Embed Size (px)
Citation preview

Stahl-Informations-ZentrumPostfach 10 48 4240039 Düsseldorf
Stahl-Informations-Zentrum
Charakteristische Merkmale 093
Organisch bandbeschichtete Flacherzeugnisse aus Stahl

1
Das Stahl-Informations-Zentrum ist eineGemeinschaftsorganisation der deut-schen Stahlindustrie. Markt- und anwen-derorientiert werden firmenneutrale Infor-mationen über Verarbeitung und Einsatzdes Werkstoffs Stahl bereitgestellt.
Schriftenreihen wie "Merkblätter","Stahl und Form" und "Dokumen-tationen" bieten ein breites Spektrumpraxisnaher Informationen für Anwen-der und Verarbeiter von Stahl. Planernund Konstrukteuren stehen mit diesenPublikationen Entscheidungshilfen beider Werkstoffauswahl zur Verfügung.Autoren sind Experten aus Konstruk-tion und Entwicklung, Planung undFertigung, Forschung und Lehre.
"Merkblätter" sind mit Fotos und tech-nischen Zeichnungen illustrierte Schrif-ten, die sich insbesondere an praxis-orientierte Interessenten richten. DiesePublikationen vermitteln konzentrierteInformationen über die Anwendungs-vielfalt sowie die Bandbreite der Be-und Verarbeitungsverfahren von Stahl.Sie sind so konzipiert, daß sie auch alsLehr- und Lernmittel eingesetzt werdenkönnen.
Die Schriftenreihe "Stahl und Form"zeigt ästhetisch, gestalterisch undfunktionell vorbildliche Beispiele vonStahlanwendungen aus der Architektur.In den Heften werden Bauwerke aus-führlich beschrieben und mit Fotos,Zeichnungen und Skizzen von signi-fikanten Details dargestellt. Einige derBauwerke wurden mit dem Deutschenund dem Europäischen Stahlbaupreisausgezeichnet.
Mit den "Charakteristischen Merk-malen" werden Informationen überProdukteigenschaften und technische
Lieferbedingungen für oberflächenver-edeltes Stahlblech bereitgestellt. Siegeben auch Hinweise auf Regelwerke.
Vortragsveranstaltungen, Seminareund Symposien informieren über inno-vative Stahlanwendungen und bietenein Forum für Erfahrungsberichte ausder Praxis. Die Themen reichen vonKonstruktion über Anwendung undVerarbeitung von Stahl bis hin zumRecycling. Dabei werden sowohl tech-nische Dimensionen des Werkstoffsals auch aktuelle Fragen des Werk-stoff-Marketings diskutiert.
Beteiligungen an Messen und Ausstel-lungen vermitteln umfassende Informa-tionen über spezifische Leistungsmerk-male von Stahl. Neue Werkstoffent-wicklungen sowie innovative, zukunfts-weisende Stahlanwendungen werdenexemplarisch vorgestellt. Konstruk-teure, Verarbeiter, Planer, Anwenderund Journalisten erhalten Gelegenheit,sich über die Leistungsfähigkeit vonStahl zu informieren.
Die Pressearbeit richtet sich an Fach-,Tages- und Wirtschaftsmedien. DasStahl-Informations-Zentrum organisiertPressegespräche und -konferenzen undinformiert kontinuierlich über neue Werk-stoffentwicklungen und -anwendungen.
Bei Anfragen werden als individuellerService Kontakte zu Instituten, Fach-verbänden und Spezialisten aus For-schung und Industrie vermittelt.
Der von dem Deutschen VerzinkereiVerband (DVV) betreute Produktbereich "oberflächenveredeltes Feinblech" wirdnach einer Neustrukturierung der Ver-bandsorganisationen der deutschenStahlindustrie nun ebenfalls vom Stahl-Informations-Zentrum bearbeitet.
Das Stahl-Informations-Zentrum

1. EinführungDas bandbeschichtete Flacherzeugnis(früher "Feinblech") ist ein Verbund-werkstoff aus einem metallischen Trä-germaterial und einer organischenBeschichtung, der die hervorragendenEigenschaften beider Einzelwerkstoffein sich vereinigt. Die besonderenMerkmale sind Korrosionsbeständig-keit, Umformbarkeit und dekorativesAussehen.
Diese Schrift informiert Verbraucherbzw. Verarbeiter von bandbeschichte-tem Flachzeug (Band und Blech) ausStahl über den derzeitigen Stand derLiefermöglichkeiten.
Sie ist eine Zusammenstellung dercharakteristischen Merkmale band-beschichteten Flachzeugs und solldazu beitragen, Unklarheiten zwischenHersteller und Verbraucher bei Bestel-lung, Lieferung und Verarbeitung zuvermeiden.
Die Schrift behandelt bandbeschich-tetes Flachzeug, das durch Beschich-tung von kaltgewalztem, elektrolytischverzinktem oder feuer- bzw. legier-verzinktem Band erzeugt wird. Auchandere beschichtete metallische Werk-stoffe sind lieferbar.
In diesem technischen Regelwerkwerden neben der DIN EN 10169-1und der E DIN EN 10169-2 weitgehendinternationale Empfehlungen, z. B. dieder European Coil Coating Association(ECCA), Brüssel, berücksichtigt.
Bandbeschichtete Flacherzeugnissehaben bereits ihren festen Platz beiAnwendungen in den Industrieberei-chen Bau, Hausgeräte und allgemeineBlechverarbeitung. Auch in der Auto-
mobilindustrie liegen nennenswerteAnwendungen vor.
Aus der Art der geplanten Weiterver-arbeitung ergeben sich oft wesentlicheGesichtspunkte. Daher liegt es imInteresse der Verbraucher und Ver-arbeiter, dem Hersteller von bandbe-schichtetem Flachzeug den vorgese-henen Verwendungszweck anzugeben.
2. Herstellungs-verfahren
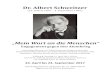
BandbeschichtungKaltgewalztes, elektrolytisch verzinktesoder schmelztauchveredeltes Bandwird in einem kontinuierlichen Arbeits-gang gereinigt, chemisch vorbehandeltund durch Walzauftrag von flüssigen,organischen Beschichtungsstoffen mitanschließender Wärmetrocknung bzw.Wärmevernetzung oder durch Laminie-ren von Kunststoff-Folien beschichtet.
Die Abbildung 1 (Seite 4/5) zeigt dasSchema einer Bandbeschichtungs-anlage.
3. LiefermöglichkeitenIm Einzelfall sind die lieferbaren Ab-messungen den Lieferprogrammen derLieferwerke zu entnehmen.
3.1 Lieferformen und Abmessungen
3.1.1 Bandbeschichtetes Band (Rollen)
Breiten von 600 – 1 850 mm*)
Dicken von 0,30 – 3,00 mm*)
32
ImpressumCharakteristische Merkmale 093"Organisch bandbeschichtete Flacherzeugnisse aus Stahl"1. Auflage 1998ISSN 0175-2006
Herausgeber:Stahl-Informations-ZentrumSohnstraße 65, 40237 DüsseldorfPostfach 10 48 42, 40039 DüsseldorfFax (0211) 67 07-344
Redaktion:Dipl.-Ing. Doris Ueter, Dipl.-Ing. Volker Diegelmann
Die dieser Veröffentlichung zugrundeliegenden Informationen wurden unterMitwirkung der Mitgliedswerke desSIZ, des VDEh und der Walzstahl-Ver-einigung mit größter Sorgfalt recher-chiert und redaktionell bearbeitet. EineHaftung ist jedoch ausgeschlossen.
Ein Nachdruck – auch auszugsweise –ist nur mit schriftlicher Genehmigungdes Herausgebers und bei deutlicherQuellenangabe gestattet.
Inhalt Seite
1. Einführung 32. Herstellungsverfahren 33. Liefermöglichkeiten 33.1 Lieferformen und
Abmessungen 33.2 Liefermengen 44. Sorten 54.1 Allgemein 54.2 Trägerwerkstoff 54.3 Beschichtung 85. Eigenschaften und
Prüfverfahren 105.1 Eigenschaften 105.2 Prüfung der Eigenschaften 126. Maße, zulässige Maß- und
Formabweichungen 156.1 Dicke 156.2 Breite 176.3 Länge 176.4 Geradheit 176.5 Rechtwinkligkeit 206.6 Ebenheit 207. Beanstandungen 218. Kennzeichnung 219. Verarbeitung 219.1 Umformen 229.2 Schneiden 229.3 Fügen 229.4 Reinigen 249.5 Lagerung bis zur Verarbeitung 249.6 Ausbessern und Überlackieren 2510. Hinweise bei der Bestellung 25
AnhangA1 Verpackung 28A2 Besondere Hinweise für Lage-
rung, Verladung und Transport 32A3 Klassifizierung von Farben
bei Flüssigbeschichtungen für den Außeneinsatz 36
A4 Zitierte Normen 38A5 Weitere Normen
und Regelwerke 41A6 Ergänzende Regelwerke und
weiterführendes Schriftum 42A7 DIN EN 10169-1 42
Nur in der gedruckten Version auf den Seiten 43–56 enthalten
*) Angaben sind abhängig vom jeweiligen Lieferprogramm des Herstellers.

4. Sorten4.1 AllgemeinFür die verschiedenen Verwendungs-zwecke können Ausführungen mitunterschiedlichen Eigenschaften ge-liefert werden. Es liegt daher im Inter-esse des Verbrauchers, die für den je-weiligen Verwendungszweck erforder-liche Ausführungsart mit dem Herstel-ler abzustimmen. Neben den Eigen-schaften des Grundmaterials ist dierichtige Wahl der Beschichtung maß-gebend.
4.2 TrägerwerkstoffDie mechanischen und technologi-schen Eigenschaften des Grundwerk-stoffes sowie die lieferbaren Auflagender metallischen Überzüge sind infolgenden technischen Regelwerkenfestgelegt:
• Kaltgewalzte Flacherzeugnisse aus weichen Stählen zum Kaltumformen, Kurzzeichen F*);
siehe DIN EN 10130.
• Kaltgewalzte Flacherzeugnisse aus Stählen mit hoher Streckgrenze zum Kaltumformen, Kurzzeichen F*);
siehe DIN EN 10268.
• Elektrolytisch verzinkte Flacherzeug-nisse aus Stahl, Kurzzeichen ZE;
siehe DIN EN 10152.
• Feuerverzinktes (und ggf. diffusions-geglühtes) Band und Blech aus wei-chen Stählen zum Kaltumformen, Kurzzeichen Z (bzw. ZF);
siehe DIN EN 10142.
• Feuerverzinktes (und ggf. diffusions-geglühtes) Band und Blech aus Baustählen, Kurzzeichen Z (bzw. ZF);
siehe DIN EN 10147.
5
Rolleninnendurchmesser: 508 mm;610 mmRollen werden je nach Breite, Längeund Dicke von den Lieferwerkenin unterschiedlichen Höchst- undMindestgewichten geliefert.
3.1.2 Bandbeschichtetes Blech (Tafeln)
Breiten von 600 – 1 850 mm*)
Dicken von 0,30 – 3,00 mm*)
Längen bis 6 000 mm
3.1.3 Spaltband aus bandbeschichtetem Band
Breiten von 20 bis unter 600 mmRolleninnendurchmesser: 400 mm;508 mm; 610 mm
3.1.4 Stäbe (Streifen) aus bandbeschichtetem Band und Blech
Die lieferbaren Längen sind mit demLieferwerk abzustimmen.
3.2 Liefermengen
Die lieferbaren Mindestmengen sindmit dem Hersteller abzusprechen.
4
Einlauf mitHeftmaschine
Schlingenturm
Beschichtungs-station 2
Ofen 2
Schlingenturm
Laminier-station
Auslauf
Reinigung undVorbehandlung
Beschichtungs-station 1 Ofen 1
Oberflächen-nachbehandlung
Abb. 1: Schema einer Bandbeschichtungs-anlage *) nicht genormt
*) Angaben sind abhängig vom jeweiligen Lieferprogramm des Herstellers.

