Embed Size (px)
Citation preview
Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
1
Von der Lean-Langeweile zur Kata-Kultur
Die Kirson GmbH beschäftigt inklusive Auszubildende 115 Mitarbeiter. Wir stellen technische Textilien her. Was Automobilhersteller, Produzenten von Küchenmaschinen oder Heimwerkergeräten eint, ist die Tatsache, dass diese Produkte montieren. Aus vielen Einzelteilen, die just-in-time an die Montagestätte angeliefert werden, wird ein Fertigprodukt hergestellt. Das ist so ähnlich, wie bei diesen Legosteinen, wobei jeder für eine Komponente steht. Die meisten Montagebetriebe funktionieren wie ein großer Trichter. Oben werden die zu montierenden Teile reingeschüttet. Unten kommt in regelmäßigen Abständen das fertige Produkt raus.
Kirson ist der Prozessindustrie zuzurechnen. Aus ganz wenigen Rohstoffen produzieren wir eine Vielzahl von Varianten. Wir benötigen eigentlich nur Garn und Klebstoff, manchmal noch ein Vlies. Diese drei Grundrohstoffe werden bei uns miteinander kombiniert und ergeben eine Vielzahl von Produkten. Unsere Produkte werden immer auf Rollen aufgewickelt. Eine Rolle kann 2.000 Meter bis 60 Kilometer lang sein. Für eine 60 Kilometer lange Rolle benötigen wir 50 Stunden. Im Durchschnitt benötigen wir drei Stunden für eine Rolle. Wir dürften zu den Unternehmen gehören, die mit die längsten Taktzeiten haben.
Die „Entdeckung“ der Kata durch gemeinsame Lektüre
1991 erschien in Deutschland die Übersetzung des Buches von Womack & Jones mit dem Titel „The Machine that changed the World“. Der deutsche Titel lautete „Die zweite Revolution in der Automobilindustrie“. Sogar im deutschen Feuilleton wurde dieses Sachbuch vor der Buchmesse besprochen. Ich habe das Buch damals gelesen und fand die Ideen interessant und nachahmenswert. Zu der Zeit arbeitete ich in einer Papierfabrik, wo die Renditen von einer möglichst kontinuierlichen und hohen Auslastung der Maschinen über

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
2
sieben Tage abhängen. Beispiele zu Lean Management in der Prozessindustrie waren in dem Buch leider nicht zu finden. Als ich 1999 zu Kirson kam, identifizierten meine Führungskräfte und ich die extrem hohen Rüstzeiten unserer Maschinen als einen Engpass, dessen Behebung die Rentabilität des Unternehmens sicher verstärken könnte. Wir initiierten nacheinander zwei Projekte mit verschiedenen Beratern, um die hohen Rüstzeiten zu senken. 2005 berichtete die Wochenzeitung „Die Zeit“ über den amerikanischen Danaher-Konzern, der in Deutschland mittelständische Unternehmen kaufe und diese binnen kürzester Zeit auf Lean Management umstelle. In diesem Bericht wurde auch das zweite Buch von Womack & Jones „Lean Thinking“ erwähnt. Ich kaufte dieses Buch und verteilte davon Exemplare an die Führungskräfte des Unternehmens mit der Aufforderung, dass jeder das Buch lese und über ein Kapitel bei einer gemeinsamen Tagung referiere. So wurde sichergestellt, dass selbst die, die das Buch nur flüchtig gelesen hatten, am Ende der Tagung genauestens über den Inhalt Bescheid wussten. Im Anschluss an die Tagung stimmten wir ab, ob Kirson sich intensiver mit Lean Management beschäftigen solle. Das Ergebnis fiel einstimmig pro Lean Management aus. In der Folge suchten wir eine Unternehmensberatung, die uns bei diesem Prozess begleiten würde. Gemeinsam mit dieser führten wir von 2007 bis 2010 Lean Management in unserem Unternehmen ein. Parallel dazu besuchten wir Kongresse und Seminare, um uns weiteres Lean-Wissen anzueignen und Firmen kennenzulernen, die sich ebenfalls mit Lean Management beschäftigen. Die Offenheit der Lean-Community ermöglichte es uns, viele Unternehmen zu besuchen, die mit Lean bereits Erfahrungen gesammelt hatten und von diesen zu lernen. Unsere zunehmende Vernetzung führte außerdem dazu, dass wir immer mehr Informationen zum Lean Management erhielten und fanden. So war es kein Wunder, dass ich schon vor dem Erscheinungstermin wusste, dass es von Mike Rother ein neues Buch zum Thema Lean Management geben würde. Kaum, dass das Buch „Die Kata des Weltmarktführers: Toyotas Erfolgsmethoden“ erschienen war, begann ich mit dessen Lektüre. Der Inhalt dieses Buchs elektrisierte mich. Das Buch war viel konkreter als die Bücher von Womack & Jones und schien mir erstmals auch nachvollziehbare Konzepte, die man in der Prozessindustrie (also auch bei Kirson) anwenden könnte, zu enthalten. Mike Rother wies auf viele Missverständnisse, die der Westen bei der Analyse von Toyota gemacht hatte, hin. Er erläuterte praxisnah und gut nachvollziehbar, was wir im Westen wohl alle bisher übersehen, missinterpretiert oder falsch umgesetzt hatten.
Nachdem es mal wieder an der Zeit war, meine Führungskräfte mit Fachbuchlektüre zu versorgen, erhielten diese alle ein Exemplar von Mike Rothers Buch. Die Weltwirtschaftskrise 2009 verschonte auch Kirson nicht, weshalb wir seit Jahresbeginn und bis Mitte 2010 kurzarbeiteten. Es war also genügend Zeit vorhanden, um in der ohnehin ruhigen Jahreswechselzeit intensiv über Mike Rothers Buch zu sprechen. Wir nahmen uns fünf ganze Tage vor Weihnachten 2009 und nach dem

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
3
Neujahrstag 2010 Zeit, um über die Inhalte des Buches in verschiedenen Gruppen intensiv zu diskutieren. Am Ende stellen wir gemeinsam fest, dass unser etwas erlahmter Enthusiasmus bei der Umsetzung von Lean Management durch die Einführung der Katas bei der Kirson GmbH neue Impulse erhalten könnte.
Wie Ziel-Zustände den Blick schärfen und Wege zu Lösungen aufweisen
Kata ist ein Begriff der aus den ostasiatischen Kampfsportarten, wie zum Beispiel Karate oder Judo, stammt. Wenn die Anfänger der Kampfsportkunst ausreichend Grundkenntnisse erworben haben, bringt der Lehrer oder Meister ihnen bestimmte Bewegungsmuster bei.
Diese müssen ausdauernd und häufig über viele Jahre gelernt werden. Wobei lernen hier in erster Linie Wiederholung bedeutet. Aber auch Sie beherrschen mindestens eine Kata. Wahrscheinlich könnte keiner von Ihnen ad hoc erklären, wie man sich die Schuhe bindet. Als Kind haben Sie irgendwann mal Schuhe binden gelernt und beherrschen das jetzt auch automatisch. Aber es zu erklären ist ganz schwer. Sie beherrschen etwas, aber Sie können es nicht präzise erklären und ganz so ähnlich ist es mit einer Kata. Nach langer Beobachtung von Toyota glaubt Mike Rother, zwei Katas
entdeckt zu haben. Nämlich eine Kata, nach der Toyota seine Prozesse verbessert, die Verbesserungskata. Und eine Kata, nach der Toyota seine Mitarbeiter fortbildet, die Coachingkata. Toyota und sicherlich einige andere große Unternehmen haben ein sehr langfristig angelegtes Idealbild, wo man irgendwann in Zukunft einmal stehen möchte. Bei Toyota heißt dieses Idealbild „Nordstern“. Allen ist klar, dass dieses Idealbild nicht in einem einzigen riesigen Schritt erreicht werden kann. Deshalb macht man bei Toyota viele kleine Schritte oder Projekte, die aber alle langfristig in Richtung dieses Idealbildes gehen. Alle Aktivitäten der Verbesserungskata zielen in Richtung dieses Idealbilds.
