Embed Size (px)
Citation preview

Projektierung Konstruktion Realisierung
Sondermaschinen nach Maß
www.fabm.de
Herzlichwillkommen
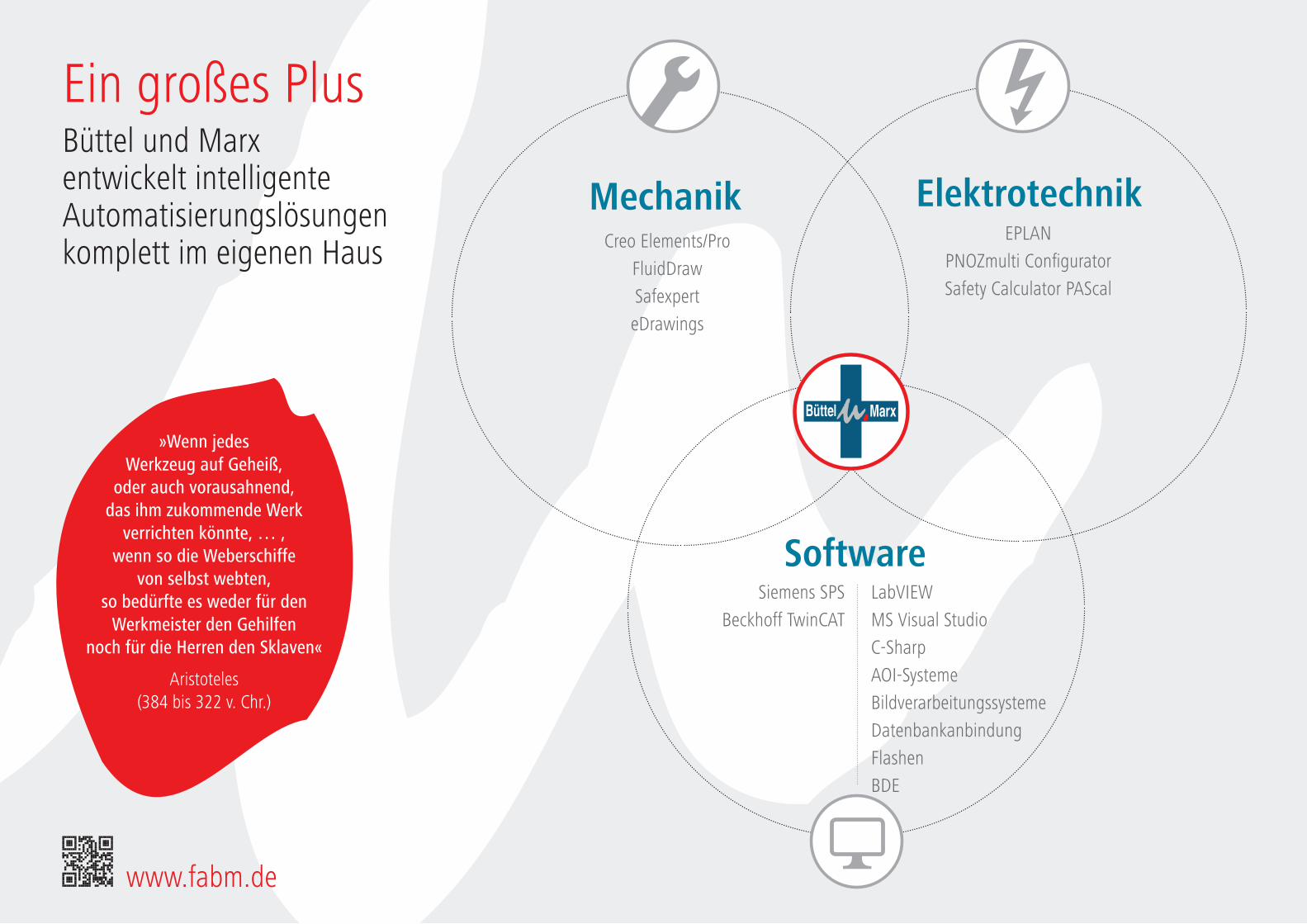
»Wenn jedes Werkzeug auf Geheiß,
oder auch vorausahnend, das ihm zukommende Werk
verrichten könnte, … , wenn so die Weberschiffe
von selbst webten, so bedürfte es weder für den
Werkmeister den Gehilfen noch für die Herren den Sklaven«
Aristoteles (384 bis 322 v. Chr.)
