1 2011
S320
9-1.
0 de
7-
1001
.320
9
_ Der Messverstärker für alle Fälle …
USB-basierte Messdatenerfassung mit espressoDAQ
_ Auf T10FM folgt T40FM
Drehmoment-Messflansch öffnet das Tor zur digitalen Welt
_ Innovatives Prüfstandskonzept für den Antriebsstrang der Zukunft
QuantumX in den neuen Motorenprüfständen der BMW Group
Trends, Produkte, Anwendungen
Foto
: © A
REVA
Win
d/Ja
n O
elke
r
Messtechnik als InnovationstreiberEnergie der Zukunft …

22
HBM hotline.com 1 2011 HBM hotline.com 1 2011
2
In dieser Ausgabe
Redaktionsleitung HBM Marketing Communication
Verantwortlich für Redaktion www.makomti.de
Gestaltung www.contrust-design.de
Herausgeber HBM Test and Measurement
Im Tiefen See 45
D-64293 Darmstadt
E-Mail: [email protected]
www.hbm.com
Liebe Leserinnen, liebe Leser,
die globalen Herausforderungen unserer Zeit erfor-
dern Antworten. Insbesondere beim Thema Energie
stehen die Zeichen auf Wandel: Regenerative Ener-
giequellen wie die Windkraft werden im zukünftigen
Energiemix eine herausragende Rolle spielen. Vor-
aussetzung ist, dass Windkraft anlagen effizient und
profitabel arbeiten. Auch die Mess- und Sensortech-
nik trägt ihren Teil dazu bei. Innovative Technologien,
wie z. B. die optische Dehnungsmesstechnik, zeigen
interessante Lösungswege auf.
© Re
nk A
G A
ugsb
urg
Prüfstand zum Testen von Getrieben für Windturbinen
Editorial
Impressum
Dr.-Ing. André Schäfer, HBM Product and Application Manager Wind energy
Messtechnik … im Trend
Megatrend Usability: Messtechnik-Anwender wünschen eine einfache Bedienung ihrer Geräte 4
Windkraftanlagen auf dem Vormarsch: Volle Kraft voraus 8
Mehr Effizienz im Prüfstand: Was wirklich zählt 10
Auf der Suche nach den besten Schnittstellen und Bussystemen 18
Produktneuheiten
espressoDAQ – der Messverstärker für alle Fälle 6
CX22W: Autonom messen – mobil oder stationär 16
Dezentrale Produktionsanlagen zentral überwachen mit digiCLIP 17
Drehmomentmessflansch T40FM öffnet das Tor zur digitalen Welt 20
Kundenspezifische Flexplate-Drehmomentaufnehmer 23
U10 – Jetzt auch mit Zollgewinde nach UNF-Standard 27
Kundenlösungen
Innovatives Prüfstandskonzept für den Antriebsstrang der Zukunft 11
Sicher in den Gleisen: Radsätze neuer Eisenbahnfahrzeuge auf dem Prüfstand 12
Mobil messen unter Extrembedingungen 13
Der Sonne entgegen: Auf dem Weg zum Merkur 14
Mechanische Spannungsmessung an beschichteten Stahlbetonträgern 15
Im Test: Generatoren für Windturbinen 22
Safety in motion – Komponententests an Autositzen 24
Mercedes Benz SLS AMG: Auf sicherem Kurs mit HBM 25
Maschinenüberwachung leicht gemacht 26
33
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Mehr Leistungsstärke, weniger Stillstands-
zeiten – mehr Effizienz: Um dieses Ziel zu
erreichen, sind Tests und Prüfungen vor und
während der Entwicklung von Windkraft-
anlagen ein Muss. Kein Wunder, dass zahl-
reiche innovative Unternehmen der Wind-
energiebranche auf Messtechnik von HBM
setzen. Ob auf See oder an Land, während
der Entwicklung oder bei der Wartung von
Windkraftanlagen: Robuste und leistungs-
starke Messtechnik von HBM sorgt für
sichere und aussagekräftige Messdaten.
Von der Drehmomentmessung im Antriebs-
strang über die Kraftmessung an Ring-
flanschverbindungen bis zur Erfassung elek-
trischer Parameter des Generators – sehen
Sie auf den folgenden Seiten, wo Messtech-
nik von HBM in der Windenergie überall
zum Einsatz kommt. Doch nicht nur in der
Windenergie, sondern auch in vielen
anderen Branchen wird der Ruf nach mehr
Effizienz und Aussagekraft von Tests und
Prüfungen immer lauter.
HBM bietet die passenden Lösungen:
_ Mit Messinstrumenten, die ein
Höchstmaß an „Usability“ garantieren.
_ Mit flexiblen und modularen
Messverstärkersystemen, die den
Ansprüchen modernster Prüfstände
gerecht werden.
_ Mit der kompletten Messkette
aus einer Hand sowie der weltweit
führenden HBM-Software nCode
DesignLife™ für das virtuelle Testen.
Mehr Informationen zu diesen und natür-
lich vielen anderen interessanten Themen
finden Sie auf den folgenden Seiten.
Viel Vergnügen bei der Lektüre!
Ihr
André Schäfer
© D
OTI
200
9/M
atth
ias
Ibel
er
© A
REVA
Win
d
Vormontierte Gondel für eine Offshore-Windenergieanlage
Editorial

DAQsurvey4
HBM hotline.com 1 2011
Über alle Ländergrenzen hinweg ergab sich dabei ein klares Bild:
Bei den Anforderungen an moderne Messdatenerfassungssysteme
stehen Präzision und Performance ganz oben. Fast jeder Teilnehmer
(96,5 %) nannte dies als oberstes Kriterium – eine Eigenschaft, für
die der Name HBM seit Jahrzehnten steht.
Megatrend „einfache Bedienung“Gleich auf dem 2. Platz folgt schon eine überraschende Antwort:
Eine möglichst einfache Bedienung der Messtechnik wird von über
80 % der befragten Profis erwartet. In manchen Ländern, zum Bei-
spiel Japan, schlägt diese Forderung sogar den Wunsch nach Präzi-
sion und Performance.
Was erwarten Ingenieure und Techniker von ihren Messinstrumenten? Diese Frage stellte HBM im Rahmen seiner „DAQsurvey“ – der ersten weltweiten Umfrage zum Thema Messdatenerfassung überhaupt.Mehr als 600 Teilnehmer beantworteten die 15 Fragen, zum Teil ergänzt mit zahlreichen technischen Kommentaren und Gedanken über zukünftige Trends der Messtechnik.
Megatrend Usability: Messtechnik-Anwender wünschen eine einfache Bedienung ihrer Geräte
Der Trend ist also gesetzt: Ingenieure erwarten nicht nur eine hoch-
performante Messtechnik. In Zeiten immer kürzerer Entwicklungs-
zyklen und harter Kostenkalkulationen wird gerade die Einfachheit
der Bedienung zum essentiellen Entscheidungsfaktor. Immer häufi-
ger müssen sich auch fachfremde Kräfte mit messtechnischen Ge-
räten auseinandersetzen. Aber auch „Messtechnik- Experten“ sind
zahlreichen wechselnden Aufgaben ausgesetzt – eine einfache Be-
dienung der Messtechnik hilft dabei, diese Aufgaben schneller und
sicherer zu lösen.
Hohe Kosten durch Fehlbedienungen von MesstechnikDurch Fehlbedienungen der eingesetzten Messtechnik können einem
Unternehmen zudem immense Kosten entstehen. Es sind nicht nur
die zusätzlichen Zeiten im Prüfstand, die hier zu Buche schlagen.
Richtig teuer kann es werden, wenn ganze Neuentwicklungen von
Bauteilen und Produkten auf Basis falscher Messdaten entstehen.
Umfrageergebnis der HBM-DAQsurvey: „Wie wichtig sind für Sie die folgenden Eigenschaften eines Messdatenerfassungssystems?“
96,51 %
80,44 %
47,67 %
66,11 %
27,46 %
Skal
ierb
arke
it
Kom
pakt
e Ba
uwei
se
Hoh
e Le
istun
g, P
räzi
sion,
Qua
lität
Einf
ache
Anw
endu
ng
Mul
tifun
ktio
nalit
ät
Messtechnik … im Trend Nürnberg
7. bis 9. Juni 2011
… auch Schwerpunktthema auf der