Vereinfacht dargestellt besteht die Verbesserungskata aus den folgenden wichtigen Elementen:
Dem Ist-Zustand, also der Beschreibung der aktuellen Lage oder Situation
Dem Ziel-Zustand, also dem Zustand, den man erreichen möchte
Dem PDCA-Zyklus, eine Verbesserungsmethodik, auf die wir gleich noch eingehen werden
Den fünf Coaching-Fragen, die ebenfalls später noch erläutert werden

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
4
Wenn Sie sich in einer fremden Stadt zurechtfinden wollen und auf dem Stadtplan endlich das Ziel gefunden haben, nützt Ihnen das noch gar nichts. Warum? Ohne zu wissen, wo Sie im Moment stehen, können Sie nicht losgehen auf Ihr Ziel. Aus diesem Grund ist die Beschäftigung mit dem Ist-Zustand wichtig. Wahrscheinlich haben Sie sich schon gefragt, wieso wir den merkwürdigen Begriff Ziel-Zustand verwenden, anstatt einfach von Zielen zu sprechen. Eine Analogie wird Ihnen helfen den Unterschied zwischen Ziel und Ziel-Zustand zu verstehen. Laut Carol Dweck treten Ziele auf zwei Arten in Erscheinung - als Leistungsziele (Ziele) und als Lernziele (Ziel-Zustände). Bei der Französischschularbeit die Note Eins zu bekommen, ist ein Leistungsziel (Ziel). Möchte man die französische Sprache erlernen, ist das ein Lernziel (Ziel-Zustand). „Beide Ziele sind ganz normal und ziemlich allgemeingültig“, sagt Dweck, „und beide Ziele können die Leistung anspornen.“ Jedoch nur ein Ziel (Ziel-Zustand) führt zur Perfektionierung. Ein Ziel-Zustand muss mehrere Kriterien erfüllen. Ganz wichtig ist, dass die Aufgabe lösbar sein muss. In der Formulierung des Ziel-Zustandes soll keinerlei Hinweis auf eine mögliche Lösung gegeben werden. Je nachdem, wie komplex und schwierig die Aufgabe ist, soll der Ziel-Zustand innerhalb weniger Tage oder womöglich mehrerer Wochen erreichbar sein. Und natürlich muss der Ziel-Zustand den Fähigkeiten des Mitarbeiters entsprechen. Der Ziel-Zustand muss eine Herausforderung darstellen. Das heißt, er muss idealerweise so gestaltet sein, dass er über Ihren aktuellen Fähigkeiten liegt. Um beim Sprachenlernbeispiel zu bleiben: Wenn Sie bereits Sätze im Präsens formulieren können und auch schon viele Übungen dazu gemacht haben, sollten Sie nicht einfach weitere Sätze im Präsens bilden, sondern das Konjungieren der Verben auf die Vergangenheit oder Zukunft anwenden können. Die Aufgabe sollte weder unterfordern, noch überfordern.
Lernforscher gehen davon aus, dass es für jeden Menschen eine Komfortzone gibt, in der er sich mit den Dingen, die er tut, wohl fühlt. In der Lernzone befindet er sich, wenn er Dinge ausprobiert, die er bisher noch nicht beherrscht. Die Angstzone ist der Bereich, wo es ihn vor den Heraus-forderungen oder Aufgaben, die er hat, ängstigt. Stellen Sie sich ein Kind vor, das bereits seit
zwei Jahren Dreirad fährt und jetzt Fahrradfahren lernen soll. Sofern das Fahrrad mit Stützrädern ausgestattet ist, findet das Erlernen des Fahrradfahrens in der Komfort-Zone statt, weil sich im Vergleich zum Dreiradfahren nichts ändert, das Kind kann beim Fahren nicht umstürzen. Wenn man die Stützräder etwas höher stellt, so dass das Kind schon etwas Gleichgewicht entwickeln muss, kann man von einem Fahrenlernen innerhalb der Lern-Zone sprechen. Wenn man dem Kind von Anfang mitteilte, dass es ohne Stützräder Fahrradfahren soll, wird es sich wahrscheinlich ängstigen. Das wäre dann in der Angstzone anzusiedeln. Durch Ziel-Zustände sollen die Mitarbeiter ermuntert werden von der Komfortzone in die Lernzone vorzudringen. Je mehr die Mitarbeiter lernen und an Kompetenzen erwerben, umso größer wird deren Komfortzone. Bis hierhin haben wir die erste der beiden Toyota-Katas betrachtet. Bei der Verbesser-ungskata geht es darum, wie wir Dinge oder Prozesse verbessern.
Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
5
Bei der Coachingkata geht es darum, wie den Mitarbeitern die Verbesserungskata beige-bracht wird. Mike Rother hat beobachtet, dass die Coachingkata den Mitarbeitern von Toyota scheinbar in Fleisch und Blut übergegangen ist. Erfahrene Mitarbeiter bringen jüngeren oder uner-fahreneren Mitarbeitern die Technik des Verbesserns bei. Hierbei sind drei Personen zu unterscheiden:
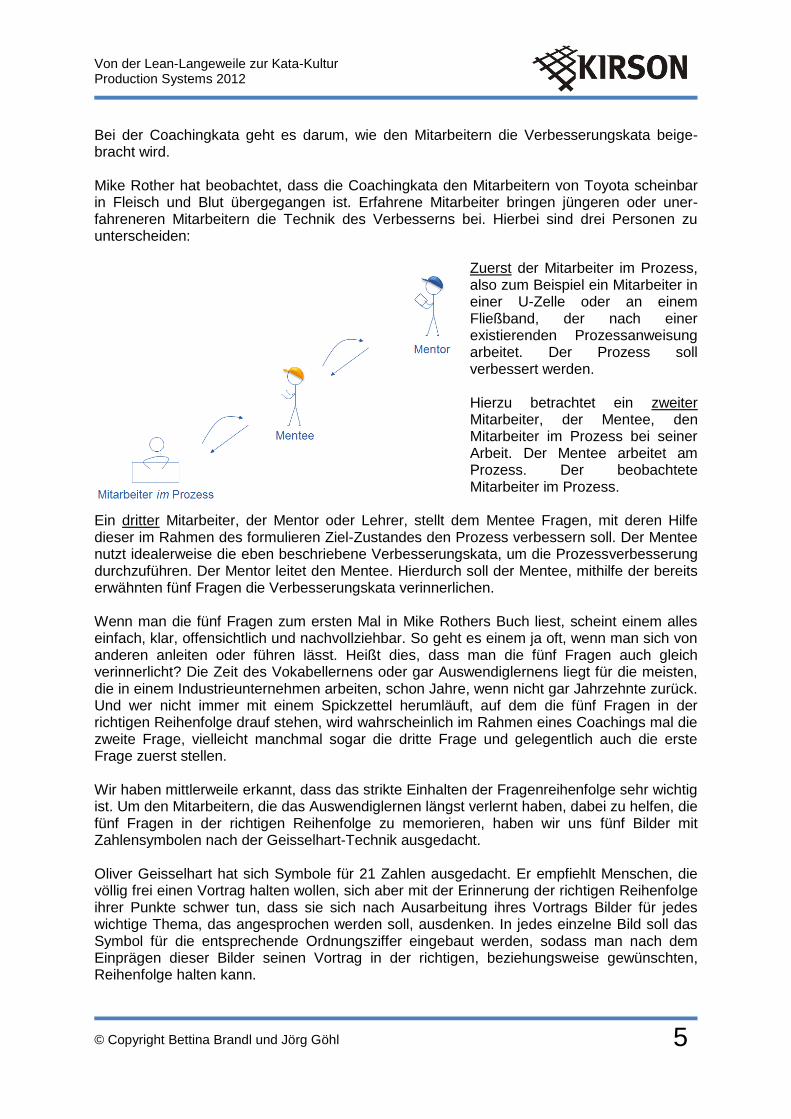
Zuerst der Mitarbeiter im Prozess, also zum Beispiel ein Mitarbeiter in einer U-Zelle oder an einem Fließband, der nach einer existierenden Prozessanweisung arbeitet. Der Prozess soll verbessert werden. Hierzu betrachtet ein zweiter Mitarbeiter, der Mentee, den Mitarbeiter im Prozess bei seiner Arbeit. Der Mentee arbeitet am Prozess. Der beobachtete Mitarbeiter im Prozess.
