Embed Size (px)
Citation preview
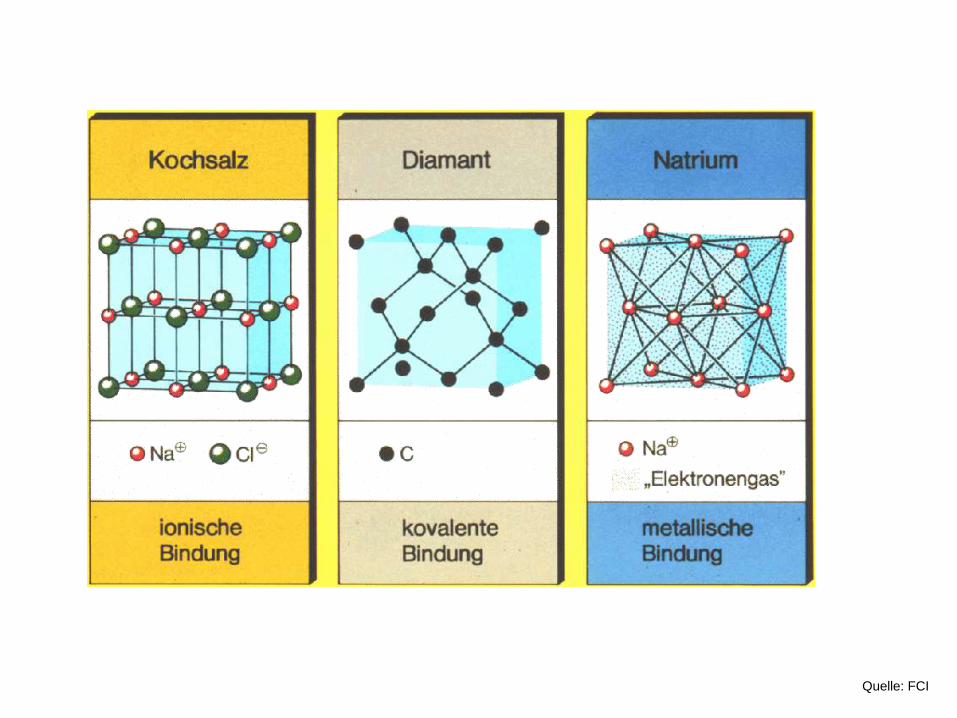
1 Bindung
2 Kristallbau
3 Kristallbaufehler
4 Kristallisation
5 Zweistoffsysteme Fe-Fe3C Gleichgewichts-Gefuumlgeausbildung
6 schnelle Abkuumlhlung Ungleichgefuumlge
7 Waumlrmebehandlung
8 Einfluss von Legierungselementen
9 Schweiszligen
Literatur Horn Skript HAW
Arnold Skript HAW
Ebel Skript HAW
1 Bindung
Quelle FCI
2 Kristallbau
Quelle Skript Prof Dr-Ing G Koumltting
ifw
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
1 Bindung
Quelle FCI
2 Kristallbau
Quelle Skript Prof Dr-Ing G Koumltting
ifw
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Quelle FCI
2 Kristallbau
Quelle Skript Prof Dr-Ing G Koumltting
ifw
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
2 Kristallbau
Quelle Skript Prof Dr-Ing G Koumltting
ifw
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
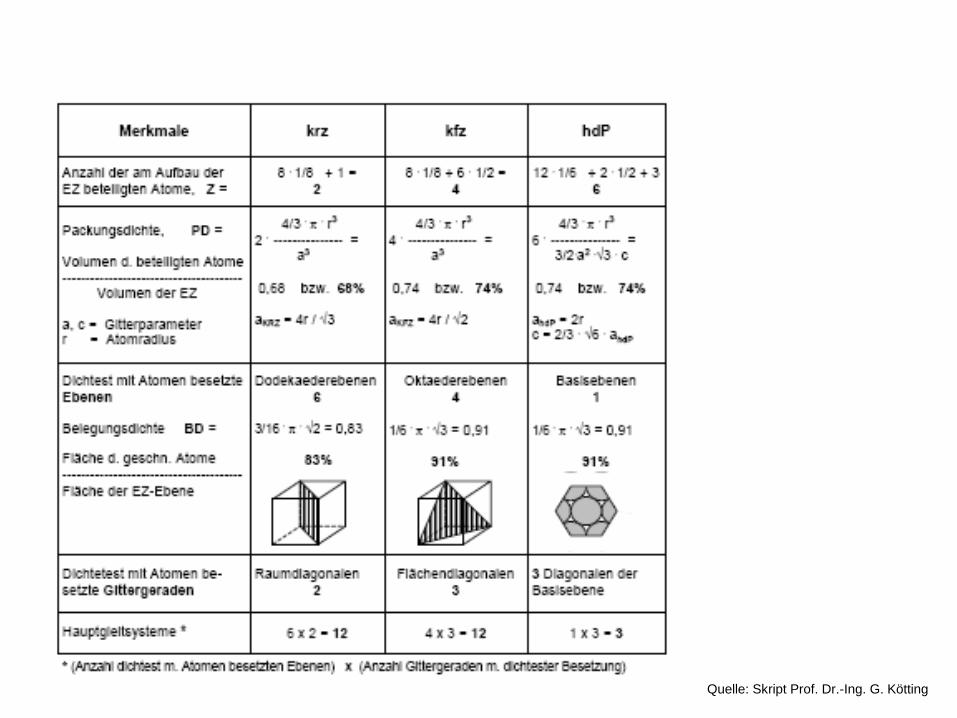
Quelle Skript Prof Dr-Ing G Koumltting
ifw
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
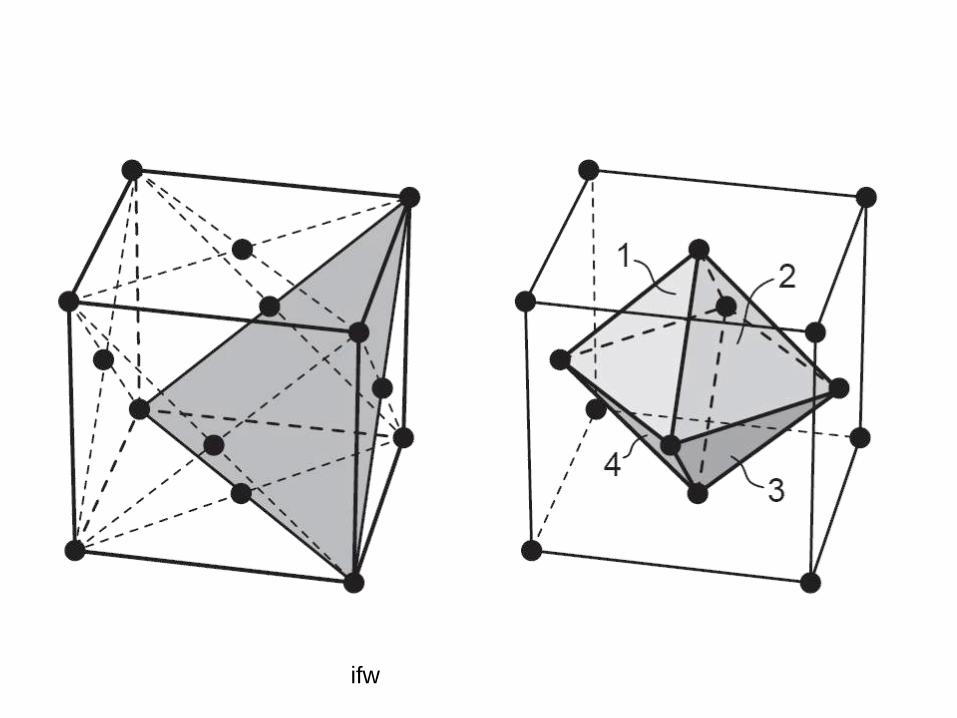
ifw
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
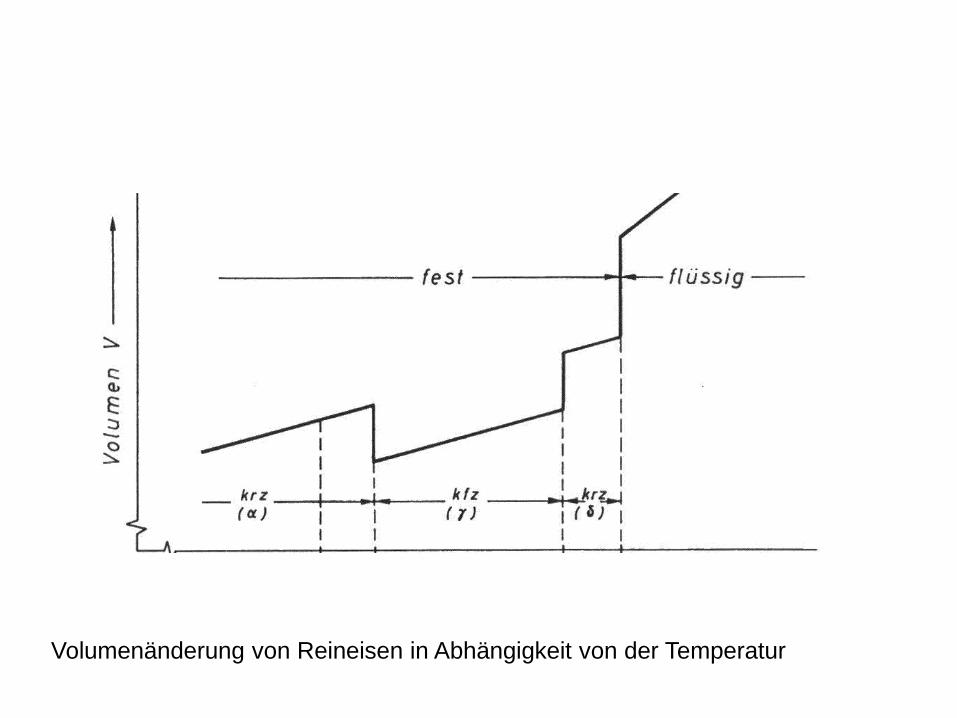
Volumenaumlnderung von Reineisen in Abhaumlngigkeit von der Temperatur
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
3 Kristallbaufehler
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
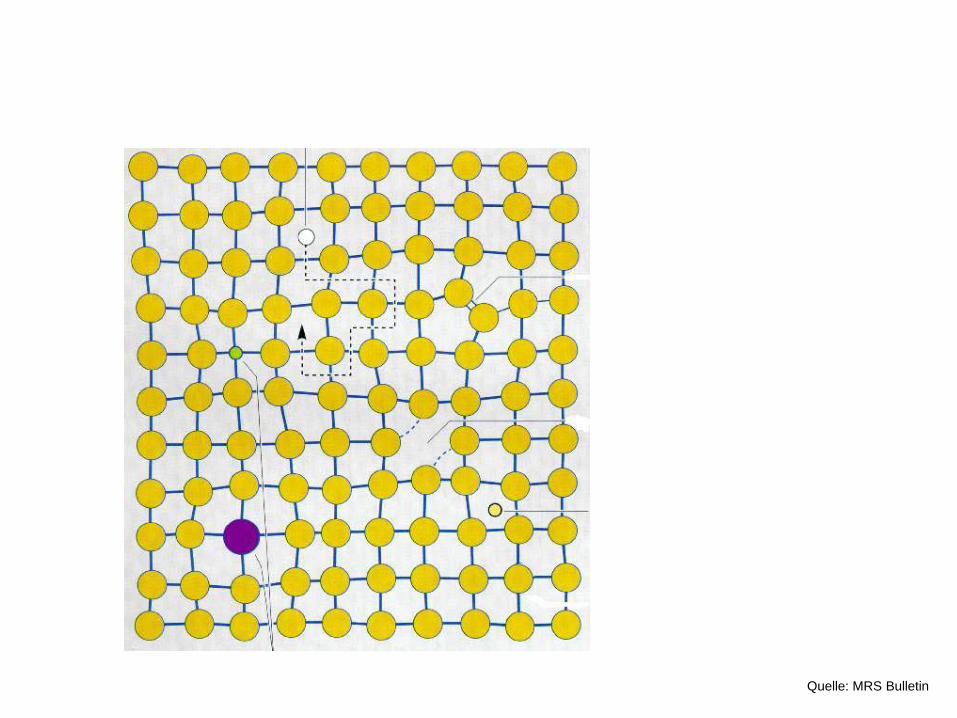
Quelle MRS Bulletin
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
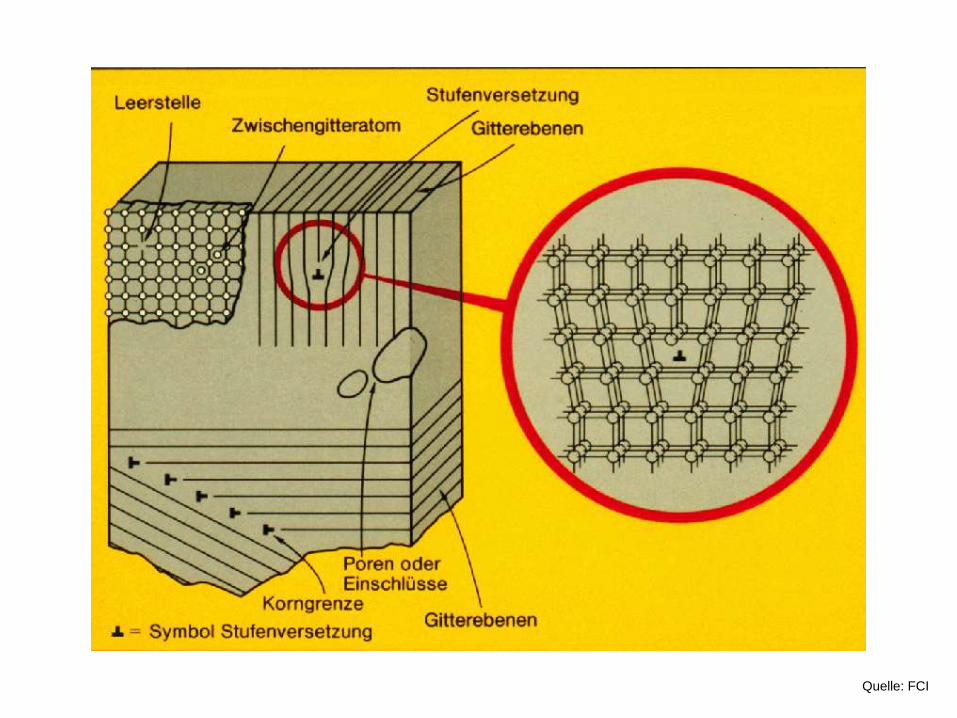
Quelle FCI
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
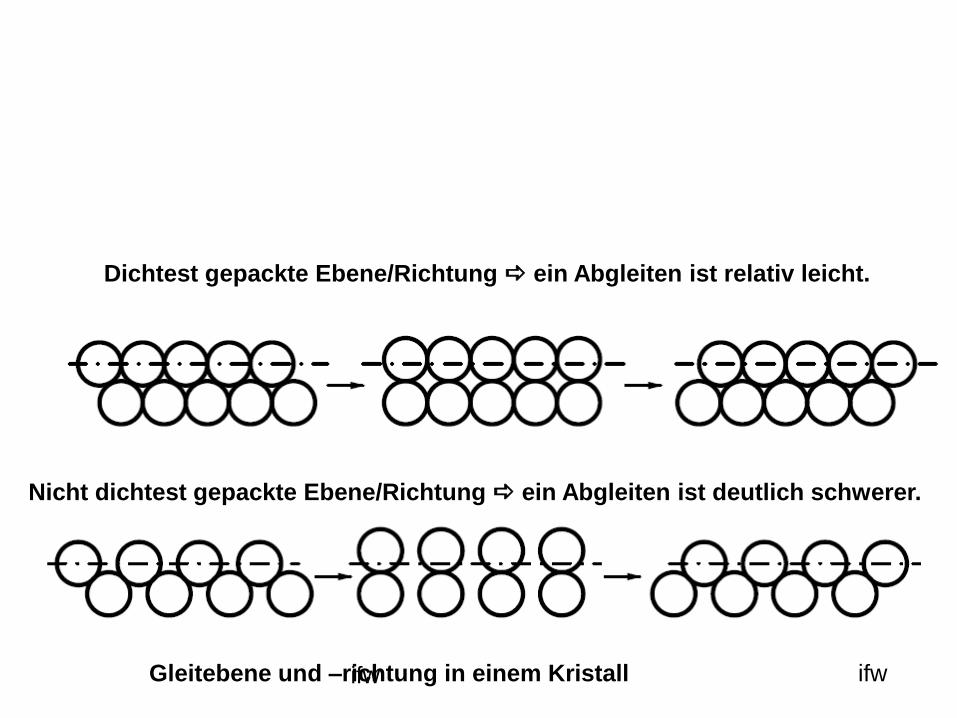
Gleitebene und ndashrichtung in einem Kristallifw ifw
Dichtest gepackte EbeneRichtung ein Abgleiten ist relativ leicht
Nicht dichtest gepackte EbeneRichtung ein Abgleiten ist deutlich schwerer
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
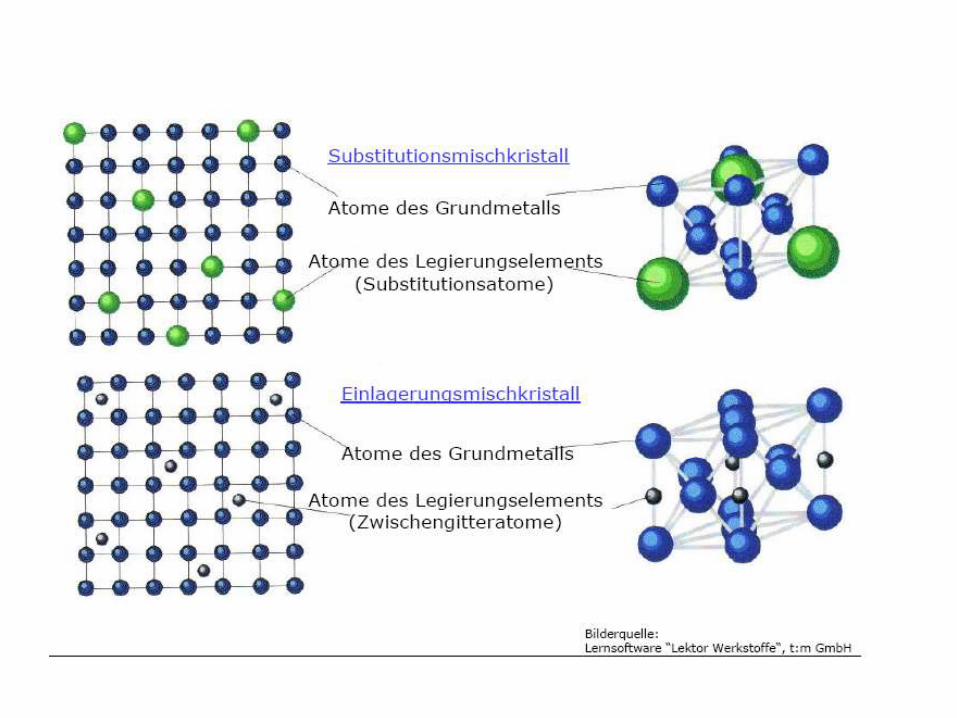
4 Kristallisation
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Entwicklung des Makrogefuumlges
in einem Guszligstuumlck
(1) Beginn der
Keimbildung
(2) Entstehen
der Randzone
(3) Saumlulenkristalle
(4) kugelfoumlrmige
Kristalle
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
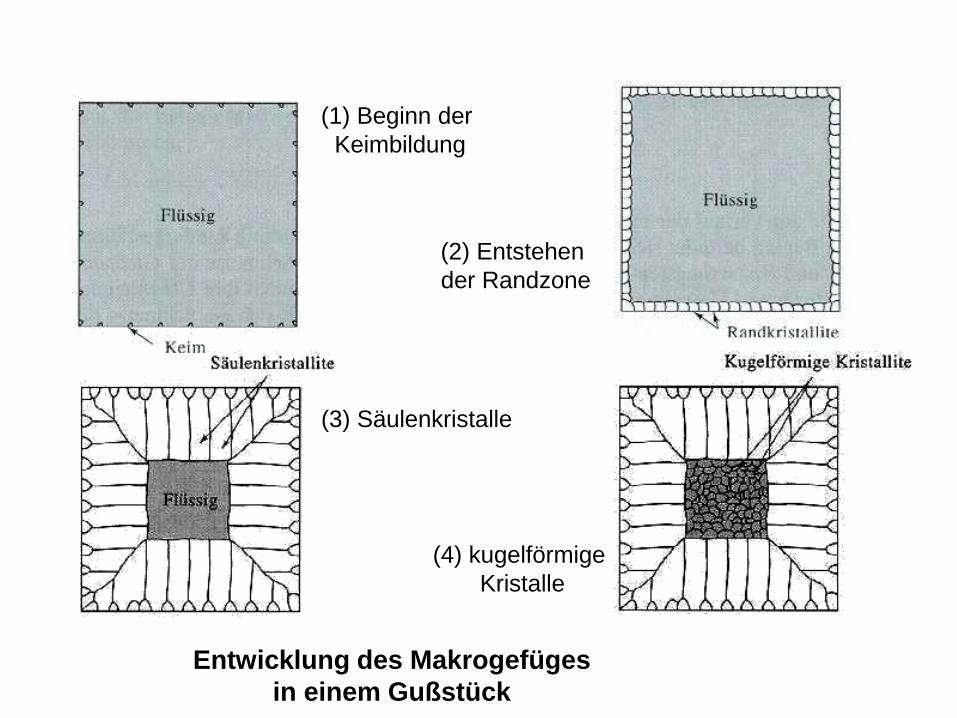
Aktivierungsenergie
QS fuumlr Platzwechsel eines
Substitutionsatoms
QZ fuumlr Platzwechsel eines
Zwischengitteratoms
1 2 3
1 23
Aktivierungsenergien fuumlr Platzwechsel
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
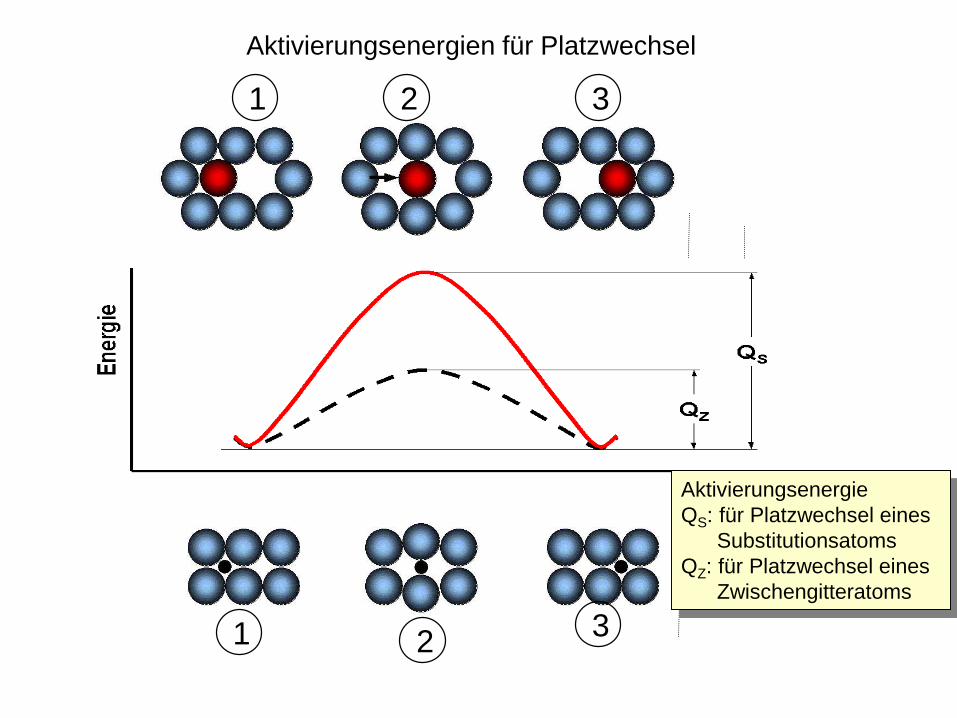
Grenzflaumlchen sind stark gestoumlrte Bereiche in denen die
Bausteine weniger fest gebunden sind daher ist Q und D
um ein Vielfaches houmlher als bei der Volumendiffusion Der
Anteil der Korngrenzen- und Oberflaumlchenbereiche am
Gesamtvolumen ist jedoch sehr klein so daszlig fuumlr die
Volumendiffusion eine groumlszligerer Stroumlmungsquerschnitt zur
Verfuumlgung steht
mit zunehmender Temperatur dominiert
die Volumendiffusion
Diffusionswege bei der Gitter- Oberflaumlchen- und Korngrenzendiffusion
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
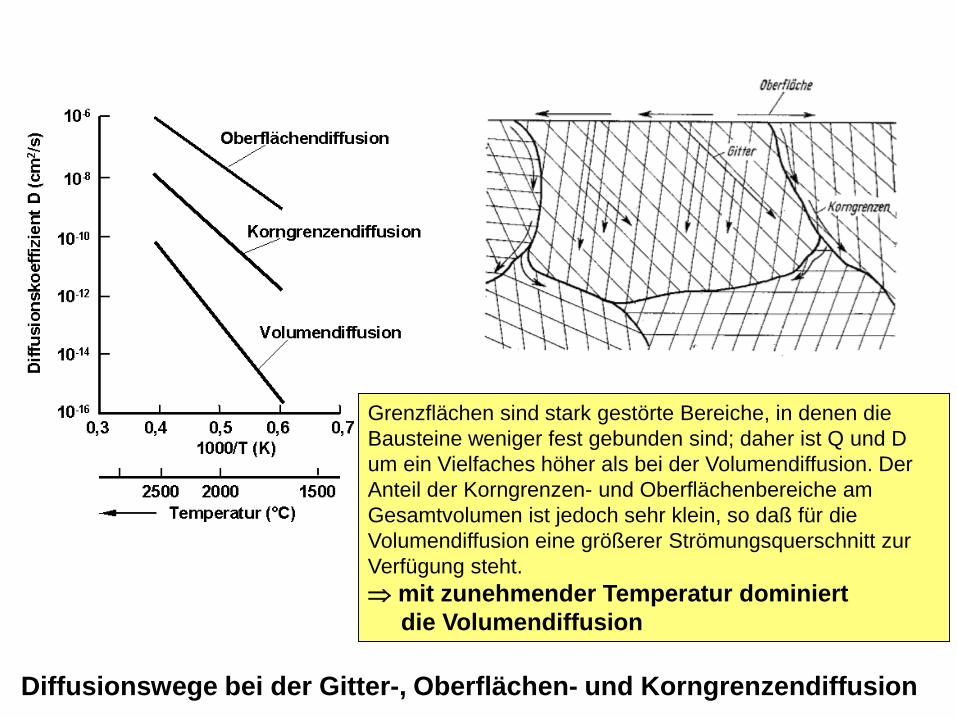
5 Zweistoffsysteme Fe-Fe3C
Gleichgewichts-Gefuumlgeausbildung
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Die wichtigsten Typen von Zustandsdiagrammen
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
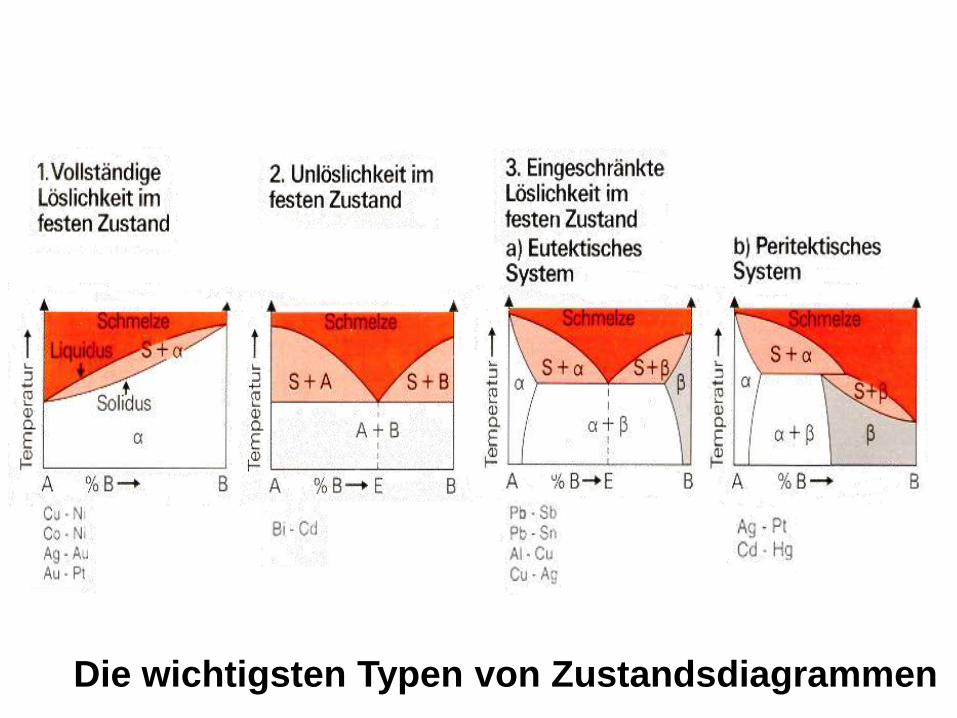
Eutektikum =
sehr feines Kristallgemisch
aus A ()-Kristallen und B ()-Kristallen
hohe Festigkeit (durch die feinen Koumlrner)
niedriger Schmelzpunkt
(Vgl mit Reinenmetallen)
