WHITEPAPER
Wärmebehandlung
von stückigen
Lebensmitteln
unter die Lupe
genommen
Neue Entwicklungen von Tetra Pak Veröffentlicht im Januar 2016

2 (22)
INHALT
Einleitung 3
Für wen ist diese Ausarbeitung gedacht? 3 Wärmeübertragung als Herausforderung 3 Das Know-how von Tetra Pak 4 Partikel und Produktqualität 6
Was sind Partikel und warum sind sie so wichtig? 6 Partikeleigenschaften 6 Partikelintegrität 6 Partikel in Bewegung 7 Wärmebehandlung als Herausforderung 7 Wärmeübertragung 9 Wärmeübertragungsfläche 9 Partikeltemperatur 9 Wärmeübertragungsmodelle und Prognostizierbarkeit 10 Funktionen des Wärmeübertragungskoeffizienten 11 Partikelexperimente 12 Ergebnisse 16 Aktualisierung der Berechnungstools 19 Validierung des Berechnungstools 19 Vorteile für die lebensmittelverarbeitende Industrie 21 Tetra Pak – Ihr Partner für die Lebensmittelverarbeitung 22
3 (22)
Einleitung
Für wen ist diese Ausarbeitung gedacht?
Diese Ausarbeitung richtet sich an alle, die in der lebensmittelverarbeitenden
Industrie tätig sind und sich über das Verhalten von Partikeln bei Wärmebehandlung
bzw. deren Einfluss auf den Prozess informieren möchten.
Insbesondere bietet diese Ausarbeitung wertvolle Informationen für Verantwortliche
in Forschungs- und Entwicklungszentren sowie für Prozesslinien und -anlagen. Sie
richtet sich außerdem an Verantwortliche für die Entwicklung neuer Produkte und
die Validierung von Rezepturen mit Partikeln.
Wärmeübertragung als Herausforderung
Das primäre Thema, dem wir uns widmen, ist die Wärmebehandlung von
Lebensmitteln mit Partikeln, die in einem kontinuierlichen System verarbeitet
werden. Dies ist ein komplexer Vorgang, der die Berechnung und Auslegung des
Wärmebehandlungssystems schwierig macht. Neue Forschungsergebnisse von
Tetra Pak zeigen deutlich, wie die Partikel unterschiedliche Wärmeleitprozesse
in einem Wärmebehandlungssystem beeinflussen – gelegentlich sogar entgegen
allgemein akzeptierter Annahmen.
Die Erkenntnisse der weitreichenden Versuche unserer Experten ermöglichen
die Errechnung einer in thermischer Hinsicht optimalen Lösung: die korrekte
Dimensionierung von Wärmetauscher und Heißhalter. Dies gewährleistet ein
konsistentes, präzises und verlässliches Wärmebehandlungssystem.
Wärmetauscher sind für die Verarbeitung von Lebensmitteln mit Partikeln häufig
überdimensioniert. Diese Aufgabe kann auch mit kleineren Anlagen und weniger
Energieeinsatz bewerkstelligt werden. Diese Ausarbeitung erläutert das Wie und
Warum mit einem „Blick ins Innere“, d. h. auf die konkreten Vorgänge bei der
Wärmeübertragung während der Verarbeitung von Flüssigkeiten mit Partikeln.
Für die lebensmittelverarbeitende Industrie ergeben sich zahlreiche Vorteile:
Verbesserte Lebensmittelqualität und Gewährleistung der
Lebensmittelsicherheit
Geringere Betriebs- und Wartungskosten
Verringerte Produktverluste
Niedrigere Umweltbelastung
Schnellere Installation und Inbetriebnahme zu geringeren Kosten
4 (22)
Das Know-how von Tetra Pak
In den vergangenen zwei Jahrzehnten hat Tetra Pak erheblich in Forschung und
Entwicklung im Bereich Wärmeübertragung in der Lebensmittelproduktion
investiert. Unsere Experten verfügen über umfassendes Know-how hinsichtlich
Wärmeübertragung, Lebensmitteltechnologie, Lebensmittelsicherheit,
Mikrobiologie, Strömungsmechanik, Modellbildung, Simulation, Prozessanlagen,
Messung und Kalibrierung.
Wir haben die Abläufe im Inneren von Prozessanlagen bei der Verarbeitung von
Lebensmitteln mit Partikeln untersucht und deren Grundlagen ermittelt. Wir haben
das Geheimnis der Wärmeübertragung gelüftet sowie Kalkulationsprogramme
entwickelt und validiert, mit denen sich die Wärmeübertragung bei Lebensmitteln
mit Partikeln berechnen lässt.
Die Ergebnisse unserer Forschung und Entwicklung sind in unser umfassendes
Produktportfolio eingeflossen, sodass dieses den Anforderungen unserer Kunden
bezüglich der Herstellung von Produkten mit stückigen Bestandteilen gerecht wird.
Von unseren spezialisierten Fachkenntnissen hinsichtlich der Wärmeübertragung
profitieren unsere Kunden auch in den Produktentwicklungszentren von Tetra Pak,
wo sie Produkte testen können.
Tetra Pak hat zahlreiche Anlagen an Hersteller von Lebensmitteln mit festen
Bestandteilen wie Suppen, Soßen, Babynahrung, Fruchtzubereitungen und
Getränke ausgeliefert. Siehe Beispiele 1 bis 3.
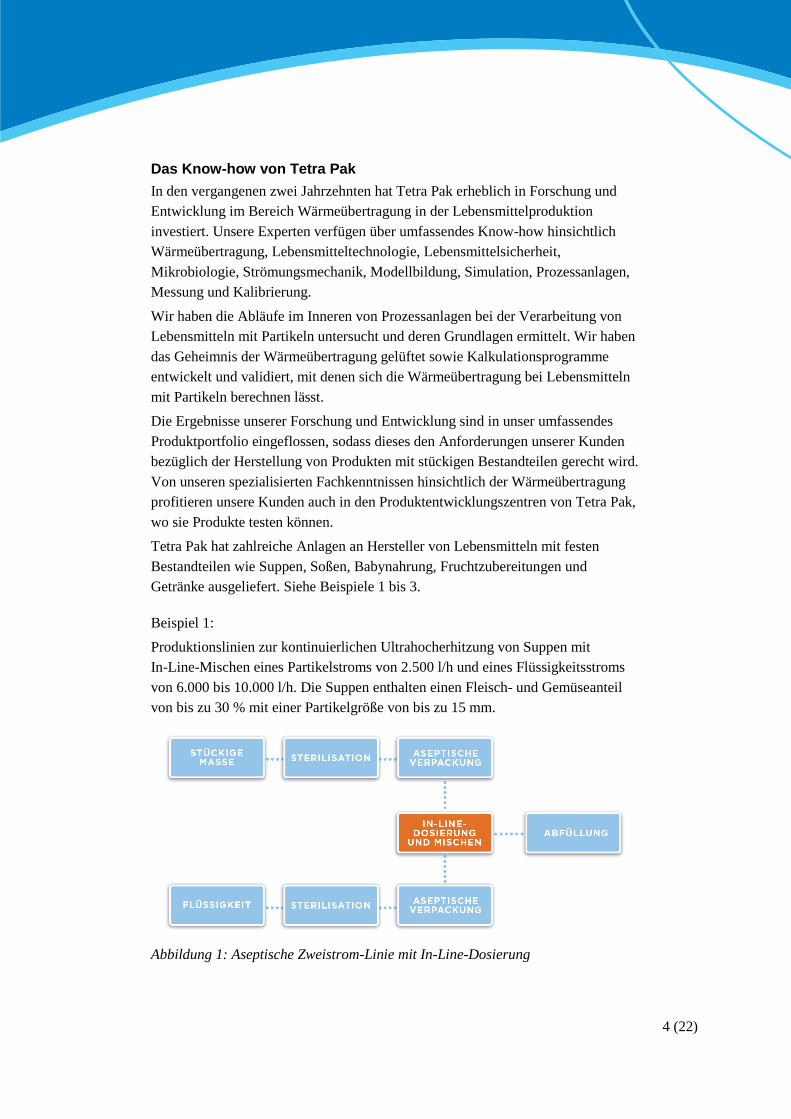
Beispiel 1:
Produktionslinien zur kontinuierlichen Ultrahocherhitzung von Suppen mit
In-Line-Mischen eines Partikelstroms von 2.500 l/h und eines Flüssigkeitsstroms
von 6.000 bis 10.000 l/h. Die Suppen enthalten einen Fleisch- und Gemüseanteil
von bis zu 30 % mit einer Partikelgröße von bis zu 15 mm.
