Embed Size (px)
Citation preview

Robust Design für Produkte & Prozesse
mit KI-System Analyser®
Tagebucheintrag zur Einführung der automatisierten,
KI-unterstützten Produkt- und Prozessoptimierung
Reales Praxisbeispiel

2019 Folie 2
mts Consulting & Engineering und
Contech Software & Engineering in Zahlen
Seit 2006• Rund 150 Design for Six Sigma - DfSS & 800 Lean Six Sigma Projekte geleitet / gecoacht
• Engineering Projekte weltweit mit Schwerpunkt in Automotive, Kunststoffspritzgießen, Medizintechnik,
Pharma, Papier, Maschinenbau, Elektronik, Energie, etc.
• Mitarbeiter: 12 plus 15 assoziierte Partner
Projekte:• Robustes Design für Produkte und Prozesse mit Analyser®
• Ausbildungskampagnen: Qualität, Entwicklung, Produktion
• Robust Design, Design for Six Sigma & Lean Six Sigma
• Entwicklungsprojekte, Absicherung funktionaler Ketten
• Task Force / Problem-Lösungs-Projekte
• Prozessverbesserungsprojekte in Produktion und Dienstleistung
Branchen:• Automotive (OEM bis TIER3)
• Kunststoffspritzgießen
• Maschinen- & Anlagenbau
• Medizintechnik
• Feinwerktechnik
• Antriebstechnik, Getriebebau
• Lebensmittel
• IT Services
• Chemie, Pharma
• Elektronik, Elektro, SMD
• Papier, Verpackungen
• Verarbeitenden Industrie:
Kautschuk, TPE,
Thermoplaste, PVC
• Werkzeugmaschinenbau
• Telekommunikation
2019 Folie 3
Praxisbericht aus dem Projektalltag –
Analyser® für Robuste Produkte & Prozesse
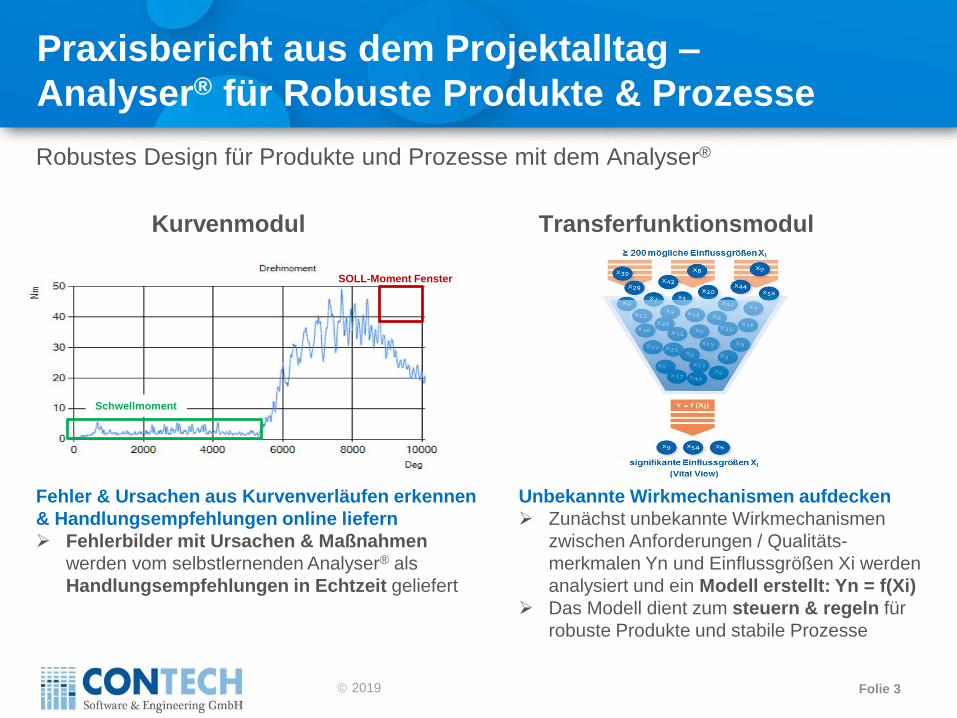
Robustes Design für Produkte und Prozesse mit dem Analyser®
Kurvenmodul Transferfunktionsmodul
Schwellmoment
SOLL-Moment Fenster
Fehler & Ursachen aus Kurvenverläufen erkennen
& Handlungsempfehlungen online liefern
Fehlerbilder mit Ursachen & Maßnahmen
werden vom selbstlernenden Analyser® als
Handlungsempfehlungen in Echtzeit geliefert
Unbekannte Wirkmechanismen aufdecken
Zunächst unbekannte Wirkmechanismen
zwischen Anforderungen / Qualitäts-
merkmalen Yn und Einflussgrößen Xi werden
analysiert und ein Modell erstellt: Yn = f(Xi)
Das Modell dient zum steuern & regeln für
robuste Produkte und stabile Prozesse
2019 Folie 4
Welche Unternehmensdaten sind hinsichtlich
der Produkt- und Prozessoptimierung wichtig?
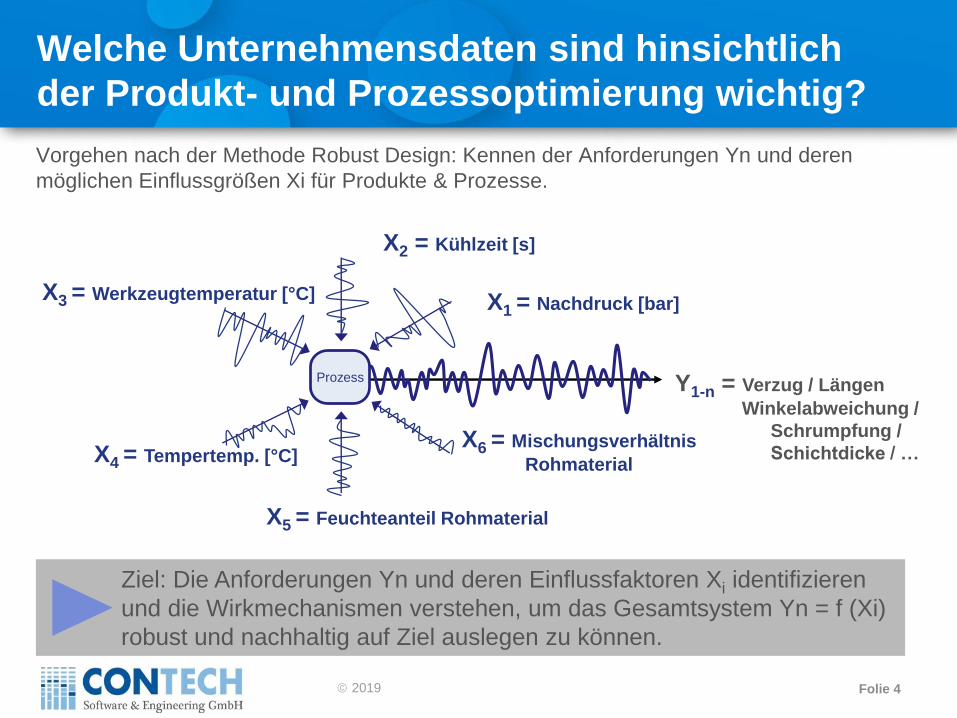
Vorgehen nach der Methode Robust Design: Kennen der Anforderungen Yn und deren
möglichen Einflussgrößen Xi für Produkte & Prozesse.
Ziel: Die Anforderungen Yn und deren Einflussfaktoren Xi identifizieren
und die Wirkmechanismen verstehen, um das Gesamtsystem Yn = f (Xi)
robust und nachhaltig auf Ziel auslegen zu können.
X2 = Kühlzeit [s]
X4 = Tempertemp. [°C]
X3 = Werkzeugtemperatur [°C]
Prozess Y1-n = Verzug / Längen
Winkelabweichung /
Schrumpfung /
Schichtdicke / …
X5 = Feuchteanteil Rohmaterial
X1 = Nachdruck [bar]
X6 = Mischungsverhältnis
Rohmaterial
2019 Folie 5
Wie müssen die Daten automatisiert aufbereitet und abgespeichert
werden, um die gewünschte Produkt- und Prozessoptimierung zu
gewährleisten?