7
• Feuerverzinktes (und ggf. diffusions-geglühtes) Band und Blech aus dem weichen Stahl DX 56D zum Kaltum-formen, Kurzzeichen Z (bzw. ZF);
siehe SEW 021.
• Zink/Aluminium-schmelztauchver-edeltes Band und Blech aus Stahl(Galfan),Kurzzeichen ZA;
siehe DIN EN 10214.
• Aluminium/Zink-schmelztauchver-edeltes Band und Blech aus Stahl (Galvalume), Kurzzeichen AZ;
siehe DIN EN 10215.
• Feueraluminiertes Band und Blech aus Stahl, Kurzzeichen AS;
siehe DIN EN 10154.
Andere Trägerwerkstoffe sind nachVereinbarung lieferbar.
Anmerkung:
– Die in den Normen angegebenen mechanischen und technologischen Eigenschaften der Grundwerkstoffe können sich durch das Band- beschichten verändern.
– Rollknickfreiheit und Freiheit von Fließfiguren müssen gesondert vereinbart werden.
6
Beschichtungsstoff1) Kurz- Üblicher Übliche zeichen2) Bereich der Gesamt-
Gesamtschicht- schicht-dicke3) dicke3)4)
µm µm
1. Flüssigbeschichtung5)
1.1 Allgemeine Systeme Polyester6) SP 5 – 60 25 Silikonmodifizierter
SP-SI 15 – 40 25 PolyesterPolyamidmodifizierter
SP-PA 15 – 50 25 PolyesterEpoxid EP 3 – 20 10 Polyurethan6) PUR 10 – 60 25 Polyamidmodifiziertes
PUR-PA 10 – 50 25 PolyurthanHigh-durable polymers HDP 25 – 60 25 Polyvinylidenfluorid PVDF 20 – 60 25 Polyvinylchlorid –
PVC(P) 80 – 20010) 100 – 20010)Plastisol6)
1.2 Spezielle Systeme7)
Schweißfähige ZP 2 – 20 – Zinkstaubgrundierung
Schweißbare Grundie- rung mit leitenden CP 1 – 15 – Pigmenten außer Zink Wärmebeständiges
HRNS 5 – 15 – Antihaftsystem
2 Folienbeschichtung8)
Polyvinylchlorid9) PVC(F) 50 – 80010) 100 – 20010)
Polyvinylfluorid PVF(F) 38 38
Polyolefin z. B. PE(F),
50 – 300 100 – 150 PP(F)11)
Kondenswasser- aufnehmendes System –
CA(F) – 370 Faservlies aus Polyester-Zellulose
Tabelle 1: Zusammenstellung der gebräuchlichsten Beschichtungsstoffe und Schichtdickenbereiche
Erläuterungen zu Tabelle 1
1) Bei den Beschichtungsstoffen 1.1 und 2handelt es sich im allgemeinen um dieNennung des typischen kennzeichnendenKunstharzes bzw. Kunststoffs ohne Berück-sichtigung von Copolymeren bzw. Polymer-gemischen.
2) Die Kurzzeichen wurden entsprechenddenen nach DIN EN 10169-1 bzw. sinn-gemäß gewählt.
3) Ohne Berücksichtigung zusätzlichertemporärer Schutzfolien
4) Übliche Nennschichtdicke, falls bei derBestellung nicht anders vereinbart
5) Die Beschichtungen mit Schichtdickenvon 15 µm und darüber werden üblicher-weise als Zweischichtensysteme (Grund-und Deckbeschichtung) aufgebracht, wobeideren Art und Zusammensetzung unter-schiedlich sein können.
6) Auch in geprägter oder texturierter Formerhältlich
7) Bei den Beschichtungsstoffen nach 1.2mußte auf die Nennung des typischen Kunst-harzes einschließlich seines zugehörigenKurzzeichens verzichtet werden, da hier diefunktionelle Wirkung in den Vordergrundtritt. Die hier aufgeführten Kurzzeichen, diebisher nicht genormt sind, haben eineBeziehung zur Funktion.
8) Ohne Klebfilmdicke, die etwa 10 µmbeträgt
9) Erhältlich in einfarbiger oder bedrucktersowie geprägter Form
10) Bei Beschichtung mit PVC-Folien oderPVC-Plastisol handelt es sich um dieSchichtdicke einschließlich einer eventuellenPrägung, d. h. um die "Mikrometerdicke"
11) PE(F) PolyethylenfoliePP(F) Polypropylenfolie

Erläuterungen zu Tabelle 2
Für die genannten Beschichtungsartengelten im einzelnen folgende Definitionen:
a) Unterseitenlackierung: Einschichtige Lackierung mit beliebigenBeschichtungsstoffen, ohne Anforderungenan Aussehen, Umformbarkeit, Korrosions-beständigkeit, usw.
b) Einschichtlackierung: Einschichtige Lackierung mit eingeschränk-ten Anforderungen an Aussehen, Umform-barkeit, Korrosionsbeständigkeit, usw.
c) Zweischichtenaufbau: Zweischichtige Lackierung, bestehend auseiner Grundierung und einer Deckschicht
mit Anforderungen an Aussehen, Umform-barkeit, Korrosionsbeständigkeit, usw.Einige Beschichtungsstoffe können nurim Zweischichtenaufbau aufgebrachtwerden.
d) Mehrschichtenaufbau: Mehrschichtenaufbau umfaßt Grundbe-schichtung, Zwischenbeschichtungen undDeckbeschichtung mit besonderen Anforde-rungen an Aussehen, Umformbarkeit, Korro-sionsbeständigkeit, usw.
e) Folienbeschichtung: Aufbringen einer Folie auf den Trägerwerk-stoff, auf den im allgemeinen zuvor einwärmeaktivierbarer Klebfilm, ggf. auch eineGrundierung, aufgebracht wurde.
98
4.3 Beschichtung
4.3.1 Beschichtungsstoffe
Die gebräuchlichsten, für bandbeschich-tetes Flachzeug in Frage kommendenBeschichtungsstoffe sind mit ihrenüblichen Schichtdicken (Trockenfilm-dicken) und Kurzzeichen in Tabelle 1zusammengestellt.
Besonders erwähnenswert sind dieschweißfähigen Grundierung mit Zink-staub oder anderen elektrisch leiten-den Pigmenten. Mit diesen Beschich-tungen können punktschweißgeeigneteVerbundwerkstoffe angeboten werden,die z. B. in der Automobilindustrieihren Einsatz finden. Diese speziellenBeschichtungen erfordern auch ange-paßte Vorbehandlungen.
4.3.2 Beschichtungsaufbau
Die für die Oberseite und die Unter-seite des Flachzeugs bestell- undlieferbaren Arten des Beschichtungs-aufbaus sind der Tabelle 2 zu ent-nehmen. Die Wahl des Beschichtungs-aufbaus wird zwischen Besteller undLieferer vereinbart.
Als Oberseite gilt die vom Herstellerfortlaufend kontrollierte, beim Ferti-gungsvorgang normalerweise oben-liegende Seite des Bandes. Sie ist dieBandseite mit den höchsten Anforde-rungen an das Aussehen und/oder denKorrosionsschutz.
Die Bandunterseite wird üblicherweisemit einer Unterseitenbeschichtung(Schutzlack) versehen. Bei besonderenAnforderungen an Korrosionsschutzund dekoratives Aussehen sind andereSysteme möglich.
Die Oberseite liegt bei der Lieferungvon Rollen üblicherweise außen, beider Lieferung von Blechen oder Stäbennach oben. Wird vom Besteller eineandere Lage der Oberseite gewünscht,ist darauf bei der Bestellung ausdrück-lich hinzuweisen.
4.3.3 Oberflächennachbehandlung
Wenn besondere Beanspruchungenbei Transport, Lagerung, Verarbeitungoder Montage zu erwarten sind, kannbandbeschichtetes Flachzeug vomHersteller nach Vereinbarung zusätz-lich mit einer abziehbaren Schutzfoliegeliefert werden.
Bei der Auswahl von Schutzfolien sindArt, Dicke, Haftungseigenschaften,Umformbarkeit, Zerreißfestigkeit undLichtbeständigkeit zu berücksichtigen.Wird die Schutzfolie erst am fertigmontierten Bauteil abgezogen, dannmuß dies innerhalb eines Monats nachder Montage erfolgen. Nur spezielleSchutzfolien können – auch dann nurfür begrenzte Zeit – der Außenbewitte-rung ausgesetzt werden.
Es ist zwischen zwei Schutzfolienartenzu unterscheiden:– abziehbare Folie mit Klebstoff –
Dicke 60 – 120 µm– abziehbare heißkaschierte Folie
ohne Klebstoff – Dicke 50 – 150 µm Sie sind in der Regel transparent, kön-nen jedoch auch pigmentiert sein. Amweitaus häufigsten findet die Schutz-folienart ohne Klebstoff Verwendung(Heißkaschierfolie).
Im Falle von schweißbaren Grundierun-gen kann ein herkömmliches Korrosions-schutzöl werkseitig aufgebracht werden.
Lfd. Nr. Oberseite Unterseite
1 Einschichtlackierung ohne Beschichtung
2 Einschichtlackierung Unterseitenlackierung
3 Einschichtlackierung Einschichtlackierung
4 Zweischichtenaufbau ohne Beschichtung
5 Zweischichtenaufbau Unterseitenlackierung
6 Zweischichtenaufbau Einschichtlackierung
7 Zweischichtenaufbau Zweischichtenaufbau
8 Mehrschichtenaufbau ohne Beschichtung (3-Schichten- und
4-Schichtenaufbau)
9 Mehrschichtenaufbau Unterseitenlackierung
10 Mehrschichtenaufbau Einschichtlackierung
11 Mehrschichtenaufbau Zweischichtenaufbau
12 Mehrschichtenaufbau Mehrschichtenaufbau
13 Folienbeschichtung ohne Beschichtung
14 Folienbeschichtung Unterseitenlackierung
15 Folienbeschichtung Einschichtlackierung
16 Folienbeschichtung Zweischichtenaufbau
Tabelle 2: Möglichkeiten des Beschichtungsaufbaus

11
5. Eigenschaften und Prüfverfahren
5.1 Eigenschaften
5.1.1 Funktionelle Eigenschaften
Die wichtigsten Eigenschaften fürbandbeschichtetes Flachzeug sind inTabelle 3 zusammengestellt. Für dieVerarbeitung und den Gebrauch sindim wesentlichen folgende funktionelleEigenschaften zu berücksichtigen:
Verarbeitung:Haftung der Beschichtung und ggf. derSchutzfolie unter Berücksichtigung der
Schneid-, Umform- und Montagevor-gänge – Umformbarkeit – Härte – Abrieb-beständigkeit – Gleiteigenschaften.
Gebrauch:Beständigkeit gegen Witterungsein-flüsse – Korrosionsbeständigkeit, ggf.unter Einbeziehung bestimmter, in derPraxis vorkommender aggressiver Stof-fe – Beständigkeit gegenüber bestimm-ten Kontaktstoffen – Wärmebeständig-keit – Härte – Abriebbeständigkeit.
5.1.2 Dekorative Eigenschaften
Farbe, Glanz, Struktur und Prägungder Oberfläche sind in Standardaus-
10
Eigenschaften
Übliche Schichtdicke (µm)
Glanz
Farben
Oberflächenhärte
Wärmebeständigkeit bis max. ºC
Umformbarkeit/Biegen (T-Bend)
Umformbarkeit/Walzprofilieren
Umformbarkeit/Tiefziehen
Abriebbeständigkeit
Witterungsbeständigkeit, UV-Beständigkeit
Witterungsbeständigkeit, Korrosionswiderstand auf Z
EP
10
10...50
A
80
E
D
F
D
F
F
SP
25
10...80
B
80
C
B
C
D
D
C
PUR
25
10...80
C
80
B
B
A
E
D
C
PVF(F)
38
5
D
110
A
A*)
B
B
A
A
PVC(F)
100 – 200
5...15
D
60
A
A
B
A
E
D
PVC(P)
100 – 200
45...70
E
60
A
A
B
A
E
A
PVDF
25
20...40
C
110
A
A
A
C
A
B
HDP
25
20...80
B
80
B
B
B
D
C
C
SP-SI
25
20...80
B
100
E
C
F
E
D
C
PUR-PA/SP-PA
25
10...40
A
80
C
B
B
B
D
C
Tabelle 3: Eigenschaften von bandbeschichtetem Feinblech *) Schutzfolie wegen Metalmarking erforderlich
Beschichtung
Einschränkungen möglich
Erläuterungen zu Tabelle 3
Einteilung:
A ausgezeichnetB sehr gutC gutD befriedigendE ausreichendF nicht anwendbar bzw. nicht geeignet
Anmerkung:
Wärmebeständigkeit:Nicht stetige Belastung
UV-Beständigkeit:Beständigkeit gegen Sonnenlicht; hier wer-den das Farb- und Glanz- sowie Kreidungs-verhalten zusammengefaßt.
Korrosionswiderstand:Hierunter soll das Verhalten des Verbund-werkstoffes gegenüber aggressiven Mediender natürlichen Atmosphäre verstandenwerden. Mit Ausnahme der EP-Beschich-tung erfüllen die Beschichtungen die An-forderungen der Korrosionsschutzklasse IIIgemäß DIN 55928 Teil 8
Die Eigenschaften sind nur relativ zuein-ander zu sehen; Meßwerte sind abhängigvom Grundmaterial und daher nicht in derTabelle aufgeführt.