Abbildung 1: Aseptische Zweistrom-Linie mit In-Line-Dosierung
5 (22)
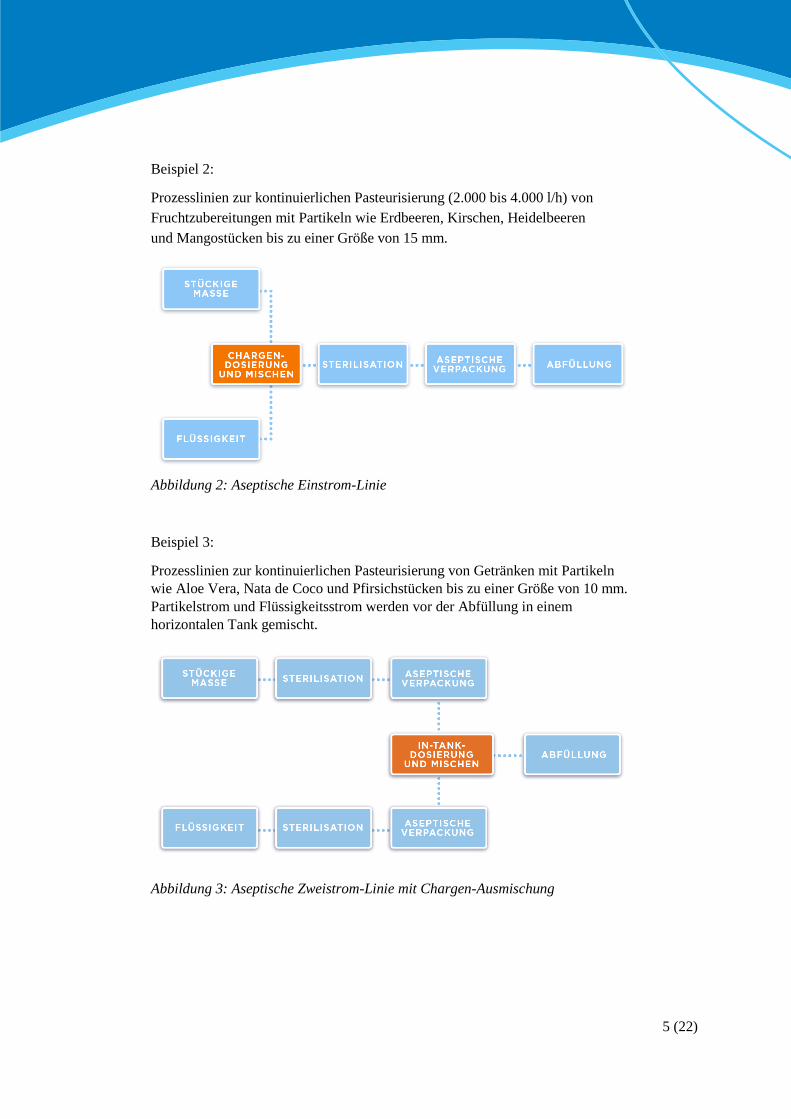
Beispiel 2:
Prozesslinien zur kontinuierlichen Pasteurisierung (2.000 bis 4.000 l/h) von
Fruchtzubereitungen mit Partikeln wie Erdbeeren, Kirschen, Heidelbeeren
und Mangostücken bis zu einer Größe von 15 mm.
Abbildung 2: Aseptische Einstrom-Linie
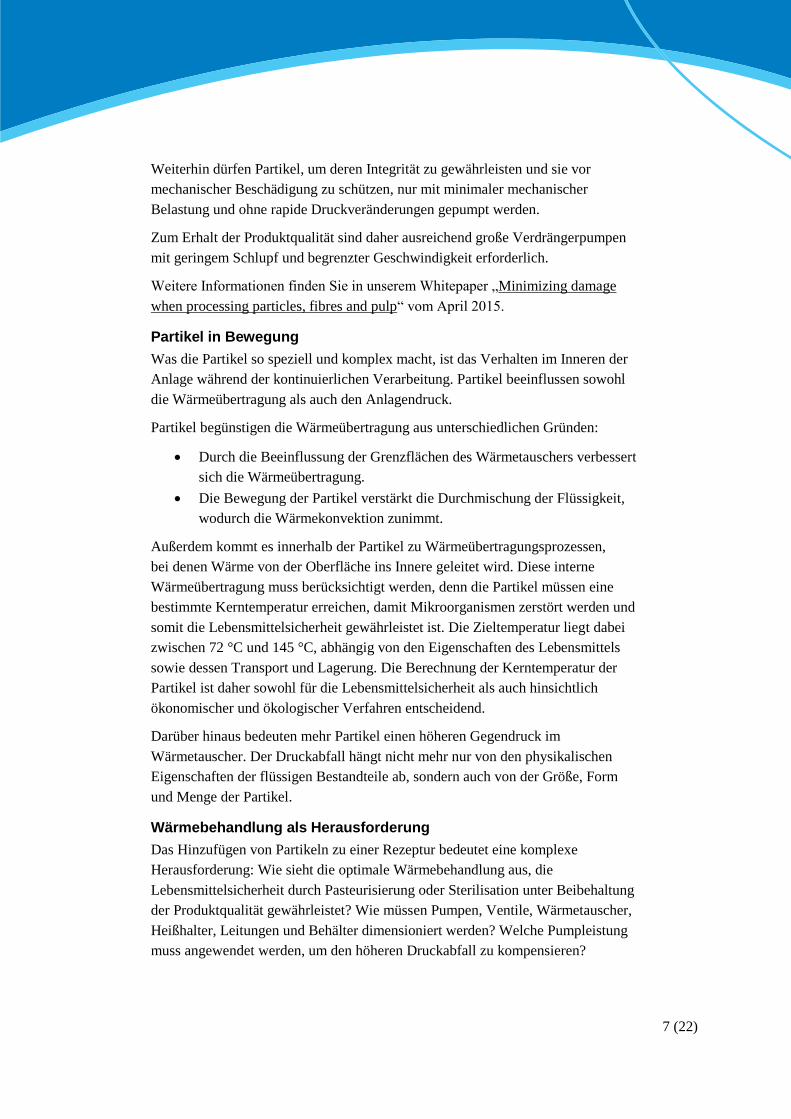
Beispiel 3:
Prozesslinien zur kontinuierlichen Pasteurisierung von Getränken mit Partikeln
wie Aloe Vera, Nata de Coco und Pfirsichstücken bis zu einer Größe von 10 mm.
Partikelstrom und Flüssigkeitsstrom werden vor der Abfüllung in einem
horizontalen Tank gemischt.
Abbildung 3: Aseptische Zweistrom-Linie mit Chargen-Ausmischung

6 (22)
Partikel und Produktqualität
Was sind Partikel und warum sind sie so wichtig?
Feste Bestandteile in Lebensmitteln werden oft als Partikel, Fasern oder
Fruchtfleisch bezeichnet. Die Bezeichnung „Partikel“ fasst alle drei unter einem
Begriff zusammen. In diesem Whitepaper behandeln wir Partikel bis zu einer
Größe von 20 mm. Die Maximalgröße hängt nicht vom Wärmeleitprozess ab,
sondern von den verwendeten Anlagen.
Der Markt für Lebensmittel mit Partikeln wächst. Das Wachstum wird vor allem
von zwei Trends bestimmt: Verbrauchernachfrage nach Convenience-Produkten
mit einer Qualität wie selbst gemacht (statt industriell hergestellt) sowie nach
Getränken mit Partikeln. Diese Trends stellen in Bezug auf die Wärmebehandlung
und die Vermeidung von Beeinträchtigungen des Produkts während der
Verarbeitung neue Anforderungen an die Prozessanlagen.
Durch die Partikel verschwimmen interessanterweise die herkömmlichen Grenzen
zwischen Getränken und Lebensmitteln. Handelt es sich bei Milch mit Walnüssen,
Saft mit Kokos oder Tee mit Aloe Vera um Getränke oder Lebensmittel? Wo liegt
die Grenze zwischen Getränk und Suppe, wenn sich der Anteil oder die Größe der
Partikel erhöhen?
Partikeleigenschaften
Partikel weisen zahlreiche unterschiedliche Eigenschaften auf. Sie unterscheiden
sich nach Größe, Form und Zusammensetzung. Die Zusammensetzung,
beispielsweise der Anteil von Wasser, Kohlenhydraten usw., beeinflusst die
physikalischen Eigenschaften: Dichte, Wärmeleitfähigkeit und spezifische
Wärmekapazität. Außerdem ist die Zusammensetzung auch von der Erzeugung
der Rohstoffe abhängig.
Partikelintegrität
Hohe Produktqualität erfordert, dass die Partikelintegrität gewahrt wird. Dies
stellt mitunter eine Herausforderung dar, da Partikel (sowie Ballaststoffe
und Fruchtfleisch) sensibel auf Wärme reagieren. Die Optimierung der
Wärmebehandlung in der Prozessauslegung ist für eine gleichbleibend hohe
Produktqualität unerlässlich. Ein entscheidender Faktor ist hierbei die Minimierung
der Wärmebehandlung ohne Beeinträchtigung der Lebensmittelsicherheit. Das setzt
Know-how hinsichtlich der Wärmeübertragung bei Lebensmitteln mit Partikeln
voraus.
7 (22)
Weiterhin dürfen Partikel, um deren Integrität zu gewährleisten und sie vor
mechanischer Beschädigung zu schützen, nur mit minimaler mechanischer
Belastung und ohne rapide Druckveränderungen gepumpt werden.
