Embed Size (px)
Citation preview
08.04.2014
1
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Produktionsplanung und -steuerung
Prof. Dr.-Ing. habil. Wilhelm DangelmaierHeinz Nixdorf InstitutUniversität PaderbornWirtschaftsinformatik, insb. CIMFürstenallee 1133102 Paderbornhttp://wwwhni.uni-paderborn.de/cim/
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIOrganisatorisches
K 184.23321
Montag 14 – 16.00 Uhr, D 2
Dienstag 16 – 18.00 Uhr, D 2
Alle Unterlagen in Paul und auf der Homepage
http://www.hni.uni-paderborn.de/index.php?id=320
Veranstaltung am 14. April fällt aus!
W2332-01: Produktionslogistik
08.04.2014
2
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIOrganisatorisches
K 184.23322 Konzepte und Methoden des Supply Chain Managements
Frau Dipl.-Ing. U. Mussbach-Winter
Blockveranstaltung
21. – 23. Mai 2014
W2332-01: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Produktionsplanung und -steuerung
Gliederung
08.04.2014
3
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIGliederung
Teil 1 Produktionsplanung und -steuerung – Grundlagen
Teil 2 Modelldefinition: Zeit, Verbrauchsfaktoren, Gebrauchsfaktoren
Teil 3 Herstellung der Konsistenz im Knoten: Mengenplanung, Terminplanung
Teil 4 Herstellung der Konsistenz in Mikro- und Makrostrukturen
Teil 5 Das Herstellen einer im Kontext der Umwelt konsistenten Produktion – Bedarfsorientierter Anstoß der Produktion, verbrauchsorientierte Produktion
W2332-01: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI1. Einführung: Worum geht es hier?
W2332-01: Produktionslogistik
08.04.2014
4
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI1. Einführung: Worum geht es hier?
W2332-01: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI1. Einführung: Worum geht es hier?
W2332-01: Produktionslogistik

08.04.2014
5
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI1. Einführung: Worum geht es hier?
W2332-01: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Produktionsplanung und -steuerung
Teil 1
Produktionsplanung und -steuerung – Grundlagen
08.04.2014
6
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIProduktionsplanung und -steuerung - GrundlagenProduktion als Input-Output-System mit Begrenzungen
W2332-01: Produktionslogistik
INPUT OUTPUTTRANSFORMATION
Produktionsfaktor Produktion Produkte
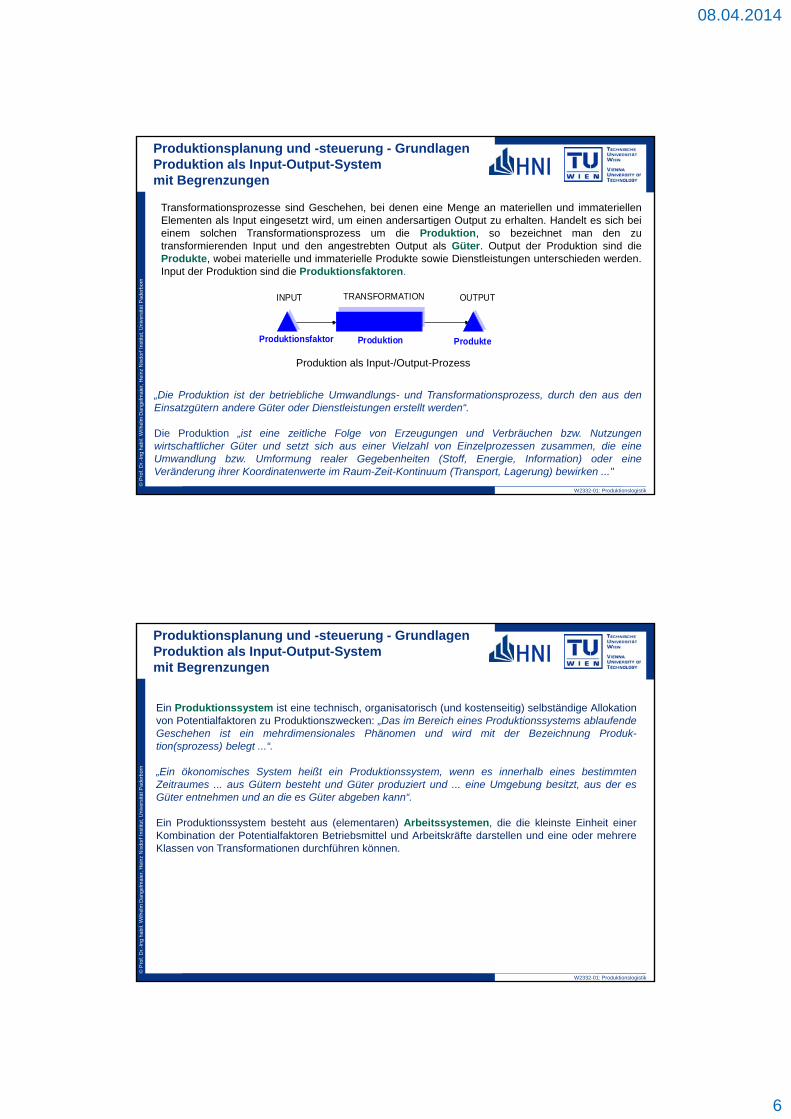
Transformationsprozesse sind Geschehen, bei denen eine Menge an materiellen und immateriellenElementen als Input eingesetzt wird, um einen andersartigen Output zu erhalten. Handelt es sich beieinem solchen Transformationsprozess um die Produktion, so bezeichnet man den zutransformierenden Input und den angestrebten Output als Güter. Output der Produktion sind dieProdukte, wobei materielle und immaterielle Produkte sowie Dienstleistungen unterschieden werden.Input der Produktion sind die Produktionsfaktoren.
Produktion als Input-/Output-Prozess
„Die Produktion ist der betriebliche Umwandlungs- und Transformationsprozess, durch den aus denEinsatzgütern andere Güter oder Dienstleistungen erstellt werden“.
Die Produktion „ist eine zeitliche Folge von Erzeugungen und Verbräuchen bzw. Nutzungenwirtschaftlicher Güter und setzt sich aus einer Vielzahl von Einzelprozessen zusammen, die eineUmwandlung bzw. Umformung realer Gegebenheiten (Stoff, Energie, Information) oder eineVeränderung ihrer Koordinatenwerte im Raum-Zeit-Kontinuum (Transport, Lagerung) bewirken ..."
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Ein Produktionssystem ist eine technisch, organisatorisch (und kostenseitig) selbständige Allokationvon Potentialfaktoren zu Produktionszwecken: „Das im Bereich eines Produktionssystems ablaufendeGeschehen ist ein mehrdimensionales Phänomen und wird mit der Bezeichnung Produk-tion(sprozess) belegt ...“.
„Ein ökonomisches System heißt ein Produktionssystem, wenn es innerhalb eines bestimmtenZeitraumes ... aus Gütern besteht und Güter produziert und ... eine Umgebung besitzt, aus der esGüter entnehmen und an die es Güter abgeben kann“.
Ein Produktionssystem besteht aus (elementaren) Arbeitssystemen, die die kleinste Einheit einerKombination der Potentialfaktoren Betriebsmittel und Arbeitskräfte darstellen und eine oder mehrereKlassen von Transformationen durchführen können.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktion als Input-Output-System mit Begrenzungen
08.04.2014
7
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Der Transformationsprozess lässt sich klassifizieren:
-ZustandstransformationMaterielle oder immaterielle Güter (z. B. Blechteile als materielle Güter und Wissen als immaterielles Gut) werden genutzt, um Güter anderer Qualität zu erzeugen (z. B. Automobil oder Verfahrensvorschrift).
- ZeittransformationDer Output erfolgt zu anderen Zeitpunkten als der Input, ohne dass dabei eine Zustands-transformation stattfindet. Realisierung sind Lager- oder Warteprozesse.
- OrtstransformationEine Ortstransformation wird durch jeden Transportvorgang bewirkt.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktion als Input-Output-System mit Begrenzungen
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI„Planung wird als gedankliche Vorwegnahme künftigen Geschehens durch systematischeEntscheidungsvorbereitung und Entscheidungsfällung verstanden. Sie beinhaltet einen Entscheidungs-prozess, in dem zur Lösung eines Problems zielorientiert Alternativen zu suchen, zu beurteilen undauszuwählen sind. Dies geschieht unter Zugrundelegung einer Zielfunktion“.
Ein Plan ist ein Entwurf, der diesen Prozess als Ergebnis dokumentiert.
Aufgaben der Planung
- Definieren: Festlegen der Ziele, der Maßnahmen und der benötigten Mittel- Koordinieren: Zielgerichtetes Abstimmen der Ziele, Teilpläne, Maßnahmen und Mittel- Veranlassen: Initialisierung der Planrealisierung / -umsetzung- Sichern: Schaffen von Reserven für den Fall der Planabweichung.
Um die Ziele eines übergeordneten Plans zu erreichen, müssen in einer nachgeschalteten Planung imSinne einer Ziel-Mittel-Relation koordinierende Maßnahmen angesprochen werden, die ihrerseits ineinem detaillierteren Plan resultieren.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung

08.04.2014
8
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Merkmale von Planungssystemen
„Detailliertheit“ bezeichnet die Genauigkeit der Planung (Grobplanung - Feinplanung)
„Differenziertheit“ drückt die Tiefe der Gliederung in Subsysteme und deren zugeordnete Teilpläne aus.
Die sachliche Differenzierung untergliedert bspw. in einem Absatz-, einen Produktions- und einenBeschaffungsplan, die in dieser Reihenfolge aufeinander aufbauen (funktionale Gliederung, Objekt-Gliederung).
Die zeitliche Differenzierung wird von Planungshorizont, -zyklus und Zeitabschnitt charakterisiert (zeitliche Gliederung).
Häufig ist der von Planungshorizont und Heute-Linie aufgespannte Zeitraum größer als derPlanungszyklus, so dass zusätzlich zur Reihung eine zeitliche Überlappung von Plänen vorliegt.Dann wird von rollierender Planung gesprochen.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Koordination
Eine retrograde Planung leitet aus strategischen Plänen taktische und operative Pläne ab. DieAbleitung erfolgt unter inhaltlichen Aspekten, analytisch von oben nach unten (top-down) und mitsteigendem Differenzierungsgrad.
