Embed Size (px)
Citation preview
TNC 620Die kompakte Bahnsteuerung für Fräs- und Bohrmaschinen
September 2012

2
Die in diesem Prospekt beschriebenen Funktionen und technischen Daten gelten für die TNC 620 mit NC-SW 73498x-02
3
Inhalt
Die TNC 620...
Wo ist sie einsetzbar? Kompakt und vielseitig verwendbar– die richtige Steuerung für Fräs- und Bohrmaschinen
4
Wie sieht sie aus? Übersichtlich und anwenderfreundlich– die TNC 620 im Dialog mit dem Benutzer
6
Was kann sie? Schnell, konturtreu und zuverlässig bearbeiten– durchgängig digitales Steuerungskonzept
8
Bearbeiten mit fünf Achsen– Schwenkkopf und Rundtisch von der TNC 620 gesteuert– optimale Werkzeugführung
10
Rüstzeiten minimieren– die TNC 620 macht das Einrichten einfach
12
Automatisiert bearbeiten– die TNC 620 misst, verwaltet und kommuniziert
14
Wie wird sie programmiert? Programmieren, editieren, testen– mit der TNC 620 haben Sie alle Möglichkeiten– grafi sche Unterstützung in jeder Situation
16
In der Werkstatt programmieren– eindeutige Funktionstasten für komplexe Konturen– Konturen frei programmieren– praxisgerechte Zyklen für wiederkehrende Bearbeitungen– programmierte Konturelemente wieder verwenden– alle Informationen schnell verfügbar
18
Offen für externe Informationen– die TNC 620 verarbeitet DXF-Dateien– schnelle Datenübertragung mit der TNC– beliebige Dateiformate am TNC-Bildschirm anzeigen– der Programmierplatz TNC 620
24
Welches Zubehör gibt es? Positionieren mit dem Handrad– feinfühliges Verfahren der Achsen
29
Werkstücke vermessen– Einrichten, Bezugspunkt-Setzen und Messen mit schaltenden Tastsystemen
30
Werkzeuge vermessen– Länge, Radius und Verschleiß direkt in der Maschine erfassen
31
Maschinengenauigkeit prüfen und optimieren– Drehachsen vermessen mit KinematicsOpt
32
... auf einen Blick Übersicht– Technische Daten– Benutzer-Funktionen– Zubehör– Optionen– Steuerungsvergleich
33
4
Kompakt und vielseitig verwendbar
– die richtige Steuerung für Fräs- und Bohrmaschinen
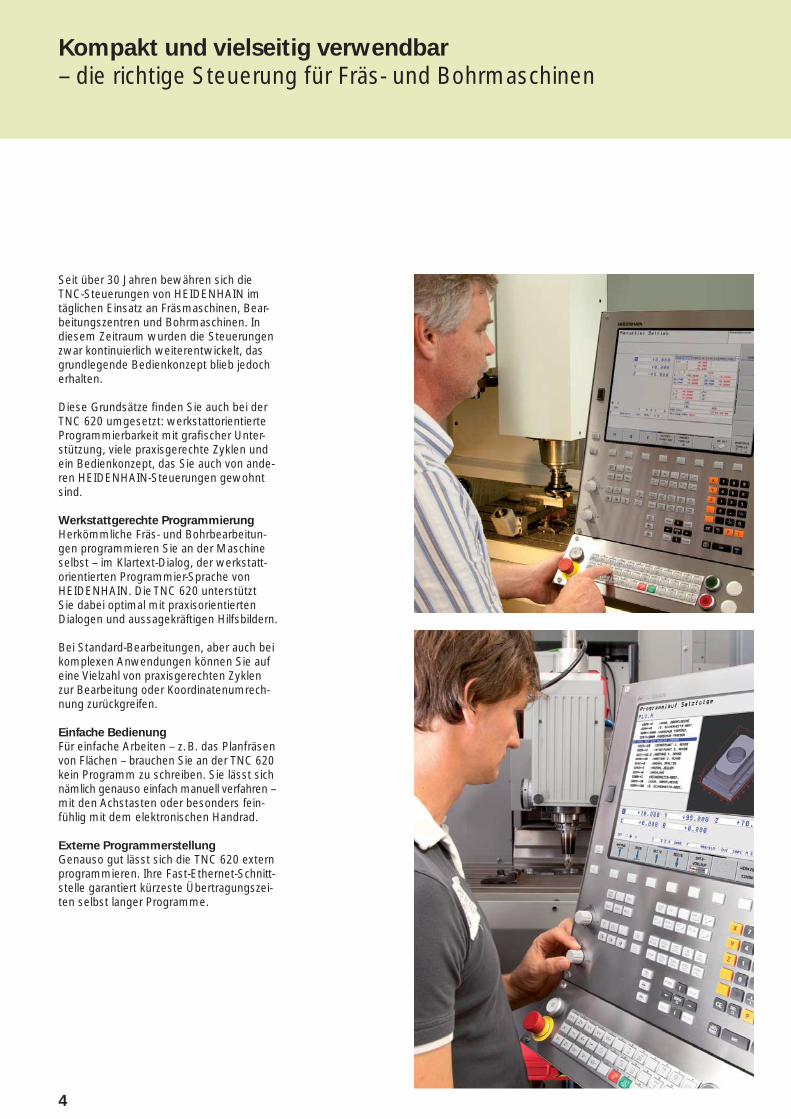
Seit über 30 Jahren bewähren sich die TNC-Steuerungen von HEIDENHAIN im täglichen Einsatz an Fräsmaschinen, Bear-beitungszentren und Bohrmaschinen. In diesem Zeitraum wurden die Steuerungen zwar kontinuierlich weiterentwickelt, das grundlegende Bedienkonzept blieb jedoch erhalten.
Diese Grundsätze fi nden Sie auch bei der TNC 620 umgesetzt: werkstattorientierte Programmierbarkeit mit grafi scher Unter-stützung, viele praxisgerechte Zyklen und ein Bedienkonzept, das Sie auch von ande-ren HEIDENHAIN-Steuerungen gewohnt sind.
Werkstattgerechte Programmierung
Herkömmliche Fräs- und Bohrbearbeitun-gen programmieren Sie an der Maschine selbst – im Klartext-Dialog, der werkstatt-orientierten Programmier-Sprache von HEIDENHAIN. Die TNC 620 unterstützt Sie dabei optimal mit praxisorientierten Dialogen und aussagekräftigen Hilfsbildern.
Bei Standard-Bearbeitungen, aber auch bei komplexen Anwendungen können Sie auf eine Vielzahl von praxisgerechten Zyklen zur Bearbeitung oder Koordinatenumrech-nung zurückgreifen.
Einfache Bedienung
Für einfache Arbeiten – z.B. das Planfräsen von Flächen – brauchen Sie an der TNC 620 kein Programm zu schreiben. Sie lässt sich nämlich genauso einfach manuell verfahren – mit den Achstasten oder besonders fein-fühlig mit dem elektronischen Handrad.
Externe Programmerstellung
Genauso gut lässt sich die TNC 620 extern programmieren. Ihre Fast-Ethernet-Schnitt-stelle garantiert kürzeste Übertragungszei-ten selbst langer Programme.
5
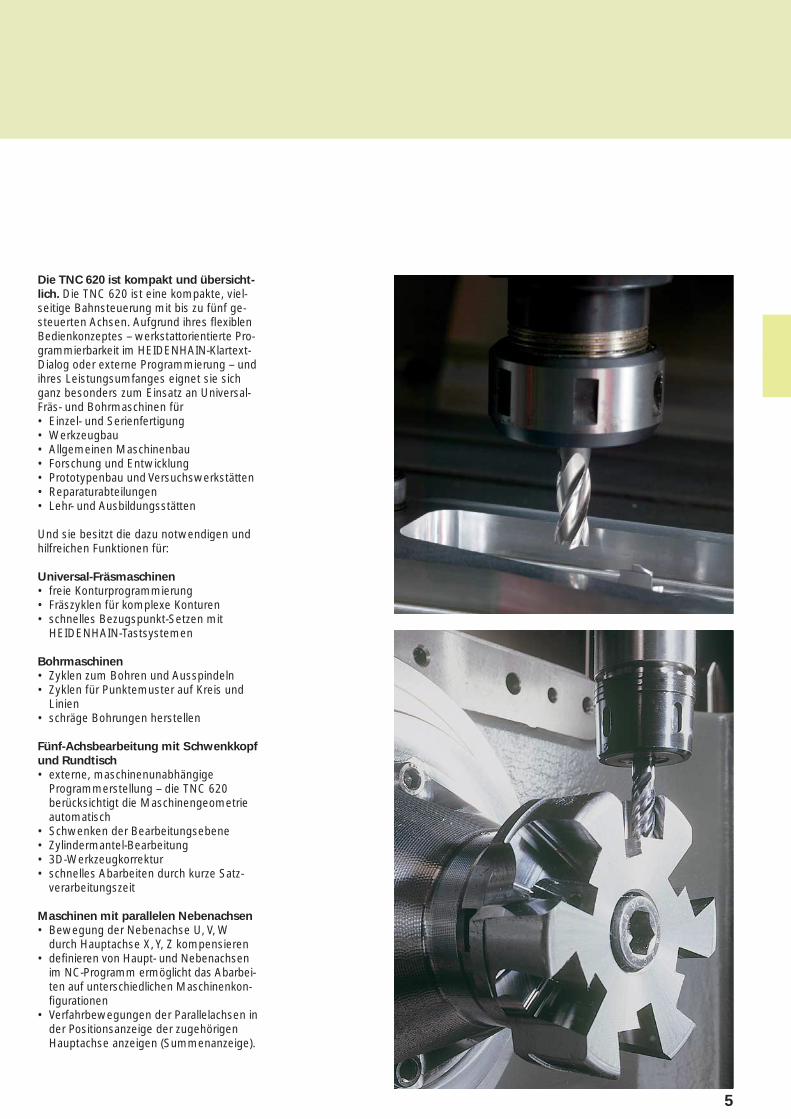
Die TNC 620 ist kompakt und übersicht-
lich. Die TNC 620 ist eine kompakte, viel-seitige Bahnsteuerung mit bis zu fünf ge-steuerten Achsen. Aufgrund ihres fl exi blen Bedienkonzeptes – werkstattorientierte Pro-grammierbarkeit im HEIDENHAIN-Klartext-Dialog oder externe Programmierung – und ihres Leistungsumfanges eignet sie sich ganz besonders zum Einsatz an Universal-Fräs- und Bohrmaschinen für
Einzel- und Serienfertigung• Werkzeugbau• Allgemeinen Maschinenbau• Forschung und Entwicklung• Prototypenbau und Versuchswerkstätten• Reparaturabteilungen• Lehr- und Ausbildungsstätten•
Und sie besitzt die dazu notwendigen und hilfreichen Funktionen für:
Universal-Fräsmaschinen
freie Konturprogrammierung• Fräszyklen für komplexe Konturen• schnelles Bezugspunkt-Setzen mit • HEIDENHAIN-Tastsystemen
Bohrmaschinen
Zyklen zum Bohren und Ausspindeln• Zyklen für Punktemuster auf Kreis und • Linienschräge Bohrungen herstellen•
Fünf-Achsbearbeitung mit Schwenkkopf
und Rundtisch
externe, maschinenunabhängige • Programmerstellung – die TNC 620 berücksichtigt die Maschinengeometrie automatischSchwenken der Bearbeitungsebene• Zylindermantel-Bearbeitung• 3D-Werkzeugkorrektur• schnelles Abarbeiten durch kurze Satz-• verarbeitungszeit
Maschinen mit parallelen Nebenachsen
Bewegung der Nebenachse U, V, W • durch Hauptachse X, Y, Z kompensierendefi nieren von Haupt- und Nebenachsen • im NC-Programm ermöglicht das Abarbei-ten auf unterschiedlichen Maschinenkon-fi gurationenVerfahrbewegungen der Parallelachsen in • der Positionsanzeige der zugehörigen Hauptachse anzeigen (Summenanzeige).
6
Übersichtlich und anwenderfreundlich
– die TNC 620 im Dialog mit dem Benutzer
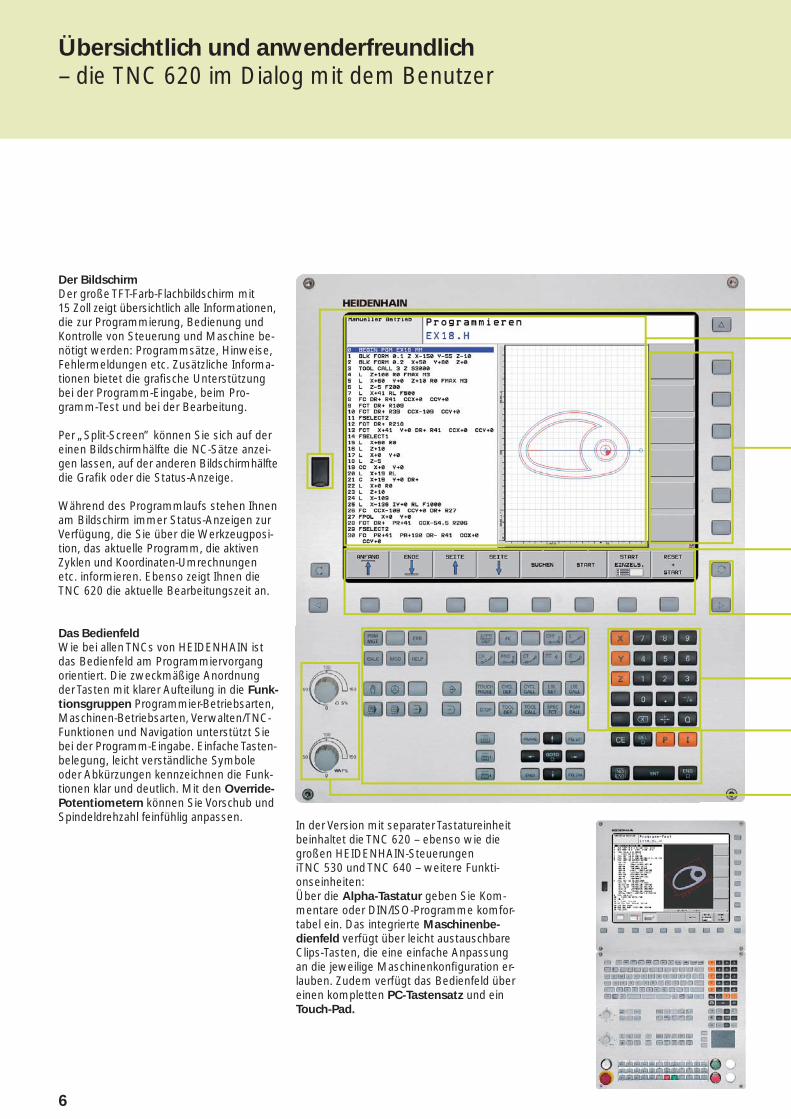
Der Bildschirm
Der große TFT-Farb-Flachbildschirm mit 15 Zoll zeigt übersichtlich alle Informationen, die zur Programmierung, Bedienung und Kontrolle von Steuerung und Maschine be-nötigt werden: Programmsätze, Hinweise, Fehlermeldungen etc. Zusätzliche Informa-tionen bietet die grafi sche Unterstützung bei der Programm-Eingabe, beim Pro-gramm-Test und bei der Bearbeitung.
Per „Split-Screen” können Sie sich auf der einen Bildschirmhälfte die NC-Sätze anzei-gen lassen, auf der anderen Bildschirmhälfte die Grafi k oder die Status-Anzeige.
Während des Programmlaufs stehen Ihnen am Bildschirm immer Status-Anzeigen zur Verfügung, die Sie über die Werkzeugposi-tion, das aktuelle Programm, die aktiven Zyklen und Koordinaten-Umrechnungen etc. informieren. Ebenso zeigt Ihnen die TNC 620 die aktuelle Bearbeitungszeit an.
Das Bedienfeld
Wie bei allen TNCs von HEIDENHAIN ist das Bedienfeld am Programmiervorgang orientiert. Die zweckmäßige Anordnung der Tasten mit klarer Aufteilung in die Funk-
tionsgruppen Programmier-Betriebsarten, Maschinen-Betriebsarten, Verwalten/TNC-Funktionen und Navigation unterstützt Sie bei der Programm-Eingabe. Einfache Tasten-belegung, leicht verständliche Symbole oder Abkürzungen kennzeichnen die Funk-tionen klar und deutlich. Mit den Override-
Potentiometern können Sie Vorschub und Spindeldrehzahl feinfühlig anpassen.
In der Version mit separater Tastatureinheit beinhaltet die TNC 620 – ebenso wie die großen HEIDENHAIN-Steuerungen iTNC 530 und TNC 640 – weitere Funkti-onseinheiten: Über die Alpha-Tastatur geben Sie Kom-mentare oder DIN/ISO-Programme komfor-tabel ein. Das integrierte Maschinenbe-
dienfeld verfügt über leicht austauschbare Clips-Tasten, die eine einfache Anpassung an die jeweilige Maschinenkonfi guration er-lauben. Zudem verfügt das Bedienfeld über einen kompletten PC-Tastensatz und ein Touch-Pad.
7
Bildschirminhalt mit Anzeige von zwei Betriebsarten, Programmanzeige, Grafi k-darstellung, Maschinenstatus
PLC-Funktionstasten (Softkeys) für Maschinen-Funktionen
Tasten für Bildschirm-Management (Bild-schirm-Aufteilung), Betriebsart und Softkey-Leisten umschalten
Selbsterklärende Funktionstasten (Soft-keys) für die NC-Programmierung
USB-Anschluss für zusätzliche Daten-speicher oder Zeigegeräte
Achswahl-Tasten und Zehnerblock
Override-Potentiometer für Vorschub und Spindeldrehzahl
Funktionstasten für Programmier-Betriebs-arten, Maschinen-Betriebsarten, TNC-Funk-tionen, Verwalten und Navigation
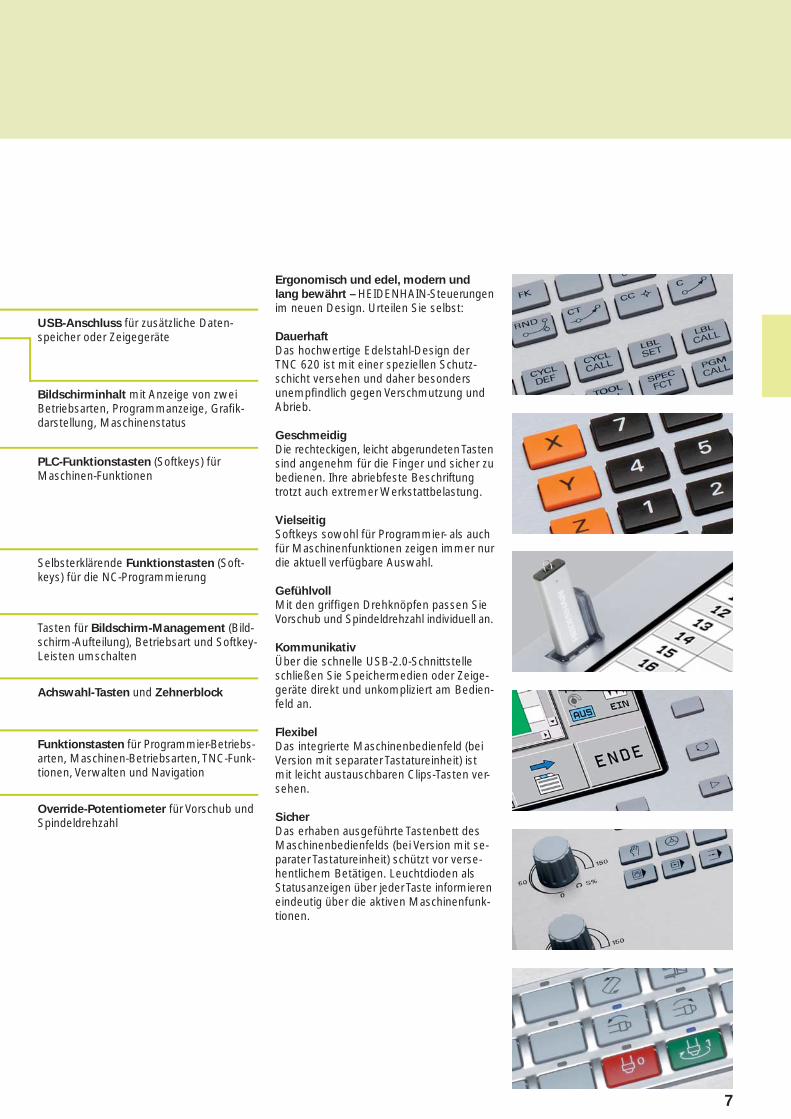
Ergonomisch und edel, modern und
lang bewährt – HEIDENHAIN-Steuerungen im neuen Design. Urteilen Sie selbst:
Dauerhaft
Das hochwertige Edelstahl-Design der TNC 620 ist mit einer speziellen Schutz-schicht versehen und daher besonders unempfi ndlich gegen Verschmutzung und Abrieb.