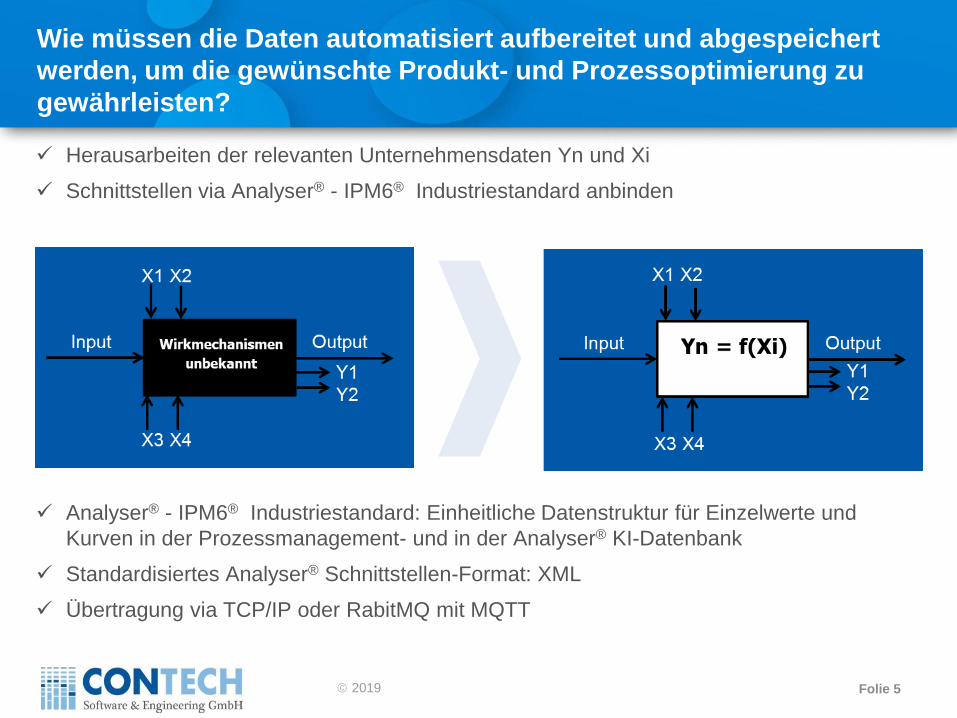
Herausarbeiten der relevanten Unternehmensdaten Yn und Xi
Schnittstellen via Analyser® - IPM6® Industriestandard anbinden
Analyser® - IPM6® Industriestandard: Einheitliche Datenstruktur für Einzelwerte und
Kurven in der Prozessmanagement- und in der Analyser® KI-Datenbank
Standardisiertes Analyser® Schnittstellen-Format: XML
Übertragung via TCP/IP oder RabitMQ mit MQTT
2019 Folie 6
Robust Design – 1. Fehlerbilder & Anforderungen
priorisieren und messbar machen
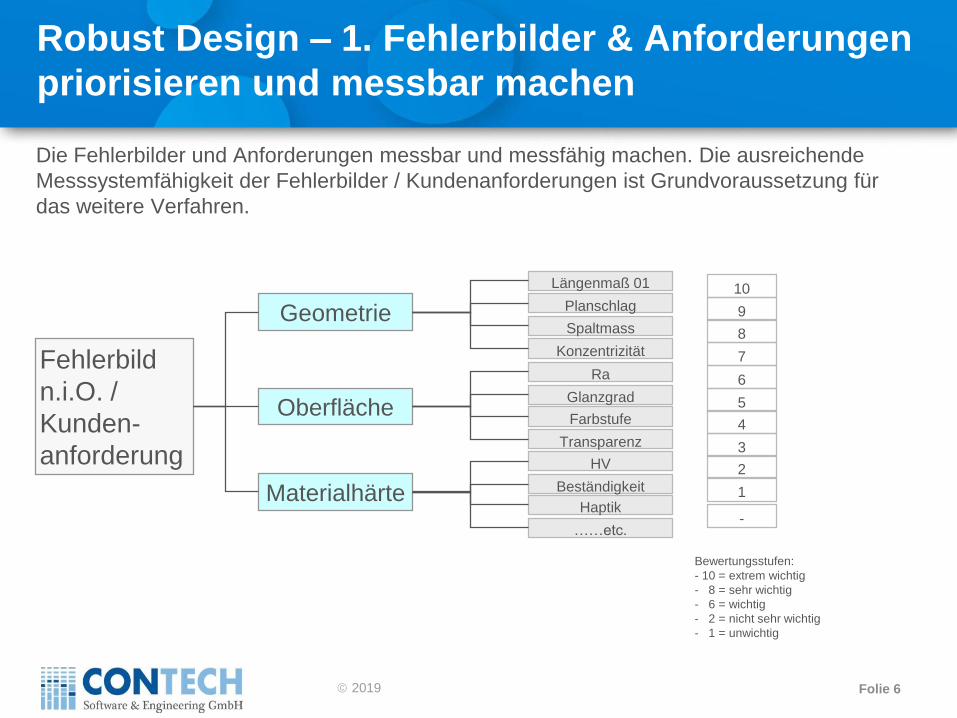
Die Fehlerbilder und Anforderungen messbar und messfähig machen. Die ausreichende
Messsystemfähigkeit der Fehlerbilder / Kundenanforderungen ist Grundvoraussetzung für
das weitere Verfahren.
Längenmaß 01
Planschlag
Spaltmass
Konzentrizität
Ra
Glanzgrad
Farbstufe
Transparenz
HV
Beständigkeit
Haptik
……etc.
10
9
8
7
6
5
4
3
2
1
-
Geometrie
Oberfläche
Materialhärte
Fehlerbild
n.i.O. /
Kunden-
anforderung
Bewertungsstufen:
- 10 = extrem wichtig
- 8 = sehr wichtig
- 6 = wichtig
- 2 = nicht sehr wichtig
- 1 = unwichtig
2019 Folie 7
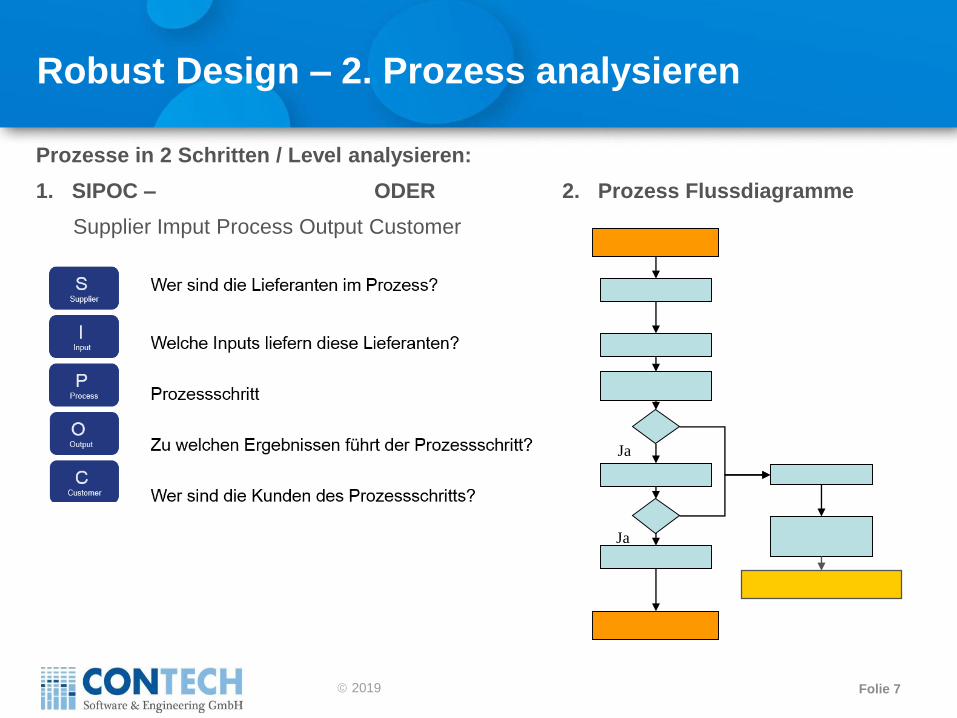
Robust Design – 2. Prozess analysieren
Prozesse in 2 Schritten / Level analysieren:
1. SIPOC – ODER 2. Prozess Flussdiagramme
Supplier Imput Process Output Customer
Ja
Ja
2019 Folie 8
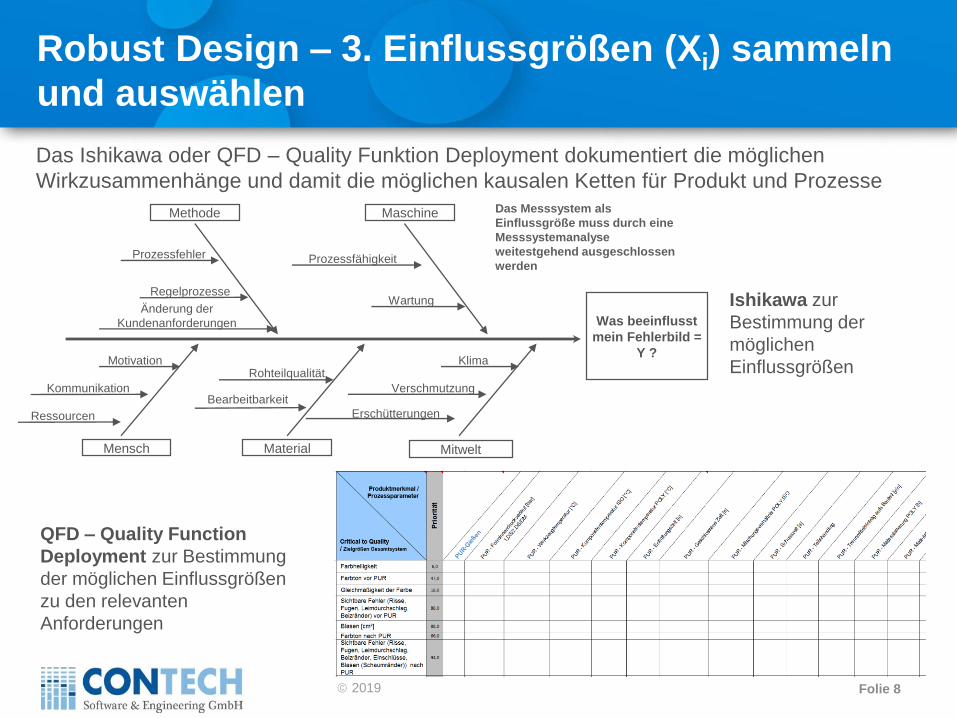
Robust Design – 3. Einflussgrößen (Xi) sammeln
und auswählen
Das Ishikawa oder QFD – Quality Funktion Deployment dokumentiert die möglichen
Wirkzusammenhänge und damit die möglichen kausalen Ketten für Produkt und Prozesse
Was beeinflusst
mein Fehlerbild =
Y ?