duumlnnfluumlssig bis zum Erstarren
(flieszligt in jede Ecke)
Gusslegierung
Im Kristallgemisch brechen die haumlrteren
Koumlrner den Span gut zerspanbar
Alle Kristalle haben die gleiche
Zusammensetzung = Mischkristall
Umformarbeit verteilt sich
gleichmaumlszligig auf alle Kristalle
Knetlegierung
Das homogene Mischkristall-Gefuumlge
bewirkt unerwuumlnscht lange Spaumlne
schlecht zerspanbar
Hinweis lange Spaumlne koumlnnen sich um
das Drehteil wickeln und den
Fertigungsprozess stoumlren
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
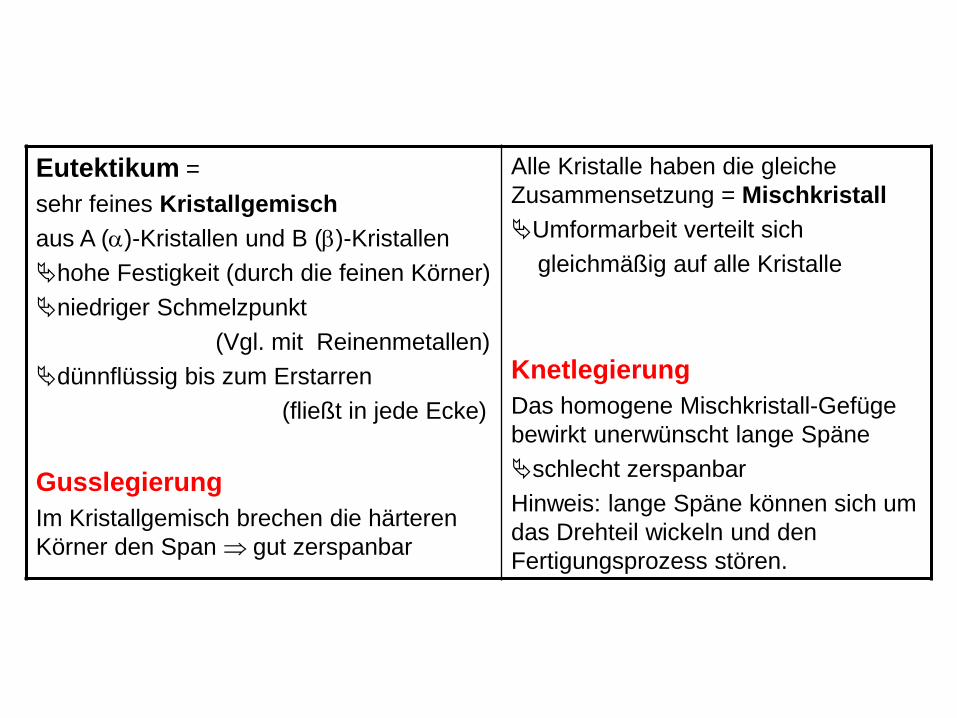
Das Zustandsschaubild (Doppelschaubild) des Systems Eisen-KohlenstoffQuelle Horstmann D Das Zustandsschaubild Eisen-Kohlenstoff In Bericht Nr 180 des Werkstoffausschusses des Vereins Deutscher
Eisenhuumlttenleute 4 Aufl 1961
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
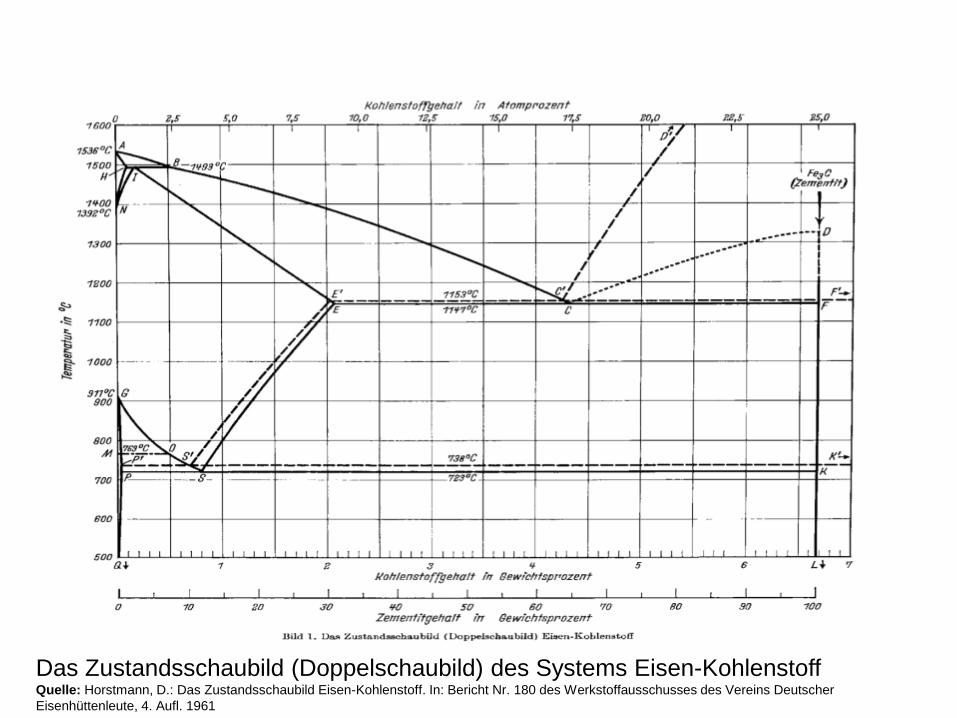
Ferritkrz ferromagnetisch
geringe Loumlslichkeit fuumlr C
hohe Diffusionsgeschwindigkeit
rarr duktil
Austenit kfz nicht magnetisierbar
hohe Loumlslichkeit fuumlr C
geringe Diffusionsgeschwindigkeit
rarr duktil
Ausscheidungen (intermediaumlr interstitiell intermetallisch)
Karbide (Fe3C) Boride (Fe23B6)
Nitride (Fe2N) Oxide (uumlberwiegend als NME)
IP (Ni2Al Ni3Ti)
rarr sproumlde
Quelle Alfons Fischer
httpwwwuni-duedewt
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
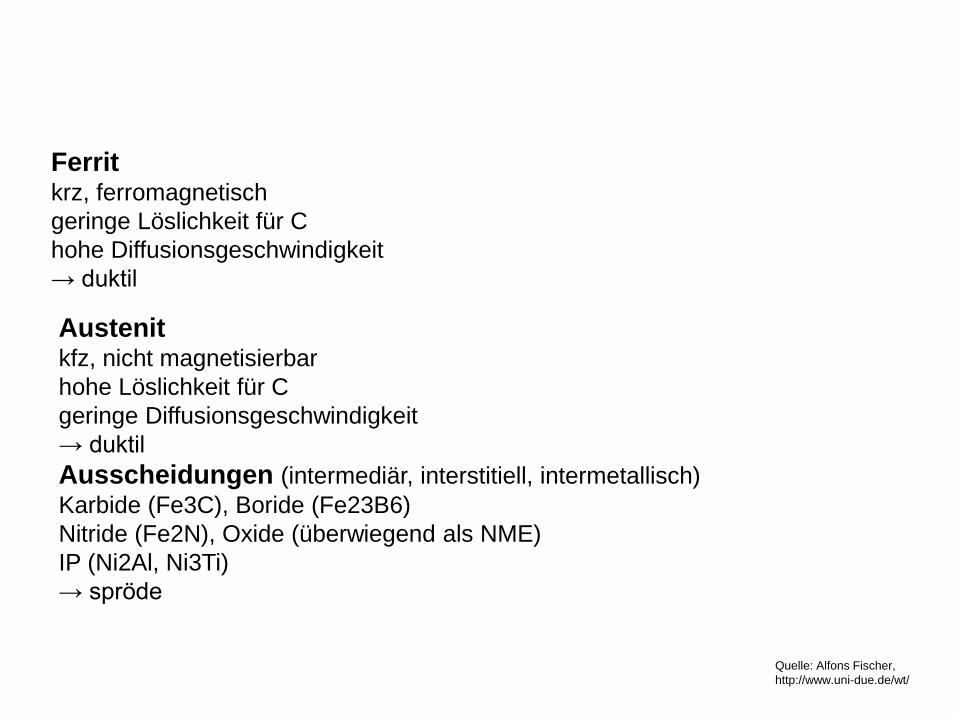
Gefuumlgebild der Legierung 1 mit 002 C
(Armco-Eisen) Ferrit und Tertiaumlrzementit
Gefuumlgebild der Legierung 2 mit
035 C (C35) Ferrit und Perlit
Gefuumlgebild der Legierung 3
mit 08 C (C80) Perlit
Gefuumlgebild der Legierung 4 mit 13 C
(C130) Perlit und Sekundaumlrzementit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
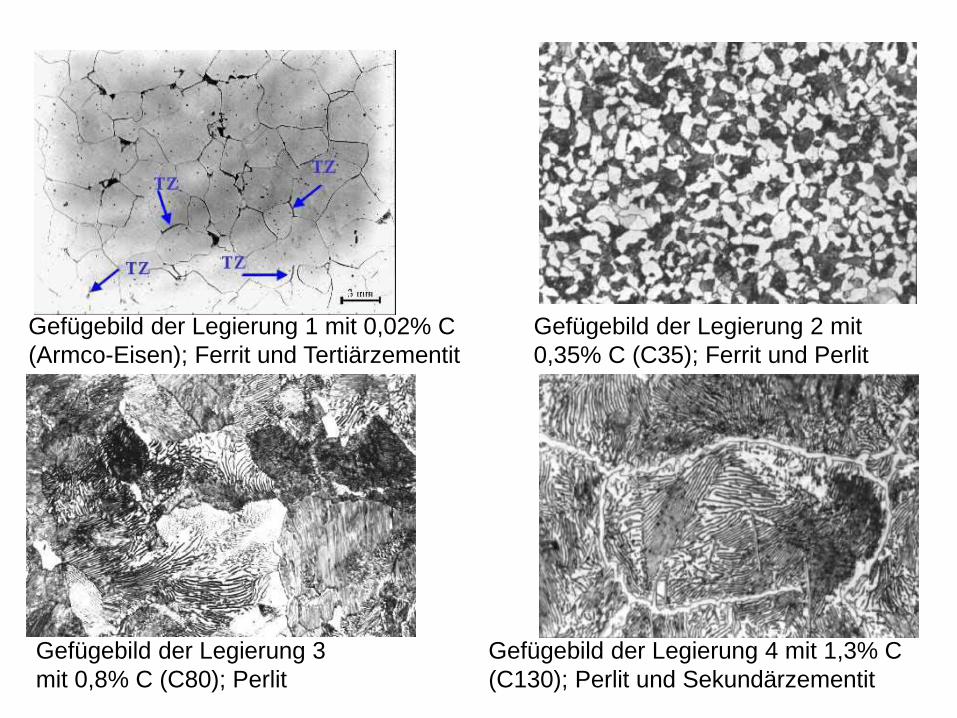
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
6 schnelle Abkuumlhlung
Ungleichgefuumlge
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
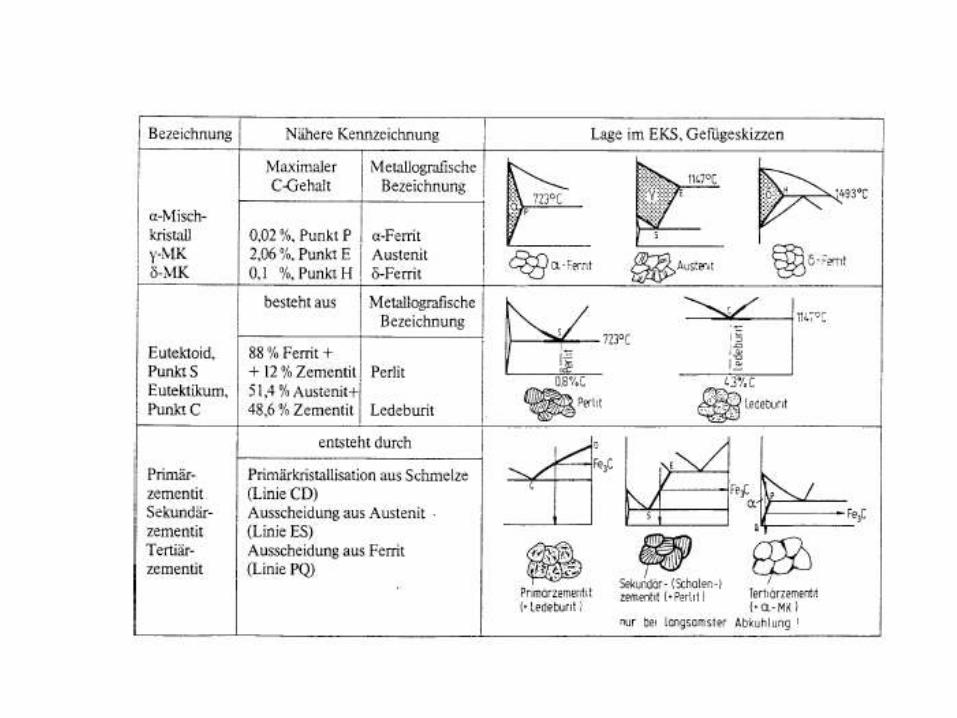
ZTU Schaubild und FeC
Diagramm
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Quelle Houdremont E Handbuch der Sonderstahlkunde 1 Band 3 Aufl 1956 Seite 137
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
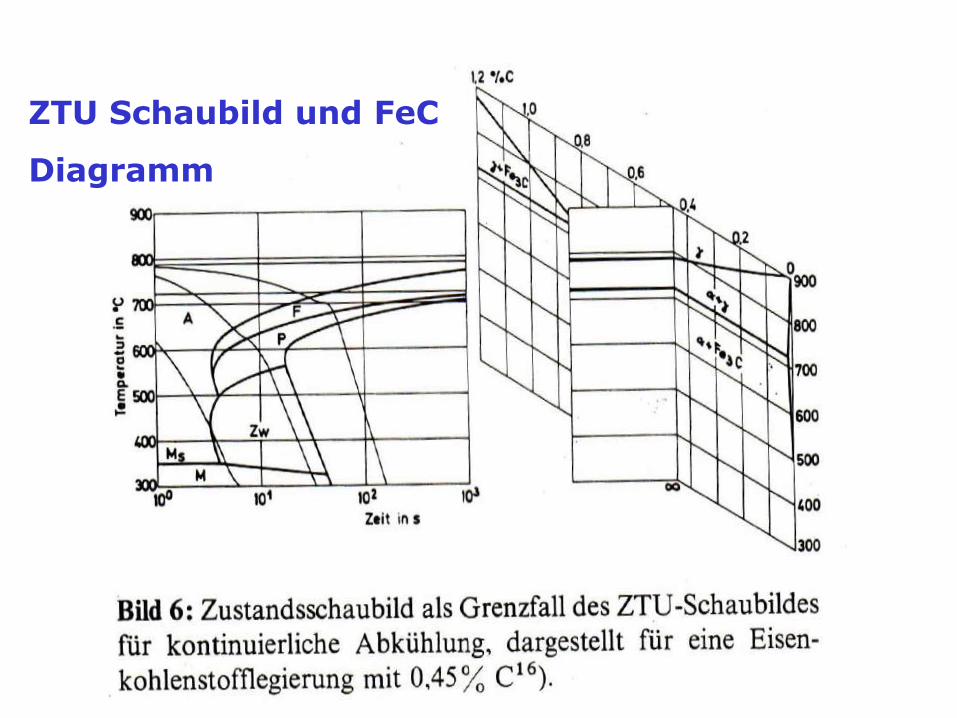
Kiessling R
Darstellung des HRC-Haumlrteverlaufes einer
Stirnabschreckprobe
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
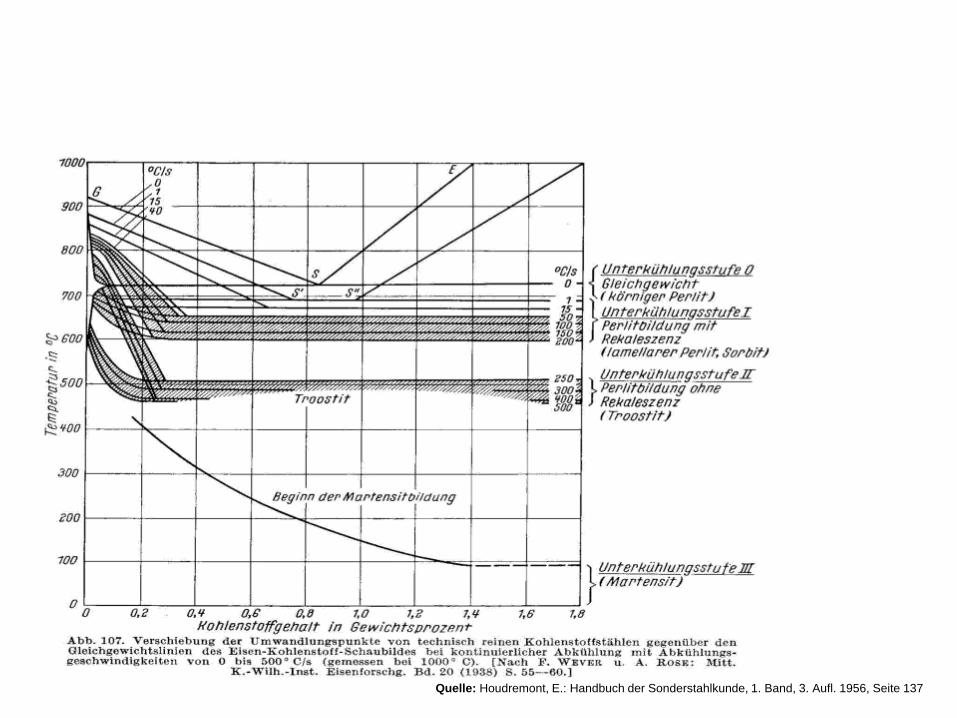
Umwandlungstemperaturen und ndashmechanismen der unterschiedlichen Gefuumlge
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
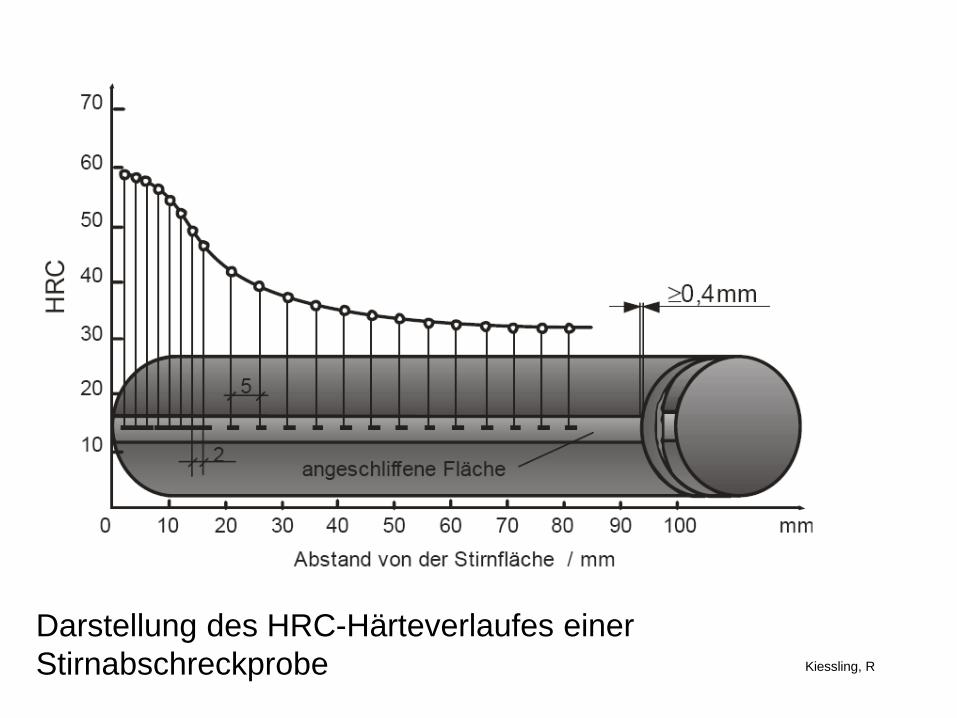
Kesselblech E 335Stahlblech S 275
Einfluss verschiedener Abkuumlhlungsgeschwindigkeiten
auf die mechanischen Eigenschaften im Zugversuch
Kiessling R
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
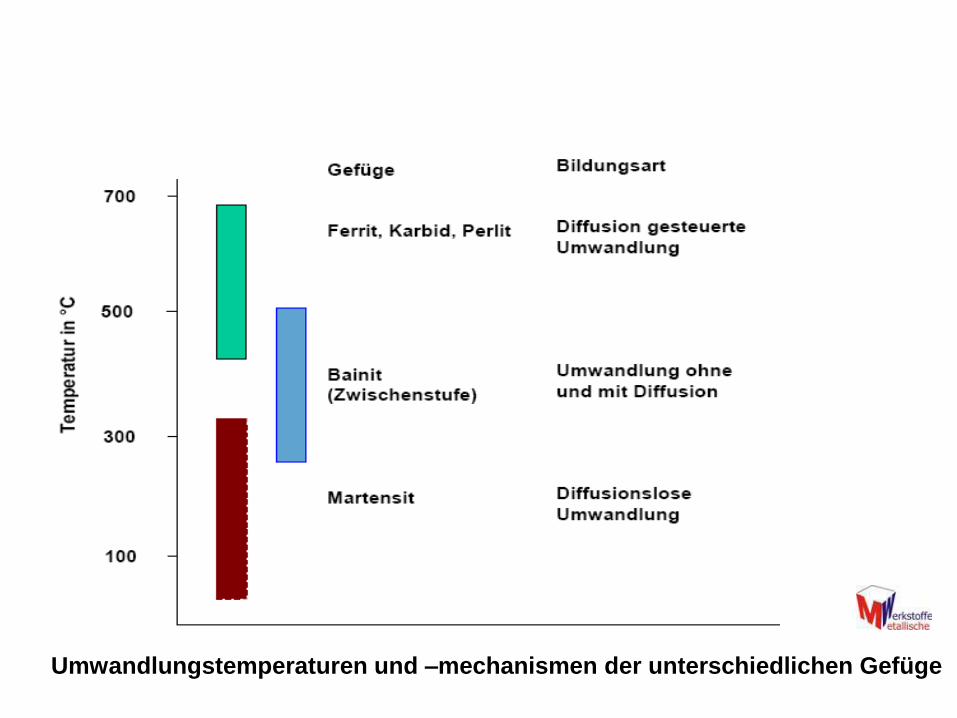
Quelle I Holzer TU Graz
Zeit Temperatur Umwandlungs Schaubild
bull isotherm
ndash rasches Abkuumlhlen auf gewuumlnschte Temperatur
ndash Temperatur halten bis Umwandlung voumlllig abgeschlossen ist
bull kontinuierlich
ndash mit bestimmter Abkuumlhl-
geschwindigkeit abkuumlhlen
ndash Umwandlungspunkte
erfassen
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
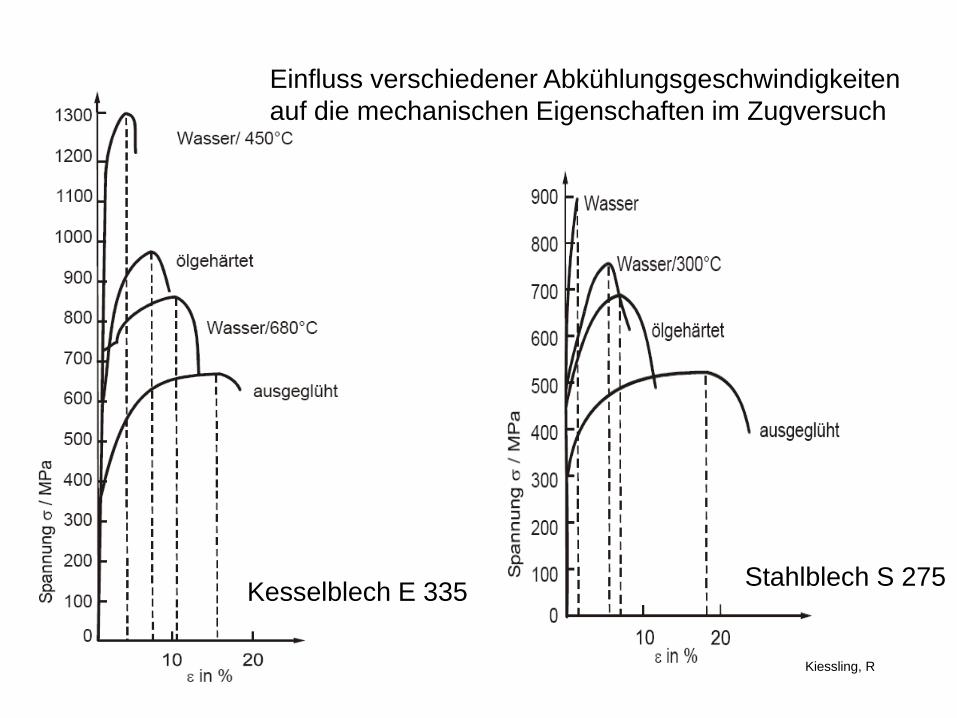
Kiessling RKontinuierliches ZTU-Diagramm von C15E
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
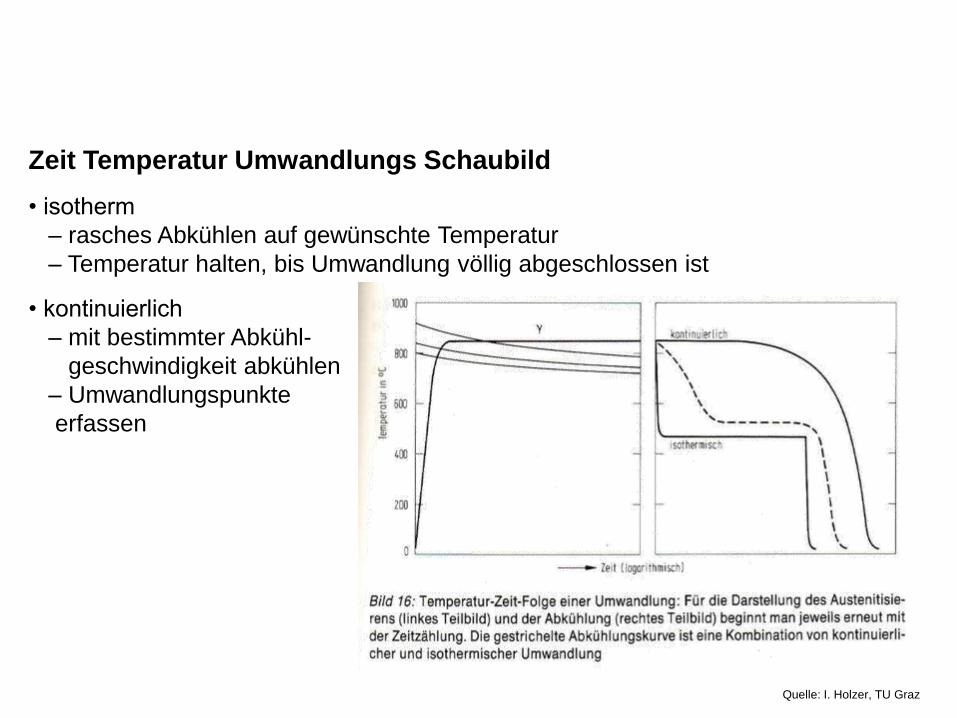
Kiessling R
Kontinuierliches ZTU-Diagramm von C45E
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
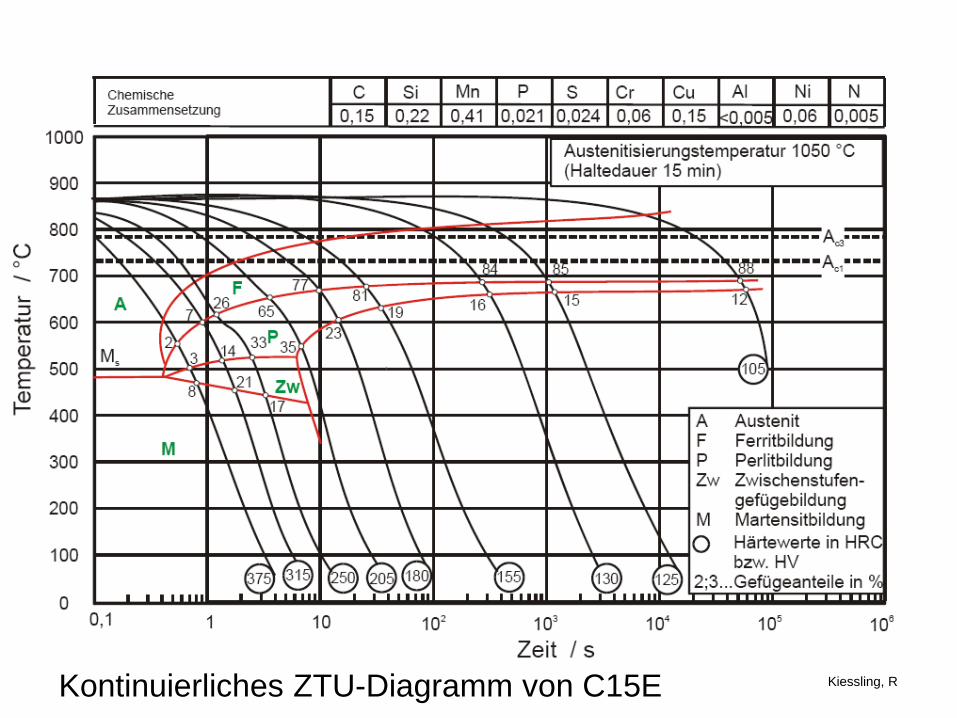
Kiessling R