Eine genauere Prüfung besteht aus derinstrumentellen Messung des Farbab-standes zwischen geliefertem Erzeug-nis und Referenzmuster.
Das Verfahren zur Messung der Farbeund des Farbabstandes (∆ E* ab) zweierProben vergleichbarer, nicht meta-merer Farben unter Verwendung derCIELAB-Formel ist nach DIN 6174 undISO 7724-1 bis -3 durchzuführen. Die-
ses Verfahren gibt bei geprägten oderstrukturierten, metallisch oder perl-glanz-pigmentierten Beschichtungenkeine verläßlichen Werte.
Anmerkung: Farbmetrisch ermittelte Farbtoleran-zen können sich – abhängig von derjeweiligen Farbe – sehr unterschiedlichauf das visuelle Farbempfinden aus-wirken.
13
führungen (siehe Lieferprogramm derLieferwerke) lieferbar.
Sonderausführungen sind abzuspre-chen. Außer einfarbigen sind mehrfar-bige Oberflächen lieferbar.
Geprägte Oberflächen sind nur beiSchichtdicken ab etwa 100 µm her-stellbar.
Die in Farbkarten dargestellten Farbensind Wiedergaben der Originalfarbenund geben diese daher nur annäherndwieder. Die gezeigten Prägungen undFolien-Dessins in den Prägemusternund Folienkarten sollen einen Eindruckvon den Oberflächen vermitteln.
Bei zweiseitiger Beschichtung gilt nureine Seite als Gutseite, so daß Farbab-weichungen zwischen Ober- undUnterseite auftreten können.
5.2 Prüfung der Eigenschaften
Bandbeschichtetes Flachzeug unter-liegt im Herstellerwerk sorgfältigenKontrollen zur Qualitätssicherung.Die Herstellerwerke sind gemäßDIN EN ISO 9000 ff. zertifiziert.
Die Auswahl und der Umfang der Prü-fungen werden den geforderten Eigen-schaften des bandbeschichteten Ban-des angepaßt und erfolgen nach gülti-gen Normen und erprobten Verfahren.Außer bei den Prüfverfahren zur Halt-barkeit (siehe 5.2.8 und 5.2.9) geltenTemperaturen und Luftfeuchten bei derVorbereitung und Durchführung nachDIN EN 23270.
Tabelle 4 gibt einen Überblick überwichtige Eigenschaften von organisch
bandbeschichtetem Flachzeug undderen Prüfungen. Zusätzlich ist auf dieentsprechenden ECCA-Prüfverfahrenhingewiesen, die für die Verarbeitungund Verwendung von Bedeutung seinkönnen.
Die einzuhaltenden Mindest- undHöchstwerte für die in Tabelle 4genannten Eigenschaften könnenunter Beachtung der infrage kommen-den Prüfverfahren bei der Bestellungvereinbart werden.
Für die in Tabelle 4 aufgeführten Eigen-schaften gelten folgende Hinweise:
5.2.1 Schichtdicke
Die Prüfung zur Ermittlung der Schicht-dicke der organischen Beschichtungist nach DIN EN ISO 2178,DIN EN ISO 3882 und ISO 2808durchzuführen.
Bei Lieferbreiten ≥ 600 mm erfolgt dieMessung der Schichtdicke an dreiMeßorten quer zur Walzrichtung (Drei-flächenprobe), d. h. in der Mitte undin einem Abstand von jeweils minde-stens 50 mm von den Kanten desErzeugnisses.
Bei Lieferbreiten < 600 mm erfolgt dieMessung nur an einer Stelle in derMitte des Erzeugnisses (Einzelflächen-probe).
5.2.2 Farbe/Farbabstand
Die Übereinstimmung der Farbe derBeschichtung, gegebenenfalls auchdes Dessins bei bedruckter Ober-fläche, wird durch einen visuellenVergleich mit einer vereinbarten Vor-lage nach DIN 53218 (siehe auchE DIN ISO 3668) festgestellt.
12
Eigenschaften Siehe ECCA-Abschnitt Prüfverfahren*)
Schichtdicke 5.2.1 T1
Aussehen
Farbe 5.2.2 T3, T22Glanz 5.2.3 T2
Härte der Beschichtung
Bleistifthärte 5.2.4.1 T4 Eindruckversuch nach Buchholz 5.2.4.2 –Ritzhärte 5.2.4.3 –
Haftfestigkeit/Dehnbarkeit
Haftfestigkeit nach Tiefung 5.2.5 T6Dehnbarkeit / Biegefähigkeit 5.2.6 T7Haftfestigkeit und Widerstand gegen 5.2.7 T5Rißbildung bei schneller Umformung
Haltbarkeit
Beständigkeit gegen 5.2.8 T8neutralen SalzsprühnebelVerhalten bei künstlicher Bewitterung 5.2.9 T10, T14
Tabelle 4: Wichtige Eigenschaften und derenPrüfverfahren
*) Hinweis: Zur Zeit werden diese Empfeh- lungen Schrittweise in die europäische Normung überführt

nach DIN EN ISO 6272 (Gerät undDurchführung) sowie DIN EN ISO 2409(Klebeband-Abriß) durchzuführen.
5.2.8 Verhalten gegen neutralen Salzsprühnebel
Das Prüfverfahren (Gerät und Durch-führung) wird in DIN 50021-SS (sieheauch ISO 7253) beschrieben. Für denFall, daß vor der Prüfung ein Ritz ange-bracht werden soll, gilt DIN 53167. DerRitz ist mit einem Ritzstichel nach Cle-men anzubringen und die Ritzspur darfhöchstens 1 mm breit sein. Wenn nichtanders vereinbart, werden aufgetreteneVeränderungen gemäß DIN 53167(Unterwanderung), E DIN 53209 (Bla-sengrad), DIN 53210 (Rostgrad) undDIN 53230 (Bewertungssystem) beur-teilt (siehe auch DIN ISO 4628-1 bis -3).
5.2.9 Verhalten bei künstlicher Bewitterung
Die Prüfung zur Ermittlung des Ver-haltens bei künstlicher Bewitterungwerden nach ISO 4892-3 (UV-Lampen)und ISO 11507 durchgeführt. Wennnicht anders vereinbart, werden dieaufgetretenen Änderungen entspre-chend den Abschnitten 5.2.2 (Farbe),5.2.3 (Glanz), E DIN 53209 (Blasen-grad; siehe auch DIN ISO 4628-2)und ISO 4628-6 (Kreiden; siehe auchASTM D 4214) ermittelt.
5.2.10 Sonstige Eigenschaften
Sonstige Eigenschaften, die je nachVerwendungszweck eine Rolle spielenkönnen, wie z. B. Abriebfestigkeit,Überlackierbarkeit, Beschäumbarkeit,Eignung zum Kleben, Beständigkeitgegen Chemikalien und fleckenbildendeStoffe, Beständigkeit gegen Feuchtig-keit (Kondensation), Schweißverhalten,
Brandverhalten, Wärmebeständigkeitund Verhalten beim Tiefziehen sowiedie dazu geeigneten Prüfverfahren sindzwischen Lieferer und Besteller beson-ders zu vereinbaren.
Anmerkung:Die Prüfung der Eigenschaften nachAbschnitt 5.2.8 bis 5.2.10 ist nichtBestandteil des laufenden Prüfpro-grammes.
6. Maße, zulässige Maß- und Form-abweichungen
In den nachfolgenden Unterkapitelnsind die genormten Maß- und Form-abweichungen aufgeführt. Einge-schränkte Toleranzen können mit denLieferwerken vereinbart werden.
6.1 Dicke
6.1.1 Dicke der Trägerwerkstoffe
Tabelle 5 nennt die zu bevorzugendenNenndicken (Bestelldicken) für alle Trägerwerkstoffe sowie die zulässigenDickenabweichungen.
a) obere Angabe: Kaltgewalztes Flachzeug und elektrolytisch verzinktes Flachzeug(DIN EN 10131)
b) mittlere Angabe: Feuerverzinktes Flachzeug ausweichen unlegierten Stählen (DIN EN 10143)
c) untere Angabe: Feuerverzinktes Flachzeug aus allgemeinen Baustählen (DIN EN 10143)
15
Folgende Vorgehensweise gehörtdaher zur farbmetrischen Toleranzver-einbarung zwischen Auftraggeber undLieferfirma:– Festlegung eines Coil-Coating-
Farbstandards (Bezug),– Überprüfung der Reproduzierbarkeit
der jeweiligen Meßergebnisse und– Überprüfung der Korrelation der
Meßwerte verwendeter Meßgeräte.
Die vereinbarte Farbtoleranz beinhaltet,daß das allgemeine ästhetische Em-pfinden des Betrachters nicht gestörtwird.
Der Anhang A3 gibt einen Überblicküber im Coil-Coating-Verfahren nach-stellbare RAL-Farben.
5.2.3 Glanz
Das Meßverfahren zur Ermittlung desGlanzes (Reflektometerwert) wird inDIN 67530 (siehe auch ISO 2813) be-schrieben. Das Verfahren eignet sichnicht bei geprägten oder texturiertenOberflächen sowie bei metallisch-oder perlglanz-pigmentierten Beschich-tungen.
5.2.4 Härte der Beschichtung
5.2.4.1 BleistifthärteDie Prüfung zur Ermittlung der Bleistift-härte ist nach ASTM D 3363 (siehe auchISO/DIS 15 184) durchzuführen. DasVerfahren ist bei geprägten oder textu-rierten Oberflächen nicht anwendbar.
5.2.4.2 Eindruckversuch nach Buchholz
Das Meßverfahren zur Ermittlung desEindruckwiderstandes ist nach DIN53153 (siehe auch E DIN ISO 2815)
durchzuführen. Bei Beschichtungen mitDicken über 50 µm gibt ein dünnesKohlepapier, das unter das Eindruck-werkzeug gelegt wird, eine genauereAufzeichnung des ursprünglichen Ein-druckes. Das Verfahren ist bei gepräg-ten oder texturierten Oberflächen nichtanwendbar.
5.2.4.3 Ritzhärte
Das Prüfverfahren zur Ermittlung derRitzhärte ist in ISO 1518 beschrieben.
5.2.5 Haftfestigkeit nach Tiefung
Das Prüfverfahren für die Haftfestigkeitnach Tiefung ist nach DIN EN ISO 1520(Gerät und Durchführung) sowie DINEN ISO 2409 (Klebeband-Abriß) durch-zuführen.
5.2.6 Widerstand gegen Rißbildung und Haftfestigkeit bei Biegung
Die Prüfung zur Ermittlung der Haftfe-stigkeit und des Widerstandes gegenRißbildung bei einer 180º-Biegung wirdnach DIN EN ISO 1519 (unter Verwen-dung des Biegegerätes Typ 2) mit oderohne Klebeband-Abriß (siehe auchDIN EN ISO 2409) durchgeführt (sieheauch ASTM D 4145). Der Widerstandgegen Rißbildung und Ablösung bei180º-Biegung wird wie folgt definiert:T = min. Biegeradius/Dicke des Grund-werkstoffes
5.2.7 Widerstand gegen Rißbildung und Haftfestigkeit bei schnellerUmformung
Das Prüfverfahren zur Ermittlung derHaftfestigkeit und des Widerstandesgegen Rißbildung bei schneller Umfor-mung durch ein fallendes Gewicht ist
14

