Embed Size (px)
Citation preview

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
In diesem Manuskript werden Erfahrungen des Verfassers wiedergegeben, die er bei der Einführung von Qualitätsregelkarten in der Fertigung machen konnte.
Inhaltsverzeichnis -0-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
1. Einleitung SPC ....................................................................................................................... 2
1.1 Weshalb ist eine statistische Prozessregelung erforderlich? .......................................................................... 2 2. Statistische Prozessregelung................................................................................................... 3
2.1 Stichproben ................................................................................................................................................... 4 2.1.1 Der zeitliche Abstand zwischen zwei Stichproben ................................................................................. 4 2.1.2 Die Fixierung des Stichprobenumfangs .................................................................................................. 4
2.2 Schema Probennahme ................................................................................................................................... 5 2.3 Häufigkeitsverteilung .................................................................................................................................... 6
2.3.1 Tatsächliche Häufigkeitsverteilung ........................................................................................................ 6 2.3.2 Prozentuale Häufigkeitsverteilung (HV) ................................................................................................ 7 2.3.3 Theoretisch-prozentuale Häufigkeitsverteilung .................................................................................... 16
2.4 Normalverteilung im Zusammenhang mit diskreten Verteilungsformen .................................................... 25 2.4.1 Weitere Verteilungen ........................................................................................................... 29
2.4.1.1 Hypergeometrische Verteilung ...................................................................................................... 29 2.4.1.2 Binomialverteilung ........................................................................................................................ 37 2.4.1.3 Poisson -Verteilung ....................................................................................................................... 42 2.4.1.4 Logarithmische Normalverteilung ................................................................................................. 47
2.5 Maschinen- und Prozessfähigkeit ................................................................................................................ 51 2.5.1 Bedeutung der Spezifikation ........................................................................................................... 51 2.5.2 Berechnung der Kenngrößen ........................................................................................................... 52 2.5.3 Fähigkeitsindex Cm und Cp ........................................................................................................... 53 2.5.4 Sicherheitsfaktoren f(UTG) und f(OTG) .................................................................................................... 56 2.5.5 Verhältnis „Toleranz zu Streuung ... T/σ" ............................................................................................ 58 2.5.6 Zentrierter Fähigkeitsfaktor Cmk und Cpk ............................................................................................. 59
2.6 Qualitätsregelkarte als Werkzeug der Prozessregelung ............................................................................... 62 2.6.1 Grundsätzliche Arbeitsweise der Qualitätsregelkarte. .......................................................................... 62
2.6.1.1 Urwertkarte (x-Karte) .................................................................................................................... 64 2.6.1.2 Mittelwertkarte (x -Karte / µ -Karte) ............................................................................................ 68 2.6.1.3 Standardabweichungskarte (s -Karte) .......................................................................................... 73 2.6.1.4 Spannweitenkarte (R -Karte) ........................................................................................................ 75
3. Anlagen ................................................................................................................................ 77 3.1 Diagramme .................................................................................................................................................. 77 3.2 Ableitungen ................................................................................................................................................. 79 3.3 Literaturverzeichnis ..................................................................................................................................... 89 3.4 Formelsammlung und Formelzeichen ........................................................................................................ 89 3.5 Biographien ................................................................................................................................................. 92
3.5.01 Francis Galton 1822 – 1911 ........................................................................................................... 92 3.5.02 Siméon Denis Poisson 1781 - 1840 ................................................................................................... 93 3.5.03 Carl Friedrich Gauß 1777 - 1855 ...................................................................................................... 94 3.5.04 Jean Baptiste Joseph Fourier 1768 - 1830 ......................................................................................... 96 3.5.05 Adrien Marie Legendre 1752 - 1833 ................................................................................................. 99 3.5.06 Piere Simon de Laplace 1749 - 1827 .............................................................................................. 101 3.5.07 Joseph Louis Lagrange 1736 - 1813................................................................................................. 104 3.5.08 Leonhard Euler 1707 - 1783 ......................................................................................................... 105 3.5.09 Gottfried Wilhelm Leibniz 1646 - 1716 ........................................................................................... 106 3.5.10 Blaise Pascal 1623 - 1662 ......................................................................................................... 107
3.6 Zitate ......................................................................................................................................................... 109
-1-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
1. Einleitung SPC Steigende Anforderungen an ein Produkt verlangen immer wirtschaftlichere und perfektere Methoden für die Sicherstellung der notwendigen Qualität. Es mussten wirksame Mittel gefunden werden, um diese Anforderungen zu erfüllen. Aus dieser Problemstellung heraus wurde ein Überwachungs- und Prüfsystem entwickelt, das mit Hilfe der technischen Statistik die Erfüllung dieser Aufgaben gewährleistet.
1.1 Weshalb ist eine statistische Prozessregelung erforderlich? Durch die Einführung einer statistischen Prozessregelung (SPC) können frühzeitig Abweichungen von vorgegebenen Qualitätsforderungen unter Anwendung mathematisch-statistischer Auswerteverfahren festgestellt und dadurch mit vergleichsweise geringem Aufwand abgestellt werden. Das wird dadurch erreicht, dass durch eine Stichprobe eine Aussage getroffen wird, die mit annähernd gleichgroßer Wahrscheinlichkeit (in der Regel 95 % Aussagewahrscheinlichkeit) die signifikanten Merkmale eines Prozesses enthält. Der "ablaufende Prozess" wird durch eine Vielzahl von Einflüssen geprägt. Diese Einflüsse lassen sich in 5 Hauptgruppen gliedern
-Material -Maschine -Methode -Mensch -Umwelt
Die Abweichungen der rein zufällig auftretenden Faktoren müssen in der Toleranz des Sollwertes berücksichtigt werden. Voraussetzung für SPC ist eine rein zufällige Streuung der Messwerte, wie
- Herstellungsgenauigkeit der Maschine - Bearbeitungsmethode - Kühlmittel - Werkzeug - etc.
-2-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Systematische Streuungseinflüsse müssen ausgeschaltet sein, wie
- Werkzeugeinstellung - Änderung der Materialbeschaffenheit - Änderung der Umgebungseinflüsse - usw.
Wird eine SPC unter Berücksichtigung dieser Umstände durchgeführt, so wird der damit überwachte Prozess im mathematischstatistischen Sinn als "beherrscht" bezeichnet. Für die Überwachung und für die Beurteilung der Prozessfähigkeit werden Qualitätsregelkarten verwendet. Diese Vorteile der statistischen Prozessregelung wurden erkannt und werden auch als Kundenforderung an Lieferanten weitergegeben. Dadurch wird eine Verbesserung der Fertigungsqualität mit nachfolgendem geringerem Überwachungsaufwand angestrebt. Für den Abnehmer ergeben sich weitere Vorteile durch eine gesteigerte Überwachung des Zulieferers (frühzeitiges Erkennen von Abweichungen). Die statistische Prozessregelung wird von der Automobilindustrie u. a. auch zum Nachweis der Prozessfähigkeit verlangt; meist ist diese Forderung Inhalt der Qualitätsrichtlinien, die Bestandteil der Lieferbedingungen sind.
2. Statistische Prozessregelung Bei der Herstellung eines Produktes sind viele Einzelteile nötig. Diese müssen in den Toleranzen gefertigt werden, um die Funktion des Endproduktes zu gewährleisten. Für die Überwachung der Einzelteilfertigung ist es meistens nicht sinnvoll oder nicht möglich, alle Teile und jedes Merkmal zu prüfen (zu teuer, zerstörende Prüfung), deshalb muss man auf Stichproben zurückgreifen. Größe und Umfang der Stichproben müssen der jeweiligen Fertigungssicherheit angepasst werden. Bei der Auswertung dieser Stichproben treten verschiedene statistische Kennwerte auf, wie z.B. - Mittelwert
- Streuung - etc.
-3-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Nimmt man jetzt die Einzelwerte der Stichprobe und stellt den Zusammenhang zu Mittelwert und Streuung grafisch dar, erhält man eine statistische Verteilung.
2.1 Stichproben Für die Prozesssteuerung nicht ganz unproblematisch wird die Interpretation des Resultats, wenn mit Stichproben gearbeitet wird. Hier sind besonders 2 Aspekte zu berücksichtigen, um die mit _ und ß (Hersteller- und Abnehmerrisiko) gekennzeichneten Risiken überschaubar zu halten: Der zeitliche Abstand der Probenahme und der Umfang der Stichprobe.
2.1.1 Der zeitliche Abstand zwischen zwei Stichproben Der zeitliche Abstand zwischen zwei Stichproben ergibt sich aus der folgenden Überlegung: Werden z. B. am Auslauf einer Tablettenpresse zwei unmittelbar aufeinander folgende Proben gezogen, so ist die Information der zweiten Probe im Allgemeinen mit der aus dem ersten Muster identisch. Liegen die Proben zeitlich weit auseinander, so entsteht in der Regel eine Informationslücke. Diese macht die Beurteilung des Prozesses zwischen den beiden Mustern unmöglich. Für eine optimale Information ist der Abstand zu ermitteln, bei dem weder eine Informationsüberlappung noch eine Informationslücke vorliegt.
2.1.2 Die Fixierung des Stichprobenumfangs Bei der Festlegung des Stichprobenumfangs sind neben den aus statistischen Gesetzen abzuleitenden quantitativen Beziehungen auch qualitative Gesichtspunkte zu berücksichtigen. Dazu zählen u. a. die Relevanz des Merkmals, der Aufwand für seine Messung, der Grad der Prozessbeherrschung und das Risiko, das bei Überschreiten der Toleranz entstehen kann. Es gilt, zwischen den Einflussgrößen ein Optimum zu finden. Wesentliche Hilfe dabei leistet die Kenntnis spezifischer technologischer Leistungsdaten. Wie groß die Aussagewahrscheinlichkeit sein soll, hängt vom Einzelfall, u. a. von den Absprachen mit den Kunden, bzw. Lieferanten ab und liegt zum Teil im Bereich unternehmerischer Entscheidungen. Im Allgemeinen sind mehrere Basisgrößen zu berücksichtigen, um quantitative Vorstellungen über die Größe der Stichproben entwickeln zu können:
- Herstellerrisiko - Abnehmerrisiko - die mittlere Leistungsfähigkeit des Prozesses - der maximal zu tolerierende Ausschuss
-4-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Wichtig ist die Lage von µ zu kennen bzw. die Größe von σ, denn diese Werte nehmen unmittelbar Einfluss auf die Höhe des Ausschuss.
2.2 Schema Probennahme Bei der Beurteilung der Stichproben sollte berücksichtigt werden, nach welchem Schema die Probenahme vorzunehmen ist. In erster Linie ist zwischen einer systematisch und einer zufällig entnommenen Stichprobe zu unterscheiden. Im ersten Fall werden die Proben in festen, im zweiten in zufälligen Abständen entnommen, die z. B. durch Zufallszahlen angegeben sein können. Da im Rahmen Prozessbegleitender Maßnahmen über den Ablauf des Prozesses systematisch Protokoll geführt werden sollte, ist bei fließenden Gütern der systematischen Probeentnahme der Vorzug einzuräumen. Hinzu kommt, dass diese besser zu organisieren ist und dass sich der Zeitpunkt des Auswanderns eines Qualitätsmerkmals leichter feststellen lässt.
-5-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.3 Häufigkeitsverteilung
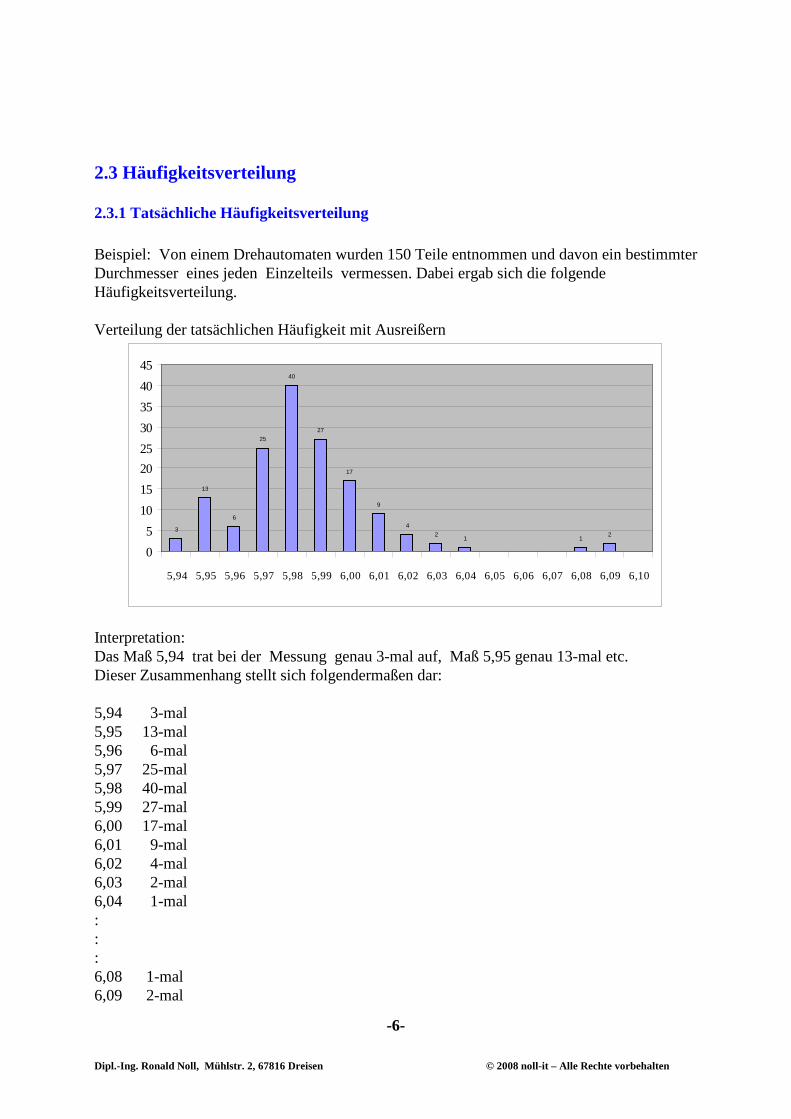
2.3.1 Tatsächliche Häufigkeitsverteilung Beispiel: Von einem Drehautomaten wurden 150 Teile entnommen und davon ein bestimmter Durchmesser eines jeden Einzelteils vermessen. Dabei ergab sich die folgende Häufigkeitsverteilung. Verteilung der tatsächlichen Häufigkeit mit Ausreißern
3
13
6
25
40
27
17
9
42 1 1 2
05
1015202530354045
5,94 5,95 5,96 5,97 5,98 5,99 6,00 6,01 6,02 6,03 6,04 6,05 6,06 6,07 6,08 6,09 6,10
Interpretation: Das Maß 5,94 trat bei der Messung genau 3-mal auf, Maß 5,95 genau 13-mal etc. Dieser Zusammenhang stellt sich folgendermaßen dar: 5,94 3-mal 5,95 13-mal 5,96 6-mal 5,97 25-mal 5,98 40-mal 5,99 27-mal 6,00 17-mal 6,01 9-mal 6,02 4-mal 6,03 2-mal 6,04 1-mal : : : 6,08 1-mal 6,09 2-mal
-6-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Einen solchen Vorgang bezeichnet man als Klassierung. Die Klassenweite beträgt hierbei 1/100 (0,01), wobei z.B. 3 die Besetzungszahl der Klasse 5,94 darstellt, 13 die Besetzungszahl der Klasse 5,95 etc. Addiert man sämtliche Besetzungszahlen, so kommt man wieder auf die Teileanzahl.
Summe aller Besetzungszahlen = Teileanzahl Ist die obige Bedingung erfüllt, so wurde jedes Teil nur 1-mal gemessen, was gewissermaßen die Grundlage einer statistischen Auswertung darstellt. Auffällig in diesem Zusammenhang dürfte das einmalige Auftreten des Maßes 6,08 bzw. 2-mal 6,09 sein. Da diese drei Maße abseits der eigentlichen Verteilung liegen, dürfen sie nicht zu einer statistischen Auswertung herangezogen werden. Man spricht von Ausreißern. Möchte man nun zwei oder mehr Stichproben, oder Stichproben unterschiedlicher Teileanzahl, eines bestimmten Merkmals miteinander vergleichen, so ist es zweckmäßig zu standardisieren, d.h. man rechnet auf die prozentuale Besetzungszahl hoch und kommt zur prozentualen Häufigkeitsverteilung.
2.3.2 Prozentuale Häufigkeitsverteilung (HV) Die prozentuale Häufigkeitsverteilung erlaubt den Vergleich von Auswertungen, denen unterschiedliche Stichprobengrößen zugrunde liegen. Es können auch unterschiedliche Stichprobengrößen von mehreren Maschinen (Fertigungslosen),die das gleiche Teil fertigen, verglichen werden. Voraussetzung ist, dass immer das gleiche Merkmal betrachtet wird. Man kann kein Längenmaß mit einem Durchmesser vergleichen. Umrechnung einer tatsächlichen Häufigkeitsverteilung in eine prozentuale Häufigkeitsverteilung Σ Besetzungszahlen (Teileanzahl) = 100 % Besetzungszahl einer einzelnen Klasse = ? %
-7-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Beispiel aus dem Abschnitt Häufigkeitsverteilungen Besetzungszahl BZ = 150 / 150 Teile - das Maß 5,94 tritt 3-mal auf - das Maß 5,95 tritt 13-mal auf, etc. Berechnung 150 = 100 % 3 = ? % bzw. 150 = 100 --> 3 * 100 = 150 * x 3 x 3 * 100 x = 150 x = 300 150 x = 2 ... prozentuale Häufigkeit von 2 % d.h. 5,94 3-mal = 2,00 % 5,95 13-mal = 8,66 % 5,96 6-mal = 4,00 % 5,97 25-mal = 16,66 % 5,98 40-mal = 26,66 % 5,99 27-mal = 18,00 % 6,00 17-mal = 11,33 % 6,01 9-mal = 6,00 % 6,02 4-mal = 2,66 % 6,03 2-mal = 1,33 % 6,04 1-mal = 0,66 % : : 6,08 1-mal = 0,66 % 6,09 2-mal = 1,32 % 150-mal = 100,00 %
-8-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
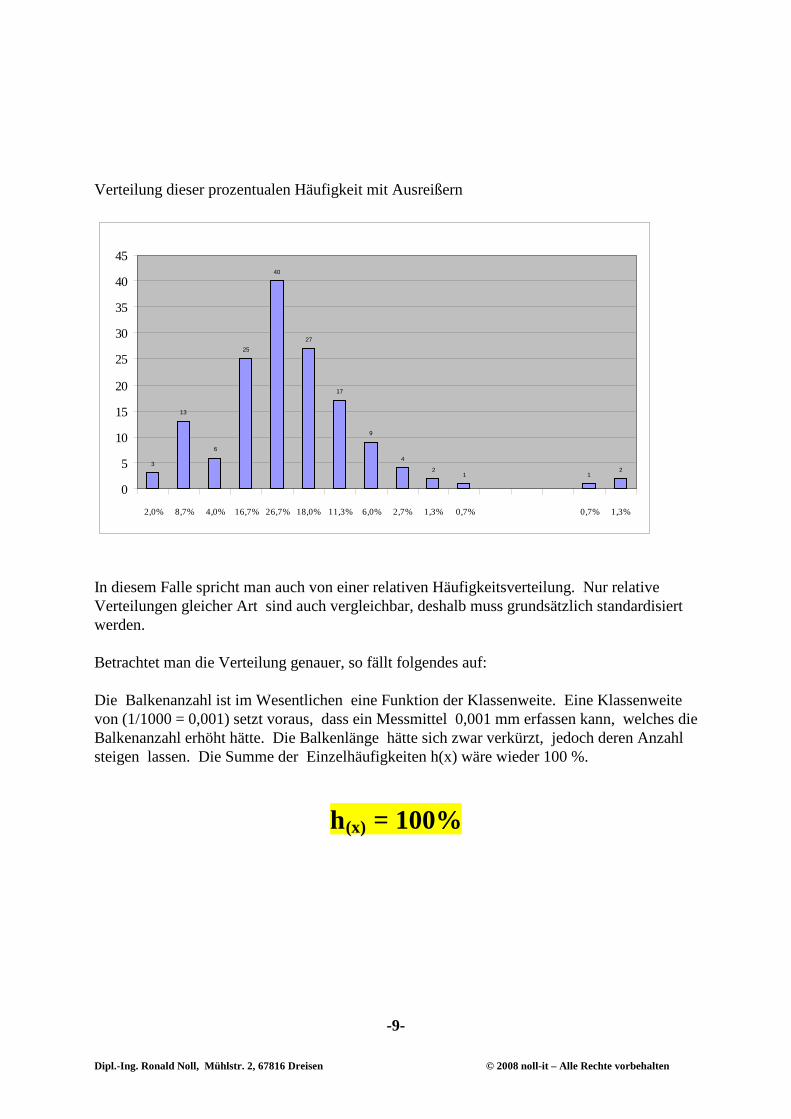
Verteilung dieser prozentualen Häufigkeit mit Ausreißern
3
13
6
25
40
27
17
9
4
21 1
2
0
5
10
15
20
25
30
35
40
45
2,0% 8,7% 4,0% 16,7% 26,7% 18,0% 11,3% 6,0% 2,7% 1,3% 0,7% 0,7% 1,3%
In diesem Falle spricht man auch von einer relativen Häufigkeitsverteilung. Nur relative Verteilungen gleicher Art sind auch vergleichbar, deshalb muss grundsätzlich standardisiert werden. Betrachtet man die Verteilung genauer, so fällt folgendes auf: Die Balkenanzahl ist im Wesentlichen eine Funktion der Klassenweite. Eine Klassenweite von (1/1000 = 0,001) setzt voraus, dass ein Messmittel 0,001 mm erfassen kann, welches die Balkenanzahl erhöht hätte. Die Balkenlänge hätte sich zwar verkürzt, jedoch deren Anzahl steigen lassen. Die Summe der Einzelhäufigkeiten h(x) wäre wieder 100 %.
h(x) = 100%
-9-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
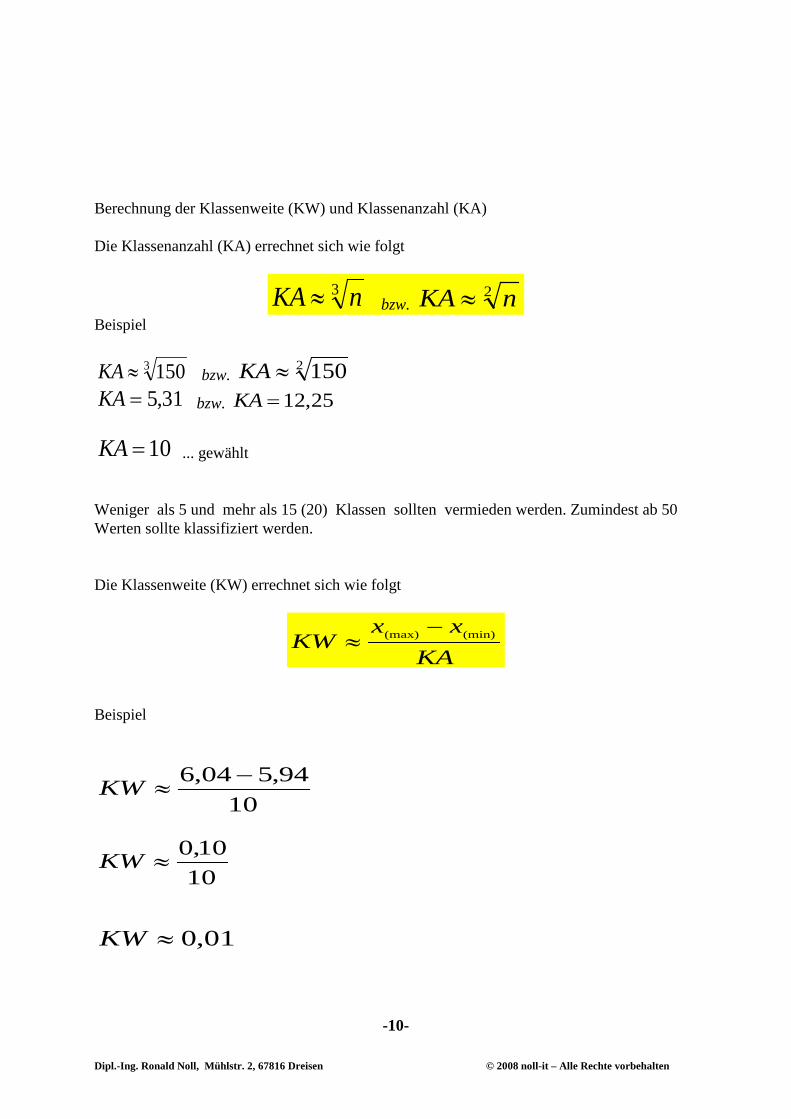
Berechnung der Klassenweite (KW) und Klassenanzahl (KA) Die Klassenanzahl (KA) errechnet sich wie folgt
3 nKA ≈ bzw. 2 nKA ≈
Beispiel
3 150≈KA bzw. 2 150≈KA
31,5=KA bzw. 25,12=KA
10=KA ... gewählt Weniger als 5 und mehr als 15 (20) Klassen sollten vermieden werden. Zumindest ab 50 Werten sollte klassifiziert werden. Die Klassenweite (KW) errechnet sich wie folgt
KAxx
KW (min)(max) −≈
Beispiel
1094,504,6 −
≈KW
1010,0
≈KW
01,0≈KW
-10-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Rechnerische Aufbereitung einer Stichprobe ohne Ausreißer Jede Stichprobe liefert viele Einzelinformationen. Oft ist es jedoch notwendig, eine Stichprobe durch wenige Angaben zu kennzeichnen. Diese berechneten Werte bezeichnet man als Maßzahlen der Stichprobe. Sie geben Antwort auf zwei Fragen:
1. Wo liegen die Werte der Stichprobe? 2. Wie stark streuen die Werte der Stichprobe?
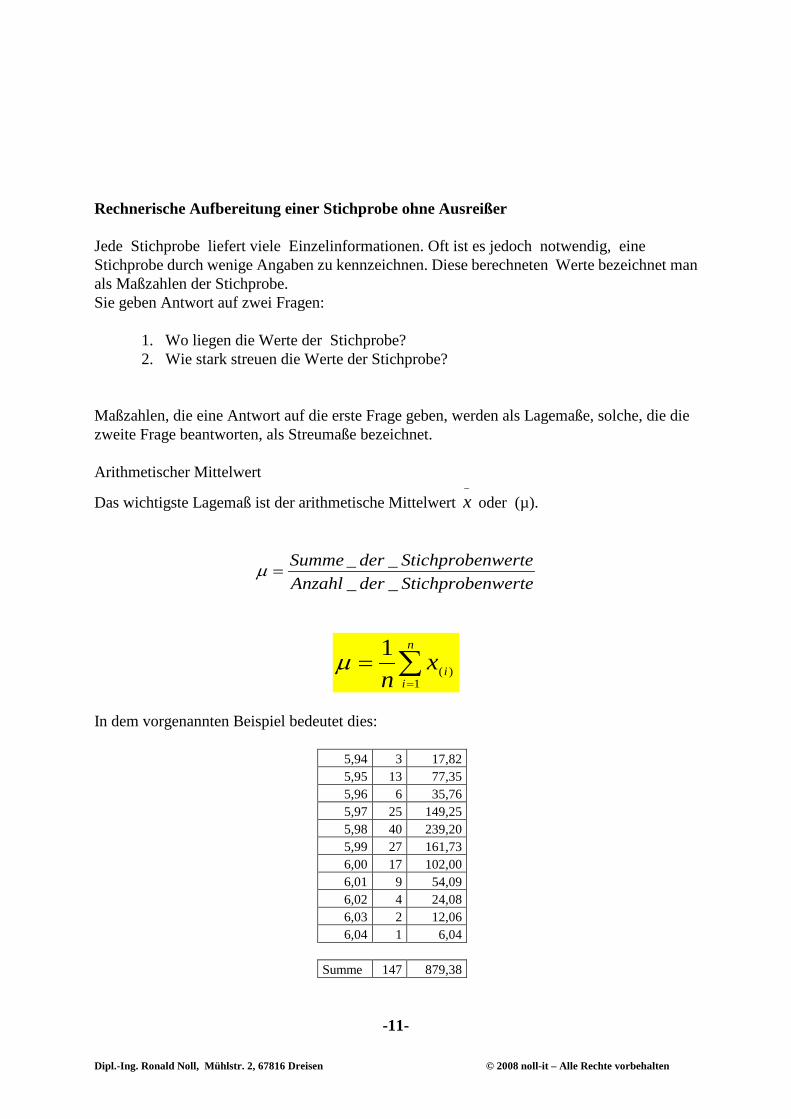
Maßzahlen, die eine Antwort auf die erste Frage geben, werden als Lagemaße, solche, die die zweite Frage beantworten, als Streumaße bezeichnet. Arithmetischer Mittelwert
Das wichtigste Lagemaß ist der arithmetische Mittelwert −
x oder (µ).
nwerteStichprobederAnzahlnwerteStichprobederSumme
____
=µ
∑=
=n
iix
n 1)(
1µ
In dem vorgenannten Beispiel bedeutet dies:
5,94 3 17,82 5,95 13 77,35 5,96 6 35,76 5,97 25 149,25 5,98 40 239,20 5,99 27 161,73 6,00 17 102,00 6,01 9 54,09 6,02 4 24,08 6,03 2 12,06 6,04 1 6,04
Summe 147 879,38
-11-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
- Summe der Stichprobenwerte wäre 879,38 - Anzahl der Stichprobenwerte 147
∑=
=
=150
1)(
1 n
iix
nµ
38,879147
1=µ
der Mittelwert wie folgt:
9822,5=µ Es fällt auf, dass zur eigentlichen Berechnung die Werte der Klassen 6,08 und 6,09 nicht herangezogen wurden, da es sich, wie bereits erklärt, um Ausreißer handelt. (vgl. 2.3.1.) Das Lagemaß (Mittelwert) in unserem Beispiel beträgt 5,982 mm, d.h. um diesen mittleren Wert sind sämtliche restlichen Werte anzutreffen.
-12-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
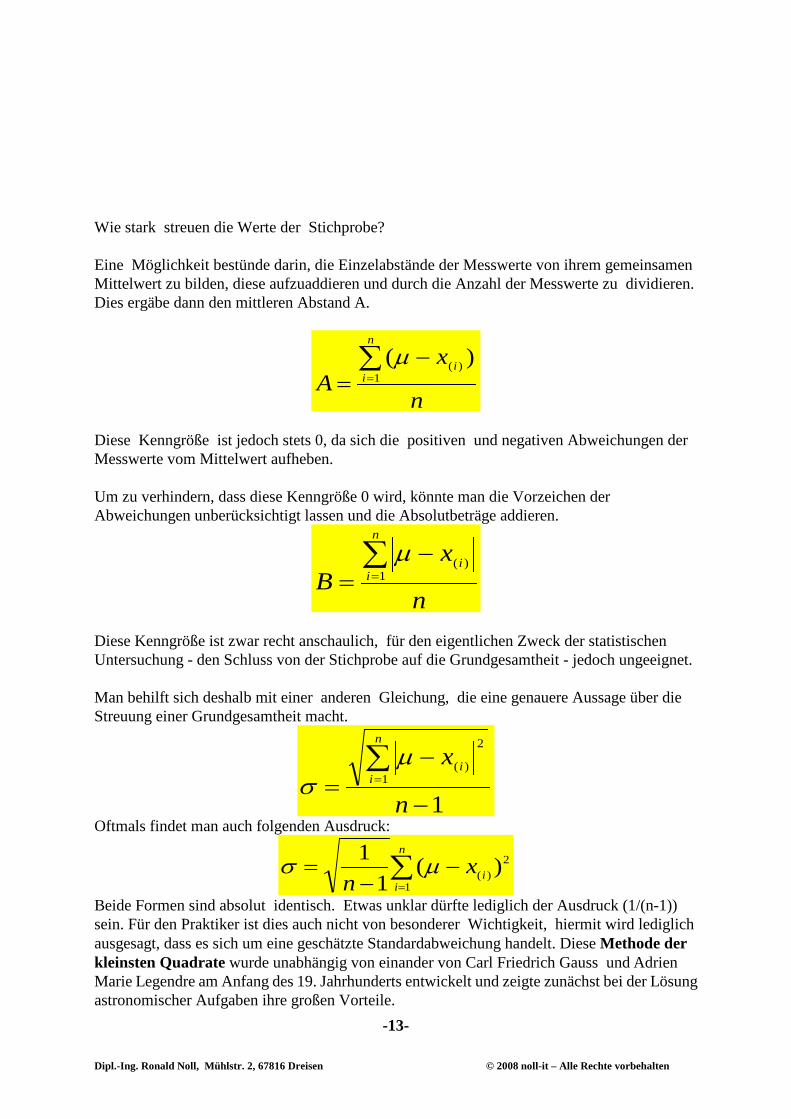
Wie stark streuen die Werte der Stichprobe? Eine Möglichkeit bestünde darin, die Einzelabstände der Messwerte von ihrem gemeinsamen Mittelwert zu bilden, diese aufzuaddieren und durch die Anzahl der Messwerte zu dividieren. Dies ergäbe dann den mittleren Abstand A.
n
xA
n
ii∑
=
−= 1
)( )(µ
Diese Kenngröße ist jedoch stets 0, da sich die positiven und negativen Abweichungen der Messwerte vom Mittelwert aufheben. Um zu verhindern, dass diese Kenngröße 0 wird, könnte man die Vorzeichen der Abweichungen unberücksichtigt lassen und die Absolutbeträge addieren.
n
xB
n
ii∑
=
−= 1
)(µ
Diese Kenngröße ist zwar recht anschaulich, für den eigentlichen Zweck der statistischen Untersuchung - den Schluss von der Stichprobe auf die Grundgesamtheit - jedoch ungeeignet. Man behilft sich deshalb mit einer anderen Gleichung, die eine genauere Aussage über die Streuung einer Grundgesamtheit macht.
11
2
)(
−
−=
∑=
n
xn
iiµ
σ
Oftmals findet man auch folgenden Ausdruck:
2
1)( )(
11 ∑
=
−−
=n
iix
nµσ
Beide Formen sind absolut identisch. Etwas unklar dürfte lediglich der Ausdruck (1/(n-1)) sein. Für den Praktiker ist dies auch nicht von besonderer Wichtigkeit, hiermit wird lediglich ausgesagt, dass es sich um eine geschätzte Standardabweichung handelt. Diese Methode der kleinsten Quadrate wurde unabhängig von einander von Carl Friedrich Gauss und Adrien Marie Legendre am Anfang des 19. Jahrhunderts entwickelt und zeigte zunächst bei der Lösung astronomischer Aufgaben ihre großen Vorteile.
