Embed Size (px)
Citation preview
111.2 Die Fertigungsverfahren im Überblick
1.2 Die Fertigungsverfahren im Überblick
Die Fertigungsverfahren werden eingeteilt nach den Verfahren wie man Werkstücke formt und/oder die Stoffeigenschaften ändert. Kennzeich-nend ist dabei, wie der Zusammenhalt der stoff-lichen Bestandteile eines Werkstücks sich darstellt. Man unterscheidet Fertigungsverfahren, welche die Bauteilform dadurch bestimmen, dass stoff-licher Zusammenhalt
• geschaffen wird, → Urformen (Gießen) • beibehalten wird, → Umformen • vermindert wird, → Trennen • vermehrt wird. → Fügen
Neben formbildend bzw. formändernd können die Fertigungsverfahren auch die Stoffeigenschaften verändern, z. B. durch Gefügeveränderungen (Umlagern von Stoffteilchen), durch Nitrieren (Einbringen von Stoffteilchen) oder durch Entkoh-len (Aussondern von Stoffteilchen).
Entsprechend zu den Merkmalen des stoffl ichen Bauteilentstehens werden die Fertigungsverfah-ren in sechs Hauptgruppen nach DIN 8580 einge-teilt (Bild 1, folgende Seiten).
1. Urformen ist das Fertigen eines festen Körpers aus einem formlosen Stoff. Formlose Stoffe sind insbesondere fl üssige Metalle und Kunst-stoffe, aber auch Pulver, Fasern, Granulate und Gase.
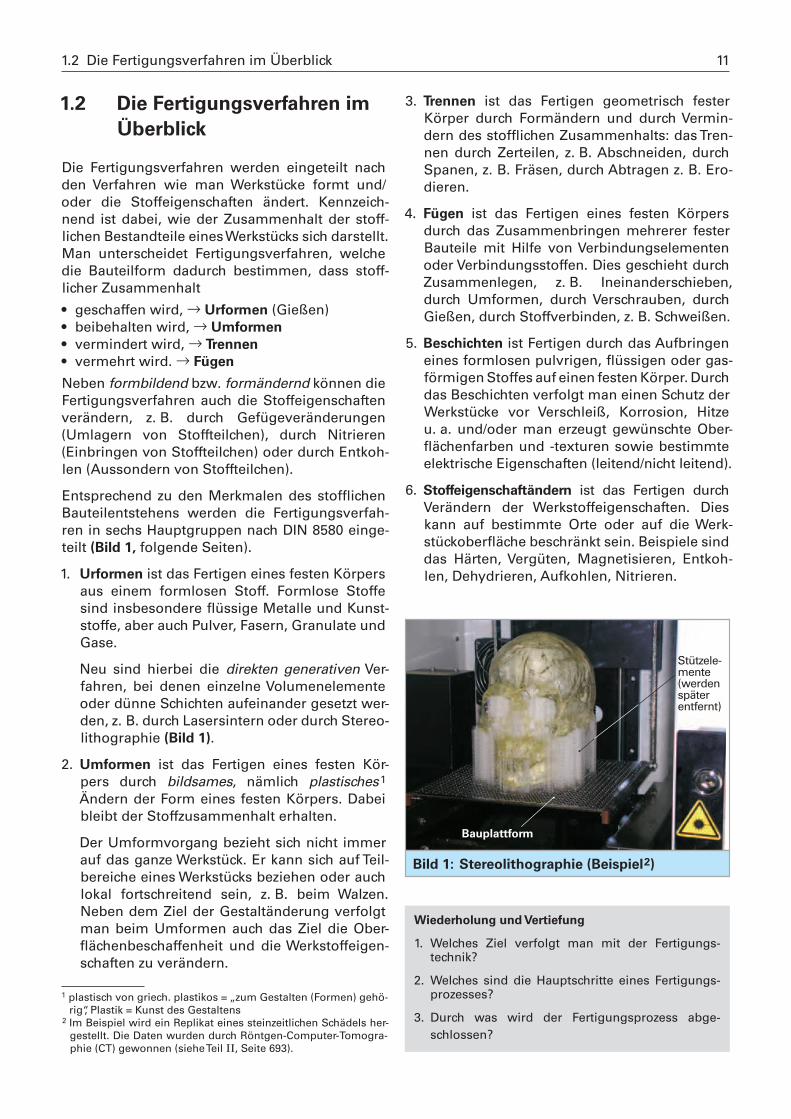
Neu sind hierbei die direkten generativen Ver-fahren, bei denen einzelne Volumenelemente oder dünne Schichten aufeinander gesetzt wer-den, z. B. durch Lasersintern oder durch Stereo-lithographie (Bild 1).
2. Umformen ist das Fertigen eines festen Kör-pers durch bildsames, nämlich plastisches1 Ändern der Form eines festen Körpers. Dabei bleibt der Stoffzusammenhalt erhalten.
Der Umformvorgang bezieht sich nicht immer auf das ganze Werkstück. Er kann sich auf Teil-bereiche eines Werkstücks beziehen oder auch lokal fortschreitend sein, z. B. beim Walzen. Neben dem Ziel der Gestaltänderung verfolgt man beim Umformen auch das Ziel die Ober-fl ächenbeschaffenheit und die Werkstoffeigen-schaften zu verändern.
1 plastisch von griech. plastikos = „zum Gestalten (Formen) gehö-rig“, Plastik = Kunst des Gestaltens
2 Im Beispiel wird ein Replikat eines steinzeitlichen Schädels her-gestellt. Die Daten wurden durch Röntgen-Computer-Tomogra-phie (CT) gewonnen (siehe Teil II, Seite 693).
3. Trennen ist das Fertigen geometrisch festerKörper durch Formändern und durch Vermin-dern des stoffl ichen Zusammenhalts: das Tren-nen durch Zerteilen, z. B. Abschneiden, durch Spanen, z. B. Fräsen, durch Abtragen z. B. Ero-dieren.
4. Fügen ist das Fertigen eines festen Körpers durch das Zusammenbringen mehrerer fester Bauteile mit Hilfe von Verbindungselementen oder Verbindungsstoffen. Dies geschieht durch Zusammenlegen, z. B. Ineinanderschieben, durch Umformen, durch Verschrauben, durch Gießen, durch Stoffverbinden, z. B. Schweißen.
5. Beschichten ist Fertigen durch das Aufbringen eines formlosen pulvrigen, fl üssigen oder gas-förmigen Stoffes auf einen festen Körper. Durch das Beschichten verfolgt man einen Schutz der Werkstücke vor Verschleiß, Korrosion, Hitze u. a. und/oder man erzeugt gewünschte Ober-fl ächenfarben und -texturen sowie bestimmte elektrische Eigenschaften (leitend/nicht leitend).
6. Stoffeigenschaftändern ist das Fertigen durch Verändern der Werkstoffeigenschaften. Dies kann auf bestimmte Orte oder auf die Werk-stückoberfl äche beschränkt sein. Beispiele sind das Härten, Vergüten, Magnetisieren, Entkoh-len, Dehydrieren, Aufkohlen, Nitrieren.
Stützele-mente(werdenspäterentfernt)
Bauplattform
Bild 1: Stereolithographie (Beispiel2)
Wiederholung und Vertiefung
1. Welches Ziel verfolgt man mit der Fertigungs-technik?
2. Welches sind die Hauptschritte eines Fertigungs-prozesses?
3. Durch was wird der Fertigungsprozess abge-
schlossen?
18 Teil I: Fertigungsverfahren
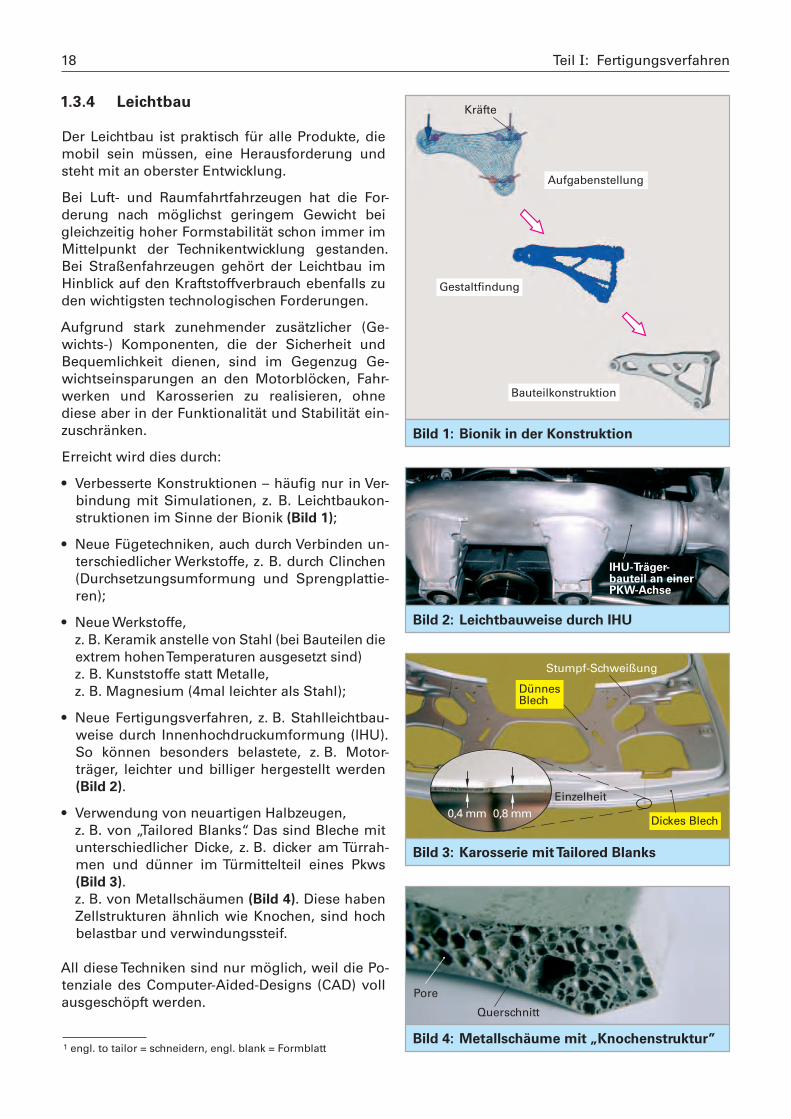
Aufgabenstellung
Gestaltfindung
Kräfte
Bauteilkonstruktion
Bild 1: Bionik in der Konstruktion
IHU-Träger-bauteil an einer PKW-Achse
Bild 2: Leichtbauweise durch IHU
Stumpf-Schweißung
Einzelheit
0,4 mm 0,8 mmDickes Blech
Dünnes Blech
Bild 3: Karosserie mit Tailored Blanks
Pore
Querschnitt
Bild 4: Metallschäume mit „Knochenstruktur”
1.3.4 Leichtbau
Der Leichtbau ist praktisch für alle Produkte, die mobil sein müssen, eine Herausforderung und steht mit an oberster Entwicklung.
Bei Luft- und Raumfahrtfahrzeugen hat die For-derung nach möglichst geringem Gewicht bei gleichzeitig hoher Formstabilität schon immer im Mittelpunkt der Technikentwicklung gestanden. Bei Straßenfahrzeugen gehört der Leichtbau im Hinblick auf den Kraftstoffverbrauch ebenfalls zu den wichtigsten technologischen Forderungen.
Aufgrund stark zunehmender zusätzlicher (Ge-wichts-) Komponenten, die der Sicherheit und Bequemlichkeit dienen, sind im Gegenzug Ge-wichtseinsparungen an den Motorblöcken, Fahr-werken und Karosserien zu realisieren, ohne diese aber in der Funktionalität und Stabilität ein-zuschränken.
Erreicht wird dies durch:
• Verbesserte Konstruktionen – häufi g nur in Ver-bindung mit Simulationen, z. B. Leichtbaukon-struktionen im Sinne der Bionik (Bild 1);
• Neue Fügetechniken, auch durch Verbinden un-terschiedlicher Werkstoffe, z. B. durch Clinchen (Durchsetzungsumformung und Sprengplattie-ren);
• Neue Werkstoffe, z. B. Keramik anstelle von Stahl (bei Bauteilen die
extrem hohen Temperaturen ausgesetzt sind) z. B. Kunststoffe statt Metalle, z. B. Magnesium (4mal leichter als Stahl);
• Neue Fertigungsverfahren, z. B. Stahlleichtbau-weise durch Innenhochdruckumformung (lHU). So können besonders belastete, z. B. Motor-träger, leichter und billiger hergestellt werden (Bild 2).
• Verwendung von neuartigen Halbzeugen, z. B. von „Tailored Blanks“. Das sind Bleche mit
unterschiedlicher Dicke, z. B. dicker am Türrah-men und dünner im Türmittelteil eines Pkws (Bild 3).
z. B. von Metallschäumen (Bild 4). Diese haben Zellstrukturen ähnlich wie Knochen, sind hoch belastbar und verwindungssteif.
All diese Techniken sind nur möglich, weil die Po-tenziale des Computer-Aided-Designs (CAD) voll ausgeschöpft werden.
1 engl. to tailor = schneidern, engl. blank = Formblatt
292.1 Gießereitechnik
2 Fertigen mit Metallen
2.1 Gießereitechnik
2.1.1 Gegossene Bauteile
Gussprodukte haben weltweit eine ständig zuneh-mende Bedeutung. Die größten Abnehmer sind zurzeit die Automobilindustrie, der Maschinenbau, die Elektroindustrie und die Telekommunikation.
Vor allem in der Automobilindustrie haben Gus-serzeugnisse in der Zukunft durch den Einsatz der Leichtmetalle Aluminium (AI) und Magnesi-um (Mg) breite Einsatzgebiete im Motoren- und Getriebebau, bei der Karosserieherstellung und im Fahrzeuginnenbereich. Die Entwicklung von Gussprodukten für die Automobilindustrie wird durch folgende Anforderungen gekennzeichnet:
ca. 1m
Einzelheit
Bild 1: Instrumententräger (Smart)
Werkstücke sollen
• leicht,
• sicher,
• schnell,
• preiswert,
• energiesparend,
• umweltschonend,
• f ormgebungsfreundlich,
konstruiert und hergestellt werden.
Leicht
Der Benzinverbrauch von Fahrzeugen ist vor allem abhängig von dem Gewicht der Fahrzeuge.