DAQsurvey5
HBM hotline.com 1 2011
Besonders in den USA zeigt sich ein Trend zu höheren Kanalzahlen: Fast ein Viertel der DAQ-Anwender setzt mehr als 64 Kanäle ein.
bis zu 32 Kanäle
bis zu 64 Kanäle
mehr als 64 Kanäle
22 % 19 %
59 %
Umfrageergebnis der HBM-DAQsurvey: „Wieviele Messkanäle benötigen Sie für Ihre Anwendung?“
Messtechnik … im Trend
HBM hat diese Anforderung erkannt und setzt auf konsequen-
te Nutzerorientierung bei seinen Produkten. „Usability“ heißt der
Schlüsselbegriff, wenn es um ein erleichtertes Verständnis zwischen
Mensch und Maschine geht.
Ziel Nummer Eins: Komplexität reduzierenDie größte Herausforderung ist: Komplexität reduzieren. So glänzt
messtechnische Profi-Software durch eine Fülle an Funktionen, Ein-
satz- und Konfigurationsmöglichkeiten. Jedoch werden nahezu 90
Prozent davon im Messalltag gar nicht benötigt. Ist dies der Fall,
sind omnipotente Softwarelösungen häufig überdimensioniert. In
diesem Kontext verkehren sich ihre zahlreichen Vorteile oftmals ins
Gegenteil. Hier sind Lösungen gefragt, die von jedermann leicht zu
bedienen sind und die zuverlässig korrekte Ergebnisse liefern, kurz:
Messtechnik-Systeme, die sich durch ihre vorbildliche Usability aus-
zeichnen.
Die folgenden Faktoren entscheiden über die Usability
eines Produkts:
_ „Learnability“: Das einfache Erlernen von Funktionalität
und Bedienung
_ „Efficiency“: Die effiziente und schnelle Bedienung
_ „Memorability“: Bedienung und Funktionen sind leicht
zu merken
_ „Errors“: Erzielen einer geringen Fehlerrate und der
einfachen Wiederherstellung von Daten
_ „Satisfaction“: Das subjektive Gefallen an der Bedienung
eines Produkts
Dies alles klingt einfach und plausibel – und soll es in der Bedie-
nung ja auch sein. Doch in der Entwicklung sorgt Usability für einen
hohen Aufwand, der sich später bei Ihnen, den Kunden, im Mehrwert
auszahlt.
Usability pur: Der neue Datenrekorder GEN2i von HBMEin Beispiel für besonders hohe Usability bietet GEN2i, der neue
tragbare Datenrekorder aus der HBM-Produktfamilie Genesis High-
Speed. Ein Produkt der neuen Generation – das den weltweiten
Wunsch nach einfacher Bedienung in beeindruckender Weise erfüllt.
Alle Informationen über die Ergebnisse der DAQsurvey finden Sie
unter … www.hbm.com/daqsurvey
Informationen zu GEN2i und seinem Usability-Konzept unter …
www.hbm.com/gen2i
Klaus Lang, HBM
mehr … www.hbmhotline.com
6
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Produktneuheiten USB-basierte Messdatenerfassung mit
6
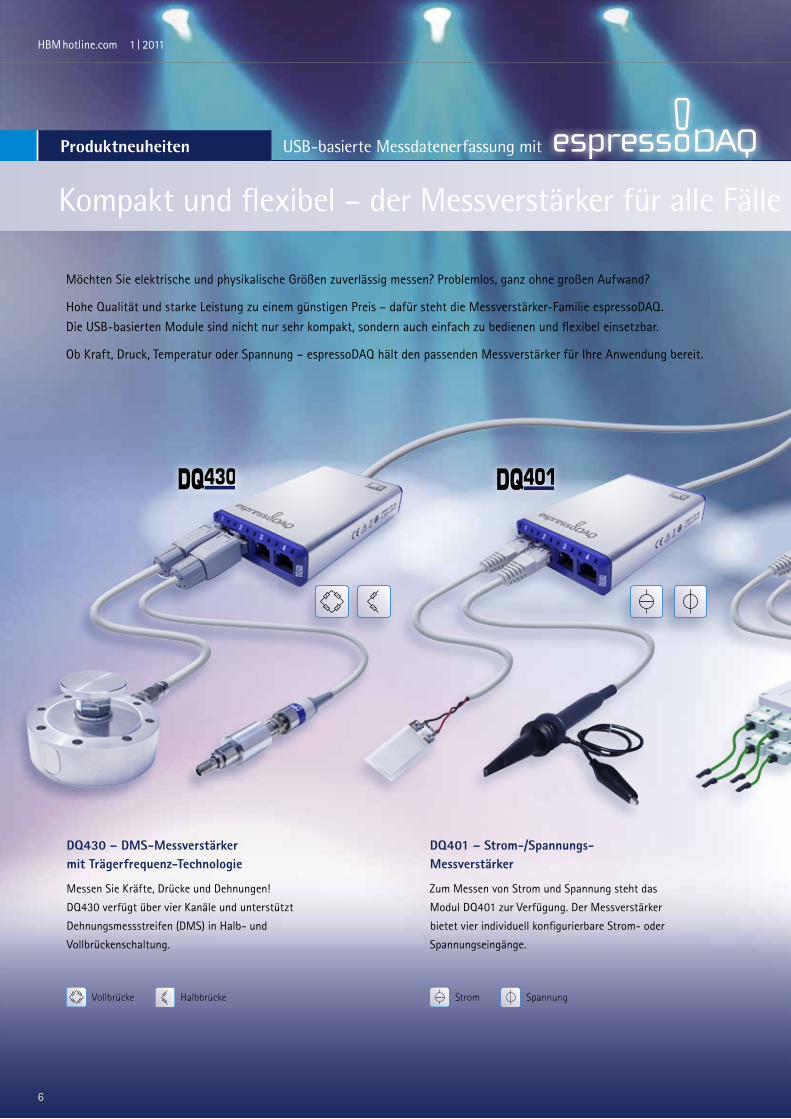
Kompakt und flexibel – der Messverstärker für alle Fälle
Möchten Sie elektrische und physikalische Größen zuverlässig messen? Problemlos, ganz ohne großen Aufwand?
Hohe Qualität und starke Leistung zu einem günstigen Preis – dafür steht die Messverstärker-Familie espressoDAQ.
Die USB-basierten Module sind nicht nur sehr kompakt, sondern auch einfach zu bedienen und flexibel einsetzbar.
Ob Kraft, Druck, Temperatur oder Spannung – espressoDAQ hält den passenden Messverstärker für Ihre Anwendung bereit.
DQ430 – DMS-Messverstärker mit Trägerfrequenz-Technologie
Messen Sie Kräfte, Drücke und Dehnungen!
DQ430 verfügt über vier Kanäle und unterstützt
Dehnungsmessstreifen (DMS) in Halb- und
Vollbrückenschaltung.
Vollbrücke Halbbrücke
DQ401 – Strom-/Spannungs-Messverstärker
Zum Messen von Strom und Spannung steht das
Modul DQ401 zur Verfügung. Der Messverstärker
bietet vier individuell konfigurier bare Strom- oder
Spannungseingänge.
Strom Spannung

7
HBM hotline.com 1 2011 HBM hotline.com 1 2011
7
Plug and Measure – Schnell und einfach zum Messergebnis
Über eine USB-Schnittstelle können die Messverstärker der espressoDAQ-Familie
ganz einfach an den PC angeschlossen werden. Ein Modul wird direkt über die
USB-Schnittstelle des PCs mit Spannung versorgt, mehrere Module können über
einen aktiven USB-Hub angebunden werden. So lässt sich ein voll synchronisiertes
System mit bis zu 4 Modulen aufbauen.
catman®Starter – Von der Konfiguration bis zur Visualisierung
Für alle espressoDAQ-Module steht ein geeignetes Software-Paket zur Verfügung.
catman®Starter ist eine einfach zu bedienende, speziell auf espressoDAQ zu-
geschnittene Software für Konfiguration, Datenerfassung und Visualisierung.
Die Software ermöglicht einen Export der Messdaten in gängige Formate. Zudem
enthält das Paket einen LabVIEW *-Treiber und Bibliotheken sowie eine .NET / COM
API für Selbstprogrammierer.
DQ809 – Thermoelement-Messverstärker
Mit dem Thermoelement-Eingangsmodul DQ809
können Thermo-Messungen zuverlässig durch-
geführt werden. Acht Thermoelemente gängiger
Typen lassen sich an den Messverstärker
anschließen.
Temperatur
Einfach einstecken und loslegen!
Der Anschluss der Aufnehmer erfolgt
mit RJ45-Steckern, die ganz ohne
Werkzeug mit Schneid-Klemm-Technik
konfektio niert werden können. Die
Stecker können mit TEDS nachgerüstet
werden.
Marc Zürn, HBM
mehr … www.hbmhotline.com
* Lab
VIEW
ist e
ine
Mar
ke v
on N
atio
nal I
nstr
umen
tsFo
to: R
eich
le &
De-
Mas
sari
Gm
bH
www.espressoDAQ.comDas Video zum Beitrag …

8
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Effiziente Windkraftanlagen setzen eine lange Lebensdauer
und kurze Stillstandszeiten voraus. Dies hängt im Wesent-
lichen von der Qualität und zuverlässigen Überwachung
der einzelnen Komponenten ab. Dabei stehen Windkraft-
anlagen auf See (offshore) und an Land (onshore) vor
unterschiedlichen Herausforderungen.
OffshoreAuf See müssen die Komponenten im Laufe ihres
Lebens ca. zwei Milliarden Lastwechseln stand halten.
Es gilt, Stürme ohne Schäden zu überstehen. War-
tung und Service sind aufwändig und vor allem teuer.
Die benötigten Schiffe kosten mehrere zehntausend
Euro pro Tag. Ersatzkomponenten im Wert von sechs-
stelligen Eurobeträgen müssen bevorratet werden.
Zuverlässige Komponenten und eine im Voraus plan-
bare Wartung sind daher sehr wichtig.
OnshoreGeeignete Flächen für Windkraftanlagen im Inland sind
limitiert, und die Genehmigungsverfahren können sich lange
hinziehen. Deshalb muss die Energieeffizienz der bestehenden
Windparks steigen. Im sogenannten Repowering werden ältere
Windräder durch leistungsstärkere Windkraftanlagen ersetzt: Die
Türme werden höher, die Rotorblätter größer und die auftretenden
Kräfte und Drehmomente steigen.
Optimierung des AntriebsstrangsGetriebe waren bisher eine der Hauptursachen für Stillstandszeiten. Sie unter-
liegen einem besonders hohen Verschleiß und können bereits nach zehn Jahren aus-
fallen. Daher geht der Trend zu optimierten Getrieben, zu niedrigeren Übersetzungen, ja
sogar zu getriebelosen Antrieben. Letzteres führt zu einer kürzeren Bauweise mit nur einem
Hauptlager. So treiben die langsam drehenden Rotorblätter den Generator direkt an, womit die Dreh-
zahl konstant bleibt, aber das auftretende Drehmoment über den gesamten Antriebsstrang sehr hoch wird.
Messtechnik … im Trend Lange Lebensdauer und kurze Stillstandszeiten mit Messtechnik von HBM
Windkraftanlagen auf dem Vormarsch: Volle Kraft vorausMit modernster Messtechnik unterstützt HBM zukunftsträchtige Wachstumsmärkte wie die Windenergie. Zur Steigerung der Effizienz von Windkraftanlagen ist eine ganzheitliche Lösung gefragt – mit Messtechnik vom Sensor bis zur Software.
Service und Wartung
Dehnungsmessstreifen und Aufnehmer
Strukturanalysen
©ARE
VA W
ind/
Jan
Oel
ker
9
HBM hotline.com 1 2011 HBM hotline.com 1 2011
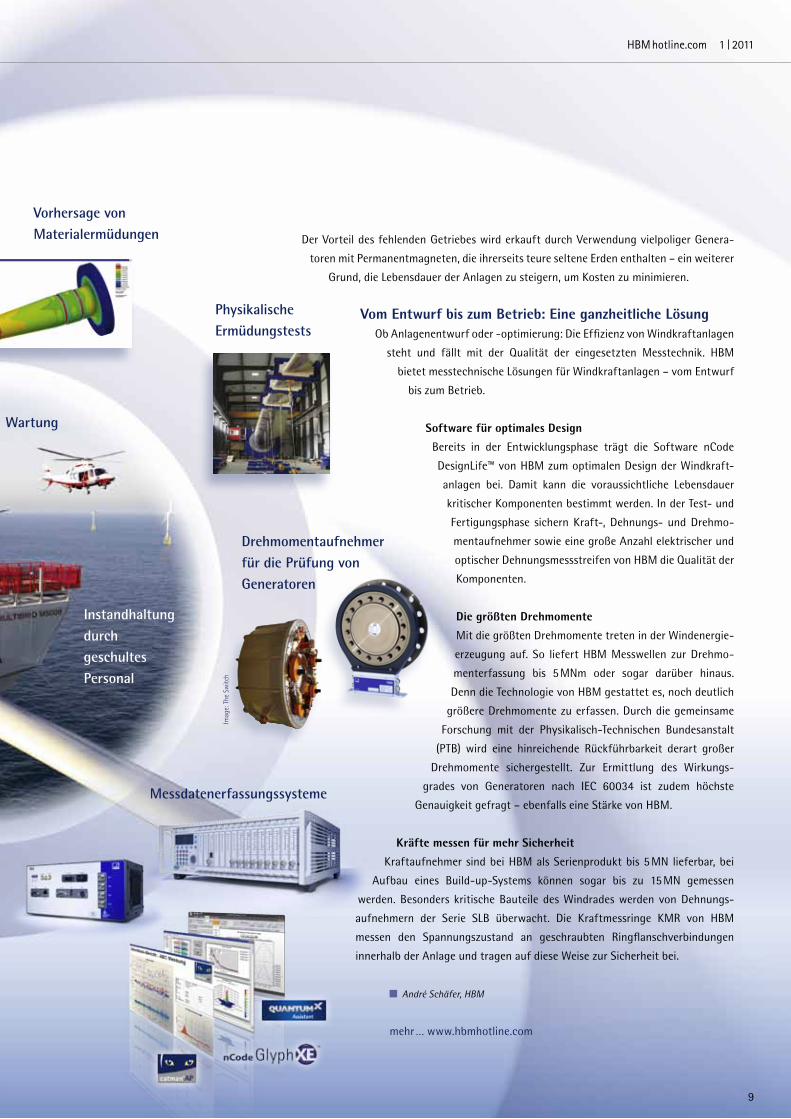
Der Vorteil des fehlenden Getriebes wird erkauft durch Verwendung vielpoliger Gene ra-
toren mit Permanentmagneten, die ihrerseits teure seltene Erden enthalten – ein weiterer
Grund, die Lebensdauer der Anlagen zu steigern, um Kosten zu minimieren.
Vom Entwurf bis zum Betrieb: Eine ganzheitliche LösungOb Anlagenentwurf oder -optimierung: Die Effizienz von Windkraft anlagen
steht und fällt mit der Qualität der eingesetzten Messtechnik. HBM
bietet messtechnische Lösungen für Windkraftanlagen – vom Entwurf
bis zum Betrieb.
Software für optimales Design
Bereits in der Entwicklungsphase trägt die Software nCode
DesignLife™ von HBM zum optimalen Design der Windkraft-
anlagen bei. Damit kann die voraussichtliche Lebensdauer
kritischer Komponenten bestimmt werden. In der Test- und
Fertigungsphase sichern Kraft-, Dehnungs- und Drehmo-
mentaufnehmer sowie eine große Anzahl elektrischer und
optischer Dehnungsmessstreifen von HBM die Qualität der
Komponenten.
Die größten Drehmomente
Mit die größten Drehmomente treten in der Windenergie-
erzeugung auf. So liefert HBM Messwellen zur Drehmo-
menterfassung bis 5 MNm oder sogar darüber hinaus.
Denn die Technologie von HBM gestattet es, noch deutlich
größere Drehmomente zu erfassen. Durch die gemeinsame
Forschung mit der Physikalisch-Technischen Bundesanstalt
(PTB) wird eine hinreichende Rückführbarkeit derart großer
Drehmomente sichergestellt. Zur Ermittlung des Wirkungs-
grades von Generatoren nach IEC 60034 ist zudem höchste
Genauigkeit gefragt – ebenfalls eine Stärke von HBM.
Kräfte messen für mehr Sicherheit
Kraftaufnehmer sind bei HBM als Serienprodukt bis 5 MN lieferbar, bei
Aufbau eines Build-up-Systems können sogar bis zu 15 MN gemessen
werden. Besonders kritische Bauteile des Windrades werden von Dehnungs-
aufnehmern der Serie SLB überwacht. Die Kraftmessringe KMR von HBM
messen den Spannungszustand an geschraubten Ringflanschverbindungen
innerhalb der Anlage und tragen auf diese Weise zur Sicherheit bei.
André Schäfer, HBM
mehr … www.hbmhotline.com
Physikalische Ermüdungstests
Vorhersage von Materialermüdungen
Drehmomentaufnehmer für die Prüfung von Generatoren
Service und Wartung
Instandhaltung durch geschultes Personal
Messdatenerfassungssysteme
©ARE
VA W
ind/
Jan
Oel
ker
Imag
e: T
he S
witc
h