Ein dritter Mitarbeiter, der Mentor oder Lehrer, stellt dem Mentee Fragen, mit deren Hilfe dieser im Rahmen des formulieren Ziel-Zustandes den Prozess verbessern soll. Der Mentee nutzt idealerweise die eben beschriebene Verbesserungskata, um die Prozessverbesserung durchzuführen. Der Mentor leitet den Mentee. Hierdurch soll der Mentee, mithilfe der bereits erwähnten fünf Fragen die Verbesserungskata verinnerlichen. Wenn man die fünf Fragen zum ersten Mal in Mike Rothers Buch liest, scheint einem alles einfach, klar, offensichtlich und nachvollziehbar. So geht es einem ja oft, wenn man sich von anderen anleiten oder führen lässt. Heißt dies, dass man die fünf Fragen auch gleich verinnerlicht? Die Zeit des Vokabellernens oder gar Auswendiglernens liegt für die meisten, die in einem Industrieunternehmen arbeiten, schon Jahre, wenn nicht gar Jahrzehnte zurück. Und wer nicht immer mit einem Spickzettel herumläuft, auf dem die fünf Fragen in der richtigen Reihenfolge drauf stehen, wird wahrscheinlich im Rahmen eines Coachings mal die zweite Frage, vielleicht manchmal sogar die dritte Frage und gelegentlich auch die erste Frage zuerst stellen. Wir haben mittlerweile erkannt, dass das strikte Einhalten der Fragenreihenfolge sehr wichtig ist. Um den Mitarbeitern, die das Auswendiglernen längst verlernt haben, dabei zu helfen, die fünf Fragen in der richtigen Reihenfolge zu memorieren, haben wir uns fünf Bilder mit Zahlensymbolen nach der Geisselhart-Technik ausgedacht. Oliver Geisselhart hat sich Symbole für 21 Zahlen ausgedacht. Er empfiehlt Menschen, die völlig frei einen Vortrag halten wollen, sich aber mit der Erinnerung der richtigen Reihenfolge ihrer Punkte schwer tun, dass sie sich nach Ausarbeitung ihres Vortrags Bilder für jedes wichtige Thema, das angesprochen werden soll, ausdenken. In jedes einzelne Bild soll das Symbol für die entsprechende Ordnungsziffer eingebaut werden, sodass man nach dem Einprägen dieser Bilder seinen Vortrag in der richtigen, beziehungsweise gewünschten, Reihenfolge halten kann.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
6
Hierzu möchten wir Ihnen zuerst die Symbole für die Ziffern 1 bis 5 erläutern und diese dann kurz mit Ihnen lernen. Für die Ziffer 1 steht eine brennende Kerze. Für die Ziffer 2 steht ein Schwan. Denken Sie an den gekrümmten Hals eines Schwanes, der einer 2 sehr nahe kommt. Für die Ziffer 3 steht ein Dreizack, der häufig bei dem griechischen Gott des Meeres, Poseidon, oder seinem römischen Pendant Neptun abgebildet ist. Für die Ziffer 4 steht ein vierblättriges Kleeblatt. Für die Ziffer 5 steht eine Hand mit den fünf Fingern. Durch gegenseitiges Abfragen wollen wir die Symbole für die fünf ersten Ordnungszahlen lernen. Um die fünf Fragen zu memorieren, werden nun die fünf Bilder erklärt, die nach einigen Wiederholungen dazu führen sollten, dass man jederzeit die fünf Fragen in der richtigen Reihenfolge wiedergeben kann. 1. Was ist der Zielzustand des Prozesses?
Wir stellen uns vor, dass die Fragen sich in einem sportlichen Wettbewerbsumfeld darstellen lassen. Ziel-Zustand für den Teilnehmer an einem Wettlauf könnte es sein, Sieger zu werden. Deshalb schaffen wir ein Bild, das ein Siegerpodest mit den Plätzen 1, 2 und 3 zeigt. Auf dem höchsten Podest für den ersten Sieger steht eine Kerze. Wenn wir uns nun erinnern wollen, welche Frage zuerst kommt, denken wir an das Symbol für eine 1, die Kerze, und erinnern uns, dass diese auf dem Siegerpodest steht. Das Siegerpodest steht für die Frage, welchen Ziel-Zustand der Prozess hat. 2. Was ist der aktuelle Ist-Zustand? Der Ist-Zustand ist immer der Punkt, an dem man sich gerade befindet, beziehungsweise wo man ansetzt, um weiter zu machen. Ein schönes Bild hierfür ist ein Läufer am Startblock einer Aschenbahn, der auf den Startschuss wartet. Wir stellen uns den Läufer vor, wie er vor dem Startschuss nochmal den Blick durch das Stadion schweifen lässt und plötzlich einen Schwan die Aschenbahn kreuzen sieht. Der Schwan steht für die 2 und damit die zweite Frage. Der Läufer am Startblock steht für den aktuellen Ist-Zustand.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
7
3. Was hindert Sie daran, den Ziel-Zustand zu erreichen? Nachdem der Läufer noch gerade durch den Schwan verwirrt wurde, ist der Startschuss gefallen und der Läufer hat sich in Bewegung gesetzt. Er läuft eine längere Strecke über die Aschenbahn, bis sich ihm drei wilde Neptune mit ihrem Dreizack in den Weg stellen und ihn am Weiterlaufen zu hindern versuchen. Der Dreizack erinnert uns dran, dass es sich hierbei um die dritte Frage handelt. Die den Dreizack haltenden Neptune hindern uns daran, den Ziel-Zustand (nämlich auf das Siegerpodest zu kommen) zu erreichen. 4. Welches eine Hindernis gehen Sie als nächstes an und was ist deshalb der eine, nächste
Schritt? Vom Betrachter weit entfernt sehen wir das vierblättrige Kleeblatt, das für die Ziffer 4 und damit die vierte Frage steht. Dieses Kleeblatt befindet sich am Ende von mehreren alternativen Wegen. Wir sehen den Läufer, wie er an einer Weggabelung steht. Im Gegensatz zu einem Labyrinth enden diese Wege nicht im Nirgendwo, sondern alle führen zum Ziel, dem vierblättrigen Kleeblatt. Die Wege sind unter-schiedlich lang, geradliniger oder kurviger, gehen mal nach Westen oder Osten, aber am Ende kommen sie beim Kleeblatt an. Der Läufer muss sich entscheiden, welchen Weg -und er kann sich nur für einen Weg entscheiden- er wählt. Das vierblättrige Kleeblatt steht also für die vierte Frage und die Wegalternativen für die Wahl des einen Hindernisses, das als nächstes angegangen werden soll. Er wählt den nächsten Schritt, der sich aus der Entscheidung für die Überwindung dieses einen konkreten Hindernisses ergibt. 5. Bis wann können wir uns ansehen, was Sie aus dem letzten Schritt gelernt haben? Es ist wichtig, dass nach jedem PDCA-Zyklus das Gelernte diskutiert wird. Das Gelernte kann ein einziger Punkt sein, können aber auch mehrere Punkte sein. Das Symbol für die 5 ist die Hand mit den fünf ausgestreckten Fingern. Hierzu stellen wir uns eine mit Kreide bestäubte Hand vor, die jemand auf eine Tafel abgeklatscht hat, sodass nach dem Wegheben der Hand die Umrisse dieser noch auf der Tafel zu sehen sind. Neben der Hand befinden sich die Buchstaben a. b. und c. untereinander, symbolisch für die verschiedenen Dinge, die gelernt wurden. Neben der Tafel befindet sich eine Uhr. Die Uhr steht dafür, bis wann wir zusammenkommen wollen, um über das Gelernte (die Punkte a. b. und c.) zu sprechen. Die Hand mit den fünf Fingern erinnert uns also an die fünfte Frage, in der es darum geht, bis wann wir wieder zusammenkommen können, um uns anzuschauen, was aus dem letzten Schritt gelernt wurde. Sofern es die Zeit im Rahmen unseres Vortrags zulässt, werden wir einige Übungen mit den Zuhörern machen, um uns die Bilder, die für die fünf Fragen stehen, einzuprägen.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
8
Beispiele erfolgreicher Coaching-Zyklen und Regeln für ein erfolgreiches Coaching
Haben Sie eigentlich auch Kunden, die ein total chaotisches und unberechenbares Bestell-verhalten zeigen? Die meisten unserer Kunden haben wir ja gut erzogen. Das heißt bei uns rechtzeitig -also zirka sechs bis acht Wochen vor Liefertermin- die Bestellung fixieren. Aber nicht bei allen waren wir erfolgreich. Insofern haben wir uns das Ziel gesetzt, uns in Richtung der Kundenbedürfnisse zu ent-wickeln. Konkret - es soll für eine Produktgruppe die Durchlaufzeit von gegenwärtig 28 auf drei Tage reduziert werden. Um mögliche Ansatzpunkte zu einer Verbesserung zu finden, nahmen wir gemeinsam mit unserem Mentor Gerd Aulinger den Wertstrom auf.
