Embed Size (px)
Citation preview

V I P
August 2014 Vol. 26 Nr. 4 DOI:10.1002/vipr.201400556 © 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 34 ViP
Oberflächenfunktionalisierung von KunststoffoptikTeil 2: Entspiegelung und weitere funktionelle Schichten
Ulrike Schulz
Transparente Polymere werden zuneh-mend in vielen Bereichen der Optik eingesetzt. Ihre Oberflächen müssen unter anderem durch dünne Schichten entspiegelt und gehärtet werden. Für Glasoptiken etablierte Prozesse kön-nen für die Beschichtung in den meis-ten Fällen nicht angewendet werden.
Im erste Teil des Tutorials (VIP 06/2014) wurden bereits wesentliche Eigen-schaften von Polymeren diskutiert, die für die Vakuumbeschichtung relevant sind. Der zweite Teil stellt für Kunst-stoffoptik optimierte Beschichtungen, insbesondere die Entspiegelung in den Mittelpunkt.
ZUSAMMENFASSUNG
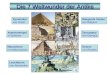
ABBILDUNG 1: Schematische Darstellung eines Objektivs aus mehreren optischen Linsen sowie der an den Oberflächen auftretenden Reflexionen
1 Einleitung
Transparente Polymere wie PMMA, Po-lycarbonat und verschiedene neuere Typen von thermoplastischen Kunst-stoffen werden heute für die Fertigung optischen Linsen eingesetzt, die unter anderem in den Bereichen Kamera-technik, Mikroskopie, Sensorik und Medizintechnik Anwendung finden. Daneben wächst das Marktsegment von Displays seit Jahren stetig an. Vor allem im Fahrzeugbau sollen transpa-rente Kunststoffe in optischer Qualität zunehmend als Abdeckungen für Fahr-zeuginterieur verwendet werden. Ge-fordert wird eine gute Ablesbarkeit der Instrumententafeln auch bei stören-dem Lichteinfall. Diese kann nur durch Entspiegelung der Oberflächen erreicht werden.
Ohne Entspiegelung würden an jeder Grenzfläche eines optischen Sys-tems mehrere Prozent des Lichtes ver-loren gehen. Insbesondere optische Systeme aus mehreren Linsen sind heute ohne Entspiegelung undenkbar. Abb. 1 zeigt den schematischen Aufbau eines Objektivs bestehend aus vier Lin-sen. Bereits bei senkrechtem Lichtein-fall werden an den Oberflächen dieses Systems mehr als 25 % des einfallenden Lichtes reflektiert. Berücksichtigt man höhere Lichteinfallswinkel von 45°, wie sie in solchen Systemen typisch auftre-ten, kann der Reflexionsverlust mehr als 50 % betragen. Folgen davon sind geringe Lichtausbeuten, Kontrastver-lust bei Abbildungen und sogenannte „Geisterbilder“, die durch den unkont-rollierten reflektierten Lichtanteil ent-stehen.
Die Entspiegelung ist daher die wichtigste Beschichtung für transpa-rente Kunststoffoptiken.
Mit Beschichtungen wird jedoch auch das Ziel verfolgt, nachteiligen Eigenschaften von polymeren Werk-
stoffen auszugleichen. Das betrifft vornehmlich die Abrieb- und Kratzfes-tigkeit, im Weiteren jedoch auch die Erhöhung der UV-Stabilität und der Beständigkeit gegenüber Reinigungs-mitteln und anderen Chemikalien und die Realisierung von sogenannten easy-to-clean Funktionen. Die Vereinigung von mehreren Funktionen mit der op-tischen Funktion erfordert intelligente multifunktionale Beschichtungen, die je nach Anwendungsfall zu optimieren sind.
Nachdem im ersten Teil dieses Tuto-rials die grundlegenden Eigenschaften von Polymeren bezüglich ihres Verhal-tens in Beschichtungsprozessen dis-
kutiert wurden, sollen nun praktische Lösungsansätze für die Realisierung von Entspiegelungen sowie von Zusatz-funktionen speziell für Kunststoffopti-ken betrachtet werden.
