderen Industrienatio-
nen haben auf den Klimagipfeln
hoch gepokert und gewonnen, und
die Dritte Welt pocht auf ihren Nach-
holbedarf, obwohl sie CO2 nach Be-
lieben in die Luft pumpt. Die Ratifi-
zierung des Kyoto-Protokolls wird
zur Farce, das Klima und Deutsch-
land werden die Verlierer sein.
Noch nie war in einer Bundesregie-
rung das für die Energiepolitik zu-
ständige Bundeswirtschaftsminis-
terium so kompetent besetzt, wie in
dieser Periode. Dennoch findet auch
die Bilanz von Bundeswirtschaftsmi-
nister Werner Müller nicht ungeteil-
ten Beifall. Gemangelt hat es vor al-
lem an einer konzeptionellen Ener-
giepolitik. Das vom Wirtschaftsmi-
nister zu Beginn seiner Amtszeit an-
gekündigte Energieprogramm hat
nie das Licht der Welt erblickt.
Veränderungen könnten auch bei
der Ökosteuer und den erneuerba-
ren Energien anstehen. Selbst
Bundeskanzler Schröder will nach
der Ökosteuer-Erhöhung zum 1. Ja-
nuar 2003 Schluss machen. Ohne
grünen Koalitionspartner findet
vielleicht auch diese Erhöhung nicht
mehr statt. Das Erneuerbare-Ener-
gien-Gesetz wird auf der Zeitachse
zu einer milliardenschweren Last.
Der Bestand dürfte zwar geschützt
bleiben, aber der bedingungslose
Ausbau könnte gestoppt oder jeden-
falls modifiziert werden. Als ökolo-
gisch fragwürdig und wirtschaftlich
unsinnig könnte ebenso das KWK-
Gesetz eingestuft werden.
Im Strommarkt wurden die Weichen
für die Liberalisierung noch von den
Vorgängern gestellt. Die jetzige Re-
gierung hat den Liberalisierungser-
folg nur kurz gefeiert und ihn an-
schließend mit den Steuer- und Ab-
gabenerhöhungen weitgehend wie-
der kassiert. Beim Gasmarkt, einem
neuen Handlungsfeld dieser Regie-
rung, sollten sich die „Fehler“ der
Strommarktliberalisierung zu Las-
ten der Substanz der dominierenden
Unternehmen nicht wiederholen.
Deshalb tut sich auf diesem Markt
auch wenig, durchaus so gewollt, al-
len Beteuerungen zum Trotz.
Dies ist keine rationale Energiepoli-
tik mehr. Die Koalition will einerseits
ideologisch verbrämte Ökologie, an-
dererseits setzt sie sich für den libe-
ralisierten Markt ein. Dieses Hin und
Her führt zu einem Flickenteppich in
der Energiepolitik und ist unerträg-
lich. Deutschland ist kein abgeschot-
teter Markt, auf dem allerlei energie-
politische Turnübungen durchge-
führt werden können, ohne dass dies
Auswirkungen für Menschen und
Wirtschaft hätte. j
138 MM Das IndustrieMagazin · 22/2002



MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
CNC-Portalfräsmaschine verbindet hohe Steifigkeit mit hoher Dynamik
Die Fräsmaschine mit der Produktbezeichnung BK 50zeichnet sich Herstellerangaben zufolgeaufgrund ihrer Gusskonstruktion vor al-lem durch hohe Steifigkeit in Verbindungmit hoher Dynamik aus. Typische Anwen-dungsbereiche sind die schwere Zerspa-nung und das 5-achsige Finishing von
Guss, Stahl bis hin zu Titan. Die Maschinehat ein feststehendes Portal, einen fahrbaren Tisch in X-
Richtung und ist in unterschiedlichen Größen lieferbar.Mit verschiedenen Kopfvarianten und einem optionalen Rund-tisch kann die Maschine zur simultan arbeitenden 6-Achsen-CNC-Fräsmaschine ausgebaut werden.c Bokö GmbH, Tel. (07 11) 34 16 77-0, www.bokoe.com
Werkzeugvoreinstellgerätefür kleine und mittlere Unternehmen
Die neue Generation an Einstellgerä-ten in den Ausführungen Seca C undSeca E wurde speziell für die Anfor-derungen kleiner und mittlerer Be-triebe beim Aufbau einer modernenWerkzeugeinstellung konzipiert. Siezeichnet sich Herstellerangaben zu-folge durch kompakte Bauweise, hoheLebensdauer und geringen Wartungs-bedarf aus. Dies hat minimale Be-triebskosten bei hohem Nutzwert zurFolge. Die Präzisionsspindel zur
Werkzeugaufnahme ist wälzgelagert. Dadurch werden hervorra-gende Rundlaufeigenschaften erreicht, unabhängig von Werkzeug-gewicht und -größe. Die Vakuumspannung des Werkzeugkegelsgehört bereits zum Standard. c Kelch GmbH & Co., Tel. (0 71 81) 9 25-0, www.kelch.de
HSC-Schaftfräser zur Hartbearbeitungvon zähen Werkzeugstählen
Die HSC-Fräser „Protostar Ultra“ eignen sich fürdie Bearbeitung von harten und zähenWerkzeugstählen sowie für hochlegier-te gehärtete PM-Schnellstahlstählen.Durch ihre hohe Verschleißfestigkeit verur-sachen die Fräser Herstellerangaben zufolgekleinere Maßabweichungen, weniger Werkzeug-wechsel und Nacharbeit. Je nach Werkstoff und Einsatzbedingun-gen lässt sich beim HSC-Schlichten der Standweg um den Faktor 2bis 10 verlängern. Beim Hochleistungsfräsen hingegen ermöglichtdie Schrupp-Strategie eine hohe Abtragsrate, ohne dass die Ma-schine überlastet wird. Empfehlenswert sind eine kleine radialeund eine große axiale Schnitttiefe. c Prototyp-Werke GmbH, Tel. (0 78 35) 77-2 29, www.prototyp.de


