Embed Size (px)
Citation preview

Forscher des Leibniz-Instituts für Festkörper- und Werk-
stoffforschung Dresden (IFW)
und der TU Chemnitz haben ultradünne, flexible und zudem kostengünstige Magnetfeld-sensoren entwickelt.
Für die Steuerung elektrischer Antriebe und Maschinen sind Magnetfeldsensoren unerläss-lich. Dieser ist gerade mal ei-nen Zehntel Millimeter „dick“, kann mit Biegeradien von fünf Millimetern auf gekrümmten Oberflächen integriert werden und misst dabei zuverlässig ma-gnetische Flussdichten bis zu 2,2 Tesla. Im Werkzeugmaschi-nenbau sollen diese neuen Sen-soren höhere Positionierungs-genauigkeiten in magnetisch gelagerten Hochgeschwindig-keitsspindeln erreichen.
Winzling mit WirkkraftForscher entwickeln ultradünne Magnetfeldsensoren
EMO 2013Hannover16.-21.09.2013Internationale Leitmesse der Metallbearbeitung
Hallenplan Seiten 4 - 5Stellenmarkt Seiten 20 - 21
InnovationenLASERSTRUKTURIERTE SENSOREN
Wie geht es der Werkzeugmaschine?Forscher der Uni Hannover und des Laser-Zen-trums Hannover haben kleinste Dehnungen in schwer verformbaren Teilen einer Werkzeugma-schine sichtbar gemacht. So werden frühzeitig stumpfe Werkzeugschneiden erkannt. | Seite 8
BranchennewsALUMINIUM INDUSTRY
To improve EU waste rulesThe European Aluminium Association (EAA) urges the Commission to increase the availa-bility of scrap for the European recycling industry and has published six key messages in a position paper. | Page 26 Auflagengruppe E
Messestadt
HannoverDie Messestadt an der Leine bietet ihren Besuchern ein brei-tes Angebot an internationaler Gastronomie. | Seiten 36-39
Der Magnetfeldsensor ist nur einen Zehntel Millimeter dünn und lässt sich mit Biegeradien von fünf mm krümmen. Foto: IFW Dresden
Aus dem Inhalt:
Messewelten
New industry eventEMTE-EASTPO Machine Tool Exhibition to be held in Shanghai in 2014. | Page 13
AnzeigeAnzeige
WWW.SPK-TOOLS .DE/EMO
LÖSUNGSVIELFALT ENTDECKEN
EMO 2013 HALLE 3 STAND C25
AEROSPACE MASCHINENBAU WINDENERGIE FAHRZEUGE GETRIEBE UND LAGER
INTERNATIONAL
- modulares Mehrfachspannen
- 5-Achs - Spannen- Aufspannwürfel aus
Mineralguss- Vakuumspannen- turnkey projects
Stand F28 / Halle 5 16 - 21 · 9 · 2013
www.triag-int.ch
Das Horizontale Kraftpaketmit 630er Palette!
Lesen Sie weiter auf Seite 32.
Anzeige
The Art of Rotation
Hall 6A 38
HALL 4 - C86
Anzeige
OTEC-SF High Speed
High Speed Finishing by OTECProcess times 60 seconds or less. Maximum performance. „Your best solution for grinding, deburring and polishing“.
16. – 21.09.2013. Visit us at the EMO, Hall 11, Stand D48. www.otec-online.comm
Ausgabe 2
©2013 Kennametal Inc. l All rights reserved. l A-13-03372
Experience Powering Productivity ™
www.kennametal.com/novo
Eine Komposition aus Wissen und Leistung
Stellen Sie sich vor: Alles läuft in perfekter Harmonie. Jedes Projekt, jede Herausforderung wird durch digitale Intelligenz optimiert. Dies verändert Ihre Prozesse grundlegend. Sie werden reibungslos, elegant und einfach. Erfolgreich und profi tabel von der Zeichnung bis zum fertigen Werkstück.
Mit NOVO™ haben Sie immer die richtigen Werkzeuge für Ihre Anwendungen. Diese umfassende Lösung ermöglicht fehlerfreie Prozesse für optimale Ergebnisse. Rund um die Uhr. Ist das nicht Musik für Ihre Ohren?
That’s Different Thinking. That’s Kennametal.TM
Besuchen Sie uns!Halle 3, Stand F22
EMOHannover

••• 3 ••• Interview
„Wir erwarten gute Geschäfte“Der Vorsitzende des VDMA-Fachverbands Präzisionswerkzeuge im Gespräch mit DIE MESSE
Wie geht es den deutschen Werk-zeugherstellern derzeit? Wie lautet Ihre Prognose für den Präzisions-werkzeugverbrauch im laufenden Jahr, wie für 2014? Die Präzisionswerkzeuge wer-den mit einem Produktionswert von 8,8 Milliarden Euro 2013 wie-der das Rekordergebnis des ver-gangenen Jahres erreichen, denn sie stehen im Zentrum je-der Produktion. Hinter dem Be-griff Präzisionswerkzeuge ver-bergen sich Fräser, Bohrer oder Spannzeuge, Umformwerkzeu-ge oder Formen. Also Betriebs-mittel, die dafür verantwortlich sind, dass die Produkte des tägli-chen Lebens für viele Menschen erschwinglich sind. Präzisions-werkzeuge sind auch derzeit sehr gefragt und der VDMA
Fachverband Präzisions-werkzeuge erwartet für die Zeit nach der EMO und für 2014 gute Geschäfte.
Welchen Stellenwert haben deutsche Produkte aktuell im internationalen Ver-gleich? Welche Werkzeuge sind besonders gefragt, welches die wich tig sten Ab nehmer branchen? Große Abnehmer sind die Automobilindustrie, der Ma-schinenbau, die Medizintech-nik und andere. Präzisions-werkzeuge sind in fast allen Branchen gefragt. Insbeson-dere Präzisionswerkzeuge Made in Germany. Die deut-schen Hersteller spielen weltweit in der Spitzenliga, weil ihre Werk-zeuge die höchste Produktivität aus den Maschinen herauskitzeln. Der Renner bei den Zerspanwerk-
zeugen sind Sonderanfertigungen, die mehrere Arbeitsgänge in ei-nem Werkzeug vereinen. Ein sol-
ches – häufig intelligentes Werk-zeug mit eigener Steuerung – hat mehrere Stufen und sieht oft wie ein kleiner Tannenbaum aus. Auch besonders sparsame Spannzeuge
werden immer mehr nachgefragt. Denn die Kunden rechnen sehr ge-nau und investieren lieber in ein et-
was teureres, aber wesent-lich sparsameres Werk zeug, als hinterher bei den Gesamt-kosten drauf zu legen.
Auf der EMO steht in diesem Jahr unter anderem Indien im Mittelpunkt. Welche Vor-teile bieten sich der Branche dort? Indien ist nach wie vor ein interessantes Land in Be-zug auf deutsche Präzisi-onswerkzeuge. Die Nach-frage zeigte in der jüngsten Vergangenheit wieder ei-nen leicht positiven Trend und für 2014 erhoffen wir weitere Impulse aus dem in-dischen Markt. Andere asia-
tische Länder wie Thailand und Indonesien sind ebenfalls von Be-deutung. Noch ist der Exportan-teil in diese Märkte nicht sehr groß. Die Vorteile unserer hoch-produktiven Werkzeuge sind aber mittlerweile auch in diesen Ländern sehr gefragt.
Welche Länder sind derzeit als Ab-satzmarkt und Investitionsstand-ort für den Präzisionswerkzeug-bau von Bedeutung? Wir erwarten, dass die Zuwächse in China und in den USA die Schwäche anderer Märkte wett-machen können. Insbesondere in den wichtigsten europäischen Ab-satzmärkten inklusive Deutsch-land ist die Nachfrage seit Anfang des Jahres zurückgegan gen. Le-diglich in Groß britannien verzeich-neten die deut schen Hersteller von Präzisionswerkzeugen, wie
bereits im Vorjahr, eine rege Nach-frage. Die deutschen Unterneh-men sind hoch innovativ, mit den modernsten Maschinen ausge-stattet, häufig Markt- oder Tech-nologieführer, in vielen Fällen weltweit tätig und haben als Lie-feranten von Produktivität eine hervorragende Zukunftsperspek-tive. Zudem engagieren sich die überwiegend mittelständischen Firmen stark beim Thema Aus- und Weiterbildung. Als Investiti-onsstandort ist Deutschland mit seinem dualen Ausbildungssys-
tem für Fachkräfte, der guten Inf-rastruktur und der hohen Produk-tivität der Mitarbeiter daher für die Werkzeughersteller nach wie vor erste Wahl.
Die Themen „Industrie 4.0“ und „Intelligenter produzieren“ bilden einen weiteren Schwerpunkt auf der EMO. Was verbirgt sich dahinter? Das Schlagwort „Industrie 4.0“ kündigt die sogenannte vierte in-dustrielle Revolution an. Deren Ziel ist die intelligente Fabrik. Oder mit anderen Worten eine vernetzte Produktion, mit hoher Wandlungsfähigkeit, Ressour-ceneffizienz und Ergonomie, bei
Die Hersteller von Präzisions-werkzeugen stellen auf der EMO die zweitgrößte Ausstel-lergruppe. Präzisionswerkzeu-ge werden auf Werkzeugma-schinen betrieben und finden in allen Bereichen der Metallbe-arbeitung Verwendung. Die Re-daktion von DIE MESSE sprach mit Lothar Horn, dem Vorsit-zenden des Fachverbands Prä-zisionswerkzeuge im VDMA (Verband Deutscher Maschi-nen- und Anlagenbau e. V.), über die Entwicklung der Bran-che in Deutschland, vielver-sprechende Absatzmärkte im Ausland und die vierte industri-elle Revolution.
„Wichtigste Aus-landsmärkte sind China und die USA.“
Lothar Horn ist seit 2009 Vorsitzen-der des Fachverbandes Präzisions-werkzeuge. Foto: VDMA
Die EMO zeigt die neuesten Präzisionswerkzeuge. Foto: Deutsche Messe
Fortsetzung auf Seite 4

••• 4 •••Interview Legende zum Hallenplan
REISHAUERGROUP
Halle 26 / Stand A21
Halle 4Stand D46
ZeroClamp GmbHWadlhausen 14D - 82057 IckingTel.: +49-8178-90998-0Fax.:+49-8178-90998-29www.zeroclamp.com
TeilereinigungsanlagenWaschtischeHD-KabinenTopladerOszillations-anlagen(Hub-Tauch)FrontladerSonderanlagen
Wir freuen uns auf Sie!Halle 011 Stand E27
www.sporer-maschinenbau.de
SPORERMaschinenbau GmbH
Halle 25Stand A36
Stäubli Tec-Systems GmbHTheodor-Schmidt-Str. 19
D-95448 BayreuthTelefon: +49 921 883-0Fax: +49 921 883-244
www.staubli.com
Mehr als Kühlschmierstoffe
Blaser Swisslube GmbH
Produktbereiche der EMO 2013 / Main off erings of EMO 2013
Hallen / Halls 2, 12, 16, 17, 26, 27Drehmaschinen und -automaten / Lathes, automatic lathes
Hallen / Halls 2, 12, 13, 26, 27Fräsmaschinen, Bearbeitungszentren, Flexible Fertigungszellen und -systemeMilling machines, Machining centers, Flexible manufacturing cells and systems
Halle / Hall 17Transfer- und Sondermaschinen, BearbeitungseinheitenTransfer and special production machines, Unit heads
Halle / Hall 16Bohr- und Ausbohrmaschinen, Bohrwerke, VerbändeDrilling and boring machines, Associations
Hallen / Halls 3, 4, 5, 6Präzisionswerkzeuge, SpannzeugePrecision tools, Workpiece and tool holders
Halle / Hall 6Mess- und Prüftechnik, QualitätssicherungMeasuring and testing equipment, Quality management
Halle / Hall 6Werkzeugschleifmaschinen, Schleifwerkzeuge und Schleifmittel, Lager- und Transportautomatisierung, MaterialflussTool grinding machines, abrasive tools and products, Automation for storage and transportation, materials handling
Hallen / Halls 6, 7Mechanische, hydraulische und pneumatische Bauteile, Entsorgung, Sicherheit und Umwelt, Kühlung, Schmierung, Werkstatteinrichtungen, ZubehörMechanical, hydraulic and pneumatic components, Waste disposal, Safety and environment, Lubrication and refrigeration, Workshop equipment, Accessories
Halle / Hall 24 Sonderschau Jugend / Special Youth Show
Halle / Hall 11Schleifmaschinen, Schleifwerkzeuge und Schleifmittel, Maschinen und Anlagen für die Oberflächentechnik, Hon-, Läpp-, Polier- und Entgratmaschinen, Industrieöfen und WärmebehandlungsanlagenGrinding machines, Abrasive tools and products, Machines and systems for use in surface technology, Honing, lapping, polishing and deburring machines, Heat treatment equipment
Halle / Hall 11Elektroerosive und abtragende WerkzeugmaschinenElectroerosive and electrochemical machining
Halle / Hall 15Säge- und Trennschleif-, Schweiß-, Schneid- und Brennschneidmaschinen, SägeblätterSawing and cutting-off machines, Welding and gas cutting machines, Sawing blades
Hallen / Halls 14, 15Blechbearbeitungsmaschinen, Scheren, Stanzen, Nibbler, Laser, Pressen, Massivumformung, Rohrbearbeitungs-, Stangen- und Formstahlmaschinen, Schweiß-, Schneid-, BrennschneidmaschinenSheet metal working machines, Shearing, nibbling and punching machines, Laser, Presses, Metal forming (massive) machines, Bar, section and tube working machines
Halle / Hall 25Steuerungen und Antriebe, Elektrische und elektronische Ausrüstungen für Werkzeugmaschinen, Industrieroboter, Montage und HandhabungstechnikControl and drive systems, Electrical and electronic equipment for machine tools, Industrial robots, assembly and handling
Halle / Hall 25Software für Produktentwicklung, Maschinen und ProduktionSoftware for product development, machines and manufacturing
Halle / Hall 26Verzahnmaschinen, Hobel-, Stoß- und RäummaschinenGear cutting and nishing machines, Planing, shaping, slotting and broaching machines
der Kunden und Lieferanten in Geschäfts- und Wertschöpfungs-prozesse integriert werden. „In-telligenter produzieren“ ist der Titel des VDMA-Kongresses zum Thema „Industrie 4.0“, der am 16. und 17. September 2013 an-lässlich der EMO stattfindet. The-matisch spannt dieser 4. Kon-gress mit dem Motto „Inspired by technology“ den Bogen von der Lean Production und flexib-len Wertschöpfungsketten über nachhaltige und ressourcenscho-nende Produktion bis hin zu Smart Factories durch Industrie 4.0. Dazu erwarten die Teilneh-mer neben dem Vortragspro-gramm themenspezifische Rund-gänge über die EMO und eine Abendveranstaltung mit interna-tionalen Ausstellern der EMO.
Was macht die EMO im Allgemei-nen so besonders attraktiv und welche Trends wird sie speziell in diesem Jahr setzen? Die EMO ist der Gigant unter den Metallbearbeitungsmessen. Die Besucher kommen aus aller Her-ren Länder. Denn für Besucher ist die EMO deshalb besonders at-traktiv, weil sie alle Aspekte der modernen Metallbearbeitung zeigt und sich auf ihr alle namhaf-ten Hersteller präsentieren. Auch in diesem Jahr werden wieder zahlreiche Weltpremieren neuer Bearbeitungstechnologien – ge-rade auch in den Präzisionswerk-zeug-Hallen drei bis sechs – vor-gestellt. Ein Besuch lohnt sich in jedem Fall!
Fortsetzung von Seite 3
„Das Schlagwort ,Industrie 4.0‘ kün-digt die sogenannte vierte industrielle Revolution an.“
Die Präzisionswerkzeugindus-trie in Deutschland beschäftigt rund 54 000 Mitarbeiter. Die Branche konnte 2012 mit einem Welthandelsanteil von über 15 Prozent ihre Stellung als Welt-marktführer erneut bestätigen. Der VDMA-Fachverband Präzi-sionswerkzeuge versteht sich als Dienstleister für rund 180 Mitgliedsfirmen. Er ist auf der EMO am Infostand D40 in Halle 4 vertreten.
Das neue Messeportal
4 200 Messetermine mit Daten und Fakten
Internationale Messenews
Innovationen aus allen Branchen

••• 5 ••• Hallenplan
HALLE 4Stand B79
WORKHOLDING – LIFTING
AUFSPANNEN – HEBENAUTOMATISIEREN
AUTOMATION
EEHALLHALLLEE 44444444
SONDERLÖSUNGENSPECIAL SOLUTIONS
MAG
NETS
PANN
TECH
NIK
MAG
NETI
C W
ORKH
OLDI
NGUM
LAUF
ENDE
SPA
NNTE
CHNI
KR
OTAR
Y W
ORKH
OLDI
NG
MAGNETISCHES LASTHEBEN
MAGN
ETIC LIFTING
www.group - sav.com
Oberfl ächenmesstechnikKontur | Rauheit | Rundheit | Tastspitzen | Zubehör
optacom GmbH & Co. KG+49(0)9729 90971-0 | www.optacom.com
Obe
rfl ä
chen
mes
stec
hnik
- M
ade
in G
erm
any
Halle 006
Halle 5Stand A18
PLATZ DER NATIONEN
AUGSBURGER STRASSE
OST 11 OST 16 OST 22-23
OST 21OST 17-19
OST 12
OST 2
OST 13
OST14-15
OST 20
SÜD 28-29
SÜD 27
SÜD 26
SÜD 31
SÜD 32
SÜD 30
SÜD 33
NORD 8NORD 7
NORD 9
NORD 6NORD 5
NORD 4
NORD 3
NORD 3
NORD 2
NORD 1
NORD 2NORD 1WEST 45
WEST 3
WEST 36-38
WEST 40-42
WEST 2
WEST 35
WEST 1
WEST 34SÜD 1
SÜD 2
P
Logistik-Zentrum / SpeditionLogistic Center / Forwarding Agencies
Parkplatz (Transporter)Parking (Van)
P
FreigeländeOpen-air Site
PL Premium Lounge
8.–12. 9. 2014Brünn
Tschechische Republik
www.bvv.cz/imt
9. Internationale Messe für Metall-bearbeitung
IMT 2014
www.jenoptik.com/messtechnik
Besuchen Sie uns in Halle 6; Stand A28
Halle 14 · Stand J25
www.sms-meer.com