Das Reduzieren der Fahrzeuggewichte kann durch folgende Maßnahmen erfolgen:
1. Durch die Entwicklung integraler Bauteile, die mehrere Funktionen übernehmen (Bild 1).
2. Durch Einsatz von Leichtmetallen auf Basis von Aluminiumlegierungen und Magnesiumlegie-rungen anstelle von Eisen und Stahl.
3. Durch neue Konstruktionsweisen, wie z. B. die Rahmenkonstruktion für die Herstellung von Pkw-Karosserien.
4. Durch die sinnvolle Kombination von Werk-stoffen, wie z. B. die Knotenpunkte als Magne-siumteile und die Rahmenteile als extrudierte Teile aus Aluminiumlegierungen.
Sicher
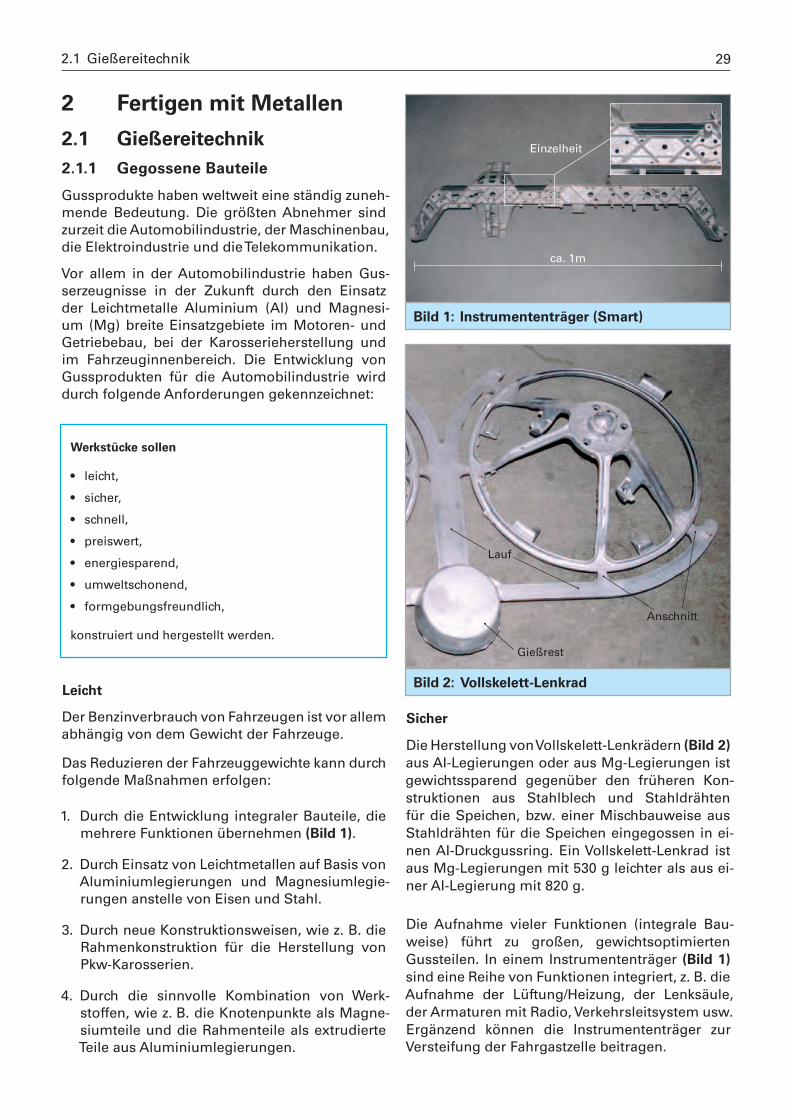
Die Herstellung von Vollskelett-Lenkrädern (Bild 2) aus AI-Legierungen oder aus Mg-Legierungen ist gewichtssparend gegenüber den früheren Kon-struktionen aus Stahlblech und Stahldrähten für die Speichen, bzw. einer Mischbauweise aus Stahldrähten für die Speichen eingegossen in ei-nen AI-Druckgussring. Ein Vollskelett-Lenkrad ist aus Mg-Legierungen mit 530 g leichter als aus ei-ner AI-Legierung mit 820 g.
Die Aufnahme vieler Funktionen (integrale Bau-weise) führt zu großen, gewichtsoptimierten Gussteilen. In einem Instrumententräger (Bild 1) sind eine Reihe von Funktionen integriert, z. B. die Aufnahme der Lüftung/Heizung, der Lenksäule, der Armaturen mit Radio, Verkehrsleitsystem usw. Ergänzend können die Instrumententräger zur Versteifung der Fahrgastzelle beitragen.
Gießrest
Anschnitt
Lauf
Bild 2: Vollskelett-Lenkrad
58
Für Handformen
Holzmodelle
Polystyrolschaum-
stoffmodelle
Für Maschinenformen
Modellplatten aus Metall,
Kunstharz und Holz
Vollformgießen mit
Polystyrolschaum-
stoffmodellen
Hohlformgießen mit
Polystyrolschaum-
stoffmodell
Wachsmodell (Feinguss)
Formen mit Dauermodell Formen mit verlorenem Modell
Bild 4: Formherstellung mit Dauermodell und mit verlorenem Modell
Verfahren mitphysikalischer
Bindung
Verfahren mit
keramischer
Bindung
Verfahren mit
aushärtenden
Formstoffen
Unterdruckverfahren
Magnetformverfahren
Feinguss Heißharzverfahren
Kaltharzverfahren
Verfahren mit Begasung
Verfahren mit
zu verdichtenden
Formstoffen
Tongebundene Sande
Bild 3: Arten der Formstoffsysteme für verlorene Formen
Formen mit Formanlagen KernformenMaschinenformenHandformen
Mechanisiert
Teilautomatisiert
Vollautomatisiert
Mit Kasten
Kastenlos
Vertikal geteilt
Horizontal geteilt
Mit Hand
Mit Maschine
Pressen
Schießen
Saugen
Impulsverdichten
Luftstrom
Schleudern
Vibrieren
Kastenformen
Herdformen
Handstampfen
Pressluftstampfen
Mit zu verdichtendem
Formstoff
Mit aushärtendem
Formstoff
Bild 2: Arten der Formherstellung für verlorene Formen
2.1.6 Formtechnik
2.1.6.1 Übersicht
Man unterscheidet bei der Herstellung von For-men die Dauerformen und die verlorenen Formen.
Dauerformen verwendet man beim Schwerkraft-gießen für das
• Kokillengießen,
• das Stranggießen und
• das Schleudergießen.
sowie beim Gießen unter Druck für
• das Druckgießen,
• das Niederdruckgießen und
• für Sonderverfahren, z. B. Vacuralverfahren.
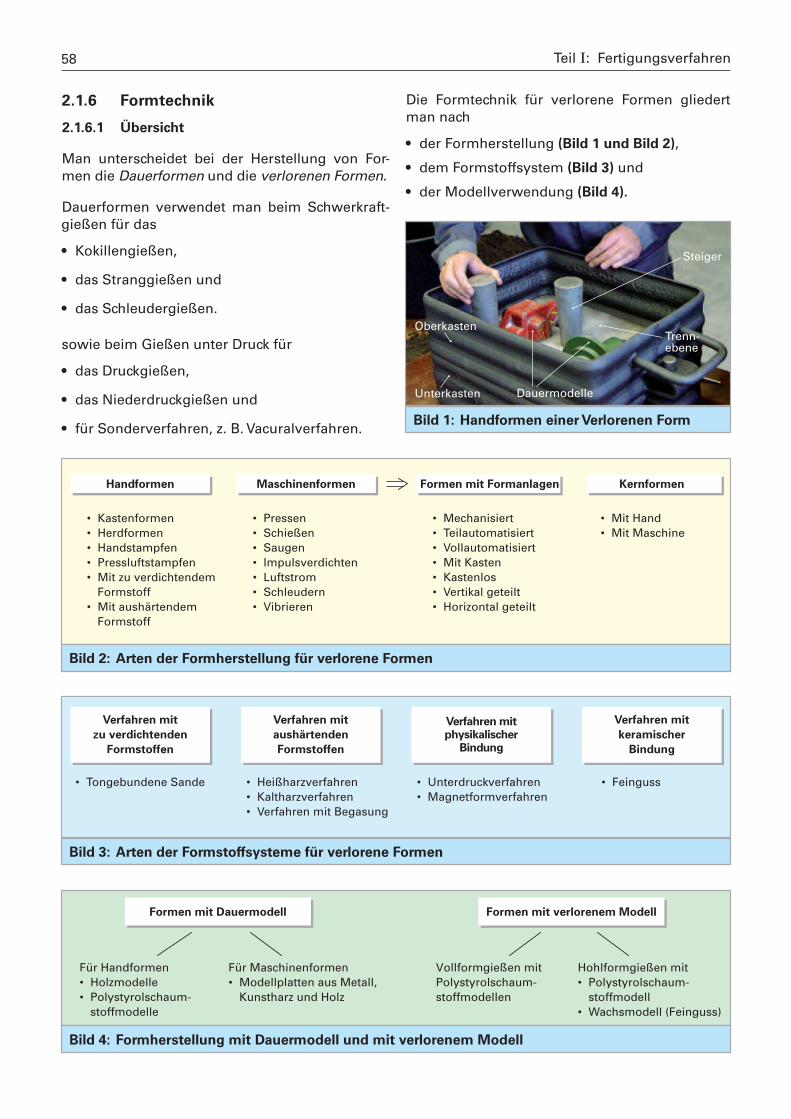
Die Formtechnik für verlorene Formen gliedert man nach
• der Formherstellung (Bild 1 und Bild 2),
• dem Formstoffsystem (Bild 3) und
• der Modellverwendung (Bild 4).
Teil I: Fertigungsverfahren
Steiger
Trenn-ebene
Unterkasten
Oberkasten
Dauermodelle
Bild 1: Handformen einer Verlorenen Form
1252.3 Umformtechnik
2.3 Umformtechnik
2.3.1 Übersicht
Umformen ist das Fertigen durch bildsames (pla-stisches) Ändern der Form eines festen Körpers (DIN 8580). Dabei bleibt die Werkstückmasse er-halten. Die Umformverfahren zählen zu den span-losen Fertigungsverfahren.
Eingeteilt werden die Umformverfahren in fünf Gruppen (Tabelle 1, folgende Seite):
a) Druckformen mit den Verfahren:
Walzen, Freiformen, Gesenkformen (Bild 1), Eindrücken und Durchdrücken,
b) Zugdruckumformen mit den Verfahren:
Durchziehen, Tiefziehen, Kragenziehen, Drü-cken und Knickbauchen,
c) Zugumformen mit den Verfahren:
Längen, Weiten und Tiefen,
d) Biegen,
e) Schubumformen.
Neben dieser Einteilung, nach Art des im Werk-stück herrschenden Spannungszustandes, gibt es noch eine Einteilung nach der Temperatur, bei welcher der Umformvorgang erfolgt (DIN 8582):
• Umformen oberhalb der Rekristallisationstem-peratur → Warmformgebung,
• Umformen unterhalb der Rekristallisationstem-peratur → Kaltformgebung.
Des Weiteren wird häufi g unterschieden nach Art des Ausgangsmaterials. Liegt das Ausgangsma-terial als Blech vor, so spricht man von Blechum-
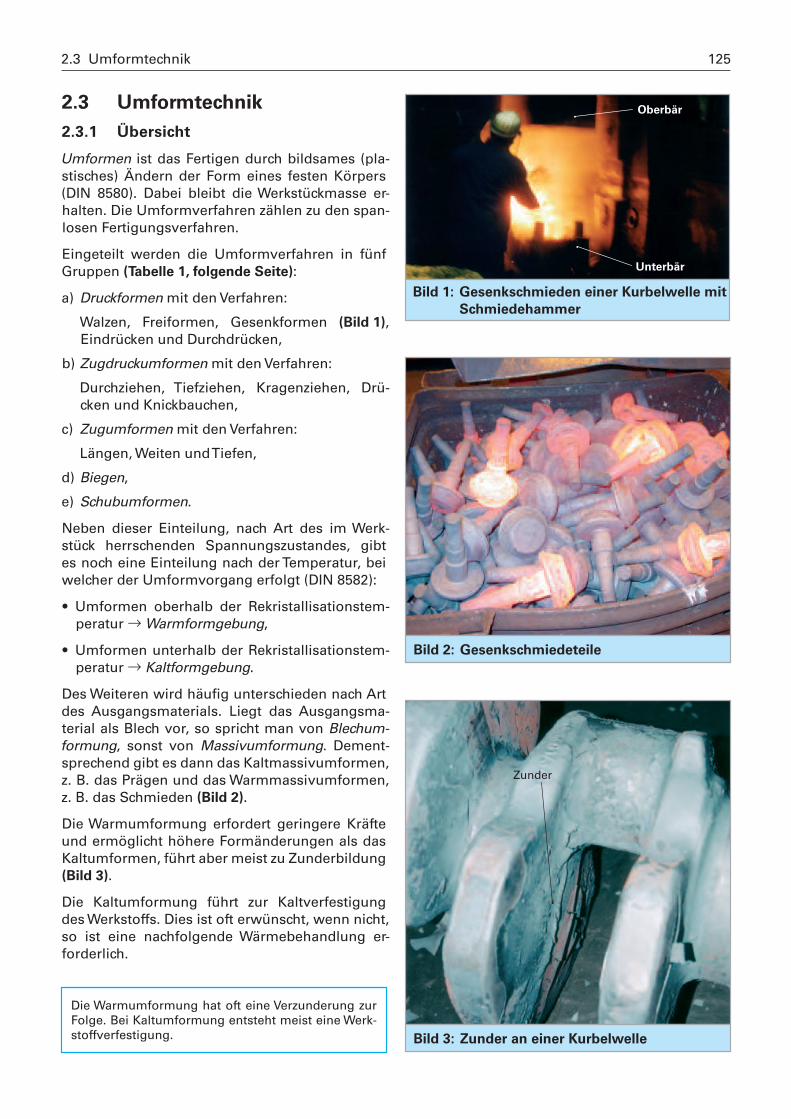
formung, sonst von Massivumformung. Dement-sprechend gibt es dann das Kaltmassivumformen, z. B. das Prägen und das Warmmassivumformen, z. B. das Schmieden (Bild 2).
Die Warmumformung erfordert geringere Kräfte und ermöglicht höhere Formänderungen als das Kaltumformen, führt aber meist zu Zunderbildung (Bild 3).