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
Kunststoff-Lasersinteranlage mit automatisierter Peripherie
Die Kunststoff-Lasersinteranlage Eosint P380 verfügt über eine hoch automatisiertePeripherie. Das Integrated Process ChainManagement reduziert laut Herstelleranga-ben den personellen Aufwand auf wenigeArbeitsschritte. Eine als geschlossenes Sys-tem ausgelegte automatische Pulverbefül-
lung erleichtert und beschleunigt das Handling, eine integrierteEntpackstation vereinfacht das schnelle Freilegen der Bauteile ausdem Pulvermantel und ein Wechselrahmensystem ermöglicht daschargenweise Produzieren größerer Stückzahlen. Vorgeschaltet istdem Handlingsystem zudem eine Datenaufbereitungssoftware. c EOS GmbH, Tel. (0 89) 8 56 85-0, www.eos-gmbh.de
Rapid-Prototyping-Anlage ermöglichtFunktionsmodelle aus Polycarbonat
Das Herstellen von Funktionsprototypenaus dem technischen Kunststoff Polycar-bonat ermöglich die Rapid Prototyping-Anlage FDM Titan. Die Prototypen besit-zen gute mechanischen Eigenschaften,insbesondere eine hohe Schlagzähigkeit,und eine bis 135 °C reichende Wärme-formbeständigkeit. Damit eignen sichPrototypen aus Polycarbonat zur direktenErprobung auch unter schwierigen Bedin-gungen, zum Beispiel im motornahen Be-reich von Fahrzeugen oder in Leuchtmitteln. Die Größe der Pro-totypen kann bis 350 mm × 400 mm × 400 mm betragen. NeueDüsenköpfe und eine veränderte Antriebstechnik erlauben die fürPolycarbonat erforderlichen höheren Temperaturen im Bauraum.
c alphacam Fertigungssoftware GmbH, Tel. (0 71 81) 92 22-0, www.alphacam.de
Druckgeregeltes Vakuum-Gießverfahrenermöglicht Modelle aus SilikonkautschukDurch ein druckgeregeltes Verfahren können jetzt auch funktio-nelle Prototypen für LISM und LSR im Vakuumgießen hergestelltwerden. Das MCP-Vakuumgießverfahren wurde durch Vario-Druck so abgeändert, dass auch mit diesem Prozess sehr zähflüssi-ge, thixothropische Werkstoffe wie Silikonkautschuk in flexiblenFormen verarbeitet werden können. Angefangen mit einem Ra-pid-Prototyping-Modell können binnen 24 Stunden die ersten Si-likonteile gegossen werden. Die Option bedeutet, dass die Vaku-umkammer in zwei getrennte, luftdichte Kammern geändert wird.Vorteile liegen darin, dass hoch viskose Materialien unter Druckin Formen befüllt werden können, die sich in der zweiten Kammerunter Vakuum befinden. Die so hergestellten Formteile aus Silikonhaben eine hohe Temperaturbeständigkeit von über 300 °C. c HEK GmbH, Euro Tech Center, Tel. (0 21 31) 5 10 56-0, www.mcp-group.de


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
Zentrierspanneinrichtungmit hoher Mittengenauigkeit Unabhängig von ihrer Außentoleranz werden Werkstücke mit derZentrierspanneinrichtung wiederholgenau mittig gespannt. DieMittelgenauigkeit liegt zwischen 0,01 und 0,05 mm. Auch in Vor-richtungen, mit denen Teile zueinander ausgerichtet werden müs-sen, werden solche Spanneinrichtungen verwendet. Die hydrauli-schen und manuellen Zentrierspanneinrichtungen gibt es in
Kombinationswerkzeug für Radlager verkürzt Fertigungszeiten
Das Kombinationswerkzeug für Radlagerbesteht aus einem Grundkörper mit HSK-100-Aufnahme und hat sechs verschiedeneFunktionen. Durch die vorderen vierSchneiden wird die zentrale Lagerbohrungzirkular in einem Umlauf vorgefräst. Anschließend kann die komplette Kontur, bestehend aus äußerer Fase, äußerer und innerer Schulter, innererFase und zentraler 75-mm-Bohrung, herausgespindelt werden.Die Positionen der acht Wendeplatten sind so aufeinander abge-stimmt, dass die Kontur wie mit einem Senkwerkzeug maßgenauerzeugt wird. c Jel Präzisionswerkzeuge GmbH, Tel. (07 11) 7 88 91-0, www.jel.de
Vollhartmetall-Gewindefräsermit Senker für Innengewinde
Der Vollhartmetall-Gewindefräser GFS mit 45° Senkfase, Zylin-derschaft und 27° Rechtsspiralnuten setzt Herstellerangaben zu-folge neue Maßstäbe in Geschwindigkeit und Präzision. Der Ar-beitszyklus erfordert keinen Werkzeugwechsel – es werden Werk-zeugwechsel- und Rüstzeit eingespart sowie weniger Plätze imMagazin verbraucht. Die Hauptzeit verkürzt sich. Der Gewinde-fräser hat ab 6 mm Durchmesser einen Kühlkanal. Bearbeitet wer-den M-, MF-, G-, UNC-, UNF-, NPT- und NP-TF-Gewinde.c Johs. Boss GmbH & Co. KG, Tel. (0 74 32) 90 87-0, www.johs-boss.de
unterschiedlichen Ausführungen. So sind Spannkräfte von 10 bis400 kN und Spanndurchmesser von 6 bis 600 mm möglich. DieVersorgungsleitungen sind integriert. Individuelle Spannbackensind möglich.c Hico Himmel GmbH & Co. Kg,Tel. (0 4 23) 33 70, www.hico-himmel.com

MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
Robustes Arbeitsplatzsystem für CAD- und Grafikanwendungen
Trotz aller Verbesserungen bei Hard- undSoftware bleibt die Arbeit am Grafik-Computer durch extreme Bildschirmfixie-rung und lange „Rechnersitzungen“ nochimmer anstrengend. Dem wirkt das Ar-beitsplatzsystem Rondopro entgegen. Es
macht wechselnde Arbeitshaltungen vom Sitzen bis zum Stehenmöglich. Zeitgemäße Formgebung und die gestalterische Beto-nung der Aufbauprinzipien und der Funktionen bestimmen lautHersteller das äußere Erscheinungsbild. Im System findet man einbreit gefächertes Angebot an Tischtypen, Abmessungen, Zusatz-funktionen und Zubehör. In jedem Fall ist eine genaue Auslegungdes Arbeitsplatzes entsprechend dem Anwendungsprofil und denSystemeigenschaften möglich. c Leuwico Büromöbel GmbH, Tel. (0 95 66) 88-1 14, www.leuwico.com
Gehörschutzspender hängt an der WandGehörschutz ist so viel wert wie seine Verfügbarkeit. Dem
haben die Produktdesigner von Bilsom Rechnung getra-gen und einen neuen Spender für Gehörschutzstöp-sel, den Bilsomat 400, entwickelt. Seine Form istlaut Hersteller eine deutliche Aufforderung: „Nimm
deine Gehörschutzstöpsel und schütze deine Gesund-heit!“ Das geht schnell mit einem Dreh aus dem Spen-der und ohne Umweg ins Ohr. Die geräumige, transpa-rente Kuppel lässt jederzeit erkennen, ob noch genugGehörschutzstöpsel da sind und ist mit drei Handgrif-fen nachgefüllt, und das bei jedem Füllstand. Die Mög-lichkeit des Wiederbefüllens macht den Spender zu ei-
ner umweltverantwortlichen Angelegenheit, wobei dieNachfüllpackungen kaum Verpackungsabfall erzeugen.
c Dalloz Safety GmbH, Tel. (04 51) 70 27 40, www.bacou-dalloz.com
Robuste Ringlupenleuchte mit breitem Anwendungsspektrum
Die Einsatzgebiete der robustenRinglupenleuchte LRE 122 sind sehrweit gestreut. Sie kann zum Beispielin sämtlichen Arten von Labors, inder Entwicklung, der Elektronikfer-tigung, dem Wareneingang oder derQualitätskontrolle eingesetzt wer-den. Das Design der Leuchte im modernen Industriestil wurdevon OCO-Design entworfen. Die Lupe hat eine satinierte Blende,die auch bei geringen Arbeitsabständen für eine gleichmäßigeAusleuchtung des Arbeitsfeldes sorgt. Um die Linse vor Ver-schmutzung zu schützen, ist die Leuchte mit einer Lupenabde-ckung ausgestattet. c Herbert Waldmann GmbH & Co, Tel. (0 77 20) 6 01-0, www.waldmann.com


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
Mit der Doppel-Schalttrommel-Rundtakt-maschine KE-D können Werkstücke mit
Längen von 50 bis 650 mm beidseitig ineiner Aufspannung bearbeitet werden.Durch die zentrische Spannung ist lautHersteller Rundlaufgenauigkeit garan-
tiert, so dass Bearbeitungsoperationen auch exaktmittig ausgeführt werden können. Ein weiterer Vorteil ist die Fle-xibilität bei wechselnden Werkstückdurchmessern. Durchmesser-bereiche bis 5 mm können ohne Austausch der Spannbackenüberbrückt werden. Bei einer Durchmesser-Differenz von über5 mm erfolgt die Umrüstung schnell und einfach durch den Aus-tausch der Spannelemente. Zur Komplettbearbeitung stehen biszu neun horizontale und drei vertikale Bearbeitungseinheiten zurVerfügung.c Eubama Rundtakt & Sondermaschinen GmbH,Tel. (07 41) 2 67-2 00, www.eubama.de
HSC-Bearbeitungszentrumin verschiedenen Ausführungen
Die Bearbeitungstentren der Baureihe KX zeichnen sich durcheinfache Konstruktion und hohe Steifigkeit aus und sind be-sonders für die Hochgeschwindigkeitsbearbeitung geeignet. DieMaschinen sind mit 3, 4 oder 5 linearen Achsen ausgestattet, dieüber AC-Motoren, Digitalregler und Kugelumlaufspindeln ange-trieben werden. Motorspindeln mit einer Drehzahl von 18 000,24 000 und 42 000 pro Minute ermöglichen eine hohe Schnittge-schwindigkeit, unabhängig von den zu bearbeitenden Werkstof-fen. Die Digitalsteuerung der Bearbeitungszentren mit der dazugehörigen NC-Software sorgen für eine präzise Konturgenauigkeitbei der Bearbeitung.
c Huron Fräsmaschinen GmbH,Tel. (0 71 56) 92 20 50, www.huron.de
Wendeplatten mit L-förmigen Nesternsind einfach auf Planfräser zu fixierenBesonderes Kennzeichen der Planfräser mitDurchmessern von 50 bis 250 mm zumFräsen von Aluminium und Stahl sindWendeschneidplatten mit L-förmigenSchutznestern, die die Platten im Plat-tensitz fixieren und aufwändiges Ein-stellen erübrigen. Die PKD-Wendeplattenwerden ohne Einstellung mit dem Grundkörper verschraubt undnach Erreichen der Standzeitgrenze entsorgt. Sowohl bei denPKD- als auch bei den HM-Wendeschneidplatten gewährleistendie mit dem Fräskörper verschraubten L-Nester die hochgenaueFixierung in zwei Ebenen. Die Wendeschneidplatten gibt es fürsSchruppen und fürs Schlichten.c Ingersoll Werkzeuge GmbH,Tel. (0 27 36) 49 32-0, www.ingersoll-imc.de
Rundtaktmaschine bearbeitet Teile mitvariablen Längen in einer Aufspannung

XX MM Das IndustrieMagazin · 22/2002
MARKTSPIEGEL PRODUKTE
Hubquereinheit verkürzt MontagezeitHohe Flexibilität und kürzereMontagezeiten kennzeichnen lautHersteller die neue Hubquerein-heit HQ1, die für alle im Transfer-system TS 1 erhältlichen elektri-schen Quertransportvariantenauch in ESD-fähiger Ausführung
angeboten wird. Der Anwender erhält eine einbaufertige Einheit,die er an jeder Stelle in seinem Transfersystem einsetzen kann. DiePosition ist auch bei späteren Umbauten des Transfersystems freiwählbar, weil die Führungsprofile zum Einfügen der Hubquerein-heit nicht ausgesägt werden müssen. Die Hubquereinheit verbes-sert zudem das Gesamtsystem. So trägt die durchgängige Führungzu mehr Sicherheit beim Transport der Werkstückträger bei. Dar-über hinaus dienen langlebige Zahnriemen als Fördermedium. c Bosch Rexroth AG, Tel. (07 11) 8 11-4 61 81, www.boschrexroth.com
Scara-Roboter mit 850 mm Reichweite
Seine Scara-Produktreihe um einzweites Modell erweitert hat Mitsu-bishi. Der RH-10AH85 hat eine imVergleich zum kleineren Horizontal-schwenkarmroboter um 30 cm län-gere Reichweite und deckt somit ei-nen Arbeitsbereich von insgesamt 50 mm ab. Dieser ist insbesondere beim Einsatz an Transportsys-temen und Förderbändern von Vorteil. Sein maximales Handling-gewicht beläuft sich auf 10 kg und seine Geschwindigkeit reichtbis 5650 mm/s. Der zugehörige Controller hat Abmessungen von430 mm × 400 mm × 200 mm und bringt ein Gewicht von 18 kgauf die Waage. Herz der Robotersteuerung ist ein 64-bit RISC-Prozessor mit einer Speicherkapazität von 88 Programmen. Übereine angeschlossene Teaching-Box werden die Positionspunkte de-finiert. Über eine RS232-Schnittstelle oder die optional erhältlicheEthernet-Schnittstelle mit TCP/IP-Protokoll werden die Datenvom und zum PC übertragen. Über diese Schnittstelle könnenauch Sensor- oder Vision-Systeme angebunden werden.
c Mitsubishi Electric Europe B.V., Tel. (0 21 02) 4 86-0, www.mitsubishi-automation.com
Schwerlastroboter mit 500 kg Traglast
Als erstes Modell einer Roboterserie für besonders hohe Lastenbietet der Smart X1 eine Tragfähigkeit am Handgelenk von 500 kg.Zudem hat er eine horizontale Reichweite von 3037 mm. Damiteignet er sich laut Angaben des Herstellers besonders für Anwen-dungen im Automobilbereich, wo der sechsachsige Roboter kom-plette Karosserieteile, große Motoren oder komplexe Werkzeugehandhaben kann. Geplant ist von Comau noch eine Ausweitungder Baureihe auf Handhabungsgewichte bis 700 kg. c Comau Deutschland GmbH, Tel. (0 71 52) 97 43-3 10, www.comau.com

MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
Individuell angepasster Gehörschutz für gleichbleibende Lärmdämmung
Konventionellen Gehörschützern mangelt es viel-fach an Akzeptanz, so dass sie oft nicht vor-schriftsmäßig genutzt werden. Immer mehrUnternehmen bieten ihren Lärmarbeitern des-halb die komfortableren, speziell dem jeweili-
gen Ohr angepassten Otoplastiken an. Aweco Ap-pliance Systems hat nun eine neue Generation von Gehör-
schützern entwickelt, die sich durch eine noch bessereLärmdämmung und einen höheren Tragekomfort auszeichnen:Sonus AS und Sonus AS+, ohne und mit integrierter Belüftungs-kapillare. Der neu konzipierte Absorptionsfilter der Gehörschüt-zer ist genau auf die Größe der gefertigten Hohlschale abgestimmtund gewährleistet so eine immer gleichbleibende Lärmdämmung.Er kappt Lärmspitzen, erlaubt aber gleichzeitig Kommunikation. c Aweco Appliance Systems, Geschäftsbereich Sonus Gehörschutz,Tel. (0 23 24) 7 76 92, www.sonus-gehoerschutz.de
Polster in der Kleidung erleichtern Knie belastende Tätigkeiten
Kniebeschwerden, die vor allem auftreten,wenn regelmäßig Arbeiten im Knien ausge-übt werden, sollen sich verhindern lassen,wenn man die Knieverstärkung von Mewaträgt. Das Prinzip ist ebenso einfach wie dieAnwendung. Auf Hose oder Overall wird inKniehöhe eine Tasche aus robustem, scheu-erbeständigen Cordura-Gewebe aufgenäht.In diese Tasche wird der Knieschutz einge-legt. Bei der Arbeit im Stehen oder Gehen behindert diese Polsterung nicht. In aller Regel ist sie kaum spür-bar. Doch beim Hinknien entfaltet sie ihre Schutzwirkung. Es ste-hen zwei unterschiedliche Polstervarianten zur Verfügung: Einebesteht aus festem PU-Schaum, die andere aus Zellkautschuk.
c Mewa Textil-Service AG & Co. Management OHG, Tel. (06 11) 76 01–0, www.mewa.de
Kompaktes Überdruckkapselungssystem
Die Zündschutzart Überdruckkapselung EEx-p bietet eine Viel-zahl von Anwendungsmöglichkeiten. Pepperl + Fuchs erfüllt mitdem neuen Kompaktgerät PCU 300 A die Erfordernisse der Atex100a sowie der neuesten Normen EN 50014/50016 II für Ex-Zone1 und 2 und die Maschinenschutzrichtlinie EN 954-1. Das Systembesteht aus einem Steuergerät mit integriertem Druckwächter undeinem Proportionalventil. Es wird an ein kundenspezifisches Ge-häuse mit dem zu schützenden Betriebsmittel angebaut. Die beidem Steuergerät realisierte proportional arbeitende Druck- undDurchflusstechnik in Verbindung mit einem Proportionalventilarbeitet als eingangsseitige Druckregelung. Das Proportionalventillässt dabei nur soviel Inertgas nachströmen, wie durch möglicheLeckagen des Gehäuses erforderlich ist. c Pepperl + Fuchs GmbH, Tel. (06 21) 7 76-0, www.pepperl-fuchs.de


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 22/2002 XX
Universal-Bearbeitungszentrummit Ketten- oder Regalmagazin
Die Bearbeitungszentren der BaureiheMCH sind universell und für jeden Bear-beitungsfall einsetzbar. Werkzeuge mitSK-50- und HSK-100-A-Werkzeugauf-nahme können sowohl im Kettenmaga-zin mit maximal 100 Plätzen als auch imRegalmagazin mit fast 400 Plätzen ver-waltet werden. Die MCH-Baureihe wur-de so konzipiert, dass eine werkstücksei-
tige Verkettung mit Obertransfer auf den Rüstplatz oder direkt aufden Rundtisch sowie eine konventionelle FMS-Anbindung mög-lich ist. Die CNC Sinumerik 840 D gewährleistet eine optimaleMaschinenbedienung. c Gebr. Heller Maschinenfabrik GmbH,Tel. (0 70 22) 77-0, www.heller-machinetools.com
Fräs-Bearbeitungszentrumzum Fertigen von Haupt- und HublagernDas numerisch gesteuerte Fräs-Bear-beitungszentrum N 30 CM wurdespeziell für die hochgenaue Bearbei-tung von Haupt- und Hublagern so-wie den Wangen bei der Kurbelwel-lenbearbeitung konzipiert. Aufbau-end auf den Grundlagen für die Ent-wicklung war die Vierachs-CNC-Drehmaschine N 30 LT. Anstelleder beiden Werkzeugrevolver für die Drehbearbeitung werdenaußenverzahnte Scheibenfräser eingesetzt. Die Werkzeugschlittenwurden mit Antrieben ähnlich den Spindelmotoren ausgestattet.Das Werkstück wird mit einer C-Achse positioniert, so dass nebender Hauptlagerbearbeitung ebenfalls eine exzentrische Hublager-bearbeitung erfolgen kann.
c Niles-Simmons Industrieanlagen GmbH,Tel. (03 71) 80 20, www.niles-simmons.de
Motorspindel eignet sich zum Fräsen, Gravieren und Bohren
Die robuste Motorspindel mit universeller Aufspannmechanik istsowohl im Bereich Labor als auch bei der Mittel- und Kleinserien-fertigung vielseitig einsetzbar. Ein Distanz-Gleitring sorgt für eineexakte Kanaltiefe der Umrissfräsung beim Leiterplatten-Prototy-ping. Die Eindringtiefe des Fräsers wird über eine Präzisions-Mikrometerschraube eingestellt. Der Fräs- und Graviertisch istmittels eines Lamellen-Federsystems schwebend gelagert und ga-rantiert einen gleichbleibenden Anpressdruck. Auch die verschieb-baren Indexstifte stellen eine exakte Anpassung an das jeweiligeLeiterplattenformat sicher. Alle drei Achsen verfügen über dieselbeGenauigkeit und Antriebstechnik und gestatten mit der CNC-Steuerung präzise 3D-Applikationen.c Mutronic GmbH & Co. KG,Tel. (0 83 62) 9 30 90-0, www.mutronic.de