••• 6 •••Messewelten
Drahtwerkstoffe zur EnergieübertragungKupfer und Aluminium: wire 2014 zeigt innovative Lösungen für die Draht- und Kabelindustrie
Draht aus Kupfer oder Alumini-um ist die wichtigste Kompo-
nente von Kabeln und Leitungen, ohne die elektrischer Strom nicht übertragen werden könnte. Der Zwang, in vielen Anwendungs-bereichen Gewicht zu reduzieren, und der in den letzten Jahren stark angestiegene Preis von Kup-fer (rund viermal so teuer wie Aluminium) beflügeln Bestrebun-gen, Leitungen aus Kupfer durch solche aus Aluminium zu erset-zen. Die Fachmesse wire (7. bis 11. April 2014 in Düsseldorf) stellt entsprechende produktionstech-nische Lösungen vor.
Für Aluminium als Ersatzmaterial spricht auch die gute Verfügbar-keit, denn es ist (nach Sauerstoff und Silizium) das am dritthäufig-sten vorhandene Element der oberen Erdkruste. Allerdings kann man die beiden Metalle nicht
beliebig gegeneinander austau-schen, weil auch andere Werk-stoffeigenschaften berücksich-tigt werden müssen, die die Verarbeitbarkeit und das spätere Betriebsverhalten betreffen.
Kupfer ist aufgrund seiner her-vorragend guten Leitfähigkeit und Verformbarkeit der Standard-werkstoff für Stromleitungen. Kupferdrähte, zu Einzelleitern, Litzen, Kabeln und Leitungen ver-arbeitet, werden in Hoch-, Mit-tel- und Nieder spannungs-Strom-netzen sowie als Lackdraht in Spulen für Elektromotoren ein-gesetzt. Aluminium leitet den Strom nicht so gut wie Kupfer, wiegt aber nur ein Drittel. Wegen des geringeren Gewichts und der damit auch niedrigeren Zugkräf-te, die auf die Leitung und auf die Masten wirken, verwendet man seit langem Aluminium für Hoch-
spannungs-Freileitungen. Auf dem Gebiet der Automobilleitun-gen ist man seit längerer Zeit da-bei, Kupfer- durch Verbunddrähte
oder Aluminiumdraht zu ersetzen. In diesem Fall muss allerdings be-dacht werden, dass Aluminium sich an der Luft schnell mit einer
har ten, widerstandsfähigen Oxidschicht überzieht, die nicht elek trisch leitet und daher das Kontaktieren erschwert.
Es wird angestrebt, Leitungen aus Kupfer durch solche aus Aluminium zu ersetzen.Foto: Rene Tillmann / Messe Duesseldorf
Anzeige
Drehzahlen bis 60.000 min-1 mit-tels Elektroenergie und Drehmo-mente bis 32 Nm! Diese Kombi-nation galt für lange Zeit als unmöglich. Der Sauter Feinme-chanik GmbH in Metzingen, be-kannt als Hersteller von Werkzeug-revolvern und den dazugehörigen Werkzeugen, ist es gelungen, einen Revolver zu entwickeln, der diese Möglichkeiten vereint.
Flexibilität und Kosteneffizienz in der Fertigung sind für viele die wichtigsten Kriterien der Unterneh-mensführung. Dazu gehört, so viel wie möglich unterschiedliche Pro-zesse auf einer Maschine miteinan-der zu verbinden. Die Möglichkeit von 60.000 min-1 auf einem Werk-zeugrevolver eröffnet ein breites Spektrum von Bearbeitungen für Werkstücke. Auf konventionellen
CNC-Drehmaschinen war dies vor-her nicht durchführbar. Sauter reali-siert mit der Neuheit Applikationen mit hohem Drehmoment und hoher Drehzahl in einer Aufspannung. „Die Herausforderung war, in einem Revolver den benötigten Platz für die Elektrokabel zu finden,“ so der Sauter-Konstruktions gruppenleiter Günther Schips. Bei Werkzeugre-volvern mit radialem Werkzeugan-trieb ist das Zentrum des Revolvers bereits voll ausgenutzt. Eine weitere Herausforderung ist das unbegrenzte Schwenken der Werkzeugscheibe in jede Drehrichtung.
In der Vergangenheit war maximal eine halbe Umdrehung der Werk-zeugscheibe in jede Richtung mög-lich, um das Aufwickeln des Kabels zu verhindern. Meist auf wändige Programmierungen der Ansteue-
rung mussten das erforder liche Zu-rückschwenken steuern. Kaum zu kompensieren war der dadurch ent-standene Zeitverlust.
An jeder beliebigen Stel-le der Werkzeugscheibe können diese Werkzeu-ge mit Elektroenergie betrieben werden. Eine Begrenzung der Einsatz-möglichkeiten auf die Standard-Bearbeitungs-position gibt es nicht. „Wir wollten eine ein-fache Plug-and-Play- Lö-sung, welche individuell auf jeder Station einsetzbar ist“, so Schips.
Lösungen für anspruchsvolle Werkstücke und AufgabenKleinste Bohrungen von weniger als 1 mm und zugleich ein hohes
Zerspanvolumen sind mit dieser Neuheit realisierbar. Gravierarbei-ten, Schleifbearbeitungen und Po-
lieren sind weitere mögliche Ein-satzbereiche. Die Hochfrequenz-spindel findet überall ihren Ein-satz, wo aufgrund von Werkstoffen, wie Aluminiumlegierungen, Mes-sing und anderen NE-Metallen, Schnitt ge schwin dig keiten von
1.000 m/min und mehr gefordert sind. Eine mögliche Variante der Direktantriebseinheiten sind
kleine Winkelgetriebe. Diese ermöglichen ei-nen flexiblen Einsatz bei Werkstücken mit schwierigen Geome-trien, wie Bohrungen an schwer zugänglichen Stellen.
Weitere Anwendungsge-biete ergeben sich durch den Einsatz von elektri-schen Greifern für einfa-
che Handlingaufgaben, wie das Be- und Entladen sowie das Umsetzen der Werkstücke.
Überzeugen Sie sich selbst und besuchen Sie uns in Halle 17, Stand C25.
P zul 8 KWM zul 32 Nm
n zul 60.000 min-1
Elektrisch aus der Pole-PositionSauter Werkzeugrevolver kombiniert mit einer Hochfrequenz-Motorspindel
Revolver mit elektrischer Versorgung an der Scheibe
••• 7 ••• Innovationen
Alle sechs Jahre wird eine Brü-cke in Deutschland einer
Hauptprüfung unterzogen. „Wird dabei ein Riss übersehen, hat der Riss sechs Jahre Zeit, weiter zu wachsen“, sagt Milad Mehdianpour von der BAM Bundesanstalt für Ma-terialforschung und -prüfung. Denn nach weiteren drei Jahren gibt es nur eine Einfachprüfung, bei der womöglich ein Riss wieder überse-hen wird. Risse an Bauwerken mög-lichst früh zu erkennen, dient nicht nur der Sicherheit, sondern hat auch enorme Kostenvorteile, was die Instandsetzung angeht.
Die Lösung könnte ein an der BAM entwickeltes Verfahren sein, bei de-nen Risse unter UV-Licht leuchten und so einfach und schnell und vor
allem mit größerer Sicherheit früh-zeitig erkannt werden können.
Risslumineszenz nennt sich die-ses neuartige Verfahren. Der Trick: Mögliche Schwachstellen, an de-nen Risse auftreten können, wie zum Beispiel Schweißnähte, wer-den mit einer dünnen fluoreszie-renden Beschichtung eingestrichen und mit einer dünnen Abdeck-schicht versehen. Bei intakter Ab-deckschicht ist keine Fluoreszenz sichtbar.
Beim Reißen des Untergrunds werden beide Beschichtungen mit aufgerissen und die Rissufer der Fluoreszenzschicht liegen frei. In Dunkelheit oder wenn man die Stelle abdunkelt, leuchtet unter
Schwarzlichtbestrahlung dann der Riss.
Entwickelt hat das Verfahren an der BAM Milad Mehdianpour. Der Wissenschaftler setzt bisher auf handelsübliche Materialien. Der verwandte Kleber, der zur Fluores-zenzbeschichtung verarbeitet wird und sehr gut haftet, wird seit Jah-ren zum Anbringen von Dehnungs-messstreifen ver wendet.
Das Pulver, welches wie Mehl aus-sieht, wird mit ein wenig Fluores-zenzpulver vermischt (wie man es auch in Geldscheinen einsetzt). Hinzu kommt noch eine Härterflüs-sigkeit. Dann muss die Lösung zeit-nah auf die interessierende Stelle aufgetragen werden, zum Beispiel
mit einer Rolle oder einem Pinsel. Abgedeckt werden kann die Stelle dann mit einem dicken schwarzen Filzstift.
Das Verfahren kann aber schnell ab-gewandelt werden. Ein Projektpart-ner experimentiert zum Beispiel mit Graphitspray als Deckschicht. Auch ein Klebeband, das beide Be-schichtungen (Indikator- und Ab-deckschicht) vereint, ist denkbar.
„Wichtig ist der Haftverbund zwi-schen den beiden Schichten und dem Untergrund und dass die Schichten möglichst dünn sind“, sagt Mehdianpour. Und genauso wichtig: „Die Klebschicht hat kei-nen Einfluss auf den zu untersu-chenden Körper.“ Entwickelt wur-
de das Verfahren an Stahl. Laut Mehdianpour wäre es aber auch auf andere Metalle über tragbar.
Wie wichtig ein frühzeitiges Erken-nen eines Risses ist, weiß Mehdian-pour zu berichten: „Während ein Riss am Anfang ganz klein ist und nur wenig wächst, zum Beispiel ei-nen Millimeter im Jahr, können es zum Lebens dauerende hin mehr als ein Millimeter pro Monat sein.“
Das neue Verfahren diene dazu, die Inspektion etwas zuverlässiger zu machen. Die Erprobung in der Praxis steht noch aus. Derzeit ex-perimentieren mit der neuen Me-thode das Karlsruher Institut für Technologie (KIT) und die Universi-tät Stuttgart.
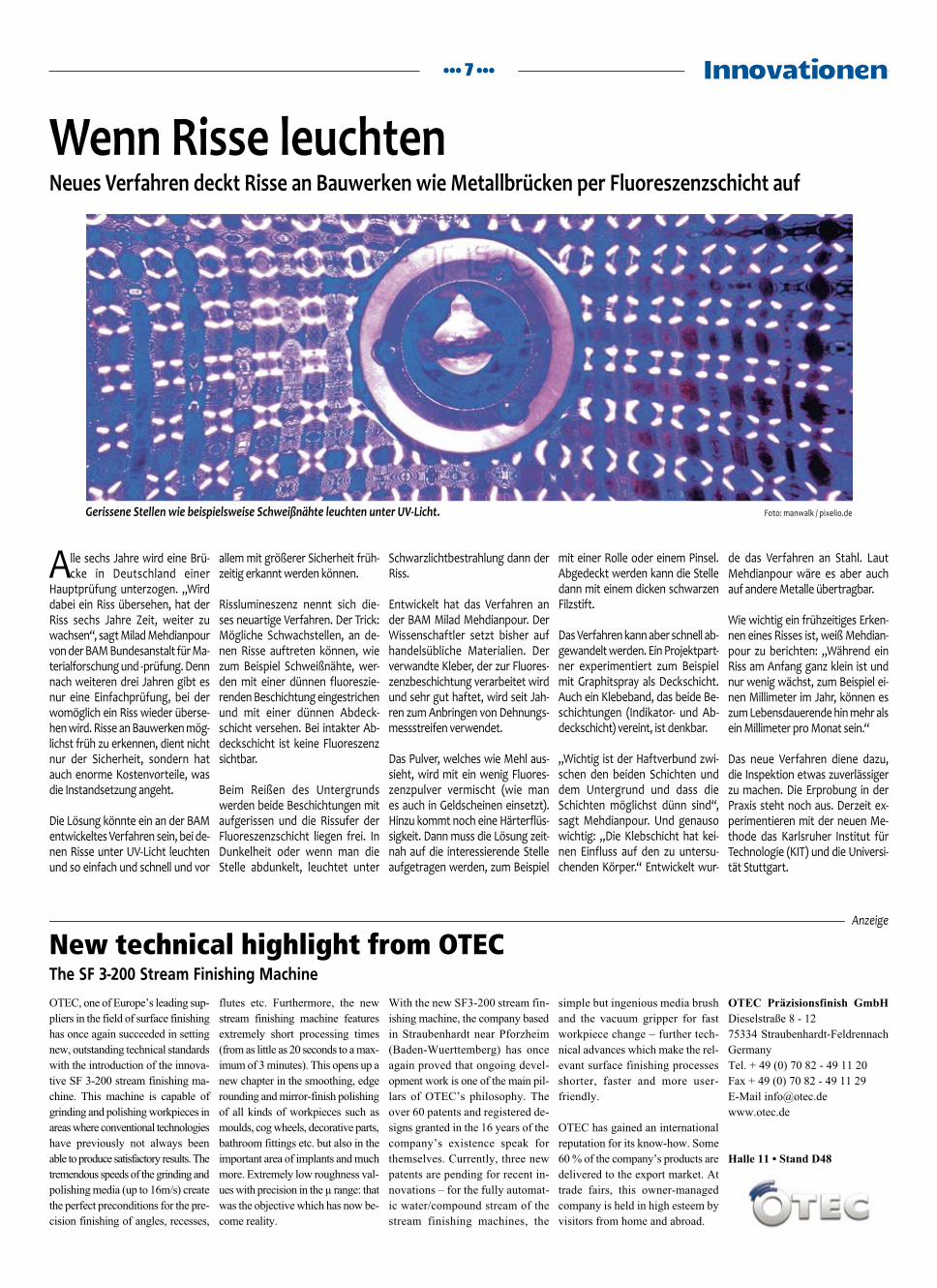
Wenn Risse leuchtenNeues Verfahren deckt Risse an Bauwerken wie Metallbrücken per Fluoreszenzschicht auf
Gerissene Stellen wie beispielsweise Schweißnähte leuchten unter UV-Licht. Foto: manwalk / pixelio.de
OTEC, one of Europe’s leading sup-pliers in the field of surface finishinghas once again succeeded in settingnew, outstanding technical standardswith the introduction of the innova-tive SF 3-200 stream finishing ma-chine. This machine is capable ofgrinding and polishing workpieces inareas where conventional technologieshave previously not always beenable to produce satisfactory results. Thetremendous speeds of the grinding andpolishing media (up to 16m/s) createthe perfect preconditions for the pre-cision finishing of angles, recesses,
flutes etc. Furthermore, the newstream finishing machine featuresextremely short processing times(from as little as 20 seconds to a max-imum of 3 minutes). This opens up anew chapter in the smoothing, edgerounding and mirror-finish polishingof all kinds of workpieces such asmoulds, cog wheels, decorative parts,bathroom fittings etc. but also in theimportant area of implants and muchmore. Extremely low roughness val-ues with precision in the µ range: thatwas the objective which has now be-come reality.
With the new SF3-200 stream fin-ishing machine, the company basedin Straubenhardt near Pforzheim(Baden-Wuerttemberg) has onceagain proved that ongoing devel-opment work is one of the main pil-lars of OTEC’s philosophy. Theover 60 patents and registered de-signs granted in the 16 years of thecompany’s existence speak forthemselves. Currently, three newpatents are pending for recent in-novations – for the fully automat-ic water/compound stream of thestream finishing machines, the
simple but ingenious media brushand the vacuum gripper for fastworkpiece change – further tech-nical advances which make the rel-evant surface finishing processesshorter, faster and more user-friendly.
OTEC has gained an internationalreputation for its know-how. Some60 % of the company’s products aredelivered to the export market. Attrade fairs, this owner-managedcompany is held in high esteem byvisitors from home and abroad.
OTEC Präzisionsfinish GmbHDieselstraße 8 - 1275334 Straubenhardt-FeldrennachGermanyTel. + 49 (0) 70 82 - 49 11 20Fax + 49 (0) 70 82 - 49 11 29E-Mail [email protected]
Halle 11 • Stand D48
New technical highlight from OTECThe SF 3-200 Stream Finishing Machine
An zei ge

••• 8 •••Innovationen
Wie geht es der Werkzeugmaschine?Laserstrukturierte Sensoren erkennen bereits kleinste Verformungen
Forscher des Instituts für Ferti-gungstechnik und Werkzeug-
maschinen (IFW) der Universi-tät Hannover und des Laser Zen-trums Hannover e. V. (LZH) haben kleinste Dehnungen in schwer verformbaren Teilen einer Werk-zeugmaschine sichtbar gemacht. So können frühzeitig stumpfe Werkzeugschneiden erkannt wer-den.
Mit Sensormodulen ausgerüste-te gentelligente (genetisch + intelligent) Bauteile sollen im Bear beitungsprozess den Zu-stand einer Werkzeugmaschine überwachen sowie Prozesskräf-te und Schwingungen messen. Werkzeug maschinen sind beson-ders steif ausgelegt, so dass Pro-zesskräfte nur kleine Verformun-gen hervor ru fen. Um dennoch präzise zu messen, platzieren die Ingenieure Deh nungssensoren in
Kerben an den Maschinenkompo-nenten. In deren Spitze kommt es bei Belastung zu einer Deh-nungsüber höhung, wodurch der
Dehnungssensor ein besonders großes Messsignal liefert. Um die Sensoren in die Kerbenspitzen einbringen zu können, gab es bis-
her kein geeignetes Verfahren. In der Gruppe Laser-Mikrobearbei-tung am LZH hat man mit einem Laserstrukturierungsprozess ei-
ne neue, für komplexe dreidi-mensionale Bauteile konkurrenz-lose Technik entwickelt. Nach Beschichtung mit einer Isola-tions- und einer Sensorschicht schreibt ein Ultra kurz pulslaser die Sensorstrukturen mit latera-len Auflösungen von 10 bis 100 μm direkt auf das Bauteil. Ein La-serscanner sorgt dabei für einen sehr schnellen Strukturierungs-prozess. Übliche Maskenprozesse entfallen, was die Fertigung die-ser hochwertigen Dünn schicht -sensoren auch für kleine und mitt-lere Stückzahlen wirtschaftlich attraktiv macht.
Erste Prototypen laserstruktu-rierter Sensoren wurden bereits in den Z-Achsschlitten einer Werk- zeugmaschine inte griert. In Be-lastungsproben zeigten die Sen-soren schon kleinste Verformun-gen von 0,001 Prozent an.
In den Z-Achsschlitten einer Werkzeugmaschine zeigten die Sensoren während einer Belastungs-probe Verformungen von 0,001 Prozent. Foto: LZH
Motorspindle with integrated tool changermax speed torque S1 power S1 diameter 1 diameter 2 total length
rpm Nm kW mm mm mm MT 11 HSK 11 from 2 to 10 80'000 0.3 2 120 145 328 MT 25 HSK 25 from 2 to 10 60'000 1.2 3 170 224 410 MT 32 HSK 32 from 2 to 10 45'000 8 7 215 272 450 MT 40 HSK 40 from 2 to 10 40'000 14.3 15 270 340 550 MT 50 HSK 50 from 2 to 10 30'000 30 25 330 400 700 MT 63 HSK 63 from 2 to 10 24'000 60 30 360 436 760
tool interface number of toolstype
With different tools interface type HSK 11, HSK 25, HSK 32, HSK 40, HSK 50, HSK 63
TDM SA Via Rompada 38 - 6987 Caslano - SwitzerlandTel.:+41 91 606 68 94 - Fax: +41 91 606 20 48
[email protected] - www.tdmspindles.com
motor spindle technologyTDM SA Made in Switzerland
To increase the possibilities of machinesRational and economic solution, the spindle is very compact and is available in several stand-ard sizes.
A robust and reliable design....The selected tool is always in direct contact with the motorspindle. It has no clutch no gears.
.... for efficient resultsFully sealed, the new multi-tools electrospin-dles are extremely dynamic and can reach 80’000 rpm. Tool chan e chip to chip in 1 to 2 seconds.
Optimal working conditionsThe motorspindles with integrated tool change are available with many conventional options, e.g. threaded holes, through center cooling and sensors of all types.
A universal solution?In economic conditions where it is necessary to do ‘always more’ with the least possible invest-ments the new TDM multi-tools increase signifi-cantly the possibilities.
.... forTDM multi-tools can be used for grinding, turning, milling operations.
diameter 1
diamete
r 2
Multi-tools 45° Multi-tools 90° Multi-tools 0°
tota
l len
gth
Type of TDM Multi-tools
Machine with TDM Multi-tools
MULTI-TOOLS MOTORSPINDLES UP TO 80’000 RPM
- LESS VIBRATIONS- LESS HEATING- MORE SPEED
- MORE RIGIDITY- LONGER LIFE FOR TOOLS
VISIT US DURING EMOHALL 27 BOOTH C87

••• 9 ••• Messewelten
Die internationale Fachmesse SCHWEIS-SEN & SCHNEIDEN (16. bis 21. Sep-
tember in Essen) rückt in diesem Jahr das Thermische Spritzen in den Fokus. Dabei handelt es sich um verschiedene Beschich-tungsverfahren, die hochbeanspruchte Oberflächen vor Verschleiß und Korrosion
schützen. Thermisches Spritzen kann un-terschiedlichste Materialien wie Metalle, Keramik, Kunststoff, Textilien, Holz oder Glas schützen. Einsatzgebiete sind etwa die Herstellung von Turbinenschaufeln, Dichtungsringen und Druckwalzen. Zu den Exponaten zählen unter anderem ther-
mische Spritzbrenner, Schichtsysteme für Landwirtschaft, Textilindustrie oder den Automotive-Bereich sowie Laserop-tiken für Spritzbrenner nebst dazugehö-riger Pulverdüsen und -förderer. Ebenfalls im Portfolio sind schlüsselfertige Anlagen zum Beschichten.
Thermisches Spritzen im FokusSoutheast Asia is a subregion of Asia. In 1967 the ASEAN, the As-sociation of Southeast Asian Na-tions, based in Jakarta (Indone-sia), was established. Founding fathers were Thailand, Indonesia, Malaysia, Singapore and the Phil-ippines. Further member States are today Brunei Darussalam, Cambodia, Laos, Myanmar (Bur-ma) and Viet nam.
The region has a population of more than 600 million people. The most important purpose is to improve the economical, po-litical and social cooperation be-tween the ASEAN-members. In addition to creating an economic zone with a regional single mar-ket, a union in terms of political and security policy is targeted. ASEAN is orientated by the Euro-pean Union. Until 2015 the ten states want to break off their trade barriers, a potent free trade area is arising. Until 2020 the community of States is planned to be formed into a so-cio-cultural collective.
To economic experts ASEAN, with an average economic rise of 5.5 per cent per year, is the growth driver of the global econ-omy. Especially the strong States Singapore, Indonesia, Thailand and Malaysia show high rates. According to the Association of German Chambers of Industry and Commerce (DIHK), the ASE-AN-states are the most dynamic destination for selling German goods. Next to China and India they build the most important market for the German trade. As the German Federal Ministry of Economy points out, today the volume of trade between Ger-many and the ASEAN-members is already 50 billion euro.
In their latest “World Economic Report” the German Chambers of Foreign Trade (AHK) predict for 2012 and 2013 an increase in German exports of about more than 10 per cent per year con-cerning the Southeast region.
Promising and growing sectors in economic development for many Southeast Asian countries are especially renewable energies, plant construction, car and chemical industry and also tour-ism. Manufacturing and services are becoming more important.
Organized by:Of cially Supported by:
For more details, please visit www.metalex.co.th or Tel: +66 2686 7211
ASEAN’S Largest International Machine Tools and Metalworking Technologies Trade Exhibition & Conference - 27th Edition
BITEC BANGKOK THAILAND
20-23 NOVEMBER 2013
Your Next Stop for Emerging Opportunities in ASEANDiscover the comprehensive overviews of ASEAN metalworking industry at the region’s largest metalworking event “METALEX 2013” and explore possibilities in ASEAN for the upcoming AEC.
• 68,000 international visitors• 4,000 technologies by 2,700 global brands from 50 countries• 7 International Pavilions• Technical conferences such as METALEX Nano Forum and Metallurgy Forum
Plan Your Visit to METALEX 2013 today and pre-register your visit at www.metalex.co.th
Additional bene ts are available for a group of at least 3 overseas visitors from the same organization, just email your contact details to [email protected]
ASEAN -- the new economic colossus