Kontinuierliches ZTU-Diagramm von 42CrMo4
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
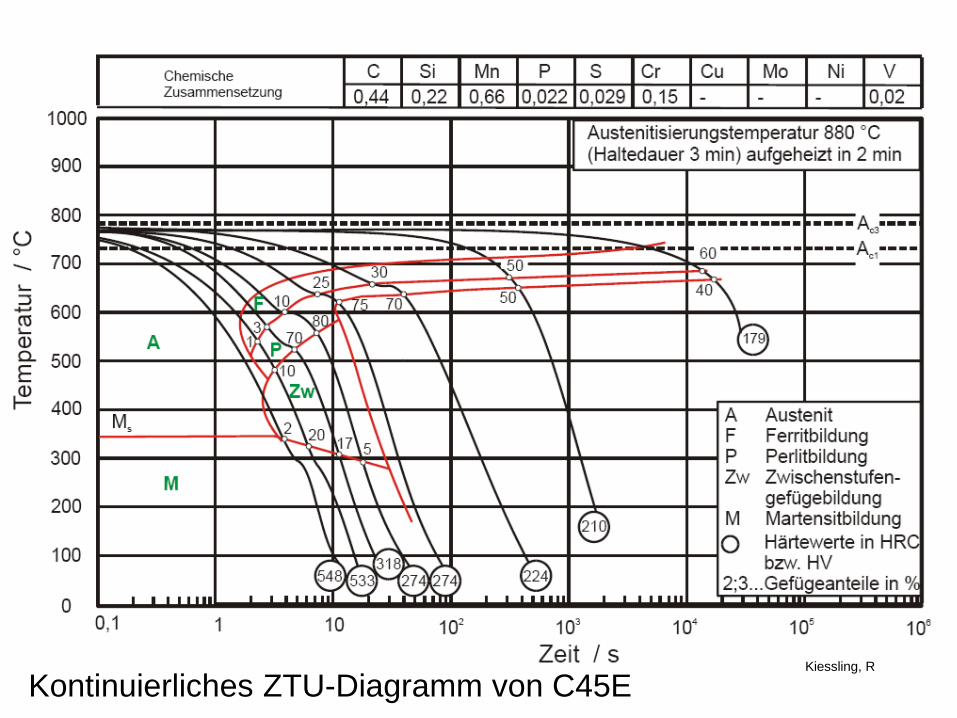
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Perlitbildung Bei der Perlitbildung handelt es sich im einen eutektoiden
Umwandlungsmechanismus Dieser ist duffusionsgesteuert und wird durch das
Fe-C Diagramm beschrieben Die Perlitbildunglaumluft in 3 Phasen ab
Martensitbildung Zur Bildung von Martensit kann es in einer Eisen-Kohlenstoff-
Legierung kommen wenn Diffusionsprozesse aufgrund fehlender Zeit nicht mehr
ablaufen koumlnnen Aufgrund des Sachverhaltes dass der Austenitmit fallender
Temperatur nicht mehr bestaumlndig ist kommt es zu diffusionslosen Umklappen des
kubisch flaumlchenzentrierten Austenitgitters in ein Gitter mit einer kubisch raum-
zentrierten Elementarzelle Der ehemals im Austenit problemlos geloumlste Kohlen-
stoff konnte infolge der fehlenden Zeit nicht mehr aus dem Gitter heraus diffun-
dieren und ist nunmehr im kfz-Gitterzwangsgeloumlst und bewirkt eine tetragonale
Verzerrung welche eine hohe innere Gefuumlgespannung hervorruft
Martensitist tetragonalverzerrter Ferrit
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
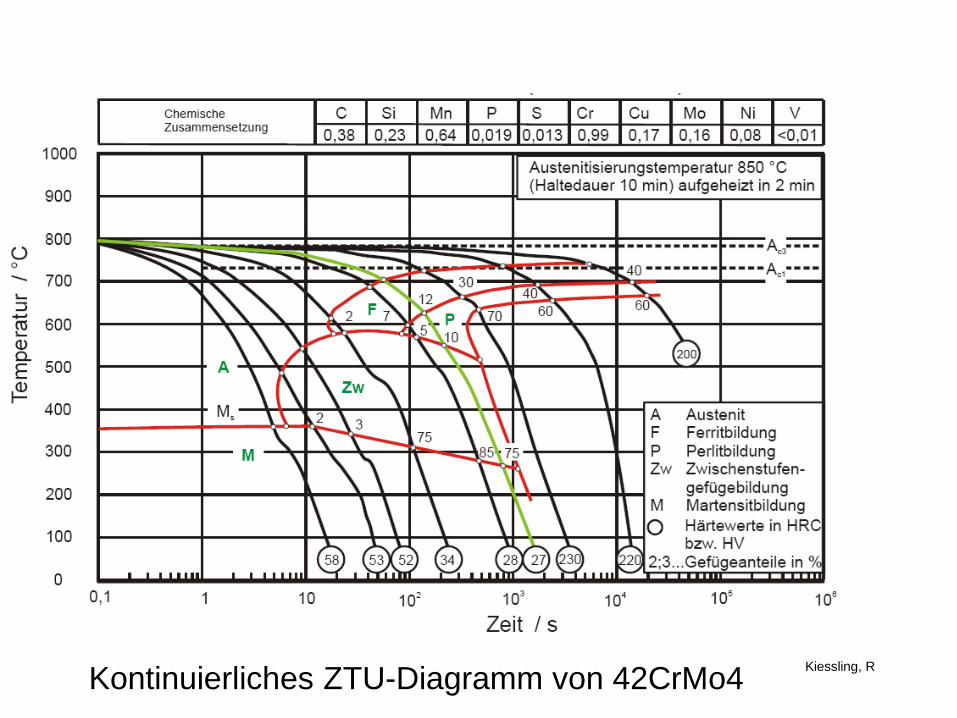
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Phasen abhaumlngig von T c (p) +- dTdt
AufheizenZeit-Temperatur-Austenitisierungsschaubild
AbkuumlhlenZeit-Temperatur Umwandlungsschaubild
I - isotherm kontinuierlich
Martensit (M)hohe Abkuumlhlgeschwindigkeit
keine Diffusion von C
Umklappvorgang γ rarr α
rarr C-Atome eingefroren
rarr tetragonale Verzerrung
+ hohe Fehlstellendichte
= Mischkristall- +Versetzungshaumlrtung
hohe Haumlrte
Quelle Alfons Fischer
httpwwwuni-duedewt
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Gruumlnde fuumlr Haumlrtesteigerung beim AbschreckenC kann nicht diffundieren
- C bleibt zwangsgeloumlst
- tetragonal verzerrtes krz-Gitter
- hohe Verspannung bzw hoher Eigenspannungszustand
- hart
Voraussetzungen fuumlr martensitisches Haumlrten- genuumlgend C vorhanden (rarr ggf Aufkohlen der Randschicht bei
Randschichthaumlrtung)
- Genuumlgend hohe Abkuumlhlgeschwindigkeit bis unterhalb MS
- Stahl muss im vorgegebenen T-Bereich γrarrα Umwandlung aufweisen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Aussagen von ZTU-Diagrammen
Bei bekanntem Abkuumlhlverhalten (Temperatur-Zeit-Verlauf) lassen sich aus einschlaumlgi-
gen ZTU-Diagrammen fuumlr kontinuierliche Abkuumlhlung die in der WEZ zu erwartenden
Aufhaumlrtungen qualitativ ablesen Auszligerdem lassen sich die gebildeten Gefuumlgeanteile
in entnehmen (Faustformel nach Nehl 30 Ms koumlnnen ohne wesentliche
Beeintraumlchtigung des Verformungsverhaltens zugelassen werden mit nachtraumlglichem
Spannungs-armgluumlhen 50)
Umgekehrt laumlszligt sich aus ZTU-Diagrammen ablesen ob fuumlr den betreffenden Stahl
zB die Bedingung HVzulle 350 mit Luftabkuumlhlung eingehalten werden kann oder ob
verzoumlgerte Abkuumlhlung erforderlich ist
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Bedeutung fuumlr das Schweiszligen
Staumlhle neigen beim Schweiszligen abhaumlngig von ihrer chemischen Zusammensetzung
zu Aufhaumlrtungen (zB unlegierte Staumlhle mit C-Gehalten gt 022 niedriglegierte
warmfeste Verguumltungsstaumlhle Werkzeugstaumlhle usw) ZTU-Schaubilder ermoumlglichen
Aussagen uumlber das Umwandlungsverhalten eines Stahles beim Schweiszligen zu
machen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Vereinfachtes ZTU-Schaubild am Beispiel von Stahl C 45