Methode Maschine
Mensch MitweltMaterial
Rohteilqualität
Bearbeitbarkeit
Prozessfähigkeit
Wartung
Prozessfehler
Regelprozesse
Änderung der
Kundenanforderungen
Ressourcen
Motivation
Kommunikation
Erschütterungen
Klima
Verschmutzung
Das Messsystem als
Einflussgröße muss durch eine
Messsystemanalyse
weitestgehend ausgeschlossen
werden
Ishikawa zur
Bestimmung der
möglichen
Einflussgrößen
QFD – Quality Function
Deployment zur Bestimmung
der möglichen Einflussgrößen
zu den relevanten
Anforderungen
2019 Folie 9
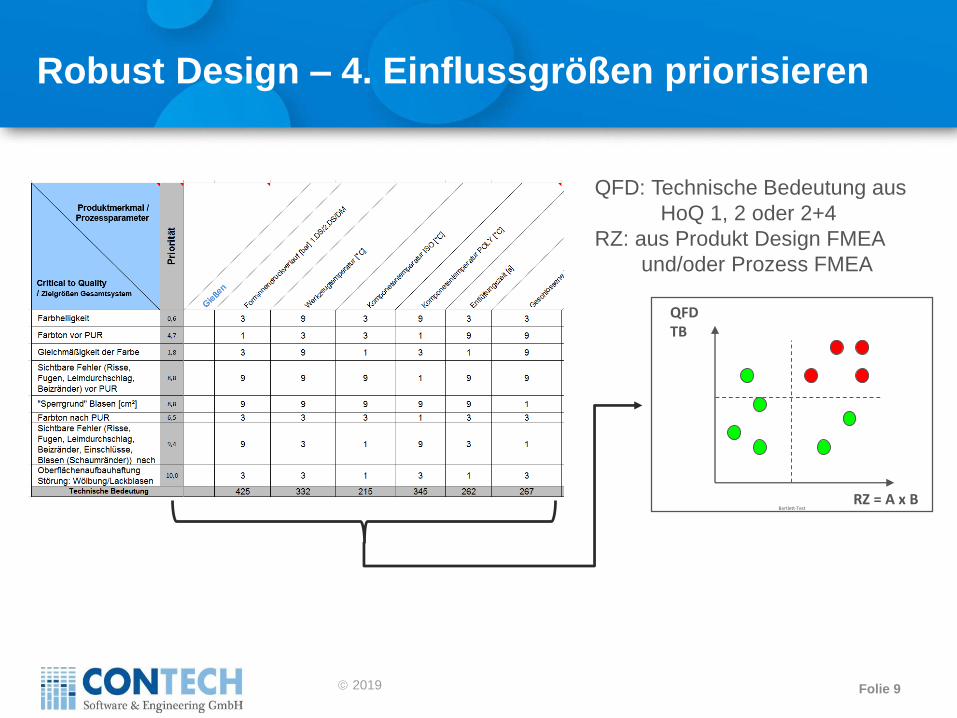
Robust Design – 4. Einflussgrößen priorisieren
QFD: Technische Bedeutung aus
HoQ 1, 2 oder 2+4
RZ: aus Produkt Design FMEA
und/oder Prozess FMEA
Bartlett-Test
QFDTB
RZ = A x B
2019 Folie 10
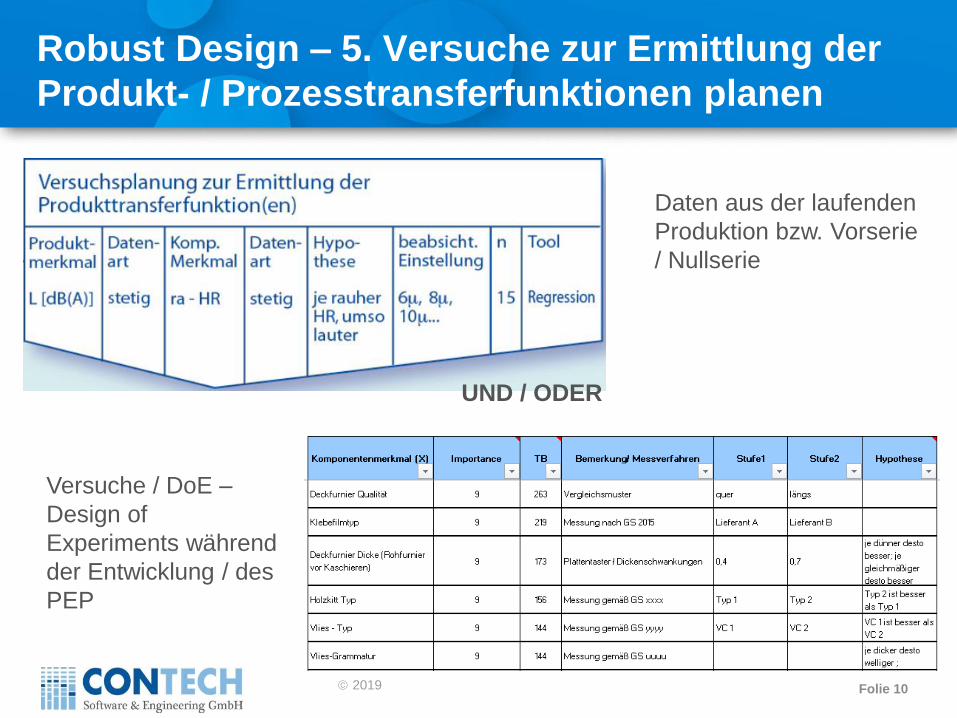
Robust Design – 5. Versuche zur Ermittlung der
Produkt- / Prozesstransferfunktionen planen
Daten aus der laufenden
Produktion bzw. Vorserie
/ Nullserie
Versuche / DoE –
Design of
Experiments während
der Entwicklung / des
PEP
UND / ODER
2019 Folie 11
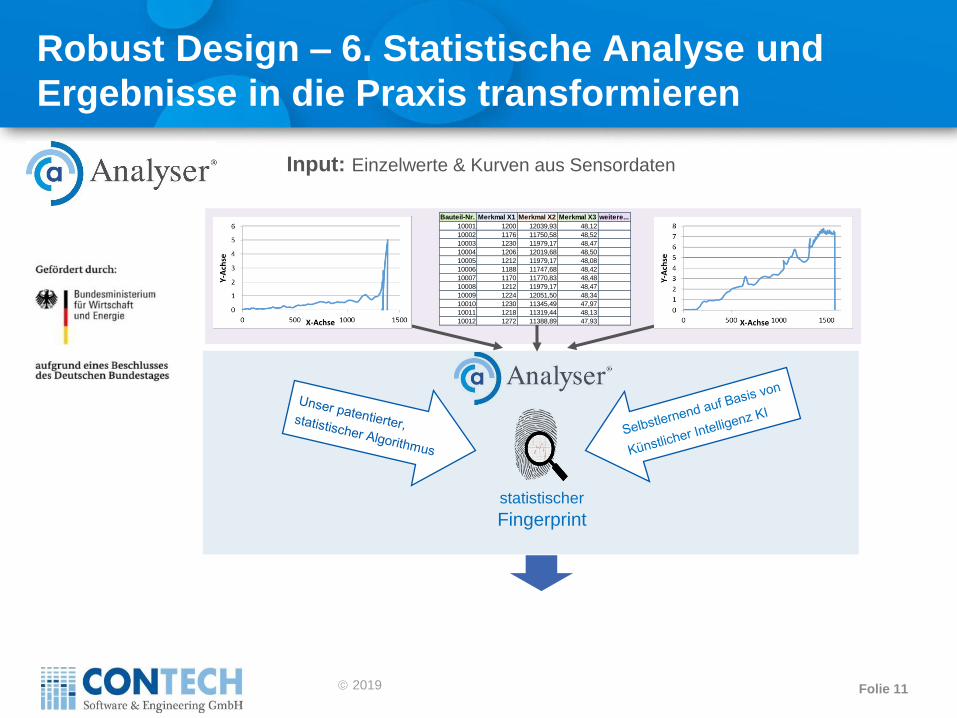
Robust Design – 6. Statistische Analyse und
Ergebnisse in die Praxis transformieren
Input: Einzelwerte & Kurven aus Sensordaten
statistischer
Fingerprint
Bauteil-Nr. Merkmal X1 Merkmal X2 Merkmal X3 weitere...
10001 1200 12039,93 48,12
10002 1176 11750,58 48,52
10003 1230 11979,17 48,47
10004 1206 12019,68 48,50
10005 1212 11979,17 48,08
10006 1188 11747,68 48,42
10007 1170 11770,83 48,48
10008 1212 11979,17 48,47
10009 1224 12051,50 48,34
10010 1230 11345,49 47,97
10011 1218 11319,44 48,13
10012 1272 11388,89 47,93
2019 Folie 12
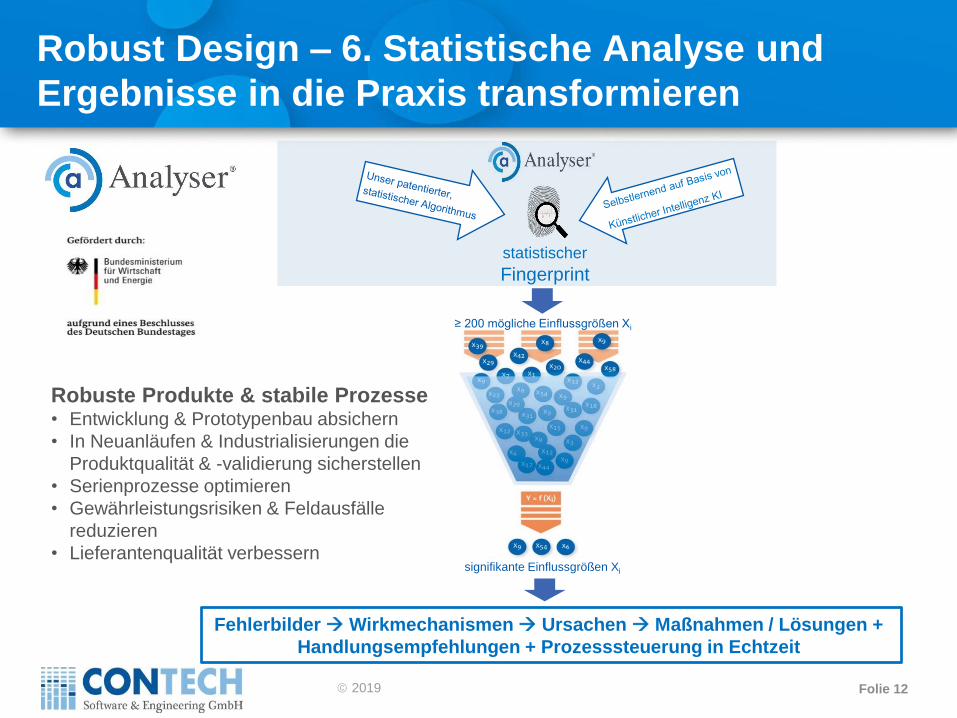
Robust Design – 6. Statistische Analyse und
Ergebnisse in die Praxis transformieren
Fehlerbilder Wirkmechanismen Ursachen Maßnahmen / Lösungen +
Handlungsempfehlungen + Prozesssteuerung in Echtzeit
≥ 200 mögliche Einflussgrößen Xi
signifikante Einflussgrößen Xi
statistischer
Fingerprint
Robuste Produkte & stabile Prozesse • Entwicklung & Prototypenbau absichern
• In Neuanläufen & Industrialisierungen die
Produktqualität & -validierung sicherstellen
• Serienprozesse optimieren
• Gewährleistungsrisiken & Feldausfälle
reduzieren
• Lieferantenqualität verbessern
2019 Folie 13
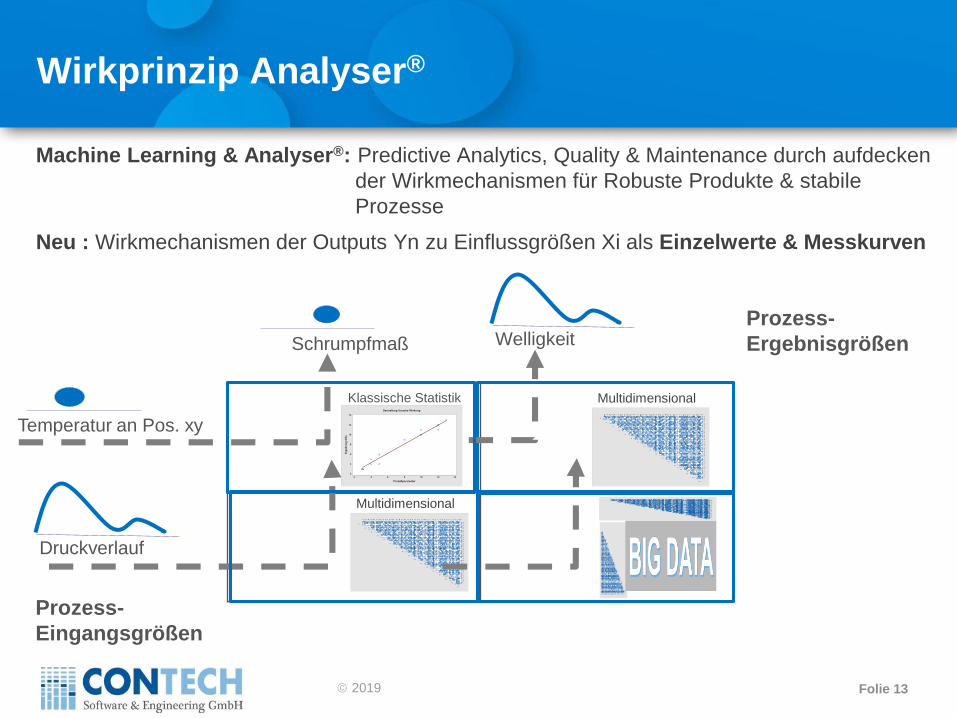
Wirkprinzip Analyser®
Machine Learning & Analyser®: Predictive Analytics, Quality & Maintenance durch aufdecken
der Wirkmechanismen für Robuste Produkte & stabile
Prozesse
Neu : Wirkmechanismen der Outputs Yn zu Einflussgrößen Xi als Einzelwerte & Messkurven
Welligkeit
50301 0 40200 40200 40200 40200 50301 0 40200 40200 50301 0 1 680 1 00-1 0 1 55-5 1 680 1 55-5 1 680 201 00
40
20
050
30
10
40
20
0
40
20
040
20
040
20
050
30
1040
20
0
40
20
050
30
1016
8
0
10
0
-10
15
5
-5
16
8
0
15
5
-5
16
8
0
C1
C2
C3
C4
C5
C6
C7
C8
C9
C1 0
C1 1
C1 2
C1 3
C1 4
C1 5
C1 6
C1 7
Multidimensional
Prozess-
Eingangsgrößen
Temperatur an Pos. xy
Prozess-
ErgebnisgrößenSchrumpfmaß
1 41 21 08642
1 4
1 2
1 0
8
6
4
2
Prozeßparameter
Erg
eb
nis
grö
ße
Darstellung Ursache-Wirkung
Klassische Statistik
50301 0 40200 40200 40200 40200 50301 0 40200 40200 50301 0 1 680 1 00-1 0 1 55-5 1 680 1 55-5 1 680 201 00
40
20
