Embed Size (px)
Citation preview
ZYKLOIDGETRIEBESchleifen von Kurvenscheiben und Bolzenringen
Zykloidgetriebe erlauben sehr hohe Übersetzungsverhältnisse bei kleinem Bauraum und zeichnen sich durch hohe übertragbare Mo-mente, hohe Steifi gkeit und Verschleißarmut aus. Ein typisches Ein-satzgebiet von Zykloidgetrieben ist der Antrieb von Industriero-botern.
In Zykloidgetrieben wälzen zwei oder mehr profi lierte Kurvenschei-ben in einer exzentrischen Bewegung mit den im Inneren des soge-nannten Bolzenrings angeordneten zylindrischen Bolzen ab, deren
Abstand der Teilung der Kurvenscheiben entspricht. Da der Bolzen-ring eine Teilung mehr besitzt als die Kurvenscheiben, drehen sich diese bei einer vollständigen Exzenterdrehung nur um genau eine Teilung weiter.
Für die hochgenaue Profi lbearbeitung der beiden Hauptkomponen-ten eines Zykloidgetriebes, Kurvenscheibe und Bolzenring, stehen leistungsfähige Technologien von KAPP NILES zur Verfügung.
KAPP NILES • Callenberger Str. 52 • 96450 Coburg • Tel: +49 9561 866-0 • E-Mail: [email protected] • Internet: www.kapp-niles.com
Wälzschleifen von Kurvenscheiben
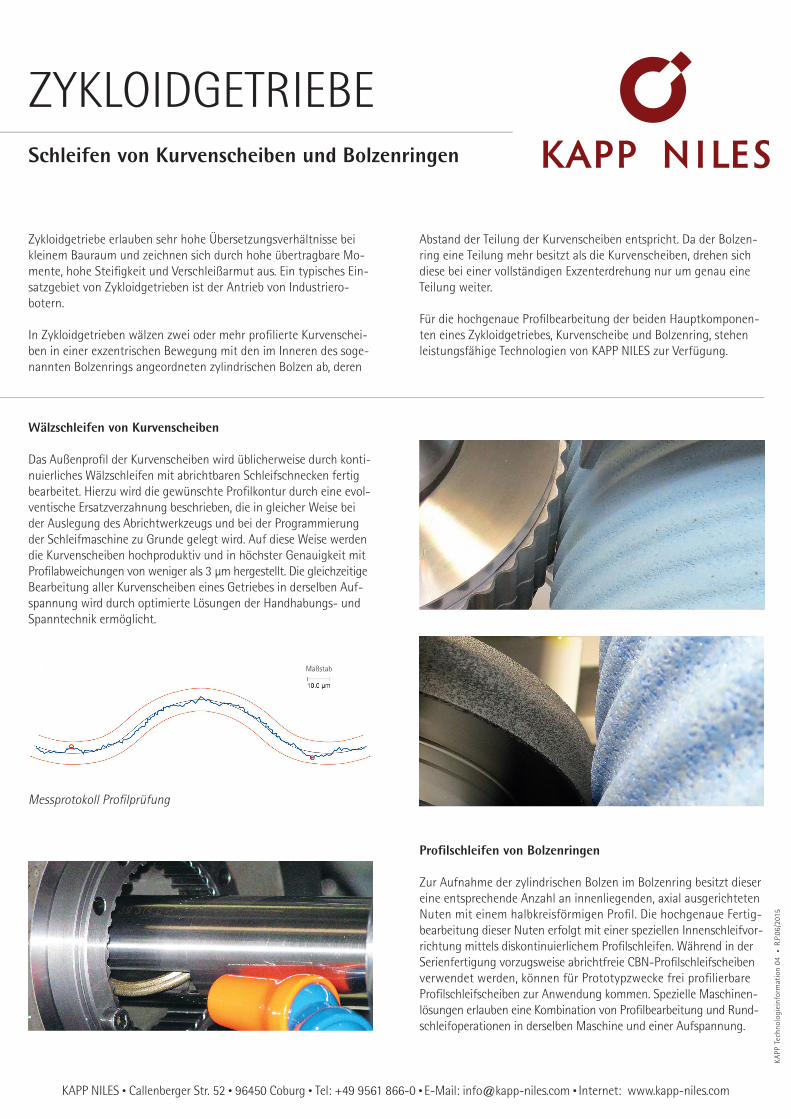
Das Außenprofi l der Kurvenscheiben wird üblicherweise durch konti-nuierliches Wälzschleifen mit abrichtbaren Schleifschnecken fertigbearbeitet. Hierzu wird die gewünschte Profi lkontur durch eine evol-ventische Ersatzverzahnung beschrieben, die in gleicher Weise bei der Auslegung des Abrichtwerkzeugs und bei der Programmierung der Schleifmaschine zu Grunde gelegt wird. Auf diese Weise werden die Kurvenscheiben hochproduktiv und in höchster Genauigkeit mit Profi labweichungen von weniger als 3 µm hergestellt. Die gleichzeitigeBearbeitung aller Kurvenscheiben eines Getriebes in derselben Auf-spannung wird durch optimierte Lösungen der Handhabungs- und Spanntechnik ermöglicht.
KAPP
Tec
hnol
ogie
info
rmat
ion
04
• R.
P.06
/201
5
Profi lschleifen von Bolzenringen
Zur Aufnahme der zylindrischen Bolzen im Bolzenring besitzt dieser eine entsprechende Anzahl an innenliegenden, axial ausgerichteten Nuten mit einem halbkreisförmigen Profi l. Die hochgenaue Fertig-bearbeitung dieser Nuten erfolgt mit einer speziellen Innenschleifvor-richtung mittels diskontinuierlichem Profi lschleifen. Während in der Serienfertigung vorzugsweise abrichtfreie CBN-Profi lschleifscheiben verwendet werden, können für Prototypzwecke frei profi lierbare Profi lschleifscheiben zur Anwendung kommen. Spezielle Maschinen-lösungen erlauben eine Kombination von Profi lbearbeitung und Rund-schleifoperationen in derselben Maschine und einer Aufspannung.
Messprotokoll Profi lprüfung
Maßstab





