••• 10 •••Messewelten
Die internationale Ausstellung für Metallbearbei-tung, AMB, wird 2014 vom 16. bis 20. September
in Stuttgart stattfinden. Nach Angaben der Messe-veranstalter waren bereits im Mai 2013 nahezu 60 Prozent der auf dem Gelände verfügbaren Ausstel-lungsfläche vergeben.
„Auffällig in diesem Jahr ist, dass schon zu dem frü-hen Zeitpunkt ein Drittel der Anmeldungen aus dem Ausland kommen. Ein Indiz für die gestiegene inter-nationale Bedeutung der AMB“, waren sich die AMB-Projektleiter Gunnar Mey und Sengül Altuntas einig. Weltweit zählt die Fach-messe nach Angaben der Veranstalter zu den Top-5-Messen für Werk-zeugmaschinen und Prä-zisionswerkzeuge. In Eu-ro pa sei sie die Leitmesse der Branche in allen gera-den Jahren. Auf der letz-ten AMB 2012 zählten die Veranstalter 88 100 Besu-cher und 1 344 Aussteller, davon kamen 27 Prozent aus dem Ausland.
Die Aufplanung der Me-tallbearbeitungsmes-se 2014 ist im Juli dieses Jahres ausgelaufen, of-fizieller Anmeldeschluss war der 30. Juni 2013. Die Messe veranstalter rechnen damit, dass das komplette Messegelände der Messe Stuttgart und damit 105 200 Bruttoquadratmeter Fläche komplett aus gebucht sein werden. Das Thema „Verbundstoffe“ wird im komme-nen Jahr einen Schwerpunkt der AMB bilden. Ausstel-ler, die in diesem Markt agieren, haben mit Hilfe des angebotenen Kommu nikationspakets „Kompetenz Verbundstoffe“ die Möglichkeit, ihre Aktivitäten für die Fach besucher ansprechend und leicht auffindbar zu präsentieren.
Die AMB lädt zum Entdecken ein. Foto: Messe Stuttgart
AMB 2014 inPlanungVolle Hallen erwartet
Auf der kommenden AMB werden wieder innovative Lösungen für Werkzeugmaschinen präsentiert.Foto: Messe Stuttgart
Vom 5. bis 7. Mai 2014 findet in Köln die USETEC, Messe für Gebraucht-Technik statt. Die Messe nutzen unter anderem Existenzgründer
aus Entwicklungs- und Schwellen-ländern. Unternehmen finden hier aber günstige Lösungen zur Auf-tragserfüllung, zur schnelleren Er-
weiterung von Produktionskapazi-täten, bei langen Lieferzeiten oder für Bereiche, in denen sich neue Maschinen nicht rechnen.
Secondhand-Maschine?
Kompakt, kraftvoll
Wir sehen uns dort! Halle 26,
Stand A08
Mikron NRG Plus – Die neue Generation der Rundtaktmaschinen
– Werkstückdimensionen bis 80x80x80 mm und Ø 65x100 mm
– Kompaktes modulares Konzept mit 12 Stationen
– ATS (Advanced Thermal Stabilization):Alle Elemente der Maschine sind thermisch stabil
– Bis zu 3 Bearbeitungseinheiten pro Station
– Bis zu 30 Einheiten simultan im Einsatz
– Bis zu 22 vollautomatische Werkzeugwechsler (ATC)
– Bis zu 96 Werkzeuge auf der Maschine verfügbar
Mikron SA AgnoVia Ginnasio 17CH-6982 Agno
Tel +41 91 610 61 11Fax +41 91 610 66 80
Halle 17 - Stand C65
Live auf unserem Stand!
••• 11 ••• Innovationen
Ohne Freiformschmiedestücke......kein schwerer Maschinenbau.
WWOVONOVON CCHEFSHEFS TRÄUMENTRÄUMEN……
Karl Diederichs KG · Stahl-, Walz- und HammerwerkPostfach 12 01 65 · D-42871 Remscheid
Tel. 0 2191/5 93-0 · Telefax 0 2191/593-165
Qualitäts-Schmiedestücke
Freiformschmiedestücke von 10 kg - 35.000 kgNahtlos gewalzte Ringe bis 3.500 mm Ø
Stabstahl bis zu 15 m LängeEigene Wärmebehandlung
Rippenwelle für GeneratorExzenterwelle für Karosserieblechpresse Mahlring für Gesteinsmühle
KTA 1401
Am 1. November findet am Fraunho-fer Institut für Produktionsanlagen
und Konstruktionstechnik (IPK) ein Tech-nologietag zum Thema „Schlüsseltech-nologien für eine nachhaltige Produkti-on“ statt. Thematische Schwerpunkte sind aktuelle Entwicklungen von Produk-tions- und Fertigungstechnologien so-
wie der erforderlichen Maschinen- und Steuerungstechnik zur Herstellung inno-vativer Produkte.
Ziel ist die langfristige Verbesserung der Wettbewerbsfähigkeit durch an-wendungsspezifische Detail- und Sys-temlösungen. Aktuelle Trends und Ent-
wicklungen werden in Kurzvorträgen und an den Maschinen im Versuchsfeld vorgestellt. Die Veranstaltung wendet sich an Führungskräfte und Fachleute der Fertigungsindustrie, die sich über Verfahren und Pro blem lösungen infor-mieren möchten, und bietet die Gele-genheit zum Erfahrungsaustausch.
Technologietag ProduktionssystemeDie Deutsche Gesellschaft für Materialkunde (DGM) veranstal-tet eine Fortbildung über die Ent-stehung und Vermeidung von Korrosionsschäden.
Behandelt werden Auswirkun-gen einer nicht sachgerechten Werkstoffauswahl. Mit entspre-chendem Know-how könnten Kosten gesenkt, Ressourcen ge-schont, die Umwelt entlastet und Sicherheitsaspekte deutlich verbessert werden. Ziel ist es, bei den Teilnehmern ein Be-wusstsein für mögliche Korro-sionsszenarien aufzubauen und Grundlagenkompetenz für kor-rosionschemische Fragestellun-gen zu vermitteln. Angespro-chen werden Ingenieure und Naturwissenschaftler aus den unterschiedlichsten Bereichen der freien Wirtschaft, der Ver-waltung oder aus dem Wissen-schaftsbereich, insbesondere aus den Bereichen Anlagen- und Ma-schinenbau, Verkehrstechnik, Metallbau sowie Versorgungs-technik. Selbstverständlich rich-tet sich die Veranstaltung auch an Techniker oder Meister in ver-antwortlicher Position, die häufig mit korrosionstechnischen Frage-stellungen konfrontiert werden.
Im ersten Themenschwerpunkt wird Grundlagenwissen vermit-telt. Hierzu gehören insbeson-dere grundsätzliche Unterschei-dungskriterien und zugrunde liegende Mechanismen für die drei Hauptgruppen der Korro-sion: chemische Korrosion, elek-trochemische Korrosion und die metallphysikalische Korrosion. Da die elektrochemische Korro-sion am weitesten verbreitet ist, wird dieser Abschnitt einen brei-ten Raum einnehmen. Im zwei-ten Themenschwerpunkt wer-den Korrosionsvorgänge und typische Korrosionsschäden in-nerhalb technisch bedeutender Werkstoffgruppen vorgestellt. Im Rahmen des dritten Themen-schwerpunktes werden Kon-zepte zur Vermeidung von Kor-rosionsschäden sowie wichtige Maßnahmen des passiven und aktiven Korrosionsschutzes be-handelt. Das Seminar steht un-ter anderem unter der fachli-chen Leitung von Prof. Dr.-Ing. habil. Lothar Wagner, Leiter des Instituts für Werkstoffkun-de und Werkstofftechnik der TU Claus thal-Zellerfeld.
Korrosionsschaden vermeiden

••• 12 •••Innovationen
Saws made of carbonNew material could dramatically reduce kerf loss
More material could be saved when manufacturing wafers in future.
Ultra-thin saws made of carbon nanotubes and diamond would be able to cut through silicon wafers with minimum kerf loss. A new method makes it possible to manufac-ture the saw wires.
Scientists from the Fraunhofer Institute for Mechanics of Materials IWM in Freiburg together with colleagues from the Austral-ian Commonwealth Scientific and Indus-
trial Research Organisation CSIRO have developed a saw wire that is set to effect dramatic reductions in kerf loss: in place of diamond-impregnated steel wires, the researchers use ultra-thin and extremely stable threads made of carbon nanotubes coated with diamond.
Growing diamonds on nanotubes is a tricky proposition, because carbon tends to form graphite. In order to catalyse the formation of the diamond phase, it’s necessary to use reactive hydrogen to prohibit the deposi-tion of graphite. However, this process also damages the carbon nanotubes. But the IWM scientist Manuel Mee found a solution for protecting the fine carbon nanotubes, which grow like forests on a substrate: “During our first experiments, fused silica from the reaction chamber accidentally came into contact with the coating plasma. It settled on the substrate and protected it against the aggressive hydrogen.” And to his surprise, diamonds actually grew on this layer. “What followed was careful, painstaking work,” points out Mee. “We had to study the silicon oxide layer, which was deposited in an undefined manner, and find a method of controlling the deposition and optimizing the process.” Tests with a transmission electron microscope at CSIRO’s lab in Australia revealed that the
nanotubes actually survived under their protective layer. How to proceed from there was the question. If they found a way to coat with diamond the nanothreads that the CSIRO specialists make from nano-tubes, these diamond-coated nanothreads could be used to manufacture ultra-thin saws capable of cutting through silicon wafers for instance. The manufacturing process requires special carbon nanotube “forests”, which can be extracted as an ultra-thin “felt” and twisted into a very thin
yarn ten to twenty micrometers in diam-eter. In principle, this diamond-coated yarn is the ideal material on which to base a new generation of saws, which could be used in the solar industry for example. As Mee
explains: “The new saw wires held out the promise of being far superior to traditional steel wires. Because of their high tensile strength, they can be manufactured much thinner than steel wires – and that means significantly less kerf loss.”
Growing diamonds on carbon nanotu-bes is tricky. Foto: F.H.M. / pixelio.de
Ultra-thin saw wire consisting of diamond coated carbon nanotubes could be used for cutting silicon wafers. Foto: Fraunhofer IWM
CSM hammer and mallet Line
CatTech Baltics - head quarter for:CSM - Rigas - Csm St
www.csmtools.it
CS
M ..
.Th
e p
rofe
ssio
nal
ch
oic
e si
nce
196
0
HALL 5STAND G81

••• 13 ••• Messewelten
New industry event Exhibition EMTE-EASTPO Shanghai starts in 2014
The EMTE-EASTPO Machine Tool Exhi-bition to be held in Shanghai in 2014
has received warm response from lead-ing names of the machine tool industry. Following the announcement of the joint exhibition in February, there has been a steady stream of space applications and enquiries from well-known brand names.
The joint exhibition will be held at the Shanghai New International Expo Centre (SNIEC) from 14 to 17 July 2014. It is expected to cover a gross area of about 100,000 square metres according to the show owners – CECIMO, the European Association of the Machine Tool Industries, and Shang-hai EASTPO Culture Development Co., Ltd.
The exhibition has the full support of CECIMO and all its 15 national member as-sociations representing the machine tools industry in their respective countries all over Europe. Mr Martin Kapp, CECIMO president and chairman of VDW, the German machine tool builders’ association, explained: “CECIMO saw the strong need to have a machine tool show in China and therefore we came up with the idea of having a joint exhibition – EMTE-EASTPO in Shanghai. This exhibition will be an ideal place for European machine tool companies and other leading manufacturers to show their newest products in China and Asia.”
Mr Li Qiong, EASTPO chairman, said: “We warmly welcome CECIMO’s collaboration. Leveraging on our respective strengths, the show will be able to attract global industry brands to have a bigger presence, and this will lead to more established
Chinese and other Asian manufacturers to follow suit. More importantly, it will be a quality showcase of the latest technologies and innovative solutions by manufacturers for the vibrant Asian market, especially the huge China marketplace.”
Mr Filip Geerts, director general of CECIMO, explains: “China is the most important export market for CECIMO member countries. The exports to China have trend-ed upwards since 2005. In 2012, it hit 3.7 billion euros worth of machine tools, accounting for almost 20 per cent of the total foreign sales of CECIMO countries. On the other hand, CECIMO countries import 348 million euros of machine tools from China in the same year. This makes China the fourth biggest overseas supplier to Europe.” EMTE-EASTPO 2014 will also be complemented by a series of knowledge-sharing activities.
The sector had a strong need to have a machine tool show in China. Foto: Charlie Bär / pixelio.de
China: important export market for the European machine tool industry. Foto: Dieter Schütz / pixelio.de
PROFESSIONAL TOOLS
RIG
AS
...T
RAD
ITIO
N -
QU
ALI
TY
- IN
NO
VATI
ON
HALL 5STAND G81
CatTech Baltics - head quarter for:CSM - Rigas - Csm St
www.rigas.it

••• 14 •••Innovationen
Zu viel Schwung ist auch nicht gutSimulationstool hilft, beim Bau von Kreissägen das optimale Schwingungsverhalten zu erzielen
Wissenschaftler der Universi-tät Stuttgart untersuchen
das Schwingungsverhalten von Kreissägeblättern. Dabei soll fest-gestellt werden, wie die Schwin-gungen optimal stabilisiert werden können.
Kreissägen haben ein Problem. Bei hoher Drehzahl geraten die Sägeblätter in Schwingung und verhalten sich instabil. Die Folgen sind mangelhafte Oberflächen-qualität, ein hoher Nachbear-beitungsaufwand, schnellerer Werkzeugverschleiß und ein un-angenehmes Kreischen. Um dies zu vermeiden, werden Dämp-fungsschlitze in die Sägeblätter eingebracht. Diese verschieben die Eigenfrequenzen und verbes-sern das Verhalten der Sägeblät-ter beim Abklingen der Schwin-gungen. Um die Schlitze optimal auszulegen, sind die Hersteller
bisher jedoch auf aufwendige Ex-perimente angewiesen.
Im Rahmen eines gemeinsamen Forschungsprojekts untersuchen das Institut für Angewandte und Experimentelle Mechanik (IAM) und das Institut für Werkzeugma-schinen (IfW) der Universität Stuttgart den Einfluss der Dämp-fungsschlitze und deren Füll-materialien. Ihr Ziel ist es, für die Zukunft ein wissenschaftlich basiertes Berechnungsmodell bereitzustellen. Das Projekt glie-dert sich in einen experimentel-len und einen numerischen Teil. Ziel der numerischen Forschungs-arbeit ist es, Berechnungsmetho-den zur Vorhersage von (kriti-schen) Sägeblatt-Schwingungen bereitzustellen. Als Verfahren kommt dabei die in der Struktur-mechanik bewährte Methode der Finiten Elemente zum Einsatz.
Dabei werden sowohl die visko-elastischen Füllmaterialien als auch die Kreisel-Effekte des rotierenden Sägeblattes berücksichtigt. Eine
numerische Modalanalyse liefert dann die Eigenwerte (Eigenfre-quenzen) mit den dazugehören-den Schwingungsformen sowie
das Abklingverhalten der jeweili-gen Schwingung. Ist Letzteres negativ, handelt es sich um eine instabile Schwingungsform.
Geraten Sägeblätter in Schwingung, verhalten sie sich instabil. Foto: Klicker / pixelio.de
Mr. Quak, the retrofitting andmodernization of machine controlsystems has become an importantfield of business for your compa-ny recently. What is the reason forthis?As the market leader for retooling,retrofitting and service of machinetools the GLOBAL RETOOLGROUP has of course always beeninvolved with the modernization ofmachine controls. In order tostrengthen this business field, how-ever, we decided last year to acquirethe company SATEG Steuerungs-und AutomatisierungstechnikGmbH. In addition to our WEMAVOGTLAND division which is fo-cusing on mechanical retrofitting andretooling the group now also has itsown specialist company for retro-fitting of controls.It was hence a strategic de cision?Yes, absolutely. As a result of thelarge number of innovations and im-provements in the field of controlstechnology in recent years our cus-tomers often ask for more than justa mechanical retrofit in order to in-crease the productivity of a machine,extend its service life or retool it toproduce a different workpiece.In many cases beside a higher ma-chine performance and accuracy thecustomers want more functionality
and an improved user convenience.These requirements need to be sat-isfied.But in addition to this we increas-ingly offer our customers to buy me-chanical retrofitting and controlsretrofitting from one source.What would be the benefit for thecustomer?
First, by following the principle“One face to the customer” we be-lieve that we can streamline process-es. And second, by strengthening itsresources and its performance in thefield of controls technology, theGLOBAL RETOOL GROUP isable to do mechanical retoolingand complete controls moderniza-tion including electrical cabinetbuild in parallel. This will certain-
ly give the customer a clear time ad-vantage.You speak of complete controlsmodernization. Does that meanthat you change machines over tocompletely new controls versions?Yes, this is not unusual for us.When the controls manufacturerdiscontinues the support for a cer-
tain type of control, such as theSIEMENS S5, the customer will beleft without technical assistanceand spare parts for his controller.And finally he has no other choicebut to migrate to a new controls ver-sion. In such case the specialists ofSATEG can support with theirknow-how and convert the ma-chine e.g. to an S7 controller. With this, of course, the customer
also gets all the benefits of a mod-ern control system as regards user-friendliness, ease of programming,higher safety standards etc.
And how about changing to a dif-ferent make of control system?This is not a problem either. We cur-rently have the case that a customerdecided to replace INDRAMATby SIEMENS S7 control units onseveral machines in order to ensurean integration of the machines into
his new process control system.This modernization and relocationproject which WEMA VOGTLANDTechnology GmbH and SATEGGmbH are currently handlingjointly, includes mechanical over-hauling, retooling to a new processplus controls modernization of severalCNC lathes, turning and milling ma-chines and turn-broaching machinesof a renowned German machine toolmanufacturer as a complete packagemanaged by us.
Global Retool Group GmbHHans-Schardt-Str. 1 · D-66822 Lebach · Phone +49 6881 96175-914e-Mail: [email protected] · Web: www.global-retool-group.comHall 12, Booth B 85
The Global Retool Group headquartered in Lebach, Germany is a mar-ket leader for rebuilding, overhauling and service of machine tools world-wide. With its companies SVQ GmbH and WEMA VOGTLAND Tech-nology GmbH, SATEG GmbH, the brands SPICHER and SIEPMANNas well as plants in China and the USA the group has extensive experienceand modern production facilities in Germany and abroad. With morethan 300 employees around the globe the group provides high-tech economical solutions out of one hand.
Retrofit of controls for more value and increased productivityAn zei ge

••• 15 ••• Branchennews
ENERGYSAVER
w w w . c e i a - p o w e r . c o m
CEIAInduction Heating
Systems
The new SA/80 Generators series ensure an overall efficiency greater than 96% and maximum operational flexibility.
Thanks to a specific microprocessor based control software and to advanced power electronics, the devices automatically maximizes its performance in real time to changing workload conditions.
Power Cube 100SA/80 The 100 kW Green Generator
New Data Log System
Integrated Web server
User Friendly touch-screen display
CEIA SH/SLE Compact Pyrometers SH15/SLE Single-color Series (80 to 2000 °C)
SH2C/SLE Dual-color Series (600 to 2200 °C)
Visit us at Hall 11, F31
In June 2013, German machinery and tool orders fell short five per cent in
real terms of last year‘s result. Domestic business slumped by four per cent, international business by six per cent, reported the German Engineering As-sociation (VDMA). According to the less
volatile three-month comparison, April to June 2013, incoming orders fell by one per cent on a year earlier. Domestic orders dropped by four per cent, for-eign orders were up one per cent. The first half of the year (01-06 2013) saw an overall decline of one percent. Domestic
orders recorded minus six per cent, for-eign orders plus one per cent. “Patience is still needed in the German engineering industry. After a persistently sluggish first half of 2013, June closed with a drop in new orders”, said VDMA Chief Econo-mist Dr. Ralph Wiechers.
Machinery and tool orders too sluggishDie Mitarbeiter der Metall- und Elektro-Industrie sind hochzu-frieden mit ihren Arbeitsbedin-gungen und blicken zuversicht-lich in die Zukunft.
Nach einer repräsentativen Um-frage des Instituts für Demosko-pie Allensbach erklären mehr als drei Viertel aller Mitarbeiter, sie seien mit ihren allgemeinen Ar-beitsbedingungen (Arbeitszeit, Arbeitsplatz, Arbeitsbelastung, Betriebsklima etc.) „zufrieden“ (66 Prozent) oder sogar „sehr zu-frieden“ (11 Prozent). Trotz der Krisenerfahrungen der vergan-genen Jahre ist das Vertrauen der meisten in die Zukunft des ei-genen Unternehmens hoch. Auf einer Skala von 0 (Zukunft gar nicht sicher) bis 10 (Zukunft völlig sicher) stufen die Mitarbeiter die Aussichten kurzfristig bei 7,7 und mittelfristig bei 6,8 ein.
„In der Metall- und Elektro-In-dustrie fühlen sich die Mitar-beiter wohl, sie sind motiviert und engagiert“, kommentierte Gesamtmetall-Hauptgeschäfts-führer Oliver Zander die Ergeb-nisse der Umfrage. Die Zufrie-denheit zeige sich, wenn bei Umfragen wissenschaftlich seri-ös nach ihrer jeweiligen persön-lichen Situation gefragt werde statt nach pauschaler globaler Befindlichkeit.
Neun von zehn Mitarbeitern in der Metall- und Elektro-Indus-trie erklären, auf ihre Arbeit stolz zu sein („etwas“ 24 Pro-zent, „ziemlich“ 46 Prozent oder „sehr stolz“ 22 Prozent). Auf die Frage, wie sie ihre Arbeit persön-lich beurteilten und ob sie ihre Aufgaben interessant fänden, antworteten insgesamt mehr als zwei Drittel der Befragten, dass sie ihre Tätigkeit als „inter-essant“ oder „sehr interessant“ einschätzten. Gleichzeitig finden nur 7 Prozent aller Mitarbeiter die Arbeit „gar nicht“ (2 Prozent) oder „nicht besonders“ (5 Pro-zent) interessant. „Das beweist eindrucksvoll: Die Metall- und Elektro-Industrie ist das Herz der Wirtschaft. Die Mitarbeiter sind mit den Arbeitsbedingungen ih-rer Industrie sehr zufrieden“, so Zander weiter, „selbst wenn man ihnen von außen versucht, das Gegenteil einzureden“. Für die Umfrage wurden rund 1 000 Mit-arbeiter der Branche befragt.
Metallarbeiter stolz auf die Arbeit