Die progressive Planung erarbeitet auf der Grundlage der operativen Pläne längerfristige taktischeund strategische Pläne mit einem sinkenden Differenzierungs- und steigenden Aggregationsgrad. Diestrategische Planung verliert dabei ihre Leitfunktion.
Das Gegenstromverfahren kombiniert diese beiden Verfahren beginnend auf der strategischen Ebenemit der Aufstellung vorläufiger Pläne. Taktische und operative Planungsstufen enthalten differenzierteAlternativpläne mit kürzerer zeitlicher Reichweite. Der gegenläufige Prozess der Realisier-barkeitskontrolle setzt auf der operativen Ebene ein. Der Planungsprozess endet mit der Fest-schreibung strategischer Pläne.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
08.04.2014
9
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNISteuerung
„Steuerung ist ein Vorgang in einem System, bei dem eine oder mehrere Inputgrößen die Outputgrößenaufgrund der Gesetzmäßigkeiten des Systems beeinflussen“ (siehe [DIN19226]).
Beispiel: Bei einem Autoradio verändert der Fahrer (Steuerglied) eines Pkw bei steigendemFahrgeräuschpegel (Störgröße) die angelegte Spannung (Stellgröße), bis er wieder alles im Radio mitausreichender Lautstärke (Steuergröße) verfolgen kann. Mit abnehmendem Geräuschpegel verringerter die Lautstärke des Radios wieder auf ein angenehmes Maß.
Regelung
Viele technische Prozesse erfordern das Halten einer Regelgröße auf einen vorgegebenen Sollwert,der Führungsgröße, auch wenn Störgrößen dagegenwirken. „Regeln ist ein Vorgang, bei dem dieRegelgröße (Output) fortlaufend erfasst, mit der Führungsgröße (Input) verglichen und abhängig vondiesem Vergleich über entsprechende Änderungen der Stellgröße im Sinne einer Angleichung an dieFührungsgröße angepasst wird“ [DIN 19226].
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Produktionsplanung und -steuerung als operative Planung
„Dem Produktions-Management obliegt die zielorientierte Planung und Steuerung der Leistungserstellung.“
Produktionsplanung umfasst dabei die systematische Suche und Festlegung der gegenwärtigenHandlungsmöglichkeiten. Sie entspricht dem Willensbildungsprozess. Dieser impliziert wertendeStellungnahmen aufgrund der Zielvorstellungen.
Produktionssteuerung ist die Willensdurchsetzung des Plans in der Realität. Ohne Störungen wäremit dem Auslösen und Realisieren die Durchsetzung beendet. Da aber Abweichungen eher die Regelals die Ausnahme sind, müssen Kontroll- und Sicherungsmaßnahmen vorgesehen werden.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
08.04.2014
10
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIProduktionsplanung und -steuerung als operative Planung
Hauptaufgabe der strategischen Produktionsplanung ist das Schaffen und Erhalten einer wettbe-werbsfähigen Produktion.
Zu den Aufgaben der taktischen Produktionsplanung werden Entscheidungen über die Produkte und die Produktgestaltung, die Personal- und Betriebsmittelkapazitäten sowie über die Organisation der Produktion gezählt.
Die operative Produktionsplanung, auf der hier das Hauptaugenmerk liegen soll, wird üblicherweiseals Produktionsplanung und -steuerung (PPS) bezeichnet. Ihre Aufgaben sind - unterZugrundelegung der Entscheidungen und Festlegungen der strategischen und taktischenProduktionsplanung - der möglichst „optimale“ Einsatz der vorhandenen Produktionsfaktoren und derwirtschaftliche Vollzug der Aufgabenerfüllung.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIAufgabe 1Kennzeichnen Sie die korrekten Aussagen zu Transformationsprozessen in der Produktionsplanung und -steuerung
a. Ein Transformationsprozess besteht aus Input, Transformation und Output
b. Output der Produktion sind Produkte, wobei materielle und immaterielle Produkte sowie Dienstleistungen unterschieden werden.
c. Ein Transformationsprozess lässt sich klassifizieren in Zeittransformation, Ortstransformation und Zustandstransformation.
d. Eine Zeittransformation umfasst Transport- oder Fördervorgänge.
e. Bei der Zustandstransformation werden materielle oder immaterielle Güter genutzt, um Güter anderer Qualität zu erstellen.
f. Bei der Zustandstransformation sind ausschließlich materielle Güter (wie z.B. Holzplatten) relevant. Das Know-how eines Mitarbeiters ist dabei unerheblich.
g. Die Realisierung der Zeittransformation sind Lager- und Warteprozesse.
h. Zu den Maßnahmen der Ortstransformation zählen Renovierungsarbeiten an oder Ausbauten der Montagehalle. Auch z.B. die Verlegung eines ganzen Montagestandortes zählt zur Ortstransformation.
i. Eine Ortstransformation umfasst Transport- oder Fördervorgänge.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
08.04.2014
11
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIAufgabe 2Kennzeichnen Sie die korrekten Aussagen zur Planung
a. Ein Plan ist eine gedankliche Vorwegnahme künftigen Geschehens durch systematische Entscheidungsvorbereitung und Entscheidungsfällung.