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
- Martensitstarttemperatur
- Untere kritische Abkuumlhltemperatur
- Obere kritische Abkuumlhltemperatur
- t85Zeit
- Gefuumlgezusammensetzung in
- Haumlrte nach Abkuumlhlung
Welche Informationen kann man dem ZTU-Diagramm entnehmen
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
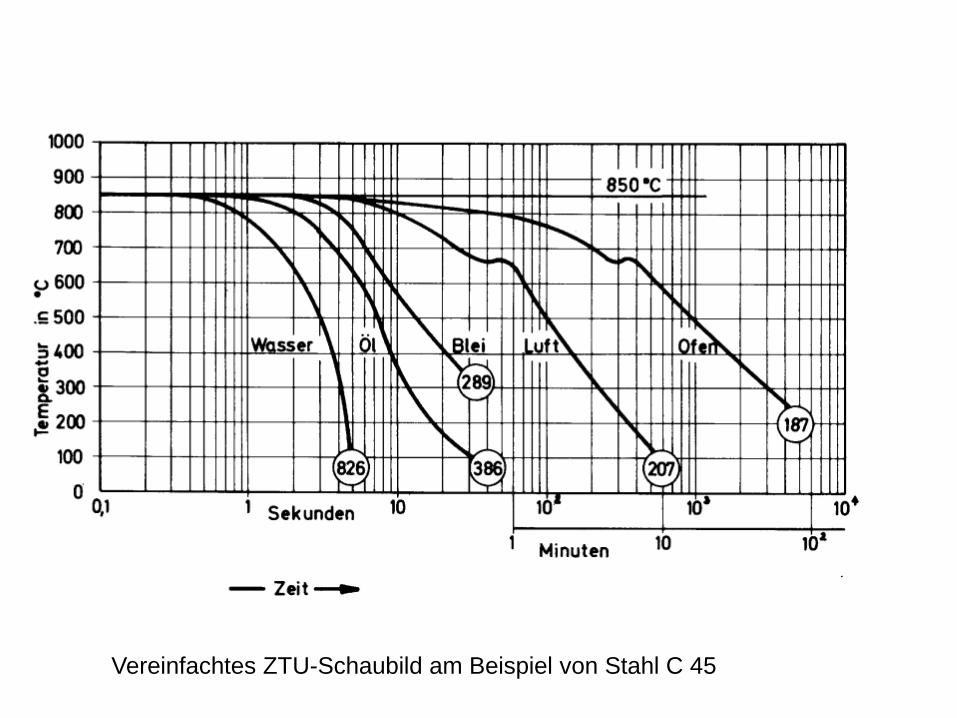
Definition der t85-Zeit
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
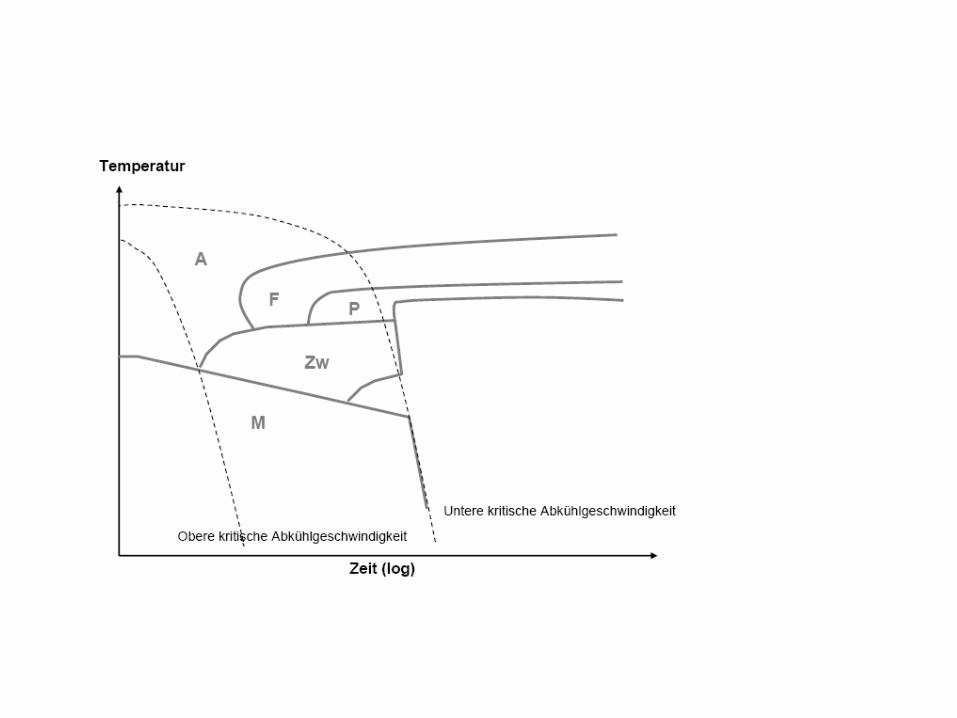
Schweiszlig-ZTU-Diagramm
eines S 690 Q
Austenitisierungs-
temperatur 1300degC
Symbole
C 017
Si 066
Mn 090
P 0018
S 0013
Al 0027
Cr 085
Mo 034
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
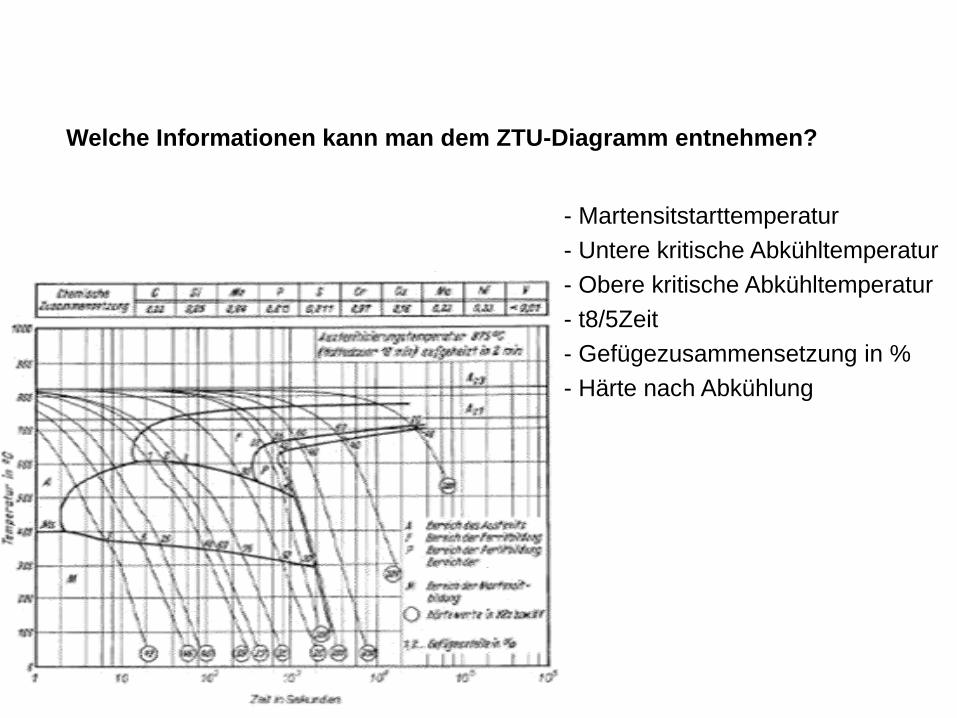
Verschiedene Formen isothermer ZTU-Schaubilder abhaumlngig von
der Art und Konzentration des Legierungselementes (nach Rose)
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
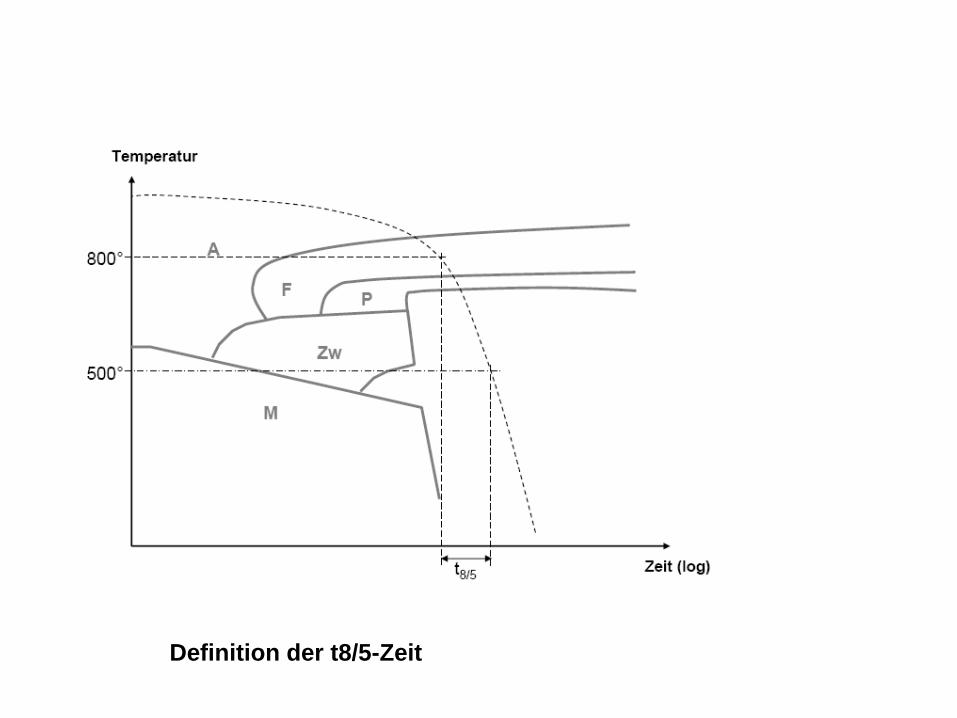
7 Waumlrmebehandlung
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
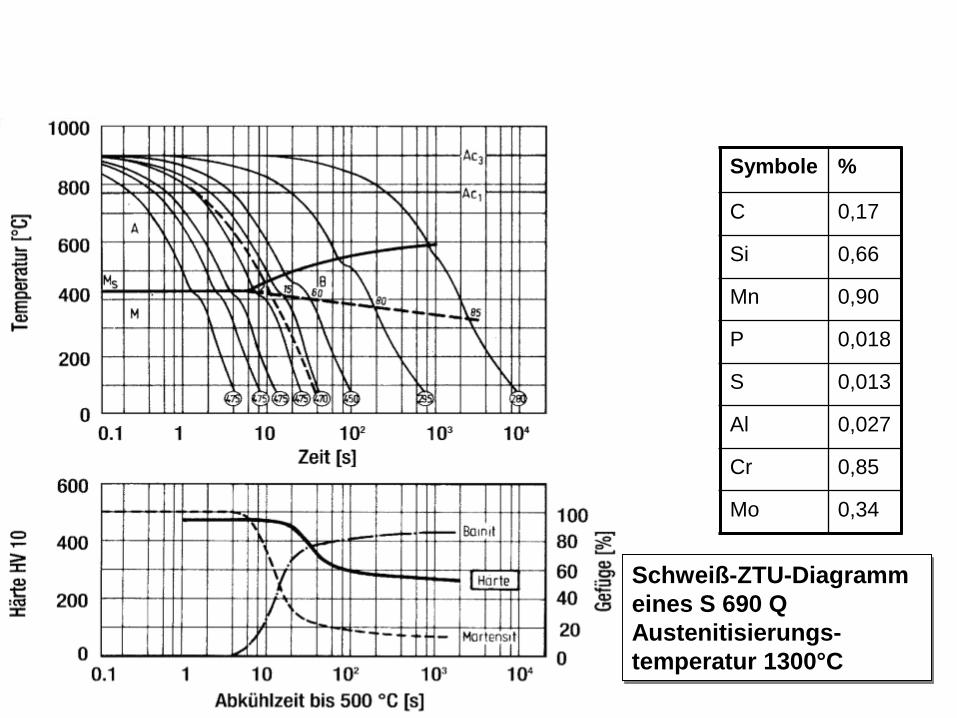
8 Einfluss von
Legierungselementen
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
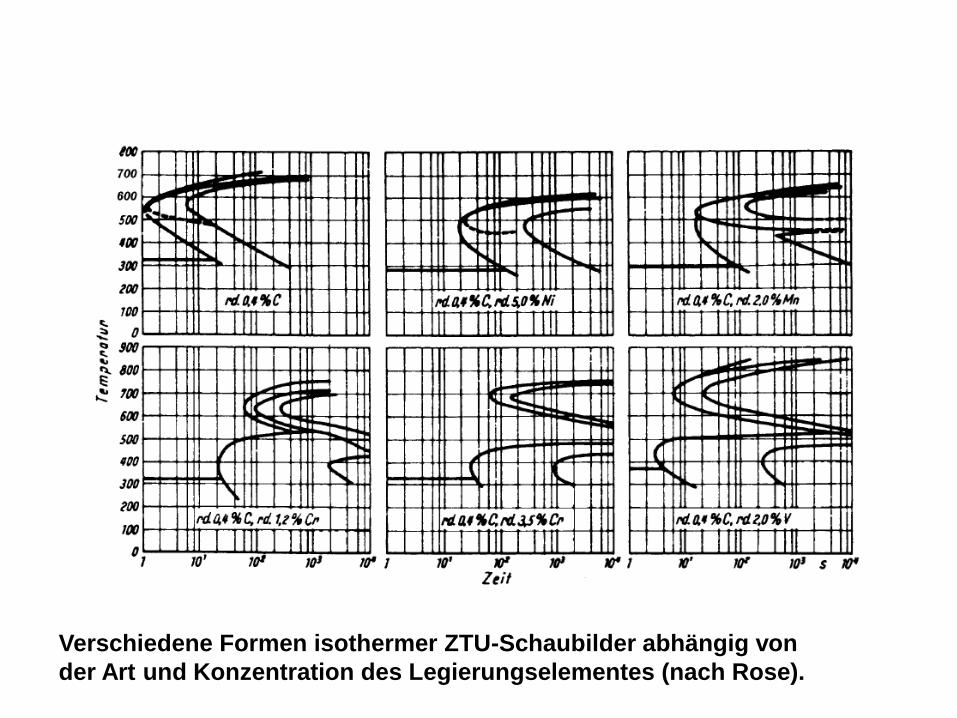
1048792
C Schmelztemperatur Streckgrenze Bruchdehnung 1048792 ermoumlglicht
Abschreckhaumlrtung spez Gewicht Schweiszligbarkeit
SI Desoxidation sproumlde Silikate Streckgrenze Haumlrte Bruchdehnung
Kaltverformbarkeit Schweiszligbarkeit (Si lt 02)
Mn Desoxidation Beruhigen Binden von Schwefel (Rotbruchgefahr) MnS
in groumlszligeren Mengen Kerbschlagarbeit
P Kerbschlagarbeit neigt stark zu Seigerungen Rissbildung beim Schweiszligen
S Rotbruch (800-900degC FeS an KG bricht bei Umformung) Heiszligbruch
(1000-1200degC FeS schmilzt auf) Seigerungen kurzbruumlchige Spaumlne (Automatenstahl)
N Versproumldung bei N gt 001 Neigung zu Reckalterung Alterung
(Blausproumldigkeit) Kerbschlagarbeit bei 500degC 1048792
O Versproumldung bei 930degC (Rotbruumlchigkeit) durch Aufschmelzen des
Eutektikums FeO- FeS
H Gasblasenbildung (auch im Festkoumlrper) Streckgrenze Bruchdehnung 1048792
Quelle C Muumlller
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Einfluss der Legierungselemente (schematisch)
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
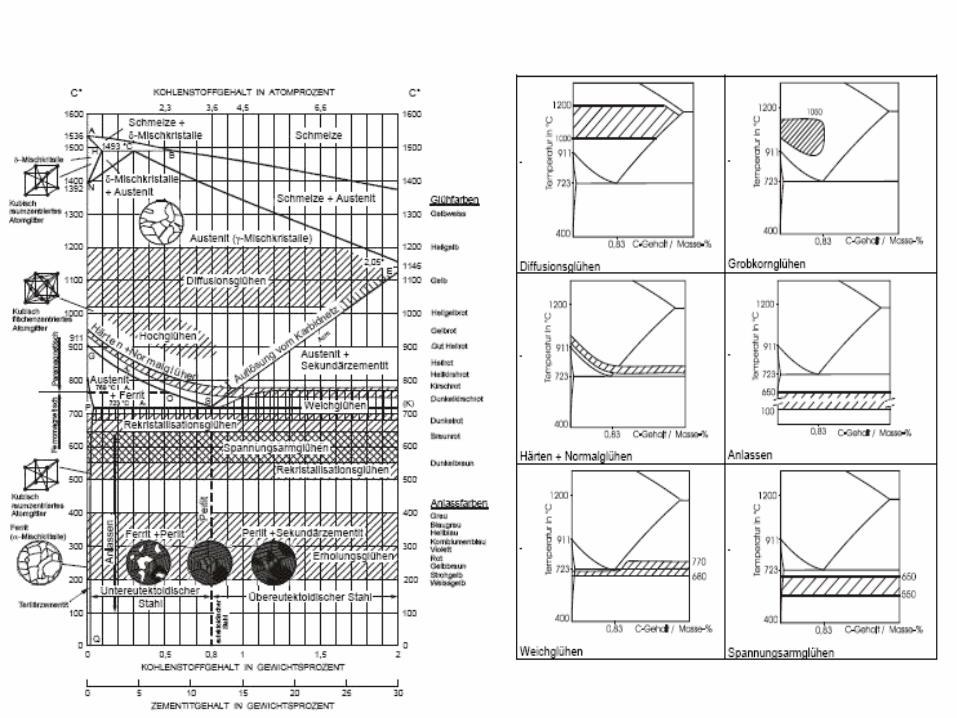
Nahezu alle Legierungselemente verringern die Diffusionsgeschwin-
digkeit des Kohlenstoffs sowohl im Ferrit wie auch im Austenit
Verminderung der kritischen Abkuumlhlgeschwindigkeit
zur Bildung von Martensit
Besonders wirksam sind (in fallender Reihenfolge)
Mn Mo Cr Si Ni (Mo teuer Si fuumlhrt zu Versproumldung)
Bei genuumlgendem Gehalt an Legierungselementen kann schon bei Abkuumlhlung
an ruhender Luft die Bildung von Perlit unterdruumlckt werden
Martensitischer Stahl
Einfluss von Legierungselementen auf die
Diffusionsgeschwindigkeit von KohlenstoffQuelle C Muumlller
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
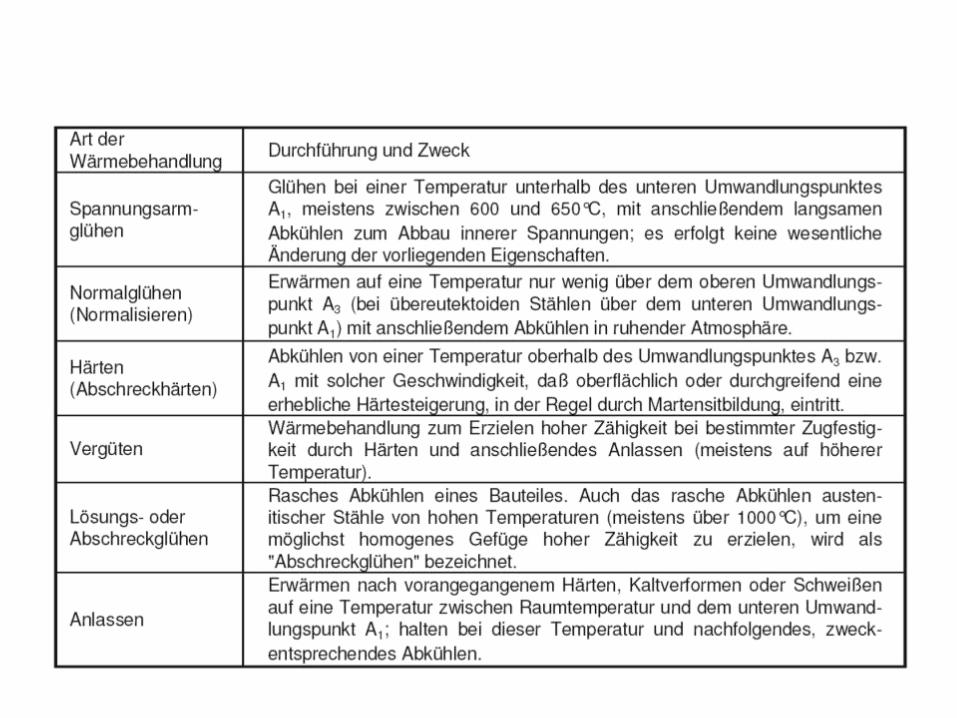
Zu
gfe
sti
gk
eit
Rm
un
d S
tre
ck
gre
nze
Re
in N
mm
2
Bru
ch
de
hn
un
g A
10
un
d E
ins
ch
nuuml
run
g Z
in
Haumlrt
e B
rin
ell
HB
Kohlenstoffgehalt und
mechanische
Eigenschaften
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
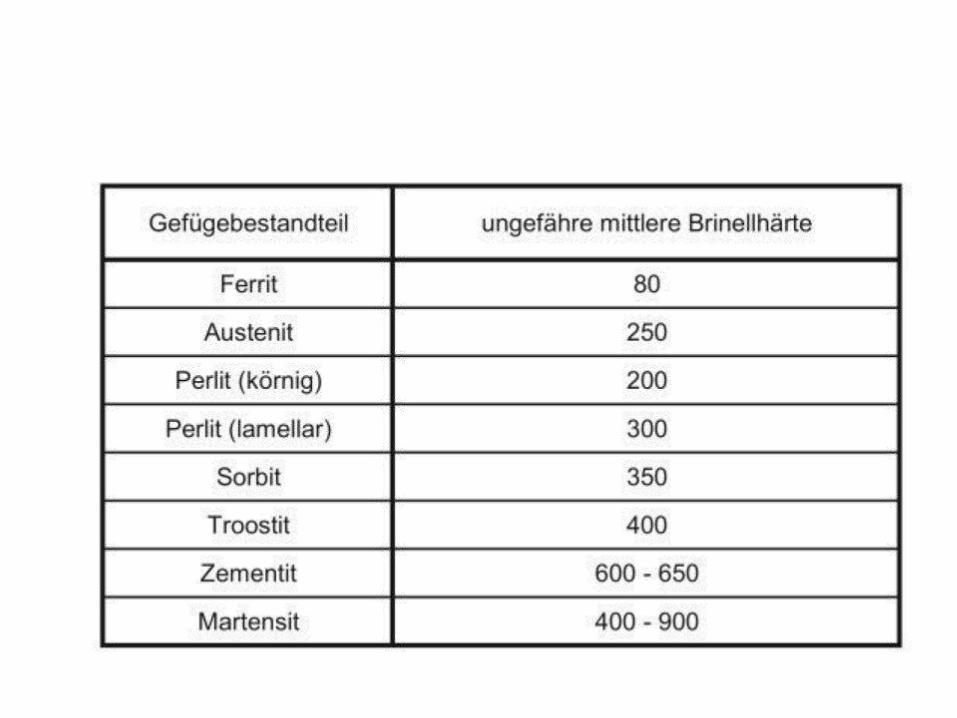
Verschiebung der Perlitstufe durch houmlhere Austenitisierungs-temperaturen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Einfluss von Legierungselementen
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
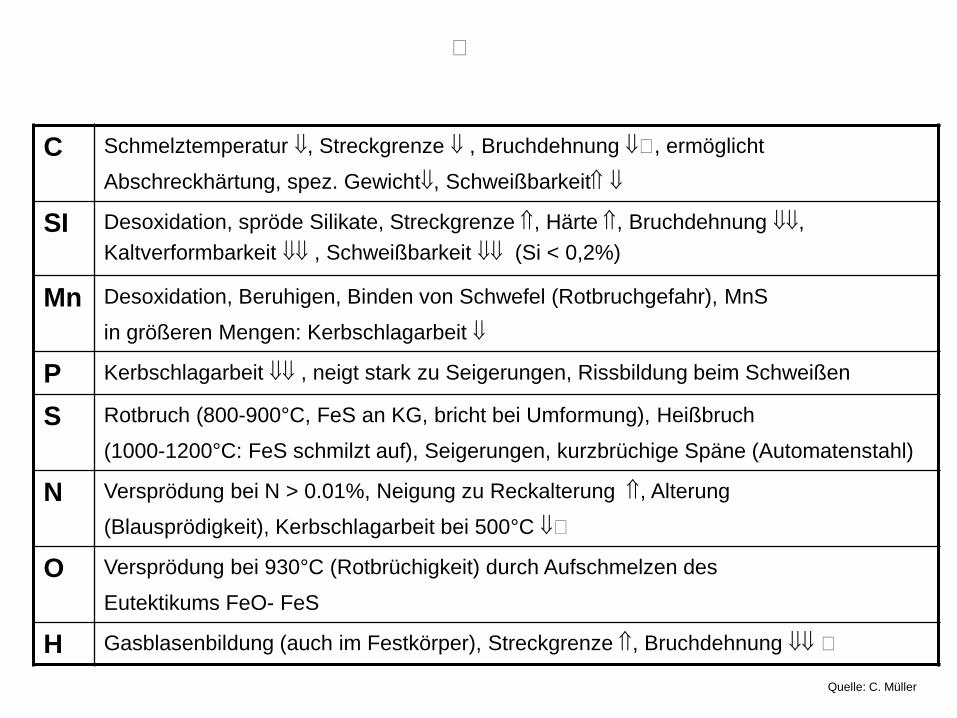