10
HBM hotline.com 1 2011
Messtechnik … im Trend Messtechnik als entscheidender Qualitätsfaktor im Prüfstand der Zukunft
10
Mehr Effizienz im Prüfstand: Was wirklich zählt
Entwickler in Technologiekonzernen welt -
weit sehen sich einem verschärften Wett-
bewerbsdruck ausgesetzt: Die Entwick-
lungszeiten werden immer kürzer, die An-
forderungen an Produkte steigen – und das
bei ständigem Kostendruck. Tests und Prüf-
zyklen müssen sich nahtlos in die Entwick-
lungsprozesse eingliedern. Einerseits sind
mehr Daten auszuwerten, andererseits ist
die Zeit extrem knapp. Für Prüfstände be-
deutet dies: Auch ihre bisherigen Konzepte
und Arbeitsabläufe gehören wieder auf den
‚Prüfstand’.
Der Prüfstand vor neuen HerausforderungenDie Prüfstände der Zukunft müssen sich den
folgenden drei Mega-Trends stellen:
Kurz gesagt: Es gilt, in Prüfständen ‚mehr zu
messen’, und das in immer kürzerer Zeit und
bei höchsten Anforderungen an die Mess-
genauigkeit. Und noch eine Entwicklung
kommt hinzu: Prüfstände übernehmen ver-
stärkt Aufgaben, die bisher in aufwändigen
mobilen Tests ‚on the road’ getätigt wurden.
Anforderungen an die MesstechnikMit traditionellen Prüfstandskonzepten ist
diese Entwicklung nicht mehr zu stemmen.
Um die optimale Nutzung des Prüfstands
zu gewährleisten und die Rüstzeiten in allen
Belangen zu minimieren, gilt es Arbeitsab-
läufe neu zu definieren.
Die eingesetzte Technik muss sich diesen
neuen Konzepten unterordnen. Maximale
Flexibilität ist gefragt – das gilt auch für die
Messtechnik! Die Zeit für eine neue Genera-
tion modularer Messinstrumente ist gekom-
men, denn: Ein Prüfstand ist letztendlich
nur so gut wie die in ihm eingebaute Mess-
technik.
Die Lösung: QuantumX von HBMDas universelle Messverstärkersystem
QuantumX von HBM überzeugt durch
sichere, präzise Messdatenerfassung mit
hochmodernen Funktionen, die optimal auf
die wachsenden Anforderungen abgestimmt
sind. Ein prominentes Einsatzbeispiel ist das
neue BMW-Prüfstandszentrum BA6.2, in
dem Antriebsstränge getestet werden.
Der gute alte Prüfstand – er muss sich neu erfinden. In Zeiten eines starken Kosten- und Zeitdrucks ist es entscheidend, dass sich die Testreihen in Prüfständen nahtlos in die Entwicklungs-prozesse eingliedern. Doch ein Prüfstand ist nur so gut wie die in ihm eingesetzte Messtechnik.
1
2
3
Die zur Verfügung stehenden Zei-
ten für Tests werden immer kürzer
Die steigende Komplexität und die
Vielfalt der Testaufgaben nimmt zu
Die Anzahl der Messstellen steigt
stetig an – ein Trend, den auch
eine weltweite Umfrage von HBM
bestätigt

HBM hotline.com 1 2011
11
Messtechnik … im Trend Messtechnik als entscheidender Qualitätsfaktor im Prüfstand der Zukunft
Innovatives Prüfstandskonzept für den Antriebsstrang der ZukunftDie neuen Prüfstände der BMW Group ermöglichen ein effizienteres Testprogramm und tragen dazu bei, den technologischen Vorsprung des Automobilherstellers weiter auszubauen. Auch das Datenerfassungssystem QuantumX von HBM kommt dort zum Einsatz.
Fahrwerk und Antriebsstrang BMW 6er Reihe. © BMW AG
Die besten Anbieter aus den Bereichen
Prüfstandsbau, Automatisierung, Messtech-
nik, Kalibrierung und Simulation wurden
beauftragt, das 5-stöckige Prüfstands-
zentrum BA6.2 im Münchner Forschungs-
und Innovationszentrum mit Motoren-,
Getriebe- und Aggregatprüfständen aus-
zustatten. BMW suchte für die Realisierung
des Konzeptes ein modulares, vollständig
TEDS-fähiges Datenerfassungssystem mit
vielen Kanälen und schneller Messdaten-
erfassung. QuantumX von HBM erfüllt die-
se hohen Anforderungen und bildet daher
die messtechnische Grundausstattung des
BMW-Prüfstandes.
Effizienterer WorkflowDamit Techniker und Ingenieure effizien-
ter zusammen arbeiten können, wurden
kurze Wege und optimierte Arbeitsabläufe
geplant. BA6.2 bündelt die bisher dezen-
tral vorhandenen Prüfstände an einem Ort.
Es können sowohl einzelne Komponen-
ten als auch komplette Triebstränge unter
realitätsnahen Bedingungen entwickelt
werden. Nachdem der Prüfling in der Werk-
statt auf einer Palette aufgebaut ist, er-
folgt die Bestückung mit den erforderlichen
Mess aufnehmern und Sensoren.
Der Name der Messstelle wird mittels TEDS-
Technologie bei der Rüstung in den Aufneh-
mer geschrieben. Am Prüfstand wird der
Palettenaufbau an den Prüfstandsaufbau
angedockt und die Aufnehmer werden nach
dem Plug and Measure-Prinzip an das Mess-
verstärkersystem QuantumX angeschlossen.
Kürzere Rüstzeiten, optimierte Versuchszeiten und erhöhter DurchsatzDie QuantumX-Messtechnik umfasst einige
dezentral verteilte Feldmodule in geschütz-
ter IP65-Ausführung, die nahe am Prüfling
Druck und Temperatur messen. Weiterhin
sind einige Module zentral im 19-Zoll-Rack
des Schwenkarms untergebracht. Dank des
verteilten Aufbaus der Module ergeben sich
kurze Kabel und Schläuche. Dadurch ge-
winnt der Prüfstandstechniker eine bessere
Übersicht.
Die Universalmessverstärker sorgen eben-
falls für Vorteile im Prüfstand: Alle gängi-
gen Aufnehmertechnologien werden unter-
stützt. Durch die TEDS-Technologie erfolgt
die Konfiguration der Messverstärker auto-
matisch.
Bei den Drehmomentaufnehmern setzt
BMW auf die bewährten Drehmomentmess-
wellen von HBM. Auf den Kurbelwellenwin-
kel bezogene Messungen hochdynamischer
Vorgänge bis 100 kHz werden im Betrieb auf
einen Datenlogger gespeichert. Der Ether-
CAT Bus übermittelt parallel und in Echtzeit
die Daten an das Automatisierungssystem.
Die Anzahl der Messmodule wird einfach
entsprechend der Aufgabe gesteckt, wo-
durch die benötigten Kanäle sofort einsatz-
bereit sind.
Zukunftssicher und flexibel – mit innovativer MesstechnikDas Antriebszentrum BA6.1 ging 2002 in
Betrieb. 2005 begann die messtechnische
Planung von BA6.2 mit doppelt so vielen
Messkanälen wie in BA6.1. Kontinuierlich
optimiert BMW seine Prüfstände – und die
Messtechnik wächst mit. Das intelligente
Konzept senkt die Rüstzeiten, reduziert Kos-
ten und steigert die Qualität, da die Mess-
wertaufnehmer eindeutig der Messaufgabe
und dem Messort zugeordnet werden und
ihre Parameter automatisch bekannt sind.
Christof Salcher, HBM
mehr … www.hbmhotline.com
Das BMW Group Forschungs- und Innovationszentrum (FIZ), München. © BMW AG