MARKTSPIEGELPRODUKTE
CNC-Universaldrehmaschine mit weiterentwickelter Bediensoftware
Die kompakte CNC-Universaldreh-maschine CTX 310 ist mit der Siemens-steuerung 840 D ausgerüstet, derenWindows-2000-basierte Bediensoftwarein enger Zusammenarbeit mit Anwen-dungstechnikern entwickelt wurde. DieMaschine ist mit einem 12fach VDI 30-
Revolver ausgestattet. Mit einer Spitzenweite von 590 mm und ei-nem Umlaufdurchmesser von 330 mm über Bett ist sie ideal für al-le Universal-Drehteile geeignet. Je nach Wunsch kann die Maschi-ne statt mit der Siemens 840-D-CNC mit den Steuerungen vonHeidenhain oder von Fanuc ausgerüstet werden. Weitere Optionensind ein Revolver mit angetriebenen Werkzeugen, Spanförderer,Reitstock und ein Stangenbearbeitungspaket.c Deckel Maho Gildemeister,Tel. (0 52 05) 74-22 33, www.gildemeister.com
Fräswerkzeuge zum Plan- und Eckfräsenunterschiedlicher Gusswerkstoff
Die Fräser Fix-Perfect eignen sich zur Be-arbeitung der unterschiedlichsten Guss-werkstoffe. Sowohl für das Plan- wie auchEckfräsen stehen Werkzeuge zur Verfü-gung, die aufgrund ihrer Auslegung für dieSchruppbearbeitung bis zu einer Schnitt-tiefe von ap = 13,5 mm geeignet sind. So las-sen sich auch sicher und problemlos unter-schiedlichste Aufmaße effizient zerspanen. Die Schneidkörperanordnung mit Hochkant stehenden Wende-platten ist optimal für hohe Zerspanvorschübe und somit hoheZerspanraten ausgelegt. Falls eine bessere Oberfläche gefordertwird, kann das gleiche Werkzeug, das zur Schruppbearbeitungeingesetzt wird, mit einzelnen Schlichtwendeplatten bestückt wer-den. Mit dieser Kombination kann ohne Vorschubreduzierungprozesssicher eine Rauheit von bis zu Rz = 16 mm erreicht werden. c Kennametal Hertel AG,Tel. (09 11) 9 73 54 50, www.kennametal.com
Hochfrequenz-Motorspindelnkompensieren Spindelverlagerung
Die Hochfrequenzspindeln verfügen über bis zu 185 kW Antriebs-leistung bei Drehzahlen bis 30 000 min–1. Um beim Fräsen Genau-igkeit zu gewährleisten, erfassen Sensoren vor dem vorderen Spin-dellager die Lageänderungen der Spindelnase und damit der Werk-zeugaufnahme. Aus den Messsignalen kann jede CNC mit einemgeeigneten Unterprogramm einen sogenannten Offset für die Z-Achse berechnen. Damit kompensiert das Bearbeitungszentrum dieaxialen Dehnungen und Lageänderungen des Rotors nahezu inEchtzeit. Die mit der Option M ausgerüsteten Spindeln haben dau-erhaft Ungenauigkeiten von weniger als 0,005 mm. c IBAG Switzerland AG, Tel. (00 41-52) 3 55 33 33, www.ibag.ch

XX MM Das IndustrieMagazin · 22/2002
MARKTSPIEGEL PRODUKTE
Offene PC-Steuerung für Scara-Roboter mit 850 MHz Taktfrequenz
Die offene PC-Steuerung Epson RC+ für Scara-Roboter ist eine Multitasking-Steuerung mit biszu 32 Tasks. Basierend auf einem 190-Indus-trie-PC werden die 850 MHz der Intel PentiumIII CPU unter Windows 2000 programmiert.Bis zu drei Roboter können gleichzeitig mit
einer Steuerung betrieben werden. GemeinsameMenüs für Scara und Bildverarbeitung reduzieren
die Integration und Kalibrierung zur Minutensache.Die Bildverarbeitung kann neben der Lageerkennung von
Werkstücken auch Aufgaben zur Qualitätskontrolle und Barcode-oder OCR-Auswertung übernehmen. Peripherieprozesse lassen sichdurch 1024 Ein- und Ausgänge unmittelbar mitsteuern. c Epson Deutschland GmbH, Tel. (02 11) 56 03-0, www.epson.de/robots
Auslegerachse für PositionieraufgabenAuf Positionieranwendungen mit auskragenden Bewe-gungen ist die zahnriemengetriebene elektrischeAuslegerachse vom Typ DGEA speziali-siert. Die Trennung von Profil, An-triebskopf und Motor minimiert diebewegte Masse und für eine hohe Dy-namik sorgt ein effektives Antriebsprinzip. Ein im feststehendenAntriebskopf fixiertes Ritzel arbeitet sich omegaförmig an einemZahnriemen entlang und setzt dadurch das Profil in Bewegung –Motor und Schlitten stehen still. Im Auslegerbetrieb auftretendeSchwingungen lassen sich dank der sehr flachen Konstruktion desAntriebskopfes reduzieren. So wird eine maximale Geschwindig-keit von 2,1 m/s bei Nutzlasten bis 50 kg erreicht. Als Antriebe fürdie Auslegerachse stehen alternativ Servo- und Schrittmotoren zurVerfügung. Die elektrische Auslegerachse ist in Baugrößen von 18bis 40 mm und Hublängen von 100 bis 1000 mm erhältlich. c Festo AG & Co., Tel. (0711) 347-0, www.festo.com
Linearantriebe erhöhen Dynamik von Linearroboter mit 150 kg Nutzlast
Durch den Einsatz von Linearmotorantrieben für die Horizontal-und Vertikalachsen hat Strothmann die Dynamik seines neuen Li-nearroboters erhöht. Bei Nutzlasten von bis zu 150 kg erreicht dieHorizontalachse Geschwindigkeiten bis 5,5 m/s, bei Beschleuni-gungen bis 20 m/s2. In der Vertikalen sind es bei gleicher Beschleu-nigung bis zu 2 m/s. Die Antriebe haben einen integrierten Ge-wichtsausgleich und eine Absturzsicherung, um bei Spannungs-ausfall ein plötzliches Absenken der Last zu verhindern. Bei Stan-dard-Linearrobotern ist der Antrieb über einen Servomotor mitGetriebe und Zahnriemen ausgeführt und sichert die Motorbrem-se zusammen mit dem Getriebe die Last mit einem großen Halte-moment. Die Achsen mit ihren Linearführungen und integriertenMesssystemen erreichen Positioniergenauigkeiten von 0,1 mm. c Strothmann GmbH & Co. KG, Tel. (0 52 07) 91 22-50, www.strothmann.com