Eisen (Fe) + Kohlenstoff (C) + Eisenbegleiter ( + Legierungselemente)
Grundmetall Grundbestandteil
erwuumlnscht unerwuumlnscht
Mangan (Mn) Schwefel (S)
Silizium (Si) Phosphor (P)
Aluminium (Al) Sauerstoff (O)
Stickstoff (N)
Wasserstoff (H)
zur Erzielung
bestimmter
Eigenschaften
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
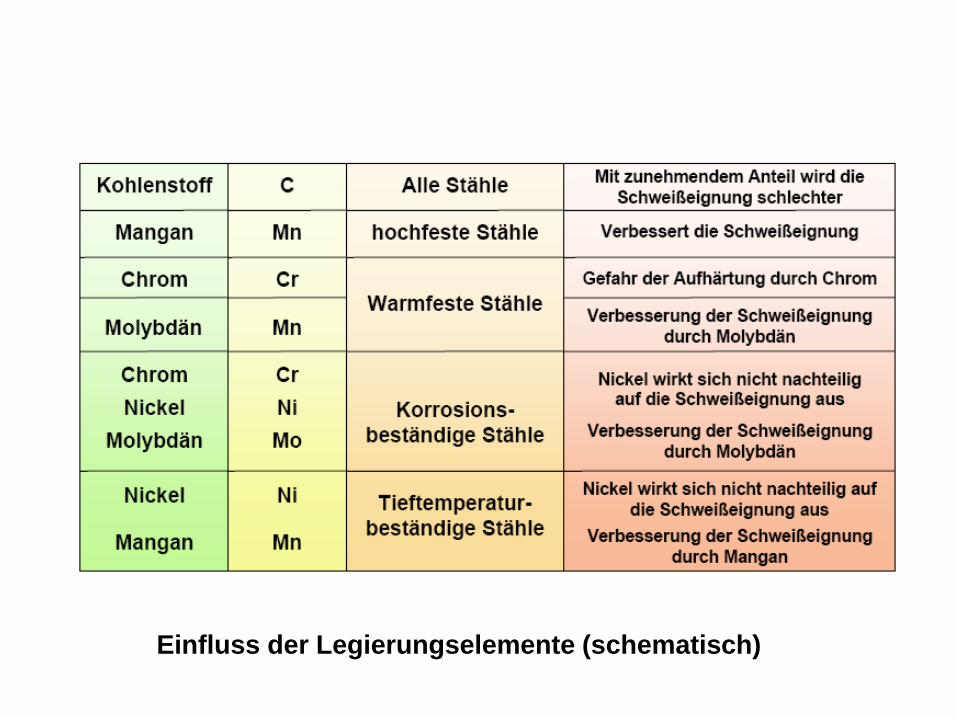
Einteilung nach der Streckgrenze nach DIN EN 10025
z B Stahl S355 J2G3 C (fruumlher St 52-3)
S355 -Mindestwert der Streckgrenze fuumlr Dicken lt 16 mm
J2G3 -Kennzeichnung der Guumltegruppe (Schweiszligeignung Kerbschlagzaumlhigkeit)
C -Eignung zum Kaltbiegen Abkanten Kaltflanschen oder Kaltboumlrdeln
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Kurznamen der Staumlhle (vorangestellt)
Je nach Stahlgruppe ergeben sich folgende Hauptgruppen
S = Staumlhle fuumlr den allgemeinen Stahlbau
P = Staumlhle fuumlr den Druckbehaumllterbau
L = Staumlhle fuumlr den Rohrleitungsbau
E = Maschinenbaustaumlhle
H = kaltgewalzte Flacherzeugnisse aus hochfesten Staumlhlen zum Umformen
D = Flacherzeugnisse zum Kaltumformen
Weiter die Angabe der garantierten Mindest-Streckgrenze
fuumlr die kleinste Erzeugnisdicke
S355 Stahl fuumlr den Stahlbau 355MPa (Nmmsup2) Streckgrenze Re
E295 Maschinenbaustahl 295MPa (Nmmsup2) Streckgrenze Re
Bezeichnung der Staumlhle 2
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
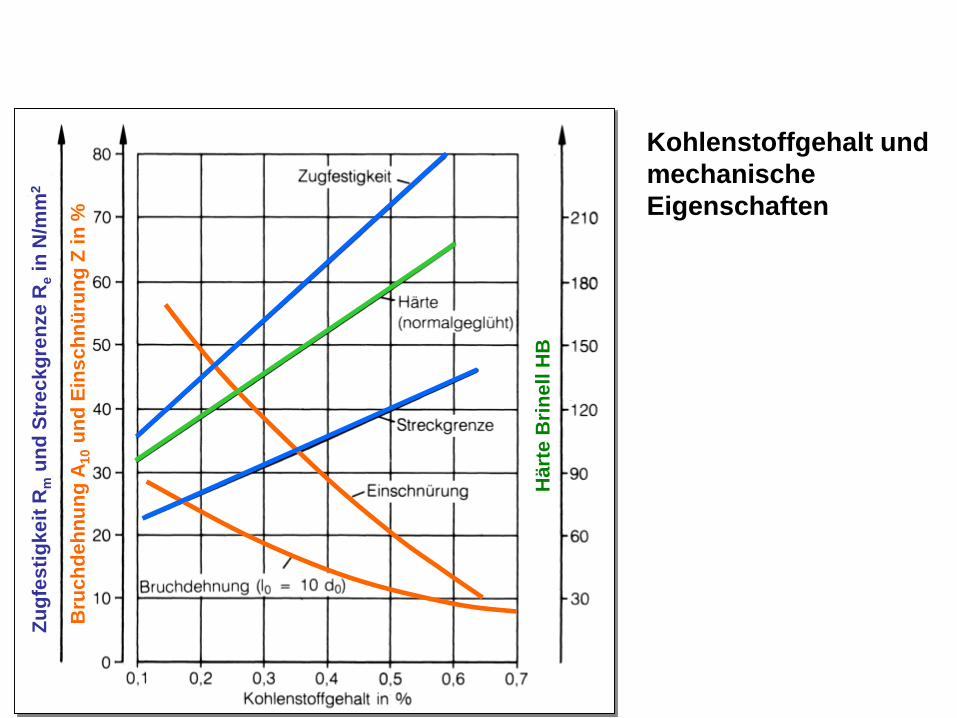
Einteilung nach chemischer Zusammensetzung
a) unlegierte Staumlhle
b) legierte Staumlhle
Unlegierte Staumlhle
Unlegierte Staumlhle die nicht fuumlr eine Waumlrmebehandlung bestimmt sind werden nach
ihrer Festigkeit bezeichnet Beim St37 handelt es sich beispielsweise um einen Stahl
mit einer Mindestzugfestigkeit von 360 Nmmsup2 Ferner koumlnnen Kennbuchstaben fuumlr
die Herstellungsart angegeben werden
E Elektrostahl
R beruhigt vergossen
U unberuhigt vergossen zB
R St 37
Unlegierte Staumlhle die fuumlr eine Waumlrmebehandlung bestimmt sind werden meist ein-
satzgehaumlrtet oder verguumltet Sie werden nach der chem Zusammensetzung benannt
Hinter das Symbol C fuumlr den Kohlenstoff setzt man das Hundertfache des mittleren
Kohlenstoffgehalts in Ein k hinter dem Buchstaben bedeutet niedrigen Phosphor-
und Schwefelgehalt zB
Ck10
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
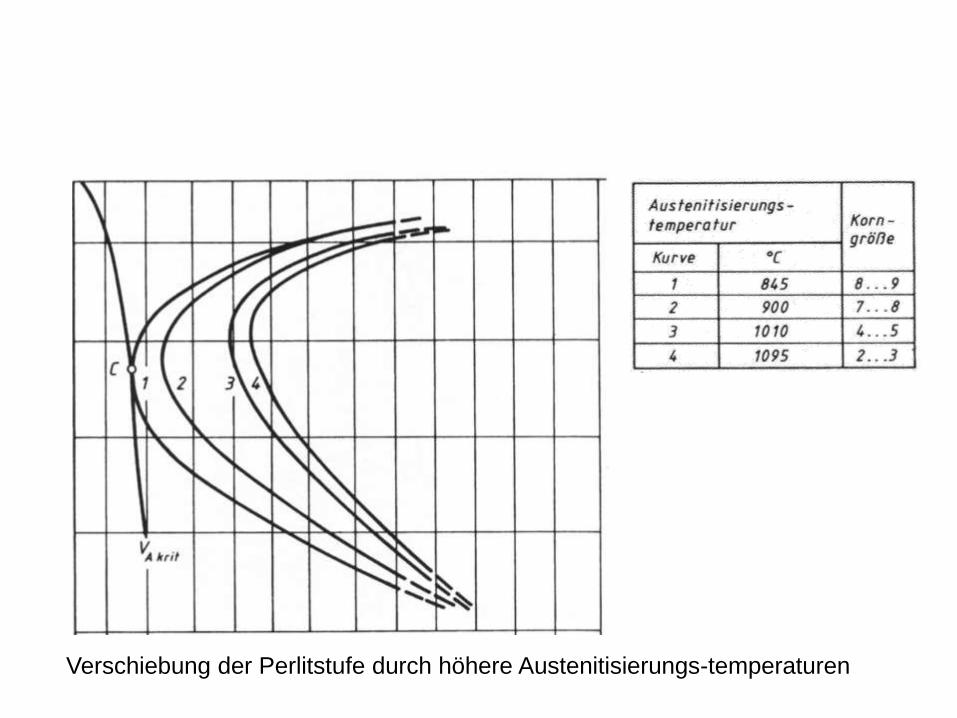
Vorgeschriebenes Element Grenzgehalt Massenanteil in
Al Aluminium 010
B Bor 00008
Bi Bismut 010
Co Kobalt 010
Cr Chrom 1) 030
Cu Kupfer 1) 040
La Lanthanide (einzeln gewertet) 005
Mn Mangan 165 2)
Mo Molybdaumln 1) 008
Nb Niob 1) 006
Ni Nickel 1) 030
Pb Blei 040
Se Selen 010
Si Silizium 050
Te Tellur 010
Ti Titan 1) 005
V Vanadium 1) 010
W Wolfram 010
Zr Zirkonium 1) 005
Sonstige (mit Ausnahme von Kohlenstoff Phosphor Schwefel Stickstoff) jeweils
005
1) Wenn fuumlr den Stahl zwei drei oder vier der durch diese Fuszlignote gekennzeichneten Elemente vorgeschrieben und deren maszliggeblichen Gehalte kleiner als die in der Tafel angegebenen Grenzgehalte sind so ist fuumlr die Einteilung zusaumltzlich ein Grenzgehalt in Betracht zu ziehen der 70 der Summe der Grenzgehalte der zwei drei oder vier Elemente betraumlgt
2) Falls fuumlr den Mangangehalt nur ein Houmlchstwert angegeben ist gilt als Grenzgehalt ein Massenanteil von 180 Prozent
Grenzgehalte fuumlr
die Einteilung
in unlegierte und
legierte Staumlhle
n DIN EN 10020
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
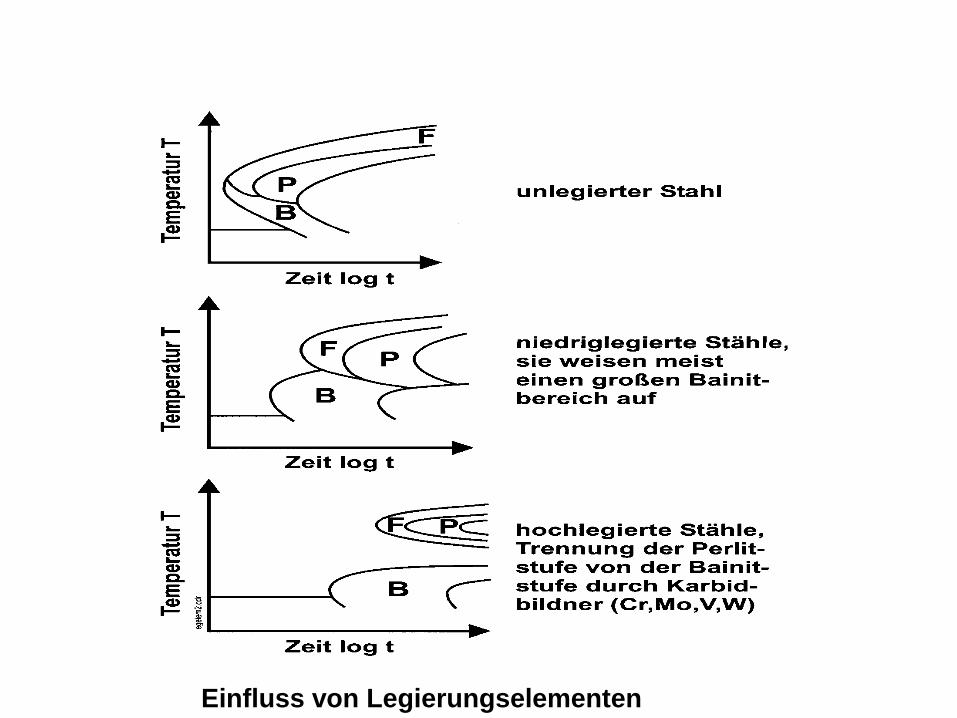
Unlegierte Staumlhle
Mn-Gehalt lt 1
C 15 Mittlerer Kohlenstoffgehalt 100