Geschmeidig
Die rechteckigen, leicht abgerundeten Tasten sind angenehm für die Finger und sicher zu bedienen. Ihre abriebfeste Beschriftung trotzt auch extremer Werkstattbelastung.
Vielseitig
Softkeys sowohl für Programmier- als auch für Maschinenfunktionen zeigen immer nur die aktuell verfügbare Auswahl.
Gefühlvoll
Mit den griffi gen Drehknöpfen passen Sie Vorschub und Spindeldrehzahl individuell an. Kommunikativ
Über die schnelle USB-2.0-Schnittstelle schließen Sie Speichermedien oder Zeige-geräte direkt und unkompliziert am Bedien-feld an.
Flexibel
Das integrierte Maschinenbedienfeld (bei Version mit separater Tastatureinheit) ist mit leicht austauschbaren Clips-Tasten ver-sehen.
Sicher
Das erhaben ausgeführte Tastenbett des Maschinenbedienfelds (bei Version mit se-parater Tastatureinheit) schützt vor verse-hentlichem Betätigen. Leuchtdioden als Statusanzeigen über jeder Taste informieren eindeutig über die aktiven Maschinenfunk-tionen.

8
Digitale Antriebstechnik
Lageregler, Drehzahlregler und gegebenen-falls Stromregler sind in der TNC 620 integ-riert. Durch die digitale Motorregelung las-sen sich höchste Vorschübe realisieren. Dabei interpoliert die TNC 620 gleichzeitig bis zu fünf Achsen. Um die erforderlichen Schnittgeschwindigkeiten zu erreichen, re-gelt die TNC 620 Spindeldrehzahlen bis zu 60 000 min
–1 digital.
Hohe Konturtreue
Die TNC 620 rechnet die Kontur dynamisch voraus. Somit kann sie recht zeitig die Achs-geschwindigkeit an die Konturübergänge anpassen. Sie regelt die Achsen mit spezi-ellen Algorithmen, die eine geschwindig-keits- und beschleunigungsbegrenzte Be-wegungsführung garantieren.
Höchste Konturtreue und Oberfl ächen-
güte
Spezielle Filter unterdrücken gezielt ma-schinenspezifi sche Eigenschwingungen. Die gewünschte Genauigkeit wird bei höchster Oberfl ächengüte erzielt. Mit der kurzen Satzverarbeitungszeit von 1,5 ms sind selbst hochgenaue Konturen mit mini-malen Punktabständen kein Problem.
Durch das digitale Konzept hat die TNC 620 das komplette Antriebssystem der Maschi-ne im Griff. Nicht nur, dass die mittlerweile bewährte digitale Antriebstechnik von HEIDENHAIN eine hohe Konturtreue und ein zügiges Bearbeiten bei hoher Genauig-keit ermöglicht, bei der TNC 620 sind darü-ber hinaus alle Steuerungskomponenten mittels digitaler Schnittstelle verbunden.
Schnell, konturtreu und zuverlässig bearbeiten
– durchgängig digitales Steuerungskonzept
9
����
���
�� ����
�� ����
�� ����
��
��
����
����
����
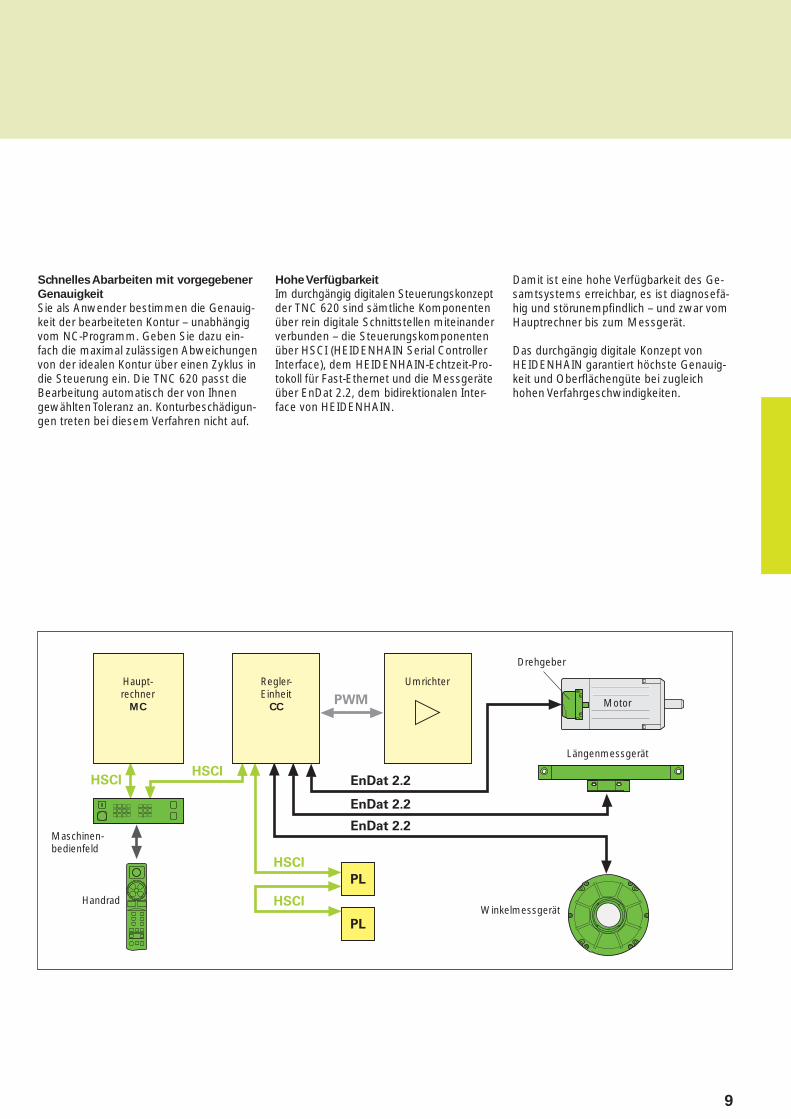
Schnelles Abarbeiten mit vorgegebener
Genauigkeit
Sie als Anwender bestimmen die Genauig-keit der bearbeiteten Kontur – unabhängig vom NC-Programm. Geben Sie dazu ein-fach die maximal zulässigen Abweichungen von der idealen Kontur über einen Zyklus in die Steuerung ein. Die TNC 620 passt die Bearbeitung automatisch der von Ihnen gewählten Toleranz an. Konturbeschädigun-gen treten bei diesem Verfahren nicht auf.
Hohe Verfügbarkeit
Im durchgängig digitalen Steuerungskonzept der TNC 620 sind sämtliche Komponenten über rein digitale Schnittstellen miteinander verbunden – die Steuerungskomponenten über HSCI (HEIDENHAIN Serial Controller Interface), dem HEIDENHAIN-Echtzeit-Pro-tokoll für Fast-Ethernet und die Messgeräte über EnDat 2.2, dem bidirektionalen Inter-face von HEIDENHAIN.
Damit ist eine hohe Verfügbarkeit des Ge-samtsystems erreichbar, es ist diagnosefä-hig und störunempfi ndlich – und zwar vom Hauptrechner bis zum Messgerät.
Das durchgängig digitale Konzept von HEIDENHAIN garantiert höchste Genauig-keit und Oberfl ächengüte bei zugleich hohen Verfahrgeschwindigkeiten.
Haupt-rechner
MC
Regler-Einheit
CC
Umrichter
Drehgeber
Motor
Längenmessgerät
Winkelmessgerät
Maschinen-bedienfeld
Handrad

10
Schwenken der Bearbeitungsebene*
(Option 8)
Programme für Konturen und Bohrungen auf schrägen Flächen sind meist sehr auf-wändig und mit viel Rechen- und Program-mierarbeit verbunden. Die TNC 620 hilft Ihnen hier viel Programmierzeit zu sparen.Sie programmieren die Bearbeitung wie gewohnt in der Hauptebene, z.B. X/Y. Die Maschine führt die Bearbeitung jedoch in einer Ebene aus, die um eine oder mehrere Drehachsen zur Hauptebene geschwenkt wurde.
Viele der auf den ersten Blick recht komplex erscheinenden Fünf-Achs-Bearbeitungen lassen sich auf die üblichen 2D-Bewegungen reduzieren, die lediglich um eine oder meh-rere Drehachsen geschwenkt sind bzw. auf einer Zylinder fl äche stattfi nden. Damit Sie auch solche Programme schnell und ein-fach ohne CAD/CAM-System erstellen und editieren können, unterstützt Sie die TNC mit praxisgerechten Funktionen.
Bearbeiten mit fünf Achsen
– Schwenkkopf und Rundtisch von der TNC gesteuert
Mit der PLANE-Funktion wird die Defi nition einer geschwenkten Bearbeitungsebene einfach: Auf sieben unterschiedliche Arten können Sie geschwenkte Bearbeitungs-ebenen festlegen, abhängig von den Anga-ben in der Werkstück-Zeichnung. Übersicht-liche Hilfsbilder unterstützen Sie bei der Eingabe.
Auch das Positionierverhalten beim Ein-schwenken können Sie mit der PLANE-Funktion festlegen, damit beim Abarbeiten des Programmes keine Überraschungen entstehen. Die Einstellungen für das Positi-onierverhalten sind bei allen PLANE-Funkti-onen identisch und erleichtern so die Hand-habung erheblich.
11
Zylindermantel-Bearbeitung* (Option 8)
Das Programmieren von Konturen – beste-hend aus Geraden und Kreisen – auf zylind-rischen Flächen mit Rund- und Drehtischen ist für die TNC 620 kein Problem: Sie pro-grammieren die Kontur einfach in der Ebene, auf der Abwicklung des Zylindermantels. Die TNC 620 führt die Bearbeitung jedoch auf der Mantelfl äche des Zylinders aus.
Zur Zylindermantel-Bearbeitung stellt die TNC 620 drei Zyklen zur Verfügung:
Nut fräsen (Nutbreite entspricht Werk-• zeug-Durchmesser)Führungsnut fräsen (Nutbreite größer als • der Werkzeug-Durchmesser)Steg fräsen•
Fünfachsige Bearbeitungen (Option 9)
Bei der fünfachsigen Bearbeitung auf Ma-schinen mit drei Linear-Achsen und zwei zusätzlichen Schwenkachsen* steht das Werkzeug immer senkrecht zur Werkstück-oberfl äche oder ist in einem bestimmten Winkel zur Oberfl äche gekippt (Sturzfräsen). Für die Erzeugung des NC-Programms braucht Ihre CAD/CAM-Anlage nur die Punkte auf der Werkstückoberfl äche und die Drehwinkel für die Schwenkachsen zu berechnen. Die Korrekturen für die Maschi-nengeometrie*, für die Werkzeuglänge und eine 3D-Werkzeugradius-Korrektur führt die TNC 620 automatisch durch.Außerdem berechnet die TNC 620 den Vor-schub so, dass er an der Werkzeugspitze konstant bleibt.
Vorschub bei Rund- und Drehtischen
in mm/min* (Option 8)
Standardmäßig ist der programmierte Vorschub bei Drehachsen in Grad/min an-gegeben. Die TNC 620 kann aber auch diesen Vorschub in mm/min interpretieren. Der Bahnvorschub an der Kontur ist somit unabhängig von der Entfernung des Werk-zeug-Mittelpunkts zum Drehachsen- Zentrum.
* Die Maschine muss vom Maschinen hersteller für diese Funktion angepasst sein.
– optimale Werkzeugführung

12
Rüstzeiten minimieren
– die TNC 620 macht das Einrichten einfach
Bevor es los geht mit der Bearbeitung muss erst das Werkstück aufgespannt und die Maschine eingerichtet, die Position und Lage des Werkstücks auf der Maschine er-mittelt und der Bezugspunkt gesetzt wer-den. Eine zeitaufwändige Prozedur, aber unerlässlich, geht doch jede Abweichung direkt in die Bearbeitungsgenauigkeit ein. Gerade bei kleinen und mittleren Serien-größen, ebenso bei sehr großen Werkstü-cken, fallen die Einrichtzeiten besonders ins Gewicht.
Die TNC 620 verfügt über praxisgerechte Einrichtfunktionen. Sie unterstützen den Bediener, helfen Nebenzeiten zu reduzie-ren und ermöglichen die Fertigung in der mannlosen Schicht. Zusammen mit den Tastsystemen bietet die TNC 620 zahl-reiche Antastzyklen zum automatischen Ausrichten der Werkstücke, Setzen des Bezugspunktes sowie Vermessen des Werkstückes und des Werkzeuges.
Achsen feinfühlig verfahren
Zum Einrichten lassen sich die Maschinen-achsen manuell oder schrittweise über die Achs-Richtungstasten verfahren. Einfacher und sicherer geht es jedoch mit den elekt-ronischen Handrädern von HEIDENHAIN (siehe Seite 29). Besonders mit den tragba-ren Handrädern sind Sie immer am Ort des Geschehens, haben den Einrichtvorgang im Blick und steuern feinfühlig und exakt die Zustellung.
Werkstücke ausrichten (Option 17)
Mit den Tastsystemen von HEIDENHAIN (siehe Seite 30) und den Antast-Funktionen der TNC 620 sparen Sie sich das zeitauf-wändige Ausrichten des Werkstücks:
Spannen Sie das Werkstück in beliebiger • Lage auf.Das Tastsystem erfasst durch Antasten • einer Fläche, zweier Bohrungen oder Zapfen die tatsäch liche Aufspannlage.Die TNC 620 kompensiert die Schiefl age • durch eine „Grunddrehung”, d.h. das Be-arbeitungsprogramm wird um den ermit-telten Winkel gedreht ausgeführt.
Schiefl age kompensieren
durch Grunddrehung des Koordinaten-systems oder durch Rundtischdrehung
13
Bezugspunkt-Verwaltung
Die Bezugspunkt-Verwaltung ermöglicht fl exibles Arbeiten, kürzere Rüstzeiten und eine höhere Produktivität. Kurz – sie verein-facht das Einrichten Ihrer Maschine erheb-lich.
In der Bezugspunkt-Verwaltung können Sie beliebig viele Bezugspunkte speichern und jedem Bezugspunkt eine eigene Grund-drehung zuordnen.
Zum schnellen Speichern der Bezugs-punkte in der Bezugspunkt-Verwaltung gibt es drei Möglichkeiten:
in der Betriebsart Manuell per Softkey• über die Antastfunktionen• mit den automatischen Antastzyklen.•
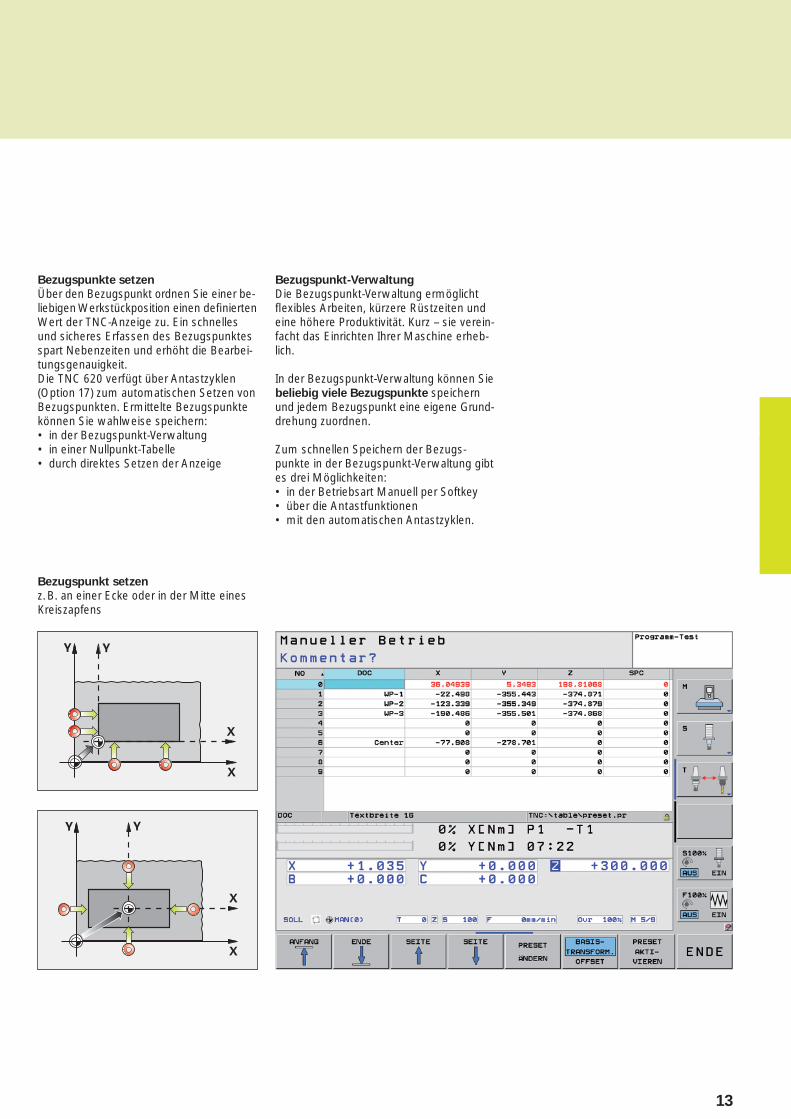
Bezugspunkte setzen
Über den Bezugspunkt ordnen Sie einer be-liebigen Werkstückposition einen defi nierten Wert der TNC-Anzeige zu. Ein schnelles und sicheres Erfassen des Bezugspunktes spart Nebenzeiten und erhöht die Bearbei-tungsgenauigkeit.Die TNC 620 verfügt über Antastzyklen (Option 17) zum automatischen Setzen von Bezugspunkten. Ermittelte Bezugspunkte können Sie wahlweise speichern:
in der Bezugspunkt-Verwaltung• in einer Nullpunkt-Tabelle• durch direktes Setzen der Anzeige•
Bezugspunkt setzen
z.B. an einer Ecke oder in der Mitte eines Kreiszapfens
14
Überprüfen der Werkstücke auf vollstän-
dige Bearbeitung und Maßhaltigkeit
(Option 17)
Die TNC 620 verfügt über eine Vielzahl von Messzyklen, mit denen Sie die Geometrie der bearbeiteten Werkstücke überprüfen können. Dazu wird ein 3D-Tastsystem von HEIDENHAIN (siehe Seite 30) anstelle des Werkzeugs in die Spindel eingewechselt. Damit können Sie:
ein Werkstück erkennen und entspre-• chendes Bearbeitungsprogramm aufrufenüberprüfen, ob Bearbeitungen korrekt • ausgeführt wurdenZustellungen für die Schlichtbearbeitung • ermittelneinen Werkzeugverschleiß erkennen und • kompensierendie Werkstückgeometrie prüfen und Teile • klassierenMessprotokolle erstellen• Maschinentrend erfassen•
Automatisiert bearbeiten
– die TNC 620 misst, verwaltet und kommuniziert
Die Anforderungen zwischen der klassi-schen Maschine für den Werkzeug- und Formenbau sowie Bearbeitungszentren verschwimmen immer mehr. Natürlich ist die TNC 620 in der Lage, automatisierte Produktionsprozesse zu steuern. Sie ver-fügt dabei über die notwendige Funktionali-tät, um auch in der verketteten Bearbeitung mit individuellen Werkstücken in beliebiger Aufspannung die jeweils richtige Bearbei-tung zu starten.