050
30
10
40
20
0
40
20
040
20
040
20
050
30
1040
20
0
40
20
050
30
1016
8
0
10
0
-10
15
5
-5
16
8
0
15
5
-5
16
8
0
C1
C2
C3
C4
C5
C6
C7
C8
C9
C1 0
C1 1
C1 2
C1 3
C1 4
C1 5
C1 6
C1 7
Multidimensional
Druckverlauf
50301 0 40200 40200 40200 40200 50301 0 40200 40200 50301 0 1 680 1 00-1 0 1 55-5 1 680 1 55-5 1 680 201 00
40
20
050
30
10
40
20
0
40
20
040
20
040
20
050
30
1040
20
0
40
20
050
30
1016
8
0
10
0
-10
15
5
-5
16
8
0
15
5
-5
16
8
0
C1
C2
C3
C4
C5
C6
C7
C8
C9
C1 0
C1 1
C1 2
C1 3
C1 4
C1 5
C1 6
C1 7
50
30
10
40
20
0
40
20
040
20
040
20
050
30
1040
20
0
40
20
050
30
1016
8
0
10
0
-10
15
5
-5
16
8
0
15
5
-5
16
8
0
40200
20
10
0
50301 0 40200 40200 40200 40200 50301 0 40200 40200 50301 0 1 680 1 00-1 0 1 55-5 1 680 1 55-5 1 680
C1
C2
C3
C4
C5
C6
C7
C8
C9
C1 0
C1 1
C1 2
C1 3
C1 4
C1 5
C1 6
C1 7
2019 Folie 14
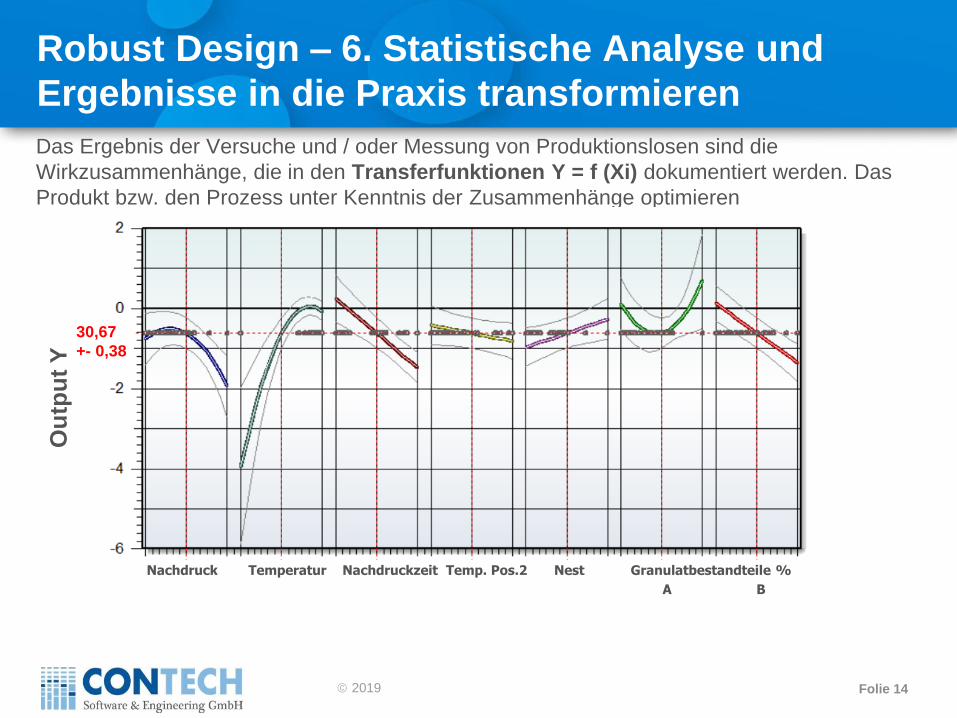
Robust Design – 6. Statistische Analyse und
Ergebnisse in die Praxis transformieren
Das Ergebnis der Versuche und / oder Messung von Produktionslosen sind die
Wirkzusammenhänge, die in den Transferfunktionen Y = f (Xi) dokumentiert werden. Das
Produkt bzw. den Prozess unter Kenntnis der Zusammenhänge optimieren
Nachdruck Temperatur Nachdruckzeit Temp. Pos.2 Nest Granulatbestandteile %
A B
Ou
tpu
t Y
30,67
+- 0,38
2019 Folie 15
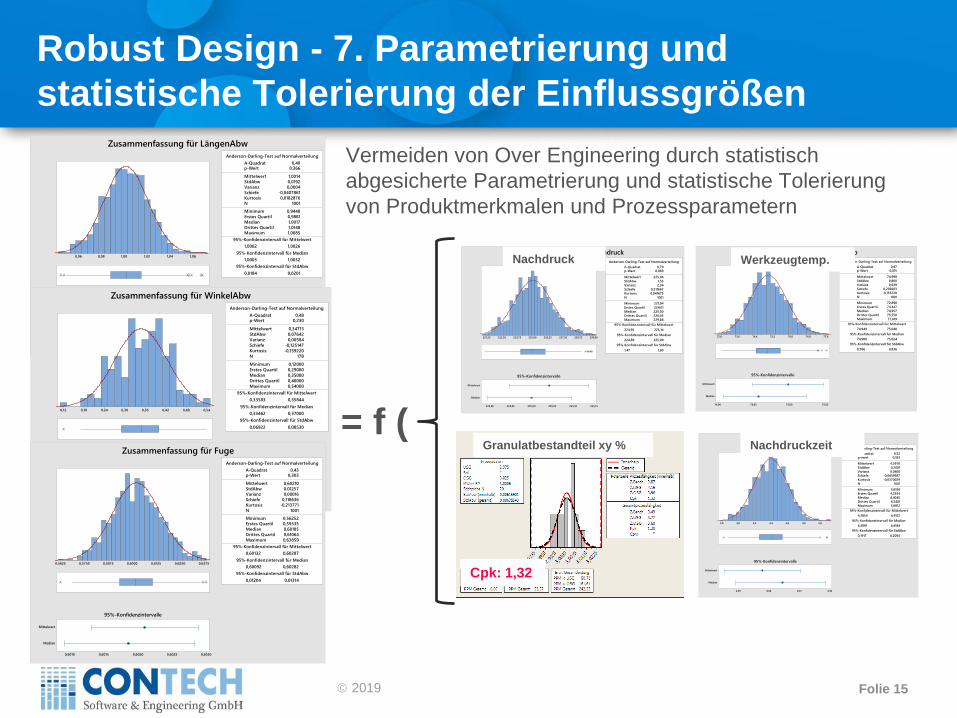
Robust Design - 7. Parametrierung und
statistische Tolerierung der Einflussgrößen
Vermeiden von Over Engineering durch statistisch
abgesicherte Parametrierung und statistische Tolerierung
von Produktmerkmalen und Prozessparametern
Erstes Quartil 4,2554
Median 4,4045
Drittes Quartil 4,5401
Maximum 5,0812
4,3854 4,4102
4,3891 4,4184
0,1917 0,2093
A-Quadrat 0,52p-Wert 0,183
Mittelwert 4,3978
StdAbw 0,2001
Varianz 0,0400
Schiefe -0,0439987
Kurtosis -0,0370029
N 1001
Minimum 3,8199
Anderson-Darling-Test auf Normalverteilung
95%-Konfidenzintervall für Mittelwert
95%-Konfidenzintervall für Median
95%-Konfidenzintervall für StdAbw
5,04,84,64,44,24,03,8
Median
Mittelwert
4,424,414,404,39
95%-Konfidenzintervalle
Zusammenfassung für ND Zeit
Erstes Quartil 74,447
Median 74,957
Drittes Quartil 75,550
Maximum 77,619
74,949 75,048
74,908 75,024
0,766 0,836
A-Quadrat 0,97p-Wert 0,015
Mittelwert 74,998
StdAbw 0,800
Varianz 0,639
Schiefe 0,203603
Kurtosis -0,155228
N 1001
Minimum 72,898
Anderson-Darling-Test auf Normalverteilung
95%-Konfidenzintervall für Mittelwert
95%-Konfidenzintervall für Median
95%-Konfidenzintervall für StdAbw
77,676,876,075,274,473,672,8
Median
Mittelwert
75,0575,0074,9574,90
95%-Konfidenzintervalle
Zusammenfassung für WKZ Temp
Erstes Quartil 224,01
Median 225,00
Drittes Quartil 226,03
Maximum 229,88
224,95 225,14
224,89 225,09
1,47 1,60
A-Quadrat 0,70p-Wert 0,069
Mittelwert 225,04
StdAbw 1,53
Varianz 2,34
Schiefe 0,211667
Kurtosis 0,041675
N 1001
Minimum 221,04
Anderson-Darling-Test auf Normalverteilung
95%-Konfidenzintervall für Mittelwert
95%-Konfidenzintervall für Median
95%-Konfidenzintervall für StdAbw
230,00228,75227,50226,25225,00223,75222,50221,25
Median
Mittelwert
225,15225,10225,05225,00224,95224,90
95%-Konfidenzintervalle
Zusammenfassung für Nachdruck
Cpk: 1,32
Nachdruck Werkzeugtemp.