2 Klassische und spezielle Interferenzschichten zur Entspiegelung
Ist ein Polymermaterial eher unemp-findlich gegen Plasmaschäden und bestehen keine besonderen Anforde-rungen bezüglich der Kratzfestigkeit, so kann im Prinzip mit klassischen Entspiegelungssystemen gearbeitet

DÜNNE SCHICHTEN
www.vip-journal.de Vol. 26 Nr. 4 August 2014© 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ViP 35
ABBILDUNG 2: Designprinzip AR-hard®: symmetrische Schichtfolgen LHL aus niedrigbrechenden (L) und hochbre-chenden (H) Schichtmaterialien werden so aufeinanderfolgend angeordnet, dass ihre äquivalenten Brechzahlen näq vom Substrat (z. B. Polymer mit n=1,53) zum Umgebungsmedium (Luft, n=1) abnehmen. Die optischen Dicke n*d der Schichtfolgen LHL beträgt dabei jeweils 3 λ/4 der Designwellenlänge λd.
symmetrische Schichtfolgen LHL
Kunststoff
näq2
1
1 4 7 10 13Optische Dicke [λd/4]
nL = 1,46
nH = 2,1
1,53 1,461,38 1,3 1,22 1,08
Antireflection and other functional coatingsTransparent plastics have been used for optical applications with growing demand. This development is accom-panied by a desire for extended sur-face functionalities like antireflection and hardening. Coating processes well established for glass optics can-not be applied in most cases. Poly-mers properties which have to be ta-ken into account for vacuum coating have been discussed in the first part of this tutorial. The second part is fo-cused on the optimized coatings for plastic optics, especially for providing antireflective properties.
SUMMARY
werden [1]. Ein Entspieglungssystem aus vier Schichten für den sichtbaren Spektralbereich besteht dann sinnvoll aus SiO2 als niedrigbrechendem Ma-terial (L) und einem hochbrechenden Oxid (H) wie TiO2, Ta2O5, HfO2, ZrO2 oder Nb2O5 (s. auch Schichtdesign in Abb. 3). Die einfachste Variation für die Anwendung auf einem Kunststoff ohne besondere Anforderungen besteht im Einfügen einer mittel oder gering verdichteten amorphen SiO2- Schicht als Startschicht. Dieses Material zeigt erfahrungsgemäß gute Eigenschaften als Übergangsschicht. Angewendet werden solche bis zu 300 nm dicken Standard-AR-Designs mit gutem Erfolg z. B. auf Polycycloolefinen sowie auf al-len Polymeren, die zunächst mit einem Lack auf Siloxanbasis beschichtet wur-den, um eine höhere Kratzfestigkeit zu erreichen. Dazu gehören auch fast alle Brillengläser. Auf die entsprechenden Lackschichten wird in Abschnitt 4 näher eingegangen.
Oft ist es jedoch sinnvoll, ein spezi-elles Schichtdesigns angepasst an die geplanten Anwendung und das Sub-stratmaterial zu entwickeln. Folgende Regeln sind dann bei der Auswahl der Schichtmaterialien und der Schichtab-folge (Design) zu beachten:
` Fluoridschichten neigen zu Zug-spannungen, was auf Kunststoffen leicht zu Rissen führt. Sie sollten da-her nicht verwendet werden.
` Schichtdesigns sollten den größeren Brechzahlschwankungen Rechnung tragen und entsprechend robust sein.
` Bei Schichtmaterialien mit photoka-talytischer Wirkung wie TiO2 sollten diese keinesfalls als erste Schicht ein-gesetzt werden.
` Wenn Anforderungen bezüglich höherer Abrieb- oder Kratzbestän-digkeit bestehen, sind größere Ge-samtschichtdicken erforderlich, die dann für eine geschickte Integration der Entspiegelungsfunktion genutzt werden sollten.
` Bei Substraten mit einer geringen Wärmeformbeständigkeit (z. B. PMMA), ist es sinnvoll, den Anteil des hochbrechenden Materials zuguns-ten des niedrigbrechenden SiO2 zu reduzieren.
` Auf wasserhaltigen Substraten sollte bevorzugt mit Materialien gearbei-tet werden, die keine hohe Wasser-barriere aufweisen.