Vermessen des Werkzeugs und automa-
tische Korrektur der Werkzeugdaten
(Option 17)
Zusammen mit dem Tastsystem zur Werk-zeugvermessung TT und TL (siehe Seite 31) bietet die TNC 620 die Möglichkeit, Werk-zeuge in der Maschine automatisch zu ver-messen. Die ermittelten Werte Werkzeug-länge und Werkzeugradius legt die TNC 620 im zentralen Werkzeugspeicher ab. Mit der Überprüfung des Werkzeugs während der Bearbeitung erfassen Sie Verschleiß oder Bruch schnell und direkt und vermeiden so Ausschuss oder Nacharbeit. Liegen die ermittelten Abweichungen außerhalb der vorgegebenen Toleranzen oder ist die über-wachte Standzeit des Werkzeugs über-schritten, sperrt die TNC 620 das Werkzeug und wechselt automatisch ein Schwester-werzeug ein.

15
Palettenverwaltung (Option 22)
Die TNC 620 kann unterschiedlichen Werk-stücken, die in beliebiger Reihenfolge über Paletten zugeführt werden, das passende Bearbeitungsprogramm und die entspre-chende Nullpunkt-Verschiebung zuordnen. Wird eine Palette für die Bearbeitung ein-gewechselt, ruft die TNC 620 automatisch das zugehörige Bearbeitungsprogramm auf. Dadurch ist das automatische Bearbei-ten unterschiedlicher Teile in beliebiger Reihenfolge möglich.
Werkzeugverwaltung
Für Bearbeitungszentren mit automatischem Werkzeugwechsler bietet die TNC 620 einen zentralen Werkzeug speicher für beliebig viele Werkzeuge. Der Werkzeugspeicher ist frei konfi gurierbar und lässt sich so optimal an Ihre Bedürfnisse anpassen. Selbst das Verwalten von Werkzeugnamen können Sie der TNC 620 überlassen. Bereits wäh-rend der Bearbeitung wird der nächste Werkzeugwechsel vorbereitet. Dadurch reduziert sich beim Werkzeugwechsel die Span-zu-Span-Zeit der Maschine erheblich.
16
Programmieren, editieren und testen
– mit der TNC 620 haben Sie alle Möglichkeiten
So universell sich die TNC 620 einsetzen lässt, genauso fl exibel ist sie auch beim Bearbeiten und Programmieren.
Positionieren mit Handeingabe
Auch ohne ein komplettes Bearbeitungs-programm zu erstellen, können Sie mit der TNC 620 schon loslegen: Bearbeiten Sie einfach ein Werkstück Schritt für Schritt – manuelle Tätigkeit und automatische Positi-onierungen im beliebigen Wechsel.
Programmieren an der Maschine
Die Steuerungen von HEIDENHAIN sind werkstattorientiert, d.h. konzipiert für die Programmierung direkt an der Maschine. Bei der Klartext-Programmierung müssen Sie keine G-Codes kennen. Stattdessen stehen Ihnen für die Programmierung von Geraden, Kreisbögen und Zyklen eigene Tasten oder Softkeys zur Verfügung. Sie er-öffnen den HEIDENHAIN-Klartext-Dialog per Tastendruck und sofort unterstützt Sie die TNC aktiv bei der Arbeit. In klaren An-weisungen werden alle notwendigen Ein-gaben angefordert.
Ob Klartext-Hinweise, Dialogführung, Pro-grammschritte oder Softkeys, alle Texte sind in zahlreichen Landessprachen verfügbar.
Programme extern erstellen
Auch für die externe Programmierung ist die TNC 620 gut gerüstet. Über die Schnitt-stellen lässt sie sich in Netzwerke integrie-ren und so mit Programmierplätzen oder weiteren Datenspeichern verbinden. Die TNC 620 kann auch Programme abarbei-ten, die in DIN/ISO programmiert wurden.
17
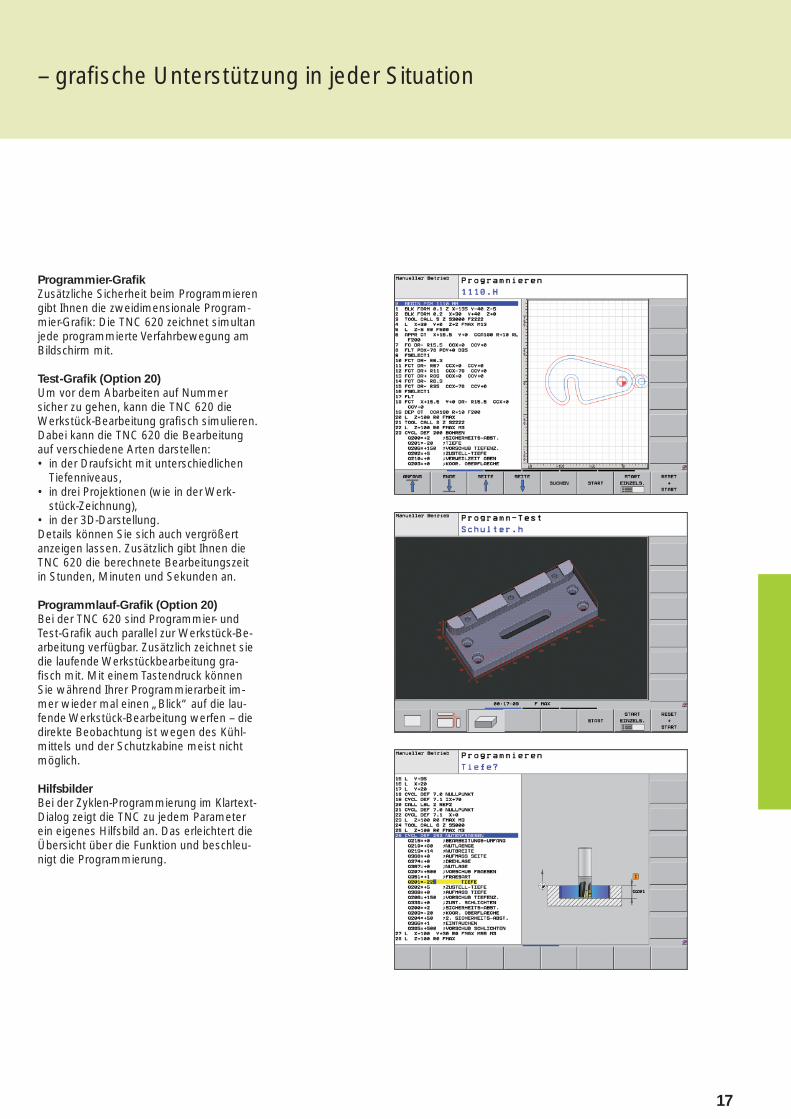
Programmier-Grafi k
Zusätzliche Sicherheit beim Programmieren gibt Ihnen die zweidimensionale Program-mier-Grafi k: Die TNC 620 zeichnet simultan jede programmierte Verfahrbewegung am Bildschirm mit.
Test-Grafi k (Option 20)
Um vor dem Abarbeiten auf Nummer sicher zu gehen, kann die TNC 620 die Werkstück-Bearbeitung grafi sch simulieren. Dabei kann die TNC 620 die Bearbeitung auf verschiedene Arten darstellen:
in der Draufsicht mit unterschiedlichen • Tiefenniveaus,in drei Projektionen (wie in der Werk-• stück-Zeichnung),in der 3D-Darstellung.•
Details können Sie sich auch vergrößert anzeigen lassen. Zusätzlich gibt Ihnen die TNC 620 die berechnete Bearbeitungszeit in Stunden, Minuten und Sekunden an.
Programmlauf-Grafi k (Option 20)
Bei der TNC 620 sind Programmier- und Test-Grafi k auch parallel zur Werkstück-Be-arbeitung verfügbar. Zusätzlich zeichnet sie die laufende Werkstückbearbeitung gra-fi sch mit. Mit einem Tastendruck können Sie während Ihrer Programmierarbeit im-mer wieder mal einen „Blick“ auf die lau-fende Werkstück-Bearbeitung werfen – die direkte Beobachtung ist wegen des Kühl-mittels und der Schutzkabine meist nicht möglich.
Hilfsbilder
Bei der Zyklen-Programmierung im Klartext-Dialog zeigt die TNC zu jedem Parameter ein eigenes Hilfsbild an. Das erleichtert die Übersicht über die Funktion und beschleu-nigt die Programmierung.
– grafi sche Unterstützung in jeder Situation
18
��
���
��
���
���
In der Werkstatt programmieren
– eindeutige Funktionstasten für komplexe Konturen
Programmieren von
2D-Konturen
2D-Konturen sind sozusagen das „tägliche Brot“ in der Werkstatt. Dafür bietet die TNC 620 eine Vielzahl von Möglichkeiten.
Programmieren mit Funktionstasten
Sind Konturen NC-gerecht bemaßt, das heißt, die Endpunkte der Konturelemente sind in kartesischen Koordinaten oder in Polar-Koordinaten gegeben, so können Sie das NC-Programm direkt über Funktions-tasten erzeugen.
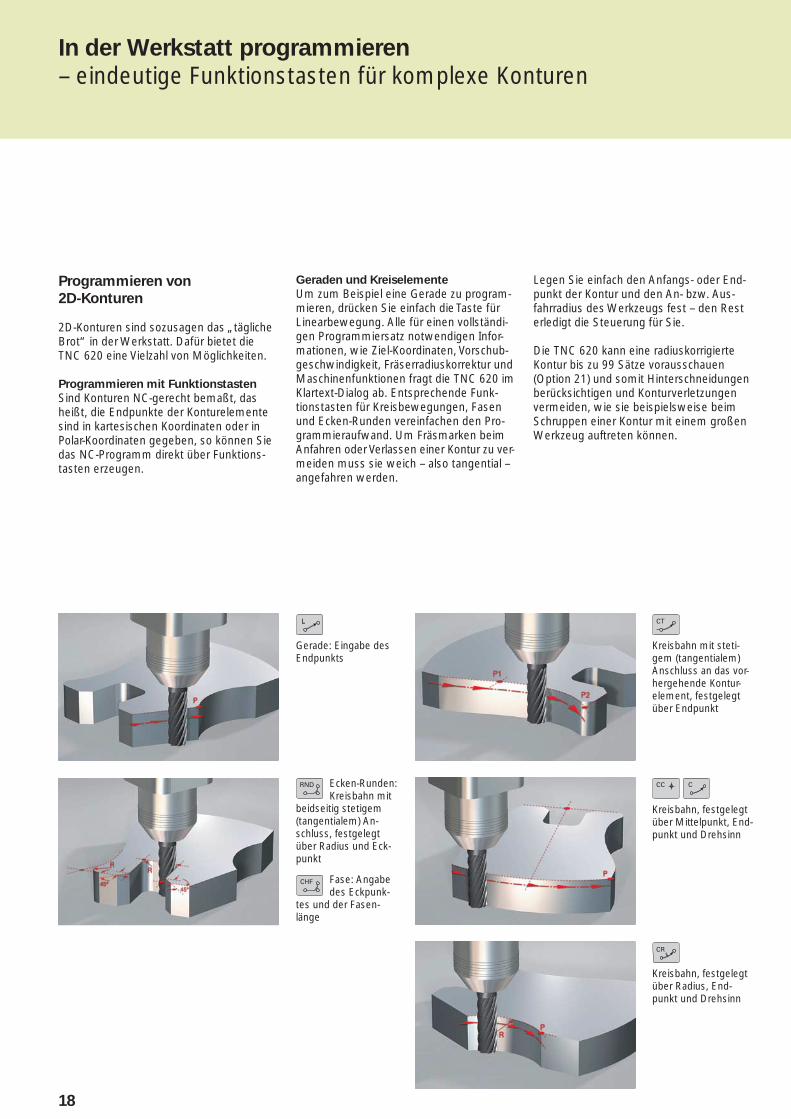
Geraden und Kreiselemente
Um zum Beispiel eine Gerade zu program-mieren, drücken Sie einfach die Taste für Linearbewegung. Alle für einen vollständi-gen Programmiersatz notwendigen Infor-mationen, wie Ziel-Koordinaten, Vorschub-geschwindigkeit, Fräserradiuskorrektur und Maschinenfunktionen fragt die TNC 620 im Klartext-Dialog ab. Entsprechende Funk-tionstasten für Kreisbewegungen, Fasen und Ecken-Runden vereinfachen den Pro-grammieraufwand. Um Fräsmarken beim Anfahren oder Verlassen einer Kontur zu ver-meiden muss sie weich – also tangential – angefahren werden.
Legen Sie einfach den Anfangs- oder End-punkt der Kontur und den An- bzw. Aus-fahrradius des Werkzeugs fest – den Rest erledigt die Steuerung für Sie.
Die TNC 620 kann eine radiuskorrigierte Kontur bis zu 99 Sätze vorausschauen (Option 21) und somit Hinterschneidungen berücksichtigen und Konturverletzungen vermeiden, wie sie beispielsweise beim Schruppen einer Kontur mit einem großen Werkzeug auftreten können.
Kreisbahn mit steti-gem (tangentialem) Anschluss an das vor-hergehende Kontur-element, festgelegt über Endpunkt
Kreisbahn, festgelegt über Radius, End-punkt und Drehsinn
Kreisbahn, festgelegt über Mittelpunkt, End-punkt und Drehsinn
Ecken-Runden: Kreisbahn mit
beidseitig stetigem (tangentialem) An-schluss, festgelegt über Radius und Eck-punkt
Gerade: Eingabe des Endpunkts
Fase: Angabe des Eckpunk-
tes und der Fasen-länge
19
���
�
��
���
���
��
��
��
���
���
���
�
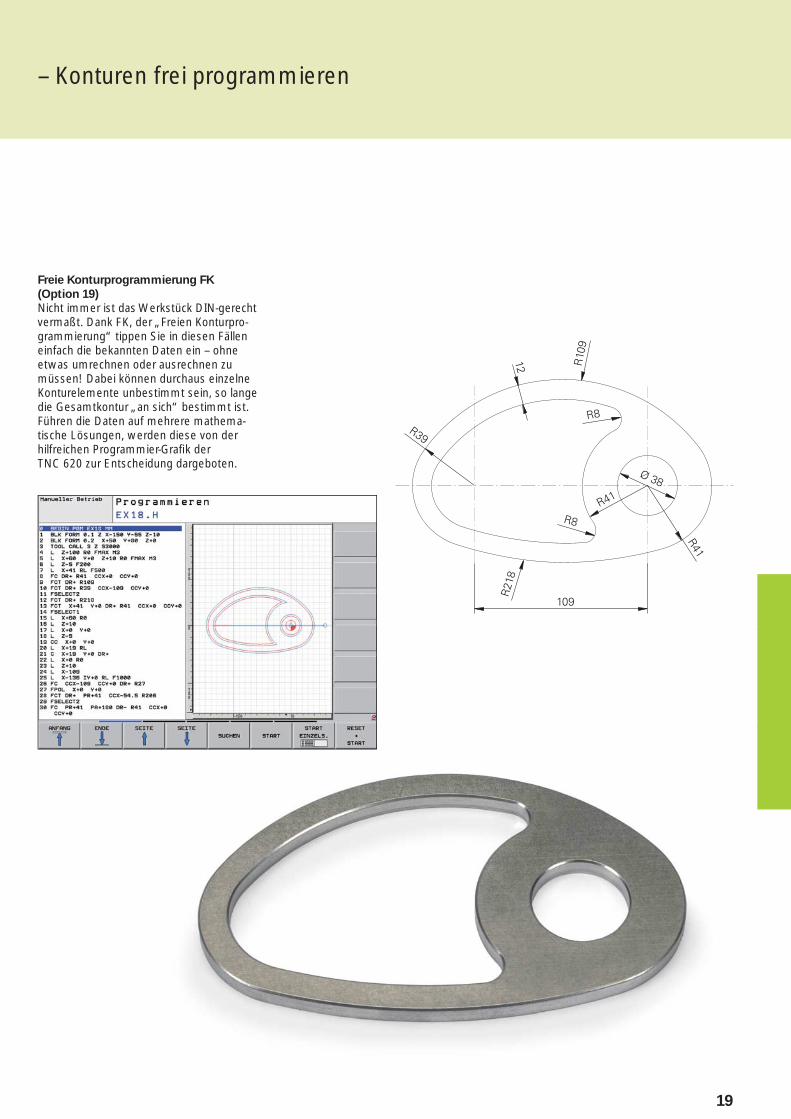
Freie Konturprogrammierung FK
(Option 19)
Nicht immer ist das Werkstück DIN-gerecht vermaßt. Dank FK, der „Freien Konturpro-grammierung“ tippen Sie in diesen Fällen einfach die bekannten Daten ein – ohne etwas umrechnen oder ausrechnen zu müssen! Dabei können durchaus einzelne Konturelemente unbestimmt sein, so lange die Gesamtkontur „an sich“ bestimmt ist. Führen die Daten auf mehrere mathema-tische Lösungen, werden diese von der hilfreichen Programmier-Grafi k der TNC 620 zur Entscheidung dargeboten.
– Konturen frei programmieren

20
In der Werkstatt programmieren
– praxisgerechte Zyklen für wiederkehrende Bearbeitungen
Umfangreiche Bearbeitungs-
zyklen zum Fräsen und Bohren
Häufi g wiederkehrende Bearbeitungen, die mehrere Bearbeitungsschritte umfassen, sind in der TNC 620 als Zyklen gespeichert. Sie programmieren dialoggeführt und un-terstützt durch grafi sche Hilfsbilder, welche die erforderlichen Eingabe-Parameter an-schaulich darstellen.
Standardzyklen
Neben den Bearbeitungszyklen zum Boh-ren und Gewindebohren (mit oder ohne Ausgleichsfutter) stehen Ihnen optional (Option 19) auch Zyklen zum Gewindefrä-sen, Reiben und Ausdrehen sowie für Bohrbilder, Fräszyklen zum Abzeilen ebener Flächen, zum Ausräumen und Schlichten von Taschen, Nuten und Zapfen zur Verfü-gung.
Zyklen für komplexe Konturen
(Option 19)
Eine besondere Hilfe beim Ausräumen von Taschen mit beliebiger Kontur sind die so-genannten SL-Zyklen (SL = Subcontour List). Dieser Begriff bezeichnet Bearbei-tungszyklen zum Vorbohren, Ausräumen und Schlichten, bei denen die Kontur bzw. die Teilkonturen in Unterprogrammen fest-gelegt sind. Somit wird eine Konturbeschrei-bung für verschiedene Arbeitsgänge mit unterschiedlichen Werk zeugen verwendet.