Ohne = unlegierte Qualitaumltsstaumlhle z B C 25
E = Edelstaumlhle mit niedrigem P- und S-Gehalt z B C 45 E
R = Edelstaumlhle mit festgelegten S-Gehalten von 002 bis 004 z B C 60 R
Unlegierte Staumlhle
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
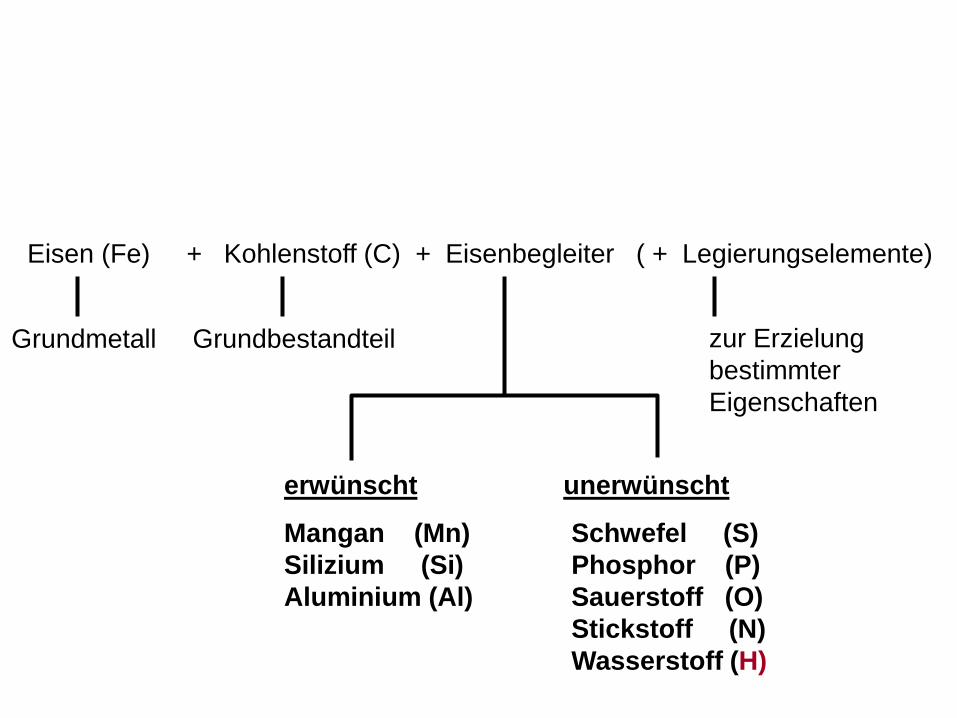
Unlegierte Staumlhle (fruumlher Niedriglegierte Staumlhle)
mit einem mittleren Mangangehalt gt1 und mit Gehalten
der einzelnen Legierungselementen unter 5
13 CrMo 4-5
Kohlenstoff-
kennzahl
Symbol fuumlr Legierungsbestandteile
nach ihrem mittleren Soll-Gehalten
geordnet
Legierungskennzahlen fuumlr
die Legierungsbestandteile
Die Legierungsbestandteile der einzelnen uumlbersteigen im allgemeinen nicht mehr als 5
Legierte Staumlhle 1
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
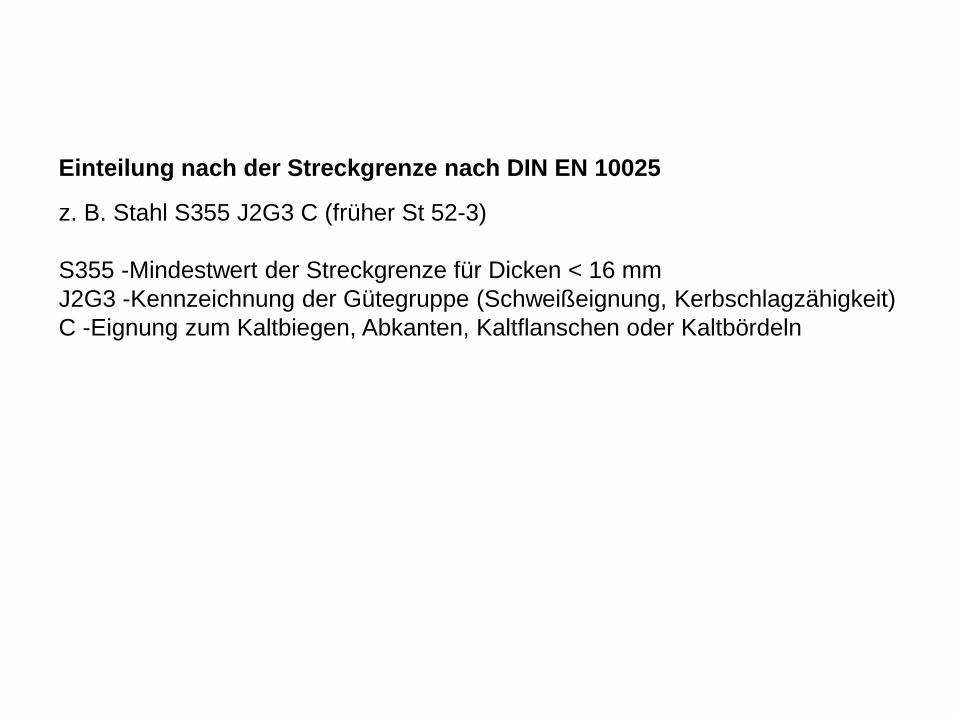
13 CrMo 4-5
Legierungselemente Legierungskennzahl
Cr Co Mn Ni Si W 4
Al Be Mo Nb Ta Ti V Zr 10
P S N C Ce 100
B 1000
Kohlenstoffkennzahl bdquo13ldquo 13 100 = 013 C
Legierungskennzahl fuumlr bdquoCrldquo 4 4 = 1 Cr
Legierungskennzahl fuumlr bdquoMoldquo 5 10 = 05 Mo
Unlegierte Staumlhle
Unlegierte Staumlhle 2
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Hochlegierte Staumlhle
X 6 CrNiTi 18-10Kennzeichen fuumlr
Hochlegierte Staumlhle
Legierungselemente
Gehalt in entsprechend
der LegElemente in
Kohlenstoffgehalt = 006
Cromgehalt = 18
Nickelgehalt = 10
Titangehalt = in geringen Mengen (lt 1)
Hochlegierte Staumlhle
X Kennzeichen fuumlr Hochlegierte Staumlhle ein Legierungselement mehr als 5
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
9 Schweiszligen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
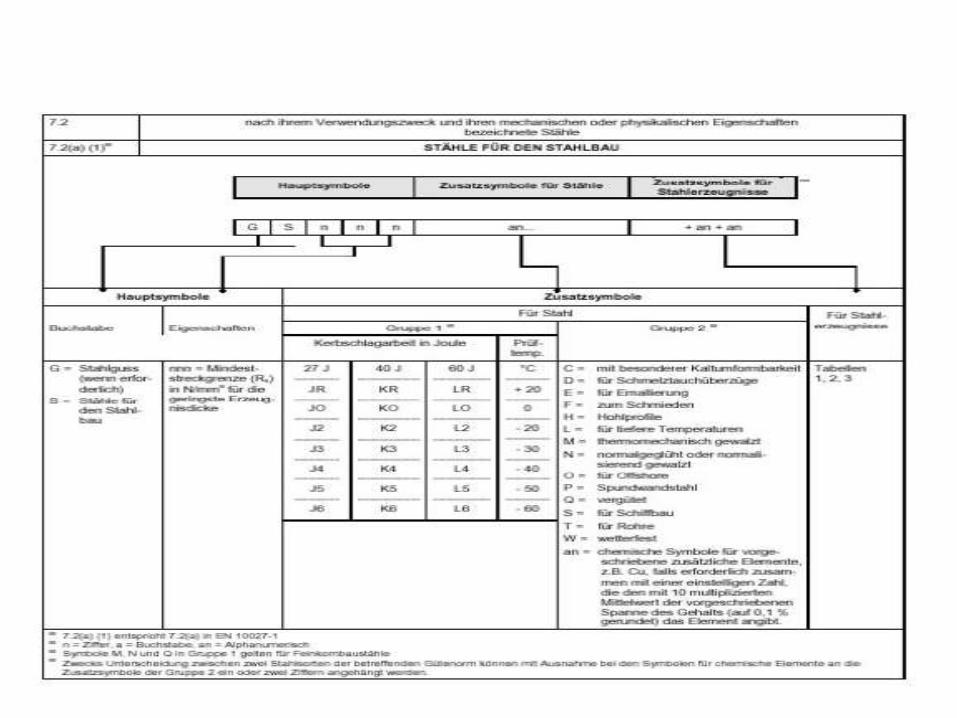
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Grundwerksto
ff
(unbeeinfluszligt)
Unvollstaumlndig
e
Umwandlung
Feinkornzone Grobkornzone Schweiszliggut
(Guszliggefuumlge)
E295 mit 028
C UP eine
Lage
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
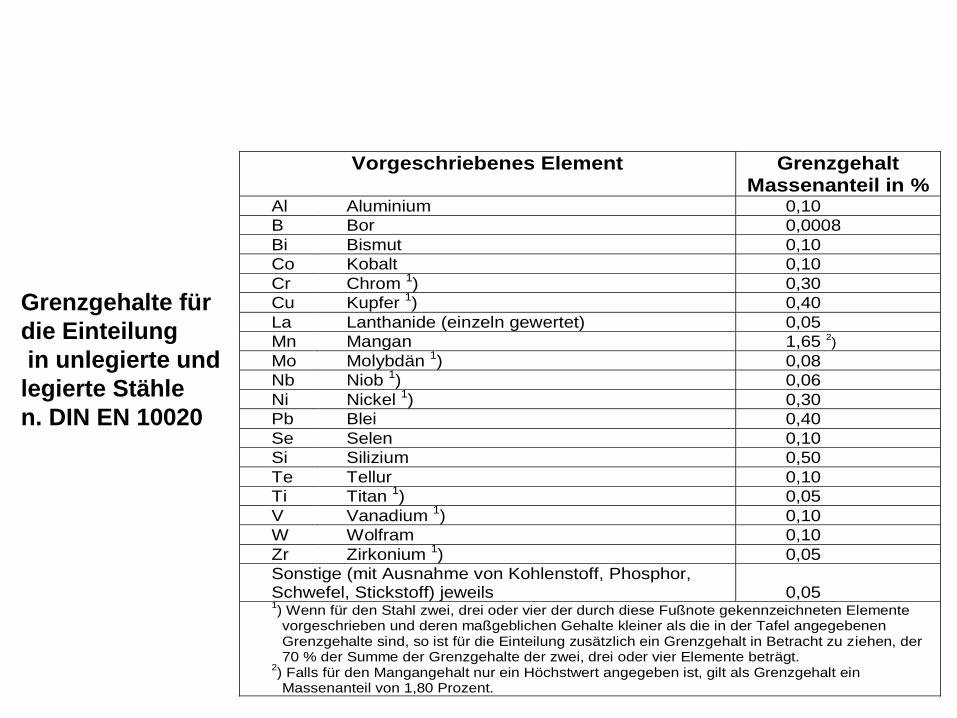
SchweiszliggutGrobkornzon
eFeinkornzone
teilumgewan-
delte ZoneWEZ
unbeeinfluszligter
Grundwerkstof
f
1 52 3 4
Bereich 1 teilweises AufschmelzenEs koumlnnen sich Seigerungen bilden Heiszligrisse koumlnnen
entstehen
Bereich 2 Grobkornzone UumlberhitzungszoneHaumlrtesteigerung eventuell Haumlrtegefuumlge (Martensit Bainit)
Wiederaufschmelzrisse moumlglich
Bereich 3 FeinkornzoneUmkoumlrnung (Normalisierungseffekt) ergibt feines Korn
Bereich 4 Zone der unvollstaumlndigen UmwandlungPerlit wandelt um in kohlenstoffreichen Austenit der wieder
umwandelt in bdquoretransformierten Perlitldquo oder bei hoher
Abkuumlhlgeschwindigkeit in hochgekohlten Martensit
Bereich 5 unter Ac1
Anlaszligeffekt eventuell Vergroumlberung von Ausscheidungen
Bei kaltverformtem Material Rekristallisation moumlglich Alterung
moumlglich
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
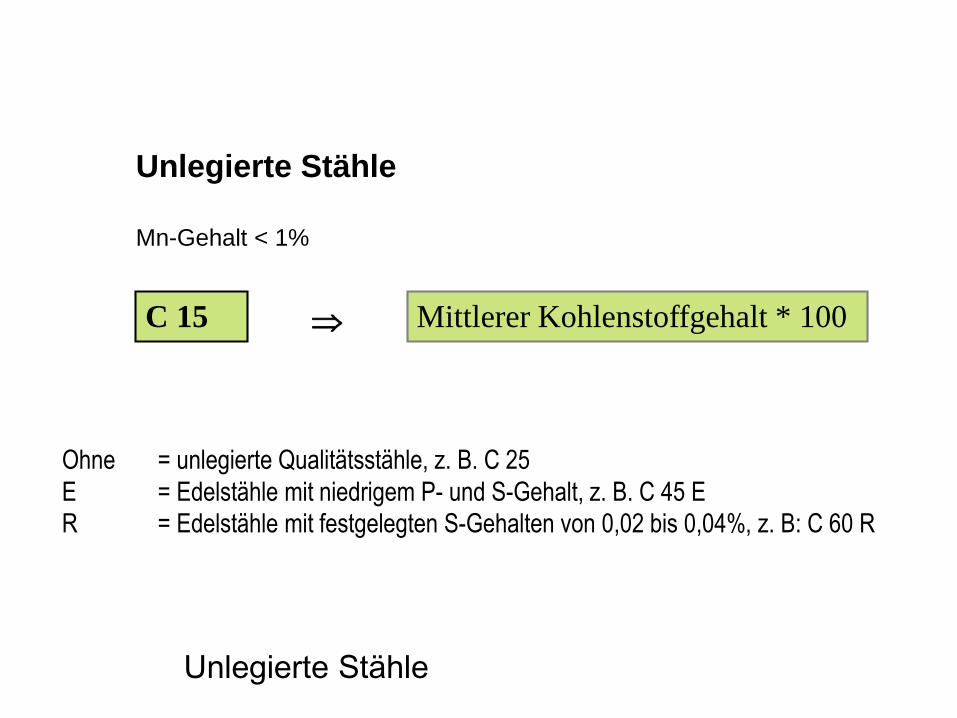
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Auswirkungen von GrobkornbildungAufhaumlrtungszonen und Haumlrteeinbruumlchen
bull Die maximalen Aufhaumlrtungen treten im Allgemeinen in der Grobkornzone auf
(Ferrit-Perlitnase ist zu groszligen Zeiten verschoben)
bull In der Aufhaumlrtungszone ist die Dehnung bei Belastung stark vermindert Dies
fuumlhrt bei Belastung in Nahtrichtung zu Sproumldbruchgefahr (unguumlnstiges
Zusammenwirken von Haumlrte und Grobkorn)
bull Unter der Wirkung thermisch bedingter Zug(eigen)spannungen koumlnnen sich
noch waumlhrend der Abkuumlhlung (ab ca 250degC) oder spaumlter nach vollstaumlndiger