••• 16 •••Innovationen
Junger Werkstoff mit BissSeminar zu metallkundlichen Grundlagen, Verarbeitung und Eigenschaften von Titanlegierungen
Titan und Titanlegierungen etablieren sich aufgrund ihrer
herausragenden Eigenschaften –hohe spezifische Festigkeit, aus-gezeichnete Korrosionsbestän-digkeit – zunehmend auch in der chemischen Industrie, Bauin-dustrie, Medizintechnik sowie im Off-shore-, Energie- und Auto-mobilbereich.
Im Jahre 1795 entdeckte der Ber-liner Chemiker Martin Klaproth bei Untersuchungen an Rutil das Oxid eines bis dahin unbekannten Elements, dem er den Namen Titan gab.
Aufgrund des schwierigen und aufwendigen Reduktionsprozes-ses dauerte es jedoch noch weit über 100 Jahre, um das Metall vom Oxid zu isolieren. Titanlegie-rungen sind von daher ein noch junger Werkstoff. Die ersten
Legierungen, die Ende der 1940er Jahre entwickelt wurden, schrie-ben jedoch schon Luftfahrt-geschichte. Sie ermöglichten den Eintritt in das Düsentriebwerk-
zeitalter und damit den Schritt in eine neue Ära der Luft- und Raum-fahrt. Noch heute ist das Titan mit dem Flair des Exotischen umgeben.
Inzwischen haben sich die Titan-legierungen in unterschiedlichsten Branchen etabliert. Nicht zuletzt zeigt der stark zunehmende An-teil im Freizeitbereich und in der
Schmuckindustrie, dass Titan längst auch in Produkte des all-täglichen Gebrauchs vorgedrun-gen ist.
Ein Seminar der Deutschen Gesell-schaft für Materialkunde e. V. (DGM) wendet sich primär an Metallkundler, Ingenieure und Techniker aus Forschung, Ent-wicklung, Herstellung und An-wendung sowie Vertrieb, die sich mit Titan und seinen Legierungen vertraut machen wollen. Neben einführenden Vorträgen über metallkundliche Grundlagen wird auf Herstellung, Verarbeitung und Eigenschaften der Titanlegie-rungen eingegangen. Darüber hinaus werden klassische und neuere Anwendungen des Titans vorgestellt. Die Veranstaltung findet im Deutschen Zentrum für Luft- und Raumfahrt (DLR) in Köln vom 19.3. bis 20.3.2014 statt.
Auch Produkte des alltäglichen Gebrauchs bestehen aus Titan. Foto: Maja Dumat / pixelio.de
••• 17 ••• Branchennews
New Materials for power plants. Foto: VDI Wissensforum GmbH
Improved materials for thermal power plantsInternational Conference deals with challenges of power stations
The 2nd International Conference “Alloys in Power Plant Technology”, hosted by the Association of
German Engineers (VDI) on November 26th and 27th, 2013 in Berlin, Germany is to focus on the technical and economic challenges in terms of materials tech-nology in the power station sector.
New legal regulations and the increasing production of renewable energy have implications for conven-tional power plant technology, which shall become more flexible and ef-ficient. Necessary for this change are materials and material concepts that are heat resistant, safe to process and cost-effective. The 2nd Inter-national VDI-conference “Alloys in Power Plant Technology” in Berlin will discuss the latest findings in the field of materials technology. Chairman of the confer-ence is Prof. Karl Maile, Deputy Head of the Materials Testing Institute Uni-versity of Stuttgart. He stresses that “high-efficiency power plants of the future that can flexibly endure changes in load are only feasible, if reliably qualified materials with improved properties are made avail-able. This also includes the finding of the solutions to related problems involving the production and processing of components”.
Properties and applications of new materials in the field of the USC-technology will be an important topic at the conference. Furthermore, the confer-ence will deal with possibilities for assessing the lifetimes of critical power plant components. Maile states that, “changes in load profiles leads to ef-fects upon material behavior as well as the resulting damage mechanisms and, thus, the life cycle of the components”.
Thermal power plant. Foto: Detlev Müller / pixelio.de

••• 18 •••Messewelten
Vollautomatischer Bandsägeautomat fürgroße Werkstücke!
Lesen Sie weiter auf Seite 32.
Das Handelshaus KADIGO inWiesbaden mit fast 20-jähriger Er-fahrung erweitert sein Produkt-portfolio. Neben den BereichenDrehen und Fräsen stellt das Unter-
nehmen erstmalig auf der inter-nationalen Messe EMO 2013 inHannover drei Neuheiten aus demBereich Sägen des Herstellerpart-ners Everising Machine Co vor.
Seit 30 Jahren ist das UnternehmenEverising ein auf die Sägetechno-logie spezialisierter und führenderHersteller von Band- und Kreissä-gen. Die robusten und zuverlässigenSägen sind bereits seit Jahren aufdem deutschen Markt etabliert.
Ob im Dreischichtbetrieb oder alsAllroundmaschine, die vollautoma-tischen KADIGO Bandsägenau-tomaten E-530 und NC-700HAsind nach dem Doppelsäulen-Prin-zip gebaut und verfügen über auto-matischen Vorschub, PLC-Steuerungfür alle elektrischen und hydrauli-schen Funktionen, stufenlose Schnitt-
geschwindigkeit und hydraulischeBandspannung für den zuverlässigenDauereinsatz, mit Arbeitsbereichenrund von 530 bis 700 mm und imQuadrant von 530 x 530 bis 800 x 700mm für effizientes Arbeiten. Mithilfeihrer hartmetallbestückten Kreissä-geblätter sind sie ideal geeignet fürdas Schneiden von hartem Material.
Die bedienerfreundliche CNC-Kreissäge KADIGO P-230B miteinem Arbeitsbereich rund von 70bis 230 mm sowie Quadrant von 70bis 160 mm steht komplett mitautomatischem Ladetisch, hydrau-lischer Klemmung, Späneförderer
und Touch Screen für einfache Be-dienung zur Verfügung. Besuchen Sie uns am Everising-Stand in Halle 15, Stand B15.
Für mehr Informationen kontaktieren Sie bitte:KADIGO Werkzeugmaschinen& Zubehör Handels GmbHKontakt: Stefan GollubSenefelder Straße 9D-65205 WiesbadenFon: +49 6122 92090-0Fax: +49 6122 92090-9E-Mail: [email protected]
KADIGO: Vollautomatische Bandsägen sowie CNC-KreissägenAn zei ge
Was die Zukunft bringtEuroMold 2013 rückt Bereiche Leichtbau, Hybridtechnik und Hydroformen in den Mittelpunkt
Die EuroMold, Messe für Werk-zeug- und Formenbau, De-
sign und Produktentwicklung, zeigt vom 3. bis 6. Dezember 2013 in den Messehallen in Frankfurt/Main die neuesten Innovationen im Leichtbau.
Getreu dem Motto „Vom Design über den Prototyp zur Serie“ werden auch dieses Jahr wieder die neuesten Innovationen, Sys-temlösungen und Produkte prä-sentiert. Zum 20. Jubiläum der Messe rückt ein Zukunftsthema mit in den Fokus des internati-onalen Branchentreffs: Die Be-reiche Leichtbau, Hybridtechnik und Hydroformen werden auf der EuroMold zum ersten Mal mit einem eigenen Themenpark aufwarten. Ob Automobilbran-che, Flugzeugbau, Verpackungs-
und Bauindustrie, Medizintech-nik, Haushaltsgeräteindustrie oder Telekommunikationsindus-trie – in nahezu allen Industrie-bereichen stehen Fragen zur
Energie-und Ressourceneffizi-enz im Vordergrund. Vor allem Gewichts- und Energieeinspa-rungen werden gefordert. Gera-de Leichtbaulösungen werden
immer begehrter, da durch das geringere Gewicht und die Opti-mierung des Rohstoff einsatzes Energie und Kosten eingespart werden können, ohne Einbußen
bei Leistungsfähigkeit in Kauf nehmen zu müssen. Der Themen-park bietet Ausstellern daher die Möglichkeit, ihre Innovationen für die stetig steigende Nach-frage nach nachhaltigen Lösun-gen Besuchern aus allen Indust-riezweigen zu präsentieren und neue Synergien aufzuzeigen. Neben Leichtbauwerkstoffen sollen vor allem die Fertigungs- und Fügeverfahren sowie die dafür notwendigen Formen und Werkzeuge vorgestellt werden. Werkstoffe, Design- und Kons-truktionsdienstleistungen so-wie Werkzeugbautechnologie werden Teil des Themenparks „Leichtbau, Hybridtechnik und Hydroformen“ sein. Zur Euro-Mold 2013 werden mehr als 1 100 Aussteller und rund 55 000 Fach-besucher erwartet.
Die Messe thematisiert Leichtbaulösungen, da diese in nahezu allen Industriebereichen zunehmend an Bedeutung gewinnen. Foto: DEMAT GmbH / EuroMold

••• 19 ••• Messewelten
Drei Versionen von CrazyMill Cool sind verfügbar fürunterschiedliche maximale Frästiefen, alle mit integrierter
Kühlung für eine massive Kühlung an den Schneidensowie eine effiziente Späneabfuhr
CrazyMill Cool ist das einzige Fräswerkzeug mit integrierterKühlung in diesem Durchmesserbereich (von 0.3 bis 4 mm)
Mikron Tool präsentiert an der EMO 2013 in Hannover eine Weltneuheit im Fräsen von rostfreiem Stahl, Titan, Superalloys und Chrom-Kobalt-Legierungen. Der völlig neu konzipierte Kleinfräser CrazyMill Cool verbessert in jeder Hinsicht die bisher möglichen Resultate, und zwar um ein Vielfaches.
So gelten ab sofort neue Maßstäbe beim Fräsen von Nuten, Taschen und Wandungen. Im Vergleich zu herkömmlichen Fräsern bedeutet das:
bis 5 x höhere Schnittgeschwindigkeiten Zustellung (ap) 1 bis 1.3 x D Oberflächenqualität 2 - 3 x besser Effizienz 10 x 20 x höher längere Standzeiten
Alles ist neu: das Hartmetall, die Geometrie, die Beschichtung und vor allem die Kühlmittelzufuhr durch den Schaft, die für eine perfekte Kühlung an den Schneiden sorgt und die Späne sauber aus dem Arbeitsbereich abführt. Zur Verfügung stehen drei Versionen von zylindrischen und koni-schen Fräsern für unterschiedliche maximale Frästiefen (1.5 bis 5 x D) im Durchmesserbereich von 0.3 bis 4 mm.
Mikron Tool SA AgnoEMO Halle 4 / Stand D65
www.mikron.com/tool
Quantensprung im Fräsen von rostfreien Stählen im kleinen Durchmesserbereich dank integrierter Kühlungdank integrierter Kühlung
chmesserberim kleinen DurQuantensprung im Fräsen dank integrierter Kühlung
eichchmesserberostfrvon rQuantensprung im Fräsen
eien Stählen ostfr
) 1 bis 1.3 x D Zustellung (ae Schnittgeschwindigkeiten bis 5 x höher
ergleich zu herkömmlichen Fräserandungen. Im VWSo gelten ab sofort neue Maßstäbe beim Fräsen von Nuten, T
möglichen Resultate, und zwar um ein Vneu konzipierte Kleinfräser CrazyMill Cool verbessert in jeder Hinsicht die bisher
itan, Superalloys und Chreiem Stahl, Tostfrvon rool präsentiert on TToMikr
) 1 bis 1.3 x De Schnittgeschwindigkeiten
ergleich zu herkömmlichen FräserSo gelten ab sofort neue Maßstäbe beim Fräsen von Nuten, T
ielfaches.möglichen Resultate, und zwar um ein Vneu konzipierte Kleinfräser CrazyMill Cool verbessert in jeder Hinsicht die bisher
om-Kobalt-Legierungen. Der völlig itan, Superalloys und Chrool präsentiert an der EMO 2013 in Hannover eine
n bedeutet das:ergleich zu herkömmlichen Fräseraschen und n Nuten, TTa
neu konzipierte Kleinfräser CrazyMill Cool verbessert in jeder Hinsicht die bisher om-Kobalt-Legierungen. Der völlig
im Fräsen eltneuheitWool präsentiert an der EMO 2013 in Hannover eine
neu konzipierte Kleinfräser CrazyMill Cool verbessert in jeder Hinsicht die bisher om-Kobalt-Legierungen. Der völlig
im Fräsen
Kühlung in diesem Durchmesserbereich (von 0.3 bis 4 mm)CrazyMill Cool ist das einzige Fräswerkzeug mit integrierter
Kühlung in diesem Durchmesserbereich (von 0.3 bis 4 mm)CrazyMill Cool ist das einzige Fräswerkzeug mit integrierter
Kühlung in diesem Durchmesserbereich (von 0.3 bis 4 mm)CrazyMill Cool ist das einzige Fräswerkzeug mit integrierter
erfügung stehen drZur Veich abführt. Arbeitsber
Kühlung an den Schneiden sorgt und die Späne sauber aus dem allem die Kühlmittelzufuhr durAlles ist neu: das Hartmetall, die Geometrie, die Beschichtung und vor
e Standzeiten längerfizienz 10 x 20 x höhEffi
Oberflächenqualität 2 - 3 x besser) 1 bis 1.3 x Dp Zustellung (a
ersionen von zylindrischen und koni-ei Verfügung stehen dr
Kühlung an den Schneiden sorgt und die Späne sauber aus dem ch den Schaft, die für eine perfekte allem die Kühlmittelzufuhr dur
Alles ist neu: das Hartmetall, die Geometrie, die Beschichtung und vor
fizienz 10 x 20 x höher Oberflächenqualität 2 - 3 x besser
) 1 bis 1.3 x D
ersionen von zylindrischen und koni-
Kühlung an den Schneiden sorgt und die Späne sauber aus dem ch den Schaft, die für eine perfekte
Alles ist neu: das Hartmetall, die Geometrie, die Beschichtung und vor
eich von 0.3 bis 4 mm. chmesserberim Durn für unterschiedliche maximale Frästiefen (1.5 bis 5 x D) schen Fräser
erfügung stehen drZur V
www
EMO Halle 4 / Stand D65Mikr
eich von 0.3 bis 4 mm. n für unterschiedliche maximale Frästiefen (1.5 bis 5 x D)
ersionen von zylindrischen und koni-ei Verfügung stehen dr
on.com/tool.mikrwww
EMO Halle 4 / Stand D65ool SA Agnoon TToMikr
n für unterschiedliche maximale Frästiefen (1.5 bis 5 x D) ersionen von zylindrischen und koni-
Kühlung für eine massive Kühlung an den Schneidenunterschiedliche maximale Frästiefen, alle mit integrierter
ersionDrei VVe
sowie eine effiziente SpäneabfuhrKühlung für eine massive Kühlung an den Schneiden
unterschiedliche maximale Frästiefen, alle mit integrierterersionen von CrazyMill Cool sind verfügbar für
sowie eine effiziente SpäneabfuhrKühlung für eine massive Kühlung an den Schneiden
unterschiedliche maximale Frästiefen, alle mit integrierterersionen von CrazyMill Cool sind verfügbar für
Again on course for successMETAV 2014 already with high registration numbers
From 11 to 15 March 2014, the METAV, the international
trade fair for manufacturing technology and automation, will be opening its doors in Düssel-dorf. For decades now, it’s been a mandatory date in the diaries of the metalworking sector and an attractive meeting point for international exhibitors and pro-duction experts from Germany and the adjoining nations.
Registration numbers at present are significantly above the level for METAV 2012, where ultimately around 700 exhibitors from 26 different countries had presented their products to over 40,000 trade visitors.
“North Rhine-Westphalia and Benelux alone offer huge poten-tial to the METAV’s exhibitors”, says Dr. Wilfried Schäfer, Execu-
tive Director at the METAV’s organiser VDW (German Machine Tool Builders’ Association) in Frankfurt am Main. Over 11,500 firms from the user sectors of the machine tool industry are located in this direct catchment area of the METAV, accounting for 275 billion euros of turnover and more than 900,000 employees. A company’s average payroll is just over 140 people. “For this target group, in particular, the METAV is the ideal platform in their direct vicinity, for showcasing innovations and competence in production technology. Because these firms don’t always have the budgets and above all the time to send their experts off for long periods to events further away,” says Schäfer.
The state of North Rhine-West-phalia aims to demonstrate com-
petence, too, and position itself at the METAV 2014 as a leading industrial location in Germany and Europe. A shared stand will showcase small and mid-tier com-
panies with “Efficient Production and Efficient Products”.
They will be demonstrating their performative and competitive
capabilities in the areas of eco-nomic efficiency and mechatronic systems as efficiency-drivers, plus resource-economy and Industry 4.0.
Components of tools can have huge sizes. Foto: Rene Tillmann / Messe Düsseldorf
Anzeige
••• 20 •••Stellenmarkt
Informatiker (m/w) als
Software-Entwickler NC-Steuerungen / Grafische BenutzeroberflächenReferenz-Nr.: FM12472
Mit unseren Numerischen Steuerungen zur Regelung von Werkzeugma schi - nen setzen wir weltweit Standards – mit einer innovativen objektorientiertenSystem-Software, die wir kontinuierlich weiterentwickeln. Können Sie sichdafür begeistern, in einem internationalen Projektteam zu arbeiten, im Aus-tausch mit Kollegen/-innen an unseren weltweiten Standorten? Dann gestal -ten Sie die grafischen Bedienoberflächen unserer Steuerungen als Interfacezwischen Mensch und Maschine!
Ihre Aufgabe: Sie beschäftigen sich mit der Benutzerführung und -informa -tion, mit Effektivitätsaspekten und dem Look & Feel unserer Softwareober-flächen. Dabei haben Sie den Anspruch, ein Höchstmaß an Benutzerfreund-lichkeit zu bieten. In eigener Verantwortung sind Sie sowohl für das Designals auch für die Implementierung „Ihrer” Software zuständig. Die QualitätIhrer Arbeit sichern Sie durch Regressionstests. Bei Ihrer Einarbeitung ste-hen Ihnen erfahrene Kollegen mit ihrem Expertenwissen zur Seite.
Ihr Profil: guter Studienabschluss in Informatik • erste praktische Erfahrungin Software-Entwicklung/-Design, idealerweise von Numerischen Steuerun-gen • Kenntnisse in C++ • Spaß daran, sich mit hochkomplexenTechnologienzu befassen • analysestark • eigenständige Arbeitsweise und systematischesVorgehen • Fähigkeit, Probleme und Lösungsansätze klar und gut verständ-lich darzustellen.
Wir sind ein führender Hersteller von Numerischen Steuerungen für Werk-zeugmaschinen sowie von Längen- und Winkelmesstechnik für anspruchs-volle Positionieraufgaben in Produktionsmaschinen. Unsere Produkte kommen vor allem in hochgenauen Werkzeug maschinen sowie in Anlagenzur Produktion und Weiterverarbeitung von elektronischen Bauelementenzum Einsatz, und das in aller Welt.
DR. JOHANNES HEIDENHAIN GmbHPostfach 1260, 83292 Traunreut
Wir freuen uns auf Ihre Bewerbung! Nähere Informationen unterwww.heidenhain.de/karriere oder persönlich bei Herrn Martin:� 08669 31-3877, [email protected]