Bis zu zwölf Teilkonturen können für die Bearbeitung überlagert werden; die Steue-rung berechnet automatisch die resultieren-de Kontur und die Werkzeugwege für das Ausräumen bzw. Abräumen der Flächen. Teilkonturen können Taschen oder Inseln sein. Mehrere Taschenfl ächen werden da-bei zu einer resultierenden Tasche vereinigt, Inselfl ächen werden umfahren.
Ein Schlichtaufmaß auf Seiten- und Bo-denfl ächen berücksichtigt die TNC 620 beim Ausräumen. Beim Ausräumen mit verschiedenen Werkzeugen erkennt die Steuerung nicht ausgeräumte Flächen, so dass mit kleineren Werkzeugen gezielt Restmaterial nachgeräumt werden kann. Zum Schlichten auf Fertigmaß wird ein ei-gener Zyklus verwendet.
21
Herstellerzyklen (Option 19)
Die Maschinenhersteller können durch zu-sätzliche Bearbeitungszyklen ihr spezielles Fertigungs-Know-how einbringen und diese in der TNC 620 ablegen. Aber auch der End-anwender hat die Möglichkeit eigene Zyk-len zu programmieren. HEIDENHAIN un-terstützt die Programmierung dieser Zyklen mit der PC-Software CycleDesign. Damit können Sie die Eingabe-Parameter und die Softkey-Struktur der TNC 620 nach Ihren Wünschen gestalten.
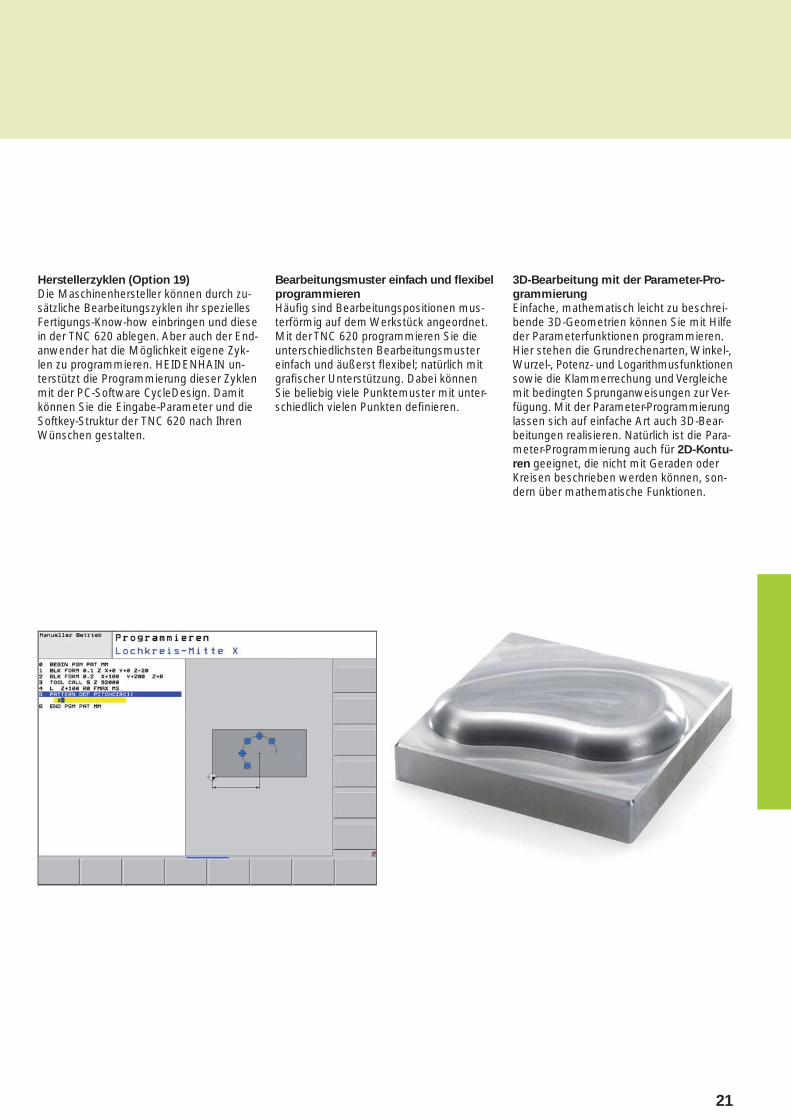
Bearbeitungsmuster einfach und fl exibel
programmieren
Häufi g sind Bearbeitungspositionen mus-terförmig auf dem Werkstück angeordnet. Mit der TNC 620 programmieren Sie die unterschiedlichsten Bearbeitungsmuster einfach und äußerst fl exibel; natürlich mit grafi scher Unterstützung. Dabei können Sie beliebig viele Punktemuster mit unter-schiedlich vielen Punkten defi nieren.
3D-Bearbeitung mit der Parameter-Pro-
grammierung
Einfache, mathematisch leicht zu beschrei-bende 3D-Geometrien können Sie mit Hilfe der Parameterfunktionen programmieren. Hier stehen die Grundrechenarten, Winkel-, Wurzel-, Potenz- und Logarithmusfunkti onen sowie die Klammerrechung und Vergleiche mit bedingten Sprunganweisungen zur Ver-fügung. Mit der Parameter-Programmierung lassen sich auf einfache Art auch 3D-Bear-beitungen realisieren. Natürlich ist die Para-meter-Programmierung auch für 2D-Kontu-
ren geeignet, die nicht mit Geraden oder Kreisen beschrieben werden können, son-dern über mathematische Funktionen.
22
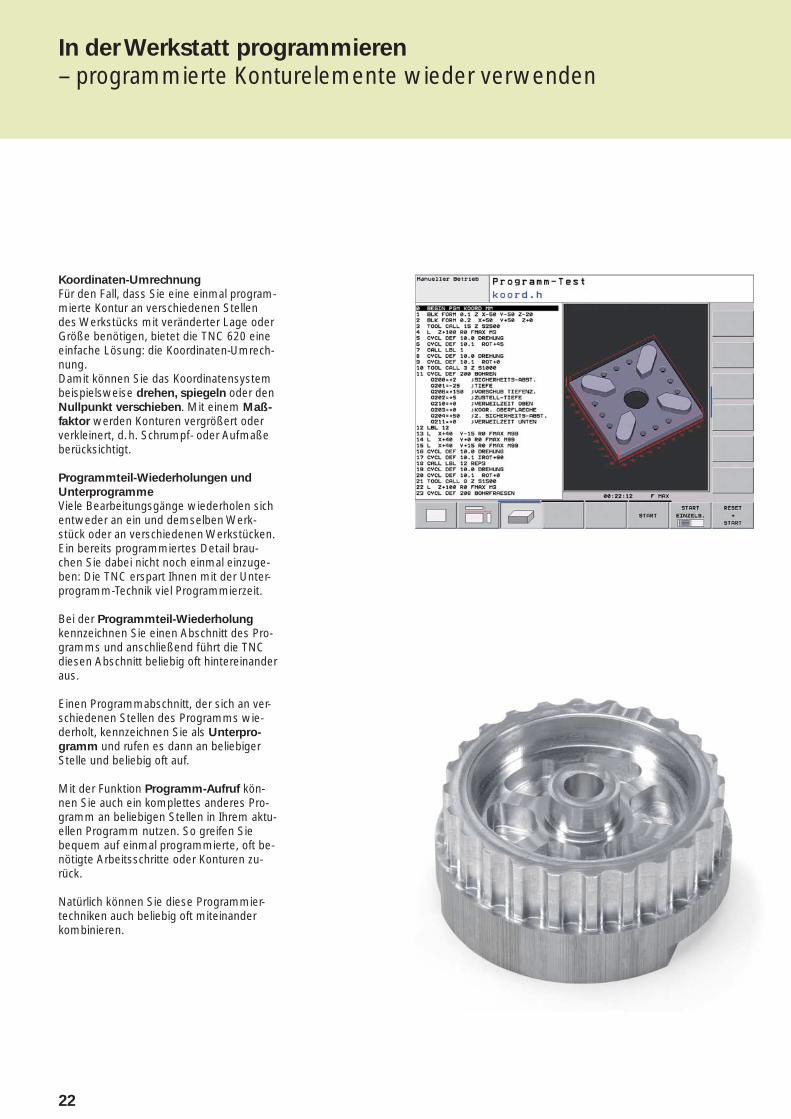
Koordinaten-Umrechnung
Für den Fall, dass Sie eine einmal program-mierte Kontur an verschiedenen Stellen des Werkstücks mit veränderter Lage oder Größe benötigen, bietet die TNC 620 eine einfache Lösung: die Koordinaten-Umrech-nung.Damit können Sie das Koordinatensystem beispielsweise drehen, spiegeln oder den Nullpunkt verschieben. Mit einem Maß-
faktor werden Konturen vergrößert oder verkleinert, d.h. Schrumpf- oder Aufmaße berücksichtigt.
Programmteil-Wiederholungen und
Unterprogramme
Viele Bearbeitungsgänge wiederholen sich entweder an ein und demselben Werk-stück oder an verschiedenen Werkstücken. Ein bereits programmiertes Detail brau-chen Sie dabei nicht noch einmal einzuge-ben: Die TNC erspart Ihnen mit der Unter-programm-Technik viel Programmierzeit.
Bei der Programmteil-Wiederholung kennzeichnen Sie einen Abschnitt des Pro-gramms und anschließend führt die TNC diesen Abschnitt beliebig oft hintereinander aus.
Einen Programmabschnitt, der sich an ver-schiedenen Stellen des Programms wie-derholt, kennzeichnen Sie als Unterpro-
gramm und rufen es dann an beliebiger Stelle und beliebig oft auf.
Mit der Funktion Programm-Aufruf kön-nen Sie auch ein komplettes anderes Pro-gramm an beliebigen Stellen in Ihrem aktu-ellen Programm nutzen. So greifen Sie bequem auf einmal programmierte, oft be-nötigte Arbeitsschritte oder Konturen zu-rück.
Natürlich können Sie diese Programmier-techniken auch beliebig oft miteinander kombinieren.
In der Werkstatt programmieren
– programmierte Konturelemente wieder verwenden
23
– alle Informationen schnell verfügbar
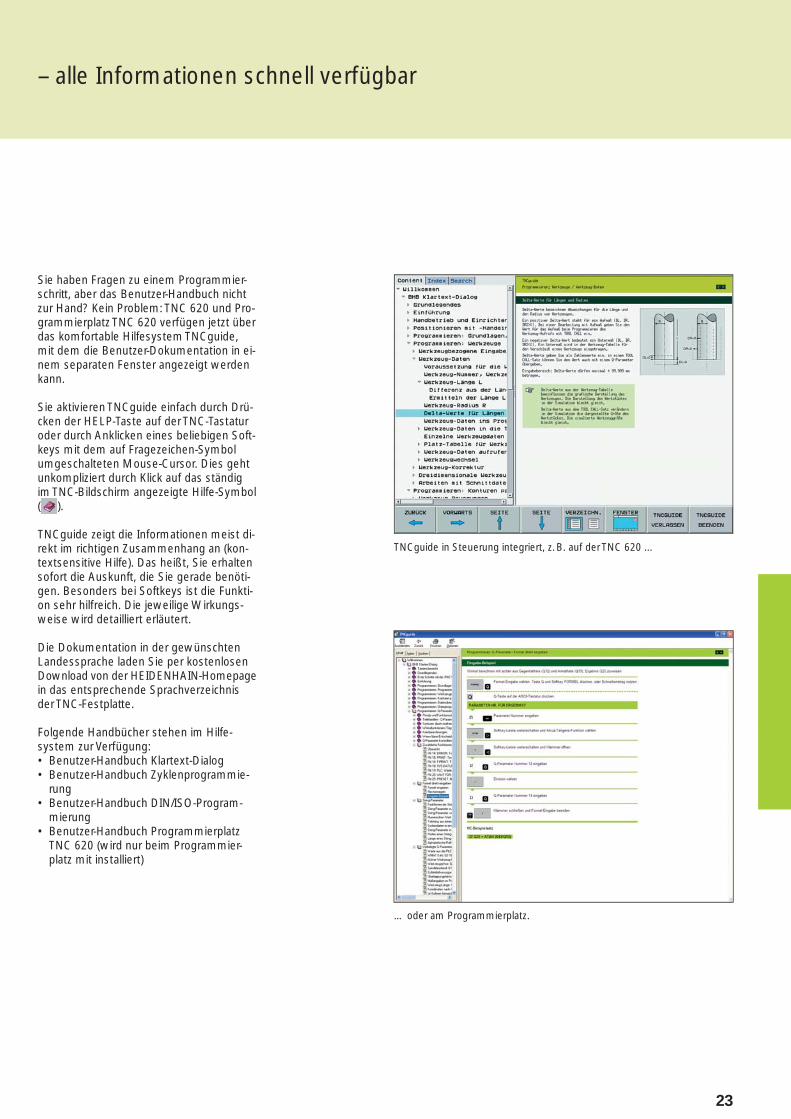
Sie haben Fragen zu einem Programmier-schritt, aber das Benutzer-Handbuch nicht zur Hand? Kein Problem: TNC 620 und Pro-grammierplatz TNC 620 verfügen jetzt über das komfortable Hilfesystem TNCguide, mit dem die Benutzer-Dokumentation in ei-nem separaten Fenster angezeigt werden kann.
Sie aktivieren TNCguide einfach durch Drü-cken der HELP-Taste auf der TNC-Tastatur oder durch Anklicken eines beliebigen Soft-keys mit dem auf Fragezeichen-Symbol umgeschalteten Mouse-Cursor. Dies geht unkompliziert durch Klick auf das ständig im TNC-Bildschirm angezeigte Hilfe-Symbol ( ).
TNCguide zeigt die Informationen meist di-rekt im richtigen Zusammenhang an (kon-textsensitive Hilfe). Das heißt, Sie erhalten sofort die Auskunft, die Sie gerade benöti-gen. Besonders bei Softkeys ist die Funkti-on sehr hilfreich. Die jeweilige Wirkungs-weise wird detailliert erläutert.
Die Dokumentation in der gewünschten Landessprache laden Sie per kostenlosen Download von der HEIDENHAIN-Homepage in das entsprechende Sprachverzeichnis der TNC-Festplatte.
Folgende Handbücher stehen im Hilfe-system zur Verfügung:
Benutzer-Handbuch Klartext-Dialog• Benutzer-Handbuch Zyklenprogrammie-• rungBenutzer-Handbuch DIN/ISO-Program-• mierungBenutzer-Handbuch Programmierplatz • TNC 620 (wird nur beim Programmier-platz mit installiert)
TNCguide in Steuerung integriert, z.B. auf der TNC 620 ...
… oder am Programmierplatz.
24
Offen für externe Informationen
– die TNC 620 verarbeitet DXF-Dateien (Option)
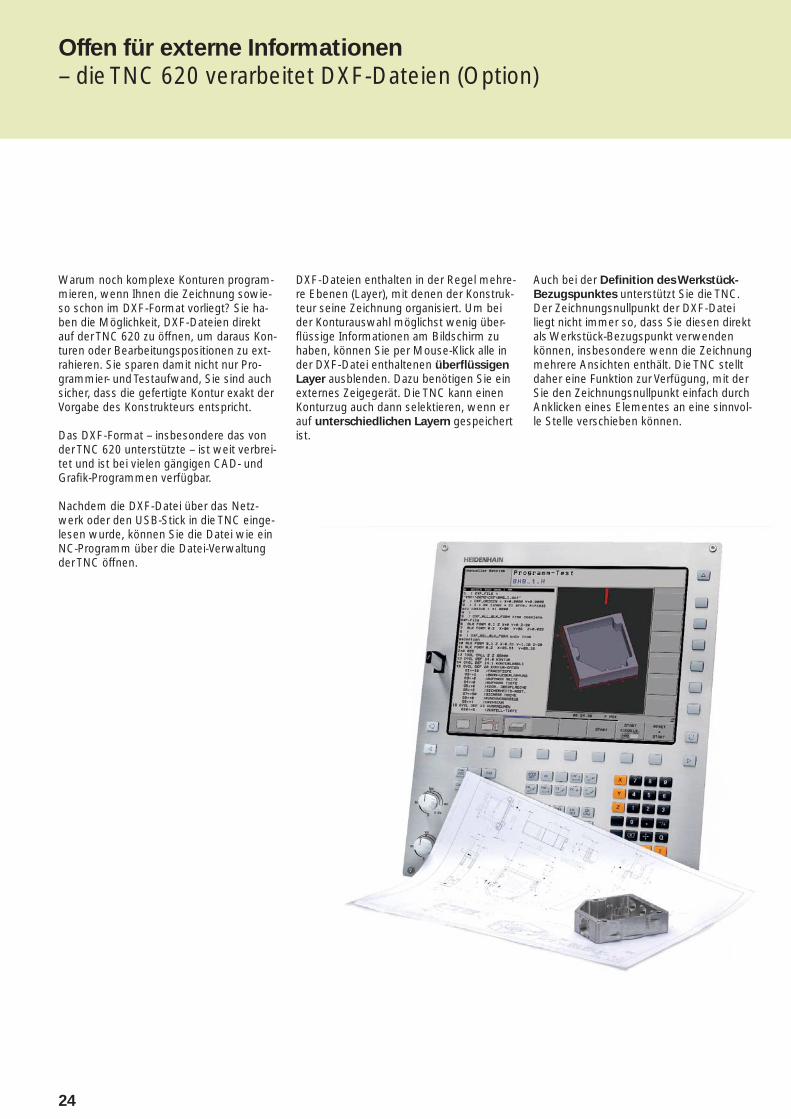
Warum noch komplexe Konturen program-mieren, wenn Ihnen die Zeichnung sowie-so schon im DXF-Format vorliegt? Sie ha-ben die Möglichkeit, DXF-Dateien direkt auf der TNC 620 zu öffnen, um daraus Kon-turen oder Bearbeitungspositionen zu ext-rahieren. Sie sparen damit nicht nur Pro-grammier- und Testaufwand, Sie sind auch sicher, dass die gefertigte Kontur exakt der Vorgabe des Konstrukteurs entspricht.
Das DXF-Format – insbesondere das von der TNC 620 unterstützte – ist weit verbrei-tet und ist bei vielen gängigen CAD- und Grafi k-Programmen verfügbar.
Nachdem die DXF-Datei über das Netz-werk oder den USB-Stick in die TNC einge-lesen wurde, können Sie die Datei wie ein NC-Programm über die Datei-Verwaltung der TNC öffnen.
DXF-Dateien enthalten in der Regel mehre-re Ebenen (Layer), mit denen der Konstruk-teur seine Zeichnung organisiert. Um bei der Konturauswahl möglichst wenig über-fl üssige Informationen am Bildschirm zu haben, können Sie per Mouse-Klick alle in der DXF-Datei enthaltenen überfl üssigen
Layer ausblenden. Dazu benötigen Sie ein externes Zeigegerät. Die TNC kann einen Konturzug auch dann selektieren, wenn er auf unterschiedlichen Layern gespeichert ist.
Auch bei der Defi nition des Werkstück-
Bezugspunktes unterstützt Sie die TNC. Der Zeichnungsnullpunkt der DXF-Datei liegt nicht immer so, dass Sie diesen direkt als Werkstück-Bezugspunkt verwenden können, insbesondere wenn die Zeichnung mehrere Ansichten enthält. Die TNC stellt daher eine Funktion zur Verfügung, mit der Sie den Zeichnungsnullpunkt einfach durch Anklicken eines Elementes an eine sinnvol-le Stelle verschieben können.