Die Kaltumformung führt zur Kaltverfestigung des Werkstoffs. Dies ist oft erwünscht, wenn nicht, so ist eine nachfolgende Wärmebehandlung er-forderlich.
Die Warmumformung hat oft eine Verzunderung zur Folge. Bei Kaltumformung entsteht meist eine Werk-stoffverfestigung.
Oberbär
Unterbär
Bild 1: Gesenkschmieden einer Kurbelwelle mit Schmiedehammer
Zunder
Bild 3: Zunder an einer Kurbelwelle
Bild 2: Gesenkschmiedeteile
1892.6 Zerspanungstechnik
Bei allen spanabhebenden Fertigungsverfahren werden mit ein- oder mehrschneidigen, keilför-migen Werkzeugschneiden Werkstoffteilchen vom Werkstückwerkstoff abgetrennt und somit eine gewünschte Bauteilform erzeugt. Die moderne Fertigungswelt ist durch zwei zentrale Zielvorga-ben bestimmt: Hohe Werkstückqualität und hohe Wirtschaftlichkeit.
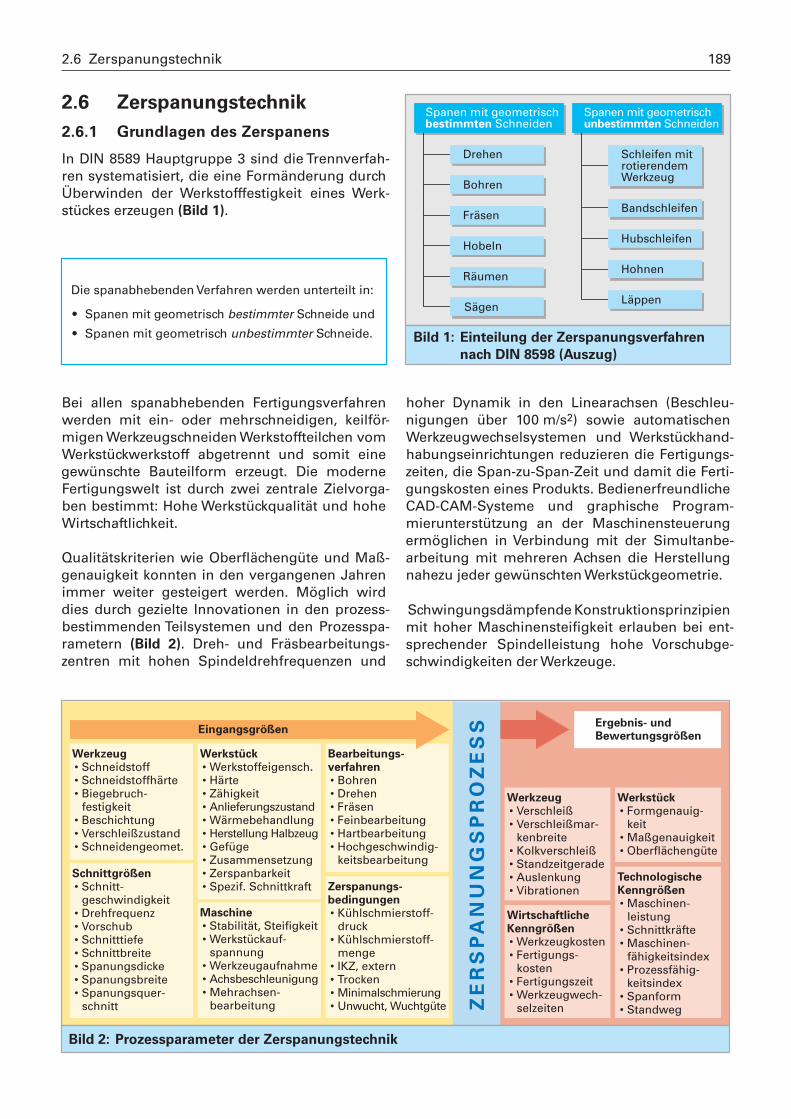
Qualitätskriterien wie Oberfl ächengüte und Maß-genauigkeit konnten in den vergangenen Jahren immer weiter gesteigert werden. Möglich wird dies durch gezielte Innovationen in den prozess-bestimmenden Teilsystemen und den Prozesspa-rametern (Bild 2). Dreh- und Fräsbearbeitungs-zentren mit hohen Spindeldrehfrequenzen und
hoher Dynamik in den Linearachsen (Beschleu-nigungen über 100 m/s2) sowie automatischen Werkzeugwechselsystemen und Werkstückhand-habungseinrichtungen reduzieren die Fertigungs-zeiten, die Span-zu-Span-Zeit und damit die Ferti-gungskosten eines Produkts. Bedienerfreundliche CAD-CAM-Systeme und graphische Program-mierunterstützung an der Maschinensteuerung ermöglichen in Verbindung mit der Simultanbe-arbeitung mit mehreren Achsen die Herstellung nahezu jeder gewünschten Werkstückgeometrie.
Schwingungsdämpfende Konstruktionsprinzipien mit hoher Maschinensteifi gkeit erlauben bei ent-sprechender Spindelleistung hohe Vorschubge-schwindigkeiten der Werkzeuge.
Die spanabhebenden Verfahren werden unterteilt in:
• Spanen mit geometrisch bestimmter Schneide und
• Spanen mit geometrisch unbestimmter Schneide.
2.6 Zerspanungstechnik
2.6.1 Grundlagen des Zerspanens
In DIN 8589 Hauptgruppe 3 sind die Trennverfah-ren systematisiert, die eine Formänderung durch Überwinden der Werkstofffestigkeit eines Werk-stückes erzeugen (Bild 1).
Spanen mit geometrisch bestimmten Schneiden
Drehen
Bohren
Fräsen
Hobeln
Räumen
SägenLäppen
Hohnen
Hubschleifen
Bandschleifen
Schleifen mitrotierendem Werkzeug
Spanen mit geometrisch unbestimmten Schneiden
Bild 1: Einteilung der Zerspanungsverfahren nach DIN 8598 (Auszug)
Ergebnis- und Bewertungsgrößen
Schnittgrößen
Bearbeitungs-verfahren
Maschine
Zerspanungs-bedingungen
Werkzeug
WirtschaftlicheKenngrößen
Werkstück
TechnologischeKenngrößen
Z
ER
SP
AN
UN
GS
PR
OZ
ES
S
Werkzeug
Werkstück
Eingangsgrößen
Bild 2: Prozessparameter der Zerspanungstechnik
248 Teil I: Fertigungsverfahren
Schnittleistung Pc
Nach den Gesetzen der Mechanik lässt sich die erforderliche Schnittleistung Pc mit dem Produkt aus Schnittmoment Mc und der Winkelgeschwin-digkeit q bestimmen (Bild 1):
Pc = Mc ·q
q = 2 · ü · n
Pc Schnittleistung
Mc Schnittmoment
q Winkelgeschwindigkeit
Pc = Fc · vc /(103 W/kW · 2 · 60 s/min)
Pc = Fc · D/4 · 2 ü · n n = vc /D · ü in 1/min
Fc Schnittkraft in N
vc Schnittgeschwindigkeit in m/min
Pc Schnittleistung in kW
Um die Leistung in kW zu erhalten, wird die Glei-chung durch die Faktoren 103 W/kW und 60 s/min dividiert. Um die Antriebsleistung der Maschine zu ermitteln wird die am Werkzeug erforderliche Schnittleistung Pc durch den Maschinenwirkungs-grad h dividiert:
Pe = Pc/ hPe Antriebsleistung
Pc Schnittleistung
h Maschinenwirkungsgrad
Für Werkzeugmaschinen gilt: 0,75 < h < 0,9.
Aufgabe zu den Diagrammen Fc, Mc und Pc
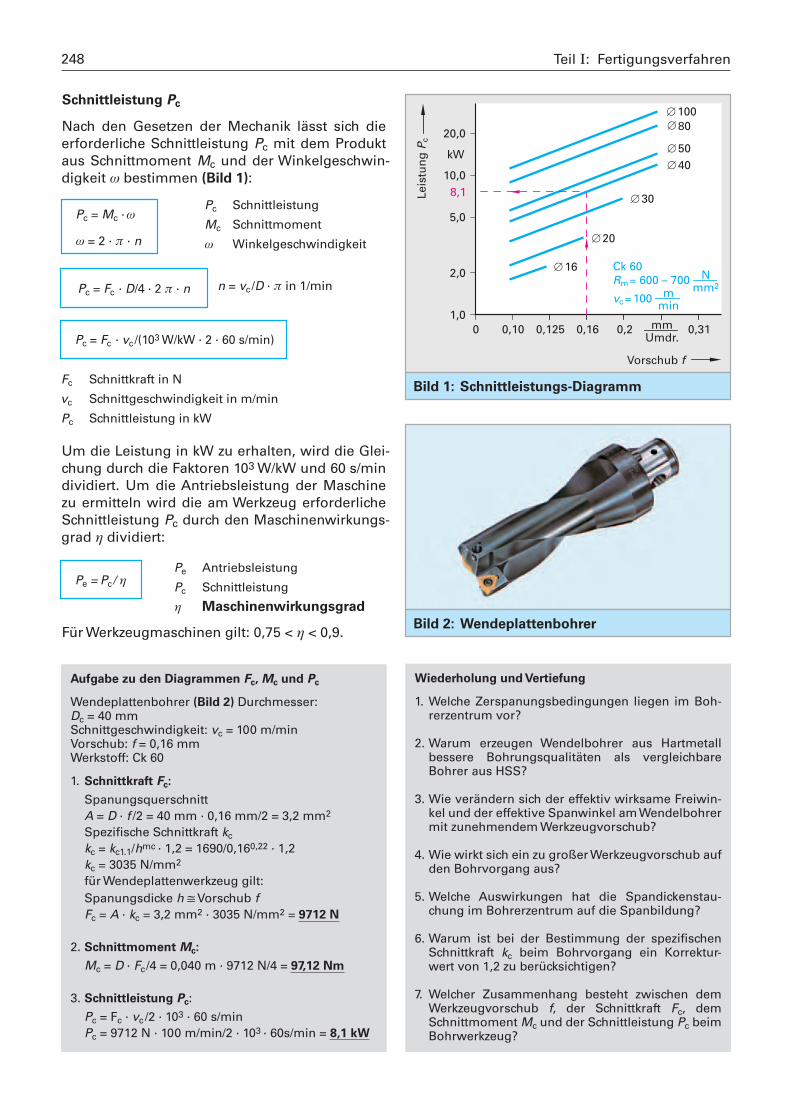
Wendeplattenbohrer (Bild 2) Durchmesser: Dc = 40 mm Schnittgeschwindigkeit: vc = 100 m/minVorschub: f = 0,16 mm Werkstoff: Ck 60
1. Schnittkraft Fc:
Spanungsquerschnitt A = D · f /2 = 40 mm · 0,16 mm/2 = 3,2 mm2
Spezifi sche Schnittkraft kc kc = kc1.1/hmc · 1,2 = 1690/0,160,22 · 1,2 kc = 3035 N/mm2 für Wendeplattenwerkzeug gilt:
Spanungsdicke h h Vorschub f Fc = A · kc = 3,2 mm2 · 3035 N/mm2 = 9712 N
2. Schnittmoment Mc:
Mc = D · Fc /4 = 0,040 m · 9712 N/4 = 97,12 Nm
3. Schnittleistung Pc:
Pc = Fc · vc /2 · 103 · 60 s/min Pc = 9712 N · 100 m/min/2 · 103 · 60s/min = 8,1 kW
Wiederholung und Vertiefung
1. Welche Zerspanungsbedingungen liegen im Boh-rerzentrum vor?
2. Warum erzeugen Wendelbohrer aus Hartmetall bessere Bohrungsqualitäten als vergleichbare Bohrer aus HSS?
3. Wie verändern sich der effektiv wirksame Freiwin-kel und der effektive Spanwinkel am Wendelbohrer mit zunehmendem Werkzeugvorschub?
4. Wie wirkt sich ein zu großer Werkzeugvorschub auf den Bohrvorgang aus?
5. Welche Auswirkungen hat die Spandickenstau-chung im Bohrerzentrum auf die Spanbildung?
6. Warum ist bei der Bestimmung der spezifi schen Schnittkraft kc beim Bohrvorgang ein Korrektur-wert von 1,2 zu berücksichtigen?
7. Welcher Zusammenhang besteht zwischen dem Werkzeugvorschub f, der Schnittkraft Fc, dem Schnittmoment Mc und der Schnittleistung Pc beim Bohrwerkzeug?
mmUmdr.