••• 21 ••• Messewelten
Der Verein Deutscher Werkzeugmaschinenfabri-ken (VDW) veranstaltet am 18. September den
EMO-Fokus Indien mit dem Titel „Strategisches Engagement zahlreicher Großanwender, Aus-schöpfung der Potenziale noch durch Struktur-defizite begrenzt“. In einem praxisnahen halbtägi-gen Seminar werden internationale EMO-Besucher aus dem Maschinen- und Anlagenbau sowie Aus-steller, die ihre Indien-Aktivitäten ausweiten wollen, über die Besonderheiten des Marktes informiert.
Die indische Regierung muss die Energieerzeu-gung modernisieren und das Straßen- und Schie-nennetz massiv auswei-ten, will sie ihre ehrgeizi-gen Wachstumsziele von fünf Prozent und mehr in den kommenden Jahren realisieren. Vor diesem Hintergrund investieren bedeutende internatio-nale Werkzeugmaschi-nenanwender auf dem Subkontinent und positionieren sich damit strate-gisch. Ein deutscher Automobilhersteller beispiels-weise weitet seinen Produktionsstandort in Chennai massiv aus mit dem Ziel, robuste preiswerte Modelle für den indischen Markt zu bauen. In der Flugzeug-zulieferindustrie verfügt Indien selbst über einige leistungsfähige Anbieter, die in der Fertigung von Komponenten des Flugzeuginnenraums und im so-genannten MRO(Maintenance, Repair & Overhaul)-Bereich tätig sind. Bis 2028 soll das Marktvolumen allein im MRO-Bereich in Asien/Pazifik, China und Indien über dem Nordamerikas liegen. Im Schnitt werden die wichtigsten Anwender von Werkzeug-maschinen in Indien ihre Maschineninvestitionen 2013/2014 um mehr als 16 bzw. 19 Prozent ausweiten. Das heißt für den Werkzeugmaschinenverbrauch im gleichen Zeitraum einen Anstieg von vier bzw. zehn Prozent.
Der Werkzeugmaschinenverbrauch wird in Indien um vier bis zehn Prozent steigen. Foto: Dieter Schütz / pixelio.de
Indien auf der EMO. Foto: Deutsche Messe AG
Indien im FokusEMO beleuchtet Marktbedingungen
Mikron Machining – eine Division der Mi-kron Gruppe – ist der führende Anbieter von kundenspezifischen, leistungsfähigen Ferti-gungslösungen für die Herstellung komplexer und hochpräziser Metallkomponenten. Die dazu notwendigen Hochleistungs-Schneid-werkzeuge werden bei Mikron Machining inhouse entwickelt und produziert. Sie zählen zu den besten der Welt.
Area Sales Manager im Bereich Machining (m/w)
Sales Support Manager im Bereich Machining (m/w)
Zerspanungsspezialist techn. Verkauf Key Accounts (m/w)
Mitarbeiter für den Bereich Kundenschulung und technische Dokumentation (m/w)
Fachlagerist für die Materialwirtschaft (m/w)
Werkzeugschleifer (m/w)
Nähere Informationen zu den Stellenangeboten finden Sie auf unserer Website www.mikron.com.
Unser Angebot | Wir bieten Ihnen eine ebenso anspruchsvolle wie spannende Aufgabe mit viel Spielraum und Potenzial. Rechnen Sie mit einem attraktiven Gehaltspaket.
Haben wir Ihr Interesse geweckt? Dann senden Sie uns bitte Ihre vollständigen Bewerbungsunterlagen unter Angabe Ihrer Gehaltsvor-stellungen sowie Ihres nächstmöglichen Eintrittstermins per E-Mail oder per Post. Bei Fragen kontaktieren Sie bitte Frau Angela Schlaich, Head Human Resources, Tel. +49 741 5380-100.
Mikron GmbH, Rottweil, Berner Feld 71, 78628 Rottweil, [email protected], www.mikron.com
Für unseren Standort in Rottweil suchen wir
Mikron Machining
Machining Solutions Halle 17, Stand C65 Cutting Solutions Halle 4, Stand D65
Stellenmarkt
Anzeige
Mikron Multistar LX-24 - Der Kleinteile Weltmeister
– Werkstückdimensionen bis 10x10x35 mm und Ø 10x35 mm
– Kompaktes Konzept mit 24 Arbeitsstationen und bis zu 44 Arbeitsspindeln
– Bis zu 600 Werkstücke pro Minute
– Hohe Präzision und Wiederholgenauigkeit
– Simultane Zweiseitenbearbeitung pro Station
– Mehrfachzyklus für extrem hohe Mengenleistungen
– Laden und Entladen zeitparallel zum Bearbeitungsprozess
– Werkzeugwechsel rasch und einfach
Mikron SA AgnoVia Ginnasio 17CH-6982 Agno
Tel +41 91 610 61 11Fax +41 91 610 66 80
Halle 17 - Stand C65
Live auf unserem Stand!

••• 22 •••Branchennews
Emissionshandel schwächt Stahl-BrancheUnternehmen müssen künftig für rund 30 Prozent ihrer Emissionen Zerti kate kaufen
Mit Empörung reagiert die Wir tschaf tsvereinigung
Stahl auf die von der General-direktion Klima der Europäischen Kommission Anfang September veröffentlichten zusätzlichen Kür-zung der Emissionszertifikate um durchschnittlich zwölf Prozent.
„Die bisherige Zuteilung der Zerti-fikate für die Stahlindustrie liegt bereits unterhalb des technisch er-reichbaren Minimums“, kritisiert Hans Jürgen Kerkhoff, Präsident der Wirtschaftsvereinigung Stahl in Düsseldorf. „Durch den Be-schluss der Generaldirektion Klima müssen die Stahlunternehmen zu-künftig für rund 30 Prozent ihrer Emissionen Zertifikate kaufen. Der europäische Emis sionshandel, der weltweit einzigartig ist, benachtei-ligt die Stahlunternehmen immer stärker. Vor dem Hintergrund ei-
nes ohnehin konjunkturell schwie-rigen Umfelds wird der Stahlindus-trie in Deutschland und Europa ein weiterer schwerer Schlag versetzt.“
Der sogenannte „sektorübergrei-fende Korrekturfaktor“ soll dafür sorgen, dass die Menge der zuge-teilten Zertifikate die geplante Ge-samtemissionsgrenze des europä-ischen Emissionshandelssystems nicht überschreitet. „Hinter die-sem harmlos-technischen Begriff „sektorübergreifende Korrektur-faktor“ steckt nichts anderes als eine massive weitere Verschär-fung des Emissionsrechtehandels. Wir meinen, dass unter fehlerhaf-ten Annahmen gerechnet wurde“, so der Verbandschef. Angesichts der immensen volkswirtschaftli-chen Bedeutung dieser Entschei-dung lasse zudem die Transparenz
des Entscheidungsverfahrens zu wünschen übrig: „Man hat die Ru-he der Sommerpause genutzt, um klammheimlich der Industrie wei-
tere Belastungen aufzubürden. Ich fordere die EU-Kommission auf, den Beschluss zurückzuziehen und in einem transparenten Ver-
fahren erneut zu prüfen. Auch die Bundesregierung muss sich hier-für einsetzen, um Schaden von un-serem Standort abzuwenden.“
Als ganz schönen Hammer empfindet die Wirtschaftsvereinigung Stahl die zusätzliche Kürzung der Emissions-zertifikate. Foto: Lupo / pixelio.de
Sie fi nden uns in HALLE 5, Stand D 10. Wir freuen uns auf Sie!
Nun auch hoch effi zient fräsen mit IntegralMax, AluMax und InoxMax!
Unsere qualifi zierten Mitarbeiter zeigen Ihnen, wie so etwas möglich ist. Nutzen Sie Ihre
Chance, Ihre Produktivität entscheidend zu verbessern.

••• 23 ••• Innovationen
Verlorener SchaumKomplexe Bauteile aus einem Guss
Komplexe Bauteile, etwa für elek-trische Antriebe, bedürfen einer
raffinierten und dennoch einfach durchzuführenden Technik. Ein In-novationstreiber in der Fertigungs-technik ist das Lost-Foam-Verfahren – ein Sandgussverfahren mit verlo-renen Formen und Modellen. Die Wissenschaftler des Fraunhofer-Ins-tituts für Fertigungstechnik und An-gewandte Materialforschung (IFAM) in Bremen entwickeln mit diesem Verfahren technisch hoch-wertige Produkte, die für den Ein-satz von Radnabenelektromotoren erforderlich sind.
Zunächst wird ein Positivmodell des eigentlichen Bauteils mittels Schä-um- oder Frästechnik aus Polystyrol (EPS) erstellt. Im nächs-ten Schritt werden die Modelle an ein Angusssystem gefügt und dann mit einer keramischen Schlichte
überzogen. Die geschlichtete Mo-delltraube wird in einem Gießbehäl-ter in Formsand vollständig einge-bettet. Anschließend wird flüssiges
Metall in das Modell gegossen, wel-ches dieses zersetzt und den entste-henden Hohlraum ausfüllt. So ent-steht eine exakte geometrische
Nachbildung des Modells. Zuletzt bewirkt ein Kippen des Gießbehäl-ters das Entformen des neu entstan-denen Körpers. Diese Technologie
böte bei Konstruk tion und Ferti-gung große Gestaltungsfreiheit, so Jan Clausen, wissenschaftlicher Mit-arbeiter des Fraunhofer IFAM wäh-rend der Präsentation eines Elektro-motorgehäuses. Das Bauteil, wel ches alternativ durch die mecha-nische Fügung verschie dener Teile gefertigt werden kann, enthält inte-grierte Kühl kanäle, damit bestimm-te Temperaturen innerhalb eines Elektromotors nicht überschritten werden. Durch die geometrische Auslegung des Gehäuses kann eine maximale Kühlleistung erreicht wer-den. Diese Anordnung lässt sich in der Form mit keinem anderen Her-stellverfahren abbilden. Sowohl bei der Herstellung von Prototypen als auch bei Kleinserien liefert das Lost-Foam-Verfahren schnell wirtschaft-liche Ergebnisse, denn jetzt können Bauteile in einem einzigen Stück ge-gossen werden.
Gussgehäuse mit integriertem Wassermantel und Kühlkanälen. Foto: Fraunhofer IFAM
Nachdem Müller 2012 das Bohren revo-lutioniert hat, ist jetzt das Fräsen dran. Mit doppelten Zahnvorschüben punkten die neu entwickelten Hochleistungs-fräser. Der Einsatzbereich reicht somit von der Einzelteilebearbeitung bis hin zur hocheffi zienten Großserienfertigung. Speziell die IntegralMax-Serie, Werkzeuge mit ungleicher Teilung und zusätzlich asymmetrischem Schneiden-Verlauf, fräst extrem vibrationsarm und erreicht nie dagewesene Oberfl ächengüten.
IHRE VORTEILE– Werkzeuge sind maschinen-/ spindelschonend– fl exibel einsetzbar, geeignet zum Schruppen und Schlichten– Extrem hohe Vorsch be und somit extrem gute Preis-Leistungs-Performance– hohe Kontur und Profi lgenauigkeit– hervorragende Oberfl äche
IHR NUTZEN– Sie reduzieren Ihre Fertigungskosten auf ein Minimum!– Mit wenig Aufwand erzielen Sie sehr gute Ergebnisse und sind somit wettbewerbsfähiger.– Sie vermeiden teure Maschinenwartungen und reduzieren Ihre Gemeinkosten.

••• 24 •••Branchennews
Alles im WandelNeue Produktionskonzepte für elektromobile Zukunft
Veränderten Produktions-bedingungen durch den Um-
stieg auf Elektromobilität trägt die EMO in diesem Jahr Rechnung mit flexiblen Konzepten für angepasste Fertigungsstrukturen. Wie die Ver-anstalter mitteilen, stehen im Fokus von „EMO goes mobile“ neue Wert-schöpfungsketten im elektrischen Antriebsstrang.
Die globale Präsentation des er sten rein elektrisch angetriebenen Seri-enmodells der BMW Group zeit-gleich in New York, London, Peking entspricht den Anforderungen an künftige Produktionskonzepte. Die Innovation spiegelt sich auch in der globalen Wertschöpfungskette wi-der: Im Werk in Dingolfing entste-hen Batterie, Getriebe und Alumini-um-Struktur für das Drive-Modul, das Werk Landshut produziert CFK-Komponenten, Gussteile und Cock-
pit sowie den selbst entwickelten Elektromotor. Das in Moses Lake im US-Bundesstaat Washington ge-meinsam mit der SGL Group betrie-bene Carbonfaserwerk ist fest in die Wertschöpfungskette einge-bunden. Die dort produzierten Fa-serbündel werden im Innovations-park Wackersdorf zu leichten textilen Gelegen weiterver-arbei-tet. Diese bilden das Ausgangsma-terial für die Herstellung von CFK-Bauteilen und CFK-Komponenten in den Werken Landshut und Leipzig.
Vor drei Jahren bereits warnte der damalige Fraunhofer-Präsident Professor Hans-Jörg Bullinger, der Umstieg auf die Elektromobilität bedeute einen tief-greifenden Wandel für die Produktionstechnik. So werde sich im Automobilbau die gesamte Wertschöpfungskette än-dern. Dass damit der Werkzeugma-
schinenindustrie ein ganzes An-wendungsspektrum ersatzlos wegbricht, glaubt Prof. Dr.-Ing. Matthias Busse, geschäftsführen-der Institutsleiter des Fraunhofer-
Instituts für Fertigungstechnik und Angewandte Materialforschung (IFAM), nicht: „Es werden sich ein-fach die Stückzahlverhältnisse än-dern. Über die Zeit gesehen wird
sich die Anzahl der klassischen Bau-teile wie Zylinderkopf und Kurbel-gehäuse reduzieren – das Bearbei-tungsspektrum verschiebt sich nur.“
Elektrofahrzeug mit CFK-Fahrgastzelle. Foto: BMW München / Deutsche Messe AG
Die Schweizer STEP-TEC AG ent-wickelt und produziert qualitativ her-ausragende Motorspindeln für dieHochgeschwindigkeits- und Hoch-leistungsbearbeitung für die Markt-segmente Werkzeug- und Formen-bau sowie Produktion mit Schwer-punkt in Automobil-, Medizin- undEnergietechnik sowie Aeronautik.
Große LeistungsdichteHohes Drehmoment bei gleichzeitighoher Drehzahl wird für die Schnitt-stellen HSK-A63 / HSK-A80 zu-nehmend vom Markt verlangt.
In Zusammenhang mit ökologi-schen Aspekten bei der Ausle-gung von linearen Achsantriebenoder bei begrenztem Bauraumspielen Gewicht und Baugrösse derSpindel eine ebenfalls immer wich-tigere Rolle.
Diese Forderungen wurden nunvon der STEP-TEC AG in denneuen Spindelbaureihen Ø190 bzw.Ø240 optimal kombiniert.
Beide Spindelbaureihen erreichen18'000 min-1 und sensationelle160 Nm bzw. 200 Nm (S6).
Dies bei einem Gewicht von le-diglich 89 kg bzw. ca. 135 kg.
Eine Leistungsdichte, die IhnenRaum für neue Entwicklungenbzgl. Kompaktheit oder Ökologiebietet.
Live-Präsentation COOL-COREDank innovativer COOL-CORETechnologie (aktive Wellenküh-lung) wird das thermisch induzierteWachstum der Spindelwelle an derReferenzfläche der HSK-Aufnah-me auf ein Minimum reduziert.Dem Maschinenhersteller und demAnwender eröffnen sich damitneue Masstäbe in Bezug auf Ge-nauigkeit.
Vorteile:• „COOL-RUNNING“der Spin-
delwelle / HSK-Schnittstelle • massive Reduktion von Aus-
gleichszeiten nach einem Werk-zeugwechsel bei hochgenauenAnwendungen
• hervorragende thermische Stabilität
• beste Wiederholgenauigkeit beider Produktion von hochpräzisenSerienteilen
• noch bessere Oberflächen qua-lität
• Steigerung der Produktivität• niedrigere Produktionskosten
durch Elimination oder Reduktionvon Prozessschritten (z.B. Po-lieren)
Machen Sie sich Ihr persönlichesBild der Vorteile der COOL-CORETechnologie an unserem StandC44 in der Halle 27 auf der EMO2013. Mit Hilfe einer Thermoka-mera visualisieren wir für Sie live„COOL-RUNNING“.
EMO 2013, HannoverHalle 27, Stand C44
Ihr Partner für Hoch leistungs-Fräs spindeln im Werkzeug- und Formenbau so-wie Produktion.
CH-4542 LuterbachSwitzerlandwww.step-tec.comPlattform HPC 240
Plattform HPC 190mit integriertem 3D-Vibrationssensor und Profibus
COOL-CORE Spindel:
Konventionelle Spindel:
An zei ge
Maximale Spindelleistung bei geringem Gewicht

••• 25 ••• Messewelten
Booming market for welding sector. Foto: JUREC / pixelio.de
Under the Brazilian sunWELDING SHOW in October
Neue Lösungen für die Hochleistungszerspanung Unter dem Motto „Lösungsvielfalt entdecken“ präsen-tiert die CeramTec GmbH ihre neuesten Produkte für die Fahrzeug- und Luftfahrtindustrie, den Maschinen- und Anlagenbau, die Windenergie, sowie für die Getriebe-, Antriebs- und Lagertechnik.
Zu den Produktneuheiten gehören neue Frässysteme wie das System BFL zum High-Feed und Helixfräsen. Die PDK-Fräser mit festen und einstellbaren Plattensit-zen sind perfekte Schlichtfräser. Für das hochproduktive Schruppen von Gusseisen wurden die Fräser der Bau-reihe PFK geschaffen. Die PFL-Fräser ermöglichen dank ihrer 16-schneidigen ON-Schneidplatten ein wirtschaft-liches Arbeiten an Bauteilen wie Getriebegehäusen oder Maschinenbauteilen.
Weich- und Hartbearbeitung von Stahl aus einer HandFür das Vordrehen von Stahlbauteilen mit abschlie-ßendem Hartdrehen, zeigt SPK-Werkzeuge die passen-den Schneidstoffe und Werkzeugprogramme. Für die Weichbearbeitung im glatten und leicht unterbrochenen Schnitt stehen vielfältige Geometrien, Spanleitstufen und Cermetsorten zur Verfügung. Für das abschließen-de Hartdrehen stehen die SPK Schneidstoffe der HD-Line als eckenbestückte und als Solid PcBN-Varianten sowie aus Keramik bereit.
Triebwerkskomponenten deutlich produktiver bearbeiten Die neuen CSA Schneidstoffe von SPK wurden speziell für deutlich höhere Schnittwerte beim Schrupp- und Feindrehen von Triebwerkskomponenten geschaffen. Zusammen mit dem MonsoonTool Technology Werk-zeug, dessen integrierte Hochdruckkühlung für einen kontrollierten, kurzen Spanbruch sorgt, bietet SPK-Werkzeuge der Luftfahrtindustrie ein hochmoder-nes Werkzeugsystem.
Halle 3, Stand C25. Weitere Informationen finden Sie unter www.spk-tools.de/emo
After the successful premiere in 2011: The BRAZIL WELDING SHOW will in-
vite the specialist world of welding tech-nology to São Paulo for the second time in the autumn. In the most important indus-trial centre in Brazil, Messe Essen will, with its Brazilian partner Aranda Eventos e Congressos and the ideal sponsor DVS – Deutscher Verband für Schweißen und verwandte Verfahren e. V. (“German Welding Society”), stage the foreign sub-sidiary of the world‘s premier SCHWEIS-SEN & SCHNEIDEN fair in the biennial rhythm.
It will take place on October 1 - 4. A large number of trade visitors may be expect-ed: Corte & Conformação de Metais, South America‘s largest trade fair for metal processing, will run at the same time.
In 2011, both fairs attracted around 13,000 decision takers from international companies.
Brazil is a growing market with optimum prospects for joining technology. Bun-desverband der Deutschen Industrie (BDI – “Federal Association of German Indus-try”) is expecting that, by 2030, the BRIC state will invest more than Euro 2.8 tril-lion in infrastructure and construction projects – above all, in airports, roads, railways and waterways.
According to BDI, the energy sector is also to be extended with the focus on gas and oil. With the BRAZIL WELDING SHOW, Messe Essen is opening up to the joining industry the opportunity to exploit a boom-ing market.
Because of the good response to the pre-miere, Messe Essen and its joint venture partner Aranda Eventos e Congressos have considerably enlarged the BRAZIL WELD-ING SHOW 2013 – now to an exhibition area of 10,000 square metres.
São Paulo, important industrial centre in Brazil. Foto: Carlosh / pixelio.de