25
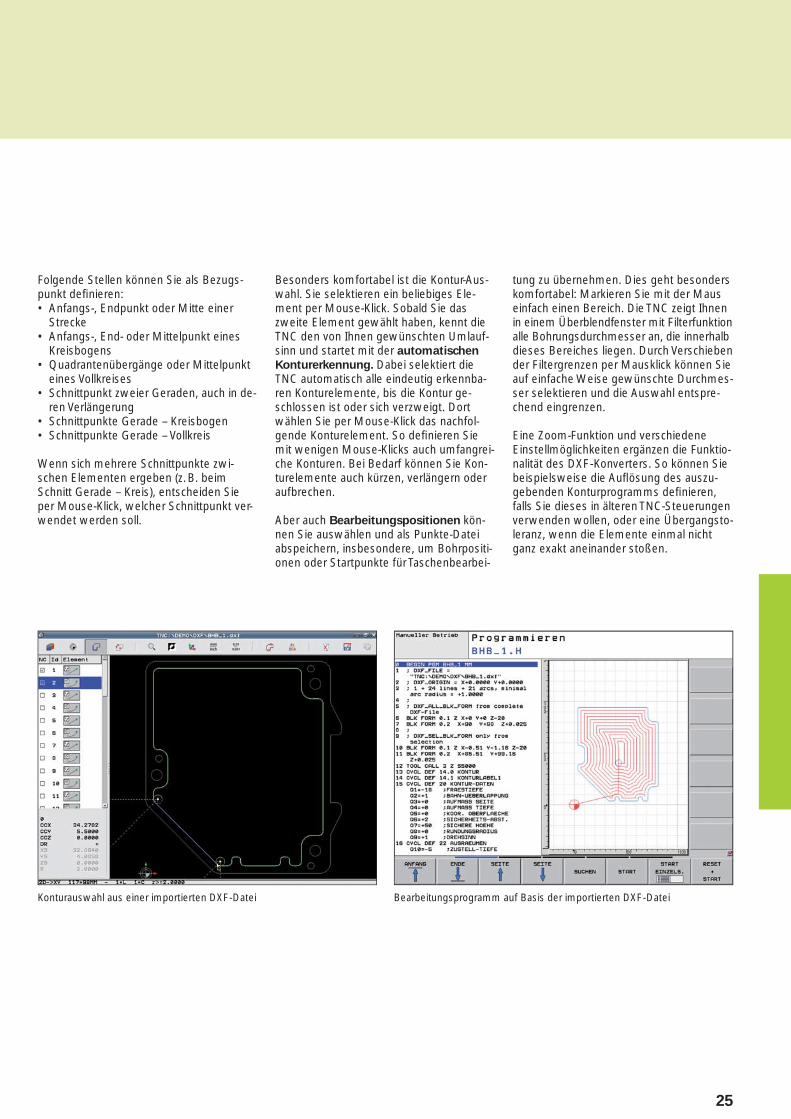
Konturauswahl aus einer importierten DXF-Datei Bearbeitungsprogramm auf Basis der importierten DXF-Datei
Folgende Stellen können Sie als Bezugs-punkt defi nieren:
Anfangs-, Endpunkt oder Mitte einer • StreckeAnfangs-, End- oder Mittelpunkt eines • KreisbogensQuadrantenübergänge oder Mittelpunkt • eines VollkreisesSchnittpunkt zweier Geraden, auch in de-• ren VerlängerungSchnittpunkte Gerade – Kreisbogen• Schnittpunkte Gerade – Vollkreis•
Wenn sich mehrere Schnittpunkte zwi-schen Elementen ergeben (z.B. beim Schnitt Gerade – Kreis), entscheiden Sie per Mouse-Klick, welcher Schnittpunkt ver-wendet werden soll.
Besonders komfortabel ist die Kontur-Aus-wahl. Sie selektieren ein beliebiges Ele-ment per Mouse-Klick. Sobald Sie das zweite Element gewählt haben, kennt die TNC den von Ihnen gewünschten Umlauf-sinn und startet mit der automatischen
Konturerkennung. Dabei selektiert die TNC automatisch alle eindeutig erkennba-ren Konturelemente, bis die Kontur ge-schlossen ist oder sich verzweigt. Dort wählen Sie per Mouse-Klick das nachfol-gende Konturelement. So defi nieren Sie mit wenigen Mouse-Klicks auch umfangrei-che Konturen. Bei Bedarf können Sie Kon-turelemente auch kürzen, verlängern oder aufbrechen.
Aber auch Bearbeitungspositionen kön-nen Sie auswählen und als Punkte-Datei abspeichern, insbesondere, um Bohrpositi-onen oder Startpunkte für Taschenbearbei-
tung zu übernehmen. Dies geht besonders komfortabel: Markieren Sie mit der Maus einfach einen Bereich. Die TNC zeigt Ihnen in einem Überblendfenster mit Filterfunktion alle Bohrungsdurchmesser an, die innerhalb dieses Bereiches liegen. Durch Verschieben der Filtergrenzen per Mausklick können Sie auf einfache Weise gewünschte Durchmes-ser selektieren und die Auswahl entspre-chend eingrenzen.
Eine Zoom-Funktion und verschiedene Einstellmöglichkeiten ergänzen die Funktio-nalität des DXF-Konverters. So können Sie beispielsweise die Aufl ösung des auszu-gebenden Konturprogramms defi nieren, falls Sie dieses in älteren TNC-Steuerungen verwenden wollen, oder eine Übergangsto-leranz, wenn die Elemente einmal nicht ganz exakt aneinander stoßen.
26
Offen für externe Informationen
– schnelle Datenübertragung mit der TNC
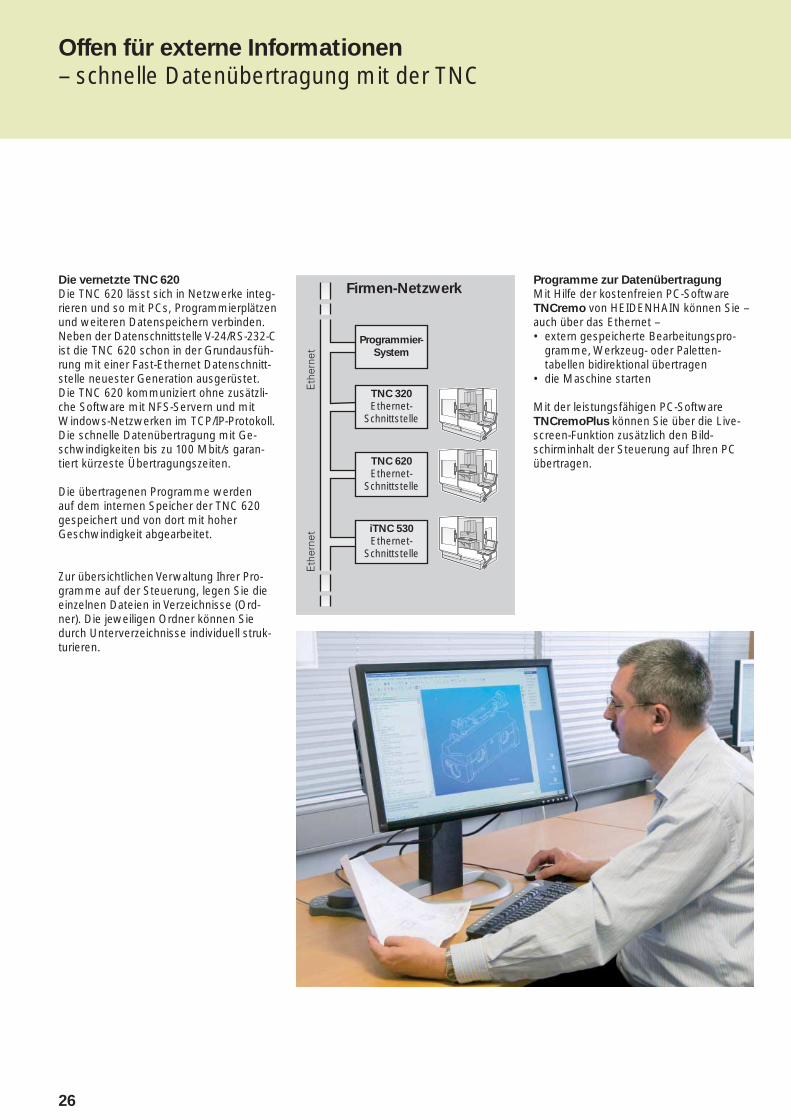
Die vernetzte TNC 620
Die TNC 620 lässt sich in Netzwerke integ-rieren und so mit PCs, Programmierplätzen und weiteren Datenspeichern verbinden. Neben der Datenschnittstelle V-24/RS-232-C ist die TNC 620 schon in der Grundausfüh-rung mit einer Fast-Ethernet Datenschnitt-stelle neuester Generation ausgerüstet. Die TNC 620 kommuniziert ohne zusätzli-che Software mit NFS-Servern und mit Windows-Netzwerken im TCP/IP-Protokoll. Die schnelle Datenübertragung mit Ge-schwindigkeiten bis zu 100 Mbit/s garan-tiert kürzeste Übertragungszeiten.
Die übertragenen Programme werden auf dem internen Speicher der TNC 620 gespeichert und von dort mit hoher Geschwindigkeit abgearbeitet.
Zur übersichtlichen Verwaltung Ihrer Pro-gramme auf der Steuerung, legen Sie die einzelnen Dateien in Verzeichnisse (Ord-ner). Die jeweiligen Ordner können Sie durch Unterverzeichnisse individuell struk-turieren.
Firmen-Netzwerk
Programmier-
System
TNC 320
Ethernet-Schnittstelle
TNC 620
Ethernet-Schnittstelle
iTNC 530
Ethernet-Schnittstelle
Programme zur Datenübertragung
Mit Hilfe der kostenfreien PC-Software TNCremo von HEIDENHAIN können Sie – auch über das Ethernet –
extern gespeicherte Bearbeitungspro-• gramme, Werkzeug- oder Paletten-tabellen bidirektional übertragendie Maschine starten•
Mit der leistungsfähigen PC-Software TNCremoPlus können Sie über die Live-screen-Funktion zusätzlich den Bild-schirminhalt der Steuerung auf Ihren PC übertragen.
27
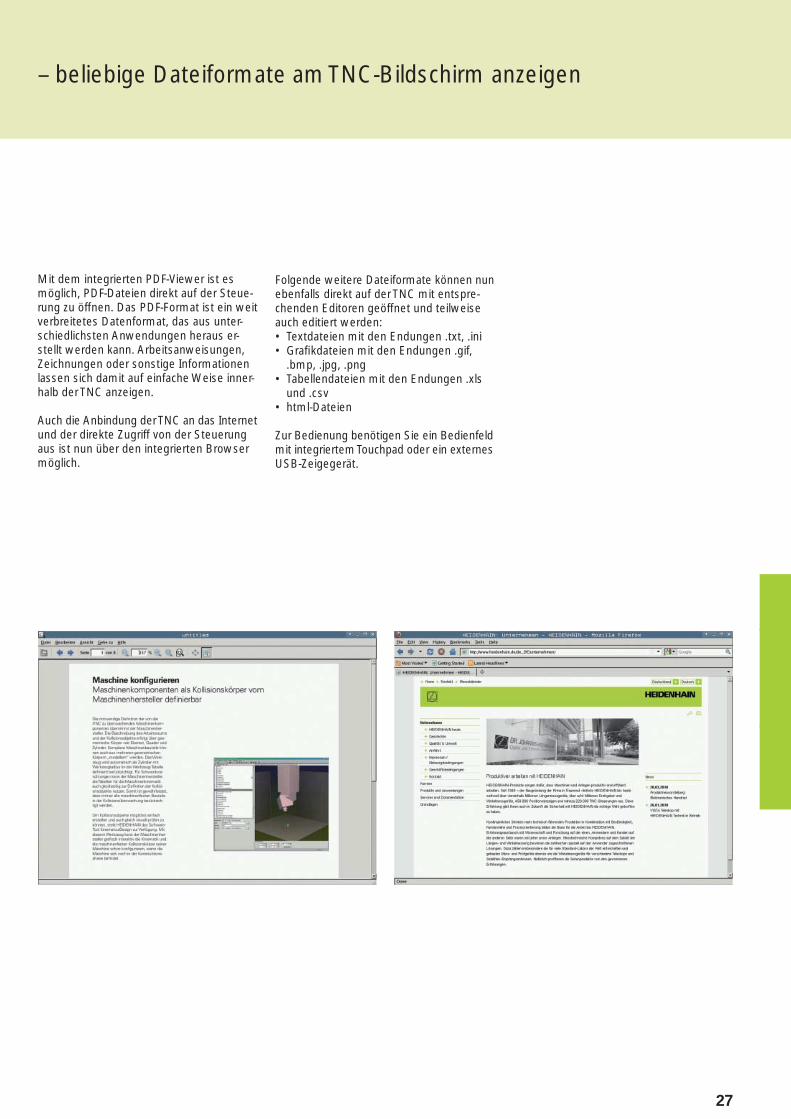
Mit dem integrierten PDF-Viewer ist es möglich, PDF-Dateien direkt auf der Steue-rung zu öffnen. Das PDF-Format ist ein weit verbreitetes Datenformat, das aus unter-schiedlichsten Anwendungen heraus er-stellt werden kann. Arbeitsanweisungen, Zeichnungen oder sonstige Informationen lassen sich damit auf einfache Weise inner-halb der TNC anzeigen.
Auch die Anbindung der TNC an das Internet und der direkte Zugriff von der Steuerung aus ist nun über den integrierten Browser möglich.
– beliebige Dateiformate am TNC-Bildschirm anzeigen
Folgende weitere Dateiformate können nun ebenfalls direkt auf der TNC mit entspre-chenden Editoren geöffnet und teilweise auch editiert werden:
Textdateien mit den Endungen .txt, .ini• Grafi kdateien mit den Endungen .gif, • .bmp, .jpg, .pngTabellendateien mit den Endungen .xls • und .csvhtml-Dateien•
Zur Bedienung benötigen Sie ein Bedienfeld mit integriertem Touchpad oder ein externes USB-Zeigegerät.

28
Programmierplatz mit TNC-Bedienfeld
Warum ein Programmierplatz?
Natürlich können Sie die Werkstück-Pro-gramme mit der TNC 620 sehr gut an der Maschine erstellen – auch während diese gerade ein anderes Teil bearbeitet. Trotz-dem kann es vorkommen, dass die Auslas-tung der Maschine oder kurze Umspann-zeiten ein konzentriertes Programmieren vor Ort nicht zulassen. Mit dem Pro-grammierplatz TNC 620 haben Sie die Möglichkeit wie an Ihrer Maschine zu pro-grammieren, jedoch abseits vom Werk-stattlärm.
Programme erstellen
Erstellen, Testen und Optimieren der HEIDENHAIN-Klartext- oder DIN/ISO-Pro-gramme auf dem Programmierplatz ver-kürzt die Stillstandszeiten der Maschine. Dabei brauchen Sie nicht umzudenken, jede Tastenbetätigung sitzt wie gewohnt: Denn auf dem Programmierplatz program-mieren Sie auf der gleichen Tastatur wie an der Maschine.
Extern erstellte Programme testen
Natürlich können Sie auch Programme testen die auf einem CAD/CAM-System erstellt wurden. Die Testgrafi k hilft Ihnen durch die verschiedenen Darstellungen Konturverletzungen und versteckte Details sicher zu erkennen.
Ausbildung mit dem Programmierplatz
Da der Programmierplatz TNC 620 auf der gleichen Software wie die TNC 620 basiert, ist er bestens für die Aus- und Weiterbil-dung geeignet. Die Programmierung er-folgt auf der originalen Tastatureinheit, auch der Programmtest läuft exakt so ab, wie an der Maschine. Das gibt dem Auszubilden-den Sicherheit für das spätere Arbeiten an der Maschine.
Auch für die TNC-Programmier-Ausbildung an Schulen ist der Programmierplatz TNC 620 bestens geeignet, denn die TNC 620 lässt sich im Klartext oder auch nach DIN/ISO programmieren.
Ihr Arbeitsplatz
Die Programmierplatz-Software läuft auf einem PC. Der PC-Bildschirm zeigt Ihnen die TNC-Oberfl äche wie an der Steuerung und bietet die gewohnte grafi sche Unter-stützung. Zur Bedienung des Programmier-platzes haben Sie – je nach Ausführung – mehrere Möglichkeiten.
Die kostenfreie Demo-Version beinhaltet alle TNC-620-Funktionen und erlaubt das Speichern von kurzen Programmen. Sie wird über die PC-Tastatur programmiert.
Bei der Version mit TNC-Bedienfeld erstel-len Sie Ihre Programme wie gewohnt auf einer Tastatur mit den gleichen Funktions-tasten wie die Steuerung an der Maschine. Zusätzlich verfügt sie über eine PC-Tastatur für DIN/ISO-Programmierung, Dateinamen und Kommentaren.
Sie können aber auch ohne TNC-Bedienfeld arbeiten: Zur Bedienung des Programmier-platzes wird ein virtuelles Keyboard auf dem PC-Bildschirm eingeblendet. Dies verfügt über die wichtigsten Dialog-Eröff-nungstasten der TNC 620.
– der Programmierplatz TNC 620
Nähere Informationen zum Programmier-platz und eine kostenfreie Demo-Version fi nden Sie im Internet unter www.heidenhain.de. Oder fordern Sie einfach die CD bzw. den Prospekt Pro-grammierplatz TNC an.
29
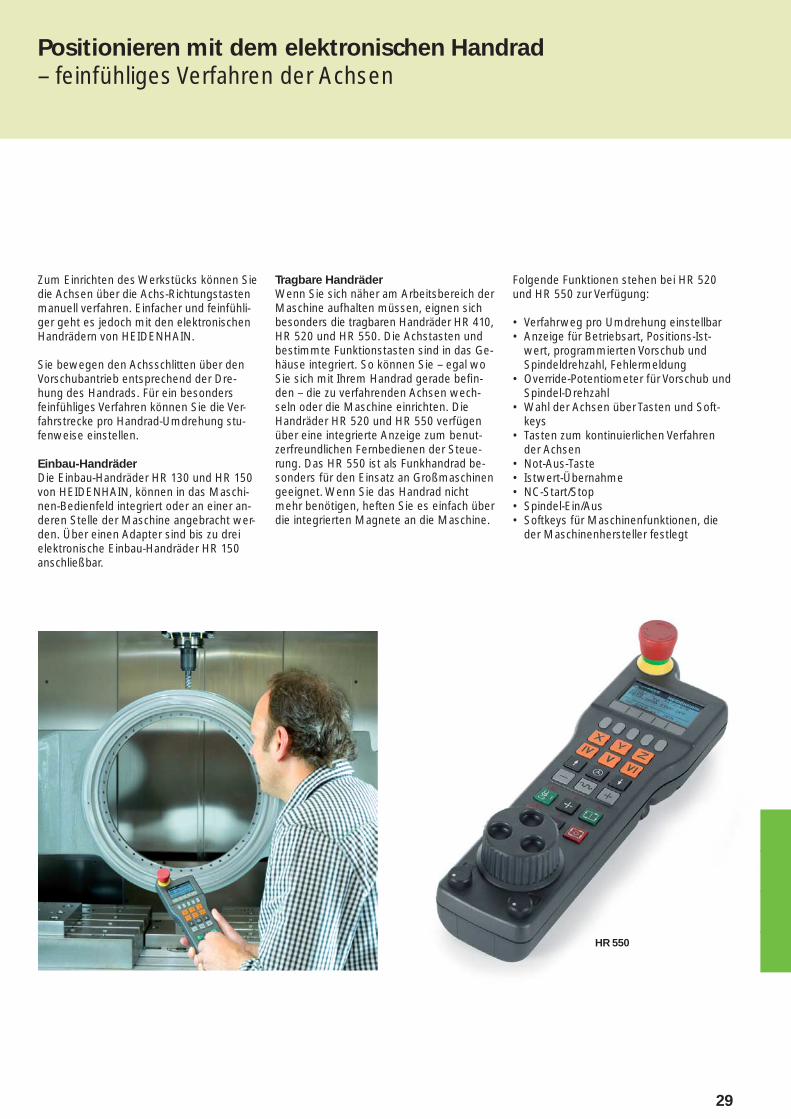
HR 550
Positionieren mit dem elektronischen Handrad
– feinfühliges Verfahren der Achsen
Zum Einrichten des Werkstücks können Sie die Achsen über die Achs-Richtungstasten manuell verfahren. Einfacher und feinfühli-ger geht es jedoch mit den elektronischen Handrädern von HEIDENHAIN.