NachdruckzeitGranulatbestandteil xy %
= f (
Erstes Quartil 0,9881
Median 1,0017
Drittes Quartil 1,0148
Maximum 1,0685
1,0002 1,0026
1,0003 1,0032
0,0184 0,0201
A-Quadrat 0,40p-Wert 0,366
Mittelwert 1,0014
StdAbw 0,0192
Varianz 0,0004
Schiefe -0,0407861
Kurtosis 0,0182876
N 1001
Minimum 0,9448
Anderson-Darling-Test auf Normalverteilung
95%-Konfidenzintervall für Mittelwert
95%-Konfidenzintervall für Median
95%-Konfidenzintervall für StdAbw
1,061,041,021,000,980,96
Median
Mittelwert
1,0031,0021,0011,000
95%-Konfidenzintervalle
Zusammenfassung für LängenAbw
Erstes Quartil 0,29000
Median 0,35000
Drittes Quartil 0,40000
Maximum 0,54000
0,33583 0,35844
0,33462 0,37000
0,06922 0,08530
A-Quadrat 0,48p-Wert 0,230
Mittelwert 0,34713
StdAbw 0,07642
Varianz 0,00584
Schiefe -0,125147
Kurtosis -0,159220
N 178
Minimum 0,12000
Anderson-Darling-Test auf Normalverteilung
95%-Konfidenzintervall für Mittelwert
95%-Konfidenzintervall für Median
95%-Konfidenzintervall für StdAbw
0,540,480,420,360,300,240,180,12
Median
Mittelwert
0,370,360,350,340,33
95%-Konfidenzintervalle
Zusammenfassung für WinkelAbw
Erstes Quartil 0,59335
Median 0,60185
Drittes Quartil 0,61064
Maximum 0,63859
0,60132 0,60287
0,60092 0,60282
0,01204 0,01314
A-Quadrat 0,43p-Wert 0,303
Mittelwert 0,60210
StdAbw 0,01257
Varianz 0,00016
Schiefe 0,118636
Kurtosis -0,213771
N 1001
Minimum 0,56252
Anderson-Darling-Test auf Normalverteilung
95%-Konfidenzintervall für Mittelwert
95%-Konfidenzintervall für Median
95%-Konfidenzintervall für StdAbw
0,63750,62500,61250,60000,58750,57500,5625
Median
Mittelwert
0,60300,60250,60200,60150,6010
95%-Konfidenzintervalle
Zusammenfassung für Fuge

2019 Folie 16
Modul Transferfunktion implementieren
Produktions- und Montageprozesse
Digitale Überwachung und Aufzeichnung von messbaren Produkt- oder Prozessparametern und
Kenngrößen.
Teach-In - Haupteinflussparameter
Sammeln und priorisieren der möglichen Haupteinflussparameter und definieren in der Import-
Schnittstelle des Analyser®
„Buch des Wissens“ für Transferfunktionen
Ermittlung der Transferfunktion(en) und Wirkzusammenhänge für Produkte oder (Teil-) Prozesse
mittels statistischer Datenanalyse. Speicherung in der Technologiedatenbank
„Buch des Wissens für Transferfunktionen & KI-Modelle“.
Qualitätsmanagement und Produkt- / Prozessoptimierung
Optimierte Parametrierung und Tolerierung der Produkte und Prozesse durch kontinuierliche
Vorhersage mittels Prognoserechnungen anhand der Transferfunktion(en).
Echtzeitverhalten: 1 – 2 sec. ab Übertragung Sensordaten bis Prognosewert inklusive Wert für
Steuervariable
2019 Folie 17
Modul Transferfunktion -
Mögliche Anwendungsfälle (Auszug)
Alle überwachten Produkt- und Prozessmerkmale können mit Hilfe des Moduls Transferfunktion
vorhergesagt, kontrolliert und optimiert werden
1. Überwachte Klebeverbindungen (und ähnliche Montageprozesse)
» Adhäsions-, Kohäsions- und Abschälkräfte = f (Viskosität, Temperatur, Raupenbreite / -höhe, etc.)
2. Hystereseschleifen
» Bremssysteme: Ansprechzeiten = f (Xi)
» Ventile: Rückholkräfte = f (Xi)
3. Akustik und Schwingungsthemen
» Vibrationen, NVH Themen: Schalldruckpegel [dB] über Drehzahl [U/min] = f (Xi)
» Akustik- und Geräuschoptimierung
4. Kunststoffspritzgießen
» Schrumpfung, Welligkeit, Längenmaß = f(Druck [bar], Nachdruckzeit [s], Werkzeugtemp. [°C], etc.)