••• 26 •••Branchennews
To improve EU waste rulesAluminium industry calls to unlock the recycling potential
On the occasion of the closing of the public consultation
on the review of the EU Waste management targets, the Eu-ropean Aluminium Association (EAA) urges the Commission to improve the EU waste rules and increase the availability of scrap for the European recycling industry.
The aluminium sector is already the European recycling champion with end-of-life recycling rates above 90 per cent in transport and construction and close to 70 per cent for beverage cans.
Aluminium recycling is critical to sustainable development as it saves material resources as well as energy, reduces waste, and helps aluminium producers to continue to supply metal within Europe at a time when primary
production is declining. Gerd Götz, Director General EAA, said: “The aluminium industry contributes since its existence to a resource efficient society. Today, over 75 per cent of all the aluminium ever produced is still in use. We see recycling as a win -win solution: it helps the environment and helps the European industry to continue producing and provid-ing valuable and innovative end-use products. However, a change in legislation is needed to help to further unlock the recycling potential of our industry and re-spond to growing scrap leakage.”
The aluminium industry therefore strongly welcomes the EU’s inten-tion to review the EU waste leg-islation and has six key messages for European decision-makers: First: More ambitious recycling targets, guaranteeing a level play-
ing field between materials and products, supported by a gradual phasing out of landfill of end-use recyclable goods.
Second: Stimulate better collec-tion and sorting for recycling, guaranteeing a higher quality of the sorted fractions ready for recycling back into new valuable end-use products. Third: Better and more transparent reporting to ensure that the EU is cor-rectly informed about the most relevant data, such as actual re-cycling (instead of collection for recycling).
Fourth: Better definitions of re-cycling making a clear distinction between endless material recy-cling in a closed material loop and recycling which ultimately results into the degradation of the col-lected materials.
Fifth: Better monitoring of scrap exports to ensure that enough scrap remains in Europe to fulfil an ever-growing demand and to prevent poor recycling prac-tices in other countries. Sixth: The application of the right LCA
methodologies which fully rec-ognizes the end-of-life recycling credentials of metal products.
More information is to find in the EAA position paper on the EU Waste legislation.
Recycling as a win-win solution. Foto: Hans-Christian Hein / pixelio.de
Die neue escomatic D5 CNC TWINwurde auf der Basis der escomaticD5 CNC ULTRA konzipiert, umden Nutzern eine Maschinen-konfiguration zur Verfügung zustellen, welche die extraordinäreLeistungsfähigkeit des escomatic-Prinzips beim Drehen zur Ver-fügung stellt, ohne diese durch dieNachbearbeitung zu beinträchti-gen. Das Material wird beim escomatic-Prinzip als Ring- oderStangenmaterial zugeführt undrotiert nicht, sondern wird mittelseines rotierenden Werkzeugkop-fes bearbeitet.
Durch die Integration von zweiidentischen Nachbearbeitungssta-tionen auf der einen Seite und derPosition des Drehens auf der ande-ren ist es möglich, wie auf einerTransfermaschine mit zwei Posi-tionen, die Nachbearbeitungszeit annähernd zu halbieren.
Die Nachbearbeitungen werden mitzwei identischen Einheiten ausge-führt, sie bestehen aus:• zwei Gegenspannzangen (oder
Gegenspindeln mit C-Achsen),welche auf zwei unabhängigenKreuztischen montiert sind.
• zwei Nachbearbeitungseinheiten,welche mit zwei axialen Spindelnzum Bohren, Gewindebohren oder
-schneiden und einer Querbohr-spindel ausgerüstet sind.
Drei Teile simultan bearbeitetDie spezielle Konfiguration der D5CNC TWIN erlaubt das simultaneBearbeiten von drei Teilen gleich-zeitig. Das erste gedrehte Teil wird,nachdem es von der Gegenspanzangeerfasst und abgestochen wurde, vonder 1. Nachbearbeitungseinheit be-arbeitet.
Das zweite Teil, gedreht und abge-stochen, wird simultan in der 2.Nachbearbeitungseinheit bearbeitet.
Das dritte Teil im Zyklus wird zeit-gleich im Werkzeugkopf gedreht.
Mit einer Drehzahl von 12 000 min-1
zum Drehen und 18 000 min-1 für dieNachbearbeitung, ist die D5 CNCTWIN eine echte Maschine fürsehr hohe Produktion.
Anwendungsprofil• Drehteile mit einseitiger Nach-
bearbeitung und sehr kurzen Bearbeitungszeiten
• Materialdurchmesser von 0,3 bis4 mm
• Verwendung von Ringmaterialund echter 24-Stunden-Betrieb
Die escomatic D5 CNC TWINist mit einem Affolter CNCSystem LESTE 10 mit 8 Achsen
(optional 10 bei 2 C-Achsen)ausgerüstet.
Die Drehoperationen sind identischmit denjenigen einer escomatic D2CNC oder D5 CNC ULTRA.
Alle Basiswerkzeugausrüstungen(Richtbüchsensätze, Vorschubrollenund Drehwerkzeuge) sind kompa-tibel mit diesen Maschinen.
Die neueste Entwicklung von ESCO: die escomatic D5 CNC TWINAn zei ge

••• 27 ••• Branchennews
Transatlantic PartnershipEU and US negotiate about trade and investment
According to The European As-sociation of the Machine Tool
Industries (CECIMO), the removal of barriers to trade between the EU and the US, by lowering procurement costs of high-tech production equipment, can make a significant contribution to the manufacturing renaissance on both sides of the Atlantic.
On February 13 the USA and the EU announced the initialisation of the internal procedures necessary to launch negotiations for a Transat-lantic Trade and Investment Part-nership. CECIMO welcomes the initiative and supports mutually beneficial agreements that facili-tates trade and liberalises invest-ment. Good commercial relations with the US played a crucial role in the recovery of European machine tool industry from the 2009 crisis. The exports grew almost 70 per
cent in 2011 and one tenth of the machine tool exports is shipped to the US. CECIMO supports the removal of bilateral barriers to
trade between the US and the EU but also realises the difficulty to achieve further integration between two trade partners. The
international trade agreements in force have minimised the role of tariffs in bilateral trade of industrial goods. Therefore, the
free trade agreement will have to tackle the remaining non-tariff barriers. “The focal point of these trade negotiations should lie in regulatory and standardisation issues. European machine tool builders are concentrated on advanced technologies, where conflicts in product and trade standards may constitute a serious impediment to entering the US market. Removing those obstacles to trade can generate noticeable revenue increase at company as well as at national level,” says Martin Kapp, the president of CECIMO.
Machine tools are a key for pro-ductivity in industrial production and for processing new materi-als applied in a huge spectrum of products, which can provide the manufacturing industry with a competitive edge.
Closer innovation cooperation between EU and US could be triggered. Foto: Rainer Sturm / pixelio.de

••• 28 •••Messewelten
Diamantartige Kohlenstoffe ge-winnen in der Oberflächenbe-schichtung zunehmend an Be-deutung. Das liegt unter anderem an der hohen Vielfalt mit unter-schiedlichen Eigenschaften, die sich mit Verfahren der Vakuum-beschichtung abscheiden lassen. Dabei entstehen Schichten aus Kohlenstoffatomen, die teilwei-se diamantartige und teilweise graphitische Bindungen ausprä-gen. Das Thema wird daher auch auf der nächsten internationa-len Fachmesse für Oberflächen und Schichten (O&S) vom 24. bis zum 26. Juni 2014 in Stuttgart eine wichtige Rolle spielen.
Ein wichtiges Anwendungs-feld für diamantartige Kohlen-stoffe ist die Verringerung von Reibung und Verschleiß. Hier führen diamantartige Beschich-tungen zu deutlichen Verbes-serungen. Durch ihre amorphe Struktur und die daraus resul-tierenden hohen Härten eignen sich derartige Schichten beson-ders für hoch beanspruchte Motorkomponenten.
WandelbareDiamantschichten
Impressum
EMO 2013Ausgabe 2
Ver lag:CON NEX Print & Multimedia AGGroße Packhofstraße 27/2830159 HannoverTelefon: +49 511 830936Telefax: +49 511 56364608E-Mail: [email protected] Internet: www.die-messe.de
Auflage IVW-geprüft.Auflagengruppe: E
Redaktion: Sara Santarelli, Patricia Szilagyi, Daniela Wegner (verantw.)Verantwortlich für den Anzeigenteil: Tina WedekindDruck: Druckzentrum Neckar-Alb, 72764 Reutlingen
MESSEJOURNAL
DIE MESSE
Anzeige
SORALUCE und BIMATEC SORALUCE Komplettbearbeitung in neuen DimensionenAuf der EMO 2013 präsen tiert die Firma SORALUCE mit ihrem Partnerunterneh men BIMATEC SORALUCE aus Limburg in Halle 13 vier neue Fräs- und Karusselldrehmaschi nen für die Großteilbearbeitung.
Weltneuheit: Erstes SORALUCE Fahrständer Fräs- und Bohr-center mit patentiertem Pinolen-/ FräskopfwechselsystemDas modulare Design der neuen Fahrständer Fräs- und Bohrzentren FX-R erlaubt eine individuelle, auf den Kunden maßgeschneiderte Anpassung der Kapazitäten und Ausstat tungen. So kann der Längs-verfahrweg entsprechend den Kundenanforderungen in 2-Meter-Schritten von 4.000 bis 60.000 mm angepasst werden. Verfahrwege in senkrecht von 6.000 bis 8.000 mm und quer von maximal 1.900 mm setzten ebenfalls Maßstäbe. Eine flexible Arbeitsraumgestaltung mit Plattenfeldern, CNC Karussell-Dreh- und Verschiebetischen bis 250 t, Spannwinkeln oder Spann-vorrichtungen garantieren ein Höchstmaß an Produktivität. Von der 5-Seiten-Bearbeitung über die 5-Achsen-Bearbeitung bis hin zu der integrierten Fräs-Drehbearbei-tung stehen dem Anwender alle Möglichkeiten offen.
Neues pantentiertes automati-sches Pinolen- und Fräskopf-wechselsystemWeltneuheit und einzigartig! Ein von SORALUCE patentiertes au-tomatisches Pinolen- und Fräs-kopfwechselsystem ermöglicht erst-mals den Einsatz von mehreren Pinolen mit unterschiedlichen Durch-messern und Fräsköpfen an einer Ma-schine. Die Einsatzmöglichkeiten sind unbegrenzt. Pinolen mit Ø 130, 150 und 180 mm und Verfahrwegen von W = 700 bis 1.000 mm ermögli-chen traditio nelle Bohrwerkarbeiten.
Durch automatisch schwenkende Fräsköpfe erfolgt eine Komplett-
bearbeitung der Werkstücke in gleicher Aufspannung von 5 Seiten und in Schrägen.
Mit den Pinolen können Antriebs-leistungen bis 88 kW übertragen und Drehmomente bis 10.800 Nm ab-gerufen werden. Ein extrem hoher Drehzahlbereich bis 3.750 min-1 der Fräsköpfe ermöglicht zusätz-lich den Einsatz von modernsten Werkzeugtechnologien.
Darüber hinaus stehen dem Anwen der durch die spezielle Konstruktion einzigartige Vortei-le gegenüber den klassischen Bohrwerken mit vorgebauten Frä-sköpfen zur Verfügung. Zum Bei-spiel entsteht kein Verfahrwegs-verlust im Querverfahrweg durch den kompletten Wechsel der Pino-len und Fräsköpfe. Ein vollauto-matisches Pinolen-/Fräskopf-wechselsystem wechselt über eine Ablagestation die Pinolen und Fräsköpfe innerhalb von 3 Minu-ten. Das neue System kann auch dazu genutzt werden, um bei an-stehenden Wartungsarbeiten von Pinolen und Fräsköpfen diese au-ßerhalb der Maschine fach gerecht beim Hersteller durchzuführen. BIMATEC SORALUCE bietet den Kunden in Deutschland in diesem Fall die Lieferung von Leihfräsköpfen und Pinolen an und garantiert dadurch höchste Verfügbarkeiten der gelieferten Maschinen.
Multifunktionscenter F-MT 4 000 ohne KompromisseDie bereits im vergangenen Jahr auf der METAV 2012 vorgestellte F-MT-Baureihe gehört zu den Fahrständer-Bearbeitungszentren der neusten Generation. 200 % mehr Produkti-vität durch Fräs-, Dreh-, Bohr- und Schleifbearbeitung in einer Auf-spannung. Komplettbearbeitungen von Großteilen mit Längen bis 4.000 mm, einem Durchmesser von 1.800 mm und einem Gewicht bis 8.000 kg sind auf dem leistungsstar-ken Karussell-Drehtisch der F-MT-Maschine möglich. Mit den einsetz-baren automatisch schwenkenden Fräsköpfen und den vollautomatisch ein wechselbaren Drehstahlstahlhal-tern wird die F-MT-Maschine zu einem hochflexiblen und univer-sellen Bear beitungscenter. Die sta-bile und däm pfende Gusskonstrukti-on bietet ein Höchstmaß an Stabilität. INA-Linear wälz führungen und eine hochdynamische Antriebstechnik in allen Achsen garantieren höchste Präzision und Dynamik.
SORALUCE Karussell Dreh- und Fräscenter VTC für höch ste ProduktivitätDie im Rahmen der EMO 2013 ausgestellte Maschine SORALUCE VTC 3200 hat einen Planschei-bendurchmesser von 1.280 mm mit einem Drehdurchmesser von 3.200 mm bei einem maximalen Werkstückgewicht von 30.000 kg. Angetriebene Werkzeuge mit einer hochpräzisen C-Achse und einer Antriebsleistung bis 37 kW ermöglichen die komplette Dreh-, Fräs- und Bohrbearbeitung von Werkstücken. Die Maschine ist mit
einem direkt an der Planscheibe montierten, hochpräzisen Timken-Kreuzrollenlager ausgestattet und erreicht Drehzahlen bis 260 min-1. Bei maximal benötigter Leistung und Stabilität bei der Großteil-bearbeitung können die VTC-Maschinen alternativ mit hydro-statischen Axial- und Radiallage-rungen ausgestattet werden.
Die VTC-Serie hat in der kleinsten Baureihe VTC 2500 einen Dreh-durchmesser von 2.500 mm bei einem maximalen Werkstückge-wicht von 20.000 kg. Bei der größ-ten Baureihe VTC 8000 wird ein Drehdurchmesser von 8.000 mm bei einem maximalen Werkstück-gewicht von 150.000 kg angeboten.
Alle Maschinen werden durch ein im Standard beinhaltetes auto-matisches Stahlhalter-, Fräskopf- und Werkzeugwechselsystem zu einem flexiblen Karussell-Fräs- und Bohrcenter.
FX-R mit Senkrechtverfahrweg von 8.000 mm
Baureihe VTC mit Planscheiben-durchmesser bis 8.000 mm
Baureihe F-MT mit integriertem Dreh- und Karusselltisch Ø 1.800 mm
Die Fachmesse „wire“ in Düs-seldorf zeigt vom 07. bis 11.
April 2014 innovative Lösungen für die Draht- und Kabelindust-rie. Im Mittelpunkt stehen dabei Kupfer und Aluminium als zwei wichtige Drahtwerkstoffe für
die Energieübertragung. Die bei-den Metalle zeichnen sich durch eine gute elektrische Leitfähig-keit aus, lassen sich relativ gut bearbeiten und haben eine hohe Korrosionsbeständigkeit. Immer wichtiger werden solche Drähte
für den Leichtbau. „Die Gewichts-einsparung zur Verbrauchs- und Emissionsreduzierung ist ein Me-gatrend“, erläutert Dr. Gerhard Bartz, zugleich Präsident des Verbandes des Draht- und Ka-belmaschinenhersteller e. V. und
Exe kutiv-Mitglied des Dachver-bandes International Wire And Cable Exhibitions Association. Das gelte insbesondere für die Automobilindustrie, die rund 60 Prozent des deutschen Drahtge-schäftes ausmacht.
Ganz schön auf Draht
Aluminiumdraht Foto: Messe Düsseldorf

••• 29 ••• Innovationen
Trag- und Spannseile von Brü-cken, Aufzügen und Seilbah-
nen sind enormen Belastungen ausgesetzt. Ihre Funktionstüch-tigkeit muss daher regelmäßig überprüft werden. Ein neuartiger Roboter erkennt Risse, bevor sie ein gefährliches Ausmaß anneh-men. FluxCrawler nennen die For-scher vom Fraunhofer-Institut für
Zerstörungsfreie Prüfverfahren IZFP das System. Mittels magne-tischer Streuflussprüfung spürt der Roboter nicht nur winzige Ris-se an der Oberfläche auf, sondern auch solche, die tiefer gehen. Bei diesem Verfahren wird das Seil ei-nem Magnetfeld ausgesetzt, das im Fall eines Defekts „gestört“ ist - an den Fehlerstellen entsteht
ein messbares Streufeld. Die Prü-fung von Stahlseilen per magneti-schem Streufluss ist zwar schon gängige Praxis, doch bislang wer-den hierfür Spulen eingesetzt, die das Seil eng umfassen müssen. Da die Durchmesser und Ummante-lungen der Seile stark variieren, lassen sich die Spulen aufgrund ihres begrenzten Durchmesser-
bereichs nur in wenigen Fällen be-ziehungsweise jeweils nur für Ka-bel mit einem speziellen Umfang einsetzen. FluxCrawler hingegen prüft durchmesserunabhängig: Der rund 70 Zentimeter lange Roboter scannt zylinderförmige Oberflächen, indem er das Seil einmal umläuft, er muss es also nicht umfassen.
Roboter inspiziert Drahtseile
Prüfroboter Foto: Fraunhofer IZFP
Will man Gussteile in Fertigungs-linien vermessen, braucht man schnelle Systeme. Ein neuartiges Vermessungssystem liefert pro Se-kunde satte 40 Bilder – und diese sogar dreidimensional.
Entwickelt wurde die Technik von Forschern am Fraunhofer-Institut für Angewandte Optik und Fein-mechanik IOF in Jena, gemeinsam mit ihren Kollegen des Instituts für Angewandte Optik der Universi-tät Jena. „Unsere berührungslo-se dreidimensionale Vermessung funktioniert so schnell, dass wir selbst dynamische Vorgänge in guter Qualität abbilden können“, sagt Dr. Peter Kühmstedt, Grup-penleiter am IOF. „Mit unserer Ver-messungstechnik können wir 400 Bilder pro Sekunde projizieren und daraus 40 dreidimensionale Bilder pro Sekunde erzeugen“, erläutert Kühmstedt. Um dieses Ziel zu errei-chen, benötigt er nur ein einziges Dia, das von einer LED durchstrahlt wird. Die Projektion, die so ent-steht, fällt nun auf einen drehba-ren Spiegel, der sie in einem rech-ten Winkel weiter auf das Objekt leitet. Der Clou daran: Der Spiegel rotiert auf einer schiefen, verkipp-ten Achse – er lenkt so zwar immer dasselbe Bild auf das Objekt, aller-dings in jeweils leicht veränderten Winkeln.
Die optische Vermessung an sich ist nicht neu. Mit der neuen Technik können aber auch bewegte Objek-te umfassend vermessen werden – beispielsweise bei der Qualitäts-kontrolle während der Produktion, wenn die Bauteile auf dem Fließ-band vorbeifahren. Einen Prototy-pen mit LED-Beleuchtung haben die Wissenschaftler bereits fertig-gestellt. In einem weiteren Schritt wollen die Forscher nun ein laser-getriebenes Modell voranbringen, das noch schneller arbeiten soll.
Prüfverfahren in 3-D
••• 30 •••Messetelegramm
Bimatec-Soraluce Zerspanungstechnologie
GmbHwww.bimatec.de
Halle: 13 • Stand: B36
Blaser Swisslube GmbHwww.blaser.com
Halle: 27 • Stand: D44
C.E.I.A. S.p.A.www.ceia-power.comHalle: 11 • Stand: F31
Calculated Industrieswww.calculated.com/de
Halle: 6 • Stand: E08
CatTech Baltics Oüwww.rigas.it
Halle: 5 • Stand: G81
CeramTec AGwww.spk-tools.de/emo
Halle: 3 • Stand: C25
CW Bearing GmbHwww.cwbearing.deHalle: 6 • Stand: H15
Hommel-Etamic GmbHwww.jenoptik.com/
messtechnikHalle: 6 • Stand: A28
K.-H. Müller Präzisionswerkzeuge
GmbHwww.mueller-sien.deHalle: 5 • Stand: D10
KADIGO Werkzeugmaschinen & Zubehör Handels GmbH
www.kadigo.deHalle: 27 • Stand: D67Halle: 15 • Stand: B15
Kennametal Shared Services GmbH
www.kennametal.comHalle: 3 • Stand: F22
KOMET GROUPwww.kometgroup.com
Halle: 4 • Stand: A06
Mikron SA Agnowww.mikron.com
Halle: 17 • Stand: C65
Mikron Tool SA Agnowww.mikron.com
Halle: 4 • Stand: D65
Mitsubishi Electric Europe B.V.www.mitsubishi-edm.de
Halle: 25 • Stand: C08
Optacom GmbH & Co. KGwww.optacom.comHalle: 6 • Stand: B49
OTEC Präzisionswerkzeuge GmbH
www.otec.deHalle: 11 • Stand: D48
Palbit S.A.www.palbit.pt
Halle: 4 • Stand: B70
Peter Lehmann AGwww.lehmann-rotary-
tables.comHalle: 13 • Stand: A78
Reishauer AGwww.reishauer.com
Halle: 26 • Stand: A21
rose plastic AGwww.rose-plastic.comHalle: 4 • Stand: B65
Samp S.p.A. Samputensili Divisionwww.sampspa.com
www.samputensili.comHalle: 26 • Stand: A08
Sauter Feinmechanik GmbH
www.sauter-feinmechanik.comHalle: 17 • Stand: C25
SAV Spann- Automations- Normteiletechnik
GmbHwww.group-sav.comHalle: 4 • Stand: B79
Schenck RoTec GmbH
www.schenck-rotec.comHalle: 6 • Stand: A38
SCT Tilburg B.V.www.sct-tools.com
Halle: 4 • Stand: C86
SMS Meer GmbHwww.sms-meer.comHalle: 14 • Stand: J25
SPORER Maschinenbau GmbH
www.sporer-maschinenbau.deHalle: 11 • Stand: E27
Stäubli Tec-Systems GmbHwww.staubli.com
Halle: 25 • Stand: A36
Step-Tec AGwww.step-tec.com
Halle: 27 • Stand: C44
Sumitomo Electric Hartmetall GmbH
www.sumitomotool.comHalle: 5 • Stand: A18
SVQ GmbHwww.global-retool-group.com
Halle: 12 • Stand: B85
System 3R International ABwww.system3r.com
Halle: 27 • Stand: C44
MessetelegrammAnzeige
PERFORMANCE &
ENE
RGY
PERFORMANCE &
ENE
RGY
Schmalenberger GmbH + Co. KGPhone: +49(0) 7071-7008-0www.schmalenberger.de
Video Cutterpump
fig.:
FB
torq
ue fl
ow c
entri
fuga
l pum
p
PUMPING COOLANTS
Besuchen Sie uns auf unserer Website:
www.bassewitz.com
S. v. Bassewitz GmbH & Co. KGSchwarzwaldstr. 133
D-76532 Baden-BadenTel.: +49-7221-993880Fax: +49-7221-993882
Mail: [email protected]
Messehighlights