-13-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
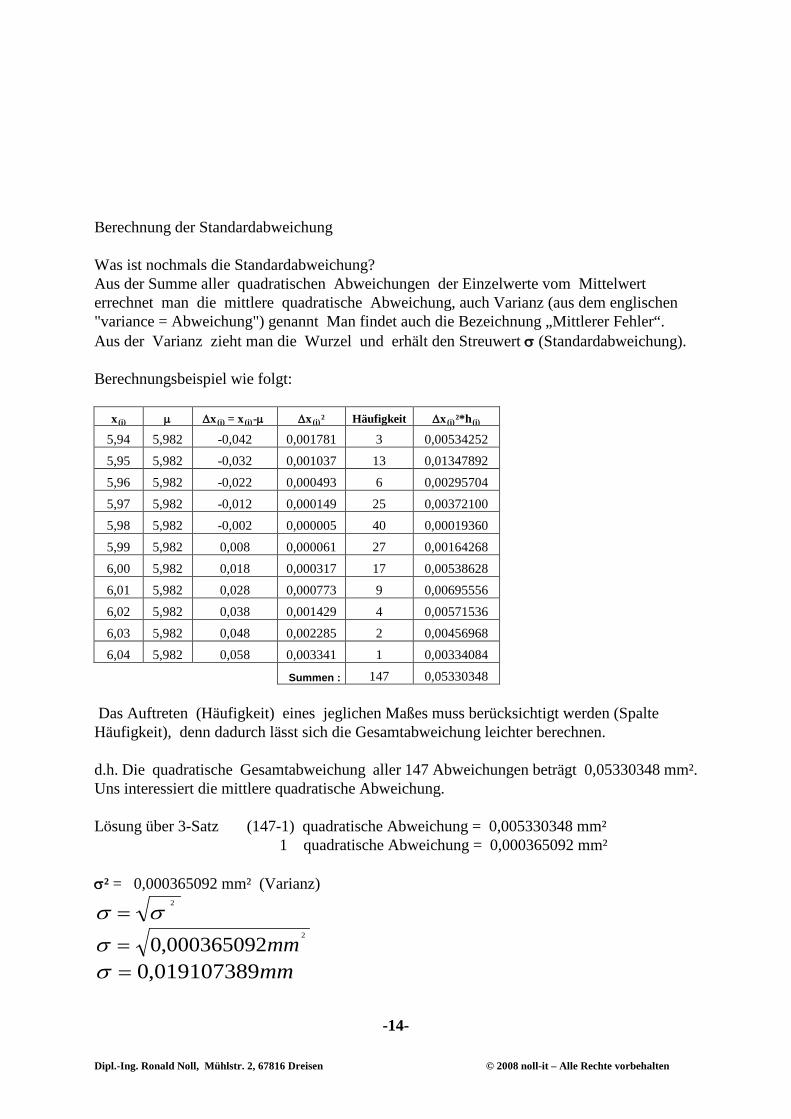
Berechnung der Standardabweichung Was ist nochmals die Standardabweichung? Aus der Summe aller quadratischen Abweichungen der Einzelwerte vom Mittelwert errechnet man die mittlere quadratische Abweichung, auch Varianz (aus dem englischen "variance = Abweichung") genannt Man findet auch die Bezeichnung „Mittlerer Fehler“. Aus der Varianz zieht man die Wurzel und erhält den Streuwert σ (Standardabweichung). Berechnungsbeispiel wie folgt:
x(i) µ ∆x(i) = x(i)-µ ∆x(i)² Häufigkeit ∆x(i)²*h(i)
5,94 5,982 -0,042 0,001781 3 0,00534252 5,95 5,982 -0,032 0,001037 13 0,01347892 5,96 5,982 -0,022 0,000493 6 0,00295704 5,97 5,982 -0,012 0,000149 25 0,00372100 5,98 5,982 -0,002 0,000005 40 0,00019360 5,99 5,982 0,008 0,000061 27 0,00164268 6,00 5,982 0,018 0,000317 17 0,00538628 6,01 5,982 0,028 0,000773 9 0,00695556 6,02 5,982 0,038 0,001429 4 0,00571536 6,03 5,982 0,048 0,002285 2 0,00456968 6,04 5,982 0,058 0,003341 1 0,00334084
Summen : 147 0,05330348 Das Auftreten (Häufigkeit) eines jeglichen Maßes muss berücksichtigt werden (Spalte Häufigkeit), denn dadurch lässt sich die Gesamtabweichung leichter berechnen. d.h. Die quadratische Gesamtabweichung aller 147 Abweichungen beträgt 0,05330348 mm². Uns interessiert die mittlere quadratische Abweichung. Lösung über 3-Satz (147-1) quadratische Abweichung = 0,005330348 mm² 1 quadratische Abweichung = 0,000365092 mm² σ² = 0,000365092 mm² (Varianz)
2
σσ = 2
000365092,0 mm=σ mm019107389,0=σ
-14-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
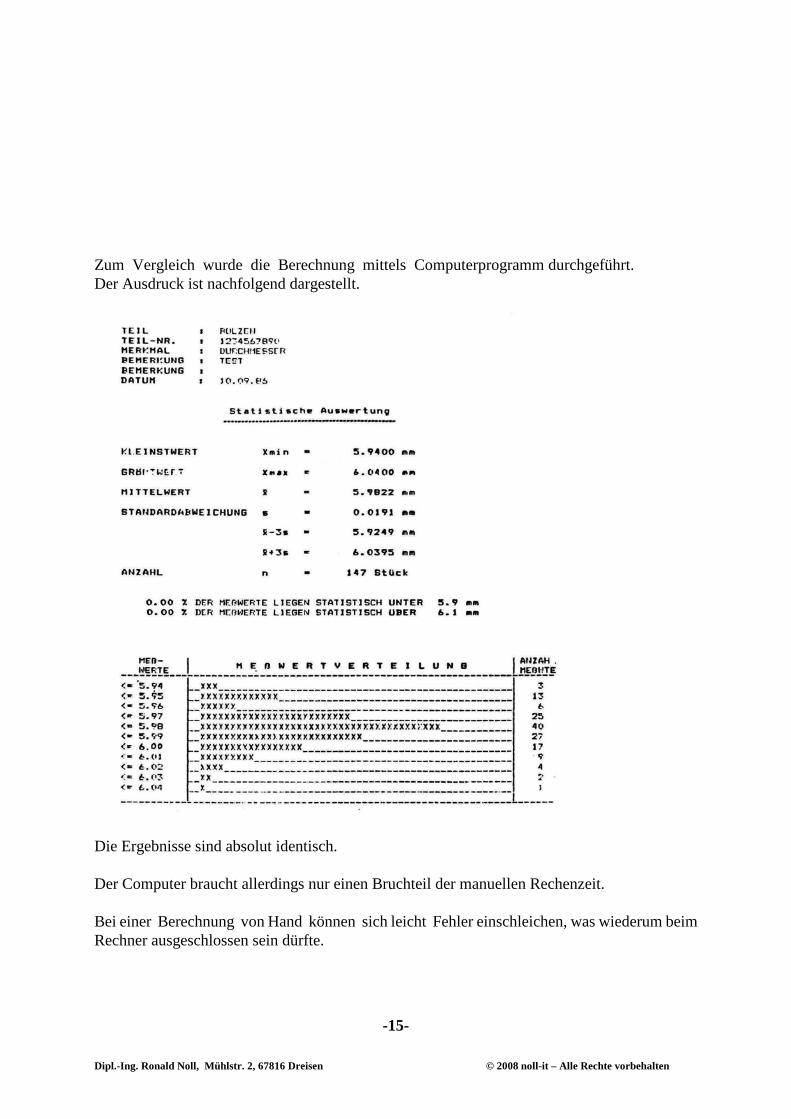
Zum Vergleich wurde die Berechnung mittels Computerprogramm durchgeführt. Der Ausdruck ist nachfolgend dargestellt.
Die Ergebnisse sind absolut identisch. Der Computer braucht allerdings nur einen Bruchteil der manuellen Rechenzeit. Bei einer Berechnung von Hand können sich leicht Fehler einschleichen, was wiederum beim Rechner ausgeschlossen sein dürfte.
-15-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Des Weiteren besteht ein funktionaler Zusammenhang zwischen Streuung (Standardabweichung) und der allseits bekannten Zahl "e" (Eulersche Zahl), die Basis des natürlichen Logarithmus. Die mathematische Ableitung bzw. Beweisführung dazu wurde im Anhang abgehandelt (siehe Kapitel 3.2).
2.3.3 Theoretisch-prozentuale Häufigkeitsverteilung In den letzten zwei Abschnitten wurde die tatsächliche Häufigkeitsverteilung bzw. prozentuale Häufigkeitsverteilung abgehandelt. Charakteristisch für die Form dieser Verteilungen ist eine gewisse Unregelmäßigkeit. Dies wiederum erklärt sich durch die relativ kleinen Stichprobenmengen. Betrachten wir weiterhin das Beispiel aus 2.3.1. und führen folgendes Gedankenexperiment durch. Die Stichprobengröße n wird unendlich erhöht.
∞→n Die Klassenweite wird unendlich klein gemacht.
0→KW
Die Klassenanzahl geht gegen unendlich.
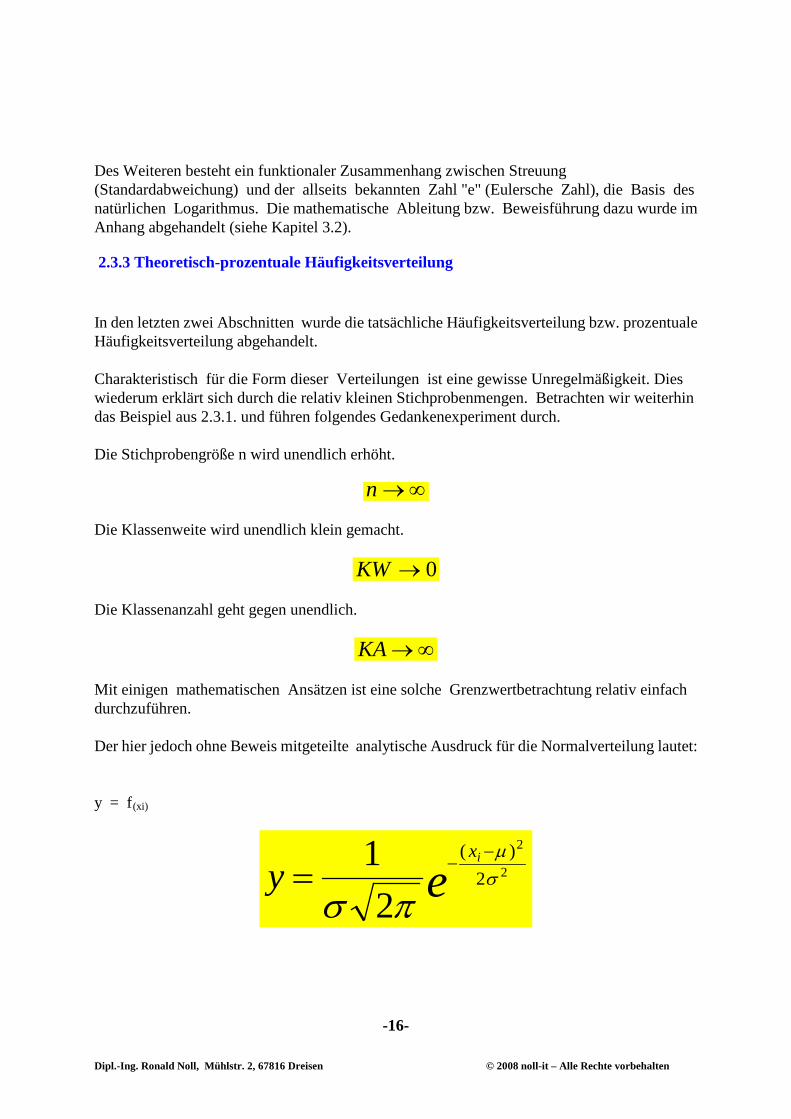
∞→KA Mit einigen mathematischen Ansätzen ist eine solche Grenzwertbetrachtung relativ einfach durchzuführen. Der hier jedoch ohne Beweis mitgeteilte analytische Ausdruck für die Normalverteilung lautet: y = f(xi)
eix
y 2
2
2)(
21
σµ
πσ
−−=
-16-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
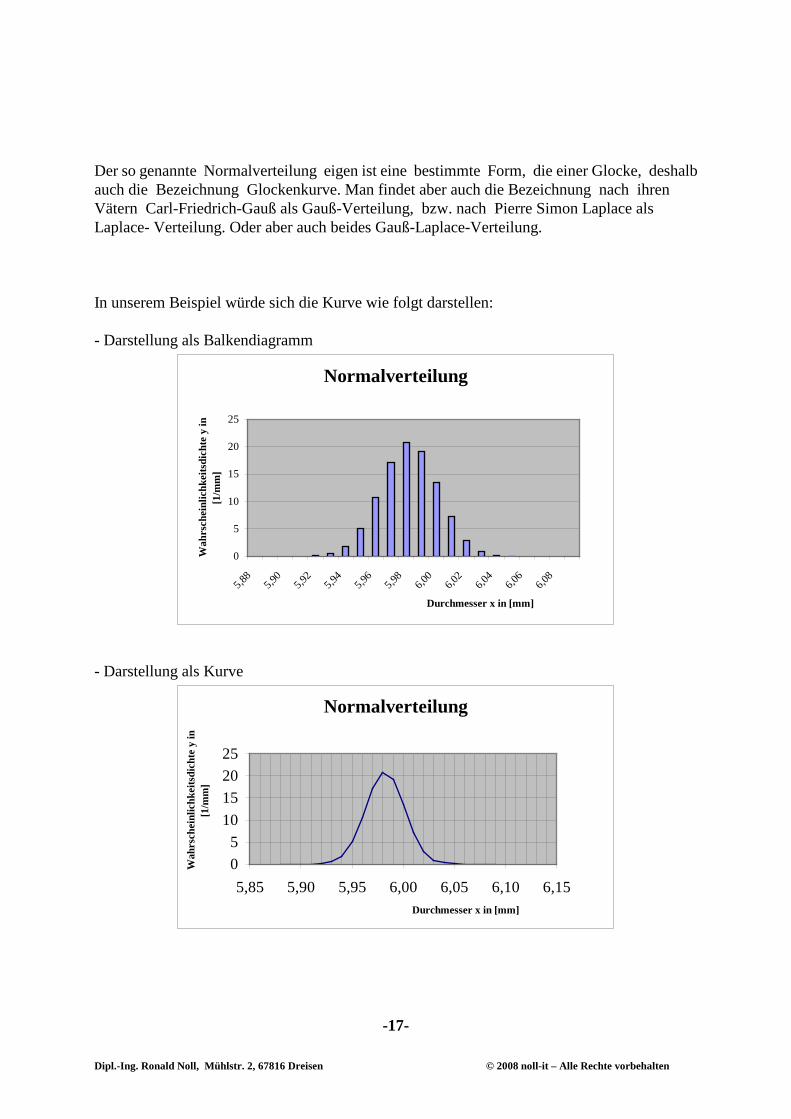
Der so genannte Normalverteilung eigen ist eine bestimmte Form, die einer Glocke, deshalb auch die Bezeichnung Glockenkurve. Man findet aber auch die Bezeichnung nach ihren Vätern Carl-Friedrich-Gauß als Gauß-Verteilung, bzw. nach Pierre Simon Laplace als Laplace- Verteilung. Oder aber auch beides Gauß-Laplace-Verteilung. In unserem Beispiel würde sich die Kurve wie folgt darstellen: - Darstellung als Balkendiagramm
Normalverteilung
0
5
10
15
20
25
5,88
5,90
5,92
5,94
5,96
5,98
6,00
6,02
6,04
6,06
6,08
Durchmesser x in [mm]
Wah
rsch
einl
ichk
eits
dich
te y
in
[1/m
m]
- Darstellung als Kurve
Normalverteilung
05
10152025
5,85 5,90 5,95 6,00 6,05 6,10 6,15Durchmesser x in [mm]
Wah
rsch
einl
ichk
eits
dich
te y
in
[1/m
m]
-17-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
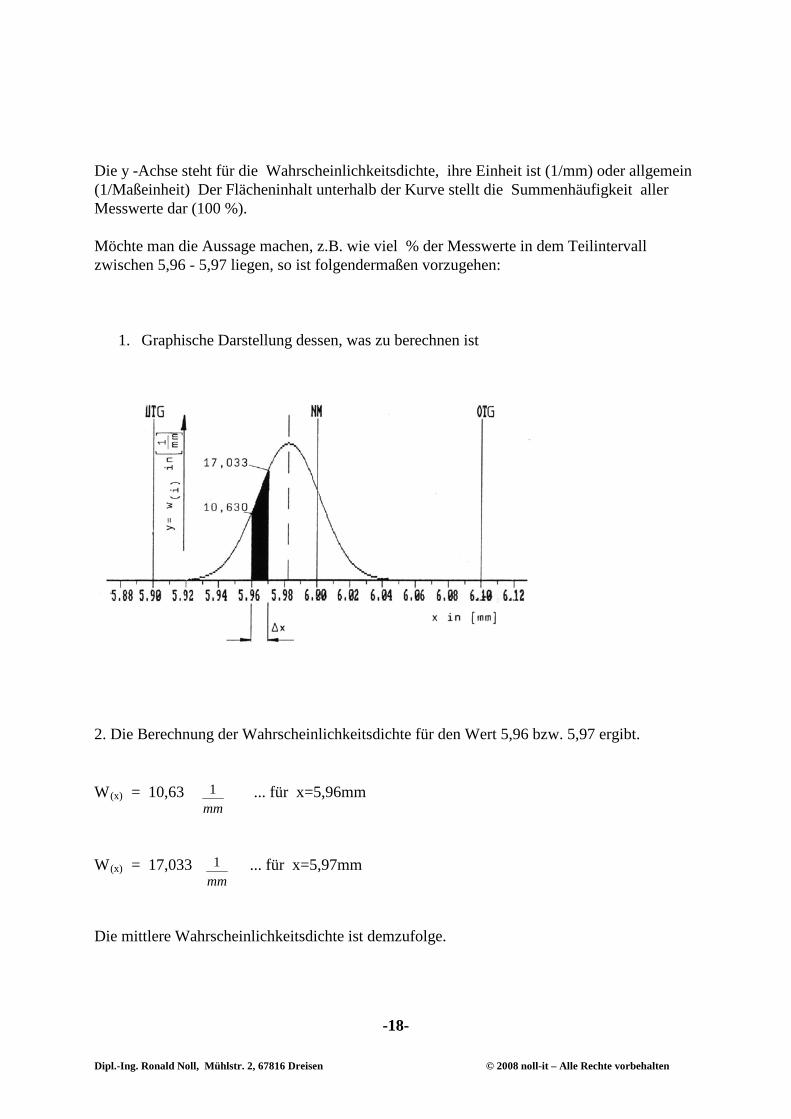
Die y -Achse steht für die Wahrscheinlichkeitsdichte, ihre Einheit ist (1/mm) oder allgemein (1/Maßeinheit) Der Flächeninhalt unterhalb der Kurve stellt die Summenhäufigkeit aller Messwerte dar (100 %). Möchte man die Aussage machen, z.B. wie viel % der Messwerte in dem Teilintervall zwischen 5,96 - 5,97 liegen, so ist folgendermaßen vorzugehen:
1. Graphische Darstellung dessen, was zu berechnen ist
2. Die Berechnung der Wahrscheinlichkeitsdichte für den Wert 5,96 bzw. 5,97 ergibt. W(x) = 10,63
mm1 ... für x=5,96mm
W(x) = 17,033
mm1 ... für x=5,97mm
Die mittlere Wahrscheinlichkeitsdichte ist demzufolge.
-18-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
W(xm) = 2
033,17630,10 + mm1
W(xm) = 13,8315
mm1
3. Berechnung der theoretisch prozentualen Summenhäufigkeit für den Intervallbereich (5,96 - 5,97).
h(xm) = W (xm) * ∆ x * 100 h(xm) = 13,8315
mm1 * 0,01 mm * 100
h(xm) = 13,8315 % Ergebnis: 13,83 % aller Messwerte liegen im Intervall (5,96 - 5,97) mm. Die theoretischen Werte kann man mit der tatsächlichen Häufigkeitsdichte vergleichen. 4. Bereich der tatsächlichen Häufigkeitsdichte für das Intervall (5,96 - 5,97) 5,96 > 6-mal => 4,00 % 5,97 > 25-mal => 16,66 %
tats. h(xm) = 2
)%466,16( +
tats. h(xm) = 10,33 %
-19-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
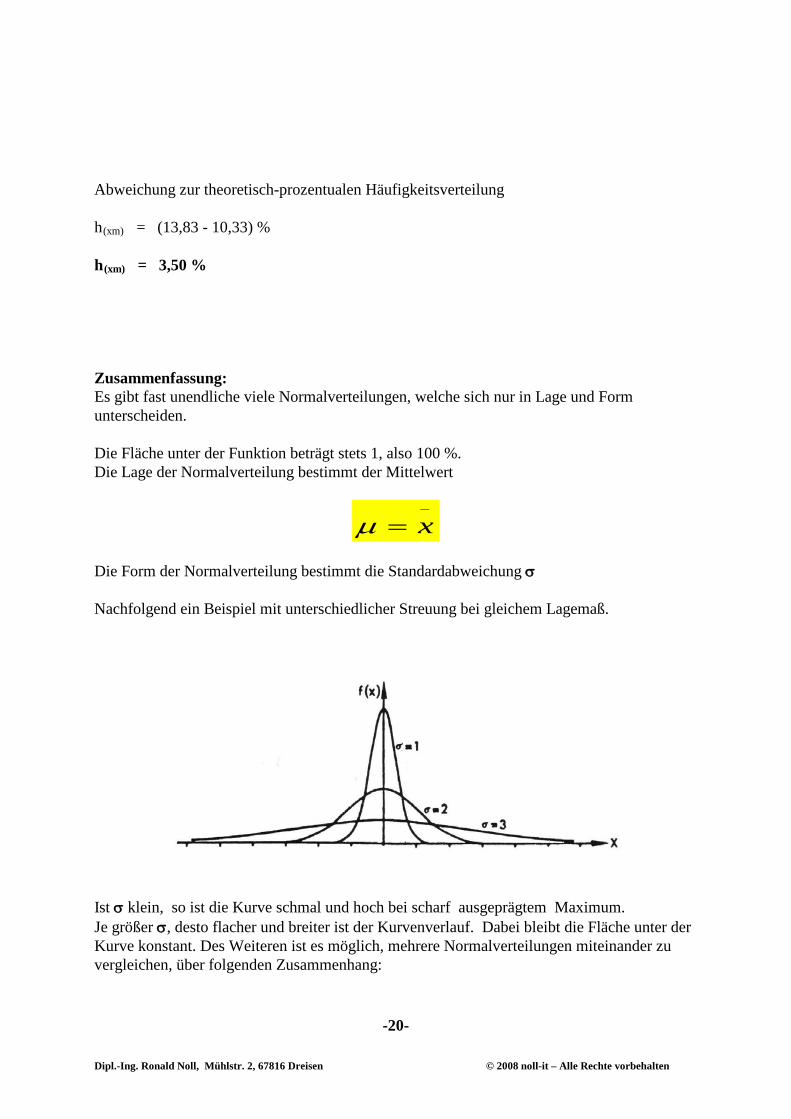
Abweichung zur theoretisch-prozentualen Häufigkeitsverteilung h(xm) = (13,83 - 10,33) % h(xm) = 3,50 % Zusammenfassung: Es gibt fast unendliche viele Normalverteilungen, welche sich nur in Lage und Form unterscheiden. Die Fläche unter der Funktion beträgt stets 1, also 100 %. Die Lage der Normalverteilung bestimmt der Mittelwert
−
= xµ Die Form der Normalverteilung bestimmt die Standardabweichung σ Nachfolgend ein Beispiel mit unterschiedlicher Streuung bei gleichem Lagemaß.
Ist σ klein, so ist die Kurve schmal und hoch bei scharf ausgeprägtem Maximum. Je größer σ, desto flacher und breiter ist der Kurvenverlauf. Dabei bleibt die Fläche unter der Kurve konstant. Des Weiteren ist es möglich, mehrere Normalverteilungen miteinander zu vergleichen, über folgenden Zusammenhang:
-20-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Normalverteilung a: Normalverteilung b:
)(
)()()(
a
aaa
xU
σµ−
= )(
)()()(
b
bbb
xU
σµ−
=
eU
uf 2)(
2
21 −=π
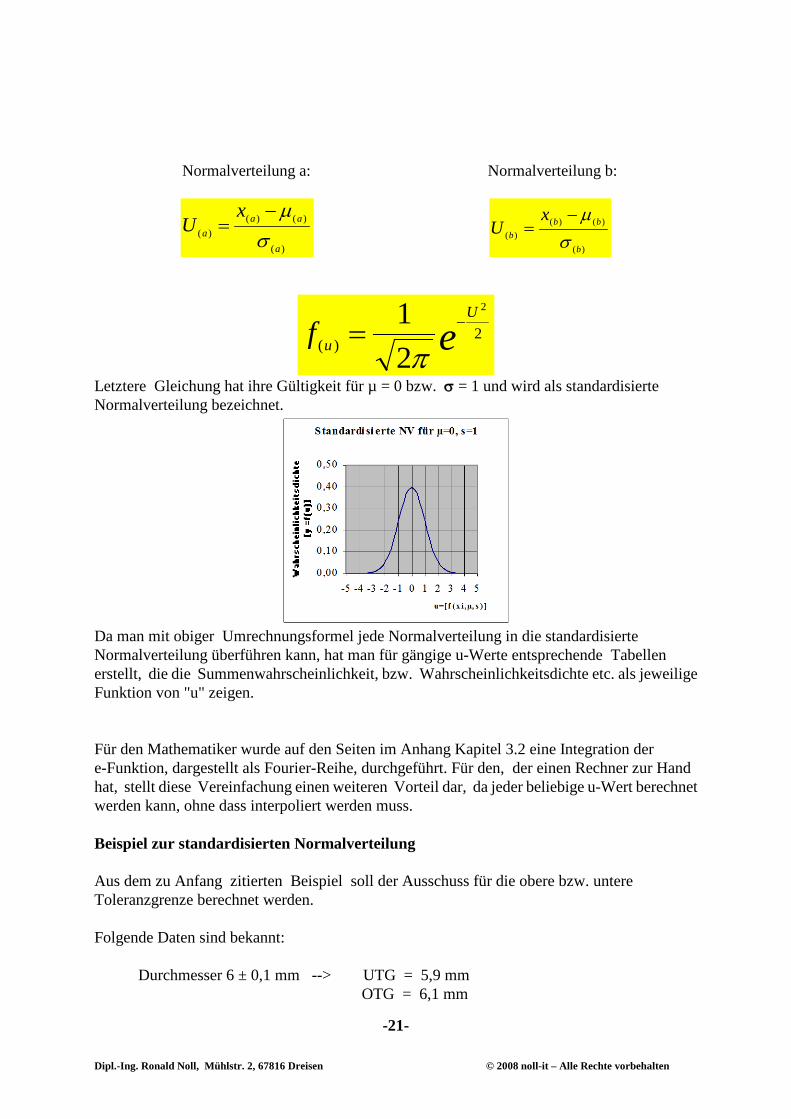
Letztere Gleichung hat ihre Gültigkeit für µ = 0 bzw. σ = 1 und wird als standardisierte Normalverteilung bezeichnet.
Da man mit obiger Umrechnungsformel jede Normalverteilung in die standardisierte Normalverteilung überführen kann, hat man für gängige u-Werte entsprechende Tabellen erstellt, die die Summenwahrscheinlichkeit, bzw. Wahrscheinlichkeitsdichte etc. als jeweilige Funktion von "u" zeigen. Für den Mathematiker wurde auf den Seiten im Anhang Kapitel 3.2 eine Integration der e-Funktion, dargestellt als Fourier-Reihe, durchgeführt. Für den, der einen Rechner zur Hand hat, stellt diese Vereinfachung einen weiteren Vorteil dar, da jeder beliebige u-Wert berechnet werden kann, ohne dass interpoliert werden muss. Beispiel zur standardisierten Normalverteilung Aus dem zu Anfang zitierten Beispiel soll der Ausschuss für die obere bzw. untere Toleranzgrenze berechnet werden. Folgende Daten sind bekannt: Durchmesser 6 ± 0,1 mm --> UTG = 5,9 mm OTG = 6,1 mm
-21-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
µ = 5,9822 mm σ = 0,0191 mm Berechnung der Standardnormalvariablen für UTG bzw. OTG
σµ−
= )()(
UTGUTG
xU
σµ−
= )()(
OTGOTG
xU
0191,09822,59,5
)(
−=UTGU
0191,09822,51,6
)(
−=OTGU
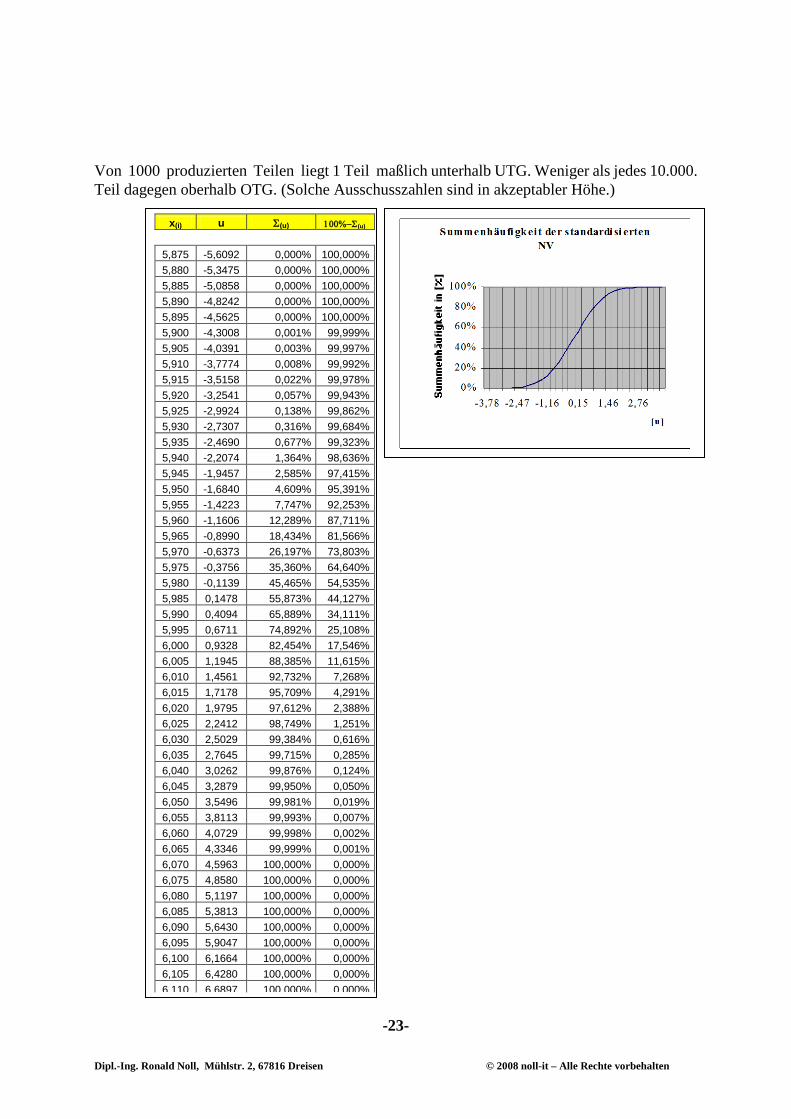
3037,4)( −=UTGU 1675,6)( =OTGU Von - unendlich bis u = 4,3037 haben wir laut nachfolgender Tabelle (siehe auch Schaubild) eine Summenhäufigkeit > 99,999% d.h. der Ausschuss wäre < 0,001%. Die Summenhäufigkeit für einen negativen u-Wert berechnet sich dann
U(negativ) = 100 % - U(positiv) Für u = 6,1675 haben wir eine Summenhäufigkeit > 99,99999 % (siehe u = 5,1993) Ergebnis:
-22-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Von 1000 produzierten Teilen liegt 1 Teil maßlich unterhalb UTG. Weniger als jedes 10.000. Teil dagegen oberhalb OTG. (Solche Ausschusszahlen sind in akzeptabler Höhe.)
x(i) u Σ(u) 100%−Σ(u)
5,875 -5,6092 0,000% 100,000% 5,880 -5,3475 0,000% 100,000% 5,885 -5,0858 0,000% 100,000% 5,890 -4,8242 0,000% 100,000% 5,895 -4,5625 0,000% 100,000% 5,900 -4,3008 0,001% 99,999% 5,905 -4,0391 0,003% 99,997% 5,910 -3,7774 0,008% 99,992% 5,915 -3,5158 0,022% 99,978% 5,920 -3,2541 0,057% 99,943% 5,925 -2,9924 0,138% 99,862% 5,930 -2,7307 0,316% 99,684% 5,935 -2,4690 0,677% 99,323% 5,940 -2,2074 1,364% 98,636% 5,945 -1,9457 2,585% 97,415% 5,950 -1,6840 4,609% 95,391% 5,955 -1,4223 7,747% 92,253% 5,960 -1,1606 12,289% 87,711% 5,965 -0,8990 18,434% 81,566% 5,970 -0,6373 26,197% 73,803% 5,975 -0,3756 35,360% 64,640% 5,980 -0,1139 45,465% 54,535% 5,985 0,1478 55,873% 44,127% 5,990 0,4094 65,889% 34,111% 5,995 0,6711 74,892% 25,108% 6,000 0,9328 82,454% 17,546% 6,005 1,1945 88,385% 11,615% 6,010 1,4561 92,732% 7,268% 6,015 1,7178 95,709% 4,291% 6,020 1,9795 97,612% 2,388% 6,025 2,2412 98,749% 1,251% 6,030 2,5029 99,384% 0,616% 6,035 2,7645 99,715% 0,285% 6,040 3,0262 99,876% 0,124% 6,045 3,2879 99,950% 0,050% 6,050 3,5496 99,981% 0,019% 6,055 3,8113 99,993% 0,007% 6,060 4,0729 99,998% 0,002% 6,065 4,3346 99,999% 0,001% 6,070 4,5963 100,000% 0,000% 6,075 4,8580 100,000% 0,000% 6,080 5,1197 100,000% 0,000% 6,085 5,3813 100,000% 0,000% 6,090 5,6430 100,000% 0,000% 6,095 5,9047 100,000% 0,000% 6,100 6,1664 100,000% 0,000% 6,105 6,4280 100,000% 0,000% 6,110 6,6897 100,000% 0,000%
-23-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Allgemein ist der Begriff der Standardnormalvariablen doch relativ umständlich. Der folgende analoge Vergleich soll deshalb zum tieferen Verständnis beitragen helfen: Man denke an den täglichen Umgang mit Prozentzahlen. z.B. Ein Arbeiter verdient 2.300€ (netto), davon muss er 375€ Miete zahlen. Ein Bankdirektor verdient 4.400€ (netto), wovon er 680€ Miete zahlt. Wie kann man diese zwei Sachverhalte miteinander vergleichen? Berechnung der Standardnormalvariablen d.h. Wir berechnen die prozentuale Miete vom Arbeitslohn
a) für Arbeiter b) für Bankdirektor
a) Arbeiter 2300 € = 100 % 375 € = U(Arbeiter) % U(Arbeiter) = (375 € * 100 %) / 2300 € U(Arbeiter) = 16,30 % b) Bankdirektor 4400 € = 100 % 680 € = U(Bankdirektor) % U(Bankdirektor) = (680 € * 100 %) / 4400 € U(Bankdirektor) = 15,45 % Jetzt können wir interpretieren. Der Bankdirektor verdient nicht nur mehr Geld als der Arbeiter, sondern zahlt auch verhältnismäßig weniger Miete als dieser. Wir mussten also standardisieren, um die Miete vergleichen zu können. Genauso vergleicht man zwei Normalverteilungen über deren u -Wert.
-24-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
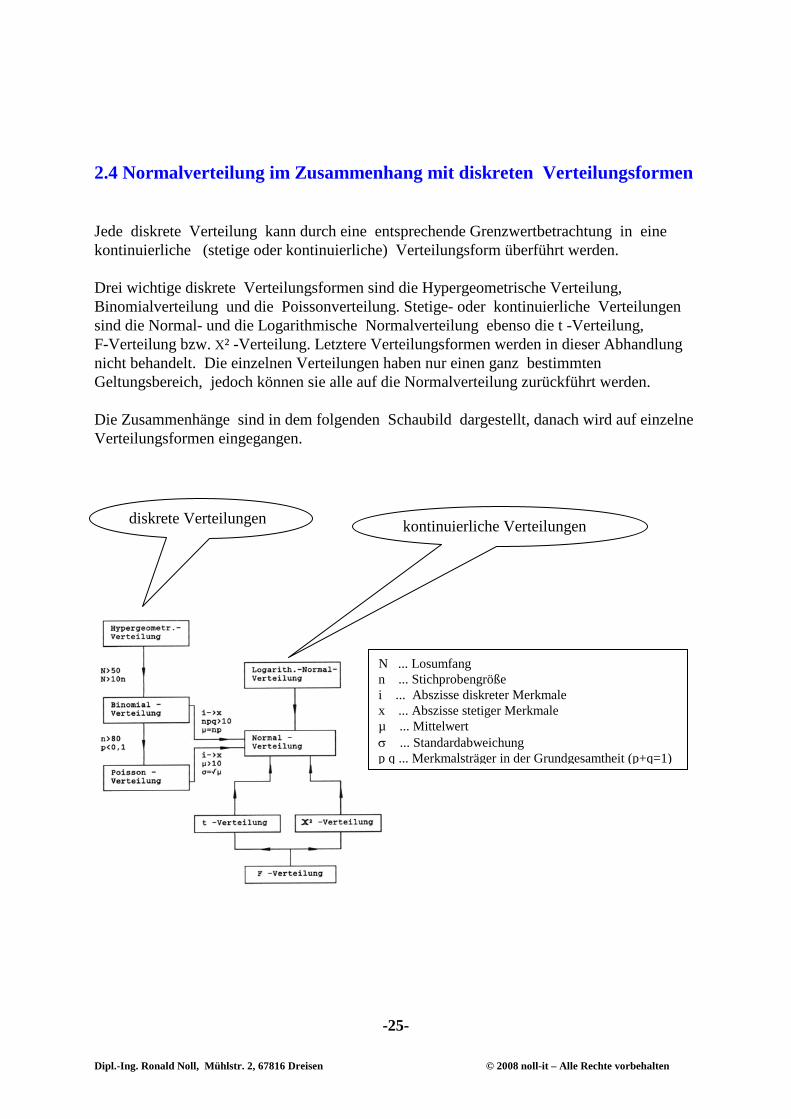
2.4 Normalverteilung im Zusammenhang mit diskreten Verteilungsformen Jede diskrete Verteilung kann durch eine entsprechende Grenzwertbetrachtung in eine kontinuierliche (stetige oder kontinuierliche) Verteilungsform überführt werden. Drei wichtige diskrete Verteilungsformen sind die Hypergeometrische Verteilung, Binomialverteilung und die Poissonverteilung. Stetige- oder kontinuierliche Verteilungen sind die Normal- und die Logarithmische Normalverteilung ebenso die t -Verteilung, F-Verteilung bzw. Χ² -Verteilung. Letztere Verteilungsformen werden in dieser Abhandlung nicht behandelt. Die einzelnen Verteilungen haben nur einen ganz bestimmten Geltungsbereich, jedoch können sie alle auf die Normalverteilung zurückführt werden. Die Zusammenhänge sind in dem folgenden Schaubild dargestellt, danach wird auf einzelne Verteilungsformen eingegangen.