5. Extrusion von Kunststoffen / Kautschuk
» Profilgeometrie, Härte, Kraft-Dehnungs-Koeffizient = f (Xi)
und viele mehr…
2019 Folie 18
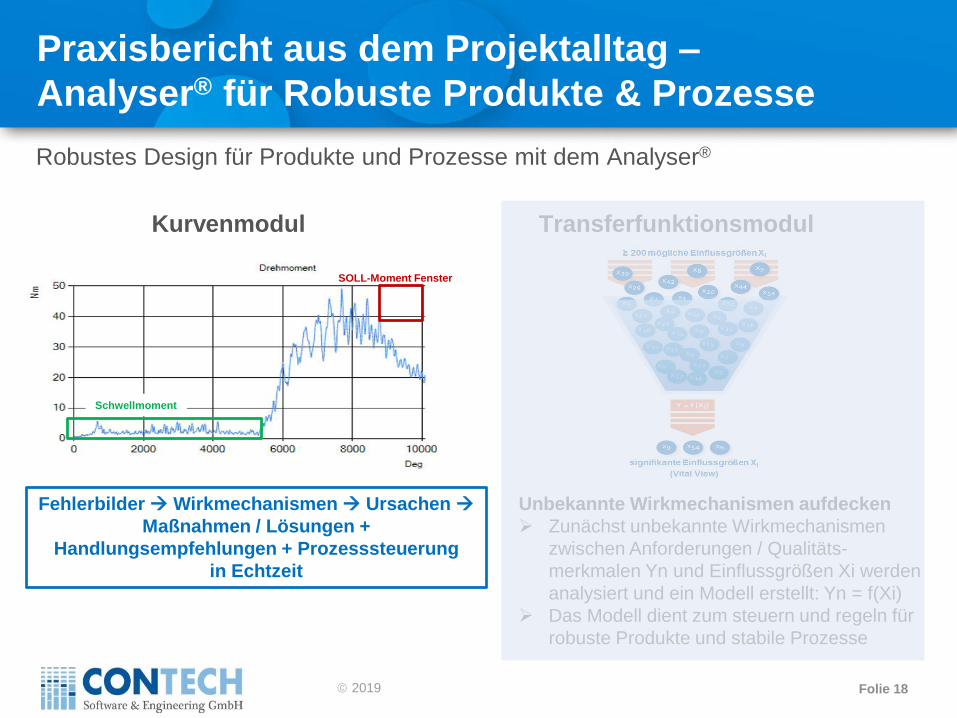
Praxisbericht aus dem Projektalltag –
Analyser® für Robuste Produkte & Prozesse
Robustes Design für Produkte und Prozesse mit dem Analyser®
Kurvenmodul Transferfunktionsmodul
Schwellmoment
SOLL-Moment Fenster
Unbekannte Wirkmechanismen aufdecken
Zunächst unbekannte Wirkmechanismen
zwischen Anforderungen / Qualitäts-
merkmalen Yn und Einflussgrößen Xi werden
analysiert und ein Modell erstellt: Yn = f(Xi)
Das Modell dient zum steuern und regeln für
robuste Produkte und stabile Prozesse
Fehlerbilder Wirkmechanismen Ursachen
Maßnahmen / Lösungen +
Handlungsempfehlungen + Prozesssteuerung
in Echtzeit
2019 Folie 19
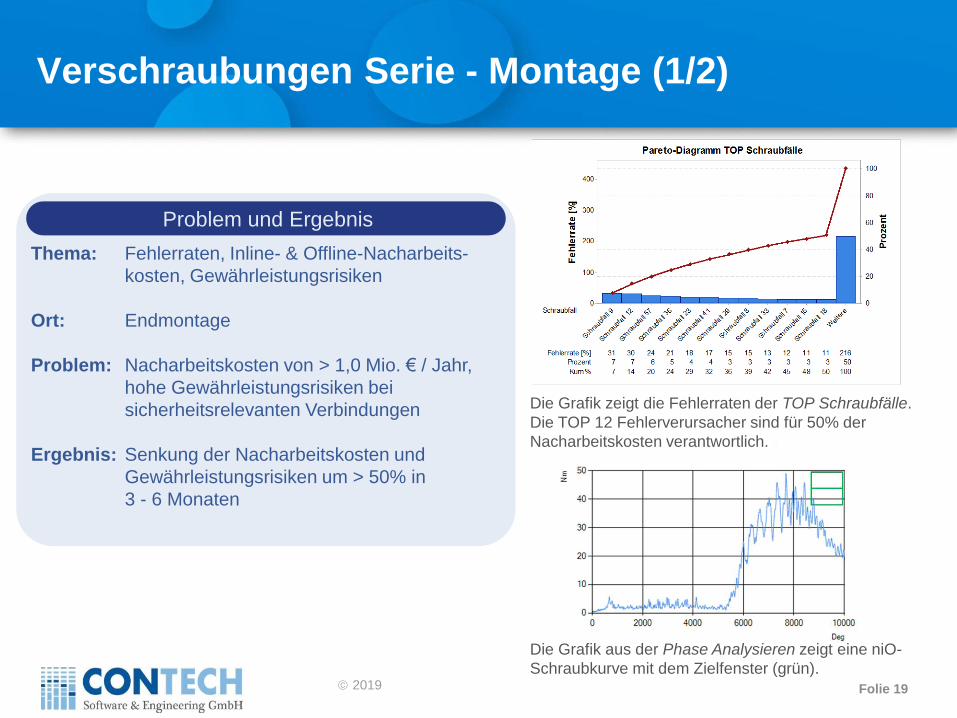
Thema: Fehlerraten, Inline- & Offline-Nacharbeits-
kosten, Gewährleistungsrisiken
Ort: Endmontage
Problem: Nacharbeitskosten von > 1,0 Mio. € / Jahr,
hohe Gewährleistungsrisiken bei
sicherheitsrelevanten Verbindungen
Ergebnis: Senkung der Nacharbeitskosten und
Gewährleistungsrisiken um > 50% in
3 - 6 Monaten
Verschraubungen Serie - Montage (1/2)
Die Grafik zeigt die Fehlerraten der TOP Schraubfälle.
Die TOP 12 Fehlerverursacher sind für 50% der
Nacharbeitskosten verantwortlich.
Die Grafik aus der Phase Analysieren zeigt eine niO-
Schraubkurve mit dem Zielfenster (grün).
Problem und Ergebnis
2019 Folie 20
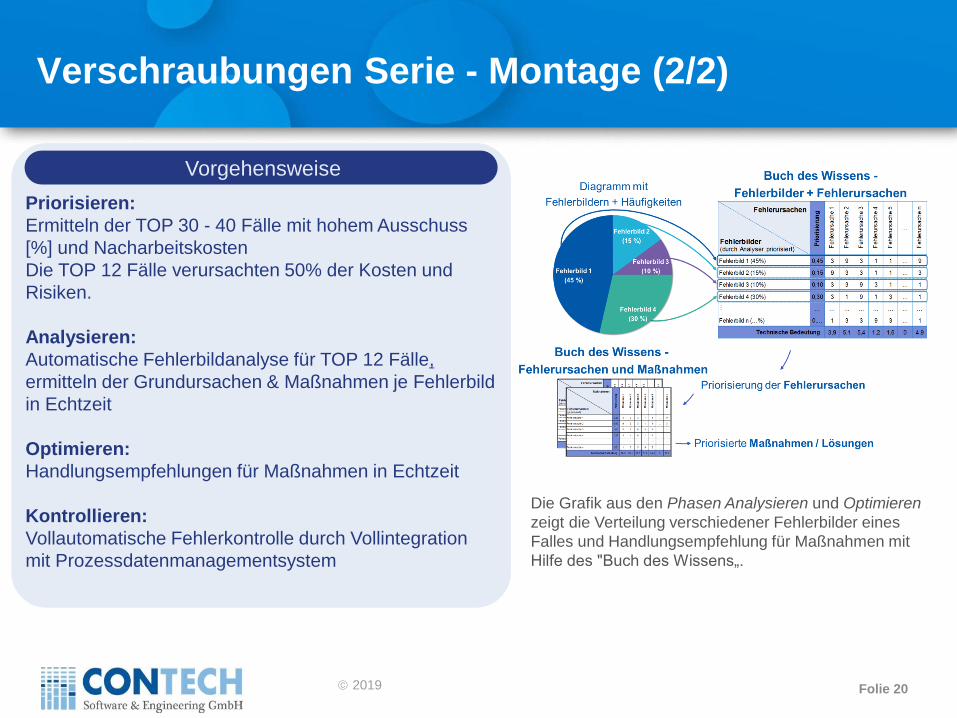
Priorisieren:
Ermitteln der TOP 30 - 40 Fälle mit hohem Ausschuss
[%] und Nacharbeitskosten
Die TOP 12 Fälle verursachten 50% der Kosten und
Risiken.
Analysieren:
Automatische Fehlerbildanalyse für TOP 12 Fälle,
ermitteln der Grundursachen & Maßnahmen je Fehlerbild
in Echtzeit
Optimieren:
Handlungsempfehlungen für Maßnahmen in Echtzeit
Kontrollieren:
Vollautomatische Fehlerkontrolle durch Vollintegration
mit Prozessdatenmanagementsystem
Vorgehensweise
Verschraubungen Serie - Montage (2/2)
Die Grafik aus den Phasen Analysieren und Optimieren
zeigt die Verteilung verschiedener Fehlerbilder eines
Falles und Handlungsempfehlung für Maßnahmen mit
Hilfe des "Buch des Wissens„.
2019 Folie 21
Verschraubungen in Entwicklung &
Prototypenbau (1/1)
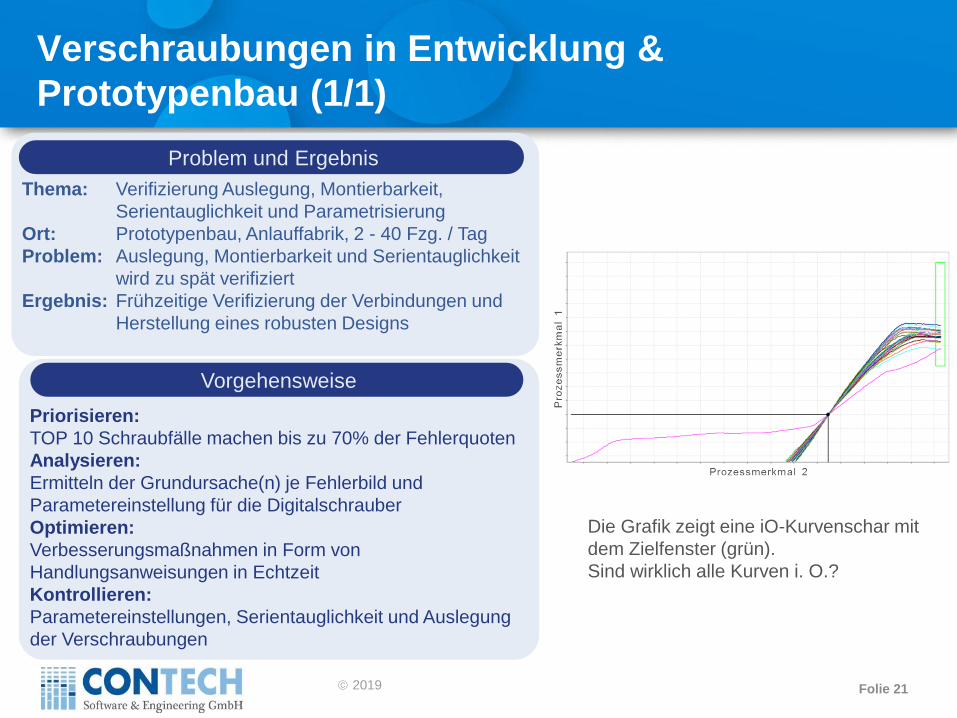
Thema: Verifizierung Auslegung, Montierbarkeit,
Serientauglichkeit und Parametrisierung
Ort: Prototypenbau, Anlauffabrik, 2 - 40 Fzg. / Tag
Problem: Auslegung, Montierbarkeit und Serientauglichkeit
wird zu spät verifiziert
Ergebnis: Frühzeitige Verifizierung der Verbindungen und
Herstellung eines robusten Designs
Problem und Ergebnis
Die Grafik zeigt eine iO-Kurvenschar mit
dem Zielfenster (grün).
Sind wirklich alle Kurven i. O.?