Ein großes PlusBüttel und Marx entwickelt intelligente Automatisierungslösungen komplett im eigenen Haus
Mechanik Elektrotechnik
Software
EPLAN
PNOZmulti Configurator
Safety Calculator PAScal
Siemens SPS
Beckhoff TwinCAT
LabVIEW
MS Visual Studio
C-Sharp
AOI-Systeme
Bildverarbeitungssysteme
Datenbankanbindung
Flashen
BDE
Creo Elements/Pro
FluidDraw
Safexpert
eDrawings
+
www.fabm.de
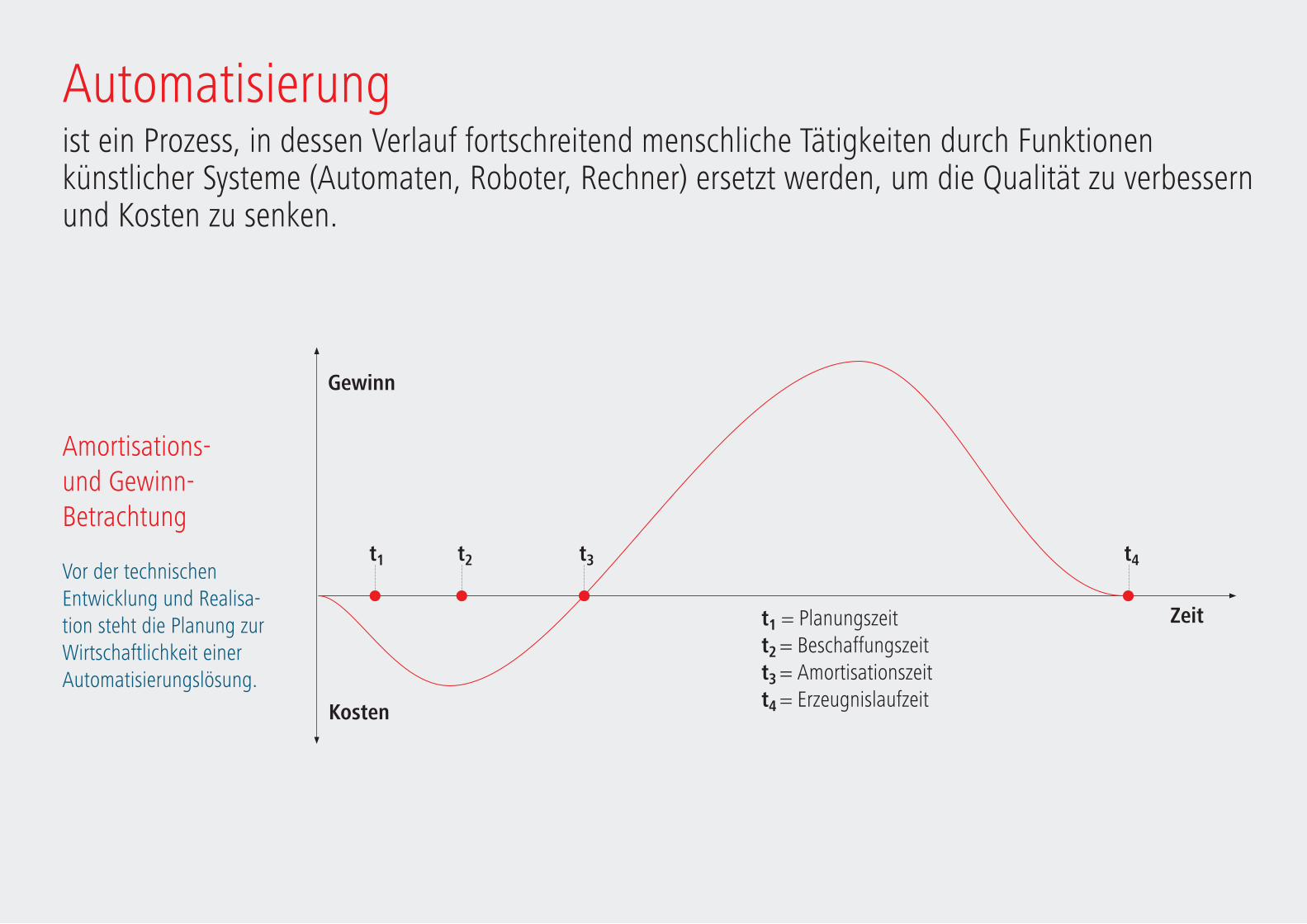
Automatisierungist ein Prozess, in dessen Verlauf fortschreitend menschliche Tätigkeiten durch Funk tionen künstlicher Systeme (Automaten, Roboter, Rechner) ersetzt werden, um die Qualität zu verbessern und Kosten zu senken.