Erläuterungen zu Tabelle 5
1) Bei Breitband und längsgeteiltem Breit-band können im Bereich kaltgewalzterSchweißnähte über eine Länge von 15 mdie Grenzabmaße der Dicke maximal 60 %größer sein.
Diese Erhöhung gilt für alle Dicken und –sofern bei der Bestellung nichts anderesvereinbart wird – sowohl für die untere alsauch für die obere Grenze der normalen undder eingeschränkten Dickenabmaße.
2) Für die Zinkauflagen Z450 und Z600erhöhen sich die Grenzabmaße der Dickeum 0,02 mm.
6.1.2 Dicke der Beschichtung
Die Nennschichtdicken der verschiede-nen Beschichtungen liegen entwedernach dem Stand der Technik fest oderergeben sich aus Vereinbarungen zwi-schen Besteller und Herstellerwerk.
Gemäß DIN EN 10169-1 gelten fürdie einzelnen Beschichtungen nachAbschnitt 4.3.2 bzw. Tabelle 1 diezulässigen Abweichungen von der inTabelle 5a dargestellten Nennschicht-dicke.
1716
Nenndicke Normale EingeschränkteGrenzabmaße1)2) Grenzabmaße (S)1)2)
für Nennbreiten für Nennbreiten mm mm mm mm mm mm mm
≤ 1200 > 1200 > 1500 ≤ 1200 > 1200 >1 500≤ 1500 ≤ 1500
≥ 0,35 ≤ 0,40 ± 0,04 ± 0,05 – ± 0,025 ± 0,035 –± 0,05 ± 0,06 – ± 0,03 ± 0,04 –± 0,06 ± 0,07 – ± 0,04 ± 0,05 –
> 0,40 ≤ 0,60 ± 0,05 ± 0,06 ± 0,07 ± 0,035 ± 0,045 ± 0,05± 0,06 ± 0,07 ± 0,08 ± 0,04 ± 0,05 ± 0,06 ± 0,07 ± 0,08 ± 0,09 ± 0,05 ± 0,06 ± 0,07
> 0,60 ≤ 0,80 ± 0,06 ± 0,07 ± 0,08 ± 0,04 ± 0,05 ± 0,05 ± 0,07 ± 0,08 ± 0,09 ± 0,05 ± 0,06 ± 0,06 ± 0,08 ± 0,09 ± 0,11 ± 0,06 ± 0,07 ± 0,07
> 0,80 ≤ 1,00 ± 0,07 ± 0,08 ± 0,09 ± 0,045 ± 0,06 ± 0,06 ± 0,08 ± 0,09 ± 0,10 ± 0,06 ± 0,07 ± 0,07 ± 0,09 ± 0,11 ± 0,12 ± 0,07 ± 0,08 ± 0,08
> 1,00 ≤ 1,20 ± 0,08 ± 0,09 ± 0,10 ± 0,055 ± 0,07 ± 0,07 ± 0,09 ± 0,10 ± 0,11 ± 0,07 ± 0,08 ± 0,08± 0,11 ± 0,12 ± 0,13 ± 0,08 ± 0,09 ± 0,09
> 1,20 ≤ 1,60 ± 0,10 ± 0,11 ± 0,11 ± 0,07 ± 0,08 ± 0,08 ± 0,11 ± 0,12 ± 0,12 ± 0,08 ± 0,09 ± 0,09 ± 0,13 ± 0,14 ± 0,14 ± 0,09 ± 0,11 ± 0,11
> 1,60 ≤ 2,00 ± 0,12 ± 0,13 ± 0,13 ± 0,08 ± 0,09 ± 0,09 ± 0,13 ± 0,14 ± 0,14 ± 0,09 ± 0,10 ± 0,10± 0,15 ± 0,17 ± 0,17 ± 0,11 ± 0,12 ± 0,12
> 2,00 ≤ 2,50 ± 0,14 ± 0,15 ± 0,15 ± 0,10 ± 0,11 ± 0,11± 0,15 ± 0,16 ± 0,16 ± 0,11 ± 0,12 ± 0,12± 0,18 ± 0,19 ± 0,19 ± 0,13 ± 0,14 ± 0,14
> 2,50 ≤ 3,00 ± 0,16 ± 0,17 ± 0,17 ± 0,11 ± 0,12 ± 0,12± 0,17 ± 0,18 ± 0,18 ± 0,12 ± 0,13 ± 0,13± 0,20 ± 0,21 ± 0,21 ± 0,14 ± 0,15 ± 0,15
Tabelle 5: Zulässige Dickenabweichungen Tabelle 5a: Grenzabmaße der Schichtdicke von Beschichtungen
> 10 > 20 > 25 > 35 > 60 > 100 > 200 > 500≤ 20 ≤ 25 ≤ 35 ≤ 60 ≤ 100 ≤ 200 ≤ 500 ≤ 800
3 4 5 8 15 20 30 40
4 5 7 12 20 25 35 50
Bereich der Nenn-schichtdicke in µm
Unteres Abmaß des Mittelwertes aus dreiMessungen in µm
Unteres Abmaßbei der einzelnenMessung in µm
6.2 Breite
6.2.1 Für Band und Blech gelten die inTabelle 6 angegebenen Werte für die zulässige Überschreitung der Nennbreite.
6.2.2 Für längsgeteiltes Band und daraus geschnittene Stäbe (Streifen) < 600 mm Breite geltendie in Tabelle 7 angegebenen Werte für die zulässige Über-schreitung der Nennbreite.
6.3 LängeFür die zulässige Überschreitung derNennlänge bei normaler und einge-schränkter Grenzabmaße gelten dieWerte nach Tabelle 8.
6.4 GeradheitDie zulässigen Abweichungen von derGeradheit der Längskanten bei Bandsind in Tabelle 9 angegeben. Als Ab-weichung von der Geradheit der Längs-kante gilt der größte Abstand zwischeneiner Längskante und einer Geraden,die die beiden Enden der Meßstreckeverbindet. Sie wird auf der konkavenSeite des Erzeugnisses gemessen.

In beiden Fällen ist die Prüfung ineinem Abstand von mindestens5 000 mm von Anfang oder Ende desBandes vorzunehmen.
Bei Blech ≤ 2 000 mm Länge entsprichtdie Meßstrecke der Erzeugnislängeund die zulässige Abweichung 0,3 %der tatsächlichen Länge.
1918
Toleranzklasse Nenndicke Nennbreite Nennbreite
< 125 ≥ 125 < 250 ≥ 250 < 400 ≥ 400 < 600 mm mm mm mm mm
Unteres Oberes Unteres Oberes Unteres Oberes Unteres Oberes Abmaß Abmaß Abmaß Abmaß Abmaß Abmaß Abmaß Abmaß
Normal < 0,6 0 + 0,4 0 + 0,5 0 + 0,7 0 + 1,0 ≥ 0,6 < 1,0 0 + 0,5 0 + 0,6 0 + 0,9 0 + 1,2 ≥ 1,0 < 2,0 0 + 0,6 0 + 0,8 0 + 1,1 0 + 1,4 ≥ 2,0 ≤ 3,0 0 + 0,7 0 + 1,0 0 + 1,3 0 + 1,6
Eingeschränkt < 0,6 0 + 0,2 0 + 0,2 0 + 0,3 0 + 0,5 ≥ 0,6 < 1,0 0 + 0,2 0 + 0,3 0 + 0,4 0 + 0,6 ≥ 1,0 < 2,0 0 + 0,3 0 + 0,4 0 + 0,5 0 + 0,7 ≥ 2,0 ≤ 3,0 0 + 0,4 0 + 0,5 0 + 0,6 0 + 0,8
Tabelle 7: Zulässige Überschreitungder Nennbreite bei Spaltband unddaraus geschnittenen Stäben (Streifen)(DIN EN 10131 und DIN EN 10143)
Nennbreite Normale EingeschränkteGrenzabmaße Grenzabmaße (S)
Unteres Oberes Unteres Oberes Abmaß Abmaß Abmaß Abmaß
mm mm mm mm mm
≤ 1200 0 + 4 0 + 2 0 + 5 0 + 2
> 1200 ≤ 1500 0 + 5 0 + 2 0 + 6 0 + 2
> 1500 0 + 6 0 + 30 + 7 0 + 3
Tabelle 6: Zulässige Überschreitungder Nennbreite bei Band und Blech (DIN EN 10131 und DIN EN 10143)
Nennlänge (L) Zulässige Überschreitung der Nennlänge
Normale EingeschränkteGrenzabmaße Grenzabmaße (S)
Unteres Oberes Unteres Oberes Abmaß Abmaß Abmaß Abmaß
mm mm mm mm mm
≤ 2000 0 10 0 4
> 2000 0 0,005 x L 0 0,002 x L
Tabelle 8: Zulässige Überschreitung der Nennlänge bei Blech und Stäben (Streifen)
Erzeugnisform Nennbreite Zulässige Abweichungen von der Geradheit
Höchstwert gültig für die Meßlänge mm mm mm
Breitband ≥ 600 6 2.000
Spaltband < 600 6 2.000
Tabelle 9: Zulässige Abweichungen vonder Geradheit der Längskanten bei Band (DIN EN 10131 und DIN EN 10143)

7. BeanstandungenÄußere und innere Fehler dürfen nurdann beanstandet werden, wenn sieeine der Bestellung angemessene Ver-arbeitung und Verwendung mehr alsunerheblich beeinträchtigen. DerBesteller muß dem Lieferwerk Gelegen-heit geben, sich von der Berechtigungder Beanstandung zu überzeugen, so-weit möglich durch Vorlage des bean-standeten und von Belegstücken desangelieferten Werkstoffes*).
Bei Lieferung von bandbeschichtetemFlachzeug in Rollen kann in Abhängig-keit von der Beschichtung ein höhererAnteil mit Oberflächenfehlern vorliegenals bei Rollen aus kaltgewalztem oderverzinktem Flachzeug.
Die Gefahr des Vorhandenseins vonOberflächenfehlern besteht bei band-beschichtetem Band in höherem Maßeals bei der Lieferung von Blech undStäben, da nicht möglich ist, Fehlstelleninnerhalb einer Rolle auszusortieren.Dies ist vom Besteller bei der Beurtei-lung der Erzeugnisse in Betracht zuziehen. Der Lieferer muß dem Bestellerauf Verlangen angeben, welche Ober-fläche kontrolliert wurde.
8 KennzeichnungAn jedem Paket oder an jeder Rollebzw. Versandeinheit wird ein Schildangebracht, das üblicherweise fol-gende Angaben enthält:
– Name oder Zeichen des Lieferwerks– Stahlsorte und Überzug– Nennmaße des Erzeugnisses– Identifikationsnummer– Gewicht– Auftragsnummer– Kundenname– Kundenbestellnummer– Beschichtungsstoff – Schichtdicke – Farbe
9 VerarbeitungDas bandbeschichtete Flachzeug hatim Anlieferungszustand bereits die fertige Oberfläche. Die Empfehlungender Hersteller und das entsprechendeSchrifttum sollten beachtet werden.
Die Werkzeuge sollen materialgerechtausgebildet sein, wobei eine glatte,saubere Oberfläche selbstverständlichist. Polierte und hart-verchromte Werk-zeuge sind zweckmäßig. Sie verminderndie Reibung, wodurch Beschädigungender Oberfläche vermieden werden. Beihohen Ansprüchen an die Ebenheitempfiehlt sich, wie bei der Verarbeitungvon unbeschichtetem Flachzeug, derEinsatz einer Richtmaschine.
Die Verarbeitung sollte möglichst beiTemperaturen über 20 ºC erfolgen. InEinzelfällen hat sich zur Verbesserungder Umformbarkeit das Erwärmen derBleche durch Wärmestrahler auf ca.25 – 40 ºC bewährt. Sollten trotz allerVorsicht bei Transport oder Lagerungbeschichteten Flachzeugs Druckstellenauftreten, so sind diese Glanzverände-rungen in vielen Fällen durch Anwär-men der Oberfläche, z. B. mit Infra-rotstrahlern, wieder rückgängig zumachen.
2120
Nennbreite Zulässige Abweichungen von der Ebenheit
Normale Eingeschränkte Grenzabmaße Grenzabmaße (FS)
bei Nenndicken bei Nenndicken mm mm mm mm mm
< 0,70 ≥ 0,70 ≥ 1,20 < 0,70 ≥ 0,70 ≥ 1,20 < 1,20 < 2,00 < 1,20 ≤ 2,00
< 1200 12 10 8 5 4 3 15 13 10 8 6 5
> 1200 < 1500 15 12 10 6 5 4 18 15 13 9 8 6
> 1500 19 17 15 8 7 6 22 20 19 12 10 9
Tabelle 10: Zulässige Abweichungen von der Ebenheit bei Tafeln und Stäben (DIN EN 10131 und DIN EN 10143)
6.5 RechtwinkligkeitDie Abweichungen von der Rechtwink-ligkeit dürfen entsprechend DIN EN10131 und DIN EN 10143 1 % derErzeugnisbreite nicht überschreiten.Als Abweichung "u" von der Recht-winkligkeit gilt die senkrechte Projek-tion einer Querkante auf einer Längs-kante (siehe Abb. 2).
6.6 Ebenheit Als Abweichung von der Ebenheit giltbei Tafeln und Stäben der größteAbstand zwischen dem Erzeugnis undeiner ebenen waagerechten Unterlage,auf der es frei ruht. Die zulässigen Ab-weichungen von der Ebenheit als nor-male und eingeschränkte Grenzabmaße(FS) gehen aus Tabelle 10 hervor.
uAbb. 2: Abweichung von der Rechtwinkligkeit
*) Hierzu wird auf die DIN EN 10021 verwiesen.