Sie bewegen den Achsschlitten über den Vorschubantrieb entsprechend der Dre-hung des Handrads. Für ein besonders feinfühliges Verfahren können Sie die Ver-fahrstrecke pro Handrad-Umdrehung stu-fenweise einstellen.
Einbau-Handräder
Die Einbau-Handräder HR 130 und HR 150 von HEIDENHAIN, können in das Maschi-nen-Bedienfeld integriert oder an einer an-deren Stelle der Maschine angebracht wer-den. Über einen Adapter sind bis zu drei elektronische Einbau-Handräder HR 150 anschließbar.
Folgende Funktionen stehen bei HR 520 und HR 550 zur Verfügung:
Verfahrweg pro Umdrehung einstellbar• Anzeige für Betriebsart, Positions-Ist-• wert, programmierten Vorschub und Spindeldrehzahl, FehlermeldungOverride-Potentiometer für Vorschub und • Spindel-DrehzahlWahl der Achsen über Tasten und Soft-• keysTasten zum kontinuierlichen Verfahren • der AchsenNot-Aus-Taste• Istwert-Übernahme• NC-Start/Stop• Spindel-Ein/Aus• Softkeys für Maschinenfunktionen, die • der Maschinenhersteller festlegt
Tragbare Handräder
Wenn Sie sich näher am Arbeitsbereich der Maschine aufhalten müssen, eignen sich besonders die tragbaren Handräder HR 410, HR 520 und HR 550. Die Achstasten und bestimmte Funktionstasten sind in das Ge-häuse integriert. So können Sie – egal wo Sie sich mit Ihrem Handrad gerade befi n-den – die zu verfahrenden Achsen wech-seln oder die Maschine einrichten. Die Handräder HR 520 und HR 550 verfügen über eine integrierte Anzeige zum benut-zerfreundlichen Fernbedienen der Steue-rung. Das HR 550 ist als Funkhandrad be-sonders für den Einsatz an Großmaschinen geeignet. Wenn Sie das Handrad nicht mehr benötigen, heften Sie es einfach über die integrierten Magnete an die Maschine.

3030
TS 220
SE 640
TS 640 TS 440
Werkstücke vermessen
– Einrichten, Bezugspunkt-Setzen und Messen mit schaltenden Tastsystemen
Weitere Informationen zu den Werkstück-Tastsystemen fi nden Sie im Internet unter www.heidenhain.de oder im Prospekt bzw. auf der CD Tastsysteme.
Die Werkstück-Tastsysteme von HEIDENHAIN helfen in der Werkstatt und in der Serienfertigung Kosten zu reduzieren: Rüst-, Mess- und Kontrollfunktionen sind zusammen mit den Antastzyklen der TNC 620 automatisiert ausführbar.
Der Taststift eines schaltenden Tastsystems TS wird beim Anfahren einer Werkstückfl ä-che ausgelenkt. Dabei erzeugt das TS ein Schaltsignal, das je nach Typ über Kabel oder eine Infrarot-Übertragungsstrecke zur Steuerung übermittelt wird.
Die Tastsysteme* werden direkt in den Schaft der Werkzeugaufnahme einge-spannt. Je nach Maschine können die Tast-systeme mit verschiedenen Werkzeug-spannschäften ausgerüstet werden. Die Tastkugeln – aus Rubin – sind mit unter-schiedlichen Durchmessern und Längen lieferbar.
* Die Tastsysteme müssen vom Maschinenhersteller an die TNC 620 angepasst werden.
Tastsysteme mit kabelgebundener Signalübertragung für Maschinen mit manuellem Werkzeugwechsel:TS 220 – TTL-VersionTastsysteme mit Infrarot-Signalübertra-
gung für Maschinen mit automatischem Werkzeugwechsel:TS 440 – kompakte AbmessungenTS 444 – kompakte Abmessungen, batterielos – Spannungsversorgung durch integrierten Luftturbinen-Generator über zentrale DruckluftversorgungTS 640 – Standard-Tastsystem mit großer Infrarot-ReichweiteTS 740 – hohe Antastgenauigkeit und Re-produzierbarkeit, geringe Antastkräfte.
31
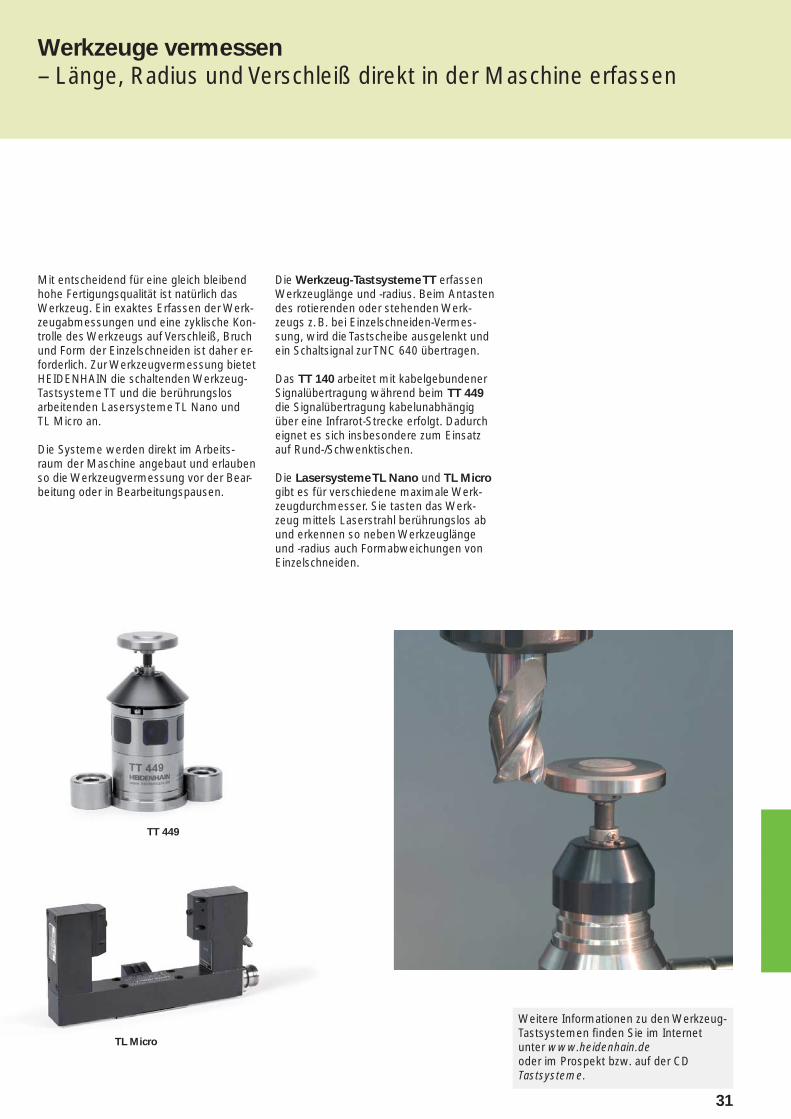
TL Micro
TT 449
Werkzeuge vermessen
– Länge, Radius und Verschleiß direkt in der Maschine erfassen
Mit entscheidend für eine gleich bleibend hohe Fertigungsqualität ist natürlich das Werkzeug. Ein exaktes Erfassen der Werk-zeugabmessungen und eine zyklische Kon-trolle des Werkzeugs auf Verschleiß, Bruch und Form der Einzelschneiden ist daher er-forderlich. Zur Werkzeugvermessung bietet HEIDENHAIN die schaltenden Werkzeug-Tastsysteme TT und die berührungslos arbeitenden Lasersysteme TL Nano und TL Micro an.
Die Systeme werden direkt im Arbeits-raum der Maschine angebaut und erlauben so die Werkzeugvermessung vor der Bear-beitung oder in Bearbeitungspausen.
Weitere Informationen zu den Werkzeug-Tastsystemen fi nden Sie im Internet unter www.heidenhain.de oder im Prospekt bzw. auf der CD Tastsysteme.
Die Werkzeug-Tastsysteme TT erfassen Werkzeuglänge und -radius. Beim Antasten des rotierenden oder stehenden Werk-zeugs z.B. bei Einzelschneiden-Vermes-sung, wird die Tastscheibe ausgelenkt und ein Schaltsignal zur TNC 640 übertragen.
Das TT 140 arbeitet mit kabelgebundener Signalübertragung während beim TT 449 die Signalübertragung kabelunabhängig über eine Infrarot-Strecke erfolgt. Dadurch eignet es sich insbesondere zum Einsatz auf Rund-/Schwenktischen.
Die Lasersysteme TL Nano und TL Micro
gibt es für verschiedene maximale Werk-zeugdurchmesser. Sie tasten das Werk-zeug mittels Laserstrahl berührungslos ab und erkennen so neben Werkzeuglänge und -radius auch Formabweichungen von Einzelschneiden.
32
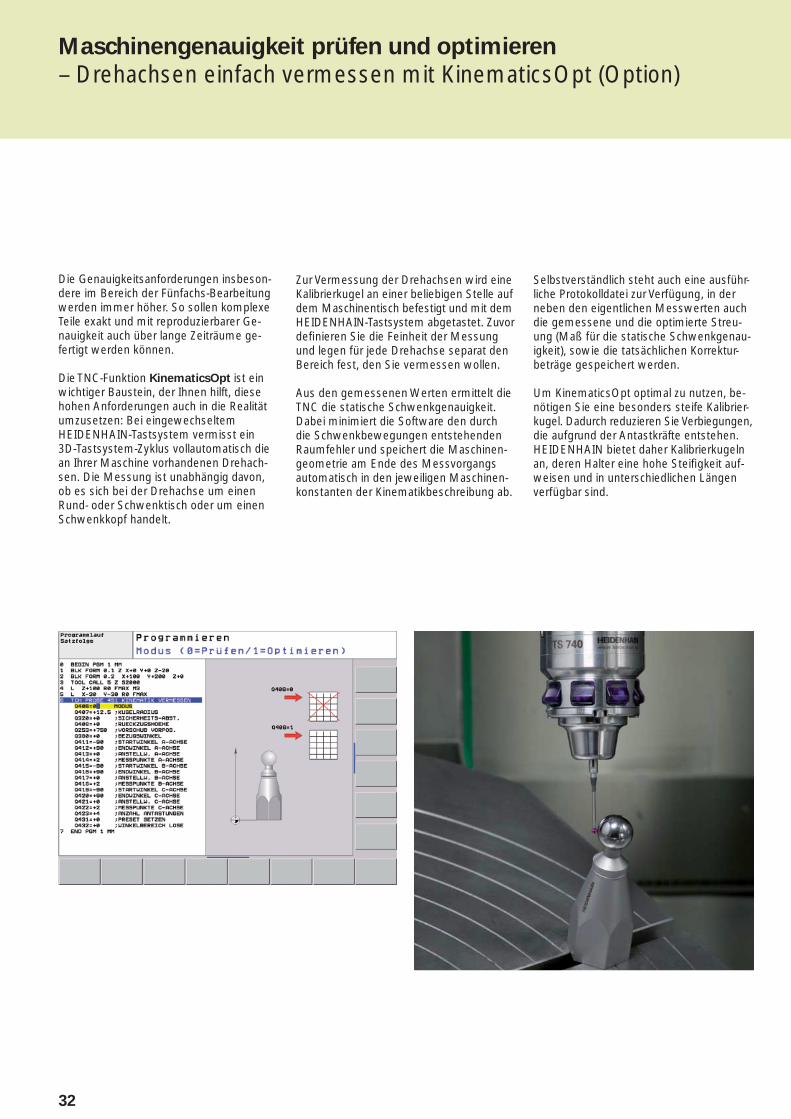
Die Genauigkeitsanforderungen insbeson-dere im Bereich der Fünfachs-Bearbeitung werden immer höher. So sollen komplexe Teile exakt und mit reproduzierbarer Ge-nauigkeit auch über lange Zeiträume ge-fertigt werden können.
Die TNC-Funktion KinematicsOpt ist ein wichtiger Baustein, der Ihnen hilft, diese hohen Anforderungen auch in die Realität umzusetzen: Bei eingewechseltem HEIDENHAIN-Tastsystem vermisst ein 3D-Tastsystem-Zyklus vollautomatisch die an Ihrer Maschine vorhandenen Drehach-sen. Die Messung ist unabhängig davon, ob es sich bei der Drehachse um einen Rund- oder Schwenktisch oder um einen Schwenkkopf handelt.
Maschinengenauigkeit prüfen und optimieren
– Drehachsen einfach vermessen mit KinematicsOpt (Option)
Zur Vermessung der Drehachsen wird eine Kalibrierkugel an einer beliebigen Stelle auf dem Maschinentisch befestigt und mit dem HEIDENHAIN-Tastsystem abgetastet. Zuvor defi nieren Sie die Feinheit der Messung und legen für jede Drehachse separat den Bereich fest, den Sie vermessen wollen.
Aus den gemessenen Werten ermittelt die TNC die statische Schwenkgenauigkeit. Dabei minimiert die Software den durch die Schwenkbewegungen entstehenden Raumfehler und speichert die Maschinen-geometrie am Ende des Messvorgangs automatisch in den jeweiligen Maschinen-konstanten der Kinematikbeschreibung ab.
Selbstverständlich steht auch eine ausführ-liche Protokolldatei zur Verfügung, in der neben den eigentlichen Messwerten auch die gemessene und die optimierte Streu-ung (Maß für die statische Schwenkgenau-igkeit), sowie die tatsächlichen Korrektur-beträge gespeichert werden.
Um KinematicsOpt optimal zu nutzen, be-nötigen Sie eine besonders steife Kalibrier-kugel. Dadurch reduzieren Sie Verbiegungen, die aufgrund der Antastkräfte entstehen. HEIDENHAIN bietet daher Kalibrierkugeln an, deren Halter eine hohe Steifi gkeit auf-weisen und in unterschiedlichen Längen verfügbar sind.