MARKTSPIEGELPRODUKTE
Kompakte Schraubenkompressorenmit Frequenzregelung
Die Produktpalette an frequenzgeregel-ten Schraubenkompressoren umfasstsieben Modelle mit Antriebsleistungenzwischen 7,5 und 250 kW. Alle Modellesind für die Höchstüberdrücke 8, 10und 13 bar ausgelegt. Durch die stufen-
lose Regelung der Drehzahl decken sie ei-nen Volumenbereich von 0,5 bis 35 m3/min ab. Weil Schrauben-kompressoren nur sehr selten wirtschaftlich mit 100 % Einschalt-dauer im Durchlaufbetrieb arbeiten, lassen sich durch Frequenz-regelung enorme Leerlaufzeiten einsparen. Sie eignen sich als Spit-zenlastkompressoren in einer vorhandenen Druckluftstation oderals Einzelanlage bei schwankendem Druckluftbedarf. c Boge Kompressoren, Tel. (0 52 06) 6 01-0, www.boge.de
Kompakt aufgebauter Umrichterist in sechs Leistungsklassen verfügbar
Die Umrichter sind eine interessante Alternativezur herkömmlichen Energieversorgung mitBordnetzumrichtern. Sie werden in sechs be-darfsgerecht gestaffelten Leistungsklassen zwi-schen 5 und 32 kVA angeboten. Die zulässigeDC-Eingangsspannung beträgt für alle Modelle420 bis 1100 V. Die AC-Drehspannung amAusgang hat modellabhängig Werte von 208,230 oder 400 V. Letztere bieten zusätzlich dentechnischen Kunstgriff der Spannungs- bezie-
hungsweise Frequenzabsenkung. Dadurchorientiert sich die Dimensionierung dieser Model-
le am durchschnittlichen Strombedarf der Last. Auf diese Weisekönnen Lastspitzen aufgefangen werden. c Transtechnik, Tel. (0 80 24) 9 90-0, www.transtechnik.com
Elektronischer Kostenstellenzählerfür die Genauigkeitsklassen I und IIDie Energiezähler der Serie DZ sind inden Genauigkeitsklassen I und II er-hältlich und erfüllen die Normen IEC1 036/1 268. Sie erfassen den Energie-verbrauch aufgrund dynamischer Mes-sung bis zur 22. Harmonischen. Die Se-rie DZ umfasst Typen für Wirk- oderBlindarbeit sowie Kombi- und Mehr-tarifzähler. Für die Weiterverrechnung von Verbrauchswerten anDritte kann der Zähler beglaubigt werden und ist plombierbar. Erist mit einem übersichtlichen LCD und mit einem programmier-baren Wandlerübersetzungsverhältnis ausgestattet. Mit Hilfe einesInstallationsselbsttests können Verdrahtung und unzulässige Wer-te überprüft werden.c Berg Energiekontrollsysteme GmbH, Tel. (0 81 42) 59 44-0, www.berg-energie.de


MARKTSPIEGELPRODUKTE
Thermischer Schutz mit Glasseidenschläuchen
Sein Sortiment für Kabelschutz hatein Hersteller aus Tornesch er-weitert. Mit Glasseidenschlauchkann eine hochflexible thermischeIsolation von Kabeln, Leitungenund Rohren erreicht werden. Diesilikonbeschichteten Schläuche
sind beständig gegen Feuchtigkeit, Ozon, UV-Licht und aggressivechemische Medien. Der Glasseidenschlauch G6SE3-ALU kann ne-ben seinen guten thermischen Eigenschaften (–70 °C bis +250 °C,kurzfristig bis +650 °C) ebenfalls als elektrische Isolation einge-setzt werden. Alle Glasseidenschläuche aus dem Sortiment desHerstellers entsprechen der Isolierstoffklasse C (VDE 0530). c HellermannTyton GmbHTel. (0 41 22) 7 01-1, www.hellermanntyton.de
Kompaktes Schaltnetzteil ist 22,5 mm breit
Das kompakt aufgebaute Schaltnetzteil SNT 12 isteine leistungsfähige und nach dem neuestenStand der Technik konzipierte Stromversorgungmit einer Breite von 22,5 mm. Der weite Ein-gangsbereich von 85 bis 270 VAC macht einen
weltweiten Einsatz problemlos möglich. Die Gerä-te können aber auch an Gleichspannungsnetzen von 120
bis 370 V betrieben werden. Selbstverständlich sind diese Ge-räte mit allen sinnvollen technischen Details wie Einschaltstrom-begrenzung, Überlast- und Kurzschlussschutz ausgerüstet. Der ge-regelte Ausgang, in 5, 12, 15 oder 24 V DC, ist so ausgelegt, dassauch Lasten mit deutlich überhöhtem Anlaufstrombedarf pro-blemlos versorgt werden. Die Ausgangsspannung ist durch denTransformator sicher nach VDE0551 galvanisch vom Netz ge-trennt. Ein Qualitätssicherungsmanagement, wie in der ISO 9001beschrieben, in Verbindung mit dem Einsatz hochwertiger Kom-ponenten sorgt für eine gleich bleibende Produktzuverlässigkeit.
c Feas Fabrikation Elektronischer Anlagen und Systeme GmbH, Tel. (0 41 02) 4 20 82, www.feas.de
Halter für Sensoren von 3 mm bis M30
Der vorgestellte Halter für Sensoren eig-net sich für zylindrische Ausführungenmit einem Durchmesser von 3 mm bis M 30. Die einteilige Konstruktion sprichtfür eine einfache Montage, damit redu-zierter Arbeitsaufwand und reduziertenStillstandszeiten. Einige Typen verfügenüber einen Festanschlag, was bei einemAustausch die nicht immer einfache Justierung überflüssig macht.Zum Wechsel ist lediglich die Klemmschraube zu lösen, der Sensorzu wechseln und die Klemmschraube wieder anzuziehen. c Contrinex GmbH, Tel. (0 21 53) 73 74-0, www.contrinex.de