Nachdem wir den Ist-Wertstrom aufgezeichnet hatten, formulierten wir den Soll-Wertstrom und verglichen die beiden miteinander. Schnell erkannten wir eine Menge von Handlungsfeldern, die mit Hilfe der Verbesser-ungskata bearbeitet werden sollten. Wir ermittelten sieben Punkte, an denen zu arbeiten ist, um vom Ist-Wertstrom zum Soll-Wertstrom zu gelangen. Für jedes einzelne Handlungsfeld wurden Ziel-Zustände formuliert.
Das Formulieren von Ziel-Zuständen ist eine mühsame Arbeit und hat auch bei uns nicht sofort funktioniert. Es geht darum, präzise auszudrücken, was genau erreicht werden soll. Denn wenn man das Ziel nur ungefähr kennt, ist es kein Wunder, wenn das Ziel auch nur ungefähr erreicht wird.
Außerdem geben Ziel-Zustände die Rahmenbedingungen vor, innerhalb derer die Ver-besserung erfolgen soll. Fast jedes Ziel ist ohne weiteres zu erreichen, wenn man mehr Personal einsetzt, mehr Geld zur Verfügung hat, mehr Zeit hat oder sonst über Mittel in Hülle und Fülle verfügt. Man muss unbedingt Einschränkungen vornehmen, denn erst durch die Einschränkungen kommt man auf neue elegante Ideen. Durch das Setzen dieser Grenzen wird man herausgefordert, Neues zu entdecken.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
9
Wir Deutsche haben den Ruf, die besten, aber leider auch teuersten Lösungen zu ent-wickeln. Anhand eines Beispiels aus Brasilien will ich Ihnen schildern, wie Knappheit die Kreativität von Mitarbeitern anspornen kann.
1995 wurde die brasilianische Eisenbahn privatisiert. Frühere Regierungen hatten das Schienensystem vernachlässigt. Es befand sich in einem katastrophalen Zustand. 1995 waren noch immer 20 Dampflokomotiven im Betrieb.
America-Latina Logistika (ALL) erhielt die Konzession für die drei südlichsten Staaten Brasiliens. Die Bilanz von ALL wies nur 30.000 Real in bar auf. Das wären heute ca. 70.000 Euro. In einem der ersten Meetings wurde der junge Geschäftsführer Alexandre Behring dringend um fünf Millionen Real gebeten, um eine einzige Brücke zu reparieren. Die Reparatur aller kaputten Anlagen würde hunderte Millionen von Real erfordern. Um ALL aus der bedenklichen Finanzlage zu befreien, wurden vier einfache Regeln für Investitionen der Firma aufgestellt:
1. Erhöhe die Einnahmen 2. Minimiere die Vorlaufkosten 3. Schneller ist besser als das Beste 4. Verwende, was dir zur Verfügung steht
Ein großes Problem waren die vielen beschädigten Schienen, die die Geschwindigkeit der Züge begrenzten. Neue Schienen kosteten 400 US-Dollar pro Tonne.
Aufgrund der vier klaren Regeln kamen die Ingenieure auf die Idee, an den vielen verlassenen Bahnhöfen intakte Schienen zu demontieren. Diese wurden auf den aktiven Routen montiert. (Verwende, was dir zur Verfügung steht.) Ich glaube, wir können alle nachvollziehen, dass bei ausreichend Geldmitteln nie jemand auf diese Idee gekommen wäre. Gut formulierte Ziel-Zustände können scheinbar hervorragend helfen, in neue Richtungen zu denken. Hierdurch wird jeder Mitarbeiter ermächtigt, ein Erfinder zu werden. Ein weiteres Beispiel dafür, wie Ziel-Zustände dabei helfen können, damit ein Unternehmen sich drastisch verbessert, stammt aus der Ölindustrie. Bis Ende der 70er Jahre war es relativ leicht gewesen, große Ölfelder zu entdecken. Die zunehmende Ölnachfrage und das Versiegen älterer Quellen führten dazu, dass die ölsuchenden Geologen ihre Suchstrategien überdenken mussten. British Petrol (BP) war in den 1980er Jahren das effektivste Ölförderunternehmen der Welt. Während die Konkurrenten acht Bohrungen, die sehr teuer waren, vornehmen mussten, um eine neue Quelle zu erschließen, benötigte BP nur fünf Bohrungen, um einen Volltreffer zu landen. Die Kosten, um ein Ölfeld zu entdecken, betrugen fünf Dollar pro Barrel. 1989 verabschiedete BP eine neue Ausbeutungsdoktrin. Man wollte sich ausschließlich auf große Felder konzentrieren und die Kosten von fünf auf ein Dollar pro Barrel senken. Hierzu musste die Anzahl der gebohrten trockenen Löcher unbedingt minimiert werden. Das neue Ziel lautete: „Keine trockenen Löcher“. Das bedeutete, dass aus einer ohnehin guten Leistung, eine beispiellose Leistung werden musste. Hieraufhin untersuchte man bei BP erst einmal die zurückliegenden Bohrungen, um heraus-

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
10
zufinden, wie gut einzelne Ölsucher den Erfolg, dass man auch wirklich eine Ölquelle fand, vorhersagen konnten. Man stellte fest, dass die Vorhersagen ziemlich akkurat waren. In der Summe wurde eine 20prozentige Wahrscheinlichkeit vorhergesagt, was ja einer gefundenen Quelle auf fünf Bohrungen entspricht. Schaute man sich die Zahlen allerdings näher an, so war zu sehen, dass alle Vorhersagen, die eine 20- bis 70prozentige Wahrscheinlichkeit prognostizierten, gut waren. Eine Prognose, die eine mehr als 75prozentige Wahrscheinlichkeit vorhersagte, war fast jedes Mal ein Erfolg. Bei den Bohrungen, für die man nur eine 10prozentige Wahrscheinlichkeit ausrechnete, gab es in Wirklichkeit nur eine 1prozentige Chance. Die bisherigen Zielformulierungen waren mehrdeutig und erlaubten den Ölbohrern, statistische Tricks anzuwenden, um die teuren Bohrungen auch dann durchzuführen, wenn die Erfolgswahrscheinlichkeit eher gering war. Der neue Ziel-Zustand „Keine trockenen Löcher“ war ein Versuch, die Leute dazu zu bringen, bis zum Äußersten zu gehen, dafür zu sorgen, dass sie sich die einzelnen Daten genau ansahen und daraus die richtigen Schlüsse zogen. Man definierte bald einige Kriterien und beurteilte Gegenden, in denen man Öl suchen wollte nach verschiedenen geologischen Gegebenheiten. Diese Daten wurden in separate Karten pro geologischen Aspekt eingetragen. Grün stand für erfolgversprechend beziehungsweise gegeben und rot für nicht vorhanden. Die Karten wurden dann übereinander gelegt und Bohrungen nur noch dort genehmigt, wo ausschließlich grüne Flächen übereinander lagen. In der Vergangenheit war es auch vorgekommen, dass die technischen Teams wussten, dass eine geplante Quelle trocken sein würde, das leitende Management aber dennoch die Bohrung veranlasste, weil die Regierung oder die Geschäftspartner Druck ausübten. Der neue Ziel-Zustand führte dazu, dass Angestellte in niedrigeren Positionen ein gleichwertiges Mitspracherecht bei der Entscheidung erhielten. Im Jahr 2000 führte BP die Branche mit einer Trefferquote von zwei zu drei Bohrungen an. Dies ist das Dreifache der Erfolgsquote von 1989. BP bohrte immer noch trockene Löcher, aber das Ziel hatte zu Verbesserungen geführt, die viele für unmöglich gehalten hatten. BP hatte durch die Beseitigung des eigenen Spielraums einen Wandel vollzogen: „Wenn wir ein Loch bohren, sollte es besser nicht trocken sein“. Als wir uns mit dem Wertstrom „Durchlaufzeit 3 Tage“ beschäftigten, kamen wir auch auf das Thema des Randwicklers. Fast immer, wenn Rollenware produziert wird, muss der linke und rechte Rand der Ware beschnitten werden. Das ist so in der Papier-, der Folien- und auch der Textilindustrie. Manche Materialien können nach dem Beschneiden gehäckselt und dann mit Druckluft in Container geblasen werden.