Vor der technischen Entwicklung und Realisa-tion steht die Planung zur Wirtschaftlichkeit einer Automatisierungslösung.
t1 = Planungszeitt2 = Beschaffungszeitt3 = Amortisationszeitt4 = Erzeugnislaufzeit
t1 t2 t3 t4
Gewinn
Kosten
Zeit
Amortisations- und Gewinn-Betrachtung
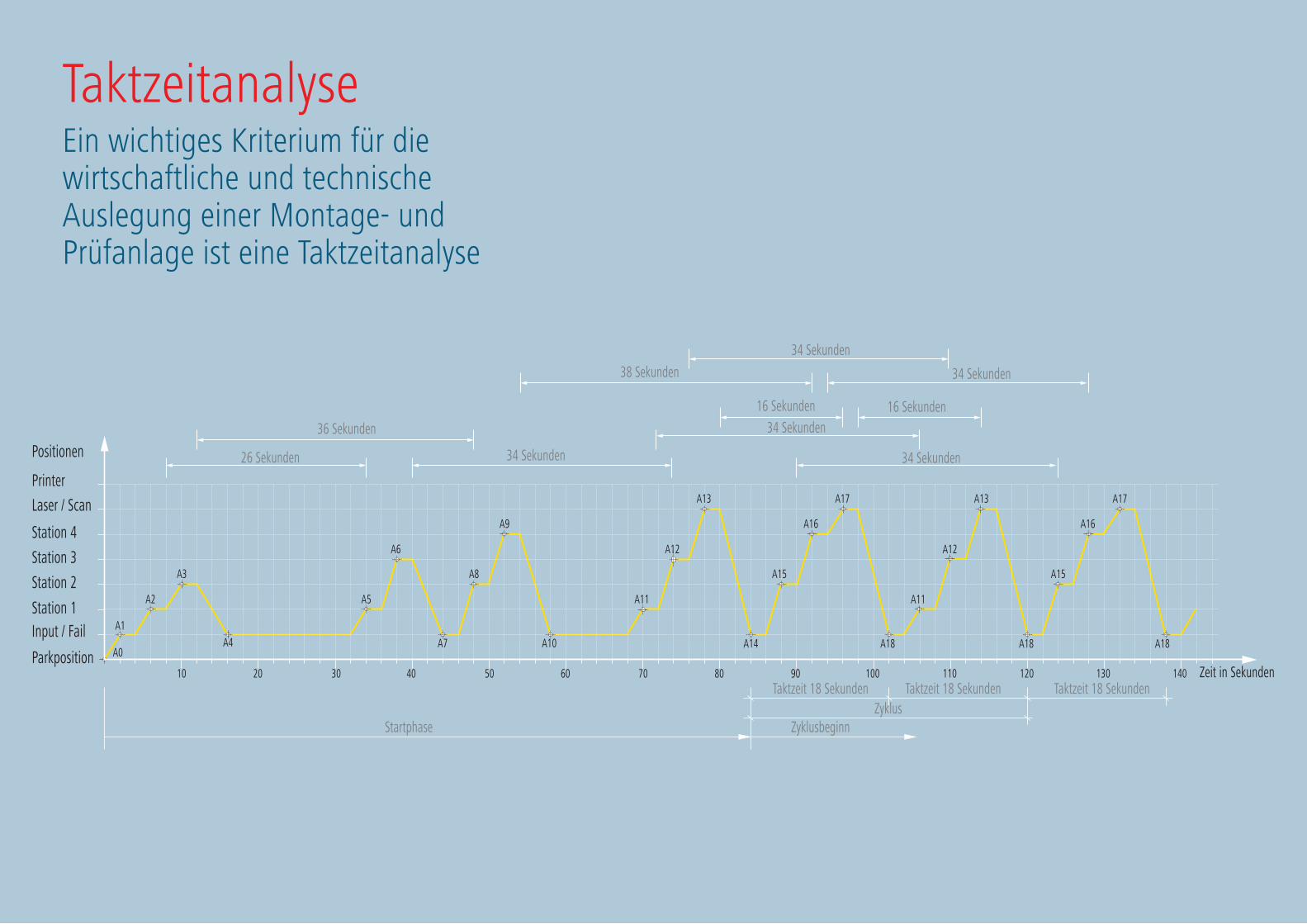
TaktzeitanalyseEin wichtiges Kriterium für die wirtschaftliche und technische Auslegung einer Montage- und Prüfanlage ist eine Taktzeitanalyse
Positionen
Parkposition
Input / FailStation 1
Station 2
Station 3
Station 4
Laser / Scan