100
80
50
30
20
16
mmin
Nmm2
40
Vorschub f
0,10
Leistung P
c
kW
1,0
0,125 0,16 0,2 0,310
Ck 60
Rm= 600 – 700
vc=100
2,0
5,0
10,0
20,0
8,1
Bild 1: Schnittleistungs-Diagramm
Bild 2: Wendeplattenbohrer
3793.1 Bauteile aus Kunststoff
Folienblasen
Beim Folienblasen wird wieder ein Extruder zum
Fördern, Plastifi zieren und Homogenisieren ver-
wendet. Die Schmelze wird nach dem Extruder in
dem Blaskopf (Bild 1) um 90° umgelenkt und ein
Schlauch senkrecht nach oben extrudiert. Nach
dem Verlassen der Düse wird die Folie von außen
durch Kühlluft gekühlt und die sich ergebende Bla-
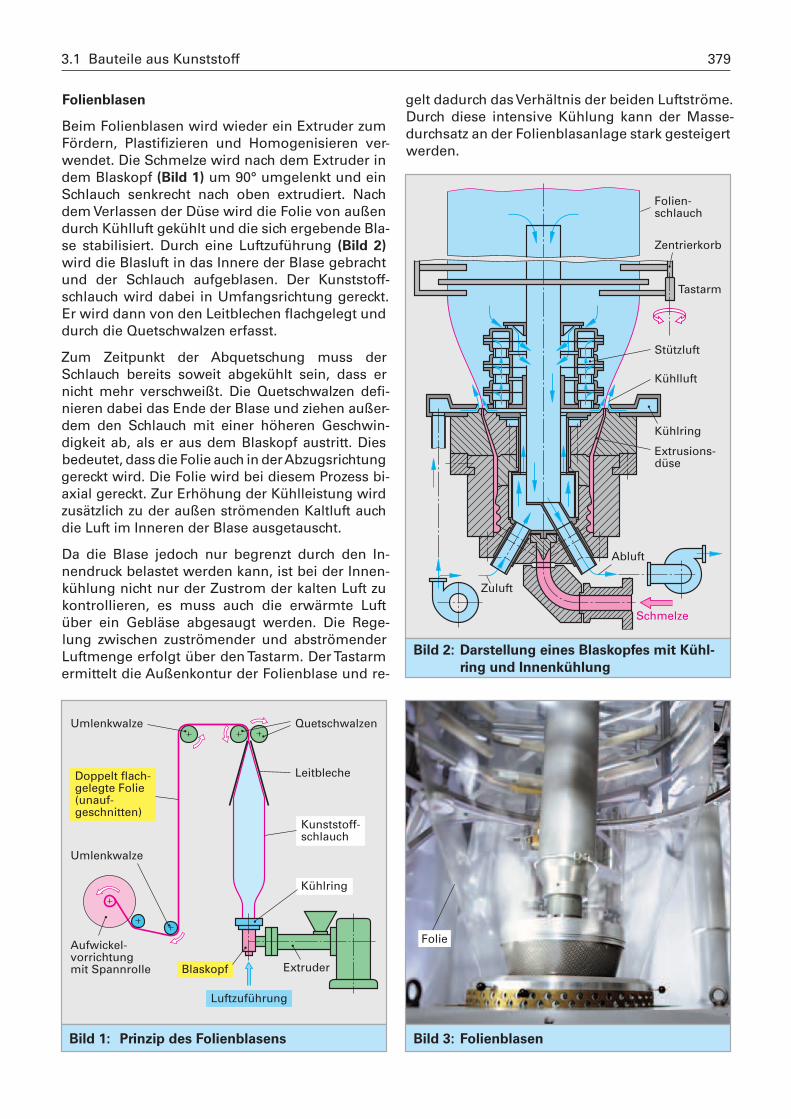
se stabilisiert. Durch eine Luftzuführung (Bild 2)
wird die Blasluft in das Innere der Blase gebracht
und der Schlauch aufgeblasen. Der Kunststoff-
schlauch wird dabei in Umfangsrichtung gereckt.
Er wird dann von den Leitblechen fl achgelegt und
durch die Quetschwalzen erfasst.
Zum Zeitpunkt der Abquetschung muss der
Schlauch bereits soweit abgekühlt sein, dass er
nicht mehr verschweißt. Die Quetschwalzen defi -
nieren dabei das Ende der Blase und ziehen außer-
dem den Schlauch mit einer höheren Geschwin-
digkeit ab, als er aus dem Blaskopf austritt. Dies
bedeutet, dass die Folie auch in der Abzugsrichtung
gereckt wird. Die Folie wird bei diesem Prozess bi-
axial gereckt. Zur Erhöhung der Kühlleistung wird
zusätzlich zu der außen strömenden Kaltluft auch
die Luft im Inneren der Blase ausgetauscht.
Da die Blase jedoch nur begrenzt durch den In-
nendruck belastet werden kann, ist bei der Innen-
kühlung nicht nur der Zustrom der kalten Luft zu
kontrollieren, es muss auch die erwärmte Luft
über ein Gebläse abgesaugt werden. Die Rege-
lung zwischen zuströmender und abströmender
Luftmenge erfolgt über den Tastarm. Der Tastarm
ermittelt die Außenkontur der Folienblase und re-
gelt dadurch das Verhältnis der beiden Luftströme.
Durch diese intensive Kühlung kann der Masse-
durchsatz an der Folienblasanlage stark gesteigert
werden.
Tastarm
Stützluft
Kühlluft
Kühlring
Extrusions-düse
Abluft
Zuluft
Folien-schlauch
Schmelze
Zentrierkorb
Bild 2: Darstellung eines Blaskopfes mit Kühl-
ring und Innenkühlung
Quetschwalzen
Leitbleche
Extruder
Umlenkwalze
Umlenkwalze
Aufwickel-vorrichtungmit Spannrolle
Kunststoff-schlauch
Kühlring
Luftzuführung
Blaskopf
Doppelt flach-gelegte Folie(unauf-geschnitten)
Bild 1: Prinzip des Folienblasens
Folie
Bild 3: Folienblasen
582 Teil I: Fertigungsverfahren
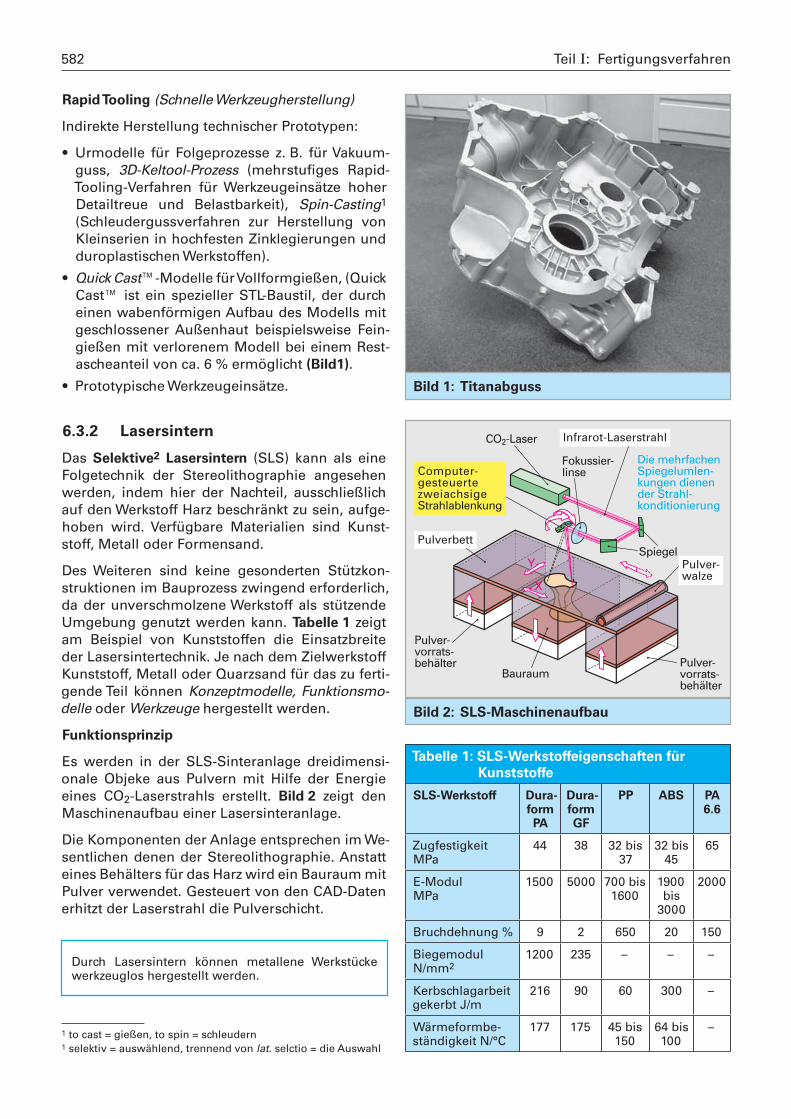
Rapid Tooling (Schnelle Werkzeugherstellung)
Indirekte Herstellung technischer Prototypen:
• Urmodelle für Folgeprozesse z. B. für Vakuum-
guss, 3D-Keltool-Prozess (mehrstufi ges Rapid-
Tooling-Verfahren für Werkzeugeinsätze hoher
Detailtreue und Belastbarkeit), Spin-Casting1
(Schleudergussverfahren zur Herstellung von
Kleinserien in hochfesten Zinklegierungen und
duroplastischen Werkstoffen).
• Quick Cast™-Modelle für VolIformgießen, (Quick
Cast™ ist ein spezieller STL-Baustil, der durch
einen wabenförmigen Aufbau des Modells mit
geschlossener Außenhaut beispielsweise Fein-
gießen mit verlorenem Modell bei einem Rest-
ascheanteil von ca. 6 % ermöglicht (Bild1).
• Prototypische Werkzeugeinsätze.
6.3.2 Lasersintern
Das Selektive2 Lasersintern (SLS) kann als eine
Folgetechnik der Stereolithographie angesehen
werden, indem hier der Nachteil, ausschließlich
auf den Werkstoff Harz beschränkt zu sein, aufge-
hoben wird. Verfügbare Materialien sind Kunst-
stoff, Metall oder Formensand.
Des Weiteren sind keine gesonderten Stützkon-
struktionen im Bauprozess zwingend erforderlich,
da der unverschmolzene Werkstoff als stützende
Umgebung genutzt werden kann. Tabelle 1 zeigt
am Beispiel von Kunststoffen die Einsatzbreite
der Lasersintertechnik. Je nach dem Zielwerkstoff
Kunststoff, Metall oder Quarzsand für das zu ferti-
gende Teil können Konzeptmodelle, Funktionsmo-
delle oder Werkzeuge hergestellt werden.
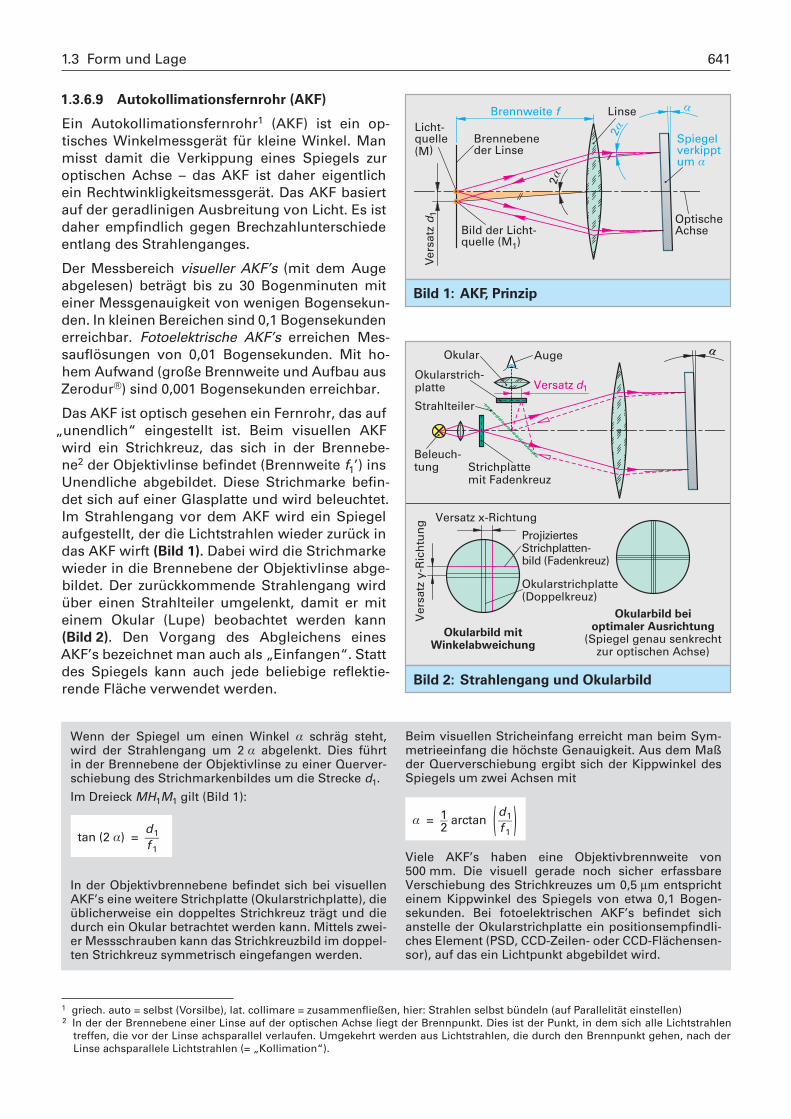
Funktionsprinzip
Es werden in der SLS-Sinteranlage dreidimensi-
onale Objeke aus Pulvern mit Hilfe der Energie
eines CO2-Laserstrahls erstellt. Bild 2 zeigt den
Maschinenaufbau einer Lasersinteranlage.
Die Komponenten der Anlage entsprechen im We-
sentlichen denen der Stereolithographie. Anstatt
eines Behälters für das Harz wird ein Bauraum mit
Pulver verwendet. Gesteuert von den CAD-Daten
erhitzt der Laserstrahl die Pulverschicht.
1 to cast = gießen, to spin = schleudern 1 selektiv = auswählend, trennend von lat. selctio = die Auswahl
Durch Lasersintern können metallene Werkstücke werkzeuglos hergestellt werden.