Abkuumlhlung Kaltrisse in sproumlden Zonen bilden
bull Haumlrteeinbruumlche vermindern Streckgrenzen- und Zugfestigkeitswerte - je nach
Breite der Zone mit verminderter Haumlrte in unterschiedlichem Maszlige In der
Aufhaumlrtungszone ist die Dehnung bei Belastung Hinsichtlich der Schwingfestig-
keit wirken Haumlrteeinbruumlche als strukturelle Kerben dh schmale Haumlrteeinbruumlche
senken zB die Biegewechselfestigkeit staumlrker ab als Breite
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
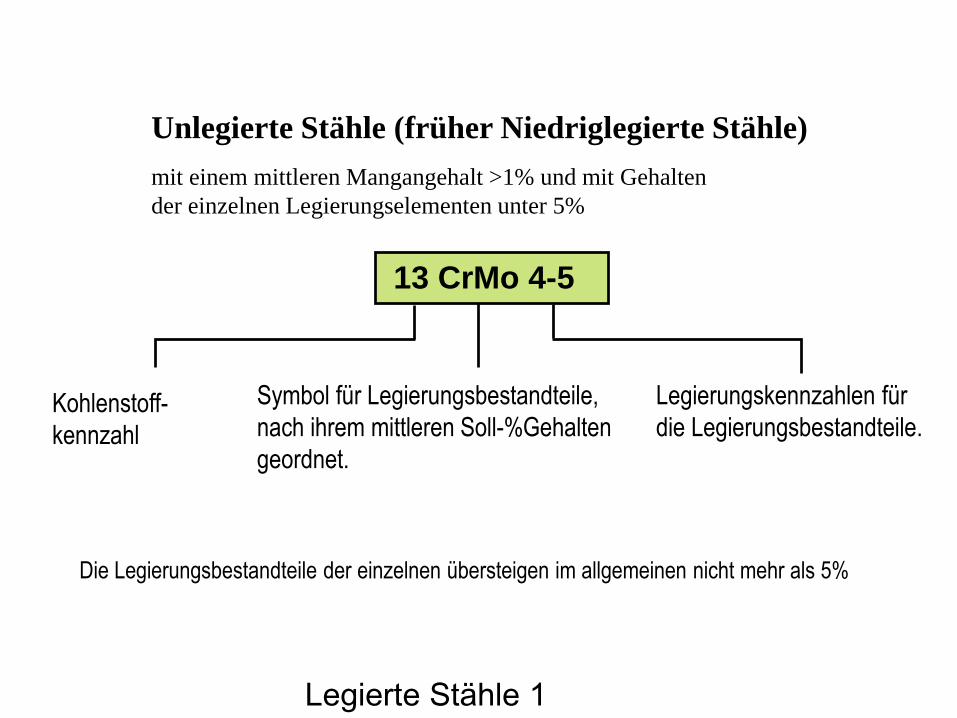
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
Gefuumlgezustaumlnde
bull Nachtraumlgliche Waumlrmebehandlung
Durch eine solche lassen sich Haumlrteeinbruumlche (erneute Aushaumlrtung) Aufhaumlr-
tungen (Spannungsarmgluumlhen) einschlieszliglich der Eigenspannungen und
Grobkornbildung (Normalisieren) vermindern oder beseitigen
Die in aufhaumlrtenden sproumlden Zonen moumlglicherweise schon entstandenen
Kaltrisse lassen sich aber nicht mehr beseitigen Zu ihrer Vermeidung kann eine
der folgenden Maszlignahmen beitragen
bull Vorwaumlrmen oder Einhalten einer bestimmten
Zwischenlagentemperatur beim Mehrlagenschweiszligen
Aufhaumlrtungen - und damit auch Kaltrisse - sollen von vornherein vermieden
werden Die benoumltigten Temperaturen sind relativ gering
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
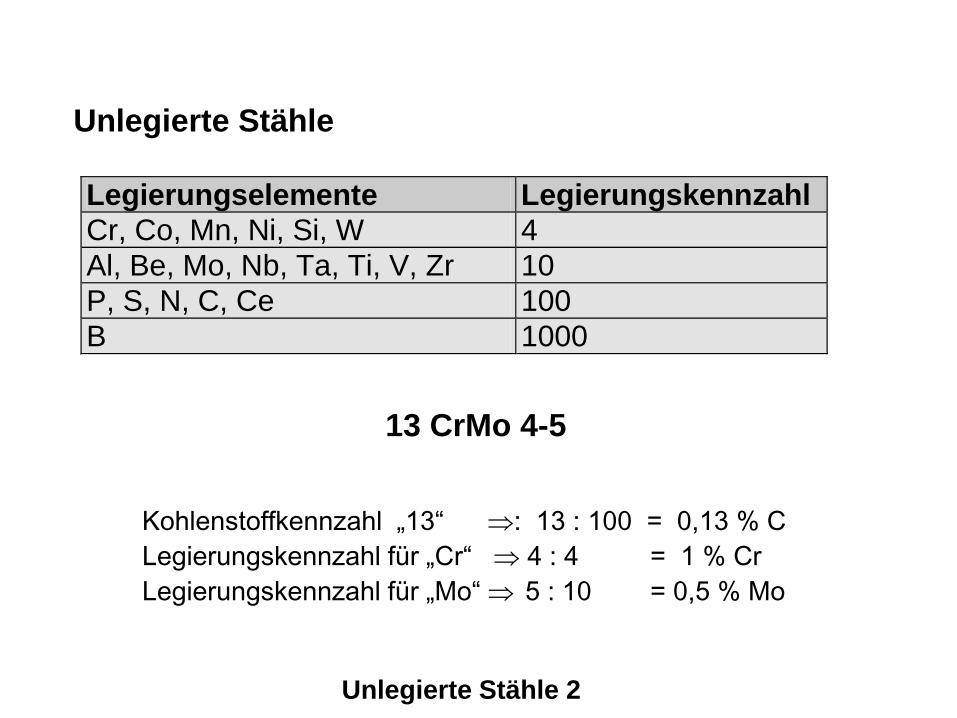
S
S=SZW+GW
Ac1 MAc1 U
GW
hohe Waumlrmeeinbringung Q
niedrige Waumlrmeeinbringung Q
283C930HVmax
Bereich uumlber Ac3 (vollstaumlndig austenitisiert)
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
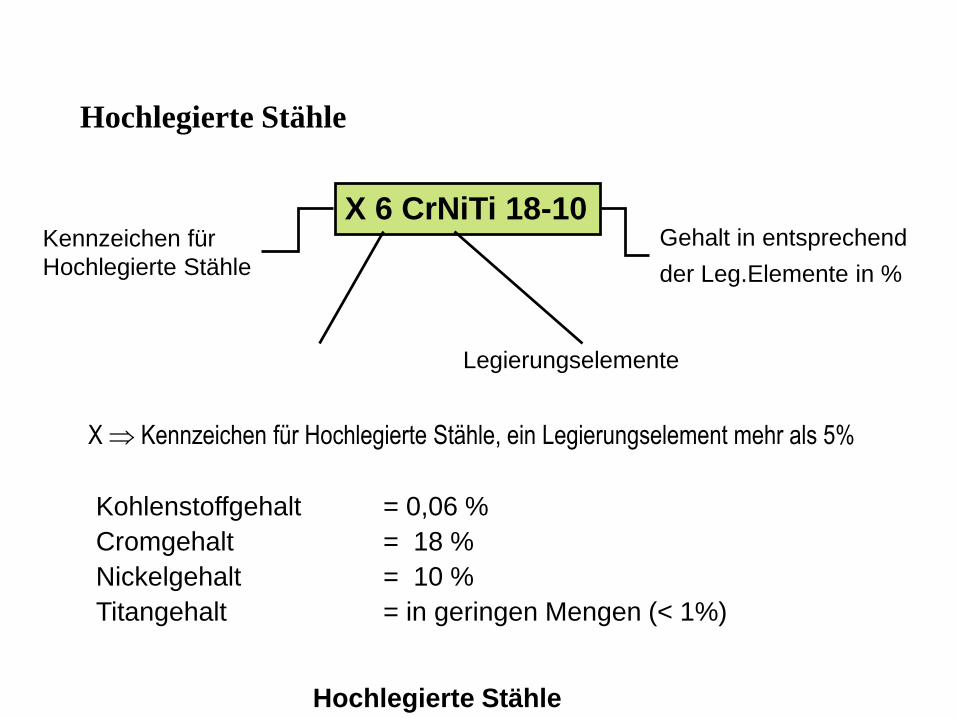
Verzoumlgerte
Umwandlung in
der Perlit- und
Bainitstufe
aufgrund einer
erhoumlhten
Austenitisierungs
-temperatur
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
IWS INSTITUT FUumlR WERKSTOFFKUNDE UND SCHWEISSTECHNIK
Prof Dr-Ing L Muumlller
Quelle Skript Prof Dr-Ing G Koumltting
Im Schweiszligwaumlrmezyklus ermitteltes ZTU-Diagramm fuumlr
S355J2G3 (St 52-3) (nach Seyffahrt)
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
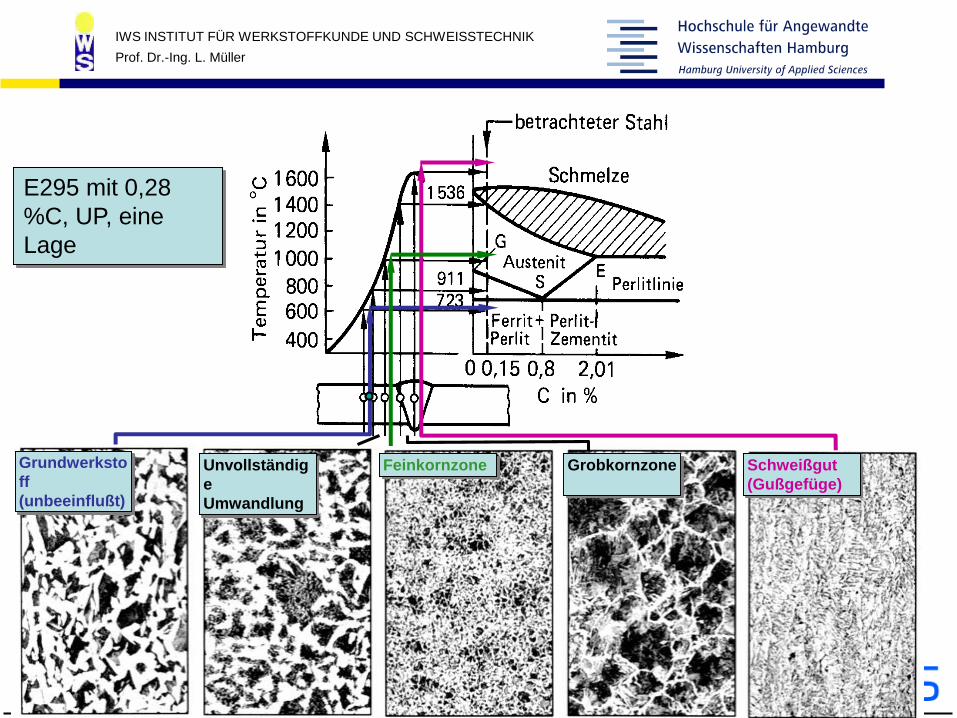
Ursache Durch Erwaumlrmen uumlber ca 750degC (A3) und anschlieszligendem
schnellen Abkuumlhlen (Abschrecken) kann ein Stahl gehaumlrtet werden
(Voraussetzung haumlrtbarer Stahl)
Wirkung Der gehaumlrtete Stahl ist
sproumlde
kann nicht plastisch verformt werden
weist groszlige innere Spannungen auf
die zu Haumlrterissen fuumlhren koumlnnen
Auch beim Schweiszligen WEZ kann durch das Erwaumlrmen und rasches Abkuumlhlen gefaumlhrlich
aufhaumlrten wenn im Stahl Gehalte folgender Elemente uumlberschritten werden
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
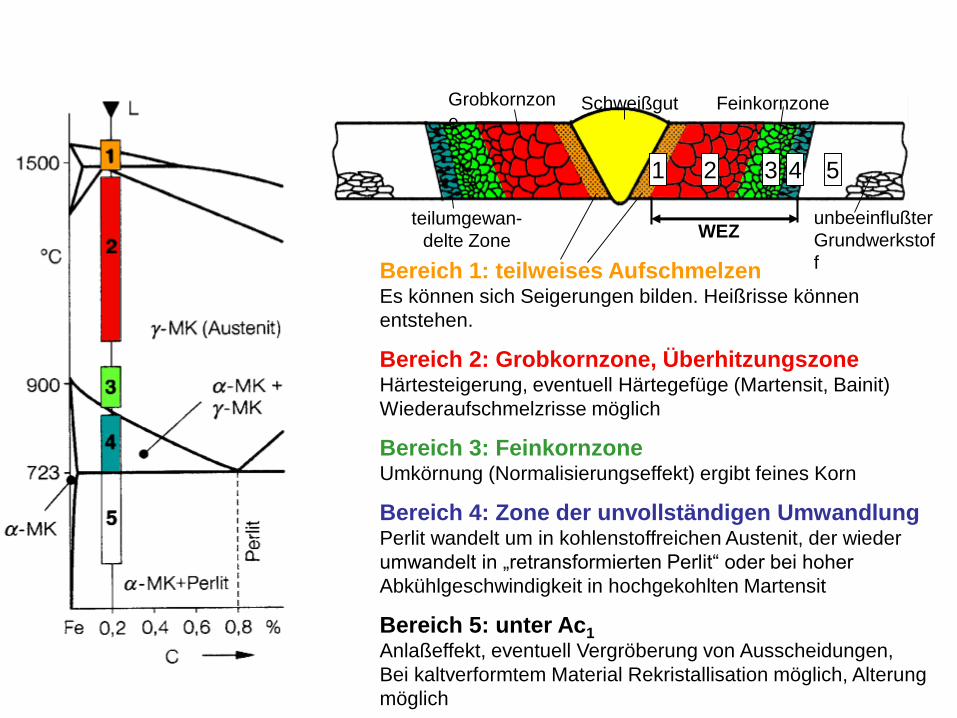
Chemische Zusammensetzung
Die chemische Zusammensetzung nach der Schmelzanalyse ist inTabelle 2 DIN EN 10025 festgelegt Fuumlr die Stahlsorten S355J0 bisS355K2G4 koumlnnen bei der Bestellung folgende zusaumltzliche Anfor-derungen vereinbart werden
Angabe der Gehalte an Cr Cu Mo Ni Nb Ti und V (Schmelzanalyse) in der Bescheinigung der Materialpruumlfung
Begrenzung des Kohlenstoffgehaltes auf max 018 in der
Schmelzanalyse bei Dicken 30 mm wenn die Erzeugnisse mehr als 002 Nb oder 002 Ti oder 003 V (Schmelzanalyse) enthalten
Houmlchstwert fuumlr das Kohlenstoffaumlquivalent CEV
1556
CuNiVMoCrMnCCEV
Chemische Analyse
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
in15
NiCu
5
VMoCr
6
MnC)IIW(CE
(1967)
Die Gefahr einer unzulaumlssigen Aufhaumlrtung wird neben dem