b. Die Analyse unterschiedlicher Alternativen wird nicht vorgenommen. Grundlage sind stattdessen komplexe Prognoseverfahren.
c. Zu den Aufgaben der Planung gehören: definieren, koordinieren, veranlassen und sichern.
d. Mit einem zunehmenden Detaillierungsgrad werden die Genauigkeit einer Planung und damit der Bezug zur Realität erhöht.
e. Eine Unterteilung der Planungsaufgaben kann sachlich nach Funktionsbereichen sowie nach der zeitlichen Reichweite der Konsequenzen der zu planenden Aktivitäten erfolgen.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIAufgabe 3Kennzeichnen Sie die korrekten Aussagen zur Koordination
a. Die Aufgabe Koordination setzt die Ereignisse des Leistungserstellungsprozesses in sich und mit den Ereignissen der Umwelt in Relation.
b. Im Rahmen der Koordination wird unterschieden zwischen der retrograden Planung, der progressiven Planung, der persistenten Planung und dem Gegenstromverfahren.
c. Die persistente Planung leitet aus Plänen vergangener Perioden operative Pläne ab. Eine Anpassung der alten Pläne hinsichtlich aktueller Anforderungen wird dabei unterlassen.
d. Auf Grundlage der operativen Pläne erarbeitet die progressive Planung längerfristige taktische und strategische Pläne mit einem sinkenden Differenzierungs- und steigenden Aggregationsgrad.
e. Das Gegenstromverfahren ist eine Kombination aus der retrograden Planung, der progressiven Planung und der persistenten Planung.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenPlanung und Steuerung
08.04.2014
12
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
W2334-01: Methoden der Planung und Organisation
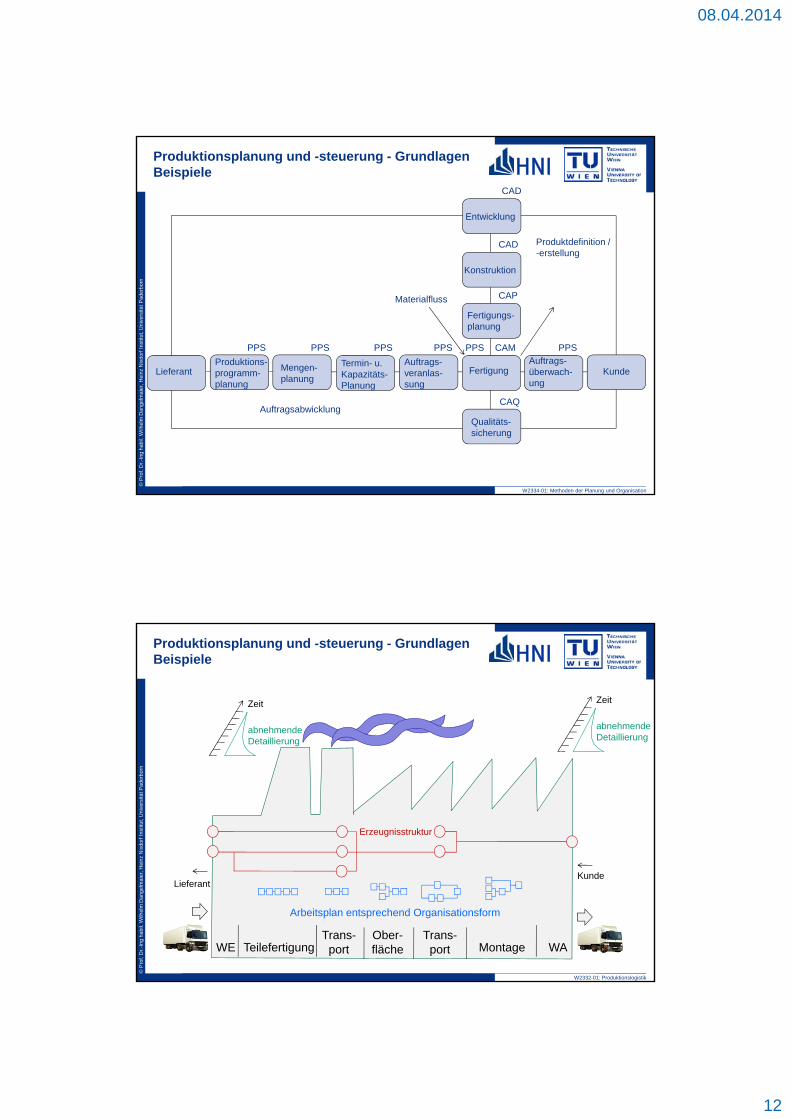
Produktionsplanung und -steuerung - GrundlagenBeispiele
Konstruktion
Fertigungs-planung
FertigungProduktions-programm-planung
Mengen-planung
Termin- u. Kapazitäts-Planung
Auftrags-veranlas-sung
Auftrags-überwach-ung
Kunde
Qualitäts-sicherung
Entwicklung
Lieferant
PPSPPSPPSPPS PPS
CAP
PPS
CAD
CAD
CAM
CAQ
Materialfluss
Auftragsabwicklung
Produktdefinition / -erstellung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
WE TeilefertigungTrans-
portOber-fläche
Trans-port Montage WA
Arbeitsplan entsprechend Organisationsform
Erzeugnisstruktur
LieferantKunde
Zeit
abnehmendeDetaillierung
Zeit
abnehmendeDetaillierung
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiele
08.04.2014
13
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
W2332-01: Produktionslogistik
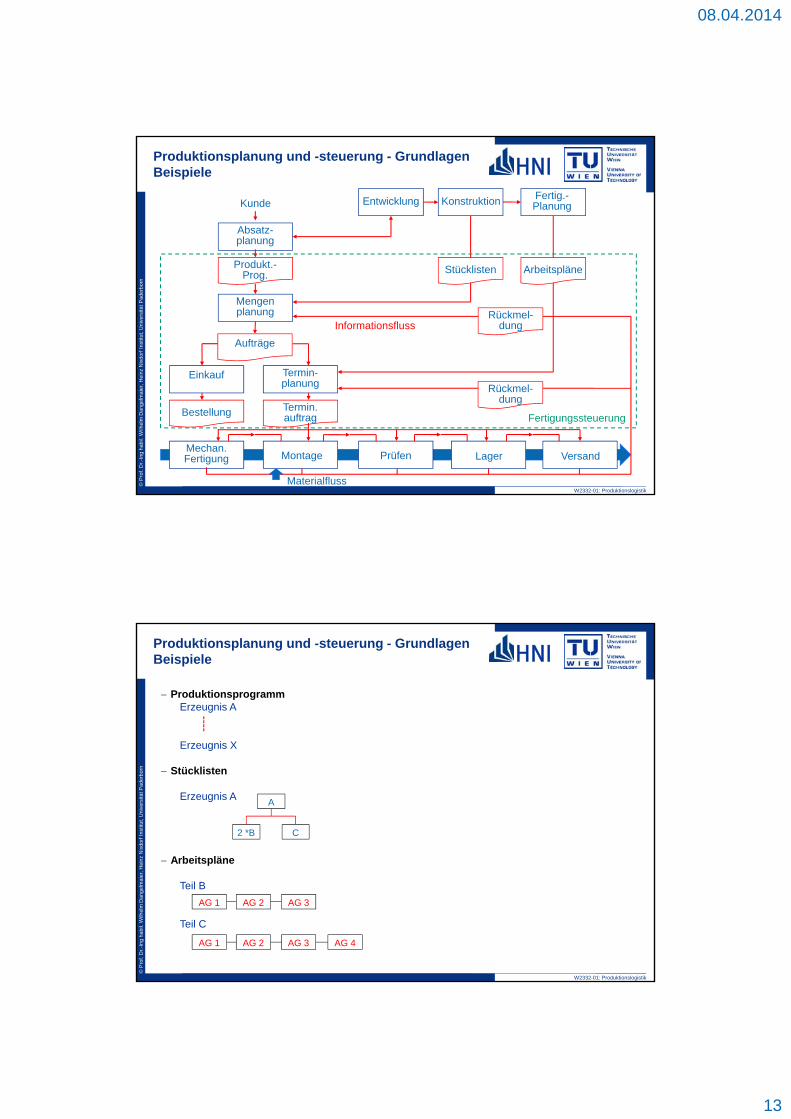
Produktionsplanung und -steuerung - GrundlagenBeispiele
Mechan.Fertigung Montage Prüfen Lager Versand
Absatz-planung
Einkauf
Mengenplanung
Produkt.-Prog.
Aufträge
Bestellung
Termin-planung
Termin.auftrag
Rückmel-dung
Rückmel-dung
Entwicklung Konstruktion Fertig.-Planung
Stücklisten Arbeitspläne
Kunde
Fertigungssteuerung
Materialfluss
Informationsfluss
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiele
ProduktionsprogrammErzeugnis A
Erzeugnis X
Stücklisten
Erzeugnis A
Arbeitspläne
Teil B
Teil C
A
C2 *B
AG 1 AG 2 AG 3
AG 1 AG 2 AG 3 AG 4
08.04.2014
14
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
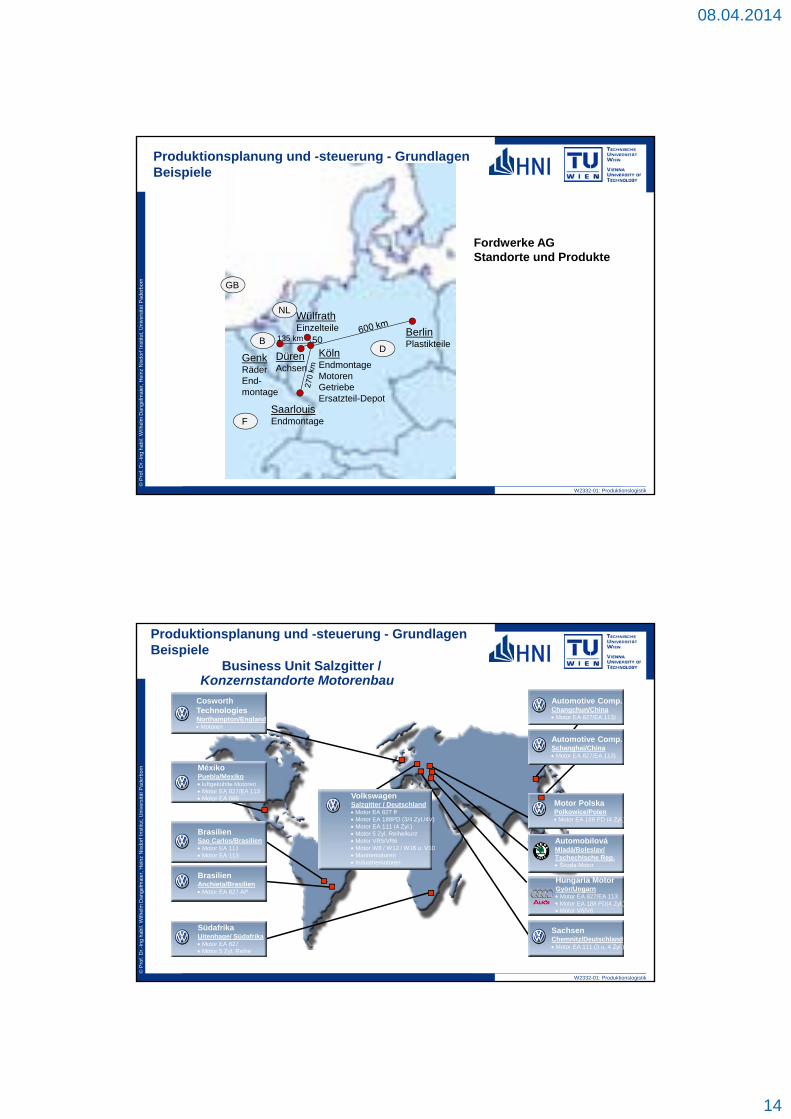
BerlinPlastikteile
WülfrathEinzelteile
KölnEndmontageMotorenGetriebeErsatzteil-Depot
DürenAchsen
GenkRäderEnd-montage
50135 km
SaarlouisEndmontage
D
F
NL
GB
B
Fordwerke AGStandorte und Produkte
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiele
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
MéxikoPuebla/Mexikoluftgekühlte Motoren Motor EA 827/EA 113 Motor EA 086
BrasilienSao Carlos/Brasilien Motor EA 111 Motor EA 113
SüdafrikaUitenhage/ Südafrika Motor EA 827 Motor 5 Zyl. Reihe
BrasilienAnchieta/Brasilien Motor EA 827 AP
Automotive Comp.Changchun/China Motor EA 827/EA 113)
Automotive Comp.Schanghai/China Motor EA 827/EA 113)
Motor PolskaPolkowice/PolenMotor EA 188 PD (4 Zyl.)
Hungaria MotorGyör/Ungarn Motor EA 827/EA 113 Motor EA 188 PD(4 Zyl.) Motor V6/V8
AutomobilováMladá/Boleslav/Tschechische Rep. Škoda-Motor
SachsenChemnitz/DeutschlandMotor EA 111 (3 u. 4 Zyl.)
VolkswagenSalzgitter / DeutschlandMotor EA 827 ff Motor EA 188PD (3/4 Zyl./4V) Motor EA 111 (4 Zyl.) Motor 5 Zyl. Reihe/kurz Motor VR5/VR6 Motor W8 / W12 / W16 u. V10 Marinemotoren Industriemotoren
MéxikoPuebla/Mexikoluftgekühlte Motoren Motor EA 827/EA 113 Motor EA 086
BrasilienSao Carlos/Brasilien Motor EA 111 Motor EA 113
SüdafrikaUitenhage/ Südafrika Motor EA 827 Motor 5 Zyl. Reihe
BrasilienAnchieta/Brasilien Motor EA 827 AP
Automotive Comp.Changchun/China Motor EA 827/EA 113)
Automotive Comp.Schanghai/China Motor EA 827/EA 113)
Motor PolskaPolkowice/PolenMotor EA 188 PD (4 Zyl.)
Hungaria MotorGyör/Ungarn Motor EA 827/EA 113 Motor EA 188 PD(4 Zyl.) Motor V6/V8
AutomobilováMladá/Boleslav/Tschechische Rep. Škoda-Motor
SachsenChemnitz/DeutschlandMotor EA 111 (3 u. 4 Zyl.)