Bild 1: Titanabguss
Die mehrfachenSpiegelumlen-kungen dienender Strahl-konditionierung
Infrarot-Laserstrahl
Computer-gesteuertezweiachsigeStrahlablenkung
Pulverbett
Pulver-walze
Spiegel
CO2-Laser
Fokussier-linse
Pulver-vorrats-behälter
BauraumPulver-vorrats-behälter
Y
X
Bild 2: SLS-Maschinenaufbau
Tabelle 1: SLS-Werkstoffeigenschaften fürKunststoffe
SLS-Werkstoff Dura-form PA
Dura-form GF
PP ABS PA6.6
ZugfestigkeitMPa
44 38 32 bis 37
32 bis 45
65
E-ModulMPa
1500 5000 700 bis 1600
1900 bis
3000
2000
Bruchdehnung % 9 2 650 20 150
BiegemodulN/mm2
1200 235 – – –
Kerbschlagarbeit gekerbt J/m
216 90 60 300 –
Wärmeformbe-ständigkeit N/°C
177 175 45 bis 150
64 bis 100
–
6411.3 Form und Lage
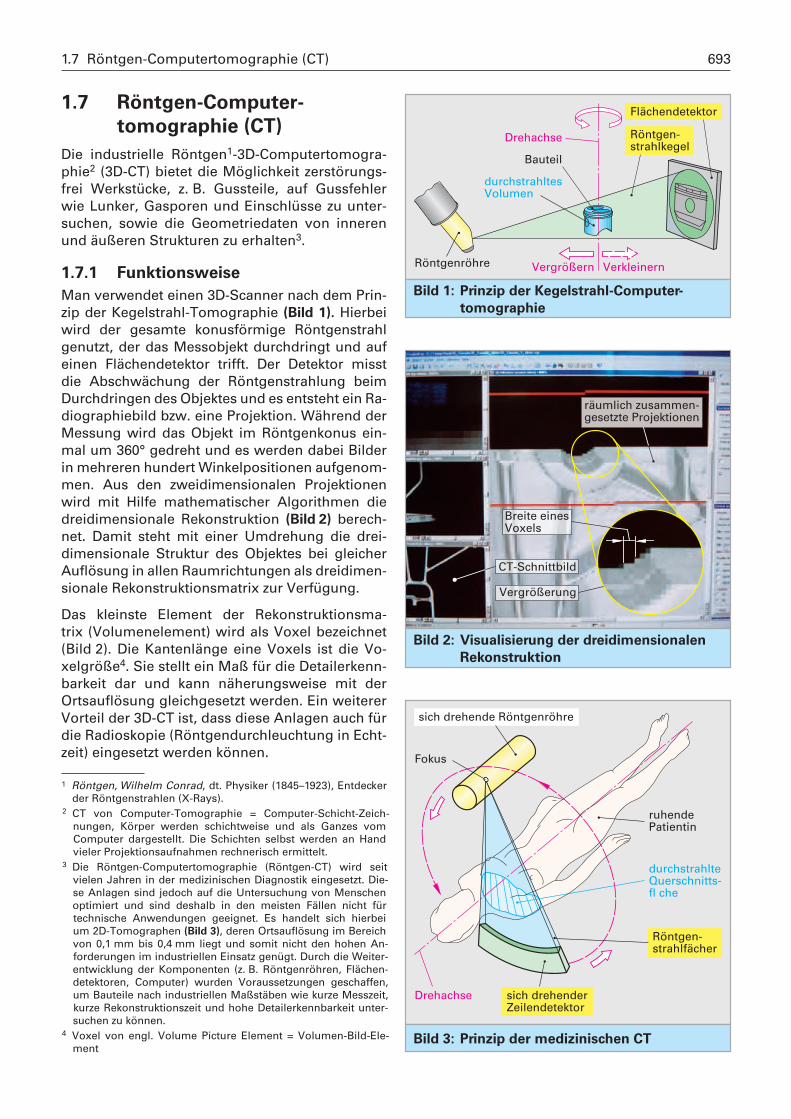
1.3.6.9 Autokollimationsfernrohr (AKF)
Ein Autokollimationsfernrohr1 (AKF) ist ein op-
ti sches Winkelmessgerät für klei ne Win kel. Man
misst da mit die Ver kip pung ei nes Spie gels zur
op ti schen Ach se – das AKF ist da her eigent lich
ein Rechtwinkligkeitsmessgerät. Das AKF ba siert
auf der ge rad li ni gen Aus brei tung von Licht. Es ist
da her emp find lich ge gen Brechzahlunterschiede
ent lang des Strahlenganges.
Der Mess be reich vi suel ler AKF’s (mit dem Auge
ab ge le sen) be trägt bis zu 30 Bogenminuten mit
einer Mess ge nau ig keit von we ni gen Bogensekun-
den. In klei nen Be rei chen sind 0,1 Bogensekunden
er reich bar. Foto elek tri sche AKF’s er rei chen Mes-
sauflösungen von 0,01 Bogensekunden. Mit ho-
hem Auf wand (gro ße Brenn wei te und Auf bau aus
Zerodur®) sind 0,001 Bogensekunden er reich bar.
Das AKF ist op tisch ge se hen ein Fern rohr, das auf
„un end lich“ ein ge stellt ist. Beim vi suel len AKF
wird ein Strich kreuz, das sich in der Brenn ebe-
ne2 der Objektivlinse be fin det (Brenn wei te f1’) ins
Un end li che ab ge bil det. Die se Strichmarke be fin-
det sich auf einer Glas plat te und wird be leuch tet.
Im Strah len gang vor dem AKF wird ein Spie gel
auf ge stellt, der die Licht strah len wie der zu rück in
das AKF wirft (Bild 1). Da bei wird die Strichmarke
wie der in die Brenn ebe ne der Objektivlinse ab ge-
bil det. Der zu rück kom men de Strah len gang wird
über einen Strahl tei ler um ge lenkt, da mit er mit
ei nem Oku lar (Lu pe) be obach tet wer den kann
(Bild 2). Den Vor gang des Abgleichens ei nes
AKF’s be zeich net man auch als „Ein fan gen“. Statt
des Spie gels kann auch jede be lie bi ge re flek tie-
ren de Flä che ver wen det wer den.
Brennweite f Linse
Spiegelverkipptum a
OptischeAchse
Licht-quelle(M)
Brennebeneder Linse
Bild der Licht-quelle (M1)
Vers
atz
d1
2a
a
2a
Bild 1: AKF, Prinzip
aaAugeOkular
Okularstrich-platte
Strahlteiler
Beleuch-tung Strichplatte
mit Fadenkreuz
Versatz d1
Vers
atz
y-R
ich
tun
g
ProjiziertesStrichplatten-bild (Fadenkreuz)
Okularstrichplatte(Doppelkreuz)
Okularbild mitWinkelabweichung
Okularbild beioptimaler Ausrichtung
(Spiegel genau senkrechtzur optischen Achse)
Versatz x-Richtung
Bild 2: Strahlengang und Okularbild
Wenn der Spie gel um einen Win kel a schräg steht, wird der Strah len gang um 2 a ab ge lenkt. Dies führt in der Brenn ebe ne der Objektivlinse zu einer Quer ver-schie bung des Strichmarkenbildes um die Stre cke d1.
Im Drei eck MH1M1 gilt (Bild 1):
In der Objektivbrennebene be fin det sich bei vi suel len AKF’s eine wei te re Strich plat te (Okularstrichplatte), die üb li cher wei se ein dop pel tes Strich kreuz trägt und die durch ein Oku lar be trach tet wer den kann. Mit tels zwei-er Messschrauben kann das Strichkreuzbild im dop pel-ten Strich kreuz sym me trisch ein ge fan gen wer den.
Beim vi suel len Stricheinfang er reicht man beim Sym-metrieeinfang die höchs te Ge nauig keit. Aus dem Maß der Quer ver schie bung er gibt sich der Kipp win kel des Spie gels um zwei Ach sen mit
Vie le AKF’s ha ben eine Ob jek tiv brenn wei te von 500 mm. Die vi suell ge ra de noch si cher er fass ba re Ver schie bung des Strich kreu zes um 0,5 µm ent spricht ei nem Kipp win kel des Spie gels von etwa 0,1 Bogen-sekunden. Bei foto elek tri schen AKF’s be fin det sich an stel le der Okularstrichplatte ein positionsempfindli-ches Ele ment (PSD, CCD-Zei len- oder CCD-Flächensen-sor), auf das ein Licht punkt ab ge bil det wird.
tan (2 a) = d1 ___ f 1
a = 1 __ 2 arctan ( d1 ___
f 1
)
1 griech. auto = selbst (Vor sil be), lat. collimare = zu sam men fl ie ßen, hier: Strah len selbst bün deln (auf Pa ral le li tät ein stel len)2 In der der Brenn ebe ne einer Lin se auf der op ti schen Ach se liegt der Brenn punkt. Dies ist der Punkt, in dem sich alle Licht strah len
tref fen, die vor der Lin se achs pa ral lel ver lau fen. Um ge kehrt wer den aus Licht strah len, die durch den Brennpunkt ge hen, nach der
Lin se achs pa ral le le Licht strah len (= „Kol li ma tion“).
6931.7 Röntgen-Computertomographie (CT)
1.7 Rönt gen-Computer-
tomographie (CT)
Die in dus triel le Rönt gen1-3D-Com pu ter to mo gra-
phie2 (3D-CT) bie tet die Mög lich keit zer stö rungs-
frei Werk stü cke, z. B. Guss tei le, auf Gussfehler
wie Lun ker, Gas po ren und Ein schlüs se zu un ter-
su chen, so wie die Geo me trie da ten von in ne ren
und äu ße ren Struk tu ren zu er hal ten3.
1.7.1 Funk tions wei se
Man ver wen det einen 3D-Scan ner nach dem Prin-
zip der Kegelstrahl-To mo gra phie (Bild 1). Hier bei
wird der ge sam te ko nus för mi ge Röntgenstrahl
ge nutzt, der das Mess ob jekt durch dringt und auf
einen Flächendetektor trifft. Der De tek tor misst
die Ab schwä chung der Rönt gen strah lung beim
Durch drin gen des Ob jek tes und es ent steht ein Ra-
diographiebild bzw. eine Pro jek tion. Wäh rend der
Mes sung wird das Ob jekt im Röntgenkonus ein-
mal um 360° ge dreht und es wer den da bei Bil der
in meh re ren hun dert Winkelpositionen auf ge nom-
men. Aus den zwei di men sio na len Pro jek tio nen
wird mit Hil fe ma the ma ti scher Al go rith men die
drei di men sio na le Re kon struk tion (Bild 2) be rech-
net. Da mit steht mit einer Um dre hung die drei-
di men sio na le Struk tur des Ob jek tes bei glei cher
Auf lö sung in allen Raum rich tun gen als drei di men-
sio na le Rekonstruktionsmatrix zur Ver fü gung.
Das kleins te Ele ment der Rekonstruktionsma-
trix (Vo lu men ele ment) wird als Voxel be zeich net
(Bild 2). Die Kan ten län ge eine Voxels ist die Vo-
xelgröße4. Sie stellt ein Maß für die Detailerkenn-
barkeit dar und kann nä he rungs wei se mit der
Orts auf lö sung gleich ge setzt wer den. Ein wei te rer
Vor teil der 3D-CT ist, dass die se An la gen auch für
die Ra dio sko pie (Röntgendurchleuchtung in Echt-
zeit) ein ge setzt wer den kön nen.
1 Rönt gen, Wil helm Con rad, dt. Phy si ker (1845–1923), Ent de cker
der Rönt gen strah len (X-Rays).2 CT von Com pu ter-To mo gra phie = Com pu ter-Schicht-Zeich-
nun gen, Kör per wer den schicht wei se und als Gan zes vom
Com pu ter dar ge stellt. Die Schichten selbst werden an Hand
vieler Projektionsaufnahmen rechnerisch ermittelt.3 Die Rönt gen-Computertomographie (Rönt gen-CT) wird seit
vie len Jah ren in der me di zi ni schen Diag nos tik ein ge setzt. Die-
se An la gen sind je doch auf die Un ter su chung von Men schen
op ti miert und sind des halb in den meis ten Fäl len nicht für
tech ni sche An wen dun gen ge eig net. Es han delt sich hier bei
um 2D-Tomographen (Bild 3), de ren Orts auf lö sung im Be reich
von 0,1 mm bis 0,4 mm liegt und so mit nicht den ho hen An-
for de run gen im in dus triel len Ein satz ge nügt. Durch die Wei ter-
ent wick lung der Kom po nen ten (z. B. Rönt gen röh ren, Flä chen-
de tek to ren, Com pu ter ) wur den Vo raus set zun gen ge schaf fen,
um Bau tei le nach in dus triel len Maß stä ben wie kur ze Mess zeit,
kur ze Rekonstruktionszeit und hohe De tail er kenn bar keit un ter-
su chen zu kön nen.4 Voxel von engl. Volume Picture Element = Volumen-Bild-Ele-
ment
Flächendetektor
Drehachse
Bauteil
durchstrahltesVolumen
Röntgenröhre
Röntgen-strahlkegel
Vergrößern Verkleinern
Bild 1: Prinzip der Kegelstrahl-Computer-
tomographie
räumlich zusammen-gesetzte Projektionen
Vergrößerung
Breite einesVoxels
CT-Schnittbild
Bild 2: Visualisierung der dreidimensionalen
Rekonstruktion
sich drehende Röntgenröhre
Röntgen-strahlfächer
sich drehenderZeilendetektor
Drehachse
durchstrahlteQuerschnitts-fl che
Fokus
ruhendePatientin
Bild 3: Prinzip der medizinischen CT
7232.3 Innere Werkstofftrennungen
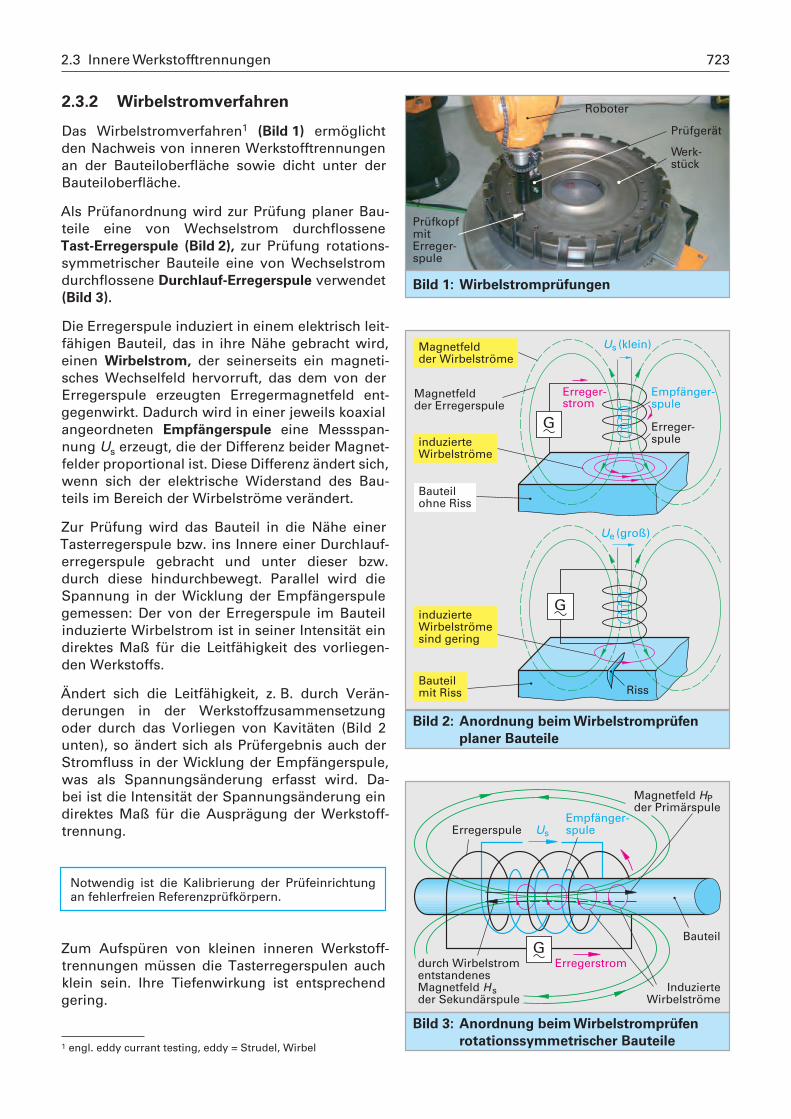
2.3.2 Wirbelstromverfahren
Das Wirbelstromver fah ren1 (Bild 1) er mög licht den Nach weis von in ne ren Werk stoff tren nun gen an der Bauteiloberfläche so wie dicht un ter der Bau teil ober flä che.