12
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Kundenlösungen Geringerer Installationsaufwand durch optische DMS von HBM
12
Die Kräfte zwischen Schiene und Rädern
der Eisenbahnfahrzeuge verursachen eine
Verformung in den Rädern und der Radsatz-
welle. Diese Kräfte werden zurzeit durch
herkömmliche Dehnungsmessstreifen (DMS)
gemessen.
Aufwendige MontageSo wird in der Prüfstelle in Minden zur Mes-
sung der Verformung ein Radsatz mit 48
DMS pro Rad beklebt. Die Signalleitungen
werden durch eine Bohrung ins Innere der
hohlen Achse geführt. Am Ende der Achse
ist die komplette Elektronik untergebracht.
Der Installationsaufwand für DMS und
Signalleitungen ist entsprechend groß.
Einrichtung des PrüfstandesZur Kalibrierung des Radsatzes wird dieser
in einem Prüfstand eingebaut. Die Bohrun-
gen zur Kabelführung erfordern eine Über-
prüfung der Rissfreiheit. Ein weiterer Nach-
teil des Messaufbaus ist, dass der rotierende
Teil der Messelektronik in der Radsatzwelle
und deren stationärer Teil davor montiert
ist, wodurch die Messelektronik sehr hohen
Beanspruchungen ausgesetzt ist.
Verbesserungen durch optische DehnungsmessstreifenUm die oben geschilderten Nachteile zu be-
seitigen, testet man bei der DB Systemtech-
nik in Minden derzeit den Einsatz optischer
DMS, wie z. B. K-OL von HBM. Zurzeit noch
im Stadium eines Forschungsprojektes, be-
legen die Testergebnisse bereits das Poten-
tial optischer DMS.
Ein wesentlicher Vorteil, der sich durch
optische DMS ergibt, ist der geringere
Installationsaufwand. „Wenn wir optische
DMS einsetzen würden, könnten wir die
Installationszeit von bisher vier bis fünf
Wochen auf wenige Tage verkürzen“, erklärt
Andreas Brodtka, der die Fertigung der
Messradsätze bei der DB Systemtechnik lei-
tet. Der geringere Aufwand bei Installation
und Wartung schlägt sich in geringeren
Kosten nieder. Da die Kompensation gegen-
über Störungen nicht mehr notwendig ist,
könnte man zudem mit 20 DMS pro Rad
auskommen. „Besonders interessant“, so der
Prüfingenieur weiter, „ist die Tatsache, dass
in einer einzigen Faser bis zu 20 optische
DMS untergebracht sind.“
Dirk Eberlein, HBM
mehr … www.hbmhotline.com
Bei der Zulassung neuer Eisenbahnfahrzeuge sind zahlreiche Prüfungen und Tests vorgeschrieben. Dazu gehören fahrtechnische Prüfungen mit Radsätzen, die die Messung von Kräften zwischen Rad und Schiene ermöglichen. Zurzeit untersucht die unabhängige Prüfstelle DB Systemtechnik in Minden die Möglichkeiten, die sich durch optische Dehnungsmessstreifen, wie z. B. K-OL von HBM, ergeben könnten.
Der komplette, mit optischen und herkömmlichen DMS bestückte Radsatz, wird in einem eigens dafür entwickelten Prüfstand kalibriert.
Sicher in den Gleisen: Radsätze neuer Eisenbahnfahrzeuge auf dem Prüfstand

13
HBM hotline.com 1 2011 HBM hotline.com 1 2011
in chinesischem Hochgeschwindigkeitszug Kundenlösungen
Mobil messen unter ExtrembedingungenDie neuen Hochgeschwindigkeitszüge CHRIII der chine-sischen Staatsbahn erreichen Höchstgeschwindigkeiten von 350 km pro Stunde. Maximale Sicherheit bei nied-rigen Betriebskosten garantiert das mobile Messdaten-erfassungssystem SoMat eDAQ von HBM, das während der Fahrt kontinuierlich den Zustand der mechanischen Elemente wie Achsen und Lenkung überwacht.
Es sind gewaltige Herausforderungen, denen die neuen Hochge-
schwindigkeitszüge standhalten müssen: Auf rund 70.000 Kilome-
tern Schienennetz durchqueren die neuen CHRIII-Züge Gebiete mit
unterschiedlichstem Klima. Extrem trockenes Wüstenklima, feuchte
Tropenhitze, eiskalte Winter – extreme Temperaturschwankungen im
Laufe des Tages wirken ebenso wie die Vibrationen der Fahrt auf das
Material. Kommt es zu Materialermüdungen, müssen diese bereits
vor dem Ausfall der Komponenten von der Messtechnik in den Zügen
erkannt werden. Doch welches System hält das aus?
Gewinner im aufwendigen AuswahlverfahrenChinesische Forscher der Jiaotong-Universität Peking wählten nach
eingehender Prüfung das Messdatenerfassungssystem SoMat eDAQ
von HBM für diese anspruchsvolle Aufgabe aus. Nach viertägigem
Dauereinsatz – unter dem Einfluss von starken Schwingungen,
Feuchtigkeit, Schmutz, elektromagnetischen Störungen sowie Tem-
peraturen im Bereich von -20°C bis +60°C – waren einzig die eDAQ-
Geräte von HBM noch funktionsfähig. Auch während zwei weiterer
Testtage überzeugten sie in den Abschlussprüfungen mit zuverlässi-
gen Messergebnissen.
Die technische Lösung: Ein robustes, integriertes SystemBei dem ausgewählten HBM-System handelt es sich um ein inte-
griertes System, das aus verschiedenen Komponenten besteht.
Dehnungsmessstreifen als Messwertaufnehmer überwachen Weg-
und Druckwerte an Achsen und Lenkung. Diese Messwerte werden in
jedem Zug von zwei bis drei eDAQ mit jeweils 32 Kanälen erfasst. Als
Teil des mobilen Messdatenerfassungssystems SoMat eDAQ enthält
das Gesamtsystem auch den Kommunikations-Layer für das Fahr-
zeugbussystem ECOM und den Layer EBRG, der über 16 Differential-
Analog-Eingänge mit simultaner Abtastung verfügt. Komplexe Be-
rechnungen bei der Datenverarbeitung sind somit ohne zusätzlichen
Rechner im Fahrzeug möglich. Zudem macht der GPS-Kommunika-
tionsanschluss im ECOM eine Korrelation zwischen physikalischen
Daten und GPS möglich – Daten, die beispielsweise Einblick in den
Zustand der S trecke geben könnten. Ein weiterer Vorteil: Das System
ist erweiterbar. So enthält ECOM drei CAN-Schnittstellen sowie ein
Fahrzeugbus- Modul, das bis zu 254 Kanäle pro Eingang aufzeichnen
kann.
SoMat eDAQ macht eine vorausschauende Wartung möglich und
erweist sich somit als lohnende, ausbaufähige Investition: Betriebs-
kosten und Ausfallzeiten werden reduziert und die Sicherheit erhöht.
Xie Ming, HBM China
mehr … www.hbmhotline.comAuch bei Schnee und Eis überzeugt SoMat eDAQ durch zuverlässige Messdatenerfassung.
®
1414
Der Sonne entgegen: Auf dem Weg zum Merkur
Das Programm der Mission BEPICOLOMBO
wurde von EADS Astrium GmbH entwickelt,
um den Anforderungen der ESA gerecht zu
werden. Die Hauptsonde Mercury Planetary
Orbiter (MPO) sowie das Antriebsmodul
Mercury Transfer Module (MTM) werden
von der ESA gebaut. Japan steuert die
Schwestersonde Mercury Magnetospheric
Orbiter (MMO) bei.
Antriebsmodul MTM auf dem PrüfstandZuständig für die Qualifikation der stati-
schen Bauteilprüfung des Antriebsmoduls
MTM war das spanische Instituto Nacional
de Técnica Aeroespacial (INTA). Das Prüf-
verfahren simulierte im Wesentlichen die
Hüllkurve der kritischen Lasten, die während
des Betriebs auf die Raumplattform wirken.
Über einen mit Aktoren bestückten Multi-
funktions-Prüfstand wurde die Hauptstruk-
tur mit mechanischen Lasten beaufschlagt,
womit das spanische Unternehmen EADS
CASA Espacio beauftragt war.
An strategischen Positionen rund um die
Struktur wurden verschiedene Sensoren
platziert: 202 Dehnungsmessstreifen, 24
Wegaufnehmer und acht Neigungsmesser.
Die Anbindung der Wegaufnehmer erfolgte
über CANHEAD® von HBM, das Mess-
verstärker system für Anwendungen mit
verteilten Dehnungsmessstreifen. Die Ver-
ar beitung, Messung und Überwachung der
Daten übernahm das Datenerfassungs-
system MGCplus von HBM.
Effiziente Messdatenerfassung mit MGCplusDie digitale Messdatenerfassung von
Last-, Weg- und Dehnungs-, bzw. Bean-
spruchungssignalen ist ein wichtiger Be-
standteil des Prüfprogramms. Anhand der
gewonnenen Daten lässt sich überprüfen,
ob die Messergebnisse mit den berechne-
ten Vorhersagen übereinstimmen. Die Be-
rechnungsmethoden der Finite-Elemente-
Modelle werden validierbar. So können
Prüfingenieure die Leistungsfähigkeit der
Raumplattformstruktur unter simulierten
Betriebsbedingungen kontrollieren, indem
sie den theoretischen Entwurf in die Praxis
umsetzen.
Das Datenerfassungssystem MGCplus hat
sich weltweit in verschiedenen Varianten
und in zahlreichen Bauteilprüfungen be-
währt. Es liefert Messdaten in hoher Quali-
tät und vereinfacht das Verfahren. Während
bei den Qualifikationsprüfungen für das
Programm Ariane 5 noch große Mengen an
Kabeln nötig waren, ist der Verkabelungs-
aufwand hier erheblich geringer. MGCplus
reduziert den Aufwand deutlich und senkt
dadurch die Kosten.
Angel Pizarro, HBM Spanien
mehr … www.hbmhotline.com
Mission BEPICOLOMBO: Die Europäische Weltraumorganisation (ESA) und die japanische Raumfahrt organisation ISAS/JAXA wollen den Merkur erkunden – mit einem Antriebsmodul und zwei separaten Raumsonden, die sich in einer Umlaufbahn um den Planeten bewegen. Vor kurzem wurde die Qualifikation der statischen Bauteilprüfung des Antriebsmoduls MTM abgeschlossen. Dabei kam umfangreiche Messtechnik von HBM zum Einsatz.
Messdatenerfassungssystem MGCplus
Kundenlösungen Statische Bauteilprüfung eines Antriebsmoduls mit MGCplus
HBM hotline.com 1 2011

15
Mechanische Spannungsmessung an beschichteten Stahlbetonträgern
Das Team für Strukturforschung an der Uni-
versitat Politècnica de Catalunya (UPC) in
Barcelona hat spezielle Prüfverfahren entwickelt,
um mechanische Spannungen in Betonträgern
zu ermitteln. Der Fokus der Prüfungen lag auf
kohlenstofffaserverstärktem Beschichtungsma-
terial, das immer häufiger zur Verstärkung der
Betonträger eingesetzt wird. Im Labor wurden
verschiedene Arten von Fehlern simuliert, die bei
dieser Beschichtungsart auftreten können, um die
dabei entstehenden mechanischen Spannungen
im Betonträger zu erfassen. Dabei kamen Deh-
nungsmessstreifen, das Datenerfassungssystem
MGCplus sowie die Datenerfassungssoftware
catman®AP von HBM zum Einsatz.
Juan José Cruz y Lluis Gil (UPC-LITEM Terrassa)
Entwicklung eines Prüf verfahrens mit Messtechnik von HBM
Multifunktionsprüfstand zur Überprüfung des Antriebsmoduls
Dehnungsmessstreifen auf einem beschichteten Stahlbetonträger
HBM hotline.com 1 2011
Foto
Son
de: E
SA -
Imag
e by
C. C
arre
au
Kundenlösungen Statische Bauteilprüfung eines Antriebsmoduls mit MGCplus
Antriebsmodul:Mercury Transfer Module (MTM)
Hauptsonde:Mercury Planetary Orbiter (MPO)
Sonnenschutzschirm und Schwestersonde Mercury Magnetospheric Orbiter (MMO)
HBM hotline.com 1 2011