N ... Losumfang n ... Stichprobengröße i ... Abszisse diskreter Merkmale x ... Abszisse stetiger Merkmale µ ... Mittelwert σ ... Standardabweichung p q ... Merkmalsträger in der Grundgesamtheit (p+q=1)
diskrete Verteilungen kontinuierliche Verteilungen
-25-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
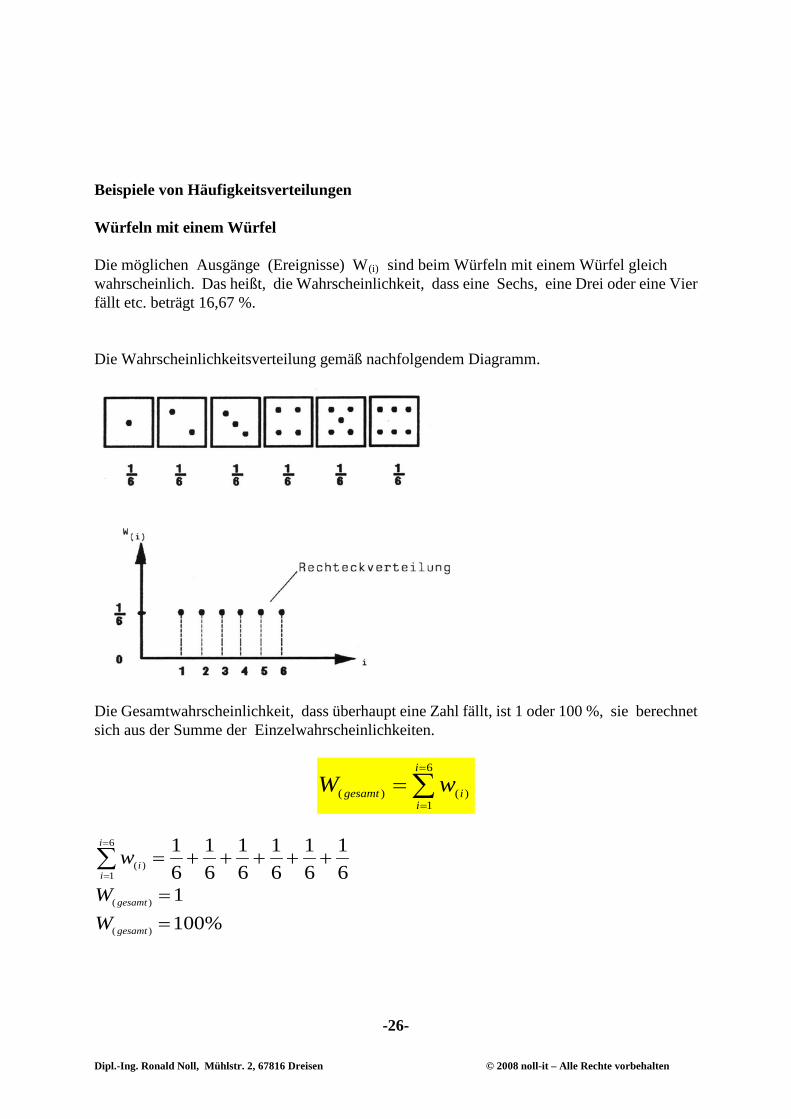
Beispiele von Häufigkeitsverteilungen Würfeln mit einem Würfel Die möglichen Ausgänge (Ereignisse) W(i) sind beim Würfeln mit einem Würfel gleich wahrscheinlich. Das heißt, die Wahrscheinlichkeit, dass eine Sechs, eine Drei oder eine Vier fällt etc. beträgt 16,67 %. Die Wahrscheinlichkeitsverteilung gemäß nachfolgendem Diagramm.
Die Gesamtwahrscheinlichkeit, dass überhaupt eine Zahl fällt, ist 1 oder 100 %, sie berechnet sich aus der Summe der Einzelwahrscheinlichkeiten.
∑=
=
=6
1)()(
i
iigesamt wW
61
61
61
61
61
616
1)( +++++=∑
=
=
i
iiw
1)( =gesamtW
%100)( =gesamtW
-26-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
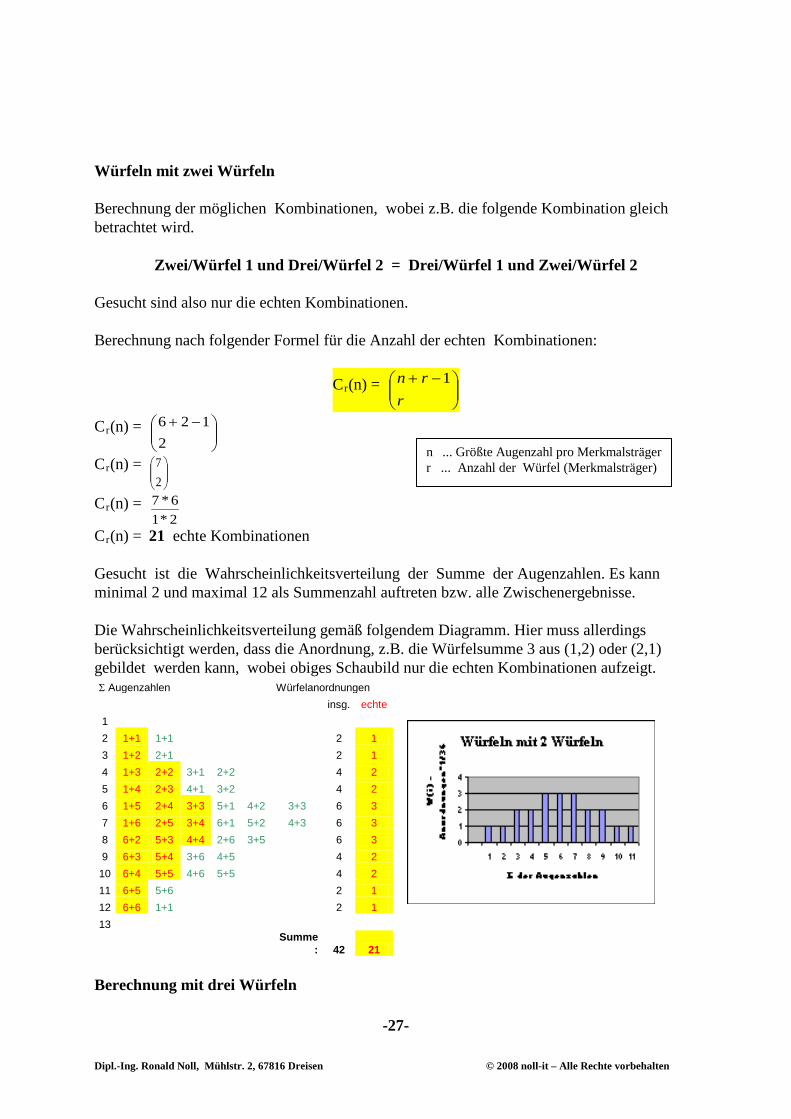
Würfeln mit zwei Würfeln Berechnung der möglichen Kombinationen, wobei z.B. die folgende Kombination gleich betrachtet wird.
Zwei/Würfel 1 und Drei/Würfel 2 = Drei/Würfel 1 und Zwei/Würfel 2 Gesucht sind also nur die echten Kombinationen. Berechnung nach folgender Formel für die Anzahl der echten Kombinationen:
Cr(n) =
−+r
rn 1
Cr(n) =
−+2
126
Cr(n) =
27
Cr(n) = 2*16*7
Cr(n) = 21 echte Kombinationen Gesucht ist die Wahrscheinlichkeitsverteilung der Summe der Augenzahlen. Es kann minimal 2 und maximal 12 als Summenzahl auftreten bzw. alle Zwischenergebnisse. Die Wahrscheinlichkeitsverteilung gemäß folgendem Diagramm. Hier muss allerdings berücksichtigt werden, dass die Anordnung, z.B. die Würfelsumme 3 aus (1,2) oder (2,1) gebildet werden kann, wobei obiges Schaubild nur die echten Kombinationen aufzeigt. Σ Augenzahlen Würfelanordnungen insg. echte 1 2 1+1 1+1 2 1 3 1+2 2+1 2 1
4 1+3 2+2 3+1 2+2 4 2 5 1+4 2+3 4+1 3+2 4 2 6 1+5 2+4 3+3 5+1 4+2 3+3 6 3 7 1+6 2+5 3+4 6+1 5+2 4+3 6 3 8 6+2 5+3 4+4 2+6 3+5 6 3 9 6+3 5+4 3+6 4+5 4 2
10 6+4 5+5 4+6 5+5 4 2 11 6+5 5+6 2 1 12 6+6 1+1 2 1 13
Summe
: 42 21 Berechnung mit drei Würfeln
n ... Größte Augenzahl pro Merkmalsträger r ... Anzahl der Würfel (Merkmalsträger)
-27-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
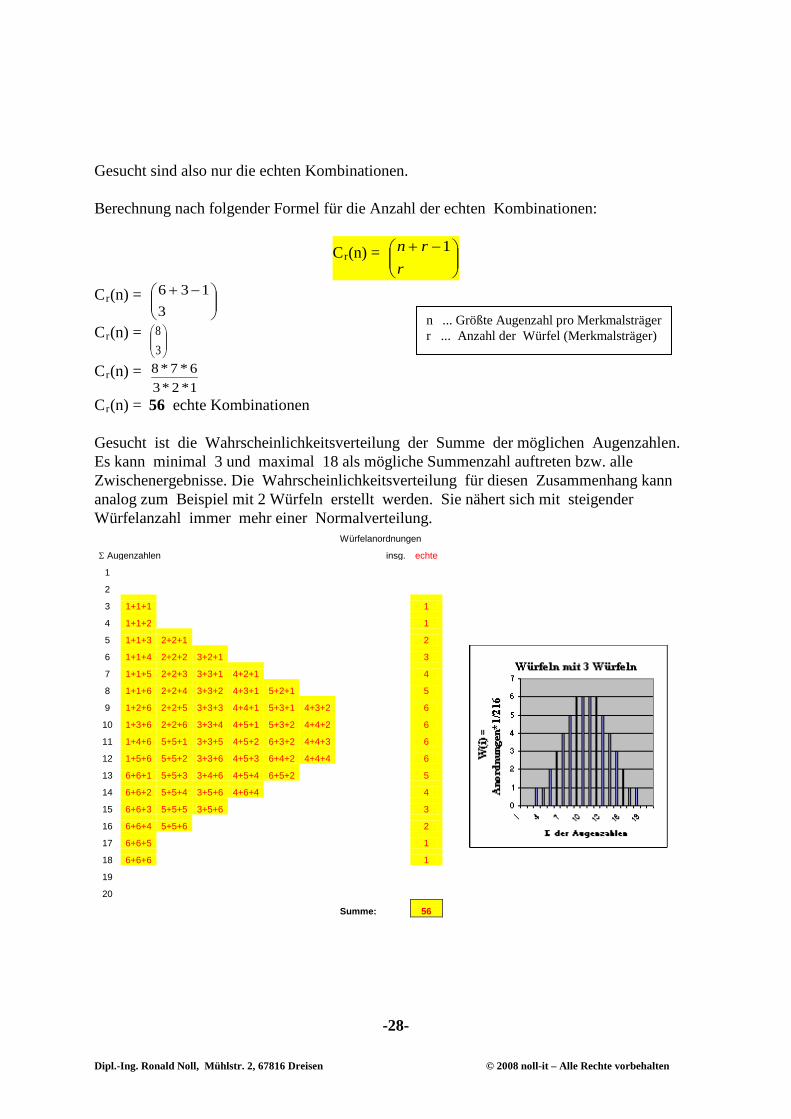
Gesucht sind also nur die echten Kombinationen. Berechnung nach folgender Formel für die Anzahl der echten Kombinationen:
Cr(n) =
−+r
rn 1
Cr(n) =
−+3
136
Cr(n) =
38
Cr(n) = 1*2*36*7*8
Cr(n) = 56 echte Kombinationen Gesucht ist die Wahrscheinlichkeitsverteilung der Summe der möglichen Augenzahlen. Es kann minimal 3 und maximal 18 als mögliche Summenzahl auftreten bzw. alle Zwischenergebnisse. Die Wahrscheinlichkeitsverteilung für diesen Zusammenhang kann analog zum Beispiel mit 2 Würfeln erstellt werden. Sie nähert sich mit steigender Würfelanzahl immer mehr einer Normalverteilung.
Würfelanordnungen Σ Augenzahlen insg. echte
1 2 3 1+1+1 1 4 1+1+2 1 5 1+1+3 2+2+1 2
6 1+1+4 2+2+2 3+2+1 3 7 1+1+5 2+2+3 3+3+1 4+2+1 4 8 1+1+6 2+2+4 3+3+2 4+3+1 5+2+1 5 9 1+2+6 2+2+5 3+3+3 4+4+1 5+3+1 4+3+2 6 10 1+3+6 2+2+6 3+3+4 4+5+1 5+3+2 4+4+2 6 11 1+4+6 5+5+1 3+3+5 4+5+2 6+3+2 4+4+3 6 12 1+5+6 5+5+2 3+3+6 4+5+3 6+4+2 4+4+4 6 13 6+6+1 5+5+3 3+4+6 4+5+4 6+5+2 5 14 6+6+2 5+5+4 3+5+6 4+6+4 4 15 6+6+3 5+5+5 3+5+6 3 16 6+6+4 5+5+6 2 17 6+6+5 1 18 6+6+6 1 19 20 Summe: 56
n ... Größte Augenzahl pro Merkmalsträger r ... Anzahl der Würfel (Merkmalsträger)
-28-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.4.1 Weitere Verteilungen
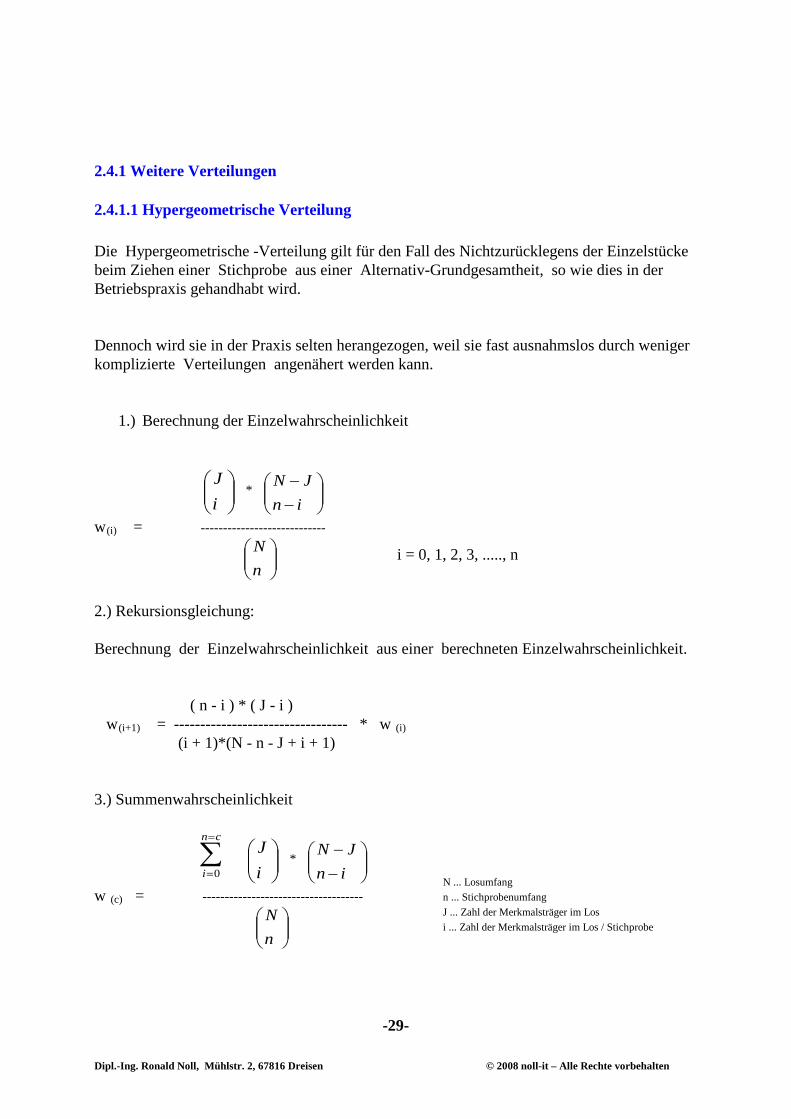
2.4.1.1 Hypergeometrische Verteilung Die Hypergeometrische -Verteilung gilt für den Fall des Nichtzurücklegens der Einzelstücke beim Ziehen einer Stichprobe aus einer Alternativ-Grundgesamtheit, so wie dies in der Betriebspraxis gehandhabt wird. Dennoch wird sie in der Praxis selten herangezogen, weil sie fast ausnahmslos durch weniger komplizierte Verteilungen angenähert werden kann.
1.) Berechnung der Einzelwahrscheinlichkeit
iJ
*
−−inJN
w(i) = ----------------------------
nN i = 0, 1, 2, 3, ....., n
2.) Rekursionsgleichung: Berechnung der Einzelwahrscheinlichkeit aus einer berechneten Einzelwahrscheinlichkeit. ( n - i ) * ( J - i ) w(i+1) = --------------------------------- * w (i) (i + 1)*(N - n - J + i + 1) 3.) Summenwahrscheinlichkeit
∑=
=
cn
i 0
iJ
*
−−inJN
w (c) = ------------------------------------
nN
N ... Losumfang n ... Stichprobenumfang J ... Zahl der Merkmalsträger im Los i ... Zahl der Merkmalsträger im Los / Stichprobe
-29-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
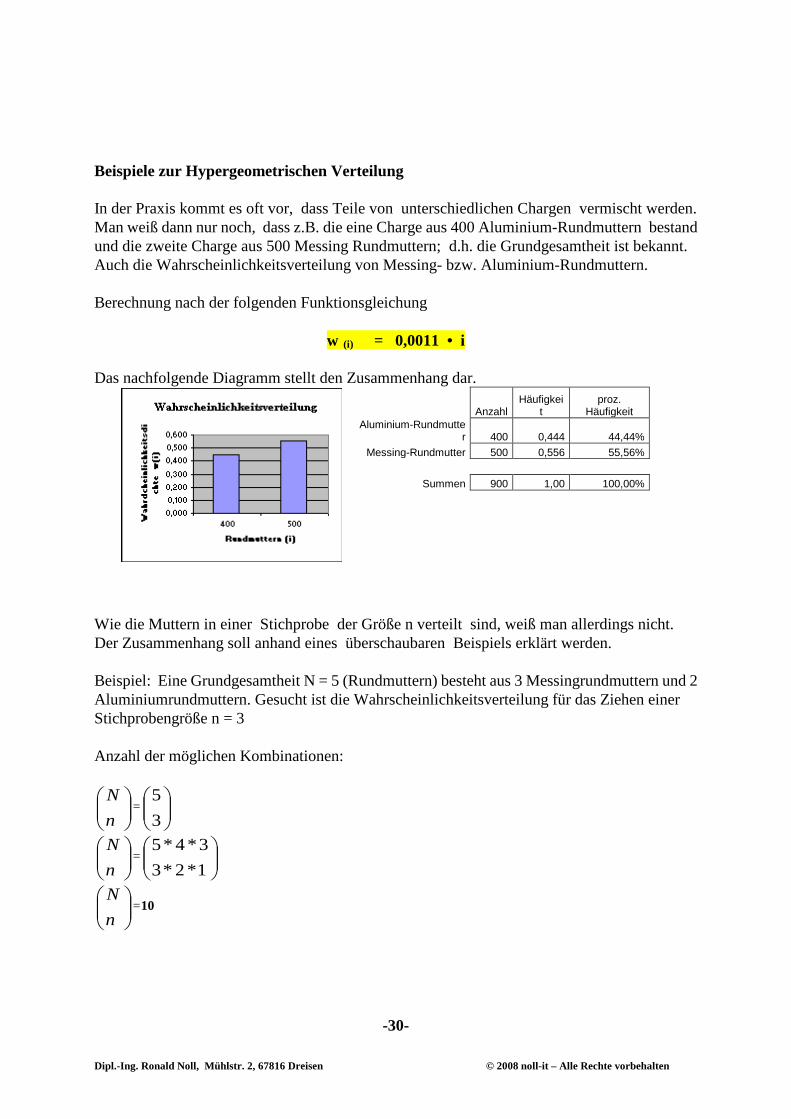
Beispiele zur Hypergeometrischen Verteilung In der Praxis kommt es oft vor, dass Teile von unterschiedlichen Chargen vermischt werden. Man weiß dann nur noch, dass z.B. die eine Charge aus 400 Aluminium-Rundmuttern bestand und die zweite Charge aus 500 Messing Rundmuttern; d.h. die Grundgesamtheit ist bekannt. Auch die Wahrscheinlichkeitsverteilung von Messing- bzw. Aluminium-Rundmuttern. Berechnung nach der folgenden Funktionsgleichung
w (i) = 0,0011 • i Das nachfolgende Diagramm stellt den Zusammenhang dar.
Anzahl Häufigkei
t proz.
Häufigkeit
Aluminium-Rundmutte
r 400 0,444 44,44% Messing-Rundmutter 500 0,556 55,56% Summen 900 1,00 100,00%
Wie die Muttern in einer Stichprobe der Größe n verteilt sind, weiß man allerdings nicht. Der Zusammenhang soll anhand eines überschaubaren Beispiels erklärt werden. Beispiel: Eine Grundgesamtheit N = 5 (Rundmuttern) besteht aus 3 Messingrundmuttern und 2 Aluminiumrundmuttern. Gesucht ist die Wahrscheinlichkeitsverteilung für das Ziehen einer Stichprobengröße n = 3 Anzahl der möglichen Kombinationen:
nN
=
35
nN
=
1*2*33*4*5
nN
=10
-30-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
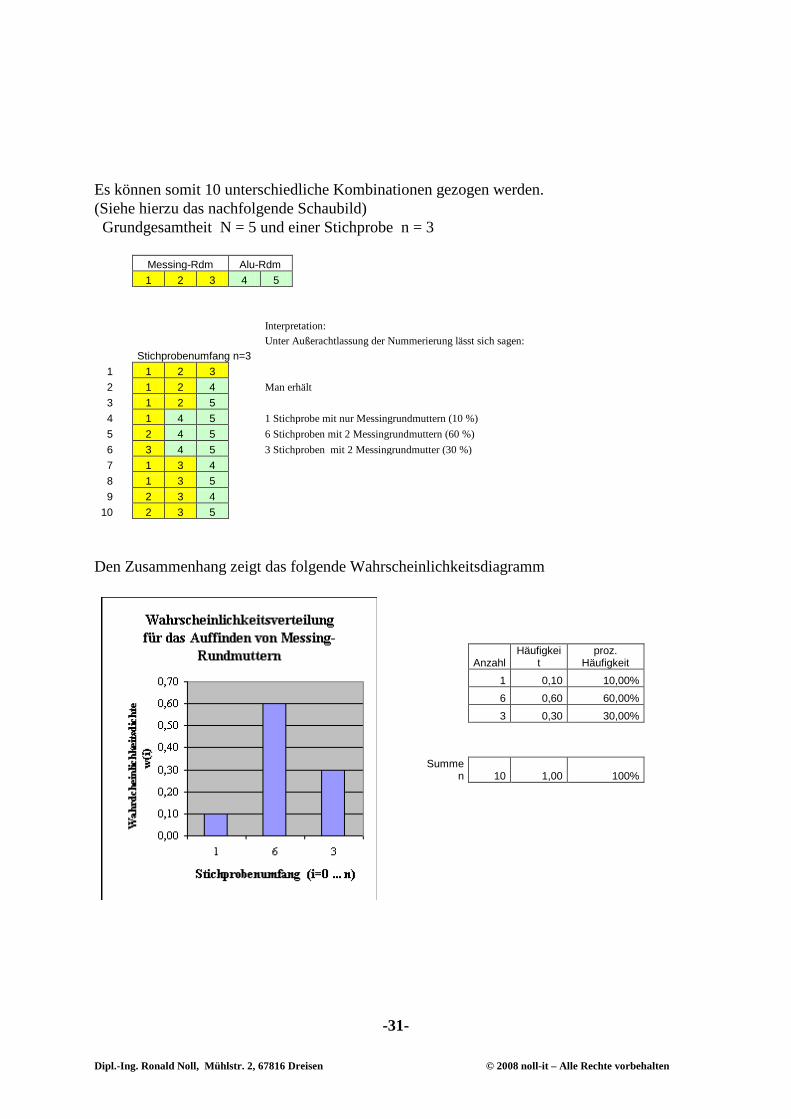
Es können somit 10 unterschiedliche Kombinationen gezogen werden. (Siehe hierzu das nachfolgende Schaubild) Grundgesamtheit N = 5 und einer Stichprobe n = 3 Messing-Rdm Alu-Rdm 1 2 3 4 5 Interpretation: Unter Außerachtlassung der Nummerierung lässt sich sagen: Stichprobenumfang n=3
1 1 2 3 2 1 2 4 Man erhält 3 1 2 5 4 1 4 5 1 Stichprobe mit nur Messingrundmuttern (10 %) 5 2 4 5 6 Stichproben mit 2 Messingrundmuttern (60 %) 6 3 4 5 3 Stichproben mit 2 Messingrundmutter (30 %) 7 1 3 4 8 1 3 5 9 2 3 4
10 2 3 5 Den Zusammenhang zeigt das folgende Wahrscheinlichkeitsdiagramm
Anzahl Häufigkei
t proz.
Häufigkeit 1 0,10 10,00% 6 0,60 60,00% 3 0,30 30,00%
Summe
n 10 1,00 100%
-31-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
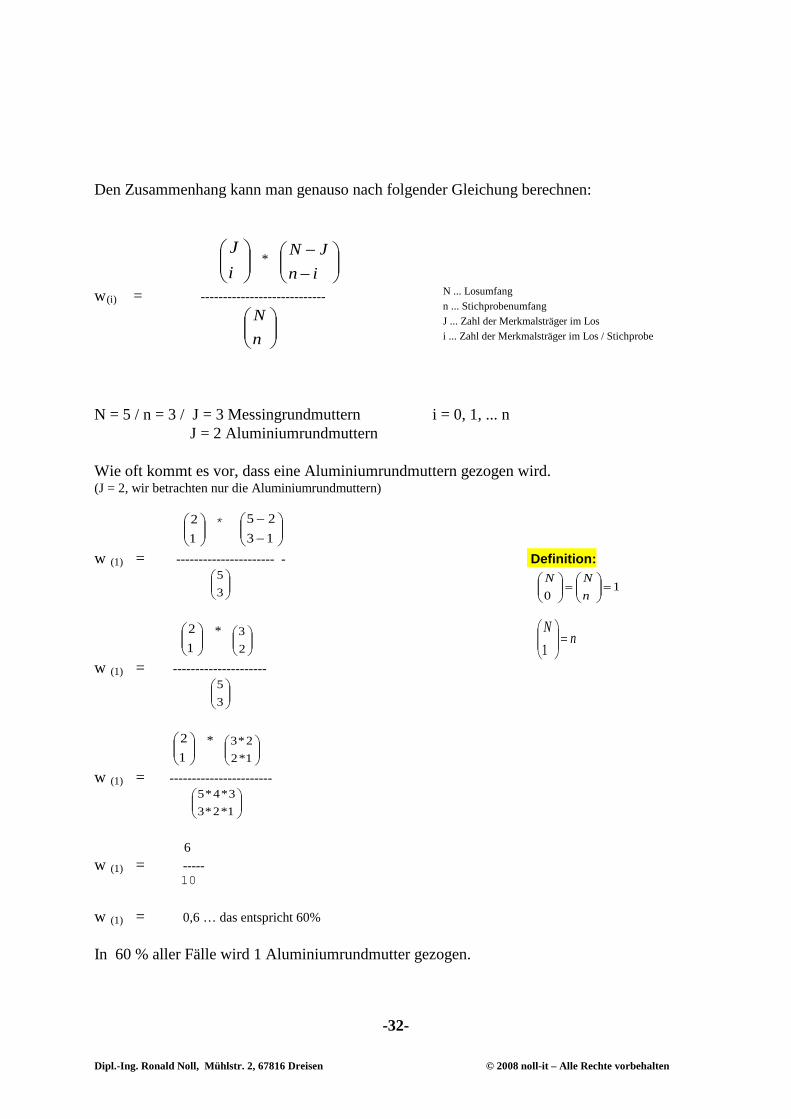
Den Zusammenhang kann man genauso nach folgender Gleichung berechnen:
iJ
*
−−inJN
w(i) = ----------------------------
nN
N = 5 / n = 3 / J = 3 Messingrundmuttern i = 0, 1, ... n J = 2 Aluminiumrundmuttern Wie oft kommt es vor, dass eine Aluminiumrundmuttern gezogen wird. (J = 2, wir betrachten nur die Aluminiumrundmuttern)
12 *
−−
1325
w (1) = ---------------------- - Definition:
35
12 *
23
w (1) = ---------------------
35
12 *
1*22*3
w (1) = -----------------------
1*2*33*4*5
6 w (1) = ----- 10 w (1) = 0,6 … das entspricht 60% In 60 % aller Fälle wird 1 Aluminiumrundmutter gezogen.
N ... Losumfang n ... Stichprobenumfang J ... Zahl der Merkmalsträger im Los i ... Zahl der Merkmalsträger im Los / Stichprobe
10
=
=
nNN
nN
=
1
-32-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
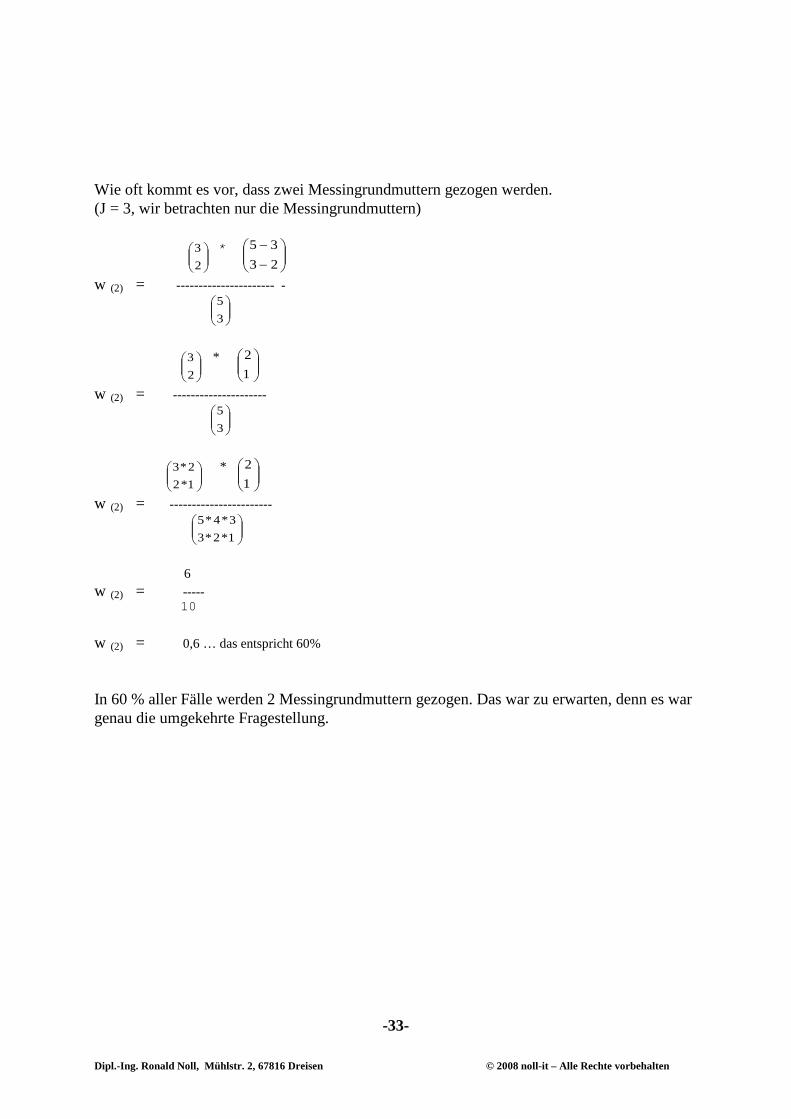
Wie oft kommt es vor, dass zwei Messingrundmuttern gezogen werden. (J = 3, wir betrachten nur die Messingrundmuttern)
23 *
−−
2335
w (2) = ---------------------- -
35
23 *
12
w (2) = ---------------------
35
1*22*3 *
12
w (2) = -----------------------
1*2*33*4*5
6 w (2) = ----- 10 w (2) = 0,6 … das entspricht 60% In 60 % aller Fälle werden 2 Messingrundmuttern gezogen. Das war zu erwarten, denn es war genau die umgekehrte Fragestellung.
-33-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
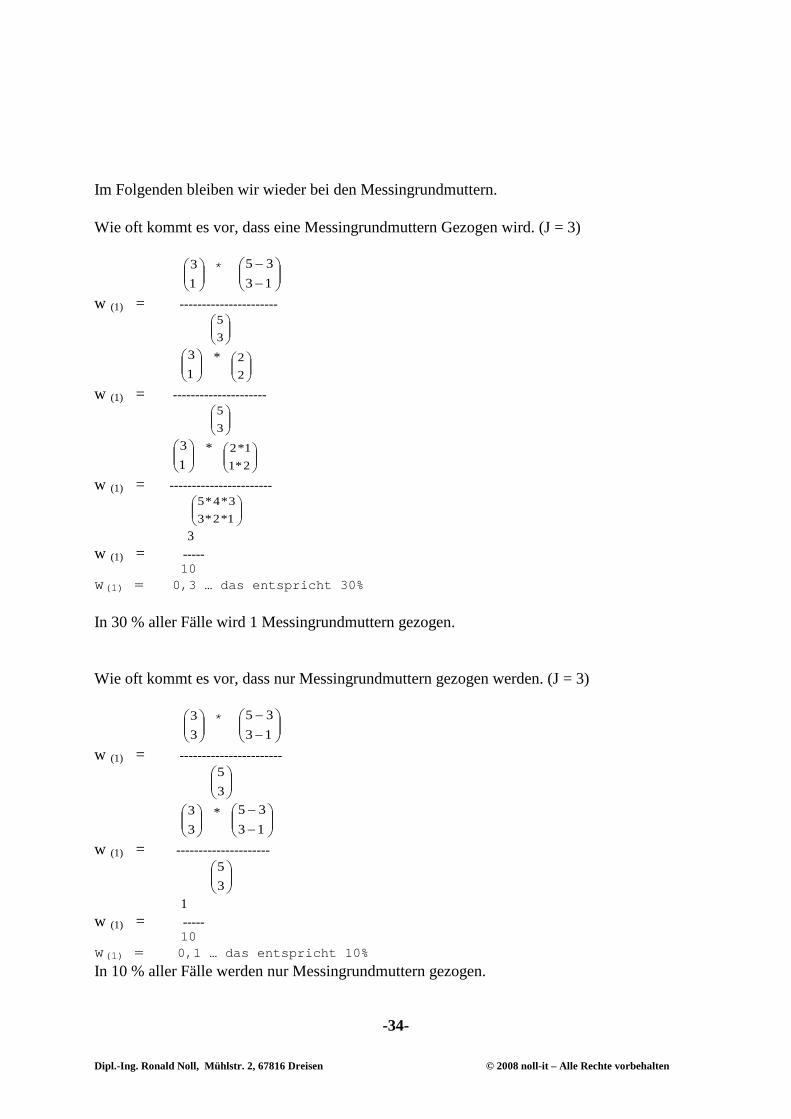
Im Folgenden bleiben wir wieder bei den Messingrundmuttern. Wie oft kommt es vor, dass eine Messingrundmuttern Gezogen wird. (J = 3)
13 *
−−
1335
w (1) = ----------------------
35
13 *
22
w (1) = ---------------------
35
13 *
2*11*2
w (1) = -----------------------
1*2*33*4*5
3 w (1) = ----- 10 w(1) = 0,3 … das entspricht 30% In 30 % aller Fälle wird 1 Messingrundmuttern gezogen. Wie oft kommt es vor, dass nur Messingrundmuttern gezogen werden. (J = 3)
33 *
−−
1335
w (1) = -----------------------
35
33 *
−−
1335
w (1) = ---------------------
35
1 w (1) = ----- 10 w(1) = 0,1 … das entspricht 10% In 10 % aller Fälle werden nur Messingrundmuttern gezogen.
-34-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Die Rechenergebnisse sind identisch mit den empirisch gefundenen. Weiteres Beispiel: Grundgesamtheit N = 5 n = 4
Gesamtmöglichkeiten
45 = 5
Stichprobe n = 4 Messing-Rdm Alu-Rdm 1 2 3 4 5 Interpretation: Unter Außerachtlassung der Nummerierung lässt sich sagen: Stichprobenumfang n=3
1 1 2 3 4 Man erhält 2 1 2 3 5 3 1 2 4 5 0 Stichproben mit 3 Messingrundmuttern und einer Aluminiumrundmutter (0 %) 4 1 3 4 5 6 Stichproben mit 2 Messingrundmuttern (60 %) 5 2 3 4 5 4 Stichprobe mit nur einer Aluminiumrundmuttern (40 %)
Wie oft kommt es vor, dass nur eine Aluminiumrundmuttern. in einer Stichprobe der Größe n=4 gezogen wird. (J = 3 Aluminiumrundmuttern als Merkmalsträger im Los). Das Ergebnis kann sofort wiedergegeben werden: ... gar nicht. Denn, dass 3 Messingrundmuttern und 1 Aluminiumrundmuttern gezogen werden können, ist nicht möglich (siehe Grundgesamtheit). Beweis: über Rechnung:
13 *
−−
1435
w (1) = ---------------------- ; = 0 ; = 0%
45
Wie oft kommt es vor, dass zwei Aluminiumrundmuttern in der Stichprobe erscheinen.