Als Prüf an ord nung wird zur Prü fung pla ner Bau-tei le eine von Wech sel strom durch flos se ne Tast-Erregerspule (Bild 2 ), zur Prü fung ro ta tions-sym me tri scher Bau tei le eine von Wech sel strom durch flos se ne Durchlauf-Erregerspule ver wen det (Bild 3).
Die Erregerspule induziert in ei nem elekt risch leit-fä hi gen Bau teil, das in ih re Nä he ge bracht wird, einen Wir bel strom, der sei ner seits ein mag ne ti-sches Wech sel feld her vor ruft, das dem von der Erregerspule er zeug ten Erregermagnetfeld ent-ge gen wirkt. Da durch wird in einer je weils ko axial an ge ord ne ten Empfängerspule eine Messspan-nung Us erzeugt, die der Differenz beider Magnet-felder proportional ist. Diese Differenz ändert sich, wenn sich der elektrische Widerstand des Bau-teils im Bereich der Wirbelströme verändert.
Zur Prü fung wird das Bau teil in die Nä he einer Tasterregerspule bzw. ins Inne re einer Durchlauf-erregerspule ge bracht und un ter die ser bzw. durch die se hin durch be wegt. Pa ral lel wird die Span nung in der Wick lung der Empfängerspule ge mes sen: Der von der Erregerspule im Bau teil in du zier te Wir bel strom ist in sei ner In ten si tät ein di rek tes Maß für die Leit fä hig keit des vor lie gen-den Werk stoffs.
Än dert sich die Leit fä hig keit, z. B. durch Ver än-de run gen in der Werk stoff zu sam men set zung oder durch das Vor lie gen von Kavitäten (Bild 2 un ten), so än dert sich als Prüf er geb nis auch der Strom fluss in der Wick lung der Empfängerspule, was als Span nungs än de rung er fasst wird. Da-bei ist die In ten si tät der Span nungs än de rung ein di rek tes Maß für die Aus prä gung der Werk stoff -tren nung.
Zum Aufspüren von kleinen inneren Werkstoff-trennungen müssen die Tasterregerspulen auch klein sein. Ihre Tiefenwirkung ist entsprechend gering.
1 engl. eddy currant testing, eddy = Strudel, Wirbel
Not wen dig ist die Ka li brie rung der Prüf ein rich tung an feh ler freien Referenzprüfkörpern.
Roboter
Prüfgerät
Werk-stück
PrüfkopfmitErreger-spule
Bild 1: Wirbelstromprüfungen
Magnetfeldder Wirbelströme
Magnetfeldder Erregerspule
Erreger-strom
Erreger-spule
Empfänger-spule
Us (klein)
Bauteilohne Riss
induzierteWirbelströme
G
Ue (groß)
Bauteilmit Riss Riss
induzierteWirbelströmesind gering
G
Bild 2: Anordnung beim Wirbelstromprüfen
planer Bauteile
Erregerstrom
ErregerspuleEmpfänger-spuleUs
Magnetfeld HPder Primärspule
InduzierteWirbelströme
Bauteil
durch WirbelstromentstandenesMagnetfeld Hsder Sekundärspule
G
Bild 3: Anordnung beim Wirbelstromprüfen
rotationssymmetrischer Bauteile
7632.6 Mechanische Eigenschaften
2.6.3 Dau er schwing ver such
Dau er schwing ver su che wer den zur Be stim mung von Werk stoff kenn wer ten durchgeführt, wenn der Werkstoffwiderstand gegenüber einer ein-stufigen, zyklisch wiederholten Beanspruchung bestimmt werden soll. Das Ver fah ren mit kraft-kontrollierter Be an spru chung ist in DIN 50 100 ge normt, die Be an spru chung kann aber auch als Momentänderung oder als Form än de rung vor- ge ge ben sein. Der Dau er schwing ver such wird ab ge grenzt von Ver su chen mit mehr stu fi ger Blocklastfolgen-Be an spru chung und mit Zufalls-lastfolgen-Beanspruchung. Die se wer den im Ka-pi tel Betriebsfestigkeitsversuche be han delt.
Eine häu fig wie der hol te Be las tung kann im Werk-stoff zu einer als Er mü dung be zeich ne ten Schä di-gung füh ren, auch wenn nur Be an spru chun gen un ter halb der Streck gren ze auf tre ten. Die Ur sa-che für die ses Ver hal ten liegt im Auf tre ten von lo kal be grenz ten plas ti schen Ver for mun gen auf ato ma ren Gleit ebe nen. Der Me cha nis mus ent-spricht der Bil dung von Lüdersbändern im Zug-ver such und findet be vor zugt auf Gleit ebe nen mit 45° -Orien tie rung zur an grei fen den Be las tung statt. Die se Ver for mun gen blei ben zu nächst auf ein zel-ne Gleit ebe nen (so ge nann te per sis ten te Gleitbän-der) be schränkt.
Die ak ti vier ten Ebe nen glei ten bei Ent fer nung der äu ße ren Be an spru chung nie wie der auf ih re al tePo si tion zu rück, glei ten aber bei je der neuen Ak-tivierung ein Stück wei ter. An Kerb stel len des Bau teils oder an Stel len mit In ho mo ge ni tä ten des Werk stof fes wer den durch die dort auf tre ten den Span nungs kon zent ra tio nen be reits bei ge rin ger äu ße rer Last sol che Pro zes se ak ti viert.
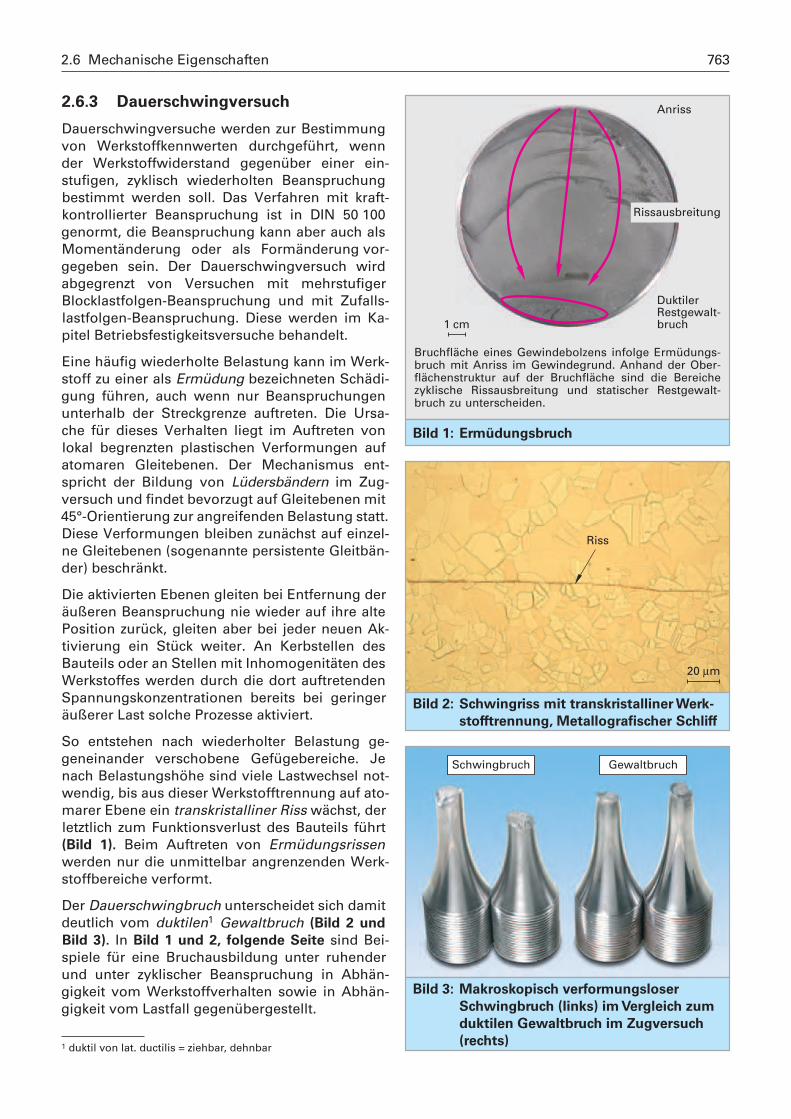
So ent ste hen nach wie der hol ter Be las tung ge-gen ein an der ver scho be ne Ge fü ge be rei che. Je nach Be las tungs hö he sind vie le Last wech sel not-wen dig, bis aus die ser Werk stoff tren nung auf ato-ma rer Ebe ne ein trans kri stal li ner Riss wächst, der letzt lich zum Funk tions ver lust des Bau teils führt (Bild 1). Beim Auf tre ten von Er mü dungs ris sen wer den nur die un mit tel bar an gren zen den Werk-stoff be rei che ver formt.
Der Dauerschwingbruch un ter schei det sich da mit deut lich vom duk ti len1 Ge walt bruch (Bild 2 und
Bild 3). In Bild 1 und 2, fol gen de Sei te sind Bei-spie le für eine Bruchausbildung un ter ru hen der und un ter zyklischer Be an spru chung in Ab hän-gig keit vom Werk stoff ver hal ten so wie in Ab hän-gig keit vom Lastfall ge gen über ge stellt.
1 duk til von lat. ductilis = zieh bar, dehn bar
DuktilerRestgewalt-bruch
Rissausbreitung
Anriss
1 cm
Bruchfläche eines Gewindebolzens infolge Ermüdungs-bruch mit Anriss im Gewindegrund. Anhand der Ober-flächenstruktur auf der Bruchfläche sind die Bereichezyklische Rissausbreitung und statischer Restgewalt-bruch zu unterscheiden.
Bild 1: Ermüdungsbruch
Riss
20 µm
Bild 2: Schwingriss mit transkristalliner Werk-
stofftrennung, Metallografi scher Schliff
Schwingbruch Gewaltbruch
Bild 3: Makroskopisch verformungsloser
Schwingbruch (links) im Vergleich zum
duktilen Gewaltbruch im Zugversuch
(rechts)
7752.6 Mechanische Eigenschaften
2.6.5 Zeitstandversuch un ter Zug-be an spru chung
Im Hoch tem pe ra tur be reich ist das Fes tig keits ver-hal ten der Werk stof fe zeit ab hän gig. Es ist da durch ge kenn zeich net, dass nach Last auf brin gung sich kein Gleich ge wicht zwi schen Be las tung und Ver-for mung ein stellt, son dern auch bei gleich blei-ben der Be an spru chung eine ste ti ge Deh nungs zu-nah me er folgt. Die da bei auf tre ten de Ver for mung wird als Krie chen be zeich net.
Der Tem pe ra tur be reich, in dem tech nisch re le-van tes zeitabhängiges Werk stoff ver hal ten auf-tritt, liegt je nach Werk stoff bei > 50 °C (Poly me re Kunst stof fe), > 100 °C (Alu mi nium), > 400 °C (un-le gier te und le gier te Stäh le) und > 600 °C (Hoch-temperaturlegierungen).
2.6.5.1 Schä di gungs me cha nis men
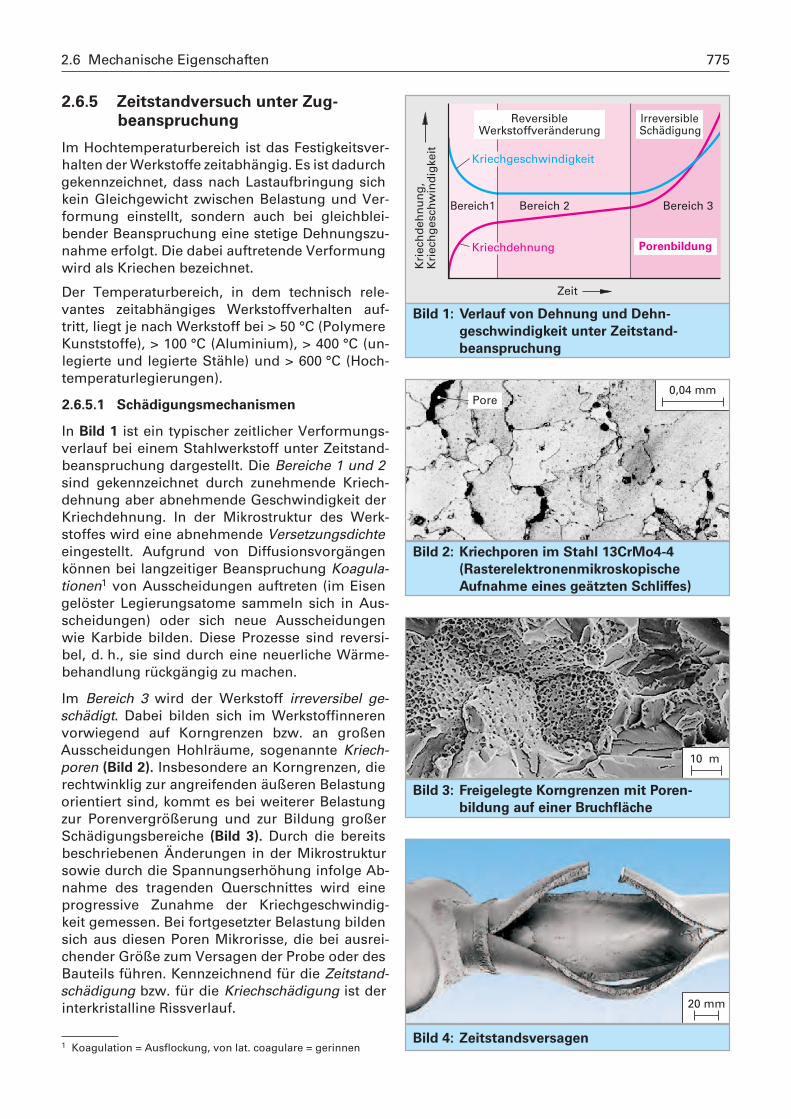
In Bild 1 ist ein ty pi scher zeit li cher Verformungs-verlauf bei ei nem Stahlwerkstoff un ter Zeitstand-beanspruchung dar ge stellt. Die Be rei che 1 und 2 sind ge kenn zeich net durch zu neh men de Kriech-deh nung aber ab neh men de Ge schwin dig keit der Kriech deh nung. In der Mi kro struk tur des Werk-stof fes wird eine ab neh men de Ver set zungs dich te ein ge stellt. Auf grund von Dif fu sions vor gän gen kön nen bei lang zei ti ger Be an spru chung Koa gu la-
tio nen1 von Aus schei dun gen auf tre ten (im Eisen ge lös ter Legierungsatome sam meln sich in Aus-schei dun gen) oder sich neue Aus schei dun gen wie Kar bi de bil den. Die se Pro zes se sind re ver si-bel, d. h., sie sind durch eine neuer li che Wär me-be hand lung rück gän gig zu ma chen.