33
Übersicht
– Technische Daten
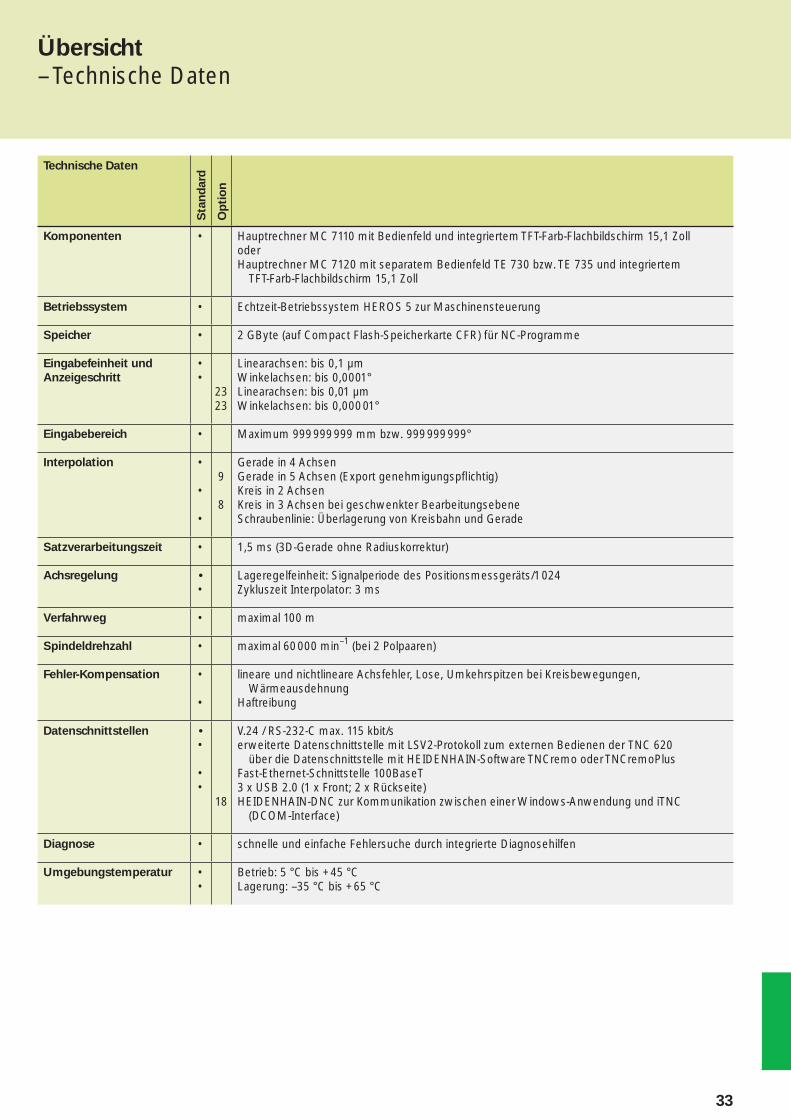
Technische Daten
Sta
nd
ard
Op
tio
n
Komponenten • Hauptrechner MC 7110 mit Bedienfeld und integriertem TFT-Farb-Flachbildschirm 15,1 ZolloderHauptrechner MC 7120 mit separatem Bedienfeld TE 730 bzw. TE 735 und integriertem
TFT-Farb-Flachbildschirm 15,1 Zoll
Betriebssystem • Echtzeit-Betriebssystem HEROS 5 zur Maschinensteuerung
Speicher • 2 GByte (auf Compact Flash-Speicherkarte CFR) für NC-Programme
Eingabefeinheit und
Anzeigeschritt
••
2323
Linearachsen: bis 0,1 µmWinkelachsen: bis 0,0001°Linearachsen: bis 0,01 µmWinkelachsen: bis 0,000 01°
Eingabebereich • Maximum 999 999 999 mm bzw. 999 999 999°
Interpolation •
•
•
9
8
Gerade in 4 AchsenGerade in 5 Achsen (Export genehmigungspfl ichtig)Kreis in 2 AchsenKreis in 3 Achsen bei geschwenkter BearbeitungsebeneSchraubenlinie: Überlagerung von Kreisbahn und Gerade
Satzverarbeitungszeit • 1,5 ms (3D-Gerade ohne Radiuskorrektur)
Achsregelung •
•Lageregelfeinheit: Signalperiode des Positionsmessgeräts/1 024Zykluszeit Interpolator: 3 ms
Verfahrweg • maximal 100 m
Spindeldrehzahl • maximal 60 000 min–1 (bei 2 Polpaaren)
Fehler-Kompensation •
•
lineare und nichtlineare Achsfehler, Lose, Umkehrspitzen bei Kreisbewegungen, Wärmeausdehnung
Haftreibung
Datenschnittstellen •
•
••
18
V.24 / RS-232-C max. 115 kbit/serweiterte Datenschnittstelle mit LSV2-Protokoll zum externen Bedienen der TNC 620
über die Datenschnittstelle mit HEIDENHAIN-Software TNCremo oder TNCremoPlusFast-Ethernet-Schnittstelle 100BaseT3 x USB 2.0 (1 x Front; 2 x Rückseite)HEIDENHAIN-DNC zur Kommunikation zwischen einer Windows-Anwendung und iTNC
(DCOM-Interface)
Diagnose • schnelle und einfache Fehlersuche durch integrierte Diagnosehilfen
Umgebungstemperatur ••
Betrieb: 5 °C bis +45 °CLagerung: –35 °C bis +65 °C
34
Übersicht
– Benutzer-Funktionen
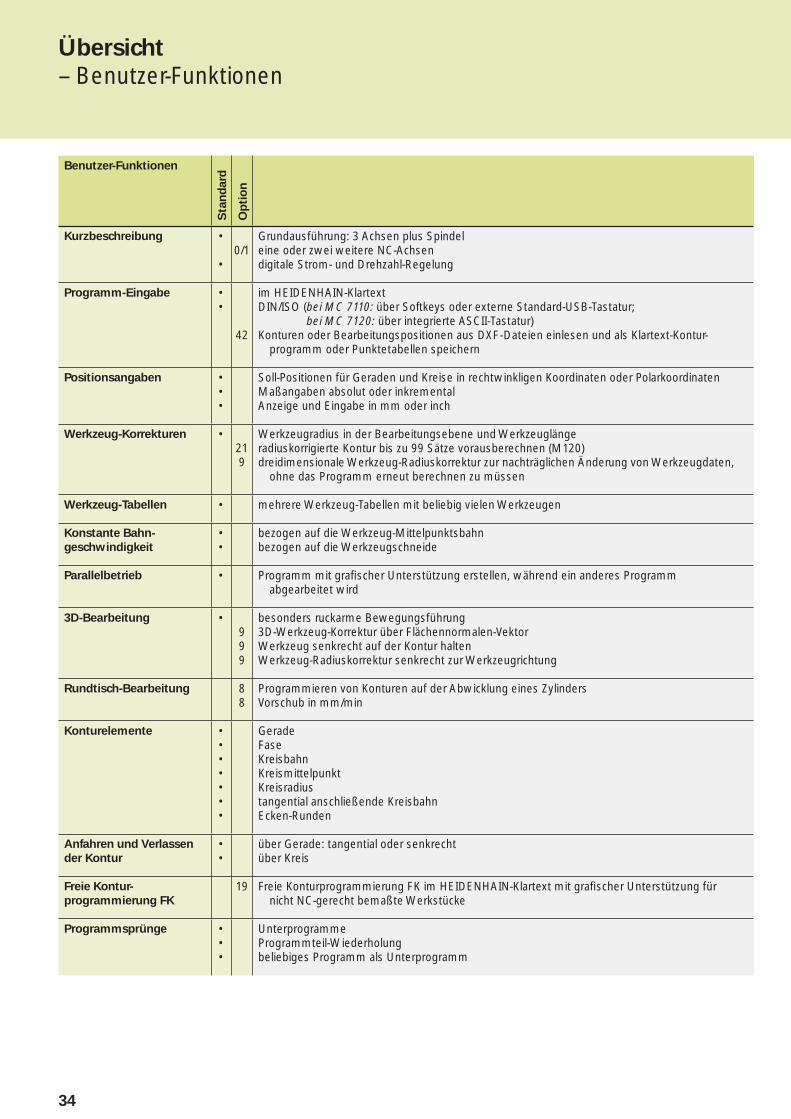
Benutzer-Funktionen
Sta
nd
ard
Op
tio
n
Kurzbeschreibung •
•0/1
Grundausführung: 3 Achsen plus Spindeleine oder zwei weitere NC-Achsendigitale Strom- und Drehzahl-Regelung
Programm-Eingabe ••
42
im HEIDENHAIN-KlartextDIN/ISO ( bei MC 7110: über Softkeys oder externe Standard-USB-Tastatur;
bei MC 7120: über integrierte ASCII-Tastatur)Konturen oder Bearbeitungspositionen aus DXF-Dateien einlesen und als Klartext-Kontur-
programm oder Punktetabellen speichern
Positionsangaben •••
Soll-Positionen für Geraden und Kreise in rechtwinkligen Koordinaten oder PolarkoordinatenMaßangaben absolut oder inkrementalAnzeige und Eingabe in mm oder inch
Werkzeug-Korrekturen •
219
Werkzeugradius in der Bearbeitungsebene und Werkzeuglängeradiuskorrigierte Kontur bis zu 99 Sätze vorausberechnen (M120)dreidimensionale Werkzeug-Radiuskorrektur zur nachträglichen Änderung von Werkzeugdaten,
ohne das Programm erneut berechnen zu müssen
Werkzeug-Tabellen • mehrere Werkzeug-Tabellen mit beliebig vielen Werkzeugen
Konstante Bahn-
geschwindigkeit
••
bezogen auf die Werkzeug-Mittelpunktsbahnbezogen auf die Werkzeugschneide
Parallelbetrieb • Programm mit grafi scher Unterstützung erstellen, während ein anderes Programm abgearbeitet wird
3D-Bearbeitung •999
besonders ruckarme Bewegungsführung3D-Werkzeug-Korrektur über Flächennormalen-VektorWerkzeug senkrecht auf der Kontur haltenWerkzeug-Radiuskorrektur senkrecht zur Werkzeugrichtung
Rundtisch-Bearbeitung 88
Programmieren von Konturen auf der Abwicklung eines ZylindersVorschub in mm/min
Konturelemente •••••••
GeradeFaseKreisbahnKreismittelpunktKreisradiustangential anschließende KreisbahnEcken-Runden
Anfahren und Verlassen
der Kontur
••
über Gerade: tangential oder senkrechtüber Kreis
Freie Kontur-
programmierung FK
19 Freie Konturprogrammierung FK im HEIDENHAIN-Klartext mit grafi scher Unterstützung für nicht NC-gerecht bemaßte Werkstücke
Programmsprünge •••
UnterprogrammeProgrammteil-Wiederholungbeliebiges Programm als Unterprogramm
35
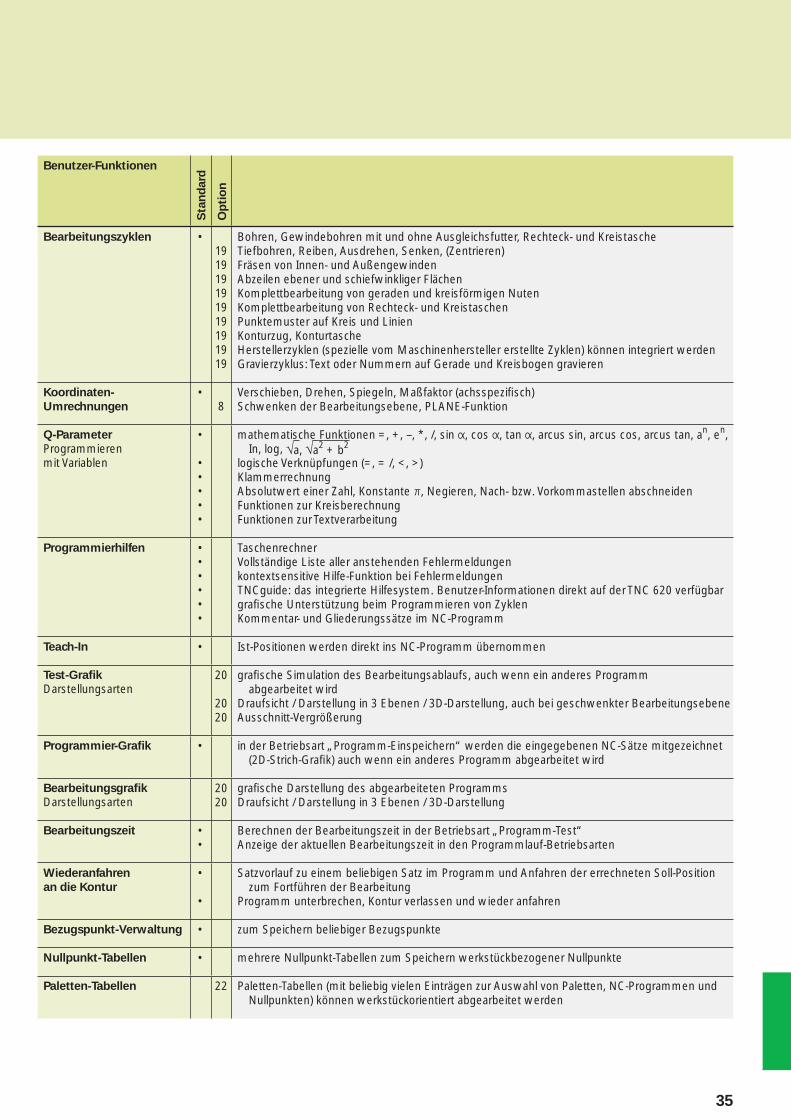
Benutzer-Funktionen
Sta
nd
ard
Op
tio
n
Bearbeitungszyklen •191919191919191919
Bohren, Gewindebohren mit und ohne Ausgleichsfutter, Rechteck- und KreistascheTiefbohren, Reiben, Ausdrehen, Senken, (Zentrieren)Fräsen von Innen- und AußengewindenAbzeilen ebener und schiefwinkliger FlächenKomplettbearbeitung von geraden und kreisförmigen NutenKomplettbearbeitung von Rechteck- und KreistaschenPunktemuster auf Kreis und LinienKonturzug, KonturtascheHerstellerzyklen (spezielle vom Maschinenhersteller erstellte Zyklen) können integriert werdenGravierzyklus: Text oder Nummern auf Gerade und Kreisbogen gravieren
Koordinaten-
Umrechnungen
•8
Verschieben, Drehen, Spiegeln, Maßfaktor (achsspezifi sch)Schwenken der Bearbeitungsebene, PLANE-Funktion
Q-Parameter
Programmieren mit Variablen
•
•••••
mathematische Funktionen =, +, –, *, /, sin , cos , tan , arcus sin, arcus cos, arcus tan, an, en, In, log, √a, √a2 + b2
logische Verknüpfungen (=, = /, <, >)KlammerrechnungAbsolutwert einer Zahl, Konstante , Negieren, Nach- bzw. Vorkommastellen abschneidenFunktionen zur KreisberechnungFunktionen zur Textverarbeitung
Programmierhilfen ••••••
TaschenrechnerVollständige Liste aller anstehenden Fehlermeldungenkontextsensitive Hilfe-Funktion bei FehlermeldungenTNCguide: das integrierte Hilfesystem. Benutzer-Informationen direkt auf der TNC 620 verfügbargrafi sche Unterstützung beim Programmieren von ZyklenKommentar- und Gliederungssätze im NC-Programm
Teach-In • Ist-Positionen werden direkt ins NC-Programm übernommen
Test-Grafi k
Darstellungsarten20
2020
grafi sche Simulation des Bearbeitungsablaufs, auch wenn ein anderes Programm abgearbeitet wird
Draufsicht / Darstellung in 3 Ebenen / 3D-Darstellung, auch bei geschwenkter BearbeitungsebeneAusschnitt-Vergrößerung
Programmier-Grafi k • in der Betriebsart „Programm-Einspeichern“ werden die eingegebenen NC-Sätze mitgezeichnet (2D-Strich-Grafi k) auch wenn ein anderes Programm abgearbeitet wird
Bearbeitungsgrafi k
Darstellungsarten2020
grafi sche Darstellung des abgearbeiteten ProgrammsDraufsicht / Darstellung in 3 Ebenen / 3D-Darstellung
Bearbeitungszeit ••
Berechnen der Bearbeitungszeit in der Betriebsart „Programm-Test“Anzeige der aktuellen Bearbeitungszeit in den Programmlauf-Betriebsarten
Wiederanfahren
an die Kontur
•
•
Satzvorlauf zu einem beliebigen Satz im Programm und Anfahren der errechneten Soll- Position zum Fortführen der Bearbeitung
Programm unterbrechen, Kontur verlassen und wieder anfahren
Bezugspunkt-Verwaltung • zum Speichern beliebiger Bezugspunkte
Nullpunkt-Tabellen • mehrere Nullpunkt-Tabellen zum Speichern werkstückbezogener Nullpunkte
Paletten-Tabellen 22 Paletten-Tabellen (mit beliebig vielen Einträgen zur Auswahl von Paletten, NC-Programmen und Nullpunkten) können werkstückorientiert abgearbeitet werden
36
Benutzer-Funktionen
Sta
nd
ard
Op
tio
n
Tastsystem-Zyklen 17171717
Tastsystem kalibrierenWerkstück-Schiefl age manuell oder automatisch kompensierenBezugspunkt manuell oder automatisch setzenWerkstücke und Werkzeuge automatisch vermessen
Parallele Nebenachsen ••
•
Bewegung der Nebenachse U, V, W durch Hauptachse X, Y, Z kompensierenVerfahrbewegungen von Parallelachsen in der Positionsanzeige der zugehörigen Hauptachse
anzeigen (Summenanzeige)Defi nieren von Haupt- und Nebenachsen im NC-Programm ermöglicht Abarbeiten auf unter-
schiedlichen Maschinenkonfi gurationen
Dialogsprachen •
41
Englisch, deutsch, tschechisch, französisch, italienisch, spanisch, portugiesisch,schwedisch, dänisch, fi nnisch, niederländisch, polnisch, ungarisch, russisch (kyrillisch),chinesisch (traditionell, simplifi ed)
weitere Dialogsprachen siehe Optionen
Übersicht
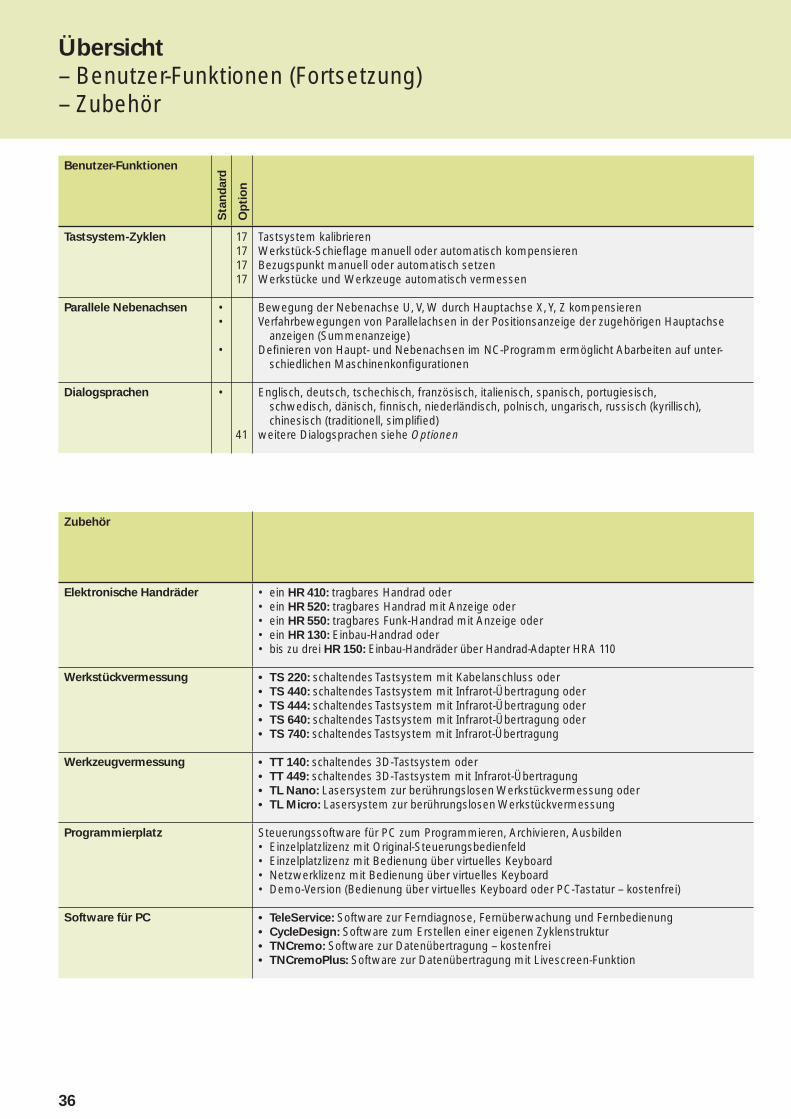
– Benutzer-Funktionen (Fortsetzung)– Zubehör
Zubehör
Elektronische Handräder ein • HR 410: tragbares Handrad oderein • HR 520: tragbares Handrad mit Anzeige oderein • HR 550: tragbares Funk-Handrad mit Anzeige oderein • HR 130: Einbau-Handrad oderbis zu drei • HR 150: Einbau-Handräder über Handrad-Adapter HRA 110
Werkstückvermessung TS 220:• schaltendes Tastsystem mit Kabelanschluss oderTS 440:• schaltendes Tastsystem mit Infrarot-Übertragung oderTS 444:• schaltendes Tastsystem mit Infrarot-Übertragung oderTS 640:• schaltendes Tastsystem mit Infrarot-Übertragung oderTS 740:• schaltendes Tastsystem mit Infrarot-Übertragung
Werkzeugvermessung TT 140:• schaltendes 3D-Tastsystem oderTT 449:• schaltendes 3D-Tastsystem mit Infrarot-ÜbertragungTL Nano:• Lasersystem zur berührungslosen Werkstückvermessung oderTL Micro:• Lasersystem zur berührungslosen Werkstückvermessung
Programmierplatz Steuerungssoftware für PC zum Programmieren, Archivieren, AusbildenEinzelplatzlizenz mit Original-Steuerungsbedienfeld• Einzelplatzlizenz mit Bedienung über virtuelles Keyboard• Netzwerklizenz mit Bedienung über virtuelles Keyboard• Demo-Version (Bedienung über virtuelles Keyboard oder PC-Tastatur – kostenfrei)•
Software für PC TeleService:• Software zur Ferndiagnose, Fernüberwachung und FernbedienungCycleDesign:• Software zum Erstellen einer eigenen ZyklenstrukturTNCremo:• Software zur Datenübertragung – kostenfreiTNCremoPlus:• Software zur Datenübertragung mit Livescreen- Funktion