Printer
Zeit in Sekunden10
A0
A1
A2
A3
A4
A5
A6
A7
A8
A9
A10
A11
A12
A13
A14
A15
A16
A17
A18
A11
A12
A13
A18
A15
A16
A17
A18
20 30 40 50 60 70 80 90 100Taktzeit 18 Sekunden
26 Sekunden 34 Sekunden 34 Sekunden
34 Sekunden
34 Sekunden
34 Sekunden
16 Sekunden 16 Sekunden
38 Sekunden
36 Sekunden
ZyklusZyklusbeginnStartphase
Taktzeit 18 Sekunden Taktzeit 18 Sekunden110 120 130 140
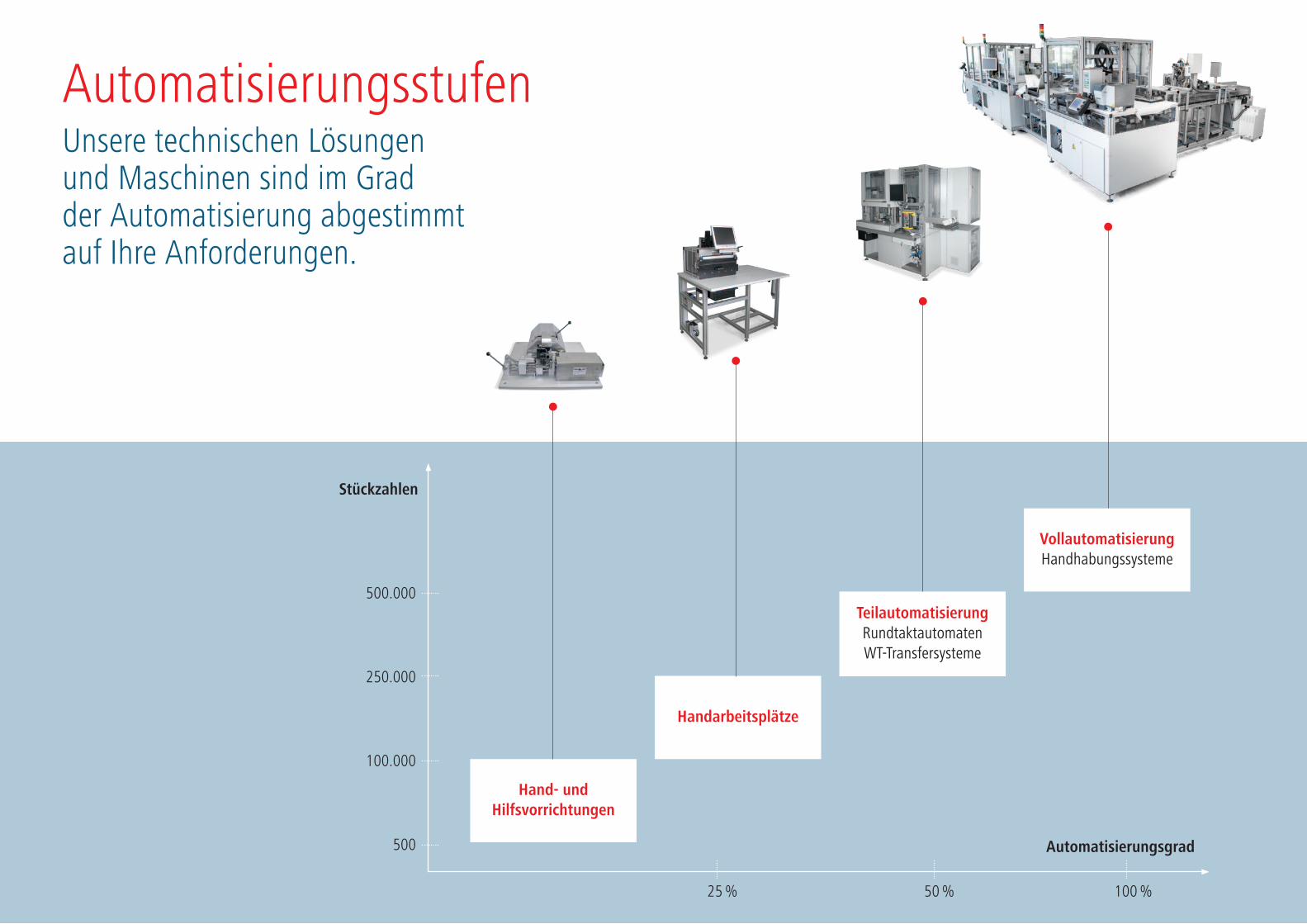
AutomatisierungsstufenUnsere technischen Lösungen und Maschinen sind im Grad der Automatisierung abgestimmt auf Ihre Anforderungen.