Zum Erhalt der Produktqualität sind daher ausreichend große Verdrängerpumpen
mit geringem Schlupf und begrenzter Geschwindigkeit erforderlich.
Weitere Informationen finden Sie in unserem Whitepaper „Minimizing damage
when processing particles, fibres and pulp“ vom April 2015.
Partikel in Bewegung
Was die Partikel so speziell und komplex macht, ist das Verhalten im Inneren der
Anlage während der kontinuierlichen Verarbeitung. Partikel beeinflussen sowohl
die Wärmeübertragung als auch den Anlagendruck.
Partikel begünstigen die Wärmeübertragung aus unterschiedlichen Gründen:
Durch die Beeinflussung der Grenzflächen des Wärmetauschers verbessert
sich die Wärmeübertragung.
Die Bewegung der Partikel verstärkt die Durchmischung der Flüssigkeit,
wodurch die Wärmekonvektion zunimmt.
Außerdem kommt es innerhalb der Partikel zu Wärmeübertragungsprozessen,
bei denen Wärme von der Oberfläche ins Innere geleitet wird. Diese interne
Wärmeübertragung muss berücksichtigt werden, denn die Partikel müssen eine
bestimmte Kerntemperatur erreichen, damit Mikroorganismen zerstört werden und
somit die Lebensmittelsicherheit gewährleistet ist. Die Zieltemperatur liegt dabei
zwischen 72 °C und 145 °C, abhängig von den Eigenschaften des Lebensmittels
sowie dessen Transport und Lagerung. Die Berechnung der Kerntemperatur der
Partikel ist daher sowohl für die Lebensmittelsicherheit als auch hinsichtlich
ökonomischer und ökologischer Verfahren entscheidend.
Darüber hinaus bedeuten mehr Partikel einen höheren Gegendruck im
Wärmetauscher. Der Druckabfall hängt nicht mehr nur von den physikalischen
Eigenschaften der flüssigen Bestandteile ab, sondern auch von der Größe, Form
und Menge der Partikel.
Wärmebehandlung als Herausforderung
Das Hinzufügen von Partikeln zu einer Rezeptur bedeutet eine komplexe
Herausforderung: Wie sieht die optimale Wärmebehandlung aus, die
Lebensmittelsicherheit durch Pasteurisierung oder Sterilisation unter Beibehaltung
der Produktqualität gewährleistet? Wie müssen Pumpen, Ventile, Wärmetauscher,
Heißhalter, Leitungen und Behälter dimensioniert werden? Welche Pumpleistung
muss angewendet werden, um den höheren Druckabfall zu kompensieren?

8 (22)
Es besteht ein offensichtlicher Bedarf an Berechnungsmodellen, die eine optimale
Auslegung ermöglichen. Für Produkte ohne Partikel ist seit vielen Jahren
fundiertes Fachwissen vorhanden. Hinsichtlich Lebensmitteln mit Partikeln jedoch
gibt es bislang zu wenige theoretische Modelle für Wärmeübertragung und
Druckabfall. Deshalb hat Tetra Pak in die Forschung zu diesem Thema investiert.
Nachfolgend erhalten Sie einen Überblick über die Ergebnisse.
9 (22)
Wärmeübertragung
Zunächst gilt es, die Mechanismen hinter den Wärmeübertragungsparametern und
deren Auswirkungen auf die Verarbeitung von Lebensmitteln mit Partikeln zu
klären. Das Ziel ist die korrekte Berechnung folgender Größen:
Wärmeübertragung zu und von Lebensmitteln mit Partikeln zur richtigen
Dimensionierung der Wärmeübertragungsfläche
Innentemperatur der Partikel zur richtigen Dimensionierung der Länge des
Heißhalters
Wärmeübertragungsfläche
Die erforderliche Wärmeübertragungsfläche wird mithilfe des
Gesamtwärmeübertragungskoeffizienten bestimmt, der sich aus Folgendem ergibt:
Dem lokalen Wärmeübergangskoeffizienten zwischen Heiz-/Kühlmedium
und Behälterwand. Dieser Koeffizient wird mithilfe einer Funktion aus der
Reynolds-Zahl und der Prandtl-Zahl berechnet. Diese wiederum werden
von Fließgeschwindigkeit, Dichte, spezifischer Wärmekapazität,
Wärmeleitfähigkeit und Viskosität der Flüssigkeit sowie der Geometrie
der Leitung bestimmt.
Der Wärmeleitfähigkeit der Austauschwand und deren Stärke. Die
Wärmeleitfähigkeit wird durch das Wandmaterial bestimmt, wobei
in der Lebensmittelindustrie meist Edelstahl zum Einsatz kommt.
Dem lokalen Wärmeübergangskoeffizienten zwischen Wandoberfläche
und Produkt. Dieser Koeffizient wird mithilfe einer Funktion der gleichen
Parameter berechnet, die unter Punkt 1 dieser Aufzählung aufgeführt
wurden. Weiterhin haben folgende Parameter Einfluss auf den lokalen
Wärmeübergangskoeffizienten:
- Partikelgröße
- Partikelform
- Partikelkonzentration
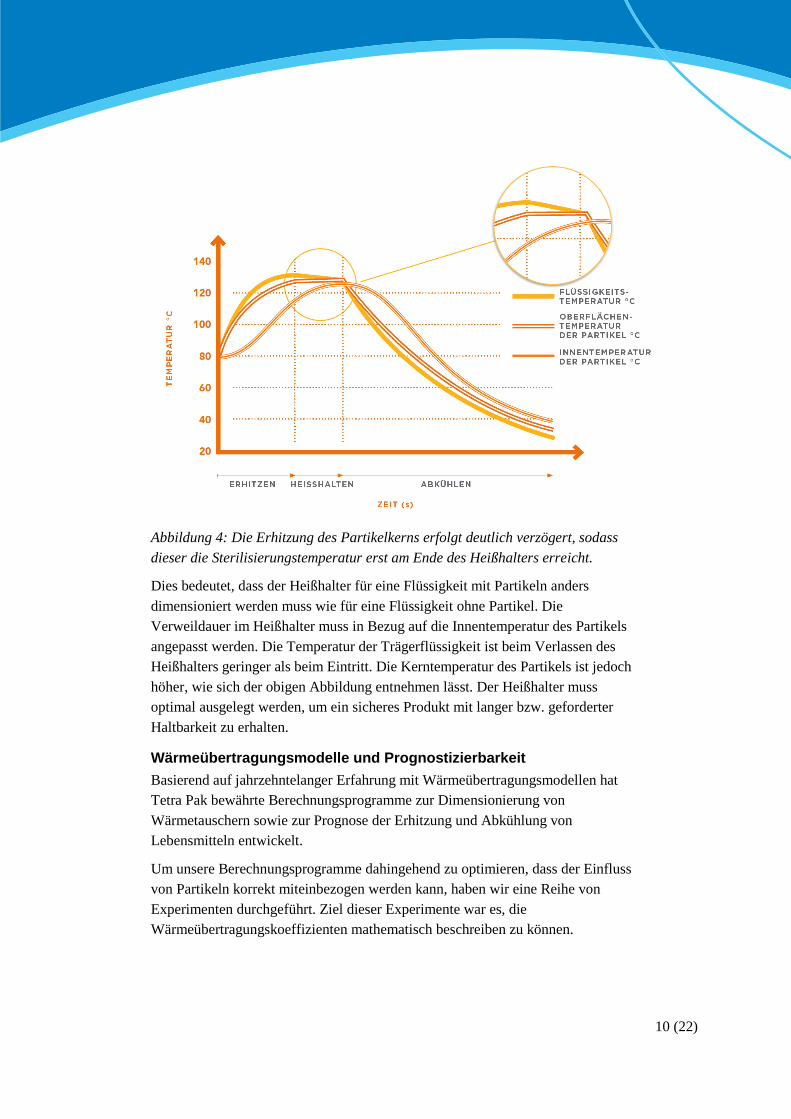
Partikeltemperatur
Es ist wichtig, dass der kälteste Punkt des Partikels die spezifische Temperatur zur
Pasteurisierung bzw. Sterilisierung erreicht. Bei einer Messung der
Flüssigkeitstemperatur wird lediglich die Temperatur der Trägerflüssigkeit
ermittelt. Die Partikeltemperatur beim Verlassen der Heizsektion eines
Wärmetauschers ist geringer als die Temperatur der Trägerflüssigkeit. Der Grund
dafür liegt darin, dass es einige Zeit dauert, bis die Hitze in die Partikel eindringt,
wie die folgende Abbildung verdeutlicht.
10 (22)
Abbildung 4: Die Erhitzung des Partikelkerns erfolgt deutlich verzögert, sodass
dieser die Sterilisierungstemperatur erst am Ende des Heißhalters erreicht.