37
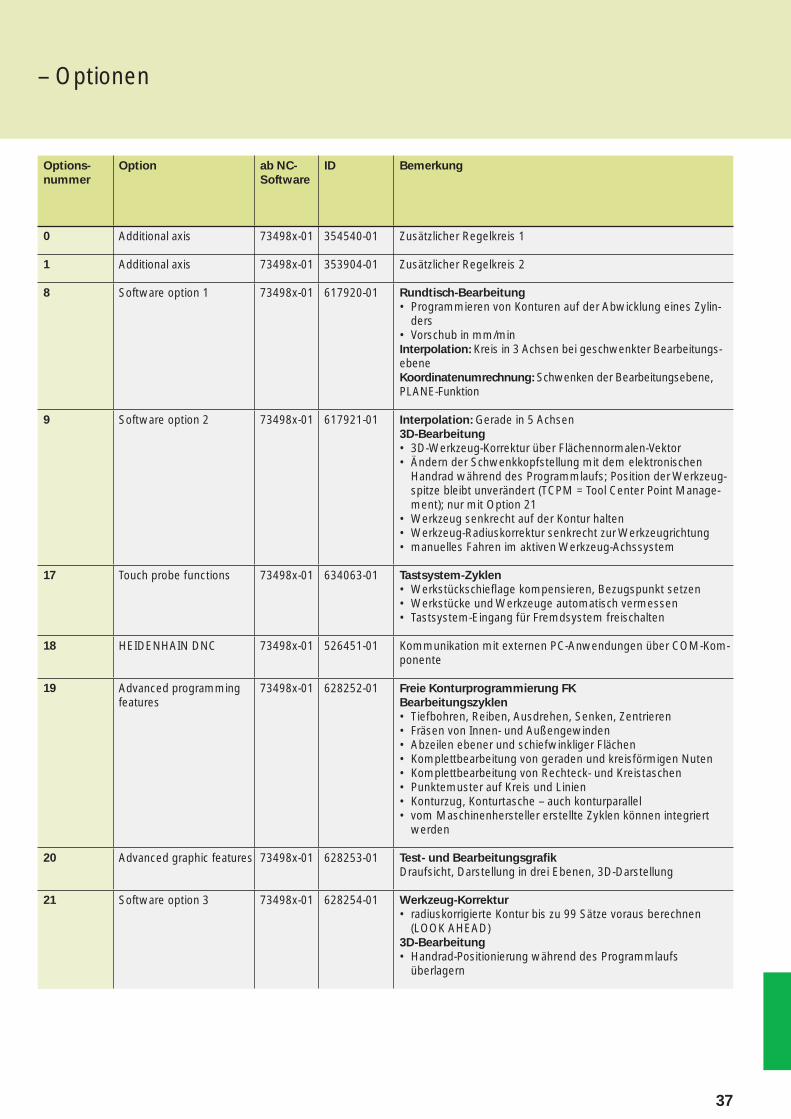
– Optionen
Options-
nummer
Option ab NC-
Software
ID Bemerkung
0 Additional axis 73498x-01 354540-01 Zusätzlicher Regelkreis 1
1 Additional axis 73498x-01 353904-01 Zusätzlicher Regelkreis 2
8 Software option 1 73498x-01 617920-01 Rundtisch-Bearbeitung
Programmieren von Konturen auf der Abwicklung eines Zylin-• dersVorschub in mm/min•
Interpolation: Kreis in 3 Achsen bei geschwenkter Bearbeitungs-ebeneKoordinatenumrechnung: Schwenken der Bearbeitungsebene, PLANE-Funktion
9 Software option 2 73498x-01 617921-01 Interpolation: Gerade in 5 Achsen3D-Bearbeitung
3D-Werkzeug-Korrektur über Flächennormalen-Vektor• Ändern der Schwenkkopfstellung mit dem elektronischen • Handrad während des Programmlaufs; Position der Werkzeug-spitze bleibt unverändert (TCPM = Tool Center Point Manage-ment); nur mit Option 21Werkzeug senkrecht auf der Kontur halten• Werkzeug-Radiuskorrektur senkrecht zur Werkzeugrichtung• manuelles Fahren im aktiven Werkzeug-Achssystem•
17 Touch probe functions 73498x-01 634063-01 Tastsystem-Zyklen
Werkstückschiefl age kompensieren, Bezugspunkt setzen• Werkstücke und Werkzeuge automatisch vermessen• Tastsystem-Eingang für Fremdsystem freischalten•
18 HEIDENHAIN DNC 73498x-01 526451-01 Kommunikation mit externen PC-Anwendungen über COM-Kom-ponente
19 Advanced programming features
73498x-01 628252-01 Freie Konturprogrammierung FK
Bearbeitungszyklen
Tiefbohren, Reiben, Ausdrehen, Senken, Zentrieren• Fräsen von Innen- und Außengewinden• Abzeilen ebener und schiefwinkliger Flächen• Komplettbearbeitung von geraden und kreisförmigen Nuten• Komplettbearbeitung von Rechteck- und Kreistaschen• Punktemuster auf Kreis und Linien• Konturzug, Konturtasche – auch konturparallel• vom Maschinenhersteller erstellte Zyklen können integriert • werden
20 Advanced graphic features 73498x-01 628253-01 Test- und Bearbeitungsgrafi k
Draufsicht, Darstellung in drei Ebenen, 3D-Darstellung
21 Software option 3 73498x-01 628254-01 Werkzeug-Korrektur
radiuskorrigierte Kontur bis zu 99 Sätze voraus berechnen • (LOOK AHEAD)
3D-Bearbeitung
Handrad-Positionierung während des Programmlaufs • überlagern
38
Options-
nummer
Option ab NC-
Software
ID Bemerkung
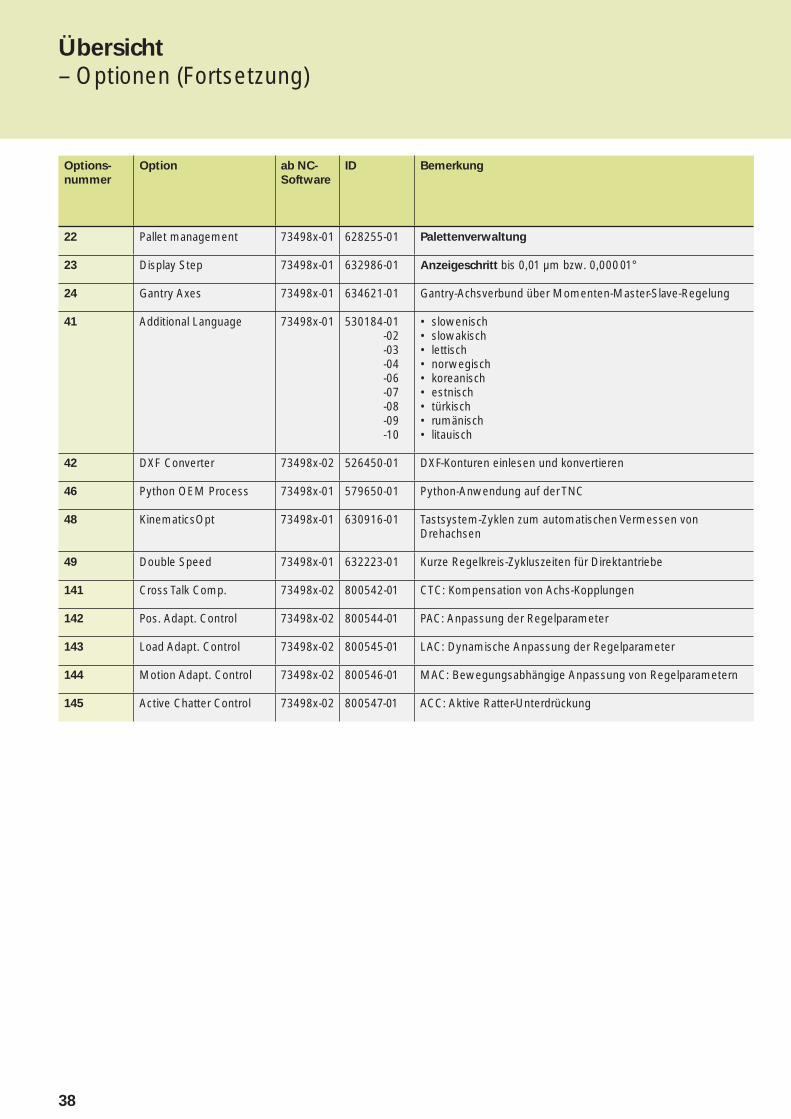
22 Pallet management 73498x-01 628255-01 Palettenverwaltung
23 Display Step 73498x-01 632986-01 Anzeigeschritt bis 0,01 µm bzw. 0,000 01°
24 Gantry Axes 73498x-01 634621-01 Gantry-Achsverbund über Momenten-Master-Slave-Regelung
41 Additional Language 73498x-01 530184 -01-02-03-04-06-07-08-09-10
slowenisch• slowakisch• lettisch• norwegisch• koreanisch• estnisch• türkisch• rumänisch• litauisch•
42 DXF Converter 73498x-02 526450-01 DXF-Konturen einlesen und konvertieren
46 Python OEM Process 73498x-01 579650-01 Python-Anwendung auf der TNC
48 KinematicsOpt 73498x-01 630916-01 Tastsystem-Zyklen zum automatischen Vermessen von Drehachsen
49 Double Speed 73498x-01 632223-01 Kurze Regelkreis-Zykluszeiten für Direktantriebe
141 Cross Talk Comp. 73498x-02 800542-01 CTC: Kompensation von Achs-Kopplungen
142 Pos. Adapt. Control 73498x-02 800544-01 PAC: Anpassung der Regelparameter
143 Load Adapt. Control 73498x-02 800545-01 LAC: Dynamische Anpassung der Regelparameter
144 Motion Adapt. Control 73498x-02 800546-01 MAC: Bewegungsabhängige Anpassung von Regelparametern
145 Active Chatter Control 73498x-02 800547-01 ACC: Aktive Ratter-Unterdrückung
Übersicht
– Optionen (Fortsetzung)
39
TNC 620 TNC 640 iTNC 530
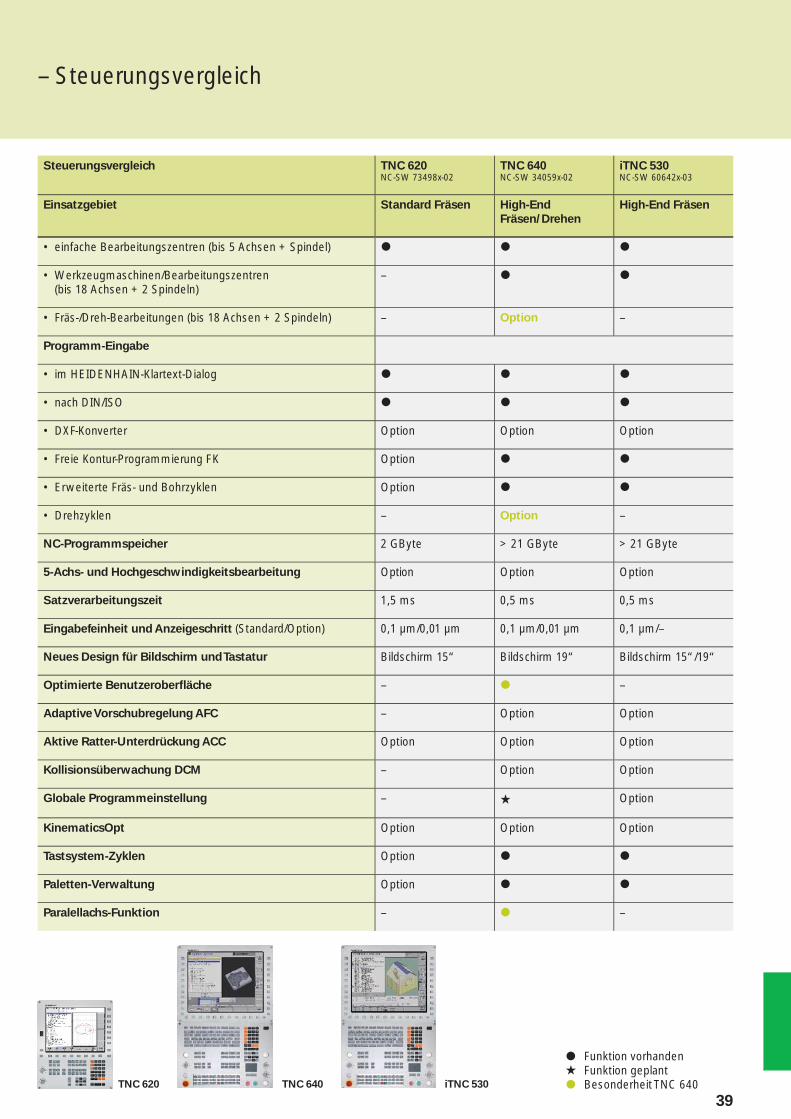
– Steuerungsvergleich
Funktion vorhanden★ Funktion geplant Besonderheit TNC 640
Steuerungsvergleich TNC 620NC-SW 73498x-02
TNC 640NC-SW 34059x-02
iTNC 530NC-SW 60642x-03
Einsatzgebiet Standard Fräsen High-End
Fräsen/Drehen
High-End Fräsen
einfache Bearbeitungszentren (bis 5 Achsen + Spindel)•
Werkzeugmaschinen/Bearbeitungszentren • (bis 18 Achsen + 2 Spindeln)
–
Fräs-/Dreh-Bearbeitungen (bis 18 Achsen + 2 Spindeln)• – Option –
Programm-Eingabe
im HEIDENHAIN-Klartext-Dialog•
nach DIN/ISO•
DXF-Konverter• Option Option Option
Freie Kontur-Programmierung FK• Option
Erweiterte Fräs- und Bohrzyklen• Option
Drehzyklen• – Option –
NC-Programmspeicher 2 GByte > 21 GByte > 21 GByte
5-Achs- und Hochgeschwindigkeitsbearbeitung Option Option Option
Satzverarbeitungszeit 1,5 ms 0,5 ms 0,5 ms
Eingabefeinheit und Anzeigeschritt (Standard/Option) 0,1 µm/0,01 µm 0,1 µm/0,01 µm 0,1 µm/–
Neues Design für Bildschirm und Tastatur Bildschirm 15“ Bildschirm 19“ Bildschirm 15“/19“
Optimierte Benutzeroberfl äche – –
Adaptive Vorschubregelung AFC – Option Option
Aktive Ratter-Unterdrückung ACC Option Option Option
Kollisionsüberwachung DCM – Option Option
Globale Programmeinstellung – ★ Option
KinematicsOpt Option Option Option
Tastsystem-Zyklen Option
Paletten-Verwaltung Option
Paralellachs-Funktion – –
NO HEIDENHAIN Scandinavia AB7300 Orkanger, Norwaywww.heidenhain.no
PH Machinebanks` CorporationQuezon City, Philippines 1113E-mail: [email protected]
PL APS02-384 Warszawa, Polandwww.heidenhain.pl
PT FARRESA ELECTRÓNICA, LDA.4470 - 177 Maia, Portugalwww.farresa.pt
RO HEIDENHAIN Reprezentanta RomaniaBrasov, 500407, Romaniawww.heidenhain.ro
RS Serbia BG
RU OOO HEIDENHAIN125315 Moscow, Russiawww.heidenhain.ru
SE HEIDENHAIN Scandinavia AB12739 Skärholmen, Swedenwww.heidenhain.se
SG HEIDENHAIN PACIFIC PTE LTD.Singapore 408593www.heidenhain.com.sg
SK KOPRETINA TN s.r.o.91101 Trencin, Slovakiawww.kopretina.sk
SL Posredništvo HEIDENHAINNAVO d.o.o.2000 Maribor, Sloveniawww.heidenhain-hubl.si
TH HEIDENHAIN (THAILAND) LTDBangkok 10250, Thailandwww.heidenhain.co.th
TR T&M Mühendislik San. ve Tic. LTD. STI·.
34728 Ümraniye-Istanbul, Turkeywww.heidenhain.com.tr
TW HEIDENHAIN Co., Ltd.Taichung 40768, Taiwan R.O.C.www.heidenhain.com.tw
UA Gertner Service GmbH Büro Kiev 01133 Kiev, Ukrainewww.gertnergroup.com
US HEIDENHAIN CORPORATIONSchaumburg, IL 60173-5337, USAwww.heidenhain.com
VE Maquinaria Diekmann S.A. Caracas, 1040-A, VenezuelaE-mail: [email protected]
VN AMS Co. LtdHCM City, VietnamE-mail: [email protected]
ZA MAFEMA SALES SERVICES C.C.Midrand 1685, South Africawww.heidenhain.co.za
DK TP TEKNIK A/S2670 Greve, Denmarkwww.tp-gruppen.dk
ES FARRESA ELECTRONICA S.A.08028 Barcelona, Spainwww.farresa.es
FI HEIDENHAIN Scandinavia AB02770 Espoo, Finlandwww.heidenhain.fi
FR HEIDENHAIN FRANCE sarl92310 Sèvres, Francewww.heidenhain.fr
GB HEIDENHAIN (G.B.) LimitedBurgess Hill RH15 9RD, United Kingdomwww.heidenhain.co.uk
GR MB Milionis Vassilis17341 Athens, Greecewww.heidenhain.gr
HK HEIDENHAIN LTDKowloon, Hong KongE-mail: [email protected]
HR Croatia SL
HU HEIDENHAIN Kereskedelmi Képviselet1239 Budapest, Hungarywww.heidenhain.hu
ID PT Servitama Era ToolsindoJakarta 13930, IndonesiaE-mail: [email protected]
IL NEUMO VARGUS MARKETING LTD.Tel Aviv 61570, IsraelE-mail: [email protected]
IN HEIDENHAIN Optics & ElectronicsIndia Private LimitedChetpet, Chennai 600 031, Indiawww.heidenhain.in
IT HEIDENHAIN ITALIANA S.r.l.20128 Milano, Italywww.heidenhain.it
JP HEIDENHAIN K.K.Tokyo 102-0083, Japanwww.heidenhain.co.jp
KR HEIDENHAIN Korea LTD.Gasan-Dong, Seoul, Korea 153-782www.heidenhain.co.kr
ME Montenegro SL
MK Macedonia BG
MX HEIDENHAIN CORPORATION MEXICO20235 Aguascalientes, Ags., MexicoE-mail: [email protected]
MY ISOSERVE Sdn. Bhd56100 Kuala Lumpur, MalaysiaE-mail: [email protected]
NL HEIDENHAIN NEDERLAND B.V.6716 BM Ede, Netherlandswww.heidenhain.nl
AR NAKASE SRL.B1653AOX Villa Ballester, Argentinawww.heidenhain.com.ar
AT HEIDENHAIN Techn. Büro Österreich83301 Traunreut, Germanywww.heidenhain.de
AU FCR Motion Technology Pty. LtdLaverton North 3026, AustraliaE-mail: [email protected]
BA Bosnia and Herzegovina SL
BE HEIDENHAIN NV/SA1760 Roosdaal, Belgiumwww.heidenhain.be
BG ESD Bulgaria Ltd.Sofi a 1172, Bulgariawww.esd.bg
BR DIADUR Indústria e Comércio Ltda.04763-070 – São Paulo – SP, Brazilwww.heidenhain.com.br
BY BelarusGERTNER Service GmbH50354 Huerth, Germanywww.gertnergroup.com
CA HEIDENHAIN CORPORATIONMississauga, OntarioL5T2N2, Canadawww.heidenhain.com
CH HEIDENHAIN (SCHWEIZ) AG8603 Schwerzenbach, Switzerlandwww.heidenhain.ch
CN DR. JOHANNES HEIDENHAIN (CHINA) Co., Ltd.Beijing 101312, Chinawww.heidenhain.com.cn
CZ HEIDENHAIN s.r.o.102 00 Praha 10, Czech Republicwww.heidenhain.cz
DE HEIDENHAIN Vertrieb Deutschland83301 Traunreut, Deutschland 08669 31-3132 08669 32-3132E-Mail: [email protected]
HEIDENHAIN Technisches Büro Nord12681 Berlin, Deutschland 030 54705-240
HEIDENHAIN Technisches Büro Mitte08468 Heinsdorfergrund, Deutschland 03765 69544
HEIDENHAIN Technisches Büro West44379 Dortmund, Deutschland 0231 618083-0
HEIDENHAIN Technisches Büro Südwest70771 Leinfelden-Echterdingen, Deutschland 0711 993395-0
HEIDENHAIN Technisches Büro Südost83301 Traunreut, Deutschland 08669 31-1345
Vollständige und weitere Adressen siehe www.heidenhain.deFor complete and further addresses see www.heidenhain.de
Zu
m A
bh
eft
en
hie
r fa
lzen
! /
Fo
ld h
ere
fo
r fi
lin
g!
������������ ��� ��������������� ��������������������������������������� �������������� ������������������ ��!�"����������
������ !���� ��!�
896140-12 · 10 · 9/2012 · H · Printed in Germany