Gelege eignet sich nicht zum Häckseln. Deshalb ist es üblich, dass wir den weggeschnittenen Rand separat aufwickeln. Wenn eine bestimmte Menge aufgewickelt ist, muss der Randwickler von Hand geleert werden. Während der Kaschierung einer Rolle wurden die Randwickler bisher zwei- bis dreimal geleert. Weil das nicht ganz ungefährlich ist und Probleme vermieden werden sollen, wird hierzu die Produktionsgeschwindigkeit von 50 auf 10 m/min reduziert. Jede Leerung dauerte drei Minuten.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
11
Als Ziel-Zustand wurde eine Leerung statt drei Leerungen festgelegt. Die Leerung soll ohne Drosselung der Maschinengeschwindigkeit vonstattengehen. Die Arbeit soll weiterhin binnen drei Minuten vom einzigen Mitarbeiter an der Maschine verrichtet werden. Es wurde festgelegt, was sich verändern soll und was gleich bleiben soll. Damit wurden die Rahmenbedingungen definiert.
Bei jedem Treffen werden vom Mentor die fünf Fragen gestellt: 1. Was ist der Ziel-Zustand des Prozesses?
Wichtig ist, dass im Rahmen des Coachings der Ziel-Zustand vom Mentee vorgetragen wird. Weil der Ziel-Zustand kurz ist, sodass er innerhalb von 20 bis 30 Sekunden wiedergegeben werden kann, stellt das auch kein Problem dar. Wir haben die Erfahrung gemacht, dass Ziel-Zustände sich verselbstständigen können. Im schlimmsten Fall wird plötzlich nicht mehr an dem ursprünglichen Ziel-Zustand gearbeitet. Deshalb ist es gut, sich bei jedem Coaching den Ziel-Zustand wieder in Erinnerung zu rufen - auch wenn die tägliche Wiederholung dem einen oder anderen wie Hirnwäsche vorkommen mag.
2. Was ist der aktuelle Ist-Zustand? Aktuell bedeutet, dass der Mentee den Ist-Zustand laufend auf dem neuesten Stand halten muss. Dazu müssen zum Beispiel Zahlen erfasst und Diagramme erstellt werden. Das erscheint im ersten Moment als unnützer Mehraufwand. Ist aber wichtig, um ganz klar sagen zu können, wo man steht und was aufgrund dessen zu tun ist.
3. Was hindert Sie daran, den Ziel-Zustand zu erreichen? 4. Welches eine Hindernis gehen Sie als nächstes an und was ist deshalb der eine,
nächste Schritt? Bei dieser Frage startet ein PDCA-Zyklus.
5. Bis wann können wir uns ansehen, was Sie aus dem letzten Schritt gelernt haben? Als Töchter und Söhne einer Ingenieursnation wie Deutschland haben wir uns gefragt, was es soll, scheinbare Selbstverständlichkeiten bei jedem Coaching wiederzukäuen. Allerdings haben wir erkannt, dass es trotz aller scheinbaren Affigkeit sehr sinnvoll ist, die fünf Fragen konsequent im Rahmen eines Coachings zu stellen.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
12
Wenn wir den Ziel-Zustand für den Rand-wickler betrachten, be-steht bei der Anzahl der Leerungen eine Diffe-renz zwischen Ziel- und Ist-Zustand.
Der erste Gedanke des Mentees bestand darin, dass das Volumen des Randwicklers an und für sich ausreichend ist. Aber die ungeordnete Wicklung dazu führt, dass das vorhandene Volumen nicht optimal ausgenutzt wird. Es stellte sich die Frage, wie man eine gleichmäßigere Wicklung erzielen könnte. Der Mentee kam auf die Idee, den Randbeschnitt beim Aufwickeln zu changieren. Dabei wird der Rand beim Wickeln hin und her geführt, so dass die volle Breite des Randwicklers auch wirklich ausgenutzt werden kann.
Sollte der Mentor vor einigen Jahren schon einmal eine Changierung ausprobiert haben, so muss er sich mit der Schilderung seiner Erfahrungen und voreiligen Empfehlungen zurückhalten. Es ist keineswegs zwingend, dass Experimente jedes Mal misslingen, nur weil es das erste Mal -von einer bestimmten Person, auf eine bestimmte Weise ausgeführt- misslang. Fehlschläge dürfen keine Fesseln des Fortschritts sein.
Die Hypothese des Mentees bestand nun darin, dass mithilfe einer Changierung 3.500 m Rand-abfall auf den Randwickler gewickelt werden könnten und das Volumen damit ausreichen sollte. Dies hat er in die Realität umgesetzt. Umlenkrollen führen den Rand-beschnitt nun so, dass die zur Verfügung stehende Breite auch wirklich ausgenutzt wird. Beim Test konnte er sehen, dass die Idee
funktioniert. Das Volumen war aber immer noch nicht ausreichend. Statt 3.500 m konnten nur 2.000 m aufgewickelt werden. Außerdem war die Wicklung noch unregelmäßig. Das

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
13
nächste Problem, um das er sich nun kümmern wollte, war die Wicklung regelmäßig hin zu bekommen.
Die nächste Hypothese lautete, dass durch eine langsamere Changierung 3.500 m Randabfall auf den Randwickler passen könnten und das Volumen dann ausreichen würde. Mit dieser Einstellung hat der Mentee nun einen Test vor-genommen. Beim Überprüfen seiner Hypothese (Check) hatte er gesehen, dass die langsamere Changierung an sich funktionierte. Auch die Wicklung entsprach seinen
Ansprüchen an die Regelmäßigkeit. Aber das Volumen reichte nur für 2.200 m aus. Er musste also weiterhin am Volumen arbeiten.
Die Randwickler sind einfache Geräte, die durch einen Antriebsmotor und zwei begrenzende Scheiben links und rechts charakterisiert werden. Der Mentee vermutete, dass eine Vergrößerung des Durchmessers der Begrenzungs-scheiben dazu führt, dass 3.500 m pro Füllung aufgewickelt werden können.