Dies bedeutet, dass der Heißhalter für eine Flüssigkeit mit Partikeln anders
dimensioniert werden muss wie für eine Flüssigkeit ohne Partikel. Die
Verweildauer im Heißhalter muss in Bezug auf die Innentemperatur des Partikels
angepasst werden. Die Temperatur der Trägerflüssigkeit ist beim Verlassen des
Heißhalters geringer als beim Eintritt. Die Kerntemperatur des Partikels ist jedoch
höher, wie sich der obigen Abbildung entnehmen lässt. Der Heißhalter muss
optimal ausgelegt werden, um ein sicheres Produkt mit langer bzw. geforderter
Haltbarkeit zu erhalten.
Wärmeübertragungsmodelle und Prognostizierbarkeit
Basierend auf jahrzehntelanger Erfahrung mit Wärmeübertragungsmodellen hat
Tetra Pak bewährte Berechnungsprogramme zur Dimensionierung von
Wärmetauschern sowie zur Prognose der Erhitzung und Abkühlung von
Lebensmitteln entwickelt.
Um unsere Berechnungsprogramme dahingehend zu optimieren, dass der Einfluss
von Partikeln korrekt miteinbezogen werden kann, haben wir eine Reihe von
Experimenten durchgeführt. Ziel dieser Experimente war es, die
Wärmeübertragungskoeffizienten mathematisch beschreiben zu können.
11 (22)
Insbesondere ging es uns darum, den Einfluss der Konzentration, Größe und
Form von Partikeln auf folgende Werte zu beurteilen:
Lokaler Wärmeübergangskoeffizient zwischen Wandoberfläche und
Flüssigkeit
Lokaler Wärmeübergangskoeffizient zwischen Trägerflüssigkeit und
Partikel
Funktionen des Wärmeübertragungskoeffizienten
Es gibt nicht viele Veröffentlichungen zu den komplexen Auswirkungen auf die
Erhöhung der lokalen Wärmeübertragung durch Partikel. Durch wissenschaftliche
Experimente ist es Tetra Pak gelungen, den Einfluss von Partikeln auf die
Wärmeübergangskoeffizienten zu beschreiben.
Wärmeübergangskoeffizient Flüssigkeit – Partikel
),,,,,,,( pipepppfp DvDCf
Wärmeübergangskoeffizient Wand – Flüssigkeit
),,,,,,,( pipepppwf DvDCg
In diesen Formeln stehen f und g für mathematische Funktionen und die Parameter
in Klammern stehen für die in den Formeln enthaltenen Werte. Die neuen
Parameter für αwf sind φp und Dp. Diese Funktionen konnten wir anhand
ausführlicher Experimente ableiten.
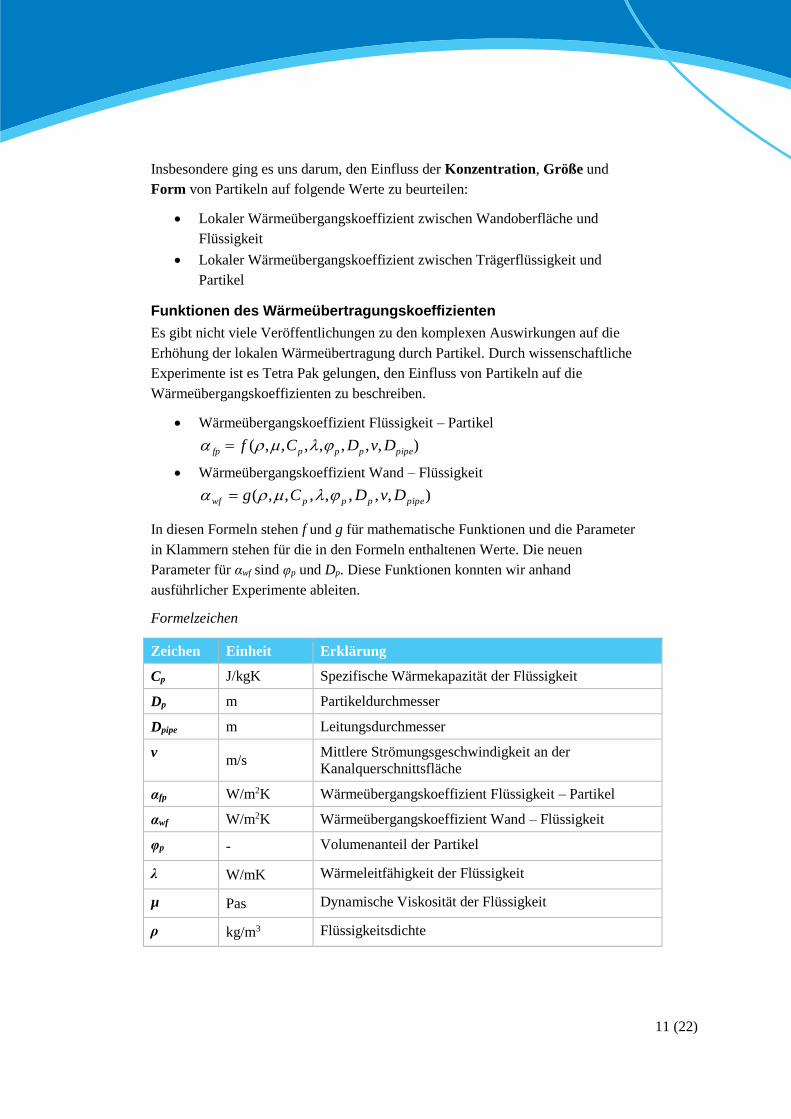
Formelzeichen
Zeichen Einheit Erklärung
Cp J/kgK Spezifische Wärmekapazität der Flüssigkeit
Dp m Partikeldurchmesser
Dpipe m Leitungsdurchmesser
v m/s
Mittlere Strömungsgeschwindigkeit an der
Kanalquerschnittsfläche
αfp W/m2K Wärmeübergangskoeffizient Flüssigkeit – Partikel
αwf W/m2K Wärmeübergangskoeffizient Wand – Flüssigkeit
φp - Volumenanteil der Partikel
λ W/mK Wärmeleitfähigkeit der Flüssigkeit
µ Pas Dynamische Viskosität der Flüssigkeit
ρ kg/m3 Flüssigkeitsdichte
12 (22)
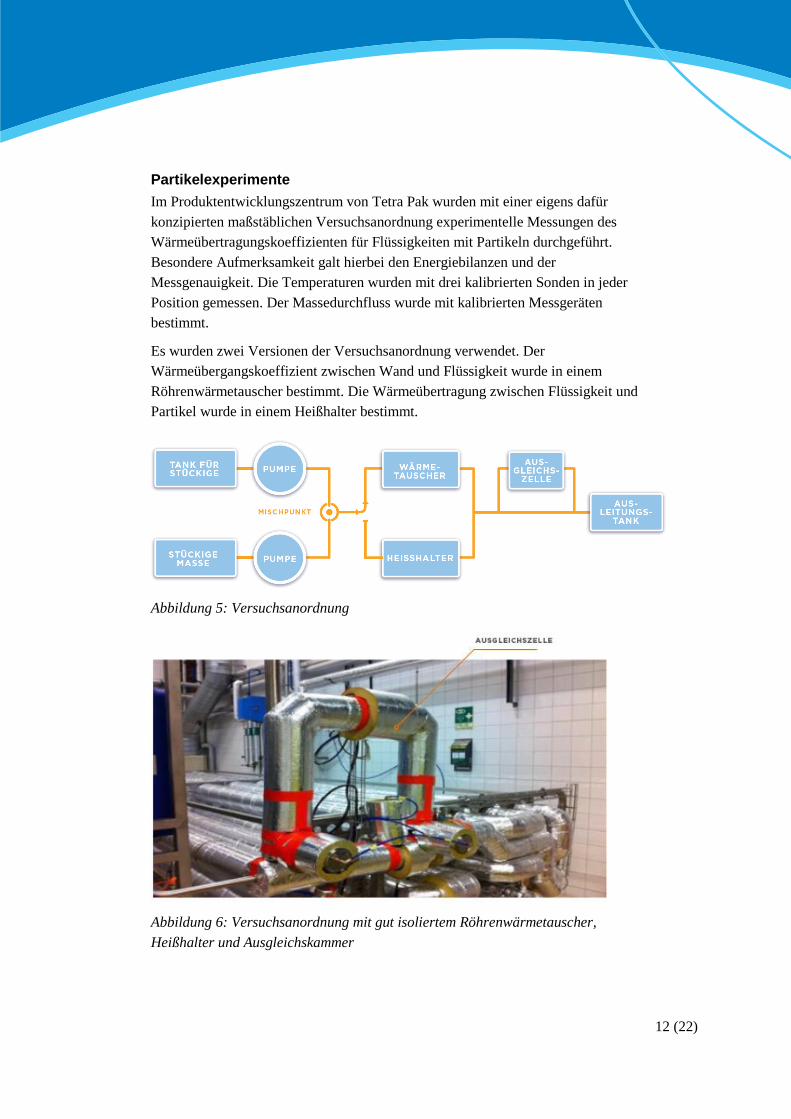
Partikelexperimente
Im Produktentwicklungszentrum von Tetra Pak wurden mit einer eigens dafür
konzipierten maßstäblichen Versuchsanordnung experimentelle Messungen des
Wärmeübertragungskoeffizienten für Flüssigkeiten mit Partikeln durchgeführt.