16
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Autonom messen: Mobil oder stationär
Von mechanischen, elektrischen und thermischen Größen bis zu
Signalen, die über den CANbus zur Verfügung stehen – die Messver-
stärker der QuantumX-Serie unterstützen alle üblichen Aufnehmer-
technologien. Der neue Datenrekorder CX22W erfasst, bewertet und
speichert die gewonnenen Messdaten in gewohnter HBM- Qualität
direkt im Gerät.
Optimal für mobile und stationäre AnwendungenSowohl bei stationären Messungen als auch bei mobilen Messauf-
gaben zeigt das System seine Stärken. So erfasst der Datenrekorder
bei Langzeitmessungen im stationären Feldeinsatz völlig autonom
die Messdaten, z. B. zur Überwachung von Industrieanlagen oder
Bauwerken.
Eine typische Anwendung für mobile Messtechnik ist die Datenge-
winnung für Verifikation und Validierung von Simulationsmodellen.
Halten beispielsweise die neuen Fahrzeugkomponenten im dyna-
mischen Fahrbetrieb, was ihre simulierten Modelle versprechen?
Züge, Autos, Schiffe oder Nutzfahrzeuge sind jedoch kein gutes
Umfeld für PC oder Laptop. Wo also die erforderliche Rechenleistung
hernehmen?
Mit dem CX22W Datenrekorder steht dem Anwender ausreichend
Rechenleistung für die Aufbereitung der Messdaten zur Verfügung.
Der Datenrekorder erfasst völlig autonom die Messdaten und spei-
chert sie lokal auf einer wechsel-
baren CF-Karte, einem robusten
Wechseldatenträger. Über Ethernet
oder Wireless LAN lassen sich die
Daten abrufen.
Leistungsstark, intelligent und flexibelQuantumX bietet mit dem CX22W ist ein intelligentes, leistungs-
starkes und frei konfigurierbares Messtechnik-Werkzeug, das wenig
Platz braucht und dessen Kanäle sich durch Plug and Measure
automatisch konfigurieren lassen. Darüber hinaus stehen zahl-
reiche Funktionen, wie z. B. intelligente Trigger, GPS-Anbindung,
Signal analyse oder Berechnung virtueller Kanäle zur Verfügung.
Mit einigen Mausklicks lassen sich eigene Bedienoberflächen für
Touch-Screens erstellen. Alle eingestellten Parameter können pro-
jektspezifisch definiert und gespeichert werden und sind jederzeit
wieder abrufbar.
Christof Salcher, HBM
mehr … www.hbmhotline.com
HBM erweitert seine erfolgreiche QuantumX-Serie um den zentralen Datenrekorder CX22W und bringt damit eine neue Dimension in die autarke Messtechnik. Das Besondere an dem Neuen: Er bietet zusammen mit der universellen Messtechnik weit mehr als ein Datenlogger.
Produktneuheiten Neu bei : CX22W Datenrekorder
Hydroptère – das schnellste Segelboot der Welt: Um die Belastungsgrenzen des Trimarans messtechnisch zu erfassen, kommt auch der CX22W Datenrekorder zum Einsatz.CX22W Datenrekorder mit
CF-Karten-Einschub

17
HBM hotline.com 1 2011 HBM hotline.com 1 2011
digiCLIP mit FDT und Device Type Manager Produktneuheiten
Dezentrale Produktionsanlagen zentral überwachen
Von automatisierten Maschinen bis hin
zu weit verzweigten Produktionsanlagen
in der Verfahrenstechnik – die elektroni-
sche Messverstärker-Familie digiCLIP ist
ein Spezialist für industrielle Prozesssteu-
erungen und Asset Management. digiCLIP
vereint Automatisierungs-Know-how und
feinste Messtechnik: Messgenauigkeiten bis
0,05 % vom Endbereich, 24 Bit Messsignal-
auflösung und eine Autokalibrierfunktion
zeichnen die Messverstärker aus. Zudem
werden Spitzenwerte schnell erfasst und
über die galvanisch getrennten, digitalen I/O
für Steuerungsaufgaben zur Verfügung ge-
stellt. Besonders im Teillastbereich sichern
die hohe Auflösung und Messgenauigkeit
die Produktionsqualität.
FDT und Device Type Manager für effektives Asset ManagementMit dem neuen Device Type Manager
(DTM) für Field Device Technology (FDT) ist
digiCLIP für viele Anwendungen im Produk-
tionsbereich einsetzbar. Vorteil von FDT ist
die Plattform- und Feldbusunabhängigkeit.
Bereits heute werden HART, Profibus und
Foundation Fieldbus unterstützt. Zudem
können alle Komponenten der Produktions-
anlage zentral in einer Rahmenapplikation
auf dem Anlagenleitstand dargestellt und
bedient werden.
Mit dem DTM verfügt digiCLIP über eine
standardisierte Software-Schnittstelle, die
den Zugriff auf Geräteparameter für Konfi-
guration, Bedienung und Analyse ermöglicht.
So profitieren Anlagenbauer von kür ze ren
Produkteinführungszeiten und Ma schi nen-
betreiber von hoher Anlagenverfügbarkeit
durch permanente Anlagen diagnose.
Einfache Inbetriebnahme – Neu: Jetzt auch mit DeviceNetMontiert werden die robusten, kompakten
digiCLIP-Module auf der Tragschiene im
Schaltschrank. Plug and Measure mit auto-
matischer Sensorerkennung durch TEDS-
Technologie und komfortable Parametrier-
software verkürzen die Inbetriebnahmezeit.
Über ihre Feldbusschnittstellen – Profibus
DP-V1, CANbus und nun auch Device-
Net gemäß OVDA – lassen sich digiCLIP-
Messverstärker ganz einfach mittels
Geräte beschreibungsdateien in das Auto-
matisierungssystem integrieren. Die rück-
seitige Busverbindung im Verbundbetrieb
reduziert den Verdrahtungsaufwand erheb-
lich.
Höhere Anlagenverfügbarkeit steigert EffizienzAufgrund ihrer integrierten Diagnose mög-
lichkeiten und der Hot-Swap-Eigenschaf-
ten ist digiCLIP eine wartungsfreundliche
Familie von Industriemessverstärkern. Tools
wie Messwertschreiber erleichtern und be-
schleunigen Serviceaufgaben. Die dadurch
erhöhte Anlagenverfügbarkeit senkt die
Kosten und steigert den Produktions ertrag,
was sich positiv auf die Wirtschaftlichkeit
der gesamten Fertigungsanlage auswirkt.
Michael Guckes, HBM
Kostenloser Download, Beispiele und alle
Informationen unter
www.hbm.com/digiCLIP
mehr … www.hbmhotline.com
digiCLIP gehört zur Produktreihe der modularen Messverstärker, die zusammen mit DMS-Vollbrücken-Aufnehmern eine Messkette bilden. Aufgrund der integrierten Trägerfrequenztechnologie lassen sich Kraft, Gewicht, Drehmoment oder Druck störsicher messen und überwachen. Mit dem neuen Device Type Manager (DTM) und der Field Device Technology (FDT) garantiert digiCLIP von HBM effektives und effizientes Asset Mangement.
DeviceNet
18
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Messtechnik … im Trend Hohe Wirtschaftlichkeit und Qualität durch Nutzung moderner Standards
18
Auf der Suche nach den besten Schnittstellen und Bus systemen
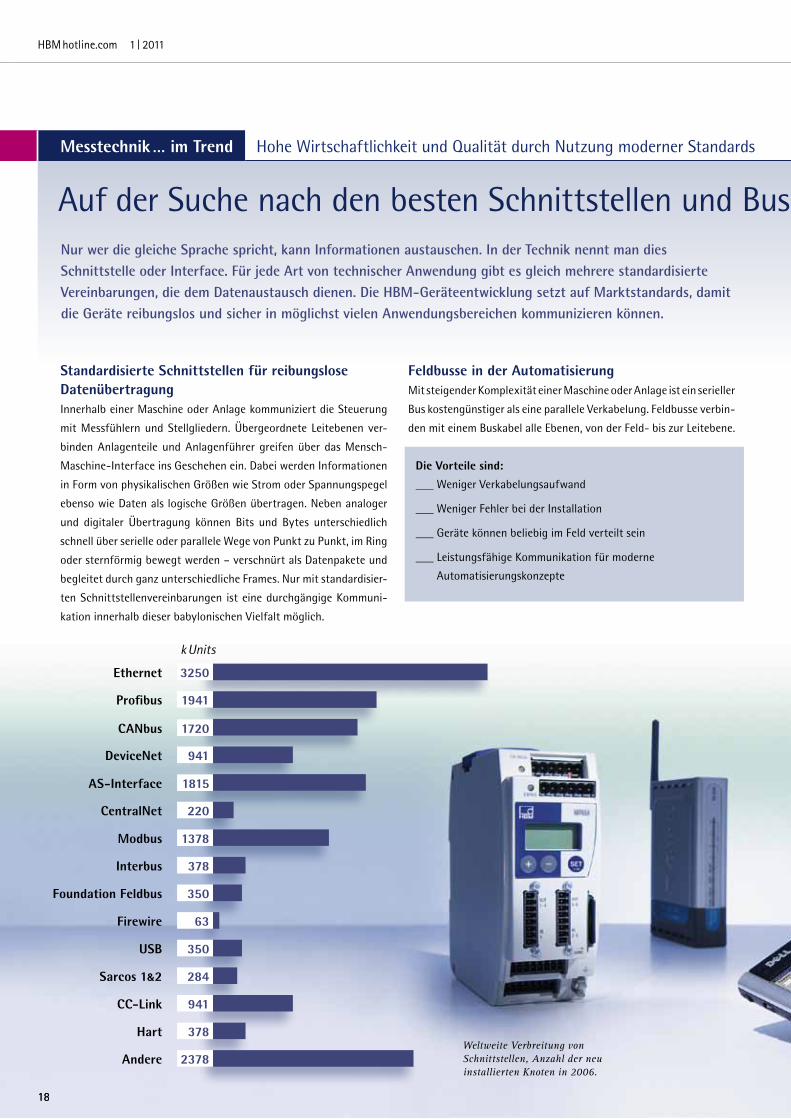
Standardisierte Schnittstellen für reibungslose DatenübertragungInnerhalb einer Maschine oder Anlage kommuniziert die Steuerung
mit Messfühlern und Stellgliedern. Übergeordnete Leitebenen ver-
binden Anlagenteile und Anlagenführer greifen über das Mensch-
Maschine-Interface ins Geschehen ein. Dabei werden Informationen
in Form von physikalischen Größen wie Strom oder Spannungspegel
ebenso wie Daten als logische Größen übertragen. Neben analoger
und digitaler Übertragung können Bits und Bytes unterschiedlich
schnell über serielle oder parallele Wege von Punkt zu Punkt, im Ring
oder sternförmig bewegt werden – verschnürt als Datenpakete und
begleitet durch ganz unterschiedliche Frames. Nur mit standardisier-
ten Schnittstellenvereinbarungen ist eine durchgängige Kommuni-
kation innerhalb dieser babylonischen Vielfalt möglich.
Feldbusse in der AutomatisierungMit steigender Komplexität einer Maschine oder Anlage ist ein serieller
Bus kostengünstiger als eine parallele Verkabelung. Feldbusse verbin-
den mit einem Buskabel alle Ebenen, von der Feld- bis zur Leitebene.
Die Vorteile sind:
_ Weniger Verkabelungsaufwand
_ Weniger Fehler bei der Installation
_ Geräte können beliebig im Feld verteilt sein
_ Leistungsfähige Kommunikation für moderne
Automatisierungskonzepte
Nur wer die gleiche Sprache spricht, kann Informationen austauschen. In der Technik nennt man dies Schnittstelle oder Interface. Für jede Art von technischer Anwendung gibt es gleich mehrere standardisierte Vereinbarungen, die dem Datenaustausch dienen. Die HBM-Geräteentwicklung setzt auf Marktstandards, damit die Geräte reibungslos und sicher in möglichst vielen Anwendungsbereichen kommunizieren können.
Weltweite Verbreitung von Schnittstellen, Anzahl der neu installierten Knoten in 2006.
k Units
CentralNet
AS-Interface
DeviceNet
CANbus
Profibus
Ethernet
Modbus
Interbus
Foundation Feldbus
Firewire
USB
Sarcos 1&2
CC-Link
Hart
Andere
220
1815
941
1720
1941
3250
1378
378
350
63
350
284
941
378
2378
Prozess-Controller MP85A
Applikationspaket Datenbankserver
Datenbank
Equipment/Anlage
Server 1Server 2Server 3Server x
Gateway 1Gateway 2Gateway 3Gateway x
WebserverBrowser
19
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Messtechnik … im Trend Hohe Wirtschaftlichkeit und Qualität durch Nutzung moderner Standards
Auf der Suche nach den besten Schnittstellen und Bus systemen
Effizientes Anlagenmanagement durch standardisierte Softwareschnittstellen. Hier: IPM-Prozessdaten-Schnittstelle
Der richtige Feldbus: Auf die Anwendung kommt es anAuch in Sachen Feldbus herrscht Vielfalt. So benötigen prozess-
technische Anlagen oftmals hot-swap-fähige Geräte, die getauscht
werden können, während die restlichen Busteilnehmer weiterarbei-
ten. Bei Antriebs- und Mehrachsensystemen kommt es hingegen auf
Synchronisation, deterministisches Verhalten und Übertragungsge-
schwindigkeit an. Gute Installationseigenschaften können bei der
Fertigung von Serienmaschinen entscheidungsgebend sein. Manche
Parameter limitieren sich wiederum gegenseitig, wie z. B. Übertra-
gungsgeschwindigkeit, Leitungslänge und Zahl der angeschlossenen
Teilnehmer.
Industrial Ethernet statt FeldbusEthernet spielt eine entscheidende Rolle bei der Übertragung von
Produktionsdaten. Trotz aller Vorteile weist Ethernet als Feldbus-
ersatz aufgrund des Übertragungsverfahrens CSMA/CD (Carrier
Sense, Multiple Access / Collision Detection) Einschränkungen bei
Übertragungseffizienz und Echtzeitverhalten auf. Daher wurde
Industrial Ethernet entwickelt – ein Sammelbegriff für spezielle
feldbustaugliche Ethernetvarianten. In Form von Hubs, Switches und
Medienkonvertern stehen die Vorteile der Ethernetwelt somit auch
der Feldebene zur Verfügung. Dabei erhöhen Fernwartung und er-
weiterte Diagnosemöglichkeiten die Anlagenverfügbarkeit, während
Stillstandszeiten verringert und Kosten bei der Wartung eingespart
werden.
Kombinierte Bussysteme für mehr EffizienzEs kann für Anwender durchaus sinnvoll sein, verschiedene Bussys-
teme innerhalb einer Anlage zu verwenden. Wichtig bei der Auswahl
ist eine detaillierte Kosten-Nutzen-Analyse, die neben rein techni-
schen Fakten auch betriebswirtschaftliche Fragen berücksichtigt.
Hierzu gehören
_ Investitionen in Handhabung
_ Schulung und Wartung der verschiedenen Systeme
_ Einfache Integration und Interoperabilität der Komponenten
_ Anbindung an unter- und übergelagerte Netzwerkstrukturen
_ sowie der Einsatz von Gateways
HBM setzt auf FDT, Firewire, Profinet und EtherCatBereits bei der Entwicklung legt HBM großen Wert darauf, dass die
Geräte an möglichst viele der gängigen Marktstandards anschließ-
bar sind. Dies beinhaltet entsprechende Hardwareschnittstellen der
Messgeräte, Technologien wie FDT für offene Software- Architekturen
sowie Feldbussysteme. HBM setzt neben den klassischen Feldbus-
Schnittstellen vor allem auf Firewire, Profinet und EtherCat. So
profitieren Kunden von hoher Prozessgeschwindigkeit, erhöhten
Datenmengen, weltweiter Vernetzbarkeit und Fernwartungsmög-
lichkeiten – insgesamt ein deutlicher betriebs wirtschaftlicher Vor-
teil, der zur Gesamtqualität beiträgt.
Michael Guckes, HBM mehr … www.hbmhotline.com