VolkswagenSalzgitter / DeutschlandMotor EA 827 ff Motor EA 188PD (3/4 Zyl./4V) Motor EA 111 (4 Zyl.) Motor 5 Zyl. Reihe/kurz Motor VR5/VR6 Motor W8 / W12 / W16 u. V10 Marinemotoren Industriemotoren
Cosworth TechnologiesNorthampton/England Motoren
Konzernstandorte MotorenbauBusiness Unit Salzgitter /
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiele
08.04.2014
15
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
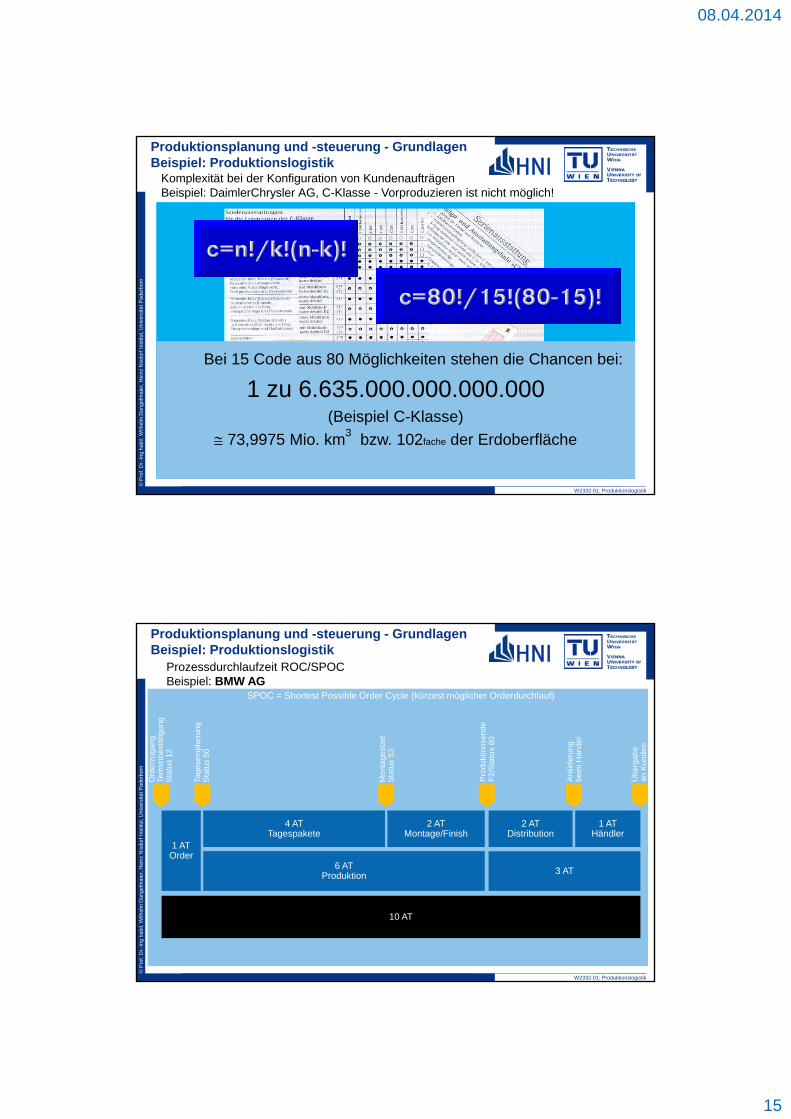
Bei 15 Code aus 80 Möglichkeiten stehen die Chancen bei:
1 zu 6.635.000.000.000.000(Beispiel C-Klasse)
73,9975 Mio. km3 bzw. 102fache der Erdoberfläche
Komplexität bei der Konfiguration von KundenaufträgenBeispiel: DaimlerChrysler AG, C-Klasse - Vorproduzieren ist nicht möglich!
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
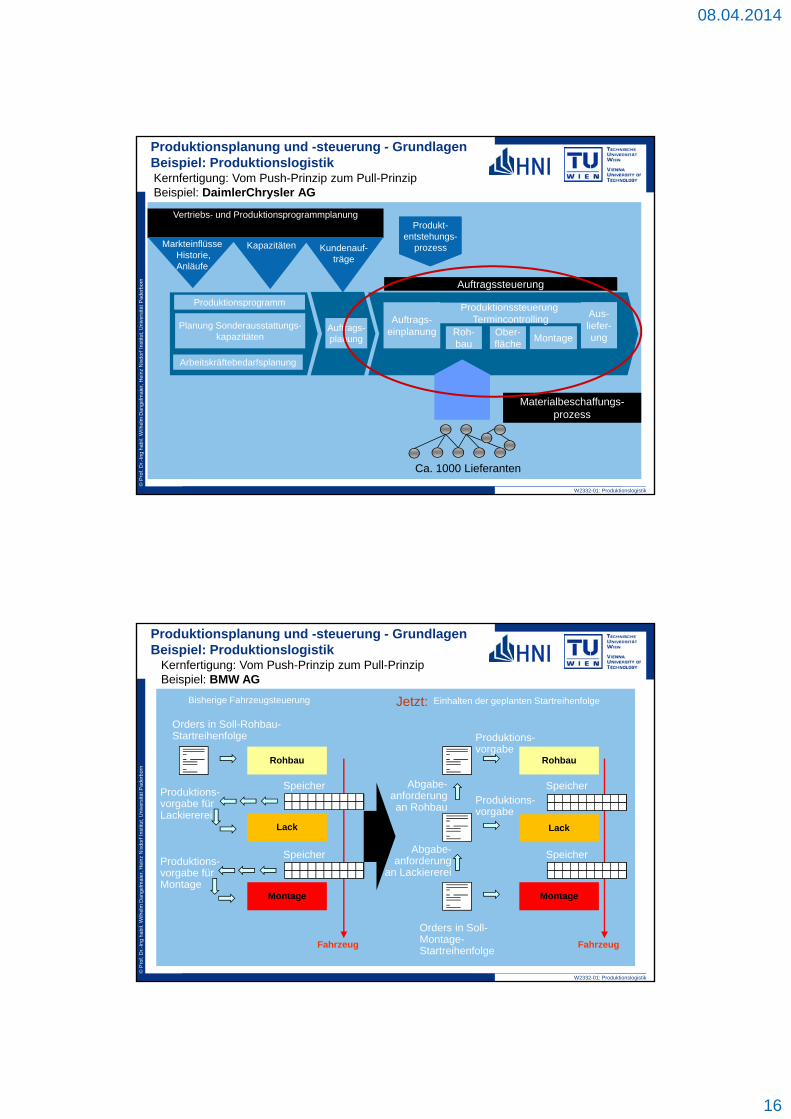
SPOC = Shortest Possible Order Cycle (kürzest möglicher Orderdurchlauf)
10 AT
1 ATOrder
6 ATProduktion 3 AT
4 ATTagespakete
2 ATMontage/Finish
2 ATDistribution
1 ATHändler
Ord
erz
uga
ng
Term
inb
estä
tigun
gS
tatu
s 1
2
Tage
sein
pla
nung
Sta
tus
50
Mo
nta
gest
art
Sta
tus
53
Pro
du
ktio
nsen
de
F2
/Sta
tus
60
An
liefe
rung
be
im H
an
del
Üb
erg
ab
ea
n K
un
den
Prozessdurchlaufzeit ROC/SPOCBeispiel: BMW AG
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Produktionslogistik
08.04.2014
16
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
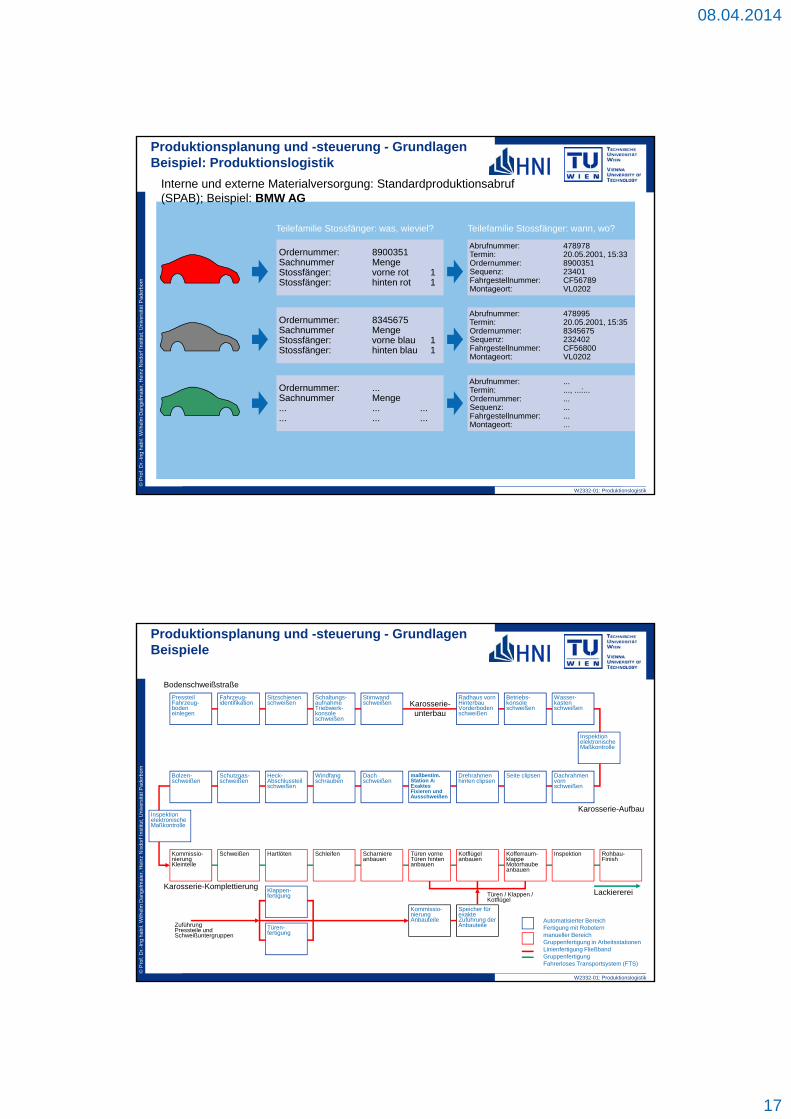
Kunden-aufträge
Aus-liefer-ung
Auftrags-einplanung Roh-
bauOber-fläche
Montage
ProduktionssteuerungTermincontrolling
Auftragssteuerung
Materialbeschaffungs-prozess
Produkt-entstehungs-
prozess
Ca. 1000 Lieferanten
Vertriebs- und Produktionsprogrammplanung
Auftrags-planung
Planung Sonderausstattungs-kapazitäten
Produktionsprogramm
Arbeitskräftebedarfsplanung
MarkteinflüsseHistorie, Anläufe
Kapazitäten Kundenauf-träge
Kernfertigung: Vom Push-Prinzip zum Pull-PrinzipBeispiel: DaimlerChrysler AG
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
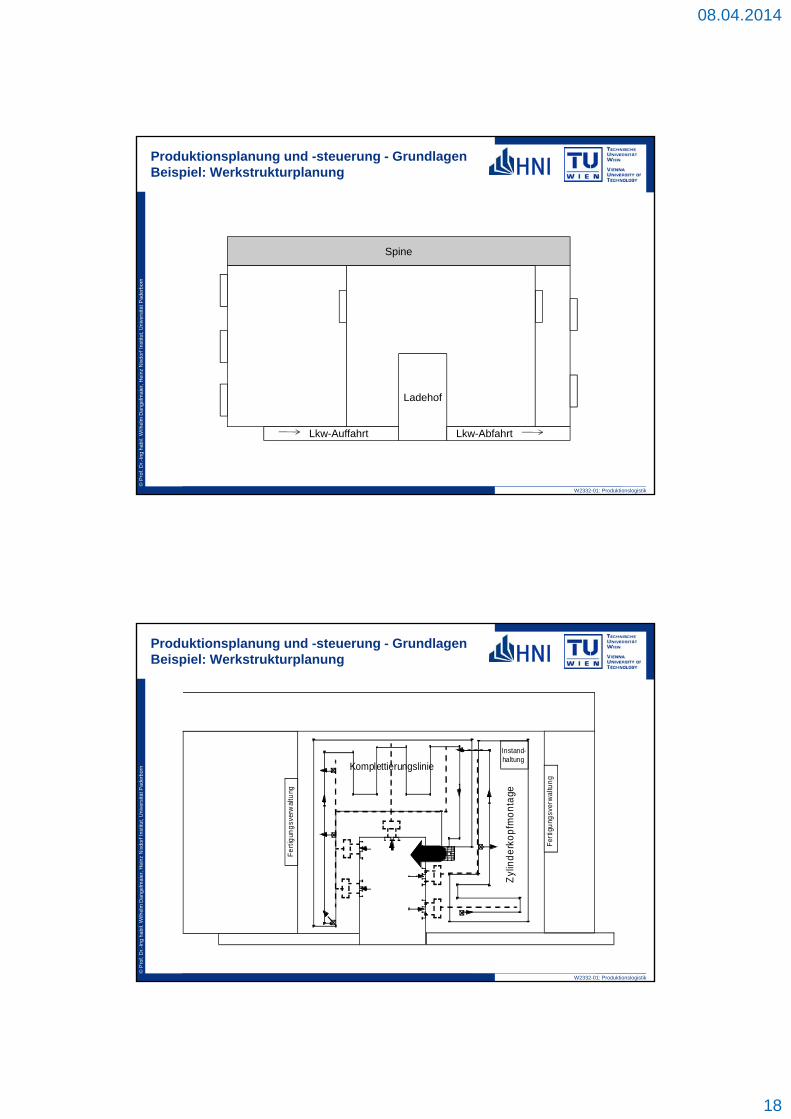
Bisherige Fahrzeugsteuerung
Rohbau
Montage
Lack
Fahrzeug
Rohbau
Montage
Lack
Fahrzeug
Produktions-vorgabe für Lackiererei
Produktions-vorgabe für Montage
Speicher Speicher
SpeicherSpeicher
Orders in Soll-Rohbau-Startreihenfolge
Jetzt: Einhalten der geplanten Startreihenfolge
Produktions-vorgabe
Abgabe-anforderung an Rohbau
Produktions-vorgabe
Abgabe-anforderung
an Lackiererei
Orders in Soll-Montage-Startreihenfolge
Kernfertigung: Vom Push-Prinzip zum Pull-PrinzipBeispiel: BMW AG
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Produktionslogistik
08.04.2014
17
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Ordernummer: 8900351Sachnummer MengeStossfänger: vorne rot 1Stossfänger: hinten rot 1
Ordernummer: 8345675Sachnummer MengeStossfänger: vorne blau 1Stossfänger: hinten blau 1