Besondere Aufmerksamkeit galt hierbei den Energiebilanzen und der
Messgenauigkeit. Die Temperaturen wurden mit drei kalibrierten Sonden in jeder
Position gemessen. Der Massedurchfluss wurde mit kalibrierten Messgeräten
bestimmt.
Es wurden zwei Versionen der Versuchsanordnung verwendet. Der
Wärmeübergangskoeffizient zwischen Wand und Flüssigkeit wurde in einem
Röhrenwärmetauscher bestimmt. Die Wärmeübertragung zwischen Flüssigkeit und
Partikel wurde in einem Heißhalter bestimmt.
Abbildung 5: Versuchsanordnung
Abbildung 6: Versuchsanordnung mit gut isoliertem Röhrenwärmetauscher,
Heißhalter und Ausgleichskammer
13 (22)
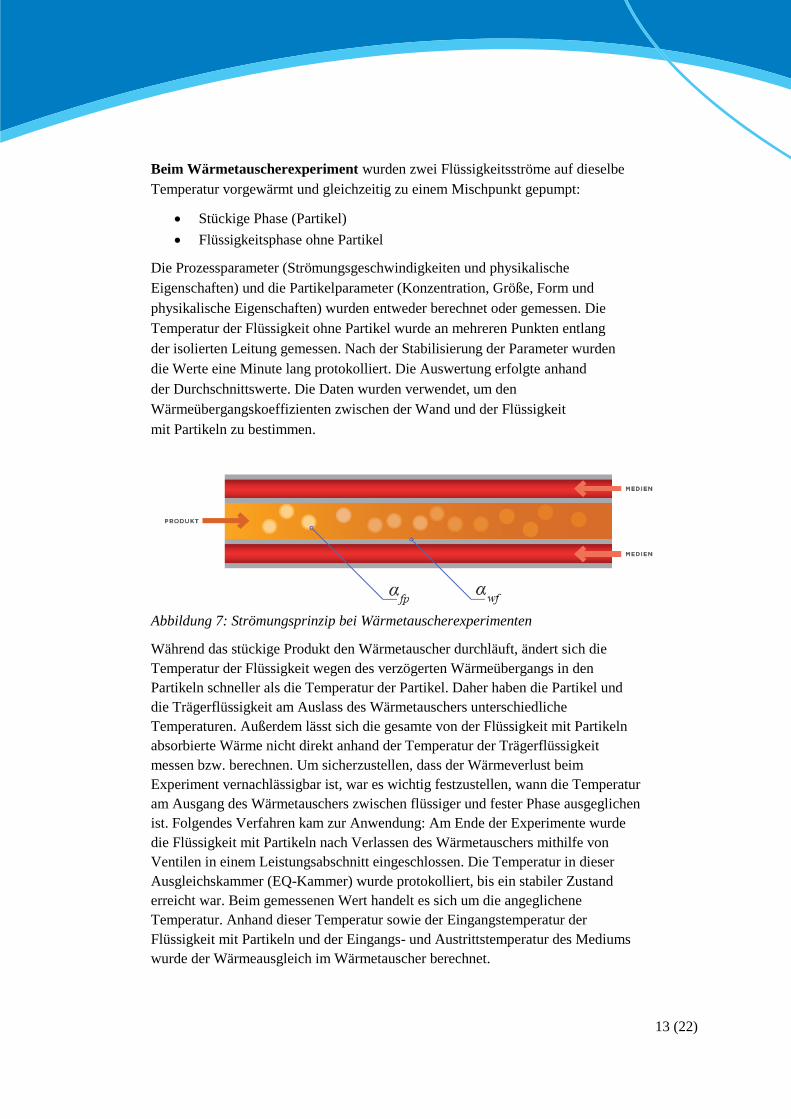
Beim Wärmetauscherexperiment wurden zwei Flüssigkeitsströme auf dieselbe
Temperatur vorgewärmt und gleichzeitig zu einem Mischpunkt gepumpt:
Stückige Phase (Partikel)
Flüssigkeitsphase ohne Partikel
Die Prozessparameter (Strömungsgeschwindigkeiten und physikalische
Eigenschaften) und die Partikelparameter (Konzentration, Größe, Form und
physikalische Eigenschaften) wurden entweder berechnet oder gemessen. Die
Temperatur der Flüssigkeit ohne Partikel wurde an mehreren Punkten entlang
der isolierten Leitung gemessen. Nach der Stabilisierung der Parameter wurden
die Werte eine Minute lang protokolliert. Die Auswertung erfolgte anhand
der Durchschnittswerte. Die Daten wurden verwendet, um den
Wärmeübergangskoeffizienten zwischen der Wand und der Flüssigkeit
mit Partikeln zu bestimmen.
Abbildung 7: Strömungsprinzip bei Wärmetauscherexperimenten
Während das stückige Produkt den Wärmetauscher durchläuft, ändert sich die
Temperatur der Flüssigkeit wegen des verzögerten Wärmeübergangs in den
Partikeln schneller als die Temperatur der Partikel. Daher haben die Partikel und
die Trägerflüssigkeit am Auslass des Wärmetauschers unterschiedliche
Temperaturen. Außerdem lässt sich die gesamte von der Flüssigkeit mit Partikeln
absorbierte Wärme nicht direkt anhand der Temperatur der Trägerflüssigkeit
messen bzw. berechnen. Um sicherzustellen, dass der Wärmeverlust beim
Experiment vernachlässigbar ist, war es wichtig festzustellen, wann die Temperatur
am Ausgang des Wärmetauschers zwischen flüssiger und fester Phase ausgeglichen
ist. Folgendes Verfahren kam zur Anwendung: Am Ende der Experimente wurde
die Flüssigkeit mit Partikeln nach Verlassen des Wärmetauschers mithilfe von
Ventilen in einem Leistungsabschnitt eingeschlossen. Die Temperatur in dieser
Ausgleichskammer (EQ-Kammer) wurde protokolliert, bis ein stabiler Zustand
erreicht war. Beim gemessenen Wert handelt es sich um die angeglichene
Temperatur. Anhand dieser Temperatur sowie der Eingangstemperatur der
Flüssigkeit mit Partikeln und der Eingangs- und Austrittstemperatur des Mediums
wurde der Wärmeausgleich im Wärmetauscher berechnet.
14 (22)
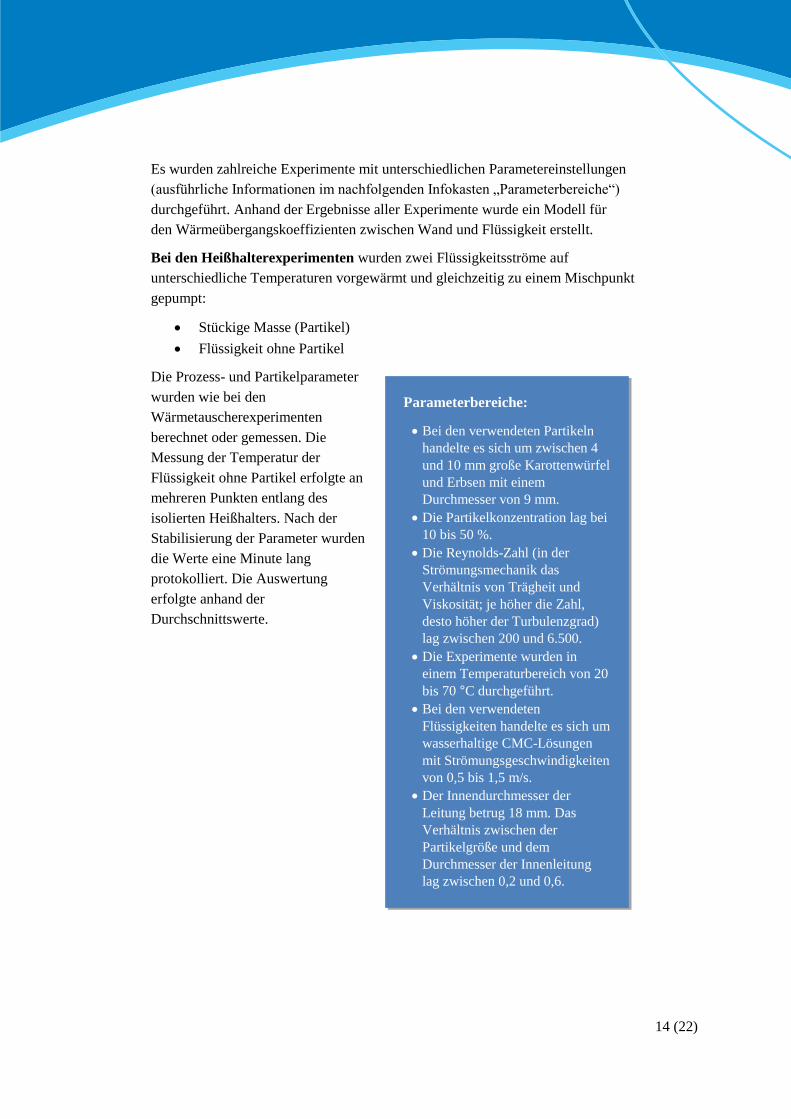
Es wurden zahlreiche Experimente mit unterschiedlichen Parametereinstellungen
(ausführliche Informationen im nachfolgenden Infokasten „Parameterbereiche“)
durchgeführt. Anhand der Ergebnisse aller Experimente wurde ein Modell für
den Wärmeübergangskoeffizienten zwischen Wand und Flüssigkeit erstellt.