` Die Schichtabfolge kann für Zu-satzfunktionen wie UV-Schutz des Substrates oder Antistatikfunktion (Verwendung von ITO als hochbre-chendes Material) genutzt werden.
Ein Beispiel für ein speziell für Kunst-stoff entwickeltes multifunktionales Schichtdesign ist der Schichtaufbau AR-hard® [2]. Hier werden bewusst nur sehr dünne hochbrechende Schichten verwendet, um die Prozesstemperatur niedrig zu halten. Gleichzeitig kann die Gesamtschichtdicke, die überwiegend durch SiO2 realisiert wird, mehr als 3 µm betragen, was die Kratzfestigkeit des Bauteils wesentlich erhöht. Designs vom Typ AR-hard® sind physikalisch zu interpretieren als eine Abfolge von symmetrischen Schichtsystemen, die in einem definierten Wellenlängenbe-reich wie eine Einzelschicht mit sehr niedriger äquivalenter Brechzahl näq wirken. Die symmetrischen Schicht-folgen bestehen aus je zwei dickeren niedrigbrechenden Schichten (L) die eine dünnere Schicht bestehend aus dem hochbrechenden Schichtmaterial H einschließen. Die optische Dicke d*n (d= physikalische Dicke) jeder Folge beträgt das Dreifache der sogenannten Designwellenlänge λd des Entspiege-lungssystems (s. auch [3]). Das Desig-nprinzip ist in Abb. 2 dargestellt. Abb. 3 zeigt, dass sowohl mit dem dünnen
Standard-AR-Design als auch mit einem Aufbau vom Typ AR-hard® eine gute Entspiegelungswirkung im sichtbaren Spektralbereich erreicht werden kann.
Auf Polycarbonat konnte mit einem AR-hard® System zusätzlich zur Entspie-gelung und Härtung eine UV-Schutz-funktion realisiert werden [4]. Schichten auf Polycarbonat verlieren ihre Haftung, wenn UV-Strahlung im Wellenlängen-bereich kleiner 400 nm nachträglich die Grenzfläche zum Substrat erreicht. Im beschriebenen Design reflektiert die In-terferenzschicht weitgehend alles Licht im Bereich von bei 350-400 nm. Die kurzwelligere Strahlung < 350 nm kann
AR-hard® (9 Schichten)
Standard-AR (4 Schichten)
nH
nL
nH
nL
0 200 400 600 800 1000 1200Physikalische Schichtdicke [nm]
AR-hard® (9 Schichten)Standard-AR (4 Schichten)
0
1,6
1,2
0,8
0,4
0400 450 500 550 600 650 700
Wellenlänge [nm]
Refle
xion [
%]
ABBILDUNG 3: Entspieglungsschichtsysteme für den sicht-baren Spektralbereich mit schematischer Darstellung der Schichtdesigns (oben) und der berechneten Restreflexion als Funktion der Wellenlänge (unten).

V I P
August 2014 Vol. 26 Nr. 4 www.vip-journal.de © 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 36 ViP
Substratbrechzahl [6, 7]. Das Prinzip ist in Abb. 5 dargestellt. Auf niedrigbrechen-dem Glas oder Kunststoff (Brechzahl n = 1.5) werden die für die Entspiegelung erforderlichen noch niedrigeren Brech-zahlen des effektiven Mediums durch Mischung eines kompakten Materials mit Luft erreichbar.