Stückzahlen
Automatisierungsgrad
500.000
250.000
100.000
500
25 % 50 % 100 %
Hand- und Hilfsvorrichtungen
Handarbeitsplätze
Teilautomatisierung Rundtaktautomaten WT-Transfersysteme
VollautomatisierungHandhabungssysteme

Vorrichtungensind Arbeitsmittel, die sich in universelle oder werkstückabhängige Vorrichtungen einteilen
Spanneinheiten Kontaktierungseinheiten wie zum Beispiel Nadeladapter Füge- und Montagevorrichtungen Stanz- und Biegeeinheiten Schweißstationen Reinigungs- und Absaugstationen Schraubeinheiten Befettungsvorrichtungen Dosiersystemen Fräs- und Bohreinheiten Markier- und Beschriftungsvorrichtungen wie zum Beispiel Heiß- und Kaltprägeeinheiten, Stiftmarkiereinheiten, Etiketten drucker, Laser-beschriftungssysteme, Prüfzeichenstempeleinheiten, Inkjetdrucksysteme, Nadelprägeinheiten u.v.m.
Prüfeinheiten wie zum Beispiel Bildverarbeitungssysteme, Geschwindig - keits-Kraft-Wegprüfstationen, Drehzahl-Drehmoment-Winkelprüf - einheiten, Durchmesser- und Rundlaufprüfeinheiten, Dichtheitsprüf-stationen, Hochspannungsprüfeinheiten, Widerstandsprüfeinheiten etc.
Zu unserer Kernkompetenz im Bereich der Vorrichtungen gehört die Anfertigung von

Handarbeitsplätze Raffinierte Helfer für die Teilautomatisierung von Prozessen