Ordernummer: ...Sachnummer Menge... ... ...... ... ...
Abrufnummer: 478978Termin: 20.05.2001, 15:33Ordernummer: 8900351Sequenz: 23401Fahrgestellnummer: CF56789Montageort: VL0202
Abrufnummer: 478995Termin: 20.05.2001, 15:35Ordernummer: 8345675Sequenz: 232402Fahrgestellnummer: CF56800Montageort: VL0202
Abrufnummer: ...Termin: ..., ...:...Ordernummer: ...Sequenz: ...Fahrgestellnummer: ...Montageort: ...
Teilefamilie Stossfänger: was, wieviel? Teilefamilie Stossfänger: wann, wo?
Interne und externe Materialversorgung: Standardproduktionsabruf (SPAB); Beispiel: BMW AG
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Produktionslogistik
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
W2332-01: Produktionslogistik
PressteilFahrzeug-boden einlegen
Fahrzeug-identifikation
Sitzschienenschweißen
Schaltungs-aufnahme Triebwerk-konsole schweißen
Radhaus vornHinterbauVorderboden schweißen
Betriebs-konsole schweißen
Wasser-kastenschweißen
Inspektion elektronische Maßkontrolle
Bolzen-schweißen
Schutzgas-schweißen
Heck-Abschlussteil schweißen
Windfang schrauben
maßbestim.Station A:Exaktes Fixieren und Ausschweißen
Drehrahmen hinten clipsen
Seite clipsen
Stirnwandschweißen
Dachschweißen
Dachrahmen vorn schweißen
Inspektion elektronische Maßkontrolle
Kommissio-nierung Kleinteile
Schweißen Hartlöten Schleifen Türen vorne Türen hinten anbauen
Kotflügel anbauen
Kofferraum-klappe Motorhaube anbauen
Scharniere anbauen
Inspektion Rohbau-Finish
Kommissio-nierung Anbauteile
Speicher für exakte Zuführung der Anbauteile
Klappen-fertigung
Türen-fertigung
Bodenschweißstraße
Karosserie-KomplettierungLackiererei
ZuführungPressteile undSchweißuntergruppen
Türen / Klappen /Kotflügel
Karosserie-Aufbau
Karosserie-unterbau
Automatisierter BereichFertigung mit Roboternmanueller BereichGruppenfertigung in ArbeitsstationenLinienfertigung FließbandGruppenfertigungFahrerloses Transportsystem (FTS)
Produktionsplanung und -steuerung - GrundlagenBeispiele
08.04.2014
18
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Spine
Ladehof
Lkw-Auffahrt Lkw-Abfahrt
W2332-01: Produktionslogistik
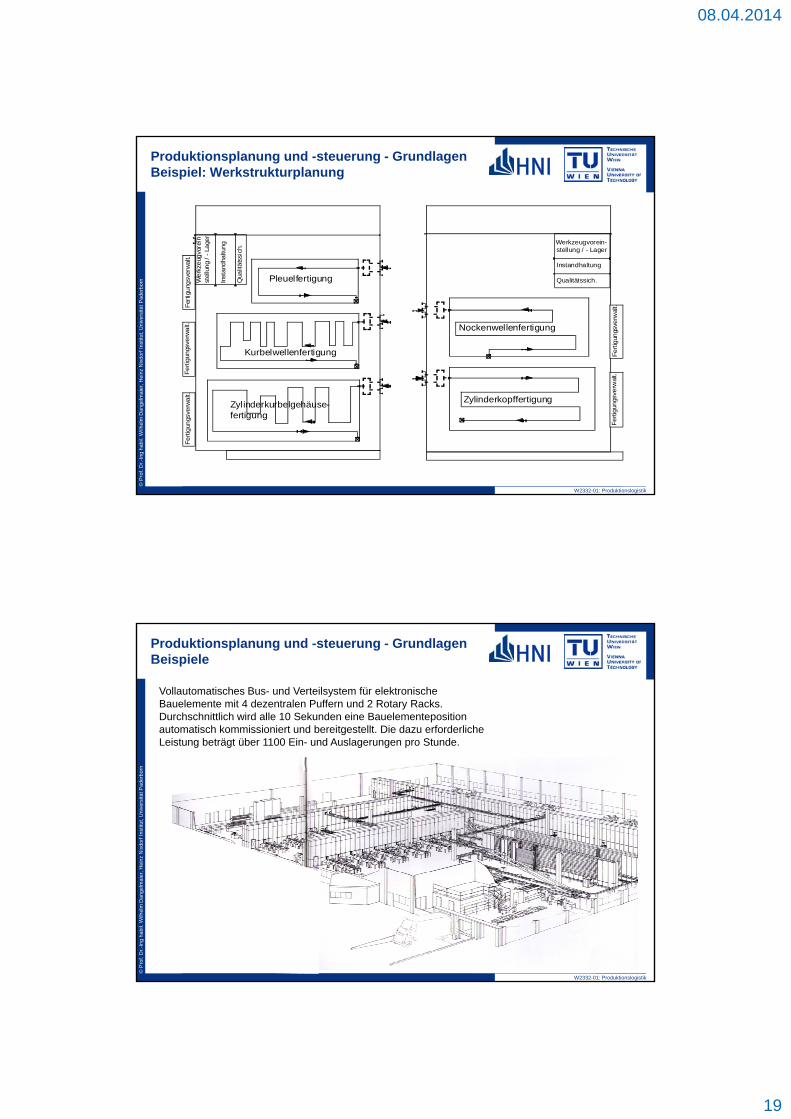
Produktionsplanung und -steuerung - GrundlagenBeispiel: Werkstrukturplanung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Fe
rtig
ung
sver
wal
tung
Zyl
ind
erk
op
fmo
nta
ge
Komplettierungslinie
Instand- haltung
Fer
tigu
ngsv
erw
altu
ng
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Werkstrukturplanung
08.04.2014
19
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI W
erk
zeug
vore
in s
tellu
ng
/ -
Lage
r
Ins
tand
haltu
ng
Qua
litä
tssi
ch.
Pleuelfertigung
Kurbelwellenfertigung
Zylinderkurbelgehäuse-fertigung
Fe
rtig
ungs
verw
alt.
Werkzeugvorein- stellung / - Lager
Instandhaltung
Qualitätssich.
Nockenwellenfertigung
Zylinderkopffertigung
Fe
rtig
ungs
verw
alt.
Fer
tigu
ngsv
erw
alt.