Kohlenstoffgehalt auch durch die Gehalte anderer Elemente erhoumlht
Wenn CE(IIW) 040
geringe Aufhaumlrtegefahr
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
Schwer schweiszligbar Caumlqu gt 08
nicht schweiszligsicher
(Bereich der Vorwaumlrmtemperatur erproben Tv gt 300degC)
Waumlrmenachbehandlung
Gut schweiszligbar Caumlqu lt 04 (bzw C lt 025 )
ohne Vorwaumlrmen schweiszligsicher
(bei Blechdicken s gt 40 mm Vorwaumlrmen auf Tv = 100 150degC)
Bsp S355
Bedingt schweiszligbar Caumlqu = 04 08
mit Vorwaumlrmen schweiszligsicher (Tv = 150 400 degC)
Bsp C45 16MnCr5
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
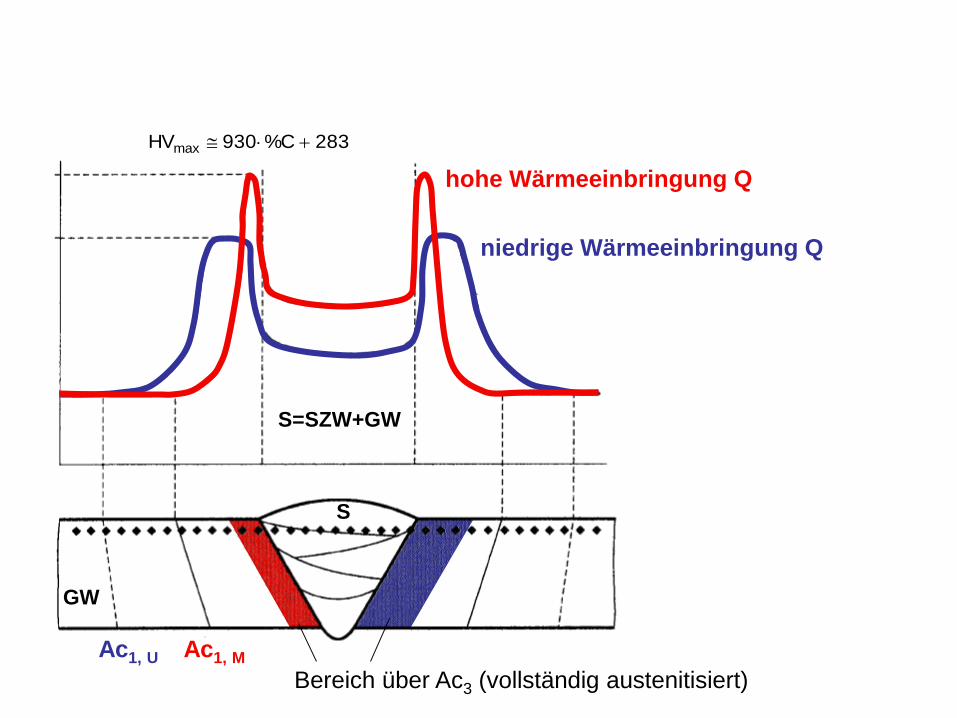
Quelle Institut fuumlr Werkstofftechnik
Metallische WerkstoffeDr-Ing Wolfgang Zinn
SchweiszligenWaumlrmeeinbringung u Abkuumlhlbedingungen moumlglichst gut auf jeweiligen Stahl
und die Blechdicke abstimmen und kontrollieren denn jetzt ist die Waumlrme-
fuumlhrung von 2 Seiten eingegrenzt
a) bei zu geringer Abkuumlhlgeschwindigkeit - zB durch zu groszlige Waumlrme-
einbringung - ergeben sich Festigkeitsverluste und Zaumlhigkeitsverluste
b) bei zu groszliger Abkuumlhlgeschwindigkeit treten unerwuumlnschte Haumlrtespitzen auf
(Kann eher in Kauf genommen werden als a)
Deshalb muss
- Waumlrmeeinbringung - besonders bei duumlnnen Blechen begrenzt werden
-Vorwaumlrmtemperatur lt= 100degC eingehalten werden beim Spannungsarmgluumlhen
Temperatur mindestens 50degC unter der Anlasstemperatur des Grundwerkstoffs
und lange Gluumlhzeiten sowie langsame Ofenabkuumlhlung vermeiden
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
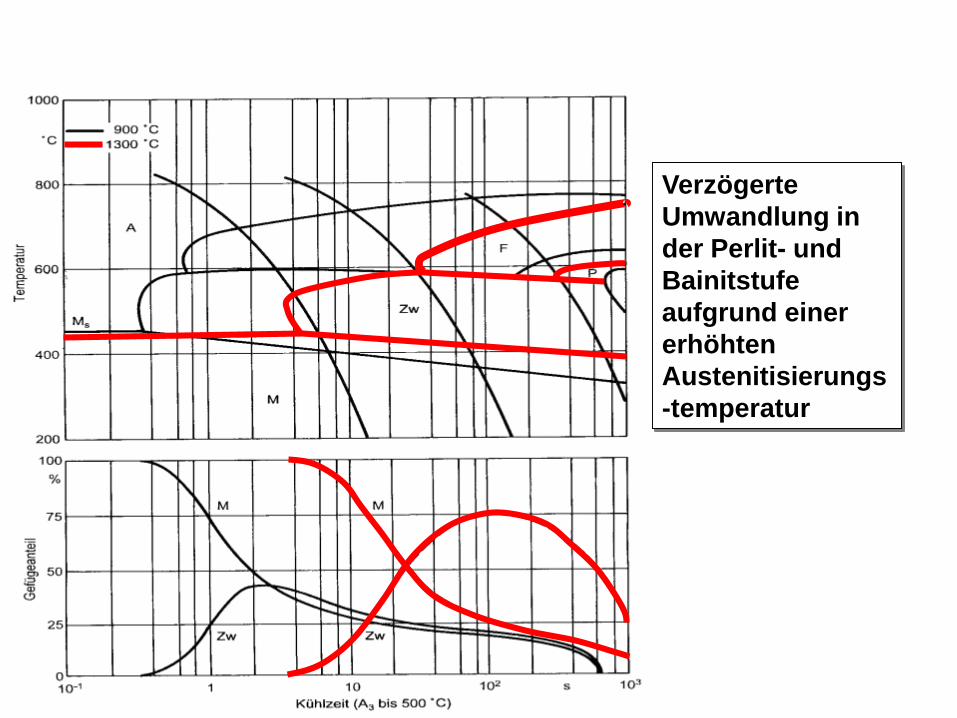
Zuordnung der erwuumlnschten zu den
unerwuumlnschten Begleitelemente im Stahl
Phosphor(Pmax 0045 besser lt 001 )
Schwefel(Smax 0045 besser lt 001 )
Sauerstoff(003 gt Omax gt 002 )
Stickstoff(Nmax 001 besser lt 0007 )
Wasserstoff(Hmax 0 )
Mangan(Mn 02 bis max 16 )
Silizium(Si 01 - 04 )
Aluminium(Al 002 )
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
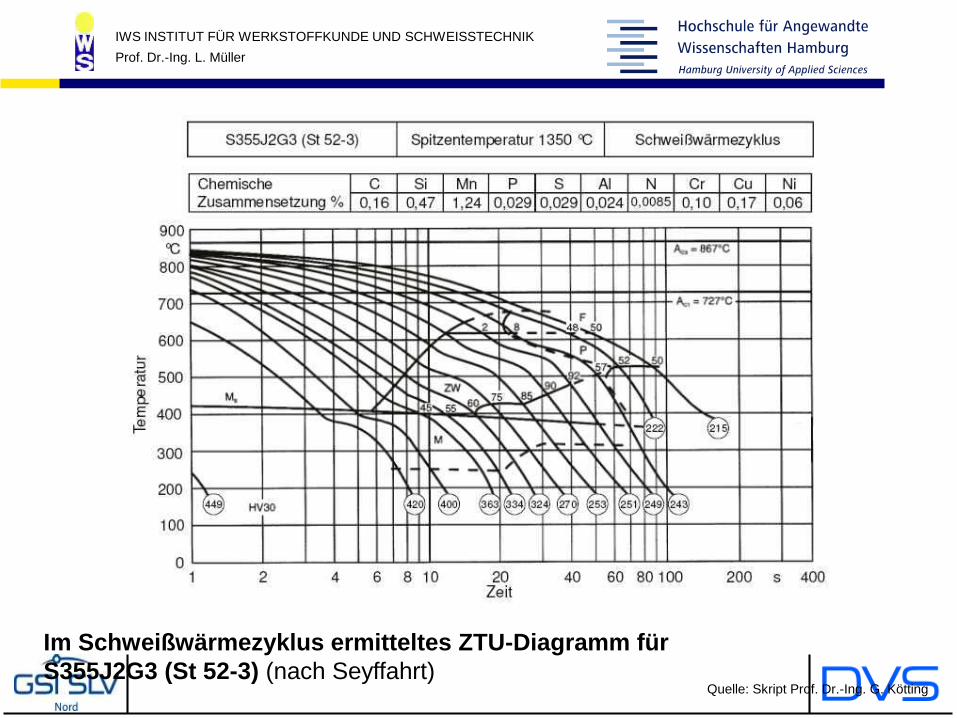
Kennzeichnung Besonderheiten
DIN 17100
alt
DIN EN 10025
neu
Besonders beruhigt
Beruhigt
Unberuhigt
Speckschicht
hohe Reinheit
Seigerungszone
hohe Gehalte an SP
U
R
RR
FU
FN
FF
wenig Mangan (Mn)
kein Silizium (Si)
starke Seigerungen
mit Si und Mn
kaum Seigerungen
mit Si Mn und Al
keine Seigerungen
feinkoumlrniger Stahl
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen
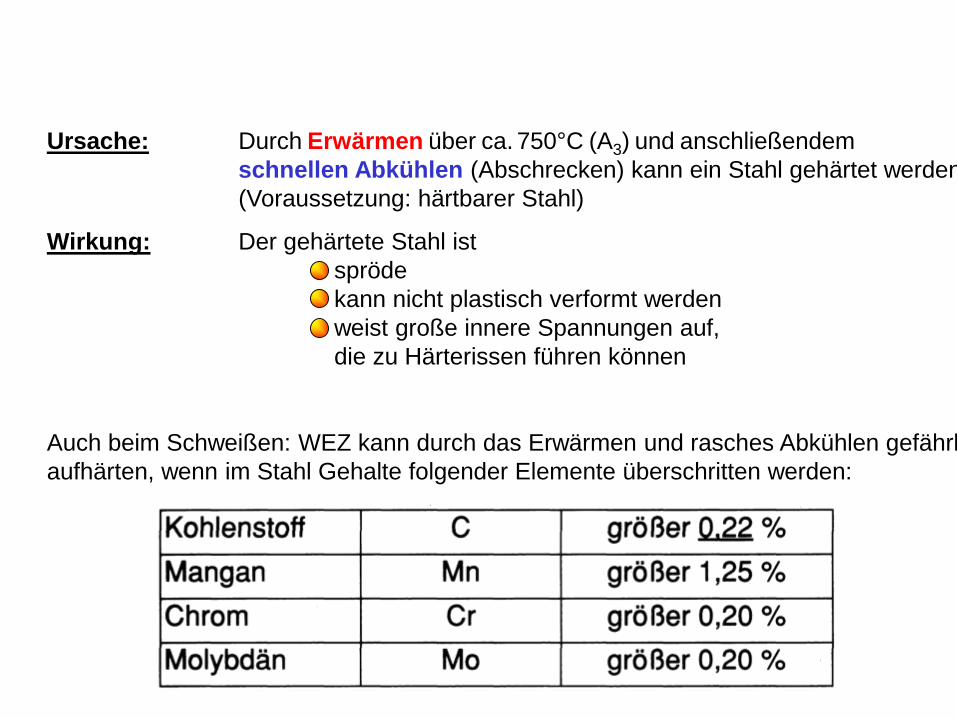
Ursachen (z B) Abhilfe (z B)
Schweiszligeigenspannungen zu hoch
(Schrumpfbehinderung)
Schweiszligfolge aumlndern
freies Schrumpfen ermoumlglichen
Nahtanhaumlufungen vermeiden
vorwaumlrmen
Kaltrisse
wasserstoffinduzierte Risse
(atomarer Wasserstoff)
Ruumlcktrocknen Pulver Elektroden
vorwaumlrmen
Nahtbereich reinigen
(Oumlle Fette sowie Feuchtigkeit)
Heiszligrisse
niedrigschmelzende Eutektika
(FeS NiS )
Reinheit (s o)
Schweiszligparameter aumlndern
Schweiszligzusatz wechseln
Endkraterrisse
(Lunkerungshohlraumlume)
Endkraterfuumllleinrichtung
verwenden (Stromabsenkung)
Endkrater durch Ruumlckschweiszligen
auffuumlllen
starre Konstruktion
dreiachsiger Spannungszustand
Schweiszligfolge aumlndern
vorwaumlrmen







![Hochtemperatur-Filtermedien auf Basis der Meltblow …Polymerbezeichnung Schmelzpunkt [°C] Vorteile Problematik Polybutylenterephthalat (PBT) 220 preisgünstig, hohe Verfügbarkeit,](https://img.pdfslide.org/doc/110x75/5fe8ff079f730409b12d170a/hochtemperatur-filtermedien-auf-basis-der-meltblow-polymerbezeichnung-schmelzpunkt.jpg)




