Priorisieren:
TOP 10 Schraubfälle machen bis zu 70% der Fehlerquoten
Analysieren:
Ermitteln der Grundursache(n) je Fehlerbild und
Parametereinstellung für die Digitalschrauber
Optimieren:
Verbesserungsmaßnahmen in Form von
Handlungsanweisungen in Echtzeit
Kontrollieren:
Parametereinstellungen, Serientauglichkeit und Auslegung
der Verschraubungen
Vorgehensweise
2019 Folie 22
Ablaufschema Bsp. Schraubfall-Optimierung 1/2
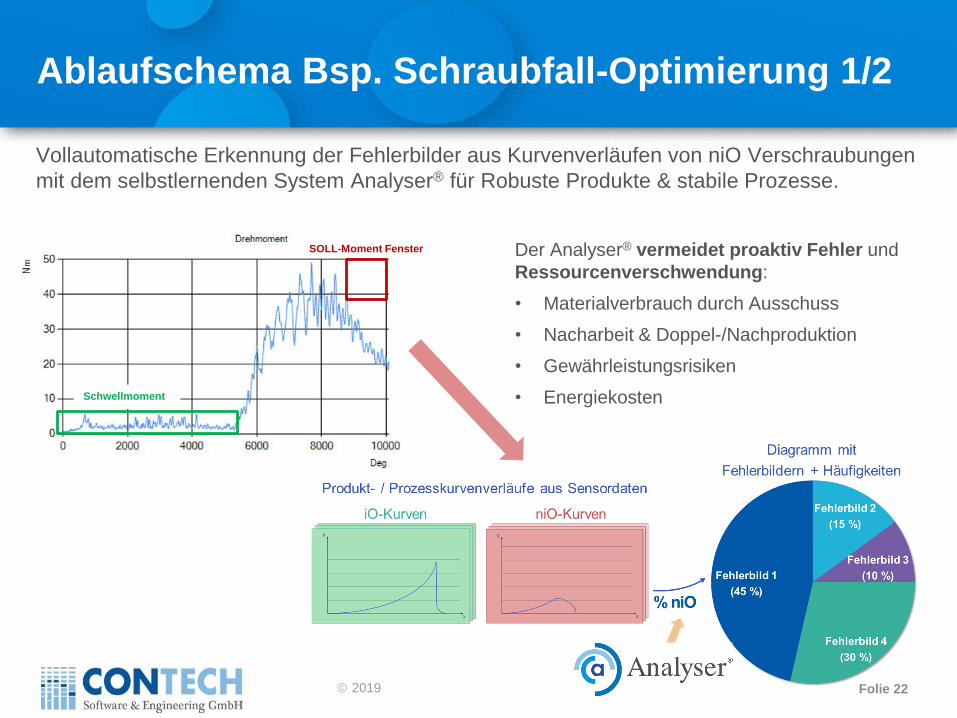
Vollautomatische Erkennung der Fehlerbilder aus Kurvenverläufen von niO Verschraubungen
mit dem selbstlernenden System Analyser® für Robuste Produkte & stabile Prozesse.
Der Analyser® vermeidet proaktiv Fehler und
Ressourcenverschwendung:
• Materialverbrauch durch Ausschuss
• Nacharbeit & Doppel-/Nachproduktion
• Gewährleistungsrisiken
• EnergiekostenSchwellmoment
SOLL-Moment Fenster
2019 Folie 23
Ablaufschema Bsp. Schraubfall-Optimierung 2/2
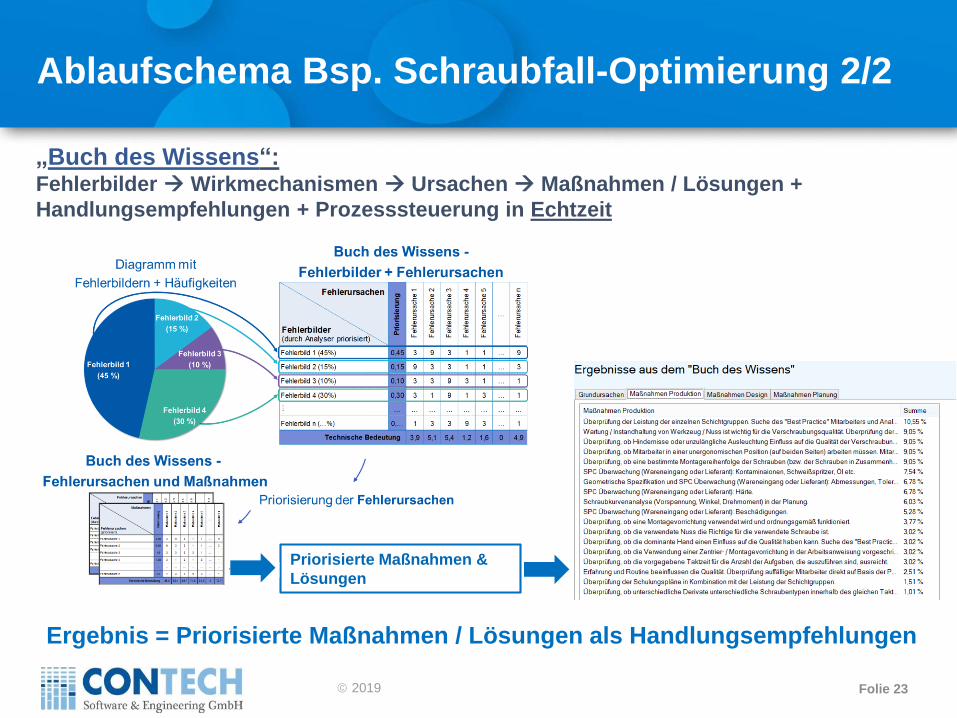
„Buch des Wissens“: Fehlerbilder Wirkmechanismen Ursachen Maßnahmen / Lösungen +
Handlungsempfehlungen + Prozesssteuerung in Echtzeit
Ergebnis = Priorisierte Maßnahmen / Lösungen als Handlungsempfehlungen
Priorisierte Maßnahmen &
Lösungen
2019 Folie 24
Ursachen-Analyser® implementieren
Produktions- und Montageprozesse
Digitale Überwachung und Aufzeichnung von Prozesskenngrößen und deren Kurvenverläufe.
Datenschnittstelle, grafische Darstellung
Flexible Schnittstelle zum Import der Kurvendaten (online oder über Datenbank). Grafische Darstellung
der Einzelkurven. Unsere Standardschnittstelle zu den marküblichen Sensordaten und
Steuerungen: Analyser® Prozessdatenmanagement System / Prozessdaten aus MES-System
Buch des Wissens
Hinterlegte Fehlerursachen, zugehörige Maßnahmen und Lösungsvorschläge zur Fehlerbehebung
(optional). Aufwand: ca. 2 Tage für Startfüllung
Teach-In-Verfahren
Hinterlegen von kurvenspezifischem Expertenwissen zu Fehlerbildern oder anderen
Unregelmäßigkeiten. Aufwand: 5 – 20 min pro neu zu teachende Arbeitsfolge (AFO)
Fehlerursachenanalyse
Automatisierte Analyse der gesamten Eingangsdaten und Auswertung der im Prozessverlauf
aufgetretenen Fehler. Grafische Darstellung der Auswertung mit Fehlerhäufigkeiten und priorisierten
Ursachen und Maßnahmen / Lösungen (optional über Buch des Wissens).
Echtzeitverhalten: 1 – 2 sec. ab Übertragung Sensordaten bis Darstellung Fehlerbild + Maßnahmen
2019 Folie 25
Mögliche Anwendungsfälle Analyser®
Kurvenmodul (Auszug)
Alle digital überwachten Produkt- und Prozessmerkmale in Form von Kurvenverläufen können
mit Hilfe des Analyser® analysiert, kontrolliert und optimiert werden.
Digital überwachte Schraubverbindungen, Pressvorgänge (und ähnliche Montageprozesse)
» Drehmomentverlauf [Nm] über Drehwinkel [°] mit Anzugsverfahren in mehreren Stufen
» Kraft [N] über Weg [mm]
Hysterese Schleifen
» Werkstofftechnik: Spannungs-Dehnungs-Diagramme
» Ventile: Kraft [N] über Weg [mm] an bestimmten Wegpunkten und Fmax.