23 *
−−
2435
w (2) = ---------------------- ; = 0,6 ; = 60%
45
-35-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
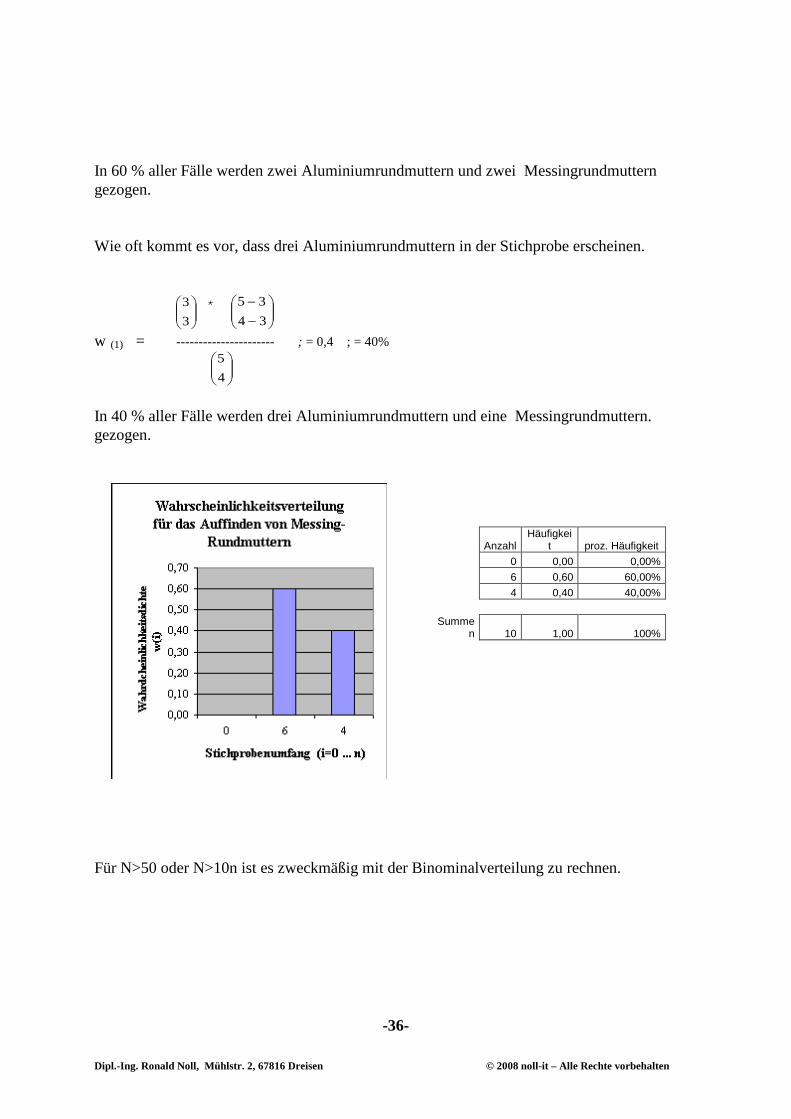
In 60 % aller Fälle werden zwei Aluminiumrundmuttern und zwei Messingrundmuttern gezogen. Wie oft kommt es vor, dass drei Aluminiumrundmuttern in der Stichprobe erscheinen.
33 *
−−
3435
w (1) = ---------------------- ; = 0,4 ; = 40%
45
In 40 % aller Fälle werden drei Aluminiumrundmuttern und eine Messingrundmuttern. gezogen.
Anzahl Häufigkei
t proz. Häufigkeit 0 0,00 0,00% 6 0,60 60,00% 4 0,40 40,00%
Summe
n 10 1,00 100%
Für N>50 oder N>10n ist es zweckmäßig mit der Binominalverteilung zu rechnen.
-36-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.4.1.2 Binomialverteilung Unter der Voraussetzung, dass die Wahrscheinlichkeit eines Ereignisses für jeden Versuch konstant bleibt, gilt die Binominalverteilung. Diese Voraussetzung ist exakt erfüllt, wenn bei der Stichprobenentnahme jedes Einzelstück vor der Entnahme des nächsten in das Los zurückgelegt wird; sie ist annähernd erfüllt, wenn der Losumfang gegenüber dem Stichprobenumfang sehr groß ist. N > 50 bzw. > 10 * n Wir machen zunächst folgendes Gedankenexperiment: In einem Kugelkasten befinden sich gute (g) und schlechte (s) Kugeln. Wir entnehmen diesem Kugelkasten eine Stichprobe der Größe n = 2 derart, dass eine einzelne Kugel herausgegriffen und wider zurückgelegt wird. Wir haben also die Möglichkeit, mit dem 1. Zug entweder eine gute oder eine schlechte Kugel zu ziehen. Wird eine weitere Kugel herausgegriffen und anschließend wieder zurückgelegt, können wir wiederum eine gute und eine schlechte Kugel ziehen. Es können sich demnach folgende Kombinationen ergeben: 1. Zug 2. Zug gute Kugel gute Kugel g g gute Kugel schlechte Kugel g s schlechte Kugel gute Kugel s g schlechte Kugel schlechte Kugel s s Berücksichtigt man die Reihenfolge nicht, so können wir auch schreiben: ss 2sg gg Da die Wahrscheinlichkeit für das Erscheinen einer schlechten Kugel gleich p` und für das Erscheinen einer guten Kugel gleich 1 - p` = q ist, haben die angeführten möglichen Ergebnisse die Wahrscheinlichkeiten (Multiplikationssatz): p² 2pq q²
-37-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
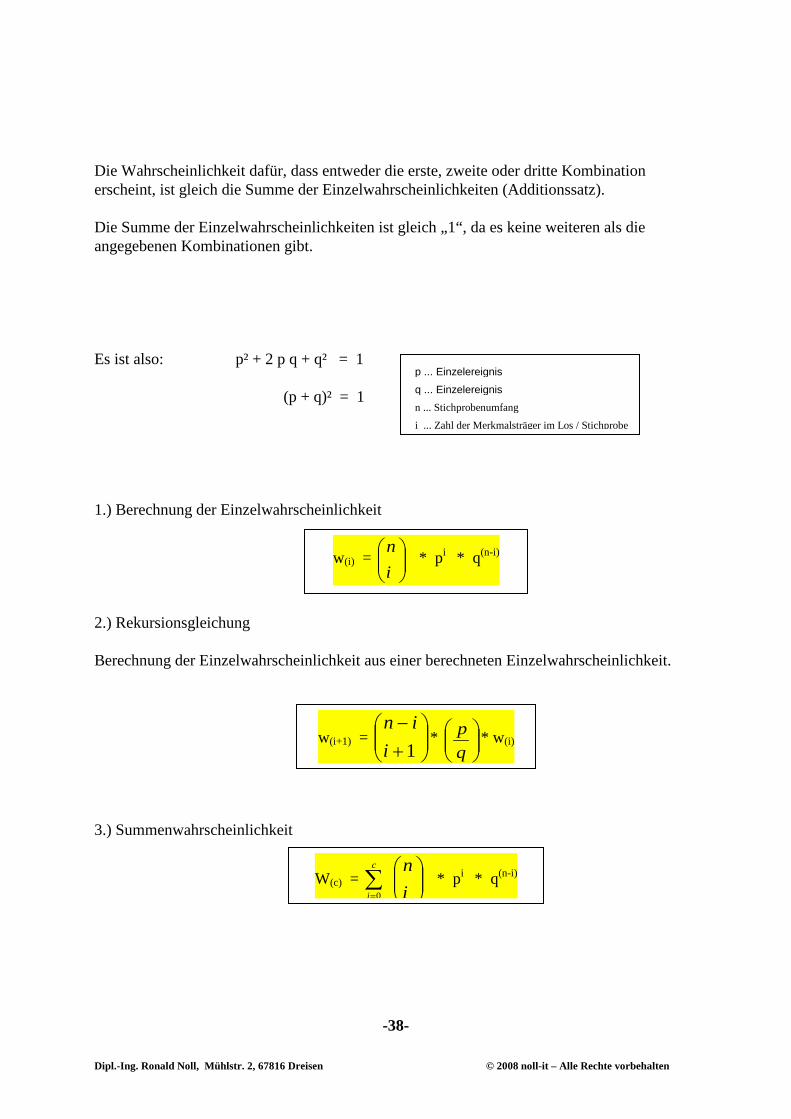
Die Wahrscheinlichkeit dafür, dass entweder die erste, zweite oder dritte Kombination erscheint, ist gleich die Summe der Einzelwahrscheinlichkeiten (Additionssatz). Die Summe der Einzelwahrscheinlichkeiten ist gleich „1“, da es keine weiteren als die angegebenen Kombinationen gibt. Es ist also: p² + 2 p q + q² = 1
(p + q)² = 1 1.) Berechnung der Einzelwahrscheinlichkeit 2.) Rekursionsgleichung Berechnung der Einzelwahrscheinlichkeit aus einer berechneten Einzelwahrscheinlichkeit. 3.) Summenwahrscheinlichkeit
w(i) =
in
* pi * q(n-i)
w(i+1) =
+−1iin
*
qp * w(i)
W(c) =
∑
= inc
i 0 * pi * q(n-i)
p ... Einzelereignis q ... Einzelereignis n ... Stichprobenumfang
i ... Zahl der Merkmalsträger im Los / Stichprobe
-38-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
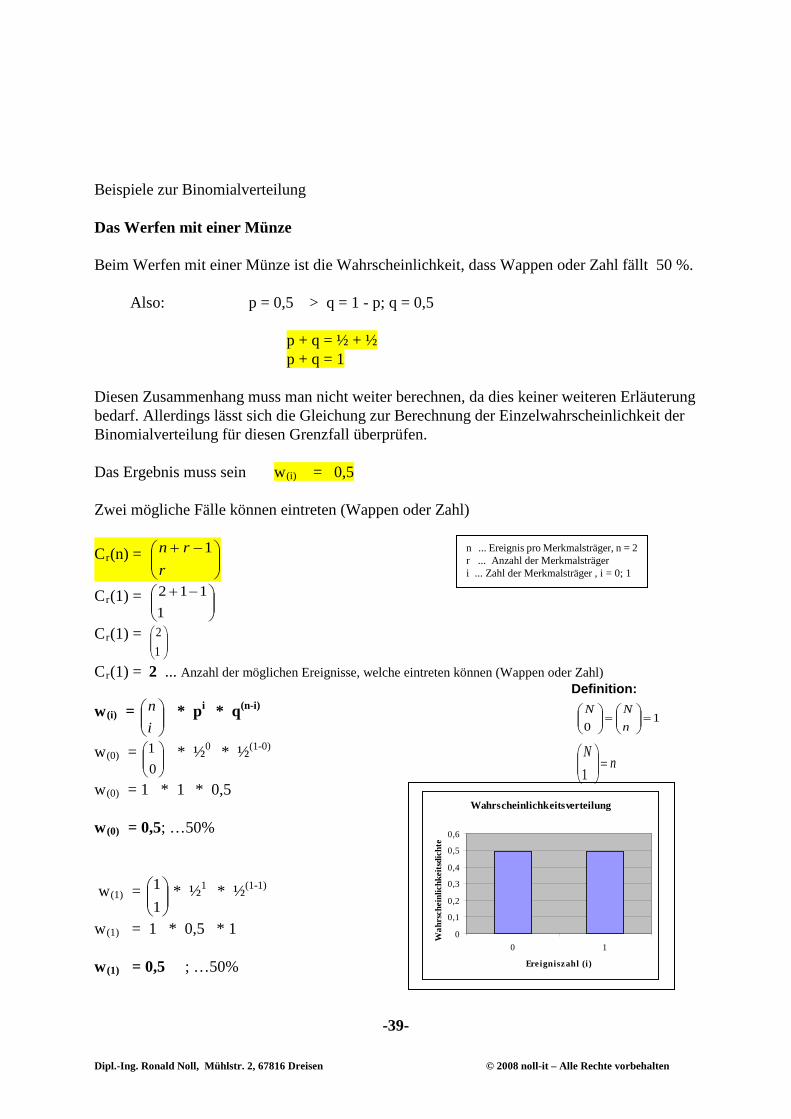
Beispiele zur Binomialverteilung Das Werfen mit einer Münze Beim Werfen mit einer Münze ist die Wahrscheinlichkeit, dass Wappen oder Zahl fällt 50 %. Also: p = 0,5 > q = 1 - p; q = 0,5 p + q = ½ + ½ p + q = 1 Diesen Zusammenhang muss man nicht weiter berechnen, da dies keiner weiteren Erläuterung bedarf. Allerdings lässt sich die Gleichung zur Berechnung der Einzelwahrscheinlichkeit der Binomialverteilung für diesen Grenzfall überprüfen. Das Ergebnis muss sein w(i) = 0,5 Zwei mögliche Fälle können eintreten (Wappen oder Zahl) Cr(n) =
−+r
rn 1
Cr(1) =
−+1
112
Cr(1) =
12
Cr(1) = 2 ... Anzahl der möglichen Ereignisse, welche eintreten können (Wappen oder Zahl) Definition: w(i) =
in * pi * q(n-i)
w(0) =
01 * ½0 * ½(1-0)
w(0) = 1 * 1 * 0,5 w(0) = 0,5; …50%
w(1) =
11 * ½1 * ½(1-1)
w(1) = 1 * 0,5 * 1 w(1) = 0,5 ; …50%
n ... Ereignis pro Merkmalsträger, n = 2 r ... Anzahl der Merkmalsträger i ... Zahl der Merkmalsträger , i = 0; 1
Wahrscheinlichkeitsverteilung
0
0,1
0,2
0,3
0,4
0,5
0,6
0 1
Ereigniszahl (i)
Wah
rsch
einl
ichk
eits
dich
te
10
=
=
nNN
nN
=
1
-39-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
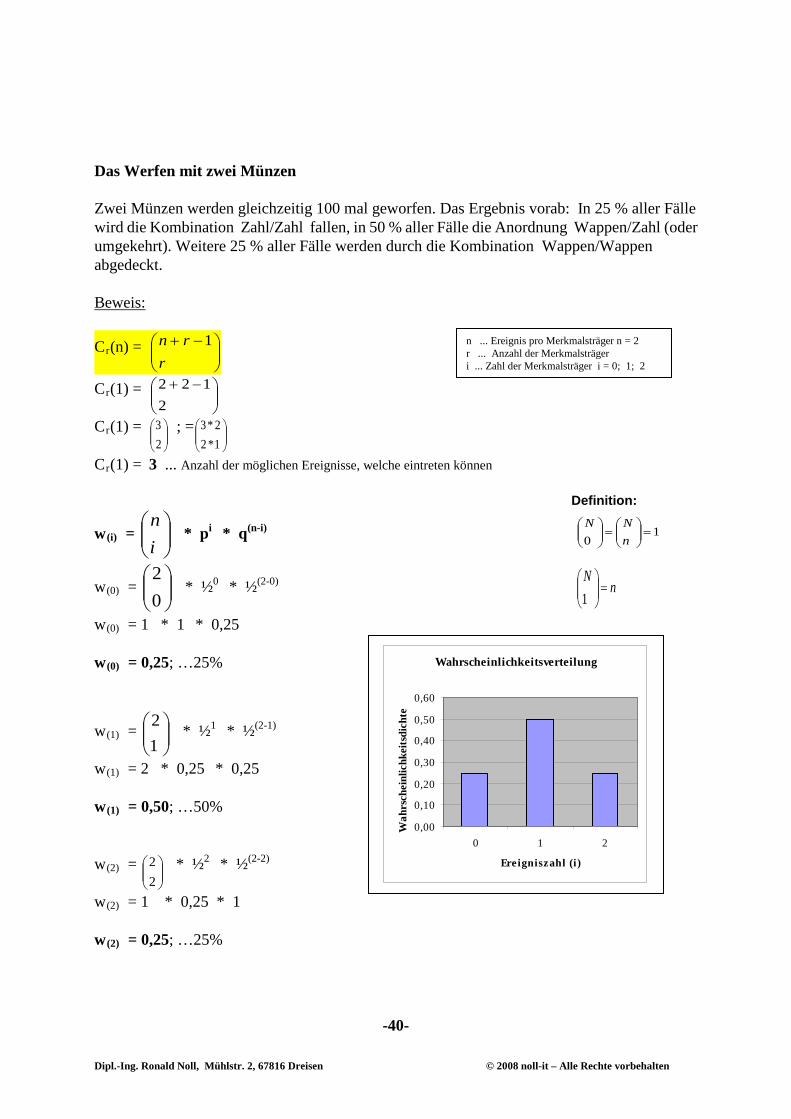
Das Werfen mit zwei Münzen Zwei Münzen werden gleichzeitig 100 mal geworfen. Das Ergebnis vorab: In 25 % aller Fälle wird die Kombination Zahl/Zahl fallen, in 50 % aller Fälle die Anordnung Wappen/Zahl (oder umgekehrt). Weitere 25 % aller Fälle werden durch die Kombination Wappen/Wappen abgedeckt. Beweis: Cr(n) =
−+r
rn 1
Cr(1) =
−+2
122
Cr(1) =
23 ; =
1*22*3
Cr(1) = 3 ... Anzahl der möglichen Ereignisse, welche eintreten können Definition:
w(i) =
in
* pi * q(n-i)
w(0) =
02
* ½0 * ½(2-0)
w(0) = 1 * 1 * 0,25 w(0) = 0,25; …25%
w(1) =
12 * ½1 * ½(2-1)
w(1) = 2 * 0,25 * 0,25 w(1) = 0,50; …50% w(2) =
22 * ½2 * ½(2-2)
w(2) = 1 * 0,25 * 1 w(2) = 0,25; …25%
n ... Ereignis pro Merkmalsträger n = 2 r ... Anzahl der Merkmalsträger i ... Zahl der Merkmalsträger i = 0; 1; 2
Wahrscheinlichkeitsverteilung
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 1 2
Ereigniszahl (i)
Wah
rsch
einl
ichk
eits
dich
te
10
=
=
nNN
nN
=
1
-40-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
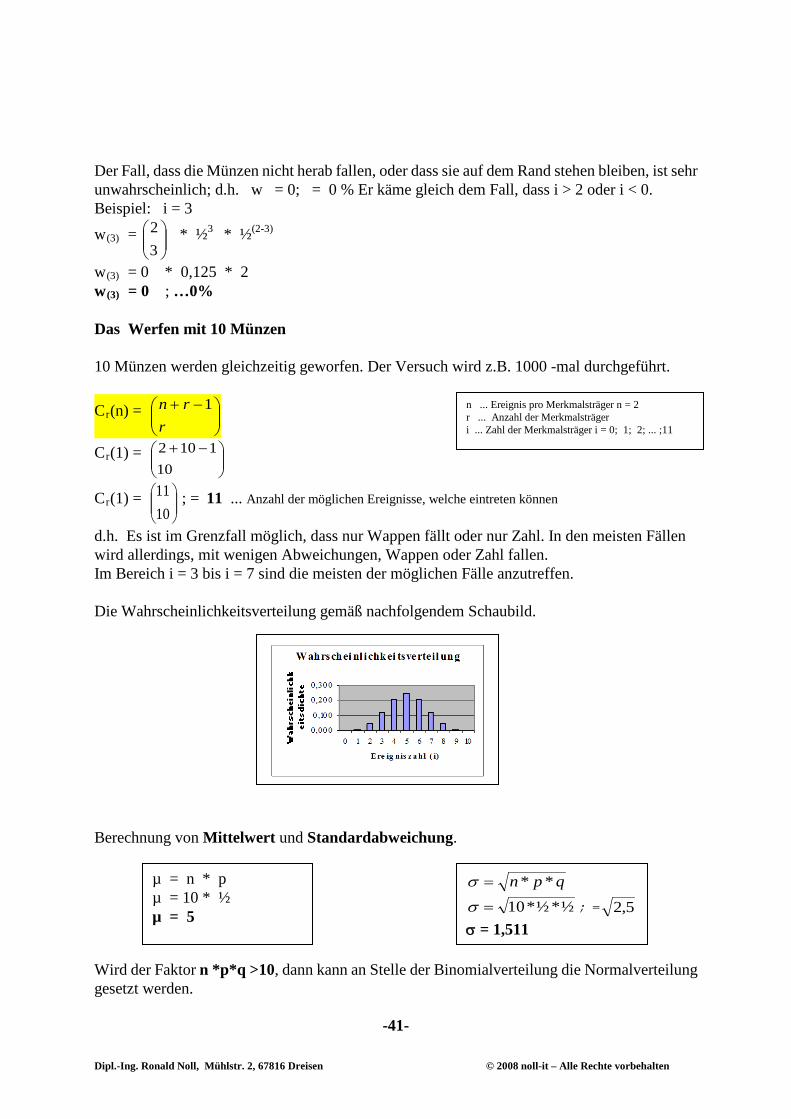
Der Fall, dass die Münzen nicht herab fallen, oder dass sie auf dem Rand stehen bleiben, ist sehr unwahrscheinlich; d.h. w = 0; = 0 % Er käme gleich dem Fall, dass i > 2 oder i < 0. Beispiel: i = 3 w(3) =
32 * ½3 * ½(2-3)
w(3) = 0 * 0,125 * 2 w(3) = 0 ; …0% Das Werfen mit 10 Münzen 10 Münzen werden gleichzeitig geworfen. Der Versuch wird z.B. 1000 -mal durchgeführt. Cr(n) =
−+r
rn 1
Cr(1) =
−+10
1102
Cr(1) =
1011 ; = 11 ... Anzahl der möglichen Ereignisse, welche eintreten können
d.h. Es ist im Grenzfall möglich, dass nur Wappen fällt oder nur Zahl. In den meisten Fällen wird allerdings, mit wenigen Abweichungen, Wappen oder Zahl fallen. Im Bereich i = 3 bis i = 7 sind die meisten der möglichen Fälle anzutreffen. Die Wahrscheinlichkeitsverteilung gemäß nachfolgendem Schaubild. Berechnung von Mittelwert und Standardabweichung. Wird der Faktor n *p*q >10, dann kann an Stelle der Binomialverteilung die Normalverteilung gesetzt werden.
n ... Ereignis pro Merkmalsträger n = 2 r ... Anzahl der Merkmalsträger i ... Zahl der Merkmalsträger i = 0; 1; 2; ... ;11
qpn **=σ
½*½*10=σ ; = 5,2
σ = 1,511
µ = n * p µ = 10 * ½ µ = 5
-41-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
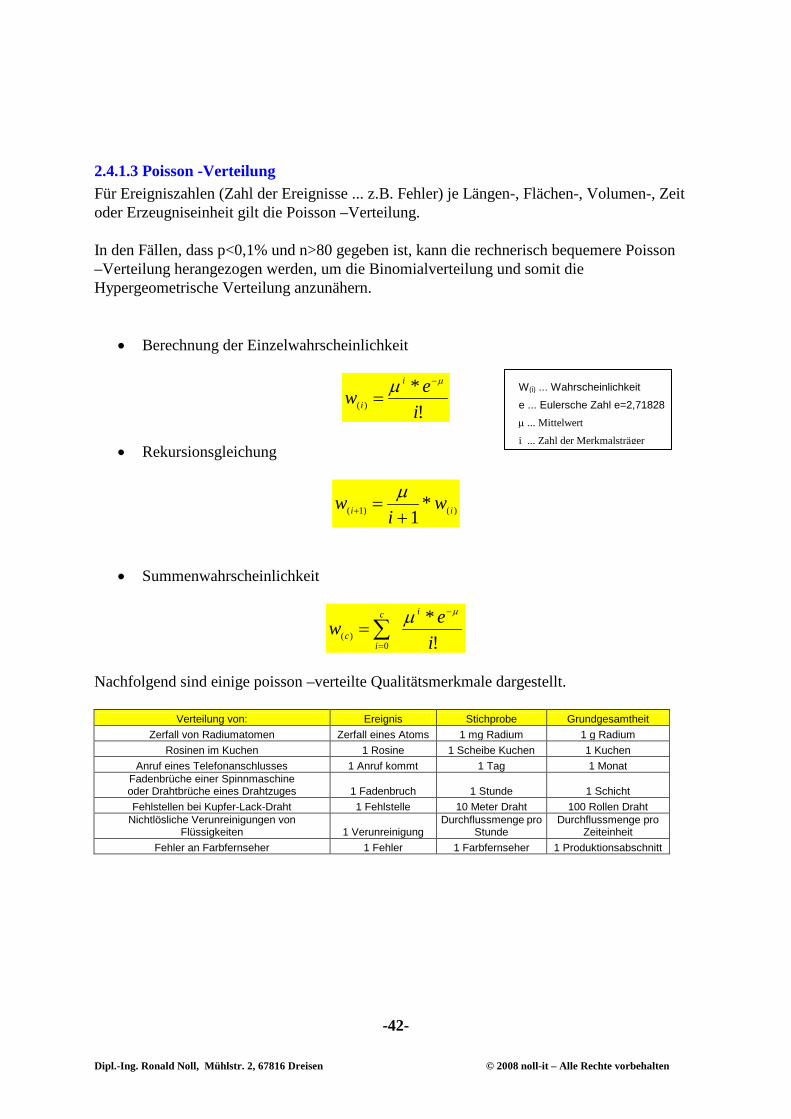
2.4.1.3 Poisson -Verteilung Für Ereigniszahlen (Zahl der Ereignisse ... z.B. Fehler) je Längen-, Flächen-, Volumen-, Zeit oder Erzeugniseinheit gilt die Poisson –Verteilung. In den Fällen, dass p<0,1% und n>80 gegeben ist, kann die rechnerisch bequemere Poisson –Verteilung herangezogen werden, um die Binomialverteilung und somit die Hypergeometrische Verteilung anzunähern.
• Berechnung der Einzelwahrscheinlichkeit
!*
)( iew
i
i
µµ −
=
• Rekursionsgleichung
)()1( *1 ii w
iw
+=+
µ
• Summenwahrscheinlichkeit
!*
0)( i
ewic
ic
µµ −
=∑=
Nachfolgend sind einige poisson –verteilte Qualitätsmerkmale dargestellt.
Verteilung von: Ereignis Stichprobe Grundgesamtheit
Zerfall von Radiumatomen Zerfall eines Atoms 1 mg Radium 1 g Radium Rosinen im Kuchen 1 Rosine 1 Scheibe Kuchen 1 Kuchen
Anruf eines Telefonanschlusses 1 Anruf kommt 1 Tag 1 Monat Fadenbrüche einer Spinnmaschine oder Drahtbrüche eines Drahtzuges 1 Fadenbruch 1 Stunde 1 Schicht Fehlstellen bei Kupfer-Lack-Draht 1 Fehlstelle 10 Meter Draht 100 Rollen Draht
Nichtlösliche Verunreinigungen von Flüssigkeiten 1 Verunreinigung
Durchflussmenge pro Stunde
Durchflussmenge pro Zeiteinheit
Fehler an Farbfernseher 1 Fehler 1 Farbfernseher 1 Produktionsabschnitt
W(i) ... Wahrscheinlichkeit e ... Eulersche Zahl e=2,71828 µ ... Mittelwert
i ... Zahl der Merkmalsträger
-42-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Beispiel zur Poisson-Verteilung: Als Beispiel unserer täglichen Praxis wären Lackfehler auf Kunststoff-Verteilerkappen zu nennen. Bei der Sichtprüfung sind pro Verteilerkappe maximal 4 Lackfehler zulässig, eine höhere Anzahl festgestellter Lackfehler bedeutet, dass die Verteilerkappe Ausschuss ist Aus einem Fertigungslos über 500 Verteilerkappen werden als Stichprobengröße 100 Teile entnommen. Daraus wird die mittlere Fehlerzahl µ(x) pro Verteilerkappe ermittelt. Wir erinnern uns an die Berechnung des arithmetischen Mittelwertes µ(x)
∑=
=n
iix
n 1)(
1µ
was die Summe aller Stichprobenwerte, geteilt durch die Anzahl der Stichprobenwerte darstellt, also: µ = 1/100 * ( x (1) + x(2) + x(3) + ... ... + x(99) + x(100)) Die Berechnung nach der Sichtprüfung ergab für µ = 3,5 Lackfehler / Verteilerkappe. Die theoretische Möglichkeit der Anzahl von Lackfehlern pro Verteilerkappe liegt zwischen 0 und unendlich.
-43-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Berechnung der Einzelwahrscheinlichkeiten:
• Keine Lackfehler (i=0) an der Verteilerkappe
!*
)0( iew
i µµ −
=
!0*5,3 5,30
)0(
−
=ew
1030197,0*1
)0( =w
030197,0)0( =w , =3,02%
Die Wahrscheinlichkeit, dass an der Verteilerkappe keine Lackfehler gefunden werden beträgt 3,02 %.
• 1 Lackfehler (i=1) an der Verteilerkappe
!1*5,3 5,31
)1(
−
=ew
1030197,0*5,3
)1( =w
1056,0)1( =w , = 10,56%
Die Wahrscheinlichkeit, dass an der Verteilerkappe ein Lackfehler gefunden wird beträgt 10,56 %.
-44-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
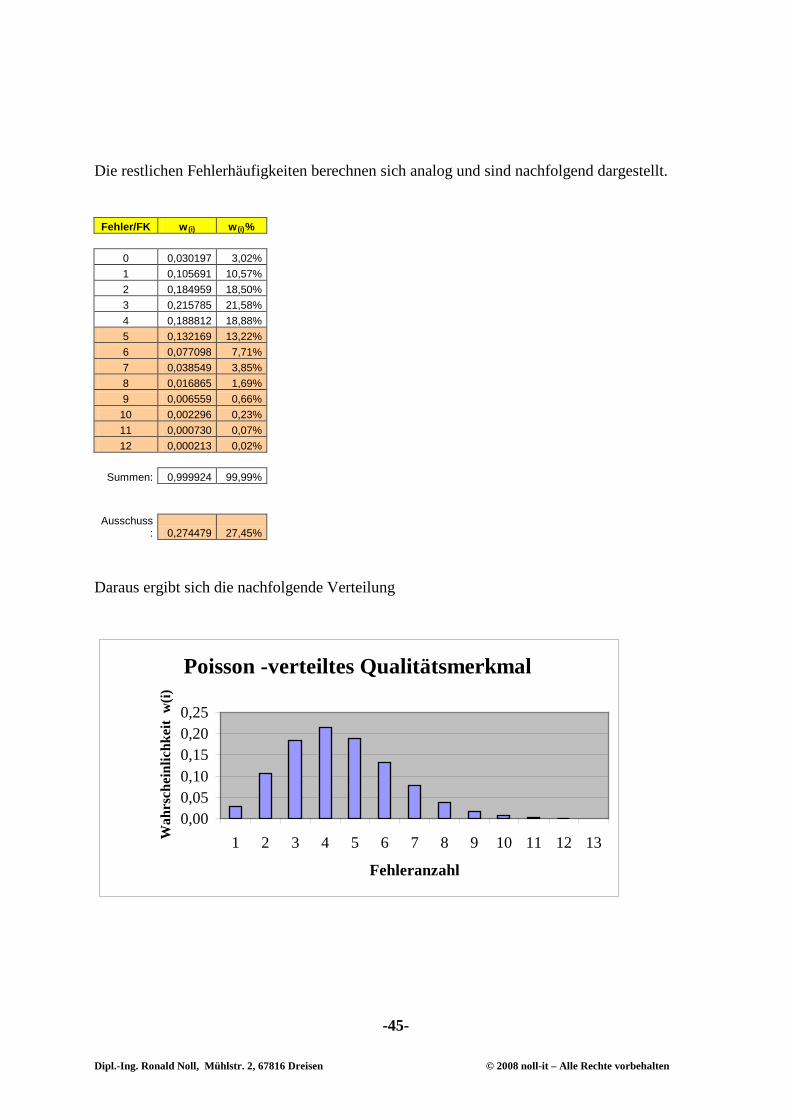
Die restlichen Fehlerhäufigkeiten berechnen sich analog und sind nachfolgend dargestellt.
Fehler/FK w(i) w(i)% 0 0,030197 3,02% 1 0,105691 10,57% 2 0,184959 18,50% 3 0,215785 21,58% 4 0,188812 18,88% 5 0,132169 13,22% 6 0,077098 7,71% 7 0,038549 3,85% 8 0,016865 1,69% 9 0,006559 0,66%
10 0,002296 0,23% 11 0,000730 0,07% 12 0,000213 0,02%
Summen: 0,999924 99,99%
Ausschuss
: 0,274479 27,45% Daraus ergibt sich die nachfolgende Verteilung
Poisson -verteiltes Qualitätsmerkmal
0,000,050,100,150,200,25
1 2 3 4 5 6 7 8 9 10 11 12 13
Fehleranzahl
Wah
rsch
einl
ichk
eit
w(i)
-45-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Ausschussberechnung Die Forderung lautet, dass mehr als 4 Lackfehler als Ausschuss betrachtet werden. Gesamtwahrscheinlichkeit = 100 % W(i=0) = 3,02 % W(i=1) = 10,56 % W(i=2) = 18,50 % W(i=3) = 21,58 % W(i=4) = 18,88 % 72,54 % Anteil der Gutteile, da i>4 Ausschuss bedeutet
Gesamtwahrscheinlichkeit - Anteil der Gutteile = Ausschuss
⇒ 100 % - 72,54 % = 27,46 % ... (Ausschuss)
-46-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.4.1.4 Logarithmische Normalverteilung Eine weitere wichtige Verteilungsform stellt die Logarithmische Normalverteilung dar. Sind z.B. die Urwerte einer Stichprobe nicht normal -verteilt (Nachweis durch KS-Test oder Wahrscheinlichkeitsnetz) und lediglich die Logarithmen sind normal verteilt, so muss die statistische Auswertung anhand der logarithmierten Urwerte gemacht werden. 1.) Berechnung der Wahrscheinlichkeitsdichte
( )ei
i
x
ix x
f2
(ln)
(ln)(ln21
(ln)
)( *1*2
1σ
µ
πσ
−−=
2.) Summenwahrscheinlichkeit
∑+∞
∞−
f(xi) = 1 ; = 100 %
bzw.
( ) 1*1*2
1 *(ln
21
(ln)
2
(ln)
(ln)
=−
−+∞
∞−∑ e
ix
ixσ
µ
πσ
bzw.
( ) 1**1*2
1 *(ln
21
(ln)
2
(ln)
(ln)
=−
−+∞
∞−∫ dx
x eix
i
σµ
πσ
-47-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
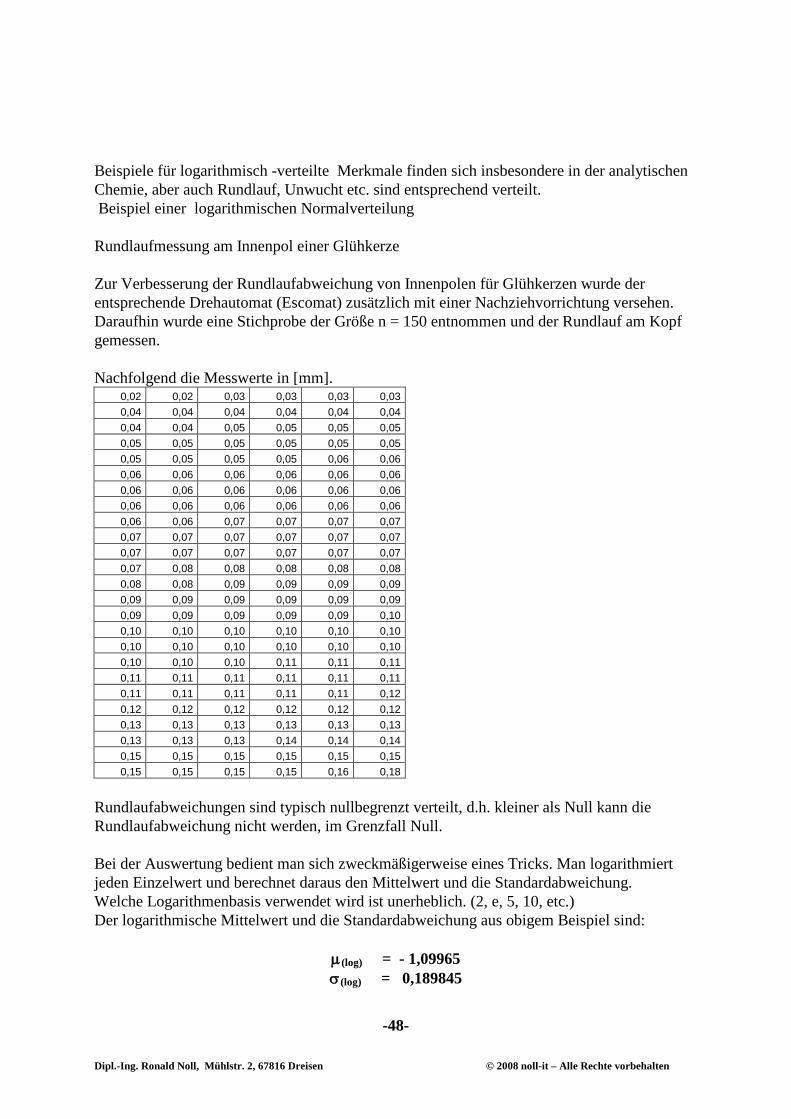
Beispiele für logarithmisch -verteilte Merkmale finden sich insbesondere in der analytischen Chemie, aber auch Rundlauf, Unwucht etc. sind entsprechend verteilt. Beispiel einer logarithmischen Normalverteilung Rundlaufmessung am Innenpol einer Glühkerze Zur Verbesserung der Rundlaufabweichung von Innenpolen für Glühkerzen wurde der entsprechende Drehautomat (Escomat) zusätzlich mit einer Nachziehvorrichtung versehen. Daraufhin wurde eine Stichprobe der Größe n = 150 entnommen und der Rundlauf am Kopf gemessen. Nachfolgend die Messwerte in [mm].