durch Wärmeentwicklung, Druckauf-bau) ein geeignetes Herstellungsver-fahren zur Fertigung leichter, funktions-optimierter Strukturelemente.
Für das Verbinden von oder Befestigenan bandbeschichtetem Stahlfeinblechsind die bekannten Fügeverfahren wieSchrauben, Klemmen, Nieten, Falzen,Bördeln, Durchsetzfügen, Stanznietenund Blindnieten anwendbar.
Für Schraubverbindungen sind korro-sionsgeschützte, selbstschneidendeSchrauben mit groben Gewinden undzentrierenden Schlitzen vorzuziehen.Bewährt haben sich kunststoffbeschich-tete Schraubenköpfe und Kunststoff-unterlegscheiben.
Bei umformenden Fügeverfahren durchz. B. Falzen, sind die Umformeigen-schaften der Beschichtung (sieheTabelle 3) zu beachten. Eine breiteAnwendung hat das Falzen mit seinenverschiedenen Ausführungsformenauch in Verbindung mit Kleben gefun-den. Durch gezielte Anordnung derFalze können auf elegante Weise dieSchnittkanten der zu verbindendenBauteile verdeckt werden.
In zunehmendem Maße kommt auchdie Stanzniettechnik zur Verbindungbandbeschichteter Stahlbleche zumEinsatz. Bei dieser ohne Vorlochenarbeitenden Niettechnik stehen fertig-beschichtete, auf die Oberfläche deszu fügenden Materials abgestimmteNiete zur Verfügung.
Vorteilhaft einsetzbar sind auch die reinformend arbeitenden Durchsetzfüge-verfahren, die im Gegensatz zu denschneidenden Durchsetzfügeverfahrennur eine geringe Beschädigung der
Beschichtung verursachen und Korro-sion an Schnittflächen vermeiden. Wieauch beim linienförmigen Falzen, sokönnen auch die beschriebenen punk-tuellen Fügetechniken optimal mit derKlebetechnik kombiniert werden.
9.3.2 Kleben
Die Klebetechnik stellt im Zusammen-hang mit organisch beschichtetemFeinblech ein vielversprechendes Füge-verfahren dar. Hierbei spielt vor allemdie gleichmäßige Kraftübertragung unddie Verbundherstellung ohne eineSchädigung der organischen Schichteine bedeutende Rolle. Desweiterenerlaubt der Einsatz der Klebetechnikdie Verbindung von bandbeschichte-ten Feinblechen mit anderen zur Ver-klebung geeigneten Werkstoffen wiez. B. Metall, Holz, Glas und Keramik.
Bei der Auslegung einer Klebeverbin-dung sollte das Auftreten von Schäl-kräften im Fügebereich vermieden wer-den. Bei der Auswahl eines geeignetenKlebstoffes für die Verbindung derFügeteile sind eine Vielzahl von Fakto-ren zu beachten, um einen optimalenVerbund zu erzielen. So müssen z. B.vorgegebene Verbindungsfestigkeitenerreicht werden und eine bestimmteVerformungsfähigkeit gewährleistetsein, aber auch die geforderte Alte-rungsbeständigkeit des Klebverbundesmuß berücksichtigt werden. Zur Er-füllung dieser Forderungen könnenu. a. auch besondere Oberflächenvor-behandlungsverfahren vor dem Verkle-ben der Fügeteile notwendig sein. Injedem Fall muß der Einfluß verschiede-ner Randbedingungen wie Feuchtigkeitund Temperatur beim Einsatz berück-sichtigt werden. Dazu ist eine Abstim-mung des Klebstoffes auf die zu ver-
23
9.1 UmformenBandbeschichtetes Band und Blechläßt sich nach den bekannten Verfah-ren, wie Walzprofilieren, Biegen, Kan-ten, Bördeln, Runden und Tiefziehenumformen. Hierbei sind folgendeallgemeine Regeln zu beachten: – Trägerwerkstoff, Beschichtungsstoff
und Schichtdicke beeinflussen das Umformverhalten.
– Niedrigere Zinkauflagen verbessern das Umformergebnis.
– Größere Umformradien, geringere Umformungsgeschwindigkeiten(z. B. höhere Anzahl der Gerüste beim Walzprofilieren) sowie höhere Verarbeitungstemperaturen erleich-tern die Umformung.
– Die Umformung bei Dickbeschich-tungen (PVC-Plastisole und Folien) sollte nicht zu nahe an der Schnitt-kante erfolgen, um ein Ablösen der Beschichtung infolge der Rückstell-kräfte zu vermeiden.
Falls Hilfsmittel für das Tiefziehen er-forderlich sind, so sind diese so aus-zuwählen, daß sie mit der Beschich-tung verträglich und einwandfrei zuentfernen sind. Systeme auf z. B.Seifen- oder Wachsbasis haben sichbewährt. Beim Tiefziehen gilt für dieBemessung des Ziehspaltes folgendeFaustregel: – Schichtdicken bis zu 60 µm sind zu
100 %, Schichtdicken über 60 µm sind zu 75 % zu berücksichtigen. DieDicke der Schutzfolie ist der Dicke der Beschichtung zuzurechnen.
– Spezielle Kunststoff- bzw. Gummi-kissen haben sich als Matrizenpolsterbewährt.
– Bei Stahlmatrizen eventuell auf-tretende Druckstellen oder Kratzer können durch eine Schutzfolie auf
den Blechen vermieden werden. Ineinigen Fällen hilft auch schon dasAufkleben von Schutzfolie auf dieMatrize.
9.2 SchneidenBandbeschichtetes Flachzeug läßt sichim allgemeinen wie unbeschichtetesBand und Blech schneiden, stanzenund lochen, jedoch sollten überhöhteVerarbeitungsgeschwindigkeiten ver-mieden werden. Voraussetzung für dieErzielung einwandfreier Schnitte sindsauber geschliffene Werkzeuge und dieEinhaltung eines Schneidspaltes vonmax. 5 % der Grundwerkstoffdicke.Bei Dickbeschichtungen (PVC-Plasti-sole und Folien) empfiehlt sich einSchneiden von der Rückseite her.
9.3 FügenUnter Berücksichtigung der Ober-flächenansprüche, der Eigenschaftender Beschichtung und unter Umstän-den der Umformeigenschaften desTrägerwerkstoffes sind – mit Einschrän-kungen beim Schweißen – praktischalle für Stahlfeinblech üblichen Füge-verfahren anwendbar.
9.3.1 Mechanisches Fügen
In Verbindung mit der Verwendung vonHilfsfügeteilen wie z. B. Bolzen, Stiften,Klammern und Klemmprofilen könnenhäufig Verbindungen durch Ineinander-schieben und Einführen hergestelltwerden. Auch das Ausfüllen von Hohl-räumen durch Ausschäumen mit z. B.Polyurethan zur Herstellung von Sand-wichelementen ist bei Berücksichti-gung der Materialeigenschaften derInnenbeschichtung (Klebstoffverträg-lichkeit, Beschäumbarkeit) und derSichtbeschichtung (Beanspruchung
22

Zurverfügungstellung nicht überschrit-ten werden. Voraussetzung ist eineordnungsgemäße Lagerung desErzeugnisses (siehe Anhang A 2.1).
9.6 Ausbessern und Überlackieren
Örtliche Oberflächenfehler z. B. durchmechanische Beschädigungen währendder Verarbeitung oder Montage könnenmit geeigneten lufttrocknenden Lackenausgebessert werden, wobei je nachUmfang ein Nachpinseln oder Nach-spritzen erfolgt. Die auszubesserndeStelle muß sauber und trocken sein.
Bei großflächigen Überlackierungen z. B.von Fassaden sind der Zustand der zuüberlackierenden Fläche (= Untergrund)und die Verträglichkeit der bereits vor-handenen mit der neu aufzutragendenBeschichtung zu überprüfen (siehe DIN53221). Dies gilt auch dann, wenn deralte Beschichtungsstoff bekannt ist. DerUntergrund muß sauber, trocken undfrei von Staub, Schmutz oder ungenü-gend haftenden Lackschichten sein.Hierzu eignet sich eine Hochdruckreini-gung mit Wasser und erforderlichenfallseine Zugabe eines flüssigen Reinigungs-mittels (gut nachspülen). Eventuell vor-handene korrodierte Stellen sind nochzusätzlich mechanisch zu reinigen, z. B.mit Drahtbürste, Bandschleifer (Entfer-nung der Korrosionsprodukte) und vorder anschließenden großflächigen Über-lackierung mit einem gesondertenKorrosionsschutzprimer zu versehen.
Das anzuwendende Überlackierungs-system ist auf die qualitativen undästhetischen Anforderungen, die Appli-ziermöglichkeiten und den vorhande-nen Untergrund abzustimmen. Danachkönnen ein- oder zweikomponentige
Systeme aus unterschiedlichen Binde-mitteln gestrichen, gerollt oder gespritztwerden. Die Einzelheiten sind zwischendem Anwender und dem Überlackiererfestzulegen.
Weitere Informationen können der Bro-schüre "Bandbeschichtetes Flachzeugfür den Bauaußeneinsatz" entnommenwerden.
10. Hinweise bei der Bestellung
Für die Bestellung sind folgendeAngaben erforderlich:
– Angaben zum TrägerwerkstoffVollständige Bezeichnung und Beschreibung des Trägerwerkstoffes.Die Nenndicke (Bestellangabe) des Verbundwerkstoffes versteht sich alsDicke des Trägerwerkstoffes, ggfs. einschließlich eines metallischen Überzuges, jedoch ohne Berücksich-tigung der Beschichtungsdicke.
– Angaben zur Beschichtung Hier sind in folgender Reihenfolge erforderlich:Beschichtungssystem der Oberseite,Schichtdicke, Farbe, Glanz, ggfs. Prägung, Schutzfolie; Angaben zur Unterseite.Die Lieferung erfolgt gemäß den in dieser Schrift festgelegten "Charak-teristischen Merkmalen für organischbandbeschichtete Flacherzeugnisse aus Stahl". Es liegt daher im Interessedes Verbrauchers, bei der Bestellungauf die Schrift des Stahl-Informations-Zentrums hinzuweisen, mit demBestell-Zusatz "nach Stahl-Informa-tions-Zentrum" und/oder nach Liefervorschriften (Spezifikationen) des Bestellers.
25
klebende Oberfläche notwendig, wobeisich eine Absprache mit den Herstel-lern des bandbeschichteten Feinblechsund Klebstoffherstellern empfiehlt.
9.3.3 Schweißen
Unter bestimmten Voraussetzungen istbandbeschichtetes Flachzeug nach demWiderstand-Buckelschweißverfahrenund dem Lichtbogen-Bolzenschweißver-fahren mit Spitzenzündung oder auchmit Hubzündung nach der Short-cycle-Methode schweißbar. Das ist jedochnur dann möglich, wenn ein metallischerKontakt gegeben ist, d. h. wenn– vom Hersteller einseitig beschichtete
Bleche geliefert werden, oder – vom Verarbeiter die Beschichtung im
Schweißbereich entfernt wird, oder– die Unterseite eine Lackschicht mit
metallisch leitenden Pigmenten wie Zinkstaub, Aluminium oder Graphit aufweist oder
– die Unterseite eine so dünne Lack-schicht aufweist, daß diese durch Elektrodenkrafteinwirkung örtlich durchgestoßen wird.
In allen Fällen sind nur einseitigeSchweißverfahren anwendbar undzwar mit extrem kurzen Schweißzeitenund geringen Elektrodenkräften, um dieSichtseite nicht zu beschädigen.
Vor diesem Hintergrund sind insbeson-dere Kurzzeitbuckelschweißverfahren,die sich der Kondensatorimpuls- oderder Mittelfrequenztechnik bedienen,vorteilhaft einsetzbar.
Bei Konstruktionen und Werkstoffaus-wahl sind Blechdicke, Oberflächen-struktur der Kunststoffschicht, Lageund Tragverhalten der Verbindung zuberücksichtigen.
Neben den beiden genannten Verfah-ren gibt es bei einigen Kunststoffbe-schichtungen die Möglichkeit, nur dieKunststoffschichten zweier Blechenach dem HF-Verfahren (dielektrischesVerfahren) zu verbinden.
Bei elektrisch leitfähigen Zinkstaub-beschichtungen sind die beim kalt-gewalzten Flachzeug angewendetenSchweißverfahren ebenfalls anwend-bar. Im allgemeinen sind höhere Strom-stärken und Elektrodenanpressdrückesowie längere Schweißzeiten günstigfür eine einwandfreie Verschweißung.Ferner empfiehlt sich eine Absaugungder Schweißrauche.
Für zusätzliche Hinweise stehen dieHersteller der Produkte zur Verfügung.
9.4 ReinigenBeim Reinigen – sofern erforderlich –sollte mit Vorsicht unter Verwendungvon kaltem oder lauwarmem Wasserggf. unter Zusatz von neutralen bis mild-alkalischen Reinigungsmitteln (ph-Wert6 – 10), die nach der Anwendung gutmit kaltem Wasser abzuspülen sind, vor-gegangen werden. Scheuernde Reini-gungsmittel, Bürsten oder verunreinigteSchwämme sind auf keinen Fall zu ver-wenden (Gefahr von Kratzern, Beein-trächtigung des einheitlichen Aussehensder Oberfläche!). Die Entfernung vonhartnäckigen Verschmutzungen solltemit dem Hersteller des bandbeschich-teten Flachzeuges abgestimmt werden.
9.5 Lagerung bis zur Verarbeitung
Für eine werkstoffgerechte Verarbei-tung sollte ein Lagerzeitraum von sechsMonaten beginnend mit dem bei Auf-tragserteilung vereinbarten Termin der
24