Rundtaktautomaten Kompakte und günstige Lösungen für die Prozess-Automatisierung
Rundtaktautomaten mit Teilautomatisierung – man spricht auch von hybrider Montage – werden durch einen Werker bedient, der die zu montierenden bzw. zu prüfenden Teile manuell einlegt.
Rundtaktautomaten können vollautomatisiert werden durch ein Einlegehandling wie zum Beispiel durch einen Roboter.
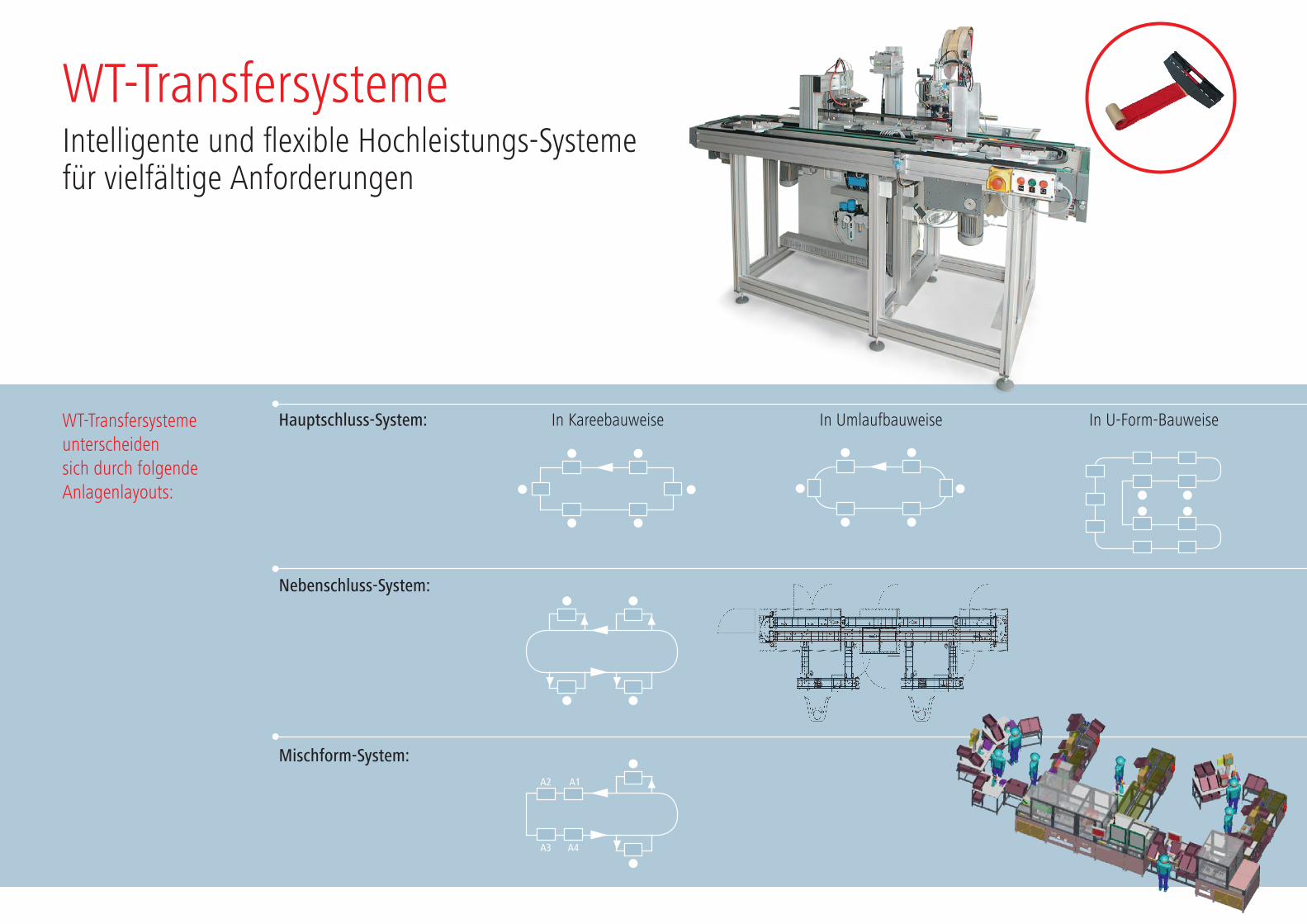
WT-TransfersystemeIntelligente und flexible Hochleistungs-Systeme für vielfältige Anforderungen
Hauptschluss-System: In Kareebauweise In Umlaufbauweise
Nebenschluss-System:
Mischform-System:A1
A4
A2
A3
In U-Form-BauweiseWT-Transfersysteme unterscheiden sich durch folgende Anlagenlayouts:

WT-TransfersystemeIntelligente und flexible Hochleistungs-Systeme für vielfältige Anforderungen

Handhabungssysteme für die Vollautomatisierung von Prozessen
Portalachsroboter
2D-Linienportal:
3D-Auslegerportal mit 4 Achsen:
3D-Raumportal mit 3 Achsen:»Fasse die Dinge an,
wo sie tragbar sind« Epiktet (50–138 n. Chr.)
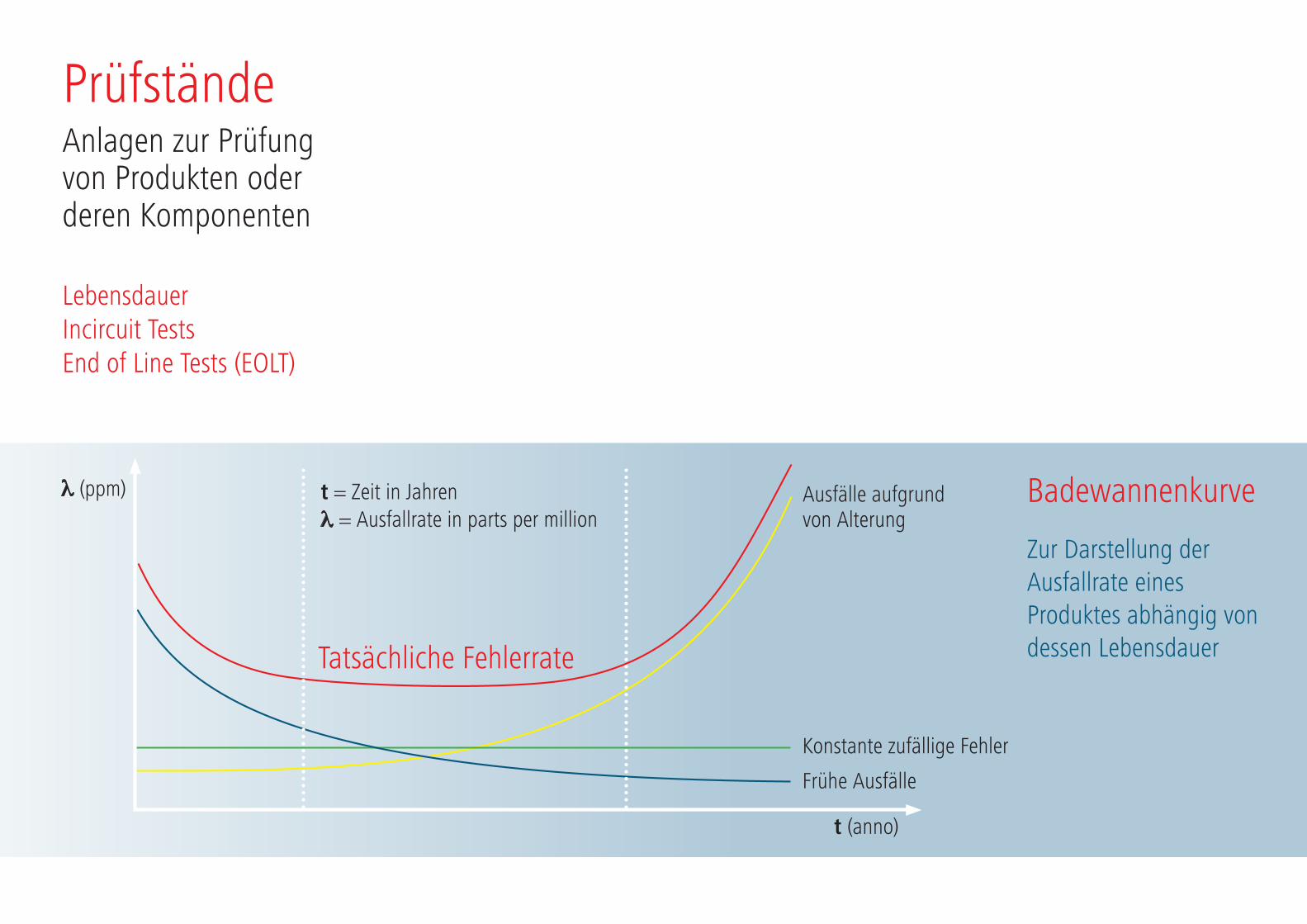
PrüfständeAnlagen zur Prüfung von Produkten oder deren Komponenten
t (anno)
t = Zeit in Jahrenλ = Ausfallrate in parts per million