Im Be reich 3 wird der Werk stoff ir re ver si bel ge-
schä digt. Da bei bil den sich im Werkstoffinneren vor wie gend auf Korn gren zen bzw. an gro ßen Aus schei dun gen Hohl räu me, so ge nann te Kriech-
poren (Bild 2). Ins be son de re an Korn gren zen, die recht wink lig zur an grei fen den äu ße ren Be las tung orien tiert sind, kommt es bei wei te rer Be las tung zur Porenvergrößerung und zur Bil dung gro ßer Schädigungsbereiche (Bild 3). Durch die be reits be schrie be nen Än de run gen in der Mi kro struk tur so wie durch die Span nungs er hö hung in fol ge Ab-nah me des tra gen den Quer schnit tes wird eine pro gres si ve Zu nah me der Kriech ge schwin dig-keit ge mes sen. Bei fort ge setz ter Be las tung bil den sich aus die sen Po ren Mi kro ris se, die bei aus rei-chen der Grö ße zum Ver sa gen der Pro be oder des Bau teils füh ren. Kenn zeich nend für die Zeitstand-
schädigung bzw. für die Kriech schä di gung ist der in ter kris tal li ne Riss ver lauf.
1 Koagulation = Aus flo ckung, von lat. coagulare = ge rin nen
Kriechdehnung
Kriechgeschwindigkeit
Bereich 1 Bereich 2 Bereich 3
IrreversibleSchädigung
ReversibleWerkstoffveränderung
Porenbildung
Zeit
Kri
ech
deh
nu
ng
,K
riech
gesc
hw
ind
igke
it
Bild 1: Verlauf von Dehnung und Dehn-
geschwindigkeit unter Zeitstand-
beanspruchung
Pore0,04 mm
Bild 2: Kriechporen im Stahl 13CrMo4-4
(Rasterelektronenmikroskopische
Aufnahme eines geätzten Schliffes)
10 m
Bild 3: Freigelegte Korngrenzen mit Poren-
bildung auf einer Bruchfl äche
20 mm
Bild 4: Zeitstandsversagen
800 Teil II Mess- und Prüftechnik
3.2.3.2 Ex pe ri men tel le Mo dal ana ly se
La ge rung
Die Be fes ti gung der Ma schi ne oder die La ge rung
des Bau teils wird in der Re gel ent spre chend dem
rea len Ein satz ge wählt. Da bei soll te die Be fes ti-
gung im Test eher stei fer sein als die im spä te ren
Ein satz, da mit das zu prü fen de Schwin gungs ver-
hal ten we ni ger durch die La ge rung als durch das
Bau teil selbst ver ur sacht wird. Wenn die Schwing-
be we gung des zu un ter su chen den Bau teils auf die
La ge rung er mit telt wer den soll, wenn eine wei che
Lagerung vorliegt oder wenn die La ge rung noch
un be kannt ist, wird der Prüf ling zur Ent kopp lung
an Fe dern oder an Ex pan dern weich auf ge hängt
oder auf ein wei ches Kis sen ge legt. Da bei be deu-
tet „weich“, dass die Ei gen fre quenz der Auf hän-
gung min des tens um den Faktor 1/10 un ter den zu
mes sen den Ei gen fre quen zen lie gen muss.
An re gung
Zur Er mitt lung der Schwingungseigenschaften
muss das Prüf ob jekt in Schwin gun gen ver setzt
wer den. Dies kann mit hyd rau li schen oder mit
elekt ro dy na mi schen Schwingerregern oder mit
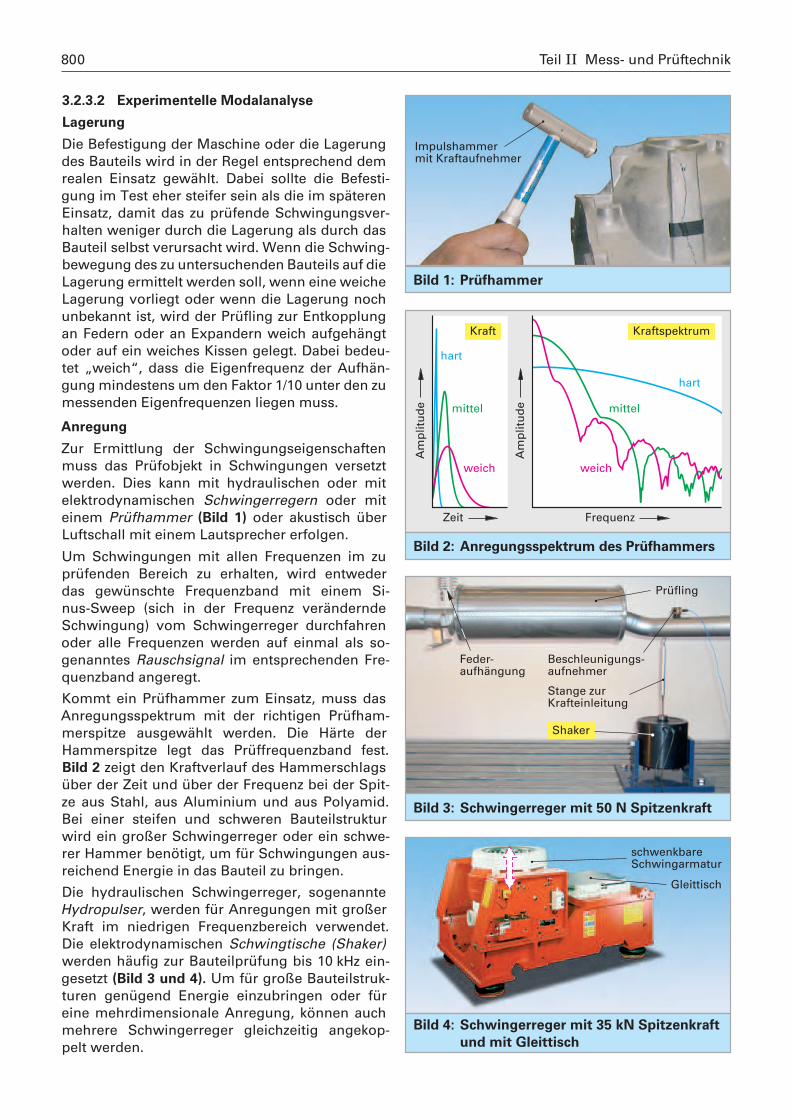
ei nem Prüfhammer (Bild 1) oder akus tisch über
Luft schall mit ei nem Laut spre cher er fol gen.
Um Schwin gun gen mit allen Fre quen zen im zu
prü fen den Be reich zu er hal ten, wird ent we der
das ge wünsch te Fre quenz band mit ei nem Si-
nus-Sweep (sich in der Fre quenz ver än dern de
Schwin gung) vom Schwingerreger durch fah ren
oder alle Fre quen zen wer den auf ein mal als so-
ge nann tes Rauschsignal im ent spre chen den Fre-
quenz band an ge regt.
Kommt ein Prüfhammer zum Ein satz, muss das
Anregungsspektrum mit der rich ti gen Prüfham-
merspitze aus ge wählt wer den. Die Här te der
Hammerspitze legt das Prüffrequenzband fest.
Bild 2 zeigt den Kraft ver lauf des Ham mer schlags
über der Zeit und über der Fre quenz bei der Spit-
ze aus Stahl, aus Alu mi nium und aus Poly amid.
Bei einer stei fen und schwe ren Bauteilstruktur
wird ein gro ßer Schwingerreger oder ein schwe-
rer Ham mer be nö tigt, um für Schwin gun gen aus-
rei chend Ener gie in das Bau teil zu brin gen.
Die hyd rau li schen Schwingerreger, so ge nann te
Hydropulser, wer den für An re gun gen mit gro ßer
Kraft im nied ri gen Fre quenz be reich ver wen det.
Die elekt ro dy na mi schen Schwingtische (Sha ker)
wer den häu fig zur Bau teil prü fung bis 10 kHz ein-
ge setzt (Bild 3 und 4). Um für gro ße Bau teil struk-
tu ren ge nü gend Ener gie ein zu brin gen oder für
eine mehr di men sio na le An re gung, kön nen auch
meh re re Schwingerreger gleich zei tig an ge kop-
pelt wer den.
Impulshammermit Kraftaufnehmer
Bild 1: Prüfhammer
Shaker
Feder-aufhängung
Prüfling
Stange zurKrafteinleitung
Beschleunigungs-aufnehmer
Bild 3: Schwingerreger mit 50 N Spit zen kraft
Zeit Frequenz
Am
plitu
de
Am
plitu
de
KraftspektrumKraft
hart
mittel
weich
hart
mittel
weich
Bild 2: Anregungsspektrum des Prüfhammers
schwenkbareSchwingarmatur
Gleittisch
Bild 4: Schwingerreger mit 35 kN Spit zen kraft
und mit Gleittisch
8054.1 Qualifi zierung von Werkzeugmaschinen
4.1.1 Einleitung und Übersicht
Un ter Qua li fi zie rung (oder Ab nah me) von Werk-zeug ma schi nen ver steht man die Über prü fung und Be stim mung der Ge nauig keit der sel ben. Man un ter schei det da bei zwi schen der Her stell ge-nauig keit der Ma schi ne und der Ar beits ge nau ig-keit, d. h. der Ge nauig keit der her ge stell ten Werk-stü cke. Die Her stell ge nauig keit wird durch eine Rei he von geo me tri schen Prü fun gen, z. B. der Mes sung der Tischgeradheit und der Tischeben-heit, der Positionierabweichung einer Li near -ach se oder der Rundlaufabweichungen der Ar-beits spin del er mit telt. Ganz all ge mein geht es da-bei um die Mes sung von Ma ßen, Form und La ge von Ma schi nen tei len und de ren Bewegungen.
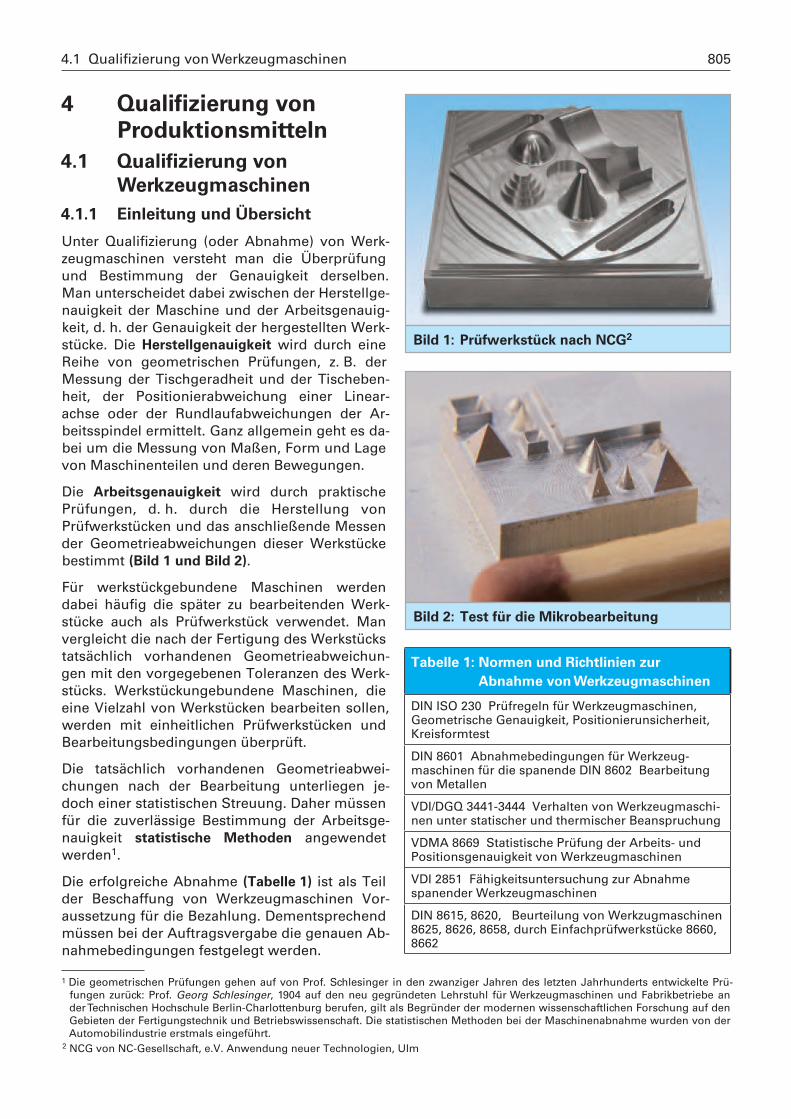
Die Ar beits ge nau ig keit wird durch prak ti sche Prü fun gen, d. h. durch die Her stel lung von Prüfwerkstücken und das an schlie ßen de Mes sen der Geo me trie ab wei chun gen die ser Werk stü cke be stimmt (Bild 1 und Bild 2).
Für werkstückgebundene Ma schi nen wer den da bei häu fig die spä ter zu be ar bei ten den Werk-stücke auch als Prüfwerkstück ver wen det. Man ver gleicht die nach der Fer ti gung des Werk stücks tat säch lich vor han de nen Geo me trie ab wei chun-gen mit den vor ge ge be nen To le ran zen des Werk-stücks. Werkstückungebundene Ma schi nen, die eine Viel zahl von Werk stü cken be ar bei ten sol len, wer den mit ein heit li chen Prüfwerkstücken und Be ar bei tungs be din gun gen über prüft.
Die tat säch lich vor han de nen Geo me trie ab wei-chun gen nach der Be ar bei tung un ter lie gen je-doch einer sta tis ti schen Streu ung. Da her müs sen für die zu ver läs si ge Be stim mung der Ar beits ge-nau ig keit sta tis ti sche Me tho den an ge wen det wer den1.