Man könnte sich nun fragen, warum er nicht schon im vorherigen Schritt an größere Begrenzungsscheiben ge-dacht hatte. Dann wären wir doch schneller voran-gekommen, oder? Das würde allerdings dem 5-Fragen-Konzept wiedersprechen, denn es soll immer nur an einem Schritt gearbeitet werden. Das heißt, ein Faktor wird verändert und dann wird beobachtet, was passiert. Nur so ist der Ursache-Wirkungs-Zusammenhang eindeutig erkennbar. Den Test hat er mit den größeren Begrenzungsscheiben durchgeführt. Durch diese Veränderung hat er erreicht, dass der neue Ist-Zustand nun dem Ziel entsprach.
Mit das Schwerste für den Mentor ist es, sich zurückzuhalten. Das heißt, keine Lösungsvorschläge zu machen. Die Gesamtlösung ist zwar in der Regel unbekannt, aber innerhalb der kleinen PDCA-Zyklen fallen fast jedem irgendwelche Vorgehensweisen ein, die man als Nächstes testen könnte. Warum soll lösungsfrei geführt werden? Der Mentee soll zum Problemlöser entwickelt werden. Die Entwicklung kann nur stattfinden, wenn man ihn üben lässt. Anweisungen, dies oder das zu tun, führen sicher nicht dazu. Außerdem nimmt der Mentor durch eigene Vorschläge dem Mentee jegliches Erfolgserlebnis. Erfolgserlebnisse sind aber das, was dem Mentee Spaß bereitet und ihn antreibt, weiterzumachen.
Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
14
Während der Mentee eigentlich kaum etwas falsch machen kann, hat der Mentor sehr viele Gelegenheiten zum Fehlermachen. Zu Beginn unserer Coaching-Aktivitäten haben wir mit unserem Mentor, Gerd Aulinger, einige Coachingprojekte zur Beobachtung durch eine größere Gruppe ausgewählt. Hierdurch wollte wir voneinander lernen. Nach einem erfolgreichen Coaching, bei dem über das letzte durchgeführte Experiment gesprochen wurde, welches leider nicht das erhoffte Ergebnis gebracht hatte, diskutierten wir zunächst über das, was der Mentor gut und weniger gut gemacht hatte. Es handelte sich um ein Thema, zu dem man auch gut ohne besondere Vorkenntnisse Ideen entwickeln konnte. Im Gegensatz zu einem erfahreneren Beobachter machte ich den Fehler, zwei Ideen, die mir spontan einfielen, zu äußern. Also zwei Vorschläge, die die nächsten möglichen PDCA-Zyklen betrafen. Vor versammelter Mannschaft kritisierte mich unser Kata-Trainer. Ich hätte nun dem Mentee die Chance genommen, selbst auf diese Ideen (die in der Tat nicht überwältigend oder gar brillant waren) zu kommen. Mit höchster Wahrscheinlichkeit wäre der Mentee in den nächsten Minuten selbst auf diese oder ähnliche Ideen gekommen. Nun aber lägen ihm die Vorschläge des Chefs vor (die ja immer irgendwie berücksichtigt werden müssen, um dem Chef nicht seine Missachtung auszudrücken) und der Mentee sei um die Möglichkeit beraubt worden, selber eine gute Idee zu finden und später berechtigt auf diese stolz sein zu können. Nicht nur mir, sondern auch den beteiligten Zuschauern wurde anhand dieses Fehlers klar, wie wichtig es ist, dass sich der Mentor auf jeden Fall mit Vorschlägen zurückhält und sich im Ernstfall lieber auf die Zunge beißt. Es geht bei den Kata-Coachings fast immer um Verbesserungen, die von den ausgewählten Mitarbeitern ohne gigantische Anstrengungen gelöst werden können. Der Mentor hat die Aufgabe, den Mentee zu befähigen, anzuleiten, zu ermutigen, vielleicht sogar zu motivieren, an dem Thema weiterzuarbeiten. Aber er darf nie seine vermeintlich intellektuelle Überlegenheit demonstrieren, denn dies birgt die Gefahr, den Mitarbeiter zu frustrieren und in Zukunft weniger begeistert mitarbeiten zu lassen. Diese Lektion werde ich -wie die wahrscheinlich schadenfrohen Mitarbeiter- mein Leben lang nicht mehr vergessen.
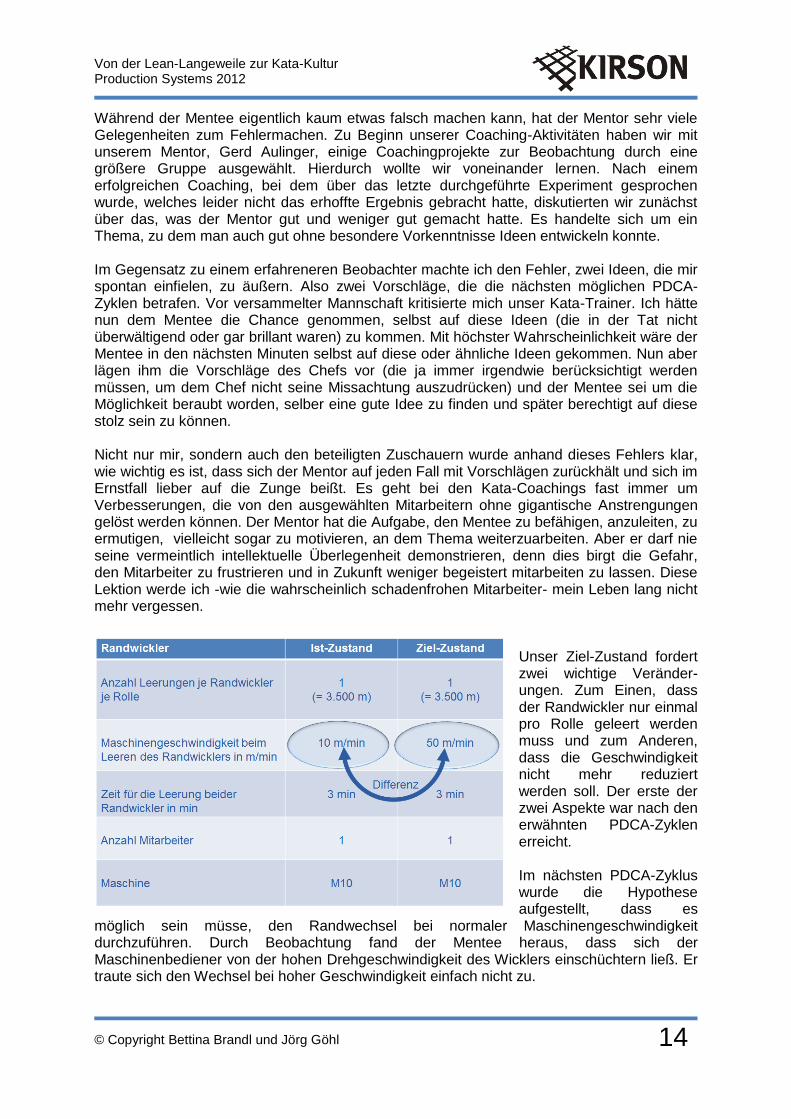
Unser Ziel-Zustand fordert zwei wichtige Veränder-ungen. Zum Einen, dass der Randwickler nur einmal pro Rolle geleert werden muss und zum Anderen, dass die Geschwindigkeit nicht mehr reduziert werden soll. Der erste der zwei Aspekte war nach den erwähnten PDCA-Zyklen erreicht. Im nächsten PDCA-Zyklus wurde die Hypothese aufgestellt, dass es
möglich sein müsse, den Randwechsel bei normaler Maschinengeschwindigkeit durchzuführen. Durch Beobachtung fand der Mentee heraus, dass sich der Maschinenbediener von der hohen Drehgeschwindigkeit des Wicklers einschüchtern ließ. Er traute sich den Wechsel bei hoher Geschwindigkeit einfach nicht zu.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
15
Im nächsten PDCA sollte herausgefunden werden, wie die Geschwindigkeit des Randwicklers vielleicht reduziert werden kann, ohne dass die Maschinengeschwindigkeit verringert werden muss. Der Innendurchmesser des Randwicklers beträgt 152 mm. Dies eigentlich nur, weil wir mit Standardhülsen arbeiten, die diesen Durchmesser haben. Wer viel mit Rollen arbeitet, weiß, dass auf den ersten Umfangs-Zentimetern nur wenig Material aufgewickelt wird. Wenn man nun den Umfang des Innendurchmessers um einige Zentimeter erhöht oder erweitert, verliert man fast kein Volumen, aber die Drehgeschwindigkeit des Wicklers reduziert sich bereits. Deshalb wurde im nächsten PDCA mit einem größeren Umfang der Hülsenhalterung experimentiert. Auf Hülsen musste allerdings verzichtet werden. Bei der Überprüfung zeigte sich, dass die Drehzahl nun nicht mehr auf die Maschinenführer bedrohlich wirkte. Allerdings war ein neues Problem entstanden, weil direkt auf die Halterung gewickelt werden musste. Es war zu überlegen, ob man zukünftig immer direkt auf die