Für Thermoplaste, die sich sowohl thermisch umformen als auch durch Plasmaätzen strukturieren lassen, bie-tet sich für die Entspiegelung eine direkte Nanostrukturierung des Po-lymermaterials an. Entsprechende Oberflächen erreichen leicht einen verminderten Restreflex in sichtbaren Spektralbereich mit Schwerpunkt bei einer bestimmten Wellenlänge. Einen guten Überblick über die Vielzahl der möglichen Verfahren und Strukturen, nicht nur für Kunststoff, gibt Chattopad-hyay [8]. Kommerzialisiert für Kunststoff ist die Fertigung von Masterstrukturen durch einen holografischen Prozess [9]. Besonders für kleine Kunststoffteile wie Mikrolinsen werden UV-Imprintverfah-ren für die Replikation lithografisch er-zeugter Strukturen beschrieben [10]. Al-lerdings scheint es technologisch sehr schwierig, wirklich hohe Aspektverhält-nisse, also tiefe Strukturen mit kleinerer Periode zu erzeugen. Um Streuung und Beugung zu vermeiden muss die Struk-turgröße selbst deutlich kleiner als die adressierte Wellenlänge sein. Bei ther-mischen Umformverfahren ist das Errei-chen eines hohen Aspektverhältnisses für die breitbandige Entspiegelung im
sichtbaren Spektralbereich aufgrund von Problemen bei der Entformung aus der Masterstruktur technologisch kaum beherrschbar, so dass sich das Prägen von Antireflexstrukturen für Präzisions-optiken noch nicht etabliert hat.
Ein kostengünstiges Verfahren zur Erzeugung von Antireflexstrukturen ist das Plasmaätzen, welches z. B. mittels einer für die Ionenstützung gebräuch-lichen Plasmaquelle erfolgen kann [11]. In wenigen Minuten können die auf ei-ner rotierenden Kalotte angeordneten Polymerteile strukturiert werden. Fast alle Materialien sind prozessierbar und die Morphologie der Strukturen ist in weiten Bereichen variierbar [12, 13]. Ei-nige Beispiele sind in Abb. 6 zusammen-gestellt.
Auch komplex geformte optische Oberflächen wie Fresnellinsen können auf diese Weise entspiegelt werden. Auf gekrümmten Linsen wird insbesondere bei PMMA, wo die Struktur völlig selbst-organisiert entsteht, eine sehr breitban-dige Entspiegelung erreicht. Die von Interferenzschichten bekannten Farb-säume treten nicht auf. Abb. 7 zeigt die an einer beidseitig strukturierten PMMA-Scheibe gemessene Transmission für verschiedene Lichteinfallswinkel und den Farbeindruck einer entsprechend entspiegelten gekrümmten Linse.
Neben dem Prägen und Ätzen von Strukturen können auch eher poröse niedrigbrechende Schichten für einfa-che Entspiegelungen verwendet wer-den. Diese können nasschemisch aus
ABBILDUNG 4: Reflexion als Funktion der Wellenlänge von Polycarbonat mit und ohne Entspiegelungsschicht. Rechts oben ist die Oberfläche nach einem Kratztest mit Stahlwolle zu sehen.
PC mitAR-hard® + UV-Reflektor
Wellenlänge [nm]300 400 500 600 700 800
PC, unbeschichtet
100
80
60
40
20
0
Refle
xion [
%]
periodische Struktur
stochiastischeStruktur Poren
Polymermaterial
neff3
neff2
neff1
ns
ns > neff1 > neff2 > neff3
ABBILDUNG 5: Schematische Abbildung zu entspiegelnden Nanostrukturen und porösen Schichten. Die effektive Brechzahl nimmt im Schichtmaterial oder in der modifizierten Oberfläche graduell von der Substratbrechzahl ns zum Umgebungsmedium Luft ab.
ABBILDUNG 6: Durch Plasmaätzen erzeugte Antireflexstrukturen auf Polymethylmethacrylat (PMMA), ZeonexE48R (COP) und Polyethylenterephthalat (PET). Obere Reihe: Draufsicht, untere Reihe: Proben 45° geneigt.
durch Absorption bei Verwendung ei-nes entsprechenden hochbrechenden Materials (z. B. TiO2) geblockt werden. Das Schichtsystem aus harten Oxiden hat eine Dicke >1,5µm und erhöht auch die Kratzfestigkeit erheblich (Abb. 4).