Die er folg rei che Ab nah me (Tabelle 1) ist als Teil der Be schaf fung von Werk zeug ma schi nen Vo r-aus set zung für die Be zah lung. Dem ent spre chend müs sen bei der Auf trags ver ga be die ge nauen Ab-nah me be din gun gen fest ge legt wer den.
4 Qualifizierung vonProduktionsmitteln
4.1 Qualifizierung von Werkzeugmaschinen
Tabelle 1: Normen und Richtlinien zurAbnahme von Werkzeugmaschinen
DIN ISO 230 Prüf re geln für Werk zeug ma schi nen, Geo me tri sche Ge nauig keit, Positionierunsicherheit, Kreisformtest
DIN 8601 Ab nah me be din gun gen für Werk zeug -ma schi nen für die spa nen de DIN 8602 Be ar bei tung von Me tal len
VDI/DGQ 3441-3444 Ver hal ten von Werk zeug ma schi-nen un ter sta ti scher und ther mi scher Be an spru chung
VDMA 8669 Sta tis ti sche Prü fung der Ar beits- undPo si tions ge nau ig keit von Werk zeug ma schi nen
VDI 2851 Fähigkeitsuntersuchung zur Ab nah me spanender Werk zeug ma schi nen
DIN 8615, 8620, Be ur tei lung von Werkzugmaschinen 8625, 8626, 8658, durch Einfachprüfwerkstücke 8660, 8662
Bild 2: Test für die Mikrobearbeitung
Bild 1: Prüfwerkstück nach NCG2
1 Die geo me tri schen Prüfungen ge hen auf von Prof. Schle sin ger in den zwan zi ger Jah ren des letzten Jahrhunderts ent wi ckel te Prü-fun gen zu rück: Prof. Georg Schle sin ger, 1904 auf den neu ge grün de ten Lehr stuhl für Werk zeug ma schi nen und Fab rik be trie be an der Tech ni schen Hoch schu le Ber lin-Char lot ten burg be ru fen, gilt als Be grün der der mo der nen wis sen schaft li chen For schung auf den Ge bie ten der Fer ti gungs tech nik und Be triebs wis sen schaft. Die sta tis ti schen Me tho den bei der Ma schi nen ab nah me wur den von der Au to mo bil in dus trie erst mals ein ge führt.
2 NCG von NC-Gesellschaft, e.V. Anwendung neuer Technologien, Ulm
8114.1 Qualifi zierung von Werkzeugmaschinen
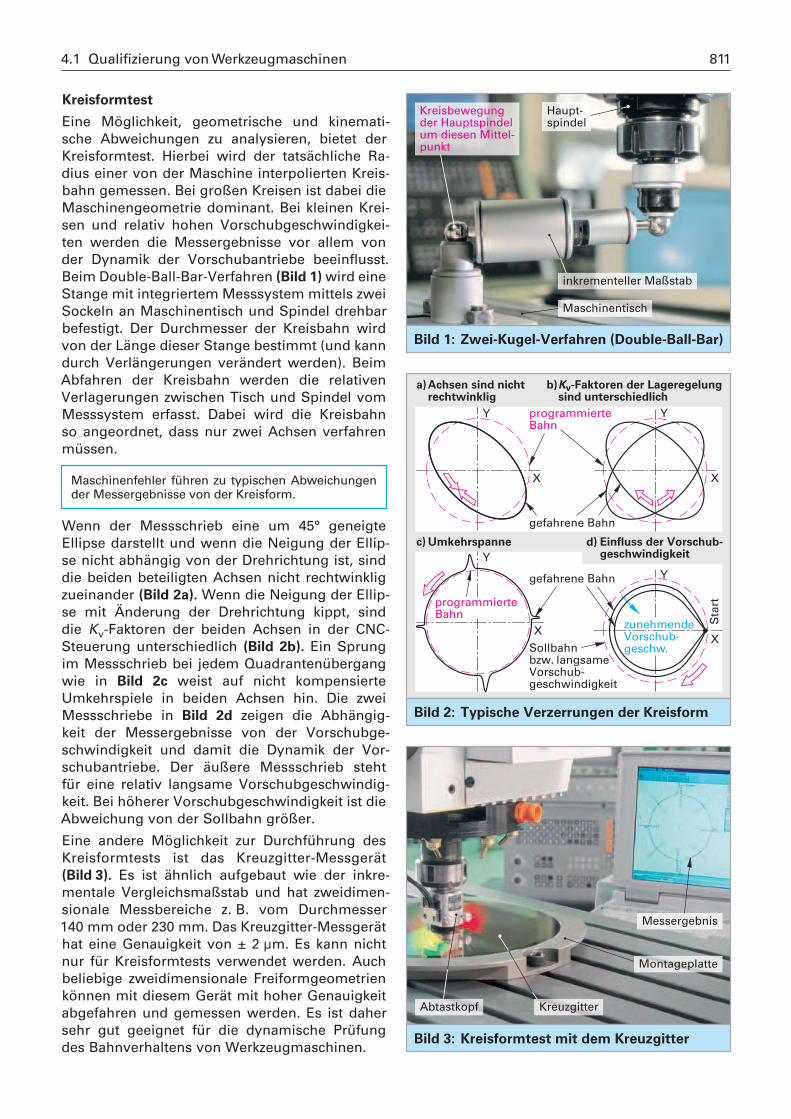
Kreisformtest
Eine Mög lich keit, geo me tri sche und ki ne ma ti-sche Ab wei chun gen zu ana ly sie ren, bie tet der Kreisformtest. Hier bei wird der tat säch li che Ra-dius einer von der Ma schi ne in ter po lier ten Kreis-bahn ge mes sen. Bei gro ßen Krei sen ist da bei die Maschinengeometrie do mi nant. Bei klei nen Krei-sen und re la tiv ho hen Vorschubgeschwindigkei-ten wer den die Mess er geb nis se vor allem von der Dy na mik der Vor schub an trie be be ein flusst. Beim Dou ble-Ball -Bar-Ver fah ren (Bild 1) wird eine Stan ge mit in te grier tem Mess sys tem mit tels zwei So ckeln an Ma schi nen tisch und Spin del dreh bar be fes tigt. Der Durch mes ser der Kreis bahn wird von der Län ge die ser Stan ge be stimmt (und kann durch Ver län ge run gen ver än dert wer den). Beim Ab fah ren der Kreis bahn wer den die re la ti ven Ver la ge run gen zwi schen Tisch und Spin del vom Mess sys tem er fasst. Da bei wird die Kreis bahn so an ge ord net, dass nur zwei Ach sen ver fah ren müs sen.
Wenn der Mess schrieb eine um 45° ge neig te El lip se dar stellt und wenn die Nei gung der El lip-se nicht ab hän gig von der Dreh rich tung ist, sind die bei den be tei lig ten Ach sen nicht recht wink lig zu ei nan der (Bild 2a). Wenn die Nei gung der El lip-se mit Än de rung der Dreh rich tung kippt, sind die Kv-Fak to ren der bei den Ach sen in der CNC-Steue rung un ter schied lich (Bild 2b). Ein Sprung im Mess schrieb bei je dem Quadrantenübergang wie in Bild 2c weist auf nicht kom pen sier te Umkehrspiele in bei den Ach sen hin. Die zwei Messschriebe in Bild 2d zei gen die Ab hän gig-keit der Mess er geb nis se von der Vor schub ge-schwin dig keit und da mit die Dy na mik der Vor-schub an trie be. Der äußere Mess schrieb steht für eine re la tiv lang sa me Vor schub ge schwin dig-keit. Bei höherer Vorschubgeschwindigkeit ist die Abweichung von der Sollbahn größer.
Eine an de re Mög lich keit zur Durch füh rung des Kreisformtests ist das Kreuzgitter-Mess ge rät (Bild 3). Es ist ähn lich auf ge baut wie der in kre-men ta le Ver gleichs maß stab und hat zwei di men-sio na le Mess be rei che z. B. vom Durch mes ser 140 mm oder 230 mm. Das Kreuzgitter-Mess ge rät hat eine Ge nauig keit von ± 2 µm. Es kann nicht nur für Kreisformtests ver wen det wer den. Auch be lie bi ge zwei di men sio na le Frei form geo me trien kön nen mit die sem Ge rät mit ho her Ge nauig keit ab ge fah ren und ge mes sen wer den. Es ist da her sehr gut ge eig net für die dy na mi sche Prü fung des Bahnverhaltens von Werk zeug ma schi nen.
Maschinenfehler füh ren zu ty pi schen Ab wei chun gen der Mess er geb nis se von der Kreis form.
Maschinentisch
Kreisbewegungder Hauptspindelum diesen Mittel-punkt
Haupt-spindel
inkrementeller Maßstab
Bild 1: Zwei -Ku gel-Ver fah ren (Dou ble-Ball -Bar)
a)Achsen sind nichtrechtwinklig
b)Kv-Faktoren der Lageregelungsind unterschiedlich
c) Umkehrspanne d) Einfluss der Vorschub-geschwindigkeit
Y programmierteBahn
X
gefahrene Bahn
Y
X
gefahrene Bahn
programmierteBahn
Sta
rt
Sollbahnbzw. langsameVorschub-geschwindigkeit
zunehmendeVorschub-geschw.
Y
X
Y
X
Bild 2: Typische Verzerrungen der Kreisform
Abtastkopf
Messergebnis
Montageplatte
Kreuzgitter
Bild 3: Kreisformtest mit dem Kreuzgitter
834 Anhang: Kleine Werkstoffkunde
3 Aufbau metallischer Werk-
stoffe
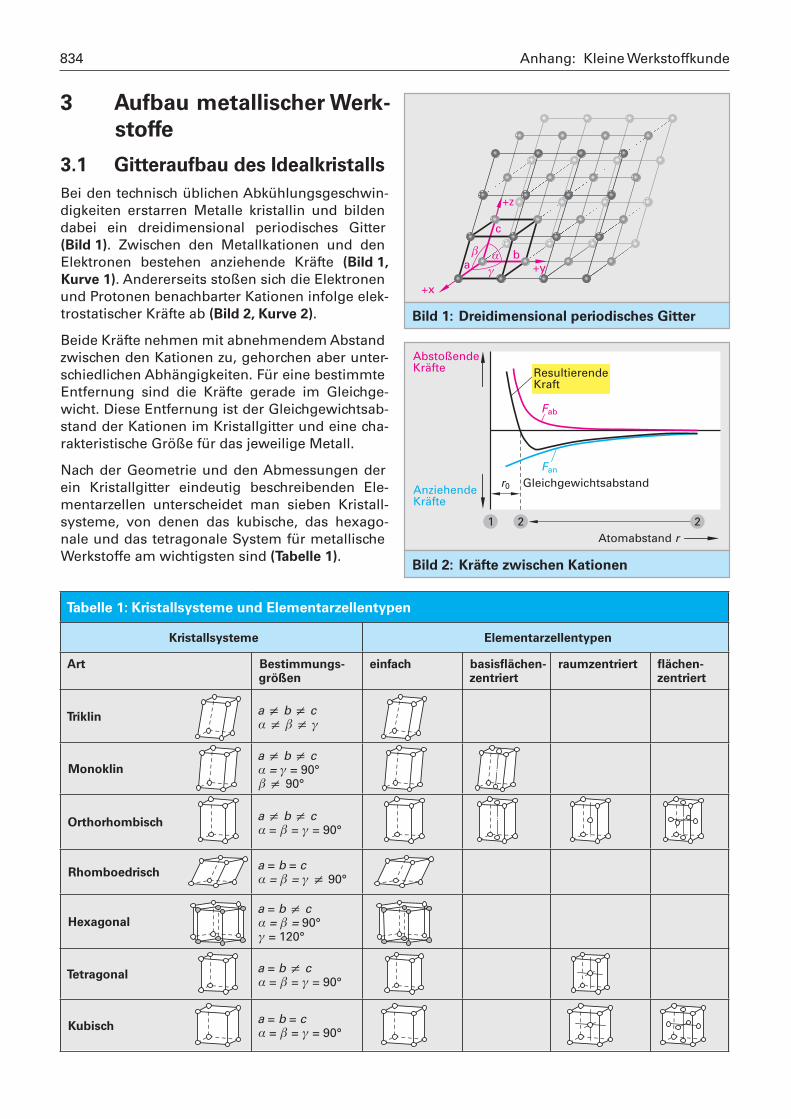
3.1 Gitteraufbau des Idealkristalls
Bei den technisch üblichen Abkühlungsgeschwin-
digkeiten erstarren Metalle kristallin und bilden
dabei ein dreidimensional periodisches Gitter
(Bild 1). Zwischen den Metallkationen und den
Elektronen bestehen anziehende Kräfte (Bild 1,
Kurve 1). Andererseits stoßen sich die Elektronen
und Protonen benachbarter Kationen infolge elek-
trostatischer Kräfte ab (Bild 2, Kurve 2).
Beide Kräfte nehmen mit abnehmendem Abstand
zwischen den Kationen zu, gehorchen aber unter-
schiedlichen Abhängigkeiten. Für eine bestimmte
Entfernung sind die Kräfte gerade im Gleichge-
wicht. Diese Entfernung ist der Gleichgewichtsab-
stand der Kationen im Kristallgitter und eine cha-
rakteristische Größe für das jeweilige Metall.
Nach der Geometrie und den Abmessungen der
ein Kristallgitter eindeutig beschreibenden Ele-
mentarzellen unterscheidet man sieben Kristall-
systeme, von denen das kubische, das hexago-
nale und das tetragonale System für metallische
Werkstoffe am wichtigsten sind (Tabelle 1).
ab
c
ab
g
+x
+y
+z
Bild 1: Dreidimensional periodisches Gitter
AbstoßendeKräfte
AnziehendeKräfte
ResultierendeKraft
Atomabstand r
Gleichgewichtsabstandr0
Fan
Fab
Bild 2: Kräfte zwischen Kationen
Tabelle 1: Kristallsysteme und Elementarzellentypen
Kristallsysteme Elementarzellentypen
Art Bestimmungs-größen
einfach basisfl ächen-zentriert
raumzentriert fl ächen-zentriert
Triklina ) b ) c
a ) b ) g
Monoklina ) b ) c
a = g = 90°b ) 90°
Orthorhombischa ) b ) c
a = b = g = 90°
Rhomboedrischa = b = c
a = b = g ) 90°
Hexagonala = b ) c
a = b = 90°g = 120°
Tetragonala = b ) c
a = b = g = 90°
Kubischa = b = c
a = b = g = 90°





