20
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Produktneuheiten Verbesserte Konstruktion, digitale Übertragung: Auf T10FM folgt T40FM
20
Drehmomentmessflansch öffnet das Tor zur digitalen Welt
T40FM ist in der Lage, dynamische Drehmomentsignale
bis zu einer Bandbreite von 6 kHz in hoher Qualität zu Verfügung
zu stellen. Dies ermöglicht die Erfassung hochdynamischer Vorgän-
ge, wie z. B. Torsionsschwingungen, im Antriebsstrang. Darüber hi-
naus hat der Drehmomentmessflansch gegenüber seinem Vorgänger
T10FM ein sehr viel geringeres Gewicht und somit ein geringeres
Massenträgheitsmoment. Zusätzlich wurde die Steifigkeit in alle
Richtungen verbessert.
Frequenzreserve für den PrüfstandsbauDurch die sehr hohe Drehsteifigkeit und das reduzierte Massen-
trägheitsmoment ergibt sich eine deutlich günstigere Torsions-
Eigenfrequenz des Drehmomentmessflansches. Dies schafft bei
dynamischen Messungen in Prüfstandsanwendungen die Voraus-
setzung für weitere Verschiebungen der Resonanzfrequenz hin zu
höheren Werten. Für viele Betriebszustände kann somit die Reserve
bis zur Resonanzfrequenz erhöht werden. Die Gesamtkonstruktion
wird geschont, Ausfälle werden verhindert und somit Kosten gespart.
Hohe Grenzbelastung bei DrehmomentspitzenDer mechanisch robuste Messkörper des T40FM hält je nach Nenn-
messbereich eine Spitzenbelastung bis 660 % aus. Drehmoment-
spitzen können dadurch abgefangen werden. Dies spart Kosten im
Prüfstandsbau und erhöht die Sicherheit ebenso wie die Gesamtver-
fügbarkeit der Anlage.
Cleveres Design für den Einsatz in rauer, industrieller UmgebungBeim T40FM befinden sich die Dehnungsmessstreifen im Inneren des
Messkörpers. Dadurch sind sie sehr gut gegen Umwelteinflüsse, wie
z. B. Schmutz und Feuchtigkeit, bis zur Schutzklasse IP54 geschützt
– optimale Bedingungen für den Einsatz in rauer, industrieller
Umgebung.
Drehzahlmessung mit magnetoresistivem Sensor Ein weiteres Plus beim industriellen Einsatz: Optional kann T40FM
mit einem Drehzahlmesssystem ausgerüstet werden. Im rauen
industriellen Alltag ist ein magnetisches Drehzahlmesssystem einem
optischen System weit überlegen, da Schmutz, wie z. B. Staub oder
Öl, keinen Einfluss auf das Signal hat. Bedingt durch die Möglich-
keiten des magnetischen Prinzips bleibt die Ausgangsimpulszahl für
alle Messbereiche bis 80 kNm mit 1024 Impulsen pro Umdrehung
gleich. Der integrierte Drehzahlaufnehmer vereinfacht die Hand-
habung und schafft Platz für andere Aufgaben.
Als Nachfolger des Drehmomentmessflansches T10FM ergänzt der neue T40FM das Drehmoment-Programm von HBM. Von den konstruktiven Verbesserungen in den Messbereichen 15 – 80 kNm profitieren vor allem Großmotoren-, Getriebe- sowie Rollenprüfstände. Die sichere, digitale Messwertübertragung liefert eine hohe Störsicherheit und maximale Genauigkeit.
T40FM mit (li.) und ohne (re.) magnetisches Drehzahlmesssystem