Bei den Heißhalterexperimenten wurden zwei Flüssigkeitsströme auf
unterschiedliche Temperaturen vorgewärmt und gleichzeitig zu einem Mischpunkt
gepumpt:
Stückige Masse (Partikel)
Flüssigkeit ohne Partikel
Die Prozess- und Partikelparameter
wurden wie bei den
Wärmetauscherexperimenten
berechnet oder gemessen. Die
Messung der Temperatur der
Flüssigkeit ohne Partikel erfolgte an
mehreren Punkten entlang des
isolierten Heißhalters. Nach der
Stabilisierung der Parameter wurden
die Werte eine Minute lang
protokolliert. Die Auswertung
erfolgte anhand der
Durchschnittswerte.
Parameterbereiche:
Bei den verwendeten Partikeln
handelte es sich um zwischen 4
und 10 mm große Karottenwürfel
und Erbsen mit einem
Durchmesser von 9 mm.
Die Partikelkonzentration lag bei
10 bis 50 %.
Die Reynolds-Zahl (in der
Strömungsmechanik das
Verhältnis von Trägheit und
Viskosität; je höher die Zahl,
desto höher der Turbulenzgrad)
lag zwischen 200 und 6.500.
Die Experimente wurden in
einem Temperaturbereich von 20
bis 70 °C durchgeführt.
Bei den verwendeten
Flüssigkeiten handelte es sich um
wasserhaltige CMC-Lösungen
mit Strömungsgeschwindigkeiten
von 0,5 bis 1,5 m/s.
Der Innendurchmesser der
Leitung betrug 18 mm. Das
Verhältnis zwischen der
Partikelgröße und dem
Durchmesser der Innenleitung
lag zwischen 0,2 und 0,6.
15 (22)
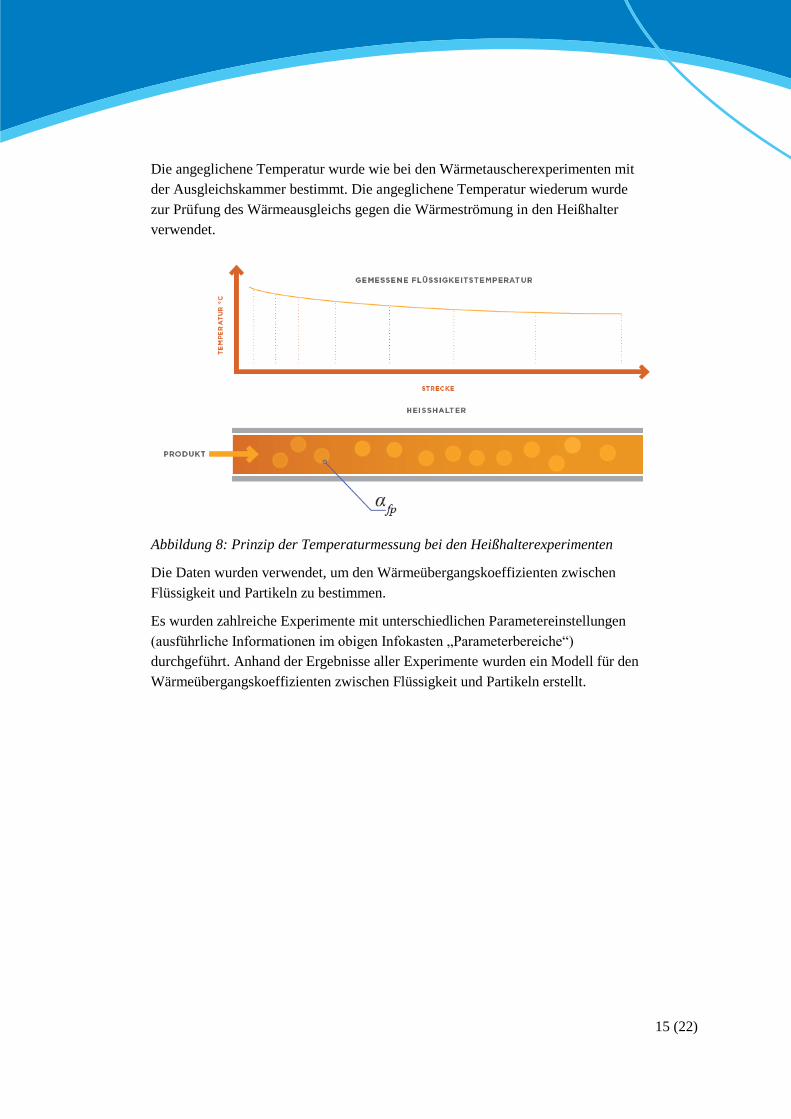
Die angeglichene Temperatur wurde wie bei den Wärmetauscherexperimenten mit
der Ausgleichskammer bestimmt. Die angeglichene Temperatur wiederum wurde
zur Prüfung des Wärmeausgleichs gegen die Wärmeströmung in den Heißhalter
verwendet.
Abbildung 8: Prinzip der Temperaturmessung bei den Heißhalterexperimenten
Die Daten wurden verwendet, um den Wärmeübergangskoeffizienten zwischen
Flüssigkeit und Partikeln zu bestimmen.
Es wurden zahlreiche Experimente mit unterschiedlichen Parametereinstellungen
(ausführliche Informationen im obigen Infokasten „Parameterbereiche“)
durchgeführt. Anhand der Ergebnisse aller Experimente wurden ein Modell für den
Wärmeübergangskoeffizienten zwischen Flüssigkeit und Partikeln erstellt.
Ergebnisse
Das auf Grundlage der Experimentdaten entwickelte Wärmeübertragungsmodell
wurde durch den Vergleich der Messwerte mit den prognostizierten Werten
evaluiert. In den folgenden Diagrammen (Abbildungen 9 bis 12) werden Modell-
und Experimentdaten nebeneinander dargestellt. Die durchgehenden Linien
bezeichnen eine genaue Übereinstimmung.
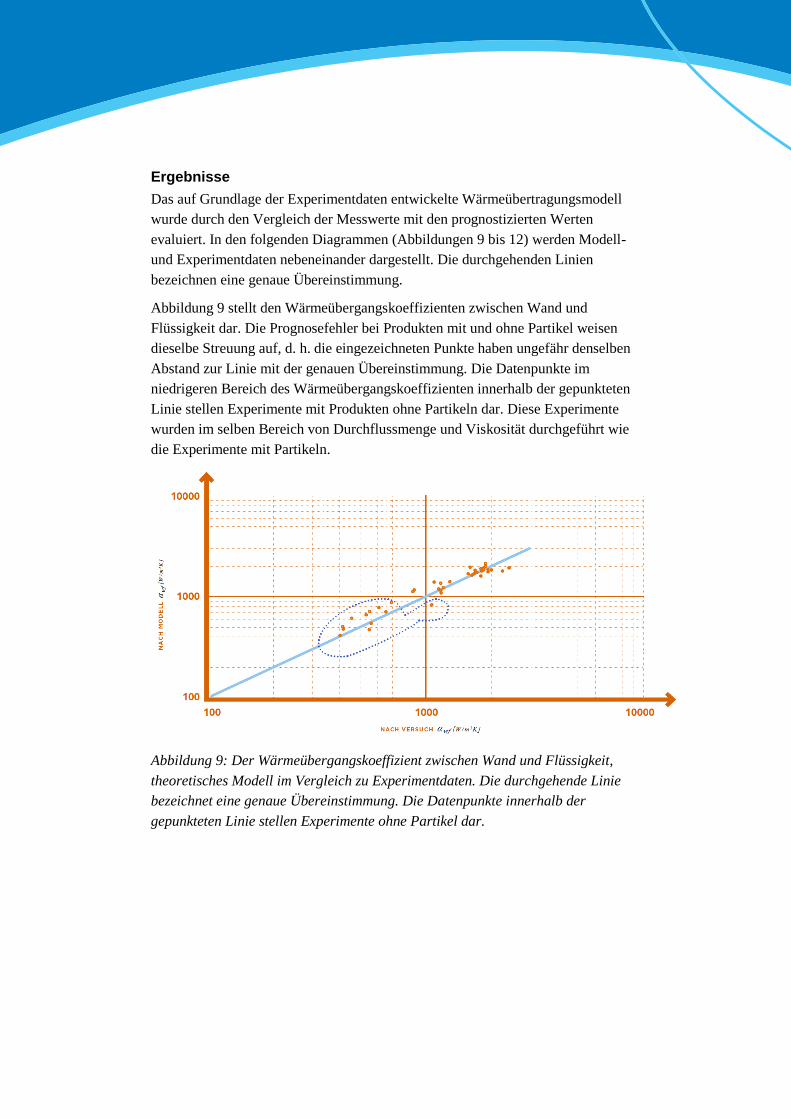
Abbildung 9 stellt den Wärmeübergangskoeffizienten zwischen Wand und
Flüssigkeit dar. Die Prognosefehler bei Produkten mit und ohne Partikel weisen
dieselbe Streuung auf, d. h. die eingezeichneten Punkte haben ungefähr denselben
Abstand zur Linie mit der genauen Übereinstimmung. Die Datenpunkte im
niedrigeren Bereich des Wärmeübergangskoeffizienten innerhalb der gepunkteten
Linie stellen Experimente mit Produkten ohne Partikeln dar. Diese Experimente
wurden im selben Bereich von Durchflussmenge und Viskosität durchgeführt wie
die Experimente mit Partikeln.