λ (ppm) Ausfälle aufgrund von Alterung
Tatsächliche Fehlerrate
Konstante zufällige Fehler
Frühe Ausfälle
Badewannenkurve
Zur Darstellung der Ausfallrate eines Produktes abhängig von dessen Lebensdauer
LebensdauerIncircuit TestsEnd of Line Tests (EOLT)

PrüfständeAnlagen zur Prüfung von Produkten oder deren Komponenten
LebensdauerIncircuit TestsEnd of Line Tests (EOLT)
Beispiele 1 Elektrowerkzeugprüfstand 2 Scharniersicherheitsschalterprüfstand 3 Schrauberprüfstand 4 Elektrowerkzeugschalterprüfstand
2
3
4
1

Dauerprüfautomatisierung im TemperaturschrankStress-Screening

Elektrotechnik und SoftwareGehirn und Nervenzentrum der Maschine
�nderung
28
0
DatumName
DatumBearb.Gepr.Norm
1
EWA
12.07.10
Urspr.
740002Pr�fzelle Waagenendpr�fung
2
Ers.f.
3
Ers.d.
4
ServoantriebXAchseLast
5
6
740002
7
8
=
+
EndpruefungSteuerung
9
Bl.
56 Bl.
30
29
13.9/L111.8/L211.8/L3
2XS18poligerLeistungssteckerCONINVERSSF7ES1N8A8LB2
U130.1
3~400/480V; 3,0kW
BERGER LAHRLXM05BD34N43,0kW; 34A
2W1VW3M5101R10010m 4x1,5 +2x1
U/T1
L1
1
M3~
2M1BSH1003P02A2A
Encoder SinCos Multiturn
Getriebe PLE80, i=12:2,2stufig
PE
X7 PE
4mmý
PE
V/T2
L2
4
PE
PE
4mmý
PE
Motor
Netz 480VAC
W/T3
L3
3
F5B16A5SY63166+5ST3010
1
2
3
4
5
62,5mmý
R/L1
PE
YEGN
2
2,5mmý
S/L2
BN