T40FM
TIM40Drehmoment-Messflansch
TMC
Energie 2
Energie 1
Shunt: ein/aus
Frequenz
Shunt: ein/aus
Spannung [U] ±10V
Strom [I] 4…20mA
Stand-alone-Aufnehmer
Drehmomentschnittstellen-Modul
Sekundär-Elektronik
Ethernet
Feldbusse
Energie 2
Frequenz
Spannung [U] ±10V
21
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Produktneuheiten Verbesserte Konstruktion, digitale Übertragung: Auf T10FM folgt T40FM
Sichere Messwertübertragung durch digitale KommunikationIm Vergleich zu T10FM überzeugt T40FM nicht nur durch konstrukti-
ve Verbesserungen, sondern auch durch eine sichere, digitale Mess-
wertübertragung. Für die Digitalisierung und Übertragung der Mess-
werte von Rotor zu Stator sorgt ein spezieller Sigma-Delta-Wandler.
Die Übertragungs geschwindigkeit von 1,0 MBaud mit Fehlererken-
nung stellt die Stör unempfindlichkeit ohne Daten- und Genauig-
keitsverlust auch bei EMV-kritischen Anwendungen sicher. Durch
eine spezielle Analog-Digital-Wandlung in Verbindung mit der ho-
hen Abtastrate von 38.125 Messwerten/s werden interne Aliasing-
Effekte sicher eliminiert.
Die digitale TMC-Schnittstelle im Stator des Drehmomentmess-
flansches ermöglicht die Kommunikation mit dem Drehmoment-
schnittstellen-Modul TIM40. Dieses unterstützt verschiedene Feld-
busse, wie z. B. CAN, Profibus-DP oder EtherCat. Damit ist eine
einfache Integra tion in feldbusbasierte Prüfstandskonzepte möglich.
Aufrüstung leicht gemachtDa der Rotor des T40FM über die gleichen Abmaße wie der Rotor
des Vorgängers T10FM verfügt, ist eine Abwärtskompatibilität ge-
währleistet. Durch einfachen Austausch von Rotor und zugehörigem
Stator profitieren auch bestehende Anlagen von den verbesserten
Eigenschaften des T40FM – eine kleine Investition, die sich auszahlt.
Markus Haller, HBM
mehr … www.hbmhotline.com
Digitaler Datenaustausch zwischen Automatisierungssystem und Feldgerät
22
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Kundenlösungen Präzisere Messergebnisse durch Drehmoment-Messflansch von HBM
Im Test: Generatoren für Windturbinen
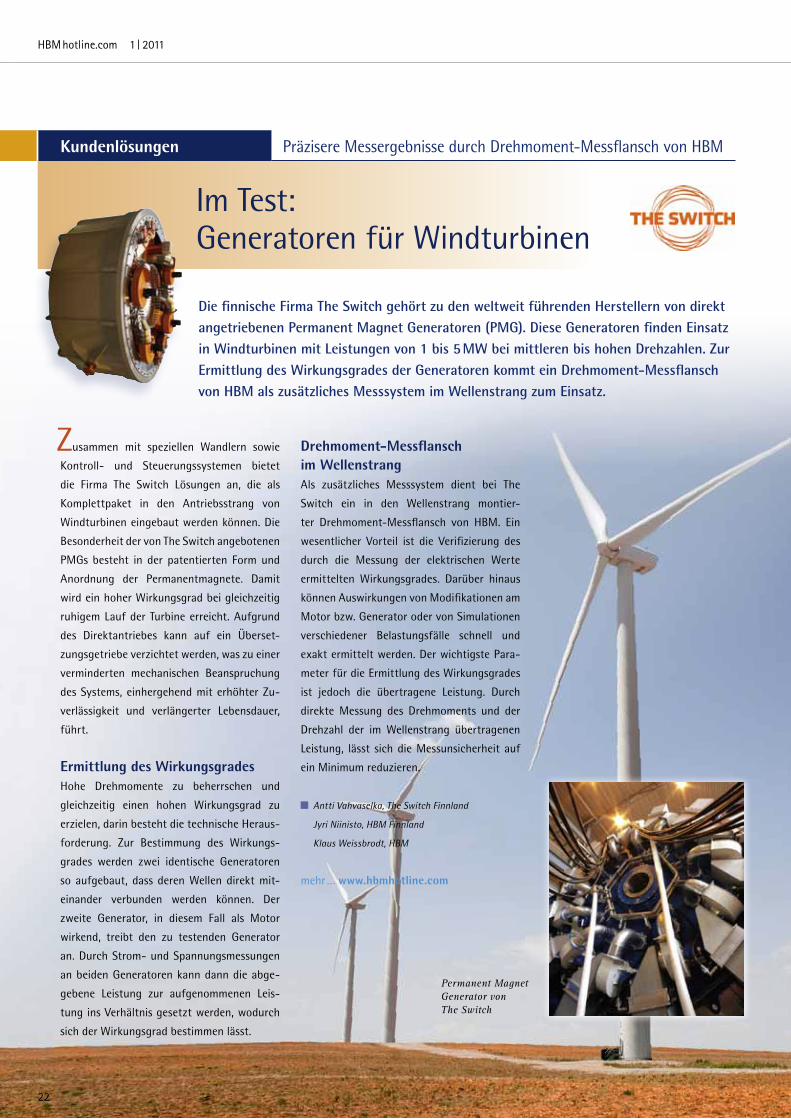
Zusammen mit speziellen Wandlern sowie
Kontroll- und Steuerungssystemen bietet
die Firma The Switch Lösungen an, die als
Komplettpaket in den Antriebsstrang von
Windturbinen eingebaut werden können. Die
Besonderheit der von The Switch angebotenen
PMGs besteht in der patentierten Form und
Anordnung der Permanentmagnete. Damit
wird ein hoher Wirkungsgrad bei gleichzeitig
ruhigem Lauf der Turbine erreicht. Aufgrund
des Direktantriebes kann auf ein Überset-
zungsgetriebe verzichtet werden, was zu einer
verminderten mechanischen Beanspruchung
des Systems, einhergehend mit erhöhter Zu-
verlässigkeit und verlängerter Lebensdauer,
führt.
Ermittlung des WirkungsgradesHohe Drehmomente zu beherrschen und
gleichzeitig einen hohen Wirkungsgrad zu
erzielen, darin besteht die technische Heraus-
forderung. Zur Bestimmung des Wirkungs-
grades werden zwei identische Generatoren
so aufgebaut, dass deren Wellen direkt mit-
einander verbunden werden können. Der
zweite Generator, in diesem Fall als Motor
wirkend, treibt den zu testenden Generator
an. Durch Strom- und Spannungsmessungen
an beiden Generatoren kann dann die abge-
gebene Leistung zur aufgenommenen Leis-
tung ins Verhältnis gesetzt werden, wodurch
sich der Wirkungsgrad bestimmen lässt.
Drehmoment-Messflansch im WellenstrangAls zusätzliches Messsystem dient bei The
Switch ein in den Wellenstrang montier-
ter Drehmoment-Messflansch von HBM. Ein
wesent licher Vorteil ist die Verifizierung des
durch die Messung der elektrischen Werte
ermittelten Wirkungsgrades. Darüber hinaus
können Auswirkungen von Modifikationen am
Motor bzw. Generator oder von Simula tionen
verschiedener Belastungsfälle schnell und
exakt ermittelt werden. Der wichtigste Para-
meter für die Ermittlung des Wirkungsgrades
ist jedoch die übertragene Leistung. Durch
direkte Messung des Drehmoments und der
Drehzahl der im Wellenstrang übertragenen
Leistung, lässt sich die Messunsicherheit auf
ein Minimum reduzieren.
Antti Vahvaselka, The Switch Finnland
Jyri Niinisto, HBM Finnland
Klaus Weissbrodt, HBM
mehr … www.hbmhotline.com
Die finnische Firma The Switch gehört zu den weltweit führenden Herstellern von direkt angetriebenen Permanent Magnet Generatoren (PMG). Diese Generatoren finden Einsatz in Windturbinen mit Leistungen von 1 bis 5 MW bei mittleren bis hohen Drehzahlen. Zur Ermittlung des Wirkungsgrades der Generatoren kommt ein Drehmoment-Messflansch von HBM als zusätzliches Messsystem im Wellenstrang zum Einsatz.
Permanent Magnet Generator von The Switch

23
HBM hotline.com 1 2011 HBM hotline.com 1 2011
Kundenspezifische Flexplate-Drehmomentaufnehmer Produktneuheiten
Effiziente Fahrzeugantriebe durch Messtechnik im Originalteil
Fahrzeugantriebe leisten ihr Optimum, wenn Antriebsstrang und
Motorsteuerung perfekt zusammenpassen. Das Drehmoment am
Übergang von Motor zu Getriebe bestimmt die Auslegung der
Komponenten. Um es dort mit zusätzlich eingebauten Drehmo-
mentaufnehmern zu ermitteln, fehlt jedoch der Platz. Deshalb
entwickelt HBM kundenspezifische Drehmomentaufnehmer, die
bestehende mechanische Teile durch intelligente Messtechnik
mit identischem mechanischem Verhalten ersetzen.
Da es immer häufiger auf höchste Genauigkeit ankommt, kons-
truiert und fertigt HBM den Flexplate-Aufnehmer als mono-
lithisches Teil aus hochfestem Edelstahl mit den mechanischen
Schnittstellen des Originalteils für Temperaturbereiche bis 120 °C.
Damit lässt sich eine Linearitätsabweichung inklusive Umkehr-
spanne von unter 0,1 % erreichen. Die optimierte Konstruktion
sowie der Aufbau kompensieren zudem parasitäre Axial-, Biege-
und Querkrafteinflüsse. Über digitale 1 kHz-Telemetrietechnik
werden die Daten mit 16 Bit Auflösung berührungslos übertra-
gen.
Sven Schotte, HBM
mehr … www.hbmhotline.com
Dehnungsmessstreifen von HBM, installiert auf einer Flexplate.
Fahrzeugantrieb mit integriertem Flexplate-Aufnehmer
Vorteile auf einen Blick
_ Platzneutrale Messeinrichtung
_ Das mechanische Verhalten des Antriebsstranges
bleibt gleich
_ Kontinuierliche Langzeitmessungen möglich
_ Betriebstemperaturbereich zwischen
-20 °C und + 120 °C
_ Robuster Aufnehmer für Dauerbetrieb
_ Störfest und unempfindlich gegenüber
elektro magnetischen Störungen (EMV)

24
HBM hotline.com 1 2011 HBM hotline.com 1 2011
24
Safety in motion – Komponententests an Autositzen
Bereits 1968 entwickelte das Unternehmen CRH die elektrische
Sitzhöhenverstellung. Die Autositze von CRH wurden im Laufe der
Zeit nicht nur komfortabler, sondern auch immer sicherer. Ein hoher
Anspruch, der bis heute besteht. Um höchste Sicherheitsstandards
zu realisieren, setzt das Unternehmen auf umfangreiche Tests und
Prüfungen schon während der Entwicklung neuer Bauteile und Mo-
delle.
Komponenten auf dem PrüfstandStatt für jeden möglichen Einsatzfall ein teures Muster aufzubauen,
überprüft CRH die einzelnen Komponenten der Autositze bereits vor
dem Bau eines Prototyps. Erst wenn die optimale Kombination ge-
funden ist, wird der Prototyp aufgebaut.
In einem Vorversuch geht es zunächst darum, Belastungsdaten zu
ermitteln. Dazu rüstet C. Rob. Hammerstein ein typisches Sitzsystem
mit Servomotoren und Dehnungsmessstreifen aus. Die im Vorver-
such gewonnenen Daten werden dann im Prüfstand verwendet.
Im Prüfstand besteht der Testaufbau aus dem zu prüfenden Linear-
antrieb, einem Servomotor und einem Kraftaufnehmer S9M. Der
Servomotor arbeitet gegen den Linearantrieb und simuliert für den
Antrieb die Belastung. Im Test werden Belastungsprofile abgefahren,
um eine realistische Situation abzubilden.
Jeder Prüfstand ist nur so gut wie die in ihm eingesetzte Mess-
technik. Deshalb setzt CRH auf Messtechnik von HBM. So ist der
Kraftaufnehmer S9M neben dem Antrieb angebracht und misst die
Reaktionskräfte. Die Ergebnisse des Soll-Ist-Vergleichs werden ei-
nem PID-Regler zugeführt und der Servomotor wird entsprechend
angepasst.
HBM – „Ein geschätzter Partner“ „HBM ist für CRH ein geschätzter Partner, der hochwertige Produkte
liefert. Der Kraftaufnehmer S9M ist ein günstiges Messmittel. Be-
reits mit seinem Vorgängermodell S9 haben wir gute Erfahrungen
gemacht. Entscheidend für unsere Anwendung sind die geringe
Querkraftempfindlichkeit, Genauigkeit, der hohe Gebrauchstem-
peraturbereich und die Zuverlässigkeit des S9M. Die eingeführten
Produkte arbeiten zuverlässig. Wir schätzen den Support und die
kompetente Beratung von HBM“, erklärt Horst Schulz, Leiter Funk-
tionsversuch / Manager Functional Testing bei C. Rob. Hammerstein.
Der Kraftaufnehmer S9M ist in der Genauigkeitsklasse von 0,02 und
in Nennkräften von 500 N bis 50 kN erhältlich. Gefertigt wird er aus
rostfreiem Stahl in der Schutzart IP68. Dadurch liefert der robuste
Aufnehmer auch im rauen Umfeld präzise Messergebnisse. Ein zu-
verlässiges Produkt für sichere Entwicklungen: Damit auch künftig
viele Autofahrer eine sichere und angenehme Fahrt in ihrem Sitz von
CRH genießen können.
Thomas Kleckers, HBM mehr … www.hbmhotline.com
Nicht nur bequem und komfortabel sollen sie sein, sondern vor allem sicher: Autositze. Stringente Tests und Prüfungen schon während der Entwicklung neuer Modelle sind entscheidend für den Erfolg am Markt. C. Rob. Hammerstein (CRH), weltweit führender Hersteller von Autositzen, hat ein zukunftsfähiges Prüfkonzept entwickelt und vertraut dabei auf Messtechnik von HBM.
Kraftaufnehmer S9M im Prüfstand von C. Rob. Hammerstein (CRH)
Kundenlösungen Kraftaufnehmer S9M bei C. Rob. Hammerstein (CRH)