» Regelungstechnik, Schaltungen
Akustik und Schwingungsthemen:
» Vibrationen, NVH Themen (Schalldruckpegel [dB] über Drehzahl [U/min])
» Akustik- und Geräuschoptimierung
Kunststoffspritzgießen
» Druck [bar] über Zeit [s] oder Weg [mm]
» Temperatur [°C] über Zeit [s] oder Weg [mm]
» Optimierung der Steuerungs- und Regelungstechnik
und viele mehr…
2019 Folie 26
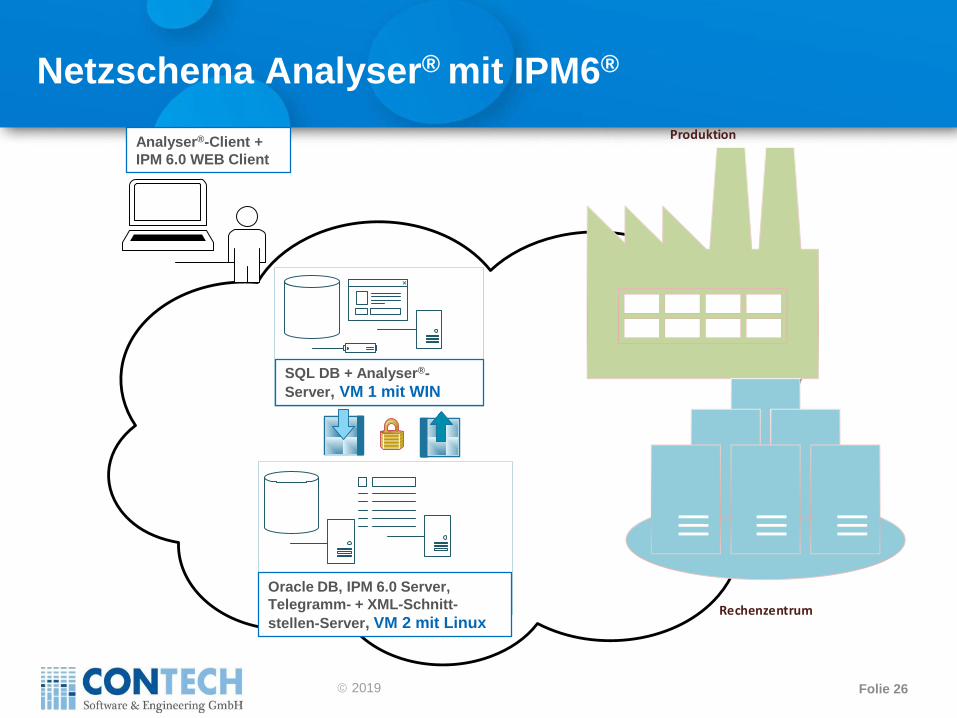
Netzschema Analyser® mit IPM6®
Produktion
Rechenzentrum
SQL DB und Analyser Servereine Maschine
Oracle DB und XML-Schnittstelle eine Maschine
Analyser Client
Oracle DB, IPM 6.0 Server,
Telegramm- + XML-Schnitt-
stellen-Server, VM 2 mit Linux
SQL DB + Analyser®-
Server, VM 1 mit WIN
Analyser®-Client +
IPM 6.0 WEB Client
2019 Folie 27
Kontakt
Contech Software & Engineering GmbH
Postadresse:
Wernher-von-Braun-Straße 8
D-82256 Fürstenfeldbruck
Büro:
Oskar-von-Miller-Straße 4d
D-82256 Fürstenfeldbruck
Telefon +49.8141.888 403-0
Fax +49.3222.376 25 38
E-Mail [email protected]
Contech-Analyser: www.contech-analyser.de
Consulting & Engineering Leistungen: www.mts-contech.de

2019 Folie 28
Backup
Backup für Details
2019 Folie 29
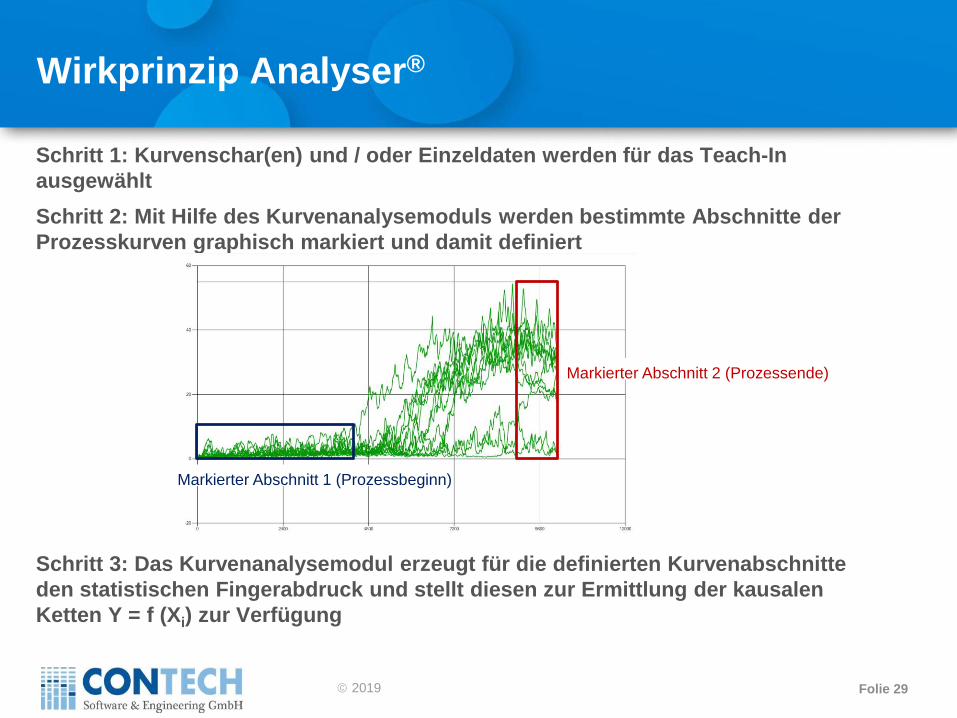
Schritt 1: Kurvenschar(en) und / oder Einzeldaten werden für das Teach-In
ausgewählt
Schritt 2: Mit Hilfe des Kurvenanalysemoduls werden bestimmte Abschnitte der
Prozesskurven graphisch markiert und damit definiert
Schritt 3: Das Kurvenanalysemodul erzeugt für die definierten Kurvenabschnitte
den statistischen Fingerabdruck und stellt diesen zur Ermittlung der kausalen
Ketten Y = f (Xi) zur Verfügung
Wirkprinzip Analyser®
Markierter Abschnitt 1 (Prozessbeginn)
Markierter Abschnitt 2 (Prozessende)
2019 Folie 30
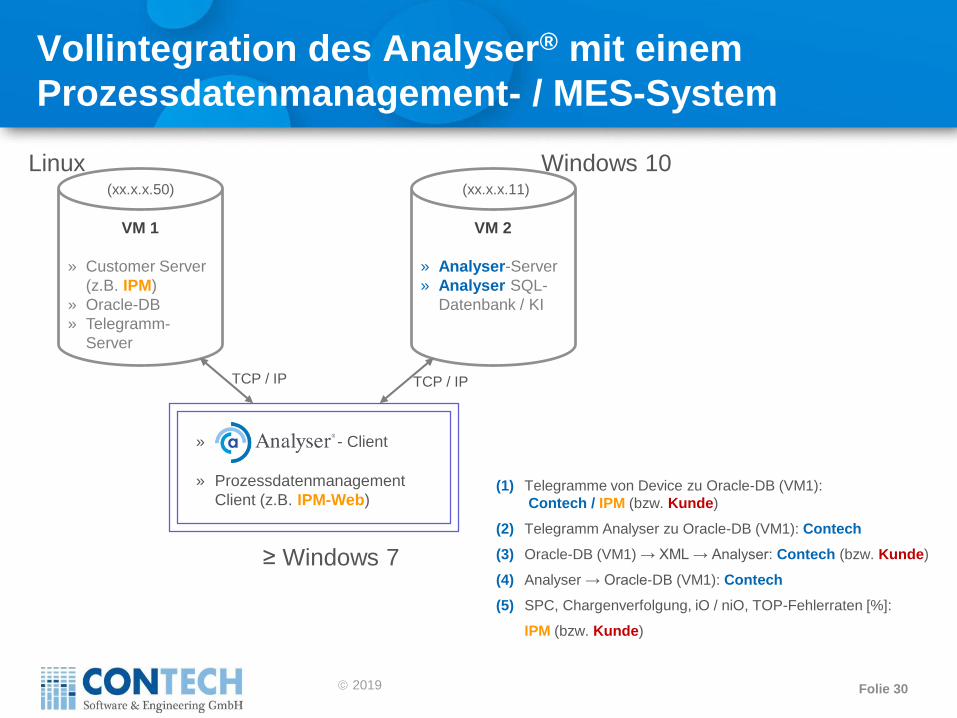
Vollintegration des Analyser® mit einem
Prozessdatenmanagement- / MES-System
VM 1
» Customer Server
(z.B. IPM)
» Oracle-DB
» Telegramm-
Server
(xx.x.x.50)
VM 2
» Analyser-Server
» Analyser SQL-
Datenbank / KI
(xx.x.x.11)
» - Client
» Prozessdatenmanagement
Client (z.B. IPM-Web)
Linux Windows 10
≥ Windows 7
(1) Telegramme von Device zu Oracle-DB (VM1):
Contech / IPM (bzw. Kunde)
(2) Telegramm Analyser zu Oracle-DB (VM1): Contech
(3) Oracle-DB (VM1) → XML → Analyser: Contech (bzw. Kunde)
(4) Analyser → Oracle-DB (VM1): Contech
(5) SPC, Chargenverfolgung, iO / niO, TOP-Fehlerraten [%]:
IPM (bzw. Kunde)
TCP / IP TCP / IP
2019 Folie 31
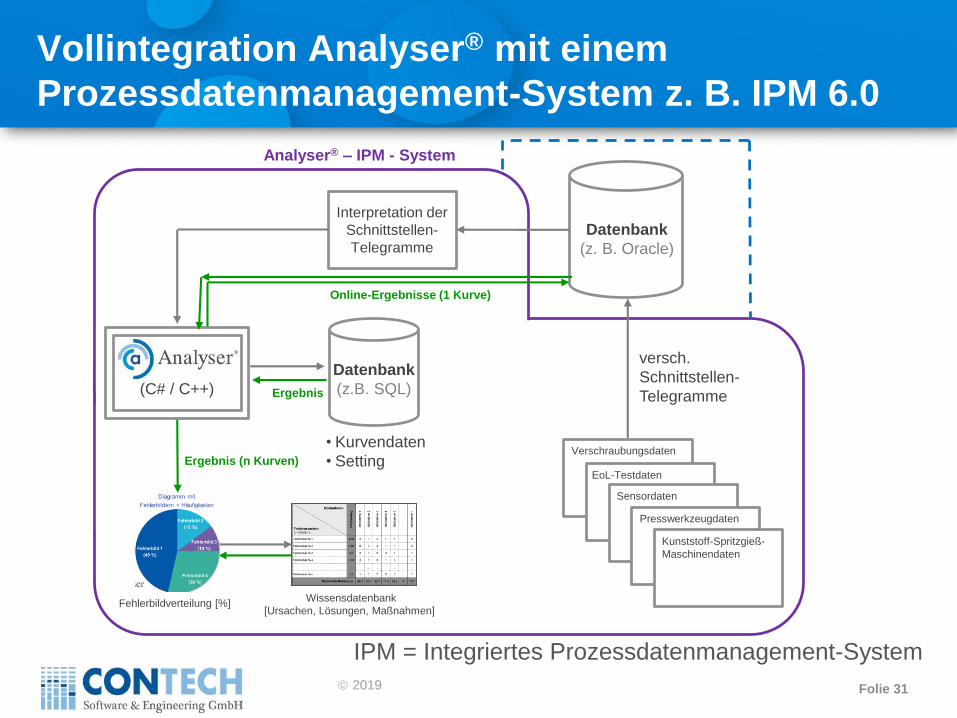
versch.
Schnittstellen-
Telegramme
Datenbank
(z. B. Oracle)
Interpretation der
Schnittstellen-
Telegramme
Analyser
(C# / C++)
Datenbank
(z.B. SQL)
• Kurvendaten
• Setting
Kunststoff-Spritzgieß-
Maschinendaten
Presswerkzeugdaten
Sensordaten
EoL-Testdaten
Verschraubungsdaten
Online-Ergebnisse (1 Kurve)
Ergebnis
Ergebnis (n Kurven)
Fehlerbildverteilung [%] Wissensdatenbank
[Ursachen, Lösungen, Maßnahmen]
Analyser® – IPM - System
Vollintegration Analyser® mit einem
Prozessdatenmanagement-System z. B. IPM 6.0
IPM = Integriertes Prozessdatenmanagement-System





