27
Beschichtung desBandes im Walz-auftragsverfahren
Walzprofilieren vonorganisch band-beschichtetem Feinblech
Gehäuse für Unter-haltungselektronik
Rückwand aus derHausgeräteindustrie
Organisch bandbeschichtete Flach-erzeugnisse in der Bauindustrie fürFassadenelemente
Einsatz bei Warmwasser-Aufbereitungsgeräten
26

Querschnitt der Quer- und Längs-unterlagen richtet sich nach der Be-anspruchung und dem Gewicht derVerpackungseinheit sowie nach denGegebenheiten des Lieferwerks. DieUnterleghölzer können sowohl recht-eckig als auch quadratisch sein undan ihren Enden Anschrägungen erhal-ten. Zur Führung des Verpackungs-stahlbandes können die Hölzer auf derUnterseite mit einer Längsnut ver-sehen werden. Die Anzahl der Längs-hölzer ist von Breite, Länge und Höhedes Paketes abhängig. Die Anzahl derQuerhölzer richtet sich nach der Paket-länge.
1.1.2 Umhüllungsarten
Als Umhüllung können Papier oderandere geeignete Verpackungsstoffesowie Bleche oder Polyethylenfolienverwendet werden. Die Blechumhül-lung wird vorzugsweise beim Schiffs-versand verwendet.
1.1.3 Kantenschutz
Der Kantenschutz besteht aus Blech-winkeln oder u-förmigen Blechen, diezwischen Verpackungsstahlband undVerpackungseinheit eingelegt werden.
1.1.4 Verpackungsstahlband
Als Verpackungsstahlband werdenüblicherweise Bänder mit einem Min-destquerschnitt von 20 mm2 verwen-det. Geringere Querschnitte sind mög-lich, wenn höherfester Stahl eingesetztwird. Bei Spaltband kommen auchkleinere Querschnitte zur Anwendung.
1.1.5 Etikettierung
Die Kennzeichnung der Verpackungs-einheit erfolgt auf einem Etikett ent-sprechend Abschnitt 8 "Kennzeichnung".
1.2 Verpackungsarten für band-beschichtetes Blech (Tafeln)
1.2.1 Pakete auf Querhölzern
Querhölzer geben dem Paket eine guteStabilität in der Querachse. Pakete aufQuerhölzern sind vorzugsweise für denGabelstaplertransport vorgesehen.Nicht zu empfehlen ist die reine Ver-packung nur auf Querhölzern. Insbe-sondere für ebenheitsempfindlichesoder großflächiges Material sind Quer-holzverpackungen zu verwenden.
29
Anhang
A1 VerpackungZum Schutz gegen Beschädigung, Ver-schmutzung oder Feuchtigkeit sowiezur Sicherung des Materials währendder Lagerung und beim Transport wer-den für Band- und Blechlieferungenverschiedenartige Verpackungen ver-wendet. Diese sind in den Richtlinienfür die Verpackung, Lagerung und denTransport von unbeschichtetem undbeschichtetem Feinblech in Tafeln,Rollen und Spaltband der deutschenFeinblecherzeuger zusammengestellt.
Im folgenden sind die gebräuchlichenund bewährten Verpackungsarten zu-sammengestellt. Damit werden Lage-rung und Transport wesentlich verein-facht. Zum Beispiel können beim Bezugvon Blechpaketen die Lieferungen ver-schiedener Hersteller aufeinanderge-stapelt und mit denselben Ladegerätentransportiert werden. Blechbeschädi-gungen beim Transport oder Unfall-gefahren werden durch die hier auf-geführten Verpackungen weitgehendverhindert.
Es erweist sich als vorteilhaft, wenndie in diesen Richtlinien aufgegebenenVerpackungsarten bestellt werden undauf Sonderwünsche verzichtet wird.Bestimmte, hier aufgeführte Verpak-kungsarten werden von den Lieferwer-ken als Standardverpackung bevor-zugt. Es wird ferner darauf hingewie-sen, daß unter Umständen aus Sicher-heitsgründen die vom Besteller vorge-schriebene Verpackung im Rahmendieser Richtlinie geändert werden muß,auch wenn sie aufwendiger bzw. auf-preispflichtig wird.
Die Verpackung besteht z. B. ausPapier oder Folie, Verpackungsblech,Kantenschutz, Verpackungsstahlbandund Unterlagen aus Holz, Metallprofilenoder Polyethylenfolie.
Für die sachgemäße Ausführung der indiesen Richtlinien aufgeführten Ver-packungsarten ist das Lieferwerk ver-antwortlich. Dabei wird vorausgesetzt,daß das verpackte Band oder Blechwährend des Transports, beim Um-schlagen, Entladen oder Lagern fach-gerecht und mit der gebotenen Sorgfaltbehandelt wird. Unter "fachgerecht"versteht man, daß die verpackten Rol-len oder Bleche nicht Feuchtigkeit undNässe ausgesetzt werden und nichtdurch unzweckmäßige Anschlagmittelund Stapelung deformiert werden.
Wird die Verpackung reklamiert, mußdem Lieferwerk Gelegenheit gegebenwerden, sich von der Berechtigung derBeanstandung zu Überzeugen.
Die Verladung des verpackten Materi-als auf Waggon oder LKW wird sovorgenommen, daß ein Entladen derRollen oder Pakete mit Kran oderGabelstabler möglich ist. Dabei müs-sen die einschlägigen Transportvor-schriften Beachtung finden.
1.1 Verpackungsmittel
1.1.1 Unterlagen (Hölzer und/oder Metallprofile)
Verpackungsunterlagen geben der Ver-packungseinheit Stabilität und ermögli-chen den sicheren Transport sowiegute Stapelung und Lagerung des ver-packten Gutes. Zur Verwendung kom-men vollkantig geschnittene Hölzer,Bretter, Bohlen und Metallprofile. Der
28
Abb. 3: Blechpakete auf Querhölzern unterLängsbrettern bzw. -bohlen wahlweiseim losen Verbund oder genagelt bzw. ver-schraubt
Abb. 4: Blechpakete auf Querhölzern unterLängshölzern wahlweise im losen Verbundoder genagelt bzw. verschraubt

1.3.2 Rollen mit Holzuntersatz, waagerechte Achse
Der Holzuntersatz besteht aus min-destens zwei Längs- und zwei Quer-hölzern, die miteinander verschraubtoder genagelt sein müssen. Die Holz-querschnitte werden in Abhängigkeitvom Rollengewicht gewählt. Diese
Verpackungsart ist wegen zu beach-tender Rollengewichtsbegrenzung mitdem Lieferwerk abzustimmen.
1.3.3 Spaltband mit Holzuntersatz, senkrechte Achse
Spaltband mit senkrechter Achse wirdstets mit Holzuntersatz verpackt. Die-ser besteht aus mindestens zweiLängshölzern und zwei Querhölzern,die miteinander vernagelt oder ver-schraubt sein müssen. Die Holzquer-schnitte werden in Abhängigkeit vomGewicht der Verpackungseinheitgewählt.
Spaltbandrollen werden mit Zwischen-hölzern verpackt. Wird bei der Bestel-
31
1.2.2 Pakete auf Längshölzern
Längshölzer geben dem Paket einegute Stabilität in der Längsachse. Nichtzu empfehlen ist eine Verpackung nurmit Längshölzern.
1.2.3 Pakete mit Kistenboden
Für druckstellenempfindliches, band-beschichtetes Material empfiehlt sichzur Vermeidung von Glanzstellen eineTafelverpackung wie in Abb. 6 dar-gestellt.
1.3 Verpackungsarten für bandbeschichtetes Band(Rollen)
Rollen werden allgemein mit waage-rechter Achse verpackt und verladen.Spaltband kann nach Vereinbarungvon eigenen Herstellern auch mit senk-rechter Achse geliefert werden. Wegender unterschiedlichen Ansprüche beiTransport und Lagerung sind verschie-dene Ausführungen möglich.
1.3.1 Rollen ohne Holzuntersatz
Diese Verpackungsart bietet beson-dere Vorteile, wie beispielsweise ein-fache Handhabung und platzsparendeLagerung.
Abb. 5: Blechpakete auf Längshölzernunter Querbrettern bzw. -bohlen wahlweiseim losen Verbund oder genagelt bzw. ver-schraubt
Längsseiten-bohle
Querbrett (Kistenboden)
Längsbohle
Querholz
Kopfseiten-bohle
Blechstapel
Abb. 6: Blechpakete auf Kistenboden mitSeitenbohlen zur Druckentlastung glanz-stellenempfindlicher Beschichtungssysteme
30
Abb. 8: Verpackung von Rollen mit Holzuntersatz
Abb. 7: Verpackung von Rollen ohneHolzuntersatz
lung nichts anderes vereinbart, werdenZwischenhölzer von 20 mm Dicke ein-gelegt.
1.4 Schlüsselzahlen für Verpackung
Durch die Verwendung von Schlüssel-zahlen zur Kennzeichnung der ver-schiedenen Verpackungsarten läßt sichdie gewünschte Verpackung klar be-stimmen. Die Verpackungsschlüssel-zahlen sind i. d. R. lieferwerksspezi-fisch und sind daher mit dem Herstel-lerwerk abzustimmen.
K
HH
öhe
ohn
e P
alet
te
Hg
esG
esam
thö
he
Außen-durchmesser
D
Kipp-kantenabstand
K ≥ 0,9 · Hges
– ≥ 0,7DH
Abb. 9: Verpackung und Verladung vonSpaltband mit senkrechten Achsen aufHolzuntersatz