0,02 0,02 0,03 0,03 0,03 0,03 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,08 0,08 0,08 0,08 0,08 0,08 0,08 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,09 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,10 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,11 0,12 0,12 0,12 0,12 0,12 0,12 0,12 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,14 0,14 0,14 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,16 0,18
Rundlaufabweichungen sind typisch nullbegrenzt verteilt, d.h. kleiner als Null kann die Rundlaufabweichung nicht werden, im Grenzfall Null. Bei der Auswertung bedient man sich zweckmäßigerweise eines Tricks. Man logarithmiert jeden Einzelwert und berechnet daraus den Mittelwert und die Standardabweichung. Welche Logarithmenbasis verwendet wird ist unerheblich. (2, e, 5, 10, etc.) Der logarithmische Mittelwert und die Standardabweichung aus obigem Beispiel sind:
µ(log) = - 1,09965 σ(log) = 0,189845
-48-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
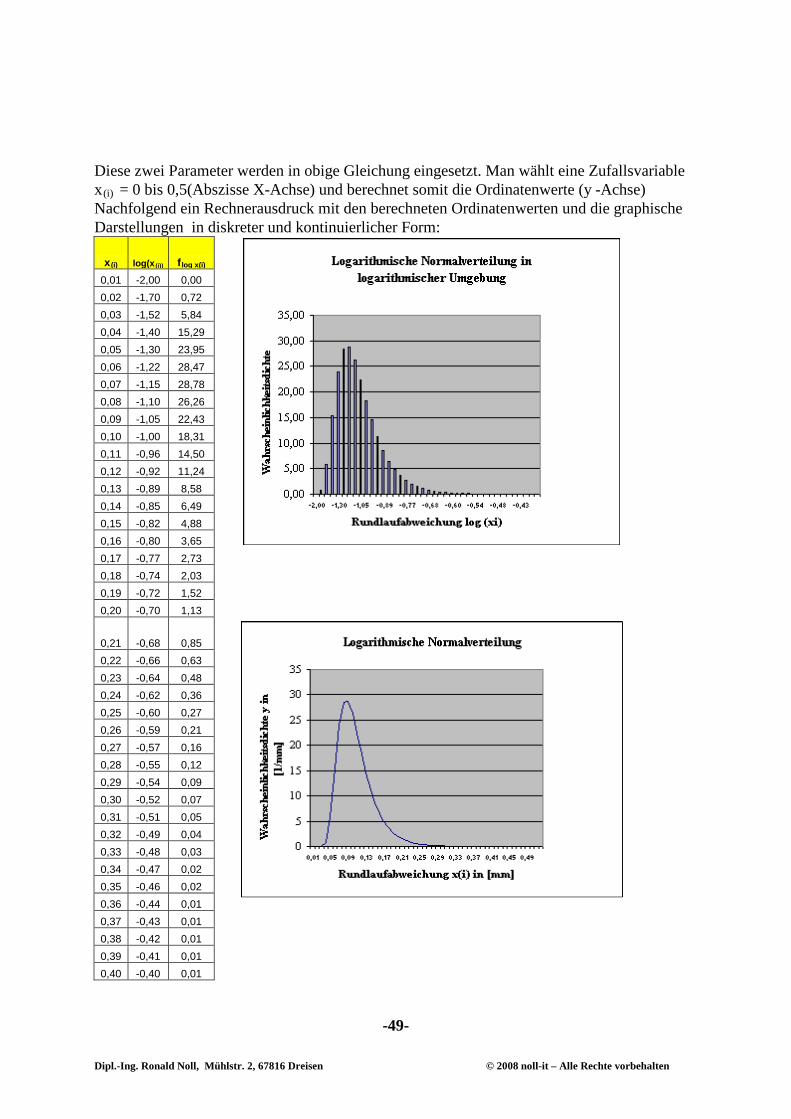
Diese zwei Parameter werden in obige Gleichung eingesetzt. Man wählt eine Zufallsvariable x(i) = 0 bis 0,5(Abszisse X-Achse) und berechnet somit die Ordinatenwerte (y -Achse) Nachfolgend ein Rechnerausdruck mit den berechneten Ordinatenwerten und die graphische Darstellungen in diskreter und kontinuierlicher Form:
x(i) log(x(i)) flog x(i)
0,01 -2,00 0,00 0,02 -1,70 0,72 0,03 -1,52 5,84 0,04 -1,40 15,29 0,05 -1,30 23,95 0,06 -1,22 28,47 0,07 -1,15 28,78 0,08 -1,10 26,26 0,09 -1,05 22,43 0,10 -1,00 18,31 0,11 -0,96 14,50 0,12 -0,92 11,24 0,13 -0,89 8,58 0,14 -0,85 6,49 0,15 -0,82 4,88 0,16 -0,80 3,65 0,17 -0,77 2,73 0,18 -0,74 2,03 0,19 -0,72 1,52 0,20 -0,70 1,13
0,21 -0,68 0,85
0,22 -0,66 0,63 0,23 -0,64 0,48 0,24 -0,62 0,36 0,25 -0,60 0,27 0,26 -0,59 0,21 0,27 -0,57 0,16 0,28 -0,55 0,12 0,29 -0,54 0,09 0,30 -0,52 0,07 0,31 -0,51 0,05 0,32 -0,49 0,04 0,33 -0,48 0,03 0,34 -0,47 0,02 0,35 -0,46 0,02 0,36 -0,44 0,01 0,37 -0,43 0,01 0,38 -0,42 0,01 0,39 -0,41 0,01 0,40 -0,40 0,01
-49-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
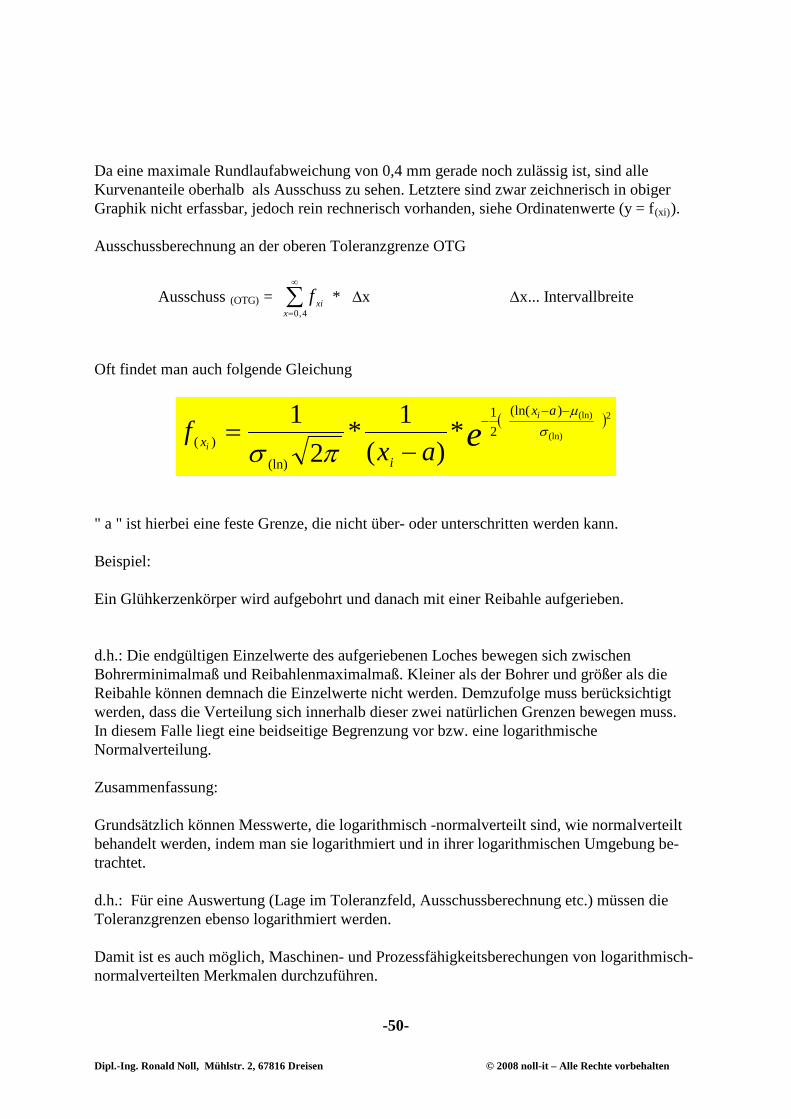
Da eine maximale Rundlaufabweichung von 0,4 mm gerade noch zulässig ist, sind alle Kurvenanteile oberhalb als Ausschuss zu sehen. Letztere sind zwar zeichnerisch in obiger Graphik nicht erfassbar, jedoch rein rechnerisch vorhanden, siehe Ordinatenwerte (y = f(xi)). Ausschussberechnung an der oberen Toleranzgrenze OTG
Ausschuss (OTG) = ∑∞
= 4,0xxif * ∆x ∆x... Intervallbreite
Oft findet man auch folgende Gleichung
( )eax
ix
i
i axf
2
(ln)
(ln))(ln(21
(ln)
)( *)(
1*2
1σ
µ
πσ
−−−
−=
" a " ist hierbei eine feste Grenze, die nicht über- oder unterschritten werden kann. Beispiel: Ein Glühkerzenkörper wird aufgebohrt und danach mit einer Reibahle aufgerieben. d.h.: Die endgültigen Einzelwerte des aufgeriebenen Loches bewegen sich zwischen Bohrerminimalmaß und Reibahlenmaximalmaß. Kleiner als der Bohrer und größer als die Reibahle können demnach die Einzelwerte nicht werden. Demzufolge muss berücksichtigt werden, dass die Verteilung sich innerhalb dieser zwei natürlichen Grenzen bewegen muss. In diesem Falle liegt eine beidseitige Begrenzung vor bzw. eine logarithmische Normalverteilung. Zusammenfassung: Grundsätzlich können Messwerte, die logarithmisch -normalverteilt sind, wie normalverteilt behandelt werden, indem man sie logarithmiert und in ihrer logarithmischen Umgebung be- trachtet. d.h.: Für eine Auswertung (Lage im Toleranzfeld, Ausschussberechnung etc.) müssen die Toleranzgrenzen ebenso logarithmiert werden. Damit ist es auch möglich, Maschinen- und Prozessfähigkeitsberechungen von logarithmisch- normalverteilten Merkmalen durchzuführen.
-50-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.5 Maschinen- und Prozessfähigkeit
2.5.1 Bedeutung der Spezifikation Viele Betriebe verfolgen den Grundsatz der ständigen Qualitätsverbesserung. Es besteht jedoch die Mindestforderung, dass die Streuung der Maschine oder des Prozesses innerhalb der Spezifikation liegen muss. Allgemein wird bei der statistischen Analyse zwischen Maschinen und Prozessen unterschieden. Maschinen werden als einzelne Bausteine innerhalb der Fertigungsfolge verstanden. Prozesse werden als ein Zusammenwirken von Personal, Maschinen und Einrichtungen, Rohmaterial, Methoden und Arbeitsumwelt betrachtet. Die Fähigkeit ist das Maß der tatsächlichen Güte einer Maschine oder eines Prozesses bezogen auf die Spezifikation (Toleranzbreite). Für messbare (variable) Merkmale ist die Fähigkeit einer Maschine das Maß für die Kurzzeiteinflüsse auf die Produktstreuung, die hauptsächlich von der Maschine ausgehen. Die Mindestforderung ist, dass die Streuung µ ± 4σ in der Spezifikation liegen muss, d.h. 99,994 % der gefertigten Teile werden innerhalb der Toleranzgrenzen erwartet. Die Prozessfähigkeit ist dagegen das Maß für die Langzeiteinflüsse, die von o. g. Zusammenwirken ausgehen. Hierbei ist die Mindestforderung µ ± 3σ innerhalb der Spezifikationsgrenzen, d.h. 99,73 % der gefertigten Teile werden innerhalb der Toleranzgrenzen erwartet.
-51-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.5.2 Berechnung der Kenngrößen Bevor irgendwelche Kenngrößen berechnet werden können, muss man sich über die Art der Verteilung im Klaren sein. Welche Verteilungsform liegt vor?
• Normalverteilung
• Logarithmische Normalverteilung
• Poissonverteilung
• Binomialverteilung etc. Testverfahren können hierauf eine Antwort geben. Ein bekanntes Testverfahren ist der KS-Test auf Normalverteilung. Ebenso können visuelle Tests durchgeführt werden (Wahrscheinlichkeitsnetz). Alle anderen Verteilungsformen können mit entsprechenden Testverfahren überprüft werden. Für die Anwendung der im nachfolgenden aufgeführten Berechnungsgrößen wurde davon ausgegangen, dass deren Grundgesamtheiten normal- verteilt sind.
-52-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
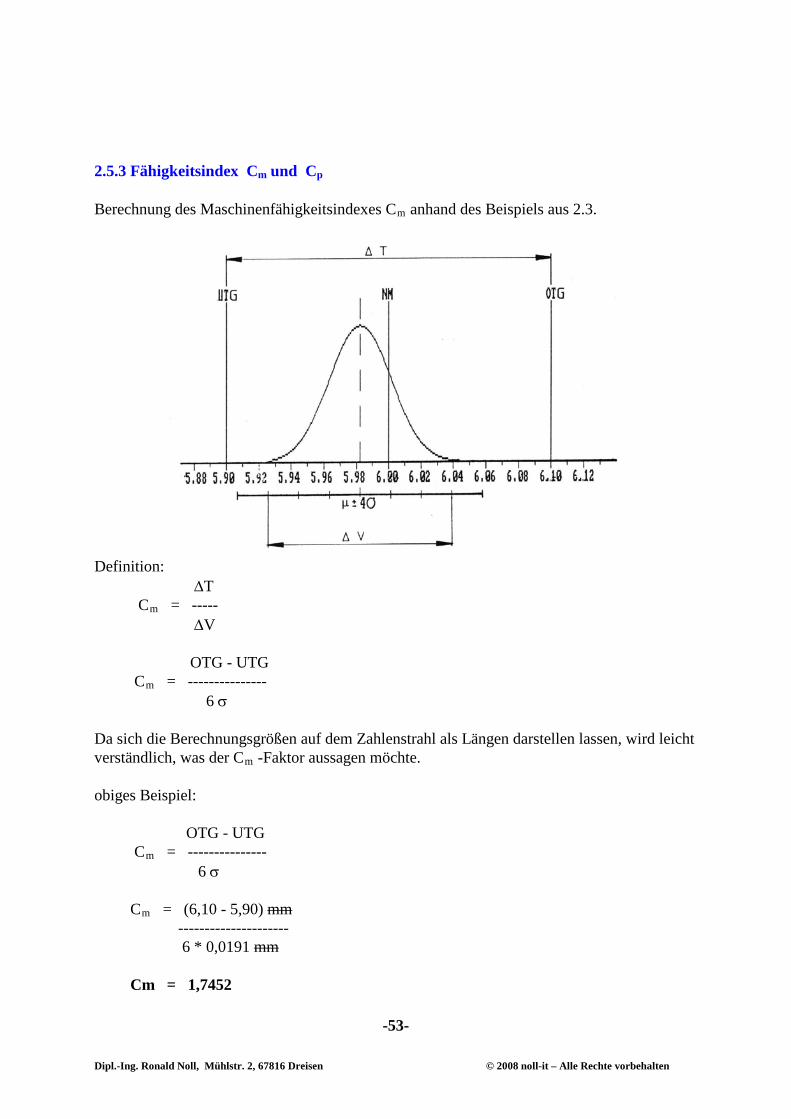
2.5.3 Fähigkeitsindex Cm und Cp Berechnung des Maschinenfähigkeitsindexes Cm anhand des Beispiels aus 2.3.
Definition: ∆T Cm = ----- ∆V OTG - UTG Cm = --------------- 6 σ Da sich die Berechnungsgrößen auf dem Zahlenstrahl als Längen darstellen lassen, wird leicht verständlich, was der Cm -Faktor aussagen möchte. obiges Beispiel: OTG - UTG Cm = --------------- 6 σ Cm = (6,10 - 5,90) mm --------------------- 6 * 0,0191 mm Cm = 1,7452
-53-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
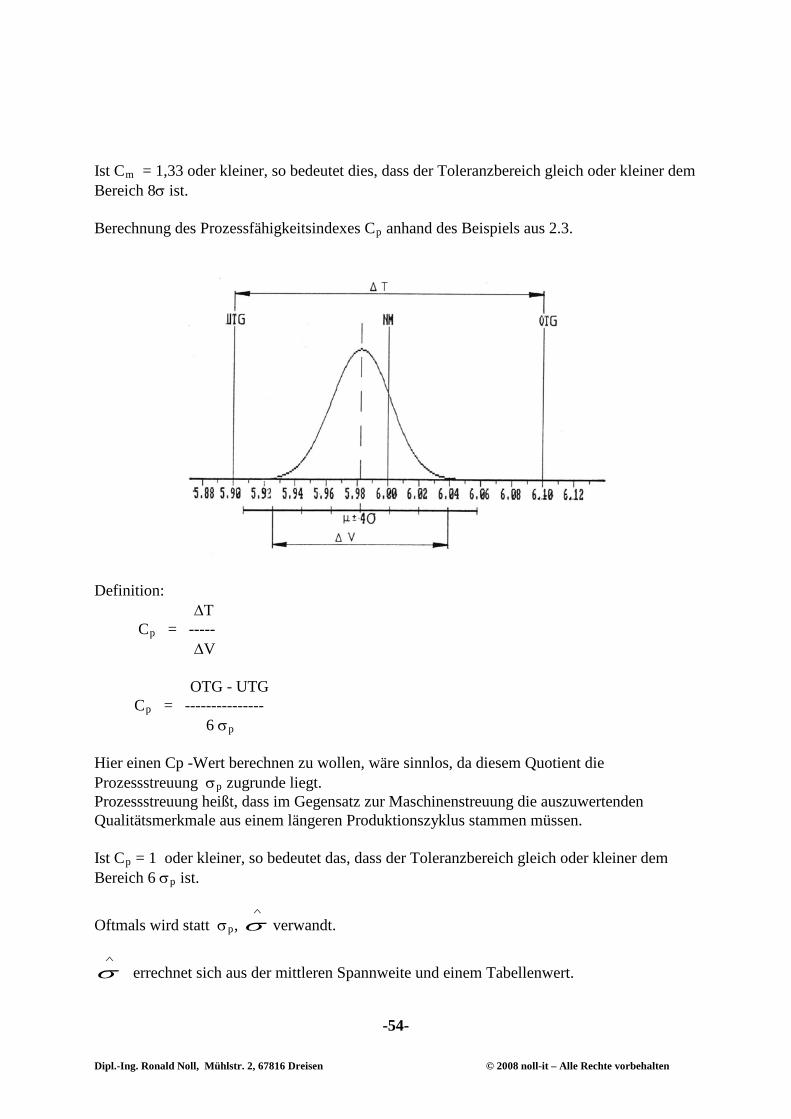
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Ist Cm = 1,33 oder kleiner, so bedeutet dies, dass der Toleranzbereich gleich oder kleiner dem Bereich 8σ ist. Berechnung des Prozessfähigkeitsindexes Cp anhand des Beispiels aus 2.3.
Definition: ∆T Cp = ----- ∆V OTG - UTG Cp = --------------- 6 σp Hier einen Cp -Wert berechnen zu wollen, wäre sinnlos, da diesem Quotient die Prozessstreuung σp zugrunde liegt. Prozessstreuung heißt, dass im Gegensatz zur Maschinenstreuung die auszuwertenden Qualitätsmerkmale aus einem längeren Produktionszyklus stammen müssen. Ist Cp = 1 oder kleiner, so bedeutet das, dass der Toleranzbereich gleich oder kleiner dem Bereich 6 σp ist.
Oftmals wird statt σp, ^
σ verwandt.
^
σ errechnet sich aus der mittleren Spannweite und einem Tabellenwert.
-54-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
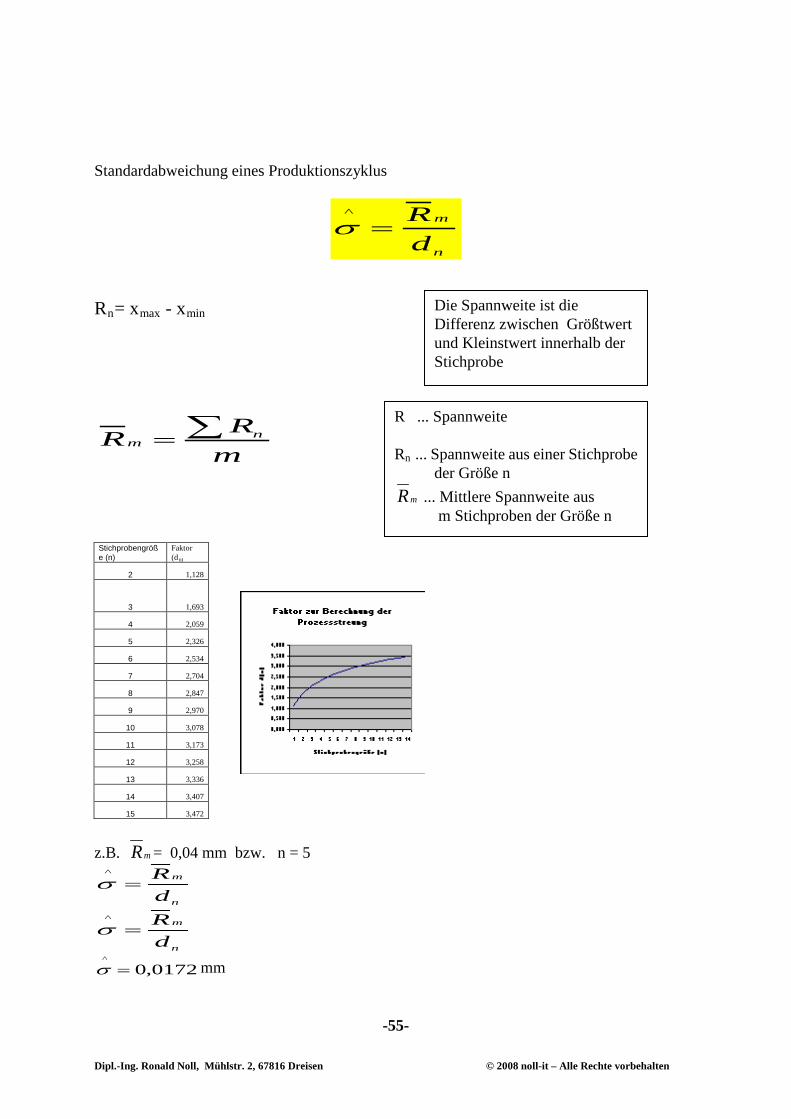
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Standardabweichung eines Produktionszyklus
n
m
dR
=^
σ
Rn= xmax - xmin
mRR n
m∑=
Stichprobengröße (n)
Faktor (dn)
2 1,128
3 1,693
4 2,059 5 2,326 6 2,534 7 2,704 8 2,847 9 2,970
10 3,078 11 3,173 12 3,258 13 3,336 14 3,407 15 3,472
z.B. mR = 0,04 mm bzw. n = 5
n
m
dR
=^
σ
n
m
dR
=^
σ
0172,0^
=σ mm
Die Spannweite ist die Differenz zwischen Größtwert und Kleinstwert innerhalb der Stichprobe
R ... Spannweite Rn ... Spannweite aus einer Stichprobe der Größe n
mR ... Mittlere Spannweite aus m Stichproben der Größe n
-55-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
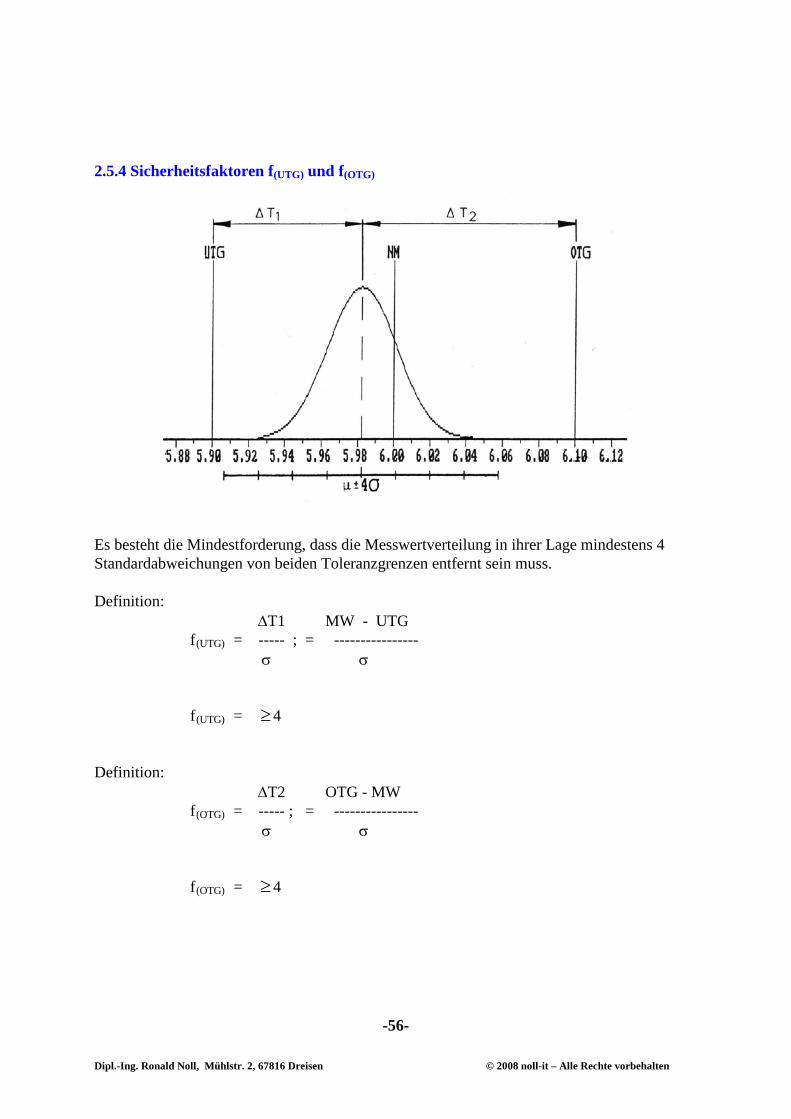
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.5.4 Sicherheitsfaktoren f(UTG) und f(OTG)
Es besteht die Mindestforderung, dass die Messwertverteilung in ihrer Lage mindestens 4 Standardabweichungen von beiden Toleranzgrenzen entfernt sein muss. Definition: ∆T1 MW - UTG f(UTG) = ----- ; = ---------------- σ σ f(UTG) = ≥ 4 Definition: ∆T2 OTG - MW f(OTG) = ----- ; = ---------------- σ σ f(OTG) = ≥ 4
-56-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Berechnung: MW - UTG f(UTG) = ----------------
σ ( 5,9822 - 5,90 ) mm f(UTG) = -------------------------- 0,0191 mm 0,0822 f(UTG) = --------- 0,0191 f(UTG) = 4,304 OTG - MW f(OTG) = ----------------
σ ( 6,10 - 5,9822 ) mm f(OTG) = -------------------------- 0,0191 mm 0,1178 f(OTG) = --------- 0,0191 f(OTG) = 6,168 In Worten: Der Mittelwert ist somit 4,304 Standardabweichungen von der unteren Toleranzgrenze entfernt bzw. 6,168 Standardabweichungen von der oberen Toleranzgrenze. Daraus lässt sich schließen, da f(UTG) und f(OTG) größer 4 sind dass die Maschine korrekt eingestellt war. Letzteres Beispiel bezog sich wiederum auf die Sicherheitsfaktoren bei der Maschinenfähigkeit. Die Sicherheitsfaktoren bei der Prozessfähigkeit werden analog berechnet, lediglich infolge der größeren Prozessstandardabweichung
^
σ sind geringere Werte zu erwarten.
-57-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
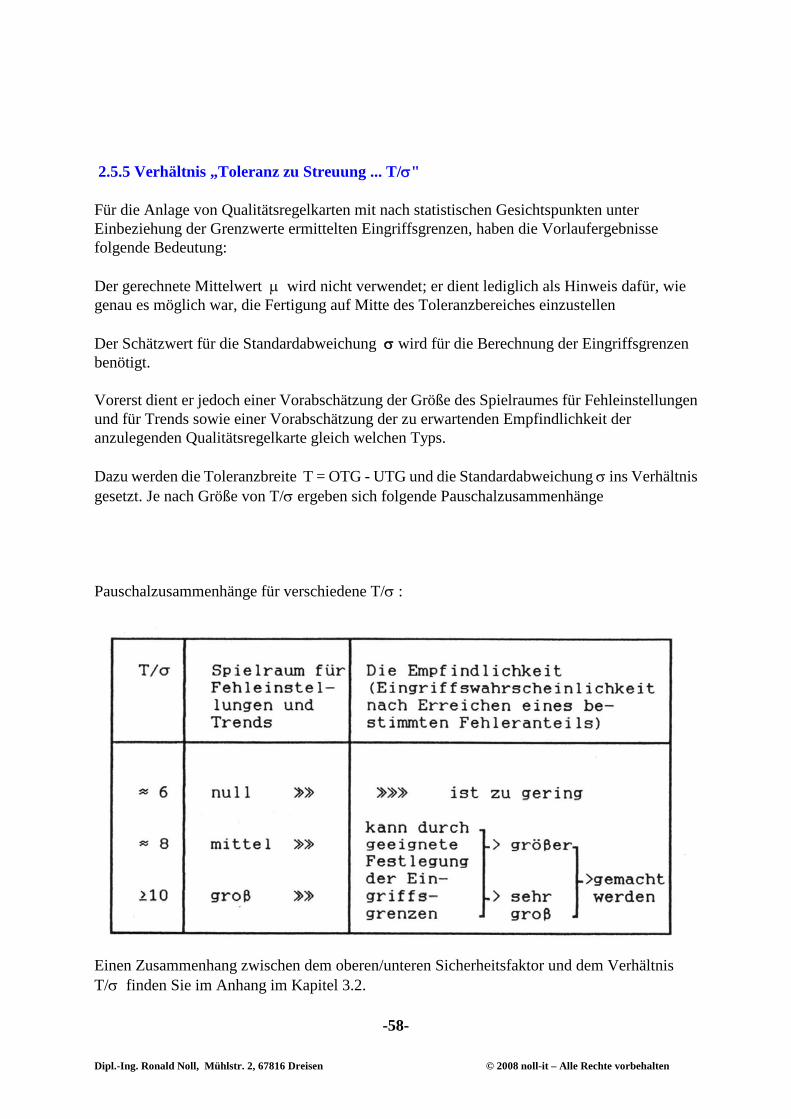
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.5.5 Verhältnis „Toleranz zu Streuung ... T/σ" Für die Anlage von Qualitätsregelkarten mit nach statistischen Gesichtspunkten unter Einbeziehung der Grenzwerte ermittelten Eingriffsgrenzen, haben die Vorlaufergebnisse folgende Bedeutung: Der gerechnete Mittelwert µ wird nicht verwendet; er dient lediglich als Hinweis dafür, wie genau es möglich war, die Fertigung auf Mitte des Toleranzbereiches einzustellen Der Schätzwert für die Standardabweichung σ wird für die Berechnung der Eingriffsgrenzen benötigt. Vorerst dient er jedoch einer Vorabschätzung der Größe des Spielraumes für Fehleinstellungen und für Trends sowie einer Vorabschätzung der zu erwartenden Empfindlichkeit der anzulegenden Qualitätsregelkarte gleich welchen Typs. Dazu werden die Toleranzbreite T = OTG - UTG und die Standardabweichung σ ins Verhältnis gesetzt. Je nach Größe von T/σ ergeben sich folgende Pauschalzusammenhänge Pauschalzusammenhänge für verschiedene T/σ :
Einen Zusammenhang zwischen dem oberen/unteren Sicherheitsfaktor und dem Verhältnis T/σ finden Sie im Anhang im Kapitel 3.2.
-58-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
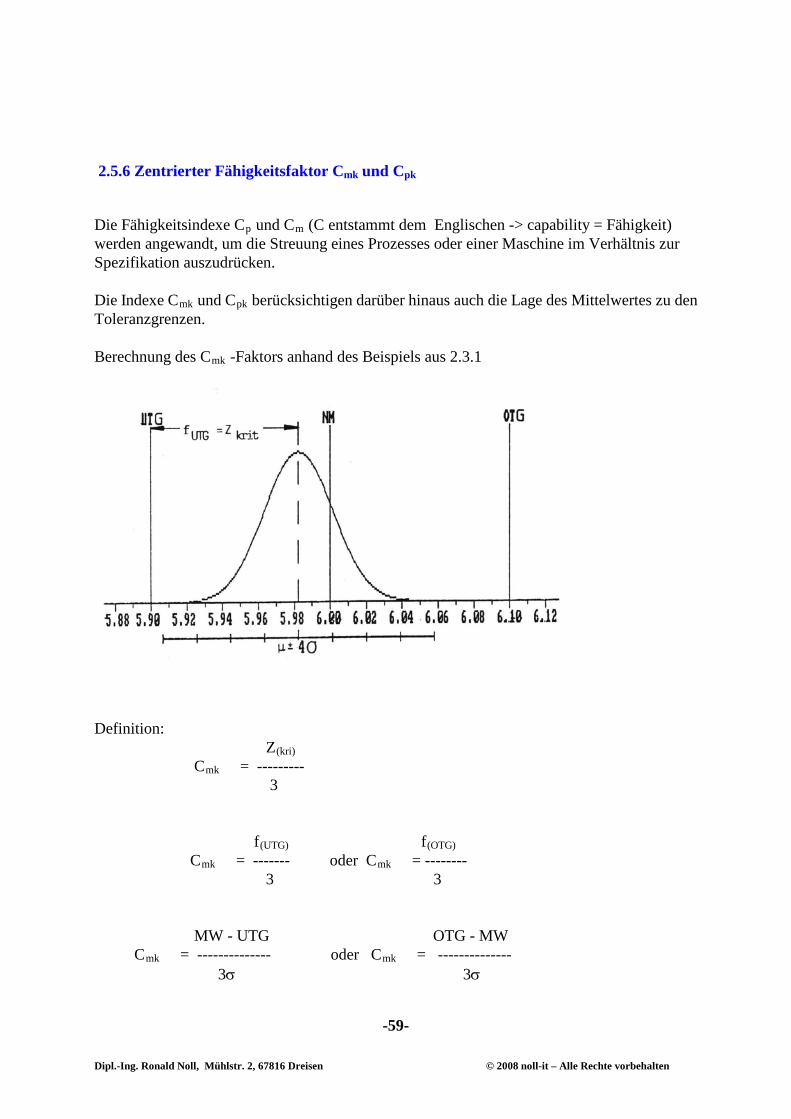
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.5.6 Zentrierter Fähigkeitsfaktor Cmk und Cpk Die Fähigkeitsindexe Cp und Cm (C entstammt dem Englischen -> capability = Fähigkeit) werden angewandt, um die Streuung eines Prozesses oder einer Maschine im Verhältnis zur Spezifikation auszudrücken. Die Indexe Cmk und Cpk berücksichtigen darüber hinaus auch die Lage des Mittelwertes zu den Toleranzgrenzen. Berechnung des Cmk -Faktors anhand des Beispiels aus 2.3.1
Definition: Z(kri) Cmk = --------- 3 f(UTG) f(OTG) Cmk = ------- oder Cmk = -------- 3 3 MW - UTG OTG - MW Cmk = -------------- oder Cmk = -------------- 3σ 3σ
-59-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Z(krit) entspricht in unserem Beispiel dem Sicherheitsfaktor f(UTG) ausgedrückt in Standardabweichungen. Unter Z(krit) versteht man immer den Sicherheitsfaktor, welcher den niedrigeren Zahlenwert aufweist. Zahlenbeispiel aus 2.3.1: Z(krit) Cmk = ----- 3 f(UTG) MW - UTG Cmk = ------- / f(UTG) = -------------- 3 σ MW - UTG Cmk = -------------- 3σ 5,9822 - 5,90 Cmk = ---------------- 3 * 0,0191 Cmk = 1,4346 Es besteht die Mindestforderung, dass der Cmk -Faktor ≥ 1,33 betragen muss. d.h.: f(UTG)/(OTG) / mit Cmk = 1,33 Cmk ≥ ------------- 3 f(UTG)/(OTG) 1,33 ≥ ------------- 3 f(UTG)/(OTG) ≥ 3 * 1,33 f(UTG)/(OTG) ≥ 4 (für Maschinenfähigkeit, wobei CmK = 1,33)
-60-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
In Worten: Bei einer Maschinenfähigkeitsuntersuchung muss der Mittelwert mindestens 4 Standardabweichungen von der jeweils kritischen Spezifikationsgrenze entfernt sein. Bei einer Prozessfähigkeit mit entsprechender Prozessstreuung müssen andere Maßstäbe gesetzt werden. Der nicht zu unterschreitende Cpk -Wert beträgt hier 1. Analog interpretiert zur Ableitung von Cmk gelangt man hier zu folgendem Ergebnis: f(UTG)/(OTG) ≥ 3 (für Prozessfähigkeit, wobei Cpk = 1) Bei der Prozessfähigkeit muss der Mittelwert mindestens 3 Standardabweichungen von der jeweils kritischen Spezifikationsgrenze entfernt sein.