3 Entspiegelung durch Nanostrukturen
Neben Interferenzschichten sind auch niedrigbrechende Gradientenschich-ten und Nanostrukturen geeignet, um Glas- und Kunststoffoberflächen zu ent-spiegeln. Zuerst auf den Augen nacht-fliegender Insekten entdeckt, werden entsprechende Strukturen auch als Mottenaugenstrukturen bezeichnet [5]. Kompakte Schichtmaterialien errei-chen minimal einen Brechungsindex von 1.46 (SiO2) bis 1.37 (MgF2, Teflon). Strukturen oder Schichten zur Ent-spiegelung sind physikalisch gesehen „effektive Medien“, mit einer effektiven Brechzahl neff, die im Idealfall vom Sub-strat zu Luft allmählich abnimmt aber zumindest im Mittel niedriger ist als die

DÜNNE SCHICHTEN
www.vip-journal.de Vol. 26 Nr. 4 August 2014© 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ViP 37
Polymermischungen erzeugt werden, indem Komponenten der Mischungen gezielt nachträglich durch Herauslö-sung entfernt werden [14, 15]. Über den Stand der praktischen Anwendung im Bereich von Kunststoffoptiken ist nichts bekannt.
Insgesamt ist in den letzten Jahren in der Fach- und Patentliteratur eine deut-liche Zunahme von Entspiegelungsver-fahren, die effektive Medien nutzen, zu beobachten. Allerdings finden diese Verfahren bisher kaum Eingang in die industrielle Fertigung. Hauptursache dafür ist sicher die stets mit solchen Oberflächenmodifizierungen einher-gehende verminderte mechanische Stabilität. Die Oberflächen sind nur für Anwendungen geeignet, bei denen das Teil von mechanischen Einflüssen ge-schützt verbaut wird.
4 Weitere Schichtfunktionen
Eine wirklich glasähnliche Verfestigung einer Kunststoffoberfläche erfordert insbesondere eine sehr große Schicht-dicke im Bereich von mehreren Mikro-metern. Die erreichbare Kratzfestigkeit (Beständigkeit gegen punktuelle Belas-tung) hängt dabei jedoch auch von der Härte des Kunststoffsubstrates ab. So erreicht man beispielsweise auf dem relativ harten PMMA mit einer aufge-dampften AR-hard-Beschichtung der Schichtdicke 1µm eine Bleistifthärte (DIN EN ISO 15184) von 3H. Auf dem viel weicheren PC erfolgt bei punktuel-ler Belastung auch bei 3 µm Dicke noch relativ leicht eine Schichtdurchbruch (Eierschaleneffekt) und der Bleistift-
härtewert beträgt nur HB. Abriebtests nach ISO9211-4 werden dagegen eher unabhängig von der Substrathärte be-standen, wenn die Schicht selbst hart ist und eine Mindestdicke im Mikrome-terbereich aufweist. Es gibt erfolgreiche Ansätze, Hartschichten auf PC durch PECVD mit hoher Abscheiderate zu rea-lisieren. Allerdings benötigt man auf PC auch eine UV-Schutzkomponente. An der Integration organischer Absorber in Vakuumschichten wird derzeit ge-forscht [16]. Nasschemische Härtungs-schichten wie die für Automobilanwen-dungen entwickelten Typen AS4700 und UVHC3000, die UV-Absorber ent-halten, sind zurzeit noch unverzichtbar für Teile aus Polycarbonat, die im Au-ßenbereich eingesetzt werden [17].
Als sinnvolle Ergänzung kann das transparent-leitfähige Halbleiterma-terial Indium-Zinnoxid problemlos in Antireflexschichtsysteme für Kunststoff integriert werden. Im Unterschied zu Al-dotiertem Zinkoxid (AZO), welches aus verschiedenen Gründen ausschließ-lich gesputtert wird, ist die Nieder-temperatur-Abscheidung ITO mittels plasma-ionengestütztem Aufdampfen gut möglich und beispielsweise in der Brillenindustrie etabliert [18]. Je nach Anforderung werden sehr dünne oder dickere ITO-Schichten als hochbre-chende Schichten im AR-Schichtdesign berücksichtigt, um elektrostatische Aufladungen zu vermeiden oder sogar die Oberfläche durch Anlegen einer Spannung zu heizen.