Halterung wickeln könnte und wie man den Randbeschnitt dann ohne Hilfe einer Papphülse von der Halterung lösen könnte. Außerdem trat ein neues Problem auf. Die Maschinengeschwindig-
keit konnte zwar während des Rand-wechsels bei 50 Metern gehalten werden. Aber wir mussten feststellen, dass die Zeit für die
Leerung bei den Randwicklern nun nicht mehr drei, sondern vier Minuten betrug. Im näch-sten PDCA-Zyklus sollte durch Beobachtung herausgefunden werden, warum der Rand-wechsel jetzt länger dauerte als zuvor. Durch Beobachtung wurde festgestellt, dass der Randabfall sich nicht ohne weiteres von der Hülsenhalterung lösen ließ und der Mitarbeiter deshalb mehrere An-strengungen unterneh-men musste, um den Randabfall abzulösen. Dies erklärte die Ver-längerung der Wechsel-zeit.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
16
Im nächsten PDCA wurde die Hypothese aufgestellt, dass die Ausführung der Halterung als Konus womöglich dazu führen könnte, dass der Randabfall quasi von selbst von der
Halterung abrutscht. Es wurde ein entsprechender Konus gefertigt und bei der Überprüfung konnte festgestellt werden, dass der Randabfall nach Lösen der Begrenzungsscheibe den Mit-arbeitern regelrecht in die Hände fiel und ein Nachgreifen nicht mehr nötig war. Hierdurch wurde der Ziel-Zustand erreicht und es gab noch einen kleinen positiven Nebeneffekt, der ursprünglich gar nicht beabsichtigt war. Während man früher den Randabfall auf eine Papphülse wickeln musste, konnte nun auf eine solche Hülse verzichtet werden.
Abschließend kann man feststellen, dass es sich hierbei um eine einfache oder schlichte Lösung handelt. Den Mitarbeitern sollte man für die geäußerten Bedenken und Ängste
dankbar sein, denn wären diese nicht genannt worden, wären wir womöglich nie auf die Idee gekommen, die Hülse zu eliminieren und stattdessen mit einem fest eingebauten Konus zu arbeiten. Im Rahmen dieser Verbesserung wurden mehrere Erfindungen gemacht.
1. Größere Begrenzungsscheiben im Randwickler 2. Bessere Ausnutzung des Volumens durch eine
Changiervorrichtung 3. Wickeln auf einen Metall-Konus 4. Wegfall der Einweg-Papphülse
Die Zeit lässt eine genaue Schilderung aller Experimente und Ergebnisse nicht zu. Zu jedem der durchgeführten PDCA-Zyklen hat der Mentee kurze Notizen erstellt. Diese sind an einer Tafel vor Ort am Prozess dargestellt.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
17
Instrumente, Techniken und Methoden, um mit der Kata-Einführung schnell voran zu kommen
Ein großer Schock war es für uns, als unser Mentor meinte, dass wir täglich zwei Coachings zu jedem Ziel-Zustand anstreben sollten. Sie können sich die Einwände der Mentoren und
Mentees vorstellen, die auch schon zuvor einen vollen Tagesplan hatten. Finden die Treffen jedoch nicht regelmäßig statt, kann man genau beobachten, was passiert. Die Schritte werden zu groß gewählt, eine widerlegte Hypothese stellt nun ein Problem dar. Sind die Schritte hingegen klein, muss es nicht gleich die Lösung sein. Auch eine widerlegte Hypothese, die immerhin zu einem besseren Prozessverständnis führte, ist als Ergebnis völlig in Ordnung. Oder noch schlimmer - es werden mehrere Schritte gleichzeitig vereinbart. Oder der Mentor versteht den Prozess nicht mehr. Das Coaching dient dann nur noch dazu, dass der Mentee den Mentor aufklärt, was alles passiert ist und
warum. Die Coaching-Routine kann nicht mehr eingehalten werden. Aktuell laufen bei uns 23 verschiedene Coachings und wir streben an, dass diese auch wirklich zweimal am Tag stattfinden. So sollten in der Summe 230 Mentor-Mentee-Inter-aktionen pro Woche stattfinden. Darüber, ob die Coachings auch stattgefunden haben, führen wir mit einer einfachen Liste Buch. Aktuell können 15 Prozent der Coachings aufgrund von Zeitmangel nicht stattfinden. An einer Verbesserung dieses Wertes arbeiten wir. Ein weiterer Vorteil der häufigen Treffen ist, dass man sich wirklich kontinuierlich mit dem Thema beschäftigt. Die Methode lehrt die Beteiligten quasi nebenbei eine disziplinierte Themenbearbeitung. Weil wir alle noch Anfänger sind, führen wir einmal im Monat ein Mentoren-Treffen durch, um zu sehen, was die Anderen gut machen. Bei einem solchen Treffen werden vier Coachings vor Ort beobachtet und anschließend unsere Eindrücke ausgetauscht. Die folgenden Fragen stellen wir:
Was ist aufgefallen?
Was war gut?
Was ist zu verbessern?
Was konnten wir lernen?
Zur Dokumentation halten wir unsere Erkenntnisse gemeinsam schriftlich fest.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
18
Was uns bereits auffällt, während wir noch lernen:
Wir arbeiten nicht einfach drauf los. Sondern kümmern uns um das, was uns als Hindernis auf dem Weg zum Ziel-Zustand auffällt. Dadurch, dass wir ein klares Ziel vor Augen haben, richten wir unsere Aktivitäten in diese Richtung aus. Wir haben eine Möglichkeit gefunden, die Verfolgung unternehmensweiter Ziele in die Hände einer Vielzahl von Mitarbeitern zu geben.
Wir sind im Verbessern wesentlich schneller geworden.
Wir sind deutlich beweglicher und
das Ganze ödet uns nicht so sehr an, sondern bereitet uns sogar Spaß. Wem kann man diese Art der Führung empfehlen? Jedem, außer unseren Wettbewerbern… Wenn Sie gefordert sind, schnell und effektiv auf Veränderungen reagieren zu müssen, dann bietet die Kata-Methodik eine Möglichkeit, diese Herausforderung zu meistern.