Fe
rtig
ungs
verw
alt.
Fe
rtig
ungs
verw
alt.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiel: Werkstrukturplanung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
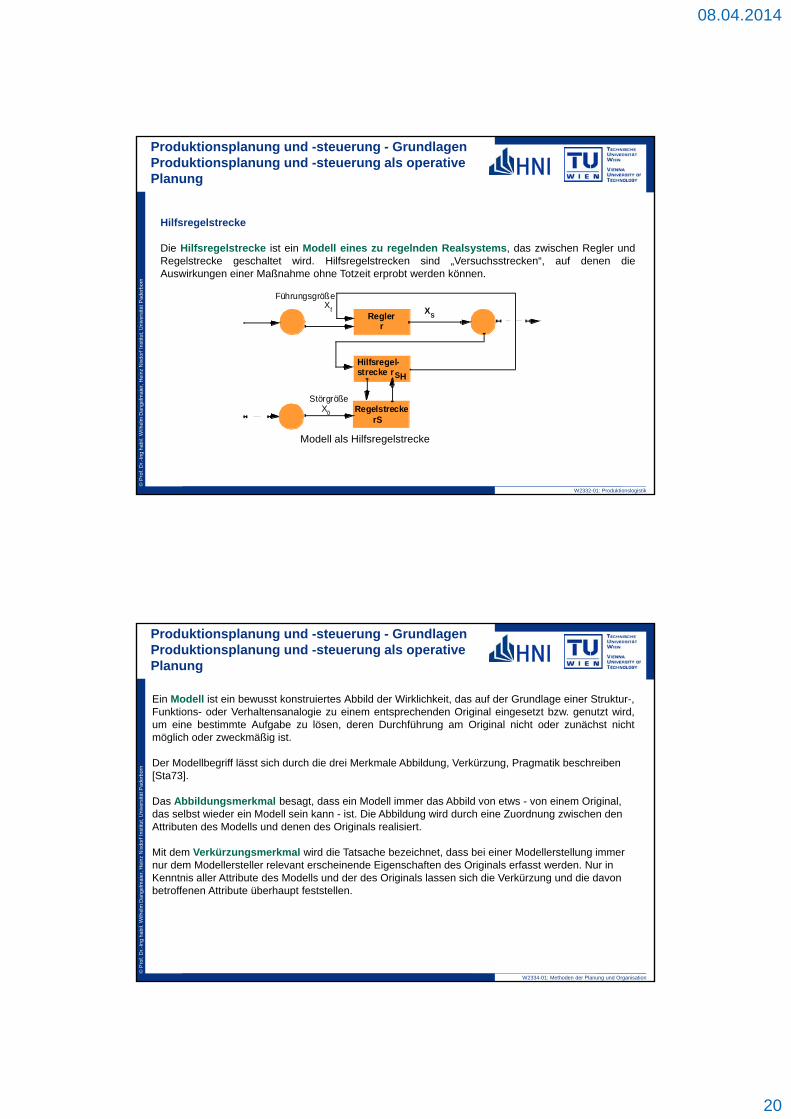
HNIVollautomatisches Bus- und Verteilsystem für elektronische Bauelemente mit 4 dezentralen Puffern und 2 Rotary Racks. Durchschnittlich wird alle 10 Sekunden eine Bauelementeposition automatisch kommissioniert und bereitgestellt. Die dazu erforderliche Leistung beträgt über 1100 Ein- und Auslagerungen pro Stunde.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenBeispiele
08.04.2014
20
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
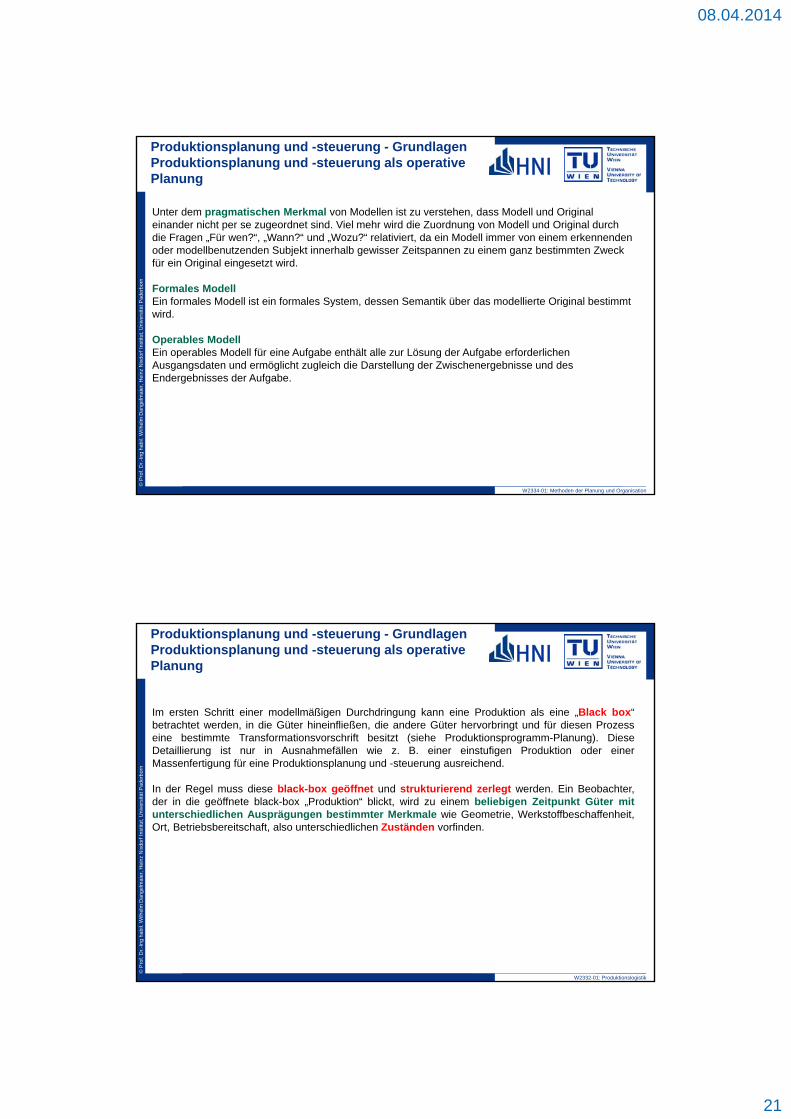
Hilfsregelstrecke
Die Hilfsregelstrecke ist ein Modell eines zu regelnden Realsystems, das zwischen Regler undRegelstrecke geschaltet wird. Hilfsregelstrecken sind „Versuchsstrecken“, auf denen dieAuswirkungen einer Maßnahme ohne Totzeit erprobt werden können.
Reglerr
Hilfsregel-strecke rSH
RegelstreckerS
StörgrößeXö
FührungsgrößeX
f XS
Modell als Hilfsregelstrecke
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
W2334-01: Methoden der Planung und Organisation
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
Ein Modell ist ein bewusst konstruiertes Abbild der Wirklichkeit, das auf der Grundlage einer Struktur-,Funktions- oder Verhaltensanalogie zu einem entsprechenden Original eingesetzt bzw. genutzt wird,um eine bestimmte Aufgabe zu lösen, deren Durchführung am Original nicht oder zunächst nichtmöglich oder zweckmäßig ist.
Der Modellbegriff lässt sich durch die drei Merkmale Abbildung, Verkürzung, Pragmatik beschreiben [Sta73].
Das Abbildungsmerkmal besagt, dass ein Modell immer das Abbild von etws - von einem Original, das selbst wieder ein Modell sein kann - ist. Die Abbildung wird durch eine Zuordnung zwischen den Attributen des Modells und denen des Originals realisiert.
Mit dem Verkürzungsmerkmal wird die Tatsache bezeichnet, dass bei einer Modellerstellung immer nur dem Modellersteller relevant erscheinende Eigenschaften des Originals erfasst werden. Nur in Kenntnis aller Attribute des Modells und der des Originals lassen sich die Verkürzung und die davon betroffenen Attribute überhaupt feststellen.
08.04.2014
21
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
W2334-01: Methoden der Planung und Organisation
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
Unter dem pragmatischen Merkmal von Modellen ist zu verstehen, dass Modell und Original einander nicht per se zugeordnet sind. Viel mehr wird die Zuordnung von Modell und Original durch die Fragen „Für wen?“, „Wann?“ und „Wozu?“ relativiert, da ein Modell immer von einem erkennenden oder modellbenutzenden Subjekt innerhalb gewisser Zeitspannen zu einem ganz bestimmten Zweck für ein Original eingesetzt wird.
Formales ModellEin formales Modell ist ein formales System, dessen Semantik über das modellierte Original bestimmt wird.
Operables ModellEin operables Modell für eine Aufgabe enthält alle zur Lösung der Aufgabe erforderlichen Ausgangsdaten und ermöglicht zugleich die Darstellung der Zwischenergebnisse und des Endergebnisses der Aufgabe.
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Im ersten Schritt einer modellmäßigen Durchdringung kann eine Produktion als eine „Black box“betrachtet werden, in die Güter hineinfließen, die andere Güter hervorbringt und für diesen Prozesseine bestimmte Transformationsvorschrift besitzt (siehe Produktionsprogramm-Planung). DieseDetaillierung ist nur in Ausnahmefällen wie z. B. einer einstufigen Produktion oder einerMassenfertigung für eine Produktionsplanung und -steuerung ausreichend.
In der Regel muss diese black-box geöffnet und strukturierend zerlegt werden. Ein Beobachter,der in die geöffnete black-box „Produktion“ blickt, wird zu einem beliebigen Zeitpunkt Güter mitunterschiedlichen Ausprägungen bestimmter Merkmale wie Geometrie, Werkstoffbeschaffenheit,Ort, Betriebsbereitschaft, also unterschiedlichen Zuständen vorfinden.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
08.04.2014
22
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIEntscheidungsnotwendigkeit
Nur bestimmte Zustände sind relevant: Ausschließlich dort, wo die Produktionsplanung und-steuerung Entscheidungen zu treffen hat, müssen Güter und Potentialfaktoren mit ihren relevantenMerkmalen im Modell dargestellt werden (Diskretes Merkmalsmodell).