Abbildung 9: Der Wärmeübergangskoeffizient zwischen Wand und Flüssigkeit,
theoretisches Modell im Vergleich zu Experimentdaten. Die durchgehende Linie
bezeichnet eine genaue Übereinstimmung. Die Datenpunkte innerhalb der
gepunkteten Linie stellen Experimente ohne Partikel dar.
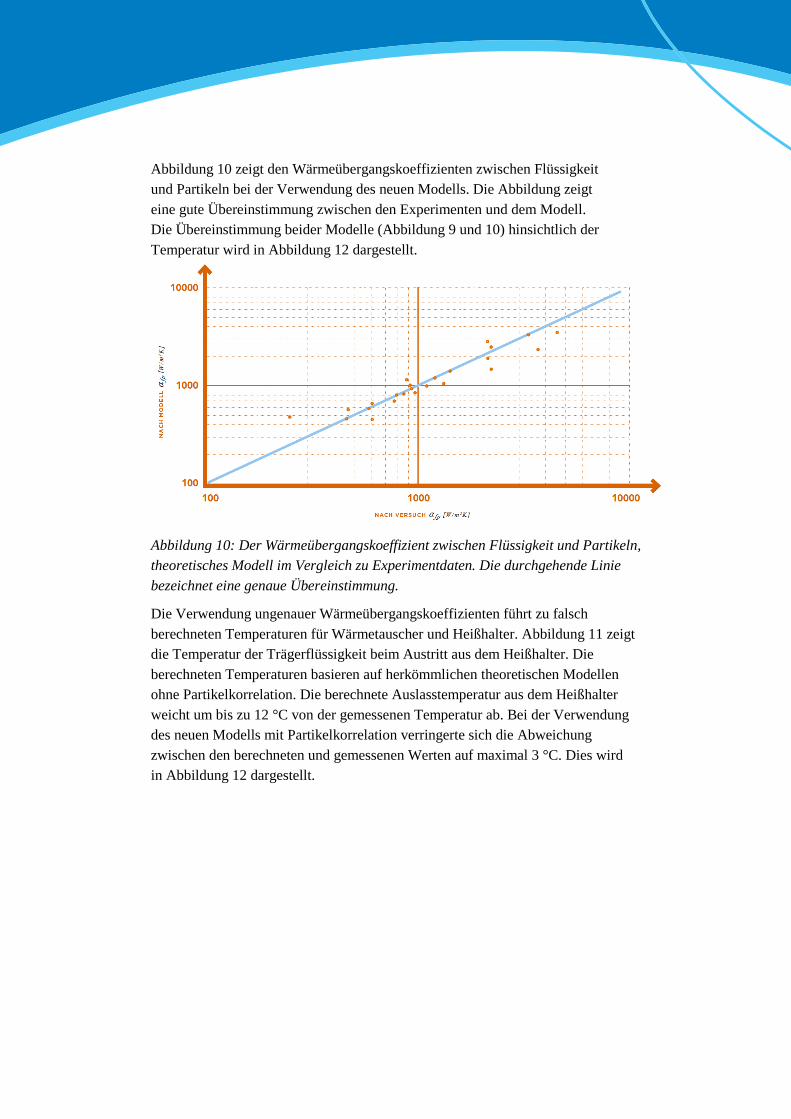
Abbildung 10 zeigt den Wärmeübergangskoeffizienten zwischen Flüssigkeit
und Partikeln bei der Verwendung des neuen Modells. Die Abbildung zeigt
eine gute Übereinstimmung zwischen den Experimenten und dem Modell.
Die Übereinstimmung beider Modelle (Abbildung 9 und 10) hinsichtlich der
Temperatur wird in Abbildung 12 dargestellt.
Abbildung 10: Der Wärmeübergangskoeffizient zwischen Flüssigkeit und Partikeln,
theoretisches Modell im Vergleich zu Experimentdaten. Die durchgehende Linie
bezeichnet eine genaue Übereinstimmung.
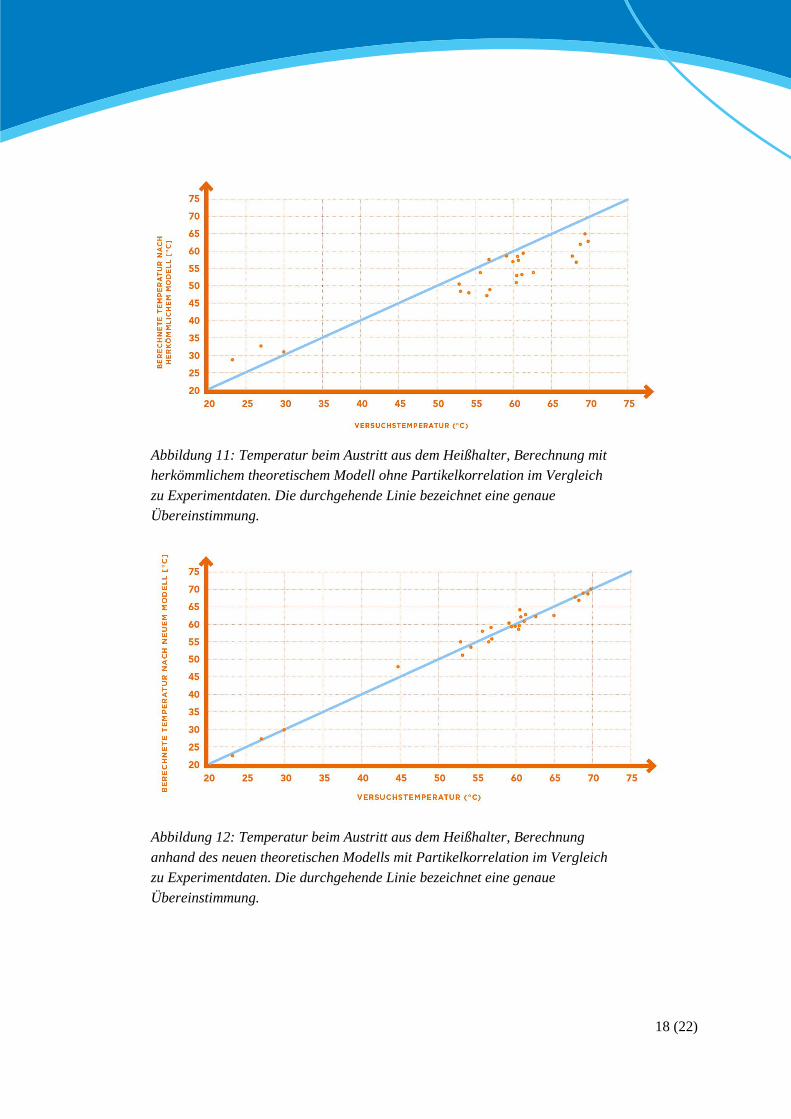
Die Verwendung ungenauer Wärmeübergangskoeffizienten führt zu falsch
berechneten Temperaturen für Wärmetauscher und Heißhalter. Abbildung 11 zeigt
die Temperatur der Trägerflüssigkeit beim Austritt aus dem Heißhalter. Die
berechneten Temperaturen basieren auf herkömmlichen theoretischen Modellen
ohne Partikelkorrelation. Die berechnete Auslasstemperatur aus dem Heißhalter
weicht um bis zu 12 °C von der gemessenen Temperatur ab. Bei der Verwendung
des neuen Modells mit Partikelkorrelation verringerte sich die Abweichung
zwischen den berechneten und gemessenen Werten auf maximal 3 °C. Dies wird
in Abbildung 12 dargestellt.
18 (22)
Abbildung 11: Temperatur beim Austritt aus dem Heißhalter, Berechnung mit
herkömmlichem theoretischem Modell ohne Partikelkorrelation im Vergleich
zu Experimentdaten. Die durchgehende Linie bezeichnet eine genaue
Übereinstimmung.
Abbildung 12: Temperatur beim Austritt aus dem Heißhalter, Berechnung
anhand des neuen theoretischen Modells mit Partikelkorrelation im Vergleich
zu Experimentdaten. Die durchgehende Linie bezeichnet eine genaue
Übereinstimmung.