-61-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.6 Qualitätsregelkarte als Werkzeug der Prozessregelung
2.6.1 Grundsätzliche Arbeitsweise der Qualitätsregelkarte. Die Qualitätsregelkarte - abgekürzt QRK - ist ein Formblatt zur grafischen Darstellung von Messwerten bzw. daraus berechneten statistischen Kennwerten oder von Zählergebnissen, die bei der periodischen Entnahme und Prüfung von Stichproben aus einem fortlaufenden Fertigungsprozess anfallen und mit nach statistischen Gesichtspunkten berechneten und eingetragenen Warn- und Eingriffsgrenzen verglichen werden. Aus diesem Vergleich werden nach vorher festgelegten Regeln Maßnahmen zur Regelung des Fertigungsprozesses abgeleitet. Der Begriff "Qualitätsregelkarte" ist entstanden aus dem Wunsch, den englischen Begriff "Quality Control Chart" ins Deutsche zu übertragen. Er trifft das Wesen eines solchen statistischen Werkzeuges besser als der durch unklare Übersetzung vor Jahrzehnten entstandene und immer wieder falsch verstandene Begriff "Kontrollkarte". Im Englischen bedeutet "to control" soviel wie "steuern" (vgl. "Control Tower" eines Flughafens), während unter dem deutschen Verb "kontrollieren" die Überprüfung eines abgeschlossenen Vorgangs verstanden wird. Ähnlich liegen die Verhältnisse bei der Bezeichnung der Grenzen. Während die Bezeichnung "Warngrenze" als eindeutig beibehalten wurde, ist die bisherige Bezeichnung "Kontrollgrenze" durch "Eingriffsgrenze" ersetzt worden, weil dadurch die Tätigkeit, die das Überschreiten dieser Grenze auslöst, besser zum Ausdruck kommt. Eine QRK ist ein statistisches Werkzeug, das geeignet ist, immer wieder anfallende Prüfergebnisse darzustellen und aus der Lage der eingetragenen Werte zu den Entscheidungsgrenzen direkt eine Aussage dahingehend zu machen, ob der Prozess in der bisherigen oder in einer veränderten Art und Weise oder Einstellung weiterlaufen soll. Die Anwendungsmöglichkeit der QRK ist nicht auf Fertigungsvorgänge beschränkt. Sie kann in analoger Weise eingesetzt werden zur Überwachung von Laborversuchen, von Ergebnissen von Eingangsprüfungen usw., kurz überall dort, wo Untersuchungen gleicher Art - bevorzugt an Stichproben gleichen Umfangs regelmäßig durchgeführt werden.
-62-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Es gibt die verschiedenartigsten Qualitätsregelkarten: - mit und ohne Grenzwertvorgaben, - für variable und attributive Merkmale. Die im Nachfolgenden dargestellten Qualitätsregelkarten beziehen sich auf variable Merkmale mit Grenzwertvorgaben.
• Urwertkarte
• Mittelwertkarte
• Standardabweichungskarte
• Spannweitenkarte Steht ein PC zur Verfügung, so ist es zweckmäßig, mit einer zweispurigen QRK zu arbeiten. Hier empfiehlt sich besonders die Mittelwertkarte in Kombination mit der Standardabweichungskarte. Ist kein Rechner zur Hand, so empfiehlt es sich mit einer Urwertkarte, in Verbindung mit einer Spannweitenkarte zu arbeiten.
-63-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
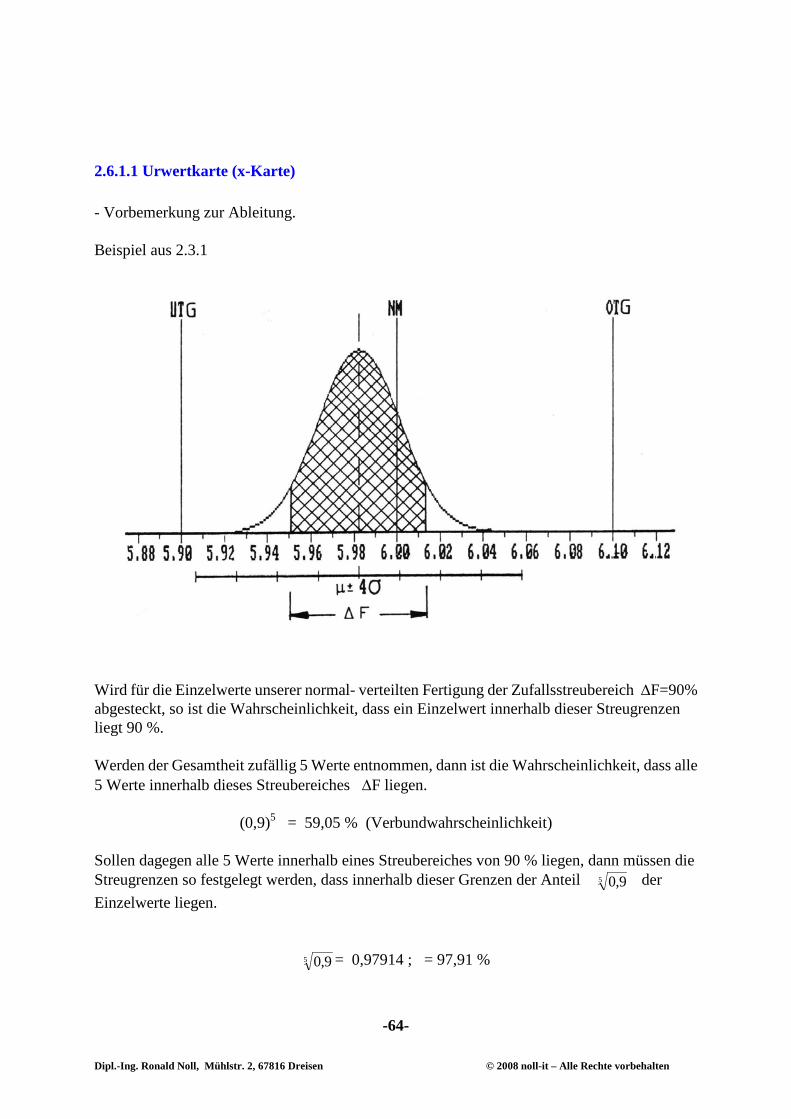
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.6.1.1 Urwertkarte (x-Karte) - Vorbemerkung zur Ableitung. Beispiel aus 2.3.1
Wird für die Einzelwerte unserer normal- verteilten Fertigung der Zufallsstreubereich ∆F=90% abgesteckt, so ist die Wahrscheinlichkeit, dass ein Einzelwert innerhalb dieser Streugrenzen liegt 90 %. Werden der Gesamtheit zufällig 5 Werte entnommen, dann ist die Wahrscheinlichkeit, dass alle 5 Werte innerhalb dieses Streubereiches ∆F liegen.
(0,9)5 = 59,05 % (Verbundwahrscheinlichkeit) Sollen dagegen alle 5 Werte innerhalb eines Streubereiches von 90 % liegen, dann müssen die Streugrenzen so festgelegt werden, dass innerhalb dieser Grenzen der Anteil 5 9,0 der Einzelwerte liegen.
5 9,0 = 0,97914 ; = 97,91 %
-64-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Begriffe wie Eingriffswahrscheinlichkeit bzw. Nichteingriffswahrscheinlichkeit Definition: Das Komplement zur Eingriffswahrscheinlichkeit ist die Nichteingriffswahrscheinlichkeit oder auch Annahmewahrscheinlichkeit. Beispiel: - die Eingriffswahrscheinlichkeit sei 90 %. - die Nichteingriffswahrscheinlichkeit ist demzufolge 100 % - 90 % = 10 %. Symbole: "L" für Nichteingriffswahrscheinlichkeit "100-L" oder "1-L" für Eingriffswahrscheinlichkeit. L..... Nichteingriffswahrscheinlichkeit 1-L... Eingriffswahrscheinlichkeit.
Die Eingriffswahrscheinlichkeit ist die Wahrscheinlichkeit, mit der ein bestimmter Fehleranteil entdeckt wird.
-65-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
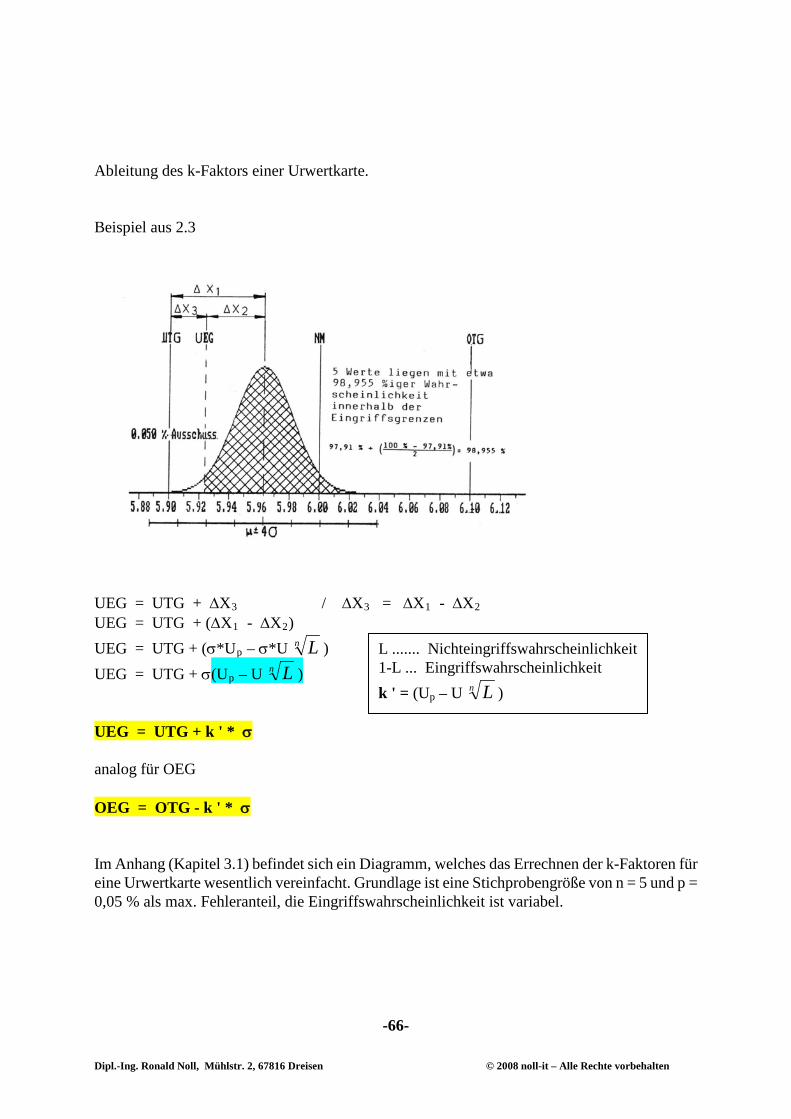
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Ableitung des k-Faktors einer Urwertkarte. Beispiel aus 2.3
UEG = UTG + ∆X3 / ∆X3 = ∆X1 - ∆X2 UEG = UTG + (∆X1 - ∆X2) UEG = UTG + (σ*Up – σ*U n L ) UEG = UTG + σ(Up – U n L ) UEG = UTG + k ' * σ analog für OEG OEG = OTG - k ' * σ Im Anhang (Kapitel 3.1) befindet sich ein Diagramm, welches das Errechnen der k-Faktoren für eine Urwertkarte wesentlich vereinfacht. Grundlage ist eine Stichprobengröße von n = 5 und p = 0,05 % als max. Fehleranteil, die Eingriffswahrscheinlichkeit ist variabel.
L ....... Nichteingriffswahrscheinlichkeit 1-L ... Eingriffswahrscheinlichkeit k ' = (Up – U n L )
-66-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Die Berechnung wie folgt: Untere Eingriffsgrenze UEG = UTG + k ' * σ UEG = 5,9 + 2,956 * 0,0191(mm) UEG = 5,956(mm) Obere Eingriffsgrenze OEG = OTG - k ' * σ OEG = 6,1 - 2,956 * 0,0191(mm) OEG = 6,044(mm)
-67-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
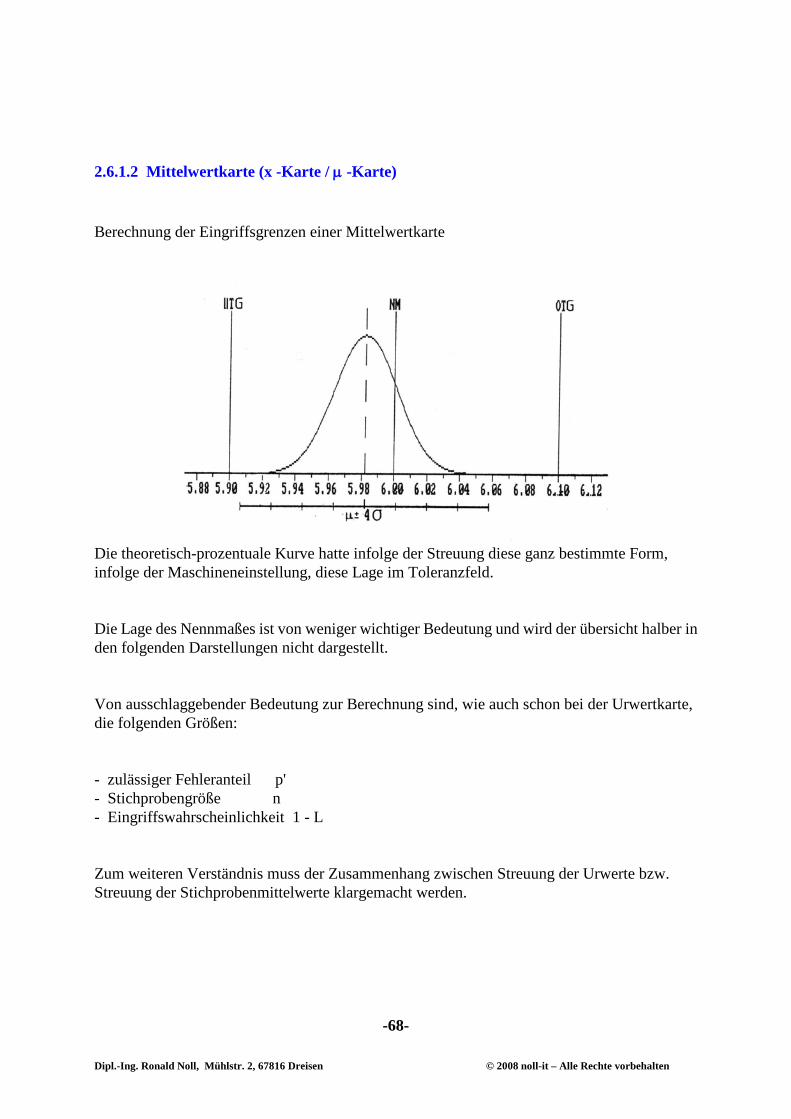
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.6.1.2 Mittelwertkarte (x -Karte / µ -Karte) Berechnung der Eingriffsgrenzen einer Mittelwertkarte
Die theoretisch-prozentuale Kurve hatte infolge der Streuung diese ganz bestimmte Form, infolge der Maschineneinstellung, diese Lage im Toleranzfeld. Die Lage des Nennmaßes ist von weniger wichtiger Bedeutung und wird der übersicht halber in den folgenden Darstellungen nicht dargestellt. Von ausschlaggebender Bedeutung zur Berechnung sind, wie auch schon bei der Urwertkarte, die folgenden Größen: - zulässiger Fehleranteil p' - Stichprobengröße n - Eingriffswahrscheinlichkeit 1 - L Zum weiteren Verständnis muss der Zusammenhang zwischen Streuung der Urwerte bzw. Streuung der Stichprobenmittelwerte klargemacht werden.
-68-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
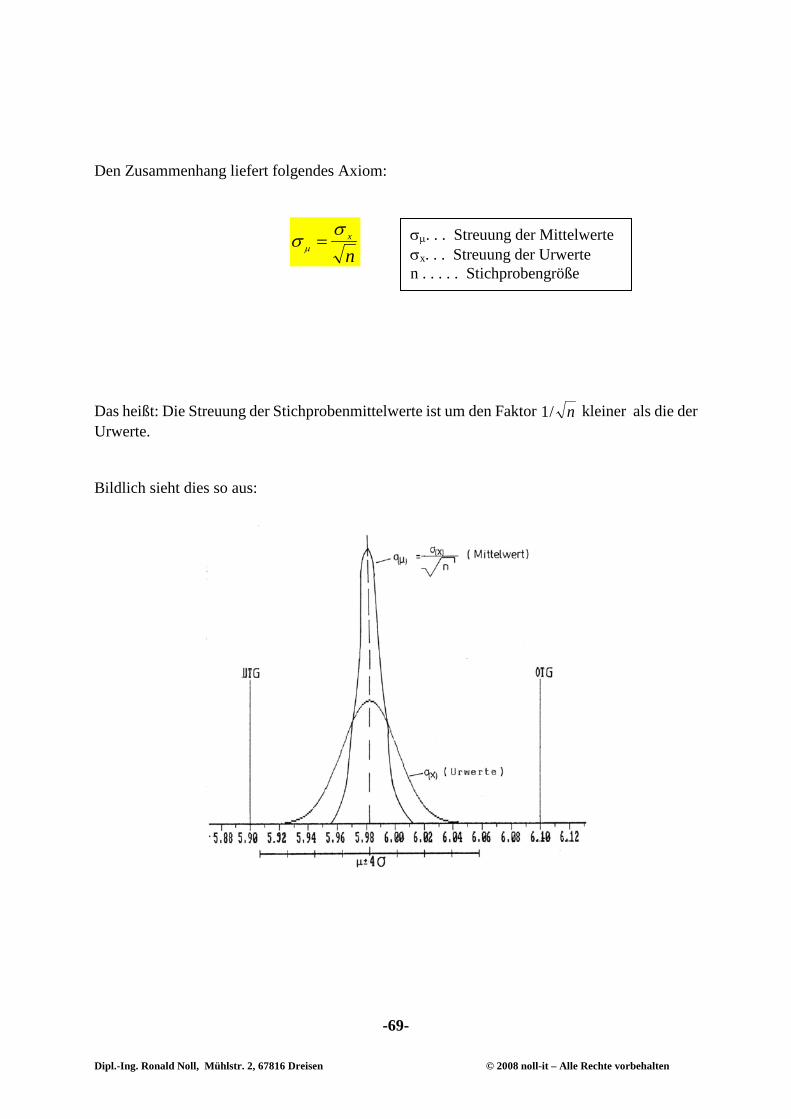
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Den Zusammenhang liefert folgendes Axiom:
nxσσ µ =
Das heißt: Die Streuung der Stichprobenmittelwerte ist um den Faktor n/1 kleiner als die der Urwerte. Bildlich sieht dies so aus:
σµ. . . Streuung der Mittelwerte σx. . . Streuung der Urwerte n . . . . . Stichprobengröße
-69-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
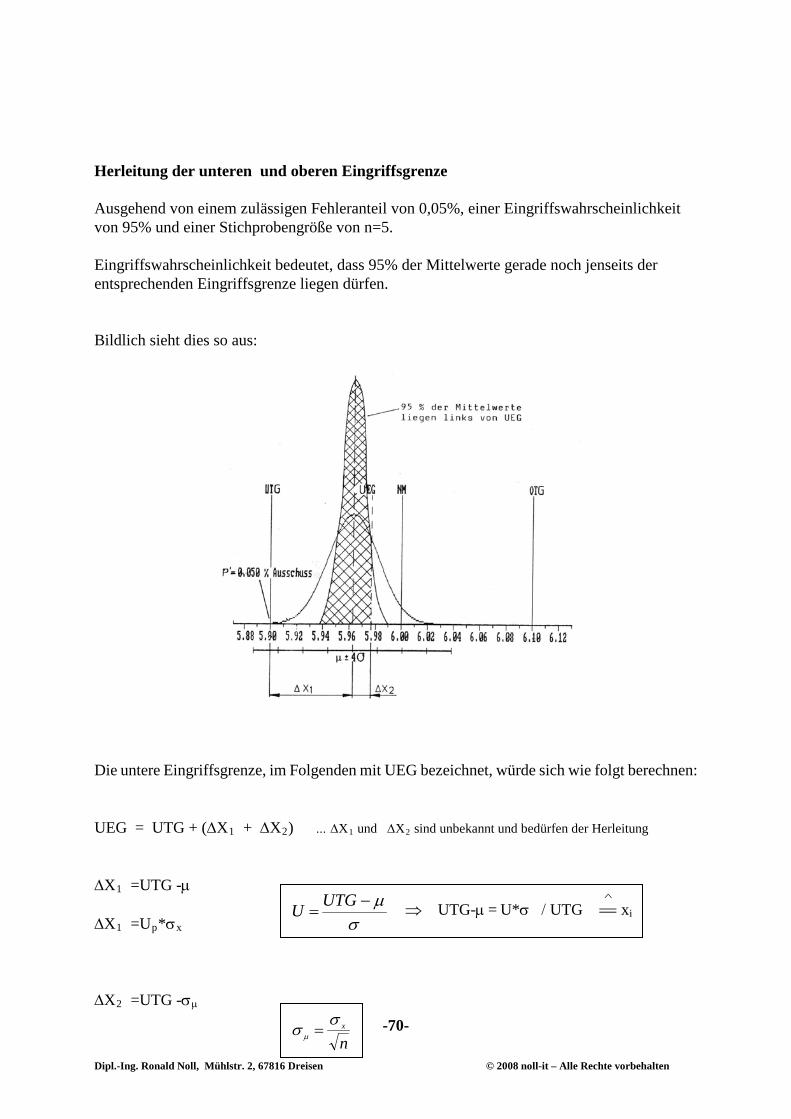
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Herleitung der unteren und oberen Eingriffsgrenze Ausgehend von einem zulässigen Fehleranteil von 0,05%, einer Eingriffswahrscheinlichkeit von 95% und einer Stichprobengröße von n=5. Eingriffswahrscheinlichkeit bedeutet, dass 95% der Mittelwerte gerade noch jenseits der entsprechenden Eingriffsgrenze liegen dürfen. Bildlich sieht dies so aus:
Die untere Eingriffsgrenze, im Folgenden mit UEG bezeichnet, würde sich wie folgt berechnen: UEG = UTG + (∆X1 + ∆X2) ... ∆X1 und ∆X2 sind unbekannt und bedürfen der Herleitung ∆X1 =UTG -µ ∆X1 =Up*σx ∆X2 =UTG -σµ
nxσσ µ =
σµ−
=UTGU ⇒ UTG-µ = U*σ / UTG
^
= xi
-70-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
∆X2 =U1-L*nxσ
da UEG = UTG + ( ∆X1 + ∆X2 )
⇒ UEG = UTG + (Up * σx + U1-L*nxσ
)
UEG = UTG + σx (Up + n
U L−1 )
oder
UEG = UTG + k * σ(x) entsprechend für die obere Eingriffsgrenze:
OEG = OTG - k * σ(x) Im Anhang (Kapitel 3.1) befindet sich ein Diagramm, welches das Errechnen der k-Faktoren wesentlich vereinfacht.
k = (Up + n
U L−1 )
-71-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Grundlage ist eine Stichprobengröße n = 5 und p = 0,05 %, die Eingriffswahrscheinlichkeit ist variabel. In dem darin zitierten Beispiel mit einer gewählten Eingriffswahrscheinlichkeit von 90 % ergibt sich ein k -Wert von k = 3,863 für eine Mittelwertkarte. Die Berechnung wie folgt: Untere Eingriffsgrenze UEG = UTG + k * σx UEG = (5,9 + 3,863 * 0,01917)mm UEG = 5,974 mm Obere Eingriffsgrenze OEG = OTG - k * σx OEG = (6,1 - 3,863 * 0,0191)mm OEG = 6,026 mm
-72-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
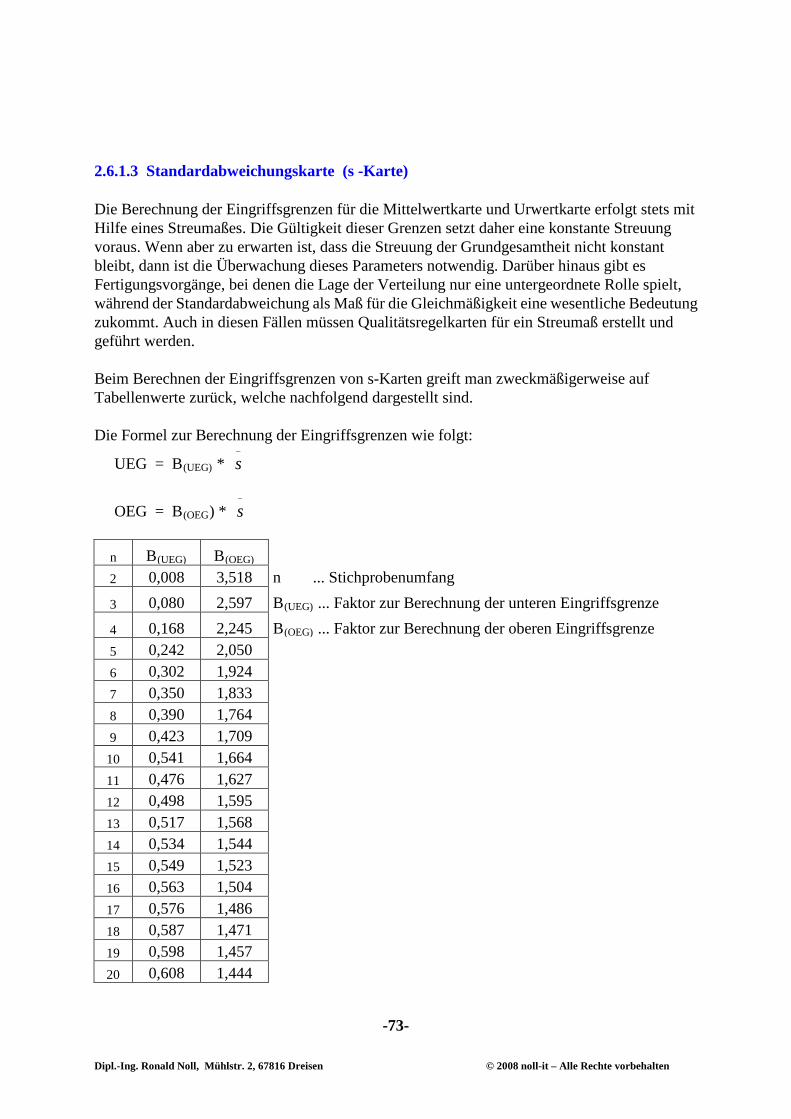
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.6.1.3 Standardabweichungskarte (s -Karte) Die Berechnung der Eingriffsgrenzen für die Mittelwertkarte und Urwertkarte erfolgt stets mit Hilfe eines Streumaßes. Die Gültigkeit dieser Grenzen setzt daher eine konstante Streuung voraus. Wenn aber zu erwarten ist, dass die Streuung der Grundgesamtheit nicht konstant bleibt, dann ist die Überwachung dieses Parameters notwendig. Darüber hinaus gibt es Fertigungsvorgänge, bei denen die Lage der Verteilung nur eine untergeordnete Rolle spielt, während der Standardabweichung als Maß für die Gleichmäßigkeit eine wesentliche Bedeutung zukommt. Auch in diesen Fällen müssen Qualitätsregelkarten für ein Streumaß erstellt und geführt werden. Beim Berechnen der Eingriffsgrenzen von s-Karten greift man zweckmäßigerweise auf Tabellenwerte zurück, welche nachfolgend dargestellt sind. Die Formel zur Berechnung der Eingriffsgrenzen wie folgt:
UEG = B(UEG) * −
s
OEG = B(OEG) * −
s
n B(UEG) B(OEG) 2 0,008 3,518 n ... Stichprobenumfang 3 0,080 2,597 B(UEG) ... Faktor zur Berechnung der unteren Eingriffsgrenze 4 0,168 2,245 B(OEG) ... Faktor zur Berechnung der oberen Eingriffsgrenze 5 0,242 2,050 6 0,302 1,924 7 0,350 1,833 8 0,390 1,764 9 0,423 1,709
10 0,541 1,664 11 0,476 1,627 12 0,498 1,595 13 0,517 1,568 14 0,534 1,544 15 0,549 1,523 16 0,563 1,504 17 0,576 1,486 18 0,587 1,471 19 0,598 1,457 20 0,608 1,444
-73-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Beispiel: Eingriffsgrenzen einer s -Karte für das Beispiel aus 2.3.1.
n = 5 / −
s sei 0,022 mm Untere Eingriffsgrenze
UEG = B(UEG) * −
s UEG = 0,242 * 0,022 mm UEG = 0,0053 mm Obere Eingriffsgrenze
OEG = B(OEG) * −
s OEG = 2,050 * 0,022 mm OEG = 0,0451 mm −
s ist hierbei die mittlere Standardabweichung aus den Stichproben der Prozessfähigkeit.
-74-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
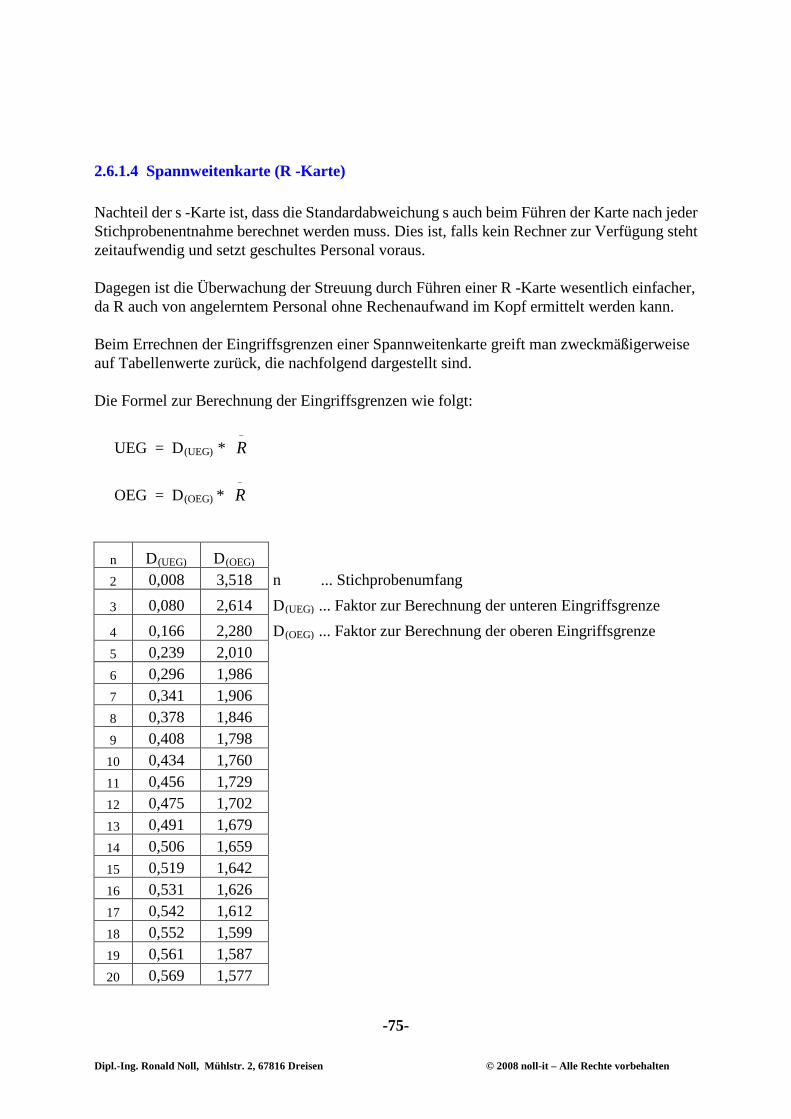
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
2.6.1.4 Spannweitenkarte (R -Karte) Nachteil der s -Karte ist, dass die Standardabweichung s auch beim Führen der Karte nach jeder Stichprobenentnahme berechnet werden muss. Dies ist, falls kein Rechner zur Verfügung steht zeitaufwendig und setzt geschultes Personal voraus. Dagegen ist die Überwachung der Streuung durch Führen einer R -Karte wesentlich einfacher, da R auch von angelerntem Personal ohne Rechenaufwand im Kopf ermittelt werden kann. Beim Errechnen der Eingriffsgrenzen einer Spannweitenkarte greift man zweckmäßigerweise auf Tabellenwerte zurück, die nachfolgend dargestellt sind. Die Formel zur Berechnung der Eingriffsgrenzen wie folgt:
UEG = D(UEG) * −
R
OEG = D(OEG) * −
R
n D(UEG) D(OEG) 2 0,008 3,518 n ... Stichprobenumfang 3 0,080 2,614 D(UEG) ... Faktor zur Berechnung der unteren Eingriffsgrenze 4 0,166 2,280 D(OEG) ... Faktor zur Berechnung der oberen Eingriffsgrenze 5 0,239 2,010 6 0,296 1,986 7 0,341 1,906 8 0,378 1,846 9 0,408 1,798
10 0,434 1,760 11 0,456 1,729 12 0,475 1,702 13 0,491 1,679 14 0,506 1,659 15 0,519 1,642 16 0,531 1,626 17 0,542 1,612 18 0,552 1,599 19 0,561 1,587 20 0,569 1,577
-75-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Beispiel: Eingriffsgrenzen einer R -Karte für das Beispiel aus 2.3.1.