Entscheidungsnotwendigkeit besteht überall dort- wo zwischen alternativen Lieferanten oder Materialien gewählt werden muss,- wo es nicht gelingt, einen mit einheitlicher Geschwindigkeit fortschreitenden Güterfluss
aufzubauen- wo durch Bedarfsanmeldungen aus nachfolgenden Prozessstufen infolge begrenzter
Kapazitäten temporäre Nichtverfügbarkeiten entstehen können.
Zwischen diesen Entscheidungspunkten wird die Produktion als black-box bzw. als Input-Output-System betrachtet; innerhalb jeder Einzel-black-box wird ein selbständig sich vollziehender undfunktional eindeutig zu beschreibender Transformationsprozess ohne Entscheidungsnotwendigkeitvorausgesetzt.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Entscheidungsnotwendigkeit und Zeitmodell
Entscheidungen werden nicht kontinuierlich, sondern zu bestimmten Zeitpunkten oder bei bestimmtenZuständen getroffen. Zwischen diesen Zeitpunkten vollzieht sich das Geschehen in der Produktionselbständig (Diskretes Zeitmodell).
Ein anderes Verständnis würde auch die Unterteilung in Einzel-black-boxen konterkarieren. DerSpielraum liegt dann z. B. darin, dass man nach Belieben über dieser zeitlichen black-box gleichmäßigoder erst zu deren Ende abliefern kann; aber zu Abschluss des Zeitraums muss die Transformation(Veränderung der Geometrie, des Orts, des Status usw.) geleistet sein.
Ein diskretes Zeitmodell definiert alle Zeitpunkte, zu denen- Zustände und deren Änderungen (Ereignisse) dargestellt werden können- lenkende Eingriffe möglich sind.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
08.04.2014
23
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Entscheidung für Klassen
In vielen Fällen sind Güter bzw. Potentialfaktoren untereinander austauschbar. Dann findetzweckmäßigerweise eine Zusammenfassung nach Klassen statt (so z. B. „alle gegeneinanderaustauschbaren und derzeit verfügbaren Drehmaschinen“ oder „alle Teile mit der Sachnummer 4711").
Für das Zeitmodell gilt dieser Sachverhalt der Klassenbildung völlig analog. Zustandsveränderungenwerden einem Zeitpunkt zugeordnet, obwohl sie in der Realität früher oder später liegen (z. B.Einfüllen von Schrauben in einen Behälter. Die erste Schraube ist früher im Behälter als die letzte.Trotzdem kann dies alles als sich zu einem einzigen Zeitpunkt vollziehend betrachtet werden).
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Modellierungsansatz
Die Konfiguration eines Produktionssystems bzw. einer sich darin vollziehenden Produktion wird überdie angesprochenen Klassen in Form von Input-Output-Systemen beschrieben. Güter-/ Potential-faktorklassen und Transformationsprozessklassen spannen dabei als Knoten ein Netzwerk vonEinzeltransformationen und Gütern/Zuständen auf („Ablaufstruktur“). Güter-/Potentialfaktorklassenund Transformationsprozessklassen müssen sich auf einem Pfad des Netzwerks abwechseln(„bipartiter Graph“; Output der einen Transformation ist Input der Folgetransformation).
Jedem Knoten wird ein diskretes Zeitmodell zugeordnet.
Ein Zustand in einer Produktion wird über eine Markierung der Knoten beschrieben. DieseMarkierung gibt die zu einem Zeitpunkt einer Klasse zugeordneten individuellen Güter-/Potentialfaktoren oder Transformationsprozesse an. Zustandsveränderungen/Ereignisse führen zueiner Veränderung dieser Markierung.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
08.04.2014
24
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Modellierungsansatz
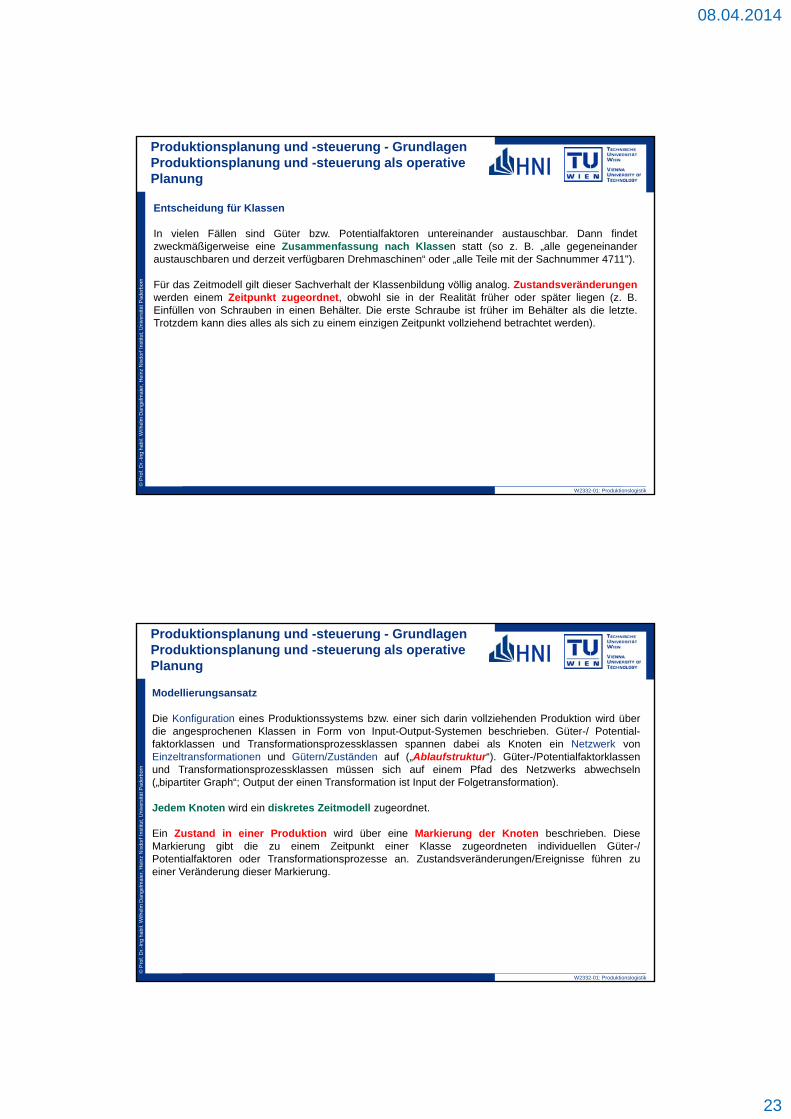
Die derart abgegrenzten Klassen von Transformationsprozessen werden als Vorgangsklassen, dieKlassen von Gütern und Potentialfaktoren als Faktorklassen bezeichnet.
Auf der jeweiligen Diskursebene einer Teilplanung wird mit der dort gewählten Granularität eineabgegrenzt betrachtete Vorgangsklasse als Vorgangsknoten, eine entsprechend abgegrenzteFaktorklasse als Faktorknoten dargestellt.
Die Individuen in einem Knoten sind Vorgänge und Faktoren.
Klasse Vorgangsklasse Faktorklasse
Vorgangsknoten
Vorgang Faktor
Faktorknoten Klassenhierarchie
Individuum
Knoten (aus-gewählte Klasse)
Individuum, Klasse und Knoten
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Ereignisse
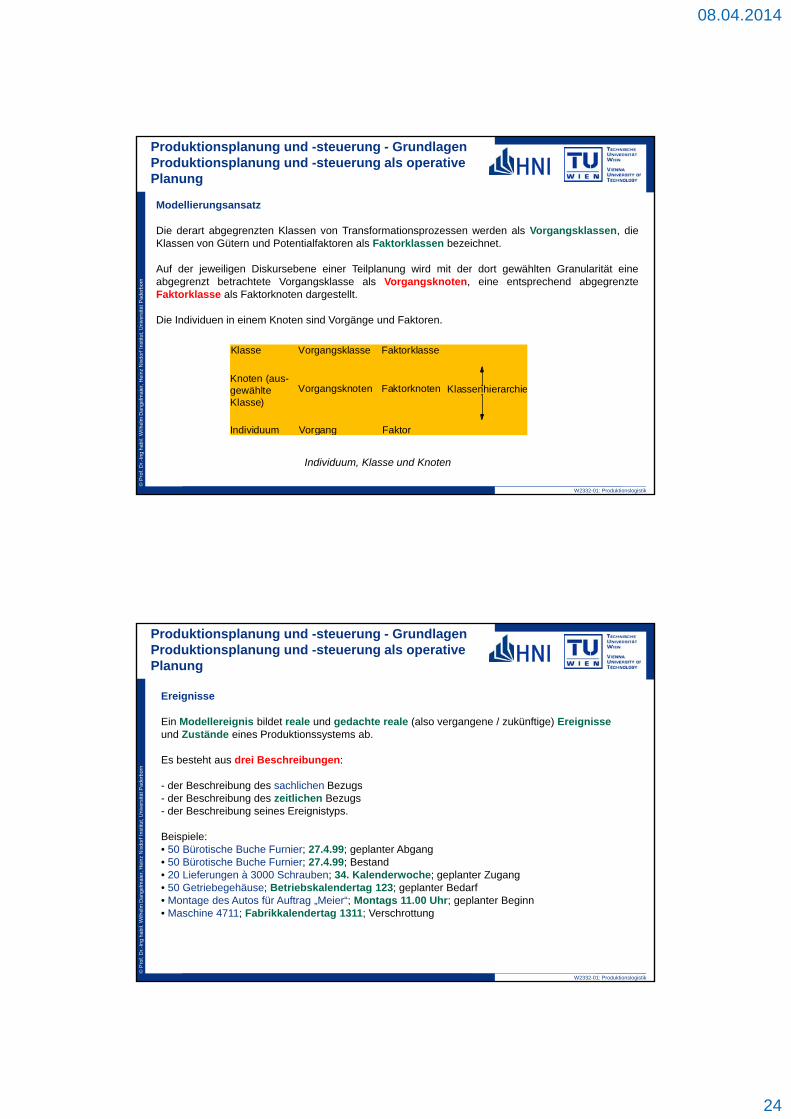
Ein Modellereignis bildet reale und gedachte reale (also vergangene / zukünftige) Ereignisseund Zustände eines Produktionssystems ab.