19 (22)
Aktualisierung der Berechnungstools
Zusammengefasst ermöglichen die Ergebnisse der Experimente die Aktualisierung
unserer Berechnungstools, sodass sich auch für Produkte mit Partikeln genaue
Berechnungen anstellen lassen. Die Aktualisierung beinhaltet sowohl die
Wärmeübertragung zwischen Wand und Flüssigkeit als auch die völlig neue
Berechnung der Wärmeübertragung zwischen Flüssigkeit und Partikeln.
Zusätzlich zu diesen Tools, die zur Dimensionierung von Systemen verwendet
werden, haben wir unser Dynamiksimulationstool (Prozesssimulation) erweitert,
das über einen bestimmten Zeitraum verschiedene Berechnungen gleichzeitig
ausführt: Drücke, Temperaturen, Durchflussgeschwindigkeiten,
Zusammensetzungen usw. Dieses Tool wird hauptsächlich verwendet, um die
Prozessdynamik zu simulieren und auszuwerten. Die Erweiterung dieses Tools
eröffnet nun außerdem die Möglichkeit, kontinuierliche thermische Prozesse
dynamisch bei Produkten zu simulieren, die Partikel enthalten.
Validierung des Berechnungstools
Die Validierung des Berechnungstools anhand des neuen
Partikelkorrelationsmodells erfolgte anhand des Vergleichs der Berechnungen mit
Daten aus Experimenten mit einem gewendelten Röhrenwärmetauschersystem von
Tetra Pak. Die Experimente wurden in unserem Produktentwicklungszentrum
in Lund (Schweden) durchgeführt. Der gewendelte Röhrenwärmetauscher
von Tetra Pak® ist für die effiziente Erhitzung und Kühlung von niedrig- bis
hochviskosen Produkten sowie von glatten bis partikelhaltigen Produkten
ausgelegt.
Die Berechnungstools wurden anhand verschiedener stückiger Produkte validiert,
zum Beispiel Mangozubereitungen, Suppenkonzentrate, Chutneys und
Karottenmasse. Das Verhältnis zwischen der Partikelgröße und dem
Innendurchmesser der Leitung variierte zwischen 0,1 und 0,6.
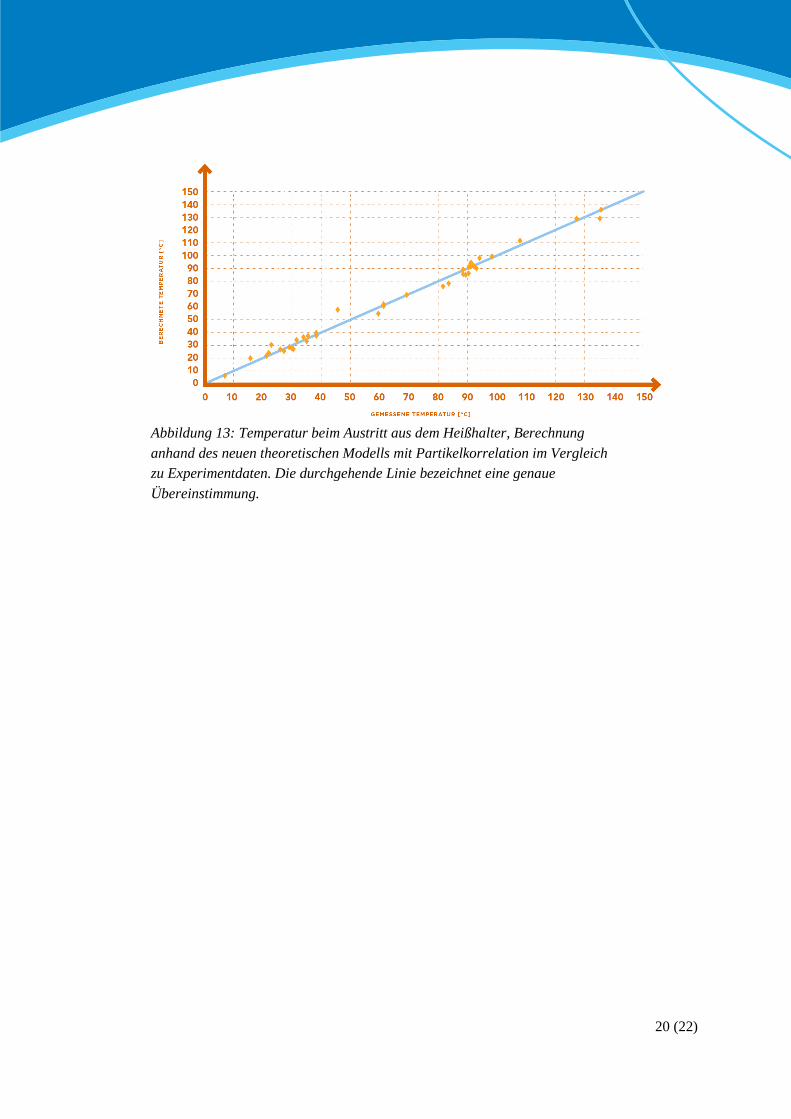
Abbildung 13 stellt die berechnete Temperatur der Trägerflüssigkeit beim Austritt
aus dem Wärmetauscher grafisch im Vergleich zu den Experimentdaten dar. Die
durchschnittliche Abweichung im nachfolgenden Diagramm beträgt weniger als
3 °C. Damit liegt die Genauigkeit bis zu 10-mal höher als bei Berechnungen ohne
Partikelkorrelation.
20 (22)
Abbildung 13: Temperatur beim Austritt aus dem Heißhalter, Berechnung
anhand des neuen theoretischen Modells mit Partikelkorrelation im Vergleich
zu Experimentdaten. Die durchgehende Linie bezeichnet eine genaue
Übereinstimmung.
21 (22)
Vorteile für die lebensmittelverarbeitende Industrie
Dank der erfolgreichen Erstellung eines Modells auf Basis empirischer Daten sind
wir bei der Konstruktion von Wärmetauschersystemen für Produkte mit Partikeln
nicht länger auf Annahmen angewiesen. Was bedeutet das für die
lebensmittelverarbeitende Industrie?
Unsere Kunden profitieren hauptsächlich in zwei wichtigen Bereichen von den
Ergebnissen und den neuen Modellen: bei den Kosten und bei der Produktqualität.
Dank der neuen Prognoseverfahren lassen sich Wärmetauscher optimal für die
Verarbeitung von Produkten mit Partikeln auslegen.
Für die lebensmittelverarbeitende Industrie ergeben sich zahlreiche Vorteile:
Verbesserte Lebensmittelqualität und Gewährleistung der
Lebensmittelsicherheit
Geringere Betriebs- und Wartungskosten
Verringerte Produktverluste
Niedrigere Umweltbelastung
Schnellere Installation und Inbetriebnahme zu geringeren Kosten
Die Erhitzung von Partikeln benötigt mehr Zeit als die Erhitzung der
Trägerflüssigkeit. Folglich besteht das Risiko, die Flüssigkeit zu überhitzen. Dies
beeinträchtigt die Produktqualität. Anhand der neuen Ergebnisse von Tetra Pak
lässt sich der Wärmebereich der Wärmetauscher viel genauer berechnen. Dies
verhindert die Überhitzung der Flüssigkeit, während die Lebensmittelsicherheit
gewährleistet bleibt.
Vor Ort bei Kunden konnten wir Anlagen optimieren, indem der
Wärmeübertragungsbereich um bis zu 45 % reduziert wurde. Die Verkleinerung
des Bereichs führt außerdem bei gleicher Größe zu einer kürzeren Verweildauer.
Die Trägerflüssigkeit wird weniger erhitzt. Dadurch bleibt die Frische erhalten.
Partikel in flüssigen Lebensmitteln erhöhen den Wärmeübergangskoeffizienten.
Daher lässt sich die Flüssigkeit effizienter erwärmen. Die geringere
Wärmeaustauscherfläche verringert zudem die Investitionskosten. Außerdem
minimiert das geringere Systemvolumen Produktverluste. Da das Volumen des
Wärmetauschers mindestens ein Drittel von dem des Sterilisators oder Pasteurs
beträgt, hat die Reduzierung der Wärmetauschermodule großen Einfluss auf das
Gesamtvolumen des Systems.
Ein geringeres Systemvolumen führt nicht nur zu geringeren Produktverlusten,
sondern auch zu einem geringeren Wasser- und Reinigungsmittelverbrauch. Beides
hat einen positiven Einfluss auf die Betriebskosten und die Umweltbelastung.

22 (22)
Tetra Pak – Ihr Partner für die Lebensmittelverarbeitung
Gemeinsam mit unserem Partnernetzwerk beantworten wir gerne all Ihre
geschäftlichen und technischen Fragen. Wenden Sie sich an Ihren Ansprechpartner
bei Tetra Pak oder kontaktieren Sie uns über unsere Website.
www.tetrapak.com
Weitere Details über die Verarbeitung von Partikeln in Lebensmitteln finden
Sie auf:
http://www.tetrapak.com/about/cases-articles/heat-treatment-of-particulate-foods
Recommended