antwortlichkeit für betriebs- und beför-derungssichere Verladung beeinträch-tigt.
Für den Versand mit der DeutschenBahn AG gelten die Vorschriften überdie Beladung der Güterwagen (Belade-vorschriften) und Vorschriften über dieVerpackung und Verladung bestimmterGüter der Deutschen Bahn AG.
Beim LKW-Versand sind die einschlä-gigen gesetzlichen Bestimmungen undVorschriften wie StVO, StVZO, KVO,UVV, Richtlinien des VDI, insbesondereVDI- Richtlinie 2700, zu beachten.
2.3.1 Beschaffenheit der Fahrzeuge
Für den Transport von bandbeschich-tetem Feinblech sind ausschließlichgeeignete und vom Betreiber entspre-chend ausgerüstete Fahrzeuge einzu-setzen. Bandbeschichtetes Flachzeugdarf nur in abgedeckten Fahrzeugenbefördert werden, die mit einer ver-stärkten Stirnwand und mit stabilenBordwänden versehen sind. Bei nichtfür den Transport geeigneten Fahrzeu-gen hat der Verlader (Lieferwerk) dasRecht, die Beladung zu verweigern.
Beim Rollentransport sind bevorzugtFahrzeuge mit Lademulden zu ver-wenden und solche, die über eine ge-nügende Festigkeit und ausreichenddimensionierte Kettenspanneinrichtun-gen verfügen, die ihre Haltepunkte amFahrzeugrahmen haben müssen. DieLadefläche muß aus einem stabilenHolzboden oder einer Siebdruckplattebestehen. Fahrzeuge mit glatten Me-tallböden sind nicht zulässig. Fahr-zeuge mit geriffelten Aluminiumbödenwerden nur dann beladen, wenn dasLadegut bei Rollen mit Spanneinrich-
tungen und bei Paketen formschlüssiggesichert werden kann. Formschlüssig-keit ist dann gegeben, wenn die beidengegenüberliegenden Kanten des Lade-gutes oder das Ladegut mit der Lade-raumbegrenzung sich berühren. Eben-so kann eine Formschlüssigkeit durchZwischenhölzer oder Muldenabdeckun-gen hergestellt werden. Wenn keineandere Verladeweise möglich ist, sindals Toleranz 50 mm Abstand der sichgegenüberliegenden Kanten zulässig.
2.3.2 Verladung von band-beschichtetem Band und Ver-ladeeinheiten von Spaltband mit waagerechter Achse.
Das Verhältnis von Rollenbreite zuRollenaußendurchmesser muß größerals 0,7 sein. Für Spaltband unter 150mm Breite und 1 100 mm Außendurch-messer gilt das Verhältnis > 1,0. DerAbstand Rollenunterkante – Mulden-boden bzw. Fahrzeugboden darf20 mm nicht unterschreiten.
2.3.2.1 Verladung in Lademulden
Der Transport in Mulden wird bevor-zugt. Die Rollen werden formschlüssigin die Lademulden eingelegt, so daßdas Verschieben jeder einzelnen Rollenicht möglich ist. Das wird erreichtdurch stirnseitiges Aneinanderlegender Rollen und Ausfüllen der verblei-benden Zwischenräume an den Mul-denenden mit Muldenabdeckungenoder Ladehölzern; sollten Zwischen-räume zwischen den Rollen vorhandensein, sind diese mit Muldenabdeckun-gen oder Ladehölzern formschlüssigaufzufüllen. Bei nicht formschlüssigerVerladung muß mit Kettenspannein-richtungen gesichert werden.
33
A2 Besondere Hinweisefür Lagerung, Verladung und Transport
2.1 Lagerung und TransportLagerung und Transport müssen soerfolgen, daß zwischen die im Stapellagernden bandbeschichteten Blecheoder Profile bzw. die Windungen derRollen keine Feuchtigkeit eindringenkann, sei es direkt durch unmittelbareWassereinwirkung oder Kondensatbil-dung. Daher ist auch die Verpackungs-art unbedingt auf Dauer und Art desTransportes und der Lagerung bis zurVerarbeitung abzustimmen.
Eine Lagerung in trockenen bzw. klima-tisierten Räumen ist anzustreben, ins-besondere bei unverzinktem Träger-werkstoff. Außer durch direkten Einflußkann Feuchtigkeit durch Kondensationzwischen Tafeln und Windungen ent-stehen oder von außen her durch Kapil-larwirkung eindringen. Von Bedeutungist hierbei, daß warme Luft mehr Feuch-tigkeit aufnehmen kann als kalte. Die inder Luft enthaltene Feuchtigkeit schlägtsich bei Unterschreitung des Taupunk-tes an der kalten Oberfläche in Formvon Kondenswasser nieder.
Es empfehlen sich folgende Vorsichts-maßnahmen:
– trocken transportieren – bei Anlieferung auf eingedrungene
Feuchtigkeit überprüfen– trocken lagern– Kondensatbildung vermeiden– bei Lagerung im Freien mit Planen
abdecken
Sollte einmal Feuchtigkeit aufgetretensein, ist für eine sofortige Trocknungoder Verarbeitung zu sorgen.
2.2 Stapelung Bei der Stapelung von Paketen istdarauf zu achten, daß die Stapelungwegen Druckempfindlichkeit nicht zuhoch gewählt wird. Das Absetzen undLagern der Rollen in den Lager- undFabrikationsräumen soll nie auf bloßemBoden, sondern auf Holzprismen oderschützenden Unterlagen (z. B. Filz)erfolgen.
Es ist zu vermeiden, daß punktförmigeErhebungen oder Fremdkörper auf derLagerfläche Druckstellen oder Beulenim Blech erzeugen, die u. U. mehrereäußere Windungen unbrauchbar machenkönnen. Ein Aufeinanderlegen vonRollen bei waagerechter Rollenachseist zu vermeiden.
Die Entnahme von Blechen soll durchvorsichtiges Abheben, z. B. mittelspneumatischen oder magnetischenBlechhebern oder Gummisaugern undnicht durch Abziehen oder Abschiebenerfolgen, so daß Kratzer durch einen –oft nicht sichtbaren – Schneidgrat,sowie durch Staub und Schmutz ver-mieden werden.
2.3 Verlade- und Transport-vorschriften
Die nachfolgenden Ausführungen die-nen dem Zweck, eine betriebs- undbeförderungssichere Verladung sowieeinen gefahrlosen Transport des band-beschichteten Flachzeuges vom Her-steller zum Verbraucher zu erreichen.
Durch diese Hinweise wird in keinerWeise die gesetzliche Teilung der Ver-
32

2.3.3.3 Ladungssicherung
Bei nur teilweiser Ausnutzung der Lade-fläche müssen die Paletten formschlüs-sig miteinander verladen werden. Indiesem Fall sollten die äußeren Palettender Palettengruppen durch Unterlegenvon Antirutschplatten gesichert werden.
2.3.4 Verladung von bandbeschichtetem Blech
Die Pakete müssen auf der Ladeflächedes Fahrzeuges satt aufliegen. Stapelaus Blechpaketen müssen mindestenszweimal gebunden werden. DieseMaßnahme ist nicht erforderlich, wenndas Fahrzeug über bordeigene Siche-rungsmittel verfügt oder die Ladungformschlüssig an den Bordwändenanliegt. Bei der Beladung mit Paketenoder Stapeln aus Paketen dürfen dieOberkanten der seitlichen Ladeflächen-begrenzung nur um maximal die halbeHöhe des obersten Paketes überragtwerden. Die Ladung muß so gestautwerden, daß sie die Stirnwandoberkantenicht überragt.
35
Sonderfall: Bei breiten Rollen lassensich nur wenige Rollen längsliegend inder Lademulde unterbringen. Eine zugeringe Ausbelastung des Fahrzeugesist die Folge. Hierbei kann eine be-stimmte Anzahl Rollen zwischen diein den Lademulden längs liegendenRollen quer zur Lademulde gelegtwerden. Die Sicherung in Längsrich-tung wird durch die längs in der Lade-mulde liegenden Rollen übernommen,die Sicherung in Querrichtung mußdurch Aufnageln von Ladehölzern zubeiden Seiten und für jede Rolle er-folgen.
2.3.2.2 Verladung ohne Lademulden
Das Einlegen der Rollen erfolgt in Keil-balken, Keilschuhen oder Holzschlitten,welche ausreichend dimensioniert seinmüssen. Keilbalken und Keilschuhesollen eine Höhe von mindestens200 mm haben. Verladeeinheiten vonSpaltband dürfen nicht mit Keilschuhengesichert werden.
A. Verladung bis 7 t Rollengewicht
Die Verladung erfolgt je nach Flächen-bedarf in Wagenlängs- und/oder Wa-genquerrichtung, wobei der Schwer-punkt der Ladung auf der Fahrzeug-mittelachse liegen soll. Zur Sicherungder Rollen sind bevorzugt Kettenspann-einrichtungen zu verwenden. Ist diesnicht möglich, ist ein Verkeilen der Lade-einheiten auf dem Fahrzeug zulässig.Als weitere Möglichkeit der Ladungs-sicherung können Antirutschplatteneingesetzt werden. Hiervon werdenzwei Stück pro Einheit diagonal unter-gelegt. Dorne an der Konstruktion derKeilbalken oder Keilschuhe geltenebenfalls als Sicherungsmittel.
B. Verladung über 7 t Rollengewicht
Diese Verladeart ist nur in Ausnahme-fällen und bis maximal 10 t je Rollezulässig. Jede Rolle oder jede Lade-einheit muß mit Kettenspanneinrich-tungen gesichert werden.
2.3.2.3 Verladung in Mulden, Keil- schuhen oder Keilbalken bei Nichteinhaltung des Verhältnis-ses Rollenbreite zu Rollen-außendurchmesser größer oder gleich 0,7
Diese Verladeeinheiten können nur miteiner speziellen Absicherung verladenwerden, die das Lieferwerk auf die be-sonderen Gegebenheiten beim jeweili-gen Transport abstimmen muß.
2.3.3 Verladung von Rollen mit senkrechter Achse.
Zur Verladung kommen nur Verlade-einheiten mit eingebundenen Holz-unterlagen.
2.3.3.1 Niedrige Verladeeinheiten
Verladeeinheiten, deren Gesamthöhenicht größer ist als der halbe Rollen-durchmesser, werden wie Einzelpaketeunter Punkt 2.3.4 behandelt.
2.3.3.2 Hohe Verladeeinheiten
Bei größeren Höhen der Verlade-einheiten muß das Verhältnis vonRollenaußendurchmesser D zurHöhe H (= Rollenbreite B) ohne Holz-untersatz D/H ≥ 0,7 betragen. Beider Bemessung des Holzuntersatzesmuß das Verhältnis des Kippkanten-abstandes K zur Gesamthöhe Hges derVerladeeinheit K/Hges ≥ 0,9 sein (sieheAbb. 9).
34

3736
1000 grünbeige 1001 beige1002 sandgelb 1011 braunbeige1013 perlweiß 1014 elfenbein1015 hellelfenbein 1019 graubeige1020 olivgelb 1024 ockergelb
2012 lachsorange
3009 oxidrot 3012 beigerot3014 altrosa 3022 lachsrot
4009 pastellviolett
5007 brillantblau 5008 graublau5009 arzurblau 5012 lichtblau5015 himmelblau 5023 fernblau 5024 pastellblau
Farben in Anlehnung an RAL
Farben in Anlehnung an RAL
6000 patinagrün 6001 smaragdgrün6002 laubgrün 6003 olivgrün6011 resedagrün 6013 schilfgrün6014 gelboliv 6017 maisgrün6019 weißgrün 6021 blaßgrün6032 signalgrün 6033 minttürkis 6034 pastellgrün
7000 fehgrau 7001 silbergrau7002 olivgrau 7003 moosgrau7004 signalgrau 7005 mausgrau7006 beigegrau 7008 khakigrau7009 grüngrau 7010 zeltgrau7011 eisengrau 7012 basaltgrau7013 braungrau 7015 schiefergrau7022 umbrabraun 7023 betongrau7024 graphitgrau 7026 granitgrau7030 steingrau 7031 blaugrau7032 kieselgrau 7033 zementgrau7034 gelbgrau 7035 lichtgrau7036 platingrau 7037 staubgrau7038 achatgrau 7039 quarzgrau7040 fenstergrau 7042 verkehrsgrau7043 verkehrsgrau B 7044 seidengrau 7045 telegrau 1 7046 telegrau 2 7047 telegrau 4
8000 grünbraun 8001 ockerbraun8002 signalbraun 8004 kupferbraun8007 rehbraun 8008 olivbraun8011 nußbraun 8012 rotbraun8014 sepiabraun 8015 kastanienbraun8016 mahagonibraun 8017 schokoladenbraun8019 graubraun 8024 beigebraun8025 blaßbraun 8028 terrabraun
9001 cremeweiß 9002 grauweiß9003 signalweiß 9010 reinweiß9016 verkehrsweiß 9018 papyrusweiß
A3 Klassifizierung von Farben bei Flüssig-beschichtungen für den Außeneinsatz
Die Beschichtungen von bandbe-schichtetem Feinblech können in zahl-reichen Farben und Texturen geliefertwerden. Folienbeschichtungen werdenin einem begrenztem Spektrum darge-stellt. Flüssigbeschichtungen, die hin-sichtlich ihrer Anwendung deutlich vorden Folienbeschichtungen rangieren,lassen sich in fast allen Farben darstel-len. Ausnahmen sind in der notwendi-gen Anwendung von hochwertigen,temperaturstabilen farbgebenden Pig-menten begründet. Es werden sowohlkundeneigene als auch "standardi-sierte" Farben nachgestellt. Zu derletzten Gruppe gehören z. B. Farben
nach RAL, DIN und NCS. Die RAL-Far-ben sind eindeutig populärer alsandere Farbsysteme. Die nachfolgendeTabelle gibt einen schnellen Überblicküber die gut und sehr gut nachstellba-ren RAL-Farben. Es können abhängigvom Bindemittelsystem im EinzelfallEinschränkungen bestehen. Die nicht-genannten RAL-Farben können nichtausreichend exakt nachgestellt wer-den. Es sind jedoch Farbnachstellun-gen in diesen Fällen möglich, welchedem Farbcharakter der jeweiligen RAL-Farbe nahe kommen.