Scheitern muss nicht wehtun: Schneller vorankommen mit kleinen Schritten
Aufgrund des Soll-Wertstroms „Durchlaufzeit 3 Tage“ entwickelten wir Ideen, wie wir von 28 auf 3 Tage Durchlaufzeit kommen könnten. Bis dato hielten wir große Roh-, Zwischen- und Fertigwarenbestände, um unserem Ruf als termintreuer Lieferant gerecht zu werden. Vor Weihnachten 2010 testeten wir unter Echtzeitbedingungen über vier Tage den neuen Wertstrom. Im folgenden Januar wurden die Daten des nahezu unproblematisch verlaufenen Testdurchgangs ausgewertet. Trotz der überwiegend positiven Erkenntnisse, die wir im Mai 2011 mit Gerd Aulinger diskutierten, wollten wir uns erst im auftragsschwächeren Spätjahr an die Umsetzung machen. Über das geringe Zutrauen in unsere Umsetzungskompetenzen war Herr Aulinger schockiert. Der Schock ließ den Wertstrommanager nachdenken und er fasste den Mut, es dennoch zu wagen. Alle Sorgen waren umsonst gewesen. Keines der befürchteten größeren Probleme trat auf. Und die kleineren Probleme -darunter selbstverständlich viele unvorhergesehene- boten neue Ansatzpunkte zu Verbesserungen. Sicherlich haben wir den neuen Prozess noch nicht im Griff. Manche Lösung müssen wir noch suchen. Aber unser Mut, sofort loszulegen, hat sich gelohnt. Viele der aufgetretenen Probleme hätten wir auch mit der besten Simulation nicht vorhersehen können. Mittlerweile haben wir den Mut gefasst, auch andere Lösungen schon einzuführen wenn wir noch nicht alle Antworten auf die denkbaren Probleme gefunden haben. Wir haben verstanden, dass uns das Arbeiten an realen Problemen viel schneller voranbringt, als gründlich zu planen und zu versuchen, alles richtig vorherzusehen. Bei der Entwicklung von Wasserpumpen arbeitet ITT immer mit Prototypen. Sobald es im Entwicklungsteam eine Idee gibt, wie eine Wasserpumpe verbessert werden könnte, wird ein Prototyp hergestellt. Beim nächsten Treffen wird der Prototyp „begriffen“ und diskutiert, was noch verbessert werden könnte. ITT ist davon überzeugt, dass das konsequente Arbeiten mit Prototypen der Grund für die drastische Senkung der Entwicklungszeiten ist. Obwohl wir bisher wenig mit Prototypen gearbeitet haben, können wir diese Sichtweise sehr gut nachvollziehen. Denn loszulegen, anstatt lange nachzudenken, ist womöglich die beste Methode um schnell Verbesserungen herbeizuführen.

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
19
Berührungsängste abbauen: Warum die Katas Pragmatiker ansprechen
Die Kata ist eine Methode für Pragmatiker. Sie ist leicht verständlich und lässt Raum zum Experimentieren. Durch die zweimal täglich durchgeführten PDCA tritt automatisch ein rasches Feedback ein, denn PDCA fordert dies sogar methodisch. Diskussionen über eventuell mögliche Probleme bzw. Phantomprobleme, die dagegensprechen Verbesserungen voranzubringen, werden durch reale Experimente ersetzt. Hypothesen von Bremsern und Zweiflern werden einfach getestet. Und wenn es doch Probleme gibt, was in der Regel vorkommt, werden diese mit Hilfe von weiteren PDCA bearbeitet. Eine Reihe von Aussagen unserer Mitarbeiter soll den Nutzen der Kata-Methodik weiter verdeutlichen. „Früher wurden Maßnahmen aufgrund unüberprüfter Annahmen, d.h. nicht wissenschaftlich, geplant. Fakten wurden nicht erhoben, Meinungen oder Einschätzungen von Spezialisten
reichten aus, um Maßnahmen zu entwerfen.“ „Mir macht es Spaß an dem Prozess zu experimentieren und meine Ideen zu testen. Es erfüllt einen als Mentee mit Befriedigung, wenn man für Probleme Lösungen gefunden hat und durch die Verbesserung der Prozesse sehr viel lernen konnte.“ „Für die Problemlösung werden meist keine großartigen Anschaffungen benötigt, auf die man
lange warten muss. Man baut ein Provisorium und probiert bzw. simuliert. Scheitern ist erlaubt, der „Schaden“ hält sich aufgrund der kleinen Schritte in Grenzen.“ „Als Mentee empfinde ich die Rückendeckung und das Vertrauen des Mentors als sehr positiv. Da der Mentor lösungsfrei führt, können die eigenen Ideen ausprobiert werden. Vor Misserfolgen braucht man keine Angst zu haben, da man auch aus diesen etwas lernt. Dadurch, dass der Mentor die Verantwortung trägt, ist der Druck, den ich mir selbst mache, anders. Ich will, kann und darf den Prozess verbessern, aber wenn es nicht funktioniert wird mein Mentor da sein und mir Hilfestellung geben.“ „Verbesserung kennt keine Stillstände bzw. Projektabschlüsse mehr.“ „Die Mitarbeiterbeziehungen wandeln sich von ‚Vorgesetzten und Untergebenen‘ zu ‚Mentoren und Potenzialentfaltern‘.“

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
20
„Kleine Schritte erzeugen kleine Erfolge, welche zu regelmäßigen Erfolgserlebnissen führen. Das motiviert.“ „Als Produktionsleiter bin ich es gewohnt, meine Mitarbeiter gelegentlich zur ‚Arbeit zu tragen‘. An den Coachings gefällt mir, dass die Mentees sichtlich Spaß haben und nicht angeschoben werden müssen.“
„In den früheren Projekten war der organisatorische Aufwand hoch und die Treffen lagen zeitlich zu lange auseinander. Generell würde ich die Art der früheren Projekte als zu träge bezeichnen. Im Rahmen des Mentor-Mentee-Prozess innerhalb meiner Tätigkeit als Hancho sind die Zyklen kurz - fast täglich ist ein Fortschritt zu erkennen. Ich halte diese Methode für wesentlich besser.“
„Ich habe Spaß daran, schnelle, greifbare Ergebnisse zu generieren und dabei viel Eigenverantwortung zu tragen. Es erfüllt mich mit Freude, gemeinsam mit dem Mentee etwas zu bewegen. Der Kostenaufwand und der Einsatz sind in jeder Phase überschaubar.“
„Aus Erfahrung traut sich heute keiner mehr, einen Verbesserungsvorschlag als unmöglich anzu-sehen.“

Von der Lean-Langeweile zur Kata-Kultur Production Systems 2012
© Copyright Bettina Brandl und Jörg Göhl
21
Abschließend möchte ich ein kleines Experiment mit Ihnen durchführen. Ich werde Ihnen eine kurze Zahlenreihe nennen und hätte gerne, dass Sie die zu Grunde liegende Regel her-ausfinden. Ich habe diese Regel auf diesem Blatt Papier notiert. Nennen Sie mir die nächste Zahl, die Ihrer Meinung nach auf die Reihe folgt. Ich werde entweder antworten „passt auf die Regel“ oder „passt nicht auf die Regel“. Ich empfehle Ihnen, mehrere Zahlen zu nennen, bevor Sie sich darauf festlegen, wie die Regel lauten könnte.…
Man kann nicht oft genug betonen, wie wichtig es ist, bei allen Verbesserungsmaßnahmen mit deren Scheitern zu rechnen. Von Charles Darwin erzählt man sich, dass er immer dann, wenn Beobachtungen einer seiner Theorien wiedersprachen, sie ganz besonders ernst nahm. Je gefestigter er seine Theorie einschätzte, umso aktiver suchte er nach wiedersprechenden Beobachtungen. Auch heute gibt es noch Leute, die ihre Hypothesen systematisch zu falsifizieren versuchen, wie der folgende Ausschnitt aus der Frankfurter Allgemeinen Sonntagszeitung vom 4. März 2012 zeigt: „Doch ein Hans-Werner Sinn lässt sich nicht abspeisen. Im Gegenteil: Wenn er auf Widerstände stößt, nimmt seine Energie noch zu. Innerhalb seines Forschungsinstituts stellte Sinn vier Hypothesen auf, was hinter den geheimnisvollen Salden stecken könnte. Seine Kollegen bat er, alle Argumente vorzutragen, die eine dieser Thesen falsifizieren könnten.“ Ihre Referenten
Bettina Brandl, Jörg Göhl, Leiterin Lean Management Geschäftsführer