••• 31 ••• Branchennews
Tauring S.p.Awww.tauringroup.com
Halle: 14 • Stand: J26
TDM SAwww.tdmspindles.comHalle: 27 • Stand: C87
TeZet Technik AGwww.tezet.com
Halle: 14 • Stand: F44
Timesavers Int. B.V.
www.timesaversint.comHalle: 11 • Stand: F76
Triag AGwww.triag-int.ch
Halle: 5 • Stand: F28
Wuxi Sunye Precision Machinery Co. Ltd.www.wx-syjm.com
Halle: 6 • Stand: G14
ZeroClamp GmbHwww.zeroclamp.de
Halle: 4 • Stand: D46
Nichtaussteller:
S. v. Bassewitz GmbH & Co. KG
www.bassewitz.com
Dr. Johannes Heidenhain GmbH
www.heidenhain.de
Esco S.A.www.escomatic.ch
Haitong Metals Manufacturer
www.haitong-metals.com
Karl Diederichs KGwww.dirostahl.de
Reed Tradexwww.metalex.co.th
Schmalenberger GmbH + Co. KG
www.schmalenberger.de
Veletrhy Brno a.s.www.bvv.cz/msv-de
MessetelegrammAnzeige
Der Verband Deutscher Maschinen- und Anla-genbau (VDMA) ver-kündete Ende August ein „Zwischenhoch“ der deutschen Maschi-nennachfrage.
Der Auftragseingang im Maschinen- und Anla-genbau in Deutschland lag im Juli 2013 um real drei Prozent unter dem Ergebnis des Vorjahres. Das Inlandsgeschäft stieg um zehn Prozent, das Auslandsgeschäft sank um neun Prozent. In dem von kurzfristigen Schwankungen weniger beeinflussten Dreimonats-vergleich Mai bis Juli 2013 sank der Bestelleingang im Vorjahresvergleich um vier Prozent. Die Inlandsauf-träge lagen bei minus drei Prozent, die Auslandsauf-träge bei minus fünf Prozent.
„In einem eher von Zurückhaltung geprägten Um-feld bestellten deutsche Investoren im Juli zehn Pro-zent mehr Maschinen und Anlagen als im Vorjahr. Solche Ausschläge sind nicht ungewöhnlich, schon gar nicht nach einer Reihe schwacher Monate. Skep-sis ist angebracht, dass der Juli bereits den Beginn der lang ersehnten Wende markiert. Immerhin konnte die rückläufige Auslandsnachfrage weitge-hend kompensiert werden“, kommentierte VDMA-Chefvolkswirt Dr. Ralph Wiechers das Ergebnis.
Lang ersehnte Erholungschon in Sicht?
Deutsche Investoren kauften im Juli zehn Prozent mehr Maschi nen.Foto: Glenn McKechnie
Flagging ordersMuted order activity not atypical for the summer
July U.S. manufacturing technology or-ders (USMTO) totaled $351.21 million ac-
cording to AMT – The Association For Manu-facturing Technology. This total, as reported by companies participating in the USMTO program, was down 23.6 per cent from June and down 23.6 per cent when compared with the total of 459.44 million dollars reported for July 2012. With a year-to-date total of 2,925.12 million dollars, 2013 is down 7.2 per cent compared with 2012.
These numbers and all data in this report are based on the totals of actual data re-ported by companies participating in the USMTO program.
“This muted order activity is not atypical for summer months, and is concurrent with other monthly readings that indicated a drop in du-rable goods orders and a flat industrial pro-duction index. Despite this seasonal dip, however, the bigger picture for manufactur-ing remains positive,” said AMT President Douglas K. Woods. “It’s important to note
that in regional USMTO activity the North-east and West regions are at their highest av-erage and year-to-date values in 15 years, thanks to the precision parts and aerospace industries. Meanwhile, the PMI posted its third consecutive monthly gain. We anticipate a continued pattern of modest but sustained growth through the end of 2013.”
Modest but sustained growth is ex-pected. Foto: La-Liana / pixelio.de
Messehighlight

••• 32 •••Innovationen
Ultraleichte AntriebswellenForscher untersuchen verschiedene Welle-Nabe-Kombinationen
Wissenschaftler der TU Dres-den erforschen, wie An-
triebswellen aus Kohlenstoff-Faserverbundwerkstoffen ausge-legt werden müssen, damit sie ge-nauso belastbar und stabil sind wie konventionelle Maschinen-elemente aus Stahl.
Antriebswellen bestehen bislang meist aus hochfesten Stählen. Doch auch Faserverbundwerk-stoffe, etwa auf Basis von Kohlen-stofffasern (CFK), können die ex-tremen Belastungen überstehen. Dazu werden an den besonders hochbelasteten Enden der CFK-Welle Naben aus Stahl eingebaut. Dieser komplex beanspruchte Verbindungsbereich steht im Mittelpunkt eines von der Forschungsvereinigung Verbren-nungskraftmaschinen (F V V) geförderten Projekts. Verschie-dene Welle-Nabe-Kombinationen
wurden entwickelt und miteinan-der verglichen. Als Referenz für den Vergleich diente eine Bolzen-verbindung, bei der ein durch Bohrlöcher geführter Bolzen die
seitlich in die Welle eingesteckte Nabe sichert. Als Alternative untersuchte die Gruppe eine Pin-Verbindung, hier besitzt eine Nabe eine Vielzahl nadelähnlicher
Pins. Die Kohlenstofffaser wird schon während des „Prefor-mings“ – also vor dem Einbringen und Aushärten des Harzes – auf die Nabe gebracht und sogar
direkt um die Nabe herumge-flochten. Die Forscher bestätig-ten Herstellbarkeit, Funktions-tüchtigkeit und die hervorragende Tragfähigkeit dieser Verbindung.
Noch höhere Belastungen erlaubt eine formschlüssige Verbindung. Die Welle ist im Inneren in diesem Fall nicht kreisrund, sondern weist ein zahnförmiges Profil auf. Auch die Naben besitzen im Inne-ren Aussparungen mit exakt der gleichen Kontur, so dass Welle und Nabe nicht mehr gegenein-ander verrutschen können. Da die Welle, anders als beim Einsatz von Bolzen oder Pins, endlos gefertigt und dann auf die benötigte Länge zugeschnitten werden kann, ergeben sich hohe Rationalisie-rungspotenziale. Bei großen Stückzahlen könnten sich profi-lierte Wellen als sehr wettbe-werbsfähig erweisen.
Antriebswellen aus Kohlenstoff-Faserverbundwerkstoffen. Foto: Sebastian Spitzer / ILK Dresden
Das Handelshaus KADIGO inWiesbaden mit fast 20-jährigerErfahrung erweitert sein Produkt-portfolio im Bereich der Horizon-talen Bearbeitungszentren um einehochleistungsfähige Werkzeug-maschine, die für die Präzisions-bearbeitung großer Werkstücke,das heißt für die schwere Zerspanungentwickelt wurde.
Das horizontale BearbeitungszentrumKADIGO HS-630i des Hersteller-partners Averex wird erstmalig auf derinternationalen Messe EMO 2013 inHannover vorgestellt und bietet mitseiner flexiblen technischen Aus-stattung eine langfristige Lösung fürdie Metallbearbeitungsindustrie.
In der Grundausstattung erhalten Siedas horizontale Bearbeitungszentrummit 2x 630x630 mm Paletten, einerFanuc 31i MB Steuerung mit AICC200 Sätzen vorauslesend, 60 Werk-zeugplätzen und 30 bar Kühlmitteldurch die Spindel. Die 18.000 kgschwere Maschine bewältigt einemaximale Werkstückgröße von1000-1300 mm und ein Werk-stückgewicht von bis zu 1.200 kg aufgroßen Verfahrwegen von X 1050,Y 900, Z 1020 mm. Es sind zweiSpindeln erhältlich: im Standard eineSpindel für hohe Geschwindigkeit
mit 10.000 U/min, einem Spindel-motor von 47,5 kW und einemDrehmoment von 600 NM. Optionaleine Spindel mit doppelt so starkem
Drehmoment mit 1.200 NM und einer Spindeldrehzahl von 6.000U/min. Der Spindelstock ist aus einem einteiligen Gussteil hergestellt,um die Maschinensteifigkeit und Genauigkeit bei dauerhafter Schwer-zerspanung zu gewährleisten. DerPaletten- und APC-Wechselarm istebenfalls aus einem Gussteil herge-stellt, um eine mögliche Deformie-rung aufgrund der hohen Nutzlastauszuschließen. Durch das Thermal-kontrollsystem wird die thermischeDeformierung komplett eliminiertund die Präzision im Langzeitbetriebaufrechterhalten. So können großeund schnelle Teile wesentlich flexiblerbearbeitet werden. Alle Kugelum-laufspindeln sind hohl, in ihrem In-neren fließt gekühltes Öl.
Alle Axiallager werden gekühlt.Eine gekühlte Motorhalterung desServomotors der Y-Achse sowie eingekühlter Spindelmotor werden mit-hilfe des TCS gewährleistet. Beimautomatischen Werkzeugwechsler(ATC) ist die ATC-Geschwindigkeitprogrammierbar auf hohe und nie-drige Geschwindigkeiten. Bei hoherGeschwindigkeit dauert ein kom-pletter Werkzeugwechsel nur 2,5Sekunden. Der Modus für niedrigeGeschwindigkeit (4 Sekunden) eignetsich für schwere Werkzeuge, spezielleBohrwerkzeuge mit Übergrößen so-wie Sonden zur Werkstückmessung.Maximale Werkzeuglänge beträgt600 mm. 1.200 kg Nutzlast pro Paletteund ein geräumiger Arbeitsbereich von1000x1300 mm sind gewährleistet.
Ein hochpräziser Tsudakoma® Rund-tisch mit 1 Grad Indexierung wirdals 4. CNC-Achse angesteuert. Miteiner gestuften Gussbettkonstruktionwird bei 50 m/min Eilgang in allenAchsen eine Beschleunigung undAbbremsung mit einem Wert von 1gerreicht. Hochwertige THK® Rol-lenführungen bieten ultrahohe Stei-figkeit, gleiche Tragzahl in allenHauptrichtungen, hohe Laufkulturohne Rollenkippen, langfristig war-tungsfreien Betrieb sowie weltweitstandardisierte Abmessungen. Der
modulare Aufbau ermöglicht diespätere sehr schnelle Erweiterung desPaletten- und Werkzeugsystemsauf 6 Paletten und einem 120er bzw220er Werkzeugmagazin. Gute Vor-aussetzungen für eine unbemanntehocheffiziente Fertigung von kom-plexen Werkstücken. Mithilfe einesim Standardpaket eingebauten iPadsoberhalb der Steuerung können Ma-schinenunterlagen abgerufen werden,
die integrierte Video-Kamera über-trägt die Bearbeitung von Werk-stücken. So kann der Zerspanungs-prozess präzise kontrolliert werden.Weitere Modelle aus dem BereichHorizontal-Zentren sind die „klei-neren“ Varianten KADIGO HS-450iund KADIGO HS-450J.
Besuchen Sie uns am Averex-Stand in Halle 27, Stand D67.
Für mehr Informationen kon-taktieren Sie bitte:
KADIGO Werkzeugmaschinen& Zubehör Handels GmbHGeschäftsführer: Stefan GollubSenefelder Straße 9D-65205 Wiesbaden
Fon: +49 6122 92090-0Fax: +49 6122 92090-9E-Mail: [email protected]
KADIGO: Horizontal-Bearbeitungszentrum für die schwere ZerspanungAn zei ge

••• 33 ••• Messewelten
FABTECH keen on educatingAttendees will for instance discover the trends and advantages in laser technology
The metal forming, fabricating, welding and finishing event
FABTECH announced an expand-ed education program that will be held alongside the 2013 show in Chicago on November 18 to 21.
The lineup will feature more than 100 valuable educational sessions,
including 64 new courses that have never been offered at previ-ous FABTECH events.
The sessions offer unique insights from top industry experts on today’s topics in manufacturing. According to John Catalano, the show’s co-manager, the sessions
provide a valuable learning expe-rience for attendees in all aspects of metal forming and fabricating. They range from ‘Trends and Advances in Laser Technology’ to ‘What’s Your Company Worth’. New workshops that address lean manufacturing, workforce devel-opment and press brake opera-
tion skills also have been added to the show. Two new learning tracks are: Job Shop Solutions and Automation & Robotics.
Education sessions are offered for attendees with a range of experi-ence levels – from those new to the industry to those in need of
a refresher to veteran attendees with years of experience who are seeking more in-depth training. Topics discussed will focus on practical solutions attendees can use right away to increase their profits, improve production and achieve higher levels of product quality.
Alongside the FABTECH in Chicago there will be hosted several education programs concerning today‘s topics in manufacturing. Foto: Lothar Krause / pixelio.de
Mikron Multistar LX-24 - Der Kleinteile Weltmeister
– Werkstückdimensionen bis 10x10x35 mm und Ø 10x35 mm
– Kompaktes Konzept mit 24 Arbeitsstationen und bis zu 44 Arbeitsspindeln
– Bis zu 600 Werkstücke pro Minute
– Hohe Präzision und Wiederholgenauigkeit
– Simultane Zweiseitenbearbeitung pro Station
– Mehrfachzyklus für extrem hohe Mengenleistungen
– Laden und Entladen zeitparallel zum Bearbeitungsprozess
– Werkzeugwechsel rasch und einfach
Mikron SA AgnoVia Ginnasio 17CH-6982 Agno
Tel +41 91 610 61 11Fax +41 91 610 66 80
Halle 17 - Stand C65
Live auf unserem Stand!
wire and tubeBangkok hosting leading trade fairs
Southeast Asia’s leading regional trade fairs for the synergistic wire and tube industries are currently taking place from 17 to 19 September at the Bangkok International Trade & Exhibition Centre (BITEC) in Bangkok.
Organized by Messe Düsseldorf Asia, over 350 exhibi-tors from 30 countries are participating. The event includes a show of seven national pavilions and country groups from Austria, China, Germany, Italy, Singapore, Taiwan and USA. More than 6,000 visitors are expected to attend the two trade fairs over three days.
Wire and tube Southeast ASIA 2013 will bring to-gether international brands from the wire, cable, tube and pipe sectors showcasing innovations and trends on high-performing machinery and equip-ment, manufacturing and processing technologies, as well as materials and accessories. According to Mr. Gernot Ringling, Managing Director of Messe Düssel-dorf Asia, “wire and tube Southeast ASIA 2013 is a key meeting place for global market leaders to connect commercially to the dynamic and fast expanding region of Southeast Asia, to share useful insights on the latest technologies and to strengthen ties with Thailand and the region’s wire and tube market.”

••• 34 •••Branchennews
For more information, please refer to: www.lehmann-rotary-tables.com
180* min-1
0.43* sec / 360°
800 Nm
*temporary
EMO 2013
Hannover
Hall 13 Booth A78
… tops direct drives! Ideal for tapping centers
High clamping forces – as 500 series standard
Various accessories: more than 20 different systems for workpiece clamping – can be retrofitted at any time
High energy efficiency
100 % compatible with 500 series standard
NEW !The new series …
Clamping cylinderJaw chuck
Faceplate
Collet clamping
EROWA, System 3R, Lang, Schunk, Gressel…
Rotary union
Angular position measuring system
Das Stahl-Informations-Zent-rum hat die Broschüre „Cha-
rakteristische Merkmale 094 Feuerverzinkter Bandstahl“ über-arbeitet und neu herausgege-ben. Feuerverzinkter Bandstahl mit Dicken von einem bis fünf
Millimeter ist als Band oder Stab Vorprodukt für viele Erzeugnis-se in der handwerklichen und maschinellen Produktion. Da der Stahl erst nach dem Spalten in Breiten zwischen 15 und 130 Mil-limeter verzinkt wird, verfügen
die Stahlprodukte über eine voll-ständige Zinkschicht, auch an den „Schnittkanten“.
Die Schrift informiert Anwen-der und Verarbeiter von feuer-verzinktem Bandstahl in Ringen
oder Stäben über die eingesetz-ten Stahlsorten, die möglichen Lieferabmessungen und die Zink-auflagen. Auch werden die zuläs-sigen Toleranzen in Dicke, Breite, Geradheit und Länge in der Bro-schüre definiert.
Feuerverzinkter Bandstahl in der Anwendung
Foto: lichtkunst.73 / pixelio.de
Am VDW-Technologiesympo-sium in St. Petersburg im März beteiligten sich 30 namhafte deutsche Werkzeugmaschinen-hersteller. Das ist in der langen Reihe der Symposien des VDW (Verein Deutscher Werkzeugma-schinenfabriken) Rekord.
Gezeigt wurden Lösungen über nahezu alle technologischen Verfahren der Metallbearbei-tung hinweg in den Bereichen Zerspanung, Laser, Umform- und Steuerungstechnik. Zu der Veranstaltung mit dem Titel „Werkzeugmaschinen und Fer-tigungssysteme aus Deutsch-land“ kamen rund 600 Experten aus der russischen Automobil- und Zulieferindustrie, dem Ma-schinenbau, der Energietech-nik, der metallverarbeitenden Industrie sowie dem Schiff- und Flugzeugbau.
Nach dem WTO-Beitritt steht die breit angelegte Modernisierung der Industrie ganz oben auf der Agenda der russischen Regie-rung. Die russische Wirtschaft soll nach Vorhersagen von Öko-nomen im laufenden Jahr um 3,6 Prozent und 2014 um 4,1 Prozent steigen. Für die Industrieproduk-tion ist ein Wachstum von 4,3 und 5,5 Prozent vorhergesagt. Aus- und Aufbau der Industrie benötigt dringend innovative moderne Werkzeugmaschinen. Mit einem Volumen von über ei-ner Mrd. Euro steht der russische Werkzeugmaschinenmarkt be-reits unter den Top 10 in der Welt. Der Werkzeugmaschinenver-brauch soll weiter steigen, um 9,5 Prozent im laufenden Jahr und um über 10 Prozent im kom-menden Jahr. Mehr als vier Fünf-tel der benötigten Werkzeugma-schinen werden importiert. Der mit Abstand wichtigste Lieferant heißt Deutschland, das ein Vier-tel der russischen Werkzeugma-schinenimporte bestreitet.
Rekordaufgebot in St. Petersburg

••• 35 ••• Messewelten
Netzwerken als MussEMO-Kongress: „Intelligenter Produzieren“
Wer sich mit internationalen Cham-pions der Produktionstechnik aus-
tauschen und zugleich neueste Technolo-gien kennenlernen möchte, sollte den VDMA-Kongress „Intelligenter Produzie-ren“ nicht verpassen. Dieser findet am 16. und 17. September auf der EMO statt.
Unter dem Motto „Inspired by technology“ diskutieren 21 Experten über ihre Erfahrun-gen und Erfolgsstrategien in einem glo-balen Produktionsumfeld. „Technologie-entwicklung ist ohne Netzwerke heut zutage nicht mehr denkbar“, erläutert Hartmut Rauen, Mitglied der VDMA-Haupt-geschäftsführung. „Wertschöpfungspart-nerschaften und Innovationsnetzwerke setzen ein Denken über Branchengrenzen hinweg voraus“, so Rauen weiter. Auf dem Plenumsteil des zweitägigen Kongresses berichten Global Player, wie dieses Denken erfolgreich in die Praxis bzw. in der Produk-tionstechnik umgesetzt wird.
In parallel laufenden Sessions am zweiten Tag stehen die Schwerpunktthemen Exzel-lenz, Effizienz und Intelligenz im Mittel-punkt. Damit greift der Kongress Themen auf, die aktuell die Agenda der Produk-tionstechnik bestimmen. Exzellenz setzt den Fokus auf Lean Production und flexible
Wertschöpfungsketten, beides Dauerbren-ner in der Produktion. Beim Thema Effi-zienz dreht sich alles um die nachhaltige und ressourcenschonende Produktion. Intelligenz schließlich oder auch Industrie 4.0 thematisiert die enge Verzahnung von virtueller und realer Fertigungswelt. Aus erster Hand erfahren die Kongressteilneh-mer mehr über Best Practices und Innova-tionsstrategien führender Institutionen und Unternehmen.
Lokale Produktionsstandorte für Geräte mit attraktivem Preis-Leistungsver-hältnis. Foto: Zeiss Oberkochen / Deutsche Messe
Building a racing carYouth recruitment at the EMO
The VDW Nachwuchsstiftung (Youth Recruitment and Training Foundation) has come up with something rather special for the EMO this year.
On the “Mechanical Engineer – a Job with Power” stand in Hall 24 young people will each day be building a model Formula 1 car, enabling them to get to grips with the technicalities of pro-duction over the entire process chain involved – starting with the drawing and continuing with manufacture and assembly.
Together with leading companies engaged in production techno-logy, they spend about four hours a day working on the racing car. But all the effort is well worth-while: at the end of the day, each participant can not only take the finished bolide home, but every day, too, a place will be raffled for a technical internship.
The VDW Nachwuchsstiftung had once again invited 6,000 school-children plus 2,000 trainers and pedagogues from vocational schools to the EMO.
Mikron NRG Plus – Die neue Generation der Rundtaktmaschinen
– Werkstückdimensionen bis 80x80x80 mm und Ø 65x100 mm
– Kompaktes modulares Konzept mit 12 Stationen
– ATS (Advanced Thermal Stabilization):Alle Elemente der Maschine sind thermisch stabil
– Bis zu 3 Bearbeitungseinheiten pro Station
– Bis zu 30 Einheiten simultan im Einsatz
– Bis zu 22 vollautomatische Werkzeugwechsler (ATC)
– Bis zu 96 Werkzeuge auf der Maschine verfügbar
Mikron SA AgnoVia Ginnasio 17CH-6982 Agno
Tel +41 91 610 61 11Fax +41 91 610 66 80
Halle 17 - Stand C65
Live auf unserem Stand!
TeilereinigungsanlagenEdelstahlanlagen serienmäßig mit Isolierungund VollstromfilterungUnser Produktprogramm umfasst u.a.:
Waschtischsysteme ESSYHochdruckkabine Power BoxTopladerOszillationsanlagen(Hub-Tauchreinigung)
FrontladerDurchlaufreinigungsanlagenKundenspezifischeSonderanlagenWir freuen uns auf Sie!Halle 011 Stand E27
www.sporer-maschinenbau.de
SPORERMaschinenbau GmbH
Abb. Frontlader
Milling & Drilling
Solutions
Milling & Drilling
Solutions
WWW.SCT-TOOLS.COMHALL 4 - C86HALL 4 - C86 WWW.SCT-TOOLS.COM
Milling & Drilling
Solutions
Milling & Drilling
Solutions
WWW.SCT-TOOLS.COMHALL 4 - C86HALL 4 - C86 WWW.SCT-TOOLS.COM