n = 5 / −
R sei 0,04 mm Untere Eingriffsgrenze
UEG = D(UEG) * −
R UEG = 0,239 * 0,04 mm UEG = 0,00956 mm Obere Eingriffsgrenze
OEG = D(OEG) * −
R OEG = 2,100 * 0,04 mm OEG = 0,084 mm
−
R ist hierbei die mittlere Spannweite aus den Stichproben der Prozessfähigkeit
-76-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
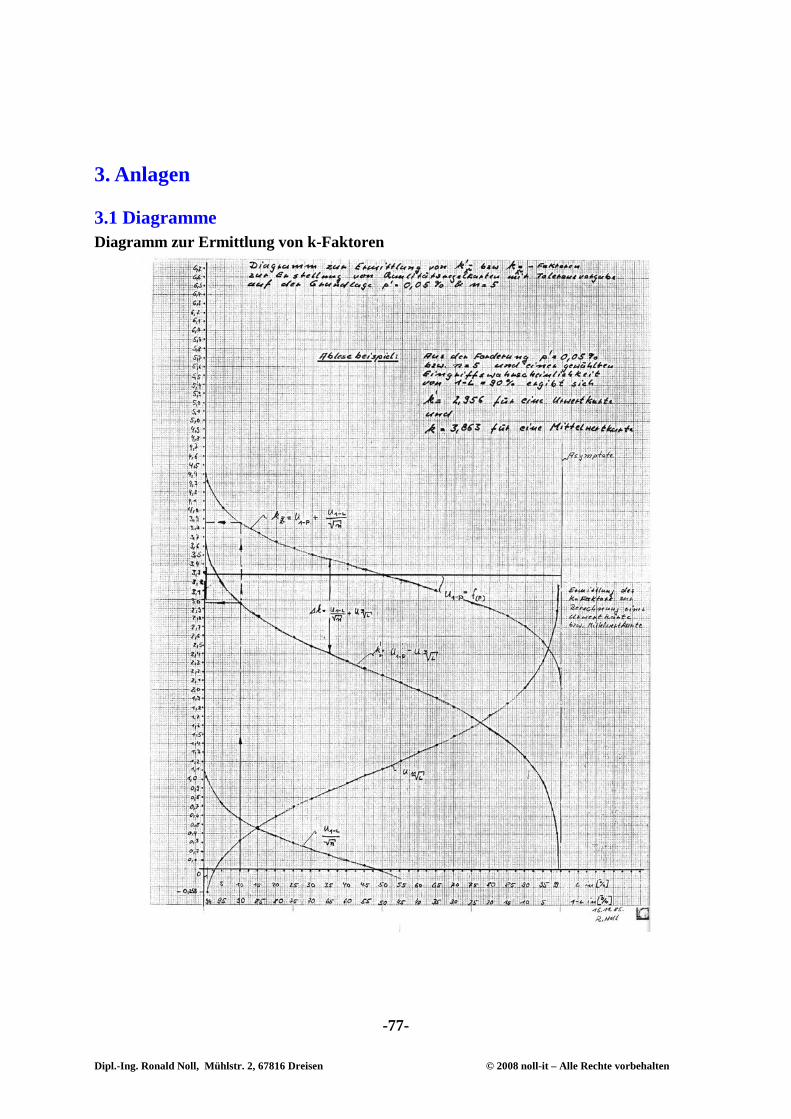
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3. Anlagen
3.1 Diagramme Diagramm zur Ermittlung von k-Faktoren
-77-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
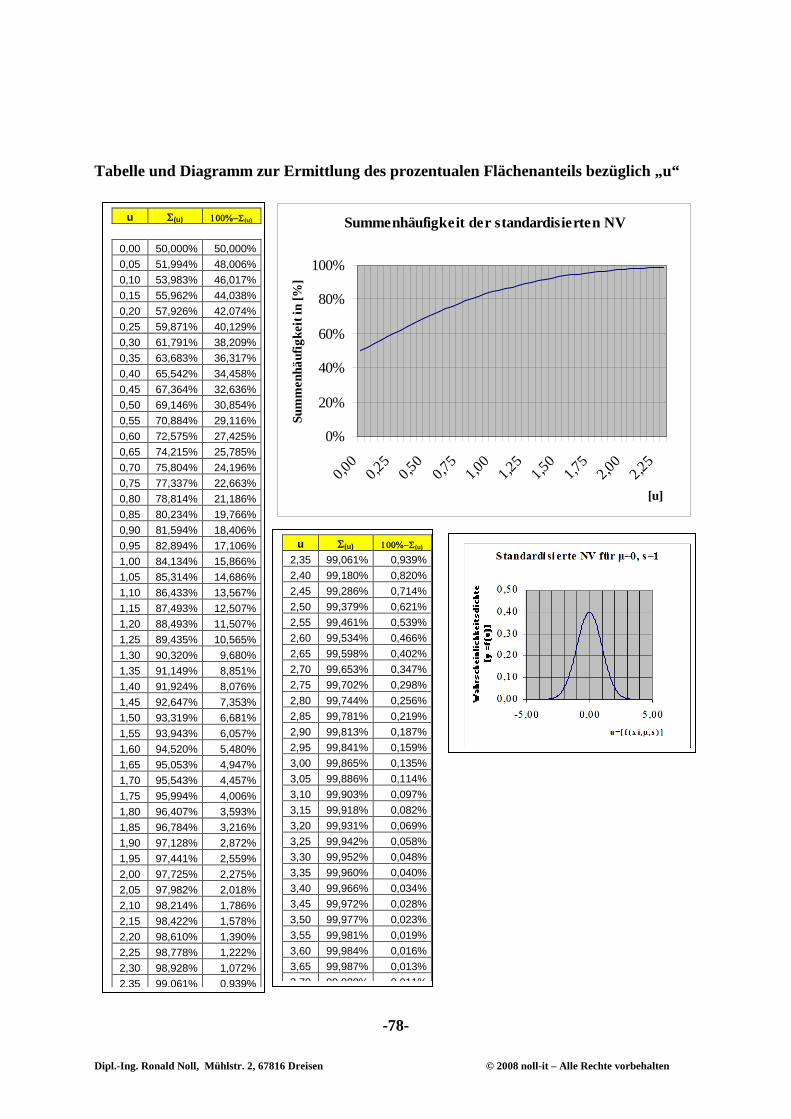
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Tabelle und Diagramm zur Ermittlung des prozentualen Flächenanteils bezüglich „u“
Summenhäufigkeit der standardisierten NV
0%
20%
40%
60%
80%
100%
0,000,25
0,500,75
1,001,25
1,501,75
2,002,25
[u]
Sum
men
häuf
igke
it in
[%]
u Σ(u) 100%−Σ(u)
0,00 50,000% 50,000% 0,05 51,994% 48,006% 0,10 53,983% 46,017% 0,15 55,962% 44,038% 0,20 57,926% 42,074% 0,25 59,871% 40,129% 0,30 61,791% 38,209% 0,35 63,683% 36,317% 0,40 65,542% 34,458% 0,45 67,364% 32,636% 0,50 69,146% 30,854% 0,55 70,884% 29,116% 0,60 72,575% 27,425% 0,65 74,215% 25,785% 0,70 75,804% 24,196% 0,75 77,337% 22,663% 0,80 78,814% 21,186% 0,85 80,234% 19,766% 0,90 81,594% 18,406% 0,95 82,894% 17,106% 1,00 84,134% 15,866% 1,05 85,314% 14,686% 1,10 86,433% 13,567% 1,15 87,493% 12,507% 1,20 88,493% 11,507% 1,25 89,435% 10,565% 1,30 90,320% 9,680% 1,35 91,149% 8,851% 1,40 91,924% 8,076% 1,45 92,647% 7,353% 1,50 93,319% 6,681% 1,55 93,943% 6,057% 1,60 94,520% 5,480% 1,65 95,053% 4,947% 1,70 95,543% 4,457% 1,75 95,994% 4,006% 1,80 96,407% 3,593% 1,85 96,784% 3,216% 1,90 97,128% 2,872% 1,95 97,441% 2,559% 2,00 97,725% 2,275% 2,05 97,982% 2,018% 2,10 98,214% 1,786% 2,15 98,422% 1,578% 2,20 98,610% 1,390% 2,25 98,778% 1,222% 2,30 98,928% 1,072% 2,35 99,061% 0,939%
u Σ(u) 100%−Σ(u)
2,35 99,061% 0,939% 2,40 99,180% 0,820% 2,45 99,286% 0,714% 2,50 99,379% 0,621% 2,55 99,461% 0,539% 2,60 99,534% 0,466% 2,65 99,598% 0,402% 2,70 99,653% 0,347% 2,75 99,702% 0,298% 2,80 99,744% 0,256% 2,85 99,781% 0,219% 2,90 99,813% 0,187% 2,95 99,841% 0,159% 3,00 99,865% 0,135% 3,05 99,886% 0,114% 3,10 99,903% 0,097% 3,15 99,918% 0,082% 3,20 99,931% 0,069% 3,25 99,942% 0,058% 3,30 99,952% 0,048% 3,35 99,960% 0,040% 3,40 99,966% 0,034% 3,45 99,972% 0,028% 3,50 99,977% 0,023% 3,55 99,981% 0,019% 3,60 99,984% 0,016% 3,65 99,987% 0,013% 3 70 99 989% 0 011%
-78-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
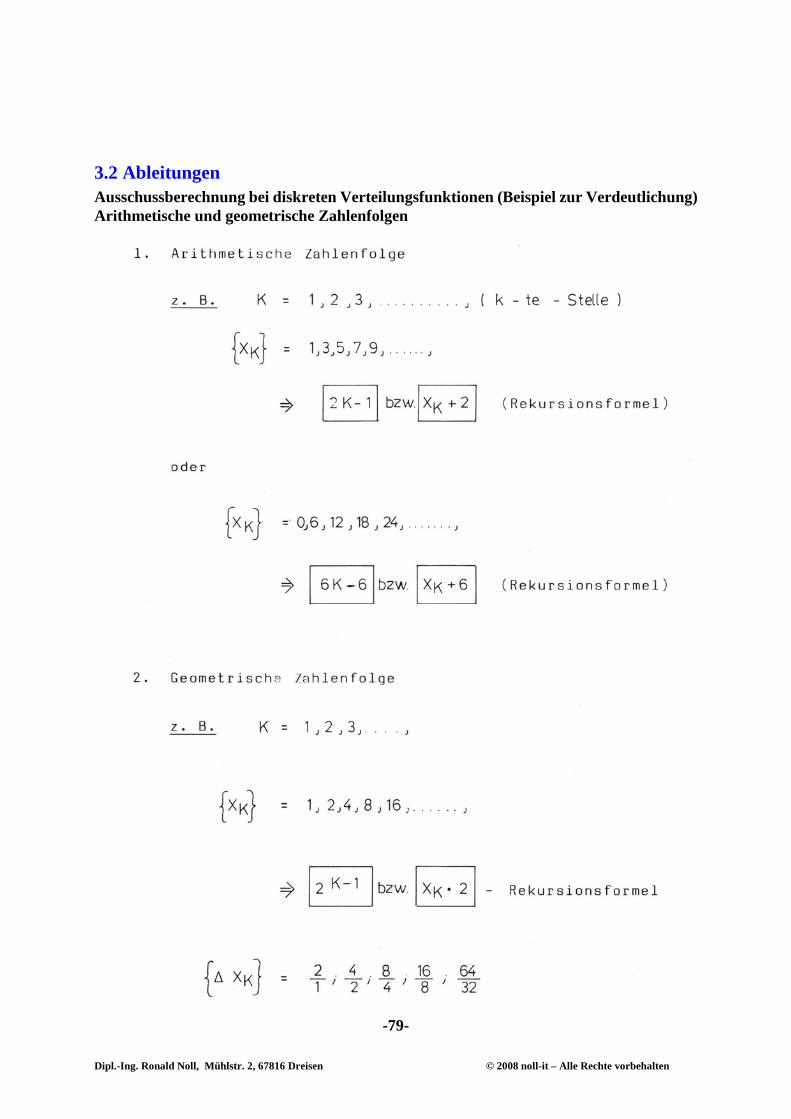
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.2 Ableitungen Ausschussberechnung bei diskreten Verteilungsfunktionen (Beispiel zur Verdeutlichung) Arithmetische und geometrische Zahlenfolgen
-79-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
-80-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Summe einer geometrischen Folge
-81-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
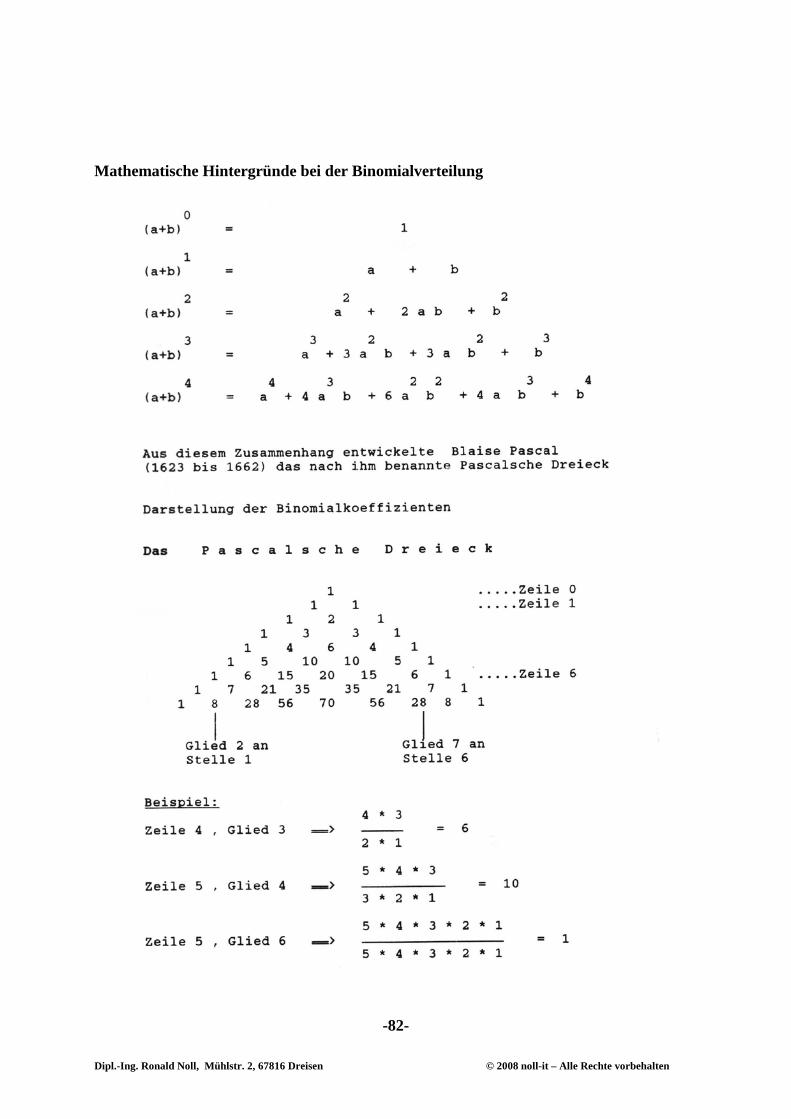
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Mathematische Hintergründe bei der Binomialverteilung
-82-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
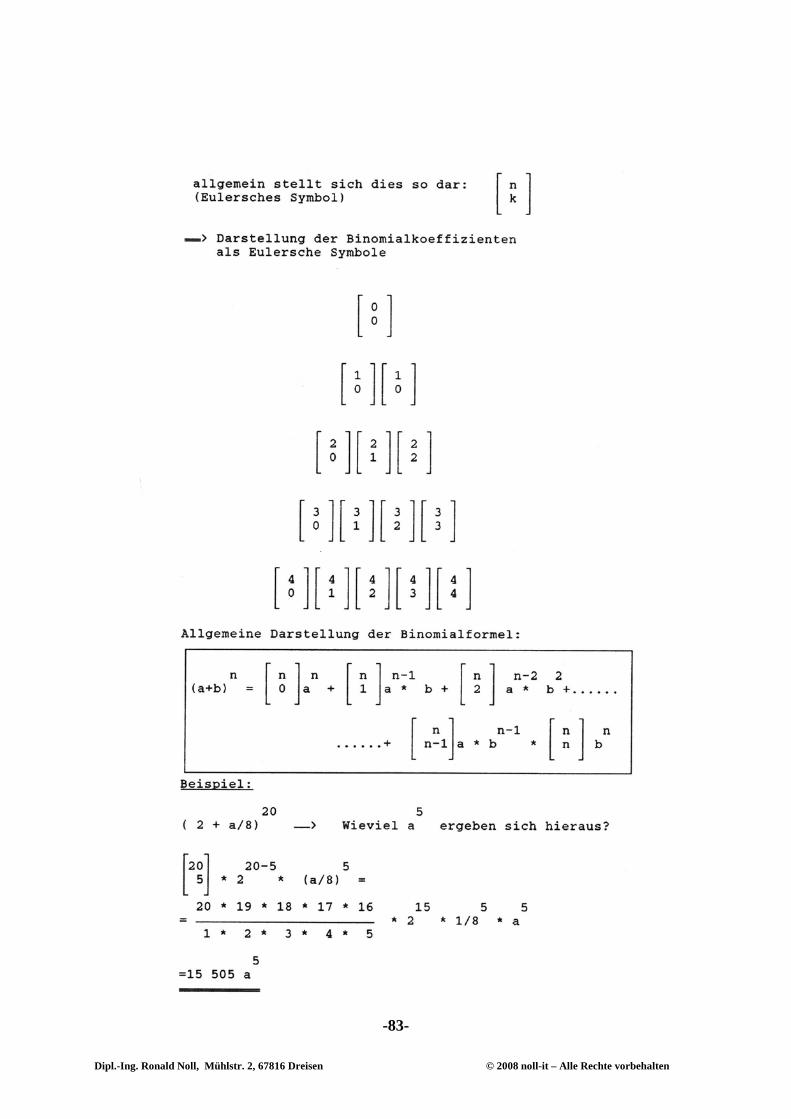
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
-83-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Beweis, dass die geschätzte Standardabweichung einen Zusammenhang mit der e-Funktion darstellt
-84-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
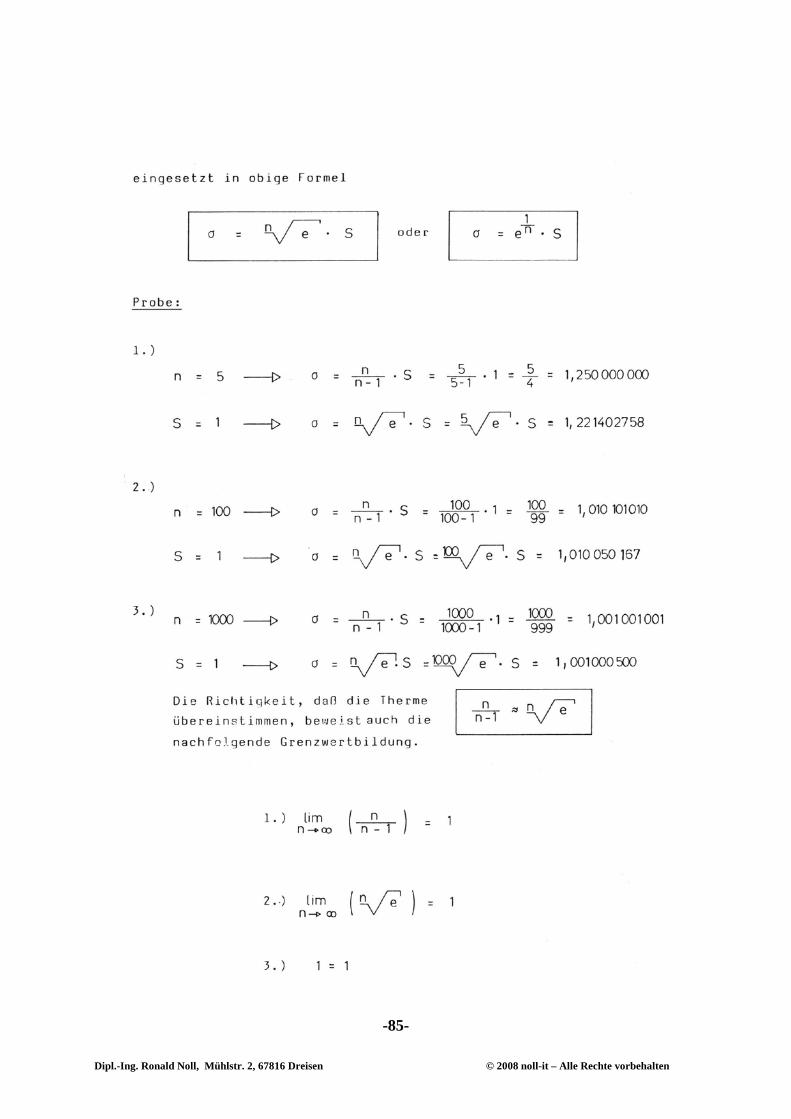
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
-85-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Integration der Funktion der Gaußschen -Normalverteilung
-86-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
-87-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
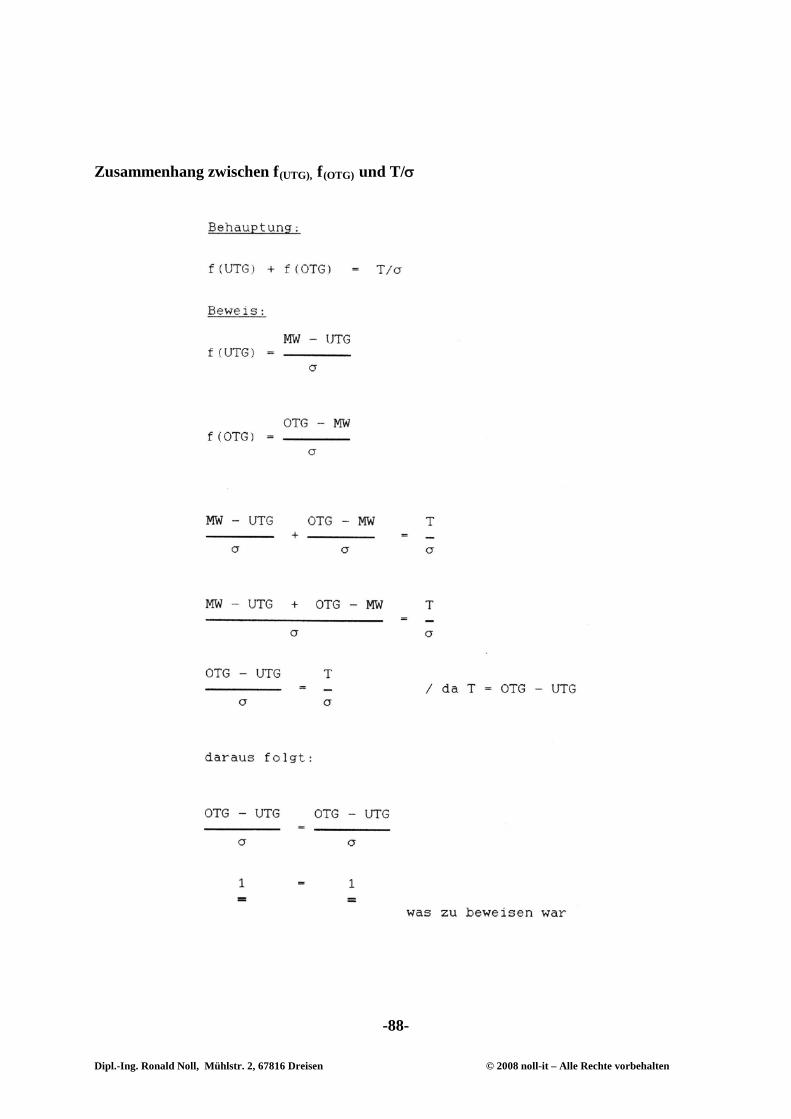
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Zusammenhang zwischen f(UTG), f(OTG) und T/σ
-88-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.3 Literaturverzeichnis
Bezeichnung Autor Verlag Algebra und Geometrie für Ingenieure Harri Deutsch Analysis für Ingenieure Harri Deutsch Angewandte Statistik Lothar Sachs Springer Verlag / Berlin, 1997 DGQ-Lehrgangsunterlagen (Q2) Deutsch Gesellschaft für Qualität DIN EN ISO 9000 / DIN EN ISO 8258 International Organization for Standardization Ford Statistische Prozessregelung Ford AG Handbuch der Qualitätssicherung W. Masing Carl Hanser Verlag, München, 1980 Mathematische Formeln H.-J. Bartsch Buch- und Zeitverlagsgesellschaft mbH Köln Qualitätsregelkarten / DGQ-Schrift Nr. 16-30 Deutsch Gesellschaft für Qualität Qualitätssicherung in der Boschgruppe Bosch AG Statistik für Physiker Springer
3.4 Formelsammlung und Formelzeichen Berechnungsfaktoren bei Maschinen- und Prozessfähigkeiten
-89-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
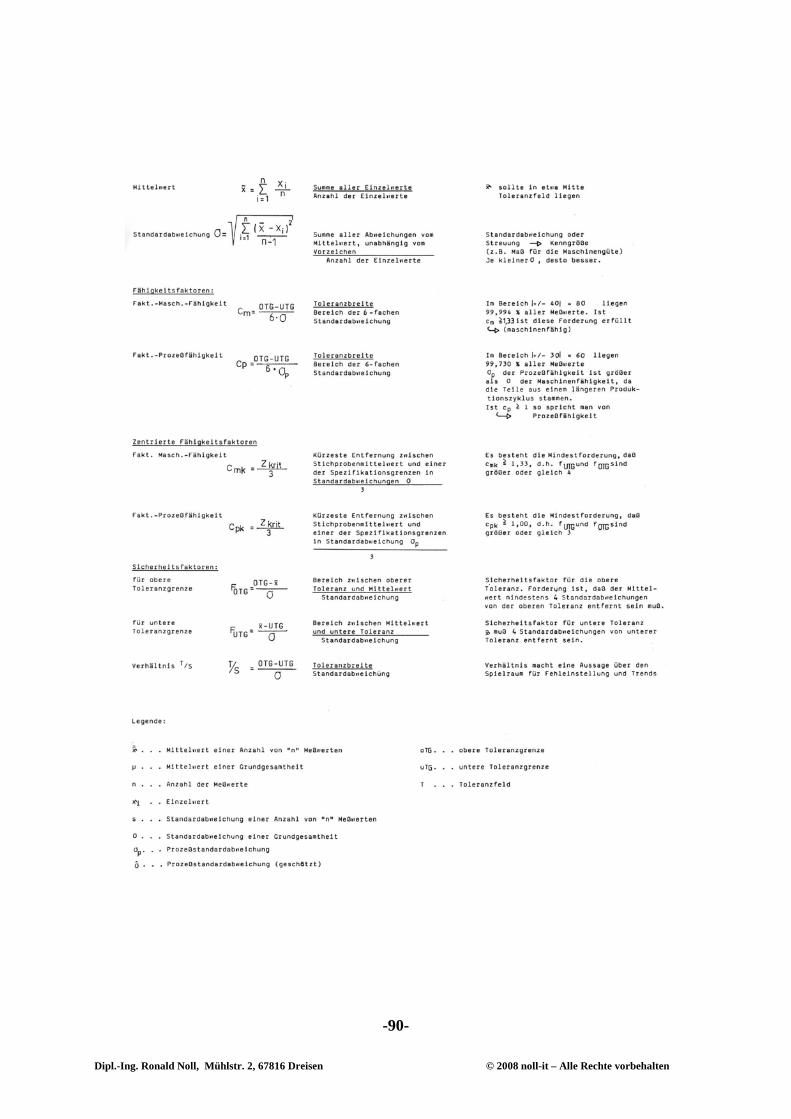
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
-90-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
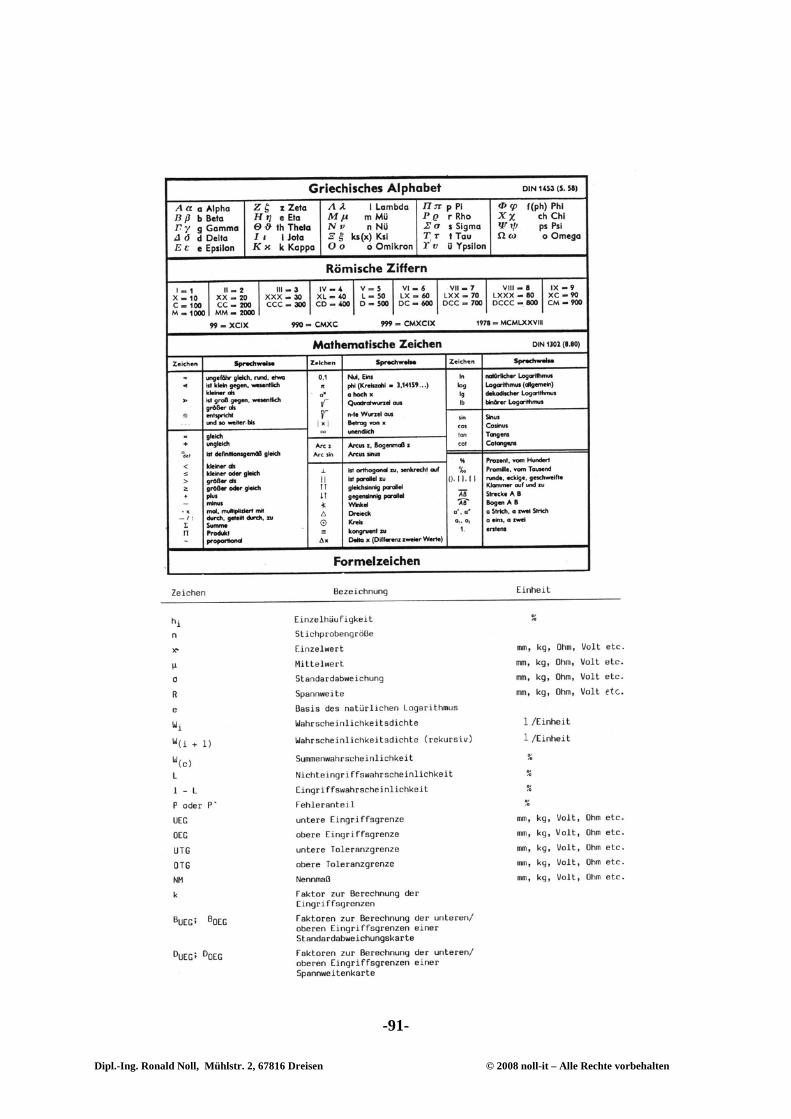
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
-91-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5 Biographien
3.5.01 Francis Galton 1822 – 1911
Sir Francis Galton wurde am 16. Februar 1822 in Birmingham geboren. Galton studierte Medizin in seiner Geburtsstadt. Der Cousin des allseits bekannten Charles Darwin war Naturforscher und Schriftsteller und verfasste Reiseberichte über seine Expeditionen. Insbesondere interessierten ihn Probleme der Darstellung biometrischer Daten. Er bereiste u. a. den Balkan, Ägypten, den Sudan und 1850-51 unerforschte Gebiete im Südwesten Afrikas, wofür er 1853 die Goldmedaille der königlichen geographischen Gesellschaft erhielt. 1857 ließ er sich in London nieder. 1863 erkannte er die Bedeutung der von ihm so benannten Antizyklonen für die Meteorologie. Angeregt durch seinen Vetter Charles Darwin (1809–1882) schuf Galton wichtige Grundlagen der Vererbungslehre. Sein bekanntestes Werk Hereditary Genius, its Laws and Consequences (1865) enthält das Galtonsche Vererbungsgesetz. Es besagt, dass Eltern, die vom Mittel abweichen, Nachkommen erzeugen, die im Durchschnitt in derselben Richtung vom Mittel weichen; die Nachkommen zeigen im Durchschnitt einen "Rückschlag" hin zum Mittel. Wenn man nun die Häufigkeit der Abweichung vom Mittelmaß über den Abweichungen aufträgt, entsteht die Galtonsche Kurve, die im Grenzfall die Gaußsche Kurve ist. 1883 begründete er die Eugenik (Erbhygiene, Verbesserung der menschlichen Rasse) und schuf deren erstes Institut, das Galton -Laboratorium in London. Zur Auswertung seines großen statistischen Materials schuf er die Korrelationsrechnung. Zur Demonstration der Binomialverteilung konstruierte er das Galtonsche Brett, welches er 1889 veröffentlichte. Auch die Galtonpfeife zur mechanischen Erzeugung sehr hoher Frequenzen (bis 100kHz) geht auf ihn zurück. Die Methode der Fingerabdrücke zur Personenidentifikation wurde von ihm eingeführt. Sir Francis Galton verstarb am 17. Januar 1911 in Haslemere
-92-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.02 Siméon Denis Poisson 1781 - 1840 Simon Denis Poisson wurde am 21.Juni.1781 in Pithivters / Loiret geboren. Poisson war Schüler der ÉcoIe Polytechnique und nach Beendigung seines Studiums dort angestellt. Er war Mitglied des Längenbüros und der Académie des Sciences. Seit 1837 war er Pair von Frankreich. Poisson arbeitete auf sehr vielen Gebieten, z.B. über allgemeine Mechanik, Kapillarität, Wärmeleitung, über Potentialtheorie, Differentialgleichungen und über Wahrscheinlichkeitsrechnung. Er untersuchte auch die Ablenkung eines rotierenden, umströmten Körpers infolge unterschiedlicher Reibungskräfte vor und hinter dem Körper „Poisson-Effekt“. Er stellte auch Adiabatengleichungen auf. Simon Denis Poisson verstarb am 25. April 1840 in Paris.
-93-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.03 Carl Friedrich Gauß 1777 - 1855 Carl Friedrich Gauß wurde am 30. April 1777 in Braunschweig geboren und verstarb am 23.2.1855 in Göttingen. - Gauß war ein deutscher Mathematiker, Astronom, Geodät und Physiker mit einem breit gefächerten Feld an Interessen. Er wird als einer der wichtigsten Mathematiker aller Zeiten betrachtet (und als Fürst der Mathematik bezeichnet). Als mathematisches Genie begann er schon in der Kindheit, Formeln und Theorien zu entwickeln. Seine Experimente mit Zahlen und Zahlenreihen führten ihn zu vielen zuvor unbekannten Gesetzmäßigkeiten und löste eine Fülle von Problemen allgemeiner Zahlentheorie. Gefördert von Herzog Karl Wilhelm Ferdinand, begann Gauß 1795 sein Studium der Philosophie und Mathematik an der Universität zu Göttingen. Als jener starb, musste Gauß Vorlesungen halten, was ihm widerstrebte, zumal die wenigsten Studenten ihm folgen konnten. Gauß berechnete Planetenbahnen und entwickelte gemeinsam mit Wilhelm Weber den ersten elektromagnetischenTelegraphen. Privat zog sich Gauß mehr und mehr zurück. Zwei Frauen und eine Tochter starben, zwei Söhne wanderten beruflich erfolglos nach Amerika aus. Für die Revolution, welche sein geordnetes Weltbild störte, brachte er keinerlei Verständnis auf
- Er wuchs in bescheidenen Verhältnissen auf, aber seine Lehrer sorgten dafür - gegen den Widerstand des Vaters -, dass er eine höhere Schule besuchen konnte. Als Vierzehnjähriger wurde Gauß dem Herzog von Braunschweig bei Hofe vorgestellt, der beeindruckt von den Rechenkünsten des Knaben, von da an für seinen Unterhalt sorgte. Dadurch wurde Gauß die Ausbildung am herzoglichen Collegium Carolinum und das Studium in Göttingen ermöglicht, anschließend konnte er sich bis zum Alter von 30 Jahren ganz seinen mathematischen und astronomischen Forschungen widmen. Es war die fruchtbarste Periode seines Schaffens mit einer ungeheuren Fülle an Ideen und Resultaten, die man zum großen Teil erst nach seinem Tod bei der Bearbeitung seines Nachlasses entdeckte, Gauß veröffentlichte erst dann etwas, wenn es die von ihm angestrebte vollkommene Form hatte, gemäß seinem Grundsatz ``Pauca sed matura'' oder zu deutsch ``Wenig aber Reifes''.
Die erste große Frucht dieser Zeit ab 1796 waren die ``Disquisitiones Arithmeticae'', mit denen er die moderne Zahlentheorie begründete und mit dessen Erscheinen im Jahre 1801 Gauß sofort in die Reihe der führenden Mathematiker aufrückte. über mathematische Fachkreise hinaus berühmt wurde er, als Anfang 1802 der Planetoid Ceres an dem von ihm vorausberechneten Ort wieder gefunden wurde, die Suche nach diesem von dem italienischen Astromomen Piazzi kurzzeitig beobachteten, dann aber wieder verloren gegangenen Kleinplaneten wurde damals von der wissenschaftlichen Welt mit starkem Interesse verfolgt. Seine Bahnberechnungsmethoden setzte Gauß in der 1809 erschienenen ``Theoria Motus Corporum Coelestium'' auseinander, sie sind bis heute zwar etwas modifiziert, insbesondere der Benutzung moderner Rechenanlagen angepasst, aber im Kern nicht mehr verbessert worden.
-94-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
1807 wurde Gauß Direktor der Sternwarte der Universität Göttingen und in dieser Stellung blieb er bis zu seinem Tod im Jahre 1855 trotz verlockender Angebote von auswärts.
1820 regte er die hannoversche Landesvermessung an und trug in den ersten Jahren die Hauptlast dieser Aufgabe fast auf sich allein gestellt. Unter großen Strapazen führte er die Messungen im Felde durch und auch die Auswertung lag ganz in seinen Händen. Nebenbei entwickelte er dabei den Heliotropen, noch lange Zeit ein unentbehrliches Arbeitsgerät des Geodäten. Später untersuchte er zusammen mit Wilhelm Weber Elektrizität und Magnetismus, wobei als Nebenprodukt der elektrische Telegraph entstand. Die Mathematik aber, insbesondere die Arithmetik, stand bei ihm an höchster Stelle, in einem Brief an Gerling vom 6. Januar 1819 schreibt er: ``Für mich wenigstens sind und bleiben die Untersuchungen der höheren Arithmetik, bei weitem das Allerschönste der Mathematik, und der Genuss, den ich, auch an der schönsten astronomischen Untersuchung finde, ist gar Nichts, verglichen mit dem, welchen die höhere Arithmetik gewährt''. Am 29. März 1796 (''ehe ich aus dem Bett aufgestanden war'') entdeckte Gauß, dass die Konstruktion des regelmäßigen 17-Eck mit Zirkel und Lineal möglich ist, und das gab den letzten Anstoß dafür, dass er sich der Mathematik verschrieb, vorher hatte er noch die Möglichkeit erwogen, sich dem Studium der alten Sprachen zu widmen.
- Gauß war Sohn einfacher Leute. Mit 19 Jahren konstruierte er das regelmäßige Siebzehneck nur mit Zirkel und Lineal und lieferte damit die erste nennenswerte Ergänzung euklidischer Konstruktionen seit 2000 Jahren. 1807 wurde er Professor und Direktor der Sternwarte Göttingen. Hier blieb er bis an sein Lebensende.
Gauß erfasste früh die Notwendigkeit, komplexe Zahlen einzuführen, u. a. in seinem strengeren Beweis, dass jede algebraische Gleichung n-ten Grades genau n reelle oder komplexe Wurzeln besitzt. Grundlegend für die weitere Entwicklung der Zahlentheorie wurde sein erstes bedeutendes Werk, die Disquisitiones arithmeticae.