Ebenfalls besonders im Bereich Brille verwendet werden sogenannte hydro-phobe „Topcoatings“. Diese nur wenige Nanometer dicken organischen Schich-
400 500 600 700 800Wellenlänge [nm]
10099989796959493929190
Tran
smiss
ion [
%]
ABBILDUNG 7: Transmission als Funktion der Wellenlänge für eine beidseitig AR-strukturierte PMMA-Scheibe, gemessen für senkrechten Lichteinfall sowie für Lichteinfallswinkel 45° und 60° (gemittelt aus Messungen mit senkrecht polarisiertem und parallel polarisiertem Licht). Eine derart entspiegelte Linse zeigt keine Farbsäume.

V I P
August 2014 Vol. 26 Nr. 4 www.vip-journal.de © 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 38 ViP
ten (z. B. Fluoralkylsilane) können aus einem porösem Keramikträger ther-misch freigesetzt und auf die Entspie-gelung aufgedampft werden [19]. Auf glatten Flächen kann damit der Wasser-kontaktwinkel auf etwa 110° vergrößert werden. Die wasserabweisende Wir-kung führt dazu, dass bei der feuchten Reinigung der beschichteten Oberflä-che weniger Kraft aufgewendet werden muss und die Fläche daher auch länger frei von Beschädigungen bleiben sollte. Nach Abscheidung hydrophober Che-mikalien auf nanostrukturierten ent-spiegelte Oberflächen, werden diese wie erwartet superhydrophob (Kon-taktwinkel >140°) und Wasser kann komplett zum Abperlen gebracht wer-den. Antireflex-Nanostrukturen kann man jedoch auch extrem hydrophil und damit mit Antibeschlageigenschaften
Dr. Ulrike Schulzist Diplomchemikerin und pro-movierte 1994 an der Friedrich-Schiller-Universität Jena. Sie ist seit 1994 wissenschaftliche Mitarbeiterin am Fraunhofer-Institut für Angewandte Optik und Feinmechanik in Jena und leitet dort die Gruppe Kunst-stoffbeschichtung. Sie ist Autorin zahlreicher Veröffentlichungen, Vorträge und Patente auf dem Gebiet der Entwicklung und Her-stellung optischer Schichten.
AUTORIN
Dr. Ulrike Schulz, Fraunhofer IOF, Albert-Einstein-Str. 7, 07745 Jena, [email protected]
ausstatten, indem man eine hydrophile Deckschicht aufbringt [20]. Eine je halb-flächig hydrophobierte bzw. hydrophi-lierte nanostrukturierte PMMA-Oberflä-che zeigt Abb. 8.
5 Zusammenfassung und Ausblick
Die Gruppe der Kunststoffe ist in ih-rer Zusammensetzung vielfältig und wird gerade auf dem Gebiet der Optik ständig durch Neuentwicklungen er-weitert. Neueste Massenanwendun-gen umfassen medizinische und bio-photonische Geräte, Handykameras und Displays aller Art. Kunststoff bietet gegenüber Glas dabei den Vorteil, dass komplexe Geometrien kostengünstig in Massenproduktion gefertigt werden können. Aus den Unterschieden in der chemischen Zusammensetzung der Polymeren und ihre Empfindlichkeit gegenüber hochenergetischer Strah-lung resultieren jedoch besondere An-forderungen an Beschichtungen und Beschichtungsprozesse. Die Entspiege-lung als wichtigste optische Funktion wird hauptsächlich durch Aufdampfen im Vakuum realisiert. Sie wird für ausge-wählte Materialien und Anwendungen industriell beherrscht. Herausfordernd sind extreme Zusatzforderungen oder Einsatzbedingungen wie z. B. im Be-reich Automobilbau und für Außenan-wendungen. Die derzeit eingesetzten Vakuumprozesse werden in geschlos-senen Batchprozessen durchgeführt. Daraus ergibt sich das Problem, dass die Kosten der Beschichtungen stark anwachsen, wenn größere Teile be-schichtet werden müssen. Für die Ent-spiegelung von Armaturen für den Fahrzeugbereich wird es mittelfristig zu einer optimierten Anlagentechnik kommen müssen, um dem Preisdruck standzuhalten.