••• 36 •••Messestadt Hannover
Deutsche Küche ··· 11A €Am Küchengarten 11a30449 HannoverTelefon: 0511 5901111 www.11a-restaurant.de
Rosins Backöfle €Mittelstraße 1130169 HannoverTelefon: 0511 18524
Bavarium €Windmühlenstraße 630159 HannoverTelefon: 0511 323600 www.bavarium.de
Brauhaus Ernst August €Schmiedestraße 1330159 HannoverTelefon: 0511 365950www.brauhaus.net
Broyhan-Haus €Kramerstraße 2430159 HannoverTelefon: 0511 323919www.broyhanhaus.de
Gasthaus Borgentrick €Borgentrickstraße 1330519 HannoverTelefon: 0511 832010www.borgentrick.de
Gasthaus Meyer im Erlebnis-Zoo Hannover €Adenauerallee 330175 HannoverTelefon: 0511 856266-200www.zoo-hannover.de/feiern-geniessen/gasthaus-meyer
Hotel Haase €Am Thie 430880 Laatzen-GrasdorfTelefon: 0511 82016-0www.hotel-haase.de
Leinegold €Königstraße 5330175 HannoverTelefon: 0511 3889654www.leinegold.com
Pfannkuchen Haus Hannover €Calenberger Straße 2730169 HannoverTelefon: 0511 17113www.pfannkuchenhaus.de
Restaurant Loccumer Hof und Bar Kurt 16 €Kurt-Schumacher-Straße 14/1630159 HannoverTelefon: 0511 1264-0www.loccumerhof.dewww.kurt16.de
Spätzle Haus €Hegebläch 3330419 HannoverTelefon: 0511 795433www.spaetzlehaus.de
Ständige Vertretung €Friedrichswall 1030159 HannoverTelefon: 0511 2138690www.staev-hannover.de
Excalibur Mittelalter-Schänke €€Bemeroder Rathausplatz 1530539 Hannover-BemerodeTelefon: 0511 525655www.excalibur-hannover.de
Gastwirtschaft Wichmann €€Hildesheimer Straße 23030519 Hannover Telefon: 0511 831671 www.gastwirtschaft-wichmann.de
Parkrestaurant Alte Mühle €€Hermann-Löns-Park 330559 HannoverTelefon: 0511 559480www.alte-muehle.de
Pier 51 €€Rudolf-von-Bennigsen Ufer 5130173 HannoverTelefon: 0511 8071800www.pier51.de
Plümecke €Voßstraße 3930161 HannoverTelefon: 0511 660969
Steuerndieb €€Steuerndieb 130655 HannoverTelefon: 0511 909960www.steuerndieb.de
Tiergartenschänke €€Tiergartenstraße 11930559 HannoverTelefon: 0511 512056www.tiergarten-hannover.de
Gaststätte Vater & SohnWarmbüchenstraße 30
30159 HannoverTelefon: 0511 321276www.restaurant-vater-und-sohn.de
Vier Jahreszeiten €€Waldhausenstraße 130519 HannoverTelefon: 0511 841212www.restaurant-vierjahreszeiten.de
Der Zauberlehrling €€Geibelstraße 7730173 HannoverTelefon: 0511 89963633www.derzauberlehrling.com
Mexikanische Küche··· Enchilada €€Knochenhauerstraße 3630159 HannoverTelefon: 0511 80391100www.enchilada.de/hannover
Ekeko €Raupertstraße 2530539 HannoverTelefon: 0511 3741178www.ekeko-restaurant.de
La Casita €Hildesheimer Straße 730169 Hannover
Telefon: 0511 8982952 www.lacasita.info
Amerikanische Küche··· Jerry’s Hannover €Kramerstraße 1030159 HannoverTelefon: 0511 35393250www.jerryshannover.de
Mediterrane Küche··· Alioli €Ostergrube 130559 HannoverTelefon: 0511 37369300www.spanier-hannover.de
Aresto – Der Grieche €Klostergang 230159 HannoverTelefon: 0511 323759www.aresto.de
Artemis €Ricklinger Straße 154-15630449 HannoverTelefon: 0511 4582366www.artemis-hannover.de
Costas Greek Taverna €Waldstraße 1330163 Hannover
Telefon: 0511 697103www.costas-taverne.de
El Pais €Friesenstraße 5030161 HannoverTelefon: 0511 313115www.elpais-tapasbar.de
Restaurant Kale €Mainzer Straße 630173 HannoverTelefon: 0511 22839500www.kale-restaurant.de
Internationale Gastronomie in Hannover
Preisskala:€ = bis 20 Euro€€ = bis 30 Euro€€€ = bis 40 Euro€€€€ = bis 50 Euro€€€€€ = mehr als 50 Euro
Berücksichtigt wurden ausschließlich die Preise für Hauptgerichte ohne Getränke. Menüs können entsprechend teurer sein. Keine Gewähr für die Richtigkeit der Angaben.
Öff entliche Verkehrswege zu den Restaurants:www.gvh.dewww.uestra.dewww.bahn.de
Taxi-Ruf: z. B.: 0511 3811oder unter: www.mytaxi.com
Foto: H.D.Volz / pixelio.de

••• 37 ••• Messestadt Hannover
Kytaro €€Wülferoder Straße 830539 HannoverTelefon: 0511 525252www.kytaro-der-grieche.de
La Cantina €Perlstraße 130161 HannoverTelefon: 0511 3880210www.tapasparadies.eu
Metaxa €Mannheimer Straße 130880 Laatzen Telefon: 0511 826509
Meteora €Hamburger Allee 3730161 HannoverTelefon: 0511 315237 www.meteora-hannover.de
Niki €Hildesheimer Straße 62A30880 LaatzenTelefon: 0511 864261
OLEA €Seelhorststraße 4430175 HannoverTelefon: 0511 27900777www.restaurant-olea.de
Ouzeri €Hildesheimer Straße 335–33730519 Hannover
Telefon: 0511 8999130 www.ouzeri.eu
Sol y Mar €Ernst-August-Platz 130159 HannoverTelefon: 0511 3538908www.solymar-hannover.de
Italienische Küche··· Amici – Miei €€Lister Meile 930161 HannoverTelefon: 0511 343829www.amici-miei.de
Restaurant bei Mario €Schloßstraße 630159 HannoverTelefon: 0511 328665
Da Lello €€Marienstraße 530171 HannoverTelefon: 0511 320705 www.dalello.de
Das Abendmahl € Hildesheimer Straße 3730169 HannoverTelefon: 0511 8997099www.abendmahl-hannover.de
Da Vinci €€Hildesheimer Straße 228
30519 HannoverTelefon: 0511 8436556www.rist-da-vinci.de
Ristorante Fellini €€Voßstraße 42, 30161 HannoverTelefon: 0511 623760www.ristorante-fellini.de
Gattopardo €€Hainhölzer Straße 130159 HannoverTelefon: 0511 14375www.gattopardo-hannover.de
Incontro €Andreaestraße 2a30159 HannoverTelefon: 0511 325296www.incontro-hannover.de
Restaurant Osteria Oli-Ola €Marienstraße 10130171 HannoverTelefon: 0511 281734www.oli-ola.de
Ristorante Lentini €€Am Kamp 1130880 LaatzenTelefon: 0511 823000www.lentini-laatzen.de
Ristorante Rotonda €€Kröpcke-Passage 1530159 HannoverTelefon: 0511 324104www.ristorante-rotonda.de
Roma €€Goethestraße 2430169 HannoverTelefon: 0511 1316205
Tropeano Di-Vino €€Kleiner Hillen 430559 HannoverTelefon: 0511 3533138www.restaurant-tropeano.de
Fischspezialitäten··· NORDSEE Fischspezialitäten GmbH €Karmarschstraße 2430159 HannoverTelefon: 0511 363890www.nordsee.com
Ullis Fischerstübchen €Alte Dorfstraße 3330966 Hemmingen
Telefon: 0511 414952www.ullis-fischerstuebchen.de
GOSCH Sylt an der Markthalle €€€Karmarschstraße 4930159 HannoverTelefon: 0511 3069119www.gosch-hannover.de
Französische Küche··· Restaurant Lühmann’s €Friedrichswall 21, 30159 HannoverTelefon: 0511 326268www.hotelamrathaus.de
Clichy €€Weißekreuzstraße 3130161 HannoverTelefon: 0511 312447 www.clichy.de
RISTORANTEbei
P I Z Z E R I ASchloßstraße 6 · 30159 Hannover
Telefon & Fax 05 11-32 86 65
Mario
Ristorante da LelloMarienstraße 5 · 30171 Hannover
Montag bis Sonntag 11.45 Uhr bis 15 Uhr sowie
17.30 Uhr bis 23 Uhr
Tel.: 0511 320705 · Fax: 0511 21586282
[email protected] · www.dalello.de
Seit über 30 Jahren Kulinarische Genüsse nach dem
Messebesuch – genießen Sie 100 Prozent italienisches Flair bei Da Lello – dem Italiener am Aegi
Jetzt in frisch renoviertem Ambiente!
Sie finden uns 5x in
Hannover und Laatzen
Besuchen Sie uns auf der Messe, Halle 17, in der Ladenstraße
Ernst August Galerie, Hauptbahnhof, Karmarschstraße 24, Osterstraße 19, Kröpke Passage und in Laatzen, Leine-Center
Looking for a place to go?Come to „Gosch-Sylt“
in the city of Hannover!Great food and drink – just experience more!We serve delicious seafood and other german
specialties.Experience hospitality in our unique dining
atmosphere with a large beverage selection. Enjoy the island spirit of Sylt
right here in Hannover.
“Gosch-Sylt” – where Hannover gets together!
Willkommen in unserem Restaurant!Gut essen und trinken – einfach mehr erleben!
GOSCH an der MarkthalleKarmarschstr. 49 · 30159 Hannover · Tel. 0511 [email protected] · www.gosch-hannover.de Mo. – Do.: 10.00 – 23.00 Uhr, Fr. + Sa.: 9.00 – 24.00 Uhr, So.: 11.00 – 22.00 Uhr
Next to tram stop „Markthalle/Landtag“ Line 3, 7, 9 + 10 in the city of Hannover.

Le Monde €€Podbielskistraße 10730177 HannoverTelefon: 0511 781211www.le-monde-bistro.de
Österreichische Küche··· Kärntner Hütte €Oesterleystraße 130171 HannoverTelefon: 0511 818985www.kaerntner-huette.de
Vienna €Ballhofplatz 130159 HannoverTelefon: 0511 5344194www.restaurant-vienna.de
Zum Fuchsbau €Albert-Niemann-Straße 1530171 Hannover Telefon: 0511 37367711www.hannover-fuchsbau.de
Asiatische Küche··· An Nam €Kramerstraße 5-730159 HannoverTelefon: 0511 89706620www.annam-hannover.de
Restaurant Ding Feng €Hildesheimer Straße 397
30519 HannoverTelefon: 0511 8988920www.ding-feng.de
Koh-I-Noor Dhaba €Hildesheimer Straße 8530169 HannoverTelefon: 0511 95483483www.kohinoor-dhaba.de
Noosou €Niki-de-Saint-Phalle-Promenade 6930161 HannoverTelefon: 0511 2280080www.noosou.de
Restaurant Mikado €Schmiedestraße 330159 HannoverTelefon: 0511 3536596www.mikado-hannover.de
Sultan Palace €Schaumburgstraße 330419 HannoverTelefon: 0511 2357070 www.sultanpalace.de
Sushi Bar Gim €Goethestraße 4830169 HannoverTelefon: 0511 7000259www.hannover-sushi.de
SushiBerlin €Osterstraße 2630159 HannoverTelefon: 0511 76384794www.sushiberlin.eu
SushiLand in der Markthalle €Karmarschstraße 4930159 HannoverTelefon: 0511 8982988 www.hannover-markthalle.de/sushi_land.html
InternationaleKüche··· 6 Sinne Skybar & Restaurant €€Heiligerstraße 15-1630159 HannoverTelefon: 0511 47388038www.6sinne-hannover.de
ANDOR Hotel Plaza €Fernroder Straße 930161 HannoverTelefon: 0511 3388-0 www.hotel-plaza-hannover.de
Atrium €Karmarschstraße 4230159 HannoverTelefon: 0511 3008040www.altes-rathaus-hannover.de
Azurro €Voßstraße 5130163 HannoverTelefon: 0511 666322 www.azurro.de
Bei Marko €Ferdinand-Wallbrecht-Straße 59
30163 HannoverTelefon: 0511 624467www.bei-marko.de
Café Bar Bernini €Georgstraße 4830159 HannoverTelefon: 0511 3530505www.cafe-bernini.de
Block House Am Kröpcke €Ständehausstraße 430159 HannoverTelefon: 0511 321239www.block-house.de
Block House Am Aegi €Hildesheimer Straße 930169 HannoverTelefon: 0511 855305www.block-house.de
Dorint Novotel Restaurant Intermezzo € Podbielskistraße 21/2330163 HannoverTelefon: 0511 39040www.novotel.com
H´ugo s Hannover €Ernst-August-Platz 1030159 HannoverTelefon: 0511 76352830www.hugos-hannover.de
Jack the Ripper’s €Georgstraße 2630159 HannoverTelefon: 0511 1695395www.jacktherippers.de
Mövenpick €Hannover Airport Terminal A, B, C30669 HannoverTelefon: 0511 9772509www.moevenpick-restaurants.com
Schlossküche Herrenhausen €€Alte Herrenhäuser Straße 330419 HannoverTelefon: 0511 2794940www.schlosskueche-herrenhausen.de
12 Apostel €€Pelikanplatz 2/430177 HannoverTelefon: 0511 2288640www.12-apostel.eu
Restaurant 5th Avenue im Sheraton Hannover Pelikan Hotel €€Pelikanplatz 3130177 HannoverTelefon: 0511 9093860www.5-avenue.de
Brauereigaststätte Wienecke XI. €€Hildesheimer Straße 38030519 HannoverTelefon: 0511 12611538www.wienecke.de
Central-Hotel Kaiserhof €€Ernst-August-Platz 430159 HannoverTelefon: 0511 36830www.centralhotel.de
••• 38 •••Messestadt Hannover
Ristorante * Café * Bar * TerrasseKröpcke Passage 15 * 30159 Hannover
Telefon 0511 - 32 41 04 * Fax 0511 - 30 08 28 6www.ristorante-rotonda.de * [email protected]
Sie haben das Gewerbe –Seelze bietet Ihnen denrichtigen Standort dazu!
Gewerbezentrum Letterholz und Gewerbegebiet Seelze-SüdVoll erschlossen (64 €/m² bzw. 56 €/m²) · sofort bebaubar · ander B441 gelegen · nah an Schiene, Wasser, Autobahn · Be-triebsleiterwohnung möglich · landschaftlich gut eingebunden.Wir beraten Sie gern!
Stadt SeelzeWirtschaftsförderung · Katja Volkhardt · Tel 05137 828 [email protected] · www.seelze.de
Preisskala:€ = bis 20 Euro€€ = bis 30 Euro€€€ = bis 40 Euro€€€€ = bis 50 Euro€€€€€ = mehr als 50 Euro
Berücksichtigt wurden ausschließlich die Preise
für Hauptgerichte ohne Getränke. Menüs können
entsprechend teurer sein. Keine Gewähr für die
Richtigkeit der Angaben.
Öff entliche Verkehrswege zu den Restaurants:www.gvh.dewww.uestra.dewww.bahn.de
Taxi-Ruf: z. B.: 0511 3811oder unter: www.mytaxi.com

••• 39 ••• Messestadt Hannover
Die Gondel im Varieté-Theater Hannover €€Georgstraße 3630159 HannoverTelefon: 0511 30186710www.die-gondel.de
Diva Restaurant & Bar €€Königstraße 2430175 HannoverTelefon: 0511 3362006www.diva-restaurant.de
Landhaus Artischocke €€Dorfstraße 3030966 HemmingenTelefon: 0511 94264630www.artischocke.com
Neue Zeiten €€Jakobistraße 2430163 HannoverTelefon: 0511 392447www.restaurantneuezeiten.de
Outbax Spirit €€Groß-Buchholzer Kirchweg 6830655 HannoverTelefon: 0511 578251 www.outbaxspirit.de
Parkrestaurant im HCC €€Theodor-Heuss-Platz 130175 HannoverTelefon: 0511 81130www.hcc.de/de/parkrestaurant-direkt
Rampoldi €€Berliner Allee 3330175 HannoverTelefon: 0511 858921www.restaurant-rampoldi.de
Red Grill – Das Restaurant €€im Dormero Hotel HannoverHildesheimer Straße 34 - 3830169 HannoverTelefon: 0511 544200www.dormero-hotel-hannover.de/restaurant_hannover
Restaurant Titus €€Wiehbergstr. 9830519 HannoverTelefon: 0511 835524www.restaurant-titus.com
Die Insel €€€Rudolf-von-Bennigsen Ufer-8130519 Hannover
Telefon: 0511 831214www.dieinsel.com
Kastens Hotel Luisenhof €€€Luisenstraße 1-330159 HannoverTelefon: 0511 30440www.kastens-luisenhof.de
Wichmann €€€Hildesheimer Straße 23030519 HannoverTelefon: 0511 831671www.gastwirtschaft-wichmann.de
Orientalische Küche··· Restaurant Alborz €Goethestraße 2230169 Hannover Telefon: 0511 15961www.restaurant-alborz.de
Restaurant Granatapfel €Oeltzenstraße 12
30169 HannoverTelefon: 0511 2285556www.restaurant-granatapfel.de
Al Dar €€Königstraße 330175 HannoverTelefon: 0511 8984994www.aldar-hannover.de
Al-Waha €Bischofsholer Damm 2030173 HannoverTelefon: 0511 89 833 833www.al-waha.de
Taj Mahal €Hinüberstraße 2130175 HannoverTelefon: 0511 3481714www.tajmahal.de/hannover
Clubs & Bars··· AcantoDragonerstraße 2830163 Hannoverwww.acantohannover.de
Harry s New-York Bar HannoverPelikanplatz 3130177 HannoverTelefon: 0511 9093899www.harrys-newyork-bar.de
Mini-Bar im CityhotelThielenplatz 230159 HannoverTelefon: 0511 327691www. smartcityhotel.com/thilenplatz/#bar
Phoenix ClubGoseriede 430159 HannoverTelefon: 0511 6007672www.phoenix-club.de
PeanutsVoßstraße 2030161 HannoverTelefon: 0511 5906218www.hannover-peanuts.de
Sausalitos HannoverOsterstraße 3830159 HannoverTelefon: 0511 3530919www. sausalitos.de/mein-sausalitos/hannover
e s c o m a t i c BY ESCO
D5 TWIN
D5 ULTRA
DIE NOCH SCHNELLEREN escomaticUNERREICHTE PRODUKTIVITÄT DURCH
TWIN BEARBEITUNGSEINHEITEN
THE EVEN FASTER escomaticUNREACHABLE PRODUCTIVITY THROUGH
TWIN WORKSTATIONS
LES escomatic ENCORE PLUS RAPIDESPRODUCTIVITÉ SANS PAREIL
GRÂCE AUX UNITÉS DE TRAVAIL TWIN
ESCO SA CH 2206 Les Geneveys-sur-Coffrane Tél. +41 32 858 12 12 Fax +41 32 858 12 05 [email protected] www.escomatic.ch