Gauß fand neue Methoden zur Berechnung der Bahnen von Himmelskörpern (u. a. die Methode der kleinsten Quadrate), die zur Wiederentdeckung des Planetoiden Ceres (1801 durch Giuseppe Piazzi gefunden, aber wieder verloren) führten: Heinrich Olbers konnte Ceres nach den Berechnungen von Gauß wieder aufspüren. Damit wurde Gauß weltbekannt. Gauß legte seine neuartigen Rechenverfahren in dem Werk Theorie der Bewegung der Himmelskörper 1809 nieder. Seit 1816 war Gauß mit Vermessung des Königreiches Hannover beauftragt. Er nutzte die Aufgabe, um Arbeiten über die Theorie der Flächen und der Abbildungen durchzuführen. Nebenbei ersann Gauß auch das Heliotrop, das als Messinstrument mit Sonnenspiegeln ausgestattet wurde. Im Zuge seiner Vermessungsaufgaben befasste sich Gauß schon früh mit der nichteuklidischen Geometrie, unterließ aus Furcht vor dem Unverständnis der Zeitgenossen jedoch eine Veröffentlichung seiner Gedanken.
Zusammen mit Wilhelm Eduard Weber arbeitete er in 30er Jahren des 19. Jahrhunderts auf dem Gebiet des Magnetismus. Gauß erfand das Magnetometer. Auch führte er gemeinsam mit Weber die erste elektromagnetische Telegrafenverbindung zwischen dem physikalischen Kabinett und der Sternwarte. Damit konnten Nachrichten statt wie bisher in einer Viertelstunde sofort übermittelt werden.
-95-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.04 Jean Baptiste Joseph Fourier 1768 - 1830
Geboren wurde Jean-Joseph Fourier am 21.3.1768 in Auxerre, ca. 200 km südöstlich von Paris. Fourier verstarb am 16.5.1830 in Paris.
Der Name Fourier ist für den Ingenieur untrennbar verknüpft mit dem Begriff der Frequenzanalyse. Sei es bei Fourierreihen, im Fourierintegral oder bei der diskreten Fouriertransformation, immer geht es darum, eine Funktion als Überlagerung von harmonischen Schwingungen darzustellen.
Werfen wir zunächst einen Blick auf Fourier's bewegten Lebensweg, der eng mit den Wirren der französischen Revolution und der napoleonischen Zeit verknüpft ist: Er war Waisenkind (als zwölftes von fünfzehn Kindern seines Vaters, eines Schneiders in Auxerre, verlor er beide Eltern im Alter von etwa zehn Jahren), Priester-Aspirant (diese Ausbildung brach er dann zugunsten der Mathematik ab), politischer Gefangener (als aktives Mitglied eines Revolutionskomitees), Professor für Mathematik und Mechanik (u. a. an der "Ecole Polytechnique"), Berater von Napoleon (während dessen Ägypten-Feldzuges), Kriegsgefangener der Engländer (nach Napoleons fluchtartiger Rückkehr nach Frankreich), Präfekt in Grenoble von Napoleons Gnaden (als solcher vollendete er jedoch z. B. die Trockenlegung der Sümpfe bei Lyon), und nach Napoleons Ende, als Krönung seiner akademischen Laufbahn, Mitglied und schließlich Sekretär der mathematischen Sektion der "Académie des Sciences" (Ludwig XVIII erhob allerdings wegen Fouriers Kollaboration mit Napoleon zunächst Einspruch dagegen). Fourier's mathematisch-physikalisches Hauptwerk war die "Théorie analytique de la chaleur", die er während seiner Zeit in Grenoble erarbeitete, und in welcher er eine Differentialgleichung für die Wärmeausbreitung in Festkörpern aufstellte und Lösungen in Form von Überlagerungen trigonometrischer Funktionen (den heutigen "Fourierreihen") angab. Obwohl er mit dieser Arbeit einen von der "Académie" 1811 ausgeschriebenen Preis gewann, konnte sie erst 1822 gedruckt werden; Fourier musste sich der Nörgler und Neider erwehren. Die Nörgler, zu denen namhafte Leute wie Lagrange und Laplace hörten, hatten allerdings nicht ganz unrecht, auch wenn die Verwirrung zum Teil auf der Schwammigkeit des damaligen Funktionsbegriffs beruhte: Die Frage, welche periodischen Funktionen durch Fourierreihen dargestellt werden können, wurde erst in neuerer Zeit vollständig beantwortet.
- Sein Vater war aus Lothringen gekommen und hatte in Auxerre eine Schneiderei aufgemacht. Als Jean-Joseph etwa 10 Jahre alt war, starben hintereinander Vater und Mutter. Bis zu diesem Alter hatte Fourier in einer kleinen, privaten Schule Unterricht gehabt und war durch seine schnelle Auffassungsgabe aufgefallen und deswegen fand er in der Folge auch finanzielle Unterstützung zum weiteren Schulbesuch. Ab 1780 besuchte er die École Royale Militaire in Auxerre. Dort erwachte sein Interesse für Mathematik und Physik, welches Fourier
-96-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
buchstäblich Tag und auch Nacht vorantrieb, wobei er wahrscheinlich seiner Gesundheit ersten Schaden zufügte. Seinem Wunsch zur Ausbildung als Artillerieoffizier wollte man aber nicht stattgeben, da seine Herkunft für die damaligen gesellschaftlichen Gegebenheiten als zu niedrig eingestuft wurde. So trat er 1787 als Novize in das Kloster St. Benoit-sur-Loire ein.
1789 brach die Französische Revolution aus, die Zeiten waren bewegt und chaotisch. Der Kirchenbesitz wurde aufgelöst, Bücher gab es keine in St. Benoit. Fourier ging 1790, zwar formal als Abbé, doch ohne Gelübde ab, da nur wenige Wochen zuvor das Ablegen eines Gelübdes in Frankreich untersagt worden war. Fourier wechselte als Lehrer für Mathematik und Physik an seine frühere Schule École Royale Militaire in Auxerre, auf eine Stelle, die ihm sein guter Bekannter und lebenslanger Freund Bonard, Lehrer in Auxerre, verschafft hatte. Dort wurde er 1792 Schulleiter, was ihn natürlich ins Licht der Öffentlichkeit brachte - was in diesen Zeiten nicht unproblematisch war.
Bis 1793 konnte sich Fourier einigermaßen aus dem politischer Trubel heraushalten. Dann aber mußte er sich offenbar entscheiden - und wählte die falsche Seite, denn 1794 kam er zweimal ins Gefängnis, das zweite Mal schwerwiegender als das erste Mal. Und dieses zweite Mal hätte ihm, wie es zum Beispiel Lavoisier, dem Entdecker des Sauerstoffs, geschah, seinen Kopf kosten können. Dies zumindest behaupten einige seiner Biographen. Nun, der Kopf von Robespierre rollte vorher und Fourier kam frei.
1798 erschien Fouriers erste Veröffentlichung, die jedoch nichts mit Wärmevorgängen zu tun hatte; vielmehr handelte es sich hier ein Problem der theoretischen Mechanik.
Von 1798-1801 nahm Fourier am Ägyptenfeldzug Napoleons teil, wo er zum Gefolge von 165 Gelehrten gehörte, das Napoleons Expedition nach Ägypten begleitete. Während Napoleon die Syrer in Palästina bekämpfte, die Türken aus Ägypten vertrieb und den Mameluckenführer Murad Bei jagte, unternahmen die französischen Wissenschaftler anspruchsvolle Studien in Geographie, Archäologie, Medizin, Landwirtschaft und Naturgeschichte. Fourier wurde zum Sekretär eines wissenschaftlichen Gremiums namens 'Ägyptisches Institut' ernannt und erfüllte diese Pflichten so geschickt, daß er in der Folge mit vielen diplomatischen Aufgaben betraut wurde. (Direktor des Instituts war der Mathematiker Gaspard Monge, Stellvertreter Napoleon selbst.)
Daneben beschäftigte er sich intensiv mit dem antiken Ägypten und einer Theorie der Lösungen algebraischer Gleichungen. Kurz bevor die Franzosen 1801 aus Ägypten vertrieben wurden, setzten Fourier und seine Kollegen die Segel in Richtung Frankreich.
Nachdem Fourier nach der Niederlage Napoleons in Ägypten relativ unbeschadet nach Frankreich zurückgekehrt war, konzentrierte er sich als Professor für Analysis, Nachfolger auf dem Lehrstuhl von Lagrange an der Pariser École Polytechnique, auf mathematische Probleme.
-97-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Im Departement Isère, d.h. der Gegend um Grenoble, einem der circa 100 französischen Departements, war zu dieser Zeit gerade die Präfektenstelle freigeworden. Irgendwie, wie, ist nicht ganz ersichtlich, erinnerte sich Napoleon an Fourier und dessen hervorragende Verwaltungstätigkeit in Ägypten. Napoleon beauftragte seinen wissenschaftlicher Berater, den Chemiker und Physiker Berthollet die Besetzung in Grenoble vorzubereiten. Die Verhandlungen waren erfolgreich und so trat Fourier 1802 als Präfekt des Departements Isère, mit dem Sitz in Grenoble, wieder in den Dienst Napoleons.
Die folgende Zeit von 1802-1815 war die intensivste Zeit in Fouriers Leben. Im Rahmen des napoleonischen Unterfangens, die Wunden der 1789er Revolution zu heilen, ließ er den französischen Teil der Straßenverbindung von Grenoble nach Turin erbauen und in den daran angrenzenden Bereichen 80,000 Quadratkilometer Malariasümpfe trockenlegen. Der zuständige Innenminister wollte anfangs erst nicht auf Fouriers Pläne eingehen und so hatte sich Fourier direkt an Napoleon, den er in seiner Funktion als Sekretär des Ägyptischen Instituts persönlich kannte, gewandt. 1809 wurde er von Napoleon für den erfolgreichen Abschluss dieser Arbeiten in seiner Funktion als Präfekt in den Adelsstand versetzt.
Gleichzeitig aber unterstützte der lebenslang unverheiratete, an Schlaflosigkeit leidende Präfekt Fourier, nachdem er seine Hausaufgaben gemacht hatte, d.h. mit Umsicht und Geschick seine administrative Maschinerie gestartet hatte, nach Kräften und unter Ausnützung aller Gegebenheiten den Wissenschaftler Fourier. In dieser Zeit, von 1804-1807, entwickelte er eine Differentialgleichung, die die Wärmeleitung in festen Körpern beschreibt, und 1807 fand er eine Methode zur Lösung dieser Gleichung, eben die Fourier-Reihen.
Der Grund übrigens, warum sich Fourier mit der Wärme beschäftigte wird allgemein auf eine rein biographische Tatsache zurückgeführt. Seit St. Benoit litt Fourier, neben der dort gleichfalls erstmalig aufgetretenen Schlaflosigkeit, unter Rheuma, Asthma und Atembeschwerden. Und vielleicht hatte er in Ägypten bemerkt, dass Wärme seine Leiden lindere. Zeitgenossen berichten jedenfalls, dass er seit seinem Aufenthalt in Ägypten seine Wohnung derartig unangenehm heiß hielt, dass sich Besucher häufig beschwerten, während er sich zusätzlich noch in dicke Mäntel einhüllte.
-98-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.05 Adrien Marie Legendre 1752 - 1833
Adrien-Marie Legendre wurde am 18. September 1752 angeblich in Paris geboren, abgeblich insofern, da Legendre so wenig über sein Privatleben an die Öffentlichkeit dringen ließ, daß manche auch glauben, er stamme ursprünglich aus Toulouse. Er war Sohn einer sehr reichen Familie, was ihm einerseits ermöglichte, eine exzellente Schulbildung zu erhalten und andererseits, als er mit 18 seine Forschungspläne vorlegte, diese auch ohne Geld verdienen zu müssen zu verfolgen.
Seine Karriere bekam einen großen Schub, als er 1782 an einem Bewerb der Berliner Akademie teilnahm, der für Arbeiten zur Flugbahn von Bomben und Kanonenkugeln bei Luftwiderstand ausgeschrieben war, und diesen auch gewann. Lagrange, der damalige Direktor der Berliner Akademie, wurde aufmerksam auf den jungen Legendre und auch seine weiteren Arbeiten erregten großes Aufsehen, sodaß er 1783 den freiwerdenden Assistentenposten seines Freundes Laplace in der Academie des Sciences übernahm. In den folgenden Jahren veröffentlichte Legendre in vielen Gebieten Arbeiten, hervorzuheben dabei wären seine Arbeit aus 1784, "Sur la figure des planetes", in der erstmals seine "Legendre-Polynome" vorkamen, Arbeiten zur Zahlentheorie und seine Arbeiten zur Theorie der elliptischen Funktionen. Seine Arbeiten über Zahlentheorie enthielten bereits Ergebnisse, die heute (auch zurecht) anderen Mathematikern zugesprochen werden, nämlich das quadratische Reziprozitätsgesetz, das er nur zum Teil bewies und das erst von Gauß vollständig bewiesen wurde und die heute als "Satz von Dirichlet" bekannte Tatsache über die Verteilung von Primzahlen in arithmetischen Progressionen. (Hier hatte Legendre gar keinen Beweis angegeben.)
1793 brach aufgrund der Revolution eine schwere Zeit für Legendre herein, da die Academie des Science geschlossen wurde und Legendre, der gerade geheiratet hatte, sein Vermögen und sein gesichertes Einkommen verlor. Glücklicherweise wurde die Academie 1795 wiedereröffnet und zwar unter dem Namen "Institut National des Science et des Arts". In dieser Zeit arbeitete Legendre auch an seinem Buch "Elements de geometrie", daß für 100 Jahre zum Standardwerk in diesem Gebiet werden sollte. (In diesem Buch gibt Legendre einen sehr kurzen Beweis, daß Pi irrational ist und er gibt den 1. Beweis dafür, daß auch das Quadrat von Pi irrational ist.) Ein weiteres Projekt war die Erstellung von trigonometrischen und Logarithmentafeln (gemeinsam mit de Prony), das von 1792 bis 1802 dauerte und an dem 70 - 80 Assistenten mitarbeiteten. 1806 beschrieb Legendre in einem Buch über Kometenbewegungen die Methode der kleinsten Quadrate, die heute ebenfalls immer im Zusammenhang mit GAuß zitiert wird, der seine Version aber erst 1809 puplizierte. Gauß erwähnte die Arbeit von Legendre, sah die Urheberrechte doch bei sich selbst, was Legendre sehr erzürnte. (Man bedenke, daß Gauß auch Legendres Arbeit über das Reziprozitätsgesetz öffentlich kritisierte, wobei er natürlich Recht hatte, doch war Gauß 23 und Legendre bereits 50.) Es sollte noch einen weiteren Streitpunkt geben, nämlich um die Abschätzung der Primzahlen kleiner n. In den Jahren 1811, 1817 und 1819 erschienen erstmals die 3 Bände seines Hauptwerkes über elliptische Funktionen, "Exercises du Calcul Integral", das er 1825, 1826 und 1830 neu
-99-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
überarbeitet als "Traite des Fonctions Elliptiques" herausgab. Doch auch hier steht Legendre als tragische Figur da, denn auch wenn er 40 Jahre in diesem Gebiet gearbeitet hat, hat er nie den tiefen Einblick wie Abel oder Jacobi, die mit ihrer Arbeit auf dem Gebiet der elliptischen Funktionen Legendre´s Buch, sobald es erschien, obsolet machten. Tragisch sollte auch die letzte Periode seines Lebens sein, denn er weigerte sich bei einer Wahl am Institut National den Kanditaten der Regierung seine Stimme zu geben, woraufhin die Regierung seine Pension einstellte und Legendre am 10. Jänner 1833 in Paris in Armut starb.
-100-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.06 Piere Simon de Laplace 1749 - 1827
Piere Simon de Laplace wurde am 28. März 1749 in Beaumont-en-Auge geboren und vestarb am 05. März 1827 in Paris.
- Der italienische Astronom und Physiker Galileo Galilei hatte die Wissenschaft revolutioniert. Galileo war der Meinung gewesen, daß man neues Wissen nicht dadurch gewinnen könne, indem man alte Bücher durchstöberte sondern an die Natur Fragen stellte. Das Experiment war geboren. Noch im gleichen Jahrhundert stellte der brillante englische Physiker Isaac Newton Galileis neue Wissenschaft auf ein mathematisches Fundament. Seine "Principia Mathematica" zählen unbestritten zu den größten wissenschaftlichen Leistungen aller Zeiten.
Im folgenden 18. Jahrhundert wurde die physikalische Anwendung der Mathematik zur wichtigsten Aufgabe der Wissenschaft. Die Bedeutung von Newtons Arbeiten war erkannt worden. Meisterhafte Denker wie Pierre Simon de Laplace machten sich nun daran, die neue Physik weiter zu entwickeln. Seine Schriften umfassen Studien zur Kosmologie, Schwingungs- und Wärmelehre, Himmelsmechanik und Wahrscheinlichkeitstheorie.
Berühmt wurde Laplace, als er 1773 durch mathematische Anwendungen der Newtonschen Bewegungsgesetze nachwies, daß die Bewegungen der Planeten unseres Sonnensystems beständig sind. Kurz vorher war nämlich die Konstanz der Planetenbahnen mehrmals in Frage gestellt worden. Damit war ein entscheidender Schritt zur Erkenntnis getan, daß die Planeten- und Mondbewegungen in unsem Sonnensystem nach festen Gesetzen ablaufen. Laplace‘ Methode erlaubte daraufhin die Berechnung astronomischer Tabellen. 1785 entwickelte er eine spezielle Differenzialgleichung, die, wie sich erst später herausstellen sollte, auch auf die Gravitation, die Ausbreitung von Wellen sowie viele andere Phänomene der Natur anwenden ließ.
Laplace entwickelte auch eine Theorie über die Entstehung der Planeten. Diese sollten durch rotierende Gasnebel entstanden sein, und damit lag er nach heutiger Sicht der Dinge richtig. Darüber hinaus verfaßte Laplace ein Werk über die Mathematik der Wahrscheinlichkeit, ein Wissensbereich, ohne den Demoskopen, Bankfachleute, Versicherungen – überhaupt die gesamte moderne Wissenschaft – nicht mehr auskommt.
Laplace traf einmal mit Napoleon zusammen und erklärt ihm seine Himmelsmechanik. Napoleon hört zu und fragte: "Wo ist denn Gott in Ihrem Weltbild?" Laplace antwortete ungerührt: "Diese Hypothese, Sire, benötige ich nicht." Die Erfolge bei der Berechenbarkeit der Planetenbahnen verleiteten Laplace eines Tages zu der Hypothese, daß, wenn alle Zustände eines komplizierten Systems bekannt wären, man die Zukunft des Systems beliebig voraussagen könnte. Heute wissen wir, daß Laplace in diesem Punkt irrte.
-101-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Viele Originaldokumente von Laplace gingen im 2. Weltkrieg während eines alliierten Bombenangriffs auf Caen verloren. Dieser großartige Gelehrte ist trotz einiger weniger Schwachpunkte in seinen Theorien zu Unrecht fast in Vergessenheit geraten. - Eine bei Ingenieuren beliebte Methode zur Auflösung linearer Differentialgleichungen ist die Laplace-Transformation, die auch eng mit der Fourier-Transformation verwandt ist. Eigentlich sollte sie Petzval-Transformation heissen, benannt nach dem ungarischen Mathematiker Józeph Miksa Petzval (1807-1891), der sie als erster systematisch studierte. Ein Streit mit einem Studenten, der ihn (zu Unrecht) des Plagiates von Laplace bezichtigte, brachte ihn um diesen Ruhm.
Dabei wäre Laplace auch ohne diese Transformation überaus berühmt geworden: Im Jahre 1814 schrieb er:
"Wir müssen also den gegenwärtigen Zustand des Weltalls als die Wirkung seines früheren und als die Ursache des folgenden Zustands betrachten. Eine Intelligenz, welche für einen gegebenen Augenblick alle in der Natur wirkenden Kräfte sowie die gegenseitige Lage der sie zusammensetzenden Elemente kannte, und überdies umfassend genug wäre, um diese gegebenen Grössen der Analysis zu unterwerfen, würde in derselben Formel die Bewegungen der grössten Weltkörper wie des leichtesten Atoms umschliessen; nichts würde ihr ungewiss sein und Zukunft wie Vergangenheit würden ihr offen vor Augen liegen."
Diese "umfassende Intelligenz" wurde als Laplacescher Dämon bekannt und verkörpert einen Determinismus, der jeden freien Willen ausschliesst, und der darum ins Kreuzfeuer der Kritik anderer Philosphien geraten musste. Aber erst die Quantenphysik des 20. Jahrhunderts, vor allem die Heisenbergsche Unschärferelation, liess den Dämon endgültig in der Versenkung verschwinden.
Interessanterweise hat Laplace auch die Wahrscheinlichkeitsrechnung stark vorangetrieben, genau jene mathematische Theorie, welche in der Quantenmechanik von zentraler Bedeutung ist. Für Laplace war sie nur ein Ausweg, um trotz fehlender Kenntnisse und zu kleiner Rechenkapazität zu gewissen Resultaten zu kommen.
Laplace's Hauptwerke waren:
• Traité du Mécanique Céleste (5 Bände, die ersten zwei 1799)
• Théorie Analytique des Probabilités (1812)
Das Leben des Pierre Simon de Laplace verlief in geordneten Bahnen. Er wuchs in einer bäuerlichen, aber wohlhabenden Familie auf, sollte nach dem Willen seiner Eltern eine kirchliche Laufbahn einschlagen, entdeckte dann jedoch seine Begabung für Mathematik und Naturwissenschaft. In Paris wuchs er rasch zum erfolgreichen Mathematiker und Physiker heran. Er wurde Mitglied der Académie des Sciences und der Kommission für Masse und Gewichte und leistete damit einen wesentlichen Beitrag zur Einführung des dezimalen Mass- und Gewichtssystems als einer Voraussetzung für die rasche Entwicklung von Handel und Industrie in Frankreich.
-102-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
Als 39-jähriger heiratete er die um 20 Jahre jüngere Marie-Charlotte de Courty de Romanges; bald waren sie eine vierköpfige Familie.
Die Beziehungen zu seinen Kollegen waren allerdings häufig getrübt, weil er keinen Zweifel liess, wen er als den führenden Mathematiker Frankreichs betrachtete. Und in den mit der Revolution beginnenden politischen Wirren war ihm die Erhaltung seines Einflusses offensichtlich wichtiger als eine klare politische Linie; er verstand es, sich mit den jeweiligen Machthabern zu arrangieren, auch dies ein Umstand, der ihn die Achtung vieler Kollegen kostete. Napoléon ernannte ihn 1799 zum Innenminister, entfernte ihn jedoch bald wieder aus diesem Amt, "weil er den Geist des Unendlich Kleinen in die Regierung hineintrug"; von Louis XVIII wurde er zum Marquis gemacht.
-103-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.07 Joseph Louis Lagrange 1736 - 1813
Joseph Louis Lagrange wurde am 25. Jänner 1736 in Turin als Sohn eines Kriegsschatzmeisters geboren. Sein Vater verlor durch gewagte Spekulationen sein Vermögen, und deshalb konnte der Sohn nicht die Offizierslaufbahn wählen, wie es Tradition in der Familie war, sondern mußte eine weniger kostspielige Ausbildung durchmachen. Lagrange hat später den Verlust des väterlichen Vermögens, der seinen Lebensweg bestimmte, für sich als ein Glück bezeichnet.
Er las die Werke von Johann und Jakob Bernoulli, sowie die Originalschriften und den Briefwechsel von Leibniz, Newton und Euler.
1755 wurde er Professor der Mathematik an der Artillerieschule in Turin. Zwei Jahre später wurde er korrespondierendes Mitglied der Berliner Akademie. Mit 23 Jahren (1759) veröffentlichte er seine erste Arbeit über Minima und Maxima. Im weiteren führt Lagrange Eulers Werke zur Variationsrechnung fort, indem er diese ausschließlich analytisch behandelt und Eulers geometrische Überlegungen dadurch ersetzt. Diese Arbeit hatte ihn zur Behandlung von Problemen der Variationsrechnung geführt, das heißt zum Aufsuchen einer Funktion, für die ein bestimmtes Integral einen größten oder kleinsten Wert annimmt.
Lagrange führte einen rein analytischen Aufbau der Variationsrechnung durch. Dabei fand er auch eine Lösung für das isoperimetrische Problem und korrespondierte seit 1755 mit Euler über diese Lösung. Eulers Antwort würdigt die große Leistung von Lagrange, auf dessen Vorschlag er 1766 an die Berliner Akademie der Wissenschaften berufen wurde als eben dessen Nachfolger.
Bei einem Aufenthalt in Paris lernte er d´Alembert kennen. 1787 wurde er an die Pariser Akademie der Wissenschaften berufen, bei der er seit 1772 korrespondierendes Mitglied war. Die Übersiedlung nach Paris wurde dadurch erleichtert, daß Lagrange französischer Senator war. Noch in Berlin hatte Lagrange das Manuskript seines bedeutendsten Werkes, der "Mécanique analytique" (Analytische Mechanik), vollendet. Doch gestaltete sich die Drucklegung überaus schwierig und erst nach Fürsprache von Legendre ließ sich ein Verlag finden. 1795 wurde er Professor an der Ecole Normale. 1797 wurde er Professor an der Ecole Polytechnique. Im selben Jahr veröffentlichte er die "Théorie des fonctions analytiques". In beinahe der Hälfte seiner Arbeiten befaßte sich Lagrange mit den Bewegungen der Himmelskörper. Auch die Zahlentheorie verdankt Lagrange Fortschritte. So bewies er den Satz, daß jede ganze Zahl als Summe von höchstens vier Quadraten dargestellt werden kann. Ebenso wies er nach, daß die von seinem Landsmann Pierre de Fermat im Jahre 1657 aufgestellte Gleichung worin D eine positive nichtquadratische ganze Zahl ist, stets in ganzen Zahlen lösbar ist.
Am 10. April 1813 starb Lagrange in Paris.
-104-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.08 Leonhard Euler 1707 - 1783 Leonhard Euler wurde am 15. April 1707 in Basel geboren und starb am 18. September 1783 während er die Bahn des vor kurzem aufgefunden Planeten Uranus berechnen wollte in St. Petersburg. "Euler rechnete so mühelos, wie andere Menschen atmen oder der Adler in den Lüften schwebt". Eulers Zeitgenossen nannten ihn die "fleischgewordene Analysis". Sogar die völlige Blindheit während der letzten siebzehn Jahre seines Lebens hemmte in keiner Weise seine unvergleichliche Produktivität; ja der Verlust des Augenlichtes schärfte vielleicht sogar noch seine innere Wahrnehmungskraft.
Eulers Laufbahn begann 1727 im Todesjahr Newtons. Descartes hatte seine "Geometrie" vor 90 Jahren veröffentlicht. Die Universitäten beschäftigten sich im 18.Jahrhundert größtenteils mit Elementarunterricht. Die Mathematik galt wegen ihres Ursprunges in der Antike als ehrenhaft, doch die wesentlich jüngere Physik war noch nicht anerkannt. So blieben die königlichen Akademien, von großzügigen und weitsichtigen Herrschern eingerichtet, der Platz für die Forschungsarbeit. Friedrich der Grosse und Katharina von Russland in Berlin und St. Petersburg boten Euler die materiellen Voraussetzungen für seine Arbeiten.
Akademien von damals waren Forschungsstätten, die ihre führenden Mitglieder dafür bezahlten, dass sie wissenschaftliche Arbeiten leisteten. Gehälter waren so großzügig, dass eine Familie bequem davon leben konnte.
Euler schrieb die schwierigsten mathematischen Probleme mit unglaublicher Leichtigkeit nieder. Er verwendete die Infinitesimalrechnung in der Mechanik, wodurch für diese grundlegende Wissenschaft die Neuzeit begann. Russland verzichtete nie völlig auf Euler. Noch während seiner letzten Jahre in Berlin bezahlte man ihm einen Teil seines Gehaltes weiter. Euler war am preußischen Hof nicht allzu angesehen, und Voltaire machte sich ein Vergnügen daraus, ihn mit Debatten über die Metaphysik aufs Glatteis zu führen. Sein überragendstes Werk ist aber jenes über die Variationsrechnung (1744), wo es im weitesten Sinn um Optimierungsprobleme geht.
1742 erhält Euler einen Brief von Goldbach, indem Goldbach eine zahlentheoretische Vermutung aufstellt, die später als sog. 'Goldbachsche Vermutung' berühmt wird. Nach Euler benannt sind die beiden folgenden wichtigen Zahlen:
Die Eulersche Zahl e (Basis der natürlichen Logarithmen) ist nicht zu verwechseln mit der Eulerschen Konstanten:
-105-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.09 Gottfried Wilhelm Leibniz 1646 - 1716 Der Philosoph, Mathematiker und Naturforscher wurde am 1.7.1646 in Leipzig geboren und verstarb am 14.11.1716 in Hannover.
Leibniz habe viele Leben gelebt - als Diplomat, Historiker, Philosoph und auch Mathematiker. Griechisch und Latein erlernte der junge Leibniz autodidaktisch und das humanistische Studium befriedigte ihn nicht mehr - und so wandte er sich der Logik zu.
Aus den Versuchen die klassische Logik zu reformieren entwickelten sich die ersten Ansätze zu seiner 'Characteristica Universalis' Mit dieser Idee war Leibniz seiner Zeit in Bezug auf Logik und Mathematik um zwei Jahrhunderte voraus und stand damals mit diesem Traum allein. Russell und Whitehead griffen erst 1910 mit Ihrer 'Principia Mathematica' die Entwicklung der symbolischen Logik wieder auf.
Leibniz verband in sich die beiden gegensätzlichen Gebiete der Mathematik, das kontinuierliche und diskrete. Er schuf für die Mathematik die Infinitesimalrechnung und die Kombinatorik. Leibniz war vielseitiger als Newton, der unbeirrbar nur ein einziges Ziel kannte - die Anwendung mathematischen Denkens auf die Erscheinungen des physikalischen Universums.
Leibniz sagte noch im 17.Jahrhundert über die
... der Heilige Geist fand einen erhabenen Ausweg in der Analysis mit diesem Mittelding zwischen Sein und Nichtsein, das wir als imaginäre (Quadrat)wurzel der negativen Einheit bezeichnen.
Leibniz führte den „ .“ als Multiplikationszeichen und „:“ als Divisionszeichen ein. Leibniz leistete auch auf den Gebieten der Rechtswissenschaft, Theologie, Politik, Geschichte, Literatur, Logik, Metaphysik und Philosophie überragendes. Leibniz wurde auch einer der ersten ausländischen Mitglieder der französischen Akademie der Wissenschaften.
-106-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.5.10 Blaise Pascal 1623 - 1662 Blaise Pascal (1623-1662), französischer Philosoph, Mathematiker und Physiker, der als einer der großen Denker der westlichen Geistesgeschichte betrachtet wird.
Pascal wurde am 19. Juni 1623 in Clermont-Ferrand geboren, und seine Familie ließ sich 1629 in Paris nieder. Von seinem Vater unterwiesen, wurde Pascal bald zu einem mathematischen Wunderkind, und im Alter von 16 Jahren formulierte er einen seiner wichtigen Lehrsätze der projektiven Geometrie, der als Pascalscher Satz bekannt wurde und in seinem Werk Essai pour les coniques (1639, Über die Kegelschnitte) dargelegt wurde.
1642 erfand er die erste mechanische Addiermaschine.
1648 bewies Pascal experimentell, dass die Höhe einer Quecksilbersäule in einem Barometer vom Luftdruck abhängig ist. Diese Entdeckung bestätigte die Hypothese des italienischen Physikers Evangelista Torricelli über die Wirkung des Luftdruckes auf das Gleichgewicht von Flüssigkeiten.
Sechs Jahre später formulierte Pascal in Zusammenarbeit mit dem französischen Mathematiker Pierre de Fermat die mathematischen Grundlagen der Wahrscheinlichkeitsrechnung, die große Bedeutung für die Statistik bekommen hat, besonders in den Bereichen Versicherungs- und Bevölkerungstatistik, aber auch wichtige Grundlage für Berechnungen in der modernen theoretischen Physik geworden ist.
Zu Pascals weiteren wichtigen, wissenschaftlichen Leistungen zählt das Pascalsche Gesetz oder Prinzip, das besagt, dass in Flüssigkeiten der Druck gleichmäßig in alle Richtungen weitergeleitet wird, ferner seine Untersuchungen zur Infinitesimalrechnung.
In seiner Lehre kommt zum Ausdruck, dass auf empirische, experimentelle Untersuchungen mehr Wert gelegt wird als auf analytische Methoden, sozusagen Wissen a priori. Pascal glaubte auch, der menschliche Fortschritt werde durch die ständige Zunahme der wissenschaftlichen Entdeckungen vorangebracht.
Arbeiten im späteren Leben
Pascal ergriff Partei für den Jansenismus, und 1654 trat er in das Janseniten-Kloster von Port Royal ein, wo er ein streng asketisches Leben bis zu seinem Tod acht Jahre später führte.
Im Jahre 1656 schrieb er die berühmten 18 Lettres provinciales (Briefe aus der Provinz), worin er die Jesuiten angriff wegen ihrer Versuche, den Naturalismus des 16. Jahrhunderts mit dem römisch-orthodoxen Katholizismus zu versöhnen. Die Äußerung, in der seine Religiosität am stärksten zum Ausdruck kommt, erschien nach seinem Tod (er starb am 19. August 1662). Die Schrift wurde 1670 in fragmentarischer Form unter dem Titel Apologie de la religion Chrétienne (Verteidigungsrede für die christliche Religion) veröffentlicht. In diesen Fragmenten, die später in die Ausgabe seiner gesammelten Schriften eingearbeitet wurden,
-107-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten

0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
stellte er die beiden Alternativen, die mögliche Erlösung und die ewige Verdammnis, dar, nicht ohne den Hinweis, daß Erlösung nur durch den Übertritt zum Jansenismus erlangt werden könne. Pascal behauptete, dass, unabhängig von der Frage, ob die Erlösung erlangt werde oder nicht, die letzte Bestimmung der Menschheit eine Lebensstufe sei, die einem übernatürlichen Bereich angehöre, der nur intuitiv erfahren werde könne.
Pascals letztes wichtiges Werk war Pensées sur la religion et sur quelques autres sujets (Gedanken zur Religion und zu einigen anderen Themen), ebenfalls im Jahre 1670 veröffentlicht. In den Pensées versuchte Pascal, die Schwierigkeiten des menschlichen Lebens mit der Lehre von der Erbsünde zu erklären und zu rechtfertigen. Auch behauptete er, die biblische Offenbarung könne nur durch religiösen Glauben verstanden werden, der wiederum durch die Offenbarung seine Bestätigung finde. Pascals Schriften, die zur Annahme und Führung eines christlichen Lebens drängen, enthalten häufig Anwendungen der Wahrscheinlichkeitsrechnung. Er argumentierte, dass der Wert ewiger Glückseligkeit unendlich sei und dass, obwohl die Wahrscheinlichkeit, solche Glückseligkeit durch die Religion zu erlangen, gering sein möge, sie doch unendlich -mal größer sei als jedes andere Glück, das der Mensch durch gute Lebensführung oder Glauben erlangen könne. Eine Neuauflage und Neubewertung der Pensées, eine Arbeit, die mit viel Sorgfalt im Jahre 1935 begonnen und von mehreren Gelehrten fortgesetzt wurde, versucht nicht, die Apologie zu rekonstruieren, sondern versucht, dem Leser einen Eindruck von dem Aufbau zu geben, der Pascal selbst vorschwebte.
Bewertung Pascal war einer der hervorragendsten Mathematiker und Physiker seiner Zeit und einer der größten Mystiker in der Literatur des Christentums. Seine religiösen Werke sind in ihrer Spekulation über Fragen jenseits des menschlichen Verständnisses rein persönlicher Art. Er wird allgemein zu den besten französischen Polemikern gezählt, vor allem wegen seiner Lettres provinciales, einem Klassiker in der Tradition ironischer Literatur. Der Prosastil von Pascal ist besonders wegen seiner Originalität und dem völligen Fehlen von Künstlichkeit beachtenswert. Er zieht den Leser durch seine Logik und die Leidenschaft seiner Dialektik in den Bann
-108-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten
0,00
10,00
20,00
30,00
40,00
0,01 0,05 0,09 0,13 0,17 0,21 0,25 0,29 0,33 0,37 0,41 0,45 0,49
Auflage November 2008
Statistische Prozessregelung
SPC – Statistical Process Control
3.6 Zitate Nichts ist getan, wenn noch etwas zu tun übrig ist. (Carl Friedrich Gauß) Merkwürdig ist es immer, dass alle diejenigen die diese Wissenschaft ernstlich studieren, eine Art Leidenschaft dafür fassen. (Carl Friedrich Gauß) Der Mangel an mathematischer Bildung gibt sich durch nichts so auffallend zu erkennen wie durch maßlose Schärfe im Zahlenrechnen. (Carl Friedrich Gauß) Alles was relativ wahrscheinlich ist, ist wahrscheinlich falsch. (Blaise Pascal) Alles Unheil dieser Welt geht davon aus, dass die Menschen nicht still in Ihrer Kammer sitzen können. (Blaise Pascal) Newton ist der Glücklichste. Das System der Welt kann man nur einmal entdecken. (Lagrange) Ordnung ist was für Primitive, das Genie beherrscht das Chaos. (Albert Einstein)
-109-
Dipl.-Ing. Ronald Noll, Mühlstr. 2, 67816 Dreisen © 2008 noll-it – Alle Rechte vorbehalten





