R1Ballastwiderstand27 Ohm/200W/0,75 m Anschluákabel
PE
PA/+
WH
A
2,5mmý
T/L3
VW3A7603R07
PBI
GY
B
Bremswiderstand
WH
PBE
C
41.3
13
14
PC/
D
MOD
CN4
/20.3
X_CN3_0VDC
CN3 41
0VDC
42
0VDC
Steuerspannung
2W2
2XS230.2SignalsteckerCONINVERSRC12SDN8A80B7
/21.5
X_CN3_24VDC
43
+24VDC
3m MotorGeberkabelVW3M8101R100
Motor Geber
CN2 112
112Motor Geber
44
+24VDC
Buchsengeh„use MicroFit
Molex 12pol.430251200SH
SH
Gebersignale
CN5 110
/31.1L1
/31.1L2
/31.1L3
Elektrokonstruktion mit E-Plan Service
Software
Schaltanlagenbau
Elektrotechnik und Software
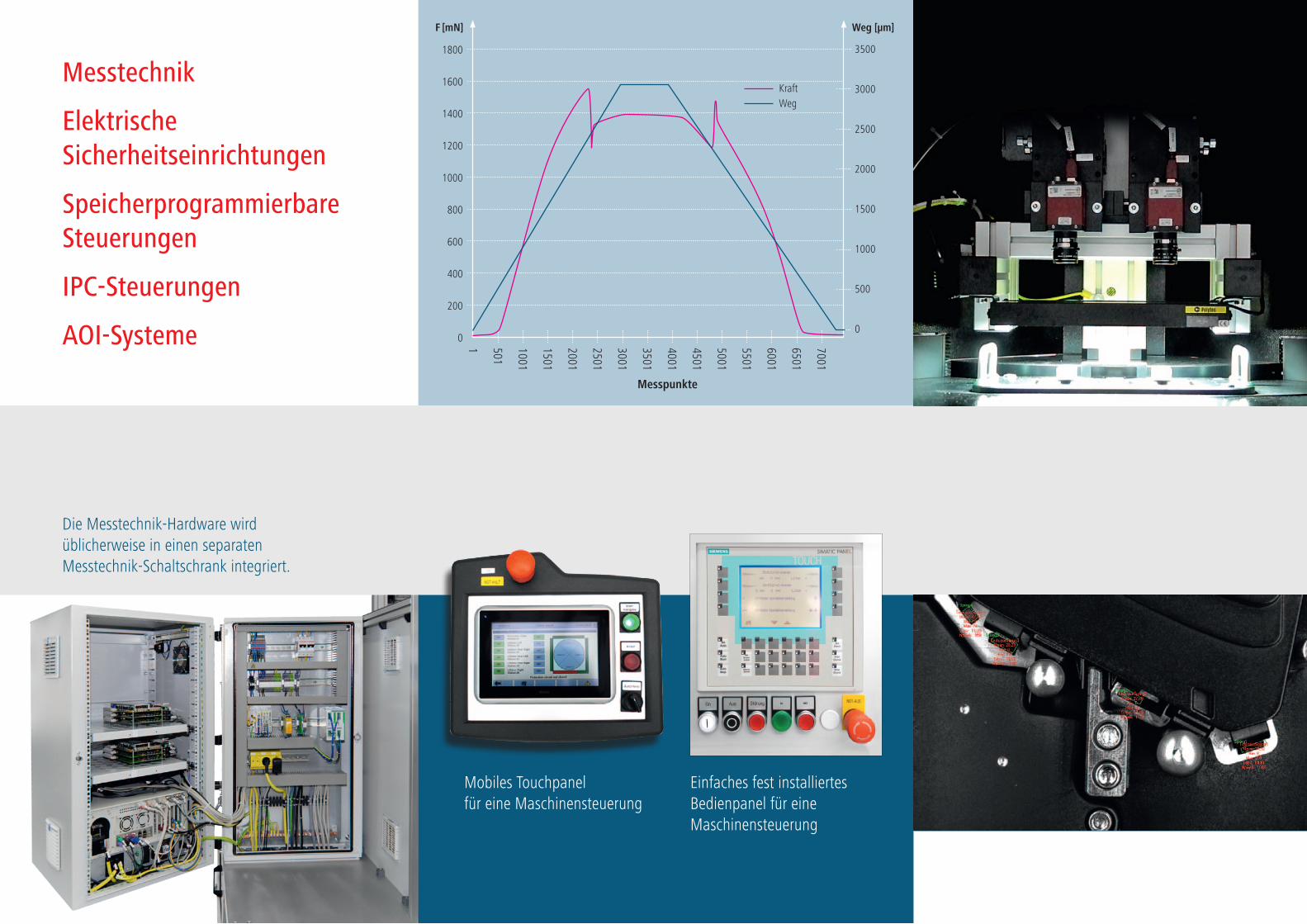
Elektrische Sicherheitseinrichtungen
Speicherprogrammierbare Steuerungen
Messtechnik
Die Messtechnik-Hardware wird üblicherweise in einen separaten Messtechnik-Schaltschrank integriert.
Mobiles Touchpanel für eine Maschinensteuerung
Einfaches fest installiertes Bedienpanel für eine Maschinensteuerung
IPC-Steuerungen
AOI-Systeme 7001
6501
6001
5501
5001
4501
4001
3501
3001
2501
2001
1501
1001
501
1
1800
1600
1400
1200
1000
800
600
400
200
0
F [mN] Weg [µm]
3500
3000
2500
2000
1500
1000
500
0
KraftWeg
Messpunkte

SondermaschinenIndividualität ist unser Standard

www.fabm.de
VIELEN DANK FüR IHRE AUFMERKSAMKEIT
FRAGEN?





