164 MM Das IndustrieMagazin · 22/2002
MESSEN · KONGRESSE · SEMINARE
SERVICETERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de — Veranstaltungen — TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
Metallrohr: Herstellen, Biegen, Hydroformen
Siegen,4. und 5. 6.,1055 Euro
Messe Düsseldorf GmbH,Tel. (02 11) 45 60-01,Fax (02 11) 45 60-6 68
Düsseldorf,4. bis 8. 6.,keine Angabe
Kongress und Messe: Personal und Weiter-bildung, Potenziale entfalten, Zukunft gestalten
DGFP Deutsche Gesellschaft für Personalführung e. V.,Tel. (02 11) 59 78-1 02,Fax (02 11) 59 78-2 91 02
Wiesbaden,6. und 7. 6.,1160 Euro
Standortbestimmung/Benchmarking Ihrer Produktionsplanung und -feinsteuerung
Mörfelden-Walldorf,11. 6.,480 Euro zzgl. MwSt.
Dortmund,11. und 12. 6.,750 Euro
Export-Akademie,Tel. (07 21) 9 25-28 10,Fax (07 21) 9 25-28 11
Karlsruhe,13. 6.,250 Euro
Haus der Technik e. V.,Tel. (02 01) 18 03-1,Fax (02 01) 18 03-2 69
Essen,18. und 19. 6.,940 Euro
eProcurement und C-Teile Management: von der Planung zur Realisierung
BME Akademie GmbH,Tel. (0 69) 3 08 38-1 00,Fax (0 69) 3 08 38-2 99
Düsseldorf,4. und 5. 7.,820 Euro zzgl. MwSt.
Werksicherheit in der Praxis: Qualität und Wirtschaftlichkeit im Visier
Management Circle AG,Tel. (0 61 96) 47 22-7 01,Fax (0 61 96) 47 22-9 99
München,15. 7.,1095 Euro
Seminar: Gefahrstoffmanage-ment und betriebliche Umsetzung der Gefahrstoffverordnung
Dräger Safety AG,Tel. (04 51) 8 82-21 85,Fax (04 51) 8 82-31 22
AWF Arbeitsgemeinschaftfür Vitale Unternehmens-entwicklung,Tel. (0 61 96) 50 20 19,Fax (0 61 96) 50 20 22
Kongress für Ware-house Management, Logistiksoftware und Identifikationssysteme
Seminar: Wie verhandelt man erfolgreich mit Konzernen?
Metav 2002: Die internationale Messe für Fertigungs-technik und Automatisierung
Seminar: Moderne Flamm-schutzmittel für Kunststoffe
Wiesbaden,27. und 28. 8.,440 Euro zzgl. MwSt.
Den Vertriebserfolg mitKey-Account-Manage-ment-Techniken aus-bauen
MMT Kurt Buck GmbH,Tel. (0 40) 35 71 31 37,Fax (0 40) 35 71 31 88
Hamburg,25. und 26. 6.,950 Eurozzgl. MwSt.
DGM Deutsche Gesellschaft für Materialkunde e. V.,Tel. (0 69) 79 17-7 57,Fax (0 69) 79 17-7 33
Cognid Consulting GmbH,Tel. (02 31) 75 60 76,Fax (02 31) 75 60 77
















































Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61, Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Bernd Maienschein (bm), Tel. -21 95, Reinhold Schäfer (rs), Tel. -20 36, Jürgen Schreier (js), Tel. 22 76, -Winfried Schröder (ws), Tel. -23 83, Claus-Martin Stotz(cs), Tel. -22 25, Rolf Tillert (rt), Tel. -25 64Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, MargitWegner, Tel. -24 85, Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Dieter Dehn, Bruno Feser, Michael Scheidler, Manfred WernerProduktion: Karin GrimmVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke, VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88. MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V. VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Günther Adam (ga), Bruchsal, Tel. (0 72 51) 21 34, Helmut Altner (ha), Paris, Tel. (0 03 31) 39 16 62 32, Hermann Bohle (hb), Brüssel, Tel. (0 03 22) 5 14 07 75, Dr. HansDieball (hd), Neuss, Tel. (0 21 31) 3 94 77, Lothar Handge (lh), Velbert, Tel. (0 20 53) 8 35 89,Manik Mehta , New York, Tel. (2 01) 8 65 25 45, Katja Rosenbohm (kr), Berlin, Tel. (0 30)24 72 36 38, F. Paul Schwakenberg (fs), Bonn, Tel. (0 22 23) 2 38 20, Martin Stübs (ms), Mün-chen, Tel.(0 89) 34 02 99 74.
Verlag:Anschrift: Vogel Industriemedien GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Verlagsleiter: Ernst A. Hestermann, -25 44, Fax -20 22,[email protected]: Sigrid Sieber, -25 12, Fax -20 22, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 063MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94, [email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62, Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informationsgemeinschaft zurFeststellung der Verbreitung von Werbeträgern – Sicherung der AuflagenwahrheitVerbreitete Auflage: 56 669 (Durchschnitt IVW II/2001)Bezugspreis: Einzelheft 4,50 €, Abonnement Inland jährlich 195 €, Abonnement Ausland jährlich 249,60 € + (EG-Staaten ggf. 7% Umsatzsteuer). Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- und Ausland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Solltedie Fachzeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert werdenkönnen, besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 314 889 000; HypoVereinsbank, Würzburg (BLZ 790 200 76) 2 506 173; Sparkasse Mainfranken, Würzburg (BLZ (790 500 00) 44 446; Postgirokonto, Nürnberg (BLZ 760 100 85) 99 91-8 53. Herstellung: R. KrauthDruck: Vogel Druck und Medienservice, 97204 HöchbergErfüllungsort und Gerichtsstand: WürzburgUnverlangte Manuskripte werden nur zurückgesandt, wenn Rückporto beiliegt. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn aufjedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336 Mün-chen 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:für Deutschland: Frau Renate Wenzel, Tel. -23 39, Fax: -28 57, [email protected]: Frau Nicole Wild, Tel. -20 39, Fax: -20 22, [email protected]
SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
Verantwortlich für Leitartikel: Ken Fouhy; Aktuelles: Ken Fouhy, Ulrike Gloger, Ursula Hofmann,Josef-Martin Kraus, Rüdiger Kroh, Dietmar Kuhn, Bernhard Kuttkat, Reinhold Schäfer, WinfriedSchröder; Spanende Fertigung, Werkzeuge: Bernhard Kuttkat; Montage-, Handhabungs-, Roboter-technik, Rapid Prototyping, Verbindungstechnik: Rüdiger Kroh; Arbeitsschutz: Rolf Tillert; IT-Bu-siness: Ulrike Gloger; VEA-Mitteilungen: Winfried Schröder; Marktspiegel: Rüdiger Kroh, BernhardKuttkat, Rolf Tillert; Termine: Claudia Krampert; Firmenschriften: Gabriele Hain; Bücher: MargitWegner; Schlussredaktion: Udo Schnell; alle Max-Planck-Straße 7/9, 97082 Würzburg.
MM 23 erscheint am 3. 6. 2002 mit folgenden Themen:
CAD-ManagementEin neues CAD-Manage-ment-Tool trägt zur wirt-schaftlichen Fertigung vonvariantenreichen Werkzeug-en in kleineren und mitt-leren Unternehmen bei.
Themen:P OBERFLÄCHENTECHNIK
P SCHWEISSEN
P LASERTECHNIK
P FABRIKAUTOMATION
P QUALITÄT
P C-TECHNIK
P IT-BUSINESS
P MANAGEMENT
SchweißenMit thermischen Fügever-fahren können Aluminium-bauteile wirtschaftlich ver-bunden werden.
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme 52 Ausgaben MM, das Industrie-Magazin zum günstigen Vorzugspreis von 15,60 € monat-lich. Das heißt: 18% Ersparnis im Vergleich zum Einzelbezug.Das Abonnement kann jederzeit gekündigt werden.
Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
Datum Unterschrift MM 22-2002
Wissen auf Probe. Kostenfrei. Faxorder (09 31) 418-2022h MM Logistik (kostenfrei) h MM Plastics (kostenfrei)
h Ja, ich möchte MM, das IndustrieMagazin testen!
Messe SPS/IPC DrivesDie Bildverarbeitung wird der
Schwerpunkt der SPS/IPC/Drives.Wolfgang Tondasch, Ausstellerbei-ratsvorsitzender: „Eine Automatisie-rungsmesse ohne Bildverar-beitung macht keinen
Sinn.”

210 MM Das IndustrieMagazin · 22/2002
In der Elektrotechnik- undElektronikindustrie kommt esfrühestens im zweiten Halbjahr
zu einer konjunkturellen Trendwende, soder ZVEI.
Die Unternehmen des deutschenFlurförderzeughandels ver-zeichneten im ersten Quartal
2002 zum weit überwiegenden Teil rück-läufige Umsätze, wie der bbi-Konjunk-turtest ergab.
Der Markt für elektronische Bau-elemente in Deutschland wirdnach Ansicht des ZVEI im Jahr
2002 noch einmal um 9% zurückgehen.
TRENDS
INDUSTRIE BAROMETER
Xxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxx.Weitere Informationen: [email protected]
Leichte Belebung zu Jahresbeginn
Dr. Werner Marnette, Präsident derWirtschaftsvereinigung Metalle: „Zu Beginn des Jahres 2002 sind in der NE-Metallindustrie die Bestellungen vonStandardhalbfabrikaten, die als Konjunk-
turindikator dienen, leicht gestie-gen. Verglichen mit Januar
2001 übten die Kunden bei den meisten Pro-dukten zwar nochZurückhaltung; gegen-über dem zweiten Halb-
jahr 2001 ist jedoch einespürbare Geschäftsbe-
lebung zu erkennen.“
WeitereInformationen:[email protected]
Abnehmerindustrien
Mieten statt kaufen
Mittelstandsfinanzierung
Que
lle: W
VM
Die deutsche Nicht-Eisen-Metallindustrieblickt auf ein akzeptables Jahr 2001 zurück.
Sonstige 19% Bauwirtschaft 30%
Automobil/Verkehr 28%
Maschinenbau9%
Elektro-technik14%
Nachrichten-technik, u.a.
7,8%
Produktions-maschinen 8,4% EDV/Büro-
maschinen 12,9%
Gebäude18,4%
Fahrzeuge52,5%
Der Bereich Fahrzeug-leasing nimmt etwasmehr als die Hälfte dergeleasten Güter inAnspruch. Im Kommenist das Gebäudeleasing.
Weitere Informationen:www.bdl-leasing-ver-band.de
Was wurde 2001 geleast?
Quelle: BDL
Die Kreditvergabe der Banken hat sich geändert: sie wird differenzierter undin der Tendenz restriktiver. Dies bedeutet, dass die Banken eine intensivereRating-gestützte Kreditprüfung durchführen.
Infos: www.kfw.de/DE/Research/Sonderthem68/Unternehme.jsp
Kreditablehnungen und ihre Gründe in %
Quelle: KfW
Es liegt auf der Hand, dass sich diedeutsche NE-Metallindustrie von derEntwicklung in den nebenstehendenzentralen Wirtschaftsbereichen nichtabkoppeln kann. Die Wirtschafts-leistung steht in Abhängigkeit zu denexportstarken Abnehmerindustrien.Informationen: www.wvmetalle.de
Verwendung von NE-MetallenAl, Cu, Pb, Zn
Quelle: wvm1996 1997 1998 1999 2000 2001
25
24
23
22
21
20
19
18
NE-Metallindustrie Umsatz
Gesamt
Bau
Dienstleistungen
VerarbeitendesGewerbe
Andere
6,547,7
42,423,6
50,3
4,239,6
12,518,8
58,3
14,342,9
30,116,7
47,6
3,549,5
51,025,8
55,1
14,350,0
14,328,628,6
Geschäftspolitik der BankenRentabilitätEigenkapitalquote
Unzureichende SicherheitenInvestitionsvorhaben nicht überzeugend