25
HBM hotline.com 1 2011 HBM hotline.com 1 2011
MP85A überwacht Produktion der Lenkungskupplung Kundenlösungen
Mercedes Benz SLS AMG: Auf sicherem Kurs mit HBMZwischen 25 und 30 Stück des neuen Sportwagens werden täglich in Handarbeit gefertigt, viele Zuliefer teile stammen aus Manufakturen. Konstruktion und Fertigung zeichnen sich durch modernste Technik sowie strenge Qualitätskontrollen aus. Dabei überwacht der Prozess-Controller MP85A Einpressvorgänge in Fertigung und Montage.
Technik der SpitzenklasseDer Flügeltürer Mercedes Benz SLS AMG ist der Traum vieler Auto-
fahrer: Eine Verbindung aus automobiler Faszination und High-
tech auf höchstem Niveau. Mit einer Höchstleistung von 420 kW
beschleunigt der 6,3-Liter-Motor den 1620 kg schweren Wagen in
nur 3,8 Sekunden von null auf 100 km/h. Bei 317 km/h begrenzt die
Elektronik die Höchstgeschwindigkeit. Der SLS AMG besitzt eine
Aluminium-Spaceframe-Karosserie, Flügeltüren, ein Siebengang-
Doppelkupplungsgetriebe sowie ein Sportfahrwerk mit Aluminium-
Doppelquerlenker-Achsen.
Das Herzstück der Lenkung: Die Lenkungskupplung In Zusammenarbeit mit Mercedes-AMG und DURA Automotive
Systems Reiche GmbH entwickelte die Daimler AG die Lenkung des
neuen SLS AMG. Zentraler Bestandteil der Lenkung ist die Lenkungs-
kupplung von DURA. Das eingesetzte
Gelenk hat entscheidenden Einfluss auf
die Lenkungspräzision.
Lückenlose Überwachung für maximale SicherheitBei der Produktion der Lenkungskupplung überwacht der Prozess-
Controller MP85A von HBM Einpressvorgänge, wie z. B. während
des Anbringens der Gewindeeinsätze. Kraft und Weg werden dabei
von Kraftsensoren und Wegaufnehmern erfasst. Der Prozess-
Controller MP85A entscheidet anhand der Daten, ob die Werte
i nnerhalb der Toleranzen liegen. Dank dieser detaillierten Daten-
auswertung können Trends aufgezeigt werden. Durch eine schnelle
Reaktion auf ungewünschte Trends lassen sich Fehler vermeiden,
was sich positiv auf die Produktqualität auswirkt und Kosten
reduziert.
Die unkomplizierte Anbindung des Prozess-Controllers an das Prüf-
system war für Ralf Strothmann, Entwicklungsingenieur bei DURA
Reiche, ein wichtiges Kriterium: „Mit den
kompakten Prozess-Controllern von
HBM haben wir schon in der Ver-
gangenheit gute Erfahrungen
gemacht“, begründete er die
Entscheidung für den MP85A.
Die Prozess- Controller geben
Auskunft über die Qualität
des Produktionsschritts und
lassen sich über Feldbus-
Schnittstellen oder Ethernet
in ein übergeordnetes System
einbinden.
Michael Guckes, HBM
mehr … www.hbmhotline.comMP85A Prozess-Controller
Zahnstangenkupplung mit konstantem Übersetzungsverhältnis

26
HBM hotline.com 1 2011 HBM hotline.com 1 2011
26
Kundenlösungen Artis setzt auf HBM-Messtechnik aus der Paceline-Serie
Maschinenüberwachung leicht gemacht
Der Dreh-Drehräumprozess ist eine Kombination aus Drehen
und Drehräumen und wird beispielsweise bei der Bearbeitung von
Kurbelwellen eingesetzt. Die Dreh- und die Drehräum-Werkzeuge
sind dabei radial auf einem Revolver angeordnet, der sich an den zu
bearbeitenden Stellen in das Werkstück hinein und an Lagern sowie
Zapfen entlang bewegt, während die Kurbelwelle rotiert.
Herausforderungen beim Messen der ProzesskraftDie Konstruktion der Dreh-Räummaschine erlaubt nur eine Messung
der Prozesskraft am Fuß der Antriebeinheit des Revolvers. So war
die Idee der Artis GmbH, eine messende Unterlegscheibe unter eine
vorhandene Verschraubung zu installieren. Daraus ergeben sich die
folgenden Herausforderungen: Zum einen muss die Schraubverbin-
dung mit Nennvorspannkraft nach DIN 18800 angezogen werden,
zum anderen sollen relativ kleine Prozesskräfte bei dieser hohen
Vorspannkraft zuverlässig erfasst werden. In der Praxis sind dies zum
Beispiel 110.000 N Vorspannung bei einem normgerechten Anzug-
moment einer M16 Schraube der Güte 12.9 und Bearbeitungskräfte
von 500 - 1000 N.
Die Lösung: Piezoelektrische Kraftmessringe und Ladungsverstärker von HBM„Wir haben mit HBM mögliche messtechnische Lösungsansätze auf
Piezo- und DMS-Basis diskutiert und verglichen und sind zu dem
Ergebnis gekommen, dass die CFW-Sensoren der Paceline-Serie
für diese Applikation prädestiniert sind. Wir waren zunächst skep-
tisch, da wir bereits in der Vergangenheit piezoelektrische Sensoren
anderer Hersteller im Einsatz hatten und keine zufriedenstellen-
den Ergebnisse erzielt hatten“, erinnert sich Hans Georg Conrady,
Geschäftsführer von Artis.
In der Tat sind die Sensoren in dieser Applikation besonderen Anfor-
derungen ausgesetzt. Hierzu gehört beispielsweise die Umströmung
der Sensoren mit Kühlemulsion, heiße herab fallende Metallspäne
auf Sensor und Kabel sowie dauerhafte Schock- und Vibrations-
belastung der Sensoren während der Kurbelwellenbearbeitung. Der
technologische Vorteil der Paceline-Sensoren – die messbereichsun-
abhängige Empfindlichkeit – kommt hier voll zum Tragen: Die durch
Die Artis GMBH aus Bispingen ist ein international führendes Unternehmen im Bereich Werkzeug-, Prozess- und Maschinenüberwachung. Bei der Überwachung von Dreh-Drehräumprozessen in der Metallzerspanung setzt Artis auf die bewährten piezoelektrischen Systeme der Paceline-Serie von HBM.
Prozessdiagnose mit dem Überwachungssystem CTM von Artis. Bearbeitungsfehler werden direkt erkannt.
Der Prozess der Kurbelwellenbearbeitung ist extrem komplex und erfordert höchste Prozesssicherheit.

27
HBM hotline.com 1 2011 HBM hotline.com 1 2011
„ Mit der HBM-Messtechnik
haben wir nun einen weiteren
wichtigen Baustein in
unserem Gesamtsystem für
die Maschinenüberwachung
und können unseren Kunden
helfen, ihre Produktivität
zu erhöhen und die
Qualitätskosten
zu reduzieren. “Hans Georg Conrady, Geschäftsführer Artis GmbH
die hohe Vorspannkraft der Verschraubung erzeugte
Ladung wird durch den Ladungsverstärker CMD600 vor
der Messung kurzgeschlossen. Zudem wird das Nutzsignal
optimal verstärkt und dem Artis-Prozessüberwachungs-
system CTM als Prozessparameter zur Verfügung ge-
stellt. Die mechanische Robustheit der Messkette wird
außerdem durch ein metallummanteltes Ladungskabel
erreicht, um den oben genannten hohen Anforderungen
gerecht zu werden.
Dirk Möller, HBM
mehr … www.hbmhotline.com
Nennkraft [kN] Gewinde UNF Gewinde Metrisch
1,25 kN bis 25 kN 5/8-18 UNF-3B M16 x 2
50 kN bis 125 kN 11/4-12 UNF-3B M33 x 2
225 kN 13/4-12 UNF-3B –
250 kN – M42 x 2
450 kN 23/4-8 UNF-3B –
500 kN – M72 x 2
U10SJetzt Neu
Der metrische Kraftaufnehmer U10M dient der Ermittlung sta-
tischer und dynamischer Zug- und Druckkräfte und überzeugt
durch Qualität und Zuverlässigkeit. Dank vielfältiger Optionen
wie Doppelbrückenausführung, Auswahl von Justierparametern
und Steckerwahl passt sich der Kraftaufnehmer ideal den Mess-
aufgaben an.
Ab sofort ist U10M auch mit Zollgewinden nach dem amerika-
nischen Standard UNF (Unified National Fine) unter dem Namen
U10S verfügbar. Wie U10M ist auch U10S aus rostfreiem Stahl
oder Aluminium gefertigt und wird in die Schutzart IP67 ein-
geordnet. Während sich U10M an Konstruktionselementen mit
metrischen Gewinden anbringen lässt, ist U10S für mechanische
Anschlüsse nach UNF ausgelegt.
mehr … www.hbmhotline.com
Jetzt auch mit Zollgewinde nach UNF-Standard
Kraftaufnehmer U10 für statische und dynamische Kräfte
Produktneuheiten

S320
9-1.
0 de
7-
1001
.320
9
HBM Test and Measurement
www.hbm.com E-Mail: [email protected]
Tel. +49 6151 803-0 Fax +49 6151 803-9100
measure and predict with confidence
Kompakt, einfach zu bedienen und flexibel einsetzbar –
espressoDAQ. Lernen Sie den Messverstärker für alle Fälle
kennen: www.espressoDAQ.com. Noch nie war USB-basierte
Messdatenerfassung so einfach …
Setzen Sie auf Messtechnik von HBM für mehr Effizienz bei
der Entwicklung und dem Betrieb von Windkraftanlagen!
Ob Anwendungsberichte oder Produktinformationen – auf
unserem Windenergie- Portal www.hbm.com/windenergie
finden Sie alle Informationen auf einen Blick.
Die neuen Prüfstände der BMW Group ermöglichen ein
effizien teres Testprogramm. Auch QuantumX von HBM
kommt dort zum Einsatz. Den ausführlichen Anwendungs-
bericht finden Sie unter www.hbm.com/pruefstand.
Mehr als kompakt … espressoDAQ Multimedialer Auftritt für ein innovatives Produkt
Neu: Windenergie-Portal Informationspool für einen Zukunftsmarkt
Neuer Anwendungsbericht ‚Innovatives Prüfstandskonzept‘ HBM Messtechnik in den neuen Motorenprüfständen der BMW Group
Neu auf HBM.com
© BM
W A
G
Recommended