DIN 50021Salzsprühnebelprüfungen mit ver-schiedenen Natriumchlorid-Lösungen
DIN 53153Prüfung von Lacken und ähnlichenBeschichtungsstoffen – Eindruckver-such nach Buchholz
DIN 53167Lacke, Anstrichstoffe und ähnlicheBeschichtungsstoffe – Salzsprühnebel-prüfung an Beschichtungen
E DIN 53209Lacke und Anstrichstoffe – Beurteilungvon Beschichtungsschäden; Bezeichnung von Ausmaß, Menge undGröße allgemeiner Schäden Teil 2: Bezeichnung des Blasengrades(siehe auch DIN ISO 4628-2)
E DIN 53210Lacke und Anstrichstoffe – Beurteilungvon Beschichtungsschäden; Bezeich-nung von Ausmaß, Menge und Größeallgemeiner Schäden Teil 3: Bezeichnung des Rostgrades(siehe auch DIN ISO 4628-3)
DIN 53218Prüfung von Anstrichstoffen und ähn-lichen Beschichtungsstoffen; Visueller Farbvergleich (Farbab-musterung) von Anstrichen und ähn-lichen Beschichtungen
DIN 53221Prüfung von Anstrichstoffen und ähnli-chen Beschichtungsstoffen – Prüfungvon Anstrichen auf Überlackierbarkeit
DIN 53230Prüfung von Anstrichstoffen und ähnli-chen Beschichtungsstoffen; Bewer-tungssystem für die Auswertung vonPrüfungen
DIN 53236Prüfung von Farbmitteln; Meß- und Auswertebedingungen zurBestimmung von Farbunterschiedenbei Anstrichen, ähnlichen Beschich-tungen und Kunststoffen
DIN 67530Reflektometer als Hilfsmittel zur Glanz-beurteilung an ebenen Anstrich- undKunststoff-Oberflächen
DIN EN 23270Lacke, Anstriche und deren Rohstoffe –Temperaturen und Luftfeuchten fürKonditionierung und Prüfung
E DIN ISO 2815Lacke, Anstrichstoffe und ähnlicheBeschichtungsstoffe – Eindruck-versuch nach Buchholz
E DIN ISO 4628-1Beschichtungsstoffe – Beurteilungvon Beschichtungsschäden; Be-wertung der Menge und Größe vonSchäden und der Intensität vonVeränderungen – Teil 1: Allgemeine Grundsätze undBewertungssystem
E DIN ISO 4628-2Beschichtungsstoffe – Beurteilung vonBeschichtungsschäden; Bewertung derMenge und Größe von Schäden undder Intensität von Veränderungen –Teil 2: Bewertung des Blasengrades
E DIN ISO 4628-3Beschichtungsstoffe – Beurteilungvon Beschichtungsschäden; Bewer-tung der Menge und Größe vonSchäden und der Intensität von Ver-änderungen – Teil 3: Bewertung des Rastgrades
39
A4 Zitierte Normen
Werkstoffe
DIN EN 10021Allgemeine technische Lieferbedingun-gen für Stahl und Stahlerzeugnisse
DIN EN 10130Kaltgewalzte Flacherzeugnisse ausweichen Stählen zum Kaltumformen;Technische Lieferbedingungen
DIN EN 10131Kaltgewalzte Flacherzeugnisse ohneÜberzug aus weichen Stählen sowieaus Stählen mit höherer Streckgrenzezum Kaltumformen; Grenzabmaße und Formtoleranzen
DIN EN 10142Kontinuierlich feuerverzinktes Bandund Blech aus weichen Stählen zumKaltumformen; Technische Lieferbedingungen
DIN EN 10143Kontinuierlich schmelztauchveredeltesBlech und Band aus Stahl; Grenzabmaße und Formtoleranzen
DIN EN 10147Kontinuierlich feuerverzinktes Bandund Blech aus Baustählen; Technische Lieferbedingungen
DIN EN 10152Elektrolytisch verzinkte kaltgewalzteFlacherzeugnisse aus Stahl; Technische Lieferbedingungen
DIN EN 10154Kontinuierlich schmelztauchveredel-tes Band und Blech aus Stahl mitAluminium-Silicium-Überzügen (AS);Technische Lieferbedingungen
DIN EN 10169-1Kontinuierlich organisch beschichtete(bandbeschichtete) Flacherzeugnisseaus Stahl; Teil 1: Allgemeines (Definitionen,Werkstoffe, Grenzabmaße, Prüf-verfahren)
E DIN EN 10169-2Kontinuierlich organisch beschichtete(bandbeschichtete) Flacherzeugnisseaus Stahl; Teil 2: Erzeugnisse für den Bau-außeneinsatz
DIN EN 10214Kontinuierlich schmelztauchveredeltesBand und Blech aus Stahl mit Zink-Aluminium-Überzügen (ZA), Technische Lieferbedingungen
DIN EN 10215Kontinuierlich schmelztauchveredel-tes Band und Blech aus Stahl mitAluminium-Zink-Überzügen (AZ); Technische Lieferbedingungen
DIN EN 10268Kaltgewalzte Flacherzeugnisse ausStählen mit hoher Streckgrenze zumKaltumformen; Allgemeine Lieferbedingungen
SEW 021Kontinuierlich feuerverzinktes Blechund Band aus dem weichen StahlDX56D zum Kaltumformen
Prüfverfahren
DIN 6174 Farbmetrische Bestimmung von Farb-abständen bei Körperfarben nach derCIELAB-Formel
38

ASTM D 3363-92aStandard test method for film hardnessby pencil test
ASTM D 4145-83 (90)Standard text method for coating flexi-bility of prepainted sheet
ASTM D 4214-89Standard test method for evaluatingthe degree of chalking of exterior paintfilms
A5 Weitere Normen und Regelwerke
VDI 2700Ladungssicherung auf Straßenfahrzeugen
VDI 2701Ladungssicherung auf Straßenfahr-zeugen; Zurrmittel
VDI 2702Ladungssicherung auf Straßenfahr-zeugen; Zurrkräfte
DIN EN ISO 9000-1Normen zum Qualitätsmanagementund zur Qualitätssicherung/QM-Dar-legung – Teil 1: Leitfaden zur Auswahl undAnwendung
DIN ISO 9000-2Qualitätsmanagement- und Qualitätssicherungsnormen; Allgemeiner Leitfaden zur Anwendungvon ISO 9001, ISO 9002, ISO 9003 (identisch mit ISO/DIS 9000-2)
DIN ISO 9000-3Qualitätsmanagement- und Qualitäts-sicherungsnormen; Leitfaden für die
Anwendung von ISO 9001 auf die Entwicklung, Lieferung und Wartungvon Software (identisch mit ISO 9000-3)
DIN ISO 9000-4Normen zu Qualitätsmanagementund zur Darlegung von Qualitäts-mangementsystemen; Leitfaden zumManagement von Zuverlässigkeits-programmen (identisch mit ISO 9000-4bzw. IEC 300-1)
DIN EN ISO 9001Qualitätsmanagementsysteme – Modellzur Qualitätssicherung(QM-Darlegungin Design/Entwicklung, Produktion,Montage und Wartung
DIN EN ISO 9002Qualitätsmanagementsysteme – Modellzur Qualitätssicherung/QM-Darlegungin Produktion, Montage und Wartung;Dreisprachige Fassung EN ISO 9002
DIN EN ISO 9003Qualitätsmanagementsysteme – Modellzur Qualitätssicherung/QM-Darlegungbei der Endprüfung; Dreisprachige Fassung EN ISO 9003
DIN EN ISO 9004-1Qualitätsmanagement und Elementeeines Qualitätsmanagementsystems – Teil 1: Leitfaden
DIN ISO 9004-2Qualitätsmanagement und Elementeeines Qualitätssicherungssystems;Leitfaden für Dienstleistungen (identisch mit ISO 9004-2)
DIN ISO 9004-4Qualitätsmanagement und Elementeeines Qualitätssicherungssystems;Leitfaden für Qualitätsverbesserung (identisch mit ISO/DIS 9004-4)
41
E DIN ISO 4628-4Lacke, Anstrichstoffe und ähnlicheBeschichtungsstoffe – Bezeichnungdes Grades der Rißbildung vonBeschichtungen
E DIN ISO 4628-5Lacke, Anstrichstoffe und ähnlicheBeschichtungsstoffe – Bezeichnungdes Grades des Abblätterns vonBeschichtungen
DIN EN ISO 1519Lacke und Anstrichstoffe – Dornbiegeversuch (zylindrischer Dorn)
DIN EN ISO 1520Lacke und Anstrichstoffe – Tiefungsprüfung
DIN EN ISO 2178Nichtmagnetische Überzüge auf metal-lischen Grundwerkstoffen; Messungder Schichtdicke; Magnetverfahren
DIN EN ISO 2409Lacke und Anstrichstoffe – Gitterschnittprüfung
DIN EN ISO 3882Metallische und andere organischeSchichten; Übersicht von Verfahrender Schichtdickenmessung
DIN EN ISO 6272Lacke und Anstrichstoffe – Prüfung durch ein fallendes Gewichts-stück
ISO 1518Paints and varnishes – Scratch test
ISO 2808Paints and varnishes – Determination of film thickness
ISO 2813Paints and varnishes – Determination of specular gloss of non-metallic paint films at 20°, 60° and 85°
ISO 3668Paints and varnishes – Visual comparison of the colour of pains
ISO 4628Paints and varnishes – Evaluation of degradation of paintcoatings; designation of intensity,quantity and size of common defect
ISO 4892Plastics – Methods of exposure to laboratorylight sources
ISO 4892-3Part 3: Fluorescent UV lamps
ISO 7253Paints and varnishes – Determination of resistance to neutralsalt spray (fog)
ISO 7724 (D)Lacke und Anstrichstoffe– Farbmessung
-1 Teil 1: Grundlagen-2 Teil 2: Bestimmung von
Farbmaßzahlen-3 Teil 3: Berechnung von
Farbabständen
ISO 11507Paints and varnishes – Exposure of coatings to artificialweathering; Exposure to fluorescent UV and water
ISO/DIS 15184Paints and varnishes – Determinationof film hardness by pencil est
40

A6 Ergänzende Regel-werke und weiter-führendes Schriftum
Stahl-Informations-Zentrum (SIZ),Düsseldorf:
Charakteristische Merkmale für elektro-lytisch verzinktes Band und Blech
Charakteristische Merkmale fürschmelztauchveredeltes Band undBlech
Bandbeschichtetes Flachzeug für denBauaußeneinsatz
Charakteristische Merkmale 090:Schwingungsdämpfendes Verbund-band und Verbundblech
Merkblatt 325: Bandbeschichtetes Feinblech
Dokumentation 535: Weiterverarbeitung von verzinktem undbeschichtetem Stahlblech
Datenblatt Schutzfolie
Lieferverzeichnis OberflächenveredeltesFeinblech
Schnittflächenschutz und kathodischeSchutzwirkung
Falzen – Fügeverfahren für oberflächen-veredeltes Feinblech
Stahlsorten
Studiengesellschaft Stahlanwendung, Düsseldorf:
Dokumentation 707:Fügen durch Umformen, Nieten undDurchsetzfügen – Innovative Verbin-dungsverfahren für die Praxis
Europäische Hersteller von Fein-blech mit AZ-Überzug:
Bandbeschichtetes 55 % Aluminium/Zink-schmelztauchveredeltes Stahl-blech
Industrieverband zur Förderungdes Bauens mit Stahlblech (IFBS),Düsseldorf:
Diverse Schriften über Bauteileund DIN-Normen/Richtlinien (z. B. DASt 016, DIN 18807-1, DIN 18516-1, DIN 55928-8)
Deutscher Verlag für Schweiß-technik (DVS), Düsseldorf:
Merkblatt 2927:Widerstandsbuckelschweißen undLichtbogenschweißen von einseitigkunststoffbeschichtetem Stahlblech
European Coil Coating Association(ECCA), Brüssel:
Coil CoatingCoil Coating und die HausgeräteindustrieBandbeschichtete Bleche und dasBauwesenWie kann man umweltfreundlichlackieren?Building with coil coating – Case book(mehrsprachig)Test methodsThe assembly of coil coated metal
A7 DIN EN 10169-1Kontinuierlich organisch beschichtete(bandbeschichtete) Flacherzeugnisseaus Stahl; Teil 1: Allgemeines (Definitionen Werkstoffe,Grenzabweichungen, Prüfverfahren)
Nur in der gedruckten Version ist andieser Stelle der o. g. Normenauszugmit Erlaubnis des DIN Deutsches Insti-tut für Normung e. V. wiedergegeben.Maßgebend für das Anwenden der Normist deren Fassung mit dem neuestenAusgabedatum, die bei der BeuthVerlag GmbH (www.beuth.de), Burg-grafenstr. 6, 10787 Berlin, erhältlich ist.
42