Es besteht aus drei Beschreibungen:
- der Beschreibung des sachlichen Bezugs- der Beschreibung des zeitlichen Bezugs- der Beschreibung seines Ereignistyps.
Beispiele:• 50 Bürotische Buche Furnier; 27.4.99; geplanter Abgang• 50 Bürotische Buche Furnier; 27.4.99; Bestand• 20 Lieferungen à 3000 Schrauben; 34. Kalenderwoche; geplanter Zugang• 50 Getriebegehäuse; Betriebskalendertag 123; geplanter Bedarf• Montage des Autos für Auftrag „Meier“; Montags 11.00 Uhr; geplanter Beginn• Maschine 4711; Fabrikkalendertag 1311; Verschrottung
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
08.04.2014
25
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Zugang Abgang
Mitte
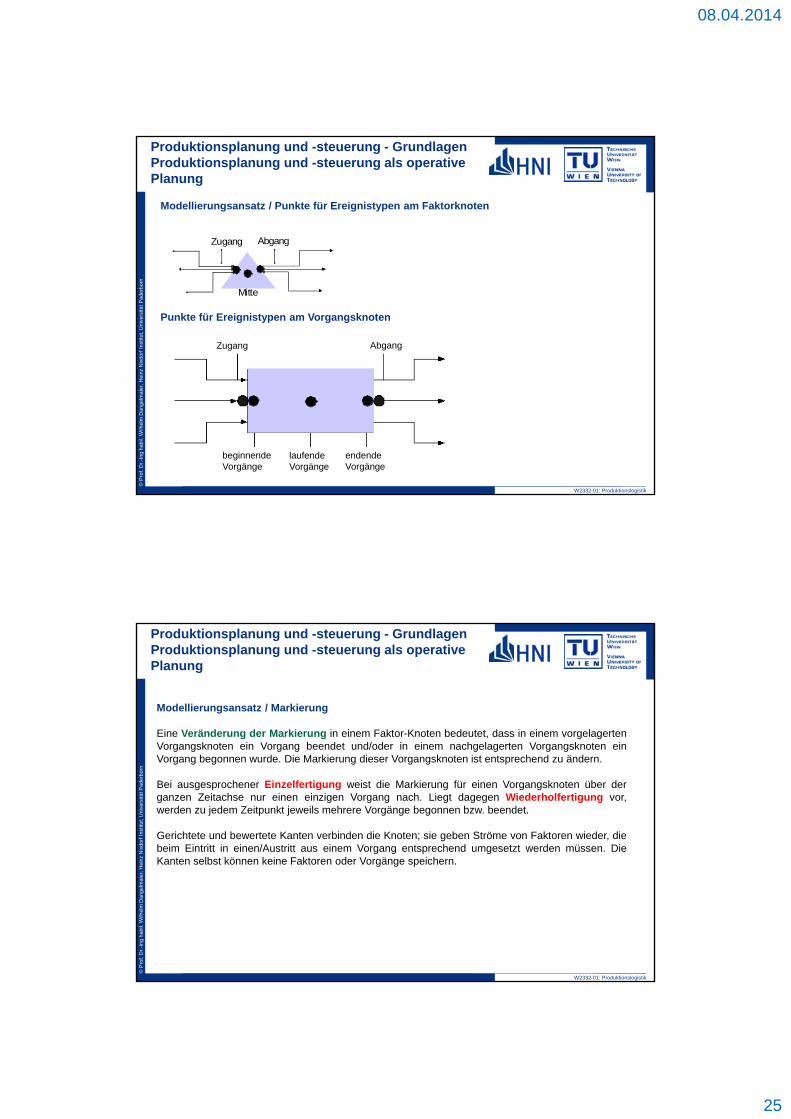
Modellierungsansatz / Punkte für Ereignistypen am Faktorknoten
Punkte für Ereignistypen am Vorgangsknoten
AbgangZugang
beginnende endendelaufendeVorgänge Vorgänge Vorgänge
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
Zugang Abgang
beginnende Vorgänge
laufende Vorgänge
endende Vorgänge
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Modellierungsansatz / Markierung
Eine Veränderung der Markierung in einem Faktor-Knoten bedeutet, dass in einem vorgelagertenVorgangsknoten ein Vorgang beendet und/oder in einem nachgelagerten Vorgangsknoten einVorgang begonnen wurde. Die Markierung dieser Vorgangsknoten ist entsprechend zu ändern.
Bei ausgesprochener Einzelfertigung weist die Markierung für einen Vorgangsknoten über derganzen Zeitachse nur einen einzigen Vorgang nach. Liegt dagegen Wiederholfertigung vor,werden zu jedem Zeitpunkt jeweils mehrere Vorgänge begonnen bzw. beendet.
Gerichtete und bewertete Kanten verbinden die Knoten; sie geben Ströme von Faktoren wieder, diebeim Eintritt in einen/Austritt aus einem Vorgang entsprechend umgesetzt werden müssen. DieKanten selbst können keine Faktoren oder Vorgänge speichern.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
08.04.2014
26
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Modellierungsansatz / Markierung
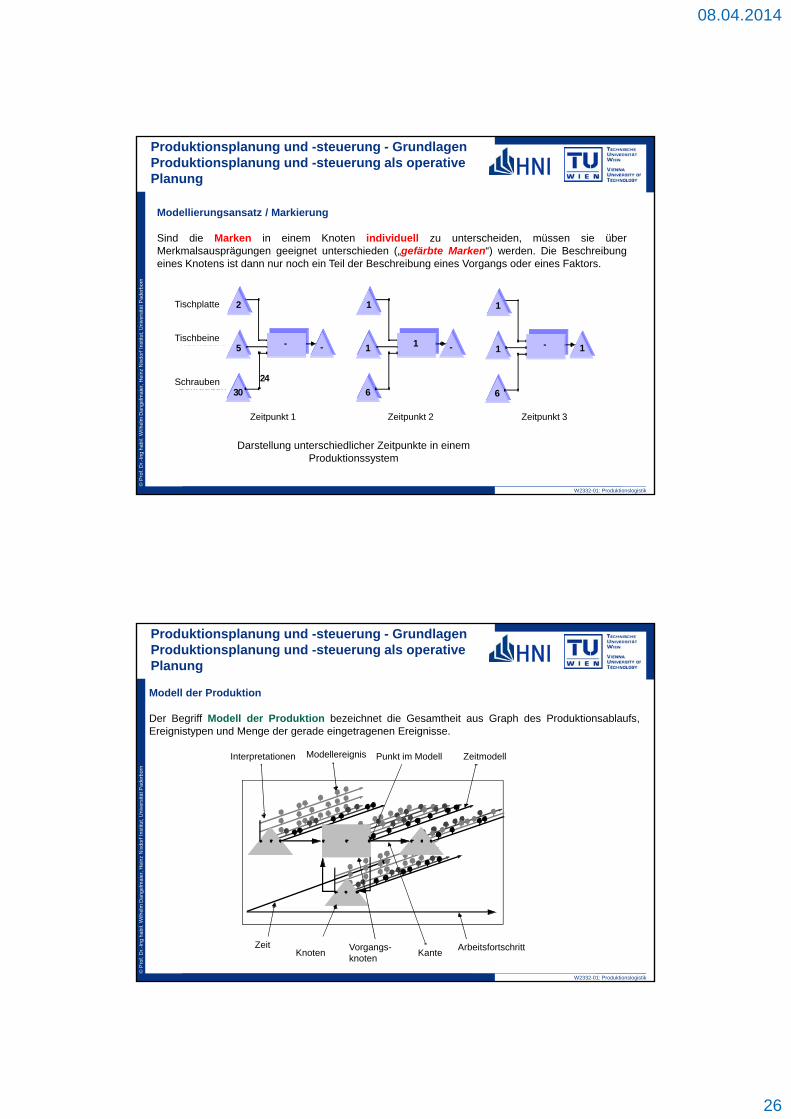
Sind die Marken in einem Knoten individuell zu unterscheiden, müssen sie überMerkmalsausprägungen geeignet unterschieden („gefärbte Marken“) werden. Die Beschreibungeines Knotens ist dann nur noch ein Teil der Beschreibung eines Vorgangs oder eines Faktors.
2
5
30
- -
24
Tischplatte
Tischbeine
Schrauben
1
1
6
- 1
1
1
6
1 -
Zeitpunkt 1 Zeitpunkt 2 Zeitpunkt 3
Darstellung unterschiedlicher Zeitpunkte in einem Produktionssystem
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
Tischplatte
Tischbeine
Schrauben
Zeitpunkt 1 Zeitpunkt 2 Zeitpunkt 3
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNI
Modell der Produktion
Der Begriff Modell der Produktion bezeichnet die Gesamtheit aus Graph des Produktionsablaufs,Ereignistypen und Menge der gerade eingetragenen Ereignisse.
Faktor- Vorgangs- KanteZeit Arbeitsfortschrittknoten
Punkt im ModellInterpretationen Modellereignis Zeitmodell
Knoten
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung
Interpretationen Modellereignis Punkt im Modell Zeitmodell
ZeitKnoten
Vorgangs-knoten
KanteArbeitsfortschritt

08.04.2014
27
© P
rof.
Dr.
-Ing
hab
il. W
ilhel
m D
ange
lmai
er,
Hei
nz N
ixdo
rf I
nstit
ut, U
nive
rsitä
t P
ader
born
HNIAufgabe 4Beantworten Sie folgende Fragen:
a. Ein Modell muss soweit wie irgend möglich und in allen Belangen mit der Wirklichkeit übereinstimmen.
b. Ein Modell ist immer richtig, weil es von einem intelligenten Subjekt erstellt wurde.
c. Ein Input-/Output-Prozess kann mit einer alternierenden Folge von Faktor- und Transformationsknoten dargestellt werden.
d. Ein Ereignis ist die Änderung eines Zustands.
e. Eine Zustandsänderung lässt sich als Änderung der Markierung der Knoten im Modell darstellen.
W2332-01: Produktionslogistik
Produktionsplanung und -steuerung - GrundlagenProduktionsplanung und -steuerung als operative Planung





