Die parallel zu Interferenzschichten entwickelten Verfahren zur Realisierung effektiver Medien zur Entspiegelung befinden sich vielerorts im Entwick-lungsstadium. Optimierte Nanostruk-turen können Interferenzschichten be-züglich der Entspiegelungswirkung in breiteren Spektralbereichen und bei großen Lichteinfallswinkeln übertref-fen [21]. Für geschützt liegende Flächen und insbesondere für gekrümmte Lin-sen haben solche Entspiegelungen da-her eine großes Potenzial.
ABBILDUNG 8: Spreiten von Wasser bzw. superhydrophobe Eigenschaften (Tropfen in Kugelform) auf einer nanostruktu-rierten PMMA-Scheibe, die zunächst vollflächig mit 10 nm SiO2 und dann auf der Teilfläche links mit 10 nm Fluoralkylpolymer beschichtet wurde.
[1] H. A. Macleod: Thin-Film Optical Filters, Fourth Edition, CRC-Press, 2010.
[2] U. Schulz, U.B. Schallenberg, N. Kaiser: Applied Optics 41 (2002)16, 3107-3110.
[3] U.B. Schallenberg, U. Schulz, N. Kaiser: Proc. SPIE 5250 (2004) 357-366.
[4] U. Schulz, K. Lau, N. Kaiser: Appl. Opt. 47 (2008) C83-C87.
[5] C. G.Bernhard: Endeavour 26, 1967, 79–84.
[6] P. Lalanne, M. Hutley: The optical properties of artificial media structured at a subwavelength scale, in Encyc-lopedia of Optical Engineering, Dekker, 2003, 62–71.
[7] D. H. Raguin, G. M. Morris: Appl. Opt. 32 (1993) 2582-2598.
[8] S. Chattopadhyay, Y. F. Huang, Y. J. Jen, A. Ganguly, K. H. Chen, L. C. Chen L. C.: Mater. Sci. Eng. Rep. 69 (2010) 1-35.
[9] A. Gombert, W. Glaubitt, K. Rose, J. Dreibholz, B. Blasi, A. Heinzel, D. Sporn, W. Doll, V. Wittwer: Thin Solid Films 351 (1999) 73-78.
[10] D. Chen, Y. Yan, E. Westenberg, D. Niebauer, N. Sakai-tani, S.R. Chaudhuri, Y. Sato, M. Takamatsu: J. Sol-Gel Sci. Technol. 19 (2000) 77-82
[11] A. Kaless, U. Schulz, P. Munzert, N. Kaiser: Surf. Coat. Technol. 200 (2005) 58–61.
[12] I. Wendling, P. Munzert, U. Schulz, N. Kaiser, A. Tünner-mann: Plasma Proc. Pol. 6 (2011) 716-721.
[13] U. Schulz, P. Munzert, R. Leitel, I. Wendling, N. Kaiser, A. Tünnerman: Opt. Express 15 (2007) 13108-13113.
[14] H. Jiang, W. Zhao, C. Li, Y. Wang: Polymer 52 (2011) 778-785.
[15] M. Zhao, Z. Yang, D. Zhu, X. Jin, D. Huang: JOSA B 22 (2005) 1330-1334.
[16] C. Präfke, U. Schulz, N. Kaiser: Thin Solid Films 520 (2012) 4180–4183.
[17] http://www.momentive.com
[18] K. Füchsel, U. Schulz, N.Kaiser, A. Tünnermann: Appl. Opt. 47 (2008) C297-C302.
[19] M. Fliedner, R. Chavez: Vakuum in Forschung und Pra-xis 24 (2012) 3, 6-8.
[20] U. Schulz, N. Kaiser: Vakuum in Forschung und Praxis 21 (2009) 3, 6–8.
[21] U. Schulz, F. Rickelt, P. Munzert, N. Kaiser: Opt. Mat. Ex-press 4 (2014) 568-574.
![Führung 11-09 [Kompatibilitätsmodus] · •Maslow • E.R.G.-Theorie von Alderfer • Zwei-Faktoren-Theorie von Herzberg • kognitive Motivationstheorien von Vroom von Lawler von](https://img.pdfslide.org/doc/110x75/5c9faeba88c9931c188bd456/fuehrung-11-09-kompatibilitaetsmodus-maslow-erg-theorie-von-alderfer.jpg)